/








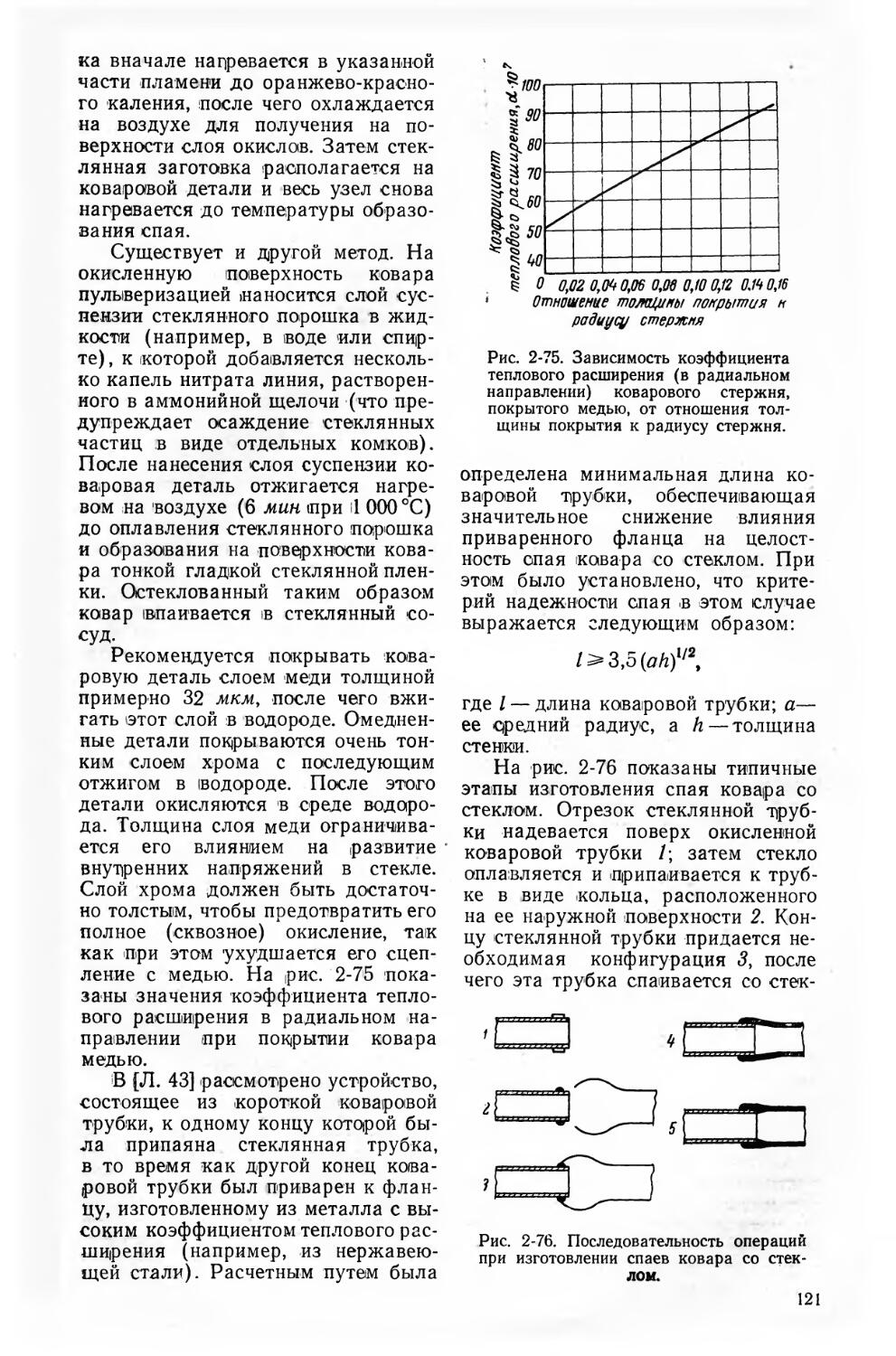
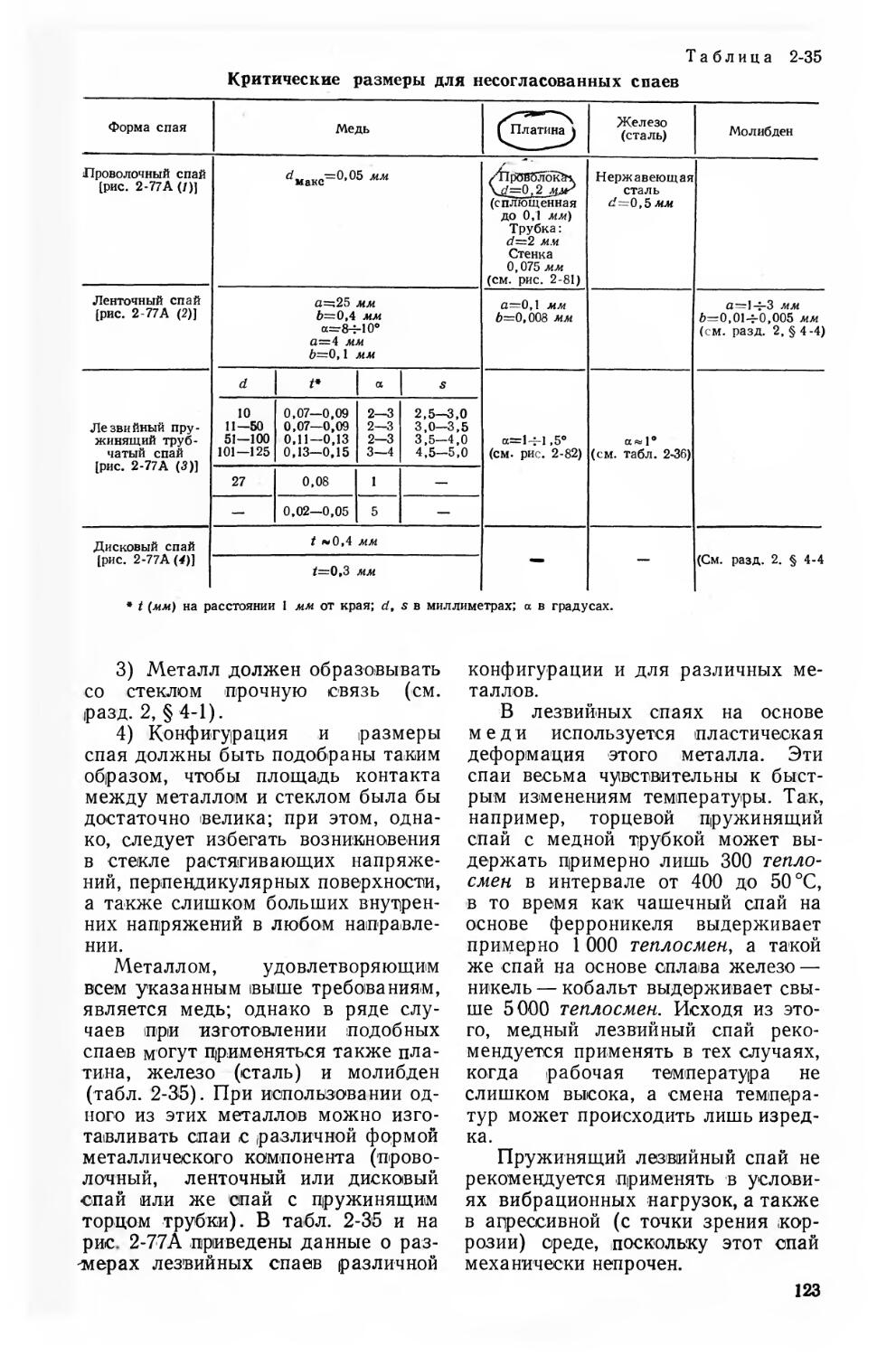












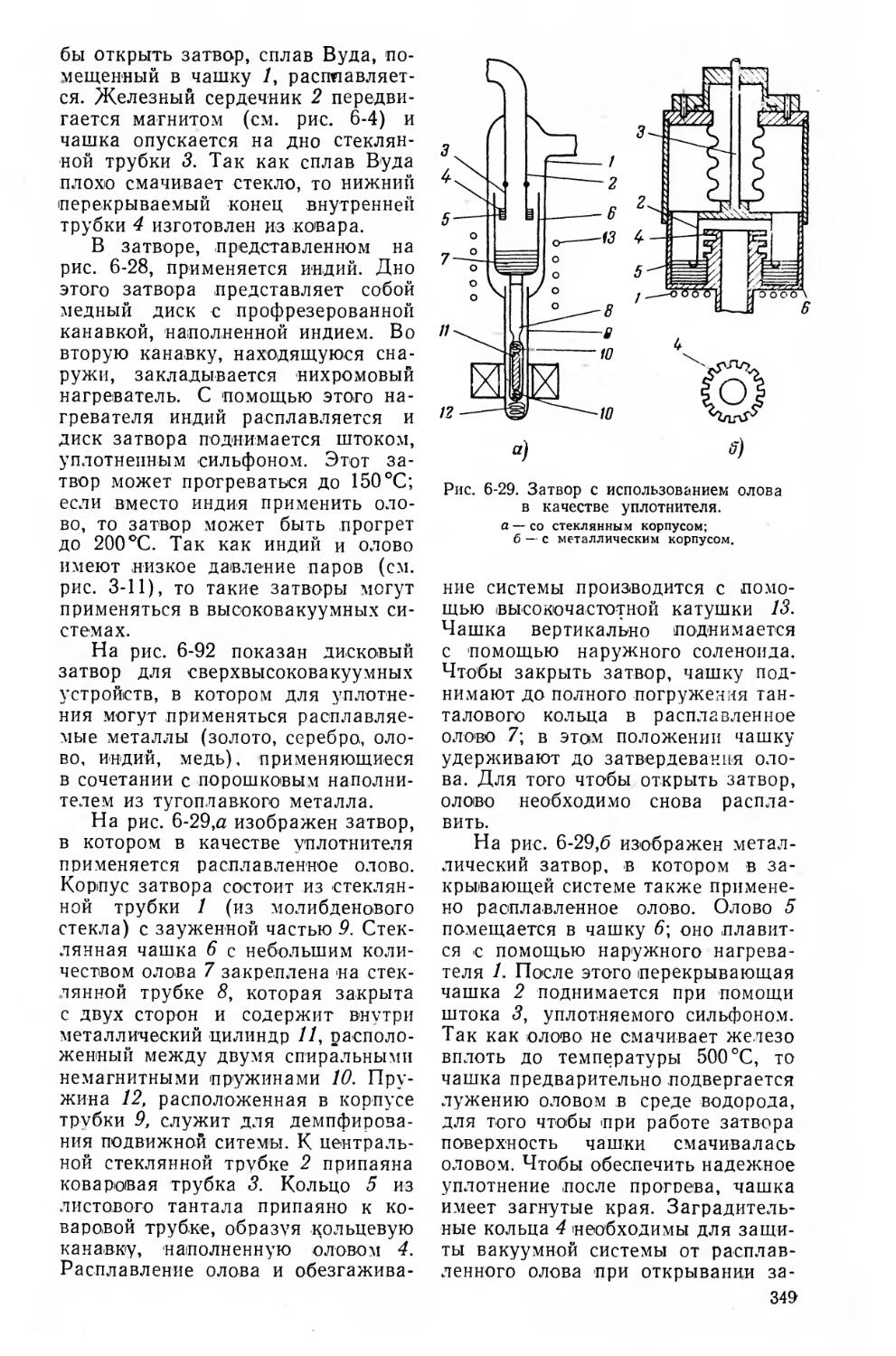








Автор: Рот А.
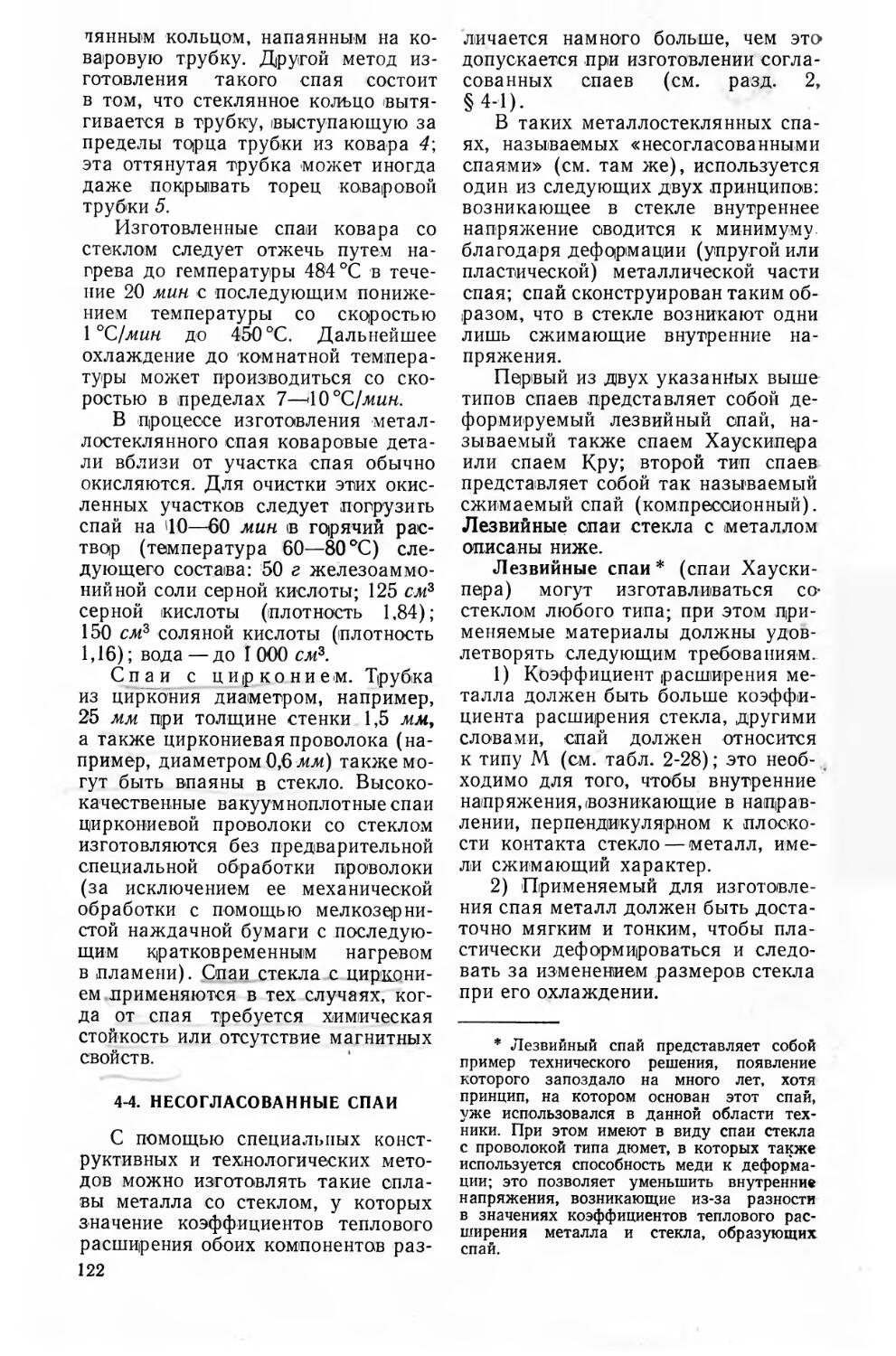
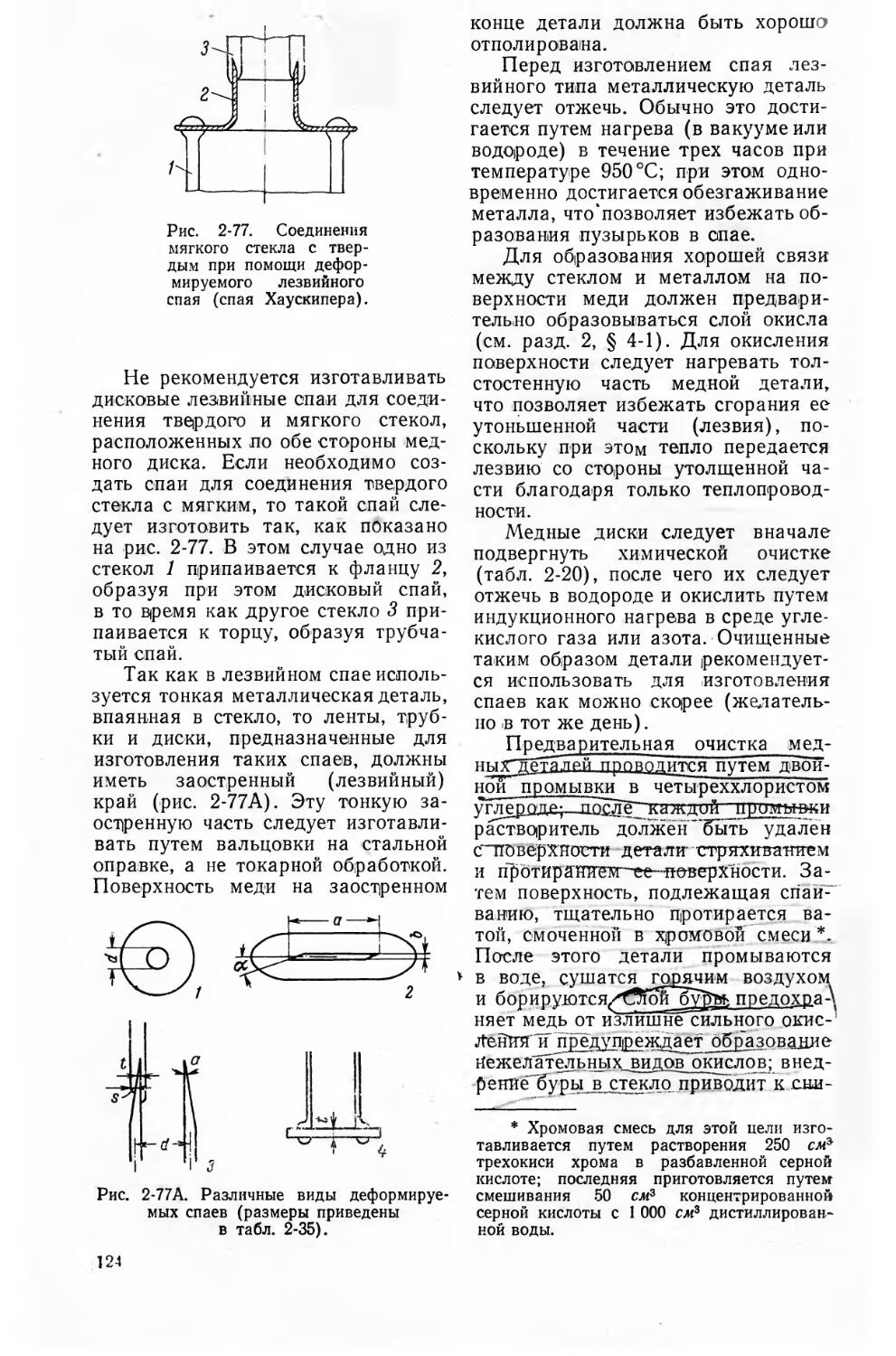
Теги: пневмоэнергетика машины и инструменты холодильная техника холодильное оборудование вакуумные уплотнения
Год: 1971




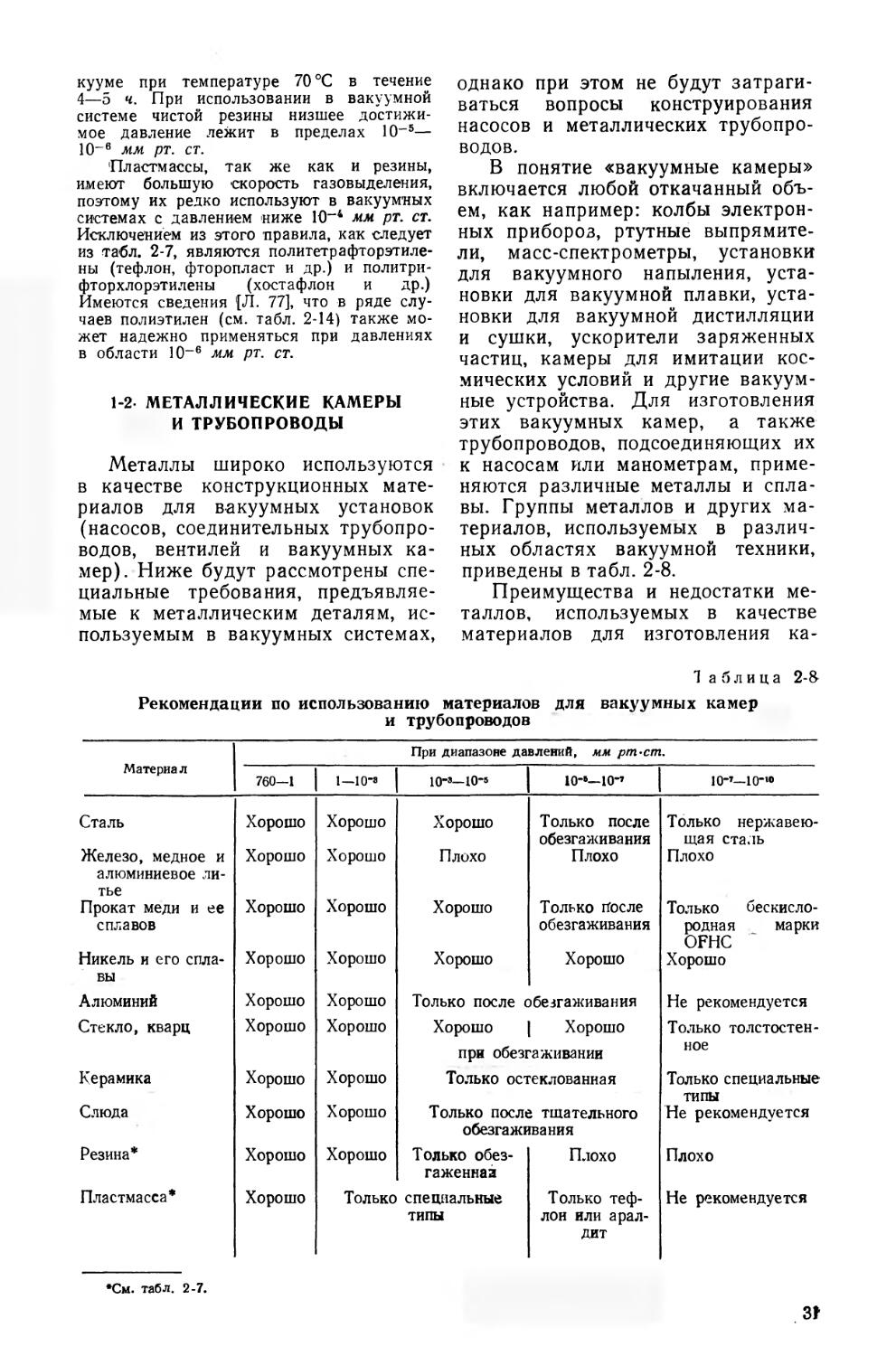
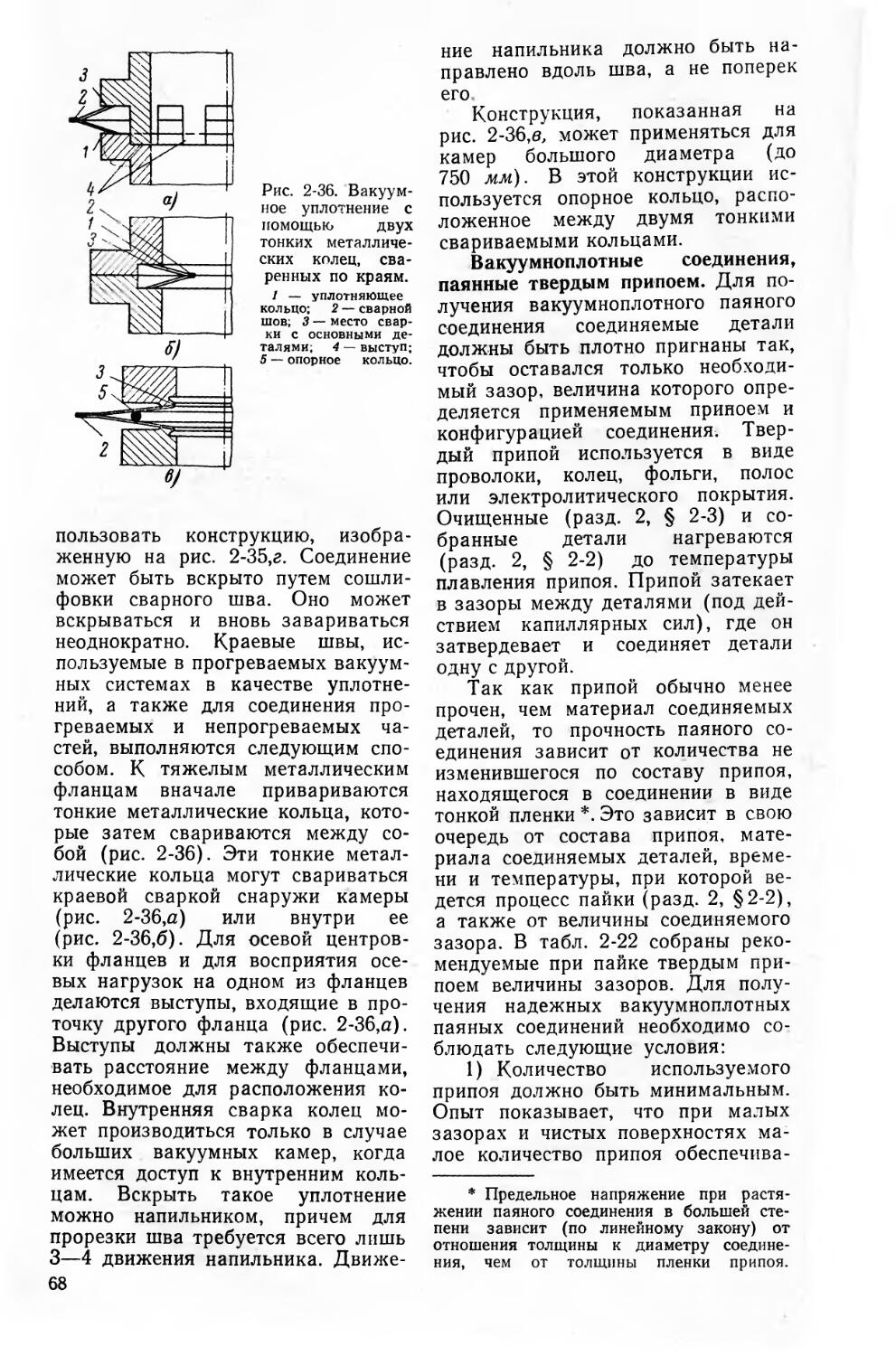
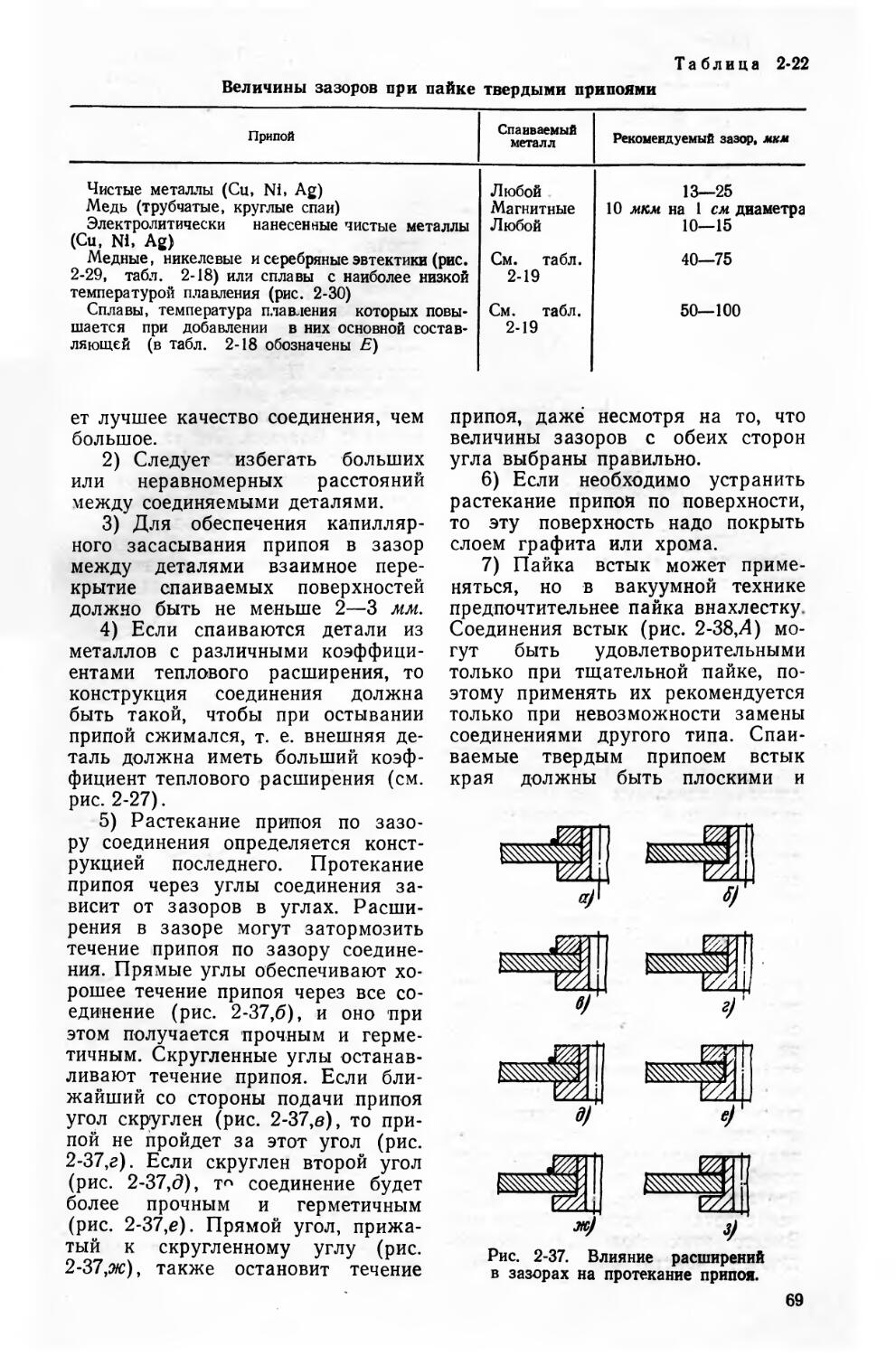
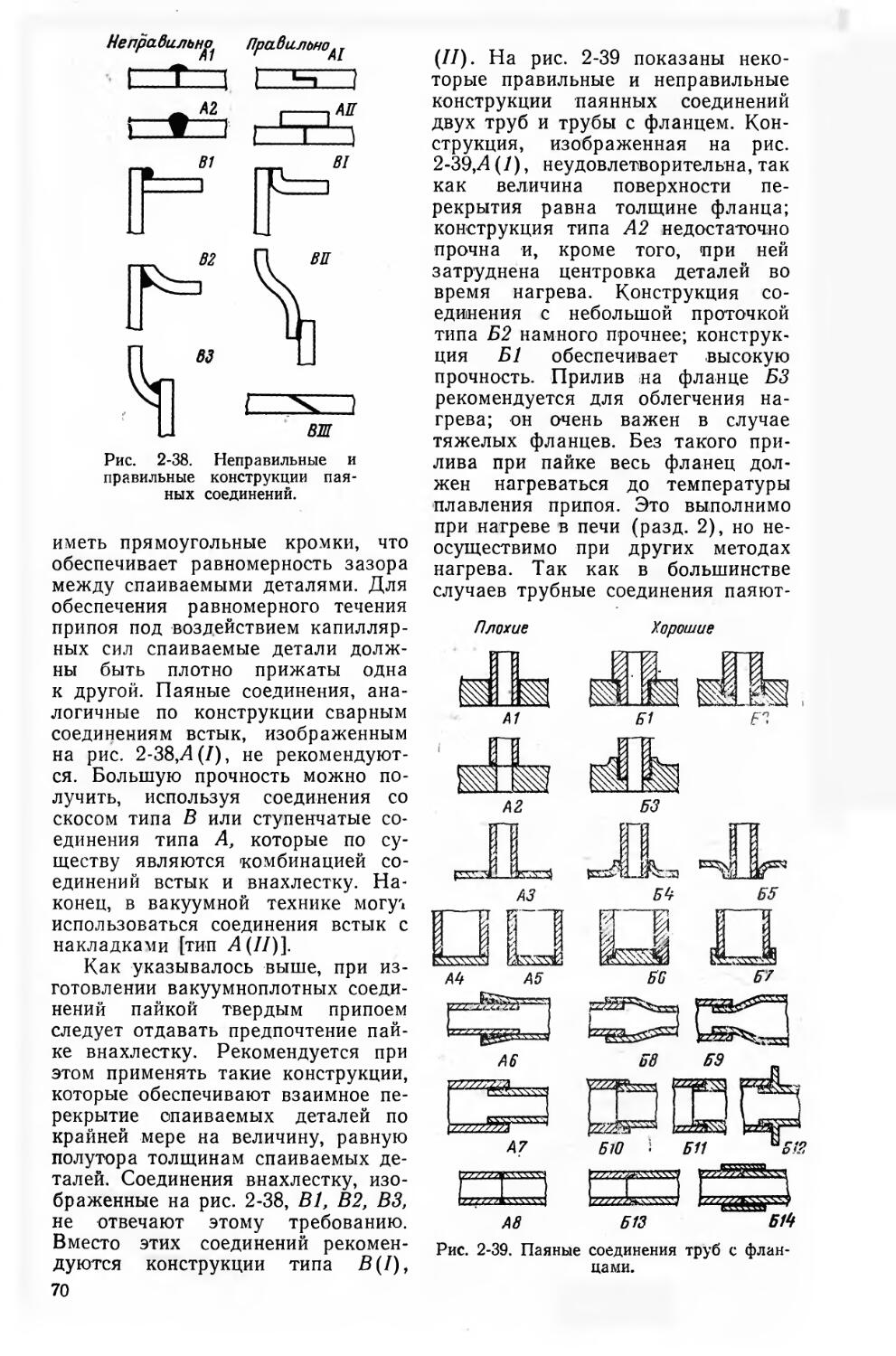
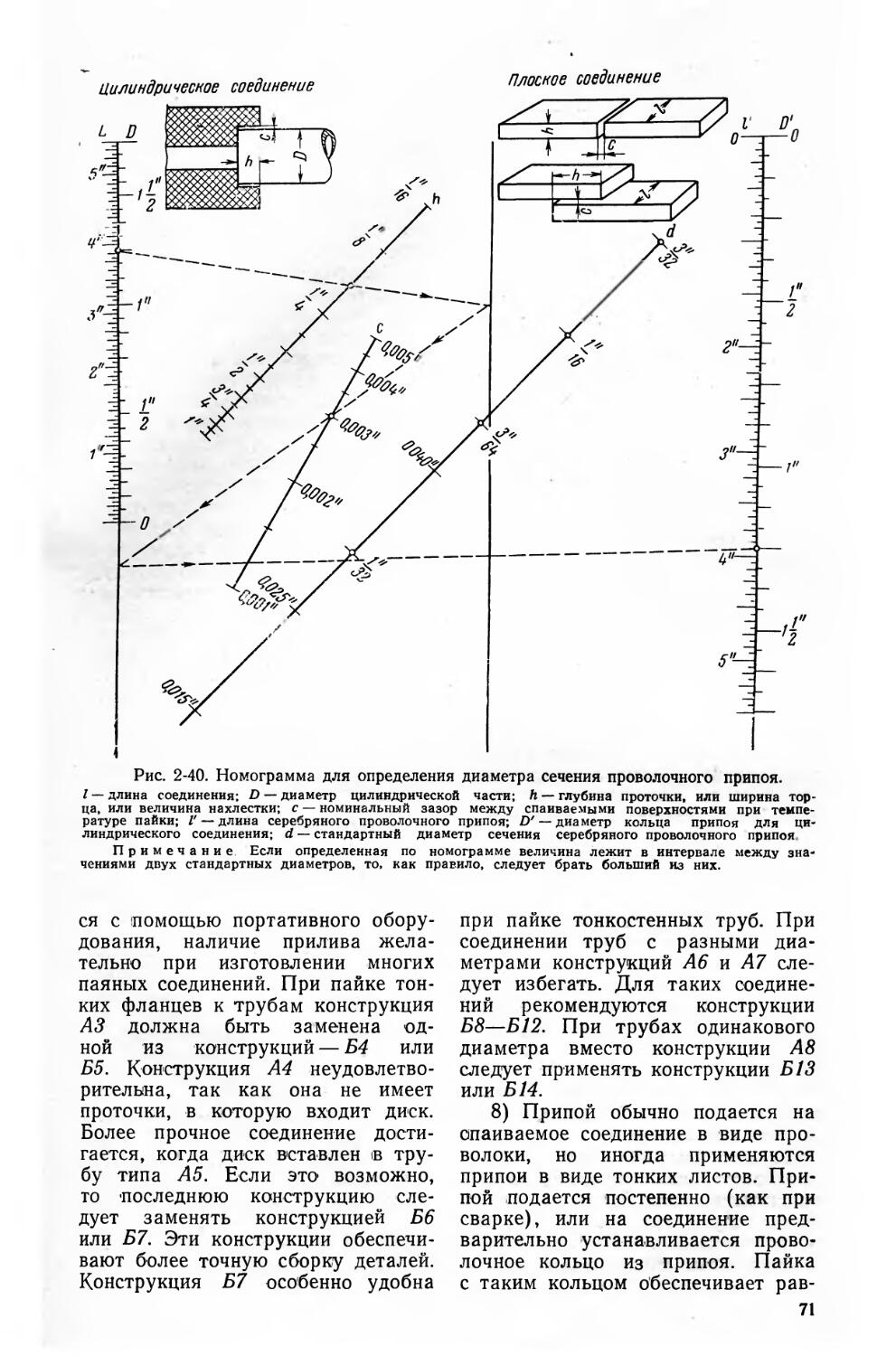
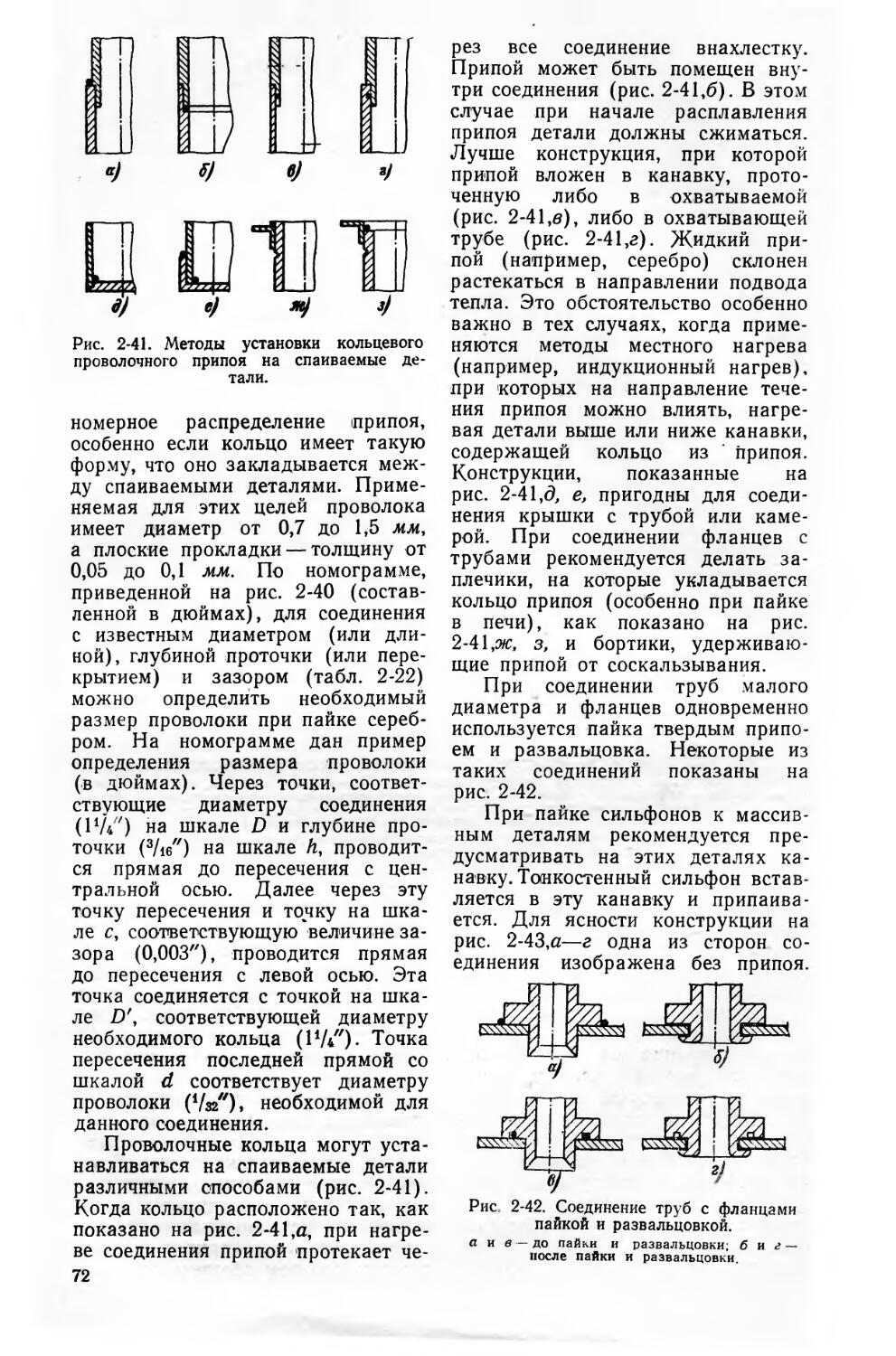
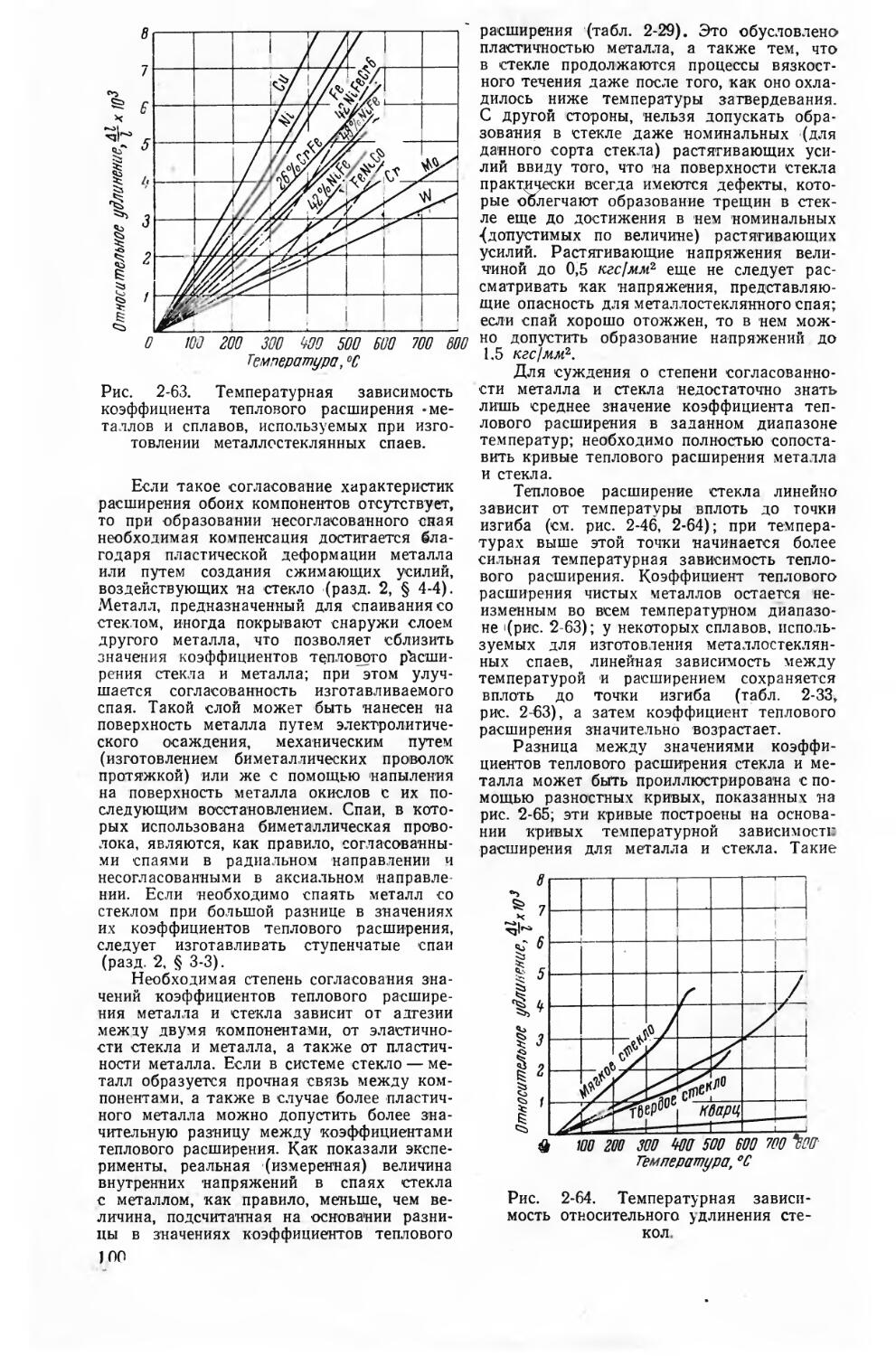
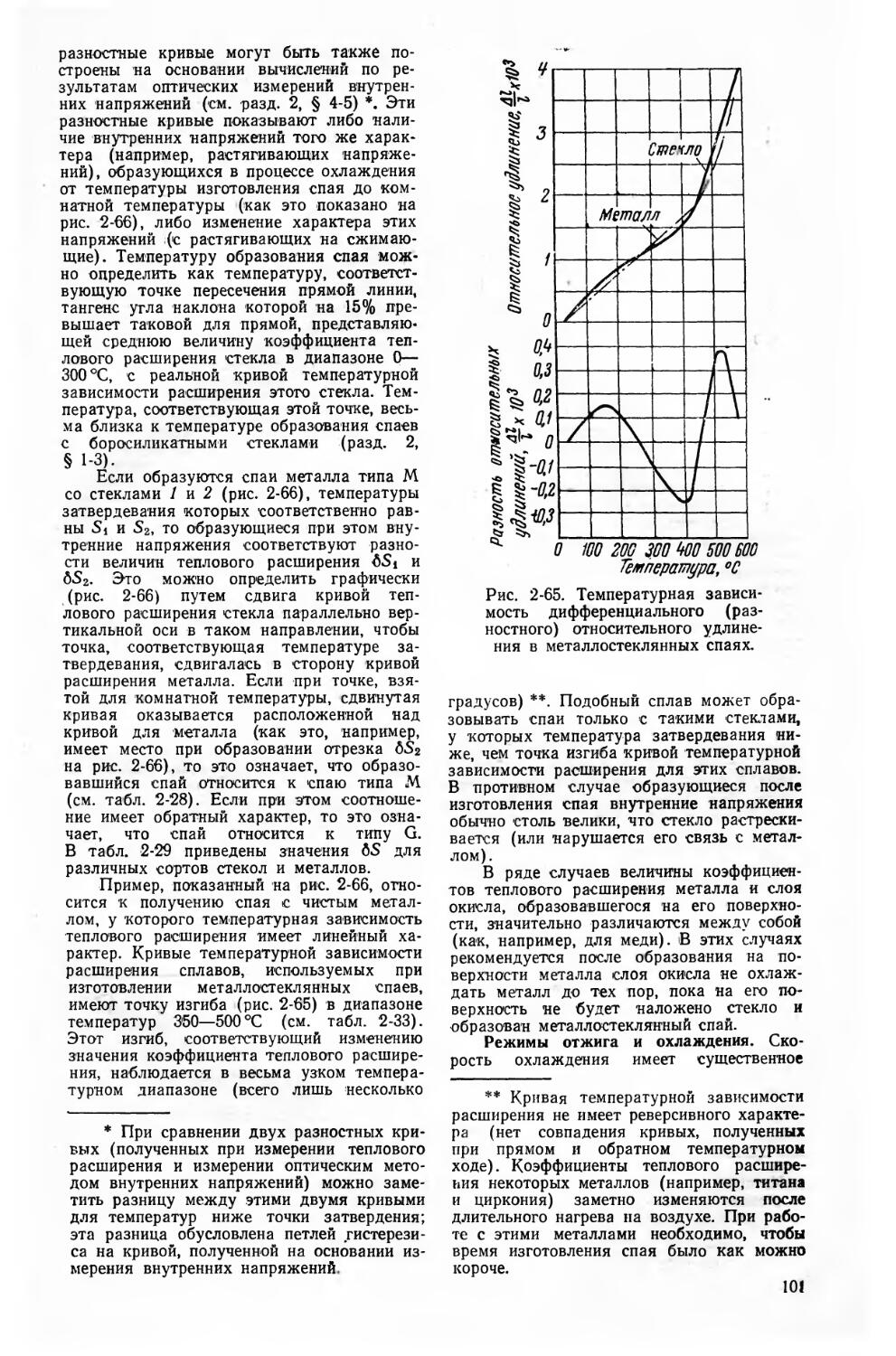
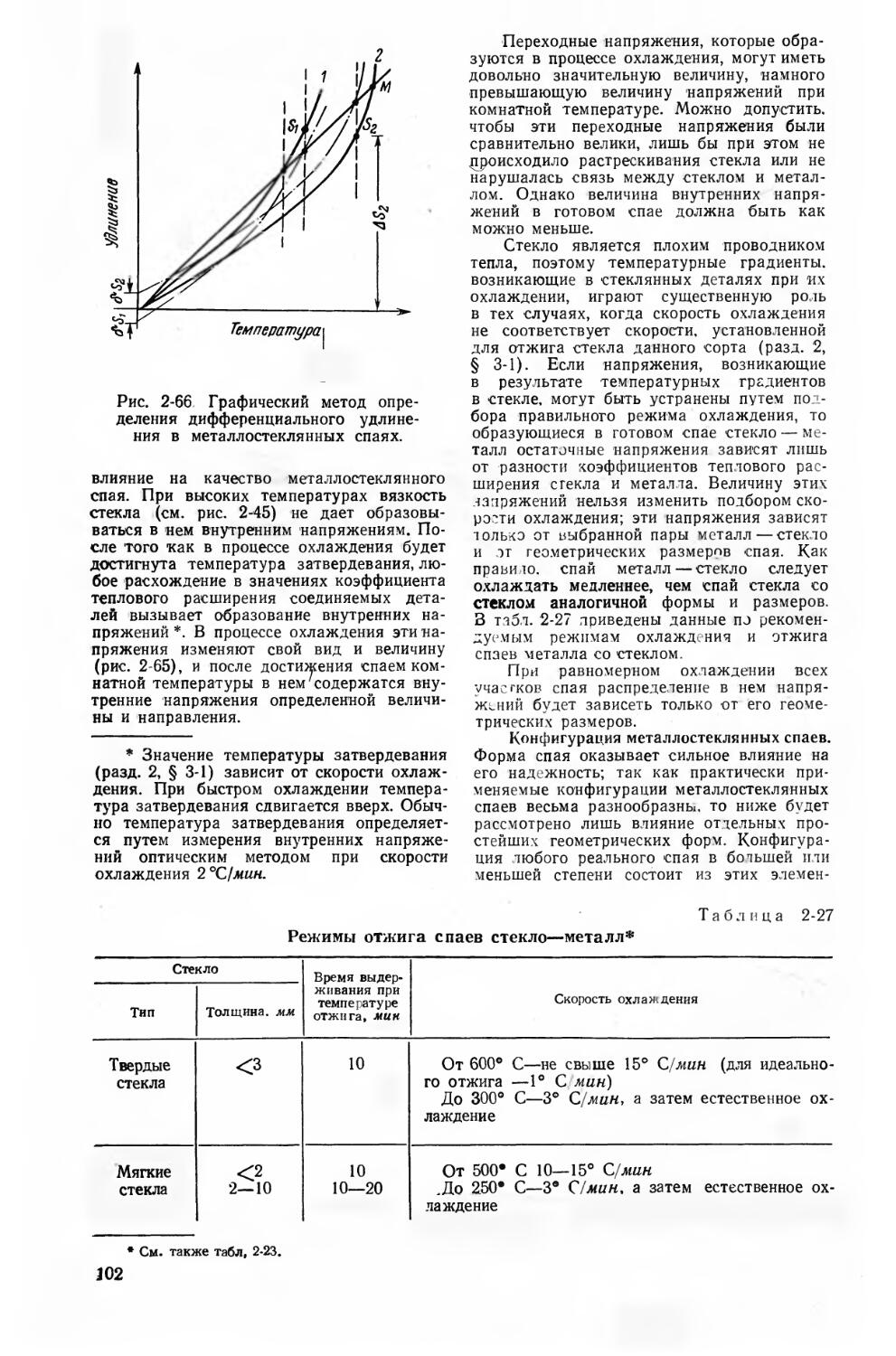
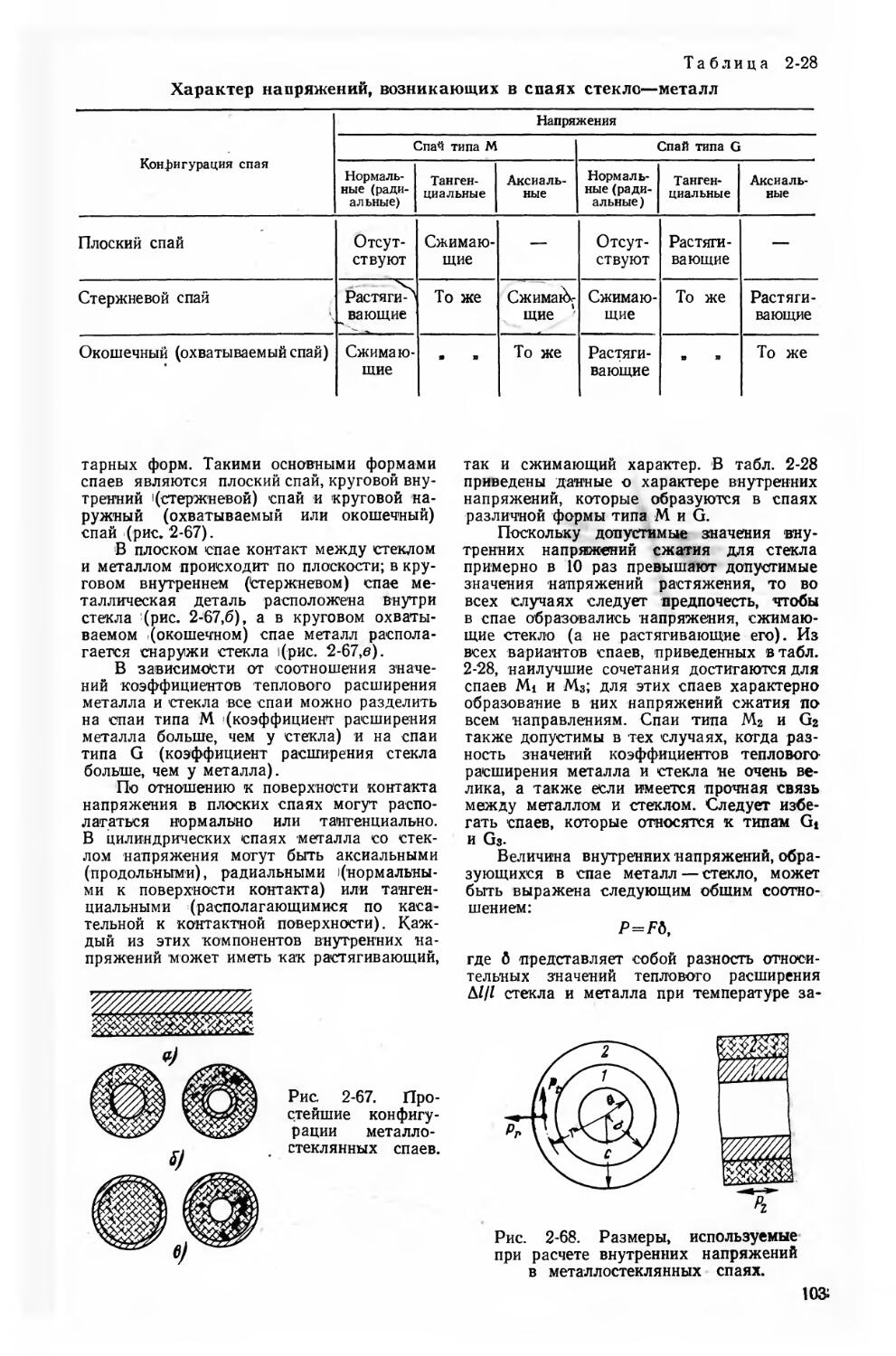
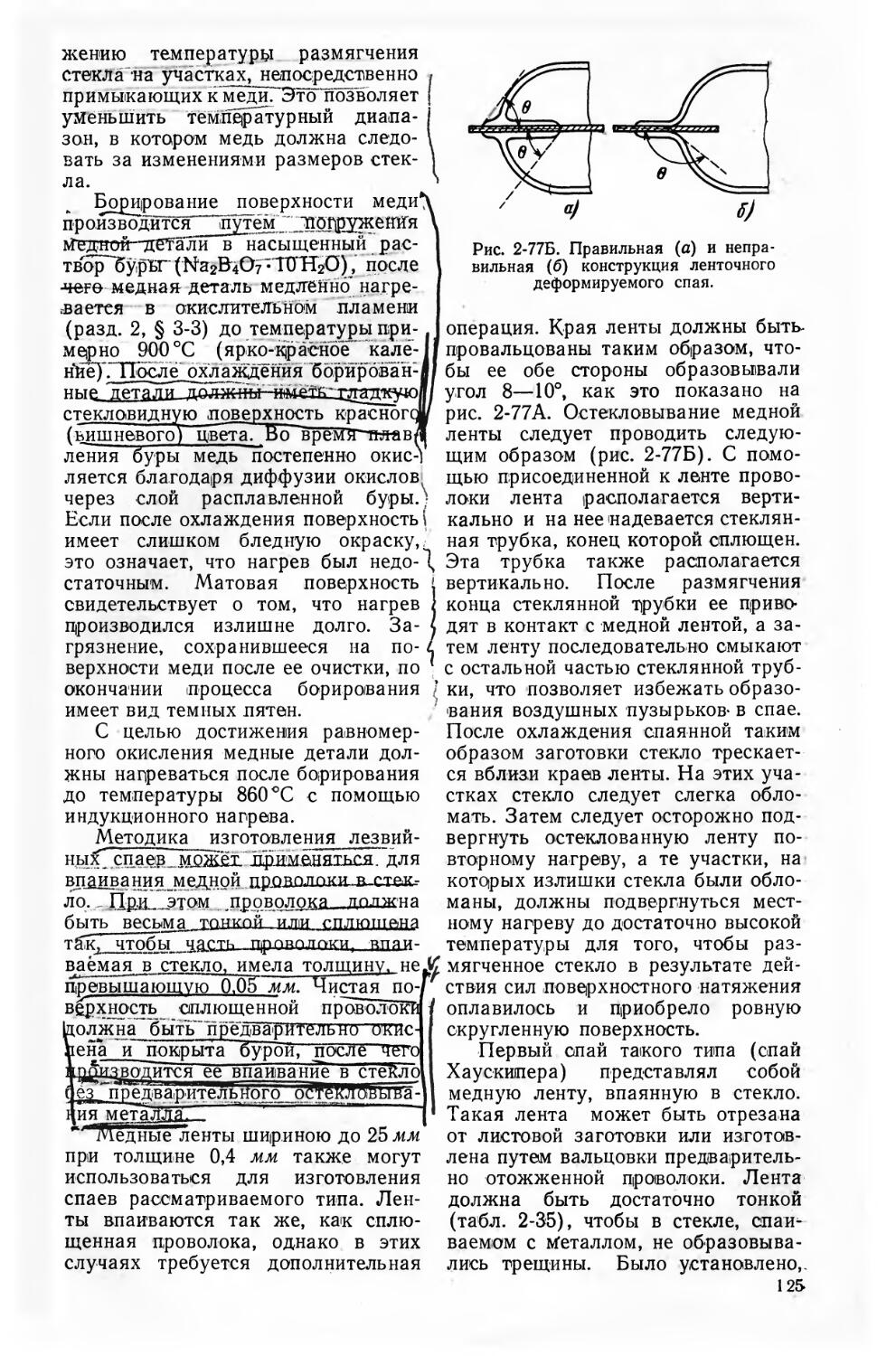
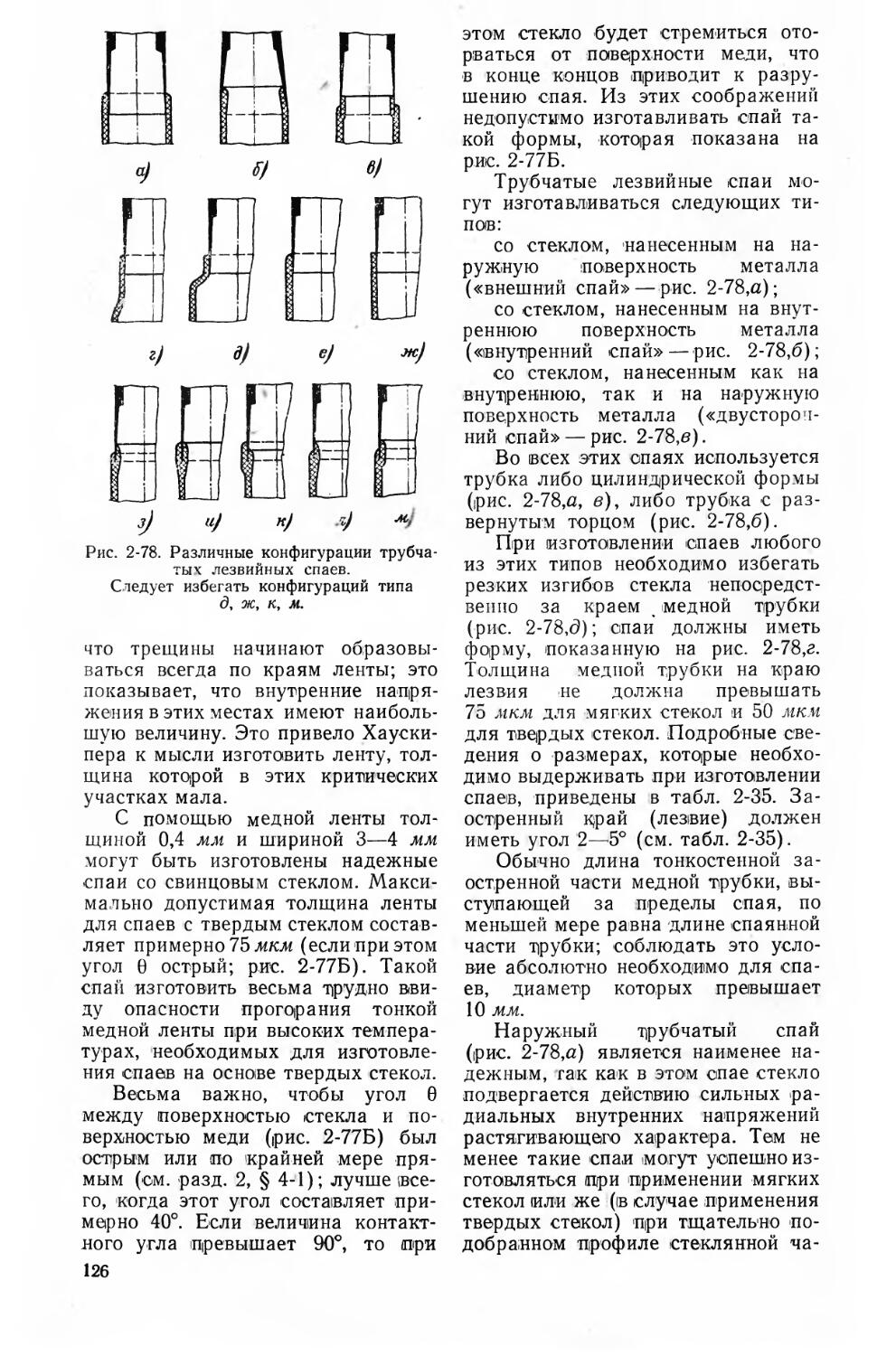
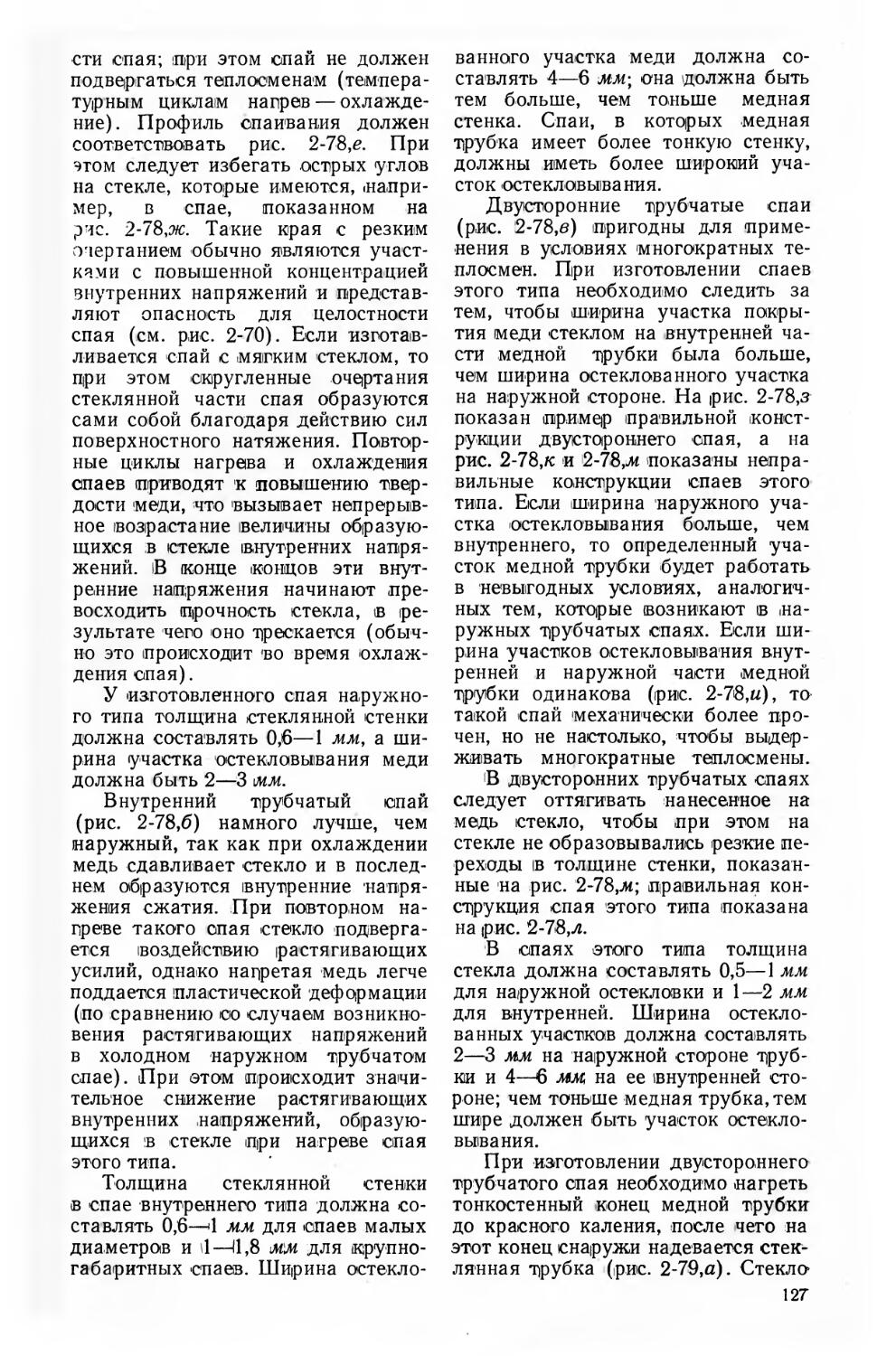
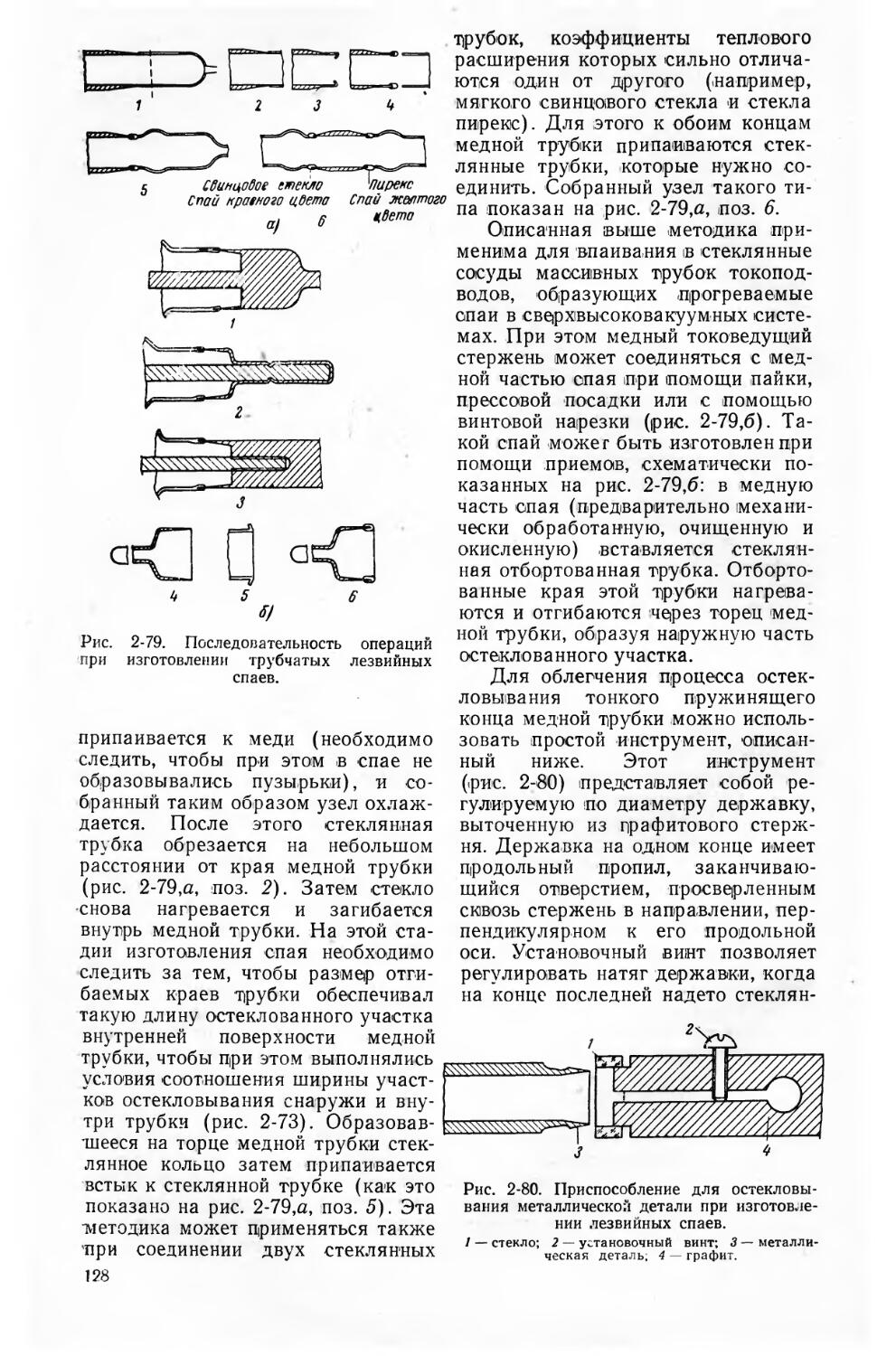
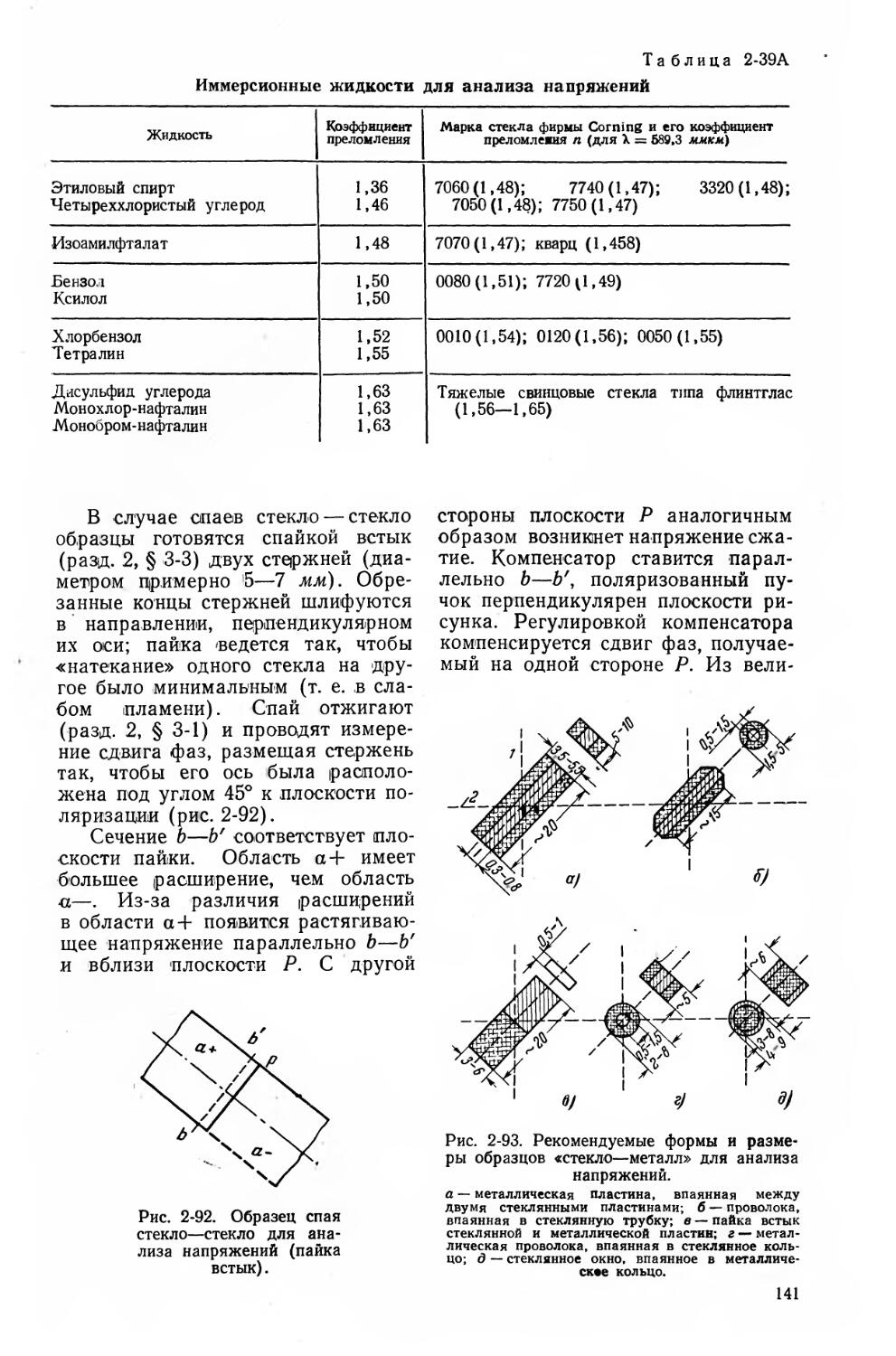
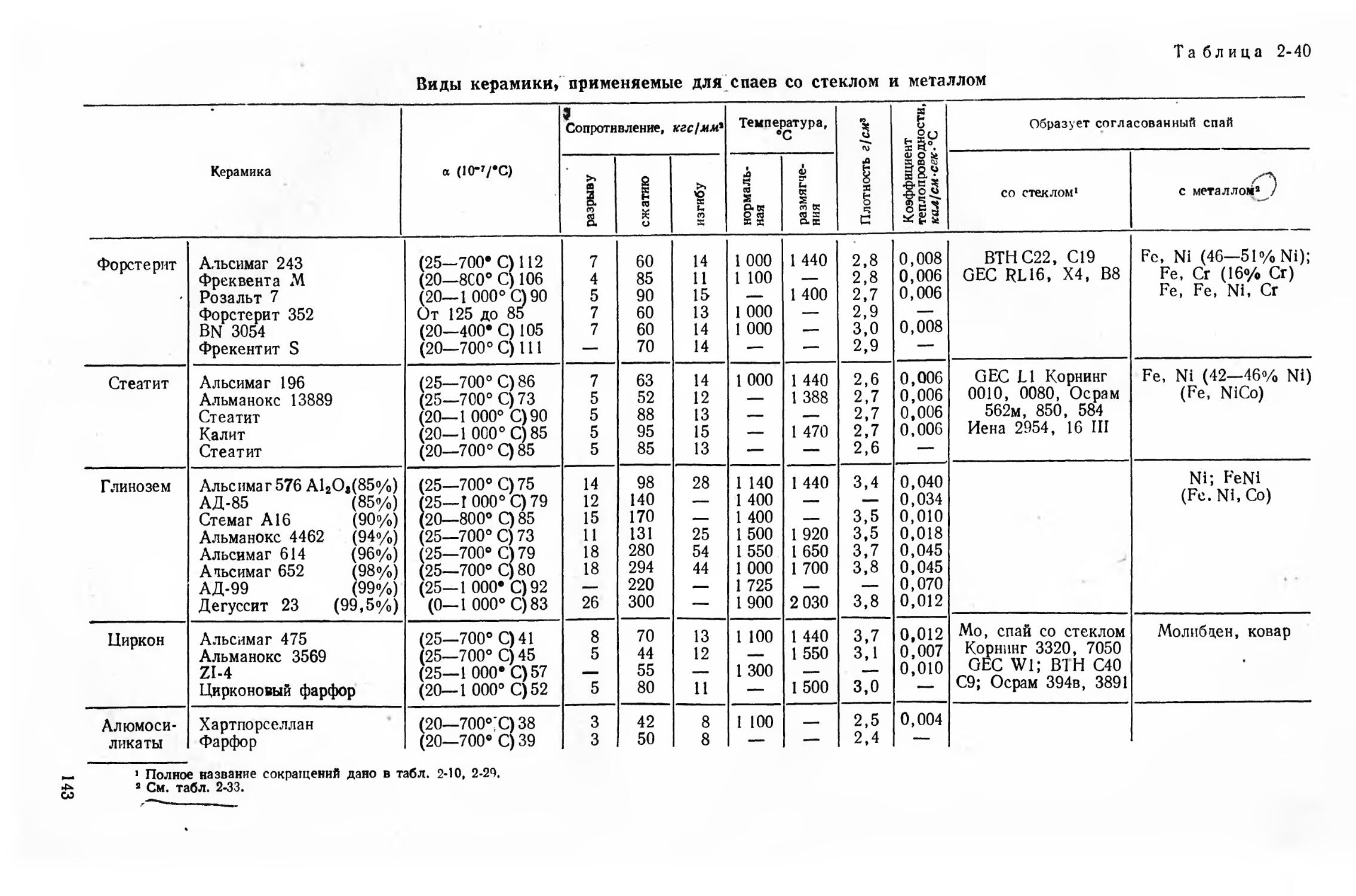
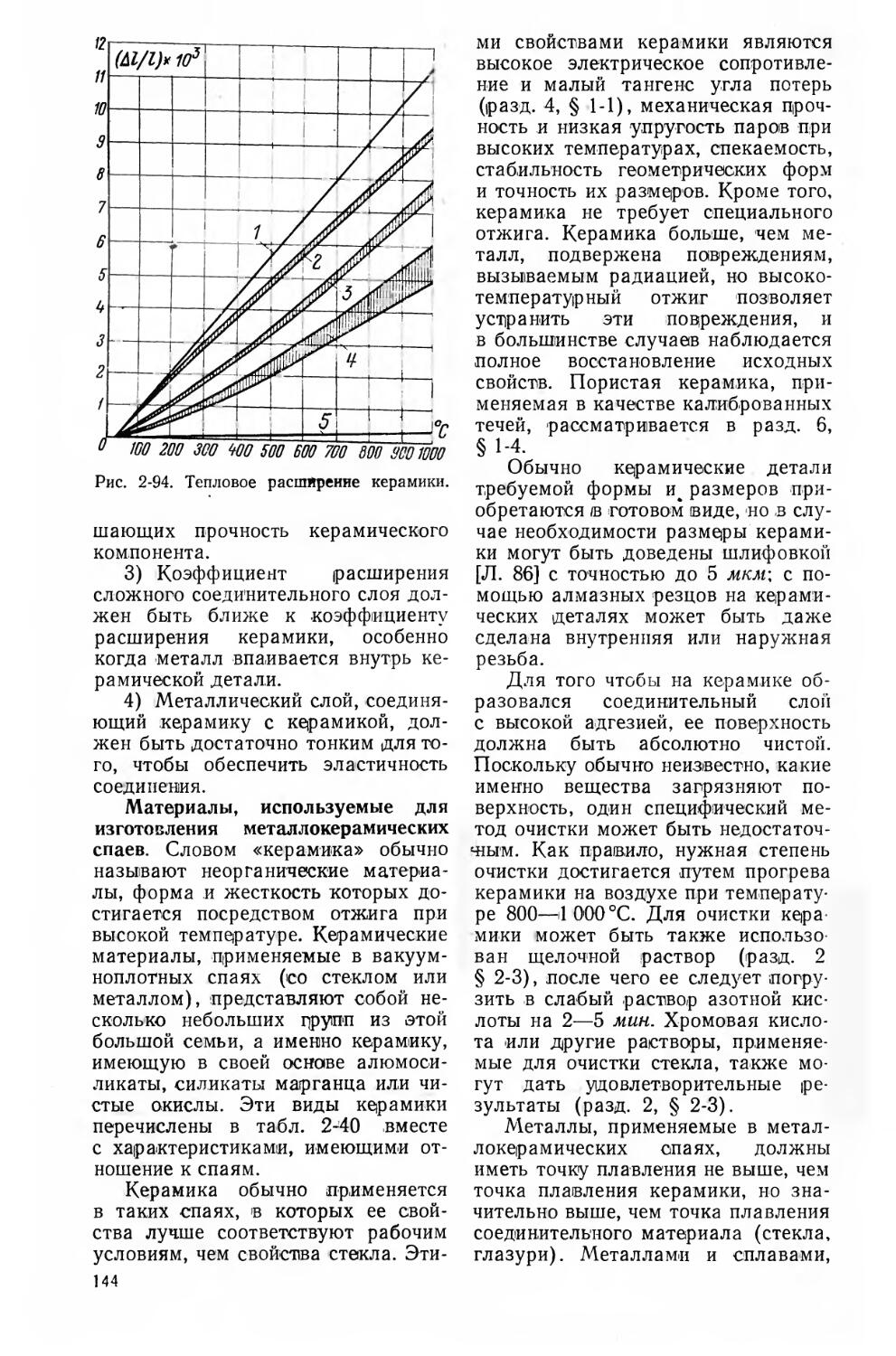
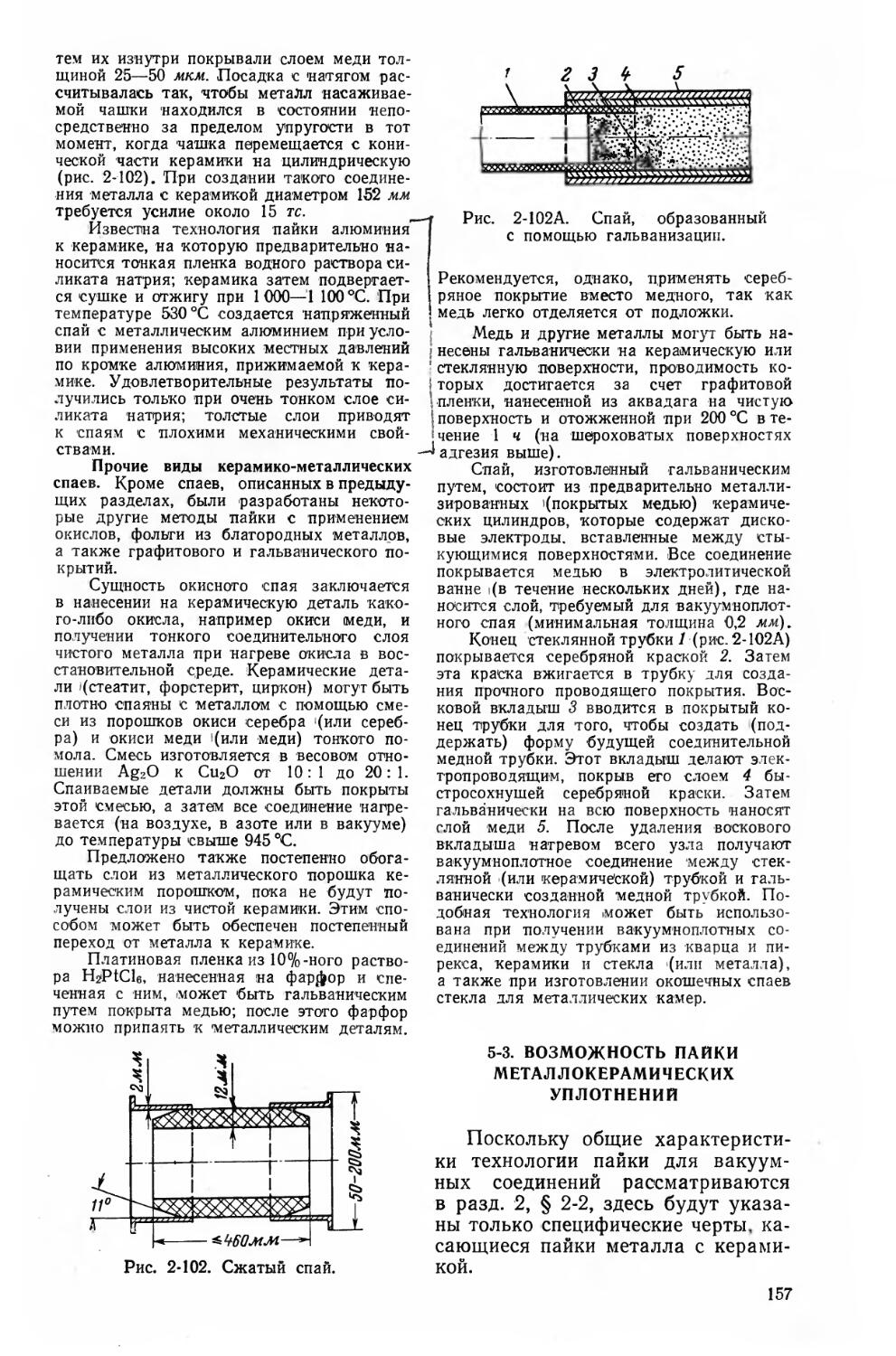
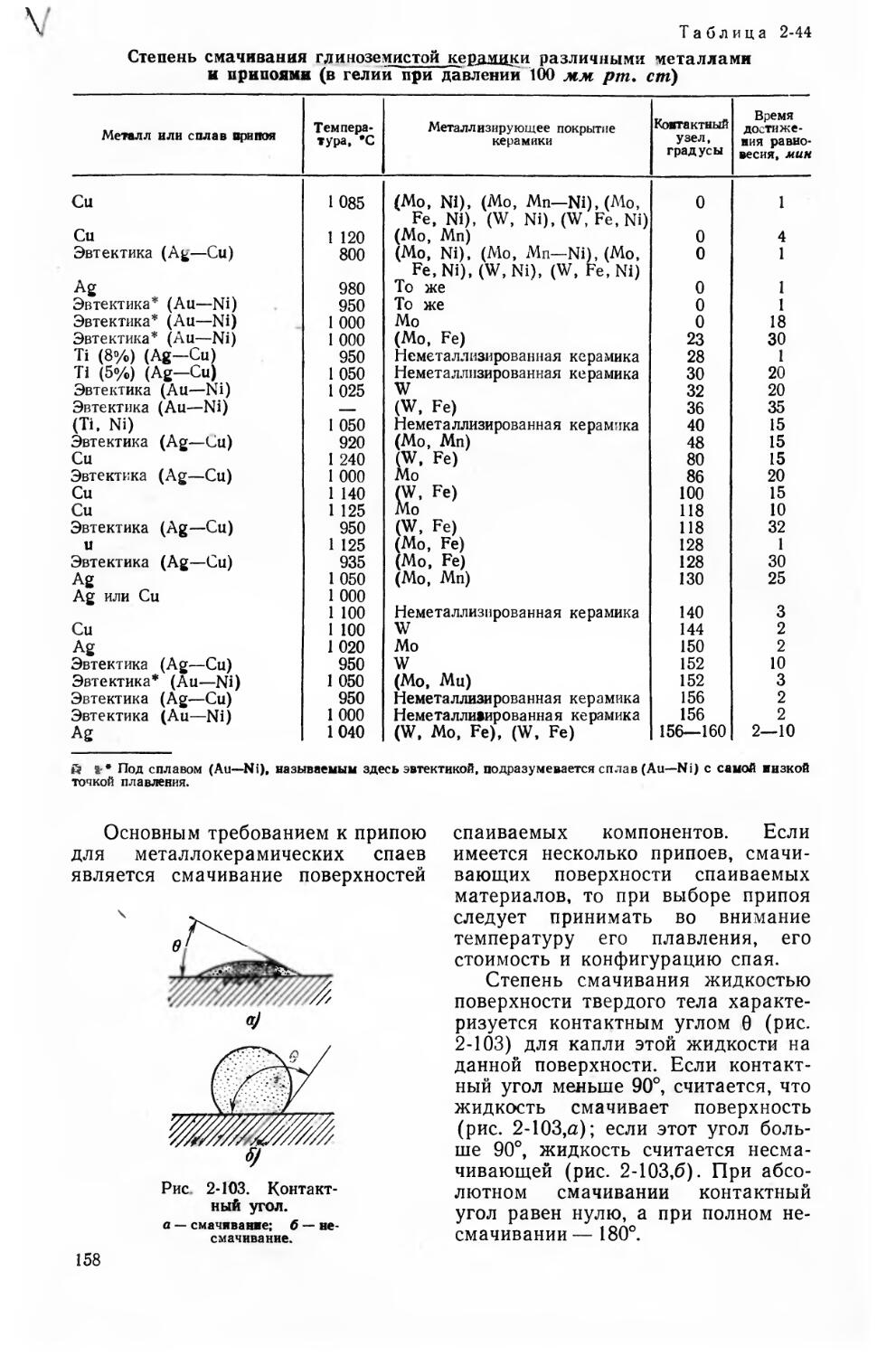
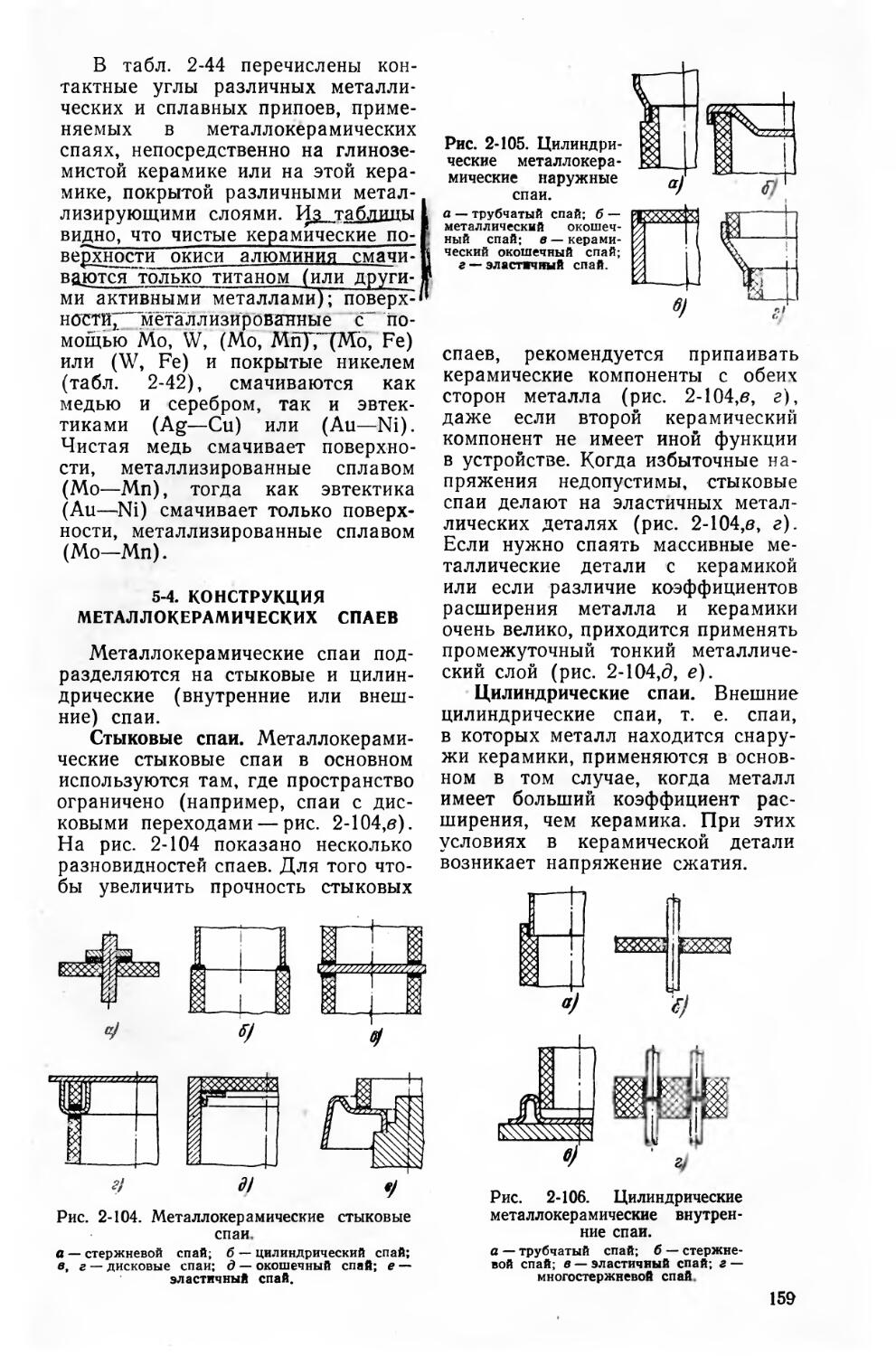
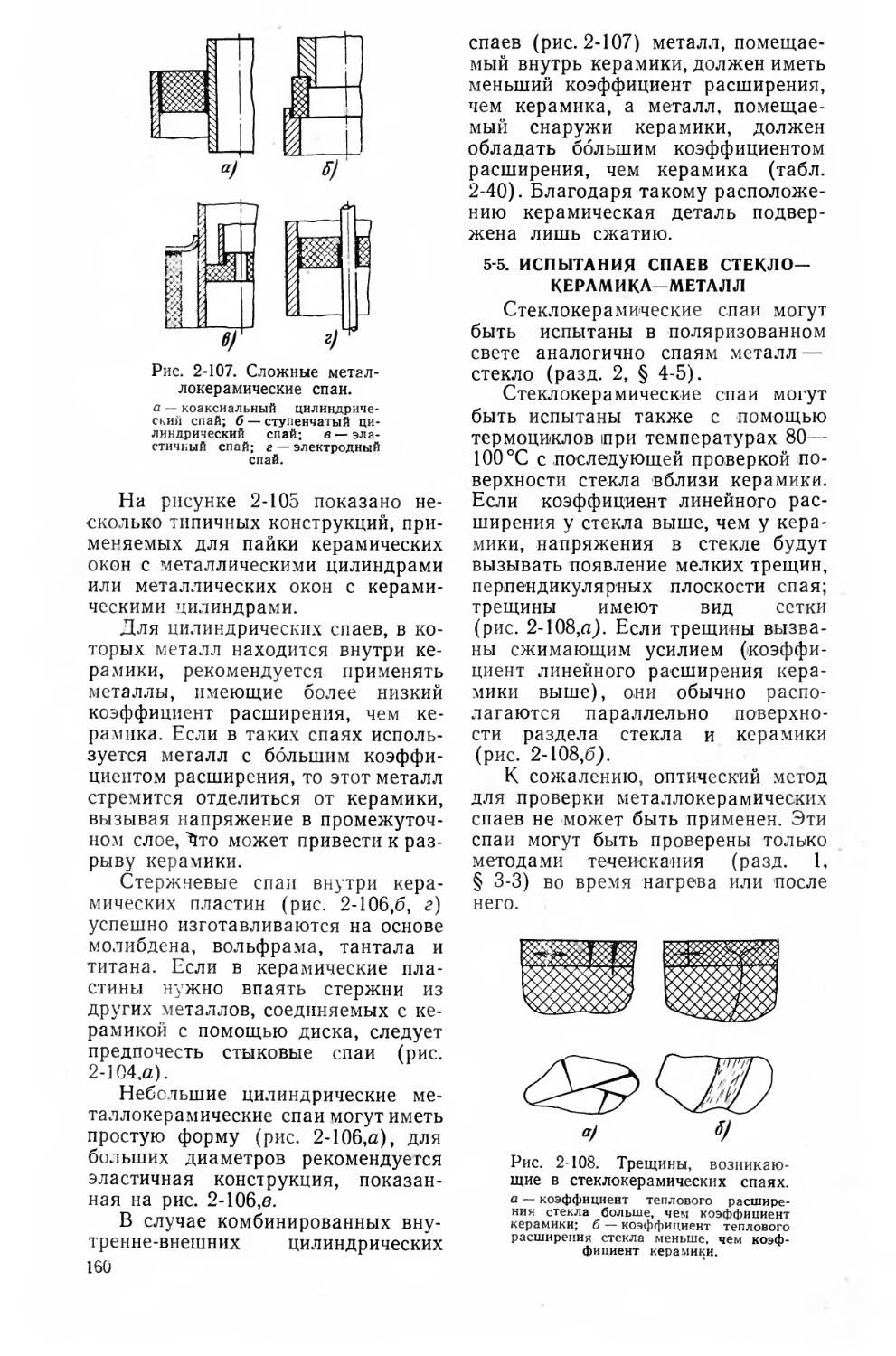
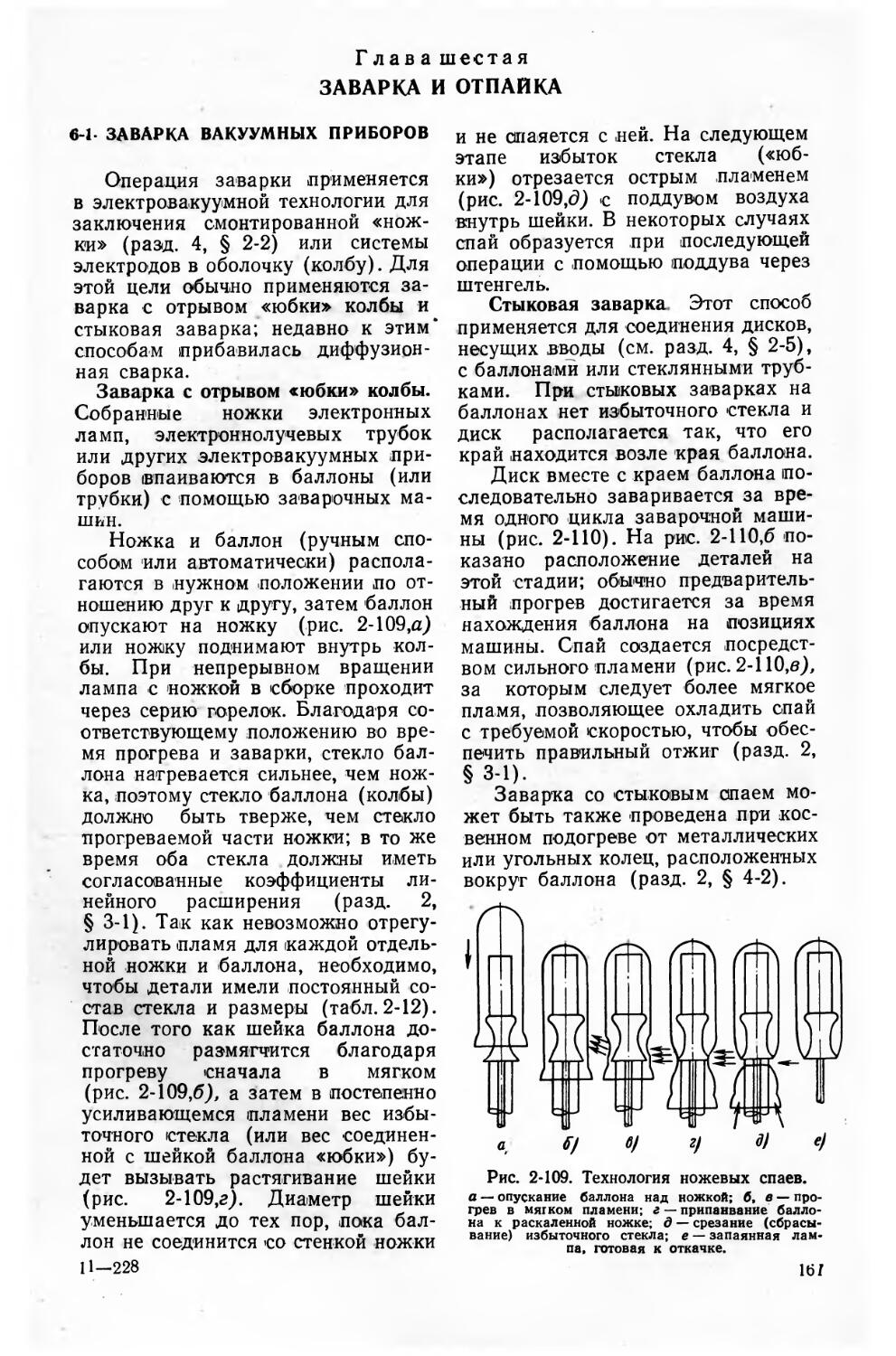
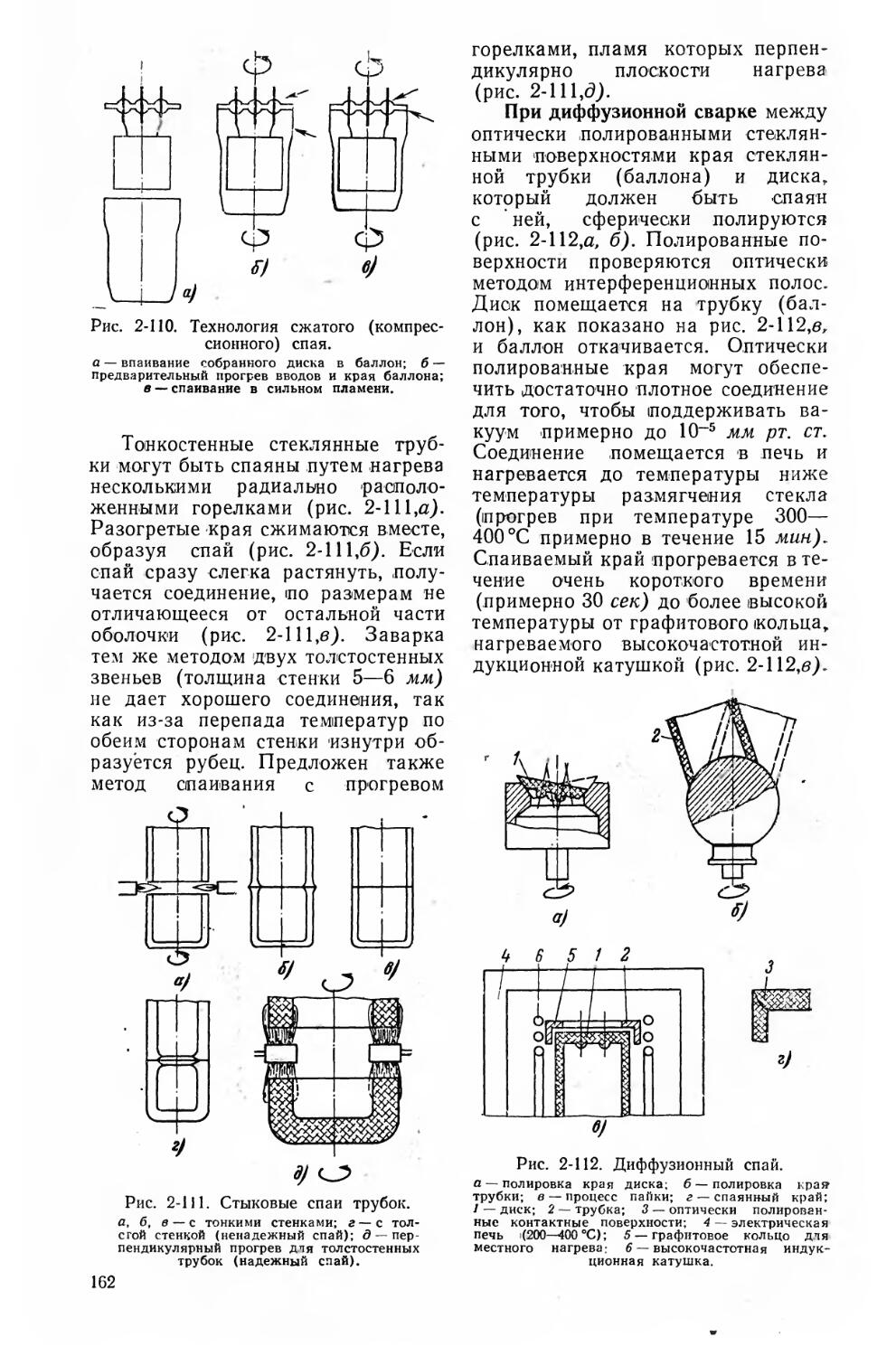
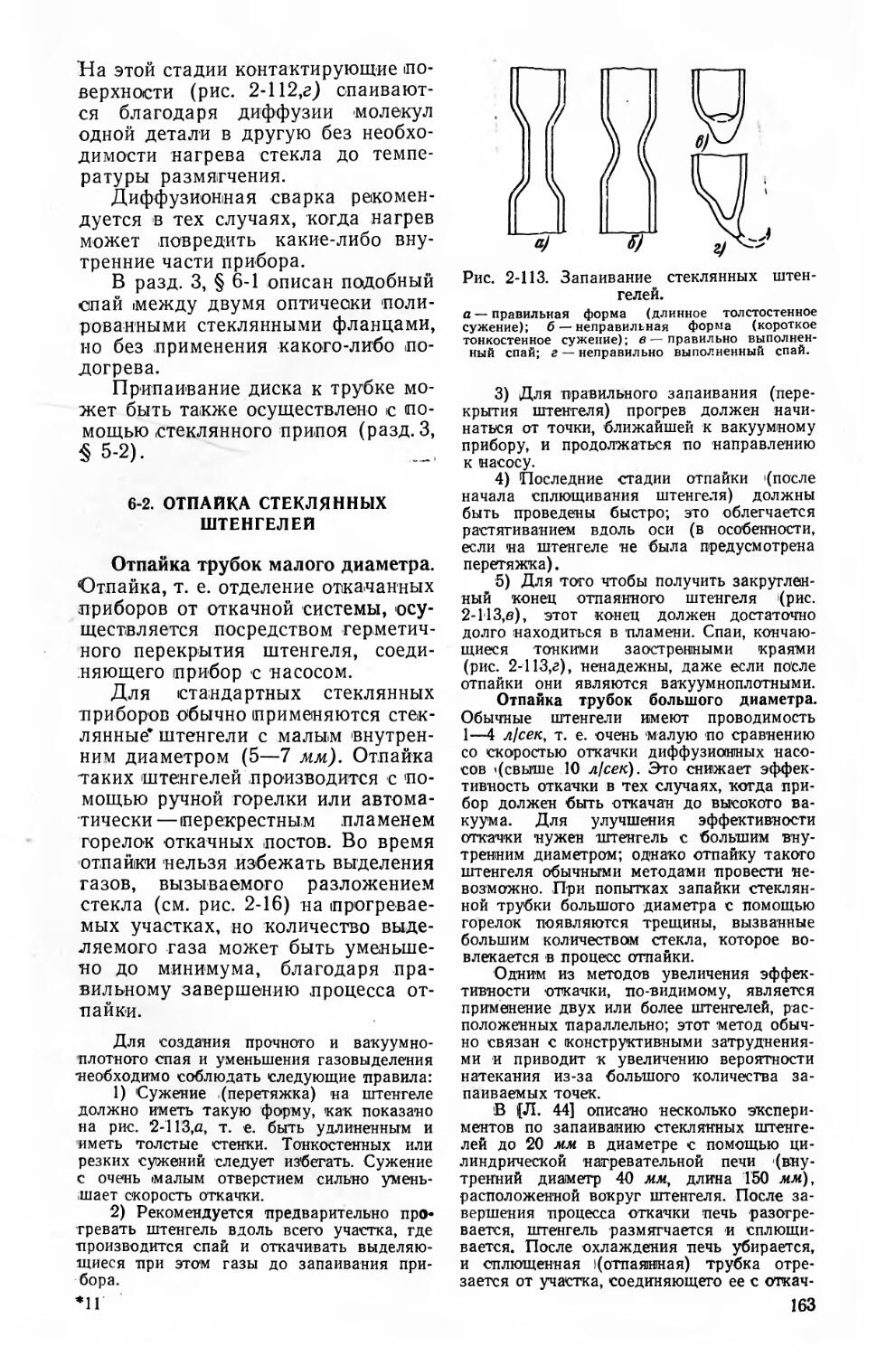
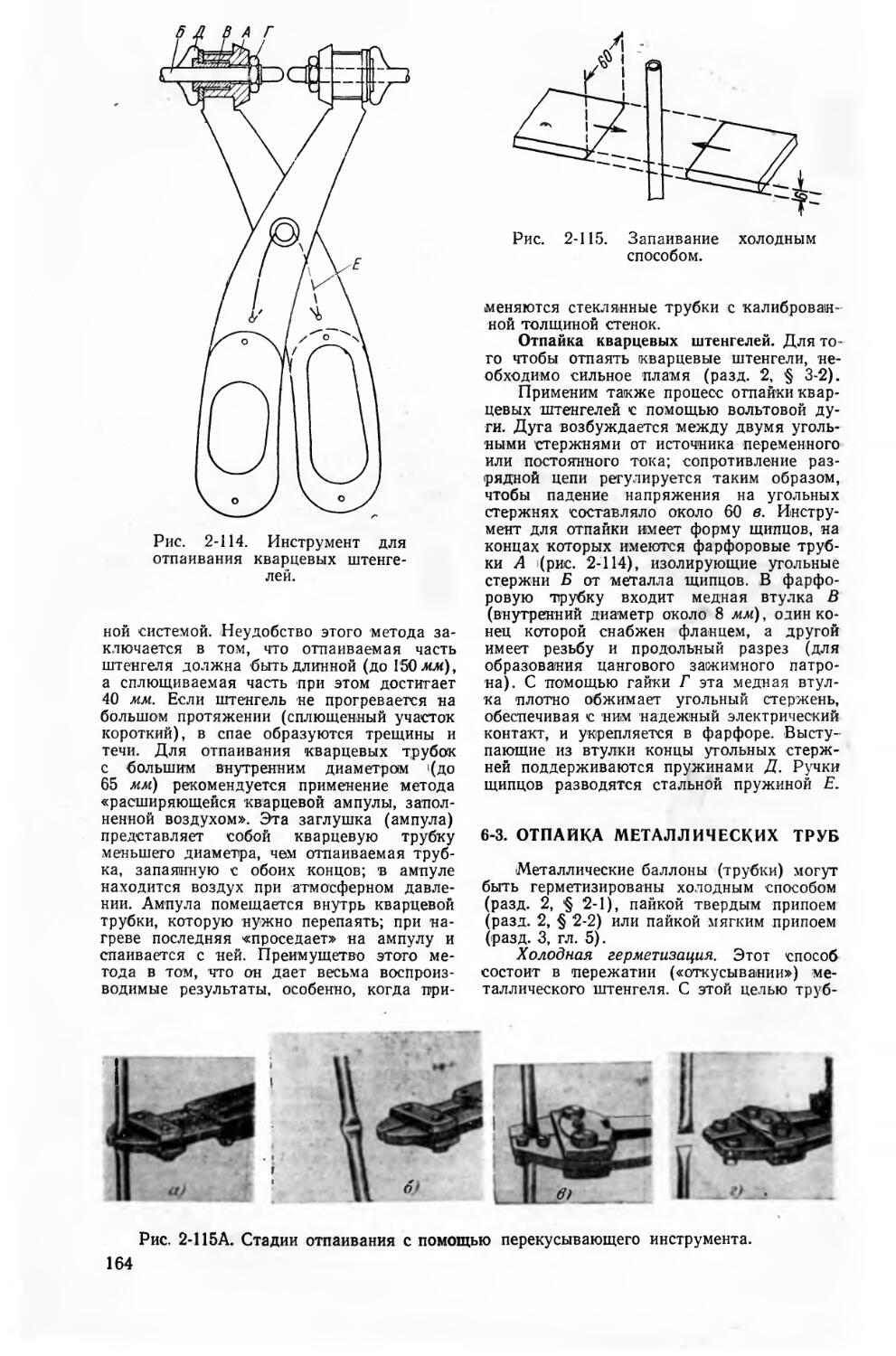
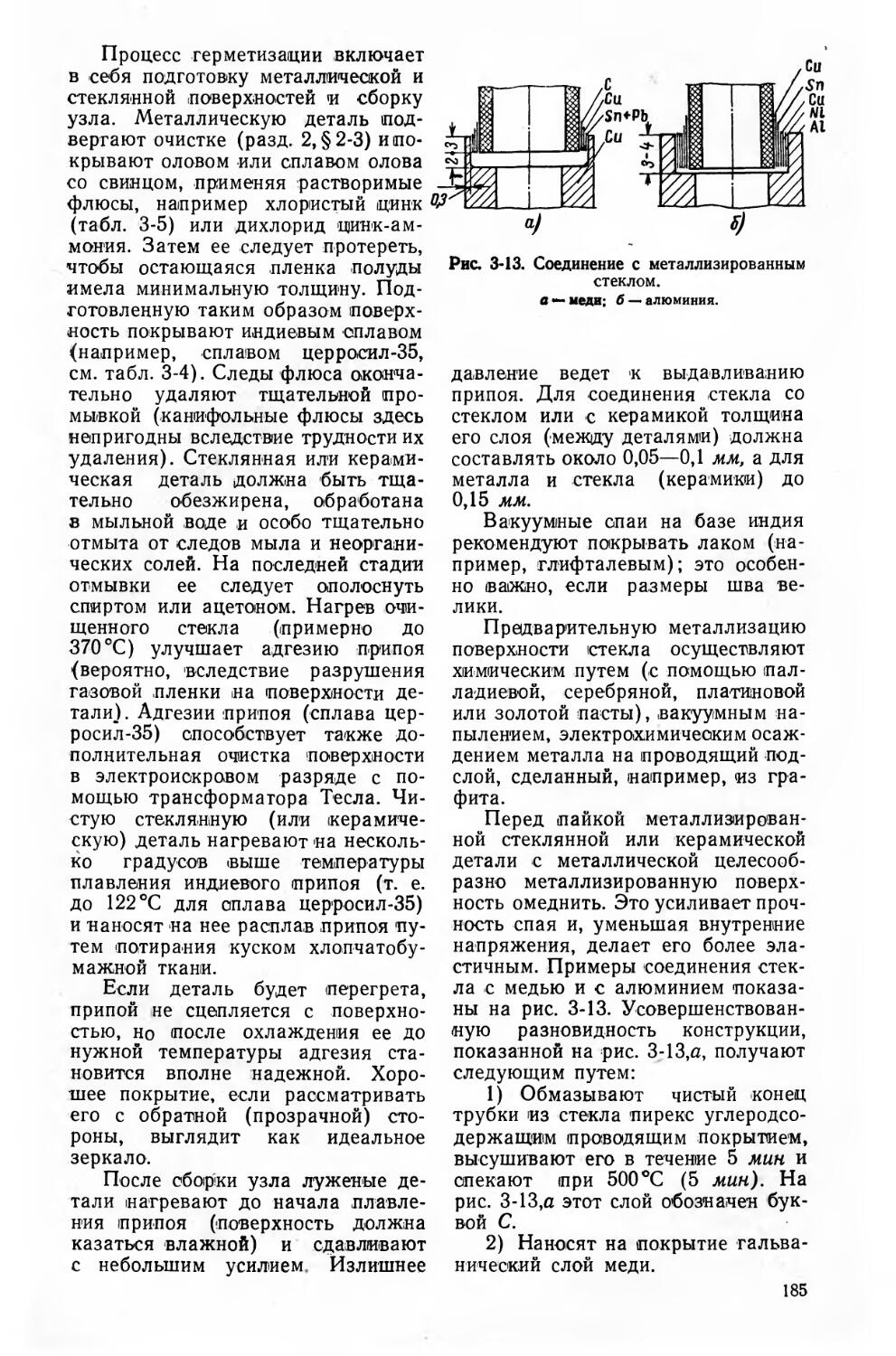
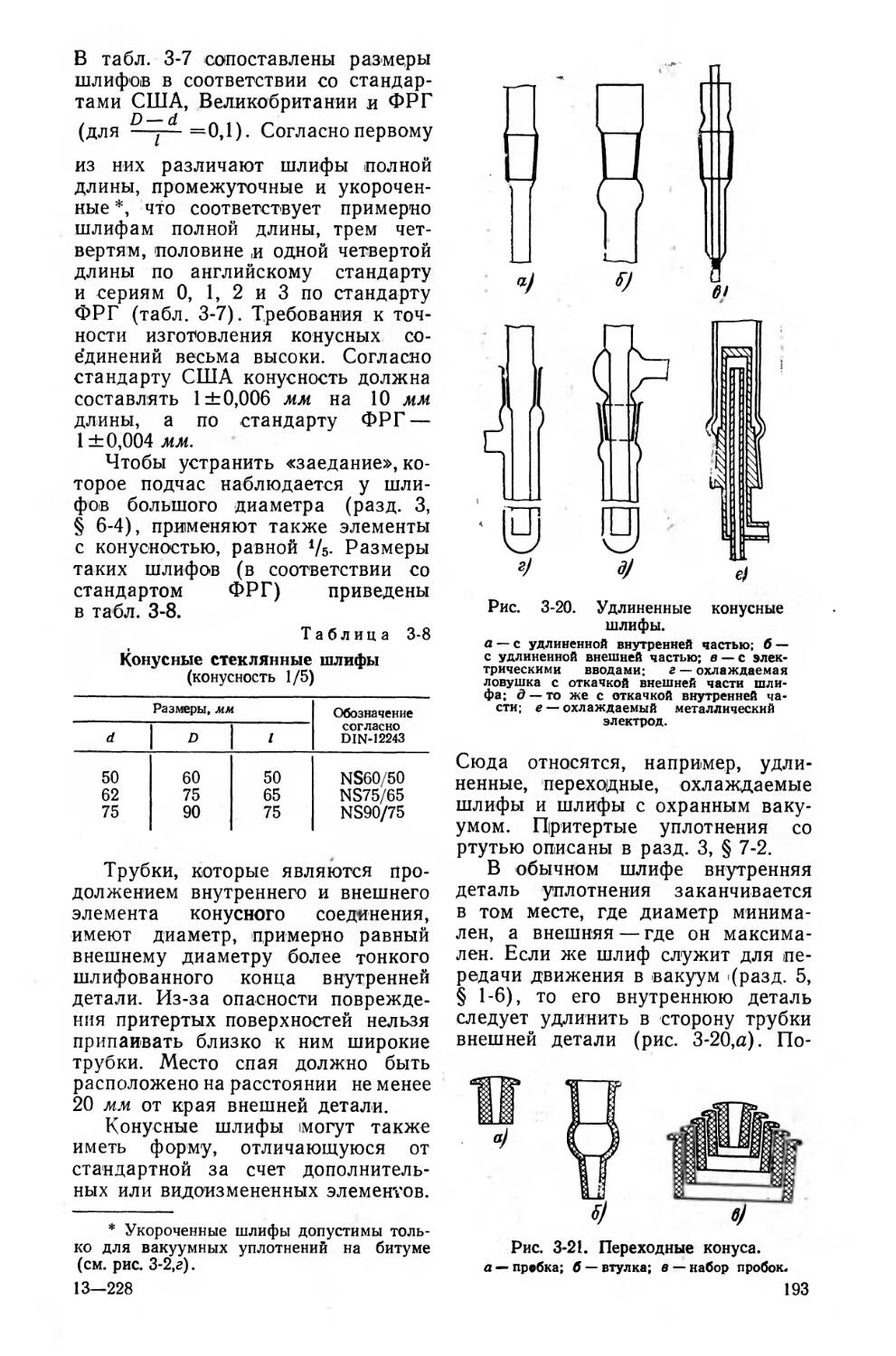
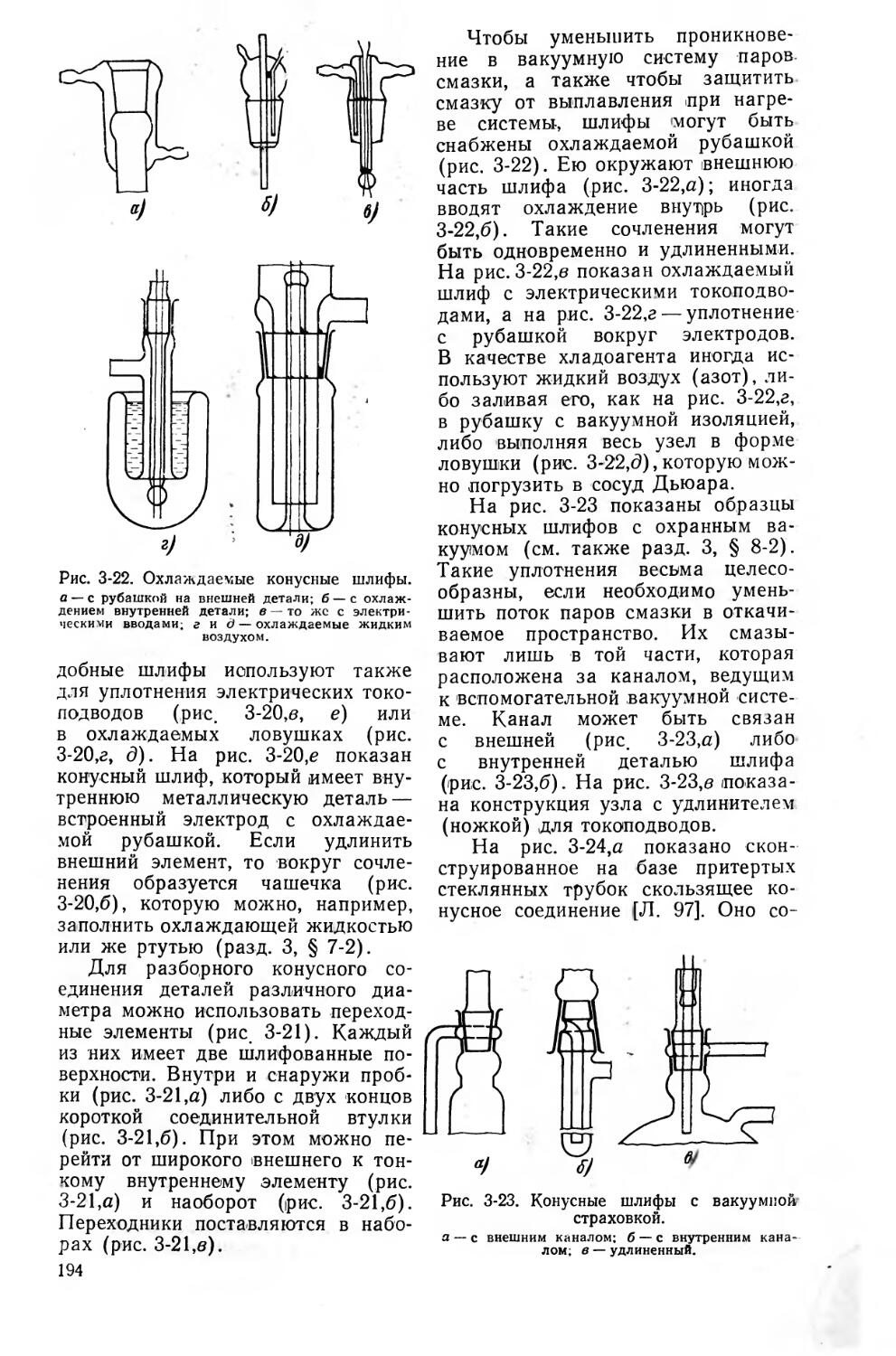
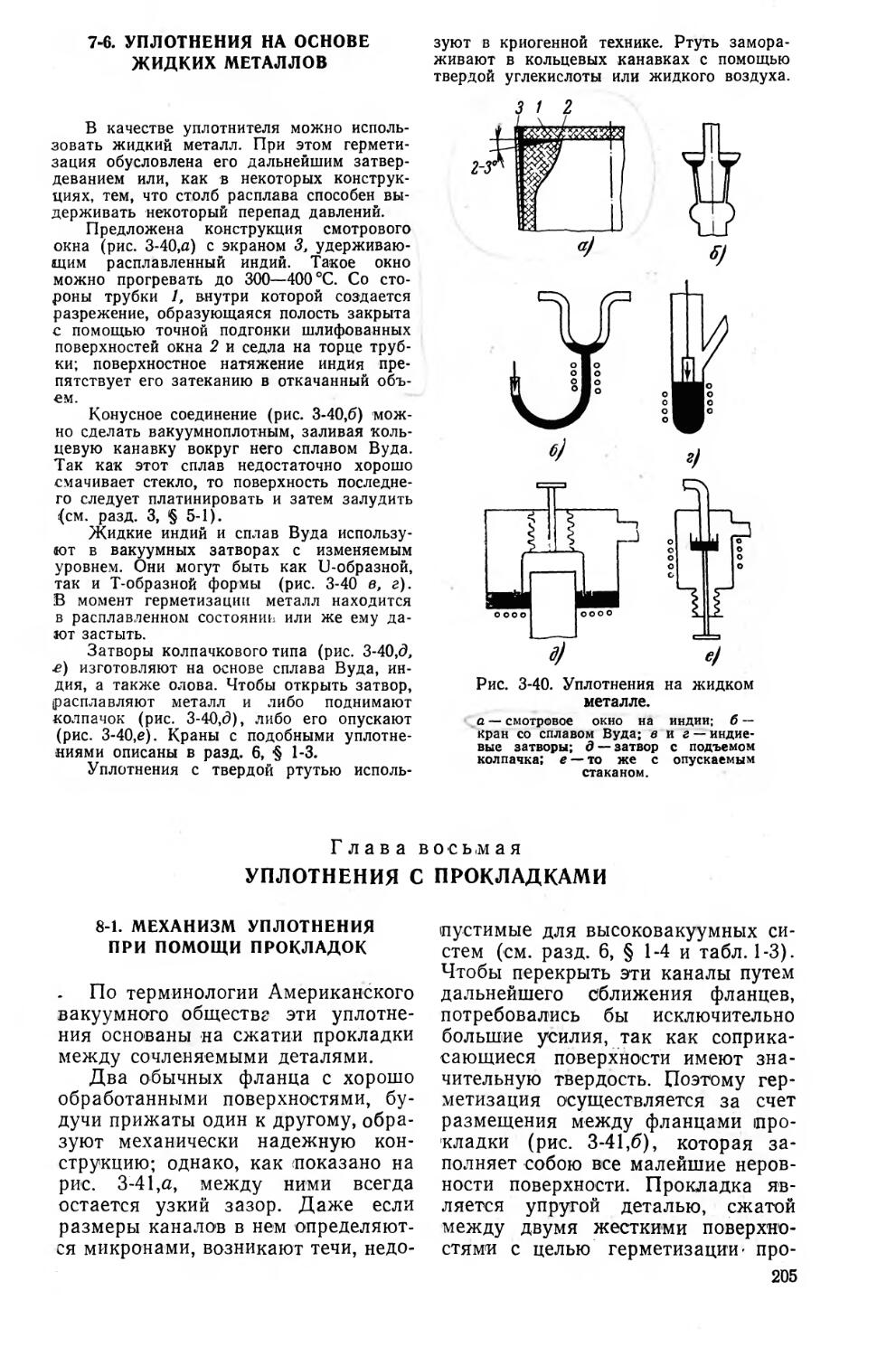
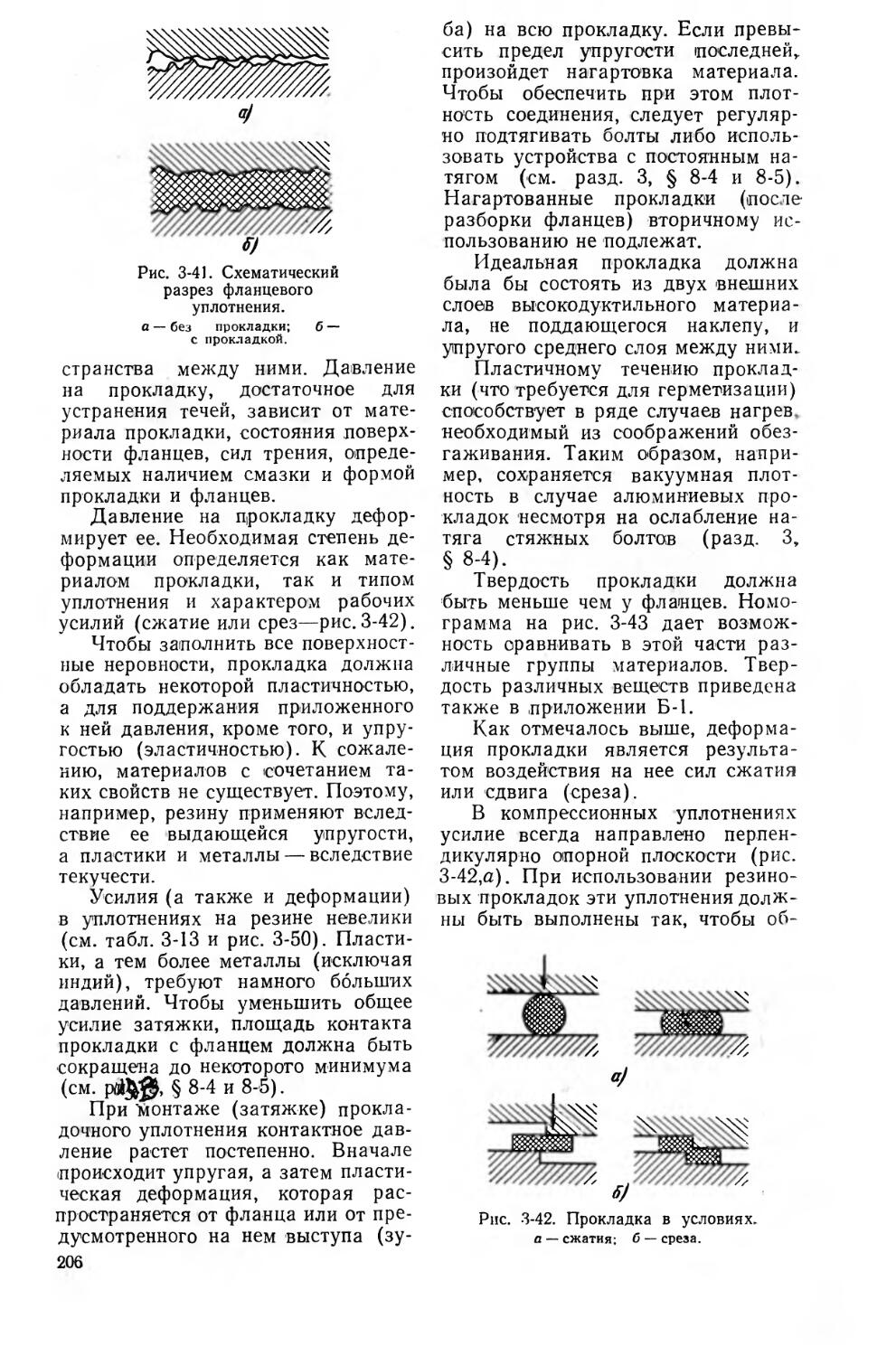
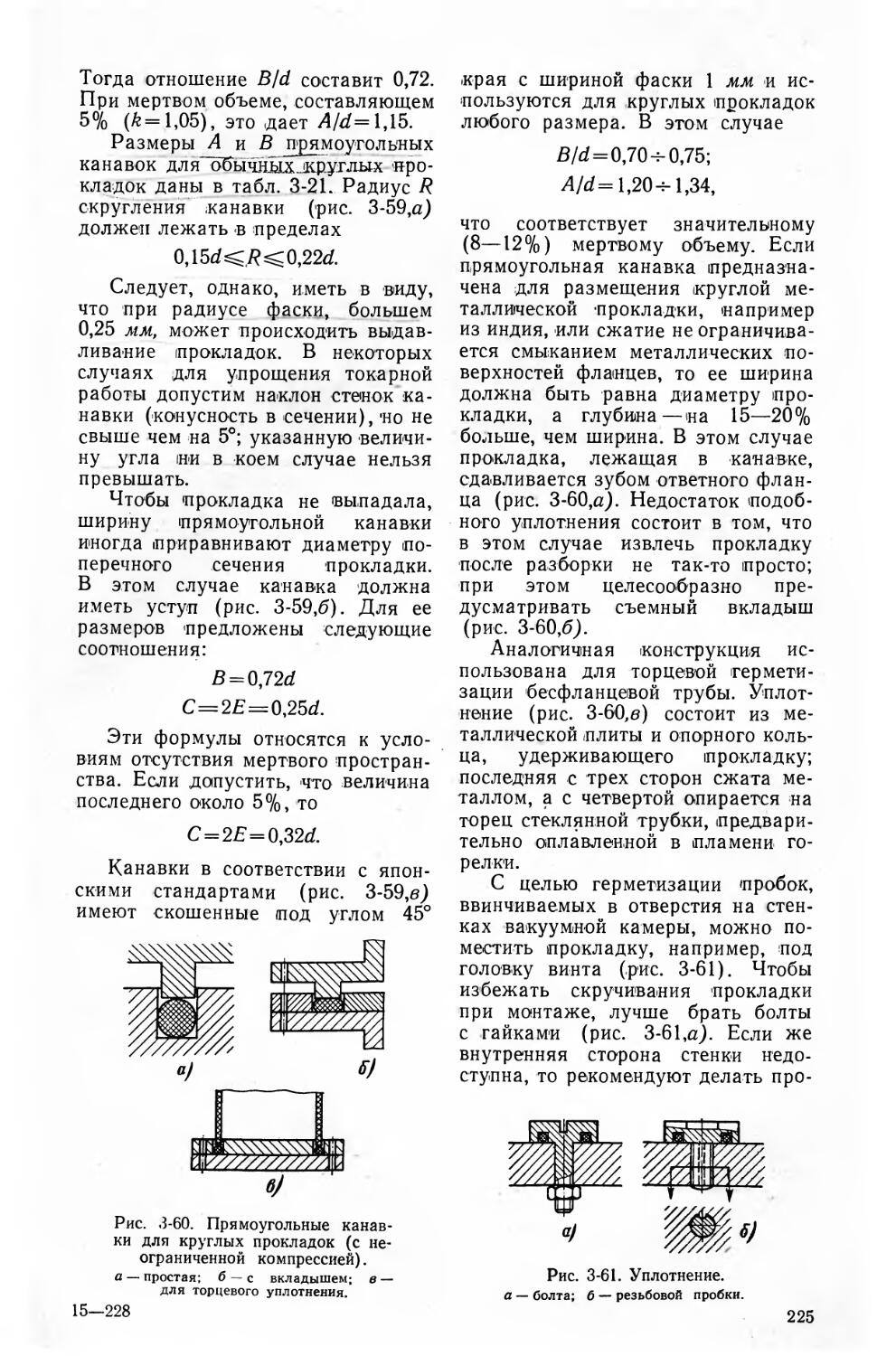
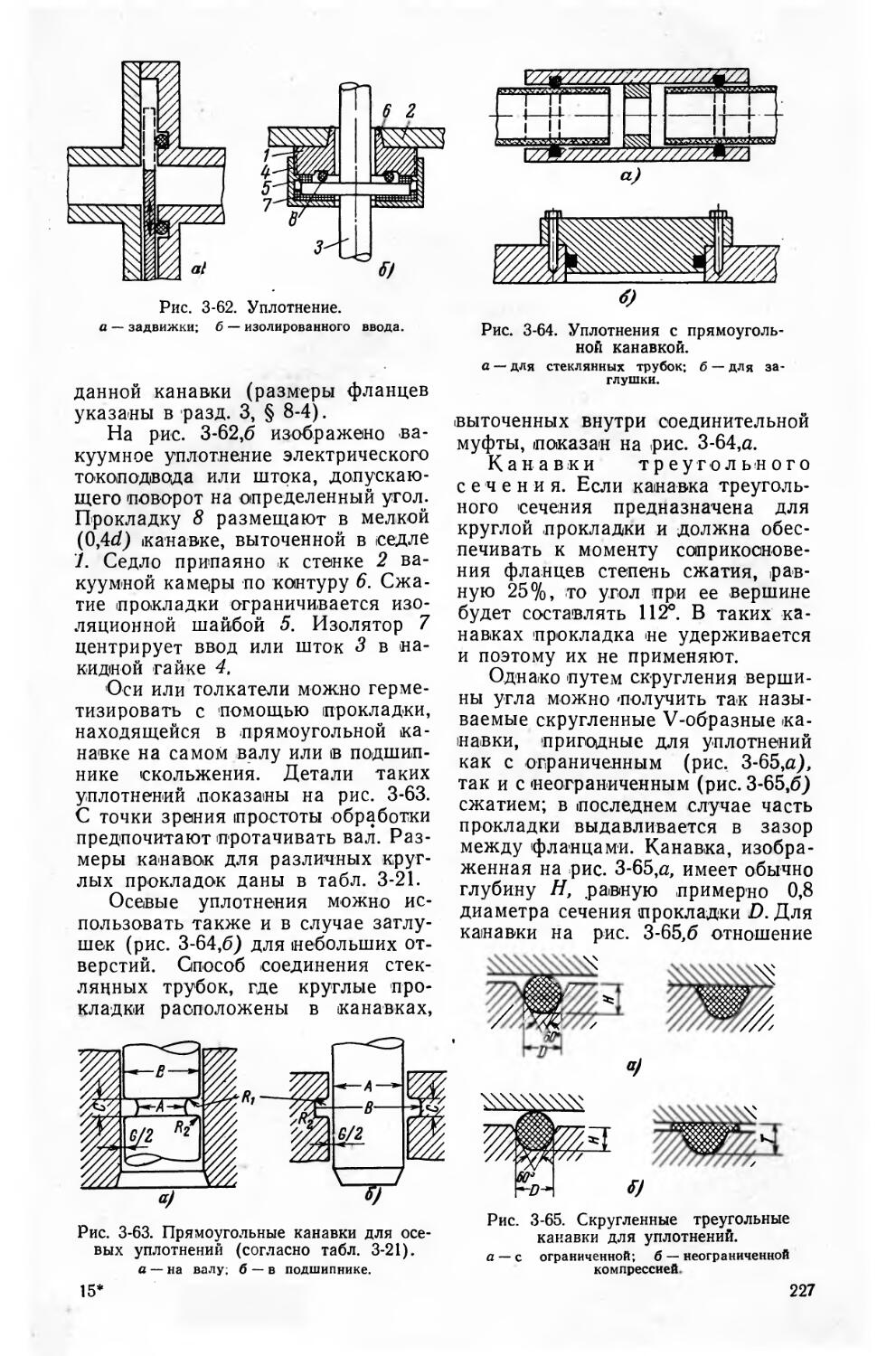
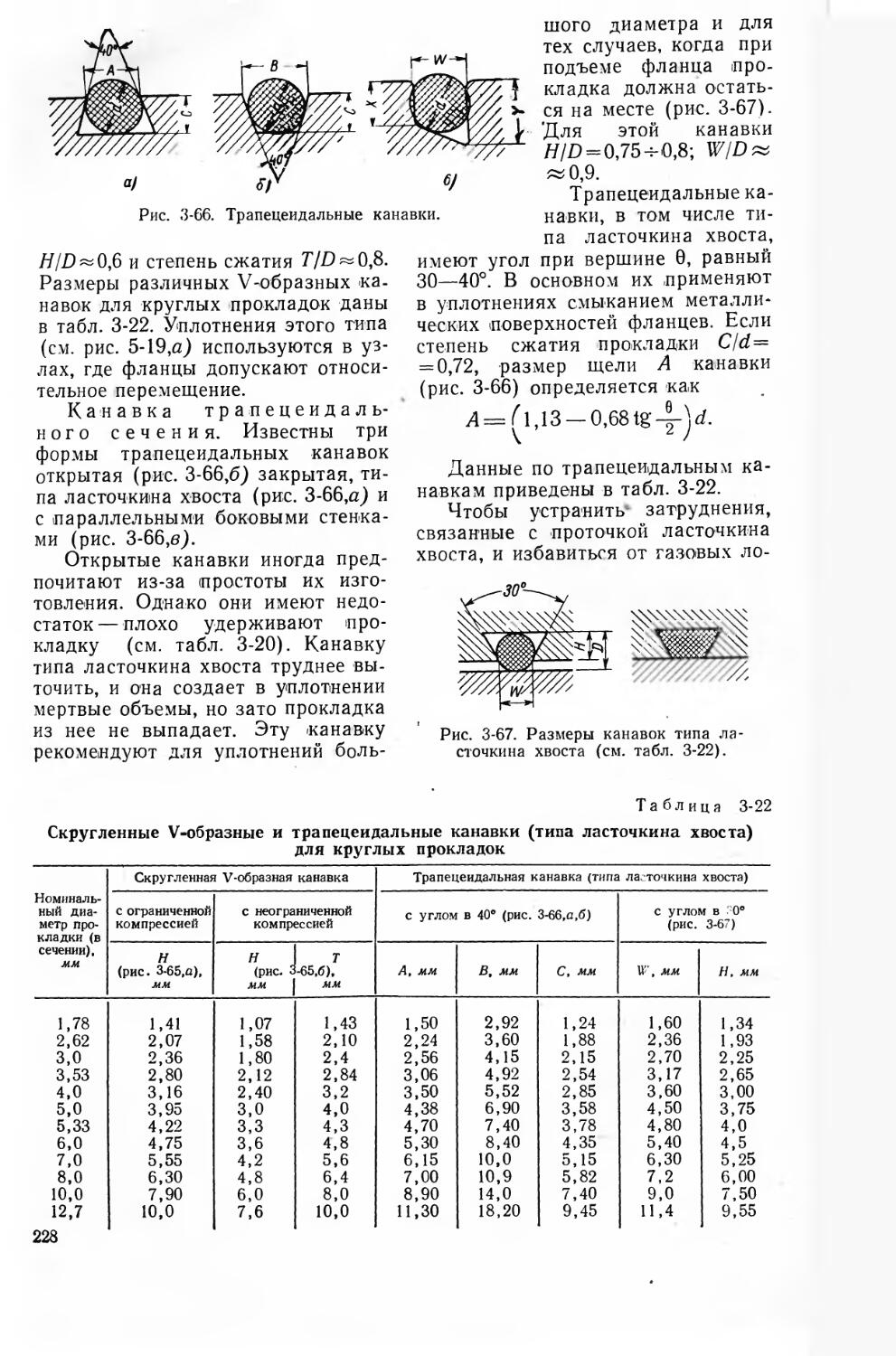
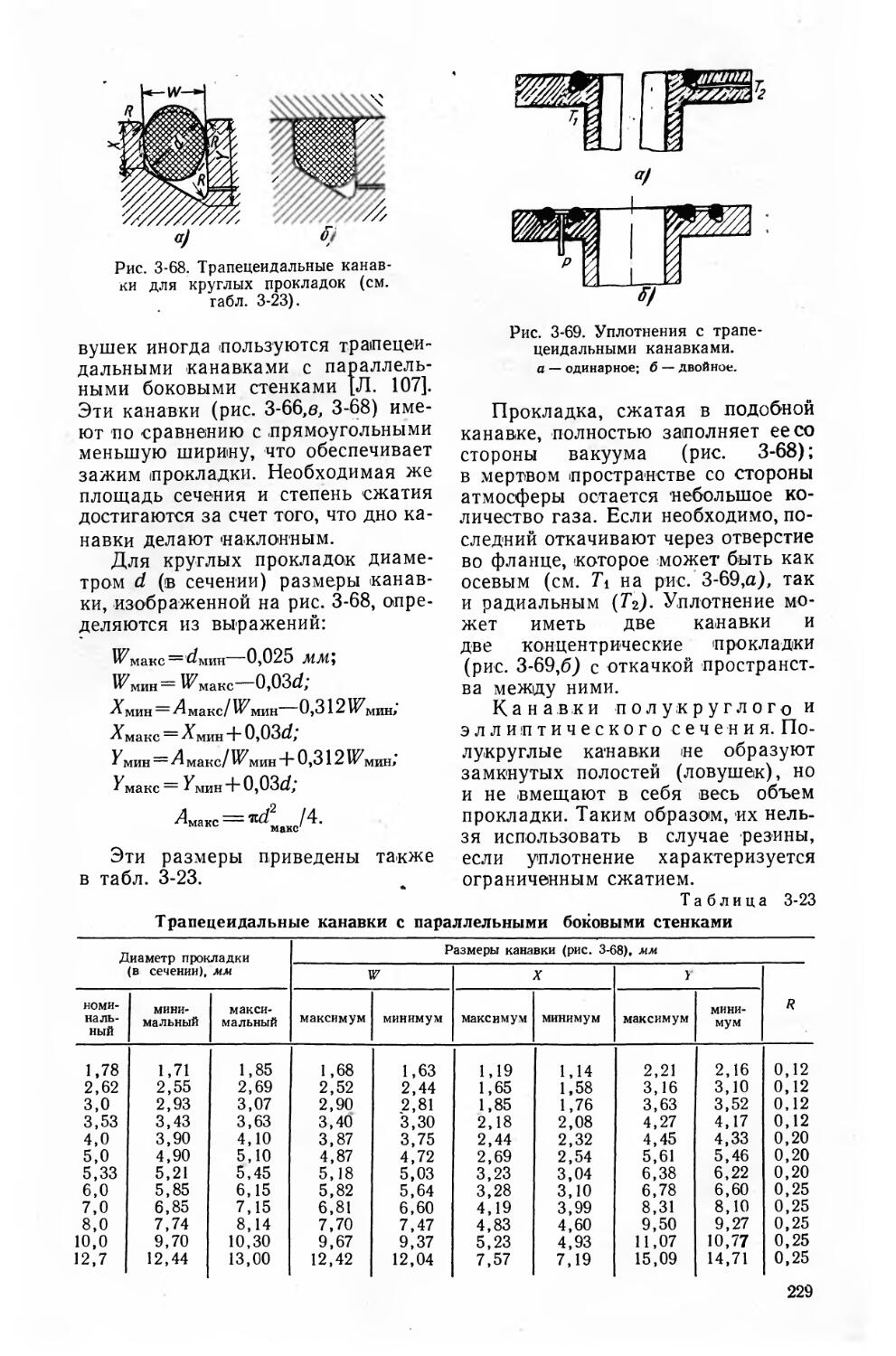
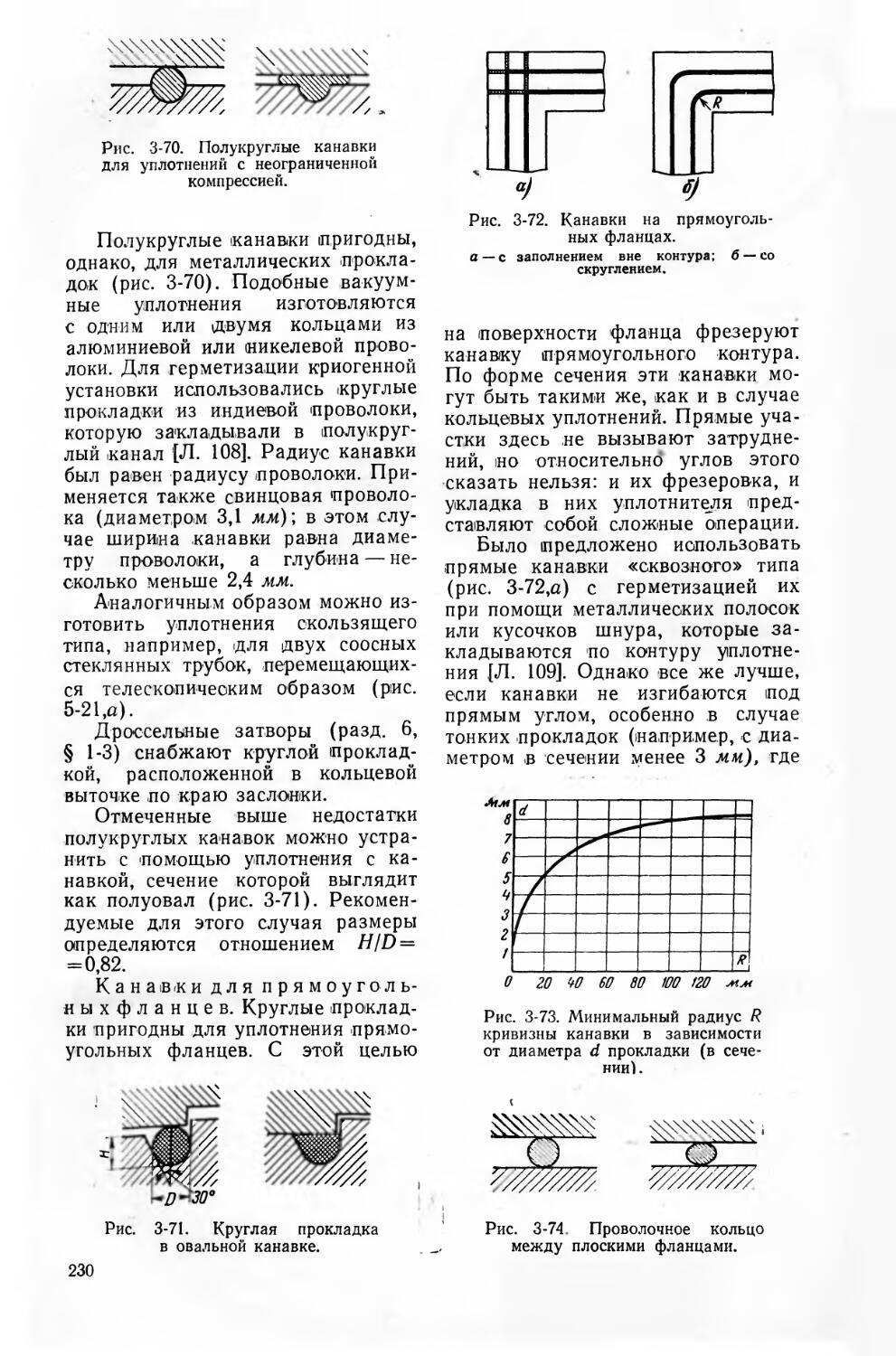
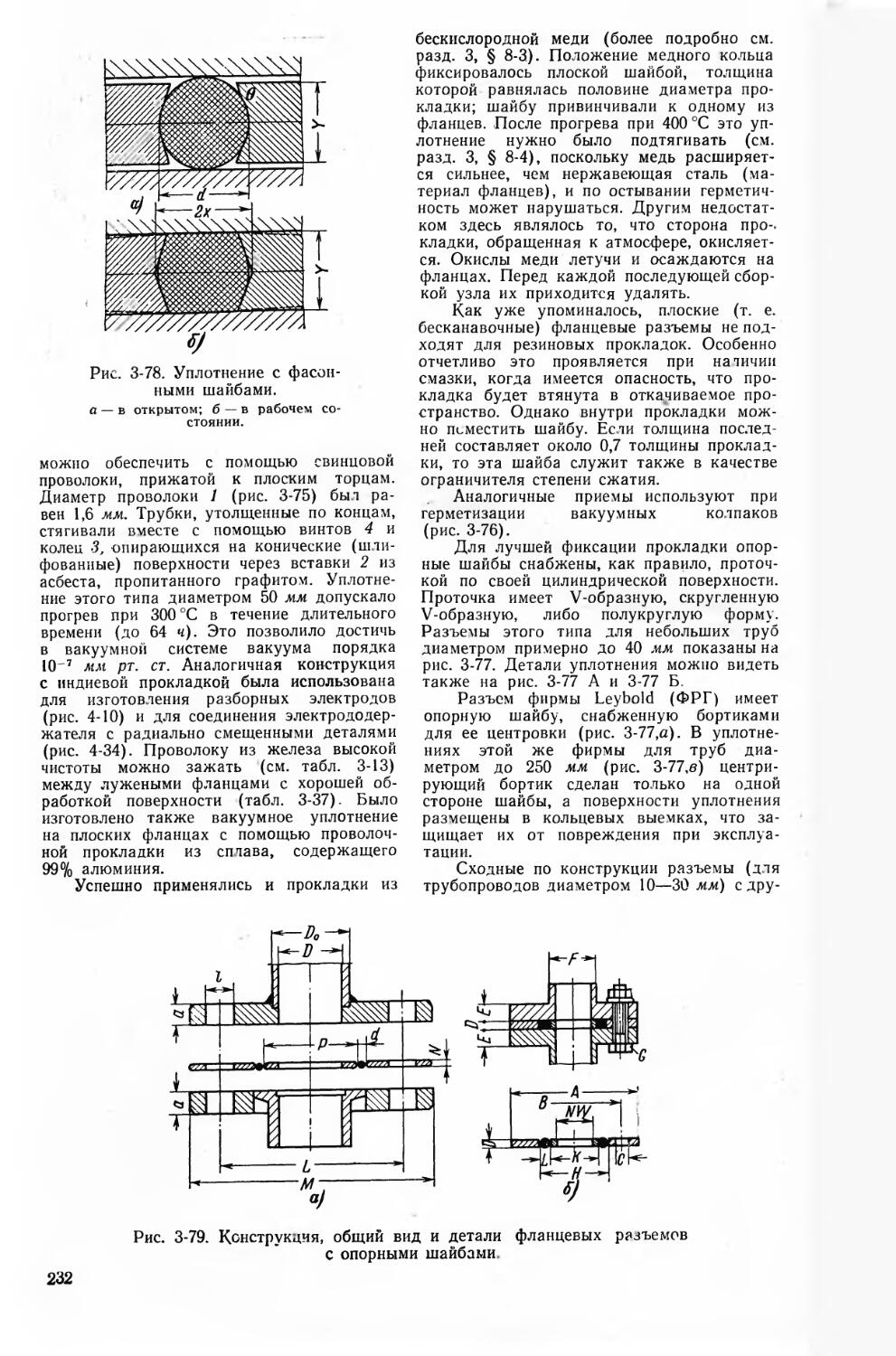
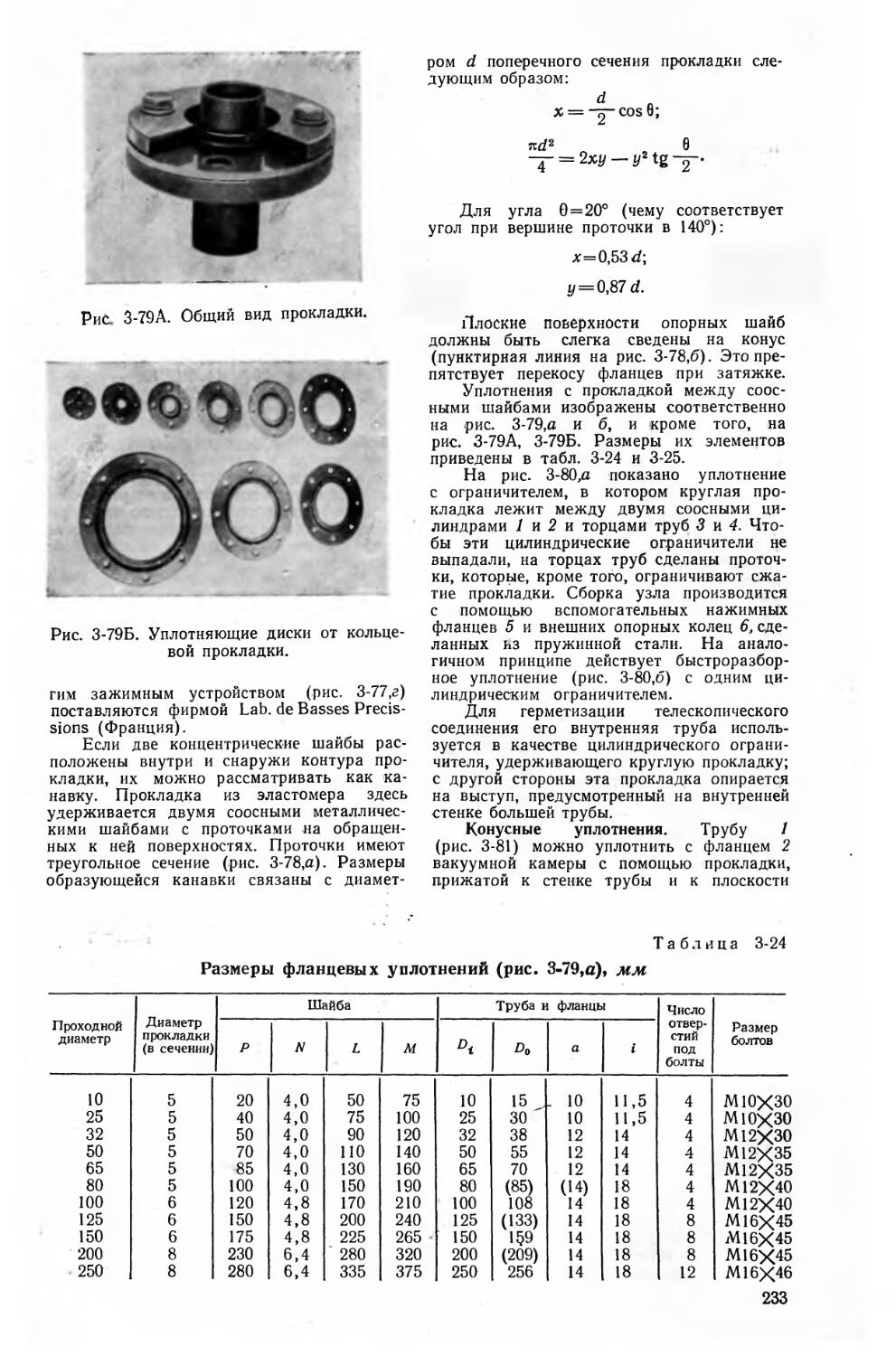
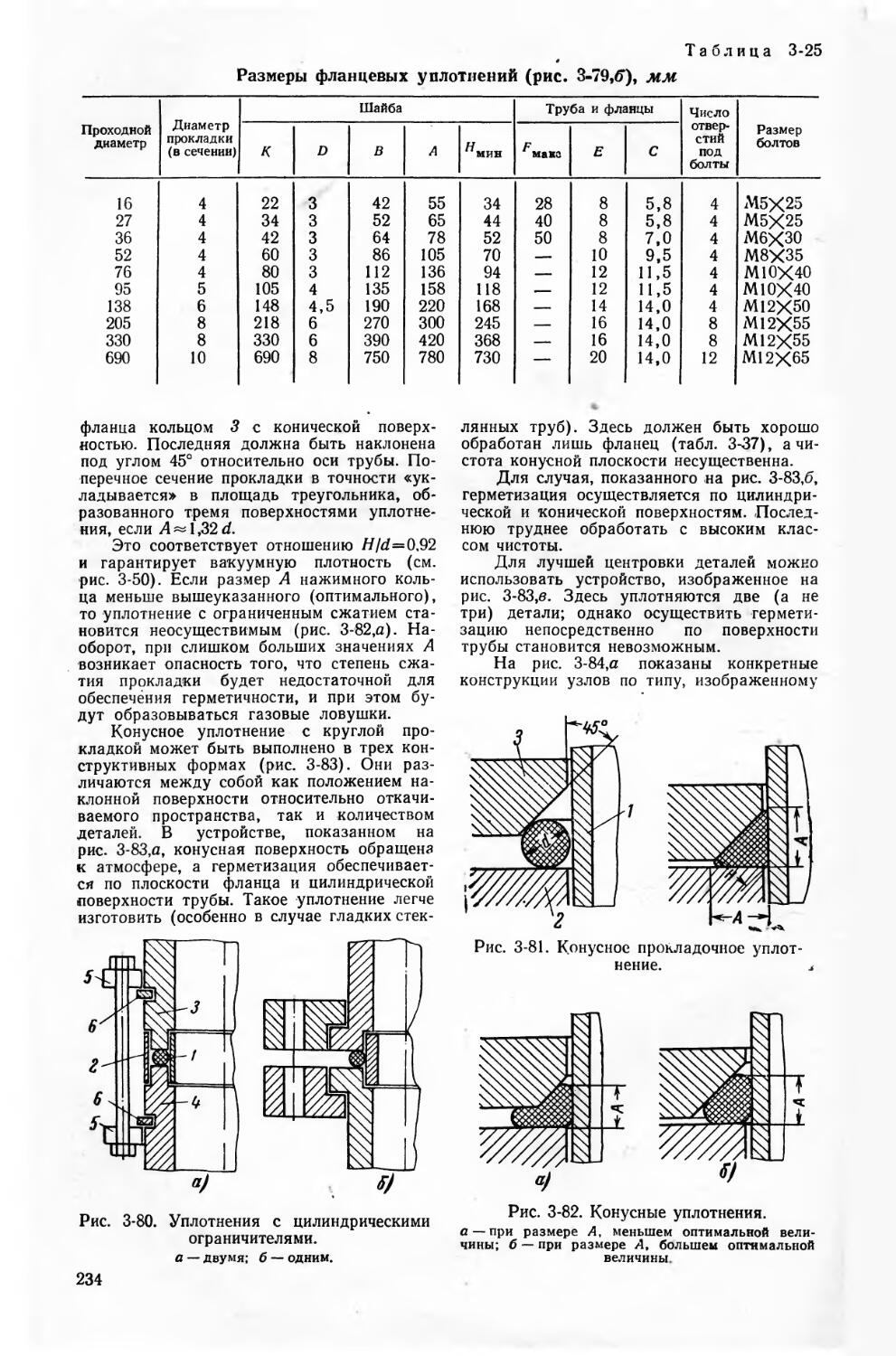
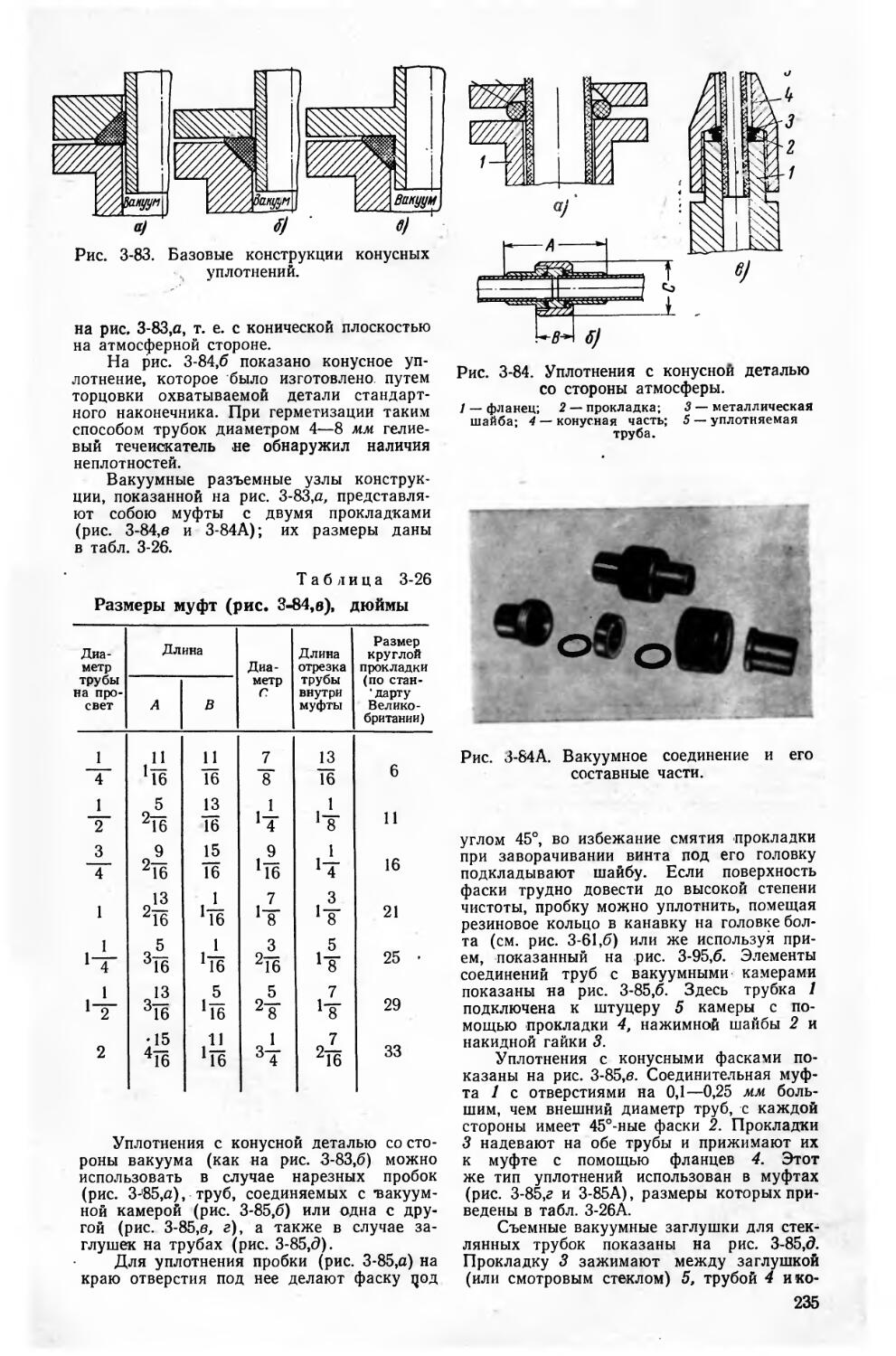
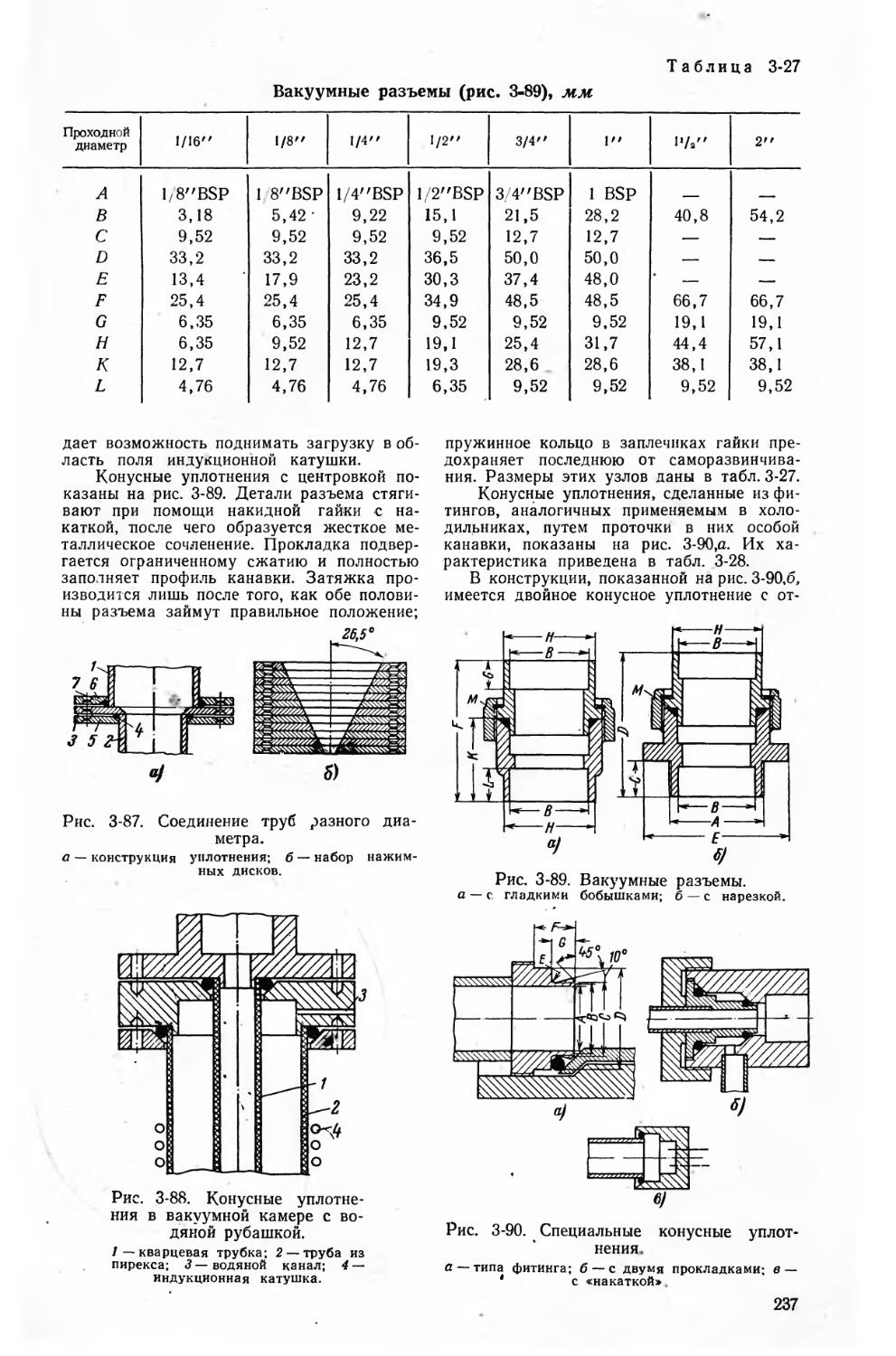
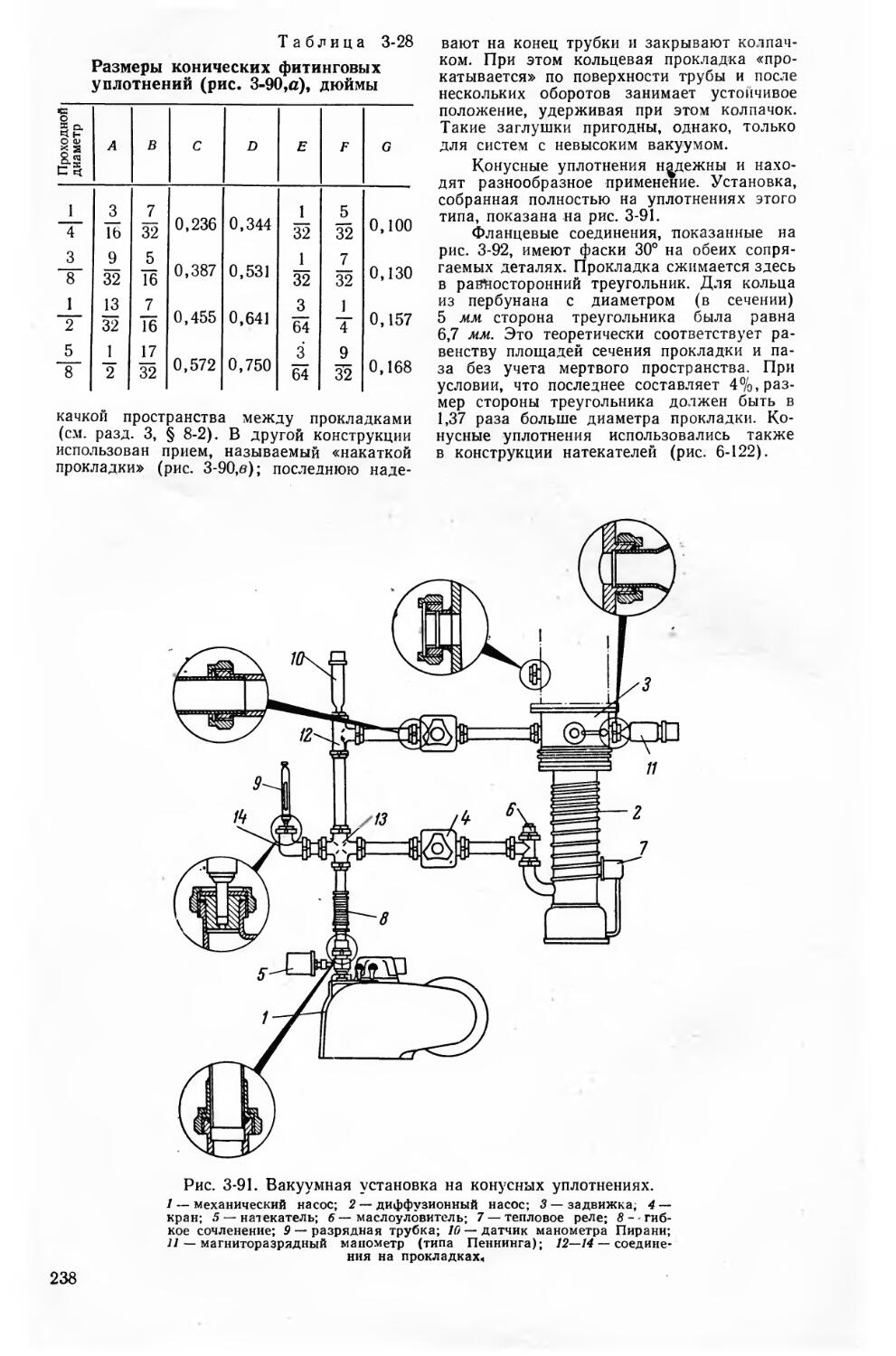
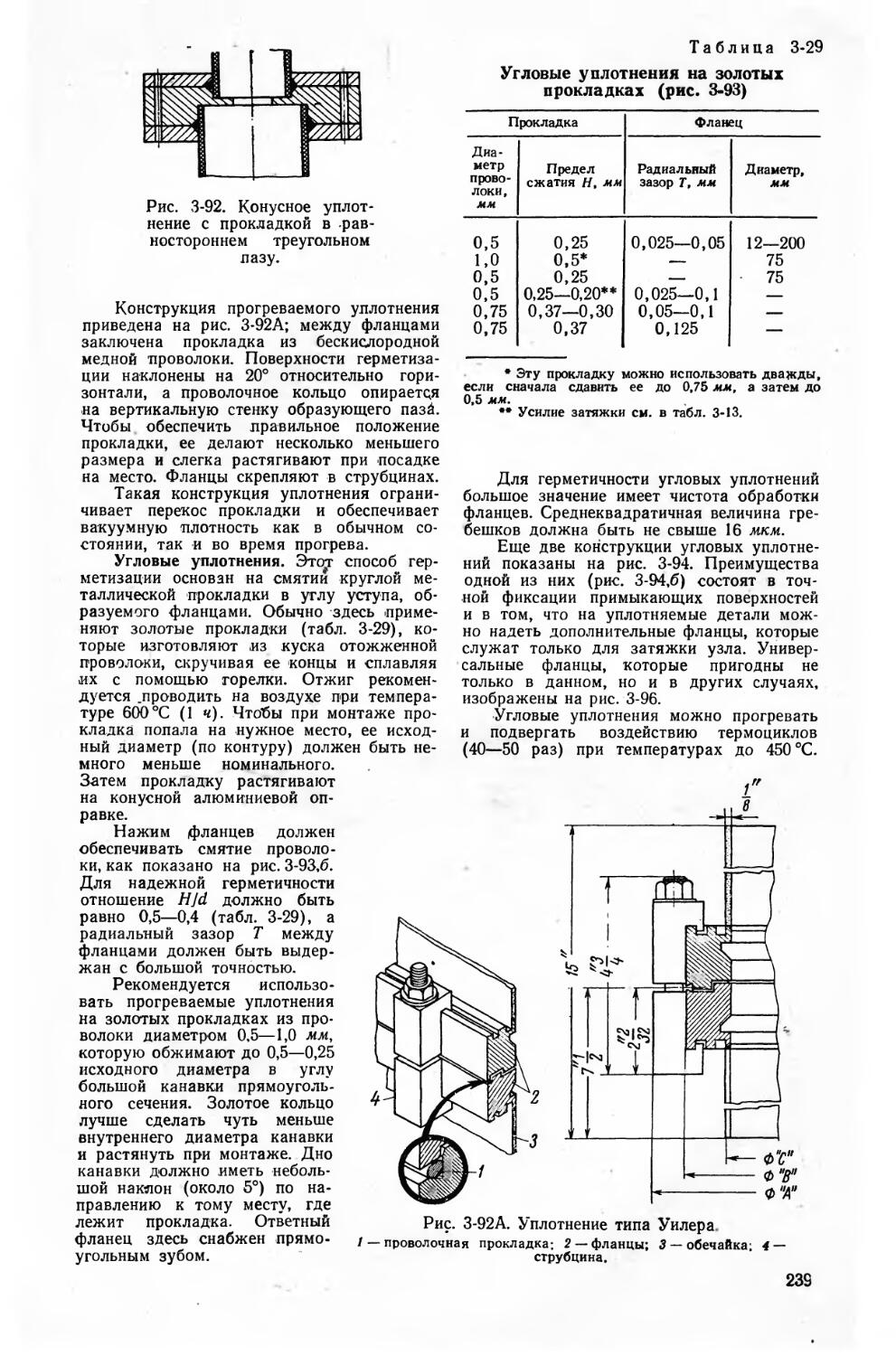
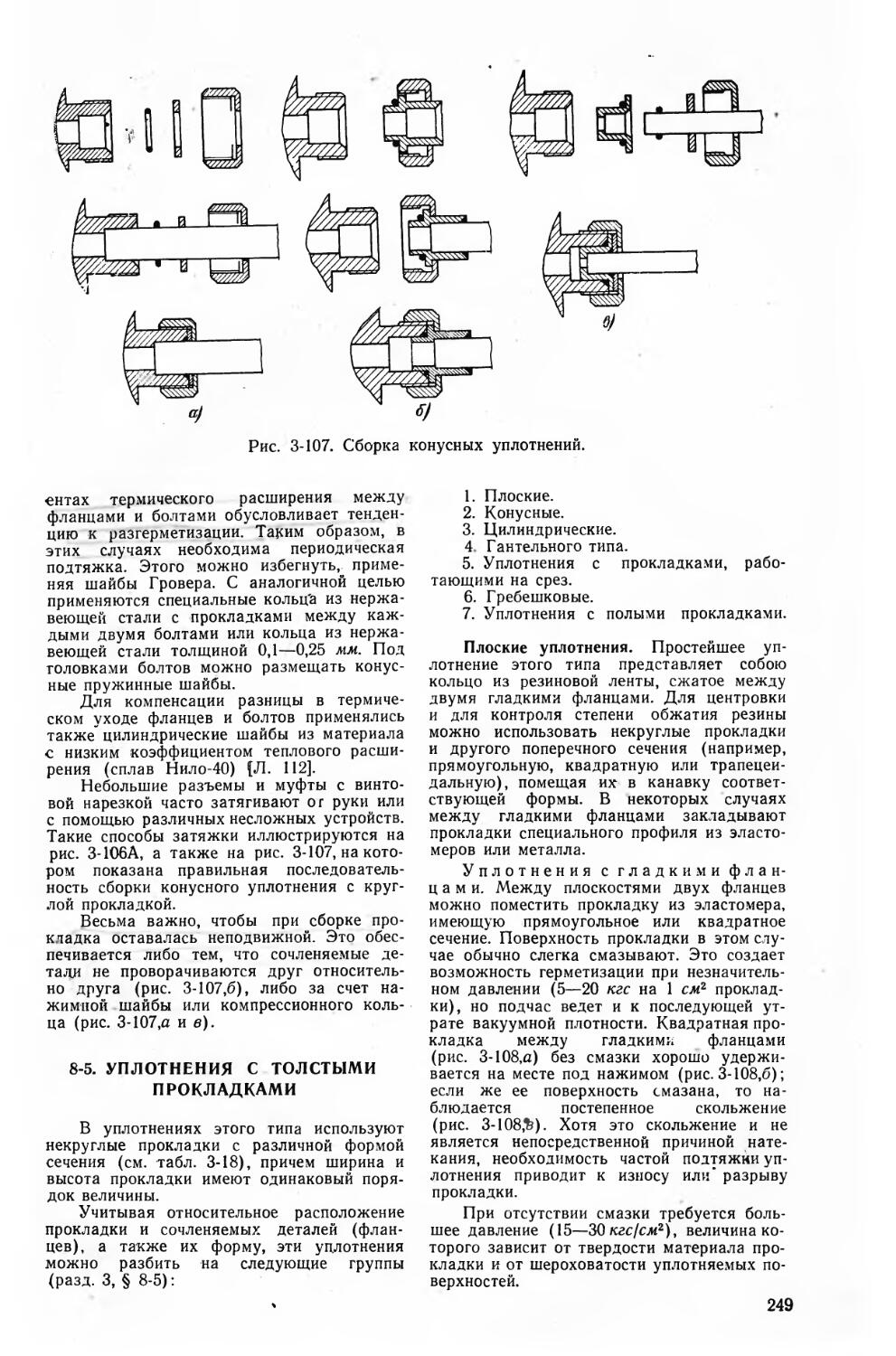
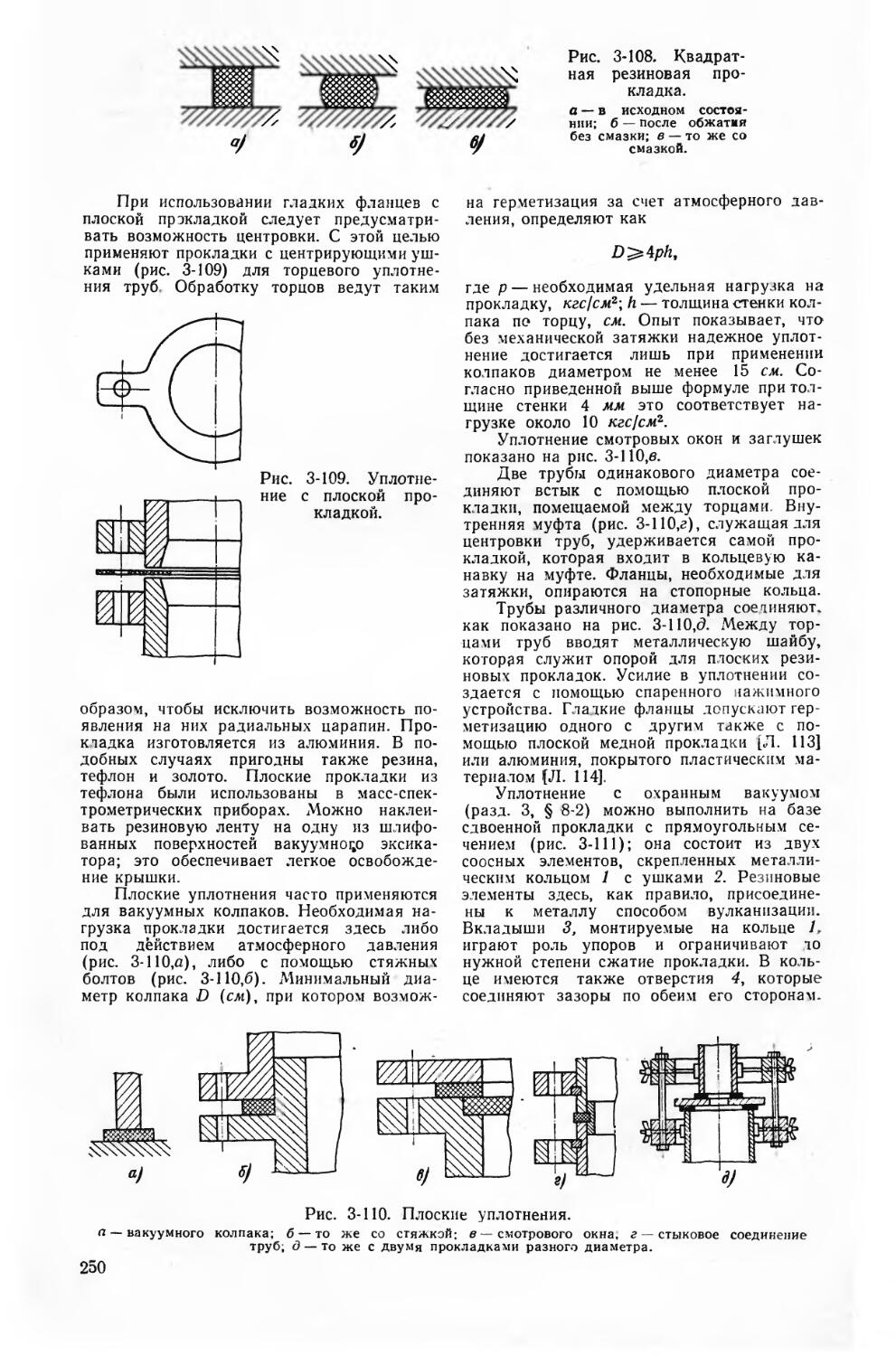
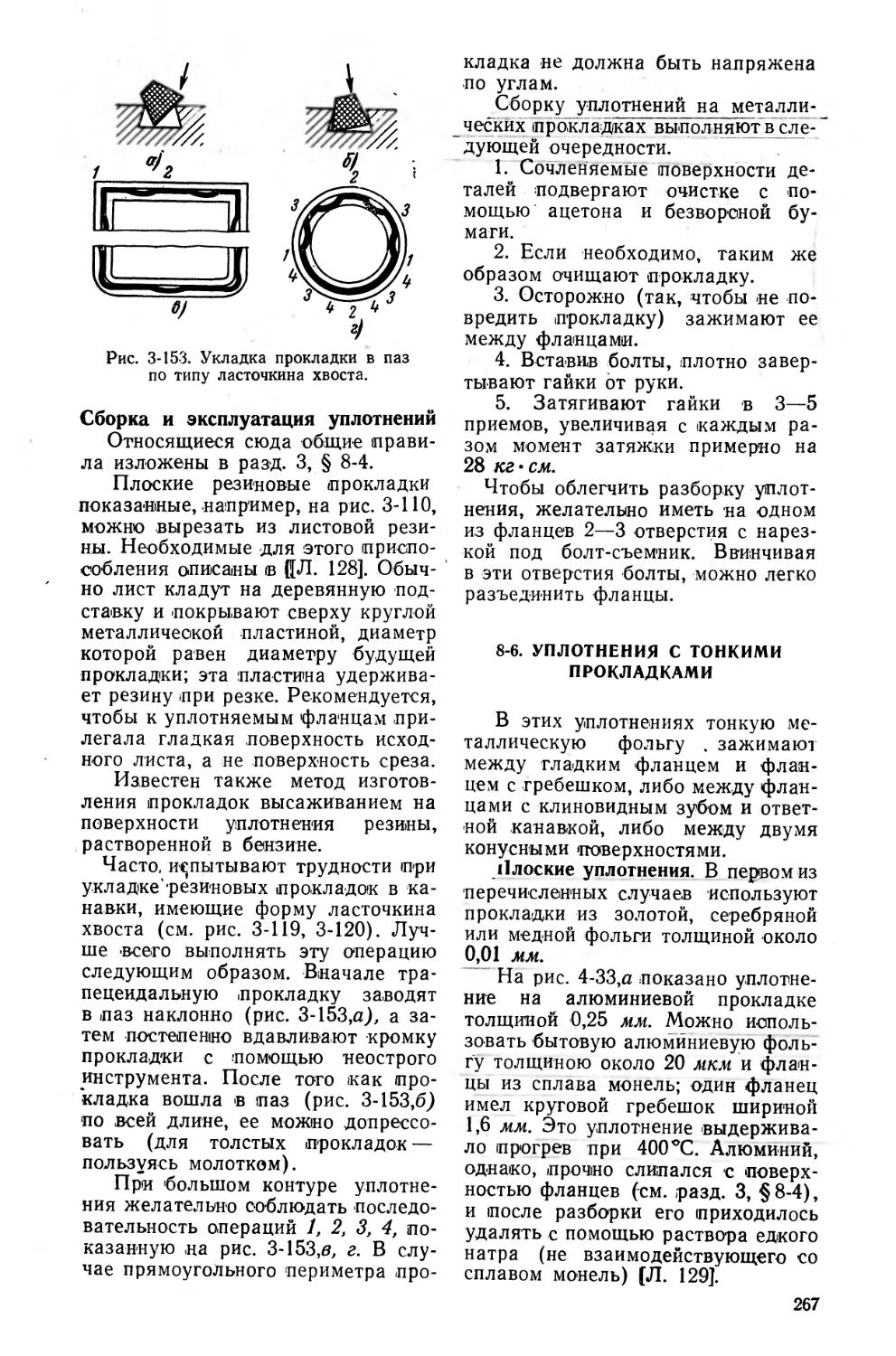
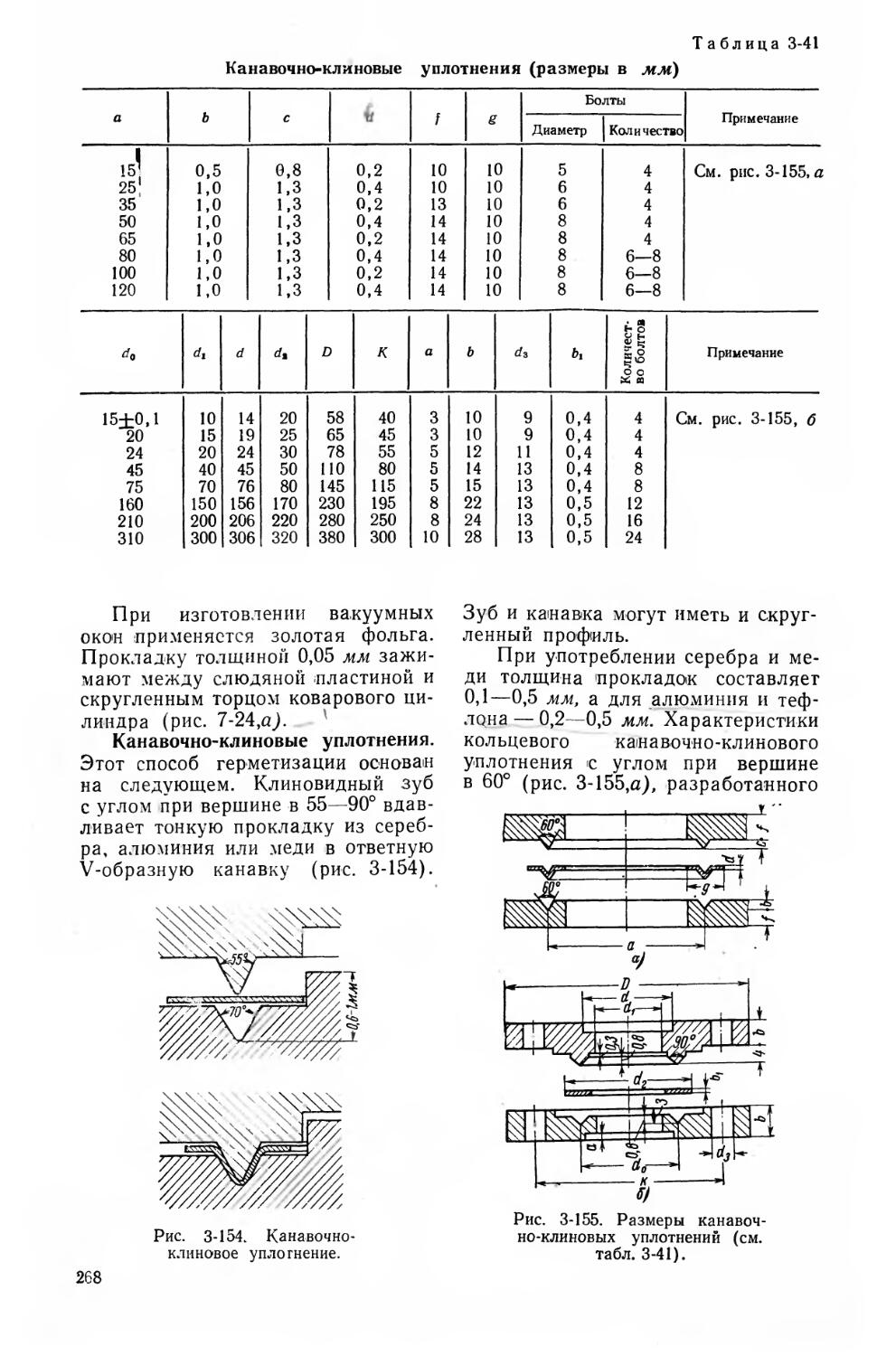
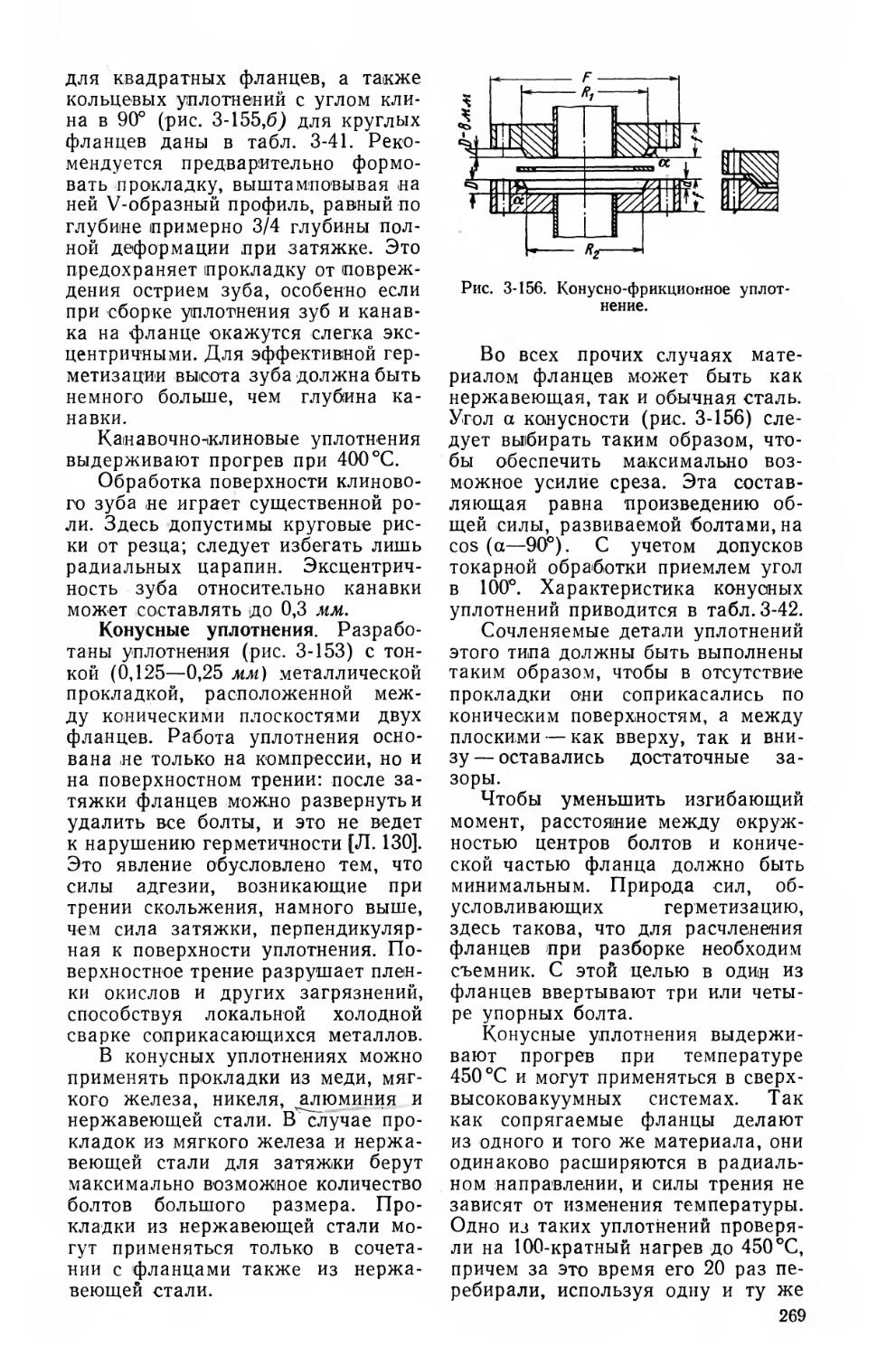
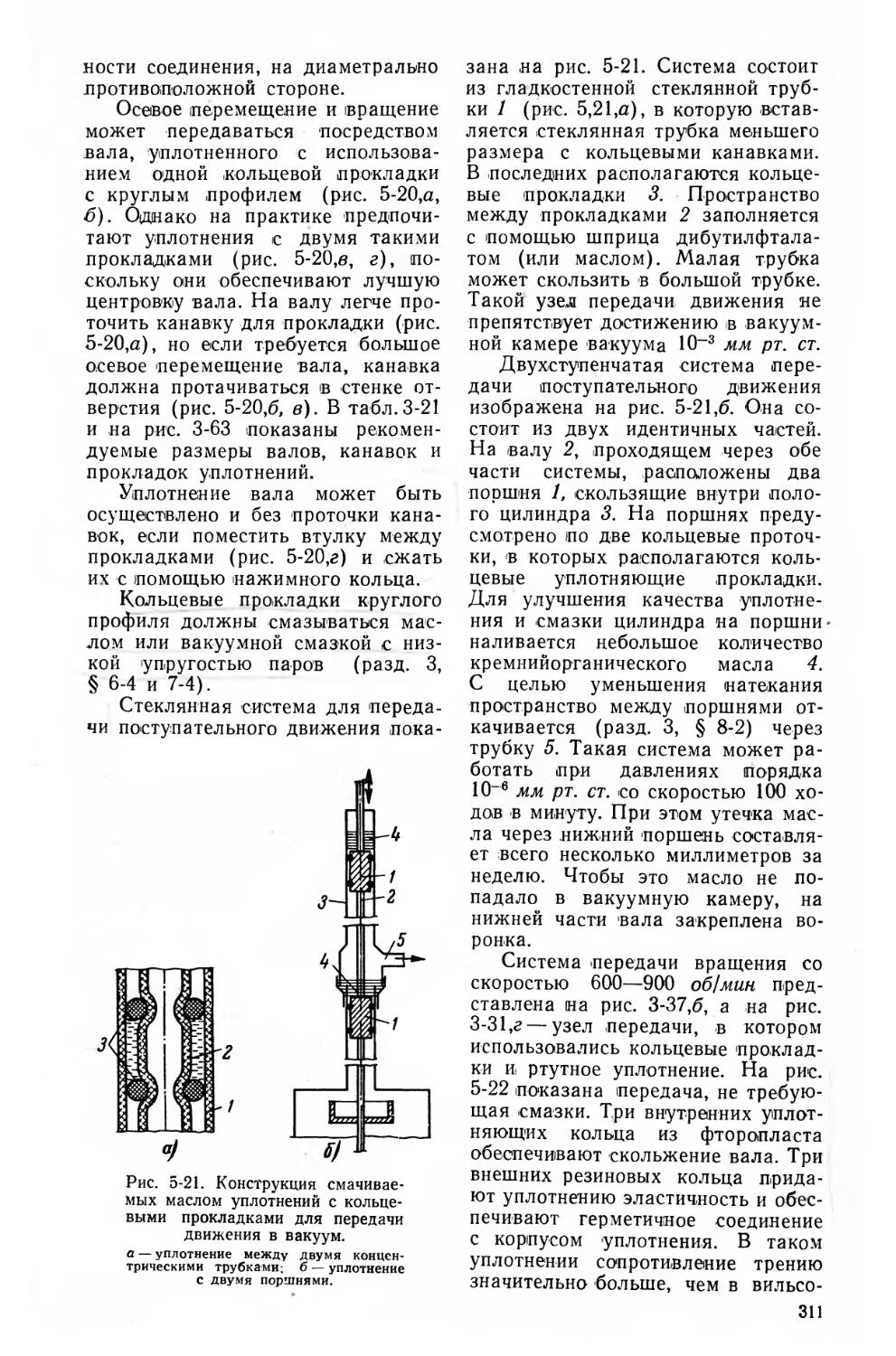
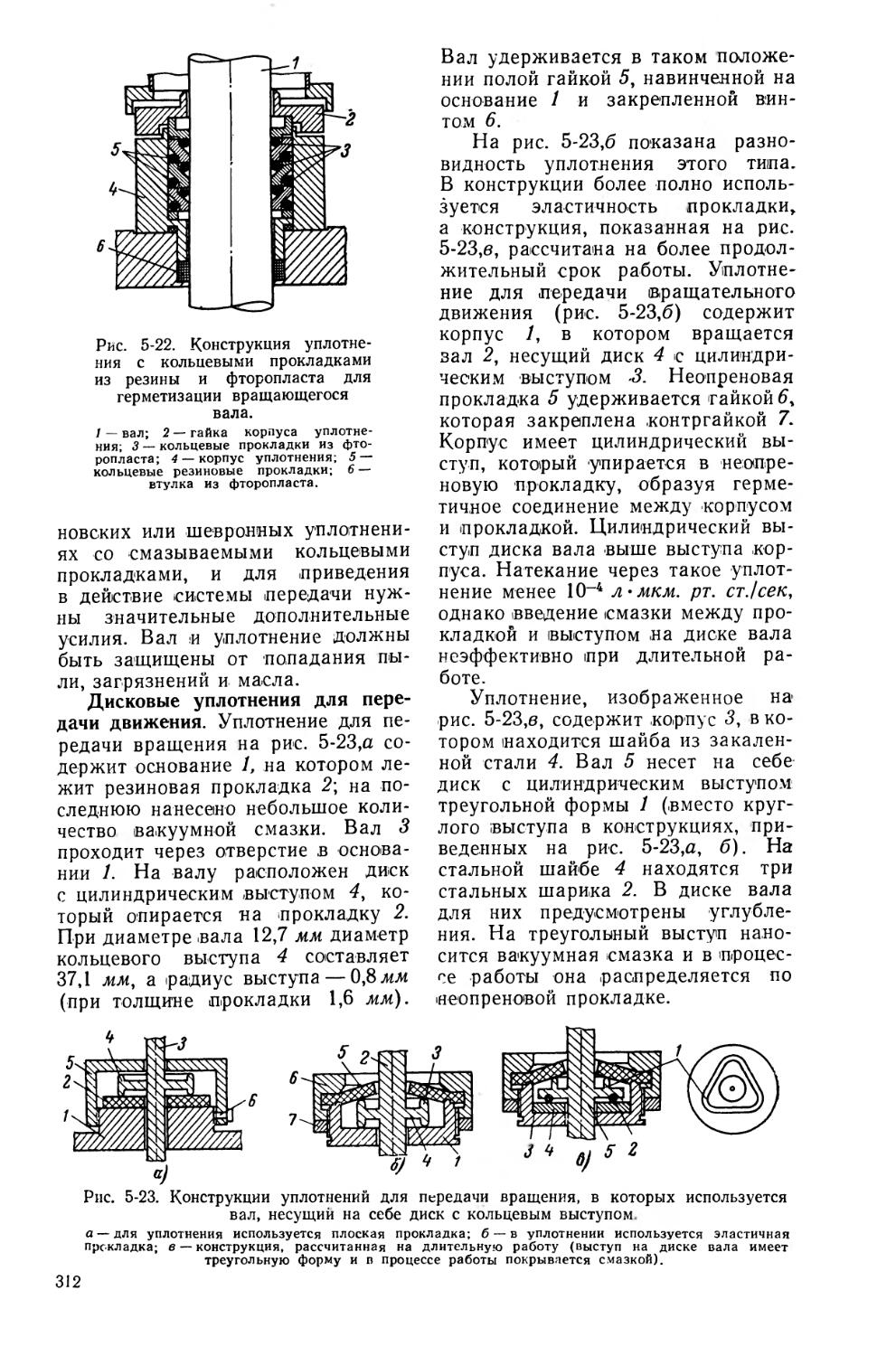
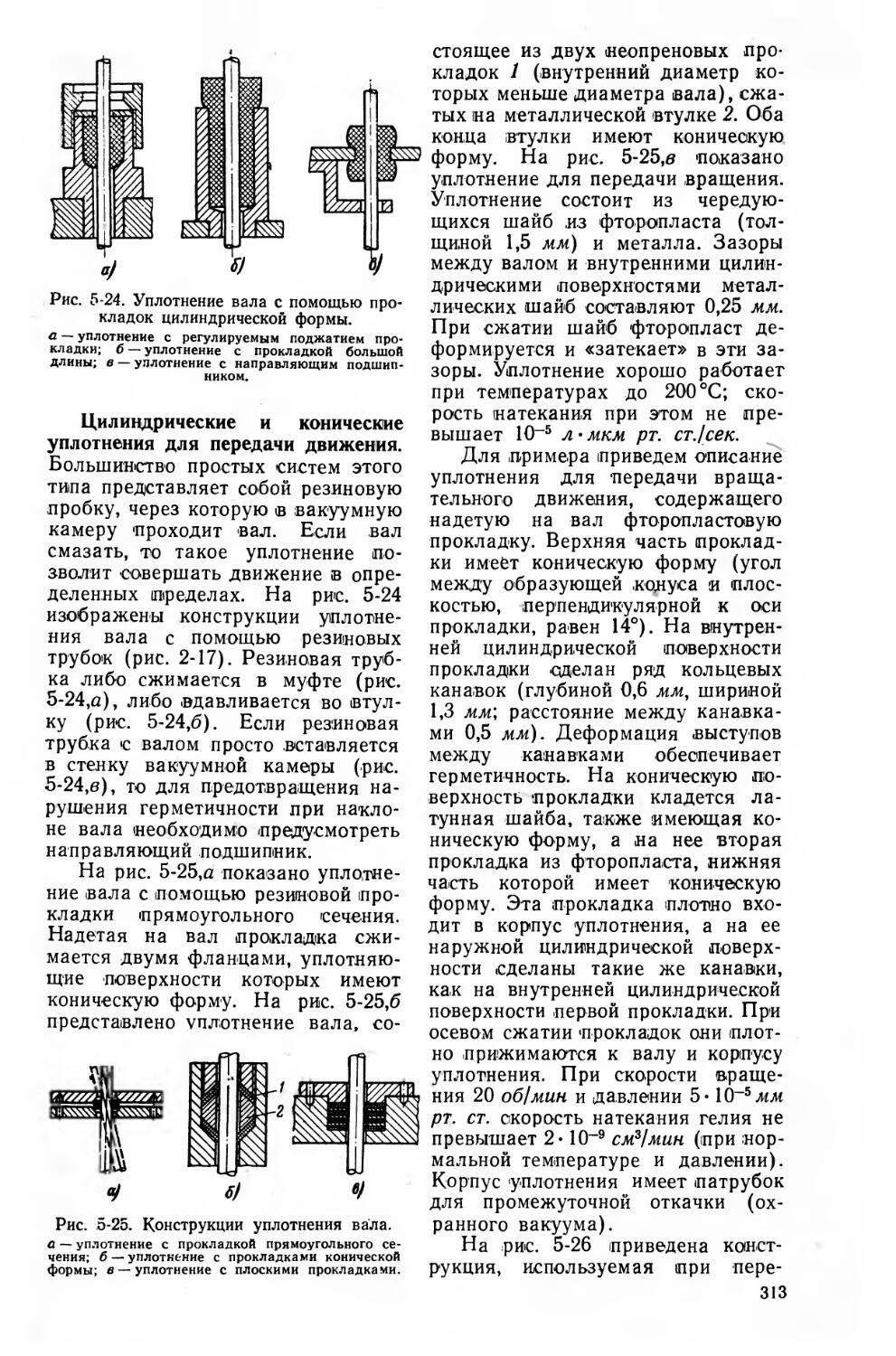
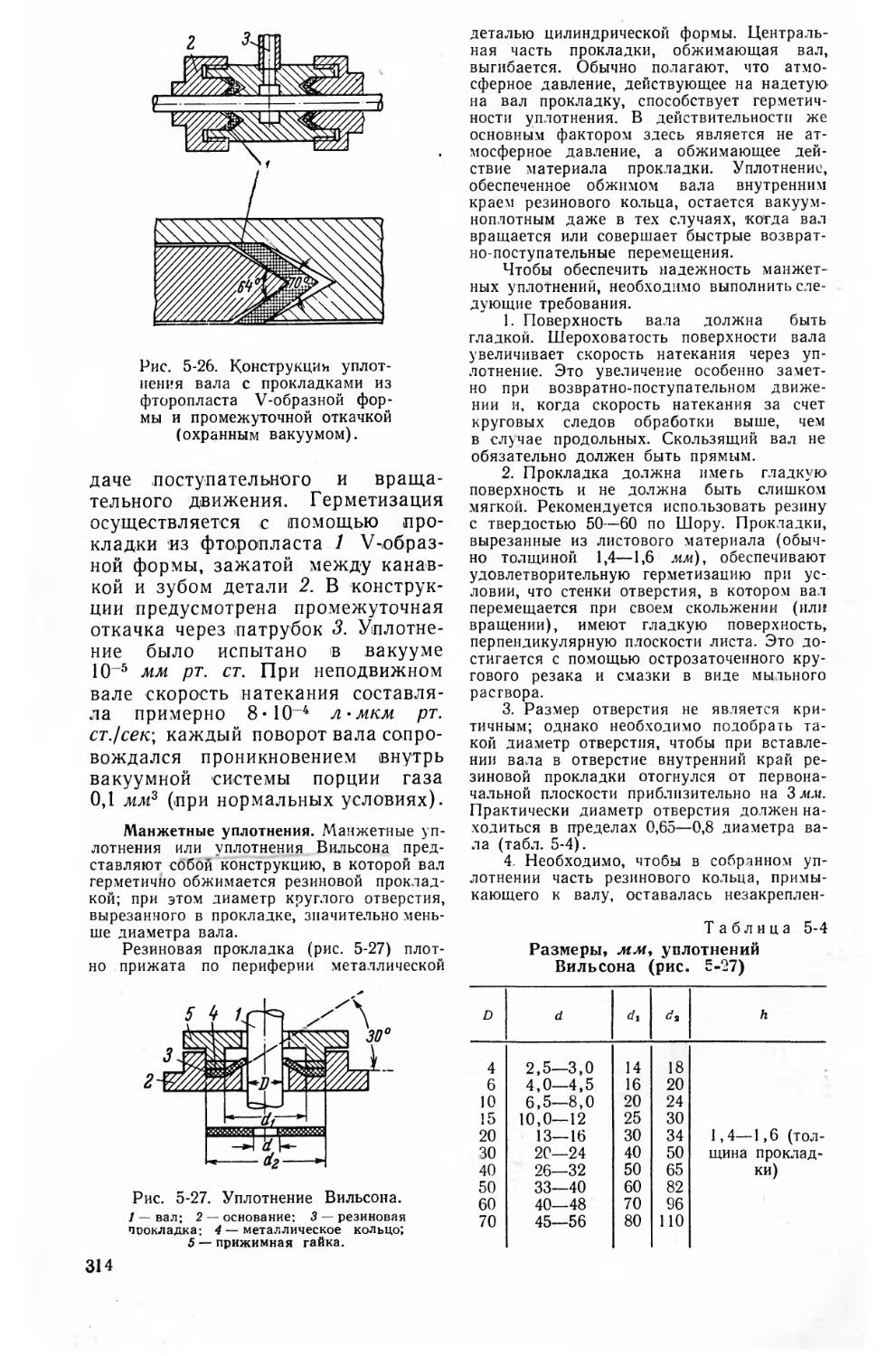
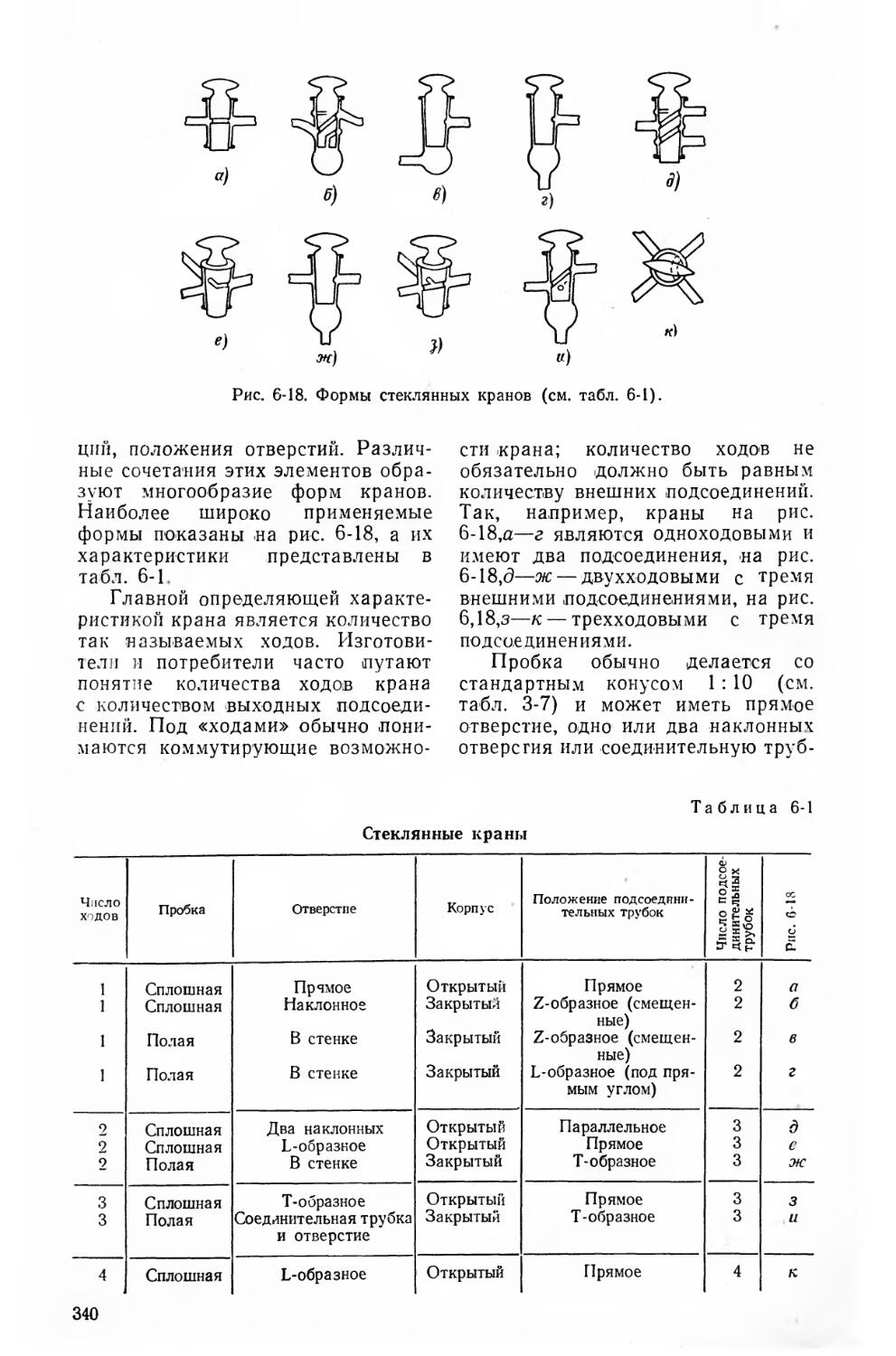
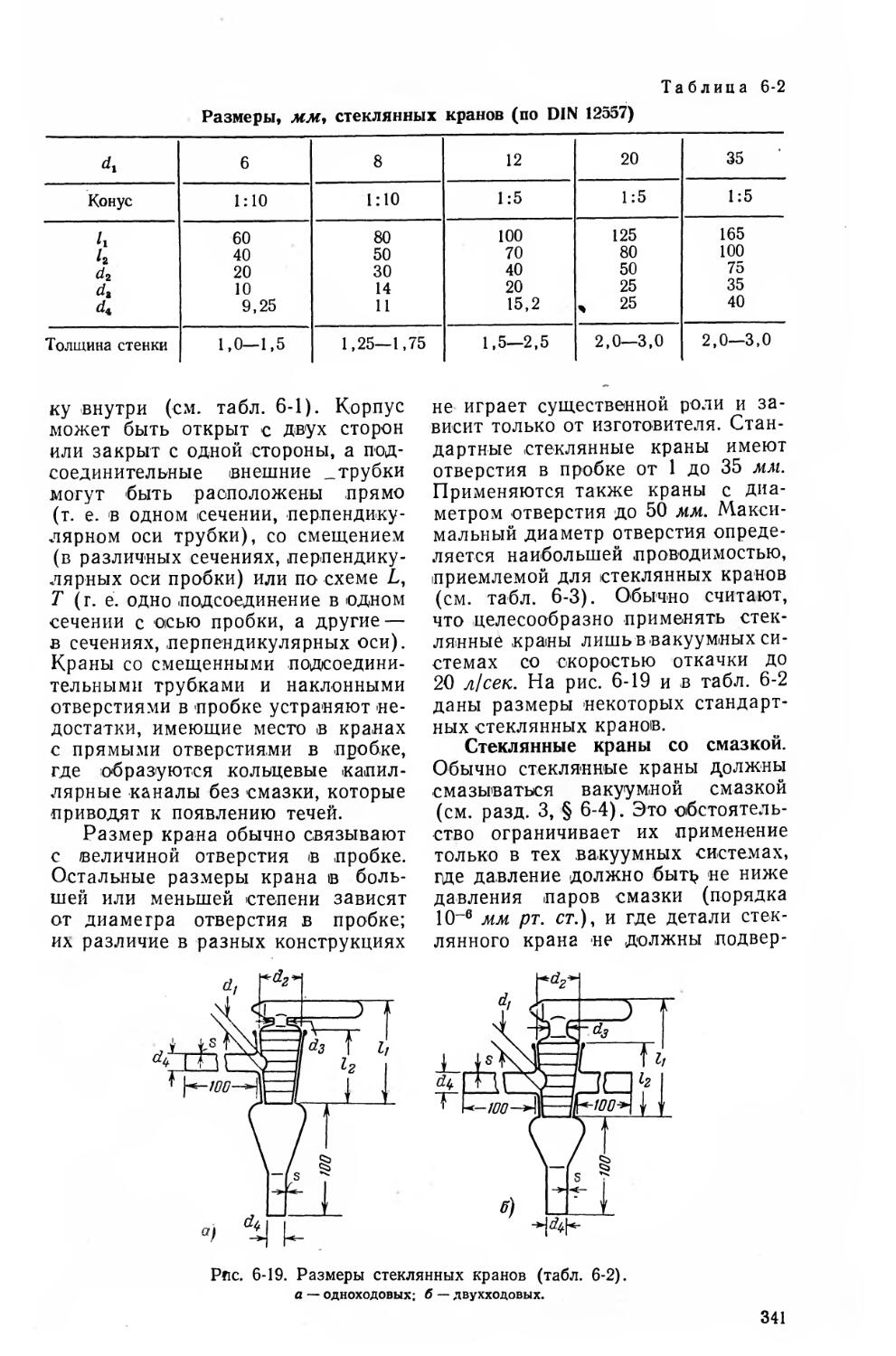
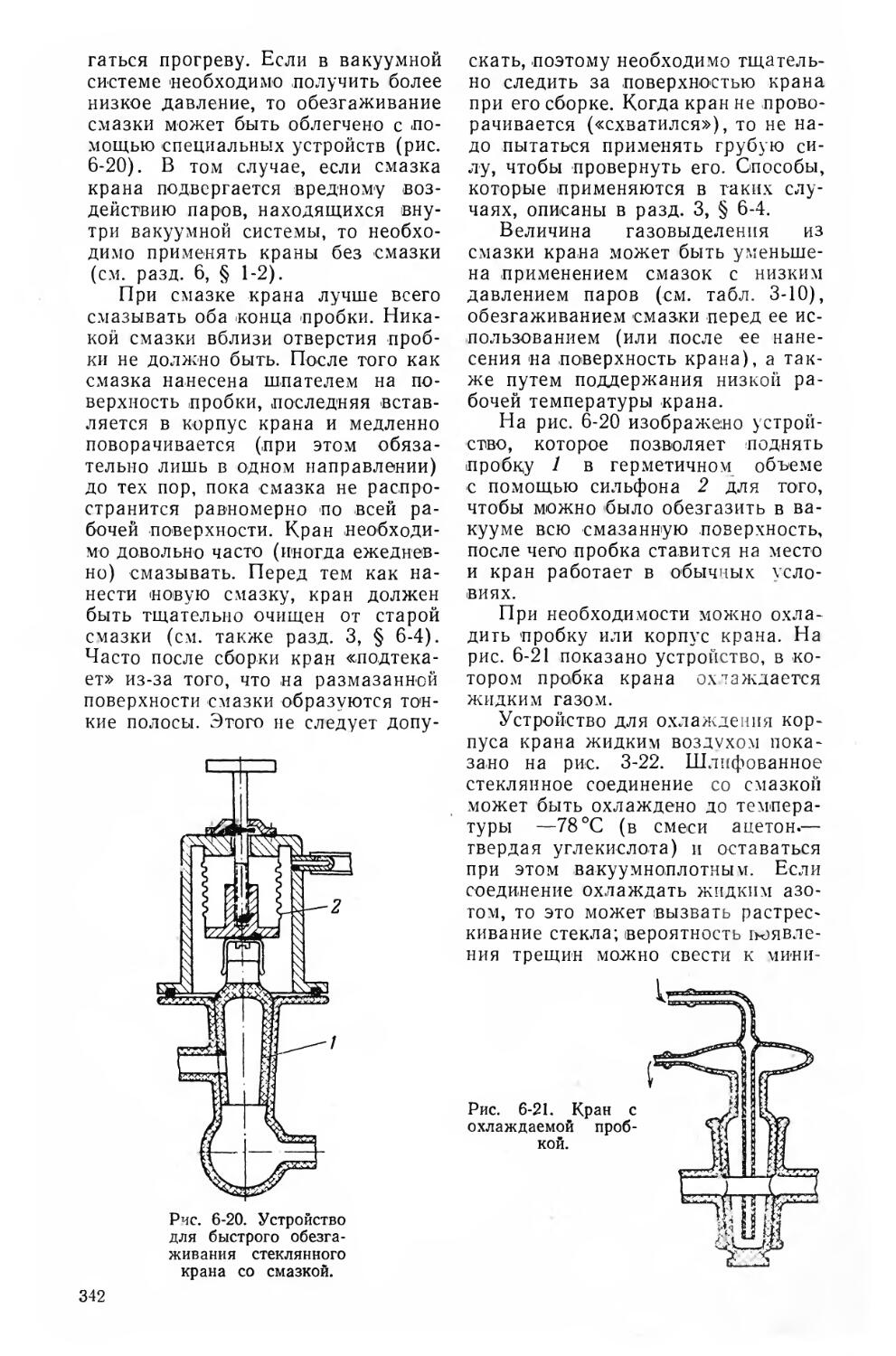
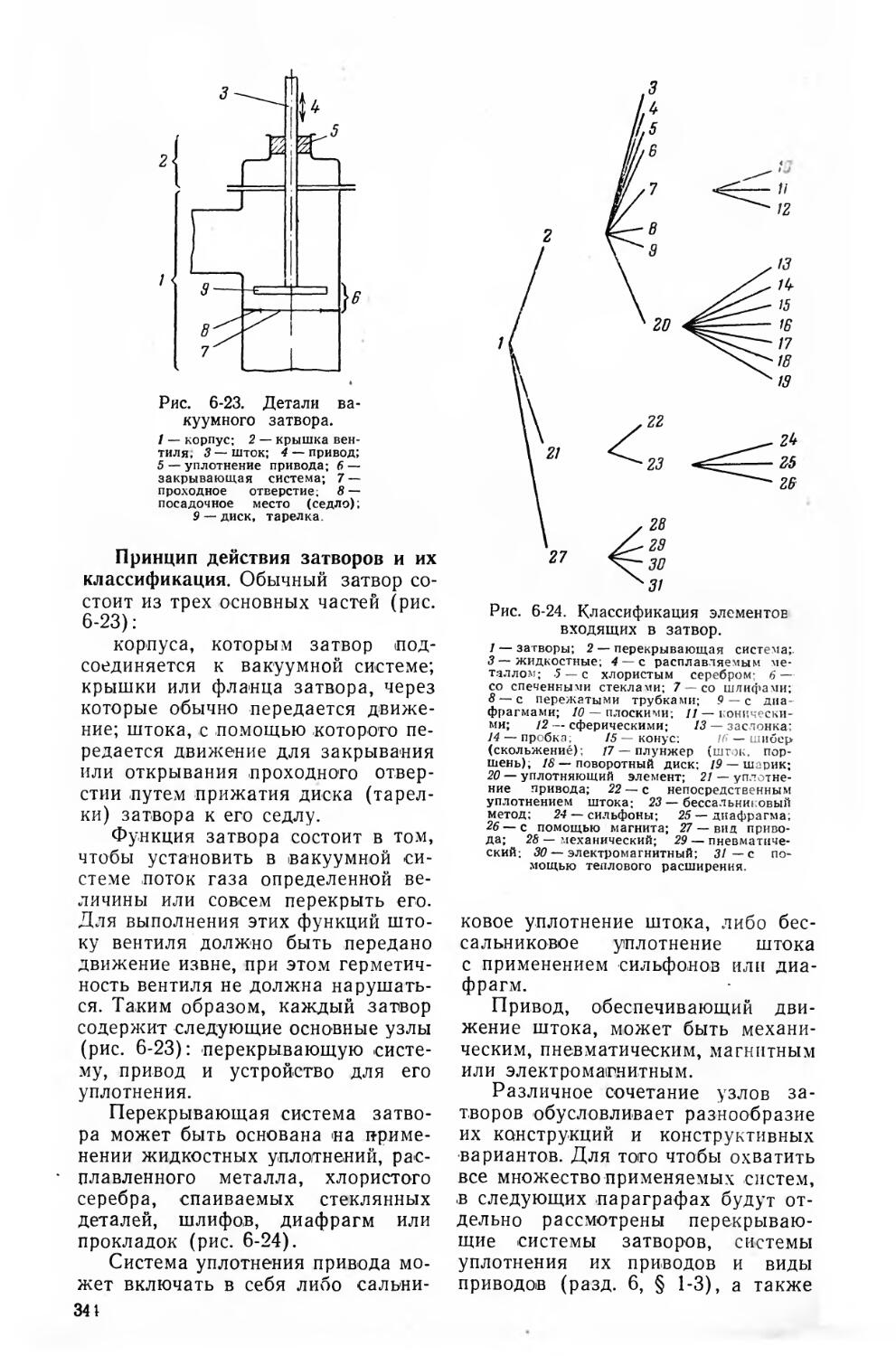
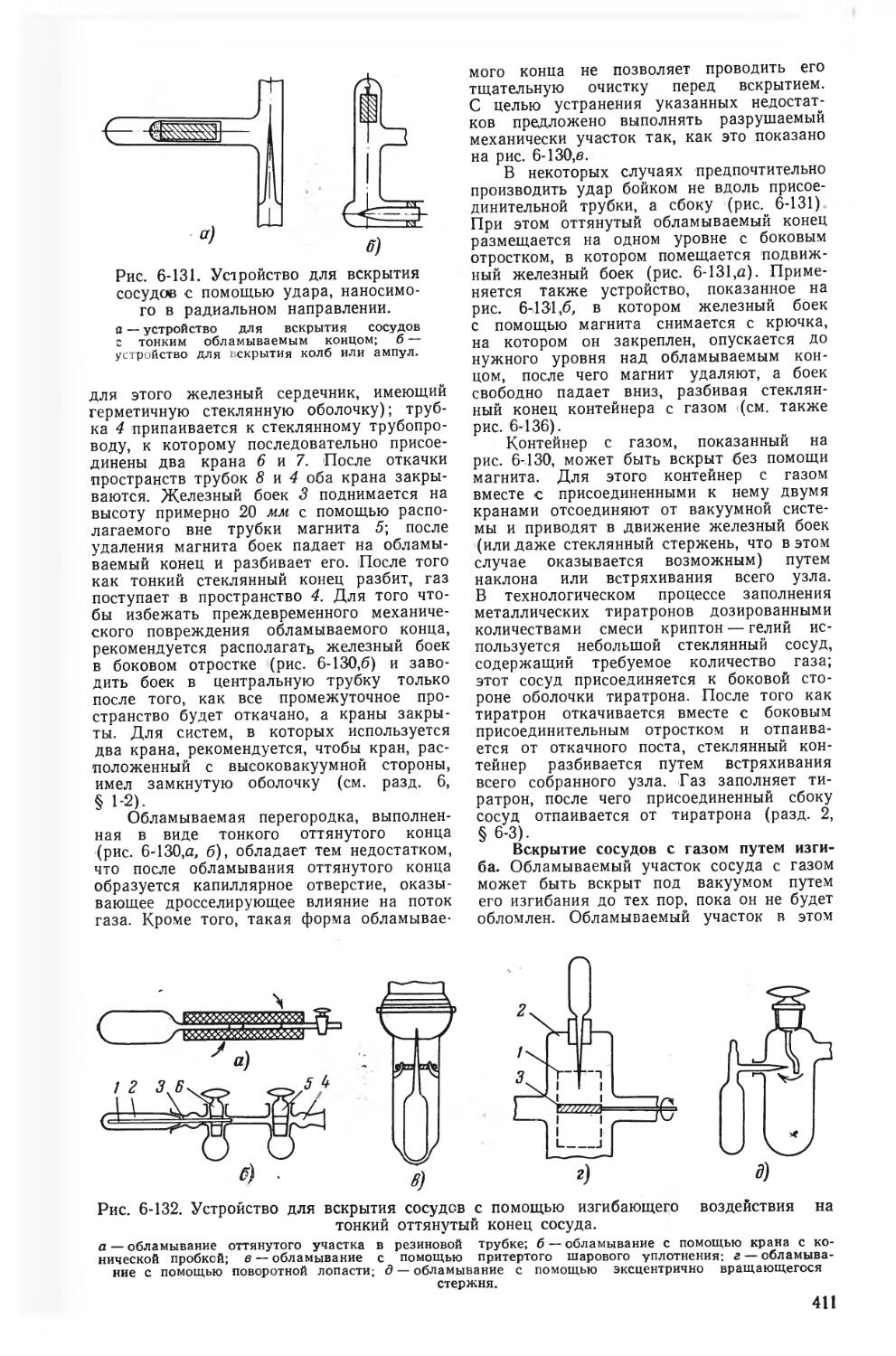
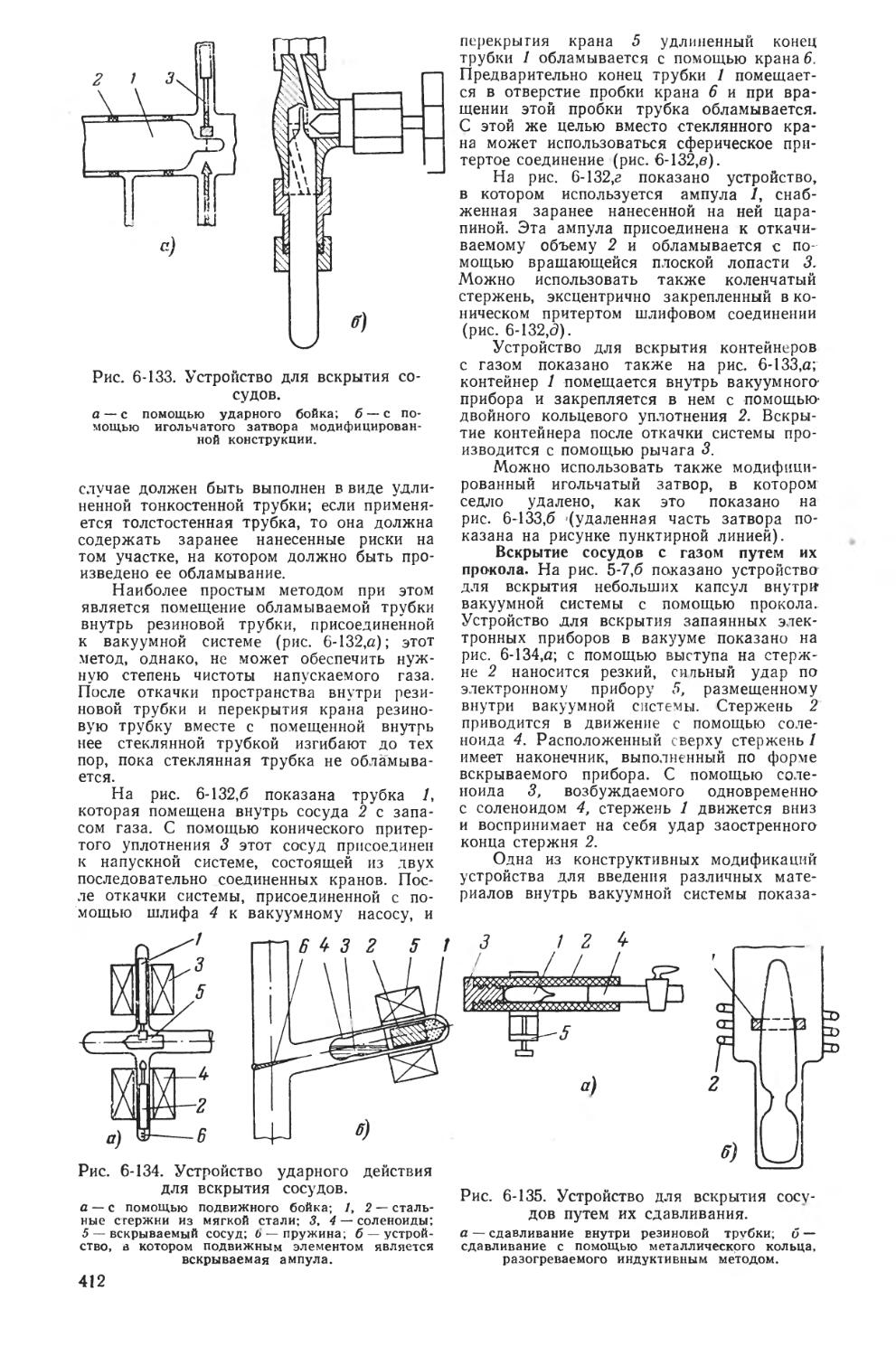
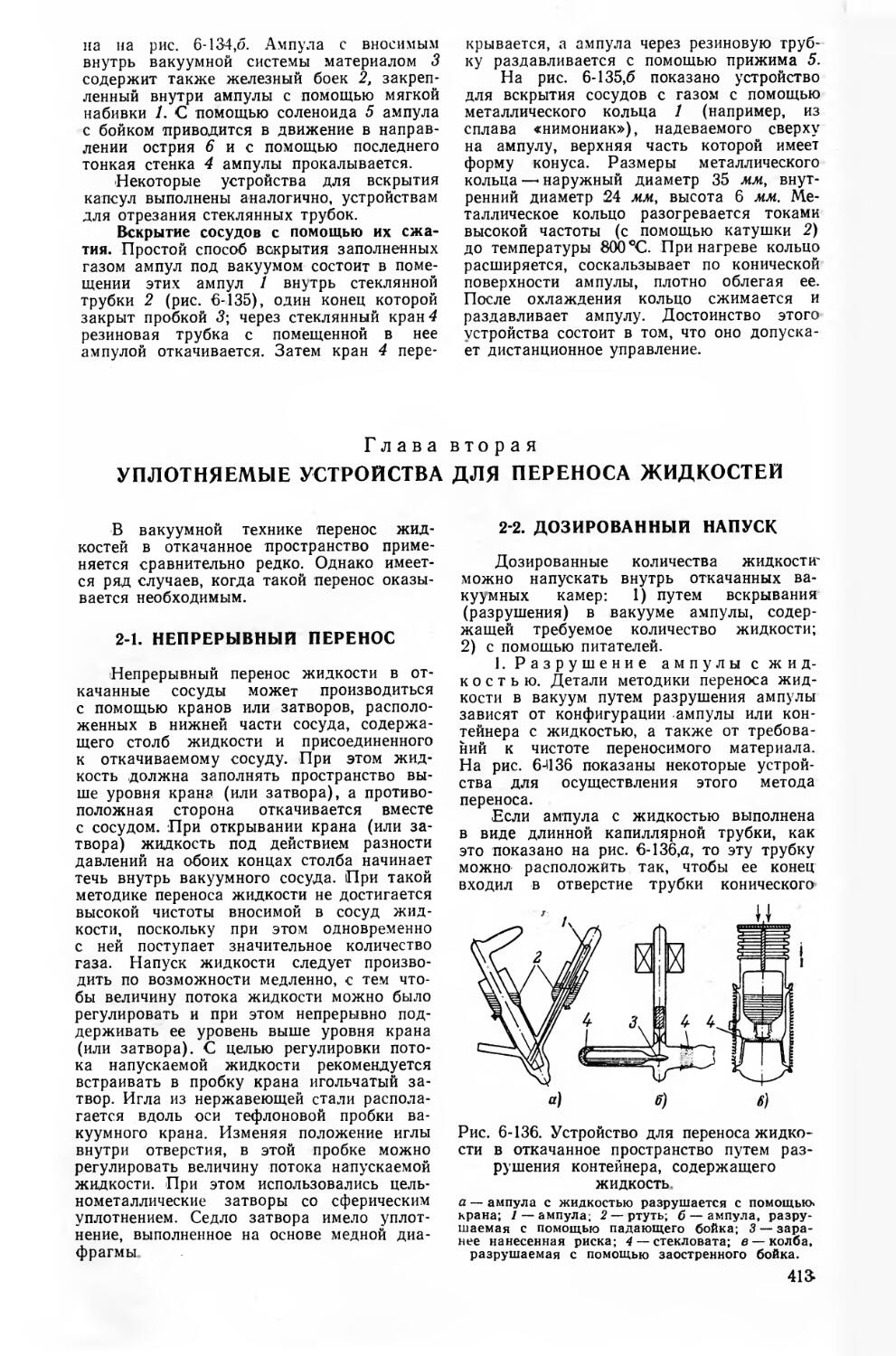
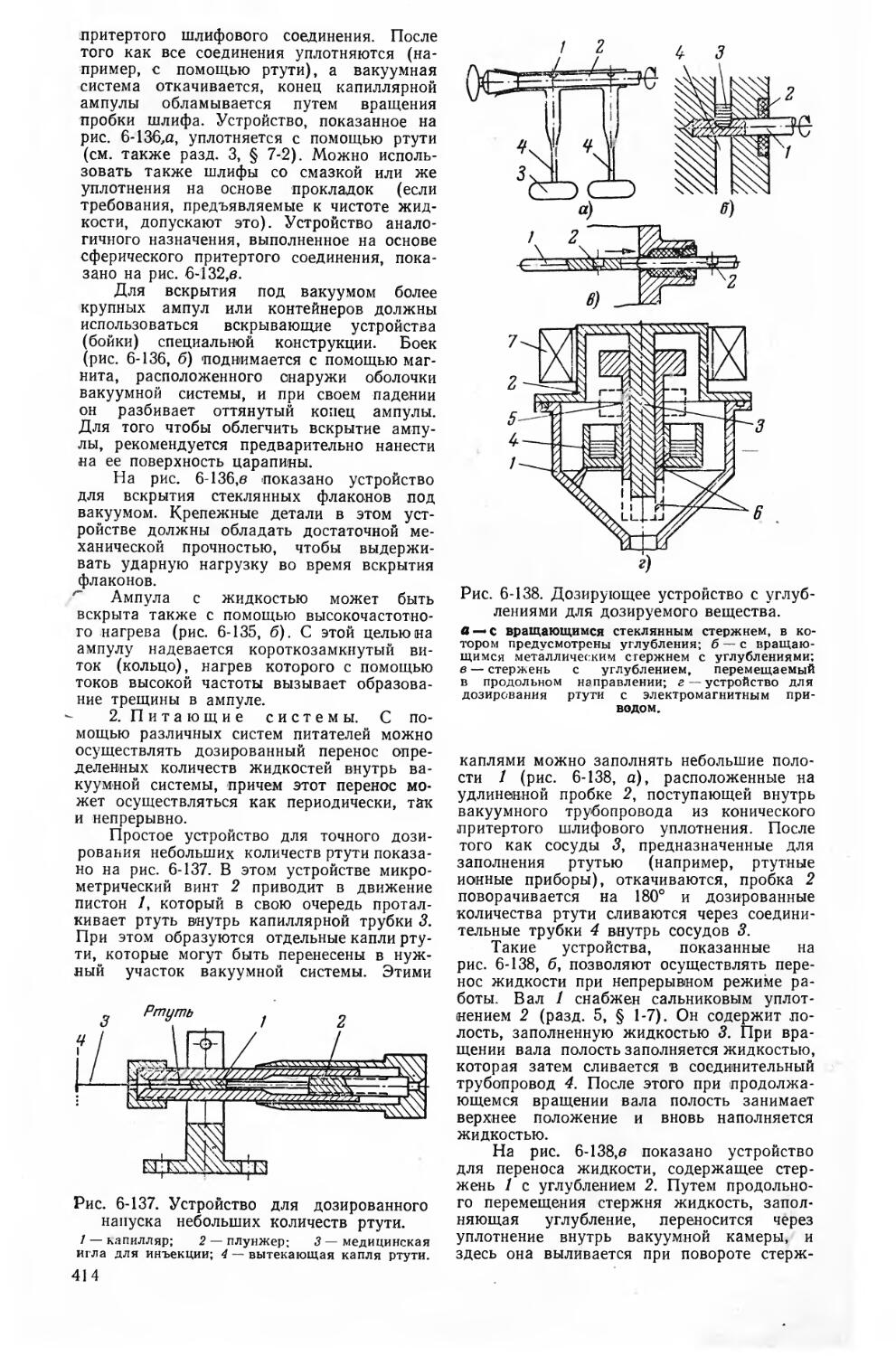
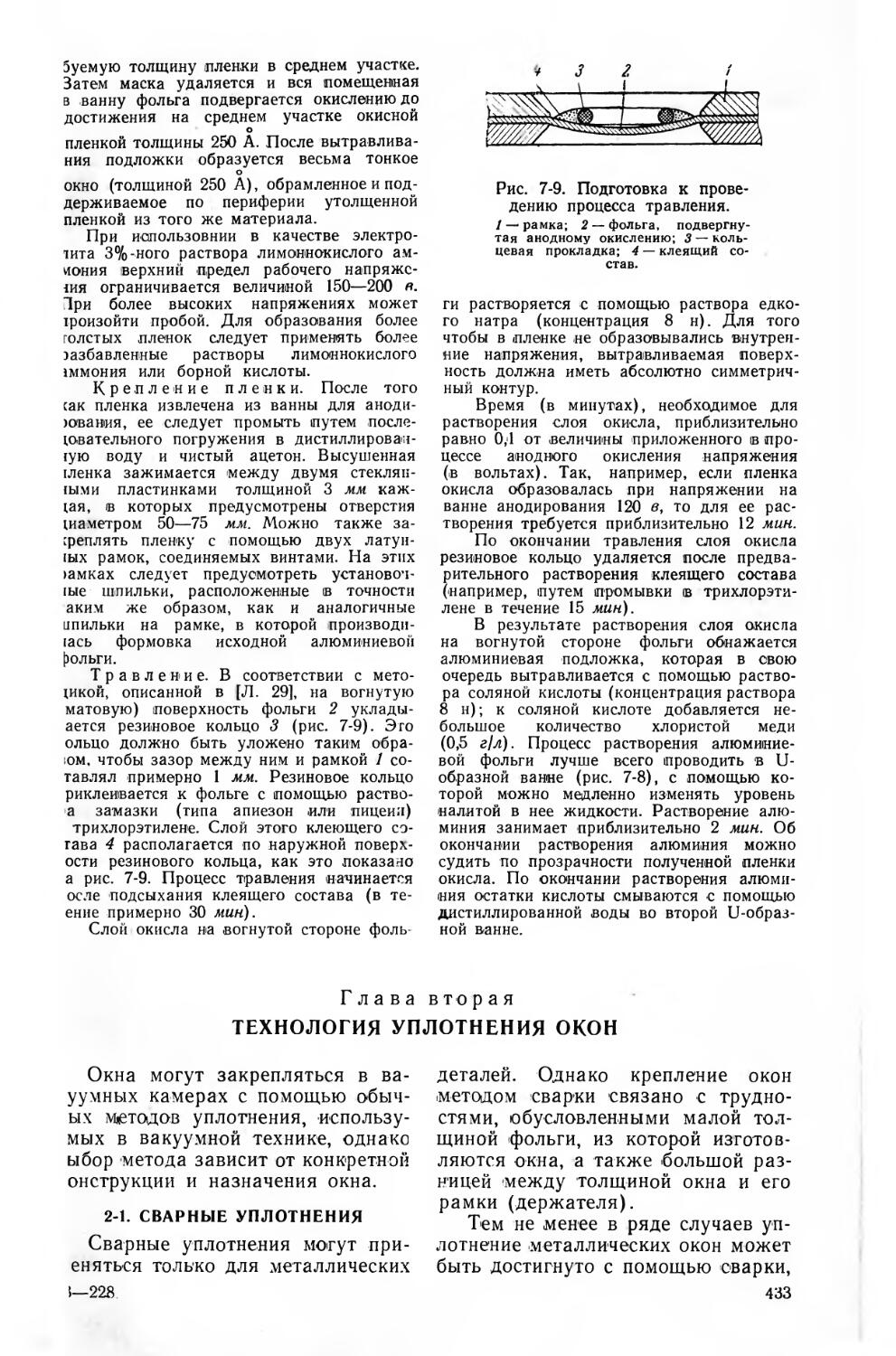
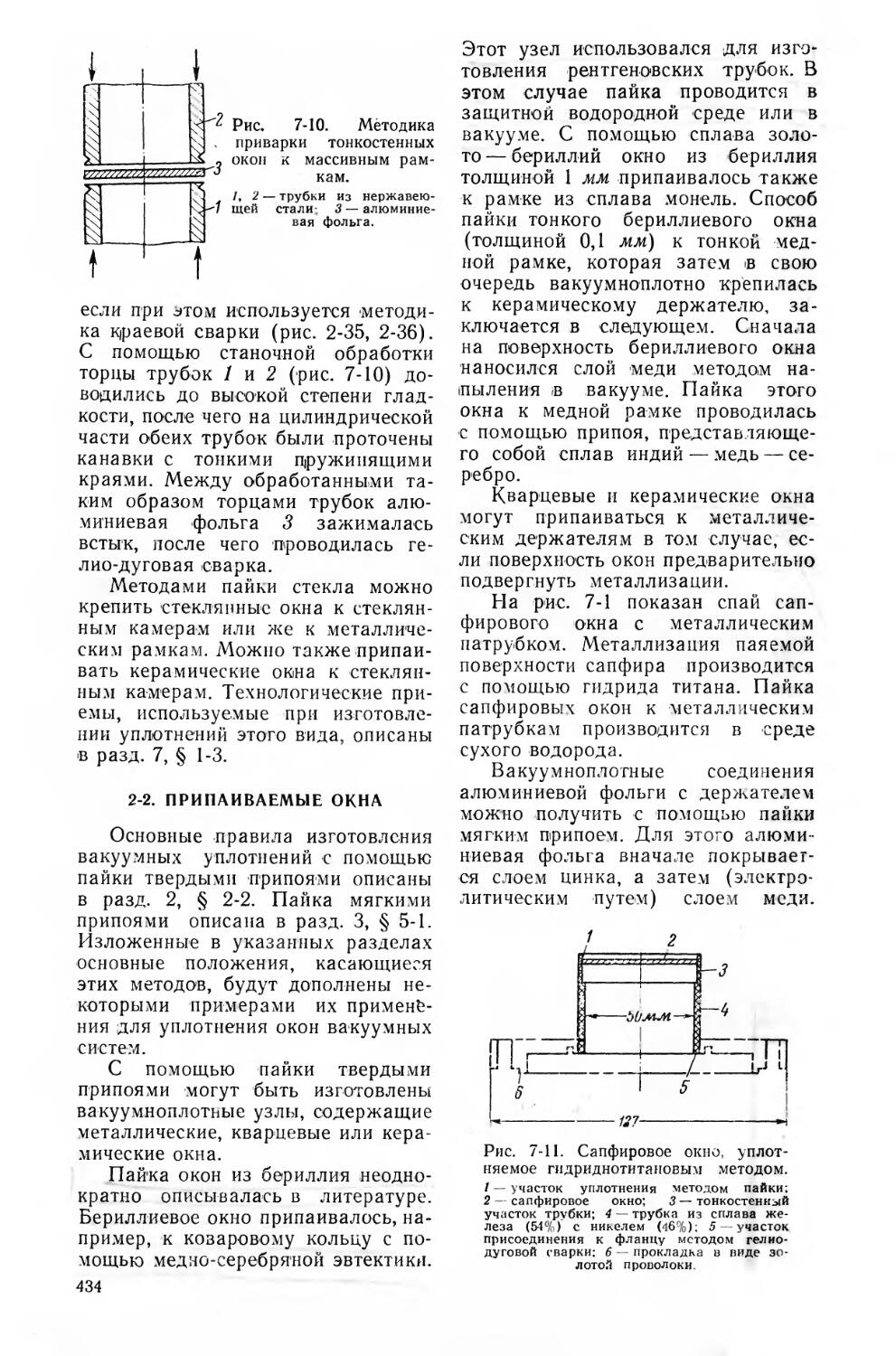
Текст
6П215
Р 79
УДК 621.521
Рот А.
Р 79 Вакуумные уплотнения. Пер. с англ. М., «Энер-
гия», 1971.
464 с. с илл.
Книга представляет собой наиболее полное справочное пособие,
охватывающее различные технические приемы, используемые для соз-
дания вакуумных уплотнений. В ней описываются основные вакуумные
уплотнения (сварные, паяные, спаи стекло—стекло, стекло—металл,
стекло — керамика, керамика — металл, замазки, пластмассы, уплот-
нения па основе хлорного серебра, жидкостные уплотнения, эластоме-
ры и уплотнения с металлическими прокладками), а также специаль-
ные вакуумные уплотнения.
Книга предназначается для специалистов в области физики, хи-
мии, биологии, инженеров, научных сотрудников лабораторий, а также
для всех тех, кто связан с разработкой вакуумных систем.
3-312
432-70
А. Рот
Вакуумные уплотнения
A. Roth Vacuum Sealing Techniques
Редактор А. И. Фигнер
Редактор издательства В. А, Абрамов
Переплет художника Д. И. Чернышева
Технический редактор В. В. Зеркаленкова
Корректор И. А. Володяева
6П215
Spliner
Сдано в набор 4/VI 1971 г. Формат 70xl081/ie Усл. печ. л. 40,6 Тираж 6 000 экз. Цена 3 р. 46 к. Подписано к печати 22/X 1971 г. Бумага типографская № 1 Уч.-изд. л. 45,2$ Зак. 228
Издательство .Энергия". Москва, М-114, Шлюзовая наб., 10.
Московская типография № 10 Главполиграфпрома Комитета по печати при Совете Министров СССР.
Шлюзовая наб.. 10.
ПРЕДИСЛОВИЕ К РУССКОМУ ИЗДАНИЮ
Если до недавнего времени ва-
куумная техника применялась гла-
вным образом в электронике (про-
изводство электронных и ионных
приборов) и в физических исследо-
ваниях (эмиссия заряженных час-
тиц, сорбционно - десорбционные
процессы и т. д.), то в наши дни
сна широко используется в возрас-
тающем объеме и в металлургии,
и в медицине и фармацевтике (по-
лучение сывороток, антибиотиков,
витаминов), и в сельском хозяйстве
(получение бактериальных удобре-
ний), и в космических исследовани-
ях (имитация космических усло-
вий). При этом в ряде случаев (на-
пример, в металлургии сверхчистых
металлов) требуется сверхвысокий
и к тому же так называемый «без-
масляный» вакуум, достижение и
поддержание которого связано
‘ с большими трудностями.
Это привело к тому, что за пос-
ледние годы заметно обогатилась
научно-техническая литература по
вакуумной технике. В нашей стране
и за рубежом появился ряд моно-
графий, посвященных ее отдельным
аспектам: физике вакуума, средст-
вам его достижения и измерений,
электровакуумным материалам и
их технологии.
Однако при этом мало внимания
уделялось конструкциям отдельных
узлов вакуумной установки, мето-
дам их сочленения и обеспечению
их вакуумной плотности.
ртот существенный пробел удач-
но : восполняет представляемая чи-
тателю книга. Она называется «Ва-
куумные уплотнения», однако ее
содержание-выходит далеко за пре-
делы этой темы. В качестве ваку-
умных уплотнений автор рассмат-
ривает не только неразъемные сое-
динения (паяные и сварные) и
разъемные фланцевые сочленения,
но и ряд других узлов и органов уп-
равления, входящих в состав сов-
ременных вакуумных установок раз-
личного назначения.
В книге собран и систематизиро-
ван исключительный по полноте
материал, относящийся к уплотне-
ниям всех видов, включая разра-
ботки последних лет. При этом под-
робно рассмотрены конструктивные
особенности каждого из уплотнений
и дана методика конструирования
уплотнений, а также критерии вы-
бора материалов для их изготовле-
ния.
Большое внимание в книге уде-
лено практическим рекомендациям
по эксплуатации, сборке и ремонту
различных уплотнений.
Примерно половина всего объе-
ма книги посвящена вопросам тех-
нологии изготовления уплотнений
и методам достижения вакуумной
плотности.
Есть в книге и недостатки.
В частности, мало внимания уделе-
но в ней физическим процессам
в герметизируемых элементах и фи-
зической сущности процесса герме-
тизации. При переводе и редакти-
ровании материал книги был под-
вергнут некоторой переработке и
исключению из него материала, не
представляющего интерес для со-
ветского читателя. Сокращен так-
же приведенный в конце книги спи-
сок литературы (главным образом,
за счет фирменных изданий—отче-
тов, проспектов, каталогов и т. д.).
Перевод книги выполнили М. В.
Меркулова (гл. 1), М. Н. Ефимов
(гл. 2), канд. техн, наук Г. Д. Гле-
бов (гл. 3), канд. техн, наук Ю. А.
Баловнев (гл. 4 и 5), В. Е. Стадник
(гл. 6) и В. И. Каплинская (гл. 7).
Книга может быть весьма полез-
на инженерно-техническим работни-
кам, занимающимся конструирова-
нием вакуумных установок, их изго-
товлением и их эксплуатацией.
А. Фигнер
3
ПРЕДИСЛОВИЕАВТОРА
Эта книга может служить систе-
матическим справочником по воп-
росам, связанным с вакуумными
уплотнениями. Она составлена на
основании опыта автора, накоплен-
ного им во время его работы в ка-
честве конструктора, технолога и
консультанта >по вопросам вакуум-
ной техники.
За последнее время области при-
менения вакуумной технологии зна-
чительно расширились, охватывая
большое количество новых отрас-
лей науки и техники; можно отме-
тить также успехи в повышении
предельного вакуума. В связи с этим
большое значение приобретает спе-
циальная техническая литература,
посйященная как отдельным вопро-
сам вакуумной техники, так и всей
проблеме вакуумной технологии
в целом.
Целью данной работы является
не дублирование таких книг, в кото-
рых освещаются вопросы получе-
ния, измерения и применения ваку-
ума, а подробное рассмотрение
уплотнений отдельных элементов
вакуумных систем.
Каждый физик, химик или ин-
женер, собиравший или приме-
нявший в своей работе вакуумные
системы, хорошо знает, что обеспе-
чение и поддержание высокой ва-
куумной плотности представляет
собой одну из наиболее сложных
задач.
Обнаружение натеканий, их ус-
транение и повторная проверка
герметичности вакуумной системы
связаны обычно с большой трудо-
емкостью и материальными расхо-
дами. Избежать этих расходов
можно только лишь путем правиль-
ного конструирования деталей и уз-
лов вакуумных систем. Разработано
весьма большое количество техни-
ческих решений задачи создания
вакуумных уплотнений, что видно,
в частности, из большого числа биб-
лиографических ссылок в этой кни-
ге.
Автором сделана попытка про-
вести систематическую детальную
классификацию вакуумных уплот-
нений всех типов. Расположение
материала в книге соответствует
этой классификации. При этом все
вакуумные уплотнения разделены
на две группы: а) основные ваку-
умные уплотнения (главы 2 и 3) и
б) специальные вакуумные уплотне-
ния (главы 4—7). Так как эти груп-
пы подразделяются затем в соот-
ветствии с их конструктивными
признаками, в книгу включены так-
же перекрестные ссылки, позволя-
ющие читателю легко найти описа-
ния уплотнений определенного наз-
начения (например, для сверхвысо-
кого вакуума, криогенной техники
и т. д.).
А. Рот
РАЗДЕЛ 1
ВАКУУМ И ОКРУЖАЮЩЕЕ ПРОСТРАНСТВО
Глава первая
ВАКУУМ
1-1. ДАВЛЕНИЕ И СРЕДНЯЯ ДЛИНА
СВОБОДНОГО ПРОБЕГА
Слово вакуум в переводе с ла-
тинского означает пустота. Этот
термин («вакуум») характеризует
любое пространство, заполненное
газом, давление которого ниже
атмосферного.
Согласно кинетической теории
газов заключенный в замкнутом со-
суде газ оказывает давление на его
стенки вследствие упругих соуда-
рений молекул со стенками. Таким
образом, давление представляет со-
бой силу, с которой газ давит на
единицу площади поверхности ре-
альных стенок или на единицу пло-
щади воображаемой поверхности,
расположенной в среде газа.
Единицы давления, используе-
мые в вакуумных измерениях, опре-
деляются как сила, приходящаяся
на единицу площади (например,
н!м\ дн!см2, кг!м2 и т. п.) или как
высота столба жидкости, уравнове-
шиваемого определенным давлени-
ем газа (например, сантиметр во-
дяного столба, миллиметр или мик-
рометр ртутного столба и т. п.).
Основной единицей давления,
принятой в вакуумной технике, яв-
ляется торр (1 мм рт. ст.)} она со-
ставляет 1/760 величины нормаль-
ного атмосферного давления
(1,013250/760 дн!см2).
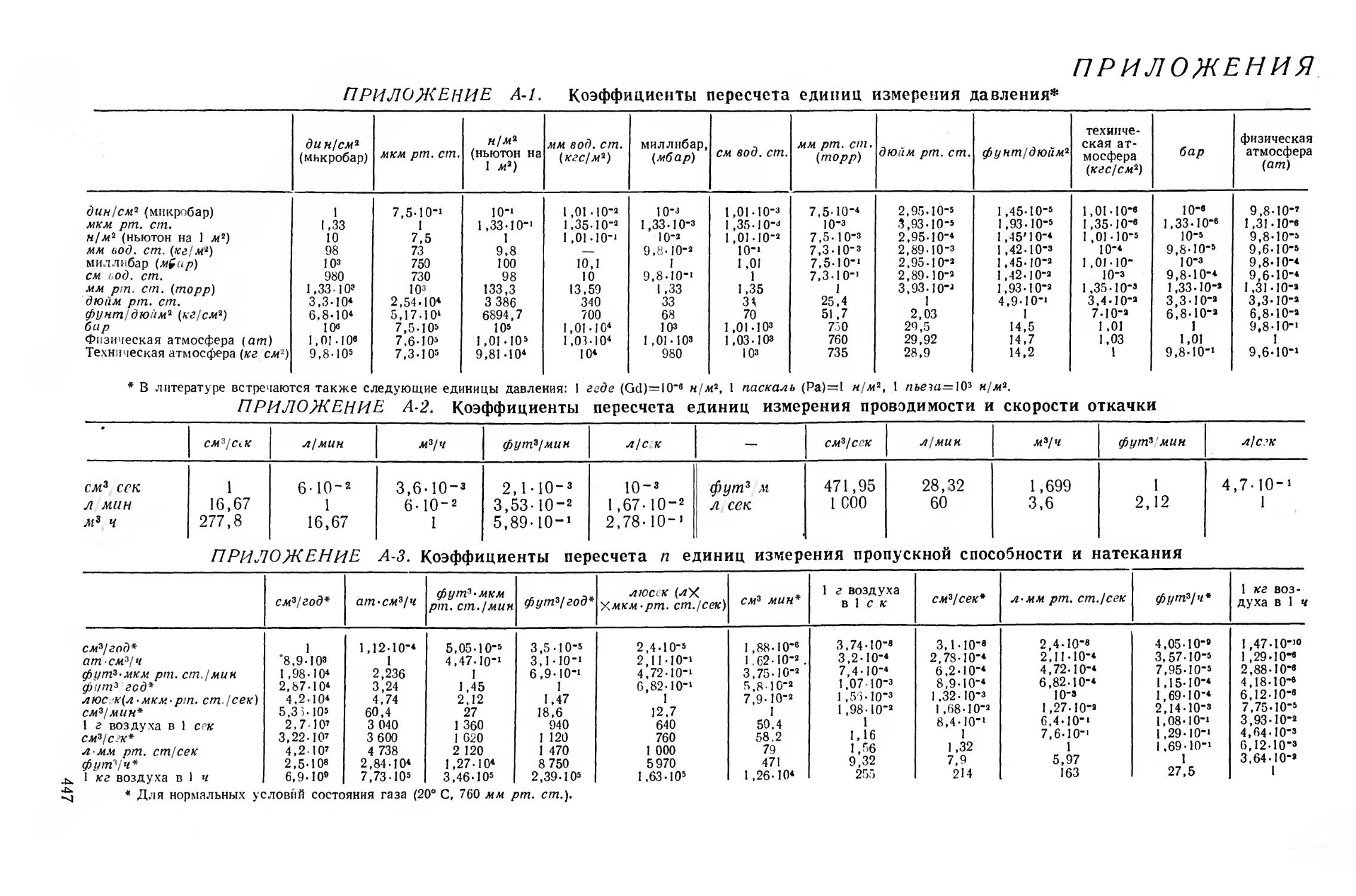
Пересчетные коэффициенты
между различными единицами дав-
ления, используемыми в вакуумной
технике, приведены в приложении
А-1.
Каждая молекула в газовой сре-
де движется прямолинейно до тех
пор, пока она не столкнется с дру-
гой молекулой или со стенкой ва-
куумной системы. Среднее расстоя-
ние, проходимое каждой молекулой
газа между двумя соударениями,
называется средней длиной свобод-
ного пробега. Средняя длина сво-
бодного пробега % обратно пропор-
циональна количеству молекул
в единице объема, т. е. для данной
температуры она обратно пропор-
циональна величине давления:
В табл. 1-1 приведены значения
коэффициента k для различных га-
зов. Этот коэффициент численно ра-
вен средней длине свободного про-
бега молекул, в сантиметрах при дав-
лении 10“3 мм рт. ст. (1 мкмрт.ст.).
Х^тя ионов Xf=l/2Z, для электро-
нов Хе=4 1^22; относительно значе-
ний % для газовых смесей см. [Л. 1].
Таблица 1-1
Значения коэффициента k
(см-мкм рт. ст.) при температуре
20® С
Газ k 1 k
Ксенон 3,00 Азот 5,1
Пары воды 3,40 Воздух 5,1
Двуокись угле- 3,34 Кислород 5,4
рода Пары ртути 6,3
Хлор 3,47 Водород 9,3
Криптон 4,05 Неон 10,4
Аргон 5,07 Гелий 14,6
5
1-2. НИЗКИЙ, ВЫСОКИЙ
И СВЕРХВЫСОКИЙ ВАКУУМ
Величина предельного разреже-
ния, которое может быть достигну-
то, измерено и поддержано в ваку-
умной камере, определяется основ-
ными характеристиками вакуумной
системы, а также насосов, мано-
метров и уплотнений, используемых
в ней.
Величина предельного разреже-
ния и соответствующая ей средняя
длина свободного пробега молекул
газа определяют диапазон давле-
ний, в котором работает данная ва-
куумная система.
Диапазон давлений между атмо-
сферным и 25 мм рт. ст. характери-
зует низкий вакуум. Нижний предел
этого диапазона примерно соответ-
ствует давлению насыщенных паров
воды при температуре 25°C.
Средний вакуум характеризует-
ся диапазоном давлений 25-^10~3
мм рт. ст. Диапазон давлений 760—
10~3 мм рт. ст. иногда делят на два
поддиапазона: 760—1 мм рт. ст.
(«грубый вакуум») и 1—10~3 мм
рт. ст. («тонкий вакуум»).
Понятие «высокий вакуум» ис-
пользуется для обозначения состоя-
ния газов при давлениях ниже
10“3 мм рт. ст. Весь диапазон дав-
лений ниже 10~3 мм рт. ст. делится
на высокий, очень высокий и сверх-
высокий вакуум (см. табл. 1-2).
Пределы диапазонов высокого и
очень высокого вакуума обусловле-
ны применением в вакуумных си
стемах материалов, имеющих при
комнатной температуре низкое дав-
ление насыщенных паров. К таким
материалам относятся эластомеры,
из которых выполняются уплотни-
тельные прокладки (разд. 3, гл. 8).
Для достижения сверхвысокого ва-
куума необходим прогрев. Это
практически ограничивает перечень
материалов, используемых в сверх-
высоковакуумных системах (неко-
торые сорта металлов, стекла и ке-
рамики); при этом используются
лишь металлические прокладки (см.
разд. 1, § 4-3).
1-3. ВАКУУМНЫЕ СИСТЕМЫ
Вакуумная система представляет собой
собранный из ряда компонентов агрегат,
предназначенный для получения, измере-
ния и поддержания вакуума в каком-либо
резервуаре, камере или приборе. Каждая
вакуумная система содержит один или не-
сколько насосов, манометры и трубопро-
воды для соединения ее отдельных частей
между собой. Вакуумная система может
содержать также затворы, средства переда-
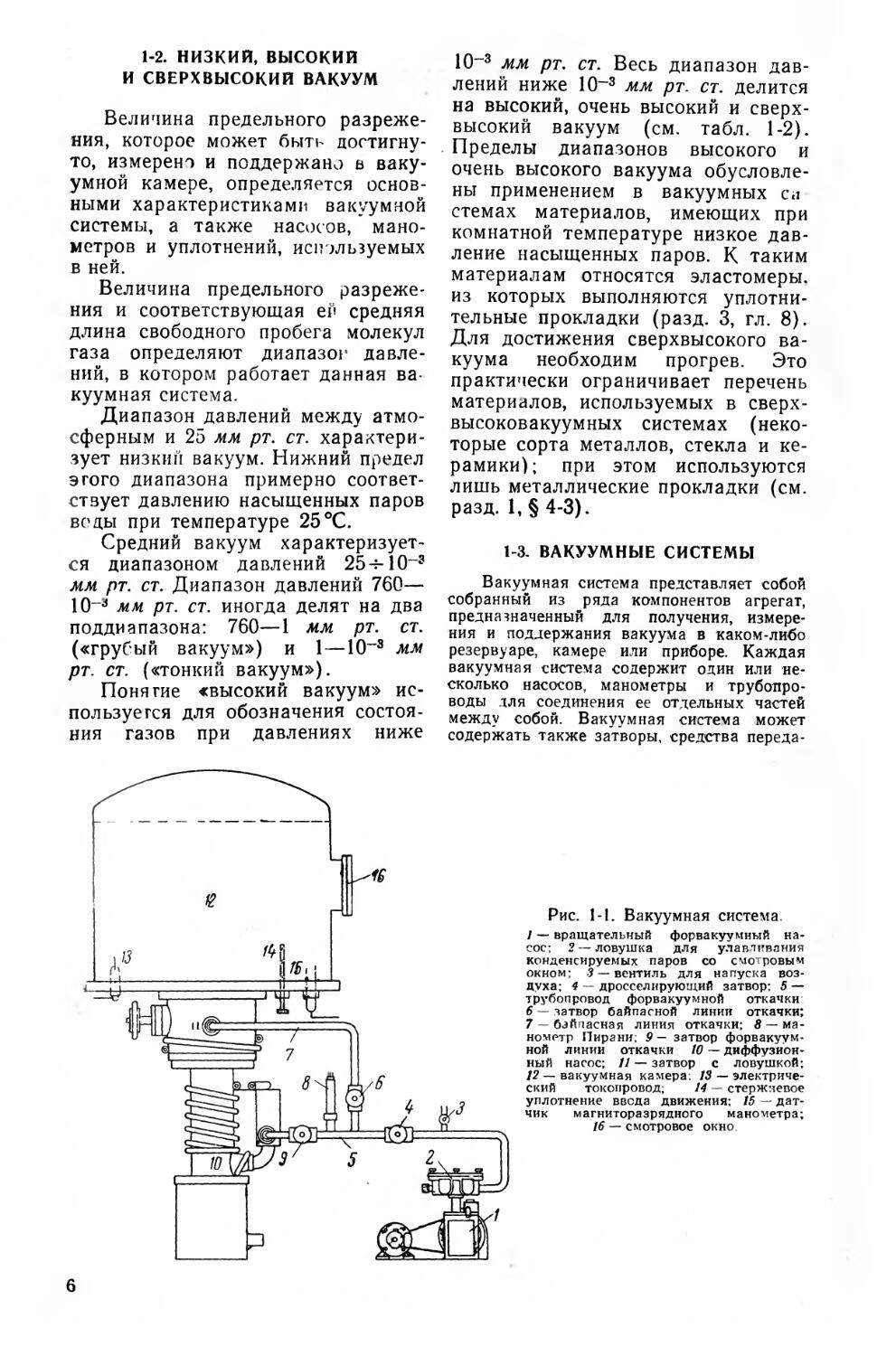
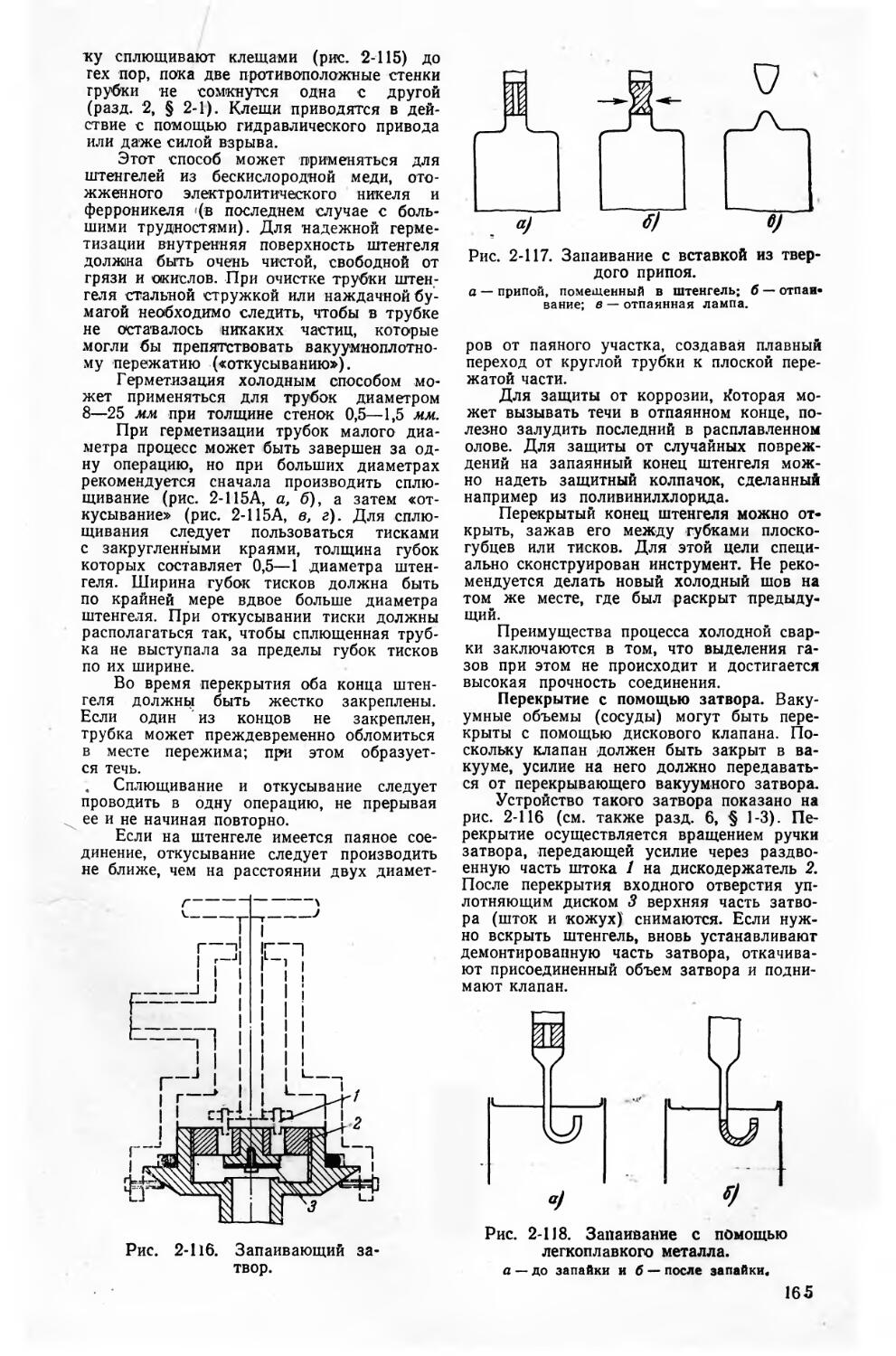
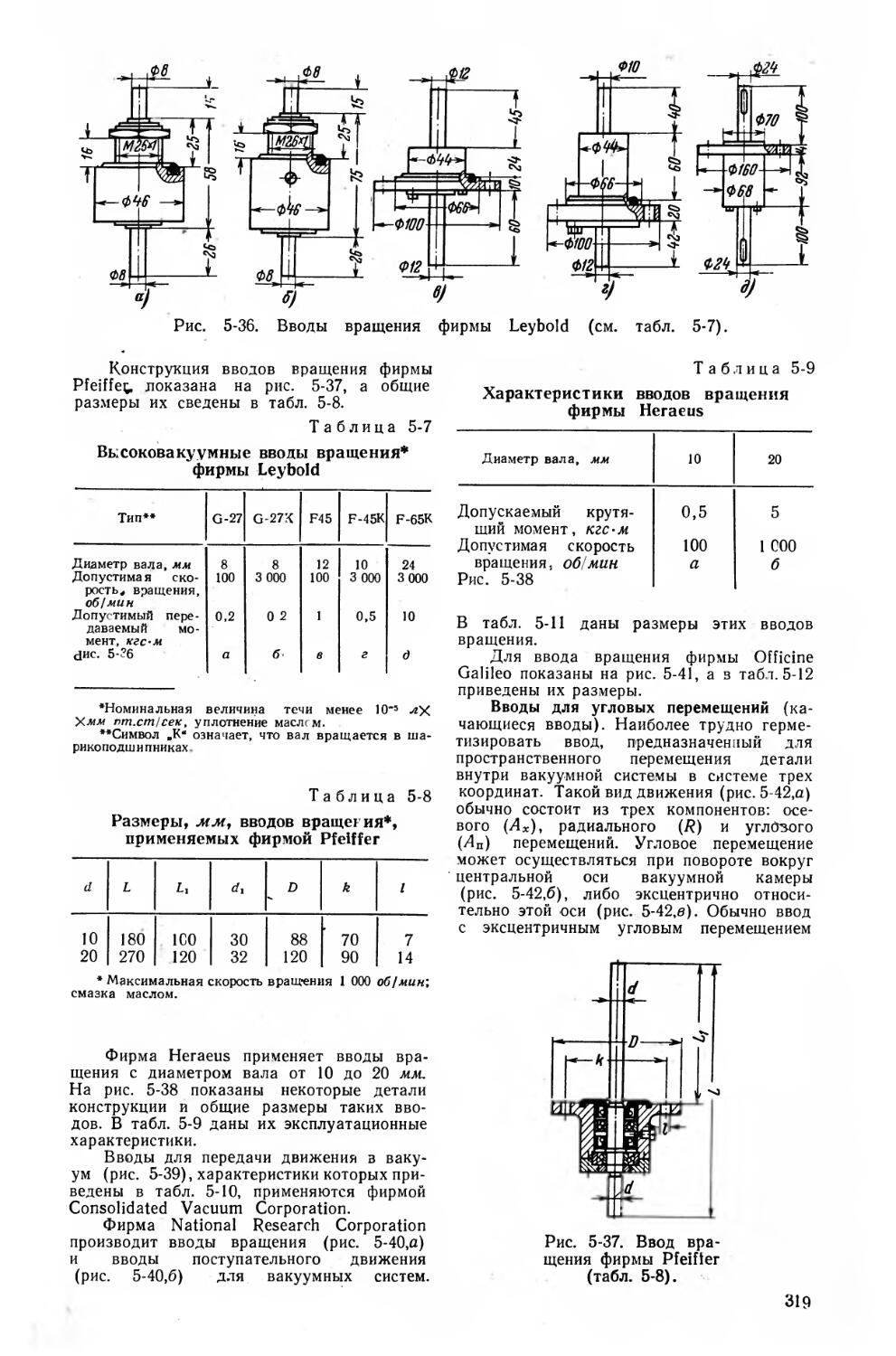
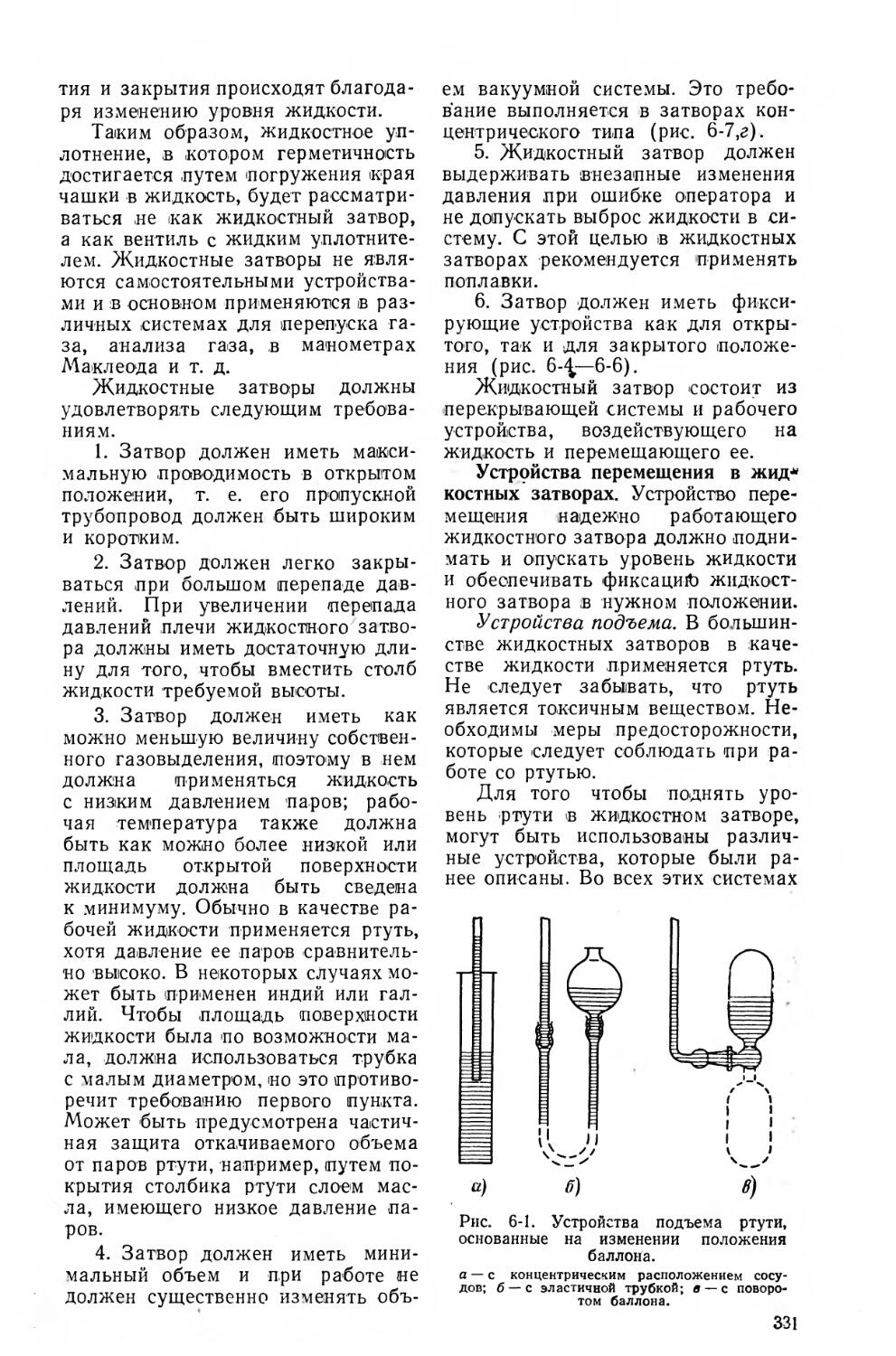
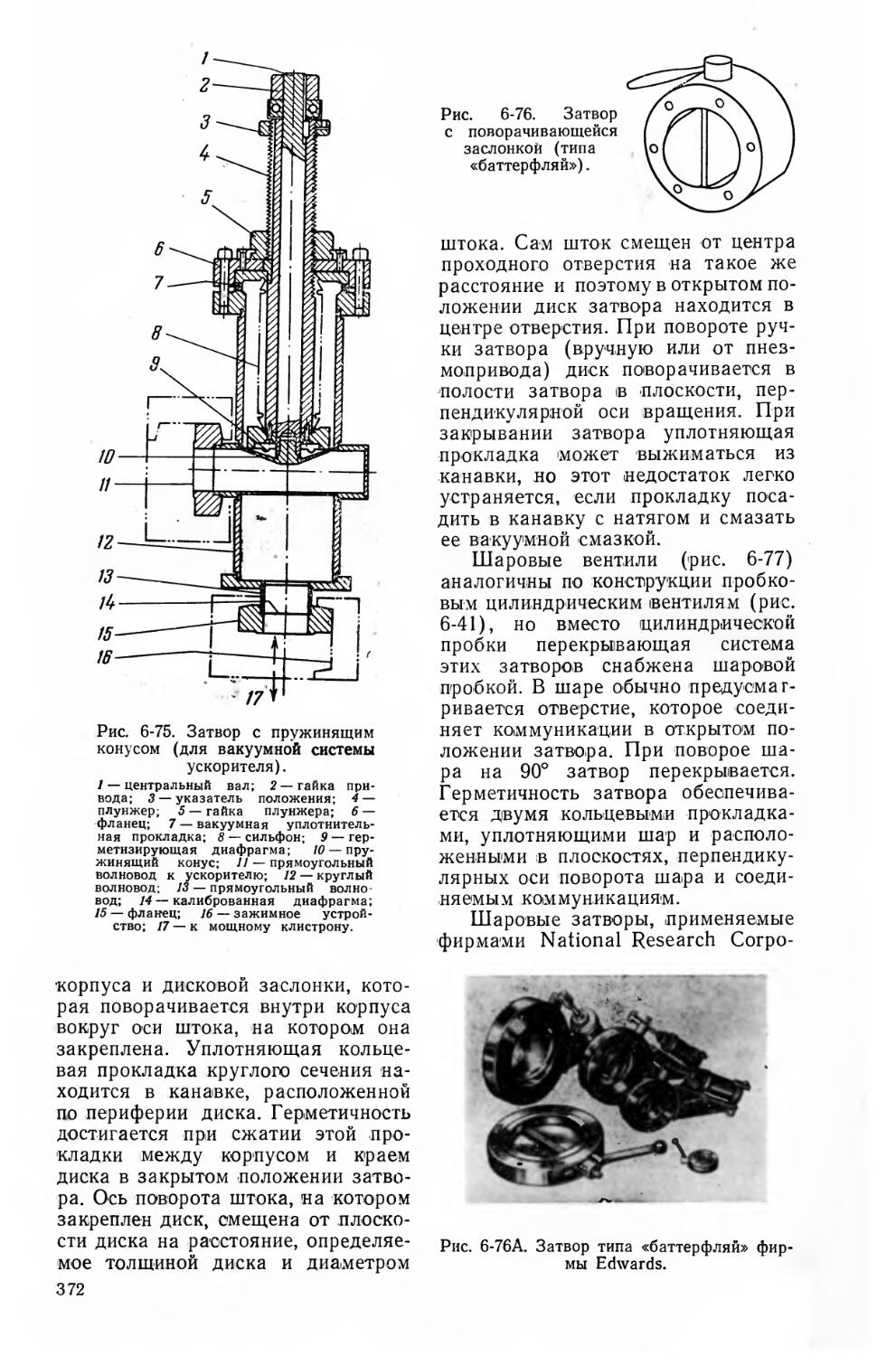
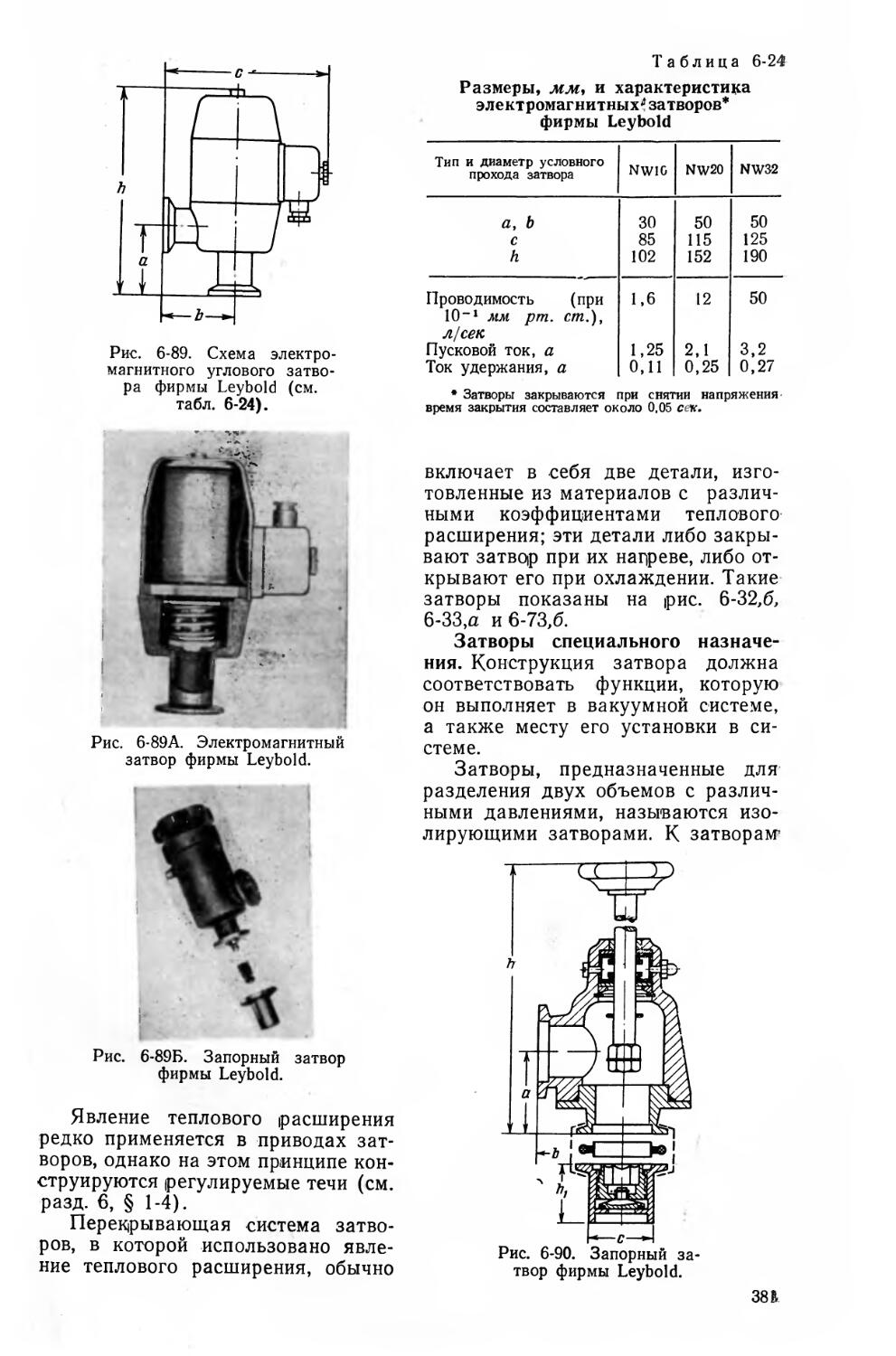
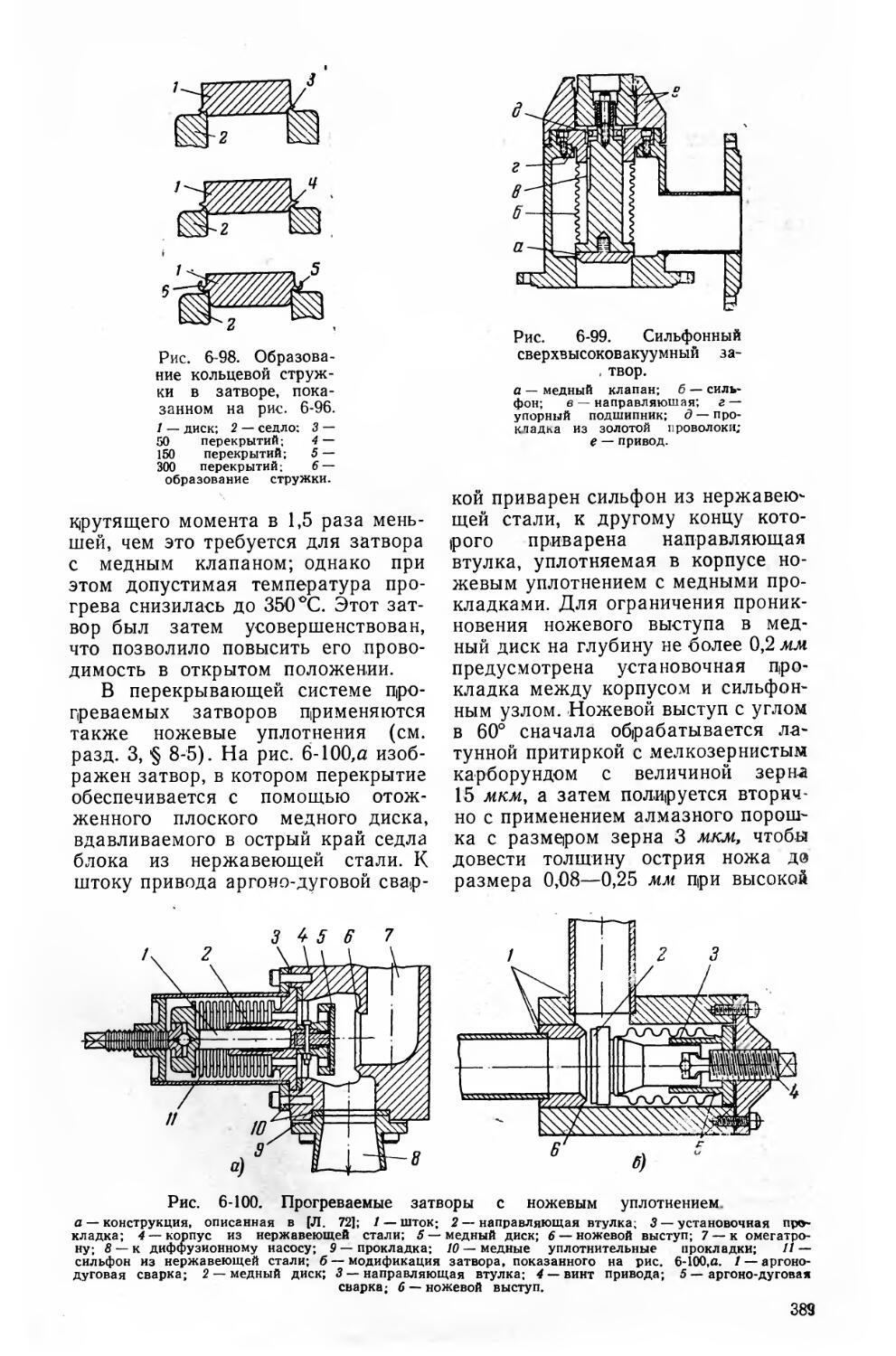
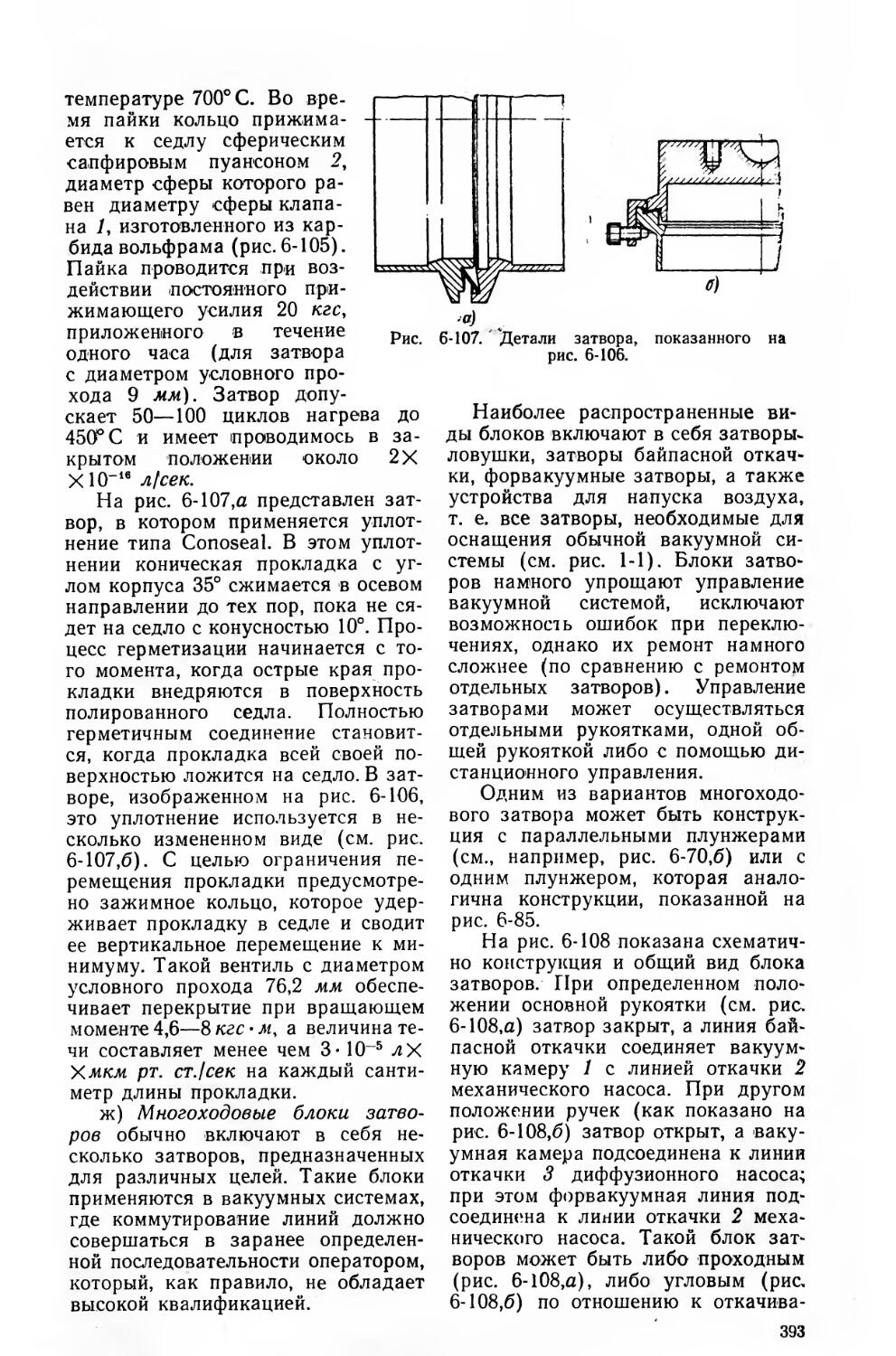
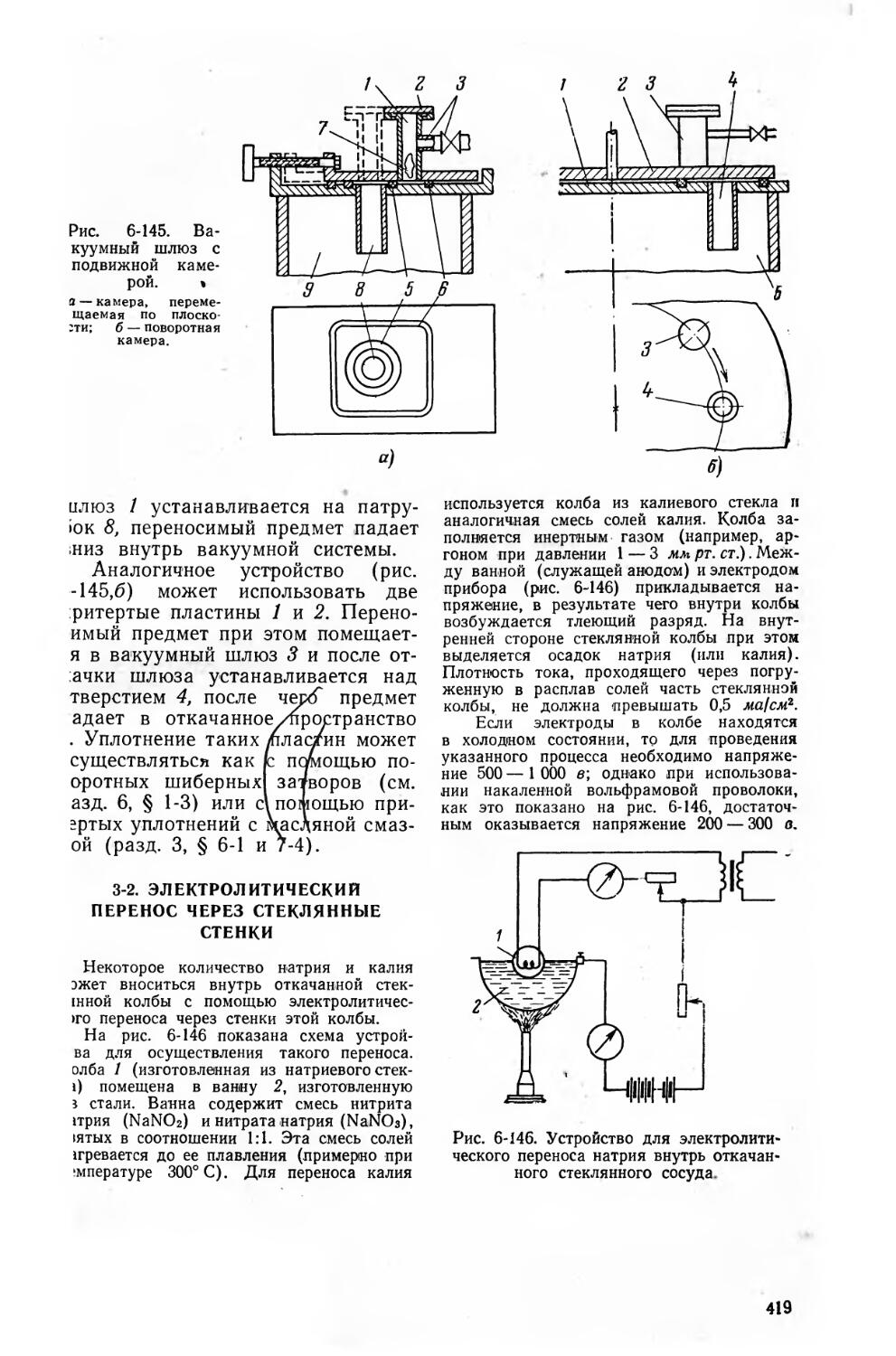
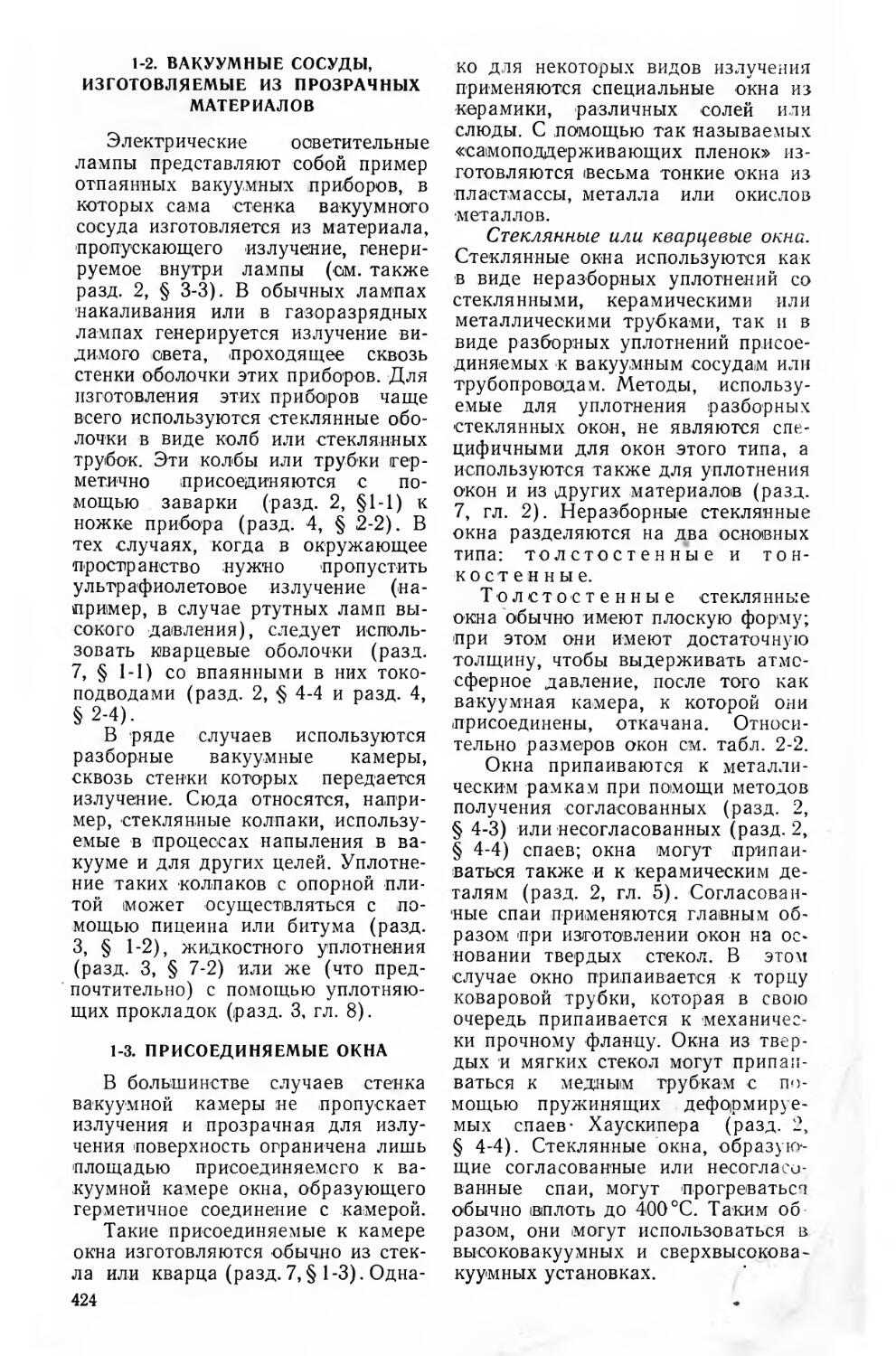
Рис. 1-1. Вакуумная система.
/ — вращательный форвакуумный на-
сос; 2 —ловушка для улавливания
конденсируемых паров со смотровым
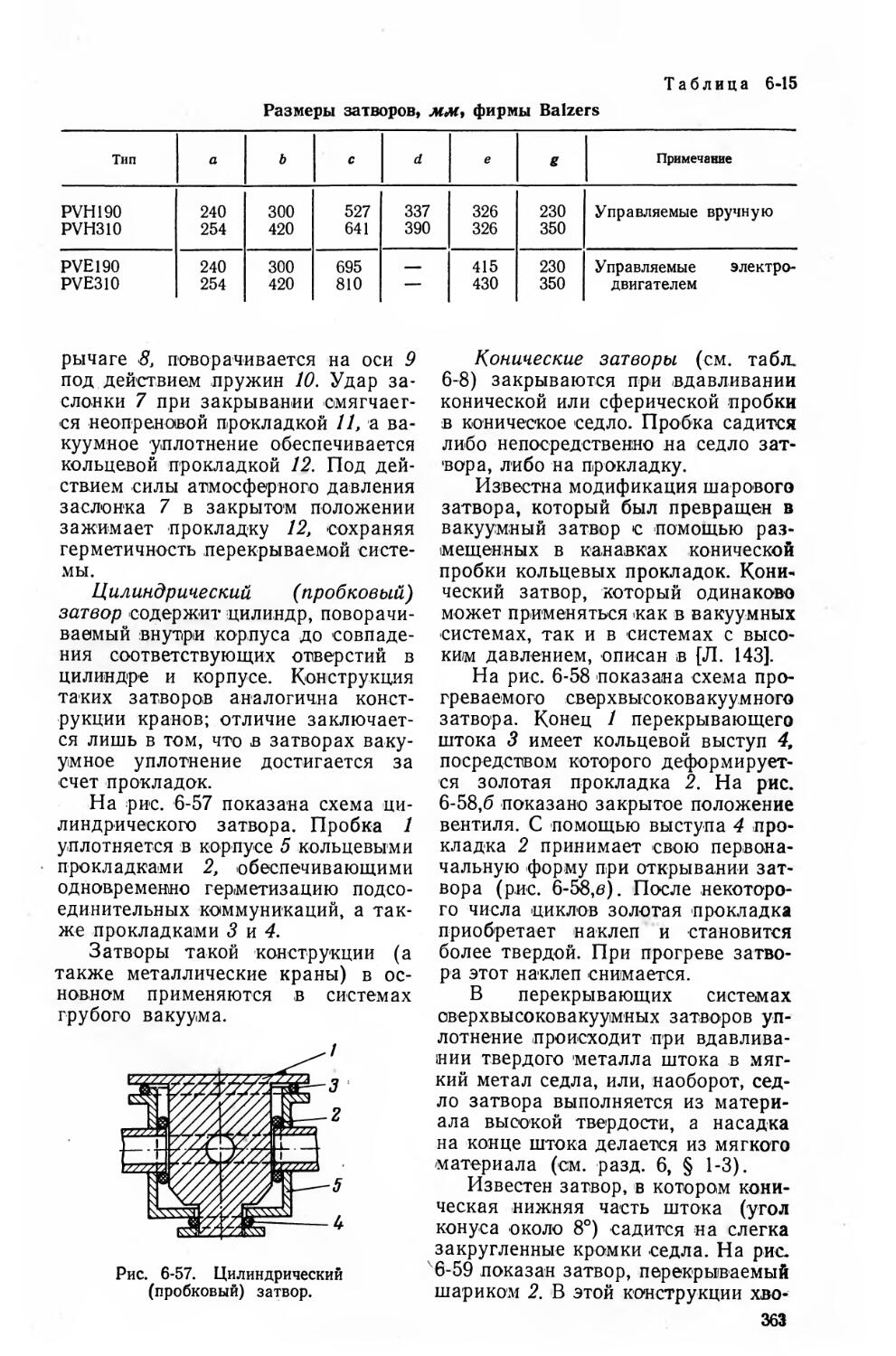
окном; 3 — вентиль для напуска воз-
духа; 4 — дросселирующий затвор; 5 —
трубопровод форвакуумной откачки
6 — затвор байпасной линии откачки:
7 — байпасная линия откачки; 8 — ма-
нометр Пирани; 9— затвор форвакуум-
ной линии откачки 10 — диффузион-
ный насос; 11 — затвор с ловушкой;
12 — вакуумная камера. 13 — электриче-
ский токопровод; 14 — стержневое
уплотнение ввода движения; 15 — дат-
чик магниторазрядного манометра;
16 — смотровое окно.
6
Таблица 1-2
Диапазоны давлений
Давле- ние, мм рт. вт. Средняя дли- на свободного пробега Характеристика вакуума Насосы Манометры Материалы Уплотнения*
760 0,06 МКМ Г рубый Низкий Поршневой, вращательный Диафрагменный, жидкостный Замазки, стекла, кера- мика, металлы и эласто- меры. Не используются пористые материалы и ма- териалы с высоким давле- нием насыщенных паров Уплотнения из эластомеров (разд. 3, гл. 8), уплотнения с замазками (разд. 3, гл. 1 и 2), уплотнения на основе спаев (разд. 3, гл. 5), шлифованные уплотнения со смазками (разд. 3, гл. 6), жидкостные уплотнения (разд. 2, гл. 7)
25 2 мкм
Тонкий Средний Вращательный Компрессионный, трансформатор Тесла, тепловой радио- активный
1 50 мкм,
10-» 5 см Высокий Молекулярный, диффузионный Компрессионный, магниторазрядный, ионизационный Только стекло, металл, керамика и эластомеры с низким давлением насы- щенных паров
10"® 50 м Ojj£Hb высокий Молекулярный, диффузионный, ионный Обычный ионизацион- ный, ионизационный типа Байарда — Альперта Предпочтительны чи- стые прогреваемые мате- риалы (стекло, медь, не- ржавеющая сталь, кера- мика, витон) Эластомеры (разд. 3, гл. 8), шли- фованные бессмазочные уплотнения (разд. 3, гл. 6), стеклянные спаи (разд. 2, гл. 3), металлостеклянные спаи (разд. 2, гл. 4), охранные уплот- нения (разд. 3, гл. 6 и разд. 3, §7-2). уплотнения с помощью эпоксидных смол (разд. 3, гл. 3), уплотнения на основе хлорного серебра (разд. 3, гл. 4)
10-® 50 км Сверхвысокий вакуум Ионный, криоген- ный Ионизационный типа Байарда—Альперта, магнетронный Только прогреваемые материалы с низкой про- ницаемостью для газов 1 Сварные и паяные уплотнения (разд. 2, гл. 2), спаи стеклокерамические (разд. ?, гл. 5) металлостеклянные (разд. 2, гл. 4) и металлокерамиче- ские (разд. 2, гл 5), металлические прокладки (разд. 3, гл. 8)
Прогреваемые уплотвеиия см. табл. Ь6; низкотемпературные уплогиения — тдбл 1-7.
чи движения, электрические токопроводы и
другие узлы. На рис. 1-1 приведена компо-
новка узлов обычной вакуумной системы,
а также схема присоединения отдельных
узлов к форвакуумной и байпасной линиям
откачки.
Эта вакуумная система является ди-
намической или кинетической; с помощью
высокопроизводительных насосов в ней до-
стигается требуемая степень разрежения
даже при газовыделении и наличии неболь-
ших течей (см. разд. 1, гл. 3). В таких ва-
куумных системах, работающих в режиме
непрерывной откачки, применяются в основ-
ном разборные соединения (см. разд. 3).
Динамические вакуумные системы, как пра-
вило, имеют большие размеры; однако
откачиваемые камеры могут иметь при
этом различные габариты (от нескольких
сантиметров до нескольких метров).
В отличие от динамических систем ста-
тическая вакуумная система характеризует-
ся очень низкими скоростями натекания и
газоотделения
После достижения требуемой сте-
пени разрежения такая вакуумная
система может быть отсоединена от насо-
сов; при этом достигнутое разрежение со-
храняется в течение длительного времени.
В вакуумных системах этого типа исполь-
зуются разборные уплотнения (см. разд.2).
Сверхвысоковакуумные системы относятся
к статическим вследствие их исклю-
чительной герметичности и высокой чи-
стоты.
Так как содержание этой книги огра-
ничено вакуумными уплотнениями, то прин-
ципу действия и устройству насосов, мано-
метров и ловушек в ней не уделено вни-
мания.
Глава вторая
ВЗАИМОДЕЙСТВИЕ МЕЖДУ ВАКУУМОМ И ОКРУЖАЮЩИМ
ПРОСТРАНСТВОМ
Основная задача вакуумной техники
заключается в изолировании определенного
объема от окружающего пространства и
откачке всех содержащихся в этом объеме
газов. Используемые для ограничения про-
странства материалы препятствуют этому,
что проявляется в совокупном воздействии
таких явлений, как натекание, проникнове-
ние газов сквозь стенки, газоотделение и др.
Степень разрежения, достигаемая в ва-
куумных системах, определяется равновес-
ным давлением, установившимся под дей-
ствием двух взаимно противоположных
процессов: откачки газов с помощью насо-
сов и проникновения газов в вакуумную
систему в результате проницаемости и на-
личия истинных и кажущихся течей (см.
разд. 1, гл. 3).
2-1. ГАЗОВЫЙ ПОТОК,
ПРОВОДИМОСТЬ И СОПРОТИВЛЕНИЕ
ПОТОКУ
Если два замкнутых объема с различ-
ным давлением газов в каждом из них со-
единены между собой, то устанавливается
поток газа со стороны области более вы-
сокого давления в направлении к области
с более низким давлением.
Количество газа, проходящего через
отверстие в единицу времени, характери-
зует пропускную способность участка со-
единения в случае, если поток возникает
между двумя частями вакуумной системы,
или величину скорости натекания, когда по-
ток газа проходит из окружающего про-
странства внутрь вакуумной системы.
Как правило, величины пропускной спо-
собности или скорости натекания выра-
жаются в л • мм рт. ст./сек, л * мкм рт. ст./сек
или м3 • мкм рт. ст.]мин. В приложении А-3
приведены переводные коэффициенты для
этих, а также других единиц измерения на-
текания.
8
Пропускная способность Q (или ско-
рость натекания) зависит от сопротивления
потоку Z или проводимости с отверстия и
от разности давлений по обе стороны этого
отверстия:
Л —Л
Q = --~z =
В вакуумной технике при расчетах, как
правило, используется величина, обратная
сопротивлению потоку газа, т. е. проводи-
мость с.
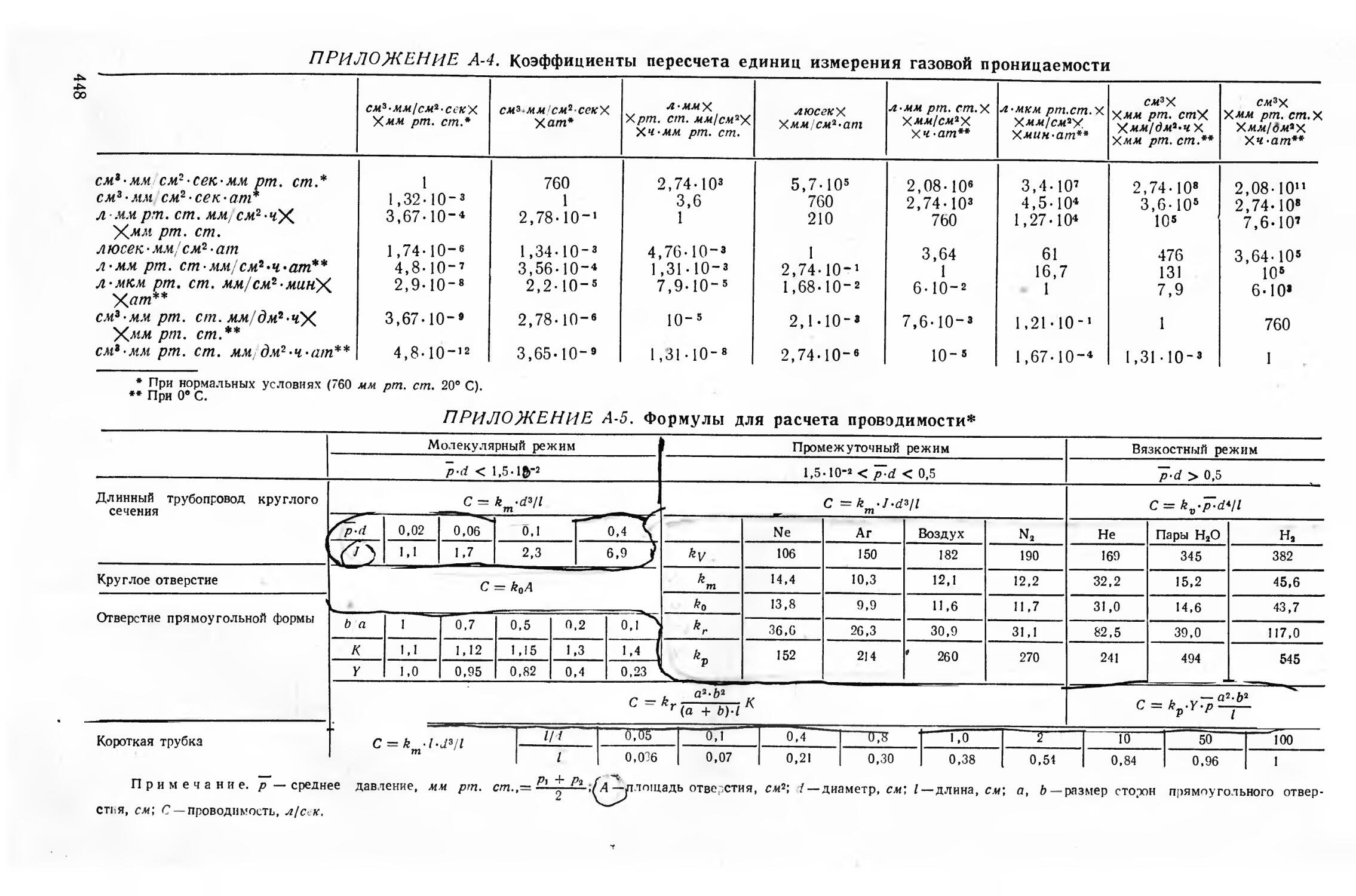
Величина проводимости зависит от ро-
да таза, протекающего через отверстие, ре-
жима потока таза, а также от размеров и
формы участков вакуумной системы. Фор-
мулы для расчета проводимости в различ-
ных случаях приведены в приложении А-5.
Методы расчета и измерения газовых по-
токов и проводимости подробно изложены
в работах [Л. 51, 95].
Общая проводимость ряда компонен-
тов вакуумной системы с проводимостями
й, с2, с3, ... равна:
если эти компоненты соединены последова-
тельно, и
С = С1 + С2 + Сз+ . -
если они соединены параллельно.
Проводимость уплотнений, отделяющих
вакуумное пространство от окружающей
среды, должна быть минимальной (разд. 1.
§ 4-1). Внутренние уплотнения, соединяю-
щие две части вакуумной системы (напри-
мер, затворы) должны иметь максимальную
проводимость в открытом состоянии и ми-
нимальную— в закрытом (разд. 6, § 1-3).
2-2. ГАЗОВАЯ ПРОНИЦАЕМОСТЬ
Газы обладают способностью прони-
кать сквозь твердые тела, если имеющиеся
в них отверстия недостаточно велики для
установления постоянного газового потока.
Прохождение газа сквозь твердое вещество
при отсутствии достаточно больших отвер-
стий, через которые могли бы пройти отно-
сительно большие порции газа, называют
проницаемостью. Установившаяся величина
скорости газового потока при таких усло-
виях определяет коэффициент проницаемо-
сти или просто проницаемость. Эта величи-
на представляет собой количество газа
(в см3 при нормальных условиях), прони-
кающее за 1 сек сквозь стенку толщиной
1 мм при площади 1 см2 и при разности
давданий по обе стороны стенки 1 мм рт. ст.
Другие единицы проницаемости и перевод-
ные коэффициенты для различных систем
единиц приведены в приложении А-4.
Величины проницаемости различных ма-
териалов ((выраженные в указанных выше
единицах) составляют: для металлов — ме-
нее 10-10; для керамики и стекла — 10~12—
10~13; для эластомеров—10-10—10-12 [Л. 13].
Сведения о проницаемости различных га-
зов через -некоторые твердые вещества при-
ведены в разд. 2, § 1-1.
Скорость проникновения газов может
быть снижена при использовании более тол-
стых стенок или при нанесении на них раз-
личных покрытий 1(разд. 3, гл. 2). Так, на-
пример, проницаемость листового железа
для водорода при температуре 150 **С была
снижена при покрытии поверхности метал-
ла эмалью.
Глава третья
ИСТИННЫЕ И КАЖУЩИЕСЯ ТЕЧИ
В идеальной вакуумной камере
давление, достигаемое в момент от-
деления камеры от насосов, долж-
но сохраняться бесконечно долго.
В любой реальной камере после ее
отсоединения от системы откачки
наблюдается повышение давления.
Это вызывается проникновением га-
за извне в вакуумную камеру и де-
сорбцией газа с поверхности дета-
лей камеры или с ее стенок. Ско-
рость повышения давления в едини-
цу времени составляет
dP_ Q
dt V ’
где Q — скорость натекания (общее
количество газа, проникающего
в вакуумную камеру через течь, вы-
раженное в л-мкм рт. ст.Iсек или
аналогичных единицах, см. прило-
жение А-3); V — объем камеры.
Величина Q состоит из двух ча-
стей:
Q —Ql + Qd,
где Ql — истинная скорость нате-
кания, a Qd — кажущаяся скорость
натекания. Величина Q также вклю-
чает в себя газ, который проникает
через стенки вакуумной камеры
вследствие их проницаемости
(разд. 1, § 2-2 и разд. 2, § 1-1); ко-
личество этого газа пренебрежимо
мало во всех случаях за исключе-
нием режима сверхвысокого ваку-
ума или в случае, когда стенки ва-
куумной камеры пористы (разд. 2,
§ 1-1 и 1-2).
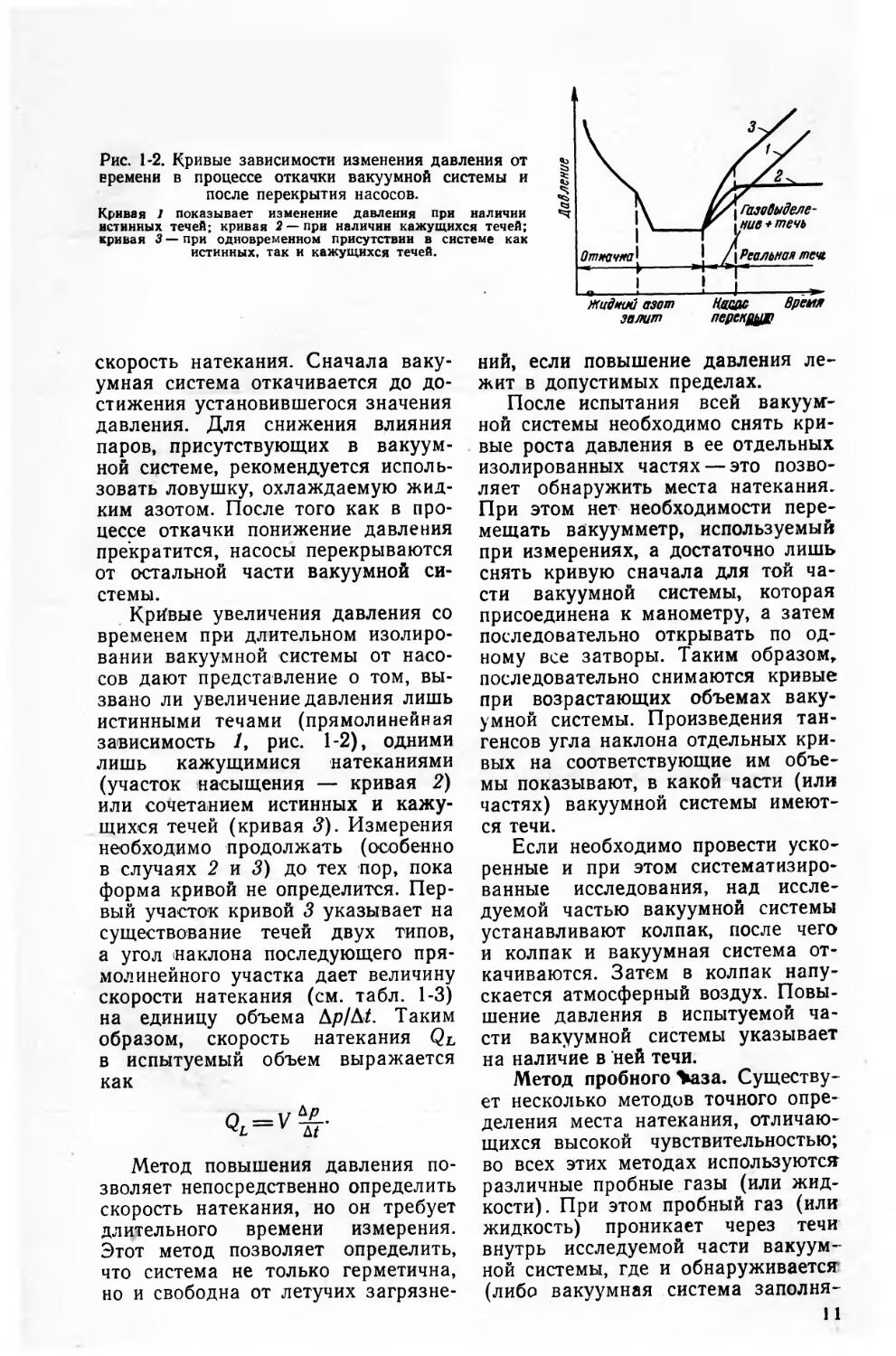
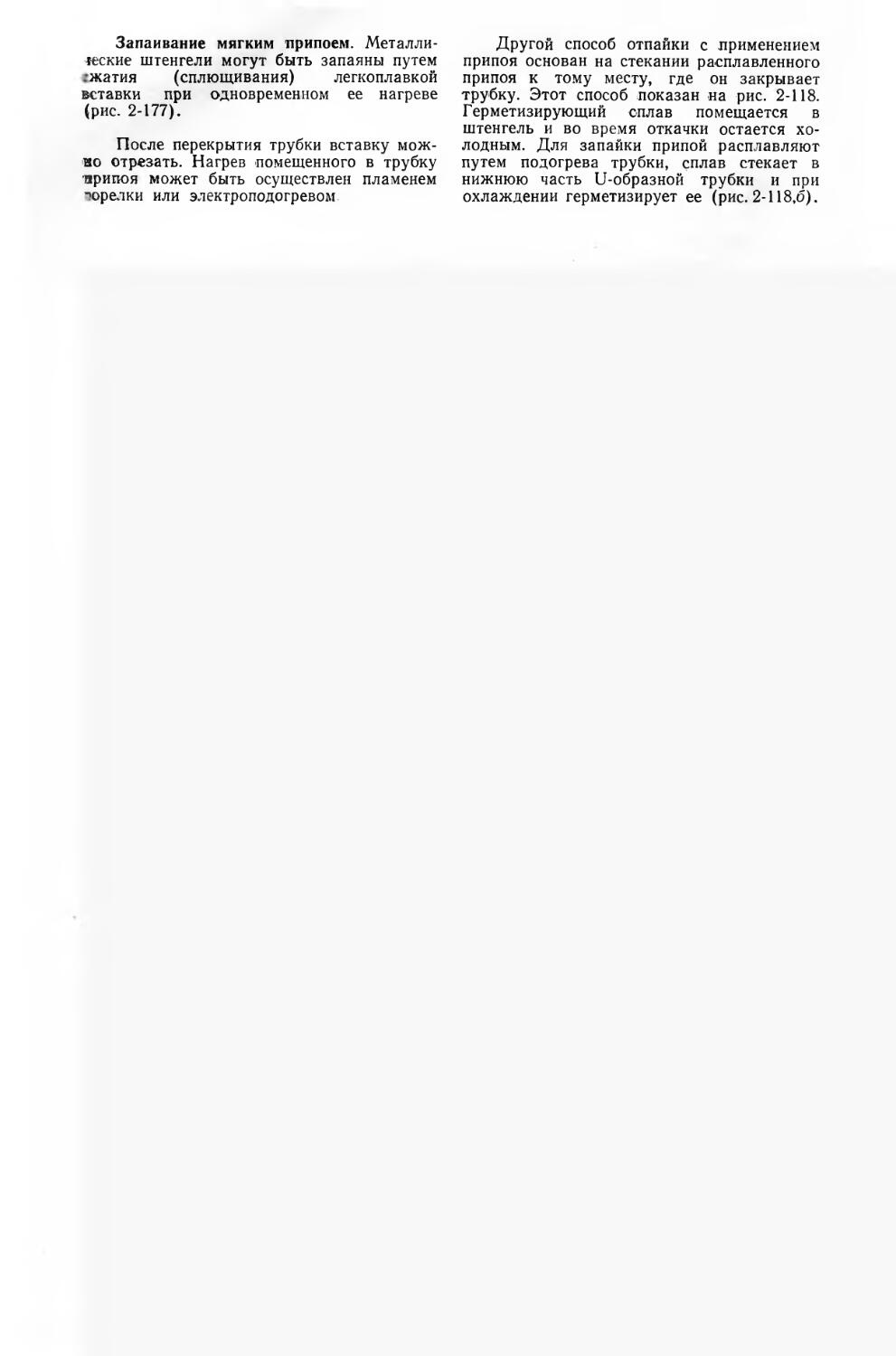
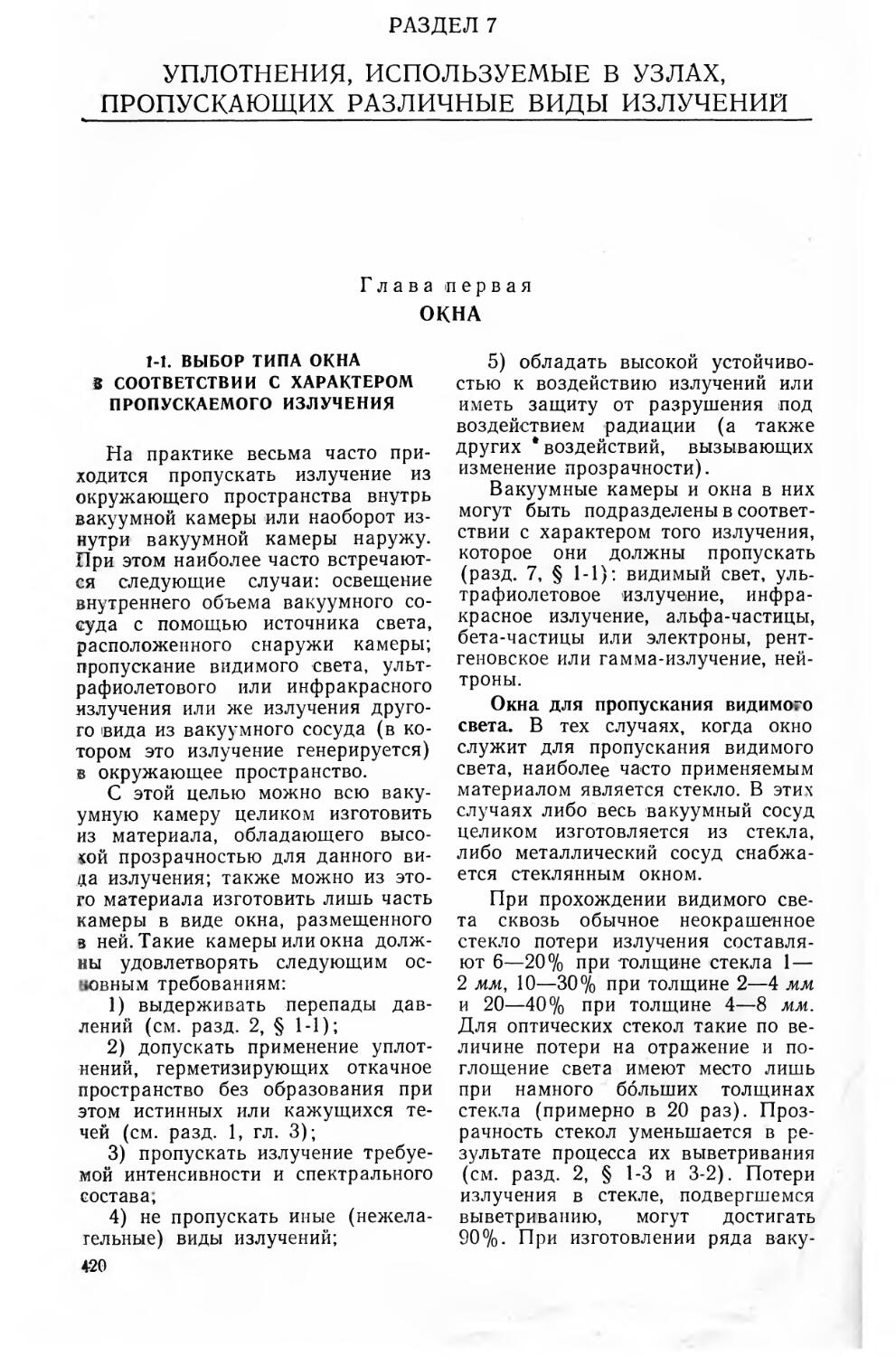
По форме кривой роста давле-
ния можно определить, является ли
течь истинной, кажущейся или со-
четанием этих двух течей (рис. 1-2).
Предельное разрежение, которое может
быть достигнуто в данном вакуумном со-
суде, выражается как
Q
р« = Sp ’
где Зр — скорость откачки на входе сосу-
да. Если через So обозначить скорость от-
качки у всасывающего патрубка насоса,
а через С — проводимость соединительного
трубопровода между насосом и сосудом, то
Sp можно определить из равенства
_L=_L+_L
Зр С So •
31. ИСТИННЫЕ ТЕЧИ И ВАКУУМНАЯ
ПЛОТНОСТЬ
Истинная скорость натекания опреде-
ляется как количество газа в единицах про-
изведения единицы давления на единицу
объема, проходящего в единицу времени из
окружающего пространства внутрь вакуум-
ной камеры. Очевидно, об идеальной ва-
куумной плотности камеры можно говорить
лишь в том случае, когда истинная ско-
рость натекания внутрь камеры равна ну-
лю; однако достичь этого так же невоз-
можно, как достичь давления, равного
нулю.
Скорость натекания выражается в
л-мм рт. ст. j сек )(см. приложение А-3). Ско-
рость натекания в вакуумной системе или
камере иногда вы^ьажается косвенно по уве-
личению давления за определенный проме-
жуток времени (при известном объеме ка-
меры) или как время, необходимое для
натекания в вакуумную систему известного
объема определенного количества газа.
В табл. 1-3 приведены сведения об измене-
нии давления внутри вакуумной системы
9
Таблица 1-3
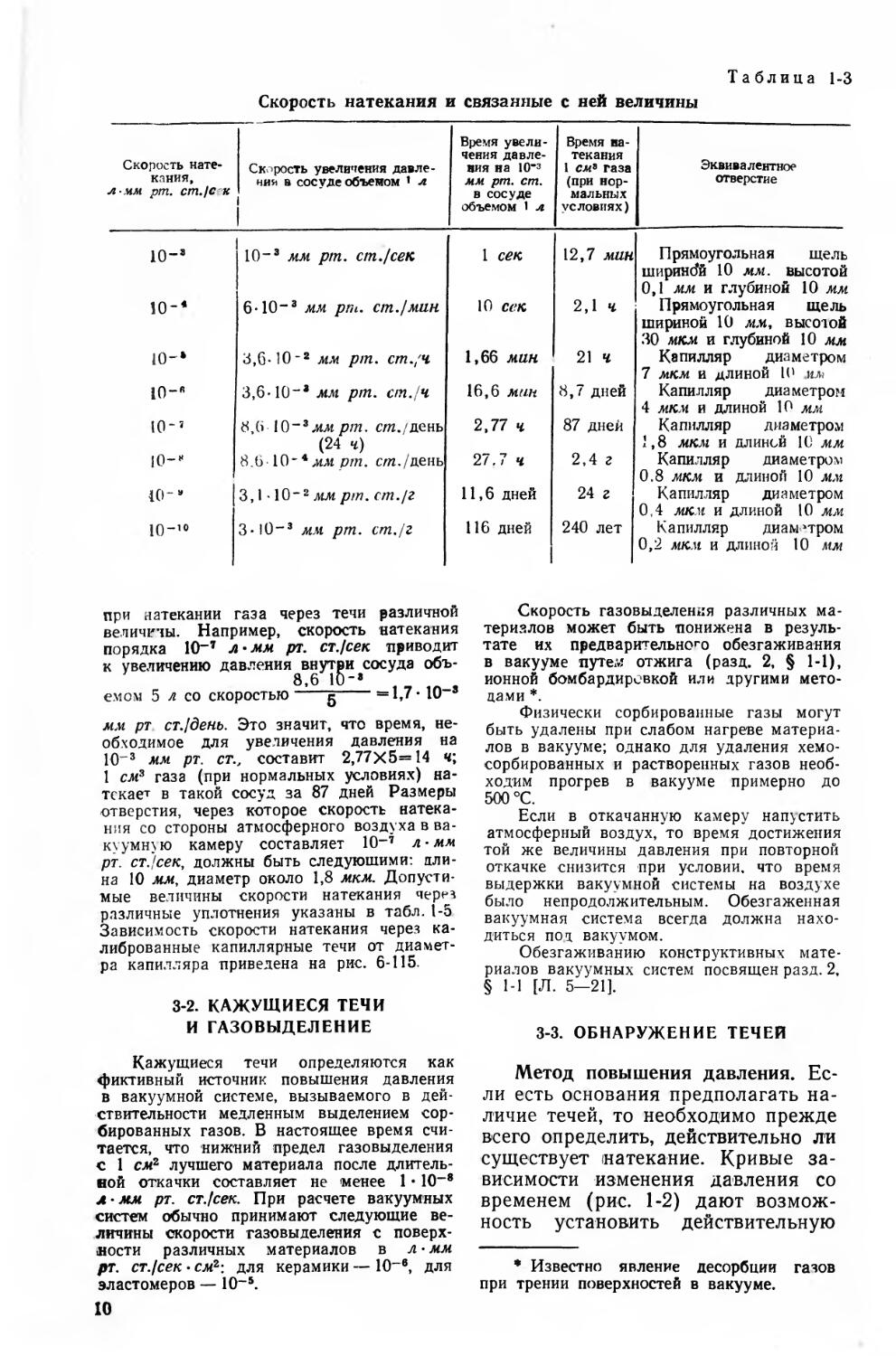
Скорость натекания и связанные с ней величины
Скорость нате- кания, л-мм рт. ст./ск Скорость увеличения давле- ния в сосуде объемом 1 л 1 1 Время увели- чения давле- ния на 10"3 мм рт. ст. в сосуде объемом 1 л Время на- текания 1 см* газа (при нор- мальных условиях) Эквивалентное отверстие
10-’ 10~3 мм pin. cm. 1 сек 1 сек 12,7 мин Прямоугольная щель шириной 10 мм. высотой 0,1 мм и глубиной 10 мм
ю-‘ 6-10-3 мм рт. ст./мин 10 сек 2,1 ч Прямоугольная щель шириной 10 мм, высотой 30 мкм и глубиной 10 мм
10-» 3,6-10-2 мм рт. ст.,'4 1,66 мин 21 Ч Капилляр диаметром 7 мкм и длиной 10 мм
10-“ 3,6-10“3 мм рт. ст./ч 16,6 мин 8,7 дней Капилляр диаметром 4 мкм и длиной 10 мм
10-’ 8,6 10“3льи рт. ст./пень (24 ч) 2,77 ч 87 дней Капилляр диаметром 1,8 мкм и длиной 10 мм
ю-’ 8.6 • 10 - 4 мм рт. ст. / день 27.7 ч 2,4 г Капилляр диаметром 0.8 мкм и длиной 10 мм
40-’ 3,1 -10 — 2 мм рт. ст./г 11,6 дней 24 г Капилляр диаметром 0 4 мкм и длиной 10 мм
Ю-ю 3-10~3 мм рт. ст./г 116 дней 240 лет Капилляр диаметром 0,2 мкм и длиной 10 мм
газа через течи различной
при натекании
величичы. Например, скорость натекания
порядка 10-7 л-мм рт. ст./сек приводит
к увеличению давления^внут^и^сосуда объ-
емом 5 л со скоростью g-------= 1,7-10~3
мм рт ст.) день. Это значит, что время, не-
обходимое для увеличения давления на
Ю 3 мм рт. ст., составит 2,77X5=14 ч;
1 см3 газа (при нормальных условиях) на-
текает в такой сосуд за 87 дней Размеры
отверстия, через которое скорость натека-
ния со стороны атмосферного воздуха в ва-
куумную камеру составляет 10-7 л • мм
рт. ст.!сек, должны быть следующими: дли-
на 10 мм, диаметр около 1,8 мкм. Допусти-
мые величины скорости натекания череч
различные уплотнения указаны в табл.1-5
Зависимость скорости натекания через ка-
либрованные капиллярные течи от диамет-
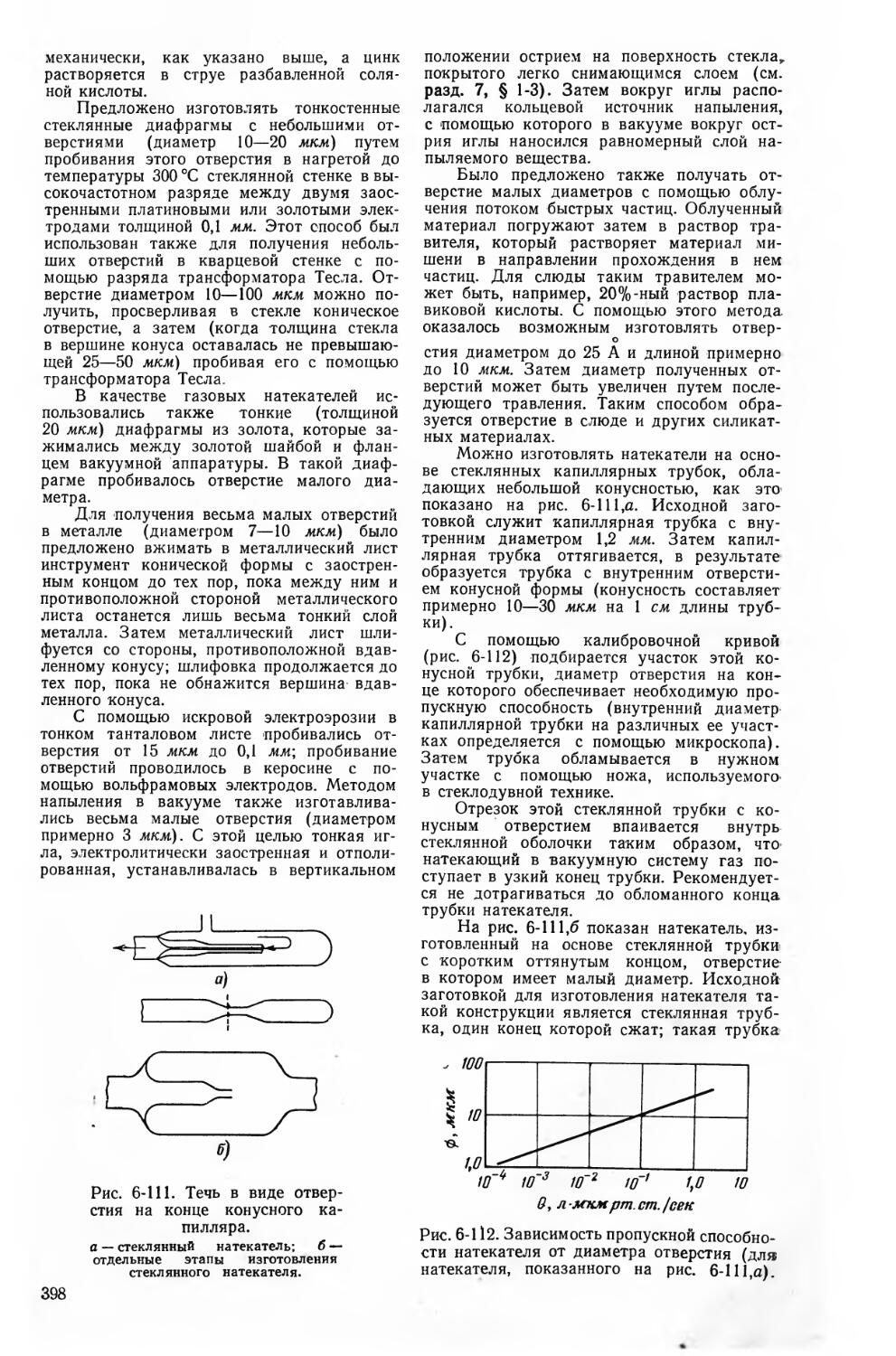
ра капилляра приведена на рис. 6-115.
3-2. КАЖУЩИЕСЯ ТЕЧИ
И ГАЗОВЫДЕЛЕНИЕ
Кажущиеся течи определяются как
фиктивный источник повышения давления
в вакуумной системе, вызываемого в дей-
ствительности медленным выделением сор-
бированных газов. В настоящее время счи-
тается, что нижний предел газовыделения
с 1 см2 лучшего материала после длитель-
ной откачки составляет не менее 1 • 10-8
л-мм рт. ст./сек. При расчете вакуумных
систем обычно принимают следующие ве-
личины скорости газовыделения с поверх-
ности различных материалов в л • мм
рт. ст./сек • см2: для керамики — 10~6, для
эластомеров — 10~5.
10
Скорость газовыделения различных ма-
териалов может быть понижена в резуль-
тате их предварительного обезгаживания
в вакууме путем отжига (разд. 2, § 1-1),
ионной бомбардировкой или другими мето-
дами *.
Физически сорбированные газы могут
быть удалены при слабом нагреве материа-
лов в вакууме; однако для удаления хемо-
сорбированных и растворенных газов необ-
ходим прогрев в вакууме примерно до
500 °C.
Если в откачанную камеру напустить
атмосферный воздух, то время достижения
той же величины давления при повторной
откачке снизится при условии, что время
выдержки вакуумной системы на воздухе
было непродолжительным. Обезгаженная
вакуумная система всегда должна нахо-
диться под вакуумом.
Обезгаживанию конструктивных мате-
риалов вакуумных систем посвящен разд. 2,
§ 1-1 [Л. 5—21].
3-3. ОБНАРУЖЕНИЕ ТЕЧЕЙ
Метод повышения давления. Ес-
ли есть основания предполагать на-
личие течей, то необходимо прежде
всего определить, действительно ли
существует натекание. Кривые за-
висимости изменения давления со
временем (рис. 1-2) дают возмож-
ность установить действительную
♦ Известно явление десорбции газов
при трении поверхностей в вакууме.
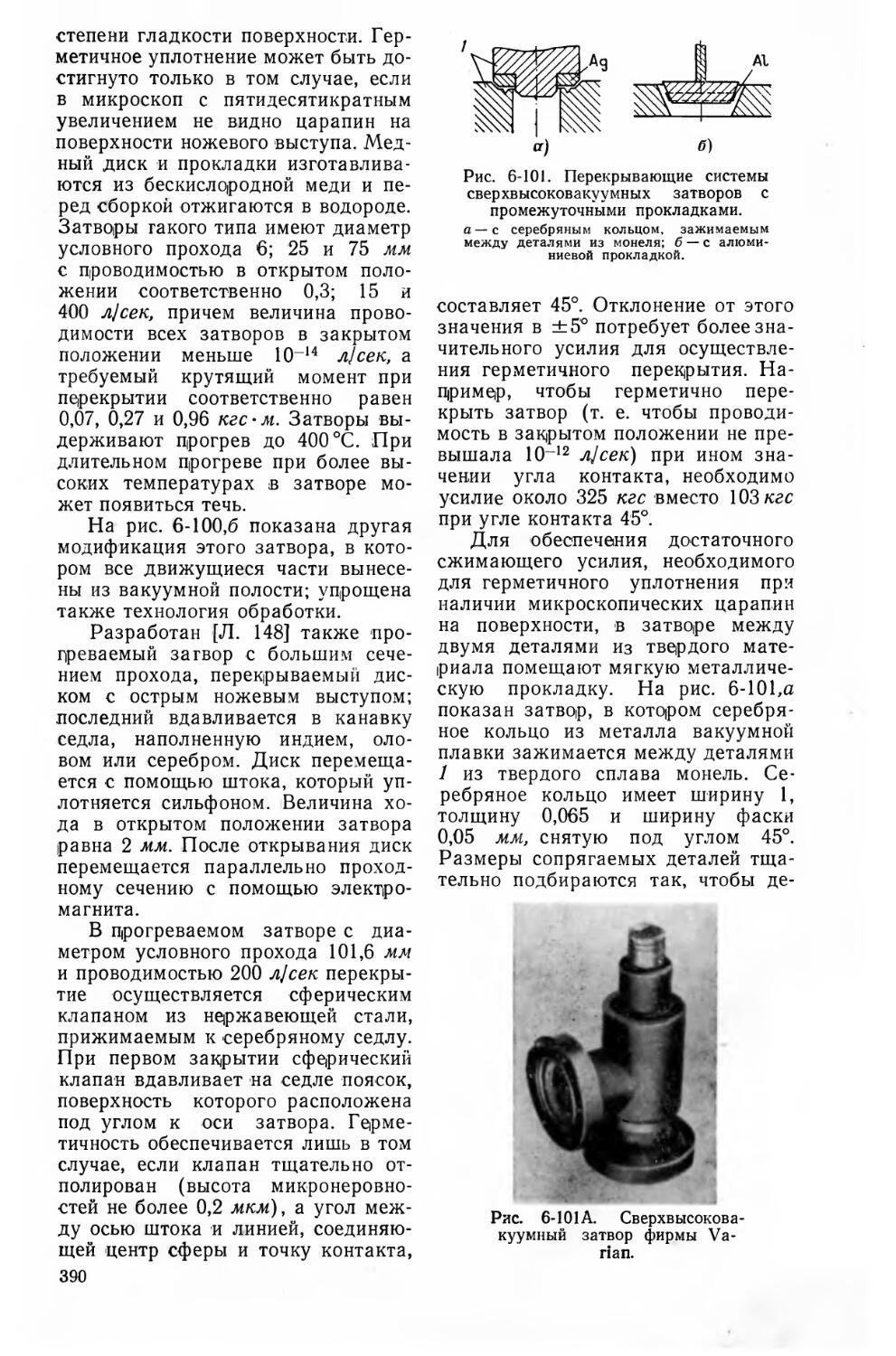
Рис. 1-2. Кривые зависимости изменения давления от
времени в процессе откачки вакуумной системы и
после перекрытия насосов.
Кривая 1 показывает изменение давления при наличии
истинных течей; кривая 2 —при наличии кажущихся течей;
кривая 3 — при одновременном присутствии в системе как
истинных, так и кажущихся течей.
скорость натекания. Сначала ваку-
умная система откачивается до до-
стижения установившегося значения
давления. Для снижения влияния
паров, присутствующих в вакуум-
ной системе, рекомендуется исполь-
зовать ловушку, охлаждаемую жид-
ким азотом. После того как в про-
цессе откачки понижение давления
прекратится, насосы перекрываются
от остальной части вакуумной си-
стемы.
Кривые увеличения давления со
временем при длительном изолиро-
вании вакуумной системы от насо-
сов дают представление о том, вы-
звано ли увеличение давления лишь
истинными течами (прямолинейная
зависимость /, рис. 1-2), одними
лишь кажущимися натеканиями
(участок насыщения — кривая 2)
или сочетанием истинных и кажу-
щихся течей (кривая <?). Измерения
необходимо продолжать (особенно
в случаях 2 и 3) до тех пор, пока
форма кривой не определится. Пер-
вый участок кривой 3 указывает на
существование течей двух типов,
а угол наклона последующего пря-
молинейного участка дает величину
скорости натекания (см. табл. 1-3)
на единицу объема Др/ДЛ Таким
образом, скорость натекания Ql
в испытуемый объем выражается
как
п — v
4l~v ы
Метод повышения давления по-
зволяет непосредственно определить
скорость натекания, но он требует
длительного времени измерения.
Этот метод позволяет определить,
что система не только герметична,
но и свободна от летучих загрязне-
ний, если повышение давления ле-
жит в допустимых пределах.
После испытания всей вакуум-
ной системы необходимо снять кри-
вые роста давления в ее отдельных
изолированных частях — это позво-
ляет обнаружить места натекания.
При этом нет необходимости пере-
мещать вакуумметр, используемый
при измерениях, а достаточно лишь
снять кривую сначала для той ча-
сти вакуумной системы, которая
присоединена к манометру, а затем
последовательно открывать по од-
ному все затворы. Таким образом,
последовательно снимаются кривые
при возрастающих объемах ваку-
умной системы. Произведения тан-
генсов угла наклона отдельных кри-
вых на соответствующие им объе-
мы показывают, в какой части (или
частях) вакуумной системы имеют-
ся течи.
Если необходимо провести уско-
ренные и при этом систематизиро-
ванные исследования, над иссле-
дуемой частью вакуумной системы
устанавливают колпак, после чего
и колпак и вакуумная система от-
качиваются. Затем в колпак напу-
скается атмосферный воздух. Повы-
шение давления в испытуемой ча-
сти вакуумной системы указывает
на наличие в ней течи.
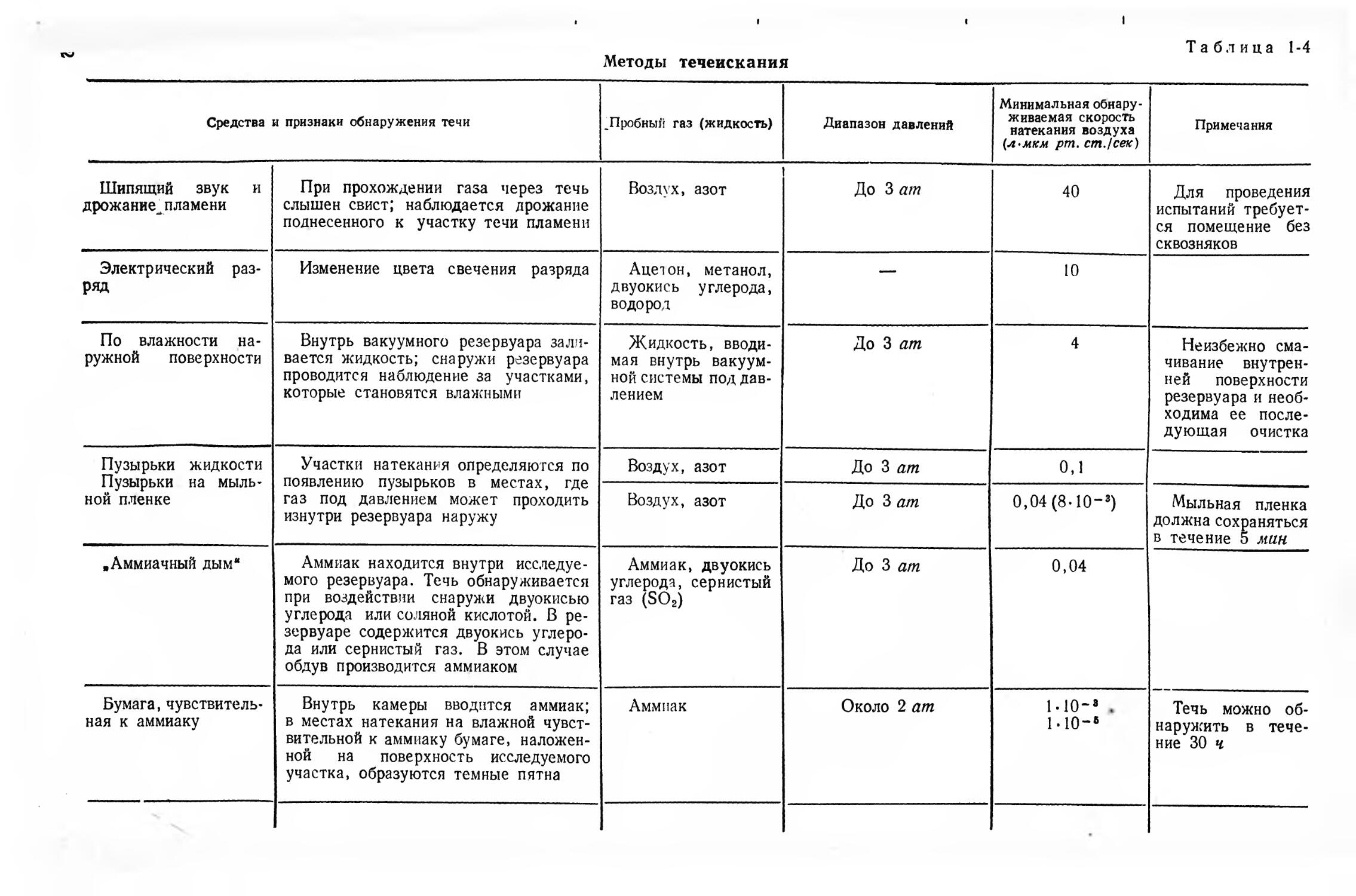
Метод пробного Ъаза. Существу-
ет несколько методов точного опре-
деления места натекания, отличаю-
щихся высокой чувствительностью;
во всех этих методах используются
различные пробные газы (или жид-
кости). При этом пробный газ (или
жидкость) проникает через течи
внутрь исследуемой части вакуум-
ной системы, где и обнаруживается
(либо вакуумная система заполня-
11
Средства и признаки обнаружения течи
Шипящий звук и дрожание^ пламени При прохождении газа через течь слышен свист; наблюдается дрожание поднесенного к участку течи пламени
Электрический раз- ряд Изменение цвета свечения разряда
По влажности на- ружной поверхности Внутрь вакуумного резервуара зали- вается жидкость; снаружи резервуара проводится наблюдение за участками, которые становятся влажными
Пузырьки жидкости Пузырьки на мыль- ной пленке Участки натекания определяются по появлению пузырьков в местах, где газ под давлением может проходить изнутри резервуара наружу
«Аммиачный дым“ Аммиак находится внутри исследуе- мого резервуара. Течь обнаруживается при воздействии снаружи двуокисью углерода или соляной кислотой. В ре- зервуаре содержится двуокись углеро- да или сернистый газ. В этом случае обдув производится аммиаком
Бумага, чувствитель- ная к аммиаку Внутрь камеры вводится аммиак; в местах натекания на влажной чувст- вительной к аммиаку бумаге, наложен- ной на поверхность исследуемого участка, образуются темные пятна
Таблица 1-4
Методы течеискания
^Пробный газ (жидкость) Диапазон давлений Минимальная обнару- живаемая скорость натекания воздуха (л-мкм рт. ст./сек) Примечания
Воздух, азот До 3 ат 40 Для проведения испытаний требует- ся помещение без сквозняков
Ацетон, метанол, двуокись углерода, водород — 10
Жидкость, вводи- мая внутрь вакуум- ной системы под дав- лением До 3 ат 4 Неизбежно сма- чивание внутрен- ней поверхности резервуара и необ- ходима ее после- дующая очистка
Воздух, азот До 3 ат 0,1
Воздух, азот До 3 ат 0,04 (8-10-3) Мыльная пленка должна сохраняться в течение 5 мин
Аммиак, двуокись : углерода, сернистый газ (SO2) До 3 ат 0,04
Аммиак Около 2 ат 1.10-’ . 1-ю-’ Течь можно об- наружить в тече- ние 30 ч
Тепловой манометр Пирани Пробный газ изменяет теплопровод- ность газовой среды внутри манометра Двуокись углерода
Водород
Бутан
Дифференциальный тепловой манометр I Применяются два манометра, один из которых чувствителен и к возцуху, и к пробному газу, а другой (присоеди- ненный через ловушку) — лишь к воз- духу Двуокись углерода
Бутан
Тепловой манометр и ловушка с древес- ным углем Охлаждаемая ловушка с древесным углем помещается в линию присоеди- нения манометра (для снижения влия- ния колебаний давления на показания прибора) Водород
Ионизационный ма- нометр Пробный газ влияет на показания манометра Водород
Двуокись углерода
Бутан
Дифференциальный ионизационный мано- метр Два ионизационных манометра, вклю- ченных аналогично датчикам теплового манометра при измерениях дифферен- циальным методом Двуокись углерода
Бутан
Палладиевый барьер Манометр (тепловой, ионизацион- ный) отделен от вакуумной системы палладиевым барьером, который при нагревании становится проницаемым для водорода Вопород
1—1 • 10~8 мм рт. ст. 2.10-2
ЫО"2
5-10-’
1—10~6 мм рт. ст. 1-10-’
5-10-4
1—10"в мм рт. ст. 4-Ю’4
10~3—10"8 мм рт. ст. 5-Ю"8
ЫО"8
ЫО"4
10~8—10~8 мм рт. ст. 310-е
5-10-’
Те же пределы, что для манометра Пирани или ионизационного 5-Ю-* Следует обере- гать катод мано- метра от отравле- ния загрязнениями
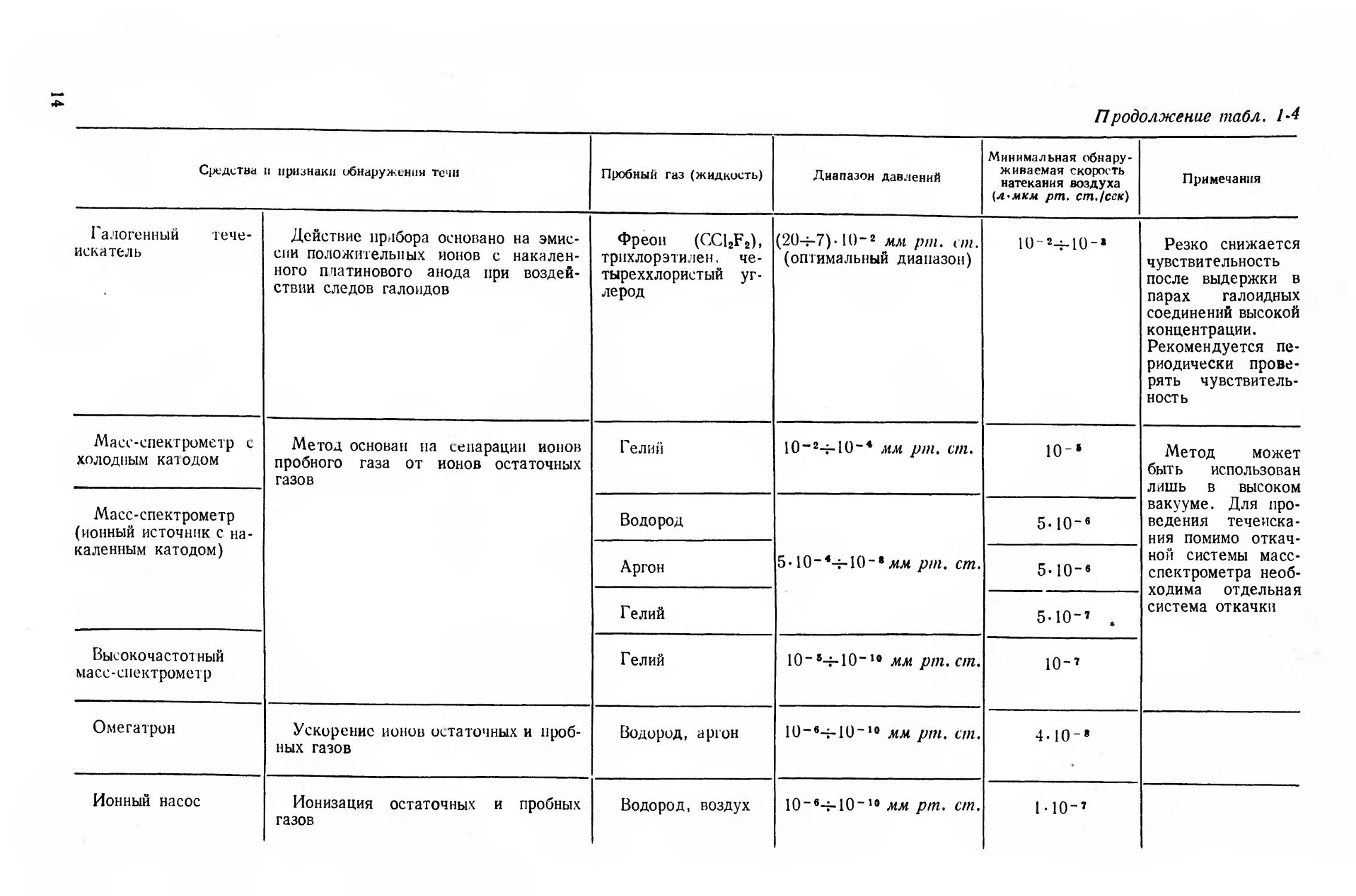
Средства и признаки обнаружения течи
Галогенный тече- искатель Действие прибора основано на эмис- сии положительных ионов с накален- ного татинового анода при воздей- ствии следов галоидов
Масс-спектрометр с холодным катодом Метод основан на сепарации ионов пробного газа от ионов остаточных газов
Масс-спектрометр (ионный источник с на- каленным катодом)
Высокочастотный масс-спектрометр
Омегатрон Ускорение ионов остаточных и проб- ных газов
Ионный насос Ионизация остаточных и пробных газов
Продолжение табл, 1-4
Пробный газ (жидкость) Диапазон давлений Минимальная обнару- живаемая скорость натекания воздуха (л* мкм рт. ст./сск) Примечания
Фреон (CC12F2), трихлорэтилен, че- тыреххлористый уг- лерод (20ч-7)« 10”2 мм рт. ст. (оптимальный диапазон) Ю 2-Н0-» Резко снижается чувствительность после выдержки в парах галоидных соединений высокой концентрации. Рекомендуется пе- риодически прове- рять чувствитель- ность
Гелий 10-24-10~4 мм рт. ст. 10-• Метод может быть использован лишь в высоком
Водород 5-10"® вакууме. Для про- ведения течеиска- ния помимо откач-
Аргон 5- 10“*4-10"8 мм рт. ст. 5-10“® ной системы масс- спектрометра необ- ходима отдельная система откачки
Гелий 5-Ю"7 .
Гелий 10"54-10“10 мм рт. ст. 10-’
Водород, аргон 10“Ч-10~10 мм рт. ст. 4-10"’
Водород, воздух 1О"вч-1О“10 мм рт. ст. 1-Ю"7
ется пробным газом и его присутст-
вие обнаруживается за ее предела-
ми). Перечень различных методов
обнаружения течей приведен
в табл. 1-4.
Следует отметить, что при при-
менении жидкостей (ацетона, эфи-
ра, бензола) возникает опасность
«замывания» течи частицами пыли
и грязи, проникающими в нее вме-
сте с жидкостями и таким образом
временно закупоривающими ее. Че-
рез некоторое время течь открыва-
ется снова, но в момент нанесения
жидкости местонахождение такой
течи не обнаруживается.
Глава четвертая
ВАКУУМНЫЕ УПЛОТНЕНИЯ И ИХ КЛАССИФИКАЦИЯ
Вакуумная система (и даже од-
на лишь вакуумная камера) не
может быть сконструирована в ви-
де единой детали. Такие системы
обычно состоят из отдельных узлов
различной конструкции, выполнен-
ных из разных материалов. Соеди-
нение отдельных узлов вакуумной
системы между собой осуществля-
ется с помощью вакуумных уплот-
нений.
Под «уплотнением» следует по-
нимать средство’ предотвращения
натекания через соединение; однако
термин «уплотнение» используется
также и для обозначения самого
уплотненного (герметизированного)
соединения.
Подход к классификации уплот-
нений, используемых в вакуумной
технике, может быть различным:
можно классифицировать уплотне-
ния по их назначению, предъявляе-
мым к ним требованиям, по их кон-
струкции и, наконец, по материа-
лам, из которых они изготовлены.
По своему назначению вакуум-
ные уплотнения могут быть разде-
лены на:
уплотнения, препятствующие
проникновению газов; здесь задача
сводится лишь к достижению гер-
метичности (разд. 2 и 3);
герметичные уплотнения для
электрических токоподводов
(разд. 4);
герметичные уплотнения для
ввода механического движения
(разд. 5);
герметичные уплотнения, исполь-
зуемые при переносе материалов
(разд 6);
герметичные уплотнения для
окон, пропускающих излучение
(разд. 7).
По требованиям, предъявляемым
к уплотнениям, последние разделя-
ются на:
уплотнения для низкого, высоко-
го и сверхвысокого вакуума
(табл. 1-2);
уплотнения, используемые при
низких и высоких температурах
(табл. 1-6, 1-7);
уплотнения жесткие и гибкие
(разд. 5, § 1-3; 1-7);
уплотнения, устойчивые к корро-
зии (разд. 1, § 4-3).
По роду соединяемых материа-
лов можно различать следующие
виды уплотнений:
соединение металла с металлом
(разд. 2, гл. 2);
соединение стекла со стеклом
(разд. 2, гл. 3);
соединение стекла с металлом
(разд. 2, гл. 4);
соединение стекла с керамикой
(разд. 2, § 5-2);
соединение металла с керамикой
(разд. 2, § 5-2);
соединение замазки или пласт-
массы с металлом или стеклом
(разд. 3, гл. 1—4);
соединение эластомера со стек-
лом или металлом (разд. 3, гл. 8).
Конструктивно уплотнения могут
подразделяться на:
неразъемные уплотнения
(разд. 2);
полуразборные уплотнения
(разд. 3, гл. 1—5);
разборные уплотнения (разд. 3,
гл. 6—8).
Различные методы обеспечения
герметичности уплотнений позволя-
ют разделить их на’-
сварные уплотнения (разд. 2,
§ 2-1; 2-3; гл. 3 и 4);
15
паяные уплотнения (разд. 2,
§ 2-2; 2-3; 5-3; разд. 3, гл. 5);
уплотнения с применением зама-
зок и смол (разд. 3, гл. 1—4);
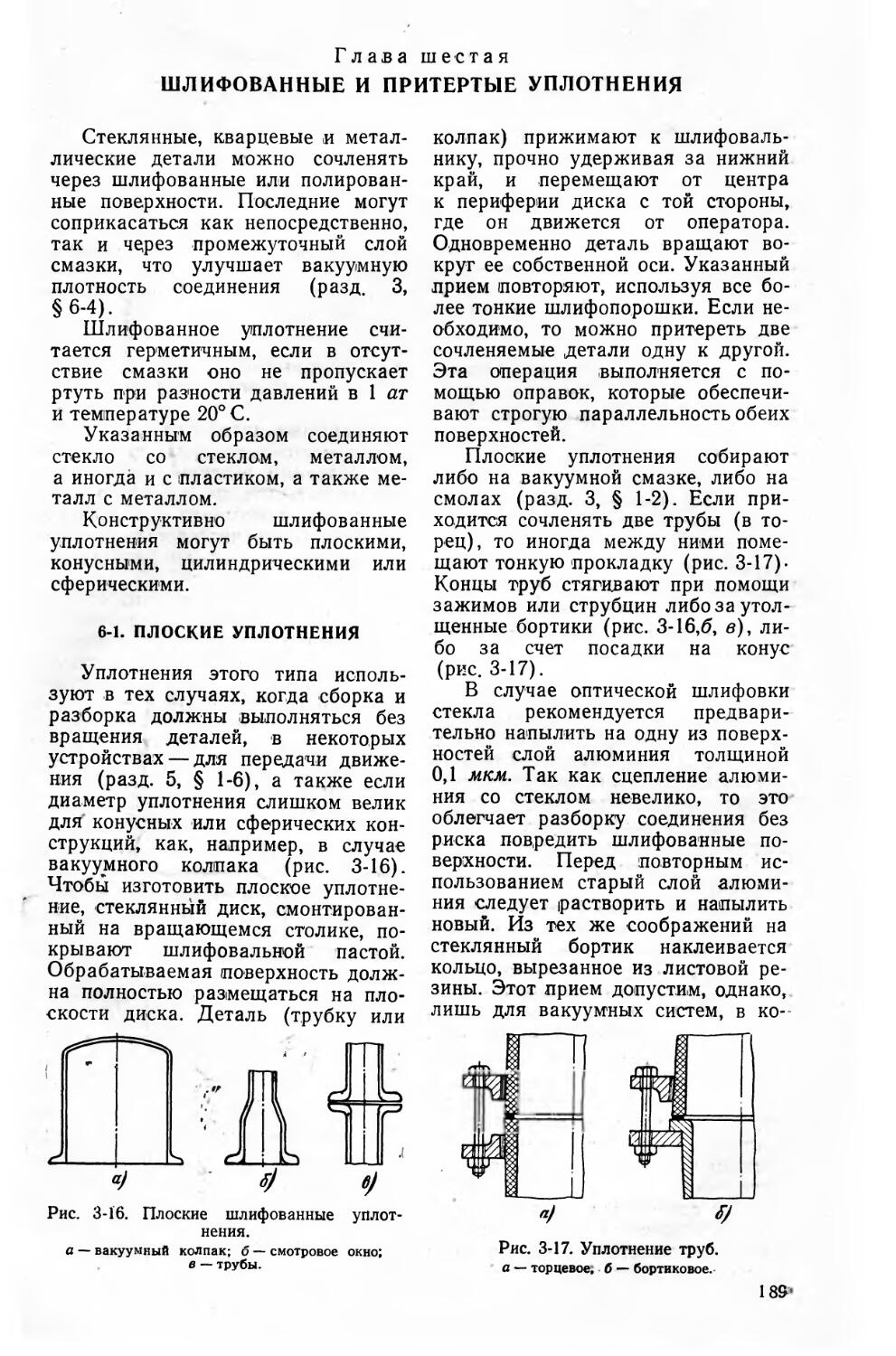
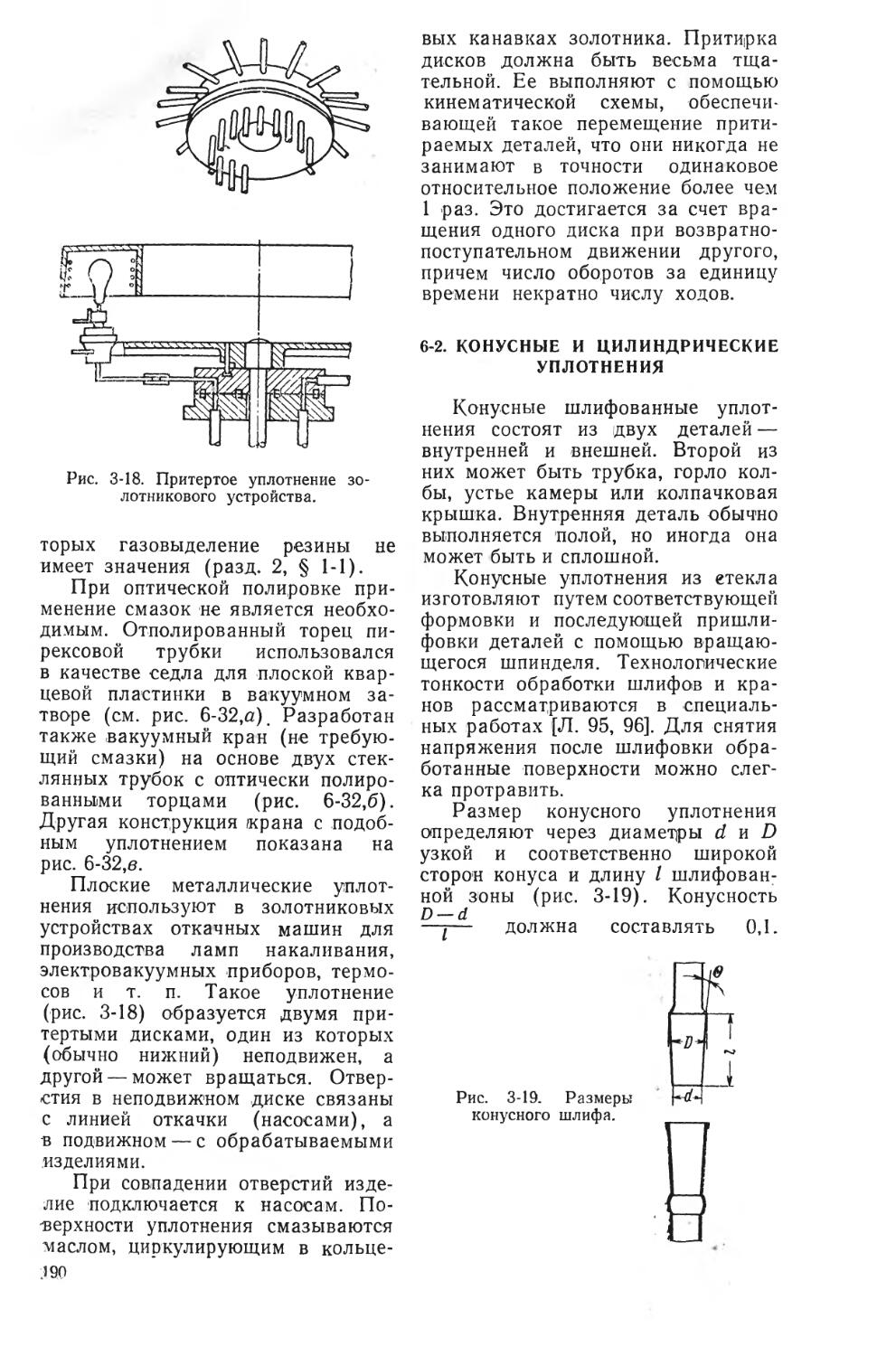
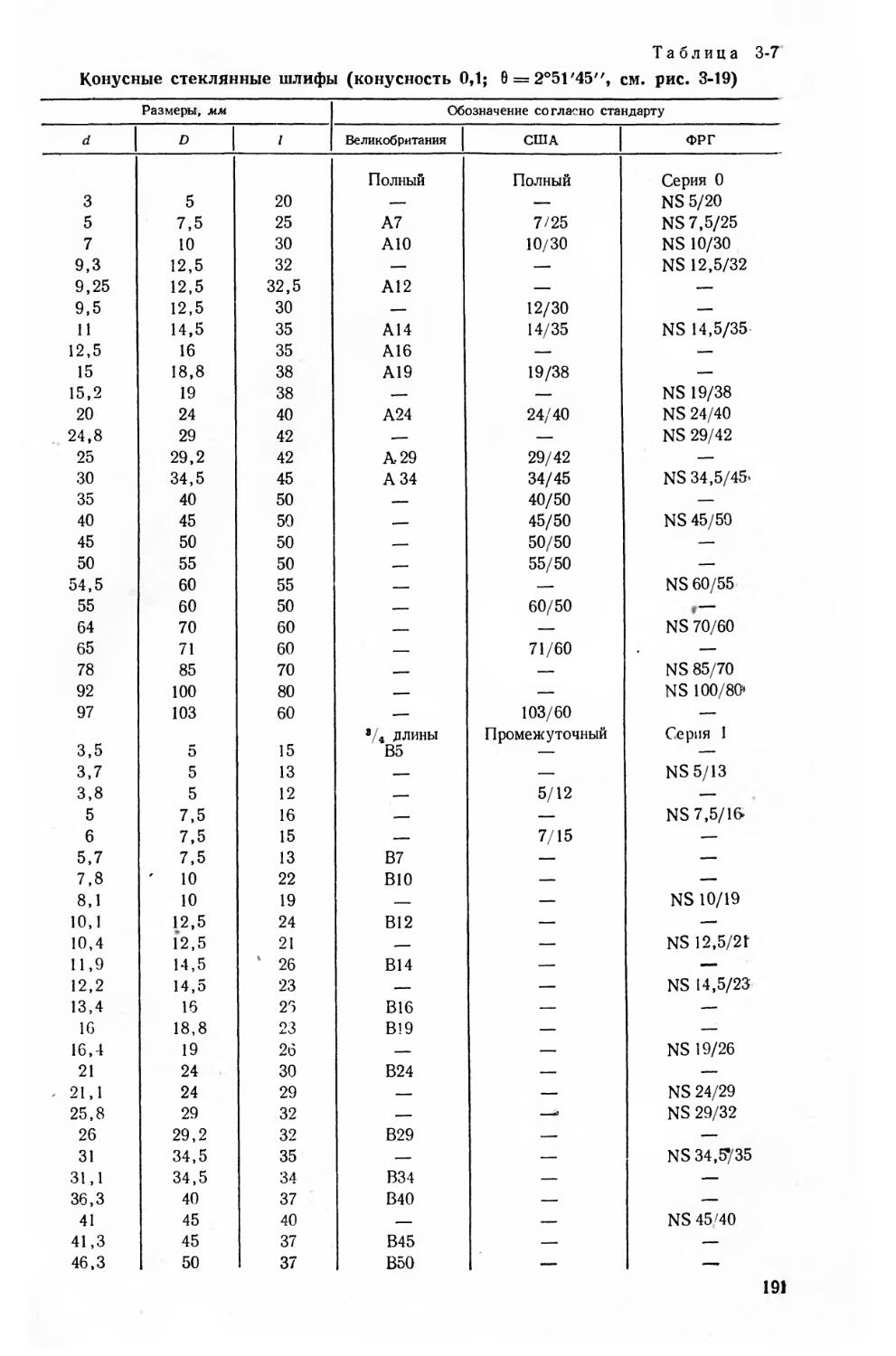
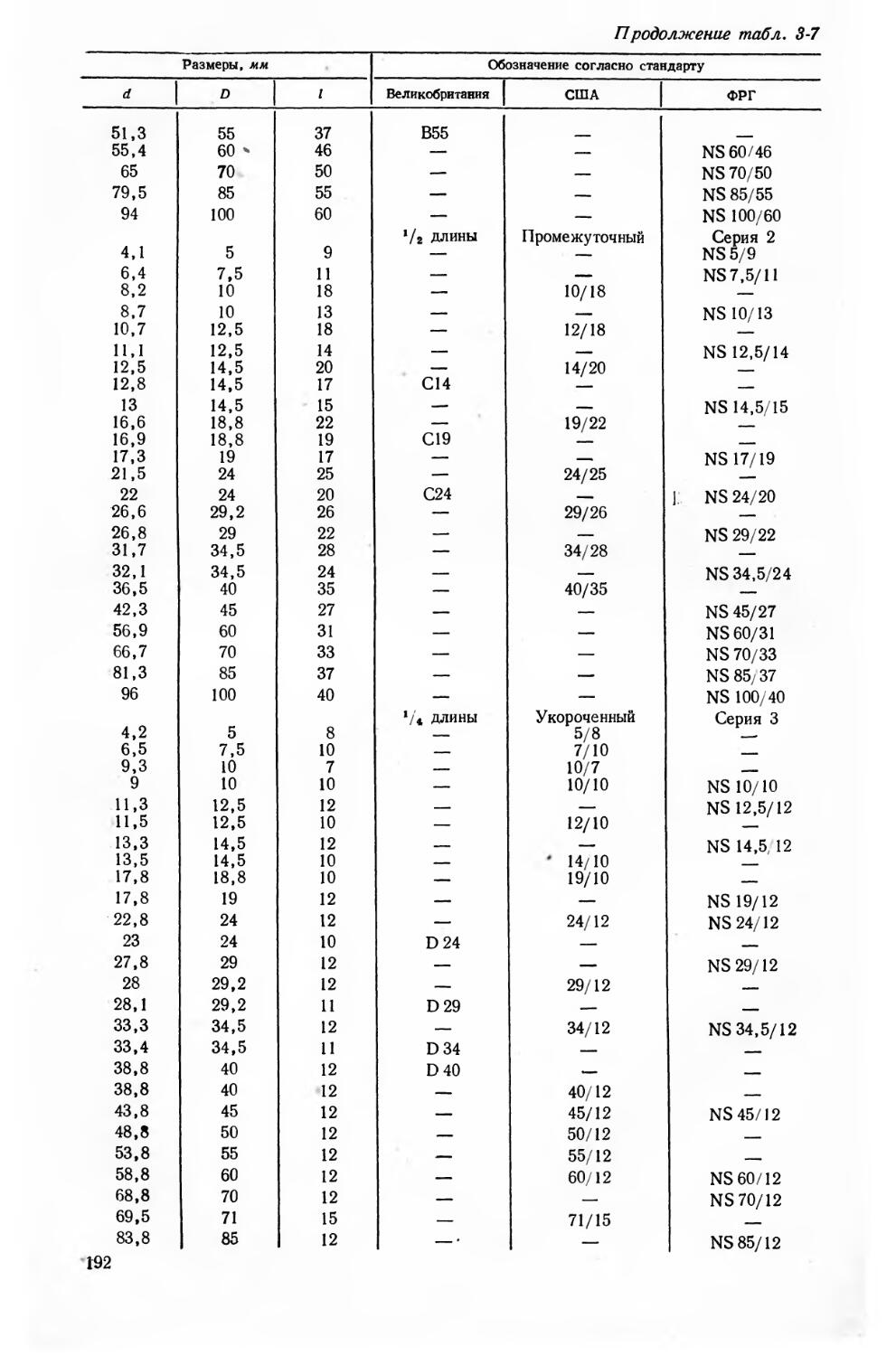
шлифованные и притертые
уплотнения (разд. 3, гл. 6);
жидкостные уплотнения (разд. 3,
гл. 7);
уплотнения с прокладками
(разд. 3, гл. 8).
Выбор вакуумного уплотнения
в каждом отдельном случае обу-
словлен наиболее важными из пе-
речисленных факторов. Очевидно,
идеальным является уплотнение, со-
ответствующее поставленной зада-
че, отличающееся высокой вакуум-
ной плотностью (разд. 1, § 4-1) и
удовлетворяющее функциональным
(разд. 1, § 4-3) и специальным
(разд. 1, § 4-3) требованиям. На
практике приходится идти на ком-
промисс, в котором учитываются
как технические требования, так и
экономические соображения.
4-1. ВАКУУМНАЯ ПЛОТНОСТЬ
Вакуумная плотность является
общим и неизменным требованием,
предъявляемым ко всем вакуумным
уплотнениям. Любое вакуумное со-
единение должно быть плотным, но
необязательно, чтобы при этом оно
было герметичным.
Герметичное соединение харак-
теризуется тем, что в нем нет та-
ких течей, которые можно обнару-
жить с помощью весьма чувстви-
тельного прибора (например, гелие-
вого масс-спектрометра), в то вре-
мя как вакуумноплотным считается
такое соединение, натекание через
которое не превышает заданный
уровень. Максимальная величина
натекания (разд. 1, гл. 3), допу-
скаемая в каждом отдельном слу-
чае, определяется либо предельным
разрежением, которое должно быть
достигнуто в вакуумной системе,
либо допустимым увеличением дав-
ления (см. рис. 1-2).
В динамической вакуумной си-
стеме (разд. 1, § 1-3) допустимая
удельная скорость натекания q
определяется * величиной предель-
ного разрежения ри (которого не-
обходимо достичь), скоростью от-
качки Sp и длиной соединения L:
Удельная скорость натекания
представляет собой скорость нате-
кания через соединение единичной
длины.
В изолированных вакуумных со-
судах (или статических вакуумных
системах) допустимая удельная
скорость натекания зависит* от
допустимого увеличения давления
в единицу времени dpjdt (см.
табл. 1-3), объема сосуда V и дли-
ны уплотнения L:
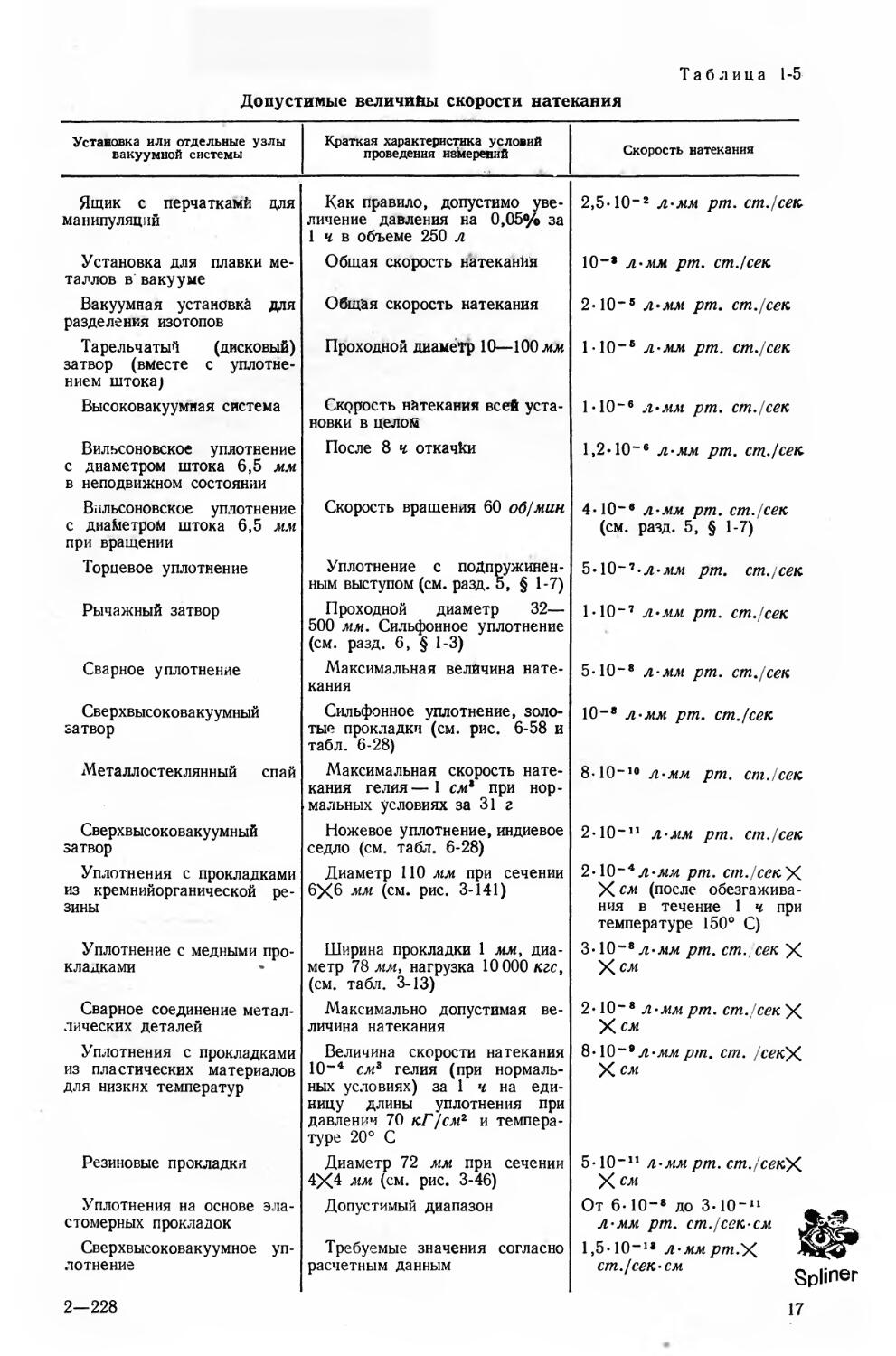
В табл. 1-5 перечислены некото-
рые из приведенных в литературе
величин удельных скоростей нате-
кания для уплотнений различных
типов.
4-2. ФУНКЦИОНАЛЬНЫЕ ТРЕБОВАНИЯ
Некоторые вакуумные уплотнения пред-
назначены не только для предотвращения
проникновения газов, но и для передачи
движения (или электрического тока), пере-
носа материалов или пропускания излуче-
ния внутрь вакуумных систем. Простые ва-
куумные системы содержат небольшое ко-
личество таких уплотнений; в очень боль-
ших вакуумных установках их число может
достигать нескольких тысяч.
Токоподводы. Очень часто бывает не-
обходимо осуществить передачу электриче-
ского тока внутрь вакуумной камеры Для
этой цели требуются электрические изоли-
рованные и вакуумноплотные токоподводы
Чтобы удовлетворить всем предъявляе-
мым требованиям (электрическим, механи-
ческим и вакуумным), уплотнения токопод-
водов выполняются на основе стекла, ке-
рамики или эластомеров. В разд. 4 подробно
описываются различные типы таких уплот-
нений.
Передача движения. Для того чтобы
изменить положение какого-либо узла или
детали внутри вакуумной камеры, необхо-
димо передать движение внутрь установки
без ухудшения вакуума в ней.
Существует большое количество спо-
собов передачи движения внутрь откачан-
ного пространства, удовлетворяющих раз-
личным требованиям. Среди них механиче-
* Предполагается, что кажущееся на-
текание (разд. 1, § 1-3) незначительно, как,
например, в вакуумной системе после ее
тщательного обезгаживания.
Таблица 1-5
Допустимые величины скорости натекания
Установка или отдельные узлы
вакуумной системы
Краткая характеристика условий
проведения измерений
Скорость натекания
Ящик с перчаткамй для
манипуляций
Установка для плавки ме-
таллов в' вакууме
Вакуумная установка для
разделения изотопов
Тарельчатый (дисковый)
затвор (вместе с уплотне-
нием штока)
Высоковакуумная система
Вильсоновское уплотнение
с диаметром штока 6,5 мм
в неподвижном состоянии
Вильсоновское уплотнение
с диаметром штока 6,5 мм
при вращении
Торцевое уплотнение
Рычажный затвор
Сварное уплотнение
Сверхвысоковакуумный
затвор
Металлостеклянный спай
Сверхвысоковакуумный
затвор
Уплотнения с прокладками
из кремнийорганической ре-
зины
Уплотнение с медными про-
кладками
Сварное соединение метал-
лических деталей
Уплотнения с прокладками
из пластических материалов
для низких температур
Резиновые прокладки
Уплотнения на основе эла-
стомерных прокладок
Сверхвысоковакуумное уп-
лотнение
Как правило, допустимо уве-
личение давления на 0,05% за
1 ч в объеме 250 л
Общая скорость натеканйя
Общая скорость натекания
Проходной диаметр 10—IOOjwjh
Скррость натекания всей уста-
новки в целом
После 8 ч откачки
Скорость вращения 60 об/мин
Уплотнение с подпружинен-
ным выступом (см. разд. 5, § 1-7)
Проходной диаметр 32—
500 мм. Сильфонное уплотнение
(см. разд. 6, § 1-3)
Максимальная величина нате-
кания
Сильфонное уплотнение, золо-
тые прокладки (см. рис. 6-58 и
табл. 6-28)
Максимальная скорость нате-
кания гелия—1 см* при нор-
мальных условиях за 31 г
Ножевое уплотнение, индиевое
седло (см. табл. 6-28)
Диаметр НО мм при сечении
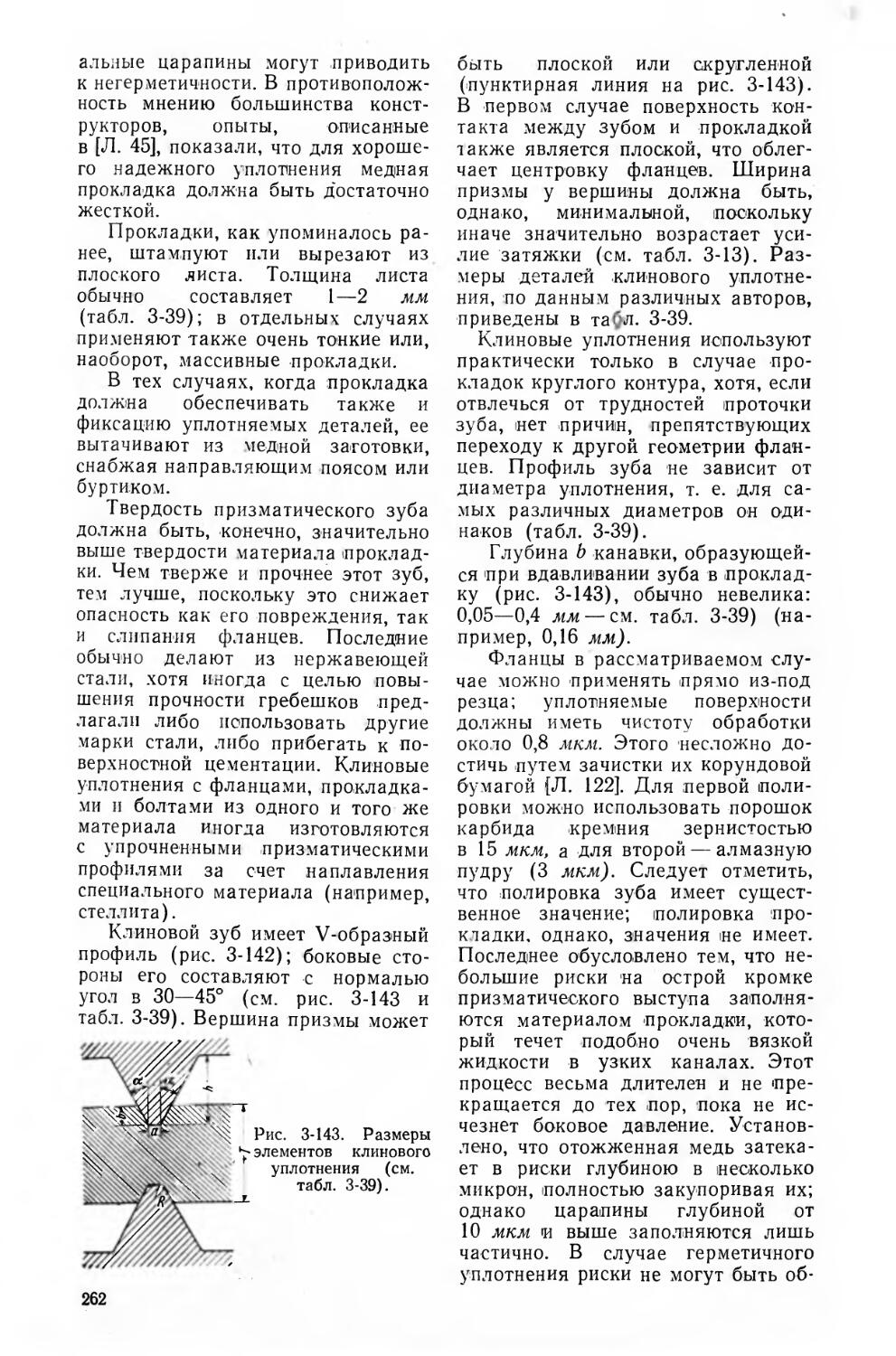
6X6 мм (см. рис. 3-141)
Ширина прокладки 1 мм, диа-
метр 78 мм, нагрузка 10 000 кгс,
(см. табл. 3-13)
Максимально допустимая ве-
личина натекания
Величина скорости натекания
10~4 см* гелия (при нормаль-
ных условиях) за 1 ч на еди-
ницу длины уплотнения при
давлении 70 кГ/см* и темпера-
туре 20° С
Диаметр 72 мм при сечении
4X4 мм (см. рис. 3-46)
Допустимый диапазон
Требуемые значения согласно
расчетным данным
2,5-10“2 л-мм рт. ст./сек
10“’ л-мм рт. ст.1 сек.
2-Ю”5 л*мм рт. ст./сек
1-10~б л-мм рт. ст./сек
Н0~6 л-мм рт. ст./сек
1,2-10“6 л-мм рт. ст./сек
4-10“® л-мм рт. ст./сек
(см. разд. 5, § 1-7)
5* 10“7-л-лш рт. ст./сек
Ы0“7 л-мм рт. ст./сек
5-10~8 л-мм рт. ст./сек
10“8 л-мм рт. ст./сек
8-1О“10 л-мм рт. ст./сек
2-10“11 л-мм рт. ст./сек
2-10“4л-м.и рт. ст./секу^
/см (после обезгажива-
ния в течение 1 ч при
температуре 150° С)
3-10“8 л-мм рт. cm.t сек X
Хсл/
2-10“ 8 л-мм рт. ст./сек X
/см
8-10“®л-ммрт. ст. /сек/
/см
5-10”11 л,-мм рт. ст./сек?/
От 6-Ю”8 до з. 10“п
л-мм рт. ст./сек-см
1,5* 10”18 л-ммрт./
ст./сек-см
Spliner
2—228
ская передача (например, с помощью силь-
фонов, диафрагм, шлифованных уплотнений,
уплотнений валов — см. разд 5, гл. 1), маг-
нитная (разд. 5, гл. 2) и электрическая
(разд. 5, гл. 3) передачи.
Перенос материалов. Часто встречается
необходимость вводить различные материа-
лы в откачанное пространство или. наобо-
рот, извлекать их из него. Иногда перенос
материалов может производиться после на-
пуска атмосферного воздуха в камеру, но
в большинстве случаев необходимо (или
предпочтительно) осуществлять эту опера-
цию без нарушений условий вакуума
в откачанной камере.
Для переноса газа в вакуумную камеру
(или из нее) используются обычные и жид-
костные затворы, краны и натекатели
(разд. 6, гл. 1). Жидкости вводятся в ва-
куумное пространство очень редко, но если
это необходимо, применяются специальные
методы (разд. 6, гл. 2). Для переноса
твердых материалов используются вакуум-
ные затворы и аналогичные им устройства
(разд. 6, гл. 3).
Окна, прозрачные для излучения. Для
пропускания излучения (или потока час-
тиц) из вакуумной камеры в окружающее
пространство (или из окружающего про-
странства в камеру) без нарушений усло-
вий вакуума используются вакуумноплот-
иые окна.
Окна вакуумных камер и устройств
имеют широкий диапазон применения: от
обычно используемых стеклянных окон для
пропускания видимого излучения до окон
специального назначения для пропускания
ультрафиолетового и инфракрасного излу-
чения или а, р и у-частиц (разд. 7, гл. 1).
Для уплотнения таких окон используются
различные методы: от уплотнений на замаз-
ках до компрессионных (сжимаемых) уплот-
нений с эластомерными или металлическими
прокладками (разд. 7, гл. 2).
4-3. СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ
Зачастую необходимо, чтобы вакуум-
ные уплотнения отвечали специальным тре-
бованиям. Среди этих требований наиболее
важными являются: устойчивость к высо-
ким или низким температурам, в частности
при термоциклах, устойчивость к коррозии
или к воздействию проникающих излучений.
Прогрев для достижения сверхвысоко-
го вакуума. Для достижения сверхвысокого
вакуума (табл. 1-2) вакуумные камеры не-
обходимо прогревать до температур 400—
500 °C. Поэтому все соединения, используе-
мые в сверхвысоковакуумных установках,
должны не только обладать вакуумной
плотностью (низкой скоростью натекания —
см. табл. 1-5), но и сохранять ее в процес-
се прогрева и во время термоциклов. Это
обстоятельство значительно ограничивает
диапазон материалов, используемых в сверх-
высоковакуумных системах.
Небольшие прогреваемые вакуумные
системы могут выполняться из стекла, но
при этом в уплотнениях не должны приме-
няться смазки. Металлические прогревае-
мые вакуумные системы выполняются из
18
нержавеющей стали различных сортов и
аналогичных сплавов Неразъемные соеди-
нения в таких системах предпочтительно
везде, где это только возможно, выполнять
с помощью аргонно-дуговой или гелиево-
дуговой сварки.
Разъемные уплотнения для прогревае-
мых сверхвысоковакуумных систем должны
удовлетворять следующим жестким требо-
ваниям:
скорости натекания через такие уплот-
нения не должны превышать 10“9 л -мм
рт. ст./сек в диапазоне температур от
комнатной до 500 °C (см. табл. 1-5);
многократные циклы прогрев — охлаж-
дение не должны влиять на величину ско-
рости натекания;
уплотнения не должны содержать ма-
териалов, упругость паров которых при
температурах до 500 °C превышает предель-
ное разрежение, которое должно быть до-
стигнуто в вакуумной системе (например,
10~9 мм рт. ст.) \
соединения должны легко монтироваться
и разбираться;
уплотнение должно выдерживать мно-
гократное применение с одной и той же
прокладкой или, по крайней мере, не тре-
бовать повторной чистовой обработки по-
верхностей фланца при смене прокладок;
уплотнения должны легко поддаваться
механической обработке при минимальных
материальных затратах.
Уплотнения для сверхвысоковакуумных
систем должны обязательно удовлетворять
первым трем требованиям (и по возможно-
сти — остальным).
В табл. 1-6 перечислены различные
сверхвысоковакуумные уплотнения и ука-
заны разделы, в которых они описываются.
В разд. 4, гл. 2 рассматривается примене
ние таких уплотнений для герметизации
электродов. Сверхвысоковакуумным уплот-
нениям вводов передачи движения посвя-
щены разд. 5, § 1-4, 1-5, 1-8 и гл. 2. Раз-
личные сверхвысоковакуумные затворы пе-
речислены в табл. 6-27 и 6-28, а окна для
сверхвысоковакуумных систем описаны
в разд. 7, § 1-3, 2-1, 2-2 и 2-9.
Низкотемпературные уплотнения (уплот-
нения для криогенной техники). При пр >
ведении различных исследований при низ-
ких температурах вакуумная техника
используется для снижения потерь на теп-
лопроводность или для сохранения чистоты
исследуемых материалов. В тех случаях,
когда охлаждающая жидкость находится
внутри вакуумного сосуда (или вакуумный
сосуд помещается внутрь охлаждающей
жидкости), необходимо поддерживать дав-
ление в вакуумных системах на уровне
10~6 мм рт. ст. или ниже (с целью обеспе-
чения тепловой изоляции и теплового рав
новесия).
Методы достижения и поддержания
низких температур (от 223 до 4°К) рассмо-
трены в работах [Л. 22—-26].
При разработке низкотемпературных
уплотнений возникает ряд затруднений
вследствие того, что жидкостные затворы,
уплотнения со смазкой и уплотнения на
основе прогреваемой алюминиевой прово-
Таблица 1-6
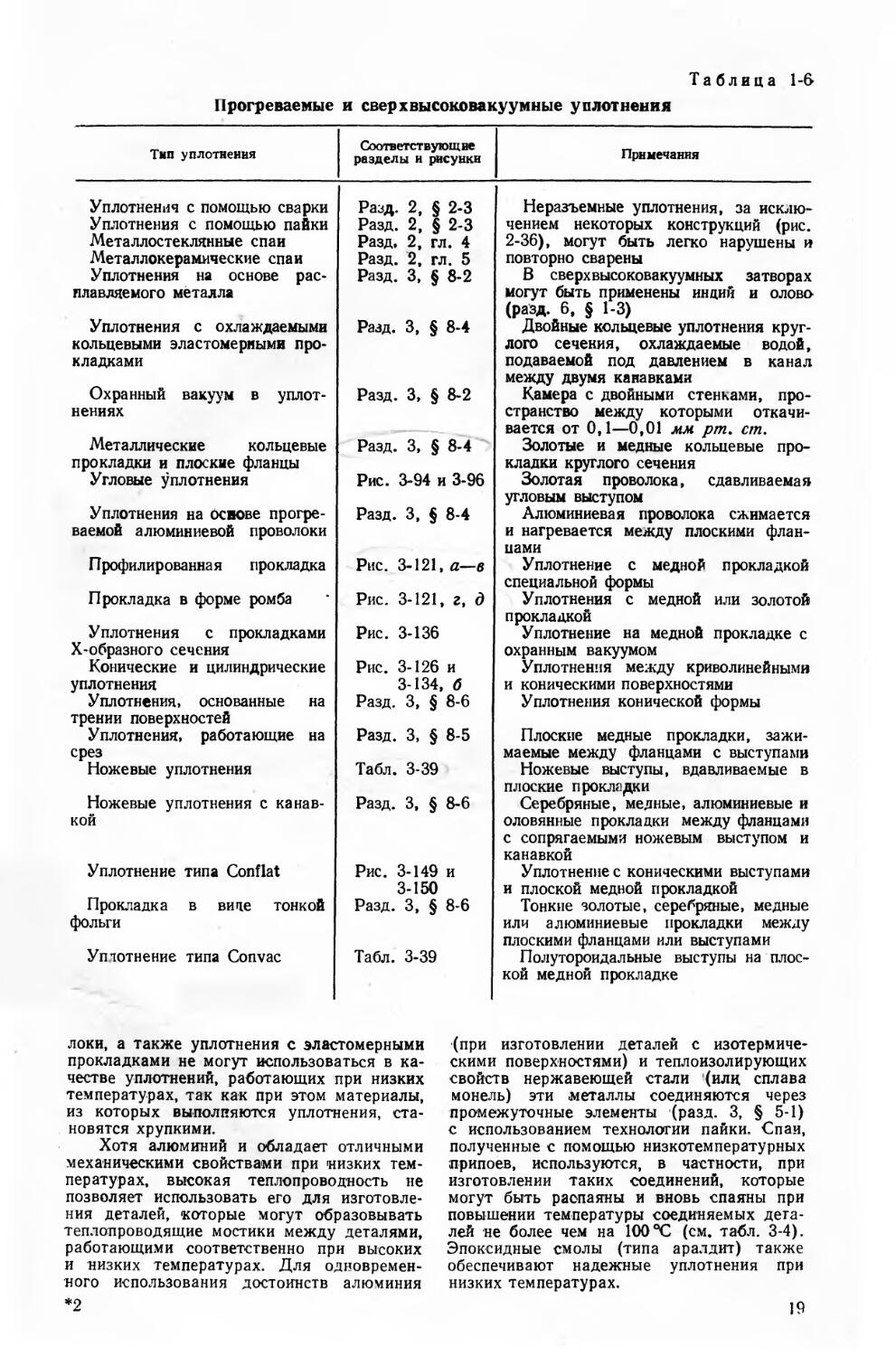
Прогреваемые и сверхвысоковакуумные уплотнения
Тип уплотнения Соответствующие разделы и рисунки Примечания
Уплотнения с помощью сварки Разд. 2, § 2-3 Неразъемные уплотнения, за исклю-
Уплотнения с помощью пайки Разд. 2, § 2-3 чением некоторых конструкций (рис.
Металлостеклянные спаи Разд, 2, гл. 4 2-36), могут быть легко нарушены и
Металлокерамические спаи Разд. 2, гл. 5 повторно сварены
Уплотнения на основе рас- плавляемого металла Разд. 3, § 8-2 В сверхвысоковакуумных затворах могут быть применены индий и олова (разд. 6, § 1-3)
Уплотнения с охлаждаемыми кольцевыми эластомерными про- кладками Разд. 3, § 8-4 Двойные кольцевые уплотнения круг- лого сечения, охлаждаемые водой, подаваемой под давлением в канал между двумя канавками
Охранный вакуум в уплот- нениях Разд. 3, § 8-2 Камера с двойными стенками, про- странство между которыми откачи- вается от 0,1—0,01 мм рт. ст.
Металлические кольцевые прокладки и плоские фланцы Разд. 3, § 8-4 Золотые и медные кольцевые про- кладки круглого сечения
Угловые уплотнения Рис. 3-94 и 3-96 Золотая проволока, сдавливаемая угловым выступом
Уплотнения на остове прогре- ваемой алюминиевой проволоки Разд. 3, § 8-4 Алюминиевая проволока сжимается и нагревается между плоскими флан- цами
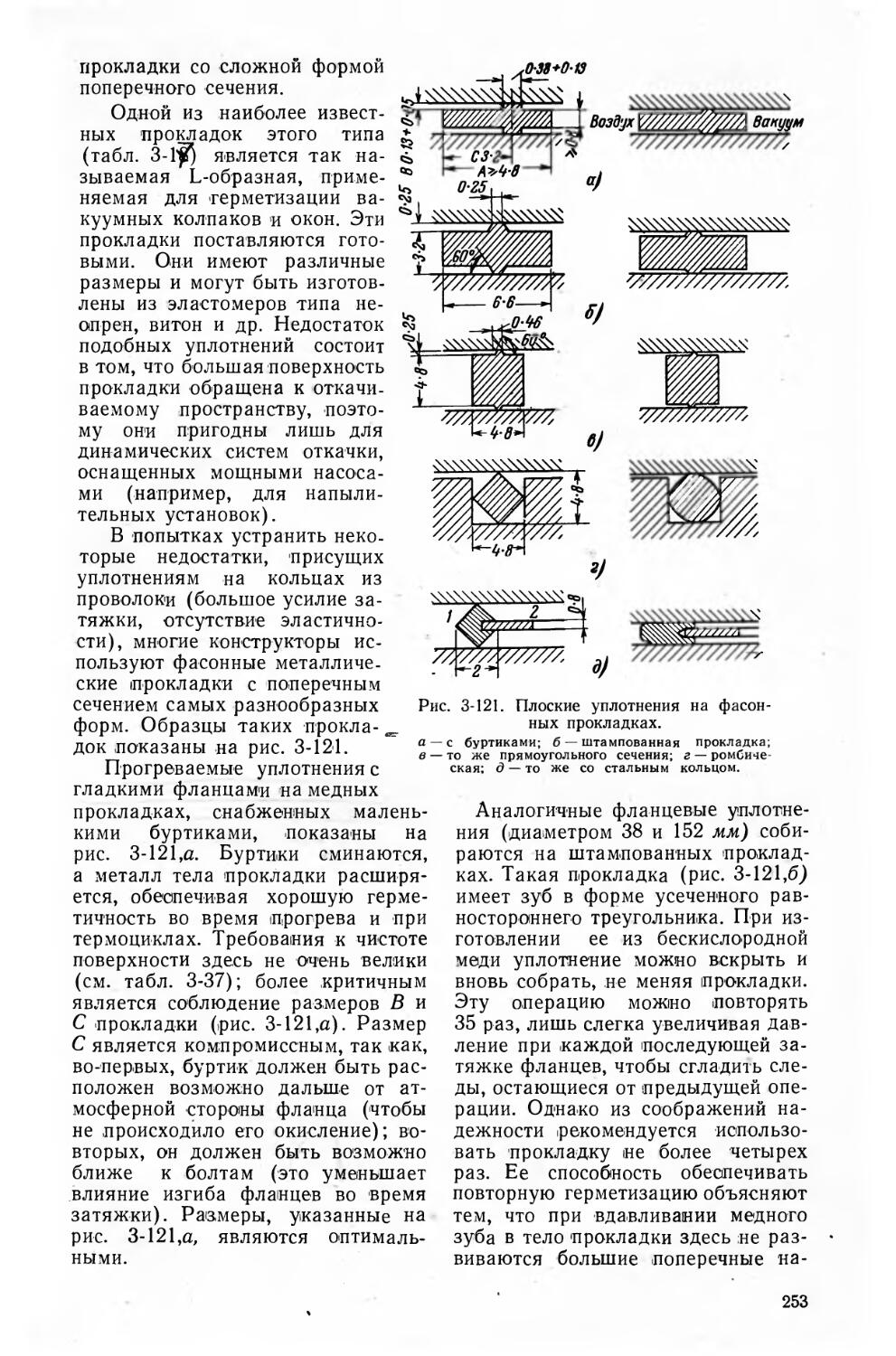
Профилированная прокладка Рис. 3-121, а—в Уплотнение с медной прокладкой специальной формы
Прокладка в форме ромба Рис. 3-121, г, д Уплотнения с медной или золотой прокладкой
Уплотнения с прокладками Х-образного сечения Рис. 3-136 Уплотнение на медной прокладке с охранным вакуумом
Конические и цилиндрические Рис. 3-126 и Уплотнения между криволинейными
уплотнения 3-134, б и коническими поверхностями
Уплотнения, основанные на трении поверхностей Разд. 3, § 8-6 Уплотнения конической формы
Уплотнения, работающие на срез Разд. 3, § 8-5 Плоские медные прокладки, зажи- маемые между фланцами с выступами
Ножевые уплотнения Табл. 3-39 Ножевые выступы, вдавливаемые в плоские прокладки
Ножевые уплотнения с канав- кой Разд. 3, § 8-6 Серебряные, медные, алюминиевые и оловянные прокладки между фланцами с сопрягаемыми ножевым выступом и канавкой
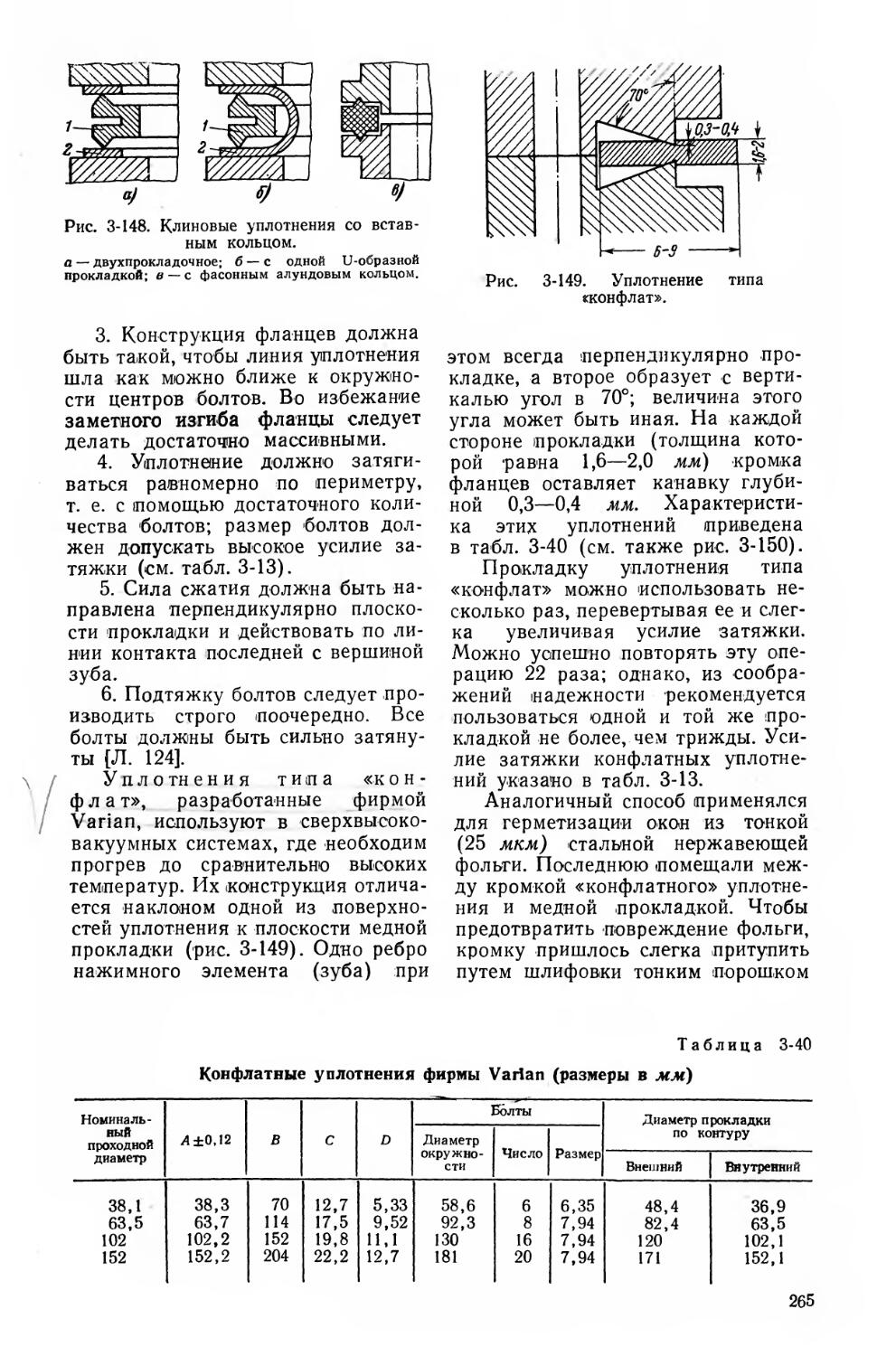
Уплотнение типа Conflat Рис. 3-149 и 3-150 Уплотнение с коническими выступами и плоской медной прокладкой
Прокладка в виде тонкой фольги Разд. 3, § 8-6 Тонкие золотые, серебряные, медные или алюминиевые прокладки между плоскими фланцами или выступами
Уплотнение типа Convac Табл. 3-39 Полутороидальные выступы на плос- кой медной прокладке
локи, а также уплотнения с эластомерными
прокладками не могут использоваться в ка-
честве уплотнений, работающих при низких
температурах, так как при этом материалы,
из которых выполняются уплотнения, ста-
новятся хрупкими.
Хотя алюминий и обладает отличными
механическими свойствами при низких тем-
пературах, высокая теплопроводность не
позволяет использовать его для изготовле-
ния деталей, которые могут образовывать
теплопроводящие мостики между деталями,
работающими соответственно при высоких
и низких температурах. Для одновремен-
ного использования достоинств алюминия
*2
(при изготовлении деталей с изотермиче-
скими поверхностями) и теплоизолирующих
свойств нержавеющей стали '(илц сплава
монель) эти металлы соединяются через
промежуточные элементы (разд. 3, § 5-1)
с использованием технологии пайки. Спаи,
полученные с помощью низкотемпературных
припоев, используются, в частности, при
изготовлении таких соединений, которые
могут быть распаяны и вновь спаяны при
повышении температуры соединяемых дета-
лей не более чем на 100 °C (см. табл. 3-4).
Эпоксидные смолы (типа аралдит) также
обеспечивают надежные уплотнения при
низких температурах.
19
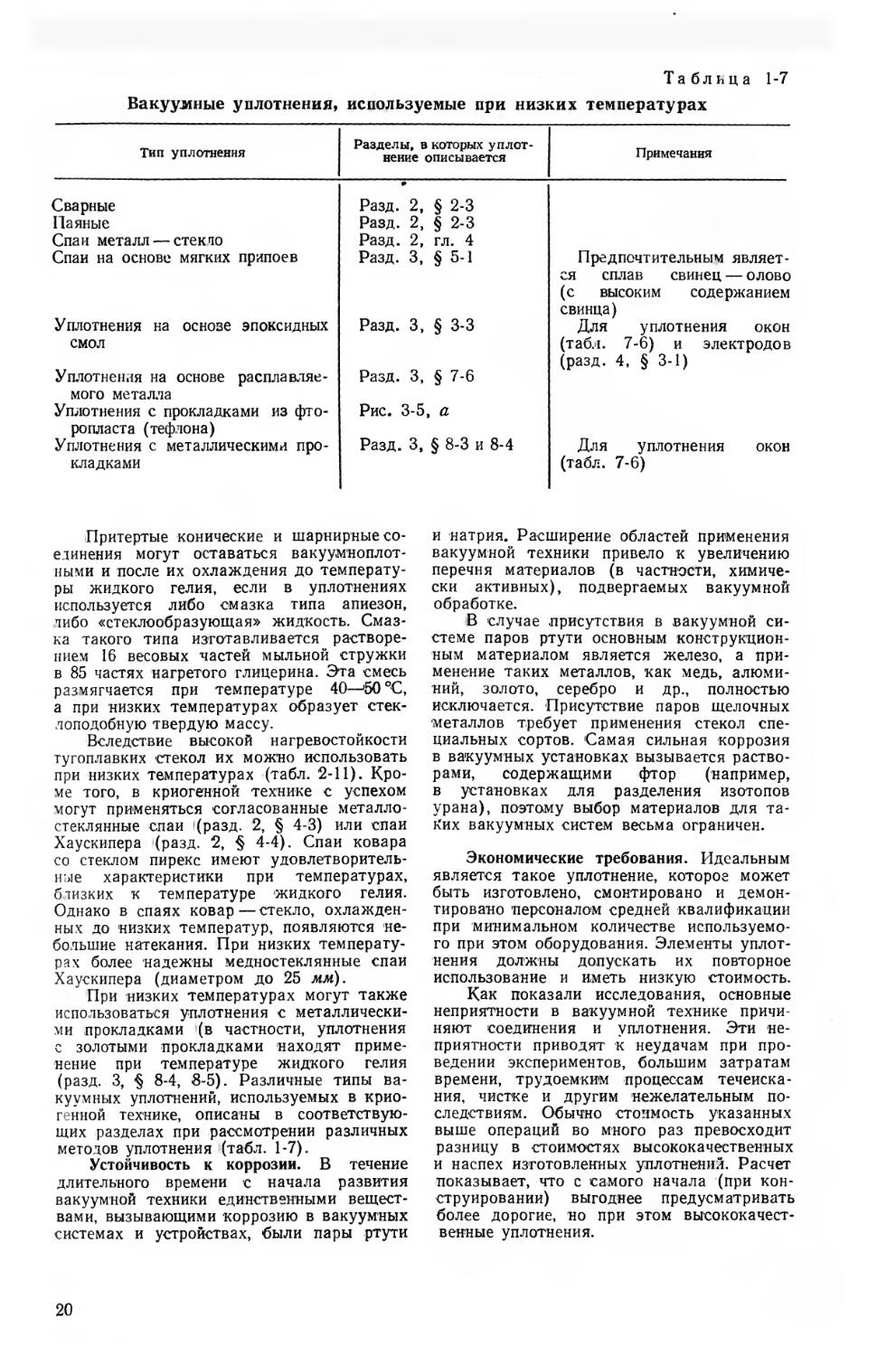
Таблица 1-7
Вакуумные уплотнения, используемые при низких температурах
Тип уплотнения Разделы, в которых уплот- нение описывается Примечания
Сварные Паяные Спаи металл — стек по * Разд. 2, § 2-3 Разд. 2, § 2-3 Разд. 2, гл. 4
Спаи на основе мягких припоев Разд. 3, § 5-1 Предпочтительным являет- ся сплав свинец — олово (с высоким содержанием свинца)
Уплотнения на основе эпоксидных смол Уплотнения на основе расплавляе- мого металла Уплотнения с прокладками из фто- ропласта (тефлона) Разд. 3, § 3-3 Разд. 3, § 7-6 Рис. 3-5, а Для уплотнения окон (табл. 7-6) и электродов (разд. 4, § 3-1)
Уплотнения с металлическими про- кладками Разд. 3, § 8-3 и 8-4 Для уплотнения окон (табл. 7-6)
Притертые конические и шарнирные со-
единения могут оставаться вакуумиоплот-
ными и после их охлаждения до температу-
ры жидкого гелия, если в уплотнениях
используется либо -смазка типа апиезон,
либо «стеклообразующая» жидкость. Смаз-
ка такого типа изготавливается растворе-
нием 16 весовых частей мыльной стружки
в 85 частях нагретого глицерина. Эта смесь
размягчается при температуре 40—'50 °C,
а при низких температурах образует стек-
лоподобную твердую массу.
Вследствие высокой нагревостойкости
тугоплавких стекол их можно использовать
при низких температурах (табл. 2-11). Кро-
ме того, в криогенной технике с успехом
могут применяться согласованные металло-
стеклянные спаи '(разд. 2, § 4-3) или спаи
Хаускипера (разд. 2, § 4-4). Спаи ковара
со стеклом пирекс имеют удовлетворитель-
ные характеристики при температурах,
близких к температуре жидкого гелия.
Однако в спаях ковар — стекло, охлажден-
ных до низких температур, появляются не-
большие натекания. При низких температу-
рах более надежны медностеклянные спаи
Хаускипера (диаметром до 25 мм).
При низких температурах могут также
использоваться уплотнения с металлически-
ми прокладками (в частности, уплотнения
с золотыми прокладками находят приме-
нение при температуре жидкого гелия
(разд. 3, § 8-4, 8-5). Различные типы ва-
куумных уплотнений, используемых в крио-
генной технике, описаны в соответствую-
щих разделах при рассмотрении различных
методов уплотнения (табл. 1-7).
Устойчивость к коррозии. В течение
длительного времени с начала развития
вакуумной техники единственными вещест-
вами, вызывающими коррозию в вакуумных
системах и устройствах, были пары ртути
и натрия. Расширение областей применения
вакуумной техники привело к увеличению
перечня материалов (в частности, химиче-
ски активных), подвергаемых вакуумной
обработке.
В случае присутствия в вакуумной си-
стеме паров ртути основным конструкцион-
ным материалом является железо, а при-
менение таких металлов, как медь, алюми-
ний, золото, серебро и др., полностью
исключается. Присутствие паров щелочных
металлов требует применения стекол спе-
циальных сортов. Самая сильная коррозия
в вакуумных установках вызывается раство-
рами, содержащими фтор (например,
в установках для разделения изотопов
урана), поэтому выбор материалов для та-
ких вакуумных систем весьма ограничен.
Экономические требования. Идеальным
является такое уплотнение, которое может
быть изготовлено, смонтировано и демон-
тировано персоналом средней квалификации
при минимальном количестве используемо-
го при этом оборудования. Элементы уплот-
нения должны допускать их повторное
использование и иметь низкую стоимость.
Как показали исследования, основные
неприятности в вакуумной технике причи-
няют соединения и уплотнения. Эти не-
приятности приводят к неудачам при про-
ведении экспериментов, большим затратам
времени, трудоемким процессам течеиска-
ния, чистке и другим нежелательным по-
следствиям. Обычно стоимость указанных
выше операций во много раз превосходит
разницу в стоимостях высококачественных
и наспех изготовленных уплотнений. Расчет
показывает, что с самого начала (при кон-
струировании) выгоднее предусматривать
более дорогие, но при этом высококачест-
венные уплотнения.
20
РАЗДЕЛ 2
НЕРАЗБОРНЫЕ УПЛОТНЕНИЯ
Глава первая
КАМЕРЫ И ТРУБОПРОВОДЫ ДЛЯ ВАКУУМНЫХ СИСТЕМ
1-1. КРИТЕРИИ ВЫБОРА КАМЕР
И ТРУБОПРОВОДОВ
В качестве конструкционных ма-
териалов для изготовления вакуум-
ных систем или вакуумных прибо-
ров обычно используют металлы,
стекла, керамику, а также некото-
рые сорта резины и пластмасс. Ма-
териалы, из которых изготовляется
оболочка вакуумной системы (ка-
меры, трубопроводы), должны
иметь достаточную механическую
прочность (позволяющую оболочке
выдерживать атмосферное давле-
ние), быть непроницаемыми для га-
зов и иметь низкое давление паров.
Механическая прочность. Вакуумные
оболочки изготовляются из цилиндрических,
плоских и полусферических деталей. Эти
детали имеют тенденцию деформироваться
«внутрь» (сдавливаться под влиянием раз-
ницы между наружным и внутренним дав-
лением). В большинстве случаев разность
давлений равна одной атмосфере, так как
наружное давление обычно бывает атмо-
сферным, а внутреннее давление настолько
мало, что его величиной по сравнению
с атмосферным давлением можно пренеб-
речь.
Теоретическая величина давления РЦИл,
при которой цилиндрические камеры и тру-
бы склонны к разрушению, равна:
где Е — модуль упругости; ц — коэффи-
циент Пуассона; t — толщина стенки и D —
средний диаметр цилиндра (рис. 2-1). Мо-
дули упругости и механические характери-
стики материалов, используемых для изго-
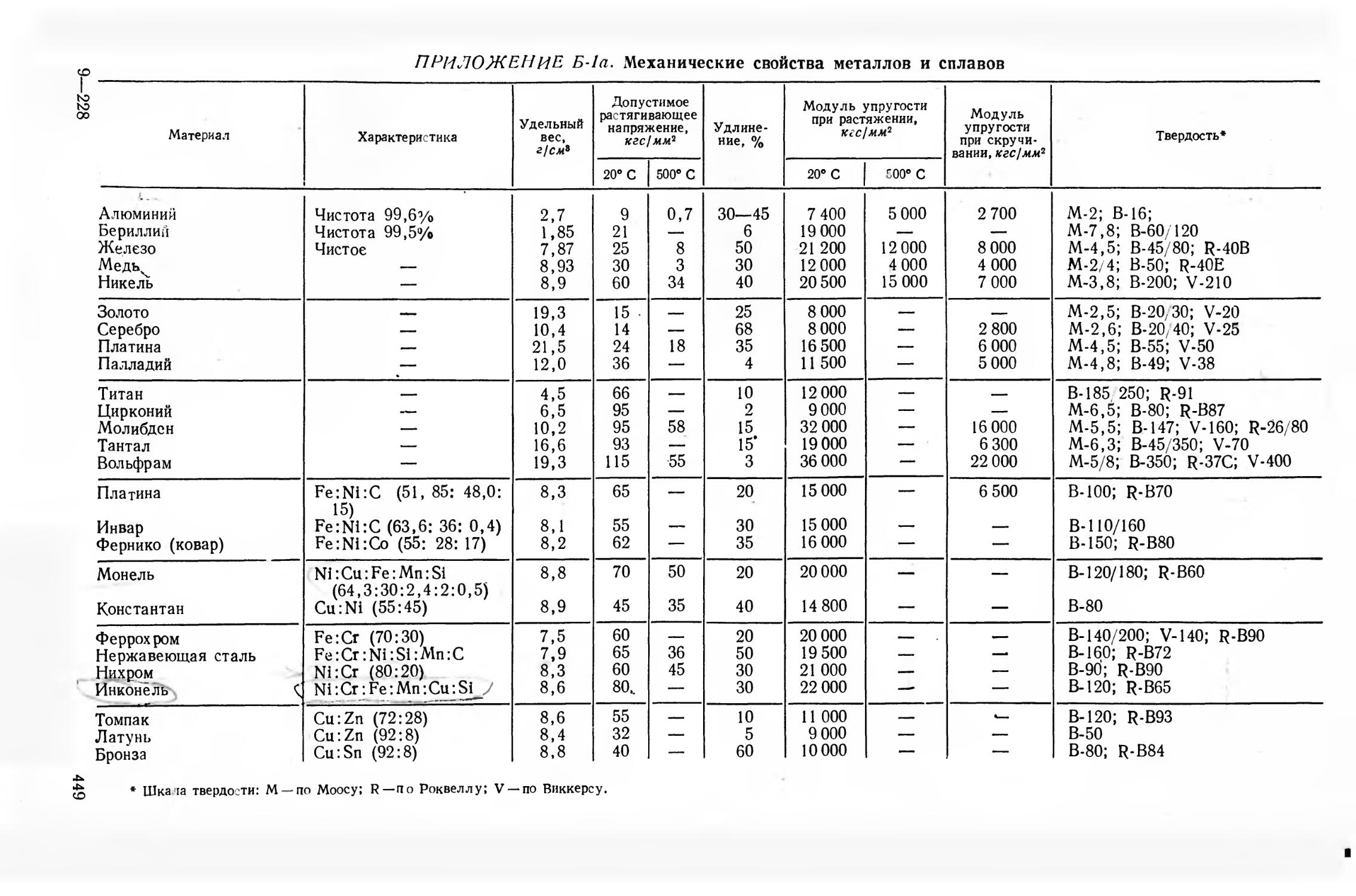
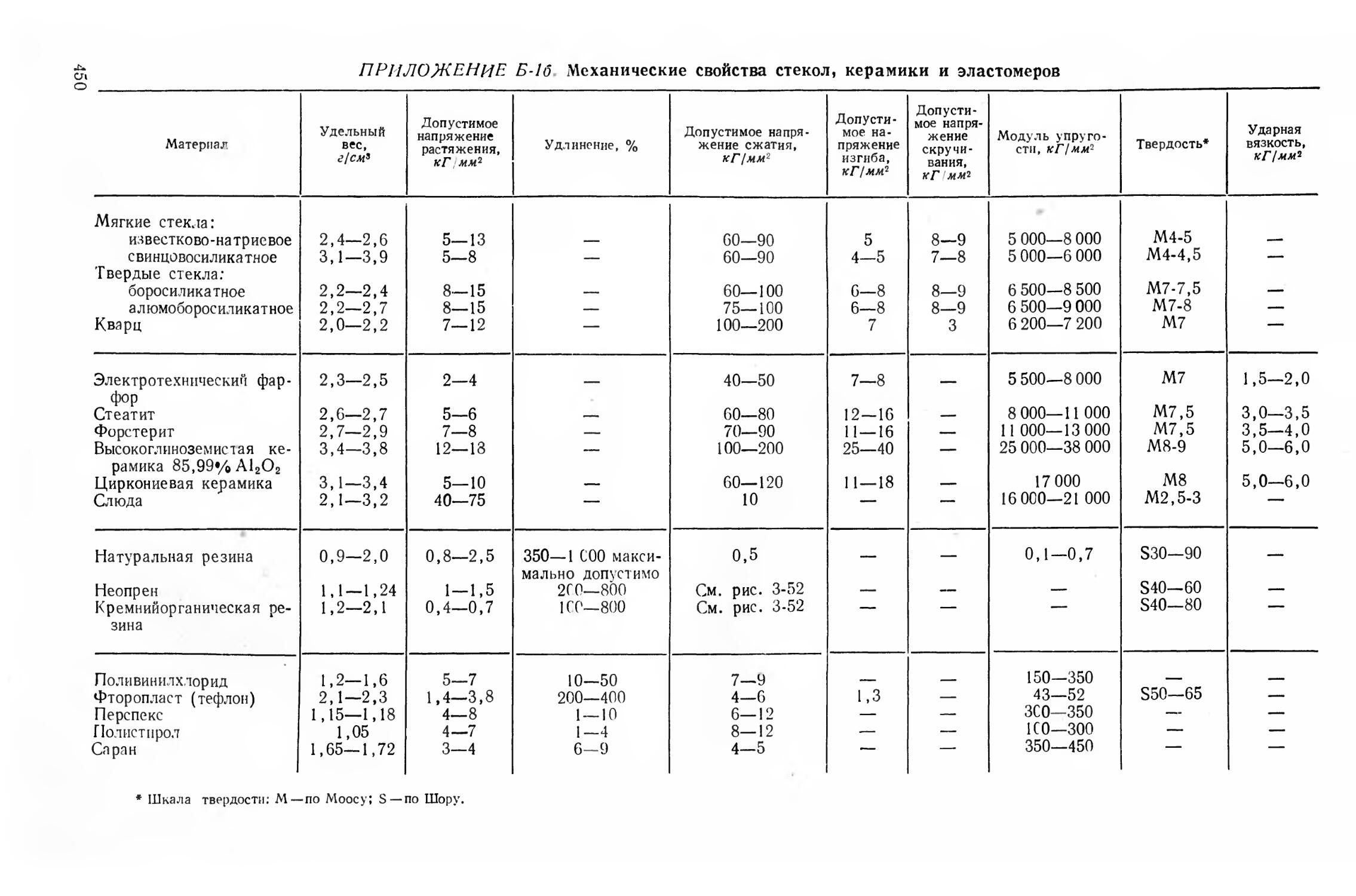
товления вакуумных систем, приведены
в приложении Б-1.
Эта формула (после введения в нее ко-
эффициента запаса прочности) может
использоваться для цилиндров с длиной
•больше критической. Критическая
LKp определяется по формуле
длина
Для практически используемых отно-
шений D/t '(табл. 2-1) критическая длина
металлических и стеклянных труб равна
приблизительно 8—11 диаметрам, а длина
труб из эластомеров — только 2—4 диа-
метрам.
Таблица 2-1
Допустимые величины отношения D/t
и соответствующего отношения
L^/D для цилиндров
Материал D/t
Медь при 20е С 84 10
Медь при 500° С 58 8,5
Никель при 20е С 100 11
Никель при 500® С 90 10,5
Алюминий при 20° С 70 9
Алюминий при 500® С 62 8,7
Нержавеющая сталь при 20° С 105 11,6
Нержавеющая ста чь при 500® С 89 10,5
Стекло (твердое) при 20® С 70 9
Резина (неопрен) при 20® С 2,5 1,7*
Тефлон 12 3,8
Поливинилхлорид (Tygon) 3,7 2,1
* См. рис. 2-17.
Приняв величину р равной 0,3 (для
стекла ц=0,20-?-0,25, для металлов |1=
=0,254-0,33), получаем формулу макси-
мально допустимого давления Ра на цилин-
дрические камеры ♦:
где п — запас прочности, а К — поправоч-
ный коэффициент, зависящий от критиче-
* Более сложные формулы приведены
в работах [Л. 2—4].
21
Рис. 2-1. Основ-
ные размеры,» ис-
пользуемые при
расчете прочности
цилиндрических,
плоских и сфери-
ческих оболочек.
Рис. 2-3. Минимальная допустимая тол-
щина стенок стеклянных труб эллипти-
ческого сечения.
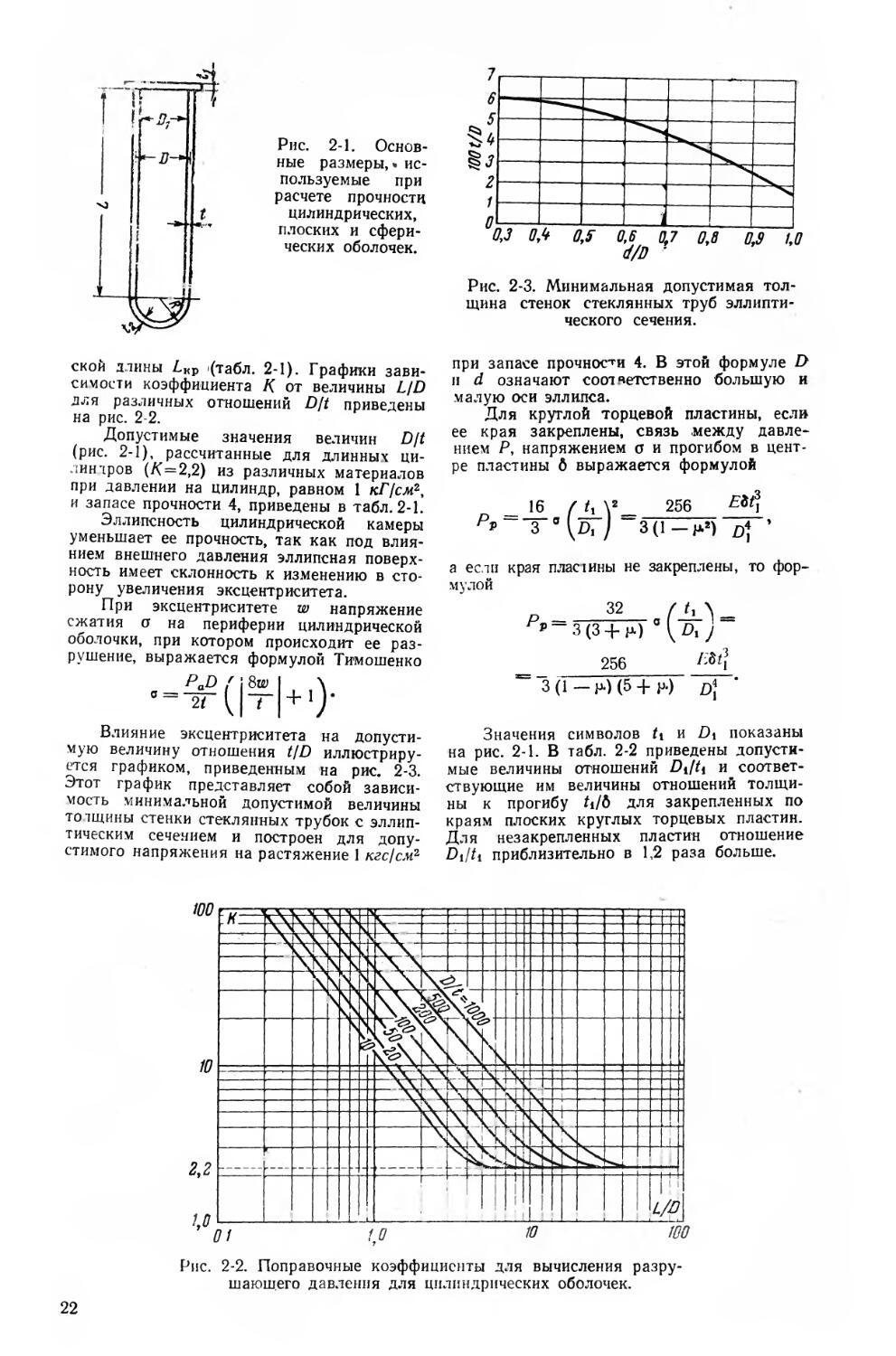
ской длины АКр «(табл. 2-1). Графики зави-
симости коэффициента К от величины L/D
для различных отношений D/t приведены
на рис. 2-2.
Допустимые значения величин D/t
(рис. 2-1), рассчитанные для длинных ци-
линдров ^=2,2) из различных материалов
при давлении на цилиндр, равном 1 кГ/см2,
и запасе прочности 4, приведены в табл. 2-1.
Эллипсность цилиндрической камеры
уменьшает ее прочность, так как под влия-
нием внешнего давления эллипсная поверх-
ность имеет склонность к изменению в сто-
рону увеличения эксцентриситета.
При эксцентриситете w напряжение
сжатия о на периферии цилиндрической
оболочки, при котором происходит ее раз-
рушение, выражается формулой Тимошенко
PaD ' j 8w
21 Ц t
Влияние эксцентриситета на допусти-
мую величину отношения t/D иллюстриру-
ется графиком, приведенным на рис. 2-3.
Этот график представляет собой зависи-
мость минимальной допустимой величины
толщины стенки стеклянных трубок с эллип-
тическим сечением и построен для допу-
стимого напряжения на растяжение 1 кгс!см2
при запасе прочности 4. В этой формуле D
и d означают соответственно большую и
малую оси эллипса.
Для круглой торцевой пластины, если
ее края закреплены, связь между давле-
нием Р, напряжением о и прогибом в цент-
ре пластины б выражается формулой
>6 ( <1 у_ 256 £Wj
pf 3-0 (dJ ’
а если края плас iины не закреплены, то фор-
мулой
32 / Ц \ _
pp = 3(3 + n)
256_________
~ "3 (1 — рО (5 + р.)
Значения символов G и D\ показаны
на рис. 2-1. В табл. 2-2 приведены допусти-
мые величины отношений и* соответ-
ствующие им величины отношений толщи-
ны к прогибу ti/b для закрепленных по
краям плоских круглых торцевых пластин.
Для незакрепленных пластин отношение
Di/ti приблизительно в 1,2 раза больше.
Рис. 2-2. Поправочные коэффициенты для вычисления разру-
шающего давления для цилиндрических оболочек.
22
Таблица 2-2
Допустимые величины (рис. 2-1)
отношений и соответствующие
им величины отношений толщины
к прогибу в центре h/t для
закрепленных по краям плоских
круглых торцевых пластин при
запасе прочности 4
Материал DtJti Ъ'Ъ
Медь 52 15
Никель 73 8
Алюминий 37 57
Нержавеющая сталь 89 3
Бериллий 25 500
Стекло (твердое) 16 117
Резина (неопрен) 10 0,2
Плексиглас 30 —
Тефлон 14 9
Слюда 58 15
Минимальная толщина плоских окон
приведена в табл. 7-5.
Для полусферических торцевых стенок
величина разрушающего давления Ph вы-
ражаемся формулой
Ph /3(1—р.2)
Допустимые величины отношения R/t2
(см. рис. 2-1) при Рл==1 кгс/см2 и запасе
прочности 4 для полусферических торцевых
стенок из различных материалов приведе-
ны в табл. 2-3.
Т а бли ц а 2 3
Допустимые величины отношений R't2
(рис. 2-1) для полусферических
торцевых стенок
Материал R/t,
Медь 600
Никель 780
Алюминий 470
Нержавеющая сталь 830
Стекло (твердое 470
Резина (неопрен. 30
Если торцевая стенка имеет не полу-
сферическую, а эллипсоидальную форму, то
допустимая величина отношения R/t2 боль-
ше и определяется путем умножения на ко-
эффициент х. Величина коэффициента х
может быть определена с помощью графи-
ка, приведенного на рис. 2-4, на котором
а[Ь есть отношение радиусов полусферы и
эллипсоида.
Конические торцевые стенки в зависи-
мости от величины угла при вершине кону-
са можно рассматривать либо как цилин-
дрические, либо как плоские. Если угол при
вершине конуса менее 45°, то механическая
Рис. 2-4. Поправоч-
ные коэффициенты
для эллиптических
торцев.
•прочность конической торцевой стенки мо-
жет рассчитываться по формуле для ци-
линдрических труб. При этом за диаметр
эквивалентного цилиндра следует прини-
мать наибольший диаметр конуса, а за дли-
ну — высоту конуса. Если угол при верши-
не конуса лежит в пределах от 45 до 120°,
то коническую торцевую стенку можно рас-
сматривать как цилиндрическую, имеющую
как диаметр, так и длину, равную наиболь-
шему диаметру конуса. Наконец, если угол
при вершине конуса превышает 120°, то ко-
ническую торцевую стенку можно считать
плоской.
Проницаемость для газов. Металличе-
ские, стеклянные и резиновые стенки ва-
куумных камер и трубопроводов в большей
или меньшей степени проницаемы для га-
зов (разд. 1, § 2-2). Количество проникаю-
щего газа может быть при этом значитель-
ным, например в случае пористых мате-
риалов (керамики или литья металла),
или весьма малым, например при диффузии
газа сквозь сплошные («беспористые»)
стенки.
Проницаемость элементов вакуумных
систем — явление нежелательное, за исклю-
чением гех случаев, когда она использует-
ся для регулируемого напуска в вакуумную
систему определенного газа (разд. 6, §1-4).
Процесс проникновения газа начинает-
ся с сорбции газа поверхностью стенки, на-
ходящейся со стороны более высокого дав-
ления. Затем газ растворяется в поверх-
ностном слое стенки, диффундирует (вслед-
ствие градиента концентраций) в сторону
поверхности, находящейся на вакуумной
стороне, и там десорбируется, в результате
чего попадает в вакуумную систему [Л. 27].
Проницаемость зависит от механизма про-
никновения, материала стенки, ее темпера-
туры и рода газа, участвующего в этом
процессе.
Механизм проникновения газа может
быть атомарным и молекулярным. Проницае-
мость металлов для водорода возрастает
пропорционально корню квадратному из ве-
личины давления; это явление объясняется
диссоциацией молекулярного водорода на
атомы и проникновением атомов сквозь ме-
талл. При десорбции на стороне низкого
давления происходит рекомбинация атомов,
и в вакуумную камеру попадает водород
в молекулярной форме. Скорость проникно-
вения водорода через стекла и эластомеры
пропорциональна давлению, так как в этом
случае он проникает в молекулярной форме.
При проникновении сквозь металличе-
скую стенку атмосферных газов инертные
23
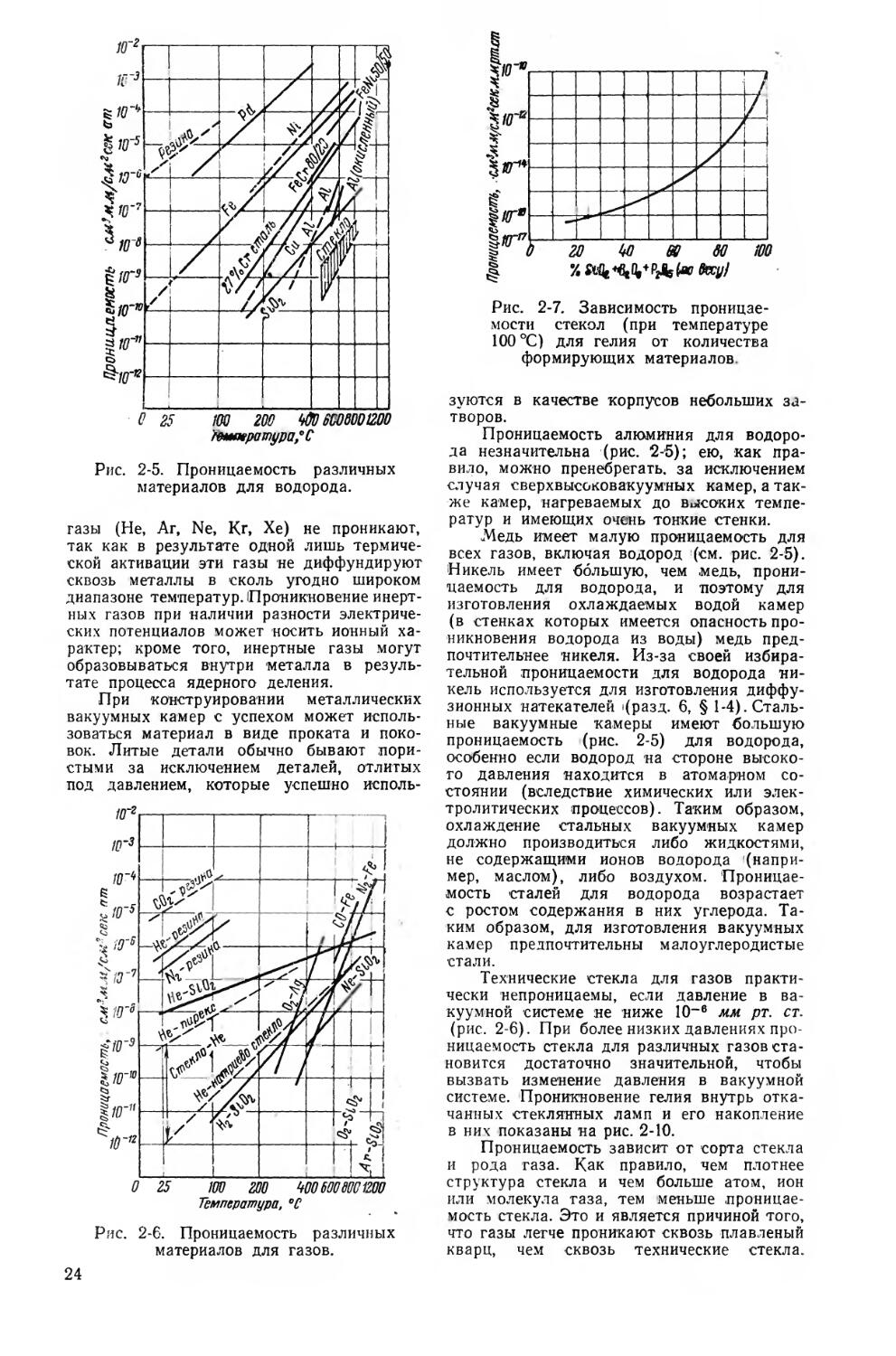
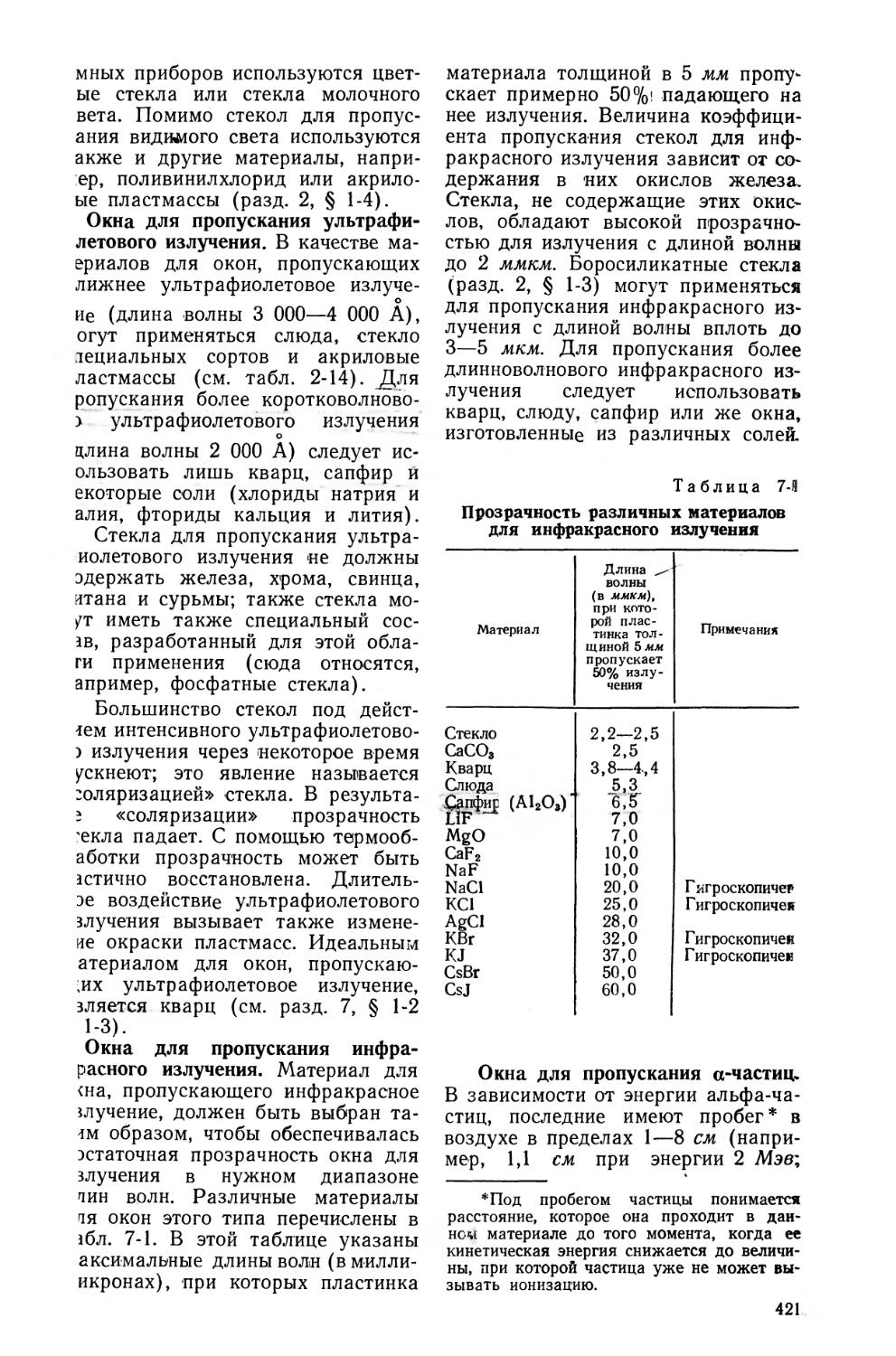
Рис. 2-5. Проницаемость различных
материалов для водорода.
газы (Не, Аг, Ne, Кг, Хе) не проникают,
так как в результате одной лишь термиче-
ской активации эти газы не диффундируют
сквозь металлы в сколь угодно широком
диапазоне температур. Проникновение инерт-
ных газов при наличии разности электриче-
ских потенциалов может носить ионный ха-
рактер; кроме того, инертные газы могут
образовываться внутри -металла в резуль-
тате процесса ядерного деления.
При конструировании металлических
вакуумных камер с успехом может исполь-
зоваться материал в виде проката и поко-
вок. Литые детали обычно бывают пори-
стыми за исключением деталей, отлитых
под давлением, которые успешно исполь-
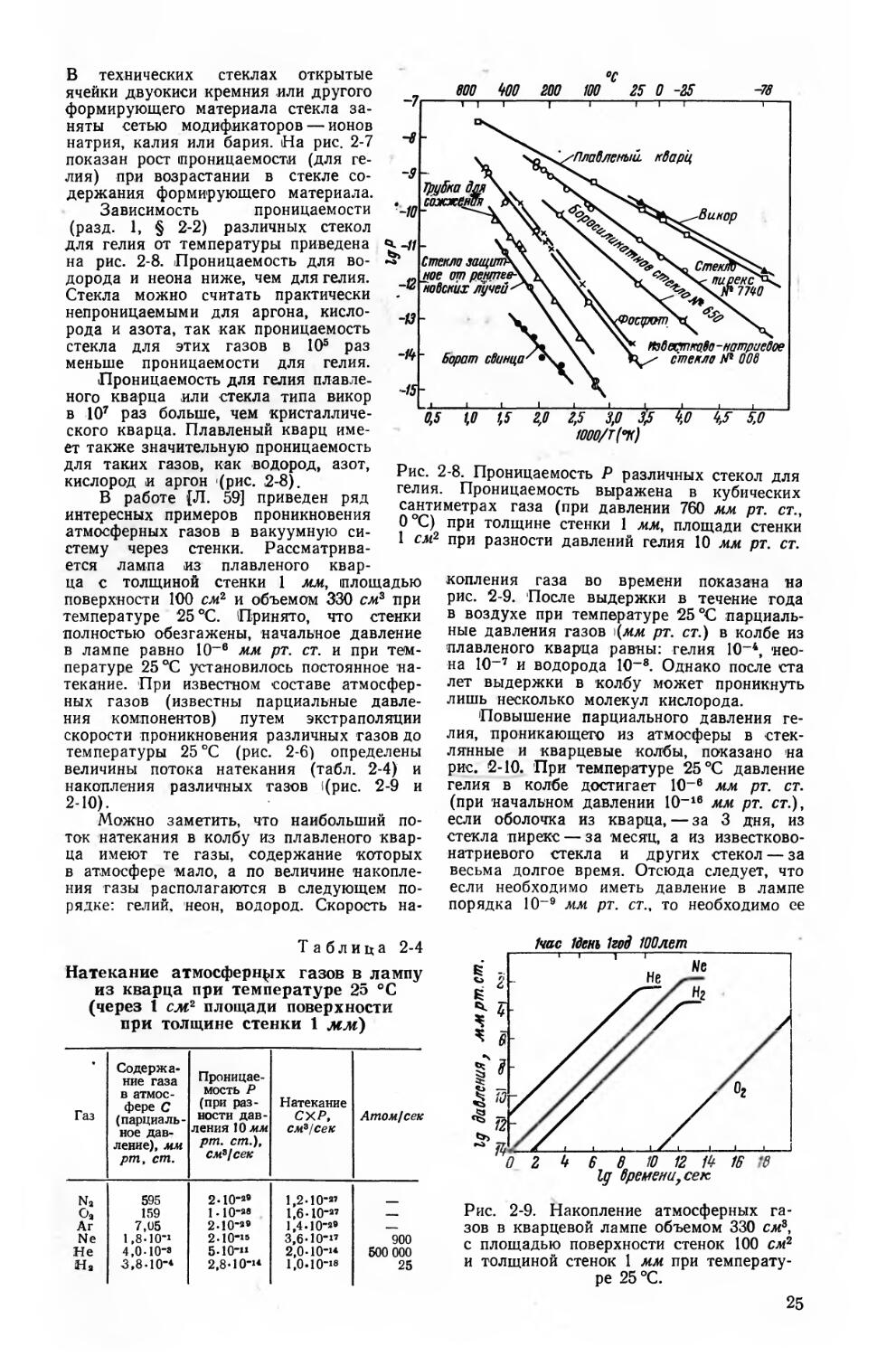
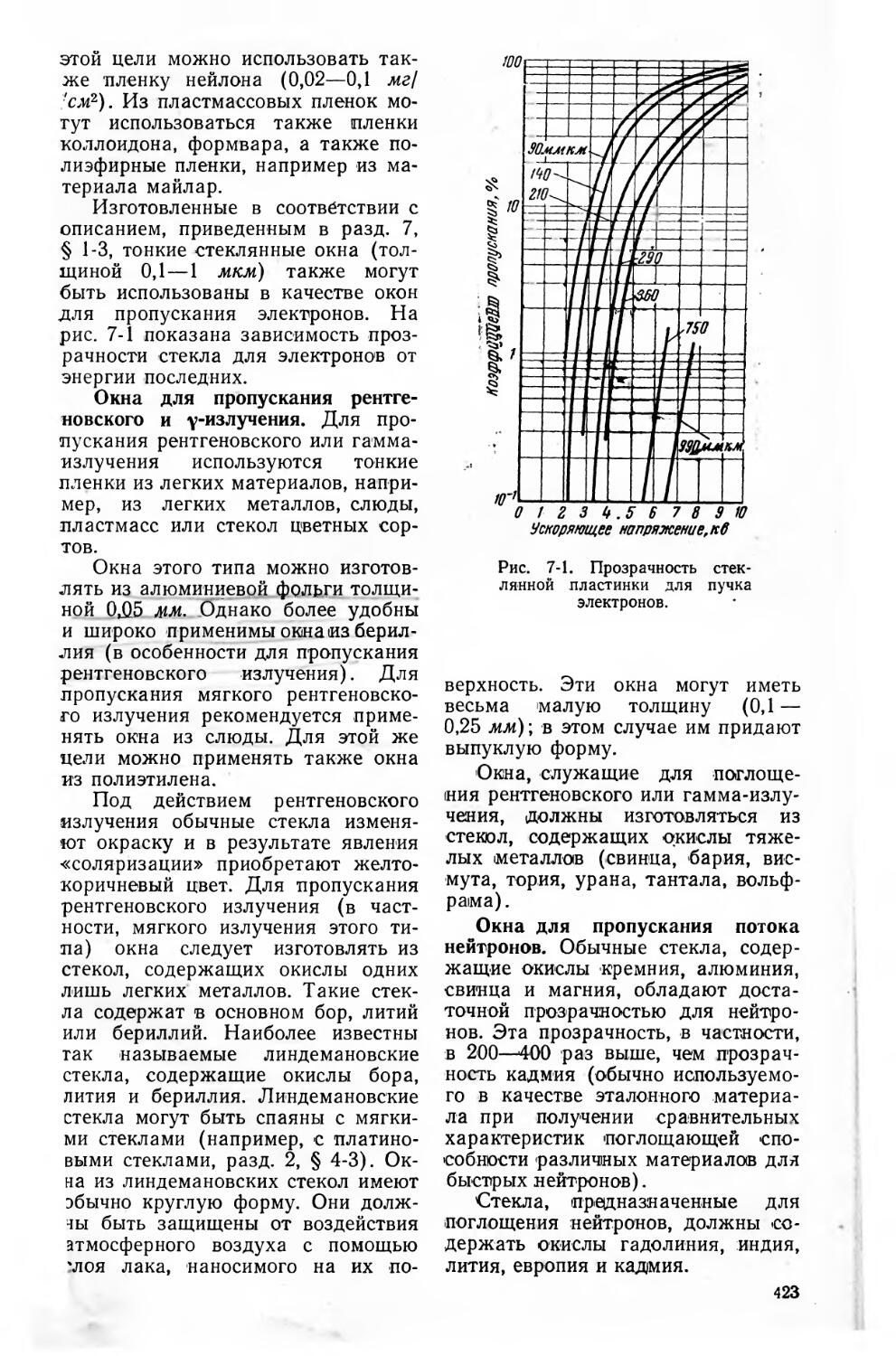
Рис. 2-6. Проницаемость различных
материалов для газов.
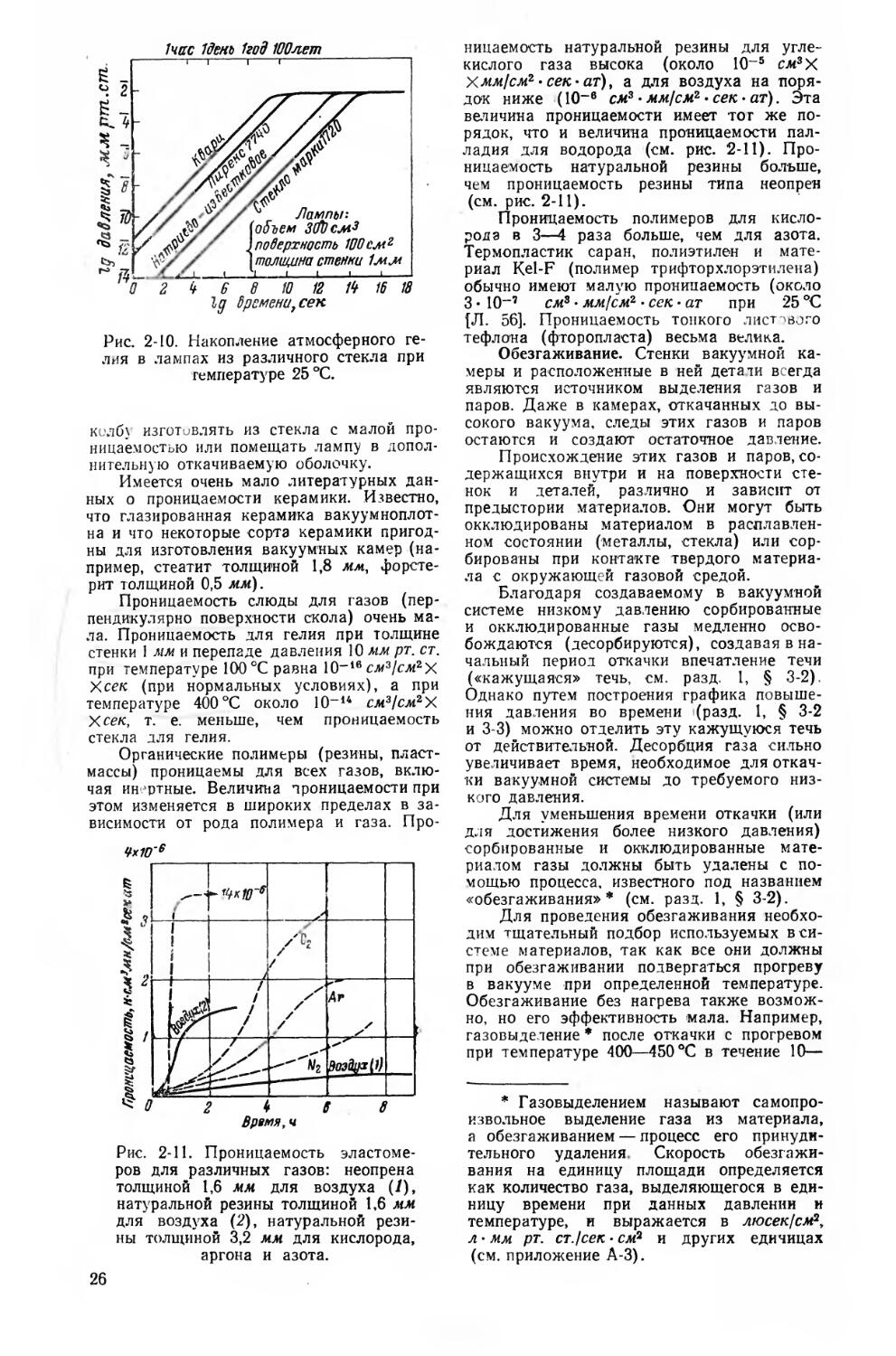
Рис. 2-7. Зависимость проницае-
мости стекол (при температуре
100 °C) для гелия от количества
формирующих материалов.
зуются в качестве корпусов небольших за-
творов.
Проницаемость алюминия для водоро-
да незначительна (рис. 2-5); ею, как пра-
вило, можно пренебрегать, за исключением
случая сверхвысоковакуумных камер, а так-
же камер, нагреваемых до высоких темпе-
ратур и имеющих очень тонкие стенки.
Медь имеет малую проницаемость для
всех газов, включая водород (см. рис. 2-5).
Никель имеет большую, чем медь, прони-
цаемость для водорода, и поэтому для
изготовления охлаждаемых водой камер
(в стенках которых имеется опасность про-
никновения водорода из воды) медь пред-
почтительнее никеля. Из-за своей избира-
тельной проницаемости для водорода ни-
кель используется для изготовления диффу-
зионных натекателей |(разд. 6, § 1-4). Сталь-
ные вакуумные камеры имеют большую
проницаемость (рис. 2-5) для водорода,
особенно если водород на стороне высоко-
го давления находится в атомарном со-
стоянии (вследствие химических или элек-
тролитических процессов). Таким образом,
охлаждение стальных вакуумных камер
должно производиться либо жидкостями,
не содержащими ионов водорода (напри-
мер, маслом), либо воздухом. Проницае-
мость сталей для водорода возрастает
с ростом содержания в них углерода. Та-
ким образом, для изготовления вакуумных
камер предпочтительны малоуглеродистые
стали.
Технические стекла для газов практи-
чески непроницаемы, если давление в ва-
куумной системе не ниже 10~6 мм рт. ст.
(рис. 2-6). При более низких давлениях про-
ницаемость стекла для различных газов ста-
новится достаточно значительной, чтобы
вызвать изменение давления в вакуумной
системе. Проникновение гелия внутрь отка-
чанных стеклянных ламп и его накопление
в них показаны на рис. 2-10.
Проницаемость зависит от сорта стекла
и рода газа. Как правило, чем плотнее
структура стекла и чем больше атом, ион
или молекула газа, тем меньше проницае-
мость стекла. Это и является причиной того,
что газы легче проникают сквозь плавленый
кварц, чем сквозь технические стекла.
24
В технических стеклах открытые
ячейки двуокиси кремния или другого
формирующего материала стекла за-
няты сетью модификаторов — ионов
натрия, калия или бария. На рис. 2-7
показан рост (проницаемости (для ге-
лия) при возрастании в стекле со- ~9
держания формирующего материала.
Зависимость проницаемости --до
(разд. 1, § 2-2) различных стекол
для гелия от температуры приведена
на рис. 2-8. Проницаемость для во-
дорода и неона ниже, чем для гелия.
Стекла можно считать практически
непроницаемыми для аргона, кисло-
рода и азота, так как проницаемость
стекла для этих газов в 105 раз
меньше проницаемости для гелия.
Проницаемость для гелия плавле-
ного кварца или стекла типа викор
в 107 раз больше, чем кристалличе-
ского кварца. Плавленый кварц име-
ет также значительную проницаемость
для таких газов, как водород, азот,
кислород и аргон (рис. 2-8).
В работе (Л. 59] приведен ряд
интересных примеров проникновения
атмосферных газов в вакуумную си-
стему через стенки. Рассматрива-
ется лампа из плавленого квар-
ца с толщиной стенки 1 мм, площадью
поверхности 100 см2 и объемом 330 см3 при
температуре 25 °C. Принято, что стенки
полностью обезгажены, начальное давление
в лампе равно 10-6 мм рт. ст. и при тем-
пературе 25 °C установилось постоянное на-
текание. При известном составе атмосфер-
ных газов (известны парциальные давле-
ния компонентов) путем экстраполяции
скорости проникновения различных газов до
температуры 25 °C (рис. 2-6) определены
величины потока натекания (табл. 2-4) и
накопления различных газов 1(рис. 2-9 и
2-10).
Можно заметить, что наибольший по-
ток натекания в колбу из плавленого квар-
ца имеют те газы, содержание которых
в атмосфере мало, а по величине накопле-
ния газы располагаются в следующем по-
рядке: гелий, неон, водород. Скорость на-
Рис. 2-8. Проницаемость Р различных стекол для
гелия. Проницаемость выражена в кубических
сантиметрах газа (при давлении 760 мм рт. ст.,
0 °C) при толщине стенки 1 мм, площади стенки
1 см2 при разности давлений гелия 10 мм рт. ст.
копления газа во времени показана на
рис. 2-9. После выдержки в течение года
в воздухе при температуре 25 °C парциаль-
ные давления газов \(мм рт. ст.) в колбе из
плавленого кварца равны: гелия 10~4, нео-
на 10-7 и водорода 10~8. Однако после ста
лет выдержки в колбу может проникнуть
лишь несколько молекул кислорода.
Повышение парциального давления ге-
лия, проникающего из атмосферы в стек-
лянные и кварцевые колбы, показано на
рис. 2-10. При температуре 25 °C давление
гелия в колбе достигает 10-6 мм рт. ст.
(при начальном давлении 10~16 мм рт. ст.),
если оболочка из кварца, — за 3 дня, из
стекла пирекс — за месяц, а из известково-
натриевого стекла и других стекол — за
весьма долгое время. Отсюда следует, что
если необходимо иметь давление в лампе
порядка 10-9 мм рт. ст., то необходимо ее
Т а б лица 2-4
Натекание атмосферных газов в лампу
из кварца при температуре 25 °C
(через I см2 площади поверхности
при толщине стенки 1 мм)
Газ Содержа- ние газа в атмос- фере С (парциаль- ное дав- ление), мм рт, ст. Проницае- мость Р (при раз- ности дав- ления 10 леи рт. ст.), см*[сек Натекание СХР, смъ1сек Атом/сек
Na 595 2-10-а9 1,2-Ю-з’
Оа 159 1-10-38 1,6-Ю-з’
Аг 7,05 2-Ю-з» 1,4-10-2»
Ne 1,8-10-1 2-10-15 3,6-10-1’ 900
Не 4,0-10-8 5-10-и 2,0-10-1* 500 000
Ня 3,8-10-* 2,8-10-к 1,0.10-18 25
Рис. 2-9. Накопление атмосферных га-
зов в кварцевой лампе объемом 330 см3,
с площадью поверхности стенок 100 см2
и толщиной стенок 1 мм при температу-
ре 25 °C.
25
Рис. 2-10. Накопление атмосферного ге-
лия в лампах из различного стекла при
температуре 25 °C.
колбх изготовлять из стекла с малой про-
ницаемостью или помещать лампу в допол-
нительную откачиваемую оболочку.
Имеется очень мало литературных дан-
ных о проницаемости керамики. Известно,
что глазированная керамика вакуумноплот-
на и что некоторые сорта керамики пригод-
ны для изготовления вакуумных камер (на-
пример, стеатит толщиной 1,8 Л£ж, форсте-
рит толщиной 0,5 мм).
Проницаемость слюды для газов (пер-
пендикулярно поверхности скола) очень ма-
ла. Проницаемость для гелия при толщине
стенки 1 мм и перепаде давления 10 мм рт. ст.
при температуре 100 °C равна 10~16 см3!см2Х
Хсек (при нормальных условиях), а при
температуре 400 °C около 10-14 см31см2Х
Хсек, т. е. меньше, чем проницаемость
стекла для гелия.
Органические полимеры (резины, пласт-
массы) проницаемы для всех газов, вклю-
чая инертные. Величина проницаемости при
этом изменяется в широких пределах в за-
висимости от рода полимера и газа. Про-
Рис. 2-11. Проницаемость эластоме-
ров для различных газов: неопрена
толщиной 1,6 мм для воздуха (/),
натуральной резины толщиной 1,6 мм
для воздуха (2), натуральной рези-
ны толщиной 3,2 мм для кислорода,
аргона и азота.
ницаемость натуральной резины для угле-
кислого газа высока (около 10“5 см3Х
Хмм/см2 • сек - ат), а для воздуха на поря-
док ниже (10-6 см3 - мм/см2 • сек - ат). Эта
величина проницаемости имеет тог же по-
рядок, что и величина проницаемости пал-
ладия для водорода (см. рис. 2-11). Про-
ницаемость натуральной резины больше,
чем проницаемость резины типа неопрен
(см. рис. 2-11).
Проницаемость полимеров для кисло-
рода в 3——4 раза больше, чем для азота.
Термопластик саран, полиэтилен и мате-
риал Kel-F (полимер трифторхлорэтилена)
обычно имеют малую проницаемость (около
3 • 10”7 см3 - мм/см2 - сек • ат при 25 °C
‘[Л. 56]. Проницаемость тонкого листового
тефлона (фторопласта) весьма велика.
Обезгаживание. Стенки вакуумной ка-
меры и расположенные в ней детачи всегда
являются источником выделения газов и
паров. Даже в камерах, откачанных до вы-
сокого вакуума, следы этих газов и паров
остаются и создают остаточное давление.
Происхождение этих газов и паров, со-
держащихся внутри и на поверхности сте-
нок и деталей, различно и зависит от
предыстории материалов. Они могут быть
окклюдированы материалом в расплавлен-
ном состоянии (металлы, стекла) или сор-
бированы при контакте твердого материа-
ла с окружающей газовой средой.
Благодаря создаваемому в вакуумной
системе низкому давлению сорбированные
и окклюдированные газы медленно осво-
бождаются (десорбируются), создавая в на-
чальный период откачки впечатление течи
(«кажущаяся» течь, см. разд. 1, § 3-2).
Однако путем построения графика повыше-
ния давления во времени ((разд. 1, § 3-2
и 3-3) можно отделить эту кажущуюся течь
от действительной. Десорбция газа сильно
увеличивает время, необходимое для откач-
ки вакуумной системы до требуемого низ-
кого давления.
Для уменьшения времени откачки (или
для достижения более низкого давления)
сорбированные и окклюдированные мате-
риалом газы должны быть удалены с по-
мощью процесса, известного под названием
«обезгаживания» * (см. разд. 1, § 3-2).
Для проведения обезгаживания необхо-
дим тщательный подбор используемых в си-
стеме материалов, так как все они должны
при обезгаживании подвергаться прогреву
в вакууме при определенной температуре.
Обезгаживание без нагрева также возмож-
но, но его эффективность мала. Например,
газовыделение * после откачки с прогревом
при температуре 400—450 °C в течение 10—
* Газовыделением называют самопро-
извольное выделение газа из материала,
а обезгаживанием — процесс его принуди-
тельного удаления. Скорость обезгажи-
вания на единицу площади определяется
как количество газа, выделяющегося в еди-
ницу времени при данных давлении и
температуре, и выражается в люсек/см?*
л - мм рт. ст./сек • см2 и других единицах
(см. приложение А-3).
26
Рис. 2-12. Зависимость растворимости газов в металлах от тем-
пературы.
20 ч в 105—106 раз меньше, чем после откач-
ки в течение такого же периода времени,
но без прогрева.
Внутри металлов и на их поверхности
всегда имеются сорбированные или окклю-
дированные газы. Количество растворенно-
го в газе металла зависит от рода металла,
металлургического процесса, при-
менявшегося при его производстве,
и предварительной обработки, ко-
торой металл подвергался. Количе-
ство поверхностно сорбированного
газа зависит от площади поверх-
ности (величины кажущейся и
истинной поверхности, см. в табл.
2-6), рода присутствующих паров
и температуры материала.
Содержание газа в металлах
обычно выражается в еж3 газа при
нормальных условиях на 100 гили
на см3 металла. На рис. 2-Г2 при-
ведены зависимости растворимо-
стей газов в металлах от темпе-
ратуры.
Явления и закономерности,
связанные с растворимостью газов
в металлах, могут быть подытоже-
ны следующим образом.
Инертные газь? не растворя-
ются в металлах____ни при какой
температуре.
Водород образует истинные
растворы С алюминием, хромом,
кобальтом, медью, железом, мо-
либденом, никелем, платиной, се-
ребром и вольфрамом, причем
растворенный в этих металлах газ
находится в атомарном состоянии.
Азот нерастворим в меди, зо-
лоте 'и серебре, но растворим
в алюминии, железе, молибдене и
вольфраме.
Кислород растворим в кобаль-
те, меди и особенно в серебре.
В ряде опубликованных ра-
бот (Л. 57] по скорости свободно-
го газовыделения с обычных (т. е.
загрязненных) металлических по-
верхностей указывается, что ско-
рость газовыделения приблизительно обрат-
но пропорциональна времени (по крайней
мере, в течение первых десяти часов откач-
ки). Скорость газовыделения с неподготов-
ленных поверхностей металлов в начале обез-
гаживания составляет около 10-7 л-ммХ
Хрт. ст./сек • см2 и падает в процессе откачки
1
$
£
<0~5~
S -
7-
5-
2 _ Крр^ийорганическая резина
10 15 202530 60 120 180240 600
Время, мин
Рис. 2-13. Зависимость от времени скорости газовы-
деления из различных материалов в вакууме при
комнатной температуре.
27
Т а б л и ца 2-5
Газовы деление из никелевых образцов (в произвольных единицах)
Предыстория образца Полное газовыде- ление н2 Н,О со + n2 со2
После обезжиривания 3 000 1 050 340 2 300 570
Прокалка в водороде; хранение в сухой среде Прокалка в водороде; касание руками 270 50 15 45 50
6 000 1 800 348 * 1 400
Прокалка в водороде и обезжиривание 590 220 15 НО 70
после касания руками Прокалка в водороде; касание резиновыми 800 300 250 300 НО
напальчниками Прокалка в водороде; касание свеже- очищенными хлопчатобумажными пер- чатками Предварительное прокаливание на воздухе 1 150 550 60 800 200
1 100 62 ПО * 380
Очистка травлением в кислоте 290 120 * * 55
Примечание. * обозначает, что измерения не проводились.
(рис. 2-13). Зависимость скорости газовы-
деления Кп от времени откачки имеет вид:
lh
где Л’1 — скорость газовыделения в начале
откачки, л • мм рт. ст.!сек • см2\ th — вре-
мя, ч, и а — показатель степени, величина
которого лежит в пределах от 0,7 до 2, но
часто близка к единице. Эта формула дает
хорошее приближение к действительности
для /л<10 ч. Время откачки при обезгажи-
вании может быть уменьшено путем пред-
варительной подготовки -материалов.
Предварительная подготовка включает
в себя операции обезжиривания, очистки,
отжига, а также предусматривает методику
хранения и обращения с деталями во вре-
мя их монтажа. Результаты влияния пред-
варительной подготовки на выделение газа
из никелевых образцов (при нагреве до
850 °C) показаны в табл. 2-5. В процессе
обезгаживания из никеля выделяется боль-
шое количество газов, если в процессе
предварительной обработки он обезжири-
вался в органических растворителях, под-
вергался ультразвуковой очистке и промы-
вался деминерализованной (деионизован-
ной) водой (табл. 2-5). Выделение газа из
обезжиренных образцов никеля, подвергну-
тых кислотной очистке (в смеси соляной,
азотной и уксусной кислот) с последующей
промывкой в деминерализованной воде и
сушкой на воздухе, очень мало. Для меди
величины газовыделения относятся как
7:6:1 соответственно для трех следующих
случаев: 1) поверхность меди предвари-
тельно не обрабатывалась; 2) поверхность
обезжиривалась; 3) поверхность обезжири-
валась и подвергалась кислотной очистке.
Содержание газа в никелевых образцах
очень сильно снижается в результате отжи-
га во влажном водороде (1 150 °C, 4 ч)
(табл. 2-5). Последующий отжиг на возду-
хе (1050 °C) снова повышает содержание
28
газа, вероятно, благодаря образованию по-
верхностных окислов.
Хранение на открытом воздухе или
в контейнерах с осушителем не оказывает
влияния на обезжиренные и отожженные
в водороде образцы; однако при хранении
образцов, подвергнутых кислотной очистке,
содержание газа в них увеличивается
(табл. 2-5). Прикосновение к образцам
резиновыми напальчниками или хлопчато-
бумажными перчатками лишь незначитель-
но увеличивает содержание в них газа.
Сорбированные газы могут быть эффек-
тивно удалены путем прогрева металла
в вакууме или в газе, который не реаги-
рует с данным металлом. Обычно для это-
го используется водород, так как он одно-
временно восстанавливает имеющиеся окис-
лы, а в дальнейшем может быть легко уда-
лен из металла благодаря высокой про-
ницаемости (см. рис. 2-5 и 2-6). По су-
ществу обезгаживание может происходить
в процессе плавки исходного материала,
при предварительном обезгаживании отдель-
ных деталей (в водородных или вакуумных
печах) или путем прогрева собранной си-
стемы в процессе ее откачки. Так как про-
ницаемость резко возрастает с повышением
температуры, то с целью уменьшения вре-
мени, необходимого для проведения про-
цесса обезгаживания, желательно вести
этот процесс при возможно более высокой
температуре. Верхний предел температуры
обезгаживания определяется механической
прочностью при температуре прогрева или
температурой плавления и давлением па-
ров металла (см. приложение Б-2 и Б-4).
На рис. 2-14 приведены теоретические
кривые для десорбции воды при различных
температурах в пределах от 25 до 150 °C.
При температуре выше 150 °C часть физи-
чески сорбированной воды переходит в хе-
мосорбированное состояние. Эта хемосор-
бированная вода начинает десорбироваться
со значительной скоростью только при тем-
пературах, близких к 500 °C. При исполь-
Рис. 2-14. Теоретические кривые де-
сорбции воды при различных темпе-
ратурах.
зовании величин, полученных из графика
(рис. 2-14), необходимо помнить, что дей-
ствительная площадь поверхности металлов
часто очень сильно отличается от кажущей-
ся. Отношения этих поверхностей для ряда
металлов приведены в табл. 2-6.
Таблица 2-6
Отношения истинной и кажущейся
площадей поверхности для
различных металлов
Металл
Отноше-
ние
Платиновая фольга 2
Платиновая фольга (очищенная 3
кислотой) Никель (прокатанный) 6
Алюминий (очень тонкая фольга) 6
Нержавеющая сталь (лист толщи- 8
ной 1 мм) Никель (после длительной поли- 10
ровки) Медь (лист толщиной 1 мм) 14
Никель после попеременного окис- 46
ления и восстановления
Никель (очищенный кислотой) 50
Никель (недавно отполированный) 75
Алюминиевая фольга (толщиной 900
20 мкм) анодированная (разд. 7, § 1-3)
Платиновая фольга (дополнительно 1 800
платинированная)
Для успешного обезгаживания темпе-
ратура металлических деталей и оболочек
доводится до 400—-500 °C для меди и алю-
миния и до 950 для железа, никеля, и
cfSffTT Очевидно, что при уплотнетйЭТЙГЙль-
ных камер медными и алюминиевыми про-
кладками верхний температурный предел
Рис. 2-15. Время обезгажива-
ния листового металла толщи-
ной 0,1 мм.
прогрева определяется материалом про-
кладок.
Время, необходимое для процесса обез-
гаживания путем прогрева, зависит от ме-
таллургической предыстории металла; это
время уменьшается с ростом температуры
обезгаживания. На рис. 2-15 приведены гра-
фики, дающие представление о необходи-
мом времени (в часах) для обезгаживания
листового металла толщиной 0,1 мм до сни-
жения содержания в нем газа до 5% от
исходной величины. Для других толщин &
(в мм) время обезгаживания /75Пна 95%
вычисляется по формуле
Необходимый для обезгаживания на-
грев обычно обеспечивается большой печью,
в которую помещают вакуумную систему.
Для прогрева труб малого диаметра могут
использоваться также ленточные нагрева-
тели. В литературе упоминается также
[Л. 75] о методе прогрева путем пропуска-
ния через стенки системы тока (например,
2 000 а).
Стекла обычно содержат сорбирован-
ные газы и пары, в частности, пары воды.
Кроме воды, в стекле и на его поверхности
содержатся водород, азот, кислород и дву-
окись углерода.
Температура У°С
Рис. 2-16. Температурная зависи-
мость газовыделения из различных
стекол.
29
Из стекла выделяются только сорби-
рованные газы и пары, так как давление
паров самого стекла чрезвычайно низко
(Ю-25_ Ю-15 мм рТ СТ у
При нагреве стекла в вакууме до тем-
пературы 150 QC выделяется большая часть
сорбированных газов и паров воды. Кривые
газовыделения (рис. 2-16) имеют максимум
дтя известково-натриевых стекол при 140 °C
(см. табл. 2-10). для свинцовых стекол при
175 °C и для боросизикагных стекол при-
мерно при 300 °C. При еще более высоких
температурах газовыделение уменьшается,
но когда температура превосходит 350—
450 °C, начинается дополнительное газовы-
дезение в результате разложения стекла.
Обычно количество выделяющихся из
стекол газов возрастает с увеличением со-
держания в них щелочей, поэтому из свин-
цовых стекол газов (и особенно паров во-
ды) выделяется меньше, чем из стекла дру-
гих сортов. Величины газосодержания и га-
зовыдезения зависят также от ряда других
факторов, например таких, как «возраст»
стекла, влияние атмосферных газов -при его
хранении, метод очистки. Обычная техноло-
гия сборки стеклянных систем состоит из
очистки стеклянных трубок и их спаивания.
Так как при плавлении стекла образуются
новые частицы загрязнения, которые не
удаляются при вакуумном прогреве, а уда-
ляются лишь пои очистке, то правильная
технология сборки должна включать в себя
вторую очистку после спайки, но перед про-
гревом.
Следует отметить, что диффузия паров
воты из стекла в откачиваемый объем —
процесс обратимый. Для стекла данного
сорта при определенной температуре суще-
ствует равновесное давление паров воды
Если парциальное давление паров воды
в окружающем стекло пространстве больше
равновесного, то вода диффундирует обрат-
но в стекло, если парциальное давление
меньше, то вода диффундирует из стекла.
В результате этого прогрев в среде сухого
газа приводит к той же степени освобожде-
ния от воды, что и прогрев в вакууме.
Обычно температура обезгаживания
стекол бывает на 20—50 °C ниже темпера-
туры размягчения стекла (разд. 2, § 3-1);
таким образом, максимальная температура
обезгаживания свинцовых стекол приблизи-
тельно равна 400 °C, известково-натриевых
500 °C, боросиликатных — 600 °C (разд. 2,
§ 1-3).
Керамика обычно имеет очень /малую
скорость газовыделения, за исключением
случая, когда загрязнения (в результате
плохой очистки) находятся на поверхности,
При высокой температуре (около 800 °C) и
низком давлении (ниже 10-6 мм рт. ст.)
наблюдается непрерывное выделение из ке-
рамики кислорода, причиной которого явля-
ется разложение при таких условиях РегОз-
Слюда содержит 18% связанной воды,
а ее поверхность можно считать насыщен-
ной сорбированным газом. Рекомендуемые
методики очистки слюды различаются по
температуре и времени обработки. Так, на-
пример. рекомендуется прогрев слюды на
воздухе или в вакууме при температуре до
200 °C в течение 1—3 дней. Предложен так-
же прогрев в вакууме при температуре
450—500 °C в течение 8—15 ч или обезга-
живание при 675 °C в течение 16 мин.
Резина различных сортов выделяет
большое количество газов (особенно, если
она новая или имеет форму трубы и содер-
жит большое количество пластификаторов).
Было найдено [Л. 76], что давление паров
натуральной резины при температуре 20 °C
равно 10~3 мм рт. ст. и понижается до
10-5—10‘ 6 мм рт ст. при температуре от
—20 °C до —40 °C. Давление паров крем-
иийорганических резин ниже, а еще ниже
давление паров у специальных сортов ва-
куумных резин (например, резин хайкар,
неопрен, давление паров которых составляет
10-4 мм рт. ст. при 20°C).
На рис. 2-13 приведены графики скоро-
сти газовыделения из различных сортов ре-
зины и из ряда других материалов,
а в табл. 2-7 наряду со скоростями газовы-
деления приведены значения давления
паров.
Для получения низких скоростей газо-
выделения резина должна очищаться с по-
мощью 20%-ного раствора еткого кали при
температуре 70 QC с последующей промыв-
кой дистиллированной водой и сушкой чис-
тым воздухом или обезгаживаться в ва-
Таблица 2-7
Давление паров и скорость газов л деления из резич и пластмасс
Материал* Давление паров при 20* С, мм рт. ст. Скорость газов ^деления (после 3 ч откачки), л-мм рт. ст./с к-см2
Неопреновая резина 4-10-3 1-10-’—3-10-»
То же, но после очистки Кремнийорганическая рез тна ыо-4 2-10-’—3-10-’
2.10-4 2.10-’—7-10-’
Тефлон 3-10-3 4-10-»—3-10-’
Хостафлон, витон Плексиглас —. 2.10-’—6-10-»
1—2. Ю“4 2-10-’—4-10-4
Полиэтилен 5*10~5 1.10-’—з-ю-4
Полистирол 4-10-5 2.10-’—9.10-’
Поливинилхлорид — —
Тайгон 2—6-10-8 4.10-7—2-10-’
Аралдит — 2.10-’—6-10-’
• Фирменные названия приведены в табл. 2-1Ф
30
кууме при температуре 70 °C в течение
4—5 ч. При использовании в вакуумной
системе чистой резины низшее достижи-
мое давление лежит в пределах 10-5—
10~6 мм рт. ст.
'Пластмассы, так же как и резины,
имеют большую скорость газовыделения,
поэтому их редко используют в вакуумных
системах с давлением ниже 10“4 мм рт. ст.
Исключением из этого правила, как следует
из табл. 2-7, являются политетрафторэтиле-
ны (тефлон, фторопласт и др.) и политри-
фторхлорэтилены (хостафлон и др.)
Имеются сведения (Л. 77], что в ряде слу-
чаев полиэтилен (см. табл. 2-14) также мо-
жет надежно применяться при давлениях
в области 10-6 мм рт. ст.
1-2 МЕТАЛЛИЧЕСКИЕ КАМЕРЫ
И ТРУБОПРОВОДЫ
Металлы широко используются
в качестве конструкционных мате-
риалов для вакуумных установок
(насосов, соединительных трубопро-
водов, вентилей и вакуумных ка-
мер). Ниже будут рассмотрены спе-
циальные требования, предъявляе-
мые к металлическим деталям, ис-
пользуемым в вакуумных системах,
однако при этом не будут затраги-
ваться вопросы конструирования
насосов и металлических трубопро-
водов.
В понятие «вакуумные камеры»
включается любой откачанный объ-
ем, как например: колбы электрон-
ных приборов, ртутные выпрямите-
ли, масс-спектрометры, установки
для вакуумного напыления, уста-
новки для вакуумной плавки, уста-
новки для вакуумной дистилляции
и сушки, ускорители заряженных
частиц, камеры для имитации кос-
мических условий и другие вакуум-
ные устройства. Для изготовления
этих вакуумных камер, а также
трубопроводов, подсоединяющих их
к насосам или манометрам, приме-
няются различные металлы и спла-
вы. Группы металлов и других ма-
териалов, используемых в различ-
ных областях вакуумной техники,
приведены в табл. 2-8.
Преимущества и недостатки ме-
таллов, используемых в качестве
материалов для изготовления ка-
1 а б л и ц а 2-Я
Рекомендации по использованию материалов для вакуумных камер
и трубопроводов
Материал При диапазоне давлений, мм рпг-ст.
760-1 1—10-8 10-3—10-5 Ю-5— ю-7 10-7—10-10
Сталь Хорошо Хорошо Хорошо Только после обезгаживания Только нержавею- щая сталь
Железо, медное и Хорошо Хорошо Плохо Плохо Плохо
алюминиевое ли- тье
Прокат меди и ее сплавов Хорошо Хорошо Хорошо Только После обезгаживания Только бескисло- родная марки OFHC
Никель и его спла- Хорошо Хорошо Хорошо Хорошо Хорошо
вы
Алюминий Хорошо Хорошо Только после обезгаживания Не рекомендуется
Стекло, кварц Хорошо Хорошо Хорошо | Хорошо при обезгаживания Только толстостен- ное
Керамика Хорошо Хорошо Только остеклованная Только специальные типы
Слюда Хорошо Хорошо Только после тщательного обезгаживания Не рекомендуется
Резина* Хорошо Хорошо Только обез- гаженнаа Плохо Плохо
Пластмасса* Хорошо Только специальные типы Только теф- лон или арал- дит Не рекомендуется
•См. табл. 2-7.
3F
мер, определяются их следующими
свойствами: механической проч-
ностью, газовыделением, коррозион-
ной стойкостью.
Основным требованием к любой
вакуумной камере является обеспе-
чение необходимого пространства
для размещения в нем деталей, ко-
торые должны находиться в отка-
чиваемом объеме (например, элек-
тродов, испарителей, экранов
и т. п.). В этом отношении метал-
лические камеры обладают преиму-
ществами и широко используются,
особенно когда требуются большие
рабочие объемы. Примером может
служить камера из нержавеющей
стали объемом 0,4 м3, откачивае-
мая до давления ниже ЗХ
X 10“10 мм рт. ст.
Вакуумные камеры должны вы-
держивать атмосферное давление;
вследствие этого крупногабаритные
камеры должны иметь толстые
стенки или должны изготавливаться
из высокопрочных материалов
(табл. 2-1—2-3). Очевидно, что пре-
имуществом металла является его
прочность и возможность точной
механической обработки.
С увеличением объема камеры
резко возрастет ее вес и толщина
стенок. При размерах выше некото-
рых критических прогрев камеры
становится чрезвычайно затрудни-
тельным. Выходом из положения
в таких случаях может служить ка-
мера с двумя оболочками. Наруж-
ная оболочка такой камеры может
не прогреваться; она может изго-
тавливаться из обычных металлов
(например, из малоуглеродистой
стали) и иметь толстые стенки, по-
зволяющие выдерживать атмосфер-
ное давление. Внутренняя оболочка,
например из нержавеющей стали,
может быть сделана очень тонкой,
так как пространство между обо-
лочками откачивается до некоторой
величины «охранного вакуума», и
внутренняя оболочка поэтому не
испытывает практически никакой
нагрузки (разд. 3, § 8-2). Таким
образом, масса внутренней оболоч-
ки значительно меньше, ее прогрев
облегчен и требует меньшего вре-
мени.
32
Материал, из которого изготов-
лена камера, должен иметь малое
давление паров при максимальной
рабочей температуре. Данные по
значениям давления паров собраны
в приложении Б-4. Некоторые ме-
таллы (Zn, Cd, Pb) при температу-
ре 400—500 °C имеют давление па-
ров, которое превосходит давление,
допустимое в высоковакуумных си-
стемах, и поэтому не могут быть
использованы. В сверхвысоковаку-
умной области выбор металлов
ограничен нержавеющими сталями,
сплавами с высоким содержанием
никеля и бескислородной медью
с высокой электропроводностью
марки OFHC. Применение стали
обычно нежелательно из-за того,
что она является магнитным мате-
риалом; если сталь все же исполь-
зуется, то необходимо соблюдать
осторожность, помня о проницаемо-
сти ее для водорода (разд. 2, § 1-1).
Газовыделение с поверхности
металла должно быть малым. Вви-
ду этого требования должны приме-
няться лишь предварительно обез-
гаженные металлы (разд. 2, § 1-1);
при этом площади как истинных,
так и кажущихся поверхностей
(табл. 2-6) должны быть минималь-
ными, а сами поверхности должны
тщательно очищаться. Рекоменду-
ется [Л. 78] очистка с помощью рас-
творителя (для растворения мине-
ральных масел и жиров) с после-
дующей промывкой щелочным рас-
твором (для удаления жиров, кото-
рые могут омыляться). Эффективна
также кислотная очистка.
Вакуумная камера не должна
быть проницаема для газов. Поэто-
му рекомендуется использовать
только прокатанный и кованый ме-
талл. Отливки для изготовления ва-
куумных оболочек обычно неприме-
нимы. Исключение составляют от-
ливки небольших размеров, полу-
ченные литьем под давлением или
центробежным литьем, а также де-
тали с покрытием, нанесенным
электролитическим или другим спо-
собом.
Вакуумная камера должна быть
коррозионностойксй (стойкость
к слабой коррозии — в атмосфере
Таблица 2-9
Коррозионная стойкость некоторых материалов
Материал
Воздействующее вещество Медь I Алюминий Сталь Монель Плавленый кварц Полиэтилен Поливинил- хлорид Саран Тефлон Буна N (син- 1 тетический каучук)
углеро- дистая хромистая нержавею- щая
HoSO4(10%) С с п п п X О О о о О О
NaCl(10%) II п п п п с X о о О о О
NO3H(10°/o) п с п X о п О о О О О с
Уксусная кислота (10%) с О п с X X О О о О О О
NaOH(10%) с п о о О о п о X с О X
NH4OH п X О о О п с О о п О о
Влажный сероводород п О с с X X X о О о о О
Влажный хлор п п II II п п X п X п О с
Влажный сернистый газ X X II п с п X о о X о о
Пары ртути II п X О О п О X X X X X
Бензол О О О О О О О п п с О о
Четыреххлористый угле- О О О О о о о п с с О с
род Ацетон о о О о о о О п п с о X
Спирт О О О о О о о п О О О О
Обозначения: О—отличная коррозионная стойкость,
X—хорошая, С—средняя, П—плохая.
лаборатории или завода; стойкость
к сильной коррозии — в металлур-
гии, биохимии и при ядерных ис-
следованиях). Коррозионная стой-
кость ряда материалов, применяе-
мых в вакуумных системах, приве-
дена в табл. 2-9.
Требования к металлическим
трубопроводам примерно те же, что
и к вакуумным камерам. Диаметр
трубопровода должен соответство-
вать величине газового потока
(разд. 1, § 2-1).
1-3. СТЕКЛЯННЫЕ (КВАРЦЕВЫЕ)
КАМЕРЫ И ТРУБОПРОВОДЫ
Стекло используется для изго-
товления оболочек большинства ва-
куумных приборов, таких как лам-
пы накаливания, электронные лам-
пы, рентгеновские трубки, газораз-
рядные приборы и пр. Стекло ис-
пользуется также для изготовления
вакуумных колпаков небольших на-
пылительных установок, реакторов
и соединительных трубопроводов
в лабораторных и опытных вакуум-
ных установках, диффузионных на-
сосов и вакуумных манометров.
Стекло является некристалличе-
ским материалом, не имеющим пра-
3—228
вильной внутренней структуры. Оно
твердо при обычной температуре и
почти жидко при высоких темпера-
турах (разд. 2, § 3-1). Оно не име-
ет определенной точки затвердева-
ния, но становится с понижением
температуры твердым, так как его
вязкость при этом быстро увеличи-
вается и достигает величины, кото-
рая для практических целей может
считаться бесконечной.
Основной составляющей частью
большинства стекол является дву-
окись кремния (SiO2); благодаря
различным добавкам, понижающим
температуру плавления, и модифи-
каторам можно получить стекла
с разнообразными свойствами.
В зависимости от этих дополнитель-
ных элементов стекла могут быть
классифицированы на несколько
групп так, что свойства стекол вну-
три одной группы будут близки.
Общая классификация делит стек-
ла на мягкие и твердые, причем эта
классификация производится по
температурной области, в которой
стекло достаточно мягко для обра-
ботки (рис. 2-45). Такая классифи-
кация представлена в табл. 2-10,
в которой в качестве примеров при-
водится ряд распространенных ма-
33
Таблица 2-10
Стекла, используемые в вакуумной технике
Тип Состав, вес. % Образцы
Стекло Коэффициент расши- рения 10“7eC Температура возник- новения напряже- ния, *С Температура отжига, •с Фирма-изго- товитель**
Свинцовые стек- SiO2; Minos 1650 88 415* Jena
ла РЬО-40—50; щелочи <10 Свинцовое W2 82 — 415 Moosbt
Свинцовые ще- SiO2; Железное 153 123 380 396 Sovirel
лочносиликатные РЬО-20—35; Свинцовое N 100 — 425* ! Moosbr
стекла шелочи<10 FeCr L14 98 360 430 GEC
Свинцовое К1А 95 — 425* Philips
Свинцовое 111 92 — 425* Philips
Мягкое свинцовое L1 91 340 430 GEC
Покрытое медью С12 91 380 435 BTH
Мягкое стекло 0010 91 397 428 Corning
Мягкое стекло 0120 89 400 433 Corning
123а М 88 — 425* Osram
Свинцовое GWB (GW2) 86 — 410 Chance
Свинцовое 3079 81 — 480* Jena
Натриевые изве- SiO2; СаО-5—12; В8 96 460 530 GEC
стковосилика гныс Х4 96 465 500 GEC
стекла щелочи 13—20 FeCr С 19 95 — 530 BTH
Bulb 0080 92 478 510 Corning
Magnezia 105 89 — 508* Osram
GW A (GW1) 87 — 530 Chance
Алюмоизвестко- SiOoj Железное RL 114 114 500 CEC
восиликатные А1А-3—10; Известковое С22 104 — 505 BTH
стекла СаО-6—12; Apparate Gias 584d 88 — 530* Osram
щелочи 8—23 Thermometer 16 80 495 537 Jena
Алюмобороизве- SiO2; Amber Ma 1 GEC
с тковос ил икатные В2О3-3—8; 75 400 580
стекла А12О3-3—10; СаО-6—12; 47 563 594 Изготовлено
щелочи 8—23 Mo. В. B. в СССР
Алюмобороизве- Как в преды- Mo. Г442_ 50 483 529 Jena
стковоцинковые дущем за ис-
стекла ключением СаО-3—12; ZnO-3—7 щелочи 8—14
Боросиликатные SiO2; В2О3>10 Коваровое С.40 48 455 505 BTH
стекла Вольфрамовое 1 38 540 580 GEC
А12О3<3 Duran 3891 111 37 516 567 Jena
Ще лоч ноборос ил и - SiO2; В2О3 > 10; Thermometer 7520 61 530 566 Corning
катные стекла Mo 637h 48 — 550* Osram
А12О3<6; Neutrohm E(MO) 48 — 505* Baccarat
щелочи 6—8 FeNiCo 756 48 — 5С0* Osram
Mo.H.H. 47 500 590 GEC
3072 (Geratte 20) 46 — 558* Jena
Clear Seal 7050 46 461 496 Corning
Mo. CH 45 500 575 BTH
Uran 3320 41 497 535 Corning
Вольфрамовое стекло C9 36 480 525 BTH
Нуsil GH1 33 513 556 Chance
Pyrex 7740 33 515 555 Corning
34
Продолжение табл. 2-10
Тип Состав, вес % Образцы
Стекло Коэффициент расши- рения 10-’/°С Температура возник- новения напряжения, Температура отжига, °C Фирма-изгото- витель**
Алюмо боросили- катные стекла SiO2; В2О3-5—20; А1?О3-3—20; щелочи<45 Коваровое GS3 Mo. Н 26 X Supremax 3058 46 33 600 725 738* GEC Jena
Свинцовобороси- ликатные стекла SiO2; В2О3-15—18; РЬО-4—7 Вольфрамовое 362а Nonex 7720 39 36 484 522* 518 Osram Corning
* Температура превращения при вязкости 1013»3 пуаз (разд. 2, § 3-1).
**BTH —The British Thopmson—Houston Co Ltd., Великобритания;
Chance —Chance Brothers Ltd.Glass Works, Великобритания;
GEC —Osram—GEC Gass Works, Великобритания;
Corning —Corning Glass Works, США;
Sovire.— Sovirei Co., Франция:
Os^am—Osram, ФРГ;
Moosbr — Moosbrunner Glasfabrik, Австрия;
Jena —Jenauer Glaswerk Schott u.Gen., ФРГ:
Philips —Philips, Голландия;
Baccarat—Cristailerie de Baccarat, Франция.
рок стекол. Подробные сведения об
обработке и свойствах стекол име-
ются в литературе [Л. 28—30}.
Стекло является хрупким мате-
риалом. Целесообразно рассмотреть
его основные свойства применитель-
но к факторам, обычно вызываю-
щим разрушение стекла. Такими
свойствами являются: механическая
прочность (на растяжение, изгиб,
удар); термические напряжения —
благодаря различному тепловому
расширению, нагреву, тепловому
удару; изменение состава — благо-
даря выветриванию, расстекловы-
ванию (см. разд. 2, § 3-2), химиче-
ским реакциям.
Стекло не деформируется пла-
стически перед разрушением, и при-
чиной его разрушения могут быть
только напряжения растяжения, но
не напряжения сдвига или сжатия.
Полезная прочность стекла со-
ставляет лишь небольшую часть от
его истинной прочности, что вызы-
вается концентрацией напряжений
в местах поверхностных дефектов.
3*
Этим же объясняется то, что при
кратковременных нагрузках стекло
обладает большей прочностью, чем
при длительных. Приводимые (см.
приложение Б-1) величины напря-
жений на растяжение являются
средними статистическими. За вели-
чину допустимого напряжения при
растяжении, обеспечивающую до-
статочный запас прочности, надо
принимать 0,7 кгс!мм2— для отож-
женных стекол и 1,5—3,0 кгс/мм2—
для отпущенных и термически за-
каленных стекол.
При резком охлаждении стекла
на охлаждаемых поверхностях по-
являются напряжения растяжения,
а внутри стекла — компенсирующие
напряжения сжатия. Резкий нагрев
приводит к поверхностным напря-
жениям сжатия и внутренним на-
пряжениям растяжения. Так как
разрушение стекла происходит в ре-
зультате поверхностных напряже-
ний растяжения, то временные на-
пряжения в результате резкого
охлаждения гораздо более опасны,
35
Таблица 2-11
Сопротивление стекол тепловому удару и тепловому напряжению
Сопротивление тепловому удару ДТ, <и О» й <и к s о. ® и Фирма -из- готови- тель***
Группа Стекло Толщина образца • С Сопротивл* пловому H! нию ДТ, •
Мягкие стекла Свинцовое 123аМ Свинцовое 0010 Известково-натриевое 0080 и свинцовое 0120 Magnesia 105 DIN* 12,7 мм** 3,18 мм** 12,7 мм* 3,18 мм** DIN* 92 35 65 35 65 99 19 17 Osram Corning Corning Osram
Г вердне стекла Apparateglas 584d Normal 16 Mo 1447 Боросиликатное 7050 Uran 3320 Pyrex 7740 Mo 637 Duran 3891 Вольфрамовое 3G2a Nonex 7720 DIN* DIN* DIN* 12,7 мм** 3,18 мм* 12,7 мм** 3,18 мм** 12,7 мм** 3,18 мм* 12,7 мм 3,18 мм 89 110 185 70 125 80 145 100 180 171 215 220 90 160 34 40 48 45 Osram Jena Jena Corning Corning Corning Osram Jena Osram Corning
Кварц Кварц 96% 7900 Кварц (плавленый) 7940 12,7 мм 3,18 мм 12,7 мм 3,18 мм 750 1 250 750 1 250 200 290 Corning Corning
*Измерения проводились согласно стандарту ФРГ DIN 52325/1953; стержни из отпущенного стекла дли-
ной 30 мм и диаметром 6 мм нагревались и погружались в холодную воду (20е С).
** Измерения проводились путем нагрева образца из отпущенного стекла размером 15ЭХ150 мм и ука-
занной толщины и погружения его в холодную воду.
*** См. сноску в табл. 2-10.
чем временные напряжения в ре-
зультате резкого нагрева, если
только при этом все поверхности
охлаждаются или нагреваются
одновременно.
Тепловые напряжения переход-
ного состояния о растут пропорцио-
нально коэффициенту расширения
а; с толщиной стекла они связаны
сложной зависимостью. Сопротив-
ляемость тепловому удару ДТ5 вы-
ражается формулой
где А— коэффициент формы (при
сложной форме А меньше, чем при
простой); Е— модуль упругости;
36
X — теплопроводность; у — удельный
вес и s — удельная теплоемкость.
Обычно сопротивляемость теплово-
му удару мала у мягких стекол, вы-
ше у твердых стекол и очень высока
у кварца (табл. 2-11).
Если стекло находится в усло-
виях постоянного перепада темпе-
ратур между его противоположны-
ми поверхностями, то в стекле воз-
никает температурный градиент.
Этот градиент обусловливает бо-
лее высокую опасность разрушения
стекла, чем резкое охлаждение.
Температурный градиент особенно
опасен, если дополнительно к нему
существуют напряжения, создавае-
мые одними частями стекла в дру-
гих или какими-либо внешними
элементами.
Разность температур АТ между
противоположными поверхностями
стекла вызывает максимальное на-
пряжение а (растяжения на холод-
ной поверхности и сжатия на горя-
чей), которое может быть вычисле-
но из выражения
дГ = -2(1Т|х)а ,
£а
где ц — коэффициент Пуассона (для
стекла ц = 0,204-0,25); Е — модуль
упругости и а — коэффициент теп-
лового расширения. В табл. 2-11
приведены величины ДТ, которые
вызывают напряжения растяжения
на холодной стороне стекла, равные
0,7 кгс/мм2 (величина, известная под
названием «сопротивляемость тер-
мическому напряжению»). Из при-
веденных данных видно, что пере-
пада температур в 17—19 °C для
мягких стекол и 40—48 °C для твер-
дых достаточно для создания ма-
ксимально допустимого напряжения
растяжения.
Обычно стекло инертно к хими-
ческому воздействию (см. табл. 2-9).
Сильно действуют на него только
плавиковая кислота и горячая кон-
центрированная фосфорная кисло-
та; слабо действуют на стекло ще-
лочные растворы (NaOH, КОН).
Стекло имеет низкое давление
паров (разд. 2, § 1-3) и обычно не-
проницаемо для газов (разд. 2,
§ 1-1). Этими свойствами, а также
прозрачностью стекла для видимо-
го света (разд. 7, § 1-1) опреде-
ляется его широкое применение
в качестве материала для изготов-
ления вакуумных оболочек, корпу-
сов и камер.
Высокие электроизоляционные
свойства стекол и их высокий ко-
эффициент диэлектрических потерь
(разд. 4, § 1-1) обусловливают их
применение для изготовления ваку-
уМ'НОПЛОТНЫХ токоподводов.
Изделия из стекла выпускаются
в виде вакуумных колпаков, колб,
труб и стержней. За исключением
ряда специальных оболочек и колб
сложной формы, выпускаемых про-
мышленностью, материалом для из-
готовления стеклянных вакуумных
систем обычно служат трубы и
стержни. Выпускается широкий ас-
сортимент стеклянных труб и
стержней различных диаметров, но
точность их изготовления не может
быть такой, как у металлических
труб. В табл. 2-12 приведены нор-
мальные допуски на точность изго-
товления стеклянных труб и стерж-
ней. Толщина стенки стеклянных
труб может быть определена меха-
нически (на концах) или оптически
(по всей длине).
Таблица 2-12
Нормальные допуски для стеклянных труб и стержней, мм
Сорт стекла Трубы Стержни
Диаметр Толщина стенки Диаметр
Пределы До- пуск ± Пределы До- пуск ± Пределы До- пуск ±
Мягкие стекла 3—12 12—25 0,4 0,6 0,7—1,5 1,0—2,0 0,15 0,15 <2 2—6 6—10 0,15 0,25 0,5
Твердые стекла 3—10 10—20 20—30 30—50 0,5 0,8 1,2 1,5 ю ю О О —"О? СО 1111 ю о о о o'—"— с7 0,3 0,6 1,0 1,5 <2 2—6 6—10 0,3 0,6 0,8
Кварц 8—13 13—18 18—30 30—60 0,5 0,8 1,2 1,7 0,7—1,2 1,0—1,4 1,1—1,7 1,7—2,0 0,2 0,3 0,3 0,4 <2 2—5 6—10 0,2 0,5 0,8
37
Таблица 2-13
Классификация эластомеров
Группа Название Химический состав Свойства*
Сопротив- ление Герметичность Сопро- тивченяе
электри- ческое пламени теплу холоду
Не маслостойкие Натуральная резина SBR Буна S Изопрен X п С С X
Стирол бутадиен X п с с X
Бутил ПЦ Изопрен, изобутилен X п о X с
Полибутадиен Бутадиен X п с с X
Масло- и нефте- стойкие Тиокол Органический полисуль- фид с п О X с
Нитрил, филпрен, хайкар, Буна N, пербунан Полиуретан Акрилонитрил/бутадиен п п о X с
Диизоцианат/ полиэфир с с X X X
Неопрен Хлоропрен с X X X с
Хайпалон Хлоросульфонированный полиэтилен X X — X п
Теплостойкие Силикон, силастик Поликсилоксан О с с О о
Фтороуглерод витон Винилиден фторид гск- сафторопропилен о X О с
* По сравнению с другими эластомерами: О—отличные, X — хорошие, С—средние, П—плохие.
1-4. ТРУБОПРОВОДЫ
ИЗ ЭЛАСТОМЕРОВ И ПЛАСТИКОВ
Эластомеры и пластики приме-
няются в вакуумной технике в ос-
новном в виде трубопроводов и
лишь редко в виде вакуумных обо-
лочек специальной формы. Их ис-
пользование в качестве уплотняю-
щих прокладок рассмотрено в
разд. 3, § 2-8. Применяемые эла-
стомеры классифицированы в табл.
2-13.
Газовыделеиие из эластомеров и
пластиков (табл. 2-7), особенно
в сжатом состоянии, ограничивает
применение трубопроводов из этих
материалов форвакуумными линия-
ми (рис. 1-1) и динамическими ва-
куумными системами (разд. 1,
§ 1-3). Использование резин огра-
ничено узким диапазоном их рабо-
чих температур, верхняя граница
которой лежит несколько ниже
80 °C, а нижняя равна приблизи-
тельно —40 °C (см. приложение
38
Б-2). При высокой температуре или
при длительном использовании на-
блюдается явление «старения» ре-
зин, выражающееся в их затверде-
вании. При низких температурах
резина становится хрупкой. Крем-
нийорганические резины имеют бо-
лее широкую область рабочих тем-
ператур. Их максимальная рабочая
температура достигает 180 °C, а для
кратковременных нагревов даже
250 °C.
Для резин, применяемых в ва-
куумной технике, характерно низ-
кое содержание серы. Перед ис-
пользованием резина должна тща-
тельно очищаться. Хорошим мето-
дом очистки является очистка рези-
ны горячим (70°С) 20%-ным рас-
твором NaOH или КОН с после-
дующей промывкой дистиллиро-
ванной водой и сушкой горячим
воздухом. Резины, работающие
в контакте со ртутью, должны об-
рабатываться раствором NaOH по
крайней мере в течение 1 ч. После
такой обработки ртуть не будет
загрязняться резиной в течение не-
скольких лет активной работы.
Преимущество эластомерных
трубопроводов — их гибкость и
удобство соединения (разд. 3,
§ 8-5) с трубами из других мате-
риалов (металл, стекло). Ввиду
этого такие трубопроводы широко
используются в антивибрационных
соединениях.
Механические свойства эласто-
меров таковы (см. приложение Б-1),
что для предотвращения сплющива-
ния эластомерных труб последние
должны иметь стенки относительно
большой толщины (разд. 2, § 1-1).
Обычно толщина стенок эластомер-
ных вакуумных трубопроводов
должна быть приблизительно рав-
ной их внутреннему диаметру. На
рис. 2-17 приведены зависимости
толщины стенок различных вакуум-
ных резиновых трубопроводов от их
внутреннего диаметра. Эластичная
деформация резин рассмотрена
в разд. 3, § 8-3, другие свойства
собраны в приложениях Б-1—Б-6;
более подробно они описаны
в [Л. 8, 9].
Эластомерные трубопроводы с
более тонкими стенками могут быть
предохранены от сплющивания
вставленной внутрь проволочной
спиралью, которая снижает длину
незакрепленных участков трубопро-
вода до величины расстояния меж-
ду витками спирали и таким обра-
зом уменьшает необходимую для
сопротивления сплющиванию тол-
щину стенки (рис. 2-2).
В известной мере пластики ис-
пользуются также в виде труб, от-
ливок или листов (например, эпо-
ксидные смолы, см. разд. 3, гл. 3),
а также в виде тонких пленок (на-
пример, пленки типа майлар, см.
разд. 7, § 1-3). Применяемые типы
пластиков перечислены в табл. 2-14,
где также приведены для каждого
типа примеры пластиков, выпускае-
мых промышленностью.
Пластики акриловой группы
(перспекс, люсайт, плексиглас) име-
ют относительно большую скорость
газовыделения и не рекомендуются
для использования в высоком ваку-
уме. Исключение составляет их при-
Рис. 2-17. Зависимость толщины ва-
куумных резиновых труб от их вну-
треннего диаметра.
менение при низких температурах,
в динамических системах и в каче-
стве материала смотровых окон с
небольшой площадью поверхности.
Эти пластики широко применяются
как материал для изготовления ма-
нипуляционных камер с перчатками,
окон (см. также разд. 7, гл. 1) и
уплотнений для электрических про-
водов (разд. 4, § 3-1).
Область рабочих температур
фтороуглеродов (фторопластов) ши-
ре, чем у любых других пластиков.
Они могут работать при темпера-
турах от —100 до 4-300 °C. Так как
скорость газовыделения их очень
мала, они могут использоваться для
изготовления элементов высокова-
куумных систем (табл. 2-7). Тефлон
и аналогичные ему пластики
(табл. 2-14) выпускаются в виде
труб с внутренним диаметром от
0,5 до 90 мм, толщиной стенок от
0,25 до 17 мм и длиной вплоть до
1—2 м или в виде цилиндров с вну-
тренним диаметром 7—320 мм, на-
ружным диаметром 17—360 мм и
длиной 20—50 мм. Выпускаются
также стержни диаметром 1 —
100 мм и листы. Фтороуглероды
хорошо обрабатываются механиче-
ски. Следует помнить, что порошок
фтороуглеродов при контакте с го-
рячими поверхностями или пламе-
нем образует сильно токсичные га-
зы с высоким содержанием фтора.
Методы соединения деталей из
тефлона между собой и с другими
материалами описаны в разд. 3,
§ 2-2, а использование тефлона
в качестве прокладок — в разд. 3,
§8-3.
39
Т а б лица 2-14
Пластики, используемые в вакуумной технике
Группа Химический состав Фирменные названия Примечания*
Акриловые смолы Полимети лметакри - лат Люсайт, перспекс, плек- сиглас Прозрачны, водостой- ки
Фтороуглероды Политетрафторэти- лен Политетрафторэтилен, тефлон Химически инертны, тепло- и холодо- стойки
Политрихлорфторэти- лен Политрихлорфторэтилен, хостафлон То же
Полиэтилен — Политен, алкатен, хос- тален, алатон, плак- спак Гибкие, водостойкие, химически стойкие
Полистирол — Стирон, люстрекс, по- листирол, стирофам Радиационно устойчи- вые
Поливинилхлорид Сополимер поливи- нилхлорида и аце- татхлоридвинила Тайгон, коросил, вини- лит, астралон
Винилиденхлорид — Саран, велон
•Скорости обезгаживания приведены в табл. 2-7.
Скорость газовыделения у поли-
этилена почти такая же, как и
у фтороуглеродов, но область его
рабочих температур более узка.
Этот материал может работать при
максимальной температуре 80—
100 °C. При помещении полиэтилена
в вакуумную камеру, откачиваемую
диффузионным насосом с охлаж-
даемой твердой углекислотой ло-
вушкой, давление в камере повы-
шается лишь на 20% • В чистых по-
лиэтиленовых контейнерах давление
10“4 мм рт. ст. может держаться
целые сутки. Для улучшения очист-
ки от окклюдированных газов мож-
но использовать низковольтную вы-
сокочастотную разрядную катушку
(трансформатор «Тесла»). Недопу-
стим контакт полиэтиленов с от-
крытым пламенем, так как темпера-
тура их плавления составляет лишь
ПО °C.
Полиэтилен выпускается в виде
труб диаметром от 10 до 150 мм.
Труба диаметром 12 мм и толщиной
стенки 3 мм не сплющивается при
откачке (табл. 2-1).
Полиэтиленовые трубы можно
сгибать и распрямлять, вставив
40
в трубу прочную проволочную пру-
жину и погрузив в горячую воду на
15 мин. После охлаждения труба
сохраняет приданную ей форму.
Камеры диаметром до 150 мм могут
изготавливаться из полиэтиленовых
труб с торцами, герметично закры-
тыми дисками. Камеры меньших
размеров легко изготавливаются вы-
сверливанием отверстия в стержне-
вой заготовке. Плотное соединение
полиэтилена с полиэтиленом и
с другими материалами описано
в разд. 3, § 2-2.
Скорость газовыделения из по-
листирола мала (табл. 2-7), но этот
материал обладает жесткостью и
хрупкостью при комнатной темпе-
ратуре и становится резиноподоб-
ным и мягким при температурах
выше 70 °C. Из полистироловой пе-
ны изготовлялся сердечник, который
покрывался алебастром и зачищал-
ся. Затем на сердечник наматыва-
лась ткань из стекловолокна, про-
питанная эпоксидной смолой
(разд. 3, гл. 3). После термообра-
ботки смолы сердечник растворялся
ацетоном [Л. 79].
Поливинилхлорид используется
в вакуумной технике (табл. 2-14)
в качестве материала для прозрач-
ных труб форвакуумных линий вы-
соковакуумных и низковакуумных
систем (рис. 1-1) или в низковаку-
умных системах, где допустима вы-
сокая скорость газовыделения
(табл. 2-7).
Трубы из поливинилхлорида вы-
пускаются с толстыми стенками
(выдерживающими атмосферное
давление) или с тонкими стенками
и вставленной внутрь поддержи-
вающей металлической пружи-
ной.
Трубы из винилиденхлорида
(табл. 2-14) могут использоваться
при температурах до 80 °C. Винили-
денхлорид марки «саран» пригоден
для установок с давлением порядка
10~5 мм рт. ст. Метод соединения
этого материала описан в разд. 3,
§2-2.
Глава вторая
СВАРКА И ПАЙКА МЕТАЛЛА С МЕТАЛЛОМ
2-1. СВАРКА
Под сваркой понимается локали-
зованное соединение металла в ре-
зультате давления, нагрева или
сочетания этих воздействий.
На рис. 2-18 приведена диаграм-
ма классификации способов сварки,
используемых в вакуумной технике.
Подробная информация по техно-
логии сварки имеется в литературе
[Л. 31—33].
Сварочные цроцессы без приме-
нения сжатия включают в себя спо-
собы соединения металла путем его
нагрева, но без механического воз-
действия (давления). В этих про-
цессах смесь расплавленных метал-
лов образуется путем местного
плавления поверхностей или краев.
Эта смесь расплавленного металла
(к которой иногда добавляется ме-
талл-наполнитель) заполняет со-
бой промежуток между сваривае-
мыми элементами. После прекра-
щения нагрева жидкий металл за-
твердевает, соединяя свариваемые
детали.
Источниками тепла в процессах
сварки без сжатия может служить
пламя (газовая сварка), электриче-
ская дуга (дуговая сварка) или
электронный луч.
При сварочных процессах со
сжатием соединение металлических
деталей достигается путем их сжа-
тия с нагревом или без него. К этой
группе сварочных процессов отно-
Рис. 2-18. Классификация методов сварки, применяемых в вакуумной техно-
логии.
41
Рис. 2-19. Технология сварки.
а — движение горелки справа налево; б — движение
редки слева направо.
сятся контактная сварка и холод-
ная сварка со всеми своими разно-
видностями (разд. 2, § 2-1).
Методы сварки. При газовой
сварке (с помощью горелки) нагрев
осуществляется за счет тепла, вы-
деляющегося при сгорании газа
(ацетилен, водород). Подача газа
в горелку может быть отрегулиро-
вана таким образом, что пламя бу-
дет восстановительным, нейтраль-
ным или окислительным. В боль-
шинстве случаев предпочтительно
пламя нейтральное или слегка вос-
становительное.
Применение восстановительного
пламени может приводить к пори-
стым швам, вызываемым окклюзи-
ей водорода в материале шва. Осо-
бенно заметно это при сварке меди.
При использовании окислитель-
ного пламени между свариваемыми
деталями образуется слой окисла,
что отрицательно влияет на проч-
ность шва.
Если необходимо, с помощью
присадочного прутка в шов добав-
ляется присадочный металл. Сварка
горелкой требует применения флю-
сов, которые вводятся либо с при-
садочным прутком, либо подаются
Рис. 2-20. Технология дуговой сварки.
л—одним плавящимся (расходуемым) эчсктродом; б — двумя
плавящимися электродами, в — одним неплавящимся (нерасхо-
дуемым) электродом; г — двумя неплавящимися электродами.
непосредственно на сваривае-
мый металл. Необходимость
применения флюса приводит
к тому, что в вакуумной техни-
ке газовая сварка использует-
ся лишь при изготовлении
очень тяжелых медных или
г0. стальных вакуумных камер.
В некоторых недавно разрабо-
танных сварочных аппаратах
недостатки, связанные с применени-
ем флюса, устранены введением
флюса непосредственно в газ путем
•пропускания последнего через со-
суд, содержащий смесь борной ки-
слоты со спиртом.
При ручной газовой сварке го-
релку можно двигать двумя спосо-
бами— справа налево (горелка дви-
жется впереди руки) и слева на-
право (рука движется впереди го-
релки) (рис. 2-19). При движении
горелки справа налево образуется
ванна расплавленного металла
меньших размеров, что дает более
гладкий шов, и поэтому этот способ
рекомендуется при сварке тонких
деталей (до 3 мм). При сварке
деталей с толщиной свыше 3 мм
обычно рекомендуется движение го-
релки слева направо, так как этот
способ обеспечивает более высокую
скорость сварки, лучшие условия
наблюдения за ванной расплавлен-
ного металла и лучшее качество
шва.
Дуговая сварка осуществляется
за счет тепла, выделяемого электри-
ческой дугой, горящей между сва-
риваемым металлом и электродом
или между двумя электродами.
Благодаря -высокой кон-
центрации выделяемого
дугой тепла образуется
ванна из расплавленного
свариваемого металла.
Путем перемещения элек-
трода эту ванну продви-
гают вдоль свариваемых
кромок, получая таким
образом нужный свароч-
ный шов.
При использовании
плавящегося (расходуе-
мого) электрода в свар-
ной шов попадает допол-
нительный металл от пла-
вящегося конца элек-
42
трода, который обычно имеет со-
став, близкий к составу сваривае-
мого металла. При использовании
неплавящегося (нерасходуемого)
электрода дополнительный металл
может подаваться в шов за счет
плавления в дуге сварочного прут-
ка. Дуговая сварка может произво-
диться одним или двумя рас-
ходуемыми или нерасходуемыми
электродами (рис. 2-20). При
сварке расходуемым электродом
(рис. 2-20,а) Ъ ванну расплавлен-
ного металла добавляются капли
с плавящегося электрода. Такой
процесс используется при водород-
но-дуговой сварке. Изредка приме-
няется сварка двумя расходуемыми
электродами (рис. 2-20,6). При
сварке одним нерасходуемым элек-
тродом (рис. 2-20,в) применяется
электрод из тугоплавкого материа-
ла с большой удельной эмиссией
(углерод, вольфрам). Этот процесс
используется при дуговой сварке
угольным электродом и при дуговой
сварке в атмосфере аргона или ге-
лия. Наконец, электрическая дуга
может быть образована между дву-
мя нерасходуемыми электродами
(рис. 2-20,е): процесс, используе-
мый при атомно-водородной сварке.
Дуговая сварка может вестись
как на переменном, так и на по-
стоянном токе. При сварке постоян-
ным Током электрод может быть
подсоединен к отрицательному за-
жиму источника питания, а свари-
ваемый металл к положительному
зажиму — так называемая сварка
с прямой полярностью (рис. 2-21,а).
Если же электрод подсоединен
к положительному, а свариваемый
металл к отрицательному зажимам,
то такая сварка называется свар-
кой с обратной полярностью
(рис. 2-21,6).
Так как большая часть тепловой
энергии выделяется на положитель-
ном полюсе, сварка постоянным то-
ком с прямой полярностью харак-
теризуется глубоким проплавлени-
ем и узким швом (рис. 2-21,а) и
удобна при сварке массивных дета-
лей. Сварка с обратной полярно-
стью дает неглубокое проплавле-
ние и широкий шов (рис. 2-21,6),
Рис. 2-21. Проплавление при дуговой
сварке.
а — постоянный ток, прямая полярность (глубокое
и узкое проплавление); б — постоянный ток,
обратная полярность (неглубокое широкое про-
плавление); в — переменный ток (проплавление
средней глубины).
что удобно при сварке тонкостен-
ных деталей.
Сварка постоянным током пред-
почтительна для немагнитных ме-
таллов и сплавов. Большим недо-
статком этого метода сварки яв-
ляется «выдувание» дуги, т. е. от-
клонение дуги от нормальной фор-
мы, вызываемое немагнитными си-
лами неоднородного магнитного
поля. Особенно сильно это явление
проявляется при сварке в углу или
в конце канавки.
При сварке переменным током
образуется узкий сварной шов со
средней глубиной проварки (рис.
2-21,в). Выдувание дуги в этом слу-
чае сильно уменьшается; при этом
могут применяться электроды более
крупных размеров и большие токи.
Сварка переменным током обычно
применяется для изделий из железа
и стали.
Из ряда используемых в про-
мышленности видов сварки для по-
лучения вакуумноплотных швов ис-
пользуются: атомно-водородная
сварка, сварка угольным электро-
дом, аргоно-дуговая, гелио-дуговая
и водородно-дуговая сварка.
Подробная информация по дуго-
вой сварке имеется в литературе
[Л. 31—34].
В атомно-водородной сварке ис-
пользуется дуга переменного тока,
горящая между двумя нерасходуе-
мыми электродами (рис. 2-20,г).
Обычно ток дуги равен 20—60 а,
рабочее напряжение зажигания
около 400 в. Тепловая энергия вы-
деляется дугой переменного тока,
горящей между двумя вольфрамо-
выми электродами в среде водоро-
да, и переносится на свариваемый
43
металл в результате диссоциации
и рекомбинации молекулярного во-
дорода. Молекулярный водород,
подаваемый через держатель элек-
тродов, диссоциирует в дуге до
атомарного водорода, который ре-
комбинирует при контакте с бо-
лее холодным свариваемым ме-
таллом. При такой передаче теп-
ла температура может достигнуть
4 000сС.
Водород создает также восста-
новительную атмосферу и защища-
ет расплавленный металл от воз-
действия кислорода и азота. Так
как благодаря водороду расплав-
ленный металл остается чистым и
дуга не вызывает волнений в ванне
расплава, сварные швы получаются
однородными и гладкими.
Атомно-водородная сварка при-
меняется для сварки трудносвари-
ваемых материалов, включая алю-
миний и хром (табл. 2-16). Водо-
род, который хорошо подходит для
сварки изделий из железа и мало-
углеродистых сталей, совершенно
непригоден для сварки сплавов,
содержащих никель (например, не-
ржавеющих сталей), так как водо-
род растворяется в расплавленном
никеле, а затем при отвердевании
металла выделяется обратно, обра-
зуя трещины и поры. Водородная
сварка также непригодна для меди
и медных сплавов.
При угольно-дуговой сварке
применяется постоянный ток пря-
мой полярности (рис. 2-21,а) вели-
чиной 1 —10 а при напряжении
свыше 100 в. Исключение составля-
ет угольно-дуговая сварка, при
которой дуга горит между двумя
электродами, расположенными под
углом один к другому.
При угольно-дуговой сварке на
очень небольшой площади достига-
ется температура 800—4 800 °C.
Без применения защитной газо-
вой среды угольно-дуговая сварка
ограничена сваркой материалов,
устойчивых против загрязнения кис-
лородом и азотом. Иногда такая
сварка производится в среде водо-
рода или с жидкостной защитой.
Она может применяться для свар-
ки изделий из железа, никеля, мо-
44
либдена, вольфрама, а также из
алюминия и меди (табл. 2-16).
При водородно-дуговой сварке
применяется постоянный ток пря-
мой полярности (рис. 2-21,а) и ис-
пользуется плавящийся электрод.
Дуга защищена струей водорода, и
тепло, выделяющееся при горении
и рекомбинации водорода (см. вы-
ше об атомно-водородной сварке),
добавляется к теплу, создаваемому
дугой.
Водородно-дуговая сварка при-
годна только для сварки материа-
лов с невысокой температурой
плавления. Она применяется для
сварки алюминия и нержавеющей
стали, но в этих случаях для защи-
ты используется не водород,
а инертный газ (аргон, гелий)
(табл. 2-16).
При сварке в атмосфере инерт-
ного газа (аргоно-дуговая или ге-
лио-дуговая сварка) тепловая энер-
гия создается дугой постоянного
или переменного тока, горящей
между свариваемым материалом и
нерасходуемым вольфрамовьнм
электродом. Дуга горит в защитной
среде аргона или гелия. Небольшие
сварочные аппараты постоянного
тока работают при напряжении
45—75 в и токе 15—175 а, а боль-
шие аппараты — при токе до 300 с.
В аппаратах переменного тока ис-
пользуется напряжение около 100 в
при токе 250—300 а, но иногда
(например, при сварке алюминия)
на сварочный ток накладывается
низковольтный высокочастотный
ток, позволяющий создавать дугу
большей длины.
Инертный газ истекает из окру-
жающего электрод сопла (рис. 2-22)
на шов и защищает ванну распла-
ва и электрод от загрязнения атмо-
сферным кислородом и азотом.
В качестве инертного газа обычно
используется аргон, но считается,
что при сварке постоянным током
меди и нержавеющей стали лучшие
результаты дает гелий. Примене.-
ние гелио-дуговой сварки и долж-
но быть ограничено этими случая-
ми, так как при одинаковом защит-
ном действии расход гелия пример-
но в 2,5 раза больше, чем аргона;
кроме того, гелий гораздо дороже
аргона. Используемые аргон и ге-
лий должны быть чистыми и сво-
бодными от примеси водорода (до-
пустимое содержание примеси в ар-
гоне— менее 0,2%, причем эта при-
месь— азот; примеси в гелии ме-
нее 0,5%). Обычно достаточна ско-
рость истечения из сопла защитно-
го газа, равная 5—25 л!мин.
Преимуществом используемых
инертных газов является не только
их химическая инертность, но и не-
растворимость в металлах. Послед-
нее свойство позволяет избежать
образования трещин и пор и позво-
ляет получать вакуумноплотные
швы.
Аргоно-дуговая сварка произво-
дится как переменным, так и посто-
янным током, причем выбор рода
тока определяется свариваемым ме-
таллом. Алюминий, магний и их
сплавы обычно свариваются пере-
менным током, тогда как при свар-
ке нержавеющих сталей/ никеля,
меди, серебра и титана применяет-
ся постоянный ток. Что касается
персниисз 1спла, то сварка постоян-
ным током с прямой полярностью
гораздо более эффективна, но она
не может использоваться для свар-
ки алюминия и магния, так как она
не обладает свойством удаления
окислов.
При сварке с обратной по-
лярностью электронная эмиссия из
металла в области сварки и бом-
бардировка поверхности положи-
тельными ионами удаляют окисную
пленку, всегда существующую на
алюминии. Таким образом, при
сварке алюминия постоянным то-
ком следует применять только об-
ратную полярность (рис. 2-21,в).
Для получения герметичных
швов для установок высокого и
сверхвысокого вакуума чаще всего
используется дуговая _сварка в сре-
де инертного газа. Это объясняется
следующими преимуществами: при-
менимостью для большинства ме-
таллов и сплавов, большой концен-
трацией выделяющегося тепла,
практическим отсутствием износа
электрода, плотностью, чистотой и
прочностью шва.
Рис. 2-22. Электрод для
дуговой сварки в среде
инертного газа.
/ — гильза; 2 — вольфрамо-
вый электрод; 3 — сопло;
4 — инертный газ; 5 — рас-
плавленная ванна; 6 — сва-
риваемый металл; 7 — на-
правление движения элек- ,
тродэ-
J 6
Сварка в среде инертного газа
не рекомендуется для материалов
с толщиной свыше 4 мм. При свар-
ке металлов с толщиной менее
0,5 мм необходимо использовать
медные охладители, расположенные
близко к свариваемым кромкам.
Тем не менее, можно без труда сва-
ривать детали с толщиной до
0,15 мм.
Принципиально электроннолуче-
вая сварка представляет собой
процесс, при котором в вакууме со-
здается пучок электронов, ускоряе-
мый высокой разностью потенциа-
лов и фокусируемый на сваривае-
мой детали. Электронный луч слу-
жит мощным источником тепла.
При сварке очень тонких деталей
можно создать пятно фокусировки
луча площадью 0,1 мм2, что позво-
ляет достичь высокой точности
сварки. При сварке толстых метал-
лических деталей можно обеспечить
значительное рассеяние энергии на
бомбардируемой поверхности пло-
щадью 6—8 см2, например 5*104вт’.
Так как сварка происходит в ва-
кууме (примерно 5* 10~5 мм рт. ст.),
то возможность окисления исклю-
чается. Электронный луч практиче-
ски не’ имеет массы и не вносит
никаких загрязнений в сваривае-
мый материал. В этом отношении
Рис. 2-23. Сравнение рас-
плавленных зон.
Д| — расплавленная зона при
электроннолучевой сварке; Аг —
расплавленная зона при обыч-
ной сварке.
45
Рис. 2-24. Зависимость глуби-
ны проникновения электронов
от величины тока электронно-
го луча для нержавеющей ста-
ли при скорости сварки
686 мм!мин.
электроннолучевая сварка является
более чистым процессом, чем любая
дуговая сварка в среде инертного
газа, так как самый чистый газ
содержит больше загрязнений, чем
остаточные газы при давлении по-
рядка 10~5 мм рт. ст. (такое дав-
ление эквивалентно содержанию
в газе загрязнений, равному 10-8).
Из-за глубокого проникновения
электронов форма расплавленной
зоны при электроннолучевой сварке
совершенно отлична от формы рас-
плавленной зоны при любых обыч-
ных видах сварки. На рис. 2-23 по-
казаны для сравнения зоны рас-
плава при сварке электронным лу-
nn’f и при обычной сварке
(Л2). Из этого рисунка видно, что
при сварке электронным лучом для
проплавления свариваемого мате-
риала на определенную глубину
требуется расплавить в 25 раз мень-
ше материала, чем при обычной
сварке. Таким образом, при элек-
троннолучевой сварке свариваемым
материалом поглощается примерно
только 4% энергии, поглощаемой
при обычной сварке, что приводит
к значительно меньшим искривле-
ниям и изменениям свойств мате-
риала.
Некоторые результаты измере-
ний абсолютной и относительной
глубины проникновения представле-
46
ны на рис. 2-24 и 2-25. На рис. 2-24
показана зависимость глубины про-
никновения как от величины тока
луча, так и от напряжения для
аустенитной нержавеющей стали
(марки 302). Из приведенных гра-
фиков видно, что глубина проник-
новения увеличивается с ростом то-
ка и напряжения (т. е. с ростом
мощности). На рис. 2-25 показана
зависимость глубины проникнове-
ния X от напряжения для железа.
Из приведенных на том же рисун-
ке коэффициентов глубины проник-
новения для различных металлов
видно, что если глубину проникно-
вения для железа принять равной 1,
то глубина проникновения для алю-
миния будет равна 2,8, а для меди
составит только 0,88.
Электроннолучевая сварка мо-
жет применяться для сварки изде-
лий из нержавеющих сталей, алю-
миниевых сплавов, вольфрама, мо-
либдена, титана, бериллия и тан-
тала.
При контактной сварке соедине-
ние свариваемых деталей происхо-
дит благодаря разогреву пропу-
скаемым по ним током большой
величины и их механическому сжа-
тию.
Контактная сварка может быть
точечной, шовной и стыковой. Сва-
риваемость различных металлов
приведена в табл. 2-16.
Рис. 2-25. Проникновение элек-
тронов в среде постоянной
плотности (железо).
X — глубина проникновения.
Рис. 2-26. Контактная сварка.
а — точечная; б — роликовая точеч-
ная; в — роликовая шовная в им-
пульсном режиме; г — роликовая
шовная в непрерывном режиме.
При точечной сварке сваривае-
мые детали накладываются одна
на другую и сжимаются между дву-
мя электродами, через которые за-
тем пропускается ток. Получающе-
еся сварное соединение (точка)
имеет примерно такие же размеры,
что и электроды (2—6 мм по диа-
метру), поэтому точечная сварка не
применяется для получения вакуум-
ноплотных швов. Шовную сварку
предпочтительнее производить на
сварочных аппаратах с роликовы-
ми, а не со стержневыми электро-
дами. Ролики прижимаются к сва-
риваемым деталям и катятся по
ним с определенной скоростью.
Давление, прикладываемое к роли-
кам, постоянно; сварочный ток при
этом может подаваться как непре-
рывно, так и с короткими интерва-
лами, что и определяет различные
типы сварных швов (рис. 2-26).
При непрерывном сварочном то-
ке (рис. 2-26) или при токе с на-
столько короткими интервалами, что
области сварки от двух последую-
щих импульсов тока перекрывают
одна другую, сварной шов может
быть вакуумноплотным.
При стыковой сварке соединяе-
мые детали свариваются своими
торцами. Существует два вида сты-
ковой сварки: сварка оплавлением
и сварка осадкой. При стыковой
сварке оплавлением свариваемые
детали (трубы, кольца) включают-
ся в электрическую цепь таким об-
разом, что между свариваемыми
поверхностями остается небольшой
зазор. Затем к свариваемым дета-
лям прикладывается напряжение,
которое вызывает возникновение
в разделяющем их зазоре непре-
рывной или прерывистой сильно-
точной дуги. После того как свари-
ваемые концы благодаря этому на-
греются, их сжимают, при этом
расплавленный металл выжимается
наружу. После охлаждения обра-
зуется сварное соединение.
Стыковая сварка осадкой ана-
логична сварке оплавлением, за ис-
ключением того, что при ней свари-
ваемые детали сжаты с самого на-
чала, а затем сжатые поверхности
нагреваются пропусканием через
место сжатия тока.
При условии тщательного кон-
троля за технологическим процес-
сом стыковая сварка может быть
использована для получения ваку-
умноплотных швов.
Применение метода стыковой
сварки, при котором используется
тепло, получаемое в результате тре-
ния, ограничено сваркой концов де-
талей, одна из которых вращается
вокруг некоторой оси симметрии.
Этим методом почти любой металл
может быть с высокой надежностью
сварен с аналогичным металлом,
если при этом свариваемые детали
имеют форму труб, стержней или
колпаков. Для получения хорошего
соединения имеют значение следую-
щие факторы: давление, сжимаю-
щее детали, скорость проскальзы-
вания одной детали относительно
другой и время. В табл. 2-15 при-
Таблипа 2-15
Рекомендуемые параметры стыковой
сварки трением
Свариваемый материал Диаметр, мм Скорость, об/мин Давление, кгс/см* Обгцее время, сек
при нагре- ве при соеди- нении
Алюминий 18 3 800 280 460 6
Углеродистая 12 3 000 350 350 7
сталь 24 1 500 530 530 15
Медь 24 6 000 350 700 18
47
ведены некоторые из рекомендуе-
мых значений этих величин.
Ряд металлов (медь, серебро,
^алюминий, платина, некоторые мар-
ки нержавеющей стал#> могут
быть вакуумноплотно сварены пу-
тем сжатия, обеспечивающего дав-
ление достаточной величины.
При холодной сварке сваривае-
мые поверхности после обезжири-
вания и очистки (механической или
химической) от пленки окислов
сжимаются с помощью соответст-
вующего приспособления (разд. 2,
§ 6-3). Давление, необходимое для
холодной сварки, составляет
(кгс/мм2): 17—25 для алюминия,
50—75 для меди и около 200 для
нержавеющих сталей.
РТреимуществами этого процесса
являются быстрота сварки и отсут-
ствие тепловыделения, за исключе-
нием тепла, выделяющегося при
деформации металла, которое бы-
стро отводится. Отсутствие нагрева
и практическое отсутствие газовы-
деления делают холодную сварку
удобной для герметизации и одно-
временного отсоединения металли-
ческих откачанных электровакуум-
ных приборов (разд. 2, § 6-3).
Свариваемость металлов и спла-
вов. В обычном понимании свари-
ваемость означает возможность или
невозможность сварки металлов и
сплавов между собой. В сварочной
практике под свариваемостью по-
нимаются также все признаки, ха-
рактеризующие хорошую сварку,
т. е. прочное соединение, свободное
от дефектов (таких, как пористость,
неметаллические включения, трещи-
ны, зоны наклепа), свойства кото-
рого в основном не отличаются от
свойств свариваемых материалов.
Основными свойствами, опреде-
ляющими свариваемость, являются:
металлургические свойства обоих
металлов или сплавов, их теплопро-
водность, тепловое расширение и
химическое поведение при темпера-
туре сварки.
В зоне нагрева металл при свар-
ке нагревается и охлаждается
в пределах, достаточных для того,
чтобы вызвать изменения в струк-
туре металла и, следовательно,
48
изменения его механических и дру-
гих свойств. Когда такие изменения
свойств недопустимы, первоначаль-
ные свойства могут быть восстанов-
лены путем термической обработки
после сварки.
Металлы с высокой теплопро-
водностью (такие, как медь или
алюминий) свариваются трудно,
так как тепло отводится от места
сварки настолько быстро, что труд-
но довести температуру металла до
точки плавления. Так же трудно
сваривать такие металлы с други-
ми металлами из-за неравномер-
ности нагрева (табл. 2-16).
Тепловое расширение сваривае-
мых металлов определяет величину
возникающих при сварке деформа-
ций. При местном нагреве свари-
ваемого металла он расширяется и
из-за воздействия окружающего его
холодного металла осаживается.
Эта осаженная часть металла пос-
ле охлаждения сжимается больше,
чем до своих первоначальных раз-
меров, и вызывает, следовательно,
внутренние напряжения, которые
приводят к деформациям. Если сва-
риваемые детали жестко закрепле-
ны и не могут перемещаться, то
образуются трещины. При конст-
руировании свариваемых деталей
следует предусматривать свободное
пространство (люфт) для таких
сжатий (разд. 2, § 2-3).
Химические свойства металлов
при температуре сварки определя-
ют те газы, контакт металла с ко-
торыми в процессе сварки допу-
стим. Легкоокисляющиеся металлы
нельзя сваривать на воздухе, свар-
ка должна производиться в защит-
ной среде (водород, аргон, гелий),
но если металлы чувствительны
к воздействию водорода (например,
медь), то в этом случае для защи-
ты могут использоваться только
инертные газы.
Подробное рассмотрение влия-
ния перечисленных выше свойств
не входит в задачи данной книги.
В качестве руководства при выборе
возможного метода сварки рекомен-
дуется табл. 2-16, в которой систе-
матизированы возможные (а также
возможные, но опасные) решения
2-2. ПАЙКА ТВЕРДЫМИ ПРИПОЯМИ
Соединение двух металлических
деталей с помощью металла, имею-
щего более низкую температуру
плавления, чем соединяемые дета-
ли, обычно называется пайкой.
Когда температура плавления при-
поя ниже 400 °C, этот процесс назы-
вается пайкой мягким припоем,
а когда температура плавления
припоя превышает 500 °C, — пайкой
твердым припоем.
Высокотемпературная пайка
твердым припоем представляет со-
бой процесс соединения металличе-
ских деталей, при котором металл-
наполнитель затягивается капил-
лярными силами в пространство
между соединяемыми поверхностя-
ми. Необходимая для пайки твер-
дым припоем температура должна
быть выше 500 °C и на 50—200 °C
ниже точки плавления спаиваемых
металлов.
Обычно спаянные детали счита-
ются неразборным соединением, так
как мягкие припои плавятся при
относительно низких температурах,
иногда в вакуумных системах пая-
ное соединение рассматривается
как разборное. Ниже будет рассмо-
трена пайка твердым припоем; пай-
ка мягким припоем (полуразбор-
ные соединения) будет описана
в разд. 3, гл. 5.
При пайке применяются следую-
щие способы нагрева соединяемых
деталей: с помощью горелки, в ван-
не, в печи, электрической дугой,
пропусканием тока, токами высокой
частоты. Выбор способа нагрева
для каждого конкретного случая
определяется материалом спаивае-
мых деталей, материалом припоя
и формой соединения. В любом
случае выбранный способ пайки
должен обеспечивать выполнение
следующих требований.
Обе соединяемые детали долж-
ны быть нагреты до температуры,
превышающей температуру плавле-
ния металла или сплава, который
служит припоем; нагрев внутрен-
них поверхностей должен произво-
диться по возможности быстро и
при этом не должно быть перегрева
наружных поверхностей.
4—228
Поверхности должны быть за- ’
щищены от окисления или других
химических воздействий, возмож-
ных при температуре пайки.
Соединяемые детали должны
удерживаться в правильном взаим-
ном расположении в течение всего
процесса пайки, включая нагрев и
охлаждение до затвердевания при-
поя (в противном случае заполняю-
щий металл может растрескаться).
Методы пайки. Пайка горелкой
ведется с одним или несколькими
соплами и различными горючими
смесями: кислород—ацетилен, кис-
лород — водород, кислород — при-
родный газ и др. Пламя должно
направляться на участки спаивае-
мых деталей, расположенные ря-
дом с соединяемыми участками та-
ким образом, чтобы обе детали до-
стигли температуры пайки одновре-
менно и при этом были бы нагреты
косвенным путем. Обычно может
применяться нейтральное или вос-
становительное пламя (разд. 2,
§ 3-2). Исключение составляет пай-
ка меди, при которой во избежание
хрупкости пайку ведут окислитель-
ным пламенем.
Пайка горелкой требует приме-
нения флюсов, от которых спаян-
ные детали должны быть после
пайки тщательно очищены. Флюс,
остающийся по окончании пайки на
вакуумной стороне, является источ-
ником газовыделения («кажущейся
течи»). При пайке с помощью го-
релки можно осуществлять местный
нагрев, но регулировка температу-
ры нагрева обычно требует боль-
шого искусства и перегрев спаивае-
мых деталей является частым явле-
нием.
Пайка погружением или пайка
в ванне представляет собой метод
соединения деталей путем их по-
гружения в ванну с расплавленным
металлом-наполнителем (пайка
в металлической ванне) или погру-
жения собранных деталей с припо-
ем, помещенным в месте спая,
в ванну с расплавленным флюсом
(пайка в химической ванне). Пре-
имуществом этого метода является
быстрота нагрева деталей, просто-
та регулировки температуры пайки,
надежная защита от окисления.
49
Возможность получения сварного сое
Zr IT Ti Ta Нержаве- ющая сталь Pt Ni Mo Ковар FeNi
Ag — C — Rs — c Rs c Rs — — c Rs
Al — — — Rs — Rs — — — R»
Au — — — — — — — — — —
Be — — — — — — — — — —
Бронза — — — — — — Rs — — r2
Co — — — — — — — — — —
Cr — — — — — — — — — —
CrFe — — — — — R. Rs — — —
CrNi — c — c Rs C Rs C Rs Ra — c
Cu R3 c Rs — (7) C Rs (5) C (6) (6) c Rs
Fe R3 Rs — Rs —- Ri Ri C Rs Ra Ra
FeNi — c — c Rs c c c — C, H p X
Ковар — — — — (7) — — (6) A, H(l) (4.5)
Mo R2 C, A — Rs c Rs c Rs A, C E(3)
Ni H Rs c Rs Rs Rs R, C R. C, H(5) M, R.
Pt — C Rs — Rs Ri C Ri
Нержаве- ющая сталь — Rs — Я X bS H, M(5) E(3)
Та — — — —
Ti — — H. E(3) Rs
W Rs C, A E
Zr H R2
ПЛ‘п^~^оарКа гО*)елко2» А - а томно-водородная, С—угольно-дуговая, Н—гелио-дуговая (аргоно-
кечевой стали fib0/ 3~тРУдная’ (О — после очистки фосфорной кислотой; (2)—только медь
он стали (Jь/о с, 8/0 Ni), (5)-вакуумноилотная после нескольких циклов нагрева до 480° С (605); (6)—Не ре
50
Таблица 2-16
динения металлов и сплавов
Fe Cu CrNi CrFe Cr Co Бронза Be Au Al Ag
Rs C Ca) — — — — — — — CH
r2 — — — — — — — — A, С, H M, R3
— — — — — — — — Tt P КГ
— — — — — — — Е(3)
r2 r2 r2 — — — Д5 О м
— — — — — A
— — — — A, H (1)
r2 — — r2
r2 W Utt
r2 H(2), T ,P(5). Rj_
C, H T, Ri
дуговая), М—водородно-дуговая, Е—электроннолучевая, Р—холодная сварка, R—сварка сопротивлением: цифры в
марки OFHC (бескислородная); (3)—ограничения для крупных деталей; (4) используются электроды из хромони-
комендуется для вакуумноплотных швов (605); (7)—опасность течей (трещины) (605).
4*
Этот метод обычно применяется для
пайки небольших деталей.
Пайка в печи состоит в нагреве
собранных деталей, подлежащих
пайке, в печи с защитной средой.
Пайка меди без опасности ее окис-
ления и появления хрупкости может
производиться в вакууме или в сре-
де нейтрального газа, свободного
от кислорода и паров воды. Для
других металлов предпочтительнее
восстановительная атмосфера.
При нагреве припой плавится,
смачивает чистую поверхность ме-
талла (относительно очистки по-
верхности см. разд. 2, § 2-3) и рас-
текается по ней до тех пор, пока
капиллярными силами он не будет
затянут в каждый зазор между со-
единяемыми деталями (рис. 2-37).
Излишек припоя обычно образует
аккуратный поясок по линии соеди-
нения, который увеличивает проч-
ность последнего.
Преимущества пайки в печи
следующие: равномерность распре-
деления припоя, малые деформации
(или полное их отсутствие), акку-
ратный внешний вид шва, удобство
пайки легких деталей с тяжелыми,
а также деталей из разных метал-
лов. Недостатком этого метода яв-
ляется необходимость нагрева все-
го соединяемого узла даже тогда,
когда спаиваемые поверхности со-
ставляют лишь небольшую часть
всей его поверхности. Максималь-
ная температура в печи может кон-
тролироваться с помощью включен-
ного в электрическую печь плавко-
го предохранителя, изготовленного
из материала припоя. Когда темпе-
ратура в печи достигает темпера-
туры плавления припоя, предохра-
нитель плавится и размыкает цепь
нагревателя печи.
Дуговая пайка применяется ред-
ко; при ней тепловая энергия со-
здается электрической дугой между
паяемым металлом и электродом
или между двумя электродами
(рис. 2-20).
Пайка резистивным методом со-
стоит в том, что спаиваемые обла-
сти деталей помещаются между
двумя электродами и через них
пропускается сильный ток (при
низком напряжении). При этом
52
спаиваемые поверхности нагревают-
ся до температуры, при которой
предварительно помещенный в ме-
сте спая припой (и флюс) начина-
ет плавиться. Спаиваемое соедине-
ние находится в сжатом состоянии
до тех пор, пока припой не затвер-
деет.
При индукционной пайке для
нагрева спаиваемых деталей приме-
няется ток высокой частоты (400—
2 000 кгц). Детали помещаются
внутри специальной катушки ин-
дуктивности. Для получения хоро-
ших результатов форма и размеры
катушки должны соответствовать
нагреваемому узлу (разд. 2, § 2-3).
Очень короткое время нагрева
может быть получено с помощью
импульсной техники, при которой
подводимая мощность концентриру-
ется в области спая и выделяется
в течение долей секунды, так что
боящиеся нагрева и находящиеся
вблизи спая элементы (такие, как
спаи металла со стеклом) не успе-
вают нагреться до опасной темпе-
ратуры.
Мощность Р (в ваттах), необхо-
димая для осуществления процесса
пайки, может быть подсчитана по
приближенной формуле
р=23.5^^,
где М — масса нагреваемых дета-
лей, г; с — удельная теплоемкость
материала, кад/г°С; ДТ— величина
повышения температуры деталей,
°C; t — необходимое время, сек.
Коэффициент 23,5 включает в себя
учет обычных потерь.
Так как высокочастотная катуш-
ка может находиться снаружи ка-
меры, в которой расположены спаи-
ваемые детали, то пайка может
производиться как в вакууме, так и
в защитной среде.
Индукционный нагрев обычно
обеспечивает регулировку темпера-
туры и возможность нагрева только
тех поверхностей, которые спаива-
ются.
Этот метод имеет, однако, неко-
торые ограничения, когда спаива-
ются магнитный металл (железо)
с немагнитным (например, медью),
так как магнитный металл нагрева-
егся быстрее, чем немагнитный.
Практически узлы, подобные изо-
браженному на рис. 2-27,а, могут
быть спаяны методом индукционное
го нагрева, тогда как пайка этим
методом узлов, подобных изобра-
женному на рис. 2-27,6 (с медной
деталью внутри железной), хоро-
ших результатов не дает. В послед-
нем случае при нагреве железная
деталь расширится сильнее, зазор
между медной трубой и железным
фланцем возрастет, и припой при
этом «ползет» по поверхности, а не
засасывается в зазор капиллярны-
ми силами (см. рис. 2-37).
Диффузионная пайка. Этот ме-
тод основан на способности тонкого
слоя некоторых металлов (золото,
серебро и т. п.), помещенных меж-
ду деталями, соединять их благо-
даря диффузии в твердой фазе (при
температуре ниже точки плавле-
ния). Такие спаи вакуумноплотны.
Выбор металла, служащего про-
межуточным слоем, зависит от
спаиваемых металлов; пригодны
для этой цели золото, серебро и
медь. Промежуточный слой может
быть получен с помощью электро-
литического осаждения на одну или
обе соединяемые поверхности, или
им может служить проложенная
между соединяемыми деталями
фольга толщиной около 0,01 мм.
Для создания больших локальных
давлений на соединяемых поверх-
ностях должны иметься два или
больше кольцевых выступов клино-
вого сечения.
Диффузионная пайка может
применяться для соединения двух
медных фланцев, причем в качестве
промежуточного слоя используется
кольцо из золотой проволоки (диа-
метром 0,3—0,4 мм), заложенное
между фланцами. Фланцы сжима-
ются и нагреваются до температу-
ры 400—500 °C (в течение около
15 мин). При этом золото диффун-
дирует в медь и образуется надеж-
ное вакуумноплотное соединение.
Этот метод может быть приме-
нен и для соединения фланцев из
других металлов, если на соединяе-
мые поверхности предварительно
нанесен электролитическим путем
слой меди (толщиной около
Рис. 2-2 Л Пайка магнитных и немаг-
нитных деталей при индукционном
нагреве.
а — пайка возможна; б — пайка невоз-
можна.
30 мкм). Для обеспечения сцепле-
ния слоя меди с основным метал-
лом рекомендуется прогрев в водо-
роде при температуре 1 030 °C в те-
чение 20 мин. В качестве промежу-
точного слоя для диффузионной
пайки применим сплав 75% золота
с 25% меди. Можно также нанести
на одну из соединяемых поверхно-
стей слой меди, а на другую —
слой золота. В последнем случае
требуется более высокое давление
на элементы соединения. Если обе
соединяемые поверхности покрыты
золотом, то это приводит к неудов-
летворительным результатам, что
объясняется тем, что золото плохо
диффундирует при температуре
в несколько сот градусов Цельсия,
применяемой при соединении тако-
го типа.
Для соединения двух медных
деталей достаточно покрыть их сло-
ем серебра толщиной в несколько
микрометров. При сжатии и нагре-
ве до температуры 780 °C детали
соединяются благодаря образова-
нию медно-серебряной эвтектики
(рис. 2-29).
Твердые припои. Необходимость
получения с помощью пайки ваку-
умноплотных соединений приводит
к необходимости рассмотрения та-
ких факторов, которые с точки зре-
ния обычной механической прочно-
сти малосущественны. Факторами,
определяющими выбор припоя для
получения вакуумноплотного соеди-
нения, являются: давление паров,
чистота, способность к смачиванию
и растеканию при температуре пай-
ки, способность образовывать спла-
вы с соединяемыми металлами,
химическая стойкость и механиче-
ская прочность.
53
Из всех металлов, имеющих низ-
кое давление паров, некоторые име-
ют высокую температуру плавле-
ния. Эти металлы и их сплавы мо-
гут быть использованы в качестве
припоев, но их применение, очевид-
но, ограничено пайкой изделий из
металлов с высокой температурой
плавления (табл. 2-18, поз. 1—9),
которые не слишком часто исполь-
зуются при изготовлении вакуумно-
плотных узлов. Металлы, давление
паров которых при температуре
прогрева вакуумных систем (при-
близительно 400 °C) превышает
10~3 мм рт. ст. (например, цинк,
свинец, кадмий, висмут), не могут
использоваться в качестве компо-
нентов твердых припоев, предна-
значенных для получения вакуум-
ноплотных соединений. Таким обра-
зом, список металлов, пригодных
для этой цели, по существу ограни-
чивается медью, серебром, золотом
и никелем. Индий и олово имеют
достаточно низкое давление паров,
но температуры их плавления
слишком низки, чтобы их можно
было использовать в прогреваемых
системах.
Припой должен быть свободен
от загрязнений. Под загрязнениями
при этом понимаются не только
элементы с высоким давлением па-
ров, но и обычные примеси, такие
как пыль, углерод и т. п., которые
часто попадают в припой при его
первоначальной отливке в форму и
последующей протяжке в проволо-
ку или прокатке в листы. Эти за-
грязнения всегда приводят к обра-
зованию в .паяном шве пустот, ко-
торые являются причиной истинных
или кажущихся течей (см. разд. 1,
гл. 3). Загрязнять припой могут
также окислы, которые находятся
в припое до пайки или же образу-
ются в процессе пайки. Полное уда-
ление флюсов после окончания
пайки является вопросом нерешен-
ным. Флюс, оставшийся в паяном
соединении, может образовывать
пустоты, ухудшающие качество со-
единения как по прочности, так и
по герметичности. При пайке дета-
лей, работающих в вакууме, приме-
нение флюсов не рекомендуется.
Предпочтение в этом случае обыч-
но отдается пайке в защитной сре-
де (водород, аргон или вакуум),
при которой обеспечивается защита
от окисления, а в водороде даже
восстанавливаются небольшие ко-
личества имеющихся в припое
окислов.
Поскольку применение флюсов
не рекомендуется, способность при-
поя к смачиванию и его текучесть
приобретают в вакуумной техноло-
гии большее значение, чем в других
областях техники.
Смачиваемостью называется
способность расплавленного припоя
сцепляться со спаиваемыми поверх-
ностями и образовывать после
охлаждения до температуры ниже
температуры солидуса прочное со-
единение (рис. 2-28). Можно пола-
гать, что для смачиваемости необ-
ходимо, чтобы расплавленный ме-
талл мог растворяться, сплавляться
или диффундировать в металле, по
которому он растекается. Опреде-
ление способности к смачиванию
через угол контакта приведено ни-
же (рис. 2-103 и табл. 2-44).
Составы основных твердых при-
поев и их свойства по отношению
к ряду металлов приведены
в табл. 2-17, откуда видно, что, на-
пример, серебро не смачивает же-
лезо и никель, медь смачивает ни-
кель, а золото смачивает как ни-
кель, так и железо. Таким образом,
при пайке никеля к железу реко-
мендуется в качестве припоя ис-
пользовать сплавы медь — серебро,
медь — золото или золото — сереб-
ро, а не чистое серебро (табл. 2-19).
Таблица 2-17
Смачиваемость металлов припоями*
Припой Спаиваемый металл
Медь Же- лезо Молиб- ден Воль- фрам Пла- тина Тантал]
Медь X С С п X п
Никель X — X X X X X
Серебро X п п п п — п
Золото X X X п п X с
Платина — — — X X — X
Олово О X X — — X п
Цинк — X О X X — X
Свинец — X X п п — п
♦О—-отличная, X- -хорошая, < 3—средняя, П-п; юхая
Под текучестью понимается
свойство припоя перемещаться от
своего первоначального положения
под действием капиллярных сил.
У сплавов с высокой текучестью
температура ликвидуса * не может
значительно повышаться при изме-
нении их состава благодаря добав-
лению в них металла, который они
растворяют. Это свойство важно,
так как процесс пайки проводится
при температуре, лишь слегка пре-
вышающей температуру ликвидуса.
На рис. 2-28 приведена принципи-
альная диаграмма состояний би-
нарного сплава. На диаграмме
представлены жидкое и твердое со-
стояния для всех возможных ком-
позиций металлов Mi и М2. Две
кривые TLi—Е и Е—ТЬ2 представ-
ляют линию ликвидуса. Выше этих
кривых любые сплавы металлов на-
ходятся в жидком состоянии. Точка
Pi является точкой ликвидуса при
температуре Л для сплава с соста-
вом Ai. Горизонтальная линия
Ts—Е—Ts является линией солиду-
са. Ниже этой линии все сплавы
находятся полностью в твердом со-
стоянии. Сплав с составом, соответ-
ствующим точке Е, является эвте-
ктическим. При нагреве сплава
с таким составом он остается пол-
ностью в твердом состоянии до тех
пор, пока не достигнута температу-
ра Ts. При температуре Ts он ста-
новится полностью жидким. Для
сплава с составом Е температура
Ts является одновременно темпера-
турой солидуса и температурой ли-
квидуса. Эвтектика находится пол-
ностью в жидком состоянии при
температуре, более низкой, чем для
сплава с любым другим соотноше-
нием тех же компонентов. В отли-
чие от эвтектики никакой другой
сплав, содержащий те же компо-
ненты, не переходит непосредствен-
но из твердого состояния в жидкое
при одной определенной темпера-
туре. Сплав с составом Aif напри-
* Температурой ликвидуса называется
температура, при которой плавление сплава
при нагреве кончается, а затвердевание при
-охлаждении начинается. Эффективная тем-
пература ликвидуса при быстром нагреве
может повышаться, а при быстром охлаж-
дении понижаться.
Рис. 2-28. Диаграмма состояний бинарного
сплава, имеющего эвтектику.
мер, будет при любой температуре
в интервале между Ts и Ti частич-
но твердым и частично жидким.
При температуре Т2 (точка Р)
сплав с составом Ai разделен на
жидкую фазу с составом Mi (чи-
стый металл All) и твердую фазу
с составом А2 (точка Р2). Жидкая
фаза должна иметь состав Аъ по-
тому что это единственно возмож-
ный сплав при температуре Т2. Из
рассмотрения диаграммы состояний
можно сделать следующие выводы
в отношении сплавов, служащих
припоями:
1) Твердые припои, представ-
ляющие собой сплавы неэвтектиче-
ского состава, обладают тем недо-
статком, что связь между спаивае-
мыми с их помощью деталями мо-
жет быть нарушена при температу-
рах, при которых сплав находится
частично в жидком, а частично
в твердом состоянии. Любое меха-
ническое воздействие при этом мо-
жет вызвать образование трещин
в припое.
2) При достижении температу-
ры Ts (рис. 2-28) эвтектический
сплав быстро растекается. Поэтому
при пайке соединений с большими
зазорами, когда быстрое внезапное
растекание припоя нежелательно,
предпочтительнее применять неэв-
тектический припой.
3) При пайке эвтектическим
припоем с составом Е при темпе-
ратуре Т^ (рис. 2-28) деталей из
металла М2 при температуре Г3
сплав должен иметь состав А3. Если
повышение температуры от Ts до Т3
происходит недостаточно быстро,
припой может растворить достаточ-
ное количество металла М& чтобы
55
Рис. 2-29. Диаграмма состоя-
ний сплавов медь—серебро и
медь—золото.
изменить свой состав до Д4, что
приведет к более высокой темпера-
туре ликвидуса 7\. Если при этом
повышение температуры остановле-
но на величине Л, припой никогда
не станет полностью жидким и до-
статочно текучим.
4) Если припой находится до-
статочно долго в присутствии ме-
талла М2 при температуре, превы-
шающей температуру ликвидус^, то
в нем растворяется достаточное
для изменения состава количество
металла Af2. В этом случае твер-
Рис. 2-30. Диаграмма состоя-
ний сплавов никель—медь и
никель—золото.
дая фаза будет медленно кристал-
лизоваться, что приведет к ослаб-
лению пайки.
5) Если для пайки металла М2
применяется неэвтектический сплав
с составом At (рис. 2-28), то он
растворяет этот металл и образует-
ся сплав с более низкой темпера-
турой плавления (например, А2).
При дальнейшем нагреве (до тем-
пературы, необходимой для плавле-
ния сплава А) новый сплав А2 бу-
дет вытекать из соединяемого зазо-
ра, оставляя в нем пустоты. При
пайке меди серебром (при 980 °C)
образуется сплав медь — серебро
с более низкой температурой плав-
ления (рис. 2-29). Поэтому в дан-
ном случае рекомендуется исполь-
зовать эвтектический сплав медь —
серебро (рис. 2-29), при котором
как возрастание, так и уменьшение
меди в составе сплава приводит
к повышению температуры плавле-
ния. Точно так же для систем, не
имеющих эвтектики (как, напри-
мер, сплавы медь — золото или
золото — никель, рис. 2-29 и 2-30),
можно применять сплав с наиниз-
шей температурой плавления.
6) Припой должен выбираться
с учетом максимальной рабочей
температуры спаиваемых деталей.
Температура солидуса припоя
(рис. 2-28) должна быть значитель-
но выше максимальной рабочей
температуры.
7) В случае, когда для полно?!
сборки узла требуется несколько
последовательных процессов пайки,
рекомендуется применение эвтекти-
ческого припоя или припоя с мини-
мальной температурой плавления
(рис. 2-29, 2-30). После процесса
пайки такой припой всегда имеет
более высокую температуру плав-
ления, чем первоначальный (эвтек-
тический) припой. Ввиду этого
каждая последующая пайка может
производиться тем же самым при-
поем, и при этом предыдущие пай-
ки не будут повреждены.
8) Если пайка производится
сплавом с непрерывно возрастаю-
щими температурами ликвидуса и
солидуса (например, сплавом ни-
кель— медь, см. рис. 2-30), то каж-
дая последующая пайка должна
56
Таблица 2-18
Припои (металлы и сплавы)*
№ пози- ции Ликвидус, •С Соладус, Тип спла- ва## Состав (частей по весу)
1 3 180 3 180 Ч Рений
2 2 996 2 996 ч Тантал
3 2 497 2 497 ч Ниобий
4 2 427 2 427 ч Рутений
5 2 444 2 444 ч Иридий
6 1 966 1 966 ч Родий
7 1 950 1 935 Родий (40), платина (60)
8 1 852 1852 ч Цирконий
9 1 770 1770 ч Платина
10 1 695 1 645 — Au(5)—Pd(20)—Pt(75)
Ц 1 550 1 550 ч Палладий
12 1 452 1 452 ч Никель
13 1 423 1 423 н Nl(36)-Fe(64)
14 1 320 1 320 э Мо(46,5)—Ni(53,5)
15 1 320 1290 Pd(30)—Ni(70)
16 1305 1 260 — Pd(13)—Au(87)
17 1 300 Ni(51)—Mo(49)
18 1 300 1 230 в Ni(45)—Cu(55)
Г9 20 1 240 1 238 1 190 1 238 э Pd(8)—Au(92) Ni(40)—Pd(60)
21 1 232 1 149 — Mn(3)—Pd(33)—Ag(64)
22 1 205 1 150 в Ni(25)—Cu(75)
23 1 160 995 — Pt(27)-Ag(73)
2i‘ 1 135 1 080 — Fe(3)—Si(10)—Cr(19)—Ni(68)
25 1084 1 084 ч Медь(ОЕНС)
26 1 083 1 083 — Ni(3)—Cu(35)—W(62)
27 1065 1 000 — Pd(10)—Ag(90)
28 1 063 1063 ч Золото
29 1 060 1 000 — Ag(5)-Cu(95)
30 1 050 1 030 н Ni(30)—Mn(70)
*31 1 035 1 015 в Au(30)—Cu(70)
32 1 030 975 — Cu(62)— Au (35)—Ni(3)
33 1 025 970 — Cu(97)—Si(3)
34 1 025 960 в Cu(95)-Ag(5)
35 36- 1 020 — — Fe(33)—Ni(56)—P(ll)
1 018 1 018 э Ni(40)— Mn(60)
37 1 015 990 в Cu (63)—Au (37)
38 1 015 970 —. Cu(77)—Au(20)—In(3)
39 1 010 985 в Cu(60)—Au(40)
40 1005 996 —— B(3,5)—Si(5)—Cr(16)—Ni(72,5)—Fe(3)
993 976 — B(2,9)—Si (4,5)—Ni(91)—Fe( 1,6)
41 975 950 — Cu(50)—Au(50)
42 971 960 — Ag(85)-Mn(15)
43 962 — — Ni(3)—Ag(35)—W(62)
44 960 960 ч Серебро
45 950 950 н Au(82)—Ni(18)
46 — 946 — Cu(85)— Sn(8)—Ag(7)
47 920 904 — Au(58)—Cu(40)—Ag(2)
48 910 779 — Cu(60)—Ag(40)
49 900 860 — Aul60)—Cu(37)—In(3)
50 900 900 э Cu(76)—Ti(24)
51 900 — — Cu(50)— Ni(10)— Mn(40)
52 900 714 Cu(95)—P(5)
53 896 885 — Au (75)-Cu(20)—Ag(5)
54 889 889 н Au(80)—Cu(20)
55 885 779 .— Ag(62)—Cu(32)—Ni(6)
56 — 800 — Cu(50)— Ag(40)—Mn( 10)
57 880 — — Ni(89)-P(ll)
58 870 779 в Ag(90)—Cu(10)
59 845 835 — Au(601—Cu(20)—Ag(20)
60 830 779 — Ag(77)-Cu(21)-Ni(2)
61 821 794 — Au(50)—Ag(30)—Cu(20)
62 779 779 э Ag(72)-Cu(28)
63 770 714 — Cu(93)—P(7)
57
Продолжсние табл, 2-18
№ пози- ции Ликвидус, •с Солидус, •с Тип спла- ва** Состав (частей по весу)
64 721 640 — Cu(87)-P(7,5)~Ag(5,5)
65 630 — — Au(80)— In(20)
66 636 — — Ag(50)—Cu( 15,5)—Cd( 18)—Zn( 16,5)
67 625 (565) — Al(95)—Si(5)
68 570 (550) — Al(85)—Cu(3)—Si(12)
69 550 — — Ag(60)—Cu(23)—Sn(17)
♦Сплавы, служащие припоями, перечислены в табл. 3-4.
**Ч — чистый метачл; Э—эвтектика; Н—сплав с наиболее низкой температурой плавления; В—сплав, тем-
пература ликвидуса которого повышается при добавлении в него металла, являющегося основной составляю-
щей сплава.
производиться сплавом с более
низкой температурой плавления.
В некоторых случаях физиче-
ской несовместимости применение
некоторых припоев для пайки опре-
деленных металлов исключено. Так,
например, сплав ковар (Fe, Ni, Со)
нельзя паять серебром, так как се-
ребро проникает в ковар, вызывая
его растрескивание. Припои на
основе серебра и золота нельзя ис-
пользовать для пайки деталей, ра-
ботающих в присутствии паров
ртути. Соединения, паянные медью,
при контакте с ртутью становятся
хрупкими. Соединения, паянные
медью, серебром и золотом, могут
быть защищены от воздействия
ртути путем их электролитического
покрытия никелем.
Сплавы, служащие твердыми
припоями, перечислены в табл. 2-18,
а возможности их применения для
пайки различных металлов указа-
ны в табл. 2-19.
Пайка стали со сталью.
С точки зрения как смачиваемости,
так и текучести припоев по по-
верхности стали, для пайки послед-
ней вполне пригодны припои на
основе меди. Их высокая текучесть
объясняется тем, что при плавле-
нии меди в ней растворяется не-
большое количество (2,8%) желе-
за, что повышает температуру лик-
видуса только на 11 °C. Соедине-
ния из нержавеющей стали могут
успешно паяться сплавом золото —
никель (82% Au, 18% Ni), а так-
же сплавами (Ni, Сг, В) и (Ni,
В, Si) (табл. 2-19 и 2-18).
58
Никель с никелем может
паяться эвтектическим серебряно-
медным припоем (рис. 2-29) или
сплавами золото — медь и золото —
медь — никель (табл. 2-19 и 2-18).
Конструкция никелевых соединений,
паянных припоем на основе сереб-
ра, должна исключать возможность
возникновения каких-либо напря-
жений в соединении, так как ни-
кель и сплавы никеля (например,
ковар) имеют склонность стано-
виться хрупкими после контакта
с расплавленным серебром. Паян-
ные серебряным припоем никеле-
вые соединения можно считать на-
дежными лишь до температуры
250 °C. При более высоких темпе-
ратурах их прочность снижается из-
за окисления. Если необходима
устойчивость к окислению при тем-
пературах вплоть до 1 100°C, в ка-
честве припоя можно использовать
некоторые сплавы типа (Ni, Сг, В,
Si)—см. поз. 24, 40 в табл. 2-18.
Медь с медью можно паять
серебряно-медной эвтектикой
(рис. 2-29), сплавами золото — медь
или золото — медь — никель (табл.
2-18). Чистое серебро при пайке
меди дает неудовлетворительные
результаты, так как медь легко
растворяется в серебре и темпера-
тура плавления получающегося
сплава ниже температуры плавле-
ния серебра (см. замечания к рис.
2-28). Аналогичное явление проис-
ходит и при пайке меди чистым
золотом.
Медь можно соединять с медью,
используя диффузионную сварку
Таблица 2-19
* Возможность получения паяного соединения для различных пар металлов
W Ti Ta Нержа- веющая сталь Ni Монель Mo Ковар Инконель FeNi Fe Си CrNi CrFe Be Au Ag
Ag — — — — 62(43) — — — — 62 — 62, 64 62 — — — 54, 62 64
Au — — — — — — —- — — — — — — — — 62
Bey — — — — ( ’ 62 — — — — — 25*5 62*i — — —
CrFe — — — — — — — — — — 25« — — 25
CrNi — — — — — — — 44, 28 — — — бб*9 бб*9
Си 54, 45 44*8, 62*з 50 — 62, 40 62, 45 32, 39 49 32 45, 28 64, 32 54, 31, 32 39, 62** 62, 45 62, 54 31, 39, 48 54, 62« 29, 33, 39 34, 46, 47 54, 62
Fe 22 — — — 37, 39 26 22 28, 31, 34 37, 39 — — 39, 28, 47 44, 54
FeN i — — — — — — — — 28 62**
Инконель 45 — — 20, 21 24, 42 45 — ' 45 45 21, 24 20, 45
Ковар 45, 32 54*»o — — 28 45, 28, 38, 32, 39 26, 28, 32 62*« 45(44) 28, 39, 54 62*5
Mo 22, 23 32, 45 — — 19, 27 • 27, 32 45 32 3-14, 23 32, 45
Монель 28, 32 — — — 32 32
Ni 45, 27 32 50 — 27 17, 31, 32 28, 40, 41 62
Нержавеющая сталь 19, 20 21, 24 — \ 15, 19 24, 30, 36 40, 45
Та — — 28*e
Ti — 44*7
W 1-16 23, 45
* Цифры означают номер сплава в табл. 2-18.
*х Короткий высокочастотный нагрев; другая технология: при пайке Be к Fe ис-
пользуется Си, при пайке Fe к Си используется сплав серебра (830° С).
*2 Железо, покрытое медью, спеченной в водороде.
*3 Вольфрам предварительно травится (HNO3/HF 1:1).
S *4 Ковар, предварительно покрытый медью.
* 5 Высокочастотный нагрев в водороде (5 мин).
* е Высокочастотный нагрев в вакууме.
* 7 В вакууме или ацетиленовым пламенем с флюсом.
* 8 Вольфрам, предварительно покрытый никелем.
* 9 Кадмий и цинк испаряются при нагреве в вакууме.
* ’° Нагрев в водороде при температуре 920° С в течение 5 мин.
с помощью золота (разд. 2,
§ 2-2).
Медь с никелем можно паять се-
ребряно-медной эвтектикой (рис.
2-29) или сплавами золото — медь.
Для глубоких соединений в качест-
ве припоя рекомендуются сплавы
золото — медь — никель, так как
они имеют лучшую текучесть.
Медь с коваром (Fe, Ni, Со)
следует спаивать, используя спла-
вы золото — медь, золото — никель
и золото — медь — никель (табл.
2-19). Сплавы золото — медь — ни-
кель и золото — никель растекают-
ся по ковару лучше, чем чистая
медь или сплавы золото — медь,
благодаря растворимости кислоро-
да и окислов никеля в расплавлен-
ном никеле. Сплавы на основе се-
ребра при их использовании в ка-
честве припоев вызывают хрупкость
ковара и других сплавов, содержа-
щих никель.
Пайка тугоплавких металлов
(вольфрам, молибден и др.) описа-
на в литературе [Л. 35], так же как
и пайка титана и его сплавов.
2-3. ПОЛУЧЕНИЕ
ВАКУУМНОПЛОТНЫХ СОЕДИНЕНИЙ
С ПОМОЩЬЮ СВАРКИ И ПАЙКИ
Очистка металлических поверх-
ностей. Нельзя получить высокока-
чественного вакуумноплотного со-
единения при недостаточно чистых
соединяемых поверхностях. Так как
очистка требуется для всех поверх-
ностей, «смотрящих» в вакуум, то
в этом разделе будут описаны ме-
тоды очистки металлических по-
верхностей при получении соедине-
ний сваркой и пайкой, а также и
другими методами (см. разд. 3).
Под очисткой обычно понимает-
ся удаление нежелательных ве-
ществ с поверхности твердого тела.
В вакуумной технологии под очист-
кой следует понимать не только
удаление с поверхностей видимой
грязи, но и последующее удаление
всех загрязнений, удерживаемых на
поверхности физическими силами
(масло, жиры, пыль) или являю-
щихся продуктами химических ре-
акций (окислы, сульфиды). Степень
очистки должна быть тем выше,
60
чем ниже давление, получаемое в.
вакуумной системе.
Окислы и им подобные поверх-
ностные пленки могут быть удале-
ны механическими и химическими
методами (струйная обработка аб-
разивами, очистка проволочными
щетками, травление).
Качество очистки от масел и
жиров зависит от того, омыливают-
ся они или нет. Омыливанию под-
вергаются масла и жиры животно-
го и растительного происхождения;
минеральные масла не омыливают-
ся. Омыливающиеся жиры и масла
можно удалить, переводя их с по-
мощью гидролиза в жирные кисло-
ты, а затем превращая последние
(путем воздействия на них щелоч-
ными растворами) в растворяю-
щиеся в воде мыла. Минеральные
масла могут быть удалены раство-
рением в органических растворите-
лях, а в отдельных случаях они мо-
гут быть смыты щелочными рас-
творами, содержащими моющие ве-
щества. Так как природа загрязне-
ний обычно бывает неизвестна, на-
дежная очистка должна состоять
из двух последовательных опера-
ций: обезжиривания органическими
растворителями и затем щелочного
обезжиривания.
Процесс обычно начинается
с механической очистки, за которой
следуют травление, очистка мою-
щим веществом и обезжиривание.
Методы механической очистки,
применяемые в вакуумной техноло-
гии, не являются оригинальными.
Они используются обычно для
предварительной очистки поковок и
штампованных деталей от окалины,
ржавчины и пр. Это достигается
струйной обработкой абразивом
или очисткой металлическими щет-
ками.
Травлением называют химиче-
ское удаление окислов и других по-
верхностных покрытий, после кото-
рого очищенная поверхность приоб-
ретает металлический вид и может
быть гладкой или шероховатой в
зависимости от концентрации тра-
вящего раствора и времени трав-
ления. Для обеспечения хорошего
равномерного травления металл
должен быть свободен от других
загрязнений или защитных покры-
тий (пластиков, краски и т. п.).
Рекомендуется такие покрытия пе-
ред травлением удалять. После
травления обработанная деталь
должна быть тщательно промыта,
а затем следы кислот следует ней-
трализовать погружением в щелоч-
ную ванну, после чего проводится
сушка горячим воздухом (80—
90°C), причем иногда это делается
после промывки спиртом. Кислот-
ное травление оказывает сущест-
венное влияние на газовыделение
из металлических поверхностей,
значительно уменьшая скорость га-
зовыделения (табл. 2-5). Растворы
для травления различных металлов
приведены в табл. 2-20.
Электролитическое травление (и
полировка) представляет собой
анодную (или катодную) обработ-
ку металлических поверхностей
в различных ваннах, предназначен-
ную для получения чистых (про-
травленных) или гладких (полиро-
ванных) поверхностей. Электроли-
тические растворы для травления
приведены в табл. 2-20. При элек-
тролитической полировке критичны-
ми являются не только состав ван-
ны, но и ее электрические парамет-
ры. При напряжении ниже опреде-
ленной величины ванна в основном
больше протравливает, чем полиру-
ет. Гладкая электролитическая по-
лировка происходит в определен-
ном диапазоне оптимальных напря-
жений. При более высоких напря-
жениях большое газовыделение
приводит к неравномерной корро-
зии анодных поверхностей.
Некоторые рекомендуемые элек-
тролиты для полировки, а также
данные по электрическим, темпера-
турным и временным режимам при-
ведены в табл. 2-21.
Щелочная очистка производится
либо погружением, либо методом
электролитической очистки. При
очистке погружением' обычно ис-
пользуются горячие растворы (60—
85 °C). Метод щелочной очистки
может применяться для удаления
масла, грязи или краски. Состав
применяемого при этом раствора
определяется очищаемым металлом
и характером загрязнений, которые
необходимо удалить. Для очистки
железных сплавов и при трудно-
удалимых загрязнениях применяют-
ся сильные очищающие растворы,
содержащие едкий натр, мыла и
смачивающие агенты при концен-
трации 10—40 г каждого из компо-
нентов на 1 литр раствора. Неже-
лезные сплавы и особенно алюми-
ний очищаются ингибированными
щелочными растворами, т. е. сили-
катами, фосфатами и карбонатами
натрия, с мылами или синтетически-
ми органическими моющими веще-
ствами при концентрации 15—45 г/л
и температуре 60—85 °C. При элек-
тролитической очистке в щелочных
растворах очищаемый металл мо-
жет являться как катодом (катод-
ная очистка), так и анодом (анод-
ная очистка). Вторым электродом
обычно служит сама ванна. При
анодной очистке на поверхности
очищаемого металла выделяется
кислород. Этот процесс ведется на
постоянном токе плотностью 50—
100 ма!см? при напряжении 6—12 в.
Катодная очистка производится при
напряжении 6—12 в постоянного
тока с максимальной плотностью
50 ма!см2. Для сталей рекомендует-
ся анодная очистка, а для сплавов,
содержащих свинец, цинк, олово,
следует применять катодную очист-
ку. Для электроочистки рекоменду-
ется следующий раствор (вес. %):
каустическая сода—1, ортофосфор-
нокислый натрий — 1, кальциниро-
ванная сода — 1.
Очистка растворителем (обзор
методов см. в [Л. 80]) производится
в жидкой или парообразной фазе.
Если приняты достаточные меры
безопасности, то при жидкой очист-
ке могут использоваться легковос-
пламеняющиеся вещества (бензол,
ксилол и т. п.). Обезжиривание
в парах намного эффективнее, чем
очистка жидким растворителем.
При обезжиривании в парах рас-
творитель нагревается до темпера-
туры кипения, а очищаемые детали
висят в камере в горячих парах,
которые конденсируются на метал-
лических поверхностях, растворяют
масла и жиры и стекают обратно
в резервуар с растворителем. При
этом применяются негорючие рас-
61
Таблица 2-20
Травящие растворы
Металл (сплав) Травящий раствор Замечания
Алюминий NaOH (10%-ный раствор), насыщенный NaCl [если появляется почернение, то это означает, что в алюминии имеется примесь меди; в этом случае требуется последующее травление в HNO3 (20—30%) и хорошая промывка ] NiCl2 (25%-ный раствор), разбавленный в отношении 5:1 НС1 (плотность 1,16) Электролитическое травление в растворе: 1 000 мл дистиллированной воды, 100 г Н3ВО3; 0,5 г Na2B4O7 Электролитическое травление в 5—10%-ном растворе хромовой кислоты При 80° С 15—50 сек. Для получения блестя- щей поверхности—после- дующее погружение в НС1 (10%) 50—100 в, вплоть до 600 в 3—15 ма/см2, 20—40 в, около 30 мин
Бериллий Константан (55% Си, 45% Ni) Электролитическое травление в растворе 50— 100 г NaOH (или КОН) в 1 000 мл дистил- лированной воды при температуре 20° С H2SO4 (10%-ный раствор), 50—60° С 2,5—7 а/дм2
Медь Инвар (64% Fe, 36% Ni) Железо 250 мл HNO3 (плотность 1,40), 600 мл H2SO4 (плотность 1, 83) и 20 млн НС1 (плотность 1,16) в 130 мл дистиллированной воды 500 мл HNO3 (65%), 500 млн H2SO4 (кон- центрированной), 10 мл НС1 (37%) и 5 г га- зовой сажи 1000 мл HNO3, 1 000 мл H2SO4, 15 г NaCl и 20 г газовой сажи. За 24 ч до упо- требления разбавляется дистиллированной во- дой в отношении 1:1 10%-ный раствор Fe2 (SO4)3 в лимонной (0,1—1,0%) или уксусной (0,3—0,5%) кис- лоте Погружение в разбавленную НС1 на 5 мин с последующим погружением в раствор 100 г Сг2О3, 7 мл H2SO4 (концентрированной) в 1 000 мл дистиллированной воды Погружение на 3—4 мин в раствор 1:40 мл H3POt; 15 мл HNO3; 1,5 мл НС1; 20 г NH4NO3; 45 мл дистиллированной воды. Пос- ле прополаскивания погружение в раствор 2:65 мл ледяной уксусной кислоты, 30 мл Н3РО4 (плотность 1,75), 5 млн HNO3 (плот- ность 1,42). Выдержка около 1 мин до рав- номерного выделения газа Катодное травление в электролите, пред- ставляющем собой смесь равных частей НС1 (37%), H2SO4 (96%), HNO3 (70%) и дис- тиллированной воды. Плотность тока 26 ма см2. Анод угольный 50%-ный раствор НС1 или 5—15%-ный раствор H2SO4. Рекомендуется добавление ингибитора, замедляющего выделение водо- рода (например, Ferrocleanol) Погружение для про- светления Погружение (2—3 сек) и немедленное прополас- кивание Погружение (1—5 сек) Погружение для про- светления Раствор 1 при 35° С, раствор 2 при комнатной температуре Погружение для про- светления
Сплав жетезо— 500 г Сг2О3 с 5 мл H2SO4, разбавленные Разд. 2, § 4-2
хром дистиллированной водой до 1 000 мл. Анод- ное травление в электролите: 335 мл уксус- ной кислоты, 240 мл хлорной кислоты (НС1О4) и 100 мл дистиллированной воды. Напряжение 6 в. Катод графитовый 8—10 мин
G2
Продолжение табл. 2-20
Металл (сплав) Травящий раствор Замечания
Нержавеющая сталь (Fe, Ni, Сг) Раствор: 1—3% концентрированной HNO3 и 25% НС1 (плотность 1,16) в дистиллиро- ванной воде. Температура 65° С Раствор: 7% H2SO4 (плотность 1,83) и 3% НС1 (плотность 1,16) в дистиллированной воде. Температура 65° С. 30 вес. ч. Fe2(SO4), 16 вес. ч. HF (48—52%) и 380 вес. ч. дистиллированной воды; температура 70° С 27 вес. ч. НС1 (плотность 1,16), 23 вес. ч. H2SO4 (плотность 1,83) и 50 вес. ч. дис- тиллированной воды. Погружение на 60 мин при температуре 45° С с последующим по- гружением на 20 мин в раствор: 11 вес. ч. H2SO4 (плотность 1,83), 13 вес. ч. НС1 (плотность 1,16) 1 вес. ч. HNO3 (плотность 1,40) и 75 вес. ч. дистиллированной воды, при температуре 60° С Погружение для про- светления
Ковар (Fe, Ni, Со) 1 вес. ч. HNO3 (65%) и 1 вес. ч. уксус- ной кислоты (50%) 75 г (NH4)2SO4 в 100 мл H2SO4 (20%), при 50—100° С 1 объем НС1 (10%) на 1 объем HNO3 (10%), при 70° С. Требуется помешива- ние Электролитическое травление в 1о/0.Ном рас- творе NaCl в НС1 (10—15%). Перемен- ный ток 10—12 в; 1,6 а!см2. Электрод гра- фитовый или коваровый Около 50 сек 3—5 мин 2—5 мин
Молибден HF (40%) или НС1 (5—8%). 2 000 мл H2SO4; 37,5 г СгО3; 100 мл HF; 10 мл HNO3 (концентрированной) при 90° С 10 г NaOH в 750 мл дистиллированной воды и 250 мл Н2О2 (30—35%) при 40° С Электролитическое травление в 20%-ном растворе КОН. Постоянный ток, напряжение 7,5 в. Электрод из графита 10 сек 2—5 мин
Никель 10%-ный раствор HNO3 при 70® С 150 мл H2SO4 (плотность 1,83), 225 мл HNO3 (плотность 1,3), 3 г NaCl в 100 мл дистиллированной воды при 20—40° С Электролитическое травление в растворе: 130 мл H2SO4, 25 г NiS04 в 200 мл дистил- лированной воды. Напряжение 6—12 в. Ни- келевый электрод. 10%-ный раствор уксус- ной кислоты 1—2 мин 5—20 сек
Тантал Горячая HF Анодное травление в растворе: 75—98% H2SO4 (или НС1) и 2—7% HF в дистиллиро- ванной воде. 40—160 ма!см2 1—2 сек
Вольфрам 50 мл HNO34i 30 мл H2SO4 в 20 мл ^дистиллированной воды. Кгщячение в Н2О2 (3%-ный раствор). Анодно/травление в рас- творе 250 г КОН и ./0,25 г CuS04 в 1 000 мл дистиллированной воды
63
Таблица 2-21
Электролитическая полировка
Металл (сплав) Состав ванны, мл Напряже- ние, в Плотность тока, ма!см* Темпера- тура, ®с Время, мин
Алюминий 40 мл H2SO4, 40 мл фосфорной кислоты, 20 мл дистиллированной воды 10—18 720 95 5
165 мл хлорной кислоты, 785 мл уксусной кислоты, 50 мл дистиллиро- ванной воды 50—100 30—50 50 15
45 мл хлорной кислоты, 800 мл этилового спирта, 155 мл дистилли- рованной воды 100—200 2 000—4 000 35 30
Бериллий 100 мл ортофосфорной кислоты, 30 мл H2SO4, 30 мл глицерина, 30 мл этилового спирта — 2 000—4 000 — —
Медь 670 мл ортофосфорной кислоты, 100 мл H2SO4, 270 мл дистиллиро- ванной воды 2—2,2 100 22 —
Железо 7 г СгО3, 22 г бихромата натрия, 7 мл уксусной кислоты, 6 мл H2SO4, 58 мл дистиллированной воды 20—60 — — —
530 мл ортофосфорной кислоты, 470 мл дистиллированной воды 0,5—0,2 6 20 10
Молибден 35 мл H2SO4, 140 мл дистиллиро- ванной воды 12 — 50 —
Монель 200 мл HNO3, 400 мл метилового спирта 2,4—2,6 125—150 20—30 10
Никель 60 мл ортофосфорной кислоты, 20 мл H2SO4, 2 мл дистиллированной воды 10—18 900 60 5
210 мл хлорной кислоты, 790 мл уксусной кислоты 22 180 20 —
Углероди- стая сталь 50 мл H2SO4, 40 мл глицерина, 2 мл НС1, 8 мл дистиллированной воды 10—18 50 10 60
185 мл хлорной кислоты, 765 мл уксусыМ кислоты, 50 мл дистиллиро- ванной воды 50 40—70 30 5—10
Нержавею- щая сталь 50 мл H2SO4, 40 мл глицерина, 10 мл дистиллированной воды 10—18 300—1 000 30—90 3—9
133 мл ледяной уксусной кислоты, 25 г СгО3, 7 мл дистиллированной воды 20 900—2 510 18 4—6
Тантал 90 мл H2SO4 (концентрированной), 10 мл HF — 100 35—45 9
Вольфрам 100 г NaOH, 900 мл дистиллиро- ванной воды — 30—60 20 20—30
творители, которые, однако, могут
быть токсичными (максимально до-
пустимая концентрация 0,01 %) •
Растворителями в порядке возра-
стания их температуры кипения мо-
гут быть: дихлорэтилен (C2CI2H2,
температура кипения 55°C), четы-
реххлористый углерод (CCI4, темпе-
ратура кипения 77 °C), трихлор-
этилен (C2CI3H, температура ки-
пения 87 °C), тетрахлорэтилен
(C2CI4, температура кипения
121 °C). Наиболее часто приме-
няемыми растворителями являются
четыреххлористый углерод и три-
64
хлорэтилен. Надо отметить, что при
контакте с открытым пламенем или
горячими поверхностями пары три-
хлорэтилена образуют соляную ки-
слоту и сильно токсичные газы. Па-
ры трихлорэтилена токсичны и об-
ладают наркотическими свойствами.
Четыреххлористый углерод также
токсичен и вызывает раздражение
кожи. С этими растворителями не
должны соприкасаться вода, жир-
ные кислоты, спирт и алюминий,
так как эти вещества катализиру-
ют гидролиз, при котором выделя-
ется соляная кислота. К такому же
Рис. 2-31. Правильные и неправильные конструкции сварных соединений.
А — сварка встык; Б — сварка внахлестку; В— Т-образная сварка; Г — угловая сварка;
Д — краевая сварка.
результату может приводить фото-
химическое разложение этих рас-
творителей. Поэтому держать их
следует в темных бутылках.
Обезжиривание в парах не все-
гда обеспечивает чистоту поверх-
ности; оно не удаляет минеральные
соли, инертные загрязнения, метал-
лические мыла.
Сварные вакуумноплотные со-
единения. Ниже перечислены усло-
вия, необходимые для получения
сварных швов, механически проч-
ных и в то же время вакуумноплот-
ных (табл. 1-5).
При конструировании и изготов-
лении сварных соединений вакуум-
ных камер и трубопроводов необхо-
димо соблюдать следующее требо-
вание.
Конструкция и технология изго-
товления шовных соединений долж-
ны обеспечивать полную проварку
и исключать возможность образо-
вания полостей, в которых могут
скапливаться загрязнения. На
рис. 2-31 приведен ряд правильных
конструкций швов наряду с соот-
ветствующими им неправильными
конструкциями, которых следует
избегать.
Некоторые указания, которые
следует выполнять при стыковой,
угловой, Т-образной и краевой ва-
куумноплотной сварке:
5—228
1) По возможности швы долж-
ны накладываться с одного прохо-
да. Швы, получаемые за два про-
хода, допустимы только для очень
больших камер, особенно если они
подвергаются циклическому нагре-
ву.
2) Швы должны быть располо-
жены с вакуумной стороны камеры,
если это только возможно.
3) Если внутренняя поверх-
ность должна быть особо гладкой,
то с внутренней стороны делается
добавочный шов в дополнение
к наружному шву [рис. 2-31, Г(/)],
причем- й этом случае рекомендует-
ся делать внутренний шов вакуум-
ноплотным, а для обеспечения воз-
можности обнаружения течей в на-
ружном шве высверливать ряд от-
верстий, которые должны затыкать-
ся пробками.
4) Применять крепежные поло-
сы не рекомендуется. В случае не-
обходимости наложения крепежных
(силовых) швов последние должны
делаться прерывистыми, чтобы был
обеспечен свободный выход газа из
любого кармана. Крепежные швы
не должны пересекать вакуумно-
плотные.
5) Для получения длинных не-
прерывных швов рекомендуется
применять возможно более длин-
ные присадочные прутки. Во избе-
65
Рис. 2-32. Рекомендуемые конструкции при
сварке встык. При толщине Г до 12 мм
R=T/4, при толщине более 12 мм JR=3 мм.
жание большого количества приса-
дочного металла в шве (особенно
в случае сварки прогреваемых ка-
мер) желательно использовать
присадочные прутки малого диа-
метра, уменьшая одновременно ко-
личество тепла, необходимого для
сварки.
6) Сварные узлы должны быть
сконструированы так, чтобы в про-
цессе изготовления большинство
швов могло быть проверено и ис-
правлено по отдельности до окон-
чательной сборки. Иногда после
первой проверки на герметичность
сварные швы отжигают в сухом
водороде (при температуре около
1 100 °C) и проверяют вторично
с целью обнаружения течи, которая
могла образоваться в результате
выгорания загрязнений.
Для проверки герметичности
сварных швов перед сборкой (ме-
тоды см. в табл. 1-4) сваренные
детали подсоединяются к вакуум-
ному сосуду с помощью двойных
уплотнений, между которыми со-
здается охранный вакуум (разд. 3,
§ 8-2). Максимально допустимая
скорость натекания воздуха через
сварной шов составляет около 2Х
Х10-6 л*мкм рт. ст.I сек на 1 см
длины шва. Если натекание в шве
больше этой величины, то шов дол-
жен быть отшлифован до основного
металла и сварка должна быть
произведена снова. Это также отно-
сится к швам, в которых при рабо-
те образовались трещины. Непра-
вильно думать, что, наложив сверху
новый шов на шов с натеканием,
можно последний исправить. Таким
способом течи устраняются редко,
так как в шве возникают напряже-
66
ния, которые при нагреве приводят
к возникновению новых трещин.
Сварка встык, т. е. сварка, при
которой торец листа (или трубы)
устанавливается встык с торцом
другого листа и промежуток между
ними заполняется сваривающим
металлом (рис. 2-31,Л), применяет-
ся для получения вакуумноплотных
швов, причем при этом использует-
ся V-образная, прямоугольная или
U-образная разделка кромок
(рис. 2-32). Односторонняя сварка
с проваркой на глубину, равную
толщине свариваемого металла
[рис. 2-31,Л (/)], предпочитается
двусторонней сварке типа Л (//),
а также односторонней сварке, но
с проваркой на глубину, меньшую
толщины металла, типа Л (/).
Сварка встык предпочтительнее
сварки днахлестку или угловой
сварки. Так, например, конструк-
ция Б (III) должна быть заменена
конструкцией Б (II). Некоторые ре-
комендуемые для вакуумноплотной
сварки конструкции стыковых швов
приведены на рис. 2-32.
На рис. 2-33 показаны некото-
рые стыковые швы, используемые
при изготовлении больших вакуум-
ных камер специальной формы. Это
швы с проваркой на всю глубину,
но с V или U-образной разделкой.
При изготовлении таких швов с по-
мощью аргоно-дуговой сварки
(разд. 2, § 2-1) внутренняя поверх-
ность шва имеет очень грубый вид,
если только при сварке не приме-
няется поддув дополнительной
струей аргона со стороны, обратной
шву. При сварке труб встык допол-
нительный поток аргона может
пропускаться по самим сваривае-
мым трубам. Аргон подается непо-
средственно в окрестности шва
с помощью резиновых баллонов,
которые вводятся с двух сторон
Рис. 2-33. Стыковые швы,
используемые при изготовле-
нии больших вакуумных камер
специальной формы.
в трубу и раздуваются, заполняя
все сечение отверстия с обеих сто-
рон от свариваемого шва.
Сварка внахлестку^ т. е. сварка,
при которой один лист (труба) на-
кладывается на другой и край пер-
вого листа приваривается к поверх-
ности второго [рис. 2-31 (Б)], в ва-
куумной технике не рекомендуется.
Если из условия прочности приме-
нение сварки внахлестку необходи-
мо, то должна применяться одно-
проходная сварка, причем сварной
шов должен быть расположен вну-
три вакуумной камеры (тип Б (/)].
Применение в объектах вакуумной
техники сварки внахлестку с двой-
ным швом [тип Б(1)] или с усили-
вающими пластинами [тип Б (II)]
опасно из-за образующегося между
двумя швами замкнутого объема.
В таком двойном шве могут быть
скрыты течи, которые чрезвычайно
трудно обнаружить. Даже угловую
сварку внахлестку [тип Б (III)]
в вакуумных системах следует за-
менять на сварку встык [тип Б (II)].
Т-образная сварка при изготов-
лении вакуумной аппаратуры дол-
жна производиться таким образом,
чтобы не создавалось замкнутых
объемов [тип В (/)], что может быть
достигнуто наложением шва только
с одной (вакуумной) стороны каме-
ры [тип В (I) и (III)] или провар-
кой на всю толщину с наружной
стороны камеры [тип В (II)], На
ррс. 2-34 приведены две реко-
мендуемые конструкции Т-об-
разного сварного соединения.
Известно, что при угловой
сварке^ проведенной по обыч-
ной технологии [тип F(/)], об-
разуются трешиньк/При после-
дующей механической обра-
ботке (например, проточке
фланцев) охлаждающая жид-
кость легко проникает в эти
трещины. Удалить эту жид-
кость из трещин при очистке
очень трудно, если только во-
обще возможно. Во избежание
этого необходимо применять
угловые сварные соединения
с полной проваркой швов [тип
Г (/)].
Для соединения тяжелых
секций особенно удобна такна-
Рис. 2-34. Рекомендуемые конструк-
ции Т-образного сварного соедине-
ния.
зываемая краевая сварка. При крае-
вой сварке в толстой детали преду-
сматривается отогнутая закраина,
которая и сваривается с тонкой де-
талью. Таким же способом могут сва-
риваться две тонкие детали. Приме-
ры первого метода приведены на
рис. 2-35. Закраины изготавливают-
ся отгибанием или отбортовкой ма-
териала (рис. 2-35,а) или проточ-
кой канавки вблизи свариваемого
края, оставляющей закраину необ-
ходимой толщины (рис. 2-35,6), или
же обоими методами вместе
(рис. 2-35,в).
Свариваемые края могут иметь
прямую или скошенную отбортов-
ку, образующую при соединении
V-образное сечение, причем в обоих
случаях для устранения возможно-
сти захвата в месте соединения за-
грязнений и газов рекомендуется
проварка до внутренней поверхно-
сти [рис. 2-31, Д (/)].
Если краевой сварной шов не-
обходимо вскрывать, то следует ис-
Рис. 2-35. Конструкции краевых сварных соеди-
нений.
1 — сварка оплавлением; 2 — приварка в отдельных точ-
ках; 3 — проточки; 4 — оУЗортовка трубы.
5*
67
Рис. 2-36. Вакуум-
ное уплотнение с
помощью двух
тонких металличе-
ских колец, сва-
ренных по краям.
1 — уплотняющее
кольцо; 2 — сварной
шов; 3 — место свар-
ки с основными де-
талями; 4 — выступ;
5 — опорное кольцо.
пользовать конструкцию, изобра-
женную на рис. 2-35,г. Соединение
может быть вскрыто путем сошли-
фовки сварного шва. Оно может
вскрываться и вновь завариваться
неоднократно. Краевые швы, ис-
пользуемые в прогреваемых вакуум-
ных системах в качестве уплотне-
ний, а также для соединения про-
греваемых и непрогреваемых ча-
стей, выполняются следующим спо-
собом. К тяжелым металлическим
фланцам вначале привариваются
тонкие металлические кольца, кото-
рые затем свариваются между со-
бой (рис. 2-36). Эти тонкие метал-
лические кольца могут свариваться
краевой сваркой снаружи камеры
(рис. 2-36,а) или внутри ее
(рис. 2-36,6). Для осевой центров-
ки фланцев и для восприятия осе-
вых нагрузок на одном из фланцев
делаются выступы, входящие в про-
точку другого фланца (рис. 2-36,а).
Выступы должны также обеспечи-
вать расстояние между фланцами,
необходимое для расположения ко-
лец. Внутренняя сварка колец мо-
жет производиться только в случае
больших вакуумных камер, когда
имеется доступ к внутренним коль-
цам. Вскрыть такое уплотнение
можно напильником, причем для
прорезки шва требуется всего лишь
3—4 движения напильника. Движе-
68
ние напильника должно быть на-
правлено вдоль шва, а не поперек
его.
Конструкция, показанная на
рис. 2-36,в, может применяться для
камер большого диаметра (до
750 мм). В этой конструкции ис-
пользуется опорное кольцо, распо-
ложенное между двумя тонкими
свариваемыми кольцами.
Вакуумноплотные соединения,
паянные твердым припоем. Для по-
лучения вакуумноплотного паяного
соединения соединяемые детали
должны быть плотно пригнаны так,
чтобы оставался только необходи-
мый зазор, величина которого опре-
деляется применяемым припоем и
конфигурацией соединения. Твер-
дый припой используется в виде
проволоки, колец, фольги, полос
или электролитического покрытия.
Очищенные (разд. 2, § 2-3) и со-
бранные детали нагреваются
(разд. 2, § 2-2) до температуры
плавления припоя. Припой затекает
в зазоры между деталями (под дей-
ствием капиллярных сил), где он
затвердевает и соединяет детали
одну с другой.
Так как припой обычно менее
прочен, чем материал соединяемых
деталей, то прочность паяного со-
единения зависит от количества не
изменившегося по составу припоя,
находящегося в соединении в виде
тонкой пленки *. Это зависит в свою
очередь от состава припоя, мате-
риала соединяемых деталей, време-
ни и температуры, при которой ве-
дется процесс пайки (разд. 2, §2-2),
а также от величины соединяемого
зазора. В табл. 2-22 собраны реко-
мендуемые при пайке твердым при-
поем величины зазоров. Для полу-
чения надежных вакуумноплотных
паяных соединений необходимо со-
блюдать следующие условия:
1) Количество используемого
припоя должно быть минимальным.
Опыт показывает, что при малых
зазорах и чистых поверхностях ма-
лое количество припоя обеспечива-
* Предельное напряжение при растя-
жении паяного соединения в большей сте-
пени зависит (по линейному закону) от
отношения толщины к диаметру соедине-
ния, чем от толщины пленки припоя.
Таблица 2-22
Величины зазоров при пайке твердыми припоями
Припой Спаиваемый металл Рекомендуемый зазор, мкм
Чистые металлы (Си, Ni, Ag) Медь (трубчатые, круглые спаи) Электролитически нанесенные чистые металлы (Си, Ni, Ag) Медные, никелевые и серебряные эвтектики (рис. 2-29, табл. 2-18) или сплавы с наиболее низкой температурой плавления (рис. 2-30) Сплавы, температура плавления которых повы- шается при добавлении в них основной состав- ляющей (в табл. 2-18 обозначены Е) Любой Магнитные Любой См. табл. 2-19 См. табл. 2-19 13—25 10 мкм на 1 см диаметра 10—15 40—75 50—100
ет лучшее качество соединения, чем
большое.
2) Следует избегать больших
или неравномерных расстояний
между соединяемыми деталями.
3) Для обеспечения капилляр-
ного засасывания припоя в зазор
между деталями взаимное пере-
крытие спаиваемых поверхностей
должно быть не меньше 2—3 мм.
4) Если спаиваются детали из
металлов с различными коэффици-
ентами теплового расширения, то
конструкция соединения должна
быть такой, чтобы при остывании
припой сжимался, т. е. внешняя де-
таль должна иметь больший коэф-
фициент теплового расширения (см.
рис. 2-27).
5) Растекание припоя по зазо-
ру соединения определяется конст-
рукцией последнего. Протекание
припоя через углы соединения за-
висит от зазоров в углах. Расши-
рения в зазоре могут затормозить
течение припоя по зазору соедине-
ния. Прямые углы обеспечивают хо-
рошее течение припоя через все со-
единение (рис. 2-37,6), и оно при
этом получается прочным и герме-
тичным. Скругленные углы останав-
ливают течение припоя. Если бли-
жайший со стороны подачи припоя
угол скруглен (рис. 2-37,в), то при-
пой не пройдет за этот угол (рис.
2-37,г). Если скруглен второй угол
(рис. 2-37,6), т” соединение будет
более прочным и герметичным
(рис. 2-37,е). Прямой угол, прижа-
тый к скругленному углу (рис.
2-37,ж), также остановит течение
припоя, даже несмотря на то, что
величины зазоров с обеих сторон
угла выбраны правильно.
6) Если необходимо устранить
растекание припоя по поверхности,
то эту поверхность надо покрыть
слоем графита или хрома.
7) Пайка встык может приме-
няться, но в вакуумной технике
предпочтительнее пайка внахлестку
Соединения встык (рис. 2-38,Д) мо-
гут быть удовлетворительными
только при тщательной пайке, по-
этому применять их рекомендуется
только при невозможности замены
соединениями другого типа. Спаи-
ваемые твердым припоем встык
края должны быть плоскими и
Ж
4/
Рис. 2-37. Влияние расширений
в зазорах на протекание припоя.
69
Рис. 2-38. Неправильные и
правильные конструкции пая-
ных соединений.
иметь прямоугольные кромки, что
обеспечивает равномерность зазора
между спаиваемыми деталями. Для
обеспечения равномерного течения
припоя под воздействием капилляр-
ных сил спаиваемые детали долж-
ны быть плотно прижаты одна
к другой. Паяные соединения, ана-
логичные по конструкции сварным
соединениям встык, изображенным
на рис. 2-38,Л(/), не рекомендуют-
ся. Большую прочность можно по-
лучить, используя соединения со
скосом типа В или ступенчатые со-
единения типа А, которые по су-
ществу являются комбинацией со-
единений встык и внахлестку. На-
конец, в вакуумной технике могу'1
использоваться соединения встык с
накладками [тип А (//)].
Как указывалось выше, при из-
готовлении вакуумноплотных соеди-
нений пайкой твердым припоем
следует отдавать предпочтение пай-
ке внахлестку. Рекомендуется при
этом применять такие конструкции,
которые обеспечивают взаимное пе-
рекрытие спаиваемых деталей по
крайней мере на величину, равную
полутора толщинам спаиваемых де-
талей. Соединения внахлестку, изо-
браженные на рис. 2-38, Bl, В2, ВЗ,
не отвечают этому требованию.
Вместо этих соединений рекомен-
дуются конструкции типа В(/),
70
(II). На рис. 2-39 показаны неко-
торые правильные и неправильные
конструкции паянных соединений
двух труб и трубы с фланцем. Кон-
струкция, изображенная на рис.
2-39,А (/), неудовлетворительна,так
как величина поверхности пе-
рекрытия равна толщине фланца;
конструкция типа А2 недостаточно
прочна и, кроме того, при ней
затруднена центровка деталей во
время нагрева. Конструкция со-
единения с небольшой проточкой
типа Б2 намного прочнее; конструк-
ция Б1 обеспечивает высокую
прочность. Прилив на фланце БЗ
рекомендуется для облегчения на-
грева; он очень важен в случае
тяжелых фланцев. Без такого при-
лива при пайке весь фланец дол-
жен нагреваться до температуры
плавления припоя. Это выполнимо
при нагреве в печи (разд. 2), но не-
осуществимо при других методах
нагрева. Так как в большинстве
случаев трубные соединения паяют-
Плохие
Хорошие
Рис. 2-39. Паяные соединения труб с флан-
цами.
szSSSSsss
zzgggzz?
/>/4
Цилиндрическое соединение
Плоское соединение
Рис. 2-40. Номограмма для определения диаметра сечения проволочного припоя.
I — длина соединения: D — диаметр цилиндрической части; h — глубина проточки, или ширина тор-
ца, или величина нахлестки; с — номинальный зазор между спаиваемыми поверхностями при темпе-
ратуре пайки; V — длина серебряного проволочного припоя; D'— диаметр кольца припоя для ци-
линдрического соединения; d — стандартный диаметр сечения серебряного проволочного припоя,
Примечание. Если определенная по номограмме величина лежит в интервале между зна-
чениями двух стандартных диаметров, то, как правило, следует брать больший из них.
ся с помощью портативного обору-
дования, наличие прилива жела-
тельно при изготовлении многих
паяных соединений. При пайке тон-
ких фланцев к трубам конструкция
АЗ должна быть заменена од-
ной из конструкций — Б4 или
Б5. Конструкция А4 неудовлетво-
рительна, так как она не имеет
проточки, в которую входит диск.
Более прочное соединение дости-
гается, когда диск вставлен ib тру-
бу типа А5. Если это возможно,
то последнюю конструкцию сле-
дует заменять конструкцией Бб
или Б7. Эти конструкции обеспечи-
вают более точную сборку деталей.
Конструкция Б7 особенно удобна
при пайке тонкостенных труб. При
соединении труб с разными диа-
метрами конструкций А6 и А7 сле-
дует избегать. Для таких соедине-
ний рекомендуются конструкции
Б8—Б12. При трубах одинакового
диаметра вместо конструкции А8
следует применять конструкции Б13
или Б14.
8) Припой обычно подается на
спаиваемое соединение в виде про-
волоки, но иногда применяются
припои в виде тонких листов. При-
пой подается постепенно (как при
сварке), или на соединение пред-
варительно устанавливается прово-
лочное кольцо из припоя. Пайка
с таким кольцом обеспечивает рав-
71
Рис. 2-41. Методы установки кольцевого
проволочного припоя на спаиваемые де-
тали.
номерное распределение припоя,
особенно если кольцо имеет такую
форму, что оно закладывается меж-
ду спаиваемыми деталями. Приме-
няемая для этих целей проволока
имеет диаметр от 0,7 до 1,5 мм,
а плоские прокладки — толщину от
0,05 до 0,1 мм. По номограмме,
приведенной на рис. 2-40 (состав-
ленной в дюймах), для соединения
с известным диаметром (или дли-
ной), глубиной проточки (или пере-
крытием) и зазором (табл. 2-22)
можно определить необходимый
размер проволоки при пайке сереб-
ром. На номограмме дан пример
определения размера проволоки
(в дюймах). Через точки, соответ-
ствующие диаметру соединения
(l1//') на шкале D и глубине про-
точки (3/ie,z) на шкале h, проводит-
ся прямая до пересечения с цен-
тральной осью. Далее через эту
точку пересечения и точку на шка-
ле с, соответствующую величине за-
зора (0,003"), проводится прямая
до пересечения с левой осью. Эта
точка соединяется с точкой на шка-
ле Z)', соответствующей диаметру
необходимого кольца (l1//'). Точка
пересечения последней прямой со
шкалой d соответствует диаметру
проволоки (1/з2,х)» необходимой для
данного соединения.
Проволочные кольца могут уста-
навливаться на спаиваемые детали
различными способами (рис. 2-41).
Когда кольцо расположено так, как
показано на рис. 2-41,а, при нагре-
ве соединения припой протекает че-
72
рез все соединение внахлестку.
Припой может быть помещен вну-
три соединения (рис. 2-41,6). В этом
случае при начале расплавления
припоя детали должны сжиматься.
Лучше конструкция, при которой
припой вложен в канавку, прото-
ченную либо в охватываемой
(рис. 2-41,в), либо в охватывающей
трубе (рис. 2-41,г). Жидкий при-
пой (например, серебро) склонен
растекаться в направлении подвода
тепла. Это обстоятельство особенно
важно в тех случаях, когда приме-
няются методы местного нагрева
(например, индукционный нагрев),
при которых на направление тече-
ния припоя можно влиять, нагре-
вая детали выше или ниже канавки,
содержащей кольцо из ' припоя.
Конструкции, показанные на
рис. 2-41,6, е, пригодны для соеди-
нения крышки с трубой или каме-
рой. При соединении фланцев с
трубами рекомендуется делать за-
плечики, на которые укладывается
кольцо припоя (особенно при пайке
в печи), как показано на рис.
2-41,ж з, и бортики, удерживаю-
щие припой от соскальзывания.
При соединении труб малого
диаметра и фланцев одновременно
используется пайка твердым припо-
ем и развальцовка. Некоторые из
таких соединений показаны на
рис. 2-42.
При пайке сильфонов к массив-
ным деталям рекомендуется пре-
дусматривать на этих деталях ка-
навку. Тонкостенный сильфон встав-
ляется в эту канавку и припаива-
ется. Для ясности конструкции на
рис. 2-43,а—г одна из сторон со-
Рис 2-42. Соединение труб с фланцами
пайкой и развальцовкой.
а и в — до пайки и развальцовки; б и г —
после пайки и развальцовки.
Используя конструкцию, изобра-
кенную на рис. 2-43,г, можно спаи-
вать две тонкостенные цилиндриче-
ские детали. При этой конструкции
обе детали должны иметь кониче-
ские концы. Оба конуса имеют от-
бортовку. Отбортовка одного кону-
са входит в отбортовку другого и
производится припайка.
На рис. 2-44 показано несколько
вариантов положения индуктивной
катушки. При этом катушка может
быть расположена снаружи дета-
лей, которые должны быть соеди-
нены (рис. 2-44,а), или внутри со-
бранного узла (рис. 2-44,6). Для
концентрации тепла в зоне спайки
(без перегрева прилегающих к этой
зоне участков) можно использовать
концентраторы (рис. 2-44,в). Мето-
ды пайки, используемые для герме-
Рис. 2-43. Методы припайки сильфо-
нов к трубам (а, б, в) и одной тонко-
стенной трубы к другой (г).
тизации приборов при их снятии с
откачного поста, описаны в разд. 2,
§6-3.
Рис. 2-44. Методы расположения высокочастотной катушки
для проведения операции спаивания стекла с металлом.
Глава третья
СПАИ СТЕКЛА СО СТЕКЛОМ И СТЕКЛА С КВАРЦЕМ
3-1. ПРИНЦИПИАЛЬНЫЕ ОСНОВЫ
ПАЙКИ СТЕКЛА
Методы припайки стекла к стек-
лу представляют собой часть стекло-
дувной техники, которая заключа-
ется в придании стеклянным заго-
товкам требуемой формы и соеди-
нении отдельных стеклянных дета-
лей между собой путем их «свар-
ки».
Образование неразборного со-
единения двух стеклянных деталей
достигается с помощью следующих
процессов: нагрева соединяемых
краев деталей до достижения стек-
лом необходимой вязкости, соеди-
нения разогретых деталей и, нако-
нец, их совместного охлаждения.
Качество образующегося спая за-
висит при этом от следующих фак-
торов: вязкости стекла в процессе
пайки, согласованности значений
тепловых коэффициентов расшире-
ния соединяемых стеклянных дета-
лей и процесса охлаждения (отжи-
га) после окончания пайки.
Вязкость стекла и стадии его размягче-
ния. Стекло часто определяют как переох-
лажденную жидкость весьма высокой вяз-
кости. По своей вязкости (которая плавно
меняется с температурой) стекло представ-
ляет со-бой уникальный материал. По опре-
делению Американского общества по испы-
танию материалов (ASTM) стекло представ-
ляет собой неорганический плавленый ма-
териал, охлажденный и затвердевший без
кристаллизации.
При комнатной температуре вязкость
стекла столь велика, что ее можно считать
бесконечно большой. При повышении тем-
пературы вязкость стекла уменьшается и
73
твердая (хрупкая) (раза
Рис. 2-45. Температурная зависимость стекол и их характеристи-
ческие температурные точки.
стекло постепенно приобретает свойства
жидкости. Установлена обратная пропор-
циональность между логарифмом вязкости
и абсолютной температурой.
Вязкость стекла изменяется в весьма
широком диапазоне (от 10 до 1015 пуаз)-,
при этом различаются четыре отчетливые
фазы состояния стекла (рис. 2-45).
1. Хрупкая или твердая фаза стекла
охватывает температурный диапазон, верх-
ний предел которого составляет температу-
ру снятия напряжений. Когда стекло нахо-
дится в этой фазе, оно не может быть под-
вергнуто значительной деформации без его
разрушения (разд. 2, § 1-3).
2. Фаза отжига стекла охватывает пе-
реходную область между температурой сня-
тия 'напряжения и температурой отжига.
В этом температурном диапазоне (зоне
отжига) стекло по существу представляет
собой дуктильное твердое тело.
3. Пластическая или вязкая фаза стек-
ла охватывает диапазон между темпера-
турой отжига и температурой плавления;
температура плавления для стекла имеет
совершенно иное определение (см. ниже)
по сравнению с определением этого понятия
в его обычном представлении. К этой фазе
относится температурный диапазон дефор-
74
мации стекла, а также различные рабочие
диапазоны его обработки.
4. Жидкая фаза стекла простирается
от температуры плавления в сторону более
высоких температур. Кривые зависимости
вязкости стекла от его температуры для
стекол различных групп приведены на
рис. 2-45; на этих кривых указаны харак-
теристические точки и диапазоны, соответ-
ствующие различным фазам состояния стек-
ла. Так как большинство этих характери-
стических точек выбраны произвольно и
зависят от методики их определения, то
каждая из них может быть объяснена лишь
с помощью методики, положенной в основу
их определения.
Для выбора необходимого сорта стек-
ла, а также определения правильной техно-
логии формовки стеклянных изделий и про-
цессов образования спаев стекло — стекло,
стекло — металл, стекло — керамика и т. п.,
следует учитывать характеристические тем-
пературные точки выбираемых стекол. При
использовании табличных данных рекомен-
дуется установить точные определения ука-
занных в них значений характеристических
точек. Для получения общего представле-
ния об этих точках ниже дается их пере-
чень. Конкретные значения характерисгиче-
ских точек для стекол различных сортов
приведены в табл. 2-10, 2-29 и в приложе-
нии Б-3.
Температура снятия напря-
жения (релаксации). Эта темпера-
турная точка определяется как температу-
ра, при которой существующие в стекле
внутренние напряжения в значительной
степени снимаются в течение четырех ча-
сов, а «абсолютное» снятие напряжений
происходит в течение 15 ч. Практически
эта температурная точка определяется пу-
тем экстраполяции кривой зависимости вяз-
кости от температуры до точки, соответст-
вующей вязкости 1014’5 пуаз. Вязкость
1015 пуаз считается пределом нахождения
тела в твердом (хрупком) состоянии; это
приблизительно соответствует вязкости алю-
миния при комнатной температуре.
Температура снятия напряжения пред-
ставляет собой верхний температурный пре-
дел, при котором может использоваться
отожженное стекло. Закаленное стекло на-
чинает утрачивать свойства закалки при
температурах даже более низких, чем тем-
пература снятия напряжения. IB то же вре-
мя температура снятия напряжения пред-
ставляет собой нижний предел зоны отжи-
га ((рис. 2-45), т. е. той температурной
области, в которой внутренние напряжения
в стебле могут быть сняты в течение перио-
да времени, приемлемого из технологиче-
ских соображений. Верхний предел зоны
отжига характеризуется температурой от-
жига.
Температура затвердевания.
Этим термином обозначается температура,
при которой стекло, входящее в состав спая
стекло — металл, может рассматриваться
как механически прочный компонент (это
соответствует вязкости примерно 1014 пуаз).
При температурах ниже этой точки величи-
на сжатия металла и стекла приводит
к образованию внутренних напряжений
в этих материалах. Температура затверде-
вания примерно на 20 °C ниже температу-
ры отжига; можно приближенно считать,
что эта температура представляет собой
величину, среднюю между температурой
отжига и температурой снятия напряжений.
Температура превращения.
Эта температура соответствует точке изги-
ба температурных кривых величины тепло-
вого расширения стекла (рис. 2-46) и его
электрического -сопротивления. Точка, соот-
ветствующая температуре превращения,
определяется как точка пересечения одной
из указанных кривых с биссектрисой угла,
образованного касательными к этой кривой,
проведенными к участкам, расположенным
выше и ниже точки изгиба (рис. 2-46). Эта
температура соответствует вязкости Ю13*3
пуаз. «Динамическая» температура превра-
щения определяется при скорости нагрева
4 °С1мин\ эта температура приблизительно
на 10—30 °C превышает определенную вы-
ше «статическую» температуру превраще-
ния.
Температура отжига. Под этой
температурной точкой понимается темпера-
тура, при которой внутренние напряжения
в стекле в значительной степени снимаются
в течение 15 мин\ она определяется при
скорости охлаждения 4°С/лшк для стеклян-
ной нити диаметром примерно 65 мкм. Эта
температура приблизительно соответствует
вязкости 1013 пуаз.
При проведении процесса отжига стек-
ла его нагревают до температуры, несколь-
ко превышающей температуру отжига (см.
рис. 2-49), после чего стекло медленно
охлаждают до температур ниже темпера-
туры снятия напряжений. Стеклянные де-
тали могут быть нагреты до температур,
не превышающих температуру отжига бо-
лее чем на 50—60 °C, так как при более
высоких температурах деформация стекла
становится заметной.
По величине температуры отжига (или
температуры превращения) можно опреде-
лить, относится ли стекло к «мягким» или
к «твердым» стеклам (см. табл. 2-10). Это
определение не имеет ничего общего с дей-
ствительной твердостью стекла при комнат-
ной температуре, поэтому указанные тер-
мины носят лишь условный характер. Они
указывают, в частности, на то обстоятель-
ство, что при температуре, при которой
мягкие стекла пригодны к обработке, твер-
дые стекла еще не утратили своей хрупко-
сти. Мягкими стеклами обычно называют
такие стекла, у которых температура отжи-
га лежит в пределах 350—450 ^С; у твер-
дых стекол температура отжига превышает
500 °C.
Температура мгновенного
отжига. Под этим термином понимается
температура, при которой внутренние напря-
жения в стекле, существующие в нем до
отжига, снимаются весьма быстро '(практи-
чески в течение 2 мин). Эта температура
(примерно на 15 °C выше температуры
отжига) соответствует вязкости несколько
более низкой, чем 1013 пуаз.
Нижняя температура дефор-
м а ц и и. Эта температурная точка харак-
теризует тот участок температурной кривой
теплового расширения |(рис. 2-46), на кото-
ром кривая снова изменяет свой наклон.
Это соответствует вязкости примерно
1012 пуаз (рис. 2-45). Значение этой темпе-
ратуры зависит от характера аппаратуры,
используемой для намерения теплового рас-
ширения.
Температура деформации.
При этой температурной точке вязкостное
течение стекла полностью компенсирует его
тепловое расширение, что наблюдается при
экспериментальном измерении величины
теплового расширения стекла (точка макси-
мума на кривой, показанной на рис. 2-46).
При этой температуре внутренние напряже-
ния в стекле снимаются примерно за 15 сек.
Соответствующая этой температуре вяз-
кость составляет 1011»8 пуаз.
Температура обработки стек-
ла пламенем. Эта температурная точка
соответствует той вязкости, которую при-
обретает стекло при его обработке в пла-
мени горелки >( 108-в пуаз). Диапазон обра-
ботки стекла пламенем простирается (см.
рис. 2-45) от этого значения вязкости до
вязкости, составляющей примерно 10е пуаз.
Этот диапазон вместе с примыкающим
75
Рис. 2-46. Температурная
кривая зависимости коэф-
фициента теплового расши-
рения стекла и методика
определения температуры
превращения.
к нему вторым рабочим диапазоном i(106—
1О3пуаз) образуют рабочий диапазон обра-
ботки стекла (108*6—103 пуаз). Стекла,
рабочий диапазон которых относительно
велик, называются «длинными стеклами»
(см., например, кривую а на рис. 2-4'5);
сравнительно узкая температурная область,
характеризующая этот диапазон, соответст-
вует так называемым «коротким стеклам»
(кривая b на рис. 2-45). Длинные стекла
легче формируются и поэтому предпочти-
тельнее для стеклодувной обработки. При
автоматизации процессов обработки стекла
предпочтительнее пользоваться короткими
стеклами.
Температура Шотта. Темпера-
тура, при которой стеклянная нить диамет-
ром 0,3 мм, нагретая по длине на 40—50 мм
(скорость нагрева 10 °С/мин) и нагружен-
ная в вертикальном положении (нагрузка
1 гс/мм2), удлиняется со скоростью 1 mmImuh.
называется температурой Шотта данного
сорта стекла. Соответствующая этой темпе-
ратуре вязкость составляет 108 пуаз.
Температура размягчения.
Эта температурная точка соответствует
температуре, при которой равномерная по
сечению стеклянная нить диаметром 0,55—
0,75 мм и длиною 229 мм (9 дюймов) удли-
няется со скоростью 1 мм!мин под дейст-
вием собственного веса. При этом нагреву
подвергаются верхние 100 мм указанного
отрезка, а -самый нагрев производится со
скоростью 5°С/лшн. Измерения длины про-
водятся каждые полминуты, а температура
измеряется также каждые полминуты в про-
межутках между измерениями длины. При-
ращение длины после полуминутного интер-
вала времени регистрируется, после чего
в логарифмическом масштабе строится тем-
пературная зависимость удлинения. Через
полученные точки проводится прямая линия
и определяется температура, при которой
эта линия пересекается прямой, соответст-
вующей удлинению на 0,5 мм. Эта темпера-
турная точка соответствует вязкости
IO7*®5 пуаз (для стекла плотностью
2,5 г!см3).
76
При температуре размягчения стекло
быстро деформируется и прилипает к дру-
гим деталям.
Температура прогиба. Темпе-
ратурой прогиба называют температуру,
при которой стеклянная нить диаметром
0,2 мм (±0,05 мм) и длиной 50 мм начи-
нает прогибаться при нагреве со скоростью
4 °С/лшн. При этом длина конца нити, вы-
ступающего за пределы держателя, состав-
ляет 25 мм.
Температура спекания. При
этой температуре стеклянный порошок спе-
кается в компактное тело при воздействии
небольшого давления '(см. разд. 4, § 2-3).
Эта температура соответствует вязкости
примерно 106 пуаз.
Температура течения. Этот тер-
мин обозначает температуру, при которой
вязкость стекла составляет 106 пуаз. Эта
температурная точка определяется путем
измерения промежутка времени, необходи-
мого для вытяжки стеклянной нити диаме-
тром 0,65 мм до заданных размеров при
приложении к ней регулируемой нагрузки.
Температура обработки стек-
л а. При этой температуре стекло настоль-
ко размягчается, что становится возможной
его обработка обычными технологическими
приемами (дутье, прессование и т. д.). Вяз-
кость стекла при этом составляет 104 пуаз.
Верхняя рабочая температу-
ра обработки стекла. Эта темпера-
тура представляет собой максимальную
температуру, при которой стекло может
подвергаться обработке '(вязкость \№пуаз).
Она характеризует верхний предел рабоче-
го температурного диапазона обработки
стекла, в пределах которого из стекла мо-
гут изготовляться изделия. Нижний предел
этого диапазона соответствует температуре,
при которой стекло вязко настолько, что
оно в состоянии сохранять приданную ему
форму (что соответствует вязкости прибли-
зительно 106 пуаз).
Температура ликвидуса. Тем-
пература ликвидуса характеризует нижний
предел температурного диапазона, в кото-
ром кристаллизация стекла уже невозмож-
на. Диапазон кристаллизации простирается
от этой температуры -(соответствующей вяз-
кости 102’5 пуаз) до температуры, при ко-
торой вязкость составляет примерно
107 пуаз (см. рис. 2-45).
Температура плавления. В от-
личие от обычного определения этого поня-
тия температура плавления стекла опреде-
ляется как температура, при которой рас-
плав стекла обезгаживается. Этой темпера-
туре соответствует вязкость -стекла 102 пуаз.
Диапазон фазы плавления стекла охваты-
вает пределы вязкости от 101 до 102»5 пуаз.
Температура агрегации. Эта
температура характеризует предел, при ко-
тором стекло ведет себя как жидкость. Это
соответствует вязкости 101 пуаз.
Стадии изменения вязкости в процессе
припайки стекла к стеклу. Для того чтобы
припаять одну стеклянную деталь к другой,
обе детали следует разогреть до темпера-
туры, соответствующей рабочим температу-
рам их обработки |(см. рис. 2-45). После
нагрева обе детали соединяются и в соеди-
ненном состоянии охлаждаются. При охлаж-
дении участок соединения последовательно
проходит через следующие стадии:
I)1 Период, в течение которого оба
стекла ‘находятся при температурах, превы-
шающих их температуры снятия напряже-
ния (см. рис. 2-45). В течение этого перио-
да в участке соединения не образуется ни-
каких напряжений, даже если коэффициен-
ты термического расширения обоих стекол
имеют существенно различные значения.
2) Период, в течение которого темпе-
раутра спая находится между температу-
рами снятия напряжения обоих стекол. При
этом стекло с более высокой температурой
снятия напряжения находится в затвердев-
шем состоянии, а другое стекло может при
этом деформироваться в соответствии со
степенью сжатия охлаждающегося затвер-
девшего стекла, так что заметных напря-
жений в участке соединения при этом не
образуется.
3) Период, в течение которого темпе-
ратура участка соединения выше, чем тем-
пература снятия напряжения обоих стекол.
При этом деформация, обусловленная сжа-
тием при охлаждении, не может больше
выравниваться подвижностью ((размягчен-
ностью) одного из стекол, в результате чего
в участке соединения возникают напряже-
ния. До тех пор пока величина этих напря-
жений не превышает предела разрушения
данного стекла (разрушающих растягиваю-
щих или сжимающих напряжений), участок
соединения не разрушается. Если внутрен-
ние напряжения превышают предел прочно-
сти стекла, то на участке соединения появ-
ляется трещина.
Величина образующихся в стекле вну-
тренних напряжений зависит от степени со-
гласованности теплового расширения обоих
стекол, а также от режима их отжига.
Подбор спаиваемых стекол для получе-
ния согласованных соединений. Если в стек-
лянной детали образуется перепад темпе-
ратур, то при этом возникает градиент вну-
тренних напряжений, обусловленный нерав-
номерным расширением или сжатием
отдельных участков детали. 'Когда стеклян-
ная деталь, изготовленная из стекла одного
сорта, охлаждается, то ее поверхность
охлаждается быстрее, чем внутренние уча-
стки (что обусловлено низкой теплопровод-
ностью стекла). Таким образом, темпера-
турный перепад в стекле вызывает образо-
вание в нем внутренних напряжений. Для
снятия этих напряжений (или для вырав-
нивания напряжений в диапазоне от сжи-
мающих напряжений внутри детали до рас-
тягивающих напряжений на ее поверхно-
сти) стеклянную деталь следует отжечь
(разд. 2, § 3-1). Если стекла двух различ-
ных сортов спаяны между собой, то вну-
тренние напряжения, образующиеся в ре-
зультате различной степени сжатия обоих
стекол, действуют в направлении, опреде-
ляемом взаимным расположением обоих
стекол в спае. Образующиеся в этом слу-
чае внутренние напряжения не могут быть
сняты с помощью отжига. Тем не менее
спаи, изготовленные из стекол двух различ-
ных сортов, также должны отжигаться,
однако целью такого отжига является лишь
снятие напряжений первого рода (обуслов-
ленных слишком быстрым охлаждением);
задача при этом состоит в том, чтобы эти
напряжения (первого рода) не складыва-
лись с напряжениями, обусловленными раз-
ностью в величинах теплового расширения
обоих стекол.
Величина тангенциального напряжения
Ре, возникающего в отожженном цилин-
дрическом спае стекло—стекло, может
быть определена с помощью следующей
упрощенной формулы:
где Е — среднее значение модуля упругости
обоих стекол, а Д— -разность в величинах
теплового сжатия обоих стекол в диапа-
зоне между температурой снятия напряже-
ния (рис. 2-45) более мягкого стекла и
комнатной температурой. Минимальное зна-
чение возникающих при этом напряжений
достигается в том случае, когда оба стекла
имеют одно и то же значение модуля упру-
гости; однако разница в значениях вели-
чин Е не оказывает заметного влияния на
величину напряжения. Практически для
всех сортов стекла ।(включая кварц) можно
принять среднюю величину модуля упруго-
сти равной 7000 кгс/мм2.
Температура затвердевания лежит на
20 QC ниже температуры отжига. Разность
значений теплового сжатия двух стекол
составляет:
А = (а1 ®г) Т’затвеРДеванря ==
= (1 а2 (^отжига 20) 04 =
= (^отжига 20) 0Ц,
где си и аг — коэффициенты теплового рас-
ширения более мягкого и более твердого
стекол.
Таким образом
7 000 %
— 2 (^отжига — 20) 04.
При этом относительную разность в зна-
чениях теплового расширения можно выра-
зить так:
ai В
’» = 1 “3 500а, (ГОТЖ,,Г.-2С)’ ’
Если графически представить зависи-
мость температуры отжига от величины ко-
эффициента теплового расширения, то по
этим данным можно определить зависи-
мость относительной разности расширения
двух стекол от коэффициента теплового
расширения и допустимого значения напря-
жений спая. С этой целью составляется
график зависимости температуры отжига
практически используемых сортов стекла от
коэффициента теплового расширения Та-
кой график представлен на рис. 2-46А; на
графике показаны кривые, соответствую-
77
Рис. 2-46А. Зависимость температуры на-
пряжений стекол от их коэффициента теп-
лового расширения (в диапазоне темпера-
тур 20—300 °C).
щие минимальным, максимальным, а также
средним значениям температуры отжига.
Допустимым 'напряжением в спае стекло —
металл считается 0,5—1,5 кгс!мм2\ таким
образом, величина относительной разности
в расширении стекол может -быть подсчита-
на по трем кривым, представленным на
рис. 2-46А и приведенной выше формуле,
при условии, что величина внутренних на-
пряжений равна соответственно 0,'5; 1,0 и
1,5 кгс!мм2. На рис. 2-46Б приведен график
зависимости этих величин от коэффициен-
та теплового расширения. Кривая, соответ-
ствующая среднему значению температуры
отжига и напряжению 0,5 кгс/мм2, должна
использоваться в тех случаях, когда тре-
буется изготовить спай сложной формы.
Для простых и ненагруженных спаев мож-
но использовать кривую, соответствующую
среднему значению температуры отжига и
напряжению 1,5 кгс[мм2.
На основании кривых, показанных на
рис. 2-46Б, можно вывести заключение, что
если спай изготавливается из двух мягких
стекол (коэффициент теплового расширения
составляет примерно 90*10~7), то значения
коэффициентов теплового расширения обоих
стекол могут отличаться не больше чем на
(5а«0,1); для спаев из твердых сте-
кол (коэффициент теплового расширения
примерно 50 • 10~7) разность в значениях
коэффициентов теплового расширения обоих
стекол может составить 10% (За»0,1б).
Если разность в значениях коэффициентов
теплового расширения превышает указан-
ные величины, следует использовать ступен-
чатые спаи (разд. 2, § 3-3).
Данные для определения возможности
получения согласованного спая двух стекол
могут быть получены из таблиц (см., напри-
мер, табл. 2-10, а также приложение Б-3).
Коэффициент теплового расширения может
быть определен также с помощью дилато-
метра или путем измерения внутренних на-
пряжений, возникших при -спаях со стек-
лом, характеристики которого известны.
Для качественного определения характера
теплового расширения может быть исполь-
зован метод кольца. 'Согласно этому мето-
ду стеклянное цилиндрическое кольцо по-
крывается снаружи слоем другого -стекла,
после чего оба спаянных вместе кольца
отжигают (разд. 2, § 3-1). ’После того как
собранное кольцо охладилось, его разре-
зают в поперечном направлении. Когда ко-
эффициенты расширения обоих стекол
имеют согласованные значения, образую-
щаяся при разрезе щель не будет ни рас-
ширяться, ни смыкаться. Если щель рас-
ширяется, то это означает, что стекло, рас-
положенное снаружи, имеет более высокое
значение коэффициента теплового расшире-
ния. Если кольцо сжимается, стремясь -со-
мкнуть щель, то это означает, что коэффи-
циент теплового расширения имеет более
высокое значение у стекла, расположенного
внутри.
С помощью «метода нити» можно про-
вести количественное определение величи-
ны коэффициента теплового расширения.
Согласно этому методу нужно спаять два
Рис. 2-46Б. Допустимая разность значений
коэффициентов теплового расширения двух
стекол, которые могут быть спаяны между
собой.
78
стекла по поверхности, ‘причем так, чтобы
стекла не перемешивались между собой.
Затем спаянный узел вытягивается в нить
(направление вытяжки должно быть па-
раллельно .поверхности, по которой произ-
веден спай обоих стекол). Вытяжка про-
изводится до получения длинной тонкой ни-
ти, которая удерживается в прямом состоя-
нии до ее охлаждения. Если положить та-
кую нить на плоскую поверхность, то она
изогнется в силу разности коэффициента
теплового расширения обоих стекол. По
существу такая нить состоит из двух поло-
вин, припаянных одна к другой по цилин-
дрической поверхности, проходящей через
середину тороида '(рис. 247,а).
Для проведения измерений вырезается
участок нити длиной примерно 150 мм. Ре-
комендуется выбрать для этой цели уча-
сток нити диаметром 0,1—0,8 мм, причем
диаметры нити на ее концах и в середине
должны отличаться не более чем на 10%.
Такой изогнутый в виде дуги отрезок стек-
лянной нити укладывается на поверхности
линованной бумаги |(как это показано на
рис. 2-47,6). Бумага должна быть снабжена
шкалой для измерения стрелы прогиба ни-
ти. При этом бумагу следует уложить на
зеркало и вырезать в ней участки '(заштри-
хованные на рис. 2-47,6) так, чтобы через
эти вырезы можно было видеть поверх-
ность зеркала. Это делается для того, что-
бы избежать погрешности, вызванной па-
раллаксом. После того как будет измерена
стрела прогиба h, можно подсчитать раз-
ность величин коэффициента теплового рас-
ширения по формуле
bdh
“1 — «2— (Л2 4^2) Д/ ’
где d — средний диаметр стеклянной нити;
а — длина хорды (рис. 2-47,6), а А/ — раз-
ность температур между температурой за-
твердения и комнатной температурой. Если
а=100 мм (рис. 2-47,6), то коэффициенты
теплового расширения обоих стекол согла-
сованы в том случае, когда стрела проги-
ба h меньше чем 0,7Id. Если значение коэф-
фициента теплового расширения одного из
стекол известно, то для другого стекла этот
коэффициент может быть определен с по-
мощью указанного метода с точностью при-
близительно 1 • 10-7 1/°С.
Следует заметить, что табличных дан-
ных недостаточно даже для предваритель-
ной оценки степени согласованности значе-
ний коэффициентов теплового расширения,
поскольку в таблицах приведены средние
значения этих коэффициентов. Полную
информацию о степени согласованности
можно получить, сравнивая кривые тепло-
вого расширения обоих стекол, представ-
ленные в том виде, в каком они показаны,
например, на рис. 2-48.
Отжиг стекла. При возникновении тем-
пературного перепада между двумя уча-
стками стеклянного изделия в последнем
возникают внутренние напряжения, и если
их величина достаточно велика, то они мо-
гут вызвать растрескивание стекла. Естест-
венное охлаждение собранного стеклянного
узла, как правило, бывает слишком быст-
Рис. 2-47. Методика проведения про-
верки согласованности коэффициен-
тов теплового расширения по изгибу
стеклянной нити.
а — изогнутая стеклянная нить; б — взаим-
ное расположение отдельных элементов,
используемых при проверке.
рым для того, чтобы при этом соединения,
образовавшиеся в процессе. пайки, были
свободны от внутренних напряжений. Если
в стекле образовались напряжения, обу-
словленные его слишком быстрым охлаж-
дением, то такие напряжения могут быть
сняты путем правильно подобранного ре-
жима отжига. Отжиг состоит в нагреве
стекла в мягком пламени (или в печи) до
температуры, достаточно высокой для то-
го, чтобы при этом внутренние напряжения
были бы сняты благодаря пластическому
.течению стекла (см. табл. 2-11). Эта тем-
пература должна превышать температуру
отжига стекла (рис. 2-45). После нагрева
следует период постепенного охлаждения
стекла, в процессе которого температура
снижается в пределах диапазона отжига.
Это снижение должно проводиться доста-
точно медленно, для того чтобы избежать
образования новых напряжений. После того
как стекло остынет до температуры снятия
напряжений |(рис. 2-45), дальнейшее охлаж-
дение может быть более быстрым.
Температура отжига должна быть вы-
брана такой, чтобы время, необходимое для
отжига, не было бы слишком коротким
(чтобы можно было его контролировать)
и не слишком длительным. Если произво-
дится отжиг мягких стекол или же стек-
лянных изделий сложной конфигурации,
а также крупногабаритных изделий, реко-
мендуется время отжига в печи удлинять.
Для изделий небольшого размера или про-
стых по конфигурации (в частности, для
изделий из твердых стекол) обычно бывает
достаточным провести отжиг путем осто-
рожного нагрева в пламени горелки до тем-
пературы, достаточно высокой для снятия
напряжений (желтое пламя горелки для
мягких стекол, синее пламя для твердых
стекол).
Затем изделие следует медленно и рав-
номерно охладить, используя при этом коп-
тящее пламя. Медленно охлаждать изделие
нужно вплоть до температуры, соответст-
вующей температуре снятия напряжений
(разд. 2, § 3-1); после этого изделие мож-
79
Рис. 2-48. Температурная зависимость коэффи-
циента теплового расширения для различных сте-
кол, см. [Л. 153—155].
но охлаждать быстрее. Обычно рекомен- На
дуется не извлекать изделие из пламени
до тех пор, пока оно не покроется слоем
копоти. Этот слой свидетельствует о том,
что стекло имеет температуру, соответст-
вующую его достаточной формоустойчиво-
сти; кроме того, слой копоти служит своего
рода теплоизоляцией при дальнейшем
охлаждении стекла.
Для отжига в печи предложен ряд ре-
жимов, начиная от весьма простых и кон-
чая достаточно сложными.
Простой режим отжига состоит из сле-
дующих операций: нагрев изделия до «вы-
сокой» температуры (на несколько граду-
сов превышающей температуру отжига);
выдержка изделия при этой температуре
в течение 5—10 мин\ охлаждение стекла
от «высокой» до «средней» температуры
(составляющей примерно среднее значе-
ние между температурой отжига и темпе-
ратурой снятия напряжений); при этом
скорость охлаждения должна составлять
3°С/лшн для стеклянных трубок с толщи-
ной стенки 0,5 мм, 2°С/мин при толщине
стенки 1 мм и 1 °C!мин для стенки толщи-
ной 3 мм\ дальнейшее охлаждение от
«средней» до «низкой» температуры |(лежа-
щей ниже температуры снятия напряже-
ний) со скоростью, вдвое превышающей
скорость, указанную выше; охлаждение от
«низкой» до комнатной температуры соско-
ростью, подобранной таким обра-
зом, что при этом не происходит
растрескивания стекла из-за силь-
ного термоудара (см. табл. 2-11).
Результаты отжига могут быть
проверены просмотром стекла в
анализаторе напряжений (см.
разд. 2, § 4-5).
Другой простой режим охла-
ждения стеклянных изделий (на-
гретых до температуры отжига)
состоит в том, что изделия охла-
ждают от температуры отжига до
температуры ниже ее на 100 °C со
скоростью (°С/мин) меньше чем
20/d2 для мягких стекол и 100/d2
для твердых стекол, где d— тол-
щина стенки в миллиметрах. На-
пример, если нужно отжечь изде-
лие из твердого стекла толщиной
3 мм, то скорость охлаждения дол-
жна составлять 100/9^:14 °С1мин.
Обычно на практике использу-
ется один из двух режимов отжи-
га, известных как «четырехступен-
чатый» и «пятиступенчатый» ре-
жимы отжига [Л. 35]. В этих ре-
жимах отдельные ступени опреде-
лены следующими факторами: ко-
эффициентом теплового расшире-
ния стекла а, температурой отжи-
га, температурой снятия напряже-
ния, толщиной стекла d, а также
конфигурацией отжигаемого изде-
лия. При этом другие факторы
(например, исходная величина вну-
тренних напряжений, распределе-
ние температуры в печи отжига)
во внимание не принимаются.
рис. 2-49 графически представлены
четы рехступенчатые и пятиступенчатые ре-
жимы отжига.
Четырехступенчатый режим отжига
включает в себя следующие технологиче-
ские операции >(см. табл. 2-23 и рис. 2-50
и 2-51):
1) Нагрев стекла со скоростью vA от
комнатной температуры То до температуры
Твг, которая вьпйе (или ниже), чем темпе-
ратура отжига, причем разность темпера-
тур Th зависит от скорости охлаждения v с
2) Выдержка стекла при температуре
Тв' в течение времени /в,.
3) Охлаждение стекла со скоростью
ucz до температуры, соответствующей тем-
пературе снятия напряжения стекла.
4) Охлаждение стекла со скоростью
vD до комнатной температуры.
Режим пятиступенчатого охлаждения
(применяемый фирмой Корнинг) состоит из
следующих операций (см. табл. 2-23 и
рис. 2-50 и 2-52):
1) Нагрев стекла со скоростью vA от
комнатной температуры То до температуры,
превышающей температуру отжига на 5 °C.
2) Выдержка стекла при температуре
Тв в течение времени tB-
3) Охлаждение стекла со скоростью
uci до температуры Tci, которая ниже тем-
пературы снятия напряжения (рис. 2-52}
на величину, не превышающую Та °C.
80
Рис. 2-49. Четырехступенчатый
(штрих-пунктирная линия) и пяти-
ступенчатый (сплошная линия) гра-
фики отжига стекол.
4)' Охлаждение стекла со скоростью
^С2 до температуры ТЪ, лежащей *на 50 qC
ниже температуры, указанной в предыду-
щем пункте.
5) Охлаждение стекла со скоростью vD
(рис. 2-50) до комнатной температуры.
Примеры, приведенные в таблице 2-23
и на рис. 2-50, 2-51 и 2-52. показывают, что
полное время, необходимое для проведения
отжига по четырехступенчатому режиму,
составляет tA, + + tc, + tD, = 21,3 мин,
а по пятиступенчатому режиму отжига —
tA +^jb~F/ci+/сг+^р=20,4 мин.
3-2. ТЕХНОЛОГИЯ ОБРАБОТКИ
СТЕКЛА И КВАРЦА
Очистка стекла. Чтобы избежать
появления включений в спае стек-
Рис. 2-50. Рекомендуемая скорость нагрева
при отжиге различных стекол.
6—228
ло — стекло, а также для обеспече-
ния чистоты внутренней поверхно-
сти стеклянных изделий при их
использовании в вакуумных уста-
новках стеклянные (а также квар-
цевые) заготовки перед проведени-
ем процессов изготовления спаев
должны быть тщательно очищены.
Если на поверхности стекла
имеются следы неорганических ма-
териалов, то в пламени горелки
они не сгорают, а вплавляются
в стекло. Это может привести к об-
разованию локальных внутренних
напряжений в месте соединения и
даже препятствовать взаимному со-
единению двух стеклянных деталей;
при этом на участке соединения
могут образоваться небольшие от-
верстия (поры), эти загрязнения
могут также вызывать образование
матовой и неровной поверхности на
участке соединения или вблизи
него.
Следует отметить, что часто ма-
товая неровная поверхность стекла
обусловлена выветриванием или
расстекловыванием.
81
Рис. 2-52. Скорость охлаждения, предель-
ная температура, до которой проводится
охлаждение, и время выдержки при пяти-
ступенчатом режиме.
Если состав поверхностного слоя
стекла изменился в результате воз-
действия окружающего атмосфер-
ного воздуха, то в этом случае го-
ворят, что стекло выветрилось.
Процесс выветривания состоит в
гидролизе силикатов щелочных ме-
таллов, в процессе которого обра-
зуются гидроокислы щелочных ме-
таллов, а также коллоидальная
кремниевая кислота. Гидроокислы
щелочных металлов взаимодейству-
ют с находящимся в воздухе угле-
кислым газом, образуя при этом
пленку карбонатов щелочных ме-
таллов, которая выделяется на по-
верхности стекла в виде отдельной
фазы.
Во избежание выветривания
стекла не рекомендуется слишком
долго хранить его перед употреб-
лением. Стекло следует хранить
в сухом месте и внимательно сле-
дить за тем, чтобы его температура
не опускалась ниже точки росы па-
ров воды атмосферного воздуха.
Оберточная бумага, в которой за-
вернуто стекло, иногда содержит
материалы, влияющие на него от-
рицательно; бумага является также
проводником паров воды к поверх-
ности стекла. Учитывая это, лучше
всего хранить стекло незавернутым;
в случае необходимости в качестве
оберточного материала можно ис-
82
пользовать пластические материа-
лы. Если на поверхности стекла
имеются лишь слабые следы вывет-
ривания, то их можно устранить
промывкой в кислоте.
В диапазоне температур, кото-
рые соответствуют вязкости стекла
в пределах IO2-5—107 пуаз (рис.
2-45), стекло может кристаллизо-
ваться. Этот процесс известен под
названием «расстекловывания».
Стекло теряет свою прозрачность и
становится хрупким; во избежание
расстекловывания в пределах диа-
пазона кристаллизации стекло сле-
дует охлаждать весьма медленно
(рис. 2-45); при этом в указанном
диапазоне температур технологиче-
ские процессы обработки стекла
должны проводиться по возможно-
сти быстро. Внешние признаки рас-
стекловывания не могут быть устра-
нены путем очистки поверхности
стекла.
Любой материал, оставшийся на
поверхности кварца перед его тер-
мообработкой при высоких темпе-
ратурах, вызывает его переход
в кристаллическое состояние. Даже
следы загрязнений (например, со-
держащие щелочные металлы сле-
ды пота рук и т. п.) вызывают по-
явление туманных налетов на по-
верхности кварца, которые портят
внешний вид изделий. Следы от
пальцев неизбежно приводят к
явлениям расстекловывания. При
этом при нагреве кварца поверх-
ность расстекловывания превышает
поверхность загрязненных участков.
Учитывая эти обстоятельства, сле-
дует очищать поверхность кварца
перед его нагревом с помощью ме-
тилового или этилового спирта.
Общее правило, принятое в стек-
лодувной технике, состоит в том,
что если обработке подвергается
даже новое и невыветренное стекло,
его поверхность (как изнутри, так
и снаружи) должна быть подвер-
гнута очистке. Эту очистку следует
проводить перед нагревом стекла.
Если содержащее спаи стеклянное
изделие предназначено для исполь-
зования в высоком вакууме, то ре-
комендуется весь собранный узел
подвергнуть очистке также и по за-
вершении его изготовления.
Расчет режима отжига (см. рис. 2-49)*
Таблица 2-23
А' В' & D>
V vA, (рис. 2-50) 95° С/мин — uCJ (рис. 2-51) 4,8® С/мин VD,=VA, (рис. 2-50) 95° С/мин
Т Th (рис. 2-51) 27° С У 5/=^отжига“1"^ h 4284-27=455° С 455—20=435° С — Т<ь—Тв Tq.-r 435—397=39° С &Т 1У=Тс.11—Tq 397—20=377° С
t /л,=ДГв,/рл, 435/95=4,6 мин tB, (рис. 2-51) 4,6 мин iCf==TCt/vCt 39/4,8=8,1 мин tD,=^T Bf/vDf 377/95=4 мин
А В Ct с, D
V vA (рис. 2-50) 95° 0,/мин — vc} (рис. 2-52) 11° С/мин vc2 (рис. 2-52) 22° С/мин vn=vA (рис. 2-50) 95° С/мин
Т Т g=T ОТЖИГ«4*5 425+5=430 Д7’й=Гв-7’о 430—20=410° С Та (рис. 2-52) 65° С ^С1=^с-н 397—6,5=390,5° С *ТСг=Г В—Тсх 430—390,5=39,5° С Тd~T Cl 50 390,5—50=340,5° С bTD=TD-T' 340,5—20=320,5° С
t ^А~^тв/уА 410/95=4,3 мин tB (рис. 2-52) 6,5 мин =^C\/VC\ 39,5/11=3,5 мин / Q2 =50/ Vq2 50/22=2,3 мин f D=&T'D/v D 320,5/95=3,8 мин
♦ Численные данные приведены для ^следующего конкретного примера; коэффи-
go Цдент теплового расширения стекла (нагреваемого, а затем охлаждаемого с обеих сто-
рон) равен 90«10“7 I/0 С; d=4 мм; температура снятия напряжения п) составляет
397* С, а температура отжига 415° С; Го=2О° С.
Перед проведением стеклодув-
ных операций вполне достаточна
обычная химическая очистка стек-
лянных трубок. Сильно загрязнен-
ные заготовки могут быть очищены
с помощью воды, детергента и
длинных щеток (волосяных или
пластмассовых). Царапать внутрен-
нюю поверхность стеклянных тру-
бок нежелательно, поэтому приме-
нение металлических щеток не ре-
комендуется. Вместо щеток можно
использовать куски мягкой материи
или ваты, которые проталкиваются
через трубки.
Стеклянные сосуды и трубки мо-
гут быть промыты путем их погру-
жения на 3—10 сек в соляную кис-
лоту (1—5%-ный раствор); этот
способ применим для очистки не
очень сильно загрязненного стекла.
После обработки в соляной кислоте
стекло должно быть промыто в во-
де при температуре 40—50 °C и вы-
сушено. Для удаления остатков со-
лей с поверхности стекла рекомен-
дуется повторная промывка дистил-
лированной (или деминерализован-
ной) водой; эту вторую промывку
следует проводить перед сушкой
стекла.
Для промывки алюмонатриевых
стекол (табл. 2-10) рекомендуется
вместо соляной кислоты использо-
вать раствор уксусной кислоты
(3—5%-ный).
Если стекло свободно от следов
ртути, то хорошие результаты до-
стигаются путем очистки стекла
с помощью хромовой смеси (при
наличии следов ртути последняя
осаждается на поверхности стекла
в виде хромсодержащего соедине-
ния; удалить этот осадок очень
трудно). Раствор, который обычно
используется в лабораторной прак-
тике под названием «хромовой сме-
си», содержит примерно 50 мл на-
сыщенного водного раствора би-
хромата натрия в 1 л концентри-
рованной серной кислоты. Другой
рецепт приготовления хромовой
смеси состоит в том, что раствор
100 г трехокиси хрома в 30 мл сер-
ной кислоты (плотность 1,84) раз-
бавляют водой до 1 000 мл. Хромо-
вую смесь следует использовать
лишь в тег случаях, когда она име-
84
ет исходный коричневый цвет. Если
цвет изменился, то это означает, что
произошло разложение раствора.
После очистки стекла с помощью
хромовой смеси необходимо его
тщательно промыть в воде.
/ Намного более эффективный со-
четав для очистки стекла, чем хро-
мовая смесь, содержит 5% плави-
ковой кислоты и 33% азотной кис-
лоты (остальное — вода). Этот рас-
твор следует использовать в холод-
ном состоянии.
4 Сильно загрязненные стеклян-
ные детали могут быть промыты
с помощью раствора едкого натра
или едкого кали, после чего стекло
следует промыть водой или хромо-
вой смесью. Эта методика очистки
к кварцу неприменима.
Старое (выветренное) стекло
или сильно загрязненный кварц мо-
гут быть очищен^ _ помощью рас-
твора плавиковой кислоты (40 объ-
емных процентов) путем погруже-
ния в него изделия на 1—5 мин.
Поверхность стекла травится в рас-
творе, однако остается при этом
гладкой. После этого необходимо
промыть стекло дистиллированной
водой и нейтрализовать остатки
кислоты раствором едкого натра.
В заключение следует еще раз про-
мыть стекло в дистиллированной
воде (при температуре 40 °C) и
в спирте.
Для удаления с поверхности
стекла грязи и налетов, имеющих
высокую адгезию, можно использо-
вать стеклянные шарики диаметром
1—2 мм, смешанные с дистиллиро-
ванной водой.
Для удаления смазок с внутрен-
ней поверхности стеклянных трубок
и сосудов можно использовать ор-
ганические растворители (если при
этом нет загрязнений другого ха-
рактера) . Кремнийорганические
смазки могут быть удалены с по-
верхности стекла с помощью ди-
хлорэтилена или бензина с после-
дующей промывкой в растворе, со-
держащем 10 г едкого натра и 5 г
буры на 100 мл дистиллированной
воды; вместо этого раствора можно
использовать также раствор 10—
15 мл едкого кали (50%-ный рас-
твор) в 100 мл этилового спирта
(максимальное время обработки
10 мин).
Сушку промытых стеклянных
деталей можно проводить с по-
мощью нагретого воздуха. Для суш-
ки используется воздух, подавае-
мый компрессором или воздуходув-
кой; необходимо следить за тем,
чтобы он был очищен от следов
масла. Для ускорения сушки мож-
но использовать ацетон или спирт,
однако в этом случае нужно сле-
дить, чтобы внутри стеклянных из-
делий не оставались лары или сле-
ды этих жидкостей, так как при
стеклодувной обработке это может
привести к взрыву.
Поверхность стекла весьма вы-
сокой чистоты (для использования
в сверхвысоком вакууме в процес-
сах вакуумного напыления, излуче-
ния -процессов сорбции и т. д.) мо-
жет быть получена с помощью об-
работки стекла в тлеющем разряде.
Методы резки стекла. Стеклян-
ные трубки диаметром до 15 мм
могут быть обрезаны путем нанесе-
ния царапины на их поверхности
(перпендикулярно к продольной
оси трубки) с помощью ножа; пос-
ле нанесения царапины трубка мо-
жет быть обломана путем надавли-
вания на нее большими пальцами
рук при одновременном растягива-
нии рук в сторону, как это пока-
зано на рис. 2-53.
Рекомендуется для этой опера-
ции использовать только хорошо
заостренный нож. Не следует при-
менять этот нож для формовки
стекла в пламени горелки, так как
это может снизить его твердость.
Рекомендуется наносить царапи-
ну лишь одним движением. Нет не-
обходимости при этом стараться
пропилить стенку трубки, так как
нож быстро затупится, если пользо-
ваться им как пилой. При нанесе-
нии царапины трубку лучше дер-
жать -в руке, а не класть ее на
стол.
Для обрезания трубки большого
диаметра (15—30 мм) на ее по-
верхность следует нанести более
сильную царапину, после чего поло-
жить трубку на натянутую медную
проволоку (диаметром примерно
3 мм) так, чтобы царапина распо-
Рис. 2-53. Методика разлома тонкостен-
ной стеклянной трубки.
лагалась над проволокой и парал-
лельно ей; затем следует смочить
царапину, а на концы трубки нада-
вить вниз (трубка при этом опира-
ется на натянутую медную прово-
локу). При этом излом получается
ровным, особенно если толщина
стенки сравнительно невелика.
Стеклянные трубки диаметром
5—30 мм могут быть обрезаны
с помощью «горячих методов». При
этом на поверхность стекла нано-
сится достаточно глубокая царапи-
на длиною примерно 10 мм. Цара-
пина увлажняется и к ее концу
прикладывается нагретый торец
стеклянного штабика (диаметр
штабика — несколько миллимет-
ров). Стекло может треснуть непо-
средственно после прикладывания
к нему нагретого штабика; иногда
трещина образуется при удалении
штабика и прикладывания к стеклу
кусочка влажной ваты. При обре-
зании трубки из твердого стекла
(см. табл. 2-10) образующаяся
трещина обычно охватывает лишь
часть окружности трубки; трещина
на поверхности трубки из мягкого
стекла охватывает ее обычно пол-
ностью. Трещину можно продол-
жить, если к ее концу вновь прило-
жить торец нагретого штабика. Эту
операцию можно повторять до тех
пор, пока края трещины не соеди-
нятся. При обрезании трубки из бо-
росиликатного стекла трещина
обычно «извивается» и обрез редко
бывает ровным. Вместо стеклянно-
го штабика с нагретым концом
•можно использовать горелку с за-
остренным пламенем.
Легко получить прямой обрез
стеклянной трубки с помощью на-
каленной проволоки. Для этого на
поверхность стеклянной трубки на-
носят царапину по всей окружности
обреза. Это может быть сделано
вручную вдоль линии, заранее про-
85
Рис. 2-54. Методика обрезки стеклянных
трубок с помощью раскаленной прово-
локи.
веденной на стекле с помощью во-
скового карандаша; при нанесении
царапины нужно следить, чтобы ее
плоскость была перпендикулярна
оси трубки. На наружную поверх-
ность трубки круговую царапину
можно нанести также при враще-
нии трубки, используя в качестве
режущего инструмента вращаю-
щийся стальной или карборундовый
круг. Внутренняя царапина может
наноситься с помощью алмаза, за-
крепленного на длинном держателе,
вставляемом внутрь трубки. При
обрезке большого количества стек-
лянных заготовок определенного
размера можно использовать ал-
мазный резак. Это устройство со-
держит два параллельных ролика,
с помощью которых стеклянная
трубка может приводиться во вра-
щение вокруг своей оси; при этом
внутрь трубки вводится держа-
тель с вставкой, имеющей алмазное
острие. Расположение последнего
по отношению к стеклянной трубке
имеет большое значение; острие
должно располагаться строго пер-
пендикулярно к поверхности стекла.
В процессе резки давление на ал-
маз должно осуществляться вруч-
ную, а не механически.
После нанесения на поверхность
трубки царапины на последнюю на-
кладывается виток нихромовой
проволоки. Если царапина нанесе-
на снаружи, то рекомендуется ее
увлажнить. Затем нихромовая про-
волока нагревается до красного ка-
ления (примерно 750 °C) пропуска-
нием через нее тока; при этом ви-
ток проволоки плотно прижимается
к поверхности стекла. Приспособ-
ление для резания должно быть
устроено так, как это показано на
86
рис. 2-54,а, из которого видно, что
при опускании трубки охватываю-
щей ее виток ослабляется и трубка
может быть быстро извлечена из
образующей этот виток петли. Пос-
ле этого трубка может треснуть.
Если этого не произошло, то обра-
зование трещины можно вызвать
путем прикладывания к царапине
куска влажного асбеста после то-
го, как раскаленная проволока бы-
ла в контакте с поверхностью стек-
ла примерно в течение 0,5 мин.
Для обрезки стеклянных колб
следует вначале нанести на поверх-
ность колбы глубокую царапину по
всей линии обреза, после чего на-
править на царапину пламя неболь-
шой горелки. Если стекло начало
трескаться, то образование трещи-
ны можно продолжить, проводя
пламенем горелки вдоль трещины.
Другой метод обрезки стеклянной
колбы состоит в том, что ее поверх-
ность обертывается полосками мок-
рой промокательной бумаги или
мокрого асбеста. Эту намотку сле-
дует проводить по всей окружности
колбы по обе стороны участка, на
котором должна пройти линия об-
реза, так, что между обоими обмо-
танными участками остается зазор
шириной примерно 5 мм. Если на
этот зазор направить пламя горел-
ки, то можно получить прямой об-
рез колбы. Для обрезки крупнога-
баритной колбы можно вращать ее
с помощью ^шпинделя токарного
станка, а на участок обреза напра-
вить заостренное пламя горелки,
предварительно нанеся на этот уча-
сток царапину. После нагрева в те-
чение нескольких минут пламя уда-
ляется, а к царапине прижимается
кусок влажной ваты.
Отверстия в стекле могут быть
просверлены с помощью инструмен-
та повышенной твердости. Неболь-
шие отверстия могут быть просвер-
лены с помощью сверла треуголь-
ного профиля с применением скипи-
дарной смазки. Крупное отверстие
успешно сверлится с помощью мед-
ной трубки с заостренными краями
и водной -суспензией корборунда.
Для облегчения захвата абразива
рекомендуется предусматривать,
в трубке радиальные щели. Для
сверления отверстий в стекле с вы-
сокой точностью можно использо-
вать ультразвуковую методику,
применяя при этом в качестве абра-
зива карбид бора. Нанести на
стекло винтовую нарезку можно
тонким алмазным лезвием.
Для обрезки кварцевой трубки
на ее поверхности по всей окруж-
ности обреза следует вначале про-
резать канавку с помощью карбо-
рундового круга. Затем стенка
трубки прорезается насквозь в трех
или четырех участках по периферии
обреза; при этом остается ряд со-
единительных участков, удержи-
вающих обе части трубки. Эти со-
единительные участки осторожно
перерезаются, разделяя таким об-
разом обе части трубки. Обрезан-
ные торцы затем сглаживаются
с помощью вращающегося диска.
Для сверления отверстия в
кварце может использоваться свер-
ло в виде медной трубки с карбо-
рундовым абразивом или алмазное
сверло. В обоих случаях просвер-
ливаемый участок трубки должен
охлаждаться водой. Для того чтобы
избежать растрескивания изделия
со стороны, противоположной на-
чалу сверления, следует одновре-
менно сверлить изделие с двух сто-
рон; можно также подкладывать
под просверливаемый участок стек-
лянную пластинку, которую при
этом следует просверливать вместе
с обрабатываемым изделием после
завершения сверления последнего.
Методы нагрева при изготовле-
нии спаев стекла со стеклом. Наи-
более важным «инструментом»
в стеклодувной технике и, в част-
ности, в технике изготовления спа-
ев стекла со стеклом, является пла-
мя горелки.
Источником пламени является
газовая горелка, в которой горючий
газ (или смесь газов) сгорает при
подаче в горелку кислорода, а так-
же при .участии в процессе сгора-
ния кислорода из окружающего
атмосферного воздуха. Образующе-
еся в горелке пламя состоит из
трех конических зон, которые в за-
висимости от очертания факела
пламени отделены одна от другой
более или менее отчетливо.
Рис. 2-55. Схема-
тическое изобра-
жение пламени го-
релки.
1 (рис. 2-55)
Внутренняя зона
содержит нагретые газ и воздух.
В этой зоне процессов горения не
происходит. Внутренняя зона окру-
жена отчетливо различимой обо-
лочкой свечения синего цвета. Эта
оболочка 2 является местом, в ко-
тором происходит процесс горения;
при этом протекает реакция соеди-
нения горючего газа с «первичным»
кислородом (т. е. с кислородом,
который по шлангу поступает в го-
релку и внутри нее смешивается
с газом). Наружная зона пламени
3 содержит продукты горения и
остатки несгоревшего газа; причем
эти продукты сильно нагреты.
В этой зоне происходит сгорание
остатков газа в среде окружающе-
го атмосферного кислорода («вто-
ричный» кислород).
Температура пламени возраста-
ет по мере перехода от внутренней
к наружной зоне пламени. Наибо-
лее холодный участок пламени на-
ходится на конце внутренней зоны,
наиболее горячая точка расположе-
на примерно на расстоянии 3—6 мм
от конца второй зоны.
Различные участки пламени
имеют не только разную темпера-
туру, но и различные химические
свойства. Внутренняя зона облада-
ет восстановительными свойствами,
так как она содержит водород и
окись углерода, причем эти газы
имеют высокую температуру. Вос-
становительный характер этой зо-
ны проявляется, в частности, в том,
что если в эту зону внести свин-
цовое стекло (табл. 2-10), то по-
следнее в этом участке пламени
чернеет (на поверхности стекла
происходит восстановление окиси
свинца). Наружная зона 3 содер-
87
жит нагретый кислород и обладает
поэтому окисляющими свойствами.
Если внести в эту зону почернев-
шее свинцовое стекло, оно снова
обесцвечивается.
Восстановительный или окисли-
тельный характер пламени зависит
также от соотношения смешивае-
мых количеств газа и воздуха. Ес-
ли имеет место избыток «первично-
го» воздуха (кислорода), то пламя
имеет окислительный характер. Ес-
ли же количество воздуха (кисло-
рода) меньше нормального, то
пламя приобретает восстановитель-
ный характер. В табл. 2-24 приве-
дены данные о количестве воздуха,
необходимом для сгорания различ-
ных газов. Окислительное пламя
всегда имеет более высокую темпе-
ратуру, чЬм восстановительное.
Для обработки свинцовых сте-
кол необходимо применять окисли-
тельное пламя; обработку твердых
стекол рекомендуется проводить
в восстановительном пламени.
Длина факела пламени L зави-
сит от диаметра сопла горелки d,
величины потока v газовоздушной
смеси и скорости пламени w. Вели-
чина v представляет собой отноше-
ние объема газа, поступающего в
пламя в единицу времени, к объему
области, в которой происходит сго-
рание. Если в горелке происходит
полное сгорание газа и при этом
подобрано теоретически правильное
соотношение между газом и возду-
хом в газовоздушной смеси, то дли-
ну факела пламени можно подсчи-
тать по формуле
г _ d р2 — КУ2-11/2
Ь~ 2 [ w2 J ’
где L и d выражены в миллимет-
рах, a v и w в метрах «в секунду.
Сопло горелки должно иметь диа-
метр, больший некоторого критиче-
ского значения; образование и рас-
пространение пламени невозможно,
если этот диаметр меньше чем 2 мм
для смеси светильный газ — воздух;
3,6 мм для смеси метан — воздух и
0,9 мм — для водорода.
Рабочие характеристики газов,
обычно используемых в стеклодув-
ной технике, приведены в табл. 2-24.
При спаивании отбортованных тру-
88
бок (см. разд. 2, § 3-3, 6-11 и разд. 4,
§ 2-2) рекомендуется добавлять
в пламя горелки сернистый газ.
Теоретически максимальная тем-
пература пламени достигается лишь
в том случае, если воздух (кисло-
род) вводится в пламя в точности
в тохМ количестве, которое необходи-
мо для полного сгорания (табл.
2-24). На практике, однако, оказы-
вается, что для полного сгорания га-
за необходим некоторый избыток
воздуха.
Температуру в пределах от 700*
до 1 150 °C можно получить с по-
мощью обычных горючих газов и
воздуха. При введении в пламя го-
релки кислорода достижима темпе-
ратура до 1700°С. Температура до
2 0009С может быть достигнута
с помощью кислородно-водородного
пламени.
Форма факела пламени завцсит
от конструкции горелки, рода ис-
пользуемого газа и его давления.
Используя горелку той или иной
конструкции, можно получить силь-
ное или слабое пламя, резко очер-
ченное пламя или пламя с размы-
тыми контурами, длинный или ко-
роткий факел. Характер пламени if
его очертание определяются харак-
терохМ технологического процесса,
для которого пламя используется.
Для ручной стеклодувной работы
используются ручные газовые горел-
ки. Для проведения механизирован-
ных процессов обработки стекла га-
зовые горелки располагаются в ка-
русельных установках для обработ-
ки стекла, запаечных (заварочных)
машинах, установках для изготовле-
ния стеклянных ножек и оборудова-
ния для термической обработки
стекла.
В стеклодувной технике для об-
работки стекла и, в частности, для
проведения процессов спайки стекла
обычно используются точечная го-
релка и так называемая горелка
Маршалла. Последняя состоит из
двух частей — головки горелки и ее
основания, содержащего трубки для
присоединения газа. Головка (горел-
ки представляет собой трубку, слу-
жащую оболочкой для отрезка
стержня, в котором имеется ряд со-
пел. В этой горелке имеются сопла'
Таблица 2-24
Составы горючих газов и их свойства
«3 с i со w
Характеристики газов О 0J С О X си X § к 5 2
с >> £ QJ со £ 2 И и X С х
Состав, %•
водород — 1С0 — — 50 46 7
окись углерода 100 — — — 40 10 2
метан — — 100 — 1 33 40
углеводороды — — — — — 5 48
двуокись углерода — — — 5 3 —
азот — — — 4 3 3
Количество воздуха, необходимого для полного сгорания 1 м* газа, м9 2,4 2,4 9,4 31,1 2,2 5,1 10,4
Объем продуктов сгорания 1 м9 газа, я9 2,9 2,9 10,4 — 2,9 6,2 11,4
Удельный вес (по сравнению с воздухом) 0,97 0,07 0,55 0,58 0,52 0,42 0,85
Теплота сгорания, ккал t кг 3 000 2 550 8 500 11 000 2 500 4 900 10 000
Теоретическая температура пламени, °C 2 030 1970 1 830 1 973 2 100 1 930 2 140
Скорость пламени, м/сек 1,2 4,9 0,7 — 3,0 0,9 0,8
Температура вспышки на воздухе, °C 650 585 715 550 680 630 640
Нижний предел воспламеним©сти, % (объ- емные) 16 8 5 1,5 12 6 4
Верхний предел воспламенимости, % (объ- емные) 71 71 14 8,5 67 27 16
двух типов—просверленные в стерж-
не отверстия 1 (см. рис. 2-56), через
которые проходит газовоздушная
смесь, и щели 2, расположенные по
обе стороны от ряда круглых сопл.
Газовоздушная смесь, имеющая
сравнительно небольшую скорость,
поступает в эти щели после прохож-
дения через серию небольших от-
верстий, предназначенных для огра-
ничения скорости потока газа. На-
значением щелей является стабили-
зация пламени у основных круглых
сопл; это стабилизирующее действие
состоит в формировании двух уча-
стков направляющего пламени, об-
разующегося при низком давлении
газовоздушной смеси по обе сторо-
ны от среднего пламени, образую-
щегося при высоком давлении.
В оболочке или в кожухе горелки
предусмотрено несколько экранов,
изготовленных из латунной или нике-
левой сетки (Г00 меш), Эти экраны
закреплены в кожухе с помощью
крепежных колец. Пламя обычной
горелки Маршалла состоит из ряда
тонких пламенных струй длиной
20—30 мм, Эти струи так близко рас-
положены одна к другой, что в сово-
купности своей образуют единое
плоское пламя. Для получения бо-
лее короткого пламени применяется
горелка Маршалла, дополненная
проволочной сеткой. В этой горелке
газовоздушная смесь, поступающая
при низком давлении в щелевые со-
пла, предварительно проходит через
12 слоев сетчатой полосы из монеле-
вой проволоки (размер сетки
100 меш), свернутой в спираль.
Точечная горелка имеет головку
с центральным соплом диаметром
1,2 мм, Это сопло окружено рядом
вторичных сопл диаметром пример-
но >1 мм каждое. Через эти допол-
нительные сопла (их количество мо-
жет составлять, например, 12) про-
89
ходит газовоздушная смесь с не-
большой скоростью (после прохож-
дения этой смесью небольшого от-
верстия диаметром 0,5 мм). С по-
мощью точечной горелки можно по-
лучить длинное тонкое пламя.
Для специальных целей могут
использоваться электрические мето-
ды нагрева: нагрев джоул евым те-
плом, высокочастотный индукцион-
ный нагрев, диэлектрический нагрев.
Для изготовления торцевых спаев
(когда желательно избежать нагре-
ва больших участков стекла) можно
рекомендовать разновидность рези-
стивного нагрева. При этом исполь-
зуются два факела пламени, распо-
ложенных один напротив другого.
Обрабатываемая стеклянная трубка
располагается между этими факела-
ми. После того как концы соединяе-
мых трубок разогреваются с по-
мощью пламени, через оба факела
пропускается ток высокой частоты
(1000 в, 105—107 гц). Раскаленный
газ в пламени используется при
этом как токоподвод, а предвари-
тельно разогретые края стеклянных
трубок приобретают при нагреве
значительную электропроводимость
(рис. 4-1) для того, чтобы выпол-
нять роль резистора, нагреваемого
выделением джоулева тепла. При
этом края трубок быстро напрева-
ются до высокой температуры
(1000°С) без разогрева остальных
частей стеклянных трубок. Время,
необходимое для изготовления спая
по этому методу, в 10—100 раз мень-
ше времени, затрачиваемого на из-
готовление спая в одном лишь пла-
мени. Следует отметить, что если
спаиваемые стекла имеют различ-
ную электропроводность, то заготов-
ка, имеющая более высокое сопро-
тивление, должна быть предвари-
тельно нацрета до более высокой
температуры для того, чтобы ее
электропроводность достигла вели-
чины, при которой возможно даль-
нейшее проведение электронагрева.
Вместо пламени можно исполь-
зовать также искровой разряд, на-
правленный вдоль поверхности стек-
ла на том участке, который следует
разогреть. Когда сопротивление
стекла станет -меньше, чем сопротив-
ление воздушного разрядного про-
90
межутка, разряд втягивается внутрь
стекла, в результате чего обеспечи-
вается его равномерный разогрев.
Метод изготовления торцевых спаев,
который может быть реализован да-
же в вакууме, заключается в сле-
дующем. Вначале края стеклянных
перегородок разогреваются до тем-
пературы примерно 700 °C, после че-
го дальнейший разогрев производит-
ся с помощью высокочастотного на-
грева диэлектрика (рис. 4-3). С этой
целью участок изготовления спаев
размещается между обкладками
конденсатора, присоединенного к вы-
сокочастотному генератору мощно-
стью примерно 2 кет (частота 107—
108 гц).
Торцевые спаи могут изготов-
ляться также при косвенном нагреве
концов стеклянных трубок с помо-
щью металлических или угольных
колец, располагаемых вокруг соеди-
няемых участков. Разогрев этих уча-
стков производится путем высоко-
частотного индукционного нагрева
колец. Между соединяемыми конца-
ми трубок можно также располо-
жить тонкую медную или серебря-
ную, платиновую или никелевую лен-
ту (толщиной примерно 25 мкм),
разогреваемую пропусканием па ней
тока.
3-3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
СПАЕВ СТЕКЛА СО СТЕКЛОМ
И СТЕКЛА С КВАРЦЕМ
Спаи стекла со стеклом изготов-
ляются с помощью стеклодувных го-
релок ручного типа или механизи-
рованных стеклодувных устройств
(стеклодувные карусельные установ-
ки, запаечные машины и т. п.). Тех-
нология стеклодувной обработки
стекла в этом разделе подробно не
рассматривается. Все подробности,
относящиеся к технологии изготов-
ления стеклянных изделий, можно
найти в [Л. 2, 37—42, 52].
Ниже будут указаны наиболее
распространенные ошибки, допу- •
скаемые при изготовлении стеклян-
ных спаев, необходимые меры пре-
досторожности при проведении этих
процессов, а также основные прин-
ципы и методы проведения стекло-
дувных операций.
1) Рекомендуется формовку стек-
ла производить инструментами,
предназначенными исключительно
лишь для этой цели. Для отбортов-
ки стекла и его формовки следует
использовать латунные пинцеты, ла-
тунный треугольник для развертки
или графитовые пластинки; однако
ни в коем случае нельзя для этих
целей использовать ножи для отре-
зания стекла. В этом случае фор-
мовка стекла будет иметь неодно-
родный характер, а нож быстро
выйдет из строя после того, как на-
греется в пламени стеклодувной го-
релки.
При стеклодувной обработке сле-
дует использовать шланги подходя-
щих размеров; обычный стеклодув-
ный шланг представляет собою ре-
зиновую трубку длиной 0,5—1 м
(диаметром 6—8 мм)\ такая трубка
имеет на одном конце мундштучный
наконечник, а на другом конце —
устройство, облегчающее ее присо-
единение к обрабатываемому изде-
лию. Для того чтобы резиновую
трубку можно было вращать, не под-
вергая ее при этом скручиванию,
рекомендуется снабжать трубку
вращающимся шарнирным сочлене-
нием. Для того чтобы избежать по-
падания паров из выдыхаемого стек-
лодувом воздуха внутрь обрабаты-
ваемой аппаратуры (а также для
предупреждения попадания паров из
обрабатываемого изделия в органы
дыхания стеклодува), следует ис-
пользовать промежуточный сосуд
с резиновым или пластиковым меш-
ком внутри него (рис. 2-57,а). Если
нужно спаять две загрязненные
стеклянные детали (что, например,
имеет место при ремонте стеклянных
изделий, использованных для рабо-
ты с радиоактивными или токсич-
ными веществами), можно приме-
нить устройство, показанное на
рис. 2-57,6. Через мундштук 1 стек-
лодув оказывает давление выдыхае-
мым воздухом на тонкую диафраг-
му 2 из пластического материала
«майлар» (толщина примерно
25 мкм). Эта подвижная диафрагма
в результате изменения оказывае-
мого на нее давления изменяет свое
расположение по отношению к от-
верстию трубопровода, по которому
а)
Рис. 2-57. Стекло-
дувное устрой-
ство.
а — устройство для
предупреждения за-
грязнения обрабаты-
ваемого сосуда; б —
устройство для пре-
дохранения стекло-
дува от радиоактив-
ных или токсиче-
ских материалов, на-
ходящихся на обра-
батываемых стек-
лянных деталях.
проходит газ. В верхнюю часть
устройства поступает инертный газ,
а диафрагма при этом выполняет
роль регулирующего затвора, изме-
няющего величину потока (давле-
ния) инертного газа, поступающего
в патрубок 5; последний присоеди-
нен к обрабатываемому изделию.
•При работе с твердыми стеклами
(в особенности при стеклодувной об-
работке кварца) следует применять
защитные очки; при этом рекомен-
дуются очки с зелеными стеклами.
2) С обрабатываемыми стеклян-
ными деталями следует обращаться
с -осторожностью. Детали должны
укладываться на чистом столе, по-
крытом материалом с низкой тепло-
проводностью (дерево, графит
и т. п.). Недопустимо располагать
стеклянные детали вблизи от метал-
лических инструментов (молоток,
отвертка и т. п.). При контакте на-
греваемого стекла с материалами,
обладающими высокой теплопровод-
ностью (например, металлическими
изделиями), происходит быстрое ме-
стное охлаждение стеклянного из-
делия, что вызывает образование
в нем внутренних напряжений. Кро-
ме того, контакт с инструментами
может привести к появлению на по-
верхности стекла царапин, что впо-
следствии приводит к поломке стек-
ла.
Ч
3) Используемый при стеклодув-
ной обработке материал должен со-
ответствовать конфигурации изго-
тавливаемых изделий. При обрезке
стеклянной трубки следует остав-
лять на ее концах запас достаточ-
ной длины для того, чтобы можно
было использовать эти концы в ка-
честве держателя обрабатываемого
изделия. При изготовлении спаев
стекла со стеклом предпочтительно
использовать заготовки, имеющие
один и тот же диаметр и одинако-
вую толщину стенок.
4) Придание необходимой кон-
фигурации размягченному стеклу
производится путем попеременного
использования нагрева стекла в пла-
мени, а также воздействия силы тя-
жести и сил поверхностного натяже-
ния. Следует обрабатывать стекло
лишь при достижении им темпера-
туры размягчения (разд. 2, § 3-1).
При этом следует следить за тем,
чтобы стекло было нагрето в пламе-
ни горелки равномерно по всей по-
верхности обработки. При изготов-
лении спаев стеклянных трубок не-
обходимо вращать трубку в наибо-
лее нагретой зоне пламени горелки
Рис. 2-58. Торцевые спаи стеклянных тру-
бок.
(см. рис. 2-55). Вращение соединяе-
мых трубок следует производить
равномерно и следить за координа-
цией движения обеих рук. Вращение
стеклянных деталей следует продол-
жать даже после того, как они бу-
дут извлечены из зоны пламени, так
как нижняя часть нагретых на го-
релке деталей охлаждается быстрее,
чем верхняя (благодаря поднимаю-
щемуся потоку нагретого воздуха от
нижней части нагретого изделия
к его верхней части).
Желательно, чтобы как можно
меньшая часть стекла нагревалась
и плавилась в пламени, поскольку
весьма трудно изготовить хороший
спай с толщиной стенки, соответст-
вующей толщине стенки исходных
заготовок. Чем большая часть стек-
ла подвергается деформации при его
плавлении, тем больше усилий необ-
ходимо затратить для того, чтобы
достигнуть гладкой поверхности
спая.
Если необходимо спаять изделие
из свинцового стекла (см. табл. 2-40),
то необходимо следить за тем, что-
бы пламя горелки сохраняло свои
окислительные свойства на протя-
жении всей стеклодувной обработки
(см. разд. 2, § 3-2); это позволяет
избежать почернения стекла.
Внесение небольших дозирован-
ных количеств сернистого газа в газ,
подаваемый в стеклодувную горел-
ку, позволяет повышать стойкость
поверхности стекла к образованию
на ней небольших трещин. Это осо-
бенно полезно при стеклодувной об-
работке отбортованных стеклянных
трубок.
Торцевые спаи. Для того чтобы
выполнить с помощью стеклодувной
горелки, закрепленной на рабочем
столе, торцевой спай двух стеклян-
ных трубок одинакового диаметра,
нужно одновременно внести в пла-
мя горелки концы обеих соединяе-
мых трубок (при этом концы трубок
должны быть обрезаны перпендику-
лярно к их осям). Затем трубки»вра-
щаются в пламени горелки вначале
на расстоянии примерно 1 см одна
от другой [рис. 2-58, а(/)], а после
того, как концы трубок нагреются,
их сдвигают ближе один к другому.
Когда концы соединяемых трубок по
92
всей ‘окружности оплавятся (что
можно заметить по их ярко-желтому
свечению), обе трубки соединяются
под небольшим углом одна по отно-
шению к другой, как это показано
на рис. 2-58,а (2). Далее следует
продолжать совместное синхронизи-
рованное вращение обеих трубок
(см. поз. 3). После этого стекло не-
сколько осаживается внутрь и стен-
ки его в месте спая утолщаются
примерно вдвое по сравнению с ис-
ходной толщиной стенок (поз. 4).
На этом этапе стеклодувной обра-
ботки некоторые стеклодувы извле-
кают изделие из пламени горелки и
держат его в вертикальном положе-
нии с целью избежания прогиба.
После легкого вытягивания спаянно-
го участка последний несколько рас-
ширяется с помощью дутья (поз. 5),
а затем вытягивается до достижения
равномерного диаметра всего спа-
янного участка |(поз. б).
Для того чтобы изготовить тор-
цевой спай двух стеклянных трубок,
имеющих различные диаметры, сле-
дует вначале обработать концы тру-
бок так, чтобы соединяемые участки
имели одинаковый диаметр. Если
диаметр одной из трубок весьма
мал, то трубку с большим диамет-
ром следует сперва запаять с одно-
го конца так, чтобы при этом обра-
зовался толстостенный конус (рис.
2^58,6 (/)]. (Вершина этого конуса
затем нагревается, расплавляется и
на этом участке выдувается неболь-
шой пузырек (рис. 2-58,6 (2)]. Этот
пузырек затем вскрывается таким
образом, что образующееся при этом
отверстие по своему диаметру соот-
ветствует внутреннему диаметру
меньшей трубки (поз. 3). В случае
необходимости меньшая трубка от-
бортовывается до образования за-
плечиков конической формы, кото-
рые и припаиваются к трубке боль-
шего диаметра. Если диаметры обе-
их трубок отличаются не очень силь-
но, то иногда бывает достаточно от-
бортовать трубку меньшего диамет-
ра, после чего обе трубки могут быть
спаяны.
Другой способ соединения двух
стеклянных трубок, сильно от-
личающихся по диаметру, состоит
в том, что конец большей трубки
запаивается так, что при этом обра-
зуется тонкостенный конус (поз. 4).
Этот конус вскрывается, трубка
меньшего диаметра припаивается
к нему (поз. 5), после чего стенки
конуса утолщаются путем обработки
в пламени горелки и им придается
скругленное очертание (поз. 6).
При изготовлении торцевых спа-
ев двух капиллярных стеклянных
трубок следует вначале разогреть
конец каждой из трубок и запаять
его, как это показано на рис. 2-58,в
(/). Затем запаянный и нагретый
конец трубки раздувается до не-
большого пузырька (поз. 2). Этот
пузырек при вращении нагревают
в пламени горелки, оплавляютего и
продувают насквозь (поз 3 и 4). Об-
ломанные края стекла зачищаются
и оплавляются в пламени горелки
(поз. 5). К обработанному таким
образом торцу трубки может быть
припаяна вторая трубка (поз. 6).
Другой способ состоит в том, что
конец капиллярной трубки оплавля-
ется и раздувается в небольшой пу-
зырек, как это показано на
рис. 2-58,г (/). К этому пузырьку
припаивается стеклянный стержень,
и с помощью последнего пузырек от-
тягивается (поз. 2). В нужном месте
оттянутый конец обрезается, после
чего трубка припаивается к другой
трубке (поз. 3).
При изготовлении торцевых спа-
ев в неподвижно закрепленной
установке, содержащей стеклянные
детали, используется та же методи-
ка. Однако при этом вместо одно-
временного вращения двух стеклян-
ных деталей используется перемеще-
ние факела ручной стеклодувной го-
релки по поверхности стекла для
достижения равномерного разогре-
ва. Рекомендуется при этом распо-
лагать стеклянные трубки верти-
кально, так как при изготовлении
горизонтальных торцевых спаев без
вращения стеклянных деталей ниж-
няя часть стенки в районе спая всег-
да будет толще, благодаря тому, что
под действием силы тяжести оплав-
ленное стекло будет стекать вниз.
Для компенсации веса деталей, при-
соединенных к стеклянным установ-
кам, можно использовать пружин-
ные подвески.
93
°)
Рис. 2-59. Боковые спаи стеклянных
трубок.
Для соединения двух стеклянных
трубок большого диаметра с помо-
щью торцевого спая без применения
вращения в процессе спаивания сле-
дует вначале обе трубки отборто-
вать. После того как отбортованные
концы трубок подогнаны по разме-
рам [рис. 2-58,д (/)], обе трубки ра-
зогреваются по всей окружности со-
единяемых торцов; затем оба торца
прижимаются один к другому
(поз. 2) по ®сей окружности, после
чего участок спая размягчается на-
гревом и поверхность стекла *в этом
месте сглаживается путем попере-
менного осаживания и раздувания
спаянного участка. В заключение
участок спая по всей окружности
равномерно нагревается, выравни-
вается и отжигается.
Боковые спаи. Для изготовления
бокового спая (рис. 2-59) конец
трубки, который должен в дальней-
шем образовывать боковой отросток,
подготавливается так же, как при
изготовлении торцевых спаев (см.
выше). Для боковой трубки средних
размеров может быть использована
последовательность операций, пока-
занная на рис. 2-59,а. Участок основ-
ной трубки, к которому должен
быть присоединен боковой отросток,
-94
разогревается с помощью горелки
с точечным пламенем (поз. 1) на
участке, величина которого соответ-
ствует диаметру припаиваемой бо-
ковой трубки. На этом участке вы-
дувается небольшая выпуклость
(поз. 2). Вершина этой выпуклости
разогревается до размягчения и из
этого участка выдувается пузырек
(поз. 3). Этот тонкий стеклянный
пузырек затем обламывается, в ре-
зультате чего образуется отверстие
нужных размеров для присоедине-
ния к этому участку бокового отро-
стка (поз. 4). После оплавления
кр-аев отверстия в пламени горелки
к этому участку припаивается боко-
вой отросток, как это показано на
рис. 12-59,a i(5).
Если нужно припаять боковой от-
росток, диаметр которого равен диа-
метру основной трубки, то к послед-
ней в месте, противоположном (по
д и ам етру) уч а стку п р исо ед и нения,
припаивается вначале стеклянный
штабик, как это показано на рис.
2-59,6 (/) (вместо этого может быть
также применена державка). На
участке, противоположном участку
присоединения штабика (или дер-
жавки), основная трубка нагревает-
ся и размягченное стекло оттягива-
ется в сторону с помощью стеклян-
ного штабика (поз. 2). Затем этот
штабик обрезается; оттянутый конец
трубки раздувается вначале так, как
это показано на поз. 3, а затем на
поз. 4, После этого тонкостенный
стеклянный пузырек обрезается и
края образовавшегося отверстия
оплавляются в пламени горелки.
Затем производится припайка боко-
вого отростка (поз. 5) и первый,
присоединенный с противоположной
стороны штабик удаляется.
Для изготовления бокового спая
капиллярных трубок следует внача-
ле вращать трубку в пламени горел-
ки; на участке присоединения дуть-
ем образуют небольшое расширение
[рис. 2-59,в (/)]. Этот участок затем
разогревается, оттягивается в сторо-
ну в виде конуса (с помощью стек-
лянного штабика) и продувается на-
сквозь, как это показано на поз. 2;
образуется отверстие и к этому уча-
стку припаивается боковой отросток
(поз. 3).
Запайка концов трубок. Для за-
пайки конец стеклянной трубки вна-
чале оттягивается, как это показано
на рис. 2-60 (/), а затем стенкам
трубки придается неравномерная
толщина |(.поз. 2). Оттянутый конец
обрезается в пламени горелки, после
чего конец трубки раздувается
(поз. 4) и затем скругляется
(поз. 5).
Кагщцевые спаи. Кольцевым спа-
ем Зазывается^ггай двух трубок
разного диаметра, причем меньшая
трубка располагается при этом вну-
три большей соосно с ней. Для изго-
товления таких спаев внутренняя
трубка (меньшего диаметра) отбор-
товывается таким образом, чтобы ее
бортик имел тот же диаметр, что и
наружная (большая) трубка
[рис. 2-611, (/) и (2)]. После этого
обе трубки спаиваются так, что одна
располагается внутри другой, как
это показано на поз. 3 и 4. Если
диаметр внутренней трубки намного
меньше диаметра наружной трубки,
то края последней следует вначале
слегка завалить внутрь, как это по-
казано на поз. 5. При этом на внут-
ренней трубке может быть выпол-
нено кольцевое утолщение (поз. 6).
Затем обе трубки могут быть при-
паяны одна к другой.
Ступенчатые спаи. С помощью
ступенчатых спаев можно соединить
два стеклянных изделия, у которых
значение коэффициентов теплового
расширения значительно отличается
один от другого. Такой спай состоит
из ряда стеклянных сегментов, при-
чем у соседних сегментов коэффи-
циенты теплового расширения отли-
чаются незначительно. Совокупность
таких сегментов образует участок
с плавно изменяющимся коэффици-
ентом теплового расширения от вы-
сокого до низкого.
Для ступенчатого спая, показан-
ного на рис. 2-62А, можно подсчи-
тать величину образующихся при
этом внутренних напряжений [Л. 81],
а также измерить напряжение в та-
ком спае [Л. 82]. Исследования та-
ких спаев показывают, что если
средняя часть спаянного участка
слишком коротка, то напряжения
в трубке 3 возрастают. Это указыва-
ет на необходимость того, чтобы
1
2
Рис. 2-60. Концевые )
спаи стеклянных тру- j
бок. —
❖
)
5
длина промежуточной трубки 2 бы-
ла бы достаточной, в особенности
при спае трубок большого диамет-
ра. Следует полагать, что недоста-
точное внимание, уделяемое этому
обстоятельству, является причиной
широко распространенного среди
стеклодувов мнения, что ступенча-
тые спаи большого диаметра 1 име-
ют тенденцию к растрескиванию.
Минимальную длину L каждой сек-
ции ступенчатого спая можно под-
считать по формуле
£~0,85(л/г)|/2,
где а — средний радиус секции
(рис. 2-62), a h — толщина стенки.
Практически длина трубки обычно
составляет примерно 0,2 ее диамет-
ра; однако нередко она бывает так-
же равной ее диаметру. *
Очень часто ступенчатые спаи
больших диаметров разрушаются
вследствие неравномерного отжига.
Ступенчатые спаи должны отжигать-
ся только в печи (см. разд. 2, § 3-1).
При этом рекомендуется, чтобы диа-
пазон температур отжига охватывал
у
Рис. 2-61. Кольцевые
спаи стеклянных
трубок.
95
Таблица 2-25
Изготовляемые различными фирмами наборы стекол для производства
ступенчатых переходных спаев
Schott** || GEC** втн** ; Sovire.** Corning**
Сорт стекла* О о001—03) ЮР* и 09 О С к. Сорт* стекла а. 10’ (20—350° С) т отжига’ Сорт* стекла а-10’ (20—350° С) т *г отжига» Сорт* стекла (э соое—оу) ЮР” о о 5 Д Сорт* стекла а.10’ (0—300° С) 7 ор отжига’
С1 8 900 SiO2 5 Кварц 6 910
С2 9 820 WQ31 10 750 — — —— — — — 7900 8 910
сз 12 760 — — .— R48 13 — — — — GS1 12 —
С4 15 725 — — R49 18 —. — — — 7230 14 750
С5 21 663 WQ34 21 700 R50 23 — — — — 7200 19 645
С6 26 640 — .— — — — — — — GS4 28 —
С7 30 562 Н428 32 800 — . — — — — — 7740 32 555
С8 35 542 Пирекс 35 580 С9 36 530 — — — 7720 36 518
С9 37 534 W1 37 560 СП 45 585 CD47 47 520 3320 40 535
СЮ 48 558 НН 45 590 С40 48 520 CG50 50 540 7052 46 475
СИ 50 514 FcN 47 520 — — CD53 53 540 7510 50 —
С12 61 551 GS1 54 600 — — CD59 59 527 7520 61 566
С13 62 562 GS34 60 600 С42 62 570 CD63 63 527 — — —
С14 73 555 Мб 68 620 С43 72 550 CD70 70 560 7530 71 —
С15 73 548 GS56 79 580 — — CD72 70 520 7550 79 —
С16 80 505 GS67/L 87 520 С44 84 530 CD80 80 570 5560 86 536
.. L1 91 435 С12 87 430 CD84 84 560 0010 ‘91 428
Х4 96 520 С19 93 550 CD88 88 560 — — —
Х7 101 520 С22 104 530 CD92 92 510 — — —
— — — — 1 — — 1 — — — CD97 557 — — — —
♦ Пределы измерения температуры превращения
*♦ См. табл. 2-10
(Тпрев) и температуры отжига (ГотЖига) см. рис. 2-45.
диапазоны отжига всех стекол, из
которых состоит спай (см. рис. 2-4'5
и 2-49). Максимальная температура
отжига должна не более чем на
20 °C превышать температуру отжи-
га наиболее тугоплавкого стекла,
входящего в состав ступенчатого
спая.
Промышленность выпускает сту-
пенчатые спаи различных диамет-
ров. В табл. 2-25 приведена серия
стекол, выпускаемых различными
фирма;ми и применяемых для изго-
товления ступенчатых спаев.
Ступенчатый спай позволяет вы-
полнить спай кварца с твердым или
Рис. 2-62. Трехступенчатый стек-
лянный спай.
мягким стеклом (табл. 2-25). С по-
мощью этого метода можно осуще-
ствить также впай проволочного
ввода в кварцевый сосуд (разд. 2,
Рис. 2-62А. Ступенчатые спаи для
соединения боросиликатных стекол
со стеклом пирекс.
96
§ 4-4), а также впай кварцевого ок-
на в стеклянный сосуд (разд. 7,
§ 1-3). С помощью технологии изго-
товления спеченных стекол пред-
ставляется возможным изготавли-
вать стеклянные изделия, коэффици-
ент теплового расширения которых
плавно изменяется по длине. В этом
случае ступенчатый спай может
быть изготовлен путем прессования
многослойной порошковой заготов-
ки (каждый слой состоит при этом
из стекла, имеющего различное зна-
чение коэффициента теплового рас-
ширения) , после чего такая заготов-
ка спекается в стеклянную трубку.
Глава четвертая
СПАИ СТЕКЛА С МЕТАЛЛОМ
4-1. ОСНОВЫ ОБРАЗОВАНИЯ СПАЕВ
Спай стекла с металлом можно
считать вакуумноплотным в том слу-
чае, если скорость натекания гелия
через него не превышает 8Х
Х10~7 л-мкм рт, ст/сек (см. табл.
1-5); это соответствует натеканию
1 см3 гелия (при нормальных усло-
виях) за 31 год.
Для того чтобы достичь надеж-
ного вакуумноплотного спая стекла
с металлом, необходимо выполнить
следующие условия:
1) Следует обеспечить прочную
связь (адгезию) между поверхно-
стями металла и спаиваемого с ним
стекла.
2) Конструкцию спая нужно
основывать либо на согласовании ха-
рактеристик теплового расширения
металла и стекла, либо на пластич-
ности металла.
3) С целью уменьшения величи-
ны напряжений, образующихся
в спае, необходимо регулировать
процесс охлаждения после его об-
разования.
4) Геометрические размеры и
конфигурацию спая следует выби-
рать таким образом, чтобы при этом
напряжения, имеющие опасное для
целостности спая направление, бы-
ли бы минимальными.
На практике часто встречаются
такие случаи, что различные требо-
вания (касающиеся, например, проч-
ности связи, характеристик теплово-
го расширения, конфигурации спаев
и т. п.) противоречат одно другому.
В этом случае особое внимание сле-
дует уделить таким требованиям, не-
выполнение которых приводит к об-
7—228
разованию наиболее опасных напря-
жений в готовом спае и в процессе
его эксплуатации.
Сцепление между стеклом и металлом.
Прочная связь между стеклом и металлом
может быть достигнута только в том слу-
чае, если на поверхности контакта металла
и стекла происходит взаимодействие между
обоими компонентами. Природа этого взаи-
модействия (его механизма) не для всех
спаев стекла с металлом может быть в на-
стоящее время объяснена теоретически. Ре-
зультаты экспериментов показывают, что
в обычных спаях стекла с металлом адге-
зия основана либо на непосредственной
связи стекла с металлом, либо на связях,
возникающих в системе стекло — окисел —
металл.
В спаях, в которых достигается непо-
средственная связь стекла с металлом,
отсутствует какой-либо промежуточный
слой между спаиваемыми компонентами.
Этот тип спая может быть вакуумноплот-
ным, но обычно он не обладает достаточной
механической прочностью. Более прочными
в этом отношении являются такие спаи
стекла с металлом, в которых между этими
компонентами расположен слой окислов.
Такой слой имеет обычно плавно изменяю-
щийся состав, содержащий смесь окислов
от окисла металла до окислов, образующих
стекло. В качестве примера можно приве-
сти спаи свинцового стекла со сплавом же-
лезо — никель, в котором в слое стекла,
непосредственно прилегающем к металлу,
железо замещает свинец.
Надежность связи стекло — металл за-
висит от толщины слоя окисла, его равно-
мерности, а также от типа окислов в этом
слое.
Слой окисла должен быть достаточно
тонким для того, чтобы эластично дефор-
мироваться при деформации стекла без
образования при этом внутренних напряже-
ний. Толстый слой окисла обычно имеет
пористую наружную оболочку. Даже в том
случае, когда стекло имеет высокую адге-
зию к этой оболочке, образующийся при
этом спай не будет герметичным и механи-
чески прочным.
Слой окисла должен быть сплошным и
равномерным по толщине; при этом он дол-
97
жен иметь один и тот же состав по всей
поверхности образования спая.
Прочность связи системы стекло — ме-
талл зависит от рода образовавшихся
в спае окислов, другими словами, от отно-
шения количества окисла к количеству ме-
талла, принявшему участие в его образова-
нии. Если величина этого отношения не
имеет постоянного значения по всей по-
верхности образования спая, то механиче-
ская прочность такого спая ухудшается и
в нем возникают напряжения. Окислы с вы-
соким содержанием кислорода обычно
имеют структуру толстой пористой пленки;
они менее надежны с точки зрения обра-
зования герметичных спаев. Рост толщины*
слоя окисла может привести к изменению
распределения внутренних напряжений не
только в процессе изготовления спая, но
также и после его завершения. Это про-
исходит, например, со спаями вольфрам —
стекло после их нагрева до температуры
несколько более низкой, чем температура
отжига ’(разд. 2, § 3-1); в этом случае ра-
диальные растягивающие усилия уменьша-
ются, а тангенциальные усилия возрастают,
что обусловлено увеличением толщины слоя
окисла вольфрама. Большинство металлов
могут образовывать несколько различных
окислов, каждый из которых имеет свою
степень увеличения объема при его образо-
вании (табл. 2-26). В каждом отдельном
Таблица 2-26
Относительное увеличение объема
металла при образовании его окисла
Окисел - 1 Окисел a*
Си2О 1,64—1,67 МоО2 2,1—3,0
СиО 1,7 Мо03 3,2—3,3
СоО 1,74—1,86 wo2 1,87—2,08
CO3O4 2,01 wo3 3,4
NiO 1,51—1,65 w4o„ 3,03
FeO 1,77 Та2О5 2,54
Fe2O3 2,14 TiO 1,2
Fe3O4 2,1—2,3 Ti2O3 1,48
Сг2О3 1,94—2,07 Ti3O5 1,64
TiO2 1,73
ZrO2 1,56
ПМтР° ’
где и Мо—атомный вес металла и молекулярный
вес окисла, а рт и р0—плотности металла и окисла;
и—количество атомов металла в молекуле окисла.
случае следует подбирать такой режим
образования спая, при котором преимуще-
ственно образуется лишь желаемый вид
окисла металла. Вид образующегося окис-
ла зависит от составов металла и стекла,
от загрязнений, присутствующих в спае
(характер окружающей газовой среды, пла-
мени и т. п.), и от температуры, при кото-
рой проводится процесс изготовления спая.
Как показано в табл. 2-26, разница в вели-
98
чине изменения объема при образовании
различных окислов одного и того же ме-
талла может быть незначительной для не-
которых металлов (например, для меди)
и приобретает существенное значение для
других металлов (например, для железа)
Металлы второй труппы могут быть спаяны
со стеклом лишь в том случае, если точно
выдерживаются весьма критичные условия
образования спаев.
Режим окисления может существенно
изменяться под влиянием загрязнений, вно-
симых в спай из пламени или окружающей
среды. Особенно большое влияние при этом
оказывают углекислый газ, пары воды и
соединения серы. Так, например, если при
окислении меди окружающая газовая сре-
да содержит всего лишь 0,1% сернистого
газа, то скорость окисления возрастает (при
температуре 400 °C) примерно в 20 раз.
Влияние сернистого газа особенно сильно
проявляется в тех случаях, когда пламя со-
держит менее чем 4% кислорода.
Вполне очевидно, что длительность пе-
риода времени, в течение которого прово-
дится окисление, весьма существенно влияет
на процесс окисления металла, спаиваемого
со стеклом. Если процесс окисления длится
слишком долго, то это приводит к образо-
ванию толстого слоя окисла, при котором,
как было указано выше, нельзя получить
прочного металлостеклянного спая. Некото-
рые металлы (например, молибден) весьма
сильно окисляются при температурах изго-
товления спаев (разд. 2, § 4-3). Для того
чтобы избежать слишком сильного окисле-
ния, в этих случаях используются различ-
ные защитные покрытия или предваритель-
ное остекловывание металла.
Хорошим показателем качества связи
стекла с металлом (а следовательно, и ка-
чества спая) обычно является цвет образо-
вавшегося спая, поскольку большинство
окислов металлов, будучи растворенными
в стекле, имеют характерную окраску. Для
большинства спаев цвет является показа-
телем их надежности; однако в ряде слу-
чаев по цвету спая нельзя определить,
содержит он или не содержит требуемые
окислы |(это относится, например, к спаям
вольфрама со стеклом).
Как правило, спаи, имеющие излишнюю
степень окисления, имеют темный цвет,
а недостаточно окисленные спаи выглядят
светлыми. В случае спаев меди со стеклом
по цвету спая можно безошибочно судить
о том, осуществлена ли связь между стек-
лом и металлом путем непосредственной
связи с металлом (цвет спая в этом случае
золотисто-красный), с помощью закиси ме-
ди СигО (спай в этом случае имеет пурпур-
ный цвет) или при участии окисла СиО
(спай имеет черный цвет); однако при этом
по цвету не представляется возможным
судить о толщине слоя окисла, т. е. нельзя
сделать выводов о герметичности и механи-
ческой прочности спая.
Состав стекла также может оказывать
влияние на цвет спая. Так, например, спай
вольфрама со стеклом, содержащим литий,
имеет не характерный для вольфрамовых
спаев желто-коричневый цвет, а синеватую
окраску, обусловленную образованием
вольфрамата лития.
Оценка спая по его цвету весьма по-
лезна в тех -случаях, когда в зависимости
от степени окисления заметно меняется
окра-ска спая. Так, например, спаи сплава
железо — никель — кобальт <(см. табл. 2-33)
имеют серебристо-металлический цвет в тех
случаях, когда окисление недостаточно для
образования хорошего спая; правильно
окисленный спай в этом случае дает серо-
коричневую окраску, а если образуется
спай черного цвета, то это говорит о том,
что металл излишне окислен.
Ниже дается краткий -обзор различных
спаев металла со стеклом и приводится ха-
рактер адгезии между этими компонен-
там^*.
Д1латина/не образует -окислов и может
быть впаяна в стекло без предварительно-
го- окисления^ Qffatt -ш^геклом
внешне выглядит как металл; qh имеет, не-
высокую механическую прочность. 1Медь)мо-
жёт образовывать си ureowmalT, обла-
дающие высокой адгезией, -однако это
имеет место лишь в тех случаях, когда
спай образуется при помощи окисла Си2О,
причем толщина слоя этого окисла имеет
определенное значение. В бескислородной
среде медь может быть также припаяна
к стеклу при помощи -непосредственной свя-
зи стекла с металлом, но такие спаи не
обладают такой же прочностью, как спаи,
образование с промежуточным слоем
окислов. Хороший спай меди со стеклом
имеет различную окраску в диапазоне цве-
тпв___ от золотисто-желтого до пурпурного.
[Никель! может образовывать спаи со стек-
лом путем непосредственной связи стекла
€ металлом, а также с промежуточным
слоем окислов. Хороший спай никеля со
стеклом, содержащий слой окисла, имеет
серо-зеленую окраску. Железо является
весьма перспективным металлом для обра-
зования стеклометаллического спая; одна-
ко применение железа для этих целей весь-
ма ограничено ввиду затруднений, связан-
ных с образованием окислов различных ти-
пов. Разница в степени увеличения объема
для различных окислов железа весьма зна-
чительна |(табл. 2-26) и в тех случаях, когда
режим образования спаев не может быть
выдержан абсолютно неизменным и воспро-
изводимым, -разница в указанных выше
свойствах различных окислов приводит
к изменениям их объемов, что, в конечном
счете, выч>j *a , -г и, г. г., iин в слоях
ОКИСЛОВ. feopUypgM Г У^огут обра-
зовывать спаи с металлическими „связями,
но ~-сттай,^сОДСрЖащие_ промежуточный .слой
окислов, более предпочтительна несмотря
* Хороший (однако разрушающий) ме-
тод проверки адгезии состоит в том, что
спай разламывают. Если при этом на
металле остается тонкий слой прочно при-
ставшего к нему стекла, то в этом случае
адгезия достаточно высока для образова-
ния надежного спая стекла с металлом;
спай № 2 типа М2 или спай № 2 типа G2
(см. табл. 2-31) также могут применяться
на практике.
на трудности, связанные—^ ~их-образова-
нием. Хороший спай вольфрама со стеклом
имеет окраску в диапазоне цветов от золо-
тисто-желтого до коричневого в случае,
когда вольфрам спаян со стеклом, содер-
жащим натрий или калий. Если стекло со-
держит литий, то спай имеет синюю окрас-
ку, а свинцовое стекло’ обр~азует~с^дольфра-
мом спай серо-коричневого цвета.Ущаи мо-
либдена) имеют обычно коричневую окрас-
куГгХром}о бразует со стеклом спай, содер-
жащиипромежуточный слой окисла; эти
спаи отличаются высокой механической
прочностью и имеют теми о-зеленую окрас-
ку. Спаи стекла со у'ИЛй-Ьом железо — хроД
имеют коричневато-зёЛёйый цвету а спаи
Оплавив. — НИкель"—кобальт[ могут
*бытьсерого -или сине! и—цвёта. Йзменяю-
шийся от коричневого до коричневато-зеле-
ного цвет могут иметь спаи стекла со спла-
вом ^келезо — никель — xpOM.J Для того
чтобы'получить надежный спай со сплавом,
содержащим железо, часто стремятся по-
лучить на спаиваемой поверхности металла
слой окислов только хрома или никеля, по-
скольку образование окислов железа при-
водит к указанным выше затруднениям.
Окислы хрома и никеля легко образуются
на поверхности сплавов железо — хром или
железо — никель — кобальт; при образова-
нии спаев со сплавом железо — никель —
хром желаемые окислы образуются с по-
мощью предварительной химической обра-
ботки поверхности сплава ^предваритель-
ный нагрев в среде влажного водорода) *.
Качество связи стекла с^^т^ллом-тза^
висит также от йазоЕь.дэастворенны?ид..ме-
уалле^при температуре, при которой проис-
ходит образование спаев... Эти газы выде-
лядо!ТА$и_из металла, но^не могут выйти на-
ружу_ за пределы поверхности—.стекла и
остаются на поверхности спая стекло — ме-
тгузыухн (-разд. 2,
§ 4-5).
Согласованность коэффициентов
теплового расширения
Согласованность коэффициентов тепло-
вого расширения металла и стекла позво-
ляет избежать образования в спае внутрен-
них напряжений или, по крайней мере, огра-
ничить величину этих напряжений величи-
ной, не представляющей опасности для це-
лостности спая. -В тех спаях, в которых
внутренние напряжения допустимы, предпо-
чтительными являются такие напряжения,
которые приводят к сжатию стекла, а не
к его растяжению (см. табл. 2-28). Это мо-
жет быть выполнено с помощью как согла-
сованных, так и несогласованных спаев.
Согласованным спаем называется та-
кой спай, в котором оба компонента подо-
браны с примерно равными значениями ко-
эффициентов теплового -расширения.
* Как было установлено, при окислении
сплава железо—хром, содержащего 28%
хрома, образуются окислы (ЕеСг)гО3 и
(РеСг)зС4, содержащие свыше 55% хрома
и лишь 6% железа.
7*
99
Рис. 2-63. Температурная зависимость
коэффициента теплового расширения -ме-
таллов и сплавов, используемых при изго-
товлении металлостеклянных спаев.
Если такое согласование характеристик
расширения обоих компонентов отсутствует,
то при образовании несогласованного спая
необходимая компенсация достигается бла-
годаря пластической деформации металла
или путем создания сжимающих усилий,
воздействующих на стекло (разд. 2, § 4-4).
Металл, предназначенный для спаивания со
стеклом, иногда покрывают снаружи слоем
другого металла, что позволяет сблизить
значения коэффициентов теплового расши-
рения стекла и металла; при этом улуч-
шается согласованность изготавливаемого
спая. Такой слой может быть нанесен на
поверхность металла путем электролитиче-
ского осаждения, механическим путем
(изготовлением биметаллических проволок
протяжкой) или же с помощью напыления
на поверхность металла окислов с их по-
следующим восстановлением. Спаи, в кото-
рых использована биметаллическая прово-
лока, являются, как правило, согласованны-
ми спаями в радиальном направлении и
несогласованными в аксиальном направле-
нии. Если необходимо спаять металл со
стеклом при большой разнице в значениях
их коэффициентов теплового расширения,
следует изготавливать ступенчатые спаи
(разд. 2, § 3-3).
Необходимая степень согласования зна-
чений коэффициентов теплового расшире-
ния металла и стекла зависит от адгезии
между двумя компонентами, от эластично-
сти стекла и металла, а также от пластич-
ности металла. Если в системе стекло — ме-
талл образуется прочная связь между ком-
понентами, а также в случае более пластич-
ного металла можно допустить более зна-
чительную разницу между коэффициентами
теплового расширения. Как показали экспе-
рименты, реальная (измеренная) величина
внутренних напряжений в спаях стекла
с металлом, как правило, меньше, чем ве-
личина, подсчитанная на основании разни-
цы в значениях коэффициентов теплового
100
расширения (табл. 2-29). Это обусловлено
пластичностью металла, а также тем, что
в стекле продолжаются процессы вязкост-
ного течения даже после того, как оно охла-
дилось ниже температуры затвердевания.
С другой стороны, нельзя допускать обра-
зования в стекле даже номинальных (для
данного сорта стекла) растягивающих уси-
лий ввиду того, что на поверхности стекла
практически всегда имеются дефекты, кото-
рые облегчают образование трещин в стек-
ле еще до достижения в нем номинальных
{допустимых по величине) растягивающих
усилий. Растягивающие напряжения вели-
чиной до 0,5 кгс!мм2 еще не следует рас-
сматривать как напряжения, представляю-
щие опасность для металлостеклянного спая;
если спай хорошо отожжен, то в нем мож-
но допустить образование напряжений до
1.5 кгс!мм2.
Для суждения о степени согласованно-
сти металла и стекла недостаточно знать
лишь среднее значение коэффициента теп-
лового расширения в заданном диапазоне
температур; необходимо полностью сопоста-
вить кривые теплового расширения металла
и стекла.
Тепловое расширение стекла линейно
зависит от температуры вплоть до точки
изгиба (см. рис. 2-46, 2-64); при темпера-
турах выше этой точки начинается более
сильная температурная зависимость тепло-
вого расширения. Коэффициент теплового
расширения чистых металлов остается не-
изменным во всем температурном диапазо-
не |(рис. 2-63); у некоторых сплавов, исполь-
зуемых для изготовления металлостеклян-
ных спаев, линейная зависимость между
температурой и расширением сохраняется
вплоть до точки изгиба (табл. 2-33,
рис. 2-63), а затем коэффициент теплового
расширения значительно возрастает.
Разница между значениями коэффи-
циентов теплового расширения стекла и ме-
талла может быть проиллюстрирована с по-
мощью разностных кривых, показанных на
рис. 2-65; эти кривые построены на основа-
нии кривых температурной зависимости
расширения для металла и стекла. Такие
Рис. 2-64. Температурная зависи-
мость относительного удлинения сте-
кол.
разностные кривые могут быть также по-
строены на основании вычислений по ре-
зультатам оптических измерений внутрен-
них напряжений (см. разд. 2, § 4-5) *. Эти
разностные кривые показывают либо нали-
чие внутренних напряжений того же харак-
тера (например, растягивающих напряже-
ний), образующихся в процессе охлаждения
от температуры изготовления спая до ком-
натной температуры (как это показано на
рис. 2-66), либо изменение характера этих
напряжений (с растягивающих на сжимаю-
щие). Температуру образования спая мож-
но определить как температуру, соответст-
вующую точке пересечения прямой линии,
тангенс угла наклона которой на 15% пре-
вышает таковой для прямой, представляю-
щей среднюю величину коэффициента теп-
лового расширения стекла в диапазоне 0—
300 °C, с реальной кривой температурной
зависимости расширения этого стекла. Тем-
пература, соответствующая этой точке, весь-
ма близка к температуре образования спаев
с боросиликатными стеклами (разд. 2,
§ 1-3).
Если образуются спаи металла типа М
со стеклами 1 и 2 (рис. 2-66), температуры
затвердевания которых соответственно рав-
ны Si и S2, то образующиеся при этом вну-
тренние напряжения соответствуют разно-
сти величин теплового расширения &S1 и
6S2. Это можно определить графически
(рис. 2-66) путем сдвига кривой теп-
лового расширения стекла параллельно вер-
тикальной оси в таком направлении, чтобы
точка, соответствующая температуре за-
твердевания, сдвигалась в сторону кривой
расширения металла. Если при точке, взя-
той для комнатной температуры, сдвинутая
кривая оказывается расположенной над
кривой для металла (как это, например,
имеет место при образовании отрезка 6S2
на рис. 2-66), то это означает, что образо-
вавшийся спай относится к спаю типа М
(см. табл. 2-28). Если при этом соотноше-
ние имеет обратный характер, то это озна-
чает, что спай относится к типу G.
В табл. 2-29 приведены значения 6S для
различных сортов стекол и металлов.
Пример, показанный на рис. 2-66, отно-
сится к получению спая с чистым метал-
лом, у которого температурная зависимость
теплового расширения имеет линейный ха-
рактер. Кривые температурной зависимости
расширения сплавов, используемых при
изготовлении металлостеклянных спаев,
имеют точку изгиба (рис. 2-65) в диапазоне
температур 3'50—500 °C (см. табл. 2-33).
Этот изгиб, соответствующий изменению
значения коэффициента теплового расшире-
ния, наблюдается в весьма узком темпера-
турном диапазоне (всего лишь несколько
* При сравнении двух разностных кри-
вых (полученных при измерении теплового
расширения и измерении оптическим мето-
дом внутренних напряжений) можно заме-
тить разницу между этими двумя кривыми
для температур ниже точки затвердения;
эта разница обусловлена петлей гистерези-
са на кривой, полученной на основании из-
мерения внутренних напряжений.
Рис. 2-65. Температурная зависи-
мость дифференциального (раз-
ностного) относительного удлине-
ния в металлостеклянных спаях.
градусов) **. Подобный сплав может обра-
зовывать спаи только с такими стеклами,
у которых температура затвердевания ни-
же, чем точка изгиба кривой температурной
зависимости расширения для этих сплавов.
В противном случае образующиеся после
изготовления спая внутренние напряжения
обычно столь велики, что стекло растрески-
вается (или нарушается его связь с метал-
лом).
В ряде случаев величины коэффициен-
тов теплового расширения металла и слоя
окисла, образовавшегося на его поверхно-
сти, значительно различаются между собой
(как, например, для меди). В этих случаях
рекомендуется после образования на по-
верхности металла слоя окисла не охлаж-
дать металл до тех пор, пока на его по-
верхность не будет наложено стекло и
образован металлостеклянный спай.
Режимы отжига и охлаждения. Ско-
рость охлаждения имеет существенное
** Кривая температурной зависимости
расширения не имеет реверсивного характе-
ра (нет совпадения кривых, полученных
при прямом и обратном температурном
ходе). Коэффициенты теплового расшире-
ния некоторых металлов (например, титана
и циркония) заметно изменяются после
длительного нагрева па воздухе. При рабо-
те с этими металлами необходимо, чтобы
время изготовления спая было как можно
короче.
101
Рис. 2-66, Графический метод опре-
деления дифференциального удлине-
ния в металлостеклянных спаях.
влияние на качество металлостеклянного
спая. При высоких температурах вязкость
стекла (см. рис. 2-45) не дает образовы-
ваться в нем внутренним напряжениям. По-
сле того как в процессе охлаждения будет
достигнута температура затвердевания, лю-
бое расхождение в значениях коэффициента
теплового расширения соединяемых дета-
лей вызывает образование внутренних на-
пряжений *. В процессе охлаждения эти на-
пряжения изменяют свой вид и величину
(рис. 2-65), и после достижения спаем ком-
натной температуры в нем'содержатся вну-
тренние напряжения определенной величи-
ны и направления.
* Значение температуры затвердевания
(разд. 2, § 3-1) зависит от скорости охлаж-
дения. При быстром охлаждении темпера-
тура затвердевания сдвигается вверх. Обыч-
но температура затвердевания определяет-
ся путем измерения внутренних напряже-
ний оптическим методом при скорости
охлаждения 2 °C/мин.
Переходные напряжения, которые обра-
зуются в процессе охлаждения, могут иметь
довольно значительную величину, намного
превышающую величину напряжений при
комнатной температуре. Можно допустить,
чтобы эти переходные напряжения были
сравнительно велики, лишь бы при этом не
.происходило растрескивания стекла или не
нарушалась связь между стеклом и метал-
лом. Однако величина внутренних напря-
жений в готовом спае должна быть как
можно меньше.
Стекло является плохим проводником
тепла, поэтому температурные градиенты,
возникающие в стеклянных деталях при их
охлаждении, играют существенную роль
в тех случаях, когда скорость охлаждения
не соответствует скорости, установленной
для отжига стекла данного сорта (разд. 2,
§ 3-1). Если напряжения, возникающие
в результате температурных градиентов
в стекле, могут быть устранены путем под-
бора правильного режима охлаждения, то
образующиеся в готовом спае стекло — ме-
талл остаточные напряжения зависят лишь
от разности коэффициентов теплового рас-
ширения сгекла и металла. Величину этих
напряжений нельзя изменить подбором ско-
рости охлаждения; эти напряжения зависят
только от выбранной пары металл — стекло
и от геометрических размерив спая. Как
правию. спай металл — стекло следует
охлаждать медленнее, чем спай стекла со
стеклом аналогичной формы и размеров.
В табл. 2-27 приведены данные по рекомен-
дуемым режимам охлаждения и отжига
спаев металла со стеклом.
При равномерном охлаждении всех
участков спая распределение в нем напря-
жений будет зависеть только от его геоме-
трических размеров.
Конфигурация металлостеклянных спаев.
Форма спая оказывает сильное влияние на
его надежность; так как практически при-
меняемые конфигурации металлостеклянных
спаев весьма разнообразны, то ниже будет
рассмотрено лишь влияние отдельных про-
стейших геометрических форм. Конфигура-
ция любого реального спая в большей или
меньшей степени состоит из этих элемен-
Режимы отжига спаев стекло—металл*
Таблица 2-27
Стекло Время выдер- живания при температуре отжига, мин Скорость охлаждения
Тип Толщина, мм
Твердые стекла <3 10 От 600® С—не свыше 15° С/мин (для идеально- го отжига —1® С мин) До 300® С—3® С/мин, а затем естественное ох- лаждение
Мягкие стекла <2 2—10 10 10—20 От 500® С 10—15® С/мин .До 250® С—3® Q/мин, а затем естественное ох- лаждение
• См. также табл, 2-23.
102
Таблица 2-28
Характер напряжений, возникающих в спаях стекло—металл
Конфигурация спая Напряжения
Спай типа М Спай типа G
Нормаль- ные (ради- альные) Танген- циальные Аксиаль- ные Нормаль- ные (ради- альные) Танген- циальные Аксиаль- ные
Плоский спай Отсут- ствуют Сжимаю- щие — Отсут- ствуют Растяги- вающие —
Стержневой спай Растяпь' вающие То же Сжимаю- щие * Сжимаю- щие То же Растяги- вающие
Окошечный (охватываемый спай) Сжимаю- щие I • я То же Растяги- вающие я я То же
тарных форм. Такими основными формами
спаев являются плоский спай, круговой вну-
тренний '(стержневой) спай и круговой на-
ружный (охватываемый или окошечный)
спай (рис. 2-67).
В плоском спае контакт между стеклом
и металлом происходит по плоскости; в кру-
говом внутреннем (‘стержневом) спае ме-
таллическая деталь расположена внутри
стекла (рис. 2-67,6), а в круговом охваты-
ваемом -(окошечном) спае металл распола-
гается снаружи стекла |(рис. 2-67,в).
В зависимости от соотношения значе-
ний коэффициентов теплового расширения
металла и 'стекла все спаи можно разделить
на спаи типа М '(коэффициент расширения
металла больше, чем у стекла) и на спаи
типа G (коэффициент расширения стекла
больше, чем у металла).
По отношению к поверхности контакта
напряжения в плоских спаях могут распо-
лагаться нормально или тангенциально.
В цилиндрических спаях металла со стек-
лом напряжения могут быть аксиальными
(продольными), радиальными i(нормальны-
ми к поверхности контакта) или танген-
циальными (располагающимися по каса-
тельной к контактной поверхности). Каж-
дый из этих компонентов внутренних на-
пряжений может иметь как растягивающий,
Рис, 2-67. Про-
стейшие конфигу-
рации металло-
стеклянных спаев.
так и сжимающий характер. В табл. 2-28
приведены данные о характере внутренних
напряжений, которые образуются в спаях
различной формы типа М и G.
Поскольку допустимые значения вну-
тренних напряжений сжатия для стекла
примерно в 10 раз превышают допустимые
значения напряжений растяжения, то во
всех случаях следует предпочесть, чтобы
в спае образовались напряжения, сжимаю-
щие стекло (а не растягивающие его). Из
всех вариантов спаев, приведенных в табл.
2-28, наилучшие сочетания достигаются для
спаев Mi и Мз; для этих спаев характерно
образование в них напряжений сжатия по
всем направлениям. Спаи типа Мг и G2
также допустимы в тех случаях, когда раз-
ность значений коэффициентов теплового
расширения металла и стекла не очень ве-
лика, а также если имеется прочная связь
между металлом и стеклом. Следует избе-
гать спаев, которые относятся к типам Gt
и G3.
Величина внутренних напряжений, обра-
зующихся в спае металл — стекло, может
быть выражена следующим общим соотно-
шением:
где д представляет собой разность относи-
тельных значений теплового расширения
AZ/Z стекла и металла при температуре за-
Рис. 2-68. Размеры, используемые
при расчете внутренних напряжений
в металлостеклянных спаях.
рг
103:
Дифференциальные коэффициенты термического расширения
Стекло 7744 пирекс С38 8330 дюрин С9 Блюсил 7720 нонекс 712/в W1 GSD
Фирма-изготовитель Температура затвердевания, °C Ag-lO4 С 530 19 ВТН 485 20 J 500 20 ВТН 505 20 Р 520 21 С 500 22 О 540 22 GES 550 22 Ch 550 22
Металл (сплав)
-Вольфрам- 'Вакон 12 Нило 42, драйвер 42, Карпен- тер 42, AL 42 Нило К, силвак А, роДар, тер- ло, фернико, вакон Сивар 48, супериор 42, ковар ' Молибден—। tBaKOH 20лтантал | м£ М15 М23 М14 М15 mi и. чМ15а> М2 М9 М16 М7 М9 М7 МП М2,5 М9 М18 М9 МН М8 М12 М2,5 М9 М18 М9 МН М8 М12 М3 МП М18 М10 Ml 2 М9 Ml 2 МО,4 М7,5 М16 М8 М10 М15 МП М3 М13 М19 МП М12 М8 М12 М3,5 М13 М19 М15 М16 М9 М12 М3,5 M13 M19 M15 M16 M9 M12
Стекло 0120 С12 L1 0010 GWB
Фирма-изготовитель Температура затвердевания, *С Ag-104 С 413 37 ВТН 415 37 GEC 410 37 С 408 38 Ch 390 38
Металл (сплав)
Вакодил 42, вакодит 43 Вакодил 46, драйвер 46 , Вакон 70 Нило 48 Ваковит 426, драйвер 14, сичь- вания НС-4, силмет 4, Кар- пентер 426 Платинит, драйвер 4750, вако- нит 501 Карпентер 49 Платина 'Нило ЬО, силмет 1, карпентер 27, феррохром, дилвер 0, ва- конит 511, драйвер 79/26 Телемет, дилвер, новар В, ва-Jj конит 540 Ваковит 025 G10 . G5 G6 G2,3 М2 G0,6 МО,6 Ml Ml,4 М4 М8 10 5 6 2,2 М2 G0,5 МО,7 ДЬ Ml,6 М4 М8 10 5 6 2,4 М4 G0,9 М0,3 М0,7 М4 М8 11 7 7 3,5 М2 G2 Gl,3 gojs 'TTotr М3 М7 13 9 9 5 Ml G4 G3,3 Gl,7 Gl,7 М2 M4
П р и м е ч а ние. С—Corning Glass Works, США; Ch— Chinee Brothers Ltd. Guss Works, Вечикэбрита
ФРГ; P—Plowden—Thompson, Великобритания; О—Osram, Западный Берлин; GEC —Osram Ge. C. Glass Works,
твердевания стекла, а величина F является
функцией размеров и механических харак-
теристик металла и стекла (рис. 2-68).
Разность относительных значений теп-
лового расширения б может быть опреде-
лена из разности в удлинениях металла Am
и стекла Ag в температурном диапазоне
между температурой затвердевания стекла
(Тв) и комнатной температурой (Го):
Ag = ao(Ts—То);
б = Ag—Ащ “Ag—dm (T8—Tq) .
Величина Ag постоянна для каждого
сорта стекла. Эта величина представлена
графически на рис. 2-66 (где она обозначе-
104
на AS2); численные значения этой величины
для различных стекол приведены в табл. 2-29.
Величина ат представляет собой среднее
значение коэффициента теплового расшире-
ния металла в температурном диапазоне от
Т8 до То. В табл. 2-29 приведены также
значения величины б для различных соче-
таний стекло — металл. Буквы М и G ука-
зывают на тип спая в соответствии
с табл. 2-28, а цифры после этих букв по-
казывают величину относительной разности
Уёпловогр расширения, помноженной наЮ4^
Только лишь при нулевом значении раЗжГ
сти величин теплового расширения обра-
зуется спай, полностью свободный от вну-
Таблица 2-29
для различных сочетаний стекло—металл
7050 GSB 7040 Дайел 43 СИ 637/h 3072 G20 КодаЙ- ел С40 К650 7060 НН 362а 1447 GS4
С Ch С Р ВТН О J Р ВТН К С GES О J Ch
476 430 464 510 550 525 530 480 485 485 475 570 500 500 600
23 24 24 25 26 27 27 27 27 27 27 28 29 30 36
д-104
G2,5 G5 G4 G2 G1 G3 G3 G5,5 G5 G5 G5,6 Q1.8 G6 G7,5 G8,4
М3,5 G0,8 Ml M5,5 Mil M6 M6 0,2 M0,2 M0,2 GO,5 M12 M0,5 GO,5
М7 М2 M7 M14 M18 M16 M16 M7 M7 M7 M7 M18 M9 M8 —
М4 G2,5 Ml M5 M8 M5 M5 M0,7 M0,4 M0,4 GO,4 Mil M0,8 GO,2 M9
М4,5 Gl,2 GO,8 M7 M12 M9 M8 M0,8 М2 Ml,6 M0,l M12 Ml,5 М2 MH
М2 G0,3 Ml М3 M5 М3 М3 GO,2 M0,2 M0,2 GO,4 M4 G1 G2 G1
М7 М3 M5 M8 M9 M7 M7 M4 M4 M4 М3 M7 M4 М2 М2
526 C31 0240 M6 16Ш ooso GWA 534d X8 C19 C22 105
О ВТН G GEC J C Ch 0 GEC BTH BTH 0
540 422 405 560 530 490 4S0 500 500 510 485 480
40 41 42 42 43 47 48 50 50 51 52 54
д. 104
M6 G13 G16 M8 Ml,5 G8 G9 G10 G10 G9 G13 G14
M8 G9 Gil M9 M5 G4 G5 G6 G6 G5 G10 G12
G0,l G9 G12 M0,6 G4 G12 G13 G14 G14 G14 G17 G18
M8 G5 G8 M9 M4 G4 G5 G6 G6 Gil G10 Gil
M22 М2 G1 M25 M19 M4 M6 M6 M6 M7 Ml,3 GO,7
MU G3 G6 M12 M6 G2,5 G3,5 G4 G4 G3,5 G8 G9
M14 Gl,7 G5 M15 M10 M0,5 M0,l G1 G1 GO,5 G5 G8
Mil Gl,7 G4,7 MH M8 G2 G2 G2,5 G2,5 Gl,5 G6 G8
MU Gl,7 G4,3 M10 M6 Gl,4 G2,4 G3 G3 G5 G7 G9
M13 М2 . 0,8 M13 M9 М3 М2 1,5 1,5 1,5 G1 G3
M19 M5 М2 M20 M14 M7 M6 I M5 M5 M5 Ml G1
[я; ВТН —The British Thompson—Houston Co. Ltd., Великобритания; J—Jenauer G'aswerk Schott and Gen.,
?ликобэитания; К—Kimble, Owens. Illinois Glass Co., США.
тренних напряжений, однако на практике
можно допустить некоторые отличные от
нуля значения этой разности. Как правило,
при разности значений теплового расшире-
ния, меньшей чем/ТО^У' Образуется стгайг,
который” по* величине дозник-ающих в нем
внутренних ‘напряжений можно считать
превосходным. Если разность (относитель-
ная) в значениях теплового расширения
составляет (14-5) • 10“4, то по образую-
щимся в спае внутренним напряжениям
его следует считать удовлетворительным
(для большинства спаев средних разме-
ров). Разность тепловых расширений в пре-
делах (54-10) • 10-4 приводит к образова-
нию в спае внутренних напряжений, ве-
личина которых критична в том случае,
когда эти напряжения носят растягиваю-
щий характер (см. табл. 2-28).
Величина F зависит от конфигурации
спая (табл. 2-30) и от направления обра-
зующихся в нем внутренних напряжений
(радиального, тангенциального, аксиально-
го).
Из всех вариантов, приведенных
в табл. 2-28, целесообразно рассматривать
только такие, в которых имеются растяги-.
вающие напряжения, поскольку сжимающие
напряжения, как правило, не представляют
опасности. В табл. 2-30 приведены формулы
105 •
Таблица 2-30
Соотношения, используемые для
вычисления величины F
(см. табл. 2-28 и формулы, приведенные под
данной^таблицей)
Тип спая Характер внутренних напряжений
Радиальные Танген- циальные Аксиальные
Плоский — Тип Gj Е F=T —
Стержневой Тип М2 F = Fr Тип G2 F=Ft Тип G2 F =F,
Окошечный Тип Ga F = Fr Тип G3 F = F't Тип G3
_ _____
Г г - (2а - ₽)/ Е2 + [a (Y - 2а)], £, ’
„_________1-С2/г2_______.
т ~ (2а - ₽), Ег +[«(!- 2а)] /£. ’
___________Ml+a2'-2)
(2а —(5) £2+{а(у-2а)]/£1 ’
р,_________1 + С2 г2______.
f’•~(2а-₽) Е2 + (а (у - 2а)] £,’
v__________P^i — ________
А (2а-р)£1 + а(у-2а)£г ’
где
ft2 —С2 „ С2 д2
“ = b2 — а\ ’ Р = 1 + b2 : Y = 1 + ft2 "
П(ри меч’а н ие. Относительно размеров а, Ь,
с, г см. рис. 2-68; а—коэффициент Пуассона; Е—
модуль упругости.
для расчета величины F в различных слу-
чаях.
Рассмотрим конкретный пример, Коль-
цо из ковара впаяно внутрь стеклянной
трубки из стекла корнинг 7040. Размеры
спая (конфигурация которого показана на
рис. 2-68) следующие: а=17 мм\ 6 = 18 мм\
с=20 мм. По табл. 2-29 находим, что раз-
ность значений теплового расширения д
в этом случае составляет 60,80 • 10~4, т. е.
спай относится к типу G2 (табл. 2-28).
В таком спае растягивающее напряжение
возникает в тангенциальном и в аксиаль-
ном направлениях 1(табл. 2-30). В рассма-
триваемом случае модуль упругости £1 =
= £"ковар — 1 ,4 • 10—4 кгс/мм2\ Е2 —Естекло~
=0,6-104 кгс/мм2 и коэффициент Пуассона
0=0,3. Для подсчета величины напряжений,
возникающих на поверхности контакта
между стеклом и металлом, принимаем
г=6. С помощью формул, взятых из
106
Рис. 2-69. Зависимость величин Fr, Ft и
Fz от отношений с/b и а/Ь.
табл. 2-30, получаем следующие значения*
а=—-2,18; 0=2,24; у=1,88; F/=0,88-104;
Fz=0,94- 104.
Отсюда тангенциальные растягивающие
напряжения будут иметь следующую вели-
чину:
pz=Fzd=0,88 • 104 -0,8 • 10“4=0,7 кгс/мм2.
Аксиальные растягивающие напряже-
ния будут составлять:
PZ = FzS=0,94 • 104 • 0,8 • 10~4 = 0,75 кгс/мм2.
Значения Fr, Ft и для г=Ь
(рис. 2-68) и 0=0,3; Ei (металл) =
= 1,i8*'1O4 кгс/мм2 и Еъ (стекло) =0,65 X
X104 кгс/мм2 представлены на рис. 2-69 как
Таблица 2-31
Характер внутренних напряжений, возникающих в спаях стекло—металл вблизи
линии раздела стекло—металл—воздух
№ п/п. 1 Форма спая Контактный угол
Спаи типа М Спаи типа G
Острый Прямой Тупой Острый Прямой | Тупой
1 Плоский Сжимающие Растягиваю- щие Растягиваю- щие Растягиваю- щие Растягиваю- щие Сжимаю- щие
2 Стержневой Сжимающие Растягиваю- щие Растягиваю- щие Растягиваю- щие Сжимающие Сжимаю- щие
3 Окошечный (охватываемый) Сжимающие Сжимающие Растягиваю- щие Растягиваю- щие Растягиваю- щие Сжимаю- щие
функция отношения с/b '(для различных
значений отношения а/b). Из этого графика
видно, что в тех случаях, когда отношения
а/b и с/b велики, величина F мала, т. е.
образующиеся в спае напряжения малы
(для данной 'величины б). Это обстоятель-
ство объясняет возможность впаивания тон-
костенных металлических трубок (отноше-
ние а/b близко к единице) в -стекло даже
в тех случаях, когда оба материала имеют
сильно разнящееся по величине значение
теплового расширения (величина б велика).
Кривая, обозначенная ajb—^^ показывает
значение величины F для тех случаев, ког-
да в стекло впаивается массивный металли-
ческий стержень.
Направление и распределение внутрен-
них напряжений в спае стекла с металлом
зависят от конфигурации спая. На рис. 2-70
представлены некоторые формы спаев стек-
ла с металлом и показано, что силовые ли-
нии внутренних напряжений концентри-
руются вблизи от острых краев или тонких
участков стекла. Наиболее чувствительным
участком металлостеклянного спая во всех
случаях является граничная линия металл—
стекло — воздух, так как поверхность стек-
ла всегда содержит мелкие трещины, ко-
торые -снижают допустимое значение растя-
гивающих напряжений.
Весьма важно знать значение напря-
жений, возникающих на этой пограничной
линии, поскольку установлено, что боль-
шинство дефектных спаев стекла с метал-
лом начинают разрушаться по этой линии.
Величина возникающих на этой линии на-
пряжений зависит от геометрических разме-
ров спая, его типа, а также угла, образо-
ванного между поверхностью раздела стек-
ло — воздух и поверхностью металла.
В табл. 2-31 приведены сведения о харак-
тере напряжений, возникающих при различ-
ных сочетаниях указанных выше факторов.
Представляется очевидным, что из ва-
риантов, приведенных в табл. 2-31, следует
предпочесть такие, которые характеризуют-
ся сжимающими внутренними напряжения-
ми, т. е. спаи типа М, у которых -контакт-
ные поверхности образуют острый угол,
а также спаи типа G с тупым углом между
контактными поверхностями. Металлическая
деталь, выступающая из металлостеклянно-
го спая, часто подвергается механической
нагрузке; эта деталь часто подвергается
изгибу в разные стороны. Такая нагрузка
может привести к отслаиванию металла от
стекла ‘(при слабой адгезии) или к разру-
шению стекла (при прочной связи между
металлом и стеклом). Растягивающие уси-
Рис. 2-70. Распределение внутренних
напряжений в металлостеклянных
спаях.
лия, возникающие при механической на-
грузке, хорошо компенсируются исходными
сжимающими внутренними напряжениями,
существующими в спае; исходя из этих со-
ображений, могут быть рекомендованы спаи
типа М3 или G2 (табл. 2-31). Этот же метод
компенсации может быть рекомендован
в тех случаях, когда возникают напряже-
ния при прохождении электрического тока
через впаянный в стекло токоподвод и по-
следний при этом нагревается (разд. 4,
§ 1-2).
4-2. ТЕХНОЛОГИЯ НАГРЕВА
И ОБРАБОТКИ
МЕТАЛЛОСТЕКЛЯННЫХ СПАЕВ
Этапы изготовления спаев метал-
ла со стеклом. Технология изготов-
ления спаев металла со стеклом со-
держит следующие этапы:
изготовление металлических де-
талей (формовка, очистка, обезга-
живание, окисление, обмотка метал-
ла стеклом):
107
изготовление стеклянных деталей
(резка, формовка, очистка стекла);
спаивание металла со стеклом;
последующая обработка изготов-
ленного спая (очистка, отжиг).
В данном разделе дается лишь
общая характеристика этих этапов;
детали технологии изготовления спа-
ев для различных сочетаний метал-
ла и стекла приведены в разд. 2,
§ 4-3 и 4-4.
I этап. Изготовление металли-
ческих деталей. Металлические де-
тали для металлостеклянных спаев
обычно приобретаются потребителем
в готовом виде (проволока, стерж-
ни, трубки). Механическая обработ-
ка этих деталей состоит в отрезании
заготовок необходимого размера и
в механической очистке их поверх-
ностей. Такая очистка производится
путем токарной обработки, шлифов-
ки или пескоструйной обработки
(в соответствии с механическими
свойствами металла). В разд. 2,
§ 4-3 и 4-4 описаны некоторые спе-
циальные технологические приемы,
используемые при изготовлении ме-
таллостеклянных спаев.
Для получения надежного спая
поверхности соединяемых деталей
должны быть свободны от загрязне-
ний. Для очистки поверхности ме-
таллических деталей, предназначен-
ных для изготовления металлостек-
лянных спаев, применяются различ-
ные химические методы (см. разд. 2,
§ 2-3). В разд. 2, § 4-3 и 4-4 описа-
ны некоторые специальные методы
очистки. Независимо от того, каким
методом поверхность металла была
очищена, по завершении очистки не
рекомендуется касаться поверхности
металла пальцами.
Спай металла со стеклом не дол-
жен содержать пузырьков (разд. 2,
§ 4-5), так как пузырьки таза, содер-
жащиеся в участке соединения ме-
талла и стекла, делают спай механи-
чески непрочным; в таком спае, кроме
того, легко образуется течь. Источни-
кам образования пузырьков в спае
является газ, выделяющийся из ме-
талла. В процессе нагрева при изго-
товлении спая (разд. 2, § 1-1) осо-
бенно сильным газовыделением от-
личаются никель, железо и их спла-
вы (если эти металлы предваритель-
но не были подвергнуты плавке в ва-
кууме). Как правило, в результате
обезгаживания металлических дета-
лей отжигом в вакууме или в водо-
роде (при температурах, превышаю-
щих температуру образования спа-
ев) пузырьки при изготовлении спа-
ев не образуются. Нужно при этом
помнить, что медь не следует отжи-
гать в водороде. В ряде случаев не-
обходимая степень обезгаживания
достигается простым нагревом ме-
талла на воздухе; при этом проис-
ходит также окисление поверхности
металла. Окисленный металл всегда
образует меньше пузырьков в спае,
чем металл чистый, но необезгажен-
ный.
Очень часто источником газа
в металле или сплаве являются
включения углерода; в процессе из-
готовления спая эти включения об-
разуют окислы углерода. Обезугле-
роживание металла может быть до-
стигнуто его нагревом во влажном
водороде в течение 1—2 ч при тем-
пературе 900—1 100 °C.
Большинство металлов должно
быть предварительно окислено для
того, чтобы обеспечить образование
прочной связи со стеклом и герме-
тичность спая (разд. 2, § 4-1). Для
получения слоя окисла на поверхно-
сти металлической детали, послед-
нюю напревают в пламени горелки,
в печи подходящих размеров или же
с помощью электрических методов
нагрева (разд. 2, § 2-2). В ряде слу-
чаев режим образования слоя окис-
лов (температура, время нагрева,
а также среда, в которой нагрев
производится) весьма критичен;
в разд. 2, § 4-3 и 4-4 даны рекомен-
дации по технологии проведения
этой операции; там же описаны хи-
мические методы окисления.
Иногда представляется целесооб-
разным изготавливать спай в два
этапа: вначале производится обмот-
ка металла стеклом, а затем обмо-
танная стеклом металлическая де-
таль впаивается в стеклянную аппа-
ратуру. Эта технология имеет особо
важное значение для тех металлов,
для которых степень предваритель-
ного окисления весьма критична и
с трудом поддается контролю (воль-
фрам, молибден), а также в тех слу-
108
<аях, когда сама конфигурация
:пая обусловливает необходимость
в такой двухступенчатой технологии
изготовления спая. Методика обмот-
ки металла стеклом зависит от типа
металла и конфигурации металличе-
ской детали. Металлические стерж-
ни обматываются путем спиральной
намотки размягченного стеклянного
штабика на металл, как это показа-
но на рис. 2-72 и 2-74, или же пу-
тем нагрева надетой на металличе-
ский стержень тонкой стеклянной
трубки (рис. 2-74). При нанесении
спиральной стеклянной намотки на
поверхность металлического стерж-
ня последний медленно вращают.
Размягченный конец стеклянного
штабика накладывается на металл
и при последовательном нагреве
прилегающих к месту контакта уча-
стков штабика они накладываются
на металл в форме спирали. При
использовании для обмотки стеклдн-
поД^убта диаметр
дод?кен быть близок к диаметру ме-
та^дачеекего стержня. Рекоменду-
емся производить напрев стемяннби
трубки с одного из концов и посте-
пенно перемещатБнатрета-емый^уча-
—стек к - другому^коЖ^трубкй; что
"позволяет воздуху и выдел. яющи мся
"Тазам беспрепятственно удаляться
ттт^учаТтков. юбраз о ванияГ спаев.
Концы металл ическйТ^убок^обма--
тываются (см. рис. 2-79) путем -при-
паивания к внутренней или наруж-
ной поверхности трубки отрезков
стеклянной трубки, которые затем
развертываются вокруг края метал-
лической трубки и припаиваются
к ней через ее торец.
В ряде случаев обмотка металла
стеклом может производиться путем
нанесения на поверхность металла
суспензии стеклянного порошка; по-
сле отжига на поверхности металла
образуется тонкий слой стекла
(разд. 2, § 4-3).
II этап. Предварительная под-
готовка стеклянных деталей, пред-
назначенных для . образования ме-
талл остекл я иных спаев, не отличает-
ся от подготовки стеклянных дета-
лей для изготовления спаев стекла
со стеклом (разд. 2, § 3-2).
III этап. Технология самого
процесса спаивания металла со
стеклом для различных типов спаев
описана в разд. 2, § 4-3 и 4-4.
Методы нагрева при изготовле-
нии спаев металла со стеклом. Для
нагрева стеклянных и металличе-
ских деталей в процессе их спаива-
ния, а также для предварительного
нацрева и отжига спаев использует-
ся как нагрев с помощью пламени,
так и электрические методы наарева.
Нагрев в пламени широко рас-
пространен при ручном изготовле-
нии металлостеклянных спаев, а так-
же при изготовлении этих спаев
с помощью машин. -Последние иног-
да отличаются высокой степенью
автоматизации (сюда относится, на-
пример, оборудование, применяемое
для изготовления осветительных
ламп, электронных приборов и т.п.).
Различные типы пламени, исполь-
зуемые при изготовлении спаев, опи-
саны в разд. 2, § 3-2.
Электрический нагрев может ис-
пользоваться при изготовлении ме-
таллостеклянных спаев лишь в тех
случаях, когда конфигурация метал-
лической детали допускает равно-
мерный нагрев (например, при из-
готовлении дисковых спаев). Для
изготовления спаев этим методом
необходимо предусмотреть токопод-
водящие контакты на противопо-
ложных концах металлической дета-
ли. При этом контактное сопротив-
ление должно быть намного меньше
сопротивления самой металлической
детали для того, чтобы при пропу-
скании тока нагревалась бы лишь
сама деталь.
При изготовлении спаев стекла
с металлохм может применяться так-
же индуктивный ’нагрев. Этот вид
нагрева основан на образовании ви-
хревых токов в металлической дета-
ли, подлежащей спаиванию со стек-
лом. Металлическая деталь, нагре-
ваясь сама, нагревает при этом и
прилегающую к ней стеклянную де-
таль. Стекло размягчается и под
действием собственного веса (или
внешне приложенного давления) на-
плывает на металл. Индукционный
нагрев применим, в частности, при
изготовлении дисковых спаев, а так-
же таких спаев, в которых металли-
ческая деталь имеет сложную фор-
му.
109
Рис. 2-71. Изготовление металлостеклянных спаев с помощью индук-
ционного нагрева.
Индуктивная катушка обычно из-
готавливается из .медной трубки
круглого или квадратного сечения;
эта трубка свивается ib спираль та-
ких размеров, чтобы при надевании
на металлическую деталь она как
можно ближе примыкала к детали
со всех сторон. Обычно такая 'ка-
тушка охлаждается водой. При не-
симметричном расположении катуш-
ки по отношению к металлической
детали последняя нагревается не-
равномерно, что приводит к несим-
метричному распределению внут-
ренних напряжений в спае.
На рис. '2-71 показаны примеры
расположения спаиваемых деталей
и катушки. При изготовлении ди-
сковых спаев или спая цилиндриче-
ской металлической части со стек-
лом катушка индуктивности должна
быть точно отцентрована и располо-
жена на нужной высоте (для нагре-
ва металла именно в том участке,
который должен быть соединен со
стеклом — см. рис. 2-71,а, б). На
рис. 2-71,в схематически показано
устройство для опаивания стеклян-
ной трубки 2 с металлической
трубкой 3. Последняя нагревается
высокой частотой с помощью катуш-
ки /; железное кольцо 4 служит кон-
центратором (см. также рис. 2-44).
Под действием собственного веса
стеклянная трубка 2 опускается
вниз и ее размягченный конец об-
волакивает торцевую часть металли-
ческой трубки 3. Стеклянная трубка
при этом должна быть снабжена
направляющей деталью 5; кроме
того, на трубке следует предусмот-
реть стопорный выступ 6 для огра-
ничения глубины образуемого спая.
Эта методика может применяться,
в частности, для изготовления спая
ПО
стекла с молибденом в среде аргона.
На рис. 2-71 показан пример приме-
нения индуктивного нагрева для из-
готовления сжимающего металло-
стеклянного спая.
4-3. СОГЛАСОВАННЫЕ СПАИ
Согласованные металлостеклян-
ные спаи на основе мягких стекол.
Спаи этого типа изготавливаются
преимущественно с платиной, а так-
же со сплавами железо — никель,
железо — хром и железо — никель—
хром (см. разд. 2, § 1-3). В табл.
2-32 приведены сведения о различ-
ных стеклах, пригодных для изготов-
ления спаев с указанными выше,
а также и с другими металлами.
Более подробные сведения, касаю-
щиеся согласованности теплового
расширения различных компонентов
металлостеклянных спаев, приведе-
ны в табл. 2-29. В табл. 2-33 при-
ведены данные о составе и свойст-
вах металлов и сплавов, используе-
мых при изготовлении металлостек-
лянных спаев.
• Спаи с пл атиной. Для полу-
чения согласованных спаев с плати-
ной нужно использовать стекла,
имеющие соответствующие значения
коэффициента теплового расшире-
.ния * (табл. 2-32).
{1оВ^ХНОСТЬ_^ЛАТ11ШД. 4 дшш
6ьгть^рчищена путем ее погруже-ния-
в горячую_царскую _водку (смесь
азотной и соляной кислот в соотна*
Шении Т :'3)Т. после этого платино-
вую деталь следует тщательно про-,
мыть в воде. Зятем на поверхность!
* Относительно несогласованных спаев
с платиной см. данные, приведенные
в табл. 2-35.
Таблица 2-32
Мягкие стекла, применяемые для изготовления спаев стекло — металл
Металл* Стекло** Примечания
Платина С:0280, 0041(7550),7550, 7560, 0050, 0080, 0010 Ch:GW2 (GW1), PWD, PWL ВТН:Cl2, С19, С94 J:16, 2962 0:301b GEC:X4, LI (L15) P:DJAL 444 K:RS, R6
Сплав (Fe, Ni) (50:50 или 46:54) C:0010, 0120, 0080 BTH:C12 J:16111 Ch:PWD, PWL GEC.L1 Проволока диаметром не свыше 5 мм
Дюмет C:0050J:2962, 111 Ch:GW2, PWD, PWL 0:352, 743g 123a, BTH:C12, (C19, C94) GEC:L1, K:R5,R6 См. разд. 4, § 2-2
Сплав (Fe, Cr-} (74:26 или 80:20) C:0050, 0060, 0080 (9019, 9010) Ch:GW2(GWl), PWD BTH:C31 (C12) GEC:L14, X8(L1) 0:123a
Сплав (Fe, Ni, Cr) C:8870, 0080, 0014, 0120, 0010, 0050 Ch:PWD, PWL, BTH:C12 GEC:L1K:KG12
Сплав (Fe, Ni, Co, Cr)'1 (37:30:25:8) В:0050,0080 Ch:GW2, PWD K:R6
Никель GEC:NSG2
Железо C:7290, 1990(1991) GEC:R16, JSG2O, NSG2 BTH:C76(C41) J:4210
Медь C:7295 GES:CSG3
Титан BTH:C77, C78
♦ См. табл. 2-33.
♦* Расшифровка сокращений приведена в примечаниях к табл. 2-10 и 2-29.
рлатины наносится стеклои спай^на-^
гревается.-ДО__температуры ж--
1Д00 °С_ (по желто-оранжевого св£_-|
чения)^ Чтобы обеспечить полное
бмачивание металла стеклом, необ-
ходим равномерный нагрев. Пред-
ставляется очевидным, что платина
не образует окисную связь со стек-
лом, однако .на процесс смачивания
стеклом поверхности платины ока-
зывает влияние сорбция кислорода
и водорода.
Технологию изготовления спаев
платины со стеклом можно вкратце
изложить следующим образом. Не-
большая стеклянная трубочка наде-
111
Таблица 2-33
Металлы и сплавы, применяемые при изготовлении сплавов стекло____металл
Металл или сплав Состав сплава, % Плотность г!см? Коэффициент теплового расширения а«10т (1 /°C) Темпера- тура из- гиба, °C Удельное со- противление, ом-см-109 Теплопровод- ность, кал/смх X с?к -°C Примечания
N1 Сг Со Fe от 20° С до (®С)
100 200 300 400 500 600
— Вольфрам — — — — 19,2 — — 45 — 46 46 — 5,5 0,5
Нило 40 40 — — 60 8,1 — 41 — — — — 330—250 62—70 0,025 Точка Кюри 330° С
Вакон 12 28 — 18 54 8,3 58 53 48 47 59 76 430 45 — Температура плав- ления 1 450° С
Нило 42 1 Драйвер 42 Карпентер 42 J 42 — — 58 8,2 52 48 (от 0°С) 49 56 76 — 340 60 0,025 Точка Кюри 375° С Температура плав- ления 1 450° С
AL42 42 — — 58 8,2 47 47 47 55 78 93 340 65 0,026 —
Дилвер Р 29 — 17 54 8,5 56 52 (от 0° С) 48 47 60 —— — 45 0,042 Точка Кюри 425° С
Ниао К 'i Силвак А 1 Родар । Терло ) 29 — 17 54 8,3 58 51 (от 0° С) 47 46 60 — 430 44—50 — Точка Кюри 453° С Температура плав- ления 1 450° С
Вакон 10 | Фернико I J 28 — 18 54 8,3 60 56 51 50 61 78 425 430 45 50 — —
Сивар 48 29 — 17,8 53,2 8,3 59 57 52 50 63 77 423 — — —
' Ковар А ; 28,7 29,2 — 17,3 17,8 52,9 53,4 — 43—53 (от 30° С) 44—52 45—51 57—62 79 435 49 0,044 Точка Кюри 453° С Температура плав- ления 1 450° С
Фернико II 31 — 15 54 8,2 — 57 54 53 65 — 420 44 — —
"Молибден — ъ — — 10,3 49 — — — 55 — — 58 0,3 —
Вакодил 42 42 — — 58 8,2 52 52 53 63 81 95 355 60—100 — —
Вакодил 43 43 — — 57 8,3 64 61 60 65 81 95 370 60 — —
Вакон 20 - 28 ' — 21 51 8,3 71 68 65 63 63 76 480 45 — —
8—226
Вакодил 46
Драйвер 46
Вакон 70
Нил о 48
Ваковит 426
Драйвер 14
Сильвания НС-4
Карпентер 426
Салмет 4
Платинит
Драйвер FeNi
AL4750
Ваковит 501
Карпентер 49
—Платина
Нило 50
Драйвер 52
Силмет 1
Феррохром
Дилвер О
Сплав (Fe, Ni, Cr)
Ваковит 511
Драйвер 74/26
Те лемет
Дилвер Т
Ковар В
Ваковит 540
Ваковит 025
£3 Ферникохром
46 54 8,2 74 74 73 75 88 99 400 60—100 — —
28 — 23 49 8,3 85 80 77 74 71 81 515 45 — —
48 — — 52 — 87 83 83 83 88 — 435 50 0,030 Точка Кюри 450° С
42 6 — 52 • 8,2 69 72 (от 83 0°С) 101 114 124 265 95 0,033 1 1 1 1 1
49 — — 51 8,2 87 88 88 87 92 — — 50 0,038 Точка Кюри 480° С
48 — — 52 — 79 86 88 88 93 — — — — —
47 — — 53 84 88 89 91 98 108 425 50 0,037 —
49 1 — 50 8,2 91 91 91 89 97 107 445 58 — —
21 Л_ 89 — (от 0°С) 92 — 96 — — 9,8 0,17 —
50 — — 50 8,2 93 — — — — — 470 41—47 0,032 Точка Кюри 480° С
52 28 — 48 72 7,6 84 93 98 102 100 105 108 — — — Температура плав- ления 1 450° С
<0,4 23,5—27 — 76—73 — — — 99 104 108 — — 43 0,059 Температура плав- ления 1 480° С
— 28—25 — 72— —75 7,5 84 93 98 102 105 108 — — 0,04 Температура плав- ления 1 490° С
47 5 — 48 — — — 88 — — — 340 65 0,029 Точка Кюри 570® С
51 1 — 48 8,2 101 101 101 101 102 109 480 51 — —
— 26 — 74 — 86 97 102 106 112 — — 60 0,057 —
— 16—23 — 84—77 — — — 104 — НО — 65 0,029 —
— — 7,6 93 99 (от 0° С) 104 108 но — — — — Точка Кюри 640° С
0,3 19 । 80(Nb) 0,5—1 96 99 106 108 ПО 112 — — — —
54 — — 46 8,2 106 106 107 107 108 113 550 35 — —
— 25 — 75 — 103 105 107 109 111 112 — 70 — —
30 8 28 37 — 88 91 94 101 115 — 380 — — —
Рис. 2-72. Последовательность операций
при изготовлении спаев платины со стек-
лом.
вается на платиновую проволоку /,
как это показано на рис. 2-72. Эта
трубочка нагревается и оплавляется
постепенно от одного конца к дру-
гому 2; при этом следует избегать
образования в спае воздушных кар-
манов и пузырьков. Образовавший-
ся цилиндрический стеклянный на-
плыв на проволоке разогревается и
приобретает форму бусинки 3 диа-
метром приблизительно 4 мм. Дру-
гой метод изготовления спая состоит
в том, что стеклянный штабик на-
плавляется поверх проволоки при ее
вращении; при этом на поверхности
проволоки образуется намотанная
на нее стеклянная спираль 4. Эта
спираль затем оплавляется, образуя
цилиндрический наплыв 5, который
при дальнейшем нагреве стягивает-
ся в стеклянную бусинку. После не-
обходимой подготовки конца стек-
лянной трубки, которому должна
быть придана нужная форма 7, про-
волока с бусинкой впаивается в ко-
нец трубки 8 или в ее боковую стен-
ку 9. Отверстие в стеклянной труб-
ке (в которую впаивается бусинка)
должно иметь диаметр, меньший
чем диаметр бусинки.
Спаи со сплавами желе-
зо— никель. Рекомендуется пред-
варительно провести отжиг железо-
никелевых сплавов в водороде при
температуре примерно 950 °C. Эта
термообработка способствует обез
гаживанию металла и очистке его
поверхности. При этом также уда-
ляются следы станочной обработки
металла без значительного повыше-
ния его зернистости.
Во время окисления ферронике-
левых сплавов не следует допускать
их переокисления, так как слой
114
окислов может легко отслаиваться
от поверхности металла.
Сплавы, в состав которых входит
железо, восстанавливают содержа-
щиеся в стекле окислы свинца. Ре-
комендуется поэтому при изготовле-
нии спаев с ферроникелевыми спла-
вами избегать непосредственного
контакта между ферроникелем и
свинцовым стеклом; этого можно до-
стичь путем гальванического покры-
тия поверхности ферроникеля слоем
платины или меди (или использо-
вать промежуточную прослойку из
бессвинцового стекла). Тонкий слой
меди (толщиной примерно 0,05 мм),
гальванически нанесенный на по-
верхность сплава, предохраняет фер-
роникель также и от переокисления.
Если нанести толстый слой меди, то
при этом образуется проволока, из-
вестная под названием «дюмет» (ом.
разд. 4, § 2-2) *. Для покрытия фер-
роникелевой проволоки вместо меди
можно использовать также серебро.
Для стекол, коэффициент теплового
расширения которых превышает
80* 10-7, рекомендуется использовать
для спаев сплав железо — никель —
медь, содержащий не свыше 54%
железа, не менее 1 % меди и не свы-
ше (56+р/3)% никеля, где р — со-
держание меди в процентах. Реко-
мендуется также сплав, содержащий
1—7% меди при общем содержании
меди и никеля 48—56% (остальное
железо).
Спаи со сплавами желе-
зо — хром. Феррохромовые сплавы
могут образовывать со стеклом спаи
в виде впаянных в стекло стержней
трубок или дисков. Механическая
очистка поверхности феррохромовых
сплавов осуществляется путем пес-
коструйной обработки или шлифов-
ки. При этом следует избегать при-
менения карборунда, так как не-
большие частицы этого абразива
проникают в поверхность феррохро-
ма и при изготовлении спая образу-
ют в нем пузырьки углекислого га-
за. На поверхности феррохрома об-
разуется обычно надежный слой
* Этот материал называют также пла-
тинитом. Следует заметить, что во Франции
под названием «платинит» выпускается
сплав, содержащий 49% никеля и 51% же-
леза (см. табл. 2-33). Прим. ред.
окисла. При этом нет опасности пе-
реокисления, так как тонкий слой
окисла имеет сильную адгезию
к сплаву и защищает его от даль-
нейшего окисления. Процесс окисле-
ния может осуществляться путем на-
грева сплава на воздухе, однако
в этом случае образуются окисли,
преимущественно содержащие окис-
ли железа (см. разд. 2, § 4-1). Для
того чтобы образовывались окисли
хрома, рекомендуется проводить
окисление феррохрома путем его на-
црева (при температуре 950—
1 100 °C в течение 15—30 мин) в во-
дороде, увлажненном пропусканием
его через дистиллированную воду;
можно также проводить окисление
погружением феррохромовой детали
в 20%-ный раствор соляной кислоты
примерно на 2 мин, после чего де-
таль нужно тщательно промыть. По
цвету готового спая можно опреде-
лить характер окисла, образовавше-
гося на поверхности сплава; окисли
железа имеют в сплаве серый цвет,
в то время как необходимые для по-
лучения высококачественного спая
окислы хрома в спае имеют зеленый
цвет. Участки феррохромовых дета-
лей, выступающие за пределы ме-
таллостеклянного спая, могут быть
очищены (по завершении изготовле-
ния спая) электролитическим трав-
лением |(см. табл. 2-20).
Если предварительное окисление
поверхности феррохрома перед из-
готовлением спая не проводилось, то
следует вначале тщательно нагреть
спаиваемую деталь в пламени (до
того, как на ее поверхность будет
наложено стекло).
Для спаивания со стеклом фер-
рохромовых стержней, имеющих на
своей поверхности небольшие тре-
щины, рекомендуется вначале нане-
сти на поверхность стержня стекло-
подобное покрытие, способствующее
растворению окислов металла при
высокой температуре и имеющее при
этом низкое значение поверхностно-
го натяжения (например, водный
раствор №2|В4О7, содержащий на-
полнитель в виде окислов металла,
из которых изготовлен стержень).
Считается, что наилучшие спаи
феррохрома со стеклом образуются
в тех случаях, когда готовый спай
8*
охлаждается не слишком медленно
(см. разд. 2, § 4-1).
Спаи со сплавами желе-
зо — никель — хром. Предвари-
тельное окисление поверхности дета-
лей из сплава железо — никель —
хром (табл. 2-33) должно прово-
диться таким образом, чтобы на по-
верхности образовался слой окислов
хрома определенной толщины. Это-
го можно достичь путем нагрева
сплава во влажном водороде при
температуре 1 050—1 250 °C. После
проведенного таким путем предва-
рительного окисления достигается
прочная связь между спаиваемыми
материалами.
Операция образования спая вы-
полняется так же, как и для других
сочетаний стекло — металл (см. на-
пример, рис. 2-74, 2-76). Скорость
охлаждения при этом, как правило,
некритична (благодаря хорошему
согласованию коэффициентов тепло-
вого расширения применяемых при
этом сплавов и стекол—см. табл.
2-29).
Спаи с никелем. Никель об-
разует спаи со специально разрабо-
танными для этой цели мягкими
стеклами (табл. 2-32). Поверхность-
никеля должна быть вначале хими-
чески очищена путем погружения
никелевой детали в раствор, содер-
жащий 750 мл серной кислоты,
1 000 мл концентрированной азотной
кислоты, 50 г хлористого натрия и
900 мл дистиллированной воды. По-
сле травления в этом растворе де-
таль следует тщательно промыть и
высушить, после чего подвергать
терм о обработке (обезгаживанию) во
влажном водороде при температуре
1 050 °C в течение 30 мин.
Предварительное окисление ни-
келя может быть достигнуто путем
его нагрева в пламени водорода
(1—5 сек при 1 000 °C) с последую-
щим охлаждением на воздухе до
температуры примерно 650 °C. Спла-
вы никеля со стеклом рекомендуется
изготовлять в окислительном пламе-
ни при температуре примерно 650 °C
(см. разд. 2, § 3-2).
Спаи стекла с железом.
Железо нельзя спаивать непосред-
ственно со свинцовым стеклом, так
как оно восстанавливает окись свин-
115
ца до металлического свинца; поэто-
му предварительно необходимо
электролитически покрыть железо
слоем меди или же использовать
промежуточную прослойку из бес-
свинцового стекла.
Если необходимо спаять со стек-
лом чистое железо или легко окис-
ляющийся железный спай, то реко-
мендуется произвести очистку по-
верхности от следов углерода с тем,
чтобы при изготовлении спая избе-
жать образования в нем пузырьков
газа. Очистка от углерода осуществ-
ляется путем нагрева железа во
влажном водороде (30 мин при тем-
пературе примерно 1 050°C). Реко-
мендуется также предварительно
электролитически покрывать поверх-
ность железа медью, никелем или
хромом.
Спай с -медью. Обычно медь
спаивается со стеклом с помощью
так называемых спаев Хаускипера
(лезвийных спаев), .при изготовле-
нии которых нет необходимости
в согласовании значений коэффици-
ентов теплового расширения обоих
материалов (разд. 2, § 4-4). Есть,
однако, такие сорта стекол (табл.
2-32), которые могут непорредствен-
но спаиваться с медью, образуя со-
гласованный спай. При этом обра-
зующиеся спаи -могут иметь любые
формы и размеры и изготавливаться
с помощью обычных методов изго-
товления металлостеклянных спаев.
Весьма тонкий слой окислов меди
может быть образован с помощью
-обычного метода борирования (разд.
2, § 4-4), а также путем регулируе-
мого окисления, позволяющего по-
лучить между стеклом и металлом
промежуточный слой бледно-красно-
го цвета. Для того чтобы слой окис-
лов меди был достаточно тонким,
необходимо следить за тем, чтобы
медь не подвергалась излишнему
окислению перед наложением стек-
ла. Весьма важно, чтобы слой окис-
лов имел красный цвет, а не черный,
так как в последнем случае в спае
легко могут образоваться течи. Иде-
альный спай меди со стеклом имеет
блестящий красный цвет (почти
пурпурный), однако высококачест-
венные спаи могут быть окрашены
и в другие цвета, например, розо-
вый, вишневый или золотистый. Эти
цвета соответствуют наивысшей сте-
пени внедрения окислов меди в тол-
щу стекла.
Токоподводящие детали для спа-
ев с мягкими стеклами могут быть
изготовлены путем прессования сме-
си порошков, состоящей из 50% ме-
ди и 50% (по объему) молибдена.
Из указанной смеси прессуется стер-
жень. который затем отжигается
в сухом водороде в течение 2 ч
при температуре 1 050 °C. При изме-
нении содержания молибдена в пре-
делах от 40 до 80% можно получить
сплавы, у которых величина коэффи-
циента теплового расширения изме-
няется в пределах 110*10-7 до
88• 10-7град-1.
Сплавы с титаном или
цирконием. Эти металлы могут
образовывать спаи со стеклом (табл.
2-32) без применения при этом ка-
ких-либо специальных методов. Ес-
ли спаи изготовляются в пламени
горелки, то необходимо следить за
тем, чтобы время изготовления спая
не было слишком большим; процесс
спаивания следует проводить как
можно быстрее, так как при дли-
тельном нагреве на воздухе изменя-
ется значение коэффициента тепло-
вого расширения этих металлов.
Согласованные спаи металлов
с твердыми стеклами. Твердые стек-
ла могут образовывать спаи с воль-
фрамом, молибденом, сплавами же-
леза, никеля, кобальта и некоторы-
ми другими металлами (табл. 2-34).
Спаи с вольфрамом. Воль-
фрам имеет волокнистую структуру,
которая способствует образованию
продольных трещин при неправиль-
ном обращении с ним. Эти трещины,
в частности, образуются при изгибе
металла, а также при операциях
резки. Вследствие этого следует из-
бегать изгиба вольфрамовых заго-
товок, а вместо обычных методов от-
резания заготовок необходимой дли-
ны следует использовать резку с по-
мощью шлифовальных кругов.
Перед операцией спаивания со
стеклом вольфрамовый стержень
должен быть сначала механически
обработан (шлифовкой поверхно-
сти). Это позволяет устранить про-
дольные каналы, которые обычно
116
Таблица 2-34
Твердые стекла, применяемые для изготовления спаев стекло — металл
Металл* Стекло** Примечания
Вольфрам С:3320, 7720, 7780 (7070, 5420, 7741, 7252, 7750, 7331, 7050) Ch:GSl (интасил), GH1 (хайзил) ВТН:С14(С9) J: 1646, 8212(3891,8330, 2955, 8409) 0:712b, 712h, 742с(362а) 3EC:W1K:K=772 Р’.Блюсил, Дайел 36
Молибден С:7040, 7052, 70507042, 7510, 8830, (7750, 1720, 7331, 7055, 7720) Ch:GS4, GSB ВТН:С14(С11, С37, С46) J: 1639, 2877, 2954(8401, 1447) O:637h, 637h, 637х, 906с, 632а GEC:HH(H26)K:51—26 Р: Кодайел
Сплав Fe, Ni, Со) С:7052, 7040, 8800, 7520, 7055, 7050, 7750, 7340, 7060, 1720 Ch:GS3 ВТНС40 J:1447, 8243, 8401, 8482 0:756b, 911b GEC:FCN, SBN124 K:K650, K705, EN1 P: Кодайел См. табл. 2-3
Сплав (Fe, Ni, Со, Сг) С:0080, 0050 Ch: PWD K:R6 См. габл. 2-3
Рений GEC:HH, H26X
Цирконий C:7052 BTH:C40
Тантал C:7052, 7720 J:1447Ch:CS4
Серебро O:424d
♦ См. табл. 2-33.
Расшифровка сокращений приведена в примечаниях к табл. 2-10 и 2-29.
располагаются на поверхности этого
металла. Поверхностные каналы
можно сделать видимыми путем
электролитического травления воль-
фрама в растворе едкого кали при
плотности тока примерно 7 а!см2\
при этом используется медный ка-
тод, а обрабатываемый вольфрам
служит анодом (табл. 2-20). Рекомен-
дуется во время травления на ко-
роткое время переключать питание
с постоянного тока на переменный,
после чего снова проводить процесс
при постоянном токе. При изменении
плотности тока в электролитической
ванне происходит изменение харак-
тера шума, которым сопровождается
травление, и это помогает подобрать
правильный режим травления. Регу-
лировать плотность тока при трав-
лении можно путем изменения глу-
бины погружения вольфрамового
стержня в электролитическую ванну.
Для очистки поверхности вольф-
рама перед его спаиванием со стек-
лом можно использовать один из
травящих растворов, приведенных
в табл. 2-20. Для травления с помо-
117
щыо нитрита натрия или нитрита
калия следует напреть вольфрам до
темно-красного каления и натереть
поверхность металла небольшим ку-
сочком одной из указанных выше со-
лей. При этом соль плавится, расте-
кается по всей поверхности металла
и нагревает его благодаря протекаю-
щим при этом химическим реакциям
до ярко-красного каления. После
окончания травления и удаления
остатков соли промывкой поверх-
ность металла становится чистой и
блестящей. Можно проводить трав-
ление также в растворе указанных
солей; для этого вольфрамовую за-
готовку следует несколько раз по-
гружать в раствор, предварительно
нагревая ее перед каждым погруже-
нием.
Окисление поверхности вольфра-
ма рекомендуется проводить до та-
кой степени, чтобы образующиеся
при этом окислы имели сине-зеленую
окраску. Чтобы предотвратить из-
лишнее окисление, следует надеть на
вольфрамовый стержень плотно при-
легающую к его поверхности стек-
лянную трубочку и быстро прижать
последнюю к поверхности металла
после нагрева. Остеклованную та-
ким путем проволоку следует затем
нагреть до ярко-красного каления и
держать нагретой до тех пор, пока
спай после охлаждения не приобре-
тет золотисто-желтую окраску (см.
также разд. 2, § 4-1).
Метод изготовления спая вольф-
рама со стеклом состоит в том, что
вначале на поверхность вольфрама
Рис. 2-73. Зависимость оптимальных значе-
ний коэффициента теплового расширения
стекла от диаметра вольфрамовой проволо-
ки, покрытой медью (б — толщина медного
покрытия, мм).
наносится слой меди, после чего»
производится спай со стеклом таким
же методом, как при спае с прово-
локой типа дюмет (см. разд. 4,
§ 2-2). Вначале на поверхность воль-
фрама электролитическим путем на-
носится -слой меди (или меди с ни-
келем) *; затем покрытый стержень
отжигается в водороде (110 мин при
температуре 111100°C), в результате
чего нанесенное покрытие плавится
и заполняет трещины. После этой
термообработки слой меди наращи-
вается в электролитической ванне
до толщины 0,03 мм. В заключение
нанесенное таким путем покрытие
спекается в водороде, полируется,
борируется (см. разд. 2, § 4-4), и
стержень остекловывается с помо-
щью стекла подходящего сорта. На
рис. 2-73 приведены значения коэф-
фициента теплового расширения
в радиальном направлении для
вольфрама, покрытого медью.
Во влажной среде в вольфрамо-
вых спаях обычно образуются течи,
особенно в тех случаях, когда влаж-
ность сочетается с нагревом (напри-
мер, в условиях тропического клима-
та). Для того чтобы избежать этого,
рекомендуется подвергать участки
стекла в районе спая полировке
в пламени или же предварительно
покрывать вольфрам тонким слоем
никеля, поверх которого наносится
слой хрома.
В тех случаях, когда спай дол-
жен обладать устойчивостью к па-
|рам щелочных металлов (например,
цезия), следует покрывать вольфрам
[слоем хрома, так как пары щелоч-
ных металлов восстанавливаю'
окислы вольфрама.
Перед изготовлением спая воль-
фрама со стеклом вольфрамовую
проволоку следует вначале обезга-
зить нагревом в восстановительном
пламени (см. разд. 2, § 3-2), что по-
зволяет избежать образования
в спаях пузырьков. После очистки
_ проволоки нитритом натрия или ни-
тритом калия, как было указано вы-
* Электролитическое покрытие (после
счистки в растворе нитрита натрия) прово-
дится в ванне следующего состава: 29 г
серной кислоты, 160 г сернокислой меди и
1 000 см3 дистиллированной воды; плотность
тока 25—35 ма/см2.
118
ше, вольфрам должен иметь равно-
мерную блестящую поверхность
Если на поверхности металла име-
ются темные участки, очистку сле-
дует повторить. Стеклянную трубку
нужного сорта (табл. 2-34) вытяги-
вают до диаметра, близкого к диа-
метру вольфрамового стержня; от
этой вытянутой тонкостенной трубки
отрезается кусок длиною 15 мм. По-
сле окисления поверхности вольфра-
ма на проволоку 1 надевается отре-
зок стеклянной трубочки, как пока-
зано на рис. 2-74. Эта трубочка при-
паивается к проволоке одним своим
концом, а затем путем последова-
тельного нагрева трубка припаива-
ется по всей длине 2. Поверх это-
го остеклованного участка дополни-
тельно наносится стекло путем об-
мотки этого участка с помощью на-
греваемого стеклянного штабика 3,
после чего остеклованный участок
оплавляется и ему придается форма
груши 4. Если необходимо впаять
вольфрамовый стержень (проволо-
ку) в стеклянную ножку, в которой
предусмотрено для этой цели отвер-
стие (см. разд. 4, § 2-2), вполне до-
статочно предусмотреть на вольфра-
мовой заготовке тонкий слой остек-
ловки 5. Если вольфрамовая заго-
товка предназначена для изготовле-
ния концевого спая, то остекловка
должна покрывать также и конец
стержня 6.
Спаи стекла с молибде-
ном. В •штдмчие от 1вольф|рам5~ по-
В^рЛНДСТЬ...иМаЙбАе1ШJHg -^одержит
трещин. Молибден окисляется гораз-
дд_скор^е^чем вольфрамего^окис-
лы весьма летучи (при температуре
свыше^ОСГС птеды..1мш!и>бдена ofk
разуют белый дыдаХ. На поверхно-
сти молибдена быстро образуется
толстый слой окислов, который не
создает прочной связи между молиб-
деном и стеклом. Вследствие этого
молибден должен ^быть предварм-
^тельно окислен до^получендя .слоя,
- Имеющего'лишь слегка жечтоватую
"шпике в крайнем случае син^пеле^
ную окраску.
~~Чтббы избежать «кипения» стек-
ла и излишне сильного окисления
молибдена, рекомендуется пропу-
скать подаваемый в горелку газ че-
рез 5%-ный раствор борной кислоты
Рис. 2-74. Последовательность
операций при изготовлении спаев
вольфрамовой проволоки со стек-
лом.
в метиловом спирте или (полностью
или частично) через этилортосили-
кат. Молибден можно также от-
жигать в водороде, насыщенном
тетрахлоридом кремния (температу-
ра отжига 11 100°C), или проводить
отжиг в засыпке из порошка крем-
ния в водороде, содержащем пары
соляной кислоты (30 мин при тем-
пературе il ООО °C). Применяется так-
же предварительная обработка мо-
либденовых деталей путем их отжи-
га во влажном водороде при темпе-
ратуре 900°C с последующим трав-
лением впаиваемых участков в сла-
бой хромовой смеси (см. табл. 2-20).
После травления молибденовые за-
готовки окисляются путем их нагре-
ва на воздухе или в кислороде в те-
чение 5 мин при температуре 580 °C.
Затем излишек образовавшегося на
поверхности окисла удаляется испа-
рением путем нагрева молибдена
в сухом аргоне при температуре
примерно 1 000 9С; при этом на по-
верхности металла образуется лишь
тонкий слой окисла, необходимый
для получения прочной связи со
стеклом. Следует избегать загрязне-
ния окисленной поверхности метал-
ла (например, при прикосновении
к ней пальцами).
СВ процессе спаивания молибдена
со стеклам окислы металла конден-
сируются на металлических частях,
выступающих внутрь сосуда, в кото-
рый впаивается молибден, а также
на стенках этого сосуда. Для того
чтобы избежать осаждения окислов
молибдена, можно использовать
один из указанных ниже методов.
1) Молибденовая заготовка спа-
ивается встык с другим металлом
(например, с никелем); после спаи-
вания внутрь сосуда выступает де-
таль только лишь из этого металла.
119
При этом спай должен охватывать
также и часть никелевой детали.
2) Молибденовый ^стержень
остекловывается с помощью длин-
ной стеклянной трубки, а процесс
спаивания со стеклом проводится по
возможности без участия кислорода.
3) В стекло впаивается один из
концов остеклованного участка. При
этом вся остальная остеклованная
часть молибденового стержня вхо-
дит внутрь сосуда.
4) Участок молибденового стер-
жня, входящий внутрь сосуда после
остекловывания, очищается (см.
табл. 2-20) и предохраняется от по-
следующего окисления путем про-
ведения процесса спаивания в ней-
тральной среде. В качестве такой
нейтральной среды не следует при-
менять азот, так как при нагреве
молибдена в азоте до температуры,
превышающей <1 dOO°C, металл при-
обретает повышенную хрупкость; из-
готовление спаев в этом случае сле-
дует проводить, например, в сухом
аргоне.
5) Участок молибденового стерж-
ня, не покрытый стеклом, может
быть покрыт плотно прилегающей
к ней никелевой трубочкой, после
чего проводится впаивание заготов-
ки в сосуд. После впаивания нике-
левая трубочка удаляется и поверх-
ность молибдена очищается.
6) Поверхность молибдена по-
крывается слоем хрома. При этом не
следует применять электролитиче-
ское покрытие, так как оно в дан-
ном случае ненадежно. -Превосход-
ные результаты были достигнуты
при покрытии молибдена слоем хро-
ма из газовой фазы. Этот метод по-
зволяет получать плотные слои
осаждаемого металла. При высоких
температурах, при которых прово-
дится этот процесс, происходит вза-
имная диффузия обоих металлов,
в результате которой молибден по-
крывается прочной оболочкой хро-
ма. Эта оболочка имеет надежную
связь с молибденовой основой. По-
сле окисления слоя хрома во влаж-
ном водороде при температуре
1 100 °C в течение 10—15 мин полу-
чается заготовка, устойчивая к даль-
нейшему окислению и выдерживаю-
щая нагрев в пламени до 1 200—
120
1300 °C. Перед процессом хромиро-
вания в газовой фазе покрываемая
заготовка должна быть отожжена
в сухом водороде, а затем в ваку-
уме при 900 °C.
Процесс спаивания молибдена со
стеклом аналогичен процессу изго-
товления спая вольфрама со стек-
лом (рис. 2-74).
Спаи стекла со сплавами
железо — никель — кобальт
(типа ковар). Эти сплавы должны
предварительно подвергаться окис-
лению либо перед спаиванием со
стеклом, либо в процессе самого из-
готовления спая |(табл. 2-33). Для
того чтобы в спае не образовыва-
лись пузырьки, нужно предваритель-
но очистить поверхность сплава от
следов углерода. Это можно осуще-
ствить путем нагрева впаиваемых
деталей во влажном водороде (при-
мерно 4 ч при температуре 900 °C
или 1 ч при il 100°C). Еще лучше
провести после этого дополнитель-
ный отжиг в вакууме, так как остав-
шийся в сплаве водород может так-
же вызвать образование пузырьков
в спае.
Кобальт образует «легкоплавкие и
хорошо растворимые в стекле окис-
лы, которые имеют прочную связь
как со стеклом, так и с металлом.
Если участок спая имеет блестящий
вид, то это говорит о слабой связи
в спае; серая окраска спая (до си-
ней или коричневой) является пока-
зателем образования хорошего-
спая. Если же спай имеет более тем-
ную окраску, то это свидетельствует
об излишне сильном окислении ме-
талла; такой спай ненадежен. Пре-
восходная связь между коваром и
стеклом достигается в тех случаях*
когда слой окисла соответствует
привесу, равному 0,3—0,7 мг/см2.
Такую степень окисления можно по-
лучить, напревая ковар на воздухе
17 мин при 800 °C, 3 мин — при
900 °C, 1 мин — при 4 000 °C.
Сплавы железо — никель — ко-
бальт, как правило, не требуют
предварительного остекловывания.
Рекомендуется изготавливать спаи
ковар — стекло в неокислительной
(средней) части пламени газовой го-
релки, дающей широкий факел
(разд. 2, § 3-2). Коваровая заготов-
ка вначале нагревается в указанной
части пламени до оранжево-красно-
го каления, после чего охлаждается
на воздухе для получения на по-
верхности слоя окислов. Затем стек-
лянная заготовка располагается на
коваровой детали и весь узел снова
нагревается до температуры образо-
вания спая.
Существует и другой метод. На
окисленную поверхность ковара
пульверизацией наносится слой сус-
пензии стеклянного порошка в жид-
кости (например, в воде или спир-
те), к которой добавляется несколь-
ко капель нитрата линия, растворен-
ного в аммонийной щелочи (что пре-
дупреждает осаждение стеклянных
частиц в виде отдельных комков).
После нанесения слоя суспензии ко-
варовая деталь отжигается нагре-
вом на воздухе (6 мин при il ООО °C)
до оплавления стеклянного порошка
и образования на поверхности кова-
ра тонкой гладкой стеклянной плен-
ки. Остеклованный таким образом
ковар впаивается в стеклянный со-
суд.
Рекомендуется покрывать кова-
ровую деталь слоем меди толщиной
примерно 32 мкм, после чего вжи-
гать этот слой в водороде. Омеднен-
ные детали покрываются очень тон-
ким слоем хрома с последующим
отжигом в водороде. После этого
детали окисляются в среде водоро-
да. Толщина слоя меди ограничива-
ется его влиянием на развитие
внутренних напряжений в стекле.
Слой хрома должен быть достаточ-
но толстым, чтобы предотвратить его
полное (сквозное) окисление, так
как при этом ухудшается его сцеп-
ление с медью. На рис. 2-75 пока-
заны значения коэффициента тепло-
вого расширения в радиальном на-
правлении при подрытии ковара
медью.
В [Л. 43] рассмотрено устройство,
состоящее из короткой коваровой
трубки, к одному концу которой бы-
ла припаяна стеклянная трубка,
в то время как другой конец кова-
ровой трубки был приварен к флан-
цу, изготовленному из металла с вы-
соким коэффициентом теплового рас-
ширения (например, из нержавею-
щей стали). Расчетным путем была
Рис. 2-75. Зависимость коэффициента
теплового расширения (в радиальном
направлении) коварового стержня,
покрытого медью, от отношения тол-
щины покрытия к радиусу стержня.
определена минимальная длина ко-
варовой трубки, обеспечивающая
значительное снижение влияния
приваренного фланца на целост-
ность спая ковара со стеклом. При
этом было установлено, что крите-
рий надежности спая в этом случае
выражается следующим образом:
/>3,5(о/г)*/2,
где I — длина коваровой трубки; а—
ее средний радиус, a h — толщина
стенки.
На рис. 2-76 показаны типичные
этапы изготовления спая ковара со
стеклом. Отрезок стеклянной труб-
ки надевается поверх окисленной
коваровой трубки /; затем стекло
оплавляется и припаивается к труб-
ке в виде кольца, расположенного
на ее наружной поверхности 2. Кон-
цу стеклянной трубки придается не-
обходимая конфигурация 3, после
чего эта трубка спаивается со стек-
Рис. 2-76. Последовательность операций
при изготовлении спаев ковара со стек-
лом.
121
чинным кольцом, напаянным на ко-
варовую трубку. Другой метод из-
готовления такого спая состоит
в том, что стеклянное кольцо (вытя-
гивается в трубку, (выступающую за
пределы торца трубки из ковара 4\
эта оттянутая трубка может иногда
даже покрывать торец коваровой
трубки 5.
Изготовленные спаи ковара со
стеклом следует отжечь путем на-
грева до температуры 484 °C в тече-
ние 20 мин с последующим пониже-
нием температуры со скоростью
1 °C/мин до 450 °C. Дальнейшее
охлаждение до комнатной темпера-
туры может производиться со ско-
ростью в пределах 7—<10оС/лшн.
В процессе изготовления метал-
лостеклянного спая коваровые дета-
ли вблизи от участка спая обычно
окисляются. Для очистки этих окис-
ленных участков следует погрузить
спай на 40—60 мин в горячий рас-
твор (температура 60—80 °C) сле-
дующего состава: 50 г железоаммо-
нийной соли серной кислоты; 125 см3
серной кислоты (плотность 1,84);
150 см3 соляной кислоты (плотность
1,16); вода —до I 000 см3.
Спаи с цирконием. Трубка
из циркония диаметром, например,
25 мм при толщине стенки 1,5 мм,
а также циркониевая проволока (на-
пример, диаметром 0,6 мм) также мо-
гут быть впаяны в стекло. Высоко-
качественные вакуумноплотные спаи
циркониевой проволоки со стеклохМ
изготовляются без предварительной
специальной обработки проволоки
(за исключением ее механической
обработки с помощью мелкозерни-
стой наждачной бумаги с последую-
щим кратковременным нагревом
в пламени). Спаи стекла с циркони-
ем применяются в тех случаях, ког-
да от спая требуется химическая
стойкость или отсутствие магнитных
свойств.
4-4. НЕСОГЛАСОВАННЫЕ СПАИ
С помощью специальных конст-
руктивных и технологических мето-
дов можно изготовлять такие спла-
вы металла со стеклом, у которых
значение коэффициентов теплового
расширения обоих компонентов раз-
122
лпчается намного больше, чем это
допускается при изготовлении согла-
сованных спаев (см. разд. 2,
§4-1).
В таких металлостеклянных спа-
ях, называемых «несогласованными
спаями» (см. там же), используется
один из следующих двух принципов:
возникающее в стекле внутреннее
напряжение сводится к минимуму
благодаря деформации (упругой или
пластической) металлической части
спая; спай сконструирован таким об-
разом, что в стекле возникают одни
лишь сжимающие внутренние на-
пряжения.
Первый из двух указанных выше
типов спаев представляет собой де-
формируемый лезвийный спай, на-
зываемый также спаем Хаускипера
или спаем Кру; второй тип спаев
представляет собой так называемый
сжимаемый спай (компрессионный).
Лезвийные спаи стекла с металлом
описаны ниже.
Лезвийные спаи* (спаи Хауски-
пера) могут изготавливаться со-
стеклом любого типа; при этом при-
меняемые материалы должны удов-
летворять следующим требованиям.
1) Коэффициент расширения ме-
талла должен быть больше коэффи-
циента расширения стекла, другими
словами, спай должен относится
к типу М (см. табл. 2-28); это необ-
ходимо для того, чтобы внутренние
напряжения, возникающие в направ-
лении, перпендикулярном к плоско-
сти контакта стекло — металл, име-
ли сжимающий характер.
2) Применяемый для изготовле-
ния спая металл должен быть доста-
точно мягким и тонким, чтобы пла-
стически деформироваться и следо-
вать за изменением размеров стекла
при его охлаждении.
* Лезвийный спай представляет собой
пример технического решения, появление
которого запоздало на много лет, хотя
принцип, на котором основан этот спай,
уже использовался в данной области тех-
ники. При этом имеют в виду спаи стекла
с проволокой типа дюмет, в которых также
используется способность меди к деформа-
ции; это позволяет уменьшить внутренние
напряжения, возникающие из-за разности
в значениях коэффициентов теплового рас-
ширения металла и стекла, образующих
спай.
Таблица 2-35
Критические размеры для несогласованных спаев
Форма спая Медь ^П(латин^ Железо (сталь) Молибден
Проволочный спай [рис. 2-77 А (/)] ^макс~0,05 мм /Т1рОТблок&\ V=0,2/jy (сплющённая до 0,1 мм) Трубка: d=2 мм Стенка 0,075 мм (см. рис. 2-81) Нержавеющая сталь г/=0,5лл
Ленточный спай [рис. 2-77А (2)] а=25 мм 6=0,4 мм а=84-Ю° а=4 мм 6=0,1 мм а=0,1 мм 6=0,008 мм а=14-3 мм 6=0,014-0,005 мм (см. разд. 2, § 4-4)
Лезвийный пру- жинящий труб- чатый спай [рис. 2-77А (3)] d Г а S а=1-4-1,5° (см. рис. 2-82) а* 1® (см. табл. 2-36)
10 11—50 51—100 101—125 0,07—0,09 0,07—0,09 0,11-0,13 0,13—0,15 2—3 2—3 2—3 3—4 2,5-3,0 3,0—3,5 3,5—4,0 4,5-5,0
27 0,08 1 —
— 0.02—0,05 5 —
Дисковый спай [рис. 2-77А (4)] t *0,4 мм — — (См. разд. 2. § 4-4
£=0,3 мм
• t (мм) на расстоянии I мм от края; d, s в миллиметрах; а в градусах.
3) Металл должен образовывать
со стеклом прочную связь (см.
разд. 2, § 4-1).
4) Конфигурация и размеры
спая должны быть подобраны таким
образом, чтобы площадь контакта
между металлом и стеклом была бы
достаточно велика; при этом, одна-
ко, следует избегать возникновения
в стекле растягивающих напряже-
ний, перпендикулярных поверхности,
а также слишком больших внутрен-
них напряжений в любом направле-
нии.
Металлом, удовлетворяющим
всем указанным выше требованиям,
является медь; однако в ряде слу-
чаев при изготовлении подобных
спаев могут применяться также пла-
тина, железо (сталь) и молибден
(табл. 2-35). При использовании од-
ного из этих металлов можно изго-
тавливать спаи с различной формой
металлического компонента (прово-
лочный, ленточный или дисковый
спай или же спай с пружинящим
торцом трубки). В табл. 2-35 и на
рис. 2-77 А приведены данные о раз-
мерах лезвийных спаев различной
конфигурации и для различных ме-
таллов.
В лезвийных спаях на основе
меди используется пластическая
деформация этого металла. Эти
спаи весьма чувствительны к быст-
рым изменениям температуры. Так,
например, торцевой пружинящий
спай с медной трубкой может вы-
держать примерно лишь 300 тепло-
смен в интервале от 400 до 50 °C,
в то время как чашечный спай на
основе ферроникеля выдерживает
примерно 1 000 теплосмен, а такой
же спай на основе сплава железо —
никель — кобальт выдерживает свы-
ше 5000 теплосмен. Исходя из это-
го, медный лезвийный спай реко-
мендуется применять в тех случаях,
когда рабочая температура не
слишком высока, а смена темпера-
тур может происходить лишь изред-
ка.
Пружинящий лезвийный спай не
рекомендуется применять в услови-
ях вибрационных нагрузок, а также
в агрессивной (с точки зрения кор-
розии) среде, поскольку этот спай
механически непрочен.
123
Рис. 2-77. Соединения
мягкого стекла с твер-
дым при помощи дефор-
мируемого лезвийного
спая (спая Хаускипера).
Не рекомендуется изготавливать
дисковые лезвийные спаи для соеди-
нения твердого и мягкого стекол,
расположенных по обе стороны мед-
ного диска. Если необходимо соз-
дать спаи для соединения твердого
стекла с мягким, то такой спай сле-
дует изготовить так, как показано
на рис. 2-77. В этом случае одно из
стекол 1 припаивается к фланцу 2,
образуя при этом дисковый спай,
в то время как другое стекло 3 при-
паивается к торцу, образуя трубча-
тый спай.
Так как в лезвийном спае исполь-
зуется тонкая металлическая деталь,
впаянная в стекло, то ленты, труб-
ки и диски, предназначенные для
изготовления таких спаев, должны
иметь заостренный (лезвийный)
край (рис. 2-77 А). Эту тонкую за-
остренную часть следует изготавли-
вать путем вальцовки на стальной
оправке, а не токарной обработкой.
Поверхность меди на заостренном
Рис. 2-77А. Различные виды деформируе-
мых спаев (размеры приведены
в табл. 2-35).
конце детали должна быть хороша
отполирована.
Перед изготовлением спая лез-
вийного типа металлическую деталь
следует отжечь. Обычно это дости-
гается путем нагрева (в вакууме или
водороде) в течение трех часов при
температуре 950 °C; при этом одно-
временно достигается обезгаживание
металла, что'позволяет избежать об-
разования пузырьков в спае.
Для образования хорошей связи
между стеклом и металлом на по-
верхности меди должен предвари-
тельно образовываться слой окисла
(см. разд. 2, § 4-1). Для окисления
поверхности следует нагревать тол-
стостенную часть медной детали,
что позволяет избежать сгорания ее
утоньшенной части (лезвия), по-
скольку при этом тепло передается
лезвию со стороны утолщенной ча-
сти благодаря только теплопровод-
ности.
Медные диски следует вначале
подвергнуть химической очистке
(табл. 2-20), после чего их следует
отжечь в водороде и окислить путем
индукционного нагрева в среде угле-
кислого газа или азота. Очищенные
таким образом детали рекомендует-
ся использовать для изготовления
спаев как можно скорее (желатель-
но в тот же день).
Предварительная очистка мед-
ныГТеталей проводится путем двои-
нои пром ы в кив четыреххлористом
углещдде^!досле^каждий " придшвки
растворитель должен Пэыть удален
слговерхпости детали -стряхиванием
и протираплетг~ее~неверхности. За-
тем поверхность, подлежащая спаи-
ванию, тщательно протирается ва-
той, смоченной в хромовой смеси *.
После этого детали промываются
> в воде, сушатся ^юрячим воздухом
и борируются</Д@2бу^ предохраА
няет медь от излишне сильного окис-^
ЛеншПГ предупреждает образование
Иежел^Гтельщдх^^ внед-
ренпё"5уры в стекло приводит к сни-
* Хромовая смесь для этой цели изго-
тавливается путем растворения 250 см3
трехокиси хрома в разбавленной серной
кислоте; последняя приготовляется путем
смешивания 50 см3 концентрированно»
серной кислоты с 1 000 см3 дистиллирован-
ной воды.
124
жению температуры размягчения
стекла на участках, непосредственно /
примыкающих к’мёд1Г^^ТюзвЬляет
уменьшить тёмпфатурный диапа-
зон, в котором медь должна следо-
вать за изменениями размеров стек- }
ла.
Борирование поверхности меди^
производится ~путём^„'ДЩЩжешгя
Межой““ДНТали в насыщенный рас-
твор ^бурЪТ“(Ма2ЩО7-'ТОТТ20), после
-чего медная деталь медленью нагре-
бается в окислительном пламени
(разд. 2, § 3-3) до температуры при-
мерно 900 °C (ярко-красное ~ кале-1
нйеУГТТосле охлаждёния ’борирован-я
ные детали
стекловидную поверхность красногоМ
(вишневого) цвета._ Ёо^врем5гтаавД
ления буры медь постепенно окисл
ляется благодаря диффузии окислов
через слой расплавленной буры.;
Если после охлаждения поверхность (
имеет слишком бледную окраску, ная трубка, конец которой сплющен,
это означает, что нагрев был недоД Эта трубка также располагается
статочным. Матовая поверхность . вертикально. После размягчения
свидетельствует о том, что нагрев 1 конца стеклянной трубки ее приво-
производился излишне долго. За- I дят в контакт с медной лентой, а за-
грязнение, сохранившееся на по- Z тем ленту последовательно смыкают
верхности меди после ее очистки, по * с остальной частью стеклянной труб-
окончании процесса борирования
имеет вид темных пятен.
С целью достижения равномер-
ного окисления медные детали дол-
жны нагреваться после борирования
до температуры 860 °C с помощью
индукционного нагрева.
Методика изготовления лезвий-
ныХ?спаер_м2же£ шр.именяться. для
маиващы^медной прсвюлски.б-сгею-
ло.При этом .проволока должна
быть весьма, тонкой или сплющена
т£к, чтобы часть проколокиг впаи-
ваемая в стекло, имела толщину, не
превышаТощую 0,05 ли/. Чистая по-
верх ность спл юще н ной проволоки
Ьолжьш быть? предварительно "окис-
лена и~покрыта бурбиГдослё чего
диДизводится ее впаивание в стерло
дёз подварите ль bto го осФёКЛДЬыёа"-
*^Медные ленты шириною до 25 мм
при толщине 0,4 мм также могут
использоваться для изготовления
спаев рассматриваемого типа. Лен-
ты впаиваются так же, как сплю-
щенная проволока, однако в этих
случаях требуется дополнительная
Рис. 2-77Б. Правильная (а) и непра-
вильная (б) конструкция ленточного
деформируемого спая.
операция. Края ленты должны быть
провальцованы таким образом, что-
бы ее обе стороны образовывали
угол 8—10°, как это показано на
рис. 2-77А. Остекловывание медной
ленты следует проводить следую-
щим образом (рис. 2-77Б). С помо-
щью присоединенной к ленте прово-
локи лента располагается верти-
кально и на нее надевается стеклян-
£ ки, что позволяет избежать образо-
вания воздушных пузырьков* в спае.
После охлаждения спаянной таким
образом заготовки стекло трескает-
ся вблизи краев ленты. На этих уча-
стках стекло следует слегка обло-
мать. Затем следует осторожно под-
вергнуть остеклованную ленту по-
вторному нагреву, а те участки, на
которых излишки стекла были обло-
маны, должны подвергнуться мест-
ному нагреву до достаточно высокой
температуры для того, чтобы раз-
мягченное стекло в результате дей-
г ствия сил поверхностного натяжения
' оплавилось и приобрело ровную
скругленную поверхность.
Первый спай такого типа (спай
Хаускипера) представлял собой
медную ленту, впаянную в стекло.
Такая лента может быть отрезана
от листовой заготовки или изготов-
лена путем вальцовки предваритель-
но отожженной проволоки. Лента
должна быть достаточно тонкой
(табл. 2-35), чтобы в стекле, спаи-
ваемом с металлом, не образовыва-
лись трещины. Было установлено,.
125
Рис. 2-78. Различные конфигурации трубча-
тых лезвийных спаев.
Следует избегать конфигураций типа
д, ж, к, м.
что трещины начинают образовы-
ваться всегда по краям ленты; это
показывает, что внутренние напря-
жения в этих местах имеют наиболь-
шую величину. Это привело Хауски-
пера к мысли изготовить ленту, тол-
щина которой в этих критических
участках мала.
С помощью медной ленты тол-
щиной 0,4 мм и шириной 3—4 мм
могут быть изготовлены надежные
спаи со свинцовым стеклом. Макси-
мально допустимая толщина ленты
для спаев с твердым стеклом состав-
ляет примерно 75 мкм (если при этом
угол 0 острый; рис. 2-77Б). Такой
спай изготовить весьма трудно вви-
ду опасности прогорания тонкой
медной ленты при высоких темпера-
турах, необходимых для изготовле-
ния спаев на основе твердых стекол.
Весьма важно, чтобы угол 0
между поверхностью стекла и по-
верхностью меди (рис. 2-77Б) был
острым или по крайней мере пря-
мым (см. разд. 2, § 4-1); лучше все-
го, когда этот угол составляет при-
мерно 40°. Если величина контакт-
ного угла превышает 90°, то при
126
этом стекло будет стремиться ото-
рваться от поверхности меди, что
в конце концов приводит к разру-
шению спая. Из этих соображений
недопустимо изготавливать спай та-
кой формы, которая показана на
рис. 2-77Б.
Трубчатые лезвийные спаи мо-
гут изготавливаться следующих ти-
пов:
со стеклом, нанесенным на на-
ружную поверхность металла
(«внешний спай» — рис. 2-78,а);
со стеклом, нанесенным на внут-
реннюю поверхность металла
(«внутренний спай» — рис. 2-78,6);
со стеклом, нанесенным как на
внутреннюю, так и на наружную
поверхность металла («двусторон-
ний спай» — рис. 2-78,в).
Во всех этих спаях используется
трубка либо цилиндрической формы
(рис. 2-78,я, в), либо трубка с раз-
вернутым торцом (рис. 2-78,6).
При изготовлении спаев любого
из этих типов необходимо избегать
резких изгибов стекла непосредст-
венно за краем . медной трубки
(рис. 2-78,6); спаи должны иметь
форму, показанную на рис. 2-78,г.
Толщина медной трубки на краю
лезвия не должна превышать
75 мкм для мягких стекол и 50 мкм
для твердых стекол. Подробные све-
дения о размерах, которые необхо-
димо выдерживать при изготовлении
спаев, приведены в табл. 2-35. За-
остренный край (лезвие) должен
иметь угол 2—-5° (см. табл. 2-35).
Обычно длина тонкостенной за-
остренной части медной трубки, вы-
ступающей за пределы спая, по
меньшей мере равна длине спаянной
части трубки; соблюдать это усло-
вие абсолютно необходимо для спа-
ев, диаметр которых превышает
10 мм.
Наружный трубчатый спай
(рис. 2-78,а) является наименее на-
дежным, гак как в этом спае стекло
подвергается действию сильных ра-
диальных внутренних напряжений
растягивающего характера. Тем не
менее такие спаи могут успешно из-
готовляться при применении мягких
стекол или же (в случае применения
твердых стекол) при тщательно по-
добранном профиле стеклянной ча-
сти спая; при этом спай не должен
подвергаться теплосменам (темпера-
турным циклам напрев — охлажде-
ние). Профиль спаивания должен
соответствовать рис. 2-78, е. При
этом следует избегать острых углов
на стекле, которые имеются, «напри-
мер, в спае, показанном на
рис. 2-78,ж. Такие края с резким
очертанием обычно являются участ-
ками с повышенной концентрацией
внутренних напряжений и представ-
ляют опасность для целостности
спая (см. рис. 2-70). Если изготав-
ливается спай с мягким стеклом, то
при этом скругленные очертания
стеклянной части спая образуются
сами собой благодаря действию сил
поверхностного натяжения. Повтор-
ные циклы нагрева и охлаждения
спаев приводят к повышению твер-
дости меди, что вызывает непрерыв-
ное возрастание величины образую-
щихся в стекле внутренних напря-
жений. В конце концов эти внут-
ренние напряжения начинают пре-
восходить прочность стекла, в ре-
зультате чего юно трескается (обыч-
но это происходит во время 'охлаж-
дения спая).
У изготовленного спая наружно-
го типа толщина стеклянной стенки
должна составлять 0,6—1 мм, а ши-
рина участка остекловывания меди
должна быть 2—3 \мм.
Внутренний трубчатый спай
(рис. 2-78,6) намного лучше, чем
наружный, так как при охлаждении
медь сдавливает стекло и в послед-
нем образуются внутренние напря-
жения сжатия. При повторном на-
греве такого спая стекло подверга-
ется воздействию растягивающих
усилий, однако нагретая медь легче
поддается пластической деформации
(по сравнению со случаем возникно-
вения растягивающих напряжений
в холодном наружном трубчатом
спае). При этом происходит значи-
тельное снижение растягивающих
внутренних напряжений, образую-
щихся в стекле при нагреве спая
этого типа.
Толщина стеклянной стенки
в спае внутреннего типа должна со-
ставлять 0,6—4 мм для спаев малых
диаметров и \1—11,8 мм для крупно-
габаритных спаев. Ширина остекло-
ванного участка меди должна со-
ставлять 4—6 мм\ она должна быть
тем больше, чем тоньше медная
стенка. Спаи, в которых медная
трубка имеет более тонкую стенку,
должны иметь более широкий уча-
сток остекловывания.
Двусторонние трубчатые спаи
(рис. 2-78,в) пригодны для приме-
нения в условиях многократных те-
плосмен. При изготовлении спаев
этого типа необходимо следить за
тем, чтобы ширина участка покры-
тия меди стеклом на внутренней ча-
сти медной трубки была больше,
чем ширина остеклованного участка
на наружной стороне. На рис. 2-78,з
показан пример правильной конст-
рукции двустороннего спая, а на
рис. 2-78,к и 2-78,м показаны непра-
вильные конструкции спаев этого
типа. Если ширина наружного уча-
стка остекловывания больше, чем
внутреннего, то определенный уча-
сток медной трубки будет работать
в невыгодных условиях, аналогич-
ных тем, которые возникают в на-
ружных трубчатых спаях. Если ши-
рина участков остекловывания внут-
ренней и наружной части медной
трубки одинакова (рис. 2-78,и), то
такой спай механически более про-
чен, но не настолько, чтобы выдер-
живать многократные теплосмены.
(В двусторонних трубчатых спаях
следует оттягивать нанесенное на
медь стекло, чтобы при этом на
стекле не образовывались резкие пе-
реходы |в толщине стенки, показан-
ные на рис. 2-78,м; правильная кон-
струкция спая этого типа показана
на рис. 2-78,л.
В спаях этого типа толщина
стекла должна составлять 0,5—1 мм
для наружной остекловки и 1—2 мм
для внутренней. Ширина остекло-
ванных участков должна составлять
2—3 мм на наружной стороне труб-
ки и 4—6 мм на ее внутренней сто-
роне; чем тоньше медная трубка, тем
шире должен быть участок остекло-
вывания.
При изготовлении двустороннего
трубчатого спая необходимо нагреть
тонкостенный конец медной трубки
до красного каления, после чего на
этот конец снаружи надевается стек-
лянная трубка (рис. 2-79,а). Стекло
127
Рис. 2-79. Последовательность операций
при изготовлении трубчатых лезвийных
спаев.
припаивается к меди (необходимо
следить, чтобы при этом в спае не
образовывались пузырьки), и со-
бранный таким образом узел охлаж-
дается. После этого стеклянная
трубка обрезается на небольшом
расстоянии от края медной трубки
(рис. 2-79,а, поз. 2). Затем стекло
снова нагревается и загибается
внутрь медной трубки. На этой ста-
дии изготовления спая необходимо
следить за тем, чтобы размер отги-
баемых краев трубки обеспечивал
такую длину остеклованного участка
внутренней поверхности медной
трубки, чтобы при этом выполнялись
условия соотношения ширины участ-
ков остекловывания снаружи и вну-
три трубки (рис. 2-73). Образовав-
шееся на торце медной трубки стек-
лянное кольцо затем припаивается
встык к стеклянной трубке (как это
показано на рис. 2-79,а, поз. 5). Эта
методика может применяться также
при соединении двух стеклянных
трубок, коэффициенты теплового
расширения которых сильно отлича-
ются один от другого (.например,
мягкого свинцового стекла и стекла
пирекс). Для этого к обоим концам
медной трубки припаиваются стек-
лянные трубки, которые нужно со-
единить. Собранный узел такого ти-
па показан на рис. 2-79,а, поз. 6.
Описанная выше методика при-
менима для впаивания ib стеклянные
сосуды массивных трубок токопод-
водов, образующих прогреваемые
спаи в сверхвысоковакуумных систе-
мах. При этом медный токоведущий
стержень может соединяться с мед-
ной частью спая при помощи пайки,
прессовой посадки или с помощью
винтовой нарезки (рис. 2-79,6). Та-
кой спай может быть изготовлен при
помощи приемов, схематически по-
казанных на рис. 2-79,6: в медную
часть спая (предварительно механи-
чески обработанную, очищенную и
окисленную) .вставляется стеклян-
ная отбортованная трубка. Отборто-
ванные края этой трубки нагрева-
ются и отгибаются через торец мед-
ной трубки, образуя наружную часть
остеклованного участка.
Для облегчения процесса остек-
ловывания тонкого пружинящего
конца медной трубки можно исполь-
зовать простой инструмент, описан-
ный ниже. Этот инструмент
(рис. 2-80) представляет собой ре-
гулируемую по диаметру державку,
выточенную из графитового стерж-
ня. Державка на одном конце имеет
продольный пропил, заканчиваю-
щийся отверстием, просверленным
сквозь стержень в направлении, пер-
пендикулярном к его продольной
оси. Установочный винт позволяет
регулировать натяг державки, когда
на конце последней надето стеклян-
Рис. 2-80. Приспособление для остекловы-
вания металлической детали при изготовле-
нии лезвийных спаев.
1 — стекло; 2 — установочный винт; 3 — металли-
ческая деталь; 4 — графит.
128
ное кольцо, (подлежащее спаиванию
с тонким концом медной трубки.
Выступающий за пределы державки
конец стеклянного кольца распола-
гается напротив конца медной труб-
ки, и после нагрева обеих деталей
производится припаивание стекла
к металлу. Затем нагреву подвер-
гается участок стеклянного кольца,
находящегося в контакте с держав-
кой, и после размягчения стекла
державка извлекается из него. Про-
цесс остекловывания внутренней ча-
сти медной трубки ведется так, как
было описано ранее (рис. 2-79,а).
Трубчатые спаи можно изготав-
ливать, используя индуктивный на-
грев.
При этом стеклянная часть
устанавливается таким образом, что
обеспечивается ее механический кон-
такт с медной частью будущего спая
(предварительно борированной и
окисленной). Затем с помощью ин-
дуктивного нагрева температура ме-
ди поддерживается равной 800°C
в течение 4 мин, а затем на 5 сек
поднимается до 900 °C. На -этой по-
следней стадии нагрева образуется
спай путем прижима стеклянной ча-
сти к нагретой меди. Сочетание бы-
строго вращения заготовки и ее ин-
дуктивного нагрева позволяет быст-
ро изготовить вакуумноплотный
спай без перегрева медных компо-
нентов. Так, например, стеклянная
трубка может быть помещена внутрь
заостренного на конус конца медной
трубки, и при индуктивном нагреве
последней весь собранный узел при-
водится во вращение со скоростью
6 000 об!мин. При температуре
920 °C стекло пирекс размягчается
в достаточной степени для того, что-
бы равномерно растечься по поверх-
ности медной трубки.
Дисковые спаи деформируемого
типа были разработаны с целью
создания сильноточных вводов для
вакуумных систем. Сквозь отверстие
в медном диске пропускается мед-
ная проволока, которая затем при-
паивается к диску, образуя «вакуум-
неплотное соединение. Медный диск
очищается, борируется и подвергает-
ся предварительному окислению. По-
сле этого торец стеклянной трубки
припаивается к '.краям диска. Для
уменьшения внутренних напряжений
в спае с другой стороны диска к не-
му припаивается кольцо из стекла
того же сорта (рис. *2-77). При ком-
натной температуре такой спай об-
ладает достаточной механической
прочностью; однако он непрочен
в режиме многократных теплосмен
(за исключением тех случаев, когда
диск имеет толщину меньше чем
0,75 мм, и в случае использования
при этом свинцовых стекол).
Лезвийные (деформируемые)J
сп а и стекла с пл ати ной. Тонка я
платиновая .проволока (диаметром
0,2^-0,3 ммУ может ^ыпГ~впаяна
bJ'любое мцгкое стеклд, образуя
гг^ньш" спай, несмотря на
то, что коэффициенты теплового рас-
ширения обоих материалов значи-
тельно разнятся между собой; на-
дежность этого спая обусловлена
в данном случае высокой дуктиль-
ностью-платины. В свинцовые стекла
можно (впаивать сравнительно тол-
стую платиновую проволоку. Если
вакуумная установка изготавливает-
ся из натриево-известкового или
другого мягкого стекла, то следует
вначале остекловать платиновую
проволоку свинцовым стеклом, по-
сле чего ее можно впаивать в стек-
ла других сортов.
Перед впаиванием платины
в твердые стекла проволока должна
быть сплющена. Так, например, если
сплющить Платиновую проволоку
диаметром до толщины
0Л лш, а затем краям сплющенной
проволоки придать V-образную фор-
му, то можно изготовить надежный
спай такой проволоки со стеклом пи-
рекс или стеклом аналогичного сор-
та. В этом (случае платиновая лен-
та вначале остекловывается мягким
стеклом (при остекловывании надо
сильно спрессовать стекло с поверх-
ностью платины, чтобы обеспечить
надежное сцепление между обоими
материалами); после этого остекло-
ванная проволока впаивается в твер-
дое стекло. Платиновую ленту (на-
пример, размером 12X0,1 X
X0,008 мм) можно остекловать на
небольшой длине и затем остекло-
ванный участок впаять в небольшое
отверстие в стенке электровакуум-
ного прибора.
9—228
129
Рис. 2-81. Спай
платиновой труб-
ки с твердым стек-
лом.
Платиновую трубку можно впа-
ять в твердое стекло, используя ее
способность легко деформироваться.
На рис. 2-81 показан спай, образо-
ванный платиновой трубкой 1 (диа-
метром 2 мм при толщине стенки
75 мкм) со стеклянной деталью 2.
Для изготовления платиновых
трубчатых спаев лезвийного типа
пришлось несколько видоизменить
обычную конструкцию таких спаев,
предложенную Хаускипером. Это
видоизменение оказалось необходи-
мым, поскольку платина образует
более слабое сцепление со стеклом,
чем медь (см. разд. 2, § 4-1). При
попытках изготовить трубчатый спай
обычной конструкции оказалось, что
поверхность платины отстает от
стекла пирекс, что приводит к его
растрескиванию и образованию на-
теканий (в частности, при исполь-
зовании платиновой трубки диамет-
ром 10—32 мм с толщиной стенки
75—100 мкм). Видоизменение кон-
струкции состоит в том, что за-
остренный край трубки затачивает-
ся на весьма малый угол (1—1,5°);
благодаря такому малому углу за-
остренного пружинящего конца
трубки удается снизить внутренние
напряжения в спае ниже значений,
которые могут представлять угрозу
целостности связи между платиной и
стеклом. Наиболее надежные спаи
получаются в тех случаях, когда
пружинящий конец трубки обраба-
тывается обкаткой на вращающейся
оправке с помощью стального роли-
ка или агатового полировальника.
Конец платиновой трубки, пред-
назначенной для изготовления
трубчатого спая, должен иметь тол-
щину не свыше 25 мкм, причем уча-
сток поверхности трубки, спаивае-
мый со стеклом, должен быть глад-
ко отполирован. Если торец трубки
130
имеет рваные края, то спай такой
трубки со стеклом может вначале
иметь вполне удовлетворительный
вид и казаться надежным. Однако
в дальнейшем в таких спаях обычно
возникают трещины и натекания.
Рекомендуется изготовлять спаи
описываемого типа с шириной
остеклованного участка (рис. 2-82,а)
3—5 мм как на наружной, так и на
внутренней части платиновой труб-
ки [Л. 83]. Ширина остеклованной
части внутри трубки должна быть
равна ширине наружного остекло-
ванного участка, но ни в коем слу-
чае не уже последнего. Если необ-
ходимо изготовить спай с толсто-
стенной трубкой, то нет никакой не-
обходимости предусматривать на
конце этой трубки конусную часть,
охватывающую всю толщину стенки
трубки. Длина конусной части мо-
жет составлять лишь 10 мм, что
вполне достаточно для получения
надежного спая (рис. 2-82,6).
Лезвийные спаи стекла с не-
ржавеющей сталью. Для изго-
товления трубчатого спая с нержа-
веющей сталью металлическая часть
должна быть предварительно под-
вергнута отжигу в сухом водороде
при температуре 1 065 °C в течение
15 мин\ такой отжиг позволит устра-
нить внутренние напряжения, обра-
зовавшиеся в процессе механической
обработки заготовки. Свободной от
внутренних напряжений заготовке из
нержавеющей стали придается кон-
фигурация, показанная на рис. 2-83.
После проточки внутреннего отвер-
стия (что позволяет центрировать
Рис. 2-82. Лезвийный
спай платиновой трубки
со стеклом.
Рис. 2-83. Форма детали из не-
ржавеющей стали для изготов-
ления лезвийного спая со стек-
лом (размеры приведены
в табл. 2-36).
заготовку) вытачивается наружная
конусная часть. По сравнению
с медными трубками в этом случае
в обычную конструкцию лезвийного
спая вносится некоторое изменение;
оно состоит в дополнительной про-
точке глубиной (Примерно 25 мкм
(рис. 2-83). Эта проточка обеспечи-
вает необходимую гибкость за-
остренного конца. Толщина трубки
на конце должна составлять 25—
35 мкм. В табл. 2-36 приведены ре-
комендуемые размеры лезвийных
спаев на основе трубки из нержаве-
ющей стали. После станочной обра-
ботки заготовка из нержавеющей
стали освобождается от следов смаз-
ки и отжигается в водороде при тем-
пературе 1 065°C в течение 25 мин *.
Для спая со стальной трубкой ис-
пользуется боросиликатное стекло
с коэффициентом теплового расши-
рения 46-1 О’*7; такое стекло лучше
согласуется с металлом, чем стекло
пирекс. Хорошие результаты были
получены также и при спаивании
нержавеющей стали (марок 303 и
304), а также сплава инконель не-
посредственно со стеклом пирекс.
Для проведения операции изготов-
ления спаев трубка из нержавеющей
стали зажимается в патроне и обер-
тывается плажной асбестовой бума-
гой для предохранения трубки от из-
лишнего нагрева. При этом свобод-
ным от обмотки оставляется участок
длиной в 10 мм от конца трубки, на
котором должен быть образован
* Если очистка металла производится
с помощью обезжиривающих растворов вы-
сокой чистоты, то можно обойтись без
отжига.
0е
спай. Концу стеклянной трубки при-
дается такая форма, чтобы он охва-
тывал наружную часть пружиняще-
го конца трубки на длину примёрно
1 мм, после чего стеклянная трубка
припаивается к металлу; при -этом
пламя горелки в большей степени
направляется на стекло, а не на ме-
талл, чтобы предотвратить перегрев
тонкого края металлической трубки.
Затем при помощи пламени стеклян-
ная трубка обрезается на расстоя-
нии примерно 3 мм от края метал-
лической трубки. Край стекла за-
тем закатывается внутрь метал-
лической трубки для остекловыва-
ния ее внутренней части (см.
рис. 2-79,а). К остеклованной таким
образом металлической трубке при-
паивается стеклянная трубка.
Таблица 2-36
Размеры детали из нержавеющей стали,
используемой для изготовления
трубчатого лезвийного спая
(см. рис. 2-83)
Размеры, мм А в С D Е
Типоразмер I Типоразмер II ЗД5 4j2| 2,95 4.10 ю, 0.76 U9p 2.5,4 0,3 0,3
Деформируемые спаи на основе
молибдена. Спаи этого типа из-
готовляются обычно путем впаива-
ния молибденовой ленты в твердое
стекло или кварц. Вместо молибде-
на может использоваться также
вольфрам; однако молибден предпо-
чтительнее, поскольку легче подвер-
гается механической обработке (см.
разд. 2, § 4-4).
Спаи кварца с металлом. Соеди-
нение металлов с кварцем (плавле-
ным кремнеземом) может быть до-
стигнуто одним из следующих спо-
собов:
1) Впайка тонкой металлической
фольги или диска (спаи Хаускипера
или деформируемые спаи).
2) Уплотнение притертых дета-
лей с помощью пластических или
жидкостных слоев (из металла или
воска).
3) Использование ступенчатых
переходов.
131
Наиболее распространенным ви-%
дом спая кварца с металлом явля-
ется деформируемый спаи: В этом
разделе рассматриваются все пере-
численные способы соединения
кварца с металлом, хотя методиче-
ски два последних относятся к тех-
нологии, описанной в других разде-
лах (разд. 3, гл. '1 и разд. 2, § 3-3).
1) Впайка тонких метал-
лических лент в кварц. Наи-
более распространены молибдено-
вые ленточные вводы. Вакуумная
плотность при этом обеспечивается
благодаря хорошей смачиваемости
чистой поверхности молибдена
в расплавленном кварце и очень
большой прочности спая, если пред-
варительно поверхность молибдена
химически протравлена.
Молибденовую ленту для вводов
необходимо отрезать резаком из за-
каленной стали от фольги, лежащей
на стеклянной пластине. Может при-
меняться также прокатанная из про-
волоки лента.
Травление молибденовой ленты
можно проводить в растворах гидро-
окиси натрия или калия либо в сме-
си азотной и серной кислот, после
чего следует тщательная промывка
(см. табл. 2-20, 2-21). Лента должна
быть достаточно тонкой, чтобы
в кварце не было сил натяжения
в направлении, перпендикулярном
плоскости ленты. Достаточно тонкой
она должна быть и для того, чтобы
продольное напряжение, возникаю-
щее при охлаждении спая, не при-
вело к его разрушению. Молибдено-
Рис. 2-84. Концентрическое размеще-
ние молибденовых лент, впаянных
в кварц.
132
вая лента толщиной 0,01 мм выдер-
живает это напряжение, если шири-
на ее не превышает 2 мм\ для более
тонкой ленты ширина может быть
большей. Можно получить хорошие
спаи даже с лентой толщиной
0,02 мм, с краями, утоньшенными до
0,015 мм, и максимальной шириной
5 мм (например, электрохимическим
травлением, ом. табл. 2-20, 2-21), так
чтобы поперечное сечение ленты
было эллиптическим с толщиной
у краев, не превышающей 0,08 мм.
Вначале лента (с закрепленными
концами) вставляется в кварцевую
трубку с внутренним диаметром, не-
сколько большим, чем ширина лен-
ты, и толщиной стенки не менее 1 мм.
Кварцевая трубка закрывается
с одного конца, затем откачивается
и нагревается до светлого каления
в течение 1 мин. Этим обеспечива-
ется обезгаживание кварца и мо-
либденовой ленты. Затем кварц раз-
мягчается и спаивается с молибде-
ном.
При изготовлении токоподводовг
рассчитанных на большой ток, необ-
ходимо соединять параллельно не-
сколько лент, которые располагают-
ся вокруг кварцевого стержня или
трубки и вставляются в трубку
большего диаметра. Эта наружная
трубка затем плавится, и таким об-
разом ленты омачиваются кварцем
со всех сторон (рис. 2-84). В рабо-
те [Л. 84] описывается такой спай,
содержащий двенадцать лент, впа-
янных между двумя концентриче-
скими кварцевыми трубками, хоро-
шо подогнанными одна к другой.
После нагревания конструкции в ва-
кууме вначале при 950°C (несколь-
ко часов), затем при 1 500°C (чтобы
обезгазить кварц и металл) кварц
плавился достаточно медленно, что-
бы обеспечить удлинение лент. Мо-
либден должен достичь максималь-
ной длины в момент сплавления со
стенками обеих трубок, которые об-
жимают молибден благодаря раз-
ности давлений между областью, где
находятся ленты, и атмосферой.
Кроме ленточного спая, широко
используемого при изготовлении
кварцевых ламп, созданы и другие
спаи кварц—металл на основе тонких
пластин. Так, например, предложен
спай кварц — металл, состоящий из
пары тонких металлических /пластин,
размещенных вокруг металлическо-
го стержня и припаянных одним кон-
цом к стержню твердым припоем.
Другой конец пластин впаивается
в окружающую кварцевую трубку.
Можно использовать металлический
диск для изготовления ввода и впаи-
вать края диска двумя соответству-
ющим образом подготовленными
трубками из кварца. В конструкции,
показанной на рис. 2-85, использо-
ван молибденовый диск (чашка)
толщиной 1 мм, помещаемый между
кварцевой трубкой и кварцевым
стержнем. После припаивания этой
молибденовой чашки 2 в конце квар-
цевой трубки 1 проделывалось от-
верстие и второй молибденовый
диск, несущий вводы термопары,
впаивался в чашку с помощью по-
рошка припоя при нагревании в ва-
куумной печи до 850 °C.
2) Ступенчатые переходы
кварц — металл. Металлы могут
припаиваться к кварцу с помощью
переходных спаев, состоящих из сте-
кол с различными коэффициентами
расширения (табл. 2-25). Недостат-
ком переходных соединений являет-
ся их сравнительно небольшая дли-
на (разд. 2, § 3-3).
Кроме сложных многоступенча-
тых переходов, состоящих из боль-
шого числа стекол, существуют бо-
лее короткие переходы — «изоморф-
ные» и «полиморфные». Полиморф-
ные переходы состоят из колец стек-
ла, которые получают из порошко-
образных смесей, измельченных
с биндером, обожженных и сплав-
ленных в печи. Эти переходы пред-
назначены для пайки к вольфраму
или ковару.
Изоморфные переходы изготав-
ливают погружением пористого стек-
Рис. 2-85. Дисковый
спай кварц—металл.
1 — кварцевая трубка;
2 — молибденовая чаш-
ка; 3 — уплотняющий
порошок; 4 — изолятор;
5 — термопара.
Рис. 2-86. Вакуумноплотное соединение
кварц — металл.
а — с ртутью; б, о — со свинцом; г — с помощью
стеклянной муфты.
ла типа викор в раствор щелочных
боратов. После просушки и обжига
получают стекла с более высоким
коэффициентом теплового расшире-
ния. Вследствие различной глубины
пропитки раствором удается приго-
товить образцы с непрерывно меня-
ющимся коэф ф идие нтом р а сш ир е-
ния.
3) Притертые или плотно
прижатые уплотнения
кварц — металл. Один из первых
способов изготовления вакуумно-
плотных вводов металла в кварц
основывался на инваровых электро-
дах, пришлифованных с кварцем
(рис. 2-86,а). В этих вводах воль-
фрамовый стержень 1 вставляется
как можно более плотно в кварце-
вую трубку, вакуумная же плотность
обеспечивается ртутью 2, имеющей
контакт с пришлифованной к квар-
цу инваровой пробкой и уплотнен-
ной при этом пицеином (см. разд. 3,
§1-2).
В другом способе (рис. 2-86,6)
уплотнение достигается благодаря
способности свинца смачивать кварц
и молибден. Свинец может образо-
вывать вакуумноплотное соединение
молибденовой проволоки со стенкой
кварцевой трубки. В более совер-
шенном уплотнении молибденовая
проволока вводится через капилляр
1 (рис. 2-86,6) и кусочек чистого
свинца 2 помещается в трубку над
капилляром. Затем трубка запаива-
ется и откачивается. Кварц нагре-
вается и плотно облегает молибде-
133
новую шроволоку, после этого сви-
нец 2 нагревается выше температу-
ры плавления и стекает «вниз к мо-
либдену. Затем кварцевая трубка
надрезается и верхний конец обла-
мывается в то время, когда свинец
еще расплавлен, поэтому атмосфер-
ное давление вдавливает свинец
в зазор между молибденом и квар-
цем. После этого луженая проволо-
ка вводится в свинец (рис. 2-86,в)
и свинец затвердевает. Это уплотне-
ние может быть использовано толь-
ко до 300 °C (температура плавле-
ния свинца равна 327°C).
Вместо свинца можно использо-
вать сплав свинец — олово (разд. 3,
§ 5-1). Для создания такого уплот-
нения в стержне (диаметром при-
мерно 12 мм) высверливалось акси-
альное отверстие диаметром около
8 мм. Стержень был изготовлен из
железо-никелевого сплава (36%
Ni). Просверленный конец стержня
стачивался под конус 1/10. Внутрен-
няя полость конусной части стержня
очищалась и залуживалась свинцо-
во-оловянным припоем, не содержа-
щим сурьмы. Кварцевая трубка при
этом плотно входила внутрь конуса.
При нагревании этих двух частей до
температуры выше точки плавления
припоя они соединялись между со-
бой. После охлаждения было полу-
чено прочное вакуумноплотное со-
единение, которое сохраняет проч-
ность при температурах от —196 до
200° С.
Для создания более прочного
уплотнения используется платиниро-
вание. Поверхность кварца, предва-
рительно обработанная карборун-
дом, платинировалась дважды пу-
тем нанесения раствора хлорида
платины в лавандовом масле и по-
следующего прогрева кварца до
красного каления. На платиниро-
ванную поверхность электроосажде-
нием наносился слой меди, затем по-
верхность лудилась и смачивалась
раствором хлорида цинка (для пред-
отвращения окисления). После это-
го к подготовленной таким образом
кварцевой детали припаивалась де-
таль из сплава (Fe, Ni).
Другой способ уплотнения ме-
талла в кварце показан на
рис. 2-86,г. На вольфрамовый стер-
134
2 1 2 3 1
Рис. 2-87. Напряженные спаи.
а — окошечный спай; б — стержневой спай; в —
сложный окошечный спай; г — трубчатый спай;
д — многосгержневой спай; е — стержневой двух-
кольцевой спай; 1 — металлическое кольцо; 2 —
стеклянное окно; 3 — металлический стержень;
4 — металлическая трубка.
жень 1 наносится тонкий слой бес-
щелочного стекла (например, марки
GEC 1404 или корнинг 7230), имею-
щий утолщение в том месте, где на-
чинается напаиваемая чашечка 2.
К шлифу этой чашечки с помощью
припоечного стекла (например,
GEC 2023) крепится кварцевая
Трубка 3. Несмотря на различие ко-
эффициентов теплового расширения,
которое в этом случае, намного
больше, чем в обычных спаях (разд.
2, § 4-1), результат может быть
успешным благодаря сильной связи
металл — стекло и малой толщине
стеклянного покрытия, нанесенного
на большую поверхность.
Напряженные спаи металл—
стекло. Несоответствие коэффициен-
тов теплового расширения стекла и
металла в некоторых случаях мож-
но преодолеть, конструируя спай та-
ким образом, чтобы стекло работа-
ло на сжатие. Такие напряженные
спаи содержат обычно металличе-
ское кольцо 1 (рис. 2-87) с впаян-
ным стеклянным окном 2. Сквозь
Таблица 2-37
Сочетания, используемые в напряженных спаях
Кольцо Стекло Стержень или трубка
Малоуглеродистая сталь Свинцовое стекло (мягкое) —
Малоуглеродистая сталь (отно- шение внутреннего диаметра к наружному равно 0,75) Свинцовое стекло Одиночный стержень из ма- лоуглеродистой стали, оп- тимальный диаметр 5 мм, максимальный— 15 мм
Малоуглеродистая сталь Стекло, согласующееся с трубкой или стержнем (табл. 2-32) Сплав (Fe, Ni, Сг) (табл. 2-33)
Малоуглеродистая сталь Стекло, согласующееся с трубкой или стержнем (табл. 2-34) Сплав (Fe, Ni, Со) (табл. 2-33)
Малоуглеродистая сталь Стекло, согласующееся с Mo, W (табл. 2-34) Молибден, вольфрам
Малоуглеродистая сталь (диа- Стекло, согласующееся со Сплавы (Fe, Ni) или (Fe, Сг)
метр кольца вдвое больше диаметра стержня, максималь- ная толщина стенки 22 мм) сплавами (Fe, Ni) или (Fe, Сг) (табл. 2-32) (табл. 2-33)
Малоуглеродистая сталь (или сплав на основе железа), на- ружный диаметр 40 мм, тол- щина стенки 7 мм Свинцовое стекло Медная трубка, наружный диаметр 9 мм, толщина стенки 1 мм
это -окно впаиваются металлические
стержни 3 или трубки 4.
В’окошенных спаях (рис. 2-87,а,
в) внешнее металлическое кольцо
должно всегда иметь больший коэф-
фициент расширения, чем стекло.
В спаях со стержнем (рис. 2-87,6, д)
или трубкой (рис. 2-87,г, е) метал-
лическое кольцо /, стекло 2 и стер-
жень (или трубка) 3 должны иметь
такие коэффициенты теплового рас-
ширения, чтобы <в стекле создава-
лось только напряжение сжатия.
Наиболее важные случаи при этом
следующие:
ai=a2>a3,
т. е. коэффициент теплового расши-
рения у металлического кольца та-
кой же, как у стекла (согласованный
спай), но больше, чем у стержня
или трубки, впаянных ib стекло;
ai>a2=a3,
т. е. коэффициент теплового расши-
рения у кольца больше, чем у стек-
ла, а у стержня или у трубки такой
же, как у стекла (согласованный
спай) (см. пунктирные линии рис.
2-88);
а1=аз>«2,
т. е. коэффициенты теплового рас-
ширения у кольца и у стержня (или
трубки) одинаковы, но больше, чем
у стекла.
В табл. 2-37 показаны сочетания,
которые могут быть использованы
в напряженных спаях. Теоретически
возможны также случаи ai>a2>as
Рис. 2-88. Распределение уси-
лий в напряженных спаях.
а — наружное кольцо с толстой
стенкой; б — с тонкой стенкой; / —
металлическое кольцо; 2 — стекло;
3 — металлический стержень.
135
Рис. 2-89. Метод получе-
ния напряженного спая
из гранулированного
стекла.
1 — литая железная опора;
2— металлический стержень,
впаиваемый в стекло; 3 —
графитовая шайба; 4 —
кольцо из малоуглеродистой
стали; 5 — гранулированное
стекло; 6 — центрирующая
чашка; 7 — индукционная
катушка.
или а1>аз>а2, «о они непригодны
для токоподводов.
Если наружное кольцо и стер-
жень изготовлены из одного и того
же материала (например, из мало-
углеродистой стали), отношение
между наружным радиусом кольца
и толщиной его стенки определяется
выражением
t -1 Л^1-^2 11/2
Я [ (1-2р.)Е2 + Е2 J *
где £i и £2 — модули упругости со-
ответственно материала кольца и
стекла, а ц — коэффициент Пуассо-
на (для стекла). При £1 =
= 21 000 кгс]мм2\ Е2=7 ООО кгс/мм2 и
р,=0,24 толщина стенки кольца
должна быть больше или равна од-
ной четверти наружного радиуса
кольца (d^0,25 /?). Если не будет
соблюдаться это условие, то в стек-
ле около стержня возникнут внут-
ренние напряжения растяжения
(рис. 2-88,6). Если же стенка будет
достаточно толстой, то {возникнет
лишь напряжение сжатия (рис.
2-88,а). Пунктирные линии на
рис. 2-88 показывают распределение
напряжений в случае согласования
между стержнем и стеклом.
В многостержневых спаях (рис.
2-87,в) расстояние между стержня-
ми или между стержнями и наруж-
ным кольцом должно быть больше,
чем диаметр стержней.
136
При изготовлении напряженных
спаев диаметром до 20 мм может
быть использована порошковая тех-
нология (см. разд. 4, § 2-3). Для
более крупных спаев можно исполь-
зовать гранулированное стекло.
Рис. 2-89 показывает устройство для
изготовления напряженного спая
с использованием индукционного на-
грева. Эту конструкцию рекоменду-
ется напревать так, чтобы при доста-
точном нагреве внутреннего стержня
не перегреть наружное кольцо. Бла-
годаря чашке 6 стержень нагревает-
ся до заданной температуры и цен-
трируется. Стекло, заполняющее
пространство между стержнем 2 и
кольцом 4, берется в виде гранул
или коротких прутков.
4-5. ДЕФЕКТЫ В СПАЯХ СТЕКЛА
СО СТЕКЛОМ И СТЕКЛА
С МЕТАЛЛОМ; ИХ ОБНАРУЖЕНИЕ
К сожалению, существует много
разновидностей дефектов, возника-
ющих в спаях стекло—стекло
(кварц) и стекло—металл. Явным
проявлением этих дефектов являет-
ся растрескивание спая; с точки же
зрения вакуумной плотности спая
любой источник натекания выше
определенной величины (табл. 1-5)
должен рассматриваться как де- '
фект.
Дефекты могут быть заложены
в конструкции спая, в одном из ис-
пользуемых материалов (стекло, ме-
талл), в предварительной обработке
этих металлов, в технологам пайки
и последующей обработке. Основные
причины дефектов в спаях стекло —
стекло и стекло — металл сведены
в табл. 2-38. Подробно об этих при-
чинах, а также о методах, позволя-
ющих их устранить, читатель может
узнать в разделах, указанных
в табл. 2-38.
Предварительные испытания, не-
обходимые для отбраковки некаче-
ственных спаев и для предотвраще-
ния использования ненадежных спа-
ев, определяются характером выпу-
скаемой продукции (единичные из-
делия, массовое производство
и т. д.) и значением надежности
спая. Программа испытаний вклю-
чает в себя следующие операции:
Таблица 2-38
Дефекты в спаях стекло — стекло и стекло — металл
Дефект Подробные сведения
Природа Причина
Механическая Превышение разности давлений на стеклян- ной стенке (.проседание*, разрыв) Чрезмерный изгиб стеклянной трубки Удар твердым предметом Нанесение царапины твердым предметом Внедрение в стекло инородных частиц или пузырьков Нарушение адгезии Табл. 2-1—2-3 Разд. 2, § 1-3 Разд. 2, § 3-2 Разд. 2, § 3-2 и 3-3 Разд. 2, § 3-3 и 4-2 Разд. 2, § 4-1
Тепловая Избыточные температурные градиенты Сильный термоудар Несогласованность коэффициентов теплового расширения Недостаточный отжиг Неправильная форма спая Разд. 2, § 1-3 Разд. 2, § 1-3 и 3-2 Разд. 2, § 3-1 и 4-1 Разд. 2, § 3-1 и 4-1 Разд. 2, § 3,3, 4,1, 4-3, 4-4
Химическая Выветривание Расстекловывание Электролитические эффекты Химическое воздействие (пламя, растворы, пары) Радиационные повреждения Разд. 2, § 3-2 Разд. 2, § 3-2 Разд. 4, § 1-1 Разд. 2, § 3-2 и 4-1 Разд. 7, § 1-3
испытания материалов, исполь-
зуемых в спае;
выборочные разрушающие испы-
тания нескольких образцов;
неразрушающие испытания спа-
ев.
Испытание материалов, исполь-
зуемых в спае, касается главным об-
разом проверки значений коэффици-
ентов расширения и других тепло-
вых характеристик стекол и метал-
лов (разд. 2, § 3-1 и 4-11). Эти ве-
личины могут быть взяты из пас-
портных данных на материалы, од-
нако в случае массового производст-
ва изделий всегда необходима про-
верка.
Разрушающие испытания спаев
состоят в нагревании или цикле на-
греваний образцов между макси-
мальной и минимальной температу-
рами, возможными при использова-
нии спаев, и проверке их поведения
при этом. Одновременно или отдель-
но спаи могут испытываться на
влажность, коррозионную атмосфе-
ру и так далее в соответствии с наи-
более трудными условиями, для ко-
торых они предусмотрены.
Такое испытание проводилось
для платиновых спаев Хаускипера
(деформируемых спаев). После
охлаждения платина .нагревается до-
красна на расстоянии от места спая,
равном 1—4,5 диаметра трубки. На-
дежный спай, подверженный такому
испытанию, не должен разрушаться.
Если же появляется трещина или
другое видимое с помощью лупы из-
менение, спай не может считаться
надежным. После такой обработки
целесообразно спай отжигать.
Неразрушающее испытание спа-
ев заключается в визуальном обсле-
довании для нахождения возможных
включений, отклонений цвета и фор-
мы и т. д. с помощью оптических
приборов (луп, микроскопов).
Напряжения в стекле могут быть
обнаружены до появления трещин.
Метод, используемый для этого, из-
вестен как «анализ напряжений
в поляризованном свете» или как
«метод двойного лучепреломления».
Этот метод основан на том, что
при прохождении света через напря-
женное стекло происходит его раз-
ложение на два луча—«обычный»
и «необычный». В соответствии
с волновой природой света электро-
магнитные колебания в этих лучах
происходят во взаимно перпендику-
137
Рис. 2-90. Анализ напряжения в стекле при
помощи поляризованного света.
1 — источник свет а; 2 — поляризатор; 3 — напря-
женное стекло, 4 — пластинка слюды; 5 — ком-
пенсатор; 6 — анализатор; 7 — наблюдатель.
лярных плоскостях и имеют различ-
ные скорости. Если обычный луч
имеет большую скорость прохожде-
ния через кристаллический матери-
ал, чем необычный, то кристалл на-
зывают положительным, если же
большую скорость имеет необычный
луч, то такой кристалл называют
отрицательным. Стекло с напряже-
ниями сжатия ведет себя подобно
положительному кристаллу, стекло
с растягивающими усилиями — по-
добно отрицательному кристаллу.
Напряжение в стекле может быть
определено по сдвигу фаз (задерж-
ке) Д прохождения двух лучей.
Прибор для определения внут-
ренних напряжений основан на из-
мерении этой задержки и состоит из
источников света, поляризатора и
анализатора (рис. 2-90). Источни-
ком света 1 служит либо лампочка
накаливания, дающая рассеянный
свет, либо монохроматический ис-
точник в .зависимости от рода изме-
рений. Если оценка напряженного
состояния стекла производится по
оттенкам цветов, наблюдаемым в по-
лярископе, то используется лампа
накаливания; когда же хотят наблю-
дать черное и белое гашение, при-
меняют монохроматический свет.
Свет, проходящий через поляриза-
тор 2, поляризуется в данной пло-
скости (например, вертикальной) *.
Анализатор (горизонтальная плос-
кость) поставлен под углом 90° к по-
ляризатору. Если на пути луча на-
ходятся лишь поляризаторы /, 2 и
б, то свет не доходит до наблюдате-
ля.
* Плоскость поляризации перпендику-
лярна плоскости, в которой происходят ко-
лебания пучка плоско-поляризованного све-
та (другими словами — это плоскость, в ко-
торой лежит вектор магнитного поля).
138
В качестве поляризатора 2 мо-
жет использоваться поляризацион-
ный фильтр (поляроид) или черное
зеркало, поставленное под углом
56—63° к направлению луча. Анали-
затор представляет собой призму
Николя1 или какой-нибудь другой
поляроид 2.
Если между поляризаторами 2 и
6 поместить слюдяную пластинку 4
(рис. 2-90), поле наблюдения стано-
вится окрашенным, причем цвет за-
висит от толщины пластинки. Обыч-
но используемые пластины слюды
дают сдвиг фаз в 560 ммкм (фильтр
«красный 1»).
Напряженное стекло 3, постав-
ленное на пути луча (рис. 2-90),
меняет в ту или другую сторону
сдвиг фаз, вносимый слюдой. Бла-
годаря этому различным образом
напряженные части стекла будут ка-
заться наблюдателю 7 окрашенными
в разные цвета. Величина напряже-
1 Клееная призма из кальцита; обыч-
ный луч полностью отражается от плоско-
сти склеивания и поглощается черной сторо-
ной призмы; только необычный луч может
проходить через призму.
2 Поляризационными пластинами слу-
жит тонкая пластмассовая пленка, содер-
жащая или покрытая мелкими кристалла-
ми герапатита (йодированного сульфата
хинина), обладающими поляризационными
свойствами. Эта пластмассовая пленка по-
мещается между двумя стеклянными пла-
стинами, свободными от напряжений.
Рис. 2-91. Диаграмма определения напря-
жений в стекле по сдвигу фаз или по цве-
товым оттенкам с фильтром «красный 1».
Таблица 2-39
Фотоупругие константы различных стекол (в брюстерах)
Стекло Фирма-изгото- витель C Стекло Фирма-изгото- витель c
Свинцово - щелочное —1,05 7720 Corning 3,30
(80% РЬО) 7060 Corning 3,37
Свинцово - щелочное —— 0,24 7740 Corning 3,43
(73% РЬО) 3320 Corning 3,47
Свинцово - щелочное —— 2,05 Кварц [L. 85] 3,47
(60% РЬО) GSC Chance 3,50
0080 Corning 2,40 HH GEC 3,54
0120 Corning 2,48 GS4 Chance 3,55
Х8 GEC 2,55 W1 GEC 3,56
Х4 GEC 2,57 GH1 Chance 3,56
GWA Chance 2,60 7050 Corning 3,60
0060 Corning 2,66 7750 Corning 3,60
В8 GEC 2,68 C40 BTH 3,60
С19 BTH 2,70 C9 BTH 3,70
0010 Corning 2,73 GSD Chance 3,75
К1а Philips 2,80 GHA Chance 3,80
L1 GEC 2,85 GS1 Chance 3,82
0050 Corning 2,85 GSB Chance 4,10
GWB Chance 2,90 GS3 Chance 4,26
С12 BTH 2,90 7070 Corning 4,36
N542 Philips 3,10
• См. примечание к табл. 2-10 и 2-29.
ния определяется по формуле
где Д— сдвиг фаз в миллимикронах
(ммкм); d — толщина стекла; С —
фотоупругая константа * стекла
(оптический коэффициент напряже-
ния, табл. 2-39). j
Стекло корнинг 0050 (С=
= 2,85 брюстер) толщиной 3 мм, да-
ющее сдвиг фаз Д='15О ммкм, име-
ет напряжение
Р = 9 ог5°п «= 175 ’кгс/сма=
=1,75 кгс [маг.
Этот пример показан также на
рис. 2-91, с помощью которого мож-
но вычислить удельное напряжение
Ро. Для примера, рассмотренного на
этом рисунке, эта величина равна
5,25 кгс • мм/мм2, при этом для стек-
ла толщиной 3 мм получим:
Р=Р0/3=1,75 кгс!мм2.
* Фотоупругая константа выражается в
„ , . ммкм кгс
брюстерах, 1 брюстер — 1 - — р —
СМ см
_ — inn ммкм» кгс
“ 1 мм ' см2 см ’ мм9 ’
Для оценки напряжения по цве-
товым оттенкам, как уже говори-
лось, ставится слюда, например
фильтр «красный 1». На рис. 2-91
величины Д и Ро отложены со зна-
ком плюс и минус. Если знаком
плюс обозначается натяжение стек-
ла, то знаком минус — сжатие, и
наоборот. Для того чтобы устано-
вить, сжимается стекло или растяги-
вается, необходима калибровка. Ка-
либровку можно провести, поместив
стеклянный пруток под углом 45°
к анализатору и сгибая его. По цве-
товым оттенкам можно наблюдать
при этом сжатие на вогнутой части
и натяжение на выпуклой части из-
гиба прутка. Калибровку можно
провести на спае металла (проволо-
ки) со стеклом с известными, силь-
но отличающимися коэффициентами
теплового расширения. Если коэф-
фициент расширения стекла больше
(например, в спае вольфрама с мяг-
ким стеклом), осевое напряжение
должно быть растягивающим, если
же больше коэффициент расшире-
ния проволоки (например, в спае
платины с твердым стеклом), то осе-
вое напряжение должно быть сжи-
139
мающим. Сравнением с цветовыми
оттенками таких спаев можно опре-
делить вид напряжения в любом на-
пряженном стекле, помещенном на
пути поляризованного света под тем
же углом, что и калиброванный об-
разец.
Фотоупругую константу стекла
можно найти по сдвигу фаз, произ-
водимому стеклом (стержнем) опре-
деленной толщины, к которому при-
ложена известная растягивающая
нагрузка. Сдвиг фаз измеряется
в -направлении, перпендикулярном
направлению растягивающей силы и
фотоупругая константа рассчитыва-
ется по формуле
С (брюстер) =Д (ммкм) Id (см) X
ХР(кгс/см2).
Для измерения величин напря-
жений используются калибровочные
шкалы или компенсаторы 5 (рис.
2-90). Простейшая калибровочная
шкала состоит из ряда гипсовых
пластин, отличающихся по толщине
на одинаковую долю (например,
Vs) от длины волны падающего мо-
нохроматического света (например,
560 ммкм). Эту калибровочную шка-
лу, помещаемую под углом 45°
к плоскости поляризации, можно
использовать для нахождения того
различия в толщине гипсовых пла-
стинок, которое дает такой же сдвиг
фаз, что и напряженное стекло. На-
пример, если напряженное стекло по
своему действию равнозначно седь-
мому делению калибровочной шка-
лы, сдвиг фаз равен 56ОХ7/8«
«500 ммкм. Величина напряжения,
соответствующая этому сдвигу,
определяется из графика на рис.
2-91.
Компенсатор представляет собой
устройство, обеспечивающее регули-
руемый сдвиг фаз для компенсации
действия напряженного стекла. В
качестве компенсатора служат либо
два кварцевых клина, которые мо-
гут смещаться один относительно
другого (компенсатор Бабине), либо
кальцитовая пластина (толщиной
ОД мм), угол наклона которой по
отношению к лучу может задаваться
микрометрическим винтом (компен-
сатор Бирека). Обычные кварцевые
компенсаторы обеспечивают точ-
140
ность определения сдвига фаз
в 5 ммкм, компенсаторы Бирека —
2 ммкм, а прецизионные методы —
0,05 ммкм.
Простой способ измерения сдви-
га фаз заключается в том, что спай
помещается под углом 45° к плоско-
сти поляризации между призмами
Николя, а тонкий кварцевый клин
/с углом при вершине примерно 1/4°)
помещается между спаем и анали-
затором. В этом случае поле зрения
пересекается параллельными темны-
ми линиями, каждая из которых
представляет собой интегральный
ряд сдвига фаз для различных длин
волн в кварце. Внесение спая, сво-
бодного от напряжений, не меняет
расположения линий. Наличие же
в стекле внутренних напряжений вы-
зовет смещение линий, пропорцио-
нальное сдвигу фаз, вносимому стек-
лом. Линии сместятся к толстому
краю кварца при растягивающем
напряжении и к тонкому краю —
при напряжении сжатия в том слу-
чае, когда край клина параллелен
оптической оси. Если оптическая
ось параллельна боковой стороне
клина, то наблюдается обратная
картина. Калибровка устройства
проводится путем замены стеклян-
ного спая стеклянным стержнем, на-
ходящимся под нагрузкой.
Правильное измерение напряже-
ний может быть обеспечено при’
условии прохождения пучка поля-
ризованного света только через ме-
ста спая, имеющие примерно одина-
ковые величины и направления на-
пряжений. Действие напряжений на
поляризованный свет зависит от
суммы напряжений на пути поляри-
зованного света в толще стекла.
Возможен случай, когда сдвиг фаз,
возникающий при прохождении по-
ляризованного света через первую
половину стекла, компенсируется
прохождением второй половины, и
результирующий сдвиг фаз (для на-
блюдателя) равен нулю. Чтобы не
возникло такой ошибки, анализ на-
пряжений при точных измерениях
должен проводиться только на об-
разцах определенного профиля,
а при сравнительных измерениях —
на образцах любого, но одинакового
для всех образцов профиля.
Та блица 2-39А
Иммерсионные жидкости для анализа напряжений
Жидкость Коэффициент преломления Марка стекла фирмы Corning и его коэффициент преломления п (для X = 589»3 ммкм)
Этиловый спирт Четыреххлористый углерод 1,36 1,46 7060 (1,48); 7740 (1,47); 3320 (1,48); 7050(1,48); 7750(1,47)
Изоамилфталат 1,48 7070(1,47); кварц (1,458)
Бензол Ксилол 1,50 1,50 0080(1,51); 7720(1,49)
Хлорбензол Тетралин 1,52 1,55 0010(1,54); 0120(1,56); 0050(1,55)
Дисульфид углерода Монохлор-нафталин Монобром-нафталин 1,63 1,63 1,63 Тяжелые свинцовые стекла типа флинтглас (1,56—1,65)
В случае спаев стекло — стекло
образцы готовятся спайкой встык
(разд. 2, § 3-3) двух стержней (диа-
метром примерно 5—7 мм). Обре-
занные концы стержней шлифуются
в ’ направлении, перпендикулярном
их оси; пайка 'ведется так, чтобы
«натекание» одного стекла на дру-
гое было минимальным (т. е. .в сла-
бом пламени). Спай отжигают
(разд. 2, § 3-1) и проводят измере-
ние сдвига фаз, размещая стержень
так, чтобы его ось была располо-
жена под углом 45° к плоскости по-
ляризации (рис. 2-92).
Сечение Ь—Ь' соответствует пло-
скости пайки. Область а+ имеет
большее расширение, чем область
—. Из-за различия расширений
в области а+ появится растягиваю-
щее напряжение параллельно b—Ь'
и вблизи плоскости Р. С другой
Рис. 2-92. Образец спая
стекло—стекло для ана-
лиза напряжений (пайка
встык).
стороны плоскости Р аналогичным
образом возникнет напряжение сжа-
тие. Компенсатор ставится парал-
лельно b—Ь', поляризованный пу-
чок перпендикулярен плоскости ри-
сунка. Регулировкой компенсатора
компенсируется сдвиг фаз, получае-
мый на одной стороне Р. Из вели-
Рис. 2-93. Рекомендуемые формы и разме-
ры образцов «стекло—металл» для анализа
напряжений.
а — металлическая пластина, впаянная между
двумя стеклянными пластинами; б — проволока,
впаянная в стеклянную трубку; в — пайка встык
стеклянной и металлической пластин; г — метал-
лическая проволока, впаянная в стеклянное коль-
цо; д — стеклянное окно, впаянное в металличе-
ские кольцо.
141
чины сдвига фаз, определенной та-
ким способом, может быть рассчи-
тана величина внутреннего напря-
жения (рис. 2-91).
Анализ напряжений в спаях
стекло — металл дает больший эф-
фект, чем в спаях стекло — стекло.
Напряжения, возникающие в спае
стекло — металл, зависят от разли-
чия коэффициентов расширения
в диапазоне от комнатной темпера-
туры до температуры размягчения
стекла (разд. 2, § 3-d). Номиналь-
ные напряжения в спае стекло — ме-
талл можно рассчитать (разд. 2,
§ 4-1), однако реально возникающие
напряжения несколько отличаются
от расчетных из-за переменных
факторов, которые не могут быть
включены в расчет. Реальные напря-
жения можно определить только пу-
тем анализа. Для определения тем-
пературы размягчения стекла при
нагревании и охлаждении спая ис-
пользуется поляризованный свет.
Точкой размягчения называют ту
температуру, при которой внутрен-
ние напряжения исчезают (при на-
греве) или начинают появляться
(при охлаждении).
Рекомендуемые формы образцов
спая стекло — металл для анализа
напряжений показаны на рис. 2-93.
Наилучший вариант приведен в слу-
чае рис. 2-93,г, так как здесь легко
можно измерить напряжение как
в направлении а, так и в направле-
нии б.
Если форма спая такова, что по-
верхности не плоские и параллель-
ны одна другой, преломление света
должно быть устранено проведением
анализа в ячейке с плоскими сторо-
нами, в которую помещается обра-
зец и заливается жидкость, имею-
щая приблизительно такой же ко-
эффициент преломления, что и
стекло. В табл. 2-39А перечислены
жидкости, используемые в этих це-
лях.
Глава пятая
СТЕКЛОКЕРАМИЧЕСКИЕ И МЕТАЛЛОКЕРАМИЧЕСКИЕ СПАИ
5-1. ОСНОВЫ ОБРАЗОВАНИЯ СПАЕВ
И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ИХ ИЗГОТОВЛЕНИЯ
Стеклокерамические и металло-
керамические спаи основаны на об-
щем принципе: между двумя соеди-
няемыми материалами расположен
промежуточный соединительный
слой. Различные виды соединений
и технология их изготовления рас-
сматриваются в обширной литерату-
ре по этому вопросу.
Принципы пайки. Соединение яв-
ляется результатом химического и
физического взаимодействия в очень
тонкой поверхности раздела между
керамикой и металлом или керами-
кой и стеклом, применяемым в каче-
стве промежуточного материала
между керамикой и металлом. Раз-
работан ряд методов получения наи-
лучших соединений в этих спаях;
эти методы сведены в табл. 2-41, где
даны ссылки и на разделы, в кото-
рых они описаны.
142
Для металлокерамических (как
и для стеклокерамических и стекло-
металлических) спаев необходимо
выбирать металлы, расширение ко-
торых близко к расширению кера-
мического слоя. Даже если керами-
ка и металл подобраны таким об-
разом, что их коэффициенты рас-
ширения соответствуют друг другу
во всем рабочем диапазоне темпера-
тур процесса спаивания, различная
теплоемкость металла и керамики
делает практически невозможным
получение надежных спаев. По этой
причине даже при соответствии ко-
эффициентов теплового расширения
необходимо учитывать следующие
факторы (табл. 2-40 и рис. 2-94):
1) Керамический слой должен
быть достаточно толстым, чтобы вы-
держивать напряжения и механиче-
ские воздействия.
2) Рекомендуется применять
мягкие, ковкие металлы, которые не
могут вызывать напряжений, превы-
Та блица 2-40
Виды керамики, применяемые для спаев со стеклом и металлом
Керамика а (10“7/*С) Сопротивление, кгс/мм' Температура, ®С । Плотность г/см3 Коэффициент теплопроводности, кал/сМ'Сек-°С, Образует согласованный спай
разрыву 1 о изгибу нормаль- ная размягче- ния со стеклом1 с металлом^}
Форстерит Альсимаг 243 (25—700* С) 112 7 60 14 1 000 1 440 2,8 0,008 ВТНС22, С19 Fe, Ni (46—51% Ni);
Фреквента М (20—8С0’ С) 106 4 85 11 1 100 — 2,8 0,006 GEC RL16, Х4, В8 Fe, Cr (16% Cr)
' Розальт 7 (20—1 000° С) 90 5 90 15 — 1 400 2,7 0,006 Fe, Fe, Ni, Cr
Форстерит 352 От 125 до 85 7 60 13 1 000 — 2,9 —
BN 3054 (20—400* С) 105 7 60 14 1 000 .— 3,0 0,008
Фрекентит S (20—700° С) 111 — 70 14 — — 2,9 —
Стеатит Альсимаг 196 (25—700° С) 86 7 63 14 1 000 1 440 2,6 0,006 GEC L1 Корнинг Fe, Ni (42—46% Ni)
Альманокс 13889 (25—700° С) 73 5 52 12 — 1 388 2,7 0,006 0010, 0080, Осрам (Fe, NiCo)
Стеатит (20—1 000° С) 90 5 88 13 — —- 2,7 0,006 562м, 850, 584
Калит (20—1 000° С) 85 5 95 15 — 1 470 2,7 0,006 Иена 2954, 16 III
Стеатит (20—700 °C) 85 5 85 13 — — 2,6 —
Глинозем Альсимаг 576 А12О8(85%) (25—700° С) 75 14 98 28 1 140 1 440 3,4 0,040 Ni; FeNi
АД-85 (85%) (25—1000 ° С) 79 12 140 — 1 400 — — 0,034 (Fe. Ni, Co)
Стемаг А16 (90%) (20—800° С) 85 15 170 — 1 400 — 3,5 0,010
Альманокс 4462 (94%) (25—700° С) 73 11 131 25 1500 1920 3,5 0,018
Альсимаг 614 (96%) (25—700° С) 79 18 280 54 1 550 1 650 3,7 0,045
Атьсимаг 652 (98%) (25—700° С) 80 18 294 44 1 000 1 700 3,8 0,045
АД-99 (99%) (25—1 000* С) 92 — 220 — 1 725 — — 0,070
Дегуссит 23 (99,5%) (0—1 000° С) 83 26 300 — 1900 2 030 3,8 0,012
Циркон Альсимаг 475 (25—700° С) 41 8 70 13 1 100 1 440 3,7 0,012 Мо, спай со стеклом Молибцен, ковар
Альманокс 3569 (25—700° С) 45 5 44 12 1 550 3,1 0,007 Корнинг 3320, 7050
ZI-4 (25—1 000* С) 57 55 1 300 0,010 GEC Wl; BI H С40
Цирконовый фарфор (20—1 000° С) 52 5 80 11 — 1500 3,0 — С9; Осрам 394в, 3891
Алюмоси- Хартпорселлан (20—700°'С) 38 3 42 8 1 100 — 2,5 0,004
ликаты Фарфор (20—700® С) 39 3 50 8 — — 2,4 —
1 Полное название сокращений дано в табл. 2-10, 2-29.
8 См. табл. 2-33.
Рис. 2-94. Тепловое расширение керамики.
шающих прочность керамического
компонента.
3) Коэффициент расширения
сложного соединительного слоя дол-
жен быть ближе к коэффициенту
расширения керамики, особенно
когда металл впаивается внутрь ке-
рамической детали.
4) Металлический слой, соединя-
ющий керамику с керамикой, дол-
жен быть достаточно тонким для то-
го, чтобы обеспечить эластичность
соединения.
Материалы, используемые для
изготовления металлокерамических
спаев. Словом «керамика» обычно
называют неорганические материа-
лы, форма и жесткость которых до-
стигается посредством отжига при
высокой температуре. Керамические
материалы, применяемые в вакуум-
ноплотных спаях (со стеклом или
металлом), представляют собой не-
сколько небольших групп из этой
большой семьи, а именно керамику,
имеющую в своей основе алюмоси-
ликаты, силикаты марганца или чи-
стые окислы. Эти виды керамики
перечислены в табл. 2-40 вместе
с характеристиками, имеющими от-
ношение к спаям.
Керамика обычно применяется
в таких спаях, в которых ее свой-
ства лучше соответствуют рабочим
условиям, чем свойства стекла. Эти-
144
ми свойствами керамики являются
высокое электрическое сопротивле-
ние и малый тангенс угла потерь
(разд. 4, § 1-1), механическая проч-
ность и низкая упругость паров при
высоких температурах, спекаемость,
стабильность геометрических форм
и точность их размеров. Кроме того,
керамика не требует специального
отжига. Керамика больше, чем ме-
талл, подвержена повреждениям,
вызываемым радиацией, но высоко-
температурный отжиг позволяет
устранить эти повреждения, и
в большинстве случаев наблюдается
полное восстановление исходных
свойств. Пористая керамика, при-
меняемая в качестве калиброванных
течей, рассматривается в разд. 6,
§ 1-4.
Обычно керамические детали
требуемой формы и* размеров при-
обретаются /в готовом виде, но в слу-
чае необходимости размеры керами-
ки могут быть доведены шлифовкой
[Л. 86] с точностью до 5 мкм; с по-
мощью алмазных резцов на керами-
ческих деталях может быть даже
сделана внутренняя или наружная
резьба.
Для того чтобы на керамике об-
разовался соединительный слой
с высокой адгезией, ее поверхность
должна быть абсолютно чистой.
Поскольку обычно неизвестно, какие
именно вещества загрязняют по-
верхность, один специфический ме-
тод очистки может быть недостаточ-
ным. Как правило, нужная степень
очистки достигается путем прогрева
керамики на воздухе при температу-
ре 800—<1000°С. Для очистки кера-
мики может быть также использо
ван щелочной раствор (разд. 2
§ 2-3), после чего ее следует погру-
зить в слабый раствор азотной кис-
лоты на 2—5 мин. Хромовая кисло-
та или другие растворы, применяе-
мые для очистки стекла, также мо-
гут дать удовлетворительные ре-
зультаты (разд. 2, § 2-3).
Металлы, применяемые в метал-
локерамических спаях, должны
иметь точку плавления не выше, чем
точка плавления керамики, но зна-
чительно выше, чем точка плавления
соединительного материала (стекла,
глазури). Металлами и сплавами,
применяемыми в металлокерамиче-
ских спаях, являются Mo, W, Та, Ti,
(Fe, Ni), (Fe, Cr), (Fe, Ni, Cr), (Fe,
Ni, Co), а также Си и Ni (табл.
2-40).
5-2. ТЕХНОЛОГИЯ СПАЙКИ
Различные технические средства,
применяемые для образования ме-
таллокерамических спаев, сведены
в табл. 2-41.
Стеклокерамические и металло-
стеклокерамические спаи. Стеклоке-
рамические спаи применяются для
подсоединения керамических дета-
лей к стеклу или к «металлическим
системам, использующим стекло
в качестве промежуточной части
между керамикой и металлом.
Стеклокерамические уп-
лотнения. Правила создания сте-
клокерамических спаев сходны с те-
ми, которые применяются при изго-
товлении спаев стекло — стекло, так
как оба материала имеют большое
сопротивление сжатию и гораздо
меньший предел прочности на раз-
рыв. Как и при спаях стекло—сте-
кло (разд. 2, § 3-1), вакуумноплот-
ная пайка стекла с керамикой воз-
можна только в том случае, если
разность их коэффициентов тепло-
вого расширения не превышает 10%;
в исключительных случаях этот пре-
дел может быть увеличен до 30%,
если стекло подвергается сжимаю-
щему усилию, а керамика — растя-
жению. Некоторые виды стекла, спо-
собные спаиваться с керамикой, пе-
речислены в табл. 2-40. Фарфор (на-
пример, типа инсулит) может быть
непосредственно припаян к пирексу
при диаметрах, трубок меньше
12 мм; при больших диаметрах при-
меняется промежуточная прокладка
из стекла нонекс. Вакуум'ноплотные
спаи между муллитовыми трубками
и стеклом пирекс могут быть достиг-
нуты с помощью промежуточного
кольца из стекла W)1 (GEC). Спаи
этого типа до 50 мм в диаметре мо-
гут быть сделаны с помощью газо-
вой горелки; при больших диамет-
рах применяются стеклодувные
станки. Спаи изготавливаются по-
средством подогрева конца туго-
плавкой муллитовой трубки до
красного каления при вращении ее
в сильном пламени, а затем путем
наложения на край трубки кольца
из стекла Wil, образуемого из стер-
жня диаметром 3 мм, После прижа-
тия этого кольца к керамической
трубке (во избежание образования
мельчайших отверстий) трубку из
пирекса присоединяют к стеклянно-
му кольцу. Керамическая трубка
удерживает тепло дольше, чем
стекло, поэтому во время охлажде-
ния стеклянная сторона должна про-
греваться в мягком пламени. При
Таблица 2-41
Методы изготовления металлокерамических спаев
Техника спаивания
Процесс
Керамика — стекло — металл
Глазированные спаи
Глазированные спаи с припоем
Спекаемый металл
Применение активных металлов (разд. 2,
§ 5-2)
Диффузионные спаи (разд. 2, § 5-2)
Порошковый переход
Спаи на основе гальванических покрытий
Прочие методы спаивания (при комнатной
температуре)
См. разд. 2, § 5-2
Глазурь (тонкий слой); стеклянный порошок;
разд. 2, § 5-2; разд. 3, § 5-2
Глазурь с солью металла; разд. 2, § 5-2
Процесс по сплавам молибден — марганец
(разд. 2, § 5-2)
Фарфор, покрытый платиной (разд. 2, § 5-2).
Спаи с окислами металлов
Гидридный процесс. Порошок Ti п Ni. Кар-
бидный процесс. Активный металл (массив-
ный). Активный металл (стержень). Спла-
вы активных металлов
Сжатые спаи. Прогреваемые сжатые спаи
См. разд. 2, § 5-2
Спаивание с помощью нанесения меди в
электролитной ванне
Г рафитовый и металлизированный слой
(разд. 2, § 5-2). Свинцовый спай (рис. 7-12)
10—228
145
крупногабаритных спаях, изготавли-
ваемых на станке, удобно применять
трубки из стекла W1 и делать сты-
ковые спаи.
Для того чтобы избежать рас-
пространения трещин, образуемых
при резке абразивным кругом,
большие муллитовые трубки лучше
всего распиливать проволокой из
нихрома с нанесенной на ее поверх-
ность карборундоглицериновой пас-
той.
Другой метод образования стек-
локерамических спаев состоит
в предварительном покрытии кера-
мической поверхности слоем стекла,
получаемым из суспензии стеклян-
ного порошка в воде или другой
жидкости. Эта суспензия наносится
на поверхность керамики и после
сушки расплавляется посредством
подогрева керамики в печи. Затем
стеклянная деталь соединяется
с этой предварительно покрытой
слоем стекла керамической поверх-
ностью. Если керамика не слишком
толста (примерно до 25 мм в диа-
метре), может быть применен на-
грев с помощью газовой горелки.
Однако напрев в печи всегда дает
более воспроизводимые результаты.
Керамические пластины не могут
быть спаяны с помощью одной лишь
газовой горелки. Для этой цели
всегда необходима печь.
На рис. 2-95 показаны типичные
формы стеклокерамических спаев.
Металле - глазурно-кера-
мические спаи. Металлокера-
мические спаи могут быть изготов-
Рис. 2-95. Стеклокерамические
спаи.
а — керамическая трубка, впаянная
в стеклянную трубку; б, в, г — кера-
мические пластины, припаянные
к стеклянным трубкам.
лены посредством применения спаи-
вающих стекол (разд. 3, § 5-2).
Для проведения этого процесса
необходимо иметь плотно прилегаю-
щие прошлифованные или полиро-
ванные поверхности как на стеклян-
ной, так и на керамических деталях.
Керамическая поверхность покры-
вается припоечным стеклом или
эмалью (обычно в виде суспензии
стеклянного порошка в органиче-
ском биндере). После нагрева кера-
мики биндер удаляется и глазиро-
ванное покрытие образует однород-
ный слой. Этот слой (толщиной око-
ло 0,2 мм) шлифуется до требуемых
размеров. Затем керамическую и
стеклянную части соединяют и об-
разованный таким образом замкну-
тый объем может быть откачан.
Спаивание производится в печи.
Сапфирово-стеклянные спаи мо-
гут быть изготовлены посредством
применения стеклянного порошка
или при непосредственном спаива-
нии в печи.
Металлокерамические спаи могут
быть изготовлены посредством при-
менения глазури, если приняты ме-
ры для получения регулируемого
окисления, способствующего образо-
ванию прочного соединения. Эти же
спаи могут быть изготовлены по-
средством применения слоя керами-
ческой эмали (толщиной 25—
50 мкм) между керамикой и метал-
лом, соединенными вместе посредст-
вом плотной посадки. Благодаря
своей малой толщине слой глазури
включается в металлокерамическую
структуру, и после окончания пай-
ки спай может быть нагрет до тем-
пературы, превышающей температу-
ру плавления глазури.
Компромиссное решение между
процессами глазировки и металли-
зации состоит в обжиге на поверх-
ности керамики смеси подходящей
глазури и металлического порошка
(например, 2 части глазури и 8 ча-
стей порошка никеля), нанесенной
в виде суспензии в растворе нитро-
целлюлозы в этилацетате. Обжиг
производится в защитной атмосфере
(например, 15% водорода и 85%
азота).
Другой метод соединения метал-
ла с керамикой состоит в покрытии
146
керамического компонента пастой,
приготовленной из глазури с низкой
точкой плавления и соли золота, се-
ребра или платины. При нагревании
этой смеси на воздухе до 450—
600 °C глазурь плавится и смачивает
керамику. Драгоценный металл
всплывает на поверхность глазури и
образует сплошной проводящий
слой. Затем гальваническим мето-
дом на этот проводящий слой нано-
сится более толстый металлический
слой, к которому может быть при-
паяна металлическая деталь.
Металле - стекло -керами-
ческие спаи. Металлические
стержни из сплава (Fe, Ni, Со) впа-
иваются в керамические пластины
с помощью стекла, служащего про-
межуточным материалом. С этой
целью металлический стержень
(проволока) обматывается соответ-
ствующим стеклом (разд. 2, § 4-3),
а внутренняя поверхность отверстия
в керамике покрывается стеклом
в виде суспензии стеклянного по-
рошка (разд. 2, § 5-2). Стержень
с образованной на нем бусиной по-
мещается в покрытое стеклом отвер-
стие (рис. 2-96,а), и все устройство
прогревается в печи до тех пор, по-
ка стекло не размягчится и не спла-
вится. Для того чтобы строго ориен-
тировать стержни в уплотнении, ке-
рамическая пластина помещается вэ
время пайки в приспособление из ту-
гоплавкого материала с отверстия-
ми, в которые входят выступающие
концы стержней.
Тонкие, металлические пластины
могут быть впаяны в керамику та-
ким же образом (рис. 2-96,6).
Цилиндрические металлокерами-
ческие спаи могут быть изготовлены
с помощью видоизмененного метода
Рис. 2-96. Металло-стеклокерамические
спаи.
а — впаивание стержня: б — впаивание пла-
стины.
Рис. 2-97. Цилиндрические ме-
талло-стеклокерамические спаи.
а —с керамическим цилиндром; б —
с керамическим диском.
Хаускипера (разд. 2, § 4-4). С этой
целью тонкостенная (0,1 мм) медная
трубка плотно насаживается на ке-
рамическую трубку. Затем с помо-
щью стеклянного припоя края мед-
ной трубки припаиваются к керами-
ке (рис. 2-97,а). Таким же образом
металлическая трубка может быть
припаяна к керамическому диску
при использовании стекла в качест-
ве соединяющего материала (рис.
2-97,6).
Металлокерамические спеченные
спаи. Процесс пайки состоит в по-
крытии керамики слоем молибдено-
вого порошка с’добавкой небольшо-
го количества марганца (железа
или_ титана) и последующем спека-
нии при высокой температуре. По-
сле покрытия слоем никеля или ме-
ди керамическая деталь готова для
спаивания с металлом (разд. 2, § 2-2
и 5-3). Последовательность различ-
ных слоев в металло-керамическом
Рис. 2-98. Последовательность
спаев в металлокерамическом
спекаемом спае.
1 — металл; 2 — припой; 3 — ни-
кель; 4 — Мо+Мп; 5 — А12Оз+
+МпхОу; б —керамика.
10*
147
спае со спекаемым металлом пока-
зана на рис. 2-98.
По аналогии с изготовлением
спеченных спаев вольфрам — стекло
была разработана технология изго-
товления спеченных металлокерами-
ческих спаев. В качестве металла
может быть использован сплав мо-
либден— железо. Железный поро-
шок может быть заменен марганцо-
вым. Последний метод известен под
названием метода изготовления
активированного молибдено-марган-
цового спая.
При этой технологии (табл. 2-42)
покрытие изготавливается из сус-
пензии металлического порошка
(или смеси порошков) в биндере.
Порошки могут состоять только из
металлов, нерастворяющихся или
мало растворяющихся в соедини-
тельных сплавах (разд. 2, § 5-3) и
образующих прочное соединение
с керамикой. Применяемыми при
этом металлами являются молибден,
вольфрам, марганец, железо, хром,
медь, никель, рений. К металличе-
ским порошкам иногда добавляют
небольшое количество окислов (на-
пример, окисел марганца), чтобы
облегчить процесс окисления, необ-
ходимый для образования соедине-
ния. Можно применить окисел мо-
либдена вместо молибденового по-
рошка либо смесь окислов молибде-
на и марганца (в соотношении
20:1).
Металлические порошки измель-
чаются до 3—10 мкм (средний раз-
мер частиц). Размер частиц не кри-
тичен, если он лежит в требуемых
пределах. Молибденовый порошок
(размер частиц 1—2 мкм) может
быть изготовлен из окиси молибде-
на, измельчаемой в течение 10 ч и
обжигаемой в сухом водороде при
температуре 550 °C в течение 56 ч,
а затем при 700 °C в течение 24 ч.
Жидкая фаза суспензии должна
удовлетворять следующим требова-
ниям:
вязкость жидкости должна быть
достаточно большой для того, чтобы
избежать осаждения частиц порош-
ка;
сухой осадок жидкости после вы-
сушивания должен быть весьма мал;
жидкость должна высыхать при
148
температуре, при которой ведется
процесс покрытия, и за время его
проведения.
В качестве жидкостей для изго-
товления суспензии применяются
ацетон, амилацетат, ксилол, бутил-
ацетат (табл. 2-42); пленкообразую-
щими веществами могут быть при
этом нитроцеллюлоза, метакрилаты,
глипталь. Значения упругости паров
применяемой жидкости позволяют
подбирать время, требуемое для
сушки, а соотношение компонентов
должно обеспечивать необходимую
вязкость суспензии для ее нанесения
кистью или пульверизатором.
Вязкость готовой суспензии дол-
жна составлять 13—18 пуаз.
Суспензия наносится на поверх-
ность керамики кистью или пульве-
ризатором, но может применяться
также и другой метод нанесения,
при котором используется металли-
зированная пластмассовая лента, со-
держащая порошкообразную смесь
(Мо, Мп) с полимером п-бутил-ме-
такрилата (6%) и сахароза-ацетат-
изобутиратом. Основой ленты явля-
ется полиэтиленовая пленка толщи-
ной 50 мкм. Металлизирующая лен-
та может быть наложена на кера-
мику после того, как она будет от-
делена от несущей основы пленки.
Она может быть также сначала на-
ложена на керамику, а затем осво-
бождена от несущей пленки. Суспен-
зии следует тщательно размешивать,
чтобы получать однородное распре-
деление твердых частиц в жидкости
(табл. 2-42).
Металлизируемые керамические
поверхности должны быть очень чи-
стыми, так как любые попавшие на
них частицы пыли или грязи могут
препятствовать образованию проч-
ного соединения. Необходима пред-
варительная очистка керамической
поверхности в растворе азотной кис-
лоты примерно в течение 1 мин,
а затем тщательная промывка.
Очень важной является толщина
покрытия, и ее следует измерять для
того, чтобы обнаружить места, где
она выше или ниже требуемой ве-
личины (табл. 2-42, 2-43). Необхо-
димо соблюдать как высокую рав-
номерность покрытия, так и значе-
ние его толщины. При заданных
Спеченные металло-керамические Спаи
Таблица 2-42
Используемый материал Состав порошкообразной смеси Суспензионная жидкость Технология смешивания Покрытие Режим спекания Технология нанесения покрытия Припаивание Примеча- ния
Смесь мо- либден — марганец 160 г Мо (крупность зерна 200 жё>ш), 40 г Мп (150 меш), размер частиц 3— 100 мкм 50 см9 амилаце- тата, 50 см3 аце- тона, 100 см3 пи- роксилинового биндера Помол в шаровой мельнице (24 ч) Наносится кистью пли напыляется слой 25— 50 мкм 1 300—1 400° С, в водороде или диссоциированном аммиаке 15— 30 мин Слой Си и Ni или смеси Си—Ni об- жигается при 1 000° С в тече- ние 10 минь вос- становительной атмосфере Эвтектика Ag—Си Сила сцеп- ления 2,7— 6 кгс/мм2
Смесь мо- либден — железо 40 г Мо, 0,8 г Fe, размер частиц 5— 8 мкм 10 г раствора нитроцеллюлозы в амилацетате, 150 см3 разба- вите чя: 90 см3 ароматического лигроина, 9 см3 этилового(бу- лилового) спирта, 27 сж8 этил- ацетата (85— 88%), 24 см3 нормального бутилового аце- тата (83—92%) Наносится кистью слой 15—20 мкм (на стеатит) 1 250® С, 20 мин в смеси водород— азот (28:72) Наносится суспен- зия порошка Ni (частицы 4 мкм) до получения слоя толщиной 15 мкм, обжигает- ся при 1 100° С 15 мин во влажном вотороде Стыковой спай с коваром, покрытым медью (1,5 мг/см2), путем помещения между коваром и металлизированной керамикой проклад- ки Ag (25ж/сж) и прогреве до 1 000® С в течение 10 мин
40 г Мо, 1,6 г Fe, размер частиц 3 мкм 100 г раствора нитроцеллюло- зы: 10 г нитроцеллюлозы и 90 г эти л ацетата Толщина 25—50 мкм 1 400° С, 30 мин в смеси водород— азот (30:70) Наносится кистью 40 г порошка Ni, суспендированного в растворе 10 г нитроцеллюлозы в 90 г этилацетата; обжиг в Н2, 1 000® С, 15 мин — —
Смесь воль- фрам — же- лезо 90 г W, 10 г Fe, размер частиц 1— 4 мкм Раствор нитроцел- люлозы в этил- ацетате — — 1 340—1 350° С (циркон) 1 350—1 400° С (глинозем) 15—30 мин, в смеси водород— азот (15:85) — —
Продолжение табл, 2-12
Используемый материал Состав порошкообразной смеси Суспензионная жидкость Технология сме швания Покрытие Режим спекания Технология нанесения покрытия Припаивание Примеча- ния
Смесь воль- фрам — же- лезо 90 г W, 10 г Fe Может приме- няться, например, 2%-ный раствор шеллака в спир- те — — 1 400° С в водо- роде Поели зачистки проволочной щет- кой наносится слой Ni или Си Эвтектика Ag—Си —
Смесь мо— либден— марганец- железо 200 г Мо (400 меш), 40 г Мп (400 жш), 10 г Fe (восстанов- ленного в Н2), 2 г порошка SiO2, 2 г окиси кальция (200 меш) 55 си3 ацетона, 25 см3 метилэтил- кетона, 50 см3 этилового спирта, 45 см3 нитроцел- люлозного бинде- ра* Помол в шаровой мельнице (100 «) — Для керамики с высоким содержа- нием окиси алю мипия — — —
Активиро- ванная смесь молибден— марганец 176 г Мо (200 мет), 44 г Мп (200 мет), 9 г гидрида титана Такая же, как для молибдена — марганца—железа Как и выше Покрытие и отжиг в два слоя 1 525е С Наносится Ni до общей толщины 25 мкм Эвтектика Ag—Au припаивается к медным деталям Сопротив- ление раз- рыву около 6 кгс/мм2
Активиро- ванная смесь молибден— марганец— железо 200 г Мо (400 мет), 40 г Мп (400 меш), 10 г Fe (восстанов- ленное в Н2), 2 г порошка SiO2, 8 г порошка окиси алюминия (90 меш.), 8 г гидрида титана 160 см3 ацетона, 30 см3 метилэтил- кетона, 40 см3 этилового эфира, 40 см3 нитроцел- люлозного бинде- ра*, 20 см3 толуола То же Наносится кистью или напыляется 1 500° С, 30 мин или 1 250® С, 45 мин во влаж- ном водороде Наносится Ni 5—8 мкм Хороший спай с бескислородной медью (толщиной 0,25 мм) с по- мощью сплава (Ni, Си, Аи) или эвтектики Ag—Си —
Нитроцеллюлозный биндер: 40 г нитроцеллюлозы, 165 см9 толуола, 75 см3 этилового спирта, 60 см3 этилацетата.
размерах частиц (табл. 2-42) эти
пределы нельзя значительно изме-
нять. В табл. 2-43 показано влияние
толщины покрытия на силу сцепле-
ния металлизирующего слоя, его
однородность и способность к спаи-
ванию. Наиболее выгодные значе-
ния толщины лежат в пределах
между 20 и 60 мкм. В этом диапа-
зоне слой является достаточно тол-
стым для того, чтобы образовать хо-
рошие соединения, и нет избыточно-
го материала, который может осла-
бить сцепление и нарушить однород-
ность слоя. Сила сцепления спаев
спекаемого металла толщиной
50 мкм составляет 2,7 кгс/мм2 для
слоя Мо — Мп на обычной керами-
ке, обжигаемой в течение 30 мин
при 1 275 °C, и 4—6 кгс/мм2 для слоя
Мо — Мп на высокоглиноземистой
керамике (85% А1гО3) после обжи-
га в течение 50 мин при 1 525 °C.
Таблица 2-43
Свойства металлизированных покрытий
различной толщины
Толщина,
мкм
Сцепление
Однородность
Спаивае-
мость
8-20 20—60 Хорошее Отличное Хорошая Отличная Хорошая Отличная
60—75 Хорошее Хорошая Отличная
76-130 Плохое Неопределенная Хорошая
Если металлизирующий слой на-
носится на круглую керамическую
деталь, то рекомендуется, чтобы во
время нанесения металла кистью
или пульверизацией эта деталь вра-
щалась (скорость вращения пример-
но 200 об/мин). Покрытие должно
наноситься только на спаиваемые
поверхности. Некоторые примеры
металлизированных керамических
деталей различной формы показаны
на рис. 2-99.
Металлизирующее покрытие дол-
жно спекаться в защитной среде.
Обычно с этой целью применяется
водород или водородно-азотная
смесь (табл. 2-42). В технике, где
покрытие должно образовывать оки-
сел, применяемый газ должен быть
увлажнен. При молибденово-мар-
ганцевой технологии марганец дол-
жен быть окислен, .а молибден сво-
боден от окислов. С этой целью за-
Рис. 2-99. Металлизируемые керамические
детали.
а — цилиндр, металлизируемый с концов; б —
диск с металлизированным основанием; в — ци-
линдр с металлизируемой боковой поверхностью;
г — диск с металлизируемой боковой поверх-
ностью; д — сложная керамическая деталь с ме-
таллизируемыми боковыми поверхностями; е —
цилиндр с металлизируемыми конусными поверх-
ностями; ж — цилиндр, металлизируемый из-
нутри; з, и — керамические детали, металлизи-
руемые изнутри и снаружи.
щитный газ должен быть насыщен
водяным паром при 40—60 °C.
Если применяется_ сильдкьвдосха»-
новительная атмосфера (т. е. сухой-
водород), некоторые .виды керамики
окра1Шиваются_из.-за.-ВОСС1ан£)аления
металлических „окислов,—содержа*
щйхся в керамике^ В результате вос-
ста-невления '6кйсей''желёза“Тглтг-ча-
стичного восстановления икиси-крем*
ния’ появляется чернота; коричнево-
красный цвет может быть вызван
марганцем. В таких случаях р.еко.-
мендуется применение влажного во-
дорода. Некоторые технологи реко-
мендуют применять среду диссоции-
рованного аммиака (табл. 2-42).
Температура спекания должна
быть достаточно высокой для того,
чтобы образовать достаточно проч-
ный и вакуумноплотный спай между
металлом и керамикой. Эта темпе-
ратура обычно находится в преде-
лах между 1 100—1 700 °C в зависи-
мости от вида керамики и металли-
зирующего состава. Оптимальный
диапазон температур находится
между 1400 и 1000 °C (см. табл.
2-42). Для понижения температуры
спекания [Л. 87] рекомендуется до-
бавление карбонатов или аксалатов
151
щелочных или щелочноземельных
металлов, фторосиликатов (Na2SiF6)
или фторобериллатов натрия
(Na2BeF4). Эти материалы лучше
всего подходят для керамик с высо-
ким содержанием окиси алюминия
из-за высоких температур спекания,
необходимых для этих керамик.
С той же целью иногда добавляется
стеклянный порошок боросиликатно-
го стекла. Добавляемое количество
этих материалов должно быть не
настолько большим, чтобы изменить
металлический характер смеси, но
должно быть достаточным для того,
чтобы снизить температуру спекания
до требуемого низкого уровня.
Время спекания должно быть до-
статочно длительным для того, что-
бы произошла необходимая диффу-
зия соединяющего металла в кера-
мику, но не настолько длительным,
чтобы допустить окисление молиб-
дена. Время спекания колеблется
между 10 и 60 мин (табл. 2-42).
После спекания керамику обыч-
но покрывают никелем или медно-
никелевым сплавом (табл. 2-42), за-
тем к этому покрытию припаивают
металлическую деталь (разд. 2,
§2-2 и 5-3).
Технология пайки активными ме-
таллами. Процесс пайки «активным
металлом или сплавом» (известный
также под названием «метод хими-
чески активного металла») состоит
в применении сплава-^припоя, содер-
жащего химически активный металл
(например, титан или цирконий),
который, будучи расплавленным,
смачивает керамику. Активность ти-
тана и циркония основана на том,
что в известных условиях эти метал-
лы могут восстанавливать окислы,
содержащиеся в керамике, образуя
таким образом прочное титаново-
керамическое (или циркониево-ке-
рамическое) соединение. С другой
стороны, титан (или цирконий) об-
разует устойчивые сплавы с некото-
рыми применяемыми для спайки
Материалами и сплавами и может
быть соединен с металлом посредст-
вом пайки. Существует несколько
методов соединения активного ме-
талла с припоем: нанесение на ке-
рамику пленки гидрида металла;
применение порошкообразной смеси
1-2
из титана и никеля; применение сме-
си порошков карбидов; использова-
ние твердого припоя—стержня
с сердечником из химически актив-
ного металла; использование про-
кладок из активных металлов; ис-
пользование прокладок из сплавов
активного металла.
Во время прогрева в инертной
атмосфере или в вакууме припой
расплавляется, соединяется с актив-
ным металлом и образует сплав, ко-
торый смачивает керамику, созда-
вая прочное соединение между ке-
рамикой и металлом. Основное пре-
имущество пайки активным метал-
лом состоит в том, что при этом не-
обходима только одна операция спе-
кания.
Гидридная технология
состоит в покрытии керамики гид-
ридом активного металла (в виде
суспензии) и соединении ее с ме-
таллической деталью, к которой ода
должна быть припаяна вместе с ме-
таллом припоя. После этого вся
конструкция нагревается до темпе-
ратуры плавления припоя. В про-
цессе пайки образуется прочное ва-
куумноплотное соединение между
керамикой и припоем.
Этот метод применялся для при-
паивания сапфирового окошка к ци-
линдру из (Fe, Ni) (разд. 7, гл. 2).
Этот же процесс применялся для
кристаллов кварца, спаянных со
сплавом (Pb, Zn, Си) с соотношени-
ем компонентов 97 : 97 : 6.
Для этого процесса используют-
ся гидриды титана и циркония. Гид-
риды применяются в виде порошков
с размерами частиц 7—10 мкм.
Прочность соединения сильно зави-
сит от чистоты гидридов. Суспензию
порошка готовят на растворе нитро-
целлюлозы в амилацетате или на
основе других жидкостей (например,
раствора метилметакрилата).
Суспензию можно наносить на
керамику кистью или пульверизаци-
ей. Если нужно соединить две кера-
мические детали, суспензией следует
покрыть обе соединяемые поверхно-
сти. Толщина покрытия должна
быть примерно 25 мкм. В случае
гидридной технологии припой обла-
дает высокой текучестью при темпе-
ратуре образования сплавов, поэто-
му в процессе покрытия необходимо
обеспечить однородность толщины
наносимого слоя.
Поверх гидридного покрытия
должно быть нанесено еще одно по-
крытие, состоящее из серебряного
порошка, прокладки из серебра, ни-
келя, меди или серебряно-никелево-
го сплава. Керамический цилиндр
припаивается к сплаву никеля с же-
лезом (коваром или молибденом)
с помощью кольца из серебряной
проволоки, которое укладывается на
деталь, покрытую гидридом цирко-
ния; собранный узел прогревается
в вакууме. На цирконий накладыва-
лось кольцо (или прокладка) из се-
ребра; нагревом в вакууме до 485 9С
достигалось прочное соединение.
Этот же способ
лученйя вакуумноплотных соедине:
нйй "с алюминием. Для этого кера-
мика, покрытая слоём олова,Ппоме-
щадаеь-во втултд^^^^глюМ'Иниево.го
сплава; при нагреве в вакууме эта
втулка' расплавлялГась_ТЙ_1обр’азовь1-
вала сплав с оловянным покрытием.
ЗатемПвтулкЭ''‘Молта--быть-ггоедйнёна
с "массивной металлической деталью
с помощью пайки или дуговой свар-
ки в инертной среде.
к. Существует метод, при котором
гидрид титана смешивается с мед-
ным порошком в таких пропорциях,
чтобы получилась медно-титановая
эвтектика (74% меди и 26% тита-
на).
При нагреве в вакууме при тем-
пературе 925 °C образуется металли-
ческий слой, на который гальвани-
ческим методом наращивается до-
полнительный слой металла.
Детали, покрытые гидридом и
металлическим припоем, прижима-
ются одна к другой и нагреваются.
Этот процесс проводится в вакуум-
ных печах (давление ниже 2Х
Х10~5 мм рт. ст.) при температуре
900—1 000 °C в течение примерно
30 мин, после чего следует охлаж-
дение спеченных деталей в вакууме.
Конечная стадия охлаждения может
быть ускорена напуском в вакуум-
ную камеру газа, не обладающего
окислительными свойствами.
Рекомендуется прогрев от 500 до
1 080 °C в течение 10 мин и охлаж-
дение в вакууме в течение 30 мин.
При такой обработке гидрид дис-
социирует и получающийся в ре-
зультате этого чистый металл (ти-
тан) сплавляется с другим метал-
лом (серебром), одновременно реа-
гируя с керамикой. Получаемое та-
ким образом соединение крепче, чем
сама керамика: разрушающие испы-
тания всегда обнаруживают слой
керамики, прилипший к металлу.
Разложение гидрида титана, медА
ленное при температурах до 350° Cj
ускоряется в диапазоне 350—450° С,
а между 450 и 650° С происходит
почти полное разложение гидрида.
Для того чтобы вызвать разложе-
ние оставшегося гидрида титана,
требуется нагрев до 1 000° С. Выде-
ляющийся во время нагрева водо-
род находится в атомарном состоя-
нии и поэтому является химически
чрезвычайно активным. Присутствие
этого активного водорода весьма
благоприятно для очистки поверх-
ностей, что в свою очередь способ-
ствует улучшению пайки.
Таким образом, гидридная тех-
ника позволяет получать прочные
соединения, причем спекание ве-
дется одноступенчатым процессом
(в одну операцию) при температуре
плавления большинства видов ке-
рамики. При этом благодаря прове-
дению процесса пайки в вакууме
достигается лучшее обезгаживание,
и к керамике могут быть при-
паяны легкоокисляемые металлы
или сплавы.
При термообработке в водороде
медь и стекло поглощают большие
количества газа, который вспослед-
ствии выделяется, и получающиеся
при этом поры могут служить
источником малых течей. Пайка
в вакууме позволяет избежать этой
опасности.
Порошки активных ме-
таллов реже применяются для
образования спаев из-за чувстви-
тельности к влажности. С порош-
ками металлов труднее обращаться,
чем с их гидридами.
Технология образования спая
для смеси титана и никеля заклю-
чается в следующем. Порошкооб-
разная смесь титана и никеля (со-
отношение 35:65) напрессовывается
на проволочные вводы с помощью
153
молибденовых прокладок, покрытых
никелем и хромом. Затем эти вводы
помещались в отверстия керамиче-
ской пластины, причем прокладки
оставались на поверхности. При на-
греве (до 1 250° С в вакууме) спрес-
сованный порошок плавится, обра-
зуя вакуумноплотное соединение.
Перед употреблением порошкооб-
разной смеси (зерно 200—325 меш)
следует произвести ее отжиг и
обезгаживание.
При карбидных спаях
применяется смесь двух карбидов,
один из которых представляет со-
бой порошок карбида вольфрама
или молибдена, а другой — поро-
шок карбида активного металла
(например, титана). Порошки нахо-
дятся в смеси в следующей пропор-
ции: 9 частей инертного карбида
вольфрама или молибдена на 1 часть
активного карбида. Суспензия этой
порошкообразной смеси в органиче-
ской жидкости наносится на кера-
мику и прокаливается при 1 650° С
в водороде или в диссоциированном
аммиаке. При этом на поверхности
керамики образуется прочно сцеп-
ленный с ней слой, к которому мо-
жет быть припаян металл, напри-
мер сплав (Ni, Со, Fe).
Пайка с использованием
сердечника из активного
металла В этом методе приме-
няется стержень, внутренняя часть
которого, изготовленная из актив-
ного металла (Ti, Zr, Th, Hf), за-
ключена в оболочку из дуктильного
металла или сплава (разд. 2, § 2-2).
Металл оболочки должен иметь бо-
лее низкую точку плавления, чем
металл сердечника, и в расплавлен-
ном состоянии должен растворять
часть металла сердечника, образуя
сплав, смачивающий поверхность
керамики.
Для этого вида спаев приме-
няется титановый сердечник, покры-
тый никелем, медью или серебряно-
медной эвтектикой. Отношение веса
титановрго сердечника к весу ме-
талла оболочки поддерживается
в определенных пределах для того,
чтобы после плавления образовался
сплав требуемого состава, который
смачивает керамику. Количество ти-
тана должно составлять 6—8% веса
154
стержня. Если оболочка стержня со-
стоит из медно-серебряной эвтекти-
ки (78:28), то содержание титана
должно быть около 8—14%. Если
содержание титана ниже указанных
пределов, соединение может не
произойти, если оно выше — смачи-
вание будет избыточным, а это мо-
жет вызвать течи в спае. Для спаев
керамики с керамикой требуются
стержни с титановым сердечником,
вес которого составляет 3—5% веса
стержня.
Проволока с сердечником поме-
щается на поверхность керамики
или в специально предусмотренные
канавки. Проволока может быть
расплющена, но это увеличивает
опасность изменения однородности
оболочки вокруг титанового сердеч-
ника. В некоторых случаях исполь-
зуется титановая фольга (толщиной
50—100 мкм), расположенная меж-
ду двумя слоями фольги из сереб-
ряно-медной эвтектики (толщиной
250 мкм).
Метод пайки с применением сер-
дечников из активных металлов свя-
зан с затруднениями, возникающи-
ми также и при использовании ли-
стового активного металла, когда
затруднен контроль получающегося
сплава, так как эвтектика образует-
ся во время последующего нагрева.
Спаи с деталями из ком-
пактного (массивного) ак-
тивного металла представ-
ляют собой соединение пайкой
активного металла с керамикой. Ти-
тан и керамика скрепляются коль-
цами из припоя (никеля, меди, се-
ребра), и собранный узел нагре-
вается в вакууме. Припой плавится
и образует сплав с титаном; обра-
зовавшийся сплав смачивает кера-
мику и создает плотное и надежное
соединение. Для получения надеж-
ных спаев этим методом требуется
очень точная подгонка поверх-
ностей.
Тонкие листы никеля, меди или
серебра, помещаемые между спаи-
ваемыми частями, должны иметь
толщину около 10 мкм. Применяют-
ся также листы толщиной до
120 мкм- Эти листы зажимаются
между керамикой и титаном (зазор
менее 15 мкм). При нагреве всего
соединения в вакуумной печи до
температуры, превышающей при-
мерно на 70° эвтектическую точку
титанового сплава, образуется тре-
буемая эвтектика.
Эвтектическими температурными
точками сплавов являются: для (Ti,
Ag) 850° С; (Ti, Си) 875° С; (Ti, Ni)
955° С; (Ti, Fe) 1 080° С; (Ti, Мп)
1 185° С; эвтектика (Ag, Си) обра-
зует сплав с титаном при темпера-
туре, близкой к эвтектической точке
(779° С).
При этом не имеет значения, на-
ходится ли активный металл в виде
отдельного листа или входит в со-
став припаиваемой детали, а также
находится ли активный металл
в контакте с керамикой. Пайка
произойдет, как только металл
перейдет в жидкую фазу, в резуль-
тате чего он сможет легко войти
в контакт с керамикой и прореаги-
ровать с ней. Количество образуе-
мого сплава зависит от применяе-
мой металлической пары толщины
прокладки и температуры пайки.
Температура пайки составляет со-
ответственно 875—910° С для мед-
ных спаев с титановыми или цирко-
ниевыми прокладками и 940—
1050° С для деталей из титана и
циркония с прокладками из никеля
и железа.
Если поверх керамики поместить
лист циркония, затем лист никеля и
поверх них слой золота, на кото-
ром находится металлическая де-
таль, и нагреть весь узел в вакууме
или в защитной среде примерно до
1 000°С, то при 961°С образуется
никелево-циркониевая эвтектика,
а при 950° С никелево-золотая эвтек-
тика. Смесь этих сплавов образует
прочный спай между керамикой и
металлом.
Спаи со сплавами актив-
ных металлов. Применение за-
ранее изготовленных титановые
сплавов (сплав серебра с 5% ти-
тана, точка плавления 950° С) имеет
некоторые преимущества по сравне-
нию с другими методами. Пайка
может производиться при более низ-
ких температурах, что особенно
важно, когда применяются серебря-
но-титановые сплавы, так как это
уменьшает опасность испарения се-
ребра во время пайки. В то же
время благодаря более низким тем-
пературам пайки различие коэффи-
циентов расширения керамических
и металлических деталей оказывает
меньшее влияние на полученный
спай. Сплавы активных металлов
с благородными, например титан —
серебро (15:85) или цирконий —
серебро (15:85), особенно хорошо
смачивают высокоглиноземистую
керамику (табл. 2-40). При исполь-
зовании этих сплавов с глиноземи-
стой керамикой количество сплава
должно быть по возможности мини-
мальным из-за склонности сплава
растекаться по поверхности керами-
ки. При конструировании этих спаев
нужно принимать во внимание ка-
пиллярные явления. Достоинствами
этого процесса являются хорошая
воспроизводимость и простота.
Для пайки металлов с высоко-
глиноземистой керамикой приме-
няется сплав меди с титаном
(70:30). Пайка проводилась при
1050° С в течение 10 мин и дости-
галась сила сцепления 5 кгс/мм2.
Содержание титана в сплавах,
применяемых при этой технологии,
колеблется в пределах 5—30%.
При использовании сплавов с очень
высоким содержанием титана (на-
пример, 60%) получается очень сла-
бое соединение. Серебряно-медно-
титановый сплав тверд и хрупок,
поэтому он рекомендуется только
для металлокерамических спаев,
в которых обе детали близки по ко-
эффициентам расширения или в ко-
торых керамика подвергается только
сжатию.
В тех случаях, где спай не будет
подвергаться нагреву выше 250° С,
можно использовать титано-свин-
цовые сплавы (1,3—5% титана)
или серебряно-титано-оловянные
сплавы (соотношение компонентов
88:2:10), причем пайка обычно
проводится в среде водорода.
Напряженные (компрессионные) спаи.
Диффузия металла в керамику при высо-
ком давлении с нагревом или без него мо-
жет быть использована как метод пайки,
если спаиваемые детали достаточно проч-
ны для того, чтобы выдержать требуемые
давления.
О металлокерамических лезвийных
спаях см. разд. 3, § 8-5.
155
Рис. 2-100. Напряженные (компрес-
сионные) спаи.
а — внутренний спай; б — спай с дву-
сторонним сжатием (внутренне-наружный
спай); в — окошенный спай.
Цилиндры из высокоглиноземистых ке-
рамик диаметром до 50 см могут быть
спаяны со стальными трубами, внутренний
диаметр которых несколько меньше, чем
внешний диаметр керамики. С этой целью
концу керамических цилиндров придают ко-
ническую форму (рис. 2-100), а стальные
трубки покрывают медью. Обе трубки сжи-
маются вместе под большим давлением.
Для завершения процесса дайки необходи-
мо в течение 2 ч при 1 000 °C применять
давление 1,5—2,0 кгс!мм2.
Такую пайку обычно заканчивают в ва-
кууме или в среде 'нейтрального газа.
Этот метод может быть также приме-
нен для пайки металлизированных керами-
ческих деталей, если все соединение под-
вергнуть давлению при умеренных темпе-
ратурах.
На рис. 2-100,а показано напряженное
состояние, в котором спай сделан только
по внешнему периметру керамики. В этой
конструкции керамика находится в состоя-
нии сжатия, однако приложено также и
изгибающее усилие, имеющее растягиваю-
щую составляющую. Необходимый размер
участка контактирования 1С (рис. 2-100.а)
между керамикой и металлом находится из
соотношения
/с=0,38(^)0’5,
где а — средний радиус керамической труб-
ки; h — толщина ее стенки.
На рис. 2-100,6 показан коаксиальный
или «внутренне-внешний» спай. В этом спае
напряжения сбалансированы таким образом,
что керамика всегда подвержена сжатию.
На рис. 2-100,в показан сапфировый или
иной керамический окошечный спай. Этот
тип является разновидностью внешнего
спая, однако здесь опасно не изгибающее
усилие, а возможность коробления.
Из рис. 2-101,а видно, что внешний диа-
метр керамической детали больше, чем вну-
тренний диаметр металлической втулки.
Спай создается применением начального
усилия, направленного вдоль оси спаивае-
мых деталей, которое может достигать 20 т.
Заклинивание создает радиально направ-
ленную силу деформирующую метал-
лический и керамический цилиндры. В боль-
шинстве случаев деформация керамического
компонента составляет менее 0,1 мм в диа-
метре. Действие силы FR ограничено срав-
нительно малой площадью контакта вблизи
вершины конуса. Такая высокая концентра-
ция давления, вызванная посадкой во вре-
мя пайки, создает пластичность в дуктиль-
ном металлическом покрытии, благодаря
чему оно растекается вокруг керамики,
образуя вакуумноплотный спай (рис.
2-101,в).
Наибольшее усилие передает металл
керамике при комнатной температуре,
однако при нагреве спая до максимальной
температуры это усилие должно создать до-
статочное напряжение для обеспечения ва-
куумной плотности соединения в процессе
нагрева.
В [Л. 88] приводятся результаты испы
’тания нескольких сжатых спаев и утверж-
дается, что они являются достаточно герме-
тичными для применения в технике сверх-
высокого вакуума после Г5 термоциклов от
комнатной температуры то 450 °C. Испы-
туемые соединения были такого типа, как
показано на рис. 2-102. и состояли из инко-
нелевых наконечников, надвинутых на ко-
нические концы трубок из высокоглинозе
мистой керамики (152 мм в диаметре и
456 мм в длину). Инконелевые наконечники
подвергались термообработке для того, что-
бы они стали максимально прочными- за-
Рис. 2-101. Завершение напряженного спая.
а — деталь перед спаиванием; б — готовый спай; в — деталь спая; 1 — кера-
мика; 2 — металлическая трубка; 3 —эластичное металлическое покрытие
156
тем их изнутри покрывали слоем меди тол-
щиной 25—50 мкм. Посадка с натягом рас-
считывалась так, чтобы металл насаживае-
мой чашки находился в состоянии непо-
средственно за пределом упругости в тот
момент, когда чашка перемещается с кони-
ческой части керамики на цилиндрическую
(рис. 2-102). При создании такого соедине-
ния металла с керамикой диаметром 152 мм
требуется усилие около 15 тс.
Известна технология пайки алюминия”
к керамике, на которую предварительно на-
носится тонкая пленка водного раствора си-
ликата натрия; керамика затем подвергает-
ся сушке и отжигу при 1000—1 100 °C. При
температуре 530 °C создается напряженный
спай с металлическим алюминием при усло-
вии применения высоких местных давлений
по кромке алюминия, прижимаемой к кера-
мике. Удовлетворительные результаты по-
лучились только при очень тонком слое си-
ликата натрия; толстые слои приводят
к спаям с плохими механическими свой-
ствами.
Прочие виды керамико-металлических
спаев. Кроме спаев, описанных в предыду-
щих разделах, были разработаны некото-
рые другие методы пайки с применением
окислов, фольги из благородных металлов,
а также графитового и гальванического по-
крытий.
Сущность окисного спая заключается
в нанесении на керамическую деталь како-
го-либо окисла, например окиси (меди, и
получении тонкого соединительного слоя
чистого металла при нагреве окисла в вос-
становительной среде. Керамические дета-
ли /(стеатит, форстерит, циркон) могут быть
плотно спаяны с металлом с помощью сме-
си из порошков окиси серебра '(или сереб-
ра) и окиси меди ’(или меди) тонкого по-
мола. Смесь изготовляется в весовом отно-
шении Ag2O к Си2О от 10:1 до 20:1.
Спаиваемые детали должны быть покрыты
этой смесью, а затем все соединение нагре-
вается (на воздухе, в азоте или в вакууме)
до температуры свыше 945 °C.
Предложено также постепенно обога-
щать слои из металлического порошка ке-
рамическим порошком, пока не будут по-
лучены слои из чистой керамики. Этим спо-
собом может быть обеспечен постепенный
переход от металла к керамике.
Платиновая пленка из 10%-ного раство-
ра H^PtCle, нанесенная на фарфор и спе-
ченная с ним, может быть гальваническим
путем покрыта медью; после этого фарфор
можно припаять к металлическим деталям.
Рис. 2-102А. Спай, образованный
с помощью гальванизации.
Рекомендуется, однако, применять сереб-
ряное покрытие вместо медного, так как
медь легко отделяется от подложки.
Медь и другие металлы могут быть на-
несены гальванически на керамическую или
стеклянную поверхности, проводимость ко-
торых достигается за счет графитовой
пленки, нанесенной из аквадага на чистую
поверхность и отожженной при 200 °C в те-
чение 1 ч (на шероховатых поверхностях
адгезия выше).
Спай, изготовленный гальваническим
путем, состоит из предварительно металли-
зированных ’(покрытых медью) керамиче-
ских цилиндров, которые содержат диско-
вые электроды, вставленные между сты-
кующимися поверхностями. Все соединение
покрывается медью в электролитической
ванне i(b течение нескольких дней), где на-
носится слой, требуемый для вакуумноплот-
ного спая (минимальная толщина 0,2 мм).
Конец стеклянной трубки 1 (рис.2-1О2А)
покрывается серебряной краской 2. Затем
эта краска вжигается в трубку для созда-
ния прочного проводящего покрытия. Вос-
ковой вкладыш 3 вводится в покрытый ко-
нец трубки для того, чтобы создать (под-
держать) форму будущей соединительной
медной трубки. Этот вкладыш делают элек-
тропроводящим, покрыв его слоем 4 бы-
стросохнущей серебряной краски. Затем
гальванически на всю поверхность наносят
слой меди 5. После удаления воскового
вкладыша нагревом всего узла получают
вакуумноплотное соединение между стек-
лянной '(или керамической) трубкой и галь-
ванически созданной медной трубкой. По-
добная технология может быть использо-
вана при получении вакуумноплотных со-
единений между трубками из кварца и пи-
рекса, керамики и стекла '(или металла),
а также при изготовлении окошечных спаев
стекла для металлических камер.
5-3. ВОЗМОЖНОСТЬ ПАЙКИ
МЕТАЛЛОКЕРАМИЧЕСКИХ
УПЛОТНЕНИЙ
Поскольку общие характеристи-
ки технологии пайки для вакуум-
ных соединений рассматриваются
в разд. 2, § 2-2, здесь будут указа-
ны только специфические черты, ка-
сающиеся пайки металла с керами-
кой.
157
Таблица 2-44
Степень смачивания глиноземистой керамики различными металлами
и припоями (в гелий при давлений 100 мм рт. ст)
Металл или сплав припоя Темпера- тура, *С Металлизирующее покрытие керамики Контактный узел, градусы Время достиже- ния равно- весия, мин
Си 1085 (Мо, Ni), (Мо, Мп—Ni),(Mo, 0 1
Fe, Ni), (W, Ni), (W, Fe, Ni)
Си 1 120 (Mo, Mn) 0 4
Эвтектика (Ag—Си) 800 (Mo, Ni), (Mo, Mn—Ni), (Mo, 0 1
Fe, Ni), (W, Ni), (W, Fe, Ni)
Ag 980 To же 0 1
Эвтектика* (Аи—Ni) 950 To же 0 1
Эвтектика* (Аи—Ni) 1 000 Mo 0 18
Эвтектика* (Аи—Ni) 1 000 (Mo, Fe) 23 30
Ti (8%) (Ag—Си) 950 Неметаллизированная керамика 28 1
Ti (5%) (Ag—Си) 1050 Неметаллизированная керамика 30 20
Эвтектика (Аи—Ni) 1025 W 32 20
Эвтектика (Аи—Ni) — (W, Fe) 36 35
(Ti, Ni) 1 050 Неметаллизированная керамика 40 15
Эвтектика (Ag—Си) 920 (Mo, Mn) 48 15
Си 1 240 (W, Fe) 80 15
Эвтектика (Ag—Си) 1 000 Mo 86 20
Си 1 140 (W, Fe) 100 15
Си 1 125 Mo 118 10
Эвтектика (Ag—Си) 950 (W, Fe) 118 32
и 1 125 (Mo, Fe) 128 1
Эвтектика (Ag—Си) 935 (Mo, Fe) 128 30
Ag 1050 (Mo, Mn) 130 25
Ag или Си 1 000
1 100 Неметаллизированная керамика 140 3
Си 1 100 W 144 2
Ag 1 020 Mo 150 2
Эвтектика (Ag—Си) 950 W 152 10
Эвтектика* (Аи—Ni) 1050 (Mo, Mu) 152 3
Эвтектика (Ag—Си) 950 Неметаллизированная керамика 156 2
Эвтектика (Аи—Ni) 1000 Неметаллииированная керамика 156 2
Ag 1040 (W, Мо, Fe), (W, Fe) 156—160 2—10
й S * Под сплавом (Au—Ni), называемым здесь эвтектикой, подразумевается сплав (Au—Ni) с самой низкой
точкой плавления.
Основным требованием к припою
для металлокерамических спаев
является смачивание поверхностей
Рис. 2-103. Контакт-
ный угол.
а — смачивание: б — не-
смачивание.
спаиваемых компонентов. Если
имеется несколько припоев, смачи-
вающих поверхности спаиваемых
материалов, то при выборе припоя
следует принимать во внимание
температуру его плавления, его
стоимость и конфигурацию спая.
Степень смачивания жидкостью
поверхности твердого тела характе-
ризуется контактным углом 0 (рис.
2-103) для капли этой жидкости на
данной поверхности. Если контакт-
ный угол меньше 90°, считается, что
жидкость смачивает поверхность
(рис. 2-103,а); если этот угол боль-
ше 90°, жидкость считается несма-
чивающей (рис. 2-103,6). При абсо-
лютном смачивании контактный
угол равен нулю, а при полном не-
смачивании — 180°.
158
В табл. 2-44 перечислены кон-
тактные углы различных металли-
ческих и сплавных припоев, приме-
няемых в металлокерамических
спаях, непосредственно на глинозе-
мистой керамике или на этой кера-
мике, покрытой различными метал-
лизирующими слоями. Из таблицы
видно, что чистые керамические по-
верхности окиси алюминия смачи-
веются "только титаном (или други-
ми активными металлами); поверх^
настй' металлизированные (Г по-
мощью Мо, W, (Мо, МпУГСМЬ, Fe)
или (W, Fe) и покрытые никелем
(табл. 2-42), смачиваются как
медью и серебром, так и эвтек-
тиками (Ag—Си) или (Au—Ni).
Чистая медь смачивает поверхно-
сти, металлизированные сплавом
(Мо—Мп), тогда как эвтектика
(Au—’Ni) смачивает только поверх-
ности, металлизированные сплавом
(Мо—Мп).
5-4. КОНСТРУКЦИЯ
МЕТАЛЛОКЕРАМИЧЕСКИХ СПАЕВ
Металлокерамические спаи под-
разделяются на стыковые и цилин-
дрические (внутренние или внеш-
ние) спаи.
Стыковые спаи. Металлокерами-
ческие стыковые спаи в основном
используются там, где пространство
ограничено (например, спаи с дис-
ковыми переходами — рис. 2-104,в).
На рис. 2-104 показано несколько
разновидностей спаев. Для того что-
бы увеличить прочность стыковых
Рис. 2-104. Металлокерамические стыковые
спаи.
а — стержневой спай; б — цилиндрический спай;
в, г — дисковые спаи; д — окошечный спай; е —
эластичный спай.
Рис. 2-105. Цилиндри-
ческие металлокера-
мические наружные
спаи.
а — трубчатый спай; б —
металлический окошеч-
ный спай; в — керами-
ческий окошечный спай;
г — эластичный спай.
спаев, рекомендуется припаивать
керамические компоненты с обеих
сторон металла (рис. 2-104,в, г),
даже если второй керамический
компонент не имеет иной функции
в устройстве. Когда избыточные на-
пряжения недопустимы, стыковые
спаи делают на эластичных метал-
лических деталях (рис. 2-104,в, г).
Если нужно спаять массивные ме-
таллические детали с керамикой
или если различие коэффициентов
расширения металла и керамики
очень велико, приходится применять
промежуточный тонкий металличе-
ский слой (рис. 2-104,5, е).
Цилиндрические спаи. Внешние
цилиндрические спаи, т. е. спаи,
в которых металл находится снару-
жи керамики, применяются в основ-
ном в том случае, когда металл
имеет больший коэффициент рас-
ширения, чем керамика. При этих
условиях в керамической детали
возникает напряжение сжатия.
а) £/
0)
Рис. 2-106. Цилиндрические
металлокерамические внутрен-
ние спаи.
а — трубчатый спай; б — стержне-
вой спай; в — эластичный спай; г —
многостержневой спай.
159
Рис. 2-107. Сложные метал-
локерамические спаи.
а — коаксиальный цилиндриче-
ский спай; б — ступенчатый ци-
линдрический спай; в — эла-
стичный спай; г — электродный
спай.
На рисунке 2-105 показано не-
сколько типичных конструкций, при-
меняемых для пайки керамических
окон с металлическими цилиндрами
или металлических окон с керами-
ческими цилиндрами.
Для цилиндрических спаев, в ко-
торых металл находится внутри ке-
рамики, рекомендуется применять
металлы, имеющие более низкий
коэффициент расширения, чем ке-
рамика. Если в таких спаях исполь-
зуется металл с большим коэффи-
циентом расширения, то этот металл
стремится отделиться от керамики,
вызывая напряжение в промежуточ-
ном слое, ^то может привести к раз-
рыву керамики.
Стержневые спаи внутри кера-
мических пластин (рис. 2-106,6, г)
успешно изготавливаются на основе
молибдена, вольфрама, тантала и
титана. Если в керамические пла-
стины нужно впаять стержни из
других металлов, соединяемых с ке-
рамикой с помощью диска, следует
предпочесть стыковые спаи (рис.
2-104.Я).
Небольшие цилиндрические ме-
таллокерамические спаи могут иметь
простую форму (рис. 2-106,62), для
больших диаметров рекомендуется
эластичная конструкция, показан-
ная на рис. 2-106,в.
В случае комбинированных вну-
тренне-внешних цилиндрических
160
спаев (рис. 2-107) металл, помещае-
мый внутрь керамики, должен иметь
меньший коэффициент расширения,
чем керамика, а металл, помещае-
мый снаружи керамики, должен
обладать большим коэффициентом
расширения, чем керамика (табл.
2-40). Благодаря такому расположе-
нию керамическая деталь подвер-
жена лишь сжатию.
5-5. ИСПЫТАНИЯ СПАЕВ СТЕКЛО-
КЕРАМИКА—МЕТАЛЛ
Стеклокерамические спаи могут
быть испытаны в поляризованном
свете аналогично спаям металл —
стекло (разд. 2, § 4-5).
Стеклокерамические спаи могут
быть испытаны также с помощью
термоциклов три температурах 80—
100 °C с последующей проверкой по-
верхности стекла вблизи керамики.
Если коэффициент линейного рас-
ширения у стекла выше, чем у кера-
мики, напряжения в стекле будут
вызывать появление мелких трещин,
перпендикулярных плоскости спая;
трещины имеют вид сетки
(рис. 2-108,а). Если трещины вызва-
ны сжимающим усилием (коэффи-
циент линейного расширения кера-
мики выше), они обычно распо-
лагаются параллельно поверхно-
сти раздела стекла и керамики
(рис. 2-108,6).
К сожалению, оптический метод
для проверки металлокерамических
спаев не может быть применен. Эти
спаи могут быть проверены только
методами течеискания (разд. 1,
§ 3-3) во время на-грева или после
него.
Рис. 2 108. Трещины, возникаю-
щие в стеклокерамических спаях.
а — коэффициент теплового расшире-
ния стекла больше, чем коэффициент
керамики; б — коэффициент теплового
расширения стекла меньше, чем коэф-
фициент керамики.
Глава шестая
ЗАВАРКА И ОТПАЙКА
6-1 ЗАВАРКА ВАКУУМНЫХ ПРИБОРОВ
Операция заварки применяется
в электровакуумной технологии для
заключения смонтированной «нож-
ки» (разд. 4, § 2-2) или системы
электродов в оболочку (колбу). Для
этой цели обычно применяются за-
варка с отрывом «юбки» колбы и
стыковая заварка; недавно к этим*
способам прибавилась диффузион-
ная сварка.
Заварка с отрывом «юбки» колбы.
Собранные ножки электронных
ламп, электроннолучевых трубок
или других электровакуумных при-
боров впаиваются в баллоны (или
трубки) с помощью заварочных ма-
шин.
Ножка и баллон (ручным спо-
собом или автоматически) распола-
гаются в нужном положении по от-
ношению друг к другу, затем баллон
опускают на ножку (рис. 2-109,а)
или ножку поднимают внутрь кол-
бы. При непрерывном вращении
лампа с ножкой в сборке проходит
через серию горелок. Благодаря со-
ответствующему положению во вре-
мя прогрева и заварки, стекло бал-
лона нагревается сильнее, чем нож-
ка, поэтому стекло баллона (колбы)
должно быть тверже, чем стекло
прогреваемой части ножки; в то же
время оба стекла должны иметь
согласованные коэффициенты ли-
нейного расширения (разд. 2,
§ 3-1). Так как невозможно отрегу-
лировать пламя для каждой отдель-
ной ножки и баллона, необходимо,
чтобы детали имели постоянный со-
став стекла и размеры (табл. 2-12).
После того как шейка баллона до-
статочно размягчится благодаря
прогреву сначала в мягком
(рис. 2-109,6), а затем в постепенно
усиливающемся пламени вес избы-
точного стекла (или вес соединен-
ной с шейкой баллона «юбки») бу-
дет вызывать растягивание шейки
(рис. 2-109,г). Диаметр шейки
уменьшается до тех пор, пока бал-
лон не соединится со стенкой ножки
11—228
и не спаяется с ней. На следующем
этапе избыток стекла («юб-
ки») отрезается острым пламенем
(рис. 2-109,6) с поддувом воздуха
внутрь шейки. В некоторых случаях
спай образуется при последующей
операции с помощью поддува через
штенгель.
Стыковая заварка Этот способ
применяется для соединения дисков,
несущих вводы (см. разд. 4, § 2-5),
с баллонами или стеклянными труб-
ками. При стыковых заварках на
баллонах нет избыточного стекла и
диск располагается так, что его
край находится возле края баллона.
Диск вместе с краем баллона по-
следовательно заваривается за вре-
мя одного цикла заварочной маши-
ны (рис. 2-110). На рис. 2-110,6 по-
казано расположение деталей на
этой стадии; обычно предваритель-
ный прогрев достигается за время
нахождения баллона на позициях
машины. Спай создается посредст-
вом сильного пламени (рис. 2-110,в),
за которым следует более мягкое
пламя, позволяющее охладить спай
с требуемой скоростью, чтобы обес-
печить правильный отжиг (разд. 2,
§ 3-1).
Заварка со стыковым спаем мо-
жет быть также проведена при кос-
венном подогреве от металлических
или угольных колец, расположенных
вокруг баллона (разд. 2, § 4-2).
Рис. 2-109. Технология ножевых спаев.
а — опускание баллона над ножкой; б, в — про-
грев в мягком пламени; г — припаивание балло-
на к раскаленной ножке; д — срезание (сбрасы-
вание) избыточного стекла; е — запаянная лам-
па, готовая к откачке.
16Z
Рис. 2-110. Технология сжатого (компрес-
сионного) спая.
а — впаивание собранного диска в баллон; б —
предварительный прогрев вводов и края баллона;
в— спаивание в сильном пламени.
Тонкостенные стеклянные труб-
ки могут быть спаяны путем нагрева
нескол ьки ми радиально р а спо ло-
женными горелками (рис. 2-111,а).
Разогретые края сжимаются вместе,
образуя спай (рис. 2-111,6). Если
спай сразу слегка растянуть, полу-
чается соединение, то размерам не
отличающееся от остальной части
оболочки (рис. 2-111,в). Заварка
тем же методом двух толстостенных
звеньев (толщина стенки 5—6 мм)
не дает хорошего соединения, так
как из-за перепада температур по
обеим сторонам стенки изнутри об-
разуется рубец. Предложен также
метод спаивания с прогревом
Рис. 2-111. Стыковые спаи трубок.
а, б, в — с тонкими стенками; г—с тол-
стой стенкой (ненадежный спай); д — пер-
пендикулярный прогрев дня толстостенных
трубок (надежный спай).
горелками, пламя которых перпен-
дикулярно плоскости нагрева
(рис. 2-111,6).
При диффузионной сварке между
оптически .полированными стеклян-
ными поверхностями края стеклян-
ной трубки (баллона) и диска,
который должен быть спаян
с * ней, сферически полируются
(рис. 2-1 12а б). Полированные по-
верхности проверяются оптически
методом интерференционных полос.
Диск помещается на трубку (бал-
лон), как показано на рис. 2-112,в,
и баллон откачивается. Оптически
полированные края могут обеспе-
чить достаточно плотное соединение
для того, чтобы поддерживать ва-
куум примерно до 10~5 мм рт. ст.
Соединение -помещается в .печь и
нагревается до температуры ниже
температуры размягчения стекла
(прогрев при температуре 300—
400 °C примерно в течение 15 мин).
Спаиваемый край прогревается в те-
чение очень короткого времени
(примерно 30 сек) до более высокой
температуры от графитового кольца,
нагреваемого высокочастотной ин-
дукционной катушкой (рис. 2-112,в).
Рис. 2-112. Диффузионный спай.
а — полировка края диска; б — полировка края
трубки; в — процесс пайки; г — спаянный край;
1 — диск; 2 — трубка; 3 — оптически полирован-
ные контактные поверхности; 4—электрическая
печь i(200—400 °C); 5 — графитовое кольцо для
местного нагрева,- 6 — высокочастотная индук-
ционная катушка.
162
На этой стадии контактирующие по-
верхности (рис. 2-112,г) спаивают-
ся благодаря диффузии -молекул
одной детали в другую без необхо-
димости нагрева стекла до темпе-
ратуры размягчения.
Диффузионная сварка рекомен-
дуется в тех случаях, когда нагрев
может повредить какие-либо вну-
тренние части прибора.
В разд. 3, § 6-1 описан подобный
спай между двумя оптически 'поли-
рованными стеклянными фланцами,
но без применения какого-либо по-
догрева.
Припаивание диска к трубке мо-
жет быть также осуществлено с по-
мощью стеклянного припоя (разд. 3,
§ 5-2).
6-2. ОТПАЙКА СТЕКЛЯННЫХ
ШТЕНГЕЛЕЙ
Отпайка трубок малого диаметра.
Отпайка, т. е. отделение откачанных
приборов от откачной системы, осу-
ществляется посредством герметич-
ного перекрытия штенгеля, соеди-
няющего прибор с насосом.
Для стандартных стеклянных
приборов обычно применяются стек-
лянные* штенгели с малым внутрен-
ним диаметром (5—7 мм). Отпайка
таких штенгелей .производится с по-
мощью ручной горелки или автома-
тически — перекрестным пламенем
горелок откачных постов. Во время
отпайки нельзя избежать выделения
газов, вызываемого разложением
стекла (см. рис. 2-16) на прогревае-
мых участках, но количество выде-
ляемого газа может быть уменьше-
но до минимума, благодаря пра-
вильному завершению процесса от-
пайки.
Для создания прочного и вакуумно-
плотного спая и уменьшения газовыделения
необходимо соблюдать следующие правила:
1) ’Сужение .(перетяжка) на штенгеле
должно иметь такую форму, как показано
на рис. 2-113,а, т. е. быть удлиненным и
иметь толстые стенки. Тонкостенных или
резких сужений следует избегать. Сужение
с очень (малым отверстием сильно умень-
шает скорость откачки.
2) Рекомендуется предварительно про*
тревать штенгель вдоль всего участка, где
производится спай и откачивать выделяю-
щиеся при этом газы до запаивания при-
бора.
*11
Рис. 2-113. Запаивание стеклянных штен-
гелей.
а — правильная форма (длинное толстостенное
сужение); б — неправильная форма (короткое
тонкостенное сужение); в—правильно выполнен-
ный спай; г — неправильно выполненный спай.
3) Для правильного запаивания (пере-
крытия штенгеля) прогрев должен начи-
наться от точки, ближайшей к вакуумному
прибору, и продолжаться по направлению
к насосу.
4) Последние стадии отпайки '(после
начала сплющивания штенгеля) должны
быть проведены быстро; это облегчается
растягиванием вдоль оси (в особенности,
если на штенгеле не была предусмотрена
перетяжка).
5) Для того чтобы получить закруглен-
ный конец отпаянного штенгеля {рис.
2-143,в), этот конец должен достаточно
долго находиться в пламени. Спаи, кончаю-
щиеся тонкими заостренными краями
(рис. 2-113,г), ненадежны, даже если после
отпайки они являются вакуумноплотными.
Отпайка трубок большого диаметра.
Обычные штенгели имеют проводимость
1—4 л) сек, т. е. очень малую по сравнению
со скоростью откачки диффузионных насо-
сов \(свыше 10 л!сек). Это снижает эффек-
тивность откачки в тех случаях, когда при-
бор должен быть откачан до высокого ва-
куума. Для улучшения эффективности
откачки нужен штенгель с большим вну-
тренним диаметром; однако -отпайку такого
штенгеля обычными методами провести не-
возможно. При попытках запайки стеклян-
ной трубки большого диаметра с помощью
горелок появляются трещины, вызванные
большим количеством стекла, которое во-
влекается в процесс отпайки.
Одним из методов увеличения эффек-
тивности откачки, по-видимому, является
применение двух или более штенгелей, рас-
положенных параллельно; этот метод обыч-
но связан с конструктивными затруднения-
ми и приводит к увеличению вероятности
натекания из-за большого количества за-
паиваемых точек.
В (Л. 44] описано несколько экспери-
ментов по запаиванию стеклянных штенге-
лей до 20 мм в диаметре с помощью ци-
линдрической нагревательной печи '(вну-
тренний диаметр 40 мм, длина 150 мм),
расположенной вокруг штенгеля. После за-
вершения процесса откачки печь разогре-
вается, штенгель размягчается и сплющи-
вается. После охлаждения печь убирается,
и сплющенная ((отпаянная) трубка отре-
зается от участка, соединяющего ее с откач-
163
Рис. 2-114. Инструмент для
отпаивания кварцевых штенге-
лей.
ной системой. Неудобство этого метода за-
ключается в том, что отпаиваемая часть
штенгеля должна быть длинной (до 1'50 мм),
а сплющиваемая часть при этом достигает
40 мм. Если штенгель -не прогревается на
большом протяжении (сплющенный участок
короткий), в спае образуются трещины и
течи. Для отпаивания кварцевых трубок
с большим внутренним диаметрам '(до
65 мм) рекомендуется применение метода
«расширяющейся кварцевой ампулы, запол-
ненной воздухом». Эта заглушка (ампула)
представляет собой кварцевую трубку
меньшего диаметра, чем отпаиваемая труб-
ка, запаянную с обоих концов; в ампуле
находится воздух при атмосферном давле-
нии. Ампула помещается внутрь кварцевой
трубки, которую нужно перепаять; при на-
греве последняя «проседает» на ампулу и
спаивается с ней. Преимущетво этого ме-
тода в том, что он дает весьма воспроиз-
водимые результаты, особенно, когда при-
Рис. 2-115. Запаивание холодным
способом.
меняются стеклянные трубки с калиброван-
ной толщиной стенок.
Отпайка кварцевых штенгелей. Для то-
го чтобы отпаять кварцевые штенгели, не-
обходимо сильное пламя (разд. 2, § 3-2).
Применим также процесс отпайки квар-
цевых штенгелей с помощью вольтовой ду-
ги. Дуга возбуждается между двумя уголь-
ными ‘стержнями от источника переменного
или постоянного тока; сопротивление раз-
рядной цепи регулируется таким образом,
чтобы падение напряжения на угольных
стержнях составляло около 60 в. Инстру-
мент для отпайки имеет форму щипцов, на
концах которых имеются фарфоровые труб-
ки А )(рис. 2-114), изолирующие угольные
стержни Б от металла щипцов. В фарфо-
ровую трубку входит медная втулка В
(внутренний диаметр около 8 мм), один ко-
нец которой снабжен фланцем, а другой
имеет резьбу и продольный разрез (для
образования цангового зажимного патро-
на). С помощью гайки Г эта медная втул-
ка плотно обжимает угольный стержень,
обеспечивая с ним надежный электрический
контакт, и укрепляется в фарфоре. Высту-
пающие из втулки концы угольных стерж-
ней поддерживаются пружинами Д. Ручки
щипцов разводятся стальной пружиной Е.
6-3. ОТПАЙКА МЕТАЛЛИЧЕСКИХ ТРУБ
Металлические баллоны (трубки) могут
быть герметизированы холодным способом
(разд. 2, § 2-1), пайкой твердым припоем
(разд. 2, § 2-2) или пайкой мягким припоем
(разд. 3, гл. 5).
Холодная герметизация. Этот способ
состоит в пережатии («откусывании») ме-
таллического штенгеля. С этой целью труб-
Рис. 2-115А. Стадии отпаивания с помощью перекусывающего инструмента.
164
ку сплющивают клещами (рис. 2-115) до
гех пор, пока две противоположные стенки
трубки не сомкнутся одна с другой
(разд. 2, § 2-1). Клещи приводятся в дей-
ствие с помощью гидравлического привода
или даже силой взрыва.
Этот способ может применяться для
штенгелей из бескислородной меди, ото-
жженного электролитического никеля и
ферроникеля <(в последнем случае с боль-
шими трудностями). Для надежной герме-
тизации внутренняя поверхность штенгеля
должна быть очень чистой, свободной от
грязи и окислов. При очистке трубки штен-
геля стальной стружкой или наждачной бу-
магой необходимо следить, чтобы в трубке
не оставалось никаких частиц, которые
могли бы препятствовать вакуумноплотно-
му пережатию («откусыванию»).
Герметизация холодным способом мо-
жет применяться для трубок диаметром
8—25 мм при толщине стенок 0,5—1,5 мм.
При герметизации трубок малого диа-
метра процесс может быть завершен за од-
ну операцию, но при больших диаметрах
рекомендуется сначала производить сплю-
щивание (рис. 2-115А, а, б), а затем «от-
кусывание» (рис. 2-115А, в, г). Для сплю-
щивания следует пользоваться тисками
с закругленными краями, толщина губок
которых составляет 0,5—1 диаметра штен-
геля. Ширина губок тисков должна быть
по крайней мере вдвое больше диаметра
штенгеля. При откусывании тиски должны
располагаться так, чтобы сплющенная труб-
ка не выступала за пределы губок тисков
по их ширине.
Во время перекрытия оба конца штен-
геля должны быть жестко закреплены.
Если один ' из концов не закреплен,
трубка может преждевременно обломиться
в месте пережима; при этом образует-
ся течь.
. Сплющивание и откусывание следует
проводить в одну операцию, не прерывая
ее и не начиная повторно.
Если на штенгеле имеется паяное сое-
динение, откусывание следует производить
не ближе, чем на расстоянии двух диамет-
Рис. 2-116. Запаивающий за-
твор.
Рис. 2-117. Запаивание с вставкой из твер-
дого припоя.
а — припой, помещенный в штенгель; б — отпаи-
вание; в — отпаянная лампа.
ров от паяного участка, создавая плавный
переход от круглой трубки к плоской пере-
жатой части.
Для защиты от коррозии, которая мо-
жет вызывать течи в отпаянном конце, по-
лезно залудить последний в расплавленном
олове. Для защиты от случайных повреж-
дений на запаянный конец штенгеля мож-
но надеть защитный колпачок, сделанный
например из поливинилхлорида.
Перекрытый конец штенгеля можно от-
крыть, зажав его между губками плоско-
губцев или тисков. Для этой цели специ-
ально сконструирован инструмент. Не реко-
мендуется делать новый холодный шов на
том же месте, где был раскрыт предыду-
щий.
Преимущества процесса холодной свар-
ки заключаются в том, что выделения га-
зов при этом не происходит и достигается
высокая прочность соединения.
Перекрытие с помощью затвора. Ваку-
умные объемы (сосуды) могут быть пере-
крыты с помощью дискового клапана. По-
скольку клапан должен быть закрыт в ва-
кууме, усилие на него должно передавать-
ся от перекрывающего вакуумного затвора.
Устройство такого затвора показано на
рис. 2-116 (см. также разд. 6, § 1-3). Пе-
рекрытие осуществляется вращением ручки
затвора, передающей усилие через раздво-
енную часть штока 1 на дискодержатель 2.
После перекрытия входного отверстия уп-
лотняющим диском 3 верхняя часть затво-
ра (шток и кожух) снимаются. Если нуж-
но вскрыть штенгель, вновь устанавливают
демонтированную часть затвора, откачива-
ют присоединенный объем затвора и подни-
мают клапан.
Рис. 2-118. Запаивание с помощью
легкоплавкого металла,
а — до запайки и б — после запайки.
165
Запаивание мягким припоем. Металли-
ческие штенгели могут быть запаяны путем
:жатия (сплющивания) легкоплавкой
вставки при одновременном ее нагреве
(рис. 2-177).
После перекрытия трубки вставку мож-
но отрезать. Нагрев помещенного в трубку
ирипоя может быть осуществлен пламенем
торелки или электроподогревом
Другой способ отпайки с применением
припоя основан на стекании расплавленного
припоя к тому месту, где он закрывает
трубку. Этот способ показан -на рис. 2-118.
Герметизирующий сплав помещается в
штенгель и во время откачки остается хо-
лодным. Для запайки припой расплавляют
путем подогрева трубки, сплав стекает в
нижнюю часть U-образной трубки и при
охлаждении герметизирует ее (рис. 2-118,6).
РАЗДЕЛ 3
ПОЛУРАЗБОРНЫЕ И РАЗБОРНЫЕ УПЛОТНЕНИЯ
Глава первая
УПЛОТНЕНИЯ НА ЗАМАЗКАХ И СМОЛАХ
Уплотнения этого типа рассма-
триваются в старых руководствах
по вакуумной технике. Позже за-
мазки во многих случаях были вы-
теснены такими веществами, как
эпоксидные смолы и эластомеры.
Однако они до сих пор еще находят
применение в отдельных случаях.
Уплотнения на замазках исполь-
зуют там, где отсутствует нагрев.
Оки пригодны для временного со-
единения деталей из металла, стек-
ла, кварца, керамики, а иногда да-
же из .пластмасс, а также для гер-
метизации электрических вводов и
для заделки течей. Если уплотнение
предназначено для длительной
эксплуатации, то использовать за-
мазки не рекомендуется.
1-1. ВАКУУМНЫЕ ЗАМАЗКИ
* Замазки (смолы) представляют собою
вещества, которые при нагреве становятся
пластичными, а при комнатной температуре
затвердевают; именно это свойство и ис-
пользуют для получения вакуумноплотных
соединений. Перечень и краткая характери-
стика замазок, пригодных для временной
герметизации приведены в табл. 3-1; там же
указаны области их применения, рабочие
температуры и растворители.
1-2. МЕТОДЫ ГЕРМЕТИЗАЦИИ
С ПОМОЩЬЮ ЗАМАЗОК (СМОЛ)
Хорошее вакуумное уплотнение
на смоле получают, оклеивая чи-
стые поверхности с помощью не-
большого количества смолы при до-
статочном нагреве.
Поверхности, подлежащие склей-
ке, следует тщательно очистить и
обезжирить в подходящем раствори-
теле (см. разд. 2, § 2-3 и 3-2). При
нанесении смолы поверхность долж-
на быть совершенно сухой, посколь-
ку и влажному материалу замазка
не прилипнет и уплотнение будет
негерметичным.
Сочленяемые детали нагревают
в пламени горелки или на горячей
плите до такой степени, чтобы пла-
вящаяся смола, растекаясь по по-
верхности, образовала мениск, фор-
ма которого показана на рис. 3-1,б.
Если наносить разогретую смолу
или замазку на холодную деталь
(рис. 3-1,а), то уплотнение получит-
ся ненадежным.
Когда поверхности контакта по-
крыты смолой, а детали еще горя-
чие, их сжимают, слегка потирая
одну о другую, чтобы выдавить пу-
зырьки воздуха. Собранному узлу
дают остыть.
При работе с замазкой не сле-
дует касаться ее руками. Обычно
смола продается в виде штабиков
слишком массивных для непосредст-
венного -использования. Такой шта-
бик вначале размягчают, аккуратно
перетягивают на палочки длиной
около 20 см и диаметром 3—6 мм.
Можно также применять подобие
специальной «масленки», выдавли-
вая из нее при легком нагреве нити
битума диаметром 2—3 мм. Инстру-
мент для нанесения замазок пред-
ставляет собой треугольную метал-
лическую лопаточку размером око-
ло 7 см, снабженную ручкой. С по-
мощью нагретой лопаточки смола
ы»
Рис. 3-1. Нагрев поверхности.
а — слабый нагрев поверхности при
использовании битумов и смол; б — до-
статочный нагрев поверхности.
167
Замазки
Наименование, марка Состав Температура, * •* размягчения •с рабочая (макси- мальная) Упругость паров при 25° С, мм р.п. ст.
Битум мягкий» красный Замазка Фарадея Замазка воско- канифоль- ная Цельвацен Шеллак Битум Цемент Хотинского Силстикс Битум WE-6 Пицеин Битум Битум белый Апиезон Q Вакопласт Апиезон W-40 (мягкий) Апиезон W-100 (промежу- точный) Апиезон W (твердый) Воск (5 вес. ч.), скипидар (1 вес. ч.), краситель Канифоль (5 вес. ч.), воск (1 вес. ч.), венецианский красный краситель (1 вес. ч.) Канифоль (1 вес. ч.), воск (1 вес. ч.) Жировые вещества, краситель Индийская смола, получаемая из древесины и насекомых,— смесь полиоксикислот и эфи- ров. Применяется в виде раствора в подогретом спирте* Шеллак, скипидар Шеллак и древесная смола Замазка*по типу цемента Хо- тинского Коричневое вещество на осно- ве шеллака Черное вещество на основе уг- леводородов из битумов, шеллака, каучука Твердые высокомолекулярные углеводороды, неорганиче- ский порошок, каучук Шеллак, смолы и термостойкие минералы Графит, продукты перегонки жировых веществ или пара- фина Аналогичен апиезону Q Черный битум в штабиках То же То же 55—60 (разжижение) 60—75 (разжижение при 75—95° С) 47 130 • 60—80 (разжижение при 100—125° С) 60—80 (разжижение при 100—125° С) 85—100 (разжижение при 95—150° С) 80 80—90 (разжижение при 90—105°С) 183 (каплеобразо- вание) ЮЗ (каплеобразо- вание) 45 (разжижение при 60° С) 45 55 85 (разжижение при 100е) 25 40 40 50—60 30 50 30 30 50 80 IO’» 5-Ю-® io-® 10-5 Ю-з 4-10“* (при —25° С Ы0-в; при 50° С 5-10-3) 10"* 10-« 10"* (при 70° С 2-10-*) 10“® (при 180° С 10-«) Как и W—40 IO"7 (10-« при 180е С)
• Чистый щеллак весьма хрупок и имеет тенденцию образовывать волосовые трещины. Поэтому его сме
стоит из шеллака (50 вес. ч.), древесного креозота (5 вес. ч.), скипидара (2 вес. ч.) и 83%-нэго нашатырного
•* При работе с цементом следует избегать плавления в пламени горелки: цемент Хотинского быстро > аз
168
Таблица 3-1
и битумы
Вещества, раство- Вещества, не растворяют ие Устойчивость (У) или неустойчивость (Н) уплотнителя Примечания
ряющие уплотнитель за время до 24 ч уплотнитель за время до 60 ч в кислотах в щелочах
Ацетон, спирт, бен- зол, хлороформ, эфир, скипидар, ксилол Ацетон, спирт, бен- зол, й>ир, ксилол Смесь четыреххлори- стого углерода со спиртом (1:1) Хлороформ, ацетон Ацетон, спирт, хло- роформ, эфир, бутил- фталат Ацетон, спирт, бен- зол, хлороформ, эфир, ксилол Ацетон, спирт, бен- зол, хлороформ, эфир, ксилол Этиловый спирт, ацетон Спирт Бензол, бензин, хлороформ, эфир, скипидар, ксилол Керосин, бензол, скипидар, разбавлен- ный спирт Ксилол Кснлол Ксилол (бензол, хлороформ) Вода Вода Бензол, скипи- дар, ксилол, вода, большинство масел Вода, масла Керосин, скипи- дар, вода Вода Бензол, толуол Ацетон, спирт, вода Ацетон, спирт (вода) Бензол, скипидар, ксилол, вода, боль- шинство масел Бензол, скипидар, ксилол, вода, боль- шинство масел (У)—к НС1, (Н)—к HNOa и H2SO4 Как шеллак У (Н)—к хромовой кислоте » (У)—к НС1, hno8 и хромовой кис- лоте; (Н)—к H2SO4 У (У)-к НС1, HNO3; (Н)—к HaSO4 (У) _ к раство- рам NaOH (Н)—к растворам КОН (У) (слегка обес- цвечивается) Н Н Н н У У У Слегка тверже, пластили- на. При окислении становится хрупким Свойства зависят от со- става Обладает хорошим сцеп- лением с холодным» металлическими поверх- ностями Вакуумный уплотнитель для соединения резины с металлом или стеклом Смола умеренной стой- кости. После растворе- ния или разрушения для герметизации непригод- на. При нагреве до 90* С (30 ч) или до 150* С (3 ч) полимеризуется с уве- личением жесткости Пластичен при медленных и хрупок при резких воз- действиях Стоек, но очень малопла- стичен. При комнатной температуре полимери- зуется через 6 месяцев1* Полимеризуются через 6 месяцев; удаляется с помощью хромовой кис- лоты Пригоден для соединения металлов, стекол. Устой- чив к вибрации; нехру- пок. Выпускается двух сортов. Разборку соеди- нений производят путем нагревания Для уплотнения на при- шлифованных соедине- ниях Обладает хорошим сцеп- лением со стеклом и металлами Имеет консистенцию пла- стилина; пригоден в ка- честве замазки при тече- искании Применяют там, где необ- ходимо, чтобы битум за- текал в соединение. Устойчив к вибрации, но не к нагреву] В случае узлов, подвер- женных вибрации, сле- дует опасаться растре- скивания Для высоковакуумных сое- динений, подверженных нагреву. Хрупок; раска- лывается при ударах
шивают с другими материалами. Легкоплавкая, клейкая и прочная смесь, допускающая разливку в Формы со-
спирта (1 вес. ч.). и *
лагается и остатки его удаляются с большим трудом.
169
Рис. 3-2. Способы соединения трубок,
в — торцевое; б — торцевое с муфтой; в —
телескопическое; г — конусное.
размягчается и стекает на то место,
к которому прижат конец лопа-
точки.
Замазку следует использовать
лишь как средство обеспечения гер-
метичности, но не механической
прочности узла. Сочленяемые дета-
ли поэтому должны быть прочно
скреплены одна с другой при помо-
щи иных конструктивных элементов.
Соединение труб может быть вы-
полнено торцевым (рис. 3-2,^, б),
телескопическим (рис. 3-2,в) или ко-
нусным (рис. 3-2,г). Чтобы получить
торцевое уплотнение, концы трубок
обматывают размягченной полоской
смолы (разогрев их предварительно
до необходимой температуры), а за-
тем формуют замазку, как показано
на рис. 3-2,а.
Если в месте сочленения труб
возможны легкие изгибающие
или иные механические напряже-
ния, лучше всего использовать
дополнительную муфту, уплотняя
ее относительно концов трубок
(рис. 3-2,6). Если сделать муфту из
резины (рис. 3-2,6), соединение мо-
жет быть гибким.
Две трубки разных диаметров
соединяют телескопическим образом
(рис. 3-2,в); когда разница в диа-
метрах чересчур велика, рекоменду-
ется применять переходники.
С помощью смол можно герметизиро-
зать непритертые конические сочленения,
заполняя их на половину длины со сторо-
ны атмосферы (рис. 3-2,г). При этом к эва-
куированному пространству обращен лишь
незначительный участок поверхности смо-
лы. Если же уплотняют притертые детали
(раздк 3, § 6-2), то замазка наносится толь-
ко по самому краю внешней части шлифа
с таким расчетом, чтобы она не затекала на
обработанные поверхности.
170
Рис. 3-3. Уплотнения между трубами,
фланцами и плитами.
а — внешнее; б — краевое, виг — с про-
кладкой (до и после герметизации); д —
канавочное; е — с выточкой.
Трубы, снабженные фланцами, а также
вакуумные колпаки уплотняют относитель-
но плиты (ил 1г другого фланца), как пока-
зано на рис. 3-3. Замазку наносят по внеш-
ней окружности фланца (рис. 3-3,а), зали-
вают ее между краями деталей (рис. 3-3,6)
или меж ту плитой и торцевой частью флан-
ца (рис. 3-3,г). В последнем случае на пли-
ту укладывают прокладку, что уменьшает
поверхность замазки, обращенную в вакуум,
и облегчает разборку соединения. Вокруг
прокладки размещают кольцо из смолы
(рис. 3-3,в); диаметр последнего (в сече-
нии) должен быть больше высоты проклад-
ки. Установив фланец, герметизируют со-
членение, прибегая к нагреву и легкому на-
жиму. При разборке поднимают фланец с
помощью специального инструмента.
Соединение трубы с фланцем можно
выполнить с помощью битума, залитого в
•кольцевую канавку (рис. 3-3,6) или в вы-
точку (рис. 3-3,е).
При разборном уплотнении электриче-
ских токоподводов (рис. 3-4,а) битум мо-
жет герметизировать изолятор 2 относи-
Рис. 3-4. Различ-
ные уплотнения
а и б — электриче-
ских вводов; в —
смотрового окна.
тельно стенки 1 камеры и электрод 3 отно-
сительно изолятора. Если использовать эле-
хМенты готовых компрессионных (см. разд. 2,
§ 4-4) или металлокерамических (разд. 2,
§ 5-4) вводов, то при наличии нарезки та-
кая деталь может быть ввернута в стенку
вакуумной камеры (рис. 3-4,6) и замазку
используют только для уплотнения резьбы.
Аналогичный метод применяется для
герметизации термопар (рис. 4-27,а).
С помощью смол можно уплотнять смот-
ровые окна (разд. 7, § 2-3). Как показано
на рис. 3-4,в, фланец 1 образует при этом
опору, а фланец 2 — крышку. При сборке
такого узла смолой покрывают оба фланца*
укладывают между ними стекло 3 и зажи-
мают его с помощью струбцин или другого
приспособления. Затем весь узел нагревают
до точки размягчения замазки (табл. 3-1).
Диаметр фланцев и количество уплотнителя
должны быть подобраны так, чтобы пери-
метр окна оказался полностью «залитым».
В соответствии с другим способом спер-
ва закрепляют стекло в нужном положении
и нагревают его, а лишь затем наносят би-
тум (по наружному краю); он затягивается
между стеклом и фланцами за счет капил-
лярных сил.
Глава вторая
УПЛОТНЕНИЯ НА ОСНОВЕ ЛАКОВ И ПЛАСТМАСС
2-1. НЕОБРАТИМЫЕ СВЯЗУЮЩИЕ
ВЕЩЕСТВА (ЛАКИ)
Эти вещества применяют как
для заделки тонких отверстий (пор),
так и для клеевых уплотнений. Ха-
рактеристики различных лаков при-
ведены в табл. 3-2.
При нанесении лака (например,
глифталевого) на поверхность не-
герметичной детали он затягивает-
ся в поры и по мере удаления лету-
чего растворителя закупоривает их,
образуя подобие «пробок». Однако
при нагреве детали эти пробки обу-
гливаются и изменяют состав стек-
ла, поэтому в дальнейшем могут
возникнуть определенные затрудне-
ния. Остатки лака затрудняют очи-
стку поверхностей металла под пай-
ку и сварку (Л. 65].
Лаки можно использовать для
герметизации конусных или резьбо-
вых соединений [Л. 89].
Недавно были разработаны так назы-
ваемые «анаэробные» связки [Л. 90]. По
свойствам и способу уплотнения они совер-
шенно отличны от обычных лаков. При ин-
тенсивном обдуве воздухом эти вещества
остаются жидкими, но при недостатке кис-
лорода затвердевают и отличаются при
этом очень низкой упругостью паров. Ана-
эробную связку приготовляют непосредст-
венно по мере надобности, смешивая два
ингредиента: около 96% жидкого мономера
с 4% отвердителя. Для достижения нужной
степени химической активности через смесь
в течение нескольких дней продувают воз-
дух. Активированный полимер сохраняют
при непрерывной аэрации и температурах
не свыше 20 °C (после охлаждения до тем-
пературы сухого льда аэрация не требует-
ся).
Готовую анаэробную связку наносят на
поверхность герметизируемой камеры с по-
мощью кисти; проникновение полимера в
тонкие поры облегчается при откачке ка-
меры. Предварительно следует очистить
стенки пор от масел, влаги и других загряз-
нений. Для этого недостаточно протереть
камеру чистым растворителем; лучше всего
нагреть ее до 300—500 °C. Полимер, про-
никший в поры, полностью затвердевает
в течение суток (при комнатной температу-
ре). Слабый подогрев ускоряет этот про-
цесс. Связка, находящаяся на поверхности,
остается, однако, влажной в течение не-
скольких недель, поскольку она подверже-
на воздействию кислорода воздуха. По
меньшей мер» в течение суток эту Жидкость
не следует вытирать, так как'она питает
поры и компенсирует примерно 10%-ную
усадку, которая происходит в процессе бес-
кислородной полимеризации. * *
Для заделки течей в металлических я
стеклянных системах предложено исполь-
зовать кремнийорганическую смолу марки
SR-82 (фирма General Electric, США).
Последняя выдерживает прогрев до 400 °C
и обладает очень низкой упругостью паров;
ее можно применять до давлений порядка
2 • 10-10 мм рт. ст.
В высоковакуумных уплотнениях
для криогенной техники использует-
ся так называемый локтайт
(Loctite). После очистки (обезжи-
ривания) соединяемых фланцев
этим веществом заполняют канавку
на одном из них (шириной 3 мм и
глубиной 0,05 мм). Другой фланец
имеет плоскую форму. Для склейки
детали приводят в контакт. При
одинаковом материале фланцев
уплотнения сохраняют герметич-
ность 'вплоть до температуры жидко-
го гелия. Если фланцы (сделаны из
металлов с различными коэффици-
ентами теплового расширения (на-
пример, из нержавеющей стали и
м-еди), то уплотнение удовлетвори-
тельно работает до температуры
171
Таблица 3-2
Необратимые связующие вещества * - ____________
Наименование Лак для уплотнений Лак глифталевый Уплотнитель Гельмитин Десмодур Связка анаэробная Уплотнитель поливинила- цетатный (PVA) Локтайт Уплотнитель каучуковый Уплотнитель из кремний- органической резины Состав Смесь полимеров (в растворе) Алкидная смола, полученная конденсацией фталевого анги- дрида и гликоля Полиэфир в смеси с отвердите- лем типа 600° С (отвердитель раздражает слизистые оболоч- ки) Эфир диизоциановой кислоты. Два раствора смешивают за 3 ч до употребления Полимер полигликольдиметакри- лата Поливинилацетат (1 вес. ч.), растворенный в толуоле (10 вес. ч.) или в ацетоне Раствор натурального каучука (1 вес. ч.) в бензоле (2вес.ч.) Кремнийорганическая резина марки RTV-102 Максимальная рабочая температура, °C От —20 до 80 100 100 ПО 65 От —40 до 150 70 От —60 до 150 Свойства < После высыхания нерастворим в маслах, керосине, воде Давление паров (мм рт. ст.): 10“6 при —25° С; 2-10-* при 25® С; W 10”’ при 70® С. Растворим в ацетоне, ксилоле или бензине. Нерастворим в минераль- ных маслах, спирте, воде * Растворим в хлористом метилене, метаноле, воде. Нерастворим в органических веществах. Проч- ность на разрыв 5 кгс/мм2 (при 25® С) Отвердевает при отсутствии кисло- рода (в вакууме) Упругость паров при 25° С 1 • 10”5 мм рт. ст. Растворим в трихлорэтилене. От- вердевает при отсутствии возду- ха Затвердевает на воздухе при ком- натной температуре; для полного отвердевания (в слое толщиной 3 мм) требуется 24 ч Примечания Обладает хорошей текучестью; смачивает большинство матери- алов, включая алюминий и плек- сиглас. Высыхает за 8 ч при ком- натной температуре; полимеризу- ется за 1—2 ч при 140° С Отвердевает за 1 ч при 180® С или за 15—20 ч при 20° С Для склейки стекла, металлов, ре- зины под давлением 3—4 ат\ отвердевает за 2 ч при 90— 130° С или °а 8—10 ч при ком- натной температуре Наносится на внешнюю сторону не- герметичных элементов После высушивания покрытая по- верхность прогревается при 150® С в течение 30 мин Для склейки металлов, стекла, ке- рамики: 4—12 ч при 25° С; 10 мин V'w 100° С; 5 мин при 180° С Для склейки шероховатых поверх- ностей . Опрессовывается после 8 ч сушки
жидкого азота. Разборку его (произ-
водят с помощью отвертки, встав-
ляемой между фланцами.
Для герметизации с помощью
локтайта электрических токоподво-
дов диаметр отверстия должен быть
приблизительно на 0,1 мм больше
диаметра проволоки.
2-2. УПЛОТНЕНИЯ НА ОСНОВЕ
ПЛАСТМАСС
Полиэтилен (см. табл. 2-14)
соединяют с металлом или стеклом
при нагреве ~ струей горячего
(200 °C) азота. Можно-также разо-
греть конец металлической, стеклян-
ной или керамической трубы при-
мерно до точки размягчения поли-
этилена и вставить этот конец в по-
лиэтиленовую трубу. Место контак-
та затем опрессовывают с помощью
холодного плоского инструмента.
При этом обеспечивается вакуумная
[плотность соединения.
Небольшие отверстия в полиэти-
леновых оболочках заделывают, рас-
плавляя новую порцию этого веще-
ства и прижимая ее к месту течи хо-
лодной лопаточкой.
Трубку из сарана (см. табл. 2-14),
нагретую до точки размягчения,
можно надеть на горячую металли-
ческую или стеклянную трубу
с* плотной посадкой. Для оконча-
тельной герметизации место контак-
та также подвергают горячей опрес-
совке, пользуясь горелкой или стру-
ей горячего воздуха. В случае ме-
таллических трубок для прогрева
пластика лучше использовать тепло-
проводность металла.
Некоторые пластики в форме
ленты применяют в качестве собст-
венно уплотняющего материала.
Так, например, при изготовлении те-
лескопического соединения полиэти-
леновой лентой обернули конец не-
большой трубы и вставили его
в трубу большего диаметра. После
нагрева места контакта примерно
до 120 °C (т. е. почти до точки плав-
ления полиэтилена) и его охлажде-
ния получился вакуумноплотный
спай. Выполняя эту операцию, сле-
дует держать трубы вертикально.
Кольцо из асбестового шнура, раз-
мещенное ниже места склейки, пре-
дотвращает вытекание полиэтилено-
вой массы.
Ленточные уплотнители на базе
полиэтилена рекомендуют для ва-
куумноплотного сочленения стеклян-
ных, металлических, резиновых, по-
лиэтиленовых и винипластовых
труб примерно равного диаметра и
даже для герметизации по более
сложному контуру. Если такие узлы
используют в течение длительного
времени, то на них следует нанести
защитное покрытие из шеллака
(табл. 3-1) или глифталевого лака
(табл. 3-2).
Высоковакуумное уплотнение
может быть выполнено на основе
пластмассовой электроизоляционной
ленты шириной 12 мм. Этой лентой
обвивали (с легким натягом) стек-
лянный колпак, стоящий на чистой
плите. Примерно половина ширины
ленты ложилась на плоскость пли-
ты, а половина—на вертикальную
стенку колпака. На концах витка
было сделано перекрытие шириной
25 мм. Место перекрытия и участки,
отстоящие от него еще на 12 мм
(в каждую сторону),, обильно по-
крывали цельваценовой смазкой
(см. табл. 3-1). Затем последнюю
на мгновение расплавляли миниа-
тюрной ручной горелкой и вновь да-
вали ей затвердеть. Создав внутри
колпака вакуум, обеспечивали хоро-
шее прилегание ленты и наносили
на нее тонкий слой сложного эфира
(масло для диффузионных насосов).
Масляная пленка перекрывала лен-
ту от колпака до плиты. Хорошо вы-
полненное уплотнение обеспечивало
вакуум до 10~10 мм рт. ст. Этот
успех отчасти обусловлен очень ма-
лым проникновением паров уплотни-
теля сквозь зазор между колпаком
и плитой. Перед подъемом колпака
ленту стягивали с помощью тонких
плоскогубцев.
Тефлон (табл. 2-14) не допу-
скаеТсоёдинения методами обычной
склейки. Тонкие (толщиной менее
0,1 мм) шПлоски___тефлона__можно
склеить только после такой обработ-
ки, когор^"обеспечйв^г1хтшиле^
ckqs тр а в л етае^гшвер^сноеш^^са
о б р аботка сводится К-^погружешне
тефлона в_рдствор мртя ллчческото
173
натрия в жидком безводном аммиа-
ке с последующей «закалкой» в хо-
лодной воде.
Фтороуглеводороды (тетрафтор-
этилен) можно, однако, сваривать
друг с другом, приводя их в контакт
при температуре около 370°С и дав-
лении 2—3 ат. В этих условиях те-
трафторэтилен (тефлон) выделяет
токсичные пары. Оптимальные ре-
зультаты получены при толщине ма-
териала около 1,5 мм, что обеспечи-
вает одновременно достаточную
прочность и относительно быстрый
нагрев. После сварки пластмассо-
вый узел следует отжечь в течение
2 ч для снятия напряжений. Темпе-
ратура отжига должна примерно на
30 °C превышать максимальную ра-
бочую температуру. Наиболее удов-
летворительными оказываются со-
единения «в замок», но при этом
следует избегать перекошенных кра-
ев, которые могут коробиться при
нагревании. Во вр^мя сварки следу-
ет тщательно контролировать задан-
ный режим; местное понижение тем-
пературы ведет к плохому сцепле-
нию материалов. Качество шва
можно улучшить, используя флюс,,
состоящий из 65 вес. ч. фторосодер-
жащ-его масла и 35 вес. ч. измель-
ченного тетрафторэтилена. Флюс
наносят на детали при температуре
около 65 °C.
Глава третья
УПЛОТНЕНИЯ НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ
Эпоксидные смолы, известные
также под названием эпоксиполиме-
ров, широко применяют в различных
отраслях промышленности для
склейки многих материалов. В по-
следнее время их все чаще вводят
в технику вакуумной герметизации.
3-1. ЭПОКСИДНЫЕ АДГЕЗИВЫ
Эпоксиполимеры поставляются
под различными фирменными назва-
ниями, например Araldite, Epon,
Epikote и др. Выбор смолы в каж-
дом конкретном случае зависит от
типа уплотнения, толщины клеюще-
го слоя и от возможности его нагре-
ва с целью полимеризации.
Для склейки одинаковых или не-
сколько отличающихся по коэффи-
циенту теплового расширения мате-
риалов более предпочтительны смо-
лы, затвердевающие при нагреве.
Для соединения материалов
с сильноразнящимися коэффициен-
тами теплового расширения (а так-
же «теплочувствительных») лучше
применять вещества, которые могут
полимеризоваться при комнатной
температуре (табл. 3-3).
Как материал для вакуумных
уплотнений эпоксидные смолы обла-
дают многими полезными физиче-
скими и химическими свойствами.
Обычно они очень стабильны. Их
нагревание не ведет к пробоям, дест-
рукции или заметному выделению
газов (Л. 73].
После отвердевания эпоксидные
смолы отличаются очень высокой
прочностью на сдвиг. Например,
в оптимальных условиях смола
аралдит CN502 может выдержать,
усилие, эквивалентное прочности на
разрыв в 5,6 кгс/мм2 и на сжатие-
12,6 кгс!мм2.
Все эпоксиды обладают хороши-
ми диэлектрическими свойствами:
при 20°C аралдит-I имеет диэлек-
трическую проницаемость, равную 6^
Рис. 3-5. Газовыделение из эпоксид-
ной смолы.
-------- при первой откачке; ---- по-
сле выдержки на воздухе;---------после
обезгаживания и последующей выдержки
на воздухе.
174
Таблица 3-3
Эпоксидные бМоЛы
Наименование смолы Тип отвер- дителя Количество отвердителя на 100 вес. ч. смолы, Рекомендуемая толщина клея- щего слоя, Время отвердевания, мин, при указанной температуре, °C Рекомендации по применению
вес. ч. мм 20 40 70 | 100 150 180
Аралдит-101 Аралдит-102 Аралдит-103 Аралдит-105 Аралдит-106 951 930 936 951 936 951 930 960 953 U 5-6 6-7 6,5 6-7 ,6 7-8 6-10 6—10 80 0,1-0,2 0.5 макс. 0,05—0,15 0,05-0,2 0,2-0,5 3 24 ч 24 ч 21 ч 36 ч 24 ч 24 ч 7 ч 14 ч 14 ч 3 ч 3 ч 2 ч 1 ч 10 60 60 10 20 20 10 5 5 10 10 Для склейки небольших металлических поверхностей Сравнительно термоустойчив Затвердевает лишь при 60е С (2,5 ч) Для склейки пористых материалов Затвердевает лишь при 60° С (2,5 ч) Для металлов, керамики, резины Допускает жесткое соединение на большой площади Для герметизации трещин Устойчив к вибрации
Аралдит-121 951 930 4—4,5 2,5-5 0,1—3 0,1-0,5 36 ч 36 ч 14 ч 14 ч 2 ч 2 ч 30 30 10 10 и Для склейки керамики и синтетических полимеров друг с другом и с металлами; для материалов термочув- ствительных и с малых! коэффициентом теплового рас- ширения
Аралдит-123 951 930 5.5-6 3-6 0,1-3 0,1-0,5 36 ч 14 ч 1 ч 15 5 3 Для металлов и керамики при большой площади уплот- нения
Аралдит-1 (натуральный) 1 часть (штабики) — 0,05-0,2 — — — — 3 ч 55 10 (при 200° С) Для цветных металлов и керамики
Аралдит VIII (натуральный) Паста — 0,05-0,5 — — — — 4 ч 1 ч 30 (при 200° С) Для уплотнения больших слабо подогнанных деталей
Эпон IX 1 часть (паста) — — — — — — — 90 Для склейки металла с металлом. Максимальная рабо- чая температура 150° С
Эпон-901 В-1 В-3 23 11 — 24 ч — — 1 ч ♦ — 1 ч Максимальная рабочая температура 120° С Максимальная рабочая температура 160° С Для металла,
Эпон-907 В 80 — 24 ч — 1 ч — — — Максимальная рабочая температура 80° С • стекла, резины, пластмасс
Эпон-929 1 часть (паста) — — — — — — 2 ч 15 (при 200° С) Максимальная рабочая температура 250° С
Эпоксид М 180 Версамид 140 Версамид 125 100 65-40 — — — 3 ч 2 ч — 20 10 — Для металлов Для металлов, резины, полимеров
Эпокс ид-190 Версамид 125 100-60 — 24 ч — 2 ч — 10 — Для металлов, резины, полимеров
Торсил — Доза равной дли- ны, из тюбика — 24 ч — 80 — — — Для склейки металлов, керамики, стекла и для заделки течей; пригоден при давлениях до 10’8 мм рт. ст при 100° С
Рис. 3-6. Сравнительное газовыделение из различных
материалов.
1 и 2 — нержавеющая сталь; 3 — холоднокатаная сталь; 4 —
алюминий; 5 — тефлон; 6 — конвасил-3; 7 — неопрен; 8—12 —
эпоксидные смолы марок: 828-0, 332-Z, 828-А, 1001-РА и
AF-31; 13 — конвасил-1; 14 — полиуретан; 15 — хайкор; 16 —
эпоксидная смола 828-V125.
и тангенс угла потерь 1 • 10 2 и 6Х
ХЮ-3 соответственно на частотах
1 кгц и 2 Мгц (см. разд. 4, гл. 1).
Эпоксидные смолы отличаются низкой
упругостью паров. В вакуумной камере с
уплотнениями на аралдите в результате не
очень длительной откачки были получены
давления до 10~6 мм рт. ст. Газовыделение
аралдита, измеренное через три часа после
начала откачки, составило при комнатной
температуре около 1 • 10-3 л-мкм рт. ст./
/сек* см2 (см. рис. 2-13). Результаты тща-
тельного анализа этого процесса представ-
лены на рис. 3-5. Они относятся к обычной
смоле эпон (Ероп-828), заполимеризованной
с отвердителем типа А. Образцы имели
форму цилиндра диаметром 11,1 мм и дли-
ной 102 мм. Количество выделяемого газа
для образца, прогретого в вакууме (23 ч
при 100 °C) и впоследствии подвергающего-
ся воздействию атмосферы (16 ч), несколь-
ко понижается. Это показывает, что мате-
риал обладает низкой упругостью паров и
сорбированные газы диффундируют из не-
го весьма медленно. Сравнение динамики
газовыделения для различных материалов
приведено также на рис. 3-6. Образцы 1—5
и 9—11 представляли собою цилиндры диа-
метром 12,7 мм и длиной 102 мм; 6, 7, 13
и /5—штабики размером 9,5X9,5X110 мм;
8 и 16 — цилиндры диаметром 11,1 мм и
длиной 102 мм; 12 — штабик 13,7Х8Х
Х91,8 мм и, наконец, образец 14 был вы-
резан из стенки большого цилиндра, имел
объем 6,81 см3 и площадь поверхности
33,2 см2.
m
Кривые 4, 7, 8 и 13 несколько
отличаются от обычных для по-
добного случая (см. разд. 2,
§ 1-1)—вероятно, вследствие ка-
ких-либо специфических загрязне-
ний в образцах.
3-2. ПРИГОТОВЛЕНИЕ
АДГЕЗИВОВ И УПЛОТНЕНИЙ
НА ИХ ОСНОВЕ
Процесс выполнения со-
единений на эпоксидной смо-
ле включает следующи ? опе-
рации: подготовку клеп, на-
несение его на поверхш сть
и проведение полимериза-
ции.
Подготовка клея. . 'пок-
сидную смолу и отверд тель
обычно поставляют i от-
дельной таре* непосредст-
венно перед употреблением
их необходимо смешать.
(Иногда клей, который про-
дается в виде штабиков, по-
рошка или пасты, состоит из
смолы, перемешанной с от-
вердителем.) Отвердитель
добавляют к жидкой или
пастоообразной смоле при комнат-
ной температуре. В состав отвер-
дителя входят различные вещества,
например амины, полиамиды и ан-
гидриды кислот.
Для холодной полимеризации
более удобны амины; однако они
слабоустойчивы к радиации. Чтобы
обеспечить хороший вакуум, лучше
использовать ангидриды, хотя при
этом и требуется большее время
отвердевания.
• Компоненты клея следует переме-
шивать аккуратно, равномерно рас-
пределяя отвердитель во всей массе
смолы, так, чтобы эти различно
окрашенные вещества дали массу,
однородную по цвету. Небольшое
количество смеси лучше изготовить
вручную. При больших объемах
пользуются механическими мешал-
ками или вибросмесителями. Во из-
бежание частичной полимеризации
(особенно для бьгстротвердеющих
смол), перемешиваемую массу по-
лезно охлаждать до 15—20°С. Клей
этого типа следует использовать-
в течение нескольких минут после
приготовления.
Нанесение смолы. Эпоксидные
смолы можно использовать для
склейки металла с металлом, стекла
со стеклом и металлом [Л. 91], кера-
мики со стеклом и металлом, слюды
и сапфира со стеклом и металлом.
Сразу же после перемешивания
с отвердителем смолу наносят на
склеиваемые поверхности. Чтобы
обеспечить хорошую герметизацию,
с этих поверхностей необходимо
удалить пыль, жировые загрязнения,
окислы и т. д. При этом обычная
протирка растворителем оказывает-
ся недостаточной. Соответствующие
методы очистки описаны в разд. 2
§ 2-3 и 3-2. Для повышения прочно-
сти помимо очистки поверхности ре-
комендуют ее матировать. Для ме-
таллов это достигается путем хими-
ческого или электрохимического
травления (разд. 2 § 2-3). Нату-
ральную резину подвергают пятими-
нутной, а синтетическую — 20—30-
минутной обработке в концентриро-
ванной серной кислоте с последую-
щей промывкой* в воде и нейтрали-
зацией в разбавленном (0,1—0,2%)
растворе едкого натра. Затем рези-
ну изгибают, и на ее охрупченной
поверхности образуются тончайшие
трещинки, которые способствуют
склейке.
Клей наносят путем намазки,
опрыскивания или окунания. Как
правило, достаточно покрыть клеем
одну поверхность. На обе детали
его следует наносить лишь в том
случае, если они очень шероховаты
или если одна из них будет вставле-
на в другую, как, например, в слу-
чае телескопического уплотнения.
После легкой подсушки смолы
склеиваемые поверхности приводят
в контакт одну с другой. Излишняя
выдержка клея на воздухе ведет
к сорбции влаги, что удлиняет и за-
трудняет процесс полимеризации.
Хотя для отвердевания смолы
давления не требуется, сочленяемые
детали следует зафиксировать та-
ким образом, чтобы получить опти-
мальную для данного сорта оконча-
тельную толщину слоя связки
(табл. 3-3).
Если используют смолу в штаби-
ках (как, например, аралдит-1), то
сперва нагревают склеиваемые по-
12—228
верхности примерно до 120—150 °C,,
а затем натирают их этими штаби-
ками. При работе с порошком смо-
лы его насыпают па холодную по-
верхность детали, нагревая ее за-
тем до 120—150 °C. Это необходимо
для того, чтобы воздух, сорбирован-
ный порошком, смог выйти наружу
ранее, чем деталь будет собрана
в узел. Как правило, нужное количе-
ство клея (аралдит-1) составляет
140—160 г!м2; гури грубой обработке
поверхностей оно повышается. Во
всяком случае следует обеспечить
полное покрытие соединяемых по-
верхностей при толщине слоя связки
в пределах 0,1—0,2 мм.
Смолу, выдавленную из места
соединения, можно легко удалить
шпателем, пока она не схватилась.
Участки, куда смола попасть не
должна, покрывают кремнийоргани-
ческим маслом, закрывают прома-
сленной бумагой или смачивают
мыльной водой. Инструмент и при-
способления очищают в горячей
мыльной воде до начала затверде-
вания клея. Сосуды для заливки
обычно смазывают кремнийоргани-
ческим маслом; делают их из теф-
лона или хромируют.
Процесс отвердевания зависит от
типа использованного клея; он мо-
жет проводиться при комнатной
температуре (холодная полимериза-
ция), а также при нагреве до 80—
100 °C или выше (горячая полиме-
ризация— до 100—200°С).
Чем выше температура, тем
меньше время полимеризации. Оно
может меняться от нескольких ми-
нут до нескольких дней (рис. 3-7 и
табл. 3-3). Полимеризация при тем-
пературе выше 100°С допустима
лишь при небольшой толщине слоя
смолы (максимум 0,5 мм), посколь-
ку иначе образуются пузырьки и
уплотнение становится негерметич-
ным. Для нагрева деталей исполь-
зуют печи, инфракрасные лампы,
индукционные генераторы и т. д.
Демонтаж. Если соединение на
эпоксидйбй смоле необходимо разо-
брать, то лучше всего погрузить его
на несколько дней в трихлорэтилен
или в подогретый диметилформа-
мид. Другой метод состоит в нагре-
ве места уплотнения до 130—150°C;
177
Время
Рис. 3-7. Время отвердевания эпоксидных
смол в зависимости от температуры.
/ — аралдит-1; 2 — аралдит-ЮЗ (отвердитель 930);
3 — эпон-820 (версамнд-149); 4 — аралдит-101 (951);
5 — ара л дит-106 (953U).
Рис. 3-8. Прочность среза для эпо-
ксидных смол в зависимости от тем-
пературы испытания.
/-аралдит-1; 2 — смола горячей полиме-
ризации; 3 — то же холодной полимериза-
ции; 4 — аралдит-121 (отвердитель 951,
в отношении 100 : 45); 5 — аралдит-106
(953U); 6 — аралдит-ЮЗ (951) (в отноше-
нии 100 : 8).
при этой температуре детали рас-
клеиваются. Оставшийся на них
клей зачищают. Чтобы его размяг-
чить, детали погружают на несколь-
ко часов в диметилфо-рмамид, ни-
тробензол, фенол или крезол.
Для удаления смолы тор-сил мож-
но рекомендовать нагрев до 500°C
и обработку деталей в растворите-
лях.
Прочность. Механическая проч-
ность соединений на эпоксидных
связках зависит от конструкции де-
талей и от сорта смолы.
В этом случае (как и вообще для
•всех «клеевых уплотнений) узел
должен быть сконструирован таким
образом, чтобы место склейки испы-
тывало, насколько это возможно,
.лишь напряжение сжатия.
У смолы горячей полимеризации
прочность, как правило, выше, чем
у смолы холодной полимеризации.
Это же относится к допустимым на-
грузкам под нагревом [Л. 92]. Тем-
пературная зависимость прочности
на срез для ряда эпоксидных смол
показана на рис. 3-8.
В случае образцов 1, 4, 5 и 6
испытания проводились на металли-
ческих полосках размером 170X25 X
X1 мм, склеенных по длине 10 мм.
Перед замером образец выдержива-
ли при соответствующей температу-
ре в течение 10 мин.
Условия полимеризации:
/ — 200 °C, 1 ч;
2—160 °C, 1 ч;
3 — 30°C, 7 суток;
4 и 6— 100 °C, 1 ч;
5 — 150 °C, 10 мин.
В месте уплотнения отвердевшая
смола не поддается плавлению,
практически нерастворима (разд. 3,
§ 3-2) и устойчива к старению.
3-3. ВАКУУМНЫЕ УПЛОТНЕНИЯ
НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ
Имея дело с клеевыми уплотне-
ниями, следует помнить, что они хо-
рошо работают на срез и сравни-
тельно .плохо—на разрыв.
Торцевые сочленения. Под воз-
действием растягивающих или сжи-
мающих усилий здесь возникают
напряжения, концентрирующиеся по
периферии. Нормальная сила при-
водит к равномерному распределе-
нию напряжений, лишь если крите-
рий р/£ (т. е. отношение числа Пу-
ассона к модулю упругости) для
клея и сочлененных деталей одина-
ков или же если этот критерий дня
клея равен нулю. На «практике эти
условия обычно не удовлетво^ют-
ся. Неравномерное распределение
напряжений ведет, как отмече-
но выше, к концентрации на-
пряжений сдвига по краям. Ана-
логичное влияние вызывает разница
в коэффициенте теплового расшире-
ния сочлененных деталей. Поэтому
уплотнение на эпоксидной смоле,
если оно может быть подвержено
Я78
растяжению (или сжатию), не сле-
дует выполнять торцевым; вместо
этого нужно использовать конструк-
ции с перекрытием, например охва-
тывающего типа. Иная ситуация
возникает, если соединить в торец
два соосных цилиндра одинакового
диаметра и подвергать их скручива-
нию. Напряжения распределены
здесь весьма равномерно, и торце-
вые конструкции могут применяться
с успехом.
Охватывающие сочленения харак-
теризуются взаимным перекрытием
двух деталей, связанных находя-
щейся между ними пленкой клея.
Максимальные напряжения при на-
грузке 'возникают на концах пере-
крытия. Можно получить конструк-
ции с равномерно распределенными
напряжениями в тех случаях, когда
длина перекрытия невелика, клей
сравнительно эластичен, а сочленяе-
мые детали, наоборот, жестки.
Охватывающие соединения для
труб могут быть телескопиче-
скими (рис. 3-9,а), ступенчатыми
(рис. 3-9,6), или же иметь внеш-
нюю (или внутреннюю) муфту
(рис. 3-9,в, г). Лучший способ
уплотнения .конца трубы иллюстри-
руется ри-с. 3-9,6.
Используя аралдит-I (см.
табл. 3-3), можно склеить стеклян-
ную и керамическую трубы; при
этом вначале тонкий слой связую-
Рис. 3-9. Соединения труб на
эпоксидной смоле.
щего вещества наносится на разо-
гретые концы обеих деталей. Затем
их прижимают одну к другой и на
время полимеризации (1 ч при
180°C) закрепляют в зажимах.
С помощью эпоксидных смол
можно уплотнять трубы с нарезкой,
а также приклеивать тонкие гофри-
рованные медные диски к трубкам
из стекла пирекс.
Эпоксидное уплотнение .применя-
ется при изготовлении смотровых
окон (ом. табл. 7-6), а также элек-
тродов и проволок термопар. Опи-
сание таких уплотнений приведено
в разд. 4, § 3-1.
Глава четвертая
УПЛОТНЕНИЯ НА ОСНОВЕ ХЛОРИСТОГО СЕРЕБРА
Для вакуумноплотных сочлене-
ний, которые должны выдерживать
более высокие температуры, неже-
ли это допустимо в случае смол и
клеев, можно использовать хлори-
стое серебро. Обычно уплотнения на
хлористом серебре могут работать
до 300 °C. Это вещество нелетуче,
его упругость паров составляет при
300 °C около 10“7 мм рт. ст., при
400 °C —10-5 мм рт. ст. и при
995 °C — 10 мм рт. ст.
При 457 °C хлористое серебро
плавится, образуя легкоподвижную
12*
жидкость, которая смачивает стек-
ло, кварц и металлы. Нагрев хлори-
стого серебра производят в фарфо-
ровых или кварцевых тиглях. Гра-
фит здесь непригоден, так как он
частично диспергируется в распла-
ве. Жидкое хлористое серебро
взаимодействует также с железом.
Расплавленная соль допускает от-
ливку прутков или пластин, из кото-
рых можно затем вырезать проклад-
ки, смотровые окна и другие детали.
Хлористое серебро устойчиво по отно-
шению к воде, спирту, бензолу и кислотам,
179
но растворимо в растворе гипосульфита
(Na2S2O3). Химическому воздействию хло-
ристого серебра хорошо противостоят не-
ржавеющие стали, монель и нихром; золото,
платина и серебро здесь оказываются пол-
ностью инертными.
Процесс склейки деталей состоит, в их
нагреве до 500 °C, так чтобы расплавить
хлористое серебро, наносимое на место
спая; иногда «припой» закладывают в хо-
лодную сборку и нагревают ее целиком.
Следует учитывать, что при охлаждении
хлористое серебро расширяется.
Хлористое серебро может применяться
в виде порошка или небольших гранул, в
в виде ленты, а также в виде заранее от-
формованных прокладок. Слой хлористого
серебра на деталях можно получить и пу-
тем их окунания в расплав.
Хлористое серебро используют для
склейки металлов, стекла, слюды и герме-
тизации смотровых окон из прозрачных со-
лей (разд. 7, § 2-6).
При температуре, близкой к точке плав-
ления, расплавленное хлористое серебро
сравнительно плохо смачивает стекло. Что-
бы получить хорошие результаты, шлифо-
ванную поверхность стекла приходится
сильно разогревать; можно также вначале
нанести на нее слой платины. Хлористое
серебро не растекается по чистому шлифо-
ванному, полированному и свежерасщеплен-
ному фтористому литию. Однако наличие
на поверхности этого материала малейших
следов металлического серебра или платины
обеспечивает полное смачивание.
С помощью хлористого серебра можно
герметизировать смотровые окна из этого
же материала. Для этого им вначале по-
Рис. 3-10. Уплотнения на хлори-
стом серебре.
крывают шлифованный торец стеклянной
трубки. Затем стекло вновь разогревают до
плавления покрытия и прижимают к нему
заранее заготовленную пластинку хлористо-
го серебра. Во избежание соляризации
(разд. 7, § 1-1) рекомендуется нанести на
внешнюю поверхность пластинки пленку
цветного лака.
Уплотнение окон выполняют с помощью
тонкостенного металлического перехода
(рис. 3-10,а), а также на тубусах. В послед-
нем случае вокруг окна предусматривается
кольцевая канавка (рис. 3-10,6), либо оно
опирается на выступ (рис. 3-10,в), либо на
заостренный торец трубы (рис. 3-10,г).
Хлористое серебро используют также
для герметизации затворов (разд. 6, § 1-3).
Глава пятая
УПЛОТНЕНИЯ НА ОСНОВЕ ПРИПОЕВ И ГЛАЗУРЕЙ
5-1. ГЕРМЕТИЗАЦИЯ С ПОМОЩЬЮ
МЯГКИХ ПРИПОЕВ
Паяные соединения обычно отно-
сятся к категории неразборных, но
поскольку их применяют в система-
Давление, рт. ст.
’00 \200\ ШКУЮ', 500 600'. ЮО 800
г.пл In Sn Bi CdPb Zn Sb
Температура, °C
Рис. 3-11. Упругость паров металлов, при-
меняемых для мягких припоев.
тически вскрываемых узлах экспе-
риментальных вакуумных установок
(особенно в криогенной технике),
их следует рассматривать как полу-
разборные.
Припои представляют собою лег-
коплавкие металлы или сплавы, ко-
торые в жидком состоянии способ-
ны смачивать материал сочленяе-
мых деталей и таким образом свя-
зывать их при отвердевании. При-
пои с точкой плавления ниже 375—z
400 °C называют .мягкими, а бо-
лее тугоплавкие — твердыми. Пе-
речень (мягких припоев * приведен
в табл. 3-4, куда включены также и
высокотемпературные припои, в со-
ставе которых имеются компоненты
со слишком высокой для прогревае-
мых систем упругостью паров. Соб-
180
Таблица 3-4
Припои
Область температур плавления, *С Наименование, марка Состав, % Примечания
От До
47 47 Эвтектический, 117 Bi (44,7), Pb(22,6) Sn(8,3), Cd (5,3) In (19,1) Луженые детали собирают в узел и нагревают до плав- ления припоя. Дает легкую усадку
58 58 Эвтектический, 136 Bi (49), Pb(8,3) Sn(12), In (21) —
€1 — Сплав Вуда Bi (50), Cd (12,5) Pb(25), Sn(12,5) При низких температурах— сверхпроводник
69 — Сплав Лаповица Bi (50), Cd (10), —
Pb(27), Sn(13)
70 — Церробенд Bi (50), Cd (10), Pb(26,5), Sn(13,5) Расширяется при охлажде- нии
-94(96) 100 Сплав Розе Bi (50), Pb(25), Sn (25) —
96 100 Сплав Лихтенбе pra Bi (50), Pb(31), Sn(19) —
— 103 Сплав (Bi, Sn, Cd) Bi (50), Sn(37,5), Cd (12,5) —
— — Термоинертный Cd (70,4), Sn(29,6) Имеет, низкую термо-э. д. с. по отношению к меди
115 127 Церросил In (50), Sn (50) Для бесфлюсовой пайки лу- женого металла, стекла, ке- рамики. Обладает низкой упругостью паров
115 — Индаллой-1 In (50), Sn(50) Флюс — хлористый индий
124 — Церробейз Bi (55,5), Pb(44,5) Дает легкую усадку. Лу- жение необходимо
138 — Церротру Bi (58), Sn (42) Расширяется при охлажде- нии. Целесообразно лужение или гальваническое покрытие оловом
140 — Эвтектика Bi (60), Cd (40) При температурах выше 0,8° К не обладает сверхпро- водимостью •
144 — ‘Индаллой-З In (90), Ag(10) Флюс — хлористый индий
145 — Индаллой In (95), Ag (5) То же
145 145 Сплав (Sn, Pb, Cd) Sn (50), Pb (32), Cd (18) —
147 — Сплав (Sn, Pb, Cd) Sn (34), Pb (33), Cd (33) Для тонких проволок.
147 — Индаллой In (90), Ag (5), Pb (5) —
153 L — ^Индаллой In (98,5), Pb(l,5) —
^153/Л — Индаллой In (99), Cu (1) —
156 — Индий In (100) —•
158 — Сплав (In, Pb) In (79,3), Pb (20,7) —
178 183 Сплав (Sn, Ag, Pb) Sn(60), Ag (2), Pb(38) Для пайки посеребренного стекла и керамики
181 181 Эвтектика (Sn, Pb) Sn(64), Pb (36) Обладает высокой прочно- стью на разрыв
183 190 Сплав (Sn, Pb) Sn(60), Pb (40) —
183 216 Сплав (Sn, Pb) Sn(50), Pb(50) Общего назначения
181
Продолжение табл. 3-4
Область температур плавления, °C Наименование, марка Состав, % Примечания
От До
183 219 LSn90 Sn(90), Pb(8,7), Sb (1,3) —
183 222 Сплав (Sn, РЬ) Sn(45), Pb(55) —
185 225 Сплав (Sn, Pb, Sb) Sn(37,5), Sb(2,5), Pb (60) —
183 238 Сплав (Sn, Pb) Sn(40), Pb(60) Обладает хорошей дуктиль- ностью
183 242 LSn33 Sn(33), Pb(67) —
183 257 LSn25 Sn(25), Pb(73,3), Sb (1,7) Для швов повышенной» прочности
183 305 LSn8 Sn(8), Pb(9I,5), Sb(0,5) —
199 210 AS10 — Для пайки алюминия
199 267 AS20 — —
183 280 Сплав (Sn, Pb) Sn(20), Pb(80) —
221 300 SX-10 Сплав Ag, не содержа- щий Pb —
221 228 Плюмбсол Sn —Ag —
221 305 BTL Sn(89), Ag(ll) —
232 232 Олово Sn(100) —
234 — Индаллой-10 In (25), Pb(75) —
236 242 Сплав (Sn, Sb) Sn(95), Sb (5) • Для низкотемпературны* устройств
240 282 Сплав (Sn, Pb, Sb) Sn(5), Pb(91), Sb (4) —
250 315 TEC-Z Ag(5), Zn(16,6), ' Cd (78,4) —
265 265 Эвтектика Zn(17,5), Cd(82,5) Для температур жидкого* гелия; не обладает сверхпро- водимостью
280 320 LM-15 Ag(5), Cd (80), Zn(15) —
296 — Комсол SnAgPb Особопрочный; слабо ра- створяет медь
309 310 Сплав (Sn, Ag, Pb) Sn(l), Ag(l,5), Pb(97,5) —
338 390 LM-5 AgCd —
340 395 TEC Ag(5), Cd (95) —
419 550 LSn-98 Zn(98), Cu(2), Zn(98), Ni(2) —
605 620 EF-45 Ag(45),Cu(15),Zn(16), Cd (24) Применяется с флюсом- или при пайке в защитной среде (водород)
605 700 EF-35 Ag(35),Cu(26),Zn(21), Cd (18) То же
625 635 EF Ag(50), Cu(15,5) Zn(16,5), Cd(18) • »
630 690 EF-3 Ag(50), Cu(15,5), Zn(15,5),Cd(16), Ni(3) 9
640 705 Сильфос Ag(15), Cu(80), P(5) —
640 705 Сильфос-5 Ag(5), Cu(89), P(6)
182
етвенно твердые нелетучие припои
перечислены в табл. 2-18.
На -рис. 3-11 представлена темпе-
ратурная зависимость упругости ла-
ров чистых металлов, применяемых
для изготовления мягких припоев.
Среди этих веществ кадмий и -цинк
«слишком летучи, и поэтому их спла-
вы не -могут быть рекомендованы
дл я вн утр и в акуум н ого применения
(во всяком случае, площадь поверх-
ности припоя, обращенной в вакуум,
должна быть сведена к минимуму).
.Другие компоненты мягких припоев
(свинец, олово, индий) имеют доста-
точно низкую упругость паров, но
некоторые из них (индий, висмут)
чересчур легкоплавки, что делает
практически невозможным прогрев
системы с паяными швами. Уплот-
нения на этих металлах подобны
уплотнениям на резине, но обла-
дают по сравнению с ними намного
меньшим газовыделением при ком-
натной температуре.
С точки зрения мягкой лайки
особый интерес представляет индий.
Индий и его сплавы с серебром,
свинцом, оловом и т. д. применяют
в области температур 118—230 °C
(табл. 3-4). Рекомендован метод
пайки путем предварительного по-
крытия одной детали золотом,
и другой — индием, сопряжения их
и прогрева до 200—250°C.
Большую группу припоев обра-
зуют сплавы олова со свинцом. Они
применяются при температурах
180—280 °C. В состав некоторых из
них, кроме свинца и олова, входят
также сурьма или серебро
(табл. 3-4). Оловянно-свинцовые
сплавы для низкотемпературных ва-
куумных уплотнений должны содер-
жать свыше 50% свинца. В кри-
огенной технике можно использо-
вать сплавы с содержанием свинца
около 70%. Хотя при температурах
ниже —27 °C олово становится
хрупким, его сплав с 5% сурьмы
в этих условиях стабилен.
Сплавы свинца и олова, содер-
жащие висмут, а также кадмий от-
вердевают, между 47 и 140°С. Как
и чистый висмут, сплавы последне-
го, содержащие его свыше 50%, при
отвердевании расширяются. При ра-
боте с этими припоями рекомендуют
предварительно лудить соединяемые
детали.
Многокомпонентные припои ча-
сто неоднородны. Это приводит
к пористости швов. Сплав Розе
можно получить при хорошем пере-
мешивании компонентов с после-
дующей формовкой путем засасыва-
ния жидкого металла в трубки из
стекла пирекс с внутренним диаме-
тром 2—3 мм. В момент отвердева-
ния сплав расширяется, его- давле-
ние разрывает трубку, и получают-
ся однородные палочки припоя.
Неудобство уплотнений на мяг-
ких припоях состоит в том, что
в большинстве случаев здесь требу-
ются флюсы, которые обладают вы-
сокой упругостью паров. Флюсы
представляют собой жидкие или
твердые вещества, облегчающие
смачивание поверхности припоем.
Они растворяют загрязнения (окис-
лы), уменьшают поверхностное на-
тяжение и угол смачивания
(рис. 2-103), а также создают усло-
вия для ионного электролитического
обмена; тем самым компонент при-
поя может высаживаться на ме-
талл, подлежащий пайке. Некото-
рые флюсы для мягкой пайки пере-
числены в табл. 3-5. Обычно их по-
ставляют вместе с припоями в гото-
вом виде.
После проведения пайки реко-
мендуется смыть остатки флюса
подходящим растворителем (четы-
реххлористый углерод, бензол) с по-
мощью щетки. Для флюсов, содер-
жащих канифоль, при первой про-
мывке используют ксилол, а уже
затем бензол (Л. 93].
Пайка металлов. В случае раз-
борных паяных соединений для раз-
мещения припоя используют канав-
ки, в том числе кольцевые. С на-
Рис. 3-12. Разборные паяные уплотнения.
183
Таблица 3-5
Флюсы для мягкой пайки
Состав Примечание
Водный раствор хлористого цинка с добавкой 1®/о спирта
2 вес. ч. ZnCl2, 1 вес. ч. NH4C1
2 вес. ч. воды (с добавкой 5% С2НбОН)
15 вес. ч. ZnCl2, 2 вес. ч. NH4C1,
3 вес. ч. С2НбОН, 10 вес. ч. глицерина
10 вес. ч. NH4C1, 90 вес. ч. керосина
84 вес. ч. С2НбОН; 0,5 вес. ч. НС1, 1 вес. ч. уксусной
кислоты, 1 вес. ч. ZnCl2, 14 вес. ч. амилацетата
Водный раствор ортофосфорной кислоты
2 вес. ч. канифоли; 1 вес. ч. бензола
2 вес. ч. канифоли, 1 вес. ч. С2НБОН, 0,5 вес. ч. бензола
Кислый флюс
То же
Слабокислый флюс
Кислый флюс
Для пайки сталей, в том числе
нержавеющих
Некорродирующий флюс
То же
ружной сторонй (рис. 3-12,а и в)
канавка должна иметь меньшую
закраину, чтобы припой не -мог за-
текать внутрь узла.
Размещение припоя в канавке
показано на рис. 3-12,а. Иногда
можно обойтись и без внешнего бор-
тика паза; припой отвердевает на
плоскости фланца (рис. 3-12,6). Для
центровки можно пользоваться ко-
нусной посадкой (рис. 3-12,в).
Если сочленение не предназначе-
но для частого демонтажа, его кон-
струкция может быть такой же, как
и в случае твердых припоев (разд. 2,
§ 2-2).
В криогенной технике часто
встречается необходимость соеди-
нять алюминий с нержавеющей
сталью (например, внутреннюю обо-
лочку сосуда Дьюара со стальной
трубой). В этом случае рекоменду-
ется пользоваться переходниками.
Путем плотной посадки на оловян-
но-свинцовом припое оболочку со-
единяют с латунной или медной
муфтой, припаянной в свою очередь
к трубе из нержавеющей -стали с по-
мощью серебра. При сочетании алю-
миния со сталью алюминиевая де-
таль должна быть внешней (если
это возможно), так чтобы при ох-
лаждении спая в нем возникали уси-
лия сжатия.
Мягкую пайку производят, как
правило, с помощью паяльника или
лампы. При работе с паяльной лам-
пой ее не следует направлять непо-
средственно на облуживаемую по-
184
верхность (особенно, если использу-
ют индиевые припои).
Несколько необычный, но удобный спо-
соб мягкой пайки алюминия, нержавеющей
стали, а также стекла и керамики основан
на нанесении припоя с помощью абразив-
ного камня (бормашиной). Вначале «про-
питывают» абразив, прижимая камень к па-
лочке припоя. Теплота, выделяющаяся за счет
трения, плавит металл, и последний ровным*
слоем растекается по абразиву. «Луженый»
камень приводят в контакт с обрабатывае-
мыми деталями. От трения припой вновь
плавится и приходит в тесный контакт с
поверхностью материала (там, где внешний
слой удаляется за счет шлифовки).
Пайка стеклянных и керамических
деталей. Стеклянные и керамические
детали соединяют -при помощи мяг-
ких припоев со стеклом, (металлом
или керамикой. С этой целью можно-
использовать прямую пайку индием
или его /сплавами, пайку предвари-
тельно металлизированных поверх-
ностей и канавочные уплотнения»
как показано на рис. 3-12.
В первом случае флюсы нежела-
тельны; они лишь затрудняют сма-
чивание. Однако здесь существенна
чистота поверхностей, вследствие
чего прибегают к их промывке и
травлению хромовой кислотой
(разд. 2, § 3-2) или ионной бомбар-
дировкой.
Поскольку индиевый припой по
стеклу, кварцу и керамике не расте-
кается, его наносят на поверхность
деталей путем втирания. Применяе-
мый для этого инструмент должен
быть очень чистым (в частности, не
иметь следов флюса).
Процесс герметизации включает
в себя подготовку металлической и
стеклянной поверхностей и сборку
узла. Металлическую деталь под-
вергают очистке (разд. 2, §2-3) и по-
крывают оловом или сплавом олова
со свинцом, применяя растворимые
флюсы, например хлористый цинк
(табл. 3-5) или дихлорид цинк-ам-
мония. Затем ее следует протереть,
чтобы остающаяся .пленка полуды
имела минимальную толщину. Под-
готовленную таким образом поверх-
ность покрывают индиевым сплавом
(например, сплавом церросил-35,
см. табл. 3-4). Следы флюса оконча-
тельно удаляют тщательной про-
мывкой (канифольные флюсы здесь
непригодны вследствие трудности их
удаления). Стеклянная или керами-
ческая деталь должна -быть тща-
тельно обезжирена, обработана
в мыльной воде и особо тщательно
отмыта от следов мыла и неоргани-
ческих солей. На последней стадии
отмывки ее следует ополоснуть
спиртом или ацетоном. Нагрев очи-
щенного стекла (примерно до
370°C) улучшает адгезию припоя
(вероятно, вследствие разрушения
газовой пленки на поверхности де-
тали). Адгезии припоя (сплава цер-
росил-35) способствует также до-
полнительная очистка поверхности
в электроискровом разряде с по-
мощью трансформатора Тесла. Чи-
стую стеклянную (или керамиче-
скую) деталь нагревают на несколь-
ко градусов «выше температуры
плавления индиевого припоя (т. е.
до 122 °C для сплава церросил-Зб)
и наносят на нее расплав припоя пу-
тем потирания куском хлопчатобу-
мажной ткани.
Если деталь будет перегрета,
припой не сцепляется с поверхно-
стью, но после охлаждения ее до
нужной температуры адгезия ста-
новится вполне надежной. Хоро-
шее покрытие, если рассматривать
его с обратной (прозрачной) сто-
роны, выглядит как идеальное
зеркало.
После сборки узла луженые де-
тали нагревают до начала плавле-
ния припоя (поверхность должна
казаться влажной) и сдавливают
с небольшим усилием. Излишнее
Рис. 3-13. Соединение с металлизированным
стеклом.
а «—меди; б —алюминия.
давление ведет к выдавливанию
припоя. Для соединения стекла со
стеклом или с керамикой толщина
его слоя (между деталями) должна
составлять около 0,05—0,1 мм, а для
металла и стекла (керамики) до
0,15 мм.
Вакуумные спаи на базе индия
рекомендуют покрывать лаком (на-
пример, глифталевым); это особен-
но важно, если размеры шва ве-
лики.
Предварительную металлизацию
поверхности стекла осуществляют
химическим путем (с помощью пал-
ладиевой, серебряной, платиновой
или золотой пасты), вакуумным на-
пылением, электрохимическим осаж-
дением металла на проводящий под-
слой, сделанный, например, из гра-
фита.
Перед пайкой металлизирован-
ной стеклянной или керамической
детали с металлической целесооб-
разно металлизированную поверх-
ность омеднить. Это усиливает проч-
ность спая и, уменьшая внутренние
напряжения, делает его более эла-
стичным. Примеры соединения стек-
ла с медью и с алюминием показа-
ны на рис. 3-13. Усовершенствован-
ную разновидность конструкции,
показанной на рис. 3-13,а, получают
следующим путем:
1) Обмазывают чистый конец
трубки из стекла пирекс углеродсо-
держащим проводящим покрытием,
высушивают его в течение 5 мин и
спекают при 500°C (5 мин). На
рис. 3-13,а этот слой обозначен бук-
вой С.
2) Наносят на покрытие гальва-
нический слой меди.
185
Рис. 3-14. Соединение
металлической и стек-
лянной трубок на мяг-
ком припое.
3) Обтачивают конец медной
трубки, утоньшая ее стенку (с по-
следующим отпуском).
4) Спаивают омедненное стекло
с металлом при помощи оловянно-
свинцового (50; 50) припоя. При
этом зазор между :пирексовой труб-
кой и медной деталью должен быть
менее 0,05 мм.
Такие сочленения сохраняли ва-
куумную плотность после 16 термо-
циклов (300—4,2 °К) и дополни-
тельных 20 термоциклов (300—
77 °К). Величина натекания состав-
ляла менее 3 • 10~7 л • мкм рт. ст./сек.
Известен способ припайки стек-
лянных трубож к алюминию, вклю-
чающий следующие операции:
1) Меднение стеклянной трубки
с помощью опрыскивания.
2) Лужение медненой поверх-
ности.
3) Никелирование алюминиевой
детали *.
4) Меднение по слою никеля.
5) Пайку омедненных поверхно-
стей мягким припоем (рис. 3-13,6).
На рис. 3-14 показано металло-
стеклянное уплотнение на мягком
припое, залитом в концентрический
зазор между двумя трубками. Тон-
* Для никелирования алюминий погру-
жают на 30 мин в раствор 30 г хлористого
никеля, 10 г гипофосфата натрия, 100 г ли-
моннокислого натрия и 50 г хлористого
аммония в 1 000 мл воды. Ванна должна
быть нагрета до 70 °C; для получения
рН=5ч-8 в нее по каплям добавляют рас-
твор аммиака.
186
костенная внутренняя медная труб-
ка 1 проходит через усеченную ла-
тунную насадку 2, которую уплот-
няют на мягком припое против ко-
нической части внешней медной де-
тали 3. Медная трубка 8 удержи-
вается припоем, находящимся в ка-
навке 6 (см. также рис. 3-12). Верх-
нюю (глубокую) канавку между де-
талями /, 2 и 3 заполняют легко-
плавким сплавом. Последний со-
держит 8 вес. ч. висмута, 4 вес. ч.
свинца, 2 вес. ч. олова, 2 вес. ч. кад-
мия и 3 вес. ч. ртути. Конец стек-
лянной трубки 4 (со скругленной
кромкой) погружают в легкоплав-
кий сплав 5 в разогретом состоя-
нии; когда сплав застынет, поверх
него заливают слой битума 7.
5-2. ВАКУУМНЫЕ УПЛОТНЕНИЯ
НА ОСНОВЕ ЛЕГКОПЛАВКИХ СТЕКОЛ
Легкоплавкие глазури исполь-
зуют в основном в тех случаях,,
когда место уплотнения нельзя ра-
зогреть до температуры пайки обыч-
ного стекла со стеклом (разд. 2,
гл. 3), или с металлом (разд. 2,
гл. 4), особенно для герметизации
окон из слюды (разд. 7, § 2-4). Эти
глазури могут иметь различный со-
став (см. табл. 3-6).
Легкоплавкие стекла должны
удовлетворять требованиям, пере-
численным ниже:
1) Температура размягчения
300—400° С и пайки 400—500° С
(глазури, применяемые для пайки
слюды с металлом, могут быть и
более тугоплавкими).
2) Вязкость 104—106 пуаз при
температурах, при которых для
обычных стекол она равна 1012—
W3 пуаз (разд. 2, §3-1).
3) Смачиваемость поверхности
уплотнения при прочной адгезии.
4) Согласованность коэффициен-
тов линейного ;расширения стекла и
спаиваемой с ним детали.
5) Наличие стекловидной струк-
туры без тенденции к рекристалли-
зации; устойчивость к воздействию
окружающих газов и паров; стекло
не должно разлагаться в результате
нагрева, необходимого для пайки.
6) Низкое газовыделение при ра-
бочей температуре.
Таблица 3-6
Легкоплавкие стекла
Тип Состав, вес. % Коэффициент линейного расп<и- рения (0—200° С), а-10+7 Темпе- ратура размяг- чения, °C Темпе- ратура пайки, °C
РЬО В>Оз ZnO А),О3 SiOa Na2O Прочее
Z 30,2 69,8 42 550
THG 30 59 3 1 7 .— — 50 650
PZ2 65 35 — — —" — — 66 415 —
PZ5 56 23 21 — — — — 67 465 —
PZ8 54 18 28 — — — 68 400 —
PZ1 64 29 7 — — — — 71 450 —
PZ4 64 29 7 — — — — 71,5 455 —
PZ3 67,5 32,5 — — — — 72 440 —
PZ6 64 22 14 — — — — 72,5 415
PZS7 62 12 21 — 5 — — 73,5 380 —
D4 65 10 — 10 10 — 5Bi2O3 74 496 —
G1 40 — — — 60 — — 74 (300° С) 568 —
PZ9 63 16 21 74 380
PZS4 62 15 18 — 5 75 400
"PZS8 62 9 24 5 — — 75 370 —
ГЗ 71 29 — — — — 76,5 430 —.
PZS2 64 15 16 —. 5 — — 76,5 395 —
PZ11 67 15 18 — — — —. 77,5 360 —
PZS6 64 12 19 — 5 — — 77,5 385 —
D5 70 10 — 10 10 — — 78 472 —
PZS1 65 11 19 5 79 370
GSS34 68 29,5 2,5 — — — 80 360 525
PZS5 64 12 19 — 5 — — 81 375 —
D8 65 14 15 2,5 2,5 81 414
D9 68 12 18 — 2 — — 82 402 —
PZ12 68 12 20 82,5 340
PZ10 72 14 14 — — — — 82,5 360 —
D6 75 11 - 11 3 83 440
D7 72 18 5 2,5 2,5 — — 83 428 —
GSS34A 57 24 2 — — — 17 CdO 84 — 525
7570 Неизвестен 84 440 560
D2 44 11 — 11 28% PbF2 84 434
D3 73 11 — 11 — — 5о/о CdO 85 438 —
D1 75 11 — 11 3 — — 85 440 —
G6 43 26 31 — 85 (300* С) 477 600
PZ7 71 22 7 — — — 86 380 —
Т209 78 15 — 1 5 1 — 90 365 410
F3 74 11 — — 14 1 — 90 400 540
М129 Неизвестен 90 450 620
PZ13 72 13 15 — — — — 91 335
GSS1 76 15 7 2 — 92 325 500
G3 50 50 — — — — — 93 (300* С) 435 —
Р2 79 21 — — — — —• 95 370 —
GSS38 78 19 8 — — — .— 95 300 475
Ph 80 16 4 —- — — 96 420
GSS38A 65 16 2 — — — 17 CdO 97 — 475
187
Продолжение табл. 3-&
Тип Состав, вес. % Коэффициент линейного расши- рения (0—200° С), а-10+7 Темпе- ратура размяг- чения, °C Темпе- ратура пайки, °C
РЬО В2Оз ZnO А120з S iO2 Na2O Прочее
G2 60 * 40 108(300е С) 429
G4 60 40 s — — — — 108 (300* С) 383 —
Ml 30 Неизвестен 111 380 560
G7 62 18 — — 20 — — 117 (300° С) 371 —
Pl 89 11 — — — — — 124 280 —
G5 70 30 — — — — — 124 (300° С) 330 —
Легкоплавкие стекла обычно поставля-
ются в порошке, реже — в виде готовых из-
делий (прокладок и т. п.). Если приходит-
ся готовить глазурь из отдельных компо-
нентов, то их сплавляют в платиновом или
серебряном тигле. Полученную массу выли-
вают в воду, а затем размалывают до ве-
личины зерна 100—300 меш. (величина зер-
на зависит от способа дальнейшего нанесе-
ния порошка на поверхность детали). По-
мол производят в шаровой мельнице в ви-
де водной суспензии с добавкой раствора
аммиака или хлористого лития. Для полу-
чения пасты высушенный порошок смешива-
ют с легколетучим биндером. Например,
в случае легкоплавкого стекла корнинг 7570
можно рекомендовать суспензию, приготов-
ленную из 50 г порошка (325 меш), 25 см3
метилового спирта и капли насыщенного
раствора сернокислого магния; она пригод-
на для нанесения на детали пульвериза-
цией.
При работе с более крупным порошком
(величина зерна 100 меш) используют 1%-
ный раствор нитроклетчатки (вязкостью
1 000—1 200 сек) в амилацетате. Эту пасту
можно наносить на поверхность деталей из
воронки. В процессе спекания в течение
1—15 мин выдерживают температуру 350—
400 °C, что необходимо для полного выго-
рания нитроклетчатки.
Суспензии глазурей наносят на поверх-
ность тонким слоем (толщиной примерно
0,12 мм).
«Легкоплавкие глазури используют обыч-
но для пайки стекла и слюды со стеклом и
металлом. Подобные эмали применяют для
снижения водородопроницаемости железа
(последняя уменьшалась при этом почти
в 10 раз). Глазури, содержащие таллий,
мышьяк и серу, плавятся при 200—400 °C.
Известна также паста, которая состоит из
буры, глазури и стеклянного порошка. Эту
смесь наносили на уплотняемые металличе-
ские поверхности и подвергали собранный
узел окислительному нагреву. При темпера-
туре 800 °C стекло схватывается с обра-
зующейся окисной пленкой. Можно спаи-
вать детали из известково-натриевых сте-
кол с помощью массы, содержащей' 6—85%
РЬО, 5—15% А12О3, до 40% В2О3 и до 20%
SiO2. Применяются также бораты цинка
(а • 107=36н-60 град-1) и свинца (а-107 =
804-140 град-1)' рекомендуется произво-
дить пайку стеклянных деталей через пере-
ходную медную (толщиной 1—1,5 мм) или
алюминиевую (2—3 мм) шайбу, покрывае-
мую глазурью с обеих сторон (рис. 3-15,6).
При нагревании шайбы (например, токами
высокой частоты) глазурь плавится; к ней
прижимают разогретые стеклянные детали.
Наличие источника тепла непосредственно
в месте спая обусловливает выгодное рас-
пределение температуры: наиболее горячая
зона создается как раз там, где это необ-
ходимо. Поскольку шайба остается на ме-
сте, она может и в дальнейшем служить
в качестве локального источника тепла, ес-
ли нужно разобрать узел, не повреждая де-
талей.
Описан способ соединения стекла с ко-
варом на глазури, содержащей 61 % окиси
свинца и около 25% трех окиси висмута.
Эту смесь наносили на чистые шлифован-
ные поверхности стекла и ковара кистью
или пульверизацией из суспензии порошка
в ацетоне. Пайку проводили при 300 °C
в азоте и при 450 ° С в водороде. Исполь-
зуется легкоплавное стекло (марки 7574) и
для уплотнения керамических оболочек; пай-
ка выполнялась в азоте [Л. 94], при темпе-
ратуре 720 °C и скорости нагрева и охлаж-
дения 5°С!мин. С помощью свинцовоборо-
силикатного стекла можно герметизировать
слюдяные окна (разд. 7, § 2-4).
Рис. 3-15. Торцевые соединения на стеклянной глазури.
а — прямое; б — через металлическую шайбу.
188
Глава шестая
ШЛИФОВАННЫЕ И ПРИТЕРТЫЕ УПЛОТНЕНИЯ
Стеклянные, кварцевые и метал-
лические детали можно сочленять
через шлифованные или полирован-
ные поверхности. Последние могут
соприкасаться как непосредственно,
так и через промежуточный слой
смазки, что улучшает вакуумную
плотность соединения (разд. 3,
§6-4).
Шлифованное уплотнение счи-
тается герметичным, если в отсут-
ствие смазки оно не пропускает
ртуть при разности давлений в 1 ат
и температуре 20° С.
Указанным образом соединяют
стекло со стеклом, металлом,
а иногда и с пластиком, а также ме-
талл с металлом.
Конструктивно шлифованные
уплотнения могут быть плоскими,
конусными, цилиндрическими или
сферическими.
6-1. ПЛОСКИЕ УПЛОТНЕНИЯ
Уплотнения этого типа исполь-
зуют в тех случаях, когда сборка и
разборка должны выполняться без
вращения деталей, в некоторых
устройствах — для передачи движе-
ния (разд. 5, § 1-6), а также если
диаметр уплотнения слишком велик
для конусных или сферических кон-
струкций, как, например, в случае
вакуумного колпака (рис. 3-16).
Чтобы изготовить плоское уплотне-
ние, стеклянный диск, смонтирован-
ный на вращающемся столике, по-
крывают шлифовальной пастой.
Обрабатываемая поверхность долж-
на полностью размещаться на пло-
скости диска. Деталь (трубку или
колпак) прижимают к шлифоваль-
нику, прочно удерживая за нижний
край, и перемещают от центра
к периферии диска с той стороны,
где он движется от оператора.
Одновременно деталь вращают во-
круг ее собственной оси. Указанный
прием повторяют, используя все бо-
лее тонкие шлифопорошки. Если не-
обходимо, то можно притереть две
сочленяемые детали одну к другой.
Эта операция выполняется с по-
мощью оправок, которые обеспечи-
вают строгую параллельность обеих
поверхностей.
Плоские уплотнения собирают
либо на вакуумной смазке, либо на
смолах (разд. 3, § 1-2). Если при-
ходится сочленять две трубы (в то-
рец), то иногда между ними поме-
щают тонкую прокладку (рис. 3-17)-
Концы труб стягивают при помощи
зажимов или струбцин либо за утол-
щенные бортики (рис. 3-16,6, в), ли-
бо за счет посадки на конус
(рис. 3-17).
В случае оптической шлифовки
стекла рекомендуется предвари-
тельно напылить на одну из поверх-
ностей слой алюминия толщиной
0,1 мкм. Так как сцепление алюми-
ния со стеклом невелико, то это
облегчает разборку соединения без
риска повредить шлифованные по-
верхности. Перед повторным ис-
пользованием старый слой алюми-
ния следует растворить и напылить
новый. Из тех же соображений на
стеклянный бортик наклеивается
кольцо, вырезанное из листовой ре-
зины. Этот прием допустим, однако,
лишь для вакуумных систем, в ко-
Рис. 3-16. Плоские шлифованные уплот-
нения.
а — вакуумный колпак; б — смотровое окно;
в — трубы.
Рис. 3-17. Уплотнение труб.
а — торцевое, б — бортиковое.
18S-
Рис. 3-18. Притертое уплотнение зо-
лотникового устройства.
торых газовыделение резины не
имеет значения (разд. 2, § 1-1).
При оптической полировке при-
менение смазок не является необхо-
димым. Отполированный торец пи-
рексовой трубки использовался
в качестве седла для плоской квар-
цевой пластинки в вакуумном за-
творе (см. рис. 6-32,8). Разработан
также вакуумный кран (не требую-
щий смазки) на основе двух стек-
лянных трубок с оптически полиро-
ванными торцами (рис. 6-32,6).
Другая конструкция /крана с подоб-
ным уплотнением показана на
рис. 6-32,в.
Плоские металлические уплот-
нения используют в золотниковых
устройствах откачных машин для
производства ламп накаливания,
электровакуумных приборов, термо-
сов и т. п. Такое уплотнение
(рис. 3-18) образуется двумя при-
тертыми дисками, один из которых
(обычно нижний) неподвижен, а
другой — может вращаться. Отвер-
стия в неподвижном диске связаны
с линией откачки (насосами), а
в подвижном — с обрабатываемыми
изделиями.
При совпадении отверстий изде-
лие подключается к насосам. По-
верхности уплотнения смазываются
маслом, циркулирующим в кольце-
1190
вых канавках золотника. Притирка
дисков должна быть весьма тща-
тельной. Ее выполняют с помощью
кинематической схемы, обеспечи-
вающей такое перемещение прити-
раемых деталей, что они никогда не
занимают в точности одинаковое
относительное положение более чем
1 раз. Это достигается за счет вра-
щения одного диска при возвратно-
поступательном движении другого,
причем число оборотов за единицу
времени некратно числу ходов.
6-2. КОНУСНЫЕ И ЦИЛИНДРИЧЕСКИЕ
УПЛОТНЕНИЯ
Конусные шлифованные уплот-
нения состоят из двух деталей —
внутренней и внешней. Второй из
них может быть трубка, горло кол-
бы, устье камеры или колпачковая
крышка. Внутренняя деталь обычно
выполняется полой, но иногда она
может быть и сплошной.
Конусные уплотнения из етекла
изготовляют путем соответствующей
формовки и последующей пришли-
фовки деталей с помощью вращаю-
щегося шпинделя. Технологические
тонкости обработки шлифов и кра-
нов рассматриваются в специаль-
ных работах [Л. 95, 96]. Для снятия
напряжения после шлифовки обра-
ботанные поверхности можно слег-
ка протравить.
Размер конусного уплотнения
определяют через диаметры d и D
узкой и соответственно широкой
сторон конуса и длину I шлифован^
ной зоны (рис. 3-19). Конусность
D — d
—7— должна составлять 0,1.
Рис. 3-19. Размеры
конусного шлифа.
Таблица 3-7
Конусные стеклянные шлифы (конусность 0,1; 8 = 2°51'45", см. рис. 3-19)
Размеры, мм Обозначение согласно стандарту
d D / Великобритания | США ФРГ
Полный Полный Серия 0
3 5 20 — — NS 5/20
5 7,5 25 А7 7/25 NS 7,5/25
7 10 30 А10 10/30 NS 10/30
9,3 12,5 32 — — NS 12,5/32
9,25 12,5 32,5 А12 — —
9,5 12,5 30 — 12/30 —
11 14,5 35 А14 14/35 NS 14,5/35
12,5 16 35 А16 — —
15 18,8 38 А19 19/38 —
15,2 19 38 — — NS 19/38
20 24 40 А24 24/40 NS 24/40
24,8 29 42 — — NS 29/42
25 29,2 42 А 29 29/42 —
30 34,5 45 А 34 34/45 NS 34,5/45*
35 40 50 — 40/50 —
40 45 50 — 45/50 NS 45/50
45 50 50 — 50/50 —
50 55 50 — 55/50 —
54,5 60 55 — — NS 60/55
55 60 50 — 60/50 t—
64 70 60 — — NS 70/60
65 71 60 — 71/60 —
78 85 70 — — NS 85/70
92 100 80 — — NS 100/80*
97 103 60 — 103/60 —
•/♦ длины Промежуточный Серия 1
3,5 5 15 В5 — —
3,7 5 13 — — NS5/13
3,8 5 12 — 5/12 —
5 7,5 16 — — NS 7,5/16-
6 7,5 15 — 7/15 —
5,7 7,5 13 В7 — —
7,8 ' 10 22 В10 — —
8,1 10 19 — — NS 10/19
10,1 12,5 24 В12 — —
10,4 12,5 21 — — NS 12,5/21
11,9 14,5 26 В14 — —
12,2 14,5 23 — — NS 14,5/23
13,4 16 25 В16 — —
16 18,8 23 В19 — —
16,4 19 26 — — NS 19/26
21 24 30 В24 — —
' 21,1 24 29 — — NS 24/29
25,8 29 32 — NS 29/32
26 29,2 32 В29 — —
31 34,5 35 — — NS 34,5735
31,1 34,5 34 В34 — —
36,3 40 37 В40 — —
41 45 40 — — NS 45М0
41,3 45 37 В45 — —
46,3 50 37 В50 —
191
Продолжение табл. 3-7
Размеры, мм Обозначение согласно стандарту
d ° 1 Великобритания США ФРГ
51,3 55 37 В55
55,4 60 * 46 — — NS 60/46
65 70 50 — — NS 70/50
79,5 85 55 — — NS 85/55
94 100 60 */2 длины Промежуточный NS 100/60 Серия 2
4,1 5 9 — — NS 5/9
6,4 7,5 И — — NS7.5/11
8,2 10 18 — 10/18 —
8,7 10 13 — — NS 10/13
10,7 12,5 18 — 12/18 —
11,1 12,5 14 — — NS 12,5/14
12,5 14,5 20 — 14/20
12,8 14,5 17 С14 — —
13 14,5 15 — — NS 14,5/15
16,6 18,8 22 —— 19/22
16,9 18,8 19 С19
17,3 19 17 — — NS 17/19
21,5 24 25 — 24/25 —
22 24 20 С24 — 1. NS 24/20
26,6 29,2 26 — 29/26 —
26,8 29 22 — — NS 29/22
31,7 34,5 28 — 34/28 —
32,1 34,5 24 — — NS 34,5/24
36,5 40 35 — 40/35 —
42,3 45 27 — — NS 45/27
56,9 60 31 — — NS 60/31
66,7 70 33 — — NS 70/33
81,3 85 37 — — NS85/37
96 100 40 — — NS 100/40
4,2 5 8 */♦ длины Укороченный 5/8 Серия 3
6,5 7,5 10 — 7/10
9,3 10 7 —. 10/7 ___
9 10 10 — 10/10 NS 10/10
11,3 12,5 12 — — NS 12,5/12
11,5 12,5 10 — 12/10 —
13,3 14,5 12 — — NS 14,5, 12
13,5 14,5 10 * 14/10
17,8 18,8 10 — 19/10 —
17,8 19 12 — — NS 19/12
22,8 24 12 — 24/12 NS 24/12
23 24 10 D24 —
27,8 29 12 — — NS 29/12
28 29,2 12 — 29/12
28,1 29,2 11 D29 —
33,3 34,5 12 — 34/12 NS 34,5/12
33,4 34,5 11 D34 —
38,8 40 12 D40 __
38,8 40 12 — 40/12 —
43,8 45 12 — 45/12 NS45/12
48,8 50 12 — 50/12
53,8 55 12 — 55/12
58,8 60 12 — 60/12 NS 60/12
68,8 70 12 — — NS 70/12
69,5 71 15 — 71/15
83,8 85 12 — ’ — NS85/12
192
В табл. 3-7 сопоставлены размеры
шлифов в соответствии со стандар-
тами США, Великобритании и ФРГ
(для =0,1). Согласно первому
из них различают шлифы полной
длины, промежуточные и укорочен-
ные *, что соответствует примерно
шлифам полной длины, трем чет-
вертям, половине ,и одной четвертой
длины по английскому стандарту
и сериям 0, 1, 2 и 3 по стандарту
ФРГ (табл. 3-7). Требования к точ-
ности изготовления конусных со-
единений весьма высоки. Согласно
стандарту США конусность должна
составлять 1 ±0,006 мм на 10 мм
длины, а по стандарту ФРГ —
1 ±0,004 мм.
Чтобы устранить «заедание», ко-
торое подчас наблюдается у шли-
фов большого диаметра (разд. 3,
§ 6-4), применяют также элементы
с конусностью, равной V5. Размеры
таких шлифов (в соответствии со
стандартом ФРГ) приведены
в табл. 3-8.
Таблица 3-8
Конусные стеклянные шлифы
(конусность 1/5)
Размеры, мм Обозначение согласно DIN-12243
d D 1
50 60 50 NS60/50
62 75 65 NS75/65
75 90 75 NS90/75
Трубки, которые являются про-
должением внутреннего и внешнего
элемента конусного соединения,
имеют диаметр, примерно равный
внешнему диаметру более тонкого
шлифованного конца внутренней
детали. Из-за опасности поврежде-
ния притертых поверхностей нельзя
припаивать близко к ним широкие
трубки. Место спая должно быть
расположено на расстоянии не менее
20 мм от края внешней детали.
Конусные шлифы могут также
иметь форму, отличающуюся от
стандартной за счет дополнитель-
ных или видоизмененных элементов.
* Укороченные шлифы допустимы толь-
ко для вакуумных уплотнений на битуме
(см. рис. 3-2,г).
13—228
Рис. 3-20. Удлиненные конусные
шлифы.
а —• с удлиненной внутренней частью; б —
с удлиненной внешней частью; в —с элек-
трическими вводами; г — охлаждаемая
ловушка с откачкой внешней части шли-
фа; д — то же с откачкой внутренней ча-
сти; е — охлаждаемый металлический
электрод.
Сюда относятся, например, удли-
ненные, переходные, охлаждаемые
шлифы и шлифы с охранным ваку-
умом. Притертые уплотнения со
ртутью описаны в разд. 3, § 7-2.
В обычном шлифе внутренняя
деталь уплотнения заканчивается
в том месте, где диаметр минима-
лен, а внешняя — где он максима-
лен. Если же шлиф служит для пе-
редачи движения в вакуум (разд. 5,
§ 1-6), то его внутреннюю деталь
следует удлинить в сторону трубки
внешней детали (рис. 3-20,а). По-
Рис. 3-21. Переходные конуса.
а — пробка; б — втулка; в — набор пробок.
193
Рис. 3-22. Охлаждаемые конусные шлифы,
а —с рубашкой на внешней детали; б —с охлаж-
дением внутренней детали; в — то же с электри-
ческими вводами; г и д— охлаждаемые жидким
воздухом.
добные шлифы используют также
для уплотнения электрических токо-
подводов (рис. 3-20,8, е) или
в охлаждаемых ловушках (рис.
3-20,г, 6). На рис. 3-20,е показан
конусный шлиф, который имеет вну-
треннюю металлическую деталь —
встроенный электрод с охлаждае-
мой рубашкой. Если удлинить
внешний элемент, то вокруг сочле-
нения образуется чашечка (рис.
3-20,6), которую можно, например,
заполнить охлаждающей жидкостью
или же ртутью (разд. 3, § 7-2).
Для разборного конусного со-
единения деталей различного диа-
метра можно использовать переход-
ные элементы (рис. 3-21). Каждый
из них имеет две шлифованные по-
верхности. Внутри и снаружи проб-
ки (рис. 3-21,а) либо с двух концов
короткой соединительной втулки
(рис. 3-21,6). При этом можно пе-
рейти от широкого >внешнего к тон-
кому внутреннему элементу (рис.
3-21,а) и наоборот (рис. 3-21,6).
Переходники поставляются в набо-
рах (рис. 3-21,в).
194
Чтобы уменьшить проникнове-
ние в вакуумную систему паров
смазки, а также чтобы защитить
смазку от выплавления при нагре-
ве системы, шлифы 'могут быть
снабжены охлаждаемой рубашкой
(рис. 3-22). Ею окружают внешнюю
часть шлифа (рис. 3-22,а); иногда
вводят охлаждение внутрь (рис.
3-22,6). Такие сочленения могут
быть одновременно и удлиненными.
На рис. 3-22,в показан охлаждаемый
шлиф с электрическими токоподво-
дами, а на рис. 3-22,г — уплотнение
с рубашкой вокруг электродов.
В качестве хладоагента иногда ис-
пользуют жидкий воздух (азот), ли-
бо заливая его, как на рис. 3-22,г,
в рубашку с вакуумной изоляцией,
либо выполняя весь узел в форме
ловушки (рис. 3-22,6),которую мож-
но погрузить в сосуд Дьюара.
На рис. 3-23 показаны образцы
конусных шлифов с охранным ва-
куумом (см. также разд. 3, § 8-2).
Такие уплотнения весьма целесо-
образны, если необходимо умень-
шить поток паров смазки в откачи-
ваемое пространство. Их смазы-
вают лишь в той части, которая
расположена за каналом, ведущим
к вспомогательной вакуумной систе-
ме. Канал может быть связан
с внешней (рис. 3-23,а) либо
с внутренней деталью шлифа
(рис. 3-23,6). На рис. 3-23,8 показа-
на конструкция узла с удлинителем
(ножкой) для токоподводов.
На рис. 3-24,8 показано скон-
струированное на базе притертых
стеклянных трубок скользящее ко-
нусное соединение [Л. 97]. Оно со-
Рис. 3-23. Конусные шлифы с вакуумной
страховкой.
а — с внешним каналом; б — с внутренним кана-
лом; в — удлиненный.
Рис. 3-24. Конусные шлифы.
а — допускающие продольное перемещение;
б — изгиб.
Рис. 3-25. Шлифованные сфе-
рические уплотнения.
а — шар и гнездо; б — металличе-
ское двойное гнездо.
«стоит из трех частей. Первая и вто-
рая детали сочленяются как про-
стой, а вторая и третья — как удли-
ненный шлиф. Это дает возмож-
ность вскрывать и собирать уплот-
нение, не смещая крайние детали
в осевом направлении (что неизбеж-
но в обычном случае).
Используя изогнутые трубки,
-можно изготовить разборные шар-
нирные цепочки (рис. 3-24,6), допу-
скающие поворот в любом направ-
лении.
Цилиндрические шлифованные
уплотнения применяют редко ввиду
исключительной трудности их сбор-
ки. Таким образом, можно, напри-
мер, герметизировать ось для пере-
дачи движения в вакуумную каме-
ру; при вертикальном расположе-
нии оси это достигается с помощью
масла, залитого в чашечку на внеш-
ней детали. Описано цилиндрическое
уплотнение между стеклянной де-
талью и шлифованным седлом сверх-
высоковакуумного крана /(рис. 6-35)
[Л. 98]. Цилиндрический шлиф ис-
пользуется иногда в качестве нате-
кателя (разд. 6, § 1-6) [Л. 99].
6-3. СФЕРИЧЕСКИЕ УПЛОТНЕНИЯ
Уплотнения шарового типа при-
меняют в тех случаях, когда за-
труднена точная подгонка сочленяе-
мых деталей или же когда требует-
ся перемещать одну деталь относи-
тельно другой.
J3*
Сферическое уплотнение вклю-
чает внутренний элемент, имеющий
форму шара (или его части), и
внешнее притертое к нему гнездо
(рис. 3-25,а). С помощью двойного
гнезда можно сочленить два шаро-
вых элемента (рис. 3-25,6).
Изготовление сферических шли-
фов не представляется затрудни-
тельной операцией, поскольку такие
поверхности находятся в постоянном
контакте в каждой точке при любом
относительном перемещении. Типо-
размер уплотнения обозначают через
дробь, в числителе которой стоит
диаметр шарового элемента, а в зна-
менателе — внутренний диаметр
трубки в свету (табл. 3-9).
Шаровые шлифы используют
для передачи движения (рис.3-26,а),
особенно в случае двумерных пере-
Рис. 3-26. Сферические уплотнения.
а — для передачи движения; б — в клапане; в —
в цельностеклянном затворе.
195
Таблица 3-9
Стандартные сферические шлифы
Обозна- чение Шарнир Диа- метр шара, мм Приме- чания
Внешний диаметр трубки, мм Вну, тренний диаметр трубки, мм
7/1 1 7
12/1 12/1,5 12/2 7—9 1 1,5 2 12 12 12 Для ка- пилляров
12/3 — 3 12
12/5 7—9 5 12
18/7 — 7 18
18/9 12—13 9 18
28/12 — 12 28
28/15 19—21 15 28 Для обычных трубок
35/20 35/25 40/25 24—26 28—30 20 25 25 35 35 40
50/30 38—40 30 50
65/40 — 40 65
75/50 — 50 75
102/75 — 75 102
мещений (разд. 5, § 1-6). Они при-
годны также для клапанов (разд. 6,
§ 1-1) со стеклянным или металли-
ческим шариком (рис. 3-26,6) и для
цельностеклянных затворов, не тре-
бующих смазки. Такой затвор изо-
бражен на рис. 3-26,в (разд. 6,
§ 1-5).
6-4. СБОРКА И ЭКСПЛУАТАЦИЯ
ПРИТЕРТЫХ УПЛОТНЕНИЙ
Условиями использования шли-
фов в вакуумной технике являются
их целесообразный выбор, правиль-
ная сборка и осторожное обраще-
ние с ними.
Выбор шлифа должен основы-
ваться на требованиях, которые мо-
гут охватывать: его диаметр (в све-
ту), условия разборки, максималь-
ную рабочую температуру, газовы-
деление, возможность передачи
движения, наличие токоподводов
и 1. п.
Если нужно уплотнить элементы
малого диаметра, то следует ис-
пользовать сферические шлифы (см.
табл. 3-9); для узлов среднего раз-
мера (диаметром 3—100 мм)—ко-
нические (табл. 3-7), сферические
196
или плоские и, наконец, для крупно-
габаритных узлов — плоские шлифы.
Выбор типа шлифа может быть
ограничен геометрическими факто-
рами: направлением демонтажа и
доступным для этого пространством.
Для радиального перемещения при-
годны только -плоские шлифы. Если
возможно небольшое осевое смеще-
ние, то можно использовать сфери-
ческие конструкции. При вскрытии
стандартных конусных уплотнений
(табл. 3-7) осевое смещение по
меньшей мере равно длине шлифа.
Для работы при комнатной тем-
пературе пригодны легкие смазки
(см. табл. 3-10); при возможном
нагреве их консистенция должна
быть более густой. При температу-
рах около 100° С следует применять
только специальные смазки (табл.
3-10) или же охлаждаемые шлифы
(рис. 3-22).
Влияние газовыделения смазки
сводят к минимуму, используя веще-
ства с низкой упругостью паров,
а также ограничивая поток паров
в откачиваемое пространство с по-
мощью охранного вакуума (рис.
3-23) или за счет правильного нане-
сения смазки (рис. 3-29,6).
Шлифы можно собирать в гори-
зонтальном, вертикальном и иных
положениях. В некоторых случаях
Рис. 3-27. Способы фиксации шлифованных
уплотнений.
а — на стеклянных крючках и резине: б — то же
на пружинках; в — с помощью захватов на рези-
не; г — то же на пружинках; д — винтовой за-
жим; е — пружинный зажим; ж — скрепы для
плоского шлифа
Таблица 3-10
Вакуумные смазки
Наименование Макси- мальная рабочая темпера- тура, °C Точка плав- ления (капле- обра- зова- ния), °C Упругость паров, мм рт. ст. Примечания
при 25° С при повы- шенной темпера- туре
Вакуумная смазка Р 25 55 ю-6 ю-« (100° С) После 2-часового обезгажи- вания при 90е С
Смазка РВ1 10“8 — Легкая
Смазка Рамзая 25—30 56 10“7 io-« (30° С) —
Апиезон L 30 — 10-® ю-« (135*С) Для хорошо подогнанных со- единений
Апиезон М 30 — 10“8 10-’ (38° С) —
Апиезон N 30 — 10-7 — Для конусных шлифов
Вакуумная смазка R 30 65 5- 10-е — После обезгаживания
Смазка РВ2 (30) ю-8 — Для больших шлифов
Смазка PB3 (30) — — — Тяжелая
Лубрисил 30 40 — — Для уплотнений стекла с ме- таллом
Вакусил легкий 50 — 10-5 — —
Смазка ДД 58 120 — — Для вращающихся уплотне- ний
Вакусил тяжелый 60 — 10-» — —
Цельвацен легкий — 90 ю-« — —
Целлосил — 100 10-е — Растворим в хлороформе
Апиезон Т НО — ю-« — Легкоплавкая смазка
Цельвацен — 120 ю-« — —
Целлокрис — 120 <ю-« — —
Лителен 150 210 Очень малая — Литиевое мыло
Кремнийорганическая смазка для кранов 200 — 10-’ ю-5 (170е С) —
Кремнийорганическая вы- соковакуумная смазка 200 250 10-’ io-5 (170е С) Пригодна для температуры —40* С
части шлифа ’не требуют, казалось
бы, дополнительного скрепления.
Однако рекомендуется все же свя-
зывать их вместе. Одна из частей
уплотнения должна быть обязатель-
но прикреплена к аппаратуре с по-
мощью упругого или гибкого устрой-
ства. Известны методы подсоедине-
ния тяжелой детали к стеклянной
системе с помощью шарнира и пру-
жинной подвески, компенсирующей
вес детали.
Для скрепления частей шлифа
используют обычно резинки или пру-
жинки, которые одевают на преду-
смотренные для этого крючки
(рис. 3-27,а и б) или захваты
(рис. 3-27,в, г). Крючки не следует
делать путем напайки и отгибания
стеклянного штабика (рис. 3-28,6),
так как в этом случае они легко
отламываются. Стекло должно плав-
но переходить в тело трубки
(рис. 3-28,а). Для более аккуратной
фиксации детали зажима соединяют
на винтах (рис. 3-27,6).
Пружинные зажимы пригодны и
в случае сферических уплотнений
Рис. 3-28. Стеклянные
крючки.
а — правильной; б — непра-
вильной формы.
197
(рис. 3-27,е). Для плоских уплот-
нений хороши обычные упругие
скрепки (рис. 3-27,ж). Лаборатор-
ный опыт показывает, что сфериче-
ские шлифы, как правило, ломаются
именно вследствие неудачного скреп-
ления. Если сферический шлиф не-
герметичен, причиной этого обычно
является неправильная смазка или
попадание в него посторонних ча-
стиц. Дальнейшее сжатие его эле-
ментов с помощью скрепок обычно
не устраняет течь, а ведет к по-
ломке.
Важным условием является акку-
ратное обращение со шлифованными
деталями. Нужно следить, чтобы их
рабочие поверхности не царапались.
Следует избегать -соприкосновения
этих поверхностей с твердыми или
остроугольными предметами. Нель-
зя вставлять одну шлифованную
деталь в другую и -вращать их, пока
они не смазаны. При хранении та-
ких деталей между ними следует
прокладывать тонкую полоску мяг-
кого материала (бумагу, пленку
и т. п.).
Правила эксплуатации шлифо-
ванных уплотнений предусматрива-
ют их промывку и нанесение смазки.
Перед каждой сборкой шлифован-
ные поверхности тщательно очи-
щают от пыли и оставшихся жиро-
вых загрязнений.
Смывать смазку Рамзая или
апиезон (табл. 3-10) можно бензи-
ном, бензолом или четыреххлори-
стым углеродом. В случае примене*
ния кремнийорганических смазок
их удаляют одним из следующих
способов:
1) Поверхность стекла промы-
вают углеводородным растворите-
лем, а затем -в подогретых раство-
рах хромовой кислоты (разд. 2,
§ 3-2), либо в растворе 5 г пербо-
рата натрия в 100 см3 10%-ного
NaOH (в дистиллированной воде).
2) Стекло промывают вначале
растворителем, а затем раствором
10 г едкого натра и 5а буры в 100 см3
воды.
3) Протирают поверхность стек-
ла раствором 10—15 см3 50%-него
едкого кали в 100 см3 технического
(метилированного) спирта. При этом
во избежание травления шлифован-
198
ное стекло не должно находиться
в контакте со щелочью свыше
10 мин.
Выбор смазки определяется тем-
пературной областью работы уплот-
нения и допустимым давлением па-
ров в вакуумной системе. Характе-
ристика некоторых вакуумных сма-
зок приведена в табл. 3-10. Как
правило, данные по упругости паров
относятся к обезгаженному состоя-
нию. Таким образом, если у «све-
жей» смазки давление паров соот-
ветствует 10”5 мм рт, ст.. то после
нескольких часов откачки при тем-
пературе, превышающей темпера-
туру каплеобразования, оно может
упасть до 10-7 мм рт. ст. Чтобы
смазка была чистой, желательно
хранить ее в тюбиках. Нанесение
смазки на шлифованную поверх-
ность стекла производится с по-
мощью палочки или шпателя из мяг-
кого материала, например дерева.
Стеклянные штабики, а также дру-
гие твердые или острые предметы,
которыми можно поцарапать шлиф,
здесь недопустимы, поскольку цара-
пины способствуют растрескиванию
стекла. Лучше всего выдавливать
смазку из тюбика непосредственно
на шлиф; при этом исключается воз-
можность появления рисок и умень-
шается попадание пыли как в слой
смазки на стекле, так и в ее остаток
в тюбике.
Смазку наносят в виде полосок
на две противоположные стороны
конуса вдоль его оси. Затем,собрав
уплотнение, вращают его детали
одну относительно другой, пока смаз-
ка не распределится равномерно.
Вращать детали следует лишь в од-
ном направлении. После этой опера-
ции шлиф должен быть прозрач-
ным. Рекомендуется смазывать толь-
ко часть шлифа конусных соедине-
ний (!/3—!/г его длины) со стороны,
обращенной к атмосфере (рис. 3-29).
Если работа ведется с тяжелыми
смазками (табл. 3-10), то, чтобы до-
биться равномерного распределения
смазки, шлиф можно слегка подо-
преть, не пользуясь, однако, откры-
тым пламенем.
Если во время притирки смазан-
ных деталей будет слышен скрип,
эту операцию нужно немедленно
прекратить; затем следует разобрать
уплотнение, промыть его и смазать
вновь. Таким же образом поступают,
если в результате притирки на по-
верхности шлифа образуются не-
исчезающие линии. Последние могут
появиться и в процессе эксплуата-
ции уплотнения. Хотя в этом случае
они обусловлены не частицами пыли,
а отвердеванием смазки, шлиф все
же лучше перебрать. Аналогичным
образом поступают, если смазка
затекла внутрь шлифа, т. е. на стен-
ки аппаратуры.
Недостатки смазки, заклиниваю-
щее действие конусных деталей и
разница в коэффициентах теплового
расширения иногда проявляются
в том, что шлиф невозможно разо-
брать. В этом случае нельзя приме-
нять силу, так как стекло при этом
обычно ломается. Разборку шлифа
следует производить очень осторож-
но, прибегая к вибрации, растворе-
нию (или плавлению) сцементиро-
вавшейся смазки, которая связывает
его части. Разборка облегчается
постукиванием края гнезда о дере-
вянный предмет при одновременном
вытягивании внутреннего конуса.
Смеси растворителей, содержащие
детергенты (например, в спиртовом
Рис. 3-29. Конусное соеди-
нение.
а — до смазки; б — правильная
смазка; в — неправильная смазка.
растворе), проникают между шлифо-
ванными поверхностями и освобож-
дают склеенные детали.
Нагрев шлифа может быть поле-
зен по двум причинам. В горячей
воде смазка выплавляется. Быстрый
•нагрев внешней части шлифа ведет
к ее расширению, что дает возмож-
ность извлечь конус (пробку). По-
следняя операция требует известно-
го навыка и должна проводиться
очень быстро (в открытом пламени
горелки). В противном случае на-
гревается также и конус, что вновь
уплотняет шлиф. Перед повторением
подобной попытки его необходимо
полностью охладить.
Глава седьмая
ЖИДКОСТНЫЕ УПЛОТНЕНИЯ
В уплотнениях этого типа зазор
между сопрягаемыми деталями за-
полнен каким-либо жидким мате-
риалом.
Если перепад давлений на уплот-
нении близок к 1 ат, то его действие
может основываться либо на гидро-
статическом давлении столба
жидкости (разд. 3, § 7-1), либо на
высоком сопротивлении потоку
(разд. 3, § 7-2 и 7-4), либо на по-
верхностном натяжении жидкости
(разд. 3, § 7-5). Чтобы уменьшить
необходимую высоту столба, в неко-
торых случаях используют вакуум-
ное выравнивание (разд. 3, § 7-1)
или же замораживают жидкость на
то время, когда перепад давлений
превышает гидростатический напор
(разд. 3, § 7-6).
Очевидно, что рабочая жидкость
должна иметь при температуре
эксплуатации более низкую упру-
гость паров по сравнению с давле-
нием в вакуумной системе (см.
табл. 3-11).
В уплотнениях, в которых уплот-
няющее вещество постоянно нахо-
дится в жидком состоянии, исполь-
зуют ртуть или масла. В затворах
с замораживанием применяют лег-
коплавкие металлы или сплавы.
Недостаток ртути состоит в том, что
она токсична, амальгамирует ряд металлов
(золото, серебро, олово, цинк и др.) и разъ-
едает алюминий. В установках, в которых
применяются эти металлы, ртуть недопу-
199
Таблица 3-11
Материалы для жидкостных уплотнений
Наименование Упругость паров, мм рт. ст., при температуре t °C
t р t р t 1 р
Масла
Амойл 10 10-’ 25 10-5 124 ю-1
Амойл S 8 10-’ 25 10“® 146 ю-1
Апиезон А — — 20 10-® 144 ю-1
Апиезон В — — 31 10-е 162 ю-1
Октойл 15 10-’ 35 10-е 155 10"1
Октойл S — — 35 L0-7 174 10"1
Кремнийорганическое 702 —20 10-7 41 10"® 160 10-2
Форвакуумное масло CY-2 Металлы — — 25 ю-1 — —
Ртуть —5 ю-< 48 10“2 126 1
Висмут (температура плавления 271* С) Галлий (температура плавления 29,5* С) 300 <10“8 474 ю-в 802 ю-1
500 <ю-8’ 711 10-® — —
Индий (температура плавления 155* С) Свинец (температура плавления 327е С) 500 <ю-8 602 10-® — —
350 <ю-8 483 10-® — —
Олово (температура плавления 232* С) 500 <10“8 823 ю-5 — —
стима. При комнатной температуре она об-
ладает высокой скоростью испарения; рав-
новесная упругость паров составляет при-
мерно 1,3-10-3 мм рт. ст., что соответст-
вует содержанию ртути в воздухе Юла/л3.
В соответствии с общепризнанными норма-
ми такая концентрация является вредной.
Если в помещении работают со ртутью,
то ее содержание в воздухе трудно под-
держивать ниже 75 мкг!м2 (верхний допу-
стимый предел). Ртуть попадает в организм
через дыхательные пути и кожный покров.
Наиболее опасно вдыхание ртутных паров.
Понизить их концентрацию нелегко по сле-
дующим причинам. Упругость паров ртути
быстро возрастает с температурой (пример-
но удваивается на каждые 10°C). Ртуть
легко разбивается на мельчайшие капли,
что увеличивает площадь ее испарения.
Ртуть не смачивает обычные материалы и
нерастворима в воде, что затрудняет ее
устранение (демеркуризацию).
7-1. ГИДРОСТАТИЧЕСКИЕ ЗАТВОРЫ
В гидростатическом затворе разность
давлений уравновешивается столбом жид-
кости. Самым обычным затвором является
открытый жидкостный манометр. Следует
заметить, что если в уплотнениях, сооб-
щающихся с атмосферой, можно (хотя и
неудобно) использовать столб ртути (высо-
той 760 мм), то применение масел (высота
столба 11—13 м) здесь по существу исклю-
чено.
Чтобы предохранить вакуумную систе-
му от проникновения паров ртути, можно
последнюю залить сверху слоем нелетучего
масла (табл. 3-11) толщиной 1—3 см. Если
200
затвор одновременно является и маномет-
ром, то из соображений точности измерений
можно покрыть маслом ртуть и во втором
колене. Нужно иметь в виду, что масло
растворяет газы и при откачке «вскипает»
толчками; во избежание этого откачку про-
водят постепенно.
Чтобы ртуть не прилипала к стеклу,
перед заливкой в систему ее приводят на
короткое время в контакт с алюминием.
Кроме применения в открытых мано-
метрах (рис. 3-30,а), ртутный столб можно
использовать также для герметизации вво-
дов вращения и устройств, допускающих
небольшое осевое перемещение (рис. 3-30,6).
Гидростатическое уплотнение с залитым
между двумя концентрическими трубками
кольцевым пазом может использоваться
в качестве маностата для создания в аппа-
ратуре постоянного давления.
Высоту столба можно свести к мини-
муму, если понизить давление над внешним
зеркалом ртути (так называемое вакуумное
выравнивание). На рис. 3-30,в показана
конструкция ввода, в который между стен-
кой резервуара для жидкости и централь-
ным (вращающимся) колпачком помещено
уплотнение Вильсона 1 (разд. 5, § 1-7).
Вначале через трубку 2 при открытом кра-
не 5 откачивают пространство с обеих сто-
рон столба 3 ртути или масла. За счет это-
го высота столба может быть минимальной.
Ось 4 скреплена с колпачком, погруженным
в жидкость, и допускает небольшие верти-
кальные сдвиги. При скоростях вращения
до 4000 об!мин в аппаратуре поддержи-
вается вакуум 6 • 10~9 мм рт. ст.
Жидкостную (гидростатическую) гер-
метизацию используют и в затворах других
типов (разд. 6, § 1-1).
Рис. 3-30. Гидростатические затворы.
а — открытый манометр; б — барометриче-
ский затвор; в —уплотнение оси с укоро-
ченным столбом жидкости.
7-2. УПЛОТНЕНИЕ ШЛИФОВ
И ПРОКЛАДОК
Известно, что ртуть, залитая в узел со
шлифом или прокладкой, способна пере-
крывать микротечи в таком сочленении, не
протекая сквозь них.
Если притертые детали полностью ли-
шены смазки, то они часто заклиниваются
и узел при этом невозможно разобрать. Осо-
бенно необходима смазка конусных соеди-
нений. С этой целью можно использовать
графит. Тонкий слой графита наносят на-
мазкой на шлифованные поверхности в ви-
де разведенной коллоидальной суспензии
(аквадага). Избытку жидкости (вода,
спирт) дают испариться. Другой способ со-
стоит в натирке шлифов мягким чертежным
карандашом (например, типа 4М). В слу-
чае конусных соединений графитируют лишь
внешнюю половину шлифа подобно тому,
как изображено на рис. 3-29. Для получе-
ния пасты, свободной от газов, касторовое
масло (предварительно нагретое до 385 °C)
и графит, отожженный при 750 °C, смеши-
вают в вакууме.
В изготовленных таким образом уплот-
нениях может использоваться ртуть, кото-
рая помещается:
1) в чашечку, так чтобы уровень ртути
в ней закрывал шлиф снаружи;
2) в сосуд, куда погружается подвиж-
ная деталь с проходным отверстием;
3) в пространство (канавку) между
двумя притертыми деталями или между
двумя прокладками.
Заливные чашечные уплотнения исполь-
зуют в случае конусных шлифов или кра-
нов (рис. 3-31,а и б), а иногда и в случае
шаровых или плоских притертых пар
(рис. 3-31,в и д). Все эти конструкции
характеризуются открытой поверхностью
зеркала и обладают двумя недостатками:
большим испарением ртути и тем, что не
могут занимать наклонного положения.
В случае заливных уплотнений чашеч-
ка обычно является продолжением внеш-
ней части —втулки крана или шлифа
(рис. 3-31,а; 6-22); однако, если это необ-
ходимо, чашечка может быть соединена
также и с конусной пробкой (рис. 3-31,6).
С помощью ртути можно уплотнять ва-
куумные колпаки (рис. 3-31,в). Однако на
это идут лишь в крайнем случае, если по
какой-либо причине недопустимы смазки
(разд. 3, § 6-1), смолы (разд. 3, § 1-2) или
прокладки (разд. 3, § 8-4 и 8-5). Ввиду
большой открытой поверхности ртути это
уплотнение может явиться причиной обра-
зования опасной концентрации ртутных па-
Рис. 3-31. Заливные уплотнения со ртутью.
а и б — краны; в — вакуумный колпак; г —
уплотнение с прокладкой; д — торцевое уплотне-
ние.
201
Рис. 3-32. Иммерсион-
ное уплотнение.
ров (если только над колпаком не преду-
смотрена эффективная вентиляция). Ртуть
заливают вокруг колпака после его уста-
новки на основание; уровень ее можно ре-
гулировать с помощью напорного резер-
вуара.
Разнодвидность уплотнения этого типа
используют в спаях кварца с металлом
(рис. 2-86,а) и в платиновых выводах че-
рез стекло пирекс. В последнем случае пла-
тиновую проволоку впаивают в трубочку
из пирекса, которую выше места спая ча-
стично заполняют ртутью. Последняя га-
рантирует плотность спая и одновременно
замыкает электрическую цепь между пла-
тиной и вторым электродом, погруженным
в ртуть.
Устройство с жидкостной герметизацией
круглых кольцевых прокладок показано на
рис. 3-31,г. Фигурный стакан на нижней
трубке содержит ртуть, в которую погру-
жен подвижный колпачок, снабженный
буртиком. Последний садится на проклад-
ку. Пока давление в аппаратуре равно ат-
мосферном, колпачок и прокладка плавают
на ртути. Откачка внутреннего пространст-
ва заставляет колпачок тонуть; прокладка
прижимается к седлу, образуя уплотнение.
В таких узлах диаметром около 50 мм кон-
тактирующие поверхности не притирались
(Л. 100]. В случае меньших размеров может
потребоваться, очевидно, легкая шлифовка
седла. Недостаток конструкции состоит
в том, что большое зеркало ртути сооб-
щается с откачиваемым пространством.
Погруженный в ртуть плоский торце-
вой шлиф изображен на рис. 3-31,6; внутрь
этого шлифа ртуть не попадает. Перед раз-
боркой уплотнения ртуть сливают из стака-
на через трубку.
Иммерсионное уплотнение в отличие от
заливного содержит жидкость внутри (см.
рис. 3-32). Если деталь 2 такого уплотне-
ния повернуть так, чтобы ее отверстие по-
грузилось в ртуть 3, соединение между 2
и 1 перекрывается. Краны, сконструирован-
ные на этом принципе, могут располагаться
как горизонтально, так и наклонно (см.
также разд. 6, § 1-2).
Щелевые уплотнения со шлифом и
с двумя прокладками изображены на
рис. 3-33. В первом случае вблизи краев
шлифа предусмотрены два паза, которые
заполняются ртутью после сборки. Тот же
принцип использован и для уплотнения на
прокладках, где жидкость содержится в за-
зоре между ними (рис. 3-33,6).
7-3. СПЕЧЕННОЕ СТЕКЛО,
УПЛОТНЕННОЕ РТУТЬЮ ИЛИ
ГАЛЛИЕМ
Вследствие высокого поверхностного
натяжения (табл. 3-12) ртуть не проходит
через сухое пористое стекло (даже при раз-
нице давлений в 1 ат), если диаметр пор
составляет менее 10 мкм. Если же смочить
стекло другой жидкостью (вода, спирт), то
оно становится проницаемым для ртути.
Это явление можно использовать в
устройстве, показанном на рис. 3-34,а. Слой
ртути помещают на пробку из спеченного
пористого стекла, что обеспечивает вакуум-
ную герметичность пробки при весьма боль-
шом перепаде давлений, если результирую-
щее усилие действует со стороны ртути, и
при перепаде, равном высоте столба жид-
кости,— в обратном случае (большое дав-
ление со стороны стекла). Такое уплотне-
ние было использовано в циркуляционном
насосе и в кранах (разд. 6, § 1-1 и 1-3).
Таблица 3-12
Поверхностное натяжение различных
жидкостей и зазоры в пленочных
уплотнениях
Вещество
Рис. 3-33. Щелевые уплот-
нения со ртутью.
а — шлифованное; б — на про-
кладках.
Галлий*
Олово
Ртуть
Свинец
Висмут
Хлористое серебро
Вода
Органические
жидкости
Максимальный
зазор, мкм, для
разности давлений
100 мм
рт. ст.
40
300
15
350
300
803
20
20
735
520
487
420
370
114
73
25-30
14,7
10,4
9,5
8,4
7,4
2,3
1,4
0,5—0,6
112
78
72
64
56
18
И
3,8—4,5
♦ Не применять в контакте с алюминием и его
сплавами.
202
Рис. 3-34. Уплотнения с пористым стеклом.
1 — стекло; 2 — ртуть.
На рис. 3-34,6 показана стеклянная
пробка, уплотняемая снизу. Этот затвор ра-
ботает за счет изменения уровня ртути (см.
разд. 6, § 1-1). Другая конструкция ил-
люстрируется рис. 3-34,в, здесь жидкость
заполняет пространство между двумя проб-
ками.
В устройствах, которые должны выдер-
живать повышенную температуру, ртуть
неприменима из-за высокой упругости ее
паров (см. табл. 3-11). Однако ее можно
заменить легкоплавким металлом с высо-
кой точкой кипения — галлием. Последний
представляет собою жидкость в интервале
температур от 30 до 1 900 °C. В обычных
условиях обезгаживания, т. е. при 400—
500 °C, галлий нелетуч. Следует, однако,
учитывать, что при отвердевании этот ме-
талл сильно расширяется и может разо-
рвать оболочку, в которую он заключен.
Пробки из пористого стекла, залитые
галлием, легко «забиваются». Из этих со-
ображений рекомендуется параллельное сое-
динение нескольких пробок. Для полной
герметичности высота столба галлия на
стекле должна достигать около 10 мм.
7-4. МАСЛЯНЫЕ УПЛОТНЕНИЯ
Уплотнения при помощи масел особен-
но характерны для тех случаев, когда гер-
метизация совмещается со смазкой, напри-
мер при работе с плоскими притертыми ме-
таллическими поверхностями (в золотнико-
вых устройствах откачных машин — см.
рис. 3-18), а также с цилиндрическими эле-
ментами вращения и скольжения. Широко
известен случай уплотнения (по образую-
щей) двух эксцентричных цилиндров, один
из которых (ротор) находится внутри дру-
гого (рис. 3-35,а). В той или иной форме
эту конструкцию используют во всех вра-
щательных вакуумных насосах. Для на-
Рис. 3-35. Масляное уплотнение во враща-
тельном насосе.
Рис. 3-36. Скользящее масляное
уплотнение.
а — поршня; б — толкателя.
дежной герметизации зазор между ротором
и корпусом насоса не должен превышать
2—3 мкм, В новых машинах это требова-
ние легко выполнимо. Однако при неудач-
ном выборе конструкционных материалов
зазор быстро увеличивается вследствие тре-
ния и износа, и масло перестает выдержи-
вать разность давлений (рис. 3-35,6) по
обеим сторонам от линии уплотнения.
Цилиндрические масляные уплотнения
применяют также для герметизации порш-
ней и толкателей. На рис. 3-36,а поршень
1, снабженный резиновыми прокладками
(кольцами) 2 и движущийся в цилиндре,
уплотняется за счет слоя масла 3 над ним.
Для этого можно использовать, например,
кремнийорганическое масло. Дибутилфта-
лат, залитый в пространство, ограниченное
тороидными прокладками, герметизирует
кольцевой зазор между двумя телескопиче-
скими стеклянными трубками (рис. 5-21,а).
Толкатель для * передачи в вакуум
возвратно-поступательного движения
(рис. 3-36,6) работает с помощью набивки
1, прижатой к втулке 2; масло 3 находится
между валом, набивкой и втулкой.
Вертикальные оси вращения можно уп-
лотнять и одновременно смазывать, зали-
вая масло в обычный стакан вокруг вала.
В случае горизонтальной оси масло долж-
но находиться между прокладками, нахо-
дящимися одна от другой на некотором
расстоянии. Вращающийся ввод (рис. 3-37,а)
образуется стальным стержнем 2, пропущен-
а; <9
Рис. 3-37. Масляное уплотнение вводов вра-
щения.
а —через стеклянный капилляр; б—с проклад-
ками и пружиной.
203
Рис. 3-38. Масляное
уплотнение сфериче-
ского шлифа.
ним с зазором около 2 мкм через стек-
лянный капилляр 1 с отверстием 2 мм.
Герметизация достигается за счет масла 3,
залитого в стакан. Ввод работает при ско-
ростях вращения до 4 000 об/мин. Другой
вращающийся вакуумный ввод (рис. 3-37,6)
создан на основе двух колец, надетых на
вал А. Кольцо 1 из компаундированного
графита образует постоянное уплотнение
с крышкой С, смонтированной на основа-
нии В с помощью резиновой прокладки 2.
Второе кольцо 3 из нержавеющей стали по-
сажено на вал с некоторым зазором и кон-
тактирует с ним через резиновую проклад-
ку 4. Пружина 5, также выполненная из
нержавеющей стали, упирается с одной сто-
роны в шейку вала, а с другой — в кольцо
3. Она навита таким образом, что враще-
ние вала увеличивает натяг. Пространство
между валом и крышкой С заполнено мас-
лом апиезон. Для охлаждения в крышке
предусмотрена водяная канавка. При вра-
щении вала со скоростью 600—900 об/мин
в камере объемом 1,5 л, откачиваемой па-
ромасляным диффузионным насосом произ-
водительностью 30 л/мин, поддерживается
давление 2 • 10-4 мм рт. ст.
Масляное уплотнение сочетается и со
сферическими шлифами. Так, например,
сконструирован шарнир (рис. 3-38 и
табл. 3-9) с заливкой масла 3 в простран-
ство между краями стеклянной чашки 2 на
гнезде шлифа /; образующаяся канавка
имеет высоту 6 мм и ширину 4 мм {Л. 101].
7-5 УПЛОТНЕНИЯ
С ИСПОЛЬЗОВАНИЕМ
ПОВЕРХНОСТНОГО НАТЯЖЕНИЯ
Известны принципы действия и способы
изготовления пленочных уплотнений, где ис-
пользуют явление поверхностного натяже-
ния жидкости. Если жидкость, смачивая
два твердых тела (рис. 3-39,а), заполняет
зазор между ними, то разность между
внешним, атмосферным (Pi), и внутренним
(Р2) давлением будет стремиться «прода-
вить» ее в вакуум. Образующаяся пленка
выдерживает, однако, перепад давлений,
если зазор D достаточно мал, а поверхност-
ное натяжение у жидкости велико. В ус-
ловиях равновесия (рис. 3-39,а)
f 1 1 \
а так как Р2~0, и 27?i=£>, то
D=2Y/Pi-
Таким образом, если использовать, на-
пример, жидкий металл с поверхностным
натяжением у=500 дин/см, то при Р4 =
= 1 ат=106 дин/см2 условием герметизации
будет
2-500
D |g6 10 * см.
На рис. 3-39,6 показан вращающийся
вал с дифференциальной откачкой. Уплот-
нение создается с помощью пленки жидко-
го металла / вокруг оси 2. Зазор между
осью и смачиваемым «подшипником» со-
ставляет около 0,12 мм (для максимальной
скорости вращения 10 об/мин}. Металл не
должен затвердевать.
Система откачки обеспечивается коль-
цевыми резиновыми прокладками 3\ с по-
мощью прокладок и вспомогательного на-
соса противодавление на пленочном уплот-
нении поддерживается ниже 10 мм рт. ст.
Вал сцентрован и консольно закреплен в
шариковых опорах 4, так чтобы между ним
и пленочным «подшипником» не было тре-
ния. В противном случае возникают течи.
В качестве материала «подшипника» 5 при-
меняют нержавеющую сталь, а если необ-
ходим нагрев, то молибден или тантал.
Рис. 3-39. Пленочное уплотнение на
жидком металле.
204
7-6. УПЛОТНЕНИЯ НА ОСНОВЕ
ЖИДКИХ МЕТАЛЛОВ
В качестве уплотнителя можно исполь-
зовать жидкий металл. При этом гермети-
зация обусловлена его дальнейшим затвер-
деванием или, как в некоторых конструк-
циях, тем, что столб расплава способен вы-
держивать некоторый перепад давлений.
Предложена конструкция смотрового
окна (рис. 3-40,а) с экраном 3, удерживаю-
щим расплавленный индий. Такое окно
можно прогревать до 300—400 °C. Со сто-
роны трубки /, внутри которой создается
разрежение, образующаяся полость закрыта
с помощью точной подгонки шлифованных
поверхностей окна 2 и седла на торце труб-
ки; поверхностное натяжение индия пре-
пятствует его затеканию в откачанный объ-
ем.
Конусное соединение (рис. 3-40,6) мож-
но сделать вакуумноплотным, заливая коль-
цевую канавку вокруг него сплавом Вуда.
Так как этот сплав недостаточно хорошо
смачивает стекло, то поверхность последне-
го следует платинировать и затем залудить
(см. разд. 3, § 5-1).
Жидкие индий и сплав Вуда использу-
ют в вакуумных затворах с изменяемым
уровнем. Они могут быть как П-образной,
так и Т-образной формы (рис. 3-40 в, г).
В момент герметизации металл находится
в расплавленном состоянии или же ему да-
ют застыть.
Затворы колпачкового типа (рис. 3-40,6,
•е) изготовляют на основе сплава Вуда, ин-
дия, а также олова. Чтобы открыть затвор,
расплавляют металл и либо поднимают
колпачок (рис. 3-40,6), либо его опускают
(рис. 3-40,е). Краны с подобными уплотне-
ниями описаны в разд. 6, § 1-3.
Уплотнения с твердой ртутью исполь-
зуют в криогенной технике. Ртуть замора-
живают в кольцевых канавках с помощью
твердой углекислоты или жидкого воздуха.
Рис. 3-40. Уплотнения на жидком
металле.
а — смотровое окно на индии; б —
кран со сплавом Вуда; в и г —индие-
вые затворы; д — затвор с подъемом
колпачка; е — то же с опускаемым
стаканом.
Глава восьмая
УПЛОТНЕНИЯ С ПРОКЛАДКАМИ
8-1. МЕХАНИЗМ УПЛОТНЕНИЯ
ПРИ ПОМОЩИ ПРОКЛАДОК
По терминологии Американского
вакуумного общества эти уплотне-
ния основаны на сжатии прокладки
между сочленяемыми деталями.
Два обычных фланца с хорошо
обработанными поверхностями, бу-
дучи прижаты один к другому, обра-
зуют механически надежную кон-
струкцию; однако, как доказано на
рис. 3-41,а, между ними всегда
остается узкий зазор. Даже если
размеры каналов в нем определяют-
ся микронами, возникают течи, недо-
пустимые для высоковакуумных си-
стем (см. разд. 6, § 1-4 и табл. 1-3).
Чтобы перекрыть эти каналы путем
дальнейшего сближения фланцев,
потребовались бы исключительно
большие усилия, так как соприка-
сающиеся поверхности имеют зна-
чительную твердость. Поэтому гер-
метизация осуществляется за счет
размещения между фланцами про-
кладки (рис. 3-41,6), которая за-
полняет собою все малейшие неров-
ности поверхности. Прокладка яв-
ляется упругой деталью, сжатой
между двумя жесткими поверхно-
стями с целью герметизации' про-
205
<7
Рис. 3-41. Схематический
разрез фланцевого
уплотнения.
а — без прокладки; б —
с прокладкой.
странства между ними. Давление
на прокладку, достаточное для
устранения течей, зависит от мате-
риала прокладки, состояния поверх-
ности фланцев, сил трения, опреде-
ляемых наличием смазки и формой
прокладки и фланцев.
Давление на прокладку дефор-
мирует ее. Необходимая степень де-
формации определяется как мате-
риалом прокладки, так и типом
уплотнения и характером рабочих
усилий (сжатие или срез—рис. 3-42).
Чтобы заполнить все поверхност-
ные неровности, прокладка должна
обладать некоторой пластичностью,
а для поддержания приложенного
к ней давления, кроме того, и упру-
гостью (эластичностью). К сожале-
нию, материалов с сочетанием та-
ких свойств не существует. Поэтому,
например, резину применяют вслед-
ствие ее выдающейся упругости,
а пластики и металлы — вследствие
текучести.
Усилия (а также и деформации)
в уплотнениях на резине невелики
(см. табл. 3-13 и рис. 3-50). Пласти-
ки, а тем более металлы (исключая
индий), требуют намного больших
давлений. Чтобы уменьшить общее
усилие затяжки, площадь контакта
прокладки с фланцем должна быть
сокращена до некоторого минимума
(см. § 8-4 и 8-5).
При монтаже (затяжке) прокла-
дочного уплотнения контактное дав-
ление растет постепенно. Вначале
происходит упругая, а затем пласти-
ческая деформация, которая рас-
пространяется от фланца или от пре-
дусмотренного на нем выступа (зу-
206
ба) на всю прокладку. Если превы-
сить предел упругости последней,,
произойдет нагартовка материала.
Чтобы обеспечить при этом плот-
ность соединения, следует регуляр-
но подтягивать болты либо исполь-
зовать устройства с постоянным на-
тягом (см. разд. 3, § 8-4 и 8-5).
Нагартованные прокладки (после
разборки фланцев) вторичному ис-
пользованию не подлежат.
Идеальная прокладка должна
была бы состоять из двух внешних
слоев высоко дуктильного материа-
ла, не поддающегося наклепу, и
упругого среднего слоя между ними.
Пластичному течению проклад-
ки (что требуется для герметизации)
способствует в ряде случаев нагрев,
необходимый из соображений обез-
гаживания. Таким образом, напри-
мер, сохраняется вакуумная плот-
ность в случае алюминиевых про-
кладок несмотря на ослабление на-
тяга стяжных болтав (разд. 3,
§ 8-4).
Твердость прокладки должна
быть меньше чем у фланцев. Номо-
грамма на рис. 3-43 дает возмож-
ность сравнивать в этой части раз-
личные группы материалов. Твер-
дость различных веществ приведена
также в .приложении Б-1.
Как отмечалось выше, деформа-
ция прокладки является результа-
том воздействия на нее сил сжатия
или сдвига (среза).
В компрессионных уплотнениях
усилие всегда направлено перпен-
дикулярно опорной плоскости (рис.
3-42,а). При использовании резино-
вых прокладок эти уплотнения долж-
ны быть выполнены так, чтобы об-
Рис. 3-42. Прокладка в условиях,
а —сжатия; б — среза.
Общая характеристика прокладочных уплотнений
Т а б л и ц а 3-13
Характеристика прокладки Напряжения, испытываемые прокладкой Примечания
Материал | Форма сечения | Размеры (в сечении), мм Сила, кгс!см? | Давление кгс 1см?
Натуральный каучук (твер- Круглая Диаметр 3,5 1—4 — Для комнатной температу-
достью 45—60) То же Диаметр 6,5 5,5— 11 — ры (большее значение)
Квадратная То же я Я 3,5X3,5 6,5X6,5 юхю 2,5—8,5 5,5— 14 11—35 — и при нагреве
Резина Круглая, в U-образной ка- навке — 1,6—2,8 — —
Тефлон (PTFE-политетраф- Плоская 3 (толщина) — 123 —
торэтилен) То же я я я я 2,5 1,6 0,8 140 260 450
Индий Проволока Диаметр 1,6 Минимальная 5,9 — Для трапецеидальной ка- навки
То же Диаметр 0,8 7 — С уменьшением диаметра до 0,2 мм
я я Диаметр 1,5 56 — —
Свинец Проволока Диаметр 1,5 300 — —
Зелото Проволока Диаметр 0,25 500—100 — В угловом уплотнении (см. разд. 3, § 8-4)
То же Диаметр 0,5 280 В угловом уплотнении Обжатие до 0,25 мм
я я Диаметр 0,2 430 То же Обжатие до 0,20 мм
я я Диаметр 0,75 300 « «I Обжатие до 0,37 мм
я я Диаметр 0,75 470 я я Обжатие до 0,30 мм
Золото Проволока Диаметр 1,0 300 — В плоском уплотнении (см. разд. 3, § 8-4)
То же Диаметр 0,8 350 — —
я я Диаметр 1,5 410 — —
208
Характеристика прокладки
Материал Форма сечения
Медь Ромбическая Полый цилиндр Фасонная В клиновом уплотнении а = = 30* В клиновом уплотнении, круг- лая В уплотнении со срезом Тонкая лента
Медь бескислородная В уплотнении со срезом В клиновом уплотнении Фасонная В конфлатном уплотнении
Алюминий Проволока То же В клиновом уплотнении, а = = 30* В клиновом уплотнении, круг- лая В уплотнении со срезом Тонкая лента
/Келезо (чистое) Проволока
Продолжение табл. 3 13
Напряжения, испытываемые прокладкой Примечание
Размеры (в сечении), мм Сила, кгс/см* Давление, кгс/см*
3 (диагональ) 500 См. рис. 3-121,2
Диаметр 2; толщина стенки 0,3—0,5 См. табл. 3-18 150 — Трубка, наполненная асбес-
300 том и луженая индием
I (размер at рис. 3-143) 600 — —
445 — В отожженном состоянии
0,3 375 — 290 кгс/см2 То же 200 кГ/см2
— 300 — 9 „ 130 кгс/см2
См. рис. 3-137 470 В отожженном состоянии
0,04 (толщина) 330 — 295 кгс!см2 См. рис. 3-155,а
См. рис. 3-137 375
См. табл. 3-39 446
См. рис. 3-121,6 340 —
См. рис. 3-149 358 — —
— 730 В термокомпрессионном уп-
Диаметр 1 890 лотнении (см. разд. 3, § 8-4) Обжатие до 0,28 мм
Диаметр 2,2 660 Обжатие до 1,5 мм
1 (размер а 400 — —
см. рис. 3-143) 0,5 260
— 210 — —
См. рис. 3-137 340
0,2 (толщина) 330 См. рис. 3-155,«
Диаметр 1,5 1 070 Обжатие до 1 мм
10000
5000
2000
-WOO
- 500
-200
-100
-50
-20
-10
|~<г
в
г600010
I'U
100
80-
60-
40-
20А
°RB
/ЗО-i
120-
100-
60 -
60 3
40
RR
80-
60-
40-
20-
0Л
RC
140-y
120-
100-
80-
60-
40-
9
-1250 8 -
— 710 7-
-560 6 -
-360 5-
-163 4
-135 3
Рис. 3-43. Твердость материалов по шкале
Бринелля (В), Роквелла (RR, RM, RB, RC),
Кнупа (К) и Мооса (М).
а — азотированные стали; б — керамика; в — ре-
жущие материалы;, г — металл для напильников;
д — кронгласе; е — флинтгласе; ж — мягкие ста-
ли; з — латуни и алюминиевые сплавы; и —
пластмассы; 1 — тальк; 2 — гипс; 3 — кальцит; 4 —
флюорит; 5 — апатит; 6 — ортоклаз; 7 — кварц;
8 — топаз; 9 — корунд или сапфир; 10 — алмаз.
щий объем материала прокладки
оставался постоянным, так как рези-
на несжимаема. Сжатие ее в одном
направлении компенсируется расши-
рением в другом (см. рис. 3-59).
В случае пластмассовых или метал-
лических прокладок используются
профилированные фланцы (разд. 3.
§ 8-5) или же прокладки фасонного
типа (разд. 3, § 8-5).
В уплотнениях, работающих на
срез, усилие параллельно опорной
плоскости (рис. 3-42,6). Теоретиче-
ски при одинаковой степени вакуум-
ной плотности эти уплотнения тре-
буют меньших усилий, нежели ком-
прессионные. Возможная деформа-
ция здесь также меньше. Однако по
достижении определенного сдвига
уплотнение со срезом прокладки
превращается в компрессионное и
в этом случае его преимущества не-
велики.
Следует отметить, что прокладки
предназначены только для целей
герметизации и не могут нести ме-
ханические нагрузки для крепление
деталей. Крепление должно осуще-
ствляться с помощью специальных
держателей, предусматриваемых на
одной или на обеих деталях.
8-2. НАТЕКАНИЕ ЧЕРЕЗ УПЛОТНЕНИЕ
Теоретически в уплотнении с про-
кладкой имеются два пути, по ко-
торым газ может проникать снару-
жи в откачанную систему: через за-
зор а (рис. 3-44) между поверхно-
стью прокладки и фланцами и
сквозь материал (посредством диф-
фузионной проницаемости *) б. Воз-
Рис. 3-44. Характер натеканий
при наличии прокладки.
можны, конечно, и натекания через
поры в прокладке, но это следует
рассматривать как наличие грубых
дефектов.
Скорость натекания в случае хо-
роших эластомеров лежит в преде-
лах 6-10-5—3 • 10~8 л • мкм рт ст.Iсек
на 1 сантиметр длины уплотнения и
зависит от сорта эластомера и тем-
пературы. Для вакуумных уплотне-
ний, применяемых в криогенной тех-
* По современным воззрениям для это-
го случая
С- 1,93-10*.Км • 1п(Ге/г<)
A2 ~3"F
81Т * 1
где С — проводимость зазора, см3/сек;
Т — температура, °К: Af — молекулярный
вес газа; г0 и Г{ — наружный и внутренний
радиусы контура уплотнения, см; А — чи-
стота поверхности, выраженная через высо-
ту гребешков, см; К — индекс дефектов
(волнистости, царапин и т. д.); Р — равле-
ние на прокладку, кгс/см2; R — коэффициент
уплотнения, кгс/см2. Величина R характери-
зует свойства материала прокладки и ее.
определяют с помощью специального прибо-
ра — силомера.
14—228
209
Рис. 3-45. Устройство для оценки
герметичности.
лике, эта величина должна быть
меньше 8 • 10~6 л • мкм рт. ст.1 сек • см.
Молекулярный поток. Скорость
прохождения газа через зазоры
между прокладкой и фланцами за-
висит от давления на прокладку и
от чистоты поверхности фланцев.
Если первое недостаточно велико,
чтобы впрессовать материал про-
кладки <в царапины и риски на по-
верхности, могут возникать значи-
тельные течи. Так, царапина глуби-
ной в четверть микрона эквивалент-
на натеканию порядна 10-6 лХ
Хмкм рт. ст./сек.
Установлено, что величина про-
водимости в месте контакта пропор-
циональна квадрату средней шеро-
ховатости поверхностей и изменяет-
ся экспоненциально с усилием, при-
лагаемым для сжатия.
Измерения были выполнены с по-
мощью устройства, показанного схе-
матически на рис. 3-45. Две опорные
пластины 1 из малоуглеродистой
стали прижимали друг к другу, ис-
пользуя стальные ограничители 2
различной высоты, так чтобы обес-
печить степень сжатия прокладки
(см. рис. 3-51) в пределах от 5 до
25%. Прокладки 4 из резины раз-
личных сортов имели вид кольца
с .круглым, полукруглым и квадрат-
ным поперечным сечением. Диаметр
кольца составлял 72 мм\ диаметр
или высота прокладки в сечении
-4 мм. Внутреннюю полость устройст-
ва откачивали и с помощью трубо-
провода 5 соединяли с течеискате-
лем. Пространство снаружи про-
кладки, замкнутое муфтой 3, запол-
нялось гелием. Меняя ограничители,
регистрировали скорость натекания
при различном обжатии прокладок.
•210
Рис. 3-46. Зависимость степени сжатия от
твердости для прокладок круглого (О),
полукруглого (и) и квадратного (□) се-
чения; скорость натекания меньше
Ю”9 л-мкм. рт. ст.Iсек.
Зависимость степени сжатия, необ-
ходимой для того, чтобы натекание
стало меньше 10~6 л • мкм рт. ст./сек,
от твердости резины приведена на
рис. 3-46. Оказывается, соотношение
между степенью сжатия и скоро-
стью натекания по зазорам зависит
от твердости и формы прокладки,
но не от сорта резины (точки 1—5
на рис. 3-46). Если твердость мате-
риала составляет более 50 ед. по
шкале Шора и поверхности не име-
ют радиальных царапин, то для про-
кладок любой формы скорость нате-
кания становится меньше 10~в лХ
Хмкм рт. ст./сек при степени сжа-
тия порядка 15%. Необходимое
сжатие минимально для квадратных
Рис. 3-47. Поток проницаемости в за-
висимости от времени.
/ — кремнийорганическая резина (степень
сжатия 20%); 2— натуральная резина
(10%); 3 —хайкор (10%); 4 — не-
опрен (10%).
Рис. 3-48. Схема уплот-
нений.
а — на одной прокладке;
б — на двух прокладках;
в — то же с вспомогатель-
ной откачкой.
и максимально для круглых .прокла-
док (рис. 3-46).
В уплотнениях с металлическими
прокладками поток газа (натека-
ние) по поверхности контакта пада-
ет с увеличением нагрузки.
Проницаемость. При давлениях
порядка 10~9 мм рт. ст. основной
причиной негерметичности является
диффузия газа через эластичные ма-
териалы. Величина .потока прони-
кающего газа зависит от температу-
ры (разд. 1, § 2-2); при ее снижении
до —20°C давление в вакуумной си-
стеме уменьшается в этом случае
примерно^ в 10 раз [Л. 102].
В случае обычных резиновых
прокладок этот процесс характери-
зуется большой постоянной време-
ни. Для кремнийорганических резин
поток диффундирующих газов уста-
навливается значительно скорее.
Результаты подобных измерений
(для квадратных прокладок сечени-
ем 4X4 мм) показаны на рис. 3-47.
В последнем случае (кривая 1) про-
ницаемость становится заметной
спустя 1 мин и достигает стационар-
ного значения в течение 10 мин. Для
других прокладочных материалов
она обнаруживается лишь через
10—20 мин и обусловливает посто-
янный поток спустя 70—120 мин
(газопроницаемость различных ма-
териалов иллюстрируется также
рис. 2-11).
14*
Уплотнения с вспомогательной
откачкой (охранным вакуумом).
Проникновение газов через про-
кладочное уплотнение можно умень-
шить за счет вспомогательной от-
качки, создавая замкнутое откачан-
ное пространство между внешней
стороной прокладки и атмосферой.
Обычно это достигается использо-
ванием двух прокладок, а иногда—
двойной вакуумной камеры.
Наличие второй прокладки по-
лезно не только для уменьшения на-
теканий, оно дает возможность про-
верить уплотнение без откачки си-
стемы в целом. Для этого достаточ-
но откачать пространство между
прокладками. Если же система уже
откачана, то в это пространство
можно вводить пробный газ для те-
чеискания, например гелий. Иногда
это пространство заполняют каким-
либо инертным газом либо исполь-
зуют для циркуляции охлаждающей
жидкости.
Так как поток через течи зависит
не только от проводимости уплотне-
ния (разд. 1, § 2-1), но и от разно-
сти давлений но его сторонам, то
роль вспомогательной откачки весь-
ма существенна.
Пусть уплотнение (рис. 3-48)
с проводимостью С или величиной
течи L = C (Ро—Р) противостоит
внешнему (атмосферному) давле-
нию Ро. Еслй скорость откачки ре-
ципиента равна S и в нем устанав-
ливается давление Р, то очевидно
SP=L = C(Po—Р),
следовательно,
Р = .р
c + s до-
вели последовательно с проклад-
кой ввести проводимость Ci
(рис. 3-48,6), то предельное давле-
ние Р' при той же скорости откачки
S будет равно:
рг - ----________ р
(C+C^-S + CC.
или при Сг — С
рг — _ С р ____ ^ + С р
25 +С 0—25 + С ’
т. е. обычно
Р>Р'>Р/2.
2П
Таблица 3-14
Сверхвысоковакуумные камеры с вспомогательной откачкой (охранным вакуумом)
Размеры камер, мм внешней | внутренней А, мм рт. ст. А, см* Qo, л-мм рт. ст. 'см*-сек S, л (сек с, л/сек Р", мм рт. ст.
Диаметр 508 Высота 1016 Диаметр 1 219 Диаметр \ 305 1 Высота f 457 ) Диаметр > 400 1 Высота f 300 J Диаметр 813 Объем 455 л 5-Ю-5 5-10“® 1 • 10-® 5-Ю-8 6 800 3,2-10* 10-п 2-Ю-12 200 100 100 750 7,5-Ю-5 2-Ю-з МО"1 ыо-* 3,5-10 —11 1-ю-1» ыо-» ыо-*»
Таким образом, .простое приме-
нение второй прокладки не создает
большого эффекта.
Посмотрим теперь, что произой-
дет, если откачать пространство
между прокладками, прибегнув
к вспомогательной откачной системе
(рис. 3-48,в). Пусть скорость откач-
ки этого пространства равна Si,
а давление в нем Pi. Тогда предель-
ное давление в реципиенте опреде-
лится как
рп___ С р _____ С ;С1 р __________
C + S » C4-S* (?,+$! °
= C1 Р,
Ci+St г'
или
Таким -образом, это давление Р"
снижается по сравнению с величи-
ной Р, достигаемой при одной про-
кладке, в PofPi раз, где Pi — вакуум
в пространстве между прокладками,
а Ро — внешнее давление. Если Ро=
= 760 мм рт. ст., a Pi= 10-1 ммрт. ст.
(что легко обеспечить с помощью
одного вращательного насоса), то
Р"=1,3- 10-4Л
т. е. давление уменьшается на четы-
ре порядка.
Этот же принцип лежит в осно-
ве создания сверхвысоковакуумных
камер с двойными стенками. В этом
случае внутренний сосуд окружен
дополнительной оболочкой, а про-
странство между ней и сосудом от-
качивают с помощью вспомогатель-
ной вакуумной системы. Предельное
212
давление, которое можно получить
в такой камере, составляет:
ргг Lc + Q(j CPi + ф0Л
S ~ C + S ’
где Lc — скорость натекания газа
через внутреннее уплотнение; С —
его проводимость; Qd — поток де-
сорбции со стенок; Pi — давление во
внешней оболочке; Qo— удельная
скорость десорбции; А—площадь
стенок и S — скорость откачки. Чи-
сленные- значения этих величин,
указанные в табл. 3-14, получены
различными разработчиками сверх-
Рис. 3-49. Уплотнения с вспо-
могательной откачкой.
На прокладках: а — квадратных;
б — круглых; в — полукруглых; г —
резиновой гантельной; д — медной
фасонной.
.высоковакуумных камер с двойны-
ми стенками.
Легко видеть, что при постоянст-
ве величины С, Qd и S давление Р"
изменяется линейно с Pi. Если от-
кладывать зависимость Р" от Pi,
получается прямая с наклоном Ь,
отсекающая отрезок а на оси коор-
динат. Зная величины а и b и ско-
рость откачки S, легко вычислить
общую проводимость внутреннего
уплотнения С и скорость газовыде-
ления Qd’
c=AS; &=rbs-
Систему вспомогательной откач-
ки можно сделать на кольцевых
прокладках квадратного, кругло-
го или полукруглого сечения
{рис. 3-49,а—в). Каналы, связанные
с пространством между прокладка-
ми, сверлят на одном из Фланцев.
Двойное кольцевое уплотнение ко-
нусного типа показано на рис. 3-90,6.
Для удобства монтажа можно
применять резиновые прокладки
специальной формы (рис. 3-49,г),
имеющие в сечении вид гантели
(разд. 3, § 8-5). При этом откачи-
вается внутренняя полость проклад-
ки. Подобные же уплотнения были
выполнены на основе фасонных
медных колец (рис. 3-49,6) и
соосных «ножевых» конструкций
(рис. 3-146,6).
Вспомогательную откачку (охран-
ный вакуум) используют также -при
уплотнении осей и штоков. Одна из
таких конструкций была описана
ранее (см. рис. 3-30,в). Ввод воз-
вратно-поступательного перемеще-
ния на базе сдвоенного поршня
с масляной герметизацией и с от-
качкой пространства между порш-
нями показан на рис. 5-21,6 (см.
также разд. 5, § 1-8).
Предложено [Л. 103] использо-
вать уплотнение с двумя проклад-
ками: внутренней — из золотой про-
волоки диаметром 0,5 мм и внеш-
ней — из резиновой ленты толщиной
1,5 мм. При затяжке резиновая про-
кладка «срабатывает» раньше, а ее
дальнейшее сжатие дает возмож-
ность получить высокую вакуумную
плотность золотой прокладки.
На принципе вспомогательной
откачки была изготовлена двойная
сверхвысоковакуумная камера,
внешняя оболочка которой диаме-
тром 508 и высотой 1 016 мм была
выполнена из нержавеющей стали.
Внутри нее были предусмотрены
нихромовые нагреватели и стальные
отражательные экраны, а снару-
жи — медный змеевик водяного ох-
лаждения. Кроме того, в оболочке
(сверху и -сбоку) имелись два смо-
тровых окна каждое диаметром
76 мм, уплотненных прокладками из
витона (разд. 3, § 8-3). Эту оболоч-
ку надевали на внутреннюю камеру.
Последняя имела диаметр 305, высо-
ту 457 мм и была также изготовле-
на из нержавеющей стали, снабже-
на змеевиками охлаждения и соот-
ветственно двумя смотровыми
окнами (диаметром 76 мм). Уплот-
нение внутренней камеры ножевого
типа (разд. 3, § 8-5) имело диаметр
330 мм при ширине верхней грани
призматического «зуба» 0,76 мм. За-
зор между зубом и отожженной
медной прокладкой составлял около
0,25 мкм. Условия откачки камеры
даны в табл. 3-14. Она допускала
обезгаживание при 490°C.
Была разработана также вакуум-
ная система, состоящая из тонко-
стенного контейнера, заключенного
в высоковакуумный сосуд. Контей-
нер откачивали до очень низких
давлений (табл. 3-14), не прибегая
к специальным уплотнениям, т. е.
в основном за счет вспомогательной
откачки внешнего сосуда.
Вследствие малого перепада дав-
лений на стенках контейнера меха-
нические напряжения были исклю-
чительно малы, что дало возмож-
ность сделать эти стенки очень тон-
кими и тем самым сильно облегчить
их обезгаживание.
Разработана аппаратура, в ко-
торой внешнюю оболочку уплотняли
с помощью резиновых прокладок,
а внутреннюю камеру — просто за
счет посадки (т. е. вообще без про-
кладок). Камера имела тонкие стен-
ки и могла прогреваться до 450 °C •>
путем непосредственного пропуска-
ния тока [Л. 104].
При рассмотрении системы этого
типа можно сделать ряд выводов:
213
1. Камера с двойными, стенками
и вспомогательной откачкой прост-
ранства между ними является хоро-
шим средством получения сверхвы-
сокого вакуума (особенно в тех
случаях, когда камеру приходится
часто вскрывать).
2. Внутренний контейнер, не
подверженный перепаду давлений,
может быть тонкостенным, что об-
легчает его прогрев.
3. Этот контейнер можно уплот-
нять за счет непосредственного кон-
такта плоских фланцев при ширине
соприкосновения 25—30 мм и чисто-
те поверхности 8 мкм.
4. Если необходимо избавиться
от узких зазоров, затрудняющих
обезгаживание, целесообразно снаб-
дить контейнер обычной металличе-
ской прокладкой, но не затягивать
ее, как это требовалось бы при гер-
метизации по отношению к атмос-
ферному давлению.
8-3. ФОРМА ПРОКЛАДОК
И МАТЕРИАЛЫ ДЛЯ ИХ
ИЗГОТОВЛЕНИЯ
Вакуумные прокладки делают из
резины, пластмасс или металла. Ос-
новные свойства этих материалов
были рассмотрены в разд. 2, гл. 1.
Здесь следует остановиться лишь на
тех особенностях, с которыми связа-
но их уплотняющее действие (или
которые, напротив, препятствуют
ему). Эти особенности в связи с кон-
струкцией уплотнений перечислены
в табл. 3-16.
Резина. Основное- свойство рези-
ны, которое предопределяет ее ши-
рокое использование в качестве про-
кладочного материала, — эластич-
ность. Другие ее характеристики —
величина газовыделения (табл. 2-7) „
проницаемость (рис. 2-11), неогра-
ниченная усадка при повышенных
температурах (рис. 3-52), хруп-
кость при низких температурах
(табл. 3-15)—сужают область ее
применения.
На изготовление прокладок идут
в основном четыре сорта резины:
натуральная, кремнийорганическая,.
нитрил и неопрен. Недавно к ним
добавился резиноподобный матери-
ал витон.
Натуральная каучуковая резина
не содержит вредных примесей, но
обладает высокой газопроницаемо-
стью, узким температурным диапа-
зоном работы и химической неустой-
чивостью (особенно при воздействии
света). Она быстро склеивается с по-
верхностями контакта и с трудом
отделяется от них. Нитриловые ре-
зины (буна, пербунан, хайкор) и не-
опрены характеризуются намного
меньшей проницаемостью, но повы-
шенное газовыделение и узкий ин-
тервал рабочих температур препят-
ствуют их применению в устройст-
вах, где возможен нагрев или ох-
лаждение. Кремнийорганические
резины весьма термостойки, но и
легко проницаемы. Наконец, вито-
Рабочая температура прокладок
Таблица 3-15
Материал прокладки Допустимая температура, °C
при длительном нагреве при кратковременном нагреве
от до от до
Натуральный каучук —30 60 —65 75
Стирол, буна S —25 75 —55 100
Бутиловая резина, изопрен — — —55 150
Нитриловая резина, буна N, пербунан, хайкор —25 85 —50 150
Хлороплен, неопрен — — —50 120
Кремнийорганическая резина — — —120 300
Витон — 150 — 260
На йгон —50 150 — —
Тефлон —190 280 — 400
214
Таблица 3-16
Общая характеристика прокладок для вакуумных уплотнений
Свойство Материал прокладки
Резина Пластики Металлы
1. Сжимаемость 2. Упругость 3. Усадка 4. Твердость 5. Склонность к склеи- ванию 6. Газоотдача 7. Газопроницаемость 8. Поведение при нагреве 9. То же при охлаждении 10. Химическая устойчи- вость ЬЭ сд Несжимаема; фланцы должны допу- скать деформацию прокладки при по- стоянстве объема Очень эластична. Работает при не- большом давлении, поддерживая его по- стоянство Отличается незначительной усадкой в тех случаях, когда степень сжатия ог- раничена соприкосновением фланцев. Требует наличия канавок или ограничи- телей. Допускает повторное использо- вание Очень мягкая; высокая чистота флан- цев необязательна Легко склеивается с любыми мате- риалами. Прокладки могут быть сделаны из шнура Выделяет много газов. Поверхность, обращенная в вакуум, должна быть ми- нимальной; нагрев ограничен Весьма проницаема (за исключением кремнийорганических резин) Работает лишь в области умеренных температур. Нагрев ускоряет отверде- вание Становится хрупкой. При низких температурах в качестве прокладок не пригодна Устойчива к ртути и маслам Сжимаемы; работают при повышен- ном локальном давлении. Фланцы дочж- .ны быть снабжены гребешком или зубом Неэластичны. Давление поддержи- вается путем регулярной подтяжки бол- тов или с помощью пружинящих шайб Под нагрузкой обнаруживают свой- ство текучести. Работают при малой степени сжатия, без контакта фланцев. Возможно повтори е применение Мягкие. Уплотнение осуществляется за счет зуба и канавки на поверхности фланцев Склейка между собой и другими ма- териалами затруднительна (тефлон). Про- кладка должна быть вырезана из цель- ной пластины Упругость паров незначительна (тефлон) Проницаемость незначительна (теф- лон) Теплостойки, особенно тефлон. Об- ладают большим термическим коэффи- циентом теплового расширения. Фланцы должны быть затянуты при минимальной рабочей температуре Допускают использование при низ- ких температурах (тефлон). Затяжка должна производиться при минимальной температуре Химически инертны (тефлон) Сжимаемы; работают при очень вы- соком давлении. Площадь контакта долж- на быть сведена к минимуму Затяжка должна быть равномерной Под нагрузкой нагартовываются. Про- кладку нельзя использовать вторично Тверже, чем другие материалы. Тре- буют очень хорошей обработки фланцев Допускают холодную сварку, а также сварку и пайку прокладок Обладают очень малой упругостью паров, в том числе — при нагреве Практически непроницаемы Прокладки из некоторых металлов мо- гут работать при температурах обезгажи- вания. Конструкция уплотнения должна допускать различное тепловое расширение деталей Пригодны для работы при низких температурах, если это допускает разни- ца в тепловом расширении Некоторые металлы окисляются, не- которые разъедаются парами ртути
Рис. 3-50. Зависимость степени сжатия
резиновой прокладки от твердости.
1 — минимум, необходимый для вакуумного
уплотнения (рис. 3-46); 2 —допустимая вели-
чина; 3 — максимальная степень сжатия при
испытаниях на усадку согласно стандарту
США ASTM.395-49T (см. рис. 3-51).
ну* (марки А и В) свойственны
меньшие проницаемость и газовыде-
ление, чем всем остальным резинам,
и его можно использовать до темпе-
ратуры примерно 200 °C.
Чтобы получить вакуумное уплот-
нение, нужно сжать прокладку на
определенную долю ее начальной
высоты. Эта степень сжатия К ме-
няется в зависимости от сорта рези-
ны, требуемой герметичности и вида
уплотнения. На рис. 3-50 показана
зависимость степени сжатия про-
кладок от твердости резины. Для
сорта найгон рекомендуется К~
— 30%. Сжатие прокладок приводит
либо к временной, либо к необрати-
мой деформации, способствует вы-
делению газов. Остаточная дефор-
мация резины под действием сил
сжатия называется усадкой. Так как
характер нагрузки прокладок для
разных уплотнений различен, то
оценку качества резины в отноше-
нии их усадки производят в стан-
дартных условиях. Соответствую-
щие измерения выполняют либо
при постоянной нагрузке, либо при
постоянном смещении, используя
цилиндрические резиновые образцы
диаметром 28 и высотой 12 мм.
В процессе испытания по перво-
му методу (рис. 3-51,а) образец,
имеющий начальную высоту do, сжи-
* Витон является сополимером гекса-
фторпропана и винилиденфторида; его про-
ницаемость по гелию такая же, как и у не-
опрена, а по другим газам по крайней мере
вчетверо меньше.
216
мают постоянным усилием Р и вы-
держивают в течение 22 ч (или 70 4^
при температуре 70°C (или 180°C).
В конце этого периода времени вы-
сота образца (под нагрузкой) будет
равна dp. Затем, спустя 30 мин по-
сле снятия нагрузки и охлаждения
образца до 25 °C, вновь измеряют
его высоту. Пусть она станет равной
di. Тогда усадка этой резины:
Ср =100^=^, »/0.
а0
В условиях постоянного смеще-
ния (второй метод) образец дефор-
мируют (рис. 3-51,6) до заданной
степени сжатия К= — (однако
не более чем это соответствует кри-
вой 3 на рис. 3-50) и выдерживают
при определенной температуре в те-
чение 22 ч. Через 30 мин после сня-
тия нагрузки и охлаждения опреде-
ляют высоту di. Усадка выражается
как
К а0 — ав
Значения Ск при различных тем-
пературах испытания представлены.
^,2час приТ
Рис. 3-51. Испытание резин на
усадку согласно стандарту США
ASTM 395-49Т.
а — при постоянной нагрузке; б — при-
постоянном смещении
Рис. 3-52. Усадка различных резин в тече-
ние 22 ч.
1 — нитриловая; 2 — бутиловая; 3 — хлоропрен;
4 — кремнийорганическая; 5 — кремнийорганиче-
ская марки R20V.
кривыми на рис. 3-52. Видно, что
при 25°C усадка нитриловой, бути-
ловой и кремнийорганической рези-
ны составляет менее 8%. Для рези-
ны найгон Ск<7%, а для хлоропре-
новой (неопрен)—около 30%. При
повышенных, а также и при низких
температурах усадка больше. Мак-
симальный температурный диапа-
зон, внутри которого усадка невели-
ка, свойствен кремнийорганической
резине.
Если прокладка зажата между
плоскими поверхностями двух флан-
цев (т. е. как при испытании на
усадку), то степень сжатия в уплот-
нении имеет 'склонность постепенно
изменяться как вследствие усадки
резины, так и из-за поверхностного
скольжения. Это явление носит на-
звание ползучести. Оно усиливается
при смазывании прокладок, затруд-
няя достижение давлений, необхо-
димых для герметизации (разд. 3,
§ 8-4).
Резиновые прокладки допускают
лишь умеренный нагрев (табл. 3-15).
Исключение составляют кремнийор-
ганичеокие резины и витон, которые
выдерживают более высокую темпе-
ратуру, недостаточную, однако, для ’
хорошего обезгаживания.
Применение фтороуглеродов.
Фтороуглероды известны под раз-
личными фирменными названия-
ми (политетрафторэтилен, тефлон,
флаун, хостефлон — см. табл. 2-14).
Основные физические свойства этих
веществ приведены в приложе-
ниях Б.
Прокладки из тефлона по срав-
нению ю резиновыми требуют более
высоких давлений затяжки. Поэто-
му канавки под них делают уже,
а на ответном фланце предусматри-
вают гребешок или «зуб» (разд. 3,
§^8-5). Иногда делают ряд неболь-
ших концентрических (рис. 3-54,а)
или параллельных канавок.
Степень сжатия круглых прокла-
док из материала Kel-F не должна
превышать 7%. После того как на-
грузка снята, смятие тефлона исче-
зает. В случае применения тефло-
новых уплотнений не следует стре-
миться к увеличению момента за-
тяжки сверх требуемого для норми-
рованной степени сжатия.
Круглые прокладки из фторо-
углеродов неэластичны и проявляют
тенденцию к сплющиванию. Во из-
бежание этого (т. е. чтобы придать
прокладке упругие свойства) мож-
но либо нанести тефлон в виде по-
крытия на подложку из резины или
другого пружиняющего материала,
либо же поддерживать в уплотнении
постоянный натяг, например с по-
мощью шайб Гровера. Деформация
тефлона показана на рис. 3-53. Тем-
пературная область, в которой мож-
но применять фтороуглероды, доста-
точно широка (табл. 3-15). Макси-
мальная температура для тефлоно-
217
Рис. 3-53. Деформация тефлона.
а — усадка при нагрузке 70 кгс1см~\ б — деформация в процессе и после снятия нагрузки (70 кгс/с.и-’)
при 25 °C.
вых прокладок составляет 425 °C.
Однако при этой температуре мате-
риал, ранее относительно плотный,
становится пористым; объем его
увеличивается во много раз.
Проницаемость газов через фто-
роуглероды очень мала (’рис. 2-11).
Применение тефлона иллюстри-
руется рис. 3-54. При изготовлении
уплотнения, показанного -рис. 3-54а
обтачивают тефлоновую пробку 2 до
диаметра, превышающего на 0,12 мм
внутренний диаметр металлической
трубы /. Пробку охлаждают с по-
мощью льда и вставляют в трубу.
Для еще более плотной посадки
разность диаметров может быть
увеличена примерно до 0,25 мм
(в зависимости от размеров уплот-
нения) с охлаждением тефлона до
температуры твердой углекислоты.
Нагреваясь, тефлон расширяется,
заполняет канавки, выточенные -вну-
три трубы, и дает вакуумноплотное
сочленение. В пробку может быть
вставлен стеклянный конус 3. Для
разборки уплотнения его следует
охладить.
Во избежание трудностей, кото-
рые возникают при работе с тонки-
ми тефлоновыми диафрагмами,
Рис. 3-54. Уплотнения на тефлоне.
предложена конструкция, изобра-
женная на рис. 3-54,6. Стальной
диск 1, зачищенный с помощью аб-
разива, подвергают катодному трав-
лению, промывают и покрывают
суспензией из тефлонового порошка.
После .сушки и спекания последний
дает прочную пленку толщиной око-
ло 6 мкм. Готовую диафрагму за-
жимают между полированными
фланцами 2 с помощью болтов 3.
Фтороуглероды очень трудно-
склеить один с другим (см. .разд. 3,
§ 2-2). Таким образом, если требуе-
мые размеры прокладки больше,
чем ширина имеющейся ленты, из-
готовить удовлетворительное ва-
куумное уплотнение обычно не уда-
ется.
Металлы. Для уплотнения на ме-
таллических прокладках обычно
применяют золото, алюминий, медь,
индий, свинец; реже — никель, се-
ребро, железо или другие металлы.
В качестве прокладочного мате-
риала золото обладает рядом су-
щественых преимуществ. Оно не
окисляется при нагреве и -отличает-
ся исключительной мягкостью (да-
же, например, по сравнению с алю-
минием). С другой стороны, золото
подвержено сильному наклепу; это
может потребовать увеличения силы
затяжки, а деформированная про-
кладка не подлежит дальнейшему
использованию. Золотые прокладки,
конечно, очень дороги, но все же
они выгодны ввиду высокой степени
регенерации, достигающей 75%.
Для получения вакуумной гер-
метичности золотую прокладку, как
правило, необходимо сплющить до
218
40—50% начального диаметра в се-
чении.
Эти прокладки обычно делают из
проволоки, например, диаметром
0,5 мм (99,7% Au). Вследствие де-
фектов протяжки золота (неболь-
шие включения стали) иногда воз-
никают трудности. Золотые про-
кладки рекомендуются также в слу-
чае некруглых уплотнений.
Концы проволоки соединяют пу-
тем ^стыковой сварки на воздухе
с помощью горелки. Весьма важен
здесь последующий отжиг проклад-
ки в течение нескольких секунд при
температуре красного каления.
^люминий, используют в виде
провблоки'йли тонкой ленты; его ос-
новным преимуществом является
низкая стоимость.
Простой метод изготовления
кольцевых прокладок из алюминия
^состоит в скручивании концов про-
волоки необходимой длины; конец
скрутки откусывают, а оставшийся
участок покрывают флюсом (приме-
няемым для пайки алюминия) и
сплавляют его на горелке. При этом
образуется шарик, а небольшое ко-
личество расплава затягивается
между витками за счет капилляр-
ных сил. После раскручивания про-
волоки шарик откусывают.
Разработан метод герметизации,
основанный на диффузии алюминия
в материал фланцев сквозь трещи-
ны в окисной пленке на поверхности
(разд. 3, § 8-4). Уплотнения на алю-
миниевых прокладках могут рабо-
тать примерно до 400°С {Л. 105].
Медные?прокладкй применяют до
температуры примерно 800 °C. Недо-
•стаюк меди состоит в том, что при
нагреве ка воздухе она окисляется.
Испаряющиеся окислы осаждаются
на фланцах вблизи места уплотне-
ния, так что их приходится перио-
дически счищать.
Медь используют как в виде
круглых (проволочных), так и
в виде фасонных (разд. 3, § 8-5 и
8-6) прокладок. Разработан следую-
щий метод изготовления колец из
бескислородной медной проволоки
диаметром 1,5 мм. Проволоку сво-
рачивают на оправке, закрепляя
концы. Затем последние сваривают
с помощью электрического тока
в среде водорода, отделяют образо-
вавшийся шарик и зачищают медь
наждачной бумагой. В заключение
кольцо отжигают в водороде при
950 °C.
Для прокладок, работающих на
срез, а также для различных гре-
бешковых и клиновых «ножевых»
уплотнений (разд. 3, § 8-5 и 8-6)
применяют бескислородную медь
(лента толщиной около 1 мм), от-
жигая ее в водороде при 950°C.
Как правило, индий|применяется
для прокладок в^Ввде проволоки
диаметром 0,7—1,5 мм. Ее сплющи-
вают между фланцами до толщины,
равной 15—25% исходного диаме-
тра. Прокладка представляет собой
отрезок индиевой проволоки с пере-
крытием концов (рис. 3-55). При за-
тяжке уплотнения происходит хо-
лодная сварка индия. Чтобы изго-
товить кольцо (если это необходи-
мо), концы проволоки срезают под
прямым углом и соединяют путем
пайки с флюсом в слабом пламени
горелки.
Индиевые прокладки можно при-
менять до температуры 150 °C и
в том случае, если предельное дав-
ление не должно быть ниже
10~8 мм рт. ст.
Прокладки, вырезанные из тон-
кой (0,18 мм) индиевой ленты, обес-
печивали весьма эффективную гер-
метизацию, но разрушались при
разборке уплотнения. Поскольку ка-
чество уплотнения зависит от спо-
собности индия слегка «растекать-
ся» при затяжке , ширина проклад-
ки не должна превышать 1,5 мм.
Иногда индий наносится на фланцы
в виде покрытия или полуды на
медные кольца [Л. 106]. Используя
алюминиевую проволоку, покрытую
индием, можно получить прочные
соединения.
Преимущества индия в случае
уплотнений, работающих при низ-
кой
температуре, очевидны. Этот
3-55. Индие-
прокладка с
Рис.
вая
холодной сваркой
концов.
219
Таблица 3-17
Форма прокладок (в сечении)
Форма Материал и тип прокладки Размеры, мм (ссылка)
Эластомеры, металлы (круглая)
о
Металлы, тефлон (с набивкой)
Эластомеры
Эластомеры с такой же или метал-
лической перемычкой (гантель-
ного типа)
Эластомеры
Медь
Медь
Медь (ромбовидная прокладка)
Медь
Медь
Медь, покрытая индием
Эластомеры (трапецеидальная)
Эластомер с металлическим про-
тектором
Эластомеры (L-образная проклад-
ка)
Разд. 3, § 8-4
Табл. 3-18
Разд. 3, § 8-5'
Табл. 3-19'
0,4X0,4X0,1
Рис. 3-121,а
3 (по диагоналиХ-
рис. 3-121,в
10X4, разд. 7, § 2-0
Табл. 3-39 ирис. 3-137
Рис. 3-145,а
Табл. 3-18
Рис. 3-122
Разд. 3, § 8-5-
220
Продолжение табл. 3-17
Форма
Материал и тип прокладки
Размеры, мм (ссылка)
Медь
Медь
Рис. 3-144,2
8X1,5
Медь (для конфлатного уплотне-
ния)
Рис. 3-149
Медь (фасонная прокладка)
Рис. 3-121,6
Таблица 3-1^
Полукруглые (рис. 3-56,в) и квадратные (рис. 3-56,6") прокладки из эластомеров*
(размеры в мм)
Номи- нальная вели- чина Диаметр по контуру Тип I Тип II
Квадратная а Полукруглая Квадрат- ная а Полукруглая
d h R d Л R
24 34 40 55 70 85 100 120 150 175 23,5±0,15 33,5 39,5 54,5+0,25 69,0 84,0±0,4 99,0 119,0 148,5±0,6 173,0 4±0,1 4±0,1 4±0,1 2 5±0,15 5±0,15 5±0,15 2,5
225 275 325 380 430 222,5+0,8 272,0 321,5 376,0 425,5 * 6±0,15 6±0,15 6±0,15 3 8±0,2 8±0,2 8±0,2 4
480 530 585 640 690 740 790 845 950 1055 475,0±0,8 524,5+1,0 579,0 633,5 683,0 732,5±1,2 782,0 836,5 940,5 1044,0±1,4 8±0,2 8+0,2 10±0,3 4 12±0,35 12±0,35 12±0,35 6
* Форма канавок показана на рис. 3-114 — 3-118; размеры фланцев даны в табл. 3-35.
221
металл имеет высокую (пластичность
и не требует -столь больших усилий
затяжки, *как при использовании
свинца.
Свинец как прокладочный мате-
риал .применяется редко. Свинцовая
прокладка представляет собой про-
волоку диаметром 1,6 мм, которую
сжимают между стеклянными флан-
цами. В случае тонких металличе-
ских окон (см. разд. 7, § 2-9) ис-
пользовались круглые прокладки
диаметром -около 1,5 мм из сплава
свинца с оловом (1:1). Были пред-
ложены также серебряные про-
кладки.
Прокладки из нержавеющей ста-
ли получали путем нарезки колец из
тонкостенной трубы; их уплотняю-
щее действие основывалось на упру-
гих свойствах конструкции.
В табл. 3-16—3-19 указаны об-
щие характеристики, форма и раз-
меры прокладок.
Таблица 3-19
Прокладки трапецеидального сечения*
(рис. 3-56,г) (размеры в мм)
Рис. 3-56. Размеры прокладок.
распространенных сечений; чаще
всего их применяют в случае уплот-
нения на эластомерах. Некоторые
тип ы пр окл а док стандарти зов а н ы.
Стандартные и общепринятые раз-
меры эластомерных прокладок при-
ведены в табл. 3-18.
Прокладки из пластмасс и ме-
таллов отличаются большим разно-
образием форм (табл. 3-17). Их раз-
меры указываются применительно
к каждому конкретному случаю
(разд. 3, § 8-4—8-6).
12
22
28
36
43
53
77
4,8
4,8
4,8
7,2
9,0
9,0
9,6
95,5
105,5
130,5
155,5
210
260
320
9,5
9,5
9,5
9,5
10
10
10
10
10
10
10
12
12
12
360
370
406
510
540
630
808
10
10
10
10
10
10
12
12
12
12
12
12
12
14,5
♦ Форма канавок показана на рис. 3-119; разме-
ры фланцев даны в табл. 3-38.
Форма прокладок. Тип прокладки
определяется ее контуром и сечени-
ем. Для вакуумных уплотнений
обычно используют кольца (разд. 3,
§ 8-4—8-6) и реже — прокладки
с прямоугольным (разд. 3, § 8-4) и
иными контурами. Форма прокла-
док в сечении значительно разнооб-
разнее. Во многих, однако, случаях
предпочитают, чтобы она была круг-
лой.
Кроме материала и формы, про-
кладки различаются размерами. На
рис. 3-56 даны размеры, которые ха-
рактеризуют прокладки наиболее
222
8-4. КОЛЬЦЕВЫЕ УПЛОТНЕНИЯ
НА КРУГЛЫХ ПРОКЛАДКАХ
Уплотнение этого типа представ-
ляет собою разборное вакуумное
соединение на основе кольцевой
прокладки круглого сечения, т. е.
тора. Кольцо, сделанное из резины
или металла (см. табл. 3-16), сжи-
мают (или иногда защемляют)
между сочленяемыми деталями.
Если сила затяжки приложена в ос-
новном перпендикулярно плоскости
тора, то уплотнение обычно называ-
ют фланцевым, а если эта сила дей-
ствует в радиальном направлении,
то осевым.
После’затяжки уплотняемые де-
тали в зависимости от своей формы
могут касаться прокладки в двух,
трех и более точках ее сечения (кон-
такт плоских фланцев, наличие ка-
навок, ограничителей и т. п.). Ряд
конструкций кольцевых уплотнений
с размещением прокладки между
двумя, тремя или четырьмя деталя-
ми показан на рис. 3-57. Эти конст-
струкции можно получить, исполь-
зуя различные приемы: канавку, вы-
точенную на одной из деталей
(разд. 3, § 8-4); ограничитель, рас-
положенный между фланцами
Рис. 3-57. Классификация кольцевых уплотнений.
J — фланцевое; 2 — канавочное; 3 — с ограничителем; 4 — конусное; 5 — ступенчатое.
(разд. 3, § 8-4); (коническое соеди-
нение (разд. 3, § 8-4); -защемление
прокладки между углами деталей
(разд. 3, § 8-4); ступеньку или уступ
на фланце (разд. 3, § 8-4); сжатие
прокладки между плоскими деталя-
ми (разд. 3, § 8-4 и 8-5).
Канавочные уплотнения. В кана-
вочных уплотнениях с кольцевыми
прокладками одна из сочленяемых
деталей (например, фланец) имеет
точеную выемку, в которой разме-
щается прокладка. Это уплотнение
может 'быть выполнено либо с по-
стоянной деформацией nip окл адки,
либо с постоянной нагрузкой. В пер-
вом случае (уплотнение с ограни-
ченным сжатием) деформация про-
кладки соответствует такой степени
сжатия (см. рис. 3-50), которая не-
обходима и достаточна для вакуум-
ной плотности. Как только эта
степень достигнута, сочленяемые
детали смыкаются своими поверхно-
стями («металл по металлу»),
а прокладка оказывается заключен-
ной в канавке (рис. 3-58,6). Уплот-
нения с ограниченным сжатием
предпочитают 'в случае резиновых
прокладок (табл. 3-17), а с неогра-
ниченным сжатием (рис. 3-58,а) —
в случае фторуглеродов и металла,,
когда к прокладке должна быть по-
стоянно приложена полная нагруз-
ка.
Канавка должна удовлетворять сле-
дующим требованиям:
а) Иметь соответствующие размеры,
т. е. иметь такую площадь поперечного се-
чения, чтобы после затяжки в ней размес-
тился весь объем материала прокладки (при
ограниченном сжатии) или же необходимая
часть его (при неограниченном сжатии).
Для резиновых прокладок сечение канавки
должно быть на 2—5% больше, чем сече-
ние прокладки с учетом несжимаемости ре-
зины и мертвого пространства по углам, не
заполняемого материалом прокладки (что-
бы заполнить эти углы, потребоваласк-бы-
очень сильная локальная деформация ре-
зины^ приводящая к ее_усадке_.х_отверде-__3
нию).
^"^Обеспечивать заданную степень сжа-
тия. Для достижения вакуумной плотности
степен£~~сжатия рёзиновыхТтрикяадок~и_аз-
висимости'от их твердости должна состав^—
лять 20—40% (рис. 3-50) . Это означает, как
видно из рис. 3-59, что отношение В/d долж-
но составлять от 0,8 до 0,6. В идеальном
случае смещение материала прокладки
в каждой точке поперечного сечения долж-
но быть одинаковым; острые углы сильно-
деформируют
ее повторному использованию.
вУУдерживать прокладку на месте по-
сле разборки фланцев.
223;
Рис. 3-58. Уплот-
нения с компрес-
сией прокладки.
а — неограниченной;
б — ограниченной.
Рис. 3-59. Канавки прямоугольного
сечения для круглых прокладок
(с ограниченной компрессией).
а — обычная; б — ступенчатая; в — с фас-
кой.
г) Не затруднять ее извлечение.
д) Иметь минимальный мертвый объ-
ем, или «газовую ловушку» между уплот-
няемыми деталями, отделенную от откачи-
ваемого пространства узкими зазорами
с высоким сопротивлением молекулярному'
потоку.
е) Сводить к минимуму поверхность
прокладки, обращенную на сторону высо-
кого вакуума. Это требование существенно
в случае большинства эластомеров.
ж) Допускать повторное использование
прокладки после разборки уплотнения.
В этом отношении канавки, которые де-
формируют материал под острыми углами
или работают на срез, неудовлетворитель-
jn>i.
з) Иметь конструкцию, допускающую
легкость изготовления с помощью металло-
обрабатывающих станков, а также доста-
точно широкие поля допусков.
Для того чтобы в той или иной мере
выполнить эти условия (при использовании
круглых прокладок), были опробованы раз-
личные типы канавок (табл. 3-20)
Канавки прямоуголь-
ного сечения. Эти канавки
(рис. 3-59,а) наиболее просты в из-
готовлении и их чаще всего приме-
няют. Размеры прямоугольной ка-
навки определяются:
постоянством объема эластоме-
ра;
требуемой степенью сжатия К
(см. рис. 3-50);
допустимой величиной, коэффи-
циента мертвого объема k.
Отсюда глубину В и ширину А
канавки (рис. 3-59,а) можно вычис-
лить из соотношений:
A XB=ford2/4;
B!d=\—K.
Для резиновых прокладок, имею-
щих, как правило, твердость около
40—60 (по Шору), принимают
в среднем величину К равной 0,28.
Т а б л и ц а 3-20
Характеристика канавок
под круглые прокладки
Форма канавки (в сечении) Номер рисунка Соответствие требованиям (см. текст)
а | 6 1 в 1 г д е ж | 3
Прямоугольная 3-59,а X X X У У X X X
Треугольная 3-65 п п п X X У п X
Т рапецеидальная 3-66 Д X X п X X У X X
Ласточкин хвост 3-66, а X X X п п X п п
Трапецеидальная, несиммет- 3-66,в X X X У X X X У
ричная Полукруглая 3-70 У п У X X У п У
Треугольная, скругленная 3-65 п п У X X у п У
Овальная 3-71 У X У X X У У п
Примечание, х—хорошо; у — удовлетворительно; п—плохо.
224
Тогда отношение Bld составит 0,72.
При мертвом объеме, составляющем
5% (#=1,05), это дает Д/б?=1,15.
Размеры А и В прямоугольных
канавок для“ббыадмх_круглых про-
кладок даны в табл. 3-2L Радиус R
скругления канавки (рис. 3-59,а)
должен лежать <в пределах
0,15d</?^0,22d.
Следует, однако, иметь в ваду,
что при радиусе фаски> большем
0,25 мм, может происходить выдав-
ливание прокладок. В некоторых
случаях для упрощения токарной
работы допустим наклон стенок ка-
навки (конусность в сечении), -но не
свыше чем на 5°; указанную величи-
ну угла ни в коем случае нельзя
превышать.
Чтобы 'прокладка не выпадала,
ширину прямоугольной канавки
иногда приравнивают диаметру по-
перечного сечения прокладки.
В этом случае канавка должна
иметь уступ (рис. 3-59,6). Для ее
размеров предложены следующие
соотношения:
B = 0,72d
C=2E=0,25d.
Эти формулы относятся к усло-
виям отсутствия мертвого простран-
ства. Если допустить, что величина
последнего около 5%, то
C = 2E=0,32rf.
Канавки в соответствии с япон-
скими стандартами (рис. 3-59,в)
имеют скошенные под углом 45°
Рис. 3-60. Прямоугольные канав-
ки для круглых прокладок (с не-
ограниченной компрессией).
а — простая; б —с вкладышем; в —
для торцевого уплотнения.
края с шириной фаски 1 мм и ис-
пользуются для круглых прокладок
любого размера. В этом случае
B/d=0,70 4-0,75;
Л/d= 1,204-1,34,
что соответствует значительному
(8—12%) мертвому объему. Если
прямоугольная канавка предназна-
чена для размещения круглой ме-
таллической прокладки, например
из индия, или сжатие не ограничива-
ется смыканием металлических по-
верхностей фланцев, то ее ширина
должна быть равна диаметру про-
кладки, а глубина—на 15—20%
больше, чем ширина. В этом случае
прокладка, лежащая в канавке,
сдавливается зубом ответного флан-
ца (рис. 3-60,а). Недостаток подоб-
ного уплотнения состоит в том, что
в этом случае извлечь прокладку
после разборки не так-то просто;
при этом целесообразно пре-
дусматривать съемный вкладыш
(рис. 3-60,6).
Аналогичная конструкция ис-
пользована для торцевой гермети-
зации бесфланцевой трубы. Уплот-
нение (рис. 3-60,в) состоит из ме-
таллической плиты и опорного коль-
ца, удерживающего прокладку;
последняя с трех сторон сжата ме-
таллом, а с четвертой опирается на
торец стеклянной трубки, предвари-
тельно оплавленной в пламени го-
релки.
С целью герметизации пробок,
ввинчиваемых в отверстия на стен-
ках вакуумной камеры, можно по-
местить прокладку, например, под
головку винта (рис. 3-61). Чтобы
избежать скручивания прокладки
при монтаже, лучше брать болты
с гайками (рис. 3-61,а). Если же
внутренняя сторона стенки недо-
ступна, то рекомендуют делать про-
Рис. 3-61. Уплотнение.
а — болта; б — резьбовой пробки.
15—228
225
Таблица 3-21
Размеры канавок прямоугольного сечения, мм
1 • Диаметр круглой про- кладки (в сечении), d Фланцевое уплотнение (рис. 3-59,а) — Уплотнение вала (рис. 3-63)
номи- нальный минимум максимум А в / В —А с G я.
1,78 1,71 1,85 1,97 2,14 2,284 1,23 1,33 1,19* 0,4 2,80 2,90 1,92 2,02 0,13 0,5 0,10
2,62 2,55 2,69 2,93 3,10 3,484 1,84 1,92 1,704 0,4 4,10 4,25 2,76 2,93 0,13 0,5 0,10
3,0 2,93 3,07 3,36 3,52 2,10 2,20 0,4 4,75 3,30 0,13 0,5 0,10
3,53 3,43 3,63 3,94 4,18 4,574 2,48 2,62 2,304 0,8 5,60 5,80 3,70 3,90 0,15 0,8 0,20
4,0 3,90 4,10 4,50 4,70 2,80 2,95 0,8 6,40 4,35 0,15 0,8 0,20
5,0 4,90 5,10 61 3,6' 0,8 0,8 5,45 0,18 0,8 0,20
5,33 5,21 5,45 6,0 6,30 6,914 3,76 3,90 3,054 0,8 8,50 8,70 5,50 5,80 0,18 0,8 0,20
6,0 5,85 6,15 6,75 7,05 4,20 4,42 0,8 9,70 6,30 0,1& 0,8 0,25
7,0 6,85 7,15 7,90 8,20 9,07 4,92 5,15 4,65 1,6 11,2 11,5 6,90 7,25 0,20 0,8 0,25
8,0 7,74 8,14 9,5 5,90 1,6 12,8 8,40 0,20 1,4 0,25
10,0 9,70 10,30 11,2 11,9 7,0 7,4 2,0 16,0 10,5 0,22 1,8 0,25
12,7 12,44 13,0 14,3 15,0 9,0 9,4 2,5 — — — — —
резь для облегчения откачки резьбы
(рис. 3-61,6),
Возможность откачки самого
уплотнения как для создания ох-
ранного вакуума (разд. 3, § 8-2), так
и для целей течеискания (разд. 1,
§ 3-3) обеспечивается тем, что- про-
тачиваются -две концентрические
канавки (рис. 3-49,6), а пространст-
во между ними соединяется со сред-
ством откачки. Подобное же уплот-
нение с двумя прокладками было
использовано в устройстве, в кото-
ром по каналу циркулировала -вода,
охлаждающая прокладки во время
прогрева вакуумной системы. Та-
ким способом в камере был получен
сверхвысокий вакуум (10~8—
10-10 мм рт. ст.) несмотря на нали-
226
чие неопрена или витона. Опытным
путем было установлено, что сте-
пень герметизации выше, если в ка-
нале создать большое гидростатиче-
ское давление (до 10 кгс/см2), кото-
рое прижимает прокладки к флан-
цам.
Канавочные уплотнения можно
использовать и в тех случаях, когда
одна из уплотняемых деталей долж-
на перемещаться относительно
фланца с прокладкой. Это имеет
место, например, в затворах (разд. 6,
§ 1-3). Такое уплотнение (рис. 3-62,а)
несколько отличается от стандарт-
ного. Чтобы устранить возможное
вытягивание прокладки, ее берут на
один номер меньше (по диаметру
контура), чем это требуется для
Рис. 3-62. Уплотнение.
а — задвижки; б — изолированного ввода.
<9
Рис. 3-64. Уплотнения с прямоуголь-
ной канавкой.
данной канавки (размеры фланцев
указаны в разд. 3, § 8-4).
На рис. 3-62,6 изображено «ва-
куумное уплотнение электрического
токоподвода или штока, допускаю-
щего поворот на определенный угол.
Прокладку 8 размещают в мелкой
(0,4d) канавке, выточенной в седле
7. Седло припаяно к стенке 2 ва-
куумной камеры по контуру 6. Сжа-
тие прокладки ограничивается изо-
ляционной шайбой 5. Изолятор 7
центрирует ввод или шток 3 в на-
кидной гайке 4,
Оси или толкатели можно герме-
тизировать с помощью прокладки,
находящейся в прямоугольной ка-
навке на самом валу или в подшип-
нике скольжения. Детали таких
уплотнений показаны на рис. 3-63.
С точки зрения простоты обработки
предпочитают протачивать вал. Раз-
меры канавок для различных круг-
лых прокладок даны в табл. 3-21.
Осевые уплотнения можно ис-
пользовать также и в случае заглу-
шек (рис. 3-64,6) для небольших от-
верстий. Способ соединения стек-
лянных трубок, где круглые про-
кладки расположены в канавках,
Рис. 3-63. Прямоугольные канавки для осе-
вых уплотнений (согласно табл. 3-21).
а — на валу; б — в подшипнике.
а — для стеклянных трубок; б — для за-
глушки.
выточенных внутри соединительной
муфты, показан на ,рис. 3-64,а.
Канавки треугольного
сечения. Если канавка треуголь-
ного сечения предназначена для
круглой прокладки и должна обес-
печивать к моменту соприкоснове-
ния фланцев степень сжатия, рав-
ную 25%, то угол при ее .вершине
будет составлять 112®. В таких ка-
навках прокладка не удерживается
и поэтому их не применяют.
Однако путем скругления верши-
ны угла можно получить так назы-
ваемые скругленные V-образные ка-
навки, пригодные для уплотнений
как с ограниченным (рис. 3-65,а),
так и с неограниченным (рис. 3-65,6)
сжатием; в последнем случае часть
прокладки выдавливается в зазор
между фланцами. Канавка, изобра-
женная на рис. 3-65,а, имеет обычно
глубину Н, равную примерно 0,8
диаметра сечения прокладки 7). Для
канавки на рис. 3-65,6 отношение
Рис. 3-65. Скругленные треугольные
канавки для уплотнений.
а — с ограниченной; б — неограниченной
компрессией.
15’
227
Рис. 3-66. Трапецеидальные канавки.
шого диаметра и для
тех случаев, когда при
подъеме фланца про-
кладка должна остать-
ся на месте (рис. 3-67).
'Для этой канавки
Я//) = 0,75 4-0,8; WID^
«0,9.
Трапецеидальные ка-
навки, в том числе ти-
и степень сжатия TID^Qfi.
Размеры различных V-образных ка-
навок для круглых прокладок даны
в табл. 3-22. Уплотнения этого типа
(см. рис. 5-19,а) используются в уз-
лах, где фланцы допускают относи-
тельное перемещение.
Канавка трапецеидаль-
ного сечения. Известны три
формы трапецеидальных канавок
открытая (рис. 3-66,6) закрытая, ти-
па ласточкина хвоста (рис. 3-66,а) и
с параллельными боковыми стенка-
ми (рис. 3-66,в).
Открытые канавки иногда пред-
почитают из-за простоты их изго-
товления. Однако они имеют недо-
статок — плохо удерживают про-
кладку (см. табл. 3-20). Канавку
типа ласточкина хвоста труднее вы-
точить, и она создает в уплотнении
мертвые объемы, но зато прокладка
из нее не выпадает. Эту канавку
рекомендуют для уплотнений боль-
па ласточкина хвоста,
имеют угол при вершине 0, равный
30—40°. В основном их применяют
в уплотнениях смыканием металли-
ческих поверхностей фланцев. Если
степень сжатия прокладки C!d=
= 0,72, размер щели А канавки
(рис. 3-66) определяется как
А= (1,13 — 0,68tg-|j^
Данные по трапецеидальным ка-
навкам приведены в табл. 3-22.
Чтобы устранить затруднения,
связанные с проточкой ласточкина
хвоста, и избавиться от газовых ло-
Рис. 3-67. Размеры канавок типа ла-
сточкина хвоста (см. табл. 3-22).
Таблица 3-22
Скругленные V-образные и трапецеидальные канавки (типа ласточкина хвоста)
для круглых прокладок
Номиналь- ный диа- метр про- кладки (в сечении). мм Скругленная V-образная канавка Трапецеидальная канавка (типа ласточкина хвоста)
с ограниченной компрессией с неограниченной компрессией с углом в 40е (рис. 3-66,а,б) с углом в '0° (рис. 3-67)
Н (рис. 3-65,а), мм Н (рис. 2 мм т -65,6), мм А, мм В, мм С, мм W, мм Н, мм
1,78 2,62 3,0 3,53 4,0 5,0 5,33 6,0 7,0 8,0 10,0 12,7 1,41 2,07 2,36 2,80 3,16 3,95 4,22 4,75 5,55 6,30 7,90 10,0 1,07 1,58 1,80 2,12 2,40 3,0 3,3 3,6 4,2 4,8 6,0 7,6 1,43 2,10 2,4 2,84 3,2 4,0 4,3 4,8 5,6 6,4 8,0 10,0 1,50 2,24 2,56 3,06 3,50 4,38 4,70 5,30 6,15 7,00 8,90 11,30 2,92 3,60 4,15 4,92 5,52 6,90 7,40 8,40 10,0 10,9 14,0 18,20 1,24 1,88 2,15 2,54 2,85 3,58 3,78 4,35 5,15 5,82 7,40 9,45 1,60 2,36 2,70 3,17 3,60 4,50 4,80 5,40 6,30 7,2 9,0 11,4 1,34 1,93 2,25 2,65 3,00 3,75 4,0 4,5 5,25 6,00 7,50 9,55
228
Рис. 3-68. Трапецеидальные канав-
ки для круглых прокладок (см.
габл. 3-23).
вушек иногда пользуются трапецеи-
дальными канавками с параллель-
ными боковыми стенками [Л. 107].
Эти канавки (рис. 3-66,в, 3-68) име-
ют по -сравнению с прямоугольными
меньшую ширину, что обеспечивает
зажим прокладки. Необходимая же
площадь сечения и степень -сжатия
достигаются за счет того, что дно ка-
навки делают наклонным.
Для круглых прокладок диаме-
тром d (в сечении) размеры канав-
ки, изображенной на рис. 3-68, опре-
деляются из выражений:
Немане ==^мин 0,025 ММ\
1^мин= й^макс—0,03d;
^мин = А макс/ й/ мин — 0,312 Й7 мин;
^макс == ^мин + 0,03d;
У мин = А макс/ Й7 мин +0,312Гмин;
Y макс = Y мин + 0,03d;
^макс = ^макс/4.
Эти размеры приведены также
в табл. 3-23.
Рис. 3-69. Уплотнения с трапе-
цеидальными канавками.
а — одинарное; б — двойное.
Прокладка, сжатая в подобной
канавке, полностью заполняет ее со
стороны вакуума (рис. 3-68);
в мертвом пространстве со стороны
атмосферы остается небольшое ко-
личество газа. Если необходимо, по-
следний откачивают через отверстие
во фланце, которое может быть как
осевым (см. Ti на рис. 3-69,а), так
и радиальным (Т2). Уплотнение мо-
жет иметь две канавки и
две концентрические прокладки
(рис. 3-69,6) с откачкой пространст-
ва между ними.
Канавки полукруглого и
эллиптического сечения. По-
лукруглые канавки не образуют
замкнутых полостей (ловушек), но
и не вмещают в себя весь объем
прокладки. Таким образом, их нель-
зя использовать в случае резины,
если уплотнение характеризуется
ограниченным сжатием.
Таблица 3-23
боковыми стенками
Трапецеидальные канавки с параллельными
Диаметр прокладки (в сечении), мм Размеры канавки (рис. 3-68), мм
W X R
номи- наль- ный мини- мальный макси- мальный максимум минимум максимум минимум максимум мини- мум
1,78 1,71 1,85 1,68 1,63 1,19 1,14 2,21 2,16 0,12
2,62 2,55 2,69 2,52 2,44 1,65 1,58 3,16 3,10 0,12
3,0 2,93 3,07 2,90 2,81 1,85 1,76 3,63 3,52 0,12
3,53 3,43 3,63 3,40 3,30 2,18 2,08 4,27 4,17 0,12
4,0 3,90 4,10 3,87 3,75 2,44 2,32 4,45 4,33 0,20
5,0 4,90 5,10 4,87 4,72 2,69 2,54 5,61 5,46 0,20
5,33 5,21 5,45 5,18 5,03 3,23 3,04 6,38 6,22 0,20
6,0 5,85 6,15 5,82 5,64 3,28 3,10 6,78 6,60 0,25
7,0 6,85 7,15 6,81 6,60 4,19 3,99 8,31 8,10 0,25
8,0 7,74 8,14 7,70 7,47 4,83 4,60 9,50 9,27 0,25
10,0 9,70 10,30 9,67 9,37 5,23 4,93 11,07 10,77 0,25
12,7 12,44 13,00 12,42 12,04 7,57 7,19 15,09 14,71 0,25
229
Рис. 3-70. Полукруглые канавки
для уплотнений с неограниченной
компрессией.
Полукруглые канавки пригодны,
однако, для металлических прокла-
док (рис. 3-70). Подобные вакуум-
ные уплотнения изготовляются
с одним или двумя кольцами из
алюминиевой или никелевой прово-
локи. Для герметизации криогенной
установки использовались (Круглые
прокладки из индиевой проволоки,
которую закладывали в полукруг-
лый канал [Л. 108]. Радиус канавки
был равен радиусу проволоки. При-
меняется также свинцовая проволо-
ка (диаметром 3,1 мм)', в этом слу-
чае ширина .канавки равна диаме-
тру проволоки, а глубина — не-
сколько меньше 2,4 мм.
Аналогичным образом можно из-
готовить уплотнения скользящего
типа, например, для двух соосных
стеклянных трубок, перемещающих-
ся телескопическим образом (рис.
5-21, а).
Дроссельные затворы (разд. 6,
§ 1-3) снабжают круглой проклад-
кой, расположенной в кольцевой
выточке по краю заслонки.
Отмеченные выше недостатки
полукруглых канавок можно устра-
нить с помощью уплотнения с ка-
навкой, сечение которой выглядит
как полуовал (рис. 3-71). Рекомен-
дуемые для этого случая размеры
определяются отношением H)D =
= 0,82.
Канавки для прямоуголь-
ны х ф л а н ц е в. Круглые проклад-
ки пригодны для уплотнения прямо-
угольных фланцев. С этой целью
Рис. 3-72. Канавки на прямоуголь-
ных фланцах.
а —с заполнением вне контура; б —со
скруглением.
на поверхности фланца фрезеруют
канавку прямоугольного контура.
По форме сечения эти канавки мо-
гут быть такими же, как и в случае
кольцевых уплотнений. Прямые уча-
стки здесь не вызывают затрудне-
ний, но относительно углов этого
•сказать нельзя: и их фрезеровка, и
укладка в них уплотнителя пред-
ставляют собой сложные операции.
Было предложено использовать
прямые канавки «сквозного» типа
(рис. 3-72,а) с герметизацией их
при помощи металлических полосок
или кусочков шнура, которые за-
кладываются по контуру уплотне-
ния [Л. 109]. Однако все же лучше,
если канавки не изгибаются под
прямым углом, особенно в случае
тонких прокладок (например, с диа-
Рис. 3-73. Минимальный радиус R
кривизны канавки в зависимости
от диаметра d прокладки (в сече-
нии).
Рис. 3-71. Круглая прокладка
в овальной канавке.
Рис. 3-74 Проволочное кольцо
между плоскими фланцами.
230
Рис. 3-75. Уплотнение труб на
свинцовой прокладке.
смещение фланца ори затяжке 'не-
велико. Взаимно перпендикулярные
участки таких канавок соединяют
плавными переходами (рис. 3-72,6),
радиус которых не меньше, чем ра-
диус контура под кольцевую про-
кладку того же сечения. Рису-
нок 3-73 дает возможность опреде-
лить .минимальный радиус скругле-
ния углов для канавки на прямо-
угольном фланце в зависимости от
диаметра сечения прокладки.
При разработке вакуумных уста-
новок иногда приходится иметь дело
с канавками еще более сложных
контуров. Примером этого является
прямоугольная канавка на ци-
линдрической поверхности ‘(см.
рис. 5-46). Предложено также
уплотнение с прокладкой, лежащей
в канавке на поверхности цилиндра,
и гибким скользящим прижимом
(см. рис. 5-48).
Применение ограничителей. Простейшее
уплотнение состоит из двух плоских флан-
цев и зажатой между ними прокладки.
К сожалению, в этом случае не обеспече-
ны центровка и фиксация прокладки, а так-
же соблюдение ряда других условий (см.
табл. 3-20). Из-за отсутствия предела сжа-
тия здесь невозможно использовать про-
кладки из эластомеров. Простые уплотне-
ния этого типа (рис. 3-74) применяют толь-
ко в случае металлических прокладок. Так,
например, герметизацию стеклянных труб
Рис. 3-76. Уплотнение вакуумного
колпака.
а — с помощью стакана; б — с по-
мощью ограничительной шайбы.
Рис. 3-77. Фланцевые соединения труб.
а — соединение, поставляемое фирмой Leybold;
б — соединение, поставляемое фирмой Heraevs;
в — фланцевое соединение, поставляемое фирмой
Leybold; г — соединение типа «мекавид*.
1 и 2 —фланцы; 3 —опорная шайба; 4 —соедю
нительный хомут.
Рис. 3-77А. Составные части кольце-
вой прокладки.
Рис. 3-77Б. Поперечный разрез коль-
цевой прокладки.
231
Рис. 3-78. Уплотнение с фасон-
ными шайбами.
а — в открытом; б — в рабочем со-
стоянии.
можно обеспечить с помощью свинцовой
проволоки, прижатой к плоским торцам.
Диаметр проволоки 1 (рис. 3-75) быт ра-
вен 1,6 мм. Трубки, утолщенные по концам,
стягивали вместе с помощью винтов 4 и
колец 3, опирающихся на конические (шли-
фованные) поверхности через вставки 2 из
асбеста, пропитанного графитом. Уплотне-
ние этого типа диаметром 50 мм допускало
прогрев при 300 °C в течение длительного
времени (до 64 ч). Это позволило достичь
в вакуумной системе вакуума порядка
10-7 мм рт. ст. Аналогичная конструкция
с индиевой прокладкой была использована
для изготовления разборных электродов
(рис. 4-10) и для соединения электрододер-
жателя с радиально смещенными деталями
(рис. 4-34). Проволоку из железа высокой
чистоты можно зажать (см. табл. 3-13)
между лужеными фланцами с хорошей об-
работкой поверхности (табл. 3-37). Было
изготовлено также вакуумное уплотнение
на плоских фланцах с помощью проволоч-
ной прокладки из сплава, содержащего
99% алюминия.
Успешно применялись и прокладки из
бескислородной меди (более подробно см.
разд. 3, § 8-3). Положение медного кольца
фиксировалось плоской шайбой, толщина
которой равнялась половине диаметра про-
кладки; шайбу привинчивали к одному из
фланцев. После прогрева при 400 °C это уп-
лотнение нужно было подтягивать (см.
разд. 3, § 8-4), поскольку медь расширяет-
ся сильнее, чем нержавеющая сталь (ма-
териал фланцев), и по остывании герметич-
ность может нарушаться. Другим недостат-
ком здесь являлось то, что сторона про-,
кладки, обращенная к атмосфере, окисляет-
ся. Окислы меди летучи и осаждаются на
фланцах. Перед каждой последующей сбор-
кой узла их приходится удалять.
Как уже упоминалось, плоские (т. е.
бесканавочные) фланцевые разъемы не под-
ходят для резиновых прокладок. Особенно
отчетливо это проявляется при наличии
смазки, когда имеется опасность, что про-
кладка будет втянута в откачиваемое про-
странство. Однако внутри прокладки мож-
но поместить шайбу. Если толщина послед-
ней составляет около 0,7 толщины проклад-
ки, то эта шайба служит также в качестве
ограничителя степени сжатия.
Аналогичные приемы используют при
герметизации вакуумных колпаков
(рис. 3-76).
Для лучшей фиксации прокладки опор-
ные шайбы снабжены, как правило, проточ-
кой по своей цилиндрической поверхности.
Проточка имеет V-образную, скругленную
V-образную, либо полукруглую форму.
Разъемы этого типа для небольших труб
диаметром примерно до 40 мм показаны на
рис. 3-77. Детали уплотнения можно видеть
также на рис. 3-77 А и 3-77 Б.
Разъем фирмы Leybold (ФРГ) имеет
опорную шайбу, снабженную бортиками
для ее центровки (рис. 3-77,а). В уплотне-
ниях этой же фирмы для труб диа-
метром до 250 мм (рис. 3-77,в) центри-
рующий бортик сделан только на одной
стороне шайбы, а поверхности уплотнения
размещены в кольцевых выемках, что за-
щищает их от повреждения при эксплуа-
тации.
Сходные по конструкции разъемы (для
трубопроводов диаметром 10—30 мм) с дру-
Рис. 3-79. Конструкция, общий вид и детали фланцевых разъемов
с опорными шайбами
232
Рис. 3-79А. Общий вид прокладки.
Рис. 3-79Б. Уплотняющие диски от кольце-
вой прокладки.
гим зажимным устройством (рис. 3-77,г)
поставляются фирмой Lab. de Basses Preces-
sions (Франция).
Если две концентрические шайбы рас-
положены внутри и снаружи контура про-
кладки, их можно рассматривать как ка-
навку. Прокладка из эластомера здесь
удерживается двумя соосными металличес-
кими шайбами с проточками на обращен-
ных к ней поверхностях. Проточки имеют
треугольное сечение (рис. 3-78,а). Размеры
образующейся канавки связаны с диамет-
ром d поперечного сечения прокладки сле-
дующим образом:
d
х = -g-cos 9;
8
— = 2ху — у2 tg—•
Для угла 0=20° (чему соответствует
угол при вершине проточки в 140°):
x=0,53d;
#=0,87 d.
Плоские поверхности опорных шайб
должны быть слегка сведены на конус
(пунктирная линия на рис. 3-78,6). Это пре-
пятствует перекосу фланцев при затяжке.
Уплотнения с прокладкой между соос-
ными шайбами изображены соответственно
на рис. 3-79,а и б, и кроме того, на
рис. 3-79А, 3-79Б. Размеры их элементов
приведены в табл. 3-24 и 3-25.
На рис. 3-80,а показано уплотнение
с ограничителем, в котором круглая про-
кладка лежит между двумя соосными ци-
линдрами 1 и 2 и торцами труб 3 и 4. Что-
бы эти цилиндрические ограничители не
выпадали, на торцах труб сделаны проточ-
ки, которые, кроме того, ограничивают сжа-
тие прокладки. Сборка узла производится
с помощью вспомогательных нажимных
фланцев 5 и внешних опорных колец 6, сде-
ланных из пружинной стали. На анало-
гичном принципе действует быстроразбор-
ное уплотнение (рис. 3-80,6) с одним ци-
линдрическим ограничителем.
Для герметизации телескопического
соединения его внутренняя труба исполь-
зуется в качестве цилиндрического ограни-
чителя, удерживающего круглую прокладку;
с другой стороны эта прокладка опирается
на выступ, предусмотренный на внутренней
стенке большей трубы.
Конусные уплотнения. Трубу /
(рис. 3-81) можно уплотнить с фланцем 2
вакуумной камеры с помощью прокладки,
прижатой к стенке трубы и к плоскости
Таблица 3-24
Размеры фланцевых уплотнений (рис. 3-79,а), мм
Проходной диаметр Диаметр прокладки (в сечении) Шайба Труба и фланцы Число отвер- стий под болты Размер болтов
Р N L м £>О а i
10 5 20 4,0 50 75 10 15^ . 10 11,5 4 mi охзо
25 5 40 4,0 75 100 25 30 " 10 11,5 4 Ml 0X30
32 5 50 4,0 90 120 32 38 12 14 4 Ml 2X30
50 5 70 4,0 ПО 140 50 55 12 14 4 Ml 2X35
65 5 85 4,0 130 160 65 70 12 14 4 Ml 2X35
80 5 100 4,0 150 190 80 (85) (И) 18 4 Ml 2X40
100 6 120 4,8 170 210 100 108 14 18 4 Ml 2X40
125 6 150 4,8 200 240 125 (133) 14 18 8 Ml 6X45
150 6 175 4,8 225 265 150 159 14 18 8 Ml 6X45
200 8 230 6,4 ' 280 320 200 (209) 14 18 8 Ml 6X45
250 8 280 6,4 335 375 250 256 14 18 12 Ml 6X46
233
Таблица 3-25
Размеры фланцевых уплотнений (рис. 3-79,6*), мм
Проходной диаметр Диаметр прокладки (в сечении) Шайба Труба и фланцы Число отвер- стий под болты Размер болтов
К D в А ^мин F мака Е С
16 4 22 3 42 55 34 28 8 5,8 4 М5Х25
27 4 34 3 52 65 44 40 8 5,8 4 М5Х25
36 4 42 3 64 78 52 50 8 7,0 4 М6Х30
52 4 60 3 86 105 70 — 10 9,5 4 М8Х35
76 4 80 3 112 136 94 12 11,5 4 Ml 0X40
95 5 105 4 135 158 118 — 12 11,5 4 Ml 0X40
138 6 148 4,5 190 220 168 — 14 14,0 4 Ml 2X50
205 8 218 6 270 300 245 — 16 14,0 8 Ml 2X55
330 8 330 6 390 420 368 — 16 14,0 8 Ml 2X55
690 10 690 8 750 780 730 — 20 14,0 12 Ml 2X65
фланца кольцом 3 с конической поверх-
ностью. Последняя должна быть наклонена
под углом 45° относительно оси трубы. По-
перечное сечение прокладки в точности «ук-
ладывается» в площадь треугольника, об-
разованного тремя поверхностями уплотне-
ния, если А ~ 1,32 d.
Это соответствует отношению H)d=*№2
и гарантирует вакуумную плотность (см.
•рис. 3-50). Если размер А нажимного коль-
ца меньше вышеуказанного (оптимального),
то уплотнение с ограниченным сжатием ста-
новится неосуществимым (рис. 3-82,а). На-
оборот, при слишком больших значениях А
возникает опасность того, что степень сжа-
тия прокладки будет недостаточной для
обеспечёния герметичности, и при этом бу-
дут образовываться газовые ловушки.
Конусное уплотнение с круглой про-
кладкой может быть выполнено в трех кон-
структивных формах (рис. 3-83). Они раз-
личаются между собой как положением на-
клонной поверхности относительно откачи-
ваемого пространства, так и количеством
деталей. В устройстве, показанном на
рис. 3-83,а, конусная поверхность обращена
к атмосфере, а герметизация обеспечивает-
ся по плоскости фланца и цилиндрической
поверхности трубы. Такое уплотнение легче
изготовить (особенно в случае гладких стек-
Рис. 3-80. Уплотнения с цилиндрическими
ограничителями.
а — двумя; б — одним.
лянных труб). Здесь должен быть хорошо
обработан лишь фланец (табл. 3-37), а чи-
стота конусной плоскости несущественна.
Для случая, показанного на рис. 3-83,6,
герметизация осуществляется по цилиндри-
ческой и конической поверхностям. Послед-
нюю труднее обработать с высоким клас-
сом чистоты.
Для лучшей центровки деталей можно
использовать устройство, изображенное на
рис. 3-83,в. Здесь уплотняются две (а не
три) детали; однако осуществить гермети-
зацию непосредственно по поверхности
трубы становится невозможным.
На рис. 3-84,а показаны конкретные
конструкции узлов по типу, изображенному
Рис. 3-81. Конусное прокладочное уплот-
нение.
Рис. 3-82. Конусные уплотнения.
а — при размере А, меньшем оптимальной вели-
чины; б — при размере А, большем оптимальной
величины.
234
Рис. 3-83. Базовые конструкции конусных
• ч уплотнений.
на рис. 3-83,а, т. е. с конической плоскостью
на атмосферной стороне.
На рис. 3-84,6 показано конусное уп-
лотнение, которое было изготовлено путем
торцовки охватываемой детали стандарт-
ного наконечника. При герметизации таким
способом трубок диаметром 4—8 мм гелие-
вый течеискатель не обнаружил наличия
неплотностей.
Вакуумные разъемные узлы конструк-
ции, показанной на рис. 3-83,а, представля-
ют собою муфты с двумя прокладками
(рис. 3-84,в и 3-84А); их размеры даны
в табл. 3-26.
Таблица 3-26
Размеры муфт (рис. 3-84,в), дюймы
Диа-
метр
трубы
на про-
свет
4
_1_
2
2
4
Длина Диа- метр С. Длина отрезка трубы внутри муфты Размер круглой прокладки (по стан- ‘ дарту Велико- британии)
А В
11 *16 11 7 13
16 8 16 6
5 13 1 1 1 8 11
216 16
9 15 9 1
216 16 116 16
„13 1 7 3
216 Чб 1 8 1 8 21
5 1 3 5
316 116 216 1 8 25 •
13 5 5 7
316 116 |оо сч *8 29
•15 11 1 „7 33
416 Чб со 216
1
2
Уплотнения с конусной деталью со сто-
роны вакуума (как на рис. 3-83,6) можно
использовать в случае нарезных пробок
(рис. 3-’85,а), труб, соединяемых с ъакуум-
ной камерой (рис. 3-85,6) или одна с дру-
гой (рис. 3-85,в, г), а также в случае за-
глушек на трубах (рис. 3-85,6).
Для уплотнения пробки (рис. 3-85,а) на
краю отверстия под нее делают фаску цод
Рис. 3-84. Уплотнения с конусной деталью
со стороны атмосферы.
1 — фланец; 2 — прокладка; 3 — металлическая
шайба; 4 — конусная часть; 5 — уплотняемая
труба.
Рис. 3-84А. Вакуумное соединение и его
составные части.
углом 45°, во избежание смятия прокладки
при заворачивании винта под его головку
подкладывают шайбу. Если поверхность
фаски трудно довести до высокой степени
чистоты, пробку можно уплотнить, помещая
резиновое кольцо в канавку на головке бол-
та (см. рис. 3-61,6) или же используя при-
ем, показанный на рис. 3-95,6. Элементы
соединений труб с вакуумными камерами
показаны на рис. 3-85,6. Здесь трубка 1
подключена к штуцеру 5 камеры с по-
мощью -прокладки 4, нажимной шайбы 2 и
накидной гайки 3.
Уплотнения с конусными фасками по-
казаны на рис. 3-85,в. Соединительная муф-
та 1 с отверстиями на 0,1—0,25 мм боль-
шим, чем внешний диаметр труб, с каждой
стороны имеет 45°-ные фаски 2. Прокладки
3 надевают на обе трубы и прижимают их
к муфте с помощью фланцев 4. Этот
же тип уплотнений использован в муфтах
(рис. 3-85,г и 3-85А), размеры которых при-
ведены в табл. 3-26А.
Съемные вакуумные заглушки для стек-
лянных трубок показаны на рис. 3-85,6.
Прокладку 3 зажимают между заглушкой
(или смотровым стеклом) 5, трубой 4 ико-
235
Рис. 3-85. Уплотнения с конусной деталью со стороны
вакуума.
Рис. 3-85А. Элемент соединения труб.
нусным кольцом 2 с помощью шайбы 6 и
накидной гайки 1.
Уплотнение на рис. З-Вб,# затягивают
с помощью гайки 1, усилие которой пере-
Таблица 3-26А
Размеры муфт (рис. 3-85,г), дюймы
Диаметр трубы на просвет А в С Тип прокладки
1 4 4 3 8 4 VR6
1 2 4 1 2 1 ’т VR11
3 4 5 216 оо | сл 9 Чб VR16
1 11 16 15 116 VR21
4 4 15 16 4 VR25
4 4 1 ю |оо CN VR29
2 001 СП 4 4 VR33
дается прокладке 3 через кольцо 2. Таким
образом, прокладка, прижимается к стек-
лянной трубке 4 и к конусной полирован-
ной поверхности штуцера, на которой она
лежит.
Фланец на конце пирексовой трубки по-
казан на рис. 3-86,6. По его периметру со-
шлифована фаска 4 (под углом 15°). Меж-
ду этой фаской и гайкой 2 с помощью шай-
бы 3, зажимают прокладку 1 из индия.
Метод непосредственного соединения
стеклянных или металлических труб разно-
го диаметра показан на рис. 3-87,а. Для
этого из набора, изображенного на
рис. 3-87,6, выбирают диск 3 с отверстием
необходимого размера. Внутренний диа-
метр меньшей трубки 2 должен совпадать
с краями отверстия в диске. Прокладка 4
удерживается на месте с помощью другого
диска 5; аналогичная прокладка 7 у боль-
шей трубы 1 — с помощью третьего диска
6. Благодаря раззенковке отверстий под
винты сначала уплотняют диск 5 с деталью
3 (на четырех винтах), а затем стягивают
вторую пару дисков. Угол конусности в уп-
лотнении составляет 26,5°.
На рис. 3-88 изображена верхняя часть
вакуумной печи, разработанной автором для
нагрева деталей токами высокой частоты.
В нижней части печной камеры имеется ана-
логичное уплотнение и, кроме того, распо-
ложен вакуумный ввод толкателя, который
Рис. 3-86. Специальные конусные
уплотнения.
а — для соединения металлической и стек-
лянной трубок; б — на индиевой про-
кладке.
236
Таблица 3-27
Вакуумные разъемы (рис. 3-89), мм
Проходной диаметр 1/16" 1/8" 1/4" 1/2" 3/4" I" P/a" 2"
А 1/8"BSP 1 8"BSP 1/4"BSP 1/2"BSP 3/4"BSP 1 BSP
В 3,18 5,42 • 9,22 15,1 21,5 28,2 40,8 54,2
С 9,52 9,52 9,52 9,52 12,7 12,7 — —
D 33,2 33,2 33,2 36,5 50,0 50,0 — —
Е 13,4 17,9 23,2 30,3 37,4 48,0 — —
F 25,4 25,4 25,4 34,9 48,5 48,5 66,7 66,7
G 6,35 6,35 6,35 9,52 9,52 9,52 19,1 19,1
Н 6,35 9,52 12,7 19,1 25,4 31,7 44,4 57,1
К 12,7 12,7 12,7 19,3 28,6 28,6 38,1 38,1
L 4,76 4,76 4,76 6,35 9,52 9,52 9,52 9,52
дает возможность поднимать загрузку в об-
ласть поля индукционной катушки.
Конусные уплотнения с центровкой по-
казаны на рис. 3-89. Детали разъема стяги-
вают при помощи накидной гайки с на-
каткой, после чего образуется жесткое ме-
таллическое сочленение. Прокладка подвер-
гается ограниченному сжатию и полностью
заполняет профиль канавки. Затяжка про-
изводится лишь после того, как обе полови-
ны разъема займут правильное положение;
пружинное кольцо в заплечиках гайки пре-
дохраняет последнюю от саморазвинчива-
ния. Размеры этих узлов даны в табл. 3-27.
Конусные уплотнения, сделанные из фи-
тингов, аналогичных применяемым в холо-
дильниках, путем проточки в них особой
канавки, показаны на рис. 3-90,а. Их ха-
рактеристика приведена в табл. 3-28.
В конструкции, показанной на рис. 3-90,6,
имеется двойное конусное уплотнение с от-
Рис. 3-87. Соединение труб разного диа-
метра.
а — конструкция уплотнения; б — набор нажим-
ных дисков.
Рис. 3-89. Вакуумные разъемы.
а — с гладкими бобышками; б — с нарезкой.
Рис. 3-90. Специальные конусные уплот-
нения.
а —типа фитинга; б —с двумя прокладками; в —
1 с <накаткой>.
Рис. 3-88. Конусные уплотне-
ния в вакуумной камере с во-
дяной рубашкой.
/—кварцевая трубка; 2 — труба из
пирекса; 3— водяной канал; 4 —
индукционная катушка.
237
Т а б л и ц а 3-28
Размеры конических фитинговых
уплотнений (рис. 3-90,а), дюймы
Проходной диаметр А в с D Е F G
1 3 _7 1 5
4 16 32 0,236 0,344 32 32 0,100
3 9 5 1 7
8 32 16 0,387 0,531 32 32 0,130
1 13 7 3 1
2 32 16 0,455 0,641 64 т 0,157
5 1 17 3 9
8 2 32 0,572 0,750 64 32 0,168
качкой пространства между прокладками
(см. разд. 3, § 8-2). В другой конструкции
использован прием, называемый «накаткой
прокладки» (рис. 3-90,в); последнюю наде-
вают на конец трубки и закрывают колпач-
ком. При этом кольцевая прокладка «про-
катывается» по поверхности трубы и после
нескольких оборотов занимает устойчивое
положение, удерживая при этом колпачок.
Такие заглушки пригодны, однако, только
для систем с невысоким вакуумом.
Конусные уплотнения надежны и нахо-
дят разнообразное применение. Установка,
собранная полностью на уплотнениях этого
типа, показана на рис. 3-91.
Фланцевые соединения, показанные на
рис. 3-92, имеют фаски 30° на обеих сопря-
гаемых деталях. Прокладка сжимается здесь
в равносторонний треугольник. Для кольца
из пербунана с диаметром (в сечении)
5 мм сторона треугольника была равна
6,7 мм. Это теоретически соответствует ра-
венству площадей сечения прокладки и па-
за без учета мертвого пространства. При
условии, что последнее составляет 4%, раз-
мер стороны треугольника должен быть в
1,37 раза больше диаметра прокладки. Ко-
нусные уплотнения использовались также
в конструкции натекателей (рис. 6-122).
Рис. 3-91. Вакуумная установка на конусных уплотнениях.
1 — механический насос; 2 — диффузионный насос; 3 — задвижка; 4 —
кран; 5 — натекатель; б — маслоуловитель; 7 — тепловое реле; <8— гиб-
кое сочленение; 9 — разрядная трубка; 10 — датчик манометра Пирани;
11 — магниторазрядный манометр (типа Пеннинга); 12—14 — соедине-
ния на прокладках.
238
Рис. 3-92. Конусное уплот-
нение с прокладкой в рав-
ностороннем треугольном
пазу.
Конструкция прогреваемого уплотнения
приведена на рис. 3-92А; между фланцами
заключена прокладка из бескислородной
медной проволоки. Поверхности герметиза-
ции наклонены на 20° относительно гори-
зонтали, а проволочное кольцо опирается
на вертикальную стенку образующего пазй.
Чтобы обеспечить правильное положение
прокладки, ее делают несколько меньшего
размера и слегка растягивают при посадке
на место. Фланцы скрепляют в струбцинах.
Такая конструкция уплотнения ограни-
чивает перекос прокладки и обеспечивает
вакуумную плотность как в обычном со-
стоянии, так и во время прогрева.
Угловые уплотнения. Этот способ гер-
метизации основан на смятии круглой ме-
таллической прокладки в углу уступа, об-
разуемого фланцами. Обычно здесь приме-
няют золотые прокладки (табл. 3-29), ко-
торые изготовляют из куска отожженной
проволоки, скручивая ее концы и сплавляя
их с помощью горелки. Отжиг рекомен-
дуется .проводить на воздухе при темпера-
туре 600 °C (1 ч). ЧтоЪы при монтаже про-
кладка попала на нужное место, ее исход-
ный диаметр (по контуру) должен быть не-
много меньше номинального.
Затем прокладку растягивают
на конусной алюминиевой оп-
равке.
Нажим фланцев должен
обеспечивать смятие проволо-
ки, как показано на рис. 3-93,6.
Для надежной герметичности
отношение H]d должно быть
равно 0,5—0,4 (табл. 3-29), а
радиальный зазор Т между
фланцами должен быть выдер- I
ж ан с большой точностью.
Рекомендуется использо-
вать прогреваемые уплотнения
на золотых прокладках из про-
волоки диаметром 0,5—1,0 мм,
которую обжимают до 0,5—0,25 I
исходного диаметра в углу ।
большой канавки прямоуголь- I
ного сечения. Золотое кольцо у
лучше сделать чуть меньше
внутреннего диаметра канавки
и растянуть при монтаже. Дно XTW
канавки должно иметь неболь- гМя
шой наклон (около 5°) по на-
правлению к тому месту, где
лежит прокладка. Ответный
фланец здесь снабжен прямо-
угольным зубом.
Таблица 3-29
Угловые уплотнения на золотых
прокладках (рис. 3-93)
Прокладка Фланец
Диа- метр прово- локи, мм Предел сжатия Н, мм Радиальный зазор Г, мм Диаметр, мм
0,5 1,0 0,5 0,5 0,75 0,75 если си 0,5 мм. 0,25 0,5* 0,25 0,25—0,20** 0,37—0,30 0,37 Эту прокладку i гачала сдавить Усилие затяжки 0,025—0,05 0,025—0,1 0,05—0,1 0,125 МОЖНО ИСПОЛЬЗО! ее до 0,75 мм г см. в табл. 3-! 12—200 75 - 75 вать дважды, I, а затем до 3.
Для герметичности угловых уплотнений
большое значение имеет чистота обработки
фланцев. Среднеквадратичная величина гре-
бешков должна быть не свыше 16 мкм.
Еще две конструкции угловых уплотне-
ний показаны на рис. 3-94. Преимущества
одной из них (рис. 3-94,6) состоят в точ-
ной фиксации примыкающих поверхностей
и в том, что на уплотняемые детали мож-
но надеть дополнительные фланцы, которые
служат только для затяжки узла. Универ-
сальные фланцы, которые пригодны не
только в данном, но и в других случаях,
изображены на рис. 3-96.
Угловые уплотнения можно прогревать
и подвергать воздействию термоциклов
(40—50 раз) при температурах до 450 °C.
Рис. 3-92А. Уплотнение типа Уилера.
/ — проволочная прокладка; 2 — фланцы; 3 — обечайка; 4 —
струбцина.
239
1 2 3
Рис. 3-95. Ступенчатые уплотнения.
1 — шайба; 2 — прокладка; 3 — фланец.
Рис. 3-93. Угловое уплотнение.
а — до затяжки; б — после затяжки; Т —
радиальный зазор; Н — предел сжатия.
Рекомендуется двойное уплотнение:
внутреннее типа углового с прокладкой из
золотой проволоки, а внешнее с резиновой
прокладкой. Пространство между ними от-
качивается (разд. 3, § 8-2).
Конструкции с двумя прокладками по-
казаны на рис. 3-94,в. Внешняя прокладка
здесь служит только для уменьшения ра-
диального перекоса фланца при затяжке
болтов.
Ступенчатые уплотнения. В уплотнениях
этого типа прокладка помещена в уступ,
выточенный на одной из деталей, и прижи-
мается к плоскости (рис. 3-95,а) или же
к выступу ответного фланца (рис. 3-95,6).
Диаметр проточки должен быть равным
внутреннему диаметру контура прокладки.
Размер же прокладки в сечении выбирают
таким образом, чтобы эластичный матери-
ал сплющивался, как в случае прямоуголь-
ной канавки (шгс. 3-59).
На рис. З-ftpz показано ступенчатое уп-
лотнение с ограниченным, а на рис. 3-_95,6—
с неограниченным сжатием. Последний спо-
соб можно использовать для герметизации
пробки или штока со стенкой вакуумной
камеры, если толщина стенки достаточна,
чтобы утопить в ней головку болта, шайбу
и прокладку. Другие способы герметизации
пробок показаны на рис. 3-61 и 3-85,а.
Конструкция фланцев, пригодных для
ступенчатого уплотнения на прокладке из
витона, показана на рис. 3-96,а, для углово-
го уплотнения на золотой проволоке
рис. 3-96,6 и фрикционного на медной про-
кладке — на рис. 3-96,в. Эта конструкция
дает возможность сначала проверить* ваку-
умную систему на прокладке из эластомера
с последующим «переключением» фланцев
на сверхвысоковакуумный вариант.
Ступенчатый тип уплотнения с приме-
нением ртути иллюстрируется на рис. 3-31,г.
Если на фланце нельзя проточить вы-
ступ, используют три отдельные детали
(рис. 3-97). Так, например, прокладку, на-
детую на шток или вал (рис. 3-97,а), сжи-
мают упорным кольцом или же (рис. 3-97,6)
закраиной тарелки, соединенной с грубой.
Рис. 3-96. Универсальные фланцы
для уплотнений различного типа.
Рис. 3-94. Конструкции угловых уплотнений.
а и б — простое уплотнение; в — двойное уплотнение.
240
Последняя конструкция оказа-
лась работоспособной при тем-
пературе жидкого гелия. Мед-
ную трубу 4 уплотняли с та-
релкой 2 с помощью индиевой
проволочной прокладки (диа-
метром 1,5 мм) и фасонной
муфты 5, которую навинчивали
на деталь 1.
Стеклянную трубку с бур-
тиком можно закрыть металли-
ческой крышкой (рис. 3-97,в.)
Термокомпрессионные
(«цементирующие») уп-
лотнения. В уплотнениях
этого типа между плоски-
ми фланцами зажимают
алюминиевую прокладку
и нагревают собранный
узел до температуры, до-
статочной для достижения
высокой адгезии.’
Такую прокладку мож-
но изготовить путем
сплавления концов отрез-
ка алюминиевой проволо-
ки (диаметром около
0,8 мм). Полученное коль-
цо очищают с помощью
каустической соды и во-
ды. Если алюминий про-
сто .прижать к поверхно-
сти нержавеющей стали,
го холодная сварка не
происходит даже под дав-
лением в 1 600 кгс на 1 см
длины проволоки. Одна-
ко при нагреве до 250 °C
Рис. 3-97. Ступенчатое уплотнение с тремя деталями.
а — для штоков и валов; б — тарельчатое; в — торцевое (для
стеклянной трубки).
Рис. 3-98. Сопротивление разрушению уплотнений, полу-
ченных термокомпрессией при усилии 893 кгс]см.
а — влияние чистоты обработки после прогрева узла при 300 °C
в течение 10 мин-. О — фланцы, отполированные наждачной бу-
магой; X — точеные фланцы; алюминиевая проволока располо-
жена перпендикулярно рискам; б — влияние температуры про-
грева при данной чистоте обработки; алюминиевая проволока
расположена параллельно либо перпендикулярно (1) рискам:
О — фланцы, отполированные наждачной бумагой до чистоты
0,25 мкм; ХП — шлифованные фланцы («0,9 мкм); + А—то-
ченые фланцы («0,9 мкм).
(или немного выше) эти металлы
«свариваются» с фланцами даже при
более низких давлениях (900 кгс!см).
Если температура не превосходит
370 °C, то прокладка может быть'по-
том отделена от фланцев, хотя на
их поверхности и остаются следы
алюминия. Образование термоком-
прессион'ного уплотнения объясня-
ется следующим образом. При на-
гревании (прокладки под давлением
алюминий «течет» между фланцами,
нарушая слой поверхностных окис-
лов, и прилипает к стали. Адгезия
наблюдается лишь в том случае,
если из зазоров между прокладкой
и фланцами -вытеснен воздух и
фронт движущегося алюминия кон-
тактирует с обезгаженным материа-
лом.
Прочность термокомпрессионного спая
прямо пропорциональна температуре про-
грева (рис. 3-98,6); сопротивление разру-
шению зависит также и от чистоты по-
верхности фланцев (рис. 3-98,а). Для уп-
лотнений на точеных или шлифованных
фланцах с размером неровностей свыше
0,25 мкм сопротивление разрушению связа-
но, кроме того, с положением проклад-
ки относительно поверхностных рисок
(рис. 3-98,6). Оно максимально в том слу-
чае, когда ось алюминиевой проволоки пер-
пендикулярна к следам обработки. Воз-
можное объяснение этого необычного явле-
ния состоит в том, что если проволока па-
раллельна рискам, то последние препятст-
вуют «растеканию» алюминия, и окислы
удаляются главным образом только с гре-
бешков неровностей. Если же прокладка
перпендикулярна рискам, алюминий, рас-
пространяясь в стороны, «счищает» окислы
со всей поверхности фланцев.
В недавних опытах со сравнительно
большими (диаметром 380 мм) термокомп-
рессионными узлами было найдено, что пло-
16—228
241
Рис. 3-99. Связь между толщиной про-
кладки и усилием на единицу длины для
термокомпрессионных уплотнений.
1 — алюминиевая проволока с обычными фланца-
ми; 2 — то же с фланцами, покрытыми индием;
3 — алюминий, покрытый индием; 4 — проволока
из сплава алюминия с 5% кремния; 5 — то же
с фланцами, покрытыми индием (для трех верх-
них кривых диаметр проволоки равен 1,6 мм,
для пунктирных I мм, для трех нижних 0,9 мм).
хая герметизация может являться следст-
вием ослабления затяжки болтов до того,
как произойдет сварка, неодинакового уси-
лия затяжки болтов, попадания между
фланцами частиц пыли. Чтобы обеспечить
постоянство и равномерность сил сжатия
в процессе прогрева, используют специаль-
ные пружинящие конические шайбы, кото-
рые надевают под головки стяжных болтов.
Роль этих шайб, однако, отлична от
той, которая имеет место в случае обычных
разборных уплотнений, где с помощью шайб
также устраняется разница в натяге (разд.
3, § 8-4). Дело в том, что при термокомп-
рессионной герметизации происходит ис-
тинная сварка. После прогрева болты мож-
но даже ослабить и соединение останется
при этом вакуумноплотным.
Дополнительное преимущество кониче-
ских шайб состоит в снижении усилия, не-
обходимого для герметизации: оказываемое
на шайбу давление (см. табл. 3-13) можно
при этом уменьшить в 2—3 раза. Шайбы
компенсируют также долговременную тер-
Рис. 3-99А. Прокладка из четырех
кусков алюминиевой проволоки,
покрытой индием.
Рис. 3-106. Размеры фланцев
с канавкой.
а — полукруглого; б — прямоуголь-
ного; в — трапецеидального сече-
ния (см. табл. 3-30).
мическую ползучесть материала болтов
после термоциклов, что освобождает рт не-
обходимости применения болтов из спец
сталей, устойчивых к ползучести.
С помощью шайбы из нержавеющей
стали (толщиной 0,25—0,10 мм) можно
контролировать сжатие проволочной про-
кладки; в связи с этим была сделана по-
пытка предотвратить разъедание термо-
компрессионных уплотнений ртутью путем
использования алюминия с примесью крем-
ния *, или защитных индиевых покрытий
[Л. НО]. Индий, нанесенный на поверх-
ность алюминиевой прокладки, обнаружи-
вает ряд интересных свойств. Во-первых, он
Рис. 3-101. Размеры фланцев под
кольцевые прокладки (табл. 3-31).
* Алюминий с 3—5% кремния устой-
чив по отношению к ртути на холоде и
сравнительно медленно разъедается горя-
чими ртутными парами.
242
Таблица 3-30
Рис. 3-102. Размеры
фланцев фирмы Edwards
для кольцевых прокла-
док (табл. 3-32).
Фланцы с канавками под круглую
прокладку (рис. 3-100)
Раз- мер Минимальный, мм Максимальный
O2=l,03 0,4-7 D2=l,12 Dj+14
Dt=D- —0,15d
Dt Dt=D-{-d—W
Os=l,12 O,-|-34 O3=l,18 0,4-40
т D4=l,14 0,4-46 T=0,027 0,4-7,6 O4=l,30 D,4-56 7=0,027 0,4-10
1 Для V-образных и полукруглых канавок см.
рис. 3-65 и табл. 3-22.
2 Для канавок прямоугольного сечения см. табл.
3-21; D—внутренний диаметр контура прокладки,
d—диаметр прокладки в сечении (рис. 3-56).
з Для трапецеидальных канавок см. табл. 3-23.
4 Характеристика отверстий под болты дана
ниже:
Рис. 3-103. Размеры
фланцев фирмы Vecco
для кольцевых прокла-
док (табл. 3-33).
D3, мм <100 100—300 300-450 450—550
Число отверстий 4-6 8 12 16
Диаметр отверстия, мм 9—14 9-18 14-20 14—20
Рис. 3-104. Размеры фланцев по Генри
(см. табл. 3-34).
играет роль смазки, уменьшающей усилие
затяжки при заданной компрессии
(рис. 3-99), а при равных усилиях обеспе-
чивает максимальную степень сжатия. Хотя
основная часть индия выдавливается в сто-
рону краев прокладки, однако, между нею
и фланцами еще остается тонкая пленка,
которая способствует заполнению поверх-
ностных дефектов.
Алюминиевые прокладки, покрытые ин-
дием, не требуют сварки концов. Последние
можно просто наложить один на другой:
при сжатии индий обеспечит вполне удов-
летворительный спай. На рис. 3-99А в каче-
стве примера показано разобранное уплот-
нение, которое было сделано с помощью ко-
ротких отрезков такой проволоки; их кон-
цы перекрывались. При диаметре проклад-
ки 90 мм и без какой-либо ее предвари-
Плоский фланец
Рис. в 3-105. Размеры фланцев по Кийоши (см. табл. 3-35)
16*
243
Т а б л иц а 3-31
Фланцы под круглую прокладку по DIN2572-1940 (рис. 3-101) (размеры в мм)
Проходной диаметр D D, D. - Число болтов А d4 D&* ов а в т Размер болтов
10 75 50 11,5 4 15 10 25 5 10 6 3,6 Ml 0X30
20 90 65 11,5 4 25 20 35 5 10 6 3,6 Ml 0X30
32 120 90 14 4 38 32 55 5 10 6 3,6 Ml 2X30
50 140 НО 14 4 55 50 80 5 12 6 3,6 Ml 2X35
70 160 130 14 4 75 70 90 5 12 6 3,6 Ml 2X35
100 210 170 18 8 108 100 125 5 14 6 3,6 Ml 6X40
150 265 225 18 8 159 150 170 5 14 6 3,6 Ml 6X45
250 375 335 18 12 256 250 270 8 15 9,5 5,9 Ml 6X45
* См. табл. 3-21 и 3-22.
Таблица 3-32
Разборные фланцевые соединения, мм (см. рис. 3-102)
Проходной диаметр A В С D E F G H Прокладка*
1 2" 15,1 38,1 19,1 9,52 12,7 31,7 28,6 4BAX 2" VOR121
3 4" 21,5 41,3 25,4 9,52 12,7 31,7 33,6 4BAX^ VOR130
1" 28,2 54,0 31,7 9,52 12,7 31,7 46,3 4ВАХ-5П VOR138
1 1 2" 54,2 114,3 57,1 9,52 19,1 38,1 95,3 3 1/4BSFX-477 VOR146
2" 54,2 114,3 57,1 9,52 19,1 38,1 95,3 3 1 4BSFX-477 VOR159
3" 79,9 184,1 84,1 19,1 22,2 38,1 146,0 3 1 4BSFX^7 VOR184
* Размеры канавок даны в табл. 3-21.
оставалось гер-
Рис. 3-106. Размеры конусных соединений
по Генри (см. табл. 3-36).
тельной сварки уплотнение
метичным после четырех циклов нагрева до
350 °C.
Чтобы обойти необходимость расточки
массивных фланцев, нужных лишь для тер-
мокомпрессии (табл. 3-13), рекомендуется
делать их съемными и устанавливать толь-
ко при первом прогреве уплотнения до
500 °C. При этом фланцы самой аппарату-
ры могут иметь толщину всего 1—2 мм.
.. Стандартные фланцы и другие детали
для ------- ------------
Размеры фланцев, применяемых в прокла-
дочных уплотнениях различного типа (ка-
навочных, конусных и др.), устанавливают-
ся национальными стандартами либо нор-
малями различных фирм. Обобщая предъ-
являемые к фланцам требования, можно
дать ряд указаний по выбору размеров
этих деталей. Для случая канавочных уп-
лотнений с круглой прокладкой это евсдит-
24 4
Таблица 3-33
Фланцы для уплотнений (рис. 3-103)
(размеры в дюймах)
* 2
С я ч
1
4
3
8
1
2
5
8
3
4
7
8
1
1 8
1
1 8
3
1 8
3
1 8
3
3
*Т
4
4
3
3
4
4
4
4
5
5
6
6
3
16
3
16
1
4
1
4
1
4
1
4
5
16
5
16
5
16
5
16
7
8
8
4
4
13
!32
13
*32
3
3
9
216
9
216
3
8
7
16
7
16
1
2
4
1
4Т
4
4
4
4 (37)
4 (37)
6 (41)
6 (41)
6 (49)
6 (49)
ся к данным, приведенным в табл. 3-30' (см.
также рис. 3-100). Размеры некоторых стан-
дартных фланцев приведены в табл. 3-31—
3-35 (см. рис. 3-101—3-105). Фланцы для
уплотнений с ограничительными элементами
охарактеризованы в табл. 3-24 и 3-25, а ос-
новные размеры конусных уплотнений да-
ны в табл. 3-26 и 3-27. В части последних
некоторые сведения приводятся также в
табл. 3-36 и на рис. 3-106.
Рис. 3-106А. Разборные фланцевые соеди-
нения.
Сборка и эксплуатация кольцевых уп-
лотнений. Разборный узел может быть хо-
рошо сконструирован, но все же не быть
герметичным из-за неправильной сборки или
обращения с ним. Основные указания по
вопросам сборки и эксплуатации уплотне-
ний касаются самой прокладки, фланцев и
операций затяжки.
Размеры прокладки. Прокладки
можно изготовить из шнура или проволоки,
а также из эластомера (разд. 3, § 8-3).
Размер готовой прокладки выбирают таким
образом, чтобы она точно входила в уплот-
нение.
Если взять круглую прокладку с
меньшим диаметром поперечного сечения,
чем это предусмотрено, то требуемой сте-
пени сжатия достичь невозможно (см.
рис. 3-46 и 3-50), и уплотнение сразу же
(или через короткий промежуток времени)
окажется негерметичным. При большем, чем
нужно, диаметре прокладки фланцы не
удается затянуть до контакта металлических
поверхностей (см. рис. 3-64 и 3-65), либо
это приводит к срезу прокладки. В резуль-
245
Т а б л и ц а 3-34
Размеры фланцев в соответствии со стандартом Франции (рис. 3-104), мм
Номиналь- ный диаметр di D b с Болты g*
число диа- метр диаметр отверстия
40 44,5 43 90 10 75 4 6 7 55
50 57 55,5 НО 12 90 4 8 9 67,7
65 76 74 130 12 ПО 8 8 9 86,7
100 108 106 170 12 150 8 8 9 118,5
150 159 156 250 14 225 8 8 9 177,2
200 219,1 213 300 14 280 8 8 9 234,4
250 273,1 266 375 16 335 12 12 14 297,8
300 323,9 316 440 16 395 12 12 14 348,5
400 406,1 397 540 20 495 16 12 14 —
* Форма канавки определяется по усмотрению конструктора. Площади поперечного сечения прокладки и
канавки должны быть, как минимум, равны: глубина канавки составляет 0,75 диаметра прокладки (разд. 3,
§ 8-4).
Т а б л и ц а 3-35
Размеры фланцев в соответствии со стандартом Японии JFS В2290-1957
(рис. 3-105), мм
Номиналь- ный диаметр d D т f g с Число болтов h Gi* Gi
для литых флан- цев для прочих флан- цев
12 15 70 10 8 1 38 50 4 9,5 24 34 3
20 25 80 10 8 1 48 60 4 9,5 34 44 3
25 30 90 10 8 1 58 70 4 9,5 40 50 3
40 45 105 12 10 1 72 85 4 9,5 55 65 3
50 60 120 12 10 1 88 100 4 9,5 70 80 3
70 80 145 12 10 1 105 120 4 11 85 95 3
80 90 160 14 12 2 120 135 4 11 100 НО 3
100 НО 185 14 12 2 145 160 8 11 120 130 3
130 140 210 14 12 2 170 185 8 11 150 160 3
160 170 235 14 12 2 195 210 8 11 175 185 3
200 220 300 18 16 2 252 270 8 15 225 241 4,5
260 270 350 18 16 2 302 320 12 15 275 291 4,5
300 320 400 18 16 2 352 370 12 15 325 341 4,5
350 370 450 20 2 402 420 12 15 380 396 4,5
400 420 520 20 2 458 480 12 19 430 446 4,5.
450 470 575 — 20 2 511 535 16 19 480 504 7
500 520 625 22 2 561 585 16 19 530 554 7
550 575 680 24 2 616 640 16 19 585 609 7
600 630 750 — 24 2 672 700 16 22 640 664 7
650 680 800 24 2 722 750 20 22 690 714 7
700 730 850 26 2 772 800 20 22 740 764 7
750 780 900 26 2 822 850 20 22 790 814 7
800 835 955 26 2 877 905 24 22 845 869 7
900 935 1 065 28 2 983 1 015 24 25 950 974 7
«1000 1 040 1 170 — 28 2 1 088 1 120 24 25 1 055 1 079 7
* Размеры канавок—на рис. 3-5Э,в. Рекомендуется
лению откачки.
устанавливать фланец с канавкой навстречу направ-
тате, хотя уплотнение и будет герметичным,
затрудняется правильная установка (цен-
тровка) деталей и, кроме того, большая по-
верхность прокладки оказывается обращен-
ной к вакуумному пространству.
246
Использовать прокладки с большим,
чем предусмотрено конструкцией, диамет-
ром по контуру вообще невозможно, так
как материал прокладки несжимаем. При-
менение прокладок меньшего диаметра
Таблица 3-36
Размеры элементов конусных соединений
в соответствии со стандартом Франции
(рис. 3-106), мм
Номи- наль- ный диа- метр 10 (15) 20 25 32 40
di 14 20 25 30 38 44,5
D 26,44 33,25 41,91 47,80 59,61 69,30
13 17 24 29 35 43,5
а2 15,3 20 28 34,3 40,5 50
b 22 29 37 44 54 64
с 3,8 4,8 5,0 5,9 6,8 7,0
k 6 7 8 9 11 12
е 19 25 31 38 45 55
t 18 18 21 22 23 28
h 8 9,5 11 13 15 16,5
/2 11 12 14 16 18 20
m 13 17 24 29 35 43,5
d 15,2 19,9 27,9 34,2 40,3 49,8
g 24 30 38,6 44,5 54 66
h 25 27 30 32 35 40
i 3 3 3 4 4 4
18 22 30 38 45 53
P 4 5,8 5,8 6,5 8 9
r 0,5 1 1 1 1,5 1,5
с натягом их на край канавки, выступа
или ограничительной шайбы является наи-
более частой ошибкой при работе с раз-
борными уплотнениями. Этот случай экви-
валентен применению прокладки с недоста-
точным по величине диаметром сечения
(см. выше), но таит <в себе еще и дополни-
тельную опасность. Вследствие натяга все
ранее незначительные дефекты на поверхно-
сти прокладки увеличиваются и превраща-
ются в сквозные каналы. Очень часто про-
кладку при этом повреждают о края дета-
ли, и на ней появляются надрезы. Это про-
исходит, в частности, в тех случаях, когда
кромка канавки или выступа не скруглена,
или когда прокладку натягивают на неоп-
лавленный конец стеклянной трубки.
Д^иизготовлении прокладок из резино-
вого ...шйуря концы его можно соединить
тремя слябами;,-.сделать___косой__срез.. jl
сжать (без склейки), склеить^или.-же_дро-
вулканиаировать соединенные кпнпы
"Имея некоторый навык, удается срезать
концы шнура таким образом, что, уложив
прокладку в канавку, сразу же получают
хорошее уплотнение. Срез выполняют под
углом около 30° в таком положении, чтобы
под воздействием фланцев перекрытие так-
же воспринимало усилие затяжки.
При вулканизации на резину также на-
носят соответствующий клей, сжимают кон-
цы шнура и подвергают место контакта
термообработке. Режим ее определяется
свойствами данной резины.
Очистка прокладок. Для дости-
женйя~^ири'цгеги уплотнении поверхность
прокладки должна быть свободна от пыли
или любых частиц, которые могли бы по-
мешать ее непосредственному контакту
с фланцами или другими уплотняемыми де-
талями. Известно также, что метод очистки
влияет на газовыделение материала про-
кладки (Л. 111]. Например, резиновые про-
кладки с диаметром контура 28,6 мм про-
мывали в ацетоне, спирте или трихлорэти-
лене, высушивали на воздухе при комнат-
ной температуре и при помощи масс-спек-
трометра анализировали состав остаточного
газа в вакуумной системе с уплотнениями
на этих прокладках. По достижении дав-
лений 10“5—10~в мм рт. ст. среда остаточ-
ных газов содержала углеводороды; после
промывки прокладок в трихлорэтилене об-
наруживались значительные пики масс, со-
ответствующие хлористому водороду. Эти
загрязнения можно свести к минимуму пу-
тем предварительного прогрева прокладки
на воздухе при температуре 100 °C в тече-
ние нескольких часов. Если использовать го-
товые (покупные) прокладки, не подвергая
их (после распаковки) какой-либо очистке
и покрывая при хранении слоем апиезона,
то загрязнения не наблюдается.
Во избежание загрязнения ртути, на-
ходящейся в контакте с резиновыми про-
кладками, рекомендуется предварительно
кипятить прокладки в крепком растворе
каустической соды (не менее 1 ч), а затем
в дистиллир<?ванной воде.
Смазка п р окл адо к.^Слой смазки
может способствовать временной гермети-
зации небольших царапин на поверхности
фланцев или самой прокладки, но все же
прибегать к смазке не рекомендуется.
В частности, смазку нельзя применять в
бесканавочных уплотнениях, где прокладка
может скользить в боковом направлении.
П о в т о р н о е __и с п о д_ьдо^в ан и е
р езиновых п р о к л а д ок. После
уплотнения^ проклЭДХу можно использовать
вторично лишь в том случае, если она цела
и не утратила способности к деформации.
Состояние поверхности прокладки оцени-
вают визуально под легким натягом. Если
резина повреждена или прокладка смята и
имеет углы, то использовать ее нецелесооб-
разно.
Поверхности герметизации.
Место уплотнения ограничено сравнительно
малой долей площади сопрягаемых дета-
лей (фланцев и пр., см. разд. 3, § 8-1 и
8-4). Чистота обработки поверхности метал-
ла в этих местах — основное условие на-
дежности уплотнений. Требуемая степень
чистоты обработки зависит от типа про-
кладки (табл. 3-37). Нужную чистоту по-
верхности создают путем механической об-
работки, шлифовки, полировки и т. д. При
подготовке деталей из кварца рекомендует-
ся рихтовать концы труб (с помощью гра-
фитового стержня) на стеклодувном шпин-
дельном станке.
Небольшие риски на уплотняемой по-
верхности менее опасны, если они идут па-
раллельно прокладке С другой стороны,
247
Табл и ц а 3-37
Требования к чистоте обработки поверхностей герметизации
Материал прокладки Тип уплотнения Чистота поверхности (среднеквадра- тичная), мкм Примечание
Резина С ограничителем ком- прессии 1,6 (мини- мальная)
Золото (проволока) С плоскими фланцами Угловое 0,1—0,2 0,4 Рис- 3-74, 3-94
Железо особочистое (про- волока) Плоское 0,4—0,8 Риски должны быть па- раллельны оси прово- волоки
Алюминий (проволока) Термокомпрессионное; фланцы из нержавею- щей стали 0,25
Го же Плоское, для соедине- ния металла со стек- лом 0,2
Медь Плоское; прокладка с буртиком; с фасонной прокладкой, клиновое, конфлатное 1,3 0,8 Рис. 3-121,#, б, табл. 3-39, рлс. 3-149
Без прокладки Внутренняя герметиза- ция двойной камеры, с откачкой промежу- точного пространства 0,2 Разд. 3, § 8-2
даже очень незначительные радиальные ца-
рапины часто приводят к натеканиям. Ис-
ключением является случай термокомпрес-
сионной сварки на алюминии (разд. 3,
§ 8-4), где риски, перпендикулярные прово-
лочной прокладке, увеличивают силу адге-
зии.
Острые кромки на элементах фланцев
(канавки, выступы) должны хттсутствЪвать.
Углы деталей следует скруглять (см.
табл. 3-21 и 3-23).
____Мет а л л и ч е с к и е поверхности.
ОкислешПя' поверхность металла обладает
такими же недостатками, как и плохо об-
работанная. Окисление может происходить
при нагреве, необходимом для пайки или
сварки узлов. С учетом этого рекомендуют
протачивать детали после пайки либо вы-
полнять эту операцию в защитной среде
(см. разд. 2, § 2-2).
При мон-
таиТе уплотнения прокладку помещают в ка-
навку, на ограничитель или на выступ
фланца и сжимают ее, затягивая собран-
ный узел. Если затяжку производят с по-
мощью болтов (см. табл. 3-24, 3-25, 3-31 —
3-35), последние должны быть расположены
симметрично. Очень важно, чтобы эта опе-
рация производилась постепенно. Слегка
подтянув первый болт, подтягивают в та-
кой же степени диаметрально портивопо-
248
ложный, затем ближайший к первому, за-
тем диаметрально противоположный треть-
ему и т. д. Завернув все болты, повторяют
этот цикл в прежней последовательности
и т. д.
Величина суммарного момента затяжки,
необходимого для надежной герметизации,
зависит от типа и размеров уплотнения и
от рода прокладки. Момент затяжки дол-
жен обеспечить давление на прокладку,
указанное в табл. 3-13.
Уплотнения (даже стандартные), выпу-
скаемые различными фирмами, подчас со-
бираются на трех или четырех болтах, хо-
гд для надежной герметизации нужно иметь
их минимум шесть. Установлено^ что
четырех—шести болтах натекание меньше
при малых_усилиях- здтяжки^£увеличени-
ем момента начинает отрицательно сказы-
ваться изгиб фланцев. При большем числе
болтов с увеличением момента величина на-
текания уменьшается.
Чтобы сократить диаметр фланцев (че-
му препятствует необходимая разноска бол-
тов), предложено применять вместо болтов
специальные зажимы. Так как эти зажимы
передают усилие ближе к прокладке, то од-
новременно снижается опасность изгиба
фланцев.
Если уплотнение подвержено воздейст-
вию термоциклов, то разница в коэффици-
Рис. 3-107. Сборка конусных уплотнений.
ентах термического расширения между
фланцами и болтами обусловливает тенден-
цию к разгерметизации. Таким образом, в
этих случаях необходима периодическая
подтяжка. Этого можно избегнуть, приме-
няя шайбы Гровера. С аналогичной целью
применяются специальные кольц'а из нержа-
веющей стали с прокладками между каж-
дыми двумя болтами или кольца из нержа-
веющей стали толщиной 0,1—0,25 мм. Под
головками болтов можно размещать конус-
ные пружинные шайбы.
Для компенсации разницы в термиче-
ском уходе фланцев и болтов применялись
также цилиндрические шайбы из материала
с низким коэффициентом теплового расши-
рения (сплав Нило-40) (Л. 112].
Небольшие разъемы и муфты с винто-
вой нарезкой часто затягивают or руки или
с помощью различных несложных устройств.
Такие способы затяжки иллюстрируются на
рис. 3-106А, а также на рис. 3-107, на кото-
ром показана правильная последователь-
ность сборки конусного уплотнения с круг-
лой прокладкой.
Весьма важно, чтобы при сборке про-
кладка оставалась неподвижной. Это обес-
печивается либо тем, что сочленяемые де-
тали не проворачиваются друг относитель-
но друга (рис. 3-107,6), либо за счет на-
жимной шайбы или компрессионного коль-
ца (рис. 3-107,а и в).
8-5. УПЛОТНЕНИЯ С ТОЛСТЫМИ
ПРОКЛАДКАМИ
В уплотнениях этого типа используют
некруглые прокладки с различной формой
сечения (см. табл. 3-18), причем ширина и
высота прокладки имеют одинаковый поря-
док величины.
Учитывая относительное расположение
прокладки и сочленяемых деталей (флан-
цев), а также их форму, эти уплотнения
можно разбить на следующие группы
(разд. 3, § 8-5):
1. Плоские.
2. Конусные.
3. Цилиндрические.
4 Гантельного типа.
5. Уплотнения с прокладками, рабо-
тающими на срез.
6. Гребешковые.
7. Уплотнения с полыми прокладками.
Плоские уплотнения. Простейшее уп-
лотнение этого типа представляет собою
кольцо из резиновой ленты, сжатое между
двумя гладкими фланцами. Для центровки
и для контроля степени обжатия резины
можно использовать некруглые прокладки
и другого поперечного сечения (например,
прямоугольную, квадратную или трапецеи-
дальную), помещая их в канавку соответ-
ствующей формы. В некоторых случаях
между гладкими фланцами закладывают
прокладки специального профиля из эласто-
меров или металла.
Уплотнения с гладкими флан-
цами. Между плоскостями двух фланцев
можно поместить прокладку из эластомера,
имеющую прямоугольное или квадратное
сечение. Поверхность прокладки в этом слу-
чае обычно слегка смазывают. Это создает
возможность герметизации при незначитель-
ном давлении (5—20 кгс на 1 сл£2 проклад-
ки), но подчас ведет и к последующей ут-
рате вакуумной плотности. Квадратная про-
кладка между гладкими фланцами
(рис. 3-108,а) без смазки хорошо удержи-
вается на месте под нажимом (рис. 3-108,6);
если же ее поверхность смазана, то на-
блюдается постепенное скольжение
(рис. 3-108,Ъ). Хотя это скольжение и не
является непосредственной причиной нате-
кания, необходимость частой подтяжки уп-
лотнения приводит к износу или* разрыву
прокладки.
При отсутствии смазки требуется боль-
шее давление (15—ЗОкес/си2), величина ко-
торого зависит от твердости материала про-
кладки и от шероховатости уплотняемых по-
верхностей.
249
Рис. 3-108. Квадрат-
ная резиновая про-
кладка.
а — в исходном состоя-
нии; б — после обжатия
без смазки; в — то же со
смазкой.
При использовании гладких фланцев с
плоской прокладкой следует предусматри-
вать возможность центровки. С этой целью
применяют прокладки с центрирующими уш-
ками (рис. 3-109) для торцевого уплотне-
ния труб Обработку торцов ведут таким
3-109. Уплотне-
с плоской про-
кладкой.
образом, чтобы исключить возможность по-
явления на них радиальных царапин. Про-
кладка изготовляется из алюминия. В по-
добных случаях пригодны также резина,
тефлон и золото. Плоские прокладки из
тефлона были использованы в масс-спек-
трометрических приборах. Можно наклеи-
вать резиновую ленту на одну из шлифо-
ванных поверхностей вакуумного эксика-
тора; это обеспечивает легкое освобожде-
ние крышки.
Плоские уплотнения часто применяются
для вакуумных колпаков. Необходимая на-
грузка прокладки достигается здесь либо
под действием атмосферного давления
(рис. 3-110,а), либо с помощью стяжных
болтов (рис. 3-110,6). Минимальный диа-
метр колпака D (см), при котором возмож-
на герметизация за счет атмосферного дав-
ления, определяют как
D^Aph,
где р — необходимая удельная нагрузка на
прокладку, кгс!см2\ h — толщина стенки кол-
пака по торцу, см. Опыт показывает, что
без механической затяжки надежное уплот-
нение достигается лишь при применении
колпаков диаметром не менее 15 см. Со-
гласно приведенной выше формуле при тол-
щине стенки 4 мм это соответствует на-
грузке около 10 кгс!см2.
Уплотнение смотровых окон и заглушек
показано на рис. 3-110,в.
Две трубы одинакового диаметра сое-
диняют встык с помощью плоской про-
кладки, помещаемой между торцами. Вну-
тренняя муфта (рис. 3-110,г), служащая для
центровки труб, удерживается самой про-
кладкой, которая входит в кольцевую ка-
навку на муфте. Фланцы, необходимые для
затяжки, опираются на стопорные кольца.
Трубы различного диаметра соединяют,
как показано на рис. 3-110,6. Между тор-
цами труб вводят металлическую шайбу,
которая служит опорой для плоских рези-
новых прокладок. Усилие в уплотнении со-
здается с помощью спаренного нажимного
устройства. Гладкие фланцы допускают гер-
метизацию одного с другим также с по-
мощью плоской медной прокладки [Л. 113]
или алюминия, покрытого пластическим ма-
териалом (Л. 114].
Уплотнение с охранным вакуумом
(разд. 3, § 8-2) можно выполнить на базе
сдвоенной прокладки с прямоугольным се-
чением (рис. 3-111); она состоит из двух
соосных элементов, скрепленных металли-
ческим кольцом 1 с ушками 2. Резиновые
элементы здесь, как правило, присоедине-
ны к металлу способом вулканизации.
Вкладыши 3, монтируемые на кольце 1,
играют роль упоров и ограничивают ю
нужной степени сжатие прокладки. В коль-
це имеются также отверстия 4, которые
соединяют зазоры по обеим его сторонам.
Рис. 3-110. Плоские уплотнения.
а — вакуумного колпака; б — то же со стяжкой; в—смотрового окна, г — стыковое соединение
труб; д — то же с двумя прокладками разного диаметра.
250
Рис. 3-111. Сдвоенная кольцевая прокладка.
В аналогичном случае использовалась
литая резиновая прокладка 3 (рис. 3-112),
прикрепляемая к фланцу винтами 1 и фик-
сируемая стальным вкладышем 2. Послед-
ний приваривали по периметру фланца
с вакуумной стороны. Это уплотнение бы-
ло предназначено для камеры ускорителя
элементарных частиц (Л. 115]. Сдвоенные
прокладки применяются и в уплотнениях
гантельного типа (см. рис. 3-135).
Уплотнения с канавкой. Что-
бы предотвратить радиальное скольжение
материала уплотнителя во время затяжки
(рис. 3-108), целесообразно укладывать его
в канавку, выточенную в одном из фланцев.
Канавка может обеспечивать либо полное,
либо ограниченное сжатие. В первом слу-
чае площадь ее поперечного сечения долж-
на быть меньше площади прокладки; во
втором канавка вмещает сжатую проклад-
ку полностью.
При достижении необходимой
степени сжатия (рис. 3-50) должно
оставаться свободное пр остр а н ство
для деформации резиньГв направ-
лении, перпендикулярном усилию
затяжки. Таким образом, следует
избегать случаев, подобных изобра-
женному на рис. 3-113,а, Правиль-
ное положение прокладки показано
на рис. 3-113,6 и в, причем в послед-
Рис. 3-112. Сдвоенная проклад-
ка, привинчиваемая к фланцу.
Рис. 3-113. Канавочные уплотне-
ния с плоской прокладкой.
а — неправильно; б и в — правильно.
Рис. 3-114. Прокладка квадрат-
ного сечения в прямоугольной
канавке той же ширины, что и
прокладка.
нем случае одновременно обеспечи-
вается центровка фланцев.
Если применяют прокладки ква-
дратного сечения предпочтительнее
конструкция, изображенная на рис.
3-115. Для уплотнения, показанного
на рис. 3-114, рекомендованы
соотношения HIL = Qfi и T/L = 0,8
[Л. 116]. Здесь обычно наблюдается
большая остаточная деформация,
иногда приводящая к срезу про-
кладки; как правило, последнюю
приходится заменять после каждой
разборки фланцев.
Если канавка имеет фаску
(рис. 3-115), то .-пстаточная дефор -
мация уменьшается, и прокладка
допускает повторное использование.
В 'этом случае рекомендуется соот*
ношение
#/L=0,6; F/L=l,5 и T/L=0,8.
Уплотнение с канавкой, показан-
ное на рис. 3-115, обычно использу-
ют как фланцевое уплотнение; его
можно приспособить, кроме того, и
Рис. 3-115. Прокладка квадратно-
го сечения в прямоугольной ка-
навке с фаской.
251
Рис. 3-116. Герметизация крышек и смот-
ровых окон.
Рис. 3-119. Трапецеидальная прокладка
в канавке типа ласточкина хвоста.
в качестве элемента при сборке бо-
лее сложных конструкций. Рису-
нок 3-116 иллюстрирует это приме-
нительно к герметизации крышек,
люков, смотровых окон и т. д.
В канавочных уплотнениях
с ограниченным сжатием (см.
разд. 3, § 8-4) площадь сечения ка-
навки должна быть на 2—5% боль-
ше, чем у прокладки. При смыкании
фланцев (т. е. при контакте металла
с металлом) прокладка полностью
уходит в канавку.
При употреблении квадратных
резиновых прокладок уплотнения
такого типа могут быть выполнены,
как показано на рис. 3-117 и 3-118.
На рис. 3-117 прокладка смещена
к вакуумной стороне канавки. При
этом Г/А = 0,75 и WIL= 1,4.
Конструкция на рис. 3-118 явля-
ется хорошим примером „того, как
можно уменьшить поверхность рези-
ны, обращенную к откачиваемому
пространству. В этом случае T]L =
= 0,75; В/Л = 0,5 и Г/Л = 2,2.
Если необходимо, чтобы про-
кладка не выпадала при разборке,
следует использовать прокладки
с трапецеидальным сечением. Их
закладывают в канавки типа ла-
сточкина хвоста (рис. 3-119). Для
подобных конструкций Т1Н = Ъ$3 и
S/B = 0,75; детальные размеры даны
в табл. 3-38 (рис. 3-120).
Т а б л и ц а 3-38
Стандартные размеры, мм, уплотнений
с трапецеидальной прокладкой
по DIN 2570
Рис. 3-117. Прокладка квадратно-
го сечения в прямоугольной ка-
навке (ограниченная компрессия).
NW Л н в А D S т
10 16 4,8 4 5 13 3 4
20 26 4,8 4 5 23 3 4
25 32 4,8 4 5 29 3 4
32 4^ 7,2 6 7,5 37,6 4,4 6
40 50 9,0 7 9,5 44,7 5,3 7
50 60 9,0 7 9,5 54,7 5,3 7
65 • 85 9,6 8 10 79 6 8
90 105 10 9,5 11 97,7 7,3 8
100 115 10 9,5 11 107,7 7,3 8
125 140 10 9,5 11 132,7 7,3 8
150 165 10 9,5 11 157,7 7,3 8
260 220 12 10 13 212,5 7,5 10
250 270 12 10 13 262,5 7,5 10
300 330 12 10 13 322,5 7,5 10
350 380 12 10 13 372,5 7,5 10
400 416 12 10 13 408,5 7,5 10
500 550 12 10 13 542,5 7,5 10
600 640 12 10 13 632,5 7,5 10
800 820 14,5 1 2 14,5 811,2 8,8 12
Уплотнения на проклад-
ках специальной формы.
В плоских уплотнениях (можно ис-
пользовать также разнообразные
Рис. 3-118. Квадратная прокладка в сту-
пенчатой прямоугольной канавке.
Рис. 3-120. Размеры уплотне-
ний с трапецеидальной про-
кладкой (к табл. 3-38).
252
прокладки со сложной формой
поперечного сечения.
Одной из наиболее извест-
ных прокладок этого типа
(табл. 3-1$ является так на-
зываемая L-образная, приме-
няемая для 'герметизации ва-
куумных колпаков и окон. Эти
прокладки поставляются гото-
выми. Они имеют различные
размеры и могут быть изготов-
лены из эластомеров типа не-
опрен, витон и др. Недостаток
подобных уплотнений состоит
в том, что большая поверхность
прокладки обращена к откачи-
ваемому пространству, поэто-
му они пригодны лишь для
динамических систем откачки,
оснащенных мощными насоса-
ми (например, для напыли-
тельных установок).
В попытках устранить неко-
торые недостатки, присущих
уплотнениям на кольцах из
проволоки (большое усилие за-
тяжки, отсутствие эластично-
сти), многие конструкторы ис-
пользуют фасонные металличе-
ские прокладки с поперечным
сечением самых разнообразных
форм. Образцы таких прокла-
док показаны на рис. 3-121.
Прогреваемые уплотнения с
гладкими фланцами на медных
прокладках, снабженных малень-
кими буртиками, показаны на
рис. 3-121, а. Буртики сминаются,
а металл тела прокладки расширя-
ется, обеспечивая хорошую герме-
тичность во время прогрева и при
термоциклах. Требования к чистоте
поверхности здесь не очень велики
(см. табл. 3-37); более критичным
является соблюдение размеров В и
С прокладки (рис. 3-121,а). Размер
С является компромиссным, так как,
во-первых, буртик должен быть рас-
положен возможно дальше от ат-
мосферной стороны фланца (чтобы
не происходило его окисление); во-
вторых, он должен быть возможно
ближе к болтам (это уменьшает
влияние изгиба фланцев во время
затяжки). Размеры, указанные на
рис. 3-121,а, являются оптималь-
ными.
Рис. 3-121. Плоские уплотнения на фасон-
ных прокладках.
а — с буртиками; б — штампованная прокладка;
в — то же прямоугольного сечения; г — ромбиче-
ская; д — то же со стальным кольцом.
Аналогичные фланцевые уплотне-
ния (диаметром 38 и 152 мм) соби-
раются на штампованных проклад-
ках. Такая прокладка (рис. 3-121,6)
имеет зуб в форме усеченного рав-
ностороннего треугольника. При из-
готовлении ее из бескислородной
меди уплотнение можно вскрыть и
вновь собрать, не меняя прокладки.
Эту операцию можно повторять
35 раз, лишь слегка увеличивая дав-
ление при каждой последующей за-
тяжке фланцев, чтобы сгладить сле-
ды, остающиеся от предыдущей опе-
рации. Однако из соображений на-
дежности рекомендуется использо-
вать прокладку не более четырех
раз. Ее способность обеспечивать
повторную герметизацию объясняют
тем, что при вдавливании медного
зуба в тело прокладки здесь не раз-
виваются большие поперечные на-
253
Рис. 3-122. Резиновая прокладка.
а — армированная металлической лентой до за-
тяжки; б — то же после затяжки.
пряжения, как в случае канавочно-
клиновых уплотнений (типа «зуб —
канавка»), описываемых в разд. 3,
§ 8-5. Вероятно, в определенном се-
чении прокладки не превышен пре-
дел упругости меди, и обеспечива-
ется такая средняя удельная работа
деформации, которая дает возмож-
ность повторного уплотнения. Необ-
ходимые для этого усилия указаны
в табл. 3-13, а требования к чистоте
поверхности — в табл. 3-37.
Штампованная прокладка с зу-
бом оказывается, однако, чувстви-
тельной к неплоокостности фланцев.
Уход последней от 0,025 до 0,05 мм
примерно на длине 1,9 мм (по
окружности уплотнения) был доста-
точен для того, чтобы герметизация
стала ненадежной. Уплотнение до-
пускает прогрев при 400°C.
Аналогичные прокладки прямо-
угольного сечения были сделаны из
бескислородной меди. С помощью
таких прокладок (рис. 3-121,в) про-
изводили герметизацию отверстий от
25,4 до 152 мм в поперечнике, по
круглому или прямоугольному кон-
туру. После прогрева (8—56 ч при
600 °C) скорость натекания не пре-
вышала 7 ♦ Ю-8 л • мкм рт. ст.Iсек
(см. также табл. 1-5).
Уплотнения на ромбических
медных прокладках показаны
(рис. 3-121,г) с фланцами из нер-
жавеющей стали. Прокладку поме-
щают в прямоугольную канавку,
выточенную на одном из фланцев.
Ширина канавки должна быть рав-
Рис. 3-123. Резиновая прокладка в оболоч-
ке из металлической фольги,
а —до затяжки; б — после затяжки.
на диагонали ромба, а глубина дол-
жна составлять 85% этой величины;
максимальная степень сжатия про-
кладки равна 85%. Уплотнение
можно прогревать до 450°C. Усилия
затяжки даны в табл. 3-13. Пред-
ложена также ромбическая про-
кладка 1 из золота, надетая в виде
обода на кольцо 2 из нержавеющей
стали (рис. 3-121,(3).
Чтобы ограничить поверхность
резиновых прокладок, обращенную
в вакуум, их можно армировать V-
образной металлической лентой
(рис. 3-122). Последняя экранирует
резину после затяжки уплотнения.
Армировочное кольцо может быть
сделано из мягкой меди или стали
(для систем, где присутствуют ртут-
ные пары).
Еще одна возможность экрани-
рования резиновой прокладки пока-
зана на рис. 3-123. Здесь прямо-
угольная прокладка заключена
в оболочку из тонкой (0,05 мм) ме-
таллической фольги.
Конусные уплотнения. В этих
уплотнениях прокладке либо зара-
нее придана коническая форма, ли-
бо она приобретает таковую при
деформации между сочленяемыми
деталями. Простейшим конусным
уплотнением является обычная ре-
зиновая пробка (рис. 3-124,а); ее
можно использовать также для гер-
метизации места ввода в откачивае-
мый сосуд трубок или стержней
(рис. 3-124,6).
Чтобы обеспечить необходимую
степень сжатия резины, пробку или
прокладку можно прижать к горло-
Рис. 3-124. Конусные уплотнения.
а — резиновая пробка; б — то же с отверстием;
6 — пробка с нажимным фланцем; г — соединение
стеклянной и металлической трубок через про-
кладку из тефлона.
254
вине с помощью допол-
нительного плоского флан-
ца, как показано на рис.
3-124,в. Для прохода тру-
бок или стержней во
фланце п р е д у с м атр ив а ют
одно или несколько от-
верстий. Это способ гер-
метизации пригоден так-
же для проволок термо-
пар и токоподводов.
В другом случае (рис.
3-124,г) конусный конец
трубки уплотняют с по-
мощью прокладки, за-
крывающей цилиндрическое отвер-
стие. Эта конструкция (пробка
из тефлона) использована в ра-
боте во время опытов с низкими
температурами. В случае примене-
ния тефлона на внутренней поверх-
ности цилиндрического канала сле-
дует предусмотреть несколько па-
раллельных канавок (см. рис. 3-124,г
и табл. 3-17). Для деталей с конус-
ными поверхностями уплотнения
прокладка может лежать как меж-
ду параллельными плоскостями
(рис. 3-125,а и б), так и между пло-
скостями, сходящимися под углом
(рис. 3-125,в). На рис. 3-125,а пока-
зана конструкция, в которой внача-
ле плоская прокладка 1 между тру-
бами 2 деформируется на конус при
затяжке уплотнения с помощью
разрезных колец 3 и муфты. Ва-
куумное сочленение, показанное на
рис. 3-125,6, получено с помощью
тонкой резиновой ленты 2, заложен-
ной между коническими поверхно-
стями 1. Это тип сочленения нельзя,
однако, использовать, если должно
быть точно зафиксировано его поло-
жение или если невозможно избе-
жать небольших смещений, вызы-
Рис. 3-125. Конусные уплотнения.
а — на плоской прокладке; б — на резиновой лен-
те; в — на квадратной прокладке.
Рис. 3-126. Конусные беспрокладочные уплотнения.
а — между выпуклыми поверхностями; б — между выпуклой и
конической поверхностями; в — с развальцовкой трубки; г —
с пружинным элементом.
ваемых, например, перепадом дав-
ления.
Если плоскости сходятся под
углом (обычно 90°), можно исполь-
зовать квадратные кольцевые про-
кладки (рис. 3-125,в) наряду с круг-
лыми (см. рис. 3-86 и 3-92).
Конусные уплотнения могут быть
выполнены на металлических (на-
пример, алюминиевых) прокладках
или даже вовсе без прокладок за
счет герметизации при непосредст-
венном взаимном контакте деталей.
Касание криволинейной (выпук-
лой) и конической (рис. 3-126,6),
а также двух выпуклых поверхно-
стей (рис. 3-126,а) создает хорошую
возможность беопрокладочной гер-
метизации (конечно, здесь примени-
мы и прокладки, например, из
бескислородной меди, сплава меди
с никелем, из монеля или нержа-
веющей стали, толщиною 0,25—
1 мм). Такие уплотнения выдержи-
вали длительный (420 ч) прогрев
при 500°С. Успешная работа бес-
прокладочных уплотнений обуслов-
лена очень большим удельным дав-
лением, вследствие того что указан-
ные выше поверхности в принципе
соприкасаются по линии; это же
обеспечивает возможность эффек-
тивной переборки узла, даже если
сопрягаемые детали вторично не са-
дятся по тому же месту, как в пре-
дыдущем случае [Л. 117].
Вакуумное сочленение, изобра-
женное на рис. 3-126,в, изготовлено
за счет развальцовки конца медной
трубки, продетой через фланец с ко-
нической фаской. Ответный фланец
снабжен выступом, контактирую-
щим с местом развальцовки.
255
a) 6) в)
Рис. 3-127. Применение резиновых тру-
бок.
Для беспрокладочного уплотне-
ния можно использовать расходя-
щуюся -конусную деталь, .прижимае-
мую к (плоскости (рис. 3-126,г). За
счет увеличения диаметра деталь
уплотняется с цилиндрической стен-
кой. Подобные детали делали из
•пружинной стали, а ответные детали
(корпуса)—из нержавеющей стали
[Л. 118]. Твердость пружинящей
детали должна быть выше, чем
у корпуса, а ее диаметр—пример-
но на 0,1 мм меньше диаметра кор-
пуса. При снятии нагрузки основа-
ние конуса, сжимаясь, приобретает
первоначальную форму и отходит
от стенок, что дает возможность из-
влечь пружинящую деталь из кор-
пуса. Этот вид беспрокладочного
уплотнения предлагалось использо-
вать в кранах и натекателях.
Цилиндрические уплотнения.
В уплотнениях этого типа уплотни-
тель прижимается -к цилиндриче-
ской поверхности в радиальном на-
правлении. При этом используют
резиновые трубки, прокладки и
манжеты.
Соединения на резиновых
трубках (шлангах) представ-
ляют собою простейший тип вакуум-
ных уплотнений. Однако для их на-
<57
Рис. 3-128. Олив-
ки для труб.
а — стеклянной; б —
металлической
о)
Рис. 3-129. Соеди-
нения на резино-
вых муфтах;
а — трубы равного
диаметра; б — фи-
тинги (не рекомен-
дуются из-за нали-
чия воздушной ло-
вушки).
дежной работы должны удовлетво-
ряться следующие требования.
1. Резиновая трубка должна
иметь достаточную толщину стенок,
иначе она будет сплющена атмос-
ферным давлением (см. рис. 2-17).
Трубки большого диаметра можно
усиливать, вводя в них спирали из
пружинящей проволоки (см',
рис. 5-2,г).
2. Внутренний диаметр резино-
вой трубки должен быть меньше
внелпнего диаметра трубы, на кото-
рую ее надевают. Точное отношение
этих диаметров задать трудно; на
рис. 3-127 показаны случаи пра-
вильного (б) и неправильного (а
и в) применения шланга. В послед-
нем случае его диаметр слишком
мал.
3. Конец трубы, вставляемый
в резиновый шланг, должен быть
скруглен (металлические трубы)
или оплавлен (стекло). Острые
кромки повреждают резину изнутри,
что ведет к появлению течей.
4. На конце трубы рекомендует-
ся делать оливки, облегчающие
сборку уплотнения (рис. 3-128).
5. Если с помощью короткого от-
резка шланга (резиновой муфты)
соединяют две трубы, рекомендует-
ся, чтобы их концы (внутри муфты)
соприкасались (рис. 3-129,а). Это
уменьшает поверхность резины, об-
ращенную в вакуум. Однако <в слу-
чае стеклянных трубок здесь нужно
проявлять известную осторожность,
и если в месте соединения возможен
изгиб, то лучше оставить -между
концами трубок некоторый зазор.
6. С помощью муфты можно со-
единять трубы с нетолстыми стенка-
ми, одна из которых плотно
(без зазоров) входит в другую
(рис. 3-129,6). Если после посадки
между трубками остается зазор, то
лучше использовать третью трубку
как переходник.
256
Рис. 3-131. Цилиндрическое
уплотнение.
а — до затяжки; б — после за-
тяжки.
Рис. 3-130. Хомут для резиновых шлангов.
7. Чтобы облегчить надевание
шла-нга, его можно слегка смазать
изнутри; следует избегать •примене-
ния с этой целью воды.
8. Соединения на вакуумных
шлангах по типу, показанному на
рис. 3-127,6 и 3-128, обычно обла-
дают хорошей герметичностью без
дополнительных хомутов. Если же
окажется, что они необходимы, то
следует избегать обвязки шлангов
проволокой, поскольку имеется
опасность порезать резину. Конст-
рукция хомута показана на
рис. 3-130.
9. При снятии шлангов со стек-
лянных трубок последние часто ло-
маются. Поэтому, особенно при раз-
борке «старых» уплотнений, лучше
разрезать резину .вдоль трубки, а не
пытаться ее стягивать. При некото-
ром навыке можно, однако, восполь-
зоваться простым приспособлени-
ем— куском изогнутой под прямым
углом проволоки диаметром 2—
3 мм. Конец проволоки смазывают,
вводят между трубкой и шлангом
и перемещают по периметру, отде-
ляя тем .самым- резину от стекла.
Для гибких соединений лучше
использовать готовые узлы, выпу-
скаемые промышленностью (см.
разд. 5, § 1-3).
Уплотнения на проклад-
ках. Цилиндрическое уплотнение
с прокладкой показано на рис. 3-131.
Оно осуществляется за счет усилия,
приложенного в осевом направле-
нии.
17—228
Этот принцип использован
(рис. 3-132,а) для соединения двух
трубок с помощью дополнительной
муфты. В качестве недостатка нуж-
но отметить, что здесь не гаранти-
рована центровка элементов уплот-
нения. В частности, может оказать-
ся, что концы трубок расположены
слишком близко к одной из
прокладок (пунктирные линии на
рис. 3-132,а). С другой стороны,
муфта подвижна в осевом направ-
лении, и, сдвинув ее, можно, таким
образом, подрезать одну из труб
до нужной длины.
Трубы разного диаметра соеди-
няют с помощью устройства, пока-
занного на рис. 3-132,6. Прокладка /
образует уплотнение цилиндриче-
ского типа относительно трубки 2
(меньшего диаметра) и плоское
уплотнение относительно трубы 3.
Стяжка 4 передает усилие на внеш-
нюю коническую поверхность 3 и
на прокладку 1. Эта конструкция
пригодна для труб диаметром до
100 мм.
Две трубки с сильно различаю-
щимися диаметрами можно соеди-
нить, как показано на рис. 3-133,а.
Цилиндрическую резиновую пробку
1, вставленную с малым зазором
Рис. 3-132. Соединение труб.
а — с двумя цилиндрическими уплотнения-
ми; б — с прокладкой, образующей ци-
линдрическое и плоское уплотнения
257
Рис. 3-133. Цилиндрические компрес-
сионные уплотнения.
а — легкоразборного типа: б — полураз-
борного типа.
в широкую трубу 2, сдавливают
с помощью шайбы 3 и накидной
гайки 4. За счет этого одновремен-
но создается уплотнение и по внеш-
ней поверхности меньшей трубки 5.
В данном случае важно соблюдать
два условия.
Во-первых, зазор между пробкой
1 и трубой 2, а также между малой
трубкой 5, пробкой 1 и шай-
бой 3 должен быть минимальным.
Во-вторых, затяжка уплотнения
должна происходить без (провора-
чивания шайбы; с этой целью меж-
ду ней и накидной гайкой помеща-
ют шарикоподшипник 6. Подобные
конструкции используют для подсо-
единения штенгелей ламп накалива-
ния и электровакуумных приборов
к вращающимся деталям золотни-
ковых устройств (рис. 3-18) откач-
ных машин.
На рис. 3-133,6 показано полу-
разборное цилиндрическое уплотне-
ние для диффузионных насосов.
В .качестве материала прокладки
здесь иногда -применяют тефлон.
Уплотнения этого типа используют
для герметизации штоков (разд. 5,
§ 1-7), электрических токоподводов
(разд. 4, § 3-2), а также вакуумных
затворов (разд. 6, § 1-3).
Уплотнения с манжетами.
В этом случае роль прокладки игра-
ет специальная манжета, края кото-
рой прилегают к цилиндрическим
поверхностям (рис. 3-134).
В конструкции рис. 3-134,а ман-
жета представляет собою кольцо 1
из тефлона диаметром 25,4/37,5 мм
и высотой 5,7 мм с U-образной про-
- точкой. Толщина закраин составля-
ет 0,5 мм. В проточку заложена
плотная спираль 3 диаметром
4,7 мм, навитая из струнной прово-
локи диаметром 0,25 мм. Уплотне-
ние достигается за счет прилегания
закраин манжеты к двум металли-
ческим поверхностям 2, скошенным
по отношению к оси на угол в 35°.
В этом случае усилие сжатия раз-
вивается как в радиальном, так и
в осевом направлении.
Устройства с медными манжета-
ми показаны на рис. 3-134,6. Кони-
ческую шайбу 4 закладывают узкой
стороной кверху в расточенный со-
ответствующим образом конец мас-
сивной трубы. Затем сквозь эту
шайбу проталкивают тонкостенную
медную трубку 1, до тех пор пока
ее торец не войдет в плотный кон-
такт с дном посадочной канавки 5.
Затем на эту трубку надевают
скользящую втулку 3 и затягивают
накидную гайку 2. Последнюю реко-
мендуется заворачивать не более
чем на один оборот; при слишком
тугой затяжке манжета перестанет
действовать и будут образовывать-
ся течи.
Манжетные уплотнения на рези-
не (уплотнения Вильсона) рассма-
триваются в разд. 5, § 1-7.
Уплотнения гантельного типа.
Гладкие бесканавочные фланцы до-
пускают герметизацию с помощью
гантелеобразной прокладки; послед-
няя представляет собою две литые
соосные прокладки, спаренные пе-
ремычкой. Перемычка обычно пер-
форирована, что позволяет откачи-
вать верхнюю и нижнюю полости
внутреннего канала (разд. 3, §8-2)*.
Чтобы зафиксировать положение
прокладки при сборке, через -пере-
мычку пропускают штыри, встав-
ленные в сверления на одном из
Рис. 3-134. Уплотнения.
а — с тефлоновой манжетой; б — с медной ман-
жетой.
Рис. 3-135. Уплотнение ган-
тельного типа.
фланцев; иногда (см. рис. 3-112) ее
закрепляют на винтах.
Чтобы ограничить степень сжа-
тия прокладки, а также уменьшить
площадь (поверхности резины, обра-
щенной в вакуум, в уплотнение
(изнутри) закладывают металличе-
скую шайбу — ограничитель. Подоб-
ная конструкция с использованием
колец из эластомера, присоединен-
ных вулканизацией к металлической
шайбе, показана на рис. 3-135.
Уплотнение гантельного типа
с металлической (медной) проклад-
кой Х-образного сечения представ-
лено на рис. 3-136. Прокладка име-
ет начальную высоту 1,5 мм (при
ширине 6 мм) и сплющивается до
0,8 мм между фланцами из нержа-
веющей стали или сплава монель.
Каналы между линиями контакта
откачиваются. Такие уплотнения
с диаметром по контуру от 12 до
150 мм сохраняют герметичность
после прогрева до 450° С. При вто-
ричном использовании прокладки
приходится удалять с фланцев
(с помощью наждачной бумаги)
легкую пленку окислов меди, кото-
рая образуется на участках кон-
такта.
Уплотнения с прокладкой, рабо-
тающей на срез. В конструкциях это-
го типа (см. рис. 3-42,б) прокладка
Рис. 3-136. Уплотнение с Х-образ-
ной медной прокладкой.
17*
Рис. 3-137. Принцип действия и размеры
уплотнений со срезом прокладки.
работает на срез, а не на сжатие.
Подобные уплотнения были разра-
ботаны для сверхвысоковакуумных
устройств; их особенности рассмо-
трены «в (Л. 119—121].
Уплотнения со срезом прокладки
могут быть выполнены либо
с перекрытием ответных деталей
(рис. 3-137,6), либо с зазором меж-
ду ними (рис. 3-137,а). Прокладки
вырубают из листовой бескислород-
ной меди толщиной 1 мм и отжига-
ют в водороде при температуре
950 °C. Монтируя уплотнение, затяги-
вают болты до тех пор, пока медная
прокладка между кромками соеди-
няемых деталей не будет сплющена
примерно на половину от первона-
чальной толщины. Для фланцев диа-
метром 152 мм берут, например, 12
болтов М10. Основные преимущест-
ва этих уплотнений: легкость рас-
точки фланцев, простота ремонта,
возможность вертикального распо-
ложения деталей (прокладка явля-
ется достаточно жесткой). При
эксплуатации они выдерживали 70-
кратные термоциклы под откачкой
(при температурах до 450°C) без
потери герметичности.
Уплотнения этого типа сравнива-
лись с другими уплотнениями на
металлических прокладках (клино-
выми, типа конфлат и т. д.). Об-
следованная конструкция характе-
ризовалась номинальным перекры-
тием ответных деталей в 0,25 мм
при прокладке из бескислородной
меди толщиной 1 мм. После затяж-
ки на обеих сторонах медного коль-
ца образовывались канавки глуби-
259
Рис. 3-138. Уплотнение со срезом
прокладки под углом.
ной 0,25±0,05 мм. Толщина флан-
цев составляла для трубы диаме-
тром 38—23 мм, а для трубы
в 152 мм всего 42 мм.
Прокладку, работающую на срез,
рекомендуется использовать только
один раз. Однако известны случаи
5—7-кратного использования про-
кладок (при этом лишь слегка по-
вышается давление при каждой по-
следующей затяжке). Необходимая
величина усилия затяжки дана
в табл. 3-13.
В уплотнениях со срезом про-
кладки под углом (см. разд. 3,
§ 8-4) применяют медную проклад-
ку трапецеидального сечения
(рис. 3-138). Ее закладывают в ка-
навку такой формы, чтобы было
обеспечено необходимое срезываю-
щее усилие. Этот принцип был про-
веден на фланцах диаметром до
50 мм. Уплотнение работоспособно
при нагреве до температуры 250 °C.
Его основной недостаток — наличие
мертвого объема под прокладкой.
Гребешковые уплотнения. Чтобы
усилить локальное давление по ли-
нии контакта прокладки с фланца-
ми, на одном из них (или на обоих)
делают выступ, или гребешок. Фор-
ма и количество подобных гребеш-
ков могут быть различными: от не-
большого выступа или шипа для ре-
зины, одного или нескольких высту-
пов для тефлона до клиновидного
зуба (ножа) в случае металличе-
ских прокладок.
Рис. 3-139. Резиновая прокладка
в уплотнении с буртиком.
Рис. 3-140. Уплотнение с двумя буртиками.
Уплотнения с выступом.
Если нагрузку ла резину нужно све-
сти к минимуму, наличие выступа
на плоском фланце гарантирует на-
дежную герметизацию без сущест-
венного обжатия прокладки. Такое
уплотнение показано на рис. 3-139.
Если прокладка сделана не из
резины, а из тефлона или мягкого
металла (например, свинца), кроме
выступа на одном из фланцев, сле-
дует предусмотреть ответную канав-
ку на другом. Ее вытачивают по
дну основной (прокладочной) ка-
навки. Рисунок 3-140 иллюстрирует
это для случая двух концентриче-
ских полукруглых выступов; в по-
добных уплотнениях может иметь-
ся и большее число гребешков,
в том числе другого профиля, на-
пример трапецеидальных. Для слу-
чая, изображенного на рис. 3-140,
вполне пригодны плоские свинцовые
прокладки толщиной 1—1,5 мм.
Гребешковые уплотнения на
кремнийорганической резине выдер-
живают длительный прогрев при
температурах до 150°C. Форма и
размеры таких уплотнений показа-
ны на рис. 3-141. Внутренний диа-
метр прокладки (по контуру)
здесь может достигать ПО мм.
Для конструкций с V-образным
(рис. 3-141,о) и трапецеидальным
(рис. 3-141,6) шипом, а так-
же с концентрическими бур-
тиками (рис. 3-141,в) допустимая
степень сжатия равна 90%.
Рис. 3-141. Уплотнения с прокладками из
кремнийорганической резины.
260
Таблица 3-39
Клиновые уплотнения
Прокладка Размеры зуба, мм Примечания
Материал Толщи- на г, мм Угол а° h а ь
Медь бескислород- ная 1 30° 1,587 0,125 — Прокладку отжигают в водо- роде при 950* С
Медь — 30° 0,63— 0,76 0,075— 0,-150 — Для уплотнения с двойным зу- бом
Медь бескислород- ная 1,6 — 0,70 0,25 0,25 Зуб расположен на расстоянии 1,9 м от внешнего края про- кладки
То же 1,58 30+5° 0,60— 1,38 0,075— 0,177 0,05— 0,25 Профиль и размеры зуба одина- ковы для уплотнений диа- метром до 300 мм
Медь или алюми- ний — 30° — 0,3—1,0 — Усилия затяжки указаны в табл. 3-13
Медь бескислород- ная 3 30° 1,7 — 0,4 С двойным зубом (на расстоя- нии 16 мм)
Медь 45° 1,6 0,1 — —
Медь бескислород- ная 10 45° — Радиус 0,125 — Для торцевого уплотнения труб (рис. 3-145Д)
/Медь 0,25 45° 1,6 — — Для уплотнения со вставным кольцом (рис. 3-148,а,б)
То же 1,58 45° 2,0 Радиус 2 — Для фасонной прокладки с V-образным буртиком (рис. 3-144,в)
Медь посеребрен- ная — 35° 1,6 Ра диус 0,25 — Для уплотнений диаметром до 300 мм
Сталь мягкая — 45° 1,58— 3,17 — — Наплавленный зуб из стелли- та; диаметр уплотнения от 38 до 254 мм
Способ герметизации валов при
помощи тефлонового сальника с V-
образньш шипом проиллюстрирован
на рис. 5-26. Вращающийся вакуум-
ный .вывод (рис. 5-23,а) с гребеш-
ком уплотняется по плоской -про-
кладке из неопрена.
Клиновое уплотнение по-
лучается за счет вдавливания при-
зматического (Выступа (зуба) на
фланцах в тело плоской металличе-
ской прокладки. При сжатии про-
кладки из мягкого металла между
такими выступами (рис. 3-142) про-
исходит пластическая деформация,
и материал прокладки заполняет
собою все небольшие риски на опор-
ной поверхности призмы. Исследо-
вание прокладок под микроскопом
показало, что герметизация осуще-
ствляется с той стороны зуба, где
материал прокладки работает на
срез. Достигнуты хорошие резуль-
таты даже в том случае, если на по-
верхности зуба делали насечки глу-
биной свыше 0,1 мм.
Прокладки для клиновых уплот-
нений обычно штампуют из бески-
слородной меди (табл. 3-39). Иног-
да здесь применяли также и другие
металлы: мягкую сталь, никель, се-
ребро, посеребренную медь, медь,
покрытую индием. Алюминий для
этой цели непригоден.
Медные прокладки предвари-
тельно отжигают в водороде при
температуре 950°C или на воздухе
(с дальнейшим удалением образо-
вавшихся окислов). Круговые риски
на металле несущественны, но ради-
Рис. 3-142. Клиновое уплотне-
ние.
а — до затяжки; б — после за-
тяжки.
261
альные царапины могут .приводить
к негерметичности. В противополож-
ность мнению большинства конст-
рукторов, опыты, описанные
в [Л. 45], показали, что для хороше-
го надежного уплотнения медная
прокладка должна быть достаточно
жесткой.
Прокладки, как упоминалось ра-
нее, штампуют пли вырезают из
плоского листа. Толщина листа
обычно составляет 1—2 мм
(табл. 3-39); в отдельных случаях
применяют также очень тонкие или,
наоборот, массивные прокладки.
В тех случаях, когда прокладка
должна обеспечивать также и
фиксацию уплотняемых деталей, ее
вытачивают из медной заготовки,
снабжая направляющим поясом или
буртиком.
Твердость призматического зуба
должна быть, конечно, значительно
выше твердости материала проклад-
ки. Чем тверже и прочнее этот зуб,
тем лучше, поскольку это снижает
опасность как его повреждения, так
и слипания фланцев. Последние
обычно делают из нержавеющей
стали, хотя иногда с целью повы-
шения прочности гребешков пред-
лагали либо попользовать другие
марки стали, либо прибегать к по-
верхностной цементации. Клиновые
уплотнения с фланцами, прокладка-
ми и болтами из одного и того же
материала иногда изготовляются
с упрочненными призматическими
профилями за счет наплавления
специального материала (например,
стеллита).
Клиновой зуб имеет V-образный
профиль (рис. 3-142); боковые сто-
роны его составляют с нормалью
угол в 30—45° (см. рис. 3-143 и
табл. 3-39). Вершина призмы может
Рис. 3-143. Размеры
элементов клинового
уплотнения (см.
табл. 3-39).
быть плоской или скругленной
(пунктирная линия на рис. 3-143).
В первом случае поверхность кон-
такта между зубом и прокладкой
также является плоской, что облег-
чает центровку фланцев. Ширина
призмы у вершины должна быть,
однако, минимальной, поскольку
иначе значительно возрастает уси-
лие затяжки (см. табл. 3-13). Раз-
меры деталей клинового уплотне-
ния, по данным различных авторов,
приведены в та$л. 3-39.
Клиновые уплотнения используют
практически только в случае про-
кладок круглого контура, хотя, если
отвлечься от трудностей проточки
зуба, нет причин, препятствующих
переходу к другой геометрии флан-
цев. Профиль зуба не зависит от
диаметра уплотнения, т. е. для са-
мых различных диаметров он оди-
наков (табл. 3-39).
Глубина b канавки, образующей-
ся при вдавливании зуба в проклад-
ку (рис. 3-143), обычно невелика:
0,05—0,4 мм — см. табл. 3-39) (на-
пример, 0,16 мм).
Фланцы в рассматриваемом слу-
чае можно применять прямо из-под
резца; уплотняемые поверхности
должны иметь чистоту обработки
около 0,8 мкм. Этого несложно до-
стичь путем зачистки их корундовой
бумагой [Л. 122]. Для первой поли-
ровки можно использовать порошок
карбида кремния зернистостью
в 15 мкм, а для второй — алмазную
пудру (3 мкм). Следует отметить,
что полировка зуба имеет сущест-
венное значение; полировка про-
кладки, однако, значения не имеет.
Последнее обусловлено тем, что не-
большие риски на острой кромке
призматического выступа заполня-
ются материалом прокладки, кото-
рый течет подобно очень вязкой
жидкости в узких каналах. Этот
процесс весьма длителен и не пре-
кращается до тех пор, пока не ис-
чезнет боковое давление. Установ-
лено, что отожженная медь затека-
ет в риски глубиною в несколько
микрон, полностью закупоривая их;
однако царапины глубиной от
10 мкм и выше заполняются лишь
частично. В случае герметичного
уплотнения риски не могут быть об-
262
наружены под микроскопом с 50-
кратным увеличением, поскольку
капилляр длиною 1 мм и глубиной
1 мкм создает натекание величиною
около 1 • 10~4 л* мкм рт. ст./сек.
Если на поверхности фланцев
имеется лишь тонкая 'плотная окис-
ная пленка, то это не сказывается
на качестве уплотнения; толстый
слой окисла обусловливает появле-
ние течей.
Клиновые уплотнения предназна-
чаются главным образом для про-
греваемых узлов вакуумных систем.
Зуб может быть проточен на одном
или же на обоих фланцах (два при-
зматических выступа, направленных
навстречу один другому). В послед-
нем случае можно также применять
не только одиночные, но и двойные
(концентрические) профили.
Если зуб имеется лишь на
одном из фланцев (рис. 3-144,а, б, в),
ответная деталь может быть также
фланцем или трубой, припаянной,
например, к вакуумной системе.
В [Л. 46] описан кран с -клино-
вым уплотнением (рис. 3-144,а) меж-
ду цилиндрической пробкой 1 из
нержавеющей стали и седлом 2
с расположенной в нем прокладкой
3 из индия. В конструкции, изобра-
женной на рис. 3-144,6, медная труб-
ка 1 (припаянная с другого конца
к стеклу пирекс) ввернута во фла-
нец 2. С помощью этого фланца и
болтов 3 плоский торец трубки
уплотняется с клиновым зубом 4. Во
избежание поперечной деформации
меди здесь предусмотрена закраи-
на 5.
В уплотнении, показанном на
рис. 3-144,в, фланец трубы 1 снаб-
жен полукруглым выступом, имею-
щим радиус около 2 мм. С этой сто-
роны прокладка 2 имеет плоскую
поверхность, а с противоположной
стороны — профилированную. Она
прижимается к гладкой поверхности
второго фланца 3.
В конструкциях со встречными
призматическими выступами
(рис. 3-142 и 3-143) может быть
предусмотрено центрирование про-
кладки. Тонкую прокладку фикси-
руют относительно того фланца,
в котором она размещена, и подго-
няют к нему ответный фланец. Если
Рис. 3-144. Клиновые уплотнения.
а — с индиевой прокладкой; б — сочленение труб;
в —с фасонной прокладкой; а —с полукруглым
зубом.
йользуются сравнительно толстыми
прокладками, то центровка может
производиться с помощью обоих
фланцев. Последний метод характе-
рен для уплотнений с Мочеными мед-
ными прокладками, покрытыми ин-
дием (рис. 3-145,а).
Предложен также способ сочле-
нения труб (рис. 3-145,6) с помощью
толстостенного медного цилиндра 2,
который зажимают между торцами
труб 1, сведенными на острие.
С этой целью используют нажимные
Рис. 3-145. Клино-
вые уплотнения с
встречным зубом,
а — на точеной проклад-
ке; б — торцевое соеди-
нение труб.
263
Рис. 3-146. ДьЛнЮс клиновое уплотне-
ние,
а —обычного типа; б —с охранным ва-
куумом.
фланцы 3. Этот тип уплотнений так-
же приведен в табл. 3-39.
Конструкции с двумя гребешка-
ми (рис. 3-146) более трудоемки
в изготовлении, но обладают рядом
преимуществ. В этом случае, во-
первых, ограничено углубление зу-
ба в тело прокладки, поскольку
медь заполняет пространство между
гребешками. Во-вторых, если вслед-
ствие затяжки болтов возникают
трудности, связанные с искривлени-
ем фланцев, то один гребешок мо-
жет быть проточен вне окружности
болтов.
Пространство между концентри-
ческими гребешками можно соеди-
нить с отдельной линией откачки; за
счет этого скорость натекания по
внутреннему контуру уменьшается
в 105—107 раз (разд. 3, § 8-2). Кли-
новое уплотнение на высоковакуум-
ной стороне .камеры с двойными
стенками и промежуточной откачкой
описано в [Л. 47].
В рассматриваемом случае оба
фланца должны быть одинаково
массивными, так как если один из
них тоньше, то под действием силы
в болтах и прокладке, которая со-
здает изгибающий момент, внутрен-
ние гребешки стремятся разойтись,
Рис. 3-147. Клиновое уплотнение
со вставным профильным кольцом.
и при этом образуется течь. Толщи-
на фланцев должна составлять ми-
нимум 19 мм, если только не исполь-
зовать специальные стяжки или
струбцины, так чтобы линия прило-
жения силы проходила между гре-
бешками.
Вместо проточенного на фланцах
зуба, можно использовать кольцо из
прочного материала (рис. 3-147),
имеющее в селении форму двусто-
роннего клина. При затяжке уплот-
нения выступы профилированного
кольца вдавливаются в более мяг-
кий материал фланцев. Эта конст-
рукция непригодна, однако, в тех
случаях, когда необходима частая
разборка.
Уплотнение, показанное на
рис. 3-148,а, собрано на подобном же
кольце 1 и двух медных шайбах 2
толщиной 0,25 мм, размещенных
между ним и фланцами. По перифе-
рии вставного кольца проточена ка-
навка такой глубины, чтобы обеспе-
чить консольную работу клиновых
элементов при затяжке. Две пло-
ские шайбы можно далее заменить
одной U-образной (рис. 3-148,6), что
уменьшает число поверхностей
уплотнения. Конструктивный прием,
изображенный на рис. 3-148,а,
успешно использовался в целолито-
вых насосах; герметичность сохра-
нялась в диапазоне температур от
—196 до 500°С [Л. 123].
Клиновое уплотнение на базе
алундового кольца (рис. 3-148,в),
зажимаемого между двумя медны-
ми фланцами, не только допускает
прогрев, но и обеспечивает электри-
ческую изоляцию фланцев.
При сборке клиновых уплотне-
ний должны соблюдаться следую-
щие условия:
1. Диаметры контуров сопряже-
ния (расстояние между вершинами
выступов на фланцах) должны быть
абсолютно одинаковыми. Допуск на
этот размер не должен превышать
±0,05 мм, а на эксцентриситет
±0,12.
2. Оба сопрягаемых зуба должны
совпадать по всей длине периметра,
для чего требуется точная центров-
ка фланцев. Из соображений герме-
тичности соосность должна быть
в пределах 0,25 мм.
264
Рис. 3-148. Клиновые уплотнения со встав-
ным кольцом.
а — двухпрокладочное; б — с одной U-образной
прокладкой; в — с фасонным алундовым кольцом.
Рис. 3-149. Уплотнение типа
кконфлат».
3. Конструкция фланцев должна
быть такой, чтобы линия уплотнения
шла как можно ближе к окружно-
сти центров болтов. Во избежание
заметного изгиба фланцы следует
делать достаточно массивными.
4. Уплотнение должно затяги-
ваться равномерно по периметру,
т. е. с помощью достаточного коли-
чества болтов; размер болтов дол-
жен допускать высокое усилие за-
тяжки (см. табл. 3-13).
5. Сила сжатия должна быть на-
правлена перпендикулярно плоско-
сти прокладки и действовать по ли-
нии контакта последней с вершиной
зуба.
6. Подтяжку болтов следует про-
изводить строго поочередно. Все
болты должны быть сильно затяну-
ты [Л. 124].
Уплотнения типа «кон-
ф л а т», разработанные фирмой
Varian, используют в сверхвысоко-
вакуумных системах, где необходим
прогрев до сравнительно высоких
температур. Их конструкция отлича-
ется наклоном одной из поверхно-
стей уплотнения к плоскости медной
прокладки (рис. 3-149). Одно ребро
нажимного элемента (зуба) при
этом всегда перпендикулярно про-
кладке, а второе образует с верти-
калью угол в 70°; величина этого
угла может быть иная. На каждой
стороне прокладки (толщина кото-
рой ‘равна 1,6—2,0 мм) кромка
фланцев оставляет канавку глуби-
ной 0,3—0,4 мм. Характеристи-
ка этих уплотнений приведена
в табл. 3-40 (см. также рис. 3-150).
Прокладку уплотнения типа
«конфлат» можно использовать не-
сколько раз, перевертывая ее и слег-
ка увеличивая усилие затяжки.
Можно успешно повторять эту опе-
рацию 22 раза; однако, из сообра-
жений надежности рекомендуется
пользоваться одной и той же про-
кладкой не более, чем трижды. Уси-
лие затяжки конфлатных уплотне-
ний указано в табл. 3-13.
Аналогичный способ применялся
для герметизации окон из тонкой
(25 мкм) стальной нержавеющей
фольги. Последнюю помещали меж-
ду кромкой «конфлатного» уплотне-
ния и медной прокладкой. Чтобы
предотвратить повреждение фольги,
кромку пришлось слегка притупить
путем шлифовки тонким порошком
Таблица 3-40
Конфлатные уплотнения фирмы Varian (размеры в мм)
Номиналь- ный проходной диаметр Д±0,12 В с D Болты Диаметр прокладки по контуру
Диаметр окружно- сти Число Размер
Внешний Внутренний
38,1 38,3 70 12,7 5,33 58,6 6 6,35 48,4 36,9
63,5 63,7 114 17,5 9,52 92,3 8 7,94 82,4 63,5
102 102,2 152 19,8 11,1 130 16 7,94 120 102,1
152 152,2 204 22,2 12,7 181 20 7,94 171 152,1
265
Рис. 3-150. Размеры уплотнений
типа «конфлат» фирмы Varian.
карборунда. Описанный узел выдер-
живал прогрев до 400 °C, обеспечи-
вая вакуум порядка 1 • 10-9ли/ рт. ст.
[Л. 125].
Уплотнения с полыми прокладка-
ми. Патрубки и окна вакуумных ка-
мер, откачиваемых до 10-1—
10~2 мм рт. ст., можно герметизи-
ровать с помощью полых (надув-
ных) прокладок [Л. 126]. В этом слу-
чае зазоры между крышкой и прое-
мом окна могут достигать 12 мм.
На практике применяются стандарт-
ные полые прокладки с квадрат-
ной (рис. 3-151,а), скругленной (рис.
3-151,6) и Т-образной (рис. 3-151,в)
кромками. Наиболее эффективны Т-
образные кромки. На одинарной
прокладке длиной 366 см была по-
лучена -скорость натекания, эквива-
лентная 0,017 м?)сутки, или около
0,4 л'мкм рт. ст./сек на 1 см длины.
Для двойной прокладки с про-
межуточной откачкой эта ско-
рость составляла около 0,04 лХ
Хмкм рт. ст.)сек* см.
Отметим, что надежное уплотне-
ние достигается, если:
1) давление внутри прокладки
равно 2,8—3,5 ат;
2) уплотнение сконструировано
таким образом, чтобы при обжатии
Рис. 3-151. Полые резиновые прокладки.
а — с квадратной кромкой: б — полукруглой кром-
кой; в — Т-образной кромкой.
Рис. 3-152. Уплотнение с по-
лым элементом из нержа-
веющей стали.
высота прокладки уменьшалась на
1/3—2/3 .высоты ее выступающей ча-
сти. Так, например, если высота вы-
ступающей части составляет 20 мм
(рис. 3-151), то рабочая деформа-
ция должна составлять 6—12 мм;
3) на поверхности прокладки от-
сутствуют какие-либо торговые или
фирменные клейма; обработка
крышки и канавки под прокладку
соответствует по чистоте минимум
5 мкм (среднеквадратичное значе-
ние);
4) прокладка не имеет изгибов
с радиусом менее 75—100 мм.
Вакуумное уплотнение для боль-
шого овального окна (1 830 мм) по-
казано на рис. 3-152. |Стеклянное
окно 1 герметизируется с помощью
индиевых прокладок 2, изготовлен-
ных из проволоки диаметром*3,8 мм.
При использовании индия чистотой
99,999% были получены весьма на-
дежные уплотнения, проработавшие
в течение нескольких лет. Проклад-
ки прижимаются к стенкам камеры
за счет полого элемента 3 из нер-
жавеющей стали; его полезный ход
составляет около 4 мм. Это уплот-
нение работало при температуре
жидкого водорода. Внутриполостное
давление (создаваемое гелием) со-
ставляло около 2,8 кГ1см2; при 77°К
оно увеличивалось до 28—42 кГ]см2.
Пространство между прокладками
откачивалось вспомогательным на-
сосом через каналы 4 [Л. 127].
266
Рис. 3-153. Укладка прокладки в паз
по типу ласточкина хвоста.
Сборка и эксплуатация уплотнений
Относящиеся сюда общие прави-
ла изложены в разд. 3, § 8-4.
Плоские резиновые прокладки
показанные, например, на рис. 3-110,
можно вырезать из листовой рези-
ны. Необходимые для этого приспо-
собления описаны в ЦЛ. 128]. Обыч-
но лист кладут на деревянную под-
ставку и покрывают сверху круглой
металлической пластиной, диаметр
которой равен диаметру будущей
прокладки; эта пластина удержива-
ет резину при резке. Рекомендуется,
чтобы к уплотняемым фланцам при-
легала гладкая поверхность исход-
ного листа, а не поверхность среза.
Известен также метод изготов-
ления прокладок высаживанием на
поверхности уплотнения резины,
растворенной в бензине.
Часто, испытывают трудности при
укладке’резиновых прокладок в ка-
навки, имеющие форму ласточкина
хвоста (см. рис. 3-119, 3-120). Луч-
ше -всего выполнять эту операцию
следующим образом. Вначале тра-
пецеидальную прокладку заводят
в паз наклонно (рис. 3-153,а), а за-
тем постепенно вдавливают кромку
прокладки с помощью неострого
инструмента. После того как про-
кладка вошла в паз (рис. 3-153,6)
по всей длине, ее можно допрессо-
вать (для толстых прокладок —
пользуясь молотком).
При 'большом контуре уплотне-
ния желательно соблюдать последо-
вательность операций 1, 2, 3, 4, по-
казанную на рис. 3-1 53а 2. В слу-
чае прямоугольного периметра про-
кладка не должна быть напряжена
по углам.
Сборку уплотнений на металли-
ческих прокладках выполняют в еле- ~
дующей очередности.
1. Сочленяемые поверхности де-
талей подвергают очистке с по-
мощью ацетона и безворсной бу-
маги.
2. Если необходимо, таким же
образом очищают прокладку.
3. Осторожно (так, чтобы не по-
вредить прокладку) зажимают ее
между фланцами.
4. Вставив болты, плотно завер-
тывают гайки от руки.
5. Затягивают гайки в 3—5
приемов, увеличивая с каждым ра-
зом момент затяжки примерно на
28 кг • см.
Чтобы облегчить разборку уплот-
нения, желательно иметь на одном
из фланцев 2—3 отверстия с нарез-
кой под болт-съемник. Ввинчивая
в эти отверстия болты, можно легко
разъединить фланцы.
8-6. УПЛОТНЕНИЯ С ТОНКИМИ
ПРОКЛАДКАМИ
В этих уплотнениях тонкую ме-
таллическую фольгу . зажимают
между гладким фланцем и флан-
цем с гребешком, либо между флан-
цами с клиновидным зубом и ответ-
ной канавкой, либо между двумя
конусными «поверхностями.
Плоские уплотнения. В первом из
перечисленных случаев используют
прокладки из золотой, серебряной
или медной фольги толщиной около
0,01 мм.
На рис. 4-33,а показано уплотне-
ние на алюминиевой прокладке
толщиной 0,25 мм. Можно исполь-
зовать бытовую алюминиевую фоль-
гу толщиною около 20 мкм и флан-
цы из сплава монель; один фланец
имел круговой гребешок шириной
1,6 мм. Это уплотнение выдержива-
ло прогрев при 400°C. Алюминий,
однако, прочно слипался с поверх-
ностью фланцев (см. .разд. 3, §8-4),
и после разборки его приходилось
удалять с помощью раствора едкого
натра (не взаимодействующего со
сплавом монель) (Л. 129].
267
Таблица 3-41
Канавочно-клиновые уплотнения (размеры в мм)
а b с f g Болты Примечание
Диаметр Количество
15| 25! 35 50 65 80 100 120 0,5 1,0 1,0 1,0 1,0 1,0 1,0 1,0 0,8 1,3 1,3 1,3 1,3 1,3 1,3 1,3 0,2 0,4 0,2 0,4 0,2 0,4 0,2 0,4 10 10 13 14 14 14 14 14 10 10 10 10 10 10 10 10 5 6 6 8 8 8 8 8 I | | OO 00 oo См. рис. 3-155, а
^0 dt d dt D К а b d3 bl Количест- во болтов Примечание
15+0,1 20 24 45 75 160 210 310 10 15 20 40 70 150 200 300 14 19 24 45 76 156 206 306 20 25 30 50 80 170 220 320 58 65 78 ПО 145 230 280 380 40 45 55 80 115 195 250 300 3 3 5 5 5 8 8 10 10 10 12 14 15 22 24 28 9 9 11 13 13 13 13 13 0,4 0,4 0,4 0,4 0,4 0,5 0,5 0,5 4 4 4 8 8 12 16 24 См. рис. 3-155, б
При изготовлении вакуумных
окон применяется золотая фольга.
Прокладку толщиной 0,05 мм зажи-
мают между слюдяной пластиной и
скругленным торцом коварового ци-
линдра (рис. 7-24,а).
Канавочно-клиновые уплотнения.
Этот способ герметизации основан
на следующем. Клиновидный зуб
с углом при вершине в 55—90° вдав-
ливает тонкую прокладку из сереб-
ра, алюминия или меди в ответную
V-образную канавку (рис. 3-154).
Рис. 3-154. Канавочно-
клиновое уплотнение.
Зуб и канавка могут иметь и скруг-
ленный профиль.
При употреблении серебра и ме-
ди толщина прокладок составляет
0,1—0,5 мм, а для алюминия и теф-
лона— 0,2—0,5 мм. Характеристики
кольцевого канавочно-кликового
уплотнения ю углом при вершине
в 60° (рис. 3-155,а), разработанного
Рис. 3-155. Размеры канавоч-
но-клиновых уплотнений (см.
табл. 3-41).
268
для квадратных фланцев, а также
кольцевых уплотнений с углом кли-
на в 90° (рис. 3-155,6) для круглых
фланцев даны в табл. 3-41. Реко-
мендуется предварительно формо-
вать прокладку, выштамповывая на
ней V-образный профиль, равный по
глубине примерно 3/4 глубины пол-
ной деформации при затяжке. Это
предохраняет прокладку от повреж-
дения острием зуба, особенно если
при сборке уплотнения зуб и канав-
ка на фланце окажутся слегка экс-
центричными. Для эффективной гер-
метизации высота зуба должна быть
немного больше, чем глубина ка-
навки.
Канавочночклиновые уплотнения
выдерживают прогрев при 400°C.
Обработка поверхности клиново-
го зуба не играет существенной ро-
ли. Здесь допустимы круговые рис-
ки от резца; следует избегать лишь
радиальных царапин. Эксцентрич-
ность зуба относительно канавки
может составлять до 0,3 мм.
Конусные уплотнения. Разрабо-
таны уплотнения (рис. 3-153) с тон-
кой (0,125—0,25 мм) металлической
прокладкой, расположенной меж-
ду коническими плоскостями двух
фланцев. Работа уплотнения осно-
вана не только на компрессии, но и
на поверхностном трении: после за-
тяжки фланцев можно развернуть и
удалить все болты, и это не ведет
к нарушению герметичности [Л. 130].
Это явление обусловлено тем, что
силы адгезии, возникающие при
трении скольжения, намного выше,
чем сила затяжки, перпендикуляр-
ная к поверхности уплотнения. По-
верхностное трение разрушает плен-
ки окислов и других загрязнений,
способствуя локальной холодной
сварке соприкасающихся металлов.
В конусных уплотнениях можно
применять прокладки из меди, мяг-
кого железа, никеля, ^алюминия и
нержавеющей стали. В'^случае про-
кладок из мягкого железа и нержа-
веющей стали для затяжки берут
максимально возможное количество
болтов большого размера. Про-
кладки из нержавеющей стали мо-
гут применяться только в сочета-
нии с фланцами также из нержа-
веющей стали.
Рис. 3-156. Конусно-фрикционное уплот-
нение.
Во всех прочих случаях мате-
риалом фланцев может быть как
нержавеющая, так и обычная сталь.
Угол а конусности (рис. 3-156) сле-
дует выбирать таким образом, что-
бы обеспечить максимально воз-
можное усилие среза. Эта состав-
ляющая равна произведению об-
щей силы, развиваемой болтами, на
cos (а—90°). С учетом допусков
токарной обработки приемлем угол
в 100°. Характеристика конусных
уплотнений приводится в табл. 3-42.
Сочленяемые детали уплотнений
этого типа должны быть выполнены
таким образом, чтобы в отсутствие
прокладки они соприкасались по
коническим поверхностям, а между
плоскими — как вверху, так и вни-
зу— оставались достаточные за-
зоры.
Чтобы уменьшить изгибающий
момент, расстояние между окруж-
ностью центров болтов и кониче-
ской частью фланца должно быть
минимальным. Природа сил, об-
условливающих герметизацию,
здесь такова, что для расчленения
фланцев при разборке необходим
съемник. С этой целью в один из
фланцев ввертывают три или четы-
ре упорных болта.
Конусные уплотнения выдержи-
вают прогрев при температуре
450 °C и могут применяться в сверх-
высоковакуумных системах. Так
как сопрягаемые фланцы делают
из одного и того же материала, они
одинаково расширяются в радиаль-
ном направлении, и силы трения не
зависят от изменения температуры.
Одно из таких уплотнений проверя-
ли на 100-кратный нагрев до 450°C,
причем за это время его 20 раз пе-
ребирали, используя одну и ту же
269
Т а б л и ц а 3-42
Конусно-фрикционные уплотнения (см. рис. 3-156) (размеры в мм)
Максималь- ный внеш- ний диа- метр тру- бы F / D d Ri Болты
Межцент- ровое рас- стояние Размер Количест- во
12,7 12,7 2,38 0,79 17,5 17,1
25,4 63,5 12,7 3,18 1,59 41,3 40,5 54,0 2ВА 6
38,1 76,2 12,7 3,18 1,59 52,4 51,6 63,5 2ВА— 1/4BSF 6
88,8 127 15,9 3,18 1,59 93,7 92,9 108 1/4—5/16BSF 6—8
133 203 19,0 6,35 3,18 152 150,8 174 5/16—3/8BSF 8—12
216 305 25,4 6,35 3,18 244 242 276 3 8—1/2BSF 12—18
прокладку. Есть основание пола-
гать, что конусно-фрикционные уп-
лотнения работоспособны при тем-
пературах от —188 до 800 °C
[Л. 131].
Для прокладок диаметром 300 и
600 мм скорость натекания после
10—16-кратного нагрева до 400 °C
составляет 10~7—10~8 л-мкм рт.
ст./сек при комнатной температуре и
10~4—10~5 л-мкм рт. ст.Iсек при
400 °C.
Конструкция универсальных
фланцев, показанная на рис. 3-96,
пригодна для использования с круг-
лыми прокладками из эластомеров*
а также для угловых и конусно-
фрикционных уплотнений.
РАЗДЕЛ 4
токоподводы ВАКУУМНЫХ СИСТЕМ
Глава первая
КРИТЕРИИ ВЫБОРА ТОКОПОДВОДОВ
Для введения электрического
тока внутрь вакуумной системы
обычно используются токоподводы,
герметично присоединенные к си-
стеме и электрически изолирован-
ные от ее оболочки (и других вво-
дов). Классификация токоподводов
обычно производится по общим пра-
вилам, принятым для элементов
электрических цепей.
Выбор материалов токоподвода
и его вакуумного уплотнения опре-
деляется конкретными условиями
эксплуатации токопровода, т. е. на-
пряжением, силой тока, его часто-
той, рабочей температурой и усло-
виями, необходимыми для создания
вакуумного уплотнения (разд. 2,
§ 1-1). Эти же требования опреде-
ляют выбор изолятора; размер и
вид применяемого токоподвода оп-
ределяется силой тока (разд. 4
§ 1-’2), его частотой и рабочей тем-
пературой ввода (разд. 4, § 1-3
и Г-4).
В соответствии с конкретными
требованиями могут применяться
неразборные (разд. 4, гл. 2) или
разборные (разд. 4, гл. 3) токопод-
воды.
м. изоляция
1 Объемное удельное сопротивление изо-
лятора. Для материалов, используемых в ка-
честве изоляторов в токоподводах (осо-
бенно для стекол и керамики), необходимо
различать объемное и поверхностное удель-
ные сопротивления. Объемное удельное со-
противление — это удельное сопротивление
массы изолятора; присутствие различных
веществ на поверхности изолятора (газов,
воды) не влияет на величину объемного
удельного сопротивления. Стекла обычно
относят к изоляторам. В действительности
они являются проводниками с электролити-
ческим механизмом проводимости; их удель-
ное сопротивление при комнатной темпера-
туре велико (до 1019 ом-см), но с повыше-
нием температуры оно постепенно падает
(до 1 ом-см при 1 200 °C). Для большин-
ства стекол наблюдается линейная зави-
симость логарифма удельного сопротивле-
ния от обратной температуры (1/Г), выра-
женной в (°К)-1. Удельное сопротивление
каждого отдельного вида стекла (или ке-
рамики) определяется его составом. Свин-
цовые стекла имеют более высокие значе-
ния удельного сопротивления, чем извест-
ково-натриевые и боросиликатные бессвин-
цовые стекла. Поэтому обычно ножки
(разд. 4, § 2-2) электрических ламп нака-
ливания и электронных ламп изготовляют
из свинцовых стекол (табл. 2-10 и рис. 4-1),
а колбы — из известково-натриевых или дру-
гих стекол. Как правило, окислы натрия,
калия и алюминия уменьшают удельное
сопротивление стекла, а окислы кальция,
магния и бора повышают его.
На рис. 4-1 показана температурная за-
висимость объемного удельного сопротивле-
ния основных изоляционных материалов,
применяемых в вакуумной технике. Иног-
да для сравнения различных стекол при-
водятся значения Ткюо (приложения Б-6) —
температуры, при которой удельное сопро-
тивление данного стекла равно 100Л4ол«-аи.
Поверхностное удельное сопротивление.
Установлено, что величины объемного удель-
ного сопротивления большинства стекол при
измерении на воздухе оказываются ниже,
чем при измерении в вакууме. Это пониже-
ние происходит благодаря относительно вы-
сокой проводимости поверхности стекла.
Проводимость увеличивается вследствие
сорбции влаги на поверхности и наличия
на ней продуктов выветривания (разд. 2,
§ 1-3 и 3-2) и других загрязнений. Прово-
димость поверхности стекол (и керамики)
зависит как от типа стекла (или керами-
ки), так и от относительной влажности ок-
ружающей среды. На рис. 4-2 показана за-
висимость удельного сопротивления поверх-
ности различных стекол и‘керамики от от-
носительной влажности.
При использовании стекла (или кера-
мики) в качестве изолятора очень важно,
271
Рис. 4-1. Температурная зависимость объем-
ного удельного сопротивления некоторых
электроизоляционных материалов.
1 — двуокись кремния (кварц); 2 — свинцовые
стекла; 3 — пирекс (стекло корнинг 7740); 4 —
известково-натриевые стекла; 5 — форстерит; 6 —
стеатитовая керамика; 7 — специальная стеатито-
вая керамика: 8 — высоковольтный фарфор; 9 —
окись алюминия; 10 — цирконовый фарфор; 11 —
слюда; /2 — натуральный каучук; 13 — неопрен;
14 — кремнийорганический каучук: 15 — фторо-
пласт.
Рис. 4-3. Температурная зависимость
коэффициента потерь электроизоля-
ционных материалов (на частоте
105 гц).
1 — двуокись кремния (кварц); 2—нонекс
(стекло корнинг 7720): 3 — стекло корнинг
7070 (с низкими потерями); 4 — высоко-
вольтный фарфор; 5 — стеатит; 6 — цирко-
новый фарфор; 7 — форстерит; 8— слюял,
9 — кремнийорганическая резина (с низким
коэффициентом потерь); 10 — фторопласт
чтобы оно сохраняло свои электроизоляци-
онные свойства независимо от состояния
окружающей среды. Удельное сопротивле-
ние поверхности можно повысить обезгажи-
ванием электроизоляционного материала
при высокой температуре или путем нанесе-
Относи те льна я вла ж ноеть, у- р л
Рис. 4-2. Поверхностное удельное сопротив-
ление стекол и керамики.
1 — двуокись кремния (кварц); 2 —пирекс (стек-
ло корнинг 7740); 3 — известковое стекло корнинг
0080; 4 — пирекс (поверхность стекла подвергнута
обработке с использованием кремнийорганическо-
го масла); 5 — фарфор; 6 — стеатитовая кера-
мика.
ния на его поверхность негигроскопических
пленок *.
Электропроводность поверхности стекла
может быть увеличена при нанесении на
нее тонкой пленки окиси олова в процессе
гидролиза соли олова при повышенной тем-
пературе.
При радиационных повреждениях
удельные сопротивления различных видов
керамики (окислов алюминия, циркония,
бериллия), так же как и слюды и кварца,
уменьшаются (разд. 7, § 1-1); однако эти
изменения обычно обратимы — после отжи-
га удельные сопротивления возрастают.
Диэлектрические свойства. Электриче-
ский токоподвод можно рассматривать как
конденсатор с прослойкой из стекла или ке-
рамики. При правильно выполненных низ-
ковольтных вводах потери энергии в. -изоля-
торе обычно очень малы. Но во вводах, ра-
ботающих при больших напряжениях и вы-
соких частотах, эти потери могут возрас-
* Для этой цели используются кремни й-
органические масла. Стекло или керамика
погружаются в 2%-ный раствор масла (на-
пример, марки DC-200) в трихлорэтилене
или хлористом метилене. После этого в те-
чение 30 мин изолятор сушится вначале на
воздухе при комнатной температуре, а за-
тем в течение 30 мин при 300 °C или в те-
чение 60 мин при температуре 275 °C.
Другие кремнийорганические жидкости
(DC-2-4141, MS-D-3033) обычно наносятся
пульверизацией их водного раствора.
272
Рис. 4-4. Частотная зависимость коэффи-
циента диэлектрических потерь для некото-
рых электроизоляционных материалов при
комнатной температуре.
/ — двуокись кремния (кварц); 2 — пирекс (стек-
ло корнинг 7740); 3 — стекло корнинг 7070 (с низ-
кими потерями); 4 — стеатит; 5 — форстерит; 6 —
кремнийорганическая резина (образец со средним
значением коэффициента диэлектрических' по-
терь) ; 7 — фторопласт.
Рис. 4-5. Зависимость напряже-
ния пробоя некоторых электроизо-
ляционных материалов от темпе-
ратуры.
/—двуокись кремния (кварц); 2 —
пирекс; 3 — высоковольтный фарфор;
4 — окись алюминия; 5 — циркониевый
фарфор: 6 — кремнийорганическая ре-
зина.
тать и вызывать разогрев изолятора, при-
водя к плавлению стекла и пробою*.
Величина потерь прямо пропорциональ-
на величине коэффициента диэлектрических
потерь, т. е. произведению диэлектрической
проницаемости е ** и тангенса угла ди-
электрических потерь tg6. На рис. 4-3 и
4-4 показаны температурные и частотные
зависимости коэффициента диэлектрических
потерь некоторых электроизоляционных ма-
териалов. Из этих рисунков видно, что во
вводах, работающих при повышенных тем-
пературах и на токах высокой частоты,
должны использоваться только высокока-
чественные изоляторы.
На рис. 4-5 показана температурная
зависимость напряжения пробоя для неко-
торых электроизоляционных материалов.
Пробой может также являться следст-
вием накопления электрических ‘зарядов на
стекле. Использование в качестве материа-
ла колб стекол с более высокой электропро-
* В электровакуумных приборах про-
бой может быть результатом разряда
в остаточном газе. Напряжение, при кото-
ром происходит такой пробой, зависит от
природы остаточного газа, давления, рас-
стояния между электродами, материала и
формы электродов.
** Согласно эмпирическому правилу
для стекол 8~2,2у (у — плотность, г!см2).
18—229
водностью препятствует накоплению заря-
дов и предотвращает пробой.
Действие электролиза. При повышенных
температурах и наличии градиента напря-
жения может происходить электролиз стек-
ла (особенно стекол с низким удельным со-
противлением). Электролиз более вероятен
при постоянном токе, но он может иметь
место и при переменном токе, так как про-
цессы, происходящие на поверхности вво-
дов, часто приводят к тому, что проводи-
мость в одном направлении больше, чем
в другом.
Электролиз может происходить между
двумя вводами, впаянными на небольшом
расстоянии один от другого, а также меж-
ду электродом и поверхностью стекла, за-
ряженной при электронной бомбардировке.
Действие электролиза по-разному про-
является на отрицательно заряженном элек-
троде (катоде) и на положительно заряжен-
ном электроде (аноде). На катоде выде-
ляется и накапливается металлический нат-
рий, и пространство вокруг катода окраши-
вается в коричневый или голубой цвет
вследствие выделения коллоидных частиц
этого металла. Если в состав стекла вхо-
дят окислы свинца, то в результате вос-
становления их до металлического свинца
стекло чернеет. Платинитовые (дюметовые)
вводы (разд. 4, § 2-2) в результате вос-
становления меди светлеют. На аноде
стекло обедняется натрием, при этом обра-
273
зуется стекло с большим содержанием
двуокиси кремния (стекло, имеющее мень-
шую проводимость, рис. 4-1). Кислород,
выделяющийся на аноде, сильно окисляет
металл вводов, что приводит в конечном
счете к натеканию по спаям. Платинит тем-
неет вследствие и'разования окиси меди.
В результате гтектролиза вакуум в от-
качанном объеме ухудшается как из-за вы-
деления газов из вводов, так и из-за нару-
шения их герметичности. На электродах по-
являются пузырьки газа, из некоторых пу-
зырьков газ проникает в откачанный объ-
ем. Восстановление или окисленйе материа-
ла вводов приводит к образованию течей.
Локальные изменения состава стекла при-
водят к таким напряжениям (аналогичным
образующимся при спае стекол разных со-
ставов), которые могут разрушить стекло
(разд. 2, § 3-1 и 4-1).
Можно проводить испытание соедине-
ния металл—стекло на стойкость к элек-
тролизу путем определения срока службы
соединения при повышенной температуре,
т. е. в наиболее благоприятных для про-
цесса электролиза условиях. Если получен-
ное время срока службы не удовлетворяел
поставленным требованиям, нужно либо по-
нижать температуру вводов за счет их ох-
лаждения, экранирования или изменения их
формы, либо подобрать другое стекло (с
более высоким значением Ткюо). Макси-
мально допустимая температура, при кото-
рой может работать коваро-стеклянный пе-
реход, составляет 200 СС. При более высо-
ких температурах начинается заметный
электролиз (при 200СС переход работает
свыше 7 000 ч, а при 300 СС — только 87 ч).
1-2. ТОК НАГРУЗКИ
Диаметр вводов должен соответство-
вать току, который будет пропускаться че-
рез этот электрод.
На рис. 4-7 приведен график, позво-
ляющий определить максимально допусти-
мый ток, который может быть пропущен
через вводы из разных материалов и раз-
личного диаметра. При превышении этих
значений ввод перегреется, вакуум в объ-
еме может ухудшиться либо вследствие на-
рушения герметичности ввода, либо вслед-
ствие повышенного газовыделения (либо то-
го и другого вместе).
С целью уменьшения температуры вво-
дов предусматривают их охлаждение во-
дой (разд. 4, гл. 2 и 3) или увеличивают
отношение поверхности вводов к их попе-
речному сечению (используют несколько
тонких вводов вместо одного толстого).
1-3. РАБОЧАЯ ЧАСТОТА ТОКА
Частота тока в области низких частот
не влияет на выбор конструкции ввода. Для
работы же в области высоких частот к вы-
бору материалов для ввода и изолятора
предъявляются особые требования.
При частотах 108 гц (и выше) удель-
ное сопротивление некоторых металлов, ис-
пользуемых в качестве вводов (ковар),ста-
новится недопустимо высоким. Для сниже-
ния удельного сопротивления коваровые
ввпты, работающие в области высоких ча-
стот, обязательно покрывают медью или
золотом. х
На рис. 4-4 показана частотная зави-
симость коэффициента диэлектрических по-
терь для некоторых электроизоляционных
материалов.
1-4. ТЕРМОСТОЙКОСТЬ
Как и другие детали вакуумных си-
стем, которые подвергаются прогреву (на-
пример, с целью получения сверхвысокого
ахуума), вводы должны выдерживать на-
грев до 450 °C.
Следует различать вводы, через крто-
рые при нагревании будет пропускаться
гок, и вводы, через которые при нагрева-
нии ток пропускаться не будет. Из конст-
рукции прогреваемого ввода должны быть
иск печены все материалы, не выдерживаю-
щие требуемую температуру; могут исполь-
зоваться металлостеклянные и металлоке-
рамические вводы, но применение эласто-
меров при этом исключается. Если же че-
рез нагретый ввод должен пропускаться ток
(например, через ввод нагревателя), то не-
обходимо. чтобы даже при повышенных тем-
пературах электроизоляционный материал
имел требуемые значения удельного сопро-
тивления (рис. 4-1), коэффициента диэлек-
трических потерь (рис. 4-3) и напряжения
пробоя (рис. 4-5). Такие вводы различных
типов и размеров выпускаются промышлен-
ностью (разд. 4, гл. 2 и 3).
Глава вторая
НЕРАЗБОРНЫЕ ТОКОПОДВОДЫ
Неразборные вводы состоят из
постоянно взаимносоединен'ных про-
водника и изолятора. Неразборные
вводы используются в осветительных
лампах, электронных лампах и дру-
гих электровакуумных приборах.
В основе этих вводов лежат метал-
274
лостеклянные или металлокерами-
ческие спаи (разд. 2, гл. 4 и 5).
В этом разделе описываются
различные типы вводов: стержне-
вые, гребешковые и плоские ножки,
ленточные, чашечные и дисковые
спаи.
2-1. СТЕРЖНЕВЫЕ ВВОДЫ
В стекла могут быть впаяны
стержни из различных металлов —
вольфрама, молибдена, сплава Fe,
Ni, Со (см. табл. 2-34). Техника вы-
полнения этих спаев показана на
рис. 2-74. На рис. 4-6 показаны при-
меры таких спаев. Чтобы избежать
опасных напряжений (разд. 2, § 4-1
и 4-5) стержень впаивается в стек-
лянную оболочку, имеющую специ-
альную форму (рис. 4-6,а).
Стержневые впаи обычно ис-
пользуют для создания двойных
(или многостержневых) вводов,
расположенных на оттянутых на-
ружу или внутрь участках вакуум-
ной оболочки (рис. 4-6,6 и в), или
проходящих через стенку вакуум-
ной системы (рис. 4-6,г).
Проводник (стержень) может
быть нагружен лишь таким током,
который не приводит к его разогре-
ву. Если ток слишком велик, то
из-за» температурного расширения
материалов в спае возникают на-
пряжения (разд. 2, § 4-1). В то же
время снижается удельное сопро-
тивление стекла (рис. 4-1) и может
произойти пробой изолятора. Ма-
ксимальный ток для металлическо-
го проводника данного диаметра не
должен превышать величины, ука-
занной на графике (рис. 4-7).
В коаксиальных вводах (рис. 4-8)
поверхность проводника, соприка-
сающаяся с откачанным объемом,
Рис. 4-6. Стержневые вводы.
а — одиночный ввод; б и в — двойные
вводы с внешней и внутренней вытяж-
кой; г — двойной ввод через стенку
прибора.
Рис. 4-7. Зависимость максимального допу-
стимого тока от диаметра проводника.
СС — проволока с медным покрытием; Си — мед-
ная проволока; Pt —платина; К —ковар; V —
сплав Вэкон (см. табл. 2-29 и 2-33); W — воль-
фрам; Мо —молибден; F18-FeCr (18% Сг);
F30—FeCr (30% Сг).
значительно уменьшена. В таком
вводе проводник может быть изо-
лирован от трубки, впаянной в стек-
лянную оболочку (рис. 4-8,а), или
являться частью этой трубки
(рис. 4-8,6). В конструкции, изобра-
женной на рис. 4-8,6, уменьшена
теплопередача от проводника
к спаю металла со стеклом.
Соединение вводов с внутренни-
ми электродами (анодом, катодом,
нагревателем и т. д.) может осу-
ществляться механическим соедине-
нием, точечной сваркой, пайкой
твердым припоем и другими спосо-
бами. Особыми методами произво-
дится соединение вводов с тонкими
пленками металлов, нанесенными
Рис. 4-8. Ввод.
а — с коаксиальной трубкой; б — с
электродом особой конструкции; / —
стекло; 2 — ковар.
18*
27к
Рис. 4-9. Методы соединения вводов с про-
водящим покрытием на внутренней поверх-
ности стеклянной оболочки,
а, б — получение контакта со спиленным и со-
шлифсванным вводом; в, г — соединение чеоез
платиновую фольгу; д. е, ж — соединение с по-
мощью свернутой платиновой фольги.
на внутреннюю поверхность ваку-
умной оболочки (колбы).
Такое соединение рекомендует-
ся производить с помощью индия.
Индий обладает высокой адгезией
к стеклу, кварцу и керамике и мо-
жет обеспечивать электрический
контакт со слоями толщиной всего
несколько ангстрем. На рис. 4-9,а, б
иллюстрируется другой способ со-
единения. Вольфрамовый стержень
«обматывается» соответствующим
стеклом (см. табл. 2-34). Один ко-
нец образовавшегося спая спили-
вается с помощью алмазной пилы
(вблизи от конца обмотки) и оплав-
ляется (рис. 4-9,а). Затем спай впа-
ивается в вакуумный прибор
(рис. 4-9,6). На внутреннюю поверх-
ность стекла после электролитиче-
ской очистки в растворе едкого ка-
ли наносится пленка платины. Для
создания контакта с металлизиро-
ванной поверхностью стекла (рис.
276
4-9,в) предложено использовать
вольфрамовый ввод с приваренной
платиновой фольгой. К концу воль-
фрамового электрода с наплавлен-
ной бусой из стекла нонекс с помо-
щью контактной сварки прикреп-
ляется платиновая фольга (ширина
1 мм. длина 5 мм, толщина 18 мкм).
Буса с вольфрамовым стержнем
впаивается в манжету из стекла но-
некс, припаянную к прибору таким
образом, чтобы между платиниро-
ванной поверхностью и платиновой
фольгой образовался электрический
контакт (рис. 4-9,г). В то же время
спай бусы с поверхностью манже-
ты, не покрытой платиной (рис.
4-9,в), образует герметичное соеди-
нение. На рис. 4-9,6 показана по-
верхность стекла, на которую на-
носился проводящий слой окиси
олова. На вольфрамовый стержень
наплавлялось стекло, а конец
стержня обертывался полоской пла-
тиновой фольги, оба конца которой
закреплялись на стержне контакт-
ной сваркой (рис. 4-9, е). Затем
впаивался электрод. Вблизи спая
помещался небольшой кристаллик
хлорида олова (1 мм3). После этого
ввод прогревался до тех пор, пока
стекло не обжимало стержень, обер-
нутый платиновой фольгой (рис.
4-9,ж). Такой ввод можно было ис-
пользовать в широком интервале
температур (от температуры жидко-
го азота до 430°C).
Металлостеклянные вводы обыч-
но впаиваются в стеклянную обо-
лочку вакуумного прибора или ва-
куумной системы, 'но при необходи-
мости герметичность может быть
достигнута и при использовании
соединений с уплотнителями. На
рис. 4-10 показаны два таких со-
единения.
Металлостеклянный ввод, пока-
занный на рис. 4-10,а можно исполь-
зовать для создания разъемного со-
единения с вакуумной камерой.
Проводник 1 впаивается в стеклян-
ную муфту 2 через промежуточное
с текло 3. При этом использовалась
стандартная ножка из стекла W1,
соединенная с медным проводни-
ком. Эта ножка спаивалась с муф-
той из стекла пирекс (примерно на
расстоянии 12 мм от спая с провод-
Рис. 4-10. Металлостеклянные вводы,
используемые в разъемных соединениях.
а — присоединение металлостеклянного ввода:
1 — медный электрод; 2 — стекло пирекс; 3 —
стекло W1, 4 — асбест; 5 —прижимной фланеп;
6 — прокладка; 7 —стенка металлического объема;
б — присоединение ввода на фланце: 1 — ввод;
2 — прокладка.
ником). В качестве уплотнителя
при соединении с вакуумным сосу-
дом 7 использовались алюминиевые
или медные прокладки 6, а необхо-
димое прижимное усилие передава-
лось на стеклянную муфту 2 при за-
тяжке прижимного фланца 5. Для
более равномерной передачи усилия
между фланцем и муфтой была про-
ложена асбестовая прокладка 4.
В прогреваемых уплотнениях в ка-
честве прокладок использовалась
также алюминиевая проволока диа-
метром 250 мкм (которая сжима-
лась при затяжке до 50—80 мкм).
В других соединениях использова-
лась индиевая проволка диаметром
1,6 и 0,8 мм. Уплотняющие поверх-
ности должны быть хорошо обрабо-
таны, особенно в случае примене-
ния алюминиевых прокладок. Раз-
мер неровностей на уплотняющих
поверхностях не должен превышать
0,2 мкм.
Ввод, представляющий собой ме-
таллостеклянный сжатый спай
(разд. 2, § 4-4), можно присоеди-
нить к системе с помощью фланце-
вого сочленения с прокладкой из
металла или эластомера (рис.
4-10,6). Сжатые спаи различной
формы, рассчитанные на токи от
5 до 10 а и напряжение от 300 до
3 000 в, выпускаются промышлен-
ностью. Такие спаи можно исполь-
зовать при токах нагрузки 35 и
120 а и напряжении 3 000 в. Спаи
допускают прогрев до температуры
300 °C.
Рис. 4-10А. Электрический ввод на 12 кв,
150 а и частоту 500 гц при
температуре 450 °C
Рис. 4-1 ОБ. Восьмиштырько-
вый ввод на 1 000 в, 5 а при
температуре 300 °C.
В качестве вводов также широ-
ко используются металлические
проводники, впаянные »в керамику.
Такие спаи обычно выпускаются*
(разд. 2, гл. 5) встроенными во
фланцы. Фланцы же либо припаи-
ваются твердым припоем к откачи-
ваемому объему или вакуумной си-
стеме (разд. 2, § 2-3), либо присо-
единяются к ним через прокладки
из металла или эластомера (разд. 3,
гл. 8). Металлокерамические вводы
находят широкое применение в ва-
куумной технологии (от установок
напыления до ионизационных ка-
мер). Сверхвысоковакуумный высо-
кочастотный металлокерамический
ввод (изготовленный по молибдено-
марганцевой технологии, см. разд. 2,
§ 5-2), соединялся с вакуумной си-
стемой через уплотнение фирмы
Ultek (разд. 3, § 8-5), содержащее
прокладку, работающую на срез.
* Металлокерамические вводы, рассчи-
танные на напряжения до 100 кв и токи до
2 000 ау выпускаются, в частности, фирмой
Ceramaseal, США.
277
На рис. 4-10А и 4-1 ОБ показами
два металлокерамических ввода,
выпускаемых фирмой Varian. Вво-
ды встроены во фланцы из нержа-
веющей стали, рассчитанные на
применение уплотнения типа кон-
флат (разд. 3, § 8-5).
2-2. ГРЕБЕШКОВЫЕ ВВОДЫ
Эти ножки изготовляются пу-
тем расплющивания стеклянной
трубки, в которую предварительно
вставлены проводники, подлежащие
впаиванию в стекло. Если расплю-
щивание трубки производится в на-
правлении, перпендикулярном осям
проводников, образуются гребеш-
ковые ножки; если же расплющи-
вание стекла производится вдоль
осей проводников, получаются плос-
кие ножки (разд. 4, § 2-3).
Обычные гребешковые ножки,
используемые © электрических лам-
пах накаливания, изготовляются на
станках-автоматах. Заготовки буду-
щей ножки зажимаются в губках
станка, расположенных на краю
вращающегося стола (карусели).
При вращении карусели заготовки
проходят через пламя ряда горелок.
Подача газа в горелки отрегулиро-
вана таким образом, что разогрев
происходит постепенно. Стекло раз-
мягчается и штамповочные губки
станка сжимают стеклянную труб-
ку, обжимая ее вокруг проводников
(рис. 4-11,а, б). На следующей по-
зиции через штенгель вдувается
воздух. Воздух выдувает стекло
ножки, образуя отверстие для от-
качки (рис. 4-11,в). Затем ножка
отжигается сначала в пламени го-
Рис. 4-11. Стадии изготовления гребешко-
вой ножки.
а — исходные детали; б—детали спаиваются;
в — ножка после формовки и выдувания отвер-
стия для откачки.
редок, а затем в печи (разд. 2Г
§ 3-1 и 4-2).
В ножках из легкоплавкого стек-
ла (табл. 2-32) впаиваемые провод-
ники обычно состоят из 2—4 частей,
сваренных встык. Часть проводни-
ка, запаиваемая в стекло, изготов-
ляется из платинита (дюмет). Внеш-
няя часть проводника (на рис. 4-11
верхняя) изготовляется из медной
проволоки. Иногда между медным и
платинитовым проводниками ввари-
вается короткий проводник из кон-
стантановой или монелевой прово-
локи. К концу платиновой проволо-
ки, входящему внутрь вакуумного
прибора, приварена никелевая или
монелевая проволока (на рис. 4-11
внизу)•
Платинит («дклмет») появился
как заменитель платиновой прово-
локи, использовавшейся в таких
спаях. Платинит представляет собой
покрытую тонким слоем меди про-
волоку из железо-никелевого сплава
(соотношение компонентов 58 : 42).
В этих спаях успешно используется
близость значений коэффициентов
теплового расширения стекла и
проволоки, эластичность тонкого
медного покрытия и хорошее, при-
липание стекла к окисленной по-
верхности меди (разд. 2, § 4-1
и 4-4). «Слоистая» структура про-
волоки придает ей необычные свой-
ства (рис. 4-12). Коэффициент теп-
лового расширения в осевом на-
правлении равен (60—73) • 10-71/°С.
Рис. 4-12. Термическое рас-
ширение платинитовой про-
волоки.
4 — в осевом направлении: R —
в радиальном направлении.
278
а в радиальном направлении —
(80—100) • 10-7 1/°С. При впаива-
нии такой -проволоки в стекло с под-
ходящим коэффициентом расшире-
ния по отношению к коэффициенту
теплового расширения проволоки
в радиальном -направлении возни-
кающие в осевом направлении 'на-
пряжения компенсируются за счет
эластичности тонкого медного по-
крытия. Этот принцип позднее был
использован в несогласованных
спаях (спаи Хаускипера, см. разд. 2,
§ 4-4).
Платинитовая проволока полу-
чается при прочном соединении же-
лезо-никелевой проволоки (диамет-
ром около 6 мм и 40 см длиной)
с трубкой из чистой меди (с толщи-
ной стенки около 0,5 мм). Между
медью и железо-никелевым сердеч-
ником может находиться промежу-
точный тонкий слой латуни
(50 мкм). Заготовка обжимается и
протягивается в проволоку. После
слабого поверхностного окисления
проволока пропускается через ра-
створ буры. Готовая проволока мо-
жет иметь диаметр 0,25—0,75 мм.
Слой меди при толщине 15—бОлпсж
составляет по весу 25—35% (в за-
висимости от диаметра проволоки).
Слой буры на проволоке очень то-
нок (около 15 мкм). Слабо окислен-
ная поверхность меди (закись меди,
см. разд. 2, § 4-1) должна обеспечи-
вать хорошее сцепление со стеклом.
Бура предохраняет слой окиси
В период хранения и способствует
созданию во время спаивания про-
межуточного слоя стекла, богатого
окисью бора. Этот слой облегчает
процесс спаивания.
В спаях с тугоплавкими стекла-
ми вместо платинита используются
молибден или вольфрам (разд. 2,
§ 4-3).
Ножки могут иметь различную
форму в зависимости от числа впа-
янных в них вводов и их материала.
На рис. 4-13 показаны плоскогре-
бешковые ножки с несколькими
вводами (например, с восемью вво-
дами, рис. 4-13,6). Если для про-
пускания тока требуется ввод
с большим поперечным сечением
(рис. 4-7), несколько проводников
соединяются параллельно (рис.
Рис. 4-13. Конструкции гребешковых ножек.
а — плоскогребешковая ножка с двумя вводами;
б —плоскогребешковая ножка с шестью вводами;
в — плоскогребешковая ножка с двумя одиночны-
ми и двумя параллельно соединенными вводами;
г — Т-образная ножка; <5 — Х-образная ножка;
е — Н-образная ножка; ж — U-образная ножка;
з — О-образная ножка.
4-13,в). Преследуя цель размеще-
ния возможно большего числа вво-
дов на минимальной площади при
сохранении, достаточно большого
расстояния между соседними вво-
дами, можно сконструировать вво-
ды самых разнообразных форм
(рис. 4-13,г—з).
Для обнаружения дефектов пла-
тинитовых спаев рекомендуется
просматривать готовые ножки под
бинокулярным микроскопом в от-
раженном свете. Наиболее распро-
страненный дефект, определяемый
таким путем, состоит в наличии се-
рии небольших параллельных тре-
щин в стекле у поверхности прово-
локи. Эти трещины расходятся под
прямыми углами к продольному на-
правлению проволоки и обычно
очень малы. Такие трещины боль-
шей частью появляются у проволо-
ки в одном небольшом сегменте и
в области, где спай недостаточно
прогрет. Большая степень несогла-
сованности спая и растрескивание
стекла являются следствием при-
сутствия слоя окиси бора на грани-
це металл — стекло при недостаточ-
ном прогреве спая, так как в этом
случае окись бора не диффундирует
в стекло. Для того чтобы трещины
были лучше видны, рекомендуется
279
применять краситель, хорошо про-
никающий в мельчайшие отверстия
спая. Некоторые дефекты спаев
являются следствием недостатков
самого платинита. К дефектам пла-
тинитовой проволоки относятся, на-
пример, ее переокисление, долгое
хранение, неправильный профиль,
чрезмерно тонкий слой меди на по-
верхности и нарушение слоя меди.
2-3. ПЛОСКИЕ ВВОДЫ
Плоская ножка представляет со-
бой стеклянный диск с перпендику-
лярно впаянными в него вводами *.
На рис. 4-14 показаны две основ-
ные конструкции плоских ножек.
Стеклянная часть ножки в соответ-
ствии с конструкцией прибора, в ко-
торый она будет впаиваться
(разд. 2, § 6-1), может иметь форму
диска (рис. 4-14, а) или чашки
(рис. 4-14,6). Плоские ножки могут
изготовляться со штенгелем или без
него.
Поскольку плоские ножки для
электронных ламп конструктивно
значительно удобнее, гребешковые
ножки (разд. 4, § 2-2) были вытес-
нены плоскими. Плоские ножки де-
лают конструкцию ламп более же-
сткой, габариты ламп уменьшаются,
вводы расположены по окружности
ножки симметрично. Значительно
увеличивается при этом количество
впаиваемых вводов (до 25).
Плоские ножки изготовляются
штамповкой разогретого стекла
у вводов (в направлении, парал-
лельном оси вводов). Вводы при
а) <7
Рис. 4-14. Плоские ножки.
а — дисковая; б — чашечная.
♦ Вводы могут быть изготовлены
из платинита, сплава FeCr, ковара
(разд. 2, § 4-3). Диаметр вводов опреде-
ляется по графику на рис. 4-7.
В лабораторной практике в качестве
вакуумных вводов можно использовать
ножки вышедших из строя электронных
ламп.
Рис. 4-15. Различные методы штамповки
плоских ножек.
а — на вводы надеты стеклянные трубки; 1 —
держатель; 2 — ввод; 3 — стеклянная трубка; 4 —
штенгель; б — вводы находятся между двумя кон-
центрическими стеклянными кольцами (5, б); в —
между вводами находятся капли расплавленного
стекла; г — между вводами — измельченное стек-
ло; 7 —графитовый держатель; 8 — измельченное
стекло; 9 —- графитовый держатель штенгеля.
этом располагаются в соответст-
вующем держателе. Различные ме-
тоды штамповки плоских ножек от-
личаются один от другого в основ-
ном тем, в какой форме поступает
к спаю стекло, что и определяет
конструкцию держателей, а также
технологию прессования ножки.
Стеклянные заготовки могут пред-
Рис. 4-16. Стадии изготовления пло-
ской ножки.
а — вводы и стеклянные кольца помеще-
ны в держатель; б — предварительное ра-
зогревание (стрелки показывают направ-
ление пламени горелок); в — сильное ра-
зогревание (плавление); г — образование
спаев; д — штамповка; е — готовая пло-
ская ножка.
280
ставлять отрезки трубок (рис.
4-15,а), надетые на каждый ввод;
концентрические стеклянные коль-
ца (рис. 4-15,6), расположенные
с внешней и внутренней стороны
окружности, образованной вводами;
ка-пли размягченного стекла (рис.
4-15,в), расположенные между вво-
дами; измельченное в порошок стек-
ло (рис. 4-15,г), распределенное
равномерно вокруг -вводов и между
ними.
После закрепления вводов в дер-
жателе и введения стекла (одним
из методов, показанных на рис.
4-15) производится разогрев соб-
ранного узла и штамповка ножки.
На рис. 4-16 показаны техноло-
гические стадии изготовления нож-
ки. Ножка штампуется из концен-
трических стеклянных колец [Л. 49].
При использовании измельченно-
го стекла (стеклянного порошка)
на вводы предварительно напаива-
ются стеклянные бусы из соответст-
вующего стекла. Штамповка из-
мельченного стекла с размером ча-
стиц 350—750 мкм производится
под давлением около 6—10 Т/см2.
Спекание обычно осуществляется
в атмосфере азота. Рекомендуется
проводить спекание ножек с молиб-
деновыми. штырьками при темпера-
туре 770—880 °C. Скорость повыше-
ния температуры от температу-
ры размягчения стекла (около
600°C) до температуры спекания
составляет 10—80°С/лшн. Рекомен-
дуемое время спекания — около
10 мин, а скорость охлаждения 3 —
Рис. 4-17. Штампо-
ванная стеклянная
чашка.
27 °C/мин (при диаметре ввода
1 мм).
Плоские ножки можно изгото-
вить, используя технологию изго-
товления обычных металлостеклян-
ных спаев (разд. 2, § 4-2). В этом
случае электроды впаиваются в за-
ранее подготовленную чашку. На
дне чашки предусмотрены полые
выступы; после срезания их вершин
образуются отверстия, в которые
впаиваются вводы (рис. 4-17).
Существует другой метод изго-
товления плоских ножек (с воль-
фрамовыми вводами) для экспери-
ментальных целей. Вводы пропуска-
ются через размягченную нагревом
стеклянную пластинку; с противопо-
ложной стороны пластинки выходят
остеклованные концы этих вводов.
После охлаждения остекловка сни-
мается с вводов их травлением
в 10%-ном растворе плавиковой ки-
слоты.
2-4. ЛЕНТОЧНЫЕ ВВОДЫ
Если коэффициенты теплового
расширения стекла и металла зна-
чительно отличаются один от дру-
гого (разд. 2,4-4), то вместо прово-
локи в стекло впаиваются тонкие
ленты. В таких вводах иногда ис-
пользуются платиновые или. медные
ленты, но чаще применяются молиб-
деновые (табл. 2-35). Вопросы, от-
носящиеся к конструкции таких спа-
ев, рассматриваются ’ в разд. 2,
Рис. 4-18. Максимальный до-
пустимый ток нагрузки через
впаянные в кварцевое стекло
молибденовые ленты (толщи-
ной 0,015 мм).
281
Таблица 4-1
Размеры, ж^с, спаев молибденовых лент с кварцевым стеклом
Типо- размер А в С D Е F Молибден
Проволока, мм2 Лента, мм2
2-ЗА 4-5 25 8 12 8 25 0,3 1,5X0,0156
4А 5-6 25 10 14 10 25 0,45 2X0,0156
6А 6-7 25 10 18 10 25 0,7 3X0,0156
8А 7-8 25 11 18 11 25 1 0 4X0,0156
Как .правило, через впаянную
ленту можно пропустить значитель-
но больший ток, чем через впаян-
ную п'роволку с той же площадью
поперечного сечения. На рис. 4-18
Рис. 4-19. Размеры спаев с молибде-
новыми лентами и прутками
(табл. 4-1).
показаны допустимые токи нагруз-
ки для молибденовых лент (толщи-
ной 0,015 жж), впаянных в кварце-
вое стекло. Сопоставление с графи-
ком рис. 4-7 показывает, что при
одинаковой площади поперечного
сечения максимально допустимый
ток для впаянной в стекло ленты
примерно в 10 раз больше, чем для
аналогичного спая с проволокой.
На рис. 4-19 и в табл. 4-1 приве-
дены размеры для некоторых Спаев
молибденовых лент в стекло.
Рис. 4-20. Методы придания жесткости вы-
водам ленточных спаев.
а — с помощью дополнительной стеклянной бусы;
о — с помощью металлической скобы; в — посред-
ством свертывания ленты.
Одиночные впаи применяются-
при токах нагрузки не более 10 а.
При больших токах два или не-
сколько вводов соединяются парал-
лельно (разд. 2, § 4-4).
При использовании ленточных
впаев возникает проблема жесткого
крепления выводов. Эта задача мо-
жет быть решена путем соединения
ленты с проволокой, впаянной в за-
крепленный в приборе стеклянный
держатель (рис. 4-20,а). Проволока
может быть также прикреплена*
скобой к трубке, в которую впаяна
лента (рис. 4-20,6). Для повышения
жесткости лента может быть скру-
чена вокруг продольной оси (рис.
4-20,в).
2-5. ДИСКОВЫЕ И ЧАШЕЧНЫЕ ВВОДЫ
Электрические вводы, рассчитан-
ные на большие токи, обычно кон-
струируются таким образом, чтобы
разделить функции детали, впаи-
ваемой в стекло, и токоведущего
проводника. Одним из1 методов ре-
шения этой задачи является присо-
единение электрического ввода
к впаянному © стекло (или керами-
ку) металлическому диску или чаш-
ке (см. рис. 4-8,6).
Дисковый спай со стеклом (рис.
4-21) может быть согласованным
(разд. 2, § 4-3) и несогласованным
(разд. 2, § 4-4).
Токоведущие проводники могут
припаиваться к диску с обеих сто-
рон (рис. 4-21,а) или составлять
с ним единую деталь (рис. 4-21,6).
В последнем случае место спая
должно быть отделено от токоведу-
щего проводника кольцеобразной ка-
навкой. Это обеспечивает темпера-
282
Рис. 4-21/Электрические вводы с дисковы-
ми спаями.
а — проводники с двух сторон припаяны к метал-
лическому диску; б — диск и проводниц состав-
ляют единое целое; в — конструкция со штампо-
ванным диском; г — ввод через впаянный в квар-
цевое стекло молибденовый диск.
турный градиент между проводни-
ком и спаем и уменьшает опасность
перегрева последнего. Такой же ре-
зультат достигается при использо-
вании вместо диска металлической
чашки (рис. 4-21,в), .в которую впа-
ян проводник.
Сочетая различной формы про-
водники, чашки и диски, можно по-
лучить разнообразные конструкции
спаев.
В случае использования кварце-
вого стекла впаиваемым проводни-
ком электрическим токоподводом
может служить молибденовая фоль-
га (диск). Молибденовый диск впа-
ивается <в кварцевое стекло (разд. 2,
§ 4-4), а в центре диска к нему при-
паиваются проводники (рис. 4-21,г).
В качестве токоподводов могут
служить металлические чашки (кол-
пачки), спаянные со стеклом
(разд. 2, § 4-4) или керамикой
(разд. 2, § 5-4). На рис. 4-22 пока-
заны некоторые конструкции таких
вводов. Токоведущие проводники
могут припаиваться к чашке либо
с обеих сторон (рис. 4-22,а), либо
только с внутренней стороны (рис.
4-22,в). Проводник может также
проходить сквозь чашку (рис.
4-22,6).
В этом случае чашка изго-
товляется из двух концентрических
колец, которые свариваются одно
с другим (разд. 2, § 2-3), а провод-
ник при этом припаивается к вну-
треннему кольцу. Можно выпол-
нить ввод, представляющий собой
короткую трубку из стекла пирекс
с припаянными к ней с двух сторон
трубками из нержавеющей стали.
Одна трубка из нержавеющей ста-
ли припаивалась к вакуумной ка-
мере, а в другую впаивался элек-
трический проводник. Соединение
стекла с металлом представляло
собой пружинящий деформируемый
опай Хаускипера (см. рис. 2-83)
[Л. 132].
В металлокерамических вводах
(рис. 4-22,г) чашки припаиваются
к цилиндрическому керамическому
изолятору с двух сторон (разд. 2,
§ 5-2). Одна чашка служит для со-
единения с вакуумным сосудом,
а к другой чашке припаивается или
приваривается токоподвод.
На рис. 4-23 показан метод при-
пайки медных токопроводов к фер-
рохромовым чашкам, которые затем
спаиваются со стеклом. На дне чаш-
ки сплавляются медный порошок и
бура (рис. 4-23,а). После охлажде-
ния в чашке просверливается отвер-
стие под медный стержень (рис.
4-23,6). Через отверстие вводится
медный стержень с серебряным
припоем (72% Ag, 28% Си), после
Рис. 4-22. Электрические вводы на основе чашечных спаев.
а — проводники припаяны к чашке; б — лезвийный спай; в — конструкция
со штампованной чашкой; г — конструкция керамического чашечного
ввода.
283
Рис. 4-23. Впаивание медного стержня
в феррохромовую чашку.
чего производится запаивание (рис.
4-23а г.).
Конструкция одного из чашеч-
ных спаев (ковара со стеклом) опи-
сана в [Л. 133]. Стеклянная трубка
(из стекла корнинг 7052 или фи-
лине 28) вставляется в коваровую
трубку (рис. 4-24,а). При пайке
нужно следить за тем, чтобы полу-
чился хороший спай со стеклом как
с внутренней, так и с наружной по-
верхностью коваровой трубки. Для
этого на наружную -поверхность
трубки отгибается бортик размяг-
ченной трубки (рис. 4-24,6). На ко-
варовый стержень напаивается бу-
са из того же стекла, после чего
стержень вставляется в остеклован-
ный конец трубки и спаивается
с ним. Готовый ввод показан на
рис. 4-24,в. Такой ввод может рабо-
тать при напряжениях до 2 000 в.
Для работы при более высоких на-
пряжениях (до 6 000 в) рекомен-
дуется конструкция ввода, показан-
ная на рис. 4-24,г.
Рис. 4-24. Стадии изготовления коварового
ввода.
На рис. 4-25 показан металлоке-
рамический ввод. При его изготов-
лении рекомендуется припаивать
проводник к конической медной
втулке, которая затем припаивается
к чашке ввода. Пайку следует про-
водить с помощью эвтектического
сплава серебра с медью. На рис.
4-26 представлены результаты изме-
рений температурной зависимости
сопротивления изоляции этих вво-
дов. При повышении температуры
сопротивление вначале увеличивает-
ся, что происходит вследствие уда-
ления сорбированной пленки влаги
(разд. 4, § 1-1). Измерения показа-
ли, что металлокерамические вво-
ды имеют более высокое сопротив-
Рис. 4-25. Металлокерамический
ввод.
1 — эвтектика Ag—Си; 2 — чашка из нике-
левого сплава; 3— керамика; 4 — втулка-
из никелевого сплава; 5 —спай керамики
с металлом; 6 — аргоно-дуговая сварка.
284
Рис. 4-26. Сопротивление изо-
ляции электрических вводов в
зависимости от температуры.
А — спай ковара со стеклом
(рис. 4-24,в); Б — металлокерамиче-
ский ввод (рис. 4-25); В — спай ко-
вара со стеклом с промежуточным
кольцом из стекла с высоким
удельным сопротивлением.
ление изоляции .по сравнению со
спаями ковара со стеклом. Кривая
В (рис. 4-26) была получена для
спая ковара со -стеклом Филипс 28,
причем использовалось переходное
кольцо из стекла филипс 18, обла-
дающего хорошими электроизоля-
ционными -свойствами.
Глава третья
РАЗБОРНЫЕ ТОКОПОДВОДЫ
В некоторых случаях необходи-
мо использовать разборные элек-
трические вводы. В таких вводах
•проводник может отделяться от изо-
лятора, а последний — от вакуум-
ной камеры; вводы могут также це-
ликом отделяться от вакуумной ка-
меры. В обоих случаях уплотнение
изоляция (или только уплотнение)
изготовляется из пицеина (смолы)
(разд. 4, § 3-1). Для этой цели мо-
гут использоваться и уплотнения
с прокладками (разд. 4, § 3-2).
В разд 4, § 3-3 представлены выпу-
скаемые промышленностью вводы
обоих типов.
3-1. токоподводы
С УПЛОТНЕНИЯМИ НА ОСНОВЕ
ЗАМАЗОК ИЛИ ПЛАСТМАСС
При временном использовании
электрических -вводов уплотнение
может осуществляться с помощью
вакуумных замазок (-см. табл. 3-1).
Замазка может являться только
уплотнителем или одновременно и
уплотнителем и изолятором. Ваку-
умные замазки имеют ряд недостат-
ков (разд. 3, гл. 1), но они очень
удобны, особенно когда сквозь стен-
ку вакуумного объема необходимо
пропустить проводник, не прерывая
его (например, провод термопары).
Один из таких вводов показан на
рис. 4-27,а. Провод 2 проходит че-
рез вакуумную замазку 1, запол-
няющую паз на конце металличе-
ского трубопровода. В этом случае
замазка выполняет роль как уплот-
нителя, так и изолятора. В этой
конструкции могут использоваться
провода как в эмалевой, так и
в шелковой изоляции. В последнем
случае замазку разжижают до тех
пор, .пока она не пропитает изоля-
цию.
В некоторых конструкциях ва-
куумная замазка выполняет роль
изолятора лишь частично (рис.
4-27,6), а в качестве собственно изо-
лятора используется другой мате-
риал, например слюда.
Рис. 4-27. Уплотнение вводов на пицеине.
а — проводник представляет собой отрезок про-
волоки; б — проводник выполнен в форме стерж-
ня с диском; 1 — пицеин; 2 — проволока; 3 —
слюда.
285
Рис. 4-28. Уплотнение ввода с помощью
эпоксидной смолы.
а — сжатое уплотнение; б — ввод для работы
в условиях радиации; в — аралдитовый изолятор
с кольцевым уплотнением.
С помощью вакуумной замазки*
к вакуумной системе можно при-
соединить спаи металла со стеклом
конической формы.
Для уплотнения электрических
вводов, проходящих через металли-
ческую оболочку, может быть ис-
пользован локтайт (см. табл. 3-2).
Диаметр отверстия в стенке ввода
должен быть на 0,1 мм больше диа-
метра проводника. Проводник про-
пускается через отверстие, а прост-
ранство между ним и стенкой ва-
куумной камеры заполняется лок-
тайтом. Затвердевание его длится
примерно 12 ч.
При пропускании вводов через
перспекс, люсайт или оргстекло про-
водник вначале погружается на
10—15 мин в горячий 50%-ный вод-
ный раствор уксусной кислоты или
в кипящую ледяную уксусную ки-
слоту. Затем проводник опускается
в раствор люсайта в ледяной уксус-
ной кислоте и высушивается при
45 °C. После этого проводник может
быть вставлен и уплотнен в шайбу
из люсайта.
Более надежные уплотнения из-
готовляются с помощью эпоксидных
смол (разд. 3, гл. 3). Тщательно
очищенные проводники погружают-
ся в эпоксидную смолу и затем
вставляются в подготовленные от-
верстия в стенке вакуумной камеры.
В других случаях проводник закреп-
ляется в форме и заливается эпо-
ксидной смолой. После застывания
смолы получается готовый ввод, ко-
торый можно тем или иным спосо-
бом присоединить к вакуумной си-
286
стеме (например, с помощью про-
кладки, рис. 4-28,в). При- заливке
эпоксидной смолой 'большого коли-
чества проводников необходимо их
расположить таким образом, чтобы
исключить возможность контакта
между ними. Это можно осущест-
вить закреплением проводников
в резиновом держателе, который
закрывает дно трубки, служащей
формой. Для этой же цели можно
использовать тонкую шайбу из лю-
сайта, в которой предусмотрены со-
ответствующие отверстия.
На рис. 4-28,а изображен ввод
с центральным электродом 1 и за-
щитным кольцом 2. Эти детали на-
ходятся в цилиндре 3. Герметич-
ность достигается с помощью смо-
лы аралдит 3. Детали сконструиро-
ваны таким образом, что аралдит
работает на сжатие.
В ряде случаев, когда вводы под-
вергаются воздействию радиации
(например, в ускорителе Ван-де-
Граафа), смола повреждается.
В таких случаях предлагается при-
менять электрический токоподвод
с уплотнением, показанный на рис.
4-28,6. В этой конструкции на элек-
троде сделана канавка, а резина
при вдвигании электрода вытес-
няется только в одну сторону от ка-
навки. Размеры канавки подобраны
таким образом, что она целиком за-
полняется при сжатии смолы.
На рис. 4-28,в показаны вводы
с изоляцией из «аралдита», присо-
единявшиеся к системе с помощью
фланцев.
3-2. токоподводы
С УПЛОТНЯЮЩИМИ ПРОКЛАДКАМИ
С «помощью прокладок различ-
ной формы электрические вводы
можно одновременно и изолировать,
и герметизировать или только гер-
метизировать (разд. 3, гл. 8). В тех
случаях, когда герметизация трубо-
проводов, окон, патрубков и других
элементов вакуумной системы осу-
ществляется с помощью прокладок,
герметизация вводов может произ-
водиться аналогичным образом.
При более высоких напряжениях
или при необходимости ввода токов
высокой частоты в качестве изоля-
торов должны использоваться ма-
териалы с хорошими электроизоля-
ционными свойствами (см. рис.
4-1—4-5). Чтобы избежать пере-
грева, необходимо использовать
проводники с достаточно большим
поперечным сечением (см. рис. 4-7).
На рис. 4-29 показаны различ-
ные виды герметизации слаботоч-
ных вводов (диаметр проводников
до 0,5 мм) с помощью прокладок.
При применении плоских прокладок
из эластомера (рис. 4-29,а) провод-
ники располагаются между болта-
ми. Используя вакуумную смазку,
такие вводы можно сделать герме-
тичными. Если смазка отсутствует,
то по обеим сторонам проводников
образуются каналы. На рис. 4-29,6,
в показаны приемы уплотнения про-
водников, проходящих через рези-
новые трубки. Проводники 3 пропу-
скаются через резиновую трубку 1
так, чтобы они не соприкасались
один с другим. Резиновая трубка
заполняется вакуумной смазкой 4.
Герметизация уплотнения достигает-
ся при пережатии трубки зажи-
мом 5. Такое уплотнение особенно
удобно, когда необходимо пропу-
стить провода, не допуская их раз-
рыва (например, провода термо-
пар). Это уплотнение использова-
лось для ввода неизолированных
проводов, а также проводов в эма-
левой и стеклянной изоляции в си-
стему с рабочим, вакуумом 2 • 10~6 мм
рт. ст. Через трубку! диаметром
13 мм с толщиной стенки 3 и длиной
90 мм было пропущено шесть про-
водников диаметром 0,09—0,3 мм.
На рис<4-29,з показано уплотне-
ние для ввода в вакуумную систе-
му проводников и труб. Проводники
из золотой проволоки диаметром
0,25 мм пропускались через отвер-
стия в керамической (стеатитовой)
пробке 2 и между двумя полуци-
линдрами из этого же материала.
Стеатитовая пробка запрессовыва-
лась в латунную втулку, прижимав-
Рис. 4-29. Уплотнение электрических проводников в виде проволоки
а -т- уплотнение с помощью плоской резиновой прокладки: 1 — электрический проводник; 2 — флан-
цы; 3 — резиновая прокладка; б — уплотнение с помощью Сплющенной резиновой трубки; 1 — резино-
вая трубка; 2 —стеклянная или металлическая трубка; 3 — электрический проводник; 4 — вакуумная
смазка; 5 — зажим; в — поперечное сечение уплотнения (б); г — цилиндрическое уплотнение: / — рези-
на; 2—проводник; 3 — нажимная пластина; 4*— стягивающая гайка; д — уплотнение с коническими
прокладками: / — прокладка; 2—основание; 3 — направляющая шайба; ^—распорная втулка; 5—-
стягивающий болт; 6 — проводник; е — спиральное резиновое уплотнение: / — проводник; 2 —неопре-
новая спираль; 3 — изолирующая втулка; 4 — трубка из электроизоляционного материала; 5 — затяж-
ной болт.
287
шуюся к неопреновой прокладке на
стенке вакуумного прибора. Оба
полуцилиндра удерживались сталь-
ным кольцом в таком положении,
что неопреновые прокладки в фор-
ме полукругов, расположенные
между стеатитовыми полуцилиндра-
ми и стеатитовой цилиндрической
пробкой, плотно обжимали провод-
ники и обеспечивали герметичность.
Во вводе, представленном на
рис. 4-29,5, проводник проходит че-
рез гибкую прокладку (из кремний-
органической резины), плотно
вставленную в коническое отверстие
в стенке вакуумной камеры.
Это уплотнение можно изгото-
вить в два этапа. Вначале в отвер-
стие вставляется примерно на поло-
вину его высоты резиновая пробка.
Через пробку пропускаются провод-
ники, а пространство над пробкой
заполняется резиновым уплотните-
лем. Проводники проходят внутри
полого болта, с помощью которого
осуществляется сжатие прокладки.
В качестве прокладки можно ис-
пользовать отрезок неопренового
шнура (длиной около 6 мм и диа-
метром 6 мм). Чтобы проводник
легко вставлялся в прокладку, че-
рез нее по оси пропускается игла.
Затем на боковой поверхности про-
кладки лезвием бритвы делается
спиральный надрез (глубиной око-
ло 2,5 мм). После этого прокладка
свинчивается с иглы и через отвер-
стие пропускается проводник. Для
этого проволока сгибается под пря-
мым углом и на один из ее концов
навинчивается прокладка. Спираль-
ный надрез (рис. 4-29,е) не влияет
на герметичность соединения. По-
сле сборки прокладка поджимается
специальным болтом, а на провод-
ник надеваются стеклянные или ке-
рамические изоляторы (рис. 4-29,е).
Для уплотнения электрических
токоподводов очень часто использу-
ются кольцевые прокладки. Почти
все конструкции кольцевых прокла-
док (разд. 3, § 8-4) можно исполь-
зовать для присоединения электри-
ческих вводов.
На рис. 4-30 показаны вводы
с двойным фланцевым уплотнением.
На рис. 4-30,а показан охлаждае-
мый водой электрод, смонтирован-
ный на фланце с канавкой /. Фла-
нец с прокладкой 3 прижимается
к другому фланцу 2, изготовленно-
му из полиэтилена или фторопла-
ста. Второй фланец также имеет
канавку и прижимается в свою оче-
редь к металлической пластине.
В этом случае герметичное соедине-
ние металлической пластины с ва-
куумной системой осуществляется
с помощью прокладки Г-образного
профиля 4. Ввод подобной конст-
рукции (рис. 4-30,6) использовался
в вакуумной печи с температурой
до 2 500°С. На рис. 4-30,в показан
подвижный электрический ввод.
Проводник 1 ввода соединен гиб-
ким уплотнением 2 с фланцем 3.
Последнее представляет собой фла-
нец с канавкой для уплотнителя.
Оно прижимается не непосредствен-
но к стенке вакуумной системы,
Рис. 4-30. Использование для герхметизации электрических вводов двойных
О-образных уплотнений.
□ — вертикальный ввод, уплотнение которого происходит под действием атмосферного давле-
ния; б — уплотнение ввода достигается при затяжке болтов; 1 — электрод; 2 — место спайки;
3 —фланец; -/ — изолятор из фторопласта; 5 — прокладки; в — гибкое уплотнение.
288
Рис. 4-31. Конические кольцевые уплотнения вводов.
а — уплотнение со стеклянной трубкой и изолирующей прокладкой; б — уплотнение
с втулкой из фторопласта; 1 — электроввод; 2 — в гулка из фторопласта; 3 — коль-
цевая прокладка; 4 —втулка из электроизоляционного материала; 5 — гайка; в —
уплотнение ввода с помощью специальной стеклянной втулки; / — электроввод; 2 —
стеклянная втулка; 3 — кольцевая прокладка; 4 — гайка для поджатия нижнего
уплотнения; 5 —прокладка; 6 — промежуточная втулка; 7 —гайка для поджатия
среднего уплотнения; 8— прокладка; 9 — гайка для поджатия наружного уплотнения.
а через «промежуточное стеклянное
кольцо 6. Между фланцем 3, «про-
межуточным кольцом 6 и стенкой
вакуумной системы проложены
кольцевые прокладки 5. Детали
ввода стягиваются .вместе с помо-
щью вспомогательного фланца 4,
опирающегося на борт кольца 3.
Для присоединения токоподво-
дов к вакуумным системам могут
также использоваться уплотнения
с ограничителями или ступенчатые
(разд. 3, § 8-4).
Конические уплотнения (разд. 3,
§ 8-4) особенно широко использу-
ются для присоединения малогаба-
ритных вводов. Некоторые конст-
рукции токоподводов, в которых ис-
пользованы конические уплотнения
с кольцевыми прокладками, показа-
ны на рис. 4-31. В уплотнениях мо-
жет быть одна (рис. 4-31,а), две
(рис. 4-31,6) или три. (рис. 4-31,в)
прокладки. Проводники могут быть
прямыми (рис. 4-31,а) или более
сложными по форме. Изоляторы
(рис. 4-31,в) и втулки (рис. 4-31,6)
также мо-гут иметь различную кон-
фигурацию. В конструкции, пока-
занной на .рис. 4-31,а, проводник 1
припаян к втулке 2. Втулка закреп-
ляется на корпусе вакуумной систе-
мы гайкой 3. Изоляция ввода осу-
ществляется с помощью стеклянной
трубки 5 и -слюдяных прокладок 4.
Герметизация достигается с помо-
19—228
щью прокладки 6, изолирующего
кольца 7 и гайки 8. Это уплотнение
может использоваться при цилин-
дрической форме отверстия в стен-
ке вакуумной камеры. Конструкция,
показанная на рис. 4-31,6, очень
проста, но для ее осуществления
необходима механическая обработ-
ка стенки вакуумной камеры. Для
осуществления конструкции, пока-
занной на рис. 4-31,в, помимо не-
сложной обработки стенки вакуум-
ной камеры требуется стеклянная
деталь специального профиля, кото-
рая служит для изоляции токопод-
вода и ело уплотнения. В конструк-
ции используются конические уплот-
нения с кольцевыми прокладками
Рис. 4-32. Вводы, уплотняемые с по-
мощью плоских резиновых прокла-
док.
а — уплотнение с закрытой прокладкой
/ — резиновая прокладка; 2 — керамиче-
ские втулки; б — уплотнение с проклад-
кой, расположенной снаружи; 1 — резино-
вая прокладка; 2 — изолирующая втулка.
289
Рис. 4-33. Вводы, уплотняемые с по-
мощью металлических прокладок.
а — уплотнение с помощью алюминиевой
фольги: 1 — ковар; 2 — полый болт; 3 —
вакуумная камера; 4 — уплотняющее коль-
цо; 5 — алюминиевая фольга; б — уплотне-
ние с помощью свинцовых прокладок; 1 —
стальной диск; 2 — свободно входящая
стеклянная трубка; 3 — фарфоровая или
стеклянная втулка; 4 — свинцовые про-
кладки.
круглого профиля. При ИЗОЛЯЦИИ
электрических токоподводов с по-
мощью втулок из керамики или из
других электроизоляционных мате-
риалов для уплотнения можно ис-
пользовать простые плоские резино-
вые прокладки (рис. 4-32).
На рис. 4-33 показана одна из
конструкций присоединения коваро-
стеклянного перехода к вакуумной
системе. Уплотнение достигается
прижатием коваровой шайбы 5
к прокладке из тонкой алюминиевой
фольги толщиной около 0,25 мм.
Прижатие осуществляется с помо-
щью шайбы специального профи-
ля 4 и трубчатого болта 2. Гермети-
зация токоподвода, изображенного
на рис. 4-33,6, достигается с помо-
щью свинцовых прокладок. Для
изоляции ввода используются стек-
Рис. 4-34. Радиальные вводы.
а — вводы в резиновое кольцо; б — вводы
в металлическое кольцо. 1 — резина; 2 —
металлические проводники.
лянные или керамические втулки и
трубки.
На рис. 4-34,а показаны плоские
резиновые прокладки с вводами,
расположенными в ней £ радиаль-
ном направлении. Для вводов мож-
но использовать проводники из лю-
бых металлов, но наилучшим сцеп-
лением с резиной обладают трубы и
ленты из серебра и никеля или
трубки с латунным покрытием. По-
еле установки металлических про-
водников в соответствующие пазы
прокладка вулканизируется в оп-
равке.
На рис. 4-34,6 показано метал-
лическое кольцо, введенное между
откачиваемым колпаком и основа-
нием. В кольце по радиальным на-
правлениям .просверлены отверстия,
в которые могут быть вставлены
изолированные токоподводы. Уплот-
нения с колпаком и основанием до-
стигаются с помощью прокладок
с Г-образным профилем. Такие
кольца изготовляются с токоподво-
дами для вакуумных колпаков
диаметром 355, 457 и 610 мм. Эти
кольца со стороны основания име-
ют канавку и рассчитаны на при-
менение кольцевой прокладки
с круглым профилем. Радиальные
отверстия рассчитаны на специаль-
ные уплотнения с кольцевыми про-
кладками (кольцевая прокладка
с круглым профилем удерживается
между двумя концентрическими
алюминиевыми кольцами, разд. 3,
§8-4).
Рис. 4-35. Вводы, уплотняемые
с помощью цилиндрических
прокладок.
1 --электрический проводник; 2 —
изолирующая прокладка; 3— ци-
линдрическая резиновая проклад-
ка; 4 — плоская резиновая про-
кладка; 5 — кольцевая прокладка
(размеры ввода показаны на
рис. 4-38).
290
В качестве токоподводов исполь-
зовались выпускающиеся промыш-
ленностью металлостеклянные спаи.
Все уплотнения были изготовлены
с использованием кольцевых про-
кладок из индиевой проволоки.
Уплотнения токоподводов могут
иметь и цилиндрическую форму.
В этом случае проводник в виде
металлического стержня пропуска-
ется через резиновую втулку. Ино-
гда, например в конструкции, изо-
браженной на рис. 4-35, применя-
ются «плоские резиновые проклад-
ки. На рис. 4-36,а показаны конст-
рукции электрических токоподводов
с использованием конических уплот-
нений (разд. 3, § 8-5). При исполь-
зовании конической резиновой про-
кладки 2 рекомендуется поджимать
ее диском 3. Такая конструкция на-
дежнее той, где проводник 1 пропу-
скается через прокладку.
Вводы на рис. 4-36,6, в имеют
конические участки. В первой кон-
струкции используется плоская
кольцевая прокладка, а во вто-
рой— трубчатая прокладка. Уплот-
нение достигается при сжатии про-
кладок.
Для уменьшения опасности воз-
никновения дугового разряда
в плохом вакууме были разработа-
ны типы уплотнений, в которых
фторопластовые втулки, изолирую-
щие ввод, входят на некоторое рас-
стояние внутрь вакуумной камеры
[Л. 134].
Иная конструкция уплотнения
электрического ввода показана на
рис. 4-37,а. В этой конструкции про-
водник ввода должен быть жестко
связан с фланцем, имеющим вы-
ступ 1. Уплотнение достигается за
счет сдавливания плоской резино-
вой прокладки 2 гайкой 4. С про-
тивоположной стороны для изоля-
ции вставлены прокладки из слю-
ды 3.
На рис. 4-37,6 показана конст-
рукция ввода для сверхвысокова-
куумных камер с двойными стенка-
ми (разд. 3, § 8-2). Со стороны
сверхвысокого вакуума 1 в отвер-
стие стенки вваривается втулка 4.
Уплотняющими прокладками слу-
жат два медных кольца с кольце-
выми выступами. Изолятором слу-
19*
Рис. 4-36. Конические уплотнения электри-
ческих вводов.
а — уплотнение осуществляется с помощью рези-
новой пробки; б — уплотнение осуществляется
с помощью плоской резиновой прокладки, при-
обретающей при сжатии коническую форму; в —
уплотнение осуществляется с помощью надетой
на проводник резиновой трубки.
жит керамическое кольцо 3. Уплот-
нение достигается при сжатии мед-
ных прокладок с одной стороны
между керамическим кольцом и
втулкой, приваренной к сверхвысо-
ковакуумной камере /, а с другой
стороны, между втулкой и шайбой 4,
приваренной к вводу. В [Л. 135]
описана конструкция электрическо-
го токоподвода с водяным охлаж-
дением 1 (рис. 3-37,в). Уплотнение
осуществляется с помощью флан-
цев, имеющих кольцевые выступы
треугольного профиля и керамиче-
ского кольца 2 с такими же высту-
пами (см. рис. 3-148,в). Изолятора-
ми служат керамические кольца
2 и 3.
Рис. 4-37. Использование уплотнений с вы-
ступами для герметизации электрических
вводов.
а — уплотнение с резиновой прокладкой; б —
сверхвысоковакуумное уплотнение с медной про-
кладкой; в — керамическое уплотнение с высту-
пом.
291
Рис. 4-38. Электрические вводы (табл. 4-2).
1 — уплотняющее кольцо; 2 — уплотняющее вин-
товое кольцо; 3 — водяное охлаждение.
Рис. 4-38А. Разборные вакуумные элек-
троды.
3-3- ТОКОПОДВОДЫ, ВЫПУСКАЕМЫЕ
ПРОМЫШЛЕННОСТЬЮ
Электрические тоководоводы из-
готовляются большинством пред-
приятий, выпускающих вакуумное
оборудование (разд. 1, § 1-3). Ниже
приводятся описания некоторых из
них.
На рис. 4-38 представлены ва-
куумные токоподводы, выпускаемые
фирмой Edwards (Великобритания).
Общий вид токоподводов приведен
на рис. 4-38А, их конструкция пока-
зана на рис. 4-31,в и 4-35, а их раз-
меры сведены в табл. 4-2.
На рис. 4-39 показаны токопод-
воды, изготовляемые фирмой Ley-
bold (ФРГ). Характеристики токо-
подводов приводятся в табл. 4-3.
292
Таблица 4-2
Размеры вакуумных электродов, мм
Тип 6В 7В 8 9
Напряжение, в Ток, а: 10 000 5 000 60 60
при непрерыв- ном пропус- кании 100 15 200 300
при кратковре- менном про- пускании 150 20 300 400
А 165 83 168 203
В 83 37 92 95
С — — — 29
D — — 17,4 17,4
Е — — 9,5 12,7
F, дюймы 3/8* 9** 3/8* 1/2*
6, дюймы 3/8* 3** — —
Н — — — 45
J — — — 12,7
К 25,4 11,0 48 45
L' 27,03 14,33 27,03 27,03
М' 34,13 19,66 34,13 34,13
м^рн 9,7 5,1 8,7 8,7
Р макс 15,9 11,0 17,5 17,5
Р МРВ 12,7 4,8 7,9 7,9
^мин 21,4 9,9 16,7 16,7
S 135*** 118*** 135*** |135***
’Допуск +0,05 мм.
* Британская нормальная тонкая резьба.
** Резьба Британской ассоциации стандартов.
•••Витоновая кольцевая прокладка.
На рис. 4-40,а изображены вы-
соковольтные электрические вводы
с керамической изоляцией, изготов-
ляемые фирмой Balzers. На рис.
4-40,6 показаны сильноточные вво-
ды с водяным охлаждением. Их
размеры приводятся в табл. 4-4.
На рис. 4-41 приводятся элек-
трические вводы, изготовляемые
фирмой Pfeiffer. Размеры вводов
приводятся в табл. 4-5.
Таблица 4-3
Характеристики электрических вводов
Тин (рис. 4-39) рис. 4-39
а 1 1 * д е 1 1 ж
Изоляция Синтетическая резина Керамика Стекло Пербунан
Количество полюсов 4 2 1 1 1 1 1
Максимальные значе- ния напряжения и тока 220 в \а 220 в 15а 3000 в 15а 6000 в 30а 3000 в 120а 40в 250а 40а 2 500 а
Максимальная1 темпе- ратура, °C 80 (120) 80 (120) 80 (150) 500 80 (200) С ВОДЯН1 де дм охлаж- нием
1 Значения максимальных температур в скобках относятся к кольцевым прокладкам из витилена.
’Натекание через ввод не превышает 10”® л-мм.рт.ст! сек.
«Ввод для манометра Пеннинга открытого типа.
«Сопротивление изоляции ввода при 20е С—5*1 О’» ом, а при 400е С—5*1011 ом.
293
Рис. 4-40. Электрические вводы (табл. 4-4).
Рис. 4-41 Электрические вводы (табл 4-5)
Рис. 4-42. Электрический ввод на 115 в, 10 а.
/ — толщина стенки плюс 2-1- дюйма; 2 — латунная шестигранная гайка, 3— вакуум-
ная прокладка; 4 — отверстие -11- дюйма; 5 — изолятор; 6 — шпилька Мб 32 нитки;
3
7 —крыльчатая гайка; 8 — неопреновая прокладка -&• дюйма; 9 — поверхность стенки,
находящаяся под вакуумом; 10 — стенка; // — изолятор; /2 —шайба.
Рис. 4-42А. Электрический ввод на 50 в, 100 а.
/ — толщина стенки плюс 2 дюйма; 2 — синтаповая втулка диаметром дюйма:
3 *
3 — неопреновая прокладка с отверстием диаметром дюйма; 4 — шпилька с резь-
5
бой -j-y дюйма, на концах шпильки по 18 ниток резьбы; 5 — поверхность стенки, на-
ходящаяся под вакуумом; 6—стенка; 7 — латунная шестигранная гайка; 8 — латун-
ная шайба.
Рис. 4-42Б. Электрический ввод на 400 в.
Рис. 4-42В. Ввод, рассчитанный на 7 500 в, 0,2 а при 10-2 мм рт. ст.
и на 30 кв, 0,5 а при 1 ат.
/ — размер зажима -1- дюйма; 2 —стеклянный диск; 3 — поверхность стенки, находя-
щаяся под вакуумом; 4 — экран с внешним диаметром 8 дюймов; 5 — текстолит тол-
щиной —- дюйма; 6 — алюминиевый электрод диаметром -7- дюйма,
о о
Таблица 4-4
Размеры сильноточных вводов
Электрические токоподводы фир-
мы NRC Equipment Corp (США)
представлены на рис. 4-42, 4-42А,
4-42Б, 4-42В.
На рис. 4-43, 4-43А, 4-43Б, 4-43В,
4-43Г показаны токоподводы фир-
мы Consolidated Vacuum Corp, а на
рис. 4-44, 4-44А, 4-44Б — электриче-
294
Рис. 4-43. Электрический
ввод, рассчитанный на
длительное пропускание
тока 300 а или кратко-
временное пропускание
тока 400 а.
1 — толщина стенки ва-
куумной камеры; 2 — шести-
гранная головка ввода; 3—
металлическая прокладка;
4 — шестигранная гайка.
г з
ские вводы для применения в сверх-
высоковакуумных системах, постав-
ляемые той же фирмой.
На рис. 4-45/4-45А, 4-45Б, 4-45В
изображены токоподводы, изготов-
ляемые фирмой Ultek (США).
Рис. 4-43А. Электрический ввод
на постоянный ток 10 а при
напряжении 25 кв.
Т а б л и ца 4-5’
Размеры электрических вводов
Тип Размеры, мм Примечание
d L Lt di D 1 k I
200 а, 220 в М8 185 120 30 88 70 7 Рис. 4-41, a
1 000 а!220 в М20 330 155 40 130 100 14
500 а/ 40 в М12 230 125 30 130 100 14
1 000 я/40 в М16 345 155 32 120 90 14 Рис. 4-41, б
2 500 а) 40 в М20 360 160 40 130 100 14
1 а! 10 000 в Мб 220 125 30 88 70 7
Рис. 4-43Б. Электрический ввод на постоянный ток 10 а при напряжении 25 кв.
/—толщина стенки вакуумной камеры; 2 — шестигранная гайка; 3 — кольцевая прокладка из
витона; 4 — шестигранная головка ввода.
Рис. 4-43В. Высокочастотный электрод на 200 в, 10 кет, 465 кгц.
/ — толщина стенки вакуумной камеры; 2 — шестигранная гайка; 3 — шестигранная
головка ввода; 4 — кольцевая прокладка из витона.
Рис. 4-43Г Ввод для термопар, снабженный двумя взаимозаменяющими
головками; одна имеет 8 проводников, рассчитанных на ток 5,5 а при
напряжении 2 500 в, а другая имеет 8 втулок для проводов с минималь-
ным внутренним диаметром 1 мм.
/ — шестигранная гайка; 2 — шестигранная головка ввода; 3 — кольцевая прокладка
из витона.
Рис. 4-44. Ввод для сверхвысокого вакуума,
рассчитанный на ток 200 а или кратковре-
менный ток 300 а (длительность работы
3 мин, 12 мин ток выключен), ввод может
прогреваться до 350 °C при использовании
прокладки из алюминия и до 500 °C при
использовании прокладки из золота.
/ — толщина стенки вакуумной камеры; 2 — ше-
стигранная головка ввода; 3 — шестигранная
гайка; 4 — металлическая прокладка.
295
Рис. 4-44А. Многоштырьковый ввод; при
использовании алюминиевой прокладки
ввод может прогреваться до 350 °C, а при
использовании прокладки из золота — до
400 °C.
\ н
/ — 6 отверстий диаметром -577- дюйма, отверстия
_ 5
расположены по окружности диаметром 3— дюй-
ма на равных расстояниях друг от друга; 2 —
контактная муфта.
Рис. 4-44Б. Высоковольтный ввод, рассчи-
танный на 25 кв при токе 10 а.
Внешний диаметр фланца 4 дюйма, во фланце
„ 11
о отверстий диаметром дюйма, отверстия
расположены по окружности диаметром
5
дюя-
ма на равных расстояниях друг от друга.
Рис. 4-45. Коваростеклянный ввод,
рассчитанный на максимальный ток
500 а и 3 кв (при давлении ниже
10м мм рт. ст.); ввод может прогре-
ваться до 400 °C при скорости изме-
нения температуры 25°С/лшн.
/ — вставка и фланец; 2 — часть ввода,
находящаяся в вакууме; 3 — поставляе-
мый по требованию хомут.
Рис. 4-45А. Высокочастотный ввод,
в котором используется спай меди со
стеклом пирекс; ввод рассчитан на
ток 200 а. напряжение 3 500 в в диа-
пазоне частот 400 кгц — 1 Мгц, ма-
ксимальная температура 450 °C, ско-
рость изменения температуры
25 °C/мин.
1 — вставка и фланец; 2 — кожух водяного
охлаждения; 3 — часть ввода, находящая-
ся в вакууме; 4 — трубка из меди марки
OFHC, наружный диаметр ’/4 дюйма, гон-
щика стенки 0,02 дюйма.
Рис. 4-45Б. Высоковольтный ввод
с изолятором из окиси алюминия,
рассчитанный на ток 5 а при напря-
жении 12 кв; при давлении
10-4 мм рт. ст. ввод может прогре-
ваться до 400 °C, скорость изменения
температуры 25°С/лшн.
1 — вставка и фланец; 2 — шпилька; 3 —
конец ввода, находящийся в вакууме; 4 —
проводник из меди марки OFHC
Рис. 4-45В. Многоштырьковый ввод
с коваровыми штырьками диаметром
1,4 мм, ввод рассчитан на напряже-
ние 1 000 в, максимальный ток 5 о на
1 штырек.
/ — вставка и фланец; 2—конец ввода,
находящийся в вакууме; 3 — коваровые
трубки с внутренним диаметром 0,056 дюй-
ма; 4 — коваровые штырьки с внешним
диаметром 0,075 дюйма.
296
РАЗДЕЛ 5
ПЕРЕДАЧА ДВИЖЕНИЯ В ВАКУУМ
Глава пе-рвая
ПЕРЕДАЧА ДВИЖЕНИЯ С МЕХАНИЧЕСКИМ ПРИВОДОМ
Ы. КЛАССИФИКАЦИЯ
В вакуумной технике часто воз-
никает необходимость передачи
движения извне внутрь вакуумной
системы. Наиболее распространен-
ным случаем передачи движения
в вакуум является приведение
в действие различных затворов и
вентилей (разд. 6, гл. 1). Передача
движения в вакуум необходима и
в ряде других случаев, например
для относительного перемещения
деталей внутри вакуумной системы,
приведения в действие заслонок, пе-
ремещения мишеней по окружности
или наклона тиглей в вакууме.
Способы передачи движения
в вакуум можно классифицировать
по видам энергии, использующейся
для приведения их в действие. Та-
ким путем можно разделить устрой-
ства передачи движения на устрой-
ства с механическим (разд. 5, гл. 1),
с магнитным (разд. 5, гл. 2) и
Рис. 5-1. Передача движения в вакуумные
камеры.
а — поступательное движение; б — наклон; в —
вращение; г — поступательное движение и враще-
ние; д — поступательное движение и наклон; е —
наклон и вращение.
с электрическим (тепловым) приво-
дом (разд. 5, гл. 3). На практике
требуются (и технически осущест-
вляются) передачи поступательного
движения, наклона, вращения,
а также сочетания этих движений.
На рис. 5-1 схематически показаны
различные виды движения, а в табл.
5-1 систематизированы ссылки на
отдельные разделы этой главы.
Для передачи движения в ва->
куум используются следующие тех-
нические приемы: наклон вакуумно-
го прибора (разд. 5, § 1-2); изгиб
эластичных трубок (разд. 5, § 1-3);
деформация сильфонов (разд. 5,
§ 1-4); деформация диафрагм
(разд. 5, § 1-5); относительное пе-
ремещение деталей уплотнения без
прокладок (разд. 5, § 1-6); переме-
щение деталей уплотнения с про-
Рис. 5-2. Передача движения с помощью
эластичных трубок.
а, б — уплотнение вала с помощью резиновой
трубки, позволяющей производить осевое переме-
щение на небольшое расстояние и поворот на
малый угол; в — уплотнение вала с помощью ре-
зиновой трубкй для передачи в вакуумную ка-
меру непрерывного вращения на любой угол; г —
уплотнение с помощью резиновой трубки, позво-
ляющее наклонять вал.
297
ю
со
и
к
хо
со
Способы передачи движения в откачанный объем
Характер движения
•L —
Поступательное дв жение, вращение наклон Рис. 5-2, б 1 1 1 Рис. 5-18, б Рис. 5-25, а Табл. 5-13 1 1 1
Вращение и наклон Рис. 5-2, б 1 1 Рис. 5-15 Рис. 5-16, в, Рис. 5-18, а, б Рис. 5-27, 5-29 1 1 1
Поступательное движение и вра- щение Рис. 5-2, а 1 1 1 1 Рис. 5-20, 5-24 1 1 1
Поступательное движение и на- клон Рис. 5-2, б 1 1 1 Рис. 5-18, а 1 1 1 1
Вращение Рис. 5-2, в, 5-ЗА Рис. 5-10 Рис. 5-15 Рис. 5-16 Рис. 5-20, 5-22, 5-23, 5-25, 5-26, 5-30, 5-41 Рис. 5-26, 5-50, 5-51 Рис. 5-54, 5-55 1
Наклон Рис. 5-2 г, б, 5-3 Рис. 5-8, 5-9 Рис. 5-15 Рис. 5-16, в, 5-18, а 1 1 1 Рис. 5-57
Поступательное дви- жение Рис. 5-2а Рис 5-5, 5-7 Рис. 5-13, 5-14 Рис. 5-17 Рис. 5-19, 5-21 Рис. 5-49 Табл. 5-14 Рис. 5-56
Способ передачи дви- жения С помощью эластич- ных трубок С помощью сильфонов С помощью диафрагм С помощью шлифов Через уплотнение на прокладках С помощью промежу- точной откачки Магнитный Электрический
кладками (разд. 5, § 1-7); переме-
щение деталей уплотнений вакуум-
ной системы с промежуточной от-
качкой (охранным вакуумом)
(разд. 5, § 1-8); использование маг-
нитных полей (разд. 5, гл. 2); ис-
пользование передачи тепла или
электрического тока (разд. 5, гл. 3).
В табл. 5-1А представлена клас-
сификация вакуумных уплотнений,
используемых для передачи в ва-
куум вращательного движения.
1-2. ПЕРЕДАЧА ДВИЖЕНИЯ ПУТЕМ
КАЧАНИЯ ВАКУУМНОГО ПРИБОРА
В некоторых случаях движение
отдельных частей внутри вакуумно-
го прибора, отпаянного от вакуум-
ной системы или соединенного с ней
гибкой трубкой из эластомера (или
сильфонами), можно осуществить,
производя с ним различные манипу-
ляции. Передача движения таким
путем является легким, но неточ-
ным методом, поэтому он нашел
лишь ограниченное применение.
Так, например, при наклоне все-
го вакуумного сосуда может приво-
диться в движение соединенная
с противовесом заслонка.
Такая передача движения мо-
жет быть использована и для от-
крывания в вакууме стеклянных со-
судов с газом (разд. 6, § 1-5).
1-3. ПЕРЕДАЧА ДВИЖЕНИЯ
С ПОМОЩЬЮ ГИБКИХ ТРУБОК
Для передачи в вакуумные ка-
меры поступательного движения,
наклона или вращения использова-
лись конструкции разной степени
сложности с применением эластич-
ных трубок. Если большое газовы-
деление (разд. 2, § 1-1) допустимо
для данной вакуумной системы, то
в этом случае могут использоваться
резиновые трубки. На рис. 5-2 по-
казаны некоторые простые конст-
рукции с трубками из эластомеров
для передачи в определенных пре-
делах поступательного и враща-
тельного перемещения вала 1. Вал
уплотняется с помощью резиновой
трубки 2, Резиновая трубка может
просто надеваться на вал и муфт\
(рис. 5-2,а) или соединяться с ни
298
Таблица 5-1А
Уплотнения для передачи вращения в вакуум*
Группа уплотнений Принцип работы передачи Тип уплотнения Вид уплотнения или уплот- нителя Давление, на которое рассчи- тано уплотнение, мм рт.ст. Примечания
Уплотнение вала, про- ходящего внутрь вакуум- ной системы (сплошной вал, натекание происхо- дит через зазор между вращающимся и непод- вижным элементами пере- дачи) Со скользящим кон- тактом Контакт двух твер- дых тел Кольцевые проклад- ки Шевронное (манжет- ное) уплотнение Торцевые уплотнения 760—10-' 760—10-' 760—10-' Рис. 5-201 Рис. 5-30 Рис. 5-33
Контакт твердого те- ла с жидкостью** Уплотнение на основе поверхностного натяже- ния Жидкостные (ртут- ные) уплотнения 10—10-’ : 760—10-' 760—10-' 760—10-’ Рис. 3-39 Рис. 5-49 2 3
С зазором Контакт твердого те- ла с газом и регулируе- мый перепад давления** Центробежный насос Молекулярный насос Лабиринтное уплот- нение Диффузионный насос 760—10-11 10—10-" 760—10-” Ю->—ю-’ 4 5 6
300
Группа уплотнений Принцип работы передачи Тип уплотнения
Герметичные уплотне- ния (поверхность раздела между вакуумным сосудом и окружающим простран- ством не нарушена; нате- кание определяется иск- лючительно диффузией через оболочку; эта груп- па уплотнений требует помещения в вакуумный сосуд подшипников) С механическим при- водом Гибкий элемент
С помощью электри- ческого или магнитного поля Неподвижная мембра- на
• Классификация воспроизводится по работе „Конструкция уплотнений для переда-
чи вращения в вакуум* **, J. Lavelle, R. Britton and A.Sj Denholm, Astronautics and
Aeronautics, 2(№2), 40(1964).
** Работа центробежных и молекулярных уплотнений зависит от скорости.
1 Относительная скорость трущихся тел не превышает 30 м!сек.
2 Подобно жидкостному уплотнению; градиент гравитационного давления за-
меняется градиентом, связанным с вращением жидкости, увлекаемой валом. При
неподвижном вале уплотнения нет.
3 На соседних участках вала есть правая и левая резьбовые нарезки. Во
время вращения вала происходит откачка по направлению к месту соединения
нарезок. В данном уплотнении вал может вращаться только в одну сторону.
♦ Например, С.Е. Williams and J. W. Beams, 1931, Vac. Symp. Trans. Pergamon
Press, Oxford, 1962, p. 295; W. Backer, Advancesin Vacuum Science and Technology,
Pergamon Press, Qxford, 1960, p. 173.
5 Основано на промежуточной откачке (охранном вакууме), см., например,
«Теоретические основы и конструкции лабиринтных уплотнений», F. Arnold arid
W. К. Stair, Rep. M. E. 5-62-1, OTS TID 15986, March, 1962.
Продолжение табл. 5-1А
Вид уплотнения или уплотнителя Давление, на_доторое рассчи- тано уплотнение, мм рт.ст. Примечания
Сильфоны 760—10-’ Рис. 5-10
Диафрагма 760—10“* Рис. 5-15
Волновая передача 760—10-• 7
Приводом являются:
Электрические поля 760—10-’ Момент вращения до
Магниты 760—10~’ 2 кгс-см
Рис. 5-53*
Рис. 5-54’
Электромагниты 1 760—10"’
8 Диффузионный насос, в котором корпус неподвижен, а сопла закреплены
на валу. Уплотнение создается за счет диффузии газов в струю пара диффузион-
ного масла, направленную в сторону более низкого вакуума.
7 В волновой передаче используется эластичная деформация одного или
большего числа элементов для передачи механического движения через оболочку
вакуумной системы; см. работу «Волновая передача» С. W. Musser, Machine
Design, 32 (April 14), 160 (1960) и рис. 5-ЗА.
8 В том случае, если момент вращения имеет большую величину, рекомен-
дуется использовать конструкцию с радиально закрепленными магнитами; такой
привод, позволявший получать на валу момент вращения 20 кг м при скорости
вращения 50 об(мин, описан в работе «Герметичные магнитные передачи»
D. A. Cuerdon, Product Engineering, 20 (April 28), 96 (1958).
9 Ротор находится в вакуумной камере, а статор вне ее. Скорость вращения
не рекомендуется увеличивать более 1 000 об!мин, так как при этом сильно воз-
растают потери электроэнергии; см. D. A. Cuerdon, Product Engineering, 32
(Nov. 27), 58 (1961).
ми специальной замазкой (рис.
5-2,6).
Вращающаяся деталь 1 прохо-
дит через металлическую втулку 2
и резиновую трубку 3 длиной 76 мм
с толщиной стенки 3 мм. Резиновая
трубка соединяется с металличе-
ской втулкой и валом специальной
замазкой (4, 5). Величина переме-
щений ограничивается длиной рези-
новой трубки и толщиной ее стенок.
Таким путем удалось получить вра-
щение на угол 90°.
Используя резиновую трубку,
можно получить и непрерывное
вращение на любой угол. Для это-
го в конструкцию вводится изогну-
тый вал 1 (рис. 5-2,в). Этот вал мо-
жет свободно вращаться в муфте,
жестко и герметично соединенной
с вакуумной системой. Резиновая
трубка 2 одним концом надевается
на муфту, а другим — на упор 3,
который может свободно вращаться
вокруг входящего в него изогнуто-
го конца вала.
Для наклона вала может быть
использована конструкция, показан-
ная на рис. 5-2,г. К вакуумной ка-
мере герметично и жестко присо-
единяется фланец с отверстием
сравнительно большого диаметра 1.
На выступающую трубчатую' часть
фланца надевается резиновая труб-
ка 3. Другой конец резиновой труб-
ки надевается на муфту 2, жестко
и герметично соединенную с валом.
Для предотвращения сжатия труб-
ки под действием атмосферного
давления между фланцем и муфтой
вставляется пружина 4. Рекомен-
дуется выбирать шаг пружины
с учетом того, чтобы не было втя-
гивания резины и в процессе рабо-
ты на ней не образовывались склад-
ки. Резиновая трубка с внешней
стороны должна быть закреплена
хомутиками (разд. 3, § 8-5).
В промышленном масштабе из-
готовляются и поставляются гибкие
соединения, показанные на рис. 5-3
и 5-ЗА, представляющие собой ко-
роткие шланги из вакуумной рези-
ны, имеющие в отверстиях кольце^
вые уплотняющие выступы полу-
круглого профиля. При надевании
на трубку они сжимаются и обес-
печивают надежное соединение.
Рис. 5-3. Гибкое соединение типа
найвэк.
Рис. 5-ЗА. Гибкие соединения.
Ступенчатое сужение внутреннего
отверстия в средней части трубки
является стопором для соединяе-
мых трубок. Такое соединение по-
зволяет наклонять соединенные
трубки одну по отношению к дру-
гой на углы от 10 до 45° без нару-
шения герметичности.
Передача движения в вакуум-
ную камеру осуществляется с по-
мощью стального стержня. Послед-
ний помещается внутри мягкой из-
гибаемой медной трубки (диамет-
ром примерно 6 мм и длиной 50 —
80 мм). Хотя такие трубки могут
выдерживать деформации, необхо-
димые, чтобы произвести один или
большее число оборотов стержня,
рекомендуется вращение ограничи-
вать в пределах 90°. Эту конструк-
цию рекомендуется использовать
и в сверхвысоковакуумных систе-
мах, если угол вращения не превы-
шает 30°, а число циклов вращения
не будет больше 25.
Существует система передачи,
рассчитанная на высокие скорости
и большие моменты вращения. Все
уплотнения системы металлические.
Передача состоит из тонкостенной
металлической трубки 3 (рис. 5-ЗБ)
и хорошо подогнанных к ней сепа-
раторов с шариками 2, 4, располо-
женных в середине трубки. Ход се-
параторов допускает их небольшую
деформацию без нарушения работо-
способности. Этой системе затем
301
Рис. 5-ЗБ. Использование для передачи вращения в вакуумную камеру
волновой передачи.
придается эллиптическая форма.
Через внутренний сепаратор пропу-
скается вал 1 с эллиптическим по-
перечным сечением, а вся система
располагается внутри полого при-
водного вала 5 также эллиптиче-
ской формы. Один конец тонкостен-
ной трубки 3 присоединяется к ва-
куумной системе. Внешний вал 5
приводится во вращение, а посколь-
ку ни внешний, ни внутренний ва-
лы не деформируются, то внутрен-
ний вал 1 будет повторять враще-
ние внешнего. Заклинивание пере-
дачи предотвращается тем, что
трубка и сепараторы достаточно
тонки и легко деформируются в не-
больших пределах. На рис. 5-ЗБ
показано относительное положение
деталей передачи при повороте на
90°. Гибкая трубка 3 была изготов-
лена из углеродистой стали (длина
трубки 100 мм, диаметр 51 мм,
а толщина стенки 0,25 мм). Разни-
ца между большим и малым диа-
метрами эллипса равна 0,4 мм. Это
устройство позволяет передавать
вращающие моменты, превышаю-
щие 18 кГ-м.
Гибкие соединения обычно изго-
товляются из латунных (томпако-
вых) трубок. Для увеличения жест-
кости поверхность трубок делается
гофрированной. Диаметры выпу-
скаемых соединений различны —
от 15 до 200 мм. Соединения мож-
но сгибать; при этом в статическом
режиме радиус кривизны должен
быть в 1,5 раза больше диаметра
соединения, тогда как в динамиче-
ском режиме (когда сгиб и вы-
прямление повторяются неоднократ-
но) (см. рис. 5-28) он должен быть
по крайней мере в 7 раз больше
внешнего диаметра соединения.
302
1-4. ПЕРЕДАЧА ДВИЖЕНИЯ
С ПОМОЩЬЮ СИЛЬФОНОВ
Сильфоны представляют собой
гофрированные трубки, гофры кото-
рых лежат в плоскостях, перпенди-
кулярных оси трубки, и как бы об-
разуют правильный ряд одинаковых
колец. Такая форма допускает ог-
раниченное осевое сжатие и изгиб.
Сильфоны изготовляются из эла-
стомеров (резина, фторопласт), ме-
таллов (бронза, томпак, нержавею-
щая сталь), а в особых случаях и
из стекла.
Резиновые сильфоны использу-
ются для соединения трубок. При
этом могут соединяться трубки, об-
разующие между собой углы до 180°
(рис. 5-ЗВ).
Металлические сильфоны допу-
скают осевое сжатие на 20—30%
от их длины в свободном (ненапря-
женном) состоянии. Однако боль-
шинство изготовителей рекоменду-
ют ограничивать ход сильфона
в пределах 10—15%. Эти рекомен-
дации относятся к режимам с ма-
Рис. 5-ЗВ. Резиновые сильфоны.
Таблица 52
Гибкие вакуумные соединения (размеры даны в мм, см. рис. 5-4)
Внутрен- ний диа- метр 12,7 19,4 25,4 Внутрен- ний диа- метр 12,7 19,4 25.4
А 108 117 138 F 64 67 90
В 38 41 54 G 4ВАХ1* 12,5 4ВАХ1* 12,5 4ВАХ1* 12,7
С 12,7 19,4 25,4 Н 29 33 46
D 15,1 22,5 28,2 J 121** 130** 136**
Е 9,5 9,5 9,5 К 133 149 172
* Резьба Британской ассоциации стандартов.
**Витоновые кольцевые прокладки.
лой частотой циклов: от 1 цикла
в минуту (скорость открывания вен-
тилей, затворов и т. п.) до 60 цик-
лов в минуту (в динамическом ре-
жиме). При большей частоте цик-
лов допустимые сжатия значитель-
но меньше. Чтобы деформация
сильфона лежала в допустимых
пределах, в конструкции узла пере-
дачи движения должны быть пре-
дусмотрены соответствующие огра-
ничители. Металлические сильфоны
и гибкие соединения хорошо изоли-
руют вакуумные системы от вибра-
ций, возникающих при работе ме-
ханических насосов; кроме того, они
используются при соединении жест-
ко закрепленных частей вакуумных
систем.
Металлические сильфоны, пред-
назначенные для применения в ка-
честве гибких вакуумных соедине-
ний, изготавливаются большинством
фирм, выпускающих вакуумное обо-
рудование.
Таблица 5-3
Гибкие вакуумные соединения
(рис. 5-5)
Размеры в дюймах
Типо-
размер
Отверстия
для болтов
Коли- Диа-
чество метр
Рис. 5-4. Гибкие вакуумные соединения
(табл. 5-2).
2
3
4
5
6
6
9
10
11
На рис. 5-4 и в табл. 5-2 показа-
ны и приведены размеры бронзо-
вых гибких вакуумных соединений.
На рис. 5-5 и в табл. 5-3 приве-
дены размеры гибких соединений
из нержавеющей стали.
При использовании сильфонов
в простом прямом соединении внеш-
нее давление стремится сжать их,
Рис. 5-5. Гибкие вакуумные со-
единения (табл. 5-3).
303
Рис. 5-6. Соединение сильфонов
с фланцами.
а — сварка по краю; б — уплотнение с по-
мощью кольцевой прокладки.
и внутри вакуумной системы могут
возникать перекосы и напряжения.
Для устранения перекосов встреч-
но первому монтируется второй
сильфон, а их концы соединяются
внешней рамой.
Металлические сильфоны соеди-
няются с деталями вакуумноплот-
ных муфт (рис. 5-4) или с фланца-
ми (рис. 5-5) пайкой твердым
припоем; сильфоны могут припаи-
ваться также непосредственно к па-
трубкам. Некоторые приспособле-
ния, использующиеся при пайке,
показаны на рис. 2-43. Сильфоны
могут припаиваться к вакуумной
системе методом, показанным на
рис. 5-6,а. Фланец 1 растачивается
таким образом, чтобы сильфон 3
плотно входил в него. Кроме того,
на фланце вытачивается тонкий
бортик. В сильфон вставляется хо-
рошо подогнанное защитное коль-
цо 2. Сварка производится в среде
аргона или гелия. Защитное кольцо
предотвращает разрушение сильфо-
на во время сварки. Сварка захва-
тывает только края 4 бортика флан-
Рис. 5-7. Использование сильфонов для пе-
редачи поступательного движения.
а — в системе уплотнения вентиля; б — для
открывания в вакууме герметичного объема.
304
Рис. 5-7А. Ввод для передачи осевых
перемещений, максимальное переме-
щение 1 дюйм, отсчет по лимбу по-
зволит производить передвижение с
точностью до 0,01 дюйма; ввод мо-
жет прогреваться до 200 °C.
ца, сильфона и кольца. Для уплот-
нения сильфонов использовались
также кольцевые прокладки из эла-
стомера 2 (рис. 5-6,6) с круглым
сечением. Сильфон / с отбортован-
ными выступающими краями по-
средством кольца 4 с бортиком, за-
ходящим в пространство между
гофрами сильфона, прижимается
к фланцу 3. Прокладка распола-
гается между фланцем, кольцом и
сильфоном.
В цельнометаллических затво-
рах (разд. 6, § 1-3) используется
растяжение и сжатие сильфонов
в осевом направлении. При этом
один конец сильфона соединяется
с патрубком вакуумной системы,
а его другой конец соединяется
с подвижным стержнем (рис. 5-7,а).
На рис. 5-7,6 показано приспо-
собление, состоящее из стеклянной
(пирексовой) трубки, один конец
которой соединен с краном 1. Дру-
гой конец трубки 2 спаян с метал-
лической трубкой из сплава (Fe,
Ni, Со). Металлическая трубка со-
единяется с фланцем.
Фирмой Varian (США) изготов-
ляется подающий механизм (рис.
5-7А) с прямым ходом. Уплотнение
выполнено на сильфоне. Макси-
мальная подача механизма 25,4 мм.
Механизм приводится в действие
вращением ручки (продвижение за
1 оборот ручки составляет 2,5 мм).
Подача может контролироваться по
лимбу с ценой деления 25 мкм при
точности 1%. Допустимая нагрузка
на механизм 1,3 кг. Система может
прогреваться до 200 °C (или кратко-
Рис. 5-8. Уплотнения на сильфонах для передачи в вакуумную камеру
радиального движения.
а — с центровкой на поверхности сферы; б — с центровкой на конической поверх-
ности; в — с центровкой на плоской поверхности.
временно до 400°C). При прогреве
лимб и внешний механизм привода
снимаются.
Передача осевого движения по-
средством сильфонов может соче-
таться в одном механизме с переда-
чей вращательного движения. При
этом в основе передачи вращения
могут быть другие методы (напри-
мер, магнитная -передача).
Движение в радиальном направ-
лении, требующееся для центровки
деталей электронной и ионной оп-
тики, может быть также передано
с помощью сильфонов (конструкции
таких передач показаны на рис.
5-19). Центровка в таких соедине-
ниях может достигаться при сколь-
жении одной детали по сферической
(рис. 5-8,а), конической (рис. 5,8,6),
или плоской поверхности (рис.
5-8,в) другой детали.
Конструкции с -сильфонами по-
зволяют передавать внутрь вакуум-
ной системы наклонные перемеще-
ния на небольшие углы (рис. 5-9).
Рис. 5-9. Уплотнения на сильфонах для
осуществления наклонов в вакууме.
а — система с рычагом; б — система, в кото-
рой наклон рычага трансформируется в по-
ступательное движение.
Конструкция, показанная на рис.
5-9,а, .состоит из длинного металли-
ческого стержня /, проходящего
в вакуумную камеру через пробку 2.
Пробка 2 вставлена в сильфон 3,
припаянный к трубе 4. Труба можег
быть припаяна «как к металличе-
ской, так и к стеклянной вакуумной
камере 5.
В передаче, изображенной на
рис. 5-9,6, наклон связанной с силь-
фоном рукоятки преобразовывался
в поступательное движение, которое
использовалось для открывания и
закрывания притертого конического
уплотнения.
На рис. 5-10 показаны конструк-
ции с применением сильфонов для
передачи вращательного движения.
При передаче непрерывного враще-
Рис. 5-10. Передача вращательного движе-
ния в вакуумную камеру с помощью силь-
фонов.
а — передача с наклоненным сильфоном; б — пе-
редача с изогнутым сильфоном.
20-228
305
Рис. 5-11. Стеклянные сильфоны.
а — сильфонное уплотнение; б — виды и
размеры стеклянных сильфонов.
ния конструкция должна допускать
лишь минимальный изгиб сильфо-
на. Одна из таких конструкций по-
казана на рис. 5-10,а. При передаче
медленного вращения или поворота
в пределах небольшого угла изгиб
сильфонов может быть большим и
конструкции передач упрощаются
(рис. 5-10,6). Тем не менее, посколь-
ку срок службы этих узлов ограни-
чен долговечностью сильфонов, из-
гиб сильфонов должен быть по воз-
можности малым. Однако при этом
уменьшается величина передавае-
мого вращающего момента. Узел
передачи движения, показанный на
рис. 5-10,6, изготовляется фирмой
National Research Corp. (США).
В некоторых случаях использу-
ются стеклянные сильфоны. На рис.
5-11,а показан прогреваемый за-
твор, в котором используется стек-
лянный сильфон 3. Затвор закры-
вается при спаивании концов трубок
1 и 2 с помощью паяльной горелки
(см. разд. 6, § 1-3). Некоторые стек-
лодувы изготовляют сильфоны из
стеклянных трубок, выдувая на них
кольцевые гофры 1 (рис. 5-11,6).
Недостатком таких сильфонов явля-
ется то, что с внешней, наиболее
уязвимой стороны толщина стекла
наименьшая. Этот недостаток мо-
жет быть преодолен, если сделать
сильфон с обращенными внутрь
тонкими стенками 2. Такие сильфо-
ны можно изготовить на специаль-
ных выдувальных станках. На рис.
5-11,6 приводятся размеры гофр 3
для стеклянной трубки с внешним
306
диаметром 60 мм. Сильфон, имею-
щий 5 гофр, может сжиматься на
0,5—0,7 мм при нагрузке около
20 кг.
1-5. ПЕРЕДАЧА ДВИЖЕНИЯ
С ПОМОЩЬЮ ДИАФРАГМ
Диафрагма представляет собой
гибкую мембрану, отделяющую от-
качанный сосуд от окружающего
пространства. Уплотнение диафраг-
мы обычно производится по ее краю,
а центральный участок при этом
обладает достаточной упругостью
для передачи движения в неболь-
ших пределах. Если к центральному
участку диафрагмы перпендикуляр-
но к ее плоскости прикрепить про-
ходящий сквозь нее стержень (не
нарушая герметичности диафраг-
мы), то в вакуумную камеру мож-
но передавать поступательное и
угловое («наклонное») перемеще-
ния.
Для передачи движения в ва-
куум обычно используются «плос-
кие диафрагмы», названные так по
их форме в нерабочем состоянии;
во время работы они деформируют-
ся, утрачивая первоначальную фор-
му. Чтобы избежать вытягивания
диафрагм во время работы, их де-
лают гофрированными. Гофры об-
разуют на поверхности диафрагм
несколько концентрических окруж-
ностей. Благодаря этому диафраг-
мы в большей степени работают на
изгиб, чем на растяжение. Диа-
фрагмы из металлической фольги
изготовляются методом выдавлива-
ния.
Перемещение, которое можно
получить с помощью гофрирован-
ных диафрагм (рис. 5-12,а), прибли-
зительно вдвое больше высоты гоф-
ры. Однако диафрагмы с высотой
гофр, большей толщины самой диа-
фрагмы, трудно изготавливать. Ча-
Рис. 5-12. Диафрагмы.
а ~ гофрированная диафрагма;
б —диафрагма чашечной фор-
мы.
Рис. 5-13. Уплотнение диафрагм.
шечные диафрагмы (рис. 5-12,6) по-
зволяют передавать большие пере-
мещения, но их высота также обыч-
но ограничивается размером, рав-
ным 'приблизительно четверти диа-
метра диафрагмы. При растяжении
плоских диафрагм максимальный
ход обычно составляет только
7—9% диаметра диафрагмы.
Для того чтобы диафрагма -рабо-
тала надежно, при ее конструиро-
вании следует выполнить несколько
следующих -основных требований.
Область свободного прогиба
диафрагмы вокруг •подвижного ва-
ла или пластины должна быть до-
статочно большой, чтобы прогиб
происходил легко, однако она не
должна быть слишком большой для
величины требуемого хода (рис.
5-13,а).
Ход диафрагмы должен быть
ограничен с помощью стопорного
устройства прогибом, составляю-
щим 90% максимально допустимого
хода (рис. 5-13,6).
Диафрагма должна быть доста-
точно тонкой, чтобы при прогибе на
ней не образовывались «морщины»
(рис. 5-13,в).
При сжатии диафрагмы фланца-
ми острые кромки последних долж-
ны быть скруглены (рис. 5-13,г).
Рекомендуется, чтобы радиус за-
кругления был по крайней мере ра-
вен двойной толщине диафрагмы.
При использовании гофрирован-
ной или чашечной диафрагмы ее из-
20*
Г)
Рис.’ 5-14. Уплотнение с диафраг-
мой в прогреваемом затворе.
а — прогреваемая система затвора;
б — поперечное сечение диафрагмы
гиб должен происходить вне ее ра-
бочей области. Конструкция, пока-
занная на рис. 5-13,6, не нашла при-
менения.
Корпус, IB котором расположена
диафрагма, должен быть достаточ-
но большим, чтобы диафрагма п-ри
изгибе не касалась его (рис. 5-13,е).
Диафрагмы .находят широкое
применение при изготовлении ма-
нометров и вакуумных затворов
(разд. 6, § 1-3).
Диафрагмы имеют обычно фор-
му круга, но в ряде случаев исполь-
зуются диафрагмы, имеющие форму
кольца (рис. 5-14). Эта диафрагма
представляет собой кольцо из ли-
стовой бескислородной меди марки
OFHC толщиной 0,8 мм. Профиль
диафрагмы показан на рис. 5-14,6.
Диафрагма плотно прижимается
двумя кольцами из нержавеющей
стали 1 и 2 (рис. 5-14,а) к третьему
кольцу 3. Это устройство использо-
вано в запорном механизме затвора
(разд. 6, § 1-3). В этом затворе
под действием гидравлического дав-
ления в канале 5 диафрагма давит
на диск 4 и приводит его в движе-
ние.
Устройство для передачи вра-
щательного движения с помощью
диафрагмы показано на рис. 5-15.
Конструкция этой передачи анало-
гична конструкции, показанной на
рис. 5-10. Приводной вал /, связан-
ный с ведомым валом 2, передает
вращение последнему через стер-
жень 3, проходящий через центр
диафрагмы. Края диафрагмы сжа-
ты между верхней «и нижней поло-
винами корпуса. Центральная часть
диафрагмы, через которую прохо-
307
Рис. 5-15. Передача вра-
щения в вакуумную ка-
меру с помощью диа-
фрагм.
дит .стержень 3, сжата между флан-
цами. Таким образом, верхняя по-
ловина корпуса (соединенная с ат-
мосферой) оказывается изолирован-
ной от нижней части (находящейся
под вакуумом). При вращении един-
ственной деформацией диафрагмы
является изгиб. ,
1-6. ПЕРЕДАЧА ДВИЖЕНИЯ
С ПОМОЩЬЮ ПРИТЕРТЫХ
УПЛОТНЕНИЙ
Шлифы (разд. 3, гл. 6) могут
использоваться для передачи дви-
жения (в вакуумные камеры, если
газовыделение самих шлифов (за
счет испарения компонентов ва-
куумной смазки) является допусти-
мым для данной системы. Движе-
ние, передаваемое с помощью шли-
фов, должно -быть ограничено опре-
деленными пределами, а работа со
шлифами требует соблюдения осто-
рожности, особенно в тех случаях,
когда аппаратура имеет большой
вес. Эта передача обычно исполь-
зуется для передачи движения
в стеклянные сосуды, хотя она мо-
жет быть использована также и
в металлических системах. В по-
следнем случае используются либо
металлические шлифы, либо под-
вижные соединения из фторопласта.
Плоские стеклянные или притер-
тые металлические шлифы (см.
рис. 3-18) могут использоваться для
передачи вращения или очень не-
зв
Рис. 5-16. Передача вращательного движе-
ния с помощью шлифов.
а — с помощью плоского шлифа: б — с помощью
конического шлифа; в — с помощью сферическо-
го шлифа; г — уплотнение для вакуумной ме-
шалки.
больших перемещений в радиаль-
ном направлении (для центровки).
В таких передачах одна из частей
шлифа 1 (рис. 5-16,а) соединена
с вакуумной емкостью, а на нее по-
мещается другая, подвижная часть
шлифа 2. Поверхности шлифов сма-
зываются вакуумной смазкой. Ме-
таллические шлифы смачиваются
маслом (например, касторовым).
Для подачи смазки на поверхности
шлифа предусмотрен кольцевой ка-
нал 3. Движение -в вакуумную каме-
ру передается валом 4, который
движется вместе с верхним шли-
фом 2. Скорость вращения в такой
передаче может составлять до 3—4
об!мин.
Для передачи медленного вра-
щения также часто используются
конические и сферические шлифы
(рис. 5-16,6, в). Такие шлифы обыч-
но смазываются, но если примене-
ние смазки недопустимо, они могут
быть сконструированы иначе, напри-
мер, с .ртутным затвором. На рис.
3-33,6 показана передача, основны-
ми частями которой являются обыч-
ный стеклянный шлиф без смазки,
кольцевые прокладки из фторопла-
ста и ртутный затвор.
Конструкция для передачи вра-
щения в вакуумную мешалку пока-
Рис. 5-17. Осевые перемещения, получаемые при вращении конического шлифа.
а — проволока наматывается на вал, б — проволока наматывается на шкив; в — осуще-
ствление возвратно-поступательного движения; г — система с винтом.
1
зана на рис. 5-16,г. Конструкция со-
стоит из «пробки /, выполненной из
самосмазывающегося материала
(нейлона, фторопласта, полиэтиле-
на) и входящей в окно сосуда или
в муфту 2, и вала 3. Пробка долж-
на иметь небольшие размеры
(табл. 3-7), чтобы свести к миниму-
му термическое расширение, кото-
рое может разрушить стекло.
В пробке ^предусмотрено отверстие
для вала. Это отверстие, широкое
наверху, в середине пробки сужает-
ся, образуя гнездо подшипника с ко-
нусностью 30°, и проходит далее до
дна пробки в виде узкого кольцево-
го канала. Конический подшипник
4 на валу изготовлен из нержавею-
щей стали и закален.
На рис. 3-37,а показан цилин-
дрический шлиф с масляной смаз-
кой, который может передавать вра-
щение со скоростью 4 000 об/мин.
Осевое поступательное движе-
ние можно передать в откачанный
объем, применяя шлифы, показан-
ные на рис. 5-16,6, в, и преобразуя
в дальнейшем вращение в линейное
перемещение. На рис. 5-17,а пока-
зана .конструкция для передачи
в вакуумную камеру линейных пе-
ремещений с небольшой скоростью.
Конструкция, в которой для пере-
дачи поступательного движения ис-
пользуется сферический шлиф, по-
казана на - рис. 3-26,а. Для получе-
ния более «быстрого поступательно-
го движения можно использовать
конструкцию, показанную на рис.
рис. 5-17,6. В этих двух устройст-
вах движение осуществляется толь-
ко по вертикали с помощью нити,
закрепленной на валу (рис. 5-17,а)
или на шкиве (рис. 5-17,6). Приве-
денная на рис. 5-17,в конструкция
позволяет производить в неболь-
ших передачах перемещения в ва-
кууме. Устройство, показанное на
рис. 5-17,г, рассчитано на осущест-
вление линейных перемещений с вы-
сокой точностью.
Основными деталями передачи
являются гайка /, вращающаяся
вместе с пробкой шлифа, и ограни-
читель 2, который препятствует вра-
щению вала 3. При вращении проб-
ки шлифа вал ввинчивается в гайку
и перемещается на определенное
расстояние.
Сферические шлифы можно, ис-
пользовать для угловых перемеще-
ний (наклона) деталей в вакуум-
Рис. 5-18. Использование сфериче-
ских шлифов для наклонения и вра-
щения вала в вакуумной камере.
а — сферический шлиф; б — сферический
шлиф на основе линз.
309
ной камере (разд. 3, § 6-3) и при-
ведения их по вращение (рис.
5-18,а). Вал в этом случае описы-
вает конус. Для изготовления узла
передачи, позволяющего переме-
щать в вакууме деталь с тремя сте-
пенями свободы (рис. 5-18,6), ис-
пользовались оптические (выпук-
лая и вогнутая) линзы.
1-7. ПЕРЕДАЧА ДВИЖЕНИЯ ЧЕРЕЗ
УПЛОТНЕНИЯ С ПРОКЛАДКАМИ
Для передачи движения могут
применяться уплотнения с проклад-
ками различных типов: уплотнения
с кольцевыми прокладками кругло-
го профиля, уплотнения с дисками,
снабженными выступами, цилин-
дрические и конические уплотнения,
манжетные уплотнения (разд. 5,
§ 1-7), манжетные уплотнения
с пружинами и фрикционные уплот-
нения. Ниже описаны уплотнения,
изготовляемые промышленностью,
в том числе и конструкции уплотне-
ния, в которых вал может смещать-
ся на некоторый угол.
Конструкции уплотнений для пе-
редачи движения с кольцевыми про-
кладками круглого профиля. Ради-
альное, осевое (движение скольже-
ния) и вращательные движения ча-
сто передаются с использованием
уплотнений с кольцевыми проклад-
ками круглого профиля. Радиальное
движение может передаваться с по-
мощью конструкции, показанной на
рис. 5-19,а. Конструкция состоит из
двух фланцев 1 и 2 и прокладки 3.
Прокладка находится в неглубокой
узкой канавке фланца 1 (см. рис.
3-65). Во фланце 2 имеется неглу-
бокая и широкая канавка 4, и про-
кладка может сдвигаться в ее пре-
делах. Чрезмерное сжатие проклад-
ки предотвращается предусмотрен-
Рис. 5-19. Использование кольцевых уплот-
нителей для передачи радиальных переме-
щений.
ным на фланце 1 кольцевым
выступом 5, на который при сжатии
упирается фланец 2, Верхний фла-
нец перемещается с помощью бол-
тов 6. Экран 7 предохраняет устрой-
ство от попадания в него пыли. Ка-
навка 4 смазывается небольшим
количеством кремнийорганической
смазки и графита (1 вес. ч. графита
на 10—15 вес. ч. масла). Такую си-
стему можно использовать при на-
грузках 15—25 кгс (0,7—1,2 кгс на
1 см длины прокладки) при диамет-
рах прокладок 50—100 мм. При
меньших диаметрах прокладок для
уплотнения необходима пружина,
при больших диаметрах нагрузка
на прокладку становится слишком
большой и ее смещение затруд-
няется.
На рис. 5-19,6 показана конст-
рукция для передачи небольших
угловых перемещений. Верхний
фланец может вращаться вокруг
сферической поверхности, выточен-
ной на патрубке нижнего фланца.
Перемещение ограничено макси-
мальным сжатием прокладки на
одной стороне и минимальным сжа-
тием, необходимым для герметич-
Рис. 5-20. Конструкция уплотне-
ний кольцевыми прокладками для
осуществления поступательного и
вращательного движения вала
в вакууме.
а—кольцевая прокладка в канавке,
проточенной на валу; б — кольцевая
прокладка в канавке, проточенной в
стенке вакуумной камеры; в — кон-
струкция с двумя кольцевыми про-
кладками; г — конструкция с двумя
кольцевыми прокладками и распорной
вбулкой; / — стенка камеры; 2 — коль-
цевые прокладки; 3 — распорная втул-
ка; 4— нажимная втулка.
310
ности соединения, на диаметрально
противоположной стороне.
Осевое перемещение и (вращение
может передаваться посредством
вала, уплотненного с использова-
нием одной кольцевой прокладки
с круглым профилем (рис. 5-20,а,
б). Однако на практике предпочи-
тают уплотнения с двумя такими
прокладками (рис. 5-20,в, г), по-
скольку они обеспечивают лучшую
центровку вала. На валу легче про-
точить канавку для прокладки (рис.
5-20,а), но если требуется большое
осевое перемещение вала, канавка
должна протачиваться в стенке от-
верстия (рис. 5-20,6, в). В табл.3-21
и на рис. 3-63 показаны рекомен-
дуемые размеры валов, канавок и
прокладок уплотнений.
Уплотнение вала может быть
осуществлено и без проточки кана-
вок, если поместить втулку между
прокладками (рис. 5-20,г) и сжать
их с помощью нажимного кольца.
Кольцевые прокладки круглого
профиля должны смазываться мас-
лом или вакуумной смазкой с низ-
кой упругостью паров (разд. 3,
§ 6-4 и 7-4).
Стеклянная система для переда-
чи поступательного движения пока-
Рис. 5-21. Конструкция смачивае-
мых маслом уплотнений с кольце-
выми прокладками для передачи
движения в вакуум.
а — уплотнение между двумя концен-
трическими трубками; б — уплотнение
с двумя поршнями.
зана на рис. 5-21. Система состоит
из гладкостенной стеклянной труб-
ки 1 (рис. 5,21,а), в которую встав-
ляется стеклянная трубка меньшего
размера с кольцевыми канавками.
В последних располагаются кольце-
вые прокладки 3. Пространство
между прокладками 2 заполняется
с помощью шприца дибутилфтала-
том (или маслом). Малая трубка
может скользить в большой трубке.
Такой узел передачи движения не
препятствует достижению в вакуум-
ной камере вакуума Ю~3 мм рт. ст.
Двухступенчатая система пере-
дачи поступательного движения
изображена на рис. 5-21,6. Она со-
стоит из двух идентичных частей.
На валу 2, проходящем через обе
части системы, расположены два
поршня 1, скользящие внутри поло-
го цилиндра 3. На поршнях преду-
смотрено по две кольцевые проточ-
ки, в которых располагаются коль-
цевые уплотняющие прокладки.
Для улучшения качества уплотне-
ния и смазки цилиндра на поршни
наливается небольшое количество
кремнийорганического масла 4.
С целью уменьшения натекания
пространство между поршнями от-
качивается (разд. 3, § 8-2) через
трубку 5. Такая система может ра-
ботать при давлениях порядка
10-6 мм рт. ст. со скоростью 100 хо-
дов в минуту. При этом утечка мас-
ла через нижний поршень составля-
ет всего несколько миллиметров за
неделю. Чтобы это масло не по-
падало в вакуумную камеру, на
нижней части вала закреплена во-
ронка.
Система передачи вращения со
скоростью 600—900 об/мин пред-
ставлена на рис. 3-37,6, а на рис.
3-31,г — узел передачи, в котором
использовались кольцевые проклад-
ки и, ртутное уплотнение. На рис.
5-22 показана передача, не требую-
щая смазки. Три внутренних уплот-
няющих кольца из фторопласта
обеспечивают скольжение вала. Три
внешних резиновых кольца прида-
ют уплотнению эластичность и обес-
печивают герметичное соединение
с корпусом уплотнения. В таком
уплотнении сопротивление трению
значительно больше, чем в вильсо-
311
Рис. 5-22. Конструкция уплотне-
ния с кольцевыми прокладками
из резины и фторопласта для
герметизации вращающегося
вала.
1 — вал; 2 — гайка корпуса уплотне-
ния; 3 — кольцевые прокладки из фто-
ропласта; 4 — корпус уплотнения; 5 —
кольцевые резиновые прокладки; 6 —
втулка из фторопласта.
новских или шевронных уплотнени-
ях со смазываемыми кольцевыми
прокладками, и для приведения
в действие системы передачи нуж-
ны значительные дополнительные
усилия. Вал и уплотнение должны
быть защищены от попадания пы-
ли, загрязнений и масла.
Дисковые уплотнения для пере-
дачи движения. Уплотнение для пе-
редачи вращения на рис. 5-23,а со-
держит основание /, на котором ле-
жит резиновая прокладка 2; на по-
следнюю нанесено небольшое коли-
чество вакуумной смазки. Вал 3
проходит через отверстие в основа-
нии 1. На валу расположен диск
с цилиндрическим выступом 4, ко-
торый опирается на прокладку 2.
При диаметре вала 12,7 мм диаметр
кольцевого выступа 4 составляет
37,1 мм, а радиус выступа — 0,8 лш
(при толщине прокладки 1,6 мм).
Вал удерживается в таком положе-
нии полой гайкой 5, навинченной на
основание 1 и закрепленной вин-
том 6.
На рис. 5-23,6 показана разно-
видность уплотнения этого типа.
В конструкции более полно исполь-
зуется эластичность прокладки,
а конструкция, показанная на рис.
5-23,в, рассчитана на более продол-
жительный срок работы. Уплотне-
ние для передачи вращательного
движения (рис. 5-23,6) содержит
корпус /, в котором вращается
зал 2, несущий диск 4 с цилиндри-
ческим выступом 3. Неопреновая
прокладка 5 удерживается гайкой 6,
которая закреплена контргайкой 7.
Корпус имеет цилиндрический вы-
ступ, который упирается в неопре-
новую прокладку, образуя герме-
тичное соединение между корпусом
и прокладкой. Цилиндрический вы-
ступ диска вала выше выступа кор-
пуса. Натекание через такое уплот-
нение менее 10~4 л*мкм. рт. ст./сек,
однако введение смазки между про-
кладкой и выступом на диске вала
неэффективно при длительной ра-
боте.
Уплотнение, изображенное на*
рис. 5-23,в, содержит корпус 3, в ко-
тором находится шайба из закален-
ной стали 4. Вал 5 несет на себе
диск с цилиндрическим выступом
треугольной формы 1 (вместо круг-
лого выступа в конструкциях, при-
веденных на рис. 5-23,а, 6). На
стальной шайбе 4 находятся три
стальных шарика 2. В диске вала
для них предусмотрены углубле-
ния. На треугольный выступ нано-
сится вакуумная смазка и в процес-
се работы она распределяется по
неопреновой прокладке.
Рис. 5-23. Конструкции уплотнений для передачи вращения, в которых используется
вал, несущий на себе диск с кольцевым выступом.
а—для уплотнения используется плоская прокладка; б—в уплотнении используется эластичная
прокладка; в — конструкция, рассчитанная на длительную работу (выступ на диске вала имеет
треугольную форму и в процессе работы покрывается смазкой).
312
Рис. 5-24. Уплотнение вала с помощью про-
кладок цилиндрической формы.
а — уплотнение с регулируемым поджатием про-
кладки; б — уплотнение с прокладкой большой
длины; в — уплотнение с направляющим подшип-
ником.
Цилиндрические и конические
уплотнения для передачи движения.
Большинство простых систем этого
типа представляет собой резиновую
пробку, через которую в вакуумную
камеру проходит вал. Если вал
смазать, то такое уплотнение по-
зволит совершать движение в опре-
деленных пределах. На рис. 5-24
изображены конструкции уплотне-
ния вала с помощью резиновых
трубок (рис. 2-17). Резиновая труб-
ка либо сжимается в муфте (рис.
5-24,а), либо вдавливается во втул-
ку (рис. 5-24,6). Если резиновая
трубка с валом просто вставляется
в стенку вакуумной камеры (рис.
5-24,в), то для предотвращения на-
рушения герметичности при накло-
не вала необходимо предусмотреть
направляющий подшипник.
На рис. 5-25,а показано уплотне-
ние вала с помощью резиновой про-
кладки прямоугольного сечения.
Надетая на вал прокладка сжи-
мается двумя фланцами, уплотняю-
щие поверхности которых имеют
коническую форму. На рис. 5-25,6
представлено уплотнение вала, со-
Рис. 5-25. Конструкции уплотнения вала.
а — уплотнение с прокладкой прямоугольного се-
чения; б — уплотнение с прокладками конической
формы; в — уплотнение с плоскими прокладками.
стоящее из двух неопреновых про-
кладок 1 (внутренний диаметр ко-
торых меньше диаметра вала), сжа-
тых на металлической втулке 2. Оба
конца втулки имеют коническую
форму. На рис. 5-25,в показано
уплотнение для передачи вращения.
Уплотнение состоит из чередую-
щихся шайб из фторопласта (тол-
щиной 1,5 мм) и металла. Зазоры
между валом и внутренними цилин-
дрическими поверхностями метал-
лических шайб составляют 0,25 мм.
При сжатии шайб фторопласт де-
формируется и «затекает» в эти за-
зоры. Уплотнение хорошо работает
при температурах до 200 °C; ско-
рость натекания при этом не пре-
вышает 10~5 л •мкм рт. ст./сек.
Для примера приведем описание
уплотнения для передачи враща-
тельного движения, содержащего
надетую на вал фторопластовую
прокладку. Верхняя часть проклад-
ки имеет коническую форму (угол
между образующей конуса и плос-
костью, перпендикулярной к оси
прокладки, равен 14°). На внутрен-
ней цилиндрической поверхности
прокладки «сделан ряд кольцевых
канавок (глубиной 0,6 мм, шириной
1,3 мм\ расстояние между канавка-
ми 0,5 мм). Деформация выступов
между канавками обеспечивает
герметичность. На коническую по-
верхность прокладки кладется ла-
тунная шайба, также имеющая ко-
ническую форму, а на нее вторая
прокладка из фторопласта, нижняя
часть которой имеет коническую
форму. Эта прокладка плотно вхо-
дит в корпус уплотнения, а на ее
наружной цилиндрической поверх-
ности сделаны такие же канавки,
как на внутренней цилиндрической
поверхности первой прокладки. При
осевом сжатии прокладок они плот-
но прижимаются к валу и корпусу
уплотнения. При скорости враще-
ния 20 об/мин и давлении 5- 10~5жж
рт. ст. скорость натекания гелия не
превышает 2- 10~9 см3/мин (при нор-
мальной температуре и давлении).
Корпус уплотнения имеет патрубок
для промежуточной откачки (ох-
ранного вакуума).
На рис. 5-26 приведена конст-
рукция, используемая при пере-
313
Рис. 5-26. Конструкции уплот-
нения вала с прокладками из
фторопласта V-образной фор-
мы и промежуточной откачкой
(охранным вакуумом).
даче .поступательного и враща-
тельного движения. Герметизация
осуществляется с помощью про-
кладки '.из фторопласта 1 V-юбраз-
ной формы, зажатой между канав-
кой и зубом детали 2. В конструк-
ции предусмотрена промежуточная
откачка через патрубок 3. Уплотне-
ние было испытано в вакууме
10~5 мм рт. ст. При неподвижном
вале скорость натекания составля-
ла примерно 8*10-4 л-мкм рт.
ст./сек\ каждый поворот вала сопро-
вождался проникновением внутрь
вакуумной -системы порции газа
0,1 мм3 (при нормальных условиях).
Манжетные уплотнения. Манжетные уп-
лотнения или уплотнения Вильсона пред-
ставляют собой конструкцию, в которой вал
герметично обжимается резиновой проклад-
кой; при этом диаметр круглого отверстия,
вырезанного в прокладке, значительно мень-
ше диаметра вала.
Резиновая прокладка (рис. 5-27) плот-
но прижата по периферии металлической
Рис. 5-27. Уплотнение Вильсона.
1 — вал; 2 — основание; 3 — резиновая
прокладка; 4 — металлическое кольцо;
5 — прижимная гайка.
деталью цилиндрической формы. Централь-
ная часть прокладки, обжимающая вал,
выгибается. Обычно полагают, что атмо-
сферное давление, действующее на надетую
на вал прокладку, способствует герметич-
ности уплотнения. В действительности же
основным фактором здесь является не ат-
мосферное давление, а обжимающее дей-
ствие материала прокладки. Уплотнение,
обеспеченное обжимом вала внутренним
краем резинового кольца, остается вакуум-
ноплотным даже в тех случаях, когда вал
вращается или совершает быстрые возврат-
но-поступательные перемещения.
Чтобы обеспечить надежность манжет-
ных уплотнений, необходимо выполнить сле-
дующие требования.
1. Поверхность вала должна быть
гладкой. Шероховатость поверхности вала
увеличивает скорость натекания через уп-
лотнение. Это увеличение особенно замет-
но при возвратно-поступательном движе-
нии и, когда скорость натекания за счет
круговых следов обработки выше, чем
в случае продольных. Скользящий вал не
обязательно должен быть прямым.
2. Прокладка должна иметь гладкую
поверхность и не должна быть слишком
мягкой. Рекомендуется использовать резину
с твердостью 50—60 по Шору. Прокладки,
вырезанные из листового материала (обыч-
но толщиной 1,4—1,6 мм), обеспечивают
удовлетворительную герметизацию при ус-
ловии, что стенки отверстия, в котором вал
перемещается при своем скольжении (или
вращении), имеют гладкую поверхность,
перпендикулярную плоскости листа. Это до-
стигается с помощью острозаточенного кру-
гового резака и смазки в виде мыльного
раствора.
3. Размер отверстия не является кри-
тичным; однако необходимо подобрать та-
кой диаметр отверстия, чтобы при вставле-
нии вала в отверстие внутренний край ре-
зиновой прокладки отогнулся от первона-
чальной плоскости приблизительно на 3 мм.
Практически диаметр отверстия должен на-
ходиться в пределах 0,65—0,8 диаметра ва-
ла (табл. 5-4).
4. Необходимо, чтобы в собранном уп-
лотнении часть резинового кольца, примы-
кающего к валу, оставалась незакреплен-
Т а б л и ц а 5-4
Размеры, мм. , уплотнений
Вильсона (рис. 5-27)
D а di ^я h
4 2,5—3,0 14 18
6 4,0—4,5 16 20
10 6,5—8,0 20 24
15 10,0—12 25 30
20 13—16 30 34 1,4—1,6 (тол-
30 20—24 40 50 щина проклад-
40 26—32 50 65 ки)
50 33—40 60 82
60 40—48 70 96
70 45—56 80 ПО
314
Рис. 5-28. Уплотнение Вильсона с двумя прокладками.
а — уплотнение с параллельными прокладками и промежуточной откачкой; б —
уплотнения с прокладками, выгнутыми в противоположных направлениях;
в — уплотнение Вильсона на стеклянном основании; / — стекло; 2 — неопрен;
3 — слюда.
ной (см. рис. 5-27), так чтобы вал мог вра-
щаться или скользить свободно без закли-
нивания.
5. Центральная часть прокладки долж-
на быть выгнута и иметь форму конуса (с
углом порядка 30°); для этого вводится ме-
таллическая опора (см. рис. 5-27), поддер-
живающая прокладку. В случае необходи-
мости прогрева уплотнения (100 °C) лучшие
результаты получаются при увеличении уп-
ругости прокладки с помощью пружины
(разд. 5, § 1-7), плотно прижимающей ее
к валу.
6. Необходимо правильно подобрать
смазку. В этом случае жидкое вакуумное
масло (типа «апиезон В») предпочтитель-
нее густых вакуумных смазок.
7. Давление от гайки, удерживающей
резиновую прокладку, должно быть доста-
точным для того, чтобы обеспечить герме-
тичность. Если оно слишком велико, про-
изойдет выдавливание резины и образуется
течь.
Основные размеры простейших манжет-
ных уплотнений для различных диаметров
валов показаны в табл. 5-4 и на рис. 5-27.
Вильсоновское уплотнение можно ис-
пользовать для валов с диаметром от 1,5 мм
до очень больших размеров (например,
70 мм). Однако при больших размерах (пре-
вышающих 20 мм) необходимо исключить
возможность вталкивания вала внутрь ка-
меры за счет перепада давления. Сила тре-
ния, возникающая в вильсоновском уплот-
нении при диаметре в 25,4 мм, оценивается
в 250 гс, в то время как действующая на
вал сила атмосферного давления составля-
ет около 5 кгс. Таким образом, в вильсо-
новских уплотнениях больших размеров с
хорошей смазкой сила трения невелика по
сравнению с силой атмосферного давления.
В уплотнениях этого типа очень часто
используются две прокладки (рис. 5-28).
Пространство между прокладками или от-
качивается, или заполняется смазкой. Пред-
ложена конструкция уплотнения (рис. 5-28,в)
для случая, когда в нем необходимо ис-
пользовать опорную пластину из стекла
{Л. 136].
Известна конструкция вильсоновского
уплотнения для передачи ограниченного ка-
чательного движения вала (рис. 5-29).
В этом случае рекомендуется либо прижи-
мать металлическую опору как можно плот-
нее к шайбе, либо делать ее без коническо-
го упорного выступа (рис. 5-29).
При неподвижном вале (при отсутствии
движения) скорость натекания составляла
(1—2) • 10“3 л-мкм рт. ст./сек после 8 ч
откачки (включая реальное и кажущееся
натекания; см. разд. 1, гл. 3). При медлен-
ном вращении того же вала (1 об!сек) на-
текание было порядка 4* 10“3 л-мкм рт.
ст.1сек. При возвратно-поступательном дви-
жении скорость натекания пропорциональ-
на величине перемещения вала и не зави-
сит от времени и скорости перемещения,
если последняя ниже 4 см!сек. В этих усло-
виях скорость натекания составляет около
0,01 л-мкм рт. ст. на 1 см хода. При боль-
ших оборотах скорость натекания на еди-
ницу перемещения вала увеличивается.
Скорость натекания при перемещении вала
внутрь в 6 раз больше, чем при движении
из камеры.
Модификация уплотнения Вильсона,
известная как шевронное уплотнение,___яв-
для^больш’их мед-
ленно вращающихся ил1£ качающихся ва-
дов. Оно похоже на уплотнение "ВильсонЯ,
но" в отличие от последнего в нем несколь-
ко прокладок, собранных в столбик без
Рис. 5-29. Конструкции уплотнения Виль-
сона для осуществления наклонного движе-
ния вала.
а — неправильная конструкция; б — правильная
конструкция.
315
Рис. 5-30. Шевронные уплотнения.
а — стандартное; б — уплотнение с промежуточной откачкой;
в — уплотнение, использующееся в качестве крана.
зазоров. На прокладки обильно нанесена
смазка (рис. 5-30,а).
Для проведения испытаний в некото-
рых конструкциях уплотнений с внешней
стороны шевронной группы с помощью
шайб выделяется одна прокладка. Испытуе-
мая часть при этом напоминает уплотнение
Вильсона (рис. 5-30,6).
Шевронное уплотнение используется в
качестве запорного органа. В этой конст-
рукции прокладки чередовались с толсты-
ми металлическими шайбами, имеющими
радиальные отверстия (рис. 5-30,в). Вал
имеет продольный полый канал, соединяю-
щийся с выходящим на поверхность ради-
альным каналом. При осевом перемещении
вала этот канал может сообщаться с ради-
альными каналами разных металлических
шайб.
Пружинные манжетные уплотнения.
Манжетные уплотнения, в которых исполь-
зуются прокладки из эластомеров с попе-
речным сечением V и U-образной формы и
прижатие которых к валу осуществляется
с помощью пружины, известны под различ-
ными фирменными названиями как уплот-
нения Гэко (Великобритания), Полстра
(Франция), Гарлока (США) или Зиммера
(ФРГ).
Эти уплотнения (рис. 5-31) содержат
профилированную кольцевую прокладку из
эластомера 1, размещенную в корпусе 2 и
удерживаемую на месте с помощью метал-
лического кольца 3 с Г-образным попереч-
Рис. 5-31. Пружинное
манжетное уплотнение.
ным сечением. Манжета прокладки 4 при-
жимается к валу пружиной 5, находящейся
либо внутри самой прокладки, либо вблизи
манжеты.
Эти уплотнения весьма надежны, если
в процессе их сборки соблюдаются следую-
щие основные требования.
1. Прокладка должна монтироваться
уплотнительной манжетой в сторону более
высокого давления.
2. Перед сборкой на наружную поверх-
ность и манжету прокладки должна быть
нанесена смазка (например, кремнийоргани-
ческая).
3. Во избежание каких-либо поврежде-
ний прокладки (манжеты) в процессе сбор-
ки рекомендуется на конце вала предусмат-
ривать конический участок или по крайней
мере скруглять его кромки по радиусу.
4. Если на валу есть буртики
(рис. 5-32), то для предупреждения поре-
зов прокладки при ее передвижении по ва-
лу на него следует надевать конические
втулки.
5. Чтобы вставить вал в прокладку,
требуется известное усилие; для крупных
валов необходимо использовать пресс.
На рис. 5-32 показан узел уплотнения
вращающегося вала вакуумного насоса.
Для герметизации используется уплотнение
7 63 6 2 45
Рис. 5-32. Пружинные ман-
жетные уплотнения, исполь-
зующиеся для герметизации
вращающегося вала ва-
куумного насоса.
316
Рис. 5-33. Фрикционные уплотнения.
а — с диафрагмой и масляной ванной; б — с кольцом из
антифрикционного материала.
с двумя пружинными прокладками 4 и 5.
Прокладки располагаются в коробке 3, ко-
торая соединяется корпусом насоса. Перед
сборкой на торец (а) коробки наносится
герметизирующая краска (разд. 3, гл. 2).
В коробке, кроме того, находится шарико-
подшипник 8. С противоположной стороны
(б) коробка уплотняется с помощью про-
кладки 6, расположенной в кармане 9
крышки 7. Коробка 3 через отверстия 1 и 2
заполняется маслом.
’ Манжетное пружинное уплотнение с
прокладкой из фторопласта показано так-
же на рис. 3-134,а.
Скорость натекания пружинных ман-
жетных уплотнений (как показано на
Рис. 5-ЗЗА. Вводы вращения фирмы
Edwards.
рис. 5-31) не превышает 5*10-4 л-мкм рт.
ст./сек. Уплотненный таким образом вал мог
вращаться со скоростью 18 000 об/мин Но
для получения в вакуумной камере давле-
ния 10-5 мм рт. ст. пришлось использовать
уплотнение с двумя прокладками и ввести
промежуточную откачку пространства меж-
ду ними [Л. 137].
Фрикционные (торцевые) уплотнения.
Вращающийся вал можно уплотнить путем
заполнения маслом пространства между
трущимися поверхностями вращающихся и
неподвижных деталей. На рис. 5-33 и 5-ЗЗА
показаны конструкции таких уплотнений для
вертикально и горизонтально расположен-
ных валов.
Вал 1 (рис. 5-33,а) с закрепленной на
нем мембраной 2, удерживающей фрикци-
онное кольцо 3, проходит в откачанную по-
лость. Нижняя плоскость кольца 3, снаб-
женная небольшими канавками, скользит от-
носительно неподвижной поверхности втул-
ки 4. Смазка трущихся поверхностей обеспе-
чивается маслом 5, которое просачивается
через уплотнение и стекает в отверстие 6.
В конструкции ввода (см. рис. 5-33,6)
применено антифрикционное кольцо 1 из
ацетатбутирата целлюлозы (Tenit II), вра-
щение которому сообщается от зубчатого
колеса 2. Торец кольца 1 притерт к не-
подвижной поверхности стальной втулки 3.
Для обеспечения герметичности из V-образ-
ной канавки 4, расположенной над стыком
скользящих поверхностей, подается масло.
Таблица 5-5
Размеры, лслс, вводов вращения, применяемых фирмой Edwards
Диаметр вала 3,2 6,3 9,5 12,7
А 152 305 305 305
В 46 65 65 68
С 32 38 41 43
D 9,5 21 21 21
Е 8 9,6 16 19
F 19,66+».°° 34,13+®.°° 34,13+°.®° 34,13+°.°°
G 14,33+®.®° 27,03+®.®° 27,03+®.®° 27,03+®.°5
И 12,7BSF 25,4 BSF 25,4 BSF 25,4 BSF
^макс 14,29 8,71 8,89 8,71
/ * WKH. 4,76 8,66 8,76 8,66
Амане 25,4 25,4 25,4 25,4
Амин И 14 14 14
м 3,2 6,3 9,5 12,7
Рис. 5-3 б а а а
317
Рис. 5-34. Вводы вращения фирмы Edwards
(см. табл. 5-5).
Таким образом, между уплотняемыми по-
верхностями, которые перед сборкой были
покрыты тонкой пленкой смеси масла и ан-
тифрикционного материала (Molicot). всег-
да имеется масло, которое удерживается
там за счет капиллярных сил. Уплотнение
между вращающимся корпусом и кольцом 1
обеспечивается кольцевой прокладкой. При
вращении вала со скоростью 137 об/мин
в вакуумной системе поддерживается дав-
ление порядка Ю 5 мм рт. ст.; при этом
ввод рекомендуется охлаждать вентилято-
ром.
Можно применить тефлон в качестве
самосмазывающего материала в трущихся
поверхностях. Примером применения тефло-
на с маслом в уплотнении вращающегося
Рис. 5-35. Вводы
фирмы Balzers
(см. табл. 5-6).
вала может послужить конструкция, изоб-
раженная на рис. 3-37,б. -
Вводы вращения, применяемые в про-
мышленности. Вводы для передачи враща-
тельного или поступательного движения
выпускаются различными фирмами, разра-
батывающими вакуумное оборудование. Ни-
же рассматриваются примеры конструкций
вводов вращения.
Фирмой Edwards выпускаются вводы
вращения с диаметром вала от 3,2 мм (уп-
лотняемого кольцевыми прокладками,
рис. 5-34,6) до 12,7 мм (где применяется
уплотнение Вильсона, рис. 5-34,а). Размеры
выводов даны в табл. 5-5. Вводы вращения
с максимальным передаваемым крутящим
моментом 0,2 кгс • м и максимальной ско-
ростью вращения 1 500 об/мин, выпускае-
мые фирмой Balzers, показаны на рис. 5-35,
а размеры их даны в табл. 5-6.
♦С внутренним отверстием.
На рис. 5-36 показаны вводы враще-
ния фирмы Leybold, а в табл. 5-7 дана их
характеристика.
318
Рис. 5-36. Вводы вращения фирмы Leybold (см. табл. 5-7).
Конструкция вводов вращения фирмы
Pfeiffer показана на рис. 5-37, а общие
размеры их сведены в табл. 5-8.
Таблица 5-7
Высоковакуумные вводы вращения*
фирмы Leybold
Тип** G-27 G-27K F45 F-45K F-65K
Диаметр вала, мм 8 8 12 10 24
Допустима я ско- рость , вращения, об/мин 100 3 000 100 3 000 3 000
Допустимый пере- даваемый мо- мент, кгс-м 0,2 0 2 1 0,5 10
аис. 5-?6 а б- в г д
•Номинальная величина течи менее 10'5 лХ
Хмм пт.ст/сек, уплотнение маслсм.
••Символ ВК“ означает, что вал вращается в ша-
рикоподшипниках
Таблица 5-8
Размеры, мм, вводов вращения*,
применяемых фирмой Pfeiffer
d L Z.1 d, D k I
10 180 1С0 30 88 70 1
20 270 120 32 120 90 14
•Максимальная скорость вращения 1 000 об/мин}
смазка маслом.
Фирма Heraeus применяет вводы вра-
щения с диаметром вала от 10 до 20 мм.
На рис. 5-38 показаны некоторые детали
конструкции и общие размеры таких вво-
дов. В табл. 5-9 даны их эксплуатационные
характеристики.
Вводы для передачи движения в ваку-
ум (рис. 5-39), характеристики которых при-
ведены в табл. 5-10, применяются фирмой
Consolidated Vacuum Corporation.
Фирма National Research Corporation
производит вводы вращения (рис. 5-40,а)
и вводы поступательного движения
(рис. 5-40,6) для вакуумных систем.
Т а блица 5-9
Характеристики вводов вращения
фирмы Heraeus
Диаметр вала, мм 10 20
Допускаемый крутя- щий момент, кгс-м 0,5 5
Допустимая скорость 100 1 СОО
вращения, об/мин Рис. 5-38 а 6
В табл. 5-11 даны размеры этих вводов
вращения.
Для ввода вращения фирмы Officine
Galileo показаны на рис. 5-41, а в таб7. 5-12
приведены их размеры.
Вводы для угловых перемещений (ка-
чающиеся вводы). Наиболее трудно герме-
тизировать ввод, предназначенный для
пространственного перемещения детали
внутри вакуумной системы в системе трех
координат. Такой вид движения (рис. 5-42,а)
обычно состоит из трех компонентов: осе-
вого Их), радиального (R) и углбзого
(Дп) перемещений. Угловое перемещение
может осуществляться при повороте вокруг
центральной оси вакуумной камеры
(рис. 5-42,6), либо эксцентрично относи-
тельно этой оси (рис. 5-42,в). Обычно ввод
с эксцентричным угловым перемещением
Рис. 5-37. Ввод вра-
щения фирмы Pfeiffer
(табл. 5-8).
319
Таблица 5-10
Характеристики вводов фирмы CVC
Тип SR-25 SR-37 SR-50 SR-75
Диаметр вала, мм 6,35 9,52 12,7 19,05
Скорость вращения, — 500 500 500
об/мин Вид передаваемого дви- Вращение и п оступательное Вращение Вращение
жения Смазка Вакуумная Масло Масло Масло
Рис. 5-39 смазка а б в г
Таблица 5-11
Размеры, мм^ вводов вращения фирмы NRC (рис. 5-40)
А В С D Е F G KWV Ьс N X И L
12.7 94,45 7,14 15,07 19,05 152,4 47,62 1,58X3,17 120,65 101,6 19,05 42,86 165,1
15.8 96,04 8,73 15,87 23,81 152,4 47,62 2,38X4,76 120,65 101,6 19,05 28,57 190,5
19,05 96,83 9,52 15,87 28,57 152,4 47,62 — 101,6 19,05 34,92 215,9
22,2 99,31 11,9 15,87 33,33 152,4 — — —— 101,6 19,05 39,68 228.6
25,4 159,14 24,2 19,05 38,1 228,6 69,85 3,17X6,35 190,5 203,2 19,05 87,31 292,1
30,16 160,33 25,4 19,05 47,62 228,6 69,85 — .— 203,2 19,05 98,42 317,5
36,5 162,71 28.57 19,05 55,56 228,6 69,85 4,76X9,52 — 203,2 19,05 115,88 368,3
42,86 165,1 30,16 19,05 66,67 228.6 69,85 —- •— 203,2 19,05 130,17 406.4
49,21 161,92 33,33 19,05 76,2 228,6 69,85 6,35X12.7 — 203,2 19,05 146,05 444,5
3?0
Рис. 5-38. Ввод вращения фирмы Heraeus (см. табл. 5-9).
3tA,8
в)
9,52
H------------------282,57------------------*
г)
Рис. 5-39. Вводы фирмы CVC (см. табл. 5-10).
Таблица 5-12
Характеристики вводов вращения
фирмы Offlcine Galileo
Диаметр вала, мм 6 12
Допустимый крутящий момент, к,гс-м 0,2 . 1,5
Допустимая скорость вращения, об мин 1 4С0 600
выполняется проще, чем ввод с перемеще-
нием относительно центральной оси камеры.
Степень сложности конструкции ввода
для углового перемещения зависит не толь-
ко от его вида, но и от требуемой величи-
ны перемещения. Величина перемещения
обычно задается в единицах углового от-
клонения, т. е. угла между средним и край-
ними положениями (рис. 5-42,а, в). Макси-
мальные угловые перемещения, которые мо-
гут быть достигнуты при применении раз-
личных конструкций вакуумных вводов, пе-
речислены в табл. 5-13.
21—228
Показанный на рис. 5-43 ввод состоит
из фланца специальной формы и цилиндри-
ческой трубки. Уплотнение между фланцем
и трубкой достигается с помощью резиновой
кольцевой прокладки, которая в то же вре-
мя обеспечивает относительное перемеще-
ние деталей. Кольцевая прокладка распо-
ложена на наружной полированной по-
верхности трубки и удерживается в сжа-
том состоянии в канавке фланца, которая
имеет наружный диаметр на 0,3 мм мень-
ше, чем наружный диаметр прокладки. Ши-
рина канавки также меньше, чем толщина
кольцевой прокладки, на 0.13 мм, а глуби-
на ее достаточна, чтобы предотвратить вы-
талкивание прокладки внутрь объема под
действием перепада давлений. Трубка мо-
жет свободно качаться относительно флан-
ца (табл. 5-13), а также может быть за-
креплена под определенным углом тремя
винтами установочного кольца, которое мо-
жет располагаться в любом месте по длине
трубки.
На рис. 5-44 изображены два качаю-
щихся ввода с кольцевыми прокладками,
уплотняющими сферические поверхности.
Ввод, показанный на рис. 5-44,а, состоит
из втулки 1 со сферической поверхностью,
фланца 5, к которому через стакан 2 при-
паяна втулка Л установочного кольца 3 и
321
Таблица 5-13
Рис. 5-40. Вводы движения фирмы
NRC (см. табл. 5-11).
Качающиеся вводы
^'Макси- мальное угловое отклоне- ние а (в граду- сах)* Относи- тельно централь- ной оси (С), экс- центрично централь- ной оси(Е) Примечание
5 Е С сильфоном, СМ. рис. 5-9, а
5 Е С кольцевой про- кладкой, рис. 5-19, б
10 Е С кольцевой про- кладкой, рис. 5-43
10 Е С резиновой труб- кой, рис. 5-2, г.
10 С С кольцевой про- кладкой, рис. 5-46
12 Е С кольцевой про- кладкой на сфериче- ской поверхности, рис. 5-44, а
30 Е То же, рис. 5-44, б
50 Е С уплотнением Виль- сона на сферической поверхности, рис. 5-45
85 С С кольцевой проклад- кой на цилиндрической поверхности, рис. 5-47
90 С То же, рис.'5-48
* См. рис. 5-42.
фланца 4 с вогнутыми сферическими по-
верхностями, имеющими одинаковый диа-
метр со сферической поверхностью втулки
1. Кольцевая прокладка размещается в ка-
навке фланца 4.
Ввод, показанный на рис. 5-44,6, имеет
возможность, кроме качания, обеспечивать
также и поступательное движение Он со-
стоит из сферы 2, заключенной между дву-
мя кольцами, имеющими сферическую по-
верхность, и кольцевых прокладок. Шток 1.
уплотняемый кольцевой прокладкой, имеет
возможность перемещаться относительно
детали 2. Диаметр сферы равен 25,4 мм, f
причем сферическая поверхность, образо-
ванная поверхностями двух колеи 3 и 4,
обрабатывается с точностью до 0.025 мм.
В [Л. 138] описан качающийся ввод
с уплотнением Вильсона (рис. 5-45). Сфера
Рис. 5-41. Вводы фирмы Officine Galileo
(см. табл. 5-12).
322
Рис. 5-42. Схема качающихся вводов.
а — перемещение по трем координатам; б — кача-
ние относительно оси камеры; в — качание
эксцентрично оси камеры.
Рис. 5-43. Качающийся
ввод.
) — фланец; 2 — установочный
винт; 3 — кольцевая прокладка.
Рис. 5-45. Качающийся ввод
с уплотнением Вильсона.
1 зафиксирована в кольце 3 с помощью
шайбы 2, которая герметично присоединя-
ется к вакуумной камере. Резиновое кольцо
4 зажимается шайбой так же, как в уп-
лотнении Вильсона (см. разд. 5 и § 1-7), и
уплотняет поверхность сферы, обращенной
в сторону атмосферы. Этот ввод допускает
довольно большое угловое перемещение (см.
табл. 5-13). Аналогичный ввод качания мож-
но получить, закрепив сферу на внутреннем
кольце упорного подшипника и зафиксиро-
вав наружное кольцо его в корпусе вакуум-
ной камеры.
Поворот относительно вертикальной
оси (рис. 5-46), а также вертикальное дви-
жение осуществляется при движении ци-
линдра / в неподвижном корпусе 2, в ка-
навке которого размещается прокладка 3,
уплотняющая цилиндр. Уплотнение 4 с дву-
Рис. 5-44. Качающиеся вводы
с кольцевыми прокладками,
уплотняющими сферические
поверхности.
а — качаюшийся ввод; б — качаю-
щийся ввод с поступательным пе-
ремещением.
Рис. 5-46. Качающийся ввод, уплотняемый
кольцевыми прокладками и обеспечиваю-
щий осевое, радиальное и угловое переме-
щение.
21*
323
Рис. 5-47. Ввод винтового движе-
ния, уплотняемый кольцевыми
прокладками.
мя кольцевыми прокладками обеспечивает
герметичность при вращении вокруг гори-
зонтальной оси.
Устройство, представленное на рис. 5-47,
состоит из неподвижного цилиндра 1 и ци-
линдрической втулки 2, .которая переме-
щается относительно цилиндра по винтовой
линии. Уплотнение камеры обеспечивается
кольцевыми прокладками, расположенными
по обе стороны скользящей втулки, а так-
же вдоль вертикального и винтового пазов.
Эта конструкция допускает значительные
угловые перемещения (см. табл. 5-13). Для
обеспечения надежной работы устройства
рекомендуется смазывать кольцевые про-
кладки кремнийорганической смазкой, при-
меняемой для смазки вакуумных кранов.
На рис. 5-48 показан ввод, состоящий
из гибкой ленты а, скользящей по поверх-
ности кольцевой прокладки б диаметром
3,54 мм, которая сплющена на величину
0,178 мм. Для обеспечения жесткости клеи-
те толщиной 0,127 мм из нержавеющей ста-
ли (марки 304) точечной сваркой приваре-
ны угольники b длиной 17,46 мм (также из
нержавеющей стали), толщиной 0,25 мм.
Общий зазор между держателями г и кра-
ями ленты составляет 0,18 мм.
Рис. 5-48. Ввод с большим угло-
вым перемещением.
1-8. ПОДВИЖНЫЕ УПЛОТНЕНИЯ
С ИСПОЛЬЗОВАНИЕМ ОХРАННОГО
ВАКУУМА
Роль промежуточной откачки
при конструировании вводов движе-
ния рассматривалась в разд. 3,
§ 8-2. В механических вводах по-
ступательного или вращательного
движения промежуточная откачка
обычно применяется для обеспече-
ния надежной герметичности жидко-
стных уплотнений или уплотнений
с двойной камерой и прокладками.
В вводе вращения, уплотняемом
ртутью, конструкция которого раз-
работана на основе ввода, изобра-
женного на рис. 3-30,в, используется
промежуточная откачка, и он мо-
жет быть выполнен так, что непод-
вижным может быть как корпус,
так и вал. В случае неподвижного
корпуса (см. рис. 3-30,в) .промежу-
точная откачка ведется из полости
корпуса, а при неподвижном вале
(см. рис. 5-49) откачка производит-
ся через канал 1 цилиндрической
втулки, внутри которой расположен
вал. Над канавкой со ртутью 3 на-
ходится уплотнение Вильсона 2.
К нижней части неподвижного вала
(трубки) прикреплены лопатки, что-
бы предотвратить вращение ртути
при вращении корпуса и умень-
шить, таким образом, возникающую
при этом центробежную силу. При
внезапном повреждении уплотне-
Рис. 5-49. Ввод вращения с про-
межуточной откачкой, уплотняе-
мый ртутью (корпус вращается
относительно неподвижного вала).
321
Рис.4 5-50. Ввод враще-
ния ’ с тефлоновыми
кольцами и промежуточ-
ной откачкой.
Рис. 5-51. Ввод вращения с двой-
ными стенками для сверхвысоко-
вакуумной установки.
1 — направление вращения;
2 — упорный подшипник; 3—
вакуум; .4 — резина; 5 —
тефлон; 6 — поперечное се-
чение прокладки.
ния Вильсона ртуть может, пере-
литься и полость ввода.
Ввод вращения (см. рис. 3-39,6)
на основе жидких металлов (гал-
лий, индий или олово) с промежу-
точной откачкой описан в работе
{Л. 139].
На рис. 5-50 показан ввод вра-
щения с диаметром вала 159 мм,
в котором откачивается полость, за-
ключенная между двумя тефлоновы-
ми кольцевыми прокладками, вну-
тренняя часть последних заполнена
резиной. При давлении в объеме,
заключенном между прокладками,
равном 5-10~3 мм рт. ст., в вакуум-
ной камере можно -получить давле-
ние порядка 3- Ю-7 мм рт. ст. Раз-
мер по высоте кольцевых прокладок
при сжатии уменьшается от 6,1 до
5,6 мм.
На рис. 5-26 показан ввод с про-
межуточной откачкой полости, за-
ключенной между V-образными
тефлоновыми прокладками. Ввод
может обеспечивать вращение со
скоростью 6 000—18 000 об/мин при
давлении в камере 8-10~6 ммрт. ст.
Давление в камере при работе
ввода вращения со скоростью
1 000 об/мин составляло 7 • 10“7 мм
рт. ст., в то время как в статиче-
ском состоянии системы давление
в камере было равно 1 • 10~7 мм
рт. ст. Номинальная скорость вра-
щения этого ввода составляет
4 200 об/мин.
Вводы вращения применяемые
в вакуумных установках с двойны-
ми стенками и охранным вакуумом
(см. разд. 3, § 8-2), обычно уплот-
няются либо кольцевыми проклад-
ками (см. разд. 5, § 1-7), либо с по-
мощью манжетных уплотнений при
подсоединении к внешней стенке
установки, а при прохождении ва-
ла через внутреннюю стенку каме-
ры уплотнение обеспечивается за
счет малой проводи мости щелевых
каналов, образованных между ци-
линдрическими или сферическими
поверхностями. На рис. 5-51 пока-
зан один из таких вводов вращения.
Сварной узел 1 уплотняется фигур-
ной медной прокладкой 2, а вал со
стороны атмосферы уплотняется ре-
зиновыми прокладками 3. На вну-
тренней стенке 4 имеется кониче-
ское седло, на которое вал опирает-
ся шаровой поверхностью; при этом
обеспечивается уплотнение со сто-
роны высокого вакуума. Высокий
вакуум, поддерживаемый в полости
между стенками, дает возможность
получить сверхвысокий вакуум в ос-
новной камере.
Глава
МАГНИТНЫЕ
вторая
УСТРОЙСТВА
2-1. ПЕРЕДАЧА ДВИЖЕНИЯ
С ПОМОЩЬЮ МАГНИТНОГО ПОЛЯ
Передачу движения внутрь от-
качанного сосуда можно осущест-
влять с помощью магнитного поля,
разместив постоянный магнит (или
электромагнит) снаружи камеры;
при этом магнитное поле проходит
сквозь .стенку, которая должна быть
изготовлена из немагнитного мате-
риала. Электромагнит может быть
помещен и в -вакуумную камеру, но
при этом возникает проблема уп-
лотнения электрических токоподво-
дов и обезгаживания самого элек-
тромагнита.
Металлическим сердечникам или
кольцам Л находящимся внутри
камеры, можно передать движение
с помощью электромагнитов (рис.
5-52,6, г) или постоянных магнитов
цилиндрической (рис. 5-52,а) или
подковообразной (рис. 5-52,в) фор-
мы, находящихся снаружи камеры.
Этими способами можно передать
лишь простое перемещение, а для
передачи более сложного движения
необходимо предусматривать до-
полнительные механические устрой-
ства. В табл. 5-14 перечислены не-
которые устройства такого рода,
описанные в разделах 5 и 6.
Рис. 5-52. Передача движения внутрь
вакуумной камеры с помощью маг-
нитов.
а — вертикальное перемещение металличе-
скою сердечника цилиндрическим магни-
том, б — вертикальное перемещение метал-
лического сердечника с помощью электро-
магнита; е — горизонтальное перемеще-
ние металлического сердечника подково-
образным магнитом; г—горизонтальное
перемещение металлического сердечника
с помощью электромагнита.
Для того чтобы осуществить на-
дежную и воспроизводимую переда-
чу движения с помощью постоянных
магнитов, рекомендуется выполнять
следующие простые требования.
1. Наружный магнит должен
быть рааполжен как можно ближе
к стенке корпуса вакуумной си-
стемы.
2. Стенка должна быть изготов-
лена из немагнитного материала.
3. Форма металлического сер-
дечника должна соответствовать
форме магнита, а стенки или какие-
либо другие детали, находящиеся
внутри камеры, должны обеспечи-
вать направленное движение.
4. Для того чтобы свести к ми-
нимуму газовыделение и трение, ре-
комендуется применять сердечники,
заключенные в стекло.
5. Напряженность поля и рас-
стояние между магнитом и метал-
лическим сердечником должны вы-
бираться такими, чтобы не было
сильных ударов* о стенку или о по-
верхность жидкости (ртути, индия),
находящейся -внутри камеры.
Желательно применять демпфи-
рующие устройства, гасящие уда-
ры (например, пружины) в тех ме-
стах, где сердечник может ударить-
ся -о стенку корпуса (рис. 5-52,6).
2-2. ПЕРЕДАЧА ВРАЩАТЕЛЬНОГО
ДВИЖЕНИЯ С ПОМОЩЬЮ
МАГНИТНОГО ПОЛЯ
С помощью магнитного поля
можно передать быстрое или мед-
ленное вращение детали, находя-
щейся внутри вакуумной камеры.
Эта деталь должна быть установ-
лена на подшипниках и связана
с сердечником, который может вра-
щаться под действием магнитного
поля. Для передачи вращения с не-
большой скоростью могут быть ис-
пользованы устройства с цилиндри-
ческим (рис. 5-53,а) или подковооб-
* За исключением тех случаев, когда
необходимо вскрывать ампулы (см. разд. 6,
§ 1-5).
326
Т а б лица 5-14
Передача движения с помощью магнитов, расположенных снаружи
вакуумной камеры*
Направление Форма перемещаемой Положение перемещаемой детали Цель Примечание
движения детали свободное активное
Стальной сердечник То же Стеклянная чашка с металлическим сердечником Стальной сердечник Плавающий на поверхности ртути, индия То же То же Плавает на поверхности Поднят над поверхностью ртути То же То же Погружен в ртуть Изменение уровня ртути, индия Открывание ртутного затвора с пористым стеклом Напуск СО2 Изменение уровня ртути Рис. 6-я, б Рис. 6-14, а Рис. 6-14, б Рис. 6-8, а
Вертикальное То же • • Стальной сердечник, залитый стеклом Стальной сердечник ртути Поднят Погружен в ртуть Поднят Поднят То же Закрывание вентиля с оловом Открывание вентиля со шлиром Разгерметизирование Рис. 6-6 , Рис. 6-29, а Рис. 6-33, б Разд. 6, § 1-5
/ То же Стальной сердечник, залитый стеклом Поступатель тельное Поступателы То То ное и враща- движение яое движение же же Стеклянный вентиль со шлифом То же Опускание шарика на седло вентиля Рис. 5-52 Рис. 6-32, в Рис. 6-35 Рис. 6-34,6
* Электромагнитные затворы см. на рис. 6-85 — 6-89.
разным магнитом (рис. 5-53,6). На
рис. 5-53,в показана принципиаль-
ная схема, а на :рис. 5-53А — внеш-
ний вид ввода вращения фирмы Va-
rian. Вращающийся магнит 1 за-
ставляет вращаться вал 2, находя-
щийся внутри камеры. Максималь-
ная скорость вращения составляет
500—750 об/мин.
Этот ввод может передать кру-
тящий момент 1,2 кГ • см и имеет
следующие размеры: диаметр 65,
длину 127, диаметр вала 8 мм.
Ввод, обеспечивающий передачу
крутящего момента 13,7 кгс -см.
имеет наружный диаметр 144,5 и
Рис. 5-53. Передача вращения с
помощью наружного магнита.
а — передача вращения постоянными
магнитами; б — сердечник, вращаемый
подковообразным магнитом; в—вра-
щение вала магнитом, находящимся
снаружи.
длину 177,8 мм. Оба ввода подсое-
диняются к системе фланцами ти-
па конфлат (см. разд. 3, § 8-5), и
могут прогреваться до 400 °C (при
этом магнит удаляется).
В магнитном вводе (рис. 5-54)
со скоростью вращения до
10000 об/мин находящиеся в Ба-
ку у хМ е п одш ипн и к и в окр ы в а ются
дисульфидом молибдена. Давление
в вакуумной камере составляет око-
ло 1 • 10-7 мм рт. ст. Кварцевое ок-
но 1 толщиной около 2 мм и диамет-
Рис. 5-53А. Вал вращения от внешнего маг-
нитного поля фирмы Varian.
327
Рис. 5-54. Магнитный ввод вращения.
Рис. 5-55. Преобразование
возвратно-поступательного
движения во вращательное
с помощью электромагнита.
ром 60 мм уплотняется «кольцевыми
прокладками (см. разд. 7, § 2-8).
Взаимодействие магнитов 2 и 3 осу-
ществляется при зазоре, равном
5 мм.
Передачу как -вращения, так и
поступательного движения можно
осуществить одним общим вводом.
На рис. 5-55 показан электро-
магнитны и вв од п оступ а те л ьн ого
движения, которое затем «преобра-
зуется в прерывистое вращательное
движение. Поступательное переме-
щение якоря 2 при срабатывании
электромагнита 1 через рычаг 3 пе-
редается пружине храпового коле-
са 4, которая поворачивает его на
определенный угол.
Глава третья
ПЕРЕДАЧА ДВИЖЕНИЯ С ПОМОЩЬЮ ВОЗДЕЙСТВИЯ ТЕПЛА
ИЛИ ЭЛЕКТРИЧЕСКОГО ТОКА
31. ПЕРЕДАЧА ДВИЖЕНИЯ,
ОСНОВАННАЯ НА ПРИНЦИПЕ
ТЕПЛОВОГО РАСШИРЕНИЯ
Деформация металлических проводни-
ков или биметаллических устройств при
воздействии тепла может быть использова-
на при передаче движения внутрь вакуум-
ной системы. Тепло, необходимое для со-
вершения движения, может быть передано
через стенки вакуумной камеры, либо полу-
чено внутри нее при пропускании электри-
ческого тока через нагреваемый элемент.
Рис. 5-56. Передача движения
с использованием принципа тер-
мического расширения.
а — проволоки; б — биметаллической
пластинки.
На рис. 5-56,а показана принципиаль-
ная схема передачи движения детали 1, на-
ходящейся внутри вакуумной камеры, с по-
мощью термического расширения нагретой
проволоки 3. При нагревании проволоки 3
под действием пропускаемого через нее то-
ка пружина 2 имеет возможность переме-
стить деталь 1. На этом же принципе мо-
жет быть сконструировано устройство и без
применения пружины, в котором перемеще-
ние может быть осуществлено под действи-
ем силы тяжести.
Для передачи движения в вакуум мож-
но с успехом использовать биметаллические
пластины или ленты. Величина деформаци i
биметаллического элемента (в виде полосы
U-образной ленты или свитого в катушку)
пропорциональна изменению (увеличению)
температуры. Биметаллический элемент мо-
жет быть нагрет прямой передачей тепла
через стенки вакуумной системы, пропуска-
нием электрического тока либо при зажига-
нии разряда в вакуумном сосуде. Дефор-
мируясь в результате нагрева, биметалличе-
ский элемент может перемещать неболь-
шие детали или коммутировать электриче-
ские цепи в вакууме.
На рис. 5-56,6 показано устройство,
в котором биметаллический элемент исполь-
зуется в качестве стартера газоразрядной
люминесцентной лампы. В пространстве 3
328
между электродами 1 и 2 (заполненном
неоном, аргоном, смесью неона и гелия
и т. д.), зажигается разряд, который нагре-
вает биметаллическую пластину 2. В ре-
зультате нагрева пластина деформируется
и замыкает цепи стартера. После этого раз-
ряд прекращается, в результате чего би-
металл охлаждается и разрывает цепь. Ес-
ли при этом другой выключатель не преры-
вает цепь подачи напряжения возбуждения
разряда, то описанный цикл повторяется
снова.
►
3-2. НЕОБРАТИМАЯ ПЕРЕДАЧА
ДВИЖЕНИЯ РАЗОВОГО ДЕЙСТВИЯ,
ОСНОВАННАЯ НА ПРИНЦИПЕ
СЖИГАНИЯ ЭЛЕМЕНТА
На рис. 5-57,а изображен наиболее про-
стой механизм разового перемещения в ва-
кууме, принцип действия которого основан
на «сжигании» проволоки 2 при пропуска-
нии через нее тока, в результате чего груз
/, подвешенный на этой проволоке, падает
вниз. На рис. 5-57,6 показано аналогичное
устройство, в котором пружина 3 поднима-
ет деталь 1 вверх после сжигания прово-
локи, которая ее удерживала.
В устройстве, показанном на рис. 5-57,в,
после сгорания нити 1 груз 2 осуществляет
перемещение детали 3. Аналогичное переме-
щение детали происходит под действием
пружины 2 в устройстве, показанном на
рис. 5-57,а.
3-3. УСТРОЙСТВА С ЭЛЕКТРИЧЕСКИМ
ПРИВОДОМ
Наиболее удобным средством осущест-
вления движения в вакууме могли бы быть
электродвигатели и сервомоторы, установ-
ленные в вакуумной камере, причем элек-
троэнергию к ним можно было бы подво-
дить через токоподводы, проходящие сквозь
стенку вакуумной системы.
Интересное решение проблемы сильно-
точного ввода в вакуумную систему пред-
ложено в [Л. 140]. Вторичная обмотка 1
(рис. 5-58) помещена в спиральную стеклян-
Рис. 5-57. Перемещение детали в ва-
куумной системе при пережигании плав-
кого элемента.
а — система с грузом, подвешенным на про*
волоке; б — система с оттягивающей пружи-
ной; в—с противовесом; г —с грузом и пру-
жиной.
Рис. 5-58. Индукционный способ
подачи электрического тока в ва-
куумную систему.
ную трубку 4, подсоединенную к вакуумной
системе 6 с помощью конического шлифа 5.
Ток наводился во вторичной обмотке 1 при
подаче напряжения на первичную обмотку
7, находящуюся снаружи вакуумной систе-
мы. Вторичная цепь замыкалась (в рас-
сматриваемом случае) через нагреватель ис-
парителя 2, который укреплен в зажимах 3.
РАЗДЕЛ 6
УПЛОТНЕНИЯ, ИСПОЛЬЗУЕМЫЕ ПРИ ПЕРЕНОСЕ
МАТЕРИАЛОВ
При (проведении любого техноло-
гического процесса с .применением
средств вакуумной техники необхо-
димо обеспечить перенос из окру-
жающей среды внутрь вакуумной
системы газообразных, жидких или
твердых веществ (или, наоборот, из
вакуумной системы в окружающее
пространство) или перенос вещест-
ва из очной части (вакуумной систе-
мы в другую. При этом должны при-
меняться уплотняемые устройства
с отверстиями, имеющими соответ-
ствующее проходное сечение в от-
крытом состоянии; герметичность
остальных узлов вакуумной систе-
мы при этом должна сохраняться.
В закрытом же состоянии это отвер-
стие перепуска должно быть герме-
тично уплотнено. Конструкция та-
ких узлов, имеющих напускные от-
верстия, и применяемых в этих
узлах уплотнений зависит от того,
в каком агрегатном состоянии на-
ходится вносимое вещество, т. е.
в газообразном, жидком (разд. 6,
гл. 2) или твердом (разд. 6, гл. 3)
состоянии.
Глава первая
УСТРОЙСТВА УПРАВЛЕНИЯ ГАЗОВЫМИ ПОТОКАМИ
Во время откачки каждой ва-
куумной системы происходит пере-
нос газа из одной ее части в дру-
гую; при этом желательно иметь
средства для перекрытия -различ-
ных частей вакуумной системы. Та-
кими устройствами, отсекающими
потоки газов, могут быть жидкост-
ные затворы, которые применяются
в тех случаях, когда перепад давле-
ний не слишком велик, краны или
вентили при значительных перепа-
дах давлений.
Когда необходимо вводить газ
в вакуумную систему, то можно ис-
пользовать устройства как обрати-
мого, так и необратимого действия.
Примерами уплотняемых
устройств обратимого действия мо-
гут служить краны или вентили, ко-
торые применяются при коммутации
330
больших потоков газа, а также течи
(разд. 6, § 1-4) для подачи в ва-
куумную систему очень малых пото-
ков газа. Различные устройства для
вскрытия баллонов с газами или
нарушения их целостности имеют
необратимое действие.
1-1. ЖИДКОСТНЫЕ ЗАТВОРЫ
Принцип действия. По определе-
нию Британского Стандарта жидко-
стный затвор представляет собой
устройство, в котором поверхность
жидкости используется для разделе-
ния двух частей вакуумной системы.
Представляется целесообразным
ограничить понятие «жидкостный
затвор» такими жидкостными уплот-
нениями, в которых процессы откры-
тия и закрытия происходят благода-
ря изменению уровня жидкости.
Таким образом, жидкостное уп-
лотнение, в котором герметичность
достигается .путем погружения (края
чашки в жидкость, будет рассматри-
ваться не как жидкостный затвор,
а как вентиль с жидким уплотните-
лем. Жидкостные затворы не явля-
ются самостоятельными устройства-
ми и в основном применяются в раз-
личных системах для перепуска га-
за, анализа газа, в манометрах
Маклеода и т. д.
Жидкостные затворы должны
удовлетворять следующим требова-
ниям.
1. Затвор должен иметь макси-
мальную проводимость в открытом
положении, т. е. его пропускной
трубопровод должен быть широким
и коротким.
2. Затвор должен легко закры-
ваться при большом перепаде дав-
лений. При увеличении перепада
давлений плечи жидкостного затво-
ра должны иметь достаточную дли-
ну для того, чтобы вместить столб
жидкости требуемой высоты.
3. Затвор должен иметь как
можно меньшую величину собствен-
ного газовыделения, поэтому в нем
должна применяться жидкость
с низким давлением паров; рабо-
чая температура также должна
быть как можно более низкой или
площадь открытой поверхности
жидкости должна быть сведена
к минимуму. Обычно в качестве ра-
бочей жидкости применяется ртуть,
хотя давление ее паров сравнитель-
но высоко. В некоторых случаях мо-
жет быть применен индий или гал-
лий. Чтобы площадь поверхности
жидкости была по возможности ма-
ла, должна использоваться трубка
с малым диаметром, но это противо-
речит требованию первого пункта.
Может быть предусмотрена частич-
ная защита откачиваемого объема
от паров ртути, например, путем по-
крытия столбика ртути слоем мас-
ла, имеющего низкое давление па-
ров.
4. Затвор должен иметь мини-
мальный объем и при работе не
должен существенно изменять объ-
ем вакуумной системы. Это требо-
вание выполняется в затворах кон-
центрического типа (рис. 6-7,г).
5. Жидкостный затвор должен
выдерживать внезапные изменения
давления при ошибке оператора и
не допускать выброс жидкости в си-
стему. С этой целью в жидкостных
затворах рекомендуется применять
поплавки.
6. Затвор должен иметь фикси-
рующие устройства как для откры-
того, так и для закрытого положе-
ния (рис. б-2^—6-6).
Жидкостный затвор состоит из
перекрывающей системы и рабочего
устройства, воздействующего на
жидкость и перемещающего ее.
Устройства перемещения в жид*
костных затворах. Устройство пере-
мещения надежно работающего
жидкостного затвора должно подни-
мать и опускать уровень жидкости
и обеспечивать фиксаций жидкост-
ного затвора в нужном положении.
Устройства подъема. В большин-
стве жидкостных затворов в каче-
стве жидкости применяется ртуть.
Не следует забывать, что ртуть
является токсичным веществом. Не-
обходимы меры предосторожности,
которые следует соблюдать при ра-
боте со ртутью.
Для того чтобы поднять уро-
вень ртути в жидкостном затворе,
могут быть использованы различ-
ные устройства, которые были ра-
нее описаны. Во всех этих системах
Рис. 6-1. Устройства подъема ртути,
основанные на изменении положения
баллона.
а — с концентрическим расположением сосу-
дов; б — с эластичной трубкой; в — с поворо-
том баллона.
331
Рис. 6-2. Устройства подъема ртути, основанные на изменении уровня ртути в бал-
лоне, с использованием.
а — поршня; б —плунжера; в, г —давления газа (/ — воздух; 2 —вакуум); д — раскаленной
спирали.
ртуть выталкивается в жидкостный
затвор из баллона, обычно распо-
ложенного под затвором и связан-
ного с ним трубопроводом или иным
путем. Уровень ртути в жидкостном
затворе может изменяться либо из-
менением положения уровня жидко-
сти в баллоне (рис. 6-1, 6-2) либо
изменением его объема (рис. 6-3).
На рис. 6-1 показано несколько
устройств подъема, при применении
которых уровень ртути в жидкост-
ных затворах может изменяться
с изменением положения баллона
относительно жидкостного затвора.
Это может осуществляться подъ-
емом или опусканием наружного
концентрического сосуда (рис. 6-1,а)
или баллона, соединенного с затво-
ром эластичной трубкой (рис.
6-1,6), а также поворотом баллона,
присоединенного к затвору на шли-
фе (рис. 6-1,в).
Когда используется барометри-
ческий столб ртути, то желательно,
чтобы разность уровней ртути в за-
крытом и открытом положении за-
твора составляла не менее 80 мм
(чтобы избежать нежелательного
срабатывания затвора при измене-
нии атмосферного давления).
На рис. 6-2 показаны устройст-
ва перемещения ртути, принцип
действия которых основан на изме-
нении уровня ртути в баллоне без
перемещения самого баллона. Это
может достигаться с помощью
поршня (рис. 6-2,а), погружением
электромагнитом плунжера в ртуть
(рис. 6-2,6) или изменением давле-
ния воздуха над поверхностью рту-
ти (рис. 6-2,г, д). Давление над по-
Рис. 6-3. Устройства подъема ртути, основанные на
изменении подъема баллона.
а — с резиновым шаром; б — с резиновой трубкой; в — с диа-
фрагмой; г —с сильфоном.
332
1
Рис. 6-4. Фиксирующие устройства для плунжеров или поплавков.
а — электромагнитный плунжер: / —- магнитоуправляемый стопор; 2 — плунжер; б —
шарик, закатываемый в боковое ответвление; в — асимметричный плунжер; 1 — дер-
жатель; 2 — магнитная половина; 3 — немагнитная половина; г — головка плунжера,
проходящая сквозь паз и поворачиваемая вокруг оси.
верхностью ртути может быть выше
атмосферного давления (рис. 6-2,в)
(если столб ртути жидкостного за-
твора составляет не менее 760 мм),
или ниже его (рис. 6-2,г). Во вто-
ром случае применяется двухходо-
вой кран для подсоединения балло-
на либо к вакуумному насосу, либо
к атмосфере. Устройство перемеще-
ния ртути, показанное на рис. 6-2,д,
основано на повышении давления
газа над поверхностью ртути в бал-
лоне при нагреве этого газа раска-
ленной спиралью.
Изменения объема баллона со
ртутью можно достигнуть путем
применения баллонов с эластичны-
ми стенками., такими как резиновые
шары (рис. 6-3,а), резиновые труб-
ки (рис. 6-3,6), гибкие диафрагмы
(рис. 6-3,в) или сильфоны (рис.
6-3, г).
Фиксирующие устройства. Жид-
костные ртутные затворы с исполь-
зованием описанных выше устройств
подъема ртути часто должны быть
зафиксированы в открытом или за-
крытом положении. Это может быть
достигнуто с помощью различных
методов, которые либо гарантиру-
ют неизменность установленной схе-
мы вакуумной системы до предна-
меренного изменения этой схемы,
либо даже могут обеспечить посто-
янство последней и в том случае,
если давление в жидкостном затво-
ре будет изменяться.
На рис. 6-4 показаны некоторые
фиксирующие устройства, которые
могут быть использованы в жидко-
стных затворах- (но при этом не мо-
гут обеспечить устойчивую работу
затвора при изменении давления
в нем). Эти устройства обычно при-
меняются в сочетании с механизма-
ми подъема ртути, использующими
плунжеры, перемещаемые с помо-
щью магнита. Этот плунжер (рис.
6-4,а) может быть зафиксирован
в поднятом положении, например,
стопором, который выдвигается
электромагнитом, шариком, закаты-
ваемым в боковое ответвление (рис.
6-4,6), подвеской на держателе
(рис. 6-4,в) или поворотом плунже-
ра в направлении, перпендикуляр-
ном пазу (рис. 6-4,г). В варианте,
показанном на рис. 6-4,в, железный
груз плунжера должен быть распо-
ложен асимметрично, чтобы можно
было вращать его наружным маг-
нитом.
На рис. 6-5,а, б показан жидко-
стный затвор с фиксацией в закры-
том положении стальным шариком,
который садится на шлифованную
поверхность. При закрывании затво-
ра шарик, плавающий в ртути,
утапливается наружным магнитом
до соприкосновения со шлифован-
ной поверхностью дна колбы 2, Во
время выдавливания ртути шари-
ком силы поверхностного натяже-
ния заставляют ее опускаться в ка-
пилляр 4, образуя при этом мениск,
показанный на рис. 6-5,6. Когда
магнит убирается, то сила гидро-
статического давления, действую-
щая на малой площади отверстия
капилляра 4, неспособна поднять
шарик /, а силы поверхностного на-
тяжения не дают возможности рту-
ззз
Рис. 6-5. Устройство фиксации ртут-
ного затвора, основанное на действии
сил поверхностного натяжения в ка-
пилляре.
ти растекаться под поверхностью
шарика. Затвор будет закрыт до
тех пор, пока шарик не будет под-
нят магнитом. В закрытом затворе
ртуть занимает уровень, определяе-
мый гидростатической и капилляр-
ной депрессией мениска в капилля-
ре 3. Колба 2 должна иметь расши-
рение, чтобы обеспечить стекание
ртути, попавшей на поверхность
шарика 1. Фиксация затвора может
достигаться замораживанием ртути
(рис. 6-6). Чтобы закрыть затвор,
в резервуар со ртутью 2 с помощью
электромагнита 3 опускается коль-
цо 1 из нержавеющей стали.
После этого ртуть заморажи-
вается при погружении затвора
в сосуд Дьюара с твердой угле-
Рис. 6-6. Фиксирова-
ние положения затво-
ра в закрытом со-
стоянии заморажива-
нием ртути.
кислотой. В таком положении
ртутный затвор может сохранять
давление порядка 10-6 мм рт. ст.
в перекрытой системе при значи-
тельном перепаде давлений.
Недостаток жидкостных затво-
ров состоит в том, что ртуть часто
прилипает к стенкам вакуумной
334
системы. Это, в частности, отно-
сится к вакуумным системам с ма-
лыми отверстиями, стеклянными
трубками, и почти всегда причиной
прилипания является недостаточная
чистота ртути. Чтобы устранить
прилипание ртути к стеклу, реко-
мендуется шлифовать внутреннюю
поверхность капилляра. Микроско-
пически малые воздушные карманы,
образующиеся в капилляре между
стеклом и ртутью, уменьшают силы
поверхностного сцепления, задержи-
вающие ртуть. Этот метод также
используется в промышленности,
когда внутренняя поверхность штен-
гелей люминесцентных трубок, че-
рез -которые в них вводится дозиро-
ванное количество ртути, подвер-
гается химическому травлению.
Предложен также способ предотвра-
щения прилипания ртути к стеклу
путем кратковременной обработки
ртути алюминием. Очевидно, в ре-
зультате такой обработки на по-
верхности образуются соединения,
которые изменяют величину силы
поверхностного натяжения ртути.
Перекрывающие устройства в
жидкостных затворах. Жидкостные
затворы открываются и перекрыва-
ются при изменении положения
уровня жидкости. Перекрытие мо-
жет быть совершено или самой
жидкостью или поплавками, нахо-
дящимися на поверхности жидкости.
Жидкость может перекрывать со-
единение двух коммуникаций при
заполнении V-образного устройства
системы или уплотняя поверхности
пористых стенок. Поэтому жидкост-
ные затворы могут закрываться
следующими способами: а) непо-
средственно жидкостью; б) поплав-
ками; в) с помощью пористых сте-
кол; г) с помощью расплавчяемого
металла.
Для специальных целей в жид-
костных затворах могут быть ис-
пользованы помимо ртути также и
другие жидкости.
а) Жидкостные затворы, уплот-
няемые самой рабочей жидкостью.
Простейшим видом жидкостного
затвора является U-образная труб-
ка ,с отростком внизу для подсоеди-
нения к резервуару со ртутью (рис.
6-7,а). Это устройство обладает тем
Рис. 6-7. Затворы, уплотняемые жидкостью.
а — U-образной формы; б — V-образной формы;
в — с разделительной перегородкой; г — с кон-
центрически расположенными сосудами; д — за-
твор для нескольких потоков.
недостатком, что в данном -случае не
четко определено положение пере-
крытия. В этом отношении жидкост-
ный затвор, имеющий V-образную
форму (рис. 6-7,6), имеет преиму-
щество перед U'-образной системой.
Устройство с разделяющей стенкой
(рис. 6-7,в) или с (концентрическим
расположением трубок (рис. 6-7,г)
имеют четко определенное положе-
ние перекрытия. Простой жидкост-
ный затвор, коммутирующий не-
сколько газовых потоков, показан
на рис. 6-7,6. Коммуникации / и II
разделены стенкой, поэтому потоки
газов могут проходить только через
капилляры. При изменении положе-
ния уровня ртути открывается один
или несколько капилляров с различ-
ными отверстиями, освобождая путь
потокам; если же поднять уровень
ртути так, что заполнится дно по-
следнего капилляра, то затвор пол-
ностью перекрывается.
Для того чтобы обеспечить не-
большую высоту столбиков ртути,
некоторые жидкостные затворы кон-
струируются так, что в них откачи-
ваются оба плеча. Один из таких
затворов показан на рис. 6-8,а. За-
твор имеет соленоид 1, который при
подаче на него напряжения опу-
Рис. 6-8. Затворы, закрываемые с по-
мощью плунжеров» управляемых элек-
тромагнитами.
а — с плунжером в объеме затвора; б —
с плунжером, расположенным в боковом
объеме.
окает стальной цилиндр 2 вниз,
в результате чего ртуть перекрывает
трубку 3 затвора. Ртутный затвор,
.показанный на рис. 6-8,6, находится
в закрытом положении в том слу-
чае, когда стальной поршень 3 пла-
вает на поверхности ртути. Когда
этот поршень поднимается магни-
том 4, то уровень ртути изменяется,
а трубки 1 и 2 начинают сообщать-
ся одна с другой.
б) Жидкостные затворы с по-
плавками. Перекрытие затвора мо-
жет быть осуществлено с помощью
поплавка, плавающего на поверхно-
сти жидкости. Преимущество этих
систем заключается в том, что ко-
гда затвор закрыт, исключается по-
падание паров жидкости в откачи-
ваемое пространство. По сравнению
с простыми жидкостными, описан-
ными выше, такие затворы обеспе-
чивают более высокий перепад дав-
лений. Поплавки могут иметь либо
цилиндрическую, либо сферическую
форму. Если применяются цилин-
дрические поплавки, то конструкция
затвора должна обеспечивать их
строго вертикальное перемещение.
С этой целью поплавки снабжаются
направляющими выступами / (рис.
6-9,а), или же аналогичные высту-
пы предусматриваются на трубке
(рис. 6-9,6). Шлифованную поверх-
ность поплавка обычно делают сфе-
рической, а место его посадки имеет
форму конуса. Этот конус 2 (рис.
6-9, а) должен быть достаточно
острым, чтобы не было залипания.
Если поплавок сначала легко «при-
335
Рис. 6-9. Ртутные затворы
с поплавком.
а — цилиндрическим; б — грибко-
видным.
липает» к седлу, а затем внезапно
падает, то он может резко ударить-
ся о дно направляющей трубки.
Чтобы этого избежать, подсоедини-
тельная трубка располагается сбо-
ку так, чтобы всегда на дне затвора
оставалось немного ртути 3 (рис.
6-9,а).
Объем поплавка может быть сво-
боден от ртути или частично запол-
нен ею.
Чтобы избежать контакта со
ртутью в обоих плечах ртутного за-
твора, а также с целью обеспечения
более высокой проводимости реко-
мендуются затворы с двумя по-
плавками.
Несколько конструкций таких за-
творов показано на рис. 6-10. Два
поплавка могут быть размещены
в параллельных, соединенных меж-
ду собой трубках (рис. 6-10,а, в),
или в одном общем сосуде (рис.
6-10,6). Затвор, показанный на рис.
6-10,в, работает только в том слу-
чае, если давление в плече 1 выше,
чем в плече 3. Ртуть медленно опу-
скается до уровня 2, давая возмож-
ность газу диффундировать через
пористый стеклянный диск 4 из пле-
ча 1 в плечо 3. В течение этого вре-
мени поплавок 5 находится в поло-
жении перекрытия. Когда давления
в трубках 1 и 3 выравниваются,
ртуть может опускаться еще ни-
же— до уровня 6, давая, таким об-
разом, возможность быстро отка-
чать плечо 1.
В качестве поплавков в затво-
рах могут применяться стальные
шарики.
На рис. 6-11,а изображен затвор
с одним шариком. В конструкции,
показанной на рис. 6-11,6, примене-
ны два шарика, уплотняющие пори-
стые стеклянные диски, в которых
предусмотрены центральные отвер-
стия. Когда затвор начинает откры-
ваться (при понижении в нем уров-
ня ртути), то сначала шарик как бы
«залипает» в верхнем положении,
перекрывая откачанную полость, но
когда газ медленно проходит через
пористый стеклянный диск и дав-
ления почти выравниваются, шарик
падает вниз, открывая свободный
проход потоку газа.
На рис. 6-12 показан ртутный за-
твор, который имеет два стальных
шарика, перекрывающих шлифован-
ные поверхности цилиндрического
стеклянного сосуда. Это устройство
может быть использовано и как за-
твор для потока ртути и как нате-
катель в зависимости от положения
Рис. 6-10. Затворы с двумя поплавками.
а — отдельно расположенными; б — в одной камере; в — в дифференциаль-
ном устройстве.
336
Рис. 6-11. Ртутные затворы
с шариками.
а — с одним шариком [Л. 85]; б —
с двумя шариками.
шариков, перемещаемых электро-
магнитами (позиции 1, 2 и 3, 4).
в) Затворы с пористыми (спе-
ченными) стеклами. Принцип дей-
ствия ртутных затворов с пористы-
ми стеклами основам на том, что
благодаря силам поверхностного
натяжения ртуть не проникает
сквозь поры стекла. Ртутные затво-
ры, разрабатываемые на основе
этого принципа, могут включать
в себя один или несколько видов
уплотнений, показанных на рис.
3-34. Пористое стекло может быть
расположено на конце внутренней
трубки (рис. 6-13,а), и когда под-
нимающийся уровень ртути достига-
ет его, то коммуникации 1 и 2 пере-
крываются.
Ртуть может располагаться меж-
ду двумя параллельными пористы-
ми стеклянными перегородками
(рис. 6-13,6). В этом затворе дав-
ление ртути зависит от давления
перепускаемого газа. Когда давле-
ние в плече 1 превышает давление
ртути, она вытекает из объема меж-
ду перегородками, освобождая путь
газу. Представленный на рис. 6-14,а
Рис. 6-12. Ртутный затвор-течь.
22—228
Рис. 6-13. Затворы с пористыми
стеклами.
а — с одним пористым диском (подъем
ртути не ограничен); б — с двумя пори-
стыми дисками (подъем ртути ограничен).
затвор СОСТОИТ ИЗ тонкой выпуклой
перегородки, выполненной из пори-
стого стекла /, которая закрыта
слоем ртути, .когда цилиндрический
стальной поплавок 2 плавает на по-
верхности ртути.
/ Снаружи стеклянной оболочки 3
расположен соленоид 4, с помощью
которого поплавок 2 может быть под-
нят над поверхностью ртути; по-
следняя при этом освобождает по-
верхность пористого стекла, откры-
вая затвор. Затвор выдерживает пе-
репад давлений в одну атмосферу,
если в области А давление выше
чем в области В, и способен проти-
востоять разнице давлений лишь
в несколько мм рт. ст., если в объе-
ме В давление выше, чем в А.
Если газоразрядный прибор дол-
жен работать при постоянном дав-
лении наполняющего газа и (в про-
цессе работы он пополняется им, то
может быть использован затвор, по-
казанный на рис. 6-14,6. Газ посту-
Рис. 6-14 Затворы с пористым стеклом, за-
крытым ртутью.
а — затвор Глойстера; б — затвор для систем за-
полнения газонаполненных приборов.
337
Рис. 6-15. Затворы с индием.
а — U-образный; б — компактной кон-
струкции.
пает через трубку /, и если на соле-
ноид 2 подано напряжение, то стек-
лянный цилиндр с впаянным в него
металлическим кольцом 3 подни-
мается, давая возможность ртути 4
освободить пористый наконечник 5,
через который газ может поступать
в газоразрядный прибор 6.
г) Затворы с расплавляемым
металлом. Расплавленные металлы
(индий, галлий или легкоплавкие
сплавы) могут быть применены в ка-
честве рабочей жидкости в затво-
рах. Как показано на рис. 6-4,а,
в жидкостном затворе высота стол-
бика жидкого индия контролируется
стеклянно-металлическим сердечни-
ком, который поднимается магни-
том и удерживается в этом положе-
нии стопором. Изображенные на рис.
6-15,а, б жидкостные затворы рабо-
тают на том же принципе и предна-
значены для применения в сверхвы-
соковакуумных системах. Конструк-
ция затвора содержит сердечник 1
из мягкого железа в стеклянной
оболочке, который с помощью што-
ка 2 соединен со стабилизатором 3.,
удерживающим весь узел поплавка
в вертикальном положении. При от-
крытом положении затвора попла-
вок находится на поверхности ин-
дия 4. После прогрева поплавок по-
гружается в жидкий индий С ПО-
МОЩЬЮ наружного магнита. Он
удерживается в таком положении
до тех пор, пока индий не затвер-
деет и не удержит поплавок, обеспе-
чивая перекрытие затвора столби-
ком жидкого индия. Система, пока-
заннаяна рис. 6-15,6 более компакт-
на, но имеет более высокое сопро-
338
тивление в открытом положении.
Чтобы уменьшить сопротивление
такого затвора, рекомендуется пре-
дусмотреть достаточно глубокий ре-
зервуар для индия и по возможно-
сти уменьшить диаметр штока по-
плавка. На рис. 6-16,а показан за-
твор с жидким галлием. При погру-
жении в трубку 2, наполненную гал-
лием, металлического сердечника 1
с помощью наружного магнита 3
уровень расплавленного металла
поднимается и затвор закрывается.
Аналогичное устройство с жидким
галлием, уплотняющим пористое
стекло, показано на рисунке циф-
рой 4. В [Л. 141] описан простой за-
твор со сплавом, содержащим
62,5% галлия, 21,5% индия и 16%
олова (температура плавления
107 °C).
Затвор с применением сплава
Вуда (см. табл. 3-4) (рис. 6-16,6)
состоит из коварового сосуда I и
внутренней коваровой трубки 2,
спаянной переходным стеклом со
стеклом пирекс, из которого сделан
затвор 3. Уровень расплавленного
сплава Вуда поднимается при на-
пуске азота через двухходовой вен-
тиль 5 (расплавленный сплав Вуда
легко окисляется на воздухе). Под-
нявшийся столбик металла закры-
вает затвор с помощью поплавков 4.
Так как плотность сплава меньше,
чем ртути, то поплавки в этом слу-
чае не должны быть полностью за-
полнены железом. Охлаждение
сплава Вуда должно присходить
Рис. 6-16. Жидкостные затворы с жидким
металлом.
а — с галлием; б — со сплавом Вуда.
только в части затвора, которая из-
готовляется из ковара; если же ох-
лаждать его в стеклянных деталях,
то в них образуются трещины.
1-2. КРАНЫ
Виды и размеры кранов. По оп-
ределению Американского вакуум-
ного общества краном называется
небольшой затвор, в котором проб-
ка может поворачиваться в корпусе,
имеющем обычно коническую фор-
му, до совпадения отверстий в проб-
ке и корпусе, соединяя таким обра-
зом вакуумные коммуникации.
Стеклянные краны широко ис-
пользуются в стеклянных вакуум-
ных системах. Пробка крана состо-
ит из конической шлифованной по-
верхности и ручки. Коническая
часть пробки может быть сплошной
(рис. 6-17,а) или полой (рис. 6-17,6).
Если пробка выполняется сплошной,
то соединительное отверстие просто
просверливается в ней. Полые проб-
ки обычно изготавливаются из тру-
бок, в стенке которых делается от-
верстие (рис. 6-17,6). Иногда в по-
лых пробках внутри имеется соеди-
нительная трубка (рис. 6-17,в).
Ручка пробки может быть симме-
тричной (рис. 6-17,а, в) или несим-
метричной (рис. 6-17,6). Несимме-
тричные ручки обычно применяются
на полых пробках, имеющих одно
соединительное отверстие, и их уд-
линенная часть располагается на
стороне, противоположной отвер-
стию. Когда на таких пробках при-
меняются симметричные ручки, то
Рис. 6-J7. Детали кранов.
/ — сплошная пробка; 2— полая пробка; 3 — по-
верхность пробки, расположенная на стороне
атмосферы; 4 — поверхность, расположенная в ва-
кууме, 5, 6 — ручки; 7 — соединительные комму-
никации.
22*
сторона ручки, соответствующая со-
единительному отверстию, окраши-
вается (маркируется) в темный
цвет. Весьма важно четко маркиро-
вать краны во избежание ошибок
при работе.
Дно цельностеклянной пробки
крана может несколько выступать
за нижнюю часть корпуса, но верх-
ний край ее должен быть на однохМ
уровне с верхним срезом корпуса
крана. Это необходимо для того,
чтобы предотвратить появление вы-
ступов, которые образуются при
шлифовке или позднее в результате
износа крана. Такие пробки иногда
имеют канавки на нижней части
(рис. 6-17,а) для стопорных или ре-
зиновых колец.
Корпус крана снабжен трубками
для подсоединения к вакуумной си-
стеме, а его внутренняя коническая
поверхность обычно шлифуется. Со
сплошными или полыми пробками,
имеющими внутри соединительную
трубку, обычно применяются корпу-
са с двумя соосными отверстиями
(рис. 6-17,а, в). Наружные подсо-
единительные трубки должны иметь
такой же размер отверстия, что и
в пробке. Если отверстия в корпусе
крана будут больше, чем в трубках,
то в результате образуются карма-
ны, в которых скапливается смазка
и грязь, что способствует появлению
течей.
Для полной гарантии вакуумной
плотности крана предпочтительнее
конструкция, в которой корпус за-
крыт со стороны нижней части (рис.
6-18,в). Так как в данном устройст-
ве атмосферное давление действует
только на верхнюю часть пробки,
то она плотнее прижимается к кор-
пусу и это уменьшает возможность
появления течей. В кранах этой кон-
струкции могут быть применены
только полые пробки или пробки
с соединительной трубкой внутри.
Если применяется сплошная проб-
ка, то тогда должна быть обеспече-
на откачка нижней чашки корпуса
(рис. 6-18,6).
Каждый кран определяется фор-
мой и размерами. Форма крана за-
висит от вида применяемой пробки,
количества его «ходов», количества
и положения наружных коммуника-
339
Рис. 6-18. Формы стеклянных кранов (см. табл. 6-1).
ций, положения отверстий. Различ-
ные сочетания этих элементов обра-
зуют многообразие форм кранов.
Наиболее широко применяемые
формы показаны на рис. 6-18, а их
характеристики представлены в
табл. 6-1.
Главной определяющей характе-
ристикой крана является количество
так называемых ходов. Изготови-
тели и потребители часто путают
понятие количества ходов крана
с количеством выходных подсоеди-
нений. Под «ходами» обычно пони-
маются коммутирующие возможно-
сти крана; количество ходов не
обязательно должно быть равным
количеству внешних подсоединений.
Так, например, краны на рис.
6-18,а—г являются одноходовыми и
имеют два подсоединения, на рис.
6-18,д—ж — двухходовыми с тремя
внешними подсоединениями, на рис.
6,18,з—к — трехходовыми с тремя
подсоединениями.
Пробка обычно делается со
стандартным конусом 1 : 10 (см.
табл. 3-7) и может иметь прямое
отверстие, одно или два наклонных
отверстия или соединительную труб-
Стеклянные краны
Таблица 6-1
Число ходов Пробка Отверстие Корпус Положение подсоедини- тельных трубок Число подсое- динительных трубок Рис. 6-18
1 Сплошная Прямое Открытый Прямое 2 а
1 Сплошная Наклонное Закрытый Z-образное (смещен- ные) 2 б
1 Полая В стенке Закрытый Z-образное (смещен- ные) 2 в
1 Полая В стенке Закрытый L-образное (под пря- мым углом) 2 г
2 Сплошная Два наклонных Открытый Параллельное 3 д
2 Сплошная L-образное Открытый Прямое 3 с
9 Полая В стенке Закрытый Т-образное 3 ж
3 Сплошная Т-образное Открытый Прямое 3 3
3 Полая Соединительная трубка и отверстие Закрытый Т-образное 3 и
4 Сплошная L-образное Открытый Прямое 4 к
340
Таблица 6-2
Размеры, лслс, стеклянных кранов (по DIN 12557)
di 6 8 12 20 35
Конус 1:10 1:10 1:5 1:5 1:5
60 80 100 125 165
40 50 70 80 100
4^2 20 30 40 50 75
10 14 20 25 35
9,25 11 15,2 ч 25 40
Толщина стенки 1,0—1,5 1,25—1,75 1,5—2,5 2,0—3,0 2,0—3,0
ку внутри (см. табл. 6-1). Корпус
может быть открыт с двух сторон
или закрыт с одной стороны, а под-
соединительные внешние _трубки
могут быть расположены прямо
(т. е. в одном сечении, перпендику-
лярном оси трубки), со смещением
(в различных сечениях, перпендику-
лярных оси пробки) или по схеме L,
Т (г. е. одно подсоединение в одном
сечении с осью пробки, а другие —
в сечениях, перпендикулярных оси).
Краны со смещенными подсоедини-
тельными трубками и наклонными
отверстиями в пробке устраняют не-
достатки, имеющие место в кранах
с прямыми отверстиями в пробке,
где образуются кольцевые капил-
лярные каналы без смазки, которые
приводят к появлению течей.
Размер крана обычно связывают
с величиной отверстия в пробке.
Остальные размеры крана в боль-
шей или меньшей степени зависят
от диаметра отверстия в пробке;
их различие в разных конструкциях
не играет существенной роли и за-
висит только от изготовителя. Стан-
дартные стеклянные краны имеют
отверстия в пробке от 1 до 35 мм.
Применяются также краны с диа-
метром отверстия до 50 мм. Макси-
мальный диаметр отверстия опреде-
ляется наибольшей проводимостью,
приемлемой для стеклянных кранов
(см. табл. 6-3). Обычно считают,
что целесообразно применять стек-
лянные краны лишь в вакуумных си-
стемах со скоростью откачки до
20 л/сек. На рис. 6-19 и в табл. 6-2
даны размеры некоторых стандарт-
ных стеклянных кранов.
Стеклянные краны со смазкой.
Обычно стеклянные краны должны
смазываться вакуумной смазкой
(см. разд. 3, § 6-4). Это обстоятель-
ство ограничивает их применение
только в тех вакуумных системах,
где давление должно быт!? не ниже
давления паров смазки (порядка
10~6 мм рт. ст.), и где детали стек-
лянного крана не должны лодвер-
Pfic. 6-19. Размеры стеклянных кранов (табл. 6-2).
а — одноходовых; б — двухходовых.
341
гаться прогреву. Если в вакуумной
системе «необходимо .получить более
низкое давление, то обезгаживание
смазки может быть облегчено с «по-
мощью-специальных устройств (рис.
6-20). В том случае, если смазка
крана подвергается вредному «воз-
действию паров, находящихся вну-
три вакуумной системы, то необхо-
димо применять краны без -смазки
(см. разд. 6, § 1-2).
При смазке крана лучше всего
смазывать оба -конца -пробки. Ника-
кой смазки вблизи отверстия проб-
ки не должно быть. После того как
смазка нанесена шпателем на по-
верхность пробки, последняя встав-
ляется в корпус крана и медленно
поворачивается (при этом обяза-
тельно лишь в одном направлении)
до тех пор, пока -смазка не распро-
странится равномерно -по всей ра-
бочей поверхности. Кран необходи-
мо довольно часто (иногда ежеднев-
но) -смазывать. Перед тем как на-
нести новую смазку, кран должен
быть тщательно очищен от старой
смазки (см. также разд. 3, § 6-4).
Часто после сборки кран «подтека-
ет» из-за того, что на размазанной
поверхности -смазки образуются тон-
кие полосы. Этого не следует допу-
Рис. 6-20. Устройство
для быстрого обезга-
живания стеклянного
крана со смазкой.
скать, поэтому необходимо тщатель-
но следить за поверхно-стью крана
при его сборке. Когда кран не прово-
рачивается («схватился»), то не на-
до пытаться применять грубую си-
лу, чтобы провернуть его. Способы,
которые применяются в таких слу-
чаях, описаны в разд. 3, § 6-4.
Величина газовыделения из
смазки крана может быть уменьше-
на применением смазок с низким
давлением паров (см. табл. 3-10),
обезгаживанием -смаз-ки перед ее ис-
пользованием (или .после ее нане-
сения на поверхность крана), а так-
же путем поддержания низкой ра-
бочей температуры крана.
На рис. 6-20 изображено устрой-
ство, которое позволяет поднять
пробку 1 в герметичном объеме
•с помощью сильфона 2 для того,
чтобы можно было обезгазить в ва-
кууме всю -смазанную поверхность,
после чего пробка ставится на место
и кран работает в обычных усло-
виях.
При необходимости можно охла-
дить пробку или корпус крана. На
рис. 6-21 показано устройство, в ко-
тором пробка крана охлаждается
жидким газом.
Устройство для охлаждения кор-
пуса крана жидким воздухом пока-
зано на рис. 3-22. Шлифованное
стеклянное соединение со смазкой
может быть охлаждено до темпера-
туры —78 °C (в смеси ацетон.—
твердая углекислота) и оставаться
при этом вакуумноплотным. Если
соединение охлаждать жидким азо-
том, то это может вызвать растрес-
кивание стекла; вероятность появле-
ния трещин можно свести к мини-
Рис. 6-21. Кран с
охлаждаемой проб-
кой.
342
.Рис. 6-22. Стеклянные краны с графитовой смазкой, уплотняемые ртутью.
а — вертикальный; б — наклонный; в — горизонтальный.
:муму, если предварительно, охла-
дить соединение -в смеси ацетон —
твердая углекислота.
Краны без смазки. В вакуумных
системах с агрессивными газами,
оказывающими неблагоприятное
воздействие на смазку, необходимо
применять краны без вакуумной
смазки. Чаще всего такие краны
уплотняются ртутью, а в качестве
смазки служит графит (см. разд. 3,
§ 7-2).
Бессмазочные краны могут быть
сконструированы для работы в вер-
тикальном, наклонном или горизон-
тальном положении. В кране, пред-
назначенном для работы в верти-
кальном положении (рис. 6-22,а),
ртуть заливается в чашку, располо-
женную в верхней части корпуса
крана. Кран, работающий в наклон-
ном положении, представлен на
рис. 6-22,6; при повороте пробки на
180° отверстие 1 оказывается под
поверхностью ртути в основании
крана. Таким образом, трубка 3
Рис. 6-22А. Краны с полиэтилено-
выми пробками.
fl — со вставленной в пробку стеклян-
ной трубкой; б — с каналом в пробке.
(с низким давлением) полностью
изолируется от трубки 2. Пробка и
корпус крана достаточно плотно
притерты друг к другу, чтобы пре-
дотвратить просачивание ртути, ко-
гда трубка 2 находится под атмо-
сферным давлением. Ртуть, заливае-
мая в верхнюю часть .пробки через
небольшое отверстие в ее ручке, за-
полняет канавку 4 через соответст-
вующие отверстия.
В открытом положении горизон-
тально работающего крана (рис.
6-22,в) без смазки коммуникации 1
и 2 крана соединены через отвер-
стия <?, которые выходят в сторону
небольшого углубления, предусмо-
тренного на стенке корпуса крана.
Когда пробка поворачивается на
180°, эти отверстия оказываются под
поверхностью ртути и, таким обра-
зом, коммуникации 1 и 2 перекры-
ваются. В кране имеются также
кольцевые канавки, отдельно запол-
няемые ртутью.
На рис. 6-22А показаны стеклян-
ные краны с полиэтиленовой проб-
кой и стеклянной трубкой, вставлен-
ной в пробку, а также с каналом
внутри пробки.
1-3. ЗАТВОРЫ
По определению Американского
вакуумного общества, Французского
общества инженеров-вакуумщиков
и стандарта ФРГ DIN 28400 затвор
представляет собой устройство, слу-
жащее для регулировки величины
потока газа или жидкости, или же
для полного перекрытия этого по-
тока.
343
Рис. 6-23. Детали ва-
куумного затвора.
1 — корпус; 2 — крышка вен-
тиля, 3 — шток; 4 — привод;
5 — уплотнение привода; 6 —
закрывающая система; 7 —
проходное отверстие; 8 —
посадочное место (седло);
9 — диск, тарелка.
Принцип действия затворов и их
классификация. Обычный затвор со-
стоит из трех основных частей (рис.
6-23):
корпуса, которым затвор (под-
соединяется к вакуумной системе;
крышки или фланца затвора, через
которые обычно передается движе-
ние; штока, с помощью которого пе-
редается движение для закрывания
или открывания .проходного отвер-
стии .путем прижатия диска (тарел-
ки) затвора к его седлу.
Функция затвора состоит в том,
чтобы установить в вакуумной си-
стеме поток газа определенной ве-
личины или совсем перекрыть его.
Для выполнения этих функций што-
ку вентиля должно быть передано
движение извне, при этом герметич-
ность вентиля не должна нарушать-
ся. Таким образом, каждый затвор
содержит следующие основные узлы
(рис. 6-23): перекрывающую систе-
му, привод и устройство для его
уплотнения.
Перекрывающая система затво-
ра может быть основана на приме-
нении жидкостных уплотнений, рас-
плавленного металла, хлористого
серебра, спаиваемых стеклянных
деталей, шлифов, диафрагм или
прокладок (рис. 6-24).
Система уплотнения привода мо-
жет включать в себя либо сальни-
341
Рис. 6-24. Классификация элементов
входящих в затвор.
1 — затворы; 2 — перекрывающая система;.
3 — жидкостные; 4 — с расплавляемым ме-
таллом; .5 — с хлористым серебром- 6 —
со спеченными стеклами; 7 — со шлифами;
8 — с пережатыми трубками; 9 — с диа
фрагмами; 10 — плоскими; 11 — конически-
ми; 12 — сферическими; 13 — заслонка-
14 — пробка; 15 — конус; 16 — шибер
(скольжение); /7 — плунжер (шток, пор-
шень), 18 — поворотный диск; 19 — шарик;
20 — уплотняющий элемент; 21 — уплотне-
ние привода; 22 — с непосредственным
уплотнением штока; 23 — бессальниковый
метод; 24 — сильфоны; 25 — диафрагма;
26 — с помощью магнита; 27 — вид приво-
да; 28 — механический; 29 — пневматиче-
ский; 30 — электромагнитный; 31—с по-
мощью теплового расширения.
ковое уплотнение штока, либо бес-
сальниковое уплотнение штока
с применением сильфонов или диа-
фрагм.
Привод, обеспечивающий дви-
жение штока, может быть механи-
ческим, пневматическим, магнитным
или электромагнитным.
Различное сочетание узлов за-
творов обусловливает разнообразие
их конструкций и конструктивных
вариантов. Для того чтобы охватить
все множество применяемых систем,
.в следующих -параграфах будут от-
дельно рассмотрены перекрываю-
щие системы затворов, системы
уплотнения их приводов и виды
приводов (разд. 6, § 1-3), а также
описаны отдельные конструкции,
иллюстрирующие рассмотренный
материал. Конструкции затвора
в целом и его отдельных у^лов
должны разрабатываться с учетом
эксплуатационных требований.
В разд. 6, § 1-3 описаны основные
особенности вакуумных затворов,
предназначенных для перекрытия,
напуска воздуха, дросселирования и
других специальных целей. Затвор,
выбранный для конкретной вакуум-
ной системы, должен иметь форму
корпуса, соответствующую его рас-
положению в -системе. Можно вы-
брать проходной, угловой затвор
или затвор с наклонным штоком.
«Идеальный» затвор должен отве-
чать следующим требованиям.
1. Затвор должен быть механи-
чески прочным и при этом простым
по своей конструкции; должен лег-
ко демонтироваться и разбираться.
Затво-р также должен иметь мини-
мум деталей; поверхность послед-
них должна быть мала, чтобы
уменьшить величину газовыделения
и облегчить условия очистки.
2. Затвор должен иметь возмож-
но большую проводимость в откры-
том положении и в то же время су-
щественно не изменять объем ваку-
умной системы. В большинстве за-
творов проходное сечение меньше,
чехМ сечение подсоединяемого трубо-
провода, что создает дополнитель-
ное сопротивление потоку газа. Что-
бы не увеличивать еще более это
сопротивление, такие детали затво-
ра как шток, диск и другие части
должны располагаться вне пути
прохода газового потока (см. на-
пример, затворы с откидывающейся
заслонкой, шиберные затворы). Для
того чтобы можно было провести
наглядное сравнение отдельных ти-
пов затворов, в табл. 6-3 сведены
примерные величины их проводимо-
стей.
3. Затвор должен иметь мини-
мальную величину натекания в за-
крытом положении (см. табл. 6-3).
4. Затвор также должен иметь
как можно меньшую величину нате-
кания извне. Корпус и фланец за-
твора должны быть изготовлены из
непроницаемого материалам уплот-
нение между фланцем и корпусом и
уплотнение привода должны быть
герметичными. Изготовители затво-
ров обычно гарантируют величину
течи не свыше 1 • 10~2 л* мкм
рт. ст./сек для затворов с сальнико-
вым уплотнением штока и менее
чем 1,10~6 л-мкм рт. ст./сек для за-
творов с сильфонами.
5. Кажущееся натекание (газо-
выделение) в затворе должно быть
очень мало. В конструкцию затвора
не должны входить материалы с вы-
соким давлением паров (разд. 2,
§ 1-1). Сварные швы с карманами
(разд. 2, § 2-3) или другие, трудно
откачиваемые части, т. е. винтовые
соединения, лишние уплотнения
и т. д. в затворах не допускаются.
Затвор должен иметь гладкую (а не
шероховатую) внутреннюю поверх-
ность, чтобы исключить обильную
конденсацию на ней водяных паров,
когда полость затвора сообщается
с атмосферой.
6. Перепад давлений не должен
оказывать влияния на работу за-
твора. Затвор должен обеспечивать
герметичность в широком диапазоне
перепадов давлений. Направление
перепада давлений на работу затво-
ра не должно оказывать существен-
ного влияния.
7. Затвор должен срабатывать
быстро. Особенно это требуется там,
где необходимо быстро закрыть си-
стему или изолировать какую-либо
ее часть. Если необходимо высокое
быстродействие, то. должны приме-
няться электромагнитные привод-
ные системы (см. табл. 6-4).
8. Затвор должен легко управ-
ляться, а также обеспечивать воз-
можность блокировки и дистанцион-
ного управления. Иногда затвор
должен срабатывать при определен-
ном давлении через установленный
промежуток времени. В ряде случа-
ев несколько затворов должны рабо-
тать в заранее определенной после-
довательности.
9. Затвор должен выдерживать
большое количество срабатываний
(циклов). Для высококачественных
затворов некоторые фирмы гаранти-
руют до 100000 циклов.
10. Затвор должен быть «хими-
чески устойчив». Детали затвора не
должны корродировать в присутса-
345
Таблица 6-3
Проводимость и вакуумная плотность затворов
Вентили (затворы) Размеры проходного отверстия Прово; в откры- том поло- жении аимость, л {сек в закрытом поло- жении Величина течи, л-мкм рт. ст.] с. к
Стеклянные краны с полой пробкой 1 мм 6 мм 30 мм 0,06 6 500 — •
Стеклянные краны со сплошной пробкой 1 мм 6 мм 30 мм 0,01 2,5 180 — —
Шаровые шлифы без смазки 10 мм — 4-Ю-4 10-Ч-10-5 —
Затворы с хлористым се- ребром Рис. 6-30, б — — (14-5)-ю-4
Угловые дисковые затворы с уплотняемым валом 10 мм 20 мм 32 мм 50 мм 65 мм 100 мм 8 15 27 47 160 340 1 1 1 1 1 1 1 • ю-г
Угловые дисковые затворы 25,4 мм 37,1 мм 10,5 35 — —
Затворы с откидывающейся заслонкой и сильфоном (см. рис. 6-55 А) 32 мм 65 мм 103 мм 150 мм 250 мм 350 мм 500 мм 50 330 750 1 600 4 700 9 000 18 000 ыо-4
Шиберные затворы 50,8 мм 101,6 мм 152,4 мм 135 2 680 6 400 —
Шиберные затворы 101,6 мм 152,4 мм 2 750 6 500 —
Шиберные затворы 152,4 мм 4 200 — (1-4-6)- 10- ’
Шиберный затвор с уплот- нителем из витона и силь- фоном 1 см2 — — Ы0-6
Затвор с индиевым уплот- нением — 35 <10-14 2*10-8
Сверхвысоковакуумный затвор с золотой прокладкой и сильфоном Рис. 6-58 — — 10-6
Сверхвысоковакуумный затвор* 0,65 см2 6,45 см2 10-><Ч-10-11 10-S-L-10-’ —
Сверхвысоковакуумный за- твор с сильфонами 3 см2 20 см2 3 40 7-Ю-8 —
* Данные по све рхвысоксвакуумным затворам сведены в табл. 6-28.
346
Таблица 6-4
Время срабатывания затворов
Вид привода Время открытия или закрытия, с к Примечание
Управляемый вручную винтовой затвор Затвор, управляемый с помощью рычага Управляемый вручную стеклянный кран Электропневмат шеский затвор Электромагнитный клапан Щековой затвор с электромагнитом Ревматический шиберный затвор Электромагнитный шиберный затвор Ревматический затвор 5—10 2—3 1—2 2 0,05—0,010 0,01 0,012 0,005 0,003 См. рис. 6-83 См. рис. 6-56 См. рис. 6-82, б
зии газов, проходящих через него.
Если на деталях затвора могут кон-
цедсиройаться пары, то его конст-
рукция должна обеспечивать лег-
кость удаления конденсата.
11. Затвор должен допускать
прогрев. Прогреваемые затворы
описаны в разд. 6, § 1-3.
К сожалению, ни один затвор не
может удовлетворять всем указан-
ным выше требованиям. Таким об-
разом, при выборе затвора для кон-
кретных условий должно быть най-
дено компромиссное решение, в ос-
нову которого положено наиболее
важное требование для решения
конкретной задачи (например, не-
эбходимость прогрева при примене-
нии затвора в сверхвысоковакуум-
ной системе).
Перекрывающие системы затво-
ров. Перекрывающая система затво-
ра состоит и деталей, которые за-
крывают или открывают проходное
?ечение (рис. 6-23). Под проходным
течением понимается площадь от-
зерстия внутри затвора, через кото-
рое проходит газ или жидкость из
эдной коммуникации в другую. Пе-
рекрывающее действие основано на
одном из принципов, указанных
в схеме на рис. 6-24.
Перекрывающие системы с жид-
костным уплотнением. В качестве
уплотняющего материала в систе-
мах этого типа наиболее часто при-
меняется ртуть, однако могут быть
также использованы и другие жид-
кости, если их физические и химиче-
ские свойства удовлетворяют усло-
виям эксплуатации (см. разд. 3,
гл. 17). Обычно эти затворы не при-
меняются в таких системах, где они
должны работать при больших пе-
репадах давления, так как всегда
имеется опасность выброса уплот-
няющей жидкости в систему.
Наиболее простые затворы
с жидкостным уплотнением пред-
ставлены на рис. 6-25, где перекры-
вающая деталь выполнена в виде
чашки. Показанный на рис. 6-25,а
затвор состоит из кольцевого уплот-
нения /, изогнутой трубки 2 и боко-
вого подсоединения 3. Кольцевая
канавка заполняется ртутью до по-
ловины ее высоты. Затвор закры-
вается путем опускания небольшой
Рис. 6-25. Перекрывающая система вакуумных затворов
с жидким (ртутным) уплотнением.
а—с падающей чашкой; б —с чашкой, подвешенной на проводе с про-
тивовесом; в —с чашкой, закрепленной на штоке; г — со штоком внизу.
*)
347
Рис. 6-26. Затвор со
ртутью и пористыми
дисками.
стальной чашки 4 на внутреннюю
трубку. Чашка плавает на поверх-
ности ртути, обеспечивая перекры-
тие коммуникаций. Чтобы открыть
затвор, надо поднять чашку на-
ружным магнитом, а затем отвести
ее в колено изогнутой трубки, где
она остается до последующего тге-
рекрытия. Такой затвор может быть
использован в качестве дроссели-
рующего органа (натекателя) путем
применения сменных чашек с отвер-
стиями различных размеров; эти
чашки располагаются в боковых
ответвлениях затвора.
Перекрывающая чашка может
быть подвешена на проволоке
с прикрепленным к ней противове-
сом на противоположном конце
(рис. 6-25,6) или жестко крепиться
к штоку (рис. 6-25,в, г). Противовес
или шток перемещаются с помощью
наружного магнита (см. разд. 5,
§ 2-1). Конструкция, показанная на
рис. 6-25,г, имеет -систему фиксации,
состоящую из. прямоугольного же-
лезного сердечника в стеклянной
ампуле. При необходимости фикса-
ции сердечник выдвигается из паза,
поворачивается на 90° и затем опу-
скается на верхнюю часть паза.
На рис. 6-26 показан затвор, со-
держащий пористый диск /, укре-
пленный на скользящем валу, и два
других пористых диска 2, сидящих
на соединительных трубках и по-
груженных в ртуть 3. При опуска-
нии диска 1 на диски 2 ртуть вы-
3IS
Рис. 6-27. Затвор
со сплавом Вуда.
давливается из пространства между
поверхностями дисков и газ может
свободно проходить из одной ком-
муникации в другую.
Перекрывающие системы с рас-
плавляемым металлом. В некото-
рых затворах в качестве уплотняю-
щей жидкости применяется рас-
плавленный металл. Принцип дей-
ствия этих затворов отличается от
описанных (Выше тем, что уплотняю-
щий металл находится в жидком
состоянии только во время сраба-
тывания затвора (его открывания
или закрывания). Такая система пе-
рекрытия с расплавленным метал-
лом иногда называется системой
с «запаянным» уплотнением, так
как применяемые для этой пели ме-
таллы (олово, сплав Вуда, индий)
в твердом состоянии в действитель-
ности образуют уплотнение, дости-
гаемое методом пайки. Затворы
с такой перекрывающей системой
работают при большем перепаде
давлений, чем ртутные.
На рис. 6-27 показан затвоо со
сплавом Вуда (разд. 3, § 5-1). Что-
Рис. 6-28. Затвор с индиевым уплотнением.
1 — индий; 2 — медный диск; 3 — нагреватель.
бы открыть затвор, сплав Вуда, по-
мещенный в чашку /, расплавляет-
ся. Железный сердечник 2 передви-
гается магнитом (см. рис. 6-4) и
чашка опускается на дно стеклян-
ной трубки 3. Так как сплав Вуда
плохо смачивает стекло, то нижний
перекрываемый конец внутренней
трубки 4 изготовлен из ковара.
В затворе, .представленном на
рис. 6-28, применяется индий. Дно
этого затвора представляет собой
медный диск с профрезерованной
канавкой, наполненной индием. Во
вторую канавку, находящуюся сна-
ружи, закладывается нихромовый
нагреватель. С помощью этого на-
гревателя индий расплавляется и
диск затвора поднимается штоком,
уплотненным сильфоном. Этот за-
твор может прогреваться до 150 °C;
если вместо индия применить оло-
во, то затвор может быть прогрет
до 200°C. Так как индий и олово
имеют низкое давление паров (см.
рис. 3-11), то такие затворы могут
применяться в высоковакуумных си-
стемах.
На рис. 6-92 показан дисковый
затвор для сверхвысоковакуумных
устройств, в котором для уплотне-
ния могут применяться расплавляе-
мые металлы (золото, серебро, оло-
во, индий, медь), применяющиеся
в сочетании с порошковым наполни-
телем из тугоплавкого металла.
На рис. 6-29,а изображен затвор,
в котором в качестве уплотнителя
применяется расплавленное олово.
Корпус затвора состоит из стеклян-
ной трубки 1 (из молибденового
стекла) с зауженной частью 9. Стек-
лянная чашка 6 с небольшим коли-
чеством олова 7 закреплена на стек-
лянной трубке S, которая закрыта
с двух сторон и содержит внутри
металлический цилиндр 11, располо-
женный между двумя спиральными
немагнитными пружинами 10. Пру-
жина 12, расположенная в корпусе
трубки 9, служит для демпфирова-
ния подвижной ситемы. К централь-
ной стеклянной трубке 2 припаяна
коваровая трубка 3. Кольцо 5 из
листового тантала припаяно к ко-
варовой трубке, образуя кольцевую
канавку, наполненную оловом 4.
Расплавление олова и обезгажива-
Рис. 6-29. Затвор с использованием олова
в качестве уплотнителя.
а — со стеклянным корпусом;
б — с металлическим корпусом.
ние системы производится с помо-
щью высокочастотной катушки 13.
Чашка вертикально поднимается
с помощью наружного соленоида.
Чтобы закрыть затвор, чашку под-
нимают до полного погружения тан-
талового кольца в расплавленное
олово 7; в этом положении чашку
удерживают до затвердевания оло-
ва. Для того чтобы открыть затвор,
олово необходимо снова распла-
вить.
На рис. 6-29,6 изображен метал-
лический затвор, в котором в за-
крывающей системе также примене-
но расплавленное олово. Олово 5
помещается в чашку 6\ оно плавит-
ся с помощью наружного нагрева-
теля 1. После этого перекрывающая
чашка 2 поднимается при помощи
штока 5, уплотняемого сильфоном.
Так как олово не смачивает железо
вплоть до температуры 500 °C, то
чашка предварительно подвергается
лужению оловом в среде водорода,
для того чтобы при работе затвора
поверхность чашки смачивалась
оловом. Чтобы обеспечить надежное
уплотнение после прогрева, чашка
имеет загнутые края. Заградитель-
ные кольца 4 необходимы для защи-
ты вакуумной системы от расплав-
ленного олова при открывании за-
349
Рис. 6-30. Затворы с хлористым сереб-
ром в качестве уплотнителя.
а —с металлическим сильфоном; б — со стек-
лянны л сильфоном; в —с расплавленным хлори-
стым серебром.
Рис. 6-31. Перекрывающая система
затвора с применением спеченных
стекол.
твора (после того как в -систему по-
пал воздух при закрытом затворе).
Перекрывающие системы с хло-
ристым серебром. Так как хлори-
стое серебро ‘Пригодно для -создания
вакуумноплотного соединения (см.
разд. 3, гл. 4), то и в перекрываю-
щих системах затворов оно также
может найти применение.
На рис. 6-30,а показан затвор
с серебряным сильфоном 1 (рис.
6-30,а), .на верхнем ко.нце которого
укрепляется чашка с плавленым
хлористым серебром 2. Затвор за-
крывается в тот момент, когда ко-
нец трубки 3 (из стекла пирекс)
погружается в .слой хлористого се-
ребра. На рис. 6-30,6 показан за-
твор со стеклянным сильфоном /,
имеющим размеры 18 мм (по вну-
треннему диаметру) и 43 мм (по
внешнему диаметру) и помещенным
в стеклянную трубку 2. Выступ 3
из хлористого серебра закрывает
входную трубку, перемещаясь под
действием рычажной системы 4.
Затвор, в котором хлористое се-
ребро / расплавляется и заполняет
капилляр 2, перекрывая коммуни-
кации, показан на рис. 6-30,в. Для
того чтобы открыть такой затвор,
хлористое серебро необходимо рас-
плавить снова, после чего оно сте-
кает в ловушку 3.
Перекрывающие системы с при-
менением перепайки стеклянных
трубок. В [Л. 147] описан затвор,
который закрывается при спаива-
350
нии концов концентрически распо-
ложенных стеклянных трубок (см.
рис. 5-11,а).
В конструкции затвора, показан-
ного на рис. 6-31, центральная стек-
лянная трубка 2 нагревается до
размягчения вольфрамовой спи-
ралью 1. Если давление внутри
трубки превышает наружное давле-
ние на величину, по крайней мере,
равную 4о/г, где о — поверхностное
натяжение стекла (о = 450 эрг/сж2),
а г — радиус отверстия трубки, то
во внутренней трубке «продувается»
отверстие. При диаметре трубки,
равном 5 мм, отверстие на конце
трубки открывается при перепаде
давлений не ниже 5 мм рт. ст. За-
твор закрывается при повторном
нагреве стекла до температуры раз-
мягчения при отсутствии перепада
давления. Перекрытие происходит
в результате действия сил поверх-
ностного натяжения. При использо-
вании никелевого- теплоотражатель-
ного экрана 3 можно успешно про-
вести шесть циклов срабатываний.
Если перепад давления составляет
около одной атмосферы, то затвор
открывается в течение 15 сек при
мощности нагрева около 100 вт. По-
сле сильного укорочения стеклянной
трубки в результате длительной ра-
боты может быть использована до-
полнительная спираль 4 с экраном.
Этот затвор допускает прогрев, од-
нако при каждом процессе откры-
вания или закрывания из размяг-
ценного стекла неизбежно выделяет-
ся некоторое количество газа.
Перекрывающие системы с при-
тертыми шлифами. В перекрываю-
щих системах затворов могут быть
применены плоские конические, ци-
линдрические или сферические со-
единения на притертых шлифах (см.
разд. 3, гл. 6). Если-в этих системах
не применяется смазка, то они мо-
гут прогреваться. Шлифовые соеди-
нения без смазки в закрытом поло-
жении имеют натекание порядка
7—70 л-мкм рт. ст.!сек (проводи-
мость 10~5—10-4 л!сек). Затворы
этого вида иногда неправильно назы-
вают кранами. В действительности
же они имеют сходство с кранами
только в закрытом положении, ко-
гда пришлифованные поверхности
находятся во взаимном контакте.
На рис. 6-32 показаны конструк-
ции некоторых затворов с плоски-
ми шлифованными соединениями.
В конструкции, изображенной на
рис. 6-32,а диск из оптически .поли-
рованного кварца (диаметром 25 и
толщиной 1 мм) уплотняет шлифо-
ванный торец трубки 2 из стекла
пирекс диаметром 18 мм. В центре
кварцевой пластинки 1 имеется
кольцо, к которому одним концом
прикреплена кварцевая нить 3, со-
единенная с железным сердечником,
заключенным в кварцевую оболоч-
ку 4. Этот узел подвешен на кон-
сольной кварцевой пружине 5, кото-
рая прижимает пластинку 1 к торцу
трубки. 2. При открывании затвора
наружный магнит, перемещая сер-
дечник, отжимает пружину вниз.
Следует отметить, что этот затвор
работает лишь при* небольшом пе-
репаде давлений.
В затворе, изображенном на рис.
6-32,6, -перекрывающая система со-
стоит из двух трубок, оптически по-
лированные торцы которых прижи-
маются один к другому. Затвор со-
стоит из двух коваровых цилинд-
ров 1, спаянных с одной стороны
с никелевым цилиндром Я а с дру-
гой стороны — со стеклянными обо-
лочками 3. После завершения сбор-
ки затвор разрезается по -стеклу и
после отжига торцы отрезанных по-
верхностей тщательно полируются.
Затем трубки прижимаются торца-
Рис. 6-32. Перекрывающая си-
стема со шлифами.
а — полированная пластинка на
торце трубки; б — торцевое соеди-
нение трубок; в — чашка на торце
трубки.
ми, их внутренняя полость откачи-
вается, а наружная стеклянная обо-
лочка запаивается. При выполнении
описанных выше операций необхо-
димо следить, чтобы внутренние
трубки не деформировались. Откры-
вание и закрывание затвора осуще-
ствляется соответственно с помо-
щью нагрева или охлаждения на-
ружной оболочки. Такой затвор
в закрытом положении способен со-
хранить неизменным давление по-
рядка 10~5 мм рт. ст. в объеме 0,6 л
в течение недели. Никелевый ци-
линдр 2 не следует нагревать до
температуры выше 200 °C ввиду
опасности разрушения затвора.
На рис. 6-32,в показан стеклян-
ный затвор, в котором чашка 1 мо-
жет перемещаться параллельно
шлифованному торцу внутренней
трубки. Чашка передвигается в го-
ризонтальном направлении с помо-
щью наружного магнита 2, который
действует на железный стержень 5,
перемещаемый внутри трубки 4.
Объем 3 предназначен для разме-
щения чашки в открытом положе-
нии затвора. Последний может быть
открыт только при отсутствии пе-
репада давлений.
351
Рис. 6-33. Перекрывающие системы
с применением конических или сфе-
рических шлифов.
а — действующая на принципе теплового
расширения. / — нагреватель; 2 — шлиф;
6 — магнитоуправляемая; / — электромаг-
нит; 2 — железный сердечник; 3 — шлиф.
В перекрывающих системах за-
творов могут .применяться кониче-
ские или шаровые шлифованные со-
единения. Шаровые соединения
предпочтительнее, так как они име-
ют меньшую вероятность залипания
по сравнению с коническими. На рис.
6-33,а показана конструкция затво-
ра со шлифованным соединением
двух коаксиальных стеклянных тру-
бок. Если наружная трубка нагре-
вается с помощью нагревателя /,
а внутренняя — охлаждается водой,
то благодаря разнице в коэффици-
ентах линейнего расширения шлиф 2
легко открывается. Пропускная спо-
собность затвора может регулиро-
ваться установлением разности тем-
ператур коаксиальных трубок. Если
внутренняя трубка изготовлена из
кварца, то необходимая разница
в значении коэффициентов линейно-
го расширения может быть получе-
на и без охлаждения.
Схема конструкции со сфериче-
скими шлифами, где одна из частей
такого соединения может подни-
маться с помощью наружного маг-
нита или соленоида, показана на
рис. 6-33,6.
В [Л. 3] описана конструкция
простого затвора со сферическим
шлифом без смазки. Проводимость
такого затвора в закрытом положе-
нии составляет величину порядка
1 • 10~4 л!сек. Затвор был применен
352
Рис. 6-34. Перекрывающие систе-
мы с шариками в шлифованных
соединениях.
а — со стальным шариком, выкатывае-
мым в боковое ответвление [Л. 65];
б — со стеклянным шариком; в — двух-
ходовой затвор с двумя шаоиками,
? — разборная система с коническим
шлифом.
в сверхвысоковакуумной системе
с разрежением до 10-10 мм рт. ст.
На рис. 6-34 показано несколько
конструкций со стальными шарика-
ми, уплотняющими шлифованные
гнезда. В конструкции затвора,
представленного на рис. 6-34,а, ша-
рик 1, находящийся в трубке 3 при
закрывании вентиля, передвигается
с помощью наружного магнита и
опускается на шлифованную по-
верхность трубки 2.
На рис. 6-34,6 показан затвор,
содержащий шарик 1 из стекла пи-
рекс, который уплотняет верхнюю
часть трубки 2, также сделанной из
пирекса. Шарик просверливается
для размещения в нем магнитного
сердечника, который затем уплот-
няется, и вся поверхность сборки
тщательно полируется до величины
микронеровностей порядка 0,5 —
0,75 мкм. Затвор применялся для
перекрытия коммуникаций, давле-
ние в которых по обе стороны шари-
ка, соответственно, составляло 10~9
и 10~5 мм рт. ст.
На рис. 6-34,в изображен затвор
с двумя 'коммуникациями / и 2,
верхняя шлифованная часть 3 кото-
рых поочередно перекрывается стек-
лянным шариком 4, заполненным
железом и передвигаемым внешним
магнитом.
Рис. 6-35. Перекрывающая си-
стема с цилиндрическим шли-
фованным соединением.
Для облегчения очистки полости
затвора была разработана конст-
рукция (.см. рис. 6-34,г) со стан-
дартным коническим шлифовым со-
единением. В этой 'конструкции пе-
рекрытие затвора осуществляется
шариком 2, уплотняющим шлифо-
ванную поверхность 1.
Стеклянный затвор с цилиндри-
ческим шлифом показан на рис.
6-35. Этот затвор состоит из цилин-
дрической шлифованной части 1 и
стеклянного цилиндра 2 с заключен-
ным в нем железным сердечником
при перемещении цилиндра 2 вдоль
трубки наружным магнитом.
Перекрывающие системы с за-
жимами. Наиболее простым типом
затвора является зажим, который
применяется при перекрытии эла-
стичной вакуумной коммуникации.
Это устройство обычно применяется
в низковакуумных нестандартных
коммуникациях, где величина газо-
выделения эластомера некритична.
На рис. 6-36 показаны различные
конструкции зажимных устройств.
Перекрытие коммуникации во всех
устройствах осуществляется одним
и тем же путем (ее сжатием между
Рис. 6-36. Пережимные устройства для эла-
стомерных трубок:
а — винтовое; б — кулачково-рычажное; в, г — пе-
’ режимы.
Рис. 6-37. Затвор с резиновой
трубкой, надетой на стержень.
двумя пластинами или стержнями),
однако конструкция рабочих орга-
нов несколько различаются между
собой.
Системы с зажимными устройст-
вами обладают тем преимуществом
перед вентилями, что не имеют под-
вижных деталей внутри вакуумной
системы; их основным недостатком
является отсутствие воспроизводи-
мости при перекрытии вследствие
залипания стенок пережимаемой
трубки.
На рис. 6-37 показан затвор с ме-
таллическим стержнем /, на кото-
рый надета резиновая трубка 2.
Снаружи находится пережимное
устройство 3. В металлическом
стержне имеются два центральных
отверстия, соединенных полукруг-
лой канавкой 4. Пережимающий
шарик и канавка имеют диаметр
8 мм, отверстие в стержне 4—5 мм.
наружный диаметр трубки с толщи-
ной стенки 4 мм равен 22 мм. За-
твор перекрывается при деформа-
ции резиновой трубки шариком.
Перекрывающие системы с диа-
фрагмами. В затворе, показанном
на рис. 6-38, уплотнение осущест-
вляется при прогибе диафрагмы 1
до выступа 2 под действием наруж-
Рис. 6-38. Диафрагменный
затвор
23—228
353
Рис. 6-38А. Диафрагменные затворы фирмы Edwards.
Рис. 6-39. Диафрагменные затворы фирмы Leybold.
ного штока 5, приводимого .в дейст-
вие ручкой 4. Диафрагма в вентиле
одновременно играет роль и уплот-
нителя при1вода затвора и осущест-
вляет перекрытие коммуникаций
(см. рис. 6-23).
Затворы этого типа, выпускае-
мые рядом фирм, имеют в основном
резиновые диафрагмы. На рис. 5-14
показан вентиль с металлической
кольцевой диафрагмой.
На рис. 6-38А приведена конст-
рукция диафрагменных затворов
фирмы Edwards (Великобритания) >
а в табл. 6-5 даны их размеры. За-
творы фирмы Leybold (ФРГ) пред-
ставлены на рис. 6-39, а их разме-
ры— в табл. 6-6.
На рис. 6-40 и 6-40А показано
конструктивное оформление и внеш-
ний вид диафрагменных затворов
фирмы Genevac (Великобритания).
Из размеры даны в табл. 6-7.
Перекрывающие системы с ис-
пользованием прокладок в качестве
Рис. 6-40А. Диффузионный за-
твор.
354
Таблица 6-6
Размеры, лслс, затворов фирмы Edwards
<о
о
cd
ПТ
SJ
ко
cd
76,2 ф СЧ 00 00 —* О 00 LQ Ф - - - - - к/теоггО’ФЮо*' /ХСЧОСОООО’— Z7 сч сч сч —* сч О с?
50,8 - о Ф Ю 00 СЧ ОО СО СО Ю ю - - - - - - — A (N О) СО СО - О С? СП > ю
38,1 о o' о ф<©—«ЮСОСО—«ф X СО Ю Ф Ф ~ Ctf ООСО’— Oc©q со
25,4 сч - (£) 00 СО (N 00 О - X N 03 (N О? | | % Ф Ф СЧ О Ь- О 1О сч
19,05 ю СЧ СО X С о го о _ S 8 S S S 1 1 о О ~ ~ >
сч LO сч . Ю СО О СО (М СЧ \/ о ф <э n 1 I Ctf 7ч О 00 СО СЧ Q §" >
6,35 00 Ю О СЧ Ф X ю о ь й 1 1 £? LO 00 со ю О СО
Диаметр условного прохода 6 CU к к 03 < <4 q Ч.и, о «1 s* 5 л * о X
Размеры, мм, диафрагменных затворов
фирмы Leybold
Раз- меры Угловой Проходной
10 20 32 10 20 32
а 20 25 35 100 120 150
Ь 50 60 75 103 152 190
С 115 142 179 95 120 150
d НО 115 146 — — —
г 73 92 115 73 92 115
Таблица 6-7
Размеры, лслс, диафрагменных
затворов фирмы Genevac
Тип HV15 HV20 HV25 HV30 HV35
А 88,9 128,6 155,6 180,9 209,5
В 34,9 69,8 82,5 82,5 82,5
С 22,2 36,5 44,5 53,9 60,3
D 11,1 15,8 27,9 19,05 19,05
Е 79,3 103,2 117,4 136,5 152,4
F 63,5 80,9 79,4 107,9 127,0
Диаметр условного прохода 6,35 12,7 19,05 25,4 32,1
Кольце- вая про- кладка 0s6 Os 11 0s 16 0s21 0s24
уплотняющих элементов. В любой
вакуумной системе, в которой допу-
скается применение уплотняющих
прокладок, .могут применяться так-
же и затворы, содержащие проклад-
ки. Разработано большое количест-
во таких затворов. Их основные схе-
мы показаны на рис. 6-41, а в табл.
6-8 приведены характеристики этих
систем. Необходимо отметить, что
терминология для таких затворов
недостаточно четко отработана, .по-
этому затворы, называемые в дан-
ной работе коническими или плун-
жерными, часто именуют конически-
ми кранами, некоторые типы затво-
ров с откидывающимся диском —
шиберными затворами и т. д.
Тарельчатые (дисковые) затво-
ры (табл. 6-8) обеспечивают пере-
крытие с помощью прокладки, за-
жимаемой между тарелкой (диском)
и седлом затвора (рис. 6-23). Эти
затворы являются модификацией
аналогичных конструкций, применя-
емых для управления потоками жид-
костей, газов или ларов, и удовлет-
воряют требованиям, предъявляе-
355
23*
Таблица 6-&
Характеристика затворов с уплотняющими прокладками
Тип конструкции затвора Закрывающая часть Расположение прокладки Уплотняемое место Вид движения
Тарельчатый (дисковый) Диск На поверхности диска Седло затвора Перемещение перпендикулярно проходному сече- нию
Рычажный Диск На поверхности диска Седло затвора Перемещение с вращением диска
Поворотный цилиндрический Цилиндр, пробка На поверхности цилиндра или пробки Цилиндр или обечайка Вращение
Конический Конус На конической поверхности Седло Перемещение, перпендикулярное проходному сече- нию
Шиберный Диск На поверхности диска Седло Перемещение параллельно про- ходному сечению
Плунжерный (поршневой) Плунжер На цилиндриче- ской поверхности плунжера Обечайка, стенка Осевое переме- щение
С поворотной заслонкой ябат- терфляй “ Диск На ободе диска Стенка, обечайка Вращение вокруг оси, расположен- ной в плоскости циска
Шаровой Шар На поверхности корпуса Шао Вращение
Рис. 6-41. Перекрывающие системы вакуум-
ных затворов с прокладками.
а — тарельчатый (дисковый) затвор; б — рычаж-
ный затвор (с откидывающейся заслонкой); в —
цилиндрический поворотный затвор; г — кониче-
ский затвор; д — шиберный затвор; е — плунжер-
ный затвор; w —затвор с вращающейся заслон-
кой (типа «баттерфляйэ); з —шаровой затвор.
мым к вакуумной аппаратуре (см.
разд. 6, § 1-3). Вакуумные затворы
отличаются от обычных:
применением эластичных прокла-
док, обеспечивающих герметичность
перекрывающей системы затвора;
герметичностью (вакуумной плот-
ностью) привода;
конструкцией корпуса, который
изготовляется из беспористых не-
проницаемых для таза -материалов и
имеет хорошо обработанные внут-
ренние поверхности.
Еще недавно разработчики ва-
куумных систем конструировали и
изготовляли такие затворы примени-
тельно к своим системам. В настоя-
щее время большое количество за-
творов этого типа поставляется раз-
личными фирмами, изготовляющими
вакуумное оборудование (см. разд.
1, § 1-3).
Уплотнительные прокладки пере-
крывающих систем затворов могут
быть изготовлены из неопрена, вито-
на, тефлона или металла; они могут
иметь прямоугольную, квадратную^
трапецеидальную или круглую фор-
356
Рис. 6-42. Схемы тарельчатых затворов.
а — уплотнительная прокладка на диске; б —
уплотнительная прокладка на седле затвора.
му поперечного сечения (см. разд. 3,
гл. 8). Прокладки могут распола-
гаться либо на перекрывающем дис-
ке (рис. 6-42,а, 6-43) либо на седле
затвора. Предпочтительнее проклад-
ку закреплять на диске затвора, что
облегчает ее замену. В некоторых
затворах диск имеет прокладки на
обеих сторонах. Например, ib зат-
воре, изображенном на рис. 6-43, в
открытом положении -фланец 4 уп-
лотняется прокладкой, расположен-
ной в верхней части диска 7. Осо-
бенностью конструкции, показанной
на этом рисунке, является наличие
дифференциального резьбового сое-
Рис. 6-43. Тарельчатый затвор
со штоком с двусторонним
уплотнением.
/ — уплотнение Вильсона; 2 — стан-
дартное правое резьбовое соедине-
ние; 3 — левое резьбовое соедине-
ние с большим шагом; 4 — уплот-
няемый фланец; 5 — шток; 6 —
седло; 7 — диск.
Рис. 6-44. Размеры ди-
скового (тарельчатого)
углового затвора фирмы
Leybold (табл. 6-9).
динения, позволяющего быстро от-
крывать и закрывать затвор.
На рис. 6-44 показаны дисковые
(тарельчатые) затворы, а в табл.
6-9 даны их размеры.
Таблица 6-9
Размерь?, мм, дисковых затворов
фирмы Leybold
Диаметр условного прохода и тип затвора а b h
Угловой затвор NW10 30 30 144
с уменьшен- NW20 50 50 2 10
ными фланцами NW32 50 50 210
Угловые затво- NW10 50 50 150
ры со стан- NW20 60 60 190
дартными NW32 77 77 250
фланцами NW50 NW65 NW100 NW150 NW500 85 105 130 150 370 85 105 130 170 270 275 319 390 460 720
Аналогичные затворы представ-
лены также на рис. 6-45 -и -в табл.
6-10. На рис. 6-44А показан внешний
вид этих затворов.
На рис. 6-46 и в табл. 6-11 пред-
ставлены общие размеры угловых
затворов.
Управляемые с помощью рычаж-
ной системы, дисковые затворы по-
казаны на рис. 6-47; их размеры
даны в табл. 6-12.
357
Рис. 6-44А. Дисковые затворы фир-
мы Pfeiffer.
Таблица 6-10
Размеры, дисковых затворов
фирмы Pfeiffer
NW S н NW S н
10 55 170 50 ПО 270
15 55 170 65 120 300
20 75 230 80 150 360
25 75 230 100 150 360
32 95 250 125 180 410
40 110 270 150 200 440
Таблица 6-11
Размеры, лмс, угловых затворов
фирмы .Genevac
Диаметр условного прохода А в Е F
12,7 127 69,8 38,1 38,1
19,05 152,4 82,5 53,9 52,3
25,4} 171,5 82,5 61,9 61,9
31,7 180,9 82,5 65,1 67,7
Рис. 6-45. Размеры угловых дисковых
(тарельчатых) затворов фирмы
Pfeiffer (см. табл. 6-10).
В
Е
А
Рис. 6-46. Схема углового за-
твора фирмы Genevac (см.
табл. 6-11).
Дисковые затворы с сильфона-
ми представлены на рис. 6-47А и
табл. 6-12А.
Дисковые затворы в основном из-
готавливаются из металла, а про-
кладки в их перекрывающих «систе-
мах— из эластомеров. Однако су-
ществуют затворы, выполненные из
стекла, а в высоковакуумных диско-
вых вентилях применяются 'металли-
ческие уплотнения. Известен, напри-
мер, стеклянный затвор со стеклян-
ным сильфоном, в котором в качест-
ве уплотнителя применена плоская
прокладка -из витона А, приклеенно-
го к стеклу эпоксидной смолой. На
рис. 6-48 показан затвор, в котором
уплотнение происходит при погру-
358
Таблица 6-12
Размеры, лмс, затворов фирмы Balzers
Диаметр условного прохода а ь с d е f g h i k l п О
36 70 70 78 164 276 32 44 58,3 Мб 36 36 58,3 44
64 90 90 95 181 326 54 62 72 M8 50 64 72 62
Таблица 6-12А
Размеры, ммч дисковых затворов*
фирмы Ultec
76,2
25.4
50,8 76,2
А
В
С
D
Е
F
25,4
63,5
46,1
19,05
19,05
46,1
50,8
82,5
58,7
22,2
22,2
82,5
76,2
114,3
85,7
22,2
22.2
85,7
28,5
107,9
38,1
33,3
28,5
73,1
161,9
38,1
47,6
33,3
73,1
165,1
38,1
73,1
33,3
* С прокладкой из витона может прогреваться
ДО 150° С.
Н
Рис. 6-47А. Угловой затвор
фирмы Ultec (см. табл. 6-12А).
1 — положение «открыто»; 2 — по-
ложение «закрыто»; 3 — уплотни-
тельная прокладка фланца; 4 —
сильфон; 5 — подшипник; 6 — коль-
цевая прокладка; 7 — затемненной
поверхностью обозначены фланцы
с патрубком, приваренные к кор-
пусу затвора.
жении ножевого уплотнения в твер-
дый индий. Индий 1 помещен в «мед-
ную чашку 2, стенки которой хоро-
шо смачиваются расплавленным ин-
дием, образуя эвтектику индий-медь
с преобладанием индия. Хорошее
смачивание исключает образование
пустот на границе индий-медь, в ко-
торые мог бы попадать воздух при
его напуске в затвор. Благодаря
сплаву медь-индий, твердый индий,
который имеет тенденцию -прили-
пать к ножевому выступу 3 в закры-
том состоянии, не извлекается из
чашки 2 при открывании затвора.
Последний может прогреваться до
350° С.
В разборном сверхвысоковаку-
умном затворе (см. разд. 6, § 1-3)
ножевой выступ диска вдавливается
в канавку седла, заполненную инди-
ем, оловом или серебром.
Тарельчатый затвор, предназна-
ченный для установки на входе диф-
фузионного насоса (рис. 1-1), дол-
жен иметь большую проводимость и
поэтому его привод располагается в
-стороне от проходного сечения. В та-
ких затворах перекрывающий диск
управляется винтовым механизмом,
который соединяется с рычажным,
либо другим устройством, переда-
Рис. 6-48. Тарельча-
тый затвор с индие-
вым уплотнением.
359
Рис. 6-49. Схема дискового затвора с рычажно-вин-
товым механизмом фирмы Leybold (см. табл. 6-13).
ющим движение диску (тарелке)
затвора *.
На рис. 6-49—6-51 .показаны кон-
струкции трех затворов-ловушек, ;на-
Таблица 6-13
Размеры, лслс, дисковых затворов
(рис. 6-49) фирмы Leybold
Диаметр условного про-
хода н тип затвора
а
b
с
d
е
h
330
70
210
210
100
150
480
125
280
375
250
200
610
250
400
490
350
260
иболее широко применяемых в (Ва-
куумных системах.
На рис. 6-49 .показан затвор с
рычажно-винтовым механизмом
фирмы Leybold. Размеры таких зат-
воров даны в табл. 6-13.
Затвор-ловушка, показанный на
рис 6-50, разработан фирмой Ed-
wards. Основные размеры этих зат-
воров даны в табл. 6-14. На рис.
6-51 показана конструкция затвора-
ловушки, в котором перемещение
диска осуществляется от кулачково-
го механизма.
Проводимость, л/сек,
в области давлений
Ю-2—ю-5
рт.\ст.
500
1500
3 800
Рис. 6-50. Схема дискового затвора
с рычажно-винтовым механизмом
фирмы Edwards (см. табл. 6-14).
♦ В открытом положении затвора диск
должен находиться над проходным сече-
нием; он служит в качестве отражателя па-
ров масла.
360
Рис. 6-51. Дисковый затвор с приводом
от кулачка.
Рис. 6-52. Основные схемы рычажных за-
творов.
а — с приводом от вала; б — с приводом от ры-
чага.
Рычажные затворы (ом. табл.
6-8) имеют откидывающийся диск,
движение которому сообщается че-
рез рычаг от вала, ось поворота ко-
торого находится в плоскости -сече-
ния прохода за периферией диска
Таблица 6-14
Размеры, мм, затворов-ловушек
фирмы Edwards
Диаметр условного прохода 50,8 101,6 152,4 228,6
А 178 248 311 394
G 97 152 176 214
К 52 38 51 57
М 116 159 216 332
N 59 91 89 114
(рис. 6-52,а). Эта простая конструк-
ция имеет существенный недостаток,
который заключается в том, что в
случае перепада давлений по обе
стороны диска при открывании за-
твора к его валу необходимо прило-
жить значительный крутящий мо-
мент.
Затвор, представленный на рис.
6-53, работает по такому же прин-
ципу и имеет механизм, облегчаю-
щий его открывание. При вращении
вала 3 выступ кулачка 1 приподни-
Рис. 6-53. Закрывающая си-
стема рычажного затвора,
обеспечивающая облегчен-
ное открывание при дей-
ствии на диск атмосферного
давления.
Рис. 6-54. Рычажный за-
твор.
мает край диска 2, нарушая тем са-
мым герметичность уплотнения и вы-
равнивая давление по обе стороны
диска. При дальнейшем вращении
вала 3 с помощью рычага 4 отры-
вается от уплотнения другой край
диска, а затем откидывается и весь
диск.
Проходное отверстие и перекрьь
вающий диск обычно имеют круглую
форму, но в случае необходимости
эта форма может быть и иной. Так,
например, известен рычажный зат-
вор, в котором отверстие перепуска
имеет вид прямоугольного паза с
размерами 25,4X254 мм и уплотня-
ется прокладкой круглого сечения,
Рис. 6-55. Схема рычажных затворов фир-
мы Balzers.
а — угловой затвор; б — проходной затвор
(табл. 6-15); / — из вакуумной камеры; 2—
к диффузионному насосу.
361
Рис. 6-55А. Общий вид рычажно-
го затвора с ручным приводом
фирмы Leybold.
расположенной в .прямоугольной ка-
навке. Часто в таких затворах при-
вод диска осуществляется не валом,
а с помощью рычажной системы. На
рис. 6-52,6 показан принцип дейст-
вия подобного затвора. Рычажный
затвор с приводом от вала и фик-
сацией в закрытом положении ры-
чажной системой изображен на рис.
6-54. Чтобы открыть затвор, необхо-
димо повернуть против часовой
стрелки нижний рычаг системы, в
результате чего при повороте верх-
него, консольно расположенного ры-
чага тарелка затвора опускается
вниз, открывая затвор.
На рис. 6-55 схематически пока-
зан принцип действия рычажного
затвора (в открытом и закрытом по-
ложении) , разработанного фирмой
Balzers. Когда затвор открыт, его
диск несколько наклонен по отноше-
нию к направлению движения пото-
ка газа. Эти затворы управляются
либо вручную, либо от сервомотора
(размеры см. в табл. 6-15).
На рис. 6-55А показан в разрезе
рычажный затвор фирмы Leybold.
Эти затворы выпускаются с диамет-
ром условного прохода от 32 до
350 мм (проводимость затворов дана
•в табл. 6-3).
Для предотвращения опасности
прорыва атмосферного воздуха в
затворах применяются различные
электрические блокирующие защит-
ные устройства. На рис. 6-56 пока-
зан рычажный затвор, время пере-
крытия которого (с момента начала
попадания атмосферного воздуха в
затвор) составляет менее чем
0,01 сек. При увеличении давления
выше определенного значения маг-
ниторазрядный манометрический
датчик выдает сигнал на срабаты-
вание электромагнита Л который
поворачивает рычаг 2 вокруг оси 3.
При повороте рычага 2 стопорный
валик 5 освобождает захват 6. За-
слонка затвора 7, укрепленная на
Рис. 6-56. Быстрозакрывающийся рычажный затвор.
>62
Размеры затворов, лмс, фирмы Balzers
Таблица 6-15
Тип а Ъ с d е g Примечание
PVH190 240 300 527 337 326 230 Управляемые вручную
PVH310 254 420 641 390 326 350
PVE190 240 300 695 — 415 230 Управляемые электро-
PVE310 254 420 810 — 430 350 двигателем
рычаге 8, поворачивается на оси 9
под действием .пружин 10. Удар за-
слонки 7 при закрывании смягчает-
ся неопреновой прокладкой 11, а ва-
куумное уплотнение обеспечивается
кольцевой прокладкой 12. Под дей-
ствием силы атмосферного давления
заслонка 7 в закрытом положении
зажимает -прокладку 12, -сохраняя
герметичность перекрываемой систе-
мы.
Цилиндрический (пробковый)
затвор содержит цилиндр, поворачи-
ваемый внутри корпуса до совпаде-
ния соответствующих отверстий в
цилиндре и корпусе. Конструкция
таких затворов аналогична конст-
рукции кранов; отличие заключает-
ся лишь в том, что в затворах ваку-
умное уплотнение достигается за
•счет прокладок.
На рис. 6-57 показана схема ци-
линдрического затвора. Пробка 1
уплотняется в корпусе 5 кольцевыми
прокладками 2, обеспечивающими
одновременно герметизацию подсо-
единительных коммуникаций, а так-
же прокладками 3 и 4.
Затворы такой конструкции (а
также металлические краны) в ос-
новном применяются в системах
грубого вакуума.
/
3
2
5
4
Рис. 6-57. Цилиндрический
(пробковый) затвор.
Конические затворы (см. табл.
6-8) закрываются при вдавливании
конической или сферической пробки
в коническое седло. Пробка садится
либо непосредственно на седло зат-
вора, либо на прокладку.
Известна модификация шарового
затвора, который был превращен в
вакуумный затвор с помощью раз-
мещенных в канавках конической
пробки кольцевых прокладок. Кони-
ческий затвор, который одинаково
может применяться «как в вакуумных
системах, так и в системах с высо-
ким давлением, описан в [Л. 143].
На рис. 6-58 показана схема про-
греваемого сверхвысоковакуумного
затвора. Конец 1 перекрывающего
штока 3 имеет кольцевой выступ 4,
посредством которого деформирует-
ся золотая прокладка 2. На рис.
6-58,6 показано закрытое положение
вентиля. С помощью выступа 4 про-
кладка 2 принимает свою первона-
чальную форму при открывании зат-
вора (рис. 6-58,в). После некоторо-
го числа циклов золотая прокладка
приобретает наклеп и становится
более твердой. При прогреве затво-
ра этот наклеп снимается.
В перекрывающих системах
оверхвысоковакуумных затворов уп-
лотнение происходит при вдавлива-
нии твердого металла штока в мяг-
кий метал седла, или, наоборот, сед-
ло затвора выполняется из матери-
ала высокой твердости, а насадка
на конце штока делается из мягкого
материала (см. разд. 6, § 1-3).
Известен затвор, в котором кони-
ческая нижняя часть штока (угол
конуса около 8°) садится на слегка
закругленные кромки седла. На рис.
х6-59 показан затвор, перекрываемый
шариком 2. В этой конструкции хво-
363
Рис. 6-58. Закрывающая система цельнометаллического затвора с золотой
прокладкой.
стовик штока / имеет возможность
деформироваться за счет развязы-
вающего пояска, в результате чего
шарик самопентрируется в седле 3.
г. Закрывающая система шиберных
затворов состоит из шибера, пере-
мещающегося параллельно плоско-
сти проходного отверстия, и эластич-
ной прокладки, расположенной на
периферии отверстия. Основное до-
стоинство таких затворов заключа-
ется в том, что в открытом положе-
нии сечение прохода полностью ос-
вобождается. Шиберные затворы
отличаются по виду совершаемого
движения во время их закрывания.
Существуют затворы, в которых, на-
пример, шибер перемещается между
уплотняющими прокладками, нахо-
дящимися при этом в контакте с его
поверхностью (рис. 6-60). В других
конструкциях шибер перемещается
свободно параллельно проходному
отверстию, а з'тем, -после останов-
ки, пластины шибера кулачком при-
жимаются к прокладкам затвора
(рис. 6-61).
На рис. 6-63 показан шиберный
затвор с направляющими роликами,
а на рис. 6-65 — аналогичный затвор
Рис. 6-59. Затвор, за-
крываемый шариком.
с перемещением от клина. Шибер-
ный затвор, схема которого пред-
ставлена на рис. 6-66, приводится в
действие рычажной системой. Ши-
бер обычно перемещается прямоли-
нейно (см. рис. 6-60—6-70), но су-
ществуют конструкции, в которых
шибер совершает вращательное пе-
ремещение (рис. 6-71).
Известны также шиберные зат-
воры, в которых пластина шибера
скользит по поверхности кольцевых
прокладок, размещенных в соответ-
ствующих канавках корпуса. Напри-
мер, в шиберном затворе, представ-
Рис. 6-60. Шиберные затворы
с пластиной.
а — со скольжением по поверхно-
сти; б — с пластиной, сидящей на
кольцевых прокладках.
364
Рис. 6-61. Шиберный затвор
с кулачковым закрывающим
механизмом.
прокладку. В
Рис. 6-62. Шибер-
ный затвор, за-
крываемый экс-
центриковым ва-
лом.
ленном на рис. 6-60,а, пластина 1
скользит по поверхности кольцевых
прокладок 2 и затем перекрывает
проходное отверстие. Два фланца,
образующих корпус затвора, уплот-
няются прокладками 3, расположен-
ными в прямоугольной канавке.
Если пластина 1 не сидит на всей
поверхности прокладки, то эта про-
кладка может легко выпасть из ка-
навки. Для устранения этой трудно-
сти периметр прокладки выбирают
меньшим периметра канавки в кор-
пусе затвора; можно также преду-
смотреть штифты, удерживающие
шиберном затворе,
изображенном на
рис. 6-60,6, проклад-
ка не выпадает из
канавки благодаря
тому, что пластина
шибера находится
постоянно на всей
поверхности уплот-
нительных прокла-
док как в закрытом,
гак и открытом по-
ложении. В пласти-
не 3 имеется отвер-
стие, и когда оно
совмещается с про-
ходным отверстием,
то затвор находится
в открытом положе-
нии. Прокладка 1
служит для уплотне-
ния проходного от-
верстия, а проклад-
ка 2 обеспечивает герметичность
стыка пластины и корпуса затвора.
В затворе, показанном на рис.
6-61, шибер состоит из двух жест-
ких пластин Л которые в нормаль-
ном положении сжимаются вместе
пружинами 2, чтобы дать возмож-
ность всей каретке переместиться в
объем затвора. При закрывании
затвора пластины разжимаются под
действием кулачка 3, закрепленного
на валу 4. Чтобы закрыть затвор,
Рис. 6-63. Шиберный за-
твор с направляющими ро-
ликами.
а — в открытом положении; б —
в промежуточном положении;
в — в закрытом положении.
365
I
Рис. 6-64. Шиберные затворы
фирмы CVC (см. табл. 6-16).
вал 4 -сначала перемещается вместе
с кареткой вдоль оси, а затем при
повороте рукоятки пластины раздви-
гаются и прижимают уплотнитель-
ные прокладки, расположенные в
канавках корпуса.
На рис. 6-62 представлен шибер-
ный затвор, -в котором шибер пере-
мещается валом, .проходящим внутрь
корпуса затвора и уплотняемым
кольцевой прокладкой 1. Последняя
расположена в массивной втулке,
приваренной -к корпусу затвора. Пе-
реместившись в -крайнее нижнее по-
ложение, вал 2 поворачивается и
шейкой 3, эксцентрично располо-
женной относительно оси вала, при-
жимает шибер 4 к стенке затвора.
Шибер 4 представляет собой плос-
кую круглую пластину, хвостовик
которой заштифтован на валу 2. На
поверхности шибера находится уп-
лотнитель, который создает герме-
тичное перекрытие при повороте ва-
ла прижатием шибера к стенке зат-
вора.
На рис. 6-63 показана перекры-
вающая система шиберных затворов
с направляющими .роликами. Досто-
инство таких затворов состоит в том,
что закрытие можно осуществить од-
ним движением. При вращении руч-
ки ходового вала каретка на роли-
ках перемещается по направляющим
до тех пор, пока не станет против
проходных отверстий затвора; при
Таблица 6-16-
Размеры, мм3 шиберных затворов (см. рис. 6-64) фирмы CVC*
Диаметр условного прохода А В С D Е F G
50.8 66,6 127 180,5 Дросселирующий 128,5 Быстродействующий 250,8 Пневматический 223,8 146,1 130,2 114,3
101,6 113,7 228,6 376,2 Дросселирующий 156,9 Б ыстродействующий 376,2 Пневматический 322,3 190,5 127 122,2
152,4 120,6 279,4 476,2 Дросселирующий 190,5 Быстродействующий 393,7 Пневматический 415,9 190,5 127 138,1
* Затворы разделяются на управляемые вручную с ходовым валиком, быстродействующие, управляемые-
вручную, с пневмоцилиндром, обеспечивающим возвратно-поступательное действие.
366
Рис. 6-64А. Шибер-
ный затвор фирмы
Heraeus.
этом шибер перекрывает затвор.
Шиберные затворы с такой конст-
рукцией перекрывающей системы
разработаны и .выпускаются -фирмой
-Consolidated Vacuum Corporation
(США) (рис. 6-64). Их размеры да-
ны в табл. 6-16.
На рис. 6-64А показан узкий зат-
вор (шириной около 50 мм), «кото-
рый имеет большой диаметр проход-
ного сечения, равный 100 мм, В этом
затворе перемещающаяся каретка
имеет профильные пазы, благодаря
которым шибер в конце хода при-
жимается к седлу.
Шиберный затвор -с клиновым
механизмам показан на рис. 6-65.
В открытом положении затвора кли-
новые уступы двух перемещающих-
ся относительно друг друга пластин
1 и 2 находятся в прижатом состоя-
нии. Пластина 2 отжимается плоской
пружиной 4, При закрывании весь
узел шибера перемещается .вниз,
при этом пластина 2, освобождаясь
от действия плоской пружины 4,
подталкивается пружиной 3 в на-
правлении проходного отверстия.
Когда пластина 2 останавливается в
конце хода, пластина 1 перемещает-
ся на небольшое расстояние, толкая
пластину 2 перпендикулярно на-
а) б)
Рис. 6-65. Шиберный затвор
с клиновым устройством.
Рис. 6-66. Шиберные затворы с рычажным
механизмом.
а — конструкция, описанная в [Л. 94]; б — кон-
струкция фирмы Vacuum Research Company.
правлению своего движения. . Под
действием -развиваемого при этом
усилия пластина 2 прижимает уплот-
нительную прокладку, находящую-
ся в корпусе затвора. Один из таких
затворов показан на рис. 6-66,а.
Диск /, уплотняющий седло 2, свя-
зан шарнирно со вторым диском 3,
при этом вся система образует па-
раллелограмм. Диск 3 перемещает-
ся по направляющим 6. При закры-
вании затвора диск 3 двигается в
направлении нижнего отверстия, и
когда верхний диск 1 касается по-
верхности фланца 4, уплотнительная
прокладка сжимается.
Для того чтобы открыть затвор,
диск 3 перемещается вправо, при
этом диск 1 сначала идет вниз до
тех пор, пока не выйдет из зацепле-
ния с выступом 5, и только после
Рис. 6-67. Шиберные затворы фирмы
Vacuum Research Company,
(см. табл. 6-17).
367
Г а б лица 6-17
Размеры, мм, шиберных затворов
Диаметр условного прохода А В С D Е F G н Количество болтовых, отверстий’ во фланце
25,4 76,2 236,5 141,2 107,9 79,3 12,7 109,5 69,8 4
50,8 82,5 314,3 196,8 152,4 120,6 15,8 139,7 76,2 4
101,6 95,2 498,4 317,5 184,1 133,9 9,5 219 101,6 6
152,4 101,6 612,7 431,8 234,9 203,2 9,5 219 101,6 8
этого оба диска убираются в полость
затвора.
На рис. 6-66,6 показана пере-
крывающая система шиберных зат-
воров фирмы Vacuum Research
Company (США). В этих затворах
при повороте вала 1 пластина 3, дви-
жение которой от пала передается
пальцем 2, перемещается по направ-
лению -к проходному отверстию. Ког-
да диск 5 останавливается против
отверстия, он прижимается к седлу
под действием усилия со стороны
пластины 3, передаваемого через па-
раллельные тяги 4. На рис. 6-67 и в
табл. 6-17 даны габаритные разме-
ры некоторых шиберных затворов
этого типа, разработанных фирмой
Vacuum Research Company.
На рис. 6-68 изображены шибер-
ные затворы фирмы National Rese-
arch Corporation (США), а в табл.
6-18 даны их размеры.
Шиберный затвор с условным
диаметром прохода 152,4 мм фирмы
Рис. 6-68. Шиберные затворы фирмы
NRC.
1 — плоскость крепления затвора; 2 — ка-
навка для кольцевой прокладки
(см. табл. 6-18).
Ultec показан на рис. 6-68А. Флан-
цы трубопроводов, подсоединяемых
к этому затвору, уплотняются про-
кладками типа Seal-Vac (см. рис.
3-137А).
В перекрывающей системе ши-
берных затворов возможно приме-
нение поворотных дисков. При соот-
ветствующем конструктивном испол-
нении можно перемещать один диск
по поверхности другого, не нарушая
герметичности (рис. 6-69,а). Пред-
ложена также 'конструкция (рис.
6-69,6), в которой диски располага-
ются концентрично относительно
друг друга, а вокруг проходного от-
верстия в нижнем диске расположе-
на кольцевая прокладка. Это отвер-
стие закрывается или открывается
в зависимости от положения анало-
гичного отверстия в верхнем пово-
рачивающемся диске. Разработан
[Л. 144] также шиберный затвор, в
котором перекрывающая пластина
находится между двумя фланцами
и при вращении одного из фланцев
по отношению к другому она пере-
крывает проходное отверстие.
Таблица 6-1&
Размеры, мм, шиберных затворов
Диаметр ус- ловного про- хода 101,6 152,4 «а е ь ° JS3 101,6 152,4
А 133,9 179,3 G 533,4 647,7
В 228,6 279,4 Н 8X15.8 8X19,05
С 112,7 120,6 I 52,3 53,9
D 431,8 536,5 К 228,6 279,4
Е 114,3 139,7 L 376,2 476,2
F 190,5 241,3 Про- води- мость, л/сек 2 750 6 5СО
368
3
4
Рис. 6-68А. Шиберный затвор фирмы Ultec.
/ — фланец привода; 2 — сильфонный узел; 3 —диск затвора; 4 — кольцевая прокладка;
5 — прокладка, уплотняюшая фланец привода; 6 — сторона затвора, подсоединяемая
к высоковакуумному объему; 7 — фланец, которым затвор подсоединяется к высокова-
куумной камере; 8 — внешний фланец; 9 — узел привода.
Плунжерные затворы (см. табл.
6-8) закрываются с помощью порш-
ня, плунжера или штока, которые
перемещаются в осевом направле-
нии в цилиндрическом корпусе.
Обычно проходные отверстия затво-
ра делаются в цилиндрическом кор-
пусе соосно с ним, но иногда одно
из отверстий располагается перпен-
дикулярно оси перемещения >(pHC.
6-70) или даже проходит сквозь
плунжер, как это сделано в затво-
ре, показанном на рис. 6-72.
Затвор может закрываться и от-
крываться штоком, перемещающим-
ся в пластмассовой или эластомер-
ной пробке с осевым и радиальным
каналом (рис. 6-70,а), или штоком,
проходящим через камеру (рис.
24—228
6-70,6), и уплотняемым кольцевым
уплотнителем V-образного сечения,
который перекрывает нижний канал
с уплотнителем аналогичной формы.
Кольцевые прокладки в плун-
жерных затворах могут располагать-
ся на цилиндрической или коничес-
кой поверхности плунжера (рис.
Рис. 6-69. Шиберные затворы с пово-
рачивающимися шиберами.
а — сближающиеся шиберы; б — совме-
щающиеся шиберы.
369
Рис. 6-70. Плунжерные затворы.
а — с металлическим штоком, перекрывающим каналы в полиэтиленовой
пробке; б — со штоком, закрывающим эластомерную V-образную проклад-
ку; в — с металлическим плунжером и кольцевыми прокладками на плун-
жере; г — с кольцевыми прокладками на плунжере и в корпусе.
6-70,в) или одновременно в корпусе
затвора и на поверхности плунжера
(рис. 6-70,г).
На рис. 6-71 показаны плунжер-
ные затворы с кольцевыми проклад-
ками, расположенными на поршне.
Простой плунжерный затвор пока-
зан на рис. 6-71,а. На рис. 6-71,6
изображен плунжерный затвор с
поршнем, который имеет небольшую
конусность для плавного регулиру-
емого перекрытия в конце хода.
Рис. 6-71. Плунжерные затворы
с кольцевыми прокладками.
а — с цилиндрическим плунжером; б —
с коническим плунжером; в —с двумя
кольцевыми прокладками на плунжере.
Двухходовой затвор показан на рис.
6-71,в. Если затвор снабжен двумя
поршнями, закрепленными на одном
валу, то он может подсоединять ва-
куумную камеру к форвакуумной
или высоковакуумной линии, а так-
же обеспечивать напуск воздуха в
камеру. В плунжерном затворе, по-
казанном на .рис. 5-21,6, предусмот-
рено двойное уплотнение поршня.
Затвор, изображенный на рис.
6-72,а, состоит из корпуса 1 и штока
9 перемещающегося внутри корпу-
котором расположены три коль-
ях прокладки 4. Канал 3 в што-
1ает возможность одновременно
Рис. 6-72. Плунжерные затворы,
имеющие отверстие в плунжере.
а — с металлическим плунжером; б —
со стеклянной трубкой.
370
Рис. 6-73. Затворы, закрываемые при
расширении плунжера.
$ а — с резиновым уплотнителем; б — с метал-
лическим плунжером.
откачивать перекрываемую камеру
и замкнутую полость между кольце-
выми прокладками.
На рис. 6-72,6 изображен прос-
той затвор, состоящий из стеклян-
ной трубки, запаянной с одного кон-
ца, и двух кольцевых прокладок
круглого сечения, соответствующим
образом расположенных относитель-
но отверстия в трубке. Обе проклад-
ки обеспечивают герметичность зам-
кнутого объема, заключенного меж-
ду ними. Размеры кольцевых про-
кладок выбираются так, что они
могут перекатываться при переме-
щении внутренней трубки относи-
тельно наружной стеклянной трубки
(образующей корпус затвора), сох-
раняя при этом герметичность уст-
ройства. Если размеры по ширине
сплющенных поверхностей круглых
кольцевых прокладок с наружной и
внутренней стороны соответственно
равны примерно половине диаметра
поперечного сечения прокладки, то
это указывает на хорошее качество
уплотнения. При открывании затво-
ра внутренняя трубка перемещается
таким образом, что отверстие в ней
оказывается между прокладками. По
такому же принципу можно сделать
многоходовой затвор, если в наруж-
ной трубке предусматривать ряд
отверстий, а также увеличить коли-
чество прокладок, расположив их со-
ответствующим образом.
Простой плунжерный затвор с
применением шевронных уплотните-
лей вместо кольцевых прокладок по-
казан на рис. 5-30,в.
24*
Рис. 6-74. Перекрывающая система плун-
жерного затвора с пружинной шайбой.
1 — гайка привода; 2 — открытое положение за-
твора; 3 — герметичный контакт края шайбы со
стенкой; 4 — отверстие для откачки; 5 — направ-
ление вращения.
На рис. 6-73 изображены два
плунжерных затвора, в которых уп-
лотнение достигается за счет ради-
ального расширения плунжера. За-
твор, показанный на рис. 6-73,а,
имеет поршень из толстостенной
резиновой трубки, который сжи-
мается в осевом направлении до тех
пор, пока не уплотнит наружную
трубку. Аналогичная конструкция
такого плунжерного затвора пока-
зана на рис. 6-73,6; здесь плунжер
перекрывает’ корпус затвора благо-
даря разнице в коэффициентах ли-
нейного расширения материалов,
плунжера и корпуса. Если плунжер
сделан из материалов с небольшим
коэффициентом линейного расшире-
ния (например, из инвара), а кор-
пус затвора изготовлен из материа-
ла с намного большим значением
этого коэффициента (например, из;
нержавеющей стали), то затвор*
в холодном состоянии будет закрыт,
а при нагреве он откроется.
На рис. 6-74 дана схема, поясня-
ющая принцип действия плунжерно-
го затвора с конической пружинной
шайбой, а на рис. 6-75 показано его
•конструктивное оформление. Этот
затвор закрывается при деформации,
конической шайбы, сделанной из за-
каленной пружинной стали, края ко-
торой образуют герметичное соеди-
нение со стенкой корпуса. Местопо-
ложение линии контакта шайбы со
стенкой при повторном цикле вос-
производится с точностью до 0,18 мм.
На рис. 6-76 и 6-76А изображен5
затвор с поворотной заслонкой, ина-
че называемый затвором типа «бат-
терфляй». Этот затвор состоит и$
37Г
/
2
Рис. 6-75. Затвор с пружинящим
конусом (для вакуумной системы
ускорителя).
/ — центральный вал; 2—гайка при-
вода; 3 —указатель положения; 4 —
плунжер; 5 — гайка плунжера; 6 —
фланец; 7 — вакуумная уплотнитель-
ная прокладка; 8 — сильфон; 9 — гер-
метизирующая диафрагма; 10 — пру-
жинящий конус; 11 — прямоугольный
волновод к ускорителю; 12 — круглый
волновод; 13 — прямоугольный волно-
вод; 14 — калиброванная диафрагма;
15 — фланец; 16 — зажимное устрой-
ство; 17 — к мощному клистрону.
Рис. 6-76. Затвор
с поворачивающейся
заслонкой (типа
«баттерфляй»).
штока. Сам шток смещен от центра
проходного отверстия на такое же
расстояние и поэтому в открытом по-
ложении диск затвора находится в
центре отверстия. При повороте руч-
ки затвора (вручную или от пнев-
мопривода) диск поворачивается в
полости затвора в плоскости, пер-
пендикулярной оси вращения. При
закрывании затвора уплотняющая
прокладка может выжиматься из
канавки, но этот недостаток легко
устраняется, если прокладку поса-
дить в канавку с натягом и смазать
ее вакуумной смазкой.
Шаровые вентили (рис. 6-77)
аналогичны по конструкции пробко-
вым цилиндрическим вентилям (рис.
6-41), но вместо цилиндрической
пробки перекрывающая система
этих затворов снабжена шаровой
пробкой. В шаре обычно предусмат-
ривается отверстие, которое соеди-
няет коммуникации в открытом по-
ложении затвора. При поворое ша-
ра на 90° затвор перекрывается.
Герметичность затвора обеспечива-
ется двумя кольцевыми прокладка-
ми, уплотняющими шар и располо-
женными в плоскостях, перпендику-
лярных оси поворота шара и соеди-
няемым коммуникациям.
Шаровые затворы, применяемые
фирмами National Research Corpo-
корпуса и дисковой заслонки, кото-
рая поворачивается внутри корпуса
вокруг оси штока, на котором она
закреплена. Уплотняющая кольце-
вая прокладка круглого сечения на-
ходится в канавке, расположенной
по периферии диска. Герметичность
достигается при сжатии этой про-
кладки между корпусом и краем
диска в закрытом положении затво-
ра. Ось поворота штока, на котором
закреплен диск, смещена от плоско-
сти диска на расстояние, определяе-
мое толщиной диска и диаметром
372
Рис. 6-76А. Затвор типа «баттерфляй» фир-
мы Edwards.
ration, Consolidated Vacuum Corpo-
ration, Leybold, имеют диаметр ус-
ловного прохода до 50,8 мм.
Системы уплотнения затворов
Любой затвор содержит уплот-
нение фланца, на котором смонти-
рован привод, и уплотнение, обеспе-
чивающее герметичность при пере-
даче движения. Герметичность сое-
динения фланца привода с корпусом
вентиля может быть достигнута с
помощью любого статического ваку-
умного уплотнения, которое удов-
летворяет требованиям, обусловлен-
ным характером работы затвора
(см. разд. 1, гл. 1 и 4). По виду уп-
лотнения штока привода затворы де-
лятся на затворы с сальниковым
уплотнением и затворы с бессальни-
ковым уплотнением.
К затворам с сальниковым уп-
лотнением относятся такие, в кото-
рых уплотняющий материал, поме-
щенный между штоком и фланцем,
предотвращает натекание в месте
прохождения штока сквозь фланец.
В таких затворах обычно применя-
ются вакуумные уплотнительные
прокладки (см. разд. 5, § 1-7),
обеспечивающие герметичность пе-
ремещающегося штока.
Затворы с сальниковым уплотне-
нием могут применяться в любой
вакуумной системе, где можно пре-
небречь величиной газовыделения
Рис. 6-77. Шаровой затвор.
из эластомерных прокладок. По-
движное уплотнение штока обеспечи-
вает величину натекания менее чем
1 • 10~2 л-мкм рт. ст./сек (табл. 6-3),
поэтому в любом затворе с эласто-
мерной прокладкой в перекрываю-
щей системе (см. разд. 6, § 1-3) нет
смысла применять бессальниковое
уплотнение.
Различные затворы с сальнико-
вым уплотнением были уже описаны
при рассмотрении перекрывающих
систем (см. рис. 6-42—6-46, 6-49,
6-50).
В затворах с бессальниковым уп-
лотнением герметичность подвижно-
го соединения штока с фланцем осу-
ществляется неразборным (стацио-
нарным) уплотнением, и передача
движения штока происходит с помо-
щью сильфонов, диафрагм или маг-
нитных систем.
Рис. 6-78. Затворы с сильфонами.
а — с сжатым сильфоном в закрытом состоянии; б — с растянутым сильфоном
в закрытом положении; в — с сильфоном, работающим на изгиб.
373
Затворы с сильфонами имеют ог-
раниченный ход штока, определяе-
мый .максимально возможной де-
формацией -сильфона (см. разд. 5,
§ 1-4). Если требуется удлиненный
ход штока, то применяются различ-
ные .преобразующие устройства,
расположенные внутри сильфонов.
Чтобы предотвратить изгиб сильфо-
нов, шток или диск должен переме-
щаться по направляющим (рис.
6-78, а). Несмотря на недостатки,
присущие сильфонным затворам, по-
следние широко применяются в вы-
соковакуумных и сверхвысоковаку-
умных системах благодаря их гер-
метичности и возможности прогрева.
Затворы с сильфонами имеют вели-
чину натекания менее чем 1•10-4
л* мкм рт, ст^сек (табл. 6-3), что по
крайней мере в 100 раз меньше, чем
у затворов с сальниковым уплотне-
нием.
Металлические сильфоны в зат-
ворах могут работать на сжатие,
растяжение или на изгиб. В затво-
рах первой группы в закрытом по-
ложении сильфоны находятся в
сжатом состоянии (рис. 6-78,а), в то
время как в затворах второй группы
сильфоны сжаты в открытом поло-
жении затвора (рис. 6-78,6). Трудно
установить, какая из этих конструк-
ций более надежна. Логично пред-
положить, что выбор типа конструк-
ции должен зависеть от соотноше-
ния между временем, в течение ко-
торого затвор находится в закрытом
положении, и временем, в течение
которого он открыт. В тех вакуум-
ных системах, где затвор должен на-
ходиться в закрытом состоянии в
течение короткого времени, предпоч-
тительнее первая группа, а для си-
стем, в которых затвор должен быть
закрыт в течение длительного вре-
мени могут быть рекомендованы за-
творы второй группы.
Из-за механических свойств силь-
фонов затворы, в которых сильфоны
работают на изгиб, не менее надеж-
ны, чем те, в которых сильфоны ра-
ботают на сжатие .или растяжение;
тем не менее конструкции затворов
с сильфонами, работающими на из-
гиб, довольно часто применяются на
практике. Один из них показан на
рис. 6-78,в.
Затворы с сильфонами показаны
на -рис. 6-28, 6-47А, 6-48, 6-55А
(разд. 6, § 1-3).
Затворы со стеклянными сильфо-
нами были рассмотрены выше (см.
рис. 5-11,а и 6-30,6).
Диафрагменные затворы обычно
имеют тонкую эластичную диафраг-
му (см. разд. 5, § 1-5), плотно зажа-
тую между корпусом затвора и
фланцем привода. Шток затвора
проходит через диафрагму, которая
передает движение штока и в то же
время уплотняет как шток, так и
фланец с корпусом затвора. В неко-
торых диафрагменных затворах ди-
афрагма используется в качестве
уплотнителя седла. Такие конструк-
ции описаны в разд. 6, § 1-3.
В затворах с металлическими ди-
афрагмами последняя выполняет
роль уплотнения затвора и привода,,
а перекрытие седла осуществляется
другими деталями. Один из таких
затворов изображен на рис. 6-79,а.
Металлическая диафрагма 1 обеспе-
чивает герметичность затвора, а пе-
рекрытие осуществяется медным ко-
Рис. 6-79. Затворы с диафрагмами.
а — с металлической; б — с резиновой.
374
л) м)
Рис. 6-80. Кинематические схемы механических приводов затво-
ров (см. табл. 6-19).
нусом 2, который благодаря гибко-
сти диафрагмы может плотно са-
диться на торец трубки 5. На рис.
6-79,6 изображен дисковый затвор.
Движение рычага 1, приводимого в
действие маховиком 5, передается
с помощью диафрагмы 2.
Электромагнитные затворы рас-
смотрены в разд. 6, § 1-3.
Приводные системы затворов.
Затворы могут приводиться в дейст-
вие либо вручную, либо с помощью
пневматического . или электромаг-
нитного привода. В приводе может
быть также использовано явление
теплового (расширения.
Механический привод обычно
имеют затворы с ручным управлени-
ем, но и в затворах с другими вида-
ми приводов также имеются меха-
нические устройства для передачи
движения перекрывающей системе.
Кинематические -схемы механи-
ческих приводов показаны на рис.
6-80; в табл. 6-19 даны их характе-
ристики.
Затворы с пневматическим приво-
дом. Эти затворы приводятся в дей-
ствие силой давления воздуха, кото-
рая или непосредственно действует
на перекрывающий диск, или пере-
мещает поршень, шток которого свя-
375
Таблица 6-19'
Механический привод затворов
Вид привода Тип затворов (см. табл. 6-8) :.Схема на рис. 6-80 Примеры
Винтовой со штоком Дисковый, конический а
Винтовой со штоком Шиберный, плунжерный б
Поворачивающийся вал с ры- чажной системой Дисковый, конический, шиберный в
Поворачивающийся вал с ку- лачком Дисковый, конический, шиберный г
Винтовой с рычажной системой Дисковый, конический д
Вращающийся вал Рычажной, „баттерфляй", шаровой е
Скользящий шток Дисковый, конический, плунжерный ж
Рычажная система с валом Шиберный 3
Скользящий шток с рычажной системой Дисковый, конический и
Скользящий шток с реечной парой Затвор с откидывающейся заслонкой к
Рычажная система Дисковый, конический л, м
* С дифференциальным винтовым соединением.
Рис. 6-38, 6-43*, 6-45,
6-46, 6-78,6
Рис. 6-63
Рис. 6-60,а, 6-66,а
Рис. 6-51
Рис. 6-49, 6-50
Рис. 6-53, 6-54, 6-56,.
6-76
Рис. 6-26, 6-29, 6-30,а,
6-39, 6-47
Рис. 6-62
Рис. 6-55
Рис. 6-78,в, 6-30,6
зан с перекрывающей системой зат-
вора.
На рис. 6-81,<2 показан изолиру-
ющий затвор с плавающим порш-
нем 1, который перемещается по хо-
рошо пригнанной поверхности кор-
пуса 2. От корпуса затвора отходят
три коммуникации: трубка А сооб-
щается с атмосферой, трубка В идет
к форвакуумной линии, а линия V —
к диффузионному насосу. Когда от-
крывается линия Л, то поршень под-
нимается 1вверх и перекрывает высо-
ковакуумную линию V, после чего
происходит напуск воздуха в фор-
вакуумный насос. С началом откач-
ки через коммуникацию В простран-
Рис. 6-81. Пневмоуправляемые затворы
с плавающими поршнями.
а — с простым поршнем; б — с поршнем, имею-
щим дросселирующие отверстия.
ство под поршнем также частично
откачивается с тем, чтобы поршень
мог возвратиться в первоначальное
положение, но как только давление
в области под поршнем становится
достаточно малым, он падает вниз
и перекрывает систему откачки от
области, расположенной под порш-
нем. Этот недостаток может быть
устранен, если предусмотреть не-
большие отверстия в основании и
боковой стенке поршня (рис. 6-81,6).
Отверстия позволяют откачать про-
странство под поршнем раньше, чем
он упадет. На рис. 6-82,а показан
затвор, в котором перекрывающий
диск 1 садится на седло при подаче
воздуха в сильфон 2 через трубку 4.
Сильфон закреплен на пластине 3;
Рис. 6-82. Затворы с пневмоприводом.
а — сильфонный затвор; б — действующий при
перепаде давлений.
376
Рис. 6-83. Схема затвора
с пневмоприводом фирмы
Leybold (см. табл. 6-20).
•пружина возвращает его в исходное
положение.
На рис. 6-82,6 представлен зат-
вор, который состоит из плоского
диска /, уплотняющего кольцевые
выступы 2 и 3 с помощью резиновой
прокладки. Площадь поверхности
соизмерима с площадью кольцевого
сечения 4. После того, как диск ся-
дет на выступы 2 и 3 и перекроет
откачанную линию, затвор остается
в закрытом положении до тех пор,
пока в области 4 не увеличится дав-
ление, в результате чего затвор от-
крывается [Л. 145]. Затворы с пнев-
матическим или электропневмати-
ческим приводом обычно применя-
ются в том случае, когда необходи-
ма быстрая коммутация вакуумных
коммуникаций. В [Л. 146] описан
затвор с пневмоприводом, у которо-
го максимальное время задержки
Таблица 6-20
Размеры, лслс, электропневматических
затворов* фирмы Leybold
.Диаметр условного прохода 32 50 65 100 150
а, Ь 77 85 105 130 170
С 312 345 400 510 505
е 240 260 292 352 425
f 75 95 118 165 165
h 405 425 455 515 595
♦ Сжатый воздух (около 3—6 ат) подается через
электромагнитный четырехходовой управляющий за-
твор. При отсутствии напряжения затвор закрыт. Время
срабатывания зависит от предварительно установлен-
ной дросселирующей заслонки. Обычно оно состав-
ляет около 2 сек.
Рис. 6-84. Общий вид затвора с пневмо-
приводом фирмы Varian (см. табл. 6-21).
срабатывания составляет около
12 мсек.
Размеры электропневматических
угловых затворов фирмы Leybold
даны в табл. 6-20, а их общий вид
показан на рис. 6-83.
Затвор фирмы Varian (США),
который может действовать или от
пневмо- или от гидропривода, по-
казан на рис. 6-84; размеры этих
затворов даны в табл. 6-21.
На рис. 6-84А показан электро-
пневматический затвор фирмы He-
raeus, который выпускается с диа-
метрами условного прохода 200, 250,
350 и 500 мм.
Сильфонные затворы и затворы
с электромагнитным и пневматиче-
ским приводом, имеющие диаметр
условного прохода 15,8; 25,4 и
38,1 мм, выпускаются фирмой Veeco
(США).
Затворы с электромагнитным
приводом широко применяются в
Рис. 6-84А. Электро-
пневматический угловой
затвор фирмы Heraeus.
377
Рис. 6-85. Электромагнитный
затвор, осуществляющий пере-
крытие линии и последующий
напуск воздуха.
/ — плунжер; 2, 4 — кольцевые про-
кладки; 3 — наклонное отверстие
для напуска воздуха; 5 — микро-
выключатель; 6 — отверстие для со-
общения с атмосферой; 7 — рукоят-
ка ручного перемещения плунжера.
вакуумных системах и позволяют
решать следующие задачи:
1) обеспечение дистанционного
управления;
2) быстрое перекрытие (см. табл.
6-4) при прорыве атмосферного воз-
духа в случае нарушения герметич-
ности или ошибки оператора, а так-
же быстрое открытие при предна-
меренном напуске воздуха;
3) индицирование положения
затвора (открытое или закрытое) с
помощью сигнальных лампочек или
звукового сигнала (рис. 6-88);
4) программирование последо-
вательности открывания и закрыва-
ния различных затворов в вакуум-
ных установках с помощью выклю-
чателей, реле времени и различных
систем блокировки;
5) коммутирование форвакуум-
ной линии установки;
6) управление затворами с по-
мощью манометрических датчиков
(срабатывание в определенном, за-
ранее установленном интервале дав-
лений) ;
7) переключение положения зат-
вора через определенный, заранее
установленный промежуток времени
с помощью реле времени или выклю-
чателей, срабатывающих от распре-
делительного кулачкового вала.
По своей конструктивной основе
электромагнитные затворы можно
разделить на два типа:
затворы, -находящиеся в закры-
том положении, когда на обмотку
соленоида подано напряжение (на-
Рис. 6-86. Электромагнит-
ный изолирующий затвор
фирмы Edwards.
Таблица 6-21
Размеры, затворов* с пневмоприводом фирмы Varian (рис. 6-84)
Диаметр условного прохода 50,8 101,6 152,4 Диаметр условного прохода 50,8 101,6 152,4
А 241,3 609,6 812,8 F 127 177,8 234,9
В 228,6 304,8 546,1 G* 101,6 127 161,9
С* 104,7 139,7 171,4 G** 96,6 121,8 141,3
с*** 100,2 109,5 131,8 Н 127 177,8 234,9
D 32,2 57,2 82,6 / 8X6,35 12X6,35 20X6,35
Е 76,2 127 177,8 К 107,95 158,7 214,3
• Размеры даны для затворов с сильфонами; затворы могут приводиться в движение валом, уплот-
няемым двумя кольцевыми прокладками с промежуточной откачкой.
••От поверхности медной прокладки во впадине фланца.
••• От верхней плоскости фланца.
378
Таблица 6-22
Данные электромагнитных затворов фирмы Edwards, рассчитанных
на напряжение питания 200—250 в
Тип затвора и диаметр условного прохода Высота, мм Диаметр, мм Данные обмотки
Я, ом I, ма VT, ет
апускной, 1,5 мм 84 51 19 000 8,5—11 1,4—2,3
апускной, 3 мм 98 54 12 500 13-16 2—3,3
золирующий, 12,7 мм 196 83 4 300 37—49 6—10
золирующий, 25,4 мм 246 100 2 400 67—87 11 — 18
омбинированный изолирующий и напускной, 25,4 мм 197 83 4 000 16—20
[золирующий затвор-ловушка 295 108 1850 87—108 14—22
ример, затворы для напуска воз-
;уха);
затворы, находящиеся в откры-
ом положении при поданном на об-
готку напряжении («изолирующие
атворы»).
Перекрывающий диск затвора
южет приводиться в движение так-
ке усилием, обусловленным перепа-
дом давлений, пружиной или силой
яжести. Затворы, закрывающиеся
[од действием силы тяжести, могут
[рименяться только при их опреде-
[енной ориентации в пространстве.
Часто применяются затворы, с
юмощью которых осуществляется
:ерекрытие форвакуумной линии от
диффузионного насоса с последую-
щим напускохм воздуха в механиче-
ский насос (см. рис. 1-1).
Электромагнитный затвор, осу-
ществляющий перекрытие и напуск
воздуха в форвакуумную линию, по-
казан на рис. 6-85. Плунжер уплот-
няется кольцевыми прокладками и
имеет просверленный наклонный ка-
нал для напуска воздуха.
Электромагнитные затворы раз-
личных типоразмеров выпускаются
рядом фирм (см. разд. 1, § 1-3).
На рис. 6-86 показан в разрезе
электромагнитный затвор, который
выполняет две функции: изолирова-
ние вакуумной системы и последу-
ис. 6-87. Электромаг-
итный затвор фирмы
Genevac.
— вид в разрезе; б —
>щий вид (см. табл. 6-23);
— вспомогательное реле;
-катушка; 3 — кожух ка-
шки; 4 — место для уста-
вки пружины; 5 — держа-
ть прокладки; 6 — уплот-
тельная прокладка; 7 —
хло; 8 — кольцевая про-
адка; 9 — сменный дер-
тель с впаянной труб-
ft; 10 — трубка, соответ-
1ующая типовому соеди-
тию с медной трубкой по
эмали BSS659; 11 — стан-
этное вакуумное соедине-
г, 12 — зажимная гайка.
379
Таблица 6-23**
Размеры, мм, электромагнитных затворов фирмы Genevac (рис. 6-87)
Диаметр условного прохода А в С D Е F G н J L
38,1 114,3 374,6 203,2 89 98,4 79,3 69,8 53,9 85,7 101,6 7,9
50,8 127 425,4 234,9 104,7 104,7 82,5 82,5 66,6 98,4 114,3 7,9
76,2 158,7 406,4 222,2 — — 136,5 92 — 139,7 165,1 9,5
101,6 155,6 438,2 222,2 — — 139,7 114,3 — 177,8 203,2 9,5
127 158,7 464,5 222,2 — — 158,7 120,6 — 215,9 241,3 9,5
ющий напуск в нее воздуха. В табл.
6-22 приведены некоторые характе-
ристики этого затвора.
Фирмы Genevac выпускает се-
рию электромагнитных затворов
-с диаметром условного прохода
от 12,7 до 50,8 мм. Аналогичные зат-
воры с диаметром условного прохо-
да до 127 мм выпускаются фирмой
Genevac. Эти затворы показаны на
рис. 6-87 и 6-87А, а их размеры да-
ны в табл. 6-23.
Электромагнитные затворы могут
применяться как с отдельными вы-
прямителями, так и с выпрямителя-
ми, встроенными в корпус затвора.
На рис. 6-88 показано несколько
электрических схем питания элект-
ромагнитных затворов. Электричес-
кая схема на рис. 6-88,и предназна-
чена для управления изолирующим
затвором /; она позволяет индици-
ровать положение затвора с по-
мощью сигнальных ламп 3 или по-
дачей звукового сигнала при замы-
кании контактов реле 4. На рис.
Рис. 6-87А. Электромагнитный
затвор фирмы Genevac с диа-
метром условного прохода
76,2 мм.
380
6-88,6 показана схема управления
напускным затвором 2 и изолирую-
щим затвором 1, которые осуществ-
ляют блокировку при внезапном от-
ключении электродвигателя 5 меха-
нического насоса. Часто требуется
обеспечить временную задержку при
открывании напускного затвора и
закрывании изолирующего. С этой
целью в схему, показанную на
рис. 6-88,в, введен выключатель с
реле времени 6.
На рис. 6-89, 6-89А и 6-89Б пока-
зан общий вид электромагнитного
затвора, а в табл. 6-24 даны харак-
теристики затворов такого типа.
Рис. 6-88. Схемы управления электромаг-
нитными затворами.
Таблица 6-24
Рис. 6-89. Схема электро-
магнитного углового затво-
ра фирмы Leybold (см.
табл. 6-24).
Рис. 6-89А. Электромагнитный
затвор фирмы Leybold.
Рис. 6-89Б. Запорный затвор
фирмы Leybold.
Явление теплового расширения
редко применяется в приводах зат-
воров, однако на этом принципе кон-
струируются регулируемые течи (см.
разд. 6, § 1-4).
Перекрывающая система затво-
ров, в которой использовано явле-
ние теплового расширения, обычно
Размеры, мм, и характеристика
электромагнитных^ затворов*
фирмы Leybold
Тип и диаметр условного прохода затвора NW1G NW20 NW3-2
а, b 30 50 50
с 85 115 125
h 102 152 190
Проводимость (при 10“1 мм рт. ст.), л/сек 1.6 12 50
Пусковой ток, а 1,25 2,1 3,2
Ток удержания, а 0,11 0,25 0,27
• Затворы закрываются при снятии напряжения-
время закрытия составляет около 0,05 сече.
включает в себя две детали, изго-
товленные из материалов с различ-
ными коэффициентами теплового
расширения; эти детали либо закры-
вают затвор при их нагреве, либо от-
крывают его при охлаждении. Такие
затворы показаны на рис. 6-32,6,
6-33,а и 6-73,6.
Затворы специального назначе-
ния. Конструкция затвора должна
соответствовать функции, которую
он выполняет в вакуумной системе,
а также месту его установки в си-
стеме.
Затворы, предназначенные для
разделения двух объемов с различ-
ными давлениями, называются изо-
лирующими затворами. К затворам1
Рис. 6-90. Запорный за-
твор фирмы Leybold.
386
Т а блица 6-27
Сравнительные характеристики прогреваемых затворов
Тип затвора Степень прогрева Проводимость в открытом положении Величина течи и проводи- мость в закры- том положении Число циклов Требуемое усилие перекрытия Характер срабаты- вания
Идеальный затвор Хорошая Большая Небольшая Большое Небольшое Быстрое
Шлифованные соединения (рис. 6-32—6-34) Хорошая Ограниченная Значительная Большое Небольшое Быстрое
Спаянные стекла (рис. 6-31) Хорошая Небольшая Небольшая Ограниченное Небольшое Медленное
С хлористым серебром (рис. 6-30, а) Хорошая Ограниченная Небольшая Большое Небольшое Медленное
С жидкими металлами ь (рис. 6-28, 6-29) Ограни- ченная Большая Средняя Большое Небольшое Медленное
С расплавляемым уплот- нением (рис. 6-92) Хорошая Большая Небольшая Большое Среднее Медленное
С ножевым уплотнением (рис. 6-100) Хорошая Ограниченная Небольшая Ограниченное Большое Быстрое
С металлическим кону- сом, уплотняющим ме- таллическое седло (рис. 6-93—6-95) Хорошая Средняя Небольшая Ограниченное Большое Быстрое
С металлической про- кладкой, уплотняющей металлическое седло (рис. 6-101—6-104) Хорошая Средняя Небольшая Ограниченное Большое Быстрое
Как правило, прогреваемые зат-
воры должны быть цельностеклян-
ными или цельнометаллическими и
должны содержать лишь такие ма-
териалы, которые могут выдержи-
вать прогрев. Эластомеры в таких
затворах применяться не могут.
Сверхвысоковакуумные затворы
обязательно должны быть прогрева-
емыми и должны удовлетворять по
крайней мере одному из перечислен-
ных требований:
иметь как можно большую про-
водимость в открытом положении;
иметь ничтожно малую проводи-
мость и величину натекания в зак-
рытом положении; обеспечивать
большое количество рабочих циклов
(циклов «открыто — закрыто»); уси-
лие, необходимое для открывания и
закрывания затвора, должно быть
невелико; затворы должны быть бы-
стродействующими.
В табл. 6-27 приведены различ-
ные типы прогреваемых затворов, а
также кратко указано, в какой сте-
пени они удовлетворяют выше пере-
численным требованиям.
Перекрывающая система прогре-
ваемого затвора может быть осно-
вана на одном из принципов, ука-
занном в табл. 6-27.
Бессмазочные шлифованные сое-
динения плоских, конических или
сферических поверхностей приме-
няются в стеклянных затворах. Не-
384
достаток таких затворов состоит в
том, что в закрытом положении они
имеют довольно большое натекание
Следовательно, их можно использо-
вать только в той части вакуумной
установки, где по обеим сторонам
перекрывающей системы имеет мес-
то лишь небольшой перепад давле-
ния (например, между сверхвысоко-
вакуумным насосом и откачиваемой
камерой).
На рис. 6-31 было показан зат-
вор, в котором перекрытие осуще-
ствляется с помощью запаиваемой
стеклянной трубки. Эти затворы
имеют ограниченное применение
(см. табл. 6-27). Затворы с исполь-
зованием в перекрывающей системе
хлористого серебра также не нашли
широкого распространения вследст-
вие их ограниченной проводимости
и большого времени открывания и
закрывания.
В качестве уплотнителя в прогре-
ваемых затворах довольно часто
применяется расплавляемый металл
(см. рис. 6-28, 6-29), но температура
прогрева таких затворов ограничена
допустимым парциальным давлени-
ем паров металла или температурой
плавления металлов и сплавов, ис-
пользуемых в уплотнении (см. разд.
3, §7-6).
Расплавляемый уплотняющий
материал состоит из двух компонен-
тов: связующего металла и порошка
Таблица 6-26
Размеры, л«Л4, затворов-ловушек* (рис. 6-91)
фирмы Consolidated Electrodynamics Corp.
Диаметр условного прохода 101,6 152,4 Диаметр условного прохода 101,6 152,4
А В С D Е F G Н К 254 222,3 54,4 203,2 38,1 120,7 203,2 225,4 63,5 330,2 304,8 152,4 215,4 38,1 203,2 206,4 254 106,9 Р Q Я 8,1 57,2 68,3 8,1 57,2 68,3
S Число отверстий Диаметр 6 7,1 6 7,1
Т Наружный диаметр Внутренний диа- метр 192,1 160,4 279,4 247,7
L Число отверстий Диаметр 8 11,1 12 11,1 и 12,7 15,8
V Наружный диаметр Внутренний диа- метр 26,9 41,3 26,9 41,3
* Эти затворы выпускаются также с пневмоприводом.
лоотражателя *. Эти затворы обыч-
но устанавливаются над диффузион-
ным насосом (см. рис. 1-1). Чтобы
увеличить эффективность улавлива-
ния паров рабочей жидкости насо-
са, эти затворы часто охлаждаются
водой.
На рис. 6-91 показан затвор-ло-
вушка, а в табл. 6-26 приведены его
размеры. Аналогичные устройства
показаны на рис. 6-49, 6-50.
Рекомендуется, чтобы охлаждаю-
щая вода сначала проходила через
змеевик корпуса затвора-ловушки, а
затем уже поступала в систему ох-
лаждения диффузионного насоса.
д) Затворы вентильного дейст-
вия (обратные клапаны) применя-
ются во всасывающей линии меха-
нических насосов для того, чтобы
предотвратить выброс масла в ваку-
умную систему при остановке насо-
са.
Простой клапан, показанный на
рис. 6-91А, состоит из сферического
или полусферического поплавка, ко-
торый поднимается потоком масла
и плотно прижимается к кониче-
* Ловушка представляет собой систему
охлаждаемых перегородок типа жалюзи,
расположенных внутри вакуумной комму-
никации и закрывающих прямой путь пото-
ку; на этих перегородках происходит кон-
денсация обратного потока паров масла из
диффузионного насоса.
ской поверхности седла, удержи-
ваясь в этом положении давлением
масла.
Обратные клапаны смогут обес-
печить защиту системы от масла
только в течение одного или двух
часов. Если необходимо перекрытие
на более длительный срок, то тогда
применяется сочетание изолирую-
щих и напускных затворов (см. рис.
6-86, 6-87, 6-89).
Предохранительные (перепуск-
ные) затворы в вакуумных системах
применяются редко. Эти затворы
должны открываться (перепускать
газ) при определенной величине пе-
репада давлений по обе стороны пе-
рекрывающей системы затвора. Для
этой цели могут применяться и жид-
костные затворы (см. разд. 6, § 1-1).
В [Л. 147] описан перепускной зат-
вор, в котором перекрывающая сис-
тема герметизируется уплотнением
Вильсона.
е) Прогреваемые сверхвысокова-
куумные затворы. Вакуумная систе-
ма, в которой необходимо достичь
разрежения 10~7 мм рт. ст. должна
быть прогрета, по крайней мере, до
200 °C. Система, предназначенная
для получения сверхвысокого ваку-
ума, должна прогреваться при тем-
пературе 400—500 °C. Следователь-
но, затворы, применяемые в сверх-
высоковакуумных системах, должны
быть прогреваемыми.
383-
OQ 00 CD Цельнометаллические сверхвысоковакуумные затворы Таблица 6-28
Узлы затвора Размер про- ходного сече- ния Проводимость, л]сек
Закрывающая система Уплотнение привода Привод в открытом положении в закрытом положении Величина течи, Л'мкм рт. ст./сек Примечание
Коваровый конус и медное седло Система Speedivac MCV1 Система Альперта Серебряная прокладка между ко- нусом из монель-металла и седлом Конус из монель-металла и седло из нержавеющей стали Система Альперта Медная прокладка на металличе- ском седле - Алюминиевая прокладка Золотая пли серебряная пластинка Конус из монель-металла и седло из нержавеющей стали Медная прокладка и седло из нержавеющей стали Система Speedivac MCV4 Медная прокладка на металличе- ском уплотнении Медный конус и седло из нержа- веющей стали Медный конус и седло из нержа- веющей стали Металлический конус и седло из монель-металла Коваровая диафрагма Никелевая диафрагма Уплотнение прокладками Сильфон Сильфон То же Дифферен- циальный винт Винт Рычажный Винтовой с кулачком Механиче- ский То же Гидравли- ческий 0 6 ММ 65 мм2 0 3 мм 0 25 мм 0 38,1 мм 645 мм2 0 50 мм 0 50,8 мм 0 50,8 мм 0,3 0,5 1 1 13 13 35 20 38 55 100 140 Ю-И_ Ю-12 10-10—11-11 ю->4 10-14 <Ю-‘О ю-11 3-ю-*4 10-«—10-’ 10-» 10-ю = 1 1 °! 1 S-? 1 1 1 1 5l 1 а ос 1 • w 1 «а 1 *1 00 Рис. 6-93 Прогреваемый до 450° С Прогреваемый до 450® С, рис. 6-94А См. рис. 6-101, а Прогреваемый до 450® С, рис. 6-94 Прогреваемый до 200® С, рис. 6-95 Прогреваемый до 150° С, рис. 6-104 См. рис. 6-101, б Прогреваемый до 450® С Прогреваемый до 300® С, рис. 6-102 Прогреваемый до 450® С Нагрев до 150°С Рис. 6-99 Прогреваемый до 400® С Прогреваемый до 450® С Быстродействующий
Сферический наконечник из нержа- веющей стали и серебряное седло Медная тарелка и медное седло Сильфон Г идравли- ческий 0 101,6 мм 0 184,2 мм 2С0 2 100 10->2 7-ю-’ 10”9 Рис. 6-96
Рис. 6-92. Принцип действия
перекрывающей системы за-
твора с расплавляемым уплот-
нением.
металла-наполнителя. В качестве
первого могут быть использованы
сплавы на основе золота, серебра,
олова, индия и меди, а порошковым
металлом-наполнителем может быть
железо или никель. Температура
плавления связующего сплава долж-
на составлять 400—550 °C, и при
этом он должен хорошо смачивать
как .порошковый наполнитель, так и
металл деталей перекрывающей си-
стемы затвора. Затвор (рис. 6-92)
закрывается при прогреве уплотне-
ния до плавления связующего метал-
ла, при этом происходит смачивание
поверхностей жидким металлом,
капиллярные силы предотвращают
вытекание жидкого связующего ме-
талла из канавки. Смесь связующего
металла с наполнителем размеща-
ется в кольцевой канавке 1, обеспе-
чивая герметичное уплотнение пере-
крывающего диска 2 при охлажде-
нии. Затвор открывается при нагре-
ве связующего металла уплотнения
до температуры его плавления.
Цельнометаллические затворы
разрабатываются с учетом новейших
конструктивных решений, использу-
емых в современной сверхвысокова-
куумной технике. В этих затворах
перекрывание осуществляется следу-
ющими способами: вдавливанием
металлического конуса .или ножево-
го выступа («зуба») в металличе-
ское седло; зажатием металлической
прокладки между ножевым высту-
пом и седлом. Уплотнение при-
вода обеспечивается металлически-
ми диафрагмами или сильфонами.
В табл. 6-28 дана сводка различных
конструкций сверхвысоковакуумных
затворов
Затвор Альперта характеризует
новую ступень в развитии конструк-
ций сверхвысоковакуумных затворов
с увеличенным сечением прохода и
25—228
Рис. 6-93. Принципиаль-
ная схема сверхвысоко-
вакуумного затвора
Альперта.
высокой проводимостью в открытом
положении.
Классический затвор Альперта
(см. рис. 6-93) содержит медную
чашку 1 диаметром 44,4 мм, в дне
которой имеются два отверстия раз-
мером 6,4 мм с впаянными в них ко-
варовыми трубками 2 и 3. Пере-
крывающая система затвора содер-
жит клапан 4 из ковара, который
вдавливается в одно из отверстий
медной чашки, перекрывая комму-
никацию. Клапан, имеет коническую
полированную поверхность с углом
наклона 45°. При первоначальном
закрывании клапан, надавливая на
край отверстия в медной чашке, об-
разует на нем уплотняющий поясок,
по которому он самоцентрируется
при повторном перекрытии.
Уплотнение винта клапана вы-
полнено в виде гибкой коваровой
диафрагмы. Последняя припаяна к
медной чашке, благодаря ее гибко-
сти обеспечивается ход клапана око-
ло 2,5 мм. Привод затвора убирается
на время прогрева, а клапан удер-
живается в открытом положении U-
образной пружиной из нержавею-
щей стали. С помощью дифферен-
циального винта клапан при каж-
дом своем обороте перемещается на
0,25 мм. Винт поворачивается спе-
циальным ключом и обеспечивает
усилие в осевом направлении 5—
10 т, что вполне достаточно для
герметичного перекрытия. В закры-
том положении такой затвор имеет
весьма малое натекание (см. табл.
6-28). В процессе работы в резуль-
тате износа, окисления, а также
вследствие попадания инородных ча-
стиц проводимость затвора в закры-
том положении может увеличиться
385
Таблица 6-28
Цельнометаллические сверхвысоковакуумные затворы
Узлы затвора Размер про- ходного сече- ния Проводимость, л/с<.к Величина течи, Л'мкм рт. ст./сек Примечание
Закрывающая система Уплотнение привода Привод в открытом положении в закрытом положении
Коваровый конус и медное седло Коваровая диафрагма Дифферен- циальный винт 0 6 мм 0,3 10-11— Ю-12 — Рис 6-93
Система Speedivac MCV1 — — 65 ММ2 10-10—11-11 — Прогреваемый до 450° С
Система Альперта — — — 0,5 — <10-7 Прогреваемый до 450® С, рис. 6-94А
Серебряная прокладка между ко- нусом из монель-металла и седлом Никелевая диафрагма Винт — 1 10-1“ — См. рис. 6-101, а
Конус из монель-металла и седло из нержавеющей стали — — — 1 io-14 — Прогреваемый до 450® С, рис. 6-94
Система Альперта — — 0 3 мм — <10-10 — Прогреваемый до 200® С, рис. 6-95
Медная прокладка на металличе- ском седле Уплотнение прокладками Рычажный 0 25 мм 13 Ю-ч — Прогреваемый до 150° С, рис. 6-104
Алюминиевая прокладка —- — — 13 — 10-ю См. рис. 6-101, б
Золотая пли серебряная пластинка Сильфон — — 35 3-10-11 <2.10~8 —
Конус из монель-металла и седло из нержавеющей стали — Винтовой с кулачком — 20 — <ю-’ Прогреваемый до 450® С
Медная прокладка и седло из нержавеющей стали — — 0 38,1 мм 38 — — Прогреваемый до 300® С, рис. 6-102
Система Speedivac MCV4 — — 645 мм2 — 10-’—10-0 — Прогреваемый до 450® С
Медная прокладка на металличе- — — 0 50 мм 55 — 10-8 Нагрев до 150°С
ском уплотнении Механиче- ский Рис. 6-99
Медный конус и седло из нержа- веющей стали Сильфон 0 50,8 мм 100 10-0 —
Медный конус и седло из нержа- То же То же 0 50,8 мм — 10-ю — Прогреваемый до 400® С
веющей стали Прогреваемый до 450° С Быстродействующий
Металлический конус и седло из монель-металла — Гидравли- ческий — 140 — 10-6
Сферический наконечник из нержа- Сильфон — 0 101,6 мм 2С0 10-12 — —
веющей стали и серебряное
седло Медная тарелка и медное седло Г идравли- ческий 0 184,2 мм 2 100 7-10-’ ю-» Рис. 6-96
Рис. 6-94. Сверхвы-
соковакуумный за-
твор фирмы Gran-
ville—Philips.
1 — четыре отверстия
для установочных вин-
тов; 2 — три отверстия
для установочных вин-
тов в корпусе затвора;
3 — пирекс; 4 — ковар;
5 — прогреваемая пру-
жина; 6 — затвор, под-
готовленный для про-
грева; 7— четыре отвер-
стия диаметром 7,2 мм.
до 10-10, а в некоторых случаях и
до 10-6 л]сек.
Сверхвысоковакуумные затворы,
разработанные по такому же прин-
ципу, что и затвор Альперта или с
•некоторыми усовершенствованиями
(см. рис. 6-101), применяются фир-
мами Granville — Philips, Balzers,
Milliard Ltd.
На рис. 6-94 показан общий вид
затвора фирмы Granville—Philips, а
на рис. 6-94А представлены затво-
ры фирмы Balzers (см. табл. 6-28).
Рис. 6-94 А. Сверхвысоковакуумные за-
творы.
а — затвор Альперта с проводимостью 0,5 л!сек\
б — затвор с гидроприводом фирмы Balzers с про-
водимостью 140 л/сек.
25*
Диаметр проходного отверстия в
этом затворе был увеличен, а кор-
пус затвора из нержавеющей стали
покрывался слоем никеля (толщи-
ной 0,05 мм) для облегчения усло-
вий пайки в водородной печи. В ка-
честве смазки в затворе применялся
дисульфид молибдена. Был предло-
жен сильфонный затвор с полиро-
ванным сферическим плунжером из
нержавеющей стали, в котором за-
крытие происходит при вдавливании
плунжера в седло из мягкой меди.
В некоторых конструкциях зат-
воров типа затвора Альпорта одна
из коммуникаций может быть распо-
ложена по оси, в то время как дру-
гая коммуникация может находить-
ся под прямым углом по отношению
к первой. Такие затворы применяют-
ся фирмой Milliard Ltd (Великобри-
тания); их размеры показаны на
рис. 6-95, а характеристики даны в
табл. 6-28.
На рис. 6-96 показан крупнога-
баритный затвор, в котором закры-
вание осуществляется вдавливанием
мягкого медного диска в режущее
седло из нержавеющей стали. В ре-
зультате пластической деформации
материал диска обтекает тщательно
обработанный контур седла из нер-
жавеющей стали. Корпус затвора
сделан из нержавеющей стали и со-
единен со штоком через сильфон-
При каждом вдавливании медного
диска в режущий край седла
387
Рис. 6-95. Сверхвысоковакуум-
ный затвор фирмы Milliard.
/ — грубка, находящаяся в данном
положении, для удобства упаковки
может быть при желании поверну-
та на угол 90°; 2 — отверстие диа-
метром 9,5 мм; 3 — четыре отвер-
стия диаметром 13,5 мм.
(рис. 6-97) образуется кольцевая
стружка (рис. 6-98), средняя вели-
чина которой составляет около
0,05 мм, в то время как вся толщи-
на диска равна 50,8 мм.
Для пластической деформации
материала диска при перекрытии
затвора требуется осевое усилие
около 25 т, а для сохранения герме-
тичности необходимо усилие 15 Т.
Рис. 6-96. Конструкция
прогреваемого затвора с
диаметром условного
прохода 222,2 мм.
/ — к вакуумной камере;
2 — к насосу.
Затвор приводится в действие с по-
мощью гидропривода.
В цельнометаллическом затворе,
прогреваемом до 500 °C, перекры-
тие осуществляется с помощью
стального закаленного диска со
скругленными краями, который при-
жимается к медному седлу из мяг-
кой меди. При каждом закрывании
диск опускается в седло на глубину,
равную 3 мкм. При толщине сечения
седла около 10 мм число рабочих
циклов в таком затворе может до-
стигать 3 000. Скорость натекания в
закрытом положении затвора не
превышает 10~7 л* мкм рт. ст.]сек.
Усилие, необходимое для перекры-
тия, не зависит от числа циклов.
На рис. 6-99 представлен затвор,
который перекрывается медньнм кла-
паном, вдавливаемым в седло из
нержавеющей стали. Клапану сооб-
щается движение с помощью штока,
уплотняемого сильфоном из нержа-
веющей стали. Соединение сильфон-
ного узла и корпуса затвора герме-
тизируется с помощью золотой про-
кладки. Чтобы уменьшить довольно
большой крутящий момент, требу-
емый для перекрытия, медный кла-
пан в затворе был заменен на теф-
лоновый. При этом было достигнуто
хорошее уплотнение при величине
Рис. 6-97. Перекры-
вающая система за-
твора, показанного
на рис. 6-96.
/ — медный диск; 2 —
режущий край седла;
3 — диаметр 222,2 мм.
388
Рис. 6-98. Образова-
ние кольцевой струж-
ки в затворе, пока-
занном на рис. 6-96.
1 — диск; 2 — седло: 3 —
50 перекрытий; 4 —
150 перекрытий; 5 —
300 перекрытий; 6 —
образование стружки.
крутящего момента в 1,5 раза мень-
шей, чем это требуется для затвора
с медным клапаном; однако при
этом допустимая температура про-
грева снизилась до 350 °C. Этот зат-
вор был затем усовершенствован,
что позволило повысить его прово-
димость в открытом положении.
В перекрывающей системе про-
греваемых затворов применяются
также ножевые уплотнения (см.
разд. 3, § 8-5). На рис. 6-100,а изоб-
ражен затвор, в котором перекрытие
обеспечивается с помощью отож-
женного плоского медного диска,
вдавливаемого в острый край седла
блока из нержавеющей стали. К
штоку привода аргоно-дуговой свар-
Рис. 6-99. Сильфонный
сверхвысоковакуумный за-
, твор.
а — медный клапан; б — силь-
фон; в — направляющая; г —
упорный подшипник; д — про-
кладка из золотой проволоки;
е — привод.
кой приварен сильфон из нержавею-
щей стали, к другому концу кото-
рого приварена направляющая
втулка, уплотняемая в корпусе но-
жевым уплотнением с медными про-
кладками. Для ограничения проник-
новения ножевого выступа в мед-
ный диск на глубину не более 0,2 мм
предусмотрена установочная про-
кладка между корпусом и сильфон-
ным узлом. Ножевой выступ с углом
в 60° сначала обрабатывается ла-
тунной притиркой с мелкозернистым
карборундом с величиной зерна
15 мкм, а затем полируется вторич-
но с применением алмазного порош-
ка с размером зерна 3 мкм, чтобы
довести толщину острия ножа до
размера 0,08—0,25 мм при высокой
Рис. 6-100. Прогреваемые затворы с ножевым уплотнением.
а — конструкция, описанная в [Л. 72]; 1 — шток; 2 — направляющая втулка; 3 — установочная про-
кладка; 4 — корпус из нержавеющей стали; 5— медный диск; 6 —ножевой выступ; 7 —к омегатро-
ну; 8 — к диффузионному насосу; 9 — прокладка; 10 — медные уплотнительные прокладки; 11 —
сильфон из нержавеющей стали; б — модификация затвора, показанного на рис. 6-100,а. / — аргоно-
дуговая сварка; 2 —медный диск; 3 — направляющая втулка; 4 — винт привода; 5 — аргоно-дуговая
сварка; 6 — ножевой выступ.
389
степени гладкости поверхности. Гер-
метичное уплотнение может быть до-
стигнуто только в том случае, если
в микроскоп с пятидесятикратным
увеличением не видно царапин на
поверхности ножевого выступа. Мед-
ный диск и прокладки изготавлива-
ются из бескислородной меди и пе-
ред сборкой отжигаются в водороде.
Затворы такого типа имеют диаметр
условного прохода 6; 25 и 75 мм
с проводимостью в открытом поло-
жении соответственно 0,3; 15 и
400 л]сек, причем величина прово-
димости всех затворов в закрытом
положении меньше 10-14 л]сек, а
требуемый крутящий момент при
перекрытии соответственно равен
0,07, 0,27 и 0,96 кгс-м. Затворы вы-
держивают прогрев до 400 °C. При
длительном прогреве при более вы-
соких температурах в затворе мо-
жет появиться течь.
На рис. 6-100,6 показана другая
модификация этого затвора, в кото-
ром все движущиеся части вынесе-
ны из вакуумной полости; упрощена
также технология обработки.
Разработан [Л. 148] также про-
греваемый затвор с большим сече-
нием прохода, перекрываемый дис-
ком с острым ножевым выступом;
последний вдавливается в канавку
седла, наполненную индием, оло-
вом или серебром. Диск перемеща-
ется с помощью штока, который уп-
лотняется сильфоном. Величина хо-
да в открытом положении затвора
равна 2 мм. После открывания диск
перемещается параллельно проход-
ному сечению с помощью электро-
магнита.
В прогреваемом затворе с диа-
метром условного прохода 101,6 мм
и проводимостью 200 л]сек перекры-
тие осуществляется сферическим
клапаном из нержавеющей стали,
прижимаемым к серебряному седлу.
При первом закрытии сферический
клапан вдавливает на седле поясок,
поверхность которого расположена
под углом к оси затвора. Герме-
тичность обеспечивается лишь в том
случае, если клапан тщательно от-
полирован (высота микронеровно-
стей не более 0,2 мкм), а угол меж-
ду осью штока и линией, соединяю-
щей -центр сферы и точку контакта,
390
Рис. 6-101. Перекрывающие системы
сверхвысоковакуумных затворов с
промежуточными прокладками.
а — с серебряным кольцом, зажимаемым
между деталями из монеля; б — с алюми-
ниевой прокладкой.
составляет 45°. Отклонение от этого
значения в ±5° потребует более зна-
чительного усилия для осуществле-
ния герметичного перекрытия. На-
пример, чтобы герметично пере-
крыть затвор (т. е. чтобы проводи-
мость в закрытом положении не пре-
вышала 10~12 л]сек) при ином зна-
чении угла контакта, необходимо
усилие около 325 кгс вместо 103 кгс
при угле контакта 45°.
Для обеспечения достаточного
сжимающего усилия, необходимого
для герметичного уплотнения при
наличии микроскопических царапин
на поверхности, в затворе между
двумя деталями из твердого мате-
риала помещают мягкую металличе-
скую прокладку. На рис. 6-101,а
показан затвор, в котором серебря-
ное кольцо из металла вакуумной
плавки зажимается между деталями
1 из твердого сплава монель. Се-
ребряное кольцо имеет ширину 1,
толщину 0,065 и ширину фаски
0,05 мм, снятую под углом 45°.
Размеры сопрягаемых деталей тща-
тельно подбираются так, чтобы де-
Рис. 6-101 А. Сверхвысокова-
куумный затвор фирмы Va-
rian.
Рис. 6-102. Общий вид сверх-
высоковакуумного затвора
фирмы Varian.
тали из монеля не могли соприка-
саться до тех пор, пока серебряное
кольцо не воспримет достаточно вы-
сокого сжимающего усилия. В седле
предусмотрена канавка шириной
0,013 мм и глубиной 0,026 мм. Не-
большая проводимость в закрытом
положении (см. табл. 6-28) дости-
гается при закрывающем крутящем
моменте около 6 кгс*м^ На рис.
6-101,6 -показан затвор, в котором
алюминиевое кольцо сжимается
между коническим плунжером и
седлом {Л. 149].
На рис. 6-101А и рис. 6-102 по-
казан затвор, предназначенный для
работы в области давлений до
10~н мм рт. ст., в перекрывающей
Рис. 6-103. Схема удаления
медной прокладки из сверх-
высоковакуумного затвора
фирмы Varian.
1 — специальное приспособление
для удаления прокладки; 2 —
сильфон; 3 — прокладка; 4 —
седло.
Рис. 6-ЮЗА. Сверхвысокова-
куумный затвор фирмы He-
raeus.
системе которого также использует-
ся ножевое уплотнение с заменяе-
мой прокладкой. Длительность ра-
боты прокладки зависит от темпера-
турной предыстории затвора и сте-
пени чистоты уплотняемых поверх-
ностей; согласно данным изготови-
теля (фирмы Varian) затвор может
выдержать по крайней мере десять
циклов прогрева при температуре
300° С, прежде чем крутящий мо-
Рис. 6-104. Сверхвысоковакуумный
затвор фирмы Heraeus.
1 — пробка, заглушающая отверстие для
смазки; 2 — нагреватель.
391
мент при закрывании превысит
13,8 кгс -м. При достижении указан-
ного значения крутящего момента
прокладка должна быть заменена.
Она извлекается из затвора через
боковое подсоединение специальным
инструментом (рис. 6-103). Затвор
с новой прокладкой закрывается
при крутящем моменте 10,4 кгс-м.
После первого закрытия крутящий
момент, необходимый для повторного
перекрытия затвора при комнатной
температуре, уменьшается до
4,2 кгс*м. Для надежного -перекры-
тия затвора необходим гаечный
ключ с тарированным крутящим мо-
ментом. Подсоединение к системе
осуществляется с помощью норма-
лизованных фланцев типа «конфлат»
(рис. 3-149).
На рис.6-103А и рис. 6-104 пока-
заны сверхвысоковакуумные затво-
ры с диаметром условного прохода
25 мм (его размеры на рисунке да-
ны в скобках) и 50 мм. В этих зат-
ворах при их закрывании металли-
ческая прокладка сжимается между
полированными поверхностями
плунжера и седла. Шток привода
уплотняется двумя резиновыми коль-
цами, пространство между которы-
ми заполнено маслом; при этом зат-
воры могут прогреваться только до
150° С. Уплотняющая прокладка
может выдержать несколько рабо-
чих циклов, но в некоторых случаях
ее необходимо заменять после каж-
дого цикла. Для того чтобы заме-
нить прокладку, вначале извлека-
ется сильфонный узел (при этом
предварительно рукоятка муфты по-
ворачивается вручную против часо-
вой стрелки). Затем снимается цен-
трирующая чашка путем отжатия
плоской пружины и удаляется про-
кладка с фиксирующим штифтом.
Цельнометаллический сверхвы-
соковакуумный затвор, который ра-
ботает в диапазоне температур от
Рис. 6-105. За-
крывающая систе-
ма сверхвысоко-
вакуумного за-
твора.
7 — сферический кла-
пан; 2 — платиновое
кол ыю; 3 — седло.
450° С до 20° К, описан в [Л. 150].
Закрывание в этом затворе происхо-
дит при сжатии золотой прокладки
между штоком и седлом, а уплотне-
ние привода осуществляется силь-
фоном из нержавеющей стали. На
рис. 6-105 показан сверхвысокова-
куумный затвор, в перекрывающей
системе которого применяется пла-
тиновая фольга (первоначальная
толщина ее составляет 0,05 мм)\
фольга зажимается между седлом
затвора и твердым сферическим кла-
паном. Седло 3 представляет собой
кольцо из карбида вольфрама, впа-
янное в корпус затвора. Платиновое
кольцо припаивается к седлу диф-
фузионной пайкой в водороде при
Рис. 6-106. Сверхвысоковакуум-
ный затвор с уплотнением типа
Conoseal в перекрывающей си-
стеме.
392
температуре 700° С. Во вре-
мя пайки кольцо прижима-
ется к седлу сферическим
сапфировым пуансоном 2,
диаметр сферы которого ра-
вен диаметру сферы клапа-
на /, изготовленного из кар-
бида вольфрама (рис. 6-105).
Пайка проводится при воз-
действии постоянного при-
жимающего усилия 20 кгс,
приложенного в течение
одного часа (для затвора
Рис. 6-107. Детали затвора, показанного на
рис. 6-106.
с диаметром условного про-
хода 9 мм). Затвор допу-
скает 50—100 циклов нагрева до
450° С и имеет шроводимось в за-
крытом положении около 2Х
Х10'16 л [сек.
На рис. 6-107,а представлен зат-
вор, в котором применяется уплот-
нение типа Conoseal. В этом уплот-
нении коническая прокладка с уг-
лом корпуса 35° сжимается в осевом
направлении до тех пор, пока не ся-
дет на седло с конусностью 10°. Про-
цесс герметизации начинается с то-
го момента, когда острые края про-
кладки внедряются в поверхность
полированного седла. Полностью
герметичным соединение становит-
ся, когда прокладка всей своей по-
верхностью ложится на седло. В зат-
воре, изображенном на рис. 6-106,
это уплотнение используется в не-
сколько измененном виде (см. рис.
6-107,6). С целью ограничения пе-
ремещения прокладки предусмотре-
но зажимное кольцо, которое удер-
живает прокладку в седле и сводит
ее вертикальное перемещение к ми-
нимуму. Такой вентиль с диаметром
условного прохода 76,2 мм обеспе-
чивает перекрытие при вращающем
моменте 4,6—8кгс*м, а величина те-
чи составляет менее чем 3* 10~5 лХ
Хмкм рт. ст.Iсек на каждый санти-
метр длины прокладки.
ж) Многоходовые блоки затво-
ров обычно включают в себя не-
сколько затворов, предназначенных
для различных целей. Такие блоки
применяются в вакуумных системах,
где коммутирование линий должно
совершаться в заранее определен-
ной последовательности оператором,
который, как правило, не обладает
высокой квалификацией.
Наиболее распространенные ви-
ды блоков включают в себя затворы-
ловушки, затворы байпасной откач-
ки, форвакуумные затворы, а также
устройства для напуска воздуха,
т. е. все затворы, необходимые для
оснащения обычной вакуумной си-
стемы (см. рис. 1-1). Блоки затво-
ров намного упрощают управление
вакуумной системой, исключают
возможность ошибок при переклю-
чениях, однако их ремонт намного
сложнее (по сравнению с ремонтом
отдельных затворов). Управление
затворами может осуществляться
отдельными рукоятками, одной об-
щей рукояткой либо с помощью ди-
станционного управления.
Одним из вариантов многоходо-
вого затвора может быть конструк-
ция с параллельными плунжерами
(см., например, рис. 6-70,6) или с
одним плунжером, которая анало-
гична конструкции, показанной на
рис. 6-85.
На рис. 6-108 показана схематич-
но конструкция и общий вид блока
затворов. При определенном поло-
жении основной рукоятки (см. рис.
6-108,а) затвор закрыт, а линия бай-
пасной откачки соединяет вакуум-
ную камеру 1 с линией откачки 2
механического насоса. При другом
положении ручек (как показано на
рис. 6-108,6) затвор открыт, а ваку-
умная камера подсоединена к линии
откачки 3 диффузионного насоса;
при этом форвакуумная линия под-
соединена к линии откачки 2 меха-
нического насоса. Такой блок зат-
воров может быть либо проходным
(рис. 6-108,а), либо угловым (рис,
6-108,6) по отношению к откачива-
393
ис. 6-108. Схема действия блока затворов
фирмы Balzers.
— затвор закрыт; б — затвор открыт, диффу-
юнный насос откачивается механическим насо-
»м; 1 — ручка опущена вниз; 2 — ручка поднята
вверх.
иой камере. Обычно такие блоки
иеют дополнительные патрубки для
эдсоединения манометрических
атчиков, напускных вентилей и
д.
Патрубки, которые в данный мо-
ент не используются, могут быть
зглушены.
На рис. 6-108А показан общий
1д блока затворов фирмы Pfeiffer,
этом блоке каждый затвор имеет
юю ручку управления, но система
травления в целом сконструирова-
а так, что если один из затворов от-
эыт, то все остальные затворы бло-
ируются, что исключает возмож-
Рис. 6-108Б. Блок затво-
ра. управляемый кулач-
ковым валом фирмы
Officine Galileo.
ность ошибок при коммутировании
вакуумной системы.
На рис. 6-108Б показан внешний
вид блока затворов фирмы Officine
Galileo, в котором определенная
последовательность работы затво-
ров достигается с помощью кулач-
кового вала.
Затворы в блоке фирмы Leybold
приводятся в действие с помощью
рукоятки (рис. 6-109), которая мо-
жет поворачиваться только в одном
направлении, т. е. автоматически
обеспечивается определенная после-
довательность коммутирования ли-
ний вакуумной системы. В табл.
6-29 показаны рабочие состояния
затворов в блоке при различном по-
ложении рукоятки управления.
В блоке с тремя затворами с помо-
щью одной рукоятки управления
можно осуществить следующие дей-
ствия: перекрытие вакуумной систе-
мы. ее байпасную откачку, а также
ее подсоединение к диффузному на-
сосу.
Некоторые блоки затворов ра-
ботают с помощью электродвигате-
ис. 6-108А. Общий вид блока затвора
фирмы Pfeiffer.
Рис. 6-109. Схема коммуникаций в блоке
затворов фирмы Leybold.
94
Таблица 6-29
Последовательность работы затворов в блоке фирмы Leybold
Положение рукоятки Состояние затворов
* 1 2 3 1 1 4
Предварительная откачка камеры Закрыт Открыт Закрыт Закрыт
Форвакуумная откачка диффузионного Закрыт Закрыт Открыт Закрыт
насоса Высоковакуумная откачка камеры Открыт Закрыт Открыт Закрыт
Проверка системы (холостое положе- Закрыт Закрыт Закрыт Закрыт
ние) Напуск воздуха Закрыт Закрыт Открыт Открыт
лей; последние управляются сигна-
лами от манометрических датчиков,
расположенных в контрольных точ-
ках вакуумной системы.
Эксплуатация затвора. Тип и конструк-
цию вакуумного затвора следует тщатель-
но подобрать в соответствии с теми усло-
виями, в которых он будет эксплуатиро-
ваться (см. разд. 6, § 1-3); затем затвор
должен быть правильно установлен, а в про-
цессе его эксплуатации следует придержи-
ваться определенных правил. Для того что-
бы были достигнуты рабочие параметры,
соответствующие характеристикам затвора,
необходимо ознакомить оператора с прин-
ципом работы затвора и его данными (тем-
пературным диапазоном работы, прово-
димостью и т. д.).
При установке затвора обычно прихо-
дится иметь дело лишь с его входными и
выходными присоединительными элемента-
ми. Однако в процессе эксплуатации за-
твора приходится внимательно следить так-
же и за состоянием его корпуса, уплотне-
ний и подвижной системы.
Затвор следует устанавливать лишь в
том положении, в каком это определено его
конструкцией: к вакуумной стороне уста-
новки должна быть присоединена соответст-
вующая сторона затвора; аппаратура, ра-
ботающая на гравитационном принципе,
должна устанавливаться в вертикальном по-
ложении и т. д.
Перед установкой затвора следует про-
верить отсутствие в нем посторонних пред-
метов; фланцы, кольцевые прокладки и уп-
лотняемые поверхности должны быть очи-
щены.
Перед установкой затвора следует про-
верить его подвижную систему (привод)'.
В процессе эксплуатации затвора надо еле,
дить за тем, чтобы запорные винты не бы-
ли перетянуты; если конструкция затвора
предусматривает ручное управление, то не
следует применять гаечные ключи или дру-
гие инструменты, которые могут повредить
прокладку в уплотняемой части затвора или
даже вывести из строя приводной вал. Если
затвор перекрывается при определенном за-
данном значении крутящего момента (как,
например, это имеет место в сверхвысоко-
вакуумных затворах, см. разд. 6, § 1-3), то
следует рекомендовать применение гаечных
ключей с тарированным крутящим момен-
том.
Постоянный уход за затвором нужен
из-за периодического износа прокладки или
подвижных частей, вырабатывания смазки,
а также ввиду необходимости регулярного
подтягивания установочных винтов. По-
движная система затвора должна смазы-
ваться, причем смазку необходимо время
от времени добавлять. Если затвор предна-
значен для работы в системе, содержащей
пары ртути, то внутренние части затвора
не должны смазываться.
Уплотняющая система затвора (диаф-
рагмы, сильфоны и т. д.) может выходить
из строя после определенного числа рабо-
чих циклов. Это влечет за собой резкое воз-
растание давления в вакуумной системе. Ес-
ли это произошло, то затвор следует де-
монтировать и заменить вышедшую из
строя деталь. В уплотняющих системах за-
творов часто приходится заменять проклад-
ки; это, в частности, относится к цельноме-
таллическим затворам (см. рис. 6-103).
Уход за затворами, в которых исполь-
зуются притертые (шлифованные) уплот-
нения, расплавляемый металл, жидкостные
уплотнения и т. д., определяется конструк-
цией этих затворов, а также характером тех
операций, которые с их помощью произво-
дятся (разд. 6, § 1-3).
1-4. ГАЗОВЫЕ НАТЕКАТЕЛИ
И ИЗМЕРИТЕЛЬНЫЕ УСТРОЙСТВА
Принципы работы и классифика-
ция. В тех случаях, когда внутрь от-
качной системы необходимо ввести
определенное количество газа, при-
меняются так называемые «искусст-
венные течи». Эти «искусственные
^ечи» либо калибруются на опре-
деленную величину пропускной спо-
собности, либо выполняются регули-
руемыми в заданных пределах ве-
личины пропускной способности.
Калиброванные и регулируемые те-
чи используются на операциях на-
полнения газоразрядных приборов,
для напуска исследуемых газов
внутрь масс-спектрометра, для из-
395
мерения величины скорости откачки
вакуумных насосов, а также для ре-
шения ряда других задач.
Газовый натекатель (течь) пред-
ставляет собой по-существу элемент
сопротивления газовому потоку,
включенный на пути последнего для
изменения величины пропускной
способности вакуумной системы на
данном участке. Величина пропуск-
ной способности (разд. 1, § 2-1),
обозначаемая через Q (в л*мкм рт.
ст./сек), определяется следующим
выражением:
Q=C(P1-P2),
где С — проводимость течи, л/сек, а
Pi и Р2 — давление на входной и вы-
ходной стороне течи соответственно,
мкм рт. ст.
Величину давления Р2 на выход-
ной (вакуумной) стороне течи сле-
дует принять равной давлению, ко-
торое должно быть установлено в
откачанном сосуде после напуска в
него газа. Обычно величиной этого
давления можно пренебречь по
сравнению с величиной входного
давления Pi. Последнее обычно рав-
но атмосферному давлению, однако
может быть выше или ниже его.
Таким образом, величина пропус-
кной способности натекателя может
изменяться либо путем изменения
его проводимости, либо путем изме-
нения величины давления на его
входе. Проводимость течи для дан-
ного газа определяется (см. прило-
жение А-5) конфигурацией и раз-
мерами отверстия, длиной пути га-
за, проходящего через течь, а также
температурой газа. При вязкостном
режиме газового потока проводи-
мость зависит также от величины
среднего давления внутри течи
(Pi-bPs)/2; однако при молекуляр-
яОхМ течении газа величина проводи-
мости не зависит от давления.
Величина пропускной способно-
сти течи доводится до требуемой
величины или изменяется в требуе-
мом диапазоне путем изменения ве-
личины отверстия, длины пути газо-
вого потока или температуры, при
которой натекатель работает.
В табл. 6-30 приведены основные
характеристики используемых нате-
кателей.
396
«Идеальный» натекатель должен удов-
летворять следующим условиям:
1. Для натекателей должны выполнять-
ся общие требования, предъявляемые к ва-
куумным затворам (разд. 6, § 1-3); это,
в частности, относится к недопустимости
посторонних течей и газовыделения (кажу-
щейся течи); натекатели должны быть так-
же механически прочны и химически стой-
ки (если в этом есть необходимость).
2. Натекатель должен иметь требуемую
величину пропускной способности или до-
пускать возможность изменения этой вели-
чины в заданных пределах. В табл. 6-31
приведены значения пропускной способно-
сти газовых натекателей различных типов.
3. Величина про-пускной способности
натекателя должна быть воспроизводимой
в течение всего срока его службы.
4. Во время работы натекатель не дол-
жен забиваться; регулируемый натекатель
не должен заклиниваться в определенноxi
рабочем положении. В отдельных случаях
засорение натекателя может быть устране-
но путем пропускания через него газа в об-
ратном направлении. Если натекатель изго-
товлен из стекла, то в ряде случаев очист-
ка может быть произведена высокочастот-
ным разрядом. Однако эта операция может
привести к изменению величины пропуск-
ной способности. Не следует применять ча-
стично засоренные натекатели, проводи-
мость которых может изменяться в процес-
се работы произвольно.
5. Регулируемые натекатели должны до-
пускать плавную регулировку величины про-
пускной способности с необходимой сте-
пенью точности.
6. Натекатель не должен обладать
фракционирующим действием. Это означает,
что состав смеси газов, проходящих через
натекатель, не должен при этом претерпе-
вать изменения (состав газа на входе и вы-
ходе натекателя должен быть одинаковым).
С помощью масс-спектрометра было иссле-
довано фракционирующее действие натека-
телей различных конструкций; при этом бы-
ло найдено, что стабильный режим газового
потока достигается только по прошествии
нескольких часов.
7. Конструирование натекателей жела-
тельно проводить на основе предваритель-
ных расчетов величины пропускной способ-
ности для различных газов и при различ-
ных давлениях. Вначале следует проводить
расчет для натекателя упрощенной конфи-
гурации (например, для капилляров с от-
верстиями круглого сечения, апертур опре-
деленной формы или в виде коаксиальных
цилиндров). Для натекателей других типов
(см. табл. 6-30) провести расчет пропускной
способности не представляется возможным;
такие натекатели выполняются лишь на ос-
нове экспериментально установленных дан-
ных. В [Л. 50] даны формулы для расчета
натекателей, выполненных на основе сплюс-
нутых трубок. Эти формулы получены экс-
периментальным путем. Известны также
формулы, предложенные для отдельных
частных случаев расчета натекателей
[Л. 51].
Точечное отверстие, круглое отверстие
и трещины, используемые в качестве нате-
Таблица 6-30
Газовые натекатели
Конструктивная особенность или принцип действия Характеристика и принцип действия Примечание
[очечное отверстие В тонкой стенке из стекла, кварца или металла Рис. 6-110 Разд. 6, § 1-4
Сруглое отверстие На конце трубки Рис. 6-111
Грещина В стеклянной стенке; изменение величины течи Осуществляется скручиванием трубки или изменением уровня ртути Рис. 6-113 Рис. 6-114
Капилляр Постоянная величина натекания Рис. 6-115
Сплюснутая трубка Изменение величины течи осуществ- ляется сгибанием, скручиванием и сжатием трубки Рис. 6-117
Пористая вставка Пористая керамика, спеченное стекло или пористый металл; изменение величины течи путем изменения уровня ртути Рис. 6-118; 6-120
Кольцевой натекатель Концентрично расположенные трубки, конус-седло шайбы и кольцевые прокладки Рис. 6-93; 6-121; 6-122; 3-126, г
Игольчатый затвор — Разд. 6, § 1-4
Натекатель, работающий на тепловом принципе Тепловое линейное расширение; би- метрическое устройство; расшире- ние в радиальном направлении, тем- пература газа Рис. 6-125, а, б, в, 6-126
Диффузионный натекатель Для гелия, водорода или кислорода Табл. 6-32
Порционный натекатель импульсного действия Вибрирующие и вращательные устрой- ства Рис. 6-128, а, б, 6-129. а, б, в
кателей. Различными исследователями были
использованы натекатели для напуска газа,
выполненные в виде точечных отверстий в
стеклянных или металлических диафрагмах,
отверстий в пластинах (или на конце конус-
ных капилляров), а также в виде трещин
в трубках. Представляется затруднительным
выполнить идеальное отверстие, так как для
этого нужна идеальная диафрагма, имею-
щая весьма малую толщину. Однако малое
отверстие, приближающееся или близкое
к идеальному, может быть выполнено раз-
личными способами (предполагается, что
такие отверстия выполняются в диафраг-
мах весьма малой толщины по сравнению
с диаметром отверстия). Такие отверстия
(диаметром примерно 25 мкм) изготавлива-
лись, например, путем нагрева конца тон-
костенной стеклянной трубки, после чего
концу последней придавалась форма, пока-
занная на рис. 6-110.
Для того чтобы течь не засорялась,
она ориентируется таким образом, что газ
проходит со стороны выпуклой стенки тор-
ца, в направлении к его вогнутой стороне.
Весьма малые течи могут быть изготовлены
путем сжатия конца стеклянной трубки; при
этом остается отверстие диаметром пример-
но 20 мкм. После этого торец трубки де-
лается плоским путем сжатия между
угольной пластиной и вставленным в труб-
ку угольным стержнем, а затем одновре-
менной шлифовкой торца изнутри и снару-
жи толщина торцов стенки доводится при-
мерно до 0,1 мм, после чего производится
сглаживание шлифованной поверхности пу-
тем отжига в пламени горелки. Видоизме-
нение этого способа (с целью получения
воспроизводимых отверстий диаметром при-
мерно 1 мкм) состоит в том, что впаивает-
ся цинковая проволока в торец стеклянной
трубки, после чего торец обрабатывается
Рис 6-110. Течь в Pi /s'
виде отверстия в------« Рг
стеклянной стенке. „ —-—
397
механически, как указано выше, а цинк
растворяется в струе разбавленной соля-
ной кислоты.
Предложено изготовлять тонкостенные
стеклянные диафрагмы с небольшими от-
верстиями (диаметр 10—20 мкм) путем
пробивания этого отверстия в нагретой до
температуры 300 °C стеклянной стенке в вы-
сокочастотном разряде между двумя заос-
тренными платиновыми или золотыми элек-
тродами толщиной 0,1 мм. Этот способ был
использован также для получения неболь-
ших отверстий в кварцевой стенке с по-
мощью разряда трансформатора Тесла. От-
верстие диаметром 10—100 мкм можно по-
лучить, просверливая в стекле коническое
отверстие, а затем (когда толщина стекла
в вершине конуса оставалась не превышаю-
щей 25—50 мкм) пробивая его с помощью
трансформатора Тесла.
В качестве газовых натекателей ис-
пользовались также тонкие (толщиной
20 мкм) диафрагмы из золота, которые за-
жимались между золотой шайбой и флан-
цем вакуумной аппаратуры. В такой диаф-
рагме пробивалось отверстие малого диа-
метра.
Для получения весьма малых отверстий
в металле (диаметром 7—10 мкм) было
предложено вжимать в металлический лист
инструмент конической формы с заострен-
ным концом до тех пор, пока между ним и
противоположной стороной металлического
листа останется лишь весьма тонкий слой
металла. Затем металлический лист шли-
фуется со стороны, противоположной вдав-
ленному конусу; шлифовка продолжается до
тех пор, пока не обнажится вершина вдав-
ленного конуса.
С помощью искровой электроэрозии в
тонком танталовом листе пробивались от-
верстия от 15 мкм до 0,1 мм\ пробивание
отверстий проводилось в керосине с по-
мощью вольфрамовых электродов. Методом
напыления в вакууме также изготавлива-
лись весьма малые отверстия (диаметром
примерно 3 мкм). С этой целью тонкая иг-
ла, электролитически заостренная и отполи-
рованная, устанавливалась в вертикальном
положении острием на поверхность стекла,,
покрытого легко снимающимся слоем (см.
разд. 7, § 1-3). Затем вокруг иглы распо-
лагался кольцевой источник напыления,
с помощью которого в вакууме вокруг ост-
рия иглы наносился равномерный слой на-
пыляемого вещества.
Было предложено также получать от-
верстие малых диаметров с помощью облу-
чения потоком быстрых частиц. Облученный
материал погружают затем в раствор тра-
вителя, который растворяет материал ми-
шени в направлении прохождения в нем
частиц. Для слюды таким травителем мо-
жет быть, например, 20%-ный раствор пла-
виковой кислоты. С помощью этого метода,
оказалось возможным изготовлять отвер-
о
стия диаметром до 25 А и длиной примерно
до 10 мкм. Затем диаметр полученных от-
верстий может быть увеличен путем после-
дующего травления. Таким способом обра-
зуется отверстие в слюде и других силикат-
ных материалах.
Можно изготовлять натекатели на осно-
ве стеклянных капиллярных трубок, обла-
дающих небольшой конусностью, как это’
показано на рис. 6-111,а. Исходной заго-
товкой служит капиллярная трубка с вну-
тренним диаметром 1,2 мм. Затем капил-
лярная трубка оттягивается, в результате
образуется трубка с внутренним отверсти-
ем конусной формы (конусность составляет
примерно 10—30 мкм на 1 см длины труб-
ки).
С помощью калибровочной кривой
(рис. 6-112) подбирается участок этой ко-
нусной трубки, диаметр отверстия на кон-
це которого обеспечивает необходимую про-
пускную способность (внутренний диаметр
капиллярной трубки на различных ее участ-
ках определяется с помощью микроскопа).
Затем трубка обламывается в нужном
участке с помощью ножа, используемого'
в стеклодувной технике.
Отрезок этой стеклянной трубки с ко-
нусным отверстием впаивается внутрь
стеклянной оболочки таким образом, что-
натекающий в вакуумную систему газ по-
ступает в узкий конец трубки. Рекомендует-
ся не дотрагиваться до обломанного конца
трубки натекателя.
На рис. 6-111,6 показан натекатель. из-
готовленный на основе стеклянной трубки
с коротким оттянутым концом, отверстие
в котором имеет малый диаметр. Исходной
заготовкой для изготовления натекателя та-
кой конструкции является стеклянная труб-
ка, один конец которой сжат; такая трубка
Рис. 6-111. Течь в виде отвер-
стия на конце конусного ка-
пилляра.
а — стеклянный натекатель; б —
отдельные этапы изготовления
стеклянного натекателя.
Рис. 6-112. Зависимость пропускной способно-
сти натекателя от диаметра отверстия (для
натекателя, показанного на рис. 6-1ill,а).
398
Рис. 6-113. Течь в виде трещины, пропуск-
ная способность которой изменяется при
скручивании стеклянной трубки.
а — общий вид собранного натекатели; б —
отдельные этапы его изготовления.
затем откачивается и запаивается без при-
менения сильного нагрева. При проверке
с помощью трансформатора Тесла часто
оказывается, что оттянутый отросток запа-
ян наглухо.
На рис. 6-113,я показан натекатель, со-
держащий внутреннюю стеклянную трубку
5, у которой один конец 7 запаян; эта труб-
ка на участке 6 припаяна к наружной труб-
ке 4 с помощью кольцевого спая (см.
разд. 2, § 3-3). В наружную трубку посту-
пает газ через колено /; сквозь трещину 8
этот газ поступает во внутреннюю трубку 5
и из нее — в колено 2. Пропускная способ-
ность трещины 8 может плавно изменяться
путем скручивания трубки 5; это скручива-
ние достигается при взаимном сближении
колен 1,2 с помощью зажима, расположен-
ного на участке 5, где оба колена пересе-
каются. Зазор между обеими стеклянными
трубками (/ и 2) на участке 3 составляет
примерно 0,5 мм. Для надежной работы
натекателя весьма важное значение имеет
форма выполнения трещины 8. Рекомен-
дуется следующий метод изготовления это-
го натекателя [Л. 52].
Конец стеклянной трубки нагревается
в пламени горелки и затем быстро опу-
скается в стакан с водой. При этом обра-
зуется продольная трещина 1 (рис. 6-113,6).
После этого конец трубки запаивается так,
что остается лишь короткий участок 2 с
трещиной. Затем трубка с трещиной впаи-
вается внутрь наружной трубки, и оба ко-
лена последней сгибаются так, что зазор
между ними составляет 1 мм. Между обеи-
ми трубками располагается металлический
вкладыш, и оба колена прижимаются к не-
му; одновременно производится припайка
закрытого конца внутренней трубки к на-
ружной трубке на участке 7. Участок при-
пайки 3 показан на рис. 6-113,6. Во время
остывания собранного узла оба колена (/
и 2) наружной трубки осторожно прижи-
маются один к другому на участке их пере-
сечения; при этом на внутренней трубке
образуется косая трещина 4 (рис. 6-113,6).
В заключение одно из колен размягчается
ла участке выше сгиба и расстояние между
трубками 1 и 2 на участке 3 (рис. 6-113,а)
уменьшается до 0,5 мм. С помощью описан-
ного натекателя можно изменять величину
пропускной способности до весьма малой
величины (см. табл. 6-31); однако при этом
рекомендуется хранить натекатель в состоя-
нии, соответствующем удвоенной мини-
мальной величине пропускной способности
(во избежание возможной герметизации тре-
щины).
Регулируемый натекатель (рис. 6-114)
содержит стеклянную трубку /, нижний ко-
нец которой запаян; второй конец трубки
соединен с вакуумной системой, в которую
нужно напустить газ. На трубке имеется
продольная трещина 2. Трубка 1 герметич-
но соединена с трубкой 3 с помощью при-
тертого шлифа или резиновой прокладки.
Трубка 3 заполняется ртутью, причем уро-
вень последней может изменяться путем
сжатия резинового контейнера 4 с по-
мощью зажима 5. Газ поступает через от-
росток 6 и заполняет пространство между
трубками / и 3. Когда ртуть опускается
так, что над ее поверхностью оказывается
часть трещины 2, то через последнюю напу-
скаемый газ проникает внутрь трубки 1,
причем скорость натекания зависит от дли-
ны участка трещины, расположенного над
уровнем ртути.
Капилляры и сплющенные трубки, ис-
пользуемые в качестве натекателей. Вели-
чина пропускной способности для данного
газа идеальной капиллярной трубки (попе-
речное сечение которой представляет собой
правильную окружность), может быть рас-
Рис. 6-114. Натекатель в виде
стеклянной трубки с трещиной
(пропускная способность регу-
лируется изменением уровня
ртути).
399
Рис. 6-115. Зависимость пропускной спо-
собности капилляра длиной 10 мм от его
диаметра (для* воздуха при температуре
20°C); для капилляра произвольной длины
пропускная способность определяется пу-
тем деления полученной из графика вели-
чины на длину капилляра, выраженную
в сантиметрах.
считана с помощью уравнения Кнудсена в
том виде, в каком оно приведено в [Л. 64]:
Рис. 6-116. Натекатель со
сплющенной алюминиевой
трубкой.
1 — участок, на котором алюми-
ниевая трубка сплющивается;
2 — сменная стеклянная трубка;
3 — уплотняющий резиновый
вкладыш; 4 — кольцевая про-
кладка; 5 — стандартный патру-
бок для присоединения к ва-
куумной системе.
pt 4
nd
где а = I для воздуха при 20® С а =
= 0,182d4;
t 1 (2nKT\W-.
o = -g-i—— j -d8; для воздуха при
20® С Ь = 12,М8;
/ m \ I/2
с = 1 ) -d; для воздуха при 20° С
c = 0,256d;
Р fm >1/2
/ = 1,24^-^j ; для воздуха при 20® С
f = 0,316-d;
d — диаметр отверстия, см\ L — длина
капилляра, см\ Р — давление, мкм рт. ст.;
Q — пропускная способность, л • мкм рт.
ст./сек; К—постоянная Больцмана (1,38Х
Х10-16 эрг/°К); ш — молекулярный вес га-
за; т) — вязкость газа и Т — температура
газа, °К.
На рис. 6-115 приведена кривая зави-
симости величины пропускной способности
Q в зависимости от диаметра отверстия d\
эта кривая построена на основании расчет-
ных данных с помощью приведенного выше
уравнения. На графике приведены также
кривые, соответствующие чисто молекуляр-
ному и чисто вязкостному потоку.
Неоднократно предлагалось использо-
вать капиллярные трубки в качестве натека-
телей. Однако такие натекатели могут лег-
ко засоряться и величина их пропускной
способности непостоянна, вследствие чего
рекомендовать их не следует. Капиллярным
400
трубкам следует предпочесть сплющенные
трубки. Для получения газового потока
при пропускной способности порядка
10-3 л-мкм рт. строек был предложен на-
текатель, выполненный в виде тонкой труб-
ки из коррозионностойкого металла (напри-
мер, алюминия), один конец которой сплю-
щен. Такой натекатель следует периодиче-
ски подвергать калибровке, поскольку ве*
личина его пропускной способности в про-
цессе эксплуатации может изменяться. На-
текатель присоединяется одним своим кон-
цом к патрубку вакуумной системы (см.
разд. 3, § 8-4), а вторым концом — к вса-
сывающей стороне линии напуска газа, как
это показано на рис. 6-116.
На рис. 6-117,а представлен натекатель,
содержащий трубку из сплава серебра с
германием (диаметр 6 мм, толщина стенки
0,5 мм)\ эта трубка сплющивается до до-
стижения пропускной способности необходи-
Рис. 6-117. Натекатель со сплющенной
трубкой.
а — пропускная способность изменяется путем
изгиба трубки; б — пропускная способность из-
меняется при закручивании трубки вокруг
стержня.
величины, после чего сгибается для
ния ей U-образной формы. Измене-
еличины пропускной способности про-
ится путем сжатия или ослабления об-
авшейся U-образной пружины с по-
ю зажима. Конструкция этого натека-
была затем усовершенствована, при
медная капиллярная трубка (длина
tM, наружный диаметр 3,2 мм, толщина
и 0,7 мм) сгибалась до придания ей
разной формы. Затем трубка сплющи-
:я, начиная от вершины угла, на уча-
длиной примерно 70 мм. Участок сги-
вершины угла) припаивается к сталь-
стержню, как это показано на
6-117,6; после этого сплющенная труб-
акручивается на стальной стержень, так
при этом образуется примерно три вит-
Эставшиеся свободными несплющенные
[ы трубки используются как вход и вы-
натекателя и закрепляются в массивной
ли. С помощью указанного устройства
но регулировать поток газа в пределах
00.
При вращении стержня изменяется по-
лное сечение внутреннего отверстия и
гветственно изменяется его пропускная
юбность. На этом принципе построены
[йно выпускаемые натекатели, у кото-
диапазон изменения пропускной спо-
гости достигает даже 1 : 1000 (см. табл.
). Для получения высоких значений
пускной способности можно использо-
ь сжимаемую толстостенную резиновую
бку; при этом следует, однако, время
времени разжимать трубку, чтобы пре-
[редить взаимное склеивание ее внутрен-
поверхностей. Можно достичь весьма
:кой регулировки скорости натекания при
ностью пережатой резиновой трубке,
я этого внутрь трубки (в ее зажимаемый
сток) вставляется тонкая проволока диа-
'ром примерно 0,8 мм. При сжатии рези-
юй трубки остается узкий канал вдоль
►волоки, который, однако, может быть
[ностью перекрыт при приложении до-
точно большого сжимающего усилия.
Таким способом можно получить ско-
ль натекания газа до 0,1 см3!ч (при нор-
1ьных условиях); с помощью перемеще-
i иглы величину потока газа можно было
:личить примерно в 250 раз.
Пористые тела, используемые в качест-
натекателей. Газовые натекатели могут
ютать на основе диффузии газа сквозь
►истые материалы. Для этого можно ис-
ъзовать неглазурованный фарфор (при-
1яемый для фильтров) в виде трубок или
ржней. Величину пропускной способно-
при этом можно изменять путем изме-
[ия уровня столба ртути, окружающего
>истое тело (см. разд. 6, § 1-1).
Описаны натекатели, выполненные в ви-
трубок из неглазурованного фарфора и
маянные непосредственно к стеклу но-
:с (размеры трубок — длина 80 мм, на-
кный диаметр 1,5 мм, внутренний диа-
гр 0,8 мм). Фарфоровая трубка при этом
шолагалась внутри несколько большей
размерам трубки из стекла нонекс. На
:. 6-118 показан натекатель, содержащий
эфоровый стержень диаметром примерно
-228
Рис. 6-118. Нате-
катель в виде
фарфорового
стержня.
1,5 и длиной 125 мм; этот стержень припа-
ян своим нижним концом к трубке 2 из
стекла пирекс, соединенной с вакуумной
камерой. Газ поступает через трубку 3 и
в зависимости от уровня ртути 4 в боль-
шем или меньшем количестве диффундирует
сквозь стержень 1 внутрь трубки 2.
Установлено, что сопротивление натека-
нию потока газа через фарфоровый стер-
жень пропорционально длине части стерж-
ня, погруженной в ртуть.
На рис. 6-119 показан натекатель, в ко-
тором пористый керамический стержень 2
((диаметр 1,5—-6 мм) частично погружен
в ртуть /. Изменение уровня ртути произ-
водится путем опускания или подъема
стеклянного колпачка 5, к которому при-
соединен отросток, содержащий железный
сердечник 5; последний расположен на слое
стеклянной ваты 6. Подъем и опускание
колпачка 3 производится с помощью маг-
нита. Когда колпачок 3 поднят, то уровень
Рис. 6-119. Нате-
катель в ви-
де фарфорового
стержня, содер-
жащий подвиж-
ной вкладыш,
приводимый в
движение с по-
мощью магнита.
401
ртути опускается и газ поступает через
патрубок 7, проходит внутрь полости 4 и
диффундирует сквозь пористый стержень 2,
попадая после этого через соединительную
трубку 5 внутрь вакуумной камеры. Диапа-
зон изменения пропускной способности та-
кого натекателя приведен в табл. 6-31. Ког-
да уровень ртути подымается выше верх-
него конца пористого стержня, натекатель
перекрывается полностью.
Вместо керамического пористого тела
можно применять также натекатели с по-
ристым телом из спеченного стекла; такие
натекатели применяются для регулировки
давления, в циркуляционных насосах, в уст-
ройствах для отбора газовых проб, а также
в устройствах для регулировки потока
газа.
На рис. 6-120,а показан натекатель,
содержащий прессованный пористый металл
в стальной обойме. В отверстие обоймы 1
помещается некоторое количество порошка
мягкого припоя 2. Один из торцов обоймы
закрыт плоской стальной пластиной, имею-
щей небольшой прилив, размеры которого
соответствуют размерам отверстия обоймы.
Затем порошок припоя сжимается с по-
мощью стального стержня 4, который вхо-
дит в отверстие обоймы на скользящей по-
садке. После удаления пластины 3 и стерж-
ня 4 внутри обоймы остается спрессован-
ная вставка из порошка припоя. Были
исследованы свойства различных натекате-
лей, приготовленных таким образом при
размерах пористого тела, составляющих
4 мм в диаметре при толщине 1 мм\ при
этом пористые вставки прессовались при
различных давлениях.
На рис. 6-120,6 показана кривая зави-
симости скорости натекания через такую
пористую вставку от нагрузки, приложен-
ной к исходному материалу и необходимой
для того, чтобы толщина образующейся
пористой вставки составляла одну и ту же
величину — 1 мм. Более грубые течи могут
быть изготовлены путем уменьшения тол-
Рис. 6-120. Натекатель, содержащий пори-
стую металлическую вставку (пробку),
а — схематическое изображение процесса изго-
товления вставки; б — зависимость пропускной
способности вставки диаметром 4 мм от давле-
ния прессования (конечная толщина вставки во
всех случаях составляет 1 мм).
щины вставки или увеличения ее диаметра,
а также при уменьшении давления прессо-
вания.
Подходящим материалом для изготов-
ления пористых вставок для постоянных
течей является спеченный карбид кремния.
Кроме того, могут применяться натекатели,
изготовленные из спрессованных порошков
меди, никеля и некоторых других металлов.
Натекатели, содержащие кольцевые за-
зоры. Для изготовления натекателей с по-
стоянной или регулируемой величиной на-
текания часто используются устройства,
в которых имеется кольцевой зазор между
трубкой и расположенным внутри нее
стержнем, или же между двумя подогнан-
ными коническими (или сферическими) по-
верхностями. Натекатель, содержащий об-
работанную шлифовкой стеклянную трубку
и помещенный внутри нее стеклянный стер-
жень, описан в 1[Л. 152]. Внутренний диа-
метр такой трубки составлял примерно
10 мм, а зазор между трубкой и внутрен-
ним стержнем 5 мкм. Путь прохождения
натекающего газа представлял собою коль-
цевой зазор между трубкой и стержнем,
а величина пропускной способности регули-
ровалась путем изменения длины участка
стержня, вставленного в трубку. При этом
величина пропускной способности линейно
меняется с изменением длины вставленного
в трубку участка стержня.
Известно использование конических или
полусферических притертых стеклянных
соединений, в которых взаимное перемеще-
ние двух притертых деталей осуществляет-
ся изменением взаимного расположения
двух коаксиальных стеклянных трубок, на
концах которых закреплены притертые де-
тали.
В таком натекателе изменение кольце-
вого зазора между двумя деталями дости-
гается с помощью механизма с ручным
управлением.
На рис. 6-421 приведена конструкция
натекателя, в котором изменение пропуск-
ной способности достигается путем измене-
ния давления, оказываемого на ряд попе-
ременно расположенных резиновых и ме-
таллических шайб. Этот набор шайб
Рис. 6-121. Натекатель, состоя-
щий из набора попеременно
сложенных резиновых и метал-
лических шайб.
1 — корпус натекателя; 2 — втулка
2 проточенными в ней канавками;
3 —- набор металлических и резино-
вых шайб; 4 — наконечник; 5 —
кольцевая прокладка.
402
Таблица 6-31
Диапазоны изменения пропускной способности у натекателей различных типов
Тип натекателя Пределы измене- ния пропускной способности, л-мкм рт. cm. 1 сек Нижний пре- дел рабочего давления, мм рт. ст. Примечания
Отверстие в платиновом диске 6-10-1—30 — Диаметр 5—15 мкм
Капилляр конической формы 1—9-10-4 1,6 — Выходное отверстие 12 мкм, конус 39 мкм 1см; Выходное отверстие 24 мкм. конус 30 мкм/см
Трещины в стеклянной капилляр- ной трубке 2-10-3—1,8 — Изменяется при скручи- вании трубки
Грешина в стеклянной трубке 0—3,8-102 10-3 Изменяется при измене- нии, уровня ртути
Капилляр круглого сечения 10-’—10-2 — Диаметр 0,2—10 мкм,. длина 10 мм (см. рис. 6-115)
Сплющенная медная трубка З-Ю-з—З — Изменяется при закручи- вании трубки (см. рис. 6-117, б)
Капиллярная трубка в сочетании со стеклянной иглой 2.10-2—5 — См. разд. 6, § 1-4
Вставка (пробка) из пористого ме- талла 5-Ю-з—Ю-2 — Прессуется при различ- ных усилиях
Пористый керамический стержень 1-10-з—Ю 10-з—Ю-з См. рис. 6-119
Натекатель, основанный на прони- цаемости сквозь лист кремний- органической резины ю-4 — —
2 кольцевыми прокладками, рабо- тающими при регулируемой на- грузке 2-Ю-з IO"5 См. рис. 6-112
2 пружинящей шайбой 5-Ю-4—7-Ю-2 — См. рис. 3-126, г
2о стальным шариком на сфериче- ском седле 7-Ю-1—7-10-» — Сильфонный затвор с диф- ференциальным винтом
Игольчатый натекатель 10-2—1,0 — См. разд. 6, § 1-4
Игольчатый натекатель >6-10-5 10-4—10-3 Сильфонное уплотнение
Игольчатый натекатель >10-4 — Седло из политетрафтор- этилена
Дельнометаллический прогреваемый затвор >7-10-8 / С плавной регулировкой (см. рис. 6-93)
Платиновая проволока, расширяю- щаяся в стеклянном капилляре 3-10-2—25 ю-8 См. рис. 6-126, а
Вольфрамовый стержень, расширя- ющийся в стальной оболочке Ю->—9-10-1 — См. рис. 6-126
Нагреваемый капилляр 6* 4—40 5-Ю-2 Изменение пропускной способности в резуль- тате изменения темпе- ратуры газа, проходя- щего через капилляр 403
Рис. 6-122. Натекатель, содер-
жащий кольцевую прокладку,
сжимаемую между двумя ме-
таллическими кольцами.
находится внутри цилиндрического корпуса,
на внутренних стенках которого имеются
мелкие канавки. Давление на шайбы пере-
дается с помощью плунжера, который при-
водится в движение с помощью муфты,
имеющей спиральную нарезку; муфта вра-
щается с помощью дифференциального
винтового приводного механизма. Под дей-
ствием оказываемого на них давления ре-
зиновые шайбы расширяются в радиальном
направлении, заполняют полости канавок и
изменяют тем самым величину натекания
через них.
Видоизменением этой конструкции явля-
ется натекатель, схематически показанный
на рис. 6-122. В указанном натекателе де-
таль /, снабженная канавками, расположе-
на в середине устройства, конструкция ко-
торого облегчает ее замену. Эта деталь
представляет собой цилиндр из алюминие-
вого сплава (дюралюминия) диаметром
17,2 мм\ на цилиндрической поверхности
имеются продольные царапины глубиной
примерно 0,1 мм. Вокруг цилиндра распо-
лагаются три кольца 2, 3, 4 из нержавею-
щей стали. Торцы этих колец имеют не-
большую конусность (примерно 10°). Между
двумя соседними кольцами (2 и 3, а так-
же 3 и 4) размещены резиновые кольцевые
прокладки 5 круглого сечения. Эти резино-
вые прокладки прижимаются к поверхности
цилиндра 1 при сжатии их с помощью ва-
ла 9, имеющего деталь 8 с нарезкой. Вал
снабжен вильсоновским уплотнением 10.
Вращательное движение вала 9 преобразу-
ется в продольное перемещение кольца 2
(которое при этом не вращается). Пропуск-
ная способность устройства зависит от
давления, оказываемого на кольцевые ре-
зиновые прокладки. При этом количество
газа, протекающего в направлении от вход-
ного отверстия 6 к патрубку 7, плавно и
точно регулируется при значениях пропуск-
ной способности, превышающих 10 мм3/ч
(при нормальных условиях).
Внутренний диаметр кольцевых про-
кладок при этом должен быть меньше диа-
404
метра цилиндра /, что обеспечивает их
надежное закрепление на цилиндре. Боль-
шое значение имеет конфигурация и глу-
бина продольных царапин на цилиндре.
На рис. 3-426,г показан регулируемый
натекатель, содержащий коническую пру-
жинящую шайбу. С помощью этого устрой-
ства была достигнута хорошая воспроизво-
димость характеристик натекателя в диа-
пазоне 7 • 10-2—5 • 10-4 л-мкм рт. ст./сек
(для гелия). Для более низких значений
пропускной способности наблюдаются не-
линейность характеристики, а также гисте-
резисные явления.
Показанный на рис. 6-93 сверхвысоко-
вакуумный затвор Альперта может быть
успешно использован в качестве регулируе-
мого натекателя, в частности, в тех слу-
чаях, когда необходимо напустить газ
внутрь вакуумной системы, откачанной
до давления ниже 10~6 мм рт. ст. Эти
затворы могут использоваться при давле-
ниях вплоть до 10-9 мм рт. ст. и обеспе-
чить весьма малое значение пропускной
способности — см. табл. 6-31. В этой таб-
лице приведены также данные о сильфон-
ном цельнометаллическом затворе, перекры-
тие которого осуществляется с помощью
стержня с тупым торцом; перекрытие за-
твора осуществляется без вращения этого
стержня.
Игольчатый затвор. Игольчатый затвор
представляет собой дросселирующее уст-
ройство |(разд. 6, § 1-3), в котором имеется
игла, перемещаемая относительно удлинен-
ного седла соответствующей формы. Запи-
рание (или дросселирование) этого уст-
ройства происходит при весьма малых из-
менениях ширины конического зазора, обра-
зующегося между иглой и седлом. Игла
Рис. 6-123. Различные виды пе-
рекрывающих систем в иголь-
чатых натекателях.
имеет диаметр в пределах 1—5 мм и конус-
ность от ^зо до Vso; такая конусность по-
зволяет получить весьма малое изменение
пропускной способности при аксиальном
перемещении иглы. Перемещение последней
на 0,1 мм £при конусности 1/эо) приводит
к изменению зазора между коническими
поверхностями на 1 мкм.
Кроме конической конструкции иголь-
чатых затворов, показанной на рис. 6-123,а,
используются также другие конструктивные
видоизменения этих устройств.
На рис. 6-123,6 показана конусная игла,
заканчивающаяся цилиндрической частью;
аналогичную форму имеет седло затвора.
Такая конструкция позволяет сочетать
преимущества натекателя с кольцевым за-
зором (разд. 6, § 1-4) с преимуществами
•обычного игольчатого затвора. Это позво-
ляет получить весьма плавную регулировку
пропускной способности вблизи от положе-
ния полной отсечки.
Применяются также конические иглы
в сочетании с цилиндрическим (рис. 6-123,в)
или с коническим седлом (рис. 6-123,г);
б этих случаях игла деформирует седло,
которое приобретает точную форму самой
иглы.
Обычное седло для игольчатых затво-
ров изготовляется из металла (более мяг-
кого, чем материал иглы). Однако возмож-
Рис. 6-124 Различные типы игольча-
тых натекателей.
а — с цилиндрическим стержнем из эла-
стомера; б — с вильсоновским уплотне-
нием; в — с дифференциальным установоч-
ным винтом и сильфонным уплотнением;
-г — с диафрагменным уплотняющим эле-
ментом.
Рис. 6-124А. Внешний вид игольчатых
натекателей фирмы Edwards (Велико-
британия).
но изготовление седла также из эласто-
меров (6-123,6). В качестве материала
седла для игольчатых затворов использу-
ется, например, политетрафторэтилен (теф-
лон). Обычно в игольчатых затворах газ
протекает в аксиальном направлении. Одна-
ко для более надежной отсечки при запи-
рании ряд авторов рекомендуют конструк-
цию, согласно которой направление газо-
вого потока имеет наклон в 4'5° к оси
затвора (рис. 6-123,е). Для лучшей воспро-
изводимости рабочих характеристик реко-
мендуется, чтобы игла не вращалась, но
имела возможность свободно устанавли-
ваться в седле.
В ряде конструкций вход игольчатого
затвора предохраняется с помощью пори-
стого фильтра; это позволяет избежать за-
сорения устройства, а также повысить вос-
производимость его характеристик.
Игольчатые затворы конструируются
как с сальниковыми уплотнениями, так и
без них (разд. 6, § 1-3). Затворы могут
также изготовляться с эластомерными
уплотнениями, работающими на сжатие
(рис. 6-124,а), или вильсоновскими уплотне-
ниями 1(см. также рис. 6-124,6), однако та-
кие затворы применяются лишь в тех слу-
чаях, когда не требуется весьма высокая
степень чистоты вакуумной системы. Для
переноса газа в весьма чистых условиях
используются затворы с диафрагменным
уплотнением (см. также рис. 6-124,г); пред-
почтительнее, однако, затворы с сильфонным
уплотнением (рис. 6-124,в).
Подвижная система игольчатого за-
твора обычно приводится в действие с по-
мощью винта. В тех случаях, когда требу-
ется весьма точное и плавное перемещение
иглы, можно использовать дифференциаль-
Рис. 6-124Б. Внешний вид игольчатых
натекателей фирмы Balzers (Лихтен-
штейн) .
405
ную винтовую систему (рис. 6-124,в). Для
того чтобы избежать приложения излишне
большого усилия к игле и седлу, при запи-
рании затвора можно использовать устрой-
ство, содержащее храповик с пружиной.
Это позволяет избежать повреждения как
иглы, так и седла.
В игольчатом затворе нужная величина
пропускной способности устанавливается
с помощью рычажного устройства. Для
точной регул и ровки вели ч и ны_пропускной
способности рекомендуется последовательно
соединить два игольчатых затвора, распо-
ложив между ними небольшой промежуточ-
ный объем. Это дает возможность избежать
затруднений, связанных с явлением гисте-
резиса. Это явление часто возникает при
использовании игольчатого затвора для
регулирования потоков газа весьма малой
величины (3-10-4 л-мкм рт. ст./сек). При
применении двух последовательно соеди-
ненных затворов один из них устанавли-
вают на более высокое значение пропуск-
ной способности, чем это необходимо; тре-
буемая величина натекания устанавливает-
ся с помощью второго затвора. Этим
способом возможно напускать газ внутрь
вакуумной системы при давлении 10“4—
10-6 мм рт. ст., причем воспроизводимость
величины образующегося внутри системы
давления поддерживалась в пределах
10—20%.
Игольчатые затворы изготовляет ряд
фирм, занимающихся производством ва-
куумного оборудования (разд. 1, § 1-3).
На рис. 6-124А показан внешний вид
игольчатых затворов, изготавливаемых фир-
мой Edwards, а на рис. 6-124Б приведены
вентили фирмы Balzers. На последнем фото
справа показан затвор, регулируемый вруч-
ную и имеющий при этом дополнительный
электромагнитный привод для запирания
затвора.
Натекатели, приводимые в действие на-
гревом. Нагрев используется для приведе-
ния в действие различных натекателей,
в частности, в тех случаях, когда требуется
весьма плавная и точная регулировка ве-
личины натекания.
Рис. 6-125. Конструкция натекателей, про-
пускная способность которых изменяется
при их нагреве.
а — расширяется вставка, перекрывающая про-
ходное отверстие; б — удлиняется проволока;
в — деформируется биметаллическая лента.
Изменение температуры может вызы-
вать изменение величины натекания в уст-
ройствах, работающих на основе одного
иЗ следующих принципов: расширение (или
сжатие) стержня или корпуса затвора
(см. рис. 6-32,6, 6-33,а); расширение (или
сжатие) проволоки или биметалла, с по-
мощью которых приводится в движение
диск, запирающий затвор; дифференциаль-
ное расширение проволоки или стержня,
расположенных внутри цилиндрического
корпуса; изменение температуры газа на
участке с высоким сопротивлением проте-
канию потока газа (при этом изменяется
пропускная способность устройства).
На рис. 6-125,а показан натекатель,
в котором взаимное расположение шарика
и седла обусловливается разностью коэф-
фициентов теплового расширения вольфра-
мового стержня (соединенного с шариком)
и латунного корпуса натекателя. При этом
для холодного натекателя было получено
значение проводимости, равное примерно
15 л-мкм рт. ст./сек. На рис. 6-125,а по-
казана конструкция аналогичного устрой-
ства, содержащего стальной шарик /, стер-
жень из нержавеющей стали 2, установоч-
ный винт 3 и нихромовый нагреватель 4.
Известно также применение конических
или полусферических притертых соединений,
части которых закреплены на концах стек-
лянных трубок, расположенных коаксиаль-
но. Величина натекания изменяется при
нагреве наружной трубки. При этом можно
достичь пропускной способности натекателя
порядка 0,5—1 л • мкм рт. ст./сек.
На рис. 6-125,6 показан натекатель,
имеющий подвижный рычаг /, на котором
закреплена прокладка 2 из твердой резины.
Эта прокладка плотно прижата к торцу
трубки 3, соединенной с источником газа.
Прокладка прижимается к торцу трубки
с помощью проволоки 4 из нержавеющей
стали, натяжение которой регулируется
установочным винтом 5. Нижний конец
проволоки присоединен к токоподводу 6,
выполненному на основе спая ковар — стек-
ло. Рычаг 1 отжимается кверху с помощью
пружины 7. Проволока 4 нагревается про-
пусканием через нее тока (напряжение на
концах проволоки 10 в). При этом прово-
лока удлиняется, а пружина 7 подымает
рычаг /, так что при этом отверстие труб-
ки 3 плавно открывается. Таким путем
можно осуществить плавную регулировку
величины пропускной способности вплоть
до нескольких сот кубических сантиметров
за час при нормальных условиях. В на-
текателе, схематически показанном на
рис. 6-125,в, изменение натекания достига-
ется путем отклонения биметаллической
полоски 5, нагреваемой спиралью 6. При
отклонении полоски происходит перемеще-
ние резиновой прокладки 4 относительно
седла 3, что позволяет потоку газа про-
ходить из области 1 в область 2.
Несколько конструкций натекателей
приведены на рис. 6-126. Работа этих
устройств основана на изменении величины
небольшого зазора между деталями, мате-
риалы которых имеют различный коэффи-
циент теплового расширения.
406
ic. 6-126. Натекатели, работа которых
нована на различии в значениях коэффи-
[ентов теплового расширения входящих
в его состав деталей.
— платиновая проволока, помещенная внутрь
еклянного капилляра; б — вольфрамовый степ-
ень, расположенный внутри втулки из нержа-
ющсй стали; в — металлическая пробка, распо-
женная внутри конической стеклянной трубки.
Натекатель, показанный на рис. 6-126,а,
1еет стеклянный капилляр 2, внутрь ко-
рого помещена платиновая проволока /.
'еклянная капиллярная трубка нагрева-
ся вместе с помещенной внутрь нее про-
локой и при этом стекло плотно обжи-
вет проволоку. После охлаждения про-
лока сжимается и между ее поверхностью
внутренней поверхностью трубки оста-
ся весьма малый зазор, по которому мо-
уг проходить газ. Капиллярная трубка
танавливается внутри трубопровода,
платиновая проволока выводится наружу
рез впаи 3. При диаметре платиновой
оволоки 0,8 мм и длине капилляра 15 мм
•жно достичь максимального значения
опускной способности 25 л • мкм рт. ст./сек.
ли диаметр платиновой проволоки со-
авляет 0,25 мм, а длина капилляра 60 мм,
пропускная способность составляет
10“ 2 л-мкм рт. ст.,/сек. Пропускная спо-
рность изменяется при нагреве платино-
й проволоки; однако воспроизводимость
боты этого устройства иногда бывает
сьма низкой.
Был предложен также натекатель,
котором платиновая проволока (диамет-
м 0,5 мм) впаивалась в стекло, образуя
и этом несогласованный спай, имевший
ределенное натекание при комнатной тем-
эатуре. При нагреве платиновой прово-
ки величина натекания изменялась,
помощью этого устройства можно было
аудировать величину натекания в отно-
шии 4:1.
На рис. 6-126,6 показана конструкция
аудируемого натекателя, содержащего
убку 1 из нержавеющей стали, в которой
змещается вольфрамовый стержень 2.
>и комнатной температуре контакт между
1м стержнем и трубкой образует герме-
1ное соединение. Снаружи трубки рас-
пожена изолированная от нее нихромо-
я нагревательная спираль 3, имеющая
по обеим сторонам изоляцию 4. После на-
грева описываемого узла с помощью спи-
рали образуется зазор между деталями 1
и 2; этот зазор позволяет осуществлять на-
пуск небольших количеств газа (см.
табл. 6-31).
Натекатель, содержащий коническую
металлическую (например, золотую) встав-
ку, помещенную внутрь конической стек-
лянной трубки, показан на рис. 6-126,в.
Суженная часть конической трубки окру-
жена спиральным нагревателем. При на-
греве этого узла до температуры примерно
300 °C металлическая вставка плотно при-
легает к стенкам конической трубки из стек-
ла нонекс. Для напускания газа темпера-
тура устройства понижается, и при этом
металлическая вставка, уменьшаясь в раз-
мерах, отстает от стенок стеклянной труб-
ки, образуя небольшой зазор.
Было предложено также регулировать
поток газа, протекающего через капилляр-
ный натекатель, путем изменения темпера-
туры газа при его проходе через капилляр.
С этой целью может быть использована
нихромовая спираль, наматываемая на ка-
пиллярную трубку из стекла пирекс (дли-
ной, например, 50—80 мм при диаметре
капилляра 50—100 мкм). Если давление
газа поддерживать постоянным, то при
повышении температуры его вязкость воз-
растает, а плотность уменьшается. Это при-
водит к уменьшению пропускной способ-
ности через нагретый капилляр. Натекатели
этого типа в основном применимы при
вязкостном течении газа, при котором ве-
личина пропускной способности пропорцио-
нальна Т~п /(где Т — абсолютная темпера-
тура, а и — константа, которая в зависи-
мости от рода газа имеет величину в преде-
лах 1,6—1,8). С помощью такого натекателя
оказалось возможным плавно изменять
величину натекания в пределах 4—
40 л • мкм рт. ст./сек.
Диффузионные натекатели. Для на-
пуска некоторых газов в тщательно отка-
чанные вакуумные системы могут использо-
ваться так называемые диффузионные на-
текатели, принцип действия которых основан
на явлении проницаемости газов. В табл. 6-32
приведены данные о скорости диффузии
различных газов через перегородки из раз-
личных материалов. В этой таблице коэффи-
циент диффузии D представляет собой
количество газа (в см2 при нормальных
условиях), которое протекает за одну се-
кунду через перегородку с поверхностью
1 см2 при толщине стенки 1 мм и при усло-
вии, что по обе стороны перегородки су-
ществует перепад давления в 1 мм рт. ст.
Можно сконструировать диффузионный на-
текатель таким образом, чтобы оказалось
возможным работать в широком диапазоне
значений пропускной способности. Характе-
ристики натекателей такого типа (напри-
мер, изготовленных из стекла или никеля)
весьма мало изменяются во времени. Не-
которые материалы изменяют с течением
времени способность к пропусканию Одна-
хо во всех случаях величина пропускной
способности в первую очередь сильно зави-
сит от температуры (см. рис. 2-5—2-11).
407
Таблица 6-32
Значение коэффициентов диффузии D
для различных газов
Газ Материал перегородки Темпе- ратура, °C D
Гелий Кварц Стекло Пербунан Неопрен Натуральная резина 927 700 25 25 25 3,2.10-в 2,1.10-в 3,8.10-» 4,5-10-8 2,3-10-8
Неон Кварц Стекло 927 700 1,2-10-’ 4,2-10-‘«
Ксенон Пербунан Неопрен Натуральная резина 25 25 25 8,0.10-*® 1.0-10-* 4,3-10-»
Аргон Стекло 700 1,0-10“18
Водород Никель Плутоний Молибден Медь Алюминий Железо Палладий Стекло 927 927 927 927 927 927 927 700 1,4-Ю-1’ 1,2-10-* 6,3-10-» 7,4-10-» 2,7-10-* 8,5'10-* 1,9-10-' 2.1-10-9
Кислород Серебро Стекло 927 700 9,7'10-» 1,0-10"1»
Азот Молибден Железо Стекло 927 927 400 1,6-10-» 7,0'10-» 6,0-10-'*
Окись углерода Железо 927 1,7'10-»
Для изготовления натекателей на не-
большую пропускную способность (меньше
1 • 10~4 л - мкм рт. ст./сек) можно исполь-
зовать проницаемость для газа перегород-
ки из листовой кремнийорганической ре*
зины.
Диффузионные натекатели для гелия,
изготовленные в виде кварцевой колбочки 1
(диаметром 10 мм при толщине стенки
1 мм), показаны на рис. 6-127,а. Эта кол-
бочка с помощью многоступенчатого спая 2
(см. разд. 2, § 3-3) припаяна к сосуду 3
из стекла пирекс, содержащему гелий. Все
устройство помещено в оболочку из стекла
пирекс. С помощью этого натекателя мож-
но осуществлять напуск гелия со скоростью
5-Ю-8 см3 /сек.
В тех случаях, когда содержащийся
в сосуде гелий имеет примесь водорода,
следует учитывать, что скорость проникно-
вения последнего через кварц составляет
примерно 0,1 скорости проникновения ге-.
лия. Содержание примесей в гелии после
408
Рис. 6-127. Диффузионные натекатели.
а — со ступенчатым стеклянным спаем; б — с ре
зиновым уплотнением; в — с никелевой спиралью;
г — с палладиевой или платиновой трубкой.
его диффузии через кварц не превышает
10-4 %, за исключением водорода, содер-
жание которого несколько выше (до 10~3%).
На рис. *6-127,6 схематически показан
натекатель, содержащий колбочку 1 из стек-
ла пирекс, покрытую слоем воска 2 толщи-
ной примерно 3 мм. Эта колбочка помешена
в блок из эпоксидной смолы 3, имеющий
участок присоединения к трубопроводу 4
вакуумной системы. После термообработки
эпоксидной смолы слой воска выплавляет-
ся. Колбочка заполнялась гелием и закры-
валась пробкой 5. Гелий медленно диффун-
дирует сквозь стеклянную стенку колбочки
и попадает после этого в присоединитель-
ный трубопровод 4.
Для диффузионного напуска водорода
применяются трубки из никеля или палла-
дия; лучшим материалом диффузионных
перегородок для напуска кислорода явля-
ется серебро (см. табл. 6-32).
Этот узел размещался внутри стеклян-
ной оболочки, а концы никелевой трубки
с помощью переходных трубок из ковара
присоединялись к источнику напряжения.
Никелевая трубка нагревалась пропуска-
нием через нее тока. Водород диффунди-
ровал изнутри никелевой трубки наружу.
При этом не рекомендуется конструиро-
вать натекатель таким образом, чтобы
водород диффундировал извне трубки
внутрь нее, так как в этом случае требуется
более высокий расход мощности на нагрев
никелевой трубки. Длительный -нагрев ни-
келевой трубки при температуре 600 °C не
оказывает на нее заметного влияния. Ско-
рость диффузии оставалась постоянной при
условии, что через трубку непрерывно про-
текал небольшой поток водорода; это по-
зволило избежать накопления в трубке
загрязнений. Без этого постоянного проте-
кания через трубку потока газа скорость
-его диффузии спустя один час уменьшает-
ся примерно наполовину.
Аналогичное устройство показано на
рис. 6-127,в, где использовалась никелевая
трубка, свернутая в виде спирали диамет-
ром 30 мм и расположенная внутри стек-
лянного сосуда (размеры трубки — длина
1,5 мм, наружный диаметр 10 мм, толщина
стенки ОД мм). Никелевая трубка нагрева-
лась пропусканием по ней тока, водород
диффундирует изнутри трубки наружу
в полость стеклянного сосуда. Это устрой-
ство использовалось для напуска дейтерия.
Наиболее эффективные диффузионные
натекатели для напуска водорода изготов-
ляются на основе палладия. Один из таких
натекателей показан на рис. 6-127,г. Труд-
ность работы с палладиевыми натекателями
состоит в том, что после ряда нагревов и
охлаждений в среде водорода палладий
приобретает повышенную твердость. Для
предотвращения этого явления рекоменду-
ется предварительно откачивать натекатель,
а водород напускать в него только после
его нагрева до рабочей температуры.
Вместо чистого палладия для изготов-
ления диффузионных натекателей можно
использовать палладиевые сплавы. Макси-
мальная скорость диффузии для водорода
достигается с помощью палладиевых на-
текятелей, изготовленных из сплава, содер-
жащего 23% серебра и 77% палладия. Ра-
бочая температура таких натекателей со-
ставляет 350—400 °C.
Для напуска кислорода используются
диффузионные натекатели, изготовленные
из серебряных трубок. С этой целью можно
использовать серебряные трубки диаметром
3 мм при толщине стенок 0,12 мм. Есть
также натекатель для напуска кислорода,
изготовленный из серебряной трубки дли-
ной ’150 мм, диаметром 3,2 мм при толщине
стенки 0,25 мм. Рабочая температура та-
кого натекателя составляет 600-ь 700 °C.
Порционные натекатели. Регулирование
пропускной способности натекателя может
осуществляться с помощью порционных си-
стем импульсного действия, с помощью
которых газ напускается в вакуумную си-
стему отдельными порциями. В порционных
натекателях может использоваться про-
булькивание газа через жидкости, попере-
менное открывание и закрывание отверстия
трубопровода '(присоединенного к контей-
неру с газом), вращение вала с углубле-
нием в нем, а также устройства, содержа-
щие вибрирующие иглы, конусные выступы
или диски.
Небольшие порции газа могут на-
пускаться в вакуумную систему при про-
булькивании газа через столб жидкости.
В качестве такой жидкости чаще всего
используется ртуть. Однако могут исполь-
зоваться также и другие жидкости.
На рис. 6-128.Я показан порционный
натекатель импульсного действия, в кото-
ром кулачок 1 приводит в движение пру-
жинящее устройство; на последнем закреп-
В)
Рис. 6-128. Натекатели импульсного дей-
ствия.
а — с кулачковым механизмом; б — натекатель
с вращающимся валом, в котором предусмотре-
но углубление
лена резиновая крышка 2; при движении
пружинящего устройства крышка закрывает
и открывает отверстие трубки 3. Величина
пропускной способности мало зависит при
этом от скорости вращения кулачка. Для
трубки 3 заданных размеров величина про-
пускной способности зависит от отношения
длительности периодов, в течение которых
Рис. 6-129. Натекатели импульсного дей-
ствия.
а — с иглой, вибрирующей под действием маг-
нитного поля соленоида: / — установочный винт:
2 —стальная рамка; 3 — соленоид; 4 — стальной
сердечник; 5 — участок крепления иглы к сердеч-
нику; 6 — бронзовая пружина; 7 —тефлон; 8 —
латунная трубка; 9—игла из закаленной стали;
10 — латунное седло; б — натекатель, приводимый
в действие звуковой волной: / — тефлоновая про-
кладка; 2 — установочный винт; 3 — отверстие
для напуска Газа; 4 — пружина; 5 — боек; 6 —
«наковальня»; в — натекатель с диском, вибри-
рующим под действием магнитного поля соленои-
да; 1— отверстие для напуска газа; 2—выходное
отверстие; 3 — пружина; 4 — диск натекателя;
5 — токоподвод; 6 — соленоид; 7 — тефлоновое
седло; 8 — уплотняющий компаунд; 9 — резино-
вая прокладка.
409
трубка соответственно открыта и закрыта;
это отношение зависит от конфигурации
кулачка 1 и его расположения. Другая
конструкция порционного натекателя пока-
зана на рис. 6-128,6. В этом натекателе
используется металлический вал /, в кото-
ром имеются просверленные на его цилин-
дрической поверхности углубления 2. Тру-
бопровод вакуумной системы присоединен
к резиновой обойме 5, в которую заключен
также вал с углублениями. Эта обойма
плотно облегает поверхность вала. При
этом достигается герметизация и взаимная
изоляция отдельных полостей, образуемых
углублениями в вале. Для повышения гер-
метизации трущиеся поверхности покрыты
слоем вакуумного масла или смазки. При
вращении вала происходит поочередная от-
дача газа внутрь вакуумной системы из
каждого углубления, после чего при даль-
нейшем перемещении полости углубления
происходит ее повторное заполнение газом.
Пропускная способность натекателя зави-
сит от объема углублений и скорости вра-
щения вала.
На рис. 6-129,а показан натекатель, по-
строенный на основе игольчатого затвора.
Вибрация иглы в аксиальном направлении
производится с помощью соленоида, питае-
мого переменным током. Открывание и
закрывание затвора происходит с частотой,
вдвое превышающей частоту тока, прохо-
дящего по соленоиду. Регулируя с помощью
установочного винта длину хода иглы,
можно плавно изменять величину пропуск-
ной способности этого натекателя.
Для достижения очень коротких им-
пульсов натекания газа (>1 см3 газа за
100 мксек) можно использовать натекатель,
показанный на рис. 6-129,6, в котором от-
крывание натекателя производится в ре-
зультате продольного распространения зву-
ковой волны, возникающей при ударе
бойка о наковальню, закрепленную на кон-
це стального стержня; звуковая волна
распространяется вдоль стержня и приво-
дит в движение запорный орган затвора,
присоединенный к его концу.
С помощью натекателя, показанного
на рис. 6-129,в, можно напускать неболь-
шие порции газа величиной 0,009 см3 (при
нормальных условиях). Это устройство сра-
батывает при разряде конденсатора, заря-
женного до напряжения 10 кв (емкость
конденсатора 3 мкф). Ток разряда конден-
сатора проходит через катушку, в которой
возникает при этом сильное магнитное поле.
Последнее наводит вихревые токи в ме-
таллическом диске, в результате чего воз-
никают силы отталкивания, отжимающие
этот диск от кольцевого уплотнения, после
чего через последнее проходит порция газа.
1-5. СПОСОБЫ ВСКРЫТИЯ
ГЕРМЕТИЧНЫХ КОНТЕЙНЕРОВ
С ГАЗОМ
Для заполнения сосудов чистым газом
или парами при заданном давлении или
для измерения количества, давления или
чистоты газа, содержащегося в вакуумном
410
Рис. 6-130. Устройство для вскрытия
сосудов с помощью подвижного же-
лезного бойка.
а — боек расположен в соединительном
патрубке; б — боек расположен в боко-
вом отростке; в — улучшенная конструк-
ция разрушаемого участка стеклянного
сосуда.
приборе (например, в газонаполненной
лампе или электронном приборе), необхо-
димо перенести определенное количество
газа или пара из герметизированного со-
суда в откачанную вакуумную систему.
Для того чтобы при переносе сохранилась
исходная чистота газа (или пара), необхо-
димо вскрытие герметизированного сосуда
производить в вакууме. С этой целью гер-
метизированный сосуд (колбу или ампулу)
или его участок, который должен быть
вскрыт, помещают внутрь вакуумной систе-
мы. Если сосуд имеет специальное приспо-
собление для вскрытия под вакуумом
(например, обламываемый запаянный ко-
нец), то к вакуумной системе следует при-
соединять лишь это вскрываемое устройст-
во. Если же сосуд не содержит такого
устройства для вскрытия, он должен быть
полностью помещен внутрь вакуумной ка-
меры и вскрыт в ней под вакуумом. Вскры-
тие такого сосуда может быть произведено
путем удара и сгиба, прокола или сжатия.
Вскрытие сосуда с помощью удара.
Инертный газ, а также газы весьма высо-
кой чистоты поставляются в стеклянных
контейнерах, снабженных запаянным обла-
мываемым отростком 2 (рис. 6-130,а). Для
того чтобы вскрыть такой сосуд /, в при-
соединительную трубку 4 помещают не-
большую железную цилиндрическую деталь
(боек) 3 '(предпочтительно использовать
Рис. 6-131. Устройство для вскрытия
сосудов с помощью удара, наносимо-
го в радиальном направлении.
а — устройство для вскрытия сосудов
с тонким обламываемым концом; б —
устройство для вскрытия колб или ампул.
для этого железный сердечник, имеющий
герметичную стеклянную оболочку); труб-
ка 4 припаивается к стеклянному трубопро-
воду, к которому последовательно присое-
динены два крана 6 и 7. После откачки
пространств трубок 8 и 4 оба крана закры-
ваются. Железный боек 3 поднимается на
высоту примерно 20 мм с помощью распо-
лагаемого вне трубки магнита 5; после
удаления магнита боек падает на обламы-
ваемый конец и разбивает его. После того
как тонкий стеклянный конец разбит, газ
поступает в пространство 4. Для того что-
бы избежать преждевременного механиче-
ского повреждения обламываемого конца,
рекомендуется располагать железный боек
в боковом отростке (рис. 6-130,6) и заво-
дить боек в центральную трубку только
после того, как все промежуточное про-
странство будет откачано, а краны закры-
ты. Для систем, в которых используется
два крана, рекомендуется, чтобы кран, рас-
положенный с высоковакуумной стороны,
имел замкнутую оболочку (см. разд. 6,
§ 1-2).
Обламываемая перегородка, выполнен-
ная в виде тонкого оттянутого конца
(рис. 6-130,а, б), обладает тем недостатком,
что после обламывания оттянутого конца
образуется капиллярное отверстие, оказы-
вающее дросселирующее влияние на поток
газа. Кроме того, такая форма обламывае-
мого конца не позволяет проводить его
тщательную очистку перед вскрытием.
С целью устранения указанных недостат-
ков предложено выполнять разрушаемый
механически участок так, как это показано
на рис. 6-130,в.
В некоторых случаях предпочтительно
производить удар бойком не вдоль присое-
динительной трубки, а сбоку (рис. 6-131)
При этом оттянутый обламываемый конец
размещается на одном уровне с боковым
отростком, в котором помещается подвиж-
ный железный боек (рис. 6-131,а). Приме-
няется также устройство, показанное на
рис. 6-431Д в котором железный боек
с помощью магнита снимается с крючка,
на котором он закреплен, опускается до
нужного уровня над обламываемым кон-
цом, после чего магнит удаляют, а боек
свободно падает вниз, разбивая стеклян-
ный конец контейнера с газом ((см. также
рис. 6-136).
Контейнер с газом, показанный на
рис. 6-130, может быть вскрыт без помощи
магнита. Для этого контейнер с газом
вместе с присоединенными к нему двумя
кранами отсоединяют от вакуумной систе-
мы и приводят в движение железный боек
(или даже стеклянный стержень, что в этом
случае оказывается возможным) путем
наклона или встряхивания всего узла.
В технологическом процессе заполнения
металлических тиратронов дозированными
количествами смеси криптон — гелий ис-
пользуется небольшой стеклянный сосуд,
содержащий требуемое количество газа;
этот сосуд присоединяется к боковой сто-
роне оболочки тиратрона. После того как
тиратрон откачивается вместе с боковым
присоединительным отростком и отпаива-
ется от откачного поста, стеклянный кон-
тейнер разбивается путем встряхивания
всего собранного узла. Газ заполняет ти-
ратрон, после чего присоединенный сбоку
сосуд отпаивается от тиратрона (разд. 2,
§ 6-3).
Вскрытие сосудов с газом путем изги-
ба. Обламываемый участок сосуда с газом
может быть вскрыт под вакуумом путем
его изгибания до тех пор, пока он не будет
обломлен. Обламываемый участок в этом
Рис. 6-132. Устройство для вскрытия сосудов с помощью изгибающего воздействия на
тонкий оттянутый конец сосуда.
а — обламывание оттянутого участка в резиновой трубке; б — обламывание с помощью крана с ко-
нической пробкой; в — обламывание с помощью притертого шарового уплотнения; г — обламыва-
ние с помощью поворотной лопасти; д — обламывание с помощью эксцентрично вращающегося
стержня.
411
Рис. 6-133. Устройство для вскрытия со-
судов.
а — с помощью ударного бойка; б — с по-
мощью игольчатого затвора модифицирован-
ной конструкции.
случае должен быть выполнен в виде удли-
ненной тонкостенной трубки; если применя-
ется толстостенная трубка, то она должна
содержать заранее нанесенные риски на
том участке, на котором должно быть про-
изведено ее обламывание.
Наиболее простым методом при этом
является помещение обламываемой трубки
внутрь резиновой трубки, присоединенной
к вакуумной системе (рис. 6-132,а); этот
метод, однако, не может обеспечить нуж-
ную степень чистоты напускаемого газа.
После откачки пространства внутри рези-
новой трубки и перекрытия крана резино-
вую трубку вместе с помещенной внутрь
нее стеклянной трубкой изгибают до тех
пор, пока стеклянная трубка не обламыва-
ется.
На рис. 6-132,6 показана трубка /,
которая помещена внутрь сосуда 2 с запа-
сом газа. С помощью конического притер-
того уплотнения 3 этот сосуд присоединен
к напускной системе, состоящей из двух
последовательно соединенных кранов. Пос-
ле откачки системы, присоединенной с по-
мощью шлифа 4 к вакуумному насосу, и
перекрытия крана 5 удлиненный конец
трубки 1 обламывается с помощью крана 6.
Предварительно конец трубки 1 помещает-
ся в отверстие пробки крана 6 и при вра-
щении этой пробки трубка обламывается.
С этой же целью вместо стеклянного кра-
на может использоваться сферическое при-
тертое соединение (рис. 6-132,в).
На рис. 6-132,г показано устройство,
в котором используется ампула /, снаб-
женная заранее нанесенной на ней цара-
пиной. Эта ампула присоединена к откачи-
ваемому объему 2 и обламывается с по-
мощью вращающейся плоской лопасти 3.
Можно использовать также коленчатый
стержень, эксцентрично закрепленный в ко-
ническом притертом шлифовом соединении
(рис. 6-132,6).
Устройство для вскрытия контейнеров
с газом показано также на рис. 6-133,а;
контейнер 1 помещается внутрь вакуумного'
прибора и закрепляется в нем с помощью’
двойного кольцевого уплотнения 2. Вскры-
тие контейнера после откачки системы про-
изводится с помощью рычага 3.
Можно использовать также модифици-
рованный игольчатый затвор, в котором
седло удалено, как это показано на
рис. 6-133,6 '(удаленная часть затвора по-
казана на рисунке пунктирной линией).
Вскрытие сосудов с газом путем их
прокола. На рис. 5-7,6 показано устройство
для вскрытия небольших капсул внутри
вакуумной системы с помощью прокола.
Устройство для вскрытия запаянных элек-
тронных приборов в вакууме показано на
рис. 6-134,а; с помощью выступа на стерж-
не 2 наносится резкий, сильный удар по
электронному прибору 5, размещенному
внутри вакуумной системы. Стержень 2
приводится в движение с помощью соле-
ноида 4. Расположенный сверху стержень 1
имеет наконечник, выполненный по форме
вскрываемого прибора. С помощью соле-
ноида 3, возбуждаемого одновременно
с соленоидом 4, стержень 1 движется вниз
и воспринимает на себя удар заостренного
конца стержня 2.
Одна из конструктивных модификаций
устройства для введения различных мате-
риалов внутрь вакуумной системы показа-
Рис. 6-134. Устройство ударного действия
для вскрытия сосудов.
а — с помощью подвижного бойка; 1, 2 — сталь-
ные стержни из мягкой стали; 3, 4 — соленоиды;
5 — вскрываемый сосуд; 6 — пружина; б — устрой-
ство, в котором подвижным элементом является
вскрываемая ампула.
Рис. 6-135. Устройство для вскрытия сосу-
дов путем их сдавливания.
а — сдавливание внутри резиновой трубки; б —
сдавливание с помощью металлического кольца,
разогреваемого индуктивным методом.
ШГЕГ
412
на на рис. 6-134,6. Ампула с вносимым
внутрь вакуумной системы материалом 3
содержит также железный боек 2, закреп-
ленный внутри ампулы с помощью мягкой
набивки 1. С помощью соленоида 5 ампула
с бойком приводится в движение в направ-
лении острия бис помощью последнего
тонкая стенка 4 ампулы прокалывается.
Некоторые устройства для вскрытия
капсул выполнены аналогично, устройствам
для отрезания стеклянных трубок.
Вскрытие сосудов с помощью их сжа-
тия. Простой способ вскрытия заполненных
газом ампул под вакуумом состоит в поме-
щении этих ампул 1 внутрь стеклянной
трубки 2 (рис. 6-135), один конец которой
закрыт пробкой 3; через стеклянный кран 4
резиновая трубка с помещенной в нее
ампулой откачивается. Затем кран 4 пере-
крывается, а ампула через резиновую труб-
ку раздавливается с помощью прижима 5.
На рис. 6-135,6 показано устройство
для вскрытия сосудов с газом с помощью
металлического кольца / (например, из
сплава «нимониак»), надеваемого сверху
на ампулу, верхняя часть которой имеет
форму конуса. Размеры металлического
кольца—^наружный диаметр 35 мм, внут-
ренний диаметр 24 мм, высота 6 мм. Ме-
таллическое кольцо разогревается токами
высокой частоты (с помощью катушки 2)
до температуры 800 °C. При нагреве кольцо
расширяется, соскальзывает по конической
поверхности ампулы, плотно облегая ее.
После охлаждения кольцо сжимается и
раздавливает ампулу. Достоинство этого
устройства состоит в том, что оно допуска-
ет дистанционное управление.
Глава вторая
УПЛОТНЯЕМЫЕ УСТРОЙСТВА ДЛЯ ПЕРЕНОСА ЖИДКОСТЕЙ
В вакуумной технике перенос жид-
костей в откачанное пространство приме-
няется сравнительно редко. Однако имеет-
ся ряд случаев, когда такой перенос оказы-
вается необходимым.
2-1. НЕПРЕРЫВНЫЙ ПЕРЕНОС
Непрерывный перенос жидкости в от-
качанные сосуды может производиться
с помощью кранов или затворов, располо-
женных в нижней части сосуда, содержа-
щего столб жидкости и присоединенного
к откачиваемому сосуду. При этом жид-
кость должна заполнять пространство вы-
ше уровня крана (или затвора), а противо-
положная сторона откачивается вместе
с сосудом. При открывании крана (или за-
твора) жидкость под действием разности
давлений на обоих концах столба начинает
течь внутрь вакуумного сосуда. При такой
методике переноса жидкости не достигается
высокой чистоты вносимой в сосуд жид-
кости, поскольку при этом одновременно
с ней поступает значительное количество
газа. Напуск жидкости следует произво-
дить по возможности медленно, с тем что-
бы величину потока жидкости можно было
регулировать и при этом непрерывно под-
держивать ее уровень выше уровня крана
(или затвора). С целью регулировки пото-
ка напускаемой жидкости рекомендуется
встраивать в пробку крана игольчатый за-
твор. Игла из нержавеющей стали распола-
гается вдоль оси тефлоновой пробки ва-
куумного крана. Изменяя положение иглы
внутри отверстия, в этой пробке можно
регулировать величину потока напускаемой
жидкости. При этом использовались цель-
нометаллические затворы со сферическим
уплотнением. Седло затвора имело уплот-
нение, выполненное на основе медной диа-
фрагмы
2-2. ДОЗИРОВАННЫЙ НАПУСК
Дозированные количества жидкости'
можно напускать внутрь откачанных ва-
куумных камер: 1) путем вскрывания
(разрушения) в вакууме ампулы, содер-
жащей требуемое количество жидкости;
2) с помощью питателей.
1. Разрушение ампулы с жид-
костью. Детали методики переноса жид-
кости в вакуум путем разрушения ампулы
зависят от конфигурации ампулы или кон-
тейнера с жидкостью, а также от требова-
ний к чистоте переносимого материала.
На рис. 6-И36 показаны некоторые устрой-
ства для осуществления этого метода
переноса.
Если ампула с жидкостью выполнена
в виде длинной капиллярной трубки, как
это показано на рис. 6-136,а, то эту трубку
можно расположить так, чтобы ее конец
входил в отверстие трубки конического
Рис. 6-136. Устройство для переноса жидко-
сти в откачанное пространство путем раз-
рушения контейнера, содержащего
жидкость
а — ампула с жидкостью разрушается с помощью,
крана; 1 — ампула; 2 — ртуть; б — ампула, разру-
шаемая с помощью падающего бойка; 3 — зара-
нее нанесенная риска; 4 — стекловата; в — колба,
разрушаемая с помощью заостренного бойка.
415
притертого шлифового соединения. После
того как все соединения уплотняются (на-
пример, с помощью ртути), а вакуумная
система откачивается, конец капиллярной
ампулы обламывается путем вращения
пробки шлифа. Устройство, показанное на
рис. 6-136,а, уплотняется с помощью ртути
(см. также разд. 3, § 7-2). Можно исполь-
зовать также шлифы со смазкой или же
уплотнения на основе прокладок (если
требования, предъявляемые к чистоте жид-
кости, допускают это). Устройство анало-
гичного назначения, выполненное на основе
сферического притертого соединения, пока-
зано на рис. 6-132,в.
Для вскрытия под вакуумом более
крупных ампул или контейнеров должны
использоваться вскрывающие устройства
(бойки) специальной конструкции. Боек
(рис. 6-136, б) поднимается с помощью маг-
нита, расположенного снаружи оболочки
вакуумной системы, и при своем падении
он разбивает оттянутый конец ампулы.
Для того чтобы облегчить вскрытие ампу-
лы, рекомендуется предварительно нанести
на ее поверхность царапины.
На рис. 6-136,в показано устройство
для вскрытия стеклянных флаконов под
вакуумом. Крепежные детали в этом уст-
ройстве должны обладать достаточной ме-
ханической прочностью, чтобы выдержи-
вать ударную нагрузку во время вскрытия
флаконов.
Ампула с жидкостью может быть
вскрыта также с помощью высокочастотно-
го нагрева (рис. 6-135, б). С этой целью на
ампулу надевается короткозамкнутый ви-
ток (кольцо), нагрев которого с помощью
токов высокой частоты вызывает образова-
ние трещины в ампуле.
2. П и т а ю щ и е системы. С по-
мощью различных систем питателей можно
осуществлять дозированный перенос опре-
деленных количеств жидкостей внутрь ва-
куумной системы, причем этот перенос мо-
жет осуществляться как периодически, так
и непрерывно.
Простое устройство для точного дози-
рования небольших количеств ртути показа-
но на рис. 6-137. В этом устройстве микро-
метрический винт 2 приводит в движение
пистон /, который в свою очередь протал-
кивает ртуть внутрь капиллярной трубки 3.
При этом образуются отдельные капли рту-
ти, которые могут быть перенесены в нуж-
ный участок вакуумной системы. Этими
Рис. 6-137. Устройство для дозированного
напуска небольших количеств ртути.
/ — капилляр; 2 — плунжер; 3 — медицинская
игла для инъекции; 4 — вытекающая капля ртути.
414
Рис. 6-138. Дозирующее устройство с углуб-
лениями для дозируемого вещества.
в —с вращающимся стеклянным стержнем, в ко-
тором предусмотрены углубления; б — с вращаю-
щимся металлическим стержнем с углублениями;
в — стержень с углублением, перемещаемый
в продольном направлении; г — устройство для
дозирования ртути с электромагнитным при-
водом.
каплями можно заполнять небольшие поло-
сти / (рис. 6-138, а), расположенные на
удлиненной пробке 2, поступающей внутрь
вакуумного трубопровода из конического
притертого шлифового уплотнения. После
того как сосуды 5, предназначенные для
заполнения ртутью (например, ртутные
ионные приборы), откачиваются, пробка 2
поворачивается на 180° и дозированные
количества ртути сливаются через соедини-
тельные трубки 4 внутрь сосудов 3.
Такие устройства, показанные на
рис. 6-138, б, позволяют осуществлять пере-
нос жидкости при непрерывном режиме ра-
боты. Вал 1 снабжен сальниковым уплот-
нением 2 (разд. 5, § 1-7). Он содержит по-
лость, заполненную жидкостью 3. При вра-
щении вала полость заполняется жидкостью,
которая затем сливается в соединительный
трубопровод 4. После этого при продолжа-
ющемся вращении вала полость занимает
верхнее положение и вновь наполняется
жидкостью.
На рис. 6-138,в показано устройство
для переноса жидкости, содержащее стер-
жень / с углублением 2. Путем продольно-
го перемещения стержня жидкость, запол-
няющая углубление, переносится через
уплотнение внутрь вакуумной камеры, и
здесь она выливается при повороте стерж-
Рис 6-139. Вакуумные шлюзовые устройст-
ва с продольно перемещаемыми стержнями.
а — с простой системой откачки; б — с многосту-
пенчатой системой откачки.
ня. В этом устройстве вместе с жидкостью
в вакуумную систему поступает также не-
которое количество воздуха (если наруж-
ная часть стержня находится при атмос-
ферном давлении). Во избежание этого
уплотнение должно быть дополнено ваку-
умным шлюзом, как это показано на
рис. 6-139.
Автор разработал и применил устрой-
ство для дозированного напуска весьма
чистой ртути, схематически показанное на
рис. 6-138, г. В этом устройстве имеется
контейнер /, нижняя часть которого имеет
коническую форму. Этот контейнер вакуум-
ноплотно соединен с крышкой 2, на кото-
рой закреплен направляющий стержень 3.
Внутри камеры, образуемой этими деталя-
ми, имеется кольцевой контейнер 4, запол-
ненный ртутью. Между контейнером 4 и
стержнем 3 расположена трубка 5, которая
может на скользящей посадке перемещать-
ся между этими деталями. В трубке 5 на-
клонно просверлено отверстие 6, которое
в верхнем положении трубки 5 является
продолжением соосного с ним отверстия
в дне контейнера 4. Камера откачивается
при самом нижнем положении трубки 5.
С помощью расположенного снаружи соле-
ноида 7 (см. § 5-2) трубка 5 поднимается
в верхнее положение, а полость 6 заполня-
ется ртутью. При опускании трубки 5 по-
лость 6 опускается ниже конца стержня 3
и содержащаяся в ней ртуть выливается
внутрь вакуумной камеры. Описанное уст-
ройство позволяет одновременно произво-
дить обезгаживание ртути, так как ее по-
верхность в контейнере 4 находится под
вакуумом. При работе устройства обеспе-
чивается непрерывный перенос дозирован-
ных количеств, причем величина дозы за-
висит от размеров полости 6. Дозирующее
устройство присоединяется к системе управ-
ления и поступающие от последней сигналы
синхронизируются с работой откачного по-
ста, производящего откачку ртутных газо-
разрядных приборов.
Глава третья
УПЛОТНЯЕМЫЕ УСТРОЙСТВА ДЛЯ ПЕРЕНОСА
ТВЕРДЫХ ТЕЛ
В ряде случаев необходимо пе-
реносить внутрь вакуумных систем
твердые тела, например различные
образцы, фотопластинки, катоды
или же смотровые окна. Иногда бы-
вает необходимо извлекать эти пред-
меты из вакуумной камеры наружу
без нарушения при этом вакуума.
Такой перенос осуществляется обыч-
но с помощью вакуумных шлюзов.
Если необходимо перенести матери-
ал из вакуума в вакуум, то такой
перенос производится в откачанных
ампулах. Калий и натрий (металлы,
которые не могут подвергаться экс-
понированию на воздухе) могут
быть внесены внутрь откачанных
стеклянных сосудов с помощью
электролитического переноса через
стенки этих сосудов.
3-1. ВАКУУМНЫЕ ШЛЮЗЫ
Вакуумный шлюз представляет
собой камеру, присоединенную к ва-
куумной системе; эта камера может
открываться либо на атмосферный
воздух, либо в сторону вакуумной
системы. Процесс переноса какого-
либо предмета внутрь вакуумной ка-
меры с помощью вакуумного шлюза
должен проводиться в следующей
последовательности: 1) затвор шлю-
за открывается на атмосферу (при
этом он перекрыт по отношению к
вакуумной камере) и переносимый
объект вносится внутрь шлюза; 2)
шлюз перекрывается со стороны ат-
мосферного воздуха и заключенное
внутри него пространство откачива-
ется с помощью отдельной линии от-
качки шлюза; 3) шлюз открывается
со стороны вакуумной камеры и пе-
415
реносимый предмет вносится внутрь
камеры; 4) шлюз перекрывается со
стороны вакуумной камеры. Для из-
влечения предмета из вакуумной ка-
меры шлюз откачивается, предмет
переносится внутрь шлюза, затем
последний перекрывается со сторо-
ны вакуумной камеры и открывает-
ся со стороны атмосферы, после че-
го переносимый из вакуумной каме-
ры предмет извлекается из шлюза.
Конструкция вакуумных затворов
может иметь основой одну из следу-
ющих деталей (разд. 6, § 3-1):
1) перемещаемый вдоль на
•скользящей посадке стержень; 2)
поворотную пробку; 3) камеру с
двойным затвором
Вакуумные шлюзы, содержащие
скользящие стержни. Пример ваку-
умного шлюза этого типа приведен
на рис. 6-139,а. Стержень 1 может
вдвигаться внутрь вакуумной каме-
ры 2 через уплотнение 3 (см. разд.
5, § 1-7). Стержень 1 несет на себе
предмет, подлежащий переносу
внутрь камеры. Для этого он снаб-
жен углублением 4 (или нескольки-
ми углублениями) нужной формы.
Это устройство похоже на конструк-
цию, показанную на рис- 6-138,в, но
отличается от него тем, что содер-
жит промежуточную камеру, кото-
рая может быть откачана.
Уплотнение стержня может осу-
ществляться с помощью прокладок
из эластомера, кольцевых прокла-
док; может также использоваться
уплотнение вильсоновского типа.
На рис. 6-139,6 показан вакуум-
ный шлюз, содержащий стержень,
разделенный на три секции. Две
крайние секции 1 предназначены для
переноса, а средняя секция 2 пред-
ставляет собой гладкий стержень.
Переносимые образцы располагаются
в углублениях, предусмотренных в
концевых секциях, после чего стер-
жень вдвигается внутрь вакуумной
камеры через канал 3. Три линии от-
качки (Л, Р2, Рз) присоединены к
обеим сторонам канала и обеспечива-
ют перепад давлений (охранный ва-
куум) от атмосферного давления до
вакуума, достигаемого в камере 4.
Зазор между стержнем 2 и стенкой
канала 3 составляет 0,05—0,1 мм.
На обоих концах стержня преду-
4 16
Рис. 6-140. Вакуумные шлюзовые устрой-
ства с использованием вращаемых пробок
(переносимый предмет при этом переме-
щается в радиальном направлении).
а — пробка с углублением в ней; б — пробка
с углублением и двойной оболочкой; в — пробка
со сквозным отверстием.
смотрены двойные кольцевые уплот-
нения 5. Кольцевые уплотнения на
каждом из концов разнесены на не-
которое расстояние одно от другого,
так что при любом положении стер-
жня уплотнение обеспечивается по
крайней мере одной кольцевой про-
кладкой.
Путем покрытия стержня слоем
хрома, его тщательной полировки и
использования смазки из дисульфи-
да молибдена оказалось возможным
изготовить вакуумный затвор анало-
гичного типа с зазором, не превыша-
ющим 2 мкм.
Аналогичная система с последо-
вательной (каскадной) откачкой мо-
жет содержать вместо стержня не-
прерывно перемещаемую вольфра-
мовую ленту.
Вакуумные шлюзы, в которых
используются поворотные пробки.
В устройствах этого типа перемеща-
емый предмет вставляется во вра-
щающуюся пробку с одной ее сто-
роны и после поворота пробки ока-
зывается возможным перенос этого
предмета в сторону, противополож-
ную участку внесения переносимого
предмета внутрь шлюза. Направле-
ние перемещения предмета в про-
цессе переноса при этом может быть
радиальным, продольным (аксиаль-
ным) или тангенциальным в зависи-
мости от конструкции пробки.
Рис. 6-141. Шлюзовые устройства с пробка-
ми (переносимый предмет вносится в проб-
ку в аксиальном направлении, а в дальней-
шем перемещается в радиальном направ-
лении) .
В устройстве, показанном на рис.
6-140,а, переносимый предмет встав-
ляется внутрь пробки 4 через отвер-
стие /. При повороте пробки ее от-
верстие совмещается с выходным па-
трубком 2, через который произво-
дится откачка полости в пробке.
При дальнейшем повороте послед-
ней переносимый объект вводится
внутрь камеры 3.
Иначе решается задача в уст-
ройстве, показанном на рис. 6-140,6.
Здесь пробка 1 выполнена съемной
и может извлекаться из вращающей-
ся оболочки 3, в которую она поме-
щена. После того как перемещае-
мый объект помещен в полость 2,
пробка снова устанавливается в
оболочке 3. При вращении пробки 1
и оболочки 3 полость 2 соединяется
с патрубком 4 и откачивается. При
дальнейшем повороте пробки и обо-
лочки предмет переносится внутрь
вакуумной камеры 5.
На рис. 6-140,8 показано устрой-
ство для переноса фотопластинок
внутрь откачанной камеры. В на-
чальный момент пробка 1 устанав-
ливается в перекрывающее положе-
ние, а пластинка 2 располагается в
приемной камере. Последняя отка-
чивается (откачной патрубок на ри-
сунке не показан), после чего проб-
ка 1 поворачивается в такое поло-
жение, при котором имеющаяся р.
ней щель занимает горизонтальное
положение. С помощью механизма
переноса 3 пластина вносится через
эту щель внутрь вакуумной камеры.
27—228
Перенос небольших образцов мо-
жет осуществляться с помощью
шлюзов, в качестве которых исполь-
зуются краны или затворы с проб-
ками. Вначале кран перекрывается,
переносимый предмет вносится
внутрь крана, после чего последний
откачивается. При повороте пробки
крана последний переводится в от-
крытое положение, и через отвер-
стие в нем предмет переносится
внутрь вакуумной камеры.
На рис. 6-141 показан вакуум-
ный шлюз, в котором переносимый
предмет вносится в пробку в про-
дольном (аксиальном) направлении,
а извлекается из нее в радиальном
направлении. Пробка 1 (рис. 6-141,
а) имеет Т-образную полость. Сред-
ний участок этой полости присоеди-
нен к притертому коническому шли-
фовому соединению 2. Оболочка ва_
куумного шлюза имеет присоедини-
тельный трубопровод 4 к откачной
системе, а также трубопровод 5, со-
единяющий шлюз с вакуумной ка-
мерой. При установке пробки в по-
ложение 1 (рис. 6-141,6) образец 3
вносится в систему через коничес-
кий шлиф 2. После установки проб-
ки в положение 2 пространство, со-
держащее образец, откачивается без
нарушения вакуума в камере (при-
соединенной через трубопровод 5).
При дальнейшем повороте пробки
до положения 3 вакуумная камера
и контейнер с образцом присоеди-
няются к откачной системе. В этом
положении образец переносится
вначале в аксиальном направлении,
а затем в радиальном через пробку
внутрь вакуумной камеры 5.
Рис. 6-142. Вакуумный шлюз
с вращаемой пробкой (перено-
симый предмет перемещается
в тангенциальном направлении
по отношению к пробке).
417
Рис. 6-143. Вакуумный шлюз, содержащий та-
рельчатый затвор с сильфонным уплотнением.
На рис. 6-142 показан вакуум-
ный шлюз, в котором объект пере-
носится при вращении пробки. Пе-
реносимый объект (фотопластинка)
помещается в положение /; при вра-
щении пробки он переносится вна-
чале в положение откачки 2, а за-
тем— в пространство вакуумной ка-
меры 3.
Вакуумные шлюзы, содержащие
камеры с двойными затворами. Ва-
куумный шлюз этого типа содержит
пространство, которое может, с од-
ной стороны, присоединяться через
затвор к вакуумной камере, а с дру-
гой стороны, через другой затвор с
атмосферным воздухом. Кроме того,
шлюз также соединен с линией от-
качки.
Шлюзы этого типа имеют обыч-
но затворы шиберного типа (см.
разд. 6, § 1-3); могут использовать-
ся также и тарельчатые (дисковые)
затворы или перекрывающие уст-
ройства других конструкций. В ва-
куумном шлюзе (рис. 6-143) пере-
носимый предмет вносится внутрь
шлюза через затвор 1, после чего
шлюз откачивается через присоеди-
нительную линию 2. Дисковый зат-
вор 3 с сильфонным уплотнениелМ
(разд. 6, § 1-3) открывается, и пе-
реносимый предмет укладывается
поверх перекрывающего диска зат-
вора, а при его подъеме — пере-
мещается внутрь откачанной ка-
меры 4.
Вакуумный шлюз, используемый
в электронной микроскопии и содер-
жащий камеру с двумя затворами,
показан на рис. 6-144. Исследуемый
образец вносится внутрь камеры 1
между затворами Л и Р2 и затем
после открытия затвора перено-
сится внутрь камеры 2. Вместо пос-
ледовательного открывания и за-
крывания затворов можно исполь-
зовать принцип перемещения само-
го шлюза. Устройство, в котором ис-
пользован этот принцип, показано на
рис. 6-145. В одном из устройств
этого типа шлюз 1 (рис. 6-145,а) за-
гружается подлежащим переносу
объектом 7 через съемное уплотне-
ние 2, после чего через патрубок 3
производится откачка. Затем шлюз
перемещается по притертой поверх-
ности 4, при этом его уплотнение
достигается с помощью кольцевых
прокладок 5 и 6. После того как:
Рис. 6-144. Вакуумный шлюз с двумя затворными устройствами.
а — переносимый предмет расположен в держателе; б — предмет внесен в замкнутую
• камеру шлюза; б —предмет переносится внутрь вакуумной камеры.
418
Рис. 6-145. Ва-
куумный шлюз с
подвижной каме-
рой. >
а — камера, переме-
щаемая по плоско-
сти; б — поворотная
камера.
илюз / устанавливается на патру-
юк 8, переносимый предмет падает
(низ внутрь вакуумной системы.
Аналогичное устройство (рис.
-145,6) может использовать две
:ритертые пластины 1 и 2. Перено-
имый предмет при этом помещает-
я в вакуумный шлюз 3 и после от-
:ачки шлюза устанавливается над
тверстием 4, после чер<Г предмет
адает в откачанное ^пространство
. Уплотнение таких уплас/ин может
существляться как |с помощью по-
оротных шиберных! затворов (см.
азд. 6, § 1-3) или с\ помощью при-
*ртых уплотнений с масдяной смаз-
ой (разд. 3, § 6-1 и 7-4).
3-2. ЭЛЕКТРОЛИТИЧЕСКИЙ
ПЕРЕНОС ЧЕРЕЗ СТЕКЛЯННЫЕ
СТЕНКИ
Некоторое количество натрия и калия
эжет вноситься внутрь откачанной стек-
шной колбы с помощью электролитичес-
>го переноса через стенки этой колбы.
На рис. 6-146 показана схема устрой-
ва для осуществления такого переноса,
олба / (изготовленная из натриевогостек-
1) помещена в ванну 2, изготовленную
j стали. Ванна содержит смесь нитрита
ггрия (NaNO2) и нитрата натрия (NaNOa),
ютых в соотношении 1:1. Эта смесь солей
щревается до ее плавления (примерно при
!мпературе 300° С). Для переноса калия
используется колба из калиевого стекла и
аналогичная смесь солей калия. Колба за-
полняется инертным- газом (например, ар-
гоном при давлении 1 — 3 мм рт. ст.). Меж-
ду ванной (служащей анодом) и электродом
прибора (рис. 6-146) прикладывается на-
пряжение, в результате чего внутри колбы
возбуждается тлеющий разряд. На внут-
ренней стороне стеклянной колбы при этом
выделяется осадок натрия (или калия).
Плотность тока, проходящего через погру-
женную в расплав солей часть стеклянной
колбы, не должна превышать 0,5 ма!см2.
Если электроды в колбе находятся
в холодном состоянии, то для проведения
указанного процесса необходимо напряже-
ние 500 — 1 000 в; однако при использова-
нии накаленной вольфрамовой проволоки,
как это показано на рис. 6-146, достаточ-
ным оказывается напряжение 200 — 300 в.
Рис. 6-146. Устройство для электролити-
ческого переноса натрия внутрь откачан-
ного стеклянного сосуда.
419
РАЗДЕЛ 7
УПЛОТНЕНИЯ, ИСПОЛЬЗУЕМЫЕ В УЗЛАХ,
ПРОПУСКАЮЩИХ РАЗЛИЧНЫЕ ВИДЫ ИЗЛУЧЕНИЙ
Глава первая
ОКНА
1-1. ВЫБОР ТИПА ОКНА
В СООТВЕТСТВИИ С ХАРАКТЕРОМ
ПРОПУСКАЕМОГО ИЗЛУЧЕНИЯ
На практике весьма часто при-
ходится пропускать излучение из
окружающего пространства внутрь
вакуумной камеры или наоборот из-
нутри вакуумной камеры наружу.
При этом наиболее часто встречают-
ся следующие случаи: освещение
внутреннего объема вакуумного со-
суда с помощью источника света,
расположенного снаружи камеры;
пропускание видимого света, ульт-
рафиолетового или инфракрасного
излучения или же излучения друго-
го вида из вакуумного сосуда (в ко-
тором это излучение генерируется)
в окружающее пространство.
С этой целью можно всю ваку-
умную камеру целиком изготовить
из материала, обладающего высо-
кой прозрачностью для данного ви-
да излучения; также можно из это-
го материала изготовить лишь часть
камеры в виде окна, размещенного
в ней. Такие камеры или окна долж-
ны удовлетворять следующим ос-
новным требованиям:
1) выдерживать перепады дав-
лений (см. разд. 2, § 1-1);
2) допускать применение уплот-
нений, герметизирующих откачное
пространство без образования при
этом истинных или кажущихся те-
чей (см. разд. 1, гл. 3);
3) пропускать излучение требуе-
мой интенсивности и спектрального
состава,
4) не пропускать иные (нежела-
тельные) виды излучений;
420
5) обладать высокой устойчиво-
стью к воздействию излучений или
иметь защиту от разрушения под
воздействием радиации (а также
других * воздействий, вызывающих
изменение прозрачности).
Вакуумные камеры и окна в них
могут быть подразделены в соответ-
ствии с характером того излучения,
которое они должны пропускать
(разд. 7, § 1-1): видимый свет, уль-
трафиолетовое излучение, инфра-
красное излучение, альфа-частицы,
бета-частицы или электроны, рент-
геновское или гамма-излучение, ней-
троны.
Окна для пропускания видимого
света. В тех случаях, когда окно
служит для пропускания видимого
света, наиболее часто применяемым
материалом является стекло. В этих
случаях либо весь вакуумный сосуд
целиком изготовляется из стекла,
либо металлический сосуд снабжа-
ется стеклянным окном.
При прохождении видимого све-
та сквозь обычное неокрашенное
стекло потери излучения составля-
ют 6—20% при толщине стекла 1 —
2 мм, 10—30% при толщине 2—4 мм
и 20—40% при толщине 4—8 мм.
Для оптических стекол такие по ве-
личине потери на отражение и по-
глощение света имеют место лишь
при намного больших толщинах
стекла (примерно в 20 раз). Проз-
рачность стекол уменьшается в ре-
зультате процесса их выветривания
(см. разд. 2, § 1-3 и 3-2). Потери
излучения в стекле, подвергшемся
выветриванию, могут достигать
90%• При изготовлении ряда ваку-
мных приборов используются цвет-
не стекла или стекла молочного
вета. Помимо стекол для пропус-
ания видимого света используются
акже и другие материалы, напри-
:ер, поливинилхлорид или акрило-
ые пластмассы (разд. 2, § 1-4).
Окна для пропускания ультрафи-
летового излучения. В качестве ма-
ериалов для окон, пропускающих
лижнее ультрафиолетовое излуче-
ие (длина волны 3 000—4 000 А),
огут применяться слюда, стекло
тециальных сортов и акриловые
ластмассы (см. табл. 2-14). ^Цля
ропускания более коротковолново-
) ультрафиолетового излучения
длина волны 2 000 А) следует ис-
ользовать лишь кварц, сапфир и
екоторые соли (хлориды натрия и
алия, фториды кальция и лития).
Стекла для пропускания ультра-
иолетового излучения не должны
эдержать железа, хрома, свинца,
итана и сурьмы; также стекла мо-
/т иметь также специальный сос-
ав, разработанный для этой обла-
ги применения (сюда относятся,
апример, фосфатные стекла).
Большинство стекол под дейст-
аем интенсивного ультрафиолетово-
) излучения через некоторое время
ускнеют; это явление называется
поляризацией» стекла. В результа-
а «соляризации» прозрачность
'екла падает. С помощью термооб-
аботки прозрачность может быть
астично восстановлена. Длитель-
эе воздействие ультрафиолетового
злучения вызывает также измене-
ие окраски пластмасс. Идеальным
атериалом для окон, пропускаю-
щих ультрафиолетовое излучение,
зляется кварц (см. разд. 7, § 1-2
1-3).
Окна для пропускания инфра-
расного излучения. Материал для
<на, пропускающего инфракрасное
злучение, должен быть выбран та-
4м образом, чтобы обеспечивалась
эстаточная прозрачность окна для
злучения в нужном диапазоне
пин волн. Различные материалы
пя окон этого типа перечислены в
збл. 7-1. В этой таблице указаны
аксимальные длины волн (вмилли-
икронах), при которых пластинка
материала толщиной в 5 мм пропу-
скает примерно 50%! падающего на
нее излучения. Величина коэффици-
ента пропускания стекол для инф-
ракрасного излучения зависит от со-
держания в них окислов железа.
Стекла, не содержащие этих окис-
лов, обладают высокой прозрачно-
стью для излучения с длиной волны
до 2 ммкм. Боросиликатные стекла
(разд. 2, § 1-3) могут применяться
для пропускания инфракрасного из-
лучения с длиной волны вплоть до
3—5 мкм. Для пропускания более
длинноволнового инфракрасного из-
лучения следует использовать
кварц, слюду, сапфир или же окна,
изготовленные из различных солей.
Таблица 7-Я
Прозрачность различных материалов
для инфракрасного излучения
Материал Длина волны (в ммкм), при кото- рой плас- тинка тол- щиной 5 мм пропускает 50% излу- чения Примечания
Стекло СаСО3 Кварц Слюда Сапфир (А12О3)’ L1F MgO CaF2 NaF NaCl 2,2—2,5 2,5 3,8—4., 4 5,3 6, К 7,0 7,0 10,0 10,0 20,0 Г игроскопичег
KC1 25,0 Гигроскопичек
AgCl KBr 28,0 32,0 Г игроскопичен
KJ 37,0 Г игроскопичек
CsBr CsJ 50,0 60,0
Окна для пропускания а-частиц.
В зависимости от энергии альфа-ча-
стиц, последние имеют пробег* в
воздухе в пределах 1—8 см (напри-
мер, 1,1 см при энергии 2 Мэе;
*Под пробегом частицы понимается
расстояние, которое она проходит в дан-
ном материале до того момента, когда ее
кинетическая энергия снижается до величи-
ны, при которой частица уже не может вы-
зывать ионизацию.
421
3,6 см при 3,5 Мэв и 7,4 см при
3,8 Мэв). Пробег альфа-частиц в
различных твердых материалах со-
ставляет от нескольких микрон до
нескольких десятков микрон. Так,
например, альфа-частица с энергией
5,4 Мэв имеет пробег 25 мкм в цел-
лофане, 22 мкм в алюминии» 17 мкм
в слюде, 9,3 мкм в тантале и 8,4 мкм
в золоте. Из этих данных видно, что
для пропускания а-частиц должна
применяться фольга толщиной лишь
в несколько микрон.
Слюду можно расщепить на лис-
точки толщиной меньше 4 мкм
(разд. 7, § 1-3); такой листочек мо-
жет пропускать а-частицы и при
этом прошедшие сквозь него части-
цы будут обладать энергией, состав-
ляющей не менее 80% величины ис-
ходной энергии.
Из алюминия может изготавли-
ваться фольга толщиной до 2,5 мкм-,
однако в такой фольге имеются не-
большие поры и она к тому же не
выдерживает окислительную среду,
образующуюся в воздухе при про-
хождении сквозь него «-излучения.
Эти обстоятельства заставляют
предпочесть алюминию его окислы
(разд. 7, § 1-3).
Из тантала можно изготовить
фольгу толщиной 6 мкм. Эта фоль-
га пропускает примерно 30% пада-
ющего на нее а-излучения.
Фольга из золота может иметь
толщину 1 мкм, однако она обыч-
но имеет поры.
Используются также стеклянные
окна, тормозящая способность кото-
рых эквивалентна слою воздуха тол-
щиной в несколько миллиметров.
В разд. 7, § 1-3 описана технология
изготовления таких тонких стеклян-
ных окон.
Окна для пропускания 0-частиц.
Величина пробега бета-частиц
(электронов) в различных материа-
лах зависит от энергии этих частиц
и от величины произведения удель-
ного веса материала на его толщи-
ну. Указанное произведение имеет
размерность (мг/см3) см-мг/см2.
Так, например, бета-частица с
максимальной энергией 0,3 Мэв име-
ет пробег, равный 77 мг/см2, части-
ца с энергией 1 Мэв имеет пробег
400 мг/см2, а с энергией 3 Мэв —
1 500 мг/см2. Для сравнения можно
указать, что слой воздуха толщиной
1 м эквивалентен примерно
120 мг/см2. В табл. 7-2 указано зна-
чение толщин (в мкм) различных
материалов, при которых сквозь них
проходит 80 или 50% электронов
при различной энергии последних.
В качестве материала для окна,
пропускающего электроны, может
использоваться металлическая
фольга; однако при этом такая
фольга должна быть весьма тонкой
(толщиной примерно 10 мкм). Сле-
дует использовать при этом много-
слойную фольгу, чтобы избежать
влияния пор. Тонкая пленка из оки-
си алюминия толщиной 0,25 мкм
пропускает 98% падающего на нее
пучка электронов с энергией 16 кэв.
Зависимость пробег — энергия для
окиси алюминия при прохождении
сквозь нее электронов может быть
представлена следующим выраже-
нием:
R = 0,0115В1’35,
где В— пробег, мг/см2, а Е— энер-
гия электронов, кэв.
Окна для 0-излучения могут из-
готавливаться также из слюды. Для
Табл и"ц а 7-2
Прозрачность различных материалов для пучка электронов
/Скорбеть электронов, кэв Прозрачность 80% Прозрачность 50%
10 20 40 80 10 20 | 40 | 80
Пробег, мГ/см? 0.02 0.1 0.28 0,96 0,08 0,26 0,85 2,6
Пластмасса р=1,45 0,12 0,6 1,9 6,6 0,55 1,8 5,8 17,8
Si О, р=2,3 0,08 0,43 1,2 4,2 0,35 1,1 3,7 11,3
А1 р=2,7 0,07 0,37 1,0 3,6 0,3 0,96 3,1 9,6
А 1,0, р=3,8 0,05 0,26 0,74 2,5 0,2 0,68 2,2 6,8
422
этой цели можно использовать так-
же пленку нейлона (0,02—0,1 мг/
•см2). Из пластмассовых пленок мо-
гут использоваться также пленки
коллоидона, формвара, а также по-
лиэфирные пленки, например из ма-
териала майлар.
Изготовленные в соответствии с
описанием, приведенным в разд. 7,
§ 1-3, тонкие стеклянные окна (тол-
щиной 0,1—1 мкм) также могут
быть использованы в качестве окон
для пропускания электронов. На
рис. 7-1 показана зависимость проз-
рачности стекла для электронов от
энергии последних.
Окна для пропускания рентге-
новского и у-излучения. Для про-
пускания рентгеновского или гамма-
излучения используются тонкие
пленки из легких материалов, напри-
мер, из легких металлов, слюды,
пластмасс или стекол цветных сор-
тов.
Окна этого типа можно изготов-
лять из алюминиевой фольги толщи-
ной 0Д5 мм. Однако более удобны
и широко применимы окна из берил-
лия (в особенности для пропускания
рентгеновского излучения). Для
пропускания мягкого рентгеновско-
го излучения рекомендуется приме-
нять окна из слюды. Для этой же
цели можно применять также окна
из полиэтилена.
Под действием рентгеновского
излучения обычные стекла изменя-
ют окраску и в результате явления
«соляризации» приобретают желто-
коричневый цвет. Для пропускания
рентгеновского излучения (в част-
ности, мягкого излучения этого ти-
па) окна следует изготовлять из
стекол, содержащих окислы одних
лишь легких металлов. Такие стек-
ла содержат в основном бор, литий
или бериллий. Наиболее известны
так называемые линдемановские
стекла, содержащие окислы бора,
лития и бериллия. Линдемановские
стекла могут быть спаяны с мягки-
ми стеклами (например, с платино-
выми стеклами, разд. 2, § 4-3). Ок-
на из линдемановских стекол имеют
эбычно круглую форму. Они долж-
ны быть защищены от воздействия
атмосферного воздуха с помощью
'лоя лака, наносимого на их по-
Рис. 7-1. Прозрачность стек-
лянной пластинки для пучка
электронов.
верхность. Эти окна могут иметь
весьма малую толщину (0,1 —
0,25 мм); в этом случае им придают
выпуклую форму.
Окна, служащие для поглоще-
ния рентгеновского или гамма-излу-
чения, должны изготовляться из
стекол, содержащих окислы тяже-
лых металлов (свинца, бария, вис-
мута, тория, урана, тантала, вольф-
рама).
Окна для пропускания потока
нейтронов. Обычные стекла, содер-
жащие окислы кремния, алюминия,
свинца и магния, обладают доста-
точной прозрачностью для нейтро-
нов. Эта прозрачность, в частности,
в 200—400 раз выше, чем прозрач-
ность кадмия (обычно используемо-
го в качестве эталонного материа-
ла при получении сравнительных
характеристик поглощающей спо-
собности различных материалов для
быстрых нейтронов).
Стекла, предназначенные для
поглощения нейтронов, должны со-
держать окислы гадолиния, индия,
лития, европия и кадмия.
423
1-2. ВАКУУМНЫЕ СОСУДЫ,
ИЗГОТОВЛЯЕМЫЕ ИЗ ПРОЗРАЧНЫХ
МАТЕРИАЛОВ
Электрические осветительные
лампы представляют собой пример
отпаянных вакуумных приборов, в
которых сама стенка вакуумного
сосуда изготовляется из материала,
-пропускающего излучение, генери-
руемое внутри лампы (см. также
разд. 2, § 3-3). В обычных лампах
накаливания или в газоразрядных
лампах генерируется излучение ви-
димого овета, проходящее сквозь
стенки оболочки этих приборов. Для
изготовления этих приборов чаще
всего используются стеклянные обо-
лочки в виде колб или стеклянных
трубой. Эти колбы или трубки гер-
метично присоединяются с по-
мощью заварки (разд. 2, §1-1) к
ножке прибора (разд. 4, § 2-2). В
тех случаях, когда в окружающее
пространство нужно пропустить
ультрафиолетовое излучение (на-
пример, в случае ртутных ламп вы-
сокого давления), следует исполь-
зовать кварцевые оболочки (разд.
7, § 1-1) со впаянными в них токо-
подводами (разд. 2, § 4-4 и разд. 4,
§2-4).
В ряде случаев используются
разборные вакуумные камеры,
сквозь стенки которых передается
излучение. Сюда относятся, напри-
мер, стеклянные колпаки, использу-
емые в процессах напыления в ва-
кууме и для других целей. Уплотне-
ние таких колпаков с опорной пли-
той может осуществляться с по-
мощью пицеина или битума (разд.
3, § 1-2), жидкостного уплотнения
(разд. 3, § 7-2) или же (что пред-
почтительно) с помощью уплотняю-
щих прокладок (разд. 3, гл. 8).
1-3. ПРИСОЕДИНЯЕМЫЕ ОКНА
В большинстве случаев стенка
вакуумной камеры не пропускает
излучения и прозрачная для излу-
чения поверхность ограничена лишь
площадью присоединяемого к ва-
куумной камере окна, образующего
герметичное соединение с камерой.
Такие присоединяемые к камере
окна изготовляются обычно из стек-
ла или кварца (разд. 7,§ 1-3). Одна-
424
ко для некоторых видов излучения
применяются специальные окна из
керамики, различных солей или
слюды. С помощью так называемых
«самоподдерживающих пленок» из-
готовляются (весьма тонкие окна из
пластмассы, металла или окислов
•металлов.
Стеклянные или кварцевые окна.
Стеклянные окна используются как
в виде неразборных уплотнений со
стеклянными, керамическими или
металлическими трубками, так и в
виде разборных уплотнений присое-
диняемых к вакуумным сосудам или
трубопроводам. Методы, использу-
емые для уплотнения разборных
стеклянных окон, не являются спе-
цифичными для окон этого типа, а
используются также для уплотнения
окон и из других материалов (разд.
7, гл. 2). Неразборные стеклянные
окна разделяются на два основных
типа: толстостенные и тон-
костенные.
Толстостенные стеклянные
окна обычно имеют плоскую форму;
при этом они имеют достаточную
толщину, чтобы выдерживать атмо-
сферное давление, после того как
вакуумная камера, к которой они
присоединены, откачана. Относи-
тельно размеров окон см. табл. 2-2.
Окна припаиваются к металли-
ческим рамкам при помощи методов
получения согласованных (разд. 2,
§ 4-3) или несогласованных (разд. 2,
§ 4-4) спаев; окна могут припаи-
ваться также и к керамическим де-
талям (разд. 2, гл. 5). Согласован-
ные спаи применяются главным об-
разом при изготовлении окон на ос-
новании твердых стекол. В этом
случае окно припаивается к торцу
коваровой трубки, которая в свою
очередь припаивается к механичес-
ки прочному фланцу. Окна из твер-
дых и мягких стекол могут припаи-
ваться к медным трубкам с по-
мощью пружинящих деформируе-
мых спаев- Хаускипера (разд. 2,
§ 4-4). Стеклянные окна, образую-
щие согласованные или несогласо-
ванные спаи, могут прогреваться
обычно вплоть до 400°C. Таким об-
разом, они могут использоваться в
высоковакуумных и сверхвысокова-
куумных установках.
ис. 7-2 Стеклянные
окна с постоянным
уплотнением.
— конструкция окон фир-
ы Leybold (ФРГ); Ъ —
энструкция окон фирмы
arian (США): /—лезвий-
>]й деформируемый спай
еталла со стеклом; 2 —
едная трубка; 3 — фланец
j нержавеющей стали; 4 —
«сток сварки меди со
:талью; в — конструкция
сон фирмы Ultek (США):
2 — верхний и нижний
шжимные фланцы; 3, 4 —
Фхний и нижний сопрягае-
те фланцы; 5 — участок
арки; 6 — присоединитель-
>1Й патрубок; 7 — стена ва-
куумной камеры.
Окна из алюмосиликатных сте-
эл могут припаиваться -к молибде-
эвым колпачкам путем использова-
ая одного из двух технологиче-
сих методов: стеклю припаивается
молибдену, предварительно по-
мытому слоем хрома, и стекло не-
эср1едственно припаивается к мо-
^бденовой детали в среде аргона.
Неразборные окна, припаянные
фланцам, поставляются в .готовом
аде рядом фирм. Примеры конст-
жтивного выполнения этих окон
жазаны на рис. 7-2, а—в. Размеры
'их окон приведены на рис. 7-2,
также в табл. 7-3 и 7-4.
Т а б л и ц а 7-3
ютровые окна для вакуумных систем
фирмы Varian
Хиаметр лки, мм Размеры рамки, мм Примечание
^макс т
38 51 12,7 Применяются с фланцами типа конфлат (разд. 3, § 8-5)
102 51 19,8
На рис. 7-2,а показано толсто-
енное окно из стекла пирекс, при-
ынное к оправе из бескислородной
еди; последняя в свою очередь
(арена с фланцем из нержавеющей
'али. Этот фланец может присое-
шяться к вакуумной камере с по-
ощью металлических (например,
едных) прокладок (см. разд. 3,
8-5. При длительном прогреве
ото узла при высокой температуре
‘обходимо защитить оправу из
^зкислородной меди от окисления,
Таблица 7-4
Смотровые окна для вакуумных систем
(фирма Ultek, США) рис. 7-2, в
(размеры в дюймах)
что достигается помещением этой
части вакуумной системы в нейт-
ральную или слегка восстановитель-
ную газовую среду.
Стеклянный экран (дно) теле-
визионной электроннолучевой труб-
ки цредставляет собой пример не-
разборного окна, припаянного к
электровакуумному прибору. Такой
экран может быть припаян к ме-
таллическому конусу колбы элект-
роннолучевой трубки, изготовленно-
му из хромистой стали (содержание
хрома 17%).
Тонкостенные стеклянные
окна припаиваются к торцу стек-
лянных трубок; толщина таких окон
может лежать в пределах 10—
0,1 мкм.
425
Рис. 7-3. Методика изготовления тонкостен-
ных стеклянных окон.
а — тонкостенная диафрагма, переносимая на то-
рец стеклянной трубки; б — тонкостенный стек-
лянный пузырек, переносимый на торец стеклян-
ной трубки; в — тонкостенная диафрагма, втяги-
ваемая внутрь стеклянной трубки.
Для изготовления такого окна
можно, например, раздуть конец
трубки из стекла пирекс (диаметр
12 мм, толщина стенки 3 мм) в по-
лусферическое окно толщиной 1—
0,8 мм. Такое окно может выдер-
живать перепад давлений, образу-
ющийся при откачке вакуумной ка-
меры.
Своеобразная технология изго-
товления весьма тонких стеклянных
окон (толщина стенки до 0,1 мкм)
описывается ниже. Согласно этой
технологии 'Запаянные концы стек-
лянной трубки /, имеющие Y-об-
разную форму, сближаются, как
это показано на рис. 7-3,а; после
этого соединенные вместе концы
раздуваются, .в результате чего об-
разуется тонкостенная стеклянная
диафрагма 2. С одной из сторон
этой диафрагмы -стеклянный пузы-
рек 8 затем разогревается и -вскры-
вается. 'В заключение тонкостенная
стеклянная диафрагма припаивает-
ся к торцу стеклянной трубки 4.
При другом методе изготовления
тонкостенных стеклянных окон тон-
костенный пузырек, которым закан-
чивается стеклянная трубка 1, раз-
дувается (рис. 7-3,6). Вторая стек-
лянная трубка вытягивается таким
образом, что диаметр торца состав-
426
ляет 1—2 мм, причем стенки труб-
ки в этом месте утолщаются. Ког-
да утолщенный конец трубки на-
ходится еще в горячем состоянии,
она вплотную сближается с разду-
тым пузырьком стекла 2. В резуль-
тате легкого всасывания через стек-
лянную трубку тонкая стенка раз-
дутого пузырька втягивается внутрь
нагретого конца капиллярной труб-
ки 3 и припаивается к нему. Для
защиты хрупкой тонкостенной пере-
городки, образующей окно, послед-
няя предохраняется от разрушения
с помощью сравнительно толстой
стенки капиллярной трубки. Таким
путем можно изготовить вогнутое
тонкостенное стеклянное окно с тол-
щиной стенки 1 мкм при диаметре
18 мм. Для изготовления таких
окон рекомендуется «использовать
мягкие, например, натриевые стек-
ла.
Согласно этому методу вначале
на конце стеклянной трубки выду-
вается тонкостенный пузырек 1
(-рис. 7-3,в). Трубка, на конце ко-
торой выдувается пузырек, может
иметь, например, диаметр 15 мм
при толщине стенки 0,5—1,0 мм.
Предпочтительно, чтобы трубка при
этом была изготовлена из мягкого
стекла. После нагрева раздутого
пузырька последний приобретает
упрощенную форму 2. В результате
всасывания стекла пузырек втяги-
вается внутрь трубки и приобре-
тает вогнутую форму 3. В случае
необходимости к перегородке может
быть припаяна дополнительная
трубка 4, с целью защиты тонко-
стенного окна от механического
•воздействия. Описанный метод по-
зволяет получать окна толщиной до
0,1 мкм. Следует, однако, учесть,
что со стороны вогнутой части пере-
городки последняя должна нахо-
диться под более низким давлением,
чем противоположная сторона, так
как даже в том случае, когда дав-
ление по обе стороны перегородки
одинаково, тонкостенное окно раз-
рушается.
Кварцевые окна могут образо-
вывать нер азбор ное соединение со
стеклянной камерой с помощью сту-
пенчатых спаев (разд. 2, § 3-3). Со-
гласно (Давно известному методу из-
"отовления кварцевых окон послед-
iee ‘припаивается к торцу трубки,
специально спаянной из ряда колец,
тодобранных таким образом, что
коэффициенты теплового расшире-
ния материалов, из которых они из-
готовлены, постепенно изменяются
>т значения, соответствующего ко-
эффициенту теплового расширения
<варца, до значения, соответствую-
цего величине этого коэффициента
1ля -стеклянной оболочки вакуумной
системы (рис. 7-4,а). Такая трубка
j виде ступенчатого спая припаива-
ется затем к стеклянной оболочке
вакуумной системы. Однако недо-
статок этой конструкции состоит в
'ом, что вакуумная -система при этом
i-меет значительно удлиненный уча-
сток.
Усовершенствованный метод из-
ютовления такого рода спаев поз-
воляет изготовить кварцевые окна,
расположенные заподлицо со стек-
1янной стенкой вакуумной камеры.
Согласно этому методу кварцевая
трубка припаивается к стеклянному
сосуду так, что при этом образует-
ся конический ступенчатый спай 1
[рис. 7-4,6). Затем конец кварцевой
трубки запаивается и весь ступен-
1атый спай раздувается до образо-
вания сферической формы. При
)том кварцевое окно 2 оказывается
расположенным посередине.
Кварцевые окна могут также
гр и п аи в аться к металл ически м
'рубкам, однако при этом должны
> б р азовываться -сжим а ющие спа и
(см. рис. 2-87,а).
Керамические окна. Для изго-
товления неразборных герметично
запаянных керамических (например,
сапфировых) окон используются
методы образования спаев керамики
со стеклом и керамики с металлом
(разд. 2, § 5-2).
Сапфировые окна обычно при-
соединяются к торцу стеклянных
•или металлических трубок метода-
ми высокотемпературной пайки.
Известен способ, согласно кото-
рому сапфировое дисковое окно
укладывается в горизонтальном по-
ложении на брусок из пирофилита.
Поверх сапфирового диска уклады-
вается стеклянное кольцо толщиной
примерно 2 мм того же диаметра,
что и сапфировый диск. Торец стек-
лянного кольца имеет при этом по-
лированную поверхность.
Затем пирофилитовый брусок с
уложенными на него деталями по-
мещается в печь, температура в -ко-
торой поднимается до 900 °C. При
этом стеклянное кольцо плавится и
образует валик из расплавленного
кольца, расположенного по пери-
ферии сапфирового диска. Затем
температура в печи снижается при-
мерно до 780 °C и на сапфировый
диск -сверху накладывается трубча-
тый ступенчатый спай (см. разд. 2,
§ 3-3). В результате этой операции
можно получить спай сапфирового
окна со стеклянной трубкой, проти-
воположный конец которой может
быть припаян к стеклу пирекс (при
этом, однако, требуется тщательный
отжиг, описанный в разд. 2, § 3-1).
Устройство для изготовления ди-
сковых сапфировых спаев схемати-
чески показано на рис. 7-5,а. Сап-
фировый диск 1 укладывается на
торец графитового стержня 2, кото-
рый расположен внутри высоко-
частотной катушки индуктивности 3,
Над сапфировым диском на рас-
стоянии примерно 2—3 мм от его
поверхности закрепляется стеклян-
ная трубка 4, выполненная в виде
ступенчатого спая. Нижний конец
этой трубки представляет собой
стекло марки С79, полированное
оплавлением в пламени (см. табл.
2-10). После того как графитовый
стержень будет нагрет до темпера-
туры примерно 800 °C, ступенчатый
эис. 7-4. Методика
1зготовления кварце-
вых окон, впаивае-
мых в стеклянную
камеру.
а — припаиваемое к кон-
цу цилиндрического
спая; б — припаиваемое
к концу конусного спая;
в — впаянное в сосуд
сферической формы.
427
Рис. 7-5. Сапфировые окна.
а — присоединение сапфирового окна к стеклян-
ной трубке; б — сапфировый стержень, вакуумно-
плотно соединенный с двойной металлической
оболочкой сосуда.
спай опускается на сапфировый
диск, слегка прижимается к нему и
медленно поворачивается вокруг
вертикальной оси. Следует учесть,
что при этом возникает опасность
растрескивания сапфирового диска,
так как после опускания на него
ступенчатого спая распределение
температуры в нем становится не-
равномерным. Затем образовавший-
ся спай (подвергается отжигу при
температуре 560°C. Эта операция
производится в электрической печи
в течение 10 мин, после чего спай
охлаждается со скоростью примерно
3°С!мин.
Сапфировый -стержень можно
впаять в металлическую (например,
медную) деталь в вакууме путем
погружения стержня в расплав это-
го металла. Таким способом изго-
тавливались, например, окна для
устройств, работающих при темпе-
ратуре ниже 80 °К. Сапфировый
стержень впаивается в две медные
детали (рис. 7-5,6), которые затем
припаивались к обеим стенкам со-
суда Дьюара.
Окна из солей. В качестве ма-
териалов для окон могут использо-
ваться хлорид натрия, фторид ли-
тия, бромид калия, фторид кальция,
хлорид серебра и некоторые
другие соли (см. табл. 7-1). Недо-
статок этих окон состоит в том, что
они обладают недостаточной меха-
нической прочностью и при этом не-
которые из них гигроскопичны. Уп-
лотнение окон из солей с вакуумной
камерой может достигаться только
лишь с помощью эпоксидных пласт-
масс (разд. 3, гл. 3) или хлористого
серебра (разд. 3, гл. 4). Различные
примеры уплотнений такого рода
приведены в табл. 7-6.
Окна из слюды. Слюду можно
расщепить на отдельные листочки
весьма малой толщины, которые, од-
нако, при этом остаются достаточно-
механически прочными и способны-
ми выдержать атмосферное давле-
ние на значительной площади. Так,
например, слюда толщиною 5 жг/сч2
(примерно 20 мкм) выдерживает
атмосферное давление на участке
диаметром до 28 мм. Слюдяное ок-
но диаметром 1,1 см толщиной.
0,97 мг!см2 (примерно 3 мкм) об-
ладает достаточной механической
прочностью, чтобы выдержать пере-
пад давлений в одну атмосферу.
Для того чтобы расщепить лист
слюды, из него сначала следует вы-
резать заготовку квадратной или
прямоугольной формы с четкими
краями, затем один из углов полу-
ченной заготовки следует «растре-
пать» и между разделившимися уча-
стками вставить иглу, с помощыа
которой производить дальнейшее
разделение заготовки. Для этого
между разделившимися участками
помещают каплю воды, после чего
движением иглы, наклоненной под
углом примерно 30° к краю заготов-
ки, последнюю расщепляют внача-
ле по всему периметру, а затем обе
части заготовки раздвигают и меж-
ду расщепленными краями вносят
одну или две капли воды. После
этого обе части легко отделяются
одна от другой.
Трудность промывки слюды со-
стоит в том, что ее нельзя видеть в
воде. Во избежание этих 'трудностей
предложено подсвечивать ванночку,,
в которой проводится промывка
слюды, с помощью поляризованного
света. При этом слюда выглядит бо-
лее яркой, по сравнению со стеклом
или водой (которые при этом ка-
жутся темными). С помощью по-
ляризованного света можно также
различать отдельные куски слюды*
по толщине.
Слюдяные окна могут вырезать-
ся с помощью штамповок. Края
штампа должны быть весьма остры-
ми для того, чтобы вырубаемые
стеклянные детали имели ровные
четкие края. Вместо вырубки можно
428
.использовать также выжигание слю-
дяных деталей требуемых размеров.
При это-м слюдяная пластина по-
мещается между торцами двух стек-
лянных трубок (торцы этих трубок
«перпендикулярны их осям и имеют
полированную поверхность). Высту-
пающая за пределы трубки часть
слюды выжигается с помощью
сильного пламени.
Относительно газовыделения слю-
ды и о ее проницаемости для раз-
личных газов -см. в разд. 2, § 1-1.
'Сведения о технологии уплотне-
ния слюдяных окон приведены
в табл. 7-6.
Самоподдерживающиеся окна (их иног-
да называют также «неподдерживаемыми
пленками») представляют собою тонкие
пленки, изготавливаемые путем осаждения
на подложку с последующим удалением
образовавшейся (пленки с подложки и за-
креплением ее в рамке. В готовом виде та-
кое окно представляет собой устройство,
закрепленное по периферии в рамке, а его
средняя незакрепленная часть образует при
этом самоподдерживающееся окно.
Такого рода тонкостенные окна могут
изготавливаться из пластических материа-
лов, металлов или окислов.
Поскольку самоподдерживающиеся ок-
на являются весьма тонкими, то естествен-
но, что большое значение при их изготов-
лении приобретает их механическая проч-
ность (способность выдерживать перепад
давления).
Отношение диаметра окна D к его тол-
щине t может быть определено из следую-
щего соотношения
D о
200 р »
где о представляет собой напряжение рас-
тяжения, кгс1мм2, а Р — перепад давлений,
ат. Толщина окон, используемых при пере-
паде давлений в одну атмосферу, должна
превышать значение, указанное в табл. 7-5.
Табл ица 7-5
Минимальная толщина окна на основе
самоподдерживающейся пленки при
перепаде давления по обе ее стороны
в 1 ат
Материал окна кге/мм* D/t макси- маль- ная 'мин- мкм
при диаметре окна
0=10 мм\ 1 D=1 мм
А1 9 '1 800 5,5 0,55
А120з 26 5 200 1,9 0,2
Слюда 40 8 000 1,25 0,13
Ап 10 2 000 5,0 0,5
Be 20 4 000 2,5 0,25
Коллоиден 4,5 900 11,0 1,1
Майлар 16 3 200 3,1 0,3
Самоподдерживающиеся пленки из
пластических материалов. Тонкие пленки из
пластических материалов могут быть изго-
товлены в соответствии с одним из описан-
ных ниже технологических способов.
Первый способ состоит в том, что на
поверхность жидкости (например, воды) по
каплям наносится раствор пластического
материала. После того как капли раствора
равномерно растекутся по поверхности
жидкости и образующаяся при этом пленка
затвердеет, она удаляется с поверхности
жидкости.
Второй способ состоит в нанесении
раствора пластического материала на глад-
кую поверхность подложки (например,
стеклянной); это может быть выполнено
путем окунания, намазывания кистью или
пульверизации. После высыхания нанесен-
ного слоя подложка вместе с находящейся
на ней пленкой погружается в ванну с жид-
костью (см. рис. 7-7), после чего пленка
отделяется от подложки и всплывает.
Первый способ может применяться для
изготовления пленок из коллодия и ней-
лона.
Тонкие пленки коллодия (толщиной
10 — 0,07 мкм) изготовлялись с помощью
раствора этого материала в амилацетате
(соотношение компонентов Г.4). Одна или
несколько капель этого раствора наноси-
лись на .чистую поверхность воды и расте-
кались по ней. Образующаяся на поверхно-
сти воды пленка удалялась с помощью
круглых рамочных держателей, после чего
немедленно подвергалась сушке в печи,
рабочее пространство которой было свобод-
но от пыли.
Описание методики определения тол-
щины полученных пленок с помощью ин-
терференционного метода содержится
в [Л. 54, 55].
Нейлон может быть растворен в изо-
бутиловом спирте. Путем нанесения на по-
верхность воды капель раствора, содержа-
щего нейлон, можно изготовлять весьма
тонкие пленки из этого материала (тол-
щиной примерно 0,01 мкм).
По второму способу изготовляются
пленки из поливинилацетата полистирола
и полиэтилена. ’
Для изготовления пленки из поливи-
нилацетата его растворяют в хлороформе
или диоксане (концентрация раствора
0,1—0,5%). Этот раствор по каплям на-
носится на поверхность стеклянной пла-
стинки и распределяется по пей до полу-
чения равномерного по толщине слоя. Раст-
воритель быстро испаряется (в течение 2—
3 мин). После того как стеклянную пластин-
ку опускают в «ванночку с водой, образо-
вавшаяся на поверхности пластинки плен-
ка всплывает (при опускании в воду пла-
стинки последняя должна быть в наклон-
ном положении).
Для изготовления пленок из полисти-
рола рекомендуется применять раствор это-
го материала в хлороформе. Концентрацию
этого раствора выбирают в соответствии
с требуемой толщиной пленки (рис. 7-6).
Перед нанесением раствора на поверхность
чистой стеклянной пластинки последнюю
429
Рис. 7-6. Зависимость тол-
щины пленки полистирола
от концентрации раствора
полистирола в хлороформе.
предварительно погружают в раствор де-
тергента, затем поверхность стекла проти-
рается так, чтобы на ней остался очень
тонкий слой детергента. Подготовленную
таким образом стеклянную пластинку по-
гружают в раствор полистирола и на по-
верхности пластинки образуется тонкий
слой этого материала. После высушивания
образовавшаяся на пластинке пленка со-
скабливается с краев пластинки и последняя
в наклонном положении опускается в воду.
При этом детергент постепенно растворяет-
ся в воде, которая, проникая между плен-
кой и подложкой, отделяет их друг от дру-
га благодаря действию сил поверхностного
натяжения (рис. 7-7).
Для закрепления пленки используются
две круглые латунные рамки с гладкими
торцами, которые могут быть наложены
одна на другую и скреплены винтами
(можно применять также рамки и из алю-
миния). Одна из рамок погружается
в ванну и подводится под пленку, плаваю-
щую на ее поверхности, после чего с по-
мощью этой рамки пленка удаляется с по-
верхности воды (в процессе подъема рам-
ки она должна быть расположена под неко-
торым углом по отношению к поверхности
воды). Затем с помощью легкого поддува
пленке придается слегка выпуклая сфери-
Рис. 7-7. Методика снятия пластмас-
совой пленки путем погружения под-
ложки в воду в наклонном положе-
нии.
/ — вода; 2 — стеклянная подложка; 3 —
пластмассовая пленка.
ческая поверхность и на ее поверхность
накладывается вторая рамка, так что плен-
ка оказывается закрепленной между двумя
рамками.
Аналогичная методика применялась для
изготовления пленок из парлодиона. При
этом можно наносить на подложку раствор-
парлодиона в пироксилине методом пуль-
веризации, или же наносить с помощью-
кисти слой раствора этого материала
(0,5 г) в смеси амилацетата (Юг) и эти-
лового спирта (30 г). После того как раст-
воритель улетучится, подложка погружает-
ся в ванну с водой (рис. 7-7). Таким мето-
дом могут быть приготовлены весьма тон-
кие пленки (натяжением 10—400 гс/см2).
Тонкие пленки из полиэтилена (натяжени-
ем 600 гс/см2) могут быть изготовлены пу-
тем нанесения на поверхность стекла горя-
чего раствора полиэтилена (30 мг) в то-
луоле (5 fit3); температура раствора 80°C.
После высушивания образующейся на по-
верхности стекла пленки полиэтилена по-
следняя удаляется с поверхности стекла
отмачиванием в теплой воде.
Самоподдерживающиеся пленки из ме-
таллов или графита. Тонкие металлические
пленки могут быть изготовлены путем осаж-
дения металлического слоя на поверхность
подложки с последующим отделением это-
го слоя от подложки путем погружения
последней в воду (рис. 7-7) или же путем
удаления этой подложки травлением. Осаж-
дение тонкого металлического слоя на под-
южку обычно проводится либо методом
напыления в вакууме, либо методом катод-
ного распыления.
Тонкие самоподдерживающиеся пленки
о
бериллия (толщиной до 20 А) и алюминия
о
(толщиной до 12 А) изготовляются осаж-
дением металла из паровой фазы на по-
верхность пленки из нитроцеллюлозы; по-
следняя затем удалялась растворением. Со-
гласно этой технологии стеклянная пла-
стинка покрывается слоем глицерина,
поверх которого наносится (методом напы-
ления в вакууме) слой алюминия или бе-
риллия. Затем стеклянная пластинка поме-
щается в сосуд, в который наливают ди-
стиллированную воду; при этом глицерин
растворяется, а металлическая пленка от-
деляется от подложки и всплывает на по-
верхность.
При напылении металла на поверх-
ность вакуумного масла или ртути полу-
чить оплошную пленку не представляется
возможным.
С помощью метода напыления в ваку-
уме можно получить бериллиевые пленки
толщиной 1—0,1 мкм при диаметре 26 мн.
Алюминиевые пленки толщиной до
0,04 мкм изготовлялись путем напылен й^.
алюминия в вакууме на поверхность поли-
стироловой пленки (см. рис. 7-6). После на-
пыления полистироловая подложка удаля-
лась ее растворением в диоксане. Так как
получаемые при этом пленки весьма хруп-
ки, процесс растворения следует проводить
с помощью ванны U-образной формы
(рис. 7-8). В этой ванне подвешивается по-
крытая пленка вместе с рамкой, в которой
430
Рис. 7-8. U-образный сосуд
для химической обработки
тонких пленок.
она закреплена; такое устройство позволяет
медленно наполнить ванну жидкостью и по-
степенно отделять напыленную пленку от
подложки. Указанным методом изготовля-
лись самоподдерживающиеся пленки из алю-
о
миния толщиной 120 А при диаметре 8 мм.
Для того чтобы пленки выдерживали за-
крепление в рамке, на периферии пленки
образовывался кольцевой участок, толщина
которого значительно превышала толщину
пленки в средней части.
Технология изготовления самоподдер-
живающихся пленок из меди заключается
в следующем. Медь напылялась в вакууме
на поверхность стеклянной подложки, по-
крытой детергентом. Стеклянная подложка
предварительно тщательно очищалась и
промывалась в дистиллированной воде. Де-
тергент равномерно распределялся по по-
верхности стеклянной пластинки с помощью
наложенной на нее второй стеклянной пла-
стинки. После того как пленка детергента
слегка подсыхала, поверхность стекла про-
тиралась с помощью марлевой .подушечки
для получения весьма тонкого, равномер-
но распределенного по поверхности слоя
детергента. Медная пленка (толщиной при-
мерно 1,8 мкм) удалялась с поверхности
подложки путем погружения последней
в воду. При этом детергент растворялся
в воде, а медная пленка всплывала на по-
верхность.
Самоподдерживающиеся пленки из ни-
©
келя изготовлялись толщиною до 250 А.
Для изготовления пленок из кобальта,
никеля, марганца, ванадия, хрома, титана,
бериллия и железа рекомендуется наносить
слой этих металлов испарением в вакууме
на подложки, предварительно покрытые
слоем растворимых в воде солей с темпе-
ратурой плавления свыше 800 °C (напри-
мер, хлористым натрием). В качестве под-
ложки можно использовать никелевый диск
диаметром 75 мм, тщательно отполирован-
ный до размеров микронеровностей, не пре-
вышающих 0,2 мкм. На поверхность под-
ложки испарением в вакууме наносится
слой хлористого натрия толщиной 0,1—
0,15 мкм. В процессе последующего напы-
ления на эту подложку слоя металла ни-
келевый диск нагревается до температурь^
650 °C; нагрев подложки служит для отжи-
га напыляемой пленки. Кроме того, послед-
няя при этом приобретает необходимую,
дуктильность. Отделение напыленной пленки
от подложки производится путем погруже-
ния последней в жидкость (рис. 7-7). Ре-
комендуется располагать диск с напылен-
ной на его поверхность пленкой в ванне
в наклонном положении (напыленной плен-
кой вверх) и постепенно доливать в ванну
теплую воду. После того как уровень воды
достигнет напыленной пленки, начинает
растворяться промежуточный слой соли,
а напыленная пленка при этом отделяется
от подложки и всплывает на поверхность во-
ды. Если происходит задержка в отделе-
нии пленки от подложки, то наполнение
ванны водой следует на некоторое время
прекратить во избежание появления
в пленке внутренних напряжений.
Самоподдерживающиеся пленки из гра-
о
фита (толщиной 50—100 А) изготовляются
путем напыления графита в вакууме на
поверхность стеклянной подложки, предва-
рительно покрытой детергентом, или на
поверхность никелевой пленки. Пленка уг-
лерода отделяется от поверхности подлож-
ки также путем погружения в воду. Если
пленка графита наносится на никелевую
подложку, то последняя удаляется путем
ее вытравливания в смеси серной и азотной
кислот. Состав травящего раствора (в ве-
совых частях): серной кислоты—1, азот-
ной кислоты — 2, воды — 2. После вытрав-
ливания никелевой подложки графитовую
пленку следует промыть слабым раствором
азотной кислоты, а затем дистиллированной
водой. Во время травления и промывки
на поверхности пленки каждый раз
должна находиться лишь одна капля жид-
кости.
Пленки из графита используются для
напыления, на них окислов вольфрама.
Самоподдерживающиеся пленки из окис-
лов. Пленки из окислов могут изготавли-
ваться методом напыления в вакууме или
с помощью анодного окисления.
Для изготовления пленок из окиси
кремния (толщиной 8 мкг!см2 при диамет-
ре 8 мм) использовался метод напыления
на поверхность подложки, в качестве кото-
рой применялась пленка цапонового лака.
Самоподдерживающиеся окисные пленки
изготовляются методом анодного окисления,
металлической фольги с последующим уда-
лением оставшегося неокисленным металла
путем его травления. Если анодному окис-
лению подвергаются обе стороны фольги,
то вначале слой окисла удаляется с одной
из ее сторон, затем металл вытравливается
и при этом остается пленка окисла, образо-
вавшаяся на другой стороне фольги ме-
талла.
Этот метод позволяет получить тонко-
пленочные окна из окислов алюминия, тан-
тала, кремния, ниобия (можно предполо-
жить, что таким методом можно изгото-
вить также пленки из окислов никеля, тел-
лура, циркония и бериллия). Этот методу
431
непригоден, однако, для изготовления пле-
нок из окислов железа и меди.
Технологический процесс изготовления
пленки окисла (например, окиси алюми-
ния) состоит из следующих операций:
придание закрепленной в рамке металли-
ческой фольге необходимой формы; снятие
металлической фольги с рамки и перенос
ее в ванну для анодирования; проведение
процесса анодного окисления; извлечение
окисленной фольги из ванны с последую-
щей промывкой и сушкой; закрепле-
ние фольги с окислом во второй рамке
с последующим вытравлением слоя ме-
талла.
Формовка фольги. Так как плен-
ка, изготовленная из окислов металла, не
обладает эластичностью, то необходимую
выпуклую форму следует придать исход-
ной металлической фольге перед ее окис-
лением. С этой целью металлическая фоль-
га закрепляется в рамке, после чего ей
придается выпуклая сферическая форма.
Для формовки фольги из алюминия диа-
метром 15 мм и толщиной 20 мкм лучше
всего подвергнуть ее воздействию перепа-
да давления величиной примерно 0,5 ат.
При использовании обычной имеющей-
ся в продаже алюминиевой фольги ее ма-
товую сторону следует сделать вогнутой,
а слой окисла образовать на ее блестящей
стороне.
Для того чтобы пленку можно было
закрепить (после проведения процесса окис-
ления) на другой рамке, в исходной фольге
по ее периферии следует предусмотреть
отверстие для шпилек или винтов, с по-
мощью которых она будет крепиться на
рамке; указанные отверстия должны быть
сделаны после формовки фольги, но до ее
окисления.
Электроды для ванны аноди-
рования. Алюминиевая фольга, подлежа-
щая окислению, служит анодом ванны для
проведения процесса анодного окисления.
Обычную алюминиевую фольгу (с содержа-
нием алюминия 99,7—99.8%) следует пред-
почесть фольге из абсолютно чистого алю-
миния, так как первую легче растворить.
Толщина исходной алюминиевой фольги
может составлять 10—20 мкм. Пленка под-
вешивается вертикально так, что одновре-
менно производится анодирование ее обеих
сторон.
Можно располагать алюминиевую плен-
ку также на поверхности электролита так,
что при этом анодированию подвергается
лишь одна сторона пленки (при этом пред-
варительно анодному окислению последо-
вательно подвергаются псе четыре края
квадратной заготовки). После анодного
окисленья алюминиевая пленка подвергает-
ся травлению. Во время погружения алю-
миниевой пленки в раствор алюминия не-
обходимо следить за тем, чтобы другие
металлические детали (например, держате-
ли) не касались раствора. В качестве катода
может быть использована платина или тот
же самый материал, из которого изготовле-
на обрабатываемая пленка (например,
алюминий). В качестве катода можно ис-
пользовать также графит.
432
Ванна для анодирования.
В качестве электролита могут применяться
растворы лимонной, винной или борной
кислоты.
Можно использовать в качестве элект-
ролита 3%-ый раствор лимоннокислого ам-
мония в свежеприготовленной свободной
от хлора деионизированной воде высокой
чистоты (удельное сопротивление примерно
100 ком* см). Во избежание образования
пористого слоя окисла рекомендуется ис-
пользовать достаточно большой объем
электролита (свыше 250 см2), а также до-
бавлять в него избыток аммиака. Величина
pH электролита должна составлять пример-
но 5,5.
При проведении процесса анодирова-
ния при высоком напряжении (см. далее)
следует использовать электролит с более
высоким значением величины pH — до 9;
повышение величины pH достигается путем
замены в составе электролита аммиака на
цианистый калий.
Процесс анодного окисления.
Для проведения процесса анодного окис-
ления необходим источник постоянного на-
пряжения достаточно большой мощности,
поскольку при подаче напряжения на ван-
ну анодирования вначале происходит силь-
ный бросок тока, затем ток через ванну
постепенно падает и через 1 — 2 мин ста-
новится равным примерно 0,1 ма!см2. На-
чальную величину плотности тока в ванне
рекомендуется ограничивать (с помощью
резистора) величиной 100 ма/см2.
Толщина пленки окисла, образующейся
в результате процесса анодного окисления,
пропорциональна величине приложенного
напряжения. Отношение толщины получен-
ной пленки (в ангстремах) к величине при-
ложенного напряжения (в вольтах) состав-
ляет: 13,7 для окиси алюминия, 16,0 для
окиси тантала и 4 для окиси кремния.
Величина отношения толщины пленки
к приложенному напряжению для окиси
о
алюминия составляет (в А/в) >18,0 при на-
пряжении 25 в, 14,5 при 100 в и 12,0 при
200 в.
Прочность пленки из окиси алюминия
может быть определена из следующего вы-
ражения:
_£"»^_. = 400t
lg ('24')
где рмакс — величина разрушающего дав-
ления, мм рт. ст.; V — напряжение на ван-
не во время процесса анодирования,
в (эта величина лежит обычно в пределах
50 — 500 в); d — диаметр окна, мм.
С помощью обычной методики анодного
окисления можно изготавливать пленки из
о
окиси алюминия толщиной до 600 А (при
напряжении 44 в). При изготовлении более
о
тонких пленок (до 250 А) средний участок
алюминиевой фольги вначале закрывается
маской (с блестящей стороны фольги) и
анодному окислению подвергается кольце-
вой периферийный участок. При этом тол-
щина пленки окисла на кольцевом участке
должна примерно в 3 раза превышать тре-
Зуемую толщину /пленки в среднем участке.
Затем маска удаляется и вся помещенная
в ванну фольга подвергается окислению до
достижения на среднем участке окисной
о
пленкой толщины 250 А. После вытравлива-
ния подложки образуется весьма тонкое
о
окно (толщиной 250 А), обрамленное и под-
держиваемое по периферии утолщенной
пленкой из того же материала.
При использовнии в качестве электро-
1ита 3%-ного раствора лимоннокислого ам-
иония верхний предел рабочего напряжс-
1ия ограничивается величиной 150—200 в.
1ри более высоких напряжениях может
зроизойти пробой. Для образования более
толстых пленок следует применять более
разбавленные растворы лимоннокислого
1ммония или борной кислоты.
Крепление пленки. После того
сак пленка извлечена из ванны для аноди-
рования, ее следует промыть путем после-
Ювательного погружения в дистиллирован-
сую воду и чистый ацетон. Высушенная
кленка зажимается между двумя стеклян-
сыми пластинками толщиной 3 мм каж-
1ая, ® которых предусмотрены отверстия
[иаметром 50—75 мм. Можно также за-
среплять пленку с помощью двух латун-
1ых рамок, соединяемых винтами. На этих
рамках следует предусмотреть установоч-
1ые шпильки, расположенные в точности
аким же образом, как и аналогичные
ипильки на рамке, в которой производи-
1ась формовка исходной алюминиевой
фольги.
Травление. В соответствии с мето-
щкой, описанной в [Л. 29], на вогнутую
матовую) поверхность фольги 2 уклады-
ается резиновое кольцо 3 (рис. 7-9). Эго
ольцо должно быть уложено таким обра-
юм, чтобы зазор между ним и рамкой 1 ос-
тавлял примерно 1 мм. Резиновое кольцо
риклеивается к фольге с помощью раство-
а замазки (типа апиезон или пицеин)
трихлорэтилене. Слой этого клеющего сэ-
гава 4 располагается по наружной поверх-
ости резинового кольца, как это показано
а рис. 7-9. Процесс травления начинается
осле подсыхания клеящего состава (в те-
ение примерно 30 мин).
Слой окисла на вогнутой стороне фоль-
Рис. 7-9. Подготовка к прове-
дению процесса травления.
1 — рамка; 2 — фольга, подвергну-
тая анодному окислению; 3 — коль-
цевая прокладка; 4 — клеящий со-
став.
ги растворяется с помощью раствора едко-
го натра (концентрация 8 н). Для того
чтобы в пленке не образовывались внутрен-
ние напряжения, вытравливаемая поверх-
ность должна иметь абсолютно симметрич-
ный контур.
Время (в минутах), необходимое для
растворения слоя окисла, приблизительно
равно 0,4 от величины приложенного в про-
цессе анодного окисления напряжения
(в вольтах). Так, например, если пленка
окисла образовалась при напряжении на
ванне анодирования 120 в, то для ее рас-
творения требуется приблизительно 12 мин.
По окончании травления слоя окисла
резиновое кольцо удаляется после предва-
рительного растворения клеящего состава
(например, путем промывки в трихлорэти-
лене в течение 15 мин).
В результате растворения слоя окисла
на вогнутой стороне фольги обнажается
алюминиевая подложка, которая в свою
очередь вытравливается с помощью раство-
ра соляной кислоты (концентрация раствора
8 н); к соляной кислоте добавляется не-
большое количество хлористой меди
(0,5 г/л). Процесс растворения алюминие-
вой фольги лучше всего проводить в U-
образной ванне (рис. 7-8), с помощью ко-
торой можно медленно изменять уровень
налитой в нее жидкости. Растворение алю-
миния занимает приблизительно 2 мин. Об
окончании растворения алюминия можно
судить по прозрачности полученной пленки
окисла. По окончании растворения алюми-
ния остатки кислоты смываются с помощью
дистиллированной воды во второй U-образ-
ной ванне.
Глава вторая
ТЕХНОЛОГИЯ УПЛОТНЕНИЯ ОКОН
Окна могут закрепляться в ва-
уумных камерах с помощью обыч-
ых методов уплотнения, использу-
мых в вакуумной технике, однако
ыбор метода зависит от конкретной
онструкции и назначения окна.
2-1. СВАРНЫЕ УПЛОТНЕНИЯ
Сварные уплотнения могут при-
еняться только для металлических
1—228
деталей. Однако крепление окон
методом сварки связано с трудно-
стями, обусловленными малой тол-
щиной фольги, из которой изготов-
ляются окна, а также 'большой раз-
ницей между толщиной окна и его
рамки (держателя).
Тем не менее в ряде случаев уп-
лотнение металлических окон может
быть достигнуто с помощью сварки,
433
Рис. 7-10. Методика
приварки тонкостенных
окон к массивным рам-
кам.
/, 2 — трубки из нержавею-
щей стали; 3 — алюминие-
вая фольга.
если при этом используется методи-
ка краевой сварки (рис. 2-35, 2-36).
С помощью станочной обработки
торцы трубок 1 и 2 (рис. 7-10) до-
водились до высокой степени глад-
кости, после чего на цилиндрической
части обеих трубок были проточены
канавки с тонкими пружинящими
краями. Между обработанными та-
ким образом торцами трубок алю-
миниевая фольга 3 зажималась
встык, после чего проводилась ге-
лио-дуговая сварка.
Методами пайки стекла можно
крепить стеклянные окна к стеклян-
ным камерам или же к металличе-
ским рамкам. Можно также припаи-
вать керамические окна к стеклян-
ным камерам. Технологические при-
емы, используемые при изготовле-
нии уплотнений этого вида, описаны
в разд. 7, § 1-3.
2-2. ПРИПАИВАЕМЫЕ ОКНА
Основные правила изготовления
вакуу?лных уплотнений с помощью
пайки твердыми припоями описаны
в разд. 2, § 2-2. Пайка мягкими
припоями описана в разд. 3, § 5-1.
Изложенные в указанных разделах
основные положения, касающиеся
этих методов, будут дополнены не-
которыми примерами их примене-
ния для уплотнения окон вакуумных
систем.
С помощью пайки твердыми
припоями могут быть изготовлены
вакуумноплотные узлы, содержащие
металлические, кварцевые или кера-
мические окна.
Пайка окон из бериллия неодно-
кратно описывалась в литературе.
Бериллиевое окно припаивалось, на-
пример, к коваровому кольцу с по-
мощью медно-серебряной эвтектики.
434
Этот узел использовался для изго-
товления рентгеновских трубок. В
этом случае пайка проводится в
защитной водородной среде или в
вакууме. С помощью сплава золо-
то— бериллий окно из бериллия
толщиной 1 мм припаивалось также
к рамке из сплава монель. Способ
пайки тонкого бериллиевого окна
(толщиной 0,1 мм) к тонкой мед-
ной рамке, которая затем в свою
очередь вакуумноплотно крепилась
к керамическому держателю, за-
ключается в следующем. Сначала
на поверхность бериллиевого окна
наносился слой меди методом на-
пыления в вакууме. Пайка этого
окна к медной рамке проводилась
с помощью припоя, представляюще-
го собой сплав индий — медь — се-
ребро.
Кварцевые и керамические окна
могут припаиваться к металличе-
ским держателям в том случае, ес-
ли поверхность окон предварительно
подвергнуть металлизации.
На рис. 7-1 показан спай сап-
фирового окна с металлическим
патрубком. Металлизация паяемой
поверхности сапфира производится
с помощью гидрида титана. Пайка
сапфировых окон к металлическим
патрубкам производится в среде
сухого водорода.
Вакуумноплотные соединения
алюминиевой фольги с держателем
можно получить с помощью пайки
мягким припоем. Для этого алюми-
ниевая фольга вначале покрывает-
ся слоем цинка, а затем (электро-
литическим путем) слоем меди.
Рис. 7-11. Сапфировое окно, уплот-
няемое гидриднотитановым методом.
/ — участок уплотнения методом пайки;
2 — сапфировое окно; 3 — тонкостенный
участок трубки; 4 — трубка из сплава же-
леза (54%) с никелем (46%); 5 — участок
присоединения к фланцу методом гелио-
дуговой сварки; 6 — прокладка в виде зо-
лотой проволоки.
Рис. 7-12. Присоединение
сапфирового окна к стеклу
пирекс с помощью свинца.
1 — сапфир; 2 — пирекс.
Подготовленная таким образом
алюминиевая фольга припаивается
мягким припоем к медной трубке.
Металлизированное сапфировое
Окно «может быть припаяно также с
помощью свинца (рис. 7-12).
2-3. УПЛОТНЕНИЕ ОКОН С ПОМОЩЬЮ
ЗАМАЗОК
Вакуумные замазки (разд. 3,
гл. 1) могут быть использованы для
уплотнения стеклянных и кварцевых
окон (см. рис. 3-4,а) в тех случаях,
Когда эти окна не должны подвер-
гаться нагреву.
Уплотнения на замазках или ла-
ковых клеящих покрытиях могут ис-
пользоваться также при крепле-
нии окон из пластмассы или слюды
в вакуумных системах, смонтиро-
ванных для работы в течение ко-
роткого промежутка времени. Окна
из полиэтилена или других пласт-
массовых пленок могут вакуумно-
плотно прикрепляться к рамкам с
помощью тонкого слоя вакуумной
смазки. Методика изготовления ва-
куумноплотного соединения пленки
из материала майлар к латунной рам-
ке заключается в следующем. По-
верхность рамки вначале очищается
с помощью спирта или эфира, а за-
тем покрывается слоем полиэфир-
ного клея, которому дают подсох-
нуть в течение 8—10 мин, затем на
рамку наклеивается пленка из май-
лара и прижимается к ней. В за-
ключение собранный узел подверга-
ется термообработке в течение 5—
8 мин при температуре 160°C. При
этом необходимо следить, чтобы по-
вышение температуры в процессе
28*
Рис. 7-13. Охлаждающее устройство для
окон, уплотняемых с помощью замазок.
а — медное кольцо с лепестками; б — медное
кольцо с охлаждаемой трубкой; в — металличе-
ская (медная) охлаждаемая рубашка; г — стек-
лянная охлаждаемая рубашка.
термообработки, а также последую-
щее охлаждение производилось до-
статочно медленно.
Окна из слюды толщиной
0Д2 мм могутвакуумноплотно сое-
диняться с металлическими фланца-
ми с помощью так называемого це-
мента Котинского на основе шелла-
ка и древесного дегтя (см. разд. 3,
<гл. 1 и 2).
Для охлаждения окон с уплот-
нением на основе замазки часто бы-
вает достаточно обдувать их холод-
ным воздухом или охлаждать с по-
мощью влажной ткани. Если необ-
ходимо более эффективное охлаж-
дение, следует снабдить окна воз-
духоохлаждаемыми медными плас-
тинчатыми радиаторами (рис.
7-13,а). С этой целью можно исполь-
зовать также свинцовые трубки
(рис. 7-13,6). Более эффективное
охлаждение достигается с помощью
металлической (рис. 7-13,в) или
стеклянной (рис. 7-13,г) водоохлаж-
даемой рубашки.
2-4. ОКНА С УПЛОТНЕНИЯМИ
НА ОСНОВЕ ПРИПОЕЧНЫХ
СТЕКОЛ
При изготовлении и уплотнении
окон вакуумных систем широко ис-
пользуются припоечные стекла
(разд. 3, § 5-2). Особенно пригоден
этот вид уплотнения при примене-
нии окон из слюды.
435
Рис. 7-14. Стеклянное окно, уплотняемое
с помощью припаечного стекла.
а — различные конфигурации края окна (пред-
почтительна конфигурация 4); б — детали узла
уплотнения стеклянного окна; 1 — припой; 2 —
рамка из сплава железо—никель—кобальт; 3 —
слой глазури; 4 — стеклянное окно.
На рис. 7-14 доказана конструк-
ция стеклянного окна с металличе-
ской рамкой, изготовленной из спла-
ва железо — никель — кобальт. Уп-
лотняемые поверхности окна и рам-
ки покрывались слоем суспензии
стеклянного порошка (стекло марки
корнинг 705АО, величина зерна
60 меш) в спирте. Спаиваемые де-
тали -сжимались между двумя гра-
фитовыми пластинками и подверга-
лись нагреву при температуре
Рис. 7-15. Слюдяные окна, уплотняемые с по-
мощью припоечного стекла (см. табл. 7-7).
/—слюдяное окно; 2—патрубок; 3, 4 — припоеч-
ное стекло; 5 — уплотняющее кольцо; 6 — фла
нец; 7 — графитовое покрытие.
436
950 °C в течение примерно 15 мин.
Были опробованы различные конст-
руктивные варианты участка сопря-
жения стекло — рамка. При это-м
было установлено, что из четырех
вариантов, показанных на рис/
7-14,а, наилучшая адгезия достига-
ется при етупенчато-угловой кон-
фигурации участка 4 (сочленение,
показанное на рис. 7-14,а). Собран-
ный узел, в котором соединение ок:
на с рамкой осуществлено с по-
мощью такого ступенчато-углового
перехода, показано на рис. 7-14,6.
Как указывалось выше, припоеч-
ные стекла широко -применяются
для уплотнения слюдяных окон.
При этом могут использоваться окна
различных конфигураций, а крепле-
ния их -могуг осуществляться с по-
мощью рамки из различных мате-
риалов. В табл. 7-6 и на рис. 7-15
приведены сводные данные по уп-
лотнениям этого типа.
Технология уплотнений слюдя-
ных окон с помощью прнпоечных
стекол может быть пояснена на при-
веденном ниже примере. Поверх-
ность стеклянных рамок окон обра-
батывается на плоскость с помощью
шлифовки (табл. 7-6). Размеры
слюдяного окна подбираются таким
образом, чтобы слюда слегка по-
крывала поверхность стеклянной
рамки. На поверхность стекла на-
носится (методом намазки) суспен-
зия порошка припоечного стекла в
воде. После того как на поверх-
ность рамки поверх слоя суспензии
наложено слюдяное окно и оно
прижато к рамке, на края окна на-
носится дополнительное количество!
Таблица 7-6
Слюдяные окна с уплотнением на основе припоечныг стекол
Слюдяное окно Материал рамки окна Припоечное стекло (см. табл. 3-6) Конфигу- рация спая (рис. 7-15) Режим пайки Примечания
Толщина, мкм Диа- метр, мм
4—12 30 — Суспензия в ксилоле или раст- воре спирт — вода Ж 3 мин при 630—650° С, медлен- ное охлаждение (20 мин) Внутренний край рам- ки шлифуется и по- крывается графитом во избежание зате- кания припоя
4—12 — Сплав Fe, Сг (25:75) £)==6; 100 мещ, в дистиллиро- ванной воде 3 30 мин, при 550—600° С в окис- лительной среде; 30 мин от- жиг при 400° С —
20 28 Мягкое стекло с притертой по- верхностью Свинцово-боросиликатное стекло (а=98-10“7, температура раз- мягчения 450° С) в виде водной суспензии а Нагрев до 570° С за 60 мин, мед- ленное охлаждение —
10—40 30 Мягкое стекло FeNi (50:50) или FeCr (30:70) М-130 с 5% порошка стекла пи- рекс г Припоечное стекло накладывает- ся в два слоя, нагрев до 600° С за 60 мин Выдержка при 600° С 15 мин, затем охлаждение до 20° С Выдерживает прогрев до 300° С
25-75 — Титановый фланец; слюда, покры- тая титановой шайбой 7572 пирокерам (корнинг) е 60 мин при 450° С на воздухе Предусматриваются канавки во избежа- ние растекания при- поя; выдерживает нагрев до 500® С
— 40 Мягкое стекло или медь, покры- тая сплавом Fe, Ni (50:50) Свинцово-боросиликатное стекло в Несколько минут при 500* С, ох- лаждение со скоростью 5° С/мин —
125—500 50 Мягкое стекло Свинцово-боросиликатное стекло а=98-10”7, температура раз- мягчения 450е С б 5—10 мин при 600° С, ох лажде- ние 30—60 мин —
130 8 Сплав Fe, Ni, Со (52:42:6), вос- становленный в сухом водороде (15 мин при 1 100° С), затем окисленный во влажном водо- роде (15 мин при 1 100° С) • D=6; корнинг 7570 д 15 мин при 600® С
стеклянной суспензии; это позволя-
ет в дальнейшем предотвратить рас-
щепление слюды. ^Собранный узел
в горизонтальном положении поме-
щается внутрь рабочего пространст-
ва печи. Затем он прогревается при
температуре около 600 °C в течение
5—10 мин, после чего следует мед-
ленное (30—60 мин) охлаждение до
комнатной температуры. Проводить
нагрев не в печи, а с помощью го-
релки, не рекомендуется.
На рис. 7-15,а показана конст-
рукция соединения слюдяного окна
с отбортованным краем трубки.
Диаметр слюдяного окна выбира-
ется несколько выше наружного
диаметра отбортованного фланца.
С помощью кисти паста из порошка
припоечного стекла наносится на
поверхность фланца, а поверх нане-
сенного слоя укладывается слюдя-
ной диск. Так же как и в рассмот-
ренном выше случае, некоторое ко-
личество пасты наносится на края
этого диска. Термообработка про-
изводится в соответствии с режима-
ми, указанными в табл. 7-6.
2-5. ОКНА С УПЛОТНЕНИЕМ
ЭПОКСИДНОЙ СМОЛОЙ
Эпоксидные смолы (разд. 3, гл.
3) могут применяться для уплотне-
ния окон из металла, стекла, квар-
ца, керамики, а также кристаллов
солей. Смола типа «аралдит-1» ис-
пользовалась для уплотнения окна
из алюминиевой фольги (с присад-
кой 5% кремния) толщиной
0,05 мм. Это окно вклеивалось в
рентгеновскую камеру, в которой
достигалось разрежение 10-5 мм
рт. ст. при рабочих температурах
окна до 200 °C.
На рис. 7-16 показан ряд приме-
ров конструктивного выполнения
окон с уплотнениями на основе
эпоксидной смолы. При этом окна
могут изготовляться из стекла, сап-
фира, хлористого серебра (такие ок-
на выдерживают охлаждение до
20 °К), а также окиси кремния и
фторида кальция (эти окна могут
охлаждаться до 77 °К). Диаметр
таких окон может достигать 20—
25 мм при толщине 0,5—1,5 мм.
Рамкой для крепления таких окон
433
Рис. 7-16. Окна, уплотняемые с пОхМощью
эпоксидных смол.
а — эластичная конструкция, предусматривающая
возможность деформации в результате различия
в значениях коэффициентов теплового расшире-
ния; б — кварцевое окно, присоединенное к стек-
лянной трубке; в — окно в виде кристалла соли,
закрепленного на латунном держателе; г — окно
из того же материала, закрепленное на стеклян-
ной трубке.
служит тонкая медная диафрагма
(рис. 7-16,«) толщиной 0,08 мм.
Круглое отверстие в этой диафрагме
имеет диаметр, который на 3 мм
меньше диаметра присоединяемого
к этой диафрагме окна. После при-
дания диафрагме формы, показан-
ной на рис. 7-16,а, она подвергается
отжигу и тщательной очистке. За-
тем на диафрагме укладывается ок-
но 3 и угловое пространство 4 за-
полняется смолой араадит. Собран-
ный таким образом узел подверга-
ется термообработке (см. разд. 3,
гл. 3). Крепление диафрагмы к мед-
ной трубке 2 производится с по-
мощью слоя сплава Вуда 5 (см.
разд. 3, § 5-1). С целью избежания
необходимости проводить операцию
пайки после закрепления окна в
медной диафрагме была -предложе-
на другая конструкция, в которой
уплотнение между диафрагмой и
металлическим фланцем достигает-
ся с помощью плоской кольцевой
полиэтиленовой прокладки (толщи-
ной 0,1 и шириной 10 мм). Такой
узел выдерживает охлаждение до
температуры жидкого водорода и
жидкого гелия.
На рис. 7-16,6 показан узел
крепления кварцевого окна 1 к
диску из нержавеющей стали, кото-
рый в свою очередь присоединяется
к стеклянной трубке 3. Соединение
кварца с нержавеющей сталью, а
также нержавеющей стали со стек-
лянной трубкой достигается с по-
мощью слоя 4, выполненного из
смолы аралдит. Соединяемые дета-
ли были предварительно отшлифо-
ваны, отполированы и отожжены на
воздухе при 300 °C. Сборка узла про-
изводится в специальной оправке.
После нагрева собранного узла до
температуры примерно 120 °C на со-
единяемые участки накладывалась
эпоксидная смола указанного типа,
после чего проводилась термообра-
ботка при температуре 200 °C в тече-
ние 20 мин. Во избежание появления
в слое смолы пузырьков нагрев в ин-
тервале 100—200°C следует прово-
дить со скоростью, не превышающей
4 °С1мин.
Для уплотнения стеклянного со-
суда Дьюара для жидкого азота с
сапфировым окном использовался
клеящий состав, состоящий из эпок-
сидной смолы типа «эпон 828» (10
вес. ч), наполнителя из алюмолитие-
вого силиката (4 «вес. ч) и отверди-
теля— диэтилентриамина (1 <вес. ч).
Наполнитель имеет отрицательный
коэффициент теплового расширения,
благодаря чему значение этого ко-
эффициента для указанной смеси на-
много ниже, чем для одной лишь
эпоксидной смолы. В результате
этого достигается надежное уплот-
нение при различных рабочих усло-
виях.
Эпоксидная смола того же типа
использовалась также для уплотне-
ния окон из фторида кальция. Кон-
струкция такого уплотнения на
основе латунного трубчатого держа-
теля показана на рис. 7-16,в.
На рис. 7-16,г показан узел, в
котором окно из кристалла галоида
щелочного металла крепится к лег-
ко деформируемой металлической
фольге толщиной 25 мкм (например,
серебряной или алюминиевой).
Крепление окна к оправе достига-
лось с помощью эпоксидной смолы
аралдит. Для изготовления такого
соединения стеклянная трубка 1 из-
готовляется с утолщенным концом
2. Затем <в этом утолщении предус-
матривается угловое углубление 3,
поверхность которого отшлифована
таким образом, что диаметр его ци-
линдрической части лишь ненамного
превышает диаметр окна. Когда
окно уложено на плоское дно углуб-
ления, его верхняя поверхность ока-
зывается точно заподлицо с верх-
ним краем стеклянной трубки. Уп-
лотняющая это окно фольга 5 име-
ет форму плоского кольца и присо-
единяется к уплотняемым деталям
(краям окна и торцу стеклянной
трубки) с помощью смолы аралдит.
С помощью аналогичной методи-
ки к боковой стенке стеклянной
трубки можно крепить также окна
прямоугольной формы
2-6. ОКНА С УПЛОТНЕНИЕМ
НА ОСНОВЕ ХЛОРИСТОГО СЕРЕБРА
Хлористое серебро пригодно для
уплотнения окон из кварца и в осо-
бенности окон, изготовленных из
кристаллов солей. Общие технологи-
ческие принципы, используемые при
изготовлении уплотнения на основе
хлористого серебра, были описаны
в разд. 3, гл. 4.
На рис. 7-17 показано два конст-
руктивных варианта изготовления
соединения кварцевого окна с труб-
кой из стекла пирекс. Конец стек-
лянной трубки 1 (рис. 7-17,а) раз-
вертывается наружу, а внутрь труб-
ки помещается небольшой трубча-
тый отрезок 2 из стекла пирекс, ко-
торый припаивается к внутренней
поверхности трубки /, образуя при
этом кольцевую канавку 3 глубиной
примерно 3 мм. Край трубки 2 со-
Рис. 7-17. Кварцевые окна с уплотне-
ниями на основе хлористого серебра.
а — хлористое серебро, расположенное в
желобке: б — слой хлористого серебра на
конце стеклянной трубки, сточенной на
конус.
439
шлифовывается таким образом, что
он оказывается ниже края трубки 1.
Кварцевое окно 4 укладывается на
отшлифованную поверхность торца
трубки 2, после чего производится
уплотнение окна с помощью хлори-
стого серебра, размещаемого в поло-
сти канавки 3 (ом. разд. 3, гл. 4).
Согласно конструкции, показан-
ной на рис. 7-17,6, конец трубки
из стекла пирекс 1 утоньшается пу-
тем шлифовки внутренней и наруж-
ной поверхности трубки на конус с
углом примерно 75°. Сошлифовка
конца трубки производится до тех
пор, пока толщина трубки торца не
составит приблизительно половины
исходной толщины. Затем конец
трубки подвергается полировке оп-
лавлением в пламени. Подвергнутые
шлифовке поверхность конца труб-
ки, а также кольцевой участок по
периферии кварцевого окна покры-
ваются слоем платины. Платиниро-
ванный конец стеклянной трубки на-
гревается и погружается в ванну с
расплавленным хлористым сереб-
ром. Эта операция повторяется до
тех пор, пока на конце трубки не об-
разуется слой хлористого серебра
толщиной примерно 1 мм. Затем
торец трубки прижимается к окну
и последний нагревается до тех пор,
пока хлористое серебро расплавит-
ся и смочит поверхность кварца.
Окна из солей кристаллов могут
уплотняться с помощью хлористого
серебра при использовании бокового
(рис. 7-18,а), канавочного, ступенча-
то-углового (см. рис. 3-10) или лез-
вийного уплотнения (рис. 7-18,6).
На рис. 7-18,а показано уплотне-
ние окна из фторида лития. Боковая
поверхность окна 1 покрывается сло-
ем платины 2, после чего с по-
мощью хлористого серебра 3 произ-
водится соединение окна эластичной
серебряной трубкой 4. Последняя иг-
рает роль компенсатора различия в
значениях коэффициентов теплового
расширения соединяемых деталей;
это позволяет использовать окно
.при температурах вплоть до темпе-
ратуры жидкого гелия. Тонкостен-
ный конец серебряной трубки пред-
варительно обезгаживается в ацето-
не и в течение нескольких секунд
протравливается в концентри-
440
3 2 .
Рис. 7-18. Окна из кристалла соли с уплот-
нением на основе хлористого серебра.
а — боковой тип уплотнения окна из фтористого
лития; б — крепление окна к трубке с ножевид-
ными краями.
рованной азотной кислоте. Про-
травленная поверхность серебра
хорошо смачивается хлористым се-
ребром. Край диска из фторида ли-
тия обрабатывается на конус (угол
наклона поверхности составляет
приблизительно 10°), очищается и
покрывается слоем платины. Затем
окно прижимается к краю серебря-
ной трубки, нагревается до темпера-
туры 500 °C, а в зазор между окном
и отогнутым краем серебряной
трубки помещается хлористое сереб-
ро, расплав которого смачивает обе
соединяемые детали.
Хлористое серебро можно ис-
пользовать в виде прокладки тол-
щиной, например, 0,3 мм (внутрен-
ний и наружный диаметр составля-
ют соответственно 44 и 60 мм). Та-
кая прокладка помещается между
окном из хлористого натрия и отпо-
лированной стенкой из стекла пи-
рекс. Рабочая температура такого
собранного узла должна поддержи-
ваться на уровне Г50°С, так как в
противном случае возникающие
внутри узла напряжения (из-за раз-
личия в значении коэффициентов
теплового расширения) могут при-
вести к появлению сколов в мате-
риале окна.
Конструкция соединения окна из
фтористого кальция со стеклом с
помощью хлористого серебра, поме-
щенного в кольцевую канавку, по-
казана на рис. 3-10. Собранный узел
медленно нагревается до температу-
ры 450°C при непрерывном наблю-
дении. Как только хлористое сереб-
ро расплавится, нагрев немедленно
прекращают. Тонкий слой хлористо-
го серебра быстро затекает в про-
странство между окном и участком
его посадки.
Такое соединение сохраняет ва-
куумную плотность при 'прогреве
до 430°C.
Окно из фтористого кальция
(толщиной, например, 1 мм при диа-
метре 18 мм) можно присоединить
к стеклянной трубке, если на конце
последней предусмотреть угловое
углубление, как это показано на
рис. 3-10. При этом уплотняемая по-
верхность стеклянной трубки пред-
варительно покрывается слоем пла-
тиновой пастьк
Окна из фторида бария приме-
няются для пропускания излучения
в широком спектральном диапазо-
не— от 0,18 до 12,5 мкм. Такие ок-
на можно присоединять к тонкостен-
ной серебряной рамке с помощью
хлористого серебра. Для получения
надежного соединения окно следует
вначале промыть в ацетоне, а затем
уложить на предварительно обезжи-
ренную серебряную рамку. Исполь-
зуемое для уплотнения хлористое се-
ребро применяется в виде полоски,
вырезанной из листового материала
толщиной 0,5 мм. Толщина этой
полоски подбирается такой, что, ког-
да эту полоску укладывают на реб-
ро вокруг окна, ее верхний край ока-
зывается на 0,5 мм ниже верхней
поверхности окна из фтористого ба-
рия.
При этом нужно следить за тем,
чтобы не было контакта между хло-
ристым серебром и полированной
поверхностью фторида бария, так
как при наличии такого контакта
увеличивается степень загрязнения
плоской поверхности фторида бария
слоем хлористого серебра.
Собранный узел помещается в
печь с защитной рредой (такой сре-
дой может служить, например, ар-
гон). Для окна диаметром пример-
но 80 мм и толщиной (12 мм скорость
нагрева (а также охлаждения)
должна быть в пределах 1 —
1,5 °С1мин (более тонкие окна могут
нагреваться намного быстрее). На-
грев производится до тех пор, пока
температура рамки не достигнет
460—465 °C; весь узел выдерживает-
ся при этой температуре в течение
примерно 15 мин. Затем температу-
ра снижается с той же скоростью,
с которой она повышалась. В про-
цессе нагрева на обеих плоских по-
верхностях окна образуется тонкий
слой хлористого серебра. Готовый
узел подвергают воздействию излу-
чения ультрафиолетовой люминес-
центной лампы в течение приблизи-
тельно 0,5 ч\ при этом происходит
соляризация этого нежелательного
слоя, что позволяет сделать его ви-
димым. Слой хлористого серебра
удаляется с поверхности фторида
бария путем обработки поверхности
вручную с помощью полировочной
пасты.
На рис. 7-18,6 показана конст-
рукция окна из хлористого натрия
(толщина 7, диаметр 50 мм), а так-
же фтористого лития. Торец трубки
1 из стекла пирекс делается плос-
ким с помощью шлифовки, после
чего на поверхность торца наносится
слой платиновой пасты 2, подвер-
гающейся затем термообработке при
температуре 750 °C. Тонкостенная
бесшовная серебряная трубка 3
(длина 10—12 мм, толщина 0,35-*-
0,50 мм) обрабатывается таким об-
разом, что ее концы утоньшаются до
толщины лезвия (0,12 мм). Серебря-
ная трубка обезжиривается и очи-
щается в растворе азотной кислоты
(концентрация 5—30%), после чего
промывается вначале в дистиллиро-
ванной воде, а затем в ацетоне или
эфире. Из листового хлористого се-
ребра толщиной 0,5 мм вырезаются
два кольца 4. Внутренний диаметр
колец выбирают несколько мень-
шим, чем внутренний диаметр стек-
лянной трубки, а их наружный диа-
метр при этом несколько превыша-
ет наружный диаметр стеклянной
трубки. Поверхность колец из хло-
ристого серебра тщательно очищает-
ся от черных следов сульфида се-
ребра путем их соскабливания брит-
венным лезвием. Затем кольца тща-
тельно обезжиривают в эфире и вы-
сушивают с помощью фильтроваль-
ной бумаги.
Показанный на рис. 7-18 узел
монтируют в вертикальном положе-
нии (без применения при этом за-
жимных приспособлений) и медлен-
441
но нагревают до 500 °C. После на-
грева производится медленное ох-
лаждение до комнатной температуры
(скорость охлаждения 5°С/лшн). Та-
кие окна выдерживают прогрев до
400°C. 'Весь узел можно считать раз-
борным, поскольку при нагреве до
500 °C окно 5 может быть заменено
другим предварительно платиниро-
ванным окном. При этом нет не-
обходимости добавлять новые про-
кладки из хлористого серебра. Если
необходимо присоединить такой узел
не к стеклянной трубке, а к метал-
лической, то серебряная трубка при-
паивается к последней одним кон-
цом, а на ее второй конец наклады-
вается кольцо из хлористого сереб-
ра. В этом случае рекомендуется на
внутреннюю поверхность серебряной
трубки (на расстоянии примерно
3 мм от ее края) нанести тонкий
кольцевой слой аквадага. Это поз-
волит избежать стекания расплав-
ленного хлористого серебра на
металлическую трубку, что может
вызвать сильную коррозию послед-
ней.
С помощью хлористого серебра
можно достигнуть уплотнения окна,
изготовленного из того же материа-
ла. При присоединении окна из хло-
ристого серебра к торцу трубки по-
следний следует покрыть слоем это-
го же материала. Конец трубки, по-
крытый хлористым серебром, нагре-
вается до плавления последнего,
после чего торец трубки прижимают
к окну из хлористого серебра. Окна
из хлористого серебра обладают
значительной пластичностью и обес-
печивают надежный спай при их
сжатии с помощью запорного коль-
ца, уплотнение окон из хлористого
серебра может достигаться также с
помощью небольшого количества за-
мазки типа апиезон; при этом между
окном и запорным кольцом следует
использовать прокладку из целлофа-
на. Небольшие окна из слюды (диа-
метр до 10 мм) также могут уплот-
няться с помощью хлористого се-
ребра.
Предварительно уплотняемую
поверхность слюды следует поскоб-
лить, так как хлористое серебро
смачивает лишь шероховатую по-
верхность слюды.
442
2-7. ОКНА, УПЛОТНЯЕМЫЕ
С ПОМОЩЬЮ КОМПРЕССИОННЫХ
СОЕДИНЕНИЙ
Уплотнение окон из стекла, квар-
ца или керамики может быть дос-
тигнуто с помощью компрессионных
(сжимаемых) соединений (см. разд.
2, § 4-4 и 5-2).
На рис. 7-19 представлена конст-
рукция кварцевого окна, соединен-
ного с кольцом из титана путем пай-
Рис. 7-19. Конфигурация кварце-
вого окна 7, уплотненного мето-
дом изготовления компрессионно-
го спая с титановым кольцом 2.
ки медно-серебряной эвтектикой
(температура плавления 779 °C).
При температуре 850°C эвтектиче-
ский сплав растворяет некоторое ко-
личество титана, приобретая при
этом способность смачивать поверх-
ность кварца. Титановое кольцо при-
соединяется к вакуумной камере на
прокладке .или с помощью пайки.
Так как коэффициент теплового рас-
ширения титана выше, чем кварца,
то внутренний диаметр титанового
кольца делается меньше, чем
наружный диаметр кварцевого
окна. При этом соединение Жарце-
вого окна титановым кольцом про-
изводится методом горячей посадки.
Для окон из кварца найдены следу-
ющие оптимальные значения «отри-
цательных» зазоров (разность меж-
ду наружным диаметром окна и
внутренним диаметром титанового
кольца):
0,12 мм для окна диаметром
30 мм (максимальный нагрев до
500 °C);
0,24 мм для окна диаметром
45 мм ((нагрев до 400°C);
0,61 мм для окна диаметром 90 мм
(нацрев до 300°C).
-8. УПЛОТНЕНИЕ ОКОН С ПОМОЩЬЮ
ЭЛАСТОМЕРНЫХ ПРОКЛАДОК
Наиболее распространенной фор-
мой эластомерных прокладок, при-
меняемых для уплотнения окон, яв-
ляется кольцевая прокладка кругло-
го сечения. Эти прокладки исполь-
зуются в канавочных или же в кони-
ческих уплотнениях (см. разд. 3,
§ 8-4). Схематически такие уплотне-
ния показаны на рис. 7-20.
Кроме прокладок с круглым
течением, могут использоваться так-
же прокладки с квадратным или
трапецеидальным сечением.
При конструировании надежных
узлов уплотнения окон следует соб-
людать следующие два основных
правила.
1. Окно не должно подвергать-
ся изгибающим усилиям. Другими
словами, точки приложения сжима-
ющих усилий к обеим стенам окна
должны располагаться на одних и
тех же участках.
2. Не следует прижимать окно к
твердому материалу.
С помощью эластомерных про-
кладок можно осуществлять уплот-
нение стеклянных, кварцевых, ме-
таллических и пластмассовых окон.
На рис. 7-20 показана конструкция
статического прокладочного уплот-
нения с плоским стеклянным или
кварцевым окном. При этом остают-
ся в силе общие правила, применя-
емые при изготовлении уплотнений
с прокладками (см. разд. 3, гл. 8).
В тех случаях, когда необходимо
часто открывать окно, последнее мо-
жет быть выполнено в виде подвиж-
ной части шиберного затвора (см
разд. 6, § 1-3); можно также крепить
окно на поворотной дверце.
Бериллиевое окно (толщиной
0,25 jwjw), помещенное в цилиндриче-
ское углубление обоймы, показано
на рис. 7-21. В стенке 1 вакуумной
камеры было расточено несквозное
отверстие с уступом, в котором бы-
ла предусмотрена небольшая канав-
ка для кольцевой прокладки 2 (см.
разд. 3, § 8-4). Бериллиевое окно 4
прижималось к прокладке кольцевой
рамкой <?, изготовленной из нержа-
веющей стали. Так как бериллий яв-
ляется весьма твердым и хрупким
материалом, необходимо предусмот-
Рис. 7-20. Окна с уплотнениями
на основе кольцевых прокладок.
а — кольцевая прокладка, расположен-
ная в круговой канавке; б — кольце-
вая прокладка, расположенная в.
' углублении конической формы.
реть центрирующие винты для по-
садки рамки, с помощью которых
последняя может быть жестко за-
креплена на стенке вакуумной каме-
ры.
Контроль герметичности уплот-
нения металлического окна может
быть проведен с помощью гелиевых
методов обнаружения натекания.
При этом используется непроницае-
мость металлов для гелия (см. разд.
2, § 1-1). В случае обнаружения ге-
лия на противоположной стороне уп-
лотнения можно с уверенностью ут-
верждать, что это произошло в ре-
зультате недостаточной герметично-
сти уплотнения. Кольцевые проклад-
ки из эластомера позволяют также
уплотнять окна из нейлона, полиэти-
лена и других пластических мате-
риалов. На рис. 7-22,а показано по-
лиэтиленовое окно, присоединенное
А-А
Рис. г-21. Круглое окно из бериллия
с уплотнением на основе кольцевой про-
кладки.
а — боковое окно с наложенным на него слоем
пластмассы; б — методика получения тугоиатяиу-
той пластмассовой пленки.
443
к боковой поверхности стеклянной
трубки На цилиндрической поверх-
ности трубки с помощью шлифо-
вального круга образуется отверстие
J. Острые края отверстия сглажи-
ваются. Затем на трубку наклады-
вается кольцевая прокладка 2, раз-
меры которой подобраны таким об-
разом, что прокладка вплотную под-
ходит к краям отверстия. С по-
мощью резинового клея прокладка
приклеивается к поверхности стекла
так, что она окружает отверстие в
нем. При этом прокладка принимает
форму поверхности стеклянной труб-
ки. Поверх прокладки натягивается
полиэтиленовая пленка 3 (толщиной
0,25 мм), которая затем обертыва-
ется вокруг стеклянной трубки и за-
крепляется на стороне, противопо-
ложной от отверстия, приваркой с
помощью паяльника. Внутри стек-
444
лянной трубки можно затем достичь
разрежения 5-Ю-6 мм рт. ст.
Пластмассовое окно в виде туго
натянутой, свободной от морщин,
мембраны показано на рис. 7-22,6.
Окно 1 закреплено на рамке 2. За-
крепление производится путем нало-
жения поверх тонкостенной мембра-
ны 5, поверхность которой обрабо-
тана на конус. По конической по-
верхности этого кольца прокладоч-
ное кольцо 4 соскальзывает в канав-
ку, предусмотренную в рамке 2.
Прокладка 4 фиксирует положение
мембраны на рамке, а при наложе-
нии сверху детали 5 происходит рав-
номерное натяжение мебраны, кото-
рая растягивается слегка скруглен-
ным угловым выступом 6.
Эластомерные прокладки исполь-
зуются также в окнах, снабженных
перчатками манипуляционных ка-
мер, изготовленных из материала
перспекс, поливинилхлорида или
стекла.
2-9. УПЛОТНЕНИЕ ОКОН С ПОМОЩЬЮ
МЕТАЛЛИЧЕСКИХ ПРОКЛАДОК
В тех случаях, когда разборное
уплотнение должно подвергаться
воздействию высоких или низких тем-
ператур, его следует выполнять на
основе металлических прокладок.
Для работы в условиях низких
температур следует применять ме-
таллические прокладки из свинца,
олова, индия или сплавов этих ме-
таллов. Для работы в режиме высо-
ких температур применимы проклад-
ки из золота, меди или алюминия.
Подробные сведения о конфигура-
циях, размерах и методах крепления
металлических прокладок различ-
ных типов приведены в разд. 3,
§ 8-4—8-6.
Окно из алюминиевого сплава
(дюраль 6061) представлено на
рис. 7-23,а. Окно 6 присоединено к
криостату 2 с помощью кольцевой
прокладки диаметром примерно
1,5 мм, изготовленной из сплава ин-
дия со свинцом (соотношение компо-
нентов 50:50). Латунное кольцо 1
припаяно к стенке кристалла 2. По
периферии кольца расположена
кольцевая прокладка из сплава ин-
дий— свинец. Алюминиевый фланец
3 с окном 6 прижимается к коль-
Рис. 7-23. Окна с уплотнением
на основе металлических про-
волок.
а — уплотнение на основе сплава
свинца с оловом; б —уплотнение
с двойной прокладкой и охранным
вакуумом; 1 — окно; 2 — свинцовая
прокладка; 3 — откачной патрубок;
4 кольцевая прокладка; 5 — па-
трубок напуска гелия; 6 — разду-
ваемая трубка из нержавеющей
стали «(толщина стенки 0,25 мм)',
7 — уплотняющая диафрагма (сви-
нец толщиной 0,38 мм, присоеди-
ненный с помощью мягкого припоя
к кольцевой прокладке); 8 — стенка
вакуумной камеры.
цевой прокладке с помощью кре-
пежного кольца 4. Прижим фланца
3 к кольцу 1 производится до тех
пор, пока зазор между этими дета-
лями не становится равным 0,05 мм.
Кольцо снабжено выступом 5, поз-
воляющим снизить напряжение в
гонкой деформируемой перемычке 7.
С помощью прокладки из мягкого
металла, зажатой между рамкой и
крепежным фланцем, можно осуще-
ствить уплотнение, окна из бериллия.
При уплотнении стеклянных окон
могут применяться двойные свинцо-
вые прокладки с охранным ваку-
умом между ними (разд. 3, § 8-2).
Как показано на рис. 7-23,6, эти
кольцевые прокладки спрессовы-
ваются с помощью раздуваемой
тонкостенной трубки из нержавею-
щей стали, заполняемой гелием.
Индиевые прокладки применяют-
ся для уплотнения окон из кварца.
При этом прокладка может распо-
лагаться в канавке полукруглого се-
Рис. 7-24. Окна, уплотняемые с помощью
золотой фольги.
а — слюдяное окно, уплотняемое с помощью зо-
лотой шайбы, прижатой к торцу коваровой труб-
ки; б — слюдяное окно, уплотняемое с помощью
золотой шайбы, прижатой к профилированной
медной прокладке.
чения (см. разд. 3, § 8-4); с внут-
ренней стороны кварцевого окна оно
уплотняется с помощью индиевой
проволоки диаметром 2,5 мм, в то
время как на внешней стороне окна
уплотнение осуществляется с по-
мощью прокладки из витона.
Индиевая прокладка может
иметь также прямоугольное сечение
(например, шириной 1,9 и толщиной
1,4 мм)\ прижатие окна осуществ-
ляется с помощью пружинящей шай-
бы (см. разд. 3, § 8-5).
Уплотнение слюдяных окон мо-
жет достигаться с помощью шайб из
золота. Одна из таких конструкций
показана на рис. 7-24,а. Слюдяное
окно 1 расположено между деталью
из ковара 2 и шайбой из золота 3
(толщина шайбы 0,05 мм). Эта шай-
ба поджимается с помощью второй
коваровой детали 4. Обе ко-
варовые детали на горячей посадке
помещены внутрь наружной оболоч-
ки 5 из нержавеющей стали. Золо-
тая прокладка (шайба) плотно при-
жимается к слюде торцами кова-
ровых деталей благодаря давлению,
возникающему из-за разности в зна-
чениях коэффициента теплового рас-
ширения нержавеющей стали и ко-
вара.
На рис. 7-24,6 показана конст-
рукция уплотнения, в которой слю-
дяное окно 1 зажимается между мо-
либденовой или коваровой шайбой 2
и фольгой 3 из золота. Фольга из
золота толщиной 25 мкм прижима-
ется к окну медным кольцом 4. Весь
узел стягивается фланцами 5 и 6.
445
Рис. 7-25. Коническое уплот-
нение окна из окиси маг-
ния.
1 — окно; 2 — алюминиевая или
медная оболочка; 3 — стеклян-
ная оболочка.
Рис. 7-27. Окно с ножевым
уплотнением и дополнитель-
ным металлическим покры-
тием.
На рис. 7-25 показана конструк-
ция уплотнения окна из окиси маг-
ния. Уплотняющие прокладки при
этом изготовлялись из меди или
алюминия. Окно из окиси магния
диаметром 24 и толщиной 6 мм об-
рабатывалось шлифовкой и поли-
ровкой таким образом, что боковая
поверхность окна представляла со-
бой конус с углом наклона Г. Ана-
логичный- по форме конус растачи-
вался в массивной алюминиевой или
медной заготовке. Внутрь этого ко-
нического отверстия плотно запрес-
совывалось окно из окиси магния;
затем алюминиевая заготовка обта-
чивалась снаружи до 'тех пор, пока
не оставалась стенка толщиной
0,5 мм. Полученный при этом узел
запрессовывался в стальную трубку,
обработанную внутри на конус.
На рис. 7-26 показаны узлы уп-
лотнений стеклянных .или кварцевых
окон с помощью профилированных
медных прокладок. На рис. 7-26,а
показана медная прокладка такого
типа размером 4X10 мм; с помощью
такой прокладки уплотнялось окно
Рис. 7-26. Прогреваемое окно с уплотне-
нием на основе профилированной металли-
ческой прокладки.
а — прокладка, расположенная в канавке; б —
прокладка с двумя ножевыми краями; 1 —
охранный вакуум; 2 — сверхвысокий вакуум.
446
диаметром 34 см. При этом давле-
ние на прокладку составило 300 кгс
на 1 см длины прокладки. Окно для
сверхвысоковакуумной камеры с
двумя стенками показано на рис.
7-26,6. В этом случае уплотнение
окна 1 также достигалось с по-
мощью медной прокладки 2 спе-
циальной формы. Медная прокладка
служит в этом случае в качестве уп-
лотнения между стороной охранного
вакуума и сверхвысоковакуумной
стороной установки. Профилирован-
ные медные прокладки иногда при-
меняются в сочетании с прокладка-
ми типа конфлат (см. разд. 3,
§8-5).
На рис. 7-27 показано уплотнение
стеклянного окна, на поверхности
которого методом напыления нане-
сен слой хрома 2 толщиной 0,1 мкм.
Поверх этого слоя хрома нанесен
слой 3, состоящий из сплава хрома
с медью и изготовленный одновре-
менным напылением меди и хрома.
Толщина этого слоя также состав-
ляет 0,1 мкм. По окончании напы-
ления этого слоя продолжают напы-
ление меди (напыление хрома при
этом прекращается) с целью полу-
чения омедненной поверхности. По-
верх слоя меди электролитическим
путем наращивается более толстый
слой меди 4 (толщиной 0,1—0,5 мм).
Затем сверху снова напыляется тон-
кий слой хрома 5 (толщиной
0,1 мкм). Поверх этой многослойной
структуры располагается алюминие-
вая прокладка 6, уплотняемая с по-
мощью фланца с ножевым высту-
пом. При этом достигается надежное
герметичное уплотнение между алю-
миниевой прокладкой и осажденны-
ми на окно Z «слоями металлов.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ А-1. Коэффициенты пересчета единиц измерения давления*
дин/см2 (микробар) мкм рт. ст. н/м2 (ньютон на 1 м2) мм вод. ст. (кгс/м2) миллибар, (мбар) см вод. ст. мм рт. ст. (торр) дюйм рт. ст. фунт/дюйм2 техниче- ская ат- мосфера (кгс/см2) бар физическая атмосфера (ат)
дин/см2 (микробар) мкм рт. ст. н/м2 (ньютон на 1 м2) мм вод. ст. (кг/м2) миллибар (м£ар) см 6од. ст. мм рт. ст. (торр) дюйм рт. ст. фунт/дюйм2 (кг/см2) бар Физическая атмосфера (ат) Техническая атмосфера (кг см2) 1 1,33 10 98 Юз 980 1,33-10® 3,3-10* 6,8-10* 10» 1,01-10» 9,8-Ю5 7,5.10-1 1 7,5 73 750 730 Юз 2,54-10* 5,17.10* 7,5-103 7,6-105 7,3-105 10-‘ 1,33-10-1 1 9,8 100 98 133,3 3 386 6894,7 105 1,01 .Ю5 9,81-10* 1,01.|0-2 1,35.10-2 1,01-10-1 10,1 10 13,59 340 700 1,01-10* 1,03-10* 10* Ю-з 1,33-10-3 IO"2 9,8-10-2 1 9,8-10-1 1,33 33 68 103 1 ,01-103 980 1,0М0-з 1,35-Ю-з 1,01-10-2 10-» 1,01 1 1,35 ЗА 70 1,01-Юз 1,03-Юз Юз 7.5-Ю-* Ю-з 7,5-Ю-з 7,3-Ю-з 7,5-10-1 7,3-10-1 1 25,4 51,7 750 760 735 2,95.10-5 3,93-10-5 2,95-10-* 2,89-Ю-з 2,95.10-2 2,89-10-2 3,93-10-2 1 2,03 29,5 29,92 28,9 1,45-10-5 1,93-10-5 1,45'10-* 1,42.10-з 1,45.10-2 1,42-10-2 1,93-10-2 4,9.10-* 1 14,5 14,7 14,2 1,01-io-» 1,35-10-е 1,01-10-5 Ю-* 1 ,оыо- 10-з 1,35-Ю-з 3,4-10-2 7-10-2 1,01 1,03 1 io-» 1,33-10-6 10-5 9,8-10-5 Ю-з 9,8-10-* 1,33-10-2 3,3-10-2 6,8-10-2 1 1,01 9,8-10-1 9,8-10-’ 1,31- 10-е 9,8-10-ь 9,6-10-5 9,8-10-* 9,6-10-* 1,31-10-2 3,3-10-2 6,8-10-2 9,8-10-» 1 9,6-10->
* В литературе встречаются также следующие единицы давления: 1 геде (Gd)=IO-e и/л«2, I паскаль (Pa)=d н/м2, 1 nbeia=\№ н/м2.
ПРИЛОЖЕНИЕ А-2. Коэффициенты пересчета единиц измерения проводимости и скорости откачки
* см3/ак л/мин м3/ч фут3/мин л/с к — см3/сек л/мин м3/ч фут3'мин л/сек
см3 сек, л мин м3 ч 1 16,67 277,8 ПРИЛ 6- 10-2 1 16,67 ЮЖЕНИЕ 3,6-10-3 6-10-2 1 А-3. Коэффи 2, 1 • 10“ 3 3,53-10-2 5,89-10-’ щиенты nepi IO-3 1,67-10-2 2,78-10-’ есчета п ej фут3 м л сек ^иниц измерс 471,95 1 000 жия npoi 28,32 60 lyCKHOH спос 1,699 3,6 обнести и и 1 2,12 [атекания 4 ,7-10-’ 1
см3/год* ат-см3[ч фут3-мкм рт. ст./мин фут3/год* люсек (лХ Умкм-рт. ст./сек) см3 мин* 1 г воздуха В 1 С Л- см3/сек* л-мм рт. ст./сек фут3/ч « 1 кг воз- духа в 1 ч
см3/год* ат-см3/ч фут?>мкм рт. ст./мин фут3 год* люс 'К(л• мкм-рт. ст./сек) см3/мин* 1 г воздуха в 1 сек см3/с?к* л мм рт. ст/сек футЧч* I кг воздуха в 1 ч * Для нормальных ус 1 *8,9-103 1,98-10* 2,87-10* 4,2-10* 5,3)-105 2,710’ 3,22-10’ 4,210’ 2,5-108 6,9-10» ловйй состо 1,12-10-* 1 2,236 3,24 4,74 60,4 3 040 3 600 4 738 2,84-10* 7,73-105 >яния газа (21 5,05-10-5 4,47-Ю"1 1 1,45 2,12 27 1 360 1 620 2 120 1,27-10* 3,46-105 3° С, 760 мм / 3,5-10-5 3,1-10-» 6,9-10-1 1 1,47 18,6 940 1 120 1 470 8 750 2,39-105 7т. ст.). 2,4-10-5 2,11-10-1 4,72-10-1 6,82-10-1 1 12,7 640 760 1 000 5970 I.63-105 1,88-10-е 1,62-10-2 . 3,75-10-2 5,8-10-2 7,9-10-2 1 50,4 58,2 79 471 1,26-10* 3,74-10- 3,2-10-* 7,4-10-< 1,07-10- 1,55-10' 1,98-10- 1 1,16 1,56 9,32 255 8 •з •з 2 3,1-10-8 2,78-10"* 6,2-10-* 8,9-10-* 1,32-IO’3 1,68-10-2 8,4-10-» 1 1,32 7,9 214 2,4-10-8 2,11-10-* 4,72-10-* 6,82-10-* 10-8 1,27-10-2 6,4-10-1 7,6.10-’ 1 5,97 163 4,05-10"» 3,57-10-5 7,95-10-5 1,15-10-* 1,69-10'* 2,14-10-з 1,08-10-1 1,29-10-* 1,69-10-1 1 27,5 1,47-10-ю 1,29.10-е 2,88-10-е 4,18-10-8 6,12-10-е 7,75-10-5 3,93-10-2 4,64-Ю-з 6,12-Ю-з 3,64-10-» 1
ПРИЛОЖЕНИЕ А-4. Коэффициенты пересчета единиц измерения газовой проницаемости
см3-мм/см2секх Хмм рт. ст* см* мм!см2 секХ Хат* лммх Хрт. ст. мм/см2Х Хч-мм рт. ст. люсекХ Хмм/см2-ат л мм рт. ст.Х Хмм/см2Х Хч-ат** л-мкм рт.ст.Х Хмм/см2у. Хмин-ат** см3Х Хмм рт. стХ Хмм/дм2-чХ Хмм рт. ст.** см3х Хмм рт. ст.Х Хмм/дм2х Хч-ат**
см3-мм см2-сек-мм рт. ст* 1 760 2,74-103 5,7-105 2,08-106 3,4-10’ 2,74-108 2,08.10й
см3-мм см2-сек-ат* 1,32-10-’ 1 3,6 760 2,74-Ю3 4,5-10“ 3,6-105 2,74-108
л • мм рт. ст. мм/ см2 • Х^л! рт. ст. 3,67-10-“ 2,78-Ю-1 1 210 760 1,27-10“ 105 7,6*107
люсек- мм/см2 -ат 1,74-Ю-6 1,34-10-3 4J6.10-3 1 3,64 1 61 476 3,64-105
л-мм рт. ст-мм/см2-ч* ат** 4,8-10-’ 3,56.10-4 1,31-IO-3 2,74-10“1 16,7 131 Ю5
л-мкм рт. ст. мм/см2• мин% У^ат** 2,9-Ю-8 2,2.10-5 7,9-10-5 1,68-10-2 6-10-2 1 7,9 6-10’
см3-мм рт. ст. мм/дм2-чХ Хмм рт. ст.** 3,67-10-’ 2,78-Ю-6 IO-5 2,ЬIO"3 7,6-10-3 1,21-10-' 1 760
см3-мм рт. ст. мм^ дм2-ч-ат** 4,8-10-’ = 3,65-10“9 1,31.10-8 2,74-10-6 IO-5 1,67-10-“ 1,31-Ю-з 1
* При нормальных условиях (760 мм рт. ст. 20е С).
** При 0е С.
П РИЛОЖЕНИЕ А-5. Формулы для
расчета проводимости*
Молекулярный режим 1 Промежуточный режим Вязкостный режим
p-d < 1,5.1ft-* 1,5-10 ’2 < p-d < 0,5 p-d > 0,5
Длинный Трубопровод круглого сечения C = km-d*H С C = kv-T-d4l
/^d 0,02 0,06^ 0,1 0,4 \ Ne Ar Воздух Na He Пары H2O Ha
1,1 1,7 2,3 6,9 ) kv 106 150 182 190 169 345 382
Круглое отверстие с = м < _ k m 14,4 10,3 12,1 12,2 32,2 15,2 45,6
Отверстие прямоугольной формы *0 13,8 9,9 11,6 11,7 31,0 14,6 43,7
b a 1 0,7 0,5 0,2 0,1 36,6 26,3 30,9 31,1 82,5 39,0 117,0
К 1,1 1,12 1,15 1,3 1,4 1 Zz_ 1 P 152 2J4 ♦ 260 270 241 494 545
Y 1,0 0,95 0,82 0,4 0,23 ’
г g,-M C ~ *r(a + b)-l *
Короткая трубка — b .7..73// 1. ILL "I f 0,05 1 I °-' П 1 °’* r-|,o I p 5 f 10 1 I 50 1 100
m 1 i | 0,036 1 0,07 | 1 0,21 f 0,30 j 1 0,38 [ 0,51 I 0,84 | 1 0,96 1 1
Примечание, р—среднее давление, мм рт. ст.,— + Р* ,/д -утлотцадь отверстия, см2; 7 — диаметр, см; I — длина, см; а, Ь — размер сторон прямоугольного отвер-
стия, см; С —проводимость, л/сск.
ПРИЛОЖЕНИЕ Б-1а. Механические свойства металлов и сплавов
ND ND OO Материал Характеристика Удельный вес, г/см* Допустимое растягивающее напряжение, кгс/мм? Удлине- ние, % Модуль упругости при растяжении, кгс/мм2 Модуль упругости при скручи- вании, кгс/мм2 Твердость*
20е С 500е С 20е С | 500е С
Алюминий Чистота 99,6у0 2,7 9 0,7 30—45 7 400 5 000 2 700 М-2; В-16;
Бериллий Чистота 99,5% 1,85 21 — 6 19 000 — — М-7,8; В-60/120
Железо Чистое 7,87 25 8 50 21 200 12 000 8 000 М-4,5; В-45/80; R-40B
Медь^ — 8,93 30 3 30 12 000 4 000 4 000 М-2/4; В-50; R-40E
Никель — 8,9 60 34 40 20 500 15 000 7 000 М-3,8; В-200; V-210
Золото — 19,3 15 • 25 8 000 — — М-2,5; В-20,30; V-20
Серебро — 10,4 14 — 68 8 000 — 2 800 М-2,6; В-20/40; V-25
Платина — 21,5 24 18 35 16 500 — 6 000 М-4,5; В-55; V-50
Палладий — 12,0 36 — 4 11 500 — 5 000 М-4,8; В-49; V-38
Титан — 4,5 66 — 10 12 000 — В-185 250; R-91
Цирконий — 6,5 95 — 2 9 000 — — М-6,5; В-80; R-B87
Молибден — 10,2 95 58 15 32 000 — 16 000 М-5,5; В-147; V-160; R-26/80
Тантал — 16,6 93 — 15* 19 000 — 6 300 М-6,3; В-45/350; V-70
Вольфрам — 19,3 115 •55 3 36 000 — 22 000 М-5/8; В-350; R-37C; V-400
Платина Fe:Ni:C (51,85:48,0: 15) Fe:Ni:C (63,6: 36: 0,4) 8,3 65 — 20 15 000 — 6 500 В-100; R-B70
Инвар 8,1 55 1 I1*1 30 15 000 — — В-110/160
Фернико (ковар) Fe:Ni:Co (55: 28: 17) 8,2 62 — 35 16 000 — — В-150; R-B80
Монель Ni :Cu:Fe:Mn:Si (64,3:30:2,4:2:0,5) 8,8 70 50 20 20 000 — — В-120/180; R-B60
Константан Cu:Ni (55:45) 8,9 45 35 40 14 800 — — В-80
Феррохром Fe:Cr (70:30) 7,5 60 — 20 20 000 — — В-140/200; V-140; R-B90
Нержавеющая сталь Fe:Cr:Ni:Si:Mn:C 7,9 65 36 50 19 500 — —— В-160; R-B72
Нихром Ni:Cr (80:20) 8,3 60 45 30 21 000 — — В-90; R-B90
Инконель Ni:Cr:Fe:Mn:Cu:Si 7 8,6 80,. — 30 22 000 —- — В-120; R-B65
Томпак Cu:Zn (72:28) 8,6 55 — 10 11 000 — В-120; R-B93
Латунь Cu:Zn (92:8) 8,4 32 — 5 9 000 — — В-50
Бронза Cu:Sn (92:8) 8,8 40 — 60 10 000 — — В-80; R-B84
* Шкала твердости: М —по Моосу; R— по Роквеллу; V —по Виккерсу.
449
ПРИЛОЖЕНИЕ Б-16 Механические свойства стекол, керамики и эластомеров
Материал Удельный вес, г/см9 Допустимое напряжение растяжения, к Г / мм2 Удлинение, % Допустимое напря- жение сжатия, кГ[мм2 Допусти- мое на- пряжение изгиба, кГ/мм2 Допусти- мое напря- жение скручи- вания, кГ!мм^ Модуль упруго- сти, кГ/мм2 Твердость* Ударная вязкость, кГ1мм*
Мягкие стекла: М4-5
известково-натриевое 2,4—2,6 5—13 — 60—90 5 8—9 5 000—8 000 —
свинцовосиликатное Твердые стекла: 3,1—3,9 5—8 — 60—90 4-5 7—8 5 000—6 000 М4-4.5 —
боросиликатное 2,2—2,4 8—15 — 60—100 6—8 8—9 6 500—8 500 М7-7,5 —
алюмоборосиликатное 2,2—2,7 8—15 — 75—100 6—8 8—9 6 500—9 000 М7-8 —
Кварц 2,0—2,2 7—12 — 100—200 7 3 6 200—7 200 М7 —
Электротехнический фар- фор Стеатит 2,3—2,5 2—4 — 40—50 7—8 — 5500—8 000 М7 1,5—2,0
2,6—2,7 5—6 60—80 12-16 8 000—11 000 М7,5 3,0—3,5
Форстерит 2,7—2,9 7—8 — 70—90 11 — 16 — 11 000—13 000 М7,5 3,5—4,0
Высокоглиноземислая ке- рамика 85,99*/© А12О2 3,4—3,8 12—18 — 100—200 25—40 — 25 000—38 000 М8-9 5,0—6,0
Циркониевая керамика 3,1—3,4 5—10 — 60—120 11—18 — 17 000 М8 5,0—6,0
Слюда 2,1—3,2 40—75 — 10 — — 16 000—21 000 М2,5-3 —
Натуральная резина 0,9—2,0 0,8—2,5 350—1 С00 макси- мально допустимо 0,5 — — 0,1—0,7 S30—90 —
Неопрен 1,1 — 1,24 1—1,5 2С0—800 См. рис. 3-52 — — — S40—60 —
Кремнийорганическая ре- зина 1,2—2,1 0,4—0,7 1 СР—800 См. рис. 3-52 — — — S40—80
Поливинилхлорид 1,2—1,6 5—7 10—50 7—9 150—350 — —
Фторопласт (тефлон) 2,1—2,3 1,4—3,8 200—400 4—6 1,3 — 43—52 S50—65 —
Перспекс 1,15—1,18 4—8 1 — 10 6—12 — — ЗСО—350 — —
Полистирол 1,05 4—7 1—4 8—12 — — 1С0—300 — —
Саран 1,65—1,72 3—4 6-9 4—5 — — 350—450 — —
Шкала твердости; М—по Моосу; S —по Шору.
29*
ПРИЛОЖЕНИЕ Б-2а. Термические свойства металлов и сплавов
Материал Температура плавления, °C Удельная теплоемкость, г>кал!° С Теплопроводность, кал/см-сгк-* С Линейный коэффициент теплового расширения, а-10+7
20° С 500е С 20е С | 500е С 20° С 500° С
Алюминий См. приложение Б-1а 659 0,21 0,26 0,53 0,40 231 300
Бериллий 1 284 0,40 0,60 0,43 — 140 180
Железо 1 535 0,11 0,16 0,17 0,11 115 170
Медь 1 084 0,09 0,11 0,94 0,85 164 200
Никель 1 453 0,10 0,13 0,20 0,14 125 172
Золото 1 063 0,031 ___ 0,71 142 —
Серебро 960 0,056 0,058 1,0 0,9 187 —
Платина 1 773 0,033 0,035 0,17 0,19 89 100
Палладий 1 554 0,054 0,065 0,17 — 106 126
Титан 1 690 0,126 ___ 0,045 88 -
Цирконий 1 857 0,07 0,08 0,038 — 63 83
Молибден 2 630 0,062 0,068 0,38 0,34 51 62
Тантал 2 996 0,034 0,036 0,13 0,14 66 68
Вольфрам 3 395 0,034 0,037 0,39 0,31 44 47
Платинит 1 470 0,12 0,038 89 140
Инвар 1 495 0,122 0,130 0,026 — 8 175
Фернико (ковар) См. приложе- 1 450 — — 0,05 — 45 50
ние Б-1а
Монель 1325 0,12 — 0,06 — 140 —
Константан 1 260 0,098 — 0,05 — 150 176
Феррохром См. приложение Б-1а 1480 0,05 — 95 117
Нержавеющая сталь 1 400 0,118 — 0,035 — 158 210
Нихром 1 450 0,106 —• 0,032 0,050 “136 175
Инконель 1 417 — — 0,04 — 36 —
Томпак 950 0,09 0,27 186 —
Латунь 905 0,09 — 0,20 0,34 184 —
к Бронза сл 1 020/880 0,09 — 0,15 — 182 —
ПРИЛОЖЕНИЕ Б-26 .Термические характеристики стекол, керамики и эластомеров
Си
ЬЭ - Характеристика Температура Удельная теплоемкость, Теплопроводность, Линейный коэффи- циент теплового рас- Диапазон рабочих темпе-
Материал материала размягчения, кил/г-'С кал!см*с К‘*С ширения (а. 10+ 7) ратур, ®С
Мягкое стекло Известково-натрие- См. прило- 0.08—0,23 (20° С) 0,0024 68—110 См. приложение Б-3
вое женис Б-3
Свинцовосиликатное 0,08—0,23 (20° С) 0,0018 80—90
Твердое стекло Боросиликатное 0,08—0,23 (20° С) 0,0030 35—60
Алюмоборосилика т- 0,08—0,23 (20®С) 0,0024 30—60
ное 0,20 (100°С) 0,0029 (0°С)
Кварц 0,29 (1 000° С) 0,0064 (950° С) 5,8—5,9
Высоковольтный фарфор См. табл. 2-40 1 300-1 500 0,19—0,21 (20—100° С) 0,0028—0,0040 40—50 До 1 100
Стеатит 1 300— 1 400 0,19—0,22 (20—100° С) 0,0060—0,0070 80—100 До 1 100
Форстерит Окись алюминия 1 400—1 5С0 0,19—0,22 (20—100° С) 0,0060—0,С080 90—120 До 1 100
1 400—1 900 0,20—0,23 (20—1 С0° С) 0,030—0,070 70—90 До 1 600
Циркониевая керамика Слюда t 400—1 5С0 0,12 (20—100° С) 0,200 0,007—0,0120 0— 14-10“* 50—60 85—100 До 1 300 500—600
1 400—1 900 От —65 до +75 кратко-
временно
Натуральная резина 0,4-0,5 3-5-10“* (20—120° С) От —30 до +60 дли- тельно
Неопрен 0,4 5-10“* 1 800 От —40 до +100 От 50 до 180 (длитель-
но)
Кремнийорганическая ре- зина 0,3 (90°С) 5—17.1С-* 2 500 От —85 до +250 (крат ковременно)
Поливинилхлорид — 4-5-10-* 600-800 До 80 От —50 до +200 (дли-
тельно)
Тефлон См. табл. 2-14 0,25 6-10“* 800—2 ОСО От —150 до +250 (крат-
ковременно)
Перс пеке 4-10-* 700—1 000 До 60
2-4-10'* 600-800 До 90
Полистирол Саран — 3-10-* 1 600-1 700 До 80
Марка стекла Коэффициент тепло- вого расширения, а-10’
7740 пирекс 32 (0—306° С)
С38 32 (50—400° С)
8330 дюран 32 (20—300° С)
С9 вольфрамовое 36 (50—400° С)
Биосил вольфрамовое 37 (0—300° С)
7720 нонекс 36 (0—ЗС0° С)
712b вольфрамовое 42 (25—75° С)
W1 вольфрамовое 37 (20—350° С)
GSD вольфрамовое 38 (10—100° С)
7050 „клирсилинг" 46 (0—300° С)
GSB ковар 49 (10—106° С)
7040 ковар 47 (0—300° С)
дейел 43 42 (0—300° С)
СИ молибденовое 45 (50—400° С)
637h молибденовое 48 (25—75° С)
3072 (G20) 46 (20—106° С)
Кодайел 49 (0—300° С)
С40 ковар 48 (50—406° С)
К650 51 (0—300° С)
7060 ковар 50 (0—300° С)
НН молибденовое 47 (20—450° С)
362а вольфрамовое 39 (25—75° С)
1447 молибденовое 51 (20—300° С)
GS4 молибденовое 44 (20—350° С)
0120 С12 свинцово-натриевое дюмет 89 91 (0—300° С) (50—406° С)
L1 FeCr, дюмет 91 (20—320° С)
0010 свинцово-натриевое 91 (0—300° С)
GWB дюмет 86 (10—100° С)
С31 FeCr 97 (20—350° С)
0240 FeCr 96 (0—300° С) (20—350° С) (20—2(0° С) (0—300° С)
Мб 16 111 0080 „нейтраль" „нормаль" известково-натриевое 73 83 92
GWA FeCr, платиновое 91 (20—350° С)
Температура превращения (I013,3 пуаз), °C Температура снятия на- пряжений (1014*5 пуаз), °C Температура отжига (1013 пуаз), °C Температура начала деформа- ции (10П,5 Пуаз), °C Температура размягчения (Ю7 *65 пуаз), °C Температура обработки стекла (10* пуаз), *С
515 • 555 — 820 1 220
450 505 — — —
520 510 568 — 815 1 245
480 525 575 (1012 пуаз) 775 —
570 — — —
484 518 — 755 1 но
565 — 635 (10" пуаз) 738 (10’ пуаз) —
510 570 — 760 —
570 605 (1012 пуаз) 780 —
471 496 — 703 1 025
390 450 500 (1012 пуаз) 710 —
450 484 — 702 1 080
560 — — —
530 500 575 — 795 —
550 — 628 (10” пуаз) 702 (10* пуаз) —
558 — 608 (10’2 Пуаз) 779 (108 пуаз) —
535 — — —
480 455 5С5 535 (1012 пуаз) 710 —
472 502 <— 705 1 015
463 495 — 690 —
500 590 — 780 —
522 — 548 (10” пуаз) 664 (10* пуаз) —
520 483 529 — 725 1 080
(590) 400 620 433 630 975
380 435 465 (1012 пуаз) 630 960
340 430 —- 610 —
397 428 — 626 970
4(0 435 (10’2 пуаз) 610 —
442 — — —
397 425 — 607 —
450 580 — 600
550 — 589 (1 О’2 пуаз) 693 (108 пуаз) —
478 510 — 696 1 000
— 520 545 (1012 пуаз) 640—710 —
СП
'Продолжение приложения Б-3.
Марка стекла Коэффициент тепло- вого расширения, а-10’ Температура пре вращения (1013’3 пуаз), • С Температура снятия на- пряжений (1014,5 Пуаз), °C Температура отжига (Ю13 пуаз), •с Температура начала деформа- ции (ЮН*5 пуаз), •с Температура размягчения (107,55 пуаз), •С ' Температура обработки стекла (10* пуаз), *С
548d аппаратное 88 (25—75* С) 530 578 (1011 пуаз) 646 (109 пуаз)
Х8 FeCr 96 (20—350* С) — 400 520 — 690
С19 FeCr 95 (50—400* С) 550 — 530 550 (1012 пуаз) 710 1 025
С22 известково-натриевое 104 (50—4С0* С) 530 — 505 525 (1012 пуаз) 680
105 магнезиальное 89 (25-75* С) 508 — — 555 (1011 пуаз) 627 (109 пуаз) —
* Измерено по методике, показанной на рис. 2-46.
♦♦ См. разд. 2, § 3-1.
ПРИЛОЖЕНИЕ Б-4а. Газовыделение из металла
Материал Полное газосодержание (в 1 см* газа при нормаль- ных условиях на 1 см* ма- териала) Скорость газовыделения, л-мкм рт. ст./секУ Хсл<3 при 20* С после 2 ч откачки Скорость испарения при JO"3 мм рт. ст. (г/см* сек) Температура, "С, при которой давление паров составляет, мм рт. ст.
10“в IO"3 IO’3 1
Алюминий 0,1—0,5 7-10-в 9.10-8 677 882 1 207 1547
Бериллий — — 5-10-8 699 902 1 212 1 567
Железо 0,1—1,0 2- 10-е 10-7 877 1 107 1 467 1 847
Медь 0,04—0,7 ю-5 ю-5 732 1042 1 272 1 622
Никель 0,4—40 5-10-6 10-’ 912 1 142 1 497 1 877
Сталь (1°/оС) 150—200 — — Примерно, как у железа
Золото — — 2-10-’ 772 987 1 332 1 718
Серебро — 3.10-® 10-’ 579 757 1032 1 332
Платина — — 2-10-’ 1 287 1 602 2 077 2 587
Палладий 800 (Н2; 100° С) — 1,6-10-’ 907 1 157 1 546 1 967
143—1
Продолжение приложения Б-4 а.
Материал Полное газосодержание (в 1 см3 газа при нормаль- ных условиях на 1 см9 ма- териала) Скорость газовыделения, л-мкм рт. ст./секх Хсм*, при 20° С после 2 ч откачки Скорость испарения при 10“5 мм рт. ст. (г/см2-сек) Температура, °C, при которой давление паров составляет, мм рт. ст.
10-8 10-5 io-» 1
Титан 1 000 (Н2; 500е С) — 10"7 1 056 1 328 1 728 2 177
Цирконий 1 200 (Н2; 560е С) — ю-7 1 472 1 838 2 397 2 977
Молибден 0,01—0,1 6-10-’ 10-7 1 582 1 987 2 627 3 300
Тантал 180 (Н2; 500е С) 5- 10-е 1,5-10~7 1 957 2 397 3 067 3 737
Вольфрам 0,004—0,008 10-’ 1,5-10-7 2 067 2 547 3 297 —
ПРИЛОЖЕНИЕ Б-4б. Газовы деление из стекол, керамики и эластомеров
Материал Скорость газовыделения, л-мкм рт. ст./секх Хсм2 при 20° С после 3 ч откачки* Полное газо- выделение (в 1 см3 газа при нормальных условиях на 1 дм3 материала*) Поглощение воды, % Материал Скорость газовыделения, л>мкм рт. ст./секХ Хсм\ при 20° С после 3 ч откачки* Полное газо- выделение (в 1 см9 газа при нормаль- ных условиях на 1 дм3 ма- териала*) Поглощение воды, %
Мягкие стекла: известково-натриевое свинцовоеиликатное Твердые стекла: боросиликатное алюмосиликатное — 20 (максимум при 250° С) Максимум при 160° С 6 (максимум при 320° С) Максимум при 350° С Натуральная резина** Неопрен** Кремнийорганическая резина** 2-10-5 5-10-5 410-е — Через 7 суток
Поливинилхлорид Тефлон Перспекс Витон 10~* 4-10-« 2-10-® ю-* 10-’ 2-10-8 2-10-4 — 0,1—0,5 Менее чем 0,01 Менее чем 0,5
Стеатит 4-10-’ — —
* См. также рис. 2-13 и 2-16.
** См. также табл. 2-7.
СП
СИ
ПРИЛОЖЕНИЕ Б-5. Упругость паров воды и ртути, мм рт. ст
Температура, ®С Вода Ртуть Температура, Вода Ртуть
— 183 1.4-10-22 3,48-10-32 30 31,82 2,8-Ю-з
— 150 7,4-Ю-16 — 40 55,32 6,1-10-з
— 140 2,9-Ю-1» — 50 92,51 1,27-10-2
—130 6,98-10-» — 60 149,3 2,52-10-2
— 120 1,13-10-’ — 70 233,7 4,82-10-2
—по 1,25-10-’ — 80 355,1 8,88-10-2
—100 1.Ы0-5 2,39-10-" 90 525,7 1,58-10-’
—90 7,45.10-6 — 100 760 2,72-10-’
—80 4,Ы0-* 2,38-10-» 150 3570,4 2,80
—70 1,98-Ю-з 1,68-10-8 200 11 650 17,28
—60 8,ЬЮ-з 9,89-10-8 250 29 817 74,37
—50 2,9-10-2 4,94-10-’ 300 64 432 246,8
—40 9,7-10-2 2,5bl0-e (—38,9° С) 400 — 1574,0
—30 2,9-10-1 4,78-10-в 500 — 7 691
—20 7,8-10-1 1,8ЬIO-5 600 — 22,8 ат
—10 1,95 6,06-10-6 700 — 52,5 ат
0 4,58 1,85-10-* 800 — 103,3 ат
10 9,2 4,9-10“4 900 — 180,9 ат
20 17,54 1,2-Ю-з 1 000 — 290,5 ат
ПРИЛОЖЕНИЕ Б-6&. Электрические свойства металлов и сплавов
Материал Удельное сопротивление ( ОЛ4-СЛ4Х 10е) Точка Кюри, Примечания
20е С 500° С • С
Алюминий Бериллий Железо Медь Никель Золото Серебро Платина Палладий 2,80 6,6 9,0 1,63 6,18 2,3 1,57 9,8 11 8,40 45 5,3 36 6,8 3,0 28 20 768 350—360 См. приложение Б-1а
Титан Цирконий Молибден Тантал Вольфрам 32 41 5,1 12,4 5,0 95 115 18 37 18 —
Платинит Инвар Фернико (ковар) Монель Константан 44 75 49 48 49 по 109 460 250 435 43—60 —200 См. приложение Б-1а
Феррохром Нержавеющая сталь 55 73 69 69 — См. приложение Б-1а
Нихром Инконель Томпак Латунь Бронза 456 по 98 7 6,5 13 115 —40 См. приложение Б-1а
Материал Удельное электриче- ское сопротивление при 20° С, ОМ‘СМ Температура, при ко- торой удельное со- противление равно 108 ом-см, °C Пробивное напряжение, кв/мм Диэлектрическая проницаемость Тангенс угла диэлектрических по”ерь
Мягкие стекла: известково-натриевое Ю»—10» 150—250 3,0—4,0 7,9—8,5 50—100 (20° С, 10е гц)
свинцовосиликатное 10” 300—425 2,0—3,0 6,7—10 5—10 (20° С, 10» гц)
Твердые стекла: боросиликатное 1014— Ю18 125—360 3,8—4,2 4,5—8 20—40 (20° С, 10е гц)
алюмоборосиликатное 1018 185—580 3,6—4,0 6—7 60—75 (20° С, 10е гц)
Кварц 10*’—10» 600 2,5—4,0 3,5—3,7 1,5 (20°С, 10е гц)
Высоковольтный фарфор 1011—10” 500 (10е ом) 8—10 3,8—6,0 (10е гц) 30—40 (20° С, 10е гц)
Стеатит Ю"—10" 750 (10е ом) 9—10 5,8—6,2 (10* гц) 13—21 (20° С, 10е гц)
Форстерит [012—10» 100 (10е ом) 9—10 6,0—6,2 (10е гц) 4—5 (20° С, 10е гц)
Окись алюминия 1012—10» 900 (10е ом) 10—12 8,0—8,3 (10е гц) 7—8 (20° С, 10е гц)
Циркониевая керамика 1012—10» 870 9—10 7,2—8,8 (10е гц) 7—10 (20° С, 10е гц)
Слюда 10»—10" 500—800 20—70 6—8 (10е гц) 1,6—2 (20° С, 10’ гц)
Натуральная резина Ю"—10» — 16—24 2—4 90—200 (1 000 гц)
Неопрен 10» — 23 7—7,5 250—300
Кремнийорганическая резина Ю"—ю» — 26—30 3—10 12—200 (10s—10« гц)
Поливинилхлорид 1014—10» — 20 3,1—3,4 150—200 (102— 10е гц)
Тефлон 10»—10" — 16—20 2,0—2,1 3-5
Перспекс 10’4—10» — ~20 2,7—4,0 200—500
Полистирол 1012-10» — 20—30 2,5—2,7 1—5
Саран 1014—10" — 10—15 4—6 300—800 (100 гц)
Относительно электрических констант при различных температурах см. разд. 4, § 1-1.
§
Л ИТЕРАТУРА
1. Гейнце В., Введение в вакуумную
технику, т. 1, М.—JL, ‘Еосэнертоиздат, 1960.
2. S t г о n g I., Procedures in Experi-
mental Physics, Prentice-Hall, Englewood
Cliffs, N. J., 1956.
3. Arnold W., Handbuch fiir das
Kupferschmiedgewerke, Rohrleitungs und
Apparatebau, Verl. S. Schultz, Hanover,
1960.
4. Brownell L. E. and Young E. H.,
Process Equipment Design, John Wiley, New
York, 1959.
5. Becker J. A., Ultra-High Vacua,—
Bell Lab. Rec., January 1955, '1.
6. В i r a m J. G. S. and Jacqu-
es T. A. J., Rubber in vacuum system.—
Vacuum, 1954, 4, 341.
7. Boettcher A., Gase auf Glasober-
flachen und ihre Entfernung. — Glastechn.
Ber., 1952, 25, 347.
8. D a у t о n В. B., Outgassing rate of
contaminated metal surfaces, Trans. AVS
Nat. Vac. Symp., 1961, p. 42, Pergamon
Press, Oxford, 1962.
9. E n n о s A. E., The sources of elec-
tron-induced contamination in kinetic va-
cuum systems.—Brit. J. Appl. Phys., .1954,
5, 27.
10. F 1 e c k e n F. A. and N о 11 e r H. G.,
Gasabgabe verschiedener Metallischer Hoch-
vakuum-Baustoffe, Trans. AVS Nat. Vac.
Symp., 1961, p. 58, Pergamon Press, Oxford,
196’2.
11. Ga r b e S and Christians K.,
Zur Gasabgabe von Glasern.—Vakuum—
Technik, 1962, 11, 9.
12. H о b s о n J. P., Physical adsorption
in ultra-high vacuum systems, Trans. AVS
Nat. Vac. Symp., 1961, p. '146, Pergamon
Press, Oxford, 1962.
13. Jaeckel R., Entgasung, Trans.
AVS Nat. Vac. Symp. 1961, p. 17, Pergamon
Press, Oxford, 1962.
.14 . Lawson R. W., Degassing proper-
ties of nickel.—Brit. J. Appl. Phys., 1962,
13, 115.
15. Markley F., Roman R. and
Vosecek R., Outgassing data for seve-
ral epoxy resins and rubbers for the Zero
Gradient Synchrotron, Trans. AVS Nat. Vac.
Symp. 1961, 'p. 78, Pergamon Press, Oxford,
1962.
458
16. Pagano F., Pump as a gas source,
Trans. AVS Nat. Vac. Symp. 1961, p. 86,
Pergamon Press, Oxford, 1962.
17. Spence D. C., Design and ope-
rating criteria for environmental vacuum
chambers, Trans. AVS Nat. Vac. Symp.,
1961, p. 1228, Pergamon Press, Oxford,
1962.
18. Stark D. S., The conductance of
a column of vapour for gases at low pres-
sure,— Brit. J. Appl. Phys., 1957, 8, 210.
19. S t о 11 S. J., Origin and analysis
of gas in electron tubes.—Brit. J. Appl.
Phys., 1956, 7, 94.
20. V a r a d i P. F., Effect of pretreat-
ment on the degassing of materials, Trans.
AVS Nat. Vac. Symp, 1961, p. 73, Perga-
mon Press, Oxford, 1962.
21. Turner J. O., Plastics in Nuclear
Engineering, Reinhold, New York, 196'1.
22. White G. K., Experimental Tech-
niques in Low Temperature Physics, Cla-
rendon Press, Oxford, 1959.
23. Scott R. B., Cryogenic Engine-
ering, Van Nostrand, New York, .1959.
24. H о a r e F. E., J a c k s о n L. C. and
Kurti N., (Edit.), Experimental Cryophy-
sic, Butterworth, London, 1961.
•25. Vance R. W. and Duke W. M.,
Applied Cryogenic Engineering, John Wiley,
New York, 1962.
26. Levantine A. D., Space thermal
environment simulation facilities, Trans. AVS
Nat. Vac. Symp., 1961, p. 1270, Pergamon
Press, Oxford, 1962.
27. N о r t о n F. J., Gas permeation
through the vacuum envelope, Trans. AVS
Nat. Vac. Symp. ‘1961, p. 8, Pergamon
Press, Oxford, .1962.
28. Китайгородский И. И., Тех-
нология стекла, М.. Гостехиздат, 1961.
29. Marx Н., Gias und Keramik, Fa-
chenbuchverlag, Leipzig, Г957.
30. С о 1 n о t P. and G a 11 e t G., Le
Verre et la Ceramique dans la Technique du
Vide, Gauthier-Villars, Paris, 1962.
31. Jefferson T. B., The Welding
Encyclopedia, McGraw-Hill, New York,
1955.
32. D a v i e s A. C., Welding, Camb-
ridge Univ. Press, Cambridge, 1956.
33. Udin H., Funk R. and Wulff J.,
Welding for Engineers, John Wiley, New
York, 1954.
34. Y о u n g J. F., Materials and Pro-
cesses, John Wiley, New York, 1954.
35. Kohl W. H., Materials and Tech-
niques for Electron Tubes, Reinhold, New
York, 1960.
36. Bachman С. H., Techniques in
Experimental Electronics, John Wiley, New
York 1948
37. В а г r W. E. and A n h о r n V. J.,
Scientific and Industrial Glass Blowing and
Laboratory Techniques, Instrument Publ.Co.,
Pittsburg, 1949.
38. Friedrichs F., Das Gias im
chemischen Laboratorium, Springer, Berlin,
1960.
39. R о b e r t s о n A. I. B., Fabi-
an D. I., С г о с к e r A. I. and Dewing I.,
Laboratory Glass-Working, Butterworth,
London, 1957.
40. Wheeler E. L., Scientific Glass
Blowing, Interscience, New York, 1958.
41. Reimann A. L., Vacuum techni-
que, Chapman and Hall, London, 19'52.
42. P a г r L. M. and Hendley C. A.,
Laboratory Glass Blowing, G. Newnes, Lon-
don, 1956.
43. L e w i n G., M a s к R., Theory of
dissimilar tubular seals of glass, ceramics
and metals for critical application, Trans.
AVS Nat. Vac. Symp., *1958, p. 44, Perga-
mon Press, Oxford, 1959.
44. Anwarter M., Ergebnisse der
Hochvakuumtechnik und der Physik diinner
Schichten, Wissenschaftliche Verlag, Stut-
tgart, 1957.
45. Wheeler W. R. and Carl-
son M. A., Ultra-high vacuum flanges,
Trans. AVS Nat. Vac. Symp. 1961, p. 1309,
Pergamon Press, Oxford, 1962.
46. N i с о 11 i a n E. H., A laboratory
leak detector using an omegatron, Trans.
AVS Nat. Vac. Symp. 1960, p. 82, Perga-
mon Press, Oxford, 1961.
47. Rivera M. and Le Riche R.,
A differentially pumped ultra-high vacuum
system, Trails. AVS Nat. Vac. Symp., 1959,
p. 56, Pergamon Press, Oxford, .1960.
48. Эспе В., Технология электрова-
куумных материалов, М.—Л., Госэнергоиз-
дат, 1963.
49. М i 11 е г Т., Szalkay a. oth. Vaku-
umtechnika, Nehezipari Kiado, Budapest,
1953.
50. N e r k e n A. A., Experiments on
flow of gases through leaks, Trans. AVS
Nat. Vac. Symp., 1956, p. 1, Pergamon Press,
Oxford, 1957.
51. Lawrence R. B., A simplified
method of calculating pressure drop in va-
cuum piping, Trans. AVS Nat. Vac. Symp.
1954, p. 55, Pergamon Press, Oxford, 1955.
52. H e 1 d m a n J. D., Techniques of
Glass Manipulation in Scientific Research,
Prentice-Hall, New York, 1947.
, 53. Ardenne M. V., Tabellen der
EJektronenphysik, lonenphysik und Uber-
fcikroskopie, Dtsche. Verl. Wissenschaften,
Berlin, 1956.
54. M e t h f e s s e 1 S., Diinne Schichten
(Ihre Herstellung und Messung) W. Knapp,
Halle (Saale), 1953.
55. M о n c h G. Ch., Neues und Be-
wahrtes aus der Hochvakuumtechnik, Verlag
Technik, Berlin, 1961.
56. К e n d a 11 J. M., Permeation of air
through walls of platin tubing used in low
pressure system, Trans. AVS Nat. Vac.
Sympl. 1957, p. 120. Pergamon Press, Oxford,
1959.
57. Д э ш m а и С., Научные основы
вакуумной техники, М., «Мир», 1964.
58. Santeler D. J. and Mol-
ler Т. W., Fluid flow conversion in leaks
and capillaries, Trans. AVS Nat. Vac. Symp.
1956, p. 29, Pergamon Press, Oxford, '1957.
59. N о r t о n F. J. Gas permeation
through the vacuum envelope,—Trans. AVS
Nat. Vac. Symp. 1961, p. 8, Pergamon
Press? Oxford, 1962.
60. А л т а й с к и й Ю. М., Б у -
сов Н. М., Сидякин В. Г. Металли-
ческий кран для вакуумных установок. —
«Приборы и техника эксперимента», 1958,
6, 119.
61. Д м и т р и е в ск а я Т. И., Крав-
цов В. В., Цветаева Н. Е. Применение
торцевых счетчиков для измерения бета-
излучений малой активности. — «Приборы
и техника эксперимента», 1960, 2, 38.
62. Эспе В. и Кноль М. Техноло-
гия электровакуумных материалов. М.,
Оборонгиз, 1939.
63. Спаи стекла с металлом, перев.
с англ, под ред. Р. А. Нилендера. М., «Со-
ветское радио», 1951.
64. Гу три А. и Уокер л инг Р.
Вакуумное оборудование и вакуумная тех-
ника. М., Изд-во иностр, лит., 1951.
65. Яккель Р. Получение и изме-
рение вакуума. М., Изд-во иностр, лит.,
1952.
66. И в а н о в А. П. Электрические ис-
точники света, М., Госэнергоиздат, 1948.
67. К а п ц о в И. А. Электрические
явления в газах и в вакууме. М., Госэнер-
гоиздат, 1950.
68. К о р о л е в Б. И. Основы вакуум-
ной техники. М., «Энергия», 1964.
69. Марти н сон Е. II. Получение
сверхнизких давлений в стеклянных уста-
новках сорбцией газов напыленными плен-
ками титана. — «Приборы и техника экспе-
римента», 1960, 5, 109.
70. Николаев Л. В. Спай кварца
с металлом. — «Приборы и техника экспе-
римента», 1962, 5, 174.
71. Царев Б. М. Расчет и конструи-
рование электронных ламп. М.—Л., Гос-
энергоиздат, 196'1.
72. У л ь м и ш е к Л. Г., Производство
электрических ламп накаливания. М.—Л.,
Госэнергоиздат, 1958.
73. Белоногов А. В. Предохрани-
тельный клапан для вакуумных систем
с самоуплотнением. — «Приборы и техника
эксперимента», .1964, 1, 217.
74. Струнин В. П., Фр анке-
вич Е П., Метод изготовления стеклян-
ных и кварцевых диафрагм для напускных
•систем масс-спектрометров. — «Приборы и
техника эксперимента», 1964, 2, 443.
459
75. W a r d J. W., A method for high
vacuum bakeout of metal vacuum systems.—
Vacuum, 1962, !12, 27.
76. С 1 о u d W. R. and Philip S. F.
Vacuum tests of rubber, lead and Teflon
gaskets and vinyl acetate joints.—Rev. Sci.
Instr., 1950, 21, 731.
77. M a r t i n S. L., High vacuum tech-
nique.— Chem. Proc. Engng (oct. 1954),
35, 301.
78. Dore R. Quelques aspects indu-
striels des traitements de surface on tech-
nique du vide. — Le Vide, 1962, .17, 208.
79. H a n s о n W. B. Ring magnet va-
cuum chamber of the Argonne National Lab.
Zero gradient synchrotron. Trans. AVS Nat.
Vac. Symp. Trans. 1961, p. 1140, Pergamon
Press, Oxford, 1962.
80. Janecke D. Neuzeitliche Metal-
lentfettung. — Vakuum-Technik, 1958, 7, 52.
81. Frankel V. H. Pyrex-glass
seals.—Rev. Sci. Instr., 1936, 7, 395.
82. R a w s о n H. A theory of stresses
in glass butt seals. Brit. J. Appl. Phys.,
1951, 2, 151.
83. G r a v e s В. B. Platinum-to-Pyrex
tubular Housekeeper seals. — Rev. Sci. Instr.,
1960, 31, 349.
84. P e g v i g n о t M. and Verna M.
L’utilisation de scellements a la silice dans
la fabrication de tubes speciaux a multiples
traversees de courant. — Le Vide, 1959, 14,
290.
85. S h a n d E. B. Glass Engineering
Handbook, BcGraw-Hill, New York, 1958.
86. Rea R. F. and Ripple J. W. Cut-
ting and grinding ceramics. — Am. Ceram.
Soc. Bull., 1957, 36, 163.
87. H о u t e n G. R. V a n. A survey of
ceramic-to-metal bonding. Bull. — Am. Ce-
ram. Soc., 1959, 38. 301.
88. Grove D. J. The application of
ultra high-vacuum techniques to controlled
therminuclear devices. Trans. AVS Mat. Vac.
Symp. 1958, p. 10, Pergamon Press, Oxford,
1959.
89. Strother F. P. and Cranber-
ry H. Glass-to-metal seals for vacuum
systems. — Rev. Sci. Instr., 1951, 22, 432.
90. Burnett R. E. and Nordlan-
der B. W. (General Electric), Sealing Ma-
terial for Porous Surfaces. — U. S. Pat,
1953, 2, 628, 178.
91. Q u a r r i n g t о n J. E. Metal-to-
glass seals for vacuum work at low tem-
peratures.—J. Sci. Instr., 1954, 31, 387.
92. H e s s E. F. High strength adhesi-
ves.—Mater, in Design Engn., 1959, 50(1),
104.
93. L a v f e r M. K- Standard leaks and
their calibration by constant pressure change
in volume technique. Trans. AVC Nat. Vac.
Symp., 1961, p. '1086, Pergamon Press,
Oxford, 1962.
94. M i 11 e r C. F. and She-
pard R. W. Evaluation of Pyroceram, Code
9606, as a suitable envelope for vacuum
devices operating at high ambient tempera-
ture.—Vacuum, 1961, 11, 58.
460
95. В a r r W. E. and A n h о r n V. J. -
Scientific and industrial glass blowint and
laboratory techniques. Instrument Publ. Co.
Pittsburg 1949.
96. F г о s t J. A. Valve for the grease
free manipulation of mercury. J. Sci. Instr.,
1958, 35, 268.
97. F i n e J. Asliding ground-glass
joint.-Rev. Sci. Instr., 7, ’1936, 7, 192.
98. D e с к e r R. W. All-glass valves
for use in obtaining ultra-high vacua.—J.
Appl. Phys., 1954, 25, 1441.
99. A m a r i g 1 i о J. and Bena-
r i e M. M. A corrosion proff vacuum cont-
roller for pressures under 1 мм of mercu-
ry:— J. Sci. Instr. 35, 1958, 35, 385.
100. Gaunt A. J. and Redford R. A.
Cap-and-cup mercury vacuum seal.—J. Sci.
Instr., 1959, 36, 377.
101. Schrodt V. N. Leak-proof joint
for high vacuum work.—Chem. Eng., 1960,
67, 2, 128.
102. Farkass J. and Barry E. J.
The origins and composition of the limiting
gas load in ultra-high vacuum systems.
Trans. AVS Nat. Vac. Symp. 1961, p. 66.
Pergamon Press, Oxford, 1962.
103. Hickman К. C. D. High vacuum
with the polyphenol-ethers—a self-contained
technology. Trans. AVS Nat. Vac. Symp.
1961, p. 307, Pergamon Press, Oxford, 1962.
404. Kienel G. and Lorenz A.
A getter ion pump for technical purposes,
Heareus Hanau (Description).—Vakuum-
Technik, 1960, 3, 9.
105. Holland R. E. and Moo-
ring F. P. High vacuum buttefly valve.—
Rev. Sci. Instr., 1955, 26, 989.
106. Bridge H., Bud de R. et al.
Some vacuum problems at low temperatures.
Adv. Vac. Sci. Technol., p. 481, Pergamon
Press, Oxford, 1960.
107. Barton D. M. Vacuum O-ring
reals.—Vacuum, 1953, 3, 51.
’108 . Fraser D. B. Special indium
seal for cryogenic use.—Rev. Sci. Instr, 1962,
33, 762.
109. К u r i e F. N. D. Vacuum systems,
seals and valves. — Rev. Sci. Instr., 1948,
19, 485.
110. Power B. D. and Robson F. C.
Experiences with demountable ultra-high va-
cuum systems. Trans. AVS Nat. Vac. Symp.,
1961, p. 1475. Pergamon Press, Oxford, 1962.
111. Young Y. R. Cleaning techniques
for rubber О—rings used in vacuum sys-
tems.— Rev. Sci. Instr., 1959, 30, 291.
142. T a r b e s P. et H e n г у R. P. La
normalisation des canalisations pour vide
pousse.—Le Vide, 1961, 16, 347.
113. Goer tz D. J. Ultra-high vacuum
components for the proposed Stanford two-
mile linear electron accelerator. Trans. AVS
Nat. Vac. Symp., 1960, p. 16, Pergamon
Press, Oxford, 1961.
114. Dob ke G. The vacuum technique
of the mercury vapour iron rectifier —
Part I.—Glass and Hochvakuum Techn.
9 94Q
1Г5. A 1 v a r e z L. W., Bradner H.
and oth. Berkeley proton linear accelerator.—
Rev. Sci. Instr., 1955, 26, 111.
116. Pollermann M. Bauelemente
der Physikalischen Technik, Springer, Ber-
lin, 1955.
117. Hall C. Demountable all-metal,
high vacuum coupling.—Rev. Sci. Instr., 1962,
33, 131.
118. W i s h a г t J. and Banc-
roft G. H. A new design for ultra-high
vacuum valves. Trans. AVS Nat. Vac. Symp.
1960, p. 13, Pergamon Press, Oxford, 1961.
1.19 . Alpert D. Recent advances in
ultra-high vacuum technology, 1960, Adv.
Vac. Sci. TechnoL, p. 34, Pergamon Press,
Oxford. 1961.
120. Carmichael J. H., Lan-
ge W. J; and Trendelenburt E. A. T.
Ultra-high Vacuum Techniques. Rep. AECU,
1956, 3888.
121. Henry R. P. et Blaive J. C.
Les joints metalliques pour le vide eleve et
leurs utilisations industrielles. Adv. Vac. Sci.
Technol., p. 345, Pergamon Press, Oxford,
1960
122. Wheeler W. R. and Carl-
son M. A. Ultra-high vacuum flanges.
Trans; AVS Nat. Vac. Symp. 1961, p. 1309,
Pergamon Press, Oxford, '1962.
123. Ba n n о с к R. R. Molecular sieve
pumping. — Vacuum, 1962, 12, 101.
124. Heerden P. J. Van. Metal gas-
kets for demountable vacuum systems. —
Rev. Sci. Instr., 1955, 26, 1131.
125. Tobin R. A. Simple, bakeable,
thin vacuum window. — Rev. Sci. Instr., 1963,
34, 1450.
126. В a 11 i f J. L. A high-vacuum ap-
plication of inflatable seals for the proces-
sing refabrication experiment. Atomes Inter-
national, NAA-SR-2544, Jan. 1959.
127. Lucas L. R. and Hernan-
dez H. P. Inflatable Gasket for the 72—
inch Bubble Chamber, Rep. UCRL—8526,
1959; Rev. Sci. Instr., 1959, 30, 941.
128. Heller R. B. Cutting flat vacu-
um gaskets on a lathe.-Nucleonics 6(2),
1950, 81.
129. Rithberg S. and Gre-
ed о n F. E. Aluminium foil high vacuum
gasket. — Rev. Sci. Instr., 1955, 26, 1208.
130. Armand G. etPaigneJ. Les
Joints etuvables de grand diametre.—Le
Vide 18, 1965, 35.
131. Brymner R. and Steckel-
m a c h e r W. Demountable vacuum seal for
operation at temperatures from—180 °C.—
J. Sci. Instr., 1959, 36, 278.
132. Einspruch N. G. and Wisse-
m a n W. R. High-vacuum, insulated electri-
cal feed-through for use in cryostats.—Rev.
Sci. Instr., 1963, 34, 929.
133. Tasman H. A., Boerbo-
om A. J. H. and Kistemaker J. Vacu-
um technique in conjunction with mass spec-
trometry.—Vacuum, 1963, 13, 33.
134. Knight R. D. High voltage va-
cuum feed through.—Rev. Sci. Instr., 1963,
34, 303.
135. Cohen J. Resistance heated high
vacuum furnace for temperatures up to
1400 °C. —Rev. Sci. Instr., 1960, 31, 267.
136. S m i t h J. R. W. Demountable
vacuum seals. — J. Sci. Instr., 1952, 29, 131.
137. S i t n e у L. R. High speed rotary
vacuum seal. — Rev. Sci. Instr., 1952, 23, 505.
138. Brannen E. and Fergu-
son H. I. S. Simple universal vacuum
joint. — Rev. Sci. Instr., 1954, 25, 836.
139. M i 11 e г о n N. Some component
design permitting ultra-high vacuum with
large oil diffusion pump. Trans. AVS Nat.
Vac. Symp., 1958, p. 143, Pergamon Press,
Oxford, 1959.
140. Bezold D. V. and Schuler C.
Ersatz fur hochbelastbare elektrische Ein-
fiihrung in Glass Hochvakuum Apparatu-
ren.—Vacuum-Technik, 1956, 5, 191.
141. В e h r n d t К. H. A demountable
ultra-high vacuum glass system and its
components. Trans. AVS Not. Vac. Symp.,
1959, p. 255, Pergamon Press, Oxford, 1960.
142. Green L. A. and Miles H. T.
A dismountable vacuum joint suitable for
bakeable glass vacuum system.—J. Sci. Instr.,
1959, 36, 324.
143. Jacobs T. A., G i e d t R. R. and
D u r r a n D. A. High-pressure, high vacuum
valve for shock tube application.—Rev. Sci.
Instr., 1962, 33, 488.
144. L i s sb e r g e r P. H. Vacuum
sluice valve of large aperture.—J. Sci. Instr.,
196.1, 38, 132.
145. Meyer B. and S to die K. W.
New cloud chamber valve. — Rev. Sci. Instr.,
1953, 24, 76.
146. R о u b e a u P., Garin J. M. et
P r u g n e M. Fuite reglable entierement
metallique.—Le Vide, 1956, 11, 4*53.
147. Kent T. B. A hydrogen Pirani
leak detector using a charcoal trap.—J. Sci.
Instr., 1955, 32, 132.
Г48. Eschbach H. L. and Pe-
pe r 1 e W. Zerlegbares Ultrahochvakuum-
be-halter-Ventil mit grossem Offnungsquers-
chnitt.—Vakuum—Technik, 1910, 10, 210.
149. К iene 1 G. and Lorenz A. A
getter ion pump for technical purposes, Hae-
reaus Hanau (Description). — Vakuum-Tech-
nik, 1960, 3. 9.
150. C h a p i n D. S. Packless all-me-
tal, ultra-high vacuum valve for temperatu-
res from—196 °C or below, to 450 °C.—Rev.
Sci. Instr., 1963, 34, 47.
151. О chert N. and Steckelma-
c h e r W., The flow characteristics of ca-
pillary leaks.—Brit. J. Appl. Phys., 1951,
2, 332.
T52. A m a r i g 1 i о J. and Bena-
r i e M. M. A corrosion proof vacuum cont-
roller for pressures under 1 мм of mercu-
ry. — J. Sci. Instr., 1958, 35, 385.
153. Denton E. P. and Rawson H.
Solder glass for hard glass.—J. Soc. Glass
Technol., 1956, 40, 252.
154. Douglas R. W. The use of glass
in high-vacuum apparatus.—J. Sci. Instr.,
1945, 22, 81.
155. E s p e W. Werkstoffe der Elektro-
technik in Tabellen und Diagramen. Akad.
Veri., Berlin, 1954.
461
ОГЛАВЛЕНИЕ
Предисловие к русскому изданию . 3
Предисловие автора ........ 4
РАЗДЕЛ 1
ВАКУУМ И ОКРУЖАЮЩЕЕ
ПРОСТРАНСТВО
Глава первая. Вакуум ... 5
1-1. Давление и средняя длина
свободного пробега . . 5
1-2. Низкий, высокий и сверхвы-
сокий вакуум .... 6
1-3. Вакуумные системы . . 6
Глава вторая. Взаимодействие
между вакуумом и окружающим
пространством..................... 8
2-1. Газовый поток, проводимость
и сопротивление потоку . 8
2-2. Газовая проницаемость 8
Глава третья. Истинные и ка-
жущиеся течи . 9
3-1. Истинные течи и вакуумная
плотность .................... 9
3-2. Кажущиеся ггчи и газовы-
деление ... 10
3-3. Обнаружение течей 10
Глава четвертая. Вакуумные
уплотнения и их классификация 15
4 1. Вакуумная плотность . . 16
4-2. Функциональные требования 16
4-3. Специальные требования . 18
РАЗДЕЛ 2
НЕРАЗБОРНЫЕ УПЛОТНЕНИЯ
Глава первая. Камеры и тру-
бопроводы для вакуумных систем 21
1-1. Критерии выбора камер и
трубопроводов ... 21
1-2. Металлические камеры и
трубопроводы . . 31
1-3. Стеклянные (кварцевые) ка-
меры и трубопроводы . . 33
1-4. Трубопроводы из эластоме-
ров и пластиков . 38
Глава вторая. Сварка и пайка
металла с металлом .... 41
2-1. Сварка .... .41
2-2. Пайка твердыми припоями . 49
2-3. Получение вакуумноплотных
соединений с помощью свар-
ки и пайки ... 60
Глава третья. Спаи стекла со
стеклом и стекла с кварцем . 73
3-1. Принципиальные основы пай-
ки стекла.......................73
3 2. Технология обработки стекла
и кварца . . . 81
3-3. Технология изготовления
спаев стекла со стеклом и
и стекла с кварцем . . 90
Глава четвертая. Спаи стекла
с металлом ......................97
4-1. Основы образования спаев 97
4-2. Технология нагрева и обра-
ботки металлостеклянных
спаев...................... . 107
4-3. Согласованные спаи . . . НО
4-4. Несогласованные спаи . . 122
4-5. Дефекты в спа«к стекла со
стеклом и стекла с метал-
лом; их обнаружение 136
Глава пятая. Стеклокерамиче-
ские и металлокерамические спаи 142
5-1. Основы образования спаев и
материалы, применяемые для
их изготовления . . . 142
5-2. Технология спайки . 145
5-3. Возможность пайки метал-
локерамических уплотнений 157
'5-4. Конструкция металлокерами-
ческих спаев . . . . 159
5-5. Испытания спаев стекло —
керамика — металл . 160
Глава шестая. Заварка и от-
пайка . . 161
6-1. Заварка вакуумных прибо-
ров 161
462
6-2. Отпайка стеклянных, штенге-
лей .........................163
6-3. Отпайка металлических труб 164
РАЗДЕЛ 3
ПОЛУРАЗБОРНЫЕ И РАЗБОРНЫЕ
УПЛОТНЕНИЯ
Г л а в а первая. Уплотнения на
замазках и смолах . 167
1-1. Вакуумные замазки ... 167
1-2. Методы герметизации с по-
мощью ^эвмазок (смол) . . 167
Глава вторая. Уплотнения на
основе лаков и пластмасс 171
2-1. Необратимые связующие ве-
щества (лаки) . . . 171
2-2. Уплотнения на основе пласт-
масс .... . . 173
1 Л а а Т Р ‘ Т Ь Я. УпЛОТНеНИЯ НИ
основе эпоксидных смол . . 174
3-1. Эпоксидные адгезивы . 174
3-2. Приготовление адгезивов и
уплогнений на их основе . 176
3-3. Вакуумные уплотнения на
основе эпоксидных смол . 178
Глава четвертая. Уплотнения
на основе хлористого серебра 179
Глава пятая. Уплотнения на
основе припоев и глазурей 180
5-1. Герметизация с помощью
мягк1х припоев .... 180
5-2. Вакуумные уплотнения на
основе легкоплавких стекол 186
Глава шестая. Шлифованные и
притертые уплотнения . . 189
6-1. Плоские уплотнения ... 189
6-2-. Конусные и цилиндрические
уплотнения .... 190
6-3. Сферические уплотнения . 195
6-4. Сборка и эксплуатация при-
тертые уплотнений . 196
Глава седьмая. Жидкостные
уплотнения .199
7-1. Гидрзстатические затворы . 200
7-2. Уплотнение шлифов и про-
кладок .....................201
7-3. Спеченное стекло, уплотнен-
ное ртутью или галлием . 202
7-4. Масляные уплотнения . 203
7-5. Уплотнения с использова-
нием поверхностного натя-
жениа.......................204
7-6. Уплотнения на основе жид-
ких металлов .... 205
Глава в ос ь м а я. Уплотнения
с прокладеами . . 205
8-1. Мехашзм уплотнения при
помоци прокладок . . . 205
8-2. Натекание через уплотнение 209
8-3. Форма прокладок и мате-
риалы для их изготовления 214
8-4. Кольцевые уплотнения на
круглых прокладках . 222
8-5. Уплотнения с толстыми про-
кладками ...................249
8-6. Уплотнения с тонкими про-
кладками ...................267
РАЗДЕЛ 4
токоподводы ВАКУУМНЫХ
СИСТЕМ
Глава первая. Критерии выбора
токоподводов ................. 271
1-1. Изоляция............271
1-2. Ток нагрузки........274
1-3. Рабочая частота тока . . 274
1-4. Термостойкость .... 274
Глава вторая. Неразборные то-
коподводы .....................274
2-1. Стержневые вводы . . 275
2-2. Гребешковые вводы . . . 278
2-3. Плоские вводы .... 280
2-4. Ленточные вводы . 281
2-5. Дисковые и чашечные вводы 282
Глава третья. Разборные токо-
подводы .......................285
3-1. Токоподводы с уплотнениями
на основе замазок или
пластмасс....................285
3-2. Токоподводы с уплотняющи-
щими прокладками . . 287
3-3. Токоподводы, выпускаемые
промышленностью . . . 292
РАЗДЕЛ 5
ПЕРЕДАЧА ДВИЖЕНИЯ
В ВАКУУМ
Глава первая. Передача движе-
ния с механическим приводом 297
1-1. Классификация .... 297
1-2. Передача движения путем
качания вакуумного прибора 298
1-3. Передача движения с по-
мощью гибких трубок . 298
1-4. Передача движения с по-
мощью сильфонов . 302
1-5. Передача движения с по-
мощью диафрагм . 306
1-6. Передача движения с по-
мощью притертых уплотне-
ний ........................308
1-7. Передача движения через
уплотнения с прокладками . 310
1-8. Подвижные уплотнения с ис-
пользованием охранного ва-
куума ......................324
Глава вторая. Магнитные
устройства .....................326
2-1. Передача движения с по-
мощью магнитного поля . 326
463
2-2. Передача вращательного
движения с помощью маг-
нитного поля . . 326
Глава третья. Передача движе-
ния с помощью воздействия теп-
ла или электрического тока . 328
3-1. Передача движения, осно-
ванная на принципе тепло-
вого расширения . . 328
3-2. Необратимая передача дви-
жения разового действия,
основанная на принципе
сжигания элемента . . .* 329
3-3. Устройства с электрическим
приводом.....................329
РАЗДЕЛ 6
УПЛОТНЕНИЯ, ИСПОЛЬЗУЕМЫЕ
ПРИ ПЕРЕНОСЕ МАТЕРИАЛОВ
Глава первая. Устройства
управления газовыми потоками . 330
1-1. Жидкостные затворы 330
1-2. Краны.....................339
1-3. Затворы...................343
1-4. Газовые натекатели и изме-
рительные устройства . 395
1-5. Способы вскрытия герметич-
ных контейнеров с газом . 410
Глава вторая. Уплотняемые
устройства для переноса жидко-
стей ...........................413
2-1. Непрерывный перенос . 413
2-2. Дозированный напуск . 413
Глава третья. Уплотняемые
устройства для переноса твердых
тел.............................415
3-1. Вакуумные шлюзы . . 415
3-2. Электролитический перенос
через стеклянные стенки . 419
РАЗДЕЛ 7.
УПЛОТНЕНИЯ ИСПОЛЬЗУЕМЫЕ
В УЗЛАХ, ПРОПУСКАЮЩИХ
РАЗЛИЧНЫЕ ВИДЫ ИЗЛУЧЕНИЙ
Глава первая. Окна 420
1-1. Выбор типа окна в соответ-
ствии с характером про-
пускаемого излучения . . 420
1-2. Вакуумные сосуды, изготов-
ляемые из прозрачных мате-
риалов . . . 424
1-3. Присоединяемые окна 424
Глава вторая. Технология
уплотнения окон . 433
2-1. Сварные уплотнения 433
2-2. Припаеваемые окна 4и4
2-3. Уплотнение окон с помощью
замазок ... . . 435
2-4. Окна с уплотнениями на
основании припоечных сте-
кол .... . 435
2-5. Окна с уплотнением эпо-
ксидной смолой . . . 438
2-6. Окна с уплотнением на
основе хлористого сеэебра . 439
2-7. Окна, уплотняемые с по-
мощью компрессиоышх со-
единений ....................442
2-8. Уплотнение окон с помощью
эластомерных прокладок . 443
2-9. Уплотнение окон с помощью
металлических прокладок . 444
ПРИЛОЖЕНИЯ......................447
Литература ...... 458