/
































































































































































































































































































Похожие




Текст
В. И. ЛАЙНЕР и Н. Т. КУДРЯВЦЕВ
ОСНОВЫ ГАЛЬВАНОСТЕГИИ
ЧАСТЬ ВТОРАЯ
Под редакцией П. С. ТИТОВА
Рекомендовано ГУУЗ НКТП
в качестве учебника для втузов
цветной металлургии
РЕДАКЦИЯ ЛИТЕРАТУРЫ ПО ЧЕРНОЙ И ЦВЕТНОЙ МЕТАЛЛУРГИИ
МОСКВА 1938 ЛЕНИНГРАД
Рецензенты: инж. N. И. ЛАРИН, проф. П. С, ТИТОВ
Настоящая книга служит продолжением первой части «Основ
гальваностегии» — тех же авторов. По объему охватываемого мате-
риала обе книги являются, пожалуй, наиболее полным исследова-
нием по данному вопросу из всех, имеющихся как в русской, так
и в иностранной литературе.
Во второй части подробно освещены вопросы электроосаждения
металлов и сплавов, покрытия изделий и контроля применяемых
процессов. Дано описание оборудования и аппаратуры, применяе-
мых для гальванопокрытий.
Весьма ценным является то, что в книге впервые сделана попытка
дать систематический расчет отдельных элементов оборудования
гальванических цехов и расчет расходов на собственные нужды
цеха (ванны, барабаны, колокола, полуавтоматы, автоматы, расход
материалов, пара, воды, электроэнергии и т. д.).
Книга несомненно будет весьма полезна студентам, техникам и
инженерам как производственникам, так и проектировщикам.
ПРЕДИСЛОВИЕ
Вторая часть «Основ гальваностегии» является продолжением выпущенной
в 1936 г. первой части этой книги и составляет с ней неразрывное целое.
В начале второй части помещены разделы, посвященные процессам, имею-
щим в гальванотехнике сравнительно ограниченное применение (например:
электроосаждение Fe, Со, W, Ag, Au, Pt и Rh). Мы нашли нужным остановиться
на этих вопросах, поскольку описание упомянутых процессов до’ сих пор нигде
не систематизировано.
Подробно освещены вопросы электроосаждения сплавов и покрытия изде-
лий из алюминиевых и особенно цинковых сплавов, вследствие широкого рас-
пространения изделий, подвергаемых гальванопокрытиям.
С достаточной полнотой изложены также вопросы контроля. Однако приво-<
димые данные носят скорее принципиальный характер и не должны быть рас-
сматриваемы, как какой-либо стандарт.
В книге впервые сделана попытка обобщить и свести к определенной форме
основные расчеты, с которыми приходится сталкиваться при проектировании
гальванических цехов. Этот материал базируется главным образом на личном
опыте и на данных практики работы гальванических цехов советских заводов.
Для составления глав по электрическому и специальному оборудованию
гальванических цехов были привлечены инж. Н. К. Короленко и Е. М. Паппэ.
Москва,
февраль 1938 г.
В. И. Лайнер и Н. Т. Кудрявцев
ОГЛАВЛЕНИЕ
Глава I. Электролитическое осаждение железа и кобальта ......................... б
Общая характеристика процесса осаждения железа .......................... 7
Физико-химические свойства электролитически осажденного железа ............ —
Состав электролита и режим железных ванн .................................. 8
Электролитическое осаждение кобальта ..................................... 12
Глава II. Электролитическое осаждение вольфрама .............................. 15
Глава III. Электролитическое осаждение благородных металлов.................... 19
Серебрение ............................................................... —
1. Особенности процесса серебрения .................................. —•
2. Состав электролита и роль отдельных его компонентов .............. 20
А. Влияние концентрации серебра ................................ 21
Б. Влияние концентрации свободного цианида ...................... 22
В. Влияние концентрации карбонатов ............................. 23
Г. Влияние добавочных агентов ................................... 25
3. Серебрение в нецианистых электролитах ............................ 27
4. Режим серебряных ванн ............................................. —
5. Применяемая рецептура ............................................ 28
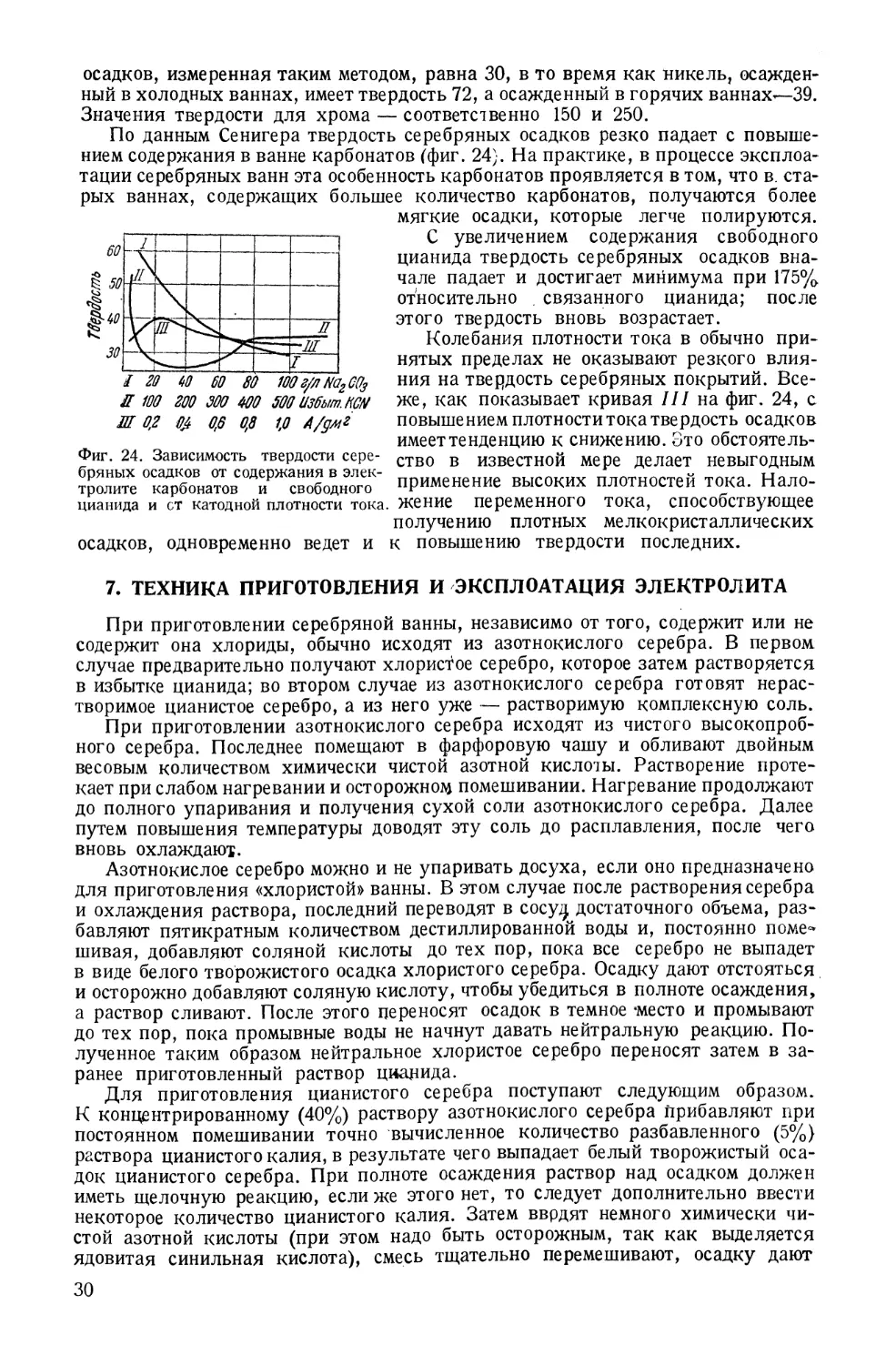
б. Твердость серебряных покрытий .................................... 29
7. Техника приготовления и эксплоатация электролита ................. 30
8. Некоторые частные случаи серебрения .............................. 31
9. Методы удаления серебряных покрытий , ................... 33
10. Контроль серебряных ванн ......................................... 34
Золочение................................................................. 35
1. Общая характеристика процесса золочения ........................... —
2. Методы нанесения золотых покрытий ................................ 36
3. Цианистые электролиты ............................................. —
4. Солянокислые электролиты -........................................ 39
5. Способы приготовления и эксплоатация электролита .......-......... 41
б. Контактное золочение ............................................ 44
7. Золочение по методу погружения ................................... 45
8. Получение золотых покрытий различных оттенков ..................... —
9. Получение золотых покрытий повышенной твердости .................. 46
10. Удаление золотых покрытий ........................................ 47
11. Контроль золотых ванн ............................................. —
Платинирование ............................................................ —
1. Общие замечания ................................................... —
2. Применяемые электролиты .......................................... 48
А. Фосфатные ванны .............................................. —
Б. Ванны с органическими кислотами ............................. 50
В. Ванны с платиновыми солями органических и неорганических кислот 51
Г. Новые электролиты..............................•.............. —*
3. Эксплоатация платиновых ванн ..................................... 53
Родирование............................................................... 54
1. Физико-химические свойства и область применения родиевых покрытий . . —
2. Катодная поляризация в родиевых электролитах ..................... 56
3. Применяемые электролиты .......................................... 61
А. Фосфорнокислые родиевые ванны ................................. —
Б. Сернокислые родиевые ванны ............................ 63
Глава IV. Гальваническое покрытие алюминия и его сплавов ...................... 65
Глава V. Покрытие изделий, изготовление из цинкового сплава.................... 76
Глава VI. Алюминирование ...................................................... 81
Глава VII. Покрытие сплавами .................................................. 86
Введение .................................................................. —
Покрытие сплавом Cu-Zn ................................................... 89
1. Применяемые электролиты ........................................... 92
2. Контроль латунных ванн ............................................ 96
Покрытие сплавом Cu-Sn .................................................... —
1. Применяемые электролиты ........................................... 96
2. Контроль бронзовых ванн .......................................... 102
4
Покрытие сплавом Cu-Ni .................................................... —
Покрытие сплавом Ni-Co ..................................................... Ю4
Покрытие сплавом Fe-Ni .................................................... 106
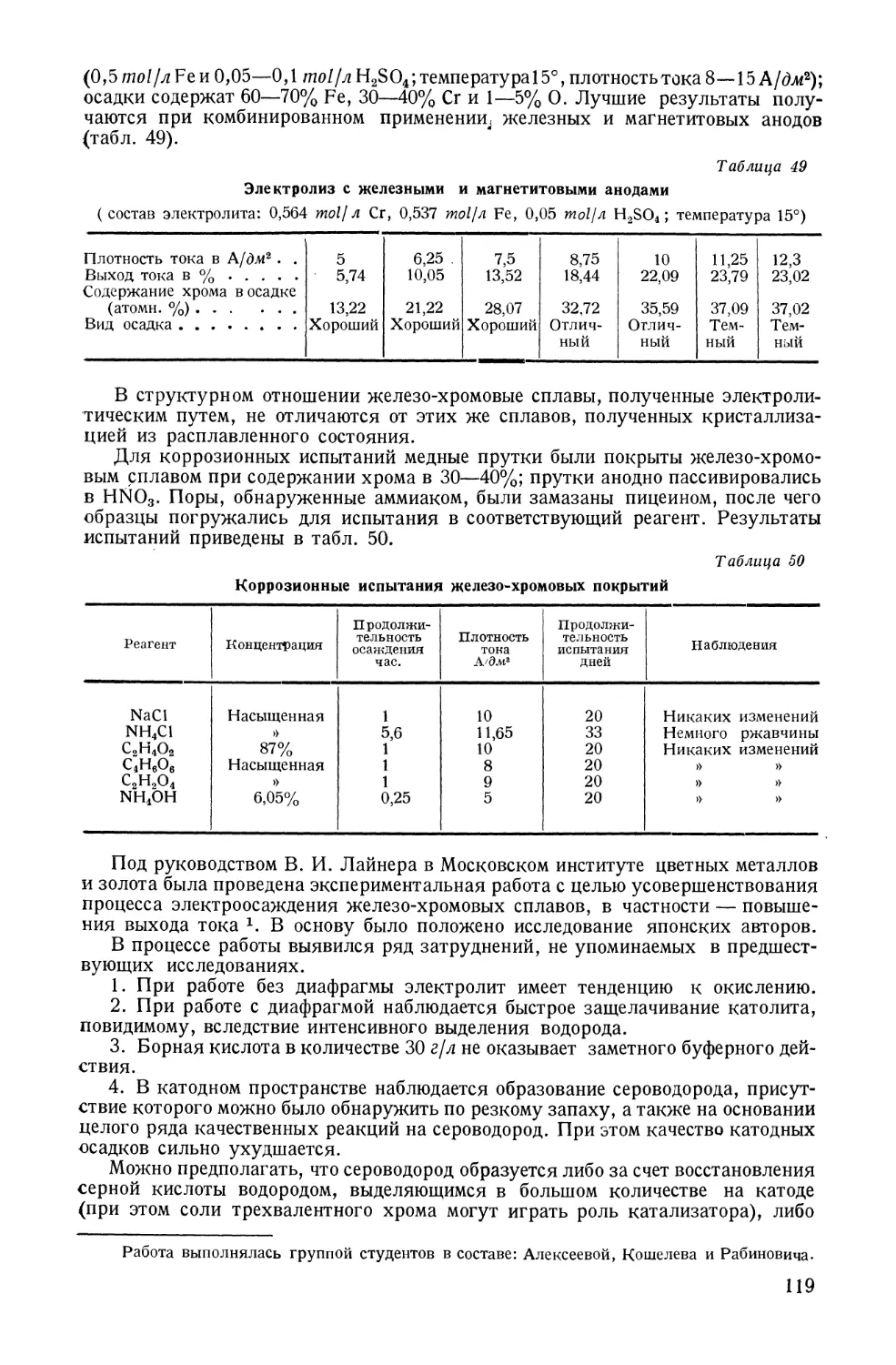
Покрытие сплавом Fe-Cr .................................................... 115
Покрытие с плавом Fe-Ni-Cr ................................................. 120
Покрытие сплавом Pb-Sn ................................................... 122
Покрытие сплавом Zn-Cd...................................................... 127
Покрытие сплавом Ag-Cd ..................................................... 134
Гальванотермический метод покрытия сплавами................................. 136
Глава VIII. Методы испытаний гальванических покрытий........................... 145
Глава IX. Специальное оборудование гальванических цехов ....................... 159
Оборудование для механической подготовки поверхности........................ —
1. Станки для шлифовки и полировки .................................... —
2. Голтовочные и полировочные колокола и барабаны ................... 166
3. Пескоструйные аппараты ........................................... 168
4. Крацевальные станки . . . ........................................ 169
5. Автоматизированные станки ........................................ 170
Оборудование для химической и электрохимической подготовки................ 171
Приспособления для завешивания деталей.................................... 174
Стационарые ванны для покрытия .....................-..................... 176
Полуавтоматы для покрытия................................................. 183
Автоматы для покрытия.................................................... 184
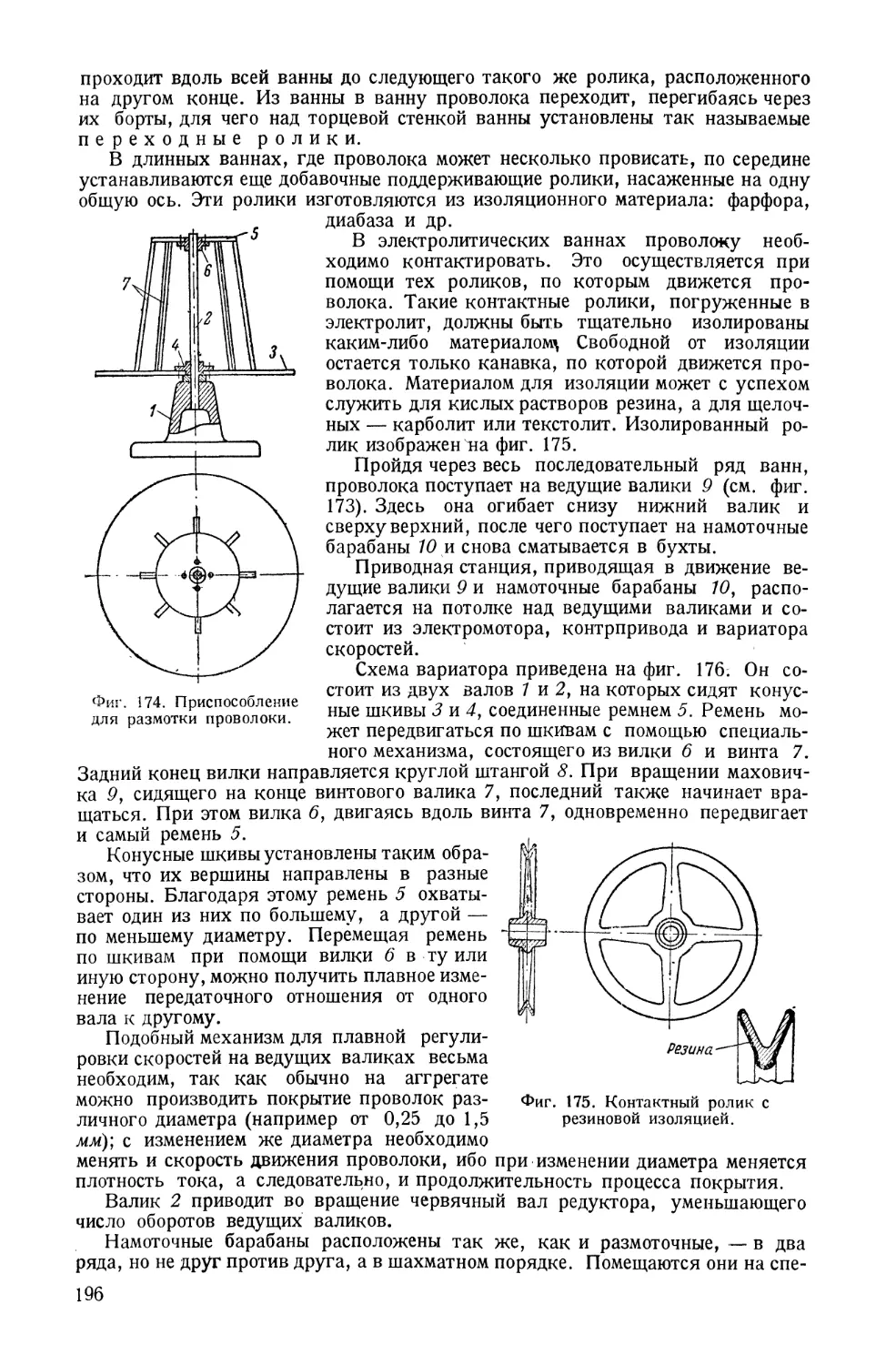
Конвейерные установки для покрытия проволоки и лент....................... 195
Оборудование для покрытия мелких изделий ..................................201
Глава X. Электрическое оборудование гальванических цехов........................208
Источники тока ............................................................. —
Схемы электрических соединений, применяемые в гальванических цехах .... 212
Расчет и способы прокладки проводов и шин..................................216
Измерительная и регулирующая аппаратура................................... 222
Электрический нагрев ванн ................................................ 226
Выбор и размещение генераторов в гальванических цехах ....................228
Глава XI. Принципы проектирования гальванических цехов..........................230
Введение ................................................................... —
Состав технического проекта ............................................... —
I. Пояснительная записка .............................................. 231
1. Технологическая часть ............................................. —
А. Приложения: ведомости-таблицы .................................233
2. Электрическая часть ............................................. 234
3. Вентиляция ........................................................ —
4. Коммуникация ...................................................... —
5. Прочие элементы технического проекта ............................ 235
II. Чертежи ............................................................... —
Расчеты производства ....................................................... —
1. Фонды рабочего времени ............................................ —
2. Установление программы цеха ................................ 236
3. Выбор оборудования .............................................. 237
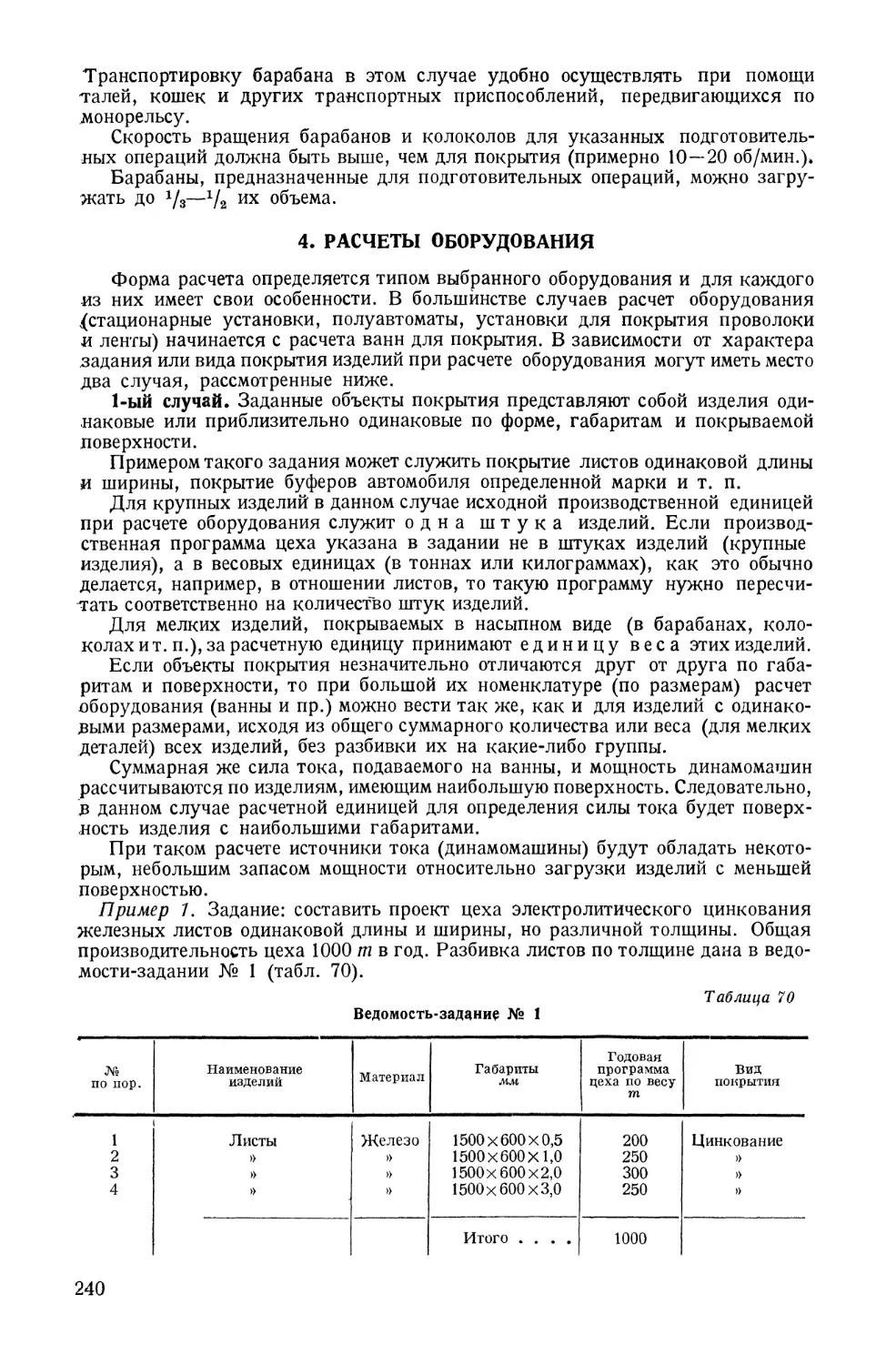
4. Расчеты оборудования ........................................... 240
А. Стационарные ванны ......................................... 246
Б. Оборудование для покрытия мелких изделий ......................256
В. Полуавтоматы .................................................265
Г. Автоматы ...........................................•..........273
Д. Конвейерные установки для покрытия проволоки и лент ...........287
5. Выбор источников тока .............................................297
6. Расчет расхода материалов ........................................298
А. Расход анодов ................................................. —
Б. Расход химических реактивов ................................... —
7. Расчет расходов на производственные нужды..........................301
А. Расход пара ................................................... —
Б. Расход воды ................................................. 308
В. Расход сжатого воздуха ........................................ —
Г. Расход электроэнергии ........................................309
Приложение* Условные обозначения, принятые при расчете......................... 310
ГЛАВА I
ЭЛЕКТРОЛИТИЧЕСКОЕ ОСАЖДЕНИЕ ЖЕЛЕЗА
И КОБАЛЬТА
Общая характеристика процесса осаждения железа
Электролитическое покрытие металлов железом имеет сравнительно ограни-
ченное применение. Это объясняется'тем, что железо не годится ни как защитный
покров, предохраняющий от коррозии, ни как декоративное покрытие. Несмотря
на то, что электролитически осажденное железо, благодаря своей высокой хими-
ческой чистоте и однородности, подвержено коррозии менее, чем обычные тех-
нические сорта железа, все же оно легко окисляется и при наличии влаги быстро
покрывается ржавчиной. Тем не менее, процесс ожелезнения, или как его часто
называют процесс «осталивания» (разработанный и впервые примененный на
практике в середине прошлого столетия в б. Экспедиции заготовления государ-
ственных бумаг), до сих пор находит значительное применение в полиграфиче-
ской промышленности и в некоторых других случаях.
Термин «осталивание» применительно к электролитическому осаждению же-
леза следует понимать условно: осадок электролитного железа никогда не со-
держит углерода в том количестве, которое имеется в стали, но полученный при
определенных условиях осадок железа по своей твердости напоминает сталь.
Именно поэтому процесс получения твердых покрытий железа называют оста-
ливанием.
Полученные гальванопластическим методом медные клише и печатные доски
покрывают железом, которое предохраняет основной металл — медь — от вза-
имодействия с красками. Вместе с тем железо, обладая большим сопротивлением
механическому износу, удлиняет срок службы покрываемых объектов.
В. Пфангаузер (W. Pfanhauser)1 приводит следующие интересные данные:
наборы шрифта и печатные доски, не подвергнутые осталиванию, при употреб-
лении черной типографской краски дали 40 000 отпечатков, а при употреблении
краски из киновари — только 10 000' отпечатков, в то время как после остали-
вания количество отпечатков в первом случае возросло до 150 000—200 000,
а во втором — до 80 000.
Не меньший эффект в таких случаях дает и никелирование, однако железные
осадки имеют большее преимущество: их легко удалить в разбавленной серной
кислоте (удалить никель без порчи оригинала значительно труднее), что чрез-
вычайно важно при корректировании печатных досок.
Нередко чугунные изделия подвергают ожелезнению перед их лужением или
оцинкованием, так как электролитически осажденное железо способствует луч-
шему сцеплению основного металла с покрытием.
Железо, осажденное электролитическим путем, хорошо оксидируется и
применяется ийогда для декоративной отделки готовых изделий.
Значительный интерес представляет использование процесса электролити-
ческого осаждения железа для доведения до нормальных размеров изношенных
железных (стальных) объектов. Например, в Англии широко распространен
метод восстановления таким путем изношенных валов. При этом последние под-
вергают весьма тщательной предварительной обработке в целях удаления вся-
ких следов жира и выявления структуры основного металла, что способствует
лучшему сцеплению с покрытием. Самый процесс осаждения железа протекает
при комнатной температуре и при низкой плотности тока (в час осаждается
1 «Galvanotechnik» S. 573, 1928.
6
0,005 мм). По окончании операции электроосаждения валы подвергают цемен-
тации и в случае надобности — механической обработке. При рассматривании
под микроскопом шлифа наращенного таким способом вала не должно быть за-
метно никакого промежуточного слоя между основным металлом и покрытием.
Физико-химические свойства электролитически
осажденного железа
Главным отличительным свойством электролитного железа, в особенности
осажденного при низкой температуре и повышенной плотности тока, является
хрупкость. Эта хрупкость связана с включением газов, главным образом
водорода, содержание которого изменяется с толщиной слоя осажденного металла.
Повышенную твердость электролитного железа также обычно связывают
с содержанием водорода, хотя, как уже было указано х, по данным последних
исследований нельзя с точностью установить какой-либо прямой связи между
твердостью электролитически осажденных металлов (в частности железа) и со-
держанием в них водорода.
Н. Пиллинг (Norman В. Pilling)2, изучая физические изменения, происхо-
дящие при нагревании электролитного железа, исследовал дважды рафиниро-
ванное железо (Armco Iron) следующего состава:
S......... 0,005%
Р......... 0,005%
Нагрев производился в
каких мер, чтобы
устранить действие
воздуха. Твердость
образцов измерялась
склероскопом до и
после отжига. При
этом было обнаруже-
но, что при нагрева-
нии до 200° твердость
остается неизменной,
при 300° она повыша-
ется на 70% сравни-
тельно с первоначаль-
ной, при дальнейшем
же нагревании (до
800°) наблюдается по-
нижение
(фиг. 1).
Наряду с этими
опытами,
лась скорость удале-
ния газов (водорода)
из измельченного же-
леза, которое подвер-
галось медленному
нагреванию в вакуумной печи
(скорость нагрева 13° в мин.).
Для вакуума был использован
обычный ртутный насос. Давле-
ние В сборнике рассматривалось
как функция быстроты выде-
ления водорода.
твердости
0,005%
Мп........0,001%
Si........ 0,022%
Си .......Следы
электрической печи, причем не было принято ни-
с . .
н . .
Фиг. 1. Зависимость твердости электролитного железа от
температуры отжига.
определя-
Фиг. 2. Зависимость скорости выделения из железа водорода
от температуры нагрева.
Фиг. 3. Схематическое изображение изменения
структуры железа в зависимости от степени отжига.
1 См. Лайнер, В. И. и Кудрявцев, Н. Т., Основы гальваностегии, ч. I, 1936,
стр. 107.
2 «Trans. Amer. Elecktrochemic. Soc.», Vol. XLII, 1922.
7
Рассматривая полученные кривые (фиг, 2), можно констатировать, что уда-
ление водорода начинается при 90°, достигает максимума при 200° и совершенно
заканчивается при 900°.
Одновременное исследование структуры железных образцов показало, что
в неотожжещюм виде структура характеризуется плотными иглами, перпенди-
кулярными R поверхности катода. При низкой температуре отжига получается
чрезвычайно мелкая структура. При 600° начинается образование больших,
ясно выраженных агрегатов. Наконец, при 700“ рекристаллизация заканчивается,
и железо состоит из больших продолговатых зерен, направленных перпендику-
лярно к первоначальной поверхности осаждения (фиг. 3).
Результаты указанного исследования суммируются Пиллингом в виде сле-
дующих выводов:
1) для полного и быстрого смягчения железа необходима температура в 800—
900°;
2) при нагревании железа до 300—400“ твердость значительно повышается:
с 26 до 45 (по склероскопу) последнее значение соответствует твердости отож-
женной высокоуглеродистой стали, содержащей 1,2% С.
3) хрупкость устраняется нагреванием до 300—400°; по мнению Пиллинга
водород находится в электролитном желёзе главным образом в виде гидрида;
повышение твердости при 300“ он объясняет уменьшением размеров зерен.
Мы не будем останавливаться здесь подробно на дискуссии, возникшей среди
французских исследователей по вопросу о связи между твердостью электролит-
ного железа и содержанием в нем водорода. Интересующиеся этим вопросом
могут найти необходимые сведения в «Comptes rendus» за 1931 г.
Механические свойства электролитного железа и содержание в нем газов
зависит от условий электролиза и состава электролита. Наиболее мягкие и чи-
стые по химическому составу железные осадки получаются в горячих хлористых
ваннах Ч
К числу важных свойств электролитически осажденного железа следует
отнести его высокую устойчивость против расплавленной щелочи.
Состав электролита и режим железных ванн
Разбирая катодный и анодный процессы, происходящие при электроосажде-
нии никеля, мы остановились также на жрлезе, как на одном из представителей
металлов группы Fe, Со, Ni. Общим для металлов этой группы является значи-
тельная поляризация, обнаруживающаяся при разряде ионов металла на ка-
тоде, и сравнительно незначительная величина перенапряжения водорода на
них. Потенциал осаждения железа отрицательнее потенциала осаждения никеля
и кобальта. С повышением температуры поляризация при электроосаждении
железа падает значительно быстрее, чем при электроосаждении никеля и ко-
бальта. Так, катодная поляризация при электроосаждении железа практически
становится равной нулю уже при 70°, в то время как для никеля и кобальта
поляризация равна 0,05 V — даже при 95°.
Уже из этого краткого сопоставления, а также из физико-химических свойств
растворов солей железа вытекают следующие общие положения, которыми сле-
дует руководствоваться при выборе состава электролита и режима для электро-
литического осаждения железа.
1. Процесс чрезвычайно чувствителен к концентрации водородных ионов
в электролите. При комнатной температуре (15° С) потенциал выделения железа
равен — 0,68 V, и при сколько-нибудь значительной кислотности практически
будет наблюдаться выделение одного лишь водорода.
2. Как было указано выше, катодная поляризация с возрастанием темпера-
туры быстро уменьшается и, следовательно, при прочих постоянных условиях
повышенная температура будет способствовать преимущественному (перед водо-
родом) выделению металла — повышению выхода тока.
1 Много данных о химическом составе железа, полученного при различных условиях, при-
водится в книге Б а й м а к о в а, Ю. В., Электролитическое осаждение металлов, 1923.
8
3. Для предупреждения гидролиза соли железа необходимо поддерживать
в электролите некоторый минимум кислотности. Этот минимум зависит от тем-
пературы, концентрации металла и применяемой плотности тока. Чем выше тем-
пература электролита, концентрация в нем металла и применяемая плотность
тока, тем выше должна быть кислотность. Необходимо также отметить, что чем
меньше кислотность электролита, тем более склонно к окислению находящееся
в нем железо (при переходе из двухвалентного в трехвалентное).
4. Железо, содержащееся в электролите, должно находиться лишь в двух-
валентной форме; появление заметного количества трехвалентного железа сильно
снижает катодный выход тока (последний расходуется на процесс восстановления
трехвалентного железа в двухвалентное) и ухудшает качество осадка.
Предложенные до сих пор для осаждения железа электролиты можно разде-
лить на три группы: сульфатные, хлористые и смешанные.
Ю- В. Баймаков приводит следующий состав электролита, успешно приме-
няемый на практике:
FeSO4 • 7Н2О ............. 180—200 г)л
MgSO4 • 7Н,0 ................ 40 »
NaHCO3 ...................... 27 »
Эта ванна работает при комнатной температуре и при плотности тока в 0,1—
0,15 А/дм1 2.
При введении в электролит двууглекислой соды начинается бурное выделе-
ние углекислоты: на поверхности появляется бурая пена, которая переходит
затем в лакообразную пленку окиси железа, предохраняющую раствор от окис-
ления.
При том же соотношении других компонентов ванна дает удовлетворительные
результаты при замене сернокислого магния поваренной солью в количестве
20—30 г/л.
Главным недостатком таких ванн является чрезвычайная медленность нара-
щивания железа, порядка 1—1,5 у. в час. Для получения железа, свободного от
упругих напряжений, Пфангаузер рекомендует х, наряду с поддерживанием низ-
кой плотности тока, использовать для удаления с катодной поверхности пузырь-
ков водорода растворенную в электролите углекислоту. Достигается это введе-
нием в электролит углекислого магния и слабым подкислением. При низкой ра-
бочей температуре образующаяся углекислота остается в растворе, а пузырьки
водорода благодаря этому увеличиваются в размерах и беспрепятственно уда-
ляются с катодной поверхности.
Имеются указания2 об успешной работе ванны, предложенной во время ми-
ровой войны М. Фэдайном(Мс. Fadyen). Согласно этим данным ванна имеет в своем
составе 350 г/л FeSO4(NH)2SO4 • 6Н2О и 0,25 г/л (0,0057V) H2SO4. При комнатной
температуре допускается плотность тока в 2 А/дм2.
Указанный электролит был всесторонне изучен в электрохимической лабо-
ратории Московского института цветных металлов и золота В. И. Лайнером и
К. С. Пономаревой, причем приведенные выше данные не подтвердились. Точнее
говоря, можно получить в электролите указанного состава осадки железа с вы-
соким выходом тока (в некоторых случаях выход тока приближался к 100%),
но осадки, полученные при температуре в 35—40° и плотности тока в 2—2,5 А/дм2
даже в самых тонких слоях отличаются чрезвычайной хрупкостью. Значитель-
ное улучшение вносит добавление щавелевокислого аммония, введение которого
в электролит в количестве 0,15 грамм-эквивалента делает осадки светлосерыми
с матовым оттенком.
Кислотность в этом электролите при указанных выше условиях быстро па-
дала, а гидролиз наступал при значениях рН>3,6. При кислотности, соответ-
ствующей pH = 3 и более низким значениям, наблюдалось резкое снижение вы-
хода тока и ухудшение механических свойств осадков.
Существенным недостатком процесса электроосаждения железа при комнат-
ной или несколько повышенной температуре является наличие на катодной по-
1 «Galvanotechnik», 1928, S, 569.
2 В 1 u m and Н oga boom, Principles of Electroplating and Electroforming, p. 285.
верхности следов от водородных пузырьков — по аналогии с явлением, которое
часто наблюдается при никелировании, цинковании и других процессах («pitting»).
Методы, применявшиеся для устранения этого дефекта, либо ухудшали механи-
ческие свойства осадков, например увеличивали хрупкость (фенол), либо спо-
собствовали окислению электролита и снижению выхода тока (перемешивание).
Таким образом, пришлось констатировать, что растворы двойной соли серно-
кислого железа и аммония ни при температуре порядка 40°, ни тем более при ком-
натной температуре нельзя применять для получения гибких железных осадков
при сравнительно высокой плотности тока (1,5— 2 А/дм1 2).
«Быстрые» сернокислые ванны изучались также проф. П. П. Федотьевым и
его сотрудниками L Примененная для опытов ванна имела в своем составе 325 г/л
железного купороса и, 280 г/л сернокислого магния. При температуре, близкой
к кипению, можно бйгло поддерживать плотность тока порядка 10—20 AfdM2,
но полученные осадки отличались хрупкостью.
Мягкие железные осадки, свободные от упругих напряжений, удается' полу-
чить в концентрированных хлористых ваннах при высокой температуре и зна-
чительной плотности тока.
Электролит, известный под названием Фишер-Лангбейн, имеет следующий
состав:
FeCl2 • 4Н2О .................. 450 г
СаС12 ....................... 500 »
Н2О........................... 750 »
Хлористый кальций может быть заменен хлористым натром. Ванна работает
при температуре в 90—110°. Допускаемая плотность тока составляет 20 А/Фи2.
Назначение хлористого кальция (или хлористого натра) — в том, чтобы
уменьшить испарение электролита, замедлить его окисление и увеличить
электропроводность.
В электролите должна присутствовать свободная соляная кислота в коли-
честве 0,01—0,02 N; водородный показатель pH, измеренный по хингидронному
электроду, имеет значение около 1,8.
Электролитное железо, полученное из хлористых растворов, отличается вы-
сокой чистотой. Примеси обусловлены главным образом механическим включением,
электролита и частиц анода. Химический состав электролитного железа, полу-
ченного из фишеровского электролита, на основании проведения большого коли-
чества анализов представляется в следующем виде:
С.............. 0,0001% Si................... 0,0001%
S.............. 0,0001 » Fe ................ 99,9950 »
Р ............ 0,0002 » -
, Удельный вес такого железа равен 7,71, температура плавления его 1650°.
Это железо легко сплавляется с другими металлами и легко поддается пайке.
Электролитное железо, полученное из хлористых ванн при высокой темпе-
ратуре, легко прокатывается на холоду, особенно после отжига. Ниже приве-
дены для сопоставления значения твердости по Бриннелю (Нв) различных ме-
таллов.
Сталь твердая ..................500
» средняя ....................360
» мягкая .....................280
Латунь отожженная ............. 107
Медь отожженная.................. 95
Золото .......................... 97
Серебро ....................... 91
Алюминий .................... 52
Шведское железо отожженное . . 105
Электролитное железо .......... 92
» » отожжен-
ное ... 55
Из «смешанных» ванн можно привести следующий состав электролита, пред-
ложенный Уаттсом (Watts) и Ли (Lee)2:
FeSO4 • 7Н2О.................. 150 г/л
FeCl2 • 4Н2О................. 75 »
(NH4)2 • SO4 ................ 120 »
(NH4)2 • С2О4 ...............6—10 »
Температура — комнатная; плотность тока 1 А/дм2.
1Федотьев, П. П., Электролиз в металлургии, стр. ПО, Ленинград, 1935.
2 Hughes, Researches up on the Electrodeposition of Iron, «Trans. Amer. Electrochemic.
Soc.», Vol. XL, pp. 15—53, 1921.
10
Пфангаузер описывает ряд ванн, содержащих сернокислое (или серноаммиач-
ное) железо, хлористый аммоний и лимоннокислый натр (3 г/л); в этих ваннах
поддерживается плотность тока порядка 0,1—0,2 А/дм2.
В качестве анодов рекомендуется применять мягкое малоуглеродистое железо.
Поверхность анодов обычно покрывается шламмом, причем последний попадает
в значительной степени в катодный осадок. В целях борьбы с этим вредным яв-
лением рекомендуется помещать аноды в чехлы и производить непрерывную
фильтрацию электролита. При работе с горячими ваннами и высокими плотно-
стями тока можно изолировать анодные и катодные пространства, а в качестве
анодов применять в таки^ случаях любой железный скрап.
Помимо соблюдения должной температуры и плотности тока, чрезвычайно
важно предупреждать появление в железной ванне трехвалентного железа. Об
этом можно судить с достаточным приближением по цвету раствора: он должен
напоминать зеленую траву.
Появление в электролите трехвалентного железа приводит к получению
грубых и хрупких осадков и резко снижает выход тока. Чаще всего появление
трехвалентного железа в электролите связано с уменьшением в последнем кислот-
ности. Отсюда, как следствие, вытекает необходимость контроля электролита,
причем, помимо основных компонентов, необходимо контролировать также и
кислотность.
Томас (Thomas) и Блюм (Blum)1 приводят следующие данные о работе экспе-
риментальной установки по наращиванию толстых (6 мм) железных печатных
плит в «Вашингтонском бюро печатания и гравирования». Состав электролита
был взят согласно патенту Фишера-Лангбейна:
FeCl2 • 4Н20 — 300 г/л — 3N.
СаС12 —335 » — 6N.
Высокая концентрация хлористого железа позволяет применять большую
плотность тока, а хлористый кальций повышает электропроводность. При 25°
удельное электрическое сопротивление электролита указанного выше состава
равно 8,9 ом см, а при 100° тот же электролит имеет сопротивление в 2,9 ом-см.
Примерный удельный вес растворов, содержащих хлористое железо и хлори-
стый кальций, при 25° приведен в табл. 1.
Таблица 1
Примерный удельный вес растворов хлористого железа и хлористого кальция
Хлористый кальций Хлористое железо Хлористый кальций (нормальность) Хлористое железо
2 N 3N 2N 3 N
(нормальность) уд. вес УД- вес уд- вес уд- вес
1 1,15 1,21 4 1,27 1,31
2 1,19 1,24 5 1,30 1,35
3 1,23 1,28 6 1,34 1,39
Кислотность поддерживалась порядка 0,01 N. Водородный показатель pH по
хингидронному электроду имел значение 1,88. Методы анализа были приняты
следующие: закисное железо определялось титрованием двухромовокислым
калием.
Содержание трехвалентного железа в растворе обычно незначительно. Для его
определения рекомендуется прибавить к 100 см3 пробы несколько капель бром-
фенолбляу и затем 0,1 N раствора едкого натра до синего окрашивания (pH =
= 4,5—5). Осадок гидрата окиси железа отфильтровывают, растворяют в го-
рячей соляной кислоте и восстанавливают двуххлористым оловом. После этого
добавляют каломель и титруют раствор 0,1 N раствором двухромовокислого
калия, как указано выше.
Свободная соляная кислота может быть оттитрована 0,1 N
раствором NaOH или вычислена по хингидронному электроду.
1 «Tran s. Amer. Electrochemic. Soc.», Vol. LVII, p. 59, 1930.
11
Хлориды определяются титрованием азотнокислым серебром после окис-
ления закисного железа азотной кислотой и прибавления небольшого избытка
едкого натра для осаждения железа.
Содержание кальция может быть вычислено после определения
железа и хлоридов или непосредственно определено в виде щавелевокислой соли.
В качестве устойчивого материала для ванн с таким активным раствором,
к тому же еще при температуре в 90°, необходимо применять гуммированную
сталь. Для предохранения гуммировки от случайных повреждений рекомендуется
выкладывать ванны поверх резины кипарисовым деревом. В качестве анодов
применяются слитки железа типа «армко», однако на поверхности анодов обра-
зуется шламм, который механически переносится к катодам и вызывает образо-
вание шишковатого осадка. При толщине осадка до 1 мм это не сказывается осо-
бенно резко, но при дальнейшем увеличении толщины образование наростов
быстро прогрессирует. В этих случаях приходится пользоваться диафрагмой из
пористого алундового горшка. Напряжение при этом возрастает с 2,5 до 4,5 V.
Кроме того, диафрагма вызывает и другие неудобства в работе. Если применять
аноды надлежащей чистоты и структуры и в то же время осуществлять непре-
рывное фильтрование, тО применение диафрагмы становится необязательным.
Температура, плотность тока и перемешивание являются тремя факторами, которые тесно связаны между собою. Большинство удовлетворительных осадков получено при температуре в 90°, плотности тока в 5—7 А/дм2 и при умеренном Таблица. 2 перемешивании. Для бо- Механические свойства электролитного железа А 5 плотность тока может
№ образца Переметив ание Часовой отжиг при температуре °C Сопротивле- ние разрыву кг/см* ' быть повышена до 10 удлинение А/дм2. Перемешивание °>а лучше осуществлять при помощи движения като-
1 2 3 4 5 Воздушное Механическое » » » 100 200 300 3900 3900 3950 3900 3950 5_б дов. Воздушное переме - 20 шивание приводит к не- 19 которому накоплению 25 трехвалентного железа 27 и образованию более хрупких катодных осад-
ков. Выход тока при воз-
душном перемешивании снижается до 90%, вместо обычных 98%.
Механические свойства железных образцов, полученных при механическом
и воздушном перемешивании, характеризуются данными табл. 2.
Практически удавалось изгибать полученные при таких условиях пластины
электролитного железа (толщиной в 5 мм) вокруг цилиндра радиусом до 20 см.
Однако при этом оказывалась выгнутой та сторона, которая была осаждена вна-
чале. При изгибе в противоположном направлении пластины обнаруживали
большую хрупкость. Это объясняется строением железных осадков: в первых
слоях они мелкокристалличны, в последующих же слоях кристаллы становятся
крупными, конусообразными (фиг. 4—7).
На фиг. 8 и 9 видно наличие включений при воздушном перемешивании, в то
время как при механическом перемешивании таких включений не заметно.
Электролитическое осаждение кобальта
По ряду своих физико-химических свойств кобальт занимает промежуточное
положение между железом и никелем, приближаясь больше к последнему.
Нормальный потенциал кобальта близок к потенциалу никеля1, но анодная
и катодная поляризация у кобальта выражена менее резко. Близость электрохи-
мических потенциалов и различный характер поляризации у никеля и кобальта
послужили поводом для проведения работ по электролитическому получению
нетускнеющих серебристо-белых покрытий из никелькобальтовых сплавов2,
1 См. Основы гальваностегии, ч. I, стр. 241.
2 Fink and L a h, «Trans. Amer. Electrochemic. Soc.», Vol. LVII, p. 373, 1930.
12
Фиг. 4. Микроструктура осадка электро-
литного железа толщиной в 5 мм; меха-
ническое перемешивание; начало
осаждения (ув. 100).
Фиг. 5. То же, что и на фиг. 4; конец
осаждения (ув. 100).
Фиг. 6. То же, что и на фиг. 4, но при
воздушном перемешивании; начало
осаждения (ув. 100).
Фиг. 7. То же, что и на фиг. 6; конец
осаждения (ув. 100).
Фиг. 8. Включения в электролит-
ном железе при механическом
перемешивании (ув. 5).
Фиг. 9. Включения в электро-
литном железе при воздушном
перемешивании (ув. 5).
13
а также по выделении? высококобальтовых сплавов из сернокислых рас-
творов, содержащих никель и кобальт1 (при гидрометаллургической переработке
никелевых руд).
Кобальт в несколько раз дороже никеля и по свойствам своим (окисление при
повышенной температуре, подверженность воздействию разбавленных кислот и
некоторых других корродирующих агентов) кобальт в ряде случаев уступает
никелю. В силу этого в гальваностегической практике кобальт до сих пор не
получил промышленного применения в качестве самостоятельного покрытия.
Важнейшие работы по электроосаждению кобальта были проведены Каль-
мусом (Kalmus)2 в Канаде после того, как там были обнаружены значительные
месторождения кобальта и возник вопрос о максимальном применении этого
металла.
Важнейшим достоинством кобальтовых ванн является большая растворимость
двойных серноаммиачных солей кобальта (в сравнении с таковыми для никеля)
и допускаемая поэтому большая плотность тока при осаждении кобальта из та-
ких растворов. Преимущество кобальта перед никелем, как уже было указано
выше, заключается также в меньшей поляризации анода и катода. Растворы
с одинаковой концентрацией никелевых и кобальтовых солей согласно Блюму
и Хагебуму (Hogaboom)3 в присутствии или отсутствии других солей имеют оди-
наковую электропроводность.
По мнению Блюма и Хагебума большая твердость кобальтовых осадков
в сравнении с никелевыми обусловливается не природой самого металла, а усло-
виями осаждения: кобальтовые осадки потому оказываются более твердыми,
что они получаются при более высоких плотностях тока, чем никелевые.
Лучшие две ванны, рекомендованные Кальмусом с соавторами, имеют следую-
щий состав:
Раствор IB N г)л
CoS04(NH4)2S04 • 6Н2О.................- . . . . 0,96 175
Уд. вес 1,053
Раствор XIII В
CoSQ, • 7Н2О................................. 3,60 504
NaCl ........................................0,3 17
Н3ВО3 До насыщения (приблизительно) ......... 0,75 45
Уд. вес 1,24
В ванне I В обращает на себя внимание значительная растворимость кобаль-
товой соли в сравнении с растворимостью никелевой. Плотность тока в этой
ванне допускается до 4 А/с1м2; в никелевых серноаммиачных ваннах допускаемая
плотность тока — обычно ниже 1 А/дм2.
Ванна XIII В позволяет применять плотности тока в пределах от 3,5 до
17,5 А/дм2, что также значительно превышает даже ту величину, которая
обычно допускается в никелевых ваннах при подогреве и перемешивании.
В качестве анодов при кобальтировании применяют и литые, и катаные пла-
стины. Последние предпочтительны, поскольку они более равномерно раство-
ряются. Во время перерывов в работе рекомендуется вынимать аноды, так как
они растворяются химически.
При покрытии металла кобальтом контактным методом можно употреблять
следующий раствор:
CoSO4 • 7Н2О...........12 г/л
NH4C1 ..............20
При этом предварительно очищенные изделия опускают на несколько минут в
подогретый до 50—60° раствор. Контактом служат куски металлического цинка.
В заключение необходимо отметить, что некоторые преимущества кобальто-
вых покрытий Дсиневато-белый цвет) и кобальтовых ванн (большая производи-
тельность) не могли компенсировать высокую стоимость металлического кобальта
и его соединений, и в настоящее время удельный вес кобальтирования
в сравнении с никелированием ничтожно мал.
1 П л е т е н е в, С. А. и Кузнецова, В. В., «Цветные металлы», № 5, 1933.
2 Kalmus, Harper and Saveli, «Trans. Amer. Electrochemic. Soc.», Vol. XLVII,
pp. 1—43, 1915.
3 Blum and Hogaboom, Principles of Electroplating and Electroforming, p. 279, 1930.
ГЛАВА II
ЭЛЕКТРОЛИТИЧЕСКОЕ ОСАЖДЕНИЕ ВОЛЬФРАМА
Вольфрам представляет значительный интерес в качестве защитного покры-
тия, предохраняющего основной металл от воздействия сильно действующих
агентов, а также для декоративных целей. Отличаясь, подобно электролитически
осажденному хрому, красивым, блестящим цветом, вольфрам имеет то преиму-
щество, что он не реагирует ни с одной из минеральных кислот, ни с царской
водкой и растворяется лишь в смеси плавиковой и азотной кислот.
Вольф рам плавится при температуре в 3650°. В обычных атмосферных усло-
виях, а также при наличии сернистых соединений, он сохраняет свой серебри-
стый цвет, совершенно не тускнея. Все эти обстоятельства достаточно убедительно
говорят в пользу максимального использования вольфрама для гальваностеги-
ческих целей.
Подробный обзор работ, посвященных электролитическому выделению воль-
фрама из расплавленных сред и из водных растворов, можно найти в статье
Финка (С. Fink) и Джонса (F. Jones)1. После многочисленных безуспешных по-
пыток получить пригодные для гальваностегических целей вольфрамовые по-
крытия, Финку удалось выделить на катоде осадок, не растворяющийся в кис-
лотах. Первый электролит, из которого удалось получить такой осадок, имел
следующий состав:
NaOH ............... 70 г/л
WO3.................30 »
Декстроза...........60 »
Вольфрамовая кислота, реагируя с едким натром, образует вольфрамат натра,
так что указанный выше состав электролита можно написать в следующем виде:
NaOH................60 г/л
Na2WO4..............38 »
Декстроза ..........60 »
В этом электролите при температуре около 80° на латунном катоде образуется
красивый серебристый осадок, нахолоду же получается лишь налет, невиди-
мому, представляющий собой смесь окислов вольфрама (WO2 и WO).
Было замечено, что выход тока резко падает с течением времени. Преобладаю-
щим процессом на катоде является выделение водорода, и выход тока по металлу
даже в начале осаждения не превышает одного процента. Это означает, что при-
вес вольфрама на катоде (например, латунном) постепенно уменьшается и через
некоторый промежуток времени становится равным нулю. Если же в ванну за-
весить новый латунный катод, то привес его за определенный промежуток времени
будет равен тому, который был получен за тот же период на первом катоде.
Таким образом, по мере того как катод покрывается вольфрамом, дальнейшее
осаждение последнего постепенно замедляется и в конце концов совсем
прекращается.
Так как и в начале выход тока по металлу весьма невелик (что необходимо
связать с незначительным перенапряжением водорода), можно сделать допуще-
ние, что перенапряжение водорода на вольфраме настолько мало, что практически
здесь имеет место лишь выделение водорода.
Наряду с платиновыми анодами, которые в этих условиях нерастворимы,
Финк и Джонс подвергли испытанию никелевые аноды. При 95° и плотности
’Colin G. Fink and Frank L. Jones, «Trans. Amer. Electrochemic. Soc.», Vol.
LIX, p. 461, 1931.
15
тока в 8 А/дм1 2 никелевые аноды в среднем теряли в час 0,0123 г/дм2 анодной по-
верхности. Катодные осадки, полученные при никелевых анодах, отличались
хорошим качеством и по весу превышали те, которые были получены с платино-
выми анодами, но содержали никель.
Повышенная температура благоприятно влияет не только на качество полу-
чаемых осадков, но и на выход тока. Ниже 60° вообще не удается получить ме-
таллические осадки. В табл. 3 приведены результаты, полученные при последо-
вательном включении пяти ванн одинакового состава (330 г/л Na2CO3 и 100 г/л
WO3) и при плотности тока в 10 А/дм2, но при различной температуре.
Таблица 3 Таблица 4
Влияние температуры на работу вольфра- Влияние плотности тока на произво- дительность вольфрамовых ванн
мовых ванн
Темпера- Вес осадка Плотность Привес за Привес за
тура Характер осадка за 20 мин. тока 10 мин. 30 мин.
°C 2/0М2 А/дм2 г/дм2 г/дма
30 Пленка черной окиси 0,0062 6,75 0,0263 0,05111
40 Темносерая пленка 0,0066 13,36 0,0224 (Т,0302
60 80 Металлический Блестящий металличе- 0,0073 8,9 0,0124 0,0232
ский вольфрам 0,0097 6,7 0,0093 0,0139
100 То же 0,0155 5,4 0,0046 . 0,0093
Плотность тока по данным Финка и Джонса может колебаться в широких
пределах. Наибольший выход тока соответствует плотности порядка 8—10 А/дм2.
Влияние плотности тока для указанного выше состава электролита характери-
зуется данными табл. 4.
При изучении влияния концентрации вольфрама в растворе, содержащем
330 г/л Na2CO3, было установлено, Что наибольший выход тока соответствует
125 г/л W0.3 (при плотности тока в 21,5 А/дм2, температуре в 100° и продолжитель-
ности электролиза в 15 мин.). Концентрация водородных ионов, измеренная
в этом электролите при 100° по сурьмяному электроду, соответствует значению
pH = 13. То обстоятельство, что в работе Финка и Джонса было констатировано
постепенное падение выхода тока с течением времени, послужило поводом для
проведения специального исследования причин такого «истощения» вольфрамо-
вой ванны. В результате этого исследования Холт (М. L. Holt)2 пришел к вы-
воду, что постепенное падение выхода тока в вольфрамовой ванне является
следствием удаления из нее примесей, властности — железа, и что, следовательно,
на катоде в первый момент осаждается не чистый вольфрам, а сплав вольфрама
с железом или с каким-либо другим металлом, присутствующим в электролите
в виде примеси. Одинаковые результаты были получены в трех ваннах: в ванне,
предложенной Финком и Джонсом (330 г/л Na2CO3 и 125 г/л H2WO4), в лимонно-
кислой ванне Уайнтема (Yntema)3 и в фосфорнокислой ванне Коленберга
(Kohlenberg)4.
Во всех этих трех ваннах был получен красивый серебристый осадок при
плотности тока в 5 А/дм2, температуре около 90° и продолжительности электро-
лиза в 20 мин. Анодами служили платиновые пластинки, а катодами — медные.
Для анализа осадков последние растворяли в царской водке; при этом воль-
фрам оставался в виде нерастворимой желтой окиси (WO3). После отфильтровы-
вания осадок подвергали промывке, сушке и прокаливанию для определения
вольфрама.
Железо определяли в виде окиси Fe2O3, после осаждения аммиаком и про-
каливания осадков. Результаты этих анализов приведены в табл. 5.
Вследствие малых навесок и сложных методов анализа в таблице приводятся
1 Осадок плохо сцеплен с основным металлом.
2 М. Leslie Holt, «Trans^ Amer. Electrochemic. Soc.», Vol. LXVI, p. 453, 1935.
3 Yn tema, J., «Joum. Electrochemic. Soc.», 54, 3775, 1932.
1 Kohlenberg, «Met Industry», N. Y. 31, 94, 1933.
16
Таблица 5
Анализ катодных осадков вольфрамовых ванн
Тип ванны Средний привес катода г Среднее содержа- ние воль- фрама °/о Среднее содержа- ние же- леза
Карбонатная . . 0,0075 62 38
Фосфатная.... 0,0050 68 32
Лимоннокислая . 0,0025 55 45
округленные значения, однако по мнению Холта можно принять, что среднее
содержание железа в «вольфрамовых» осадках равно 35%.
Осадки, нагретые в атмосфере водорода, совершенно не теряли в весе; это
свидетельствует о том, что они не
содержали окислов.
Железо попадает в электролит
главным образом с вольфрамовой
кислотой. Различные образцы (мар-
ки «чистая») давали качественную
реакцию на железо с K4Fe(CN)e и
с KCNS. Как было уже указано,
Холт объясняет «истощение» ванны
постепенным удалением из нее же-
леза. Для лимоннокислой ванны
достаточно было трех-четырех 20-ти
минутных опытов1, чтобы ванна
совершенно истощилась; в карбонатной и в фосфатной ваннах можно было
провести 8—12 опытов до полного прекращения выделения вольфрама на
катоде. В табл, б приведены данные о весе катодных осадков в двух карбо-
натных ваннах, причем для каждого опыта был взят новый катод. Продол-
жительность опыта во всех случаях составляла 20 мин.
Истощение вольфрамовых ванн____
Последовательный катодный привес, г
Таблица 6
№ ванны 1 2 3 4 5 !s 1 7 8 9 °
I 0,0030 0,0012 0,0008 0,0006 0,0005 0,0004 0,0002 0,0002 0,0002 0,0002 0,0000
II 0,0029 0,0011 0,0008 0,0006 0,0003 0,0004 0,0001 0,0002 0,0002 0,0002 0,0001
По внешнему виду первые осадки в обеих ваннах были блестящие и лосня-
щиеся, вторые имели синеватый оттенок, остальные были красновато-бронзовые.
Последние два образца не имели никаких признаков осадка.
«Истощенные» ванны легко поддавались регенерации при введении неболь-
шого количества железа (хлористого, лимоннокислого или гидрата). Один мил-
лиграмм железа, добавленный в виде 1% раствора FeCl3, восстанавливает «исто-
щенную» карбонатную ванну (емкостью в 75 см3). Если прибавить меньшее коли-
чество железа, то катодные осадки приобретают синеватый оттенок; если же
ввести в ванну слишком много железа, то осадки становятся коричневыми.
Для того чтобы окончательно убедиться в том, что примеси железа (или ка-
кого-либо другого металла) в электролите являются обязательными при полу-
чении сколько-нибудь значительных по весу катодных осадков, Холт приготовил
электролит из чистой вольфрамовой кислоты. Последняя очищалась следующим
образом: химически чистый вольфрамат натрия осаждался хлористым барием, и
полученный вольфрамовокислый барий разлагался царской водкой; осаждав-
шаяся при этом вольфрамовая кислота по крайней мере пять раз обрабатыва-
лась горячей соляной кислотой, затем многократно промывалась разбавленной
соляной кислотой, после чего освобождалась от электролита при помощи диа-
лиза и, наконец, тщательно высушивалась для удаления избытка воды. Угле-
кислая сода очищалась пятикратной кристаллизацией из дестиллированной
воды. После этого были проведены сравнительные 20-ти минутные опыты с обыкно-
венным вольфрамовым (карбонатным) и с очищенным электролитом. Результаты
этих опытов приведены в табл. 7.
Все образцы, полученные в электролите с чистой вольфрамовой кислотой,
имели лишь на нижних краях по темносиней полоске, отнюдь не похожей на
металлический осадок.
1 Емкость ванны 75 см3; размеры катода 3x3 см; плотность тока 5А)дм2.
В. И. Лайнер—62—2
17
Таблица 7
Привес на катоде в очищенной и обыкновенной H8WO4
Вольфрамовая кислота .V .. .. Вес катодного осадка, г
карбонатная ванна фосфатная ванна лимоннокислая ванна
Обыкновенная . . . Чистая ..... 0,0030 0,0002 0,0017 0,0003 0,0008 Никакого осадка
Л. Н. Гольц и В. Н. Харламов1 проверили данные Финка и Джонса и в ос-
новном получили такие же результаты в отношении влияния основных компонен-
тов электролита, температуры и плотности тока. Выход тока не превышал 1%
ФигЛЮ. Зависимость выхода по току
от_ продолжительности электролиза.
—..проточный электролит; II — не-
проточный электролит
и имел тенденцию к постепенному пони-
жению.
Никаких улучшений не удалось до-
биться при пропускании углекислоты в
электролит с целью поддержать в нем по-
стоянную концентрацию водородных ионов.
Электролиз с диафрагмой и с чередующи-
мися переносами катода из катодного про-
странства в анодное и обратно не дал за-
метного повышения выхода тока. Эти опыты
не подтвердили высказанное Финком пред-
положение об исключительной роли кон-
центрации водородных ионов и параволь-
фраматов в процессе электроосаждения
вольфрама.
Л. Н. Гольцем и В. Н. Харламовым,
как и Холтом, было замечено резкое по-
вышение катодного выхода тока в случае
электролиза вольфрамовой кислоты, за-
грязненной.железом.
Таким образом, подтверждается депо-
ляризующее влияние железа (и других
металлов, образующих сплавы с вольфрамом) при электролитическом осаждении
вольфрама из водных растворов. Однако Л. Н. Гольц и В. Н. Харламов придержи-
ваются того мнения, что на выход тока оказывает влияние также и состояние
поверхности. В этом убеждает их опыт, проведенный с проточным (т. е. постоян-
ным по составу) электролитом. Хотя в последнем случае выход тока в сравнении
с электролизом в стационарном электролите меняется незначительно, все же
и здесь он имеет тенденцию к понижению (фиг. 10).
Это второе предположение с нашей точки прения не противоречит первому,
скорее даже из него вытекает. Общеизвестным является влияние физического
состояния поверхности (помимо природы самого металла) на вёличину перена-
пряжения водорода. По наблюдениям Л. Н. Гольца и В. Н. Харламова гладкая
и блестящая поверхность катодных рбразцов, подвергающихся вольфрамирова-
нию, постепенно становится неровной (И матовой. Совершенно естественно, что
на матовой, и шероховатой поверхности перенапряжение водорода (а соответст-
венно этому и выход тока по металлу) будет меньше, чем на блестящей и гладкой.
Нет нужды повторять, что природа самого металла играет решающую роль
3 величине перенапряжения водорода и что в связи с этим выход тока по металлу
начинает резко падать по мере того, как, например, медный катод покрывается
вольфрамом.
Поскольку электролитическое осаждение вольфрама легче осуществляется
из «загрязненных» электролитов, т. е. в присутствии других металлов, естест-
венными явились попытки получить покрытия из сплавов вольфрама с другими
металлами. В этом направлении был проведен ряд работ, которые, однако, до
сих пор практического оформления не получили.
1 «Журнал прикладной химии», т. 9, вып. 4, 631, 1936.
18
ГЛАВА III
ЭЛЕКТРОЛИТИЧЕСКОЕ ОСАЖДЕНИЕ БЛАГОРОДНЫХ
МЕТАЛЛОВ
Серебрение
1. ОСОБЕННОСТИ ПРОЦЕССА СЕРЕБРЕНИЯ
Серебро является виднейшим представителем группы благородных металлов
и имеет широкое распространение в гальваностегической практике. Благородные
металлы не могут применяться в большом масштабе для защиты от коррозии
железа или других неблагородных металлов, поскольку случайное повреждение
покрытия и оголение основного металла вызывает усиленную коррозию послед-
него. Чаще всего покрытию благородными металлами подвергаются изделия
из меди, латуни, мельхиора и т. п.
Серебреьие особенно широко применяется в производстве ложек, вилок, под-
носов, кофейников и других изделий домашнего обихода. Главными достоин-
ствами серебра с гальваностегической точки зрения являются его высокая хими-
ческая стойкость и яркий блеск. В отличие от ряда других гальванических по-
крытий, серебро можно осадить в слоях значительной толщины, причем оно
сохраняет свою эластичность и хорошее сцепление с основным металлом. Если
учесть незначительное сопротивление серебряных покрытий механическим воз-
действием и необходимость в связи с этим создавать толстые покрытия, то указан-
ное свойство серебра следует признать особенно ценным.
Серебро отличается хорошей отражательной способностью, благодаря чему
серебряные покрытия широко применяются в производстье автомобильных фар,
прожекторов и т. п. Однако существенным недостатком серебра является лег-
кость, с которой оно взаимодействует с сернистыми соединениями, в результате
чего образуется сернистое серебро. В связи с этим обстоятельством коэфициент
отражения серебряных покрытий сравнительно быстро падает, в то время как
некоторые другие металлы (родий, хром) имеют хоть и меньший, но более по-
стоянный коэфициент отражения.
Серебряные покрытия очень часто применяются для чисто декоративных це-
лей, в некоторых случаях с последующим оксидированием.
При серебрении нередко используются высокие электротехнические свой-
ства серебра (электрическая проводимость), а также его большое сопротивление
сильно действующим химическим агентам.
Для целей серебрения до настоящего времени нашли исключительное приме-
нение растворы комплексных (цианистых) солей. В растворах простых солей,
во-первых, происходит контактное вытеснение серебра в момент погружения
покрываемых изделий и, во-вторых, — совершенно неудовлетворительна кри-
сталлизация металла вследствие ничтожной катодной поляризации.
Мало того, даже в цианистых ваннах происходит контактное вытеснение се-
ребра. Поэтому в случае необходимости, например, непосредственного серебре-
ния железа прибегают к предварительному нанесению первого тонкого слоя
в ыанне с высоким содержанием цианида и низким содержанием металла в электро-
лите. Медные и латунные изделия предварительно подвергают амальгамиро-
ванию.
Интересно отметить, что для серебряных цианистых ванн не безразлично,
используется ли цианид калия или натрия: первый имеет преимущество вслед-
ствие его большей растворимости, лучшей электропроводности и, по некоторым
данным, в силу благоприятного влияния на условия кристаллизации.
19
Надо упомянуть также, что в цианистых серебряных ваннах выход тока не
зависит от концентрации цианида в такой степени, как это имеет место напри-
мер в медной цианистой ванне и, что, вообще говоря, выход тока в серебряных
ваннах — высок.
Ниже мы остановимся на всех этих вопросах более детально. Изложенные выше
замечания преследовали лишь цель охарактеризовать в общих чертах особен-
ности серебряных покрытий и серебряных ванн.
2. СОСТАВ ЭЛЕКТРОЛИТА И РОЛЬ ОТДЕЛЬНЫХ ЕГО КОМПОНЕНТОВ
Главными компонентами серебряной цианистой ванны являются комплекс-
ная серебряная соль и свободный цианид. Комплекс-
ная соль может быть получена растворением в цианистом кали цианистого
или хлористого серебра. При этом происходят следующие реакции:
Z AgCN + KCN = KAg (CN)2
и
AgCl -г 2KCN = KAg (CN)2 + KC1.
Как видно из этих уравнений, при растворении хлористого серебра в цианиде,
в электролите образуется эквивалентное серебру количество хлористого калия.
Роль последнего детально не изучена, но можно сказать определенно, что KCI
нельзя относить к вредным компонентам.
Назначение свободного цианида в серебряных ваннах многообразно. Прежде
всего свободный цианид необходим для уменьшения степени диссоциации
серебряного комплексного аниона и уменьшения вместе с этим потенциала
серебра. Связь между концентрацией свободного цианида и потенциалом серебра
Очевидно, что при
полном отсутствии или
при наличии незначи-
тельного количества сво-
бодного цианида боль-
шинство металлов (в том
числе медь и ее сплавы),
потенциал которых в
серебряном электролите
значительно отрицатель-
нее потенциала серебра,
будет вытеснять послед-
нее из раствора в мо-
мент по ружения и, сле-
довательно, будет нарушено сцепление покрытия с основным металлом. Здесь
можно кстати отметить, что широко прйктикуемое при серебрении изделий из
меди и ее сплавов предварительное амальгамирование основано на том, что
ртуть контактно не вытесняет серебра из его цианистого раствора, и вследствие
легкости образования сплавов ртути с медью и серебром, благодаря предваритель-
ному амальгамированию, достигается хорошее сцепление серебряного покрытия
с основным металлом. Свободный ццанид в серебряном электролите необходим
также для получения более тонких по структуре осадков, Для более равномер-
ного распределения металла, особенно в случае покрытия изделий сложной
формы, для повышения электропроводности и для нормального растворения
анодов.
Из изложенного с достаточной ясностью вытекает необходимость присутствия
в электролите в каком-то определенном количестве свободного цианида.
Помимо этих двух главных компонентов — серебряной комплексной соли
и свободного цианида,— в электролите обычно присутствуют карбонаты, которые,
как и во всякой цианистой ванне, со временем накапливаются за счет гидро-
лиза цианида и поглощения углекислоты из воздуха. Прежде карбонаты в циа-
нистых ваннах относили к бесспорно вредным примесям; сейчас это мнение оспа-
ривается, и некоторые исследователи рекомендуют специально вводить карбо-
наты в цианистые серебряные ванны.
20
показана в табл. 8.
Таблица 8
Зависимость потенциала серебра от концентрации свободного
цианида
Концентрация серебра Свободный цианид Потенциал серебра V
нормальность | а/л нормальность | г/л
0,25 27 +0,150
0,25 27 0,025 1,6 —0,217
0,25 27 0,250 16,0 —0,369
Наконец, в серебряные ванны часто вводят сероуглерод или другие добавоч-
ные агенты в целях получения блестящих, не требующих полировки осадков.
Ниже мы остановимся на оптимальной концентрации каждого из перечис-
ленных выше компонентов.
А. Влияние концентрации серебра
Влияние каждого компонента в серебряной ванне интересно рассмотреть
с точки зрения электропроводности и поляризации, поскольку с этими двумя
факторами связаны равномерность катодных осадков (рассеивающая способность),
их структура, а также анодный и катодный выходы тока. Такое детальное иссле-
дование было предпринято «Интернациональной серебряной компанией»х. Мы
воспользуемся материалами этого исследования и разберем влияние концентра-
ции каждого компонента изолированно, хотя надо иметь в виду, что окончатель-
ное суждение об оптимальной концентрации одного какого-либо компонента
(а также о влиянии режима электролиза) может быть сделано лишь с учетом всево
комплекса вопросов, т. е. исходя из концентрации остальных компонентов и тех
но-экономических факторов для дан-
ного конкретного случая.
Фиг. 11. Влияние концентрации серебра
на удельное сопротивление электролита
Фиг. 12. Влияние копц..лрации серебра
в электролите на анодную поляризацию
Электролит и режим Кри- вая I Кри- вая II Кри- вая III
Концентрация свобод-
ного цианида в г/л 8,25 8,25 30,90
Концентрация Na2CO3
в г/л . .... 33,0 60,30 33,00
Температура в °C- 22,2 22,2 22,2
Плотность тока в А/Ом8 0,4 0,4 0,4
Электролит и режим Кри- вая I Кри- вая II Кри- вая III
Концентрация свобод- ного цианида в г/л 8,25 8,25 1 30,90
Концентрация Na2 СО3 в г/л . • 60,30 33,00 33,00
Температура в °C ... . 22,2 22,2 22,2
Плотность тока в А/дм2 0,4 0,4 0,4
Электропроводность серебряного электролита возрастает вместе с концентра-
цией в нем серебра, но это возрастание имеет место в большей степени при пони-
женном содержании цианида или карбонатов. Так, с повышением концентрации
серебра от 8,2 до 41 г/л электропроводность возрастает примерно на 25% при
содержании 8,25 г/л свободного цианида и 33 г/л карбонатов. При большем же
содержании свободного цианида или карбонатов такое же возрастание концен-
трации серебра (8,2—41 г/л) дает лишь незначительное увеличение электро-
проводности электролита (фиг. 11).
Анодная поляризация заметно повышается с повышением кон-
центрации серебра лишь при недостатке в электролите свободного цианида.
При концентрации свободного цианида в 30 г/л, а серебра в 24 г/л анодная
*B. Egeberg and N. Р г о m i s е 1, Л study of Silver plating Solutions, «Trans. Amer.
Electrochemic. Soc.», Vol. LIX, p. 287, 1931.
21
поляризация достигает своего максимума. При дальнейшем повышении кон-
центрации серебра анодная поляризация даже уменьшается (фиг. 12).
Катодная поляризация резко уменьшается лишь с повышением
концентрации серебра от 8 до 24 г/л. При дальнейшем увеличении концентрации
серебра катодная поляризация меняется
уже весьма незначительно (фиг. 13).
В полном соответствии с катод-
ной поляризацией находится также
и зависимость между концентрацией
серебра в электролите и рассеива-
Фиг. 14. Влияние концентрации серебра в
электролите на рассеивающую способность
Фиг. 13. Влияние концентрации 'серебра в
электролите на катодную поляризацию
Электролит и режим Кри- вая I Кри- вая II Кри- вая III Электролит и режим Кри- вая I Кри- вая ,11 Кри- вая III
Концентрация свобод-
ного цианида в г/л 8,25 30,9 8,25 Крнцентрация сводного
Концентрация Na2 СО3 цианида Ag в г/л . 30,90 8,25 8,25
в г/л .... 61,50 33,0 33,00 Концентрация Na2 СО3
Температура в °C • • • 22,2 22,2 22,2 в г/л .... 33,00 60,30 33,00
Плотность тока в А/дм8 0,4 0,4 0,4 Температура в °C . 22,2 22,2 22,2
Плотность тока в А/дм2 0,4 0,4 1 0,4
ющей способностью1; именно: .рассеивающая способность резко падает при
увеличении концентрации серебра от 8 до 24 г/л; при дальнейшем же повыше-
нии концентрации рассеивающая способность меняется незначительно (фиг. 14).
Б. Влияние концентрации свободного цианида
Электропроводность электролита заметно возрастает с повы-
шением концентрации в нем свободного цианида до 30 г/л. При дальнейшем по-
вышении концентрации свободного цианида электропроводность электролита
также продолжает возрастать, но уже в меньшей степени (фиг. 15).
Анодная поляризация резко падает по мере повышения кон-
центрации свободного цианида до 30 г/л. Так, при наличии в электролите 10 г/л
свободного цианида анодная поляризация равна 0,55 V, а .при 30 г/л — всего лишь
0,1 V. Дальнейшее повышение концентрации не оказывает заметного влияния
на величину анодной поляризации (фиг. 16).
Катодная поляризация возрастает с увеличением концентра-
ции свободного цианида. Так, повышение концентрации свободного цианида
в пределах от 10 до 30 г/л увеличивает катодную поляризацию на 0,05 V. При
повышении концентрации свободного цианида' в электролите до 75 г/л катод-
ная поляризация достигает уже значения 0,4 V — при содержании серебра
в 23,78 г/л и 0,33 V — при содержании серебра в 40 г/л.
1 При К = 5 по формуле Херинга.
22
На основании приведенных данных можно вывести заключение, что содер
жание свободного цианида в электролите должно находиться в некотором соот
ветствии с концентрацией серебра и
что выход тока по металлу будет
оставаться высоким даже и при зна-
чительном содержании цианида, в
противоположность тому, что имеет
место, например, в цианистой медной
ванне (фиг. 17).
Фиг. 15. Влияние концентрации свободного
цианида на удельное сопротивление сере-
бряных электролитов
Электролит и режим Кри- вая I Кри- вая II Кри- вая III
Концентрация Ag в г/л 23,78 23,78 41,25
Концентрация Na2 СО3 LAI в г! л 33,00 63,38 60,30
Температура в °C . . . . 21,1 21,1 21,1
Плотность тока в А/дм2 0,4 0,4 0,4
Фиг. 16. Влияние концентрации свободного
цианида на анодную поляризацию
Электролит и режим Кри- вая I 1 Кри- 1 вая II Кри- вая III
Концентрация Ag в г/л Концентрация Na2CO3 41,25 23,78 23,78
в г/л 60,30 63,38 , 33,00
Температура в °C . 22,2 22,2 22,2
Плотность тока в А /дм2 0,4 0,4 0,4
Фиг. 17. Влияние концентраций свободного
цианида на катодную поляризацию
Электролит и режим Кри- вая I Кри- вая II Кри- вая III
Концентрация Ag в г/л 23,78 41,25 23,78
Концентрация Na2 СО3
в г/л 63,38 60,30 33,00
Температура в °C . . . 22,2 22,2 22,2
Плотность тока в А/дм2 0,4 1 0,4 0,4
В. Влияние концентрации карбонатов
С увеличением концентрации кар-
бонатов в серебряной цианистой ванне
электропроводность электролита воз-
растает в значительно большей степени,
чем при повышении концентрации сере-
бра и свободного цианида. Как и для
последних двух компонентов, наиболь-
шее повышение электропроводности на-
блюдается при увеличении концентра-
ции карбонатов в пределах от 0 до 30
г/л, но и при дальнейшем повышении
концентрации карбонатов электро-
проводность продолжает возрастать
(фиг. 18).
Анодная поляризация
с увеличением концентрации карбона-
тов сильно повышается, особенно при
незначительном содержании в электро-
лите свободного цианида. При наличии
достаточного количества свободного ци-
анида изменение концентрации карбона-
тов в пределах от 0 до 90 г/л не оказы-
вает заметного влияния на величину
анодной поляризации (фиг. 19).
23
На рассеивающую способность карбонаты оказывают бла-
гоприятное влияние, особенно при незначительном содержании в электролите
свободного цианида. Это, повидимому, связано с тем, что именно при небольшом
Фиг. 18. -Влияние концентрации карбонатов
на удельное сопротивление серебряного
электролита
Электролит и режим Кри- вая I Кри- вая II Кри- вая III
Концентрация Ag в г/л Концентрация NaCN 8,36 23,29 8,53
в г/л 8.18 8,10 21 29,93
Температура в °C • . . 21 21
Плотность тока в к./дмг 0,4 0,4 I 0,4
количестве свободного цианида элек-
тропроводность серебряных ванн с
повышений» концентрации карбона-
тов быстро возрастает (фиг. 20).
Фиг. 19. Влияние концентрации карбонатов
на анодную поляризацию
Электролит и режим Кри- вая I Кри- вая II Кри- вая III
Концентрация Ag в г/л Концентрация NaCN 23,29 8,36 8,56
в г'л 8,10 8,18 29,93^
Температура в °C . . . 22 22 22
Плотность тока в А /дм2 0,4 0,4 0,4
Рассмотрим теперь вопрос о поведении калиевых и натриевых солей в сереб-
ряных ваннах. Эгеберг (Egeberg) и Промайсл (Promisel)1 следующим образом
суммируют особенности калиевых солей сравнительно с натриевыми.
1. В присутствии калиевых солей катодная поляризация может быть дове-
дена до 0,7 V без образования «загорелых» катодных осадков, в то время как
в присутствии натриевых солей таковые появляются при катодной поляризации,
равной 0,5 V.
2. Концентрация цианидов (в пересчете на CN) может быть несколько мень-
шей без того, чтобы анодная поляризация достигла значительной величины.
3. С повышением содержания углекислого калия анодная поляризация воз-
растает медленно, что позволяет накапливать в электролите большое количество
карбонатов до возникновения необходимости в их удалении.
4. В присутствии калиевых солей можно применять более высокую плотность
тчка.
5. Физические свойства серебряных осадков, полученных в присутствии кали-
евых солей, несколько лучше, чем свойства осадков, полученных в присутствии
натриевых солей.
6. Электропроводность калиевых растворов выше, чем электропроводность
натриевых — при соответствующей концентрации.
1 «Trans. Amer. Electrochemic. Soc.», Vol. LIX, p. 287. 1931.
24
Закончив на этом рассмотрение роли и влияния трех основных компонентов,
присутствующих в серебряном электролите в значительном количестве (сереб-
ряного комплекса, свободного цианид;
четвертого компонента— добавочных
агентов. Этот компонент обычно при-
сутствует в серебряном электролите
в небольшом количестве и имеет
своим назначением улучшение физи-
ческих свойств серебряных покрытий.
Г. Влияние добавочных агентов
Серебряные осадки получаются
обычно матовыми и чтобы сделать
их блестящими, их необходимо под-
вергнуть крацовке. Для получения
более светлых, порой блестящих по-
крытий непосредственно из ванн в по-
следние вводят специальные добавоч-
ные агенты. Наиболее распростра-
ненным из таких агентов является
сероуглерод, который вводят
в количестве 1,5—2,0 см3 насыщен-
ного раствора на 1 л электролита.
Механизм действия сероуглерода
мало изучен. Катодная прляризация
в его присутствии несколько падает.
В этом отношении сероуглерод пред-
ставляет исключение" из значитель-
ного ряда соединений (чаще всего —
коллоидного характера), вводимых
для получения мелкокристалличе-
Фиг. 20. Влияние концентрации карбо-
натов на рассеивающую способность
Электролит и режим Кри- вая I Кри- вая II Кри- вая III
Концентрация Ag в г!л Концентрация NaCN 8,53 8,36 23,29
в г/л 29,93 8,18 8,10
Температура в °C . . . . 22,2 22,2 22,2
Плотность тока в А/дм2 0,4 0,4 0,4
ских, блестящих осадков, ибо в присутствии этих соединений катодная поля-
ризация в большей или меньшей степени возрастает;
Помимо сероуглерода, были предложены и другие добавочные агенты для
получения блестящих серебряных покрытий. Этот вопрос был специально
исследован Пэном (L. Pan) К Действие различных добавочных агентов было под-
вергнуто изучению в ванне следующего состава:
Серебро.............................28 г]л
Свободный цианид натрия ...........24,5 »
Сода................................35 >>
Исследование производилось при температуре в 23° и плотности тока в
0,8 А/дм2. Катодом служила полированная листовая сталь. Результаты этого
исследования таковы.
Аммиак (28%-ный) в количестве 2 см3/л способствует получению более
светлых осадков в том случае, если-последние в отсутствии добавочных агентов
получаются темными из-за различных примесей, постепенно накопившихся
в электролите или случайно попавших в него. Благоприятное действие аммиака
сказывается и тогда, если в электролите присутствуют другие добавочные агенты,
например сероуглерод.
Г ипосульфит также способствует получению более светлых сереб-
ряных осадков, подобно тому как это имеет место в медных цианистых ваннах.
Благоприятное влияние гипосульфита начинает проявляться уже при концен-
трации его в 0,1 г/л. Оптимальная концентрация его составляет около 1 г/л.
Когда же концентрация гипосульфита превышает 2,5 г/л, то блеск начинает за-
метно уменьшаться. 1
1 L. С. Pan, «Trans. Amer. Electrochemic. Soc.», Vol. LIX, 329, 1931.
25
Получению блестящих серебряных покрытий способствует также серно-
кислый кобальт при концентрации его в растворе, порядка 1—2,5 г/л.
В катодном осадке кобальта не находят.
Поскольку обычно применяемые при серебрении добавочные агенты или
материалы, с которыми электролит приходит в соприкосновение, содержат серу
(сероуглерод, прорезиненная ткань, гуттаперча), можно было предположить,
что именно сера играет главную роль. Для экспериментальной проверки этого
Пэном были испытаны различные серосодержащие соединения, например суль-
фоцианаты, однако эти
предположения не под-
твердились. Сероугле-
Таблица 9
Условная шкала цветов серебряных покрытий
я
св
е2! Я
Цвет и оттенок покрытия
я
СС
Цвет и оттенок покрытия
1
2
3
4
5
Б^рый ..........
Темножелтый . . .
Светложелтый . .
Мертвенно белый .
Туманно белый . .
б I Туманносатиновый
7 I Сатиновый . . ., .
8
9
10
Полублестящий . . .
Блестящий . . . . .
Зеркальноблестящий
род вводился в сильно
разбавленной форме.
Для этой цели в 1 л се-
ребряного электролита
указанного выше соста-
ва было введено 2 см3
сероуглерода, и этот
раствор применялся в
качестве добавочного
агента.
Для суждения о степени вли-
яния того или иного добавочного
агента на внешний вид серебря-
ных покрытий была выработана
десятибалльная система оценки
сущность которой изложена в
табл. 9.
Как видно из фиг. 21, CS2
действует значительно интен-
сивнее, чем Na2S2O3.
В сильно загрязненном ра-
бочем электролите было испы-
тано комбинированное действие
аммиака и гипосульфита. Состав
рабочего электролита был сле-
С82 в см3/г
I__I__I_I___I_1_.. 1_1__1_I___L—I___1 । 1 г 1
0 0,5 ZZ7 1,5 2,0 2,5 3,0 3,5 4,0 4,5
^о2Зг0з-5Н20 S г/л
Фиг. 21. Влияние концентрации гипосульфита и
сероуглерода на внешний вид серебряных осадков.
дующий:
Ag ...................21,9 г/л
Си ................... 5,4 »
Fe ................... 1,9 »1
NaCN (своб.)........30,3 >>
Na2CO3................75,8 »
Таблица 10 В этот электролит
внешний вид серебряных
Влияние добавочных агентов на i
покрытий
№ опытов Добавлено на 1 л электролита Плот- ность тока А/дм2 Цвет (оттенок) № по услов- ной шкале
1 — 0,4 Мертвенно белый . 4
2 — 0,8 Желтоватый .... 3
3 (10 см3 NH,OH 1 1 г Na2S2O3.5 Н2О 1,2 Темножелтый . . . 2
4 0,4 Полублестящий . . 8
5 1 » Na2S2O3.5 Н2О 0,8 Блестящий .... 9
б 1 >> Na2S2O3.5 Н2О 1,2 Т уманносатиновый б
вводился аммиак (28%)
в количестве 10 см3[л и
Na2S2O3 • 5Н2О — в ко-
личестве 1 г/ л. Полу-
ченные результаты при-
ведены в табл. 10.
Из этой таблицы вид-
но, что аммиак и осо-
бенно гипосульфит (см.
опыт 5) оказывают чрез-
вычайно благоприятное
влияние на внешний
вид серебряных покры-
тий, позволяя получать
их блестящими даже из сильно загрязненных электролитов и при значитель-
ной плотности тока.
26
Добавочные агенты, способствующие получению блестящих серебряных по-
крытий, одновременно повышают твердость последних и тем самым удлиняют
срок их службы.
Таким образом, можно констатировать, что гипосульфит в количестве 1 г/л
является наиболее ценным добавочным агентом в серебряных ваннах.
Аммиак оказывает благоприятное влияние в смысле устранения вредного
действия загрязнений: темные осадки, получающиеся в присутствии некоторых
загрязнений,, становятся светлыми от прибавления аммиака.
В целях получения блестящих осадков в сильно за-
грязненных ваннах целесообразно вводить одновременно аммиак
(10 слР — 28%-ный) и гипосульфит (1 г/л).
3. СЕРЕБРЕНИЕ В НЕЦИАНИСТЫХ ЭЛЕКТРОЛИТАХ
Стремясь заменить ядовитые и неустойчивые цианистые серебряные электро-
литы более приемлемыми, многие исследователи делали попытки осуществить
процесс серебрения в нецианистых электролитах. Наиболее полное исследование,
посвященное этому вопросу, можно найти у Э. Сенигера (Е. В. Sanigar)1. Были
подвергнуты исследованию сернокислые, азотнокислые, борфтористые и фтори-
стые электролиты. Поскольку во всех этих электролитах имеет место контактное
вытеснение серебра в момент погружения даже такими металлами, как ртуть и
никелевые сплавы, то во всех опытах катоды первоначально покрывали тонким
слоем серебра в цианистой ванне, а в дальнейшем осаждение серебра продол-
жалось уже в том или ином электролите.
Относительно плотные серебряные осадки были получены из сернокислых
электролитов, содержавших борную кислоту, из азотнокислых растворов, также
содержавших борную кислоту, и, кроме того, — из борфтористоводородных и
фтористых электролитов. Но если структура полученных осадков могла считаться
приемлемой для электролитического рафинирования серебра, то этого нельзя
было сказать в случае серебрения. Осадки имели грубокристаллическую струк-
туру и чрезвычайно трудно поддавались полировке.
Из всех испытанных электролитов наилучшие результаты дали борфтористо-
водородные, но контроль последних осуществить значительно сложнее, чем в циа-
нистых электролитах. К числу других недостатков нецианистых серебряных
электролитов следует отнести плохое (неравномерное) растворение анодов.
4, РЕЖИМ СЕРЕБРЯНЫХ ВАНН
Температура и плотность тока в серебряных цианистых ваннах находятся
в тесной связи как между собой, так и с составом электролита. Как и в других
случаях электроосаждения металлов, повышение температуры (а также движение
электролита или движение катодов) позволяет применять более высокую плот-
ность тока, т. е. форсировать процесс осаждения металла. В то же время кон-
центрация серебра в электролите также должна возрастать вместе с плотностью
тока. Мы уже указывали, что выход тока в серебряных ваннах остается высоким,
несмотря на значительное повышение катодного потенциала при увеличении плот-
ности тока. Теоретически за 1 Ah выделяется 4,026 г серебра; в практических
расчетах исходят из 4 г на 1 Ah.
Повышенная температура связана со всеми неприятными явлениями, кото-
рые имеют место и в других цианистых электролитах (высокая летучесть электро-
лита, более усиленный процесс карбонизации его). Поэтому практически рабочая
температура серебряных ванн редко превышает 30j, чаще ее поддерживают на
уровне около 20 . Плотность тока в стационарных ваннах обычно не превы-
шает 0,3 А/дм2; при движущихся катодах плотность тока может быть повышена
до 1,0—1,5 А/дм2. Получение равномерных, свободных от наростов осадков
имеет место даже при 3 А/дм2.
На фиг. 22 и 23 графически показана связь между температурой и плотно-
стью тока, с одной стороны, и катодной и анодной поляризацией, с другой.
Edward В. Sanigar, «Trans. Amer. Electrochemic. Soc.», Vol. LIX, 1931.
27
Для того чтобы можно было применять более высокую плотность тока при
Фиг. 23. Влияние температуры на поля-
ризацию в цианистых серебряных ваннах.
Концентрация компонентов:' Ag— 20,9 г]л
Na2CO3 — 41,4 г/л; свободный NaCN —
28,8 г/л.
Фиг. 22. Поляризационные кривые для
серебряного цианистого электролита.
Концентрация компонентов: Ag—20,9
г/л; Na2CO3—41,4 г/л, свободный
NaCN —28,8 г/л.
В присутствии гипосульфита или сероуглерода и при движущихся катодах
Ф. Месл (F. С. Mesle)1 получал при 30° хорошие осадки при средней плотности
тока в 1,5 А/дм2, когда максимальная плотность тока (на остриях и краях)
не превышала 3 А/дм2. С понижением температуры приходится уменьшать и
плотность тока.
5. ПРИМЕНЯЕМАЯ РЕЦЕПТУРА
Ориентировочно принято следующим образом классифицировать состав се-
ребряных ванн в зависимости от их назначения:
содержание серебра в ванне при получении тонких покрытий .... 10—15 г/л
» » » » » толстых покрытий .... 20—25 »
» » » » » движущихся катодах . . 30—35 »
Блюм и Хагебум приводят следующую рецептуру, принятую в американской
практике.
1) Для получения первого слоя серебра на стали:
Ag (металлич.) ..........................
или в виде AgCN .........................
[Си (ОН)„-CuCOo] ........................
KCN .....................................
N г/л
0,01 1,2
0,01 1,5
0,13 15
1,0 68
2) Для получения второго слоя серебра на стали или первого слоя на латуни,
а также на других медных сплавах:
N г/л
Ag (металлич.)......................... 0,05 5,0
или в виде AgCN ....................... 0,05 6,5
KCN ................................... 1,0 68
1 «Monthly Rev. Amer. Electrochemic. Soc.», Vai. XV, № 10, p. 4, 1928.
28
3) Для получения белых серебряных осадков:
Ag (металлич.) ............................
или в виде AgCN ...........................
KCN (общ.) ................................
в том числе свободный KCN ..................
К2СО3......................................
или в виде AgCl ...........................
общий KCN .................................
свободный KCN .............................
К2СО3 .....................................
N
0,27
0,27
0,57
0,30
0,55
0,27
0,84
0,30
0,55
г) л
29
35
37
19
38
39
55
19
38
4) Для получения блестящих серебряных осадков:
Ag (металлич.) .
или в виде AgCN
общий KCN . .
свободный KCN
К2СО3 ..........
или AgCl ....
общий KCN . .
свободный KCN
К2СО3...........
0,27
0,27
0,80
0,53
0,55
0,27
1,07
0,53
0,55
г)л
29
36
52
34
38
39
70
34
38
Амальгамирование осуществляется в растворе, содержащем 7,5 г/л HgClt
м 4 г/л NH4C1, или в концентрированном (60 г/л) растворе NaCN, содержа-
щем 7,5 г/л HgO. Самое амальгамирование производится погружением пред-
варительно подготовленных изделий (обезжиренных и промытых) в тот или
иной раствор на несколько секунд, последующим ополаскиванием этих деталей
в проточной воде и загрузкой их в серебряные ванны.
Присадки для получения блестящих осадков (например гипосульфит) обычно
вводятся не непосредственно в электролит, а в отдельную порцию последнего.
Для этого к небольшой части электролита прибавляют значительный избыток
цианида, а затем гипосульфит; Полученный концентрированный раствор добав-
ляют к основной массе электролита постепенно и равномерными порциями.
6. ТВЕРДОСТЬ СЕРЕБРЯНЫХ ПОКРЫТИЙ
Поскольку серебряные покрытия часто применяются д'ля столовых приборов
и других изделий домашнего обихода, интересно разобрать те условия, которые
обеспечивают максимум сопротивления таких покрытий механическому износу.
Вследствие высокой стоимости серебра расход его на данный вид изделий
при покрытии, например, столовых приборов обычно точно фиксируется и
тщательно контролируется. В некоторых странах имеются даже стандарты, пре-
дусматривающие определенный минимальный расход серебра для данного сорта
(и данных размеров) ложек, вилок, ножей и пр.
Имеются также и тщательно разработанные методы определения толщины
слоя серебряного покрытия, а следовательно, и веса серебра, приходящегося
на единицу поверхности. Однако вес серебра, расходуемого для покрытия ка-
кого-либо изделия, еще не определяет целиком срока службы этого изделия
(точнее серебряного покрытия на нем).
Общеизвестно, что твердость серебра незначительна, и каждому, соприка-
сающемуся с посеребренными изделиями, приходилось наблюдать, что покры-
тия из серебра сравнительно быстро истираются. Многие авторы изучали влия-
ние различных факторов на твердбсть серебряных покрытий. Наибольший ин-
терес представляют выводы, сделанные по этому вопросу Сенигером1. Твердость
серебряных покрытий, как и других электролитических осадков, выражается
шириной черты, которая наносится на испытуемый образец сапфировой или
алмазной иглой при определенной нагрузке. Если пользоваться обратными зна-
чениями делений микрометра, умноженными на 10 000, то твердость будет вы-
ражаться целыми числами. По Пфангаузеру, например, твердость серебряных
1 Sanigar, «Metal. Industry» (Lnd.), 34, 539, 1929.
29
осадков, измеренная таким методом, равна 30, в то время как никель, осажден-
ный в холодных ваннах, имеет твердость 72, а осажденный в горячих ваннах—39.
Значения твердости для хрома — соответственно 150 и 250.
По данным Сенигера твердость серебряных осадков резко падает с повыше-
нием содержания в ванне карбонатов (фиг. 24). На практике, в процессе эксплоа-
тации серебряных ванн эта особенность карбонатов проявляется в том, что в. ста-
рых ваннах, содержащих большее количество карбонатов, получаются более
мягкие осадки, которые легче полируются.
С увеличением содержания свободного
цианида твердость серебряных осадков вна-
чале падает и достигает минимума при 175%.
относительно . связанного цианида; после
этого твердость вновь возрастает.
Колебания плотности тока в обычно при-
нятых пределах не оказывают резкого влия-
ния на твердость серебряных покрытий. Все-
же, как показывает кривая III на фиг. 24, с
повышением плотности тока твердость осадков
имеет тенденцию к снижению. Это обстоятель-
ство в известной мере делает невыгодным
применение высоких плотностей тока. Нало-
жение переменного тока, способствующее
/ 20 00 00 80 100 г/л Na2 6 03
Л 100 200 300 000 500 Избыт. NON
Ш 0,2 0/ 0,6 0,8 1,0 А/д/г г
Фиг. 24. Зависимость твердости сере-
бряных осадков от содержания в элек-
тролите карбонатов и свободного
цианида и ст катодной плотности тока.
получению плотных мелкокристаллических
осадков, одновременно ведет и к повышению твердости последних.
7. ТЕХНИКА ПРИГОТОВЛЕНИЯ И ЭКСПЛОАТАЦИЯ ЭЛЕКТРОЛИТА
При приготовлении серебряной ванны, независимо от того, содержит или не
содержит она хлориды, обычно исходят из азотнокислого серебра. В первом
случае предварительно получают хлористое серебро, которое затем растворяется
в избытке цианида; во втором случае из азотнокислого серебра готовят нерас-
творимое цианистое серебро, а из него уже — растворимую комплексную соль.
При приготовлении азотнокислого серебра исходят из чистого высокопроб-
ного серебра. Последнее помещают в фарфоровую чашу и обливают двойным
весовым количеством химически чистой азотной кислоты. Растворение проте-
кает при слабом нагревании и осторожном помешивании. Нагревание продолжают
до полного упаривания и получения сухой соли азотнокислого серебра. Далее
путем повышения температуры доводят эту соль до расплавления, после чего
вновь охлаждают.
Азотнокислое серебро можно и не упаривать досуха, если оно предназначено
для приготовления «хлористой» ванны. В этом случае после растворения серебра
и охлаждения раствора, последний переводят в сосу^ достаточного объема, раз-
бавляют пятикратным количеством дестиллированной воды и, постоянно поме»
шивая, добавляют соляной кислоты до тех пор, пока все серебро не выпадет
в виде белого творожистого осадка хлористого серебра. Осадку дают отстояться
и осторожно добавляют соляную кислоту, чтобы убедиться в полноте осаждения,
а раствор сливают. После этого переносят осадок в темное -место и промывают
до тех пор, пока промывные воды не начнут давать нейтральную реакцию. По-
лученное таким образом нейтральное хлористое серебро переносят затем в за-
ранее приготовленный раствор цианида.
Для приготовления цианистого серебра поступают следующим образом.
К концентрированному (40%) раствору азотнокислого серебра прибавляют при
постоянном помешивании точно вычисленное количество разбавленного (5%)
раствора цианистого калия, в результате чего выпадает белый творожистый оса-
док цианистого серебра. При полноте осаждения раствор над осадком должен
иметь щелочную реакцию, если же этого нет, то следует дополнительно ввести
некоторое количество цианистого калия. Затем вврдят немного химически чи-
стой азотной кислоты (при этом надо быть осторожным, так как выделяется
ядовитая синильная кислота), смесь тщательно перемешивают, осадку дают
30
отстояться, а раствор сливают (предварительно убедившись в отсутствии в нем
следов серебра). Затем цианистое серебро промывают дестиллированной водой
до тех пор, пока промывные воды не станут нейтральными.
Применять цианистое серебро следует во влажном виде, так как высушенная
соль требует для своего растворения большого избытка цианистого калия.
В качестве анодов при серебрении применяют тонкие пластины высокопроб-
ного металла. Толщина их обычно не превышает 1 мм (чтобы не задалживать
много ценного металла).
При сохранении должной анодной плотности тока и поддержании нужной
концентрации цианида в растворе анодный процесс протекает без каких-либо
побочных реакций. При повышенной анодной плотности тока (или при недо-
статке свободного цианида) аноды покрываются белым налетом цианистого
серебра и пассивируются.
Нанесение толстых слоев серебра, что практикуется, например, при сереб-
рении столовых приборов, осуществляется обычно в два приема. Изделия из меди,
латуни или бронзы после амальгамирования погружают в ванны для серебрения
и выдерживают там половину положенного времени. Затем изделия вынимают,
промывают в ванне с непроточной дестиллированной водой (последняя служит
для периодического пополнения электролита), чтобы уловить ценный электро-
лит, крацуют на тонкой (0,06—0,08 мм) металлической щетке и вновь завеши-
вают в ванну для серебрения. По окончании процесса, изделия, в зависимости
от размеров и конфигурации, полируют вручную или на круге и покрывают
бесцветным лаком.
Процесс серебрения изделий, изготовленных из никельсодержащих сплавов,
протекает несколько сложнее, особенно в части предварительной обработки
поверхности.
Такие изделия, после глянцевого травления в концентрированных кислотах
протирают пемзой до получения матовой поверхности, затем обезжиривают,
промывают и амальгамируют в растворе следующего состава:
HgSO4............................ 100 г
HNO3 (конц.)..................... 160 см3
Н2О............................... 1 л
После амальгамирования изделия тщательно крацуют на металлической
щетке, обезжиривают, промывают и завешивают на 15—20 мин. в серебряные
ванны для нанесения первого слоя серебра, затем Следуют: вторичная крацовка,
обезжиривание, промывка и завешивание в ванны для серебрения на несколько
часов (в зависимости от потребной толщины слоя). Окончательно покрытые
изделия обрабатываются, как указано выше.
8. НЕКОТОРЫЕ ЧАСТНЫЕ СЛУЧАИ СЕРЕБРЕНИЯ 1
Мы уже указывали, что наиболее распространенными объектами, подвергае-
мыми серебрению, являются столовые приборы — ложки, вилки, ножи и т. п.
Количество металлического серебра, расходуемого на покрытие дюжины ложек,
вилок, или дюжины пар тех и других, стараются поддерживать строго
определенным.
Подлежащие серебрению изделия следует завешивать в ванны таким образом,
чтобы на тех частях, которые в процессе эксплоатации больше всего подвер-
гаются истиранию, слой серебра был значительно толще, чем на других частях.
На предприятиях, специализирующихся по серебрению столовых приборов,
для этого имеются специальные завешивающие приспособления, из которых не-
которые даже запатентованы. Так, между анодами и теми участками изделий,
где желательно получить более тонкий слой, завешивают неметаллические экраны
из целлулоида, эбонита и т. п.
На фиг. 25 показан метод завешивания ложки и вилки. Выпуклые части их
обращены к аноду, что гарантирует получение в этих местах более толстого слоя
серебра. Крючки, на которых висят изделия, изолируются вулканизированной
резиной, за исключением тех мест, в которых осуществляется контакт.
1 Подробнее см. Pfanhauser, Galvanotechnik, 491, 1928.
31
Для дополнительного осаждения серебра на изнашиваемых частях прибегают
также к следующему методу: после нормального серебрения, изделия завеши-
вают в горизонтальном положении в мелкую ванну таким образом, чтобы
в электролит оказались погруженными только выпуклые части, подлежащие
дополнительному наращиванию. Аноды лежат на дне ванны. При помощи спе-
циального приспособления изделия приводятся в колебательное движение, и после
полировки не наблюдается
никакой разницы в оттенке
между основным слоем
серебра и дополнительно
наращенным.
Фиг. 26. Схема действия вольтаметрических весов
Пфангаузера.
Фиг. 25. Завешивание
вилки и ложки в
серебряную ванну.
Совершенно естественно, что определенный минимум серебряного слоя дол-
жен был, и на наименее изнашиваемых участках покрываемых изделий, не говоря
уже о всех мерах, которые могут и должны быть приняты для получения сере-
бряных покрытий максимально возможной твердости. Общепринятая толщина
слоя серебра при покрытии столовых приборов составляет около 0,03 мм; вес
серебра на 12 ложек и 12 вилок равен 70 г.
Размеры ванн для серебрения столовых приборов обычно составляют
130 х 60 х 50 см. Чтобы можно было пользоваться повышенными плотностями
тока, ванны снабжают качающимися штангами: полезная длина катодных штанг
принимается равной 100 см; обычно применяют 2 катодные и 3 анодные штанги.
Для тючного контроля процесса серебрения разработаны различные методы,
основанные на автоматическом выключении тока после выделения требуемого
количества металла. По этому принципу, например, сконструированы вольта-
метрические весы Пфангаузера (фиг. 26). При пользовании,такого рода весами
катодные пластины медного (или другого) вольтаметра вешают на одну чашку
весов, а на другой чашке устанавливают разновесы, эквивалентные количеству
серебра, подлежащего осаждению.* В случае применения медного вольтаметра
привес меди составляет 0,259 привеса серебра. Весы сконструированы таким
образом, что после осаждения в вольтаметре нужного количества серебра (а сле-
довательно и эквивалентного количества меди) ток в сети прерывается, и одно-
временно включается звуковой сигнал (электрический звонок).
Устройство весов таково (см. фиг. 26). Электрический ток подводится через
зажим К от анодной штанги к стойке весов Т, рычагу В и ртутному контакту А.
Коромысло весов имеет на одном конце штифт С и чашку для разновесов D.
На другом конце расположены катодные пластины вольтаметра а и якорь А
вспомогательного электромагнита М. После того как весы установлены, уравно-
32
вешивают катодные пластины вольтаметра так, чтобы стрелка коромысла заняла
нулевое положение. Винт С следует при этом отрегулировать так, чтобы он
касался поверхности ртути. При этом цепь должна быть разомкнута рубильни-
ком Р. Включением последнего цепь замыкается, и если весы установлены пра-
вильно, то звонок начинает звонить при нулевом положении стрелки.
После проверки схемы соединения, на чашку весов кладут нужное количе-
ство разновесов. Штифт С погружается в ртуть, и цепь оказывается замкнутой.
По мере того как катодные пластины начинают покрываться металлом, правое
плечо коромысла поднимается, и когда коромысло примет горизонтальное поло-
жение (стрелка стоит на нуле), ток в контакте С прерывается. Одновременно
замыкается цепь между штифтом S и пружиной F, и начинает работать звонок G.
Помимо описанных выше вольтаметрических весов, большим распростране-
нием пользуются так называемые электролитические счетчики амперчасов «Stia»,
на описании которых мы здесь останавливаться не будем1.
Серебрение без тока. Для покрытия мелких изделий тончайшим слоем се-
ребра можно ограничиться кратковременным погружением этих изделий при
температуре в 30—40° в раствор, содержащий около 5 г/л серебра и 20 г/л циани-
стого калия.
Чтобы получить более толстые серебряные покрытия, не прибегая к току
из внешней цепи, можно пользоваться цинковым контактом. В этом случае под-
лежащий покрытию предмет обматывается цинковой проволокой или узкой
лентой и в таком виде погружается в серебряную ванну нормального состава.
Для того чтобы в местах контакта с цинком не оставались непокрытые места
или темные пятна, необходимо после удаления цинкового контакта вновь по-
гружать покрываемый предмет на некоторое время в ванну.
Часто практикуемое оксидирование серебряных покрытий легко осуществляет-
ся при погружении изделий, промытых в спирту и винной кислоте, в кипящий
раствор следующего состава:
Вода .......................... 1 л
Серная печень ................ 25 г
Углекислый аммоний............ 10 г
Серную печень рекомендуется предварительно растолочь, благодаря чему
она легче растворяется. В указанном растворе поверхность обрабатываемых
изделий покрывается красивой, черной пленкой сернистого серебра.
В более разбавленных растворах, применяемых для тонких серебряных
покрытий, поверхность становится лишь темносерой.
9. МЕТОДЫ УДАЛЕНИЯ СЕРЕБРЯНЫХ ПОКРЫТИЙ
К удалению серебряных покрытий прибегают во многих случаях. Во-первых,
серебряные покрытия приходится удалять с забракованных изделий. Во-вторых,
серебро надо периодически снимать с тех приспособлений, на которых изделия
подвешиваются в ванне. В-третьих, методом удаления серебряного покрытия
можно определить толщину его на том или ином объекте. Иначе говоря, этим
методом можно пользоваться для контроля покрываемых изделий.
Чтобы снять серебряное покрытие с изделий из железного сплава или бри-
танского металла2, можно поместить их в качестве анода в раствор цианистого
калия или натра и вести электролиз до полного удаления серебра. При тщатель-
ном проведении этой операции основной металл в раствор не переходит и по по-
тере в весе можно судить о то чщине слоя серебра на данном объекте. Для равно-
мерного анодного растворения серебра рекомендуется встряхивать изделия,
чтобы на поверхности не задерживались пузырьки.
С изделий из нейзильбера и латуни серебро снимается в нагретой смеси из 19
объемных частей концентрированной H2SO4 и 1 части концентрированной HNO3.
Для этой же цели можно приготовить раствор путем добавления на каждые
950 см3 концентрированной H2SO4 50 г KNO3 или NaNO3.
1 См. Титов, П., «Руководство к лабораторным работам по электрохимии».
2 В 1 u m and Hogaboom, Principles of Electroplating and Electroforming, p. 359.
В. И. Лайнер—62—3 33
Азотную кислоту (или азотнокислые соли) рекомендуется вводить не сразу:
вначале, например, 10 г на 950 см3 H2SO4, а затем, для ускорения реакции рас-
творения серебра, добавить требуемое количество азотной кислоты (или азотно-
кислых солей). Пользуясь таким методом, можно предохранить от разъедания
основной металл.
10. КОНТРОЛЬ СЕРЕБРЯНЫХ ВАНН
Важнейшими компонентами, подлежащими периодическому контролю в се-
ребряных ваннах, являются: свободный цианид, серебро, карбонаты и хлориды.
Реже определяют примеси, постепенно накапливающиеся в ванне: железо, медь
и ртуть. Ниже описаны методы анализа, разработанные и рекомендованные «Ва-
шингтонским бюро стандартов»1.
Определение свободного цианида. К 20 мл раствора добавляют 0,1 г KJ
(если же электролит сильно загрязнен, следует добавить 0,2 г KJ). Затем раз-
бавляют до 250 мл и титруют 0,1N раствором AgNO3. Концом титрования служит
первое появление мути AgJ, лучше наблюдаемой на черном фоне. Протекающие
при этом реакции можно написать в следующем виде:
2KCN4-AgN03 = KAg(CN)2 + KNO3 (1)
KJ + AgNO3 = AgJ +KNOS (2)
1 мл 0,1 N раствора AgNO3 соответствует 0,0098 г NaCN или 0,01302 г KCN.
Определение содержания серебра. 10 мл раствора обрабатывают 20 мл кон-
центрированной H2SO4 до появления белых паров. Для ускорения разложения
органических веществ можно добавить несколько капель концентрирован-
ной HNOS и вновь выпарить. Затем пробу охлаждают, разбавляют до 150 мл
и нагревают до полного растворения всех тверды^ частиц. Далее прибавляют
в качестве индикатора 3 мл насыщенного раствора FeSO4(NH4)2SO4 • 6Н2О и
титруют 0,1 N раствором роданистого калия — до появления ярко розового
окрашивания.
1 мл 0,1 N раствора KCNS соответствует 0,01079 г Ag.
Определение карбонатов. К пробе, оставшейся после определения свобод-
ного цианида (см. выше), добавляют несколько капель фенолфталеина и титруют
раствор 0,5 N раствором НС1 до полного исчезновения розовой окраски.
1 мл 0,5 N НС1 соответствует 0,0530 г Na2CO3 или 0,0691 г К2СО3.
Определение хлоридов. К 10 мл серебряного электролита добавляют 20 мл
концентрированной HNO3 (если в электролите имеется много хлоридов, то до
добавления кислоты необходимо добавить избыток AgNOa). Далее раствор нагре-
вают до полного разложения, о чем можно судить по побелению осадка.
Когда к серебряному электролиту, содержащему хлориды, добавляют азот-
ную кислоту, то осаждается смесь цианистого и хлорйстого серебра. При нагре-
вании цианистое серебро растворяется, и в осадке остается только хлористое
серебро. Для того чтобы осели все наличные хлориды, необходимо избыточное
количество серебра. Поэтому рекомендуется вводить избыток азотнокислого-
серебра в тех случаях, когда в электролите имеется много хлоридов.
Кипячение пробы продолжают в течение Р/2 час., поддерживая объем постоян-
ным добавлением концентрированной азотной кислоты. Затем разбавляют
до 75 мл, пробу защелачивают концентрированным аммиаком и отфильтровы-
вают гидрат железа. Последний растворяют в азотной кислоте, вновь осаждают
аммиаком и снова отфильтровывают. Оба фильтрата соединяют в один и добав-
ляют азотную кислоту. Осадок отфильтровывают через тигель Гуча, промы-
вают, сушат и взвешивают в виде AgCl.
Определение железа. 10 мл электролита разлагают 20 мл концентрированной
H2SO4 в присутствии небольшого количества концентрированной HNO3. Затем
охлаждают, разбавляют до 150 мл и нагревают до тех пор, пока не произойдет
полное растворение. Если присутствует кремнезем, то его отфильтровывают.
1 R. М. Wick, Research Paper № 384, Reprinted from Bureau of Standards, «Journ; of
Research», Vol. 7, November, 1931.
34
Пробу слегка защелачивают аммиаком, нагревают для коагуляции осадка, и
отфильтровывают гидрат железа (синее окрашивание фильтрата свидетельствует
о наличии в электролите меди).
Гидрат окиси железа растворяют в горячей НС1 (1: 1), затем опять осаждают
аммиаком, фильтруют и вновь растворяют в НС1. Растворенное железо раз-
бавляют до 50—75 мл, нагревают почти до кипения и восстанавливают дву-
хлористым оловом, добавляя по каплям с тем, чтобы избыток восстановителя
был самый незначительный. Затем добавляют 15 мл смеси из фосфорной и соля-
ной кислот (450 мл1л Н3РО4 — уд. в. 1,7 и 500 мл/л НС1 — уд. в. 1,18), 3 капли
дифениламина в качестве индикатора и титруют 0,1 N раствором К2Сг2О7.
К концу титрования цвет раствора меняется от зеленого до сине-зеленого и,
наконец, от одной капли бихромата цвет становится интенсивно фиолетово-
синим.
1 мл 0,1 N К2Сг2О7 соответствует 0,00558 г Fe.
Определение меди. К 10 мл электролита, разбавленным до 100 мл, добавляют
3 мл 6 N раствора (NH4)2S. Далее раствор нагревают почти до кипения для пол-
ного осаждения образовавшегося сернистого серебра. Затем осадок отфильтро-
вывают и фильтрат упаривают примерно до 10 мл. Далее его охлаждают и осто-
рожно прибавляют 20 мл концентрированной H2SO4, затем упаривают, вновь
охлаждают, разбавляют до 150 мл и нагревают до полного растворения, после
чего определяют медь путем электроанализа.
Определение ртути. К 20 мл электролита, разбавленным водой до 100 мл,
добавляют 5 мл 6 N раствора сернистого аммония. Раствор нагревают до пол-
ного осаждения образовавшихся сульфидов. Осадок отфильтровывают и промы-
вают. Затем осадок обрабатывают на водяной бане в течение получаса раствором,
состоящим из 100л«л0, llVNaOH и 1m/i(NH4)3S; далее его фильтруют и промы-
вают. К фильтрату добавляют 10 мл 10% раствора NH4NO3 и нагревают.
Черный осадок указывает на присутствие ртути. По удалении аммиака путем
кипячения осадок отфильтровывают через тигель Гуча, промывают водой, спир-
том, сероуглеродом и эфиром. Затем сушат при 110° и взвешивают в виде HgS.
Золочение
1. ОБЩАЯ ХАРАКТЕРИСТИКА ПРОЦЕССА ЗОЛОЧЕНИЯ
Применение золота в гальванотехнике ограничено его высокой стоимостью.
По своим декоративным свойствам золотые покрытия превосходят все прочие
металлические покрытия, применяемые в гальванотехнике. Золото отличается
высокой химической стойкостью; оно растворяется только в царской водке или
в смеси соляной и хромовой кислот. Растворению золота способствует выделяю-
щийся хлор. В противоположность серебру золото с течением времени не туск-
неет, так как металлическое золото не реагирует ни с сероводородом, ни с другими
соединениями серы.
Большим достоинством золотых цокрытий, полученных электролитическим
путем, является возможность в широких пределах изменять тон цвета покрытия,
вводя в электролит (или путем присадки к аноду) какой-либо металл, осаждаю-
щийся вместе с золотом на покрываемых изделиях.
Из приведенного краткого перечня свойств золотых покрытий нетрудно
вывести заключение, что доминирующее применение эти покрытия должны иметь
для декоративных целей, особенно когда необходимо длительно сохранить в кра-
сивом блестящем состоянии поверхность изделий или сооружения. Разумеется,
что вследствие низкого положения в ряду напряжений (сильно электроположи-
тельный потенциал) и склонности к пассивированию золотые покрытия защи-
щают основной металл лишь механически, а не электрохимически, и при наличии
пор покрытие будет способствовать коррозии основного металла. Это относится
не только к железу, но и к меди, ее сплавам и даже к серебру.
Благодаря своей высокой химической устойчивости, золотые покрытия при-
меняются для защиты от разъедания различного лабораторного оборудования,
например, калориметрических бомб, разновесов аналитических весов и др.
Золочение широко применяется в ювелирном деле и в часовом производстве.
35
2. МЕТОДЫ НАНЕСЕНИЯ ЗОЛОТЫХ ПОКРЫТИЙ
Огневой метод. Наиболее старым является так называемый огневой метод
золочения. Сущность этого метода заключается в следующем: подлежащее золо-
чению изделие из меди или латуни покрывают амальгамой, приготовленной пу-
тем смешения мелкоизмельченного золота со ртутью; далее ртуть подвергают
возгонке, а золото остается в виде плотного, хорошо сцепленного с основным
металлом покрытия, которое затем полируют окисью железа.
Огневой метод золочения в настоящее время применяется сравнительно редко—
лишь в особо ответственных случаях, — когда стоимость потребного золота не-
значительна сравнительно со стоимостью покрываемых объектов.
Цвет покрытия, получаемого при огневом золочении, отличается бледностью;
чтобы сообщить ему надлежащий тон, поверх него осаждают электролитическим
путем тончайший слой золота.
Электролитический метод золочения является в настоящее время наиболее
распространенным. Этим методом можно получать покрытия любой толщины, на-
чиная со стотысячных долей миллиметра и кончая сотыми и даже десятыми
долями (в последнем случае — с промежуточной полировкой).
Как уже было упомянуто, электролитический метод золочения позволяет
получать покрытия различных оттенков путем осаждения золота с другими
металлами.
Как правило, электролитическое осаждение золота осуществляется в цианистых
растворах. В последних получаются осадки, с более тонкой структурой, чем в
солянокислых растворах, которые обычно применяются при аффинаже золота.
В цианистых золотых' растворах предварительное амальгамирование (как
при серебрении) не требуется: потенциал золота в цианистом растворе отрица-
тельнее потенциала серебра. Для электролитического золочения в солянокислых
ваннах необходимо предварительно получить тонкое золотое покрытие в циани-
стой ванне, в противном случае произойдет контактное вытеснение металла.
В практике нашли применение также ванны, приготовленные путем раство-
рения золотой соли (хлорного или гремучего золота) в желтой кровяной соли.
Мы рассмотрим ниже более или менее подробно поведение золота (как на
аноде, так и на катоде) во всех перечисленных электролитах. Хотя хлористые
(солянокислые) растворы золота и не имеют серьезного значения в гальвано-
технике, все же мы считаем полезным остановиться на них в целях более близ-
кого ознакомления с электрохимической природой золота.
Прочие методы. Помимо огневого и электрохимического методов золочения,
широкое распространение получили еще так называемый контактный метод
иметод погружения. Строго говоря, последние два способа также
являются электрохимическими, но здесь электрический ток не подводится
извне, а возникает в самом электролите за счет образования гальваниче-
ского элемента на границе: «поверхность изделия — раствор» или между цин-
ковым контактом и покрываемым изделием.
Как только поверхность изделия (или контакта) покроется хотя бы тонким
слоем золота, прохождение тока прекращается. Поэтому последние два метода
применяются только при золочении неответственных объектов.
3. ЦИАНИСТЫЕ ЭЛЕКТРОЛИТЫ
Цианистые золотые электролиты в значительной мере напоминают серебря-
ные. Главным отличием первых являются более резко выраженная поляризация
на аноде и катоде и большая чувствительность к роду применяемой цианистой
соли. Так, в золотых ваннах даже ничтожные примеси натрия в цианистом калии
пассивируют золотой анод и при известных условиях делают его совершенно
нерастворимым.
Так как золото значительно дороже серебра, то и концентрация его в ванне
поддерживается значительно меньшей, чем концентрация серебра. Чтобы обес-
печить надлежащую электропроводность, в ванну вводят фосфорнокислые соли.
36
Катодный процесс в золотых цианистых ваннах в литературе
освещен очень скупо. Можно указать на работу Неймана (Neumann)1, посвя-
щенную извлечению золота из сильно разбавленных растворов.
Катодная поляризация особенно сильно выражена при низких плотностях
тока и сравнительно мало меняется с изменением концентрации цианистого ка-
лия (фиг. 27).
По этой причине цианистые золотые ванны допускают весьма низкую плот-
ность тока (порядка 0,05—0,1 А/дм2). При большей плотности тока наблюдается
значительное выделение водорода, что отрицательно сказывается на качестве
осадков; последние получаются неплотными, и перед полировкой их надо под-
вергать крацовке, а это, в свою очередь, сопряжено с непроизводительной тра-
той драгоценного металла.
Повышая температуру, можно при том
же содержании золота в растворе увели-
чить допускаемую плотность тока без зна-
чительного выделения водорода. При од-
ной и той же плотности тока содержание
золота в горячих растворах (50—60°) мо-
жет быть примерно вчетверо меньше, чем
в холодных.
Катодный выход тока падает с повы-
шением плотности тока; так, при 0,05
Щдм2 можно принять выход тока рав-
ным 95%, а при 0,2 ^дм2—только 65%.
Электрохимический эквивалент золота при
выделении его из одновалентных соеди- Фиг. 27. влияние концентрации цианида
нении равен 7,3^ г/Ап. [в 0,005 mol растворе KAu (CN)3] на
АНОДНЫЙ Процесс В золотых катодную поляризацию.
цианистых ваннах был детально иссле-
дован Когеном (Kohen) и Якобсеном (Jakobsen)2. Этими авторами была изуче-
на зависимость мажду концентрацией цианида и анодной плотностью тока,
с одной стороны, и анодным выходом тока и поведением электролита — с
другой.
В табл. 11 приведены результаты соответствующих опытов.
Таблица 11
Влияние цианидов и плотности тока на поведение анодов в золотом электролите
№ опыта Концент- рация KCN °/o Анодная плотность тона А /см2 Анодный выход тона °/о Наблюдения
1 0,5 0,003 1,5 Электролит бесцветен; наблюдается газовыделение
2 0,5 0,006 1.0 То же
3 0,5 0,040 0,4 То же
4 0,8 0,006 3,0 То же
э 1,0 0,001 100,0 Электролит бесцветен; газ не выделяется
6 1,0 0,002 100,0 То же
7 1,5 0,001 100.0 То же
8 2,0 0,0004 100,0 То же
9 2,0 0,001 100,0 То же
10 2,0 0,040 2,0 Электролит темнокоричневый
11 3,0 0,003 94,0 Электролит желтоватый
12 5,0 0,003 31.0 » коричневый
13 10,0 0,003 5,0 >> »
14 25,0 0,003 7.0 » »
15 33,0 0.003 4,0 » »
16 33,0 0,003 43,0 » желтоватый
17 40,0 0,003 67,0 » »
1 Neumann, «Z. f. Elektrochem.», 12, 569, 1906.
2 <Z. f. Anorgan. Chem.», 55, 321—355, 1907.
Как видно из табл. 11, при концентрации цианида до 1% имеет место незна-
чительный анодный выход тока по металлу и наблюдается сильное выделение
кислорода; при этом электролит остается бесцветным.
При концентрации KCN в пределах 1 — 3% и плотности тока, не превыша-
ющей 0,002—0,003 KjcM2, имеет место 100%-ный выход тока. При дальнейшем
повышении концентрации цианида электролит окрашивается в коричневый цвет.
Считают, что окрашивание раствора вначале непосредственно около анодной
поверхности, а затем и во всей своей массе вызывается образованием парациана.
При постоянной плотности тока и понижающемся содержании цианида
анодный выход тока, как видно из табл. 12, падает.
То же самое наблюдается при повышении анодной плотности тока, но при
постоянном содержании цианида
(табл. 13).
Такая зависимость вполне по-
нятна: чем меньше анодная плот-
ность тока, тем меньше ионов зо-
лота поступает в раствор в единицу
времени и тем интенсивнее эти
ионы могут связываться с диф-
фундирующими ионами циана.
Сложнее обстоит дело с поведе-
нием золота на аноде в более кон-
центрированных цианистых раство-
рах, когда золото становится пас-
сивным. Значения анодного выхо-
очень трудно получить воспроизводимые
Таблица 13
Влияние плотности тока на поведение анода при
постоянном содержании цианида
Таблица 12
Влияние цианида на поведение анода при
постоянной плотности тока
Плотность тока А/см8 Концент- рация KCN °/о Анодный выход тока по золоту °/о Наблюдения
0,001 1,0 100,0
0,001 0,7 10,3
0,001 0,5 4,7 1 Выделение кисло-
0,001 0,1 3,0 | рода
0.001 0,01 0,4
да тока сильно колеблются, и
результаты. Все же можно было
установить, что минимальный вы-
ход тока на аноде при часовом
электролизе и плотности тока в
0,002 A/cjw2 соответствует кон-
центрации цианида в пределах
6,5 — 32,5% или 1—5 нормальной.
При этих условиях выход тока
остается на уровне 5—8%. Следо-
вательно, золото в этом случае на-
ходится в пассивном состоянии.
Электролит окрашивается в ко-
ричневый цвет — вначале около
анода, а затем и во всей массе.
Концент- рация KCN °/о Плотность тока А/см3 Выход тока на аноде °/о Наблюдения
0,5 0,001 4,7
0,5 0,5 0,003 0,006 1,5 1,0 Выделение кисло-
0,5 0,010 0,6 рода
0,5 0,040 0,4
Если вместо 98% KCN («purum») применять препарат высокой чистоты «Ка1-
baum» (или «Merck»), то золото остается активным даже в 25%-ном растворе KCN.
Отсюда можно сделать вывод, что пассивирующим началом являются вредные
примеси, сопутствующие техническим препаратам.
Таблица 14
Влияние различных примесей в цианистом калии на поведение золотого анода
Состав электролита Анодный выход то- ка °/о Цвет электро- лита Анодный потенциал V
15% KCN «Кальбаум» (химич. чистый) 100,0 Бесцветный + 0,61
15% KCN «чистый» («purum») 12,0 Коричневый + 1,31
15% KCN «Кальбаум» + 12% КОН (2N) 100,0 Бесцветный + 0,52
15% KCN «Кальбаум» + 6,3% КОН (1,13 АГ) 15% KCN «Кальбаум» + 8% NaOH (2JV) 100,0 » + 0,50
13,2 Коричневый + 1,25
15% KCN «Кальбаум» + 5% NaOH (1,13 N) 19,4 » + 1.23*
38
Таблица 15
Влияние ионов калия и натрия на анодный процесс в золотых цианистых ваннах
Состав электролита АноДиый выход то- ка °/0 Цвет электро- лита Состав электролита Анодный выход то- ка °/0 Цвет электро- лита
15% KCN + KC1 нор- мальн 99,9 Бесцветный 15% KCN + Na2CO3 нор- мальн 17,3 Коричневый
15% KCN + NaCl нор- мальн 34 Коричневый 10% KCN + K2SO4 нор- мальн 97,8 Бесцветный
15% KCN + CH3COOK нормальн. .... 100 Бесцветный 10% KCN 4- Na2SO4 нор- мальн 9,9 Коричневый
15% KCN + CH3COONa нормальн 15 Коричневый 10% KCN + СНзСООК нормальн 97.8 Бесцветный
15% KCN + CH3COONH4 нормальн. ..... 100 Бесцветный 10% KCN + CHgCOONa нормальн 10,8 Коричневый
15% KCN + K2SO4 нор- мальн 100 » 10% KCN + CH3COONH4 нормальн 101,0 Бесцветный
15% KCN + Na2SO4 нор- мальн 11,9 Коричневый 10% KCN + NaNO3 нор- мальн 17,2 Коричневый
15% KCN + K2CO3 нор- мальн 100 Бесцветный 10% KCN + KNO3 нор- мальн 96,0 Бесцветный
Было установлено, что если к 15%-ному раствору цианистого калия высокой
чистоты прибавить до 30% КОН, до 10%К2СО3идо 10% KCNO, то золото остается
активным. Совершенно- другая картина наблюдается при введении в раствор
цианистого калия иона натрия. В табл. 14 приведены результаты соответству-
ющих опытов.
Эти опыты показывают, что ионы натрия оказывают сильное, вполне отчетли-
вое пассивирующее влияние, которое сказывается не только на уменьшении вы-
хода тока по металлу и на окрашивании электролита в коричневый цвет, но также
и на значительном изменении величины потенциалов.
Специфическое влияние иона натрия еще более наглядно видно из табл. 15,
которая воспроизводит поведение золотых анодов в 15%-ном растворе KCN и
в присутствии нормальных концентраций калиевых и натриевых солей раз-
личных кислот.
Как было установлено авторами данного исследования, причиной пассиви-
рования золотых анодов в присутствии ионов натрия является образование трудно-
растворимой пленки примерного состава: NaAu(CN)2. При прохождении тока
анод начинает растворяться, но как только достигается предел растворимости
соединения, образующегося в результате взаимодействия перешедших в раствор
ионов золота с находящимися в электролите ионами натрия, наступает пассив-
ное состояние. Последнее проявляется настолько резко, что может служить ана-
литическим методом определения Na’ в присутствии больших количеств К’.
4. СОЛЯНОКИСЛЫЕ ЭЛЕКТРОЛИТЫ
Электрохимическое поведение золота в солянокислых растворах было де-
тально изучено Грубе (Grube) и его сотрудниками1. Ими было установлено, что
электролиз солянокислых растворов золота сопровождается значительной поля-
ризацией как на аноде, так и на катоде.
На фиг. 28 и 29 графически показана анодная поляризация при 20 и 50J
в 0,1 mol растворе НАиС14 при различной концентрации соляной кислоты. Зна-
чения потенциалов вычислялись по электродвижущей силе цепи:
Au 10,1 mol HAuCl4,NHCl|KCl насыщ. |NКС1, HgCl | Hg
Анодом служила пластинка из высокопробного золота. Анодное и катодное
пространства были изолированы диафрагмой.
1 Grube und Toshikazu Morita, «Z. Elecktrochem.», 38, 117, 1932.
39
Из фиг. 29 видно, что в 0,1 N солянокислом растворе при анодной плотности
тока Da = 0,02 А/с-м2 поляризация приближается к 200 mV. С увеличением кон-
центрации соляной кисЛоты от 0,1 А до 1 N анодная поляризация снижается
на 50—60 mV; при дальнейшем увеличении концентрации соляной кислоты — от
нормальной до трехнормальной—наблюдается дополнительное снижение поля-
ризации на 40 mV. Последующее же повышение концентрации соляной кислоты
до 5, 8, 10 N дает лишь незначительное уменьшение анодной поляризации.
Как и следовало ожидать, при 50° и одинаковой концентрации соляной
кислоты анодная поляризация
меньше, чем при 20°. Однако в то время, как
в последнем случае
анодная поляризация
непрерывно понижа-
ется с повыше 4ием
концентрации соля-
ной кислоты, при 50°
такое явление наблю-
дается лишь до 5 N
НС1; при дальней-
шем же увеличении
концентрации соля-
ной кислоты анодная
поляризация возрас-
тает (см. пунктирную
кривую на фиг. 29).
Деполяризующее
влияние соляной ки-
слоты вытекает из
Фиг. 28. Анодная поляризация Фиг. 29. Анодная поляри- ТОГО обстоятельства,
золота в 0,1 то! растворе HAuCI, зация золота в 0,1 то! что анодный процесс
при 20°’ раСТприе5о°АиС14 сопровождается вы-
делением кислорода.
1отенциал растворения золота в солянокислом растворе равен примерно + IV,
так что на анодной поверхности обычно разряжаются ионы гидроксила.
С прибавлением соляной кислоты, вследствие увеличения концентрации Н‘,
а следовательно, уменьшения концентрации ОН', потенциал разряда последних
смещается в положительном направлении и тем самым облегчает процесс раство-
рения анода.
То, что при повышенной температуре анодная поляризация повышается,
начиная с определенной концентрации соляной кислоты, Грубе и Морита объяс-
няют следующим образом. Образующиеся на аноде по схеме
Au —>Au“ + 30
(О
ионы трехвалентного золота связываются с ионами хлора в комплексные ани-
оны золото-хЛористо-водородной кислоты по схеме:
Аи-" + 4СГ---->АиС1/. (2)
Если потребление ионов золота согласно реакции (2) будет протекать мед-
леннее, чем образование этих ионов по реакции (1), то концентрация их в анод-
ном слое возрастает и в соответствии с этимповысится анодная поляризация.
Повышение же температуры должно значительно ускорить реакцию (2) в то
время, как скорость реакции (1) лимитируется применяемой плотностью тока.
Катодные процессы при электролизе солянокислых растворов
золота протекают сложнее, чем анодные. Процессы (1) и (2) на катоде протекают
справа налево, и если скорость диссоциации комплексного аниона (2) будет от-
ставать от разряда трехвалентных ионов зоЛота, то концентрация последних
в катодном слое заметно понизится, и катодная поляризация повысится. Каза-
лось бы, что именно это и должно иметь место при повышении концентрации
соляной кислоты в растворе.
40
Однако графическое изображение катодной поляризации для различной кон-
центрации соляной кислоты в 0,1 mol растворе АиС13 и 0,1 mol растворе HAuCU
при 20 и 50° убеждает нас в другом (фиг. 30 и 31). Очевидно, что соляная кислота
при электролизе водных хлоридов золота играет иную роль. В частности, допу-
скается, что соляная кислота парализует действие защитной пленки, образую-
щейся, как первичный продукт электролиза на поверхности катода и служащей
причиной поляризации.
Фиг. 30. Катодная поляризация
золота в 0,1 mol растворе НАиС14
и 0,1 mol растворе АиС13
при 20°.
Фиг. 31. Катодная поляризация
золота в 0,1 mol растворе НАиС14
и 0,1 mol растворе АиС13
при 50°.
Таким образом, деполяризующее влияние соляной кислоты на аноде и на
катоде не может быть объяснено характером образующихся на аноде комплекс-
ных анионов золото-хлористо-водородной кислоты, а теми защитными пленками,
которые образуются на поверхности электродов и которые, вероятно, представ-
ляют собой продукты гидролиза золото-хлористо-водородной кислоты.
Выше уже было указано, что солянокислые ванны не применяются для не-
посредственного золочения. Но при необходимости иметь толстые золотые по-
крытия можно предварительно получить тонкое покрытие в цианистой ванне
и затем продолжить осаждение в солянокислой ванне. Для этой цели можно при-
менить солянокислый раствор, содержащий 16—32 г)л золота и 5% свободной
соляной кислоты.
5. СПОСОБЫ ПРИГОТОВЛЕНИЯ И ЭКСПЛОАТАЦИЯ ЭЛЕКТРОЛИТА
Цианистый электролит можно приготовить, растворяя хлорное или грему-
чее золото в цианистом калии либо путем анодного растворения металлического
золота в цианистом калии с применением диафрагмы. В последнем случае под-
бирают концентрацию цианида и анодную плотность тока в соответствии с изло-
женными выше данными; в качестве католита пользуются концентрированным
раствором цианистого калия; катод берут железный. Необходимо следить за тем,
чтобы края анода не касались стенок диафрагмы.
Приготовление хлорного золота. На практике под хлорным золотом обычно
подразумевают соединение трехвалентного золота (золото-хлористо-водородная
кислота), которому в кристаллическом виде отвечает формула:
НАиС14 • 4Н2О или АиС13 • НС1 • 4Н2О.
Перевод этого соединения в комплексную цианистую соль осуществляется
путем предварительного восстановления трехвалентного золота в одновалент-
ное и последующего растворения последнего в избытке цианида:
AuCl3 + 3KCN = AuCN + (CN)2 + ЗКС1
AuCN+ KCN = К Au (CN)2.
«Хлорное золото» HAuC14 • 4H2O получается путем растворения металличе-
ского золота в царской водке. Для этого мелко изрезанные куски золотой фольги
41
^помещают в фарфоровую чашку, обливают царской водкой (из расчета 10 г со-
ляной кислоты и 3 г азотной кислоты на 1 г металла) и медленно нагревают на
песочной бане. По растворении металла и прекращении Выделения бурых паров,
уменьшают огонь и медленно выпаривают кислоту при постоянном помешивании
до получения густой, темной, маслянистой массы. Заканчивают выпаривание
при появлении в-непосредственной близости от мешалки звездочек, которые
служат признаком начала кристаллизации. Температура выпаривания не должна
превышать 100°, в противном случае образуется труднорастворимая одновалент-
ная соль (AuCl), которую необходимо вторично обрабатывать царской водкой.
Приготовление гремучего золота. Полученное указанным выше способом
хлорное золото растворяют в горячей воде и к полученному раствору прибавляют
пяти-десятикратное количество аммиака при постоянном помешивании. Избы-
ток аммиака удаляется нагреванием и на дно выпадает так называемое гре-
мучее золото. Оно представляет собой сложное соединение, в состав ко-
торого входят золото, азот, водород и кислород. Точный состав его не установлен,
но ориентировочно формулу гремучего золота пишут в виде Au(NH3)3(OH)3.
Полученный осадок после отстаивания в течение нескольких часов отфиль-
тровывают и несколько раз тщательно промывают кипящей водой. Необходимо
•следить за тем, чтобы осадок на фильтре оставался влажным, так как в сухом
виде он может от случайного удара взорваться.
Типичные составы применяемых цианистых электролитов таковы.
Для легкого золочения:
HAuC14 • 4Н2О ............... 0,9 г/л
KCN (100%) ................. 0,6 »
Na2HPO4 • 12Н2О ............30,0 »
Температура 50°; плотность тока Dk =0,1 А/дм2; выход тока 70%.
Для получения более солидных золотых покрытий, которые остаются блестя-
щими даже в толстых слоях, Пфангаузер рекомендует следующий состав-электро-
лита:
Высокопробное золото в виде гремучего ............. 2 г/л
Цианистый калий (100%) ............................ 7 »
Сода кальцинированная............................. 10 »
Напряжение при расстоянии между электродами в 15 см составляет 2,85 V;
£>й = 0,05 А/дм2; температура 15—20°; катодный выход тока — 90%.
Блюм и Хагебум1 приводят следующие данные из практики золочения в США.
{Металлическое золото в виде гремучего или цианистого 2,1 г/л
Цианистый калий ........................................ 15,0 »
Фосфорнокислый натр .................................. 1,0 »
2 (Металлическое золото в виде гремучего или цианистого 4,2 г/л
(Цианистый калий ........................................ 15,0 »
Эти ванны работают при температуре в 60—80° и плотности тока 0,1—0,5 А/дм2.
Меньшей концентрации золота и более низкой температуре соответствует
более низкая плотность тока, и наоборот.
Так как катодный выход тока в золотых ваннах меньше 100%, то нет нужды
принимать меры к тому, чтобы аноды растворялись количественно. Вообще, кон-
центрация золота в электролите имеет тенденцию к повышению. Поэтому часть
золотых анодов заменяют нерастворимыми. Идеально нерастворимыми анодами
являются платиновые, но они чрезвычайно дороги. Угольные аноды загрязняют
электролит, поэтому рекомендуется помещать их в шелковые чехлы, которые
задерживают осыпающуюся с поверхности анодов угольную пыль. Ряд авторов
предложил изготовлять нерастворимые аноды из нержавеющей стали или крем-
нистого чугуна (duriron).
Завешиваются золотые аноды при помощи крючков из платиновой проволоки;
для обеспечения хорошего контакта крючки плотно привертываются к анодам.
Железистосинеродистые ванны. Несмотря наточтов практике золочения наи-
более распространены цианистые ванны, они все же не лишены многих недостат-
1 Principles of Electroplating and Electroforming, 1930.
42
ков. Важнейшими из этих недостатков являются ограниченная плотность тока,
а также ядовитость и растворяющее действие цианида на лаки и эмали. С послед-
ним обстоятельством приходится особенно считаться, ибо в ряде случаев оно
исключает возможность использования цианистых ванн для золочения. Второе
место после цианистых ванн при золочении заняли железистосинеродистые ванны.
В любом руководстве по гальваностегии можно встретить различные составы
ванн для золочения, в которых цианистый калий заменен железистосинеродистым.
В большинстве случаев указывается, что эти ванны работают с нерастворимыми
анодами, так как золото в них пассивируется. Кроме того, указывается, что
в этих ваннах допускается невысокая плотность тока. Необходимо учесть также,
что в железистосинеродистых ваннах золото находится лишь частично в однова-
лентной форме, а главным образом — в трехвалентной, и, следовательно, при
одной и той же плотности тока и одинаковом выходе тока скорость осаждения
в них будет втрое меньше, чем в цианистых ваннах.
Павек (Н. Pawec) и Вайнер (R. Weiner)1 провели детальное исследование,
в результате которого они предложили для золочения железистосинеродистую
ванну, позволяющую применять высокую плотность тока при сравнительно
хорошем анодном и катодном выходе тока.
Изучение анодного процесса методом
поляризационных кривых показало, что при
низком содержании в электролите золота и
железистосинеродистого калия происходит
значительная химическая поляризация —
еще до плотности тока в 1 А/дм2.
В более концентрированных по золоту
растворах заметное повышение анодного по-
тенциала наблюдается при плотности тока в
2,35 А/дм2.
При постоянном содержании K4Fe(CN)6
карбонаты оказывают различное влияние на
величину анодной поляризации, в зависи-
мости от содержания золота в растворе; так,
при небольшом количестве золота в растворе
анодная поляризация повышается вместе с
концентрацией соды, при повышенном же со-
держании золота анодная поляризация с
Анодный потенциал Y
Фиг. 32. Анодная поляризация в
золотых ваннах с K4Fe(CN)6.
увеличением концентрации соды
падает.
Если сопоставить ход кривых анодной поляризации в разбавленной и в кон-
центрированной ваннах (фиг. 32), то нетрудно усмотреть, что в первой ванне
анодный потенциал быстро растет (делается положительнее) с увеличением плот-
ности тока и что практически анод ведет себя как нерастворимый, в то время
как в концентрированной ванне анодный потенциал меняется незначительно до
значения плотности тока в 10 А/дм2.
После испытания целого ряда электролитов, Павек и Вайнер остановились
на следующем составе:
K4Fe(CN)6 • ЗН2О.................. 200 г)л
НАиС14 • 4Н2О...................... 50 »
Na2CO3............................. 50 »
Эта ванна работает при 70°. На холоду выпадают кристаллы, которые вновь
растворяются при нагревании. В качестве анодного материала рекомендуется
чистое золото с четырехкратной поверхностью сравнительно с покрываемыми
объектами.
Катодная плотность тока 4—ЪА/дм2} для кратковременных процессов элек-
тролиза она может быть еще выше.
Концентрация золота в электролите с течением времени падает, так как
анодный выход тока меньше катодного. Для поддержания концентрации золота
1 «Z. f. Elektrochem.», 36, 12, 1930.
43
в электролите на постоянном уровне необходимо периодически добавлять золото-
содержащую соль.
Последнюю изготовляют следующим образом: в 1 л воды растворяют при
температуре кипения 500 г K.jFe(CN)6 • ЗН2О, затем к раствору добавляют хлор-
ное золото до тех пор, пока не прекратится выпадение берлинской лазури; после
этого добавляют около 40 г кальцинированной соды, в результате чего вся бер-
линская лазурь разлагается с образованием красно-коричневого осадка гидрата
окиси железа. После кратковременного отстаивания в теплом месте, осадок от-
фильтровывают, и полученный раствор охлаждают. При этом выпадает соль,
которая идет для подкрепления электролита. Содержание золота в этой соли
составляет примерно
52—55%.
Табл. 16 характери-
зует работу описанной
выше ванны.
Выход тока рассчи-
тывался на Auni, но,
как видно из таблицы,
частично имеет место
выделение золота из
одновалентного и ча-
стично из трехвалент-
ного состояния.
Точный состав соеди-
нения, в виде которого золото находится в железистосинеродистых ваннах, по-
видимому, не установлен; во всяком случае можно сказать, что в них присут-
ствует сложное комплексное соединение золота, и концентрация ионов золота в.
растворе весьма незначительна. Осадки в этих ваннах получаются весьма плот-
ными и мелкокристаллическими.
По Пфангаузеру можно применять ванну следующего состава:
Таблица 16
Характеристика работы железосинеродистых ванн для
золочения
Сила тока, А 0,48 0,66 0,6 0,6 0,5
Напряжение, V . . . • 1,2 1,3—1,1 1,2 1,2 1,2
Анодный выход тока, % 117 161 160 155 184
Катодный выход тока, % 163 186 188 189 195
Продолжительность,
мин 65 90 70 90 120
K4Fe(CN)e • ЗН2О.......'....... 15 г/л
Na2CO3 ........................ 15 »
HAuC14 • 4Н2О ................... 2,65 »
Эта ванна работает с нерастворимыми анодами и нахолоду допускает
плотность тока в 0,1 А. 1дм2.
6. КОНТАКТНОЕ ЗОЛОЧЕНИЕ
Весьма плотные и равномерные золотые покрытия получаются при золоче-
нии при помощи аппарата, изображенного на фиг. 33.
В этом аппарате источником электрической энергии служит гальванический
элемент, образующийся между цинковым электродом В, погруженным в концен-
трированный раствор поваренной соли, и покрываемым объектом Е, погруженным
в раствор для золочения. Оба раствора разделены пористой диафрагмой С.
Контакт осуществляется при помощи металлического прутка D, на котором
на проволоке подвешен покрываемый объект. Цинковый электрод служит ано-
дом, а покрываемый объект — катодом.
Раствор нагревается до 70°. Следует поддерживать постоянную концентра-
цию металла, часто добавляя небольшие количества золотой соли.
Блюм и Хагебум рекомендуют следующий состав электролита для контакт-
ного золочения:
Au (в виде гремучего золота) ......... 1,2 г/л
Na4Fe(CN)e • ЮН2О................... 15,0 »
Na2HPO4 • 12Н2О ...................... 7,5 »
Na2CO3................................ 4,0 »
Na2SO3................................ 0,15 »
Перед употреблением, раствор в течение 30 мин. кипятят и отфильтровывают.
Хорошие результаты получаются также при значительно меньшем содержании
золота — порядка 0,5 г/л.
44
По Пфангаузеру хорошие результаты при контактном золочении дает электро-
лит следующего состава:
Na2HPO4 • 12Н2О
Na2SO4 ......
KCN .........
HAuCI4 • 4Н2О
50 г)л
15 »
б »
1,5 »
7. ЗОЛОЧЕНИЕ ПО МЕТОДУ ПОГРУЖЕНИЯ
В данном случае золото вытесняется из раствора
поверхностным слоем металла покрываемых объек-
тов, например медью, цинком и т. д. Покрытия, по-
лучающиеся по данному способу, значительно тонь-
ше покрытий, получаемых по контактному методу.
Так, толщина их едва ли достигает десятитысячных
долей миллиметра.
Процесс практически прекращается, как только
поверхность изделия покроется тончайшим слоем
золота.
Хорошие результаты получаются только в слу-
чае золочения медных или латунных изделий; для
золочения же изделий из железа или никелевого
сплава рекомендуется эти изделия предварительно
Фиг. 33. Схема аппарата для
контактного золочения.
А—сосуд; В—цинковый элект-
род; С пористая диафрагма; D—
проволока для завески покрыва-
емого изделия; Е—покрываемое
изделие; F—раствор поваренной
соли; G—золотой раствор.
подвергать омеднению или латунированию.
Покрытия, получаемые по методу погружения,
отличаются плотностью, что по мнению некоторых
авторов объясняется большим электрохимическим
эквивалентом золота. Если считать, что при золоче-
нии по методу погружения, например латунных из-
делий, в раствор переходит цинк, то вес вытесняемого
золота будет в шесть раз выше веса растворенного цинка, а так как удельный
вес золота примерно втрое больше удельного веса цинка, то объем выделив-
шегося золота будет в два раза превышать объем растворившегося цинка.
По Пфангаузеру при методе вытеснения хорошие результаты дает следующий
электролит:
Na2HPO4 • 12Н2О ................ 6 г!л
NaOH............................ 1 »
KCN .......................... 10 »
Na2SO3 ......................... 3 »
HAuC14 • 4H2O . . ............. 0,6 »
Температура поддерживается около 90°.
8. ПОЛУЧЕНИЕ ЗОЛОТЫХ ПОКРЫТИЙ РАЗЛИЧНЫХ ОТТЕНКОВ
Вводя в растворы для электролитического золочения соли других металлов,
можно широко менять оттенки получаемых покрытий. В этих случаях покрытия
представляют собой сплавы золота с другими металлами (медью, никелем, се-
ребром). Ввиду незначительной общей концентрации металла в растворе и высо-
кой чувствительности процесса к присутствию в электролите посторонних ме-
таллов, последние надо вводить чрезвычайно осторожно.
Само собой разумеется, что для этой цели приемлемы только цианистые ванны,
железосинеродистые же должны быть исключены.
Для получения золотых покрытий красного оттенка в цианистый элек-
тролит для золочения вводят медную цианистую комплексную соль в количестве,
соответствующем 0,1—0,15 г/л металлической меди.
Пфангаузер указывает, что можно получить красивые золотые покрытия
с красным оттенком, если изделия предварительно покрыть медью, а затем—
золотом в ванне, не содержащей меди. Благодаря просвечиванию меди, покрытие
имеет красный оттенок; так как покрытие в то же время представляет собой
45
чистое золото, то оно долго сохраняет красивый внешний вид, не покрываясь
никакими налетами.
Для получения покрытий розового оттенка в ванну, дающую осадки
красного золота, вводят некоторое количество серебряного цианистого комплекса.
Количество последнего устанавливается экспериментальным путем, в зависимости
от тона, который желательно получить. Во всяком случае эту соль надо прибав-
лять осторожно — понемногу.
Зеленые покрытия золота получаются при введении в обычный циани-
стый электролит для золочения достаточного количества серебряной цианистой
комплексной соли. Ванна работает как с платиновыми, так и с золото-сере-
бряными анодами.
Блюм и Хагебум приводят следующий состав электролита для получения
зеленых покрытий:
N г/л
Металлическое золото (в виде AuCl,) ............0,01 2,1
» серебро (в виде AgCl) .................0,001 0,1
Цианистый натр NaCN ............................ 0,6 30,0
Для получения более интенсивного зеленого оттенка в электролит вводят
предварительно растворенное в щелочи небольшое количество мышьяковистого
ангидрида или углекислого свинца.
Подобно тому как красный тон сообщается тонким золотым покрытием, на-
несенным поверх меди, так и серебро сообщает зеленый тон.
На этом основании Пфангаузер рекомендует для получения золотых покры-
тий с зеленым оттенком предварительно покрывать изделие серебром.
9. ПОЛУЧЕНИЕ ЗОЛОТЫХ ПОКРЫТИЙ ПОВЫШЕННОЙ ТВЕРДОСТИ
Золотые покрытия чрезвычайно мягки и легко подвергаются механическому
износу и истиранию. Сопротивление износу в значительной степени возрастает,,
если в электролит ввести некоторое количество никеля в виде цианистой ком-
плексной соли. Содержание никеля в осадке чрезвычайно незначительно (0,17%),
но и этого оказывается достаточно, чтобы не меняя внешнего вида золотого
покрытия, заметно повысить его твердость. Получить осадки с большим содержа-
нием никеля при обычных условиях осаждения не удается; ни изменение состава
электролита, ни увеличение плотности тока до максимально допускаемых пре-
делов, ни повышение температуры никаких улучшений в этом направлении не
Таблица 17 дают. Твердость различных гальванических осадков Лишь в последнее время стал известен метод Винклера (Wink-
Металл ширина черты ler)1, согласно которому содержа- (количество ние никеля в осадке может быть делении) t увеличено до 1,7% и тем самым зна-
Золотые покрытия обычные . . . Серебряная жесть 1000-й пробы . Серебряные покрытия электроли- тические Латунная жесть полунагартован- ная Нейзильберная жесть Никелированная железная жесть Никель электролитический . . . Золото-никелевый сплав(l,7%Ni) 160 чительно повышена твердость по- 120 КрЫТИЙ. Дело в том, что для осаждения 100 никеля из цианистых растворов 80 требуется применять более высо- 80 кую плотность тока, чем для осаж- 65 дения золота, а при длительном 40 применении высокой плотности 40 тока золото начинает осаждаться
- rs пиришкииирсмпии фирме. Винклер применяет особый коммутатор, который через строго определенные
промежутки времени подводит к катоду ток различной силы.
Эффект, который дает присутствие никеля в золотом покрытии, хорошо ил-
люстрируется данными табл. 17.
1 Engelhardt, Die Galvanotechnik, Leipzig, 1933, St 382.
46
10. УДАЛЕНИЕ ЗОЛОТЫХ ПОКРЫТИЙ
Удаление золотых покрытий может быть осуществлено как электролитиче-
ским, так и чисто химическим методом. В первом случае изделия завешиваются
в качестве анодов в 5%-ный раствор цианистого калия. Катодами же могут слу-
жить железные пластины. Золото переходит в раствор в виде цианистой ком-
плексной соли и затем частично осаждается на катодах.
Для удаления золотых покрытий химическим методом Пфангаузер рекомен-
дует следующий состав:
Купоросное масло (свободное от воды).......................... 1000 г
Соляная кислота .................................. 250 »
Смесь этих кислот перед употреблением нагревают в фарфоровой чашке до
60—70°, погружают в последнюю покрытые изделия и одновременно прибавляют
небольшое количество азотной кислоты для образования царской водки. Послед-
няя собственно и является растворителем золота.
Для последующего извлечения золота поступают следующим образом: раствор
переливают в фарфоровую чашку и подвергают выпариванию (при хорошей
вытяжке) до сиропообразной консистенции, затем разбавляют пятикратным коли-
чеством теплой воды и при постоянном помешивании добавляют купоросное
масло, содержащее соляную кислоту, до тех пор, пока не выпадет осадок.
Золото оседает на дно в виде темного порошка. Прозрачную жидкость сли-
вают, а осадок отфильтровывают и промывают водой, подкисленной соляной
кислотой. Далее золотой порошок высушивают и растворяют в царской водке
для приготовления хлорного золота.
11. КОНТРОЛЬ ЗОЛОТЫХ ВАНН
Главными компонентами, подлежащими периодическому определению в ван-
нах для золочения, являются золото и цианид.
Золото чаще определяется методом пробирного анализа. Для этого берут
100 см3 электролита, выпаривают до небольшого объема и смешивают с глетом.
Полученную массу высушивают и далее поступают так, как обычно принято
при пробирном методе определения золота.
Из других способов определения золота в электролите можно привести сле-
дующий: к 50 см3 электролита добавляют избыток соляной кислоты и выпаривают
для разложения комплексной соли. Затем добавляют 50 см3 0,5 N раствора серно-
кислого (закисного) железа.
После нескольких часов стояния золото выпадает в виде порошка, который
отфильтровывают и взвешивают.
Вместо сульфата железа можно к обработанной соляной кислотой пробе элек-
тролита добавить также избыток йодистого калия. Золото восстанавливается
до одновалентного, а выделившийся иод оттитровывается гипосульфитом в при-
сутствии крахмала в качестве индикатора.
Восстановление золота протекает по уравнению
AuCI3 + 3KI = Aul + I2 + ЗКС1.
Титр гипосульфита устанавливается при помощи точной навески золота,
переведенной растворением в царской водке в хлорное золото. Отношение между
гипосульфитом и иодом необходимо часто проверять.
Свободный цианид в золотых ваннах определяется обычным методом титро-
вания азотнокислым серебром.
Платинирование
1. ОБЩИЕ ЗАМЕЧАНИЯ
Внимание практиков уже много лет направлено на изыскание методов по-
лучения платиновых покрытий, обладающих большой химической устойчиво-
стью. Положительное разрешение этого вопроса позволило бы в целом ряде
47
случаев применять вместо платиновых платинированные изделия, что могло бы
сэкономить значительное количество драгоценного металла. Примерами могут
служить электроды, применяемые для электроаналитических целей, некоторые
виды хирургических инструментов, точные измерительные приборы и т. п.
Следует признать, что достигнутые до настоящего времени в этом направле-
нии результаты далеко не блестящи. Платиновые осадки по своему строению не-
сколько напоминают хромовые; их весьма трудно получить беспористыми. Это
обстоятельство исключает возможность применять платинированные изделия
вместо платиновых, если изделия эти соприкасаются с активными химическими
агентами.
Почти все предложенные до сих пор для платинирования электролиты допус-
кают весьма низкую плотность тока при невысоком выходе металла по току,
иными словами, они отличаются низкой производительностью. Аноды в большин-
стве применяемых электролитов нерастворимы, и это осложняет уход за ванной;
приходится периодически вводить платиновые соли, а так как на катоде выде-
ляется только металл (и водород), то в электролите постепенно накаплива-
ются нейтральные соли, которые ухудшают качество осадка.
Все эти обстоятельства, да к тому же еще и высокая стоимость самой платины,
служат препятствием к широкому применению в гальванотехнической практике
процесса платинирования.
2. ПРИМЕНЯЕМЫЕ ЭЛЕКТРОЛИТЫ
В специальной и особенно в патентной литературе можно встретить большое
количество электролитов, предложенных для платинирования. Мы считаем более
целесообразным разобрать эти электролиты по группам. Для этого мы восполь-
зуемся материалами исследования Грубе и Байшера (D. Beischer)1.
Хотя в структурном отношении можно было бы принять во внимание и рас-
творы хлорной платины, однако для гальваностегических целей эти растворы
должны быть исключены, поскольку в них наблюдается контактное вытеснение
металла в момент погружения покрываемых объектов.
Грубе и Байшер разбивают все предложенные до настоящего времени плати-
новые электролиты на следующие основные группы:
1) фосфатные электролиты,
2) электролиты с органическими кислотами,
3) электролиты с платиновыми солями органических и неорганических кислот,
4) новые электролиты.
А. Фосфатные ванны
Фосфатные ванны, разработанные Розелером, являются наиболее старыми
и наиболее часто применяемыми. Обычно эти электролиты приготовляют следую-
щим образом: «хлорную платину» H2PtCl6 • 6Н2О (платино-хлористо-водород-
ная кислота) или хлорплатинат натрия Na2PtCl6 • 6Н2О (5—10 г/л Pt) кипятят
в течение нескольких часов с фосфатами натрия и аммония. На 1 часть фосфата
аммония берут примерно 5 частей фосфата натрия. Без фосфата аммония качество
осадков оказывается значительно хуже.
Фосфат аммония служит для образования в электролите аммиачной комплекс-
ной соли платины.
Если применять только фосфат аммония, то из раствора выпадает хлорпла-
тинат аммония, который не растворяется даже при длительном кипячении. По
этой причине необходимо одновременное присутствие фосфатов аммония и
натрия.
Поляризационные кривые были получены для электролита следующего со-
става:
Платина (в виде хлорплатината) ............... 8 г 1л
Na2HPO4 (0,85 mol]л)......................' 120 »
(NH4)2HPO4 (0,2 mol/л)....................... 26 »
1 G. Grube und D. Beischer, «Z. f. Elektrochem.», Bd. 39, № 1, 1933.
48
Смесь подвергалась кипячению в течение 5 час., после чего получился бледно-
желтый раствор.
На фиг. 34 графически показан ход поляризационных кривых, причем но-
мера кривых соответствуют номерам опытов. Цифровые данные приведены
в табл. 18.
Кривая 1 получена в ванне
указанного выше состава при
температуре в 20°. На катоде
наблюдается заметное выделе-
ние водорода. Кривая 2 полу-
чена при тех же условиях, что
и кривая 7, но в присутствии
1 г буры, которая вводится
для блеска. Кривая 2 практи-
чески сливается с кривой 7.
Кривая 3 соответствует темпе-
ратуре в 75°. В данном случае
водород начинает выделяться
при более благородном потен-
циале. Кривая 4, полученная
при тех же условиях, ЧТО кри- фиг. 34. Поляризационные кривые для фосфатных
вая 7, но при меньшем содержа- платиновых ванн.
нии платины (вместо 8 только
5 г/л), практически с ней сливается.
Поляризационные кривые по своему характеру напоминают таковые для
металлов группы железа — при осаждении их из растворов простых солей или
из раствора комплексных солей. Уже при низких плотностях тока начинается
выделение водорода, причем переход от выделения металла до выделения водо-
Таблица 18
Катодная поляризация в фосфатных ваннах
рода протекает без
области пограничного
тока.
Плотность тока А/см2 Опыт 1 Eh V Опыт 2 Eh V Опыт 3 Яц V Опыт 4 Eh V В электролите ука- занного выше состава выход тока по металлу (считая на PtIV) при
+ 0,688 + 0,402 Dk — 0,41дм2 и t = 20°
0,000 0,001 + 0,717 + 0,400 + 0,647 + 0,401 + 0,600 + 0,391 составил 51,4%; при
0,002 + 0,284 + 0,281 + 0,285 + 0,282 плотности тока в 1 А/дм2
0,003 + 0,179 + 0,174 + 0,175 + 0,160 выход тока падает до
0,004 + 0,097 + 0,090 + 0,111 + 0,071 23,7%.
0,005 0,007 0,009 + 0,029 — 0,032 - 0,035 + 0,024 — 0,039 — 0,043 + 0,076 + 0,045 + 0,024 + 0,001 — 0,024 — 0,024 Осадки, полученные из фосфатных ванн, по
0,010 — 0,040 — 0,045 + 0,021 — 0,025 своему качеству лучше,
0,012 — 0,061 — 0,059 + 0,008 — чем осадки из других ванн. Повышая темпе-
ратуру, можно полу-
чать хорошие осадки и приЛд. = 1 А/дм2, однако лучшие осадки получаются
все же при Dk = 0,5 А/дм2 и комнатной температуре.
Блюм и Хагебум приводят следующий состав ванны Розелера, распростра-
ненный в США:
N г/л
Металлическая платина в виде H,PtCl6 .........0,1 5
(NH4)2HPO4 .................................. 1,0 45
Na2HPO4 • 12Н2О.............................. 2,0 240
Каждый из этих трех компонентов отдельно растворяют в воде, после чего
к хлорной платине добавляют фосфорнокислый аммоний. При этом выпадает
желтый осадок хлорплатината аммония (NH4)2PtCle. Последний отфильтровывают
и добавляют к нему раствор фосфата натрия.
В. и. Лайнер—62—4 дп
Полученную смесь кипятят несколько часов — до исчезновения запаха ам-
миака, после чего раствор приобретает бледный лимонно-желтый цвет. Точная
формула получающегося платинового соединения до сих пор не установлена;
можно лишь сказать, что платина находится в растворе в четырехвалентной
форме.
Температуру электролита поддерживают около 70° при плотности тока, не
превосходящей 0,1 А/дм2. При этих условиях, как и вообще при платинировании,
весьма трудно получить толстые осадки; последние в тонких слоях имеют поры
и поэтому не могут надежно защитить основной металл от действия кислот или
паров.
ДлЯ, получения блестящих платиновых покрытий английская компания
«The Bright Platinum Plating Company» разработала следующий состав электро-
лита:
Ptci4............................. 28 г
Na2HPO4 • 12Н,0 ................. 560 »
(NH4),HPO4 .".................... 112 »
NaCl '............................ 28 »
Na.,B4O7 • ЮН2О ................... Ю »
H2O ..............................6—8 л
Все эти компоненты растворяют в теплой воде и кипятят в течение 10 час.,
поддерживая объем постоянным путем добавления воды.
Б. Ванны с органическими кислотами
Эти электролиты получаются путем растворения хлорной платины (1,8 г/л
платины) в водных растворах солей щелочных металлов органических кислот.
Электроосаждение происходит из нейтральных или щелочных растворов. Обычно
работа ведется при комнатной температуре, так как при повышенной темпера-
туре (особенно в щелочных растворах) платиновая соль восстанавливается до
металла.
Подробно была исследована лимоннокислая ванна. При этом 1,7 г хлор-
цлатината аммония (NH4)2PtCl6, соответствующие 7,8 г/л платины, растворялись
в водном растворе 16 г/100 см3 лимоннокислого натра. В течение короткого вре-
мени раствор доводился до кипения. В этом растворе были проведены измерения, результаты которых собраны Таблица 19 в табл. 19. Катодные потенциалы платины в лимонно- КРИВаЯ \ <СМ’ ФИГ‘ 34> ДЛЯ Т<+ кислой ванне пературы в 20 напоминает кривые,
Плотность тока к! см2 Опыт 5 Eh V Опыт 6 Eh V Опыт 7 Eh V ваннах. В растворах, близких к нейтральным, выделение водорода начинается при потенциале около, 0,4 V. Кривая 6 получена при 75°. Если к электролиту опыта 5 прибавить один моль на литр ед- кого натра, то потенциал выде- ления платины резко смещается в сторону отрицательных значений (см. кривую 7). В этом растворе выделение водорода начинается при самых низких плотностях тока и соответствует потенциалу Eh~ — 0,8 V. на катоде путем разряда двухвалент- 5) при t = 20° и Dk = 0,4 А/дм2 вы- тока для тех же условий снижается
0,000 0,001 0,002 0,003 0,004 0,005 0,007 0,010 0,012 + 0,555 + 0,168 — 0,062 — 0,043 — 0,120 — 0,203 — 0,300 — 0,365 — 0,371 4- 0,420 + 0,200 + 0,099 + 0,019 — 0,060 - 0,141 — 0,240 — 0,294 — 0,300 + 0,150 — 0,594 — 0,715 — 0,741 — 0,746 — 0,750 — 0,750 — 0,758 - 0,760
Платина из этих растворов выделяется ных ионов. В нейтральном растворе (опыт ход тока составляет 74,2%. При 75° выход до 62,5%.
Лангбейн (Langbein), который тщательно исследовал ванну, предложенную
Бетгером (Botger), в свою очередь, рекомендует следующий метод приготовления
50
электролита. 500 г лимонной кислоты растворяют в 2 л воды И нейтрализуют ед-
ким натром; затем в кипящий раствор лимоннокислого натра при, постоян-
ном помешивании вводят хлорплатинат аммония, свежеосажденный из 75 г су-,
хой платино-хлористо-водородной кислоты. Далее эту смесь нагревают до пол-
ного растворения и разбавляют водой до 5 л. В качестве проводящей соли можно
прибавить 4—5 г/л хлористого аммония.
Для приготовления хлорплатината аммония к концентрированному рас-
твору платино-хлористо-водородной кислоты приливают концентрированный вод-
ный аммиак до тех пор, пока от дальнейшего прибавления капли аммиака к от-
фильтрованной пробе не перестанет выделяться желтый осадок.
Эта ванна работает нормально при поддержании надлежащей концентрации
платины путем периодического добавления в электролит хлорплатината аммония.
Осадки, полученные из растворов щелочных солей органических кислот,
уступают по качеству осадкам, полученным из фосфорнокислых ванн.
В. Ванны с платиновыми солями органических и неорганических кислот
Основным недостатком платиновых электролитов, в которых исходной солью
осаждающегося металла служит соль платино-хлористо-водородной кислоты,
является постепенное ухудшение работы ванны. Это ухудшение, как полагают,
является следствием обогащения электролита ионами хлора при периодическом
добавлении хлорплатината. По этой причине было предложено заменить «хлор-
ную платину» окисью платины, которая хорошо растворима в Щелочах и различ-
ных органических и неорганических кислотах.
Гидрат окиси платины приготовляется по Л. Веллеру (L. Wohler)1 следующим
образом: «хлорную платину» смешивают с гидратом окиси калия в отношении
1 : 1 и нагревают смесь до расплавления.
Затем расплав выливают в разбавленную уксусную кислоту. Выпадающие
при этом хлопья несколько раз промывают горячей водой декантацией и осто-
рожно сушат на водяной бане.
Высушенный продукт содержит примерно 65,1% платины и соответствует
формуле H2Pt(OH)6. Соединение это совершенно свободно от ионов калия или
хлора. Однако щавелевокислые или лимоннокислые ванны, приготовленные из
гидрата окиси платины, работают хуже фосфорнокислых, и осадки в них полу-
чаются темные.
Особенные затруднения возникают на аноде, где вначале появляются темные
полосы, а затем мутнеет весь электролит.
В фосфорной кислоте гидрат окиси платины растворяется с трудом: для рас-
творения 1 mol необходимо 10 mol 89%-ной фосфорной кислоты, причем кристал-
лическую соль получить невозможно — образуется сиропообразная масса крас-
ного цвета. Это обстоятельство не дает возможности регенерировать электролит.
Гидрат окиси платины хорошо растворяется в водных растворах бората нат-
рия, аммиака, едкого кали и гидросульфита натрия, но из этих растворов пла-
тина либо вовсе не осаждается, либо осаждается в неудовлетворительной форме.
Пфангаузер хорошо отзывается о работе щавелевокислых ванн (для получе-
ния тонких покрытий), приготовленных из гидроокиси платины. Приготовление
ванны по Пфангаузеру осуществляется следующим образом: 25 г гидроокиси
платины растворяют в концентрированном растворе щавелевой кислоты, и рас-
твор разбавляют до 4 л. В процессе работы периодически добавляют щавелевую
кислоту, а платину прибавляют в виде концентрированного раствора щавелево-
кислой платины.
Температура электролита не должна превышать 65°.
Более толстые покрытия требуют по Пфангаузеру наличия в ванне фосфатов.
Г. Новые электролиты
Кейтель (W. Keitel) и Цшигнер (Zschiegner)2 ввели в употребление новую
интересную ванну. Она готовится растворением cis-динитро-диамминплатины
1 L. Wohler, «Z. f. Elektrochem.», 15, 770, 1909.
2 U, S. А., Патенты № 1779436, 1779457, 1930.
51
(NO2)2Pt(NH3)2 в 5%-ном аммиаке. Это соединение получается при воздействии
водного раствора аммиака на платинонитрит калия K2[Pt(NO2)4]. Последняя
соль получается при смешении водного раствора хлорной платины с азотистокис-
лым калием (десятикратный избыток). При слабом нагревании четырехвалент-
ная платина восстанавливается в двухвалентную, причем этот процесс сопрово-
ждается выделением окиси азота. После прибавления аммиака, спустя некоторое
время выпадает (NO2)2Pt(NH3)2 в виде объемистой кристаллической массы, ко-
торая очищается путем многократной перекристаллизации.
Чистые кристаллы этого соединения получаются в виде бледножелтых игл.
При 200° эта соль взрывает. Содержание металла составляет приблизительно
60,5%.
В воде растворяется при 25° только 0,082 г/л, а при 95°—2,32 г/л. В аммиаке
растворимость сильно возрастает, и содержание металла можно довести до Юг/л.
При действии аммиака, вероятно, образуется легко растворимый в холодной
и горячей воде тетра-амминплатинитрит по следующей схеме:
[(NO2)2 Pt(NH3)2] + 2NH3±;[Pt(NH3)4] (NO2)2.
По данным авторов патента ванна при содержании от 2 до 10 г/л платины в виде
Pt(NH3)4(NO2)2 в 5%-ном растворе аммиака дает хорошие осадки при Dk =0,3—
1А./дм* и при температуре от 18 до 95°. Качество осадков не уступает тем, кото-
рые получаются в фосфорнокислых ваннах. Преимущество же описываемого
электролита заключается в легкости его приготовления. Хлорную платину
смешивают с NaNO2, удаляют окись азота при кратковременном кипячении,
затем добавляют аммиак, и ванна готова к. употреблению.
Регенерация легко осуществляется периодическим добавлением Pt(NH3)2(NO2)2.
Накапливающиеся нитрит-ионы не оказывают вредного влияния, подобно хлор-
ионам; к тому же они постепенно окисляются на аноде в нитраты.
К недостаткам этой ванны следует отнести, во-первых, невозможность не-
посредственного платинирования медных изделий (их необходимо предварительно
посеребрить) и, во-вторых, низкий выход тока (5—10%); остальное падает на
выделение водорода.
Для изменения катодной поляри-
зации Грубе и Байшер приготовили
электролит, содержавший 0,05 mol
cis-диамминплатинитрита в 1,25%-ном
растворе аммиака.
Полученные этими авторами дан-
ные приведены в табл. 20 и графи-
чески изображены на фиг. 35.
Опыт 8 проведен при температуре
в 18°, опыт 9 — при 95°; в опыте 10
концентрация платины снижена на-
половину; кривая 10 практически
сливается с кривой- 9. Кривые 11 и 12
получены для тех же электролитов,
но с добавлением в качестве электро-
проводящей соли NH4NO3. Кривая 11
Фиг. 35. Поляризационные кривые для рас-
творов cis-диамминоплатинитрит.
соответствует температуре в 18°, кри-
вая 12 — температуре в 95°.
Большой интерес представляет поведение платины на катоде при электро-
лизе цианистых растворов платины. При благоприятном разрешении этого во-
проса можно было ожидать осаждения сплава серебро-платина и тем самым соче-
тать высокие оптические свойству серебра с большой химической стойкостью
платины. Однако Вильм (Wilm)1 и Гейровский (Heyrovsky)2 обнаружили, что
из растворов цианистой платины на катоде не осаждаются даже следы металла,
1 Th. W i 1 m, «Вег. Dtsch. Chetn. Ges.», 21, 1434, 1445.
2 N. Demassi 1 u x und Y. Heyrovsky, Chem. Zentralbl., 1, 2399, 1929.
52
Таблица 20
Катодные потенциалы при осаждении платины в растворах Pt(NH3)2(NO2)2
Плотность тока А/см2 Опыт 8 Eh V Опыт 9 Eh V Опыт 10 V Опыт И Eh V Опыт 12 Eh V
0 + 0,233 + 0,278 + 0,250 + 0,131 + 0,182
0,0005 — 0,302 — 0,183 — 0,350 —
0,001 — 0,608 — 0,363 — 0,375 — 0,502 — 0,245
0,002 — 0,740 — 0,470 — 0,480 — 0,602 — 0,357
0,003 — 0,779 — 0,530 — 0,545 — 0,679 — 0,410
0,004 — 0,799 — 0,562 — 0,568 — 0,710 — 0,410
0,005 — 0,815 - 0,587 — 0,591 — 0,730 — 0,413
0,006 — 0,837 — 0,590 — 0,593 — 0,751 — 0,415
0,007 — 0,848 — 0,595 — 0,595 — 0,757 — 0,420
0,008 — 0,857 — 0,595 — 0,595 — 0,762 — 0,425
0,009 — 0,877 — 0,597 — 0,595 —
0,010 — 0,897 — 0,599 — 0,595 — 0,772 — 0,427
а Маншо (W. Manchot)1 показал,что в растворах цианистых платиновых комплек-
сов происходит катодное восстановление двухвалентной платины до одновалент-
ной.
Грубе и Байшер не смогли высадить платины на катоде из цианистых рас-
творов на различных катодных материалах — Pt, Sn, Pb; наблюдалось лишь вы-
деление водорода.
На ртутном катоде, наряду с выделением водорода, происходит восстанови-
тельный процесс, но не выделение металлической платины. Католит приобре-
тает сильные восстановительные свойства, что указывает на появление одно-
валентной платины.
Таким образом, следует констатировать, что в целом среди большого коли-
чества существующих электролитов для платинирования на первом месте должны
находиться фосфатные платиновые ванны. По ряду признаков, как-то: большая
устойчивость электролита, более устойчивые против коррозии покрытия в тон-
ких слоях, большая допускаемая плотность тока и лучшая рассеивающая спо-
собность — предпочтение следует отдать ванне Кейтеля и Цшигнера.
Состав этой ванны следующий:
NH4NO3 ......................... 100 г/л
NaNO2 ........................... 10 »
Pt в виде Pt(NH3)2(NO,), 10 »
NH4OH ............."............. 50 »
Напряжение 4,5 V при Dk = 1,3 А/дм2 и температуре 95°.
Для получения толстых покрытий рекомендуется поддерживать плотность
тока около 0,5 А/дм2.
3. ЭКСПЛОАТАЦИЯ ПЛАТИНОВЫХ ВАНН
Анодами в платиновых ваннах служат полоски из платиновой фольги, ко-
торая практически нерастворима. Для установок значительных размеров фирма
«Гереус» выпускает специальные аноды. В стеклянные трубки впаиваются тон-
кие платиновые проволоки, к нижним концам которых припаиваются тонкие
(0,1 мм) платиновые же полоски длиной в2сми шириной в 1 см; к верхним кон-
цам проволок припаиваются медные проволоки, изолированные от электролита
и служащие для соединения анодов с источником тока (через анодные штанги).
Пользуясь такими анодами, можно получить равномерные покрытия, не за-
далживая большого количества драгоценного металла.
1 W. Manchot, «Вег. Dtsch. Chetn. Ges.», 63, 2775, 1930.
53
Размеры деталей, подвергающихся платинированию, как правило, невелики.
В качестве сосудов для электролита пользуются либо фарфоровыми чашами,
либо железными ванночками, выложенными изнутри кислото- и щелочноупорной
эмалью.
При извлечении платины из отработанного электролита последний подкисляют
соляной кислотой и пропускают в него сероводород. Выпавшую сернистую
платину отфильтровывают, высушивают и прокаливают на воздухе, в резуль-
тате чего она восстанавливается до металла.
Контактное платинирование, подобно контактному золочению, осуществляется
в электролите следующего состава:
н2о............................ 1 л
PtCl4 • 5Н2О.................. 10 г
NaCl ........................ 200 »
Температуру следует поддерживать по возможности высокой.
При измерении электропроводности пользуются платиновыми электродами,
покрытыми Платоновой чернью. Для получения покрытия из платиновой черни
помещают два платиновых электрода в раствор хлорной платины, содержащий
около 30 г/л платины. Чтобы получить лучший оттенок, рекомендуется приба-
вить немного уксуснокислого свинца (примерно 1 г/л). Затем пропускают ток
такой силы, чтобы на катоде интенсивно выделялся водород; направление тока
меняют через каждые три минуты, так что каждый электрод попеременно
служит то анодом, то катодом.
Родирование
1. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ
РОДИЕВЫХ ПОКРЫТИЙ
Родий — металл платиновой группы; температура плавления его 1970°,
удельный вес 12,4. В отличие от платины, родий не поддается действию цар-
ской водки.
Главной особенностью родиевых покрытий являются их высокие оптические
свойства. Родий, осажденный электролитическим путем, значительно светлее
электроосажденной платины или палладия.
По своему коэфициенту отражения (73—75%) родий. находится на втором
месте (после серебра). Преимущества родия заключаются в его высокой стой-
кости к действию сернистых соединений, тогда как серебро чернеет в присутствии
последних.
Электролитически осажденный родий отличается большой твердостью и усту-
пает в этом отношении лишь электроосажденному хрому.
Яркий пример высоких защитных свойств родиевых покрытий приводят Ат-
кинсон (К. Atkinson) и Рэпер (A. Raper)1: серебряный сосуд, покрытый слоем
родия толщиной в 0,0025 мм, не поддался действию кипящей царской водки в те-
чение 30 мин. Родиевое покрытие сохранило свой внешний вид и нисколько не
потеряло в весе.
Родий растворяется в концентрированной серной кислоте, в расплавленном
бисульфите калия и в расплавленной поваренной соли в присутствии хлора.
В азотной и соляной кислотах родий нерастворим.
На фиг. 36 графически показана отражательная способность платины, никеля,
хрома, родия и серебра по отношению к видимым лучам света различной длины
волны.
Как видно из этого графика, серебро при всех длинах волн обладает высокой
отражательной способностью. У никеля и платины отражательная способность
ниже, чем у серебра, и возрастает с увеличением длины волны.
У хрома, наоборот, отражательная способность падает с увеличением длины
волны.
1 «Met. Industry», N.-Y., 1934, Vol. 32, № 4, p. 119.
54
Для родия кривая идет почти параллельно кривой для серебра. Однако вы-
сокая стоимость металлического родия (цена его примерно такая же, как и пла-
тины) ограничивает область его применения.
Безусловное преимущество перед другими металлическими покрытиями при-
надлежит родию в производстве прожекторов, где отражательные свойства по-
верхности играют решающую роль.
В ювелирном деле, судя по литератур-
ным данным, родиевые покрытия все боль-
ше и больше вытесняют серебряные и пла-
тиновые.
Родий образует ряд солей, раствори-
мых в воде (сернокислых, хлористых,
фосфорнокислых, солей органических
кислот и др.).
Детальное исследование различных
родиевых электролитов с точки зрения
качества получающихся покрытий, а также
в отношении изменения величины катод-
ной поляризации и выхода металла по
току было выполнено Г. Грубе и Е. Ке-
стингом (Е. Resting)1.
Растворы хлорородиата натрия Na3RhCl6
(концентрация родия 1—2 г/л) при тем-
пературе в 80° и плотности тока в 0,3—0,5
А/дм2 давали светлые, но хрупкие и, сле-
Фиг. 36. Изменение отражательной
спэсэбности различных металлов
с длиной волны.
довательно, непригодные для гальваностегических целей осадки.
Растворы хлорородиата аммония (NH4) RhCl6, содержащие 7 г/л родия, дают
при 80° и плотности тока в 0,5 А/дм2 осадки, похожие по внешнему виду на
никелевые.
Блестящие осадки были получены в фосфорнокислой ванне, которая приго-
товляется следующим образом. В 1 л воды растворяют 5 г хлористого родия, 10 г
двухзамещенного фосфорнокислого аммония и 10 г хлористого аммония. Рас-
твор кипятится в течение получаса. При этом красный цвет раствора постепенно
переходит в коричнево-желтый.
В растворах цианистых и роданистых комплексных солей родия происходит
только выделение водорода, выделить же на катоде металл не удается.
Грубе и Кестинг испытали также ряд электролитов, приготовленных из ро-
диевых солей органических кислот. Щавелевокислая ванна была приготовлена
путем растворения 5 г хлористого родия и 20 г щавелевокислого родия. Раствор
точно нейтрализовался щавелевой кислотой и подвергался длительному кипя-
чению.
В этом электролите получаются осадки, более темные и твердые, чем в фосфорно-
кислой ванне. При плотности тока в 0,3 А/дм2 и температуре в 80° выход тока
по металлу равен 35%.
Примерно такого же качества осадки получаются в растворе, содержащем
в одном литре 100 г лимонной кислоты, нейтрализованной углекислым аммонием
и 12 г хлорородиата аммония. Выход тока в этой ванне при плотности тока
в 0,3 А/дм2 равен 13%.
Одним из недостатков родиевых ванн является необходимость периодически
добавлять в электролит родиевые соли (металлический родий анодно пассивен);
так как на катоде происходит только выделение металла, то в электролите
накапливаются посторонние ионы, которые вводятся вместе с родием, и качество
осадков постепенно ухудшается.
Наиболее просто вводить родий в виде гидроокиси (понятно лишь в том слу-
чае, если гидроокись родия растворяется в данном электролите). Обычно гидро-
окись родия легче растворяется непосредственно после ее получения.
Грубе и Кестинг рекомендуют приготовлять легкорастворимую гидроокись
родий следующим образом: в 1 л воды растворяют 12—13 г хлорородиата натрия,
1 «Z. f. Elektrochem.», Bd. 39. 1933, S. 948.
55
что соответствует примерно 2 г металлического родия. К нагретому до 80° раст-
вору при интенсивном помешивании приливают по каплям концентрированный
едкий кали — до тех пор, пока красный цвет раствора не перейдет в желтый.
Избйтка щелочи следует избегать, так как гидроокись родия в ней растворяется.
Осадок отсасывают на мелкопористом тигле Гуча и промывают водой до пол-
ного исчезновения хлора. Указанным путем удается получить до 80—90% ро-
дия, содержащегося в растворе в виде гидроокиси; остальной родий находится
в фильтрате.
Свежеосажденная гидроокись родия легко растворяется в щелочах, серной,
соляной, азотной, хлорной, кремнефтористоводородной, борфтористоводород-
ной и щавелевой кислотах, а также — в фосфорной и молочной — лишь при
нагревании. В уксусной, винной и лимонной кислотах гидроокись родия рас-
творяется плохо.
Растворы, получающиеся путем непосредственного растворения гидроокиси
родия в соответствующей кислоте, можно сразу использовать для получения доб-
рокачественных родиевых покрытий. Так, электролиты, получающиеся при рас-
творений гидроокиси родия в фосфорной кислоте, дают прекрасные и плотные
осадки при комнатной температуре и плотности тока в 0,3 А/дм2.
Очень хорошие осадки получаются из электролита, приготовляемого раство-
рением гидроокиси родия в серной кислоте. Качество осадков не меняется при
изменении концентрации родия в пределах от 10 до 1 г/л и серной кислоты — от О
до 30 г[л.
Подобно сернокислой родиевой ванне ведет себя и кремнефтористоводородная.
При комнатной температуре и плотности тока в 0,4 А/дм2 качество осадков
остается высоким в пределах концентрации родия 8—1 г/л и свободной кис-
лоты 8—12 г)л.
Борфтористоводородная ванна мало пригодна для технических целей, вслед-
ствие небольшой растворимости гидроокиси родия в борфтористоводородной
кислоте.
Хорошие осадки получаются при приготовлении электролита путем рас-
творения гидроокиси родия в щавелевой и хлорной кислотах.
Итак, мы видим, что хорошие родиевые покрытия, вполне отвечающие тре-
бованиям, предъявляемым к гальваностегическим осадкам, можно получить в це-
лом ряде электролитов.
Но если более строго подходить к оценке качества родиевых покрытий, полу-
чающихся из различных электролитов, то оказывается, что два из этих электро-
литов — фосфорнокислый и сернокислый — имеют преимущества перед всеми
остальными. В этих электролитах получаются осадки с повышенными оптически-
ми показателями. В производстве прожекторов, например, повышение отра-
жательной способности поверхности уже на 2—3% играет очень большую роль.
Фосфорнокислые ванны имеют некоторое преимущество перед сернокислыми.
Так, в них получаются более светлые осадки, выход тока по металлу в них
более высок, и работают они при комнатной температуре. Другое преимущество
фосфорнокислых ванн заключается в том, что интенсивность окрашивания рас-
твора прямо пропорциональна содержанию в нем родия. Пользуясь этим свойст-
вом, можно довольно точно регулировать концентрацию родия при помощи
колориметрической шкалы.
Сернокислые ванны также имеют свои преимущества: широкий рабочий
интервал и большую электропроводность и поэтому работают при меньшем
напряжении.
Концентрация родия в сернокислых ваннах вдвое меньше, чем в фосфорно-
кислых (1 вместо 2 г/л). На этих двух ваннах мы ниже остановимся несколько-
подробнее. Предварительно же ознакомимся с результатами электрохимических
измерений) выполненных авторами цитированной выше работы — Грубе и
Кестингом.
2. КАТОДНАЯ ПОЛЯРИЗАЦИЯ В РОДИЕВЫХ ЭЛЕКТРОЛИТАХ
Руководствуясь поляризационными кривыми, полученными Грубе и Кестин-
гом при электролизе различных родиевых электролитов (солянокислых, щавелево-
56
Фиг. 37. Поляризационные кривые для растворов
Na3RhCl6.
кислых, фосфорнокислых, кремнефтористых и сульфатных), можно достаточно
точно выбирать для каждого случая оптимальный режим. Во всех исследованных
электролитах выделение металла сопровождается значительной катодной поля-
ризацией, и уже при самых низких плотностях тока достигается потенциал вы-
деления водорода. С этим обстоятельством приходится считаться не только по-
тому, что из-за выделения водорода снижается выход тока по металлу и, следо-
вательно, замедляется процесс покрытия, но также и вследствие того, что в ряде
случаев выделяющийся водород
задерживается в виде пузырь-
ков на катодной поверхности
(наблюдается «pitting»), оста-
вляя на ней следы; вследствие
уменьшения концентрации водо-
родных ионов в катодном слое
поверхность получается мут-
ной, тусклой, а это, в свою оче-
редь, приводит к понижению
коэфициента отражения.
При снятии, поляризацион-
ных кривых в растворах 0,033
mol Na3RhCle воспроизводимые
значения потенциалов удава-
лось получить только в присут-
ствии свободной соляной кисло-
ты. Как видно из фиг. 37, вы-
деление родия сопровождается
сильной катодной поляризацией,
поляризационная кривая состоит
из двух
Фиг. 38. Поляризационные кривые для растворов
Na3RhCIe при температуре в 40° и различной
концентрации соляной кислоты.
При 20° в 0,01 N растворе соляной кислоты
частей, связанных между собою
участком предельного тока. Пер-
вая часть кривой соответствует
выделению металла, вторая
часть —совместному выделению
металла и водорода.
С повышением температуры
поляризация снижается, так
что в 0,01 N солянокислом рас-
творе при 40 и 60° наблюда-
ется исключительно выделение
металла (без водорода) до зна-
чения плотности тока в 1,65
А/дм2.
С повышением содержания
свободной соляной кислоты ка-
тодная поляризация возрастает.
При этом потенциал так сильно
перемещается в сторону отрица-
начинается без перехода через
тельных значений, что выделение водорода
область предельного тока.
На фиг. 38 представлены графически результаты измерения катодных потен-
циалов в 0,03 mol растворе Na3RhCl6 при различной концентрации соляной
кислоты и температуре в 40°. Из этих кривых ясно видно, что при увеличении
концентрации кислоты поляризация возрастает.
В данном случае мы имеем дело с явлением, аналогичным тому, которое на-
блюдается, например, при повышении концентрации свободного цианида в мед-
ных цианистых ваннах. Хлористая соль натрия и родия диссоциирует по следую-
щей схеме:
1. Na3RhCleZ±3Na’ + RhCl6"'
2. RhCle"'^Rh-+ 6С1'.
57
С повышением концентрации соляной кислоты и, следовательно, ионов хлора
в растворе равновесие диссоциации смещается в сторону образования недиссоци-
ированных комплексных ионов. При этом концентрация ионов металла в катод-
ном слое становится меньше и потенциал выделения его — отрицательнее.
Характер поляризационных кривых существенно не меняется, если комплекс*-
ную соль хлористого натрия и родия заменить простым хлористым родием RhCl3
(фиг. 39).
Как известно, в хлористых растворах золота потенциал выделения металла
снижается с повышением концентрации соляной кислоты. Для объяснения этого
соляная кислота способствует
удалению образующейся на
катоде защитной пленки. В
случае электролиза растворов
хлористого родия нет осно-
ваний предполагать образо-
вания аналогичной пленки.
Возрастание поляризации
вследствие влияния соляной
кислоты можно объяснить
тем, что в случае хлоридов
родия мы имеем дело с ком-
плексными ионами, концен-
трация которых становится
тем больше, чем вьцпе концен-
трация в растворе свобод-
ной соляной кислоты.
явления было высказано предположение, что
Фиг. 39. Поляризационные кривые для растворов RhCl3
при температуре в 40° и различной концентрации
соляной кислоты.
Таблица 21
Влияние плотности тока на выход тока
Катодная плотность тока Aj см* Количество осажденного серебра мг Количество осажденного родия мг Выход тока °/о
0,0005 18,35 2,46 42,1
0,0010 15,21 3,24 66,8
0,0015 15;66 4,09 82,0
0,0020 19,18 5,46 89,3
0,0030 18,92 5,27 87,5
0,0050 20,02 6,33 99,2
0,0075 22,76 7,31 100,2
0,0100 23,28 7,49 100,7
0,0150 35,44 11,35 100,3
0,0175 33,54 9,46 90,2
0,0200 41,12 11,68 ' 88,8
очевидно, можно объяснить частичным вос-
Был проведен ряд опытов
с раствором, содержащим
0,033 mol Na3RhCl6 и 0,01 N
НС1 с целью определения
зависимости выхода тока от плотности тока.Опыты проводились при темпера-
туре в 40°, причем анодное и катод-
ное пространства были разделены
диафрагмой. Количество пропу-
щенного электричества составляло
в каждом опыте 20—25 кулонов и
определялось по серебряному ку-
лометру. Взвешивания производи-
лись на микровесах с точностью
до 0,00001 г. Результаты опытов
приведены в табл. 21.
Как видно из приведенной та-
блицы, в данном электролите наи-
больший выход тока (около
100s%). получается при плотности
тока, соответствующей 7,5 — 15
гпА/см2. При дальнейшем повыше-
нии плотности тока начинается
выделение водорода, и выход тока
по металлу падает. Низкий выход
тока при меньших плотностях тока,
становлением трехвалентного родия до двух- и одновалентного.
При осаждении родия из растворов щавелевокислых солей также проис-
ходит значительная катодная поляризация. Для опытов были использованы
0,033 mol растворы — по щавелевокислому родию. Последний приготовлялся
путем растворения родия в щавелевой кислоте,
В противоположность солянокислым растворам, повышение концентрации ща-
велевой кислоты не оказывает влияния на величину катодной поляризации. На
фиг. 40 кривые 1 и 2 получены при содержании щавелевой кислоты в электро-
58
Лите, соответствующем 0,128 mol/л. Измерения,.проведенные при таком же содер-
жании металла и прочих постоянных условиях, но при содержании щавелевой
кислоты в 0,093 и 0,913 mol, дали результаты, практически совпадающие с кри-
выми 1 и 2.
Вследствие значительной ка-
тодной поляризации выделение
водорода начинается уже при
самых незначительных плотно-
стях тока. В табл. 22 приве-
дены результаты изменения вы-
хода тока по металлу для 0,033
mol раствора по щавелевокис-
лому родию и 1,128 mol по щаве-
левой кислоте. Площадь катода Фиг. 40. Поляризационные кривые для родиевых
составляет здесь 3 СМ2, темпе- ванн. 1 и 2 — щавелевокислые ванны; 5 — фос-
ратура равна 20°. форнокислые ванны.
Внешний вид осадков, полученных при плотности тока в 0,0005 и 0,001 А/сл<2’
•серовато-черный; при прокаливании на воздухе они становятся светлыми. При
повышенных плотностях тока получаются безукоризненные осадки.
Особенно сильно смещены вле-
Таблица 22
Влияиие плотности тока на выход тока
в щавелевокислых родиевых ваннах
Катодная плотность тона Dfc А/см3 Количество осажденного серебра мг Количество осажденного родия. мг Выход тока ’/о
0,0005 26,17 3,54 43,1
0,001 26,25 5,30 63,3
0,002 17,83 4,54 80,0
0,003 23,50 5,86 78,2
0,005 29,51 5,00 53,2
Таблица 23
Влияние плотности тока на выход тока
в аммониевофосфорнокислых родиевых ваннах
(Площадь катода 3 см2, температура 50°)
во потенциалы осаждения родия
в растворах аммониево-фосфорно-
кислых солей. Соответствующий
электролит приготовляется следу-
ющим образом: в 1 л воды растворя-
ют 5 г хлористого родия, 100 г
двузамещенного фосфорнокислого
аммония и 10 г хлористого аммо-
ния. При этом красный цвет рас-
твора переходит в желтый.
Реакция этого раствора—слабо
щелочная, в то время как другие
электролиты, содержащие родий,
дают кислую реакцию. Это обсто-
ятельство оказывает свое влияние
на положение поляризационных
кривых.
Равновесный потенциал родия
в аммониево-фосфорнокислом рас-
творе при температуре в 50° ра-
вен приблизительно + 0,4 V; в
других растворах потенциал родия
составляет примерно + 0,7 -ь
+ 0,8 V; катодная поляризация,
как и в других ваннах, равна
0,7—0,8 V, так что выделение ме-
талла происходит при—0,4 V (см.
кривую 5 на фиг. 40).
Катодная плотность тока А/см3 Количество осажденного серебра мг Количество осажденного родия мг Выход тока °/о
0,0005 18,03 2,13 37,0
0,0010 27,58 3,59 40,8
0,0025 30,48 2,29 23,6
0,0050 30,27 1,59 16,5
Плотность тока здесь еще более ограничена, и выход тока меньше, чем в дру-
гих родиевых ваннах (табл. 23).
Весьма значительная катодная поляризация наблюдается также при осажде-
нии родия из перхлоратных растворов. Было установлено, что для растворения
гидроокиси родия можно брать меньше хлорной кислоты, чем это соответствует
формуле Rh (С1О4)3, и что наиболее вероятной для родиевой соли хлорной кис-
лоты является формула Rh(0H)2C104.
На фиг. 41 показаны поляризационные кривые перхлоратных растворов ро-
дия, полученных при различной температуре и различной концентрации свобод-
ной кислоты, концентрация родия — везде 0,033 mol.
59
На фиг. 41 кривые 1, 2, и 3 соответствуют концентрации свободной кислоты
в 0,033 mol. Кривые, построенные на основании опытов, проведенных при боль-
шей концентрации свободной хлорной кислоты (0,066 и 0,466 N) и прочих по-
стоянных условиях, практически совпадают с кривыми 1—3; лишь выделение во-
дорода при большей кислотности
начинается при меньших плот-
ностях тока.
При сильном увеличении кон-
центрации свободной хлорной
кислоты (1,466 N) потенциал
выделения родия становится за-
метно отрицательнее (см. на
фиг. 41 пунктирные кривые 9
и 10).
Для получения доброкаче-
ственных родиевых покрытий с
высоким блеском необходимо
иметь в растворе, помимо 0,033
mol хлорнокислого родия, сво-
бодную кислоту в пределах
0,5—1,5 mol.
кривых, выход тока в перхло-
Таблица 24
Влияние плотности тока на выход тока
в перхлоратных родиевых ваннах
(Концентрация хлористого родия 0,033 moll л-,
концентрация свободной хлорной кислоты — нор-
мальная; площадь катода 3 см2-, температура 20°)
Фиг. 41. Поляризационные кривые для перхлоратных
родиевых электролитов.
Как это следует из хода поляризационных
ратных родиевых ваннах^ значи-
тельно выше, чем в аммониевофос-
форнокислых—при тех же плот-
ностях тока (табл. 24).
Кремнефтористоводородные элек-
тролиты дают примерно такую же
картину, как и другие родиевые
электролиты. Выделение металла
на катоде сопровождается сильной
катодной поляризацией, и повы-
шение концентрации свободной
кислоты не оказывает сильного
влияния на величину катодной по-
ляризации.
Повышенная температура вы-
зывает большее деполяризующее
действие в кремнефтористоводород-
ных, чем в других родиевых элек-
тролитах.
Равновесный потенциал родия в кремнефтористоводородных
Катодная плотность тока Al см* Количество осажденного серебра мг Количество осажденного родия мг Выход тона °/о
0,0005 25,23 1,88 23,4
0,001 18.31 4,49 77,0
0,002 27^51 7,31 83,7
0,003 32,05 8,68 85,0
0,005 30,87 9,03 91,8
0,007 27,63 8,22 93,4
Фиг. 42. Поляризационные кривые для кремне-
фтористоводородных электролитов.
электро-
литах примерно на 0,2 V
благороднее, чем в других
родиевых электролитах. По-
ляризация при 20° составля-
ет 0,96—1,0 V.
Поляризационные кри-
вые кремнефтористоводород-
ных родиевых электролитов
при постоянной концентра-
ции родия (0,033 mol) и пе-
ременной концентрации сво-
бодной кремнефтористоводо-
родной кислоты (0,059 и
0,825N) показаны нафиг. 42.
Соотношение между плот-
ностью тока и выходом тока здесь примерно такое же, как и в других родиевых
60
электролитах: при низких плотностях тока выход очень мал, затем он повы-
шается, достигает максимума, после чего вновь понижается (табл. 25).
В сернокислых растворах родия величина равновесного потенциала почти не
зависит от концентрации свобод-
ной серной КИСЛОТЫ, В ТО время Таблица 25
как катодная поляризация воз-
растает вместе с концентрацией
кислоты.
На фиг. 43 изображены поля-
ризационные кривые для серно-
кислого родиевого электролита
при температуре 20°. Концентра-
ция металла во всех опытах соот-
ветствовала 0,0165 mol; концен-
трация серной кислоты менялась
в следующем порядке:
Концентрация свободной H2SO4
№ опыта (нормальность)
1
2
3
4
5
6
7
0,5
0,2
0,143
0,1
0,066
0,05
0,0416
Влияние плотности тока на выход тока
в кремнефтористоводородных родиевых
электролитах
(Концентрация кремнефтористого родия 0,033 mol;
концентрация свободной кремнефтористоводород-
ной кислоты 0,825 N; площадь катода 3 смг;
температура 20°)
Плотность тока А/см2 Количество осажденного серебра мг Количество осажденного родия мг Выход тока °/о
0 17,53 2,09 35,9
0,001 23,77 5,31 70,2
0,002 24,70 6,66 84,6
0,004 24 40 7,30 94,1
0,006 22,52 - 6,55 91,3
Кривые первых трех опытов (см. фиг. 43) сливаются в одну, иными словами,
концентрация свободной серной ки-
Фиг. 43. Поляризационные кривые для
сернокислых ванн.
слоты, большая чем 0,143 (V, не ока-
зывает заметного влияния на вели-
чину катодной поляризации. Во-
обще же поляризационные кривые
сернокислых растворов принципи-
ально ничем не отличаются от тако-
вых других родиевых электролитов.
Выход тока по металлу в серно-
кислых родиевых электролитах при
t = 20° и Dk= 0,2—0,35 А/дм2 равен
примерно 80—85%.
3. ПРИМЕНЯЕМЫЕ ЭЛЕКТРОЛИТЫ
А. Фосфорнокислые родиевые ванны
Среди большого количества прове-
денных в последние годы исследований по электроосаждению родия мы нигде
не нашли указаний о количественной зависимости между составом электролита
(концентрацией отдельных его компонентов) и режимом, с одной стороны,
и коэфициентом отражательной способности, с другой. Эта зависимость была
довольно подробно изучена в работе, проведенной В. И. Лайнером и Е. В.
Натансон в лабораторных и производственных условиях1.
Наше внимание было сконцентрировано на фосфорнокислых ваннах, так как
в них катодная поляризация выражена более резко, чем в других ваннах. По этой
причине можно было рассчитывать на получение в фосфорнокислых ваннах
осадков с мелкокристаллической структурой и с максимальным коэфициентом
отражения.
Для приготовления электролита следует прежде всего перевести металличе-
ский родий в растворимую соль. Этого можно достигнуть одним из трех следующих
методов:
1 Работа выполнена лабораторией гальваностегии Государственного института цветных
металлов.
61
1) родий сплавляют с тремя частями свинца и с тремя частями висмута;
2) родий сплавляют с кислым сернокислым кадмием;
3) родий в виде металлического порошка смешивают с пятикратным по весу
количеством хлористого калия, смесь помещают в трубчатую печь и нагревают
до 700°; затем в нагретую печь в продолжение 4—5 час. пропускают влажный
хлор. По охлаждении образовавшийся хлорородиат калия растворяют в воде.
Мы останавливались выше на вопросе о способе приготовления гидроокиси
родия в целях корректирования, электролита, причем было указано (по данным
Грубе и Кестинга), что в фосфорнокислых ваннах гидроокись растворяется
при 80° и что, следовательно, фосфорнокислые ванны, работающие нахолоду,
не могут быть регенерированы.
Нами был изменен метод приготовления гидроокиси, в результате чего пос-
ледняя легко растворялась в электролите нахолоду.
Этот метод таков. К нагретому до 30° раствору хлористого родия (2—3 г/л
металлического родия) по каплям прибавляют 30% щелочь при интенсивном пе-
ремешивании. Концом реакции служит момент перехода розовато-желтого цвета
раствора в светложелтый. Осевший гидрат светложелтого цвета отфильтровы-
вают и несколько раз промывают водой.
Родированию были подвергнуты куски серебряной фольги площадью в 4—
5 см2. Эта фольга изготовлялась следующим образом: хорошо отшлифованное
и промытое последовательно щелочью и азотной кислотой стекло поливалось
смесью двух растворов в отношении 20 : 1.
Состав 1-го раствора
Состав 2-го раствора
AgNO3 •............
NaOH ..............
NH4OH (25%)........
Н2О . . . '........
Сахар .............
HNO3 (10%).........
Н2О ................
50 г
50 »
100 см3
8 л
100 г
23 см3
1 л
На стекле получается серебряное зеркало, блестящей стороной обращенное
к стеклу. Последнее с нанесенным серебряным зеркалом погружают в серно-
кислую медную ванну, где и наращивается медь нужной толщины. После этого
все погружают в теплую воду, и вследствие различных коэфициентов термиче-
ского расширения от стекла отстает наращенная медь вместе с серебряным
зеркалом.
Коэфициент отражения электроосажденных металлов может быть более или
менее точно измерен, если поверхность основного металла — катода свободна
от каких-либо пороков (царапин, изъянов ит. д.). Серёбряная фольга, получае-
мая описанным выще способом, вполне подходит для этого; коэфициент отраже-
ния ее, измеренный на приборе Гуревича, равен 86—88%.
Для удержания родия в растворе фосфорно-натриево-родиевой соли необ-
ходимо поддерживать кислотность, соответствующую значению pH = 2,3—2,4.
При несколько меньшей Кислотности (pH = 2,8—3) уже выпадает гидрат ро-
дия или основная фосфорнокислая соль родия.
Однако для получения родиевых осадков с наибольшим коэфициентом отра-
жения этой минимальной кислотности оказывается недостаточно.
В качестве примера ниже приведены результаты, полученные в различных ро-
диевых ваннах при постоянной концентрации металла, но при различной кис-
лотности.
I Rh .......................... 2 г)л
1-й состав ванны 1Н3РО4 ......................... 11,4 »
-- I 0 4 '
(pH =2,3
При плотноститока в 0,15 А/дл«2 в этой ванне получаются блестящие, нотемно-
ватые осадки с коэфициентом отражения, равным 67%, При этой плотности тока
водород не выделяется, и выход тока приближается к 100%.
При 0,20 А/<)л/2 начинается выделение водорода на катоде, выход тока падает
до 72%, и осадки покрываются матовой пленкой — «подгорают».
62
В процессе элекролиза бледножелтый цвет раствора постепенно переходит
в зеленый, платиновые аноды покрываются черным налетом, вероятно окислами
родия.
|Rh..................... 2 г)л
2-й состав ванны (Н3РО4..................25 »
1рН= 1,7
В этой ванне при плотности тока в 0,10; 0,13 и 0,15 А/дм2 получаются осадки
с коэфициентами отражения соответственно 76,8; 75,5 и 70,6%.
I Rh ................... 2 г]л
3-й состав ванны < Н3РО4.................50 »
I pH = 1,35
Выделение водорода в этой ванне наблюдается уже при минимальной плот-
ности тока, и по мере повышения последней количество выделяющегося водорода
возрастает. Выход тока по металлу падает до 20%, но коэфициент отражения не
находится здесь в такой зависимости (падает по мере повышения плотности тока),
как в первых двух ваннах.
Из приведенных примеров становится очевидным, что для получения родие-
вых покрытий с максимальным и мало зависящим от плотности тока коэфициен-
том отражения следует поддерживать кислотность на уровне, соответствующем
значению pH = 1,3.
Если увеличить концентрацию родия в электролите, то осадки получаются
с более высоким коэфициентом отражения при повышенных плотностях тока,
что видно из следующего примера.
I Rh................ 3,74 г)л
Состав ванны {Н3РО4............. 12,7 »
1 pH =2,0
При плотности тока в 0,05 А/дм2 в этой ванне получаются осадки с коэфициен-
том отражения 54%; при 0,15 А/дм2 — соответственно 66% и при 0,25 А/дм2—
72%.
При дальнейшем повышении плотности тока коэфициент отражения осадков
падает.
Однако вследствие большой'стоимости родия, концентрацию его в электро-
лите целесообразнее поддерживать на уровне 2 г/л.
Отработанный (загрязненный) электролит подлежит регенерации. Это до-
стигается следующим образом. В подогретый электролит вводят муравьино-
кислый натр в виде порошка, после чего раствор доводят до кипения; через не-
которое время из раствора выпадает черный осадок; последний обрабатывают
азотной кислотой для растворения меди, серебра и др. Затем осадок восстанавли-
вают током водорода в трубчатой печи при температуре в 700—800°. После вос-
становления родий перемешавают с хлористым калием и над смесью пропускают
хлор, как описано выше.
Таким образом, мы можем рекомендовать следующие условия родирования
в фосфорнокислых ваннах.
Состав электролита:
Rh (в виде K3RhCle).......... 2 г)л
Температура — комнатная; плотность тока 0,15 А/дм2. При этих условиях
получаются осадки с коэфициентом отражения 72—75%.
Б. Сернокислые родиевые ванны
Согласно исследованиям Краусса (F. Krauss) и Умбаха (Н. Umbach)1 родий
образует несколько сернокислых соединений, причем в этом отношении наблю-
дается большая аналогия с хромом.
Сернокислый родий дает два изомера, соответствующие аналогичным сульфа-
там (фиолетовому и зеленому) хрома.
1 <<Z. f. anorgan. Chemie», Bd. 180, 1929, S. 42—56.
63
Желтый сульфат родия соответствует фиолетовому сульфату хрома, а крас-
ный сульфат родия — зеленому сульфату хрома.
Мы уже останавливались на опытах Грубе и Кестинга, которые установили,
что сернокислые ванны отличаются бЬльшой рассеивающей способностью и дают
хорошие по качеству осадки в широких пределах концентрации родия и серной
кислоты.
Финк и Лэмбрес (G. Lambras)1 рекомендуют приготовлять сульфатные ванны
следующим путем: гидрат родия получают осаждением не едким кали, а аммиаком;
полученный осадок растворяют в серной кислоте, затем разбавляют раствор до
концентрации Rh — 4 г/л, прибавляют 3% (NH4)2SO4 и достаточное количество
концентрированной H2SO4 (общее количество 80 г/л); такая ванна дает прекрасные
результаты.
Табл. 26 характеризует работу такой
ванны при 50° и плотности тока в 8 А/дм2',
катод — латунь.
Хорошие осадки получаются и при плот-
ности тока в 0,5 А/дм2, но время осаждения
должно быть здесь значительно увеличено.
Так, при 0,5 А/дм2 вес осадка за 10 мин. со-
ставляет 0,8 мг/см2.
Контроль концентрации родия в фосфор-
нокислой ванне приближенно осуществля-
ется по колориметрической шкале. Точное
содержание родия в любой электролите опре-
деляется электроосаждением. Для этой цели
покрывают сетчатый фишеровский электрод
толстым слоем меди, промывают его спиртом и эфиром и взвешивают воз-
душно сухим. Для электролиза берут 200 он3 электролита с содержанием 50—100
мг родия. При этом безразлично, с какой кислотой связан родий. Раствор под-
кисляют 1 см3 концентрированной серной кислоты и подогревают примерно до 60°.
Электролиз должен производиться при интенсивном перемешивании. Сила
тока поддерживается около 7 А, напряжение составляет 4 V. Раствор обесцве-
чивается через 5 мин., а через 10 мин. достигается полное выделение родия.
Тогда уменьшают силу тока до 0,1 А, раствор охлаждают, и катод последова-
тельно промывают водой, спиртом, эфиром, после чего взвешивают воздушно
сухим.
Таблица 26
Осаждение родия в сернокислых
ваннах
Время осажде- ния, сек. Вес осажденного родия г Вес родия мг/с-и8
5 0,020 0,05
10 0,050 0,13
15 0,070 0,18
25 0,110 0,28
1 «Trans. Amer. Electrochemic. Soc.», Vol. LXIII, p. 181, 1P33.
64
ГЛАВА IV
ГАЛЬВАНИЧЕСКОЕ ПОКРЫТИЕ АЛЮМИНИЯ
И ЕГО СПЛАВОВ
По мере роста производства металлического алюминия и его сплавов, расши-
ряется также и область их применения. Помимо авиационной промышленности,
где алюминий имеет наибольшее распространение, все большее и большее коли-
чество алюминиевых изделий, деталей и конструкций находит применение в авто-
тракторной, электротехнической и других отраслях промышленности. Из алю-
миния изготовляется также много предметов домашнего обихода. В силу всего
сказанного естественно, что весьма актуальным становится вопрос о защите
алюминия и его сплавов от коррозии.
Среди способов обработки поверхности алюминия определенное место зани-
мает также метод нанесения металлических покрытий. Назначение этих покрытий
заключается в том, чтобы, во-первых, защитить алюминий от сильно действую-
щих агентов (например морской воды) и, во-вторых, — придать поверхности
изделия красивый блестящий вид. Возможны также и другие частные случаи.
Гальваническое покрытие алюминия и его сплавов связано с целым рядом за-
труднений. Важнейшие из этих затруднений таковы:
1) наличие на поверхности окисной пленки;
2) выделение водорода на катоде в процессе электролиза;
3) высокое положение алюминия в ряду напряжений;
4) подверженность алюминия действию щелочных и кислых электролитов;
5) наличие на поверхности алюминия трещин и пор, в которых задерживается
электролит.
Совершенно очевидно, что хорошее сцепление между алюминием и металличе-
ским покрытием может быть достигнуто лишь при удалении окисной пленки.
Последняя почти всегда имеется на поверхности алюминия и в значительной сте-
пени защищает его от коррозии, однако эта пленка не всегда устойчива. Так,
в присутствии ионов хлора и щелочей окисная пленка неустойчива; наконец,
она может быть повреждена чисто механически.
Наиболее распространенный метод защиты алюминия и его сплавов от кор-
розии — анодная оксидация — предусматривает искусственное утолщение окис-
ной пленки с 0,2 до 20—50 ц. Одновременно с утолщением пленка становится
более плотной и химически более устойчивой.
Перед гальваническим покрытием, окисную пленку необходимо самым тща-
тельным образом удалить с поверхности катода, и в этом— главная особенность
процесса покрытия алюминия и его сплавов.
Высокое положение, которое занимает освобожденный от окисной пленки
алюминий в ряду напряжений обусловливает ряд производственных требований.
1. Необходимо выработать условия, препятствующие стремлению алюминия
переходить в раствор.
2. Необходимо принять мер^1 к предупреждению контактного вытеснения
металла алюминием из раствора.
3. Следует иметь в виду, что в случае нанесения так называемых катод-
ных покрытий при нарушении сплошности покрытия возможна усилен-
ная коррозия основного металла.
В литературе довольно подробно освещены вопросы гальванического покрытия
алюминия и, в частности, — вопрос о подготовке алюминиевой поверхности
к покрытию.
в. и. Лайнер—62— 5
65
Широко рекомендуется подготовлять алюминиевую поверхность путем об-
дувки ее песком. Повидимому, сцепление при этом улучшается за счет увеличения
площади соприкосновения основного металла и покрытия. Возможно также,
что сама по себе окисная пленка неустойчива на шероховатой поверхности. На
этом вопросе мы ниже остановимся подробнее.
Аторами пескоструйного метода подготовки алюминиевых поверхностей яв-
ляются Дэш (Desch), Венон (Wenon)1, Курно (Cournot), Мари (Магу)2 и Кокс
(Cocks) 3.
Некоторые авторы используют растворимость окиси алюминия в щелочах
и кислотах. На этом основании рекомендуется предварительная протрава при
90—95° в содовом растворе, а затем — травление в смеси азотной и плавиковой
кислот. Автором этого метода является Г. У орк (Harold К. Work)4.
Удаление окисной пленки осуществляется также в кислых растворах солей
тяжелых металлов, например по Веллею (Ballay)5 — в растворе НС1 и FeCl3
при 90—95°, а по Алльмунсбергеру (Allmunsberger)6 — в щелочном растворе
цинката натрия. Уже из этого, далеко не полного перечня видно, насколько раз-
нообразны методы подготовки алюминиевой поверхности для гальванического
покрытия.
Кроме этого, существуют еще электрохимические методы, которые заклю-
чаются в анодной обработке поверхности в соответствующем (чаще хлористом)
растворе или в катодной обработке в щелочном растворе.
В. И. Лайнер и С. И Орлова7, а также Н. Т. Кудрявцев и Ю. Л. Державина8
провели работу по систематизации и сравнительной оценке описанных в лите-
ратуре различных методов подготовки алюминиевой поверхности и процессов
покрытия алюминия. Ниже мы остановимся несколько подробнее на результатах
этих работ.
Обработка алюминиевой поверхности пескоструйным аппаратом дает возмож-
ность получать гальванические осадки, хорошо сцепленные с основным метал-
лом, однако при этом поверхность делается шероховатой, в связи с чем не удается
получить блестящих покрытий, хотя бы и при тщательной полировке. Таким
образом, обдувку песком можно практиковать в тех случаях, когда не требуется
получать декоративных блестящих покрытий, например перед цинкованием.
Перед никелированием же или другим декоративным покрытием обдувка алю-
миниевой поверхности песком не допускается.
Интересно отметить, что алюминий, обдутый песком, может быть подвергнут
покрытию даже после длительного пребывания на воздухе, в то время как после
химических методов подготовки поверхности необходимо держать алюминий
под водой, во избежание его повторного окисления и нарушения сцепления
с гальваническим осадком.
При химических методах удаления окисной пленки в большинстве случаев
также получается разъеденная поверхность, на которой не удается получать бле-
стящих покрытий. Исключением является метод обработки в цинкате натрия.
В результате всестороннего испытания большого количества методов можно-
выделить следующие.
1) АНОДНАЯ ОБРАБОТКА ПОВЕРХНОСТИ
а) Электролитическое обезжиривание (травление) в растворе следующего1
Состава:
NaOH....................80 г/л
NaaCO, .................40 »
KCN .................... 5 »
Температура — комнатная; катодная плотность тока Dk = 3—5 А/Олг2; про-
должительность 1—3 мин.
1 «Korros. u- Metallschutz.», 3 (51), 1925.
2 «Comptes Rendus'T, 183, 789, 1926.
3 «Mat. Industry» (Lnd.), p. 385, 1930.
4 «Met. Industry» (Lnd.), p. 84, 1928.
5 «Journ. Electrochemic:- Science», № 3, 96, 1930.
8 «Chernik. Zeitung», 25, 247, 1932.
’ «Легкие металлы», № 2, 1936.
8 «Вестник электропромышленности», № 8, 1934.
66
б) Промывка в холодной воде.
в) Анодное травление в 3—4%-ном растворе НС1 при комнатной температуре.
Анодная плотность тока Da = 20—30 А/дм2; продолжительность 0,5—1,5 мин.;
катоды —угольные.
г) Промывка в холодной воде с протиркой мягкой щеткой для удаления обра-
зующегося в процессе анодного травления налета.
д) Погружение в гальваническую ванну.
Если поверхность обрабатываемых изделий загрязнена лаком, маслом и дру-
гими подобными веществами, то перед электролитическим обезжириванием—
травлением — следует применить органические растворители вроде бензина,
трихлорэтилена и т. п.
2) ОБРАБОТКА ПОВЕРХНОСТИ В РАСТВОРЕ ХЛОРНОГО ЖЕЛЕЗА
а) Электролитическое обезжиривание — травление в электролите при усло-
виях, указанных в первом варианте.
б) Промывка в холодной воде.
в) Погружение в солянокислый раствор хлорного железа следующего состава;
FeCls................................... 20—25 г]л
НС1 (уд. вес 1,19) ...... 15—20 смя]л
Температура 90—95°; продолжительность 0,5—2 мин.
г) Промывка в холодной воде.
. д) Погружение в гальваническую ванну.
3) ОБРАБОТКА ПОВЕРХНОСТИ В РАСТВОРЕ ЦИНКАТА НАТРИЯ
а) Электролитическое обезжиривание — травление в электролите при усло-
виях, указанных выше.
б) Промывка в холодной воде.
в) Погружение на 1—3 мин. в раствор цинката натрия (уд. вес 1,25—1,4)
при комнатной температуре.
г) Промывка в холодной воде.
д) Погружение в гальваническую ванну.
Цинкатный раствор изготовляется следующим образом: 30%-ный раствор
ZnSO4 • 7Н2О медленно приливают при комнатной температуре и при непре-
рывном помешивании к 40—50%-ному раствору NaOH. На 100 вес. частей
сульфата цинка приходится 90—100 вес. частей NaOH.
В цинкатном растворе происходит вытеснение цинка алюминием, и обрабаты-
ваемый образец покрывается тонким серебристо-белым или серым налетом.
Реакция вытеснения цинка протекает медленно и равномерно по всей поверх-
ности, в результате чего последняя не получается разъеденной. В этом и заклю-
чается преимущество цинкатного метода перед другими способами подготовки
алюминиевой поверхности.
Если в цинкатном растворе алюминиевая поверхность покрывается неравно-
мерным пятнистым налетом, то прибегают к дополнительной обработке по следу-
ющей схеме:
а) погружение на несколько секунд в смесь кислот H2SO4 и HNO3(1 : 1),
б) промывка в холодной воде,
в) вторичное погружение в раствор цинката,
г) промывка в холодной воде,
д) погружение в гальваническую ванну.
4) ОБРАБОТКА ПЕРЕМЕННЫМ ТОКОМ В РАСТВОРЕ ЩАВЕЛЕВОЙ КИСЛОТЫ
С ПОСЛЕДУЮЩИМ ХИМИЧЕСКИМ ТРАВЛЕНИЕМ В ГОРЯЧЕМ РАСТВОРЕ
ЩЕЛОЧНЫХ СОЛЕЙ (КАРБОНАТЫ И БИКАРБОНАТЫ НАТРИЯ)1
а) Условия оксидирования:
Концентрация раствора щавелевой кислоты С2Н2О4 • 2Н2О равна 0,5—0,75 N.
Плотность тока на поверхности алюминия — 25 А/дм2.
1 Этот способ был рекомендован Гинсбергом, но автор в своем сообщении не дал указаний
на состав электролита. Можно было только предполагать, что автор работал с монохлоруксусной
кислотой. Работа Н. Т. Кудрявцева и Ю. Л. Державиной показала, что лучшие результаты
дает щавелевая кислота.
67
Напряжение Е = 60—80 V при расстоянии между электродами в 60 мм.
Продолжительность обработки (оксидирования) — около 1 мин.
б) Для травления после обработки переменным током применялся раствор
следующего состава:
Углекислый натрий Na2CO3. ЮН2О......23 г
Двууглекислый натрий NaHCO3 .......40 >>
Вода 1 л
Температура равна 90—95°. Продолжительность травления 1—2,5 мин.
Перед обработкой переменным током поверхность алюминия должна быть
тщательно очищена от жировых загрязнений. Рекомендуется обезжиривание
сначала органическими растворителями (если на поверхности алюминия имеются
минеральные масла), затем — в 10%-ном растворе едкого натра, насыщенном
поваренной солью. Обезжиривание в щелочном растворе производится при ком-
натной температуре. После обезжиривания (в Щелочи) алюминий ополаски-
вают в 2% растворе соляной кислоты.
После каждой из указанных операций обработки поверхности алюминия не-
обходима тщательная промывка водой.
5) ОБРАБОТКА ПОСТОЯННЫМ ТОКОМ (ОКСИДИРОВАНИЕ) В РАСТВОРЕ
МОНОХЛОРУКСУСНОЙ КИСЛОТЫ НА АНОДЕ С ПОСЛЕДУЮЩИМ ХИМИЧЕСКИМ
ТРАВЛЕНИЕМ В ГОРЯЧЕМ РАСТВОРЕ КАРБОНАТА И БИКАРБОНАТА НАТРИЯ
(Способ Вайнера)
а) Условия анодной обработки:
Концентрация монохлоруксусной кислоты СН2С1СООН — 1 N.
Анодная плотность тока DA 20—25 к/дм?. Напряжение Е = 50—60 V
при расстоянии между электродами в 60 мм. Продолжительность анодной обра-
ботки (по данным Вайнера), в зависимости от желаемой толщины медного (на-
носимого в дальнейшем) покрытия, колеблется в пределах от 10 сек. до 2 мин.
Чем толще предполагаемое медное покрытие, тем выше должна быть продолжи-
тельность анодной обработки.
б) Для травления алюминия после анодной обработки рекомендуется состав,
приведенный выше — в четвертом способе подготовки поверхности.
Продолжительность травления по данным Вайнера в этом случае составляет
10—20 сек.
Прочие условия подготовки поверхности алюминия здесь те же, что и приве-
денные в четвертом способе.
Таблица 27
Влияние метода подготовки поверхности алюминия на ее внешний вид
№ фигур (см. стр. 69) Способ подготовки поверхности алюминия Характеристика поверхности алюминия после обработки (вид под микроскопом)
44 Обработка отсутствует — поверхность чистого алюминия Ровная серая поверхность
45 Обработка в солянокислом растворе хлорного железа при температуре в 90 — 95° в течение 3 мин. (2-й способ) Сильно разрыхленная по- верхность
46 Анодное оксидирование в 1 N растворе монохлор- уксусной кислоты с последующим травлением в го- рячем щелочном растворе (5-й способ). Оксидирование при Da = 25 А/(Ъи2 и E = 55V в течение 2 мин. Травление при t = 90—95° в течение 30 сек- Поверхность частично разъ- едена; оксидная пленка не- заметна
47 Оксидирование переменным током в 0,5 N растворе щавелевой кислоты с последующим травлением в го- рячем щелочном растворе (4-й способ). Оксидиро- вание при Da = 25 А/дм2 и Е = 75 ~ 80 V в течение 0,5 мин. Травление при /= 90 — 95° в течение 1 мин. Ровное, серовато-желтое поле с сотообразной струк- турой
68
Последние два способа (4-й и 5-й) были рекомендованы и применялись перед
омеднением.
Фиг. 44. Поверхность чистого алюминия
до обработки.
Фиг. 45. Поверхность алюминия после
обработки в солянокислом растворе хлор-
ного железа в течение 3 мин. при тем-
пературе в 90—95° (ув. 10).
По данным исследований Н. Т. Кудрявцева и Ю. Л. Державиной1 лучшие
результаты в отношении качества медного покрытия дал четвертый способ под-
готовки поверхности алюминия. После такой обработки поверхность алюминия
под микроскопом имеет вид очень мелкой сотообразной решетки, повидимому,
и обусловливающей хорошее сцепление с покрытием.
Фиг. 46. Поверхность алюминия после анод-
ного оксидирования в 1 N растворе моно-
хлоруксусной кислоты и последующего
травления в горячем щелочном растворе
(ув. 10).
Фиг. 47. Поверхность алюминия после
оксидирования переменным током в 0,5 N
растворе щавелевой кислоты и последую-
щего травления в горячем щелочном
растворе (ув. 10).
Состояние поверхности алюминия после подготовки его различными способами,
применительно к омеднению алюминиевых контактов, достаточно хорошо иллю-
стрируется данными табл. 27 и микрофотографиями, снятыми с непокрытых
алюминиевых пластинок (фиг. 44—47).
193 1 «Вестник электропромышленности, № 8, 1934 и брошюра №11, изд. Цитеин, серия ТПИ,
69
Виды покрытий алюминия
При надлежащей подготовке поверхности можно применять для покрытия
алюминия обычные гальванические ванны. Необходимо, однако, учитывать
большую активность алюминия, освобожденного от окисной пленки, в силу чего
следует, например, в щелочных ваннах поддерживать минимальную концентра-
цию свободной щелочи, а в кислых ваннах избегать компонентов, разрушающе
действующих на алюминий.
Цинк. Цинк может быть осажден на алюминий, подготовленный механиче-
ским или химическим путем как в щелочной, так и в кислой ванне. Цинк защи-
щает алюминий электрохимически, в то время как кадмий защищает электрохи-
мически лишь алюминиевые сплавы типа дюраля.
Удовлетворительные осадки с хорошим сцеплением были получены нами при
комнатной температуре и плотности тока в 1—1,5 А/<Ъи1 2 в ванне состава:
ZnO........... 45 г/л
NaCN.........100 »
На образцах, подготовленных в цинкате натрия, удавалось получать осадки
в 0,02—0,025 мм, в то время как при механической подготовке или при пользо-
вании раствором хлорного железа не удаётся получать осадков толще, чем
в 0,005—0,007 мм, из-за взаимодействия при длительности процесса основного
металла с электролитом. Наблюдается также образование вздутий, которые пред-
ставляют собой скопления выделяющегося водорода, находящегося под неко-
торым давлением.
Г. У орк1 рекомендует получать тонкие покрытия в цианистой цинковой ванне
при плотности тока в 0,5 А/дм2 и затем продолжать осаждение в кислой ванне
при 3 А/дм2.
Состав рекомендуемой цианистой ванны таков:
Zn(CN)2 .................30 г/л
NaCN ................... 30 »
NH4OH (уд. вес 0,9)......30 »
Пептон................... 1 »
или желатин ............. 5 »
Состав, рекомендуемый У орком для кислой ванны:
ZnSO4 • 7Н2О .......... 360 г/л
NH4C1................... 30 »
NaC2H3O2 • ЗН2'О ....... 15 »
Глюкоза.................. 120 »
В. И. Лайнер и С. И. Орлова2 получали хорошие цинковые покрытия, тол-
щиной до 0,03 мм, на алюминиевых образцах, подготовленных различными ме-
тодами, при плотности тока в 1—1,5 А/дм2 и комнатной температуре. Ванны,
в которых получались хорошие осадки, содержали:
1ZnS04 • 7Н2О................. 100 г/л
(NH4)2SO4....................... 50 »
KAI (SO4)2 • 12 Н2О............. 5 »
Гуммиарабик.................... 2,5 »
(ZnSO4 • 7Н20.................. 150 »
2 {NaC2H3O2 • ЗН2О................ 50 »
(Гуммиарабик .................. 2,3 »
Кислотность в обеих ваннах рекомендуется поддерживать в пределах рН =
= 3,5—4,5. У орк производил коррозионные испытания оцинкованных алюми-
ниевых образцов, подвергая их обрызгиванию 20%-ным раствором NaCl.
Результаты испытания определялись по изменению механических свойств
образцов. Образцы были изготовлены из алюминия марки 17 ST (Си — 4,0%,
Mg — 0,5%). Толщина цинковых покрытий составляла 0,025 мм. К концу чет-
вертой недели испытаний оцинкованные образцы сохранили свои механические
свойства, в то время как непокрытые показали значительное ухудшение их.
1 «Trans. Amer. Electrochemic. Soc.», Vol. LX, p. 117, 1931.
2 «Легкие металлы», № 2, 1936.
70
К концу двенадцатой недели оцинкованные образцы также имели несколько
пониженные механические свойства. Это показывает, что к этому времени цинк
в значительной степени успел раствориться и перестал защищать алюминий.
Цинковые покрытия при толщине слоя в 0,008 мм могут служить средством
для пайки алюминия. При меньшей толщине слоя цинк успевает раствориться
в припое до завершения процесса пайки.
Кадмий. Хорошие кадмиевые покрытия могут быть получены в ванне следую-
щего состава:
Cd(CN)2..............45 г)л
KCN .................40 »
КОН .................. 5 »
Катодная плотность тока Dk = 1 А/дм1 2, температура—комнатная. При более
высокой плотности тока наблюдаются усиленное выделение водорода и корро-
зия основного металла, обусловленная включением в поры щелочного электро-
лита.
Лучшее сцепление кадмиевых покрытий достигается на изделиях, подготов-
ленных обдувкой песком и обработанных путем погружения в раствор хлор-
ного железа или цинката натрия.
Сернокислые кадмиевые ванны, как известно, отличаются плохой рассеи-
вающей способностью и крупной структурой получающихся в них осадков.
Все же из подготовленной одним из указанных выше методов поверхности можно
получать плотные, хорошо сцепленные с основным металлом осадки, толщиной
в 0,025-Х),03 мм при выходе тока в 95—98%.
Состав рекомендуемой кислой кадмиевой ванны таков:
CdS04.8/3Но0.................. 100 г/л
(NH4)2SO4 :.................... 65 »
Пептон................... 1,5—2 »
Катодная плотность тока Dk = 0,7 А/дм2, температура — комнатная;
pH = 3—4.
Медь. Медные покрытия не могут иметь широкого применения для защиты
алюминиевых изделий, вследствие большой разности потенциалов между медью
и алюминием.Однако в некоторых частных случаях применение медных покрытий
вполне себя оправдывает, например для пайки алюминиевых проводов или
других изделий.
В частности, большой интерес представляет омеднение алюминиевых контак-
тов. Присутствующая почти всегда на поверхности алюминия окисная пленка
обладает высокими электроизоляционными свойствами, вызывающими большое
переходное электрическое сопротивление при взаимном контактировании отдель-
ных деталей. Омеднение поверхности алюминия в местах контактирования может
служить одним из способов, устраняющих этот недостаток.
В качестве электролитов для омеднения алюминия можно применять как циа-
нистые, так и кислые растворы.
Ряд авторов работ по омеднению алюминия, например Д. Гинсберг (D. М. Gins-
berg) \ Вайнер2 и другие указывают на нецелесообразность покрытия алюминия
медью непосредственно из кислых ванн. Обычно последние рекомендуется
применять только после предварительного нанесения тонкого слоя меди (порядка
1—2 pi) из цианистых медных ванн, содержащих небольшое количество свобод-
ного цианида.
Гинсберг рекомендует следующие условия для омеднения в цианистой ванне.
Состав ванны:
Цианистая медь CuCN.................. 22—23 г
Цианистый натрий NaCN..................... 30 »
Углекислый натрий Na2CO3 .|ЮН2О. ... 15 »
Вода...................................... 1 л
1 Ginsberg, D. М., «Hauszeitschrift der V. A. W. u. d. Ertwerk A. G. fur Aluminium»,
№ 1, 1930.
2 W е i n е г, F. «Z. f. Elektrochem.», Bd. 37, № 7, 1931.
71
Температура 15—20°. Плотность тока на катоде 0,05 А/дм1 2. Продолжитель-
ность электролиза не менее 2 часов.
Вайнер рекомендует ванну, названную им «нормальной» и имеющую следую-
щий состав:
Комплексная цианистая медная соль K3Cu (CN)4 ..............« 40 г
Цианистый калий (свободн.) KCN .............................. 1 »
Углекислый натрий Na2CO3 • ЮН2О ............................ 10 »
Кислый сернистокислый натрий NaHSO3..........................20 »
Сернокислый натрий Na2SO4 • ЮН2О.............................20 »
Вода......................................................... 1 л
Температура — комнатная. Плотность тока 0,3 А/дм2.
Исследования Н. Т. Кудрявцева и Ю. Л. Державиной1 показали, что при
некоторых условиях подготовки поверхности медное покрытие на алюминии,
полученное непосредственно из кислых ванн, по своим качествам не уступает
покрытию из цианистых ванн2. Во всяком случае наружный осмотр омедненных
образцов алюминия, испытания их на коррозию, сцепляемость осадка и переход-
ное электрическое сопротивление дали результаты, говорящие в пользу покры-
тий, полученных непосредственно из кислой медной ванны.
Под покрытием (и в порах покрытия), полученным из цианистых ванн, обна-
руживалось скопление продуктов коррозии. Повидимому, химическое взаимо-
действие алюминия с цианистым электролитом, остающимся в порах и углубле-
ниях его поверхности3 (под покрытием), протекает энергичнее, чем с кислым
электролитом.
Фиг. 48. Поверхность алюминия после
обработки переменным током в растворе
щавелевой кислоты и последующего тра-
вления в щелочи. Омеднение в кислой
медной ванне (ув. 10).
Фиг. 49. То же, что и на фиг. 48, но при
омеднении в цианистой ванне (ув. 10).
Вид медных отложений, полученных из кислой и цианистой ванны после
подготовки поверхности алюминия по четвертому способу, показан на фиг. 48
и 49 (ув. 10). Пояснения к микрофотографиям приведены в табл. 28.
1 «Везтник электропромышленности», № 8, 1934.
2 Образцы для покрытия изготовлялись из неполированного алюминия, содержавшего
следующие примеси: 0,09% Si и 0,24% Fe.
3 Перед покрытием алюминий подвергался специальной обработке (см. выше способ № 4),
после чего он приобретал слегка шероховатую поверхность.
72
В целях сравнительной проверки качества медного покрытия на алюминии
была применена цианистая ванна следующего состава:
Уксуснокислая медь Си (СН3СОО)2.................25,5 г
Цианистый калий KcN.............................38 »
Углекислый натрий Na2CO3 • 10Н2О .............. 10 »
Сернистокислый натрий Na2SO3 • 7Н2О.............35,5 »
Вода ........................................... 1 л
Температура комнатная. Плотность тока—0,3 А} дм2.
Таблица 28
Влияние способа подготовки алюминиевой поверхности на структуру медных покрытий
№ фигур (см. стр.72) Способ ПОДГОТОВКИ поверхности Условия электролитического омеднения Характеристика осадка (вид под микроскопом)
48 Обработка перемен- ным током в растворе щавелевой кислоты с по- следующим травлением в щелочи, как указано в табл. 27 для фиг. 47 Кислая медная ванна. Dk = 1 А/дм2. Продолжи- тельность покрытия 8 мин, (состав ванны см. ниже) Поверхность полностью и равномерно покрыта медью. Структура осадка чрезвычайно мелкая (воспроизводит рельеф поверхности основания)
49 To-же, что и для фиг. 48 Цианистая ванна. Dk= =0,3 А/дм2. Продолжи- тельность покрытия 8мин. (состав ванны см. ниже) Поверхность полностью по- крыта медью; осадок меди очень мелкозернистый, но ме- стами усеян мелкими бугор- ками. Продукты коррозии алю- миния в порах покрытия
Т1о содержанию.меди и свободного цианида эта ванна сходна с ванной Вай-
нера. В сравнении с другими цианистыми ваннами, рекомендуемыми в литера-
туре, она дала лучшие результаты.
Из кислых ванн, проверенных Н. Т. Кудрявцевым и Ю. Л. Державиной,
лучшие результаты дала следующая ванна:
Сернокислая медь CuSO4.................1,5 TV
Серная кислота H2SO4 ...............1,0 »
Температура — комнатная.
Оптимальная плотность тока, при которой получались хорошие осадки
в кислой ванне, Dk = 1 А/дм2. Покрытие медью при большей плотности тока
(Dk = 1,5 — 2 А/дм2) возможно лишь после предварительного омеднения
с меньшей плотностью тока либо после непродолжительного электролиза
в цианистой ванне указанного выше состава (Dk= 0,3 А/дм2).
Что касается выхода по току, то эта величина при осаждении меди на алю-
миний в значительной степени зависит от продолжительности электролиза.
Так, по данным Вайнера в цианистой ванне при электролизе в течение 20 мин.
выход по току составлял в среднем 62%, а в течение 1 часа — 75%; при еще боль-
шей продолжительности процесса выход по току достигал 80%. По данным
Н. Т,. Кудрявцева и Ю. Л. Державиной в кислой ванне указанного выше со-
става выход по току в начале процесса (около 10 мин.) составляет 85—90%,
а при большей продолжительности доходит до 100%.
Повидимому, здесь сказывается различие в величине перенапряжения во-
дорода на алюминии и меди.
Осадки, вполне надежные в смысле прочности приставания к основному ме-
таллу1, получались при толщине слоя до 0,015—0,02 мм. При условии проме-
жуточной механической обработки поверхности покрытия металлическими щет-
ками в перерывах электролиза можно получать более толстые осадки такого же
качества.
1 Не отслаивались на изгибах пластины (изгиб—на 90° в одну сторону и 180° — в
другую).
73
Были произведены коррозионные испытания омедненных алюминиевых об-
разцов в 3%-ном растворе NaCl1 с перемешиванием в течение б суток. Толщина
медного покрытия составляла 0,005, 0,01 и 0,02 мм. Испытание показало, что
образцы алюминия, омедненные в цианистой ванне, независимо от условий под-
готовки поверхности (применялись 2-й, 4-й и 5-й способы) и толщины покрытия,
сильно разрушились. Также нестойким оказалось покрытие в кислой ванне
с предварительной подготовкой в солянокислом растворе хлорного железа. Что же
касается образцов, подготовленных по 4-му и 5-му способам (оксидирование
с последующим травлением) и омедненных в кислой ванне, то покрытия с тол-
щиной слоя в 0,005—0,01 мм заметно разрушились, покрытия же с толщиной
слоя в 0,02 мм оказались стойкими.
Результаты испытания, полученные путем измерения сопротивления кон-
тактов с помощью мостика Томсона и методом снятия напряжения, сведены
в табл. 29.
ТаЯлица 29
Сравнение удельного сопротивления алюминиевых и омедненных контактов
№ образца Вид контакта Способ подготовки алюминия перед омеднением Ванна для омеднения и условия покрытия Удельное сопротивле- ние контакта &[мм Давление кг/мм2
1 Cu-Cu Поверхность очищена напиль- ником — 0,3x1 о-3 5
2 А1-А1 То же — 6,5х10~3 5
3 Cu-Al Обработка в солянокислом растворе FeCl3 Кислая ванна D/C=l А/дм2 1Х10“3 5
4 Cu-Al Оксидирование переменным током в 3%-ном растворе H2SO4c последую- щим травлением в горячей щелочи Кислая ванна Dk=A А/дм2 1,6хЮ“3 5
5 Cu-Al Оксидирование переменным током в растворе щавелевой кислоты с по- следующим травлением в горячей щелочи Кислая ванна Dk=\ А/дм2 0,5х10“3 5
6 Cu-Al Оксидирование постоянным током в растворе монохлоруксусной кис- лоты с последующим травлением в горячей щелочи То же 0,4X10“ 3 5
7 Cu-Al То же, чтр и образец № 5 Цианистая ванна Dk = 0,3 А/дм2 6х10“3 5
Как видно из табл. 29, контакт А1-А1 имеет переходное сопротивление, в 20 раз
большее, чем контакт Cu-Cu. Переходное сопротивление контакта № 7 (омед-
нение в цианистой ванне), более чем в 10 раз превышает сопротивления кон-
такта № 5 (омеднение в кислой ванне).
Образцы алюминия № 3—7 были покрыты медью на толщину слоя равную
0,015 мм.
Никель. При никелировании необходимо принять меры, предупреждающие
вытеснение никеля алюминием. Для этого уменьшают концентрацию ионов ни-
келя в электролите. Это удается в значительной степени путем введения лимон-
нокислого натра, который является комплексообразователем. Кроме того, це-
1 Образцы своею омедненной частью были погружены в раствор NaCl.
74
лесообразно начинать процесс покрытия при повышенной плотности тока (кон-
центрация ионов никеля в катодном слое при этом резко уменьшается), а затем
довести ее до нормальной. Хорошие осадки получаются в ванне следующего
состава: NiS.O4 • 7H2O 100 г/л H3BO3 15 » NaC6H7O7 12 » pH = 3,5—4,5
При толще в 0,015—0,020 мм осадки получаются практически беспористыми.
Путем полировки осадки могут быть доведены до высокого блеска, подобно тому
как это имеет место при никелировании железа и меди.
Если алюминиевые изделия предварительно омеднить, то их можно потом
никелировать в обычных ваннах и при обычных условиях.
А. Ри (Andrew V. Re)1 приводит данные на основании практики никелирова-
ния нескольких сот тысяч алюминиевых деталей.
Вначале изделия обрабатывают на кругах с различными абразивными ма-
териалами. Затем их погружают при температуре в 93° на 1—2 мин. в щелочную
ванну следующего состава:
Na2B4O, • ЮН2О ........... 15 г/л
Na2CO3 . ЮН2О ............... 7,5 »
NaOH .................. 1,9 »
NH4C1 .................. 1,9 »
Мыло из китового жира • • 3,75 »
Затем изделия промывают в холодной воде, набирают на проволоку или под-
вески и погружают на 20 сек. в раствор следующего состава:
H2SO4 (конц.) .......... 1л
НМО3 ..................... 1 »
FeCl3 ................... 15 г
Н2О ......................60 см3
Вначале воду доводят до кипения, в ней растворяется хлорное железо и
к охлажденному раствору добавляют кислоты.
Обработанные таким образом и промытые в воде изделия можно непосред-
ственно никелировать; лучшее сцепление, однако, достигается при предвари-
тельном покрытии тонким слоем латуни.
Состав латунной ванны таков:
NaCN ..................22,5 г/л
CuCN .................. 15 »
Zn('CN)2 .............. 3,75
КОН................... 15 »
Состав применяемой нд установке никелевой ванны:
NiSO4 • 7Н2О....................... 135 г/л
NiSO4(NH4)2SO4 • 6Н2О ............ 22,5 »
NaCl.............................. 15 »
MgSO4 • 7Н„О...................... 7,5 »
Н3ВО3. . . Z...................... 15 »
Обе ванны работают при комнатной температуре.
Декоративное хромирование алюминиевых изделий, предварительно покры-
тых никелем или медью и никелем, осуществляется обычным путем.
Непосредственное хромирование алюминия и его сплавов в целях повыше-
ния сопротивления механическому износу возможно в обычном электролите
(250 г/л СгО3 и 2,5 г/л H2SO4) при плотности тока в 30—50 А/0,и2 и температуре
в 45—55°. При подготовке поверхности по цинкатному методу хромовые покры-
тия получаются блестящими; при применении других, более глубоких методов
травления алюминиевой поверхности, например при анодной обработке в
3% НС1, хромовые осадки получаются матовыми.
1 «Trans. Amer. Electrochemic. Soc.», Vol. LXI, p. 337, 1932.
75
ГЛАВА V
ПОКРЫТИЕ ИЗДЕЛИЙ, ИЗГОТОВЛЕННЫХ
ИЗ ЦИНКОВОГО СПЛАВА
В последние годы изготовляется большое количество изделий (особенно
в автотракторной промышленности) из цинкового сплава методом литья под дав-
лением. В большинстве случаев эти изделия подвергаются металлическим по-
крытиям — очень часто декоративному хромированию. Между тем. условия по-
крытия изделий из цинкового сплава, так же как и алюминиевых, существенным
образом отличаются от условий покрытия железных, стальных, медных и других
изделий.
Отличительной особенностью цинка (цинкового сплава) является его боль-
шая упругость растворения. По этой причине цинк реагирует как с кислыми,
так и со щелочными электролитами и вытесняет тяжелые металлы из растворов
их простых солей. Эта особенность усугубляется еще и тем, что цинковое литье
обычно пористо; в порах и задерживается электролит, который затем реагирует
с основным металлом, и продукты реакции вызывают отслаивание покрытия.
Отслаивание, вообще говоря, очень частое явление, наблюдаемое прй покры-
тии изделий из цинкового сплава, причем оно может проявляться в самой галь-
ванической ванне, в процессе полировки (глянцовки) покрытия или, как было ука-
зано выше, — через более продолжительное время после процесса покрытия.
Чаще при декоративном хромировании изделия из цинкового сплава под-
вергают сначала омеднению, затем никелированию и, наконец, хромированию.
Нередко, однако, ограничиваются только никелированием и хромированием.
И в том и в другом случае составу никелевых ванн и условиям никелирования
должно быть уделено особенно серьезное внимание. Дело в том, что и в случае
предварительного омеднения нет гарантии в получении совершенного покрытия
поверхности изделий; в особенности это относится к сложным по форме или
полым изделиям. Поскольку же это так, то цинк будет в дальнейшем реагиро-
вать с никелевым электролитом (если не принять соответствующих мер), вызывая
на поверхности изделий образование темных пятен, отслаивание и другие
дефекты.
Непосредственное никелирование цинка в общепринятых ваннах связано
с вытеснением никеля цинком их раствора. Этот процесс имеет место также во
время электролиза на тех участках покрываемых изделий, где господствует низ-
кая плотность тока и соответственно низкий потенциал. Различные авторы пред-
лагали различные методы сведения к минимуму процесса контактного вытесне-
ния никеля из раствора. Так, Гаммонд (Hammond)1 предлагал вводить в разбав-
ленные никелевые ванны лимоннокислый натр — в качестве комплексообразо-
вателя, уменьшающего концентрацию ионов никеля в растворе и делающего
отрицательнее его потенциал.
Для той же цели Томсон (Thomson)2 рекомендовал вводить в разбавленные
никелевые ванны в большом количестве (вплоть до насыщения) сульфаты щелоч-
ных металлов. Грэхем (Graham)3 рекомендовал применять отдельную никеле-
вую ванну для получения первого тонкого слоя при высокой плотности тока
и другую ванну для последующего наращивания при нормальных условиях.
1 «Trans. Amer. Electrochemic. Soc.», Vol. XXX, 103, 1916.
3 Ibid. 47, 163, 1925.
3 Ibid. 44, 347, 1923.
76
Никольс (Nichols)1 в результате испытания различных добавочных агентов,
препятствующих или замедляющих процесс вытеснения цинком никеля из рас-
твора его сернокислой соли, пришел к выводу, что наилучший эффект оказывают
щелочные соли молочной кислоты. В их присутствии получаются доброка-
чественные никелевые осадки без желтого оттенка, характерного для лимонно-
кислых ванн.
Оптимальная кислотность по Никольсу соответствует pH = 3,7—4,3. В бо-
лее кислых ваннах чаще получаются пятнистые осадки, в более щелочных —
ослабляется сцепление.
Костелло (Costello)2 считает, что для предупреждения перехода цинка в ни-
келевый электролит необходимо сообщить покрываемым изделиям потенциал,
равный по крайней мере — 0,8 V. Это может быть достигнуто одним из следую-
щих трех методов:
1) повышением плотности тока;
2) образованием комплексных ионов никеля;
3) прибавлением соли с одноименным ионом.
По мнению Костелло второй метод не заслуживает внимания, так как введе-
ние в электролит органических солей затрудняет контроль и эксплоатацию
последнего.
Максимальное количество безводного сернокислого натра, который может
быть введен в никелевую ванну, составляет 210—225 г/л. В холодные ночи,
когда температура электролита падает ниже 20°, часть соли выкристаллизо-
вывается, что вызывает известные осложнения.
Костелло приводит три состава электролита для непосредственного никели-
рования изделий из цинкового сплава, причем каждый из них применяется пред-
почтительно — в зависимости от местных условий, как то: формы и количества
покрываемых изделий, характера оборудования, типа источника электроэнер-
гии и др.
Составы этих электролитов таковы.
1NiSO4 7Н2О .............60 г/л
NH4C1 ....................22,5 »
Na„SO4.................... 90 »
Н3ВОа .................... 15 »
Эта ванна работает при движущихся катодах, комнатной температуре и плот-
ности тока в 1—1,2 К)дм2.
Кислотность поддерживается в пределах pH = 5,8 (колориметрически).
Если на покрываемых изделиях наблюдается пятнистость, то рекомендуется
в начале процесса на несколько секунд дать удвоенный ток.
NiSO4 • 7Н2О ................ 75 г/л
„ Na2SO4.................... 112,5 »
J )NH4C1 .................... 22,5 »
Н3ВО3 ..................... 22,5 »
Температура 21°; pH = 5,8; Dk = 1,5—2 А/Лм2; движущиеся катоды.
|NiSO4-7H2O........... 105—120 г/л
о |Na2SO4............... 112,5—150 »
J 1NH4C1 .................... 22,5 »
1Н2ВО3 ..................... 22,5 »
Температура 32°; pH =5,8; плотность тока — до 3 А/дм2.
Последнюю ванну можно применять также в тех случаях, когда для получения
первого слоя никеля пользуются отдельной ванной с высокой плотностью тока.
Само собой разумеется, что следует особенно внимательно следить за тем,
чтобы детали не висели в ванне без тока и чтобы на дне не оставались случайно
упавшие с подвесок детали.
Надо отметить, однако, что какие бы тщательные меры ни были приняты,
накопление в электролите цинка все же имеет место, и когда количество послед-
него достигнет значительной величины, необходимо подвергнуть электролит очи-
стке. Для этого прибавляют около 2,3 г/л свежеприготовленного основного кар-
1 Доклад на 23-м годичном съезде Америк, о-ва гальваност., Июнь 1935.
2 «Trans. Amer. Electrochemic. Soc.», Vol. 64, 265, 1933.
77
боната никеля и доводят кислотность до значения pH = 6,8 (колориметрически),
а температуру — до 60°.
Изделия из цинкового сплава чаще подвергаются омеднению перед никели-
рованием. В этом случае, вообще говоря, можно применять обычную никелевую
ванну с высокой концентрацией металла, а также повышенную температуру и
высокую плотность тока. Но, как было уже указано, поступать таким образом
можно лишь тогда, когда мы уверены в сплошности медного покрытия, которая,
в свою очередь, зависит от профиля изделия, толщины покрытия и условий его
получения.
Как правило, омеднение производится в цианистых ваннах; в кислых ваннах
происходит вытеснение меди цинком, но в случае получения толстых медных
покрытий иногда бывает экономически выгоднее получать тонкие пятиминутные
слои в цианистой ванне и продолжать наращивание до потребной толщины в кис-
лой ванне.
Необходимо следить за тем, чтобы содержание свободного цианида в ванне
было небольшим. По Костелло оптимальное отношение металлической меди
к свободному цианиду равно пяти. При большем содержании свободного цианида
в ванне осадки получаются со вздутиями, которые приводят к отслаиванию.
Толстые медные покрытия (свыше 0,01 мм) подвергают перед никелированием
полировке. При получении тонких медных покрытий, не превышающих 0,007 мм,
омедненные изделия после тщательной промывки можно сразу переносить в ванны
для никелирования.
Выбор оптимальной толщины медного слоя до некоторой степени связан со
склонностью к образованию сплавов за счет взаимной диффузии меди и цинка.
Влияние этого фактора на качество комбинированных покрытий (Cu-Ni-Cr),
применительно к изделиям из цинкового сплава, было изучено Костелло1.
Состав исследуемого сплава был следующий: 3,8%А1, 0,25%СиО, 0,3% MgO,
остальное цинк.
На образцах, покрытых медью и никелем и подвергнутых затем нагреву при
различной температуре, было установлено, что температура оказывает решающее
влияние на скорость диффузии.
В табл. 30 приведены результаты соответствующих испытаний. Измерения
производились под микроскопом при увеличении в 500 раз.
Таблица 30
Диффузия меди в цинковый сплав
№ образца Толщина медного слоя до нагрева мм Уменьшение толщины медного слоя, мм
после 48 час. нагрева при 105° после нагрева в течение 4 недель при 105° после 48 час- нагрева при 232° после 96 час. нагрева при 232°
1 0,00175 Неизмери- 0,0005 Полная Полная
мые следы диффузия диффузия
2 0,00350 То же 0,00100 То же То же
3 0,00925 То же 0,00250 0,0025 0,00425
4 0,01175 То же 0,00125 0,0030 0,0050
Было замечено, что после 48 час. нагрева при 232° осадок хорошо держался
на образцах № 1 и 2 в то время, как на образцах № 3 и 4 осадки отставали
от основного металла.
Отслаивание осадка наблюдалось также на образце № 2 после 96 час. нагрева
при 232°. Вместе с осадком меди и никеля отслаивался также диффузионный слой
или часть его (фиг. 50).
Диффузионный слой представляет собой хрупкий медноцинковый сплав,
содержащий примерно 33% Си и 67% Zn. Концентрация меди в диффузионном
слое убывает по мере удаления от медного покрытия.
1 «Trans. Amer. Electrochemic. Soc.», Vol. 66, 427, 19, 1934.
78
На фиг. 51 показано поперечное сечение образца, покрытого слоем меди
в 0,014 мм после 96 час. нагрева при 232°. По цвету можно отличить три раз-
личные части диффузионного слоя (общая толщина которого равна 0,004 мм),
соответствующие их различному химическому составу,— серую, желтую и крас-
ную.
Костелло испыты-
вал также покрытые
медью и никелем
образцы из цинкового
сплава при нормаль-
ной температуре в
обычных атмосферных
условиях. После 10
месяцев испытания
нельзя было конста-
тировать наличие диф-
фузионного слоя (фиг.
52), а после 18 меся-
цев последний был
очень незначителен
(фиг. 53). На этом
основании было сделано
заключение, что при
Фиг. 51. Омедненный образец цинкового сплава, подверг-
нутый нагреву при 232° в течение 96 час. В диффузионной
зоне видны красный, желтый и серый слои (ув. 1000).
плотностью или, по крайней мере, наименьшей пористостью на поверхности.
Известно, что пористость вызывает много затруднений при покрытии изделий
из цинкового сплава.
После полировки изделия
обезжиривают в органиче-
ских растворителях, затем
электролитически — в рас-
творе трифосфата натрия или
в другом слабом щелочном
растворе.
Вследствие пористости цин-
кового сплава промывке по-
сле обезжиривания следует
уделять особенно серьезное
внимание. При сравнительно
небольшой пористости можно
ограничиться промывкой в
горячей и холодной воде путем окунания; при большой пористости надо
Фиг. 50. Микрофотография сечения образца цинкового сплава,
покрытого медью и никелем и подвергнутого нагреву при 232°
в течение 96 час. (ув. 500).
последующем толстом слое
ни-
келя нет смысла давать
медные слои толще, чем
0,005 мм. Плохая устойчи-
вость покрытий против
коррозии объясняется не-
достатком никелевого по-
крытия—его пористостью—
или плохой подготовкой
поверхности.
Изделия из цинкового
сплава, как вообще при
декоративных покрытиях,
подвергают полировке на
кругах с различными но-
мерами наждаков. При
этом необходимо снять ми-
нимум металла, так как
литье из цинкового сплава
отличается наибольшей
Фиг. 52. Образец цинкового сплава, покрытый
медью и никелем, после 10 месяцев испытания при
нормальной температуре и в обычных атмосферных
условиях. Диффузия меди в цинковый сплав
незаметна (ув. 500).
79
пользоваться интенсивным душем. После промывки следует декапировка в тече-
ние нескольких секунд. По Костелло одинаково хорошие результаты дают сле-
дующие растворы:
HF ............... 1— 5 объемных %
НС1 ................5—10 »
H2SO4 ................ 5 » »
Гирш (Hirsch)1 приводит данные из практики работы установки по массо-
вому никелированию в барабанах изделий из цинкового сплдва.
Вначале изделия подвергают в течение 5 час. голтовке (dry grinding) в го-
ризонтальных барабанах, делающих 30 об/мин. В барабаны загружают смесь
Фиг. 53. То же, что и на фиг. 52, но после 18 месяцев
испытания. Диффузия меди крайне незначительна
(ув. 500).
кленовых опилок и порошко-
образной пемзи; при этом имею-
щиеся на поверхности изделий
жировые вещества играют роль
смазки.
После очистки в барабанах
следует окончательное обез-
жиривание в слабом щелочном
растворе следующего состава:
NaQCO3 ........... 30 г/л
Na3PO4 ........... 30 »
NaOH ............. 15 »
После промывки в воде из-
делия подвергают омеднению в
барабане при силе тока в 400 А на загрузку и при напряжении в 12 V, что со-
ответствует плотности тока примерно в 0,43 А/<Ъи2,
Состав медного электролита таков:
CuCN ............22,5 г)л
NaCN ............ 34 »
Омедненные изделия подвергают глянцовке в барабане со стальными шари-
ками в течение 20мин., после чего следует никелирование в барабане, при электро-
лите, состава:
NiSO4 • 7Н2О........... 105—210 г/л
NiCl2 • 6Н2О ......... 22,5— 47 »
Н3ВО2 ...................... 15 »
NaBOa • 4Н2О.............. 0,75 »
NH4OH................. 34— 68 »
Аммиак вводится в количестве, соответствующем значениям pH = 7,6—8.
определяемым колориметрически при помощи метилрота в качестве индикатора,
Никелирование продолжается около 1 часа при напряжении в б—12 V и силе
тока в 200—400 А на загрузку.
После никелирования изделия вновь подвергают полировке со стальными
шариками.
На вопросе о хромировании цинкового сплава мы здесь не останавливаемся,
так как эта операция не отличается от аналогичного процесса в случае хромиро-
вания стальных или медных изделий, предварительно подвергнутых никелиро-
ванию.
Во всех этих случаях качество никелевого покрытия — толщина его слоя,
эластичность и другие факторы играют решающую роль.
Что касается непосредственного хромирования изделий из цинкового сплава,
то хотя этот процесс вполне возможен, но он не получил распространения неви-
димому из-за плохой коррозионной устойчивости такого покрытия.
1 «Trans. Amer. Electrochemic. Soc.», Vol. 63, 135, 1933.
8 J
ГЛАВА VI
АЛЮМИНИРОВАНИЕ
Алюминий в отличие от цинка нельзя рассматривать по отношению к железу
как анодное покрытие, несмотря на то, что в ряду напряжений алюминий стоит
выше цинка. Общеизвестна сильная склонность алюминия к пассивированию,
в результате чего, находясь в контакте с железом, он является катодом.
В ряде случаев алюминиерые покрытия могли бы явиться полноценной за-
меной оловянных покрытий, например при производстве жести для изготовле-
ния консервной тары и вообще в пищевой промышленности, при защите медных
проводов от действия серы в процессе вулканизации и т. д.
Алюминиевые покрытия можно до некоторой степени применять и для защиты
основного металла от атмосферной коррозии. Образующаяся при обычных усло-
виях на поверхности алюминия непроницаемая оксидная пленка становится зна-
чительно прочнее и химически более устойчивой при анодной поляризации в со-
ответствующем растворе. Однако до настоящего времени техника использовала
главным образом высокое сопротивление алюминиевых со-
единений действию высоких температур. Процесс полу-
чения таких покрытий, известный под названием калоризации, сводится
к тому, что объекты, предварительно очищенные путем обдувки песком или по-
средством травления, помещают в реторты, содержащие смесь мелкозернистого
металлического алюминия, окиси алюминия и небольшого количества хлори-
стого алюминия. Для покрытия железных и стальных изделий реторты нагревают
до 900—950°, а для медных и латунных — до 700—800°. Продолжительность
обработки регулируется в зависимости от заданной толщины покрытия и мате-
риала изделий.
Такого же рода покрытия можно получить путем нанесения алюминия на по-
верхность металла методом пульверизации и дальнейшего нагрева в целях диф-
фузии вглубь основного металла.
Большое сопротивление алюминиевых покрытий действию высоких температур
объясняют образованием в процессе калоризации тонкой огнеупорной пленки
окиси алюминия, которая образуется вновь по мере износа.
Тьюфольм (С. Н. Tufholm)1 указывает, что при микроскопическом исследова-
нии под этой пленкой обнаруживается зона соединений алюминий-железо, прони-
кающая во вторую зону, представляющую собой твердый раствор алюминий-
железо, а затем следует основной металл.
Метод калоризации применяется для защиты цементационных ящиков, для
цианистых, соляных и свинцовых ванн, различного рода обжиговых печей, су-
шилок, колосников и деталей механических топок; для защиты деталей, подвер-
гающихся действию горячих газов в двигателях внутреннего сгорания, в част-
ности, — в авиационных двигателях. Считается, что срок службы железа при
900—950° в результате калоризации возрастает примерно в 20 раз.
Получение покрытий из металлического алюминия связано со значительными
затруднениями. Получение алюминиевых покрытий методом электролиза водных
растворов следует исключить, ввиду сильно отрицательного значения потенци-
ала алюминия.
Покрытие металлов алюминием по способу горячего погружения также свя-
зано с весьма серьезными затруднениями, которые до сих пор не дали возмож-
ности внедрить этот процесс в промышленность, несмотря на большое количество
1 «Industr. and Engineer. Chem.», Vol. 28, № 18, 1935.
В. И. Лайнер.—62—6
81
имеющихся в этой области патентов и исследований. Прежде всего следует от-
метить высокую температуру плавления алюминия — 658°, в то время как тем-
пература плавления цинка равна 420°, а олова — 232°. Железо при температуре
около 650° нагревается до красного каления и при этом быстро окисляется,
а образующиеся окислы служат препятствием для сцепления алюминиевого
слоя. Не менее серьезным препятствием является окисная пленка, образую-
щаяся на поверхности расплавленного алюминия. Эта пленка имеет высокое
поверхностное натяжение и в момент погружения покрываемых изделий, не раз-
рываясь, опускается на значительную глубину ниже поверхности ванны.
Все эти обстоятельства приводят к образованию неравномерного, пористого*
и плохо сцепленного покрытия.
Начиная с конца прошлого столетия, было проведено много исследований и
заявлен ряд патентов, направленных к устранению тех препятствий, которые
связаны с проведением алюминирования методом погружения. Большого вни-
мания заслуживает патент Финка1.
Фиг. 54. Схема алюминирования стальной проволоки по Финку.
Процесс алюминирования стальной проволоки по Финку схематически по-
казан на фиг. 54. Стальная проволока 1 проходит прежде всего через очиститель 2,
состав которого определяется состоянием поверхности этой проволоки. Затем
очищенная проволока пропускается через резервуар 3 с нагретым до 600° возду-
хом. Далее проволока поступает в резервуар 4, содержащий 7%-ный раствор бор-
ной кислоты. При употреблении раствора борной кислоты или какого-либо иного
борного соединения изделие покрывается глазурью, которая при температуре
выше ее точки плавления позволяет водороду легко проникнуть до стальной
проволоки и замедляет утечку водорода во время прохождения изделия из водо-
родной камеры 5 в алюминиевую 6. В камере 5 происходит так называемая пред-
варительная обработка. Здесь находится водород или иной вос-
становитель. Длина этой камеры и температура внутри нее таковы, что прово-
лока успевает поглотить достаточное количество водорода как для раскисления-,
так и для насыщения поверхности — до достижения алюминиевой ванны. Финк
допускает возможность применения смеси окиси углерода и углекислоты с водо-
родом, что, конечно, выгоднее с экономической точки зрения.
Температура в камере предварительной обработки поддерживается на уровне
900—1000°, причем проволока нагревается примерно до той же температуры.
Из камеры 5 стальная проволока поступает в ванну с расплавленным алюми-
нием 6. При этом введение проволоки в ванну и выход ее из последней происхо-
дит через отверстия, расположенные на противоположных стенках—ниже уровня
расплавленного металла, т. е. под слоем окиси алюминия.
Финк предусматривает также и другие методы предохранения покрываемых
изделий от окисления и от соприкосновения их с имеющейся на поверхности
расплавленного металла пленкой окиси.
Главным и весьма существенным недостатком алюминирования по методу
погружения является образование на границе железо-алюминий хрупкого хи-
мического соединения.
Некоторые исследователи осаждали алюминий электроли-
зом его солей в органических растворителях. Вбол^
шинстве случаев для этого пользовались раствором алюминия в бромистом или
иодистом этиле.
Блью (R. D. Blue) и Матерс (F. С. Mathers)2 получали блестящие, мелко-
1 и. S. A. Pat. № 171386 от 1/ХП — 1934.
2 «Trans. Amer. Electrohemic. Soc.», Vol. 65, 1934.
82
кристаллические алюминиевые осадки в электролите, который приготовлялся
путем растворения металлического алюминия в бромистом этиле и в бензоле,
с использованием бромистого алюминия в качестве катализатора.
Все применяемые реактивы должны быть тщательно обезвожены. Необходимо
принять меры к тому, чтобы электролит не поглотил влаги из окружающего воз-
духа, что особенно имеет место во время перерывов в электролизе.
В табл. 31 показано влияние воды на характер получающихся осадков. Ем-
кость электролита здесь 40 см3.
В результате своих .исследо- таблица з
ваниЙ Блью И Матерс пришли Влияние воды на качество алюминиевых осадков
к следующим выводам. 1. Электролит лучше приго- товлять путем растворения 30 г алюминия (в виде фольги) в 1 Количество воды см3 Характер осадка
Воды нет Блестящий, мелкокристаллический; хорошее сцепление
см3 брома, 450 см3 бромистого этила и 250 см3 бензола.
2. Избыток бензола образует 0,05 Темный; сцепление хорошее
поверхностный слой, который защищает электролит от погло- щения влаги. 0,15 0,25 Темный, губчатый; плохое сцепление Никакого осадка
3. При непрерывной работе ванны не наблюдается ухудшения в течение дли-
тельного промежутка времени.
4. Анодный выход тока держится на уровне 80%, а катодный — в пределах
60—70%. Применять нерастворимые аноды нельзя, так как ванна быстро пор-
тится.
5. Плотность тока рекомендуется поддерживать около 1,9 А/дм1 2, при напря-
жении в 3 V и расстоянии между электродами в 2,5 см.
6. Получаемые осадки дают хорошее сцепление почти со всеми металлами,
за исключением алюминия и магния.
7. Приготовление и эксплоатация электролита не вызывают особых затруд-
нений. Во время перерывов в электролизе следует хранить электролит в тща-
тельно закупоренной посуде.
8. Электролит отличается хорошей рассеивающей способностью (10—25%
по Херингу).
9. Авторы считают, что данная ванна может найти промышленное приме-
нение.
Ряд исследований проведен был также по линии получения алюминиевых
покрытий методом электролиза расплавленных солей. Со-
вершенно очевидно, что в данном случае условия электролиза должны коренным
образом отличаться от тех, которые приняты при электролитическом получении
металлического алюминия из глинозема. Во-первых, температура электролиза
при алюминировании должна быть по возможности ниже, по крайней мере, ниже
температуры плавления основного и осаждаемого металла. Во-вторых, в дан-
ном случае большую роль играет структура кристаллизующегося на твердом
катоде алюминия.
Инициатива постановки вопроса об электролитическом алюминировании
в расплавленных средах принадлежит В. А. Плотникову. Под его руководством
в Институте химии Украинской академии наук (УАН) был проведен ряд
работ, в результате которых была установлена принципиальная возможность
и выяснены некоторые детали получения доброкачественных алюминиевых
покрытий из электролита состава 3 А1С13 . 2NaCl или А1С13 . NaCl1.
В 1934—1935 гг. С. И. Орловой и В. И. Лайнером2 была проведена в Гинцвет-
мете детальная работа в целях установления возможности промышленного исполь-
зования метода электролитического алюминирования в расплавленных солях.
1 «Журнал химической промышленности», № 9, 1931, стр. 829 и «Легкие металлы», Кв 2—3,
1936.
2 .«Легкие металлы», № 12, 1935.
83
В основу исследования были положены данные, сообщенные в литературе
В. А. Плотниковым и его сотрудниками.
Прежде всего пришлось констатировать, что исходный хлористый алюминий
должен быть высокой чистоты и, в частности, свободен от примесей железа.
Правда, металлический алюминий вытесняет железо из расплавленного хлор-
ного железа, но пользоваться этой реакцией (FeCl3 + Al -> А1С13 -f Fe) для очи-
стки электролита практически можно лишь при наличии в хлористом алюми-
нии железа в количестве, не превышающем десятых долей процента.
Электролит с молекулярным отношением А1С13 : NaCl = 1:1 имеет точку
плавления около 130° и отличается незначительной летучестью, но осадки,
получающиеся в этом электролите, имеют крупнокристаллическое строение и уже
при толщине слоя в 0,005 мм начинают превращаться в осыпающуюся губку.
К другим недостаткам этого электролита следует отнести необходимость систе-
матически повышать температуру вследствие постепенного улетучивания А1С13
и изменения состава электролита.
По мере повышения молекулярного отношения А1С13 : NaCl до 3 : 2; 2 : 1,
качество осадков становится лучшим, но и летучесть электролита при этом сильно
возрастает, что затрудняет регулировку процесса и получение воспроизводимых
результатов.
Фиг. 56. Железная проволока, алюминиро-
ванная при Dk = 1—2 А/дм2.
Фиг. 55. Крупные кристаллы алю-
миния, вырастающие поверх мелких.
Плотность тока не должна превышать 0,5 A/Ли2, в противном случае
осадок становится крупнокристаллическим, а на краях и углах растет осыпаю-
щаяся губка.
Полезный выход тока (учитывая только плотный, хорошо дер-
жащийся на катоде осадок) при плотности тока в 0,2—0,5 А/дм2 и продолжитель-
ности электролиза в 1 час равен 70—80%; по мере повышения плотности тока
и увеличения продолжительности электролиза, выход тока падает до 5% и ниже.
Температура электролиза находится в соответствии с соста-
вом электролита и на 30—40° превышает температуру плавления последнего.
Чем больше молекулярное отношение А1С13 : ПаС13,тем ниже температура плав-
ления электролита, но и тем больше становится его летучесть. Трудно установить
какую-либо связь между температурой электролиза и структурой осадка.
Согласно германскому патенту1 благоприятное влияние на структуру осадка
оказывает прибавка в электролит хлористого свинца. Так, введение 0,2% РЬС12
по отношению к А1С13 позволяло получать более толстые осадки (до 0,05 мм)
при полезном выходе тока в 80—85%. Однако благоприятное действие РЬС12
1 DRP № 544382.
84
сказывается недолго: его необходимо вводить через каждый день-два работы
ванны. По мере улетучивания А1С13, благоприятная роль повторной добавки
РЬС12 исчезает.
Самым главным недостатком разбираемого метода с гальваностегической
точки зрения, помимо неустойчивости электролита, является неудовлетвори-
тельная структура получающихся осадков. Причина, повидимому, лежит здесь
в ничтожной катодной поляризации, сопровождающей процесс разряда ионов
алюминия в расплавленных солях его хлоридов [в присутствии NaCl]. На это
указывает то обстоятельство, что структура осадка становится тем крупнее,
чем больше плотность тока и продолжительность электролиза.
На гладких, хорошо отполированных катодах удается получать в тонких слоях
плотные, мелкокристаллические осадки. Но поскольку на катодной поверхности
имеются неровности, то при отсутствии заметной катодной поляризации ток со-
средоточивается преимущественно на выступах, не говоря уже о краях и углах
(фиг. 55 и 56).
Было установлено также, что электролит отличается хорошей рассеивающей
способностью — сильно профилированные изделия покрываются без дополни-
тельных анодов. Весьма вероятно, что такое благоприятное распределение тока
(и металла) объясняется хорошей электропроводностью электролита.
Структура осадков, полученных на медных и латунных изделиях, несравненно
мельче, чем структура осадков на железных и чугунных. Дать какое-либо тео-
ретическое объяснение этому явлению трудно.
Вообще, следует сказать, что вполне своевременно ставить вопрос о промыш-
ленном использовании процесса электролитического алюминирования в расплав-
ленных средах, наряду с продолжением теоретических (лабораторных) исследо-
ваний.
В частности, представляется целесообразным алюминировать проволоку
в конвейерной закрытой ванне, где летучесть электролита может быть сведена
к минимуму.
ГЛАВА VII
ПОКРЫТИЕ СПЛАВАМИ
Введение
В последнее время значительно возрос интерес к гальваностегическому ме-
тоду получения покрытий из двойных и даже тройных сплавов. Об этом свиде-
тельствуют многочисленные исследования и литературные труды, посвященные
вопросу электроосаждения сплавов.
Несмотря на лабораторное разрешение целого ряда процессов электрооса-
ждения сплавов, практическое применение получили пока лишь немногие из них.
Так, довольно широко распространен процесс латунирования; в США промыш-
ленное применение получил процесс электроосаждения сплавов свинец-олово;
часто применяется электроосаждение сплавов золота с другими металлами
в целях сообщения покрытию того или иного тона или для повышения твердости
покрытий.
До настоящего времени имеется значительный разрыв между теоретической
изученностью вопроса и промышленным его разрешением. Причину этого сле-
дует искать в затруднениях, которые возникают при попытке использования
процесса электроосаждения сплавов для гальваностегических целей.
В редких случаях анодный выход тока по металлу совпадает с катодным,
поскольку речь идет о растворимых анодах, представляющих собой сплав, близ-
кий по своему составу к тому, который осаждается на катоде. В результате
такого явления нарушается постоянство состава электролита, что, в свою оче-
редь, приводит к получению неоднородных по химическому составу и механи-
ческим свойствам осадков.
Часто при электроосаждении сплавов применяются растворы комплексных
(цианистых) солей. В этих растворах допускается весьма ограниченная плот-
ность тока; при большой плотности тока начинается интенсивное выделение
водорода, и качество осадков ухудшается.
В связи с перечисленными выше затруднениями разработан другой, так
называемый гальванотермический метод получения поверх-
ностных сплавов. Сущность его заключается в том, что электролитически оса-
ждается последовательно два или большее количество металлов, после чего
в результате термической обработки при определенных условиях происходит
взаимная диффузия между осаждающимися металлами (а иногда между послед-
ними и основным металлом) с образованием сплавов.
Ниже будут разобраны различные случаи получения покрытий из сплавов.
Предварительно же следует вкратце остановиться на общих вопросах, касаю-
щихся совместного осаждения на катоде двух или большего количества металлов.
Для катодного осаждения сплава, содержащего значительное количество
каждого из двух (или трех) находящихся в растворе металлов, необходимо,
чтобы потенциалы равновесия этих металлов были равны или, по крайней мере,
достаточно близки и, кроме того, чтобы были равны потенциалы выделения этих
металлов, т. е.:
RT , рх_ ят f р2_ RT , р3_
Р рх n.2F р2 F р3
АЛ 1 1 Р1 пл . RT « Ро АЛ 1 1
^+—pin—1 =Т]Л12+ —pin—2=tiM3+—pin—3
'‘I ~ Pl "2 Г2 П3 ~ Рз
86
где -rjAJi, т]Л12, г]М3 и т. д. — поляризация при катодном осаждении соответствую-
щего металла.
За небольшим исключением (Pb-Sn), разность между электролитическими
упругостями растворения металлов такова, что в растворах простых солей по-
тенциалы не могут быть практически уравнены за счет изменения концентрации
солей этих металлов. Поэтому прибегают к комплексообразователям, которые
в различной степени влияют на степень диссоциации образующихся комплекс-
ных ионов и, следовательно, на концентрацию ионов металлов. Наглядным при-
мером такого резкого влияния комплексообразователей на сближение равно-
весных потенциалов могут служить сернокислые и цианистые растворы меди
и цинка (см. ниже раздел о латунировании).
Что касается сближения потенциалов выделения металлов на’катоде, то иногда
следует также учитывать деполяризующее влияние более благородного металла
на менее благородный или деполяризующее влияние самого катодного материала.
Классическим примером последнего случая может служить выделение щелочных
металлов на ртутном катоде с образованием амальгам. Правда, на ртути пере-
напряжение водорода достигает весьма значительной величины, но только од-
ним этим обстоятельством не может быть объяснено выделение натрия из водных
растворов на ртутном катоде; здесь приходится учесть деполяризующее влияние
ртути на натрий вследствие образования с ним химического соединения. Известно
также деполяризующее влияние платины на цинк и др.
Деполяризующее влияние при катодном выделении из водных растворов
двух металлов, образующих химическое соединение, можно проиллюстрировать
на примере Ni-Mg. Известно, что магний не выделяется на твердом катоде при
электролизе водных растворов его сернокислой соли. При электролизе же рас-
творов, содержащих 1 N NiSO4 и 1 N MgSO4, катодный осадок содержит магний
в пределах 2,1—2,6%. Это явление можно объяснить деполяризующим влиянием
никеля на магний вследствие образования хими-
ческого соединения Ni2Mg.
Что касается деполяризации при совмест-
ном осаждении двух металлов, образующих
твердый раствор, то на этот счет еще нет единого
мнения, но имеются примеры, подтверждающие
такое положение.
В простейшем случае при одновременном
присутствии в растворе двух (или большего
количества) металлов, из которых металл А Фиг- 57- гРаФик одновременного
г выделения на катоде двух металлов
менее, а В более электроотрицателен, до по- после достижения пограничной
граничной плотности тока металла А металл В плотности тока,
практически выделяться не будет. При достиже-
нии пограничной плотности тока потенциал
повышается (в сторону отрицательных значений), а сила тока остается постоян-
ной. Лишь при достижении потенциала выделения более электроотрицательного
металла начинается также и катодное выделение последнего. Поляризационная
кривая в таких случаях состоит из двух или большего количества ветвей (фиг. 57).
Практическое значение совместного выделения двух металлов по такой схеме
невелико; выделение более электроотрицательного металла становится возмож-
ным лишь при очень ограниченной концентрации в растворе менее электроот-
рицательного металла или при такой высокой плотности тока, при которой ка-
чество катодных осадков сильно ухудшается.
Возможность совместного катодного выделения двух металлов с различными
равновесными потенциалами до пограничной плотности тока, помимо других
факторов, обусловлена ходом поляризационных кривых1. Так, в случае если
разность потенциалов равновесия двух металлов незначительна, но катодная
поляризация развита в большей степени у более электроотрицательного металла,
совместное выделение двух металлов становится тем менее возможным,чем выше
1 R. Кг eman n und R. Muller, Elektrolyse und Polarisation, Zweiter Teil, Leipzig;
1931.
87
плотность тока. Наоборот, при значительной разности потенциалов равновесия,
но при большей катодной поляризации менее электроотрицательного металла,
совместное выделение двух металлов облегчается по мере повышения плотности
тока.
Схематически эти два случая показаны на фиг. 58 и 59.
Что касается относительного количества металлов, одновременно осаждаю-
щихся на катоде, то оно зависит от той доли плотности тока, которая соответ-
ствует потенциалу выделения каждого металла, а эта плотность тока, в свою
очередь, зависит от относительного расположения поляризационных кривых.
Фиг. 58. Характер поля-
ризационных кривых для
двух металлов, совместное
выделение которых затруд-
няется вследствие большей
катодной поляризации менее
благородного из этих
металлов.
Фиг. 59. Характер поляри-
зационных кривых для двух
металлов, совместное выде-
ление которых облегчается
катодной поляризацией
одного из них.
Фиг. 60. Графическое изо-
бражение выхода тока при
одновременном выделении
на катоде двух металлов.
Если подвергнуть электролизу раствор, содержащий два металла, то при
данных поляризационных кривых (фиг. 60) потенциал выделения каждого из
этих металлов определится абсциссой X. Отрезки и d2 выражают плотность
тока, приходящуюся на выделение каждого из одновременно выделяющихся
металлов, а выход тйка для каждого металла определится отношениями:
^2
—--- и __-__
+ d2 di + d2'
Вопрос о природе сплавов, электролитически осажденных из водных:
растворов, был исследован многими авторами. Идентичны ли по своему строению'
сплавы (одинакового химического состава), полученные при кристаллизации
из расплавленного состояния с последующим отжигом, с теми сплавами, которые
получены при сравнительно низких температурах электролизом водных
растворов?
На этот вопрос многие исследователи дают отрицательный ответ. Точнее го-
воря^ в целом ряде случаев можно получить электролизом растворов водных
солей сплавы, которые по своему строению полностью напоминают сплавы та-
кого же химического состава, полученные путем кристаллизации из расплав-
ленного состояния. Наряду с этим при электролизе водных растворов получаются
и сплавы такого строения и химического состава, которые методом кристалли-
зации из расплавленного состояния выделить не удается.
Тамман (G. Tammann)1 подвергал электролизу водные растворы сульфатов
меди и кадмия при различных соотношениях металла в растворе и при различ-
ных плотностях тока и измерял потенциалы полученных сплавов по отношению
к кадмию. При этом было установлено, что с уменьшением содержания в электро-
лите меди, осадки становятся по цвету менее похожи на медь, а также умень-
шается потенциал сплава по отношению к кадмию. Такое уменьшение разности
1 «Z. f. anorgan. Chemie.», 107, 218, 1919.
88
Фиг. 61. Зависимость потенциалов электро-
литически осажденных сплавов Cu-Cd jno
отношению к Cd — от химического состава
электролита.
потенциалов наступает при* тем меньшей плотности тока, чем ниже содержание
меди в электролите (фиг. 61).
Таким образом, изменяя содержание меди в электролите и катодную плот-
ность тока, можно получать меднокадмиевые сплавы, значения потенциалов
которых по отношению к кадмию будут колебаться в пределах от потенциала
меди до нуля.
Электролитически осажденные меднокадмиевые сплавы ведут себя электро-
химически отлично от таких же сплавов, полученных при кристаллизации из
расплавленного состояния; у последних разность потенциалов неизменно падает
при составе, соответствующем хими-
ческому соединению Cu2Cd3.
Большое количество опытов по уста-
новлению зависимости состава сплавов
Cu-Zn, полученных электролизом как в
кислых, так и в цианистых растворах,
было проведено Зауервальдом (Р. Sauer-
wald)1. По мнению Зауервальда уже то
обстоятельство, что при изменении со-
става электролита и условий электро-
лиза можно получать сплавы любого
химического состава и что электрохи-
мические свойства этих сплавов (потен-
циалы по отношению к цинку) непре-
рывно меняются—без каких-либо скач-
ков, указывает на то, что строение
электролитически осажденных сплавов
Cu-Zn отлично от строения сплавов, полученных методом кристаллизации из
расплавленного состояния.
Повидимому, при электроосаждении сплавов из водных растворов распреде-
ление атомов в кристаллической решетке не такое, какое получается при кри-
сталлизации сплавов из расплавленного состояния. По Тамману в электролити-
чески осажденных сплавах происходит неупорядоченное распределение атомов,
в то время как в сплавах, полученных кристаллизацией из расплавленного со-
стояния, наблюдается упорядоченное распределение.
В заключение следует/ отметить, что механизм процесса совместного оса-
ждения на катоде двух или большего количества металлов, в частности яв-
ление деполяризации при* образовании твердых растворов, равно как и строение
электролитически осажденных сплавов, изучены еще далеко не полностью.
При электроосаждении сплавов тяжелых металлов стремятся обычно выбрать
состав электролита и условия электролиза так, чтобы получающиеся катодные
сплавы отличались высокими химическими и физическими свойствами. По своему
химическому составу такого рода катодные сплавы чаще соответствуют твердым
растворам.
Покрытие сплавом Cu-Zn
Латунирование получило широкое распространение в практике гальвано-
стегии задолго до того, как этот процесс был изучен теоретически.
В качестве самостоятельного гальванического покрытия латунь применяется
редко, зато довольно часто латунные покрытия используются (и еще больше
применялись ранее) в качестве подслоя при никелировании и особенно при
серебрении.
Латунные осадки прекрасно поддаются полировке и легко окрашиваются
в различные тона путем воздействия на них растворов аммиака, сернистого натра
и др.
Совместное осаждение на катоде меди и цинка, нормальные потенциалы ко-
торых разнятся больше чем на 1,1V, возможно только в растворе комплексных
1 Р. Sauerwald, «Z. f. anorgan. Chemie», 111, 243, 1920
89
(цианистых) солей. В последнем случае концентрация ионов меди по мере при-
бавления комплексообразователя — цианида — уменьшается в большей степени,
чем концентрация ионов цинка.
Кроме того, вследствие образования на катоде твердых растворов, возможно,
что медь оказывает деполяризующее влияние на цинк. В результате этих двух
Фиг. 62. Поляризационные кривые
для меди, цинка и латуни в циа-
нистых растворах.
факторов становится возможным одновременное
выделение на катоде двух таких отличных друг
от друга в электрохимическом отношении ме-
таллов, какими являются медь и цинк (фиг. 62).
Можно смело сказать, что ни в какой другой
цианистой ванне концентрация цианида не
играет такой роли, как в латунной. Изменяя
концентрацию цианида в ту или другую сто-
рону, можно менять внешний вид осадка и ре-
гулировать химический состав его, суммарный
выход тока и выход тока по каждому металлу.
Концентрация цианида оказывает влияние
также и на механические свойства осадков.
Другим фактором, играющим большую роль
в процессе электролитического осаждения ла-
туни, является плотность тока. Подобно циа-
ниду, плотность тока влияет на внешний вид
осадка, его химический состав, механические свойства, суммарный выход тока
и выход тока по каждому металлу.
Таблица 32
Зависимость выхода тока от концентрации KCN и плотности тока
[состав электролита: mol/10 (CuCN-hKCN); медный катод; температура 18°]
[п Плотность тока А/сЫ* Продолжи- тельность опыта мин. Количество электриче- ства кулонов Среднее напряжение на ванне V Катодный потенциал V Выделение меди мг Выход тока 7о
Без тока —0,610
0,1 80 115 0,4 —0,77 44,0 • 58,0
0,3 50 215 1,1 —1,12 92,0 65,0
2 0,5 60 434 1,5 —1,17 124,5 44,0
0,75 48 522 1,8 — 1,20 121,4 35,4
1,0 6,5 94 Свыше 3,0 —1,21 9,4 15,2
2,0 9,8 283 » 3,0 — 1,26 19,8 10,6
Без тока .— ; -0,85
з 0,1 36 52 0,35 —0,98 6,6 19,0
0,3 40 175 0,70 — 1,14 28,4 24,6
0,5 25 177 1,00 —1,18 17,5 15,0
Без тока —0,92
0,1 15 21,6 0,52 — 1,16 0,3 2,0
3,5 0,3 15 65 0,82 — 1,20 1,1 2,5
0,5 10 72 1,04 — 1,22 — —
1,0 9,8 140 Свыше 3,0 —1,27 0,2 0,2
Без тока -1,072
б 0,1 25 36 0,47 —1,30 — —
0,3 30 130 0,67 -1,33 0,2 —
0,5 27 200 0,71 —1,33 — —
Это объясняется тем, что, во-первых, как было уже указано, с повышением
концентрации цианида в растворе концентрация ионов меди и цинка убывает
90
в различной степени; во-вторых, катодная поляризация более резко выра-
жена при осаждении меди из цианистых растворов, чем при осаждении из тех же
растворов цинка.
Таблица 33
Зависимость выхода тока от концентрации KCN и плотности тока
(состав электролита: mol/10 [Zn(CN)2-7i KCN]; цинковый катод; температура 18°)
n Плотность тока А/дм2 Продолжи- тельность опыта мин. Количество электриче- ства, кулонов Среднее напряжение на ванне V Катодный потенциал V Выделение меди мг Выход тока °/о
Без тока -1,033
0,1 41 59 0,26 —1,12 14,4 72
о 0,3 30 130 0,63 — 1,25 37,4 85
0,5 15 108 1,Ю —1,40 22,0 60
0,75 10,5 113 1.75 —1,46 14,2 37
1,о 10,0 144 2,5 -1,52 20,0 41
Без тока -1,123
0,1 46 66 о,з -1,32 7,1 31,5
о 0,3 27 117 0,62 — 1,41 9,1 23
0,5 16 118 1,0 — 1,50 6,6 17
1,0 11,7 170 1,53 - 1,54 6,7 12
2,0 6,6 190 2,62 — 1,57 6,7 10,4
О Q Без тока 1 ! —1,142
Z.o 0,5 | 15,6 112 1,0 — 1,61 2,9 8
Без тока . — 1,153
0,1 40 58 0,44 — 1,52 0,2 1
Q 0,3 12 52 0,77 —1,66 0,4 2
«5 0,5 16 114 0,97 — 1,67 1,9 5
0,75 12 130 1,2 —1,70 1,6 4
1,0 8,7 145 1,44 —1,71 0,9 2
Л Без тока —1,182
4 0,3 I 25 108 0,68 —1,60 0,9 0,5
Приведенные табл. 32 и 33 иллюстрируют изменение выхода тока для меди
и цинка по данным Шпитцера (Spitzer)1 2.
Состав катодного сплава в весьма незначительной степени зависит от соотно-
шения в растворе меди и цинка.
Табл. 34 показывает, как меняются состав и внешний вид катодного сплава
в одном и том же электролите, но при различной плотности тока. Эта таблица
между прочим говорит о том, что нельзя судить о составе катодного сплава по
его внешнему виду.
Р. Карл (R. Karl)2 исследовал влияние концентрации цинка и меди в электро-
лите на отношение их в катодном сплаве. В пределах изменения отношений
Си : Zn от 8 до г/8 были получены значительные отклонения в составе осадка лишь
при крайних значениях, в то время как при изменении отношений цинка и меди
в растворе от 5 до 1/5 не наблюдалось заметного изменения в составе катодного
сплава.
1 Spi tzer, «Z. f. Electrochem.», 11, 172, 1905.
2 «Z. f. Elektrochem.», 31, 70, 1925.
91
Таблица 34
Влияние плотности тока на внешний вид и состав катодного осадка
Состав электролита Плотность тока А/дм2 Катодный потенциал Eh V Суммар- ный выход тока °/о Состав °/о Атомное отношение Cu;Zn Внешний вид катод- ного осадка
Си Zn
^ZlCuCN.2 KCN+ +Zn(CN)2.KCN] 0,1 0,2 0,3 0,5 0,75 1,0 1,5 2,0 О О Ю 1 Ю Г- о 'Т ОО О) О ‘ СЧ o' о~ ~ ~ Illi 1 III 53 66,5 69 52 31 30 20 13 92 85,5 73 74,5 80 79 83 80 8 14,Й 27 25,5 20 21 17 20 11 6 2,8 3,0 4,1 3,9 5,0 4,1 Почти медно- красный Медно-красный Латунно-жел- тый Латунно-жел- тый, несколько* зеленоватый Латунно-жел- тый, более зе- леноватый Зелено-желтый Темный желто- красный Темный желто- красный, не- сколько крас- нее
~ [CuCN+ 4-Zn (CN)2+5KCN] 0,1 о,з 0,5 1,0 — 0,99 — 1,П — 1,18 — 1,26 10,6 22,4 8,2 2,2 87 87 87 75 13 13 13 25 7 7 7 3,1 Почти медно- красный Латунь с мед- ным ворсом Цвет красной меди Несколько жел- товатый
[0,5CuCN+ + l,5Zn(CN)2+ +4 KCN 0,3 2,0 — 1,13 — 1,48 86 14,1 70 73 30 27 2,4 2,8 Бархатистый, интенсивно зеленый Грязно желтый, землян истый
1. ПРИМЕНЯЕМЫЕ ЭЛЕКТРОЛИТЫ
Детальная сводка различных составов электролита для латунирования,
рекомендованных до 1913 г., была сделана Беннетом (Bennet)1. В настоящее
время можно насчитать еще большее количество рецептов латунных ванн, но
по существу все они одинаковы. Правда, некоторые рецепты изобилуют зна-
чительным количеством входящих в них компонентов, причем роль некоторых
из этих компонентов трудно объяснима; контроль электролитов с большим чис-
лом компонентов чрезвычайно затруднен; поэтому можно сделать лишь один
вывод: необходимо стремиться к максимально возможному упрощению электро-
лита.
Общими для всех предложенных латунных ванн являются комплексные циа-
нистые соли меди и цинка и свободный цианид. Очень часто в ваннах фигурируют
сода, сульфит или бисульфит, реже хлористый аммоний, мышьяковистая кислота
(в качестве присадки). Необходимо иметь в виду, что состав цианистых ванн
быстро меняется и что качество латунных осадков и их состав в значительной мере
зависят от режима, плотности тока и температуры.
1 «Trans Amer. Electrochemic. Soc.», Vol. 23, 251, 1913..
Много рецептов латунных ванн приводит в своем руководстве Пфангаузер.
'Надо отметить, что немецкие авторы (Лангбейн, Пфангаузер и др.) рекомен-
дуют поддерживать в латунных ваннах одинаковую концентрацию меди и цинка,
вто время как американцы предлагают поддерживать отношение меди к цинку
в электролите 2:1, 4:1.
Так, Блюм и Хагебум приводят следующий состав латунной ванны:
N г/л
CuCN.............. 0,30 27
Zn(CN), ...........0,15 9
NaCN ".............0,10 54
Na2CO3 ........... 0,60 30
Однако, как уже было указано выше, решающее влияние на состав и качества
катодного осадка оказывают концентрация свободного цианида и плотность тока.
В. И. Лайнер и А. В. Турковская1 предприняли подробное исследование
в целях изучения условий, позволяющих получать сравнительно толстые
(0,05 мм) и пластичные осадки латуни. Основной электролит был приготовлео
подобно тому, как готовится медная цианистая ванна Шевреля2. Из медног-
купороса и сернистокислого натра приготовлялась соль Шевреля (CuSO3,
• Cu2SO3); окись цинка растворялась в небольшом избытке цианистого натра
и раствор цианистой цинковой соли добавлялся к растворенной в цианиде соли
Шевреля.
Исходными компонентами ванны были:
CuSO4 • 5Н2О ......... 45 г 1л
ZnO................... 12,5 »
Na2SO3................. 80 »
NaCN ................. 100 »
Точное количество цианистого натря в ванне регулировалось после анализа
раствора. В этой ванне изучалось такжй влияние других компонентов, которые
фигурируют в некоторых рецептах латунных ванн или сами по себе накапли-
ваются в процессе работы.
В ванне указанного выше состава получаются при низких плотностях тока
хорошие, равномерные осадки. По мере повышения плотности тока, осадки стано-
вятся грубыми, и при плотности тока в 0,75 А/дм21 на катодах появляется «загар»
(в качестве катодов применялись железные, травленные пластинки, размерами
30 х 60 мм).
Сернокислый натр, накопляющийся в ванне в результате окисле-
ния сернистокислого натра, а иногда специально вводимый в электролит, не-
сколько понижает его сопротивление. От прибавления сернокислого натра (даже
в количестве 150 г/л) качество осадков не ухудшается, но вместе с тем не наблю-
дается и заметного улучшения.
Углекислый натр постепенно накопляется в электролите в резуль-
тате поглощения углекислоты из воздуха. Последний очень часто вводится в свеже-
приготовленный электролит. Его влияние здесь примерно такое же, как и в
медных цианистых ваннах. Качество осадков не ухудшается даже в присут-
ствии 100 г/л соды.
Можно полагать, что как сернокислый, так и углекислый натр способствует
равномерному распределению силовых линий, поскольку они повышают электро-
проводность электролита.
Хлористый аммоний, добавленный в количестве 2—4 г/л, не ока-
зывал заметного влияния на внешний вид осадка; механические свойства
ухудшались (появлялась хрупкость). По мнению Пфангаузера в каждой латун-
ной ванне должно быть, по крайней мере, 2—3 г/л хлористого аммония.
Мышьяковистый ангидрид As2O3 или мышьяковисто кислый
натр Na3AsO3 способствует получению блестящих осадков при низких плотно-
1 Коррозия и борьба с ней, т. II, вып. I, 1936.
2 См. Лайнер, В. И. и Кудрявцев, Н. Т., Основы гальваностегии, ч. I,
стр. 222.
93
стях тока. Количество прибавляемого мышьяковистого ангидрида должно быть
строго ограничено и, во всяком случае, не должно превышать 0,1 г/л. При повы-
шенном содержании этой добавки в электролите осадки становятся хрупкими.
Сернистокислый натр, присутствующий в электролите в количестве
до 20 г/л не оказывает заметного влияния на качество осадка. Благотворное влия-
ние его сказывается, однако, в том, что он уменьшает расход цианида (благодаря
своим восстановительным свойствам) и способствует сохранению поверхности
Фиг. 63. Зависимость состава катодного осадка от
содержания в Электролите свободного цианида.
Плотность тока равна 0,75 А/дм2.
анодов в блестящем состоянии.
Концентрация сво-
бодного цианида, как
было уже указано, оказывает
решающее влияние на химиче-
ский состав и качество катодных
осадков.
По мере повышения концен-
трации цианида в электролите,
уменьшается содержание меди
в катодном сплаве (фиг. 63).
С повышением содержания
свободного цианида заметно
падает выход тока по металлу,
а при очень значительном из-
бытке цианида в электролите на
катоде выделяется один водо-
Вь/ход по току в %
Фиг. 64. Зависимость выхода по току от содержания
в электролите срободного цианида. Плотность тока
равна 0,75 А/дм2.
род (фиг. 64).
Помимо ванны приведенного
выше состава, было изучено по-
ведение ванн с удвоенной и уче-
тверенной концентрацией меди
и цинка и соответственно боль-
шей концентрацией цианида.
В ванне с удвоенной концен-
трацией (20 г/л Си и 20 г/л Zn)
выход по току несколько выше
при различных плотностях тока,
и качество осадков в тонких
слоях остается высоким.
В ванне с учетверенной кон-
центрацией (40 г/л Си и 40 г/л Zn)
доброкачественных осадков по-
лучить не удалось.
Таким образом, можно считать, что наиболее приемлемой оказывается ванна
средней концентрации.
Было отмечено, что по мере работы ванны, качество получающихся в ней
осадков улучшается. Можно было допустить, что причиной являются накопляю-
щиеся в электролите продукты, которые образуются либо в результате электро-
лиза, либо от соприкосновения с окружающим воздухом.
Лангбейн1 указывает, что латунная ванна начинает давать нормальные осадки
через несколько дней после ее пуска или после кипячения.
Упомянутым выше исследованием В. И. Лайнера и А. В. Турковской было
установлено, что вновь приготовленная латунная ванна сразу начинает давать
хорошие результаты, если к ней добавить 5—10% (по объему) старого электро-
лита того же состава, но находящегося в работе 11/2—2 месяца.
Хорошие результаты дает «проработка» электролита переменным током.
Вопрос о том, что именно происходит в процессе такой «проработки» в литературе
не освещен.
1 «Electrodeposit of Metals», Lnd., p. 442, 1920.
Блюм и Хагебум1 считают, что образующийся в процессе работы в латунной
ванне аммиак оказывает благоприятное влияние на качество осадков. Эти ав-
торы считают полезным специально вводить аммиак (в количестве 1 см3/л)
в свежеприготовленные ванны.
Плотность тока, наиболее широко применяемая в латунных ваннах, состав-
ляет около 0,3 А/дм2. С повышением плотности тока падает выход тока, причем
это происходит главным образом за счет меди.
При покрытии резко профилированных изделий, когда плотность тока на
различных участках сильно колеблется, наблюдается осаждение латуни, непо-
сгоянной по составу и неравномерной по толщине и по внешнему виду. По этой
причине следует особенно избегать применения высоких плотностей тока.
С повышением температуры выход тока повышается также главным образом
за счет меди, т. е. температура и плотность тока в латунных ваннах оказывают
совершенно противоположное действие. Известно, что повышение температуры
в цианистых ваннах приводит к усилению гидролиза и летучести синильной кис-
лоты, поэтому поддерживают невысокую температуру порядка 30—40°, чаще же
ограничиваются комнатной температурой.
Для поддержания постоянства состава электролита у катодной поверхности,
а следовательно и для получения катодных осадков постоянного состава, весьма
полезным является перемешивание в процессе латунирования. Но так как воз-
душное перемешивание приводит к более быстрому окислению и карбонизации
электролита, а механическое осуществить трудно, то практически работают
с покоющимся электролитом. Целесообразно применять ванны с движущимися
изделиями, например типа «Wanderbad», с качающимися штангами ит. п.
Таким образом, мы можем рекомендовать следующие условия для латуниро-
вания.
Состав ванны:
Медь (в виде соли Шевреля) .....20 г]л
Цинк (в виде окиси цинка) ...........20 »
Свободный цианид (считая на CN') . . 15 »
Сульфит натра ...................... 10 »
Плотность тока 0,3—0,5 A/dJW2; темпера-
тура 30—40°.
В качестве анодов при латунировании применяются пластины, примерно
такого же состава, какой должен иметь катодный осадок. Завешивание медных
и цинковых анодов дает худшие результаты.
Пфангаузер считает, что литые аноды легче растворяются и поэтому следует
отдать им предпочтение перед катаными.
Перед завешиванием в ванны, следует обработать поверхность анодов песко-
струйным аппаратом, после чего аноды подвергают травлению и промывают
в воде.
В процессе работы поверхность анодов покрывается белыми и зелеными на-
летами, которые представляют собой нерастворимые цианистые соли меди и
цинка, подобно тому как это имеет место и в медных цианистых ваннах.
Если эти налеты становятся плотными и покрывают всю или большую часть
поверхности анодов, то необходимо последние вынуть, прочистить жесткой щет-
кой и добавить в ванну цианид.
Поверхность анодов должна быть возможно больше, в 2—3 раза более по-
верхности катодов.
Если поверхность анодов совершенно блестящая, а на поверхности покры-
ваемых изделий наблюдается лишь одно выделение водорода, то это указывает
на большой избыток цианида. Последний следует связать, вводя в электролит
медь и цинк в виде их цианистых солей или в виде медной соли Шевреля и
окиси цинка.
Латунные, осадки склонны к образованию вздутий и к отслаиванию. Искать
причину чаще всего следует в большом избытке цианида или в повышенной
плотности тока. И в том и в другом случае происходит интенсивное выделение
1 Principles of Electroplating and Electroforming, Washington, p. 379, 1924.
95
водорода на поверхности покрываемых изделий. Значительное количество этого
водорода поглощается поверхностью железа, а затем, медленно выделяясь,
водород вызывает отслаивание или вздутие осадка.
2. КОНТРОЛЬ ЛАТУННЫХ ВАНН
Главным компонентом, подлежащим регулярному определению в латунных
ваннах, является свободный цианид.
Для получения более точных и воспроизводимых результатов Блюм и Хаге-
бум рекомендуют в пробу электролита предварительно добавить достаточное
количество азотнокислого бария, чтобы осадить все имеющиеся карбонаты. За-
тем проба отфильтровывается и титруется азотнокислым серебром в присут-
ствии йодистого калия.
Рекомендуется также определять щелочность (pH) по колориметрической
шкале. Оптимальные результаты в латунных ваннах получаются при pH = 11.
Для колориметрического титрования пользуются индикатором, приготовленным
путем растворения 0,1 г фенолфталеина и 0,6 г тимолфталеина в 300 cjw3 50%-ного
этилового спирта. Этот смешанный индикатор применим в пределах значений
pH = 8,3—11.
Для определения меди и цинка берут 25 он3 электролита, разбавляют их
водой до 100 cju3 и на платиновом катоде выделяют электролизом одновременно
медь и цинк. После взвешивания катода осадок растворяют в азотной кислоте.
Полученный раствор разбавляют водой и определяют медь электроанализом.
Разность между первым и вторым привесами равна содержанию в растворе цинка.
Покрытие сплавом Cu-Zn
1. ПРИМЕНЯЕМЫЕ ЭЛЕКТРОЛИТЫ
Несмотря на неоднократные попытки различных исследователей, процесс
электролитического покрытия бронзой до последнего времени не получил широ-
кого промышленного применения.
С электрохимической точки зрения вполне возможно подобрать такой электро-
лит, в котором происходит одновременное катодное выделение меди и олова.
Это тем более вероятно, что м^дь дает с оловом химическое соединение Cu3Sn,
вследствие чего можно рассчитывать на деполяризующее влияние меди на олово.
Различными авторами было предложено большое количество электролитов,
в которых происходит совместное выделение меди и олова.
Кюрри (Curry)1 предложил следующим образом приготовлять ванны для
электроосаждения бронзы; вначале отдельно приготовляют два раствора, со-
става:
(Вода ............................ 1 л
Щавелевая кислота ............... 5 г
Щавелевокислый аммоний ..........55 »
Медный купорос.................. 15 »*
|Вода ............................ 1 л
Щавелевая кислота ............... 5 г
Щавелевокислый аммоний ..........55 »
Щавелевокислое олово ........... 18 »
Оба эти раствора смешивают в различных соотношениях, в зависимости от
задаваемого цвета покрытий.Удовлетворительные результаты получаются только
при перемешивании.
Креман (Kremann)2 установил, что хорошие бронзовые осадки получаются
из щелочных цианисто-виннокислых растворов, но аноды в этих электролитах
имеют склонность к пассивированию.
1 «J. Physic. Chem.», 10, 516, 1906.
2 «Monatsch. f. Sh.», 35, 219, 1914.
96
Трудность получения постоянных по химическому составу и по внешнему
виду катодных осадков, иными словами, трудность поддержания постоянства
электролита в катодном слое служила главным препятствием на пути к промыш-
ленному освоению процесса электролитического покрытия бронзой.
В последние годы большое распространение получили станнатные ванны
для процесса электролитического лужения. Эти ванны послужили также базой
для проведения ряда исследований по электроосаждению сплавов олова с дру-
гими металлами.
Пфангаузер1 упоминает, что ему удалось получить толстые бронзовые осадки
из раствора станната натрия, к которому были добавлены медный цианистый
комплекс, свободный цианид и свободная щелочь.
Хорошие осадки получались только при температуре в 50—70°. К сожале-
нию, подробные сведения об этой ванне не приведены.
Весьма детальное исследование, посвященное электроосаждению медно-
оловянных сплавов из станнатных ванн, выполнено С. Байером (S. Baier) и
Д. Макнафтаном (D. Macnaughan)2.
Влияние концентрации меди и олова в электролите на состав катодного
сплава было исследовано в присутствии 15 г/л свободного NaCN и 7,5 г/л сво-
бодного NaOH. Во всех опытах температура поддерживалась около 65°, а плот-
ность тока — около 3 А/дм2.
Таблица 35
Отношение олова к меди в растворе и в осадке
Олово в растворе (Cu=100%) Олово в осадке (Си = 100%) Олово в растворе (Си=100%) Олово в осадке (Си=100%)
11,5 3,2 69,0 | 17,4
15,5 5,9 89,0 ! 24,2
33,5 11,0 105,0 । 28,8
46,5 12,3
Медь вводилась в раствор в виде цианистой комплексной соли, а олово —
в виде станната натрия. Полученные результаты приведены в табл. 35 и на фиг. 65.
Как видно, процентное содержание олова в катодном сплаве меньше, чем
это соответствует процентному содер-
жанию олова в электролите.
Цвет осадков напоминает медь при
3%-ном содержании олова; при 15%-ном
содержании олова осадки становятся зо-
лотисто-желтыми, а при 22,5%—белыми.
Указанные выше опыты были про-
ведены с угольными анодами. Для того
чтобы состав электролита заметно не
менялся в каждой ванне (литровой),
получали только по одному образцу,
выделяя примерно 1 г металла.
В дальнейшем опыты проводились в
ванне емкостью в 20 л. В качестве ано-
дов применялись литые бронзовые
прутки, с содержанием 12% олова.
Прутки отжигались в течение 1 часа
при температуре в 700°.
Фиг. 65. Влияние концентрации Си и Sn
.в электролите на состав катодного сплава.
Электролит был приготовлен с содержанием 25 г/л меди — в виде цианистого
комплекса и 17 г/л олова — в виде станната.
Концентрация свободного цианида регулировалась в процессе работы путем
титрования раствора азотнокислым серебром, а щелочность определялась ко-
лориметрически.
1 Galvanotechnik, Berlin, 454, 1928.
2 «Internat Tin Research», Series A, № 27.
В. И. Лайнер— 62—7
97
Шкала готовилась разбавлением 1 см3 электролита до 100 см3 с применением
в качестве индикатора «ализариновой желтой».
Щелочность поддерживалась на уровне pH — 12,5— 12,7. Температура со-
_______________________________ ставляла около 65°.
^1 ГП г ’’ С изменением плотности тока катод-
Плотность тока S А/дм2
Фиг. 66. Влияние плотности тока на катод-
ный выход тока.
ный выход тока меняется примерно так
же, как при осаждении одного олова в
станнатной ванне, хотя в данном случае
содержание олова в катодном сплаве
равно лишь 10—12%.
С повышением плотности тока выход
тока падает, причем падение это про-
исходит резко до плотности тока в 5,4
А/дм2, При дальнейшем же повышении
плотности тока наблюдается лишь
незначительное уменьшение выхода
тока (фиг. 66).
Мы видим, что при осаждении медно-
оловянных сплавов, содержащих около
90% Си, выход тока значительно выше
того, с каким осаждается из цианистых
ванн одна медь.
Благоприятное влияние олова на ка-
тодный выход тока можно связать с вы-
соким перенапряжением водорода на
олове.
Анодный выход тока также падает
по мере повышения плотности тока, но
не постепенно. До значения плотности тока, равного 6,5 А/дм2, анодный выход
тока превышает 90%, затем наступает внезапное падение выхода тока до 30%
и ниже. При этом на поверхности анодов появляется коричневая пленка. Чем
больше в электролите сво-
бодного цианида, тем вы-
ше та величина плотности
тока, при которой насту-
пает резкое падение вы-
хода тока (фиг. 67).
Как видно из фиг. 66
и 67, зависимость между
плотностью тока и выхо-
дом тока неодинакова для
анода и катода. Тем не ме-
нее Байер и Макнафтан
считают, что можно так
согласовать анодный и
катодный процессы, чтобы
электролит не изменялся в
течение длительного про-
межутка времени.
Так, можно в продол-
жении определенного вре-
мени поддерживать такую
Фиг. 67. Влияние анодной плотности тока на пове-
дение бронзового анода при различном содержании NaCN.
Кривая А — 7,5 г]л NaCN; кривая В — 15 г]л NaCN;
кривая С —25 г/л NaCN.
анодную поверхность, чтобы выход тока был выше 90%, а затем уменьшить
анодную поверхность, отчего выход тока также уменьшится. Производя подоб-
ные манипуляции через определенные промежутки времени, можно поддержи-
вать концентрацию олова и меди в электролите на определенном уровне.
Практически же было установлено, что нет нужды в периодической смене
анодной поверхности. Дело в том, что образующаяся на аноде пленка растворяет-
98
ся химически в электролите, так что аноды периодически растворяются — то
с высоким, то с низким выходом тока, в среднем приближающимся к катодному
выходу тока.
На фиг. 68 и 69 пока-
заны внешний вид и по-
перечное сечение бронзо-
вого анода после продол-
жительного электролиза.
Испытания на пори-
стость показали, что при
одинаковой толщине слоя
бронзовые осадки имеют
значительно меньшее ко-
личество пор, чем никеле-
вые осадки (табл. 36).
Покрытие бронзой про-
изводилось при темпера-
туре в 65° и плотности
тока в 3,2 А/дм2, покры-
тие никелем — при 35° и
1—1,2 А/дм2.
Рассматриваемые брон-
зовые электролиты по
своей природе дЬлжны
обладать хорошей рассеи-
вающей способностью. Это
вытекает из того поло-
жения что, во-первых, вы-
ход тока в них падает с
повышением плотности
тока; во-вторых, хотя ка-
тодная поляризация в них
и должна быть меньше, чем
при осаждении олова в
станнатных ваннах или
меди в цианистых ваннах
(точными данными мы не
располагаем), все же она
значительна.
Байер и Макнафтан
несколько видоизме нили
Фиг. 68. Внешний вид бронзового анода (12% Sn) после
продолжительной работы (ув. 1,5).
Фиг. 69. Поперечное сечение бронзового ввода (12%
Sn) после продолжительной работы (ув. 100).
метод «углового катода» для
изучения рассеивающей способ-
ности бронзовых ванн.
Стальные образцы размерами
150 x50x0,25 мм изгибались
под прямым углом на расстоя-
нии 25 мм от нижнего края и
покрывались слоем бронзы раз-
личной толщины.
Бронзовый анод помещался
только против одной стороны
образца. После покрытия образ-
цы выпрямлялись на пористость
с обеих сторон.
Результаты испытания на
пористость приведены в табл. 37
и на фиг. 70 и 71. Никелирован-
ные образцы испытывались для
Таблица 36
Влияниехтолщины слоя на пористость бронзовых
и никелевых покрытий (основной металл — мягкая
___________________сталь)
Толщина покрытия мм Среднее количество пор на 100 см2
бронза никель
0,000762 1500—3000
0,001270 200—600
0,001778 100—200
0,002540 40—80 1000-5000
0,003810 5—10
0,005080 2-5 500—1200
0,007620 1—2
0,010160 0 50—60
0,012700 0 —
0,017780 0 10—20
сравнения.
99
Таблица 37
Влияние рассеивающей способности на пористость бронзовых и никелевых покрытий
(основной металл — мягкая сталь)
Материал покрытия Продолжи- тельность по- крытия, МИН.- Толщина покрытия на лицевой стороне мм О тносительная пористость на сгибе Количество пор на 100 см2
лицевая сторона оборотная сторона
3 (Плотность тока 3,2 А/дм2) 0,00127 — 0,00254 Пористость боль- 600 660
сЗ СО 4,5 0,01905 — 0,00381 ше I Пористость не 5 5
X о Q. LQ 6 0,00254 — 0,00508 больше » 3 3
7,5 0,00318 — 0,00635 » 3 9
11 (Плотность тока 1,2 А/дм2) 0,00127 - 0,0254 Больше Сильно пористая
х е; 23 0,00254 — 0,00508 » 360 1750
су X 34 0,00381 -0,00762 » 210 280
S X 46 0,00508 — 0,01016 Немного больше 120 210
В связи с хорошей рас-
сеивающей способностью
электролита и незначи-
тельной пористостью брон-
зовых осадков авторы
исследовали применимость
последних в качестве под-
слоя под хромовое покры-
тие (декоративное).
Внешний вид хрома,
нанесейного на электроли-
тически осажденную брон-
зу, не хуже чем при нике-
левом подслое. При этом
преимущество бронзового
слоя в том, что даже в
Фиг. 70. Влияние рассеивающей способности на
пористость бронзовых покрытий.
Фиг. 71. Влияние рассеивающей способности на пористость
никелевых покрытий.
очень тонких слоях (около
1 у) он не вызывает от-
слаивания хрома, как это
наблюдается в случае тон-
ких никелевых слоев. Кро-
ме того, сам по себе хром,
отложенный поверх брон-
зы, имеет меньшее коли-
чество пор.
В табл. 38 и на фиг. 72
приведены результаты ис-
пытания на пористость
хромовых покрытий с
бронзовым и никелевым
подслоем одинаковой тол-
щины.
Покрытие бронзой и
никелем осуществлялось при тех же условиях, что и указанные в табл. 37,
100
а хромирование производилось в течение 20 мин. в стандартной ванне (250 г/л
СгО3 й 2,5 г/л H2SO4) при температуре в 40—42° и плотности тока в 10—12
А/дм2.
Поскольку представлялось возможным
получить толстые осадки бронзы (до 0,8
мм и выше), твердость этих осадков из-
мерялась по методу Бринелля. Для срав-
нения были получены бронзовые осадки
с повышенным содержанием олова. Ре-
зультаты испытаний приведены в табл. 39.
Отожженный бронзовый анод (10,2%
Sn) имел твердость по Бринеллю 78.
Таблица 38
Пористость хромовых покрытий с брон-
зовым и никелевым подслоем (основной
металл — мягкая сталь)
Количество пор на 100 см2
толщина хрома 0,0254 мм
Толщина слоя
мм
бронза никель
0,00127 10—30
0,00254 5—10 200-300
0,00508 0 20—60
0,010116 0 4—8
0,01778 — 1-3
Таблица 39
Твердость бронзовых осадков
по Бринеллю
(диаметр шарика 1 мм, нагрузка 25 кг,
продолжительность 30 сек-)
Содержание олова
в осадив
Число Бринелля
НВ
0,0015& мм Or па.
Фиг. 72. Пористость комбинированных
покрытий: бронза-хром и пикель-хром.
и, 7
17,0
222
345
Фиг. 73. Микрострукура бронзовых покрытий. Твердость по Бринеллю при 12%
Sn — 222, при 17% Sn — 340 (ув. 1500).
101
Как видно, бронзовые электролитические осадки значительно тверже отож
женной бронзы и приближаются по своей твердости к никелевым осадкам.
Структура бронзовых осадков изображена на фиг. 73.
2. КОНТРОЛЬ БРОНЗОВЫХ ВАНН
Определение меди. К 10 сл«3“Электролита прибавляют 10 см3 перекиси водо-
рода. После того как проходит бурная реакция, прибавляют 10 см3 концентри-
рованной H2SO4 и выпаривают до появления белых паров. Затем нейтрали-
зуют раствор аммиаком, прибавляют 10 си3 10% H,SO4 и определяют медь элект-
роанализом.
Определение олова. К 10 см3 электролита прибавляют 10 см3 Н2О2. После
.того как пройдет бурная реакция, прибавляют 20 см3 HNO3 (уд. вес 1,42), и осто-
рожно выпаривают раствор досуха. Остаток обрабатывается 20 см3 разбавленной
HNO3 (1 : 4), и раствор энергично кипятится.
Метаоловянной кислоте дают осесть, затем отфильтровывают и вновь обра-
батывают разбавленной HNO3. Далее повторяют эту операцию с однопроцентным
NH4NO3, после чего прокаливают и взвешивают в виде SnO2.
Свободный цианид определяется так же, как в медных или других цианистых
ваннах. Общая щелочность устанавливается колориметрически, как было ука-
зано выше.
Покрытие сплавом Cu-Ni
Нормальные потенциалы меди и никеля отличаются друг от друга более
чем на 0,5 V. Еще больше отличаются потенциалы выделения этих металлов
из растворов простых солей, поскольку никель выделяется на катоде со значи-
тельной поляризацией, в то время как катодная поляризация при осаждении
меди, например из сернокислого раствора, выражается в сотых долях вольта.
Отсюда следует, что одновременное выделение на катоде в заметных коли-
чествах меди и никеля возможно в присутствии такого комплексообразователя,
который эту разность потенциалов уменьшает до минимальной величины.
Количественная сторона процесса электроосаждения медно-никелевых спла-
вов из цианистых растворов была изучена (в числе других исследований по
электроосаждению двойных и тройных сплавов) в Вашингтонском университете
Стаутом (Stout) и другими сотрудниками Ч
Исходными компонентами для приготовления электролита служили циа-
нистая медно-калиевая соль высокой чистоты, не содержавшая карбонатов и
сульфатов, цианистый никель Ni(CN)2 • 2Н2О и цианистый калий (97,8% KCN).
Медная и никелевая соли растворялись в воде, а цианистый калий добавлялся
до наступления полной прозрачности.
В этом исследовании изучалось влияние отношения меди и никеля в электро-
лите, температуры и плотности тока на состав катодного сплава.
Во всех случаях общая концентрация металла составляла 14 г/л. Электро-
лит готовился по указанному выше методу. В качестве анодов применялись
никелевые и медные прутки. Анодная поверхность была в 2,5 раза больше ка-
тодной, причем поверхность никелевых анодов была вдвое больше медных
(между двумя никелевыми анодами помещался один медный).
При постоянной плотности тока в 6 А/дм2 и возрастающем отношении меди
к никелю в электролите содержание меди в катодном сплаве также возрастало,
но в меньшей степени, чем в электролите. Так, при отношении меди к никелю
в растворе, равном 0,43/1, отношение меди к никелю в сплаве составляет 4/1;
если же отношение этих металлов в электролите довести до 4/1 (т. е. увели-
чить концентрацию меди по отношению к никелю в 9,3 раза), то отношение меди
к никелю в катодном сплаве становится равным 8/1 (т. е. концентрация меди
по отношению к никелю возрастает только вдвое).
1 «Trans. Amer. Electrochemic. Soc.», Vol. LVII, p. 113, 1930.
102
По внешнему виду все осадки, полученные при плотности тока в 6 А/дм2,
температуре в 15—50° и при отношении меди к никелю в электролите
0,43/1—4/1, напоминают медь и имеют шероховатую поверхность. Графически
связь между отношением меди к никелю в электролите и в катодном сплаве по-
казана на фиг. 74.
С повышением температуры электролита, при прочих постоянных условиях,
отношение меди к никелю в катодном сплаве повышается. Графически зависи-
мость между температурой и составом (отношением меди к никелю) катодных
сплавов при различных отношениях металлов в растворе выражается в виде пря-
мых (фиг. 75).
Отношение Си/Ni С осадке
Фиг. 74. Влияние отношения Cu/Ni в Элек- Фиг. 75. Влияние температуры электролита
тролите на состав катодного сплава. на состав катодного сплава. 7?s — отно-
шение Cu/Ni в растворе.
Заметное влияние на качество и состав катодных осадков оказывает плот-
ность тока. Прежде всего при пониженных плотностях тока получаются более
устойчивые результаты, повидимому, по той причине, что поверхность анода
Фиг. 76. Влияние плотности тока на
состав катодного сплава. 7?s — отно-
шение Cu/Ni в растворе.
остается более чистой.
По мере понижения плотности тока по-
верхность катодных осадков становится
более гладкой. Содержание никеля в ка-
тодном сплаве убывает вместе с плотностью
тока, так что при Q,5 А/дм2 и при наличии в
электролите вчетверо большего количества
никеля, чем меди, в катодном сплаве об-
наруживаются лишь следы никеля (фиг. 76).
Количественная зависимость между плот-
ностью тока и составом катодных осадков
при различных отношениях меди к никелю
в электролите приведена в табл. 40.
Состав катодных сплавов, в частности
увеличение содержания в них никеля, веро-
ятно, можно варьировать за счет концентра-
ции свободного цианида в электролите. До
некоторой степени можно допустить здесь
аналогию с электроосаждением медно-цин-
ковых сплавов из цианистых электролитов.
Правда, с повышением концентрации
свободного цианида в электролите может
иметь место резкое падение выхода тока, как
например в латунных ваннах, так что вы-
сказанное предположение нуждается в экспериментальной проверке.
В заключение следует отметить, что высокая чувствительность состава ка-
тодного сплава к плотности тока и к температуре, незначительный суммарный
выход токд по металлу (около 8%) и трудность координирования анодного и
103
катодного процессов в целях сохранения постоянства электролита делают опи-
санный выше метод электроосаждения медно-никелевых сплавов из цианистых
растворов непромышленным.
Таблица 40
Влияние плотности тока на состав катодного сплава при 15°
Серия Продолжи- тельность опыта, мин. Катодная плотность тока А/дм2 Напряжение V Отношение Cu/Ni в электро- лите Отношение Cu/Ni в осадке Вес осадка г
30 6 12,5 0,43/1 4,0/1,0 0,524
I 30 6 12,5 0,67/1 5,3/1,0 0,548
30 6 12,5 1,5/1 7,0/1,0 0,800
30 6 12,5 4,0/1 8,0/1,0 1,161 !
60 3 7,5 0,43/1 8,6/1,0 0,809
IT 60 3 7,5 0,67/1 12,0/1,0 1,089
11 60 3 9,0 7,5/1 18,9/1,0 1,787
60 3 9,0 4,0/1 22,0/1,0 1,645
120 1,5 7,5 0,25/1 10,7/1,0 1,069
ITT 120 1,5 7,5 0,67/1 22.0/1,0 1,836
111 120 1,5 7,5 1,5/1 33,2/1,0 2,396
120 1,5 7,5 4,0/1 45,0/1,0 2,935
180 0,5 8,0 0,25/1 Следы Ni 1,172
TV 180 0,5 8,0 0,67/1 » Ni 1,464
1 V 180 0,5 9,0 1,5/1 Нет Ni 2,663
180 0,5 9,0 4,0/1 » Ni 2,848
На другом, так называемом гальванотермическом методе по-
лучения покрытий из медно-никелевых сплавов мы остановимся ниже.
Покрытие сплавом Ni-Co
Потенциалы осаждения никеля и кобальта из растворов их простых солей
незначительно отличаются друг от друга. По данным Глесстона (Glasstone) 1 2
потенциал осаждения никеля из N раствора сернокислой соли при 15° равен
—0,57 V, а потенциал осаждения кобальта — 0,56 V; при 55° значения потенциа-
лов соответственно равны —0,43 V и — 0,46 V. Таким образом, с электрохи-
мической точки зрения можно считать возможным совместное выделение на, ка-
тоде никеля и кобальта из растворов их простых солей.
По своим физико-химическим свойствам никель-кобальтовые покрытия пред-
ставляют значительный интерес. По цвету эти покрытия напоминают серебря-
ные.
Ниже будут подробнее изложены данные о химической стойкости никель-
кобальтовых сплавов и их твердости. Соотношения между концентрацией ко-
бальта в электролите и его содержанием в катодном сплаве, а также влияние
других факторов на состав получающегося на катоде сплава были изучены
Финком и Лэ (Kihough Н. Lah)2.
При плотности тока около 1 А/дм2 и температуре в 50° кобальт осаждается
на катоде преимущественно перед никелем. Уже при 3% Со в растворе по
отношению к суммарной концентрации никеля и кобальта (принимаемой
за 100) сплав получается с равным содержанием обоих металлов; если же отно-
шение никеля к кобальту в растворе равно 1 : 1, то катодный осадок представ-
ляет собой чистый кобальт (фиг. 77).
1 «J. Chemie. Soc.», Lnd., 2, 887, 1926.
2 «Trans. Amer. Electrochemic. Soc.», Vol. LVIII, p, 373, 1930.
104
Повышение температуры приводит к уменьшению содержания кобальта
в катодном осадке (фиг. 78). Невидимому, это можно объяснить тем, что при
повышенной температуре кобальт выделяется при более отрицательном потен-
циале, чем никель.
Приведенная на фиг. 78 кривая вычерчена для 1 N никелевого раствора
при отношении Со:(Со + Ni) = 1 : 10. Опыты проведены при плотности тока
в 2 Щдм2 и перемешивании электролита; pH = 4,75.
Фиг. 78. Влияние температуры
на содержание кобальта в
осадке. 1 N раствор Ni+10%Co
Co:(Co+Ni) = 10:100. Плот-
ность тока 2 А]дм2; темпе-
ратура 22°.
Фиг. 77. Зависимость между
содержанием кобальта в осаДке
и отношением Co:(Co+Ni) в элек-
тролите (1,85 N раствор Ni)
Плотность тока 1 А/бл*2;
температура 52°.
Фиг. 79. Влияние плот
ноститока на содержание
кобальта в осадке.
С повышением плотности тока содержание кобальта в катодном осадке
увеличивается (фиг. 79). Кривая а получена при следующих условиях: 2,16 А
никелевый раствор Ni + 1% Со; Co:(Co+Ni) = 1 : 100; температура 53°. Кри-
вая Ь: 1,85 N никелевый раствор Ni + 2% Со; Co:(Co+Ni) = 2 : 100; темпера-
тура 52°; электролит в обоих случаях перемешивается.
Таблица 41
Твердость никель-кобаль»
товых покрытий
°/о Ni в покрытии Ширина черты в микро- нах
100 34
85 26
75 20
66.5 20
0,0 (100% Со) 20
Таблица 42
Влияние химического состава сплавов Ni-Co
на их сопротивляемость коррозии в 2%-ном рас-
творе NaCl
°/о Ni в покры- тии Потеря веса мг1см2 °/о Ni ) в покры- । тии Потеря веса мг/ем2
100 0,264 52 0,079
85 0,236 42 0,182
75 0,209 33,5 0.257
63,5 0,135 0,0 0,311
Твердость никель-кобальтовых покрытий определялась по методу царапа-
ния. Черта проводилась алмазным острием при нагрузке в 205 г. Ширина черты
определялась при помощи микроскопа с окуляр-микрометром при увеличении
в 50 раз.
Результаты испытаний приведены в табл. 41.
Из табл. 41 видно, что уже при 25% Со достигается максимальная твердость,
равная твердости чистого кобальта.
Авторами упомянутого исследования были проведены также коррозионные
испытания при переменном погружении в 2%-ный раствор хлористого натра.
Каждый цикл состоял из 15 минутного погружения в раствор и 15 минутного
пребывания на воздухе. Общее количество циклов 600 (300 час.). Результаты
испытания приведены в табл. 42.
105
Табл. 42 показывает, что наибольшей химической стойкостью отличаются
сплавы с одинаковым содержанием никеля и кобальта. При дальнейшем повы-
шении содержания кобальта химическое сопротивление сплавов, по крайней
мере в растворе поваренной соли и в аналогичной среде, понижается.
По данным Финка и Лэ содержание кобальта в осажденном сплаве повы-
шается по мере уменьшения концентрации водородных ионов. Так, при увели-
чении значений pH от 4 до 5,5 содержание кобальта в катодном осадке (при опре-
деленных условиях) возрастает от 80 до 90%. Мы, однако, считаем, что влияние
концентрации водородных ионов на состав катодного осадка может быть лишь
косвенное — за счет различного изменения выхода тока по Ni и Со.
Потенциалы осаждения кобальта и никеля практически не зависят от -кон-
центрации водородных ионов в электролите, поэтому следует ожидать, что при
устранении влияния диффузии (т. е. при наличии достаточно интенсивного пере-
мешивания) состав катодного осадка не будет зависеть от концентрации водо-
родных ионов, подобно тому, как это было установлено Глесстоном для слу-
чая осаждения железо-никелевых сплавов.
На аноде кобальт также растворяется преимущественно перед никелем.
Подробно этот вопрос был изучен С. А. Плетеневым и В. В. Кузнецовой Ч
Нам представляется более удобным пользоваться для гальваностегических
целей только никелевыми анодами, а кобальт вводить периодически в виде сер-
нокислых солей (или гидрата) в количестве 10—15% от концентрации никеля.
Для получения осадков постоянного состава и одинаковых по своим механи-
ческим свойствам требуется интенсивное перемешивание.
В электролите должен присутствовать Н3ВО3 в качестве буфера и СГ —
в качестве активатора, как и в никелевых ваннах 1 2.
Покрытие сплавом Fe-Ni
Поведение железа и никеля на катоде при совместном присутствии их в рас-
творе простых солей (например сернокислых) представляет большой практиче-
ский и теоретический интерес.
Общеизвестно вредное влияние железа в никелевых ваннах. Нередко наблю-
даемое при никелировании растрескивание или лупление осадка в большинстве
случаев является следствием наличия в электролите железа. Лупление осадка,
по мнению многих авторов, вызывается неравномерным распределением железа
в различных слоях. По этому поводу Ферстер (Foerster)3 пишет: «В присутствии
обоих металлов в растворе (или при загрязнении никелевых анодов железом)
процесс осложняется влиянием фактора времени на состав осаждающихся на
катоде сплавов. Хотя сам по себе никель осаждается на катоде легче, чем железо,
однако процентное содержание железа в катодном сплаве значительно выше,
чем это соответствует содержанию его в растворе.
Так как процентное содержание железа заметно влияет на механические
свойства осаждающегося сплава, то различный состав последовательно отла-
гающихся слоев обусловливает в них различную степень напряжения; вслед-
ствие этого конец катода прогибается по направлению к айоду, или осадок,
отделяясь от катода, свертывается. Даже при незначительном содержании же-
леза в растворе редко удается получить осадки в 0,01 мм, не обнаруживающие
заметной тенденции к отслаиванию».
Таким образом, катодное поведение железа в присутствии никеля должно
интересовать нас прежде всего с точки зрения широко распространенного про-
цесса никелирования. С другой стороны, доброкачественные покрытия из сплава
1 «Z. f. Elektrochem.», 39, 201—4, 1933.
2 В более поздней работе, опубликованной Юнгом (С. В. Young) и Гульдом (N. A. Gould)
в «Trans. Amer. Electrochemic. Soc.», Vol. LXIX, p. 585, 1936, приведены примерно такие же
данные, как и те, которые были получены Финком и Лэ. Исключение представляет влияние
температуры, именно: с повышением последней содержание кобальта в катодном осадке также
несколько возрастает.
3 Elektrochemie Wasseriger Losungen, S. 491, 1923, 4 изд.
106
железо-никель могли бы в ряде случаев заменить никелевые покрытия. С эко-
номической точки зрения такая замена сулит большие выгоды.
С теоретической точки зрения большой интерес представляет электролити-
ческое получение сплавов этих двух металлов (близких по своим электрохими-
ческим свойствам) из растворов простых солей.
Вопросом электроосаждения железо-никелевых сплавов занимались многие
авторы, причем почти все они уделяли главное внимание исследованию зависи-
мости между отношением железа и никеля в растворе и отношением этих метал-
лов в катодном сплаве.
Тепфер (Toepffer) 1 работал с растворами сернокислого никеля и железа,
добавляя в некоторых случаях сернокислый или щавелевокислый аммоний.
При плотностях тока от 0,7 до 7 А/дм2 содержание железа в катодном сплаве
понижалось по мере повышения плотности тока. Экстраполируя полученные
результаты до нулевой плотности тока, Тепфер пришел к невероятному резуль-
тату, что первый слой состоит из одного железа.
Креман 2 и его сотрудники также установили, что при электролизе раство-
ров сернокислого никеля и железа содержание последнего в катодном сплаве
больше, чем в растворе.
Наиболее подробное исследование, которое разрешило противоречия ряда
авторов, было предпринято Глесстоном3. Все испытанные им растворы буфери-
ровались смесью уксуснокислого натра и уксусной кислоты с общей концен-
трацией, равной 0,5 N.
Были испытаны два раствора с общим содержанием железа и никеля: 2N—
в одном и 0,4 N — в другом.
Анодное и катодное пространства были отделены друг от друга диафрагмой.
Всего было испытано 20 растворов при различной кислотности и с различ-
ным процентным содержанием железа по отношению к суммарной концентра-
ции железа и никеля.
Составы испытанных растворов приведены в табл. 43.
Таблица 43
Состав растворов, испытанных Глесстоном
№ раствора, PH j Fe + Ni грамм-экви- валент °/0 Fe № раствора pH Fe Ni 1 грамм-экви- валент °/o Fe
I 3,2 2,0 2 XI 4,0 0,4 10
II 3,2 2,0 10 Xu 4,0 0,4 30
III 3,2 2,0 50 XIII 4,0 0,4 50
IV 3,2 2,0 70 XIV 4,0 0,4 70
V 4,0 2,0 2 XV 5,2 2,0 2
VI 4,0 2,0 10 XVI 5,2 2,0 10
VII 4,0 2,0 30 XVII 5,2 2,0 30
VIII 4,0 2,0 50 XVIII 5,2 2,0 50
IX 4,0 2,0 70 XIX 5,2 2,0 70
X 4,0 0,4 2 XX 5,2 2,0 90
Во всех испытанных растворах наблюдается увеличение содержания железа
в сплаве по мере повышения плотности тока до определенного значения, после
которого содержание железа остается постоянным.
При незначительной концентрации в растворе железа (фиг. 80—83) содержание
его в сплаве вначале повышается вместе с плотностью тока, достигает максимума
и затем несколько падает до постоянного состава.
Вследствие быстрых изменений, происходящих в сплаве при низких плот -
ностях тока, ясно, что состав первоначального слоя, полученного при низкой
плотности тока, может быть весьма неопределенным.
1 «Z. f. Elektrochem.», б, 342. 1899.
2 «Monatsh. f. Sh.», 34, 1757, 1913.
3 «Trans. Far. Soc.», Vol. XXIII, May, 1927; «Trans. Far. Soc.», Vol. XXIV, Jule 1928.
107
В растворах, содержащих 30% железа по отнсшению к суммарной концен-
трации металла, первоначальный слой, полученный при низкой плотности тока,,
содержит меньше железа, чем это соответствует содержанию его в растворе.
Фиг. 80 Влияние плотности тока на
содержание железа в осадке при раз-
личном составе электролита (по Глес-
<стону). Растворы № I—IV.
Фиг. 81. Тоже, что и на фиг. 80.
Растворы № V—IX.
Фиг. 82. То же, что и на фиг. 80.
Растворы № X— XIV.
Фиг. 83. То же, что и на фиг. 80.
Растворы № XV—XX.
Этого следует ожидать, поскольку никель осаждается при более низком ка-
тодном потенциале. Если же содержание железа в растворе меньше (например
2%, 10% по отношению к суммарной концентрации), то первоначальный слой
всегда оказывается богаче железом.
Глесстон 1 исходит из предположения, что никель на катоде выделяется
вначале в неустойчивой форме, и электронное строение его разнится от строе-
ния обычного металла. Переход неустойчивой формы в устойчивую совершается
с определенной скоростью, причем Глесстон полагает, что одновременное выде-
ление железа с никелем замедляет эту скорость. Вследствие этого потенциал
выделения никеля из раствора сернокислого никеля в присутствии железа ста-
новится более отрицательным, чем при осаждении одного никеля из чистых
растворов. Тогда потенциал выделения Ni приближается к потенциалу выде-
1 «J. Chemie. Soc.», 129, 2887—97, 1926.
108
ления чистого железа из раствора FeSO4, почему и становится вероятным,
что начальный оса док будет содержать этот металл в преобладающем количестве.
С повышением плотности тока, содержание железа в сплаве стремится к по-
вышению (катодная поляризация железа меньше, чем никеля), и это возрастаю-
щее количество железа в сплаве оказывает все большее замедляющее действие
на переход неустойчивой формы никёля в устойчивую, т. е. осаждение никеля
будет протекать при еще более отрицательном потенциале.
Возрастание процентного содержания железа в катодном сплаве прекратится
тогда, когда в электролите (особенно в катодном слое) сильно возрастает концен-
трация ионов никеля, сравнительно с ионами железа. Тогда осаждающийся
сплав будет становиться беднее железом, и постепенно установится равнове-
сие, которое сохранится и при повышенной плотности тока. При дальнейшем
повышении плотности тока, особенно в разбавленных растворах, содержание
железа в катодном слое понижается вследствие сильного обеднения им электро-
лита. Прекращению возрастания процентного содержания железа в катодном
сплаве способствует также и то, что по мере уменьшения содержания никеля
в сплаве, потенциал выделения никеля становится менее отрицательным (депо-
ляризация при его выделении тем больше, чем меньше его содержание в осадке).
В концентрированных растворах, где диффузия практически не отстает от про-
цесса разряда ионов (например в 2 N растворе), равновесие устанавливается
главным образом за счет деполяризации осаждения никеля.
Если же первоначальный раствор содержит небольшое количество железа
(например 2% общего содержания металла), то благодаря осаждению сплава,
содержащего 20% железа, концентрация ионов последнего в катодном слое быстро
падает, отчего содержание железа в катодном сплаве, достигнув максимума,
понижается при дальнейшем возрастании плотности тока (см. на фиг. 80—83
кривые /, V, X, XI, XV и XV1).
В разбавленных растворах (0,4 N) влияние диффузии сказывается даже тогда,
когда содержание железа составляет 30—50% общего количества металла.
Другим фактором, могущим повлиять на состав катодного осадка при опре-
деленном отношении железа и никеля в электролите, является скорость осажде-
ния при данной плотности тока. Скорость осаждения сплава при данной плот-
ности тока и прочих постоянных условиях зависит от концентрации водород-
ных ионов в электролите. Чем меньше концентрация водородных ионов (чем
больше pH), тем выше выход тока.
В табл. 44 приведен средний выход тока при различном значении плотности
тока для растворов с pH = 3,2; 4,0; 5,2.
Совершенно очевидно, что в растворах с pH = 5,2, где выход тока значительно
больше, чем в растворах с pH = 4, влияние диффузии будет сказываться в боль-
шей степени. Сравнение кривых V, VI nV II (pH — 4) (см. фиг. 80) с кривыми
XV, XVI и XVII (pH — 5,2) (см. фиг. 83) подтверждает это положение. Из
фиг. 81 и 83 видно, что уменьшение содержания железа в катодном осадке с по-
вышением плотности тока гораздо заметнее при pH = 5,2, чем при pH = 4.
Влияние диффузии очень заметно в 2- и 10%-ных растворах при pH = 5,2; кри-
вые XV и XVI похожи на кривые X и XI (см. фиг. 82), полученные для рас-
твора с pH = 4, где общая концентрация металлов равна лишь 0,4 N.
Описанные выше опыты проведены при температуре в 15°. С повышением
температуры потенциал выделения сплава железо-никель приближается к по-
тенциалу выделения чистого никеля (фиг. 84). Поэтому при повышенных темпе-
ратурах следует ожидать получения сплавов с меньшим содержанием железа
в катодном осадке, чем при низких температурах.
Переход никеля из неустойчивой формы в устойчивую ускоряется с возра-
станием температуры, т. е. облегчается выделение никеля, и процентное содер-
жание его в катодном сплаве увеличивается. Очевидно, что возрастание плот-
ности тока будет в меньшей степени увеличивать содержание железа в катод-
ном осадке при повышенных температурах, чем при обычных. Влияние диффузии
в меньшей степени сказывается при повышенной температуре вследствие возра-
стания конвекционных токов. Поэтому уменьшение содержания железа в осадке
109
в относительно разбавленных растворах после достижения максимума наблю-
дается в очень незначительной степени.
На фиг. 85 графически показано примерное содержание железа в катодном
сплаве при температуре 15 и 53° и при различной концентрации железа в электро-
лите.
Глесстон установил,
что концентрация водо-
родных ионов не оказы-
вает влияния на потен-
циалы выделения же-
леза, никеля и кобальта.
Он же показал, что
потенциал выделения
сплава железо-никель
не зависит от концен-
трации водородных ио-
нов. Следовательно, и
на состав катодного
Таблица 44
Влияние кислотности на выход тока железо-никелевых
сплавов
Плотность 1 тока А. 1дм* | РН З,2 pH-4,0 pH -4,0 (разбавлен.) рН 5,2
о,1 1,6 4,8 I 3,2 1 48
0,25 2,4 7,2 8,0 56
0,50 4,8 16 16 64
1,0 16 29 24 80
2,0 19 38 35 1 80
4,0 26 43 40 । 80
сплава концентрация
оказать непосредственного влияния. Это влияние
водородных ионов не может
может быть лишь косвенным за счет
того, что скорость осаждения (точнее
говоря, выход тока по металлу)—выше
в растворах с меньшей концентрацией
ионов водорода.
Энгеман (Engemann) \ как и неко-
торые другие исследователи, сделал
одно противоречивое заключение, что
содержание железа в сплаве понижается
по мере течения электролиза.
В начале этой главы мы указывали,
что Ферстер видит причину отслаива-
ния никеля, осаждающегося в присут-
ствии железа, в неравномерном распре-
делении последнего в различных слоях
Фиг. 84. Влияние температуры на
потенциалы осаждения железа, никеля и
сплава железо-никель.
катодного осадка.
Глесстон со своими сотрудниками осаждали железо-никелевые сплавы в про-
должение различного времени и при разнообразных условиях; при этом было
найдено (в пределах погрешностей опытов), что при плотностях тока ниже той,
при которой катодный осадок содержит максимальное количество железа (если
только диффузия не оказывает влияния на процесс), состав осаждающегося сплава
не изменяется во времени. В табл. 45 приведены результаты опытов с раствором
VIII при плотности тока около 0,5 А/дм2. Эти данные типичны для многих опы-
тов, проведенных с аналогичными растворами.
В тех случаях, когда диффузия оказывает заметное влияние на состав сплава,
часто содержание железа в катодном сплаве уменьшается во времени. Особенно
резко это наблюдается при низкой температуре, высокой плотности тока и незна-
чительном содержании железа в электролите.
Борная кислота, хлор-ионы и ионы аммония — эти обычно присутствующие
компоненты в ваннах для осаждения никеля и железа — не оказывают, по дан-
ным Глесстона, влияния на состав железо-никелевых осадков.
По Креману сильное влияние на состав катодного сплава оказывает лимон-
ная кислота. Вначале она увеличивает содержание никеля в сплаве, при дальней-
шем же прибавлении ее в электролит содержание никеля в осадке начинает умень-
шаться (фиг. 86).
Вообще говоря, влияние лимонной кислоты на состав катодного сплава можно
объяснить степенью прочности образующихся в ее присутствии комплексов
1 «Z. f. Elektrochem.», 17, 910, 1911.
110
с железом и с никелем. Можно допустить, например, что до определенной кон-
центрации лимонной кислоты образуются более прочные комплексы с железом,
в результате чего сильно уменьшается концентрация ионов железа в электро-
лите, потенциал выделения железа становится более отрицательным, и содер-
жание последнего в катодном сплаве понижается.
Таблица 45
Влияние продолжительности электролиза на состав катодного сплава
Продолжитель- ность осаждения мин- j Вес осажден- । ного слоя, г | Содержание железа, °/0 Продолжитель- ность осаждения МИН. 1 I Вес осажден- ного слоя, г Содержание железа, °/0
32 0,0044 78,1 204 0,0295 76,0
32 0,0047 76,0 209 0,0285 75,1
60 0.0080 76,3 240 0,0324 76,2
60 0,0104 76,6 240 0,0305 76.2
При дальнейшем прибавлении лимонной кислоты могут образовываться также
и комплексы с никелем, вследствие чего затруднится катодное выделение его,
и содержание никеля в осадке соответственно понизится.
Фиг. 85. Соотношение между
содержанием железа в растворе
и в катодном осадке.
Фиг. 86. Влияние концентрации
лимонной кислоты на состав
сплава Fe-Ni.
К сожалению, мы не находим указаний у Кремана относительно буфериро-
вания раствора. Возможно, что с прибавлением лимонной кислоты возрастает
общая кислотность электролита, а вместе с этим уменьшается скорость осажде-
ния сплава (выход тока падает), что, в свою очередь, вызывает увеличение содер-
жания железа в сплаве.
В Московском институте цветных металлов под руководством В. И. Лайнера 1
была исследована возможность замены никелевых покрытий железо-никелевыми.
Покрытия должны были содержать не более 30—40% железа, ибо при дальнейшем
повышении содержания последнего химическая стойкость железо-никелевых
сплавов в сравнении с чистым никелем сильно снижается.
Главное внимание было сконцентрировано на выборе условий получения по-
крытий, толщиной в сотые доли миллиметра, с высокими механическими свой-
ствами; осадки не должны были проявлять тенденции к растрескиванию, по-
ристость должна была быть минимальной, декоративность — такая же, как у
никеля.
1 Работа выполнялась в Московском институте цветных металлов группой студентов в со-
ставе: Амбарцумян, Бакута, Кларк и Королева.
111
Общеизвестно, что в практике гальваностегии очень трудно (если не совер-
шенно невозможно) пользоваться диафрагмой для изолирования анодного про-
странства от катодного. В связи с этим следовало принять меры к борьбе с вред-
ным влиянием окисления закисшего железа и к максимальному сохранению
постоянства электролита.
Чтобы парализовать вредное влияние трехвалентного железа, в электролит
вводилась лимонная кислота (15 г/л). Последняя дает с железом прочные комп-
лексы и в то же время является хорошим средством для буферирования раствора.
Отношение железа к никелю в электролите было 1 : 10. Абсолютная концен-
трация солей в одной ванне составляла 250 г/л NiSO4 • 7Н2О и 25 г/л FeSO4 •
• 7Н2О, а в другой ванне — 350 г/л NiSO4 • 7Н2О и 35 г/л FeSO4 • 7Н2О.
Температура в менее концентрированной ванне поддерживалась около 55°,
а в более концентрированной 65—70°.
Плотность тока была испытана от 0,5 до максимального предела, при
котором осадки начинают трескаться.
В качестве анодов применялись никелевые пластины. Благодаря преиму-
щественному выделению на катоде железа перед никелем, можно было рассчи-
тывать поддерживать отношение металлов в электролите на более или менее по-
стоянном уровне. Ванны перемешивались либо механически (вращение мешалки
при 500 об/мин), либо путем вдувания
воздуха.
Проведенные опыты показали, что для
получения осадков с хорошими механи-
ческими свойствами требуется соблюдать
определенные соотношения между плот-
ностью тока и кислотностью (pH) электро-
лита, именно: чем выше применяемая
плотность тока, тем больше должна быть
кислотность, в противном случае осадки
приобретают склонность к растрескива-
нию. Поскольку выход тока, при прочих
постоянных условиях, падает с повыше-
нием кислотности (т. е. количество выде-
ляющегося водорода увеличивается), сле-
дует допустить, что не водород вызы-
вает хрупкость осадков. Скорее можно счи-
Фиг. 87. Влияние плотности тока
на состав катодного осадка. Состав
электролита: NiSO, • 7Н3О — 250
г)л', FeSOj • 7Н2О — 25 г]л; лимон-
ная кислота—15 г/л.Температура55°.
тать, что причиной хрупкости являются включающиеся в катодные осадки
гидраты, которые образуются в катодном слое при недостатке кислоты.
Был произведен ряд химических анализов осадков, полученных в ванне мень-
шей концентрации, работавшей с механическим перемешиванием при различных
значениях pH и различной плотности тока. При этом подтвердилось положение,
установленное Глесстоном, что концентрация водородных ионов не оказывает
прямого влияния на химический состав катодного осадка.
Максимальное содержание железа было получено при плотности тока
в 1—1,25 А/с?л<2; при дальнейшем повышении плотности тока состав катодного
сплава практически оставался постоянным (фиг. 87).
Изменение выхода тока в зависимости от плотности тока и концентрации во-
дородных ионов показано графически на фиг. 88 и 89.
Пористость осадков зависит главным образом от трех факторов? 1) подго-
товки поверхности, 2) толщины слоя и 3) перемешивания.
На гладкой, хорошо отполированной поверхности осадки получаются зна-
чительно менее пористыми, чем на грубой поверхности. Еще лучшее влияние на
уменьшение количества пор оказывает покрытие железных катодов медью, хотя бы
тончайшим слоем. Повидимому, здесь играет роль перенапряжение водорода,
которое на меди больше, чем на железе. В связи с этим в первый момент осажде-
ния выделяется мало водорода, и первоначальный катодный слой получается
с минимальным количеством пор.
В сравнении с никелевыми покрытиями железо-никелевые имеют, при одина-
ковой толщине, значительно меньшее количество пор. Так, при легком предвари-
112
тельном омеднении (2 мин. в медной цианистой ванне) удавалось получать бес-
пористые покрытия (приблизительно 40% Fe и 60% Ni) при толщине слоя в 3,2 р,
в то время как для получения беспористых никелевых покрытий рекомендуется
толщину слоя доводить до 20—25 у.. Все же мы считаем целесообразным и для
железо-никелевых покрытий, в том
случае когда они предназначены для
защиты основного металла от корро-
зии, придерживаться толщины слоя
порядка 10—15 pi.
Фиг. 89. Влияние кислотности на состав
катодного осадка.
Фиг. 88. Влияние плотности тока на
выход тока; pH = 3,5; t= 55°.
Кривая Г. 350 г/л NiSOB 35 г/л B’eSO*;
Дк=1А/0л18, «= 70°.
Кривая 2: 250 3MNiSO4; 25 2MFeSO<:
Dk=lA/dM*, «=55°.
Интенсивное перемешивание, при условии отсутствия в электролите взве-
шенных частиц, также способствует получению менее пористых покрытий, по-
скольку пузырьки водорода легче отрываются от катодной поверхности. В более
концентрированной ванне, содержащей 350 г/л сернокислого никеля и 35 г/л
сернокислого железа, получаемые осадки имеют лучшие механические свой-
ства. Так, полученные в концентрированной ванне осадки толщиной около
0,006 мм выдерживали все механические испытания, в то время как осадки та-
кой же толщины, но полученные в более разбавленной ванне имели склонность
к растрескиванию.
Попытки применить воздушное перемешивание, как более эффективное
и легче осуществимое в производственных условиях, привели к неудовлетвори-
тельным результатам. Выход тока в случае перемешивания электролита воздухом
постепенно падал, осадки делались темными и хрупкими, а самый электролит
становился грязно-мутным. Повидимому, кислород воздуха ускорял разложение
комплексов, и вместе с этим начинало сказываться вредное влияние трехвалент-
ного железа.
Коррозионные испытания, проведенные А. Е. Гопиусом в лаборатории корро-
зии Государственного института цветных металлов («Гинцветмет»), показали,
что по своим защитным свойствам покрытия из железо-никелевого сплава не усту-
пают, а в некоторых случаях даже превосходят чисто никелевые покрытия.
Покрытия из железо-никелевого сплава сохранили свое блестящее состояние
после четырех суток испытания в коррозионном шкафу — в атмосфере тумана
морской воды.
На всех образцах, покрытых тонким слоем железо-никелевого сплава, без
медной прослойки, наблюдалась коррозия основного металла.
В общем следует сказать, что главным недостатком железо-никелевых осад-
ков с гальваностегической точки зрения является их хрупкость.
Серьезным препятствием для промышленного освоения этого процесса яв-
ляется невозможность применения воздушного перемешивания в присутствии ли-
монной или какой-либо иной органической кислоты.
Помимо сульфатных растворов, для электроосаждения железо-никелевых
сплавов изучались также цианистые растворы \ Основными компонентами элек-
1 L о wr е п с е Е. Stout a. Jonas Card, «Trans. Amer. Electrochemic. Soc.»,
Vol. LVIH, p. 357, 1930.
JB. И. Лайнер—62—8 113
тролита были высокой чистоты цианистый никель, железистосинеродистый ка-
лий и виннокислый калий. Последний вводился для предупреждения образова-
ния на анодах нерастворимого осадка берлинской лазури и поддержания проз-
рачности электролита. В качестве анодов (нерастворимых) применялся кремни-
стый чугун (duriron).
Содержание никеля в катодном осадке в зависимости от состава электролита
и режима, изменялось от 90 до 2%. По данным авторов исследования катодные
осадки отличались хорошими физическими свойствами и сцеплением с основным
металлом.
Подобно явлению, наблюдаемому в сернокислых растворах, осадки, полу-
ченные в цианистых растворах, более богаты железом, чем это соответствует со-
держанию его в растворе.
Температура и плотность тока почти не оказывают никакого влияния на со-
став катодного осадка, когда содержание никеля в растворе ниже 40% общей
концентрации металла.
При более высокой концентрации никеля в растворе (например 4Q, 60%
и выше) содержание его в катодном осадке с увеличением плотности тока быстро
возрастает. Особенно сильно сказывается влияние плотности тока при повышен-
ных температурах порядка 50—70°. В качестве примера в табл. 46 приведены ре-
зультаты опытов, проведенных при 70° и при различной плотности тока.
Таблица 46
Влияние плотности тока на состав катодных осадков, полученных при различном отно-
шении железа и никеля в растворе
№ опыта Плотность тока А/дм8 Напряже- ние на ванне V Время мин. Отношение металлов в рас- творе Содержание металлов в осадке
°/о Fe °/о Ni °/о Fe °/. Ni
1 3,5 30 5 95 56 44
б 6,0 30 5 95 30 70
1 12 10,0 15 5 95 16 84
22 12,5 10 5 95 10 90
1 3,5 30 20 80 75 25
б 6,0 30 20 80 54 46
2 12 10,0 15 20 80 41 59
22 12,5 10 20 80 36 64
1 3,5 30 40 60 83 17
б 6,0 30 40 60 75 25
3 12 10,0 15 40 60 65 35
22 12,5 10 40 60 60 40
1 3,5 30 70 30 95 5
б 6,0 30 70 30 92 8
4 12 10,0 15 70 30 90 10
22 12,5 10 70 30 89 11
1 3,5 1 30 90 10 95 5
б 6,0 30 90 10 95 5
5 12 10,0 15 90 10 93 7
22 12,5 10 90 10 91 9
По мере повышения плотности тока, выход тока падает, но не так резко и не*
так закономерно, как например в медной цианистой ванне.
В табл. 47 приведены данные, характеризующие зависимость между плот-
ностью тока и выходом тока на основании большого количества опытов.
114
Таблица 47
Влияние плотности тока на выход тока при различной температуре
(отношение железа к никелю в растворе везде 90: 10)
№ серии Температура °C Плотность тока А дм2 Содержание металлов в осадке Выход тока °/о
°/о Fe °/о Ni
25 1 90 10 60
I 25 5 90 10 43
1 25 8 91 9 53
25 12 87 13 50
50 1 96 4 63
IT 50 5 95 5 47
11 50 12 96 4 36
50 20 95 5 40
70 1 95 5 62
70 б 95 5 42
ill 70 12 93 7 32
70 22 91 9 39
Избыток свободного цианида в ванне приводит к понижению содержания же-
леза в катодном осадке. При большом избытке цианида (75 г/л) катодные осадки
получаются без следов железа даже в том случае, когда содержание железа
в электролите равно 95% общей концентрации металла в растворе.
Авторы исследования рекомендуют следующие оптимальные условия для
получения железо-никелевых осадков из цианистых растворов. Цианистый ни-
кель и железистосинеродистый калий (при общем содержании металла в 14 г/л)
растворяют в воде в присутствии такого количества цианида, которое обеспечи-
вает полное растворение исходных компонентов. К раствору добавляют винно-
кислый калий в количестве, соответствующем 13 г/л винной кислоты.
Выход тока колеблется в пределах от 35 до 60%.
Повышению содержания никеля в катодном осадке благоприятствуют сле-
дующие факторы:
1) повышение содержания никеля в растворе;
2) повышение плотности тока;
3) повышение температуры.
Структуру железо-никелевых осадков исследовал Креман 1 2 а также Д. В.
Степанов 2. В плоскости, перпендикулярной к плоскости осаждения, структура
электролитически осажденных железо-никелевых сплавов не отличается от струк-
туры аналогичных сплавов, полученных термическим путем.
Если же рассматривать сечение катодных осадков, то наглядно выступает
их слоистое строение. Эти слои исчезают только при нагреве до белого каления,
когда, благодаря диффузии, сплав делается совершенно однородным и по своей
структуре напоминает никелевую сталь, полученную термическим путем.
Покрытие сплавом Fe-Cr
Когда железо присутствует в обычно применяемых для хромирования электро-
литах (раствор хромовой кислоты и небольшое количество серной кислоты)
даже в значительной концентрации, то катодные осадки не содержат и следов
железа. Иное дело, если электролизу подвергаются растворы, содержащие соли
железа и трехвалентного хрома. Правда, нормальные потенциалы хрома и же-
1 R. Кг eman n, «Elektrochem. Metallkunde», S. 553—556.
2 «Z. f. Elektrochem.», 1934 u. 1935.
115
леза отлчаются друг от друга больше, чем на 0,1 V, и это не благоприятствует
одновременному электроосаждению этих металлов из растворов простых солей.
По данным Грубе и Брейтингера (G. Breitinger) 1 нормальный потенциал
Сг/Сг” = —0,56 V, а нормальный потенциал Сг"/Сг”' = —0,41 V. При со-
стоянии равновесия концентрация трехвалентного хрома в одномолярном рас-
творе двухвалентного хрома равна 2,5 • 10~3 mol. Отсюда видно, что непосредст-
венно у катодной поверхности хром находится преимущественно в двухвалент-
ном состоянии даже в том случае, когда для приготовления электролита исходят
из трехвалентного хрома, так как последний восстанавливается до двухвалент-
ного.
Совместному выделению на катоде железа и хрома, например из растворов
их сернокислых солей, способствует то обстоятельство, что выделение железа
сопровождается большей катодной поляризацией, чем это имеет место при выде-
лении хрома, в связи с чем потенциал выделения железа приближается к потен-
циалу выделения хрома.
Не исключается также некоторое деполяризующее влияние железа вслед-
ствие образования твердых растворов с хромом.
Интерес, который представляет собой электролитическое получение покрытий
из железо-хромовых сплавов, обусловлен высокой химической стойкостью пос-
ледних, с чем связано широкое применение железо-хромовых сплавов в хими-
ческом аппаратостроении и в ряде других случаев. Можно рассчитывать, что
железохромовые сплавы, полученные электролитически, благодаря их высокой
чистоте, будут обладать большей химической стойкостью, чем аналогичные
сплавы, полученные термически.
В главе по хромированию 2 мы указывали, что все попытки замены хромовой
кислоты соединениями низшей валентности хрома до сих пор не привели к поло-
жительным результатам.
Такая замена желательна прежде всего по соображениям экономического
порядка: скорость осаждения хрома при той же плотности тока и том же выходе
тока возрастает вдвое. Если еще заменить часть хрома железом, сохранив высо-
кие качества катодных осадков, то преимущества такого процесса очевидны.
Первое исследование, посвященное электроосаждению железо-хромовых спла-
вов, было предпринято японскими авторами Фудзеи (G. rusey) и Садзаки (К. Sa-
saki) 3. Они нашли, что наиболее подходящей для этой цели является зеленая
модификация сернокислого хрома.
Блестящие хромовые осадки были получены при несколько меньшей кислот-
ности, которая соответствует образованию зеленого сернокислого хрома, в то
время как при более высокой кислотности на катоде выделялся один водород;
при меньшей кислотности катодные осадки включают в себя много гидрата.
Оптимальная кислотность соответствовала 0,05—0,1 mol свободной серной кис-
лоты на 1 л раствора.
Из раствора хромовых квасцов удавалось получать блестящие слои хрома
только после перевода фиолетовой модификации в зеленую путем нагревания.
Однако такие растворы обнаруживали склонность к обратному переходу в фио-
летовую модификацию в присутствии сернокислых солей щелочных металлов.
Качество осадков при этом ухудшалось.
Плохие осадки получались также при пользовании загрязненным сернокис-
лым хромом, содержащим большое количество органических веществ.
Основные опыты по электроосаждению железо-хромовых сплавов проводи-
лись с растворами, содержащими 1—2 mol хрома, 0,15—0,5 mol железа и
0,05—0,1 mol свободной серной кислоты на 1 л электролита. Анодами служили
стержни из искусственного магнетита.
В результате проведенных опытов были сделаны следующие выводы.
1. Выход тока остается на постоянном уровне лишь в первый период элек-
тролиза. Через 20 мин. после начала, когда медные катоды уже покрыты тонким
1 «Z. f. Elektrochem.», 33, 112, 1927.
2 См. Лайнер, В. И. и Кудрявцев, Н. Т., Основы гальваностегии, ч. I.
3 «Trans. Amer. Electrochemic. Soc.», Vol. LIX, 445, 1931.
116
слоем сплава, выход тока начинает снижаться. Повидимому, это явление можно
объяснить уменьшением перенапряжения водорода после того, как медный ка-
тод весь покрывается железо-хромовым сплавом.
Вместе с уменьшением выхода тока наблюдалось также уменьшение содер-
жания хрома в катодном сплаве.
2. С повышением плотности тока возрастают также содержание хрома в ка-
тодном сплаве и суммарный выход тока. Это можно объяснить следующим обра-
зом: электроосаждение железа и хрома сопровождается большей катодной поля-
ризацией, чем выделение водорода (перенапряжение водорода на этих металлах
незначительно); кроме того, железо выделяется с большей поляризацией, чем
хром.
Фиг. 90. Поляризационные кривые
для железа, ’ хрома и водорода в
сернокислых растворах.
Фиг. 91. Влияние кислотности на выход тока и
состав катодного осадка
Кривая 1;
Сг — 1,5 тоИл; Ге—0,135 mol/л; H2SO4—0,151 mol/л
Кривая 2;
Сг — 1,5 mol/л; Ге—0,135 mol/л; H2SO4—0,081 тоЦл:
Кривая 3;
Сг—1,5 mol/л; Ге—0,537 mol/л; H2SO4—0,097 тоЦл
Кривая 4?
Сг—1,5 mol/л; Ге—0,537 то?/л; H2SO4—0,087 mol/л.
Температура везде 15° (пунктирные кривые характери-
зуют содержание Сг в осадке, а сплошные—выход тока).
Поляризационные кривые схематически изображены на фиг. 90. Кривая
С получена путем складывание плотностей тока, соответствующих потенци-
алам выделения водорода, железа и хрома. Эта кривая не может точно вос-
произвести зависимость между потенциалом и плотностью тока в случае сов-
местного выделения водорода, железа и хрома из растворов, содержащих эти
элементы, ибо вследствие образования твердых растворов возможно, деполя-
ризующее влияние. Однако этим влиянием можно пренебречь, так как вели-
чина деполяризации при образовании твердых растворов, в отличие от слу-
чаев образования химических соединений, не достигает больших значений.
Таким образом, можно принять,что кривая S соответствует случаю одновре-
менного выделения водорода, железа и хрома.
Из фиг. 90 следует, что выход тока
ЕЕ2+ЛЕг
ВЕ2
и содержание хрома в катодном осадке
le2
КЕ, + LE2
при более высокой плотности тока 73 — больше, чем выход тока
СЕ, +’РЕг
ЛЕ,
117
и содержание хрома в катодном осадке
DE,
СЕг + DEt
при более низкой плотности тока /х.
3. С повышением кислотности электролита уменьшаются содержание хрома
в осадке и суммарный выход тока (фиг. 91).
Схематически эта зависимость объясняется следующим образом: пусть на
фиг. 90 кривая Н' представляет зависимость между потенциалом и плотностью
тока в растворе с большей кислотностью, чем кривая Н\ тогда при более высо-
кой кислотности выход тока
С'Б\ +D'Et'
А'Е/
ниже, чем при меньшей кислотности, так как последний равен
СЕ} + DEX
АЁ[ ’
а содержание хрома, равное
Р'Е'1___
С'Е\ + Р'Ё'1 ’
— меньше, чем
РЕг
СЕ1 + РЕг
4. Повышение температуры оказывает такое же влияние, как и увеличение
кислотности, ибо с возрастанием температуры понижается перенапряжение во-
дорода.
5. Увеличение содержания сульфата железа в электролите приводит к по-
вышению суммарного выхода тока и к понижению содержания хрома в ка-
тодном осадке.
Отличительной особенностью железо-хромовых осадков является большое со-
держание в них кислорода в виде окисных соединений, попадающих в осадок
вследствие защелачивания катодного слоя.
Содержание кислорода в катодном осадке возрастает с увеличением плотно-
сти тока и с уменьшением кислотности электролита. Повышение температуры
увеличивает степень гидролиза и поэтому оказывает такое же влияние, как и
повышение кислотности (табл. 48).
Таблица 48
Содержание кислорода в железо-хромовых осадках
(состав электролита: 1,043 mol [л Сг-1-0,537 ^aZ/л Fe)
Темпера- тура °C Н2 SO4 тД!л Плотность тока в А/д№
7,5 8,75 10 12,5 15 22,5
22 0,096 0 2,4 4,78 7,65
15 0,079 — 0,57 — 3,28 — 5,57
13 0,099 0 — 4,3 5,7 — 7,79
9 0,079 3,2 — — 5,8 7,15 7,9
4 0,117 — 2,49 — — 4,41 0
Получаемые осадки имеют металлический блестящий оттенок только в том
случае, если содержание кислорода в них не превышает 10%. Наилучший вид
осадков обеспечивается при содержании в них кислорода менее 5%.
Наилучшие условия для получения эластичных блестящих осадков, по дан-
ным авторов исследования, таковы: электролит содержит 1—2,5 mol {л Сг;
(0,5 mol/л Реи 0,05—0,1 mol/л H2SO4; температура 15°, плотность тока 8—15 А/длг2);
осадки содержат 60—70% Fe, 30—40% Сг и 1—5% О. Лучшие результаты полу-
чаются при комбинированном применении, железных и магнетитовых анодов
(табл. 49).
Таблица 49
Электролиз с железными и магнетитовыми анодами
(состав электролита: 0,564 mol) л Сг, 0,537 то1[л Fe, 0,05 mol! л H2SO4; температура 15°)
Плотность тока в А/дм2 . . 5 6,25 . 7.5 8,75 10 11,25 12,3
Выход тока в % ..... Содержание хрома в осадке 5,74 10,05 13,52 18,44 22,09 23,79 23,02
(атомн. %) 13,22 21,22 28,07 32,72 35,59 37,09 37,02
Вид осадка Хороший Хороший Хороший Отлич- ный Отлич- ный Тем- ный Тем- ный
В структурном отношении железо-хромовые сплавы, полученные электроли-
тическим путем, не отличаются от этих же сплавов, полученных кристаллиза-
цией из расплавленного состояния.
Для коррозионных испытаний медные прутки были покрыты железо-хромо-
вым сплавом при содержании хрома в 30—40%; прутки анодно пассивировались
в HNO3. Поры, обнаруженные аммиаком, были замазаны пицеином, после чего
образцы погружались для испытания в соответствующий реагент. Результаты
испытаний приведены в табл. 50.
Таблица 50
Коррозионные испытания железо-хромовых покрытий
Реагент Концентрация Продолжи- тельность осаждения час. Плотность тока Продолжи- тельность испытания дней Наблюдения
NaCl Насыщенная 1 10 20 Никаких изменений
NH4C1 >> 5,6 11,65 33 Немного ржавчины
С2Н4О2 87% 1 10 20 Никаких изменений
с4неов Насыщенная 1 8 20 » »
с2н2о4 » 1 9 20 » »
nh4oh 6,05% 0,25 5 20 » »
Под руководством В. И. Лайнера в Московском институте цветных металлов
и золота была проведена экспериментальная работа с целью усовершенствования
процесса электроосаждения железо-хромовых сплавов, в частности — повыше-
ния выхода тока Ч В основу было положено исследование японских авторов.
В процессе работы выявился ряд затруднений, не упоминаемых в предшест-
вующих исследованиях.
1. При работе без диафрагмы электролит имеет тенденцию к окислению.
2. При работе с диафрагмой наблюдается быстрое защелачивание католита,
повидимому, вследствие интенсивного выделения водорода.
3. Борная кислота в количестве 30 г/л не оказывает заметного буферного дей-
ствия.
4. В катодном пространстве наблюдается образование сероводорода, присут-
ствие которого можно было обнаружить по резкому запаху, а также на основании
целого ряда качественных реакций на сероводород. При этом качество катодных
осадков сильно ухудшается.
Можно предполагать, что сероводород образуется либо за счет восстановления
серной кислоты водородом, выделяющимся в большом количестве на катоде
(при этом соли трехвалентного хрома могут играть роль катализатора), либо
Работа выполнялась группой студентов в составе: Алексеевой, Кошелева и Рабиновича.
119
вследствие восстановления серной кислоты образующимися на катоде двухвалент-
ными ионами хрома.
5. Введение в электролит гуммиарабика в качестве коллоида делало невоз-
можным получение металлических осадков; при этом выделялся один водород
и образовывались гидратные осадки.
Перечисленные выше затруднения делают проблематичным промышленное
освоение процесса электроосаждения железо-хромовых осадков для гальвано-
стегических целей.
Покрытие сплавом Fe-Ni-Cr
Поскольку была установлена принципиальная возможность электроосажде-
ния железо-никелевых и железо-хромовых сплавов из сернокислых растворов,
а также изучены некоторые детали этих процессов, совершенно естественно напра-
шивался вопрос об изучении условий совместного осаждения трех металлов:
железа, никеля и хрома.
Высокая химическая стойкость этих тройных сплавов делает заманчивым
применение их для гальваностегических целей.
В. И. Лайнер выполнил экспериментальную работу х, которая позволила
установить принципиальную возможность и изучить основные моменты процесса
электроосаждения сплавов Fe-Cr-Ni.
Опыты производились с изолированным анодным и катодным пространством.
Анолитом служил раствор сернокислого натра (200 г/л), католитом — раствор
сернокислых солей железа, никеля и хрома, взятых в различных соотношениях.
Кроме того, в качестве буферных соединений присутствовали уксуснокислый
натр или борная кислота.
Анодами служили угольные или свинцовые пластины, катодами — плати-
новая жесть или медная фольга. Растворение катодных осадков, подвергавшихся
химическому анализу, производилось в соляной кислоте при нагревании.
Подобно тому, как это имеет место в случае осаждения железо-хромовых
сплавов, в данном случае хром также осаждался на катоде только из зеленой
модификации. Из фиолетовой модификации хром не осаждался даже в тех слу-
чаях, когда содержание его в электролите втрое превышало содержание железа.
Но и из зеленой модификации хром осаждается в значительно меньшем количе-
стве, чем это соответствует его концентрации в электролите.
В отдельных случаях было обнаружено высокое содержание хрома в катод-
ных осадках (порядка 20% и выше), но, как правило, это сопровождалось вклю-
чением в катодный осадок большого количества окислов. Об этом можно было су-
дить по внешнему виду осадков (они получались темными), а также по тому,,
что сумма определенных в катодном осадке железа, никеля и хрома в этих слу-
чаях бывала значительно менее 100% общего привеса.
Что касается поведения железа и никеля, то на основании большого количе-
ства химических анализов осадков, полученных при различных условиях, темпе-
ратуре и плотности тока и при различных соотношениях осаждающихся металлов
в растворе, создается впечатление, что присутствие хрома в растворе способствует
преимущественному перед железом выделению никеля.
Как было установлено рядом исследований, железо осаждается преимущест-
венно перед никелем в тех случаях, когда в растворе присутствуют только соли
этих двух металлов.
Так, для получения железо-никелевого сплава, содержащего 60% Ni и 40% Fe,
мы рекомендовали поддерживать в электролите отношение никеля к железу 10:1.
При наличии же в растворе также и хрома, содержание железа по отношению
к никелю может быть увеличено в несколько раз, состав же катодного сплава
при этом изменяется незначительно.
Особенно благоприятно сказывается влияние хрома на преимущественном вы-
делении никеля перед железом в тех случаях, когда самый хром на катоде почти
1 Работа выполнялась в лаборатории гальваностегии Государственного института цветных
металлов.
120
не выделяется, что имеет место, когда хром находится в растворе в фиолетовой
модификации.
В табл. 51 дана зависимость между соотношением металлов в растворе и
составом катодного осадка.
Таблица 51
Зависимость между соотношением Fe, Ni и Сг в растворе и составом катодного сплава
Ч £4 82 s я к к о 5 ео Состав электролита (нор- мальн.) Состав осадка
i о о 03 О о £ ч к 5 о Л к • Ф ей W К S Ч Ni Ст Ni
Ч» Kg её Fe Fe Сг
1 1 0,5 0,25 2,5 38,5 61,5 —
2 1 0,6 0,1271 0,25 2,5 — 33,3 66,3 —
3 3 3,0 0,1131 0,25 2,5 0,25 16,11 82,55 Следы
4 3 1,6 0,0630 0,25 2,5 0,21 14,4 65 14,4
5 б 2,0 0,0894 0,25 1,0 0,50 26,5 63,1 Следы
б 10 1,25 0,368 0,75 0,5 0,50 8,7 72,8 3,8
7 б 4,5 0,697 0,75 0,5 0,50 10 73,2 з,з
Примечание. Опыты б и 7
проведены в присутствии
10 г/л Н2С2О4
Продолжительность электролиза не оказывает влияния на выход тока, в про-
тивоположность тому, что наблюдалось японскими авторами при исследовании
процессов электроосаждения железо-хромовых сплавов.
Фиг. ,92. Зависимость выхода тока от
продолжительности электролиза. Со-
став электролита: Ni—0,25 N; Fe —
0,75 N; Cr — 0,75 N; H3BO3—20 г/л;
Dk= 20 JW2; pH = 2.
Фиг. 93. Зависимость выхода тока от
плотности тока. Продолжительность
электролиза 5 час.; площадь катода
21 см2; pH = 1,9—2,15.
На фиг. 92 приведены результаты опытов, проведенных с электролитом,
в котором отношение Ni : Fe : Cr = 1 : 3 : 3, а суммарная концентрация металла
равна 1,75 N. Правда, выход тока в этой ванне мал, но он сильно зависит от кис-
лотности, плотности тока и температуры. Поэтому мы старались при проведении
этих опытов поддерживать все перечисленные условия постоянными. Температура
поддерживалась на уровне 33—35°, колебания кислотности допускались в пре-
делах значений pH = ± 0,2.
С повышением плотности тока суммарный выход тока, при сохранении всех
прочих условий электролиза постоянными, резко повышается. Однако повышение
плотности тока лимитируется большим количеством выделяющегося водорода
(абсолютно, а не относительно количества выделяющихся металлов), в резуль-
тате чего электролит в катодном слое защелачивается до выпадения гидратов.
121
Поэтому допускаемую плотность тока можно повысить вместе с кислотностью.
При концентрации водородных ионов, соответствующей pH =2, температуре
в 35°, и при наличии перемешивания предельная плотность тока составляет
примерно 20 А/дм1 2.
Графически зависимость между плотностью тока и суммарным выходом тока
показана на фиг. 93.
При электроосаждении сплавов Fe-Cr-Ni необходимо уделять серьезное вни-
мание кислотности электролита. С точки зрения получения наибольшего выхода
тока следует поддерживать минимальную концентрацию водородных ионов
в электролите. Однако этот минимум не должен быть ниже того, при котором на-
чинается гидролиз солей.
Необходимо иметь в виду, что кислотность в катодном слое меньше, чем во
всей массе электролита; в силу этого выпадение гидроокисей и включение их в
катодный осадок возможно даже при той кислотности, при которой гидролиз
не имеет места, если электролит не забуферирован в достаточной степени.
Лучшие результаты были получены нами в присутствии уксуснокислого натра
(60 г/л). При этом кислотность оставалась практически постоянной после пропу-
скания нескольких десятков ампер-часов на 1 л электролита.
В присутствии борной кислоты в качестве буферного соединения кислотность
быстро падала.
Минимальное значение pH, при котором получались светлые осадки без
видимых включений окис лов, не должно быть более 3 (в присутствии борной
кислоты). При pH = 3,2 и выше осадки начинают темнеть и затем становятся
совсем черными вследствие включения большого количества окислов.
В присутствии уксуснокислого натра можно получать светлые осадки в пре-
делах значений pH = 4,5—4,7, но плотность тока при этом не должна превышать
2—3 А/дм2.
На основании большого количества опытов, проведенных при различном соот-
ношении металлов в растворе, различной температуре и плотности тока, можно
считать установленным, что решающее влияние на выход тока оказывает
кислотность.
Так, при плотности тока в 20 А/дм2 и кислотности, соответствующей значе-
нию pH = 2, выход тока значительно меньше, чем при 1 А/дм2 и pH = 4,5.
Между кислотностью и химическим составом катодного сплава не удалось
установить какой-либо связи.
Покрытие сплавом Pb-Sn
Покрытия из свинцово-оловянных сплавов получили практическое примене-
ние, благодаря легкости нанесения их и хорошим защитным свойствам. Военно-
морское ведомство США применяет свинцово-оловянные покрытия, состоящие из
50% РЬ и 50% Sn, по методу, разработанному главным химиком этого ведомства
Гроффом (Groff) х.
Блюм и Херинг (Haring) провели в «Вашингтонском бюро стандартов» иссле-
дование, в результате которого были установлены теоретически обоснованные
оптимальные условия проведения этого процесса.
Свинец и олово не образуют химических соединений, и в твердом состоянии
олово растворяется в свинце в количестве около 9%. Таким образом, при совме-
стном осаждении на катоде этих металлов не приходится рассчитывать на значи-
тельную деполяризацию. Очевидно, что такой процесс возможен при близости
потенциалов выделения свинца и олова. Такое положение имеет место в борфто-
ристоводородных или кремнефтористоводородных растворах свинца и олова.
Приготовить такой электролит легко. При этом вначале готовят борфтористо-
водородный свинцовый электролит 2.
1 Groff, us АР. № 1364051, 1920.
2 См. Лайнер, В. И. и Кудрявцев, Н. Т., Основы гальваностегии, ч. I,
стр. 357.
122
Если применяется 50%-ная плавиковая кислота, содержащая 2% H2SO4, то
исходными компонентами могут служить:
РЬСО3 • РЬ (ОН)2
HF (50%) . . .
Н3ВО3 ........
Клей .........
142 г]л
240 »
106 »
0,2 »
В приготовленный таким образом раствор завешивают оловянные аноды и ве-
дут электролиз с диафрагмой до получения электролита должного состава.
Металлическое олово вытесняет свинец из борфтористоводородного раствора
точно так же, как металлический свинец вытесняет олово из раствора борфтористо-
водородной соли. Отсюда можно сделать вывод, что в борфтористоводородных
растворах потенциалы олова и свинца близки, и при незначительном изменении
концентрации ионов металла олово может вытеснять из раствора свинец (и на-
оборот). Если раствор свинцовой соли перемешивать с металлическим оловом
и одновременно перемешивать раствор оловянной (борфтористоводородной)
соли такой же концентрации с металлическим свинцом, то в результате полу-
чаются растворы одинакового состава, и потенциалы олова и свинца в этих раст-
ворах приобретают совершенно одинаковые значения.
Таблица 52
Равновесие в свинцово-оловянных растворах
№ опыта Начальный состав Прибавля- емый металл Конечный состав N Sn
Pb N Sn N Свободная hbf4 N Клей г/л Pb N Sn N Pb + Sn N N Pb
la 1 1,00 0,50 Sn 0,19 0,82 1,01 4,3
lb — 1,00 0,50 — Pb 0,19 0,81 1,00 4,2
2a 1,00 — 0,50 0,2 Sn 0,20 0,80 1,00 4,0
2b — 1,00 0,50 0,2 Pb 0,19 0,82 1,01 4,0
3a ;,oo — — — Sn 0,15 0,86 1,01 5,7
3b 1,00 — 0,10 — Sn 0,15 0,87 1,02 5,8
3c 1,00 — 0,50 — Sn 0,19 0,82 1,01 4,3
4a 1,5 — — — Sn 0,23 1,25 1,48 5,4
4b 1,5 —. 0,15 — Sn 0,26 1,25 1,51 4,8
4c 1,5 — 0,75 — Sn 0,36 1,16 1,52 3,2
5a 0,20 — — — Sn 0,006 0,19 0,20 31,0
5b 0,20 — 0,02 — Sn 0,011 0,19 0,20 17,0
5c 0,20 — 0,10 — Sn 0,021 0,18 0,20 8,8
В табл. 52 приведены результаты опытов, произведенных Блюмом и Херингом1.
Опыты 1а и 1b показывают, что в борфтористоводородных растворах с нор-
мальной концентрацией металла и 0,5 N свободной кислоты устанавливается оди-
наковое равновесие как при вытеснении из растворов оловом свинца, так и на-
оборот. Это равновесие сохраняетсятакже в присутствии в растворе клея в обычно
употребляемых количествах. Практически можно считать, что в таких растворах
при равновесном состоянии на 1 эквивалент свинца приходится 4 эквивалента
олова. Это значит, что в борфтористоводородных растворах, при одинаковой
концентрации, олово имеет более отрицательный потенциал, чем свинец.
Опыты За, ЗЬ и Зс показывают, что концентрация свободной кислоты влияет
на равновесное состояние раствора, именно: с повышением концентрации свобод-
ной борфтористоводородной кислоты равновесие устанавливается при меньшем
содержании олова.
При повышении начальной концентрации свинца в растворе содержание его
в равновесном растворе также повышается (опыты 4а, 4Ь и 4с); при очень низкой
концентрации свинца сильно возрастает содержание олова в равновесном растворе
(опыты 5а, 5Ь и 5с).
1 «Trans. Amer. Electrochemic. Soc.», Vol. XL, p. 287, 1921./
123
Произведенные опыты по электролизу борфтористоводородных электролитов
с постепенно возрастающим содержанием олова (опыты проводились с оловян-
ными анодами) показали, что катодные осадки состоят почти из одного свинца
до тех пор, пока содержание олова в электролите не достигает значительных раз-
меров, а по достижении равновесного состояния в растворе (0,81 N Sn и 0,19 7VPt>
отношение металлов в катодном осадке становится равным их отношению в элек-
тролите (фиг. 94).
Повышение плотности тока приводит к увеличению содержания олова в ка-
тодном осадке; это лишний раз; убеждает в том, что потенциал олова в борфтористо-
водородных электролитах отри-
цательнее, чем потенциал-
свинца.
Такой же эффект оказывает
введение в электролит клея (см.
на фиг. 94 кривую С). Повиди-
мому, в присутствии клея по-
вышается катодная поляриза-
ция и вместе с этим возрастает
содержание в осадке металла
с более отрицательным потен-
циалом.
Влияние анодного материала
на состав катодного сплава
сказывается постольку, по-
скольку меняется состав элек-
тролита. При кратковременном
электролизе состав катодных
осадков получается одинако-
вым, независимо от того, был ли
завешен оловянный, свинцовый
или нерастворимый анод. Но
для получения катодных осад-
ков постоянного состава необ-
ходимо восполнять убыль ме-
таллов в электролите в таком
же отношении и с такой же ско-
ростью, с которой эти металлы
г/л Зп
Фиг. 94. Электролиз свинцово-оловянных борфтори-
стоводородных электролитов с оловянными анодами.
Кривая А —• 0,8 А/дм2;
Кривая В — 1,6 »
Кривая С — 0,8 » с нлеем;
Кривая D — вычислена при равной
концентрации РЬ и Sn.
осаждаются на катоде, т. е.
необходимо применять аноды с таким же составом, как и катодные осадки.
При состоянии равновесия в растворе (0,81 N Sn и 0,19 N РЬ) отношение ме-
таллов в катодном осадке равно отношению металлов в растворе. Если аноды
будут такого же состава и анодный выход тока будет равен катодному, то можно
получить постоянные результаты в течение длительного времени. Для получения
катодных осадков с меньшим содержанием олова необходимо подобрать аноды
другого состава.
Если равновесный раствор подвергать электролизу с анодом, состоящим из
50% Sn и 50% РЬ, то катодные осадки все же будут содержать больше 50% Sn,
даже после длительного периода. Это объясняется тем, что в растворе, содержа-
щем больше олова при постоянной суммарной концентрации, потенциал раство-
рения свинца меньше потенциала растворения олова, в связи с чем свинец анодно
растворяется преимущественно перед оловом.
Явление обратного порядка будет наблюдаться в том случае, когда содержа-
ние олова в растворе меньше, чем это соответствует равновесному состоянию.
Для получения, например, катодных осадков с одинаковым содержанием обоих
металлов необходимо, чтобы содержание олова в аноде было меньше 50%, незави-
симо от начального отношения олова в электролите (при однонормальной
суммарной концентрации по металлу и полунормальной — по свободной
кислоте).
124
Точный состав анодов для длительной работы устанавливается в зависимости
от объема электролита, анодной и катодной поверхностей и других условий
электролиза.
Структура свинцово-оловянистых сплавов тоньше, чем структура свинца
и олова, осажденных отдельно при тех же условиях. В серии осадков, которые
отличались в своем составе от чистого свинца до чистого олова, наиболее тонкую
структуру имели осадки с эквивалентными количествами обоих металлов (около
37 вес. % Sn). Введение клея в электролит также способствует получению осадков
с еще более тонкой структурой (фиг. 95—98) Ч
Фиг. 95. Чистое олово (Ув. 35).
Фиг. 96. Чистый свинец (Ув. 35).
Фиг. 97. 50 am % Sn + 50 am % Pb. Фиг. 98. To же, что и фиг. 97,
но в присутствии клея.
Анализ электролита производится аналогично тому, как это было описано
для борфтористоводородных свинцовых (см. «Основы гальваностегии» ч. I) и для
оловянных электролитов.
Блюм и Херинг предложили очень простой метод для вычисления состава
катодного осадка. Такой метод вычисления возможен благодаря тому, что катод-
ный выход тока практически равен 100%.
Для пользования этим методом необходимо включить последовательно с ра-
бочей ванной кулометр, например свинцовую борфтористоводородную ванну.
1 Все осадки получены из борфтористоводородных растворов при 0,8 А/длг2. Толщина
осадков 0,025 мм.
125
Вычисления производятся следующим образом:
пусть а — вес РЬ в кулометре;
b — вес Pb + Sn в осадке;
х — число фарадеев, пошедших на осаждение олова.
1 фарадей выделяет 103,6 г РЬ
и
1 » » 59,35 г Sn.
Следовательно, на каждый фарадей, пошедший на осаждение олова, осадок
будет весить на 103,6—59,35 = 44,25 г меньше, чем чистый свинец, осевший при
прохождении такого же количества электричества.
а — b = 44,25 х,
откуда
Л __ а — b
Х ~ “44^5 -
Далее
59,35 х = = весу Sn,
59,35 (а — Ь) 100 с
~^4,25— V=%Sn’
134,1 -—у— = % Sn в осадке.
В результате своего исследования Блюм и Херинг пришли к следующим
выводам.
1. Олово и свинец имеют почти одинаковые, потенциалы в борфтористоводо-
родных растворах, но при некоторых условиях потенциал олова становится отри-
цательнее .
2. Олово и свинец могут взаимно вытеснять друг друга из растворов их борфто-
ристоводородных солей, в зависимости от концентрации ионов каждого металла
в растворе.
3. Растворы с нормальной концентрацией металла и с полунормальной сво-
бодной кислотой стремятся при перемешивании их с металлическим оловом или
свинцом к равновесному состоянию с 0,81 N Sn и 0,19N Pb. Это равновесие сдви-
гается при изменении общей концентрации металла и кислотности.
4. Катодный выход тока равен почти 100%, так что состав осадка может быть
вычислен по весу осажденного металла при прохождении определенного коли-
чества электричества. Последнее вычисляется при помощи свинцового или
медного кулометра.
5. Состав катодных осадков, полученных при постоянных условиях, зависит
от отношения металлов в растворе. При равновесном состоянии (0,81 N Sn и
1,9 N РЬ) отношение металлов в катодном осадке равно их отношению в растворе.
б. Увеличение плотности тока в растворе с низкой концентрацией олова
повышает содержание последнего в катодном осадке.
7. Присутствие клея в электролите оказывает такое же влияние на состав
катодного осадка, как и повышение плотности тока.
8. Состав анодов оказывает влияние на состав катодного осадка лишь в ре-
зультате изменения состава электролита.
9. Длительный электролиз с анодами, содержащими олова больше, чем это
соответствует состоянию равновесия в растворе (81% эквив. или 71% вес.), при-
водит к образованию катодных осадков, отличных по своему составу от анодов,
стремясь всегда к указанному выше равновесию.
Если аноды содержат меньше 71% вес. олова, то катодные осадки будут со-
держать больше олова, чем аноды, и наоборот.
10. Чтобы получить осадки, содержащие около 50%, готовят раствор путем
электролиза борфтористоводородного свинцового электролита с оловянными
12
анодамй, пока осадки не получатся с должным составом. В течение этой операции
рекомендуется перемешивать раствор. Плотность тока применяется в пределах
от 0,5 до 1,5 А/дм1 2.
11. Структура свинцово-оловянистых осадков тоньше, ч,ем структура свинцо-
вых и оловянных осадков, полученных при аналогичных условиях.
Покрытие сплавом Zn-Cd
Применение цинк-кадмиевых сплавов для защиты от коррозии железных
и стальных изделий представляет большой практический интерес.
Известно, что во многих случаях, особенно для защиты стальных изделий
от коррозии в атмосфере морской воды или морского воздуха, кадмиевые покры-
тия имеют преимущества перед цинковыми. Однако широкое применение кадмия
для гальваностегических целей тормозится высокой стоимостью кадмия и его
препаратов: металлический кадмий в 12 раз дороже цинка.
Естественно, что внимание практиков и исследователей в области гальвано-
стегии было направлено на разработку вопросов электроосаждения таких кад-
миевых сплавов, в которых кадмий максимально заменен каким-либо другим,
более дешевым металлом (например цинком) и защитные свойства которых при-
ближаются к таковым у чистых кадмиевых покрытий.
Принципиально этот вопрос был разрешен Вернлундом (Wernlund) \ ко-
торый в своем патенте предлагал покрывать железные изделия в цианистых ван-
нах сплавом, содержащим 2°/о или более кадмия (остальное цинк).
Этот же автор опубликовал в дальнейшем 2 метод электроосаждения из
«сильно щелочной» цинковой цианистой ванны сплавов с 10—15% Cd. Вернлунд
констатировал, что эти покрытия обладают большей твердостью, чем кадмиевые
или цинковые, однако он не дал этим сплавам оценки в отношении их защитных
свойств от коррозии.
Такое исследование было проделано Стаутом и Фаустом (Foust)3. Эти авторы
поставили целью установить, насколько можно заменить кадмий цинком путем
электроосаждения сплавов Zn-Cd при полном сохранении защитных свойств
покрытий.
Для этого в различных электролитах покрывались образцы из мягкого же-
леза, площадью в 1 дм2, в течение 20 мин. и при^температуре в 21°. После по-
крытия образец разрезался пополам, и одна половина подвергалась химическому
анализу, а другая — коррозионным испытаниям. Эти испытания производи-
лись в брызгах 20%-ного раствора NaCl в коррозионном шкафу конструкции
«Американского бюро стандартов». Испытания прекращались после первого
появления на поверхности образца ржавчины.
Были проведены две серии опытов. Для опытов первой серии была взята
кадмиевая ванна Уестбрука следующего состава4:
CdO ...................... 45 г]л
NaCN .................... 120 »
Na2SO4 ................... 50 »
NiSO4 • 7Н2О .............. 1 »
В качестве добавочного агента в эту ванну вводился виннокислый натр в ко-
личестве, соответствующем 15 г/л винной кислоты.
Цинк вводился в виде цианистого электролита Риса (Rice)5, имеющего сле-
дующий состав:
ZnO.... 26 г/л
NaCN .... 52,5 »
HgO.... 0,4 »
1 USAP № 518622, 1924.
2 «Monthly Review Am. Electroplat. Soc.», 18, 1930.
3 «Met. Industry», N. Y., Vol. 28, p. 381, 1930.
4 «Trans. Amer. Electrochemic. Soc.», Vol. LV, p. 345, 1929.
5 «The Monthly Review Am. Electroplat. Soc.», 17—1, 29, 1929.
127
Содержание цинка в электролите постепенно, возрастало, а содержание кад-
мия понижалось при сохранении общей концентрации металла постоянной и рав-
ной около 40 г/л.
Во второй серии опытов основным электролитом служил приведенный выше
состав Риса для цинкования, в который постепенно вводился кадмий в виде
электролита Уестбрука.
Таблица 63
Коррозионные испытания цинк-кадмиевых покрытий (серия I)
№ раствора Плотность тока А/5л1а (приблизи- тельно) Содержание в °/0 Вес осадка г Катодный ВЫХОД тока °/о 1 Количе- ство часов 1 испытания
в растворе в осадке
Cd Zn Cd Zn
1 1,7 100,0 0,0 100,0 0,0 2,07 89,7 108
2 1,7 99,1 0,9 10и 0,0 2,08 89,9 108
3 1,7 98,2 1,8 100 0,0 2,00 86,7 108
4 1,7 94,0 6,0 (X) (X) (X) (X) 108
5 1,7 91,7 8,3 100 0,0 2,30 99,4 108
б 1,7 87,5 12,5 100 0,0 2,30 99,4 108
7 1,7 83,9 16,1 (X) (X) (X) (X) 130
8 1,7 77,6 22,4 99,5 0,5 2,07 89,7 130
9 1,7 71,6 28,4 98,5 1,5 2,10 48,5 130
10 1,3 68,б 31,4 93,5 6,5 1,40 77,3 130
11 1,0 62,2 37,8 93,1 6,9 1,31 98,0 130
12 1,1 58,5 41,5 91,0 9,0 1,34 97,0 130
13 1,2 54,8 45,2 85,1 14,9 1,69 100,0 130
14 1,2 41,2 48,8 (X) (X) (X) (X) 130
15 1,2 48,0 52,0 (X) (X) (X) (X) 130
П рим( гчание. Вс следствие включени я в осадк и железа, анализы, отмене нн] ые знаком
(X), были неточны
Таблица 54
Коррозионные испытания цинк-кадмиевых покрытий (серия II)
№ раствора Плотность тока А/дм2 (приблизи- тельно; Содержание в о/о Вес осадка г Катодный выход тока °/0 Количе- ство часов испытания
в растворе в осадке
Cd Zn Cd Zn
16 1,1 0,0 100,0 0,0 100,0 0,27 30,2 12
17 1,1 1,5 98,5 (X) (X) (X) (х> 12
18 1,1 3,0 97,0 21,0 79,0 0,38 38,6 12
19 1,1 7,2 92,8 56,8 43,2 0,51 43,3 12
20 1,1 14,2 85,8 25,8 74,2 0,s62 61,8 98
21 1,1 20,0 80,0 61,4 38,6 0,88 73,0 98
22 1,2 26,0 74,0 61,0 39,0 0,77 61,3 98
23 1,2 34,9 65,1 85,0 15,0 1,22 81,9 130
24 1,2 42,4 57,6 86,1 13,9 1,22 82,6 130
25 1,3 48,7 51,3 77,4 22,6 1,50 100 130
26 1,3 53,7 46,3 96,7 з,з 1,80 100 130
27 1,3 58,1 41,9 92,8 7,2 1,68 100 130
28 1,2 61,8 38,2 82,4 17,6 1,53 100 130
29 1,2 65,3 34,7 82,1 17,9 1,45 100 130
30 1,1 67,8 32,2 (X) (X) (X) (X) —
Примечание. Вследствие включений в осадки железа, анализы, отмеченные знаком
(X), были неточны
128
Плотность тока во всех случаях поддерживалась такой, чтобы осадки имели
наилучшие физические свойства. Полученные результаты приведены в табл.
53 и 54.
Первая серия опытов с постепенно возрастающим содержанием цинка в кад-
миевом электролите показывает, что в катодном осадке лишь тогда обнаружи-
вается цинк, когда содержание последнего в электролите выше 16% общего со-
держания металла. Эти опыты указывают также на то, что уже незначительные
примеси цинка повышают сопротивляемость коррозии кадмиевых покрытий
(при испытании солевой струей). С увеличением содержания цинка в растворе
по отношению к общему содержанию металла возрастает и его содержание в ка-
тодном осадке-, но сопротивляемость коррозии при этом остается постоянной.
Об этом можно судить, например, по осадку № 8 с 0,5% Zn и по осадку № 13 —
с 14,9% Zn; в обоих случаях ржавчина появилась после 130 час.
испытания.
Осадки с 7—15% Zn отличаются прекрасным сцеплением с основным метал-
лом и повышенной твердостью. Эти осадки также легко поддаются полировке,
в результате которой они приобретают голубоватый металлический блеск, по
своему оттенку напоминающий платину.
Во второй серии опытов первые из полученных осадков были очень тонки,
и сопротивляемость их действию соляных брызг была незначительна. Содержа-
ние цинка в этих осадках было очень велико.
Как только содержание кадмия в осадках достигает 60%, сопротивляемость
их действию соляных брызг становится такой же, как у кадмиевых покрытий,
при содержании же цинка в 20% и менее сопротивляемость коррозии становится
большей, чем у чистых кадмиевых покрытий.
По своим физическим свойствам осадки, полученные во второй серии опытов,
с высоким содержанием кадмия (опыты № 23—30) были такие же, как иосадки,
полученные в первой серии. Они имели повышенную твердость, легко полиро-
вались и отличались хорошим сцеплением с основным металлом.
Под руководством Н. Т. Кудрявцева в электрохимической лаборатории ВЭИ
(Всесоюзного электротехнического инстиутта) Ю. Л. Державиной было проведено
исследование, посвященное выяснению коррозионной устойчивости цинк-кадмие-
вых сплавов и влиянию продуктов коррозии этого сплава на механические свой-
ства шелка. Коррозионным испытаниям подвергались цинк-кадмиевые сплавы
различного химического состава, а также чистые цинк и кадмий.
Испытания были проведены в следующих условиях: 1) в коррозионном
шкафу — в тумане раствора NaCl различной концентрации; 2) в атмосфере влаж-
ного воздуха с переменной температурой и периодическим орошением (в термо-
стате) и 3) в атмосфере влажного воздуха с примесью SO2.
В результате испытаний можно было сделать вывод (вполне согласующийся
с выводами Стаута и Фауста), что наибольшей стойкостью против коррозии от-
личается сплав, содержащий 83% Cd и 17% Zn. При дальнейшем повышении со-
держания цинка коррозионная устойчивость сплава понижается.
В той же лаборатории Е. Ф. Перетурина под руководстом Н. Т. Кудрявцева
провела исследование по уточнению всего комплекса вопросов, связанных с про-
цессом электроосаждения цинк-кадмиевых сплавов из цианистых электролитов.
Прежде чем перейти к разбору этого исследования, необходимо несколько оста-
новиться на электрохимических свойствах цинка и кадмия в растворах их циа-
нистых (комплексных) солей.
При электроосаждении медно-цинковых сплавов концентрация4 свободного
цианида оказывает решающее влияние на состав катодного осадка. Это объяс-
няется тем, что с повышением концентрации свободного цианида концентрация
ионов меди уменьшается в большей степени, чем концентрация ионов цинка.
Что касается цинка и кадмия, то концентрация ионов этих металлов с увели-
чением концентрации цианида изменяется почти в одинаковой степени, следо-
вательно, и потенциалы этих металлов уменьшаются почти на одну и ту же вели-
чину. На основании этого можно заранее сказать, что изменение концентрации
цианида не окажет заметного влияния на химический состав цинк-кадмиевого
осадка, полученного из цианистого электролита.
В. И- Лайнер—62—9
129
Для наглядности в табл. 55 приведены значения потенциалов меди, кадмия
и цинка в растворах, содержащих 0,1 mol металла в виде цианистой соли и раз-
личные количества KCN Ч
Из табл. 55 видно, что потенциал цинка в молярном растворе сернокислой
Таблица 55 соли на 0,35 V отрица-
тельнее потенциала кад-
мия в сернокислом рас-
творе своей соли такой
же концентрации; в ци-
анистом же растворе
[0,1 mol Me (CN)2 +
+ 1 mol KCN] эта раз-
ность уменьшается толь-
ко на 0,02 V. Очевидно,
что за счет такого не-
значительного измене-
ния значений потенциа-
лов трудно регулировать
Равновесиые потенциалы меди, кадмия и цинка в циани-
стых растворах
Содержание электролита в тоЦл
Металл 1,0 Me SO4 0,1 Me (CN)2 + 1 + 0,2 N KCN 0,1 Me (CN), + 1 + 0,4 N KCN 0,1 Me (CN)2 + + 1,0 N KCN
Zn -0,79 — 1,03 - 1,18 — 1,23
Cd — 0,44 — 0,71 —0,87 -0,90
Cu + 9,31 —0,61 —0,96 -1,17
состав катодного осадка.
Катодная поляризация цинка в цианистых электролитах несколько больше,
чем поляризация кадмия, поэтому следует ожидать повышения содержания кад-
мия в катодном осадке вместе с увеличением плотности тока.
Н. Т. Кудрявцев и Е. Ф. Перетурина изучали зависимость между составом
катодных осадков и концентрацией основных компонентов в электролите, влия-
ние плотности тока на состав катодных осадков и на выход тока, условия оса-
ждения сплавов с. повышенным содержанием цинка, сопротивляемость коррозии
покрытых цинк-кадмиевым сплавом железных образцов при различной толщине
слоя.
Исследования велись в двух электролитах, начальный состав которых был
таков:
Ванна К? 1
0,6 W Cd
1,5 N KCN
Ванна № 2
1,0 N Cd
0,3 N KCN
В этих ваннах постепенно уменьшалась концентрация кадмия и вводился
цинк. Практически это осуществлялось следующим образом: из ванны отбира-
лось несколько кубических сантиметров электролита, взамен чего вводился
цинк (в виде гидрата окцси) и цианистый калий — соответственно тому количе-
ству, которое было взято из ванны. Общая концентрация металла и цианида
сохранялась более или менее постоянной, изменялось лишь отношение кадмия
и цинка.
При изучении влияния отношения металлов в электролите на состав катод-
ного осадка поддерживались комнатная температура и плотность тока в 1 А/дм2.
В качестве анодов применялись пластины из сплава с одинаковым содержанием
кадмия и цинка.
Систематически, перед каждым опытом производились анализы электролита
и полученных осадков. Результаты, полученные в ванне Jfe 1, приведены
в табл. 56.
Оптимальные условия для получения хороших осадков с максимальным со-
держанием цинка таковы:
( 0,18 N Zn
Состав электролита: < 0,48 N Cd
I 1,5 N KCN
1 R. С. Ernst and C. A, Mann, «Trans. Amer. Electrochemic Soc.», Vol. LXI, n. 363
1932.
130
Таблица 56
Влияние отношения металлов в электролите ванны № 1 на состав катодного осадка
(начальный состав электролита: 0,6 N Cd, 1,5 N KCN)
№ опыта Состав электролита (нормальн.) Состав осадка вес. Катодный выход тока •/. Характеристика осадка
Zn Cd Zn Cd
1 0,00 0,60 0,0 юо 95 Мелкокристаллический, легко полируется до блеска
2 0,02 0,58 6,0 100 94 Структура такая же
3 0,04 0,56 о,о 100 98 » » »
4 0,06 0,54 0,0 100 95 » » »
5 0,10 0,53 1,0 98,1 89 » » »
6 0,14 0,51 7,0 93 89,9 » » »
7 0,16 0,49 12,0 88 81 » » »
8 0,17 0,48 14,0 86 80 » » »
9 0,20 0,45 20,5 79,5 76 Осадок темнее; структура более крупнозернистая, чем предыдущая
10 0,25 0,41 28,0 72 64 Темный осадок, слегка губ- чатый
Температура 18—20°; плотность тока 1 А/сЬи3; состав катодного осадка:
83% Cd, 17% Zn.
Таким же образом были проведены опыты в ванне № 2, начальный состав
которой был: IN Cdn3N KCN. Полученные результаты суммированы в табл. 57.
Для ванны № 2 установлены следующие оптимальные условия:
I 0,28 Д’ Zn
Состав электролита: < 0,84 N Cd
( 3,0 Д’ KCN
Таблица 57
Влияние отношения 'металлов в электролите в^нны № 2 на состав катодного осадка
(начальный состав электролита: IN Cd, 3N KCN)
№ опыта Состав электролита (нормальн-) Состав осадка вес. Катодный выход тока °/о Характеристика осадка.
Zn Cd Zn Cd
1 0,00 1,00 0 100 81 Темный, крупнокристалли- ческий
2 0,02 0,98 0 100 75 Слегка губчатый, темный осадок
3 0,04 0,96 0 100 60 Губчадый, темный осадок
4 0,06 0,94 0 100 61 » » »
5 0,10 0,95 2,5 97,5 63 » » »
6 0,14 0,93 7 93 68 Слегка губчатый, полиру- ется до блеска
7 0,19 0,90 10 90 68 То же
8 0,21 0,86 15,2 84,8 75 Темный, мелкокристалли- ческий; губки нет
9 0,26 0,86 19,4 80,6 78 Светлее предыдущего
10 0,28 0,84 21,8 78,2 — Светлый, мелкокристалли- ческий осадок, губки нет
11 0,30 0,82 22,1 77,9 69 Осадок темнее предыду- щего
12 0,41 0,65 28,4 71,6 69 То же
13 0,48 0,58 34 66 69 То же
Температура 18 — 20°; плотность тока 1 А/дл<2; состав катодного сплава:
78,2% Cd и 21,8%Zn.
131
С увеличением плотности тока выход тока понижается в обеих ваннах, причем
в ванне № 1 выход тока больше, чем в ванне № 2.
Авторы указанного исследования изучали также условия электроосаждения
цинк-кадмиевых сплавов хорошего качества — с более высоким содержанием
цинка.
При плотности тока около 1 А/дм2 получались светлые мелкокристаллические
осадки, содержавшие до 70—75% Zn.
В табл. 58 приведены условия получения цинк-кадмиевых покрытий с повы-
шенным содержанием цинка.
Таблица 58
Электроосаждение цинк-кадмиевых сплавов с повышенным содержанием цинка
3 В o % Состав электролита (нормальн.) Состав осадка °/o Плотность тока А/дм2 Выход тока °/o Характеристика осадка
Zn Cd KCN Zn 1 Cd
1 0,70 0,35 2,5 70 30 0,5 94 Светлый^ мелкокристаллический
2 0,70 0,35 2,5 62 38 1,0 90 » »
3 0,70 0,35 2,5 57 43 2,0 80 Мелкокристаллический, слегка губчатый
4 0,70 0,35 2,5 40 60 3,0 71 Темный, губчатый
5 0,80 0,40 2,7 75 25 0,5 99 Мелкокристаллический
6 0,80 0,40 2,7 60 40 1,0 93 0 »
7 0,80 0,40 2,7 46 54 2,0 84 Светлый, мелкокристаллический: легкий «загар»
8 0,80 0,40 2,7 21 79 3,0 68 Губчатый
В результате проведенного исследования Н. Т. Кудрявцев и Е. Ф. Перету-
рина пришли к следующим основным выводам.
1. Для осаждения цинк-кадмиевых сплавов из цианистых электролитов
следует поддерживать плотность тока в пределах 1—1,5 А/дм2 (при комнатной
температуре).
2. Хорошие по качеству осадки получаются при отношении металлов в элек-
тролите Zn : Cd = 1 : 3; содержание цинка в этих осадках не превышает 20%.
Примерными составами электролитов могут служить:
I 0,18 N Zn 10,28 N Zn
1 / 0,48 7V Cd 2 <0.84 N Cd
I 1,5 TV K2N 13,0 TV KCN
3. Для получения осадков с повышенным содержанием цинка (до 75%) сле-
дует увеличить содержание последнего в электролите. Точный состав катодных
осадков регулируется плотностью тока, с повышением которой возрастает со-
держание кадмия в осадке.
Примерными составами электролитов для получения осадков с повышенным
содержанием цинка могут служить:
0,35 N Cd 0,4 TV Cd
1 0,70 TV Zn 2 0,8 TV Zn
2,5 N KCN 2,7 TV KCN
4. Необходимо производить частые анализы электролита и корректировать
его. Как правило, имеет место обогащение электролита металлом, по преимуще-
ству цинком.
Финк и Юнг1 исследовали условия электроосаждения цинк-кадмиевых спла-
вов из сернокислых растворов.
Мы уже указывали, что в присутствии цианидов разность потенциалов между
цинком и кадмием остается практически такой же, как и в растворах простых
солей. Если все же из цианистых электролитов удается получить осадки из цинк-
кадмиевых сплавов, то следует рассчитывать, что при определенных условиях
и в растворах простых (нап^щмер сернокислых) солей будет иметь место одновре-
1 «Trans. Amer. Electrochemic. Soc.», Vol. LXVII, p. 311, 1935.
132
менное выделение на катоде цинка и кадмия. Принципиальная разница заклю-
чается в том, что в растворах простых солей концентрация ионов металла больше,
чем в растворах цианистых комплексных солей.
Например если в раствор сернокислого кадмия погрузить цинковую пластину,
то последняя немедленно покроется темным губчатым осадком, образующимся
в результате вытеснения кадмия из раствора по схеме:
CdSO4 4 Zn----► ZnSO4 + Cd.
Вследствие значительной разницы потенциалов цинка и кадмия (нормальные
потенциалы в сернокислых растворах: EZn = — 0,76 V; ECd = — 0,4 V) следует
ожидать преимущественного выделения Cd на катоде. Однако Финк и Юнг уста-
новили, что при определенном соотношении в растворе оба металла выделяются
на катоде совместно, хотя очень трудно получать воспроизводимые результаты,
несмотря на сохранение всех условий электролиза постоянными.
Этими авторами было также замечено, что состав катодного осадка в значи-
тельной мере зависит от интенсивности перемешивания электролита. Для деталь-
ного изучения этого вопроса был использован вращающийся катод; применяв-
шаяся аппаратура позволяла менять число оборотов от 0 до 13 000 в минуту.
Основной электролит содержал 70 г/л Zn, 2,5 г/л Cd и 109 г/л SO4.
На фиг. 99 видно, что содержание цинка в катодном осадке падает (а содер-
жание кадмия соответственно возрастает) по мере увеличения числа оборотов
вращающегося катода.
Фиг. 99. Влияние числа оборотов
вращающегося катода на хими-
ческий состав осадка.
Фиг. 100. Влияние температуры
на химический состав осадка.
Это объясняется тем, что в слое электролита, непосредственно примыкающем
к катоду, концентрация ионов кадмия меньше, чем во всей массе электролита.
Чем больше число оборотов, тем тоньше становится «катодный слой» и тем больше
шансов для поступления ионов кадмия из основной массы электролита в область,
непосредственно соприкасающуюся с поверхностью катода.
Надо полагать, что примерно такой же эффект может быть достигнут в резуль-
тате воздушного перемешивания, которое практически осуществимо в гальвано-
стегических установках.
На состав катодного осадка оказывает влияние также режим электролиза:
температура и плотность тока. Содержание цинка в сплаве понижается по мере
повышения температуры.
На фиг. 100 показана зависимость между составом катодного осадка и темпе-
ратурой для покоющегося и вращающегося катода (0,54 и 114 об/мин.). При
комнатной температуре (20°) составы катодных осадков таковы:
Число оборотов % Zn % Cd
0 10 90
54 35 65
114 50 50
С повышением плотности тока содержание цинка в катодном осадке возра-
стает, т. е. здесь наблюдается явление, обратное тому, какое имеет место в циани-
стых ваннах. В сернокислых растворах, где концентрация ионов цинка превали-
133
рует над концентрацией ионов кадмия, диффузия последних отстает от диффу-
зии Zn", так как подвижность ионов кадмия несколько меньше, чем ионов цинка,
и это резче выявляется при высоких плотностях тока.
Повышение содержания цинка в катодном осадке вместе с возрастайием плот-
ности тока объясняется также тем, что в «катодном слое» увеличивается кон-
центрация гидрокислых ионов, в связи с чем становится более затруднительным
доступ ионов кадмия к поверхности катода. Известно, что в избытке щелочи
цинк образует растворимые в воде цинкаты, в то время как кадмий выпадает
Фиг. 101. Влияние коллоидов на
химический состав осадков.
в виде нерастворимого гидрата.
Структура цинк-кадмиевых осадков, по-
лучаемых из сернокислых растворов в отсут-
ствии добавочных агентов, такова, что де-
лает невозможным их практическое приме-
нение. Осадки отличаются плохим сцеплением
с основным металлом, имеют темный вид и
губчатое строение. В связи с этим Финк и
Юнг изучили действие большого количества
неорганических и органических соединений
с точки зрения улучшения качества осадков
и устойчивости электролита. Наилучшие
результаты были получены в электролите
состава: 70 г/л Zn, 2,5 г/л Cd, 109 г/л SO4,
pH = 3,6—3,8, к которому прибавлялось 20—30 г/л сульфата алюминия
(играющего, повидимому, роль буфера) и 60 мг/л кофеина — в качестве по-
верхностно-активного вещества.
Из такого электролита можно было получить осадки, не уступающие по ка-
честву осадкам, получаемым из цианистых ванн.
В процессе изучения влияния добавочных агентов-коллоидов на характер
цинк-кадмиевых осадков было замечено, что изменяется также и химический
состав осадков, именно: содержание цинка в осадке по мере повышения концен-
трации коллоида в электролите вначале резко возрастает, затем достигает макси-
мума, после чего дальнейшее увеличение концентрации коллоида в электролите
уже не оказывает влияния на состав катодного осадка. На фиг. 101 видно, что
различные коллоиды, как-то: желатин, гулак, алоэ и кофеин более или менее
одинаково влияют на состав катодного осадка. Авторы данного исследования
высказали предположение, что специфическое влияние коллоидов на химический
состав осадков объясняется большой склонностью кадмия к образованию проч-
ных комплексов с применяемыми добавочными агентами.
Защитные свойства цинк-кадмиевых покрытий изучались по методу переме-
жающегося погружения в 20%-ный раствор NaCl при температуре в 20°. Испы-
танию подвергались стальные образцы, покрытые в сернокислых ваннах при
температуре в 20°, плотности тока в 1,6 А/Йи2 и без перемешивания. Состав
электролита: 70 г/л Zn, 120 мг[л кофеина и переменная концентрация кадмия.
Состав осадков: 1) 100% Zn; 2)80%Zn, 20% Cd; 3)50%Zn, 50% Cd; 4)30% Zn,
70% Cd; 5) 100% Cd.
Наиболее стойкими против коррозии оказались осадки с равным содержанием
цинка и кадмия; эти осадки выдерживали испытание в течение 900 часов.
Покрытие сплавом Ag-Cd
Различными авторами было установлено, что прйсадки цинка или кадмия
к серебру повышают сопротивление последнего потускнению при действии серо-
водорода или растворов сернистого натра. Такие наблюдения были сделаны как
над сплавами, полученными термическим путем, так и над осажденными электро-
литически.
Финк иГерапостолов (Gerapostolow)1 исследовали процесс электроосаждения
серебряно-кадмиевых сплавов из цианистых растворов, причем влияние химиче-
1 «Monthly Review Am. Electroplat. Soc.», 17 (8), 4, 1930.
134
45 г/л
120 »
50 »
1,6 »
12,0 »
ского состава сплава на сопротивление потускнению устанавливалось ими по
внешнему виду поверхности образцов, пребывавших определенное время в ат-
мосфере воздуха, содержащего сероводород.
Более детальное исследование, включающее количественные методы изме-
рения коэфициента отражения света, было выполнено Стаутом и Туммелем
(Thummel) Ч Они применили электролит, предолженный Уестбруком (West-
brook) для получения кадмиевых покрытий:
сао ...................................... • •
NaCN ......................
Na2So4 ....................
NiSO4 • 7Н2О ..............
Сульфированное касторовое масло
В этот электролйт вводился в различных соотношениях раствор серебра,
приготовленный следующим образом: в 500 см2 дестиллированной воды раство-
рялось 40 г цианистого натра и к этому раствору добавлялось 36 г цианистого
серебра.
Аноды были нерастворимые — из кремнистого чугуна (duriron).
Для испытания отражательных свойств серебряно-кадмиевых сплавов, а
также для изучения самого процесса осаждения этих сплавов были покрыты
медные, хорошо отполированные и обезжиренные образцы — в электролитах
с различным содержанием серебра.
Температура во всех случаях была комнатная (22°); раствор не перемеши-
вался. В каждом опыте через ванну пропускалось 0,01 фарадея, что при 100%-ном
выходе тока соответствовало для площади примененных катодов 0,02 мм серебра
или 0,013 мм кадмия.
Испытания на степень сопротивления потускнению производились погруже-
нием отполированных (после покрытия) и обезжиренных образцов в 0,1N раствор
многосернистого натра точно на 8 мин. После этого образцы промывались водой,
затем спиртом и эфг.ром и воздушно высушивались. Результаты этих опытов
приведены в табл. 59.
В таблице приняты следующие условные обозначения внешнего вида осадка:
«хороший» — соответствует образцам, которые выходили из ванны блестя-
щими и гладкими;
«светлый» — образцы, на поверхности которых образовался белый налет,
удаляемый лишь протиркой войлоком;
«плохой», «очень плохой» — поверхность образцов шероховатая, темная
и становится гладкой лишь после полировки.
Из приведенной таблицы видно, что до испытаний на сопротивление потуск-
нению наибольший коэфициент отражения имеют серебряные покрытия, за ними
следуют кадмиевые покрытия, полученные при 3,23 А/дм2, затем идут кадмие-
вые покрытия, полученные при меньших плотностях тока, и, наконец,— сереб-
ряно-кадмиевые сплавы.
После испытания образцов в растворах сернистого натра соотношения суще-
ственно изменились. Последнее место по отражательной способности заняли
образцы, покрытые чистым серебром (9%); кадмиевые покрытия практически
не изменялись, а покрытия из серебряно-кадмиевых сплавов тем сильнее теряли
способность отражать свет, чем выше в них было содержание серебра.
При содержании в 23,9% Ag покрытия, полученные при плотности тока в
1 А/дм2, практически не изменяют своей отражательной способности от действия
сернистых соединений. Оптические свойства таких покрытий не выше кадмиевых,
но зато они отличаются большей твердостью и, следовательно, большим сопро-
тивлением механическому износу.
Во всяком случае авторы данного исследования, в протиповоложность Финку
и Герапостолову, установили, что уже в присутствии 15% Cd сопротивляемость
серебряных покрытий потускнению повышается втрое (сравнительно с чистым
серебром) от действия сернистых соединений.
Серебряно-кадмиевые осадки с высоким содержанием кадмия имеют хороший
внешний вид и тонкую кристаллическую структуру.
1 «Trans. Amer. Electrochemic. Soc.», Vol. L1X, p. 337, 1931.
135
Таблица 59
Химический состав и отражательная способность электроосажденных серебряно-кадмие-
вых сплавов
№ серии Плотность тона А/дм2 Отношение Ag/Cd •/, Ag в осадке Коэфициент отра- жения Начальный вид осадка
в растворе в осадке вначале после испытания
1 1,0 0,0 0,0 о,о 65 65 Светлый
1 1,0 0,0342 0,315 23,9 63 62 »
1 1,0 0,137 1,42 58,8 59 36 »
1 1,0 0,183 1,78 65,0 . 61 39 »
1 1,0 0,218 1,76 63,8 60 36 Плохой
1 1,0 0,252 2,32 69,9 66 25 »
1 1,0 0,285 2,87 74,6 63 19 Очень плохой
1 1,0 0,315 3,38 77,2 43 15 » »
2 1,5 0,0 0,0 0,0 66 67 Светлый
2 1,5 0,0374 0,0054 0,54 63 61 Хороший
2 1,5 0,137 0,471 37,1 61 38 »
2 1,5 0,183 0,768 43,5 65 35 '»
2 1,5 0,223 0,945 48,6 68 37 »
2 1,5 0,258 1,31 56,7 66 26 Плохой
2 1,5 0,291 2,09 67,6 64 20 Очень плохой
2 1,5 0,323 5,14 83/7 56 26 » »
3 2,0 0,0 0,0 0,0 68 68 Светлый
3 2,0 0,0374 о,о 0,0 62 60 »
3 2,0 0,139 0,144 12,6 57 40 »
3 2,0 0,182 0,232 18,9 59 36 »
3 2,0 0,226 0,292 27,6 65 35 »
3 2,0 0,261 0,417 32,3 66 37 Плохой
3 2,0 0,295 0,770 43,5 51 38 Очень плохой
3 2,0 0,328 1,40 58,4 40 22 » »
Кадмие-
вый 3,23 — — — 69 68 Прекрасный
эталон
Серебря-
ный 3,23 — — — 81 9 Светлый
эталон
Гальванометрический метод покрытия сплавами
Говоря выше об электролитическом осаждении сплавов, мы указывали, что
хотя в лабораторных условиях было изучено и получено большое количество
покрытий из двойных и тройных сплавов, тем не менее лишь немногие из них
получили промышленное применение.
Обычно при совместном электроосаждении двух металлов с различными
электрохимическими потенциалами прибегают к комплексообразователям, ко-
торые максимально сближают эти потенциалы. Очень часто таким комплексо-
образователем служит цианистый калий или натр, который делает возможным
совместное осаждение на катоде таких различных по своим электрохимическим
свойствам металлов, как медь-цинк, медь-никель и т. п.
Однако в присутствии цианидов (как и других комплексообразователей)
допускаемая плотность тока, а следовательно и скорость осаждения, весьма
ограничена. Кроме того, из-за несовпадения анодного и катодного процессов
изменяется состав электролита, а вместе с этим нарушаются однородность ка-
тодных осадков и их механические свойства. При достижении толщины в сотые
доли миллиметра электролитически осажденные сплавы становятся хрупкими.
Гальванотермический метод предусматривает последовательное электроли-
тическое осаждение двух или большего количества металлов и соответствую-
136
щую термическую обработку в целях взаимной диффузии с образованием задан-
ного поверхностного сплава.
В данном случае отпадает необходимость в применении комплексообразова-
телей, сближающих электрохимические свойства (потенциалы осаждения) ме-
таллов, входящих в состав сплава.
Самое осаждение может происходить в растворах простых солей, при большой
плотности тока и до нужной толщины. Механические свойства сплавов, получен-
ных при термической обработке в результате диффузии, как будет показано
ниже, значительно лучше таковых у сплавов, полученных им^средетвенным
электролизом.
Вопросы диффузии металлов друг в друга вообще нельзя игнорировать в-
гальваностегии. Несмотря на общепринятое мнение, что при электроосаждении
проявляются лишь механические силы сцепления поверхности осаждающегося
металла с поверхностью основного металла (или промежуточного покрытия),
зарегистрированы, например, такие случаи, как «исчезновение кадмиевого по-
крытия» на медных изделиях — при хранении последних на складе — в резуль-
тате диффузии кадмия в медь *.
Диффузия меди в цинк замечена при омеднении (перед никелированием)
изделий из цинкового сплава 1 2.
Однако, как правило, при обычной температуре диффузия в твердом состоя-
нии протекает чрезвычайно медленно и большого практического значения иметь
не может.
В области диффузии металлов в твердом состоянии выполнено весьма значи-
тельное количество исследований, из которых часть непосредственно относится
к вопросу о получении поверхностных сплавов в целях повышения химической
стойкости основного металла. В частности, многочисленные исследования про-
ведены Грубе и его сотрудниками.
Грубе и Флейшбейн (W. Fleischbein)3 исследовали диффузию хрома в железо
и установили, что при 1025° диффузия эта протекает с заметной скоростью и что
вообще скорость диффузии значительно возрастает с повышением температуры.
Диффузионная зона состоит из смешанных кристаллов Cr-Fe, тесно перепле-
тенных с основным металлом. Грубе 4 изучал также химическую стойкость по-
верхностей, образующихся при диффузии следующих систем: железо-хром,
никель-хром, железо-алюминий, железо-молибден и железо-вольфрам.
Основной металл (железо) в виде цилиндрической палочки помещался в асбе-
стовую трубку, заполненную тонким металлическим порошком другого металла.
Нагрев производился в атмосфере чистого водорода.
Грубе и Гефнер (R. Haefner)5 изучали взаимную диффузию меди и алюми-
ния и установили, что таковая происходит при 558—600° в том случае, если
алюминий электролитически покрыт хорошо пристающим медным слоем. Если
условия термообработки выбрать так, чтобы алюминий в результате диффузии
не проник до поверхности медного слоя, то при металлографическом и химиче-
ском исследованиях можно констатировать следующие пять зон:
1) чистая медь;
2) соединение СиА12;
3) эвтектика с 32% Си;
4) т]-фаза;
5) чистый алюминий.
Вследствие хрупкости эвтектики диффузионный слой плохо сцеплен с основ-
ным металлом и, следовательно, механические свойства последнего (алюминия)
при такой обработке не улучшаются.
Если термическую обработку алюминия производить в смеси порошкообраз-
ной меди и хлорной (безводной) меди, то твердость поверхности повышается от
25 до 72 по Бринеллю. Точно также можно повысить твердость меди при диффу-
1 Beu tel und Kutzelnigg, «Z. f. Elektrochem.». 36, 87, 1930.
’Wilhelm F. Castell, «Trans. Amer. Electrochemic. Soc.», Vol. LXVI, 427, 1934.
3 «Z. f. Elektrochem.», 36, 87, 1930-
4 «Z. f. Metallkunde», 19, 438, 1927.
° «Z. f. Elektrochem.», 38, 835, 1932.
137
зии в нее алюминия термической обработкой в смеси порошкообразного хлори-
стого аммония и медно-алюминиевого сплава.
Исследование скорости диффузии показало, что при одинаковых условиях
диффузия меди в алюминий, сопровождающаяся образовани м iq-фазы, проте-
кает значительно быстрее, чем диффузия алюминия в медь, при которой обра-
зуется а-фаза.
Большое количество исследований посвящено вопросу диффузии системы
Cu-Ni; наиболее полное из этих исследований было выполнено Грубе и Неделе
(A. ledelg) х. Медные прутки длиной в 50 мм и диаметром в 1 мм покрывались
электролитически никелем при толщине слоя в 1 мм; точно также никелевые
прутки покрывались электролитическим путем медью при толщине слоя в 1 мм.
Для никелирования применялся раствор хлористого никеля; осаждение про-
изводилось при перемешивании, с нерастворимым анодом и с разделением анод-
ного и катодного пространства диафрагмой.
Термическая обработка происходила в атмосфере водорода при температуре
в 1000—1025°. Для количественного изучения процесса диффузии с термически
обработанных прутков снималась на токарном станке стружка в 0,05 мм, кото-
рая подвергалась анализу на медь и никель.
На основании ряда опытов было установлено, что диффузия идет в двух на-
правлениях с различной скоростью и что никель диффундирует в медь примерно
в три раза быстрее, чем медь в никель. Коэфициент диффузии никеля в медь ра-
вен приблизительно 4 • 10~5 см1 2 в день. По мере увеличения концентрации меди,
коэфициент диффузии возрастает.
На скорость диффузии оказывают влияние примеси; например содержание
в никеле 0,5% Мп уменьшает коэфициент диффузии никеля в медь до 3 • 10-5 см2
в день.
При 1000° глубина проникновения за 120 час. составляет: для никеля в медь
0,57 мм, а для меди в никель 0,15 мм.
Кастелл (Castell)2 изучал диффузию электролитически осажденной меди
в цинковый сплав (3,9% А1; 0,25% Си; 0,03 Mg; остальное — цинк) и установил,
что диффузия происходит и при нормальной температуре, но скорость ее мала —
всего 0,0005 мм в течение 12—18 месяцев. При повышенной же температуре,
порядка 105—232°, скорость диффузии сильно возрастает. При толщине медного
слоя в 0,00175 мм полная диффузия обнаружена после 48 час. нагрева (в цейтраль-
ной атмосфере) при 232°. При толщине медного покрытия в 0,014 мм общая тол-
щина диффузионного слоя после 96 час. нагрева при 232° составляла 0,004 мм,
причем под микроскопом можно было различить в диффузионном слое при силь-
ном увеличении три зоны: красную, жёлтую и серую. Средний химический со-
став диффузионного слоя соответствовал 33% Си и 67% Zn.
В лаборатории гальваностегии Гинцветмета под руководством В. И. Лайнера
был проведен ряд работ с целью установить возможность получения покрытий
значительной толщины гальванотермическим методом как в лабораторных, так
и в производственных условиях. Основное внимание было сконцентрировано
на вопросах получения латунных и медно-никелевых покрытий типа монель-
металл. На этих двух процессах мы остановимся подробнее ниже.
Опыты по получению толстых латунных покрытий гальванотермическим ме-
тодом проводились в лабораторных масштабах А. В. Турковской 3 и на полу-
заводской установке — Н. П. Егоровой. При этом был избран следующий поря-
док осаждения:
1) тонкий слой меди в цианистой ванне или тонкий слой никеля в серно-
кислой ванне;
2) слой меди в сернокислой ванне;
3) слой цинка в сернокислой ванне.
Толщина слоев меди и цинка рассчитывалась таким образом, чтобы суммар-
ная толщина сплава составляла 0,05 мм, а химический состав (после термиче-
ской обработки) соответствовал латуни 70/30 или томпаку 90/10.
1 «Z. f. Elektrochem.», 38, 799, 1932.
2 «Trans. Amer. Electrochemic. Soc.», Vol. LXVI, 427, 1934.
3 «Коррозия и борьба с ней», т. II, № 1, 1936.
138
Выбранный порядок осаждения различных слоев не требует пояснений.
Необходимо лишь добавить, что в случае предварительного осаждения цинка
на железо и последующего омеднения в процессе термической обработки обра-
зуется хрупкий железо-цинковый сплав; при изгибе образца слой латуни отска-
кивает от основного металла.
Большинство образцов подвергалось нагреву в атмосфере водорода при тем-
пературе в 375° в течение 1, 6, 10, 20, 30 и 50 час.; часть образцов нагревалась
в течение 6 час. при 400°.
Если продолжительность нагрева менее 3 час,, то сплав получается неодно-
родным; травление шлифов соответствующих образцов идет неравномерно, так
что не удается выяснить структуру сплава.
При рассмотрении в микроскоп нетравленного шлифа образца, покрытого
медью и цинком в количестве, соответствующем составу латуни 70/30 и подверг-
нутого нагреву в течение 4 час. при температуре в 375°, можно было различить
серую полосу железа, затем розовую полосу меди и, наконец, желтую полосу
латуни. Граница перехода розового цвета в желтый расплывчата; ширина желтой
полосы меньше суммы осажденных слоев меди и цинка.
По мере увеличения продолжительности нагрева, увеличивается ширина жел-
той полосы за счет розовой. При нагреве в течение 30 час. весь слой осажденного
металла делается желтым, но с различным оттенком, становящимся более розо-
вым по мере приближения к железу.
Повышение температуры до 400° не дает заметного эффекта: ширина желтой
полосы при шестичасовом нагреве примерно такая же, как и при 375°.
В случае осаждения меди и цинка в количествах, отвечающих составу томпака,
наблюдается аналогичная картина, с той лишь разницей, что по мере увеличения
продолжительности нагрева уменьшается толщина желтой полосы за счет ро-
зовой (цвет томпака).
Механические свойства покрытий после шестичасового нагрева в атмосфере
водорода вполне удовлетворительны, о чем можно судить по испытанию образ-
цов на прессе Эриксена. Покрытия не отскакивают и поддаются вытяжке вместе
с основным металлом. При испытании пористости реактивом Уокера на образцах,
предварительно вытянутых на прессе Эриксена, можно бьиГо обнаружить синие
пятна только в местах трещин и около них.
Попытка заменить атмосферу водорода в процессе нагрева какой-либо другой
средой, допускающей присутствие кислорода, привела к отрицательным резуль-
татам. При нагреве покрытых образцов в углекислоте, в атмосфере светильного
газа и в азоте, не очищенном от кислорода, на поверхности образцов неизменно
появлялся значительный хрупкий слой серого цвета. Повидимому, это являлось
результатом окисления цинка.
Е. Г. Шатуновская более подробно изучила вопрос о получении гальвано-
термическим методом толстых медно-никелевых покрытий, типа монель-металл,
с целью защиты основного металла от сильно действующих химических агентов.
Положительное разрешение этого вопроса могло бы в ряде случаев позволить
заменить дорогой монель-металл более дешевым черным металлом, но защищен-
ным от действия химических агентов.
Общеизвестно, что монель-металл имеет большое распространение главным
образом благодаря своему химическому сопротивлению, наряду с высокими ме-
ханическими свойствами.
Непосредственное элекуроосаждение медно-никелевых сплавов хотя и воз-
можно, но отнюдь не для получения достаточных защитных покрытий в условиях
сильно действующих химических агентов. При гальванотермическом методе
можно получить слой никеля и меди произвольной толщины, применяя высокие
плотности тока.
Медь и никель неограниченно растворяются друг в друге в твердом состоянии
и, следовательно, можно рассчитывать на получение сплавов заданного состава
е высокимц механическими свойствами, путем регулирования количества электро-
осажденных металлов и соответствующей термической обработки в целях взаим-
ной диффузии.
139
В табл. 60 приведены соотношения между толщиной слоев никеля и меди,
которые должны быть осаждены, чтобы в результате последующей термической
обработки и диффузии получить заданной толщины сплав примерного состава
70% Ni и 30% Си.
Таблица 60
Толщина слоев Ni и Си при различной толщине сплава
Общая тол- щина слоя мм Толщина слоя N ЛШ I Толщина слоя Си мм Общая тол- щина слоя мм Толщина слоя Ni мм 1 Толщина слюя Си 1 мм
0,025 0,0175 0,0075 0,100 0,070 0,030
0,050 0,035 0,015 0,150 0,105 0,045
0,075 / 0,0525 0,0225 0,200 0,140 0,060
Здесь возможна двоякая последовательность осаждения слоев. В процессе
термической обработки можно рассчитывать не только на взаимную диффузию
меди и никеля, но и железа (основного металла) и никеля, что весьма желательно
с точки зрения улучшения сцепления между основным металлом и покрытием
и возможности их совместной ме-
ханической обработки.
Опыты производились на цилин-
дрических железных образцах дли-
ной в 70 мм ич диаметром в 10 мм.
Содержание углерода в железе —
0,1%.
Тщательно обезжиренные и
протравленные образцы подвер-
гались никелированию на специ-
альных завешивающих приспосо-
блениях при интенсивном воздуш-
ном перемешивании в ванне сле-
дующего состава:
Фиг. 102. Приспособление для завешивания образ?
цов в медные и никелевые ванны-
NiSO4 • 7Н2О ............. 300 г]л
Н3ВО3 ..................... 15 »
NaCl ...................... 15 »
Плотность тока испытывалась
в пределах от 1 до 4 А/дм2, тем-
пература—в пределах от 20 до 60°.
Медь осаждалась в покоящемся
электролите при комнатной тем-
пературе в ванне, состава:
CiiSO4.5Н2О ......... 200 г)л
H2SO4 ................... 50 »
Плотность тока 2—4 А/дм2.
Одновременно в ванну завешивалось по пяти образцов (фиг. 102).
Нагрев образцов осуществлялся в трубчатой Платоновой печи в атмосфере
газов: Н3, СО2, Na. Водород поступал из электролизера, а углекислота и азот —
из баллонов; все газы предварительно осушались и очищались от кислорода.
Температура нагрева при различных опытах менялась в пределах от 800
до 1000°, продолжительность — от 3 до 24 часов.
После термической обработки на поверхности образцов часто появляются
вздутия в виде пузырей. Последние чаще образуются вдоль швов (если таковые
имеются на образцах), в местах углублений, рисок или других поверхностных
дефектов.
Тщательный анализ факторов, могущих послужить причиной такого рода
явлений, привел к тому убеждению, что решающую роль играет в данном случае
подготовка поверхности.
Самые незначительные окислы могут вызвать образование вздутий в процессе
термической обработки.
140
Вполне вероятно, что при наличии таких окислов кислород реагирует (при
термической обработке) с включенным в никелевый осадок водородом и обра-
зует водяные пары, которые и вызывают вспучивание осадка.
Искусственно можно вызвать образование вздутий при плохой подготовке
поверхности и, наоборот, — можно совершенно их избегнуть при тщательном
обезжиривании и травлении поверхности перед электроосаждением.
Как известно, для защиты от атмосферной коррозии достаточной считается
толщина никелевого или комбинированного медно-никелевого слоя в 0,025 мм.
В данном случае, когда речь идет о защите основного металла от действия весьма
активных химических агентов, необходимо предъявлять более строгие требования
к качеству металлических покрытий, в частности к их пористости.
Многочисленные испытания, проведенные при помощи реактива Уокера над
образцами, термически обработанными в различных условиях температуры,
времени и среды, показали следующее: 1) толщина в 0,025 мм явно недостаточна;
2) при суммарной толщине покрытий в 0,05 мм количество пор значительно умень-
шается; 3) вполне надежные результаты получаются при суммарной толщине
в 0,10 мм.
Сцепление, как уже было упомянуто выше, при гальван'отермическом методе
получения покрытий из медно-никелевых сплавов, оказывается отличным. В дан-
ном случае мы имеем дело с плавным переходом от одного металла к другому че-
рез непрерывный диффузионный слой, с постепенным возрастанием процентного
содержания одного из металлов и понижением содержания другого.
Металлографическое исследование шлифов показывает, что б—9 час. нагрева
при 800° достаточно для получения сплошного медно-никелевого сплава при сум-
марной толщине осажденных слоев в 0,025—0,100 мм. По своему химическому
составу сплав неоднороден и изменяется от более богатого медью — на поверх-
ности до более богатого никелем — по мере приближения к основному металлу
(железу). При суммарной толщине осажденного слоя в 0,150—0,200 мм 6—9 час.
нагрев при 800° оказывается уже недостаточным.
Об этом можно судить в значительной мере по внешнему виду образцов. В пер-
вом случае поверхность образцов после термической обработки становится сереб-
ристо-серой, во втором она — бледнорозовая.
Ниже приведены некоторые наиболее характерные микрофотографии. В ка-
честве травителя применялся 10%-ный раствор FeCl3, подкисленный соляной
кислотой (увеличение везде 500).
Нафиг. 103 показан образец с двухслойным покрытием Ni-Cu при общей тол-
щине в 0,025 мм. Нагрев производился в течение 5 час. при 800° в атмосфере
водорода. Виден слой диффузии Fe-Ni.
Фиг. 104 изображает такое же покрытие, но при нагреве при 1000°. Заметно
более глубокое внедрение медно-никелевого сплава между крупными кристал-
лами железа. При этом достигается отличное сцепление, но механические свойства
основного металла ухудшаются из-за роста его кристаллов.
На фиг. 105 показано двухслойное покрытие Ni-Cu при суммарной толщине
в 0,1 мм, после шестичасового нагрева при 800° в атмосфере водорода. Виден
диффузионный слой Fe-Ni, затем идет сплав Ni-Cu, а на самой поверхности,
невидимому, выделяется слой меди.
Фиг. 106 изображает трехслойное покрытие Ni-Cu-Ni при суммарной толщине
в 0,1 лш, после шестичасового нагрёва при 800° в атмосфере водорода. Отчетливо
выделяются диффузионный слой Fe-Ni и граница между вторым и третьим слоями.
Наряду с металлографическим исследованием, в настоящей работе выпол-
нено большое количество анализов в целях установления влияния различных
факторов (температуры нагрева, продолжительности и среды) на взаимное проник-
новение железа, никеля и меди. Для этого применялись точно обработанные на
-токарном станке полые железные цилиндры длиной в 28 и диаметром в 26 мм.
После тщательного обезжиривания и травления, внутренняя полость этих ци-
линдров- изолировалась каучуковой пробкой и затем производилось наращива-
ние никеля и меди при суммарной толщине в 0,025—0,150 мм.
Помимо Толщины слоев металла, варьировались условия термической обра-
ботки — температура нагрева, продолжительность и среда.
141
С каждого полого цилиндра, после термической обработки, на том же токар
ном станке, на котором эти цилиндры предварительно обтачивались, последо-
вательно снимались слои толщиной в 0,01 мм. Так, при суммарной толщине в
0,025 мм снималось три слоя, при толщине в 0,05 мм — 6 слоев, при толщине
в 0,15 мм — 16 слоев, с таким расчетом, чтобы проанализировать также диффу-
зионный слой Fe-Ni. В каждой стружке определялись медь, никель и железо.
По данным анализов (всего было произведено 660 определений) представилось
возможным построить диффузионные кривые, характеризующие изменение хи-
мического состава по глубине.
Фиг. 103. Покрытие Ni-Cu. Суммарная
толщина 0,025 мм; нагрев в течение 6 час.
при 800°в атмосфере водорода (ув. 500).
Фиг. 104. Покрытие Ni-Cu. Суммарная
толщина 0,025 мм; нагрев в течениебчас.
при 1000°в атмосфере водорода (ув. 500).
Фиг. 105. Покрытие Ni-Cu. Суммарная
толщина 0,1 мм; нагрев в течение 6 час.
при 800° в атмосфере водорода (ув. 500).
Фиг. 106. Покрытие Ni-Cu-Ni. Суммар-
ная толщина 0,1 мм; нагрев в течение 6
час. при 800° в атмосфере водорода
(ув. 500).
Эти кривые свидетельствуют о том, что наибольшее влияние на скорость диф-
фузии оказывает температура нагрева. Так, после 18-часового нагрева до 800°
на глубине в 0,025 мм от поверхности железа не обнаруживается, в то время как
при 12-часовом нагреве до 1000° железо имеется по всей поверхности, даже при
суммарной толщине покрытий в 0,05 мм (фиг. 107 и 108).
На глубину диффузии и состав поверхностного слоя оказывает влияние также
продолжительность нагрева, но не в такой закономерности, как это удается на-
142
Фиг. 107. Диффузионные
кривые для покрытир
Ni-Cu. Суммарная тол-
щина 0,025 мм; нагрев в
течение 18 час. при 800°
в атмосфере водорода.
Фиг. 109. Диффузионные кривые для покрытий Ni-Cu.
Суммарная толщина 0,15 мм; нагрев в течение 6 час.
при 1000° в атмосфере водорода.
Фиг. 108. Диффузионные
кривые для покрытий
Ni-Cu. Суммарная тол-
щина 0,05 мм; нагрев в
течение 12 час. при 1000°
в атмосфере водорода.
Фиг- ПО. Диффузионные кривые для покрытий Ni-Cu.
Суммарная толщина 0,15 мм; нагрев в течение 12 час.
при 1000° в атмосфере водороду.
Фиг. 111. Диффузионные кривые для покры-
тий Ni-Cu. Нагревание в течение 12 час.
при 800°в атмосфере водорода.
Глубина 8 микрцнах
Фиг. 112. Диффузионные кривые для покры-
тий Ni-Cu. Нагревание в течение 18 час.
при 800° в атмосфере водорода.
блюдать при изменении температуры. При шестичасовом нагреве образцов до
1000° (толщина осажденных слоев 0,15 мм) железо обнаруживается в диффу-
зионном слое на глубине в 0,085 мм от поверхности (фиг. 109), а после 12-часо-
вого нагрева при той же температуре железо проникает до глубины в 0,055 мм
от поверхности (фиг. ПО).
Однако при 12-часовом нагреве до 800° поверхность образца оказалась более
богатой никелем (фиг. 111), чем при 18-часовом нагреве до той же температуры
(фиг. 112). Повидимому, в последнем случае повлияли какие-то другие неучтен-
ные факторы, замедляюще действующие на диффузию, поскольку в большинстве
изученных случаев глубина взаимного проникновения возрастает вместе с про-
должительностью нагрева, хотя влияние температуры и сказывается более резко.
По своему химическому составу поверхностный сплав при трехслойном по-
крытии Ni-Cu-Ni оказывается ближе к монель-металлу.
Характер диффузионных кривых не меняется при замене водорода азотом
или углекислотой, при условии очистки их от кислорода.
Попытки термической обработки образцов в атмосфере перегретого пара,
применительно к условиям работы печи «Бете и Пирт» (такая печь работает на
заводе цветных металлов в Кольчугине), не дали положительных результатов,
ибо образцы окислялись.
Выше было указано, что широкое применение монель-металла объясняется
главным образом его большой химической устойчивостью. Монель-металл хо-
рошо сопротивляется действию серной и разбавленной фосфорной кислот, про-
тивостоит органическим кислотам, щелочам при температуре ниже 800°, мор-
ской и рудничной воде, влажному и перегретому пару. Поэтому монель-металл
применяется для изготовления деталей насосов, предназначенных для перека-
чивания рудничных вод, растворов различных кислот и щелочей. Особенно
широкое распространение имеет монбль-металл в химической и нефтяной
промышленности.
Полученные гальванотермическим методом поверхностные сплавы типа мо-
нель-металл, при достаточной толщине и отсутствии пор должны, логически рас-
суждая, также обладать достаточной химической стойкостью и служить надежной
защитой основного металла (железа). Проведенные в этом направлении испытания
показали, что в некоторых условиях (в 10%-ном растворе H2SO4) сплавы, полу-
ченные гальванотермическим методом, отличаются даже большей стойкостью,
ч»м самый монель-металл, полученный термическим путем. В табл. 61 при-
ведены результаты соответствующих коррозионных испытаний.
Непокрытые участки на образцах (в месте контакта) изолировались парафи-
ном. Коррозионные испытания заканчивались в тот момент, когда на поверх-
ности образцов появлялись вздутия и начиналось интенсивное выделение водо-
рода, что служит признаком оголения основного металла.
Таблица 61
Коррозионные испытания гальванотермических сплавов Cu-Ni в 10%-ном растворе H2SO4
№ образца Суммар- ная толщина покрытия мм Условия термообработки Продол- житель- ность испыта- ния, дней Потеря в весе г Потеря в весе в день мг]дм2 Поверх- ность образца дм2
темпера- 1 тура, °C время,час. 1 । среда
2 ’ 0,050 800 6 н2 42 0,1239 12,2 0,24
4 0,050 800 6 Н2 42 0,1304 12,9 0,24
19 0,050 1000 6 Н2 66 0,2541 16,9 0,24
20 0,100 900 6 Н2 66 0,1896 11,9 0,24
21 0,025 800 9 Н2 21 0,0688 13,6 0,24
23 0,100 800 9 Н2 90 0,3340 15,5 0,24
24 0,100 800 12 Н2 72 0,2656 15,4 0,24
Монель —- — — 85 0,2964 21,8 0,16
Из табл. 61 видно, что монель-металл растворяется в 10%-ном H2SO4 при-
мерно в полтора раза быстрее, чем медноникелевые сплавы, полученные галь-
.ванотермическим путем.
.144
ГЛАВА VIII
МЕТОДЫ ИСПЫТАНИЙ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
Нанесение гальванических покрытий преследует различные цели и в зави-
симости от последних следует при оценке качества покрытия отдать предпочте-
ние тому или иному методу испытания.
Очевидно, что наиболее правильное суждение можно иметь при испытании
покрытых изделий в естественных условиях службы. Однако такого рода испы-
тания связаны со многими неудобствами и в первую голову — с большими сро-
ками. Между тем, оценивать качество металлических покрытий необходимо еще
до того, как изделия поступают в эксплоатацию. Точнее, необходимо осуществлять
контроль качества покрытий параллельно с их изготовлением, иначе говоря,
надо пользоваться какими-то быстрыми методами, которые, если и не дают пред-
ставления о поведении покрытий в естественных условиях службы, все же поз-
воляют в той или иной мере судить об их качестве.
Каково бы ни было назначение гальванического покрытия, последнее должно
отвечать определенному ряду требований, и в этом отношении методы испытания
качества покрытий будут тождественны.
Например любое гальваническое покрытие должно быть прочно сцеп-
лен о с основным металлом. Это требование необходимо одинаково соблюдать
как при защите основного металла от коррозии или от механического износа,
так и при сообщении поверхности металла красивого внешнего вида. Правда,
в случае покрытия листов, проволоки или других полуфабрикатов сцепление
между основным металлом и покрытием должно быть прочнее, чем при покрытии
ротовых изделий.
Толщина слоя покрытия, наряду с равномерностью послед-
него, также играет первостепенную роль, независимо от цели, преследуемой при
нанесении металлического покрытия. Сама по себе толщина слоя далеко не во
всех случаях может служить достаточным и одинаковым критерием для сужде-
ния о качестве покрытия. Так, толстое, но пористое никелевое или хромовое
покрытие не может считаться доброкачественным для антикоррозионных це-
лей. В последнем случае одним из решающих факторов при решении вопроса
о пригодности тех или иных покрытий является пористость. Особенно
большую роль играет пористость при оценке антикоррозионных свойств катод-
ных покрытий, однако нельзя игнорировать пористость и при оценке качества
анодных покрытий.
Для суждения о сопротивлении покрытых объектов
химическим воздействиям прибегают к общепринятым корро-
зионным методам испытаний: разбрызгиванию солевой струи, погружению в тот
или иной раствор, более или менее длительному испытанию в атмосферных
условиях.
Сопротивление истиранию металлических покрытий пред-
ставляет интерес, вообще говоря, во всех случаях. Однако практически соот-
ветствующие испытания производятся только тогда, когда покрытия наносятся
специально для защиты основного металла от механического износа, например
при хромировании.
Возможны также некоторые специфические методы испытания, примени-
тельно к условиям службы покрываемых изделий. Так, в производстве прожек-
торов решающую роль при оценке качества металлических покрытий играет их
отражательная способность. В других случаях покрытия должны противостоять
действию высоких температур и т. д.
В. И. Лайнер—61—10 145
Методы испытания металлических покрытий могут быть подразделены на
механические и химические (электрохимические).
Последние можно, в свою очередь, до некоторой степени классифицировать
применительно к анодным и катодным покрытиям.
Самые испытания производятся в лабораторных условиях либо на специаль-
ных образцах, которые подвергаются покрытию в условиях, максимально при-
ближающихся к производственным, либо на натуральных объектах. При этом
последние, в большинстве случаев, становятся после испытания непригодными
к употреблению и должны быть подвергнуты вторичному покрытию.
В некоторых случаях при массовом покрытии мелких изделий испытанию
подвергается лишь определенный их процент. Ниже будут подробнее разобраны
методы испытания металлических покрытий, применительно к отдельным видам
последних.
Сцепление. Мы уже указывали, что между металлическим покрытием и ос-
новным металлом должна быть прочная связь, независимо от цели, преследуемой
при нанесении данного покрытия. Между тем, любому практику-гальваностегу
известно, что именно здесь встречается больше всего затруднений. Особенно
часто приходится сталкиваться с этим при никелировании, омеднении в цианистых
ваннах, при покрытии алюминия, цинка и в ряде других случаев.
Когда покрытие отстает от основного металла в самой ванне или в процессе
полировки, то, само собой разумеется, что ни о каких методах испытания на
сцепление говорить не приходится; их применяют в тех случаях, когда по внеш-
ним признакам связь кажется достаточно прочной.
Здесь следует остановиться на самом понятии «сцепление». По определению
Мейера (Meyer) 1 под термином «сцепление» в гальванотехнике следует понимать
силу (отнесенную к единице поверхности), которую необходимо приложить для
отделения электролитического осадка от основного металла, промежуточного
металла или диффузионного слоя.
Междуатомные силы, которые обусловливают о сцепление, проявляются за-
метно при расстоянии между атомами порядка 50 А, причем эти силы уменьшаются
не пропорционально увеличению расстояния между атомами, а в значительно
большей степени. Так, из вычислений Дашмана (Duschman) 2 следует, что если
при междуатомном расстоянии, равном единице, сила, необходимая для нару-
шения сцепления между атомами, равна 64 единицам, то при удвоении расстоя-
ния величина этой силы падает не до 32, а до 4 единиц. Поэтому неудивительно,
что ничтожные следы окислов, имеющихся на поверхности, препятствуют сцеп-
лению электрических осадков; в большинстве случаев причину плохого сцеп-
ления ищут в несовершенстве подготовки поверхности, хотя имеется и ряд
других причин.
Вообще говоря, лучшее сцепление достигается в тех случаях, когда поверх-
ность основного металла делается перед электроосаждением тем или иным путем
шероховатой; это до некоторой степени можно объяснить увеличением площади
соприкосновения между основным металлом и электролитическим осадком.
С другой стороны, на изделиях, отполированных до высокого блеска, бывает
трудно добиться хорошего сцепления с покрытием, например при никелирова-
нии отполированных до высокого блеска латунных изделий. В данном случае
полировку (глянцовку) можно рассматривать как холодную обработку, умень-
шающую гибкость поверхностного слоя и увеличивающую склонность послед-
него к водородной хрупкости.
Что касается удаления с поверхности жиров и окислов перед процессом
электроосаждения, то эти элементарные требования обычно удовлетворяются
при помощи обезжиривания и травления. Но и эти операции, будучи проведены
неправильно, могут сами по себе явиться причиной плохого сцепления. Так,
наводороживание основного металла в процессе электролитического обезжири-
вания, осаждение на основном металле тяжелых металлов (в виде неплотной
пленки), накопившихся в электролите, могут вызвать плохое сцепление. Такое же
1 «ASTM», Vol. 29, 1929.
2 Доклад на 23-м годичном съезде американского о-ва «Amer. Electroplating Soc.», 1935.
146
явление может быть вызвано при травлении в результате образования на поверх-
ности трудно смываемого шлама.
Нет нужды повторять, что состав самого электролита и режим, которые обус-
ловливают характер кристаллизации осадка и его механические свойства, в силь-
ной степени оказывает влияние на сцепление. На этих вопросах мы уже останав-
ливались при разборе процессов осаждения отдельных видов покрытий.
Нередко в литературе встречаются указания на сильное влияние, которое ока-
зывает на сцепление различие в коэфициентах термического расширения. Мейер
считает, что из-за различия этих коэфициентов может наступать растрескивание
осадка, но отнюдь не отслаивание его.
Растрескивание хромовых покрытий, осажденных на латунь, наблюдал
Бауер (Bauer) 1 со своими сотрудниками при переменном нагревании и охлажде-
нии покрытых изделий. По этой причине и рекомендуется применять никель
в качестве промежуточного слоя при хромировании латуни, ибо коэфициент
расширения никеля ближе к таковому для хрома, чем коэфициент расширения
латуни.
Ниже приведены коэфициенты расширения важнейших металлов, применяе-
мых в гальванотехнике.
Хром ............... 8,4 • ю—6
Железо ............ 11,6 • 10—6
Никель .............. 13 • 10—6
Медь .............. 16,5 • 10~6
Латунь ............. 20,0 • 10—°
Свинец............. 29,5 • 10—6
Цинк................ 35,4 * 10—6
Как видно из приведенных данных, коэфициент расширения цинка более
чем вчетверо превышает таковой для хрома. Поэтому хром, осажденный непо-
средственно на цинк, отличается большим количеством трещин.
При рассмотрении факторов, влияющих на сцеплёние, необходимо учесть
также возможность образования поверхностных сплавов за счет взаимной диф-
фузии; например такое явление можно наблюдать при покрытии меди цинком
или кадмием, при покрытии амальгамированной латуни серебром и в других
случах. Образующиеся диффузионные слои, как правило, способствуют хоро-
шему сцеплению, но если в результате диффузии образуются хрупкие сплавы,
то эффект получается обратный, и покрытие отслаивается вместе со всем диффу-
зионным сплавом или с-частью его. Такое явление наблюдается в частности
при омеднении цинкового сплава и частичной диффузии меди.
Диффузия металлов в твердом состоянии протекает со значительной скоростью
только при повышенной температуре, но она имеет место и при нормальной
температуре. При образовании в результате диффузии твердых растворов сцеп-
ление улучшается (например Cu-Ni), если же образующийся в результате диффу-
зии сплав (интеркристаллическое соединение) отличается хрупкостью (Cu-Zn),
то сцепление ослабляется, и покрытие отслаивается. Поскольку диффузия при
нормальной температуре протекает медленно, то отслаивание в результате диф-
фузии может быть замечено после более или менее длительного складского хра-
нения (1—2 года) или в процессе эксплоатации.
Испытания на сцепление применяются главным образом к листовому мате-
риалу и к проволоке, поскольку они подвергаются механической обработке уже
после процесса покрытия. Наряду со сцеплением, при этих испытаниях опре-
деляется также и гибкость покрытия.
Весьма надежным методом испытания для листового материала считается
многократный изгиб под углом в 180°. Испытываемый образец зажимают в тиски
и при помощи плоскогубцев изгибают до тех пор, пока он не сломается. Сцепле-
ние считается хорошим, если покрытие не отстает от основного металла, т. е.
деформируется вместе с последним.
Покрытые листы (оцинкованные) испытываются также на изгиб вокруг оп-
равки, толщина которой завйсит от толщины испытуемого листа. Для получения
воспроизводимых результатов необходимо производить испытания при строго
одинаковых условиях. Это относится к скорости сгибания, температуре и другим
факторам.
1 Bauer, Arndt und Krause, Die Verchromung, Berlin, 1934.
147
Способность покрытого листового материала претерпевать глубокую дефор-
мацию (штамповку, вытяжку) можно установить на прессе Эриксена (фиг. 113).
Испытание производится следующим образом: при помощи колеса А подвижная
втулка В устанавливается на нулевом делении нониуса С; затем измеряется тол-
щина образца; последний вставляют между матрицей D и пуансоном Е и осто-
рожно зажимают при помощи колеса А; между матрицей и испытуемым образцом
оставляют зазор в 0,5 мм, освобождают внутренний шпиндель и начинают вра-
Фиг. 113. Пресс Эриксена.
щать колесо, рассматривая одновре-
менно жесть в зеркале F.
Прессовку производят равномерно
и медленно до появления трещины.
Глубину продавливания отсчитывают
на нониусе в миллиметрах, а на
втулке — сотые доли миллиметра.
Для установления разницы между
механическими свойствами (способ-
ностью к вытяжке) покрытого и не-
покрытого металлов образцы послед-
них . испытывают параллельно на
прессе Эриксена. Результаты испы-
таний считаются хорошими в тех
случаях, когда трещины появляются
при одинаковой глубине вдавливания
на покрытом и непокрытом образцах.
Испытанные на прессе Эриксена
образцы могут подвергаться допол-
нительным, более чувствительным
химическим испытаниям на пори-
стость (см. ниже).
Для проволоки применяется ме-
тод наматывания вокруг оправки
различной толщины. При этом по-
крытие не должно претерпевать ни-
каких изменений. Наиболее серьезным испытанием является наматывание
проволоки сплошной спиралью вокруг оправки такого же диаметра.
Для труб применимо'испытание на сжатие. Трубку вставляют в тиски и за-
жимают последние до тех пор, пока первоначальное расстояние между ними не
уменьшится вдвое.
В некоторых случаях можно пользоваться распиловкой: испытываемый об-
разец зажимают в тиски и распиливают. При этом покрытие не должно отста-
вать по месту распиловки.
Предложенные различными авторами методы припаивания к покрытию
металлических полос и фиксирования необходимой для отрыва покрытия силы
не получили практического применения.
Твердость. Некоторые металлические покрытия, например Яром, применяются
специально для защиты поверхности основного металла от механического износа.
Однако вопрос о механическом износе играет существенную роль и в отношении
других металлических покрытий: никеля, серебра и др. Естественно, что необ-
ходимо иметь какой-либо метод испытания способности металлических покрытий
сопротивляться механическому износу.
К сожалению, до настоящего времени мы не располагаем удовлетворительным
методом такого испытания.
В большинстве случаев испытывают твердость покрытий, а не сопротивление
их механическому износу (истиранию). Между этими двумя механическими свой-
ствами имеется много общего, но нет тождества. Правда, в литературе описаны
некоторые методы испытания сопротивления металлических покрытий механи-
ческому износу. Но эти методы не получили большого распространения, невиди-
мому, из-за невоспроизводимое™ результагов.
148
Пирсол (Piersol) 1 применял наждачный круг Нортона диаметром в 60 И ши-
риной в 6 мм. Круг накатывался наждаком крупностью в 100 меш. При помощи
мотора круг вращался с определенной скоростью. Испытуемый образец (хроми-
рованная пластинка) прижимался к кругу грузом в 1 кг. Образец отделялся от
круга через каждые 2 сек. для того, чтобы он не успевал разогреваться от трения.
Сопротивление истиранию определялось по времени, необходимому для снятия
слоя хрома в 0,025 мм. Понятно, что между временем и сопротивлением истиранию
должна существовать прямая пропорция.
Еще раньше нечто подобное применял Карстенс (Karstens)2 для испытания
покрытых серебром столовых приборов. В. И. Лайнер и 3. М. Либерман в неопуб-
ликованной работе, проведенной в лаборатории гальваностегии Гос. института
цветных металлов, пытались измерять сопротивление истиранию хромированных
образцов на горизонтально вращающемся круге под определенной нагрузкой
и при определенном числе оборотов. Результаты получались невоспроизводи-
мые из-за неравно-
мерного истирания
образцов.
Сопротивление ис-
тиранию может быть
измерено на машине
Амслера. Для этого
необходимо нанести
испытуемое покрытие
на два круглых дис-
ка. Сопротивление
дисков указывается
имеющимся в машине
Фиг. 114. Простейший прибор для измерения твердости
металлических покрытий.
силомером, а механическая работа, которую проделывают диски, измеряется
счетчиком-интегратором. Износ дисков определяется либо изменением их диа-
метров, либо потерей веса.
Для измерения сопротивления покрытий, предназначенных для защиты от
механического износа, в частности хромовых, наибольшее распространение по-
лучил метод царапания, который дает представление о твердости покры-
тий. Общепринятые методы измерения твердости (Бринелля, Роквелла, Шора)
не могут быть применены для тонких гальванических перекрытий, поскольку
результаты измерений зависят не от покрытия, а от основного металла. При испы-
тании по методу царапания основной металл также может оказать влияние
на результаты измерения, поэтому нельзя испытывать очень тонких покрытий.
Финк и Лэ3 применили простейший аппарат для измерения по методу цара-
пания твердости электролитически осажденных никель-кобальтовых сплавов
различного состава.
Аппарат этот (фиг. 114) состоит из двух стальных пластин одинаковой длины.
На одном конце обе пластинки шарнирно соединены между собой, на другом конце
верхней пластинки вставлена алмазная игла, отточенная конически под углом
в 75°. Расстояние от шарнира до алмаза 23 см. Нагрузка на алмаз во всех опы-
тах была одинаковая и составляла 205 г. Испытуемый образец (пластина) про-
таскивался под алмазной иглой. Ширина черты измерялась под микроскопом
при увеличении в 50 раз.
В табл. 62 приведены результаты измерения твердости различных металлов
на описанном аппарате.
Более точные испытания царапанием могут быть осуществлены на аппарате
Бирбаума 4, схема которого изображена на фиг. 115.
Тщательно отшлифованный алмаз или сапфир 7, укрепленный на конце точно
отбалансированного коромысла весов, опирается под определенным давлением
1 «Trans. Amer. Electrochemic. Soc.», 56, 374, 1929.
2 Das Metall, S. 155, 1914.
3 «Trans. Amer. Electrochemic. Soc.», 58, 378, 1930.
4 Engelhardt, Oalvanotechnik, S. 54, Leipzig, 1933.
149
на испытуемый образец 2. Последний прикреплен к суппорту 3, при помощи ко-
торого образец приводится в движение. Алмаз (или сапфир) наносит царапины,
ширина которых зависит от твердости испытуемого образца. Ширина черты из-
меряется при помощи окуляр-микрометра.
В табл. 63 приведены данные испытания
Таблица 62
Измерение твердости царапанием на
аппарате Финка
Металл Ширина черты в микро- нах
Свинец катаный . . . 144
Олово катаное 76
Дуралюмин (твердый) . 56
Медь катаная (твердая) 48
Латунь твердая .... 36
Никель катаный .... 34
различных электролитических осадков.
Числа твердости, полученные по методу
царапания, следует рассматривать как от-
носительные, а не абсолютные.
Толщина. Срок службы металлического
покрытия в значительной степени обусло-
влен его толщиной (наряду со сцеплением,
структурными особенностями и другими фак-
торами). Необходимо принять во внимание
также и то, что даже на изделиях правиль-
ной формы толщина слоя неодинакова на
всех участках поверхности, на сильно же
профилированных изделиях колебания тол-
щины покрытия на различных участках до-
стигают значительной величины.
Таким образом, для суждения о сроке службы металлического покрытия не-
обходимо определять не только среднюю толщину его, но и толщину на различ-
ных участках, т. е. степень
равномерности покрытия.
В некоторых случаях, на-
пример при серебрении
столовых приборов, стре-
мятся на выпуклых участ-
ках, преимущественно под-
вергающихся истиранию,
заведомо отложить больше
металла (примерно на
50%), чем на других участ-
ках.
Методы определения
толщины металлических
Фиг. 115. Аппарат Бирбаума для измерения твердости
металлических покрытий.
покрытий и их равномерности в большинстве случаев основаны на при-
менении растворителей, не действующих на основной металл. Довольно часто
применяются электрохимические методы. В этих случаях используется спо-
собность основного металла пассивироваться в данном электролите и при
данном режиме.- Почти совершенно не применяются механические методы и
сравнительно редко — металлографические.
Таблица 63
Измерение твердости различных электролитических осадков методом царапания
на аппарате Бирбаума
Осажденный металл 1 Электролит Ширина черты при нагрузке на алмаз в з г Л1М Осажденный металл Электролит Ширина черты при нагрузке на алмаз в з г мм
Свинец Гартблей । Олово Серебро Кадмий Кислый i - Кислый Цианистый >> 0,0380 0,0217 0,0172 0,0128 0,0105 Никель Медь Никель Хром Теплый Кислый Цианистый Холодный Теплый 0,0098 0,0075 0,0065 0,0053 0,0025 0,0015
На методах определения толщины цинковых „ покрытий мы остановимся
подробнее, так как их защитная сила, как анодных покрытий, в значительной
150
мере зависит от толщины. Кроме того, цинковые покрытия имеют большое рас-
пространение, и методы определения их толщины были предметом многих ис-
следований.
Очень старым способом определения толщины цинкового покрытия на железе
является метод Приса (Preece). Сущность этого метода заключается в том, что
испытуемый образец оцинкованного железа погружается в раствор медного ку-
пороса. При этом происходит реакция замещения меди цинком, при которой медь
покрывает образец неплотным, легко удаляемым слоем. Когда весь цинк перехо-
дит в раствор, железо начинает вытеснять медь, которая покрывает образец
в виде блестящего, нелегко удаляемого слоя. Этот момент и служит концом
испытания.
Техника испытания по методу Приса сводится к следующему1: приготовляют
раствор медного купороса (36 частей CuSO4-5H2O на 100 частей Н2О) и прибавляют
окись меди до нейтрализации свободной кислоты; затем раствор фильтруют
и разбавляют водой до удельного веса 1,186 при 18°. Испытуемые образцы лю-
бого размера, предварительно освобожденные от окислов и жиров, погружают
в раствор медного купороса при 18° точно на 1 мин. Затем образцы вынимают,
промывают струей воды и протирают мягкой тряпкой для удаления с них меди.
После этого повторяют одноминутные погружения до тех пор, пока образец
не покроется блестящим несмывающимся слоем меди. Считается, что количество
цинка, снимаемого при каждом одноминутном погружении в раствор медного
купороса, составляет 60—75 г на 1 м2 поверхности.
Метод Приса, наряду с'удобствами его применения, не лишен ряда недостат-
ков. К числу последних следует отнести изменение концентрации меди, с кото-
рой связана скорость растворения цинка. Эта скорость может меняться по мере
оголения железа с каждым последующим погружением.
Метод нанесения цинкового покрытия, поскольку он оказывает влияние на
структуру и химический состав, также может послужить причиной получения
различных результатов при испытании образцов с одинаковой толщиной цинка.
Так, цинковые покрытия, полученные методом горячего погружения, содер-
жат значительные примеси железа и растворяются в медном купоросе медленнее,
чем чистые цинковые покрытия, получающиеся обычно при электролитическом
методе, между тем как последние сильнее сопротивляются атмосферной коррозии.
Эти недостатки понижают ценность метода Приса, который с точки зрения
удобства применения в производственных условиях лучше ряда других методов.
Вернлунд2 описал следующий метод испытания цинковых покрытий: к
300 см3 воды добавляют 33 см3 ледяной уксусной кислоты, раствор охлаждают
до 0° и прибавляют к нему около 10 г перекиси натрия; далее разбавляют раствор
водой до 1 л и производят испытания путем погружения оцинкованных образцов
при 95°. При этом отмечают время в секундах, потребное для появления ржав-
чины на различных участках образца, что позволяет судить о равномерности
покрытия.
К недостаткам этого метода следует отнести неустойчивость раствора и необ-
ходимость частого его приготовления. Описанный метод оказался весьма удоб-
ным для испытания электролитических цинковых покрытий, полученных при
различных условиях, но, по мнению Роудона, он непригоден для испытания
цинковых покрытий, содержащих значительные примеси железа (что имеет место
при цинковании методом горячего погружения).
Более точные количественные методы определения толщины цин-
кового покрытия основаны на химическом растворении цинка при сохранении
целостности основного металла. Испытуемый образец точно взвешивают до и
после испытания и разницу принимают за вес цинка. В литературе описан ряд
таких методов.
Опэрль (Aupperles)3 описал метод удаления цинкового покрытия при помощи
погружения взвешенного образца в крепкую соляную кислоту (1,19), к которой
1 Роуд.он, Предохранительное покрытие металлами, стр. 17Q, 1931.
2 «МЛ. Industry», N. Y.,. Vol. 23, р. 13, 4923.
3 «Proc. Americ. Soc.», Testing Materials, 15, 119, 1915.
151
прибавлена хлористая сурьма (SbCl3) в количестве 5 см3 на каждые 100 см3.
Хлористая сурьма приготовляется растворением 20 г Sb2O3 или 32 г SbCl3 в 1 л
концентрированной соляной кислоты.
Хлористая сурьма применяется для предотвращения действия соляной кис-
лоты на основной металл (после удаления цинка).
Бауэр 1 рекомендовал применять 2%-ный (по весу) раствор серной кислоты
с добавлением 2 г/л As2O3. Назначение мышьяка здесь то же, что и назначение
сурьмы в солянокисл ом.растворе. Бауэр исходил из того, что присутствие
железа в растворе после снятия покрытия доказывает, что цинкование про-
изводилось горячим способом, ибо при электролитическом способе покрытие
не содержит железа (промежуточный сплав отсутствует); основной же металл,
по мнению Бауэра, в присутствии мышьяка в раствор не переходит.
Еще ранее Патрик (Patrick) и Уокер (Walker)2 описал метод снятия цинко-
вого покрытия в растворе уксуснокислого свинца. Для этого применяется рас-
твор 400 г кристаллического уксуснокислого свинца в 1 л воды с добавлением
4 г тонкоизмельченного глета (РЬО), после отстаивания и декантации. После
трехминутного погружения образец вынимают и удаляют с него свинец проти-
ранием щеткой под струей воды. Обычно для полного снятия цинкового покрытия
бывает достаточно трех-четырех трехминутных погружений.
Н. П. Егорова в неопубликованной работе, выполненной в лаборатории
гальваностегии Гинцветмета, проверила описанные выше три метода количе-
ственного определения толщины цинкового покрытия и пришла к выводу, что
сернокислотный метод имеет преимущества перед другими. В соляной кислоте
растворение протекает слишком быстро и бурно, а при уксуснокислом методе
неудобства заключаются в необходимости периодического удаления свинца.
Способ травления в серной кислоте вполне удовлетворяет всем требованиям,
предъявляемым к подобным методам. Мышьяк вполне защищает основной металл
от действия серной кислоты. Взвешенные на аналитических весах и оцинкованные
затем железные образцы сохраняют свой вес (с точностью до четвертого знака)
после снятия покрытия в растворе серной кислоты и мышьяка — в качестве
добавочного агента.
Если механические испытания металлических покрытий на сцепление и твер-
дость могут быть унифицированы, независимо от характера самого покрытия,
то этого нельзя сказать относительно химических методов испытания по той
простой причине, что химические свойства различных покрытий неодинаковы.
Поэтому приходится конкретизировать химические методы испытания приме-
нительно к отдельным видам металлических покрытий или к группе их.
По опытам Н. П. Егоровой для определения толщины кадмиевых покрытий
вполне приемлем раствор серной кислоты в присутствии мышьяка (подобно опре-
делению толщины цинковых покрытий) — с той разницей, что концентрация
обоих компонентов должна быть Выше. Оптимальные условия снятия кадмия
при полном сохранении целостности основного металла таковы:
Состав раствора:
H2SO4 .......... 100 г/л
As2O3............. 6 »
Температура 90° •
Кадмий может быть также количественно снят аноднр в цианистой ванне.
Для предохранения основного металла (железа, стали) от растворения требуется
поддерживать в электролите повышенную концентрацию щелочи.
Оптимальные результаты получены при следующих условиях:
Состав электролита:
CdSO4 . «/з Н2О ....... 90 г 1л
NaCN................... 120 »
NaOH ................... 30 »
Анодная плотность тока — 4 А/дм2; температура — комнатная.
1 «Mitt. Kgl. Materialpriifungsamt», 32, 448, 1915.
а «J. Industr. Engineer. Chem.», 2, 239, 1911.
152
Толщину оловянного покрытия также удобно определять путем анодного
растворения его в щелочи. Как известно, железо при этих условиях склонно
к пассивированию.
Рекомендуется соблюдать следующие условия снятия оловянного покрытия
для определения его толщины: электролит — 80 г/л NaOH; анодная плотность
тока 0,5 А/дм1 2, температура 60—70°.
Снятие никелевого покрытия без разрушения основного металла связано
с большими затруднениями вследствие близких химических свойств железа и
никеля. Как известно, в случае получения недоброкачественных никелевых
покрытий, их удаляют механическим путем — на кругах, и лишь после этого
изделия поступают на повторное покрытие.
Рекомендуемый Пфангаузером метод удаления никеля в смеси концентриро-
ванной серной и азотной кислот непригоден для определения толщины никеле-
вого покрытия, так как основной металл при этом заметно разрушается.
Более приемлем электролитический метод снятия никеля в серной кислоте
49° Вё, также описанный Пфангаузером К Анодную плотность тока рекомен-
дуется поддержать около 2 А/дм2 при комнатной температуре, а в качестве ка-
тодов применять свинцовые пластины. Концентрацию раствора поддерживают
периодическим добавлением серной кислоты 66° Вё, свободной от мышьяка.
Судить о толщине никелевого покрытия только на основании потери веса об-
разца все же нельзя, так как частично в раствор переходит и основной металл.
Поэтому необходимо в каждом отдельном случае анализировать раствор на со-
держание в нем железа (или никеля) и лишь на основании этих данных и общей
потери веса образца можно вычислить фактическую толщину покрытия.
Толщину Жромового покрытия с успехом можно определить электролити-
чески, завешивая образец в качестве анода в 20%-ный раствор NaOH. Темпера-
туру можно поддерживать комнатной, а анодную плотность тока — на уровне
5—10 А/дм2. При этом железо практически не переходит в раствор.
Для определения толщины хромовых покрытий на изделиях из меди или
латуни предпочтительно пользоваться растворением хрома при 50° в разбав-
ленной (5% по объему) соляной кислоте.
Толщина медного покрытия может быть определена в нормальной цианистой
ванне при завешивании испытуемого образца в качестве анода при невысокой
(0,5—1 А/дм2) плотности тока.
При определении толщины серебряных, золотых и платиновых покрытий,
как правило, производится анализ после перевода этих металлов в раствор. Для
серебряных и золотых покрытий удобно пользоваться анодным растворением
в цианиде.
Количественное растворение золота имеет место в 3%-ном растворе KCN при
плотности тока в 0,2 А/дм2'.
Платина, как известно, в цианиде не растворяется.
Весовой метод определения толщины слоя металлических покрытий имеет
существенные недостатки. Во-первых, этот метод применим только для малень-
ких объектов, или специально завешиваемых образцов, которые можно взвесить
на аналитических весах; во-вторых, весовой метод не может дать представления
о равномерности и толщине покрытия на различных участках испытуемого
объекта.
В последнее время постепенно развивается так называемый капельный
метод определения толщины покрытий, предложенный Кларком (S. G. Clarke)2.
Сущность этого метода заключается в том, что на испытуемый образец, накло-
ненный под углом в 45°, выпускают из бюретки по каплям определенный реа-
гент с определенной скоростью до тех пор, пока не оголится основной металл.
Количество капель отвечает определенной толщине слоя, устанавливаемой в ка-
ждом отдельном случае экспериментально с точностью до 15%.
Ниже приведены растворы, предложенные Кларком.
1 Galvanotechnik, Berlin, 7-е изд., стр. 405, 1928.
2 «Oalvano», № 39, Juille 1935; «Met. Industry», N. Y., Vol. 35, № 2, p. 68, 1937.
153
1. Для определения толщины никеля на меди, латуни, стали, алюминии,
цинковом сплаве:
FeCl, • 6Н2О....................................... 100 г/л
CuSO4 • 5Н2О............... 150 »
С2Н4О2 (ледяная) .......... 250 мл)л
2. Для определения толщины медных покрытий:
FeCl3 • 6Н2О.................................. 150 г/л
Sb2O3...................... 20 »
НС1 (1,16) ................ 200 мл)л
С2Н4О2 (ледяная) ......... 250 »
3. Для определения толщины цинковых покрытий:
NH4NO3......................................... 70 г/л
НС1 (N) .................... 70 мл)л
4. Для определения толщины кадмиевых покрытий:
NH4NO3......................................... 17,5 г/л
NaCl....................... 17,5 »
НС1 (1,1бу-................ 2,0 мл)л
4а. 10% -ный раствор J2
20%-ный » KJ
Верцман 1 предложил для капельного метода определения толщины цинко-
вого покрытия пользоваться 9 N раствором H2SO4. Он же 2 рекомендовал для
определения толщины оловянных покрытий применять раствор, содержащий
на 15 мл дестиллированной воды 5 мл HNO3 (1,4).
Пористость играет решающую роль при суждении о защитных свойствах ка-
тодных металлических покрытий. Мы не станем останавливаться здесь на при-
чинах возникновения пор, так как они весьма разнообразны, равно как и методы
борьбы с образованием пор в металлических покрытиях.
Размеры пор настолько незначительны, что невооруженным глазом их обна-
ружить невозможно, да и рассматривание их под микроскопом при сильном уве-
личении также практически невозможно. В этих случаях весьма эффективны
химические методы, основанные на чувствительных цветных реакциях.
Для обнаружения больших, непокрытых или оголенных в процессе полировки
участков можно, например в случае испытания никелированного или хромиро-
ванного железа, пользоваться реакцией вытеснения железом меди по схеме:
CuSO4 + Fe —> FeSO4 + Си.
При этом оголенные участки покрываются медью.
Для обнаружения же мелких пор в катодных покрытиях (когда основным
металлом является железо) универсальное применение получил реактив Уокера.
Применение этого реактива вызывает образование в местах пор микроэлемен-
тов, в которых железо является анодом. Поступающие в раствор ионы железа
реагируют с входящим в состав реактива железосинеродистым калием и обра-
зуют турнбулевую синь
2K3Fe(CN)6 +3FeCF2 = 6КС1+ Fe3[Fe (CN)6]2.
Испытание по методу Уокера можно осуществить следующим образом: при-
готовляют горячий раствор желатина такой концентрации, чтобы раствор срав-
нительно скоро застыл; чем выше температура окружающего воздуха, тем выше
должна быть и концентрация желатина. Приготовленный раствор нейтрали-
зуют аммиаком в присутствии фенолфталеина до слабого розового окрашивания.
Затем в нейтрализованный теплый раствор вводят K3Fe(CN)6 и NaCl (концентра-
цию см. ниже). После этого испытуемые образцы, предварительно тщательно
•обезжиренные и промытые водой, укладывают на стеклянных подставках в ка-
кой-либо плоский стеклянный же сосуд и заливают раствором. Через некоторое
время (10—15 мин.) в оголенных местах появляются темносиние пятна турнбу-
левой сини в виде точек, линий, полосок и т. п.
1 «Заводская лаборатория», № 10, стр. 944—6, 1931.
2 Ibid. № 7, стр. 757, 1935.
154
Поскольку раствор, благодаря присутствию желатина, застывает примерно
одновременно с образованием пятен, последние не расплываются, а фиксируются
в местах первоначального появления.
Реактивом Уокера можно пользоваться также и в другом виде: указанным
выше раствором пропитывают чистую фильтровальную бумагу, которая высу-
шивается и хранится в темном сухом месте. Перед употреблением бумагу сма-
чивают дестиллированной водой и накладывают на предварительно обезжирен-
ный испытуемый образец. Через несколько минут на бумаге появляются синие
пятна. Тогда бумагу осторожно промывают водой и высушивают. В процессе
промывки с бумаги удаляются остатки непрореагировавшего K3Fe(€N)6 , а синие
пятна турнбулевой сини, нерастворимой в воде, целиком сохраняются.
Необходимо следить за тем, чтобы реактивная бумага плотно прилегала к по-
верхности испытуемого образца, во избежание образования между ними пузырь-
ков воздуха.
Реактивная бумага по целому ряду признаков удобнее, чем заливка раствора.
Бумагу можно заготовить в любом количестве и употреблять ее по мере надоб-
ности. Нарезать бумагу, конечно, легче и выгоднее, чем вырезывать образцы
металла для испытания.
Однако при испытании пористости покрытий рельефных полых изделий с ост-
рыми углами преимущество имеет метод заливки.
Состав самого реактива, в смысле концентрации отдельных его компонентов,
также отличен, в зависимости от метода его применения.
Так, для обнаружения пор в оловянных покрытиях рекомендуется фильтро
вальную бумагу пропитывать реактивом следующего состава:
Желатин ............2%
K3Fe(CN)6........... 1%
NaCl ............... 1%
При заливке образцов лучше пользоваться реактивом несколько иного со-
става:
Желатин ...........3%
K3Fe(CN)6...........0,5%
NaCl................0,5%
Отпечатки получаются более отчетливыми, когда луженые образцы предва-
рительно подвергаются легкому травлению в 5%-ном растворе H2SO4.
Реактив Уокера можно применять для обнаружения пор в оловянном покры-
тии, конечно, только в случае железной основы, так как при образовании микро-
элемента железо становится анодом и переходит в раствор. При испытании меди,
покрытой оловом, наблюдается иная картина. В данных условиях медь имеет
более благородный потенциал, чем олово и, кроме того, она не дает такой яркой
цветной реакции с красной кровяной солью, как железо.
По опытам Н.П. Егоровой погружение медных луженых образцов в 3%-ный
раствор Na2S вызывает образование черных пятен (сернистая медь). Этот же
метод можно применить к никелированной и хромированной меди. Повидимому,
с таким же успехом можно для испытания медных образцов, покрытых оловом,
никелем или хромом, использовать аммиачный метод. Испытуемые образцы
помещают под колокол, куда пропускают газообразный аммиак. Через неко-
торое время в оголенных местах появляются синие пятна.
Пористость никелевых покрытий можно также определить реактивом Уокера
как по методу заливки, так и накладыванием фильтровальной бумаги, пропитан-
ной реактивом.
Так же как и в случае оловянных покрытий, отпечатки получаются отчет-
ливее при предварительном пятиминутном травлении образца в 5%-ном H2SO4.
При наличии медной прослойки или при непосредственном никелировании
меди реактив Уокера образует в местах пор коричневые пятна; необходимо лишь
увеличить содержание NaCl в реактиве до 5%. Таким образом, если железо по-
крыто медью и никелем, то сквозные поры будут фиксироваться синими пятнами,
а поры никелевого покрытия — коричневыми пятнами. Однако, как уже было
указано выше, реакцию красной кровяной соли с медью в порах никелевого по-
крытия нельзя считать удовлетворительной ни по степени чувствительности,
155
ни по интенсивности окрашивания. Эта реакция дает лишь приблизительное
представление о пористости, в то-время как при наличии железной основы пятна
турнбулевой сини более или менее верно отражают пористость покрытия. Раз-
меры пор, вообще говоря, меньше размеров образующихся пятен, но какой-то
параллелизм между этими двумя величинами все же существует. В этом можно
убедиться, если специально произвести на покрытии различного рода поврежде-
ния и затем испытать это покрытие реактивом Уокера.
Все, что было сказано относительно никелевых покрытий, можно отнести
также и к хромовым.
В случае декоративного хромирования с применением никелевой прослойки
хороший эффект для определения пористости дает метод, предложенный Беке-
ром (Baker) и Пиннером (Pinfter) х. По этому методу испытуемые образцы поме-
щают в качестве катода в кислую медную ванну (1,6 N CuSO4 • 5Н2О и 1,6 N
H2SO4) при плотности тока в 3 А/дм2. При этом медь осаждается только в ого-
ленных от хрома местах в виде темных пятен.
Хотя пористость анодных покрытий (цинка, кадмия) не играет такой решаю-
щей роли, как в случае катодных покрытий, все же установлено, что более плот-
ные, беспористые цинковые и кадмиевые покрытия защищают основной металл
от коррозии дольше, чем пористые покрытия такой же толщины.
Вследствие изложенных выше причин реактив Уокера нельзя применять
к анодным покрытиям.
Метод Приса может дать представление о сравнительно больших, оголенных
от цинка участках железа; медь, осажденная на железе в маленьких порах,
может быть стерта вместе с рыхлой медью, осажденной на цинке и, во всяком слу-
Таблица 64 чае> может остаться не- „ „ л „ заметной. Травление цинка в растворе Н2О2 + С2Н4О2 Достоин внимания (концентрация раствора в см3/л) описанный выше метод
№ по пор. 30°/о нао2 100°/о С2Н4О2 Стравливается в течени по весу г ьернлунда по испыта- ёЧ10Ксек. 1 НИЮ ЦИНКОВЫХ ПОКЦЫ- тий в растворе перекиси толщина слоя ВОДОрОДа И уКСуСНОЙ мм кислоты.
1 2 3 14 7 3,5 20 10 5,0 0,00060 0,00022 0,00010 В этом растворе об- 0 0008 наруживаются не толь- о’осоз ко открытые места, но о’ооои и участки с чрезмерно тонкими покрытиями,
так как в указанном
растворе цинк подвергается травлению.
По опытам Н. П. Егоровой травление цинка, в зависимости от концентрации
раствора, протекает следующим образом (табл. 64).
Таким образом, желтые пятна ржавчины появляются не только в местах пор,
но и там, где цинковое покрытие настолько тонкое, что за время испытания оно
успевает стравиться.
Для определения пористости практически удобнее пользоваться более разбав-
ленными растворами № 3 (см. табл. 64).
В лабораторных условиях можно пользоваться также описанным у Роудона
методом испытания в растворе NaOH. В местах пор появляются пузырьки водо-
рода, которые в виде цепочки поднимаются кверху.
Можно пользоваться N раствором щелочи, а температуру поддерживать
около 50—60°.
Пористость кадмиевых покрытий может быть обнаружена в растворе пере-
киси водорода и уксусной кислоты несколько иной концентрации:
30% Н2О2 ...........6 см3) л
100% С2Н4О2 ........8 »
1 «Trans. Amer. Electrochemic. Soc.», 54, 337, 1928.
156
Продолжительность этого испытания 5 сек. При этом может стравиться слой
кадмия в 0,0002 мм, что практического значения не имеет.
При покрытии алюминия и алюминиевых сплавов медью, никелем и хромом
можно также пользоваться методом погружения в щелочь; в этом случае в ме-
стах пор, как это бывает и при испытании цинковых покрытий, начинают выде-
ляться пузырьки водорода.
При испытании в щелочи алюминиевого сплава, содержащего медь с нане-
сенным катодным покрытием, в местах пор появляются черные пятна, которые
удобно рассматривать в лупу.
При определении пористости металлических покрытий на алюминиевых спла-
вах известный эффект дает реактив Уокера, поскольку в этих сплавах находится
железо. Синие пятна турнбулевой сини появляются медленнее, чем при непосред-
ственном испытании покрытого железа.
Коррозионные испытания. Мы уже упоминали о том, что самое верное сужде-
ние о защитных свойствах тех или иных металлических покрытий можно иметь
лишь на основании испытания покрытых изделий в естественных условиях
службы. Однако крупнейшим недостатком такого метода испытания является
длительность срока, измеряемого в большинстве случаев годами. В силу этого
нашли применение ускоренные методы испытания на сопротивление коррозии.
Необходимо оговориться, что несмотря на давность пользования этими методами,
до сих пор еще не установлено соотношение между результатами испытания ме-
тодами ускоренной коррозии и способностью испытуемого образца фактически
сопротивляться коррозии в естественных условиях службы.
Результаты подобны^ испытаний различных металлических покрытий дают
представление лишь об относительном их сопротивлении коррозии в данных ус-
ловиях. Очень часто образцы, полученные при одинаковых условиях, получают
хорошую оценку при одних методах испытания на сопротивление коррозии
и плохую оценку при других методах.
Наиболее часто применяемое испытание химической стойкости покрытых
изделий заключается в распылении раствора поваренной соли. По этому способу
испытуемые образцы, тщательно изолиройанные в непокрытых местах лаком или
менделеевской замазкой, завешиваются на специальных стеклянных крючках
(или укладываются на стеклянные подставки) в коррозионный шкаф, который
может быть изготовлен из дерева, стекла, керамики и других неэлектропровод-
ных материалов. Образцы не должны касаться друг друга. Брызги раствора на-
правляются не непосредственно на испытуемые образцы, а на стеклянный экран,
так что испытание фактически производится в соляном тумане.
Разбрызгивание производится при помощи пульверизатора, причем воздух
пропускается через фильтр для очистки от масла, а затем через воду — для пре-
дупреждения кристаллизации раствора в носике пульверизатора.
О результатах испытания судят по времени первого появления ржавчины,
хотя рекомендуется на этом испытание не заканчивать. Последующее поведение
образца (после первого появления ржавых пятен) дает очень ценное представле-
ние о его способности сопротивляться коррозии. Испытания можно проводить
непрерывно, вынимая образцы через определенные промежутки времени (на-
пример через 24 часа) и рассматривая их после предварительной промывки в про-
точной воде, протирки щеткой и сушки. Можно также подвергать испытуемые
образцы сушке, не промывая их; иными словами, испытуемый образец в течение
определенного времени находится в соляном тумане, затем его сушат и выдер-
живают, после чего промывают и исследуют. Затем весь цикл повторяется. По-
добные испытания ближе подходят к условиям службы в окрестностях моря.
В каждом отдельном случае экспериментально устанавливают, какое коли-
чество часов должно выдерживать испытание данное покрытие. Эта величина
зависит от целого ряда факторов: характера покрытия, его назначения, усло-
вий службы покрытых изделий и др.
Бюро стандартов США установило применительно к цинковым покрытиям \
что при появлении ржавчины в течение 24 час. материал непригоден к употреб-
1 «U. S. Bur. Standards Cir.», 80, 1922.
157
лению на открытом воздухе; если материал противостоит действию соляного
тумана в течение 36—72 час., то он годится для легких условий службы; для
тяжелых же условий считается пригодным лишь такой материал, на котором появ-
ляются ржавые пятна после 96—144 час. испытания путем непрерывной пульве-
ризации соляного раствора.
Как правило, катодные покрытия, имеющие поры, значительно слабее проти-
востоят действию разбрызгивания соляного раствора. Выше уже было указано,
что окончательную оценку (особенно для катодных покрытий) следует произ-
водить суммированием отдельных оценок, произведенных в различные периоды
испытания после первого появления ржавчины Ч
При испытании катодных покрытий можно не вынимать образцы из камеры
(ящика), а наблюдать появление ржавых пятен в процессе испытания, рассмат-
ривая образцы всегда на определенном расстоянии.
Испытания по методу погружения, особенно для цинковых покрытий, неэф-
фективны, поскольку они связаны с большими сроками.
Для некоторых видов катодных покрытий, предназначенных для защиты ос-
новного метадла в условиях сильно действующих агентов, испытание по методу
погружения в тот или иной растворитель может оказаться весьма ценным. В по-
добных случаях необходимо предварительно проверить, не имеет ли покрытие
пор, ибо при наличии таковых испытание становится бессмысленным. Оголен-
ные участки должны быть перед испытанием обязательно изолированы.
Критерием при данном методе испытания могут служить: изменение внеш-
него вида поверхности, появление ржавчины, потеря в весе и анализ раствора.
Более часто применяется метод перемежающегося погруже-
ния. Для этого сконструированы различные аппараты с приспособлениями,
при помощи которых испытуемые образцы в течение определенного времени
находятся в каком-либо растворе (чаще всего—поваренной соли), затем их выгру-
жают и подвергают действию атмосферного воздуха (в некоторых случаях с искус-
ственным подсушиванием); после этого весь цикл повторяется. Продолжитель-
ность одного цикла составляет обычно 15 мин.; из них, например: 1 мин. в рас-
творе и 14 мин. в воздухе. О результатах испытания судят по количеству циклов,
прошедших до появления ржавчины.
Атмосферные агенты — сернистый газ и углекислота — действуют на цинк
разъедающе, вследствие чего некоторые авторы разработали такие методы испы-
таний, которые предусматривают применение этих агентов. Подробно метод
такого испытания описан Финкельдеем (Finkeldey)1 2.
Испытание на сопротивление коррозии атмосферного воздуха в больших
масштабах производятся американскими Бюро стандартов и «Обществом испыта-
ния материалов». Испытуемые образцы обычно выставляют на крыше какого-
либо здания — параллельно в нескольких местах, — применительно к различ-
ным условиям (промышленным, сельскохозяйственным, морским, континенталь-
ным и т. д.), и наблюдения ведутся в течение длительного времени.
Результаты такого рода наблюдений более близки к истинной картине, чем
результаты испытаний по методу ускоренной коррозии, однако и они имеют
свои недостатки.
1 Baker, «J. Soc. Auto Eng.», 14, 127. 1924.
2 «Proc. Americ. Soc. Testing Materials», 24,^pt. 2, 717, 1924.
158
ГЛАВА IX
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ ГАЛЬВАНИЧЕСКИХ
ЦЕХОВ1
Перед гальваническим покрытием все покрываемые изделия предварительна
подвергаются особой обработке, которая заключается в соответствующей подго-
товке их поверхности.
Подготовительные операции, проводимые с этой целью, можно разделить,
на механические и химические2. Рассмотрим их подробнее.
Оборудование для механической подготовки
поверхности
К механической обработке поверхности относятся следующие операции:
а) шлифовка и полировка крупных деталей, осуществляемая на специальных
станках посредством абразивов;
б) шлифовка и полировка небольших деталей массового изготовления в ап-
паратах, носящих название голтовочных и полировочных ба-
рабанов и колоколов; эти операции осуществляются посредством
размельченного абразива, стальных шариков, обрезков кожи, а также щелочных
и мыльных растворов с песком;
в) обработка поверхности песком в специальных аппаратах, так называемая
пескоструйная очистка;
г) обработка деталей на крацевальных станках щетками из
металла (обычно с параллельным воздействием при помощи специального
раствора);
д) обработка больших поверхностей или изделий среднего размера (при
массовом производстве) на автоматизированных станках.
Для указанных операций применяются следующие основные типы оборудо-
вания.
1. СТАНКИ ДЛЯ ШЛИФОВКИ И ПОЛИРОВКИ
Эти станки можно разбить на две группы: 1) одношпиндельные двухсторон-
ние и 2) двухшпиндельные двухсторонние, причем как те, так и другие, в свою
очередь, разделяются, в зависимости от характера привода, на станки с транс-
миссионной передачей и станки с индивидуальными моторами.
Одношпиндельные двухсторонние станки имеют существенный недостаток,
совершенно независящий от системы привода. Недостаток Этот состоит в том,
что всякий раз, когда требуется поправить или сменить шлифующий круг (вслед
стйие его износа или порчи) на одной стороне шпинделя, приходится останавли-
вать круг также и на другой стороне.
Недостатком следует считать и наличие трансмиссионной передачи, загро-
мождающей верхнюю часть производственного помещения валами и ремнями.
Это особенно ощутимо, когда в помещении находится большое количество стан-
ков и потому приходится устраивать несколько параллельных передач. Попытки
некоторых иностранных фирм устанавливать валы трансмиссий под полом цеха,
выводя приводные ремни непосредственно возле самых станков через специаль-
1 Гл. IX написана Е. М. Паппэ.
2 См. Лайнер, В. И. и Кудрявцев, Н. Т., Основы гальваностегии, ч. I, гл. I.
159
ные отверстия в полу, — не более как полумера, ибо благодаря этому хотя и
удается избегнуть загромождения одного цеха, но за счет другого, и приходится
устраивать под шлифовальным отделением специальное подвальное помещение.
Самый серьезный недостаток станков с трансмиссионной передачей — это
недогрузка двигателя, что является следствием возможной остановки части
станков для смены кругов или в силу иных производственных причин.
Наиболее современным по своей рентабельности типом станка для шлифовки
и полировки следует считать двухшпиндельный двухсторонний с индивидуаль-
ным мотором и с приспособлением для раздельного включения шпинделей.
Такой станок состоит из станины, внутри которой укреплен мотор специаль-
ного типа. На концах вала мотора насажены шкивы, соединенные раздельно
короткой ременной передачей со шкивами соответственных шпинделей, которые
поддерживаются подшипниками, укрепленными в верхней части станины. Кор-
пуса подшипников соединены со станиной болтами или шпильками с гай-
ками. Наблюдение за мотором и смазка осуществляются через особое отверстие
в стенке станины, которое закрывается крышкой с запором.
Характерным представителем этого рода станков может служить выпускае-
мая фирмой «Стевенс» модель № 5 (фиг. 116). Включение шпинделей достигается
здесь путем применения лениксов. Каждый леникс, нажимая роликом на поверх-
ность передаточного ремня по направлению к плоскости осей, шпинделя и ротора,
натягивает до надлежащего сцепления со шкивами ремень; последний предна-
меренно сделан несколько длиннее необходимого и, будучи неотжат, свободно
свисает около шкива на валу мотора, обеспечивая этим холостой ход.
Примерно по тому же принципу устроены станки и других фирм; различие
между ними обычно незначительно и заключается в деталях и специализации.
Так, станки фирмы «Мунинг» модели RO предназначены для обработки гро-
моздких деталей, поэтому их шпиндели вынесены в сторону от станины. Модель
RR той же фирмы характерна приспособлением для торможения. У станков дру-
гих типов торможение осуществляется непосредственно нажатием руки на боко-
вую поверхность круга, что требует большой затраты времени и сопряжено
со значительным неудобством. В упомянутой модели, благодаря применению
ремня клинчатой формы, удалось избежать скольжения последнего по шкивам.
Вообще же в настоящее время шлифовально-полировальные станки выпуска-
ются в столь большом разнообразии, что перечислит ь их здесь все затруднительно.
В заключение укажем лишь на так называемый станок-мотор фирмы
«Лангбейн-Пфангаузер» (фиг. 117). В этой модели станина сделана более легкой;
передаточные ремни отсутствуют, а в качестве шпинделей используются концы
соответственно удлиненного вала мотора, установленного на этой станине.
В СССР шлифовально-полировальные станки изготовляет завод «Красный
металлист» им. Кирова в Витебске.
При разработке конструкции советских станков (тип № 385) за основу был
взят тип, выпускаемый фирмой «Хисей». Но этот станок, предназначенный для
обработки крупных деталей и снабженный мотором большой мощности, имеет
серьезный недостаток: слабое крепление корпусов шпиндельных подшипников
к станине посредством одних только болтов без затяжки гайками; в советской
конструкции этот недостаток устранен.
Завод «Красный металлист» им. Кирова выпускает станки двух моделей
(фиг. 118): № 1 — применяется для обработки крупных деталей и № 2 — преиму-
щественно для мелких. Разница между обеими моделями состоит в расстоянии
между центрами шлифовально-полировальных кругов. В табл. 65 приведены крат-
кие данные об этих станках.
У этих станков нет приспособлений для остановки шпинделей, ибо каждый
шпиндель снабжен индивидуальным мотором. Таким образом, на одной станине
имеется два односторонних одношпиндельных станка, каждый из которых имеет
отдельный мотор.
Круги, шлифующие или полирующие поверхность деталей, независимо от
материала, из которого они сделаны 'прессованная или обожженная смесь абра-
зива со связкой, дерево, прессованный войлок, кожа и т. д.), крепятся на шпин-
деле следующим образом: вплотную к заточке на шпинделе возле корпуса
160
!. И. Лайнер—62—11
Фиг. 116. Двухшпиндельный двухсторонний шлифовально-полировальный
станок фирмы «Стевенс»; модель № 5.
Таблица 65
Характеристика двухшпинцельього шлифовально-полировального станка типа № 385
с двумя моторами завода «Красный металлист» им. Кирова
Данные станка Модель № 1 Модель № 2
Мощность моторов в kW Тип моторов Число оборотов мотора в минуту Число оборотов шпинделя в минуту То же, по специальному заказу Расстояние между кругами в мм ........ Расстояние от круга до станины в мм Габариты станка в мм .... ; ........ Занимаемая площадь пола в мм 3,0 (каждый) ИЗ-31 1450 2000 2400 1600 330 830Х 1830Х 1150 1000x620 3,0 или 2,2 (каждый) 2000 2400 1200 130 830X1430X1150 1000x625
подшипника насаживается фланец и рядом с ним надевается шлифующий круг,
Фиг. 117. Одношпиндельный двухсторонний
шлифовально-полировальный станок-мотор
фирмы «Лангбейн-Пфангаузер»; тип PDMN-75*
каждого станка. Схема крепления пока<
который удерживается на месте другим
фланцем, насаженным с противополож-
ной стороны. Вся эта конструкция при-
жимается к заточке при помощи длинной
гайки, навертываемой на резьбу с на-
ружного конца шпинделя (фиг. 119). В
процессе изготовления кругов особое
внимание следует уделять точности их
центрирования, обеспечивающей воз-
можность посадки их на место без особой
проверки.
Насадки, употребляемые для обра-
ботки внутренней поверхности сфери-
ческих (или иной формы) тел, крепятся
своим корпусом на конусной нарезке-
державке, другой конец которой ввинчи-
вается в высверленное отверстие, имею-
щееся в торцевой части шпинделя почти
1на на фиг. 120.
Фиг. 118. Двухшпиндельный двухсторонний шлифовально-полировальный станок
с двумя моторами завода «Красный металлист» им. Кирова; тип № 385.
Во время работы шлифовальных кругов образуется большое количество
пыли, состоящей из размельченных частиц абразива, связки и обрабатываемого
162
металла. Пыль эта крайне вредна для здоровья; кроме того, наличие пыли в воз-
духе может дурно ловлиять на работу соседних цехов гальванопокрытий. По-
этому вопросу удаления пыли из помещения шлифовального цеха уделяется осо-
бое внимание, и, помимо общецеховой вентиляции, каждый станок снабжается
отдельной отсасывающей установкой.
Устройство ее таково (фиг. 121): на каждый из
обрабатывающих кругов надет кожух из листового
железа, соединенный трубопроводом с вентиляцион-
ной линией; этот кожух одновременно предохраняет
рабочего и от крупных осколков шлифовального
круга, оставляя открытой только небольшую часть
последнего. Обычно кожух состоит из трех частей:
нижний расширяющийся патрубок 1 своим узким
концом неподвижно закреплен у окончания трубо-
провода; к раструбу при помощи шарнира 2 кре-
пится серповидная часть кожуха 5, которая удер-
живается в неподвижном состоянии крючком 4; в па-
зах верхней части серпа движется щиток 5.
Такой способ крепления частей кожуха позволяет
быстро и легко изменять его форму, применительно
к различной величине обрабатываемых изделий.
Фиг. 119. Схема крепления
круга на шпинделе шлифо-
вально-полировального
станка.
Для того чтобы вращающийся круг 7 не гнал воздух из кожуха, увлекая его при
своем движении, внутри кожуха ставится перегородка 6, достаточно близко под-
ходящая к окружности круга. Эта перегородка
Фиг. 120. Схема крепления насадки
на шпинделе шлифовально-полиро-
вального станка.
делит пространство между кругом и кожухом
на две части: в широкой — наружной — воздух
засасывается, в узкой — внутренней — движение
воздуха направлено в обратную сторону, но
так как щель обычно невелика, то и количе-
ство воздуха, который может быть выброшен
в цех, незначительно. Кроме того, бблыпая часть
воздуха направляется верхним козырьком вниз,
где и засасывается неподвижным раструбом 7.
Обработка деталей на шлифовально-полировальных станках позволяет по-
лучить наиболее ровную поверхность; однако эта
операция имеет и существенные недостатки, основ-
ным из которых является большая трудоемкость
процесса. Сложность фиксации некоторых деталей,
необходимость постоянного наблюдения за ходом
работы и трудность равномерной подачи поверх-
ности деталей к кругу (в особенности это отно-
сится к телам вращения: кольцам, цилиндрам
и другим деталям, требующим плавного повертыва-
ния вокруг собственной оси) —все это обусловли-
вает значительное удорожание процесса. Кроме
того, детали одной партии могут разниться между
собой по качеству обработки. Вследствие этого
при шлифовке применяются различного рода при-
способления, начиная с простейших, известных под
названием оправок, шаблонов, дер-
Фиг. 121. Схема устройства для
отсасывания пыли от кругов
шлифовально-полировального
станка.
жа в о к, и кончая довольно сложными приборами.
В качестве примера рассмотрим одно из про-
стых приспособлений, например державку для
крышки автомобильного радиатора. Размеры по-
лой крышки с внутренней нарезкой (2—3 см в
высоту и б—8 см в диаметре) не позволяют удобно держать ее и тем более
равномерно поворачивать руками при шлифовке. Кроме того, при малой высоте
крышка имеет обрабатываемую поверхность трех родов: сферический выпуклый
163
верх, цилиндрический с насечкой поясок и нижнюю сферическую вогнутую
часть, что значительно усложняет обработку.
^иг. 122. Державка,
применяемая при шли-
фовке и полировке
крышек автомобильных
радиаторов.
Фиг. 123. Общий вид механизированного
приспособления фирмц «АКМЕ» для шли-
фовки и полировки деталей, имеющих
форму тел вращения.
Державка для этой детали устроена просто: к деревянной ручке (фиг. 122)
части которого имеются раз-
прикреплен тонкий стальной цилиндр, в верхней
Фиг. 124. Эскиз головки прибора фирмы «АКМЕ»,
изображенного на фиг. 123.
резы. Благодаря этим
разрезам, стенки цилин-
дра пружинят, и диа-
метр его можно несколь-
ко уменьшить при на-
девании крышки. Рабо-
чий, надев деталь на
державку, может удобно
держать и более или ме-
нее плавно поворачивать
последнюю вокруг своей
оси, вводя деталь в со-
прикосновение с шлифу-
ющим кругом, благо-
даря чему достигается
более равномерная обра-
ботка всех сторон де-
тали.
Количество видов
оправок и державок очень велико, так как устройство их зависит от конфигу-
рации деталей и в каждом новом случае разрешается отдельно.
На изготовлении всякого рода приспособлений, облегчающих шлифовку
и полировку, специализируется американская фирма «АКМЕ». Рассмотрим не-
которые механизированные приборы этой фирмы применительно к обработке
той же крышки автомобильного радиатора.
164
В станине (фиг. 123) при помощи горизонтального маховика поднимается
и опускается вертикальный вал с винтовой нарезкой, благодаря чему осущест-
вляется подъем верхней части прибора. Поворот головки производится посредст-
вом расположенной под ней муфты. К верхней части вала прикреплен горизон-
тальный стол с салазками для передвижения продольного суппорта, верхняя
плоскость которого, в свою очередь, имеет салазки для поперечного суппорта.
Передвижение суппортов по салазкам осуществляется посредством винтов
с гайками, аналогично суппорту токарного станка. Винты вращает рабочий при
помощи ручных маховичков. На верхнем суппорте укреплена головка с горизон-
тальным валом, вращаемым через редуктор от мотора небольшой мощности.
Другой конец вала 7, снабженный шестерней 2 (фиг. 124), проходит через метал-
лический, неподвижно закрепленный на головке диск 3 — эксцентрично к центру
последнего. На ось диска 3 надевается крышка 4, могущая свободно вращаться.
В стенке этой крышки устроены подшипники для шпинделей 5 (количество их
зависит от габаритов обрабатываемых деталей). Выходящий наружу конец каж-
дого шпинделя представляет собою трубку с продольными разрезами, вследст-
вие чего трубка обладает упругостью, достаточной для того, чтобы удержать
надеваемую на нее деталь. На конце шпинделя, заключенном в коробку, наса-
жена шестерня <5; всякий раз, когда деталь подводится к кругу, эта шестерня
входит в зацепление с шестерней 2, насаженной на валу 7 редуктора и полу-
чающей вращение через вал от мотора.
Фиг. 125. Прибор фирмы «АКМЕ» для шлифовки и полировки наружной
поверхности бачков и тазов.
Таким образом, обязанности рабочего сводятся лишь к тому, чтобы свое-
временно надевать на шпиндели детали, поворачивать крышку диска, подводя
деталь к кругу, и снимать детали после того, как последние будут обработаны.
Эти операции выполняются в течение долей секунды, тогда как затрата вре-
мени при работе с ручной державкой во много раз больше. Существенно и то, что
брак при обработке деталей за счет излишнего снятия металла с поверхности или
из-за недостаточной шлифовки, вследствие непроизвольных движений или оши-
бок со стороны рабочих, здесь исключен.
Достаточное количество модификаций описанного прибора «АКМЕ» дает
возможность обработать почти все возможные поверхности тел вращения. Отли-
чаются эти приборы друг от друга преимущественно способом крепления дета-
лей. Например прибор «АКМ... », применяемый для шлифовки наружной поверх-
ности бачков и тазов (фиг. 125), имеет вал, на который насаживается деревян-
ная или металлическая оправка требуемой конфигурации, покрытая по окруж-
165
ности войлоком, во избежание порчи внутренней поверхности обрабатываемого
предмета. При шлифовке боковой поверхности бачок или таз поддерживается
со стороны дна особым прижимным диском, свободно вращающимся на конце
кронштейна, закрепленного на станине.
Выпускаются также приборы «АКМЕ», предназначенные для шлифовки
и полировки труб и валов и построенные по типу бесцентровых шлифовальных
станков, применяемых в металлообрабатывающей промышленности.
2. ГОЛТОВОЧНЫЕ И ПОЛИРОВОЧНЫЕ КОЛОКОЛА И БАРАБАНЫ
Эти приборы служат для голтовки и полировки деталей, обработка которых
на шлифовальных станках затруднительна (вследствие их малых размеров)
даже в специальных оправках, в силу чего она становится нерентабельной.
Голтовка применяется для небольших деталей, изготовляемых в большом
количестве, у которых не обязательно наличие зеркальной поверхности.
Как правило, детали из мягких металлов, фасонные детали с острыми углами
и краями, детали с внешней нарезкой, т. е. такие, которые легко могут быть
повреждены при ударе друг о друга или о стенки аппарата, обрабатываются
в колоколах. В последних детали при вращении медленно пересыпаются, тогда
как в барабанах, будучи подняты на значительную высоту, они с довольно боль-
Фиг. 126. Голтовочный барабан для шлифовки
и полировки мелких деталей.
шой скоростью падают вниз.
Гоптовочный барабан (фиг.
126), прототипом которого
является деревянная бочка
для шлифовки металлических
изделий с помощью песка,
обрезков кожи и опилок (при-
бор, имеющий многолетнюю
давность и применяемый кус-
тарями до сих пор), устроен
весьма несложно. В подшип-
никах, закрепленных в верх-
ней части двух станин, вра-
щается ось, на одном из кон-
цов которой имеются два
шкива: холостой и рабочий;
по середине оси закреплен ба-
рабан. Форма барабанов раз-
нообразна: четырех-, шести-,
восьмигранная и цилиндри-
ческая.
Отношение высоты барабана к диаметру описанного круга непостоянно
и в каждом отдельном случае зависит от характера шлифовки, качества металла
и формы деталей. Колебания довольно значительны; так, у одной из советских
моделей это отношение равно 1,5 : 1, а в одной из конструкций фирмы «Лангбейн-
Пфангаузер» оно составляет 1 : 3. Объем барабана определяется при конструи-
ровании из расчета нормальной загрузки на одну треть и даже половину диа-
метра описанного круга. Для загрузки и выгрузки деталей служит отверстие в
боковой стенке, снабженное крышкой с запором.
Барабаны приводятся в движение либо индивидуальным мотором, либо транс-
миссионной передачей. Можно соединять барабаны на общей оси по нескольку
в ряд (фиг. 127). Это дает значительную экономию места: в таком случае привод
обычно помещают по середине оси, и каждый барабан может выключаться неза-
висимо от остальных. Скорость вращения барабана, в зависимости от рода обра-
батываемых изделий, колеблется от 3-—4 до 40—50 об/мин (при обдирке литых
или грубых штампованных изделий).
В настоящее время применяются также такие барабаны, у которых ось вра-
щения расположена под углом к геометрической оси барабана, а самый барабан
166
установлен наклонно. Благодаря этому создается дополнительное продольное
движение деталей, направленное вдоль оси барабана.
На фиг. 128 изображен голтовочный колокол фирмы «Лустер». У него на ли-
той чугунной станине 1 закреплен качающийся подшипник 2 вала колокола.
В нижней своей части этот подшипник снабжен зубчатым сектором 3, входящим
в зацепление с червяком. На конце вала последнего надет штурвал 4. Этот ме-
ханизм служит для опрокидывания колокола при его разгрузке. Ко дну коло-
кола, имеющего форму усеченного конуса и изготовленного из трехмиллимет-
рового железа, прикреплен венец 5 большой конической шестерни. С ним входит
в зацепление малая коническая шестерня 6, сидящая на втулке рабочего шкива 7.
При вращении шкива вместе с ним вращается также и малая коническая
шестерня, передавая вращение на венец большой конической шестерни и тем
самым вращая колокол.
Фиг. 127. Группа голтовочных барабанов, соединенных вместе.
Для тоГо чтобы при сухой голтовке не летела пыль,
колокол закрывается крышкой, прикрепленной с одной
пусу колокола, а с другой — снаб-
женной специальным запорным при-
способлением.
Колокола делаются и несколько
иной формы, чем это изображено на
фиг. 128, например в виде шестигран-
а при мокрой — брызги,
стороны на петле к кор-
Z
для шлифовки и полировки
мелких деталей.
Фиг. 129. Голтовочный барабан-колокол.
Фиг. 128. Голтовочный колокол
ной призмы или усеченного конуса, но перевернутого большим основанием вверх.
Для лучшего перемешивания обрабатываемых деталей внутри колокола сде-
ланы железные ребра, прикрепленные к стенкам и ко дну. При вращении коло-
кола ребра захватывают нижние детали и поднимают их вверх, после чего они
падают.
В небольших производствах или в таких, где трудно обеспечить однород-
ность обрабатываемых изделий, может быть использована своеобразная конст-
167
рукция, могущая работать и как колокол, и как барабан, благодаря тому что
ось, на которой вращается барабан, может быть установлена под углом к гори-
зонту или горизонтально. Устройство аппаратов подобного типа таково (фиг. 129):
корпус 1пести-, восьмигранного барабана или цилиндра, снабженного крышкой
с запором, как бы опоясан специальным подшипником большого размера; внутрен-
нее кольцо подшипника, соединенное с венцом конической шестерни, крепится
наглухо к барабану, наружное же кольцо прикрепляется
виде перевернутой буквы «П». Внизу, по
Фиг. 130. Аппарат для пескоструйной
очистки деталей.
к раме, изогнутой в
середине рамы имеется подшипник для
оси вращения барабана; верхние кон-
цы рамы снабжены цапфами, кото-
рые входят в подшипники, укреплен-
ные с двух сторон станины. Один
из концов оси снабжен маховым ко-
лесом с храповиком, служащим для
изменения угла наклона барабана.
На противоположной маховику сто-
роне станины находится подшипник
для вала, на внутренний конец кото-
рого надета малая коническая ше-
стерня, входящая в зацепление с зу-
бьями венца на барабане; с другого
конца на валу насажены два шки-
ва — холостой и рабочий—для тран-
смиссионной передачи.
Голтовку деталей можно произво-
дить как с применением растворов,
так и всухую. В виду того что при
сухой голтовке выделяется много
пыли, а при сырой много брызг, поме-
щения, где стоят колокола или бара-
баны, помимо тщательной изоляции
от цехов гальванопокрытий, сле-
дует снабжать мощными вентиля-
ционными установками.
При ударах деталей о стенки коло-
кола и друг о друга получается зна-
чительный шум. Чтобы уменьшить его
и избежать порчи деталей, внутрен-
нюю поверхность колоколов и бара-
банов иногда обкладывают дубовыми
или кленовыми досками, что спо-
собствует также известной сохран-
ности аппаратов.
3. ПЕСКОСТРУЙНЫЕ АППАРАТЫ
Несколько особняком от перечи-
сленных выше стоит способ песко-
струйной обработки поверхности. Такая обработка при довольно больших
начальных капиталовложениях обходится относительно недорого. За исключе-
нием сравнительно дешевого сопла, здесь нет быстро изнашивающихся частей,
следовательно нет необходимости в частом ремонте или замене их при работе.
Аппарат для пескоструйной очистки деталей изображен на фиг. 130. В резер-
вуар, диаметр которого обычно равен высоте (нормальный размер 610 мм), насы-
пается 200—225 кг песка, предварительно очищенного от пыли, рассортирован-
ного в случае надобности по величине зерна. К отверстию в коническом дне ре-
зервуара подведена труба от компрессора. Воздух, выходя из трубы под давле-
нием от 1 до 6 ат, разбивает песок и засасывает его в шланг, присоединенный
к другому отверстию трубопровода. По пути песок подвергается действию еще
168
одного или двух мощных потоков воздуха. В результате отдельные песчинки
с большой скоростью вырываются из шланга через специальное направляющее
сопло и с силой ударяются о поверхность обрабатываемой детали. Давление
воздуха, независимо от компрессора, регулируется в аппарате специальными вен-
тилями. При очистке медного литья давление колеблется в пределах от
1,25 до 6 ат (для стали 3,5—4,5, для чугуна 1—2 и т. д.). Выбор давления
зависит также от конфигурации и величины деталей и качества обработки.
Пескоструйные аппараты обычно бывают двух типов: ручные — для деталей,
обрабатываемых рабочим, который направляет шланг в нужное место, и механи-
зированные, в которых сопло закреплено неподвижно, а детали подаются
к нему на вращающемся столе или в барабане. В последнем случае соединены пре-
имущества голтовки и пескоструйной обработки. Следует отметить, что песко-
струйная обработка сопровождается образованием значительного количества
пыли. Поэтому аппарат и обрабатываемые детали должны быть наглухо защи-
щены закрывающимся кожухом, а цех пескоструйной обработки должен быть
тщательно изолирован от других производственных помещений, особенно от це-
хов гальванопокрытий. Кроме того, рабочие, обслуживающие пескоструйные
аппараты, должны быть снабжены особой спецодеждой и респираторами, а при
ручной обработке — специальными скафандрами.
4. КРАЦЕВАЛЬНЫЕ СТАНКИ
Если необходимо очистить поверхность деталей от остатков окалины, следов
штамповки, заусениц и шламма после травления, самая же поверхность деталей
должна быть не полированной, а матовой, то детали обрабатывают щетками —
крацуют. Эта операция производится на особых крацевальных стан-
ках.
Такой станок по конструкции сходен с
обычным станком для полировки и шли-
фовки. Он имеет такую же станину, в верх-
ней части которой закреплены корпуса
двух подшипников. Каждый подшипник
снабжен шпинделем. На наружные концы
шпинделей надеваются крацевальные щет-
ки, а на внутренние — шкивы. Вращение
передается шкивам трансмиссией или ин-
дивидуальным мотором.
Кроме описанного, встречаются станки,
у которых шпиндель заменен удлиненным
валом ротора мотора (фиг. 131). Как пра-
вило, мощность двигателя для крацеваль-
ного станка, так же как и количество обо-
ротов шпинделя, меньше, чем для шлифо-
вального станка (от 0,25 до 3 л. с. и от
150 до 800 об/мин.).
Так как при крацевании применяется
жидкость (вода или раствор венской из-
Фиг. 131. Крацевальный станок
фирмы «Лангбейн-Пфангаузер».
вести), то станок имеет дополнительно для каждого шпинделя бачок для жид-
кости, который подвешивается обычно над станком. Бачок снабжен краником для
капельной подачи, а на станине укрепляется ванночка для собирания разбрызги-
ваемого раствора с отверстием для стока жидкости в сборный резервуар, распо-
ложенный под ванночкой.
Крацевание производится обычно металлическими циркульными щетками,
причем обработка поверхности осуществляется только кончиками волосков
щетки, следовательно проволока должна обладать большой эластичностью,
иначе щетка будет чрезмерно быстро изнашиваться.
Кроме щеток с прямыми волосками, применяются щетки с гофрированными,
а также с качающимися волосками (фиг. 132—134). Устройство последних таково:
в пазы деревянного диска вставлены проволочные петли, к которым свободно
169
подвешиваются пучки прямой или волнистой проволоки. При вращении, под
влиянием развивающейся центробежной силы, пучки отклоняются в стороны
Фиг. 132. Крацевальная щетка с волосками
из прямой проволоки.
Фиг. 133. Крацевальная щетка с волосками
из гофрированной проволоки.
щетка с
Фиг. 134. Крацевальная
качающимися волосками.
(по радиусам), и концы их всегда бывают направлены перпендикулярно к обраба-
тываемой поверхности. Щетки описанного типа удобны тем, что у них можно легко
производить смену отдельных сработавшихся пучков. Диаметр такой щетки
обычно 13—15 см', высота зависит от
формы обрабатываемых деталей.
5. АВТОМАТИЗИРОВАННЫЕ СТАНКИ
Для обработки крупных деталей с
малорельефной поверхностью в цехах,
пропускающих большое количество се-
рийных или громоздких деталей, при-
меняются автоматизированные станки,
а Основным отличием автоматов от
простых станков является механизм,
передвигающий конвейер или стол с
укрепленными на нем деталями. Дви-
жение стола может быть продольным,
поперечным либо продольным и попереч-
ным одновременно. Движение конвейера
направлено в одну какую-либо сторону.
Другая особенность автоматов состоит в
том, что абразивные круги (один или
несколько) крепятся не неподвижно, а
на одном из концов коромысла. Находящийся на другом конце противовес
уравновешивает всю систему, а степень давления круга на поверхность Шли-
фуемой детали регулируется при помощи особого груза.
Автомат для шлифовки и полировки изображен на фиг. 135. Здесь приняты
следующие обозначения: 1 — направляющие рельсы; 2 — тележка стола; 3 —
стол для крепления деталей; 4 — обрабатывающий круг; 5 — коромысло; 6 —
противовес; 7 — приводной ремень: 8 — приводная цепь стола; 9 — грузы,
регулирующие нажим круга.
Нафиг. 136 приведена схема этого станка. Здесь: 1 — обрабатывающий круг;
2 — коромысло; 3 — ведущий шкив; 4 — уравновешивающий груз; 5 — коро-
170
мысло груза; 6 — опора коромысла груза; 7 — грузы, регулирующие нажим;
8 — регулировочная стяжка; 9 — обрабатываемое изделие; 10 — стол^
Фиг. 135. Автоматизированный шлифовально-полировальной
станок с продольно-поперечным движением стола,
Фиг. 136. Схема автоматизированного станка, изображенного на фиг. 135.
Оборудование для химической и электрохими-
ческой подготовки
Химическая обработка поверхности деталей состоит из операций обезжири-
вания, травления и промывки. Эти операции производятся в отдельных ваннах,
причем конструктивные различия последних в основном зависят от материала,
из которого изготовляются эти ванны, и от степени механизации процессов.
Разнообразие материалов, применяемых для изготовления ванн, довольно
ограничено и зависит от размеров ванны и от условий работы. Ванны для обез-
жиривания изготовляются обычно из железа, реже из керамики, поскольку эти
материалы сравнительно инертны по отношению к растворам щелочей.
Однако керамиковые ванны (фиг. 137) не имеют большого распространения,
ибо они плохо нагреваются и не выносят высокой температуры, обычной для
обезжиривающего раствора. Кроме того, вследствие чрезмерной хрупкости ма-
териала эти ванны трудно устанавливать. Поэтому применяемые в заводских
условиях большие ванны для обезжиривания обычно делают из 5—6-миллимет-
рового листового железа (фиг. 138).
171
Соединение стенок и дна чаще всего производится сваркой, реже применяют
вальцовку со сваркой, ибо такой способ, хотя и обеспечивает большую жесткость
дна, но изготовление ванны в этом случае обходится значительно дороже. Для
придания сварной ванне необходимой жесткости к ней снаружи по верхней
кромке ее стенок приваривается угловое железо. При большой длине стенок
к ним снаружи приваривают еще косынки из углового железа, располагая послед-
ние вертикально — от бортового уголка до швеллерных балок, служащих осно-
ванием ванны и расположенных поперек ее дна.
Фиг. 138. Железная сварная
ванна для обезжиривания.
Фиг. 137. Общий вид керамиковой
ванны;
то ее
вкон-
Фиг. 139. Железная сварная ванна для травления-
Если по характеру процесса требуется ванна очень большой длины,
делают сборной — из секций, причем средние секции имеют вид желобов, а
цевых имеется по одной торцевой стенке. Секции соединяются болтами при по-
мощи полос железа, изогнутых сообразно сечению ванны и играющих роль
фланца. Для предупреждения течи применяются резиновые прокладки. В целях
удаления образующейся пены в подобных ваннах делают карман, устройство
которого видно из фиг. 138.
Такого же типа ванны (но
без кармана) можно исполь-
зовать и для травления, если
внутреннюю поверхность их
в целях предохранения от
разъедающего действия кислот
п од в е рг ну т ь гумми р ов ан ик>
(фиг. 139).
Металл стенок перед гумми-
рованием подготовляется пес-
коструйной очисткой, создаю-
щей достаточную шерохова-
тость поверхности, необходи-
мую для прочного сцепления.
Гуммирование стенок при
толщине слоя в 4—4,5 мм
достаточно устойчиво до 60°;
если же травление произво-
дится при более высокой тем-
пературе, то применяют облицованные свинцом железные или деревянные
ванны.
Борты деревянной ванны (фиг. 140) собираются из досок, поставленных на
ребро. Для большей прочности борты стягиваются по вертикали длинными бол-
тами, которые рекомендуется пропускать через отверстия, просверленные внутри
досок по ширине. Дно ванны устраивается аналогично, а крепление его к бор-
там обеспечивается такими же вертикальными стягивающими болтами. Во из-
бежание местной деформации концы болтов закрепляются на брусьях, поло-
женных по одному с каждой стороны — под торцевыми стенками дна. Соеди-
172
некие стенок в углах осуществляют горизонтальными наружными болтами,
по 3—4 шт. на торцевую стенку.
Для ванн промывки обычно употребляют железо и простое дерево. Изготов-
ляют их так же, как описанные выше. Но так как в деревянных ваннах имеет
место набухание древеси-
ны, то во избежание де-
формации стенок и дна
следует изредка ослаблять
гайки на стягивающих
болтах.
Ванны, применяемые
для обезжиривания дета-
лей в парах жирораство-
ряющей жидкости (три-
хлорэтилен) устроены ина-
че. Внутренность такой
железной сварной ванны
(фиг. 141) разделяется пе-
регородками 1 по длине
на две или три секции.
Перегородки делаются из
железа и простираются на
!/з—2/б высоты ванны. Ко
Фиг. 140. Общий вид деревянной ванны.
дну и стенкам ванны пере-
городки привариваются.
На дне устанавливается змеевик 2, обогреваемый паром. Сверху змеевик
.прикрывается железным листом с отверстиями 3, допускающими свободную
циркуляцию жидкости.
Верхняя часть ванны
охлаждается водой, цир-
кулирующей по трубам 4,
прикрепленным к бортам.
Сверху ванна закрывается
крышкой 5, которая де-
лается либо на всю ванну,
либо на половину; в по-
следнем случае вторая
половина ванны закры-
вается наглухо. Холодиль-
ники 4 и крышка служат
для конденсации и сохра-
нения летучего и вместе с
тем ценного растворителя.
Процесс обезжирива-
ния протекает следующим
образом: рабочий, припод-
"Фиг. 141. Схема железной сварной ванны для обезжири-
вания жирорастворителями.
1—охлаждающий змеевик; 2—камера для трихлорэтилена;
3—подводка пара; 4—крышка-
няв крышку, вешает на продольные штанги корзинки или подвески с деталями
так, чтобы они находились примерно на половине расстояния между зоной ох-
лаждения ванны и уровнем жидкости. Пары растворителя, непрерывно подни-
мающиеся из секции со змеевиком, конденсируются на поверхности деталей
и, растворив жировую пленку, падают в виде капель на дно других секций,
откуда через специальное отверстие в дне попадают по трубке в регенератор.
После очистки трихлорэтилен снова пускают в работу. Пары, поднявшиеся
выше деталей, конденсируются на охлаждаемых стенках и крышке, и капли сте-
кают вниз. Вся операция обезжиривания продолжается несколько секунд, после
чего детали поступают на промывку. Корпус ванны и все ее части для чистоты
обычно покрывают алюминиевой краской.
Снаружи к бортам ванны крепится вспомогательное оборудование: терморе-
гулятор подогрева, мотор для перекачки жидкости и др
173
Ванна для электролитического обезжиривания
(ф иг. 142) сваривается из листового железа, но в отличие от других ванн, ее раз-
деляют железной перегородкой на две неравные части. В большей части завеши-
ваются обезжириваемые детали, а в меньшей устанавливается змеевик для по-
догрева раствора паром. Благодаря тому, что перегородка, разделяющая ванну,
не доведена до дна, и верх ее находится несколько ниже поверхности жидкости,
при подогреве раствор в ванне непрерывно циркулирует по направлению снизу
вверх — через змеевик к завесам.
Чтобы можно было удалять грязь и всплывающую масляно-жировую пену,
к торцевой стенке ванны, противоположной змеевику, приделывается карман,
а самая стенка кончается на уровне жидкости. Благодаря упомянутой выше цир-
Фиг. 142. Эскиз железной сварной ванны
для электролитического обезжиривания.
куляции электролита, пена, всплывая
над жидкостью, свободно переливается
в карман, откуда через отверстие в дне,
снабженное трубкой, попадает в канали-
зацию. Иногда пена удаляется сдува-
нием, для чего служат железные труб-
ки, расположенные на стенках ван-
ны — на уровне жидкости. Они имеют
продольные разрезы, через которые
нагнетается с достаточной силой воздух,
сдувающий пену в карман на одной из
стенок.
Одним из электродов в ваннах
электролитического обезжиривания мо-
жет служить железный корпус ванны,
изолированный от земли, но обычно при-
меняют специальные железные или ни-
келированные пластины, подвешиваемые на подводящей ток штанге. Другим
электродом являются подвески или корзинки с деталями, для поддержки кото-
рых используются штанги другого полюса.
Приспособления для завешивания деталей
Детали с грубо обработанной поверхностью обычно обезжиривают, травят
и промывают в специальных корзинках или на подвесках.
Корзины для обезжиривания (фиг. 143) изготовляются из тонкой железной
пррволоки, реже из перфорированного листового железа. Для травильных кор-
зин применяется бронзовая и алюминиевая проволока, а также проволока из
специальных кислотоупорных сплавов. Промывка производится в тех же корзи-
наХ, какие употребляются для обезжиривания и травления. Размеры и форма
корзин разнообразны и зависят от количества и конфигурации деталей.
/ Подвески для деталей, изображенные на фиг. 144, применяются преимущест-
венно для сравнительно крупных изделий. Устройство их зависит от количества
и конфигурации деталей, завешиваемых на одну подвеску. Простейшая под-
веска для одной детали представляет собой металлический прут, верхний и ниж-
ний концы которого изогнуты крючком: за верхний крючок подвеску вешают
на поддерживающую штангу или подводящую ток шину; на нижний крючок
подвешивается деталь. Для удобства переноски в верхней части подвески имеется
специальная ручка.
На подвеске для металлических трубок стержень внизу имеет одну или две
перекладины. Иногда их делают и больше, распределяя по всей длине стержня.
На перекладинах имеются штыри, на которые ставятся трубки. При большом
количестве мелких деталей, завешиваемых на одну подвеску, соответственно уве-
личивается и число перекладин с крючками. Если при этом трудно достигнуть
балансировки при одной опоре, то подвеску делают с двумя стержнями.
Поверхность самой подвески достигает иногда значительных размеров; чтобы
не затрачивать большого количества тока на покрытие свободной поверхности
174
Фиг. 143. Различ-
ные типы корзи-
нок, применяемых
при химической
обработке и
покрытии.
Фиг. 144. Различные типы подвесок.
подвески, последнюю следует покрывать изоляционным антикоррозионным ма-
териалом. Для крепления юж актных крючков пользуются специальными нип-
пелями, обеспечивающи ..и бюструю смену крючков.
Фиг. 145. Деталь изоляции трубопровода.
1—труба; 2—патрубок; 3—изоляционная прокладка;
1—изоляционная шайба; -5—шайба; 6—болт; 7—изо-
ляционная втулка; 8—Гайка: 9—фланец; 10—борт
ванны.
Стационарные ванны для покрытия
Основной аппаратурой для операции гальванопокрытия являются ванны,
колокола и барабаны. Простейшая ванна представляет собой резервуар, запол-
ненный электролитом. Для подводки тока служат две штанги, соединенные с по-
ложительным полюсом источника тока. Штанги крепятся по двум противопо-
ложным бортам ванны, на подставках с изоляторами. На этих штангах подвеши-
ваются аноды, т. е. пластины из металла, соответствующего данному покрытию.
По середине над ванной проходит катодная штанга (обычно одна). Во избежание
утечки тока вся установка тщательно изолируется от земли. Для этой цели под
дно ванны подкладывают деревянные промасленные бруски, покрываемые
сверху резиновыми прокладками. Чаще, однако, ванны устанавливают на спе-
циальных фарфоровых подставках, причем для сохранности сверху на изоля-
торы надеваются железные колпаки, а снизу прикрепляются железные круги.
Материалами для ванн, применяемых для покрытий, служат керамика, де-
рево и железо. Наиболее распространены сварные ванны из листового железа,
ибо керамика, в силу своей хрупкости, непригодна для ванн больших размеров.
Деревянные ванны (см. фиг. 140) дороже железных и к тому же занимают боль-
шую площадь.
Для предохранения корпуса же-
лезной ванны от разъедающего дей-
ствия кислых электролитов ее покры-
вают изнутри листовым свинцом (для
сернокислых растворов) или гумми-
руют.
Ванны бывают большей частью
прямоугольной формы. Ширина ван-
ны выбирается с таким расчетом, что-
бы рабочий мог легко и без особых
приспособлений производить смену
подвесок на катоде \
Большинство ванн для гальвано-
покрытия имеет внутри змеевики из
тРуб, расположенных на дне или по
стенкам ванны либо и здесь, и там
одновременно. Назначение этих зме-
евиков различное: подогревание,
охлаждение или перемешивание элек-
тролита
Ванна может быть также снабжена водяной рубашкой, обеспечивающей ста-
бильность температуры электролита.
Во избежание утечки тока, змеевики изолируют от присоединенных к ним тру-
бопроводов. Изоляция осуществляется следующим образом: к одному из бортов
ванны (в том. случае, если змеевик кольцевой или другой конец его заглушен)
или к двум (если змеевик обычного типа) привариваются патрубки; внутренний
конец патрубка имеет нарезку для присоединения к змеевику посредством муфты;
снаружи патрубок оканчивается фланцем (фиг. 145). Фланцы трубопровода и па-
трубка отделяются друг от друга резиновой прокладкой. Во избежание контакта
через стягивающие фланцы болты, на них надеваются резиновые трубки, а под
головку болта и гайку, помимо обычных железных шайб, подкладываются еще ре-
зиновые. Описанное соединение посредством патрубка применяется в щелочных
ваннах. В кислых же ваннах концы змеевиков выводятся для присоединения
к трубопроводам через борт (над ванной), иначе при возможных деформациях
1 Расчет габаритов ванны см. ниже в гл. XI.
176
змеевика нарушится целостность покрытия внутренней поверхности ванны
(гуммирование и т. д.). В кислых ваннах из-за такого устройства змеевика вывод
конденсата наружу очень затруднен.
Ванна для хромирования. В процессе хромирования необходимо равномерно
нагревать электролит и поддерживать его температуру постоянной. Вследствие
этого конструкция ванны для хромирования сложнее, чем устройство ванн, при-
меняемых для других видов гальванопокрытий.
Равномерность нагрева и поддержание постоянной температуры электролита
в данном случае обеспечиваются водяной рубашкой. Подогрев и регулирование
температуры воды в рубашке производятся при помощи двух змеевиков, из кото-
рых нижний служит для нагрева воды, а верхний для охлаждения.
Фиг. 146. Эскиз ванны для хромирования.
Корпус ванны для хромирования (фиг. 146 и 147) состоит из двух железных
сварных баков: наружного 1 (фиг. 146), являющегося как бы кожухом, и внутрен-
него 2 — для электролита. Пространство между стенками и днищами этих ба-
ков, шириной в 6—7 см (для ванн средних габаритов), заполняется водой. Змее-
вик 3, служащий для подогрева воды паром, уложен на приваренных ко дну
подставках 4 таким образом, что при изменении длины вследствие нагревания
и охлаждения он может свободно скользить по подставкам. Только в одном месте
змеевик закреплен наглухо — там, где он, проходя сквозь стенку ванны, присое-
диняется к паропроводу. Чтобы избежать перегрева дна внутренней ванны,
а следовательно и нижних слоев электролита, отверстия в змеевике, через кото-
рые проходит пар, обращены не вверх, а вбок.
Охлаждение рубашки производится водой, которая поступает через отвер-
стия другого змеевика 5, опоясывающего верхнюю часть внутренней ванны.
Этот змеевик присоединяется к водопроводной магистрали муфтой и так же,
как и нижний, имеет только одно глухое крепление; во всех остальных местах
змеевик опирается на крючки 6, приваренные к стенкам наружной ванны. Йо из-
бежание переохлаждения верхних слоев электролита, выходные отверстия верх-
него змеевика обращены наружу.
В. И. Лайнер—62—12
177
Так как при работе ванны в рубашке ее непрерывно конденсируется пар и туда;
же поступает холодная вода, то в верхней части кожуха приваривается сливная
труба 7, по которой отводятся горячая вода и пар. Поэтому труба не непосредст-
венно соединяется с канализацией, а свободно входит в раструб промежуточного
патрубка. Для удаления воды из рубашки в одном из углов дна кожуха прива-
рена труба 8, снабженная вентилем и соединенная с канализационной линией.
При больших размерах ванн внутренний бак устанавливается на подставках
из швеллерного железа, изолированных от наружного дна резиновыми проклад-
ками. В малых ваннах этот бак опирается на бортовые уголки. Уголки наруж-
ного бака обращены внутрь, а внутреннего — наружу. Соединение уголков
осуществляется при помощи шпилек с гайками. Чтобы воспрепятствовать утечке
Фиг. 147. Общий вид ванны для
хромирования.
уровня электролита до штанг, для чего
ветственно выше продоль-
ных с тем, чтобы изолято-
ры штанг находились на
одной высоте с верхней
кромкой отсосов.
Изоляторы для штанг
делаются из текстолита
или карболита. Один из
таких изоляторов изобра-
жен на фиг. 148. Он состоит
из двух ^оловин, между
которыми зажимается ко-
нец штанги. Обе половины
изолятора стянуты бол-
тами, при помощи которых
последний одновременно
пара, между уголкамк прокладывают
листовой кренгелит.
В процессе хромирования на
электродах интенсивно выделяются
водород и кислород, вызывающие
бурное разбрызгивание верхних слоев
электролита. Брызги хромового элек-
тролита крайне вредно действуют на
здоровье работающих и на металл
конструкции, вследствие чего необ-
ходимо снабжать хромовые ванны
отсасывающими приспособлениями.
Для этого по продольным бортам
ванны устраивают два кожуха, соеди-
ненных с достаточно мощной отсасы-
вающей установкой. Входные щели
камер располагают на полпути от
поперечные борты ванны делают соот-
Фиг. 148. Изоляция токоподводящих шин в ваннах
для хромирования.
1—изолятор; 2—штангй; з—опорный уголок; 4—стенка ванны;
<5—стяжной болт.
крепится вместе со штангой на уголке торцевой стенки внутренней ванны.
Изоляторы другого типа имеют вид пластин, укрепляемых на углах ванны.
В этом случае анодная и катодная шланги вставляются своими концами в
отверстия пластины.
Ванны с перемешиванием электролита и с качающимся или движущимся
катодом. Повышение производительности гальванических ванн достигается уве-
личением катодной плотности тока. Но так как это связано с обеднением катод-
ных слоев электролита ионами осаждаемого металла, то для устранения послед-
него явления необходимо создать перемещение электролита, особенно около
катода. Практически это можно осуществить тремя способами: 1) катод неподви-
жен — перемешивается электролит; 2) катод перемещается в неподвижном элек-
тролите и 3) одновременно имеют место оба явления: перемешивается электро-
лит и перемещается катод.
178
Перемешивание слоев электролита при неподвижных катодах осуществляется
различно. Так, в некоторых конструкциях снаружи ванны на шарнире монти-
руется электромотор (фиг. 149), который вращает длинный вал с лопастями на
конце. При значительной глубине ванны на вал насаживается несколько групп
таких лопастей. Благодаря шарнирному креплению мотора к кронштейну, угол
наклона вала может быть изменен.
Фиг. 149. Устройство для Перемешивания
электролита, смонтированное на борту
ванны.
1—электромотор; 2—кронштейн; з—ручка за-
жимного винта; 4—бортовой уголок ванны;
5—стенка ванны; в—шток; 7—мешалки.
Фиг. 150. Ванна с пневматическим
перемешиванием электролита.
1—перфорированная трубка; 2—изоля-
ция ванны; з—корпус ванны; 4—кол-
лекторная труба; 5—подкладки.
При работе с кислым электролитом лопасти и самый вал должны быть защи-
щены, например гуммированы.
Описанный механический способ перемешивания, удобный для малых ванн,
непригоден для работы с большими ваннами, так как зона влияния лопастей
невелика, вследствие чего для интенсивного перемешивания больших масс элек-
тролита приходится устанавливать много моторов с мешалками. В таких случаях
более удобен способ пневматического перемешивания электролита.
Пневматическое перемешивание осуществляется следующим образом: по дну
ванны (фиг. 150) под катодами располагают перфорированные трубки (железные
при щелочных электролитах и свинцовые — при кислых); с одного конца эти
трубки закрыты, а с другого присоединены к коллектору, выходящему через
борт ванны и соединенному с компрессором. Давление воздуха регулируется
специальным редукционным клапаном и составляет обычно от 0,5 до 1 ат. Для
этого между компрессором и коллектором устанавливается резервуар с редук-
ционным клапаном, манометром и предохранительным клапаном. Поскольку
подаваемый воздух может содержать пыль или масляные брызги (от компрес-
сора), на линии устанавливаются соответствующие фильтры.
Описанный способ позволяет производить достаточно равномерное и интен-
сивное перемешивание электролита, но о И непригоден для ряда электролитов
(например цианистых).
Третий способ перемешивания электролита отличается тем, что раствор не
только перемешивается, но, перетекая, одновременно и фильтруется. Для этого
электролит непрерывно откачивается со дна ванны, пропускается через фильтры
и затем по трубам подается в верхнюю часть ванны непосредственно возле като-
дов. Схема ванны подобного типа приведена на фиг. 151. Устройство ее понятно
из чертежа. Фиг. 152 изображает ванну с укрепленным на борту аэрофильтром.
Этот тип фильтра пригоден лишь в тех случаях, когда осуществляется постоян-
ная фильтрация электролита, ибо производительность его очень невелика.
179
Следует отметить, что все эти способы нельзя считать взаимозаменяемыми,
поскольку у каждого из них есть свои специфические особенности и преимущества.
Но иногда их можно комбинировать.
Фиг. 151. Ванна с фильтрпрессом.
1—фильтрпресс; 2—насос; 3—электромотор; 4—ванна.
Вторая группа ванн, применяемых при работе с повышенными плотностями
тока, оборудована механизмами для перемещения катодов по отношению к элек-
тролиту. Иногда такое движение катодов соединяется в одной ванне с переме-
шиванием электролита.
Перемещение катодов осущест-
вляется посредством специальных
приспособлений. Движение катодов
может быть либо вращательным по
кругу, либо поступательно-возврат-
ным, либо, наконец, колебательным
в вертикальном направлении. При
выборе движения (по горизонтали
или вертикали) следует учитывать
конфигурацию деталей или подвесок
с деталями и их взаимное располо-
жение в ванне. При этом надо отдать
предпочтение движению в сторону
большего лобового сопротивления,
так как в этом случае возникают
большие завихрения и, следователь-
но, электролит лучше перемешива-
ется.
Фиг. 152. Ванна с аэрофильтром. Движение катодов по вертикали
1—фильтровальное полотно; 2—воздухопровод; 3—пер- ru.,7IIIpPTnnaPTPa иаппиирп гпрло
форированная трубка; 4—ванна; 5—выход воздуха; ОСуЩсСТВЛЯсТСЯ, НаПрИМ.ср, СЛСДу-
6—переливная трубка. ЮЩИМ обрЭЗОМ: К ОДНОМУ ИЗ ТОрЦе-
вых бортов ванны (фиг. 153) крепится
железная полка 1, на которой устанавливается электромотор 2; конец вала мо-
тора при помощи муфты 3 соединен с червячным валом 4 редуктора; вал ше-
стерни 5 редуктора лежит в подшипнике кронштейна 6, укрепленного на той же
полке, что и мотор; к шестерне 5 посредством пальца 7 с гайкой эксцентрично
прикрепляется один из концов шатуна 8, другой конец которого соединен с ры-
чагом 9, закрепленным на валу 10. Концы вала лежат в подшипниках 11 двух
башмаков, укрепленных на торцевых стенках ванны. С каждой стороны вала
около подшипников имеется по коромыслу 12, на которые и кладутся катодные
штанги 13. В случае необходимости штанги можно перекладывать на различ-
ное расстояние от вала. Для этого каждое коромысло с обеих сторон имеет по
нескольку вырезов, служащих Гнездами для катодных штанг.
При включении электромотора начинает вращаться шестерня 5, и движение
от нее передается через шатун 8 рычагу 9, который поворачивает вал 10 с укреп-
180
ленными на нем коромыслами попеременно то в одну, то в другую сторону. Бла-
годаря этому лежащие на концах коромысел катодные штанги то опускаются,
то поднимаются, а вместе с ними — и подвешенные на них подвески с деталями.
Иначе устроены ванны, в которых катод совершает прямолинейно-возвратное
движение. На кронштейнах 1 поперечных бортов ванны (фиг. 154) укреплены
Фиг. 153. Ванна с качающимися катодами.
Фиг. 154. Ванна с механизмом для прямоли-
нейно-возвратного движения катодов.
ролики, на которые укладываются концы катодных штанг 2 (обычно бывает
две штанги). С одной стороны (вне ванны) концы штанг соединены перемычкой 3,
проходящей сквозь продолговатое отверстие верхнего конца водила 4. В середине
водило также имеет отверстие, которым оно надевается на палец, запрессован-
ный в корпус редуктора 5. На ниж-
нем конце водила имеется продол-
говатое отверстие для насадки на
палец, эксцентрично впрессованный в
червячное колесо 6. Коробка редук-
тора, так же как и электромотор 7,
укрепляется на кронштейне с той
стороны ванны, где находится пере-
мычка.
В сравнении с предыдущим типом
ванны здесь значительно осложняется
питание катодов током. Обычно для
этого применяется гибкий кабель,
но этот способ хорош только для ванн
небольших габаритов или для тех из
них, в которых катоды имеют небольшое смешение. В противном случае кабель
быстро выходит из строя вследствие непрерывного сгибания.
В больших ваннах питание током осуществляется посредством меднографи-
товых щеток. Эти щетки устанавливаются над штангами в бортовых щеткодер-
181
жителях, аналогичных по конструкции тем, которые применяются в динамо-
машинах. Надо отметить, что этот способ питания требует постоянного наблюде-
ния и в общем менее надежен чем первый.
Третьим типом ванн с движущимся катодом являются так называемые коль-
цевые ванны (фиг. 155), которые при известных условиях могут работать
Фиг 155. Общий вид кольцевой ванны.
как полуавтоматы (см. ни-
же). Свое название эти
ванны получили потому,
что катодная штанга у них
изогнута в кольцо, которое
непрерывно вращается.
Изображенная на фиг. 155
ванна предназначена для
хромирования.
На фиг. 156 показан
отдельно эскиз механизма
вращения катодного и
анодного колец одной из
таких ванн. В этой кон-
струкции вращаются оба
кольца, т. е. катодное и
внутреннее анодное. Вра-
щаются они в разные сто-
роны. К железному баку
7 по его диаметру прива-
рены две швеллерные стой-
ки 2, которые несколько выступают над бортами бака. На стойках 2 при помо-
щи болтов 3 укреплена перекладина 4, также сделанная из швеллера и снабжен-
ная в своей средней части широким подшипником 5.
Фиг. 1Ьб. Схема механизма вращения кольцевой ванны.
В этом подшипнике вращается трубчатый вал 6, на нижний конец ( которого
напрессована втулка катодного колеса 7. Для того чтобы изолировать вал 6 от
подшипника 5, в последний вставлен на изоляционном вкладыше 8 бронзовый
вкладыш 9. Внутрь трубчатого вала 6 на изоляционных вкладышах 10 вставлены
бронзовые втулки 77, служащие подшипниками для валика 72, на нижнем конце
которого насажено анодное колесо 77. Верхний конец валика 72 несколько вы-
ступает над концом трубчатого вала 6.
На концах обоих валиков насажены конические шестерни 13 и 14, обращен-
ные друг к другу и входящие в зацепление с шестерней 15, насаженной на ва-
лик 16, который получает вращение от мотора через редуктор. При вращении
182
шестерни 15 последняя приводит в движение обе шестерни 13 и 14 на концах
валов 6 и 12, поворачивая их в разные стороны. Вследствие этого катодное
и анодное кольца также вращаются в разные стороны.
Скорость вращения этих колец примерно равна 1 об/мин. при диаметре ка-
тодного кольца в 1 м. Естественно, что с увеличением диаметра последнего ско-
рость движения необходимо несколько уменьшить так, чтобы линейная скорость
точки на окружности кольца была не слишком велика. Увеличение же линей-
ной скорости может вызвать слишком сильное раскачивание находящихся на
ободе катодного кольца подвесок с обрабатываемыми изделиями.
Питание обоих колец током осуществляется через меднографитовые щетки 18
и 19, укрепленные в щеткодержателях 20 и 21 на шинах 22 и 23. При движении
механизма щетки скользят по втулке катодного кольца 7 и по специальной
плоской шайбе 24, надетой на верхний конец валика 12.
Полуавтоматы для покрытия
Одной из особенностей, отличающих обычные полуавтоматы для гальвано-
покрытий от стационарных ванн, является непрерывное перемещение деталей
от места загрузки до места выгрузки в течение определенного промежутка вре-
мени.
Фиг. 157. Полуавтомат фирмы «U.
S. Galvanising & Plating Equipment Corporation».
В качестве таких полуавтоматов могут служить описанные выше кольцевые
ванны (см. фиг. 155), но лишь при условии, что продолжительность процесса
невелика. С возрастанием длительности процесса покрытия необходимо увели-
чивать и диаметр катодного кольца (чтобы сохранить окружную скорость), иначе
скорость вращения последнего станет очень незначительной х. Однако увеличи-
вать размеры такой ванны невыгодно, ибо при этом возрастает неиспользуемая
площадь в середине ванны. Поэтому в качестве полуавтоматов применяются
главным образом прямоугольные ванны, корпус которых при значительной длине
имеет сравнительно небольшую ширину. В этих ваннах — полуавтоматах жест-
кое катодное кольцо заменено гибкой транспортерной цепью.
На фиг. 157 изображен полуавтомат американской фирмы «U. S. Galvani-
sing & Plating Equipment Corporation». Здесь: 1 — железный сварной корпус
ванны; 2 — текстолитовые изоляционные бруски; 3 — болты, при помощи кото-
рых бруски крепятся к бортам ванны; 4 — кронштейны, поддерживающие ме-
ханизм транспортера и штанги; 5 — ведущая звездочка транспортерной цепи 6;
7 — электромотор с вариатором 8, укрепленным на одном из бортов ванны;
9— червячный редуктор; 10 — цепной транспортер с несущими крючками 11;
1 Промежуток времени, за который катодное кольцо делает один полный оборот, в полу-
автомате должен соответствовать продолжительности процесса.
183
12 — промежуточные поддерживающие кронштейны: 14— литой медный по-
лукруг, служащий катодной шкнгой на повороте цепи и изолированный от оси
звездочки посредством текстолитовой втулки; 15 — анодная подводящая штанга,
соединенная с боковыми анодами 22 и средним 13 посредством перемычек; 16 —
катодная подводящая штанга; 17 — гайки болтов 18, поддерживающих аноды
и изолированных посредством текстолитовых втулок; 19 — натяжной винт,
регулирующий натяжные цепи; 20 — гайка, поддерживающая укрепленную
в сухаре ось звездочки; 21 —катодная штанга, вдоль которой скользят крючки
2
4
Н Валу
Реду^т
1
К мотору
Фиг. 158. Схема вариатора фирмы
«Ривс».
с деталями.
Скорость движения транспортерной цепи
регулируется при помощи так называемого
вариатора. Схема устройства одного из
таких вариаторов фирмы «Ривс» показана на
фиг. 158. На два параллельных вала 8 и 9
надеты попарно чугунные конусы 7, причем
основания каждой пары обращены наружу.
Первая пара конусов соединяется со вто-
рой посредством кожаного или из прорези-
ненной материи ремня 2, с внутренней сторо-
ны которого болтами укреплены деревянные
колодки, обезпечивающие хорошее сцепление
ремня с боковой поверхностью, конусов.
С внешней стороны каждого конуса при-
-Ь— креплены отводные кольца, шарнирно соеди-
ненные с рычагами 3. Рычаги в средней части
также шарнирно закреплены на пальце 4.
Концы рычагов 3 за пределами конусов
шарнирно соединены с втулками 5, одна из
которых имеет внутри правую резьбу, а дру-
гая— левую. Концы вала 6, на которых надеты втулки, также соответственно
снабжены правой и левой нарезками. Сбоку вал несет небольшое маховое
колесо 7.
Благодаря такому устройству, при вращении маховика 7 в одну сторону
втулки на валу с винтовой нарезкой расходятся, а прикрепленные к втулкам
рычаги, поворачиваясь на шарнирах 4, заставляют раздвинуться ближнюю к валу
пару конусов и сдвинуться — дальнюю. Вследствие этого ремень, съезжая
к валу 9, как бы переходит на меньший диаметр, а удаляясь от вала 8, переходит
на больший. При вращении маховика в противоположную сторону изменение
происходит соответственно в обратном направлении.
При среднем положении втулок 5 конусы 7, взятые попарно, равно удалены
один от другого, следовательно ремень на каждой стороне будет итти по окруж-
ности одного и того же диаметра. Передача в этом случае будет равна 1 : 1,
а самое положение будет называться средним положением
вариатора.
Надо отметить, что при большой скорости вращения вариаторы начинают
сильно вибрировать и передают вибрацию транспортеру даже при малейшей
несбалансированности. Балансировка же такого прибора, при наличии ремня
упомянутой выше конструкции, крайне трудна.
Автоматы для покрытия
В цехах с большой производственной программой часто приходится устанав-
ливать значительное количество громоздких стационарных ванн для химической
подготовки изделий и нанесения покрытий. Это приводит к неизбежному увели-
чению расстояния от последней ванны подготовительного ряда до ванн покрытия,
а следовательно, вызывает дополнительную затрату времени при ведении про-
цесса покрытия в целом.
Выходом из такого положения является автоматизация процесса.
184
Первым этапом в этом направлении является применение такой установки,
в которой полуавтомат для покрытия скомбинирован со стационарными ваннами
предварительной и последующей обработки.
Подобные установки хотя имеют широкое распространение, однако не дают
полного и рационального разрешения вопроса в цехах с очень большой произ-
водственной программой. При дальнейшей механизации процессов гальванопо-
крытия оказалось необходимым организовать автоматическое перемещение из-
делий (или подвесок с таковыми) последовательно из одной ванны в другую —
по ходу процесса.
Фиг. 159. Комбинированная автоматическая установка фирмы «Лангбейн-Пфангаузер».
Одной из первых машин такого типа явилась комбинированная установка
фирмы «Лангбейн-Пфангаузер», изображенная на фиг. 159. В этой установке
перемещение изделий из одной ванны в другую осуществляется при помощи обыч-
ного подвесного цепного транспортера, который, проходя над ваннами предва-
рительной подготовки, опускается у переднего борта каждой из них и подни-
мается у заднего.
Подходя к ванне покрытия, представляющей собой обычный полуавтомат,
подвеска автоматически передается с подвесного транспортера на траспортер
полуавтомата, который и продвигает ее вдоль ванны. Дойдя до конца ванны по-
крытия, подвеска снова автоматически перевешивается на другую линию подвес-
ного транспортера и проходит на последнем все последующие после покрытия
операции обработки.
Такие машины не дают полной автоматизации процесса и потому не получили
значительного распространения.
Далее были созданы специальные машины, образцом которых является прямо-
линейный автомат «Микер». Эта машина, изображенная на фиг. 160 и 161, состоит
из ряда ванн, установленных внутри железной рамы. Рама предназначена для
крепления транспортера и элеваторных приспособлений, исполняющих роль
перекидного механизма для подвесок.
Вдоль ванн с обеих сторон в особых направляющих двигаются специальные
транспортерные цепи, снабженные на своих звеньях толкателями. Рядом с на-
правляющими транспортерных цепей расположены токоподводящие шины, ко-
торые одновременно служат направляющими для поперечных несущих штанг.
Концы этих штанг несколько выходят за пределы направляющих и распола-
гаются над транспортернымй цепями, которые, задевая толкателями за штанги,
подвигают последние вдоль всей установки.
В месте стыка ванн находится перекидной механизм, состоящий из двух це-
пей Галля, двигающихся на четырех звездочках каждая (фиг. 162). Такие цепи
расположены по обе стороны ванн и снабжены шарнирно укрепленными на них
подъемными башмаками.
Движение перекидных цепей осуществляется от отдельного вала, лежащего
в подшипниках, закрепленных в верхней части рамы. На валу против каждой
перекидной цепи и около одной из звездочек насажены малые конические ше-
185
стерни, входящие в зацепление с большой конической шестерней, которая сидит
ее подхватывают
на одном валике со звездочкой перекидной цепи.
Транспортерные цепи двигаются вдоль ряда ванн,
а у конца автомата поднимаются вверх и возраща-
ютсяк загрузочной площадке. Для поддержки це-
пей в верхней части рамы имеются специальные на-
правляющие, но несколько иной конструкции. Здесь
по направляющим двигаются несущие штанги, а на
них висит цепь.
Фиг. 161. Транспортер прямолинейного автомата фирмы
«Микер».
Фиг. 162. Схема перекидного механизма автомата фирмы
«Микер».
1—элеваторная или перекидная цепь; 2—звездочка; 3—трансмисси-
онный вал; 4—захватывающий башмак; 5—катодная штанга; 6—под-
веска; 7—троллейная катодная шина; 8—направляющая транспор-
терной цепи; 9—-ванна; 10—толкатель транспортерной цепи; 11—ма-
лая шестерня; 12—большая шестерня.
При работе автомата рабочий, находящийся на
загрузочной площадке у начала ванн, вешает на
несущую штангу подвески с изделиями.
Несущая штанга, продвигаемая транспортерной
цепью вперед, доходит до борта первой ванны, где
за концы башмаки перекидной цепи, поднимают вверх,
186
переносят через борт ванны и снова опускают на направляющие. Ближайшие
толкатели транспортерных це-
пей подходят к штанге и начи-
нают ее двигать, но уже над ван-
ной. То же самое повторяется у
конца второй ванны и так далее
до тех пор, пока несущая штанга
не достигнет разгрузочного места
за бортом последней ванны всего
ряда. Здесь другой рабочий раз-
гружает штангу от подвесок, и
она поднимается транспортер-
ной цепью наверх, после чего
движется назад к месту загруз-
ки. Здесь для опускания штанги
имеется добавочный цепной
транспортер с крючками на
звеньях, служащими и для под-
держки штанг во время их пе-
рехода на нижнюю сторону ос-
новного транспортера.
Описанную машину можно
изготовить таких размеров,
чтобы на одной штанге помеща-
лось несколько подвесок. Мак-
симально возможное в кон-
структивном отношении коли-
чество подвесок, помещающихся
на одной штанге, равно пяти.
Следует отметить, что по-
стройка машины на один ряд
подвесок нерациональна, ибо
она получится чрезвычайно
длинной. Машину же на пять
рядов подвесок можно приме-
нять только для тех процессов,
при которых не требуется уст-
ройства мощной отсасывающей
вентиляции, так как в этом слу-
чае габариты ванн по ширине
сильно возрастают, и бортовая
вентиляция должна быть очень
интенсивной.
Прямолинейные автоматы
выпускаются и другими фир-
мами, например фирмой «Сте-
венс». Конструкция этой фирмы
была выпущена несколько позд-
нее и поэтому является более
совершенной.
Машина фирмы «Стевенс»
изображена на фиг. 163. В отли-
чие от машины «Микер», здесь
холостые части транспортер-
ных цепей возвращаются к
месту загрузки, двигаясь не
сверху, а под ваннами. Благо-
даря этому удалось избежать
но вместе с
устройства громоздкой рамы, закрывающей достуи к ваннам,
187
тем пришлось сделать перекидной механизм несколько более сложным, чем в
машине «Микер».
Этот механизм устроен следующим образом. Горизонтальные валы 7, прохо-
дящие с обеих сторон вдоль всей машины, приводят во вращение червяки редук-
торов 2, расположенных на стыках ванн. На валах червячных колес редукто-
ров 2 сидят кривошипы 3, несущие на своих цапфах перекидные рычаги 4. На
верхнем конце перекидного рычага сделана развилина 5 для захвата штанги;
нижний конец рычага снабжен направляющим роликом, который ходит по про-
рези щита 6, расположенного в плоскости движения перекидного рычага 4.
Фиг. 164. Круговой автомат фирмы «Микер».
При вращении кривошипа 3 центр перекидного рычага перемещается по кругу,
а нижний его конец направляется роликом по кривой, форма которой подобрана
в соответствии с разностью плеч
рычага таким образом, что верх-
ний конец последнего с разви-
линой описывает кривую, близ-
ко подходящую по форме к
прямоугольнику.
Скорость вращения криво-
шипа рассчитана так, что пере-
кидной рычаг переносит штангу
с подвесками из одной ванны в
другую в течение примерно 30
сек. Это время можно считать
оптимальным для процесса пе-
рекидки. Скорость же движения
транспортерной цепи может быть
любой и зависит от требуемой
производительности и условий
технологического процесса. Не-
обходимым условием является
здесь (так же как и в автомате
типа «Микер») синхронизация
этих двух механизмов. При от-
сутствии синхронизации пере-
кидной механизм не j захватит
штангу; последняя, пройдя мимо
места перекидки, будет увлечена
дальше транспортерной цепью
Фиг. 1бб. Разрез по транспортеру автомата для
электротравления.
и поломает все находящиеся на ней подвески о борты ванн.
Прямолинейные машины, выпускаемые другими фирмами, например «U. S.
Galvanizing & Plating Equipment Corporation», «Миллер» и др., являются лишь
видоизменением описанных выше, поэтому мы на них останавливаться не будем.
188
Прямолинейные машины можно устанавливать лишь в том случае, если по-
ток деталей в цехе направлен в одну сторону. Однако часто бывает, что обраба-
тываемые изделия должны возвращаться на то же место, откуда они были загру-
жены в автомат. Особенно часто такие схемы грузопотоков наблюдаются в це-
хах декоративного покрытия, где приходится проводить промежуточную поли-
ровку. Чтобы не разбивать полировочного отделения на две части, поток изделий
после первого покрытия должен быть направлен назад к месту загрузки
автомата.
В этих случаях установка в цехе прямолинейных машин нерациональна,
ибо это вызовет необходимость в устройстве транспортера, подающего изделия
обратно на полировку и, следовательно, отнимет лишнюю площадь цеха.
Для подобных случаев существуют так называемые овальные авто-
маты. Одна из таких машин фирмы «Микер», довольно распространенных
заграницей и в особенности в США, изображена на фиг. 164.
Эта машина состоит из ряда ванн, расположенных подковообразно, причем
та ванна, которая оказывается в месте поворота, делается U-образной формы.
Над ваннами на высокой раме укреплен цепной транспортер, расположенный
в горизонтальной плоскости.
Для направления и поддержки транспортерной цепи имеются специальные
направляющие в виде желобов. Наружный борт такого жолоба одновременно
играет роль направляющей для кареток, несущих на себе подвески с изделиями.
Каретки двигаются по направляющим, благодаря тому что их толкают специаль-
ные толкатели, укрепленные на некотором расстоянии друг от друга на транспор-
терной цепи. Над каждым стыком ванн и над крайними стенками первой и послед-
ней ванны, помещаются перекидные механизмы, сконструированные по типу
цепной перекидки прямолинейного «Микера». Разница в устройстве заключается
лишь в том, что в данном случае имеется только одна цепь. Каретка — длинная
и на своем нижнем конце снабжена коромыслом, на котором завешиваются
подвески с обрабатываемыми изделиями. Каждая такая каретка несет на себе по
две подвески с деталями. Несколько ниже направляющей транспортерной цепи
располагается контактная шина.
Для того чтобы подвески плотно прилегали к шине, обеспечивая надежный
контакт, внешний конец коромысла на каретке сделан Несколько более длинным.
Благодаря этому подвеска, находящаяся на внешнем конце коромысла, переве-
шивает, стремясь отклонить всю каретку внутрь машины, и прижимает верти-
кальные планки каретки к контактной шине. Привод для перекидных устройств
осуществляется от трансмиссионного вала, лежащего в подшипниках, закреп-
ленных в верхней части рамы между перекидными приспособлениями. Передача
вращения от трансмиссионного вала на валики ведущих зубчаток перекидного
устройства производится с помощью двух конических шестерен. Весь приводной
механизм расположен на раме машины над загрузочным и разгрузочным местами
и состоит из мотора, вариатора скоростей и червячного редуктора.
Все машины подобного типа (с непрерывно движущейся транспортерной
цепью) должны быть обязательно снабжены вариаторами скоростей, которые
позволяют плавно и в широких пределах изменять скорость движения транспор-
терной цепи. Это необходимо при изменении как технологического процесса,
так и толщины покрытия. Последнюю можно было бы в известных пределах ре-
гулировать путем изменения плотности тока, но этот способ нерационален, ибо
ведет к неполному использованию мощности динамомашины.
У всех описанных выше машин каретка не укреплена, а свободно лежит на
направляющих; при перекидке каретка снимается с них и переносится вперед
на другое место транспортерной цепи.
Основной недостаток машин с незакрепленной кареткой состоит в то^, что
при неточности в наладке перекидные механизмы в процессе работы начинают
опаздывать, и захватывающие башмаки сшибают каретку с направляющих, от-
чего она падает вниз.
Этот недостаток, так же, как и громоздкость машины, вследствие наличия вы-
сокой железной рамы обусловили появление другого типа машины с кареткой,
закрепленной на транспортерной цепи.
189
Представителем машины подобного типа является автомат, спроектирован-
ный и изготовленный в СССР, для электротравления по методу Булард-Дуна
(фиг. 165 — см. вклейку в конце книги). Устройство его таково. По двум ходо-
вым балкам 1 (фиг. 166), сделанным из швеллеров, движется на роликах 2 ка-
ретка, шарнирно закрепленная на транспортерной цепи 3 посредством двух ко-
ленчатых рычагов 4. Транспортерная цепь, в свою очередь, снабжена поддержи-
вающими роликами 5, которые опираются на два уголка 6. Опорные уголки транс-
портерной цепи лежат на подкладках 7, прикрепленных к ходовым балкам
каретки.
На нижнем конце коленчатых рычагов имеются подшипники для валика пе-
рекидной шестерни 8, расположенной между коленчатыми рычагами 4. Концы
валика перекидной шестерни выходят в стороны — за подшипники коленчатых
рычагов и несут на себе перекидные рычаги 9. Последние снабжены на концах
пальцами 10, служащими для завески подвесок с обрабатываемыми изделиями.
В местах стыков ванн укреплены зубчатые рейки 77с таким расчетом, чтобы
перекидные шестерни, проходя над ними, входили с ними в зацепление. Чтобы
зубья шестерни попадали во впадины рейки и не могли попадать на зубья послед-
ней, имеется специальное приспособление в виде высокого зуба 72 с эвольвент-
ным профилем, укрепленного на одной стороне в начале рейки.
На перекидной шестерне сделан особый срез. Прежде чем шестерня войдет
в зацепление с зубьями рейки, этот срез упирается в высокий зуб, и шестерня
начинает поворачиваться до тех пор, пока не войдет в зацепление с рейкой. Для
того чтобы обеспечить надежную работу этого приспособления, нужно тщательно
отрегулировать расстояние от большого зуба до начала рейки, а затем только
закрепить его на ней. Шестерня, войдя в зацепление с рейкой, при дальнейшем
продвижении каретки транспортера прокатывается по ней.
Длина рейки рассчитана так, что она равна длине окружности шестерни,
благодаря чему шестерня, проходя через нее, делает только один оборот. Вместе
с шестерней делают один оборот и перекидные рычаги, сидящие с ней на одном
валу.
Когда шестерня сделает полоборота, центр ее будет находиться как раз над
стыком ванн; перекидные рычаги повернутся также на 180° и станут вертикально.
В этот момент подвески, висящие на пальцах перекидных рычагов, окажутся
над бортами ванн. При дальнейшем движении транспортера шестерня будет
делать вторую половину оборота, а перекидные рычаги начнут опускать под-
вески с деталями в следующую ванну.
Вся ходовая часть автомата подвешена к кронштейнам 13 (см. фиг. 166),
опирающимся на борты ванн 14. Приводная станция помещается на специальной
раме у поворота транспортера и состоит из электромотора, вариатора и двухсту-
пенчатого червячного редуктора. На последнем валу редуктора насажена малая
коническая шестерня, которая входит в зацепление с большой конической ше-
стерней, вращающей вертикальный вал. На нижнем конце последнего при по-
мощи шпонки и гайки закреплена ведущая звездочка транспортера.
На другом конце машины — у загрузочного места имеется натяжное приспо-
собление, смонтированное на специальной раме, укрепленной на отдельном фун-
даменте. Контактные катодные шины расположены вдоль направляющих балок
транспортера и подвешены на кронштейнах, укрепленных на этих балках.
Для контактирования перекидных рычагов, несущих подвески с обрабаты-
ваемыми изделиями, служат щетки 15. Последние представляют собой набор
пружинных пластин из тонкой фосфористой бронзы, поддерживаемых стальной
пружиной и прикрепленных на изоляторе 16 к концу валика перекидной ше-
стерни — с наружной стороны рычага. Для подводки тока от щетки к пальцу
перекидного рычага служит медная, изолированная фибровой прокладкой
шинка 77, закрепленная на самом рычаге. Во время движения каретки транспор-
тера бронзовые пластины щеток прижимаются к контактным шинам 18 и замы-
кают цепь.
Описываемая машина — двухрядная, т. е. имеет два ряда катодов в одной
ванне, что вызывает необходимость в укреплении среднего ряда анодов 19.Для
укрепления средней анодной шины в ваннах имеются специальные колонки 20
190
из двухдюймовых газовых труб, приваренных ко дну ванн. На верхний конец
такой колонки навернут чугунный кронштейн 21, в котором на изоляции лежит
анодная шина 19.Боковые анодные шины 22 крепятся к бортовым уголкам посред-
ством чугунных литых кронштейнов 23.
Постройка описанной машины является пока лишь первым опытом изготов-
ления у нас в Союзе подобного рода автоматов, вследствие чего эта машина не
лишена ряда недостатков. Однако она может с успехом служить для выполнения
некоторых несложных технологических процессов; необходимо лишь внести не-
значительные коррективы
в ее конструкцию.
Каретка этой машины,
несущая на себе обрабаты-
ваемые изделия, закрепле-
на на транспортере, по-
этому время перекидки за-
висит от скорости движе-
ния основного транспор-
тера. В силу этого данную
машину можно применять
только при большой произ-
водительности и при по-
крытии некрупных изде-
лий.
К типу машин с закре-
пленными каретками отно-
сится также автомат фир-
мы «Стевенс». Основное его
достоинство заключается
в том, что, наряду с исполь-
зованием системы закре-
пленной каретки, ори-
гинальная конструкция
транспортер? позволяет
освободить верх ванны от
каких бы то ни было меха-
низмов. Весь механизм
транспортера и перекидок
располагается между ван-
Фиг. 167. Разрез по транспортеру автомата фирмы
«Стевенс».
нами и над их задними стенками. Это делает машину чрезвычайно компакт-
ной и удобной для обслуживания.
Машина представляет собой транспортер, смонтированный на чугун-
ных колонках и состоящий из специальной цепи и закрепленных на ней
кареток.
Разрез транспортера и конструкция каретки хорошо видны на фиг. 167.
В верхней части колонны 14 закреплена ходовая балка 1 транспортера специаль-
ной формы. Внутри балки, в верхней ее части помещается транспортерная цепь 2,
снабженная на каждой своей цевке роликами 3. Через каждое определенное
количество звеньев цепи вставлено одно звено с усиленной нижней планкой 4,
на которой болтами укреплена каретка 5. На этой каретке шарнирно закреплены
два рычага: несущий 6 и поддерживающий 7. Нижние концы рычагов имеют
отверстия для крепления коромысла 10. Размеры и форма этих рычагов подоб-
раны таким образом, что если соединить между собой точки закрепления их
на каретке С и D и точки закрепления коромысла на рычагах А и В, то получится
правильный параллелограмм (см. пунктир на фиг. 167).
В верхней части рычага 6 сделан прилив, служащий для закрепления оси 15
упорного ролика 8. Этот ролик упирается в рельс 9 прямоугольного сечения
и сделан для того, чтобы оба рычага не могли опускаться ниже определенного
положения.
191
Для того чтобы каретка 5 под влиянием силы тяжести не могла съехать вниз,
имеется специальный ролик 13, насаженный на ось 12, запрессованную в тело
каретки. Одновременно ролик 13 не позволяет каретке отходить от ходовой балки.
При упоре ролика 8 в рельс 9 вся конструкция стремится повернуться около
точки опоры этого ролика и, следовательно, цепь 2 вместе с кареткой 5 опи-
рается своими роликами 3 на внутреннюю часть загнутой полки ходовой балки 1.
Кроме того, реборда на ролике 13 также удерживает каретку 5 в этом
направлении.
Двойная система рычагов 6 и 7 служит для того, чтобы предотвратить возмож-
ность качания коромысла 10 под влиянием разности весов находящихся на нем
подвесок 11 и вместе с тем обеспечить шарнирные крепления его к несущему
рычагу 6. Благодаря такому шарнирному креплению в этом месте, коромысло 10
при подъеме рычагов 6 и 7 во время перекидки сохраняет горизонтальное
положение. Это полностью обеспечивается упомянутой выше системой
параллелограмма.
Перекидка из ванны в ванну происходит с помощью изогнутой направляю-
щей. Поднимаясь вверх по этой направляющей, ролик 8 толкает всю систему за
нижнее плечо рычага 6 и поворачивает около верхних шарниров. В свою очередь,
рычаги, поднимаясь, тянут за собой коромысло 10. Нафиг. 168 отдельно показана
изогнутая часть направляющей 9.
Фиг. 168. Изогнутая часть направляющего рельса автомата В
фирмы «Стевенс».
Транспортерная цепь 2 приводится в движение от звездочки, расположенной
на противоположном рабочему месту конце автомата. Над звездочкой поме-
щаются двухступенчатый редуктор (на валу которого она насажена), вариатор
скоростей и электромотор.
Несколько выше рельса 9 располагается троллейная шина 16 (см. фиг. 167),
по которой при движении транспортера скользит контактная щетка 17. Она сде-
лана из медной пластины, которая прикреплена шарнирно на пружинном дер-
жателе к рычагу 6. Ток от щетки передается по гибкому кабелю на рычаг 6
и у шарнирного крепления коромысла 10 — также по гибкому кабелю — на са-
мое коромысло.
Места крепления рычагов 6 и 7 к каретке 5 хорошо изолированы текстолито-
выми втулками и шайбами. Ролик 8 также изолирован от своей оси 15.
Средние анодные шины 18 при помощи изоляторов 19 прикреплены к верх-
нему концу колонки 20, сделанной из трубы и приваренной ко дну ванны 21.
Боковые анодные шины 22 опираются на изоляционные прокладки на кронштей-
никах 23, приваренных к бортовым уголкам ванны.
На фиг. 169 изображен тот же автомат В, но более раннего типа. Здесь
система контактирования кареток отличается от описанной выше. Катодная
троллейная шина помещается рядом со средней анодной шиной на колонках,
и щетки укреплены на самых коромыслах. Эта система безусловно хуже, так как
вследствие близости контактных устройств к поверхности электролита, проис-
ходит сильное окисление щеток и троллейной шины, что нарушает их нормаль-
ную работу.
Описанную машину можно использовать для любого вида покрытия, но она,
так же как и рассмотренная выше машина для электротравления, применима
только в тех случаях, когда требуется получить очень высокую производитель-
ность. Это является следствием того, что по условиям оптимального времени,
потребного для перекидки завесок из одной ванны в другую, необходима боль-
шая скорость движения транспортера.
В более универсальном автомате фирмы «Стевенс» изменена принципиаль-
ная схема машины. Здесь транспортер имеет прерывистый ход. Это позволяет
192
при очень большой скорости движения транспортера (порядка 2,5 м/мин) со-
кратить до допускаемого предела время перекидки и вместе с тем довести факти-
ческую скорость движения транспортера до очень незначительной величины —
за счет остановок («пауз»).
Такая система движения транспортера сильно усложняет конструкцию ма-
шины, но зато отпадает необходимость в вариаторе скоростей. Последний заменен
сравнительно простым механизмом — реле времени. Это реле дает воз-
можность регулировать фактическую скорость движения транспортера за счет
уменьшения или увелйчения времени «паузы». Время же перекидки остается неиз-
менным, так как скорость движения транспортера во время рывка не меняется.
При пуске описываемого автомата прежде всего начинает работать реле вре-
мени. Через определенный промежуток времени оно включает электромотор
транспортера, и последний быстро продвигается на один шаг, т. е. на расстояние
между центрами кареток. После этого мотрр автоматически выключаежя, и снова
начинает работать реле
времени и т. д.
За время движения
цепи транспортера ры-
чаги кареток, находив-
шихся у концов ванн,
поднимаются и, перейдя
через борт, опускают за-
вески в соседнюю ванну,
после чего транспортер
останавливается и на-
ступает «пауза». Та-
ким образом, расстояние
между центрами кареток
в этой машине обусло-
влено не габаритами
подвесок и расстоянием
между Ними, как в дру-
гих подобных машинах
С самостоятельной ПОД- Фиг. 1693 Автомат типа В фирмы «Стевенс».
веской, а необходимой
величиной расстояния между крайней подвеской и стенкой ванны. Эти рассто-
яния определяются здесь тем,, что подвеска при перекидке поднимается и опус-
кается не по вертикальной линии, а по наклонной кривой. Эта кривая должна
иметь сравнительно небольшой угол подъема, иначе при движении ролика 8
по кривой рельса 9 (см. фиг. 168) ролик упрется и не будет подниматься вверх.
Все сказанное вызывает значительное увеличение расстояния между цент-
рами кареток, а тем самым — и нерациональное удлинение машины. Однако
иное размещение кареток на транспортерной цепи невозможно, так как во время
«паузы» все подвески должны находиться в электролите.
Фирма «Стевенс» вышла из указанного затруднения, применив в автомате
типа А специальные перекидные устройства и сохранив при этом общий внеш-
ний вид машины (подобно типу В).
Конструкция транспортера и его кареток в модели А оставлена без изме-
нений, но расстояние между отдельными каретками сильно сокращено, что поз-
волило значительно уменьшить габариты всего автомата. Конструкция же пе-
рекидного механизма в модели А такова (фиг. 170). В середине рамы, несколько
ниже уровня бортов ванн в подшипниках лежит вал 7. На этом валу насажены
эксцентриковые диски 2. Сверху на диск 2 опирается своим роликом 3 коленча-
тый рычаг 4, сидящий на оси 5. Последняя закреплена в чугунных стойках.
К верхнему концу рычага 4 шарнирно прикреплена толкающая планка 6. Чтобы
при наклоне рычага 4 вперед эта планка не наклонялась вместе с ним, а выдви-
галась вперед, оставаясь параллельной самой себе, сделан еще один рычаг 7.
При повороте вала 7 эксцентриковый диск 2 поднимает ролик 3, отчего рычаг 4
поворачивается вокруг оси 3. В свою очередь, рычаг 4. нажимая толкающей план-
В. И. Лайнер—62—13 jg^
кой б на ролик каретки 8, поворачивает рычаг 9 каретки. После этого начинает
работать транспортер и в поднятом состоянии продвигает каретку по толкаю-
щей планке вперед. Когда транспортер сдвинется на один шаг, т. е. на величину
расстояния между центрами кареток, он автоматически
планка 6 отходит назад,
опуская рычаг каретки
вниз. После такого цикла
наступает «пауза».
останавливается, и
170.
Фиг.
низм автомата А фирмы
«Стевенс».
Перекидной меха- Фиг. 171. Разрез по транспортеру автомата С фирмы
«Стевенс».
Описываемое перекидное устройство позволяет поднимать и опускать подвески
по вертикальной линии, благодаря чему сокращается расстояние между от-
дельными каретками, следовательно уменьшаются габариты всей машины,
но вместе с тем сильно усложняется ее конструкция.
Механизм перекидного устройства и транспортер приводятся в движение от-
дельными электромоторами, связанными специальным автоблокировочным ме-
ханизмом. Последний приводится в действие мотором перекидного устройства
и состоит из кулачковых дисков, которые сидят на валу 7 (см. фиг. 170) и управ-
ляют системой реле.
Видоизменением модели А является автомат фирмы «Стевенс» типа С.
Эта машина предназначена для покрытия мелких изделий в барабанах. Здесь
двойные рычаги каретки заменены одним рычагом с упорными роликами, несу-
щим на конце сетчатый барабан (фиг. 171).
На каретке 7 транспортера, подобной каретке автомата типа А, укреплен
рычаг 2 с кронштейном для упорного ролика 3. Последний при движении транс-
портера катится по рельсу 4. На конце рычага 2 укреплен в подшипниках 5
валик 6, с червячной шестерней 7. В свою очередь, на конце этого валика наса-
жена крестовина 8, к которой прикрепляется сетчатый барабан 9. Внутрь валика
6 вставлена медная штанга 10, снабженная на конце наконечником 77 с цепью 72.
Последнее приспособление предназначено для контактирования находящихся
в барабане изделий. Шестерня 7 служит для вращения барабана и приводится
в движение от червячного вала 13, идущего вдоль всей машины.
Все остальные механизмы этого автомата ничем не отличаются от таковых
машины типа А.
Заслуживает внимания конструктивное выполнение самого барабана и его
изоляция (фиг. 172). Дно барабана состоит из двух отдельных частей, располо-
женных в разных плоскостях под некоторым углом. Таким образом, на дне по-
лучаются как бы ступеньки, которые при вращении барабана загребают детали
внизу и сбрасывают вверху, благодаря чему достигается их интенсивное переме-
194
шивание. Весь корпус барабана гуммирован, причем это гуммирование обла-
дает устойчивостью как в кислых, так и в щелочных растворах.
Необходимо отметить, что выгрузка изделий из барабана в этой машине про-
исходит автоматически и осуществляется чрезвычайно просто. У разгрузочного
места барабан поднимается вверх рычагом 2 (см. фиг. 171), совершающим пово-
рот на 90° в вертикальной плоскости; при этом все находящиеся в барабане из-
делия высыпаются на подставленный снизу специальный лоток. После разгрузки
барабана рычаг 2 опускается и, поворачиваясь на 135°. становится вертикально
(вниз). В этом положении барабан готов для
загрузки. ----- /
Машины фирмы «Стевенс» типов А и С в ук
настоящее время являются одними из наибо- у/ \. \
лее совершенных и, несмотря на сложность / X/ \
своего механизма, вполне надежны в работе. /
Машины других фирм, хотя и весьма / / /
разнообразны по выполнению, тем не менее /V — / /
являются в той или иной форме лишь видо- Л /
изменением автоматов, описанных выше. г~- \ /Х\ /
Конвейерные установки для V /^\ \/
покрытия проволоки и лент _____________________________Уу
Для того чтобы покрыть проволоку ка- ' ---
ким-либо металлом, необходимо вытянуть Фиг 172 Схема барабана автомата
ее в ванне и поместить между двумя анодны- с фирмы «Стевенс».
ми пластинами. Но так как в одной бухте
может быть несколько сот и даже тысяч метров, то проволока должна про-
двигаться в ванне вперед — по мере того, как она покрывается металлом.
Существует три основных типа аггрегатов для покрытия проволоки: 1) пря-
молинейный автомат с перегибом проволоки через борты при переходе ее из
ванны в ванну; 2) аггрегат, дающий несколько перегибов проволоки в одной
ванне, и 3) прямолинейный аггрегат, в котором проволока при перемещении из
ванны в ванну проходит через особый глазок.
На фиг. 173 (см. вклейку в конце книги) изображен аггрегат первого типа.
Он выпущен фирмой «Микер» и получил широкое распространение. Этот аггрегат
состоит из размоточного приспособления 7, направляющих роликов 2, ряда ванн
3, 4, 5, 6, 7, предназначенных для различных операций, и намоточного устрой-
ства. Последнее состоит из приводной станции 8, ведущих роликов 9 и намоточ-
ных барабанов 10.
Размоточное приспособление изображено отдельно на фиг. 174. В чугунную
массивную стойку 7 запрессована вертикальная стальная ось 2, на которую на-
девается катушка, состоящая из нижнего несущего деревянного диска 3, снаб-
женного в центре чугунной втулкой 4,. Втулка крепится к диску 3 четырьмя
болтами, для чего на ней имеется соответствующий фланец. На верхнюю часть
оси 2 опирается другой малый диск 5, также снабженный металлической втул-
кой 6. Оба диска 3 и 5 соединены наклонными планками 7.
На несущий диск 3 укладывается бухта проволоки, конец которой свари-
вается с концом проволоки, находящейся в ванне. При размотке проволоки
с бухты катушка размоточного приспособления вращается вокруг оси 2.
Приспособления описанного типа часто снабжают специальными тормозами,
чтобы несколько натянуть проволоку в первых ваннах.
Из фиг. 173 можно видеть, что размоточные приспособления устанавливаются
в начале аггрегата в два ряда и под некоторым углом друг к другу.
Проволока, сходя с размоточных приспособлений, попадает на распредели-
тельные направляющие ролики 2 (см. фиг. 173), которые представляют собой
простые канатные блоки, насаженные свободно на общей оси.
Перегибаясь через направляющий ролик 2, проволока опускается в ванну,
где подходит под ролик, нижняя сторона которого опущена в раствор, и затем
195
проходит вдоль всей ванны до следующего такого же ролика, расположенного
на другом конце. Из ванны в ванну проволока переходит, перегибаясь через
их борты, для чего над торцевой стенкой ванны установлены так называемые
переходные ролики.
В длинных ваннах, где проволока может несколько провисать, по середине
устанавливаются еще добавочные поддерживающие ролики, насаженные на одну
общую ось. Эти ролики изготовляются из изоляционного материала: фарфора,
Фиг. 174. Приспособление
для размотки проволоки.
диабаза и др.
В электролитических ваннах проволоку необ-
ходимо контактировать. Это осуществляется при
помощи тех роликов, по которым движется про-
волока. Такие контактные ролики, погруженные в
электролит, должны быть тщательно изолированы
каким-либо материалом^ Свободной от изоляции
остается только канавка, по которой движется про-
волока. Материалом для изоляции может с успехом
служить для кислых растворов резина, а для щелоч-
ных — карболит или текстолит. Изолированный ро-
лик изображен на фиг. 175.
Пройдя через весь последовательный ряд ванн,
проволока поступает на ведущие валики 9 (см. фиг.
173). Здесь она огибает снизу нижний валик и
сверху верхний, после чего поступает на намоточные
барабаны 10 и снова сматывается в бухты.
Приводная станция, приводящая в движение ве-
дущие валики 9 и намоточные барабаны 10, распо-
лагается на потолке над ведущими валиками и со-
стоит из электромотора, контрпривода и вариатора
скоростей.
Схема вариатора приведена на фиг. 176. Он со-
стоит из двух валов 7 и 2, на которых сидят конус-
ные шкивы 3 и 4, соединенные ремнем 5. Ремень мо-
жет передвигаться по шкивам с помощью специаль-
ного механизма, состоящего из вилки 6 и винта 7.
Задний конец вилки направляется круглой штангой 8. При вращении махович-
ка 9, сидящего на конце винтового валика 7, последний также начинает вра-
щаться. При этом вилка 6, двигаясь вдоль винта 7, одновременно передвигает
и самый ремень 5.
Конусные шкивы установлены таким обра-
зом, что их вершины направлены в разные
стороны. Благодаря этому ремень 5 охваты-
вает один из них по большему, а другой —
по меньшему диаметру. Перемещая ремень
по шкивам при помощи вилки 6 в ту или
иную сторону, можно получить плавное изме-
нение передаточного отношения от одного
вала к другому.
Подобный механизм для плавной регули-
ровки скоростей на ведущих валиках весьма
необходим, так как обычно на аггрегате
Фиг. 175. Контактный ролик с
резиновой изоляцией.
можно производить покрытие проволок раз-
личного диаметра (например от 0,25 до 1,5
мм); с изменением же диаметра необходимо
менять и скорость движения проволоки, ибо при изменении диаметра меняется
плотность тока, а следовательно, и продолжительность процесса покрытия.
Валик 2 приводит во вращение червячный вал редуктора, уменьшающего
число оборотов ведущих валиков.
Намоточные барабаны расположены так же, как и размоточные, — в два
ряда, но не друг против друга, а в шахматном порядке. Помещаются они на спе-
196
циальной раме и приводятся в движение от одного общего трансмиссионного
вала, лежащего в подшипниках по середине нижней части рамы. На трансмис-
сионном валу против каждого барабана насажен червяк, входящий в зацеп-
ление с червячной шестерней, сидящей на валу барабана. Каждый из барабанов
снабжен, кроме того, сцепной муфтой, посредством которой его можно выключать,
что необходимо в момент съема готовой проволоки.
Подобные аггрегаты строятся на несколько ниток проволоки, количество ко-
торых может доходить для тонких диаметров до 24. Описываемые аггрегаты до-
стигают значительной длины, ибо характер технологического процесса и самая
форма изделия обусловливают необходимость применять мелкие, но очень длин-
ные ванны, вытянутые в одну линию. Для установки такого аггрегата требуется
специальное помещение. Оптимальная длина всей установки составляет 30—40 м.
Затруднения, возникающие при размещении подобных аггрегатов, заставили
конструкторскую мысль изыскивать иные пути, в результате чего появился
другой тип аггрегата, вы-
пущенный также фирмой
«Микер».
В этой установке (фиг.
177 — см. вклейку в конце
книги) проволока располага-
ется в ванне вертикально,
вследствие чего длина аггре-
гата значительно сокраща-
ется, но зато увеличивается
его высота. При большой
производительности аггрега-
та ванны получаются на-
столько высокими, что в це-
лях удобства обслуживания
их приходится углублять в
землю (см. фиг. 177).
В описываемой установке
Фиг. 176. Схема вариатора для изменения скорости
движения проволоки и лент.
размоточное приспособление представляет собой
простые катушки, расположенные в один ряд. С размоточных катушек 7 (см.
фиг. 177) проволока поступает на распределительные ролики2, расположенные
над бортом обезжиривающей ванны 3. Перейдя затем через борт, проволока
опускается внутрь ванны, огибает расположенный у самого дна блок 4 и снова
поднимается вверх. Далее проволока проходит через контактный ролик 5 и опять
опускается вниз. Таких изгибов в обезжиривающей ванне проволока делает
три. Над бортом, у выхода из обезжиривающей ванны проволока проходит
через направляющий ролик <5, после чего опускается в промывную ванну 7.
По выходе из последней проволока поступает в ванну травления 5, устроенную
так же, как и обезжиривающая, с той лишь разницей, что здесь проволока де-
лает только один изгиб. Из ванны травления проволока попадает во вторую про-
мывную ванну 9, аналогичйую по конструкции ванне для промывки после обез-
жиривания. После этого проволока поступает в ванну покрытия 10, откуда че-
рез направляющий ролик 7 7 идет в горячую промывку 72 и далее поднимается
вверх по сушильной камере 13. Последняя представляет собой прямоугольную
коробку, внутри которой расположены паровые змеевики. Наконец, проволока
попадает через направляющие ролики 14 на ведущий ролик 75 и оттуда поступает
на намоточные барабаны 16.
Контактирование проволоки в ванне покрытия осуществляется через ро-
лики 77, расположенные выше уровня бортов. Преимущество такой системы пе-
ред утопленным контактом состоит в том, что здесь отпадает необходимость в ча-
стой смене контактных роликов, которая имеет место в системе утопленных
контактов вследствие сильного обрастания последних покрываемым металлом.
Отрицательная сторона этого аггрегата заключается в трудности заправки
проволоки под нижние направляющие ролики, вследствие большой глубины
ванны.
197
Кроме того, оба описанные выше типа установок имеют общий недостаток,
который в некоторых случаях делает невозможным их применение. Недостаток
этот состоит в том, что при значительном количестве перегибов проволоки соз-
дается слишком большое сопротивление ее протяжке, и проволока небольшого
диаметра (например 0,25 мм) часто не выдерживает натяжения и рвется.
Точно также описанная система непригодна для проволоки большого диаметра,
так как при перегибах проволока создает слишком большие нагрузки на вали-
ках направляющих роликов. Это вызывает необходимость увеличивать их диамет р
до таких размеров, которые практически неприемлемы.
Несколько лет тому назад в СССР был создан совершенно новый тип аггрегата
для покрытия проволоки. В основу конструкции было положено прямолинейное
(без перегибов) движение проволоки через ряд последовательно расположенных
ванн.
Схема этой установки изобра-
жена на фиг. 178 (см. вклейку в
конце книги). Проволока, сойдя с
размоточных приспособлений (та-
кой же конструкции, как и у аг-
грегата фирмы «Микер»), прохо-
дит через особое правильно-на-
тяжное приспособление, которое
устроено следующим образом: на
раме 1 (фиг. 179) расположены в
Фиг. 179. Правильно-натяжное устройство.
шахматном порядке ролики 2, причем верхние из них могут опускаться
и подниматься; между этими двумя рядами роликов,'изгибаясь, проходит про-
волока. Сила торможения зависит от крутизны изгибов. Регулировка верхних
роликов производится с помощью винта 4. Последний упирается сверху в гайку 3,
которая закреплена на раме 7. Первый и последний ролики нижнего ряда одно-
временно служат и направля-
ющими для проволоки.
Из натяжного приспособле-
ния проволока поступает на
ролики выключателя 7 (фиг.
180). Когда проволока запу-
тывается и перестает двигаться,
она, натягиваясь, поднимает
ролик 7 и сжимает пружину 2.
На нижнем конце держателя 3
ролика укреплена контактная
пластинка 4, которая в этом
случае замыкается с пластинкой 5, укрепленной на кронштейне 7 рамки 6. При
этом включается специальное реле, останавливающее намоточный барабан.
Пройдя через описанные два приспособления, проволока поступает в ванну
обезжиривания. В торцевой стенке 7 (фиг. 181) этой ванны имеются вертикаль-
ные прорези, в которые вставлены на изоляции насадки 2. Продольные стенки
и дно ванны выступают за пределы поперечной стенки 7 примерно на 400 мм
(по длине ванны) и снабжены на конце еще одной поперечной стенкой 3. Эта
стенка имеет небольшую высоту, й проволока свободно проходит над ней. В дне
образованного таким образом кармана имеется сливное отверстие.
Проволока, проходя над низкой торцевой стенкой 3, поступает в ванну через
щелевые прорези 2 в высокой стенке и сразу попадает в раствор. Последний сво-
бодно вытекает из щелей (размеры которых делаются заведомо больше разме-
ров проволоки) и попадает в карман, откуда по сточной трубе 4 стекает в сбор-
ный бак 5. Из этого бйка раствор при помощи центробежного насоса или посред-
ством аэролифта снова перекачивается в ванну.
Контактирование проволоки в коротких подготовительных ваннах произ-
водится с помощью роликов 6, расположенных на одном общем валу 7 в кармане
ванны. Для более плотного контакта проволоки с роликом б служит нажимное
приспособление. Оно состоит из рычага 8, свободно сидящего на валу 7 между
198
двумя соседними роликами б и снабженного на конце грузом 9, и нажимного
ролика 10, насаженного на ось 11, запрессованную примерно в середине рычага 8.
По бокам проволоки вдоль ванны укреплены пластины 12 второго электрода
так, что каждая проволока
движется между двумя
пластинами \
Из ванны обезжирива-
ния проволока попадает
в промывную ванну особой
конструкции, изображен-
ную нафиг. 182. Эта ванна
представляет собой про-
стой железный, прямо-
угольный бачок 7, у кото-
рого поперечные стенки
сделаны низкими, так что
проволока свободно про-
ходит над ними. В центре
дна ванны вставлена и
укреплена на фланце через
прокладку труба 2. К
верхнему концу этой трубы
приварена поперечная го-
ризонтальная трубка 3, в которую, в свою очередь, вварены сверху U-образные
желоба 4. Внутри этих желобов прохо-
дит проволока. Вода, подаваемая по
трубам 2 и 3, поступает через отверстия
в желоба 4 и, растекаясь в обе стороны,
сливается в ванну. Для отвода воды
из ванны в канализацию служит трубка
5, расположенная в одном из углов
ванны. Для горячих промывок вода
подогревается в отдельных бойлерных
установках и поступает в ванну уже в
горячем виде.
После промывки проволока перехо-
дит в ванну травления, устроенную так
же как и ванна обезжиривания, с той
лишь разницей, что внутренняя поверх-
ность ее гуммируется или освинцовы-
вается. Из ванны травления проволока
поступает на механическую очистку от
шламма. Такая очистка производится
посредством протяжки проволоки через
мокрый песок.
Эта операция выполняется в низком деревянном или железном лотке с че-
тырьмя поперечными стенками. Между двумя средними стенками насыпается
песок или очень мелкий гравий; сверху, поперек хода проволоки располагается
душевая труба, подающая воду мелкими струйками. Отводится вода по сливным
трубам, находящимся в двух крайних отделениях лотка.
После такой очистки и еще одной промывки подготовленная к покрытию про-
волока поступает в ванну покрытия. Эти ванны приходится делать значительно
более длинными, чем все прочие вследствие того, что процесс покрытия продол-
жительнее других операций. Такое удлинение ванны вызывает необходимость
устанавливать внутри нее добавочные контакты (ролики или трущиеся контакты).
1 Эти пластины можно укреплять также непосредственно на дне ванны, подводя ток к кор-
пусу железной ванны.
199
На фиг. 183 изображена одна из конструкций такого контактного ролика.
Каждый ролик укреплен на специальной колонке 1, приваренной ко дну ванны 2.
Внутри колонки проходит подводящий ток катодный стержень 3, а на верхнем
конце ее укрёплен башмак 4 с цапфами для рычагов 5. Концы рычагов 5 снаб-
жены осями для закрепления роликов 6. Благодаря такой конструкции, кон-
тактный ролик 6 лежит на проволоке всей своей тяжестью.
Фиг. 183. Контактный ролик и токоподводящее устройство.
Устройство добавочных контактов и большая длина ванны обусловливают
необходимость установки между каждой парой контактов дополнительно изоля-
ционных (фарфоровых) поддерживающих роликов.
Анодная подводка осуществляется посредством медной трубки 7, пропущен-
ной внутри колонки 1 и изолированной от катодного стержня 3 при помощи изо-
лятора 10. Верхний конец трубки снабжен зажимами рубильникового типа,
в которые вставляется анодная штанга 8. На последнюю завешивается анодная
пластина 9. Вся внутренняя поверхность ванны покрытия и колонки (снаружи)
для промежуточных контактов гуммируются. В остальном конструкция описан-
ной ванны и система перетекания ничем не отличается от таковых у обезжири-
вающей и травильной ванн.
После покрытия проволока поступает на двойную промывку, в холодную
и горячую ванны, конструкция которых аналогична устройству ванн для пред-
варительной подготовки. Далее проволока проходит через сушильный шкаф и на-
правляющие ролики, после чего поступает на намоточные барабаны.
Установки описанного типа очень удобны для обслуживания и при хорошей
наладке всех механизмов и четкости технологического процесса вполне обеспе-
чивают бесперебойное покрытие проволоки любых номеров.
Установки для покрытия лент подобны устройствам для
покрытия проволоки. Однако вопрос несколько осложняется тем, что при исполь-
зовании установок первого из описанных выше типов перегиб ленты через борт
ванны можно осуществить только в том случае, если она расположена горизон-
тально, а такое расположение сильно затрудняет укрепление нижних анодов.
Кроме того, возникают еще вопросы чисто технического порядка, например
устранение возможности осыпания на нижнюю поверхность ленты шламма с
верхних анодов.
При второй схеме необходимо располагать ленту в вертикальном положении.
Благодаря этому устраняются недостатки первой схемы, но вместе с тем возни-
200
кают другие затруднения. При значительной ширине ленты щели в бортах ваннг
через которые проходит лента, получаются очень большими, и количество выте-
кающего раствора настолько возрастает, что приходится сооружать очень мощные
установки для перекачивания последнего. Кроме того, тонкая лента, поставлен-
ная на ребро, проходя через поддерживающие рамки, быстро изнашивает их.
Все это привело к тому, что наиболее удобной схемой покрытия ленты ока-
залась вторая — с углублением ленты в ванну.
При такой схеме лента входит в ванну в горизонтальном положении, в самой
же ванне она находится в вертикальном положении, благодаря чему отпа-
дают трудности, характерные для первой схемы.
В аггрегатах для покрытия лент, в отличие от установок для покрытия про-
волоки, изменена форма контактных и направляющих роликов (которые в данном
случае делаются в виде простого гладкого барабана), а также конструкция раз-
матывающих и наматывающих приспособлений.
Это вызывается тем, что при намотке ленты на какую-либо катушку диаметр
последней с каждым оборотом возрастает. Если скорость вращения катушки
остается постоянной, то скорость продвижения ленты в ваннах по мере увели-
чения диаметра катушки будет непрерывно возрастать. Это, конечно, недо-
пустимо, так как покрытие получится неравномерным по всей длине ленты.
Для устранения указанного недостатка приме-
няют фрикционные мотовила, одно из которых изо-
бражено на фиг. 184. У этого мотовила в отверстия
кронштейнов 7, прикрепленных к полу, вставлен вал
9, на котором свободно насажены диски 2, соединен-
ные стяжками 11. Между двумя этими дисками вра-
щается на роликах 72, свободно сидящих на стяж-
ках 77, ведущий обод 13, на внутренней стороне
которого имеются зубья. Таким образом получается
внутренняя шестерня 8, с которой входит в зацепле-
ние малая шестерня 7, сидящая на валу 6. Послед-
ний лежит в подшипниках, расположенных в ниж-
ней части дисков 2, и получает вращение от элек-
тромотора через вариатор и червячный редуктор.
Рядом с дисками 2, с двух сторон на валу 9 насажены
вйлки 3, в которые вставляется ось 4 катушки 5.
Ширина катушки подобрана таким образом, что по-
следняя может свободно ложиться на ведущий обод
13 своей средней цилиндрической частью.
Лента с последних направляющих роликов установки опускается вниз и ох-
ватывает снизу ведущий обод 13, подходя в верхней его части под цилиндриче-
скую часть катушки 5 и наматываясь на нее. При вращении ведущий обод 13
набирает на себя ленту и передает ее на катушку 5, одновременно вращая послед-
нюю вокруг оси 4. По мере нарастания ленты, катушка поднимается, и ее ось 4
скользит по вилке 3 вверх.
Когда катушка 5 будет полностью намотана, поворачивают особый штурвал,
вследствие чего вилки 3 принимают горизонтальное положение и выкатывают
катушку. Торможение валика 9 при разгрузке осуществляется посредством ме-
ханизма, укрепленного на кронштейнах 7.
Описанное приспособление позволяет вести процесс при постоянной скорости
движения ленты, вследствие че] о устраняются все упомянутые выше недостатки.
Оборудование для покрытия мелких изделий
Покрытие мелких изделий металлами в стационарных или механизирован-
ных ваннах и в полуавтоматах сопряжено с рядом неудобств. Наиболее серьез-
ным из них является то, что в целях полного использования пропускной способ-
ности ванны на одну подвеску приходится завешивать очень много изделий (не-
сколько сот штук). При этом, естественно, трудно обеспечить надежный контакт
между крючками подвески и Каждой отдельной деталью.
Фиг. 184. Схема мотовила
для ленты.
201
Кроме того, завеска и снятие деталей в этом случае являются весьма трудо-
емкими операциями, отнимающими много времени.
Наконец, наличие большой поверхности крючков подвески, сравнительно
с поверхностью самых изделий, вызывает непроизводительные затраты электро-
энергии и металла на
их покрытие.
Поэтому в настоящее
время наиболее употре-
бительной аппаратурой
для покрытия деталей,
имеющих малые габа-
риты, являются коло-
кола и барабаны.
На фиг. 185 изобра-
жен один из таких ко-
локолов. Здесь в верх-
ней части чугунной ста-
нины 7, состоящей из
двух половин, соединен-
ных стяжками 2, укре-
плен подшипник 3 оси
колокола 4. Крепление
этого подшипника та-
ково, что он может на-
клоняться в вертикаль-
ной плоскости. На ось
подшипника 3 надета
малая шестерня 5, на
втулку которой напрессован шкив 6. Шкив с шестерней 5 удерживается на оси
7 стопорным кольцом 5. С наружной стороны ко дну колокола болтами при-
креплен венец конической шестерни 9, входящей в зацепление с малой шестер-
ней 5. При помощи обеих этих шестерен колокол приводится во вращение от
трансмиссии.
Внутри венца конической шестерни 9 (концентрически к нему) закреплено
контактное медное кольцо 10, от которого ток передается по медным же болтам
через дно барабана на его внутренние контактные пластины. Подводится ток
к кольцу 10 щетками 77. Такая система контактирования в колоколе носит на-
звание внутренней.
Детали засыпают в целлулоидное ведро 72, которое вставлено в корпус ко-
локола 4. Ось колокола устанавливают под углом примерно в 45°, после чего
колокол до краев заливают, электролитом. Сверху внутрь колокола опускается
на штанге 13 анодная пластина 14. Штанга 13 укреплена в держателе 15, кото-
рый, в свою очередь, закреплен на стойке 16, вставленной в прилив на станине 7.
При вращении колокола находящиеся в нем детали, пересыпаясь, перемеши-
ваются и, касаясь медных пластин, создают с ними контакт.
При разгрузке колокола перед ним устанавливают ведро, на края которого
кладут сетку, затем колокол наклоняют и все его содержимое выливают в ведро.
При этом электролит протекает сквозь сетку, а покрытые металлом изделия
остаются на ней.
Чтобы колокол загрузить, его ставят в исходное положение и выливают
электролит из ведра обратно в колокол, затем насыпают изделия, вставляют
анодную пластину, и колокол вновь готов к работе.
При такой системе работы расплескивается большое количество электролита.
Поэтому в последнее время начинают входить в употребление установки с центра-
лизованной подачей электролита. Эта система хороша в тех случаях, когда в цехе
на один и тот же вид покрытия устанавливают несколько колоколов.
Здесь вместо ведра применяется воронка, на края которой укладывается
вначале рама с фильтровальным полотном, а затем — сетка для улавливания
202.
условие является
Фиг. 186. Колокольный барабан.
б
Л ь н О
бана, ибо
изделий. В дне воронки имеется отверстие, соединенное трубой с закрытым ба-
ком. К баку подведен сжатый воздух. Чистый профильтрованный электролит
подается обратно в колокол давлением воздуха в баке. Эта система дает возмож-
ность содержать электролит в чистоте и избегать его расплескивания.
Для опрокидывания колокола при разгрузке служит специальный механизм,
состоящий из зубчатого червячного сектора 17 (см. фиг. 185), укрепленного на
качающемся подшипнике 3 оси колокола и входящего в зацепление с червяком 18,
вал которого лежит в подшипнике 19, закрепленном на станине 1 сзади. На верх-
нем конце вала 20 насажен маховичок 21 с рукояткой 22, служащий для повора-
чивания вала. При вращении последнего вместе с ним вращается и червяк 18,
приводящий в движение зубчатый сектор 17. При повороте сектора одновременно
поворачивается и весь колокол. Червяк 18 необходимо делать одноходовым,
чтобы получить самотормозящую i
Дак как в противном случае коло-
кол будет падать.
Колокола описанного типа ши-
роко применяются в гальвани-
ческих цехах при покрытии изде-
лий, которые нежелательно под-
вергать грубым механическим воз-
действиям. Скорость вращения та-
кого колокола колеблется в пре-
делах от б до 12 об/мин., в зави-
симости от характера покрываемых
изделий.
Основной недостаток примене-
ния подобных колоколов — необ-
ходимость сливания электролита
при разгрузке и заливка его при
загрузке колокола. Это обстоятель-
ство вызвало появление нового
аппарата, в котором детали пере-
мешиваются, как в колоколе, и в то
же время исключается необходи-
мость переливания электролита.
Такой аппарат носит название
он является промежуточным между этими двумя принципиально различными по
своему типу аппаратами.
Колокольный барабан изображен на фиг. 186. Устроен он следующим обра-
зом. На борту деревянной ванны 1 укреплен кронштейн 2, в котором на цапфах 3
может поворачиваться в вертикальной плоскости подшипник 4 вала 5 колоколь-
ного барабана 6. Корпус барабана сделан из карболита или текстолита с целлу-
лоидными перфорированными стенками. Ко дну барабана привернут на фланце
вал 5, конец которого проходит через дно наружу. Этим концом вала барабан
упирается в деревянную рейку 7, укрепленную внутри ванны 1 в подкосах 8.
Возле подшипника 4 на валу 5 сидит червячная шестерня 9, входящая в зацеп-
ление с червяком 10, валик которого лежит в подшипниках кронштейна 2. На
одном из концов валика червяка 10 насажен шкивок 11, приводящий в движе-
ние весь механизм посредством ременной передачи 12 от трансмиссии.
Аноды в виде пластин или брусков располагаются по обеим сторонам ба-
рабана. Подводка тока к катоду осуществляется через вал 5 колокола и контакты,
расположенные на дне барабана 6.
Разгрузка барабана производится при помощи специального приспособления,
состоящего из блока, укрепленного на потолке, и канатика 13 с крючком 14.
Последний захватывает барабан за конец валика 5 и поднимает его из ванны.
Так как барабан имеет перфорированные стенки, то как только он подни-
мется выше уровня электролита, последний выливается в ванну, а детали высы-
паются с сетку, положенную на бортах ванны.
203
Колокольные барабаны в СССР известны недавно и потому еще не получили
распространения. Они применяются преимущественно в тех случаях, когда вес
одной загрузки покрываемых изделий невелик.
Аппаратами, в которых механизированы как самый процесс покрытия мелких
деталей, так и последующая их промывка, являются так называемые перекид-
ные барабаны. На фиг. 187 изображен такой барабан фирмы «Ланг-
бейн-Пфангаузер». На борту деревянной ванны 1 укреплены кронштейны 2,
в подшипниках которых
лежит валик 3. Возле
каждого из подшипни-
ков на валике 3 сво-
бодно сидит рычаг 4, на
другом конце которого
имеется подшипник для
оси 5 цилиндрического
барабана б. С одной сто-
роны на ось 5 барабана
б надета зубчатка 7, сое-
диненная цепью 8 с зуб-
чаткой 9, сидящей на
валике 3 между крон-
штейном 2 и рычагом 4.
На конце вала 3, рядом
с зубчаткой 9 располо-
жен шкив 10, служащий
для приведения в дви-
Фиг. 187. Перекидной барабан фирмы «Лангбейн-Пфангаузер». жение всего механизма.
Рядом с ванной 1, возле
того борта, на котором укреплено все устройство, находится мелкое корыто 11,
предназначенное для промывки изделий. Это корыто снабжено трубой, подаю-
щей воду, и переливной трубкой, при помощи которой в корыте поддерживается
постоянный уровень воды.
Для перекидки барабана из одной ванны в другую служит специальный ме-
ханизм, укрепленный на противоположной приводу стороне. Этот механизм
состоит из червячного колеса 12, закрепленного около одного из рычагов 4 на
валу 3 и входящего в зацепление с червяком 13, валик которого опирается на под-
шипники кронштейна 14. На нижний конец валика червяка 13 насажена кони-
ческая шестерня, входящая в зацепление с такой же шестерней, сидящей на ва-
лике, расположенном параллельно валу 3. На другой конец этого валика надета
рукоятка.
При вращении рукоятки одновременно начинает вращаться и червяк 13,
в свою очередь, передающий вращение шестерне 12. Последняя, поворачиваясь,
вместе с тем поворачивает рычаги 4, соединенные между собой трубой. Таким об-
разом барабан поднимается из ванны покрытия и перебрасывается в ванну про-
мывки, где он продолжает вращаться, благодаря чему обеспечивается лучшая
промывка деталей.
После промывки барабан несколько приподнимают и ставят на борты промыв-
ного корыта сетку, в которую высыпают находящиеся в барабане изделия.
Анодные пластины подвешены к шинам 15 и расположены параллельно оси
барабана, вдоль бортов ванны. Подводка тока к деталям осуществляется через
рычаги 4 и оси барабана и далее — по его стенкам к ребрам на цилиндрической
части с внутренней стороны.
Барабаны описанного типа весьма распространены и очень удобны в работе.
Эти аппараты обычно приводятся в движение от трансмиссии, но могут быть
также снабжены и индивидуальными приводами. Для этого на место приводных
шкивов следует установить червячные или какие-либо другие редукторы с не-
большими электромоторами (примерно 0,25 kW). Барабаны с индивидуальными
приводами, конечно, значительно экономичнее и удобнее, нежели барабаны,
работающие от трансмиссии.
204
Фиг. 138. Барабан фирмы «Ласалько» для кислых
электролитов.
Для более крупных изделий или для больших по весу загрузок применяются
барабаны несколько иной конструкции. Такие барабаны изготовляются фирмой
«Ласалько» двух типов: для
кислых и для щелочных рас-
творов.
Барабан для кислых элек-
тролитов (фиг. 188) снабжен
индивидуальным приводным
механизмом, вынесенным над
ванной. В этом аппарате на
торцевых бортах деревянной
ванны 1 прикреплены полки
2 из углового железа, слу-
жащие опорами для стоек 3.
В верхней части стоек нахо-
дятся подшипники вала 4,
предназначенного для под-
вески барабана 5. На одной
из стоек, кроме того, установ-
лены электромотор б и чер-
вячный редуктор 7, соединен-
ные друг с другом клинчатым
ремнем. Конец вала редук-
тора с насаженной на него
шестерней 8 лежит в подшип-
нике 9, укрепленном на про-
дольном борту ванны. На этом же борту расположены одна из анодных шин
10 и две катодные клеммы 11.
Фиг. 189. Барабан фирмы «Ласалько»
для щелочных электролитов.
Фиг. 190. Качающаяся корзина.
лулоида — и закрепляются на текстолитовом каркасе 13. Основаниями бара-
бана служат текстолитовые круги 14, которыми он опирается на четыре бе-
гунка, установленных на дне ванны.
Барабан приводится в движение от бортовой шестерни 8 через две паразит-
ные шестерни 15, меньшая из которых входит в зацепление с зубьями сбоку од-
ного из оснований 14 барабана. Катодом в барабане служат шины, расположен-
ные по углам между гранями. По середине барабана шины соединены с валом
205
и ножами 16, которые при опускании барабана вниз входят в клеммы 11, обеспе-
чивая надежный контакт. Для спуска служат две зубчатки, соединенные цепью
и вращаемые вручную. Для закрепления барабанов в поднятом состоянии ниж-
няя шестерня имеет храповой механизм.
Фиг. 191. Общиц вид шнекового автомата фирмы «Лангбейн-Пфангаузер»
для покрытия мелких изделий.
Устройство барабана для щелочных электролитов (фиг. 189) отличается от
описанного выше тем, что корпус ванны здесь сварной из железа, а приводной
механизм расположен внизу, внутри ванны. В нижней части торцевых бортов
ванны находятся подшипники для двух валов, на которых надеты четыре бегунка,
поддерживающих барабан. Вращение передается барабану через бегунки, для
чего на валах с одной стороны надеты звездочки, соединенные общей цепью со
звездочкой на валу редуктора. Последний укреплен на стойке и приводится
в движение от электромотора через клинчатый ремень. Контактирование анодов
и катодов осуществляется так же, как и в барабанах для кислотных электро-
литов. Для облегчения загрузки и выгрузки деталей одна или две грани бара-
бана делаются выдвижными.
Особняком от колоколов и барабанов стоят так называемые качающиеся
корзины. В них удобно контролировать процесс покрытия.
Устройство одной из таких корзин бидно из фиг. 190. На одном из бортов ван-
ны 1 укреплен кронштейн 2 для валика 3 с червячной шестерней 4. На концы
валика, выходящие,.за пределы кронштейна, надеваются два перекидных рычага 5.
В концах этих рычагов расположены подшипники для цапф 6, прикрепленных
посредством фланцев к торцам корзины 7. На борту ванны, противоположном
кронштейну корзины, укреплен шкив 8, насаженный на вал червяка 9 редуктора.
Шестерня редуктора снабжена пальцем для шатуна 13. Другой конец шатуна
укреплен на чугунном секторе 10, имеющем зубцы, при помощи которых этот
сектор входит в зацепление с шестерней, находящейся в коробке 11 на борту
ванны. Ось шестерни, выходящая через прорезь внутрь ванны, имеет паз для
сплющенного конца одной из цапф 6.
Подъем барабана достигается посредством редуктора с рукояткой 12. Дно
корзины и наклонные стенки обычно делаются из перфорированного целлулоида.
Катодом служат металлические полосы внутри каркаса корзины, соединенные
с электросетью гибким кабелем. Анод подвешивается на штангах, которые,
в свою очередь, подвешены вдоль бортов ванны.
Автоматы для покрытия мелких деталей отличаются от остального оборудо-
вания, применяемого для этой же цели, прежде всего непрерывностью процесса
работы, следствием чего является их высокая производительность. Однако
не всякие детали одинаково пригодны для покрытия в автомате: так, крупные
детали с точной нарезкой или с очень рельефной поверхностью могут быть
в автомате легко испорчены.
206
Автомат фирмы «Лангбейн-Пфангаузер», изображенный на фиг. 191, пред-
назначен для покрытия болтов, гаек, шайб и т. д. В каркасе из таврового и угло-
вого железа помещается несколько желез-
ных сварных ванн: для покрытия 7, хо-
лодной промывки 2 и горячей промывки
3 (при необходимости количество ванн
может быть изменено). Внутри ванн на бе-
гунках расположены барабаны различ-
ной длины: для покрытия 4, для холодной
промывки 5 и для горячей промывки 6.
Барабаны эти соединены горловинами.
Загрузка деталей в автомат произво-
дится через бункер 7, снабженный доза-
тором 8. Вращение передается барабанам
от электромотора через редуктор и цепную
передачу на звездочку 9, насаженную на
вал 10, концы которого укреплены в под-
шипниках, изолированных от каркаса
посредством прокладок из текстолита. Ра-
боту дозатора можно регулировать посред-
ством механизма 77. Внутри барабанов по
их стенкам укреплена спираль из целлу-
лоида, играющая роль шнека. По этой
спирали детали, пересыпаясь при враще-
нии барабанов, непрерывно подвигаются
вперед: от бункера — через барабаны по-
крытия, холодной и горячей промывок и
сушильную камеру — к выходу.
Катодом в барабане покрытия служит
тело вала с прикрепленным к нему ме-
таллическим прутом, изогнутым полукру-
гом. Прут крепится к валу только одним
концом; другой конец его при скольжении
деталей около него контактирует и переме-
шивает их.
Стенки барабанов сделаны из перфори-
рованного целлулоида. Аноды в виде
пластин завешиваются по бортам элек-
тролитной ванны.
В конце автомата находится сушильная
камера 72, в которую снизу поступает
горячий воздух, непрерывно отсасываемый
вентилятором через трубы 13.
На фиг. 192 изображена схема другого
автомата, который отличается от опи-
санного выше тем, что барабаны его лежат
не на катках, а на подшипниках, устано-
вленных на бортах ванн. Этот автомат со-
стоит из двух ванн: покрытия 7 и промывки
При эксплоатации автоматов подобного
2 и сушильного барабана 3.
типа неизбежен некоторый процент
брака, ибо контактирование деталей недостаточно надежно и нет возможности
осуществлять непрерывный контроль процесса покрытия.
В последнее время «Электрохиметом» систематизировано отечественное типо-
вое оборудование (стационарные ванны, колокола, барабаны, станки для на-
бивки кругов), которое намечено к выпуску в 1938 г. заводами Глав-
химмаша.
207
ГЛАВА X
ЭЛЕКТРИЧЕСКОЕ ОБОРУДОВАНИЕ ГАЛЬВАНИЧЕСКИХ
ЦЕХОВ1
Источники тока
Величина напряжения, потребного для осуществления гальваностегических
процессов, колеблется в пределах от 3 до 12 V.
В качестве источников постоянного тока в гальванических цехах применя-
ются низковольтные мотор-генераторы на 6/12 и 9 V, состоящие из трехфазных
асинхронных двигателей, соединенных при помощи эластичной муфты с низко-
вольтными динамомашинами. Мотор и динамо монтируются на общей фунда-
ментной плите.
Низковольтные динамомашины выпускаются либо двухколлекторными —
•с двумя обмотками в одном якоре для переключения с б на 12 V, либо однокол-
лекторными — на 9 V. Все эти машины бывают шунтовые и компаундные.
Динамомашины до 1500 А изготовляются с самовозбуждением, машины же
на силу тока свыше 1500 А имеют отдельный возбудитель в виде динамомашины
нормального напряжения (НО V). Последняя устанавливается на общей фунда-
ментной плите с мотор-генератором и приводится в движение от общего трехфаз-
ного двигателя при помощи ременной передачи.
Переключение динамомашины с б на 12 V осуществляется путем последо-
вательного соединения якорных обмоток и производится на клеммной доске,
к которой подвешены якорные концы.
В динамомашинах с самовозбуждение^ концы обмоток возбуждения и якоря
выведены на общую клеммную доску. Питание обмоток возбуждения осуще-
ствляется от главных якорных болтов через шунтовой регулятор.
Табл. 66 дает представление о низковольтных мотор-генераторах, выпускае-
мых «Ярославским электромашиностроительным заводом».
Компаундные динамомашины снабжены дополнительными полюсами. Внешняя
характеристика их значительно отличается от такбвой шунтовых машин.
На фиг. 193—198 изображены характеристические кривые обеих этих динамо-
машин. Из этих кривых видно, что падение напряжения, в зависимости от изме-
нения нагрузки во внешней цепи, составляет в шунтовых машинах около 25%,
в то время как в компаундных при увеличении нагрузки до известных пределов
напряжение динамомашины возрастает, и изгиб кривой внешней характеристики
значительно меньше, чем у шунтовой машины.
Поэтому при включении на одну динамомашину нескольких в'анн изменение
нагрузки в одной из ванн или выключение ее заметнее отражается на работе
других ванн при шунтовых динамомашинах, чем при компаундных.
Нцзковольтные динамомашины по своей конструкции несколько отличаются
от нормальных машин, что обусловлено специфическими условиями: весьма
значительными токами и низким напряжением; поэтому такие машины нуждаются
в процессе эксплоатации в специальном уходе. Особенно тщательного ухода тре-
буют коллекторы и щетки. Последние должны быть правильно установлены
и тщательно притерты, причем работать они должны без малейшего искрения
и шума.
На низковольтных мотор-генераторах устанавливаются медно-графитовые
щетки марки МГ. Допускаемая для них удельная нагрузка составляет 35 К) см1.
Так как марка и материал щеток обусло ливаются определенными расчетными
1 Гл. X написана инж. Н. К- Короленко.
208
В. п. Лайнер—62--14
Таблица 66
Характеристические данные низковольтных мотор-генераторов «Ярославского электромашиностроительного завода» (ЯЭМЗ)
Наименование и тип аггрегата Номиналь- ная сила тока А Напря- жение V Мощность динамо- машины kW Число оборотов в минуту Мощность трехфаз- ного дви- гателя kW Обилий к. п. д. мотор- генера- тора °/0 Габариты аггрегатов (без плиты) мм Примечания
Низковольтный мотор-генератор ти- па НД или НДШ 500/250 1 000/500 6/12 6/12 3 б 1420 960 3,68 8,8 60,5 67,0 1400х 550 1800x700 Машины типа НД и НДШ имеют одинаковые данные и отличаются лишь схемой соединения обмоток: НД - компаундная машина с само- возбуждением; НДШ — шунтовая с самовозбуждением
То же . . , 1 500/750 6/12 9 955 11,8 65,0 2200x800
Низковольтный мотор-генератор ти- па НД я . 750 9 6J5 960 8,8 — 1800x700 Компаундная машина с самовозбуж- дением
То же 4040/2 01) 6/12 24 720 33,1 70,0 2600x900 С отдельный возбудителем
То же 5 000/2 500 6/12 30 720 40,0 70.6 2600x9 )0 i С отдельным возбудителем
1 10 000/5 000 6/12 60 600 1 74,0 70.6 ! С отдельным возбудителем
Фиг. 195. Регулировочная
характеристика машины
НД-1000/500А-960 об/мин.
Фиг. 194. Внешняя ха-
рактеристика машины
НД-1000/500А-960
об/мин.
Фиг. 193. Характе-
ристика холостого хода
машины НД-1000/5С0А-
960 об/мин.
теристика холо-
стого хода машины
НДШ-1000/500 А-
рактеристика машины
НДШ-1000/500А-950
об/мин.
характеристика машины
НДШ-1000/500А-950
об/мин.
= 950 об/мин.
На фиг. 199 и 200 изображен общий вид низковольтных мотор-генераторов
типов НД 1000/500 А и НД 4000/2000 А (возбудитель не показан).
В настоящее время указанными выше типами ограничивается номенклатура
мотор-генераторов, изготовляемых «Ярославским электромашиностроительным
заводом» и применяемых для гальванических цехов. В этой номенклатуре отсут-
ствуют аггрегаты небольшой мощности (до 3 kW), применяющиеся для лабора-
торных целей, а также промежуточные типы между аггрегатами на 11,8 и 33 kW
(см. табл. 66).
Таким образом, при расчете различных ванн и автоматов гальванических
покрытий необходимо согласовывать схему электрических соединений и выбор
динамомашин с номенклатурой Ярославского завода. При этом выбор динамо-
машин до настоящего времени затруднялся их незначительным ассортиментом.
В особенности это сказывается при выборе динамомашин для питания больших
ванн обезжиривания в автоматах и ванн хромирования, для которых потребное
напряжение лежит в пределах от 7 до 9 V.
Переклю чение динамомашин с б на 12 V вдвое уменьшает их силу тока, причем
установленная мощность аггрегатов в этом случае используется неполностью.
210
Различные заграничные фирмы, например «Чендейссон» в Америке, «Пфан-
гаузер» в Германии и другие выпускают динамомашины в пределах мощностей
от 100 до 15 000 А при напряжении
в 5, 6, 8, 12 и 15 V.
В СССР шкала мощностей выпускае-
мых динамомашин, в связи с развитием
отрасли гальванических покрытий, так-
же пересматривается, причем коэфици-
ент возрастания токов для всех напря-
жений устанавливается в пределах, не
превышающих двух (300—600—1000—
1500—2500—5000—10 000 А при напря-
жении в б V). К указанному ассорти-
менту должны быть добавлены также
машины для напряжения в 8—9 V.
Качество динамомашин Ярослав-
ского завода в электрическом отно-
шении высокое, однако отделка цх еще
оставляет желать лучшего.
Применение в качестве источников
тока аккумуляторных батарей в гальва-
нической практике весьма ограничено.
Что касается различного рода вы-
прямителей, то в заграничной прак-
тике в последнее время получили рас-
пространение так называемые куп-
р о к с н ы е выпрямители. Процесс вы-
прямления переменного тока происхо-
дит при пропускании последнего через
оксидированную медную пластинку и
совершается на границе между медью и
закисью меди. Направление выпрямлен-
ного тока р данном случае будет — от
закиси меди к меди. Процесс, происхо-
дящий в купроксных выпрямителях,
является чисто электронным, не вызы-
вающим химических изменений.
Такие выпрямители монтируются
рядом с соответствующим понизитель-
ным трансформатором и выпускаются
в виде установок различной мощно-
сти — до нескольких тысяч ампер при
напряжении в 4—12 V (фиг. 201). Коэ-
фициент полезного действия такой уста-
новки составляет 40—50%, и хотя он
ниже, чем у мотор-генератора, но в
некоторых случаях выпрямители ока-
зываются выгоднее и удобнее в экспло-
атации, чем мотор-генераторы.
Ртутные выпрямители в практике
гальваностегии не применяются по той
причине, что при низких напряжениях,
потребных для гальванических ванн,
постоянное падение напряжения в дуге
выпрямителя, достигающее 15—18 V,
является в процентном отношении весь-
ма большой величиной, и таким образом
применение выпрямителей оказывается
Фиг. 199. Общий вид низковольтного мотор-генератора типа НД-1000/500 А
неэкономичным. Кроме того, для питания гальванических ванн от ртутных
211
выпрямителей пришлось бы специально изготовлять нестандартные трансфор-
маторы при напряжении на низкой стороне в 25—30 V.
Фиг. 200. Общий вид низковольтного могор-генератор i типа НД-4000/200Э А.
Схемы электрических соединений, применяемые
в гальванических цехах
При выборе схемы электрических соединений и распределения тока на ваннах
исходят из существующего стандарта низковольтных динамомашин, а также из
удобства регулировки напряжения на ваннах. При этом изменение режима
работы одной из ванн, по воз-
можности, не должно сказы-
ваться на работе других ванн.
Поэтому наиболее удобной надо
считать такую схему, при кото-
рой каждая ванна обслужи-
вается отдельной машиной.
В этом случае регулировка
напряжения, а значит и плот-
ности тока в ванне, осущест-
вляется при помощи шунто-
вого регулятора динамомашины.
Тогда коэфициенты загрузки ди-
намомашин, равно как и исполь-
зование их, целиком зависят от
загрузки и использования ванн.
При установке ванн, требу-
ющих небольшой силы тока,
обычно осуществляется парал-
Фиг. 201. Общий
вид металлического выпрямителя
3000 А и 8 V.
лельное включение нескольких
ванн на одну динамомашину. В
этом случае в цепи каждой ванны
устанавливаются специальные регулирующие приспособления или реостаты.
При необходимости питания ванны током большой силы, превышающей мощ-
ность одной динамомашины, динамомашины включают параллельно.
Однако при параллельном включении компаундных динамомашин встре-
чаются трудности, связанные с необходимостью установки минимально-обратных
автоматов, уравнительных шин и специального распределительного устройства.
При параллельной работе шунтовых динамомашин эти затруднения отпадают.
В практике работы гальванических цехов встречается, хотя и очень редко,
последовательное соединение динамомашин. Это может иметь место в том случае,
когда необходимое для процесса напряжение превышает 6 или 12 V. Тогда при
последовательном соединении можно получить напряжение в 12 или 24 V.
Кроме перечисленных схем соединение динамомашин и включения ванн,
применяется также способ работы по трехпроводной системе.
Так как динамомашины, выпускаемые Ярославским заводом, имеют по два
коллектора, то соединение на 12 V достигается последовательным включением
двух якорных обмоток. В этом случае напряжение между крайними болтами
клеммной доски составит 12 V, а между каждым крайним болтом и средним б V.
Это обстоятельство можно использовать путем включения гальванических
ванн по трехпроводной системе — для работы одних ванн при б, а других при
12 V. При этом неравномерность нагрузки отдельных плеч допускается до
100% (работает только один кол-
лектор).
При включении подобного
рода получается большая эко-
номия в меди для проводки,
достигающая 60—70%. Включе-
ние же самых ванн производится
так же, как и в указанных выше
случаях.
В зависимости от потребного
на ваннах напряжения (6 или
12 V), можно также включать
якорные обмотки динамома-
шины на клеммы двухполюс-
ного переключателя таким об-
разом, чтобы при включении
ножей переключателя вверх —
динамомашина работала при
12 V, а при включении ножей
вниз—при б V.
Перечисление видов соеди-
нений динамомашины и ванн
этим далеко не исчерпывается.
Так, часто при отсутствии ре-
зерва динамомашйн предусма-
Фиг. 202. Схема соединений обмоток низковольтной
динамомашины типа НД-1000/500 А.
тривают переключение ванн с од-
ной динамомашины на другую,
При этом регулировка напряже-
ния и тока на ванне может осуществляться при помощи специального реостата,
включаемого в цепь ванны, либо посредством шунтового реостата динамомашины.
На фиг. 202 приведена схема электрических соединений низковольтной динамо-
машины типа НД-1000/506 А. На схеме показаны обе якорные обмотки, допол-
нительные полюса и шунтовые обмотки, включенные в якорную цепь через шун-
товой реостат, снабженный холостым контактом.
На фиг. 203 и 204 показаны схемы соединения обмоток динамомашины
НД-4000/2000 А при напряжении в 6 и 12 V. Машина снабжена отдельным воз-
будителем. Как видно из фиг. 203 и 204, обе схемы отличаются лишь способом
включения якорных обмоток: при б V обе обмотки соединены параллельно, при
12 V — последовательно.
При включении в цепь динамомашины одной ванны регулировка напряжения
и тока на ванне осуществляется при помощи шунтового реостата, который мон-
тируется непосредственно на щитке динамомашины. Этот щиток может служить
одновременно и щитком для ванны и в этом случае устанавливается обычно в цехе
возле самой ванны.
В цепь динамомашины включаются следующие приборы: 1) однополюсный
или двухполюсный рубильник для включения и выключения тока на ванне;
часто оба ножа двухполюсного рубильника присоединяют к одному полюсу
в целях уменьшения габаритов щитка, другой же полюс присоединяют непосред-
ственно к штангам ванны; 2 )вольтметр постоянного тока 3) амперметр — с шун-
том или без него, в зависимости от силы измеряемого тока.
213
Фцг. 203. Схема соединения обмоток низковольтной динамомашины типа
НД-4000^2000 А для напряжения в б V.
Фиг. 204. Схема соединения обмоток низковольтной динамомашины типа
НД-4000/2000 А для напряжения в 12 V.
Ванна
хромирования
Фиг. 205. Схема электрических соединений динамомашины
и одной ванны.
При параллельном включении на одну динамомашину нескольких гальва-
нических ванн каждая ванна снабжается отдельным вольтметром, амперметром
и реостатом рубильникового типа с параллельными секциями для регулировки
тока на ванне. Кроме того, на каждой ванне устанавливается отдельный одно-
полюсный или двухполюсный рубильник, ^включаемый, как было указано выше,
обоими ножами в один
полюс.
Измерительные прибо-
ры, реостат и рубильник
монтируются на одном
щитке возле ванны.
Не всегда обязательно
устанавливать в цепи ди-
намомашины общий ру-
бильник для выключения
всех ванн сразу. Но при
этом всегда должно быть
п редусмотрено условие,
чтобы остановка и пуск
мотор-генератора осущест-
влялись только после вы-
ключения всех ванн.
В цепь ванны обезжи-
ривания реостат включа-
ется редко. Но для изме-
нения направления тока в
цепи этой ванны обычно
предусматривают установ-
ку двухполюсного пере-
ключателя, а также ампер-
метр. Вольтметр здесь не-
обязателен.
Никаких плавких пре-
дохранителей в цепь по-
стоянного тока обычно не
включают. Это объясняется
тем, что плавкие предо-
хранители для той высокой
силы тока, при которой работают низковольтные динамомашины, достигают
больших размеров и к тому же не обеспечивают надежной защиты от коротких
замыканий, являясь вместе с тем постоянным источником омических потерь.
Поэтому защита мотор-генераторов от перегрузки и токов короткого за-
мыкания осуществляется на стороне переменного тока. Для динамомашин с от-
дельным возбудителем в некоторых случаях практикуют установку плавких
предохранителей в цепи возбуждения динамомашины.
На фиг. 205 приведена схема электрических соединений при работе одной
ванны от динамомашины, а на фиг. 206 дана схема соединений нескольких ванн,
включенных параллельно.
Включение гальванических ванн параллельно в цепь одной динамомашины
достигается путем непосредственного присоединения отдельных ванн к шинам,
идущим от клемм динамомашины. Никаких собирательных шин, установленных
на распределительном щите, в этом случае не предусматривается.
Как было уже указано, очень экономной в смысле расхода меди для подводки
к ваннам является трехпроводная схема соединений.
При разработке схемы электрических соединений гальванического цеха
должно быть предусмотрено основное условие — удобство регулировки напря-
жения на клеммах ванны и контроль за работой ванн. С этой целью все управ-
ление сосредоточивается на одном щитке, устанавливаемом непосредственно
215
у борта ванны. При
этом наиболее жела-
тельно пуск мотор-
генераторов также
осуществлять непо-
средственно у рабо-
чего места. Если по
местным условиям это
невозможно, то при-
ходится, сосредоточив
все управление ван-
нами в одном месте,
устанавливать еще
центральную распре-
делительную панель
недалеко от помеще-
ния мотор-генерато-
ров и вводить в штат
цеха специальное ли-
цо для обслуживания
центрального распре-
делительного щита.
Расчет и спо-
собы про-
кладки про-
водов и шин
Так как для пита-
ния гальванических
ванн требуется ток
большой силы, то для
подводки к ваннам
применяются голые
медные шины, про-
кладываемые по сте-
нам, потолку и по-
лу — в каналах.
Расчет сечения
шин производится по
падению напряжения
с проверкой на плот-
Фиг. 206. Схема электрических
соединений нескольких ванн, включенных
параллельно.
ность тока (см. ниже табл. 67). При работе гальванических ванн от динамома-
шин, включенных на 6 V, допускаемое падение напряжения в шинной подводке
не должно превышать 10% в обе стороны.
Но при расстоянии гальванических ванн от динамомашин, не превышающем
10 м, сечение шин выбирают по плотности тока. При этом падение напряжения
также не будет превышать 10%. При расстоянии же свыше 10 м необходимо
производить проверку на падение напряжения.
В случае работы от динамомашины при 12 V и потребном напряжении на ван-
нах в 8—9 V можно допустить падение напряжения в шинах более чем 10%.
В этом случае можно ограничиться выбором сечения шин только по плотности
тока с последующим определением фактического падения напряжения. Однако
при этом мощность установленных мотор-генераторов используется не полностью.
Поэтому пользоваться динамомашинами на 12 V следует лишь в крайнем случае—
вследствие отсутствия стандарта низковольтных динамомашин на промежуточное
между 6 и 12 V напряжение.
Подводка тока к шунтовым реостатам динамомашин, установленным на щит-
ках ванны, обычно осуществляется включением одного провода от шины; второй же
216
провод ведут от клеммной доски динамомашины. При этом необходимо проверить
сечение выбранного провода на падение напряжения, поскольку ток возбуждения
динамомашин представляет большую величину (для НД-1000/500 А—около 25 А).
Применение алюминиевых шин в гальванических цехах встречает затруд-
нение главным образом вследствие большого переходного сопротивления в кон-
тактах отдельных шин, вызываемого наличием на поверхности алюминия оксид-
ной пленки. Надежный контакт алюминиевых шин с медными проводниками
и болтами динамомашины также трудно осуществим. Кроме того, в эксплоата-
ционных условиях болтовое соединение алюминиевых шин, осуществляемое
железными болтами, часто расстраивается вследствие неодинаковых температур-
ных коэфициентов расширения железа и алюминия. Это вызывает значительные
местные перегревы шин и увеличивает падение напряжения. Избежать этого
можно только путем сварки алюминиевых шин.
Для токов свыше 500 А избегают проводников круглого сечения, предпочитая
им плоские шины, ибо для последних можно сделать более надежные крепления;
кроме того, плоские шины обладают большей теплоотдачей, чем проводники
круглого сечения.
Наиболее простым способом монтажа медных шин следует считать прокладку
их по стенам на кронштейнах из углового железа. Однако не всегда удается
подвести к ваннам шины по стенам вследствие невозможности крепления их на
тонких перегородках или в том случае, когда ванны стоят посредине цеха. В та-
ких случаях единственно возможными способами подводки шин являются:
1) крепление их на потолке и 2) прокладка в каналах.
Прокладка в каналах удобна тем, что при этом способе сокращаются рассто-
яния и длина шин и, кроме того, шины не загромождают помещения.
Наконец, вместо шин можно применять кабели. Подводка кабеля применяется
в том случае, когда по условиям расположения ванн в силу особенностей поме-
щения использование шин невозможно.
Кабели применяются одножильные, двлхжильные и трехжильные, вклю-
чаемые тремя жилами в один полюс.
Капитальные затраты при прокладке шин и кабелей в каналах почти
одинаковы.
При устройстве каналов для шин возникают затруднения с трассировкой
их, так как обычно в гальванических цехах в полу устраиваются стоки и венти-
ляционные каналы, а также прокладываются трубы паровой и водяной комму-
никации. Поэтому трассировку шинных каналов необходимо согласовывать
с этими каналами. Прокладка же кабелей таких затруднений не вызывает.
На фиг. 207, 208 и 209 изображены различные способы прокладки шин.
Методы расчета шин, принятые при проектировании различных электрических
сетей, применимы и для расчета шин в гальванических цехах. Расчет ведется
на постоянную плотность тока или постоянное падение напряжения. Часто общую
конфигурацию сети гальванического цеха довольно легко свести к случаю раз-
ветвлений, рассчитываемых по так называемому фиктивному методу.
Общий расход меди, определяемый при расчете шин на постоянное сечение
и на постоянную плотность тока, почти одинаков. Однако по условиям монтажа
часто бывает неудобно вводить в проводку шины различного сечения. В этих
случаях прокладка магистралей производится шинами одинакового сечения,
ответвления же к ваннам выполняются шинами меньшего сечения.
Основное уравнение расчета шин по падению напряжения при постоянном
сечении представляется в следующем виде:
где q — сечение шин в мм2;
i — сила тока в А;
I — длина проводников в одну сторону в м;
к — величина удельной проводимости материала шин;
е — допускаемое падение напряжения в одном проводе в V.
217
Если конфигурация сети соответствует схеме, приведенной на фиг. 210, то
общее сечение шин определится следующими уравнениями:
Фиг. 207. Прокладка шин по стене на кронштейнах.
61 kq
р ____ • Za . р __ '
2 kq ’ 3 kq
Так как
е = + е2 + ез + et>
то
е= [Z1 +*Z2 + Zs+^) ' 4 + (*г + Z3 + Z<) • h + (Z3 + Z«) • ^3 + Z4^1 —
= i [zi (4+ G) + z3 Ui + +1з) + z«Ui + 4 + 4 + 4)]=
Kq
= (Z1M+ Z2^-2 + Z3^3 +~Z4^4)>
218
Фиг. 208. Крепление шин к потолку.
В случае расчета на постоянную плотность тока общее падение напряжения
в одну сторону будет соответственно равно:
A G I А А I А А I А Ц
kqi kq2 -t" kqs “г kqt
или
| А А I А I *4 А
kqt "Г kq2 kq kqt
Так как плотность тока постоянна для всей линии, то справедливо следующее
уравнение:
А .Л = А = А =
91 9г' 9з 94
откуда падение напряжения
е= 1 Ui+ /2 + i3+^)=lL,
Л Л
следовательно,
219
Если известна величина е, которой обычно задаются, то можно определить
сечение qx для любого участка:
Чх
lx-L
к • е ’
Отсюда можно найти сечения всех остальных участков.
Фиг. 209. Прокладка шин в канале.
При расчете на постоянную плотность тока фактический расход меди может
быть выше, чем при расчете на постоянное сечение, поскольку сечение каждого
отдельного участка, определенное расчетом, необходимо округлять до ближай-
Фиг. 210. Схема сети с одним питательным пунктом и
четырьмя сосредоточенными нагрузками.
шего большего по стан-
дарту.
Наконец, довольно час-
ты случаи сети вида, изо-
браженного на фиг. 211.
Такая сеть обычно рассчи-
тывается по методу фик-
тивной длины. При этом
исходят из следующих со-
отношениц: отрезки ответ-
влений с нагрузкой zx и
/2 с нагрузкой z2 заменяют
фиктивной длиной по урав-
нению моментов тока:
*1 Ц “1" * * 2 ^2 _
z -i 4~ z2 *
и схема сети приобретает вид, изображенный на фиг. 212.
Фиг. 211. Схема сети, часто встречающаяся
в гальваностегической практике.
Фиг. 212. Та же схема, что и на фиг. 211,
приведенная к фиктивной длине.
В этом случае падение напряжения разбивается пропорционально длинам
Iq и к; при этом е = е0 + или е0 + е2, так как принято равным е2.
Можно написать следующие соотношения:
_£о _
£ I. +
220
Определяя из этого отношения е0, можно рассчитать сечение отрезков ответ-
вления по уравнениям
?i==
h • z2
к • <?2
где ег и е2 — допускаемые падения напряжения в ответвлениях, причем
~ ^2 ~ ^0 •
Тогда сечение основного участка будет:
z Zo
В табл. 67 приведены допускаемые нагрузки для шинной меди стандартного
сечения.
Таблица 67
Допускаемые нагрузки голых медных шин
Размер одной полосы Л1Л1 Допускаемая сила тона в А при числе полос в шине: Сечение одной полосы Л Ml2 Вес 1 пог. м полосы кг
1 2 3 4 5
20х 2 160 280 420 560 700 40 0,36
20х 3 200 370 550 720 880 60 0,54
30х 3 290 520 780 1020 1200 90 0,81
ЗОх 4 340 640 950 1300 1550 120 1,08
40 х 4 450 780 1180 1550 1900 160 1,44
40х 5 500 930 1400 1870 2300 200 1,84
50х 5 630 1100 1580 2100 2550 250 2,25
50х 6 675 1250 1820 2550 3150 300 2,76
50 х 8 ! 760 1400 2130 2850 3600 400 3,60
бОх 5 । 716 1250 1820 2400 3000 300 2,76
60Х 6 788 1416 2070 2750 3350 360 3.24
60Х 8 915 1670 2450 3100 4000 480 4,32
бОх 10 1050 1900 2800 3700 4600 600 5.40
80 х 5 920 1600 2400 3000 3700 400 3,60
80 X 6 1000 1750 2550 3400 4200 480 4,32
80X10 । 1350 240ГГ 3650 4800 6000 800 7,36
ЮОХ 5 1 1120 1950 2850 3750 4650 500 4,60
ЮОх 8 । 1400 2460 3650 4700 5800 800 7,36
ЮОхЮ | 1600 2900 4200 5700 7000 1000 9,20
Примечание. Расчет шин производится предварительно, как было указано выше, по
падению напряжения.
Указанные нагрузки даются для случая нагрева шин сверх окружающей
температуры на 30°. В целях экономии меди допускается и более повышенный
нагрев (до 40°), особенно при учете условий охлаждения шин (спокойный воздух,
скорость воздуха, окраска шин и др.), если падение напряжения в проводке
вследствие незначительности расстояния от динамомашины до ванны (не более
10 м) или по другим причинам не играет решающей роли. В этом случае можно
несколько отступить от величин, приведенных в табл. 67, в сторону повышения
удельных нагрузок.
Особое внимание следует обращать на контактные поверхности (способ сое-
динения шин, способ контактирования подвесок и анодов).
Соединение отдельных полос, изготовляемых обычно длиной в 3,5 и 3,5 м,
производится внахлестку или при помощи болтовых накладок.
Перед сбалчиванием концы должны быть тщательно очищены и облужены.
Соединение должно быть плотным и прочным. Нажатие в месте контакта шин
должно быть около 5 кг/мм2. Плотность тока в месте контакта должна составлять
0,3—0,5 А/мм2.
°21
При болтовом соединении шин выбор болтов производится на основании
табл. 68.
Все болты обязательно должны быть с
Таблица 68
Допускаемые диаметры болтов для соединения
шин
Ширина медной шины мм Сила тока А Диаметры болтов в дюймах
20 100 3/1в
25 200 7з
40 360 72
60 600 6/в или 2 болта по 3/з
80 1000 3/4 » 4 » по а/2
100 1200 ’/в » 6 болтов по */2
контргайками. При употреблении
алюминиевых шин концы их необ-
ходимо сваривать.
Следует иметь в виду, что даже
незначительное нарушение контак-
тов на электродах в гальваниче-
ской ванне может привести к рас-
стройству работы всей ванны. В
особенности это имеет место при
работе хромовых ванн.
При проводке тока к деталям,
завешенным в ваннах на железных
подвесках, необходимо учитывать
возможное падение напряжения
в этих частях подводки. При этом
часто оказывается, что падение на-
пряжения от динамомашины до
борта ванны фактически меньше, чем падение напряжения в контактах самой
ванны.
Измерительная и регулирующая аппаратура
Ввиду того что качество гальванических покрытий в первую очередь опре-
деляется правильно поставленным технологическим процессом и, в частности,—
подержанием заданной плотности тока, необходим постоянный контроль по-
следней.
Косвенный контроль толщины покрытий может быть осуществлен путем опре-
деления времени пребывания деталей в ваннах и проверки действительной плот-
ности тока.
Для этого при правильной организации производства заранее определяют
силу тока, потребную для соответствующей нагрузки ванны. Регулируя напря-
жение, достигают необходимой -силы тока в ванне и поддерживают ее на требуе-
мом уровне в течение всего процесса. Все это осуществляется при помощи соот-
ветствующих приборов, которыми должна быть оборудована каждая ванна.
Контроль плотности тока производится посредством специальных измери-
телей последней. Однако проверять плотность тока можно также и на основании
показаний амперметра, если известна суммарная поверхность загруженных в
ванну деталей.
Для непосредственного определения плотности тока на некоторых заводах
применяются приборы, состоящие из электрода с определенной поверхностью
и амперметра, включенного в цепь совместно с этим электродом.
Электроды завешивают на катодную штангу ванны, в которой требуется
измерить плотность тока; второй конец цепи приключают к аноду и определяют
плотность тока путем непосредственного отсчета показаний амперметра, гра-
дуированного в амперах на квадратный дециметр.
Неудобство пользования описанным прибором заключается в том, что послед-
ний приходится при каждом измерении приключать к штангам.
фирмой «Пфангаузер» сконструирован прибор, отличающийся от описанного
выше тем, что он не требует такого приключения. Этот прибор весьма портативен
и прост в обращении. Его вводят в ванну между электродами, и показания
стрелки дают непосредственно действительную плотность тока. Кроме того,
амперметр этого прибора отградуирован таким образом, что по верхней шкале
его можно непосредственно определять время, необходимое для получения
требуемой толщины покрытия.
Общий вид описанного прибора представлен на фиг. 213. Он состоит из двух
дисков, расположенных параллельно друг другу и заключенных в оправку из
222
пластмассы, и длинного полого стержня — также из пластмассы. Внутри стержня
проложены проводники, приключенные к дискам и соединенные с амперметром,
расположенным на конце стержня. Возле амперметра помещены пальцы, ука-
зывающие полярность дисков и регулирующие расстояние между электродами.
Поверхность каждого диска равна 0,5 дм2.
Прибор вводится в электролит между электродами и как бы
шунтирует силовое поле, а амперметр показывает силу тока, со- ХИю'
ответствующую поверхности шунта в 1 дм2, т. е. плотность , 8Г
тока. * li**
Приборы эти неодинаковы для различных электролитов, так ;
как электроды в каждом отдельном случае сделаны из coot- I
ветствующего данному процессу металла. I
Надо отметить, что большого практического значения описан-
ные измерители плотности тока не получили, вследствие необхо-
димости иметь для ряда ванн специальные приборы. р
В качестве стационарных измерительных приборов в гальва- j
нических цехах применяются магнитоэлектрические вольтметры h
и амперметры постоянного тока (с постоянными магнитами и вра- i *
щающейся катушкой). Они имеют неподвижный постоянный магнит 1
и одну или несколько подвижных катушек, отклоняющихся
под действием проходящего по ним тока. Эти приборы применимы ИиМкга
только для постоянного тока. Они имеют равномерную шкалу и
дают наибольшую точность показаний.
Применяемые в практике щитовые технические приборы типа ф „
МН и ММ изготовляются с диаметром цоколя в 135 и 185 мм. б“р фИрМРы"
Вольтметры выпускаются на 15 и 25 V с ценой деления шкалы «пфангаузер»
в 0,5 V. Амперметры до 100 А изготовляются без наружного шунта, для измерения
а от 150 до 3000 А с наружным шунтом. Амперметры на 4000 и 5000 А плотности тока
имеют два наружных шунта. Значения цены одного деления шка- в ванне‘
лы амперметров приведены в табл. 69.
Пределы точности показаний этих приборов соответствуют техническим усло-
виям и ОСТ 5236 для магнитоэлектрических щитовых технических приборов.
При определении плотности тока необходимо учитывать тюк, идущий через
неизолированные части подвесок, на которых детали помещаются в ванны. В не-
Таблица 69 которых случаях этот ток дости- гает 10—20% общей нагрузки Значения цены одного деления шкалы ампер- патшт, метров от 30 до 5000 А ванны. _ Ноявилкныр. поияяяния ппиоо-
- Пределы показаний амперметров А Цена одного Деления шкалы А Пределы показаний амперметров А ров являются основным требова- одного нием при контроле технологиче- Дшкалы ского процесса и качества продук- а ции. Поэтому в эксплоатационых условиях должна быть налажена
До 30 » 50 » 75 » 100 » 150 » 200 » 300 » 500 0,5 1 1 2 2 5 5 10 До 750 » 1000 » 1500 » 2000 » 3000 » 4000 » 5000 10 систематическая проверка измери- 20 тельных приборов, которую сле- 20 дует производить периодически — 50 не реже двух раз в год. Помимо непосредственного кон- 100 троля технологического процесса, в благоустроенном цехе должен быть налажен учет электрической
энергии, расходуемой для произ- водственных целей. Этот учет имеет весьма важное значение при калькуляции себестоимости покрытий.
обычно расход энергии учитывается на стороне переменного тока — на фи-
дере подстанции. При отсутствии такого учета его можно наладить на основании
показаний амперметров, установленных в цепи динамомашины, и по журнальным
записям времени работы отдельных динамомашин или ванн.
223
Подсчет расхода энергии для гальванических процессов может быть произ-
веден в этом случае по следующей формуле:
IV = - kWh>
1000 • ТИТ|2 ’
где V — среднее рабочее напряжение во время процессов;
-, — суммарный рабочий ток;
t — время работы динамомашины в часах;
Vi — к. п. д. динамомашины и
т(2 — к. п. д. мотора.
Величина тц . т]2, характеризующая общий коэфициент полезного действия
всего мотор-генератора, была приведена в табл. бб.
Напряжение, которое подводится к штангам ванны, должно преодолеть:
1) омическое сопротивление электролита, 2) анодную поляризацию и 3) катодную
поляризацию.
В общем виде это условие можно выразить следующим уравнением:
V zr + Е(. Д- Ек .
Необходимо иметь в виду, что в произведении zr сопротивление г ванны за‘
висит от удельной электропроводности электролита fc, расстояния I между анодом
и катодом и сечения столба электролита, заключенного между электродами, т. е.
Получить необходимую силу тока в ванне можно или путем регулировки
напряжения динамомашины при помощи шунтового реостата (если динамома-
шина работает на одну ванну), или изменяя силу тока реостатом, установленным
в цепи ванны (если одна динамомашина работает на несколько ванн).
Расчет реостата для регулировки силы тока можно произвести, если известны
следующие данные: 1) наивысшее и наинизшее значение силы тока, потребля-
емого в ванне; 2) зависимость потребного напряжения от плотности тока; 3) оми-
ческое сопротивление электролита. Кроме этого, должны быть известны ступени
регулировки силы тока, потребные для правильного ведения гальванического
214. Схема реостата руиилышнового
типа с параллельными секциями.
процесса.
При отсутствии всех этих данных рео-
стат рассчитывают на напряжение, рав-
ное 50—75% рабочего напряжения ванны.
В этом случае ступенями регулировки
задаются.
В практике применяются реостаты ру-
бильникового типа с параллельными сек-
циями. Эти секции рассчитываются на опре-
деленную силу тока и включаются при по-
мощи отдельных рубильников (фиг. 214).
Если необходима большая точность ре-
гулировки, то параллельно с рубильни-
ковым реостатом включают еще движковый
реостат, рассчитанный на небольшую силу
тока.
Обычно рубцлышковые реостаты изго-
товляются с шестью ступенями регу-
лировки. При включении каждого следу-
ющего рубильника общее сопротивление
цепи уменьшается, а следовательно сила тока в ванне увеличивается, причем
максимальный ток устанавливается при включении всех рубильников. Ступени
регулировки обычно подбираются так, что первая спираль рассчитывается на
малую силу тока порядка 5—10 А, вторая — на 15—25 А, остальные же рассчи-
тываются на значительно больший ток; суммарная сила тока всех спиралей опре-
деляет максимальную нагрузку ванны.
224
Наибольший ток, на который можно рассчитать спираль, исходя из кон-
структивных и расчетных условий, составляет 200—300 А. При выбранном мак-
симальном диаметре про-
волоки для реостата (3—4
мм) обычно на один ру-
бильник монтируется не-
сколько параллельно вклю-
ченных спиралей. Коли-
чество таких параллель-
ных спиралей определяется
максимально допустимой
для данной проволоки
удельной плотностью тока.
Эти данные имеются в спе-
циальных таблицах удель-
ной нагрузки для прово-
лок сопротивления (кон-
стантан, реоган и др.).
Иногда предусматрива-
ют возможность замыкания
шин, к которым приклю-
чаются спирали, для чего
устанавливают специаль-
ный рубильник. Тогда,
включая этот рубильник,
можно замкнуть включен-
ный последовательно в
цепь ванны реостат и ре-
гулировать силу тока лишь
шунтовым реостатом ди-
намомашины.
Расчет реостата для за-
данного рабочего напря-
жения и принятых ступе-
ней регулировки не пред-
ставляет особенных за-
труднений.
Пользуясь таблицей
удельных нагрузок для
проволоки сопротивления,
выбирают соответствующие
диаметры для различных
ступеней и затем опреде-
ляют длину проволоки в
спирали данной ступени—
по формуле
р *
г = ---,
9
где р — удельное сопроти-
вление проволоки;
I — длина ее в м;
q — сечение в мм2;
г — омическое сопро-
тивление спирали
в 2.
Реостаты описываемого типа удобны тем, что они монтируются на мраморной
панели; при этом однополюсные рубильники в количестве шести штук, так же
в. и. Лайнер—62—15
225
как и общий рубильник для выключения ванны, устанавливаются на лицевой
стороне щита. Здесь же монтируются вольтметр и амперметр. Спирали вклю-
чаются сзади щита на специальные шины. Таким образом, все управление и ре-
гулировка ванны сосредоточиваются на одной мраморной панели, которая уста-
навливается непосредственно у борта ванны.
Общий вид такого щитка представлен на (j^ir. 215.
Кроме реостатов рубильникового типа, применяются коммутационные рео-
статы с вращающимися щеточными контактами, а также реостаты кнопочного
типа. Установка таких реостатов осуществляется под щитками или на борту
ванны.
Расчет и схема включения этих реостатов принципиально не отличаются от
расчета реостата рубильникового типа с параллельными секциями.
Как было уже указано, для небольшой силы тока и точной регулировки при-
меняют движковые реостаты, включаемые параллельно с рубильниковыми.
Расчет сопротивления такого реостата, включенного в цепь ванны с сопротив-
лением /?0 при напряжении сети Е, производят, задаваясь максимальной и мини-
мальной силой тока.
Исходя из принятых обозначений, можно написать следующие равенства:
а) максимальный ток
j ___.
* max— р >
б) минимальный ток
г . _______________________________—__.
'Ю1П - Ro + г ’
где г — сопротивление реостата.
Отсюда
Г Е — /min Rp /?/щах — Elmin __ E (/max — I min)
/min /min • /max /min • /max
Пользуясь этим равенством, легко определить сопротивление реостата. Даль-
нейший расчет длины и диаметра проволоки для движкового реостата произво-
дится так же, как и в рассмотренном выше случае.
Движковые реостаты могут быть построены на силу тока до 25—30 А.
Электрический нагрев ванн
Во многих случаях, в особенности когда предприятие не располагает доста-
точным количеством производственного пара, в гальванических цехах приме-
няют для нагревания ванн электрическую энергию. При этом мощность электри-
ческих нагревателей обычно получается весьма значительной. При установленной
мощности мотор-генераторов в несколько киловатт мощность электрических
нагревателей может составить несколько десятков киловатт. Согласно тепловым
расчетам, для нагревания гальванической ванны среднего габарита (емкостью
в 500—730 л) в течение двух часов до 40—45° установленная мощность нагре-
вателей должна быть равна 20—30 kW.
Применение электрического нагрева для ванн усложняет конструкцию по-
следних и требует ряда специальных мероприятий по технике безопасности.
Надежность и долговечность работы нагревателей в значительной мере зависят
от тщательности их изготовления.
Электрические нагреватели обычно состоят из элементов сопротивления, ко-
торые вставляются в трубы, приваренные к стенкам водяной рубашки под дном
ванны. В ваннах для промывки и обезжиривания элементы сопротивления по-
мещаются непосредственно на дне ванн.
Кроме указанных типов стационарных нагревателей, можно применять также
трубчатые элементы, погружаемые непосредственно в ванны сверху. Употреб-
ление этих нагревателей ограничивается ваннами для промывки и обезжири-
вания.
226
Нагреватели стационарного типа, которые вставляются в трубы, привари-
ваемые к стенкам рубашки ванны, состоят из труб соответственного диаметра
с намотанными на них сопротивлениями из нихромовой проволоки или ленты.
Внутренняя поверхность труб, в которые вставляются нагревательные элементы,
должна быть очищена от бугорков и наплывов, ибо наличие подобных дефектов
вызовет затруднение в установке трубчатого нагревателя с намотанным на нем
сопротивлением.
Намотка проволоки или ленты на трубу, изолированную слоем гибкого мика-
нита, производится на станке, с соблюдением соответствующего шага.
Труба, на которую наматывается элемент сопротивления, может быть желез-
ной, шамотовой или фарфоровой.
Крайние витки сопротивления укрепляются на специальных болтах или за-
жимах. Никакие усиления концов (скрутка в несколько проводов и т. п.)_не
допускаются. Концы изолируются фарфоровыми или стеклянными бусами.
Фиг. 216. Электрический нагреватель с нихромовым сопротивлением.
Намотанное сопротивление покрывают сверху ровным слоем жидкого стекла!-
смешанного с каолином. Изолированная таким образом труба покрывается сверху
еще раз миканитом, плотно обертывающим трубу. Толщина наружного слоя
изоляции должна быть не менее 1 мм.
Количество трубчатых нагревателей и мощность их определяются тепловым
расчетом ванны.
Ввиду того что для нагрева обычно применяется переменный трехфазный ток,
количество нагревателей должно быть кратно трем. Обычно устанавливают три
или шесть трубчатых нагревателей. Общий вид такого нагревателя приведен
на фиг. 216.
Индуктивный нагрев не имеет широкого распространения в гальваносте-
гической практике, вследствие чего влияние возникающих индуктивных токов
на работу ванн еще недостаточно изучено. Имеются данные немецких авторов
о том, что применение электрических нагревателей любых конструкций может
являться причиной значительного разъедания железного корпуса ванны.
Нагреватели включают в трехфазную цепь переменного тока треугольником
или звездой, в зависимости от напряжения сети и расчетных данных нагре-
вателей.
Так как режим работы нагревателей при разогреве ванн значительно отли-
чается от режима при поддержании рабочей температуры ванны, то необходимо
регулировать мощность нагревателей; это осуществляется обычно выключением
после достижения требуемой температуры всех нагревателей, кроме одного,
работа которого необходима для поддержания нужной температуры.
Имеется еще ряд методов регулировки температуры в ваннах. К числу их можно
отнести: переключение нагревателей со звезды на треугольник, параллельное
и последовательное включение нагревателей, изменение подводимого к нагре-
вателям напряжения; однако эти методы более сложны.
Автоматические регуляторы при электрическом нагреве ванн применяются
редко.
227
Последовательность расчета электрических нагревателей для ванн такова:
прежде всего производят тепловой расчет ванны, определяя баланс тепла и тепло-
вые потери ванны; далее задаются временем разогрева ванн, исходя из эксплоата-
ционных условий; затем определяют общую мощность, потребную для разогрева
ванн при принятом времени разогрева, а также мощность, необходимую для
поддержания рабочей температуры ванны; наконец, исходя из конструктивных
условий, определяют количество нагревателей, размещаемых под ваннами, и на
основании вычисленной мощности для разогрева ванн устанавливают мощность
одного трубчатого нагревателя.
По принятым мощности и напряжению сети определяют силу тока, потребную
для нагревателя, и выбирают по таблицам диаметр проволоки (обычно
нихромовой) для нагревателя, исходя из допускаемой максимальной темпера-
туры проволоки. Определение потребной длины проволоки после этого не пред-
ставляет затруднений и осуществляется обычными методами.
На основании эмпирических формул, действительных для температуры
нагрева проволоки, для проверки производят вторичный подсчет диаметра
и длины проволоки.
Диаметр проволоки определяется по формуле.
0,0405 • р . №
для подсчета же длины проволоки служит формула
L== N
31,42 В • d -
Здесь р — удельное сопротивление проволоки;
N — мощность нагревателя в W;
В — удельная нагрузка нагревателя в W /см2 поверхности (для данного
типа нагревателей она принимается равной 3,5);
е — напряжение в V;
d — диаметр проволоки в мм.
Вместо нихромовой проволоки для нагревателей очень часто применяется
нихромовая лента; для последней можно допускать более, высокую удельную
нагрузку, чем для проволоки, вследствие лучших условий теплоотдачи.
При тепловом расчете ванны необходимо учитывать имеющие место при элек-
тролитическом процессе омические потери, т. е. выделяющееся в электролите
джоулево тепло. Эти потери во многих случаях достигают 20—30% мощности,
затрачиваемой на электролитический процесс, и зависят от вида процесса и объем-
ной плотности тока.
Выбор и размещение генераторов
в гальванических цехах
При выборе необходимых для технологического процесса генераторов руко-
водствуются имеющимся стандартом низковольтных динамомашин.
Объединение нескольких гальванических ванн для питания от одной динамо-
машины осуществляется в том случае, если рабочий ток, потребляемый отдель-
ными ваннами, невелик и, следовательно, нет никакого смысла присоединять
к генератору одну ванну. При приключении к одному генератору нескольких
ванн параллельно необходимо группировать их таким образом, чтобы по напря-
жению и режиму они незначительно отличались одна от другой. При таких усло-
виях сильно облегчается регулировка силы тока на ваннах.
При установке ванн твердого хромирования, в особенности точного хроми-
рования, обычно для каждой ванны используется отдельный генератор.
При этом нет надобности устанавливать в цепи ванны специальные реостаты
для регулировки тока, и последняя осуществляется только шунтовым реостатом.
Выше было упомянуто, что в СССР выпускаются низковольтные мотор-гене-
раторы двух типов: НД и НДШ. Различие в характеристиках этих мотор-гене-
раторов определяет сферу их применения.
228
Напомним, что мотор-генераторы НДШ имеют шунтовую характеристику;
они отличаются тем, что при параллельном включении нескольких ванн на одну
динамомашину колебание напряжения в цепи ванн в случае выключения одной
из них будет заметно отражаться на работе других ванн. В динамомашинах же
типа НД выключение одной ванны не оказывает значительного влияния на работу
других ванн. Динамомашины типа НДШ с шунтовой характеристикой имеют
перед компаундными машинами НД то преимущество, что они допускают воз-
можность значительно большей регулировки напряжения вниз от номинала
при полной отдаче тока. Поэтому в случае установки ванн с небольшой рабочей
силой тока и с рабочим напряжением менее б V следует предпочесть машины
типа НДШ.
Из сказанного ясно, что при выборе генераторов надлежит руководствоваться
не только соображениями расчетного технологического порядка, но и характе-
ристиками низковольтных аггрегатов, а также удобствами регулирования тока.
Низковольтные аггрегаты обычно устанавливаются в специальных помеще-
ниях, отделенных перегородками от гальванического цеха. Централизация мо-
тор-генераторов в одном месте облегчает уход за ними и создает нормальные
условия для их эксплоатации.
Размещение аггрегатов в специальном отделении позволяет осуществить до-
статочную его вентиляцию и предохраняет динамомашины от вредного влияния
паров и кислот, которые могут быть в гальваническом цехе.
Выбор места для размещения мотор-генераторов в основном определяется
удобством их эксплоатации и расстоянием от ванн — потребителей тока.
Очень часто неудачный выбор места для генераторов приводит к значительному
перерасходу меди на подводку тока вследствие отдаленности ванн, в то время
как при правильном выборе места этот расход сокращается в два и даже в три
раза.
В особых случаях, зависящих от величины площади цеха, допускают децен-
трализацию в установке мотор-генераторов.
Место установки щитов ванн и щитов динамомашин зависит от электрической
схемы.
Обычно стремятся к тому, чтобы установка щитов динамомашин была центра-
лизована в машинном помещении, щиты же ванн размещаются непосредственно
у ванн. Но в цехах, где имеются ванны, требующие подводки большой силы
тока, а также конвейеры, очень часто вся электрическая регулировка, равно
как включение аггрегатов, — сосредоточиваются на центральном распредели-
тельном щите, устанавливаемом в середине. При этом, как было указано выше,
для обслуживания этого щита выделяется специальное лицо.
В таких случаях целесообразно осуществить сигнализацию с рабочего места
у ванны к распределительному щиту или оборудовать кнопочное выключение
непосредственно с рабочего места.
Применение указанных схем оправдывается в больших механизированных
цехах, где непосредственная связь лиц, обслуживающих ванны, с дежурным
у распределительного щита по каким-либо причинам затруднена.
В заключение необходимо указать, что вопрос о резерве динамомашин в галь-
ванических цехах разрешается для каждого случая отдельно. Установка резерв-
ных динамомашин не всегда целесообразна и обязательна, так как в ряде отдель-
ных случаев мелкий текущий ремонт машин можно производить в нерабочее
время.
Хотя изоляция динамомашин не обладает кислотоупорностью, тем не менее
обычно они работают весьма надежно, и наибольшее количество неполадок отно-
сится главным образом к трущимся частям (щеткам и коллектору). В ответствен-
ных случаях целесообразно держать на складе резервные мотор-генераторы,
так как установка их на готовый фундамент не отнимает много времени.
229
ГЛАВА XI
ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ГАЛЬВАНИЧЕСКИХ
ЦЕХОВ
Введение
Проектирование всякого капитального строительства обычно включает в себя
следующие элементы:
а) проектное задание;
б) технический проект со сметой к нему;
в) рабочие чертежи.
Проектное задание является «основой для технического проекта»1. Оно имеет
целью выяснить техническую возможность и экономическую целесообразность
предполагаемого строительства предприятия, цеха или отдельной установки,
намечаемого типа оборудования и технологического процесса.
Технический проект «является основным документом, который решает
все технические вопросы данного строительства, определяет объем работ и их
стоимость по строительству в целом и отдельным его частям и служит для контроля
за фактическим выполнением строительных работ и стоимостью последних».1
В отношении последней стадии проектирования (т. е. рабочих чертежей)
в постановлении СНК СССР указано, что «На основе утвержденного технического
проекта разрабатываются рабочие чертежи, дающие детальное конструктивное
решение запроектированного строительства». 1
Порядок составления проектов, объем и содержание отдельных стадий проек-
тирования гальванических цехов зависят от объема задания и мощности предпо-
лагаемого строительства (или оборудования цеха).2
При проектировании гальванических цехов объекты предполагаемого стро-
ительства часто бывают сравнител! но невелики, поэтому в таких случаях деление
проектной работы на «проектное задание» и «технический проект» оказывается
нецелесообразным. Составление проектного задания является здесь иногда
лишней работой. Проектирование такого цеха начинается обычно с составления
технического проекта, иногда упрощенного по форме и объему.
Состав технического проекта
Проекты цехов защитных покрытий, как и всякий технический проект, раз-
деляются на две части:
1) описательно-расчетная часть, представляемая в виде пояснительной
записки, и
2) графическая часть, оформляемая в виде чертежей и схем.
В зависимости от характера и объема задания, объем и количество представ-
ляемых материалов как в описательной, так и в графической частях проекта
могут изменяться в большую или меньшую сторону.
В качестве примера ниже приведен состав технического проекта цеха
защитных покрытий металлов3.
1 Постановление СНК СССР от 23 мая 1936 г. (С. 3. Союза СССР, 1936 г., № 9, ст. 70).
2 После сдачи книги в набор СНК СССР издал новое постановление от 26 февраля 1938 г.
«Об улучшении проектного и сметного дела и об упорядочении финансирования строитель-
ства». Указанные в настоящей книге элементы работ по проектированию в основном соответ-
ствуют также и последнему постановлению.
3 В основу излагаемого ниже состава проекта положена схема — перечень материалов —
для технического проекта, применяемая «Электрохиметом».
230
I. ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1. Объем проекта. Сюда относится перечень материалов, входящих в состав
проекта.
2. Цель и назначение цеха. Здесь нужно дать краткое описание назначения
цеха и указать основные виды работы и типы устанавливаемого в цехе оборудо-
вания.
3. Производственная программа цеха, соответствующая заданию; ведомость-
задание (см. ниже).
4. Характеристика покрываемых изделий и условий их эксплоатации и хра-
нения после покрытия.
Характеристика деталей дается с точки зрения следующих факторов: мате-
риала, конфигурации, основных размеров, рода обработки до поступления
в проектируемый цех, характера и степени загрязнения поверхности.
При описании условий службы и хранения покрытых деталей необходимо
отметить, какого рода внешним воздействиям они подвергаются (механический
износ, соприкосновение с газообразной или жидкой средой с указанием пример-
ного состава среды, температурные условия и пр.) и какие требования предъяв-
ляются к внешнему виду покрытия.
5. Выбор видов покрытия, их характеристика и предлагаемая толщина;
разбивка покрываемых деталей на группы.
Выбор видов и толщины покрытий определяется: условиями эксплоатации
и хранения изделий после покрытия, особыми требованиями, специально ого-
воренными в задании, размерами и конфигурацией изделий, а также соображе-
ниями экономического порядка.
Поэтому в содержание этого пункта должны входить следующие моменты:
назначение и характеристика устанавливаемых в цехе покрытий, а также выбор
и обоснование их толщины.
Разбивка деталей на группы производится по основным видам обработки их
поверхности (покрытия, химическая и механическая обработка и т. д.).
6. Определение фондов рабочего времени (цеха, оборудования и рабсилы).
7. Установление производственной программы цеха (на год, сутки или час)
на основе заданной программной ведомости, с разбивкой покрываемых деталей
на группы и подгруппы.
Производственная программа цеха на год и сутки устанавливается для ка-
ждой группы деталей отдельно и оформляется в виде ведомости.
Разбивка деталей на группы производится, как было уже указано, по основ-
ным видам их обработки. Выделение деталей из каждой группы в подгруппы
приходится делать в том случае, если детали имеют резко отличные габариты
и для их покрытия требуются различные виды оборудования или различные
подвески и пр. Если для одной и той же группы или подгруппы деталей, разби-
тых по видам покрытий или по типам оборудования, должны применяться раз-
личные способы подготовки поверхности, то в некоторых случаях целесообразно
производить разбивку деталей также и по этому признаку.
Чтобы установить программу цеха за сутки, смену или час, нужно определить
годовые фонды времени работы цеха и оборудования и принять возможный про-
цент брака продукции, допускающий переделку (см. ниже).
8. Выбор и обоснование технологического процесса.
Выбор технологического процесса определяется характеристикой покрыва-
емых деталей, отличительными особенностями принятого вида покрытия, тре-
буемым качеством наружной отделки и т. д.
Кроме того, при выборе технологического процесса следует принимать во
внимание производительность цеха, экономическую целесообразность введения
той или иной операции и возможность осуществления ее при данных условиях.
Устанавливаемый технологический процесс в целом должен быть обоснован
с точки зрения технической и экономической эффективности, с ссылкой на лите-
ратуру и опыт работы аналогичных цехов как в СССР, так и заграницей.
231
Таким образом, в данном разделе на основе приведенной ранее характеристики
деталей и предлагаемых видов покрытия нужно указать, какие основные операции
технологического процесса и для чего вводятся в проектируемом цехе (здесь
подразумеваются операции первостепенного значения), в достаточной ли степени
они отвечают требованиям задания и если рекомендуется какая-либо новинка,
то представляет ли она преимущество перед обычными условиями работы и т. д.
9. Схема технологического процесса. Эта схема дается в виде последователь-
ного перечня всех операций, устанавливаемых в цехе для каждой группы и под-
группы деталей отдельно.
10. Описание технологического процесса.Описание процесса дается отдельно
по каждой операции с указанием и обоснованием рецептуры и режима работы.
Порядок следования отдельных операций при их описании должен быть со-
хранен в той последовательности, в которой составлена схема технологического
процесса.
Не следует дважды описывать одинаковые операции, лучше ссылаться на опи-
сание, сделанное раньше, или объединить описание всех таких операций вместе—
под одним заголовком.
Рецептура и режим отдельных операций (главным образом операций покры-
тия) должны быть приняты в соответствии с требованиями или условиями задания
и с учетом новейших достижений как у нас, так и заграницей.
11. Анализ и корректирование ванн, приготовление растворов и контроль
Покрытий.
В проекте нужно указать принцип или сущность метода, анализа и коррек-
тирования растворов и способы испытания качества покрытий: толщины, пори-
стости, сцепления, твердости и т. д.
12. Выбор оборудования для каждой операции или группы операций техно-
логического процесса (см. ниже). При выборе механизированного оборудования
его установка должна быть обоснована применительйо к каждому случаю мест-
ными условиями и ссылками на опыт работы аналогичных цехов у нас и загра-
ницей.
13. Расчет производства для определения габаритов и количества установок
по каждой операции технологического процесса (см. ниже).
14. Описание выбранного оборудования. Описание дается в краткой форме
и для обычных стационарных установок может быть представлено в виде ведо-
мости с краткой характеристикой основных частей каждой установки и с ука-
занием габаритов и количества установок данного типа.
15. Выбор и расчет количества источников тока (динамомашины постоян-
ного тока и электромоторы переменного тока), устанавливаемых в проектиру-
емом цехе для различных процессов.
16. Составление типовых операционных карт1. Такие карты должны содер-
жать полный процесс обработки данной детали или группы деталей по всем опе-
рациям, установленным в проектируемом цехе, с краткой характеристикой де-
тали и указанием режима обработки. Операционные карты составляются по опре-
деленной форме.
17. Расчет потребного количества и фонда зарплаты производственных и вспо-
могательных рабочих (по разрядам), ИТР, служащих и МОП.
Точное определение количества рабочих производится по нормам времени,
установленным для каждой операции обработки данной детали в операционных
картах. Если последние в проекте не приводятся, то рабочую силу можно опре-
делять по рабочим местам на основании плана расположения оборудования
и продолжительности основных или наиболее трудоемких операций.
18. Расчет расхода и стоимости материалов: анодов, химических реактивов
и вспомогательных материалов.
Расход материалов нужно рассчитать для первоначального фонда (или перво-
начальной загрузки ванн, шлифовальных станков и пр.), для выполнения годовой
производственной программы и для всего годового фонда — отдельно по каждому
1 На практике, однако, при проектировании гальванических цехов операционные карты
составляются в редких случаях.
232
виду технологической обработки изделий и для всего цеха. Результаты и основ-
ные исходные данные для расчетов сводятся в соответствующие таблицы-
ведомости.
19. Расчет расхода на производственные нужды: пара, воды, сжатого воздуха
в час, в сутки (или за смену) и за год. При этом составляют задания-ведомости
(в виде таблиц) на выполнение специальных разделов проекта: коммуникации
(паропровод, водопровод, воздухопровод) и канализационной сети.
Расход пара на производственные нужды (обогрев ванн, сушильных шкафов
и пр.) определяется на основании теплового расчета по всем объектам потреб-
ления пара или горячей воды.
Расход воды определяется по нормам, принятым на единицу поверхности
обрабатываемых изделий, или по количеству обменов (в час, смену или сутки)
и по емкости данной ванны. При расчете расхода воды нужно указать пример-
ный состав сточных вод.
Сжатый воздух применяется для перемешивания растворов или воды, сушки
изделий, сдувания со станков и изделий пыли и пр. Поэтому расход сжатого
воздуха определяется по нормам, установленным по отношению к единице по-
верхности обрабатываемого объекта или к единице объема раствора и воды за
данную единицу времени.
Все указанные расчеты производятся отдельно по каждому виду технологи-
ческой обработки. Результаты и основные исходные данные для расчетов сво-
дятся в соответствующие таблицы-ведомости. Эти ведомости могут служить
также и заданием для детальной разработки (расчетов и чертежей—схем) соот-
ветствующих специальных разделов проекта.
20. Задание на проектирование вентиляции (вытяжной и приточной). Для
расчета вентиляции нужно дать: характеристику и наименование оборудования;
внутренние габаритные размеры, характеристику вытяжной системы, расстояние
от бортов ванны до электродов, характеристику вытяжных каналов, состав и
температуру растворов, состав и количество выделяющихся газов, нормы вы-
тяжки воздуха с 1 м1 2 — отдельно по каждой операции технологического
процесса и суммарно.
21. Расчет и описание производственных и подсобных помещений.
22. Расчет и описание транспортных и грузоподъемных устройств.
23. Техника безопасности (охрана труда и спецодежда) — инструкции.
А. Приложения: ведомости-таблицы
1. Ведомость-задание на изделия, подлежащие обработке в гальваническом
цехе. Ведомость-задание содержит только основные данные, необходимые
для установления производственной программы цеха и составления производ-
ственной ведомости, как то: наименование деталей, материал, габариты (или
чертежи), количество (в год) и вид покрытия.
2. Производственная ведомость изделий, соответствующая установленной
производственной программе цеха, с разбивкой деталей по группам.
Производственная ведомость, помимо указаний, приведенных в ведомости
№ 1, должна содержать следующие данные: поверхность и вес каждого изделия,
программу цеха (в год и в сутки) по количеству, поверхности и весу деталей
и указание на толщину покрытий (см. форму ниже).
3. Загрузочная ведомость оборудования для крупных и мелких изделий,
содержащая данные расчета количества подвесок с изделиями (или барабанов
и колоколов для мелких изделий), подлежащими обработке в гальваническом
цехе за год или за сутки.
4. Ведомость основного и вспомогательного оборудования с указанием наиме-
нования, количества, габаритов и материала оборудования, а также с приложе-
нием краткой характеристики каждого из видов оборудования в отдельности.
5. Ведомость состава и количества производственных и вспомогательных
рабочих, ИТР, служащих и МОП за каждую смену и за сутки с указанием раз-
ряда (по тарифной сетке) и фонда зарплаты х.
1 При большом штате рабочих и административно-технического персонала (ИТР, служа-
щие и МОП) для каждой из этих двух групп составляются отдельные ведомости.
233
6. Ведомости расхода и стоимости материалов. Эти ведомости составляются
отдельно для химических реактивов, анодов и вспомогательных материалов,
с указанием наименования объекта потребления или операции обработки, наи-
менования и количества расходуемого материала — для первоначального фонда
(на одну загрузку), для выполнения годовой производственной программы
и суммарно в год. Расход материалов для выполнения производственной про-
граммы рассчитывается по установленным нормам расхода на единицу поверх-
ности (или на 1 шт.) продукции цеха либо по количеству обменов раствора
в год.
На основании этих ведомостей составляется общая сводная ведомость всех
материалов без указания наименования операций обработки.
7. Ведомость расхода пара с указанием: наименования и количества единиц
оборудования, емкости в литрах (для ванн), рабочей температуры, способа на-
грева (змеевик, паровая рубашка, барбатер и пр.), сменяемости воды в промыв-
ных ваннах, продолжительности нагрева и расхода пара (в килограммах) для
разогрева ванн, для поддержания тепла во время работы и суммарно за сутки
или за год. Кроме этого, в порядке задания на расчет трубопроводов нужно ука-
зать максимальный часовой расход пара.
8. Ведомость расхода воды с указанием: наименования, назначения и коли-
чества единиц оборудования (и других объектов потребления), емкости ванн
в литрах, способа или характера подвода и вывода воды, сменяемости и коли-
чества расходуемой воды на одну и на все ванны — для каждой операции — в час
и в сутки (иногда за год).
9. Ведомость расхода сжатого воздуха с указанием наименования и коли-
чества единиц оборудования, цели потребления воздуха, емкости ванн, норм
расхода (в 1 мин.) и количества расходуемого воздуха на один и на все объекты
потребления в час и в сутки (иногда за год).
2. ЭЛЕКТРИЧЕСКАЯ ЧАСТЬ
1. Общие данные (установка и описание мотор-генераторов).
2. Описание схемы электрических соединений.
3. Расчет шин, проводов и описание способов их прокладки.
4. Регулировка тока на ваннах и расчет реостатов.
5. Силовая сеть (расчет и схема).
6. Освещение цеха.
7. Подсчет общего расхода электроэнергии.
.8. Спецификация оборудования и материалов.
3. ВЕНТИЛЯЦИЯ
1. Общая часть.
2. Выбор и расчет схемы вытяжной вентиляции.
3. Выбор схемы и расчет приточной вентиляции.
4. Описание установки вентиляторов.
,5. Описание дополнительных приборов, арматуры и их регулировка.
6. Описание установки вытяжных шахт.
7. Подсчет расхода пара.
8. Спецификация оборудования и материалов.
,9. Эксплоатационные расходы.
4. КОММУНИКАЦИЯ
1. Графики расхода пара, воды и воздуха.
2. Расчет паро-, водо- и воздухопроводов.
3. Расчет и описание сливных каналов.
4. Расчет и описание циркуляционной системы.
5. Состав сточных вод и их нейтрализация.
6. Ведомость на трубы и фиттинговое хозяйство.
234
5. ПРОЧИЕ ЭЛЕМЕНТЫ ТЕХНИЧЕСКОГО ПРОЕКТА
1. Производственная смета.
2. Техно-экономические показатели.
3. Калькуляция стоимости покрытия единицы поверхности или одного
изделия.
П. ЧЕРТЕЖИ
Технический проект должен содержать следующие чертежи:
1) план расположения оборудования гальванического цеха с разрезами;
2) план расположения электрооборудования гальванического цеха;
3) план силовой сети гальванического цеха;
4) схему электрических соединений;
5) план расположения коммуникации (паропровод, водопровод, воздухо-
провод и сливные каналы);
6) схему подводки пара, воды, воздуха и конденсата (к проекту коммуника-
ции) в аксонометрическом изображении;
.7 ) план и разрез расположения приточно-вытяжной вентиляции.
Расчеты производства
1. ФОНДЫ РАБОЧЕГО ВРЕМЕНИ
Сюда относятся:
а) годовой фонд времени работы цеха;
б) фонд времени работы оборудования;
в) фонд рабочего времени рабсилы.
Годовой фогд времени работы цеха. Определение годового фонда времени
работы цеха То зависит от характера и рода производства всего предприятия,
для которого проектируется данный гальванический цех, от местных условий
работы и от особенностей устанавливаемых в цехе процессов.
Для гальванических цехов гражданских предприятий можно принять фонд
времени работы цеха за 1 год
То = 365 — 65 = 300 суток,
где 365 — общее количество суток в году, а
65 — количество нерабочих дней в году (выходные дни и праздники)г.
Если для примера принять, что работа в цехе производится в 2 смены, по
7 час. каждая 1 2, то годовой фонд времени работы цеха в переводе на часы составит:
То • 2 = 300 X 14 = 4200 час.,
где z — количество рабочих часов в сутки.
При круглосуточной работе цеха (24 часа в сутки), как это обычно имеет место
при покрытии проволоки и ленты на конвейерной установке, годовой фонд времени
работы цеха выразится:
То • z = 300 X 24 = 7200 час.
Фонд времени работы оборудования. При определении фонда времени работы
оборудования Т нужно учесть общее дополнительное время за год или общие
годовые потери времени на неизбежные простои оборудования 7\. Эти потери
обычно составляют в год от 7 до 10% годового времени работы цеха и складыва-
ются из следующих элементов: 1) времени, потребного для капитального ремонта
оборудования (4—6%); 2) времени, необходимого для планово-предупредитель-
1 Хотя фактическое крличество рабочих дней в году в настоящее время равно 299 (60 вы-
ходных дней, 5 революционных праздников и 1 траурный день), но для удобства дальнейшего
расчета суточной программы цеха мы принимаем округленно 300 рабочих дней.
2 При работе в травильном отделении, а также при обслуживании хромовых и цианистых
ванн продолжительность рабочей смены составляет б часов.
235
ного ремонта; сюда относится главным образом автоматическое оборудование
(2—3%); 3) времени, затрачиваемого на устранение возможных неполадок (1—2%).
Кроме того, при работе цеха с периодическими остановками (в одну или две
смены) нужно учесть неизбежные суточные потери времени /г + /2 на простои
оборудования (см. ниже).
Потери времени на периодическую фильтрацию (если последнюю нельзя
производить непрерывно), очистку ванн и смену растворов в данном случае не
учитываются, так как эти работы можно производить в нерабочие смены
или (при круглосуточной работе цеха) в выходные дни — за счет подсменных
рабочих. Если такая система обслуживания ванн в проектируемом цехе почему-
либо неудобна, то указанные виды работ нужно учесть при установлении фонда
времени работы оборудования, принимая их как потери времени на простой
оборудования в количестве около 2/0.
При прерывной работе цеха (т. е. в одну или две смены) планово-предупреди-
тельный ремонт оборудования можно производить в нерабочие смены. При этом>
условии потери времени на простои оборудования можно принять в соответственно
меньшем количестве.
Таким образом, годовой фонд времени работы оборудования, выраженный
в часах (Т • z), составляет:
1) при некруглосуточной (прерывной) работе цеха
Т • z = То • z— [Tj • z 4- T0(fx + /2)],
где Т—годовой фонд времени работы оборудования, в сутках;
z — количество рабочих часов в сутки;
То — годовой фонд времени работы цеха, в сутках;
7\— общее дополнительное время за год, т. е. общие годовые потери вре-
мени на простои оборудования, в сутках;
^1+^2— неизбежные суточные потери времени на простои оборудования,
в часах (см. ниже);
2) при непрерывной, круглосуточной работе цеха в течение всего года
Т • z = То • z —7\ • z.
Фонд рабочего времени рабсилы. Фонд рабочего времени рабсилы опреде-
ляется в зависимости от характера работы и особых условий производства, в соот-
ветствии с общими положениями об отпусках.
Продолжительность отпускного времени обычно предусматривается: для лиц,
работающих на вредном (для здоровья) производстве, например в травильном
отделении, у хромовых и цианистых ванн — в 24 рабочих дня, в остальных слу-
чаях — 12 рабочих дней. Продолжительность рабочего дня, не считая обеден-
ного перерыва, составляет в первом случае 6 часов, во втором 7 часов.
2. УСТАНОВЛЕНИЕ ПРОГРАММЫ ЦЕХА
В зависимости от характера задания и предполагаемой системы организации
работ в цехе, расчет оборудования можно производить по годовой или суточной
(иногда часовой) программе цеха.
Так как в производстве имеют место случаи брака, то при установлении произ-
водственной программы цеха годовое задание нужно увеличить на такое коли-
чество деталей, которое подлежит переделке. Брак продукции цеха, допускаю-
щий переделку, в зависимости от характера устанавливаемого процесса и условий
работы цеха, можно принять равным а = 0,5н-3%.
В соответствии с этим годовая производственная программа цеха Ргоа со-
ставит
Ргод ~ Paad Т" ® ’ Рзад ,
где PsaQ — годовая программа цеха, соответствующая заданию.
Суточная (или сменная) производственная программа цеха (PlVm) определяется
отношением годовой программы (с учетом переделки возможного брака) к годо-
236
вому фонду времени работы цеха, выраженному в сутках (или сменах), т. е. для
указанных выше примеров получим
р р
р ____ год ___ год
*сУт Т эпп •
1 о гОд оии
Суточная программа цеха выражается в данном случае приблизительно сред-
ней величиной.
Производственная программа цеха в 1 час (Рчас) определяется отношением
годовой программы (с учетом переделки брака) к годовому фонду времени работы
•оборудования, выраженному в часах, т. е.
Р А
р ____ год
час Т • г ’
Расчет оборудования гальванических цехов по часовой программе применяется
редко и может иметь смысл только тогда, когда оборудование работает непре-
рывно без потерь времени на организацию и проведение первоначальной загрузки
и конечной выгрузки изделий из ванн (см. ниже), или в том случае, если расчет
всего производства ведут, исходя из определенных габаритов и мощности за-
грузки данного оборудования.
3. ВЫБОР ОБОРУДОВАНИЯ
По характеру выполняемых операций все оборудование гальванических це-
хов можно разделись на две главные группы: основное оборудование и вспомо-
гательное. К первой группе принадлежат: ванны для покрытия, обезжиривания,
•травления, декапировки и промывки; барабаны, колокола, динамомашины,
электромоторы, шлифовальные и полировальные станки и т. п.
К вспомогательному оборудованию относятся: столы, стеллажи, различные
приспособления для крепления и подвески изделий при покрытии, хранении,
перевозке и пр.; подъемные и транспортные устройства и т. д.
В отношении конструктивного оформления, принципа работы и условий или
особенностей эксплоатации основное оборудование гальванических цехов можно
разбить на следующие виды:
1) стационарные ванны: а) немеханизированные (простые ванны) и б) частично
механизированные (ванны с качающимися и движущимися катодами);
2) оборудование для покрытия мелких изделий: барабаны, колокола и пр.;
3) полуавтоматы: «Wanderbad», «Ringbad» и другие устройства, рассчитан-
ные только на одну операцию технологического процесса (главным образом —
операцию покрытия), в которых детали за время протекания процесса переме-
щаются при помощи специальных механизмов от места загрузки до места выгрузки;
4) автоматы типа «Микер», «Стевенс» и другие установки, на которых, помимо
основной операции покрытия, выполняются также и некоторые операции по под-
готовке и отделке поверхности до и после покрытия;
5) установки для покрытия проволоки и ленты, на которых производятся
почти все операции технологической обработки, применяемые в гальваническом
цехе;
6) ванны или гальванические установки специального назначения.
При выборе оборудования для цехов металлических покрытий исходят из
•следующих основных моментов:
а) характер и объем задания; сюда относятся габариты и форма покрываемых
изделий, состояние поверхности последних, производительность, виды покрытий,
способ и характер обработки изделий до и после покрытий, специальные требо-
вания задания;
б) принятый в проекте технологический процесс, т. е. рецептура и режим
процесса, главным образом продолжительность основной операции.
По габаритам большинство изделий, поступающих в цех покрытий, можно
разделить на^две ^снавиые группы: (крупные и мелкие.
237
Крупные изделия навешиваются в индивидуальном порядке или пар-
тиями— на специальных подвесках (рамы, крючки, елки и пр.), служащих
одновременно и контактами.
Мелкие детали подвергаются покрытию обычно в насыпном виде: в барабанах,
колоколах, качалках, корзинах и т. д. Контактирование мелких деталей осу-
ществляется через спе циальные шины, крючки или так называемые «гусарики»,
кулачки или головки б олтов и другие приспособления, укрепленные внутри
упомянутых аппаратов.
Как крупные, так и мелкие издели я можно покрывать в стационарных ваннах,
полуавтоматах и автоматах.
В последнее время заграницей получили широкое распространение автоматы
и полуавтоматы как наиболее совершенные технически виды оборудования.
В Советском союзе такие установки насчитываются пока единицами. Наши галь-
ванические цехи оборудованы, преимущественно, установками стационарного
типа. Однако можно предполагать, что и на наших крупных предприятиях с це-
хами, рассчитанными на большую производительность, автоматические установки
для покрытия изделий в ближайшее время получат широкое развитие, вза-
мен стационарных. Основанием для такого предположения служит быстрый
рост советской машиностроительной и металлообрабатывающей промышлен-
ности, вызвавший в последнее время огромную потребность в развитии и усовер-
шенствовании техники металлопокрытий (как для антикоррозионных, так и для
декоративных целей). Этому должен способствовать также количественный и ка-
чественный (в техническом и культурном отношениях) рост наших кадров, за-
нятых в этой области.
Преимущества автоматического и полуавтоматического оборудования (глав-
ным образом первого) перед стационарными установками сводятся к следую-
щему:
1) более высокая производительность за счет возможного увеличения плот-
ности тока при покрытии и сокращения времени, затрачиваемого на ручную
загрузку и выгрузку изделий из ванн;
2) централизация и удобство проведения операций загрузки и выгрузки
изделий;
3) уменьшение количества обслуживающего персонала, вследствие сокра-
щения времени на загрузку и выгрузку изделий из ванн;
4) экономия производственной площади;
5) точность выполнения режима всех производственных операций, регули-
ровки и контроля времени каждого процесса.
Таким образом, проектирование автоматов является целесообразным при
следующих условиях: а) при наличии задания на большую производительность;
б) при применении интенсифицированных процессов, т. е. процессов быстрого
покрытия, обезжиривания и пр., и в) при равномерном и непрерывном поступ-
лении изделий в проектируемый цех.
Установка автоматов в цехах с небольшой производственной программой
нецелесообразна потому, что они не будут оправдывать себя экономически.
В таких случаях при сравнительно большой скорости процесса покрытия можно
ограничиться установкой полуавтоматов. Еслй же при этом и скорость процесса
покрытия незначительна, то выгоднее устанавливать стационарные ванны (ме-
ханизированные или немеханизированные).
Как полуавтоматы, так и автоматы можно разделить на прямолиней-
ные — с поворотом цепи в вертикальном направлении (вверх или вниз) и
овальные — с поворотом цепи в горизонтальном направлении по овалу.
Полуавтоматы бывают также круглые (см. гл. IX) — с движущейся коль-
цевой катодной штангой.
Прямолинейные автоматы и полуавтоматы обслуживаются с двух сторон:
с одного конца производится загрузка изделий, с другого — выгрузка. Оваль-
ные же машины, как и круглые полуавтоматы, позволяют осуществлять загрузку
и выгрузку в одном месте.
Овальные и круглые полуавтоматы непригодны для покрытия изделий (или
подвесок с изделиями), имеющих большие размеры (по ходу изделий). При по-
238
воротах в овальном полуавтомате или на всем пути в круглом полуавтомате’
покрытие на краях таких изделий получится весьма неравномерным или даже
с загаром. Кроме того, круглые ванны с кольцевой катодной штангой непри-
менимы в качестве полуавтоматов при сравнительно большой продолжительности
процесса (см. выше гл. IX).
Таким образом, выбор типа полуавтомата определяется принципом поточ-
ности объектов покрытия (согласно намечаемому плану расположения обору-
дования), предполагаемой системой обслуживания, габаритами и формой изде-
лий или подвесок с изделиями.
Выбор типа оборудования для покрытия мелких изделий зависит от их раз-
меров, веса, конфигурации, состояния поверхности, требуемого качества от-
делки (покрытия) и пр. Для декоративного покрытия никелем, серебром и дру-
гими металлами полированных изделий, имеющих на наружной поверхности
остроконечные выступы и обладающих сравнительно большими размерами и ве-
сом, колокола и в особенности барабаны неприменимы, ибо при вращении по-
следних на полированных участках поверхности изделий могут образоваться
царапины. Очень мелкие и легкие предметы, полированные только в отдельных
участках поверхности и не являющиеся ответственными в отношении декора-
тивного украшения какого-либо изделия (например, болты, винты, гайки, шайбы
и пр.), можно безопасно покрывать в колоколах и барабанах.
Образование царапин и сбивание нарезки наблюдается в большей степени
при покрытии в барабанах, поэтому для таких изделий лучше применять
колокола.
В случае других видов покрытия, применяемых исключительно в целях за-
щиты изделий от коррозии, при выборе оборудования для мелких изделий (ба-
рабан или колокол) можно придерживаться следующего правила: все мелкие
изделия, имеющие острия и нарезку по наружной поверхности, которые по ка-
кимглибо причинам неудобно загружать в ванны на подвесках, следует покры-
вать в колоколах. В барабанах такие изделия будут ломаться, тупиться или
обиваться по нарезке.
Для покрытия плоских изделий (пластины, шайбы и пр.), а также полых
деталей, характеризующихся тем, что одни из них могут частично входить в дру-
гие, следует применять барабаны. В колоколах такие детали будут перемеши-
ваться (пересыпаться) недостаточно равномерно.
При подготовке поверхности мелких изделий, покрытых жирами и окислами,
химическое обезжиривание и травление полезно производить также в барабанах
или колоколах. Эффект такой очистки очень высок: изделия выходят совершенно
очищенными от внешних загрязнений и не требуют дополнительной механи-
ческой очистки, каковая обычно бывает необходима после травления изделий
на подвесках или в корзинах.
Полированные изделия можно подвергать обезжириванию в барабанах или
колоколах лишь в том случае, если они не имеют наружной резьбы, остроконеч-
ных выступов и пр., иначе на полированной поверхности изделий могут образо-
ваться царапины, риски и т. д.
Обычно для обезжиривания применяются следующие барабаны: железные—
сетчатые или перфорированные, если они погружаются в раствор щелочи, и же-
лезные — глухие (герметические), подобно голтовочным. В последнем случае
в качестве обезжиривающего средства применяется также раствор щелочи (сода,
поташ и т. п.) с добавкой мыла или какого-либо другого эмульгатора.
При обезжиривании неполированных изделий в барабанах с глухими стен-
ками в барабаны полезно вводить также абразивные материалы: песок, пемзу
и пр. В смысле обслуживания сетчатые барабаны, погружаемые в щелочные
растворы, удобнее и проще глухих, закрывающихся герметически.
Травление лучше всего производить в сетчатых барабанах (из монель-металла
или гуммированного железа), погружаемых в растворы серной или соляной
кислоты. При этом можно пользоваться одним и тем же барабаном (из монель-
металла или, в крайнем случае, из железа) для всех предварительных операций
подготовки (обезжиривания, промывки, травления и вторичной промывки), пе-
ренося его последовательно из одной ванны в другую без перегрузки изделий.
239
Транспортировку барабана в этом случае удобно осуществлять при помощи
талей, кошек и других транспортных приспособлений, передвигающихся по
монорельсу.
Скорость вращения барабанов и колоколов для указанных подготовитель-
ных операций должна быть выше, чем для покрытия (примерно 10—20 об/мин.),
Барабаны, предназначенные для подготовительных операций, можно загру-
жать до !/3—1/2 их объема.
4. РАСЧЕТЫ ОБОРУДОВАНИЯ
Форма расчета определяется типом выбранного оборудования и для каждого
из них имеет свои особенности. В большйнстве случаев расчет оборудования
^стационарные установки, полуавтоматы, установки для покрытия проволоки
и ленты) начинается с расчета ванн для покрытия. В зависимости от характера
задания или вида покрытия изделий при расчете оборудования могут иметь место
два случая, рассмотренные ниже.
1-ый случай. Заданные объекты покрытия представляют собой изделия оди-
наковые или приблизительно одинаковые по форме, габаритам и покрываемой
поверхности.
Примером такого задания может служить покрытие листов одинаковой длины
и ширины, покрытие буферов автомобиля определенной марки и т. п.
Для крупных изделий в данном случае исходной производственной единицей
при расчете оборудования служит одна штука изделий. Если производ-
ственная программа цеха указана в задании не в штуках изделий (крупные
изделия), а в весовых единицах (в тоннах или килограммах), как это обычно
делается, например, в отношении листов, то такую программу нужно пересчи-
тать соответственно на количество штук изделий.
Для мелких изделий, покрываемых в насыпном виде (в барабанах, коло-
колах и т.п.), за расчетную едицицу принимают единицу веса этих изделий.
Если объекты покрытия незначительно отличаются друг от друга по габа-
ритам и поверхности, то при большой их номенклатуре (по размерам) расчет
оборудования (ванны и пр.) можно вести так же, как и для изделий с одинако-
выми размерами, исходя из общего суммарного количества или веса (для мелких
деталей) всех изделий, без разбивки их на какие-либо группы.
Суммарная же сила тока, подаваемого на ванны, и мощность динамомашин
рассчитываются по изделиям, имеющим наибольшую поверхность. Следовательно,
в данном случае расчетной единицей для определения силы тока будет поверх-
ность изделия с наибольшими габаритами.
При таком расчете источники тока (динамомашины) будут обладать некото-
рым, небольшим запасом мощности относительно загрузки изделий с меньшей
поверхностью.
Пример 7. Задание: составить проект цеха электролитического цинкования
железных листов одинаковой длины и ширины, но различной толщины. Общая
производительность цеха 1000 т в год. Разбивка листов по толщине дана в ведо-
мости-задании № 1 (табл. 70).
Таблица 70
Ведомость-задание № 1
№ по пор. Наименование изделий Материал Габариты мм Годовая программа цеха по весу т Вид покрытия
1 1 Листы Железо 1500x600x0,5 200 Цинкование
2 » » 1500 x 600X1,0 250 »
3 » » 1500x600x2,0 300 »
4 » » 1500x600x3,0 250 »
Итого .... 1000
240
Установим теперь
программу цеха в шту-
ках изделий (в год и
сутки). Принимаем ус-
ловно календарный го-
довой фонд времени ра-
боты цеха в 300 суток
и брак продукции, до-
пускающий передел-
ку,— в 0,5%.
Для краткости при-
ведем лишь ведомость
№ 2 — производствен-
ную программу цеха
(табл. 71).
Расчетной производ-
ственной единицей для
определения суммарной
силы тока и выбора мощ-
ности динамомашин яв-
ляется в данном слу-
чае лист с наибольшей
поверхностью, т. е.
SmaX= 181,26 дм2.
Если бы в нашем при-
мере программа цеха по
количеству листов была
одинаковой для каждого
размера листа, то, зада-
ваясь условием одновре-
менной и равномерной
загрузки электролити-
ческих ванн изделиями
всех размеров, можно
было бы при определе-
нии суммарной силы
тока принять в качестве
расчетной производст-
венной единицы сред-
нюю величину поверх-
ности листов, т. е.
__ 760,775 __
422 ~
= 1,8027 m2= 180,27 дм2.
При небольшом ко-
личестве наименований
указанных объектов по
размерам (2—3) и при
высокой производитель-
ности цеха по каждому
из них расчет оборудо-
вания и силы тока мож-
но вести для каждого
вида изделий в отдель-
ности.
Если в задании
X
s
CQ
03
«
s
X
св
Я
я
<w
Св
S
S
Св
СЧ
£
1 Производственная программа цеха _ по поверхности изделий в сутки м2 О Г- т- с- О тГ ю оо OOlTfC со" ю о" см" сч г- СО СМ — 760,775
в год м2 103 197,25 64 574,12 38 835,39 21626,13 228 232,89~22 8 233
1 по количеству листов ] (в шт-) с учетом 0,5°/о брака в сутки шт. 190,88 119,30 71,58 39,77 СМ сч 'ТГ U со ю см
В ГОД шт. Ю г- Ю — со о о со см с- о н- ю — ш со см 126 462
по весу с учетом 0,5°/о брака3 в сутки кг О Ю О'Ю o' ю" Г"-" г- со о со О 00 О О0 3350,0
\ в год т о ю о ю о сч о^сч^ о ю о ю см см со сч 1005,00
гн (-ип | г ээд 3,51 7.02 14,04 21,06 Итого ....
‘-ил т г чюонхйоаоц —< см о СЧ 00 СМ o'o'о О0 00 00 00
Габариты мм ю о о о о" СЧ со" XX X X о о о о о о о о о о о о X х X X о о о о о о о о ю ю ю ю
Материал Железо » » »
! Наименование Листы » » 1 •
•don он где сч со
241
В. И. Лайнер—62—16
предусматривается покрытие различными видами пленок или предполагаются
различные способы подготовки поверхности, то изделия разбиваются на соот-
ветствующие группы, и расчет оборудования производится по каждой из них
отдельно.
2-ой случай. Объекты покрытия представляют собою детали, различные
по форме, габаритам и поверхности. Такие детали обычно являются частями
какого-либо сложного изделия (комплект деталей), аппарата, машины и т. п.
В этом случае крупные детали, после разбивки их на группы — по
видам покрытия и на подгруппы — по типам оборудования, материалу и про-
чим элементам, кроме того, разделяются еще по подвескам (рамы, крючки и т. д.).
Подвески с деталями должны быть взаимозаменяемы в отношении как поверх-
ности, так и наружных габаритов.
В связи с этим для расчета оборудования составляется так называемая з а-
грузочная ведомость, в которой указывается количество деталей,
идущих на одну подвеску, и количество подвесок для каждой детали — соответ-
ственно суточной программе цеха. Таким образом, исходной производственной
единицей для расчета оборудования является здесь уже не деталь или 1 шт.
изделия, а подвеска — с тем или иным количеством деталей.
Если в задании указаны такие детали, которые вследствие больших размеров
или тяжелого веса целесообразно завешивать в ванны индивидуально (на крюч-
ках или другого рода контактных приспособлениях), то расчетной производ-
ственной единицей, как и в первом случае расчета, будет являться одна де-
таль.
Оборудование для покрытия мелких деталей, неодинаковых по габа-
ритам, весу и поверхности (2-ой случай расчета), рассчитывают обычно так же,
как было указано выше в первом случае расчета, исходя из суммарной годовой
или суточной программы цехжпо весу или по поверхности всех деталей.
Следовательно, в данном случае исходными расчетными единицами являются
средний вес и средняя поверхность заданных деталей. Для более точного расчета
мелкие детали, имеющие резко отличные габариты, форму, вес и поверхность,
следует предварительно разбить на группы и подгруппы по размерам или по так
называемому насыпному весу, если величина последнего фигурирует в
задании. Емкость и габариты барабана, колокола и других установок опреде-
ляются по наибольшей величине насыпного веса изделий, принадлежащих
к данной группе или подгруппе (см. ниже раздел о расчете барабанов и ко-
локолов и т. д.).
Иногда в качестве исходной расчетной единицы принимают мощность загрузки
одного барабана, колокола или корзины с определенной, приблизительно одина-
ковой поверхностью (и весом) изделий. В этом случае загрузочная ведомость
составляется по тому же принципу, что и для крупных изделий. Группировать
детали по мощности их загрузки в барабан, колокол или корзину целесообразно,
исходя из отношения поверхности каждой детали к ее весу.
Для расчета количества оборудования по механической подго-
товке поверхности (шлифовальные и полировальные станки, песко-
струйные аппараты и пр.) как крупных, так и мелких деталей составляется
отдельная, специальная ведомость с разбивкой деталей на группы (если уста-
навливается один вид покрытия) или на подгруппы — по степени сложности
их обработки. Расчет производится по нормам времени, принятым для обработки
одной детали или единицы поверхности (1 Ли2 или 7 л/2) деталей, принадлежащих
к данной группе или подгруппе. Следовательно, в данном случае исходной рас-
четной единицей для определения количества станков или другого вида обору-
дования является одна деталь или единица поверхности
деталей.
Пример 2. Задание: требуется спроектировать цех никелирования деталей
велосипедов, производительностью в 150 000 велосипедов в год. Покрытие ни-
келем в данном случае предусматривается непосредственно по железу, без под-
слойки меди.
Прежде всего составляется ведомость-задание № 1 (табл. 72). Для краткос-
ти в табл. 72 приведены лишь некоторые детали велосипеда.
242
Таблица 72
Ведомость-задание № 11
№ по пор» Наименование деталей Материал Основные габариты мм Вес, кг Количество деталей в комплекте Заданная программа цеха Вид покрытия
комплек- тов деталей
1 Правый шатун Сталь 205x25x20 0,426 1 150000 150 000 Никелиро- вание
2 Педальная пла- стинка » 60x30x1,5 0,008 4 150000 600000 »
3 Обод переднего колеса » 660x35 0,996 1 150000 150000 »
и т. д.
Далее устанавливаем производственную програму цеха (в год и сутки) с раз-
бивкой деталей на группы по видам оборудования для покрытия.
Принимаем условно годовой фонд времени работы цеха в 300 суток и брак
продукции по покрытию, допускающий переделку, — в 1%. Следовательно, при
расчете оборудования цеха по отделению покрытия нужно исходить из годовой
программы цеха (с учетом брака) в 151 500 велосипедов в год.
Для сокращения расчета приводим лишь часть деталей велосипеда, требую-
щих для покрытия применения различных типов оборудования.
Разбивка деталей на группы по видам оборудования такова:
1-я группа — крупные детали, покрываемые на групповых подвесках (рамы)
в стационарных ваннах, полуавтоматах или автоматах (по выбору);
2-я группа — крупные детали (обод колеса), требующие индивидуальной
завески и подвергаемые покрытию в ваннах специального типа;
3-я группа — мелкие детали, покрываемые в «насыпном виде» в барабанах,
колоколах, корзинах и т. п.
Производственная программа цеха с учетом 1% брака и с разбивкой деталей
на указанные группы и подгруппы приведена в ведомости № 2 (табл. 73).
Расчет оборудования для деталей Рой группы производится на основании
суммарной годовой или суточной программы цеха по количеству и поверхности
груповых подвесок. Следовательно, расчетной производственной единицей здесь
является одна подвеска с деталями. Габариты и расчетная поверхность подвески
с деталями выбираются по габаритам и поверхности одной или нескольких де-
талей наиболее крупного размера. В данном случае принимаем условно за основу:
а) для полуавтоматов и стационарных ванн габариты детали № 3 (руль со-
бранный), поверхность которой составляет около 7 дм1 2 (см. табл. 73);
б) для автоматов—габариты подвески, на которой будут завешиваться 2 руля.
Наружные габариты подвесок составляют: в первом случае (рх u’iX fti ~
«250 х 100 х 500 мм (см. ниже пример 7), во втором случае lixWiXh^
«500 X 100 X 500 мм (см. пример 8).
•Расчет количества и поверхности подвесок сведен в загрузочные ведомости
№ 3 и 4 (табл. 74 и 75). Производственная программа для автоматов принята
в загрузочной ведомости № 4 условно вчетверо большей, чем для полуавтоматов.
Оборудование для 2-ой группы деталей рассчитывается на основании сум-
марной годовой или суточной программы цеха по количеству изделий (в штуках).
Расчетной производственной единицей в данном случае является 1 шт. изделий,
т. е. в нашем примере один обод колеса.
Так как все детали 3-ей группы весьма малы и имеют незначительный вес
и небольшую поверхность, то их не следует разбивать на группы по размерам.
Отношение поверхности каждой детали к ее весу в данном случае почти одина-
1 Если габариты и вес деталей в ведомости-задании не указаны, то эти величины опре-
деляются ио чертежам.
243
Таблица 73
Ведомость № 2 - производственная программа цеха
№ по порядку Наименование деталей Материал Поверхность одной детали, подлежащая покрытию, дм* Вес 1 шт. кг Количество деталей в комплекте Количество комплектов в год Производственная программа цеха
в ГОД в сутки
по количеству деталей шт. по поверхности деталей м2 по весу деталей кг по । количеству деталей шт. по поверхности деталей дм2 по весу деталей кг
1-ая группа деталей
1 Правый шатун . Сталь 1,835 0,426 1 151 500 151500 2 780,02 64 539,0 505 926,67 215,13
2 Кареточная ше- стерня .... » 3,25 0,60 1 151 500 151 500 4 923,75 90900,0 505 1641,25 303,0
3 Руль (собранный) » 7,09 1,243 1 151 500 151500 10 741,35 188 314,5 505 3580,45 627,72
4 Фонарный крюк » 0,366 0,03. 1 151500 151500 554,49 4 545,0 505 184,83 15,15
5 Верхняя чашка . » 0,339 0,03 1 151 500 151500 513,58 4 545,0 505 171,2 15,15
6 Контргайка. . . И т. д. » 0,305 0,025 1 151 500 151 500 462,07 3 787,5 505 154,02 12,63
Итого .... 909000 19 975,26 356 631,0 3030 6658,42 1188,78
2-ая группа деталей
1 Обод переднего колеса .... Сталь 20,48 0,996 1 1 151500 .151500 31 027,20 150894 505 1034,24 5 029,8
2 Обод заднего колеса .... » 20,48 0,996 1 151 500 151 500 31 027,20 150894 505 1034,24 5 029,8
Итого .... 303 000 62 054,40 301 788 1010 2068,48 10 059,6
3-ья группа деталей
1-ая подгруппа деталей, покрываемых в барабанах
1 Накладка . . . Сталь 0,12 0,006 2 151 500 303000 363,60 1818 1 010 121,2 6,66
2 Шайба » 0,072 0,004 2 151500 303000 218,16 1212 1010 72,72 4,04
3 Чашка педаль- ная » 0,156 0,008 4 151500 606 000 945,36 4848 2 020 315,12 16,16
4 Пластинка . . . » 0,133 0,008 4 151500 606 000 805,98 4848 2 020 268,66 16,16
И т. д.
Итого .... 1 818 000 2331,10 12 726 6 060 777,70 42,42
2-ая подгруппа деталей, покрываемых в колоколах
1 Винты с круглой головкой . . . Сталь 0,029 0,0015 10 151500 1515 000 439,35 2272,5 5 050 146,45 7,57
2 Кареточная ма- сленка .... » 0,037 0,002 1 151500 151500 56,05 303,0 505 18,68 1,01
3 Болт с усиком . » 0,122 0,006 4 151 500 606 000 739,32 3636,0 2 020 246,44 12,12
4 Заклепки .... » 0,025 0,0015 9 151 500 1 363500 340,87 2045,25 4 545 113,62 6,82
И т. д.
Итого .... 3 636 000 1575,59 8256,75 12 120 525,19 27,52
ьо
4^
сл
Примечание. Если расчет количества подвесок (см. ниже загрузочные ведомости № 3 и 4) и всего оборудования производится непосредственно
по годовой npoi рамме, то указания на программу цеха в сутки в ведомости № 2 излишни.
Таблица 74
Загрузочная ведомость № 3 деталей 1-й группы для покрытия в полуавтоматах (или стационарных ваннах)
№ по порядку Наименование деталей 1 Поверхность одной детали, дм2 Вес одной детали кг Программа цеха по количеству деталей Количество деталей на одной подвеске Поверхность одной подвески, дм9 Производственная программа цеха
в год в сутки
в год в сутки по количеству подвесок шт- ПО поверхности Подвесок At2 по коли- честву подвесок шт. по поверх- ности подвесок дм'
1 Правый шатун . . 1,835 0,426 151 500 505 4 7,34 37 875 2 780,02 126,25 926,67
2 Кареточная шестерня . 3,25 0,6 151500 505 2 6,5 75 750 4 923,75 252,50 1641,25
3 Руль (собранный) . . . 7,09 1,243 151 500 505 1 7,09 151500 10741,35 505,00 3580,45
4 Фонарный крюк .... 0,366 0,03 151500 505 20 7,32 7 575 554,49 25,25 184,83
5 Верхняя чашка . . . 0,339 0,03 151500 505 20 6,78 7 575 513,58 25,25 171,20
6 Контргайка 0,305 0,025 151500 505 24 ! 7,32 6312,5 462,07 21,04 1 154,02
Итого .... — — 909 000 3030 — — 286587,5^286588 19 975,26 955,29^956 6658,42
Примечание. Если расчет оборудования производится на основании суточной программы цеха, приведенной в производственной ведомости
№ 2 (см. табл. 73), то указания на количество и поверхность подвесок в год в загрузочной ведомости № 3 излишни.
из
д
CD
Д
£
д
£
д
д
CD
д
X
д
ДС
д
го
х
й
S
X
о
д
X
S
£
S
О к
X -•
д
д
д ’
CD
д
д
д
Е
дс
д
д
W
св
д
Е
д
д
д
со
W
о
*3
д
д
д
св
д
д
3
д
CD
д
д
Л
д
д
д
о
д
д
д
д
д
д
д
д
д
"О
д
д
д
ДС
д
Е
д
д
д
о
д
д
д
д
д
д
CD
X
со
д
►С
д
д
д
CD
X
д
сг
я
д
св
ДС
д
л
о
д
д
д
со
д
со
д
Д
д
Д
Д
де V
Д
"О
д
£
о
д
д
д
Д
св
Д
Д
со
£
CD
д
д
1=
с
д
§
CD
д
д
д
д
со
д
CD
д
д
д
о
д
X
д
Я
я
•я
я
д
св
д
Я
» И sc «>
Г\1
д Д
Д
Я
я
с
X
д
д
д
о
я
я
©
X
Е
Б
г>
Л
S
&
я
О
д
£
д S
© S
ДС Й
X
д
д
1=
я
д
to
к
sc У
д
S
00
Д
X
д
X
д
д
д
Д Д
я
д
Я
X
о
д
Д
S
д
н
х
w
X
W
д
W
>
д
д
£
о
X
д
д
д
д
д
я
к
д
д
л
д
X
д
д
=
д
д
д
д
д
д
X
д
д
д
д
д
д
д
Д
д
X
£
д
д
д
д
о
X
;з
о
о
£
д
д
X
д
£
£
Д
Д
д
д
д
W
д
д
X
д
д
я
д
X
£
§
X
£
д
д
X
л
д
я
1=
с\
X
д
i
К
1=
д
£
£
д
д
д
»
1=1
д
о
Таблица 75
Загрузочная ведомость № 4 деталей 1-й группы для покрытия в автоматах
№ по пор. " Наименование деталей Поверхность одной детали, дм2 Вес одной детали кг Программа цеха по коли- честву деталей Количество деталей на одной подвеске шт. Поверхность одной подвески, дм2 Производственная программа цеха
в год в сутки
в год в сутки по количеству подвесок шт. ПО поверхности подвесок At2 по количеству подвесок шт. по поверхности подвесок дм2
1 Правый шатун 1,835 0,426 606000 2 020 8 14,68 75750 11 120,10 252,5 3706,70
2 Кареточная шестерня 3,25 0,60 606000 2 020 4 13,00 151 500 19695,0 505 6 565,0
3 Руль (собранный) . . . 7,09 1,243 606 000 2 020 2 14,18 303 000 42 965,40 1010 14 321,80
4 Фонарный крюк .... 0,366 0,03 606 000 2 020 40 14,64 15150 2 217,96 50,5 739,32
5 Верхняя чашка .... 0,339 0,03 606 000 2 020 40 13,56 15 150 2 054,34 50,5 684,78
6 Контргайка 0,305 0,025 606 000 2 020 48 14,64 12 625 1 848,30 42,08 616,10
Итого — — 3 636 000 12 120 — — 573 175 79900,10 1910,58^1911 26633,7
ю Примечание. Если расчет оборудования производится на основании суточной программы цеха, приведенной в производственной ведомости № 2
(см. табл. 73), то указания на количество и поверхность подвесок в год в загрузочной ведомости № 4 излишни.
Отсюда
____ s • 7 • 1000 • 60
T1 Dk • C • -n
Затраты времени на загрузку и выгрузку изделий т2 определяются в зави-
симости от типа оборудования и системы организацииработ в цехе. Во всяком
случае надо стремигьря к тому, чтобы эти затраты времени были минимальными.
С этой точки зрения наиболее рациональной следует признать такую систему,
при которой загрузка и выгрузка изделий происходят в процессе работы без
перерыва питания током всей установки, как это обычно имеет место при авто-
матическом или полуавтоматическом оборудовании.
Затраты времени на загрузку и выгрузку изделий в стационарных, немеха-
низированных ваннах при нормальной работе могут колебаться в пределах от
1 до 3 мин.
Если по заданию предусматривается различная толщина покрытия и указана
соответствующая количественная разбивка изделий (по толщине покрытия),
то при условии комплектного поступления их в цех расчет оборудования можно
вести по среднему значению толщины s или продолжительности тх процесса
покрытия.
Пример 3. Требуется рассчитать установку для покрытия железных листов
медью, причем 30% заданного количества подлежит покрытию на толщину слоя
Si = 0,02 мм и 70% — на толщину слоя s2 = 0,04 мм.
Отсюда средняя расчетная толщина покрытия составит
_ 30 X 0,02 + 70 X 0,04 _ ппо л
Scp---------iQQ—<------— ММ.
Средняя же расчетная продолжительность осаждения будет
30 < + 70т"1
ХсР = юоо’ ’
где-с', — продолжительность осаждения, соответствующая толщине слоя в 0,02льи;
т"1— продолжительность осаждения, соответствующая толщине слоя
в 0,04 мм.
Определение рабочего времени оборудования за сутки или смену (tcym или
1Смт). Если цех работает не круглые сутки, а в одну или в две смены, то, как было
указано выше, при определении фонда времени работы оборудования нужно
установить неизбежные суточные потери времени. К таким потерям относится
прежде всего время затрачиваемое на организацию и проведение первоначаль-
ной загрузки и конечной выгрузки изделий из ванн, а затем — тот остаток
суточного времени /2, в течение которого оборудование остается неиспользован-
ным, если количество загрузок окажется дробной величиной (см. ниже). Время /2
учитывается- главным образом при расчете стационарного оборудования.
Потери времени на проведение первоначальной загрузки и конечной (в конце
смены или суток) выгрузки изделий зависят от принятой системы организации
работ в цехе (передача работ одной сменой другой, обеденный перерыв и пр.),
типа оборудования, способа загрузки изделий в ванны и т. д.
При расчете полуавтоматов и автоматов эти потери можно принять равными
полусумме времени, затрачиваемого на первоначальную загрузку и конечную
выгрузку изделий из ванн1.
Все же работы, связанные с организацией или подготовкой к проведению
первоначальной загрузки (как то: механическая и химическая подготовка по-
верхности, приведение в порядок ванн и пр.), могут производиться в конце или
до начала работы смены.
При непрерывной работе цеха в течение нескольких суток (с перерывами
только на выходные дни) указанные потери времени будут значительно меньше.
1 Предполагается, что загрузка и выгрузка изделий производятся непрерывно без пере-
рыва питания током электролитических установок.
248
Таким образом, суточное время работы оборудования при работе в одну или
в две смены составит (согласно приведенному выше расчету фонда времени обо-
рудования):
/ _ Т • г TQ • z 7\ • z То (fi 4- t2) То • z 1\ • z
hum = ==--------т--------------------т--------V1+ *2) 4ac->
10 10 10
где To — годовой фонд времени работы цеха в сутках;
Т — годовой фонд времени работы оборудования в сутках;
Т\— общие годовые потери времени (или дополнительное время за год)
в сутках;
z— количество рабочих часов в сутки;
/1 + /2 — неизбежные суточные потери времени в часах.
Величина t2 определяется при расчете количества загрузок за сутки (см. ниже).
В целях лучшего использования оборудования в некоторых случаях, напри-
мер при установке автоматов, конвейеров и полуавтоматов, не имеет смысла
предусматривать остановку оборудования во время обеденного перерыва. Для
этого нужно лишь установить разное время выхода отдельных рабочих на работу
или предусмотреть подсменных рабочих.
При непрерывной— круглосуточной работе цеха в течение всего года расчет
оборудования можно вести, исходя из годовой программы цеха и не учитывая
суточных потерь времени.
Определение количества загрузок за сутки х и коэфициента использования
оборудования Эти величины вычисляются по следующим уравнениям:
„ _ «еут + • 60 _ (То-г-Т,- г-Tv ?,) • 60
Л т То • -с
Если при расчете х получается дробное число, то его округляют до целого xf
в оденьшую сторону, т. е. х' < х. При этом получается остаток суточного времениг
в течение которого оборудование не будет использовано:
__ (x — xz) • Т
*2 60
Коэфициентом использования оборудования Кг называется отношение
годового фонда времени работы оборудования к
годовому фондувремени работы ц е х а, т. е.:
Г7 _ 1 • Z _ О ‘ Z ^1 ‘ Z - 4~ h) ___ _
1 “ То • г ~~ TQ. Z г
Определение мощности одновременной загрузки. Количество изделий или
подвесок с изделиями, загружаемых одновременно во все ванны уп, определяется
по формуле
р
____ сит
Уп ~ х' ’
где Р сУт — суточная программа цеха в штуках изделий или подвесок.
Если при расчете уп получается дробное число, то его округляют до целого у'п,
в большую сторону, т. е. у'п > уп.
Мощность загрузки для одной ванны выбирается в зависимости от размеров
изделий, плотности тока, конструктивных особенностей оборудования и т. д.
Определение габаритов и количества ванн. Внутренние размеры ванны за-
висят главным образом от принятого количества и размеров изделий или под-
весок, загружаемых в данную ванну.
Внутренняя длина ванны составляет
1вн = Hi /1 + («1 — 1) /2 + 2/3,
240
где /х— размер изделий или подвески по длине ванны;
/2 — расстояние между изделиями или подвесками в ванне (зазоры);
/2 — 30—100 мм',
13 — расстояние между торцевой стенкой ванны и краем изделия или под-
вески; 13 = 50—150 мм; для ванн с неизолированной внутренней по-
верхностью металлических стенок 13 = 100—150 мм;
лх — количество изделий или подвесок, устанавливаемых в один ряд (или
на одну штангу) по длине ванны.
Внутренняя ширина ванны равна
we» = n2w1 + 2n2w2 + 2w3+n3D.
Здесь: — размер изделия (или подвески) по ширине ванны; если в одну
и ту же ванну загружаются различные по габаритам изделия, то величина wt
должна соответствовать изделию, имеющему наибольший размер по ширине
ванны;
й>2 — расстояние между анодом и ближайшим краем изделия; величина ш2
зависит от системы завески и конфигурации изделия и увеличивается для рельеф-
ных изделий; для изделий, имеющих правильную форму (плоскость, цилиндры
небольшого диаметра), можно допускать щ2 = 70—150 мм для рельефных изде-
лий более или менее сложной формы iv2 = 150—250 мм;
iv3 — расстояние между внутренней стенкой продольного борта ванны и ано-
дом; w3 — 30—100 мм; для ванн с неизолированной внутренней поверхностью
металлических стенок ш3 ~ 100 мм;
п2 — количество катодных штангх;
п3 — количество анодных штанг; в большинстве случаев п3 = п2 + 1;
D — толщина анода.
Внутренняя высота ванны без бортовой вентиляции будет
йвк — ha+hg = (/гх4-й2 -Ь h3) + ft6,
где h3 = Лх+^+Лз — высота уровня электролита;
йх — высота изделия или подвески без подвесного крюка;
й2 — расстояние от дна ванны до нижнего края изделия или подвески;
величина й2 зависит от материала ванны (для ванн с неизолированными
внутренними металлическими стенками она должна быть больше),
а также от расположения паропроводных и воздухопроводных труб
в ванне; h2 = 100—250 мм;
h3 — высота электролита над верхним краем изделия; h3 = 20—50 мм;
йц— расстояние от поверхности зеркала электролйта до верхнего края бор-
тов ванны (бортовая вентиляция здесь не учитывается); для ванны,
работающей без перемешивания сжатым воздухом, йб= 100—150 мм,
для ванны же с таким перемешиванием йб= 150—250 мм.
Объем электролита в ванне составляет
У = Уг — У2,
где Vx = leHxwm х h3 — объем электролита вместе с изделиями и анодами, за-
вешиваемыми в ванну;
У2 — объем металла в изделиях и анодах* 2.
Наружные размеры ванны складываются из соответствующих внутренних
ее размеров, толщины ее стенок, дна и пр. Толщина стенок зависит от материала
ванны и изоляции, габаритов и конструктивных ее особенностей (система креп-
ления, способ обогревания, например с «рубашкой» или без нее, и пр.).
’В данном расчете предполагается, что аноды завешиваются по обе стороны катодов (изде-
лий), иными словами, общее количество катодных штанг — на единицу меньше количества
анодных.
2 Величиной V2 при расчетах объема электролита обычно пренебрегают.
250
Толщина стенок железных ванн, применяемых для щелочных растворов,
колеблется в пределах от 3 до 8 мм. Толщина стенок деревянных ванн без изо-
ляции составляет 50—100 мм.
Количество ванн п определяется как отношение мощности одновременной
загрузки всех ванн у'п к принятой мощности загрузки одной ванны ylf т. е.
Если расчетная величина п оказывается дробным числом, то последнее округ-
ляют до целого п' в большую сторону, т. е. п' > п.
Определение производительности в сутки Р'сУт, в год Р'гоа и коэфициента за-
грузки данного типа оборудования К2. Эти расчеты производятся по следующим
формулам:
Р'ситп = У1*п' • х';
Ргод • Г1 • X • То = Р сугп * ^0»
где — мощность загрузки, принятая для одной ванны;
п'— количество устанавливаемых в цехе ванн;
х'— количество загрузок в сутки;
То— годовой фонд рабочего времени цеха в сутках.
Коэфициентом загрузки оборудования К2 называется отношение за-
данной производственной программы цеха (по коли-
честву или поверхности изделий) к установленной производи-
тельности (в год или сутки и т. д.), т. е.
р р
К — г0^ _______год___
2~Гр'год~ У!-П' -Х'-Т»
Определение суммарных поверхностей одновременной загрузки для одной
ванны SB1 и для всего количества устанавливаемых ванн Sn'. Поверхность за-
грузки складывается из двух величин: рабочей поверхности, т. е.
поверхности самых изделий (на подвесках) и нерабочей поверхно-
сти, т. е. поверхности материала завешивающих приспособлений в неизоли-
рованной части.
Надо стремиться к тому, чтобы нерабочая поверхность была минимальной,
так как она обусловливает бесполезный частичный расход тока, потери осажда-
емого металла и загрязнение электролита металлическими наростами, спадаю-
щими с подвесок. При хорошей изоляции1 подвесок (за исключением тех мест,
которые контактируются с деталями) величиной нерабочей поверхности можно
пренебречь.
Таким образом:
а) суммарная поверхность загрузки для одной ванны 3У1 составит
= (^i 4* У1>
где£х — рабочая поверхность изделий на одной подвеске;
S2 — нерабочая поверхность материала подвески в неизолированной части;
б) суммарная поверхность загрузки всех ванн Sn'r соответственно установ-
ленной их производительности, выразится:
Sn' = S01 • п' = (St -f- S2) yt • n’i
Определение Силы тока, а) на одну ванну:
‘ Die",
б) на все ванны:
Ц — 8п • Dk,
где Dk — плотность тока.
Гуммирование, лакировка и пр.
251
Пример 4. Требуется рассчитать стационарные ванны для покрытия цинком
железных листов.
Программное задание — 1000 т листов в год.
Спецификация листов по размерам и установление годовой и суточной произ-
водственных программ цеха (по весу, количеству и поверхности листов) приве-
дены выше в примере 1 (см. табл. 70 и 71).
Условия, принятые для расчета (из программной и производствен-
ной ведомостей, описания технологического процесса и пр.), таковы: суточная
производственная программа цеха по количеству листов, с учетом 0,5% брака,
допускающего переделку, PcVm =422 листа; работа в две смены, по 7 час. каж-
дая; годовой фонд времени работы цеха Тй • z составляет
То- z = 300 сут. X 14 час. = 4200 час.
Общие годовые потери времени на неизбежные простои оборудования 7\z — 7%
годового фонда времени работы цеха, т. е. 294 часа. Годовой фонд времени работы
оборудования
Т-z = То-z-[Л + То (^ + /2)] = 4200-[294 J 300(/х п-/2)].
Толщина покрытия цинком s = 0,02 мм. Плотность тока Dk = 3,5 А/+и2.
Выход металла по току т]= 98%.
Принимаем, что электролиз идет с перемешивание??, электролита сжатым
оздухом.
Расчет ванн для покрытия производим по указанной выше форме.
1) Определяем продолжительность процесса т. Для этого вычисляем про-
должительность электролиза тх.
s • 7 • 1000 • 60 0.02 х 7 х 1000 х 60
---п----г------ = ' 'ок----~ 20 мин.
Dk • С 3,5 х 1,22 X 98
Потери времени на загрузку и выгрузку листов принимаем условно рав-
ными 1 мин. Следовательно,
т — тх + т2 = 20+ 1 =21 мин.
2) Для нахождения среднего суточного времени работы ванны для покрытия
(суш принимаем условно потери времени на первоначальную загрузку и конеч-
ную выгрузку
31 = 0,35 час.;
х 00
тогда
Т -г Т„-z-T.-z-T^^ + Q _ тй-г-тг.г f
су in т — т ~ — 'г «-1 *2 ’
1 о 1 о 1 о
4200 — 0,07 X 4200
300
0,35 — f2 = 12,67 час. —12.
3) Далее находим количество загрузок х и коэфициент использования обору-
дования Кх.
х = = Зв.,.
Принимаем округленно х' = 36 загрузок.
При этом
. (% — х') • Т
t2 =-------go------= 0,07 час.;
откуда
teVm = 12,67 — 0,07 = 12,6 час.
252
Следовательно, коэфициент использования оборудования будет
д' __ Т * г__‘ z 1 о (^i 4" ^2) _____ сУт __ 12,6 _ q g
1 ~~ То • г Tq • z — z . 14 ~~ 1
4) Мощность одновременной загрузки изделий во все ванны составит
Уп = 11,72 листа.
Принимаем округленно у'п = 12 листов.
Мощность загрузки для одной ванны берем
у, = 3 листа.
5) Определим теперь габариты ванны,объем электролита и количество ванн.
Внутренние размеры ванны будут:
длина:
/еИ = «Ji + («j — 1) 12 + 2/3 = 15004(2 X ЮО) = 1700 мм = 17 дм;
ширина:
= n2W1 + 2n3iV2 + 2iV3+n3D = (ЗхЗ) + (2ХЗХ120) + (2х50)+(4 X 10) =
= 869 £3870 мм =8,7 дм;
высота:
heH дэ + h6 = (Лх + ft2 + Л3) + Лб = (600 + 200 + 50) + 200 = 1050 мм.
Можно считать, что объем электролита в нашей ванне равен
V ж VxU X х /гэ = 17 х 8,7 х 8,5 = 1257 л.
Для сокращения расчета наружные размеры ванны в данном случае не
вычисляем.
Количество ванн составит
Хп 12 .
п — — = — = 4 ванны.
У1 3
В данном случае пг — п.
6) Вычисляем производительность в сутки и в год и коэфициент загрузки
ванн.
Р'еут = У1 • п’ • х' = 3 X 4 X 36 = 432 листа.
Р'год =3 Р'сут. • То = 432 X 300 = 129 600 JTCTOB.
Коэфициент загрузки
7) Суммарная поверхность одновременной загрузки выразится:
для одной ванны:
SB1 = 181,262 х 3 = 543,78 Дм2 ^544 дм2;
для всех ванн:
Sn' = SB1 • п’ = 544 х 4 = 2176 дм2.
Величиной нерабочей поверхности S3 в данном случае пренебрегаем, по-
лагая, что контактные приспособления для листов могут быть снаружи хорошо
изолированы.
8) Сила тока составит:
1 См. табл. 70.
2 См. табл. 71.
253
на одну ванну:
“SB1. Dk = 544 X 3,5 = 1904 А;
на все ванны:
/„ = S„ • Dk = 2176 X 3,5 = 7616 А.
При выборе мотор-генераторов постоянного тока (см. ниже), на основании
существующих стандартов по прейскуранту «Ярославского электромашиностро-
ительного завода», для данного случая можно принять две динамомашины на
4000 А и 6 V.
2-й способ расчета
1) Время обработки каждого изделия (либо подвески с изделиями) или про-
должительность процесса
1=7!+ 72,
где — так называемое машинное время, т. е. в данном случае — про-
должительность электролиза в минутах;
т2 — дополнительное время, т. е. в данном случае потери
времени на загрузку и выгрузку изделия из ванн в мин.
2) Время, потребное для обработки (покрытия) всех изделий, в мин.
= Ргод '
где Ргод — годовая производственная программа цеха в штуках изделий или
подвесок с изделиями.
3) годовой фонд времени работы оборудования Т z и коэфициент исполь-
зования оборудования определяются по приведенным выше формулам:
T.z = T0-z-[T1.z + T0(/1+f3)];
К1~ Т0.г'
Если цех работает не круглые сутки, а в одну или в две смены, то для опре-
деления суточных потерь времени и t2 нужно предварительно установить су-
точную программу цеха Рсут и по ней рассчитать количество загрузок в ванны
за сутки, как это было указано в первом способе.
4) Мощность одновременной загрузки или количество подвесок с изделиями,
загружаемых одновременно во все ванны уп, определяется по формуле
V = ______=____________'Х-.
Уп То- г Kt- 60 Т • г 60 *
Здесь также, если расчетная величина уп выражается дробным числом, та
последнее округляется до целого у'п в большую сторону, т. е. у'п>уп.
Мощность загрузки для одной ванны уг выбирается,* как было указано выше.
5) Количество ванн по предыдущему равно
л=^.
У1
Если расчетная величина п выражается дробным числом, то последнее округ-
ляют до целого л в большую сторону, т. е. п' > л.
6) Производительность в год Р’гОд и коэфициент загрузки данного типа обо-
рудования К2 определяются по следующим формулам:
n , Т • г • 60
Ргод — УГ П Z •
где yi — мощность загрузки, принятая для одной ванны;
п' — количество ранн, устанавливаемых в цехе;
T-z - 60 — годовой фонд времени работы оборудования в мин.;
т — продолжительность процесса.
254
Коэфициент загрузки оборудования К2 есть отношение годовой
производственной программы цеха (по количеству или по
поверхности изделий) к установленной годовой произво-
дительности цеха, т. е.
р р . *
ту” _ год __ ____1 год v
2 ~ Р'год ~ У' ' ’ Т ’ г ’ 60 ’
Остальные величины, как то: габариты и емкость ванн, поверхность загрузки
и сила тока определяются так же, как и в приведенном выше первом способе
расчета.
Второй способ можно применять для расчета как стационарных ванн, так
и оборудования для покрытия мелких изделий (барабаны, колокола и пр.). Он
удобнее первого способа при условии непрерывной работы цеха. Если же в проек-
тируемом цехе предусматривается прерывная работа (в одну или в две смены),
то второй способ расчета оборудования едва ли будет иметь преимущество перед
первым, так как для определения суточных потерь в этом случае приходится
отдельно рассчитывать количество загрузок, исходя из суточной программы цеха.
Пример 5. Требуется рассчитать стационарные ванны для покрытия цинком
железных листов (2-ой способ расчета). Программное задание и все данные для
расчета — те же, что и приведенные в примере 4 (см. табл. 70 и 71).
1) Время обработки каждой подвески с изделиями или продолжительность
процесса будет
т = тх + т2 = 20 + 1 =21 мин.
2) Время, потребное для обработки (покрытия) всех изделий
тр = Ргод • т = 126462 X 21 = 2 655 702 мин.
3) Годовой фонд времени работы оборудования Т • z и коэфициент исполь-
зования оборудования Кх:
Т -z = TQ‘Z — [T1-z + T0(G+ f2)] = 4200 —420 = 3780 час.
К, = Т- г = -°- =09
1 70г 4200
4) Мощность одновременной загрузки
тр Тр 2 655 702 ,, п
У" — Тй-г- Кг 6СГ “ Т • г • 60" — 3780 х 60“ 11 ’7 листов-
Округляем у'п до
у'п — 12 листов;
ух = 3 листа.
5) Количество ванн лип':
У 12
л = — = -х- = 4 ванны; л = л.
У1 3
6) Производительность Р'го9 и коэфициент загрузки ванн К2:
, Т • г • 60 „ . 3780 X 60 , с
Р гоЭ — уг-п -------= 3x4 ——j— = 129600 листов.
rz Ргод 126 462 — q
~ ~Р' год ~ 129600 ~и’У/Э-
Остальные величины (габариты и емкость ванн, поверхность загрузки и сила
тока) рассчитываются по форме, указанной в первом способе.
255
2) РАСЧЕТ СТАЦИОНАРНЫХ ВАНН ДЛЯ ХИМИЧЕСКОЙ
И ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ДО И ПОСЛЕ ПОКРЫТИЯ
Форма расчета ванн, применяемых для подготовительных операций (обезжи-
ривания, травления и декапировки), в основном аналогична приведенной выше
для ванн электролитического покрытия. Разумеется, что при расчете габаритов
ванн для операций химической обработки нет надобности придерживаться строго
определенного расположения изделий друг относительно друга, тем более что
травление и обезжиривание последних часто производятся в корзинах.
Размеры ванн для промывки и отчасти для декапировки, ввиду незначитель-
ной продолжительности этих операций, выбирают обычно без специального
расчета, соответственно наружным габаритам подвески или изделия (максималь-
ного размера). Обычно все ванны для промывки делают одного размера: это умень-
шает время и расходы на их изготовление. Количество промывных ванн устанав-
ливается в соответствии с требованиями технологического процесса и планом
расположения оборудования.
Не следует делать большой запас емкости промывных ванн. Выгоднее ставить
промывные ванны небольших размеров (200—300 л) и за счет этого увеличивать
их количество и скорость перетекания воды. После щелочного обезжиривания
промывку следует вести в железной ванне. В остальных случаях применяются
деревянные или железные промывные ванны как без изоляции, так и изоли-
рованные внутри резиной, фактисом, лаком и пр.
Продолжительность промывки принимается от 0,5 до 2 мин. (в зависимости
от характера предыдущей операции), не считая времени на загрузку и выгрузку
изделий.
Б. Оборудование для покрытия мелких изделий
(барабаны, колокола, корзины и пр.)
Расчет указанных типов оборудования для покрытия мелких изделий произ-
водится по следующей форме.
Определение продолжительности процесса покрытия т. При покрытии мелких
деталей в насыпном виде в барабанах, колоколах и прочих устройствах под непо-
средственным действием тока находится только часть поверхности загруженных
деталей. Величина этой части поверхности зависит от конструкции и размеров
оборудования, конфигурации изделий и мощности загрузки и составляет прибли-
зительно от х/2 до г/4 поверхности всей загрузки.
В связи с этим при расчете продолжительности электролиза тх в барабанах
и колоколах следует различать среднюю и действительную плот-
ности тока. Средней плотностью тока DK ср в этом случае называется плотность
тока, получаемая, как отношение силы тока, подаваемого на барабан или коло-
кол, ко всей поверхности загрузки. Действительная же плотность тока DK r)ciU.m
представляет собой отношение силы тока к открытой, т. е. покрываемой в данный
момент части поверхности. Таким образом, действительная плотность в 2—4 раза
больше средней, т. е. DKgeacm = от 2 до 4 ПКср.
Если при расчете продолжительности электролиза была принята действи-
тельная плотность тока, то полученную величину тх нужно увеличить в 2—4 раза.
Расчет величины tj удобнее вести по средней плотности тока. Учитывая
недостаточную равномерность пересыпания деталей в барабанах и колоколах
и возможное истирание покрывающего слоя с поверхности изделий, следует
продолжительность электролиза Tj, вычисленную на основании средней плотности
тока по приведенной выше формуле (см. расчет стационарного оборудования для
покрытия крупных изделий), увеличить приблизительно на 15—25%.
Казалось бы, что вращение деталей и перемешивание электролита при покры-
тии в колоколах и барабанах являются теми условиями, при которых возможно
применять для электролиза относительно высокие плотности тока. Однако прак-
тически эта возможность не используется, вследствие чего продолжительность
электролиза в колоколах и барабанах в большинстве случаев бывает значительно
больше, чем в стационарных немеханизированных ваннах.
256
Предел повышения плотности тока в барабанах и колоколах (при употреб-
лении низковольтных динамомашин) в значительной мере ограничивается боль-
шими потерями напряжения и невозможностью создать в колоколах значитель-
ную анодную поверхность.
Потери времени на загрузку и выгрузку изделий т2 в обычных барабанах
и колоколах несколько выше, чем в стационарных ваннах, загружаемых изде-
лиями на подвесках. Практически время т2 составляет приблизительно 5—10 мин.
При хорошо организованной работе по перегрузке изделий величину т2 можно
снизить до 3—2 мин. Большую услугу здесь могут оказать запасные барабаны
и специальные устройства для механизированной транспортировки их по ваннам.
Это дает достаточно большую экономию времени обслуживания операций покры-
тия и промывок, а в некоторых случаях и декапировки.
Определение рабочего времени оборудования за сутки tcVm производится так же,
как было указано выше в расчете оборудования для покрытия крупных изделий.
Определение количества загрузок за сутки х и коэфициента использования
оборудования Кг аналогично указанному выше для стационарных ванн, загру-
жаемых изделиями на подвесках.
Определение мощности одновременной загрузки уп. В отличие от предыдущего
расчета, в данном случае мощность загрузки удобнее выражать в весовых еди-
ницах (в кг):
р
__ сУт.
Уп. ч
где РсУт — суточная программа цеха в кг.
Если при вычислении уп получается дробное число, то его округляют до целого
/п в большую сторону, т. е.
Уп > Уп-
Определение емкости, габаритов и количества барабанов, колоколов, ка-
чалок, корзин и пр. Емкость и габариты всех упомянутых устройств зависят
от мощности загрузки, объема и конфигурации деталей, типа и конструктивных
особенностей выбранного оборудования и т. д.
Барабаны. Во избежание излишних потерь тока, обрастания контактов по-
крывающим металлом (ось барабана, втулки осей, подшипники и пр.), принято
погружать обычные цилиндрические барабаны в электролит на х/3—2/5 их диа-
метра, а шестигранные — на х/3—2/s диаметра вписанной окружности.
Загрузка барабана деталями по высоте их укладки на плоской грани произ-
водится на х/в— х/4 диаметра вписанной окружности, в зависимости от конфи-
гурации и величины изделия и конструкции барабана. Для установления габа-
ритов барабана нужно задаться его длиной и определить экспериментальным
путем или приблизительным расчетом объем, занимаемый деталями1, соответ-
ственно выше мощности загрузки.
Объем V", занимаемый деталями в барабане, зависит от конфигурации, тол-
щины или веса изделий и равен приблизительно 3—10-кратному объему V’ са-
мого металла в этих изделиях; т. е. если
7
где: уг — мощность загрузки барабана по весу покрываемых изделий, а
7 — удельный вес металла изделий,
то
V" = от 3 до 10V'.
Расчет габаритов барабана (диаметра и длины)' при данной величине зани-
маемого деталями объема производится по известным формулам (см. ниже при-
мер 6).
1 Объем, занимаемый деталями, определяется экспериментально по насыпному весу.
В. И. Лайнер—62—17 2 57
Внутренние габариты ванны, в которую погружается барабан, определяются
прежде всего размерами самого барабана, а также конструкцией и системой креп-
ления его на ванне.
Длина ванны для барабана
1вн = 1бар Ч" 2/з,
где 1баР — наружная длина барабана;
/3 — расстояние между торцевыми стенками ванны и барабана (с каждой
стороны); в зависимости от конструкции барабана, величина 13 колеб-
лется от 100 до 200 мм.
Ширина ванны (для одного барабана в ванне)
жвн = 0 нар + '-»'2 + 2W3 + 2D,
где 0„ар — наружный диаметр барабана (диаметр окружности, описанной по
барабану);
iv'2 — расстояние между анодом и ближайшим краем барабана
(iv'2 = 100—200 мм);
iv3 — расстояние между анодом и продольной стенкой ванны
(iv3 = 30—100 мм)
D — толщина анода.
Высота ванны равна
1^вн = 1^Э “1“
где h3 = Л' + Л2 — высота уровня электролита;
Л' — глубина погружения барабана в электролит по наружному диаметру;
по условию h\ = Уз 0т + ?^р-~0ен (здесь 0вн — внутренний
диаметр барабана, т. е. диаметр окружности, вписанной в барабан);
й2 — расстояние от дна ванны до нижнего края барабана — по описанной
окружности; А2 = 150—250 мм.
h6 — расстояние от верхнего уровня (зеркала) электролита до верхнего
края бортов ванны; Лб = 150—250 мм.
Объем электролита в ванне и наружные размеры ванны определяются анало-
гично тому, как было указано выше в расчете стационарных ванн, загружаемых
изделиями на подвесках.
Количество барабанов п определяется отношением мощности всей (одновре-
менной) загрузки у п к принятой мощности загрузки одного барабана ylf т. е.
Если при вычислении п получается дробное число, то его округляют до целого
п' в большую сторону, т. е. п' > п.
Размеры и конструкция барабана должны быть таковы, чтобы он удовлетво-
рял следующим требованиям:
1) надежный контакт деталей с подводящими катодными приспособлениями;
2) достаточно равномерное пересыпание деталей при вращении барабана;
3) отсутствие в барабане лишних, неизолированных участков поверхности
металла, находящихся под током в электролите; в противном случае будет наблю-
даться быстрое обрастание стенок барабана покрывающим металлом, излишний
расход металла, непроизводительная трата электроэнергии и т. д.;
4) возможность осуществления быстрого ремонта и замены изношенных ча-
стей новыми;
5) быстрота загрузки, Выгрузки и пуска барабана;
б) простота и удобство обслуживания;
7) достаточное количество отверстий в стенках барабана (грани шестигран-
ника) возможно большего диаметра.
Скорость вращения барабана при покрытии изделий цинком, кадмием, медью
и прочими сравнительно мягкими металлами, в зависимости от веса деталей,
колеблется в пределах от 3 до 5 об/мин.
258
Для этих видов покрытия не следует превышать указанную скорость, ибо
может произойти истирание покрывающего металла (сгалтовывание) и умень-
шение толщины покрытия. Для никелирования можно брать большую скорость
вращения барабана (до 6—7 об/мин.).
Колокольные установки. При расчете емкости колокола можно исходить из
объема, занимаемого деталями, соответственно принятой мощности загрузки
для каждого колокола (yt).
Объем Vя, занимаемый деталями, можно определить экспериментально по
насыпному весу или принять его, как указано выше, равным 3—10-кратному
объему металла в изделиях. Следовательно,
V = -у-
7
и
V" = от 3 V до 10 V'.
Объем электролита вместе с объемом, занимаемым деталями, V' должен быть
приблизительно равен 3— 6-кратному объему, занимаемому деталями (в зависи-
мости от величины насыпного веса или конфигурации деталей), т. е.
V'" = от 4 Vя до 6 V".
Объем всего колокола VIV, в зависимости от соотношения диаметров дна и верх-
него отверстия, а также угла его наклона к плоскости пола, можно принять
равным приблизительно 1,5—2-кратному объему электролита вместе с объемом,
занимаемым деталями, т. е.
VIV = от 1,5 V'" до 2 V".
Расчет габаритов колокола при данной величине его объема и выбранной
конструкции производится по известным формулам (см. ниже пример 6).
Количество колоколов п определяется так же, как и количество барабанов,
т. е. по отношению мощности всей (одновременной) загрузки у'п к принятой мощ-
ности загрузки одного колокола уп.
При выборе размеров и конструкции колокола следует принимать во вни-
мание также и те требования, которые предъявляются к барабанам.
Скорость вращейия колоколов рекомендуется выбирать в Пределах от 7 до
10 об/мин.
Колокола с катодной подводкой тока, осуществляемой сверху (через специ-
альный металлический палец), работают лучше колоколов, у которых ток под-
водится к изделиям снизу (через контакты, укрепленные в дне колокола). По-
следние часто дают течь в местах крепления контактов (в дне) и в большей сте-
пени обрастают покрывающим металлом.
Во избежание наростов металла на внутренней поверхности стенок коло-
колов, рекомендуется выкладывать последние изнутри изоляционным мате-
риалом: резиной, целлулоидом и пр. Колокола малых размеров следует изго-
товлять из целлулоида, или эбонита.
Качалки и корзины. Качалка, или, так называемый неполный бара-
бан, рассчитывается приблизительно так же, как и обычный барабан.
Расчет габаритов и количества корзин и ванн для них не представляет больших
затруднений и не требует специальной формы. Следует избегать большой ширины
корзин и большой их нагрузки деталями по высоте укладки.
Во избежание излишнего расхода тока и металла на покрытие самой корзины,
целесообразно боковые ее стенки делать из сетчатого изоляционного материала:
эбонита, целлулоида и пр. В этом случае ток подводится к деталям через сетча-
тое металлическое дно корзины или через металлические планки, укрепленные
в неметаллическом сетчатом дне корзины.
Определение производительности и коэфициента загрузки установок для
покрытия мелких изделий в насыпном виде производится так же, как это было
указано выше для стационарных ванн, загружаемых изделиями на подвесках.
259
Определение суммарной поверхности загрузки установок для покрытия мел-
ких изделий. При расчете суммарной поверхности загрузки определяют поверх-
ность всех деталей, загруженных в тот или иной аппарат для покрытия, и поверх-
ность неизолированных контактов, подводящих ток к изделиям.
Таким образом:
а) суммарная поверхность загрузки одного барабана, колокола или одной
ванны с корзинами составит
Sy, = 51У1 + Sv
где Ух — мощность загрузки изделий в кг;
Sx — поверхность 1 кг изделий в дм2
S2 — поверхность контактов в одном барабане, колоколе, в ванне с корзи-
нами и т. д.
б) суммарная поверхность загрузки всех барабанов, колоколов или ванн
с корзинами выразится:
Sn' — Sy, • п = (SiYi 4- Sa) • n .
Определение силы тока, а) на один барабан, колокол, ванну с корзинами
и т. д.:
Ль — Sy, • DK ср»
б) на все барабаны, колокола, ванны с корзинами ит. д.:
In =Sn1-DBcp,
где DKcp — средняя плотность тока.
Пример 6. Требуется рассчитать барабаны и колокола для никелирования
мелких деталей велосипеда на основании суточной программы, указанной в про-
изводственной ведомости № 2 (см. табл. 73 в примере 2).
Для краткости принимаем условно покрытие никелем без подслоя меди.
Данные принятые для расчета. Суточная производственная про-
грамма цеха с учетом 1% брака, допускающего переделку, Рсдт составляет:
по 1-ой подгруппе деталей, покрываемых в барабане:
вес — 42,42 кг, поверхность — 777,7 дм2;
по 2-ой подгруппе деталей, покрываемых в колоколах:
вес — 27,45 кг, поверхность — 525,19 дм2.
Работа производится в две смены.
Так как в данном случае продолжительность покрытия в барабанах и коло-
колах более 1 часа (см. ниже), то останавливать цх на обеденный перерыв не
следует. Поэтому при данных условиях можно принять годовой фонд времени
работы цеха
То • z = 300 X 16 = 4800 час.
Общие годовые потери времени на неизбежные простои оборудования Tx-z=7%
годового фонда времени работы цеха, т. е.
Тх • z = 0,07 То • z = 0,07 X 4800 час. = 336 час.
Годовой фонд времени работы оборудования
Т • z = То • Z—Тх • z — T0(l1 + /2)= 4464 —300 (1Х +/2).
Толщина покрытия никелем s = 0,02 мм.
Средняя плотность тока:
а) для барабанов
D« ср = 1 А1дм’>
б) для колоколов
D»CP = °-5 АЖ-
260
Следовательно, действительная плотность тока составит:
а) для барабанов
=от 2 до 4 DK = 24 А/0л<2;
б) для колоколов
D«deucm = от 2 ДО 4 DKcp = 1 ч-2 А/дм*.
Выход металла по току т) = 95%.
Расчет барабанов. 1) Прежде всего определяем продолжительность
процесса покрытия
т = Т1 + т8.
Продолжительность электролиза
Ч =
s • 7 • 1000 • 60 0,02 X 8,8 X 1000 X 60
^кср-С-г1 ~ 1 X 1,095 x95
101,5 мин.
Учитывая недостаточную равномерность пересыпания деталей и некоторое
истирание покрывающего слоя при вращении барабана, полученную продолжи-
тельность электролиза увеличиваем на 25%; тогда
т1== 101,5+ (0,25 X 101,5)^127 мин.
Потери времени на загрузку и выгрузку деталей в барабанах принимаем,
условно,
т2=5 мин.
Отсюда
г = тх + т2 = 127 + 5 = 132 мин.
2) Для нахождения среднего суточного времени работы ванн с барабанами
для покрытия 1сУт принимаем условно что потери времени на первоначальную
загрузку и конечную выгрузку
— 1 час.
Тогда
_Т г _ Та - г — 7\- г .
lcym — т---------*~Т ‘1 12 —
‘о 1 о
_ 4800 - 336
300
1 — f2 = 13,88 час. — /2.
3) Найдем количество загрузок х' и коэфициент использования оборудо-
вания Кг.
„ _ Veyrn + 60 _ 832.8 _ „
х Т “132 'вос-
принимаем округленно
х! — 6 загрузок.
При этом
(X — ХУ) Т
Ъ- °^ = 0.66 часа,
откуда
Urn= 13,88 — 0,66= 13,22 часа.
Следовательно, коэфициент использования оборудования будет
= 1^? = 0,83.
1 То- г г 16 ’
4) Мощность одновременной загрузки составит
у ^2 _ 1^2 = 7 07 кг,
х' 6 ’
261
Принимаем округленно
Уп = 8 кг.
Мощность загрузки одного барабана берем
уг = 8 кг.
5) Определим теперь габариты и количество барабанов и ванн для них.
Устанавливаем один шестигранный барабан (л = п' = 1).
Объем металла покрываемых изделий
V = ^ — 1,03 дм3.
I ,о
Объем, занимаемый деталями в насыпном виде в барабане, в данном случае
можно приять
V" = 5 X 1,03 — 5,2 дм3.
Диаметр и длину барабана определяем следующим образом: принимаем за^
грузку барабана деталями (по высоте укладки
деталей на одной из плоских граней барабана)
на х/6 внутреннего его диаметра, т. е. на х/6
диаметра вписанной в шестигранник окруж-
ности; таким образом высота укладки (фиг. 217):
KL = х/3 ОК,
где ОК — радиус вписанной окружности.
Так как
a V~3
ОК = a sin 60° = —~2— ,
где а — сторона шестиугольника, то
KL =
Для определения внутреннего и наружного диаметров барабана (т. е. диа-
метров вписанной и описанной окружностей) нужно задаться его внутренней
длиной I и рассчитать площадь трапеции ABCD.
Площадь трапеции ABCD
с CD [г г
^тР ~ 2 ' П‘Ь’
где АВ = a; KL = и CD = 2а — 2EF.
Так как
EF = 4 a cos 60° = 4 а • 4 = 4 ’
О «5 о
ТО
CD = 2а — Аа = 4а-
Следовательно, площадь трапеции ABCD
4
«+ -о- а ___
~ _ 3 а у 3 _ 7а2 V 3
йтр ~ 2 6 “ 36
Если принять внутреннею длину барабана равной / = 500 мм = 5 дм, то ука-
занный выше объем, занимаемый деталями по контуру ABCD, составит
V = — • 5 = 5,2 дм3 (см. выше).
Фиг. 217. Эскиз для расчета объема
шестигранного барабана.
262
Отсюда
Таким образом, диаметры барабана равны
0вИ = 2ОК = а V ' Т = 1,76 /’3 3,06 дм = 306 мм-,
0мар = 2а + 2т = 352 мм + 2т,
где т — толщина стенок и угольников барабана, зависящая от конструкции
и материала барабана.
Если принять условно т — 14 мм, то 0„ар = 380 мм.
Наружная длина барабана 16ар также зависит от его конструкции и материала.
Принимаем условно 1бар = 500 4-100 = 600 мм.
Высота укладки деталей на одной из плоских граней барабана
KL = 1/3 ОК =51 мм.
Определим теперь внутренние габариты ванны для барабана.
Длина ванны:
/вк = /бар + 213 = 600 + 300 = 900 мм.
Ширина:
weH = 0нар + 2^2 + 2W3 + 2D = 380 + 300 + 60 + 20 = 760 мм.
Высота:
двн — Л» + he ~ hi + /г2 + he = 06н 4----” 4" hz + he =
= 139 + 211 + 250 = 600 мм.
Определим объем электролита в ванне. Если для упрощения расчета прене-
бречь объемом металла в изделиях, анодах и т. д., то
V~EX= 1вН X WOH X йэ = 9,0 X 7,6 X 3,5 =24'0 л.
Наружные габариты ванн — см. выше.
6) Вычислим производительность в сутки и в год и коэфициент загрузки
оборудования.
Р'сут — У1 • п' • х' — 8 X 6 = 48 кг.
Р'год~ Рсут • То = 48 X 300 = 14400 кг.
is ^год Рсут 42,42 Л qq
= Р\ = = "48“ ~ °’88-
год сут
1) Суммарная поверхность одновременной загрузки в данном случае
Sy, = Sn' .
Принимаем условно, что для данного случая нерабочая поверхность состав-
ляет 2% рабочей поверхности.
Следовательно,
Sy, = Sx • ух + S2 = J2T7 X8O + o>O2 Si . yi~ 14б)б + 2,9~ 150 дм2.
8) Сила тока равна
/э, = /п, = Sy, • DKcp = 150 х 1 = 150 А.
1 йэ = 350 мм = 3,5 дм.
263
Расчет колоколов. 1) Продолжительность процесса в данном случае равна
с = + 0,2 тх 4- т2 (см. выше).
s . 7 . 1000 • 60 _ 0,02 х 8,8 X 1000 X 60 „ .
Т1 = п -.' г Г.----------0.5Х17953Г95— = 203 МИН” = 5 МИН‘
Д. • С • 7)
"ср
Следовательно:
т = 203 + 40,6 + 5 = 248,6 мин. ss 249 мин.
2) Среднее суточное время работы колоколов для покрытия определяем,
принимая условно, что потери времени на первоначальную загрузку и конеч-
ную выгрузку t = 1 час.
Тогда
tcym = " Г°' ~ — /х — f2 = 13,88 час. — /2 (см. выше),
о 1 о
3) Находим количеств® загрузок и коэфициент использования оборудования
v _ «cvm + • 60 _ 832,8 _ „ - .
Х~ т “ 249 --5’04-
Принимаем округленно х' = 3 загрузки.
При этом
'2 ~ 60
84,66 < л <
60 —1>41 час-
Откуда
tcVm = 13,88— 1,41 = 12,47 час.
Следовательно, коэфициент использования оборудования будет
Кг = = 0,78.
1 Тл • г г 16
4) Мощность одновременной загрузки во все колокола составит
уп = -^=-2^9,17 кг.
Принимаем округленно у’п — 10 кг.
Мощность загрузки одного колокола берем ух = 2,5 кг.
5) Объем, габариты и количество колоколов для покрытия характеризуются
следующими величинами.
Объем металла покрываемых изделий в одном колоколе:
V' = 21 =Л|-0,32 дм3.
7 7,8 ’
Объем, занимаемый деталями в насыпном виде в одном колоколе, принимаем:
V = 5V' = 5 X 0,32 = 1,6 дм3.
Объем электролита вместе с объемом, занимаемым деталями, принимаем;
V" = 6У" = 1,6 х 6 = 9,6 дм3^ 10 дм*.
Объем одного колокола
pv = 1,5 х 10= 15 дм3.
Внутренние габариты (диаметры и высоту) колокола можно определить по
формуле усеченного конуса:
VIV= (/?2 + г24-/?г)^-,
264
де 7? — радиус основания конуса (дна колокола);
г — радиус верхнего отверстия колокола;
h — высота колокола (конуса).
Согласно этой формуле нужно задаться величинами 7? и г или 7? и Л. При
выборе значений этих величин принимаем следующие условия:
г = 0,7 R или h = 27?.
Берем для данного случая 7? = 140 мм.
Тогда
г = 0,7 х 140 = 98^ 100 мм.
и
3 VIV
ft = -7Ь» >». я — 328 мм.
{l\ + "Г КГ) Я
Угол наклона колокола к плоскости пола = 50°.
Наружные габариты колокола — см. выше.
Количество колоколов составит
10,0 .
п = - - = = 4 колокола.
У1 2,5
В данном случае п' = п.
6) Производительность в сутки и в год и коэфициент загрузки оборудования
азятся следующими цифрами:
Р'сут = У1 • п' • х' = 2,5 х 4 х 3 = 30 кг;
Р'год = Р'сут • То = 300 х 300 = 9000 кг;
7) Суммарная поверхность одновременной загрузки SV1 и Sn' . Принимаем
условно что для данного случая нерабочая поверхность S2 составляет 3% ра-
бочей поверхности Si;
следовательно:
SP1 = S1 • У1 + S2 = + 0,03 Si • У1 = 47,7 +1,43 50 дм2;
= SB1 • л' = 50 X 4 = 200
8) Сила тока составляет:
а) на 1 колокол:
Iyt = SP1 . М, = 50 X 0,5 = 25 А;
б) на 4 колокола:
/„• = Sn- - DK ср = 200 X 0,5 = 100 А.
Концентрация тока в‘каждом колоколе или объемная плотность тока в дан-
ном случае равна
у0 = 2,5 А/л,
т. е. в данном случае величина допустимая1.
При выборе источника тока можно принять для барабана и четырех коло-
колов одну динамомашину на 250 А и 12 V.
В. Полуавтоматы
Форма технологического расчёта полуавтоматов для электролитического по-
крытия изделий может иметь два варианта.
1 Допустимая концентрация тока зависит от состава электролита и допускаемого предела
повышения температуры в электролите.
265
1-ый вариант расчета полуавтоматов
Эта форма расчета почти аналогична приведенной выше для стационарных
?ванн. Методы расчета величин т, Zct,m, tCMeH, х Кгиуп не отличаются от таковых,
указанных в расчете стационарных ванн.
Длина L пути, по которому движется цепь с подвесками (с учетом загрузки
м выгрузки), в каждом полуавтомате определяется по формуле
j _ Уп (к 4- к) __ Уп ' Z
п' • п" и' п" ’
где Уп — мощность всей одновременной загрузки в штуках подвесок;
/х — длина подвески в полуавтомате, т. е. размер подвески с изделиями по
ходу ее движения в полуавтомате;
/2— расстояние между подвесками в полуавтомате; в овальном и круглом
полуавтоматах это расстояние считается по пути движения самой цепи
или штанги;
п1 — количество полуавтоматов;
п" — число, рядов цепей в прямолинейном полуавтомате; обычно для оваль-
ного и круглого полуавтоматов п" = 1.
Величина L должна быть кратной I = /х + /2, иными словами, величина мощ-
ности загрузки одного овального или круглого полуавтомата
Z? _ А
п" ~ /
должна быть целым числом.
Если же величина выражается дробным числом, то ее округляют до бли-
жайшего целого числа в большую сторону, т. е. a L при постоян-
ном I соответственно корректируется до L', причем L’ > L.
Если полуавтоматы устанавливаются на различную мощность загрузки,
т. е. имеют неодинаковое количество подвесок, то длина пути движения цепи
с подвесками определяется для каждого полуавтомата отдельно.
Скорость v движения цепи с подвесками в каждом полуавтомате выразится
формулой:
L' I
V=~ м/мин,
хре т— продолжительность процесса в мин. (см. выше разд. А. «Расчет стацио-
нарного оборудования»).
Промежуток времени т', через который выходит одна подвеска из каждого
овального или круглого полуавтомата
, т • п"
т = ---— МИН.,
У
где у' — мощность загрузки, установленная для одного полуавтомата (см. выше).
Габариты каждого полуавтомата, т. е. размеры установки по длийе, ширине
и высоте определяются следующим образом.
а) Прямолинейный полуавтомат
Внутренняя длина
кн = Ь' + 2/3,
где L' — длина транспортной цепи с подвесками (от места загрузки до места
выгрузки);
Z3 — расстояние между каждой торцевой стенкой полуавтомата и краем
изделия или подвески; это расстояние зависит от конструкции полуав-
томата.
Внутренняя ширина
iveK = п" . + 2п " • w2 + 2U>3 + n3D,
266
Где ivt — размер изделия или подвески по ширине полуавтомата (см. выше
разд. А);
iv2 — расстояние между анодом и ближайшим краем изделия (см. выше
разд. А);
iv3 — расстояние между внутренней стенкой продольного борта ванны и ано-
дом (см. выше разд. А);
п" — число рядов цепей;
D — толщина анода;
п3 — количество анодных штанг.
Внутренняя высота каждого полуавтомата, а также объем электролита рас-
считываются по форме, аналогичной приведенной выше для стационарных ванн.
б) Овальный полуавтомат с закруглением цепи по овалу в горизонтальном
направлении (фиг. 218)
При трехрядной завеске анодов на равном расстоянии друг от друга внутрен-
няя ширина овального полуавтомата равна
weH = 2^ 4- 4iv2 4- 2iv3 4- 3D.
Фиг. 218. Эскиз для расчета габаритов овального полуавтомата.
Обозначения здесь те же, что и выше.
Внутренняя длина овального полуавтомата складывается из следующих ве-
личин:
1«н = G + = G -+• 2^4 + 4iv2 + 2)V3 3D,
где I' — расстояние между двумя наиболее отдаленными точками транспортерной
цепи вдоль полуавтомата — до начала ее закругления (см. фиг. 218),
Расстояние определяется по формуле:
где L' — полная длина транспортной цепи в полуавтомате;
2г=0—диаметр звездочки или поворотного круга цепи.
Если горизонтальные проекции (проекции на горизонтальную плоскость)
путей движения подвески и цепи совпадают, т. е. если длина пути движения
подвески и длина цепи одинаковы, то при трехрядной завеске анодов на равном
расстоянии друг от друга
2г = iVj-h 2iv2 -\-D.
Таким образом, при данном условии
---1- weH — -%-(iVj 4- 2iv2 -j- D) 2ivx 4- 4iv2 4- 2iv3 4- 3D.
267
В некоторых полуавтоматах (подобно автомату «Стевенс») подвески или детали
завешиваются на крюках, концы которых удалены от цепи в сторону — ближе
к бортам ванны. Соответственно этому путь движения подвески будет отстоять
от цепи на расстояние, равное длине горизонтальной проекции (проекция на го-
ризонтальную плоскость) катодного крюка. При этом радиус закругления цепи
будет меньше радиуса закругления пути движения подвески на величину, рав-
ную длине Г2 горизонтальной проекции крюка (фиг. 219).
----------Путь движения цепи
----------f]ymb движения подвески
----------Аноды
Фиг. 219. Эскиз для расчета габаритов овального полуавтомата.
При трехрядной завеске анодов на одинаковом расстоянии друг от друга
в данном случае должно быть соблюдено равенство
Wj 2w2 -J- D в 2г 21%.
Внутренняя длина полуавтомата в данном случае будет
U == + 2«vx + 41V2 + 2W3 4- 3D.
В случае загрузки изделий на подвесках большой длины, расстояние между
анодами и ближайшим краем изделия (или подвески) на закруглениях цепи сле-
дует брать в 1,5—2 раза большим, чем при расчете ширины ванны, во избежание
короткого замыкания тока и неравномерного покрытия.
Высота овального полуавтомата рассчитывается по форме, аналогичной ука-
занной выше.
Объем электролита составляет
V = Vi V% = 1вН • w,eH • hg V2'
в) Круглый полуавтомат (фиг. 220)
Внутренний диаметр круглого полуавтомата по наибольшей окружности,
ограничивающей электролит, равен
0б — 01+ -ф- 2w2 + 2iv3 + 2D.
Здесь 0Х— диаметр кольцевой движущейся катодной штанги;
где L' = y'(lt + /2) — есть длина кольцевой штанги с деталями и промежутками
между ними (см. выше).
Остальные обозначения здесь те же, что и выше.
Внутренний диаметр полуавтомата по наименьшей окружности, ограни-
чивающей электролит, выразится:
0М = 01—(Wi + 2»p2 + 2iv3 +, 2D).
268
Ширина рабочей части ванны, заполненнЬй электролитом, или расстояние
между внутренними стенками ванны равно
weH = + 2iv2 + 2и>3 + 2D.
Высота круглого полуавтомата йви = йэ + йб рассчитывается по форме,
аналогичной указанной выше.
Объем электролита в круглом полуавтомате
V = V1 — V2,
где Vx— объем электролита вместе с завешиваемыми
в ванну изделиями и анодами;
V2 — объем металла в изделиях и анодах.
Vi= ^-(06-0^)- h3,
где й9 — высота уровня электролита.
Наружные габариты полуавтоматов зависят от
конструкций установки и дополнительного оборудо-
Фиг. 220. Эскиз для расчета
габаритов круглого полу-
автомата.
вания и складываются из соответствующих внутрен-
них размеров ванны, толщины стенок, дна и размеров дополнительного обору-
дования (приводная станция, фильтры, насосы и пр.).
Производительность в сутки и в год и коэфициент загрузки полуавтоматов
определяются по следующим формулам:
tcl)m: 60 • и' п" .
D сут
р, _ • 60 •Т'о
* год х f
r^etclJin— рабочее время полуавтомата за сутки, в час.;
т' — промежуток времени (в мин.), через который выходит одна подвеска
из каждого овального или круглого полуавтомата (или с одной цепи
прямолинейного);
То — годовой фонд рабочего времени цеха, в сутках;
п' — количество полуавтоматов;
п" — число рядов цепей в прямолинейном полуавтомате.
Коэфициент загрузки полуавтоматов
р
IS __ 1 год
^2 — "37 •
Г год
Если полуавтоматы устанавливаются на различную мощность загрузки,
•т. е. имеют неодинаковое количество подвесок, то производительность и коэ-
фициент загрузки определяются для каждого из них отдельно.
Суммарная поверхность загрузки и сила тока. Эти величины определяются
для полуавтоматов так же, как и для стационарных ванн (см. выше аналогичные
пункты в разд. А).
2-ой вариант расчета полуавтоматов
Продолжительность процесса т определяется аналогично тому, как было
указано для стационарных ва"нн.
Среднее суточное время работы полуавтоматов 1сУт и коэфициент использо-
вания оборудования рассчитываются следующим образом.
При расчете полуавтомата по 2-му варианту t2 = О, следовательно, в данном
случае
. _ Т • г _ Та • г — 7\ • г— Totx __ Т3-г — Тх-г .
^сУш 'г 'г Т" *1*
* о 1 о * о *
269
Коэфициент использования оборудования
Промежуток времени, через который должна выгружаться одна подвеска из
каждого овального или круглого полуавтомата определяется по формулам:
рсут
или
, Т • г-60 • п' п"
т =------р------,
ггод
где tcym — рабочее время оборудования за сутки в час.;
Рсдт — производственная программа цеха за сутки в штуках подвесок;
Т • z — годовой фонд рабочего времени оборудования в час.;
Ргод — производственная программа цеха за 1 год;
п’ — количество устанавливаемых полуавтоматов;
п" — число рядов цепей в прямолинейном полуавтомате.
Длина пути I, который проходит цепь с подвесками за время т', рассчитыва-
ется по формуле
где 1г — длина подвески в полуавтомате;
/2 — расстояние между подвесками в полуавтомате.
Скорость движения цепи в каждом полуавтомате выражается формулой
Общая длина пути, который проходит цепь с подвесками в каждом полуавто-
мате,
L = V- т,
где т—продолжительность процесса покрытия.
Проверка и корректировка величин L, гит'. Здесь, как и в предыдущем слу-
чае, длина L пути движения подвески должна быть кратной I, иными словами,
мощность загрузки одного овального или круглого полуавтомата (или одной
цепи в прямолинейном полуавтомате) = у должна быть целым числом.
Если же при расчете получается дробь, то ее надо округлить до ближайшего
целого числа ~ в большую сторону, т. е. Величины L, пит' (при
постоянном /) соответственно корректируются до L' > L", v' >v и т"< т'.
Габариты и емкость полуавтоматов, производительность, суммарная поверх-
ность загрузки и сила тока определяются здесь так же, как и в 1-ом варианте
расчета.
Пример 7. Требуется рассчитать полуавтомат для покрытия никелем деталей
велосипедов. Производственная и загрузочная ведомости приведены выше
(см. табл. 73 и 74).
Данные, принятые для расчета. Согласно загрузочной ведомости
№ 3 (см. табл. 74) в сутки должно быть покрыто 956 подвесок. Работа произ-
водится в течение суток в две смены по 7 час. каждая.
Годовой фонд времени работы цеха
То • z = 300 X 14 = 4200 час.
Общие годовые потери времени на неизбежные простои оборудования состав-
ляют 7% годового фонда времени работы цеха, т. е.
Тх • z = 0,07 X 4200 = 294 часа.
270
Годовой фонд времени работы оборудования равен
T-z = То -z-T^z — To(/1 + f2) = 39O6 — 300(^4-f2).
Толщина покрытия никелем s = 0,025 мм.
Плотность тока Dk = 5 А/дм2.
Электролиз протекает при температуре электролита в 50—55°, с перемен
шиванием сжатым воздухом.
Выход металла по току т]= 95%.
Устанавливаем полуавтоматы с закруглением цепи по валу в горизонтальном,
направлении.
Расчет. Производим расчет по форме 2-го варианта.
1) Общая продолжительность процесса т складывается из двух вел ичи
Ч и т2:
а) продолжительность электролиза
s • 7 • 1000 • 60
Dk • С • V]
0,025 X 8,8 X 1000 х 60
5 х 1,095 X 95
= 25,37^25,4 мин.;
б) потери времени на загрузку и выгрузку подвесок принимаем: т2 =0,6 мин.
Следовательно,
т = 4- т2 = 25,4 4- 0,6 = 26 мин.
2) Определяем среднее суточное время работы полуавтомата tcVm и коэфициент
использования оборудования Кг.
Принимаем потери времени на первоначальную загрузку и конечную вы-
грузку подвесок
/х = ^^0,44 часа1.
А 60
Как было указано выше (см. расчет полуавтомата по 2-му варианту), /2=0,.
следовательно;
teym = ---h = -0,44 = 12,58 час.
Коэфициент использования оборудования
— ^сут 12,58 —r q g
3) Промежуток времени, через который с каждого полуавтомата должна
выгружаться одна подвеска, составит
в60 мин.
В данном случае принят один полуавтомат, т. е. п' = 1, а п" = 1 по усло-
вию (см. выше).
4) Длина пути, который проходит цепь с подвесками за время т', равна
I = 4- /2 = 2504-50 = 300 мм.
5) Скорость движения цепи с подвесками э полуавтомате
v = -L в ~ о,38 м/мин.
1 С момента начала обеденного перерыва загрузка полуавтомата новыми подвесками (взамен
выгружаемых) прекращается, ибо основной рабочий, обслуживающий полуавтомат, уходит
обедать. Выгрузка же подвесок из полуавтомата (по мере поступления их к рабочему месту)
продолжается и производится подсобным (или подсменным) рабочим, который уходит на обед
и приходит на работу после перерыва соответственно позже — в данном случае на 26 мин.
Первая загрузка полуавтомата после обеденного перерыва производится одним — основ-
ным рабочим.
271
6) Общая длина пути, который проходит цепь с подвесками в полуавтомате
L= ут = 0,38 X 26 X 9,88 м.
Производим проверку у± и корректировку L, v и т':
У1 = Т = 4х~32’9-
Принимаем в данном случае у' = 34, т. е. берем больший запас, чем это тре-
буется для округления у до ближайшего целого числа.
Отсюда:
L' = у' • I = 34 X 0,3 = 10,2 м;
у' = А = -А- ~ 0,39 м/мин;
т 2о 1
v* = ~ 0,77 мин.
v 0,39
7) Определяем габариты полуавтомата. Устанавливаем полуавтомат с трех-
рядной завеской анодов, у которого длина пути движения подвесок равна длине
цепи.
Внутренняя ширина1
жвн = 2^ -I- 4iv2 + 2w3+3D= (2 X 100) + (4Х 150) + (2 X 50)+(3 X 10) = 930мм-
Внутренняя длина:
1«н — ~2----21^2 + D)j + 2ivx + 4w2 + 2iv3 4-3D =
= АА2_2А (100 + 300+ 10) + 200 + 6004- 100+30^5386 лш^5,4 м.
1 I
Внутренняя высота
hgn = Л» + Ьб>
h9 = h±-\- л2 + Л3 = 500 + 200 + 50 = 750 мм-,
h6 = 200 мм,
следовательно:
fteH = 750 + 200 = 950 мм.
Вычисляем объем электролита V. Величиной объема металла в изделиях
и анодах Г2 пренебрегаем.
Следовательно;
V = 1ен • weH • ft8 = 5,4 X 1 X 0,75 — 4,05 л/3.
Наружные габариты полуавтомата в данном случае не рассчитываем.
8) Определяем производительность в сутки и в год и коэфициент загрузки
полуавтомата.
P'cw = —= -^--980 подвесок;
Р'год = Р'сут • 300 = 294000 подвесок;
р
К год
2------р/---
год
= 2865882 Q7
294 000
1 Ширина подвески взята здесь приблизительно и в соответствии с положением в ванне
.«руля» — детали, имеющей наибольшие габариты; для других деталей меньше и, следова-
тельно, будет больше принятой в расчете величины.
2 См. табл. 74.
272
Для расчета поверхности загрузки полуавтомата за исходную единицу
принимаем подвеску с изделиями, имеющую наибольшую поверхность1, т. е.
Sj =7,34 дм2. Поверхность (среднюю) неизолированной части подвесок прини-
маем условно равной S2=0,03 Sx. Следовательно:
Sy = У' (Sx + Sa) = 34 X (7,34 + 0,03 X 7,34) 257 дм2.
Сила тока 1д' и /п' составляет
= 257 X 5 = 1285 А.
В данном случае 1п' = 7/.
Устанавливаем для данного полуавтомата одну динамомашину на 1500 А
и б V.
Г. Автоматы
Форма расчетов длины автоматов зависит от системы перекидки и конструк-
ции перекидного механизма. Мы уже упоминали в гл. IX, что перенос подвесок
из ванны в ванну в прямолинейных автоматах производится специальными пе-
рекидными механизмами (элеваторная цепь в автомате «Микер» и др.), незави-
симо от движения транспортной цепи2; при этом во время перекидки подвески
отрываются от транспортерной цепи.
В других установках, например в овальном автомате «Стевенс», подвески
переносятся на каретках из ванны в ванну, не отрываясь от транспортерной
цепи.
Таким образом, в первом случае скорость перекидки не зависит от скорости
движения транспортной цепи, во втором же случае эти величины связаны одна
с другой.
Как было указано в гл. IX, в некоторых автоматах фирмы «Стевенс» движение
транспортерной цепи происходит с перерывами или с паузами, которые регу-
лируются автоматически. Цепь двигается в тот момент, когда происходит пе-
рекидка из одной ванны в другую по прямой горизонтальной линии. В остальное
время цепь неподвижна. Поэтому фактическая скорость движения цепи в таком
автомате зависит от длины того расстояния, которое требуется пройти подвеске
от конца пути в одной ванне до начала пути в другой (соседней) — по прямой
горизонтальной линии.
Напомним (см. гл. IX), что в прямолинейных автоматах подвески обычно
завешиваются на поперечную штангу. Соответственно количеству подвесок йа
одной штанге прямолинейные автоматы фирмы «Микер» разделяются на двух-,
трех- и четырехрядные.
В овальных автоматах фирмы «Стевенс» и других подвески завешиваются на
специальных рычагах, или крюках. Эти автоматы бывают одно- и двухрядные.
Ниже приведены расчеты некоторых типов автоматов.
1) РАСЧЕТ ПРЯМОЛИНЕЙНОГО АВТОМАТА «МИКЕР»
Продолжительность прохождения подвесок через автомат определяется по
формуле:
?s =TS1 +tS2 =tS1 +т2(па+ 1),
где tS1 — суммарная продолжительность всех операций технологического
процесса, выполняемых на автомате;
ts, “^(«a+l)— суммарная продолжительность всех перекидок изделий из одной
ванны в другую;
па—количество ванн в автомате.
Во избежание окисления поверхности изделий на воздухе, продолжительность
перекидки подвески из одной ванны в другую принимается минимально возмож-
ная — несколько секунд. Количество перекидок почти всегда на единицу больше
количества ванн в автомате.
1 См. табл. 74.
2 Цепь, с помощью которой подвески передвигаются по ваннам.
Б. И. Лайнер—62—-18
273.
Среднее суточное время работы автоматов tcgm и коэфициент использования
оборудования Ki определяются аналогично тому, как было указано выше для
полуавтоматических установок (см. расчет полуавтоматов по 2-му варианту).
В отличие от последних, остановка автоматов на обеденный перерыв не рекомен-
дуется. На время обеденного перерыва у автоматов следует ставить подсменных
рабочих.
Затраты времени на первоначальную загрузку и конечную выгрузку (в конце
суток) изделий в данном случае определяются, как суммарная продолжительность
всех операций технологического процесса и всех перекидок из одной ванны в дру-
гую, иными словами, эти затраты равны времени прохождения через весь авто-
мат первой (или последней) подвески.
Промежуток времени, через который из каждого автомата должна выгру-
жаться одна штанга с подвесками, определяется по формулам
. _ *сут ' 60 ~ ‘
х р
£ сУт
ИЛИ
, Т • г • 60 • п' • п"
т _ ,
Ггод
где tcym — рабочее время оборудования за сутки в час.;
Т • z — годовой фонд рабочего времени оборудования в час.;
РсУт и Ргод — производственная программа цеха в штуках подвесок за сутки
и за год;
п' — количество устанавливаемых автоматов;
п" — число катодных рядов по ширине ванны или количество под-
весок на одной поперечной штанге.
Длина пути, который проходит подвеска или одна штанга с подвесками за
время +, составляет
l = li + /2,
где /х — длина подвески в автомате;
/2 — расстояние между подвесками по длине автомата.
Скорость движения транспортерной цепи с подвесками вдоль всего автомата
Корректировка величины v (если это вызывается необходимостью) произво-
диться обычно в ббльщую сторону — до и', т. е. v‘ > р.
В соответствии с этим
где т" <т' (см. выше расчет полуавтоматов).
Габариты прямолинейного автомата «Микер» определяются следующим обра-
зом.
Внутренняя длина 1вН каждой ванны складывается из рабочей Lr и нера-
бочей Ь2 длины последней. Под рабочей длиной ванны понимается длина
того пути, который проходит транспортная цепь с подвесками в ванне — от
места загрузки до места выгрузки (фиг. 221). При данной скорости движения
транспортерной цепи рабочая длина ванны зависит только от продолжительности
тх операции, выполняемой в данной ванне, т. е.
Ьх ~ f
Нерабочая длина L2 каждой ванны складывается из длины Zx подвески
и удвоенной величины того расстояния 2Z3, на которое подвеска не доходит до
1 В связи с этим следует произвести корректировку tcym и Кг; при этом обе упомянутые
величины уменьшаются.
274
борта ванны во время выгрузки или на котором она находится от другого
борта в момент загрузки. Расстояния от бортов ванны до краев подвески с обеих
сторон равны между собою.
Следовательно:
L2 = 4 + 2/3.
Таким образом, внутренняя длина каждой ванны
= ^-0.4"^2 = и /j -|- 2/3,
ч
к
где Ti—продолжительность операции, выполняемой в данной ванне.
За внутреннюю длину прямолинейного автомата принимаем расстояние между
внутренними стенками крайних ванн.
Внутренняя длина LSeH автомата
складывается из суммарной внутрен-
ней длины lSeH (рабочей и нерабочей)
всех ванн и суммарного расстояния
lsP между внутренними стенками
соседних ванн.
Суммарная внутренняя длина
всех ванн автомата
lseH ~ * Tsi "I” U1 + 2/3) • па,
где tS1 — суммарная продолжитель-
ность всех операций техно-
логического процесса;
па — количество ванн в автомате.
Суммарное расстояние между вну-
тренними стенками соседних ванн
зависит от конструкции и соответст-
вующих размеров перекидного уст-
ройства, толщины стенок и коли-
чества ванн. Если расстояние между
внутренними стенками принять одинаковым для всех ванн, то:
‘вн.
—Путь движения подвески
при перекидке из ванны в ваннд
Фиг. 221. Эскиз для расчета внутренних габари-
тов автомата «Микер» и длины пути перекидки
подвески из одной ванны в другую.
Цр — (^а 1),
где /4 — расстояние между внутренними стенками двух соседних ванн.
Таким образом, внутренняя длина всего автомата
ЬзвН = lseH + lsp = v' • Ч + Ui + 2Z3) • na + l±{na— 1).
По ширине и по высоте все ванны в автомате обычно делаются одинаковыми.
Расчет ширины, высоты и емкости ванн производится по форме, указанной выше
для стационарных ванн.
Наружные габариты (длина, ширина и высота) автомата слагаются из внутрен-
них его размеров и толщины стенок, а также габаритов перекидного устройства,
приводной станции и пр.
Наружную длину автомата с учетом длины первой и последней перекидок,
г. е. расстояние между рабочими местами загрузки и выгрузки подвесок можно
принять равной
^нар = Lsen + 2 (Z1 + Ъ + /«)•
К этому нужно добавить еще длину рабочего места и длину места, занима-
емого механизмом, приводящим в движение цепь. Это увеличивает длину авто-
мата приблизительно на 2—2,5 м с каждой стороны.
Скорость движения цепи, служащей для переноса подвесок из одной ванны
в другую (цепь перекидного механизма),
Г
ух = Т’
275
где i' — длина пути, который проходит подвеска или штанга с подвесками во
время ее перекидки цепью из одной ванны в другую;
х2— продолжительность перекидки подвески или штанги с подвесками из
одной ванны в другую.
Длина /' пути перекидки подвески или штанги с подвесками из одной ванны в
другую складывается из высоты подъема и опускания подвески 2Л и длины того
пути, который проходит подвеска в воздухе в горизонтальном направлении
(Г = /х«-2'3 = /4).
Следовательно:
/' = 2/ + Г = 2(Д + й» + й4) + /х + 2l3 + Ц,
где йх — высота изделия или подвески до крюка подвески;
hK — высота крюка подвески;
й4 — расстояние от нижнего конца изделия или подвески до крюка под-
вески (или до штанги) в момент окончания подъема или к моменту
начала опускания подвески в ванну;
/х — длина подвески;
2/3 — удвоенное расстояние от края подвески до борта ванны;
/4 — расстояние между внутренними стенками ванны (см. фиг. 221).
Мощность загрузки каждой ванны или количество катодных штанг с подвеска-
ми, загружаемых одновременно в ванну (ух), рассчитывается Следующим образом.
Количество катодных (поперечных) штанг в каждой ванне определяется
как отношение рабочей длины ванны к длине /х подвески плюс расстояние /2
между подвесками, т. е. — к длине того пути /, который проходит подвеска за
время т':
v _h _ У' ‘21 _ v>' Ti
~ \ + /2 •
При таком расчете мощности загрузки каждой ванны автомата может полу-
читься дробное число штанг с подвесками. Так как действительная мощность за-
грузки выражается всегда целым числом, то полученная при расчете дробная вели-
чина ух будет указывать на периодическое изменение количества катодных штанг
в ванне на одну единицу — то в большую, то в меньшую сторону. С этим прихо-
дился считаться лишь при определении поверхности загрузки и потребной силы
тока в электролитических ваннах.
Чтобы полностью обеспечить электролитические процессы источниками тока,
при расчете силы тока необходимо для каждой электролитической ванны (глав-
ным образом для ванн покрытия) полученное дробное выражение мощности одно-
временной загрузки в штангах округлить до ближайшего целого числа у' в ббль-
шую сторону. Можно принять условно, что при изменении мощности загрузки
на одну штангу в меньшую сторону, сила тока на бортах ванны будет падать
пропорционально уменьшению поверхности загрузки и устанавливаться в соот-
ветствии с принятой плотностью тока. Количество подвесок при расчете мак-
симальной поверхности загрузки каждой ванны определяется как произведение
принятого количества штанг на число катодных рядов по ширине ванны.
Производительность в сутки и в год и коэфициент загрузки автоматов опре-
деляются по следующим формулам:
р, _ *сВт-Ы-п' п‘
* сут „н
P'tod
/сУй1.60 • Т9 п' -п" _
-а *сУт ’ * о>
__ ^год_________^год ‘ х_____
2 Р'год ~ -П"
(см. выше расчет полуавтоматов).
Суммарная поверхность загрузки и сила тока для автоматов определяются
по форме, указанной выше для стационарных ванн.
276
Расчет поверхности и силы тока для каждой электрической ванны в данном
случае следует производить по максимальной мощности одновременной загрузки
анной ванны.
Пример 8. Требуется рассчитать прямолинейный автомат фирмы «Микер»
для покрытия деталей велосипедов.
Данные, принятые для расчета. Согласно загрузочной ведомости
№ 4 (см. табл. 75) в сутки должно быть покрыто РсУт = 1911 подвесок.
Работа на автомате производится в течение суток в две смены по 8 час. каждая,
без остановки оборудования на время обеденного перерыва. Следовательно,
годовой фонд времени работы цеха.
То-z = 300 X 16 = 4800 час.
Общие годовые потери времени на неизбежные простои оборудования состав-
ляют 7% годового фонда времени работы цеха, т. е.
7\ • z = 0,07 X 4800 = 336 час.
Годовой фонд времени работы оборудования составляет
T*Z= TO.Z — 7\-z — То. 4800 — 336 — 300 = 4464 — 300 /х Ч
Толщина покрытия никелем s = 0,025 мм.
Плотность тока DK — 5 А.]дм1 2.
Электролиз протекает при температуре электролита в 50—55° с перемеши-
ванием последнего сжатым воздухом.
Выход металла по току т, = 95%.
Расчет автомата «Микер». 1) Определяем продолжительностьts про-
хождения подвески через автомат.
Суммарная продолжительность ts всех операций технологического процесса,
выполняемых на данном автомате, составляет:
Электролитическое обезжиривание................... 2 мин.
Промывка в горячей воде.............................. 1 »
>> >> холодной » 1 »
Электролитическое декапирование2 на аноде ........... 1 »
Промывка в холодной воде.......................... 1 »
?> >> холодной >> 1 »
Никелирование.......................................25,4 мин.
Промывка в холодной воде.......................... 1 »
» >> горячей »........................... 1 »
Итого ... 34,4 мин.
Найдем теперь суммарную продолжительность tS2 всех перекидок изделий
из одной ванны в другую. Если принять продолжительность каждой перекидки
= 0,5 мин.,
то
= т2 (па+ 1) = 0,5 X ю = 5 мин.;
отсюда
ts = +Ts, = 34,4 + 5 = 39,4 мин.
Принимаем округленно ts = 40 мин.
2) Определим среднее суточное время работы автомата tcym и коэфициент
использования оборудования Кх.
Принимаем потери времени на первоначальную загрузку и конечную вы-
грузку подвесок
<1 = ~ 0,67 часа;
х 60
1 При расчете автоматов = 0.
2 Состав электролита: 84—70% H2SO4 + 20—30 г)л К2Сг2О7. Анодная плотность тока
= 7 А/д-м2; температура —комнатная.
277
следовательно:
tcym = ---= ^-0,67 = 14,21 часа.
= Jsehl = _Ц^1_~о,89.
1 г 16
3) Вычисляем промежуток времени, через который из каждого автомата
выгружается одна штанга с подвесками. Устанавливаем автомат на 4 катодных
ряда цепей, т. е. л" = 4.
Тогда
= 1,784
“сут 1911
4) Длина пути, который проходит одна штанга с подвескам и за время т',
выразится:
/ = + /2 = 500 4- 100 = 600 мм.
5) Скорость v движения транспортерной цепи с подвесками вдоль всего авто-
мата равна
v = ~ ~ ~ 0,336 м[мин.
t' 1,784 '
Принимаем округленно v — 0,34 м/мин.-,
следовательно:
’=4 =да~1’764 “"»•
6) Рассчитываем габариты автомата.
Внутренняя длина каждой ванны
1вн — 1-1 Ь2 — v' Т1 4" + 2/3.
Принимаем /3 = 100 мм. Получаем следующие значения:
Ванна для электролитического обезжиривания . . . 1,38 м
» >> промывки в горячей воде............ 1,04 »
> > >> » >> холодной >> ........... 1,04 »
> > >> электролитического декапирования .... 1,04 »
» >> промывки в холодной воде................. 1,04 »
> > >> >> >> >> >> ........... 1,04 »
» >> никелирования........................ 9,336 »
> > » промывки в холодной воде.............. 1,04 »
> > » >> » горячей >>............... 1,04 »
Итого . . . 17,996 м
Принимаем суммарную внутреннюю длину всех ванн округленно
’’ v' ’ +2/з) па ~ 18 м.
Суммарное расстояние между внутренними стенками соседних ванн
lsp — 11 (Яд !)•
Принимаем условно
/4 = 100 мм,
тогда
lsp = 800 мм = 0,8 м.
Таким образом, внутренняя длина всего автомата, т. е. расстояние между
внутренними стенками крайних ванн составляет
~ ^sen ~^^р— 18 + 0,8 = 18,8 м.
Внутренняя ширина ванн в автомате
weH = п" • ivx + 2л' • iv2 + 2w3 + л3 D =
= (4 Х100) 4-(2 X 4 X 150) 4-(2x 50) 4-(5X10) = 1750 мм = 1,75 м.
Высоту ванн в автомате берем по высоте наибольшего изделия или подвески
йх = 500 мм;
тогда внутренняя высота ванн в автомате
Лен = Лэ + йб = (йх + й2 + й3) + йб = (500 + 200 + 50) + 200 = 950 мм =0,95 м.
Объем раствора или воды (промывные ванны) в каждой ванне равен:
V = V1-V2 = (lm-weH-h3)-V2.
Величиной V2 для упрощения расчета пренебрегаем.
Объем раствора в ванне для электролитического обезжиривания составляет
примерно 1,36 м3.
Объем воды в каждой ванне для промывки (в горячей и холодной воде) ра-
вен 1,06 м3.
Объем раствора в ванне для декапирования равен 1,06 м3.
Объем раствора в ванне для никелирования составляет приблизительно
12,26 м3.
Определим теперь наружные габариты автомата. Наружная длина LStiap
автомата с учетом длины первой и последней перекидки или расстояние между
рабочими местами загрузки и выгрузки подвесок будет
LSHaP = LseH + 2(/x + Z3 + Q = 18,84-1,04-0,2 + 0,2 = 20,2 м.
Если принять (с обеих сторон) длину рабочего места и длину места для при-
водной станции, равной 4 м, то полная наружная длина автомата составит
ESHap = 20,2+ 4 = 24,2 м.
Наружные габариты автомата по ширине и высоте в данном примере не рас-
считываем.
7) Вычисляем скорость vx движения цепи, служащей для перекидки под-
весок из одной ванны в другую. При этом принимаем высоту крюка подвески
йк = й3 + йб + 50 мм 1 = 50 + 200 + 50 = 300 мм
и расстояние от нижнего конца изделия или подвески до крюка подвески (или
до штанги) в момент окончания подъема или к моменту начала опускания под-
вески в ванну
й4 = 200 мм.
Тогда длина пути перекидки подвески из одной ванны в другую
Г = 2 (Йх + Йк + й4) + + 2/3 + /4 =
= 2 (500 4- 300 + 200) + 500 + 200 + 100 = 2800 мм = 2,8 м.
Отсюда:
ух = = у| = 5,6 mImuh.
8) Находим максимальную возможную мощность загрузки или количество
катодных штанг с подвесками, загружаемых одновременно в каждую электро-
литическую ванну (ух и у'):
Получаем:
а) ванна для электролитического обезжиривания:
У1 = -^50 -~1,14 штанги,
В данном случае можно принять у' = 1 штанга;
у' • п" = 4 подаески.
1 50 мм — высота над бортом ванны вместе со штангой — величина, принятая условно.
Значения величины h2 и he см. выше в разд. А гл. XI.
279
б) ванна для электролитического декапирования:
0,34 X 1 —п к-т
^ = -Жо-^0’57-
Принимаем округленно у' = 1 штанга;
у' • п" = 4 подвески.
в) ванна для электролитического никелирования:
0,34 X 25,4 t .
у, = ада-2— = 14,4 штанги.
71 0,60
Принимаем округленно у' = 15 штанг;
у' • п" = 60 подвесок.
9) Производительность в сутки и в год и коэфициент загрузки автомата
составляют:
Р’еит = ' = ^5—1932 подвески;
Р'год= Р'сдт • 300 = 579 600 подвесок;
/Г _ - 573175 ~ПОЙ7
~ р'год 579600 ~°’987-
10) Суммарная максимальная поверхность загрузки электролитических ванн
в автомате определяется по формуле
S9' = /.n"(S1 + S2).
Принимаем, условно, что неизолированная часть поверхности подвесок, на-
ходящаяся в электролите, составляет 3% поверхности покрываемых изделий,
т. е. S2 = 0,03 Si.
Тогда получим:
а) ванна для электролитического обезжиривания:
S/ = 1 х 4 (14,68 -+0,03 х 14,68) = 60,48 дм2;
б) ванна для электролитического декапирования:
S/ = 1 х 4 (14,68 -Ь 0,03 х 14,68) = 60,48 дм2;
в) ванна для электролитического никелирования:
Sgf = 15 х 4 (14,68 + 0,03 х 14,68) = 907,2 дм2.
11) Определим силу тока 1У’.
а) Принимаем для ванны электролитического обезжирования расчетную плот-
ность тока Dk = 4 А/дм2;
тогда
Ig = Sg • DK = 60,48 х 4^ 242 А. б) * * * * *
б) Принимаем для ванны электролитического декапирования анодную плот-
ность тока Эд = 8 А/дм2;
тогда
Ig' = Sg • Da = 60,48 X 8 = 483,4 ~ 484 А.
в) Для ванны электролитического никелирования имеем:
// = Sy • DK = 907,2 х 5 = 4536 А.
280
2) РАСЧЕТ ОВАЛЬНЫХ АВТОМАТОВ С ЗАКРЕПЛЕННОЙ КАРЕТКОЙ И НЕПРЕРЫВНО
ДВИЖУЩЕЙСЯ ТРАНСПОРТЕРНОЙ ЦЕПЬЮ
Напомним, что в автоматах этого типа (см. в гл. IX автоматы для электро-
травления и фирмы «Стевенс» — модель В) подвески с деталями переносятся
из одной ванны в другую, не отрываясь от транспортерной цепи. Форма расчета
этого автомата отличается от предыдущего расчета принципом определения
внутренних и наружных габаритов.
В отличие от автомата «Микер», в данном случае расстояние /4 между внутрен-
ними стенками соседних ванн и длина I' пути, который проходит цепь с подвес-
ками во время перекидки их из одной ванны в другую, зависят от скорости и
движения транспортерной цепи и принятой продолжительности перекидки т2.
При этом можно принять условно, что
/4 —V • ~2 (+ 2/3);
I' ~ li 4- 2/3 + /4 ~ 4- 2/3 4- v • т2 — /х — 2/3 ~ v • т2>
где Г — длина пути, проходимого транспортерной цепью с подвесками во время
перекидки их из одной ванны в другую;
— длина подвески;
/3 — расстояние от края подвески до торцевой стенки ванны в момент на-
чала перекидки; в данном случае /3 выбирается в соответствии с длиной
изогнутой направляющей (см. фиг. 168);
/4 — расстояние между внутренними стенками соседних ванн;
и — скорость движения цепи.
Фиг. 222. Эскиз для расчета замкнутого овального автомата.
Длина овального автомата зависит как от типа и конструкции самого авто-
мата, так и от способа загрузки и выгрузки изделий. Можно принять условно,
Фиг. 223. Эскиз для расчета подковообразного овального автомата.
что внутренняя длина 1вН овального автомата равна расстоянию между внутрен-
ними наиболее отдаленными его стенками по прямой линии [см. схемы автоматов—
замкнутого (фиг. 222) и подковообразного (фиг. 223)].
281
Чтобы определить это расстояние, нужно предварительно рассчитать длину Ls
пути, который проходит цепь с подвесками за время ts (время полной обработки
деталей в автомате, включая загрузку и выгрузку подвесок для замкнутого авто-
мата)1, ширину ванн, радиус закругления цепи или ширину автомата (см. выше
расчет овального полуавтомата).
Длина Ls пути, который проходит цепь с подвесками через автомат за время т,,
складывается из следующих величин: 1) суммарной внутренней длины ls всех
ванн, 2) суммарного расстояния между внутренними стенками соседних ванн ls р
и 3) соответствующего размера загрузочного и разгрузочного пространства (в зам-
кнутом автомате) /8.
Таким образом, для замкнутого автомата (см. фиг. 222) получим:
где
— Vzst + Ul + 2/g) Па',
lsp =
l6 = vz3;
— время, потребное на загрузку и выгрузку изделий в автомате.
Если принять, что в данном случае
/4 ~ у т2 — (/j -f- 2Z3),
то, подставляя это, а также приведенные выше значения в выражение для Ls,
получим
Ls = + (Ji +2/3) па -f- ltna + /5 =
= vxs, +(Д + 2/з)Па+(^2—/1 — 2Z3) -па + ит3 =
= vtS1 + VT2na + VX3.
Для подковообразного автомата (см. фиг. 223) имеем:
= LS/M = lsp,
где
= vzSl + (G + 2Z3) na;
lsp = It (,Па 1 )•
Принимая те же условия, что и в предыдущем случае, получаем:
= 1>тЛ -ф- (/х ф- 2/3) па + /4(л„— 1) =
= +(^-|-2/3)па + (РТ2 —/1 —2/3) (ла— 1) =
= V4 + 11Па + 213па+ vz2(na— I) — lina — 2l3na+ 1г + 213 =
= рт51 -|-1/т2(ла—1) + /14-2/3.
В соответствии с приведенными выше указаниями определяется и внутрен-
няя длина автомата LeK по следующим формулам.
1) Для замкнутого автомата (см. фиг. 222):
, Ls — 2nr , nz (^tSx + v na + v-3) — 2r,r , u/
=---------2------Г ™вн =-------------2------------‘
где — внутренняя ширина овального автомата;
г — радиус закругления транспортерной цепи.
2) Для подковообразного автомата (см. фиг. 223):
_ Ls — nr _ __ [у (ия — 1) + /г + 2/3] — it г _
L'sh 2 “ 2 2 2
1 Для удобства дальнейшего расчета длина пути, который проходит цепь с подвесками
в подковообразном автомате (см. фиг. 223), принята без учета размеров загрузочного и
разгрузочного пространств.
282
Для автоматов указанного типа (замкнутого и подковообразного) можно
принять, что
Г= ^или-^ + 8,
где — ширина внутреннего — нерабочего пространства;
8 — толщина стенок автомата.
Внутренняя ширина овального автомата
= 2w0H 2 8,
где weit — внутренняя ширина ванн автомата.
Внутренняя ширина всех ванн автомата одинакова и определяется для каждой
из них аналогично тому, как это было указано выше для стационарных ванн,
т. е.
= п" Wj 4- 2п" w2+2iv3 + n2 D,
где п" — количество катодных крюков или подвесок на одной каретке; в оваль-
ном автомате п” равно 1 или 2.
Высота ванн в овальном автомате рассчитывается по форме, аналогичной
приведенной выше для стационарных ванн и полуавтоматов.
Наружные габариты овального автомата складываются из внутренних его
габаритов, толщины стенок, ширины бортов и пр.
Во всех овальных автоматах следует располагать ванны таким образом,
чтобы перекидка подвесок из ванны в ванну происходила не на закруглениях
автомата. Если этого сделать не удается, то необходимо соответственно увели-
чить длину той ванны, которая находится на закруглении.
Следует отметить, что автоматы фирмы «Стевенс» с непрерывно движущейся
цепью пригодны только для определенных интервалов скоростей движения цепи
и времени перекидки. Как видно из формул для определения длины автомата,
при очень большой скорости движения цепи получится слишком большая длина
пути перекидки. Сокращение времени перекидки в целях уменьшения этого
расстояния возможно лишь до известного предела. Наоборот, при малой ско-
рости движения цепи длина пути перекидки может оказаться настолько незна-
чительной, что ее вообще нельзя будет осуществить при данных размерах под-
вески. В связи с этим не рекомендуется намного увеличивать продолжительность
перекидки, а следовательно и время пребывания деталей в воздухе; это может
вызвать окисление поверхности деталей. В соответствии с этим автоматы «Сте-
венс» с непрерывно действующей цепью можно устанавливать только при рас-
чете их на большую производительность.
3) РАСЧЕТ ОВАЛЬНЫХ АВТОМАТОВ С ЗАКРЕПЛЕННОЙ КАРЕТКОЙ И ПРЕРЫВНО
ДВИЖУЩЕЙСЯ ТРАНСПОРТЕРНОЙ ЦЕПЬЮ (МОДЕЛЬ А)
В этих автоматах цепь движется по ваннам с перерывами (паузами); подвески
с деталями переносятся из одной ванны в другую, не отрываясь от транспортер-
ной цепи.
В этом случае продолжительность прохождения подвесок через автомат,
среднее суточное время работы автомата и коэфициент использования рассчиты-
ваются так же, как и для автомата фирмы «Микер».
Промежуток времени, через который из каждого автомата должна выгру-
жаться одна каретка с подвесками, определяется по следующим формулам:
, Чут-6й-п'-п"
?сут
ИЛИ
, Т-г^-п'-п"
т = -----р------,
*год
283
где п' — количество автоматов, устанавливаемых для данного вида обработки
п" — количество катодных рядов или крюков с подвесками.
Обозначения х(Ут, Т, z, РсУт и Рго0 те же, что и выше.
Так как в автомате «Стевенс» данной системы цепь двигается только в те мо-
менты, когда происходит перекидка подвесок из одной ванны в другую, то вели-
чину х' можно представить как период времени, в течение которого происходит
перемещение центра подвески в ванне из одного стационарного положения в дру-
гое. Этот период времени складывается из двух величин: времени т2, затрачи-
ваемого на перекидку подвесок из одной ванны в другую, и продолжительности
паузы х'г, в течение которой цепь стоит на месте.
Время т"2 движения цепи при перекидке подвески из одной ванны в другую
и продолжительность паузы та'. Во время перекидки подвеска совершает движе-
ние в трех направлениях: подъем из ванны, движение или перемещение вдоль
ванн (или над ваннами) — по прямой горизонтальной линии и спуск в ванну.
Так как подъем и спуск подвесок осуществляются при помощи специальных
подъемных механизмов, то цепь двигается только в тот момент, когда подвеска
проходит расстояние (в горизонтальном направлении) от конца ее пути в одной
ванне до начала — в другой. Следовательно, время хя2 движения цепи при каждой
перекидке подвесок из одной ванны в другую будет составлять разность между
временем т2 всей операции перекидки и временем, затрачиваемым на подъем
подвески из ванны и спуск ее в ванну (тпо9 -|- хспУск — т2"'), т. е.
т = т2 (ТпоЭ 4" тспуск) = ^2 ^2 •
Время всей операции перекидки т2 принимается условно при расчете про-
должительности технологического процесса (см. выше). Время, затрачиваемое
на подъем и спуск подвесок в ванну, зависит от конструкции подъемного меха-
низма. Обычно эта величина принимается в расчете условно.
Таким образом, продолжительность паузы т'2 выражается разностью между
временем т', через которое из автомата выходит одна каретка с подвесками, и
временем т"2 движения цепи при перекидке подвесок из одной ванны в другую, т.е.
t2 = х' — т2 .
Длина пути, который проходит цепь при перекидке каретки с подвес,ками
из ванны в ванну (по прямой горизонтальной линии)1 2, определяется по формуле:
Iя = /х + 2/3 + 1^,
где — длина подвески;
/3 — расстояние от края подвески до борта ванны в момент выгрузки или
загрузки в ванну;
Ц — расстояние между внутренними стенками соседних двух ванн.
Скорость движения цепи в автомате во время перекидки подвесок из ванны
в ванну
где Г — длина пути перекидки по прямой горизонтальной линии или длина
пути движения цепи при перемещении в ванне каретки с подвесками
из одного стационарного положения в другое;
х"2 — время движения цепи при перекидке подвески из одной ванны в дру-
гую или время перемещения в ванне каретки с подвесками (по прямой
линии) из одного стационарного положения в другое.
Габариты автомата «Стевенс» с прерывно-движущейся транспортерной цепью
рассчитываются следующим образом. Внутренняя длина 16Н каждой ванны, как
1 Или длина пути движения цепи при перемещении в ванне каретки из одного стационар-
ного положения в другое.
2 Величина Г в данном случае определяет также и расстояние между центрами подвесок
в ванне, т. е. I = I".
284
и у автоматов фирмы «Микер», равна сумме рабочей и нерабочей длины
данной ванны. Рабочая длина ванны Lx в данном случае определяется продол-
жительностью тх выполняемой операции, длиной Iя пути движения цепи при
перемещении в ванне каретки с подвесками из одного стационарного положения
в другое1 и величиной т' полного периода времени, за который совершается
каждое перемещение, т. е.
При расчете рабочей длины ванны количество перемещений кареток с под-
весками (или количество кареток, вмещающихся в нее одновременно, т. е. Мощ-
ность загрузки)
может оказаться дробной величиной. Так как в автомате данного типа это не-
приемлемо (ни с точки зрения принципа перемещения подвесок по ваннам, ни
в отношении мощности загрузки ванн), то полученную расчетную величину ра-
бочей длины ванны нужно каждый раз соответственно проверять и корректиро-
вать. Если при проверке отношения у — количество перемещений кареток
с подвесками в ванне будет выражаться дробным числом, то последнее нужно
округлить до ближайшего целого числа в большую или меньшую сторону.
В связи с этим суммарная длина пути перемещений каретки по всей ванне,
т. е. рабочая длина ванны
соответственно увеличится или уменьшится. Следовательно, и продолжительность
процесса в данной ванне в первом случае увеличится, а во втором — умень-
шится. Скорость перемещений кареток — величина одинаковая для всех ванн,
поэтому она не подлежит корректировке в случае различных изменений длины
одной или нескольких ванн.
Так как при этом условии в ваннах для покрытия неизбежны изменения
в толщине осадка, то (если это обстоятельство имеет значение) при дальнейшем
расчете силы тока следует прокорректировать лишь плотность тока. Значения
последней должны изменяться обратно пропорционально изменению рабочей
длины ванны, иными словами, если длина ванны увеличена, то расчетная плот-
ность тока должна быть соответственно уменьшена, и наоборот.
Нерабочая длина каждой ванны L2 в данном автомате фирмы «Стевенс» рас-
считывается также, как и в автомате фирмы «Микер», т. е.
^2 — /i+2Z3.
Следовательно, внутренняя длина каждой ванны составляет:
^вн = Ех Е2 = —77^- + /х + 2/3.
Внутренние габариты автомата можно определить по нижеприведенной
4>орме.
Внутренняя длина овального автомата фирмы «Стевенс» с прерывно двигаю-
щейся транспортерной цепью рассчитывается следующим образом.
1) Для замкнутого автомата (см. фиг. 222):
U = = + +W„, (1)
где (в данном случае):
1 Величина /"равна длине пути движения цепи при перекидке (по прямой горизонтальной
линии) каретки с подвесками в воздухе из одной ванны в другую.
285
Ls — длина пути, проходимого подвеской по всему автомату
за время rs;
J = ^i+2Z3)na — есть суммарная внутренняя (рабочая и нерабочая)
длина всех ванн в автомате;
Zsp = l/i— суммарное расстояние между внутренними стенками
соседних ванн в овальном замкнутом автомате;
ls = ш3 — длина загрузочного и разгрузочного пространств;
т3 — время принятое для загрузки и выгрузки изделий;
в данном случае т3 должно быть кратно т2" и, следо-
вательно, /5 должно быть кратно I".
Подставляя все указанные выражения в ф-лу (1), получаем:
^-+ (/14-2/з)Па+/4Л<х + У^ —•2лг
= " 2 4”
+ (Z1 + 2ZS + lt)na + v J - 2тгг
= 1------------------2--------1--------+ WeH.
Так как в данном случае
Z1 + 2Z3 + Z4 = Z\
то
+ГПа + 1)Тз -2кг
Lm =--------------2--------------
w
где г — радиус закругления транспортерной цепи; по условию г = (см.
выше), где ж4 — ширина внутреннего нерабочего пространства;
Wgn — внутренняя ширина овального автомата.
2) Для подковообразного автомата (см. фиг. 223):
J _ Ъ~*г
L^eu — 2 ^,2
(lseH + lsp) — КГ WeH
+ ~
(2)
2
где ls git
+-(Zi+2Z3) na —суммарная внутренняя длина всех ванн в автомате;
lsp = /4(па — 1) — суммарное расстояние между внутренними стен-
ками соседних ванн.
Подставляя указанные выражения в ф-лу (2) и принимая, что и в данном случае
к + 2/3 + /4 = Z",
получаем:
I -^—^+(^1 + 2/3)^+ Щпа 1)1 —п/
Г = L __________________________J______I—
Ьвн— э 2
I * 4“ Ui + 2Z3 + Z4) Па Z4 ТС Г w
L т J_______I вн
_ - -j- 2
/"Па-г4]-КГ
J I вн
--------2--------
Здесь также
2
286
Ширина и высота всех ванн автомата одинаковы и определяются (так жег
как и емкость ванн) по форме, аналогичной указанной выше для стационарных
и полуавтоматических ванн.
Расчет наружных габаритов автомата был приведен ранее.
Количество кареток или катодных крюков с подвесками, вмещающихся
в ванну одновременно, т. е. мощность одновременной загрузки каждой ванны у—
величина непостоянная и меняется за каждый полный период времени переме-
щения кареток в ванне на одну единицу то в большую (во время паузы), то в мень-
шую сторону (во время движения цепи или перекидки подвесок из одной ванны
в другую).
Наибольшее количество кареток в ванне будет во время «паузы», т. е. когда
цепь стоит на месте. Во время перекидки подвесок из ванны в ванну (по прямой
горизонтальной линии), т. е. в тот период, когда цепь движется, количество каре-
ток в каждой ванне уменьшается на единицу.
На основании приведенных выше соображений (см. автомат «Микер») сум-
марная поверхность загрузки в каждой из электролитических ванн автомата
«Стевенс» и сила тока, приходящаяся на каждую ванну, определяются по
максимальной мощности загрузки и вычисляются по форме, указанной в рас-
чете стационарных ванн.
Расчет производительности и коэфициента загрузки автоматов был приведен
выше.
Д. Конвейерные установки для покрытия проволоки и лент
Исходными условиями для технологического расчета конвейерных установок,-
служащих для покрытия проволоки и ленты, мы считаем следующие:
1) установку следует загружать одновременно проволокой одинакового диа-
метра или лентой одинаковой ширины;
2) нагрузка динамомашины должна быть наиболее полной и постоянной по
силе тока, независимо от диаметра проволоки или ширины ленты, для которых
рассчитывается данная установка;
3) мощность загрузки или количество метро-ниток проволоки или ленты
(длина и количество ниток проволоки или ленты в ванне) для каждой ванны
данной установки есть величина постоянная.
Первое условие важно как с точки зрения равномерности покрытия, так и
в смысле удобства обслуживания установки. При загрузке установки проволокой
разного диаметра (или лентой различной ширины) плотность тока, а следова-
тельно и толщина покрытия может оказаться на различных нитках неодинако-
вой вследствие неправильного распределения тока. Кроме того, если для про-
волоки различного диаметра или ленты разной ширины, загружаемых в ванны
одновременно, требуется неодинаковая толщина покрытия, то и скорость про-
тяжки проволоки (или ленты) через всю установку должна быть также различ-
ной. Это либо вовсе неосуществимо, либо трудно выполнимо.
Второе условие означает, что при расчете установки, предназначенной для
покрытия проволоки или ленты различных размеров (по диаметру или ширине),
плотность тока должна изменяться обратно пропорционально величине поверх-
ности загрузки (или диаметру проволоки и ширине ленты). Максимальная плот-
ность тока всегда принимается для проволоки или ленты наименьших размеров
(по диаметру или ширине).
Так как для других ниток проволоки и ленты плотность тока будет соот-
ветственно тем меньше, чем больше их диаметр или ширина, то следовательно,
сила тока на бортах ванны будет всегда величиной постоянной (как произведе-
ние поверхности всей загрузки на плотность тока). Необходимость выполнения
второго условия диктуется главным образом требованиями экономичного исполь-
зования электрооборудования и удобства регулирования силы тока.
Третье условие является следствием второго и вытекает из тех же требований
наиболее полного и, следовательно, экономичного использования оборудования
(установка и динамомашины).
Перед тем как приступить к расчету, необходимо задаться следующими об-
щими данными:
287
1) диаметр проволоки или ширина ленты в мм;
2) вес каждой проволоки или ленты длиной в 1 м (в г): plt р2, р3.рп;
3) длина каждой проволоки или ленты (в м), соответствующая заданной годо-
вой программе, Llf L2, L3.Ln:
рг юоо г _ • woo т _ рз • юоо f _ Рп- юоо
Р1 ’’ р, ; р, .....рп
где Plt Р2, Р3.......Рп — годовая программа проволоки по каждому диа-
метру, в кг;
4) поверхность каждой проволоки или ленты длиной в 1 м (в / дм2): St, S2,
....Sn.
5)....плотность тока для каждой проволоки или ленты (в А/(Хм2): Dk Dk
А. Dkn.
При наличии в задании большого количества резко отличных друг от друга
размеров проволоки или ленты последние следует разбивать на группы с неболь-
шими интервалами колебаний по диаметрам проволоки или ширине ленты.
««Электрохиметом» принята разбивка проволоки на следующие группы1:
1) 0 = 0,15 — 0,3 мм
2) 0 > 0,3 до 0,8 »
3) 0 > 0,8 до 3,0 »
4) 0 = от 2,5 — 3,0 до 5 мм
5) 0 > 5 до 8 »
Расчет оборудования для каждой группы проволоки производится отдельно.
Разбивка проволоки на группы по диаметрам (и ленты по ширине) необхо-
дима не только для удобства расчета, но также и с точки зрения оформления
конструкции отдельных деталей установки (ролики и пр.) и определения ее га-
баритов (главным образом по ширине ванн).
1) РАСЧЕТ ВАНН для покрытия
Применяемые в производстве конвейерные установки для цинкования про-
волоки или ленты работают непрерывно — круглые сутки и обычно без выход-
ных дней. Поэтому при расчете оборудования можно исходить непосредственно
из годовой программы цеха.
Расчет ванн для покрытия проволоки производится по следующей форме.
Определение продолжительности процесса т. Так как по второму условию
(см. выше) плотность тока обратно пропорциональна диаметру проволоки, по-
крываемой на данной установке, то продолжительность электролиза рассчиты-
вается для каждого диаметра отдельно:
Т1 > т2 > ”з.тп.
Потери времени на загрузку проволоки от новых мотков (во время работы
установки) не учитываются. Предполагается, что смена мотков производится
находу без остановки намоточных барабанов; при этом концы проволок сменяе-
мых мотков связываются или свариваются (автоматически).
Определение продолжительности работы установки в течение года, т. е. го-
дового фонда времени работы оборудования в сутках 1 и коэфициента использо-
вания оборудования Так как по условию конвейерные установки для цинко-
вания проволоки и ленты работают непрерывно — без выходных дней, то при
определении годового фонда времени работы оборудования, в целях упрощения
дальнейшего расчета, суточные потери времени на простои оборудования не
учитываются.
Следовательно:
т = т0-тх,
1 Данная разбивка проволоки предложена инж. Н. И. Докиным на основании разрабо-
танных им конструкций типовых установок в «Электрохимете».
288
где То — годовой фонд времени работы цеха;
7\— общее дополнительное время за год, т. е. общие годовые потери вре-
мени на неизбежные простои оборудования.
Отсюда коэфициент использования оборудования
Определение количества возможных загрузок проволоки в год по каждому
диаметру (х1; х3....хп). Этот пункт расчета принимается здесь условно. При-
веденное ниже выражение для х имело бы реальный смысл в том случае, если бы
проволока загружалась в ванны отдельными отрезками или мотками. Это выра-
жение приводится здесь для наглядности вывода последующих формул данного
расчета:
_ Т, г • 60 . _ Т2 • г • 60... Тп • г • 60
Xi - , х2 — - ....хп — - ,
т2 41
где Т1; Т3..Тп — количество суток в году, необходимое для выполнения го-
довой программы по каждому диаметру (или номеру) прово-
локи;
z — количество рабочих часов в сутки; в данном случае z =
= 24 часа;
60 — количество минут в часе.
Т!+Т2 + Т3+.....+Тп=т,
где Т — годовой фонд времени работы оборудования, в сутках (расчет величин
L, т2, т3...........тп производится по формуле, указанной ниже).
Определение мощности одновременной загрузки или количества метро-ниток
проволоки, находящихся одновременно во всех ваннах для покрытия. Согласно
третьему условию (см. выше) мощность загрузки ванн для каждого диаметра
проволоки есть величина постоянная', следовательно:
У __ ^-1 „ _£г __ .......
Уп ~ *1 хп ’
Подставляя вместо х приведенное выше выражение, получим:
у __ 1*1 ' J1_ ' Т2 ^3 * ........... * ~11
Уп ~ Т1 • г • 60 Т2 • г • 60 Т3 • г • 60 — Тп • г • 60 '
Так как в каждой пропорции отношение суммы предыдущих членов к сумме
последующих равно отношению каждого предыдущего члена" к своему после-
дующему, то выражение для уп можно преобразовать в формулу, доступную для
непосредственного вычисления мощности загрузки:
п
<^1 4~ ^2 т2 4“ ....“I"
Уп = • гбО + Т2 • г • 60 + Т~г • 60 +..+ Тп • г 60 =(ТХ + Т2 + ’i3+~..+ Тп)гД50
п
_ 1
Т • г • 60 ’
} де Т — принятый в начале расчета годовой фонд времени работы всей уста-
новки.
Определение мощности загрузки одной ванны (или количества метро-ни-
ток проволоки, устанавливаемого для одной ванны покрытия). «Электрохиметом»
В. И. Лайнер—62—19 289
принято следующее количество метро-ниток для различных групп номеров (или
диаметров) проволоки1:
1) при
2) »
3) »
4) »
5) »
0 = 0,15—0,3 мм — 20 ниток по 6 м = 120 метро-ниток
0 = о,3 —0,8 » —20 » » 6,5 » = 130 » »
0 = 1-3 » —20 » » 9,5 » = 190 » »
0 = 3,0 —5,0 » — 16 » » 12 » == 192 » »
0 = 5,0—8,0 » — 10 » » 12 » = 120 » »
При выборе мощности загрузки ванны для покрытия необходимо принимать
во внимание также возможность подбора соответствующих динамомашин по силе
тока и напряжению. Во всяком случае надо стремиться к тому, чтобы коэфи-
циент загрузки устанавливаемой динамомашины Ks (см. ниже) был доста-
точно высок.
Определение количества ванн для покрытия или количества конвейерных
установок производится по формуле
Если расчетная величина п выражается дробным числом, то последнее округ-
ляют до целого п' в большую сторону, т. е. п >п. Следовательно, устанавливае-
мая мощность одновременной загрузки всех ванн покрытия будет составлять уАп'.
Определение габаритов ванны для покрытия проволоки производится при-
близительно так же, как и расчет габаритов других описанных выше установок.
Если проволока проходит в ванне по прямой горизонтальной линии2 без замет-
ного перегиба, то внутренняя длина ванны 1вН соответствует длине проходящей
через нее проволоки.
Внутренняя ширина ванны IVeH зависит от количества ниток п", проходя-
щих через всю установку, и наибольшего диаметра проволоки.
Так как покрытие проволоки производится при очень высоких плотностях
тока (цинкование, кадмирование), то расстояние w2 между проволокой и анодом
должно быть минимально допускаемое. При цинковании и кадмировании рас-
стояние между анодом и проволокой (0 = 0,15—5 мм) колеблется в пределах
от 25 до 60 мм. Минимальное расстояние (25—30 мм) соответствует наименьшим
диаметрам проволоки (0,15—1 мм).
При прямолинейном движении проволоки по ваннам (или при движении
с небольшими перегибами) высота электролита, в зависимости от диаметра про-
волоки, принимается от 300 до 500 мм. Так как покрытие проволоки цинком или
кадмием производится при энергичном перемешивании электролита сжатым
воздухом, то высота продольных бортов ванны над поверхностью электролита
должна быть, во избежание разбрызгивания раствора через борты, не менее
150—200 мм.
Трубы для перемешивания электролита сжатым воздухом прокладываются
под проволокой на дне ванны. Отверстия для выхода воздуха просверливаются
на расстоянии 15—30 мм друг от друга. Диаметр каждой дыры составляет
1,5—3 мм.
2) РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ УСТАНОВКИ И СИЛЫ ТОКА
1) Скорость движения проволоки v м)мш1 равна
где 1вН — внутренняя длина ванны или длина проволоки в ванне для
покрытия, в л«;
Ti, т2, т3....тп —продолжительность электролиза в мин.
1 Предложено инж. Н. И. Докиным и принято для типовых установок в «Электрохимете».
2 Такой принцип движения для стальной и толстой проволоки является наиболее целесо-
образным.
290
2) Количество суток, необходимое для выполнения годовой программы по
каждому диаметру проволоки, при расчетной мощности одновременной загрузки
ванн уп будет
ТР _ £1 * ч . _ £-2 * ~2_ . Те_ * Т3 , ,,,, Т _ * ~п
1 ~~ уп - г -60 ’ 2 “ Уп г 60 ’ 3 = уп • г • 60 ” ‘' п уп • г 60 ’
3) Количество суток, необходимое для выполнения годовой программы по
каждому диаметру проволоки, при установленной мощности одновременной
загрузки всех ванн покрытия у^':
= Т2' = Т2А; Т3' = Т3А......ТП'=ТП^.
4) Производительность цеха в год по каждому диаметру (или номеру) про-
волоки Р' кг и коэфициент загрузки конвейерных установок К2 определяются
по следующим формулам:
D > _ V1 Т1 • г • 60 • п' • п" Р! р , _ р2 • Т2 • г • 60 и' • я" р2 . р, _
-------------1000 > ^2 - 1000 ” ’ п ~
_ Уп • тп • г-60 п' п" • Рп
" 1000
. ^1 + -^2 +
2 ^'1+Р2 + Рз + ...+ Р'п
5) Суммарная поверхность различных диаметров проволоки в ваннах для
покрытия выразится:
а) для одной конвейерной установки:
«П = «2-Уй $Ш=$3-У1.........Sn Sn-y»
б) для п’ конвейерных установок:
«ж = 51 • У1 • 5“ = S2 • ух • п'; S™ = 53 • уг • п’.S"' =Sn -Уг-п'.
6) Сила тока для покрытия проволоки:
а) для одной конвейерной установки (/х = /2 = /3 =.......= /п):
I — 5г • У1 ’ Dkt — S2. Ух • Dk2 = 53 • Ух • Dk9 —.= 5П • У1 • Dkn
б) для п’ конвейерных установок
In = / • п'.
Кроме того, в расчете должны быть указаны: количество катодных контак-
тов для каждой нитки проволоки и во всей ванне для покрытия1, суммарная
поверхность неизолированных мест катодных контактов, неизбежные потери
тока на их покрытие i и общая сила тока, потребная для каждой ванны покрытия:
/' = I + i-
3) РАСЧЕТ ВАНН ДЛЯ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ
Перед электролитическим покрытием проволока подвергается на конвейер"
ной установке следующим подготовительным операциям (в последовательном
порядке): электролитическому обезжириванию, промывке, электролитическому
травлению, вторичной промывке, очистке от шламма и окончательной промывке.
Внутренняя длина ванн для электролитических операций подготовки поверх-
ности проволоки (обезжиривание и травление) зависит от требуемой продолжи-
тельности данного вида обработки и определяется, как произведение времени
операции т,- на скорость движения проволоки vit т. е.
1вн = Vi ‘ ^i-
1 Количество катодных контактов в ванне для каждой нитки проволоки (по длине ванны)
зависит от диаметра последней и плотности тока.
'
Продолжительность операций электролитического обезжиривания и электро-
литического травления устанавливается в соответствии с принятой плотностью
тока и степенью загрязненности поверхности проволоки жирами и окислами.
Кроме того, продолжительность электролитического травления проволоки за-
висит и от принятого состава электролита.
Плотность тока при электролитическом обезжиривании Dk или DA и электро-
литическом травлении DA проволоки на конвейерной установке, в зависимости
от диаметра и скорости движения проволоки, выбирается1 в пределах от 25 до
300 А/дм2.
Согласно принятому условию (см. выше) максимальная плотность тока уста-
навливается для проволоки наименьшего диаметра. Плотность тока для других
размеров, проволоки должна изменяться обратно пропорционально величине
их диаметра.
При электролитическом травлении проволоки выбор плотностей тока зави-
сит также и от состава электролита.
В дополнение к рецептурным условиям, приведенным в первой части настоя-
щей книги, для травления так называемой светлой проволоки можно ре-
комендовать следующие состав электролита и режим процесса2:
H2SO4 = 84 —70% (63 — 55° Вё)
К2Сг2О7 = 20 — 30 г/л
Температура — комнатная
Плотность тока ... DA = 10—50 А/дм2.
Напряжение .........Е = 10—15 V.
После такой обработки проволока приобретает светлую поверхность, почти
не требующую дополнительной очистки песком. Разумеется, что после такого
травления требуется очень тщательная промывка проволоки перед операцией
покрытия. Покрытие отличается высокой прочностью сцепления с основным
металлом.
Суммарная поверхность и сила тока для обезжиривающей и травильной ванн
определяются таким же путем, как и для ванны электролитического покрытия
проволоки.
Внутренняя длина остальных ванн устанавливается также в соответствии со
скоростью движения проволоки через конвейерную установку.
Внутренней длиной промывных ванн обычно задаются. Эта длина, в зави-
симости от конструкции ванны, колеблется в пределах от 0,25 до 0,75 м. Длина
ванны для очистки проволоки песком составляет 1—2 м.
Ширина и в большинстве случаев высота для всех ванн конвейерной установки
принимаются одинаковыми.
4) НАРУЖНЫЕ ГАБАРИТЫ ВАНН И ВСЕЙ КОНВЕЙЕРНОЙ УСТАНОВКИ
Наружные габариты каждой ванны зависят от ее конструкции и складываются
из соответствующих внутренних ее размеров, толщины стенок, ширины бортов
и пр. Наружная длина каждой ванны зависит также от принципа перехода про-
волоки из одной ванны в другую: без перегиба — по прямой горизонтальной
линии — через отверстия («глазки») в поперечных бортах ванны или с переги-
бом — по роликам, установленным у поперечных бортов ванны.
Наружная длина всей конвейерной установки складывается из суммарной
наружной длины каждой ванны, суммарного расстояния между ними, длины
сушилки щ соответствующих наружных габаритов (длины) намоточных и размо-
точных барабанов.
1 См. Лайнер, В. И. и Кудрявцев, Н. Т„ Основы гальваностегии, ч. I.
Подробные данные о техйблогическом процессе электролитического цинкования проволоки
и технические показатели для проектирования конвейерной установки приведены в отчете
Н. Т. Кудрявцева о работе на полузаводской конвейерной установке в ВЭИ и в брошюре «Элек-
тролитическое цинкование и лужение проволоки», № 9, серия ТПИ, изд. ЦИТЭИН, 1934.
2 Результаты опытов по • цинкованию проволоки, 'проведенных Н. Т. Кудрявцевым и
А. А. Авксентьевым в лаборатории гальваностегии «Электрохимета» и на заводской установке
«Белорецкого сталепроволочного канатного завода».
292
Форма расчета конвейерных установок для покрытия ленты аналогична при-
веденной выше для покрытия проволоки.
Результаты расчета конвейерной установки для покрытия проволоки или
ленты для наглядности могут быть представлены в виде свободной таблицы.
Пример 9. Требуется рассчитать конвейерную установку для цинкования
проволоки. Производственную годовую программу Ргод устанавливаем следую-
щую:
Для проволоки 0j = 0,34 мм Рг = 276 000 кг
» » 02 = 0,5 » Рг = 180 000 »
» » 03 = 0,65 » Р3 = 635 000 »
» » 04 = 0,8 » Р4 = 576 000 »
Данные, принятые для расчета. Работа на конвейерной установке
производится непрерывно по 24 часа в сутки без выходных дней. Следовательно,
годовой фонд времени работы цеха
То = 365 — 6 = 359 суток.
Общие годовые потери времени на неизбежные простои оборудования, вклю-
чая потери времени на первоначальную загрузку проволоки и в случае вынужден-
ных остановок (обрывы проволоки и пр.) составляют 8% годового фонда времени
работы цеха, т. е.
7\ = 0,08 То = 0,08 X 359 = 28,72 29 суток.
Отсюда годовой фонд времени работы оборудования будет
Т — То—1\ = 359 — 29 = 330 суток.
Коэфициент использования оборудования в данном случае равен
Толщина покрытия проволоки цинком (условная) s~0,012 мм.
Основные величины, предварительно установленные для расчета электро-
литических ванн конвейерной установки, таковы.
1) Вес 1 м проволоки (каждого диаметра):
рх = 0,69 г; р2 — 1,5 г; р3 = 2,54 г; р4 = 3,84 г.
2) Длина проволоки соответственно заданной годовой программе:
Lk = 400000000 м; L2 = 120 000 000 м; L3 = 250000000 м;
Ц = 150000000 м.
3) Поверхность 1 м проволоки:
= 0,10676 дм2; S2 = 0;157 дм2; S3 = 0,2041 дм2; = 0,2512 дм2.
4) Плотность тока при покрытии проволоки цинком:
Dkl =370 А/дм2; =251,6 А/дм2; Dk3 = 193,54 А/дм2;
Dki = 157,25 А/дм2.
Так как часть поверхности проволоки закрыта контактами (ролики или
скользящие контакты), то действительная плотность тока будет соответственно
выше расчетной. В зависимости от конструкции катодных контактов, эта часть
поверхности может составлять от 5 до 15% поверхности самой проволоки.
Расчет ванн для покрытия проволоки цинком. 1) Продолжи-
тельность цинкования проволоки при толщине слоя s — 0,012 мм и выходе
по току 1] = 96% составит:
= 0,1163 мин.; т2 — 0,171 мин.; % = 0,2223 мин.; т4 = 0,2736 мин.
293
2) Мощность одновременной загрузки или количество метро-ниток прово-
локи, находящихся одновременно во всех ваннах для покрытия, соответственно
заданной годовой программе рыразится:
__ ___________Ti + L2 т2 -Ь L3 т3 + т4_________=
Тх • 24 • 60 4- Т2 • 24 • 60 + Т3 • 24 • 60 + Т4 • 24 • 60
4
Li
= -тотаг = 344,39 метро-ниток.
Г-24-60 г
3) Мощность загрузки, устанавливаемая для одной ванны покрытия
у4 = 120 метро-ниток.
4) Количество ванн, устанавливаемых для покрытия, или количество кон-
вейерных установок , составит
Округляя, получаем:
п' = 3 установки.
Отсюда
УгП* = 360 метро-ниток.
5) Для расчета габаритов ванны покрытия принимаем, что проволока про-
ходит в ванне по прямой горизонтальной линии и что количество ниток в каждой
ванне п" = 20.
Тогда 1т = 6 м;
WeH = n"w1 4-2п"м>2 + 2и>з4-п3П = 20X0,8 + 2X20X30 + 2X25 + 21X10 =
= 1476 мм-,
А'ЙК — hs + hg = + й2 + йз) +/16=375 + 200 = 575 мм.
Расчет производительности установок и силы ток а. 1) Ско-
рость движения проволоки:
= -^- = 51,59 ~ 51,6 м!мин-,
v2 = = 35,087 — 35 м/мшт,
1Т2
vs = L*. = 26,99 — 27 м/мин;
тз
у4 = -^-= 21,93 — 21,9 м!мин.
2) Количество суток, необходимое для выполнения годовой программы по
каждому диаметру проволоки, при данной расчетной мощности одновременной
загрузки всех ванн для покрытия уп составит:
т> -93-8 т> = т+я-Хг=41 -4
т> - -1 '2-' т< = -82-7
отсюда
Т = Т4 + Т2 + Т3 + Т4 = 93,8 + 41,4 + 112,1 + 82,7 = 330 суток.
294
3) Количество суток, необходимое для выполнения годовой программы по
каждому диаметру проволоки, при установленной мощности одновременной
загрузки всех ванн для покрытия ух и'
Т/ = Tj-^7 = 89,8 суток; Т3' = Т2-р = 39,6 суток; Т3' = Т3-р =
= 107,3 суток; Т4 = Т4-^ = 79,2 суток.
Отсюда
Т/ + Т2' + Т3' + Т/ = 89,8 ф 39,6 + 107,3 + 79,2 = 315,9 суток.
4) Производительность цеха Р' кг по каждому диаметру (или номеру) про-
волоки и коэфициент загрузки К2 конвейерных установок равны:
Рх' = У1' Т1 ’ 2^°-288546,2 кг;
Р2' = --2 •т* • 24 - • п" • Р* = 187 790,4 кг.
Р3’ = - ^•тз-24-60-и'-и"-рз = 664227,4 кг;
Р/ = = 600 889,4 кг.
iz _ Л + Рз + Л+Л _ 1667000 _nfW7
К*~ Р’1+Р’2+Р’з + ^ - 1741453,4
5) Суммарная поверхность проволоки каждого диаметра в ваннах для по-
крытия составит:
а) для одной конвейерной установки:
SI = 12,811 дм2; Sn= 18,84 дм2; 8Ш = 24,492 дм2; SIV = 30,144 дм2.
б) для и' конвейерных установок:
Sn«= 12,811 X 3 = 38,43 дм2; S“ = 18,84 X 3 = 56,52 дм2;
S?x = 24,492 х 3 = 73,476 дм2; 8? = 30,144 х 3 = 90,432 дм2;
6) Сила тока для покрытия проволоки будет:
а) для одной установки
I = ц = /2 = /3 = ц = 4740 А;
б) для п’ конвейерных установок
/п' = / • п’ = 4740 X 3 = 14220 А.
7) Для определения количества катодных контактов (ролики или скользя-
щие контакты) на каждую нитку проволоки и во всей ванне принимаем расстоя-
ние между катодными контактами равным 0,75 м.
Тогда для каждой нитки проволоки потребуется (6 : 0,75) 4-1 = 9 контак-
тов, а на всю ванну 9 х 20 = 180 контактов.
Принимаем, условно, что неизбежные потери тока i на покрытие неизолиро-
ванных мест катодных контактов составляют 5% силы тока, потребной для цин-
кования проволоки, т. е.
i = 0,05 I = 0,05 X 4740 = 237 А.
295
Следовательно, полная сила тока, потребная для каждой ванны цинкова-
ния, составит:
/'=/ + « = 4740 + 237 = 4977 А.
Напряжение на бортах ванны для указанных диаметров проволоки при вы-
соких плотностях тока (370—150 А/дм1 2) колеблется в пределах от 8 до 10 V х.
Поэтому устанавливаем для каждой ванны цинкования динамомашину «Яро-
славского электромашиностроительного завода» на 5000 А и 12 V.
Расчет ванн для электролитического обезжиривания.
1) Плотность тока равна:
Dkl ^200 А/дм2; = 136 А/дм2; Dks = 104,6 А/дм2 = 85 А/дм2;
2) Продолжительность электролитического обезжиривания:
4 = 0,02 мин.; т2 = 0,0294 мин.; т3 = 0,038 мин. т4 = 0,047 мин.;
3) Длина каждой обезжиривающей ванны
U= 0,02 = 1,032 м.
Принимаем длину ванны leH = 1,1 м.
Размеры обезжиривающей ванны по ширине и высоте выбираем те же, что
и для ванны цинкования.
4) Суммарная поверхность проволоки в ванне для электролитического обез-
жиривания составит:
S1 = 0,10676 х 1,1 X 20 = 2,3487 дм2; S11 = 0,157 X 1,1 X 20 = 3,454 дм2;
Sm -0,2041 х 1,1 X20- 4,49 дм2; SIV = 0,2512 х 1,1 X 20 = 5,5264 дм2.
5) Сила тока для электролитического обезжиривания будет:
а) для одной конвейерной установки:
I = /4 = /2 = /3 = /4 = 470 А;
б) для трех конвейерных установок:
// = 470 х 3 = 1410 А.
Напряжение на бортах ванны Е — 4 — 6 V 2.
На основании существующих стандартов динамомашин, выпускаемых за-
водом ЯЭМЗ, устанавливаем либо для каждой ванны электролитического
обезжиривания по одной динамомашине на 500 А и 6 V, либо для всех трех
обезжиривающих ванн одну динамомашину на 1500 А и 6 V.
Катодные контакты (ролики или скользящие контакты) устанавливаем вне
электролита — за поперечными бортами обезжиривающей ванны.
Расчет ванн для электролитического травления. 1) Плот-
ность тока:
DA1 = 220 А/дм2; DA% = 149,6 А/дм2; DAg = 115,08 А/дм2;
DAi = 93,5 А/дм2.
2) Продолжительность электролитического травления
тх = 0,04 мин.; т2 = 0,0588 мин.; т3 — 0,0765 мин.; т4 — 0,0941 мин.
1 См. отчет о работе по электролитическому цинкованию проволоки на полузаводской кон-
вейерной установке в ВЭИ, проведенной Н. Т. Кудрявцевым и сотрудниками в 1932—1933 гг;
и реферат отчета, опубликованный в брошюре № 9, серия ТПИ, изд. ЦИТЭИН, 1934.
2 Состав электролита: 10% NaOH; температура 40—60°. Кривые изменений напряжения,
в зависимости от плотности тока при электролитическом обезжиривании проволоки на кон-
вейерной установке, см. в брошюре № 9, изд. ЦИТЭИН, 1934, серия ТПИ — реферат отчета
Н. Т. Кудрявцева.
296
3) Длина каждой травильной ванны
• тх = 51,6 х 0,04 = 2,064 м.
Принимаем длину травильной ванны
/6W — 2 м.
Размеры травильных ванн по ширине и высоте принимаем такие же, как и
для ванн цинкования.
4) Суммарная поверхность проволоки в каждой ванне для электролитиче-
ского травления:
S1 = 0,10676 X 2 X 20 = 4,27 дм2; Su = 0,157 X 2 X 20 = 6,28 дм2;
$ш = 0,2041 X 2 X 20 =8,164 дм2; SIV = 0,2 512 х 2 X 20 = 10,048 дм2.
5) Сила тока для электролитического травления:
а) для одной конвейерной установки:
/ = /х = /2 = /3 = /4 = 940 А;
б) для трех конвейерных установок:
= 940 х 3 = 2820 А.
Напряжение на бортах ванны Е — 4—б V х.
На основании существующих стандартов динамомашин, выпускаемых ЯЭМЗ,
устанавливаем для каждой ванны электролитического травления по одной ди-
намомашине на 1000/1500 А и 6/12 V. Катодные контакты (ролики или скользящие
контакты) устанавливаем вне электролита — за поперечными бортами травиль-
ной ванны.
Определение габаритов остальных ванн и наружных габаритов всей кон-
вейерной установки мы здесь приводить не будем.
5. ВЫБОР ИСТОЧНИКОВ ТОКА
Выбор динамомашин постоянного тока определяется прежде всего силой тока,
необходимого для питания электролитических ванн, потребным напряжением
и количеством ванн. При выборе динамомашин необходимо считаться с суще-
ствующими стандартными типами аггрегатов, выпускаемых «Ярославским
электромашиностроительным заводом» (ЯЭМЗ). Не следует брать большого за-
паса мощности аггрегатов, т. е. слишком большого избытка мощности сверх
потребляемой данной установкой, так как это значительно понижает коэфи-
циент загрузки динамомашины и увеличивает расход электроэнергии вследствие
уменьшения коэфициента полезного действия машины.
В случае надобности отдельные электролитические ванны и другие установки,
потребляющие ток одинакового напряжения, приключаются параллельно к од-
ной и той же динамомашине.
Электродвигатели переменного тока для станков (шлифовальных, полиро-
вальных и пр.), вентиляции и других устройств устанавливаются в соответ-
ствии с мощностью, потребляемой данным видом оборудования и существующими
типами моторов.
Коэфициент использования электрических машин — источ-
ников тока — определяется аналогично тому, как это было указано выше для
электролитических операций, т. е.
Коэфициентом загрузки Ks электрических машин называется
отношение мощности (или силы тока), потребной для выполнения заданной
1 Состав электролита! 20—25% HaSO4; температура — комнатная.
297
программы, к установленной, т. е. паспортной мощности (или силе тока) данной
машины.
Например, коэфициенты загрузки динамомашин постоянного тока, установ-
ленных согласно расчету в примере № 9, составляют:
а) для электролитического цинкования проволоки на конвейерной установке:
„ 4977 А „ 4977 x 0,957 п
Кз = 5000 А ’ К* = --5000----- °’952’
б) для электролитического обезжиривания проволоки:
zz _ 470 А 470 X 0,957 n R
= 50ТА • Ка = ----500---=* °’899’
в) для электролитического травления проволоки:
X _ 940 А „ _ 940 х 0,957 n
Кз ~ ГбОО А ‘ Ка “ 1000 = °’8"'
Здесь К2 — коэфициент загрузки оборудования (см. выше).
6. РАСЧЕТ РАСХОДА МАТЕРИАЛОВ
А. Расход анодов та
Во всех гальваностегических процессах покрытия металлами, кроме хроми-
рования, применяются растворимые аноды. Если принять условно, что для
большинства гальваностегических процессов анодный и катодный выходы ме-
талла по току должны быть приблизительно одинаковы1, то количество металла,
растворяющегося на аноде, будет соответствовать весу металла, осажденного
на катоде. К этому нужно добавить также потери анодного металла на угар
при отливке анодов и в некоторых случаях — нерастворенный в данном электро-
лите анодный остаток, выпадающий на дно ванны в виде шламма.
Отработанные аноды, подлежащие замене новыми, в данном случае не при-
нимаются во внимание, так как они обычно идут на переплавку и затем снова
загружаются в электролитические ванны.
Таким образом, расход анодов во время работы ванн составляет
где та — расход анодов в кг;
s —толщина покрытия 'в мм;
S — поверхность покрытия в дм2 соответственно суточной или годовой
программе;
7 —удельный вес металла анода;
а — потери анодного металла на угар, шламм ц т. д., в кг.
В зависимости от характера металла и степени чистоты анодов, величина а
составляет приблизительно от 2 до 10% всего количества анодного металла,
расходуемого на покрытие.
Общий годовой фонд анодного металла складывается из следующих элемен-
тов: а) количества анодного металла, идущего на покрытие деталей (соответ-
ственно годовой программе), угара при отливке и переплавке анодов, шламм
и пр., б) количества тех анодов, которые необходимы для первоначальной за-
грузки ванн.
Б. Расход химических реактивов тх
Расход химических реактивов, входящих в состав кислых ванн для покрытия,
за исключением хромового электролита, вызывается главным образом уносом
поверхностью деталей при их выгрузке и потерями при фильтрации и чистке
1 Это условие обычно и принимают за основу при расчете расхода анодов.
298
ванн. В зависимости от конфигурации и конструктивных особенностей деталей,
концентрации температуры раствора, а также методов загрузки и выгрузки
деталей из ванны, 1 м1 2 поверхности уносит с собой от 50 до 250 см3 раствора1.
Чем сложнее форма изделия, чем больше в нем углублений и отверстий, тем
большее количество раствора уносится его поверхностью из ванны. В целях
сокращения этих потерь в некоторых случаях устанавливают ванны с чистой
непроточной водой для улавливания электролита. В этой воде производится
первая промывка уже покрытых изделий. Вместе с тем эта же вода, представляю-
щая собой разбавленный раствор соответствующих солей, может служить добавкой
в ванну для пополнения объема электролита2.
При этом условии расход реактивов на унос деталями можно принимать на
30—60% меньше расхода, указанного выше.
Потери электролита при фильтрации и очистке ванны (если эти операции
производятся периодически), в зависимости от степени загрязнения электролита,
характера материала и системы фильтра, конструкции ванны, аккуратности
в работе и других факторов, можно принимать от 0,5 до 3% объема фильтруемого
раствора.
Расход химических реактивов за счет других потерь (как то: низкого анод-
ного выхода тока, химической реакции электролита с анодами и пр.) при нор-
мальных условиях электролиза и внимательном уходе за кислыми ваннами
(кроме хромовых) составляет обычно небольшую долю того, что теряется при
выгрузке деталей и фильтрации раствора. Поэтому при проектировании подоб-
ного рода ванн величиной этих потерь можно пренебречь.
Для хромовой ванны, работающей с нерастворимыми анодами, помимо ука-
занных потерь электролита, необходимо учитывать также расход хромового
ангидрида за счет выделения металлического хрома на катоде (т. е. расход на
покрытие деталей) и за счет уноса его в вентиляционные каналы. Расчет расхода
на покрытие определяется в соответствии с количеством металлического хрома,
потребного для покрытия деталей.
В простых щелочных и цианистых электролитах, кроме указанных выше
потерь химических реактивов, необходимо принимать во внимание также рас-
ход едкой щелочи и свободных цианидов за счет разложения их углекислотой
воздуха и парами кислот, за счет анодного окисления цианидов и пр.3. Эта часть
расходов с трудом поддается точному учету и ее принимают в расчете условно—
грубо-приближенно. Эти расходы зависят от концентрации в ванне свободной
щелочи и цианидов, температуры раствора, состава окружающего воздуха (сте-
пени его загрязненности кислотными парами и газами), величины поверхности
зеркала электролита, анодной плотности тока и т. д.
По данным некоторых заводов («Динамо», «ГАЗ») годовой расход цианистого
калия или цианистого натрия в цианистых ваннах на химическое и электрохи-
мическое разложение составляет приблизительно 100% всего количества циа-
нидов, затрачиваемых на первоначальное составление ванны.
В ваннах для обезжиривания (как химического, так и электрохимического)
расход реактивов определяется так же, как и в щелочных ваннах для покрытия.
Часто при расчете расхода реактивов для химического и электрохимического
обезжиривания условно задаются определенным количеством смен раствора
за единицу времени (в месяц, год)4.
В ваннах для химического травления черных металлов, кроме указанных
выше потерь на унос раствора выгружаемыми деталями, необходимо учитывать
1 По данным лабораторий различных институтов и заводов для плоских изделий можно
принимать унос от 50 до 100 см3 раствора на 1 м2 поверхности, а для рельефных 100—250 см3
раствора на 1 л<2.
2 Убыль объема электролита в данном случае предполагается за счет испарения воды
и различных потерь электролита. При этом убыль объема электролита вследствие уноса послед-
него поверхностью деталей в расчет не входит, так как можно условно принять, что коли-
чество см3 раствора, уносимого деталями из ванны, приблизительно равно количеству см3 воды.
вносимой деталями при загрузке их в ванну.
3 См. Лайнер, В. И. и К у д р я в це в, Н. Т., Основы гальваностегии, ч. 1.
4 12—36 смен за год, в зависимости от объема раствора, поверхйости загрузки и количества
загрузок деталей и т. д.
299
расход кислоты на реакцию взаимодействия ее с окислами железа. Последний
расход зависит от состава, пористости и толщины слоя или веса окалины1.
Так как полное использование свободной кислоты в травильных баках прак-
тически невозможно и нецелесообразно2, то, кроме указанного выше расхода,
необходимо учесть еще потери кислоты при замене старого отработанного тра-
вильного раствора свежим. Допустимая конечная концентрация кислоты в тра-
вильных ваннах, при которой старый травильный раствор следует заменять
новым, зависит от природы кислоты, концентрации накопившихся в растворе
солей железа, температуры раствора, движения жидкости и пр. При травлении
черных металлов применяют обычно растворы серной и соляной кислот или их
смеси.
В целях наиболее полного использования кислот при травлении черных ме-
таллов следует, по мере накопления в ванне сернокислого железа, постепенно
повышать температуру раствора, доводя ее до 70—80°. При таком условии можно
принимать для расчета конечную концентрацию кислоты в травильных ваннах
порядка 20—30 г/л.
Таким образом, общий расход кислоты при химическом травлении черных
металлов складывается из следующих основных потерь: а) расход хг на реакцию
взаимодействия с окислами, б) расход х2 на унос раствора поверхностью изде-
лий и в) расход х3 на неиспользованное количество кислоты при замене отрабо-
танного раствора новым.
Пример 10. Требуется рассчитать годовой расход серной кислоты при трав-
лении железных листов, покрытых окалиной.
Травлению подлежат листы железа толщиной от 0,5 до 3 мм. Суммарная по-
верхность листов соответственно годовой программе составляет 228 233 м2 (см.
выше табл. 71). Начальная концентрация серной кислоты в травильном растворе—
200 г/л.
Принимаем, что суммарное количество окислов железа и металлического
железа, переходящее в раствор, в среднем составляет 50 г3 с 1м2.
1) Определяем расход х4 100% H2SO4 на реакцию в течение года.
В качестве исходного положения можно принять условно, что реакция про-
текает по следующему уравнению:
Fe3O4+Fe + 4H2SO4 = 4FeSO4 +4Н2О-
287,36~г 392,36 г
На основании приведенных выше данных количество окислов железа и ме-
таллического железа, которое должно перейти в раствор в течение года, состав-
ляет:
0,05 X 228 233 = 11411,65 кг.
Следовательно, годовой расход 100% HaSO4 на реакцию будет:
X, - 15581,4 k.
2) Определим расход x2 100% H2SQ4 на унос поверхностью листов в течение
года.
Примем условно, что 1 м2 поверхности листов при выгрузке из ванны уносит
50 см3 раствора.
Допустим, что конечная концентрация серной кислоты, при которой травиль-
ный раствор следует заменять новым, составляет 20 г/л4.
1 По данным опытов лаборатории технической электрохимии ВЭИ суммарное количество
окислов железа и металлического железа, переходящее в раствор при травлении в серной кис-
лоте (15—20%) с присадкой, составляет: для черной ленточной жести (толщина жести 0,2—
0,3 мм) X 37 г с 1 л2; для кровельного железа (толщина 0,5—2,0 мм)^ 75—100 г с 1 я*; для
полукотельного железа (толщина 2—3 мм) 100—150 г с 1 л2.
2 При очень низкой кислотности скорость травления незначительна.
3 Часть окалины, остающаяся нерастворенной, в данном случае не учитывается.
4 Отработанный травильный раствор может поступать на регенерацию и утилизацию серно-
кислого железа.
300
Следовательно:
х2 = (0,05°,2 + °’--j Х228 233 = 1255,28 кг.
3) Определим теперь х3, т. е. годовые потери серной кислоты при замене от
работанного травильного раствора новым.
Если принять, что допускаемый нижний предел концентрации серной кислоты
равен 20 г/л, то указанные потери составят:
100=10%
всего количества кислоты, расходуемой в процессе травления (на реакцию
и унос х3).
Годовой расход H2SO4 на реакцию и унос:
хх + х2 = 15 581,4+ 1255,28 = 16836,68 кг.
Следовательно, потери серной кислоты при замене отработанного травиль-
ного раствора новым за год составят:
10X16 836.68 1(,о„ c-c-q
х3 =---------= 1683,668 кг.
Таким образом, годовая потребность в 100% H2SO4 для травления указан-
ного количества листов выразится:
Х1 + х2 + х3 = 15 581,4+ 1255,28 + 1683,668= 18 520,348 кг.
Так как товарная серная кислота содержит от 65,35 до 92,5% H2SO4, то
полученное количество серной кислоты нужно соответственно увеличить1.
7. РАСЧЕТ РАСХОДОВ НА ПРОИЗВОДСТВЕННЫЕ НУЖДЫ (ПАРА,
ВОДЫ, СЖАТОГО ВОЗДУХА И ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ)
А. Расход пара2
При расчете расхода пара в гальванических установках следует различать
расход тепла Qpa3 на разогрев ванны до нужной рабочей температуры и расход
тепла QPa6 на' поддержание температуры во время работы.
Расчет расхода тепла Qpa3. Количество тепла Qpa3, потребное для разогрева
ванны, слагается из двух величин: 1) расхода тепла Qx (в калориях) на нагрев
раствора или воды и материала ванны и 2) расхода тепла Q2 (в калориях), потреб-
ного для компенсации тепловых потерь ванны в окружающую среду, т. е.
Qpas = Q1 + Qi-
1) Расход тепла QxHa нагрев раствора или воды и материала ванны опре-
деляется по формуле
Qi = (у • Ci • I + с2 • £1 + Сз ft) (/« — tH) кал3*’
где V — объем раствора или воды в л;
кал
с± — теплоемкость раствора или воды в
Y — удельный вес раствора или воды;
1 На рынке фигурируют следующие сорта серной кислоты (по ОСТ 43, 44, 45): а) к а м е р-
н а я серная кислота 65,35% (52° Вё), б) башенная, или гловерная кислота
75—78% (58—60° Вё) и в) купоросное масло 92,5% (65,5° Вё).
2 При составлении расчета расхода пара были использованы следующие материалы:
а) Б р а й н е с, Я. М., Процессы и аппараты тонкой химической технологии, 1934; б) Г р е-
6 ер, Г., Введение в теорию теплопередачи, 1929 г.; в) Н (i 11 е, справочная книга для инже-
неров, т. I. 1926; г) форма теплового расчета гальванических установок в «Электрохимете»,
предложенная инж. Г. К. Швыряевым; д) расчетные данные инж. Н. И. Докина.
3) Здесь и везде ниже приняты большие калории.
301
с2— теплоемкость материала ванны в
— вес корпуса ванны в кг;
, кал
с3 — теплоемкость облицовки ванны в
g2 — вес облицовки ванны в кг;
tK — конечная температура нагрева раствора или воды;
tH — начальная температура раствора или воды.
Потери тепла на нагрев анодов в электролитических ваннах настолько не-
значительны, что при расчете величины Qx ими обычно пренебрегают.
2) Расход тепла Q2 на компенсацию тепловых потерь ванны в окружающую
среду складывается из потерь тепла q± (в кал) в нагретой жидкости (раствор или
вода) через стенки путем теплопроводности, конвекции и лучеиспускания и
потерь тепла q2 (в кал) на испарение с открытой поверхности раствора или воды.
Таким образом,
<?2 = <h4- <h-
Расчет потерь тепла qv Если считать, что температура горячей жидкости,
отдающей тепло, — tK, а температура окружающей среды (воздуха), воспри-
нимающей тепло, 1вОцд — tw то тепло, теряемое горячей жидкостью через стенки
ванны,
qr = k . F . z (tK — tH) кал,
где F — поверхность корпуса ванны в, м2;
z— время передачи теплоты в час.;
к — всеобщий коэфициент Теплопередачи, принимаемый в данном случае
для перехода тепла от горячей жидкости (раствора или воды) через
стенку ванны к воздуху за счет теплопроводности, конвекции и лучеиспускания;
размерность к = м2К™с \с при F = 1 м2, z = 1 часу и tK — tH — 1°.
По Брайнесу
, __ 1 __________1___________ кал
1 ' 1 о 1 1 а М2 ’ Ч(1С' °C
± г J_ 4- у -L _L_i____1 2_L У
а1 ~ р " A. ai ’
Здесь ах — коэфициент теплопередачи от горячей жидкости к стенке
ванны;
0 = а2 + щ — коэфициент суммарной теплопередачи от горячей стенки
к воздуху;
а2 — коэфициент теплопередачи от горячей стенки к воздуху
через конвекцию;
а,. — частичный коэфициент теплопередачи от горячей стенки
к воздуху через лучеиспускание;
е — толщина стенки в м;
к — коэфициент теплопроводности1;
X -— суммарное значение отношений толщины к коэфициенту
теплопроводности отдельных слоев стенки
УА = 12 ....+ -.
Л Л1 /.2 кП
По Каммереру2 коэфициент теплопередачи от горячей жидкости к стенке
ванны
ах = 0,64 с' У / _/
А r jic cm ?
1 Значение коэфициента теплопроводности для разных материалов — см. у Н u 11 е, Спра-
вочная книга для инженеров, т. I, стр. 412, 1926.
2 Каммерер, Термоизоляция в промышленности.
302
где — температура горячей жидкости, отдающей тепло; в данном случае
f = t •
tcm — температура поверхности стенки со стороны горячей жидкости;
С — частный коэфициент теплопередачи, который находится по таблицам
в зависимости от значения средней температуры
t + t
tm= ж^Ст (табл. 76).
Коэфициент теплопередачи а2 от горячей стенки к
воздуху через конвекцию по Нуссельту1 определяется
следующими формулами:
1) Для плоской вертикальной стенки:
при Д = 6п —/вОаэ>10°2
='2,2 Уу—ГТ кал •
* k V 1ст “ 1возд М2 . час . оС ,
При Д = t'm — t^d < 10°2
а2 = 3,0 + 0,08 (Цт - /воз9)
Таблица 76
Значения частного коэфи-
циента теплопередачи с'
с' с '
4 0 70 492
10 204 80 527
20 277 90 563
30 330 100 598
40 376 ПО 632
50 418 120 667
60 456 130 701
2) Для горизонтальных поверхностей:
-----------------------------------------
^2 2,8 у 1ст ^возд
кал
Л/2 . цас . OQ
3) Для горизонтальных труб:
Z» __ 1 no 1 / ^.т ^возд кал
ай - 1,02 у------------------- Л2. час. оС
Здесь везде t"cm—температура наружной стороны стенки;
teosd —температура окружающего воздуха;
d — диаметр трубы в м.
Для облегчения подсчетов величины а2 в зависимости от Д = t"cm — t„03d
для плоской вертикальной стены Hiitte дает следующую таблицу (табл. 77).
Таблица 77
Значения коэфициента теплопередачи через конвекцию аг
Д 0 5 10 25 50 100 200 300 400
^2 3,0 1 зл 1 3,8 4,9 5,9 7,0 8,3 9,1 9.8
Частичный коэфициент теплопередачи а,, от горячей стенки к воздуху через
лучеиспускание по формуле Стефана-Больцмана1 равен
м • час • °C ’
кал
где с — коэфициент лучеиспускания, зависящий от состояния поверхности;
для обычных подсчетов принимается с = 4.
Тст — (273 + Z"cm) — абсолютная температура наружной стороны стенки,
излучающей тепло;
Твоад = (273 + /е0з9) — абсолютная температура окружающего воздуха.
1 Брайне с, Я. М., Процессы и аппараты тонкой химической технологии, 1934.
2 Н ii t te, Справочная книга для инженеров, т. I, 1926, стр. 409.
303
Величина коэфициента лучеиспускания с зависит от цвета поверхности, шеро-
ховатости, загрязненности и других причин.
В табл. 78 приведены числовые значения коэфициента лучеиспускания1.
Расчет потерь тепла q2. Определение величины потерь q2 производится на
основании формулы Дальтона:
45,6 св F' fa — р2) (Ат — tk)
кал
м • час -°C '
где F' — поверхность зеркала испарения;
рг — давление насыщенного водяного пара при температуре tK испарения
жидкости, в мм Hg;
р2 — парциальное давление водяного пара в увлажненном воздухе при дан-
ной степени влажности и температуре, в мм;
Ат — теплосодержание 1 кг пара в калориях при данном давлении (при
.давлении б 1 ат Ат^640 кал);.
В — барометрическое давление в мм Hg (1 ат = 760 мм Hg);
tK—температура испарения жидкости (конечная температура нагрева);
св — частный коэфицирнт, зависящий от скорости движения воздуха; для
спокойного воздуха св — 0,55, для медленно движущегося св = 0,71,
для быстро движущегося св = 0,86.
Для определения давлений рх и р2 можно пользоваться табл. 791, в которой
приведены значения
упругости водяного пара
для различных темпера-
тур при 100%-ном на-
сыщении.
Для определения пар-
циального давления пара
р2 в указанные в табл. 79
значения р± нужно ввести
поправку на процент
влажности х при данной
температуре, т. е.
Расчет общего расхода
тепла Qpai. В описанном
выше расчете Q2 = ^ + ^2
потери тепла в период
разогрева предусматри-
вались при наивысшей
температуре ванны tK,
достигаемой к концу ее
разогрева. Так как в
Таблица.78
Значения коэфициента лучеиспускания с
Тело Род поверхности Пределы темпера- туры °C Величина с
Абсолютно чер- 4,9
ное тело •"— —.
Медь Слабо полированная 50—280 0,79
» Полированная 50 0,63
Железо Тщательно полированная 40—250 1,31
» Блестящая 30-108 1,60
» Чугун Матовая, окисленная Шероховатая, сильно 20-360 4,32
окисленная 40—250 4,39
.Латунь Матовая 50—350 1,05
Вода — 60 3,20
Стекло Известковый Гладкая 20 4,4
раствор Шероховатая белая 40-250 4,5
Гипс Масляная —— — 3,6
краска .Дерево нестро- — — 3,71
ганное — — 3,5-4,0
период разогрева температура ванны повышается от tH до tK постепенно, то
действительное количество потерь тепла за это время выразится приблизительно
„ Q,
средней величиной -у-
Следовательно:
Расчет расхода тепла Qpa6, идущего на поддержание температуры ванны во
время ее работы. Величину Qpa6 удобнее предварительно определить для одного
1 Б р а й н е с, Я. М. — см. цитированную выше книгу.
304
часа работы ванны, а затем увеличить соответственно общему количеству рабо-
чих часов.
Таблица 79
Упругость водяного насыщенного пара
Темпера- тура °C Давление Pi мм Hg Темпера- тура °C Давление pi мм Hg Темпера- тура °C Давление р, мм Hg Темпера- тура °C Давление pj мм Hg
0 4,58 30 31,8 60 149,5 90 526
5 6,53 35 42,2 65 187,5 95 634
10 9,21 40 55,3 70 234 100 760
15 12,8 45 72,0 75 289
20 17,5 50 92,5 80 355
25 23,8 55 118,0 85 433
Ванны неэлектролитические (промывные, химического обезжиривания, трав-
ления и декапирования). Часовой расход тепла Qpa6/4ac на поддержание рабочей
температуры неэлектролитической ванны складывается из тепла Q2, теряемого
в окружающую среду (за 1 час) посредством теплопроводности, конвекции,
лучеиспускания и испарения, и потерь тепла Q3 на нагрев (за 1 час) загружае-
мого в ванну металла (покрываемые детали и подвески с деталями).
Таким образом,
Qpa6/ час — Qz Q3.
Если принять, условно для нашего расчета, что загружаемые в ванну детали
и подвески состоят из одного и того же металла, то:
/л л \ КаЛ^
Q3 ’ g • Z ^н) иПС . ор ,
где с4 — теплоемкость загружаемого металла в (табл. 80);
z— количество часов работы ванны; в данном случае по условию z = 1;
g — вес загружаемого в ванну металла (детали и подвески) за 1 час, в кг.
Величину g можно определить по формуле
g =
где g — вес деталей с подвесками за одну загрузку;
т — продолжительность операции обработки.
Суточный расход тепла на поддержание рабочей температуры неэлектроли-
тической ванны составляет:
Qpa6/cym = Qpa6/4ac * %сут>
где zcym— количество часов работы ванны в сутки.
Таблица 80
Средняя удельная теплота для некоторых твердых и жидких тел
Наименование вещества Удельная теплоем- кость Наименование вещества. Удельная теплоем- кость Наименование вещества Удельная теплоем- кость
Алюминий .... 0,58 Каучук 0,429 Пробка 0,485
Бетон 0,271 Кварц 0,188 Парафин .... 0,650
Бронза 0,09 Керосин .... 0,500 Ртуть 0,033
Вишневое дерево . 0,50 Кирпич 0,215 Свинец 0,031
Гипс 0,20 Кожа 0,700 Сталь 0,115
Глина 0,224 Датунь 0,092 Стекло 0,192
Грушевое дерево. 0,50 Мрамор 0,215 Сера твердая . . 0,184
Дуб 0,57 Медь желтая . . 0,092 Сера жидкая . . 0,203
Ель и сосна. . . 0,65 Медь красная . . 0,094 Серная кислота . 0,336
Железо 0,115 Никель 0,109 Цинк 0,094
Известняк . . . 0,22 Окись свинца . . 0,050 Чугун 0,115
Кадмий 0,056 Олово 0,056 Эбонит 0,339
1 Для разнородных металлов
<Эз = ( c'tSi +с 4 g. + . . + с” gn) (tk — /д)г.
В. И. Лайнер—62—20
305
Ванны электролитические (для покрытия и для других операций). При рас-
чете расхода тепла в электролитических ваннах во время их работы необходимо
принимать во внимание также и ту теплоту, которую они получают за счет элек-
трического тока, т. е. джоулево тепло Q4.
Джоулево тепло определяется по следующей формуле:
„ _ 0,24 • I • Е • г кал
— 1000 ~час ' ’
где I — сила тока, проходящего через ванну, в А;
Е — напряжение на бортах ванны в V;
2— время в час.; в данном случае 2=1.
Следовательно, в данном случае часовой расход тепла на поддержание темпе-
ратуры ванны составит
Qpafilчас = Qi 4" Qa Qi-
Для определения общего количества тепла, расходуемого в течение данного
времени (час, сутки, год), кроме указанных выше потерь, необходимо установить
также потери тепла в трубах. Можно считать приблизительно, что эти потери
составляют 5—10% суммарного количества тепла Qpaa+Qpae, расходуемого
в ванне.
Следовательно, общий суточный расход тепла с учетом, например, 10% по-
терь тепла в паропроводе выразится:
Qo6uf ~ {Qpaa t’ %cynt " Qраб/час) ’ !,!•
Максимальный часовой расход тепла за 1 сутки будет
_ , 1Л &раз
Утах/час = ~ ,
“'‘раз
где 2ра,— количество часов, затрачиваемое на разогрев ванн.
Расчет расхода пара Р кг. Для расчета расхода пара нужно определить тепло-
содержание 1 кг входящего пара q' и уходящего конденсата q"1.
Максимальный часовой расход пара равен
р / _^ШаХ/час
' max/час — „>__о» “ •
ч ♦ ч
Часовой расход пара во время работы ванны составляет
р / __ 1,1 Qраб/час
‘ раб/час— q' — tf'
Общий суточный расход пара определяется по формуле
р _ ®обЩ
^Обш - q, _ q„ -
Расчет змеевика для обогревания ванн. Обогревание ванн производится либо
непосредственно подаваемым в обогреваемую жидкость паром (прямой пар),
либо путем передачи теплоты от пара или горячей воды через стенку, т. е. обо-
гревание с помощью паровой рубашки или змеевика (глухой пар).
Первый способ обогревания (прямым паром) выгоднее второго, но в гальва-
нических цехах он может быть использован только для обогревания промывных
ванн. Применение этого способа для других ванн исключается потому, что это
связано с нежелательным разбавлением растворов водой. Недостатком первого
способа является также и то, что, входя в холодную жидкость, прямой пар произ-
водит сильный шум, толчки и удары, расшатывая всю конструкцию2.
1 Таблицу теплосодержания пара см. К а з а н ц е в, А. П., Справочная книга по отопле-
нию и вентиляции.
2 Расчет расхода пара на нагревание жидкости прямым паром см. Б р а й н е с, Я. М.,
Процессы и аппараты тонкой химической технологии, стр. 49, 1934.
306
Для определения размеров парового змеевика, устанавливаемого в ванне
для нагревания жидкости, нужно предварительно рассчитать поверхность на-
грева F". Это производится по формуле
рп ^max/час
к • Д tcp ’
где к — всеобщий коэфициент теплопередачи;
Д/ср — средняя разность температур.
Всеобщий коэфициент теплопередачи в данном случае (для изолированной
трубы) равенх:
__________________________________1_______ кал1 2)
к = 1 v е . 1 м2 • час °C
------ г" ---------
аг 1 X а2
где ах — коэфициент теплопередачи от греющего пара к стенке;
К — коэфициент теплопроводности трубы;
а2 — коэфициент теплопередачи от стенки змеевика к обогреваемой
жидкости;
е — толщина стенки в м.
Для определения величины коэфициента ах теплопередачи греющего пара
к стенке Нуссельт дает следующие формулы3:
1) для горизонтальной трубы
“>= °-724
2) для вертикальной трубы:
4 /----"л--
а — о Q45 1 / Кал
1 ’9 & У d(tn-te) м • час-°C ’
где d — диаметр трубы в м. (диаметром трубы змеевика обычно задаются);
tn — температура пограничного слоя (пленки) конденсата со стороны пара,
принимаемая равной температуре пара;
te — температура пограничного слоя со стороны стенки, равная темпера-
туре стенки.
А = -'***• —7 — есть коэфициент, учитывающий физические свой-
ства пограничного слоя4.
4/.
В табл. 81 приведены значениях А и коэфициента ах для частного случая:
горизонтальная труба d = 0,05 м и tn — te = 10°.
Коэфициент теплопередачи а2 от стенки змеевика к обогреваемой жидкости
определяется по формуле:
а2 = 0,64 с у tcm— t^c —,------,
6А * r vui «/tv ф UflC ul *
1 Брайне с, Я. М., см. цитированную выше книгу, стр. 64 и 73.
2) Для многостенной изолированной трубы всеобщий коэфициент теплопередачи по Брайнесу
равен
1 1 Дх , 1 Д2 , 1 Р3 , , 1
aideH + 2Хх 1П deH + 2Х2 1пРх +2Х3 ,ПР2 + + $dmp •
где kj, Х2, Х3.Хп — коэфициенты теплопроводности отдельных слоев трубы;
Dlt D2, D3 и т. д. —диаметры поверхностей раздела отдельных слоев;
Р — а2 + ак (см. выше).
3 Брайне с, Я. М., стр. 64; Г р е б е р, Г., Введение в теорию теплопередачи, 1929,
стр. 114—118. Приведенные формулы действительны для случаев вынужденного движения со
скоростью v = 1 м]сек (Брайнес).
4 Брайнес, Я. М., стр. 65 и Г р е б е р, Г., стр. 116.
307
где t3lc — температура обогреваемой жидкости;
/ст — температура стенки змеевика;
с' — частный коэфициент теплопередачи, определяемый по таблицам (см.
выше).
Таблица 81
Значения и аг при конденсирующемся водяном паре
Давление пара ат Температура °C Га Давление пара ат Температура °C
0,02 17,3 7010 6140 2,00 119,6 9 860 8620
0,05 32,3 7660 6710 3,00 132,8 10 080 8840
0,10 45,6 8100 7090 4,00 142,8 10250 9000
0,20 59,8 8570 7500 5,00 151,0 10350 9080
0,50 80,9 9100 7960 6,00 157,9 10430 9150
1,00 99,1 9540 8350 7,00 164,0 10500 9210
Для определения средней разности температур Ыср можно пользоваться сле-
дующим выражением:
д j __ ^max ^min
In 1п-Л-Н
Д ^min
Здесь tn — температура греющего пара;
/„ — начальная температура обогреваемой жидкости;
tK — конечная (требуемая) температура обогреваемой жидкости.
Для определения длины змеевика I при вычисленном значении поверхности
нагрева (по указанным выше формулам) и принятой величине диаметра трубы d
нужно рассчитать поверхность F"’ ее отрезка длиной в 1 м. Отсюда длина змее-
вика
, F"
I = ' г:777 '«•
F
Б. Расход воды
Основной расход воды в гальваническом цехе наблюдается при операциях
промывки.
Для определения этого расхода обычно задаются количеством обменов воды
при непрерывном ее протекании в ванне в единицу времени (1 час, 1 смена,
1 сутки). Принято считать, что при промывке изделий в холодной воде послед-
няя должна протекать со скоростью, соответствующей 1—2 обменам (иногда
более) ванны в час, а для промывки в горячей воде 0,5—1 обменам ванны
в час.
Для определения общего количества расходуемой в цехе воды, кроме указан-
ного, нужно приблизительно рассчитать также расход, потребный на первона-
чальное и повторное составление растворов, корректирование растворов, про-
мывку ванн при их чистке и на прочие производственные нужды.
В. Расход сжатого воздуха
Наибольшее количество сжатого воздуха в гальваническом цехе расходуется
на перемешивание раствора и на фильтрацию при устройстве аэролифта.
Перемешивание электролита сжатым воздухом применяется для цинковых,
кадмиевых и медных кислых электролитов, для никелевых, а иногда для неко-
1 Подробные указания относительно определения средней разности температур приве-
дены в книге Брайнеса, Я. М., Процессы и аппараты тонкой химической технологии,
стр. 78—88, 1934.
308
торых кислых свинцовых и щелочных оловянных электролитов. Кроме того,
сжатый воздух расходуется в промывных ваннах.
В цианистых ваннах перемешивание, равно как и перекачивание раствора
для фильтрации при помощи сжатого воздуха, не рекомендуется, во избежание
окисления и усиленной карбонизации цианидов.
На основании практических данных можно руководствоваться следующими
нормами расхода сжатого воздуха для перемешивания электролитов: а) при покры-
тии проволоки и ленты и на конвейерной установке при очень высоких плотно-
стях тока 0,5—1 л воздуха на 1 л электролита в 1 мин: и б) при покрытии различ-
ных изделий на подвесках 0,2—0,3 л воздуха на 1 л электролита в 1 мин.
Расход воздуха для перекачивания электролита аэролифтом определяется
в зависимости от количества и плотности раствора, подлежащего перекачиванию
в единицу времени, высоты подъема раствора над уровнем зеркала ванны (в мет-
рах), глубины погружения трубы в раствор и пр.
Согласно указанию, приведенному во П томе «Технической энциклопедии»
(Б. Рольщиков), при работе аэролифта на перекачке раствора серной кислоты
с производительностью в 350 л раствора в 1 мин., при внутреннем диаметре
свинцовых труб в 85 мм и глубине! колодца в 10 м расходуется 1 м3 воздуха
в 1 минуту.
Расход воздуха для сдувания газов при бортовой вентиляции, сушки деталей
и т. д. устанавливается грубо приближенно.
Г, Расход электроэнергии
Расход электроэнергии на электролитическое покрытие и другие нужды
за сутки определяется по следующей формуле:
ш — 1 Е • г Ki - к2 kWh.
1000 • 7]! • Т]2 KVV“,
где / — расчетная сила тока, потребная для одной (/У1) или нескольких (//)
ванн или установок, соответственно производительности данного вида
оборудования;
Е — потребное напряжение;
z — количество рабочих часов в сутки;
— коэфициент использования оборудования;
К2 — коэфициент загрузки оборудования;
т]! — коэфициент полезного действия электродвигателя,
т]2 — коэфициент полезного действия динамомашины.
ПРИЛОЖЕНИЕ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, ПРИНЯТЫЕ В РАСЧЕТЕ ОБОРУДОВАНИЯ
ГАЛЬВАНИЧЕСКИХ ЦЕХОВ (СМ. ГЛ. XI)
А — коэфициент, учитывающий физические свойства пограничного слоя
/ кал* \
\ м?-час*-градус3 J
Ат — теплосодержание 1 кг пара в калориях при данном давлении.
а — потери анодного металла на угар, шламм и пр. в кг.
аг — коэфициент теплопередачи от горячей жидкости к стенке ванны; коэ-
фициент теплопередачи от греющего пара к стенке.
а2 — коэфициент теплопередачи от горячей стенки к воздуху через конвекцию;
коэфициенттеплопередачи от стенки змеевика к обогреваемой жидкости.
ал — частичный коэфициент теплопередачи от горячей стенки к воздуху
через лучеиспускание.
а — брак продукции цеха, допускающий переделку, в %.
В ~ барометрическое давление в миллиметрах ртутного столба (мм Hg).
р — коэфициент суммарной теплопередачи от горячей стенки к воздуху;
р = а2 + ал.
С — электрохимический эквивалент.
с — коэфициент лучеиспускания.
кал
сг — теплоемкость раствора или воды в .
кал
с2 — теплоемкость материала ванны в ---.
кг • v
_ кал
с3 — теплоемкость облицовки ванны в ----•
кг * Cz
кал
с4 — теплоемкость загружаемого металла в • -qq-
с' — частный коэфициент теплопередачи.
св — частный коэфициент, зависящий от скорости движения воздуха.
D — толщина анода.
Dlf Оз и т. д. — диаметры поверхностей раздела отдельных слоев трубы.
Dk — катодная плотность тока в А)дм2.
Da — анодная плотность тока в А)дм2.
Okt, Dk2f Dk^‘-Dkn — плотность тока для каждой проволоки или ленты в А)дм2.
&кср — средняя плотность тока.
Окоейст —действительная плотность тока.
d — диаметр трубы в м.
dQH — внутренний диаметр трубы в м.
dHap — наружный диаметр трубы в м.
Ъ — толщина стенок автомата.
0 — диаметр проволоки; диаметр звездочки или поворотного круга цепи.
01 — диаметр кольцевой движущейся катодной штанги.
0б — внутренний диаметр круглого полуавтомата по наибольшей окружности,
ограничивающей электролит.
0 м — внутренний диаметр круглого полуавтомата по наименьшей окружности,
ограничивающей электролит.
0нар — наружный диаметр барабана, т. е. диаметр окружности, описанной
по барабану.
0вн — внутренний диаметр барабана, т. е. диаметр окружности, вписанной
в барабан.
5 — тодщина стенки в м.
е4, еъ-еп —толщина отдельных слоев стенки в м.
F — поверхность корпуса ванны в м2.
F' — поверхность зеркала испарения.
F" — поверхность нагрейа (паровым змеевиком).
F'" — поверхность отрезка трубы длиной в 1 м.
310
g — вес загружаемого в ванну металла (детали и подвески) в кг за 1 час.
%' — вес деталей с подвесками за одну загрузку.
— вес корпуса ванны в кг.
g2 — вес облицовки ванны в кг.
7 — удельный вес металла, раствора воды.
h — высота колокола.
h± — высота изделия или подвески с изделиями без подвесного крюка.
Л2 — расстояние от дна ванны до нижнего края изделия или подвески.
Л3 — высота электролита над верхним краем изделия или подвески.
Л4 — расстояние от нижнего края изделия или подвески до крюка подвески
(или до штанги) в момент окончания подъема или к моменту начала
ее опускания в ванну.
h* — высота подъема или опускания подвески (цепью).
h\ — глубина погружения барабана в электролит по наружному диаметру.
Лб — расстояние от верхнего уровня (зеркала) электролита до верхнего края
бортов ванны.
hen — внутренняя высота ванны.
Лк — высота крюка подвески.
Лэ — высота уровня электролита в ванне, полуавтомате и т. д.
I — сила тока в А.
/2= ... = /п—сила тока для покрытия проволоки (различных диаметров) на одной
конвейерной установке.
Г — общая сила тока, потребная для каждой ванны покрытия проволоки
или ленты (с учетом потерь тока на покрытие неизолированных мест
катодных контактов).
1пг—сила тока, потребная на все ванны (л'), барабаны, колокола, полу-
автоматы, автоматы и т. д. для покрытия.
/ух — сила тока на одну ванну, барабан, колокол, полуавтомат и т. д.
i — потери тока на покрытие неизолированных мест катодных контактов
(при покрытии проволоки).
1 S v л. К0-Л
к — всеобщий коэфициент теплопередачи в .
Кг — коэфициент использования оборудования.
К2 — коэфициент загрузки оборудования.
К3 — коэфициент загрузки динамомашин.
L — расчетная длина транспортерной цепи с подвесками или длина пути,
по которому двигается цепь с подвесками (с учетом загрузки и вы-
грузки^ каждом полуавтомате.
L! — установленная длина транспортерной цепи с подцесками в каждом
полуавтомате после корректировки L.
£х — рабочая длина ванны.
£2 — нерабочая длина ванны.
Li, L2, L3.-.-Ln — длина каждой проволоки или ленты в м, соответствующая заданной
годовой программе.
Leu — внутренняя длина овального автомата.
Ls — длина пути, по которому проходит цепь с подвесками через весь автомат
за время т5.
LseH—внутренняя длина прямолинейного автомата.
Ь8нар — наружная длина прямолинейного автомата.
I — длина пути, который проходит подвеска или одна штанга с подвесками
за время т'.
Zj — длина изделия или подвески, т. е. размер изделия или подвески по длине
ванны.
/2 — расстояние между изделиями или подвесками в ванне.
Z3 — расстояние между торцевой стенкой ванны и краем изделия или под-
вески; расстояние между торцевыми стенками ванны и барабана.
Z4 — расстояние между внутренними стенками двух соседних ванн в авто-
мате.
/Б — длина пути, по которому проходит цепь в загрузочном и разгрузочном
пространствах.
Г — длина пути, по которому проходит подвеска (или штанга с подвесками) во
время ее перекидки цепью из одной ванны в другую (автомат «Микер»).
Z" — длина пути, по которому проходит цепь при перекидке подвесок по пря-
мой горизонтальной линии.
Z'i — расстояние между двумя наиболее отдаленными точками цепи (вдоль
полуавтомата) до начала ее закругления.
1бар — наружная длина барабана.
1&н — внутренняя #лина ванны или полуавтомата; длина проволоки или ленты
в м в ванне для покрытия.
ls вн — суммарная внутренняя длина (рабочая и нерабочая) всех ванн в авто-
мате.
lsp — суммарное расстояние между внутренними стенками соседних ванн.
X — коэфициент теплопроводности.
311
т — толщина стенок, угольников (и пр.) барабана.
та — расход анодов в кг.
тх — расход химических реактивов.
п — расчетное количество ванн, барабанов, колоколов, полуавтоматов,
автоматов и конвейерных установок.
п' — фактическое или устанавливаемое в цехе количество ванн, барабанов,
колоколов, полуавтоматов, автоматов и конвейерных установок.
пп — число катодных рядов по ширине ванны в полуавтомате и автомате;
количество ниток проволоки (или ленты) в конвейерной установке.
— количество изделий или подвесок, устанавливаемых в один ряд (или
на одну штангу) по длине ванны.
п2 — число катодных штанг.
п3 — число анодных штанг.
па — количество ванн в автомате.
Р — вес осажденного металла в г.
Plt Р2, Р3,...Рп —годовая программа проволоки (или ленты) по каждому диаметру (или
ширине) в кг.
Р\, Р'2« Р'3...Р'п— производительность цеха в год по каждому диаметру проволоки (или
ленты) в кг.
Рзад — годовая программа цеха, соответствующая заданию.
Ргод — установленная годовая производственная программа цеха.
Рсут — установленная суточная производственная программа цеха.
Рчас — установленная часовая производственная программа цеха.
Р'год — производительность данного типа оборудования в год.
Р'сут — производительность данного типа оборудования в сутки.
Ркг — расход пара в кг.
Ртюичас — максимальный часовой расход пара.
Рраб1час — часовой расход пара во время работы ванны.
Робщ — общий суточный расход пара.
р — упругость водяного насыщенного пара.
рг — давление насыщенного водяного пара при температуре испарения
жидкости (tk,) в миллиметрах ртутного столба (мм Hg).
р2 — парциальное давление водяного пара в увлажненном воздухе при дан-
ной степени влажности и температуре, в миллиметрах ртутного
столба (мм Hg).
Pi, р2, р3...рп — вес каждой проволоки или ленты длиной в 1 м в г.
— расход тепла на нагрев раствора или воды и материала ванны в кал.
□2 — расход тепла, потребного для компенсации тепловых потерь ванной
в окружающую среду, в кал.
Q3 — потери тепла на нагрев загружаемого в ванну металла (покрываемые
детали и подвески) в кал.
Q4 — джоулево тепло.
Qmax/час — максимальный часовой расход тепла за 1 сутки.
&общ — общий суточный расход тепла с учетом потерь тепла в паропроводе.
Qpa6icym — суточный расход тепла на поддержание рабочей температуры.
Фраб[час — часовой расход тепла на поддержание рабочей температуры.
Фраз — расход тепла на разогрев ванны до нужной рабочей температуры.
Ораб ~ расход тепла на поддержание температуры ванны во время ее работы.
— потери тепла нагретой жидкостью (раствор или вода) через стенку путем
теплопроводности, конвекции и лучеиспускания, в кал.
q2 — потери тепла на испарение воды с открытой поверхности раствора или
воды, в кал.
q' — теплосодержание 1 кг входящего пара.
— теплосодержание (уходящего) конденсата.
Р _ радиус основания конуса, т. е. радиус дна колокола.
г — радиус верхнего отверстия колокола; радиус закругления транспортерной
цепи в полуавтомате и автомате.
5 — поверхность покрытия.
— рабочая поверхность, т. е. покрываемая поверхность деталей; поверх-
ность 1 кг изделий, загружаемых в барабан или колокол, в дм2.
52 — нерабочая поверхность, т. е. поверхность неизолированной части ма-
териала подвески или контактов в одном барабане или колоколе.
5 S S3,.*-5n — поверхность каждой проволоки или ленты длиной в 1 м.
ь 2» з, — поверхность покрытия соответственно суточной или годовой программе,
в дм2.
S SXI Snl,....Srt—• суммарная поверхность каждого диаметра проволоки (или каждой
’ ’ ширины ленты) в ванне покрытия для одной конвейерной установки.
5™ ...Sn,___суммарная поверхность каждого диаметра проволоки (или каждой
11 п ’ п ширины ленты) в ваннах покрытия для *п' конвейерных установок.
5 t == 5 . п> суммарная поверхность загрузки всего количества устанавливаемых
п‘ ванн, барабанов, колоколов и полуавтоматов.
5 суммарная поверхность загрузки одной ванны, барабана, колокола
и полуавтомата.
312
5max — поверхность изделия с наибольшей поверхностью.
Scp — средняя величина поверхности изделий.
s — толщина покрытия в мм.
Т — годовой фонд времени работы оборудования в сутках.
Tq — годовой фонд времени работы цеха в сутках.
7\ — общие годовые потери времени на неизбежные простои оборудования,
в сутках.
Тст =273 t"cm — абсолютная температура наружной стороны стенки, излучающей тепло.
Твозд = 273 + 1возд — абсолютная температура окружающего воздуха.
Ti, Т2, Т3, .ТП — количество суток в году, необходимое для выполнения годовой про-
граммы по каждому диаметру проволоки (или по каждой ширине ленты)
при расчетной мощности одновременной загрузки ванн для покрытия.
Т'1, Т'2, Т'з-Т'п — количество суток, необходимое для выполнения годовой программы
по каждому диаметру проволоки при установленной мощности одно-
временной загрузки всех ванн покрытия (ух • л').
+ 4 — неизбежные суточные потери времени на простои оборудования в час.
tv— время, затрачиваемое на организацию и проведение первоначальной
загрузки и конечной выгрузки (из ванн) изделий, в час.
/2 — остаток суточного времени, в течение которого оборудование остается
неиспользованным, если количество загрузок окажется дробной вели-
чиной, в час.
te — температура пограничного слоя со стороны стенки (принимается равной
температуре стенки).
teosd — температура окружающей среды (воздуха), воспринимающей тепло.
Ью — температура обогреваемой жидкости.
— температура горячей жидкости, отдающей тепло.
tn — конечная температура нагрева раствора или воды.
tm — средняя температура.
Ы — начальная температура обогреваемой жидкости (раствора или воды).
tn — температура греющего пара; температура пограничного слоя (пленки)
конденсата со сторонц пара (принимается равной температуре пара).
tcm. —температура стенки змеевика.
z'w — температура поверхности Стенки со стороны горячей жидкости.
Чт ““ температура наружной стороны стенки.
X top — средняя разность температуры.
tcym — рабочее время оборудования за 1 сутки.
tcM — рабочее время оборудования за 1 смену.
т — продолжительность процесса или продолжительность данной операции
обработки изделий, в мин.
?! — продолжительность электролиза или другой операции технологического
процесса (обезжиривание, травление, декапирование, промывка) —
так зазываемое машинное время, в мин.
t2 — потери времени на загрузку и выгрузку (из ванн) изделий, в мин.; про-
должительность перекидки подвески из одной ванны в другую в
автомате.
тх, т2> та...тп — продолжительность электролиза при покрытии для каждого диаметра
проволоки или для каждой ширины ленты.
т' — промежуток времени, через который должна выгружаться одна под-
веска из каждого овального или круглого полуавтомата или с одной
цепи прямолинейного полуавтомата; промежуток времени, через ко-
торый из каждого автомата должна выгружаться одна штанга или ка-
ретка с подвесками.
т" — фактический промежуток времени, через который должны выгружаться
детали из полуавтомата или автомата, после корректировки т'(т"<т')*
— продолжительность паузы, в течение которой цепь стоит на месте (авто-
мат «Стевенс»).
т* — время движения цепи при перекидке подвески из одной ванны в другую
в автомате «Стевенс» (с прерывно-движущейся цепью).
х” — суммарное время, затрачиваемое на подъем подвески из ванны и спуск
ее в ванну.
ъюд — время, затрачиваемое на подъем подвески из ванны,
тспуск — времд, затрачиваемое на спуск подвески в ванну.
т?о —время, принятое для загрузки и выгрузки подвесок с изделиями в авто-
мате, в МИД.
тр —время, потребное для обработки (покрытия) всех изделий, в мин.
— средняя расчетная продолжительность покрытия в мин.
— продолжительность прохождения подвесок через автомат в мин.
т51— сумарная продолжительность вс^х операций технологического про-
цесса, выполняемых на автомате, в мин.
тз, + 1) —суммарная продолжительность всех перекидок изделий из одной ванны
в другую.
313
V — объем раствора или воды в ванне.
Vx — объем электролита вместе с изделиями и анодами, загружаемыми
ванну.
/2 — объем металла в изделиях и анодах.
V' — объем металла в изделиях, загружаемых в барабан или колокол.
V" — объем, занимаемый деталями в барабане, колоколе, корзине и т.
в насыпном виде.
V'" — объем электролита вместе с объемом, занимаемым деталями в колоко
/IV —. объем колокола.
v — расчетная скорость движения транспортерной цепи с подвесками.
v' — фактическая скорость движения транспортерной цепи, принятая по
корректировки у.
их — скорость движения цепи, служащей для переноса подвесок из од1
ванны в другую.
^2, у3,...уп —скорость движения проволоки или ленты в м]мин.
W — расход электроэнергии.
№вн — внутренняя ширина овального автомата.
^1 — размер изделия или подвески с изделиями Ио ширине ванны или no.nl
автомата.
и/2 — расстояние между анодом и ближайшим краем изделия
— расстояние между внутренней стенкой продольного борта ванны и а
дом.
г^4 — ширина внутреннего нерабочего пространства в овальном автом?
и/* — расстояние между анодом и ближайшим краем барабана^
швн — внутренняя ширина ванны или полуавтомата.
х — расчетное количество загрузок за сутки; процент влажности^
х' — количество загрузок, принятое после округления х до целого чис
в меньшую сторону.
*i, x2txs..,xn — количество возможных загрузок проволоки в год по каждому диамет
(или ленты каждой ширины).
хх — годовой расход кислоты на реакцию взаимодействия с окислами.
х2 — годовой расход кислоты на унос раствора поверхностью изделий.
х3 — годовые потери кислоты при замену отработанного травильного раство
новым.
ух — мощность загрузки, принятая для одной ванны, барабана, колоко.
Уп — расчетная мощность всей одновременной загрузки одного вида обо7
дования изделиями, принадлежащими к данной группе или подгруп
уп — мощность одновременной загрузки оборудования, принятая пос
округления уп до целого числа в большую сторону.
г — количество рабочих часов в сутки; время передачи теплоты в час;
гсут — количество часов работы ванны в сутки.
граз — количество часов, потребное для разогрева ванны.
т] — выход по току в %.
тц — коэфициент полезного действия электромотора.
т]2 — коэфициент полезного действия динамомашины.
Редактор Д, Д. Гликман Техн, редактор Р. Г. Нейман Корректор В. К. Бржеёки
Изд. № 10. Сдано в набор 13/Ш 1938 г. Подп. к печати 11/VII 1938 г. Индекс 20—5—
Тираж 5000. Прот. ТКК №30 от 5/VII. 1938 г. Печ-листов 195/в + 2 вклейки. Формат бумап
72x105. Напечатано на бумаге Окуловской бумфабрики Уполн. Главдита Б—40975(3205)
Учетн. авт. л. 39,02 Учетн. № 3273. Зак. № 62
Типография Оборонгиз. Киев, Крещатик, 42.
ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть I ГЬ чьей 1 в ине
78 № 62. 27 св. Лайнер 0,25% СиО, 0,3% MgO В. И. и К у д р я в ц е в 11. Т. ОПЕЧАТ 0,25% Си 0,03% Mg ки Ред.
Стр. 96 № 62. Строка Напечатано Должно быть | 1 1 По чьей вине
за голов. Лайнер Покрытие сплавом Cu-Zn В. И. иКудрявцев Н. Т. ОПЕЧАТ Покрытие сплавом Cu-Sn К И тип.
Стр. Строка Напечатано Должно быть Но чьей вине
99 1 6 сн. № 62. Л а й н е р : образцы выпрямлялись В. II. и К у д р я в ц е в Н. Т. ОПЕЧАТ образцы выпрямлялись и испытывались К И корр.
Стр. Строка Напечатано Должно быть По чьей вине
(17 12 св. Кривая С Кривая S [ авт.
№ 62. Лайнер В. И. иКудрявцев Н. Т.
ОПЕЧАТКИ
Gp. Строка Напечатано Должно быть 1 По чьей вине
136 заголо- вок Гальванометрический метод покрытия сплавами Гальванотермический метод покрытия сплавами тип.
253 18 св. V'ZVittHXWm'*h3 тип.
253 29 св. 1264621 129600 1264622 129600 тип.
260 8 св. = Si-Vi + тип.
266 и далее 7 сн. транспортной транспортерной корр.
267 1 сн. ^вн h 4* ^вн “ G = zi + = Ort A Qft корр.
272 2 св. L = vi « 0,38 X 26 X 9,88 L - vt - 0,38 X 26 = 9,88 тип.
276 8 св. (Г = 1. + 2/3 = /4). (/" = /, + 2Z3 + /,). тип.
276 5 сн. = ^сут * Т0 = ^cym ‘ авт.
282 26 св. = Ls6H = 1*Р Ls = lsen + lfP тип.
282 1 сн. WaH wSH + 2 тип.
~ 2
284 8 св. Т2 T2 авт.
284 22 св. T2 тип.
284 30 св. 4 4 корр.
284 40 св. W V корр.
294 10 св. з- = ^- У1 n = A» У1 корр.
312 8 сн. S S1 тип.
314 20 св. w. тип.
«М 62. Лайнер В. И. и Кудрявцев Н. Т.
Фиг. 165; Общий вид автомата для электротравления.
В. И. Лайнер—62
1—приводной механизм; 12—натяжной механизм; 3- перекидной механизм; 4—промывная ванна; 5-щелочная
ванна; б—обезжиривающая ванна; /--травильная ванна.
Фиг. 173. Установка для покрытия проволоки фирмы «Микер».
В. И. Лайнер—62
В. И. Лайнер—62
Фиг. 177. Установка для гальванопокрытия проволоки фирмы «Микер», вертикального типа.
Фиг. 178. Установка ВЭИ для гальванопокрытия проволоки диаметром от 3 до 5 мм
1__пяамоточнор пписпособление; 2—натяжное приспособление; 3—обезжиривающая ванна; 4—промывная ванна; 5 — травильная ванна; 6 — песочная Манна; 7—промывная ванна; в—ванна для цинкования;
F F 9—[промывная ванна; 10—ванна для горячей промывки! 11—сушильное устройство; 12—намоточный барабан .
В. И. Лайнер—62