/































































































































































































































Автор: Яковлева Т.Ф. Рыстенко А.Т.
Теги: микроэлектроника справочник технический справочник издательство машгиз
Год: 1963




Текст
-Т<Ю8ЯЕ1А
;АЛв₽Ы€Т1ЙЮ
ГАЛЬВАНИЧЕСКИМ
ПОКРЫТИЯМ
Т. Ф. ЯКОВЛЕВА, А. Т. РЫСТЕНКО
КРАТКИЙ СПРАВОЧНИК
ПО ГАЛЬВАНИЧЕСКИМ
ПОКРЫТИЯМ
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИН0СТР01 «ТЕЛЬНОЙ Л« «ТЕРАТУРЫ
.Afcjcwrfj 1963 Л'л^.т
6П4.52
Я47
В справочнике приведены краткие сведения по
геометрии, физике, химии и электротехнике, необ-
ходимые для понимания процессов нанесения галь-
ванических покрытий. Описаны механические и
химические способы подготовки поверхности и при-
ведены технологические режимы нанесения основ-
ных электролитических и химических покрытий, а
также составы электролитов. Дана методика конт-
роля качества покрытий и анализа электролитов.
Описано оборудование гальванических цехов и осве-
щены основные вопросы их организации и техники
безопасности.
Справочник предназначен для рабочих гальвани-
ческих участков и цехов машиностроительных
заводов.
Рецензент инж. 77. К. Лаворко
Редактор Д. Б, Рикберг
ЮЖНОЕ ОТДЕЛЕНИЕ МАШГИЗА
Главный редактор инж. В, К, Сердюк
ПРЕДИСЛОВИЕ
В Программе КПСС, принятой XXII съездом партии, намечены
основные направления создания материально-технической базы ком*
мунизма. В течение двадцатилетия осуществится в массовом масштабе
комплексная автоматизация производства со все большим переходом
к цехам- и предприятиям-автоматам, обеспечивающим высокую тех-
нико-экономическую эффективность. В производстве все большую
роль будет играть создание и использование химических продуктов,
новых предметов труда, широкое применение химических методов.
Всевозрастающее значение приобретают гальванические покры-
тия — важное средство защиты металлических изделий от коррозии
н придания им особых свойств — высокой твердости, износостойкости,
прнрабатываемости, красивого внешнего вида.
Настоящий справочник содержит главным образом практические
сведения, необходимые рабочим-гальваникам в их повседневной ра-
боте. В нем описаны как общеизвестные установившиеся, так и новей-
шие технологические процессы подготовки и покрытия изделий, а
также соответствующее им оборудование. Значительное внимание
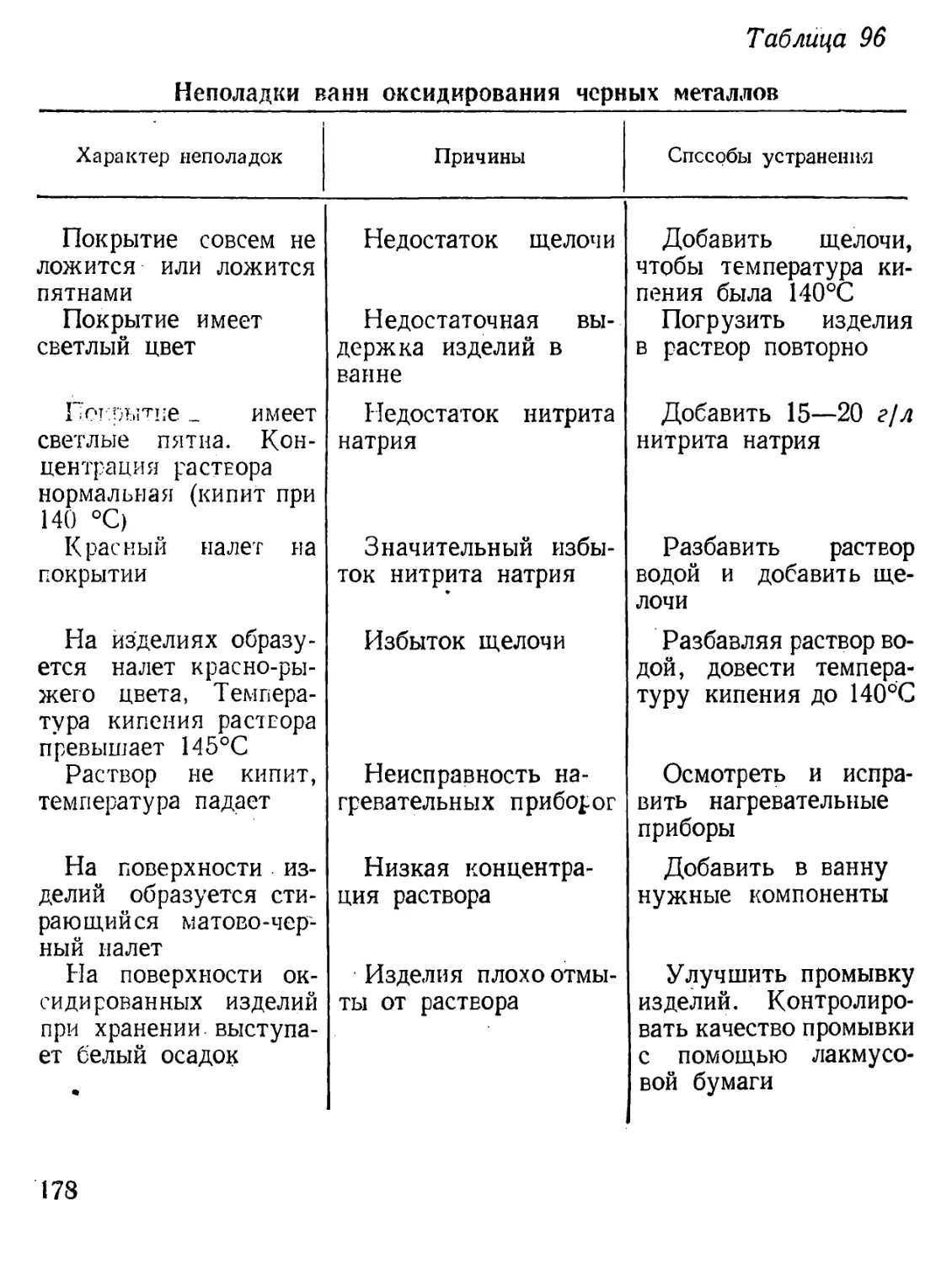
уделено описанию возможных неполадок, возникающих при нанесе-
нии покрытий, способам их устранения и контролю качества различ-
ных покрытий.
Приведенные в книге основные сведения по технологии и методам
нанесения защитных, защитно-декоративных и специальных покры-
тий основаны на производственном опыте авторов, а также передовых
промышленных предприятий и научно-исследовательских учреждений.
ОБЩИЕ СВЕДЕНИЯ
КРАТКИЕ СВЕДЕНИЯ ПО ГЕОМЕТРИИ
В табл. 1 и 2 приведены формулы, необходимые для подсчета по-
верхности покрываемых изделий, объема ванн и других сосудов. Для
пользования какой-либо из формул необходимо предварительно изме-
рить в натуре размеры фигуры или детали.
Фиг. 1. К примеру расчета поверхности ступенчатого валика
с фланцем.
Применяемые обозначения: а, b и с — стороны фигур; Л, hY и Л2 —
высоты фигур; Dud — наружный и внутренний диаметры; dlt d2 и
г/;, диагонали фигур; / — длина дуги или образующей; R и г — ради-
усы; п — число сторон или граней; т — размер на основании тела;
.S - площадь фигуры; S6 — боковая поверхность тела; F и f — пло-
щади оснований; Sn — полная поверхность тела; V — объем тела.
Рассмотрим примеры расчета поверхности некоторых деталей.
I. Ступенчатый валик с фланцем (фиг. 1). Пусть измерения дали
следующие результаты:
Di = 62 мм]
D2 = 80 мм]
D# =110 мм]
h1= 155 мм]
h2 = 5 мм]
h9 = 20 мм.
5
Таблица 1
Вычисление площадей плоских фигур
6
7
Продолжение табл. 1
S = —(D2 — d2) =
4
= 0,785 (D + d)(D — d)
8
Таблица 2
Продолжение табл. 2
10
Продолжение табл. 2
Поверхность детали представляет собой сумму боковых поверхнос-
тей трех цилиндров и площадей двух колец и двух торцов.
Боковые поверхности цилиндров:
5’1 -j- "I- <$3 = JtDi/li 4~ JtZ)2/z2 “1“ JlDg/ig = Я (^1^1 4" 7)2^2 4~ МЛз) ~
= 3,14 (62 - 155 + 80 -5 + НО • 20) = 38300 = 3,83 дм2.
Определим площади колец. Заметим, что сумма площадей двух ко-
лец и меньшего торца равна площади круга диаметром £)3. Следова-
тельно, сумма площадей колец и торцов равна
2л£)2
<$4 = —= 1,57 - 1102 = 19000 = 1,9 дм2.
Таким образом, поверхность детали
Sn = 3,83 + 1,90 = 5,73 дм2.
Фиг. 2. К примеру расчета поверхности шарового
пальца.
2. Шаровой палец (фиг. 2). Размеры пальца:
5 = 21 мм;
12 = 28 мм;
13 = 40 мм.
D) = 25 мм;
D2 = 16 мм;
D3 — 5 мм;
Поверхность детали представляет собой сумму боковых поверх-
ностей шарового сегмента, цилиндра, усеченного конуса и площади
его малого торца.
Боковая поверхность шарового сегмента = 2nrh, в нашем
случае 2 г = Dr = 25 мм и /г= /1= 21 мм. Поэтому
= JUDj/i = 3,14 - 25 • 21 = 1650 = 0,165 дм2.
Боковая поверхность цилиндра
S2 = JtD2/2 = 3,14 -16-28= 1410 = 0,141 дм2.
Боковая поверхность усеченного конуса
/3 (р2 _j_ d3) = 1,57 • 40 (16 4- 5) = 1320 = 0,132 дм2.
12
Площадь малого торна
S4 = = 0,785 • 25 = 19,6 « 0,002 дм2.
Полная поверхность шарового пальца
Sn = S1 +S2 + S3 +- S4 = 0,165 + 0,141 +0,132 +
+ 0,002 = 0,44 дм2.
3. Резьба (фиг. 3). Размеры
резьбы: наружный диаметр D = 2-----------
= 24 мм\ шаг t = 3 мм\ угол ~—।--------
между боковыми сторонами 60°; о f • /''
число витков /2 = 20. I
Рассматривая виток резьбы при- j
ближенно как два усеченных ко- | ~ ti-2tcos3O° г Г
нуса, сложенных основаниями, мо-
ЖНО найти, что поверхность ОДНОГО Фиг- 3. К примеру расчета поверх-
ГТЛЛПШ
ноет и резьбы.
витка
Л
SnQ = 2 • — t [D + (D — 2t. cos 30°)] = 2 (3,1 Wt — 2,72t2).
В нашем примере
Sfl = 2 (3,14 • 24 • 3 — 2,72 • 9) • 20 = 8080 0,81 дм2.
В то же время поверхность гладкого цилиндра диаметром 24 мм
и длиной 3 • 20 = 60 мм был/* бы
S'n == 3,14 • 24 • 60 = 4521 « 0,45 дм2.
КРАТКИЕ СВЕДЕНИЯ ПО ФИЗИКЕ
В табл. 3 приведены основные физические свойства некоторых
элементов.
Температура — это величина, характеризующая степень „нагре-
тости тела. Температуру в гальваностегии измеряют ртутными и спир-
товыми термометрами, реже термопарами с соответствующими шкала-
ми. В настоящее время наибольшее практическое распространение
получила стоградусная температурная шкала', градусы которой отме-
чены знаком «С».
13
Таблица 3
Основные физические свойства элементов
Наименование элемента Химический знак Атомный вес Удельный вес Температура плавления в °C Удельная теп- лоемкость при 20° С в кал/г . •град Коэффициент линейного расширения при 20° СХЮ-6
Алюминий А1 26,97 2,7 657 0,2259 24
Бор В 10,82 2,3 2300 0,3091 2
Водород Н 1,003 0,03375Х 10’3 —259,1 3,415 —
Вольфрам W 183,92 19,3 3370 0,034 4,0
Железо Fe 55,85 7,86 1539 0,1075 11,9
Золоте Au 197,2 19,3 1062,7 0,0308 14,4
Индий In 114,76 7,31 161 0,0568 33
Иридий Ir 193,1 22,4 2408 0,0322 6,41
Кадмий Cd 112,41 8,65 320,8 0,0547 29,8
Калий К 39,096 0,86 62,3 0,177 83
Кислород О 16,000 1,3318х10”3 —213,4 0,2184 —
Кобальт Co 58,94 8,9 1490 0,0989 12,08
Магний Mg 24,32 1,74 650 0,240 25,7
Марганец Mn 54,93 7,44 1241 0,107 23
Медь Cu 63,57 8,94 1083 0,0918 16,42
Натрий Na 22,997 0,97 97,5 0,295 74
Никель Ni 58,69 8,9 1452 0,112 13,7
Олово , Sn 118,70 7,30 232 0,054 —
Платина Pt 195,23 21,45 1772 0,0319 8,8
Ртуть Hg 200,61 13,55 —39 0,0332 —
Свинец Pb 207,21 11,34 327,3 0,030 29,5
Серебро Ag 107,88 10,5 960 0,0558 18,9
Сурьма Sb 121,76 6,62 630 0,0493 4,29
Титан Ti 47,90 4,5 1800 0,142 7,14
Углерод C 12,01 2,22 — 0,165 19,2
Фосфор P 30,98 1,82 44,1 0,177 125
Фтор F 19,00 — -223 — —
Хлор Cl 35,457 — — 101,6 0,226 11,44
Хром (элект-
ролитичес-
кий) Cr 52,01 7,2 1830 0,12 8,1
Цинк Zn 65,38 7,17 420 0,09 —*
14
С 1 января 1963 г. введена Международная система единиц (СИ)
с температурной шкалой Кельвина (°К), нуль которой соответствует
— 273° С (ГОСТ 9867-61). Таким образом, Т° К= Т° Сф- 273.
Удельная теплоемкость (кал/г-град)—это количество тепла,
которое требуется для нагревания 1 г вещества на 1°С.
Коэффициент линейного расширения — это удлинение стержня дли-
ной в 1 м при нагревании его на 1°С.
Теплопроводность — это. передача тепла от одной части тела к
другой.
Коэффициент теплопроводности (кал/м • ч • град) — это количест-
во тепла, которое передается в течение часа через стенку поверхно-
стью 1 м2, и толщиной 1 м при разности температур ГС.
Коэффициент теплопроводности К в кал/м*ч-град некоторых
металлов и материалов
Алюминий .......... 175
Бронза.............. 55
Железо ............40—50
Золото ....... 265
Константан....... 20
Латунь.......... . . 75—100
Медь красная . . . 300—340
Никель ............. 50
Олово .............. 55
Платина............. 60
Свинец................. 30
Серебро................ 360
Цинк................... 95
Асбест . ......... 0,19
Асфальт литой ... 0,6
Диабаз..............1,1—2,4
Бетон ..............0,7—1,2
Бетон шлаковый ... 0,2 .
Кирпич .............0,34—0,45
Кирпичная кладка . . 0,6—0,8
Кладка из пустотело-
го кирпича .... 0,27
Линолеум.............. 0,16
Мрамор..............1,8—3,0
Резина мягкая . . 0,1—0,2
Эбонит.............. 0,137
Стекло..............0,5—0,8
Фарфор ................ 0,9
Целлулоид........... 0,18
Шлаковата и пеноплас-
ты .................0,03—0,05
Пластмассы .... 0,3—0,4
Большое значение в гальванотехнике имеет твердость покрытий.
Толщина слоя гальванических покрытий обычно не превышает 0,2 мм.
Поэтому твердость покрытий определяют на приборах ПМТ-3 системы
Хрущова и Бирковича при нагрузках от 1 до 200 г; ее называют микро-
твердостью. Микротвердость выражают в единицах Виккерса.
Твердость гальванических покрытий зависит от условий осажде-
ния металла (табл. 4).
15
Таблица 4
Микротвердость покрытий
Наименование покрытия Тип электролита Твердость по Виккерсу в kTImm*
Железо Хлористый горячий 85—160
Железо Хлористый холодный . 160—200
Железо Сернокислый ....... 265—320
Золото Цианистый 85—100
Кадмий Цианистый . . « 15—65
Медь Сернокислый 65—85
Медь Цианистый 140—160
Микель Сернокислый горячий 150—170
Никель Сернокислый с высокой кислотностью. 320—370
Никель Сернокислый для блестящих покрытий 530—610
Олово Стаинатный 10—15
Олово Сернокислый 12—20
Свинец Борофтористоводородный . 3—10.
Серебро Цианистый 65—150
Хром Хромовый ангидрид (раствор) 430—1220
Цинк Цианистый . 50—65
Цинк Сернокислый ....... 45—70
Цинк Фосфорнокислый ........... 80—110
Для сравнительной приближенной оценки твердости минералов
и металлов существует десятизначная таблица твердости (шкала Мо-
оса). Если какой либо минерал или металл оставляет царапину на
другом минерале или металле, то твердость его считается большей.
Твердость различных материалов
Воск . ....... 0,2
Тальк .... 1
Графит ...... 1—2
Свинец ...... 1,5
Лед .............. 1,5
Олово .......... 1,8
Каменная соль ... 2
Кадмий ........ 2
Золото ....... 2,5
Цинк............... 2,5
Серебро............. 2,7
Алюминий .......... 2,9
Известковый шпат . . 3
Медь............... 3
Латунь............. 3—4
Мрамор .......... 3—4
Плавиковый шпат . . 4
Железо 4
16
Платина .............. 4,3
Стекло..............4,5—6,5
Апатит................. 5
Никель................. 5
Пемза ................. 6
Полевой шпат .... 6
Вольфрам...........6,5—7,5
Наждак ...... 7—9
Кварц .......... 7
Топаз .......... 8
Корунд .......... 9
Карбид кремния ... 9
Хром............ 9
Алмаз ..... . 10
КРАТКИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОТЕХНИКЕ
Постоянный ток. Электродвижущая сила Е (э. д. с.) — это причина,
которая вызывает и поддерживает в замкнутой проводящей цепи элек-
трический ток. Для создания и поддержания электродвижущей силы
необходимо непрерывное превращение какой-либо энергии (механи-
ческой, химической, тепловой) в электрическую. Полная э. д. с., дей-
ствующая в разомкнутой электрической цепи, равна разности потен-
циалов на ее концах. Вольтметр, включенный на генератор постоян-
ного тока, работающий вхолостую, показывает э. д. с. генератора.
Электрическое поле — это пространство, в котором действуют элек-
трические силы.
Электрический потенциал — величина, характеризующая электри-
ческое поле в данной точке. Эта величина численно равна работе, необ-
ходимой для переноса действием электрического поля единицы поло-
жительного электрического заряда из данной точки на Землю.
Та часть э. д. с., которая заставляет электрический ток проходить
на внешнем участке электрической цепи (нагрузке), называется напря-
жением и обозначается буквой U.
Вольтметр, включенный на генератор постоянного тока, работа-
ющий на нагрузку, показывает напряжение генератора.
Основная единица измерения электрического напряжения — вольт
(в). Вольт — это электрическое напряжение на концах проводника с
сопротивлением в один ом, вызывающее протекание по нему тока ве-
личиной, равной одному амперу. Э. д. с. и напряжение измеряют в
вольтах. В вольтах измеряют напряжение генераторов постоянного
тока, возбудителей, питающей сети переменного тока, напряжение на
гальванических ваннах, выпрямителях; в гальванотехнике (на шунтах)
напряжение измеряют также и в милливольтах (1 в= 1000 мв). На-
пряжение измеряют вольтметром. Вольтметр включают в электричес-
кую цепь параллельно нагрузке.
2 Т. Ф. Яковлев 17
Величиной тока называется количество электричества, проходя-
щее через поперечное сечение проводника за одну секунду:
где / — величина тока;
Q — количество электричества;
I — время.
Количество электричества измеряют в кулонах. За единицу коли-
чества электричества принят один кулон. Кулон — это такое коли-
чество электричества, которое, проходя через раствор азотнокислого
серебра, отлагает на отрицательной пластине 1,118 мг чистого серебра.
Основной единицей для измерения величины электрического тока
является ампер (а). Ампер — это такая величина электрического то-
ка, при которой через поперечное сечение проводника за каждую се-
кунду проходит количество электричества, равное одному кулону.
В гальванотехнике величину тока измеряют в амперах и килоам-
перах (1 ка = 1000 а). В амперах и килоамперах измеряют величину
тока в цепях генераторов постоянного тока и в цепях гальванических
ванн. В амперах измеряют величину тока в цепях электродвигателей,
освещения, аппаратов управления.
Величину тока измеряют амперметром или килоамперметром, ко-
торые нужно включать в электрическую цепь последовательно с на-
грузкой.
Плотность тока — это величина тока, приходящаяся па единицу
площади поперечного сечения проводника:
где б — плотность тока в проводнике;
/ — величина тока в проводнике;
S — площадь поперечного сечения проводника.
Плотность тока измеряют в а/мм2, а/см2, а!дм2 и а/м2. В гальвано-
технике плотность тока измеряют в а/мм2, а/см2 и а/дм2. Размерность
а/мм2 применяют для определения плотности тока в проводах; а] см2 —
для определения плотности тока в сухих выпрямителях (допустимая
плотность тока, например, для селеновых выпрямителей составляет
0,03 а/см2)', а/дм2— для расчетов необходимой величины тока при
электролитических покрытиях (например, для покрытия хромом метал-
лических деталей требуется плотность тока 40—60 а!дм2).
18
Электрическим сопротивлением называется то противодействие,
которое оказывает проводник проходящему через него электрическому
току. Основной единицей измерения электрического сопротивления
является ом. В качестве эталона сопротивления в 1 ом принято сопро-
тивление столбика ртути высотой 106,3 см и площадью поперечного
сечения 1 мм2 при 0°С.
В омах измеряют сопротивления обмоток электрических машин,
реостатов различного назначения, катушек, рамок и добавочных со-
противлений электроизмерительных приборов. Кроме того, сопротив-
ление измеряют в килоомах (1 ком = 1000 ом) и мегомах (1 Мом =
= 1000000 ом). В килоомах и мегомах измеряют сопротивление изо-
ляции электрических машин, кабелей, трансформаторов, аппаратов,
вторичной коммутации и т. п.
Сопротивление измеряют омметром, мегомметром, измерительны-
ми мостами, тестерами. Измерение сопротивления этими приборами
производится без напряжения на измеряемых сопротивлениях.
Зависимость электрического сопротивления от геометрических
размеров проводника и удельного электрического сопротивления оп-
ределяется по формуле
о
где R — сопротивление проводника в ом;
I — длина проводника в м;
S — площадь поперечного сечения проводника в мм2;
q — удельное электрическое сопротивление в ом-мм2/м.
Удельным электрическим сопротивлением Q какого-нибудь металла
называется сопротивление проводника из этого металла длиной в
1 м и сечением в 1 мм2 при температуре 20° С.
Изменение электрического сопротивления металлического провод-
ника в зависимости от температуры в промежутке от—100 до 4>200° С
выражается формулой
/?2 = Я1 [1 + а (^2 — ^1)1»
где — сопротивление проводника при начальной температуре tr;
R2 — сопротивление проводника при конечной температуре t2;
а — электрический температурный коэффициент.
Электрическим температурным коэффициентом а материала про-
водника называется величина, на которую увеличивается электричес-
кое сопротивление; металлического проводника в 1 ом при нагреве
2*
19
Значения удельных электрических сопротивлений и температурных
коэффициентов приведены в табл. 5.
Таблица 5
Удельные электрические сопротивления и температурные
коэффициенты различных металлов
Наименование металла Удельное элект- рическое со- противление Q в ОМ ‘ММ2/м Электрический температурный коэффициент а
Алюминий . . . . 0,029 0,0044
Бронза 0,021—0,052 0,0040
Вольфрам 0,053—0,55 0,004—0,005
Латунь . . . . 0,031—0,079 0,002
Медь 0,0175—0,0182 0,0041
Молибден . . 0,048—0,054 0,0049
Никель 0,068—0,072 0,0068
Платина 0,096—0,105 0,0026—0,0040
Сталь . 0,103—0,137 0,006
Серебро 0,015—0,016 0,0036
Свинец 0,217—0,222 0,004
Цинк . . 0,053—0,062 0,004
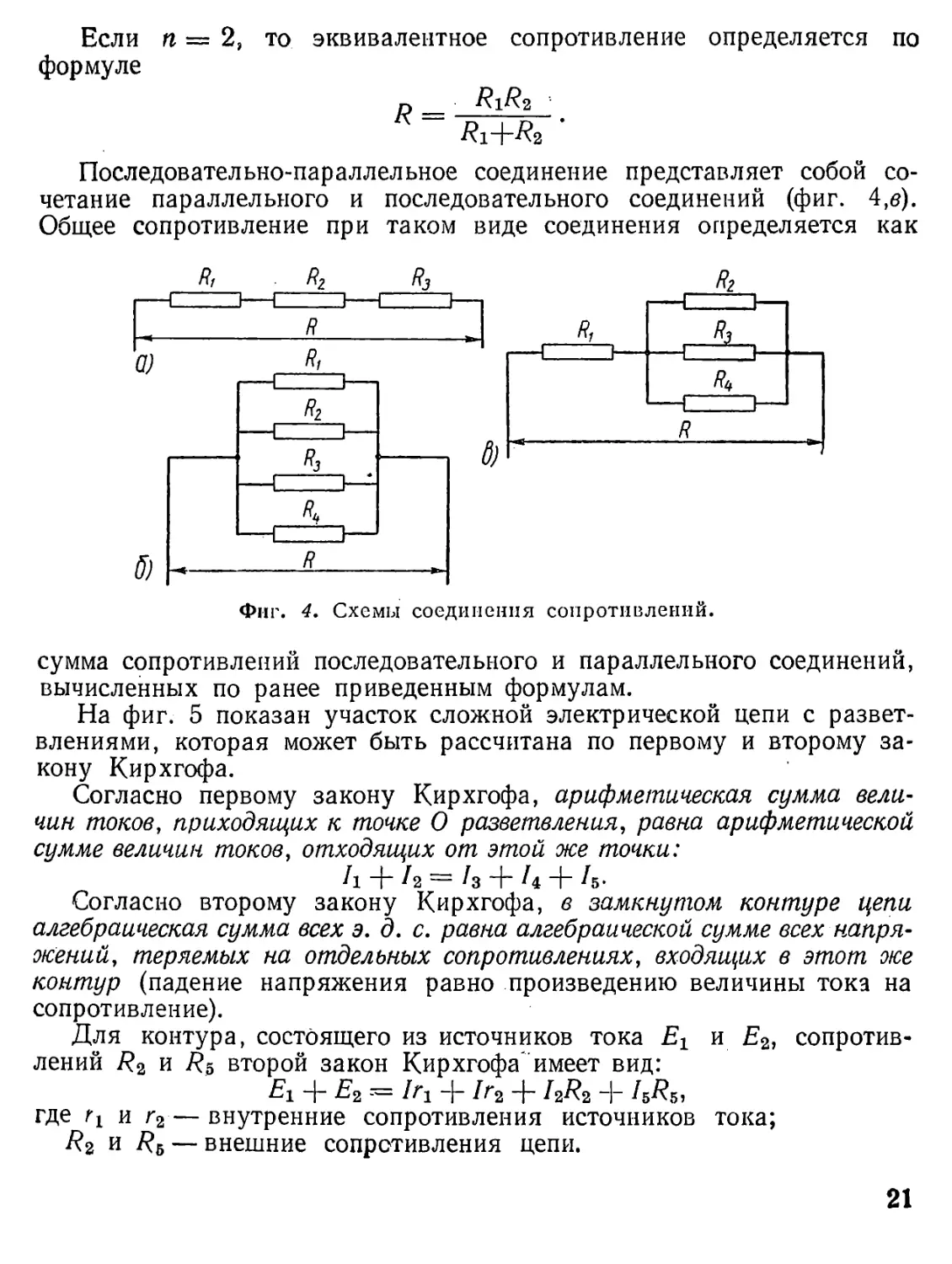
Если несколько сопротивлений соединены одно за другим в ряд
так, что конец первого сопротивления соединен с началом второго,
конец второго с началом третьего и т. д., то такое соединение сопротив-
лений называется последовательным (фиг. 4,а).
Полное сопротивление при последовательном соединении равно сум-
ме отдельных сопротивлений:
R = Ri + + /?з + • • • + Rn-
Параллельным называется такое соединение сопротивлений, при
котором между одними и теми же узлами электрической цепи включено
несколько сопротивлений (фиг. 4,6).
Эквивалентное сопротивление при параллельном соединении опре-
деляется из формулы
_L = JL + _L + ... + _L,
R Ri Кг Rn
где и — число сопротивлений, включенных параллельно.
20
Если п = 2, то эквивалентное сопротивление определяется по
формуле
п _ R1R2
R1+R2 ’
Последовательно-параллельное соединение представляет собой со-
четание параллельного и последовательного соединений (фиг. 4,в).
Общее сопротивление при таком виде соединения определяется как
Фиг. 4, Схемы соединения сопротивлений.
сумма сопротивлений последовательного и параллельного соединений,
вычисленных по ранее приведенным формулам.
На фиг. 5 показан участок сложной электрической цепи с развет-
влениями, которая может быть рассчитана по первому и второму за-
кону Кирхгофа.
Согласно первому закону Кирхгофа, арифметическая сумма вели-
чин токов, приходящих к точке О разветвления, равна арифметической
сумме величин токов, отходящих от этой же точки:
А + Л = А + А + 4»
Согласно второму закону Кирхгофа, в замкнутом контуре цепи
алгебраическая сумма всех э. д. с. равна алгебраической сумме всех напря-
жений, теряемых на отдельных сопротивлениях, входящих в этот же
контур (падение напряжения равно произведению величины тока на
сопротивление).
Для контура, состоящего из источников тока Е1 и Е2> сопротив-
лений R2 и Т?5 второй закон Кирхгофа' имеет вид:
е2 -= 1гг + ir2 I2R2 Я-
где Гх и г2 — внутренние сопротивления источников тока;
R2 и Rb — внешние сопротивления цепи.
21
Величина тока в электрической цепи прямо пропорциональна при-
ложенному к ней напряжению и обратно пропорциональна ее сопротивле-
нию (закон Ома для участка цепи):
Величина тока в электрической цепи прямо пропорциональна дей-
ствующей в ней электродвижущей силе Е источника электрической
Фиг. 5. Участок сложной электрической цепи
с разветвлениями.
энергии и обратно пропорциональна полному сопротивлению R этой
же цепи (закон Ома для всей цепи):
Е Е
, = ~R= RS + RH ’
где Rg — внутреннее сопротивление источника электрической энер-
гии в ом\
RH — внешнее сопротивление электрической цепи в ом.
Электрическая мощность постоянного тока, выделяемая на сопро-
тивлении 7?, определяется формулой *
P = U1,
где U — напряжение на сопротивлении;
/ — величина тока, проходящего через сопротивление.
22
Основной единицей для измерения мощности является ватт (вт).
Ватт — это мощность электрического тока величиной в 1 а, протека-
ющего под действием напряжения в 1 в.
Выбор единиц для измерения мощности зависит от величины из-
меряемой мощности. В ваттах измеряют мощность электрических ламп,
электронных реверсаторов, отдельных регулировочных сопротивлений.
В киловаттах (1 кет = 1000 ет) измеряют мощность электрических
моторов и генераторов, трансформаторов, нагревательных приборов,
гальванических ванн. Мощность измеряют ваттметром или киловат-
тметром.
Электрическая энергия постоянного тока определяется формулой
А = Ult,
где U и 1 — соответственно напряжение и величина тока на нагрузке
(сопротивление, гальваническая ванна);
t — время действия тока.
В качестве единицы измерения электрической энергии в гальва-
нотехнике наибольшее распространение получил киловатт-час (квт-ч).
Киловатт-час — это работа тока мощностью в 1 кет в течение 1 ч.
В киловатт-часах измеряют энергию, потребляемую электрическими
двигателями, гальваническими ваннами и т. п.
Количество тепла Q, выделяющееся в сопротивлении при прохожде-
нии электрического тока, определяется формулой Джоуля-Ленца:
Q = 0,24X14,
где Q — количество тепла в кал;
R — величина сопротивления в ом;
I — величина тока в а;
t — время прохождения тока через сопротивление в сек.
Малая калория, или просто калория, — это количество тепла, ко-
торое необходимо для нагревания 1 г воды на 1°С.
1000 кал = 1 килокалория (ккал).
\ Переменный ток. В гальванотехнике переменный ток находит при-
менение:
1) для получения постоянного тока с помощью селеновых, гер-
маниевых и других выпрямителей;
2) для привода мотор-генераторов, шлифовально-полировальных
станков, галтовочных барабанов, различных механических мешалок;
23
3) для питания реверсаторов, ультразвуковых аппаратов, нагрева-
телей и т. п.
Переменный ток получают с помощью генераторов переменного
тока. Принцип действия генераторов переменного тока основан на
явлении электромагнитной индукции.
Генератор состоит из неподвижного статора с уложенной в нем
трехфазной обмоткой и ротора, несущего на себе электромагниты.
При прохождении по обмоткам электромагнитов постоянного тока в
воздушном зазоре создается чередующееся по своей полярности маг-
нитное поле. При вращении ротора с магнитным полем в статоре воз-
никает переменное напряжение.
В практике гальванотехники при-
меняются однофазный и трехфазный
токи.
Изменение однофазного тока во
времени совершается по кривой, на-
зываемой синусоидой (фиг/к6). Наи-
большее мгновенное значение I м пере-
менного тока называется амплитудой.
Все возможные изменения пере-
менной величины (напряжение, ток),
совершаются за время Г, после чего
Фнг. 6. Кривая переменного
тока (синусоида).
изменения начинают повторяться.
Время Т измеряется в секундах и называется периодом. Период
состоит из двух полупериодов. Полупериод, расположенный выше
линии времени /, принято называть положительным, а полупе-
риод, расположенный ниже этой линии, называют отрицательным.
Длительность периода переменного тока, применяемого в гальвано-
технике, составляет 0,02 сек. Число периодов f в секунду называется
частотой и измеряется в герцах (гц). Для переменного тока с периодом
0,02 сек f = 50 гц.
Трехфазный ток может быть представлен тремя синусоидами,
сдвинутыми друг относительно друга на одну треть периода.
Под действием трехфазного напряжения возникает трехфазный ток.
Такой ток в трехфазной обмотке статора асинхронного двигателя
создает вращающееся магнитное поле. При этом в роторе асинхронного
двигателя индуктируются токи, взаимодействие которых с вращаю-
щимся магнитным полем создает вращающий момент, приводящий
ротор во вращение. Скорость п2 ротора асинхронного двигателя всегда
меньше на несколько процентов, чем скорость пг вращающегося маг-
нитного поля. Например, если nL равно 750, 1000, 1500 или 3000 об/мин,
то п2 соответственно равно 710, 960, 1470 или 2940 об/мин.
24
соединения обмоток двигателя на тре-
Ъ б)
а)Ъ
Фиг. 7. Схемы соединения обмоток двигателя.
Трехфазная обмотка статора асинхронного короткозамкнутого
двигателя состоит из трехфазных обмоток, соединяемых на звезду
или на треугольник.
Соединение на звезду (фиг. 7,а) применяется при напряжении пи-
тающей сети 380 в. Для соединения обмоток двигателя на звезду необ-
ходимо концы фазных обмоток С4, С5, С6 соединить между собой ме-
таллическими перемычками. Напряжение подводится к началам обмо-
ток Ci, С2, С3.
Соединение на треугольник (фиг. 7,6) применяется при напряже-
нии питающей сети 220 в.
угольник необходимо ко-
нец С4 первой фазы сое-
динить с началом С2 вто-
рой фазы, конец С5 вто-
рой фазы — с началом С3
третьей фазы, конец С6
третьей фазы — с нача-
лом Сх первой фазы. На-
пряжение подводится к
началам Clt С2 и С3 фазных
обмоток.
Для оценки величины
переменного тока сравнивают его действие с равноценным действием
постоянного тока. Так, например, если переменный и постоянный токи
в одном и том же сопротивлении за одно и то же время выделяют
одинаковые количества тепла, то считают, что величины (значения)
постоянного и переменного токов равны между собой. Это равно-
ценное значение переменного тока называется действующим значением.
Действующее значение переменного тока измеряют электроизмери-
тельными приборами.
Электроизмерительные приборы. В гальванотехнике применяют в
основном две системы электроизмерительных приборов: магнитоэлект-
рическую и электромагнитную.
Магнитоэлектрическую систему применяют для измерения величи-
ны и напряжения постоянного тока. Принцип действия приборов маг-
нитоэлектрической системы заключается во взаимодействии постоян-
ного тока,' проходящего через изолированную проволоку, намотан-
ную на подвижную рамку, и магнитного поля постоянного магнита.
В результате взаимодействия рамка вместе со стрелкой поворачивается
на определенный угол и показывает величину или напряжение измеря-
емого тока. Конструкция измерительного механизма приборов не
позволяет измерять большие напряжения и токи. Для расширения
25
ГВ
Фиг. 8. Схема включения амперметра
е шунтом в цепь гальванической ванны;
А — амперметр; Ш — шунт; ГВ — галь-
ваническая ванна.
пределов измерения по напряжению последовательно с рамкой вольт-
метра включают внутренние или наружные добавочные сопротивления.
Для расширения пределов измерения амперметров по току применяют
шунты.
Шунт представляет собой сопротивление из манганина и рассчитан
на определенный ток, например, 100, 200, 500, 3000 или 15000 а. Шунт
включают последовательно с нагрузкой (гальванической ванной),
так что через него проходит весь основной ток. Амперметр включают
параллельно шунту. Для шун-
тов стандартизованы следую-
щие величины падения напря-
жения при номинальном токе:
45, 75, 100 и 150 мв. На шкале
прибора нанесены амперы.
Схема включения амперметра
с шунтом в цепь показана на
фиг. 8.
Электромагнитную систему
применяют для измерения ве-
личины и напряжения постоян-
ного и переменного токов. Принцип действия приборов этой системы
основан на взаимном отталкивании подвижного и неподвижного сер-
дечников, помещенных внутри круглой катушки с изолированной
проволокой, по которой проходит измеряемый ток.
Подвижный сердечник укреплен на оси вместе с противодействую-
щей пружиной и стрелкой, которая и указывает величину или напря-
жение измеряемого тока. Для расширения пределов измерения вольт-
метра применяют добавочные сопротивления и измерительные транс-
форматоры напряжения, а для амперметра — трансформаторы тока.
КРАТКИЕ СВЕДЕНИЯ ПО ХИМИИ И ЭЛЕКТРОХИМИИ
Все вещества разделяются на простые и сложные. К простым ве-
ществам относятся химические элементы, к сложным — их соедине-
ния. Элементом называется простое вещество, все атомы которого
имеют одинаковое строение. Самой характерной особенностью каж-
дого элемента является его атомный вес. Атомным весом называется
вес атома любого элемента, выраженный в кислородных единицах. Атом-
ный вес показывает, во сколько раз вес атома данного-эле мента тяжелее
Vie веса атома кислорода. Атомный вес, выраженный в граммах, на-
зывается грамм-атомом.
26
Гениальным русским ученым Д. И. Менделеевым открыт закон
о том, что свойства элементов находятся в зависимости от их атом-
ных весов, и создана периодическая система элементов, в которой все
элементы были расположены в порядке возрастания их атомных весов.
Валентностью атома называется число, показывающее, сколько
атомов водорода или другого одновалентного металла, присоединяет
или замещает атом данного элемента. Положительная валентность
элементов равна номеру той группы таблицы Менделеева, в которой
находится данный элемент. Например, натрий, калий, водород—
одновалентны, цинк, магний, кальций—двухвалентны. Железо может
быть двух- и трехвалентным, хром — трех- и шестивалентным, олово —
двух- и четырехвалентным.
Г рамм-эквивалент элемента (химический эквивалент) — это отно-
шение грамм-атома к валентности.
Наименьшей частицей каждого сложного вещества является моле-
кула. Молекулярный вес представляет собой сумму атомных весов
элементов, входящих в состав молекулы.^ Например, молекулярный
вес едкого натра (NaOH) равен 23 16 + 1 = 40.
Молекулярный вес, выраженный в граммах, называют грамм-мо-
лекулой вещества.
Основными соединениями являются окислы, основания, кислоты и
соли.
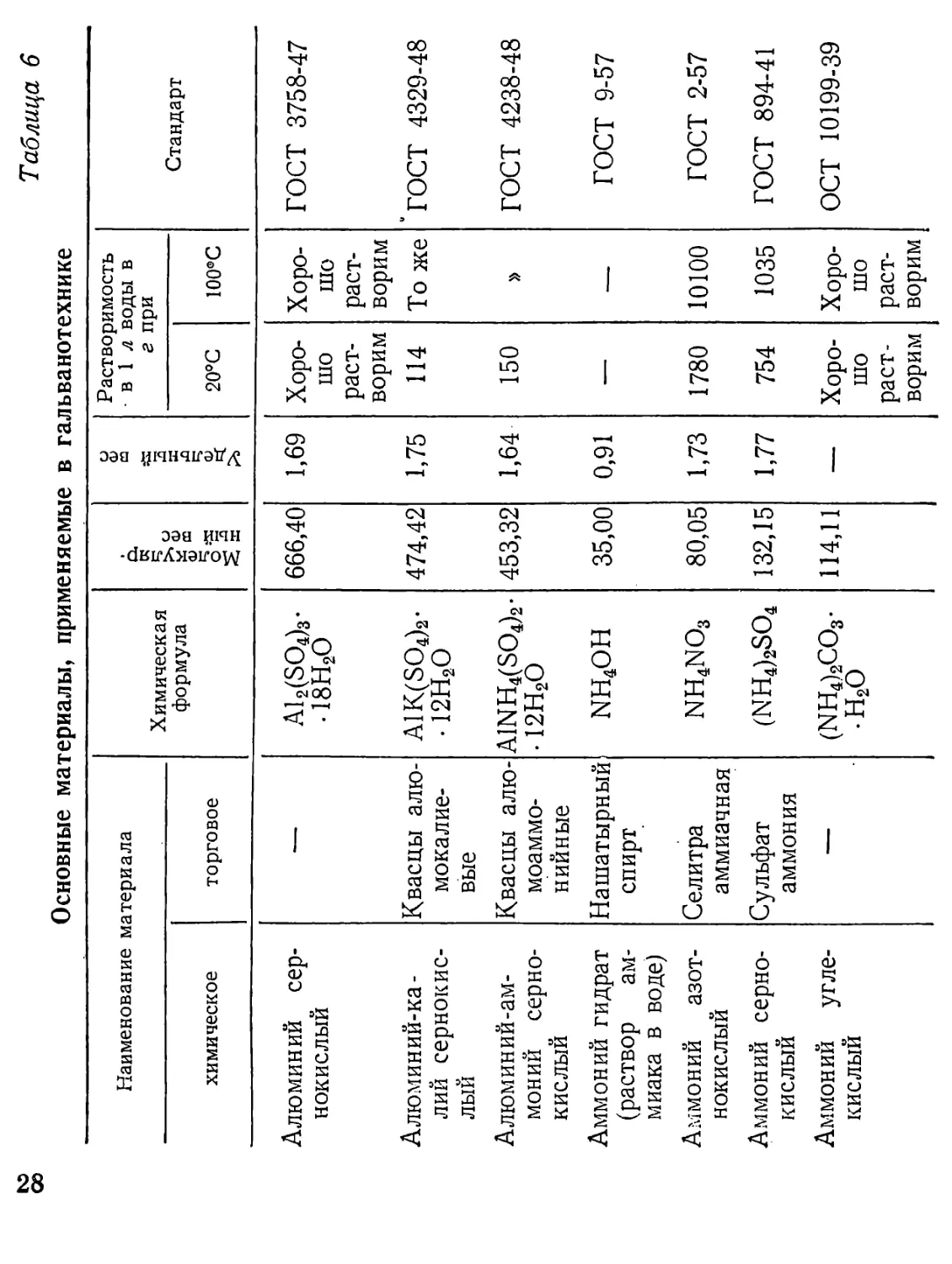
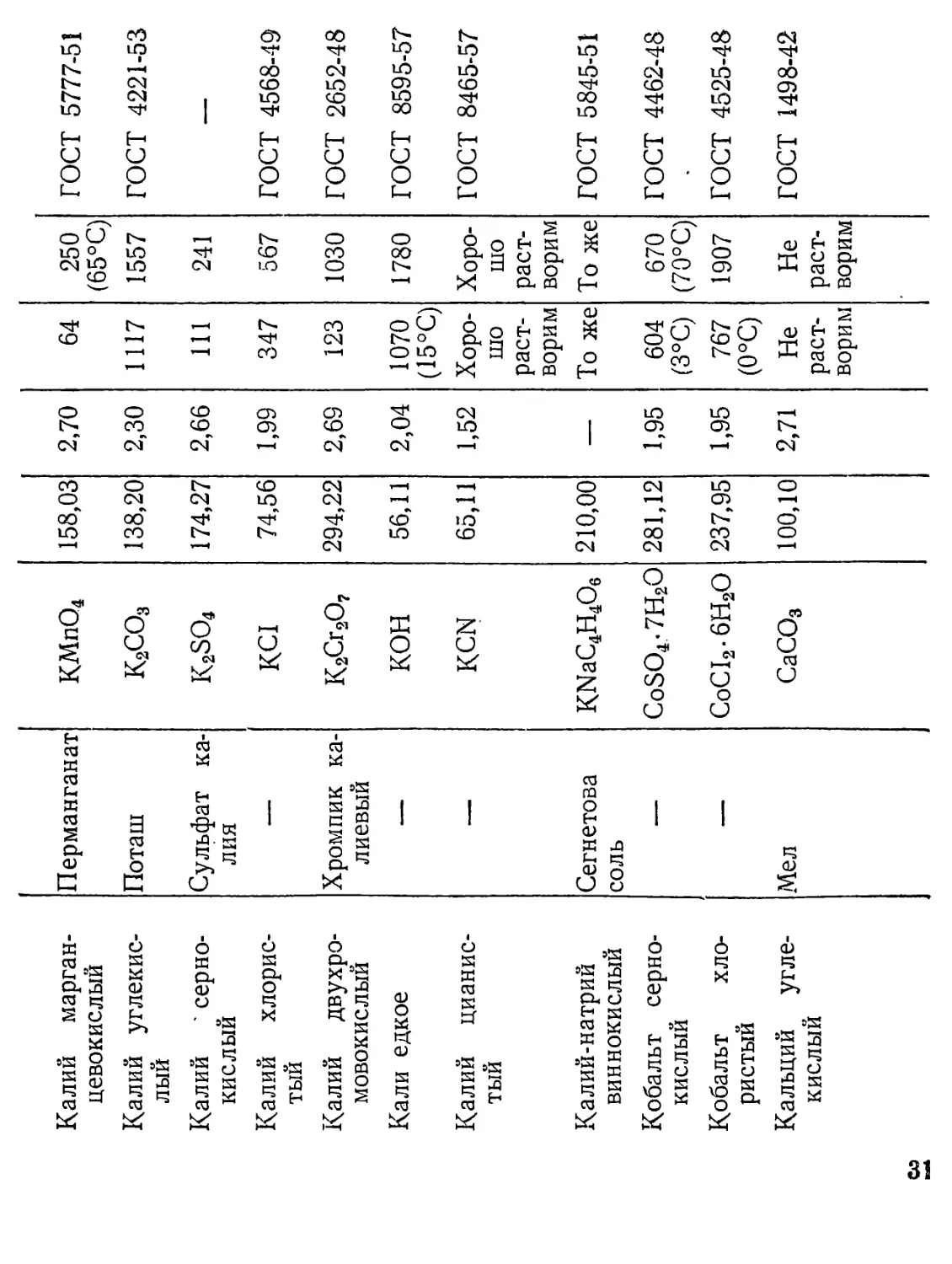
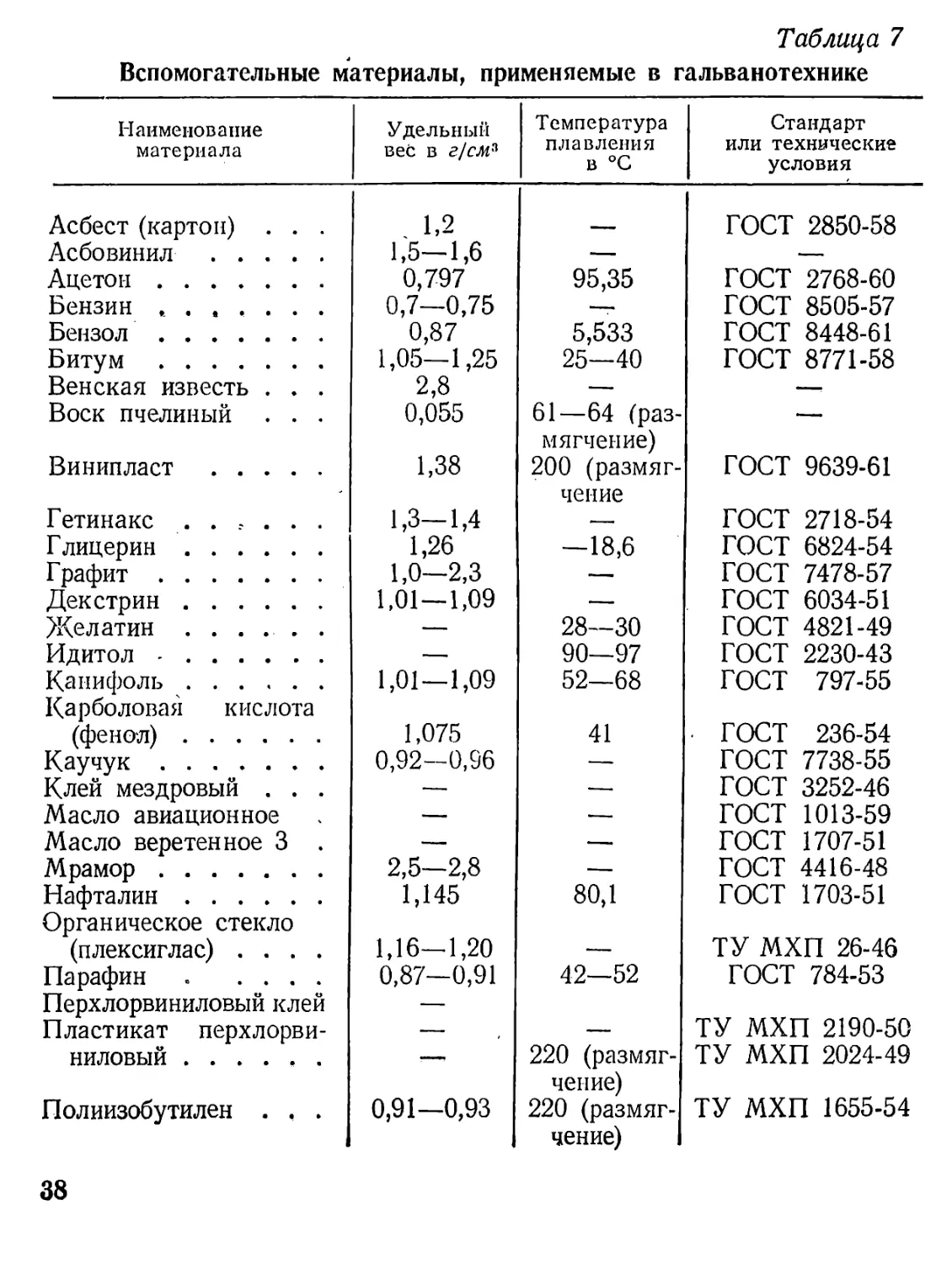
Основные и вспомогательные материалы, применяемые в гальвано-
технике, приведены в табл. 6 и 7.
Свойство веществ растворяться в том или ином растворителе на-
зывается растворимостью.
Растворимость при данных условиях выражается числом граммов
вещества, способного образовать насыщенный раствор в 100 г (или
1000 г) растворителя.
Растворимость различных веществ в воде увеличивается с повы-
шением температуры.
Водные растворы солей, кислот и оснований характеризуются их
концентрацией, т. е. количеством вещества, содержащегося в опреде-
ленном объеме или весовом количестве раствора: Концентрацию раст-
воров выражают в процентах, количеством граммов, в грамм-экви-
валентах и граммолях в 1 л раствора.
Раствор, содержащий 1 грамм-молекулу растворенного вещества
в 1 л, называется молярным. Растворы, содержащие дробную часть
грамм-молекулы (десятую, сотую и т. д.) в 1л, называются децимоляр-
ными, сантимолярными и т. д. Например, раствор, содержащий 40 г
безводного едкого натра (NaOH) в 1 л,— молярный (обозначается 1 м),
4 г — децимолярным (0,1 м) и т. д.
27
го
00
Основные материалы, применяемые в гальванотехнике
Таблица 6
Наименование материала Химическая к ый вес Растворимость • в 1 л воды в г при Стандарт
химическое торговое формула ф ф ш s = Удельн 20°С 100°С
Алюминий сер- нокислый Алюминий-ка- лий сернокис- лый Квасцы алю- мокалие- вые A12(SO4)3- . 18Н2О A1K(SO4)2. • 12Н2О 666,40 474,42 1,69 1,75 Хоро- шо раст- ворим 114 Хоро- шо раст- ворим То же ГОСТ 3758-47 “ГОСТ 4329-48
Алюминий-ам- моний серно- кислый Квасцы алю- моаммо- нийные A1NH4(SO4)2. • 12Н2О 453,32 1,64 150 » ГОСТ 4238-48
Аммоний гидрат (раствор ам- миака в воде) Нашатырный спирт nh4oh 35,00 0,91 — — ГОСТ 9-57
Аммоний азот- нокислый Селитра аммиачная nh4no3 80,05 1,73 1780 10100 ГОСТ 2-57
Аммоний серно- кислый Сульфат аммония (NH4)2SO4 132,15 1,77 754 1035 ГОСТ 894-41
Аммоний угле- кислый — (NH4)2CO3- •H20 114,11 — Хоро- шо раст- ворим Хоро- шо раст- ворим ОСТ 10199-39
Аммоний хло- Нашатырь NH4C1
ристый
Аммоний дву- хромовокислый Хромпик аммоние- вый (NH4)2Cr2O7
Барий углекис- лый — ВаСО3
Барий хлорис- тый — ВаС12-2Н2О
Водорода пере- кись (30%) Пергидроль Н2О2
Железа окись Крокус Fe2O3
Железо серно- кислое Железный купорос FeSO4-7H2O
Железо двухло- ристое — FeCl2.4H2O
Железо хлорное — FeCl3-6H2O
Золото хлорное —’ AuCl3
ьо
CD
53,50 1,53 374 773 ГОСТ 2210-51
252,04 2,15 355 Хоро- шо раст- ворим ГОСТ 3763-47
197,37 4,40 Не рас- творим Не рас- творим ГОСТ 2149-50
244,31 — Хоро- шо раст- ворим Хоро- шо раст- ворим ГОСТ 742-41
34,00 — То же То же ГОСТ 177-55
159,68 5,24 Не рас- творим Не рас- творим
278,02 1,90 485 926,4 (70°С) ГОСТ 6981-54
198,90 1,93 Хоро- шо раст- воримо 4150 ГОСТ 4149-48
270,32 303,57 3,90 Раст- воримо 680 Раст- воримо Хоро- шо раст- воримо гост 4147-48
Наименование материала Химическая формула
химическое торговое
Золото цианис- тое — AuCN
Кадмия окись — CdO
Кадмий серно- кислый — 3CdSO4- •8Н2О
Кадмий цианис- тый Cd(CN)2
Калий азотно- кислый Калийная селитра KNO3
Продолжение табл. 6
Молекуляр- ный вес Удельный вес Растворимость в 1 л воды в г при Стандарт
20°С 100°С
223,22 7,12 Раст- воримо в рас- творе NaCN4 и KCN — —
128,41 7,0— —8,1 То же — —
769,56 3,09— —4,69 1142 (0°С) 870 ГОСТ 4456-56
164,41 Мало раст- во- рим Раст- ворим в раст- воре NaCN и KCN Мало раст- ворим
101,11 2,109 317 2460 ГОСТ 1949-43
Калий марган- цевокислый Перманганат КМпО4
Калий лый углекис- Поташ к2со3
Калий ' серно- кислый Сульфат ка- лия k2so4
Калий тый хлорис- — kci
Калий двухро- мовокислый Хромпик ка- лиевый К2Сг 2O7
Кали едкое — кон
Калий тый цианис- — KCN
co
Калий-натрий
виннокислый
Кобальт серно-
кислый
Кобальт хло-
ристый
Кальций угле-
кислый
Сегнетова
соль
Мел
KNaC4H4O6
CoSO4.7H2O
CoCI2.6H2O
СаСО3
158,03 138,20 2,70 2,30 64 1117 250 (65°C) 1557 гост гост 5777-51 4221-53
174,27 2,66 111 241 —
74,56 1,99 347 567 гост 4568-49
294,22 2,69 123 1030 гост 2652-48
56,11 2,04 1070 (15°C) 1780 гост 8595-57
65,11 1,52 Хоро- шо раст- ворим Хоро- шо раст- ворим гост 8465-57
210,00 — To же To же гост 5845-51
281,12 1,95 604 (3°C) 670 (70°C) гост 4462-48
237,95 1,95 767 (0°C) 1907 гост 4525-48
100,10 2,71 He раст- ворим He раст- ворим гост 1498-42
Наименование материала Химическая формула
химическое торговое
Кальций уксус- нокислый — Са(С2Н3О2)2
Кальций хло- ристый — СаС12
Магний серно- кислый — MgSOr7H2O
Магний хлорис- тый — MgCI2.6H2O
Медь азотнокис- лая — Cu(NO3)2. •ЗН2О
Медь сернокис- лая Медный ку- порос CuSO4-5H2O
Медь цианистая — CuCN
Натр едкий Каустичес- кая сода NaOH I
Продолжение табл. 6
Молекуляр- ный вес Удельный вес Растворимость в 1 л воды в г при Стандарт
20°С 100°С
158,10 — Раст- ворим Раст- ворим ГОСТ 3159-51
111,00 2,15 745 1590 ГОСТ 450-58
246,49 1,68 710 910 (40°С) —
203,33 1,56 1670 3670 ГОСТ 7759-55
241,63 2,05 1378 (0°С) — ГОСТ 4163-48
249,70 2,29 316 (0°С) 2033 ГОСТ 2142-58
1 89,56 2,92 Раст- ворима в рас- творе NaCN Раст- ворима в раст- воре NaCN
40,01 Хоро- шо раст- ворим 3470 ГОСТ 2263-59
►. Яковлева
Натрий азотно- Селитра NaNO3
кислый (нитрат)
Натрий азотис- то-кислый Нитрит нат- рия NaNO2
Натрий кремне- фтористый — Na2SiF6
Натрий кремне- кислый Жидкое стек- ло Na2SiO6
Натрий лимон- нокислый — Na3C6H5O2- •5H2O
Натрий сернова- Гипосульфит N a2S2O3 •
тистокислый натрия •5H2O
Натрий сернис- токислый Сульфит нат- рия Na2SO3-7H2O
Натрий серно- Глауберова Na2SO4-
кислый соль •10H2O
Натрий сернис- тый Натрий суль- фид Na2S-9H2O
Натрий двухро- Хромпик Na2Cr2O7 •
мовокислый натриевый ♦ 2H2O
Натрий углекис- лый Сода кальци- нированная Na2CO3
Натрий уксус- нокислый — NaC2H3O2- • 3H2O
Натрий хлорис- тый Поваренная соль NaCI
85,01 2,257 875 1760 ГОСТ 828-54
69,01 2,17 845 1630 ГОСТ 6194-52
188,08 2,67 6,5 24,6 ГОСТ 87-57
122,06 1,45 Раст- ворим Разла- гается ГОСТ 962-41
268,00 — То же Раст- ворим ГОСТ 3161-57
248,20 1,73 794 (0°С) 3015 (60°С) ГОСТ 244-41
252,17 1,56 328 (0°С) 1960 (40°С) ГОСТ 903-41
322,22 1,46 192 (30°С) ' 468 (50°С) ГОСТ 6318-52
241,13 1,86 186 573 ГОСТ 596-56
298,05 2,52 2380 (0°С)' 5080 (80°С) ГОСТ 2651-44
106,00 2,53 215 455 ГОСТ 5100-49
136,09 1,45 762 (0°С) 1388 (50°С) ГОСТ 2080-43
58,45 2,16 360 391 ГОСТ 153-57
Наименование материала Химическая формула
химическое торговое
Натрий фосфор- Тринатрий- Na3PO4
нокислый фосфат
Натрий фосфор- — Na2HPO4-
нокислый • 12Н2О
двухзамещен- ный
Натрий фторис- — NaF
тый
Натрий цианис- — NaCN
тый
Никель хлорис- NiCl2-6H2O
тый
Никель серно- Никелевый NiSO4.7H2O
кислый купорос
Олово дву хло- — SnCl2
ристое
Олово четырех- Хлорное оло- SnCl4
хлористое во безвод- ное
Продолжение табл. 6
Молекуляр- ный вес Удельный вес Растворимость' в 1 л воды в ’ г при Стандарт
20°С 100°С
163,97 1,62 258 1570 (70°С) ГОСТ 201-58
358,17 1,52 76,6 1041 ГОСТ 451-41
42,00 2,79 42 50 ГОСТ 2871-45
49,02 1,59 Хоро- шо раст- ворим Хоро- шо раст- ворим ГОСТ 8464-57
237,70 2,70 2540 5990 ГОСТ 4038-61
280,86 2,00 756 (15°С) 4758 ГОСТ 2665-44
189,61 3,39 1187 (0°С) ‘— ГОСТ 4780-49
200,53 2,23 — — ОСТ 176
сг Станнат натрия i\‘a2SnO3
Свинец окись Сурик РЬ3О4
Свинец окись Глет РЬО
Свинец уксусно- кислый i— РЬ(С2Н3О2)2 • ЗН2О
Серебро азотно- кислое Ляпис AgNO3
Серебро хлорис- тое — AgCI
Серебро цианис- тое — AgCN
Хрома окись — Cr2O3
Хромовый ангид- рид ’— CrO3
Ртуть хлористая Каломель Hg2CI2
Цинк сернокис- лый к Цинковый купорос ZnSO4-7H2(
212,5 — Хоро- шо раст- ворим Хоро- шо раст- ворим —*
685,66 — Не раст- ворим Не раст- ворим ГОСТ 1787-50
223,22 — То же То же ГОСТ 5539-50
379,25 2,55 456 (15°С) 2000 ГОСТ 5156-49
169,88 4,35 2180 9100 ГОСТ 1277-41
143,34 5,56 Не раст- воримо Не раст- воримо —f
133,90 3,95 То же — —
152,02 5,21 » Не раст- ворима ГОСТ 2912-58
100,01 2,70 1674 2070 ГОСТ 2548-49
472,14 7,15 Не раст- ворима Не раст- ворима ГОСТ 3203-46
287,55 1,97 950 6636 ГОСТ 8723-58
Наименование материала Химическая фермула
химическое торговое
Цинка окись — ZnO
Цинк хлористый — ZnCI2
Кислота азотная — HNO3
Кислота борная . — Н3ВО3
Кислота соляная — HCI
Кислота серная — H2SO4
Кислота олеино- вая — С17Н33СООН
Кислота орто- фосфорная — Н3РО4
Продолжение табл. 6
Молекул яр- ный вес Удельный вес Растворимость в 1 л воды в г при Стандарт
20°С юо°с
81,38 5,50 Раст- ворима в раст- воре NaCN' и KCN Не- раст- ворима —
136,29 2,90 3680 6140 ГОСТ 7345-55
63,02 1,53 — — ГОСТ 701-58
61,84 1,46 Слабо раст- ворима Слабо раст- ворима ГОСТ 2629-44
36,47 1,19 Раст- ворима Раст- ворима ГОСТ 85/’-57
, 98,07 1,84 То же То же ГОСТ 2184-59
282.00 0,985 Не раст- ворима Не раст- ворима ГОСТ 7580-55
98,00 1,88 Раст- ворима Раст- ворима ОСТ 10114-39
Кислота фторис-
товодородная
Кислота муравь-
иная
Плавиковая
кислота
HF
НСООН
Кислота лимон-
ная
Кислота уксус-
ная
Кислота щаве-
левая
Кислота нафта-
линдисульфо-
новая
CgHgOy •
•Н2О
СН3СООН
С2Н2О4 •
•2Н2О
C10H8(SO3H)2
0,98 То же То же ГОСТ 2567-54
— Хо- Хо- ГОСТ 5848-60
рошо раст- вори- ма рошо раст- вори- ма
1,54 То же То же ГОСТ 3652-51
1,05 » » ГОСТ 7077-54
Раст- » —
вори- ма
Хо- » ,
рошо раст- вори- ма
Таблица 7
Вспомогательные материалы, применяемые в гальванотехнике
Наименование материала Удельный вес в г 1см? Температура плавления в °C Стандарт или технические условия
Асбест (картон) . . . 1,2 ГОСТ 2850-58
Асбовинил 1,5—1,6 — —
Ацетон 0,797 95,35 ГОСТ 2768-60
Бензин 0,7—0,75 — ГОСТ 8505-57
Бензол 0,87 5,533 ГОСТ 8448-61
Битум 1,05—1,25 25—40 ГОСТ 8771-58
Венская известь . . . 2,8 — —
Воск пчелиный . . . 0,055 61—64 (раз- —
мягчение)
Винипласт 1,38 200 (размяг- ГОСТ 9639-61
чение
Гетинакс ...... 1,3—1,4 — ГОСТ 2718-54
Г лицерин 1,26 —18,6 ГОСТ 6824-54
Графит 1,0—2,3 — ГОСТ 7478-57
Декстрин 1,01—1,09 — ГОСТ 6034-51
Желатин ...... — 28—30 ГОСТ 4821-49
Идитол - — 90—97 ГОСТ 2230-43
Канифоль 1,01—1,09 52—68 ГОСТ 797-55
Карболовая кислота
(фенол) 1,075 41 ГОСТ 236-54
Каучук 0,92—0,96 — ГОСТ 7738-55
Клей мездровый . . . — — ГОСТ 3252-46
Масло авиационное — — ГОСТ 1013-59
Масло веретенное 3 . — — ГОСТ 1707-51
Мрамор 2,5—2,8 — ГОСТ 4416-48
Нафталин 1,145 80,1 ГОСТ 1703-51
Органическое стекло
(плексиглас) .... 1,16—1,20 — ТУ МХП 26-46
Парафин . .... 0,87—0,91 42—52 ГОСТ 784-53
Перхлорвиниловый клей —
Пластикат перхлорви- — — ТУ МХП 2190-50
ниловый — 220 (размяг- ТУ МХП 2024-49
чение)
Полиизобутилен . . . 0,91—0,93 220 (размяг- ТУ МХП 1655-54
чение)
38
Продолжение табл. 7
Наименование материала Удельный вес в г/см3 Температура плавления в °C Стандарт или технические условия
Пробка 0,24 —
Резина Смола перхлорвиниле- 1,0—2,0 — ГОСТ 7338-55
вая — — гост 3119-46
Стеарин 0,92 72 гост 6484-53
Стеклоткань — — гост 8481-61
Спирт метиловый . . 0,791 0,793 гост 2222-60
Спирт этиловый . . . 0,789 — гост 8314-57
Спирт бутиловый . . 0,8099 79,9 гост 5980-51
Текстолит 1,3—1,4 —• гост 5-52
Толуол . .. » 0,863 —95 гост 1930-56
Цапонлак — • гост 5236-50
Целлулоид Цемент кислотоупор- 1,4 —' гост 576-41
ный 2,6—3,2 — гост 5050-49
Церезин — 80 (размяг- чение) гост 7658-55
Эбонит 1,15 гост 2748-53
Эфир этиловый . . . 0,71 —116,3 гост 6265-52
Раствор, содержащий 1 грамм-эквивалент вещества в 1 л, называ-
ется нормальным (обозначается 1 н.), десятую часть грамм-эквива-
лента—деци нормальным (0,1 н.) и т. д.
В практике гальванических покрытий пользуются в основном кон-
центрациями, выраженными в процентах и граммах в 1 л. Процентный
состав показывает, сколько граммов данного вещества находится в
100 г раствора. Например, для травления поковок берут 15%-ный
раствор серной кислоты. Это значит, что в 100 г раствора содержится
15 г серной кислоты.
Концентрация, выраженная в граммах на литр (г/л), показывает,
сколько граммов вещества содержится в 1 л раствора. Например,
если в электролите для цинкования концентрация сернокислого цинка
составляет 250 г/л, то это означает, что в каждом литре электролита
содержится 250 г сернокислого цинка.
Концентрацию вещества в растворе определяют химическим ана-
3S
лизом или по удельному весу раствора с помощью ареометра. Зависи-
мости концентрации различных химических соединений от удель-
ного веса приведены в табл. 8—20.
Растворы солей, кислот, оснований, способные проводить электри-
ческий ток, называются электролитами. В практике гальванических
покрытий применяют только водные растворы солей, кислот и ос-
нований.
Химические процессы, происходящие в электролитах при прохож-
дении через них электрического тока, называются электролизом.
Ток пропускают через электролит с помощью металлических или
угольных пластин — электродов. Электрод, соединенный с положи-
тельным полюсом источника тока, называется анодом, с отрицатель-
ным — катодом. На аноде происходит растворение металла или вы-
деление газа (например, кислорода, хлора и т. п.), на катоде — осаж-
дение металла или выделение водорода. Металлы, применяемые для
изготовления анодов, приведены в табл. 21.
Процессы электролиза подчиняются законам Ома и Фарадея.
Английским ученым Фарадеем в 1833—1834 гг. были открыты два
закона электролиза:
1. Количество вещества, растворившегося на аноде или выделив-
шегося на катоде при электролизе, пропорционально количеству про-
шедшего электричества'.
т = kQ = kit,
где т —> количество растворившегося или выделившегося вещества в г;
k~ электрохимический эквивалент вещества, т. е. количество
граммов вещества, выделившегося или растворившегося при
прохождении тока величиной в 1 а в течение 1 ч (табл. 22);
Q — количество электричества, прошедшего через электролит
в а-ч.
2. Количества веществ, выделяемых одним и тем же количеством
электричества, пропорциональны их химическим эквивалентам.
Для выделения из электролита грамм-эквивалента любого вещества
требуется всегда одно и то же количество электричества, равное
26,8 а-ч или 96500 кулонов (число Фарадея). При определении количе-
ства металла, осажденного на катоде или растворенного на аноде, элек-
трохимический эквивалент k можно найти по данным табл. 22 или рас-
считать по формуле
, = А
1 26,8п 1
где А — атомный вес элемента;
п — валентность элемента.
40
Таблица 8
Зависимость концентрации азотной кислоты HNO3
от удельного веса при 20°С
Удельный вес Концентрация Удельный вес Концентрация Удельный вес Концентрация
в % в г/л в % | 1 в г/л в % в г/л
1,004 1 10,04 1,214 35 424,9 1,405 68 955,3
1,009 2 20,18 1,221 36 439,4 1,409 69 972,3
1,015 3 30,44 1,227 37 454,0 1,413 70 989,4
1,020 4 40,80 1,234 38 468,7 1,418 71 1006,0
1,026 5 51,28 1,240 39 483,6 1,422 72 1024,0
1,031 6 61,87 1,246 40 498,5 1,426 73 .1.041,0
1,037 7 72,58 1,253 41 513,6 1,430 74 1058,0
1,043 8 83,42 1,259 42 528,8 1,434 75 1075,0
1,049 9 94,37 1,266 43 544,2 1,438 76 1093,0
1,054 10 105,40 1,272 44 559,6 1,441 77 1110,0
1,060 и 116,60 1,278 45 575,2 1,445 78 1127,0
1,066 12 127,90 1,285 46 591,0 1,449 79 1144,0
1,072 13 139,40 1,291 47 606,8 1,452 80 1162,0
1,078 14 150,90 1,298 48 622,8 1,456 81 1149,0
1,084 15 162,60 1,304 49 639,0 1,459 82 1196,0
1,090 16 174,40 1,310 50 655,0 1,462 83 1214,0
1,096 17 186,40 1,316 51 671,2 1,466 84 1231,0
1,103 18 198,50 1,322 52 687,4 1,469 85 1248,0
1,109 19 210,70 1,328 . 53 703,7 1,472 86 1266,0
1,115 20 223,00 1,334 54 720,1 1,475 87 ' 1283,0
1,121 21 235,50 1,339 55 736,6 1,477 88 1300,0
1,128 22 248,1 1,345 56 753,1 1,480 89 1317,0
1,134 23 260,8 1,351 57 769,8 1,483 90 1334,0
1,140 24 273,7 1,356 58 786,5 1,485 91 1351,0
1,147 25 286,7 1,361 59 803,2 1,487 92 1368,0
1,153 26 299,9 1,367 60 820,0 1,489 93 1385,0
1,160 27 313,2 1,372 61 836,9 1,491 94 1402,0
1,167 28 326,6 1,377 62 853,7 1,493 95 1419,0
1,173 29 340,3 1,382 63 870,5 1,495 96 1435,0
1,180 30 354,0 1,387 64 887,4 1,497 97 1452,0
1,187 31 367,9 1,391 65 904,3 1,501 98 1471,0
1,193 32 381,9 1,396 66 921,3 1,506 99 1491,0
1,200 33 396,1 1,400 67 938,3 1,513 100 1513,0
1,207 34 410,4
41
Таблица 9
Зависимость концентрации серной кислоты H2SO4
от удельного веса при 20°С
Удельный вес Концентрация Удельный вес Концентрация Удельный вес Концентрация
В % I в г/л В % | в г/л в % в г/л
1,005 1 10,05 1,260 35 441,0 1,587 68 1079
1,012 2 20,24 1,268 36 456,6 1,599 69 1103
1,018 3 30,55 1,277 37 472,5 1,611 70 1127
1,025 ' 4 41,00 1,286 38 488,5 1,622 71 1152
1,032 5 51,59 1,294 39 504,7 1,634 ‘ 72 1176
1,038 6 62,31 1,303 40 521,1 1,646 73 1201
1,045 7 73,17 1,312 41 537,8 1,657 74 1226
1,052 8 84,18 1,321 42 554,6 1,669 75 1252
1,059 9 95,32 1,329 43 571,6 1,681 76 1278
1,066 10 106,6 1,338 44 588,9 1,693 77 1303
1,073 и 118,0 1,348 45 606,4 1,704 78 1329
1,080 12 129,6 1,357 46 624,2 1,716 79 1355
1,087 13 141,4 1,366 47 642,2 1,727 80 1382
1,095 14 153,3 1,376 48 660,4 1,738 81 1408
1,102 15 165,3 1,385 49 678,8 1,749 82 1434
1,109 16 177,5 1,395 50 697,6 1,759 83 1460
1,117 17 189,9 1,405 51 716,5 1,769 84 1486
1,124 18 202,4 1,415 52 735,7 1,779 85 1512
1,132 19 215,0 1,425 53 755,1 1,787 86 1537
1,139 20 227,9 1,435 54 774,9 1,795 87 1562
1,147 21 240,9 1,445 55 794,9 1,802 88 1586
1,155 22 254,1 1,456 56 815,2 1,809 89 1610
1,163 23 267,4 1,466 57 835,7 1,814 90 1633
1,170 24 280,9 1,477 58 856,5 1,819 91 1656
1,178 25 294,6 1,488 59 877,6 1,824 92 1678
1,186 26 308,4 1,498 60 899,0 1,828 93 1700
1,194 27 322,4 1,509 61 920,6 1,831 94 1721
1,202 28 336,6 1,520 62 942,4 1,833 95 1742
1,210 29 351,0 1,531 63 964,5 1,835 96 1762
1,219 30 365,6 1,542 64 986,9 1,836 97 1781
1,227 31 380,3 1,553 65 1010,0 1,836 98 1799
1,235 32 395,2 1,565 66 1033,0 1,834 99 1816
1,243 33 410,3 1,576 67 1056,0 1,830 100 1831
1.252 34 425,5
42
Таблица 10
Зависимость концентрации соляной кислоты НС1 от удельного веса
при 20°С
Удельный вес Концентрация Удельный вес Концентрация
в % в г!л в % в г[л
1,003 1 10,03 1,108 22 243,8
1,008 2 20,16 1,119 24 268,5
1,018 4 40,72 1,129 26 293,5
1,028 6 61,67 1,139 28 319,0
1,038 8 83,01 1,149 30 344,8
1,047 10 104,70 1,159 32 371,0
1,057 12 126,90 1,169 34 397,5
1,068 14 149,50 1,179 36 424,4
1,078 16 172,40 1,189 38 451,2
1,088 18 195,80 1,198 40 479,2
1,098 20 219,60
Таблица 11
Зависимость концентрации фосфорной кислоты Н3РО4 от удельного
веса при 20°С
5» Л а Л к; >> и Концентрация ’S к а «о Л1 (U Pi М Концентрация Удельный вес Концентрация
в % в а/л в % в г/л в % в г/л
1,004 1 10,04 1,180 30 354,2. 1,526 70 1068
1,014 3 30,49 1,216 35 425,6! 1,579 75 1184
'1,025 5 51,37 1,254 40 501,6= 1,633 80 1306
1,042 8 83,36 1,293 45 581,9! 1,689 85 1436
1,053 10 105,30 1,335 50 667,5 \ 1,746 90 1571
1,082 15 162,49 1,379 55 758,51 .. 1,819 96 1746
1,113 20 222,70 1,426 60 855,6! 1,844 98 1807
1,146 25 286,60 1,475 65 958,8! 1,870 100 1870
43
Таблица 12
Зависимость концентрации плавиковой кислоты HF от удельного
веса при 20°С
Удельный вес Концент- рация в % Удельный вес Концент- рация в % Удельный вес Концент- рация в % Удельный вес Концент- рация в %
1,003 1 1,049 13 1,082 23 1,125 38
1,007 2 1,052 14 1,086 24 1,130 40
1,011 3 1,055 15 1,089 25 1,136 42
1,018 5 1,059 16 1,092 26 1,138 43
1,027 7 1,062 17 1,095 27 1,141 44
1,030 8 1,066 18 1,098 28 1,143 45
1,035 9 1,069 19 1,104 30 1,149 47
1,038 10 1,072 20 1,109 32 1,152 48
1,041 11 1,076 21 1,114 34 1,154 49
1,045 12 1,079 22 1,120 36 1,154 50
Таблица 13
Зависимость концентрации уксусной кислоты СН3СООН
от удельного веса при 20°С
Удельный вес Концентрация Удельный вес Концентрация Удельный вес Концентрация
в % в г/л в % в г/л в % в г/л
0,999 1 0,99 1,038 30 311,5 1,068 70 749,0
1,002 3 30,08 1,044 35 365,3 1,069 75 802,9
1,005 5 50,28 1,049 40 419,5 1,070 80 856,0
1,009 8 80,78 1,053 45 474,0 1,069 85 908,6
1,012 10 101,30 1,057 50 528,8 1,066 90 959,5
1,019 15 152,90 1,061 55 583,6 1,060 95 1007,0
1,026 20 205,30 1,064 60 638,5 1,055 98 1034,0
1,032 25 258,20 1,066 65- 693,3 1,050 100 1050,0
44
Таблица 14
Зависимость концентрации хромового ангидрида СгО3
от удельного веса при 15°С
Удель- ный вес Концентрация Удель- ный вес Концентрация Удель- ный вес Концентрация
в % в г/л в % в г/л в % в г/л
1,006 1 10,06 1,127 16 180,3 1,260 30 378,0
1,014 2 20,28 1,145 18 206,1 1,313 35 459,6
1,030 4 41,20 1,163 20 232,6 1,371 40 548,4
1,045 6 62,70 1,181 22 259,8 1,435 45 645,8
1,060 8 84,80 1,200 24 288,0 1,505 50 752,5
1,076 10 107,60 1,220 26 317,2 1,581 55 869,6
1,093 12 131,20 1,240 28 347,2 1,663 60 997,8
1,110 14 155,40
Таблица 15
Зависимость концентрации едкого натра NaOH
от удельного веса раствора при 15°С
Удель- ный вес Концентрация л ч о ад >> я и Концентрация л ч л ф >> И и Концентрация
в % в г/л в % | в г/л в % в г/л
1,007 0,61 6,143 1,142 12,64 144,349 1,320 28,83 378,56
1,014 1,20 12,168 1,152 13,55 156,096 1,332 29,93 398,67
1,022 2,00 20,440 1,162 14,37 166,980 1,345 31,22 429,91
1,029 2,71 27,886 1,171 15,13 177,172 1,357 32,47 440,62
1,037 3,35 35,860 1,180 15,91 187,740 1,370 33,69 461,55
1,045 4,00 41,800 1,190 16,77 199,560 1,383 34,96 483,50
1,052 4,64 48,813 1,120 17,67 212,040 1,397 36,25 508,41
1,060 5,29 56,074 1,210 18,58 224,820 1,410 37,47 528,33
1,067 5,87 62,632 1,220 19,58 238,880 1,424 38,80 552,51
1,075 6,55 70,412 1,231 20,59 253,460 1,438 39,90 575,06
1,083 7,31 79,167 1,241 21,42 265,820 1,453 41,42 601,69
1,091 8,00 87,280 1,252 22,64 283,450 1,468 42,83 628,75
1,100 8,68 95,480 1,263 23,67 298,950 1,483 44,38 658,16
1,108 9,42 104,374 1,274 24,81 316,080 1,498 46,15 678,33
1,116 10,06 112,270 1,285 25,80 331,530 1,514 47,60 720,66
1,125 10,97 123,413 1,297 26,83 347,990 1,530 49,02 -750,00
1,134 11,84 134,263 1,308 27,80 393,630
45
Таблица 16
Зависимость концентрации едкого кали КОН
от удельного веса раствора при 15°С
Удельный вес Концентрация Удельный вес Концентрация Удельный вес Концентрация
' в % в г/л в % в г/ л в % в г! л
1,008 1 10,08 1,073 8 85,84 1,344 35 470,4
1,017 2 20,35 1,082 9 97,42 1,399 40 559,6
1,027 3 30,80 1,092 10 109,20 1,456 45 655,1
1,036 4 41,44 1,140 15 170,90 1,514 55 757,2
1,045 5 52,26 1,188 20 237,70
1,054 6 63,26 1,239 25 309,70
1,064 7 74,46 1,290 30 387,20
Таблица 17
Зависимость концентрации безводного углекислого натрия Na2CO3
от удельного веса раствора при 20°С
Удельный вес Концентрация Удельный вес Концентрация Удельный вес Концентрация
в % в г! л в % в г/л в % в г/л
1,008 1 10,09 1,052 5 52,11 1,095 9 98,41
1,019 2 20,38 1,060 6 63,64 1,102 10 110,30
1,031 3 30,91 1,073 7 75,08 1,116 11 122,60
1,039 4 41,59 1,081 8 86,53 1,124 12 134,90
1,138 13 147,70
1,146 14 160,50
46
Таблица 18
Зависимость концентрации сернокислой меди
CuSO4 от удельного веса раствора при 20°С
Удельный вес Концентрация CuSO4 Концентрация CuSO4.6H2O
в % в г/л в % в г/л
1,009 1 10,09 1,564 15,78
1,019 2 20,38 3,129 31,88
1,040 4 41,60 6,257 65,07
1,062 6 63,72 9,386 99,68
0,084 8 - 86,72 12,510 135,70
1,107 10 110,70 15,640 173,20
1,131 12 135,70 18,770 212,30
1,154 14 161,60 21,900 252,70
1,180 16 188,80 25,030 295,30
1,206 18 217,10 28,160 339,60
Таблица 19
Зависимость концентрации безводного сернокислого никеля NiSO4
от удельного веса раствора при 15°С
Удельный вес Концентрация Удельный вес Концентрация
в % в г/л В % в г/л
1,009 1 10,09 1,109 10 110,9
1,020 2 20,40 1,133 12 136,0
1,042 4 41,68 1,158 14 162,1
1,063 6 63,78 1,183 16 189,3
1,085 8 86,80 1,209 18 217,6
47
Таблица 20
Зависимость концентрации сернокислого цинка ZnSO4
от удельного веса раствора при 20°С
Удельный вес Концентрация ZnSO4 Концентрация ZnSO4 • 7Н2О
в % в г/л в % в г/л
1,019 2 20,38 3,562 36,30
1,040 4 41,61 7,125 74,12
1,062 6 63,72 10,69 113,50
1,084 8 86,74 14,25 154,50
1,107 10 110,70 17,81 197,20
1,131 12 135,70 21,37 241,70'
1,155 14 161,70 24,94 288,10
1,180 16 188,90 28,50 336,50
Металлы для анодов Таблица 21
Наименование Состояние или марка Удельный вес Стандарт
Алюминий .... Чистый 2,7 ГОСТ 7869-56
Бронза —t 7,4—7,8 ГОСТ 5017-49
Золото . —. 19,25 ГОСТ 6837-54
Железо ..... Химически чистое 7,86 —.
Железо. ..... Прокат 7,6—7,8 —
Железо ..... Проволока 7,6—7,75 —
Кадмий ..... KdO; Kdl; Kd2 8,6 ГОСТ 1468-53
Латунь Прокат 8,52—8,62 ГОСТ 931-52
Латунь ..... Литая 8,4—8,7 ГОСТ 1020-60
Латунь ..... Тянутая (пруток) 8,43—8,73 ГОСТ 2060-60
Медь Ml; М2 8,93—8,95 ГОСТ 767-41
Никель ..... Hl; Н2 8,6—8,9 -ГОСТ 2132-58
Олово 01; 02 7,3 ГОСТ 860-60
Платина — 21,3—21,5 ГОСТ 8395-57
Свинец Листовой 11,25-11,37 ГОСТ 9559-60
Серебро .... — 10,42—10,53 ГОСТ 6838-54
Цинк < ЦО; Ц1; Ц2 7,13—7,20 ГОСТ 1180-41
Ртуть ...... 13,546 ГОСТ 4658-49
48
Таблица 22
Электрохимические эквиваленты
.Наименование элементов Валент- ность Электрохи- мический эквивалент в г/а-ч Наименование элементов Валент- ность Электрохи- мический эквивалент в г!а-ч
Алюминий . . 3 0,335 Мышьяк . . . . 5 0,559
Водород . . . 1 0,0376 Натрий 1 0,858
Вольфрам . . . 6 1,145 Никель 2 1,0948
Железо . . . 3 0,694 Олово 4 1,107
Железо . . . 2 1,0416 Олово 2 2,214
Золото . . . . 3 2,452 Палладий .... 2 1,990
Золото . . . . 1 7,357 Платина 4 1,821
Индий . . . . 3 1,429 Платина 2 3,642
Кадмий , , . 2 2,097 Ртуть 1 7,484
Калий .... 1 1,459 Свинец ...... 2 3,865
Кислород . . . 2 0,298 Селен 4 0,739
Кобальт , . . 2 0,995 Серебро 1 4,025
Кремний , . . 4 0,262 Стронций .... 2 1,635
Литий .... 1 0,259 Сурьма 5 0,909
Магний . . . 2 0,454 Углерод 4 0,112
Марганец . . . 2 0,995 Фосфор 5 0,231
Марганец . . . 3 0,684 Хлор 1 1,323
Медь .... 2 1,166 Хром 6 0,324
Медь .... 1 2,372 Хром 3 0,647
Молибден . . . 6 2,597 Цинк 2 1,220
Молибден . . . 4 0,584
При гальванических процессах покрытия металлами одновременно
с выделением металла на катоде или растворением его на аноде про-
исходят побочные окислительно-восстановительные процессы, погло-
щающие часть Q2 количества электричества, проходящего через элект-
ролит.
Количество Qx полезно использованного электричества меньше
затраченного количества Q, а следовательно, и количество /Их металла,
фактически осажденного на катоде или растворенного на аноде, мень-
ше количества т металла, теоретически рассчитанного согласно закону
Фарадея.
4 Т. Ф. Яковлева
49
Так как Q = Qi+ Q2, то Qi < Q и mi < m. Отношение количест-
ва mi металла, осажденного на катоде, к теоретически рассчитанному
количеству т называется катодным выходом по току. Отношение коли-
чества mi металла, растворенного на аноде, к теоретически рассчитан-
ному количеству т называется анодным выходом по току.
Катодный и анодный выходы металла по току обычно выражают
в процентах и обозначают буквой гр
П = ^ • 100%.
Например, выход по току при цинковании деталей в цианистых
электролитах г| = 70%.
Действительное количество металла, выделенного на катоде или
растворенного на аноде, определяют по формуле
т
или, так как т = kit,
kit
. '"^Тоо^
Соли, кислоты и основания при растворении в воде частично рас-
падаются на положительно и отрицательно заряженные атомы-ионы.
Например,
NaCl Na+ + СГ.
Отношение числа распавшихся молекул к общему числу растворен-
ных молекул называется степенью диссоциации. Чем выше степень
диссоциации, тем выше концентрация ионов в растворе.
Значения степени диссоциации кислот, оснований и солей приведе-
ны в табл. 23.
Каждый электролит оказывает определенное сопротивление про-
хождению через него электрического тока. Это сопротивление зависит
от природы, концентрации, температуры и степени диссоциации элект-
ролита, от величины анодной и катодной поверхностей, а также от
расстояния между анодом и катодом.
Для увеличения электропроводности электролита его следует по-
догреть, так как с повышением температуры электролита его степень
диссоциации увеличивается.
Природа электролита, его концентрация, степень диссоциации и
температура учитываются так называемым удельным сопротивлением,
50
Таблица 23
Значения степени диссоциации кислот, оснований и солей
в 0,1 н. растворах при 18°С
Наименование электролита Степень диссоциа- ции в % Наименование электролита Степень диссоциа- ции в %
Кислоты Соли
Соляная 92 Сернокислая медь .... 40
Бромистоводородная . . . 92 Хлористый калий .... 86
Азотная 92 Хлористый аммоний . . 85
Серная 58 Хлористый натрий . . . 84
Фосфорная ...... 27 Азотнокислый калий . . 83
Фтористоводородная *. . 8,5 Азотнокислое серебро . . 81
Уксусная . 1,3 Уксуснокислый натрий . 79
Борная 0,01 Хлористый цинк .... 73
Основания Сернокислый натрий . . 69
Сернокислый цинк . . . 40
Едкое кали 89
Едкий натр 84
Гидроокись бария .... 92
Гидроокись аммония . . 1,3
Примечание. Для многоосновных кислот указана степень первичной диссоциации ►
Удельным сопротивлением электролита называется сопротивление
столбика электролита поперечным сечением в 1 см2 и длиной в 1 см
при 25° С.
Значения удельных сопротивлений различных электролитов при-
ведены в табл. 24.
Электропроводность q электролита есть величина, обратная его
сопротивлению 7?:
1
q~ R. '
Прохождение электрического тока в электролитах возможно бла-
годаря наличию в них ионов. Отрицательно заряженные ионы назы-
ваются анионами. К ним относятся кислотные остатки (например,
SO“ , С/“) и гидроксильная группа ОН“
4*
51
Таблица 24
Значения удельных сопротивлений электролитов при 25°С
Наименование электролита Удельное сопротив- ление в ом-см при нормальности растворов Наименование электролита Удельное сопротив- ление в ом-см при нормальности растворов
1 н. 0,5 н. 0,1н. 1 н. 0,5 н. 0,1н.
Соляная кислота Серная кислота 3,01 5,81 5,54 9,28 26 40 Сернокислый магний . . . 29,9 49,5 171
Хромовая кис- лота .... 3,18 5,81 27 Сернокислая медь .... 34,1 56 191
Едкое кали . . Хлористый ка- лий .... 5,07 8,94 9,48 17,1 46 78 Сернокислый цинк .... Хлористый цинк 33,2 13,4 53 22,6 184 101
Цианистый ка- лий . . . . 8,21 15,3 70 Сернокислый кадмий . . . 36,6 62 210
Едкий натр . . Хлористый нат- рий .... Фтористый нат- рий Сернокислый натрий .. . . Амиак (25 %) 5,77 11,6 18,5 16,8 970 10,6 21,7 29,4 29,4 1280 50 92 121 109 2700 Хлористый кад- мий .... Хлористое же- лезо .... Сернокислое же- лезо .... Сернокислый никель . . . 40,1 16,5 33,6 33,8 58 28,7 53 53 1.85 180 195
Хлористый ам- моний . . . 9,34 17,4 78 Хлористый ни- кель .... 14,1 25 105
Сульфат аммо- ния . . 3 . 12,8 23 94 Хлористый ко- бальт .... 14,1 25,3 75
Положительно заряженные ионы называются катионами. К ним
относятся ионы металлов (например, Na"1", Zn++t Cu++, и
водорода. Если, например, в электролизер помещен водный раствор
хлористого цинка ZnCI2, то хлористый цинк будет диссоциировать
на положительные ионы цинка и отрицательные ионы хлора:
ZnCl2^tZn++ + 2СГ.
Под действием напряжения, приложенного к электродам ванны, в
электролите возникает электрическое поле, в котором начинают пе-
ремещаться ионы, Анионы направляются к аноду, катионы к катоду.
52
Отрицательный ион при соприкосновении с анодом отдает ему
избыточные электроны (е) и превращается в нейтральный атом: СГ" —
— е -> С1. Два атома хлора объединяются в молекулу и выделяются
на аноде в виде пузырьков газообразного хлора. Положительный
ион при соприкосновении с катодом присоединяет к себе недостающие
электроны и становится нейтральным атомом: Zn++ + 2е -> Zn, Ме-
таллический цинк осаждается на катоде.
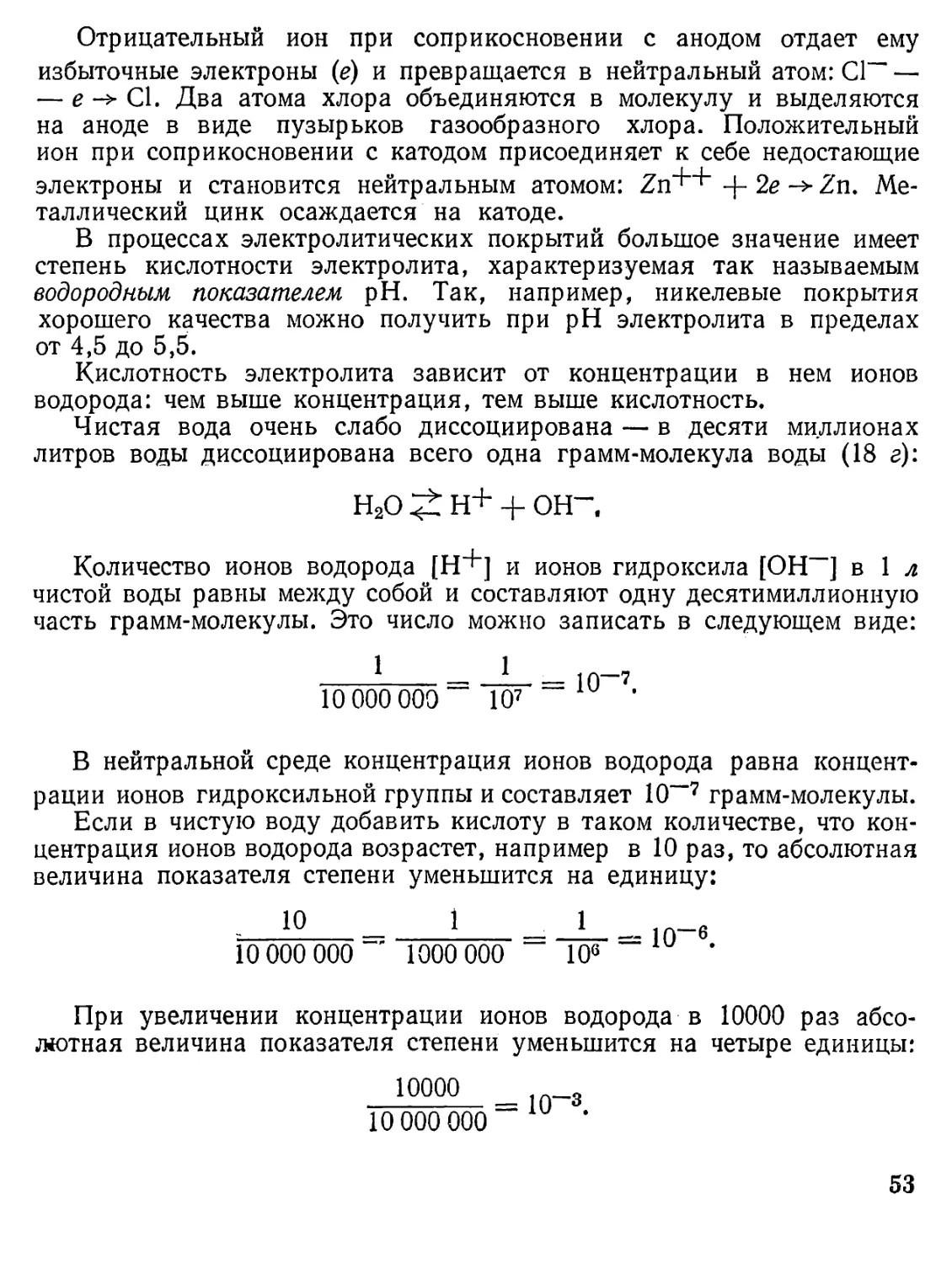
В процессах электролитических покрытий большое значение имеет
степень кислотности электролита, характеризуемая так называемым
водородным показателем pH. Так, например, никелевые покрытия
хорошего качества можно получить при pH электролита в пределах
от 4,5 до 5,5.
Кислотность электролита зависит от концентрации в нем ионов
водорода: чем выше концентрация, тем выше кислотность.
Чистая вода очень слабо диссоциирована — в десяти миллионах
литров воды диссоциирована всего одна грамм-молекула воды (18 г):
Н2О н+ + он~.
Количество ионов водорода [Н+] и ионов гидроксила [ОН-] в 1 л
чистой воды равны между собой и составляют одну десятимиллионную
часть грамм-молекулы. Это число можно записать в следующем виде:
----1---= - 1 . = 10~7
10 000 000 Ю7 ’
В нейтральной среде концентрация ионов водорода равна концент-
рации ионов гидроксильной группы и составляет 10"“7 грамм-молекулы.
Если в чистую воду добавить кислоту в таком количестве, что кон-
центрация ионов водорода возрастет, например в 10 раз, то абсолютная
величина показателя степени уменьшится на единицу:
—= _L==10-e
10 000 000 1000 000 10е
При увеличении концентрации ионов водорода в 10000 раз абсо-
лютная величина показателя степени уменьшится на четыре единицы:
10000
10 000 000
= 10~3.
53
Если в чистую воду добавить щелочь в таком количестве, что кон-
центрация ионов водорода уменьшится, например, в 10 раз, то абсолют-
ная величина показателя степени увеличится на единицу:
------1-----= —= ю~8.
10 000 000-10 10s
При уменьшении концентрации ионов водорода в 10000 раз абсо-
лютная величина показателя степени возрастет на четыре единицы:
_________1__________ J— = Ю-11.
10 000 000-10 000 1011
Таким образом, абсолютная величина показателя степени при
цифре 10 хорошо характеризует состояние электролита: чем меньше
показатель, тем выше кислотность, чем больше показатель, тем выше
щелочность. Поэтому в практике гальванических покрытий для упро-
щения выражения кислотности или щелочности электролитов в качест-
ве основной характеристики принят водородный показатель pH, рав-
ный величине показателя степени, взятой с обратным знаком.
При pH = 7 — раствор нейтрален; при pH < 7 — раствор кис-
лый; при pH > 7 — раствор щелочный.
Определение значения pH см. в разделе «Цеховый контроль элект-
ролитов».
Если металл погрузить в раствор его соли, то он приобретает опре-
деленный потенциал по отношению к раствору. Величина потенциала
зависит от рода металла, концентрации ионов этого металла в растворе
и температуры раствора.
Потенциал металла, возникший при погружении металла в одно-
нормальный (1 я.) раствор собственной соли, называется нормальным
потенциалом данного металла.
Расположив металлы по алгебраическому возрастанию их нор-
мальных потенциалов, получим электрохимический ряд напряжений
(табл. 25).
Процесс электролиза возможен только при наличии между анодом
и катодом определенного напряжения. Наименьшее напряжение, необ-
ходимое для ведения непрерывного процесса электролиза электролита,
называется напряжением разложения (табл. 26).
Например, если при электролизе сернокислого цинка напряжение
между электродами окажется меньше 2,55 в, то процесс электролиза
происходить не будет.
Для ведения процесса электролиза требуется напряжение, несколько
большее, чем напряжение разложения. Это объясняется тем, что
54
в электролите возникает внутренняя электродвижущая сила, направ-
ленная противоположно приложенному к ванне напряжению. Воз-
никновение в электролите при электролизе внутренней противополож-
но направленной электродвижущей силы называется поляризацией.
Поляризация уменьшает величину проходящего через электролит элек-
трического тока.
Таблица 25
Электрохимический ряд напряжений
Наименование металла Нормаль- ный элект- родный по- тенциал в в Наименование металла Нормаль- ный элект- родный по- тенциал в в
Литий —3,02 Олово ....... —0,14
Калий —2,92 Свинец . ' —0,13
Натрий —2,71 Железо —0,04
Магний —2,38 Водород —0,00
Алюминий —1,66 Олово +0,05
Марганец —1,10 Сурьма +0,20
Цинк —0,76 Медь +0,34
Хром —0,56 Медь . +0,52
Железо —0,44 Платина +0,86
Кадмий —0,40 Золото ....... + 1,38
Кобальт —0,26 Золото . , + 1,50
Никель —0,25
Таблица 26
Напряжение разложения некоторых электролитов
Наименование электролита Напряже- ние раз- ложения в в Наименование электролита Напряже- ние раз- ложения в в
Цинк сернокислый . . . 2,55 Серебро азотнокислое 0,70
Никель сернокислый . . 2,09 Серная кислота . . . 1,67
Кадмий сернокислый . . 2,03 Азотная кислота . . . 1,69
Медь сернокислая . . . 1,49 Соляная кислота . . . 1,36
55
Поляризация может быть концентрационной и газовой. Величина
ее зависит от концентрации ионов, скорости их движения, плотности
тока и температуры электролита.
Концентрационная поляризация возникает вследствие образова-
ния разных концентраций ионов металла в прикатодном и в прианод-
ном слоях электролита. Концентрационную поляризацию можно умень-
шить с помощью перемешивания электролита, повышения его темпера-
туры и снижения плотности тока.
Газовая поляризация возникает в тех случаях, когда выделяю-
щийся газ- покрывает мелкими пузырьками электрод, затрудняя до-
ступ к нему ионов. Для уменьшения такой поляризации применяют
повышенную температуру, перемешивают электролит, а также вводят
деполяризаторы-окислители.
Поляризация создает дополнительное сопротивление прохождению
электрического тока через электролит. Для преодоления этого сопро-
тивления необходимо повысить напряжение на электродах ванны.
Величина, на которую необходимо повысить напряжение для ведения
нормального процесса электролиза, называется перенапряжением.
Хром, никель, алюминий и другие металлы под действием кислоро-
да воздуха покрываются тончайшей окисной пленкой, предохраняю-
щей их от быстрого разрушения — коррозии.
Подобные явления имеют место и на аноде при гальванических
процессах. Некоторые аноды при определенных условиях электролиза
покрываются окисной пленкой и поэтому ослабляют или прекращают
растворение. Такое явление называется пассивированием.
Основная причина пассивирования — более высокая плотность
тока по сравнению с нормально допустимой и изменение концентрации
компонентов электролита. Если пассивирование анодов снижает
производительность процесса, то в электролиты вводят вещества,
предотвращающие пассивирование (депассиваторы). Например, в элект-
ролит для никелирования вводят хлористые натрий или калий; в элект-
ролит для цианистого омеднения — сегнетову соль или двузамещен-
ный фосфорнокислый аммоний.
КРАТКИЕ СВЕДЕНИЯ О КОРРОЗИИ
Коррозией называется разрушение металлов или сплавов под дей-
ствием окружающей среды.
Среду, вызывающую коррозию металла, называют агрессивной сре-
дой. В результате коррозии изменяется внешний вид металла и ухуд-
шаются его механические свойства.
Коррозия может быть химической и электрохимической.
56
Химическая коррозия возникает при воздействии на металл агрес-
сивной среды, например газов при высокой температуре и некоторых
органических веществ. Примером химической коррозии может служить-
образование окалины на поверхности металла при термической обра-
ботке.
Электрохимическая коррозия вызывается образованием на поверх-
ности металла или сплава гальванических микроэлементов, состоя-
щих из частиц металла, расположенных рядом и имеющих разные потен-
циалы (основной металл и металл покрытия, компоненты сплава,
включения других металлов в основной и т. д.); наличием влаги с
растворенной в ней углекислотой или другими химическими соедине-
ниями, т. е. электролита. Пример электрохимической коррозии —
ржавление металла.
В результате электрохимической коррозии ежегодно разрушается
около 10% всего добываемого металла.
Для устранения коррозии пользуются различными защитными сред-
ствами. Одним из видов защиты является гальваническая защита, т. е.
покрытие одних металлов другими, защищающими их химически или
механически. К химическим защитным покрытиям относятся анодные
покрытия, т. е. покрытия металлами, имеющими потенциалы, более
отрицательные, чем потенциал основного металла. В качестве примера
можно привести покрытия цинком и кадмием стальных деталей.
Металлы, имеющие более положительные потенциалы, чем основ-
ной металл, защищают его только при условии отсутствия пор, т. е.
механически. При наличии же пор и токопроводящей влаги основной
металл будет разрушаться (ржаветь). Такими металлами по отноше-
нию к стали являются медь, никель, хром и другие. Они применяются
в основном как декоративные многослойные покрытия.
ПОДГОТОВКА ПОВЕРХНОСТИ ИЗДЕЛИЯ ПОД ПОКРЫТИЕ
ЧИСТОТА (ШЕРОХОВАТОСТЬ) ПОВЕРХНОСТИ И ЕЕ ОПРЕДЕЛЕНИЕ
Поверхность любого металла, даже кажущаяся невооруженному
глазу совершенно гладкой и блестящей, в действительности шерохо-
вата, т. е. имеет множество мелких неровностей — следов обработки.
На одних поверхностях следы обработки («гребешки») видны простым
глазом, на других их можно увидеть только при помощи оптических
приборов.
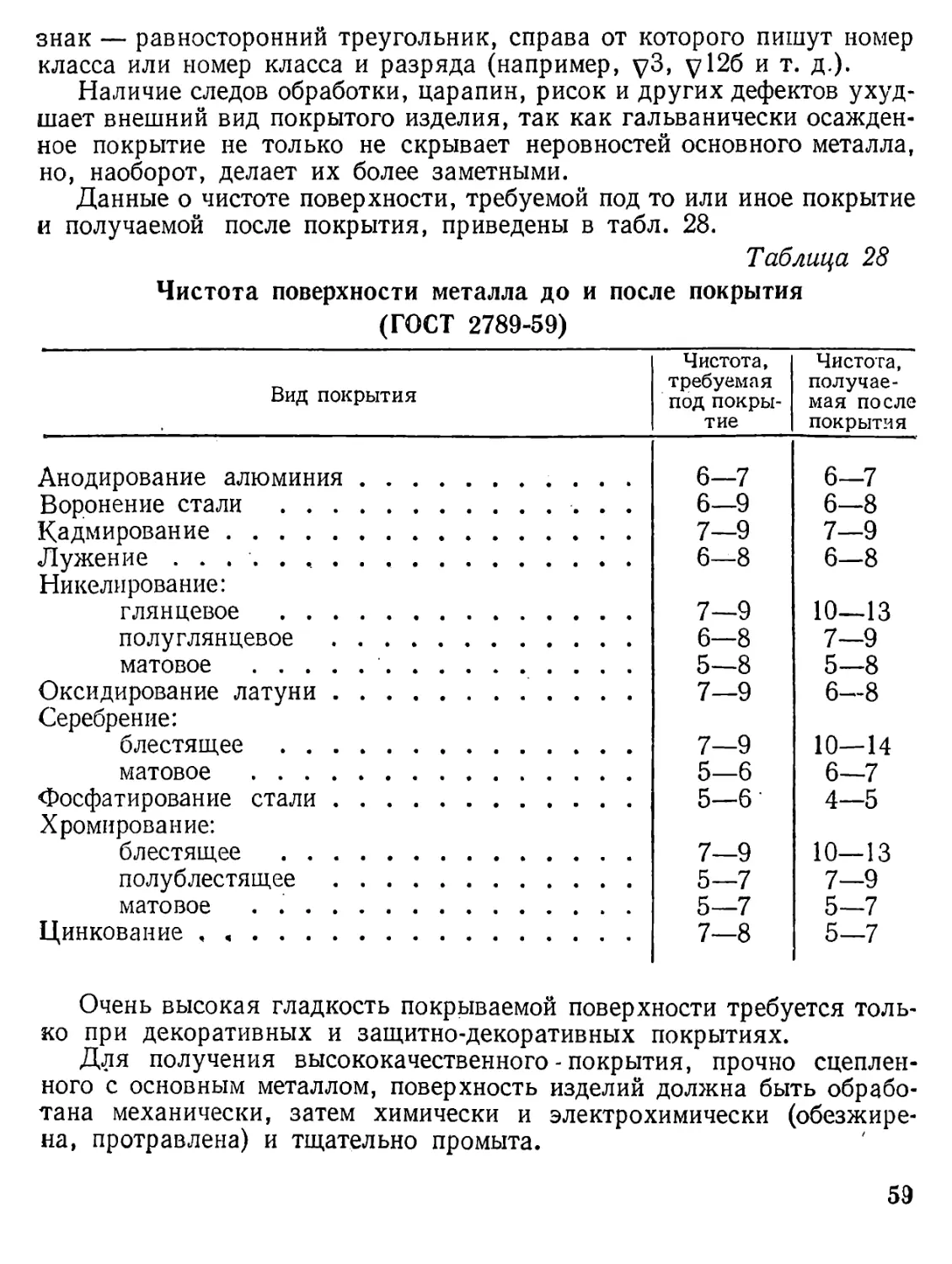
Объективная и точная оценка шероховатости поверхности играет
важную роль в технике. Согласно ГОСТ 2789-59 установлены 14 клас-
сов чистоты поверхности (табл. 27), которые не следует смешивать с
классами точности.
Таблица 27
Классы чистоты поверхности (ГОСТ 2789-59)
Класс чистоты 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Поверхность Грубая Получи- стая Чистая Весьма чистая
Высота неров- ностей в м, не более 320 160 80 40 20 10 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05
Классы 6—14 дополнительно разделены каждый на три разряда, обо-
значаемые буквами а, б, в (например, 6а, 14в и т. д.)*. Для указания
на чертеже нужного класса чистоты поверхности используют один
* В гальванотехнике разделение класса на разряды не практи-
куется.
58
знак — равносторонний треугольник, справа от которого пишут номер
класса или номер класса и разряда (например, уЗ, у 126 и т. д.).
Наличие следов обработки, царапин, рисок и других дефектов ухуд-
шает внешний вид покрытого изделия, так как гальванически осажден-
ное покрытие не только не скрывает неровностей основного металла,
но, наоборот, делает их более заметными.
Данные о чистоте поверхности, требуемой под то или иное покрытие
и получаемой после покрытия, приведены в табл. 28.
Таблица 28
Чистота поверхности металла до и после покрытия
(ГОСТ 2789-59)
Вид покрытия Чистота, требуемая под покры- тие Чистота, получае- мая после покрытия
Анодирование алюминия 6—7 6—7
Воронение стали 6—9 6-8
Кадмирование 7—9 7—9
Лужение Никелирование: 6—8 6—8
глянцевое 7—9 10—13
полуглянцевое 6—8 7—9
матовое 5—8 5—8
Оксидирование латуни Серебрение: 7—9 6-8
блестящее 7—9 10—14
матовое 5—6 6-7
Фосфатирование стали Хромирование: 5—6 4—5
блестящее 7—9 10—13
полублестящее 5—7 7—9
матовое . . 5—7 5—7
Цинкование 7—8 5—7
Очень высокая гладкость покрываемой поверхности требуется толь-
ко при декоративных и защитно-декоративных покрытиях.
Для получения высококачественного - покрытия, прочно сцеплен-
ного с основным металлом, поверхность изделий должна быть обрабо-
тана механически, затем химически и электрохимически (обезжире-
на, протравлена) и тщательно промыта.
59
Плохое обезжиривание и травление ведут к браку, так как ухуд-
шают сцепление покрытия с основным металлом и снижают качества
самого покрытия.
МЕХАНИЧЕСКАЯ ПОДГОТОВКА
Пескоструйная обработка. Этот вид обработки применяется для
очистки изделий, покрытых толстым слоем окалины, ржавчины или.
литейного пригара. На изделие, помещенное в вентилируемой камере,
направляют струю смеси сжатого воздуха с сухим кварцевым песком.
Ударяясь о поверхность изделий, песчинки хорошо очищают ее и
придают ей матовый светло-серый цвет и равномерную шероховатость.
Очищенные изделия обдувают чистым сжатым воздухом, а перед нане-ь
сением гальванического покрытия обезжиривают, декапируют и про-'
мывают.
При пескоструйной обработке образуется большое количества
мелкой кварцевой пыли, загрязняющей воздух. В связи с чрезвычай-
ной вредностью этой пыли необходимо устанавливать сложные венти-
ляционные, пылеуловительные и пескоприготовительные установки,
причем эти меры оказываются, как правило, недостаточно эффектив-
ными. Из-за указанных недостатков очистку сухим песком применять
не рекомендуется.
При очистке изделий струей сжатого воздуха с влажным песком,
а также со смесью воды и песка или другого абразива (гидроабразив-
ная очистка) образование пыли полностью исключается. Хорошие
результаты получаются также при очистке беспылевыми соплами с
отсосом пыли непосредственно у места ее образования.
Дробеструйная очистка отличается от пескоструйной тем, что вмес-
то кварцевого песка применяют стальную или чугунную дробь с круг-
лыми или острыми зернами. Струю дроби создают с помощью сжатого
воздуха или центробежного дробемета. Достоинства дробеструйной
очистки — отсутствие пыли, значительно большая долговечность дроби
по сравнению с долговечностью кварцевого песка, упрочнение поверх-
ности изделия. Недостатки — несколько худшее качество очищенной
поверхности (темный цвет, рябины от ударов дробинок), опасность ране-
ния, особенно глаз, вылетающими дробинками. Несмотря на недостат-
ки дробеструйная очистка имеет широкое применение.
Галтовка. Это процесс удаления с мелких изделий грязи, травиль-
ного шлама, заусенцев и неровностей во вращающихся барабанах и
колоколах, куда кроме изделий загружают один из следующих матери-
алов — кварцевый песок, битое стекло, стальные шарики, наждак,
пемзу или древесные опилки в сухом виде (сухая галтовка) или с увлаж-
60
нением 2—3%-ным раствором соды, мыла, венской извести, аммиака
или серной кислоты (мокрая галтовка). Сухую галтовку применяют
вообще как окончательную операцию механической обработки для
удаления заусенцев и неровностей. Мокрую галтовку применяют ча-
ще всего при подготовке изделий к нанесению гальванических покры-
тий для удаления легкой окалины и ржавчины.
Барабан или колокол загружают поровну изделиями и галтующим
материалом не более чем на 80% объема.
Продолжительность галтовки при вращении барабана со скоростью
30^60 об/мин и различной чистоте поверхности составляет (в ч):
Для отливок из серого чугуна . . . .70—80
Для отливок из ковкого чугуна . . .24—48
Для отливок из цветных металлов . .10—15
Для штамповок из листа............2—8
Таблица 29
Значения скорости вращения
крацевальных щеток
Диаметр в мм Скорость вращения щеток в об/мин
Нормаль- ная Наиболь- шая
130 2500 2800
150 2500 2800
180 2100 2400
200 1800 2100
300 1500 1800
400 1200 1500
После галтовки изделия выгружают на металлические решетки,
где отделяется галтуйлций материал. Затем изделия промывают в
горячей воде и сушат. Галтующий
материал используют повторно.
Крацевание. Процесс очистки
поверхности изделий стальными
щетками (вручную или на станке)
для удаления травильного шлама,
окислов, а также неровностей, по-
лучившихся после нанесения по-
крытия,! называется крацеванием.
Для крацевания твердых ме-
таллов применяют щетки из сталь-
ной проволоки, для мягких метал-
лов — щетки из латунной прово-
локи или других материалов.
Значения скорости вращения
крацевальных щеток в зависимости
от их диаметров приведены в
табл. 29.
Во время работы щетки необходимо смачивать 3%-ным раствором
соды, поташа или венской извести. При крацевании оцинкованных,
луженых, освинцованных, серебреных и золоченых изделий щетки
смачивают водой или не смачивают вообще.
Шлифование. Механический процесс снятия неровностей металла
(вручную или на специальных станках) при помощи абразивного ма-
териала, острые зерна . которого, работая одновременно подобно
61
мелким резцам, снимают с металла тончайшую мелкую стружку, назы-
вается шлифованием.
На шлифовальных станках, применяемых в гальваническом про-
изводстве, инструментом служат бязевые, войлочные, фетровые или
деревянные круги, на которые тонким слоем наклеивают абразив.
Наиболее прогрессивным является способ шлифования с помощью
абразивных лент на ленточно-шлифовальных станках.
Шлифование ведут в несколько приемов, переходя на более мелкий
абразив.
Мелкие изделия — чугунные отливки, поковки, стальные штам-
повки, не требующие высокой чистоты поверхности,— шлифуют в
барабанах и колоколах с песком, наждаком, корундом и т. п. Продол-
жительность обкатки в барабане — от нескольких часов до несколь-
ких суток.
Полирование. Этот процесс применяют для доведения поверхности
металла до зеркального блеска без снятия стружки (с помощью спе-
циальных паст). Несмотря на внешнее сходство в применяемой оснастке
и приемах работы, полирование существенно отличается от шлифо-
вания.
Исследуя процессы полирования оптического стекла и металлов,
акад. И. В. Гребенщиков установил, что процесс полирования метал-
лов с применением паст является одновременно механическим, хими-
ческим и электрическим процессом.
Механический процесс состоит в перемещении микроскопических
выступов в углубления при ничтожном снятии металла. Этому спо-
собствует тепло, выделяющееся в результате взаимодействия круга,
изделия и пасты. Химический процесс состоит в том, что слабые ки-
слоты (олеиновая, стеариновая и др.), входящие в состав полировоч-
ных паст, активизируют процесс, воздействуя на металл и вызывая
образование на нем тонких пленок окислов, легко удаляемых механи-
чески с поверхности металла. Явления электрического взаимодействия
между быстро вращающимся кругом и изделием также способствуют
сглаживанию микронеровностей.
Полирование широко применяют до и после гальванических по-
крытий для придания красивого внешнего вида и блеска шлифован-
ным изделиям, не требующим точных размеров (рукоятки, рефлекторыв,
предметы домашнего обихода, детали отделки автомобилей и т. п.)
Для перехода от шлифования к полированию изделия подвергают
промежуточному процессу — матированию (засаливанию), при ко-
тором на инструмент наносится специальная паста, содержащая, с
одной стороны, шлифующий абразив, а с другой вещества, харак-
терные для полировочных паст.
62
Таблица 30
Абразивные материалы для шлифования
Наименование и примерный состав Обо- значе- ние Микро- твердость в кГ/мм? Примечание
Искусственные
Электрокорунд нормаль- ный (алоксит, алунд), 86—91% А12О3 Э 2000— 2200 Цвет—от серо-коричне- вого до темно-коричнево- го и от розового до тем- но-красного. Обрабатыва- емый металл—сталь угле- родистая и легированная (кроме закаленной быстро- режущей стали), твердая бронза
Электрокорунд белый (корракс), 96—99% А12О3 ЭБ 2300— 2400 Цвет—белый, серовато- белый, иногда светло-ро- зовый. Тверже, чем эле- ктрокорунд нормальный, но менее прочен. Обраба- тываемый металл—зака- ленная быстрорежущая и инструментальная сталь, твердая бронза
Карборунд зеленый (карбид кремния зеленый, карболои, кристален), не менее 97% SiC КЗ 2900— 3500 Имеет острые кромки зерен, уступающие по твердости лишь карбиду бора и алмазу. Сравнитель- но легко расщепляется под давлением прочной и вязкой стружки. Обраба- тываемый металл—твер- дые сплавы
63
Продолжение табл. 30
Наименование и примерный состав Обо- значе- ние Микро- твердость в кГ/мм2 Примечание
Карборунд черный (кар- бид кремния черный), не менее 95% SiC кч — Цвет—черный или тем- но-синий с металлическим оттенком. Менее тверд, но более прочен, чем кар- борунд зеленый. Обраба- тываемый металл—серый и отбеленный чугун, алюми- ний, мягкая бронза и т. п.
Монокорунд, не менее 97% А1А м 2100— —2300 Твердость, прочность и режущая способность вы- ше, чем у нормального и белого электрокорунда
Карбид бора, 70—97% В4С Наждак (корунд-f- окись железа), 25—30% А12О3 Есте Н 4000— —4250 ственные 7—9 (по Моосу Мелкозернистый, темно- серого цвета. По твердо- сти уступает только ал- мазу. Применяется для доводки режущего инстру- мента и других изделий из твердого сплава Цвет—черный и черно- серый. Применение в аб- разивном инструменте ог- раничено из-за низкой твердости и неоднородности
Корунд (сорт Семиз- Бугу содержит до 95% А12О3) Е Твердость выше, чем у наждака, и несколько ни- же, чем у нормального электрокорунда. Применя- ют для производства абра- зивных порошков и кругов для шлифования шариков
«4
Таблица 31
Абразивные материалы для полирования (мягкие)
Наименование
Внешний вид и свойства
Искусственные
Окись железа (крокус)
Окись хрома ....
Венская известь . .
Тальк ...............
Трепел ..............
Диатомит (кизельгур,
инфузорная земля)
Марша лит ...........
Тонкий однородный полировальный поро-
шок красного цвета, состоящий в основном
из твердой кристаллической окиси железа
Тонкий однородный полировальный поро-
шок темно-зеленого или почти черного цвета
Естественные
Продукт обжига доломита или отборного
известняка. Отличный мелкозернистый мате-
риал для окончательного полирования, глян-
цевания, и обезжиривания
Весьма мягкий абразивный материал—вод-
ный силикат магния. Минерал яблочно-зеле-
ного до белого цвета применяется для поли-
рования гальванических покрытий
Состоит в основном из кремнекислоты.
Мягкие пористые зерна трепела находят при-
менение для полирования латуни, цинка и
алюминия
Состоит главным образом из кремнезема.
Тонкий порошок белого, серого, желтоватого,
коричневого, зеленоватого цвета
Пылевидный кварц. Входит в состав поли-
ровочных паст
Абразивные материалы, применяемые для шлифования и полиро-
вания, приведены в табл. 30 и 31.
Абразивные материалы нумеруют в метрической системе по
ГОСТ 3647-59, согласно которому номер абразива — это номинальный
размер (выраженный в сотых долях миллиметра) стороны ячейки конт-
5 Т. Ф. Яковлева 65
рольного сита, на котором задерживается основная часть данного
абразивного материала. Согласно метрической системе чем мельче
абразив, тем меньше его номер.
До введения ГОСТ 3647-59 пользовались дюймовой системой, по
которой помер абразивного материала это число так называемых ме-
шен, т. с. число ячеек, приходящихся на погонный дюйм сетки. Со-
гласно дюймовой системе чем мельче абразив, тем больше его номер.
ГОСТ 3647-59
(в 0,01 мм) 200 160 125 100 80 63 50 40 32 25 20 16 12 10 8 6 5 4 3
Дюймовая
система
(в мошах) 10 12 16 20 24 30 36 46 54 60 70 80 100 120 150 180 230 280 320
Ниже приведены окружные скорости (в м/сек), применяемые при
шлифовании различных металлов:
Сталь.............................30—35
Чугун, хром ......................20—25
Никель............................. 18—20
Латунь, медь, бронза, серебро . . .14—18
Цинк, олово, свинец, алюминий . . .10—14
Следует помнить, что чем тверже шлифуемый материал, тем боль-
ше должна быть окружная скорость круга.
Весьма экономичным и производительным является процесс по-
лирования небольших изделий (кроме тонкостенных) до и после нане-
сения гальванических покрытий стальными шариками в барабанах.
Предварительно обезжиренные изделия загружают в деревянный или
стальной барабан вместе со стальными шариками разных диаметров
(1—10 мм) и мыльной водой или слабым раствором поташа, аммиака,
питьевой соды и т. п. Объем загрузки не должен превышать 80% объема
барабана. Шариков должно быть примерно вдвое больше, чем изделий
(по объему).
Скорость вращения барабана 15—45 об/мин. При длительном без-
действии необходимо хранить шарики в слабом растворе щелочи.
Продолжительность полирования шариками (в ч) в зависимости
от материала детали следующая;
Сталь сырая.....................1—8
Сталь закаленная................5—40
Медь и ее сплавы.................. 1—4
Никель и его сплавы.............3—6
Алюминий и другие мягкие металлы 0,5—1
Гальванические покрытия . , , .5—ЗОдшн
66
В последнее время большое распространение получило барабан-
ное подводное полирование, являющееся разновидностью мокрой гал-
товки. Полирующим материалом здесь служат стальные шарики диа-
метром 3—10 мм и обкатанные фарфоровые осколки размером 5—20 мм.
Изделия, шарики и фарфор загружают в перфорированные граненые
барабаны и обкатывают в мыльной воде (0,2—0,5% мыла), покрываю-
щей загруженные изделия на 30—50 мм. Общая загрузка изделий в
барабан составляет 50—90% его объема, а объем шариков — около
]/з объема фарфора и 2—5 объемов изделий.
Для наклеивания абразивов на круги в качестве связующих ве-
ществ применяют жидкое стекло, декстрин, столярный, казеиновый,
карбамидный (искусственный) клеи.
Жидкое стекло (иначе растворимое стекло, силикатный клей) бы-
вает в твердом состоянии — «глыба» и в жидком состоянии. Во избе-
жание загустевания жидкое стекло хранят в закрытой таре. Наилуч-
шими клеющими свойствами обладает жидкое стекло с удельным весом
1,4—1,45.
Животный (столярный) клей подразделяется на костяной, мезд-
ровый, плиточный, порошкообразный, чешуйчатый. Доброкачествен-
ный клей хорошо набухает и ломается, не имеет пузырей и гнилостного
запаха. Густота клея зависит от размера зерен абразива. Так, для
наждаков принимают следующую зависимость:
Номер абразива
40—32
12—10
5
К.лсй в % Вода в %
45 55
33 67
25 75
Клей варят в специальных клееварках с двойными стенками и с
водяной рубашкой.
Накатку кругов производят следующим образом.
Сначала приготовляют клей. Например, столярному клею дают
набухать сутки в холодной воде, после чего воду сливают, а разбух-
ший клей растворяют в горячей (65° С) воде до получения жидкой массы,
которую равномерно намазывают кистью на рабочую поверхность
круга, подогретого до 50—55° С. Для удобства круг надевают на
оправку.
Затем круг в специальном лотке прокатывают с легким нажимом
по слою абразива и зерна абразива закрепляют путем прокатывания
круга по гладкому листу железа или доске. Не допускается смешива-
ние абразивов с разной величиной зерен.
Накатанные круги необходимо сушить в течение 8—12 ч при 30—
40° С или 24 ч при комнатной температуре до влажности 3—5%.
5* 67
Таблица 32
Наименование материала
Венская известь .
Воск............
Керосин ....
Костяное масло .
Крокус..........
Марша лит ....
Окись алюминия
Окись хрома . .
Олеиновая кислота
Парафин ....
Петролатум . .
Сало говяжье .
Силикагель . . .
Сода ......
Солидол ....
Стеарин ....
Церезин ....
Составы полировочных паст в вес. ч
Пасты для по-
лировки меди,
никеля, цинка
и алюминия
Пасты ГОИ
10
1,8
0,2
10
Пасты ЗИЛ
23 23
1,5 —
10 22,4
14,5 —
Во избежание расклеивания сушить круги при более высокой темпера-
туре не рекомендуется.
Перед повторным накатыванием изношенного круга необходимо
удалить оставшиеся зерна абразива и зачистить рабочую поверхность
куском пемзы.
Полировочные круги натирают пастой во время вращения.
Шлифовальные и полировочные пасты приготовляют следующим
образом. Расплавив на водяной бане связующие вещества (жир, па-
рафин и др.), вводят в расплав при помешивании абразивный материал
и тщательно перемешивают смесь до получения однородной массы, ко-
торую затем отливают в прямоугольные или цилиндрические бруски.
Составы полировочных паст приведены в табл. 32.
Жировая и маршалитовая пасты применяются для окончательного
шлифования; крокусная — для полирования меди и ее сплавов, се-
ребра; известковая—для полирования никеля, латуни, алюминия,
серебра и других металлов; хромовая—для полирования хрома,
нержавеющей стали и других металлов и покрытий; алюминиевая и
хромокрокусная — для полирования медных и никелевых покрытий.
ХИМИЧЕСКАЯ И ЭЛЕКТРОХИМИЧЕСКАЯ ПОДГОТОВКА
Обезжиривание в органических растворителях. Бензин, бензол,
скипидар, керосин, дизельное топливо, трихлорэтилен, четыреххло-
ристый углерод и другие жидкости служат отличными растворителями
органических и минеральных жиров и масел. Они не вызывают корро-
зии изделий и поддаются регенерации для повторного использования.
Вместе с тем все указанные жидкости вредны для здоровья и легко
воспламеняются (пары бензина вспыхивают при 15°С, керосина —
при 25—40°С), потому для работы с ними нужны специальные закры-
тые ванны или автоматы.
Целесообразно обезжиривать изделия последовательно в несколь-
ких ваннах, начиная с наиболее загрязненной.
Химическое обезжиривание. Горячие щелочные растворы превра-
щают органические жиры в мыло, легко смываемое водой. Минераль-
ные масла не омыляются, но сцепление масла с металлом в присутствии
щелочи уменьшается и частицы масла, отделяясь от металла и смеши-
ваясь со щелочным раствором, образуют так называемую эмульсию.
Чтобы эмульсия не расслаивалась на масло и раствор, в ванну
добавляют эмульгатор (смачиватель) ОП-7 или ОП-10, мыло, олеино-
вую кислоту, жидкое стекло, тринатрийфосфат, кальцинированную со-
ду и другие эмульгаторы. Признаком достаточного обезжиривания
служит хорошее смачивание поверхности водой.
69
Обезжиренные изделия промывают в горячей и холодной воде.
Составы растворов и режимы работы ванн химического обезжири-
вания приведены в табл. 33.
Таблица 33
Составы растворов и режимы работы ванн химического
обезжиривания
Наименование хими- катов и режим работы Растворы
Для черных металлов Для алюминия Для меди и цинка
№ 1 № 2 № 3 № 4 № 5 № 6
Каустическая сода в г/л 100—150 50—100 30—35 80—100
Кальцинированная сода в г/л ... 30—50 20—25 40—50 20—25
Т ринатрийфосфат в г! л 30-40 20—25 3—5
Контакт Петрова в е/л 40—50 10—15
Жидкое стекло в г/л 3—5 20—30 5—10 10—15
Эмульгаторы ОП-7 или ОП-10 в г/л 5—7 5—7 3—5
Температура в °C 70—80 70—80 70—80 70—80 70—80 70—80
Продолжитель- ность обезжири- вания в мин . . • 10—30 10-30 10—15 10—15 10—90 10—90
Электрохимическое обезжиривание. При пропускании тока через
соответствующий электролит ионы водорода разряжаются на изделиях,
подвешенных на катоде, механически сбивают частицы жира в элект-
ролит, перемешивают его и частично эмульгируют жир. Во время ра-
боты в электролите вокруг изделий накапливается щелочь, что уско-
ряет процесс обезжиривания.
Достоинство электрохимического обезжиривания — быстрота и хо-
рошее качество очистки. Существенные недостатки — непригодность
для сильно загрязненных изделий сложной формы с глубокими впади-
нами из-за низкой рассеивающей способности электролитов; необходи-
70
мость в предварительном химическом обезжиривании таких изделий;
опасность поглощения изделиями водорода, вызывающего хрупкость
металла; необходимость электролитического обезжиривания пружин
и упругих пластинок только на' аноде или с переключением тока.
Составы электролитов и режимы работы ванн электрохимического
обезжиривания приведены в табл. 34.
Таблица 34
Составы электролитов и режимы работы ванн электрохимического
обезжиривания
Наименование химикатов и режим работы Электролиты
Для чер- ных метал- лов Для цветных металлов С перемен- ным током
№ 1 № 2
Каустическая сода в г/л . . 30—50 10
Кальцинированная сода в г/л 20—30 5—10 — 25—30
Тринатрий фосфат в г/л . . 10—15 30—40 10—20 25—30
Жидкое стекло в г/л ... Эмульгаторы ОП-7 или ОП-Ю 8—10 3—5 10—20 —
в г/л . . . — — — 5—10
Температура в °C Катодная плотность тока 70—80 70—80 50—60 70—80
в а/дм2, Продолжительность процесса 3-8 3-5 3—8 5—8
в мин 5-8 0,5—1 2—3 0,2—2
Примечание. Обезжиривание с переменным током применимо как к черным,
так и к цветным металлам.
Химическое травление. Процесс химического травления заключа-
ется в удалении кислотами с поверхности стали и чугуна окалины или
ржавчины, т. е. окислов железа, а с поверхности цветных металлов —
окисных пленок.
Под действием травильного раствора на уже очистившихся от
окислов отдельных участках чистого металла выделяется водород, при-
дающий изделию так называемую травильную хрупкость. Для защиты
изделия от перетравливания в раствор вводят особые травильные
присадки КС, ЧМ, У ни кол, получаемые путем специальной обработки
отходов боен и пищевых предприятий, или 0,05—0,1% некоторых
71
Таблица 35
Составы растворов и режим работы ванн химического травления
черных металлов
Наименование хи- микатов и режим работы Растворы
№ 1 № 2 № 3 № 4 № 5 № 6 № 7 № 8
Серная кислота в г/л .... 75 — 80—100 150 '277 — — —
Соляная кисло- та в г/л . . . 125 80— —100 — — 318 535 187 —>
Присадка КС в г/л ... . 3 0,5— 1 0,5—1 1-2 0,5—1 1 — —
Поваренная соль в г/л .... — — — '3—5 — —- — —
Азотная кислота в г/л .... — — — — — 70 91 —
Фосфорная кис- лота в г/л . . — , — — — — — 50 —
Плавиковая кис- лота в г/л — — —. — — — — 2—3
Температура в °C .... 30—40 18-25 18—40 18—60 40—50 50 50—60 —
Продолжитель- ность процесса в мин ., * . ’— — •— — 60 3-5 30—40 —
Примечание. Раствор № 1 применяют для травления углеродистой стали с
наличием толстого слоя окалины; №2и 3 — для углеродистой стали без окалины;
№ 4—для нелегированной стали с окалиной и ржавчиной; №5—для предварительного
травления нержавеющей стали; № 7 — для травления стали с легким налетом ржав-
чины; № 8 — для травления чугуна.
72
Таблица 36
Составы растворов и режимы работы ванн химического травления цветных металлов
Наименование химикатов и режим работы Растворы
№ 1 № 2 № 3 № 4 № 5 № 6 № 7 № 8
Азотная кислота в г/л ... . 200—250 250—300 650—700 50—100
Соляная кислота в г/л .... — — — 4—5 — — 50—100 —
Едкий натр в г/л 100—200 — — — — — — —
Хромовый ангид- рид в г/л . . — — 100 — — — —
Серная кислота в г/л .... — — 15 650—700 850—900 — 150—200
Поваренная соль в г/л .... — — — — 12—15 —
Сажа голланд- ская в г/л — — — — 1—2 — — —
Температура в °C — — 18—25 18—25 18—25 18—25 18—25 18—25
Продолжитель- ность процесса Не более 1 мин
Примечание. Раствор № 1 применяют для предварительного травления алюминия; №2 и 3 — для ос-
ветления алюминия; №4 — для предварительного травления меди; № 5— для глянцевого травления меди;
№ 6 — для травления свинца; № 7 — для травления цинка, олова и кадмия; № 8 — для травления меднони-
келевых сплавов.
Таблица 37
Составы электролитов и режим работы ванн электрохимического
травления черных металлов
Наименование хи- микатов и режим работы Электролиты
Для углеродистой стали Для легированной стали
№ 1 № 2 № 3 № 4 № 5 № 6
Серная кислота в г/л . . 200—250 50-60 — 50—100 — 35—40
Хлористый нат- рий в г/л 15—20 15—20 40—50 — — —
Соляная кисло- та в г/л — 25—30 8—10 — 200—300 —
Азотная кислота в е/л . . . . — — — — — 25—30
Хлористое желе- зо в г/л — — 140—150 — — —
Температура в °C .... 40—50 60—70 20—50 40—50 40—50 15—20
Плотность тока в а/дм2 . . . 5—10 8—10 5—10 20—30 5—10 5—10
Продолжитель- ность процес- са в мин . . 10—20 10—15 10—20 5—10 10—15 5—10
Примечание. Электролит № 1 применяют для анодного травления грубообра-
ботанных деталей; № 2—для катодного травления с одновременным осаждением
свинца на участках, освобожденных от окалины; № 3—для анодного травления де-
талей, не допускающих наводороживания; № 4—для анодного травления; № 5—для
катодного травления; № 6—для травления с переменным токогл напряжением 15—20 в.
74
высокомолекулярных органических веществ, называемых ингибито-
рами (замедлителями).
Для химического травления черных металлов применяют раство-
ры, составы и режимы которых приведены в табл. 35, а для цветных
металлов — в табл. 36.
При приготовлении растворов для травления черных металлов в
ванну заливают необходимое количество воды и добавляют в нее не-
большими порциями серную кислоту. При приготовлении растворов
для травления цветных металлов в ванну вливают азотную кислоту
и вводят в нее малыми порциями серную кислоту. Смесь тщательно
перемешивают и охлаждают.
Электрохимическое травление. Для электрохимического травле-
ния черных металлов применяют электролиты, составы и режимы
которых приведены в табл. 37. Катодами служит листовой свинец,
анодами — изделия. Продолжительность травления составляет 3—
15 мин. Температура — цеховая.
Во избежание перетравливания металла и появления водородной
хрупкости ток под конец травления необходимо переключать с тем,
чтобы около трети времени катодами являлись изделия.
Для использования отработавших сернокислых травильных рас-
творов в отработавший раствор вводят железные опилки до получения
удельного веса раствора 1,20—1,21, а затем выпариванием выкристал-
лизовывают железный купорос, накопившийся в растворе во время
работы.
Декапирование. Процесс декапирования — это легкое химическое
или электрохимическое травление, производимое в течение 0,5—2 мин
непосредственно перед нанесенением гальванического покрытия для
удаления тончайших невидимых окисных пленок и »выявления струк-
туры металла, т. е. для обеспечения хорошего сцепления покрытия
с основным металлом.
Электрохимическое декапирование особенно рекомендуется произ-
водить перед никелированием стальных изделий.
Химическое декапирование стали производят в растворе соляной
кислоты (30—40 г/л) при температуре 40°С.
Для электрохимического декапирования на аноде рекомендуется
раствор состава (в г/л):
Серная кислота .700—800
Хромпик калиевый 20—30
Температура — цеховая. Анодная плотность тока 5—10 а/дм2
Катоды — свинцовые листы.
75
Электрополирование. На поверхности изделий, погруженных под
большим током в горячий электролит специального состава, интенсив-
но растворяются и сглаживаются острые гребешки и другие неровнос-
ти, оставшиеся после механической обработки.
Электрополирование не обеспечивает такой чистоты поверхности,
которую можно получить при механическом полировании, и не может
его заменить, однако этот процесс незаменим при обработке пружин,
деталей топливной аппаратуры дизелей и других изделий, неудобных
и сложных по форме для обработки.
Составы электролитов и режимы работы ванн электрополирования
металлов приведены в табл. 38.
Таблица 38
Составы электролитов и режимы работы ванн
электрополирования металлов
Наименование хими- катов и режим работы Электролиты
№ 1 №2 №3 № 4 №5 №6
Фосфорная кислота
в вес. % ... 65—70 40—45 74 750 г/л — 34
Серная кислота в
вес. % . . . . 12—15 37—39 —— 900 г/л 1750 г/л 34
Глицерин в г!л . . — — — — 15 —
Хромовый ангидрид
в вес. % ... 5—6 3—4 6 — 30 г/л 4
Лимонная кислота
в г/л .— — — 20 — —,
Катоды . . '? . . Свинцовые
Отношение площа-
ди деталей к пло-
щади катода . . 3 : 10 3: 10 — 1 :5 1 :3 —
Уд. вес электролита 1,74 — 1,6—1,65 1,65 1,6—1,61 1,59—1,6
Температура в °C 65—75 65—75 20—40 20—25 20—35 70—90
Анодная плотность
тока в ajdM^ . . 35—50 35—50 30—50 35-50 20—30 25—35
Продолжительность
процесса в мин. 10—15 10—15 1—3 0,3—1,0 35—40 5—10
Примечание, Электролит № 1 применяют для электрополирования углеродис-
той стали; №2 — легированной стали; № 3 — меди и ее сплавов; № 4 и 5—никеля
и никелевых покрытий; №6 — алюминия.
76
Для приготовления электролита в освинцованную рабочую ванну
при постоянном перемешивании наливают ортофосфорную кислоту.
Затем добавляют небольшими порциями концентрированную серную
кислоту. В смесь кислот добавляют размельченный хромовый ангид-
рид, подогревают жидкость до 120—125®С и размешивают до полного
растворения ангидрида.
После полирования изделия промывают под током в холодной про-
точной воде, нейтрализуют (без тока) в 3—5%-ном растворе соды,
промывают в горячей воде и просушивают или завешивают в другую
ванну для гальванического покрытия.
Для предварительного удаления нагара, ржавчины и окалины перед
обычным обезжириванием и травлением в некоторых случаях приме-
няют комбинированное обезжиривание и травление. Этот способ за-
меняет пескоструйную и дробеструйную очистку многих изделий.
Составы растворов и режимы работы ванн комбинированного обез-
жиривания и травления приведены в табл. 39.
Таблица 39
Составы растворов и режимы работы ванн комбинированного
обезжиривания и травления
Наименование химикатов и режим работы Растворы
№ 1 №2 №3
Серная кислота (уд. вес 1,84) в г/л 100—200 —
Фосфорная кислота (уд. вес 1,5) в г/л — 100—200 —
Соляная кислота (уд. вес 1,19) в г/л — —V 100—200
Тринатрийфосфат в г/л 20—30 20—30 20—30
Тиомочевина в г/л — — 5
Эмульгатор ОП-7, ОП-10 или ОП-20,
сульфанол в г/л 5-15 5—15 5—15
Температура в °C 50—60 60—70 30—40
Продолжительность процесса в мин 5—20 5—20 5—20
Для приготовления раствора в кислотоупорной ванне, оборудован-
ной подогревом и устройством для перемешивания и наполненной до
половины водой, растворяют небольшими порциями при перемешива-
нии необходимое количество кислоты. В отдельной ванне приготовляют
раствор три натрийфосфата и вводят его небольшими порциями в ванну
с раствором серной кислоты. В некоторых случаях серную кислоту
77
и тринатрийфосфат можно вводить в ванну в виде общего раствора. За-
тем вводят эмульгатор и доливают ванну холодной водой до рабочего
уровня.
В случае отсутствия или малого количества пены дополнительно
вводят по 3—5 г! л эмульгатора.
Подогревают раствор до температуры, указанной в рецепте, и вы-
держивают при этой температуре в течение 3—4 ч, после чего ванна
готова к эксплуатации.
Необходимо точно соблюдать состав и температуру раствора. От-
клонения ведут к ухудшению качества травления. Продолжительность
обработки зависит от степени загрязненности ванны.
При эксплуатации ванны в три смены раствор необходимо заменять
новым через 12—15 суток, иначе шлам, накапливающийся в ванне,
затрудняет очистку деталей и сильно снижает эффективность корректи-
рования.
Ультразвуковая очистка и обезжиривание. При этом способе мою-
щий или обезжиривающий раствор с. погруженными в него деталями
приводят с помощью вибратора в очень быстрое колебательное движе-
ние. Частота колебаний при этом превышает предельную звуковую
частоту (5000 колебаний в секунду), а потому такие колебания назы-
ваются ультразвуковыми, т. е. сверхзвуковыми.
Таблица 40
Составы растворов и режимы ультразвукового
4 * обезжиривания
Наименование химикатов и режим работы Растворы
№ 1 №2 №3
Каустическая сода в г/л 10
Кальцинированная сода в г/л . . . . 30 — 3
Тринатрийфосфат в г/л 30 30 —
Эмульгатор ОП-7 в г/л . 3 3 —
Хромпик калиевый в г/л — — 0,5
Температура в °C 50—60 50—60 50—55
Продолжительность процесса в мин. . . 1,5—3,5 1,5—3,5 5
Благодаря колебательному движению в растворе возникают слож-
ные явления, значительно ускоряющие и улучшающие очистку дета-
78
лей сложной формы (например, с глубокими или резьбовыми отверс-
тиями) от остатков абразивных притирочных и полировочных паст,
жиров, ржавчины, окалины и окисных пленок.
Составы растворов и режимы’ультразвукового обезжиривания при-
ведены в табл. 40.
Ультразвуковую очистку особенно выгодно применять для очистки
деталей небольшой величины — оптических стекол, частей радиоламп,
часовых деталей, шариковых и роликовых подшипников и т. п.
Существует два способа очистки с помощью ультразвука.
При очистке деталей первым способом, особенно пригодным для
очистки мелких деталей, тонкодонный сосуд, заполненный моющим
раствором и деталями, помещают в ванну с трансформаторным маслом;
на дне ванны расположен излучатель, от которого колебания переда-
ются через масло раствору и деталям.
Для очистки более крупных деталей, загрязненных грубыми час-
тицами, применяют второй способ, при котором дно ванны с моющим
раствором соединено с вибратором, который возбуждает ультразвуко-
вые колебания небольшой частоты непосредственно в растворе.
Достоинства очистки с помощью ультразвуковых колебаний —
чрезвычайно высокое качество и быстрота очистки, возможность меха-
низировать очистку больших количеств мелких деталей, отсутствие
необходимости в бензине и других органических растворителях..
ЭЛЕКТРОЛИТИЧЕСКИЕ ПОКРЫТИЯ
СПОСОБЫ НАНЕСЕНИЯ ПОКРЫТИЙ
Металлические покрытия наносят на изделие в целях защиты его
от коррозии, улучшения товарного вида, улучшения прирабатывае-
мости, а также восстановления первоначальных размеров после изно-
са. В© многих случаях нанесение покрытия преследует одновременно
несколько целей, например защиту от коррозии и улучшение товарно-
го вида и т. п.
Наиболее распространенным является гальванический способ на-
несения покрытия. Кроме гальванического способа, существует еще
несколько способов: горячий, металлизациоиный, диффузионный и
контактный.
Горячий способ нанесения покрытия заключается в том, что из-
делие, предварительно очищенное и протравленное, погружают на
короткое время в расплавленный металл — олово, цинк, свинец или
сплав олова и свинца, а затем вынимают и встряхивают для удаления
излишков расплава. Горячие покрытия плотны и беспористы, имеют
красивый внешний вид, но неравномерны по толщине и требуют боль-
шого расхода металла из-за его выгорания.
Металлизациоиный способ заключается в распылении металла с
помощью пистолетов-металлизаторов. Металл, подлежащий нанесе-
нию, непрерывно подается в виде проволоки в пистолет-металлизатор,
в котором плавится (у выхода) кислородно-ацетиленовым или электро-
дуговым пламенем. Капли металла подхватываются сжатым воздухом,
который распыляет их и с силой наносит на поверхность, предвари-
тельно сделанную грубой и шероховатой с помощью резца или
струи песка либо дроби. Металлизационным способом можно наносить
многие металлы — железо, сталь, медь, латунь, алюминий, цинк, кад-
мий, никель и многие сплавы. Форма и размеры изделий при этом не<
играют роли. Недостатком этого способа является большой расход
металла.
Диффузионный способ состоит в том, что изделия, предварительно
очищенные и протравленные, помещают в железные или керамиче-
80
ские ящики, засыпают порошком, содержащим нужный металл и неко-
торые добавки, и выдерживают в течение 4—6 ч при температуре 900—
1000^юС. При этом металл из порошка проникает (диффундирует) в
основной металл и образует на поверхности изделия слой сплава тол-
щиной около 0,5 мм. Диффузионным способом производят алитирова-
ние (покрытие алюминием), шерардизацию (цинк), хромирование и т. п.
Контактный способ покрытия состоит в погружении стального
изделия в раствор соли соответствующего металла (медь, олово, серебро,
золото, платина). При этом происходит реакция вытеснения металла
железом, и металл осаждается на поверхности изделия. Применение
контактного способа ограничено лишь покрытием мелких деталей
ввиду невысоких защитных и механических свойств покрытия, нане-
сенного этим способом.
Группа Ж — для жестких условий работы. Изделия с покрытиями
этой группы предназначены для эксплуатации как в условиях закры-
тых помещений, так и в наружной атмосфере, загрязненных значитель-
ным количеством промышленных газов и пыли; при непосредственном
периодическом воздействии дождя, снега или брызг морской воды.
Рекомендуемые минимальные толщины покрытий приведены в
разделах «Цинкование» и «Хромирование».
Для улучшения приработки и антифрикционных качеств приме-
няют покрытия медью, оловом, электролитическим мягким железом
и фосфатными пленками.
ВЫБОР покрытия
Для защитных и защитно-декоративных целей применяют цинко-
вые, кадмиевые, никелевые и многослойные покрытия по ГОСТ 3002-58.
Защитные покрытия предназначены для защиты стальных изделий от
коррозии, а защитно-декоративные покрытия — для защиты от корро-
зии и декоративной отделки изделий из стали, меди и медных сплавов.
В зависимости от условий работы изделий установлены три группы
покрытий:
Группа Л — для легких условий работы. Изделия с покрытиями
этой группы предназначены для эксплуатации в закрытых, сухих,
отапливаемых и вентилируемых помещениях (аналогичных жилым).
Группа С — для средних условий работы. Изделия с покрытиями
этой группы предназначены для эксплуатации как в закрытых по-
мещениях, так и в наружной атмосфере, загрязненных промышлен-
ными газами и пылью, а также содержащих испарения морской воды
(аэрозоли). Изделия не должны подвергаться непосредственному воз-
действию дождя и снега.
G Т. Ф. Яковлев
to
Таблица 41
Рекомендуемая минимальная толщина покрытия изделий, поставляемых
в страны с тропическим климатом
1 Группа деталей | Вид покрытия Толщина покрытия в мк, не менее Примечание
Покрытие стальных деталей
Стальные детали разно- го назначения, не требую- щие декоративной отдел- ки, включая резьбовые детали Кадмиевое с хроматным пассивированием 21 Калибровка резьб бол- тов и гаек после нанесе- ния кадмиевого покрытия не допускается
Резьбовые и нерезьбо- вые детали, для которых кадмиевое покрытие тол- щиной 21 мк по условиям сопряжения или конструк- тивным особенностям не- приемлемо Кадмиевое с хроматным пассивированием 9
Детали, требующие за- щитно-декоративной от- делки 1. Трехслойное: медь . никель хром 36 15 0,5 Толщина хромового по- крытия — средняя расчет- ная. Необходима механи- ческая глянцовка — поли- ровка подслоев
2. Двухслойное:
медь 36
олово — никель . . 15
—Поверхности деталей, ра- ботающие на трение Хромовое 60
Остальные поверхности
этих деталей, не работаю-
щие на трение, разрешает-
ся кадмировать или окра-
шивать. При возобновля-
ющейся смазке или при
работе в масле трущиеся
поверхности разрешается
хромировать на толщину
21 мк или не хромировать
Покрытие деталей из меди и медных сплавов
Детали, требующие де- коративной отделки Никелевое с последую- щим хромовым покрытием или хромовое .... или покрытие олово — никель 9 0,5 9 Средняя расчетная тол- щина
Токоведущие и другие Серебром 9
детали или оловом с оплавле-
нием 9
или никелем или сплавом олово — ни- 9
кель 9
Продолжение табл. 41
Группа деталей Вид покрытия Толщина покрытия в мк, не менее Примечание
Резьбовые детали нето- коведущие Никелевое 9 В необходимых случаях должно наноситься допол- нительное покрытие тол- щиной 0,5 мк
Покрытие деталей из алюминиевых сплавов
Детали из плакирован-
ных сплавов типов Д16,
В95, а также из алюмини-
евых сплавов типов АМц,
АВ, АМг
Анодирование в серной
кислоте с наполнением
хромпиком
Для условий эксплуа-
тации категорий Б и В
рекомендуется дополни-
тельно наносить лакокра-
сочное покрытие
Детали из неплакирован^ Анодирование в серной 6
ных высокопрочных спла- кислоте с наполнением
вов типов Д16 и В95 хромпиком и последующей
окраской
Детали из литейных
сплавов
Анодирование в хромо-
вой кислоте или химиче-
ское оксидирование в кис-
лых растворах с после-
дующей окраской
3
Детали из алюминия вы- сокой чистоты (АВОО и выше) и сплавы АМг-1 с повышенной отражатель- ной способностью Анодирование в серной кислоте с наполнением пленки в воде 9—12 Детали перед анодиро- ванием подвергаются ме- ханической и последую- щей электрохимической полировке
Заклепки из алюмини- евых сплавов Анодирование в серной кислоте с наполнением хромпиком 6
Примечания. 1. Указанная в таблице толщина покрытия для деталей из алюминиевых сплавов
не включает толщину слоя краски. 2. Для деталей особого назначения допускается анодирование в ща-
велевой кислоте.
34) промывка в проточной воде; 35) хромирование; 36) промывка
в сборнике; 37) промывка в проточной воде; 38) сушка; 39) снятие де-
талей с приспособлений; 40) контроль.
Примерная схема технологического процесса однослойного защит-
ного покрытия деталей следующая *: 1) монтаж на приспособления;
2) химическое обезжиривание; 3) промывка в теплой и холодной воде;
4) травление и промывка в холодной воде; 5) нейтрализация и промыв-
ка в горячей воде; 6) снятие деталей с приспособлений; 7) крацовка
или гидропескоструйная обработка; 8) контроль; 9) монтаж на приспо-
собления; 10) химическое или электрохимическое обезжиривание;
11) промывка в теплой и холодной воде; 12) декапирование и промывка
в холодной воде; 13) нанесение покрытия; 14) промывка в сборнике
и в холодной проточной, воде; 15 ) пассивирование и осветление;
16) промывка в холодной и горячей воде; 17) сушка; 18) снятие деталей’
с приспособлений;19) контроль.
ЦИНКОВАНИЕ
Цинкование — самый распространенный и дешевый способ анодной
защиты от ржавления стальных изделий: болтов, гаек, листов, прово-
локи, посуды, деталей, работающих в условиях сырых помещений и
Таллииа 49 влажного воздуха, содержащем
испарения морской воды. Однако
аолщина цинковых и кадмиевых цинкование непригодно для изде-
покрытий на стали лий, работающих на истирание-, а
Условные обозначе- Мини- мальная также соприкасающихся с кисло-
Условия тами и щелочами, так как цинк не-
работы ния групп толщина достаточно тверд и, кроме того,
покрытий покрытия легко разрушается этими вещест-
в мк вами.
Толщину слоя цинка и кадмия
Легкие Л 5 выбирают по ГОСТ 3002-58
Средние с 15 (табл. 42).
Жесткие ж 30 Цинковать можно в кислых, цианистых, щелочных, аммиакат- ных и других электролитах.
Цинкование в кислых электролитах. Достоинства кислых электро-
литов— почти 100%-ный выход металла по току, возможность при-
менения высоких плотностей тока, более светлый и стойкий цвет осад-
ков по сравнению с цветом осадков из других электролитов, дешевизна,
* При поступлении на покрытие механически обработанных дета-
лей операции 1—8 не производятся.
88
неядовитость. Недостатки — возможность применения только для
покрытия малорельефных изделий, листов, полос, проволоки из-за
низкой рассеивающей способности.
Составы электролитов и режимы работы ванн кислого цинкования
приведены в табл. 43.
Таблица 43
Составы электролитов и режимы работы ванн
кислого цинкования
Наименование, химикатов и режим работы Электролиты
Для деталей несложной формы (в ван- нах и коло- колах) Для листов, пластин и цилиндров
Сернокислый цинк в г/л 200-250 430—500
Сернокислый натрий в г/л 30—100 45—50
Сернокислый алюминий или алюмокалие- вые квасцы в efл 30 30—35
Декстрин в г/л 10 —
Кислотность pH 3,8—4,4 3,8—4,4
Температура в °C 18—25 18—25
Катодная плотность тока в а/дм2\ без перемешивания 1—2 1—2
с перемешиванием 3—5 3—10
Выход по току в % 100 100
Материал анодов Цинк
Отношение поверхностей анодов и като- дов . 1 : 1 1 : 1
Продолжительность осаждения цинка из ванны кислого цинкования
приведена в табл. 44.
Приготовление и корректирование кислых электролитов. Вещества,
входящие в состав электролита, кроме декстрина, растворяют каждое
отдельно в воде, нагретой до 60—70°С, и сливают через фильтр в рабо-
чую ванну в любой последовательности. Декстрин сначала размеши-
вают в небольшом объеме холодной воды так, чтобы получилась теку-
чая смесь. Эту смесь нагревают до 60—70°С и тоже через фильтр до-
бавляют в электролит.
89
Таблица 44
CO
о
Продолжительность осаждения цинка из ванны кислого цинкования
при выходе по току 100% в мин
Тол- Плотность тока в а/дмг
щина слоя в мк 1 1,5 2 2,5 3 3,5 4 4,5 5 6 7 8 9 10
1 3,5 2,3 1,8 1,4 1,2 1,0 0,9 0,8 0,7 0,6 0,5 0,4 0,4 0,3
2 6,9 4,7 3,5 2,8 2,3 2,0 1,7 1,5 1,4 1,2 1,0 0,9 0,8 0,7
3 10,6 7,0 5,2 4,2 3,5 3,0 2,6 2,3 2,1 1,7 1,5 1,3 1,2 1,0
4 14,1 9,4 7,0 5,6 4,7 4,0 3,5 3,1 2,8 2,3 2,0 1,7 1,5 1,4
5 17,6 11,7 8,8 7,0 5,9 5,0 4,4 3,9 3,5 2,9 2,5 2,2 1,9 1,7
6 21,2 14,1 10,5 8,5 7,0 6,0 5,2 4,7 4,2 3,5 3,0 2,6 2,3 2,1
7 24,7 16,4 12,4 9,8 8,2 7,0 6,1 5,4 4,9 4,1 3,5 3,0 2,7 2,4
8 28,2, 18,8 14,1 11,3 9,4 8,0 7,0 6,2 5,6 4,7 4,0 3,5 3,1 2,8
9 32,0 21,1 15,8 12,7 10,5 9,0 7,9 7,0 6,4 5,3 4,5 4,0 3,5 3,1
10 35,0 23,5 17,6 14,1 11,8 10,0 8,8 7,8 7,1 5,9 5,0 4,4 3,9 3,5
20 71,0 47,0 35,0 28,2 23,5 20,0 17,6 15,6 14,1 11,9 10,0 8,8 7,8 7,0
30 106,0 71,0 53,0 42,0 35,0 30,0 26,5 23,5 21,2 17,6 15,1 13,2 11,7' 10,5
40 141,0 94,0 71,0 57,0 47,0 40,0 35,0 31,0 28,2 23,5 20,2 17,6 15,7 14,1
50 176,0 118,0 88,0 71,0 59,0 50,0 44,0 39,0 35,0 29,4 25,2 22,0 19,6 17,6
60 212,0 141,0 106,0 85,0 71,0 60,0 53,0 47,0 42,0 35,0 30,0 26,5 23,5 21,1
100 353,0 235,0 177,0 141,0 118,0 101,0 88,0 78,0 71,0 59,0 50,0 44,0 39,0 35,0
Ванну доливают водой до рабочего уровня и тщательно размеши-
вают, затем отбирают пробу и дают ее на анализ. При правильном со-
ставе электролита приводят ванну в рабочее состояние: зачищают штан-
ги и контакты наждачной шкуркой, навешивают аноды в чехлах из
фильтрующей хлопчатобумажной ткани. Чехлы предохраняют элект-
ролит от загрязнения шламом, образующимся при растворении цин-
ковых анодов.
Поверхности анодов и катодов должны быть равны между собой.
Затем прорабатывают ванну током с катодной плотностью 3—5 а/дм?.
Материал катодов — листовая сталь, анодов — цинк. Во время про-
работки электролит перемешивают сжатым воздухом.
Состав и количество электролита в ванне во время работы изменя-
ются: из электролита уходит металл, отлагающийся на поверхности
изделий, изделия при выгрузке уносят из ванны часть электролита,
могут быть допущены ошибки при приготовлении электролита. Все
это нарушает нормальную работу ванны.
Электролит, имеющий отклонения от нормального состава, указан-
ного в рецепте, исправляют (корректируют), руководствуясь резуль-
татами анализа.
Для поддержания необходимой кислотности в электролит система-
тически вводят серную кислоту (0,2 г!л), разбавляя ее водой.
Вредные для электролита примеси железа и свинца удаляют введе-
нием в нагретый до 80—100°С электролит 0,5—1 г/л надсернокислого
натрия или калия или 0,5 мл/л 30%-ной перекиси водорода. Затем
электролит нейтрализуют раствором едкого натра, соды или углекис-
лого цинка. После нейтрализации электролиту дают отстояться и
фильтруют его.
Основные соли цинка и его гидроокиси удаляют подкислением элект-
ролита с последующей фильтрацией.
Для удаления недоброкачественного декстрина ванну прорабаты-
вают током высокой катодной плотности при кислотности pH = 24-3.
Основные неполадки, возникающие при цинковании в кислых
электролитах, а также причины, вызывающие эти неполадки, приведены
в табл. 45.
Цинкование в цианистых электролитах. Достоинства цианистых
электролитов — высокая рассеивающая способность, пригодность для
цинкования сложных изделий с глубокими отверстиями, равномерность
покрытия по толщине, его высокие защитные свойства, мелкокристал-
лическое строение осадков. Недостатки — чрезвычайная ядовитость,
нестойкость, быстрое истощение.
Составы электролитов и режимы работы ванн цианистого цинкова-
ния приведены в табл. 46.
91
Таблица 45
Неполадки ванн кислого цинкования
Характер неполадок Причины Способы устранения
Неравномерность по- крытия, отсутствие осадков даже на мало углубленных участках 1. Неправильное рас- положение изделий на подвесках 2. Слишком малое расстояние между эле- ктродами 3. Недостаток декст- рина и сернокислого натрия 1. Подобрать пра- вильное расположение изделий 2. Увеличить рассто- яние между электрода- ми 3. Добавить декстри- на и сернокислого нат- рия по рецепту
Темное губчатое (ры- хлое) покрытие Присутствие железа (более 0,5 — 0,8 г/л), меди, мышьяка и орга- нических веществ (клея, желатина, ски- пидара, ацетона и др.) Проработать ванну током
Появление на изде- лиях черных пятен в начале цинкования Недоброкачествен- ный декстрин То же
Темный цвет («за- гар») покрытия 1. Высокая плот- ность тока 2. Малое расстояние между электродами 1. Снизить плотность тока 2. Увеличить рассто- яние между электро- дами
Хрупкость покрытия 1. Загрязнение элек- тролита клеем, жела- тином 2. Высокая кислот- ность электролита 1. Проработать ван- ну током 2. Разбавить элек- тролит до необходимой кислотности и прорабо- тать ванну током
92
Продолжение табл. 45
Характер неполадок Причины Способы устранения
«Ноздреватость» и «бородчатость» покры- тия Присутствие в элек- тролите органических примесей Добавить 1—2 г/л перекиси водорода и проработать ванну то- ком
Крупчатый нанос на поверхности покрытия Присутствие в ванне нерастворимых загряз- нений Профильтровать электролит
Покрытие плотное и гладкое, но имеет тем- ный цвет Незначительное заг- рязнение электролита примесями меди, желе- за, свинца, мышьяка Профильтровать и проработать ванну то- ком
Таблица 46
Составы электролитов и режимы работы ванн цианистого цинкования
Наименование химикатов и режим работы Электролиты
Универ- сальный С цианис- тым цин- ком Для цинко- вания рель- ефных из- делий
Окись цинка в г/л 41 42
Цианистый натрий в г/л 83 80—95 78—85
Цианистый цинк в г/л ....... — 60—80 —
Едкий натр в г/л . . . 40—60 75—85 70—85
Сернокислый натрий в г/л ..... — — 0,5—5,0
Температура в °C 18—25 25-40 18—25
Катодная плотность тока в а/дм2 1,5—2 ' 2 2,5
Выход по току в % Материал анодов Отношение поверхностей анодов и ка- 80—85 80—85 Цинк 80—85
тодов ............... 0,8 : 1 । 0,7 « 1 0,8:1
93
Продолжительность осаждения цинка из цианистых электролитов
приведена в табл, 47.
Таблица 47
Продолжительность осаждения цинка из цианистых
электролитов при выходе по току 80% в мин
Плотность тока в а 1дм?
Толщина слоя в мк 2 2,5 3 3,5 4 4,5 5,0
1 2,2 1,7 1,5 1,3 1,1 1,0 0,9
2 4,4 3,4 3,0 2,6 2,2 2,0 1,8
3 6,6 5,1 4,5 , 3,9 3,3 3,0 2,7
5 10,9 8,8 7,3 6,3 5,5 4,9 4,4
10 21,8 17,5 14,5 12,5 10,9 9,7 8,7
15 32,7 26,3 21,8 18,8 16,4 14,6 13,1
20 43,6 35,0 29,0 25,0 21,8 19,4 17,4
25 54,5 43,8 36,3 31,3 27,3 24,3 21,8
30 65,4 52,5 43,5 37,5 32,7 29,1 26,1
40 87,2 70,0 58,0 50,0 43,6 38,8 34,8
50 109,0 87,5 72,5 62,5 54,5 48,5 43,5
Приготовление и корректирование цианистых, электролитов. Циа-
нистые электролиты можно приготовлять на основе окиси цинка или
цианистого цинка.
Рассмотрим процесс приготовления электролита на основе окиси
цинка. Сначала в отдельном помещении в железной ванне, оборудован-
ной бортовым отсосом и подрогевом, приготовляют концентрированный
раствор электролита. Для этого в ванну на половину объема заливают
воду, которую подогревают до 30—35°С. Затем при строгом соблюде-
нии правил техники безопасности растворяют в ней цианистый натрий.
Отдельно, также с большой осторожностью, растворяют едкий натр и
прибавляют этот раствор к раствору цианистого натрия.
Дав раствору отстояться, его декантируют в соседнюю ванну,
подогревают до 30—40°С и при тщательном перемешивании добавляют
окись цинка. При этом образуется комплексная соль по уравнениям:
2ZnO + 4NaCN = Na2Zn (CN)4 + Na2ZnO2;
ZnO + 2NaOH = Na2ZnO2 + H2O.
94
Полученному/ концентрированному раствору дают отстояться, пос-
ле чего его сливают в рабочую ванну, которую сразу же доливают
холодной водой до рабочего уровня.
Примерный расчет количества химикатов для ванны емкостью
1200 л (универсальный электролит):
окись цинка
41 • 1200 = 49200 = 49,2 50 кГ,
цианистый натрий
83 • 1200 = 99600 = 99,6 « 100 кГ;
едкий натр
40 -1200 = 48000 = 48 кГ.
Для приготовления электролита на основе цианистого цинка сна-
чала в отдельном помещении в железной ванне, оборудованной борто-
вым отсосом и подогревом, приготовляют концентрированный раствор
электролита.
Примерный расчет химикатов для загрузки ванны емкостью 1200 л:
цианистый натрий
95- 1200 = 114000 = 114 /сГ;
цианистый цинк
80 • 1200 = 96000 = 96 кГ\
едкий натр
75 -1200 = 90 000 = 90 кГ.
Едкий натр берут по нижнему пределу (см. табл. 46), так как в
цианистых солях содержится некоторое количество соды.
Порядок приготовления. 1. Приготовляют отдельно раствор едко-
го натра, для чего в бачок емкостью немного больше половины объема
рабочей ванны заливают теплую воду в количестве, равном 1/10 объема
рабочей ванны, и растворяют в ней весь едкий натр.
2. В ванну для приготовления концентрированного раствора зали-
вают воду до половины объема, нагревают ее до 30—35°С и растворяют
в ней цианистый натрий, строго соблюдая правила техники безопас-
ности.
3. К раствору цианистого натрия приливают весь раствор едкого
натра.
4. В смесь растворов осторожно загружают при перемешиваний
малые порции цианистого цинка до полного его растворения.
5. Полученный концентрированный электролит тщательно пере-
мешивают, дают ему отстояться и сливают в рабочую ванну, где его
95
доливают водой до нужного объема, снова размешивают и дают от-
стояться, после чего берут пробу для анализа.
Для корректирования цианистого электролита необходимо всегда
иметь в запасе концентрированный раствор цианистого цинка, приго-
товленный по рецепту, приведенному выше, а также концентрирован-
ные растворы цианистого натрия и едкого натра. Эти растворы хранятся
в закрытых ваннах в отдельном помещении и при необходимости служат
для добавления в рабочую ванну.
При отсутствии возможности сделать анализ в рабочую ванну до:
бавляют один раз в 10 дней столько растворов, чтобы с ними было
внесено по 5 г цианистого натрия и едкого натра на 1 л объема электро-
лита в рабочей ванне. Избыток карбонатов удаляют путем осаждения и
последующего удаления осадка. Осадок можно удалить выморажива-
нием при температуре — 5°С и ниже или действием цианистого, бария
(или окиси бария).
Для удаления вредных органических примесей электролит прора-
батывают током при любых катодах и нормальном режиме ванны цин-
кования.
Основные неполадки, возникающие при цинковании в цианистых
электролитах, а также причины, вызывающие эти неполадки, приве-
дены в табл. 48.
Цинкование в цинкатных электролитах. Цинкатные электролиты —
это щелочные электролиты, содержащие цинк в виде цинката. Эти
электролиты находят применение при отсутствии цианистых электро-
литов. Достоинство цинкатных электролитов — их неядовитость. Недос-
таток — низкая рассеивающая способность.
Состав цинкатного электролита и режим его работы следующие:
Окись цинка в г/л...............2—6
Едкий натр в г/л ..............60—72
или едкое кали в г/л............84—101
Двухлористое олово в г/л . . . .0,15—0,25
Температура в °C ............... 50
Катодная плотность тока в а/дм? . 1,2
Приготовление и корректирование цинкатных, электролитов.
В бачок емкостью немного больше половины объема рабочей ванны за-
ливают теплую воду в количестве, равном ’/ю объема рабочей ванны, и
растворяют в ней весь едкий натр.
Не давая раствору остыть или подогрев его до 30—40°С, растворяют
в нем, непрерывно помешивая, окись цинка, доливают воды до поло-
вины объема рабочей ванны, отстаивают и сливают путем декантации
в рабочую ванну.
96
Таблица 48
Неполадки ванн цианистого цинкования
Характер неполадок Причины Способы устранения
Неплотность и по- 1. Избыток цианис- 1 и 2. Отрегулиро-
ристость покрытия тых солей или щелочи 2. Недостаток цин- ковых солей 3. Высокая плот- ность тока 4. Избыток карбона- тов вать соотношение циа- нистых и цинковых солей 3. Снизить плотность тока 4. Удалить избыток карбонатов
Темный цвет покры- Присутствие в элек- Проработать ванну
тия тролите железа и свин- ца током
Губчатое и шерохо- Присутствие в элект- Надеть на аноды чех-
ватое покрытие ролите анодного шлама лы или чаще очищать аноды щеткой
Хрупкость покрытия Присутствие в элек- тролите органических примесей Проработать ванну током
Малая скорость оса- 1. Высокая плот- 1. Снизить плотность
ждения цинка, пасси- ность тока тока. Очистить аноды
вирование анодов 2. Большой (более 80 г/л) избыток кар- бонатов 2. Удалить избыток карбонатов
Выпадение голубо- Недостаток цианис- Откорре ктировать
ватого осадка тых солей и щелочи электролит согласно рецепту
Образование пузырь- 1. Неправильное рас- 1. Подобрать пра-
ков на поверхности положение изделий на вильное расположение
оцинкованных изделий подвесках деталей
после сушки - 2, Избыток цианидов 2. Откорректировать электролит
7 Т. Ф. Яковлева
97
Затем в отдельной посуде растворяют в небольшом количестве
описанного выше раствора двухлористое олово, взятое по рецепту. Од-
новременно добавляют на каждый грамм двухлористого олова по 1—2 мл
перекиси водорода. Полученный раствор вводят через фильтр в рабочую
ванну.
Вместо этого раствора можно взять такое же количество электроли-
та из ванны щелочного лужения.
Корректирование электролита осуществляют путем добавления
раствора соответствующей соли на основании результатов анализа.
Основные неполадки, возникающие при цинковании в цинкатных
электролитах, и причины их возникновения приведены в табл. 49.
Цинкование в аммиакатных электролитах. В настоящее время ядо-
витые цианистые электролиты с успехом заменяют аммиакатными
и другими электролитами, не содержащими цианистых солей. Составы
и режимы работы нецианистых электролитов цинкования приведены
в табл. 50.
Приготовление и корректирование аммиакатных электролитов.
В бачок, футерованный винипластом, фаолитом, метлахскими плитками
или резиной и снабженный паровым обогревом, заливают горячую
(70—80°С) воду в количестве, равном приблизительно половине объема
рабочей ванны.
При непрерывном подогревании и перемешивании растворяют в
воде весь хлористый аммоний. Затем в растворе хлористого аммония
последовательно растворяют хлористый цинк, окись цинка и борную
кислоту и в горячем виде сливают через фильтр в рабочую ванну.
Клею сначала дают разбухать в течение суток в холодной воде.
Затем воду сливают, растворяют разбухший клей в горячей воде и,
перемешивая, вливают раствор в рабочую ванну. Долив раствор хо-
лодной водой до рабочего уровня, прорабатывают электролит током при
отношении анодной и катодной поверхностей 1 : 1 и катодной плотности
тока 0,25—0,3 а)дм2.
Проработку продолжают до получения гладких светло-серых осад-
ков. Продолжительность проработки зависит от чистоты химикатов.
Так как материалы, из которых готовят аммиакатный электролит,
содержат вредные примеси меди, свинца, сурьмы, то скорость прора-
ботки электролита составляет около 15 а-ч/л. При приготовлении
электролита из химически чистых материалов скорость проработки
электролита составляет всего 0,5 а-ч/л.
Для периодического удаления избытка цинка электролит прораба-
тывают током при графитовых анодах.
Примеси тяжелых металлов удаляют введением в электролит при
интенсивном перемешивании цинковой пыли,, которая вытесняет
98
Таблица 49
Неполадки ванны цинкатного цинкования
Характер неполадок Причины Способы устранения
Полное отсутствие покрытия 1. Короткое замыкание на ванне 1. Зачистить контак- ты и проверить вклю- чение
2. Избыток окислителя (перекиси водорода, азот- нокислых солей) в элек- тролите 2. Заменить электро- лит при наличии азот- нокислых солей
3. Высокая плотность тока 3. Снизить плотность* тока
На отдельных участках изделий образуются темные пятна, не имеющие покрытия Экранирование ' изделий подвесками или соседними изделиями Подобрать правиль- ное расположение изде- лий
Темное губчатое (рыхлое) покрытие 1. Слишком низкое или слишком высокое содер- жание олова в электро- лите 1. При малом содер- жании олова добавить его до 0,25 г/л; при избытке — проработать ванну током
Пассивирование анодов и сильное выделение водорода 2. Низкая концентра- ция цинка 1. Недостаточно едкой щелочи 2, Добавить окиси цинка 1. Откорректировать электролит щелочью
2. Высокая ' анодная плотность тока 2. Снизить анодную плотность тока
99
Таблица 50
Составы и режимы работы нецианистых электролитов цинкования
Наименование химикатов и режим работы Электролиты
Аммиакат- ный Амми- I ачный 1 Ускорен- 1 н ый 1 Блестящего цинкования Фторобо- ратный
Окись цинка в г/л . . 7—15 — — — —
Хлористый аммоний в г/л 200—250 — — — —
Борная кислота в г/л 20—25 20 10—15 —- 25
Клей мездровый в г/ л 1—2 1—2 — — —'
Сернокислый цинк в г/л — 30 — 215—430 —
Аммиак свободный в г/л — 30-50 — — —*
Сернокислый аммоний в г/л — 40 50—100 — —
Гексаминоцинк суль- фат в г/л — — 200—250 — —
Сернокислый натрий в г/л — — ’ 40-70 50—100 —
Декстрин в г/л . . . — — 5-10 — —'
Сернокислый алюминий В $/л — — — 30 —
Фторборцинк в г/л . . — .— — — 180
Фторбораммоний в г/л — — — — 30
Натриевая 2,6—2,7 ди- сульфонафтали новой кислоты в г/л ... — — — 2,4 —
Р-нафтол в г/л .... — — — — 1
Кислотность pH . . . 6,3—6,8 — 3,5—4,8 3,8—4,4 5—5,4
Температура в °C 15—40 15-20 16—30 Не выше 25 4,5—10
Катодная плотность то- ка в а/дм2, ..... 1-1,5 1 15—18 3-8 25
100
тяжелые металлы и заставляет их выделяться контактно. Затем элект-
ролит фильтруют и прорабатывают током при катодной плотности;
0,25—0,3 а/дм2. При отсутствии непрерывной фильтрации необходимо,
фильтровать электролит периодически, не реже двух раз в месяц.
Основные неполадки, возникающие при аммиакатном цинковании,,
и причины их возникновения приведены в табл. 51.
Таблица 51
Неполадки ванн аммиакатного цинкования
Характер неполадок Причины Способы устранения
Сильное газовы- Недостатки цинка в Откорректи ровать
деление электролите электролит. Увеличить
Низкий выход по Температура электроли- поверхность анодов Снизить температу-
току при нормаль- та выше 40°С ру электролита
ном составе элек- тролита Покрытие имеет В электролите мало Добавить 1 г/л клея
темный цвет. Раст- вор прозрачен. Пе- ны нет Пригар и губча- столярного клея 1. Высокая катодная 1. Снизить катод-
тые осадки на кра- плотность тока ную плотность тока
ях изделий Серые шерохова- 2. Низкая температу- ра электролита Недостаточно борной 2. Подогреть элек- тролит до 35° С Откорректировать
тые осадки при нор- кислоты и хлористого электролит по данным
мальной катодной аммония анализа
плотности тока Темное губчатое Загрязнение электроли- Проработать ванну
покрытие та медью и свинцом током
Обработка изделий после цинкования. Детали, оцинкованные во^
всех электролитах, кроме электролита для цинкования рельефных из--
делий, погружают на 2—3 сек в 1—3%-ный раствор азотной кислоты;
или на 5—10 сек в раствор, состоящий из 100—150 г/л хромового ангид-.
ридд и 3—4 г/л серной кислоты. Последний раствор не только осветляет,.
101
но и пассивирует цинковое покрытие и значительно улучшает его
защитные свойства. Обработка в этом растворе особенно рекомендуется
для цинковых покрытий, осажденных из цианистых электролитов.
После осветления следует промывка в холодной проточной воде.
Растворы для осветления рекомендуется менять не реже одного-двух
раз в месяц. Оцинкованные пружины необходимо выдерживать в те-
чение 2—3 ч при 150—170° С для удаления из осажденного слоя водо-
рода, придающего изделию хрупкость.
Снятие недоброкачественных цинковых покрытий. Для снятия цин-
кового покрытия со стальных деталей их погружают на медных под-
весках в 5—10%-ный раствор серной или соляной кислоты при 18—
25° С. Скорость снятия цинка в свежем растворе составляет приблизи-
тельно 3,5 мк/сек.
КАДМИРОВАНИЕ
Кадмий — дорогой и дефицитный металл. Поэтому покрытие кад-
мием целесообразно применять только в следующих специальных
случаях:
1) для защиты стальных изделий от воздействия морской воды и
воздуха, содержащего испарения морской воды; .
2) для защиты изделий, работающих в условиях тропического
климата;
3) для покрытия ответственных резьбовых, а также тонких деталей.
Достоинства кадмиевых покрытий — исключительно хорошее сцеп-
ление с основным металлом. Недостаток — непригодность для по-
крытия изделий, работающих в атмосфере, загрязненной сернистыми
газами. Толщину слоя кадмия выбирают по данным табл. 42. Кад-
мирование деталей осуществляют в кислых, цианистых и аммиакатных
электролитах.
Кадмирование в кислых электролитах. Кислые электролиты кадми-
рования применяют в основном для покрытия изделий несложной формы.
Состав наиболее распространенного электролита кислого кадми-
рования и режим его работы следующие:
Сернокислый кадмий в г/л ... . 100
Борная кислота в г/л........... 20
Хлористый натрий г/л............. 30
Желатин или столярный клей в г/л 5
Кислотность pH..................2,5—4,5
Температура в °C................20—25
Катодная плотность тока в а/дм2 1—2
Выход по току в %...............97—100
Материал анодов ............. . кадмий
102
Приготовление и корректирование кислых электролитов. Вещества,
входящие в состав электролита, кроме желатина или клея, растворяют
каждое отдельно в теплой (60—70° С) воде и сливают через фильтр в
рабочую ванну в любой последовательности. Клею сначала дают разбу-
хать в течение суток в холодной воде. Затем воду сливают, растворяют
разбухший клей в горячей воде и, перемешивая, вливают раствор в
рабочую ванну. Продолжительность осаждения кадмия из ванны кис-
лого кадмирования приведена в табл. 52.
Таблица 52
Продолжительность осаждения кадмия из ванны кислого
кадмирования при выходе по току 100% в мин
Толщина слоя в мк Плотность тока в а!дм2
0,5 I 1,0 1 Ь5 2,0 3,0 5,0
1 4,91 2,45 1 1,64 1,22 0,82 0,49
3 14,73 7,36 4,92 3,67 2,46 ‘ 1,47
5 24,55 12,27 7,48 6,12 4,10 2,45
7 34,34 17,18 8,20 8,58 5,74 3,43
9 44,19 22,09 14,76 11,04 7,38 4,41
10 49,10 24;50 16,40 12,02 8,20 4,90
30 147,30 73,60 49,20 36,50 24,60 14,70
50 245,50 122,60 82,00 61,20 41,00 24,50
Для получения более гладких блестящих покрытий при более высо-
ких плотностях тока применяют борофтористоводородный элек-
тролит. Достоинство борофтористоводородного электролита — плотные,
мелкокристаллические осадки. Недостаток — дефицитность и доро-
говизна химикатов, входящих в состав электролита.
Состав борофтористоводородного электролита и режим его работы
следующие:
Борофтористоводородный кадмий в г/л . . 143
Борофтористоводородная кислота в г/л . . 35
Столярный клей в г/л..................... 1
Кислотность pH......................... 3,5
Температура в °C................... . . 18—25
Катодная плотность тока в а/дм? / . 3,5—4
Выход по току в %.....................96—98
Материал анодов . . ..................кадмий
/ Отношение поверхностей анодов и катодов 1: 1
103
При температуре 50° С плотность тока составляет 9—10 а/дм*.
Для приготовления борофтористоводородного электролита борную
кислоту переводят с помощью фтористоводородной кислоты в борофтори-
стоводородную кислоту.
4HF + Н3ВО3 = HBF4 + ЗН2О.
Затем избыток борной кислоты отфильтровывают из раствора
и растворяют небольшими порциями углекислый кадмий:
CdCO3 + 2HBF4 = Cd (BF4)2 + H2O + CO2.
После этого к полученному борофтористоводородному кадмию
добавляют по рецепту борофтористоводородную кислоту и в готовый
раствор вводят заранее растворенный клей.
Таблица 53
Неполадки ванн кислого кадмирования
Характер неполадок Причины Способы устранения
Шероховатость 1. В анодах имеется 1. Заменить аноды
покрытия примесь сурьмы и мышья- ка 2. Слишком высокая кислотность электролита и проработать ванну током 2. Добавить аммиак для понижения кис- лотности
Плохое сцепление покрытия с основ- 1, Повышенная кислот- ность электролита 1. Добавить аммиак
ным металлом 2. Высокая плотность тока 2, Снизить плотность тока
Темное зубчатое 1. Низкая кислотность 1. Повысить кислот-
(рыхлое) покрытие электролита 2. Высокая плотность тока 3. Присутствие в элек- тролите вредных примесей ность 2. Снизить плот- ность тока 3. Проработать ван- ну током
Блестящие ^поло- Избыток в электролите Проработать ванну
сы на покрытии солей никеля и кобальта током
104
Непосредственно после приготовления кислые кадмиевые электро-
литы нуждаются в_ проработке током для удаления вредных примесей.
Основные неполадки, возникающие при кислом кадмировании, и
причины их возникновения приведены в табл. 53.
Кадмирование в цианистых электролитах. Достоинства и недостат-
ки цианистых кадмиевых электролитов в основном такие же, как и
цианистых цинковых электролитов. Однако цианистые электролиты
кадмирования имеют большее применение, чем кислые, так как обес-
печивают получение более мелкозернистых и равномерных по толщине
осадков кадмия.
Составы электролитов и режимы работы ванн цианистого кадмиро-
вания приведены в табл. 54.
Таблица 54
Составы электролитов и режимы работы ванн цианистого
кадмирования
Электролиты
Наименование химикатов и режим работы № 1 № 2 № 3
Цианистый кадмий в г /л 50 —
Окись кадмия в г/л 45 — —
Сернокислый кадмий в г/л — — 80
Цианистый натрий в г/л 120 80 120
Едкий натр в г/л — 30 30
Сернокислый натрий в г/л 50 50 —
Сернокислый никель в г/л ...... 1,5 1,5 1,5
Температура в °C 25—30 25—30 25—30
Катодная плотность тока без переме-
шивания в а/дм2, ......... 1,5 1,5 1,5
Выход по току в % * . 90—95 90—95 90—95
Материал анодов Кадмий
Отношение поверхностей анодов и ка-
тодов ......... 2:1,5 2:1,5 ' 2:1,5
Содержание свободного цианида нужно поддерживать в пределах
50—70 г/л. Цианистые электролиты рекомендуется периодически фильт-
ровать. Продолжительность осаждения кадмия из цианистых электро-
литов приведена в табл. 55.
W5
Таблица 55
Продолжительность осаждения кадмия из цианистых электролитов
при выходе по току 90% в мин
Толщина ‘ слоя в мк Плотность тока в а/дм2
0,5 1,0 1,5 2,0 3,0
1 5,46 2,73 1,82 1,36 0,91
3 16,38 8,19 5,46 4,09 2,73
5 27,30 13,65 9iio 6,82 4,55
7 38,22 19,11 12,74 9,55 6,37
9 49,14 24,57 16,38 12,38 ' 8,19
10 54,60 27,30 18,20 13,60 9,10
30 163,80 81,90 54,60 40,90 27,30
50 273,00 136,50 . 91,00 68,20 45,50
Приготовление и корректирование цианистых электролитов. Рас-
смотрим процесс приготовления цианистых кадмиевых электролитов
в отдельности по каждому электролиту.
Для приготовления электролита № 1 сначала в отдельном помеще-
нии в железной ванне, оборудованной бортовым отсосом и подогревом,
приготовляют концентрированный раствор электролита.
На половину объема рабочей ванны заливают воду, которую подо-
гревают до 30—35° С. Затем при строгом соблюдении правил техники
безопасности растворяют в ней цианистый натрий и при перемешива-
нии вводят окись кадмия.
В двух других отдельных сосудах растворяют сернокислый натрий
и сернокислый никель. Раствор сернокислого никеля приливают к
раствору сернокислого натрия. Shy смесь вводят через фильтр в раствор
цианистого натрия и окиси кадмия. Полученному концентрированному
раствору дают отстояться, после чего сливают в рабочую ванну и сразу
же доливают холодной водой до рабочего уровня.
Для приготовления электролита № 2 сначала готовят концентри-
рованный раствор, как и для электролита № 1. Для этого в железной
вспомогательной ванне растворяют в теплой воде цианистый натрий.
Затем приготовляют раствор едкого натра и сливают его в ванну
с раствором цианистого натрия.
В смесь растворов осторожно при перемешивании вводят цианистый
кадмий. Полученный концентрированный раствор электролита выли-
106
вают через фильтр в рабочую ванну и сразу же доливают холодной
водой до рабочего уровня.
Для приготовления электролита № 3 сначала готовят гидрат оки-
си кадмия. В отдельных сосудах растворяют сернокислый кадмий и ед-
кий натр. В первый раствор вливают при перемешивании второй раст-
вор. При этом выпадает белый осадок гидрата окиси кадмия:
CdSO4 + 2NaOH = | Cd (ОН)2 + Na2SO4.
Смеси растворов дают отстояться, после чего жидкость сливают
с осадка и сохраняют. Полноту осаждения проверяют фенолфталеи-
новым индикатором по розовому окрашиванию раствора. Если пол-
ноты осаждения нет — добавляют небольшой избыток щелочи.
Затем приготовляют раствор цианистого натрия и при перемеши-
вании вводят его в осадок или, наоборот, осадок вводят в раствор.
При этом происходит образование цианистой кадмиевой соли:
Cd (ОН)2 + 41NaCN = Na2Cd (CN)4+ 2NaOH.
Отдельно в небольшом количестве воды растворяют сернокислый
никель, вводят его в раствор кадмиевой соли и делают анализ. Затем
вливают туда же жидкость, слитую с осадка гидрата окиси кадмия.
При этом получается концентрированный раствор электролита, кото-
рый переливают через фильтр в рабочую ванну и доливают холодной
водой до рабочего уровня.
Расчет химикатов, потребных для приготовления 1000 л электро-
лита:
сернокислый кадмий
80-1000 = 80 000 = 80 кГ;
цианистый натрий
120 . 1000 = 120 000 = 120 кГ;
едкий натр
30 . 1000 = 30 000 = 30 кГ;
сернокислый никель
1,5-1000 = 1500 = 1,5 кГ.
В случае отсутствия солей кадмия применяют способ анодного рас-
творения кадмия. Для этого сначала приготовляют по рецепту раствор
цианистого натрия, переливают его через фильтр в рабочую ванну
и разбавляют холодной водой до рабочего уровня. Затем завешивают
в ванну кадмиевые аноды. В качестве катодов берут стальные прутки,
помещенные в глиняные пористые сосуды, наполненные 5%-ным рас-
твором едкого натра.
W7
Растворение ведут при анодной плотности тока 1,5—2 а/дм?. Ско-
рость растворения составляет 2 г/а-ч. Таким образом, для насыщения
ванны емкостью 600 л потребуется примерно 50 ч.
Во время насыщения необходимо поддерживать постоянный уровень
раствора в глиняных сосудах, доливая в них, если требуется, воду.
Для получения блестящего кадмиевого покрытия в рабочую ванну
вводят 10 г/л ализаринового масла.
Ализариновое масло получают из касторового путем обработки
серной кислотой (сульфирования) следующим образом. Постепенно и
осторожно при перемешивании заливают в касторовое масло серную
кислоту (уд. вес 1,84) из расчета 1 вес. ч. кислоты на 4 вес. ч. масла.
Кислоту вводят до тех пор, пока не прекратится выделение газов.
Затем добавляют еще небольшой избыток кислоты и оставляют смесь
масла и кислоты отстаиваться в течение 10—12 ч.
После отстаивания добавляют 0,5 вес. ч. 30%-ного раствора ед-
кого натра; смесь перемешивают и дают ей отстояться до разделения
слоев. Водный раствор сливают. Оставшееся масло нейтрализуют ед-
ким натром до слабо щелочной реакции и добавляют в нужном коли-
честве в рабочую ванну.
Корректирование цианистых электролитов заключается в поддер-
жании концентрации свободного цианистого натрия и едкого натра.
Для этого рекомендуется систематически добавлять в ванну по 5 г/л
цианистого натрия и по 3 г/л едкого натра.
Соли кадмия вводят в ванну по результатам анализа в виде раство-
ров цианистого кадмия, сернокислого кадмия или гидрата окиси кад-
мия. Сернокислый никель вводят периодически, не реже одного раза в
месяц. 1
Вредные примеси из цианистого кадмиевого электролита удаляют
так же, как из цианистого цинкового электролита.
Основные неполадки, возникающие при цианистом кадмировании,
и причины их возникновения приведены в табл. 56.
Кадмирование в аммиакатном электролите. Аммиакатные электро-
литы применяют в качестве заменителей цианистых для покрытия
относительно несложных по профилю изделий.
Состав аммиакатного электролита и режим его работы следующие:
Окись кадмия в г/л ....... 30
Сернокислый аммоний в г/л . .• . 300
Борная кислота в г/л.......... 20
Столярный клей или декстрин в г/л 2
Температура в °C .............30—50
Катодная плотность тока в ajd^ . . 0,7—1,1
IPS
Таблица 56
Неполадки ванн цианистого кадмирования
Характер неполадок Причины Способы устранения
Темное пятнистое покрытие Темный цвет по- крытия при одновре- менном потемне- нии анодов 1. Присутствие в элект- ролите примесей олова, мышьяка и сурьмы 2. Недостаток цианидов Недостаток цианидов и щелочи 1. Проработать ван- ну током 2. Добавить раствор цианистого натрия Повысить содержа- ние цианидов и щело- чи
Хрупкость покры- тия и повышенное газовыделение на катоде 1. Загрязнение электро- лита органическими при- месями 2. Недостаток в элект- ролите кадмия, щелочи или избыток свободного цианида 1. Проработать ван- ну током 2. Откорректировать электролит
Шероховатость покрытия 1. Загрязнение электро- лита взвешенными части- цами 2. Высокая катодная плотность тока 1. Профильтровать электролит 2. Снизить плотность тока
Блестящие поло- сы на покрытии. По- ристость покрытия Почернение и пло- хое растворение анодов 1. Присутствие в элек- тролите органических при- месей 2. Избыток карбонатов в электролите Большой недостаток цианидов в электролите 1. Проработать ван- ну током 2. Охладить и про- фильтровать электро- лит Откорректировать и профильтровать элект- ролит. Зачистить аноды
109
Я родолжение табл. 5б
Характер неполадок Причины Способы устранения
Почернение ано- дов при нормаль- ном составе элек- тролита Сильное газовы- деление на катоде при нормальном ка- честве покрытия Повышенная анодная плотность тока. Мала пло- щадь анодов Низкое содержание кад- мия при значительном из- бытке щелочи Увеличить количест- во анодов в ванне Повысить содержа- ние кадмия в электро- лите
Процесс приготовления кадмиевого аммиакатного электролита ана-
логичен процессу приготовления цинковых аммиакатных электролитов.
Обработка изделий после кадмирования. Осветление кадмирован-
ных изделий производят тем же способом и теми же растворами, что
и оцинкованных изделий.
Кадмированные пружины необходимо выдерживать в течение 2—3 ч
при температуре до 150—170° G для удаления из осажденного слоя во-
дорода, придающего изделию хрупкость.
Снятие недоброкачественных кадмиевых покрытий. Для снятия
недоброкачественного покрытия изделия погружают на железных под-
весках в 10—15%-ный раствор азотнокислого аммония при температуре
18—25° С.
МЕДНЕНИЕ
Покрытие медью применяют:
1) для образования первого подслоя при многослойных защитно-
декоративных покрытиях, с помощью которого улучшается сцепление
покрытия с основным металлом и облегчается его полирование;
2) для улучшения приработки трущихся деталей;
3) для уплотнения зазоров и уменьшения шума при трении;
4) для защиты мест, не подлежащих цементации (у цементуемых
деталей);
5) в печатном деле и производстве граммофонных пластинок.
Меднение не пригодно для защиты от коррозии и создания краси-
вого внешнего вида изделий, так как на воздухе, особенно в присутст-
вии сернистых газов, медь легко теряет цвет и блеск и быстро корро-
дирует.
ИО
Одним из довольно широко применяемых методов меднения являе^
тся получение полых деталей способом гальванопластики, который
используют также Для изготовления рабочих частей пресс-форм для
пластмасс и в декоративном искусстве.
Рекомендуемая толщина медных покрытий (в мк) в зависимости
от назначения покрытия следующая:
Подслой под никель, хром и другие
металлы по стали................20—30
Защита стали от цементации . . . 20—40
Повышение прирабатываемости
деталей ....................... 5—25
.Восстановление размеров изношенных
деталей............................до 3000
Меднить можно в кислых, цианистых, щелочных, аммиакатных и
других электролитах.
Меднение в кислых электролитах. Достоинства кислых электроли-
тов — неядовитость и несложность по составу, устойчивость в работе,
высокий выход по току, возможность работать на повышенных плот-
ностях тока. Недостатки — невозможность осаждения меди непосред-
ственно на сталь, ограниченность применения.
Состав кислого электролита меднения и режим его работы следую-
щие:
Медный купорос в г/л............ 200—250
Серная кислота в г/л............50—75
Температура в °C:
без перемешивания.............20—25
с перемешиванием............ 30—40
Катодная плотность тока в а/дм2:
без перемешивания ............ 1—2
с перемешиванием............ 3—5
Выход по току в %..............98—100
Материал анодов.................Медь
Продолжительность осаждения меди из ванны кислого меднения
приведена в табл. 57.
Приготовление и корректирование кислого электролита. Сначала
растворяют в эмалированной или освинцованной посуде в теплой воде
медный купорос и сливают раствор через фильтр в рабочую
ванну. Затем постепенно при перемешивании туда вводят серную
кислоту.
111
Таблица 5?
Продолжительность осаждения меди из ванны кислого меднения
при выходе по току 100% в мин
Толщина слоя в мк Плотность тока в а/дм2
1,0 1,5 2,0 2,5 3,0 3,5 4 5 6 8 10
1 4,5 3,4 2,3 1,8 1,5 1,29 1,1 0,9 0,75 0,56 0,45
2 9,0 6,8 4,5 3,6 3,0 2,57 2,3 1,8 1,50 1,12 0,96
3 13,5 10,2 6,8 5,4 4,5 3,86 3,4 2,7 2,25 1,70 1,35
5 22,5 16,8 11,2 7,2 7,5 . 6,43 5,6 4,5 3,75 2,80 2,25
10 45,0 34,8 22,5 9,0 15,0 12,90 11,3 9,0 7,50 5,62 4,50
15 67,5 50,6 33,7 25,2 22,5 19,30 16,9 13,5 11,30 8,40 6,80
20 90,0 67,5 45,0 36,0 30,0 25,70 22,5 18,0 15,00 11,30 9,00
25 112,0 84,1 57,2 43,2 37,5 32,10 28,1 22,5 18,80 14,10 11,30
30 135,0 101,3 67,5 54,0 45,0 38,60 33,8 27,0 22,50 16,90 13,50
40 180,0 135,0 90,0 72,0 60,0 51,50 45,0 36,0 30,00 22,20 18,00
50 225,0 168,5 112,0 90,0 75,0 64,00 56,0 45,0 37,50 28,00 22,50
100 450,0 338,0 225,0 180,0 150,0 129,00 113,0 90,0 76,00 56,00 45,00
Примерный расчет количества химикатов для приготовления 1200 л
электролита по приведенному выше рецепту:
медного купороса
250 • 1200 = 300 000 = 300 кГ\
серной кислоты
50-1200 = 60 000 = 60 кГ.
При удельном весе серной кислоты 1,84 это количество составит
приблизительно 33 л. Количество кислоты берут по нижнему пределу,
указанному в рецепте, так как в купоросе также содержится кислота,
Корректирование электролита заключается в периодическом до-
бавлении медного купороса и серной кислоты.
Основные неполадки, возникающие при кислом меднении, и при-
чины их возникновения приведены в табл. 58.
112
Таблица 58
Неполадки ванн кислого меднения
Характер неполадок Причины Способы устранения
Шероховатое и Присутствие в ванне Профильтровать
губчатое (рыхлое) покрытие посторонних мелких взве- шенных частиц электролит
Темные неплот- Недостаток серной кис- Добавить серной
ные осадки на уг- лубленных местах изделий лоты кислоты согласно ана- лизу
Коричневые или Присутствие в электро- Проработать ванну
черные полосы на покрытии лите мышьяка током. Проверить со- держание мышьяка в анодах
Темные наросты на краях изделий Высокая плотность тока Снизить плотность тока
Меднение в цианистых электролитах. Достоинства цианистых мед-
ных электролитов — высокая рассеивающая способность, плотность и
мелкокристаллическое строение осадков, возможность осаждения меди
непосредственно на сталь. Недостатки — чрезвычайная ядовитость,
нестойкость, медленность наращивания слоя меди вследствие малого
выхода по току (табл. 59), необходимость частого корректирования.
Обычно цианистые электролиты используют лишь для предваритель-
ного покрытия стальных изделий слоем меди толщиной не более 5 мк,
а последующее наращивание слоя ведут в кислых электролитах.
Составы электролитов и режимы работы ванн цианистого меднения
приведены в табл. 60.
Литые аноды рекомендуется перед применением отжечь и протра-
вить в 5% -ном растворе азотной кислоты. Аноды из электролитической
меди растворяются без образования шлама и потому предпочтение сле-
дует отдавать им.
Приготовление и корректирование цианистых электролитов. Наи-
большее распространение получили электролиты на основе медноциа-
нистой соли и соли Шевреля. Для приготовления электролита на основе
медноци ан истой соли сначала в отдельном помещении в железной
8 Т. Ф. Яковлев 113
Таблица 59
Продолжительность осаждения меди из цианистых электролитов
при выходе по току 70% в мин
1 Толщина слоя в мк Плотность тока в а) дм?
0.5 0,6 0,7 0,8 0,9 1,0 1,2 1,5 1,8 2,0 2,5 3,0
1 6,5 5,4 4,6 4,0 3,6 3,2 2,7 2,1 1,8 1,6 1,3 1,0
2 12,9 10,8 9,2 8,1 7,2 6,5 5,4 4,3 3,6 3,2 2,6 2,1
3 19,4 16,2 13,8 12,1 10,8 9,7 8,1 6,5 5,4 4,8 3,9 3,2
5 32,3 26,9 23,1 20,2 17,9 16,2 13,5 10,8 9,0 8,1 6,5 5,4
10 64,6 53,9 46,2 40,4 35,9 32,3 26,9 21,5 17,9 16,2 12,0 10,8
15 97,0 81,0 69,0 61,0 54,0 48,0 40,0 32,0 27,0 24,0 19,0 16,0
20 129,0 108,0 92,0 81,0 72,0 65,0 54,0 43,0 36,0 32,0 26,0 21,0
25 162,0 135,0 115,0 101,0 90,0 81,0 67,0 54,0 45,0 40,0 32,0 27,0
30 194,0 162,0 138,0 121,0 108,0 97,0 81,0 65,0 54,0 48,0 39,0 32,0
40 259,0 215,0 185,0 162,0 144,0 129,0 108,0 86,0 72,0 65,0 52,0 43,0
50 323,0 269,0 231,0 202,0 180,0 162,0 135,0 108,0 90,0 81,0 65,0 54,0
ванне, оборудованной бортовым отсосом и подогревом, приготовляют
концентрированный раствор электролита.
На половину объема рабочей ванны заливают воду, которую подо-
гревают до 30—35° С, и при строгом соблюдении правил техники
безопасности растворяют в ней цианистый натрий. Затем отдельно при-
готовляют концентрированный раствор цианистой меди. Для этого от-
бирают в отдельную ванну часть раствора цианистого натрия и подогре-
вают его до 30—35° С (цианистая медь почти не растворяется в воде).
В подогретый раствор вводят небольшими порциями при перемешива-
нии цианистую медь. Необходимо при этом соблюдать особую осторож-
ность, так как растворение цианистой, меди сопровождается сильным
разогреванием раствора.
В случае плохого растворения цианистой меди в ванну добавляют
раствор цианистого натрия с таким расчетом,чтобы соотношение между
ними было 1:1. Если отсутствуют данные анализа сухих цианистых,
солей, то перед приготовлением рабочего электролита необходимо сде-
лать анализ концентрированных растворов.
При отсутствии цианистой меди медный цианистый электролит гото-
вят из соли Шевреля непосредственно в цехе перед приготовлением
рабочего электролита.
114
Таблица 60
Составы электролитов и режимы работы ванн цианистого меднения
Наименование химикатов и режим работы Электролиты
№ 1 № 2
Цианистая медь в г/л . . , . 40 90
Цианистый натрий в г/л ........ ... 55 8—10
Цианистый натрий (свободный) в г/л 10 8—10
Едкий натр в г/л .............. 15 —
Углекислый натрий в г/л . . , * — 50-80
Сегнетова соль в г/л — 30
Температура в °C 18—25 18—25
Катодная плотность тока в а/дм2, 0,3—0,5 1—1,5
Материал анодов < . Медь
Отношение поверхностей анодов и катодов . . 2:1 | 1,5:1
Выход по току в % 60—70 1 80—90
Необходимые химикаты (в г/л) для приготовления соли Шевреля:
Медный купорос.......................60
Сульфит натрия......................115
Кальцинированная сода............... 15
Цианистый натрий......................55
Медный купорос растворяют в эмалированном или освинцованном
сосуде в небольшом количестве горячей (60—70°С) воды. Отдельно в
горячей воде приготовляют раствор сульфита. Оба раствора фильт-
руют через два-три слоя марли, а затем раствор купороса понемногу
вливают при энергичном перемешивании в раствор сульфита. При
этОлМ выпадает кирпично-красный осадок — соль Шевреля:
3C11SO4 -J- 3Na2SO3 4~ Н2О = >J< CuSO3 • Cu2SO3 -4
+ 3Na«>SO4 H2SO4.
Осадок промывают два-три раза водой, хорошо отстаивают и сли-
вают жидкость. Затем в отдельном помещении в железной ванне, обо-
рудованной бортовым отсосом и подогревом, приготовляют раствор
8* 115
цианистого натрия. Отдельно приготовляют раствор соды и приливают
его к осадку соли Шевреля. Наконец, сюда же при тщательном пере-
мешивании вводят раствор цианистого натрия.
Получившийся концентрированный раствор электролита перели-
вают через фильтр в рабочую ванну, разбавляют водой, перемешивают
и оставляют отстаиваться.
Корректирование цианистых электролитов заключается главным
образом в систематическом добавлении (по результатам анализа) циа-
нистого натрия. Соли меди добавляют редко. Электролит, приготовлен-
ный из соли. Шевреля, корректируют ею же. Соду практически не вво-
дят, так как она накапливается в электролите от разложения цианидов.
Расчет количества химикатов для корректирования ведут следую-
щим образом. Пусть, например, анализ показал содержание цианистой
меди 35 г/л, цианистого натрия 45 г/л, т. е. меньше, чем нужно по ре-
цепту (см. табл. 60, электролит № 1). Для доведения их содержания до
требуемого необходимо на каждый литр электролита добавить: циа-
нистой меди 40—35 = 5 а; цианистого натрия 55—45 = 10 а.
На ванну емкостью 1200 л всего потребуется:
цианистой меди
5 • 1200 = 6000 = 6 кГ;
цианистого натрия
10 • 1200 = 12 000 = 12 кГ.
Избыток карбонатов удаляют путем осаждения и последующего
удаления осадка вымораживанием при температуре — 5°С и ниже или
действием цианистого бария или окиси бария.
Для удаления вредных органических примесей ванну прорабаты-
вают током при любых катодах и катодной плотности тока 0,2—0,3 а/дм2.
Основные неполадки, возникающие при цианистом меднении, и
причины их возникновения приведены в табл. 61.
Меднение в других электролитах. Кроме обычных кислых и циа-
нистых электролитов, широкое применение имеют электролиты для по-
лучения блестящих медных покрытий, не требующих последующего
полирования (табл. 62).
Блескообразователь состоит из 50 г/л сернокислого марганца и
40 г!л винной кислоты.
Для замены ядовитых цианистых электролитов начинают пользо-
ваться нецианистыми электролитами — аммиачным, этилендиамино-
вым, пирофосфатным (табл. 63).
Аммиачный электролит готовят следующим образом. Химикаты
растворяют отдельно в теплой воде и сливают через фильтр в рабочую
116
Таблица 61
Неполадки ванн цианистого меднения
Характер неполадок Причины Способы устранения
Темно-красное пятнистое покрытие. Голубоватый цвет электролита у ано- дов. Пассивирование и серое окрашивание анодов Недостаток цианида свободного Добавить цианистого натрия
Пассивирование анодов. Понижение выхода по току при нормальном внеш- нем виде покрытия Высокая анодная плот- ность тока Очистить и протра- вить аноды в 5%-ном растворе азотной кис- лоты или в смеси 5%-ных растворов сер- ной и хромовой кислот. Увеличить число ано- дов так, чтобы анод- ная плотность тока со- ставила 0,5 а/дм2
Темно-коричневое окрашивание анодов Образование окисной цианистой меди Добавить по 0,1 — 0,15 г/л сульфита натрия
Бурное выделе- ние водорода на ка- тоде. Пористость осадков. Понижен- ный выход по току. Чистые и блестя- щие аноды при нор- мальной анодной плотности тока 1. Высокая плотность тока 2. Избыток цианида катодная свободного 1. Снизить плот- ность тока 2. Добавить соль меди
117
Таблица 62
Составы электролитов и режимы работы ванн блестящего меднения
Наименование химикатов и режим работы Кислые электролиты Цианистые электролиты
№ 1 № 2 № 3 № 4
Медный купорос в г/л . . . 200 175—200 —
Серная кислота в г/л . . . 30 50—60 — —
Натриевая 2,6—2,7 дисуль- фонафталиновой кислоты в г/л 0,5
Тиомочевина в г/л .... 0,037 0,005 — —
Черная патока в г/л ... 0,075 — — —
Медь (в пересчете на металл) в г/л 40—50 60—75
Цианистый натрий в г/л . — — 12—15 5—10
Роданистый аммоний в г/л — — 10—15 —
Виннокислый натрий в г/л — — 5—10 —
Двуокись селена в г/л . . — — — 1
Едкий натр в г/л — — 10—20 28
Блескообразователь в г/л Температура в °C До 20 10—20 0,02—0,05 45—55 70—75
Катодная плотность тока в а/дм2 2—5 3—8 2,5—3 2
ванну. В ванну добавляют аммиак, доводят ванну до рабочего уровня
и прорабатывают постоянным током в течение 2—4 ч при обычном ре-
жиме. Материалом рабочей ванны для аммииачного электролита может
служить винипласт.
Для приготовления этилендиаминового электролита в растворен-
ную и охлажденную сернокислую медь вводят этилендиамин в виде
20%-ного раствора. При этом температура смеси повышается (цвет
раствора сине-фиолетовый). После снижения температуры до 35—40° С
добавляют раствор сернокислого натрия, а затем раствор сернокислого
аммония.
В этилендиаминовый и пирофосфатный электролиты детали загру-
жают под током котодной плотностью 5—6 а) дм2.
Перед пирофосфатным меднением рекомендуется производить анод-
ное декапирование в 10%-ном растворе пирофосфорнокислого натрия
118
Таблица 63
Составы и режим работы нецианистых электролитов меднения
Наименование химикатов и режим работы Электролиты
Аммиачный Этилен- диаминовый Пирофос- фатный
Сернокислая медь в г/л 80—90 113—125 35
Сернокислый никель в г/л 10—20 —
Сернокислый натрий в г/л 40 54—60
Сернокислый аммоний в г/л .... 80 54—60
Аммиак (25%) в мл]л 180 — — —
Пирофосфорнокислый натрий в г/л — — 140
Этилендиамин (основание) в г/л . . . — 54—60 —
Фосфорнокислый натрий (двузамещен-
ным) в г/л — — 95
Сегнетова соль в г/л — — 35
Материал анодов Никель Медь Медь
Отношение поверхностей анодов и ка-
тодов 1:2 1:2 1:2
Температура в °C 18—25 20—40 25—40
Катодная плотность тока в а/дм2 . . 2,5—3 До 2 0,5—1
в течение 0,5—1 мин при цеховой температуре. Остальные подготови-
тельные операции обычные.
Основные неполадки, возникающие при меднении в аммиачных
ваннах, и причины их возникновения приведены в табл. 64.
Подготовка изделий к меднению под цементацию. Цементуемые
участки изделий необходимо покрывать специальной пастой, защищаю-
щей их от покрытия медью («воскировать»). Участки, оставшиеся не-
омедненными, принимают цементацию.
Состав пасты для воскирования (в % по весу):
Парафин..............................70
ВОск................................ 10
Канифоль........................... 10
Каменноугольный пек (битум)..........10
На ванну емкостью 80 кг потребуется: парафина 56 кг, воска, ка-
нифоли и пека — по 8 кг.
119
Таблица 64
Неполадки медноаммиачных ванн
Характер неполадок Причины Способы устранения
Точечная корро- 1. Недостаточное со дер- 1. Добавить аммиак
ЗИЯ жание аммиака 2. Наличие органичес- ких примесей согласно анализу 2. Проработать ван- ну током
Покрытия нет, на Большой толчок тока Добавить аммиак
деталях появляется зеленоватый, легко стирающийся налет при недостаточном содер- жании аммиака согласно анализу
Образование ни- Наличие органических 1. Проработать ван-
теобразных дендри- тов примесей ну током при обычном режиме в течение сме- ны 2. Добавить в ванну 5—10 г/л хлористого аммония
Деталь не по- 1. Низкая плотность то- 1. Повысить плот-
крывается медью ка при нормальном содер- жании сернокислой меди 2. Плохая подготовка поверхности перед покры- тием ность тока 2. Улучшить обез- жиривание и декапи- рование поверхности
изделий
Непокрытые мес- 1. Малая плотность 1. Снять медь и за-
та в углублениях тока 2. Недостаточный тол- чок тока перед началом процесса осаждения весить изделие под то- ком при большой его плотности 2. Снять медь и за- весить изделие под током при толчке тока
Низкий выход по 1. [ Низкое содержание Откорректировать
току сернокислой меди 2. Избыток аммиака электролит согласно анализу
120
Продолжение табл. 64
Характер неполадок Причины Способы устранения
Пригорелые осад- ки 1. Высокая плотность тока 2. Низкое содержание сернокислой меди 1. Снизить плотность тока 2. Добавить серно- кислой меди согласно анализу
Пасту приготовляют следующим образом. Взятое по расчету коли-
чество материалов разогревают в специальной ванне с паровым обо-
гревом при 100—110° С в течение 20—30 мин. В свежую пасту обычно
добавляют 10—20% пасты, бывшей в работе. Это улучшает приставание
пасты к металлу.
Горячую пасту охлаждают до 60—70°С и наносят на изделие кистью
или изделие окунают в пасту. Места, подлежащие меднению, перед
воскированием предварительно смачивают слабым раствором соды,
благодаря чему застывшую пасту легко затем отделять.
После монтажа воскированных изделий на приспособлениях их
подвергают электролитическому обезжириванию в течение 8—10 мин
Таблица 65
Составы растворов и режимы работы ванн для снятия
медных покрытий
Наименование химикатов и режим работы i Ванны
химическо- го раство- рения анодного растворения
№ 1 № 2
Хромовый ангидрид в г/л 250—300 100—150 —
Сернокислый аммоний в г/л .... 100—120 — —
Серная кислота в г/л — 3—4 —
Нитрат натрия в г/л — — 150—200
Температура в °C 18—25 18—25 18—25
Антодная плотность тока в а! дм* . . — 5—10 3—5
Материал катодов ......... — Сталь или медь
121
при цеховой температуре. Затем следуют промывка в холодной воде,
декапирование, снова промывка и, наконец, меднение.
Для снятия пасты омедненные детали погружают в специальную
ванну развоскирования с горячей водой. Наконец, детали снимают с
приспособлений и, если нужно, зачищают наждачной шкуркой или
мелким напильником границы омедненных участков.
Снятие недоброкачественных медных покрытий. Снятие недоброка-
чественных покрытий можно производить двумя способами: химичес-
ким и анодного растворения.
Составы растворов и режимы работы ванн для снятия медных по-
крытий приведены в табл. 65.
При приготовлении электролита № 1 для анодного растворения
можно использовать отработавший электролит из ванны хромирова-
ния, предварительно отстоенный и разбавленный водой. Электролит
№ 2 более экономичен, чем электролит № 1. После снятия'меди следует
промывка в холодной, а затем в горячей воде.
НИКЕЛИРОВАНИЕ
Никелевые защитно-декоративные покрытия находят широкое при-
менение для окончательной отделки изделий в различных областях
промышленности: автомобильной, приборостроительной, а также
в производстве изделий широкого потребления.
Таблица 66
Толщина никелевых и многослойных (медь, никель, хром)
покрытий на стали
Условия работы Условные обозначения групп по- крытий Толщины покрытий в мк
минимальные средне- расчетные
никелевого без подслоя многослойных: медь 4- 4- никель или никель 4* 4- медь 4- никель хромового
суммарная верхнего слоя нике- ля
Легкие .... Средние . . . Жесткие е . Л с ж 10 30 10 30 45 5 10 15 0,5 0,5 0,5
122
Таблица 67
Толщины никелевых и хромовых покрытий на меди и ее сплавах
Условия работы Условные обозна- чения групп по- крытий Толщины покрытий в мк
никелевого (минимальные) хромового (средне-расчетные)
Легкие Л 3 0,5
Средние с 6 0,5
Жесткие . . е . . ж 10 0,5
Таблица 68
Составы электролитов и режимы работы ванн никелирования
Наименование химикатов и режим работы Электролиты
Ne i № 2 № 3 № 4
Сернокислый никель в г/л 140 — 280—350 420
Сернокислый натрий в г/л 50 120 20—15 150
Сернокислый магний в г/л 80 — — —
Хлористый натрий в г/л . 5 20 — 5
Борная кислота в г/л . . 20 30 30—25 50
Хлористый никель в г/л . . — — — 30
Фтористый натрий в г/л . — — 3—5 —
Формалин (40%) в мл/л . Еорофтористоводородный ни- — 1,5—3 1 —
кель в г/л — 300 — —
Эмульгатор ОП-7 в г/л — 0,2—0,3 — —
Температура в °C Катодная плотность тока 18—25. 30—50 45—50 50—60
в а/дм2 0,8—1 5—10 4—5 До 10
Кислотность pH Характер перемешивания 5,2—5,8 2,7—3,5 1,8—5,2 1,9—3,5
и фильтрации ...... Периодическое Непрерывное
Примечание. Электролиты № 1 и 2 применяют для никелирования в стацио-
нарных ваннах: № 3 — в автоматах: №4 — ускоренный электролит.
123
Таблица 69
Составы электролитов и режим работы ванн специальных
видов никелирования
Наименование химикатов и режим никелирования Электролиты никелирования
блестящего черного алюми- ния цинка
№ 1 № 2
Сернокислый никель в г/л 140—300 250—300 60 120 90
Борная кислота в г/л 30 30—40 — 8 15
Фтористый натрий в г/л 5-6
Хлористый натрий в г/л 5—15 50
Сернокислый цинк в г/л 8
Дисульфонафталино- вая кислота в г/л 3—4
Хлористый никель в г/л 60—80 —
Роданистый натрий в г/л 15
Паратолуол-сульфамид в г/л 4
Сернокислый натрий в г/л 195
Выравнивающая до- бавка в мл/л . . . 4
Антипиттинговая до- бавка в г/л . . 0,05 — — —
Аммиак (25%) в мл/л — — — 8 —
Формальдегид (40 %) в % 0,02—0,04
Лимоннокислый нат- рий в г/л . . , , . — — — — 8
124
Продолжение табл. 69
Электролиты никелирования
Наименование химикатов и режим никелирования блес № 1 ящсго № 2 черного алюми- ния цинка
Кислотность pH . . . Температура в °C . . Катодная плотность тока в а/дм2 . . . Характер перемешива- ния и фильтрации 5,8—6,3 45—55 1—3 Непрер 4,5—5 56—60 4—8 >ывное 5,4—5,6 20—30 0,1—0,2 Пер 5,7—6 18—25 2 подичее 6,6—6,2 30—35 0,5—1 жое
Достоинства никелевых покрытий — красивый внешний вид, спо-
собность принимать полировку, высокая стойкость против атмосфер-
ных влияний и действия щелочей, малая растворимость в кислотах.
Недостатки — непригодность для защиты от коррозии из-за пористос-
ти в тонких слоях и дороговизны осаждения толстых (20—25 мк) слоев.
Поэтому в технике применяют так называемые многослойные покрытия,
например медь -|- никель, никель + медь + никель, медь + никель +
хром, никель + медь + никель + хром и т. д.
Толщину многослойного покрытия выбирают по ГОСТ 3002-58
(табл. 66 и 67).
Составы электролитов и режимы работы ванн никелирования при-
ведены в табл. 68.
Составы электролитов и режимы работы ванн специальных видов
никелирования приведены в табл. 69.
Продолжительность осаждения никеля из сернокислых электроли-
тов приведена в табл. 70.
Приготовление и корректирование никелевых, электролитов. Для
получения доброкачественных мелкозернистых покрытий необходимо
к основному химикату — сернокислому никелю — добавлять: серно-
кислый натрий — для улучшения электропроводности раствора, хло-
ристый натрий — для облегчения растворения анодов и защиты их от
пассивирования, борную кислоту —для поддержания постоянной кислот-
ности раствора.
125
Таблица 70
го
о
Продолжительность осаждения никеля из сернокислых электролитов
при выходе по току 95% в мин
Толщина слоя в мк Плотность тока в а!дм2
0,5 0,8 1,0 1,2 1,5 2,0 2,5 3 4 5 6 7 8 10
1 10,3 6,4 5,1 4,3 3,4 2,6 2,1 1,7 1,0 0,9 0,9 0,8 0,6 0,5
2 20,5 12,8 10,2 8,6 6,8 5,1 4,1 3,4 2,6 2,0 1,7 1,6 1,3 1,0
3 31,0 19,2 15,4 12,8 10,3 7,7 6,2 5,1 3,8 3,0 2,6 2,3 1,9 1,5
5 51,0 32,0 25,7 21,4 17,1 12,8 10,3 8,6 5,4 5,1 4,3 3,9 3,2 2,6
10 103,0 64,0 51,0 43,0 34,0 25,6 20,5 17,1 12,8 10,3 8,6 7,8 6,4 5,1
15 154,0 96,0 77,0 64,0 51,0 38,0 31,0 25,7 18,2 15,4 12,9 11,7 9,6 7,7
20 205,0 128,0 103,0 86,0 68,0 51,0 41,0 34,0 25,6 20,5 17,1 15,5 12,8 10,3
25 256,0 160,0 133,0 107,0 85,0 64,0 51,0 43,0 31,0 25,6 21,4 19,4 16,0 12,9
30 308,0 192,0 154,0 128,0 103,0 77,0 62,0 51,0 38,0 30,8 25,7 23,3 .19,2 15,4
40 410,0 256,0 205,0 171,0 137,0 103,0 82,0 68,0 51,0 41,0 34,0 31,0 25,6 20,5
50 513,0 321,0 257,0 214,0 171,0 128,0 103,0 86,0 54,0 51,0 43,0 39,0 32,0 25,7
Растворяют каждый химикат отдельно в небольшом количестве
теплой воды и после отстаивания и декантации сливают в любом порядке
в рабочую ванну, куда доливают холодную воду до требуемого уровня,
и перемешивают. Затем отбирают пробу электролита для анализа.
При удовлетворительных результатах анализа электролит прора-
батывают током при катодной плотности 0,6—0,8 а/дм2. Аноды — ни-
келевые в чехлах из бязи. Катоды — чистые железные листы или бра-
кованные изделия. Продолжительность проработки — до получения
доброкачественного покрытия.
Корректирование никелевых электролитов заключается главным
образом в поддержании кислотности электролита, имеющей здесь ре-
шающее значение. При высокой кислотности никель не осаждается, а
при низкой — наблюдается отслаивание и хрупкость осадка. Необ-
ходимо ежедневно проверять кислотность электролита.
При повышенной кислотности в электролит добавляют при интен-
сивном перемешивании раствор углекислого никеля (0,1 г/л). При
отсутствии углекислого никеля добавляют 3%-ный раствор едкого натра.
Через 5—10 мин после добавления корректирующего вещества про-
веряют кислотность.
При пониженной кислотности добавляют 3%-ный раствор хими-
чески чистой серной кислоты (не более 0,05 г/л). После добавления
кислоты электролит перемешивают и проверяют кислотность.
Отдельные химикаты, входящие в состав электролита, необходимо
добавлять в виде водных растворов на основании результатов анализа.
Удаление примесей производят практически один раз в месяц в
соответствии с результатами анализа.
Для удаления меди электролит подкисляют (значение pH не долж-
но превышать 3), понижают напряжение до 1 в и прорабатывают элект-
ролит током в течение 6—7 ч. Катоды — чистые железные листы или
бракованные изделия. Плотность тока 0,3—0,5 а!дм2. В результате
проработки медь выделяется на катодах черным неплотным осадком.
Допустимое содержание меди — не более 0,02 г/л.
Для удаления цинка к электролиту добавляют углекислый кальций
до получения значения pH = 6,3 и раствор тщательно перемешивают.
Раствору дают отстояться, после чего его декантируют во вспомога-
тельную ванну. Рабочую ванну очищают от осадка. К очищенному
электролиту добавляют кислоту до получения нормальной кислотнос-
ти. Допустимое содержание цинка — не более 0,1 г/л. При обработке
электролита для удаления цинка происходит одновременно удаление
меди, благодаря чему проработка током не требуется.
Для удаления железа электролит подкисляют в ванне с подогре-
вом до значения pH = 4 и добавляют 10%-ный раствор перекиси
127
Таблица 71
Неполадки ванн никелирования
Характер неполадок Причины Способы устранения
Никель не осаж- дается; поверхность изделий покрывает- ся пятнами Грубое шерохова- тое покрытие; то- чечная пятнистость Отслаивание, рас- трескивание и хруп- кость покрытия Пористость пок- рытия «Подгар» покры- тия (серое шерохо- ватое покрытие на углах и выступаю- щих частях изде- лия) Желтый оттенок покрытия Отсутствие пок- рытия. Обильное газовыделение на катоде 1. Низкая плотность тока 2. Низкая температура электролита Загрязнение электроли- та примесями, анодным шламом 1. Плохая подготовка поверхности 2. Низкая температура электролита 3. Загрязнение электро- лита техническими при- месями 1. Наличие в электро- лите железа 2. Высокая плотность тока 3. Повышенная кислот- ность 1. Высокая плотность тока 2. Низкая температура электролита Низкая кислотность электролита Высокая кислотность электролита 1. Повысить плот- ность тока 2. Повысить темпе- ратуру электролита Профильтровать электролит. Добавить окислитель. Применить движущиеся катоды 1. Улучшить подго- товку покрытия 2. Повысить темпе- ратуру электролита 3. Профильтровать электролит 1. Удалить железо 2. Снизить плотность тока 3. Снизить кислот- ность 1. Снизить плотность тока 2. Держать темпера- туру электролита не ниже 18°С Повысить кислот- ность электролита Понизить кислот- ность с помощью рас- твора едкого натра
128
Продолжение табл, 71
Характер неполадок Причины Способы устранения
Пассивирование анодов. Запах хло- ра, падение напря- жения Черный цвет по- крытия Высокая анодная плот- ность тока Наличие в электролите цинка Добавить хлориды. Очистить аноды, увели- чить их поверхность Удалить цинк
Фиг. 9. Изогнутый катод.
водорода (3 мл/л). Затем нагревают электролит до 60—70°С и, поддер-
живая эту температуру, перемешивают его в течение 1—2 ч. При этом
происходит окисление двухвалентного
железа в трехвалентное.
После этого добавляют в электро-
лит раствор едкого натра до получения
значения pH = 6 и размешивают. Вы-
падающему красно-бурому осадку дают
в течение 2—3 ч оседать, после чего
электролит декантируют через плотный
тканевый фильтр в рабочую ванну и
устанавливают нормальную кислот-
ность. Допустимое содержание желе-
за — не более 0,2 г/л.
Металлические загрязнения — же-
лезо, медь, свинец, цинк — можно
осадить электрохимически на изог-
нутом стальном катоде (метод Ю. Я. Бу-
диловского и А. А. Воронко). Такой
катод (фиг. 9) представляет собой пла-
стину, изогнутую несколько раз под
углом 50° параллельно катодной штанге. По причине наличия впадин
и выступов катод позволяет осаждать одновременно несколько ме-
таллов, несмотря на различную плотность тока, необходимую для их
осаждения.
Осаждение примесей производят в подкисленном электролите (при
нижнем пределе pH) при перемешивании и подогреве до 50—55°С. Про-
цесс начинают при катодной плотности тока 0,05—0,1 а/дм?. При этом
9 Т. Ф. Яковлева
129
удаляется медь, покрывающая пластину — катод красным налетом. За-
тем плотность тока повышают до 0,5 а/дм2, при этом осаждаются
цинк, свинец, железо. Появление серого никелевого осадка на пла-
стине указывает на окончание процесса осаждения примесей.
В случае загрязнения одним из металлов процесс осаждения нуж-
но вести при следующих режимах: цинк при катодной плотности тока
0,4—0,5 а/дм2, температуре 50°С и перемешивании (без перемешивания
и нагрева при 0,2 а/дм2)', железо при 0,5—0,6 а/дм2', медь и свинец при
0,5 а/дм2.
Пластину с осажденными примесями нельзя оставлять в ванне без
тока, так как металлы могут вновь раствориться.
Основные неполадки, возникающие при никелировании, и причины
их возникновения приведены в табл. 71.
Химическое никелирование. Достоинство химического никелиро-
вания — равномерная толщина покрытия даже на изделиях сложной
формы.
Химическое никелирование производят без тока в растворе сле-
дующего состава и режима работы:
Хлористый никель в г/л............. 30
- Гипосульфит натрия в г/л . . . * 10
Хлористый аммоний в г/л .... 50
Лимоннокислый натрий в г/л . . . 100
Кислотность pH............ 8—9
Температура в °C........... 90
Продолжительность процесса в мин. 60—9
Подвески применяют алюминиевые или цинковые.
Твердое никелирование. Для получения износостойкого никеле-
вого покрытия с микротвердостью 500—700 кГ/мм2 применяют электро-
лит следующего состава и режима работы:
Сернокислый никель в г/л ... . 180—200
Фосфорная кислота в г/л .... 40— 60
Хлористый натрий в г/л........ 2—3
Гипофосфит натрия в г/л.......5—10
Температура в °C .............80—85
Катодная плотность тока в а/дм2 8—12
Кислотность pH................1,8—3
Выход по току в % ....... 70
Снятие недоброкачественных никелевых покрытий. Этот процесс
можно производить двумя способами: химического или анодного раст-
130
ворения. При химическом способе никелированные изделия погружают
в смесь концентрированных кислот — азотной и серной (1 : 1 по объе-
му) и выдерживают там до полного удаления никеля. При снятии не-
доброкачественных покрытий по способу анодного растворения никели-
рованные изделия подвешивают в качестве анода в освинцованную
или керамическую ванну со смесью серной кислоты (уд. вес 1,6—1,65)
и глицерина (25 г/л). Температура — цеховая. Анодная плотность
тока 5—7 а!дм\ напряжение 10—12 в. Анодное растворение никеле-
вого покрытия идет значительно быстрее, чем химическое, и требует
поэтому внимательного наблюдения и своевременного прекращения.
ХРОМИРОВАНИЕ
Достоинства хромового покрытия — высокая твердость (выше,
чем у закаленной стали), стойкость против коррозии и химических
воздействий, жаростойкость, динамическая прочность, красивый внеш-
ний вид после полировки. Недостатки — низкая прочность при сосре-
доточенных ударных нагрузках, ухудшение сцепления с основным ме-
таллом' при нагреве изделия выше 700°С.
Благодаря ценным качествам хромового покрытия хромирование
занимает особое место среди гальванических покрытий и находит при-
менение во многих отраслях техники. Например, в машиностроении —
для увеличения поверхностной твердости и износостойкости деталей
машин и измерительных инструментов, восстановления размеров изно-
шенных и прослабленных деталей, защиты от коррозии и высокой тем-
пературы и т. д.
Особенности процесса хромирования:
1) необходимость особо точного соблюдения температуры электро-
лита, плотности тока, способа подвешивания. При нарушениях техно-
логического процесса неизбежен брак;
2) высокие плотности тока (35—60 а/дм2)\
3) плохое покрытие углубленных участков изделия из-за крайне
плохой рассеивающей способности электролита;
4) большая концентрация тока на выступающих частях изделий,
вызывающая отложение на них более толстого слоя хрома;
5) применение нерастворимых анодов из свинца или сплава свин-
ца и сурьмы, лишь помогающих окислительно-восстановительным про-
цессам при переходе хрома из электролита на изделие.
Стальные изделия перед хромированием необходимо подвергать
анодному декапированию в хромовом электролите в течение 0,5—3 мин.
Изделия из нержавеющей стали анодному декапированию не подвер-
гают. В первые 1—2 мин после погружения изделий в электролит
9*
131
плотность тока должна быть в два-три раза больше нормальной («тол-
чок тока»), а затем снижена до нормальной.
Так как на азотированную сталь хром не осаждается, то в случае
необходимости покрыть хромом азотированные изделия нужно пред-
варительно удалить азотированный слой.
Чугунные изделия обезжиривают только химически, а затем проти-
рают венской известью.
Полированные и никелированные изделия необходимо хромировать
немедленно или же перед хромированием слегка глянцевать окисью
алюминия на бязевом круге.
Медные и латунные изделия нельзя подвергать анодному декапи-
рованию. Перед погружением в электролит их необходимо нагревать в
горячей воде. Во избежание растворения погружать изделия в элект-
ролит следует под током.
Детали, прошедшие электрополировку, перед хромированием про-
травливают в соляной кислоте.
При хромировании по хрому пользуются обычными электролитами
при тех же плотностях тока, только детали перед хромированием не-
обходимо хорошо прогреть, а процесс хромирования вести при темпе-
ратурах на 2—4°С выше обычных.
Стальные детали, подлежащие блестящему хромированию, должны
иметь чистоту поверхности не ниже 5-го класса по ГОСТ 2789-59; под-
лежащие обычному хромированию,— не ниже 3-го класса. Медные и
латунные изделия должны иметь 4-й класс чистоты.
Поверхности, не подлежащие хромированию, изолируют. На изо-
лируемые поверхности наносят в несколько приемов (кистью или путем
окунания) растворы целлулоида в ацетоне (цапонлак) или перхлорви-
нила в особом растворителе. Каждый последующий слой изоляции
наносят только после полного высыхания предыдущего слоя. При
жидком цапонлаке необходимо наносить 5—10 слоев, при густом лаке —
достаточно 2—3 слоя. Густой лак практически удобен еще и тем, что
его можно легко снимать после хромирования.
Можно также обертывать или оклеивать изолируемые поверхности
перхлорвинилом, пластикатом, резиной, целлулоидом и текстолитом.
Следует иметь в виду, что последние три материала немного растворя-
ются в электролите и загрязняют его.
Качество и аккуратность нанесения изоляции необходимо прове-
рять перед погружением деталей в электролит. Наличие изоляции
на хромируемых участках не допускается. После хромирования изо-
ляцию удаляют с помощью ножа. Можно также растворять резину в
бензине, а цапонлак — в ацетоне или кипящем концентрированном
растворе каустической соды.
132
Для уменьшения неравномерности распределения плотности тока
на выпуклых поверхностях применяют свинцовую и алюминиевую
фольгу или проволоку (защитные катоды).
Составы электролитов и режимы работы ванн хромирования приве-
дены в табл. 72.
Таблица 72
Составы электролитов и режимы работы ванн хромирования
Наименование химикатов и режим работы Электролиты
№ 1 № 2 № 3
Хромовый ангидрид в г/л . 150 250 350
Серная кислота, в г/л 1,5 2,5 3,5
Температура в °C 55—60 45—55 35—45
Катодная плотность тока в а/дм2 . . 45—100 15—60 10—30
Напряжение тока в в 12 12 12
Выход по току в % 16—18 13—15 10—20
Рассеивающая способность Высокая Средняя Низкая
Хромовые электролиты приготовляют из хромового ангидрида и
серной кислоты. Процесс хромирования идет лучше всего, когда со-
держание серной кислоты составляет 1% от содержания хромового
ангидрида.
Электролит № 1 дает твердые осадки. Интервал получения блестя-
щих осадков невелик. Электролит быстро истощается. Осадки большой
толщины получаются, как правило, с наростами на краях. Применяется
этот электролит для твердого хромирования изделий простой формы.
Электролит № 2 имеет широкий рабочий интервал блестящих по-
крытий, истощается мало. Применяется для декоративного, твердого,
пористого хромирования стали, а также никеля, меди и других ме-
таллов.
Электролит № 3 дает сравнительно мягкие осадки. Имеет широкий
рабочий интервал, истощается мало. Применяется для декоративного
хромирования меди и никеля.
Приготовление и корректирование хромовых электролитов. Для
приготовления хромовых электролитов рекомендуется пользоваться
конденсатом или кипяченой водой.
133
Рассчитанное количество хромового ангидрида растворяют непо-
средственно в рабочей ванне. После этого определяют содержание
хромового ангидрида и серной кислоты, попавшей из него в раствор
(хромовый ангидрид всегда содержит некоторое количество серной
кислоты), по результатам анализа добавляют необходимое количество
серной кислоты, тщательно перемешивают раствор и приступают к
его проработке током при свинцовых анодах и стальных катодах (бра-
кованные детали или листы). Температуру элек-
тролита и плотность тока поддерживают такими
же, как и при процессе хромирования.
Цель проработки — накопление в ванне 2—
3% трехвалентного хрома, на что требуется 2—
6 ч. При проработке время от времени проверяют
содержание в электролите трехвалентного хрома.
Снижение содержания его нарушает нормаль-
ную работу. Следует, однако, помнить, что повы-
шение содержания трехвалентного хрома сверх ука-
занного предела ухудшает качество покрытия и
суживает рабочий интервал блестящих осадков. При
излишне высоком содержании трехвалентного хро-
ма электролит также прорабатывают током, но
поверхность анодов берут максимально возможной,
а катодов — в три-четыре раза меньше.
Корректирование электролита производят не
реже одного раза в неделю по результатам ана-
лиза. Кроме того, один-два раза в течение смены
нужно проверять содержание хромового ангидрида
в электролите. Для этого измеряют ареометром удельный вес электро-
лита, а затем по данным табл. 14 или номограмме (фиг. 10) определяют
соответствующее количество грамм хромового ангидрида в 1 л электро-
лита.
Номограмма имеет три шкалы. На шкале А нанесены значения
удельного веса электролита, измеряемые ареометром. На шкале Б —
искомые значения концентрации хромового ангидрида в г/л и, нако-
нец, на шкале В — температура электролита в °C.
Нанесенные на шкалах А и В точки, изображающие измеренный
удельный вес и температуру электролита, соединяют прямой. Точка
пересечения этой прямой со шкалой Б дает величину концентрации
хромового ангидрида.
Например, при удельном весе электролита 1,23 и температуре
44°С концентрация его оказывается равной 365 г/л.
Продолжительность осаждения хрома приведена в табл. 73.
ьюо
'-200
12~
1.3-
300
тООО
'-500
/51
201-
30-
00-
50-
60~
70-1
Номо-
Фиг. 10.
грамма для опре-
деления концент-
рации хромового
ангидрида.
/,/-
В
134
Таблица 73
Продолжительность осаждения хрома при выходе
по току 13% в мин
Толщина слоя в мк Плотность тока в а/дм2
10 15 20 25 30 35 50 60 80 100
1 9,8 6,5 5,2 3,9 3,3 2,8 1,9 1,6 1,2 1,0
2 19,6 13,1 10,5 7,9 6,5 5,6 3,9 3,9 2,4 2,0
3 29,4 19,6 15,7 11,8 9,8 8,4 5,9 4,9 3,7 3,0
4 38,2 26,1 20,9 15,7 13,1 11,2 7,9 6,6 4,9 4,0
5 49,1 32,7 26,1 19,6 16,3 14,0 9,8 8,2 6,1 5,0
6 58,9 39,2 31,3 23,5 19,6 16,8 11,8 9,8 7,4 5,9
7 68,7 45,8 36,6 27,5 22,9 19,6 13,7 11,5 8,6 .6,9
8 78,5 52,3 41,8 31,4 26,2 22,4 15,7 13,1 9,8 7,8
9 88,3 58,8 47,0 35,3 29,4 25,2 17,7 14,7 11,0 8,8
10 98,1 65,4 52,3 39,2 32,7 28,0 19,6 16,4 12,3 9,8
20 196,0 131,0 104,7 78,5 65,4 56,0 39,2 37,7 24,5 19,6
30 294,0 196,0 157,0 118,0 91,1 84,1 58,8 45,6 36,8 29,4
40 393,0 262,0 209,0 157,0 131,0 112,0 78,5 65,5 49,1 39,3
50 491,0 327,0 261,0 196,0 163,0 140,0 98,1 81,0 61,3 49,1
60 589,0 392,0 313,0 235,0 193,0 168,0 118,0 98,0 73,5 58,9
70 687,0 458,0 366,0 275,0 229,0 196,0 137,0 115,0 85,9 68,7
80 785,0 523,0 418,0 314,0 262,0 221,0 157,0 131,0 98,0 78,5
90 883,0 588,0 470,0 353,0 294,0 25.2,0 177,0 147,0 110,0 88,3
100 981,0 654,0 523,0 392,0 327,0 280,0 196,0 164,0 123,0
200 1963,0 1308,0 1046,0 785,0 654,0 560,0 392,0 327,0 245,0 196,0
300 2944,0 1962,0 1570,0 1177,0 981,0 841,0 588,0 490,0 368,0 294,0
400 3925,0 2615,0 2092,0 1569,0 1308,0 1121,0 785,0 654,0 491,0 392,0
500 4907,0 3269,0 1 2615,0 1961,0 1635,0 1401,0 1081,0 818,0 613,0 491,0
135
Защитно-декоративное хромирование. Этот вид хромирования слу-
жит для придания изделиям красивого внешнего вида и повышенной
коррозионной стойкости.
На сталь предварительно осаждают медь и никель, а после них —
хром. Толщину слоев принимают по ГОСТ 3002-58 (см. табл. 66). Каж-
дый слой перед нанесением последующего покрытия должен быть отпо-
лирован. Слой меди толщиной 10—15 мк должен иметь припуск на одно-
кратную полировку около 3—5 мк, а при толщине выше 15 мк — при-
пуск 5—7 мк. Никелевое покрытие при толщине до 15 мк должно иметь
припуск на полировку 2—5 мк.
Если на предприятии применяют только кислое меднение, то ис-
пользуют покрытие никель медь никель хром.
Медные и латунные изделия, предназначенные для работы в жест-
ких условиях, нужно предварительно покрывать никелем, а затем уже
хромировать. Изделия, предназначенные для эксплуатации в легких
условиях, хромируют непосредственно.
При однослойном защитно-декоративном покрытии стальных изде-
лий толщина слоя хрома должна быть не менее 40 мк.
Твердое (износостойкое) хромирование. Этот вид хромирования
применяют главным образом для повышения твердости, износостойкости
и срока службы измерительных инструментов и деталей, работающих
на износ. Стальная основа под износостойкий хром должна быть обя-
зательно твердой и закаленной.
Рекомендуемые толщины покрытия (в мк) при твердом хромирова-
нии следующие:
Детали машин..................50—100
Гильзы цилиндров.............. 120—200
Поршневые кольца.............. 120—200
Матрицы, пуансоны 50—100
Пресс-формы для пластмассы . . . 10—20
Измерительный инструмент . . . 3—10
Режущий инструмент............. 5—8
Ремонтное хромирование деталей
машин.......................... до 200
Мерное хромирование. Благодаря малой скорости осаждения хрома,
позволяющей выдерживать толщину слоя с точностью до 1—2 мк,
можно доводить рабочие части измерительного инструмента до окон-
чательного размера путем хромирования без последующей дообработки.
Толщину слоя хрома выбирают не более 25 мк так, чтобы после
износа рабочих частей до предельно допустимого размера на них еще
оставалось 1—2 мк хрома. Перед восстановлением инструмента этот
136
хром снимают, а инструмент снова хромируют без механической под-
готовки.
Рабочая поверхность калибров, поступающих на хромирование,
должна быть окончательно доведена. Овальность не должна превышать
половины допуска на диаметр. У калибров-пробок кромки должны быть
скруглены радиусом 1—2 мм. Не допускаются трещины, забоины,
раковины, ржавчина, следы окалины, темные пятна и точки.
Для мерного хромирования рекомендуется электролит № 1 (см.
табл. 72).
Детали нужно подвешивать в электролит на 1—2 мин без тока для
прогрева. Затем на 30 сек включают обратный ток, равный по плот-
ности требуемому прямому току, после чего включают прямой ток.
Продолжительность хромирования каждой завески деталей определяют
опытным путем.
На рабочей поверхности калибров не допускаются даже незначи-
тельные наросты хрома, непокрытые участки, отслаивание покрытия,
раковины, наросты на краях.
Пористое хромирование. Хромовое покрытие, обработанное обрат-
ным током (анодированное), становится с поверхности пористым, спо-
собным впитывать и удерживать смазочное масло. Пористость может
быть канальчатой и точечной. Пористое хромирование применяют для
улучшения приработки трущихся пар деталей, причем одну деталь
пары покрывают пористым хромом, а вторую оставляют непокрытой.
Покрытие из пористого хрома не вызывает износа сопряженной
детали кристалликами хрома; оно обладает повышенными антифрик-
ционными свойствами и обеспечивает хорошую приработку деталей.
Для пористого хромирования применяют универсальный электро-
лит № 2 (см. табл. 72).
Вопрос о том, какую пористость.— каиальчатую или точечную^—
выбрать, следует решать в каждом конкретном случае опытным путем.
Анодировать хромовое покрытие можно прямо в рабочей ванне,
не выгружая детали после хромирования, или отдельно — в электро-
лите такого же или другого состава.
Для получения точечной пористости переключают ток на обратный
и дают в течение первых 30 сек ток катодной плотностью 55 а/дм*,
после чего снижают плотность тока до 35 а!дм2. Продолжительность
обработки обратным током зависит от толщины покрытия. Например,
анодирование поршневых колец тракторов ДТ-54А, Т-75, ДТ-20 при
толщине покрытия 40—60 мк длится около 13 мин.
Для получения канальчатой пористости температура электролита
должна быть 62—65°С, а отношение содержаний хромового ангидрида
и серной кислоты 115 : 1.
137
Анодированные изделия промывают, сушат и выдерживают в тече-
ние 1,5—2 ч при 150—180°С для удаления водорода.
У изделий, покрытых пористым хромом, "контролируют: внешний
вид, характер пористости, сцепление хрома с основным металлом,
толщину слоя хрома. Годные детали затем притирают или полируют,
промывают бензином или керосином и продувают сухим сжатым возду-
хом.
Холодное хромирование. При отсутствии возможности подогревать
хромовый электролит или при недопустимости нагрева хромируемых
деталей можно производить хромирование при цеховой температуре в
специальном электролите состава:
Хромовый ангидрид в г/л............250
Сернокислый хром в г/л.............7—10
Борофтористоводородная кислота в мл/л 3
Катодная плотность тока в а/дм2, . . 4—5
Достоинства электролита — высокая рассеивающая способность и
отсутствие необходимости подогрева. Недостатки — малая стойкость,
медленность осаждения хрома, низкое качество покрытий толщиной
свыше 20 жк.
Черное хромирование. Для получения хромового покрытия черного
цвета деталь, хромированную обычным способом, обрабатывают в
растворе следующего состава и режима работы:
Хромовый ангидрид в г/л............. 250
Уксусная кислота (ледяная) в г/л 6—6,5
Катодная плотность тока в а/дм2'.
при 18—25°С..................... 25
при 50°С........................100
Продолжительность процесса в мин 4—6
«Агатовое» хромирование. Тщательно отполированные детали из
любого металла покрывают сплавом хрома с цинком в электролите сле-
дующего состава и режима работы:
Хромовый ангидрид в г/л .... 300—400
Уксуснокислый барий в <?/л . . . 5—10
Уксуснокислый цинк в г/ л . . . . 2—5
Уксуснокислый кальций в г/л . . 4—8
Температура в °C -................20—40
Катодная плотность тока в а/дм2 30—100
Продолжительность процесса в мин 10—20
138
Таблица 74
Неполадки ванн хромирования
Характер неполадок Причины Способы устранения
Полное или час- Отсутствие контакта Проверить и, если
точное отсутствие между изделием и при- нужно, зачистить кон-
покрытия • способлением или между приспособлением и штан- гой такты
Отсутствие по- 1. Низкая плотность 1. Поставить фигур-
крытия в углублен- тока в углубленных ме- ные аноды и дать тол-
ных местах изделия стах изделия чок тока
2. Избыток серной кис- 2. Понизить содер-
лоты жание серной кислоты до нормального путем разбавления электроли- та водой и добавления
хромового ангидрида
Матовое или при- 1. Высокая плотность 1. Установить пра-
горелое покрытие, тока (для данной темпе- вильное соотношение
особенно на высту- ратуры) между плотностью то-
пающих частях из- ка и температурой
делий 2. Зачистить аноды.
2. Пассивирование ано-
дов Увеличить расстояние между анодами и ка- тодами. Применить за- щитные катоды
3. Завешивание деталей 3. Следить за тем,
непрогретыми чтобы детали перед за- вешиванием в ванну обязательно были про-
Темные полосы и Недостаточно серной греты Добавить кислоты
точки на покрытии кислоты 1 1
139
Продолжение табл. 74
Характер неполадок Причины Способы устранения
Покрытие имеет темный цвет Отслаивание по- крытия Отслаивание де- коративного хромо- вого покрытия вместе с никелевым подслоем Зернистость или вздутие покрытия Чешуйчатое по- крытие Неравномерная толщина покрытия деталей кругового сечения (появление овальности) 1. Повышенное содер- жание трехвалентного хрома 2. Недостаточно серной кислоты 3. Низкая температура электролита 1. Неправильнее соот- ношение между темпера- турой электролита и плот- ностью тока 2. Плохое обезжирива- ние 3. Резкое повышение плотности тока или пони- жение температуры Недоброкачественное никелирование 1. Плохая подготовка перед хромированием 2. Загрязнение электро- лита твердыми частицами Повышенное содержа- ние трехвалентного хрома Неправильное располо- жение деталей между ано- дами. Неправильное рас- положение защитных ка- тодов 1. Проработать элек- тролит током 2. Добавить серной кислоты 3. Подогреть элек- тролит до требуемой температуры /1. Отрегулировать режим хромирования 2. Улучшить подго- товку изделий перед хромированием 3. Отрегулировать режим хромирования Улучшить подготовку изделий перед никели- рованием. Проверить работу никелировочных ванн 1. Улучшить подго- товку 2. Профильтровать электролит Проработать ванну током Подобрать надлежа- щее взаимное располо- жение деталей, анодов и защитных катодов
140
Продолжение табл. 74
Характер неполадок Причины Способы устранения
Отсутствие спло- Присутствие в электро- Проработать электро-
шности покрытия. лите азотной кислоты в лит током при поверх-
Быстрое разруше- количестве свыше 1 г/л ности катодов в 3 — 4
ние свинцовых ано- дов и облицовки ванны раза больше, чем ано- дов. Если это не по- может — сменить элек-
Серый цвет по- Недостаточное расстоя- тролит Нижний край дета-
крытия на нижних ние от дна ванны до дета- ли должен отстоять от
частях вертикально подвешенных дета- лей лей дна ванны на 50— 100 мм
Отсутствие по- Неравномерное распре- Удлинить цилиндр
крытия на концах деление плотности тока втулками с тем же
внутренней поверх- ности цилиндра по длине цилиндра внутренним диаметром
Неравномерная 1. Недостаточная элек- 1. Проверить содер-
толщина (конус- тропроводимость электро- жание в электролите
ность) покрытия на внутренней поверх- лита трехвалентного хрома и железа
ности цилиндра 2. Неправильная глуби- на погружения 2. Отрегулировать глубину погружения
Покрытие имеет дымчатый темно-синий цвет и светлые полосы и
этим напоминает полированный агат. Для придания покрытию силь-
ного блеска детали протирают маслом. Полировка не требуется.
Основные неполадки, возникающие при хромировании, и причины
их возникновения приведены в табл. 74.
Обработка изделий после хро1иирования. Хромированные изделия
тщательно промывают сначала холодной, затем горячей водой. После
промывки удаляют изоляционную пленку, нейтрализуют изделия в
3%-ном растворе соды, промывают и сушат.
Стальные детали, предназначенные для работы под большими меха-
ническими нагрузками, после указанных операций подвергают еще
выдержке в течение 1,5—2 ч при 150—200°С для удаления водорода,
благодаря чему уменьшается хрупкость хрома и стали и улучшается
141
сцепление хрома со сталью. Изделия, покрытые защитно-декоративным
хромом, нагревать не рекомендуется.
Шлифование и полирование хромированных изделий применяют по
мере необходимости.
Снятие недоброкачественных хромовых покрытий. Так же, как и
при никелировании, этот процесс можно осуществить способами хими-
ческого и анодного растворения. При химическом способе хромиро-
ванные изделия погружают в разбавленную (1:1) соляную кислоту и
выдерживают в ней до полного удаления хрома. При снятии недоброка-
чественных покрытий способом анодного растворения хромированные
изделия подвешивают в качестве анода в ванну, содержащую 20%-ный
раствор едкого натра. Катодами служат железные листы или детали.
Температура раствора 70—80°С, анодная плотность тока 20—25 а/дм2.
Время выдержки —до полного снятия хрома. Изделия, освобожденные
от хрома, рекомендуется перед повторным хромированием выдерживать
при температуре 180°С в течение 1 ч для удаления водорода.
ЛУЖЕНИЕ
Чрезвычайно ценная особенность оловянных покрытий — полная
безвредность для человеческого организма. Это обусловило широкое
применение олова для покрытия внутренних поверхностей оборудова-
ния пищевой промышленности и кухонной посуды. Кроме того,покры-
тие оловом меди, медных сплавов и черных металлов имеет большое
применение в машиностроении (защита стали от азотирования, улуч-
шение приработки поршневых колец, вкладышей, защита от коррозии
деталей, работающих в тропическом климате) и электротехнике.
Назначение оловянных покрытий и их толщина приведены в табл. 75.
Покрытие оловом можно производить тремя способами — гальва-
ническим в кислых и щелочных (станнатных) электролитах, контакт-
ным и горячим. Гальваническое лужение наиболее экономично и обес-
печивает малую пористость покрытия.
Лужение в кислых электролитах. Достоинства кислых электроли-
тов — высокий выход металла по току, дешевизна и неядовитость.
Недостатки — возможность применения только для покрытия мало-
рельефных изделий, листов, полос, проволоки и других изделий из-за
низкой рассеивающей способности.
Состав кислого электролита лужения и режим его работы сле-
дующие:
Сернокислое олово в г/л............50
Серная кислота в г/л ..... . . .50—80
Сернокислый натрий в г/л ...... 50
142
Фенол (карболовая кислота) или крезол
в г/л............................2—10
Столярный клей в г/л..............2—3
Температура в °C..................18—25
Катодная плотность тока в а/дм2:
без перемешивания.................2—3
с перемешиванием ...............3—4
Напряжение в в................. . 2—3
Продолжительность осаждения олова из кислых электролитов
приведена в табл. 76.
Фенол и крезол предупреждают появление наростов олова на кра-
ях изделий, клей способствует мелкокристаллической структуре оло-
вянного покрытия. Во время работы необходимо два-три раза в смену
очищать аноды от шлама. Шлам регенерируют для получения серно-
кислого олова.
Приготовление и корректирование кислых электролитов. Наиболее
распространенными способами приготовления кислых оловянных элект-
ролитов являются способы анодного растворения и химический. При
приготовлении электролита по способу анодного растворения в отдель-
ной или рабочей освинцованной ванне приготовляют раствор серной
кислоты (воды — 7з объема рабочей ванны, кислоты — все количест-
во по рецепту) и помещают туда оловянные аноды, площадь которых
должна быть максимальной для ванны данных размеров. Кроме того,
туда же подвешивают пористые, без глазури, глиняные сосуды (диаф-
рагмы), наполненные тем же раствором. В диафрагмы помещают свин-
цовые или ^медные катоды, площадь которых должна быть в десять раз
меньше поверхности анодов.
При включении тока анодной плотностью 2—3 а/дл2 начинается
растворение анодов и насыщение раствора сернокислым оловом.
Для получения нужной концентрации необходимо израсходовать на
каждый литр раствора 15 а-ч тока. Таким образом, при объеме ванны
600 л и величине тока 200 а продолжительность насыщения составит
(600 • 15): 200 = 45 ч.
При приготовлении электролита химическим способом медный ку-
порос, взятый из расчета 60 г на \ л раствора, заливают в кислотоупор-
ный сосуд с серной кислотой (уд. вес. 1,84)' из расчета 100 г на
1 л раствора.
В смесь, подогретую до 60—70°С, постепенно в течение 50—60 мин
при перемешивании вводят металлическое олово — порошкообразное,
губчатое, гранулированное или в в виде стружки — из расчета 45 г
на 1 л раствора.
143
Таблица 75
Назначение и толщина оловянных покрытий
Основной металл Толщина
Назначение покрытия покрытия в мк
Подготовка под пайку .... Сталь, медь, латунь 5—10
То же, для пайки контактов . Защита от коррозии оборудова- Медь Латунь 2—3
ния пищевой промышленности 20—25
То же, для кухонной посуды . Защита от азотирования .... » 10—25
Сталь 8—10
Улучшение приработки: Хромированный чугун
поршневых колец вкладышей подшипников ди- 4—10
Свинцовистая бронза
зелей 2—6
Алюминиевый сплав
АЦС 2—6
Защита контактов от окисления Медь 8—10
Получение покрытия «Кристал- лит» — 2—3
Таблица 76
Продолжительность осаждения олова из кислых электролитов
при выходе по току 90% в мин______________________________
Толщина Плотность тока в а)дм2
покрытия в мк 1 1 2 1 3 1 4 5 1 6 1 8 1 10
1 2,2 1,1 0,8 0,5 0,45 0,4 0,3 0,2
3 6,6 3,3 2,4 1,6 1,3 1,2 0,8 0,6
5 11,5 4,5 4,0 2,8 2,2 2,0 1,13 1,1
8 18,6 8,8 6,4 4,4 3,7 3,2 2,2 1,9
10 22,0 11,0 8,0 5,5 4,4 4,0 2,8 2,2
20 44,0 22,0 16,0 11,0 8,8 8,0 5,6 4,4
30 66,0 33,0 24,0 16,5 13,2 12,0 8,4 6,6
40 88,0 44,0 32,0 22,0 17,6 16,0 11,2 8,8
50 110,0 55,0 40,0 27,5 22,0 20,0 14,0 11,0
60 132,0 66,0 48,0 33,0 26,4 24,0 16,8 13,2
70 154,0 77,0 56,0 38,5 30,8 28,0 19,5 15,4
80 176,0 88,0 64,0 44,0 35,2 32,0 22,3 17,6
90 198,0 99,0 72,0 49,5 39,6 36,0 25,0 19,8
100 220,0 110,0 80,0 55,0 44,0 40,0 28,0 22,0
144
Вытесняя из раствора купороса медь, металлическое олово пере-
ходит в сернокислое олово. Полноту реакции вытеснения оценивают
путем добавления раствора аммиака к пробе приготовляемого раствора.
При неполном вытеснении проба синеет. Готовому раствору дают от-
стояться и декантируют его в рабочую ванну.
Одновременно с приготовлением электролита замачивают на сутки
в холодной воде столярный клей, затем холодную воду сливают, а на-
бухший клей растворяют в горячей воде, смешивают с фенолом или
крезолом и вливают в электролит, перелитый в рабочую ванну.
Корректирование электролита производят по результатам анализа.
Олово добавляют в виде сернокислого олова. Клей и фенол вводят в
виде эмульсии из расчета 1 г/л фенола и 0,1 г/л клея на каждые 10 а-ч
тока.
Осадок необходимо удалять со дна ванны не реже одного раза в
неделю.
Основные неполадки, возникающие при кислом лужении, и причины
их возникновения приведены в табл. 77.
Лужение в щелочных (станнатных) электролитах. В щелочных
электролитах олово находится в виде так называемого станната натрия
Na2SnO3 • ЗН2О, почему они и называются станнатнымн. Щелочные
электролиты благодаря высокой рассеивающей способности пригодны
для покрытия изделий сложной формы. Покрытие получается мелко-
кристаллическим, достаточно плотным.
Состав щелочного электролита лужения и режим его работы следу-
ющие:
Станнат натрия в г/л ......> . 75
Едкий натр (свободный) в г/л .... 8—15
Перекись водорода в г/ л........... 2
Температура в °C...................70—80
Катодная плотность тока в а/дм2 . .1,5—2
Аноды — оловянные шириной не более 50—60 мм, так как более
широкие аноды с трудом пассивируются, о чем можно судить по золо-
тистым пятнам, местами покрывающим аноды.
Продолжительность осаждения олова из щелочных электролитов
приведена в табл. 78.
Приготовление и корректирование щелочных электролитов. Щелоч-
ные оловянные электролиты чаще всего приготовляют из металличе-
ского или четыреххлористого олова.
Для приготовления электролита из металлического олова в желез-
ной рабочей ванне, оборудованной обогревом, растворяют едкий натр
(60 г/л) и подогревают раствор до 60—70°С.
Ю Т. Ф. Яковлев J45
Таблица 77
Неполадки ванн кислого лужения
Характер неполадок Причины Способы устранения
Темный цвет по- крытия Присутствие в электро- лите меди Проработать элек- тролит током при на- пряжении 1—1,5 в
Грубое и неплот- ное покрытие на краях изделий Недостаток фенола крезола или Добавить фенола или крезола
Крупнокристал- лическая структура покрытия Недостаток клея Добавить клея
Пористость по- крытия Недостаток олова электролите в Добавить сернокис- лого олова или поста- вить ванну на насыще- ние
Выпадение нерас- творимого осадка (расслаивание элек- тролита) Недостаток серной слоты ки- Добавить серной кис- лоты
Сильное газовы- делен и е на анодах.. Черный налет на анодах Пассивирование анодов из-за загрязнения их при- месями свинца Заменить аноды. Не повышать анодной плотности тока выше 2—3 а/дм2
Шероховатость покрытия Загрязнение электролита механическими частицами Профильтровать элек- тролит Удалить шлам со дна ванны
Покрытие не при- стает к изделию Значительный недоста- ток фенола или крезола Добавить фенола или крезола
146
Таблица 78
Продолжительность осаждения олова из щелочных электролитов
при выходе по току 60% в мин
Толщина слоя в м/с Плотность тока в а/дм*
0,5 1,0 1,5 2,0 2,5 3,0
1 13 6,5 4,3 3,2 2,6 2,1
3 39 19,5 13,0 9,6 7,9 6,3
5 65 32,5 21,0 16,0 13,2 10,5
7 91 45,5 30,0 22,4 18,5 14,7
10 130 65,0 43,0 32,0 26,5 21,0
20 260 130,0 86,0 64,0 53,2 42,0
30 390 195,0 130,0 96,0 80,0 63,0
40 520 260,0 170,0 128,0 108,0 84,0
50 650 325,0 210,0 160,0 137,0 105,0
100 1300 650,0 430,0 320,0 265,0 210,0
На анодные штанги навешивают оловянные аноды в возможно боль-
шем количестве, а на катодные штанги — стальные полосы или куски
проволоки, поверхность которых должна быть в пять-шесть раз мень-
ше поверхности анодов, и включают ток анодной плотностью 4—5 а/дм2.
Аноды начинают пассивироваться, приобретая желтовато-золотистый
цвет. Это свидетельствует о переходе в раствор четырехвалентного
олова. После появления золотистого налета плотность тока снижают
до 1—2 а/дм2.
Образование на анодах рыхлого налета черного или темно-серого
цвета свидетельствует о переходе в раствор двухвалентного олова,
что недопустимо. В этом случае необходимо вынуть аноды из ванны,
очистить их металлической щеткой и промыть, после чего снова заве-
сить в ванну и включить ток анодной плотностью 4—5 а/дм2', через
10—15 мин плотность тока следует снизить до нормальной.
В процессе насыщения необходимо каждую смену добавлять в
электролит 10%-ный раствор перекиси водорода (1—2 г/л) с тем, чтобы
двухвалентное олово окислялось в четырехвалентное. Для полного
насыщения электролита оловом на каждый литр электролита требуется
около 60 а-ч тока.
10*
147
При приготовлений электролита йз йетЫреХх лор истого олова rto-
ступают следующим образом. Растворяют отдельно четыреххлористое
олово (107 г/л) и едкий натр (89 г/л). Затем при энергичном перемеши-
вании вливают первый раствор во второй. При этом образуется стан-
нат натрия:
SnCl4 + 6NaOH = Na2SnO3 + 4NaCl + 3H2O.
Получающийся небольшой осадок оловянной кислоты удаляют
фильтрацией. После этого определяют содержание олова и свободной
щелочи в растворе.
Корректирование электролита сводится к периодическому пополне-
нию его оловом. Для пополнения убыли олова добавляют в каждой
смене по 2—3 л отдельно приготовленного раствора станната натрия.
При отсутствии станната натрия добавляют щелочь и насыщают электро-
лит оловом путем анодного растворения прямо в рабочей ванне (как при
приготовлении электролита).
Для предупреждения образования в электролите двухвалентного
олова и его устранения необходимо в каждой смене добавлять в ванну
по 1—2 г/л 10%-ного раствора перекиси водорода. При отсутствии
перекиси водорода, а также при содержании двухвалентного олова
выше 2 г/л его можно удалять путем проработки электролита током при
анодной плотности 4—5 а!дм2. Поверхность катодов должна быть в
десять раз меньше поверхности анодов. Продолжительность проработ-
ки — до получения нормальных покрытий (около 5—6 ч).
Для удаления нерастворимых карбонатов и хлоридов, оседающих
на дно ванны, необходимо периодически фильтровать электролит через
щелочестойкий фильтр (лучше под давлением) или останавливать ра-
боту, давать электролиту отстояться, а затем декантировать его.
Основные неполадки, возникающие при щелочном лужении, и при-
чины их возникновения приведены в табл. 79.
Лужение в электролитах специального состава. Для блестящего и
контактного лужения применяют электролиты специального состава
(табл. 80).
Достоинство электролитов для блестящего лужения — возможность
получения блестящих оловянных покрытий, не уступающих по внешне-
му виду оплавленным покрытиям, и высокая производительность (ско-
рость осаждения 1—1,5 мк/мин).
Особенностью электролита № 1 для блестящего лужения является
то, что во время приготовления электролита метанитробензойная кис-
лота уже в самом процессе растворения металлического олова окисляет
его в четырехвалентное олово.
148'
Таблица 79
Неполадки ванн щелочного лужения
Характер неполадок Причины Способы устранения
Бурное выделе- ние водорода на ка- тоде. Рыхлое по- крытие Большой избыток чи щело- Разбавить электролит водой и добавить олова
Белая муть в электролите Недостаток щелочи Добавить едкого нат- ра небольшими пор- циями
Обогащение элек- тролита двухвалент- ным оловом. Аноды серые Малая анодная ность тока плот- Очистить аноды и повысить анодную плотность тока до 4—5 а/дм2. После то- го как аноды покроют- ся золотистым нале- том, — снизить плот- ность тока до 1— 2 а/дм2
Темное и губчатое покрытие на всей поверхности изделия 1. Повышенная плот- ность тока 2. Избыток свободной щелочи 1. Снйзить плотность тока 2. Разбавить элек- тролит водой и доба- вить олова
Темное и губчатое покрытие на краях изделий Присутствие в электро- лите двухвалентного олова Ввести перекись во- дорода и довести анод- ную плотность тока до 1—2 а/дм2
Замедление осаж- дения олова (резкое снижение выхода по току) Большой избыток чи или недостаток в электролите щело- олова Разбавить электролит водой и добавить оло- ва до нормы
U9
Таблица 80
Составы электролитов и режимы работы ванн специальных
видов лужения
Наименование химикатов и режим работы Электролиты
Блестящего лужения Контактного лужения
№ 1 №2 Стали Меди, латуни
Металлическое олово в г/л 20-30 — — —
Метанитробензойная кис- лота в г/ л 25 — — —
Едкий натр в г/л . . . . 50 — — 60
Сернокислое олово в г/л — 80—100 — —
Серная кислота в г/л — 130—150 —
Смесь спиртов (10% гек- силового, 45% гептило- вого и 45% октилового) ьмл/л 0,8-1
Смоляные масла (фракция 180—310°С) в мл/л — 6-8 — —
Хлористое олово в г/л — — 3—4 32
Кислый виннокислый кальций в г/л . . . . Аноды • . . . Никелевые, Качаю- Насы- щенный раствор —
Температура в °C ... или желез- ные 85—95 щиеся 15—30 Кипения 90
Катодная плотность тока , в а/.дм2 1,5—1,7 3—6
Продолжительность про- цесса в мин ..... 6—10 120—180
150
Приготовление электролита осуществляют следующим образом. В
рабочей' ванне приготовляют раствор едкого натра (50 г/л) и нагревают
его до 80—85°С. В нагретый раствор небольшими порциями вводят
метанитробензойную кислоту (25 г/л). Наконец, загружают решетча-
тый барабан оловянной стружкой и приводят его в непрерывное враще-
ние. Так осуществляется первоначальное насыщение электролита оло-
вом и последующее автоматическое корректирование.
Контактное лужение применяют лишь для мелких деталей и произ-
водят в растворах, содержащих хлористое олово. Толщина слоя олова
очень мала.
Кристаллит. Особый вид защитно-декоративной отделки луженых
изделий, представляющий собой сочетание гальванической, оксидной
и лаковой пленок, называется кристаллитом. Для получения кристал-
лита на изделие гальванически наносят слой олова толщиной 2—3 мк,
а затем изделие подвергают термической обработке при 300—350®С до
оплавления олова. При затвердевании пленка олова приобретает крис-
таллическую структуру, напоминающую перламутр или морозные
узоры.
Для придания узорам механической прочности их покрывают бес-
цветным или цветным прозрачным лаком.
Снятие недоброкачественных оловянных покрытий. Для снятия
недоброкачественных покрытий луженые изделия подвешивают в ка-
честве анодов в 5—6%-ный раствор едкого натра, подогретый до 60—
75°C. Плотность тока 1 а/дм2.
ЖЕЛЕЗНЕНИЕ
Покрытие железом применяют в следующих случаях:
1) для восстановления размеров изношенных и прослабленных де-
талей (слой 100—1000 мк)\
2) для покрытия гартовых типографских стереотипов, наборов,
клише и т. п. (слой 10—100 мк);
3) для покрытия чугунных изделий перед лужением или цинкова-
нием в целях улучшения сцепления покрытия с основным металлом;
4) для покрытия стали, особенно легированной, перед оксидиро-
ванием, так как железо, осажденное электролитически, хорошо окск.
дируется.
Железнить можно в сернокислых, хлористых и смешанных электро-
литах с подогревом до 90—100°С или без подогрева. При работе с по-
догревом повышается производительность, а осаждающееся железо
отличается высокой чистотой и мягкостью. При работе без подогрева
151
Таблица 81
Составы электролитов и режимы работы ванн железнения
и осталивания
Наименование химикатов и режим работы Электролиты
Хлорис- тый Сернокис- лый Для твер- дого же- лезнения Для оста- ливания
Хлористое железо в г/л . . . 450—500 — 200 350—400
Хлористый кальций в г/л 500 — — —
Хлористый натрий в г/л 950 250 — 70—80
Муравьиная кислота в г/л — — 5—20 —
Соляная кислота в г/л . . . 0,5—2 — -— 1-1,5
Глицерин в г/л — Ь—- —- 60—70
Сернокислое железо в г/л =— 450 — —'
Сахар в г/л — • 30—40
Хлористый калий в г/л . . . Аноды — Железыьк 270 ? в чехлах —»
Температура в °C . > > й . Катодная плотность тока в 90—100 90—100 55—60 90—95
а/ дм2 . . . Отношение поверхностей ано- 10—20 10—20 12—15 10—15
дов и катодов Характер фильтрации и пере- мешивания 1 : 1 1 : 1 Непре 1 : 1 рыЕНое
Кислотность pH — — 3—4 —
152
производительность ниже (скорость осаждения всего 1—1,5 мк/мин),
а осадки железа отличаются твердостью и хрупкостью.
Материал анодов — мягкое железо (электролитическое, армко
железо, котельное, содержащее не более 0,1% углерода, без меди и
никеля).
Железные аноды следует держать в чехлах.
Нормальный электролит, содержащий двухвалентное железо, име-
ет зеленоватый цвет.
Пожелтение раствора указывает на образование трехвалентного
железа, от которого электролит освобождают путем введения же-
лезной стружки или проработки током.
Железо, осажденное электролитическим путем, содержит много
водорода, для удаления которого выдерживают железненные изделия
в течение нескольких часов при 600—900°С. Необходимо помнить,
что при температурах, близких к 900°С, на покрытии может образо-
ваться окалина.
'Составы электролитов и режимы работы ванн железнения и оста-
ливания приведены в табл. 81.
Продолжительность осаждения железа из ванны железнения при-
ведена в табл. 82.
Таблица 82
Продолжительность осаждения железа из ванны железнения при
выходе по току 95% в мин
Плотность тока в а/дм2
Толщина слоя в мк 1 5 10 15 20
1 4,8 1,8 0,75 0,5 0,25
3 14,3 2,8 2,1 1,4 0,7
5 23,8 4,8 3,6 2,4 1,2
7 33,3 6,6 5,0 4,1 1,6
9 42,8 8,6 6,6 4,4 2,2
10 47,5 9,6 7,2 4,8 2,4
30 142,5 28,6 21,4 14,2 7,2
50 237,5 47,6 35,7 23,8 11,9
70 332,0 66,4 50,0 33,0 16,6
90 427,0 84,0 63,0 42,0 21,0
100 475,0 95,0 72,0 49,0 24,0
1000 4750,0 950,0 720,0 490,0 240,0
153
Основные неполадки, возникающие при железнении, и причины их
возникновения приведены в табл. 83.
Таблица 83
Неполадки ванны железнения
Характер неполадок Причины Способы устранения
Отслаивание по- 1. Плохая подготовка 1. Улучшить подго-
крытия 2. Перерывы в подаче тока товку 2. Следить за процес- сом
Темные полосы на Загрязнение электроли- Проработать ванну
покрытии та органическими приме- сями током
Темный цвет по- 1. Присутствие в элек- 1. Проработать ван-
крытия тролите трехвалентного железа 2. Высокая кислотность о ПР1/“ТПП ПЫТЯ ну током 2. Откорректировать электролит
Точечная порис- ОЛСК1иилиId 1. Повышенная кислот- 1 и 2. Откорректиро-
тость покрытия ность 2. Колебание в режиме ровать электролит и следить за режимом
Пузырчатость по- Насыщение покрытия Сократить время
крытия водородом электротравления. Сни- зить плотность тока при железнении
Наросты на кра- Высокая плотность то- Снизить плотность
ях изделий ка, главным образом на краях изделий тока. Установить вок- руг изделия экран
СВИНЦЕВАНИЕ
Покрытие свинцом имеет сравнительно малое применение — глав-
ным образом для защиты аппаратуры при производстве серной кислоты,
изделий, работающих в атмосфере сернистых газов, а также рентгенов-
ской аппаратуры.
Покрытие свинцом можно производить двумя способами — гальва-
ническим в электролите и горячим, путем погружения изделий, про-
шедших предварительную подготовку, в расплавленный свинец.
154
Таблица 84 Составы электролитов и режимы работы ванн свинцевания
Наименование химикатов Борофто- ристово- Электролиты Кремне- [ Фенол- сульфоно-
и режим работы фтористо- водород-
дородный ный вый
Углекислый свинец (основной) в г/л 129
Плавиковая кислота в г/л 120 — —
Борная кислота в г/л 105 — —
Клей столярный в г/л Свинцовая соль парафенолсульфоновой 0,2—0,5 1—2 —
. кислоты в г/л — .— 140—200
Парафенолсульфоновая кислота в г/л — — 0,5—1
Кремнефтористый свинец в г/л . . . Кремнефтористоводородная кислота — 150 —
в г/л . Аноды — 35 Свинцовые
Температура в °C 18—25 15-18 18—60
Катодная плотность тока в а/дм2. 1—2 1—2 3—4
Выход по току в % 90—99 —> 90—95
Таблица 85
Продолжительность осаждения свинца из борофтористоводородных
электролитов при выходе по току 95% в мин
Толщина слоя в мк Плотность тока в а!дмг
1 2 3 4 5 G 7 8 10
1 1,8 0,9 0,7 0,5 0,4 0,35 0,3 0,25 0,2
3 5,6 2,8 2,1 1,4 1,2 1,0 0,8 0,7 0,6
5 9,4 4,7 3,5 2,4 1,9 1,75 1,35 1,2 0,9
7 13,2 6,6 4,9 3,3 2,6 2,4 1,9 1,6 1,3
9 16,9 8,5 6,3 4,2 3,4 3,2 2,4 2,1 1,7
10 18,8 9,4 7,0 4,7 3,8 3,5 2,7 2,4 1,9
155
Продолжение табл. 85
Толщина слоя в мк Плотность тока в а!дм?
1 2 3 4 5 6 7 8 10
30 56,4 28,2 21,0 14,1 11,3 10,5 8,0 7,0 5,6
50 94,0 47,0 35,0 24,0 19,0 17,0 13,0 12,0 9,0
70 132,0 66,0 49,0 33,0 26,0 24,0 19,0 17,0 13,0
100 188,0 94,0 70,0 47,0 38,0 35,0 27,0 24,0 19,0
200 376,0 188,0 140,0 94,0 75,0 70,0 54,0 47,0 38,0
400 752,0 376,0 280,0 188,0 150,0 140,0 107,0 94,0 75,0
600 1128,0 564,0 420,0 282,0 226,0 210,0 161,0 141,0 113,0
800 1504,0 752,0 560,0 376,0 301,0 280,0 215,0 188,0 150,0
1000 1880,0 940,0 700,0 470,0 376,0 350,0 269,0 235,0 188,0
Таблица 86
Неполадки ванн [ свинцевания
Характер неполадок Причины | Способы устранения
Плохое сцепление 1. Плохая подготовка 1. Улучшить подго-
покрытия с основ- перед покрытием товку
ным металлом 2. Насыщение изделия 2. Следить за режи-
водородом при обезжири- МОМ подготовки
вании и травлении
Крупнокристал- 1. Недостаток клея 1. Добавить клея
лическая структу- 2. Высокая температура 2. Снизить темпера-
ра покрытия 3. Недостаток свободной туру
кислоты 3. Добавить кислоты
Наросты на кра- 1. Высокая катодная 1. Снизить плотность
ях изделии при плотность тока тока
сильном выделении 2. Избыток свободной 2. Откорректировать
водорода кислоты электролит
Образование шла- Недостаточное количес- Увеличить количест-
ма тво борной кислоты при во борной кислоты
приготовлении электролита
Неравномерность Неправильное завешива- Увеличить расстоя-
покрытия ние изделии в ванне ние между электрода-
ми. Применить мест-
1 ные аноды
156
Свинцеванию подвергаю! изделия из с!али, чугуна, меди, алюми-
ния, а также из медных и алюминиевых сплавов. Толщина слоя при
антикоррозионном покрытии должна быть не менее 25 ж/с.
• Составы электролитов и режимы работы ванн свинцевания приве-
дены в табл. 84.
Борофтористоводородный электролит приготовляют следующим об-
разом. Сначала приготовляют борофтористоводородную кислоту. Для
этого заливают в ванну, облицованную винипластом или парафиновой
пленкой, необходимое количество плавиковой кислоты и в нее посте-
пенно при перемешивании добавляют борную кислоту. Смесь сильно
разогревается. Для охлаждения добавляют в нее холодную воду.
Реакция протекает по уравнению
4HF + Н3ВО3 = HBF4 + ЗН2О.
Полученный раствор охлаждают. Осторожно при помешивании
вводят в него кашицу основного углекислого свинца. Затем жидкости
дают отстояться и декантируют ее в рабочую ванну, облицованную
винипластом, слоем парафина или другим изоляционным материалом,
доливают воды и вводят заранее приготовленный клей. Наконец,
прорабатывают электролит в течение нескольких часов током.
Продолжительность осаждения свинца из борофтористоводородных
электролитов приведена в табл. 85.
Основные неполадки, возникающие при свинцевании, и причины
их возникновения приведены в табл. 86.
Снятие недоброкачественных свинцовых покрытий. Для снятия
недоброкачественных покрытий освинцованные изделия подвешивают
в качестве анодов в 10%-ный раствор едкого натра, подогретый до
60—70°С. Анодная плотность тока 1—3 а/дм2. Катоды — железные
листы.
СЕРЕБРЕНИЕ
Серебрение широко применяют в ювелирном деле, при производст-
ве столовых приборов и утвари, отражательных приборов, зеркаль-
ных телескопов, электрических контактов.
Достоинства серебряных покрытий — прекрасный внешний вид,
высокая коррозионная стойкость, наивысшие отражательная способ-
ность и электропроводность.
Толщина слоя серебра (в ж/с) следующая:
Для отражательных поверхностей . . 10—20
Для столовых приборов.............15—30
Для контактов ....................10—20
Для защитно-декоративных покрытий
на цветных металлах.............5—20
157
Медь и ее сплавы серебрят непосредственно. Сталь предваритель-
но медпят или латунируют.
Составы электролитов и режимы работы ванн серебрения приведены
в табл. 87.
Таблица 87
Составы электролитов и режимы работ ванн серебрения
Наименование химикатов и режим работы Электролиты
№ 1 Цианистые № 2 № 3 Нециа- нистый
Хлористое серебро в г/л . . . 39 25—30 — 3—15
Серебро (в пересчете на металл) в г/л ........... — 30 —
Цианистый натрий в г/л ... 40—55 — — —
Углекислый натрий в г/л ... 20—30 — — 7—34
Железистосинеродистый калий в г/л .... — 30
Цианистый калий (общий) в г/л — 45-55 20 —
Кобальт (в пересчете на металл) в г/л . — — 1 —
Аноды Температура в °C 18—25 Серебр 18—25 яные 15—25 15—25
Катодная плотность тока в а/дм? 0,1—0,5 До 0,3 0,8—1 0,1
Выход по току в % 90—100 99—100 — —
Цианистые серебряные электролиты приготовляют следующим обра-
зом. Сначала приготовляют по рецепту раствор цианистого натрия,
переливают его через фильтр в рабочую ванну и разбавляют холодной
водой.
Затем приготовляют хлористое серебро. Для этого приготовляют
два раствора — один из 19 г!л хлористого натрия, второй из 46 г/л
азотнокислого серебра. При энергичном перемешивании первый раст-
вор вливают во второй. При этом выпадает белый творожистый осадок
хлористого серебра. После отстаивания смеси растворов отбирают в
пробирку немного жидкости и, добавив несколько капель раствора
хлористого натрия, проверяют полноту осаждения хлористого серебра.
158
После этого жидкость осторожно сливают с осадка, а осадок про-
мывают два-три раза водой и переносят в раствор цианистого натрия,
залитый в рабочую ванну.
Наконец, добавляют в ванну раствор углекислого натрия (25 г/л)
и доливают воды до рабочего уровня.
Нецианистый электролит серебрения готовят следующим образом.
Необходимое количество хлористого серебра кипятят в растворе же-
лезистосинеродистого калия в течение 2—3 ч с добавкой соды или
поташа. При этом образуется комплексная соль серебра. Выпавший
бурый осадок гидрата окиси железа отфильтровывают.
Во избежание контактного осаждения серебра необходимо перед
завешиванием изделий в электролит погружать их на несколько се-
кунд в раствор азотнокислой закиси ртути (5—10 г/л) или цианистой
ртути (10 г/л) и цианистого калия (15 г/л).
Можно также предварительно серебрить изделия в цианистом элект-
ролите с низким содержанием серебра:
Цианистое серебро в г/л........... 6,5
Цианистый калий в г/л.............68
Температура в °C..................18—25
Катодная плотность тока в а/дм2, . . 0,3
В результате обработки в растворах на поверхности изделий оса-
ждается тонкий слой металлической ртути (амальгама), предохраняю-
щий изделия от контактного осаждения серебра. Перед погружением
в основной электролит необходимо амальгамированные изделия про-
мыть в холодной воде.
После серебрения во вспомогательном электролите промывка не
требуется.
Продолжительность осаждения серебра1 из ванны цианистого се-
ребрения приведена в табл. 88.
Основные неполадки, возникающие при цианистом серебрении, и
причины их возникновения приведены в табл. 89.
Мелкие изделия из латуни и меди можно серебрить на небольшую
толщину контактно без тока в растворе следующего состава и режима
работы:
. Азотнокислое серебро в г/л........10
Цианистый натрий в г/л............22
Температура в °C............. . .30—40
Продолжительность процесса в мин 2—3
159
Таблица 88
Продолжительность осаждения серебра из ванны цианистого
серебрения при выходе по току 100% в мин
Плотность тока в а/дм2
Толщина СЛОЯ В Л4/С 0,2 ' 0,3 0,5 0,7 1 1,5
1 7,9 5,3 3,2 2,3 1,6 1,1
2 15,8 10,5 6,3 2,5 3,2 2,1
3 23,7 15,8 9,5 6,8 4,7 3,2
4 31,6 21,1 12,6 9,1 6,3 4,2
5 39,5 26,4 15,8 11,3 7,9 5,3
6 47,4 31,6 19,0 13,5 9,4 6,3
7 55,3 36,9 22,2 15,8 11,0 7,4
8 63,2 42,2 25,3 18,1 12,6 8,4
9 71,1 47,6 28,4 20,4 14,2 9,5
10 79,0 52,7 31,6 23,0 15,8 11,0
30 237,0 158,0 95,0 68,0 47,0 32,0
50 395,0 264,0 158,0 113,0 79,0 53,0
80 632,0 422,0 253,0 181,0 126,0 84,0
100 790,0 527,0 315,0 230,0 158,0 110,0
Таблица 89
Неполадки ванн цианистого серебрения
Характер неполадок Причины Способы устранения
Шелушение и от- слаивание покрытия при полированйи Рыхлость покры- тия Темное или пят- нистое покрытие Плохая подготовка, пло- хое амальгамирование Высокая плотность то- ка для данной концентра- ции серебра 1. Недостаток цианида в электролите 2. Обеднение катодного слоя солью серебра 3. Загрязнение электро- лита Улучшить подготов- ку перед серебрением Отрегулировать ре- жим 1. Добавить цианид 2. Перемешать элек- тролит 3. Профильтровать электролит
160
Продолжение табл, 89
Характер неполадок Причины Способы устранения
Ухудшение рас- сеивающей способ- ности электролита Темный налет на анодах Грубое покрытие с дендритами Бурное выделе- ние водорода на катоде. Хрупкость покрытия 1. Высокое содержание серебра в электролите 2. Недостаток цианида 3. Отсутствие карбона- тов Недостаток цианида Высокая плотность тока Избыток цианида в элек- тролите 1, 2 и 3. Сделать анализ и откорректиро- вать электролит по ре- цепту Добавить цианид Снизить катодную плотность тока Проработать электро- лит током. Добавить соли серебра
Составы электролитов и режимы ванн серебряных покрытий Таблица 90 пассивирования
Вид пассивирования
Наименование химикатов и режим работы Химичес- кое Анод- ное Под старое серебро
Хромпик калиевый в % Сернистый натрий в г/л Гипосульфит в г/л . . . Серная печень в г/л Серная кислота в мл/л Ацетон в г/л Температура в °C Катодная плотность тока в а/дм? Продолжительность процесса в мин Особые условия 1 15—25 20 Частое встряхи- вание 30 20 5 2—5 15—25 0,1 10 20—30 2—3 Последую- щая крацов- ка латунны- ми щетками
И Т. Ф. Яковлева
161
Контактное серебрение производят в оцинкованных корзинах при
интенсивном встряхивании.
Пассивирование серебряных покрытий производят в ваннах следую-
щего состава и режима работы (табл. 90).
Снятие недоброкачественных серебряных покрытий. Для снятия
недоброкачественных покрытий посеребренные изделия завешивают в
качестве анодов в рабочий электролит для серебрения. Катодами слу-
жат латунные или медные пластины. Анодная плотность тока 0,3—
0,5 а/дм?. Электролиз ведут до полного снятия серебра.
ЗОЛОЧЕНИЕ
Покрытие золотом применяют в ювелирном деле, часовом произ-
водстве и при изготовлении ответственных лабораторных приборов.
Достоинство золотых покрытий состоит в том, что они не окисля-
ются и не тускнеют на воздухе. В зависимости от назначения покры-
ваемых изделий толщину слоя золота берут 1—20 мк.
Изделия из меди и ее сплавов золотят непосредственно. Стальные
изделия перед золочением латунируют или омедняют на толщину
30—50 мк.
Золочение производят в цианистых и железистосинеродистых элект-
ролитах без предварительного амальгамирования.
Золочение в цианистом электролите. Состав цианистого электро-
лита и режим работы следующие:
Металлическое золото в г/л ..... 2—3
Цианистый калий в г/л..............15—20
Фосфорнокислый натрий двухзамещен-
ный в г/л.........................4—8
Температура в °C ..................20—60
Катодная плотность тока в а/дм?:
при 20°С ................... . 0,1
при 60°С ......................0,2
При золочении в цианистом электролите применяют аноды из чис-
того золота.
Приготовление цианистого электролита. Приготовить цианистый
электролит для золочения можно двумя способами: с помощью анод-
ного и химического растворения.
При приготовлении электролита с помощью анодного растворения
сначала приготовляют 2%-ный раствор цианистого калия и завеши-
вают в него в качестве анода золотую фольгу. Катодами служат очи-
162
щейные железные полосы, помещенные в пористые глиняные диаф-
рагмы. Анодная плотность тока 1—1,5 а!дм\ температура 70°С. На-
сыщение ведут из расчета 2 а-Ч тока на 1 л электролита.
При приготовлении электролита способом химического растворе-
ния нарезанную мелкими кусочками золотую фольгу (2—8 г/л) обли-
вают в фарфоровом сосуде под вытяжной вентиляцией смесью, состоя-
щей из 1 вес. ч. азотной и 3 вес. ч. соляной кислоты («царская водка»).
Смесь подогревают до тех пор, -пока не растворится все золото и не
прекратится выделение бурых паров окислов азота. Затем температуру
снижают до 70—80°С и при постоянном помешивании медленно выпа-
ривают кислоту до образования густой темно-желтой массы хлорного
золота. Эту массу разбавляют пятикратным объемом горячей воды,
перемешивают и вводят в раствор цианистого калия. При этом в элект-
ролите получается комплексная соль K[Au(CN)2].
Иногда хлорное золото переводят в гремучее золото. Для этого
к раствору хлорного золота добавляют по 10 мл 25%-ного раствора
аммиака на каждый грамм растворенного золота. При этом выпадает
осадок гремучего золота Au (NH3)3 (ОН)3. Его отстаивают, отфильтро-
вывают, несколько раз промывают кипящей водой и во влажном со-
стоянии вводят в раствор цианистого калия. Необходимо помнить,
что гремучее золото в сухом виде взрывоопасно. В растворе цианистого
калия образуется комплексная соль K[Au(CN)2]. В этой соли содер-
жится около 40% золота; в хлорном золоте — около 52—55%.
Цианистые электролиты золочения корректируют согласно ре-
зультатам анализа, добавляя в них цианистый калий и заранее при-
готовленную комплексную соль K[Au(CN)2].
Продолжительность осаждения золота из цианистых электролитов
приведена в табл. 91.
Золочение в железистосинеродистом электролите. Состав желе-
зистосинеродистого электролита и режим работы следующие:
Железистосинеродистый калий в г/л 200
Металлическое золото в г/л..........30
Углекислый натрий в г/л.............50
Температура в °C ....................70
Катодная плотность тока в а/дм2 . . 4—6
Отношение поверхностей анодов и ка-
тодов .............................1:4
Рекомендуется применять движущиеся катоды.
Для приготовления железистосинеродистого электролита сначала
приготовляют хлорное золото по способу, описанному выше. Затем
11* 163
Таблица 91
Продолжительность осаждения золота из цианистых электролитов
при выходе по току 80% в мин
Плотность тока в а! дм2
Толщина слоя в мк 0,1 0,2 0,3 0,4 0,5 1
1 17,6 6,5 5,5 4,5 3,5 1,8
2 35,2 23,1 11,0 9,0 7,0 3,5
3 52,8 35,2 17,6 14,1 10,6 5,3
4 70,4 47,0 23,5 18,8 14,1 7,1
5 88,0 54,7 29,3 23,5 17,6 8,8
6 105,6 70,4 35,2 28,2 21,1 6,5
7 123,2 82,2 41,1 32,8 24,6 12,3
8 140,8 93,1 45,4 36,8 28,2 14,1
9 158,4 104,0 49,7 40,7 31,7 15,8
10 176,0 62,4 58,7 47,0 35,2 17,6
вводят его небольшими дозами при помешивании в заранее приготов-
ленный раствор железистосинеродистого калия до полного прекращения
выпадения берлинской лазури. После этого вводят углекислый нат-
рий, в результате чего выпадает осадок гидрата окиси железа. Осадку
дают осесть и отфильтровывают. Фильтрат подогревают и переносят
в рабочую ванну.
Твердое золочение. Для повышения износостойкости золотого по-
крытия без изменения его внешнего вида в электролит добавляют
1—3% углекислого никеля. В этом случае золотое покрытие содержит
около 1,7% никеля.
Цветное золочение. Для получения красного оттенка в электролит
добавляют около 20% цианистой меди. Зеленый оттенок получают
путем введения в электролит цианистого серебра и солей мышьяка.
Соли олова, хрома и никеля придают золотому покрытию белый цвет.
Незначительные изменения оттенка золотого покрытия можно по-
лучить также путем изменений режима золочения. Например, при
низкой плотности тока и низкой температуре покрытие получается
светло7желтого цвета.
При высокой плотности тока и высокой температуре покрытие
приобретает красноватый оттенок.
164
Основные неполадки, возникающие при золочении, и причины их
возникновения приведены в табл. 92,
Таблица 92
Неполадки ванн золочения
Характер неполадок Причины Способы устранения
Рыхлое темное 1. Высокая или низкая 1. Отрегулировать ре-
покрытие плотность тока для данно- жим
Пассивирование го содержания золота в электролите 2. Малое содержание зо- лота в электролите 3. Низкая температура электролита 1. Слишком высокая 2. Добавить золота 3. Подогреть элект- ролит 1. Снизить анодную
анодов, быстрое па- анодная плотность тока плотность тока
дение содержания 2. Недостаток цианисто- 2. Добавить цианис-
золота в электроли- го калия в электролите того калия
те Зеленоватый от- Присутствие серебра в Проработать ванну
тенок покрытия электролите током
Красноватый от- Присутствие меди в То же
тенок покрытия Бледный оттенок электролите 1. Недостаток золота в 1. Добавить золота
покрытия электролите 2. Низкая температура электролита 3. Низкая плотность тока 2. Подогреть элект- ролит 3. Повысить плот- ность тока
Снятие недоброкачественных золотых покрытий. Для снятия не-
доброкачественных покрытий позолоченные серебряные изделия под-
вешивают в качестве анодов в 5%-ный раствор соляной кислоты при
комнатной температуре. Катодами служат железные или свинцовые
пластины. Анодная плотность тока 0,1—1,0 а/дм2. Подвески —
медные.
Кроме того, золотое покрытие можно снять в «царской водке».
165
ПОКРЫТИЕ РЕДКИМИ МЕТАЛЛАМИ
Покрытие платиной. Платину применяют для покрытия измери-
тельных приборов, химической и электротехнической аппаратуры, юве-
лирных изделий, некоторых хирургических инструментов. Толщина
покрытия составляет 1—10 мк.
Достоинство платиновых покрытий — особая стойкость против
атмосферных и химических воздействий. Недостаток — дороговизна
и дефицитность, в связи с чем возможность применения платиновых
покрытий ограничена.
Покрытие родием. Несмотря на дороговизну и дефицитность, ро-
дий применяют для покрытия отражающих поверхностей оптических
приборов, благодаря его высокой (75%) отражающей способности и
твердости, и для защиты серебряных изделий от потускнения, благо-
даря его исключительной стойкости против" атмосферных воздействий.
Покрытие палладием. Из редких металлов палладий самый деше-
вый. Палладиевые покрытия обладают прекрасной отражательной
способностью и стойкостью против воздействия влажного воздуха.
Толщина защитного покрытия 5 мк, декоративного и отражающего
1—2 мк.
Покрытие индием. Покрытие индием на толщину 2—3 мк приме-
няют в оптической промышленности и машиностроении.
Кроме того, в настоящее время для гальванических покрытий при-
меняют бериллий, вольфрам, молибден, рутений, сурьму, торий и
другие редкие металлы.
ПОКРЫТИЕ СПЛАВАМИ
Латунирование. Латунированием называется гальваническое оса-
ждение сплава, состоящего из 60—80% меди и 40—20% цинка. Из всех
покрытий сплавами это самое распространенное. Применяют его чаще
всего для нанесения подслоя при никелировании, серебрении, свинце-
вании и лужении. Стальные детали часто латунируют перед обрезини-
ванием для улучшения сцепления резины со сталью.
Толщина латунного покрытия, как правило, 3—5 мк. Латунирова-
ние производят в железной ванне.
Составы электролитов и режимы ванн латунирования следующие:
1. Электролит на основе цианистого цинка.
Цианистая медь в г/л............ 27
Цианистый цинк в г/л ............ 9
Цианистый натрий в г/л.......... 54
(в том числе свободный в г/л) 16
166
Температура в °C...............20—40
Катодная плотность тока в а/дм2, . 0,1—0,5
Выход по току в %.............. 65—75
2. Электролит на основе окиси цинка
Металлическая медь из соли Шевреля
в г/л.............................20
Окись цинка в г/л...................25
Цианистый натрий в г/л............100
Сульфит натрия в г/л ............... 10
Температура в °C ..................20—40
Катодная плотность тока в а/дм2 . . 0,5
При латунировании применяют аноды из латуни, содержащей
60—70% меди. Поверхность анодов должна быть в два-три раза боль-
ше поверхности катодов. Новые аноды необходимо предварительно
отжечь, протравить в 5% -ном растворе азотной кислоты и очистить
металлической щеткой. При нормальном ходе процесса аноды покры-
ваются рыхлой зеленоватой пленкой.
Продолжительность осаждения латуни из ванн латунирования при-
ведена в табл. 93.
Приготовление и корректирование электролитов латунирования.
Электролиты для латунирования можно приготовлять по двум рецеп-
там в зависимости от того, какие химикаты имеются.
Для приготовления электролита на основе цианистого цинка сна-
чала приготовляют цинко-цианистую комплексную соль. Для этого
растворяют одну треть всего цианистого натрия в воде и вводят туда
при помешивании весь цианистый цинк.
После растворения цианистого цинка жидкости дают отстояться
и декантируют ее в рабочую ванну.
Отдельно в другой ванне готовят медио-цианистую комплексную
соль. Для этого растворяют две трети цианистого натрия в воде и при
помешивании вводят туда цианистую медь, после растворения которой
жидкости дают отстояться и декантируют ее в рабочую ванну. Наконец,
доливают ванну до рабочего уровня и тщательно перемешивают.
Для приготовления электролита на основе окиси цинка сначала
приготовляют соль Шевреля (см. стр. 115). Затем в отдельном помещении
в железной ванне, оборудованной бортовым отсосом и подогревом,
приготовляют раствор цианистого натрия. В нем растворяют окись
цинка и полученный раствор вводят в соль Шевреля.
167
Таблица 93
Продолжительность осаждения латуни, содержащей 60—70%
меди и 30—40% цинка, при выходе по току 70% в мин
Толщина слоя в мк Плотность тока в ajdM2
0,1 0,2 0,3 0,4 0,5
1 21 17,5 14 11 8
2 42 35,0 28 22 16
3 63 52,5 42 33 24
4 84 70,0 56 44 32 z
5 105 87,5 70 55 40
6 126 105,0 84 66 48
7 147 122,5 98 77 56
8 168 140,0 112 88 64
9 189 157,5 126 99 72
10 210 175,0 140 110 80
Корректирование электролитов заключается главным образом в
поддержании необходимой концентрации свободного цианида. Кроме
того, необходимо периодически вводить соли меди и цинка. Следует
иметь в виду, что содержание меди в электролите понижается быстрее,
чем содержание цинка.
Основные неполадки, возникающие при латунировании, и причины
их возникновения приведены в табл. 94.
Бронзирование. Бронзированием называется гальваническое осаж-
дение сплавов, содержащих медь и олово в различных пропорциях.
Для осаждения бронзы с низким (5—20%) содержанием олова при-
меняют электролит следующего состава и режима работы:
Станнат натрия в г/л .............33
Меднонатриевая цианистая соль в г/л 75
Цианистый натрий в г/л............15
Едкий натр в г/л............... . 7,5
Температура в °C .................65
Катодная плотность тока в а/дм2 . . 2—3
В качестве анодов применяют прутки из бронзы одинакового со-
става с покрытием.
168
Таблица 94
Неполадки ванн латунирования
Характер неполадок Причины Способы устранения
Вздувание и от- 1. Высокая плотность 1. Снизить плотность
спаивание покрытия тока 2. Избыток цианидов тока 2. Добавить соли цинка и меди
Белый или зеле- ный плотный налет на анодах Недостаток цианидов Добавить цианистого натрия
Красный цвет по- 1. Низкая катодная 1. Повысить катод-
крытия плотность тока 2. Повышенная темпера- тура электролита 3. Недостаток цианида ную плотность тока 2. Отрегулировать температуру 3. Добавить цианис- того натрия
Бледный цвет по- 1. Повышенная катод- 1. Понизить катод-
крытия ная плотность тока 2. Низкая температура электролита 3. Высокое содержание цианидов и цинка в элект- ролите ную плотность тока 2. Отрегулировать температуру 3. Сделать анализ и откорректи ровать элек- тролит
Ненормальный 1. Плохой контакт 1. Проверить и за-
цвет отдельных участков покрытия между деталями и под- весками или катодными штангами 2. Неправильное распо- ложение деталей чистить контакты 2. Проверить располо- жение деталей в ванне
Аноды не покры- 1. Большой избыток ци- 1. Откорректировать
ваются рыхлой зе- леноватой пленкой. При этом происхо- дит бурное выделе- анида. Низкая концентра- ция солей меди и цинка электролит
ние водорода на ка- 2. Высокая плотность 2. Понизить плот-
тоде тока ность тока
Покрытие блед- 3. Низкая температура 3. Подогреть элект-
ного цвета электролита 1ролит
169
Для осаждения специальной белой бронзы, содержащей около
40% олова, стойкой к атмосферным воздействиям и имеющей красивый
внешний вид, напоминающий серебро, применяют электролит следую-
щего состава и режима работы;
Станнат натрия в г/л...............45—60
Медионатриевая цианистая соль в г/л 10—15
Цианистый натрий в г/л ............10—15
Едкий натр в г/л ..................25—70
Температура в °C .................65
Катодная плотность тока в а/дм2 . . 2—2,5
В качестве анодов применяют пластины из меди, стали или никеля.
Электролит для покрытия белой бронзой приготовляют следую-
щим образом. Сначала растворяют отдельно станнат натрия и цианис-
тую медно-натриевую соль и смешивают оба раствора, а затем добав-
ляют отдельно растворенный цианистый натрий и едкий натр. Присут-
ствие в электролите двухвалентного олова недопустимо. Его окисляют
в четырехвалентное с помощью перекиси водорода, так же как в элект-
ролите для щелочного лужения.
Следует иметь в виду, что на состав покрытия сильно влияет ре-
жим работы: понижение температуры вызывает повышенное осаждение
меди, понижение катодной плотности тока до 0,5—1 а!дм2 делает по-
крытие матовым. При уменьшении содержания свободного цианида в
электролите покрытие сильно обогащается медью. То же получается
при повышенном содержании свободной щелочи и увеличении плотности
тока выше 3 а!дм2.
Покрытие прочими сплавами. Составы электролитов и режимы ра-
боты ванн для осаждения сплавов приведены в табл. 95.
Сплав свинца с оловом в различных пропорциях применяют для
защитного покрытия деталей, а также в электротехнике (при содержа-
нии 70% олова). Электролит для покрытия этим сплавом готовят сле-
дующим образом. Сначала приготовляют борофтористоводородный
электролит для свинцевания (см. стр. 155), а затем вводят в него олово
до содержания его 16 г/л. Для этого растворяют в электролите оло-
вянные аноды, заключенные в пористые диафрагмы.
Покрытие сплавом олова с никелем применяют для покрытия изде-
лий из меди и ее сплавов. Для покрытия стальных изделий нужен под-
слой меди толщиной 25—30 мк. Сплав содержит 65% олова и 35%
никеля, имеет очень высокую коррозионную стойкость и красивый внеш»
ний вид, хорошо паяется, причем способность к пайке не теряет дол-
гое время.
170
Таблица 95
Составы электролитов и режимы работы ванн для осаждения
сплавов
Наименование химикатов и режим работы Сплавы
Свинец— олово Олово— никель Свинец- олово— сурьма х-1 ® о д ® t; Я О о Железо— i никель
Борофтористоводородная кис- лота в г/л 45—180
Сернокислый никель и железо в г/л — — — 425
Свинец в г/л . . — — — 30—50 —
Олово в г/л 16 — — 5—7 —
Цинк в г/л — — — 0,3—0,6 —
Сурьма в г/л — — 2—2,5 — —
Клей столярный в г/л .... 0,2—0,5 — 0,2—0,5 1—2 —
Плавиковая кислота в г/л . . 120 — 120 — —
Хлористый никель в г/л . . . — 250—300 — — —
Борная кислота в г/л .... 105 — 105 — —
Двухлористое олово в г/л . . — 40—50 — — —
Фтористый натрий в г/л . . . — 25—30 — — —
Фтористый аммоний в г/л . . — 30—35 — — —
Сернокислый алюминий в г/л — — — — 55,5
Углекислый 'свинец в г/л . . 129 — 129 — —
Хлористый натрий в г/л . . . — — — — 25
Сахарин в г/л — — — — 1
Температура в °C 18—25 55—60 18—25 18—25 40
Катодная плотность тока в aj дм2 1—2 0,5—4 1—2 1—1,5 1—2
Скорость осаждения в мк/мин — 18—20 — 2 —
Кислотность pH — 3—4 — — 2,5
171
Сплавом свинец олово *- сурьма покрывают главным образом
бронзовые вкладыши подшипников скольжения. Электролит для пок-
рытия этим сплавом готовят следующим образом. Сначала приго-
товляют электролит для покрытия свинцово-оловянным сплавом, а
затем вводят в него сурьму до содержания ее 2—2,5 г/л. Для этого
растворяют в электролите сурьмяные аноды, заключенные в пористые
диафрагмы.
Покрытие сплавом свинец — олово — цинк обеспечивает хорошую
антикоррозионную стойкость и высокую прирабатываемость деталей.
Поэтому покрытие этим сплавом применяют для защиты деталей,
работающих при агрессивных условиях, например деталей двигателей:
внутреннего сгорания.
Железо-никелевые сплавы осаждают взамен никеля. Покрытие
сплавом состава 40% железа и 60% никеля дает. беспористые осадки
и при толщине 10—15 мк хорошо защищает от коррозии.
Покрытие алюминиевых и магниевых сплавов. Нанесение гальва-
нических покрытий на алюминиевые и магниевые сплавы представляет
значительную трудность из-за наличия на них окисной пленки, для
удаления которой перед покрытием требуется специальная подготовка.
Подготовка алюминиевых сплавов. Удаления окисной пленки
с алюминиевых сплавов можно достигнуть: анодной обработкой алюми-
ния, обработкой его в растворе хлорного железа или травлением
в серной кислоте.
Для анодной обработки алюминия изделия сначала подвергают
электролитическому обезжириванию в растворе следующего состава
и режима работы:
Едкий натр в г/л .................80
Углекислый натрий в г/л...........40
Цианистый калий в г/л ............ 5
Температура в °C................j . 18—25
Катодная плотность тока в а/дм2, . . 3—5
Продолжительность процесса в мин. . 1—3
После электролитического обезжиривания следует тщательная про-
мывка в теплой и холодной воде. Промытые изделия подвергают ано-
дированию в 3—4%-ном растворе соляной кислоты (температура — ком-
натная, анодная плотность тока 20—30 а/дм2, время выдержки 1—
2 мин). После анодирования следует промывка в холодной воде.
При обработке алюминия в растворе хлорного железа изделия
после электролитического обезжиривания и промывки в холодной
воде обрабатывают в растворе следующего состава и режима работы
172
Хлорное железо в г/л ..............20—35
Соляная кислота в г/л............15—20
Температура в °C ........ 90—95
Продолжительность процесса в мин. 0,5—2
После обработки следует промывка в холодной воде.
Травление алюминия в серной кислоте осуществляют следующим
образом. После гидропескоструйной обработки, продувки сжатым воз-
духом, электролитического обезжиривания и промывки в холодной
воде изделия подвергают анодному травлению в растворе, содержащем
300 г)л серной кислоты (уд. вес 1,84), при цеховой температуре и анод-
ной плотности тока 3—4 а/дм2. Продолжительность процесса 2 мин.
После этого изделия промывают в холодной воде и осветляют при це-
ховой температуре в течение 30 сек в растворе азотной кислоты (200—«
300 г/л). После осветления следует тщательная промывка в проточной
воде.
Сплавы, содержащие медь и кремний, подвергают анодному трав-
лению в растворе фосфорной кислоты (150—200 а/л) при температуре
35°С. Анодная плотность тока 2—3 а/дм?. Продолжительность процесса
5—15 мин.
После описанной выше подготовки алюминий и его сплавы под-
вергают обычному хромированию, меднению, никелированию, серебре-
нию, причем никель и серебро кладут по медному подслою.
В некоторых случаях покрытия на алюминиевые изделия наносят
по промежуточному слою. Для этого алюминиевые изделия, предвари-
тельно обезжиренные и промытые, покрывают тонким слоем контакт-
ного цинка, который предохраняет поверхность изделий от сильного
растравливания электролитом и обеспечивает хорошее сцепление галь-
ванического покрытия с алюминием.
Состав раствора и режим работы следующие:
Сернокислый цинк в г/л ...........120
Едкий натр в г/л . ... . «... 400
Температура в °C ... -............18—25
Продолжительность процесса (при по-
стоянном перемешивании раствора)
в мин .......................... 2—3
Если цинк покрыл изделие неравномерно, то изделие погружают в
крепкую азотную кислоту и выдерживают в ней до прекращения газо
выделения, после чего тщательно промывают и вновь цинкуют.
173
Подготовка магниевых сплавов. Магниевые сплавы, на которые
еще труднее, чем на алюминий, наносить гальванические покрытия,
подвергают следующим подготовительным операциям: а) травлению в
растворе, содержащем 20% уксусной кислоты и 5% нитрита натрия;
б) шлифованию; в) промывке в органическом растворителе; г) электро-
литическому обезжириванию; д) декапированию в 1%-ном растворе
соляной кислоты; е) промывке; ж) цинкованию в электролите состава
и режима работы:
Пирофосфат натрия в г!л * . . . 80
Сернокислый цинк в г/л....... 30
Фтористый калий в г/л........ 10
Углекислый калий в г/л , ... . 5
Кислотность pH............10,2—10,4
Температура в °C............80—85
Продолжительность процесса (при
перемешивании) в мин .... 3
После цинкования изделия промывают и меднят или никелируют
в обычных электролитах.
Никелирование магния и его сплавов можно осуществлять и без
промежуточного подслоя. Для этого отполированные и промытые в
органическом растворителе изделия подвергают катодному электроли-
тическому обезжириванию в растворе следующего состава и режима
работы:
Углекислый натрий в г/л ..... . 50
Тринатрийфосфат в г/л ....... 100
Едкий натр в г/л ...................25
Жидкое стекло в г/л.................50
Температура в °C ............ .70—90
Катодная плотность тока в а/дм2, . . 5—20
Продолжительность процесса в мин. . 1—2
Затем следует промывка в горячей воде, декапирование в рас-
творе состава и режима работы:
Хромовый ангидрид в г/л ...... 120
Азотная кислота в г/л.............75
Серная кислота в г/л.............. 0,5
Температура в °C ..................20—25
Продолжительность процесса в сек. . 6
и анодирование в электролите состава и режима работы:
174
Плавиковая кислота в г/л . . . . . . 150
Азотная кислота в г/л.............. 10
Температура в °C ..................20—25
Анодная плотность тока в а/дм2 ... 2
Продолжительность процесса в мин . 1—5
После анодирования изделия промывают в холодной воде, никели-
руют, промывают в горячей воде и сушат.
ХИМИЧЕСКИЕ ПОКРЫТИЯ
ОКСИДИРОВАНИЕ
Оксидирование черных металлов. Назначение оксидирования —
придание изделиям красивого внешнего вида и стойкости против кор-
розии. Толщина^ оксидной пленки не превышает 2—3 мк.
Состав раствора и режим оксидирования следующие:
Каустическая сода в г/л......... 650—700
Нитрит натрия в г/л......... . . 250
Нитрат натрия в г/л............. 150—200
Температура в °C................135—145
Продолжительность процесса в ч\
для углеродистых сталей .... 1,5
для легированных и высокоугле-
родистых сталей.............. 2—2,5
Во избежание разбрызгивания горячего раствора загрузку деталей
в ванну необходимо производить медленно и осторожно. Раствор дол-
жен свободно омывать всю поверхность деталей и все время кипеть. Во
время оксидирования необходимо через каждые 20—30 мин тщательно
прополаскивать детали в холодной воде, а затем продолжать оксиди-
рование. После оксидирования изделия промывают в горячей про-
точной воде и окунают в горячий раствор, состоящий из 20—30 г/л
хозяйственного мыла, после чего сушат на воздухе и промасливают
горячим минеральным маслом (мелкие изделия окунают, крупные —
протирают).
Приготовление и корректирование оксидирующего раствора. За-
гружать каустическую соду в воду необходимо осторожно, малыми
дозами. Твердый химикат нужно дробить на куски и погружать в
воду в сетчатых корзинах, не допуская одновременного присутствия в
воде больших порций его.
Раствор убывает главным образом из-за уноса его изделиями при
выгрузке их из ванны, а также из-за выкипания. Поэтому необходимо
следить за постоянством уровня раствора и систематически доливать
воду, проверяя при этом температуру кипенияХраствора. Понижение
176
температуры указывает на понижение концентрации раствора, повыше-
ние — на повышение концентрации.
Основные неполадки, возникающие при оксидировании черных
металлов, и причины их возникновения приведены в табл. 96.
Оксидирование цветных металлов. Назначение оксидирования —
создание сравнительно толстых оксидных пленок для защиты от корро-
зии и увеличения пропитываемости пленки лакокрасочными материа-
лами. Оксидирование можно производить химическим или электро-
химическим способом.
Химическое оксидирование применяют для изделий простой формы.
Достоинств! этого способа — наибольшая простота и дешевизна. Не-
достатки — малая (2—3 мк) толщина пленки и небольшая ее прочность.
Состав раствора и режим оксидирования алюминия и его сплавов
следующие:
Кальцинированная сода в г/л . . . 50
Хромовокислый натрий в г/л ... 1’5
Температура в °C................80—100
Продолжительность процесса в мин 3—5
После химического оксидирования изделия погружают при цеховой
температуре на 2—5 сек в 2—3%-ный раствор хромового ангидрида.
Основные неполадки, возникающие при химическом оксидировании
алюминия, и причины их возникновения приведены в табл. 97.
Пленки, полученные химическим оксидированием, уступают по
своим защитным свойствам оксидным пленкам, полученным электро-
химическим оксидированием (анодированием).
Наиболее распространенным является анодирование постоянным
или переменным током в растворе серной кислоты (180—200 г/л) при
температуре 28—32°С и анодной плотности тока 1,5—2,5 а/дм2. Про-
должительность процесса составляет 20—60 мин.
Необходимо иметь в виду, что этим способом нельзя оксидировать
изделия с клепанными швами и узкими щелями из-за невозможности
полностью удалить из таких мест серную кислоту. После анодирова-
ния изделия погружают в раствор хромовокислых солей:
Бихромат калия в г/л............ 15
Кальцинированная сода в г/л . . . 3
или едкий натр в г1л.......... 4
Кислотность pH..................6,5—7,5
Температура в °C..................90—95
Продолжительность процесса ьмин 2—4
Затем изделия необходимо подвергнуть особо тщательной про-
мывке. Качество промывки следует контролировать индикаторной
12 Т. Ф. Яковлев
177
Таблица 96
Неполадки ванн оксидирования черных металлов
Характер неполадок Причины Способы устранения
Покрытие совсем не ложится или ложится пятнами Недостаток щелочи Добавить щелочи, чтобы температура ки- пения была 140°С
Покрытие имеет Недостаточная вы- Погрузить изделия
светлый цвет держка изделий в ванне в раствор повторно
Пот-.рытне _ имеет Недостаток нитрита Добавить 15—20 г/л
светлые пятна. Кон- центрация раствора нормальная (кипит при 140 °C) натрия нитрита натрия
Красный налет на Значительный избы- Разбавить раствор
покрытии ток нитрита натрия водой и добавить ще- лочи
На изделиях образу- ется налет красно-ры- жего цвета, Темпера- тура кипения раствора превышает 145°С Избыток щелочи Разбавляя раствор во- дой, довести темпера- туру кипения до 140°С
Раствор не кипит, Неисправность на- Осмотреть и испра-
температура падает гревательных приборов вить нагревательные приборы
На поверхности из- Низкая концентра- Добавить в ванну
делий образуется сти- рающийся матово-чер- ный налет ция раствора нужные компоненты
На поверхности ок- Изделия плохо отмы- Улучшить промывку
сидированных изделий при хранении выступа- ет белый осадок ты от раствора изделий. Контролиро- вать качество промывки с помощью лакмусо- вой бумаги
178
Таблица 97
Неполадки ванны химического оксидирования алюминия
Характер неполадок Причины Способы устранения
Сползание оксидной 1. Длительное пребы- 1. Сократить время
пленки после обработ- ки в растворе хромово- вание деталей в ванне пребывания деталей в ванне
го ангидрида 2. Высокая темпера- тура оксидирующего раствора 3. Избыток щелочи в растворе 2. Понизить темпера- туру раствора 3. Откорректировать раствор
Окрашивание оксиди- рованной поверхности в радужные цвета пос- ле обработки в раство- ре хромового ангид- 1. Недостаток щело- чи в растворе 1. Добавить щелочи
рида 2. Низкая темпера- тура оксидирующего раствора 2. Подогреть раствор
3. Малая продолжи- 3. Увеличить время
тельность пребывания деталей в ванне окси- дирования оксидирования
бумагой. При обработке в приведенном растворе изделия приобретают
лимонно-желтый цвет и в последующей окраске не нуждаются.
Схема технологического процесса анодирования алюминия для де-
коративной отделки включает операции: 1) обезжиривание и промывка
в горячей воде; 2) монтаж на приспособления; 3) осветление в 30% -ном
растворе азотной кислоты и промывка в холодной проточной воде;
4) электрополирование в электролите следующего состава и режима
работы:
Фосфорная кислота в % .........40
Серная кислота в % ......... 40
Хромовый ангидрид в %........... 5
Вода в %..........................15
Анодная плотность тока в а/дм2 . . 15
Температура в °C...............80—90
Продолжительность процесса в мин 3—5
12*
179
5) промывка в горячей и холодной воде; 6) анодирование и промывка
в холодной воде; 7) окраска по рецептам, приведенным в табл. 98.
8) кипячение в течение 20—30 мин в дистиллированной воде для уплот-
нения пленки; 9) сушка горячим воздухом.
Приспособления для анодирования изготовляют из алюминия и
покрывают перхлорвиниловым лаком.
Исправление брака по цвету пленки производят окунанием в 50%-
ный раствор азотной кислоты.
Оксидная пленка при этом сохраняется, и после промывки изделие
может быть повторно окрашено.
Глубокое анодирование производят на глубину 30 мк и более. Такое
анодирование придаёт изделию высокую твердость, термостойкость,
маслоемкость, износостойкость и улучшает электроизоляционные
свойства.
Глубокое анодирование производят в электролите состава (в г/л):
Серная кислота 170—200
Сернокислый алюминий . . . f . 10—20
Катоды — свинцовые пластины. Режим процесса зависит от марки
сплава.
Чистый алюминий травят при температуре от 0 до—5°С. На-
чальное напряжение 15—20 в, конечное 50—80 в. Анодная плотность
тока 2—2,5 а!дм2.
Продолжительность анодирования 1,5 ч. Электролит непрерывно
перемешивают мешалкой. Цвет анодированной пленки — серый до
черного. Вследствие больших колебаний тока в цепи при глубоком
анодировании рекомендуется автоматическое регулирование плотности
тока.
Процесс нанесения на алюминий пленки, напоминающей эмаль или
пластмассу, называется эматалированием. Такая пленка устойчива к
ударам, к температурным колебаниям, не окисляется от пищевых про-
дуктов. Поэтому применяют ее для отделки столовой и кухонной алю-
миниевой посуды, медицинского оборудования, различных приборов.
Одним из простых и дешевых электролитов для эматалирования
является следующий:
Хромовый ангидрид в г/л ..........100
Борная кислота в г/л ....... . 3—4
Анодная плотность тока в а/дм2 , . 1—1,2
Температура в °C .................40—45
Продолжительность процесса в мин. 30—40
Напряжение на ванне в в . , . , , , 40
180
Наименование химикатов и режим работы
Золотой
№ 1 № 2 № 3
Гипосульфит натрия в г/л
Марганцевокислый калий
в г/л.....................
Уксуснокислый кобальт в г!л
Сода кальцинированная в г/л
Хлорное железо в г/л . . .
Железистосинеродистый ка-
лий в г/л.................
Медный купорос в г/л . . .
Краситель черный для алю-
миния в г/л...............
Краситель желтый 3,53 для
алюминия в г/л . . . .
0,05
0,08
0,061
Растворы для окрашивания в цвета
Черный Коричневый Синий
№ 1 № 2 № 3 № 1 № 2 № 3 № 1 № 2 № 3
— 15— 25 -- —
40— 100
— 10— 100
—• — — — 10— 50 — — 10— 50 —
10 100
— — 5 — — • — — — —’
—
Наименование химикатов и режим работы
Золотой
№ 1 1 № 2 1 № 3
Краситель коричневый алюминия в г/л . . . ДЛЯ — — —
Краситель синий 2К алюминия в г/л . . . ДЛЯ — — —
Краситель оранжевый для алюминия в г/л . 2Ж — — 1,6
Кислотность pH ... . • • — — 6,5— 7,5
Температура в °C . . . 18— 25 18— 25 60— 65
Продолжительность процесса в мин.......... 10— 20 10— 20 2—5
Продолжение табл. 98
Таблица 99
Неполадки в работе ванны анодирования алюминия
Характер неполадок Причины Способы устранения
Полное или почти полное отсутствие оксидной пленки Плохой контакт изде- лий с подвесками или подвесок со штангами Улучшить контакт
Наличие пятен Плохая подготовка из- Улучшить подготов-
и подтеков на из- делий перед анодирова- ку изделий перед ано-
делиях нием дированием
Отсутствие ок- Неправильное положе- Изменить завешива-
сидной пленки на отдельных участ- ках изделий слож- ной формы ние изделий в ванне ние изделий с тем, чтобы дать выход газу со всех поверхностей
Оксидная пленка Высокая температура Снизить температуру
рыхлая и легко стирается электролита электролита
Темный цвет 1. Недостаточный кон- 1. Улучшить кон-
пленки на отдель- такт такт
ных участках изде- 2. Присутствие меди в 2. Сделать анализ и
лий электролите откорректировать элек- тролит
Хрупкость оксид- Низкая температура Подогреть электро-
ной пленки электролита лит до 25—30°С
Растравленные Плохая отмывка от сер- Улучшить промывку
участки на издели- ях, заметные после анодирования ной кислоты и ввести нейтрализа- цию после анодирова- ния
Местное разъеда- Наличие сварного шва Не допускать нали-
ние определенных поверхностей аноди- руемых изделий иди другого металла чия другого металла
Разъедание под- Недостаточное сечение Увеличить сечение
весок подвесок подвесок
Образование бе- Плохая промывка и Улучшить промывку
лых пятен в рако- винах отлитых де- талей нейтрализация после ано- дирования и нейтрализацию
183
При эматалировании изделия завешивают при включенном токе.
Материал катодов — нержавеющая сталь. Соотношение поверхности
анодов и катодов 1 :2 или 3:1.
Основные неполадки, возникающие при анодировании алюминия,
и причины их возникновения приведены в табл. 99.
Составы растворов и режимы работы ванн оксидирования магние-
вых сплавов приведены в табл. 100.
Таблица 100
Составы растворов и режимы работы ванн оксидирования
магниевых сплавов
Наименование химикатов и режим работы Растворы
Для химического оксидирования Для анодиро- вания
№ 1 № 2 № 3 Кисло- го Щелоч- ного'
Двухромовокислый калий в г/л . . 20 . 150 40 —' —
Азотная кислота в мл/л 30 100 — — —
Серная кислота в мл!л — 7—8 — —. —
Хромокалиевые квасцы в г/л . . . — — 20 — —
Углекислый натрий в г/л .... — — — — 50
Хлористый аммоний в г/л .... 1 — — —
Двухромовокислый натрий в г/л — — — 100 —
Фосфорнокислый натрий (однозаме- щенный) в г/л 40
Едкое кали в г/л — — — — 80—90
Фтористый калий в г/л — — — — 300
Катоды — — — Свин- Же-
Температура в °C 70—80 18—25 60—80 цовые 50—55 лезные 45—50
Анодная плотность тока в а/дм2, . — — — 1,5—3 3—4
Продолжительность процесса в мин 0,5—5 2 1 40—60 8—15
Составы растворов и режимы работы ванн химического окси-
дирования и окрашивания меди и медных сплавов приведены
в табл.101.
184
Таблица 101
Составы растворов и режимы работы ванн химического
оксидирования и окрашивания меди и медных сплавов
Наименование химикатов и режим работы Медь Латунь
Корич- “невый Серый Черный Корич- невый Черный Синий
Серная печень в г/л . . . . 5—10 5 — — —
Хлористый аммоний в г/л . 20 — — — — —*
Азотнокислая медь в г/л . . — — — 30 — —
Щавелевая кислота в г/л . . — — — 30 — —
Каустическая сода в г/л . . — — 100 — — —
Персульфат натрия в г/л . . — — 10 — — —
Углекислая медь в г/л . . . — — — — 40 •—
Аммиак (25 %) в мл)л . . — — — — 160 —
Гипосульфит натрия в г/л . — — — — — 160
Уксуснокислый свинец в г/л — — — — — 40
Температура в °C 18—25 18—25 90— 50—60 18—25 20—40
Продолжительность процесса 100
в мин 1—2 2—3 3—5 3—10 15 1 — 10
Снятие недоброкачественного оксидного покрытия. Оксидную плен-
ку снимают путем выдерживания изделий в течение 1—2 мин в 10%-ном
растворе щелочи, подогретом до 50—70° С. Затем изделия обрабаты-
вают в 10%-ном растворе азотной кислоты, промывают в воде и снова
загружают в ванну оксидирования. Повторное оксидирование по
уплотненной или химически окрашенной пленке невозможно. Без
снятия предыдущей пленки можно повторно оксидировать лишь изде-
лия, не прошедшие уплотнения и окрашивания.
ФОСФАТИРОВАНИЕ
Фосфатирование представляет собой химический процесс образо-
вания на стали и чугуне нерастворимых фосфорнокислых солей марган-
ца и железа. Применяют его с целью предохранения от коррозии из-
делий, работающих в минеральном масле и топливе; подготовки по-
верхности стали и чугуна под окраску или промасливание; повышения
прирабатываемости деталей.
185
Фосфатирование с целью защиты от коррозии применяют также и
для цветных металлов.
Для фосфатирования применяют раствор препарата «Мажеф» (мар-
ганец— железо — фосфор). Температура раствора 96—98° С, время
выдержки изделий 40—80 мин, при применении ускоряющих добавок —
15—20 мин.
Фосфатная пленка должна иметь глубоко-черный цвет и мелкокрис-
таллическую структуру.
Для приготовления фосфатирующего раствора нагревают в отдельной
ванне воду и растворяют в ней препарат «Мажеф» из расчета 35 г/л
(раствор можно приготовлять прямо в рабочей ванне, однако это не ре-
комендуется из-за взмучивания осадка при сильном кипении раствора).
Затем раствору дают отстояться и проверяют его концентрацию.
Для этого отбирают 10 мл раствора и титруют децинормальным раст-
вором щелочи. Число миллиграмм израсходованного на это раствора
щелочи называют кислотностью фосфатирующего раствора. Кислот-
ность выражают условно в так называемых точках, причем одна точка
соответствует 1 мл щелочного раствора, израсходованного на титрование.
Нормальная кислотность фосфатирующего раствора 29—30 точек.
Если кислотность ниже — в раствор добавляют препарат «Мажеф», а
затем снова кипятят.
После проверки кислотности раствор декантируют в рабочую ван-
ну и, если кислотность выше нормальной, добавляют воды.
Для ускорения процесса фосфатирования рекомендуется вводить
в раствор катализаторы, например 3—4 г/л азотнокислого марганца
или 5—10 г/л азотнокислого аммония, или 55—65 г/л азотнокислого
цинка. После введения добавок кислотность раствора сильно повышае-
тся. Избыточную кислотность нейтрализуют углекислым марганцем
или едким натром.
Основные неполадки, возникающие при фосфатировании, и причины
их возникновения приведены в табл. 102.
Составы растворов и режимы специальных видов фосфатирования
приведены в табл. 103.
Для приготовления раствора № 1 для черного фосфатирования в
разбавленную (1:2) и нагретую до 70—90° С ортофосфорную кислоту
вводят сначала кислое фосфорнокислое железо, а затем окись цинка
или сначала стружку и половину окиси цинка, а после прекращения
выделения газов — остальную окись цинка. После полного растворе-
ния компонентов добавляют воды до рабочего уровня и соду.
При снижении общей кислотности на 4 точки или уменьшения со-
держания окиси цинка до 5,5 г/л добавляют 1,5 г/л окиси цинка
и 3,7 г/л бртофосфорной кислоты.
186
Таблица 102
Неполадки ванны фосфатирования
Характер неполадок Причины Способы устранения
Недостаточ но гл у - бокий цвет покры- тия Обильный несмы- вающийся белый налет на изделиях Крупнокристал- лическая структура осадка с понижен- ной защитной спо- собностью 1. Низкая температура раствора 2. Низкая концентрация раствора Взмучивание осадка при сильном кипении 1. Предварительное траЗв- ление изделий без после- дующей нейтрализации 2. Низкая температура 1. Повысить темпе- ратуру раствора 2. Довести концент- рацию раствора до нор- мальной Не доводить раствор до кипения. Чаще очи- щать ванну от шлама 1. Правильно нала- дить процесс подготов- ки изделий перед фос- фатированием 2. Поддерживать тем- пературу в пределах 96—98°С
Процесс черного фосфатирования состоит из следующих операций:
1) гидропескоструйная очистка, обдувка сжатым воздухом, осмотр
поверхности, прогрев в горячей воде; 2) фосфатирование в первом раст-
воре и промывка; 3) погружение на 5 мин в 9%-ный горячий (80—
95° С) раствор калиевого хромпика и промывка; 4) погружение на 3 мин
в горячий (80—95° С) раствор из 3% мыла и 2—3% соды; 5) горячая
промывка; 6) фосфатирование во втором растворе и горячая промывка;
7) повторение операции 4; 8) сушка и пропитывание смазочным маслом.
После форсфатирования, промывки и обработки в мыльном раст-
воре изделия просушивают и обязательно промасливают путем окуна-
ния в горячее минеральное масло или протирания маслом вручную.
Снятие недоброкачественных фосфатных покрытий. Фосфатные
пленки снимают механическим (гидропескоструйная очистка) или хими-
ческим способами путем травления в 10—15%-ном растворе соляной
кислоты при 18—25° С, либо в 10—15%-ном растворе серной кислоты
при 40—50° С, либо, наконец, в кипящем 15—20%-ном растворе каус-
тической соды.
187
Таблица 103
Составы растворов и режимы специальных видов фосфатирования
Наименование химикатов и режим работы Растворы
Для черного фосфа- тирования Для хо- лодного фосфати- рования Для фосфати- рования цинка
№ 1 № 2
«Мажеф» в г/л — 30 30 —
Фосфорнокислое закисное же- лезо (или железная струж- ка) в г/л 235 — —
Углекислый натрий в г/л 1 — — !
Окись цинка в г/л 8 — — -
Ортофосфорная кислота в г/л\ при применении фосфор- нокислого закисного же- леза 32
при применении желез- ной стружки 50 — — —
Азотнокислый цинк в г/л — 150 —
Нитрит натрия в г/л .... — — 2—3 1-1,5
Монофосфат цинка в г/л . — — — 15—25
Нитрат натрия в г/л — — — 30—50
Кислотность (общая) в точ- ках 56 80 — • .
Свободная кислотность . . . 8—14 1,5—3,5 — —(
Температура в °C 92—97 50—60 18—25 40—50
Продолжительность процесса в мин 10 10—15 15—30 10—15
188
КОНТРОЛЬ КАЧЕСТВА ПОКРЫТИИ, ЭЛЕКТРОЛИТОВ
И ХИМИКАТОВ
КОНТРОЛЬ КАЧЕСТВА ПОКРЫТИЙ
Вид и толщина гальванического покрытия должны соответствовать
требованиям стандарта или чертежа изделия.
Проверку качества нанесенного слоя производят: осмотром внеш-
него вида, испытанием коррозионной стойкости, механических свойств,
определением пористости и толщины.
Количество деталей, отбираемых для проверки, устанавливают в
каждом случае техническими условиями на приемку (обычно 0,5—
5% общего количества деталей, предъявляемых к приемке).
В случае получения неудовлетворительных результатов испытаний
(хотя бы на одном образце) производят повторное испытание на удво-
енном количестве образцов по тем видам испытаний, которые дали не-
удовлетворительные результаты. Если же и при повторных испытаниях
будут получены неудовлетворительные результаты, то предъявленную
партию возвращают на переделку, после чего ее' опять проверяют.
Контроль внешнего вида. Покрытия осматривают невооруженным
глазом. Результаты осмотра должны удовлетворять техническим усло-
виям на данный вид покрытия. Оценка качества покрытий ответствен-
ных деталей производится по эталонам.
Примереные требования к внешнему виду следующие:
Оцинкованные и кадмированные изделия считаются годными, если
они имеют по всей поверхности ровный плотный осадок. Не допускае-
тся наличие дендритов, губчатости, непокрытых участков, отслаи-
вания или шелушения, пузырчатости, пятнистости.
Меднение под цементацию должно быть с резкими границами омед-
ненной поверхности. Покрытие должно быть плотным, мелкокристал-
лической структуры. Не допускаются отслаивание и хрупкость. Под-
теки воды, пятнистость, различный цвет осадка не являются дефектами.
Никелевые покрытия должны быть светлого цвета, блестящие,
ровные. Не допускаются г точечная пятнистость, черные полосы, пят-
на, пузыри, трещины, шелушение, отслаивание и шероховатость.
189
Декоративные многослойные покрытия должны быть после полиро-
вания плотными, равномерно блестящими. Не допускается наличие
механических повреждений, рисок, царапин, обнаженных участков.
Определение коррозионной стойкости. Испытание на коррозион-
ную стойкость производится с целью установления надежности и дол-
говечности данного покрытия.
Наилучшим способом является испытание в естественных атмо-
сферных условиях. Как правило, эти испытания производят на крыше
здания, где изделия подвешивают на деревянные подставки. Перио-
дически — через несколько суток — производят наблюдения за изме-
нением поверхности и отмечают время появления коррозии.
Так как этот метод испытаний длительный, то чаще коррозионную
стойкость проверяют ускоренными способами: испытанием в туманной
камере или способом погружения.
При испытании в туманной камере детали подвешивают на стеклян-
ных или пластмассовых нитях и через каждые 15 мин обрызгивают
3%-ным раствором хлористого натрия для создания искусственной
влажной атмосферы. Средняя продолжительность испытаний много-
слойных декоративных покрытий на коррозионную стойкость состав-
ляет 24—96 ч. Для изделий из цинковых сплавов — 12—48 ч.
Допустимой коррозией считается в среднем один очаг на каждый
1 дм2 испытуемой поверхности.
Проверка покрытий способом погружения заключается в погруже-
нии изделий в 3%-ный раствор хлористого натрия при комнатной тем-
пературе и исследовании первых очагов коррозии. Изделия должны
быть полностью погружены в раствор. Желательно помещать каждый
образец в отдельный сосуд.
Если при коррозионных испытаниях проверяют изменение веса,
то перед взвешиванием удаляют ржавчину, которая и вызывает поте-
рю веса испытуемого образца.
Для коррозионных испытаний покрытий изделий, предназначенных
для эксплуатации в странах с тропическим климатом, существуют спе-
циальные так называемые тропические камеры, где поддерживается
100%-ная влажность и температура 55°С. При испытаниях изделия
сначала выдерживают в течение 12 ч при агрессивных условиях, затем
в течение 12 ч при нормальной температуре. Цикл повторяют до начала
образования очагов коррозии.
По условиям эксплуатации испытание изделий в тропической ка-
мере в течение шести суток превосходит действительное воздействие
тропических условий.
Контроль качества оксидных пленок. Оксидные покрытия на стали
должны представлять собой ровную пленку черного цвета. На дета-
190
лях, прошедших цементацию, местную закалку или газовую сварку,
допускается незначительное отклонение в оттенках цвета. На легиро-
ванных сталях допускается красноватый налет. Сплошность оксидной
пленки проверяют'погружением изделия на 30 сек в 3%-ный раствор
сернокислой меди с последующей промывкой. Если нет видимых изме-
нений прежнего цвета, то сплошность оксидной пленки хорошая.
Если же на некоторых участках ©садилась контактная медь, то покры-
тие бракуют, как пористое.
Фосфатные пленки должны быть равномерно черного или темно-се-
рого цвета; структура пленки — мелкокристаллическая, равномерно
игольчатая. Не допускается белый налет нерастворимых солей, не
исчезающий после промасливания деталей. Слой смазки на оксиди-
рованных и фосфатированных изделиях должен быть сплошной, равно-
мерный без густых подтеков.
Коррозионную стойкость фосфатных и оксидных пленок на стали
проверяют погружением изделия на 15 мин в 3%-ный раствор хло-
ристого натрия. Затем испытуемое изделие вынимают, промывают и в
течение 30 мин выдерживают на воздухе. На изделиях не должно быть
следов ржавчины. При отсутствии ржавчины для представления о кор-
розионной стойкости изделия цикл исследований повторяют несколько
раз.
Качество оксидной пленки на алюминиевых сплавах проверяют
капельным методом. Для этого на испытуемую поверхность наносят
1—2 капли раствора следующего состава:
Соляная кислота (уд. вес 1,19) в мл 25
Двухромовокислый калий в г ... . 3
Вода дистиллированная в мл .... 75
Позеленение нанесенной капли указывает на окончание испытаний.
Оксидные пленки, полученные сернокислым методом, признаются
годными, если капля не зеленеет в течение 2,5—5 мин.
На магниевых сплавах оксидную пленку проверяют капельным ме-
тодом, нанося 1%-ный раствор хлористого натрия с добавкой
0,1%-ного спиртового раствора индикатора фенолфталеина. Признаком
окончания испытаний служит порозовение поверхности изделия под
каплей. Пленки для различных магниевых сплавов считают годными,
если при температуре 25° С капля не розовела в течение 80—396 сек.
Раствор для испытаний ежедневно составляют свежий.
Контроль толщины покрытий. Толщину цинковых, кадмиевых,
медных, никелевых и многослойных покрытий определяют по ГОСТ
3003-58. Толщину оловянных покрытий определяют по ГОСТ 3264-46.
191
Этими стандартами установлены химические (капли, струи), физи-'
ческие (магнитный, радиоактивный) и механические методы контроля
толщин покрытия.
Процесс подготовки покрытия к испытанию включает следующие
операции:
1) обезжиривание испытуемой поверхности пастой, состоящей из
окиси магния (или смеси окиси магния с негашеной известью) и воды;
2) тщательная промывка струей воды; 3) просу-
шивание фильтровальной бумагой.
Детали, поступающие на испытание сразу после
нанесения покрытий, можно не обезжиривать. Испы-
тание покрытий методами струи или капли необхо-
димо производить до фпассивирования и до фосфати-
рования. Во избежание растекания капли или струи
испытуемый участок обводят карандашом или хими-
чески стойким лаком.
Для определения толщины покрытий методом капли
на участок испытуемого покрытия через определенный
промежуток времени последовательно наносят по одной
капле заранее приготовленного раствора. Перед на-
несением новой капли предыдущую стирают фильтро-
вальной бумагой.
Составы раствора, а также время выдержки и
признаки окончания испытаний приведены в табл. 104.
Фиг. 11. Схема прибора для контроля толщины покрытий
методом струи:
1 — термометр; 2 — отверстие в трубке 4 для воздуха,
поступающего в воронку 5; 3 — пробка резиновая; 4 — труб-
ка стеклянная для воздуха, поступающего в воронку 5; 5 —
воронка капельная на 0,5—1 л; 6— краник капельной во-
ронки; 7 — трубка резиновая; 8 — трубка стеклянная ка-
пиллярная; 9 — испытуемый образец.
Расчет толщины производят по формуле
h = (п — 0,5) hk мк,
где п — число капель раствора;
hk — толщина покрытия, снимаемая одной каплей (табл. 104).
Точность капельного метода составляет ±20%.
Метод струи заключается в растворении участка покрытия струей
раствора, вытекающего из капиллярной трубки (фиг. 11) с определен-
ной скоростью.
192
13 т. Ф- Яковлева
Таблица 104
Растворы, применяемые при определении толщины покрытий методом
капли
Покрытие Основной металл Раствор для снятия покрытий Время выдержки в сек Признаки окончания растворения Зничение hK в мин при температуре в °C
Название вещества Концентра- ция в г/л 18 20 25 30
Медь Сталь, никелевый подслой Азотнокислое серебро 44 10 Черное пятно стали или ни- келя 0,89 1,08 1,2 1,26
Никель Сталь Медь Хлорное железо Сернокислая медь 300 100 30 Розовое пятно меди 0,7 0,7 0,7 0,7
Цинк, кад- мий Сталь Йод металличес- кий Йодистый калий 100 200 Для цин- ка 1 мин\ для кад- мия 30 сек Черное пятно основного ме- талла 1,01 1,24 1,45 1,8
Олово Сталь Me дь Латунь Хлорное железо Сернокислая медь Соляная кислота 75 50 300 мл/л 30 Розовое пятно меди 0,94 1,04 1,14 1,22
Серебро — Азотная кислота 1:1 30 Металл подслоя В течение 30 сек кап- ля растворяет 3 мк серебряного покрытия
Свинец Сталь, никель Азотная кислота (уд. вес 1,4) 420 30 — — 1,34 — —
Хром н* сс* CQ Сталь, никель Соляная кислота 325 До обнажения основного металла — 1,06 — —
Растворы, применяемые для испытания покрытий методом струй,
следующие:
1. Для медных и никелевых покрытий
Хлорное железо в г/л ....... 300
Сернокислая медь в г!л.........• . 100
2. Для цинковых покрытий
Азотнокислый алюминй в г/л . . . . 70
Соляная кислота (1 н. раствор) ъмл!л 7
Сернокислая медь в г/л < 7
3. Для кадмиевых покрытий
Азотнокислый аммоний в г/л .... 17,5
Соляная кислота (1 н. раствор) в мл/л 17,5
Расчет толщины покрытия производят по времени, затраченному
на растворение участка покрытия. Признаком окончания растворения
является изменение цвета металла.
Расчет толщины производят по формуле
h = htt мк,
где ht — толщина покрытия, снимаемая в 1 сек (табл. 105);
t — число секунд, по истечении которых растворился слой по-
крытия.
Точность метода ± 15%.
Магнитные методы определения толщины покрытий бывают отрыв-
ные и индукционные.
Отрывной магнитный метод основан на измерении силы отрыва
постоянного магнита или величины тока при отрыве электромагнита
от поверхности испытуемой детали.
Индукционный магнитный метод основан на измерении магнитного
потока, проходящего в сердечнике электромагнита. Сила притяжения
магнита зависит от толщины покрытия. Чем больше толщина покры-
тия, тем меньше сила отрыва магнита. Однако строго пропорциональ-
ной зависимости здесь нет, так как на результаты измерения оказывают
влияние структура основного металла, чистота поверхности, форма
изделия и другие факторы. Поэтому с помощью специальных эталонов,
толщина покрытия которых известна, получают градуировочную зави-
симость показаний прибора от толщины покрытия.
Для измерений применяют магнитные толщемеры (фиг. 12).
194
Таблица 105
Зависимость скорости растворения покрытия от температуры
при методе струи
Температура в °C Толщина покрытия А/ в мк, снимаемая в 1 сек
Никелевого Медного Цинкового Кадмиевого
15 0,333 0,641 0,560 0,207
16 0,376 0,685 0,571 0,211
17 0,424 0,735 0,589 0,217
18 0,467 0,794 0,610 0,223
19 0,493 0,892 0,630 0,229
20 0,521 0,926 0,645 0,235
21 0,546 0,980 0,670 0,241
22 0,575 1,042 0,690 0,247
23 0,606 1,099 0,715 0,253
24 0,641 1,163 0,740 0,260
25 0,671 1,220 0,752 0,265
26 0,709 1,266 0,775 0,272
27 0,741 1,333 0,790 0,279
28 0,769 1,389 0,808 0,286
29 0,800 1,429 0,824 0,294
30 0,833 1,471 0,833 0,302
31 0,862 1,515 0,850 0,310
32 0,893 1,587 0,870 0,318
33 0,923 1,658 0,883 0,326
34 0,953 1,729 0,900 0,334
35 0,983 1,800 0,917 0,343
36 — — — 0,353
Расчет толщины производят по градуировочным кривым. Точность
магнитного метода ± 10%, причем при более толстых покрытиях выше,
чем при тонких.
Радиоактивный метод основан на зависимости отраженного от
контролируемого изделия (3-излучения от толщины покрытия. Изме-
рения производят радиоактивными приборами согласно инструкции,
прилагаемой к прибору.
Точность измерений составляет ±5—10%.
13*
195
Толщину покрытия по методу снятия определяют по разности ве-
са изделия до и после снятия покрытия. Расчет средней толщины по-
крытия производят по формуле
h _ fei —£2)1000
с? Sy
мк,
ния. помощью микрометра,
Фиг. 12. Магнитный толщемер.
крытий — раствор хромового ангидрида
где gL — вес детали до снятия, покрытия в Г;
gz— вес детали после снятия покрытия в Г;
S — поверхность детали в см2',
у — удельный вес металла покрытия в Г/см3.
Толщину покрытия можно определить и методом прямого измере-
~ или нутромера измеряют
размер изделия до и
после покрытия. Этот ме-
• тод часто применяют для
измерения толщины хро-
мовых покрытий на инс-
трументах.
Измерение толщины
покрытия с помощью ми-
кроскопа производят на
поперечном разрезе —
шлифе образца. При из-
готовлении шлифа поль-
зуются струбциной и
специальными травиль-
ными растворами: для
железного и никелевого
покрытия — азотная кис-
лота со спиртом, для цин-
ковых и кадмиевых по-
(200 г/л) и сернокислого
натрия (15 а/л).
После травления шлифы промывают в спирте и рассматривают под
микроскопом при увеличении в 100 раз. При измерении делают не-
сколько отсчетов и вычисляют среднее значение. Этот метод особенно
удобен для измерения толщины слоя пористого хромирования, так как
одновременно определяется как общая толщина слоя хрома, так и
толщина пористой части.
Определение пористости покрытий. Пористость медных, никеле-
вых, хромовых и многослойных покрытий определяют по ГОСТ 3247-46.
196
Пористость оловянных покрытий — по ГОСТ 3264-46, цинковых —
по ГОСТ 3265-46.
Порами называются микроскопические отверстия, проходящие
сквозь все покрытие до основного металла или металла подслоя. Пе-
ред определением пористости изделия обезжиривают так же, как перед,
контролем толщины покрытий. На свежеосажденных покрытиях испы-
тание производят без предварительного обезжиривания.
Цинковые и кадмиевые покрытия проверяют методом анодной обра-
ботки. Для этого испытуемый образец погружают в качестве анода
в электролит соответствующего состава.
Таблица 106
Растворы для определения пористости покрытий
Наименование химикатов и режим работы Растворы
Для много- слойных покрытий Для оло- вянных покрытий Для цин- ковых и кадмие- вых покрытий
Железосинеродистый калий в г/л . . . 10 10 —
Железистосинеродистый калий в г/л . — — 40
Хлористый натрий в г/л 60 5 —
Хлористый аммоний в г/л 30 — —t
Сернокислый натрий в г/л ..... . — — 2
Температура в °C 18-25 — —
Продолжительность процесса в мин 5—10 5—10 0,5—1
Напряжение в в — — 4
Материал катода — — Свинец
Оловянные, медные, никелевые, хромовые и многослойные покры-
тия проверяют методом наложения фильтровальной бумаги, смочен-
ной реактивом, состав которого приведен в табл. 106. Через 5—10 мин
бумагу снимают, промывают дистиллированной водой и подсушивают.
В местах пор на бумаге отпечатаются синие пятна. Подсчет пор произ-
водят невооруженным глазом (подсчитывают среднее число пор на
1 см2).
В случае необходимости выявления пор на участках, не допуска-
ющих наложения бумаги, применяют метод заливки. При этом изде-
лия помещают в стеклянную банку и заливают тем же реактивом с
добавкой 20 г!л желатина. По истечении 5 мин изделия вынимают из
раствора и подсчитывают среднее число пор (синих точек) на 1 см2.
197
Склянки с растворами следует хранить в темном месте или дер-
жать завернутыми в черную бумагу. Раствором можно пользоваться
До тех пор, пока он не начнет темнеть, что является признаком его
Физ. 13. Прибор ПМТ-З:
1 — микроскоп; 2 — окуляр-
ный микрометр; 3 — макро мет-
рический винт; 4 — микромет-
рический винт; 5 — иллюмина-
тор; 6 — буртик штока с уста-
новленным грузом; 7 — шток с
алмазной пирамидой; 8—объек-
тив; 9—винт столика; 10 —
столик для установки микро-
шлифа; И — ручка.
лой толщины гальванических
разложения.
Определение прочности сцепления
покрытия с основным металлом. В цехо-
вых условиях можно рекомендовать
следующие методы проверки качества
сцепления слоя покрытия с основным
металлом:
1. Царапание. На покрытие нано-
сят стальным острием ряд пересекаю-
щихся царапин. При этом не должно
быть слущивания или отслаивания по-
крытия;
2. Трение или удар. Детали под-
вергают трению или удару друг о
друга (без деформации их). Осадок не
должен осыпаться или слущиваться;
3. Изгиб. Осадок не должен осы-
паться, отслаиваться или слущиваться
при пятикратном изгибе на 90—180°
тонкого листа с покрытием;
4. Крацевание. Осадок не должен
отслаиваться при крацевании покры-
тия стальной щеткой из проволоки
диаметром 0,1—0,2 мм с окружной
скоростью 17—20 м/сек-,
5. Навивка. Покрытие не должно
отслаиваться при навивке проволоки
вокруг собственного диаметра до' 15
раз.
Определение твердости покрытий.
Измеряют твердость только хромо-
вых, твердых железных и твердых
никелевых покрытий, которые пред-
назначены для защиты изделий от
механического износа. Вследствие ма-
покрытий, определяют твердость от-
дельных участков микроструктуры металла •— так называемую микро-
твердость.
Принцип метода измерения твердости заключается в том, что в
198
испытуемый предмет вдавливают с определенным усилием алмазную
пирамиду, которая оставляет отпечаток на покрытии. Величиной твер-
дости является сопротивление, оказываемое предметом при испытании.
Растространенным прибором для измерения микротвердости покры-
тий является прибор ПМТ-3 с нагрузкой от 1 до 200 Г (фиг. 13). Из-
мерение производят следующим образом. Образец устанавливают на
предметный столик. С помощью микроскопа подбирают участок для
отпечатка. Далее, поворачивая столик вокруг собственной оси, под-
водят образец под наконечник с алмазной пирамидой и вдавливают
ее. После этого образец подводят под микроскоп и при увеличении
в 500 раз измеряют диагональ отпечатка.
Вычисляют твердость по формуле
ЯГ =1854 -^-кГ/лмг,
где р — вес гири в Г;
d — длина диагонали отпечатка в мк,
КОНТРОЛЬ ЭЛЕКТРОЛИТОВ И ХИМИКАТОВ
Для бесперебойной работы гальванического отделения и получения
покрытий высокого качества необходим систематический контроль
состава электролитов и химикатов, поступающих для приготовления
и корректирования электролитов. Задачей контроля является наблю-
дение за содержанием в электролите основных компонентов и за накоп-
лением в нем вредных примесей.
Отбор проб в количестве 0,3—0,5 л для анализа производят при
помощи чистой стеклянной трубки после тщательного перемешивания
электролита. Если перемешать электролит невозможно, то отбор про-
изводят в нескольких местах ванны на различной глубине.
Сложные анализы производят в заводской лаборатории, более прос-
тые — непосредственно в цехе.
Для проведения анализов в цеховых условиях необходим аналити-
ческий стол, минимальный набор посуды, бюретка для титрования,
ареометры, склянки для реактивов и другие приспособления.
Самым распространенным методом анализа является титрование.
При титровании употребляют точные количества реактива, соответ-
ствующие эквивалентному количеству взятой пробы.
Титрованным раствором называется раствор, в 1 мл которого
содержится определенное количество растворенного вещества. Титро-
вание производят с помощью индикаторов — указателей.
193
кэ
ui^i 107
Сроки анализа ванн и частота смены растворов
Процесс Раствор Определяемые в растворе вещества Сроки анализа ванн Частота смены растворов
Химическое и z электролити- ческое обезжи- ривание Щелочной Едкий натр Углекислый натрий Т ринатрийфосфат 2—3 раза в неделю 2—4 раза в месяц
Химическое и электролити- ческое травле- ние Кислый Серная кислота Соляная кислота То же То же
Электрополиро- вание Кислый Серная кислота Фосфорная кислота Хромовый ангидрид 1—2 раза в неделю 1 раз в ме- сяц
Цинкование Кислый Цинк Сернокислый алюминий Сернокислый натрий 1 раз в неделю (кислотность—еже- дневно) 1 раз в год и реже
Цинкование Цианистый Цинк Едкий натр Цианистый натрий Углекислый натрий 1—2 раза в неделю | Ежедневно 1—2 раза в неделю То же
Цинкование Цинкатный
Цинкование Аммиакат- ный
Кадмирование Кислый
Кадмирование Цианистый
Меднение Кислый
Меднение Цианистый
Никелирование Кислый
Цинк Едкий натр Двухвалентное олово 1—2 раза в неделю »
Цинк Борная кислота Хлористый аммоний 1—2 раза в неделю (кислотность— ежедневно) »
Кадмий Борная кислота Хлористый натрий То же »
Кадмий Углекислый натрий Едкий натр Цианистый натрий Н—2 раза в не- J делю | Ежедневно »
Медь сернокислая Серная кислота 1 раз в неделю
Медь Цианистый натрий (свободный) Едкий натр 2—3 раза в неделю | Ежедневно » »
Никель Сульфаты Хлориды Борная кислота Примеси 1—2 раза в неделю (кислотность— ежедневно)
Процесс Раствор
Хромирование Кислый
Лужение Кислый
Лужение Щелочной
Железнение Кислый
Свинцевание Борофторис- товодород- ный
Продолжение табл. 107
Определяемые в растворе вещества Сроки анализа ванн Частота смены растворов
Хром (шести- и трехва- лентный) Серная кислота 2—3 раза в неделю То же
Олово (двух- и четырех- валентное) Серная кислота 1—2 раза в неделю »
Олово (двух- и четырех- валентное) Едкий натр Примеси (карбонаты и хлориды) 2—3 раза в неделю Ежедневно По мере необходи- мости »
Железо (трех- и двухва- лентное) Хлориды Сульфаты 1 раз в неделю (кислотность — ежедневно) »
Свинец Борная кислота Борофтористоводородная кислота 1 раз в неделю .»
।
Серебрение Цианистый
Золочение Цианистый
। Латунирование Цианистый
Бронзирование Цианистый
Серебро Цианистый натрий Карбонаты Хлориды То же »
Золото Цианистый калий Фосфат натрия Примеси »
Медь Цинк Цианистый натрий (сво- бодный) Карбонаты Примеси 1 1—2 раза в не- J делю Ежедневно 1 По мере необхо- / димости »
Медь Цинк ? Олово Цианистый натрий Едкий натр 1—2 раза в неделю »
Процесс Раствор
Оксидирование алюминия Кислый
Оксидирование алюминия Хромово- кислый
Фосфатирование стали «Мажеф»
Оксидирование стали Щелочной
Продолжение табл. 107
Определяемые в растворе вещества Сроки анализа ванн Частота смены растворов
Серная кислота Примеси (алюминий, же- лезо и др.) 1—2 раза в неделю При накоп- лении вред- ных приме- сей свыше предела
Хром (шести- и трехва- лентный) Примеси (алюминий, же- лезо и др.) 2—3 раза в неделю То же
Примеси 1 раз в неделю (кислотность 1 раз в. смену) »
Едкий натр Азотистокислый натрий Азотнокислый натрий 3 раза в неделю По мере за- грязнения раствора
' Индикаторами называются такие вещества, которые от кислотной ’
или щелочной среды изменяют свой цвет. Важнейшие из них: лакмус,
фенолфталеин и метилоранж. Лакмус — вещество растительного про-
исхождения. Его водный раствор имеет фиолетовый цвет. В кислой
среде лакмус окрашивается в красный цвет, в щелочной — в синий.
Раствор фенолфталеина в щелочной среде окрашивается в ярко-мали-
новый цвет, в кислой — остается бесцветным. Метилоранж в кислой
среде до pH = 3,1 окрашивается в красный цвет, от pH = 4,4 и боль-
ше — в желтый.
При титровании применяют децинормальные растворы.
Титрование производят следующим образом. Титрованный раствор
наливают в бюретки, а анализируемую пробу— в колбу для титрования.
Туда же приливают 3—4 капли индикатора и вводят по каплям рас-
твор из бюретки в колбу при непрерывном перемешивании. Изменение
цвета индикатора указывает на конец титрования. Фильтрование
раствора производят через фильтровальную бумагу, вложенную в стек-
лянную воронку.
Нагревание раствора производят на газовой горелке или электри-
ческой плитке. Выпаривают растворы в фарфоровых чашках, установ-
ленных на асбестовую сетку.
Сроки анализа ванн и частота смены растворов приведены в
табл. 107.
Определение примесей металлов. Содержание примесей - многих ме-
таллов в электролите удобно и просто определять колориметрическим
способом, который основан на том, что два раствора солей одного
и того же металла при одинаковой концентрации и толщине слоя рас-
твора имеют одинаковую интенсивность окраски. С этой целью'заранее
готовят набор стандартных растворов солей металлов различной кон-
центрации. Анализируемый раствор разбавляют водой (определенное
число раз) и сравнивают со стандартной шкалой.
Определение кислотности pH электролита. В цеховых условиях
для приблизительного определения pH электролита применяют универ-
сальную индикаторную бумагу. Это отрывные полоски фильтроваль-
ной бумаги, пропитанные индикаторным раствором. Сравнительная
(эталонная) шкала окрашена в цвета, соответствующие определенным
значениям pH от 1 до 10. Весь набор изготовлен в виде карманной книж-
ки. Для определения кислотности отрывают одну полоску индикатор-
ной бумаги, погружают в раствор и сравнивают окрасившуюся инди-
каторную бумажку с окраской эталонов.
Определение кислотности pH можно осуществить с помощью спе-
циального прибора иономера (фиг. 14) — электрического прибора,
действие которого основано на закономерном изменении э. д. с.
205
гальванического элемента в зависимости от кислотности pH исследуе-
мого раствора.
Колориметрический метод определения кислотности pH основан
на том, что окраска индикаторов зависит от величины pH раствора.
По этому методу готовят колориметрическую шкалу (набор пробирок
с растворами различной кислотности), показывающую, какие окраски
Фиг. 14. Иономер ИМ-2М.
принимает данный индикатор при различных значениях pH. Затем
в такую же пробирку помещают исследуемый раствор и столько же
капель индикатора и сравнивают получившуюся окраску с окраской
стандартных растворов.
Сравнение окрасок лучше всего производить в так называемых
компараторах (фиг. 15). В этом случае в три пробирки наливают испы-
туемый электролит, две из них ставят в крайние гнезда первого ряда
компаратора, а третью (добавив в нее индикатора) — в среднее гнездо.
Во втором ряду в крайние гнезда ставят пробирки с эталонами коло-
риметрической шкалы, а в среднее — пробирку с дистиллированной
водой. Затем рассматривают компаратор в проходящем свете и подби-
рают эталоны, сходные по цвету с испытуемым раствором.
Определение щелочи и соды в ваннах обезжиривания. 10 мл рас-
твора ванны обезжиривания помещают в мерную колбу емкостью 250 мл
и доливают дистиллированной водой до метки. Отбирают для анализа
206
10 мл, помещают в колбу для титрования и титруют 0,1 н. раствором
соляной кислоты в присутствии фенолфталеина до обесцвечивания рас-
твора. Замечают по бюретке число миллилитров израсходованного
раствора. Затем в ту же колбу для титрования добавляют метилоранж
и титруют соляной кислотой до слабо-розового окрашивания. ' ч_.
Расчет производят по формулам:
содержание щелочи
„ (а — Ь) 0,004 • 250 • k - 1000 , '
= --------- - 10-10-----------г/л’
содержание соды
b • 2 • 0,0053 • k • 1000 • 250 ,
к =------------------------Гойо------------г‘л'
где а—количество 0,1 н. раствора соляной кислоты, израсходован-
ной на нейтрализацию всей щелочи и половины количества
соды (титрование с фенолфталеином);
b — количество 0,1 н. раствора соляной кислоты, израсходован-
ной на нейтрализацию остатка соды (титрование с метил-
оранжем);
к— коэффициент перехода к точно 0,1 н. раствору соляной кис-
лоты.
Цеховой анализ некоторых химикатов. Рассмотрим, как произво-
дится анализ важнейших химикатов.
Соляная кислота — бесцветная жидкость удельного веса 1,19
(37%); техническая соляная кислота — чаще желтоватая жидкость,
иногда с меньшим удельным весом (1,15—1,16).
Соляную кислоту проще всего распознать, открыв бутыль. При
этом выделяются белые пары с характерным запахом (соляная кислота
«дымит» на воздухе). Можно также подержать стеклянную палочку,
смоченную аммиаком, над сосудом с кислотой. Если кислота соляная,
то образуется густой белый дым — хлористый аммоний. В.пробирку с
кислотой добавляют несколько капель азотнокислого серебра. Образо-
вание белого осадка указывает на присутствие соляной кислоты.
Концентрацию соляной кислоты по удельному весу можно опреде-
лить с помощью ареометра и данных табл. 10.
Химический анализ соляной кислоты производят следующим обра-
зом. 10 мл кислоты разбавляют водой в мерной колбе до 100 мл. От-
бирают пипеткой 10 мл раствора и переносят в колбу для титрования;
затем добавляют метилоранж и титруют 0,1 н. раствором щелочи до
исчезновения розовой окраски.
207
Азотная кислота — жидкость желтого цвета удельного веса 1,4
(60—65%). Азотную кислоту можно быстро отличить от других кис-
лот. Для этого наносят несколько капель кислоты на медную или
латунную пластинку. Бурное растворение металла с выделением бу-
рых паров — окислов азота — свиде-
тельствует о том, что это азотная
кислота.
Концентрацию азотной кислоты
можно определелить по удельному
весу с помощью ареометра и данных
табл. 8.
Химический анализ азотной кис-
лоты производят методом титрования.
Для этого 10 мл кислоты пипеткой
вводят в мерную колбу емкостью 100 мл
и доливают дистиллированной водой
до метки. Раствор хорошо перемеши-
вают; затем из него отбирают 10 мл
в колбу для титрования, добавляют
20—30 мл дистиллированной воды и
1—2 капли раствора метилоранжа.
После этого раствор титруют 0,1 н.
раствором щелочи.
Серная кислота — густая бесцвет-
ная жидкость. Химически чистая
концентрированная (95—97%) кислота
имеет удельный вес 1,84. Техническая
меньший удельный вес (1,53—1,56).
Фиг. 15. Компаратор для опре-
деления кислотности pH.
серная кислота может иметь
Для электролитов гальванических ванн применяют химически
чистую, а для травления металлов техническую серную кислоту.
Для определения концентрации серной кислоты в чистый сухой
цилиндр наливают около 0,5 л ее и опускают туда ареометр. По пока-
заниям ареометра с помощью данных табл. 9 определяют содержание
серной кислоты.
ОБОРУДОВАНИЕ ГАЛЬВАНИЧЕСКИХ ЦЕХОВ
ЭЛ ЕКТРООБОРУДОВАН ИЕ
Генераторы. Наиболее распространенными источниками питания
гальванических ванн являются низковольтные многоамперные двух-
коллекторные генераторы постоянного тока (ГОСТ 165L-54).
Техническая характеристика генераторов приведена в табл. 108.
Таблица 108
Техническая характеристика генераторов
Тип Мощность в кет. Число оборо- тов в минуту Напряжение в в при соединении коллек- торов Ток в. а при соедине- нии коллекторов
парал- лельном последо- вательном парал- лельном последо- вательном
НД 500/250 3 1440 6 12 500 250
НД 1000/500 6 970 6 12 1000 500
НД 1500/750 9 970 6 12 1500 750
НД 2500/1250 15 — 6 12 2500 1250
НД 5000/2500 30 730 6 12 5000 2500
НД 10000/5000 60 — 6 12 10000 5000
Якорь генератора имеет две независимые обмотки. Коллекторы
якоря могут быть включены параллельно или последовательно для
получения напряжения 6 или 12 в соответственно режиму работы
гальванической ванны.
Генераторы мощностью до 15 кет включительно изготовляются
с самовозбуждением. В генераторах большей мощности обмотка воз-
буждения питается постоянным током напряжением ПО в от отдельного
14 Т. Ф. Яковлев
209
генератора или селенового выпрямителя. При неравномерной нагрузке
коллекторов суммарный ток, отдаваемый генератором, не должен пре-
вышать значений, приведенных в табл. 108.
В состав агрегата для питания гальванической ванны входят: *
1) низковольтный двух коллекторный генератор с приводным асин-
хронным двигателем;
Фиг. 16. Принципиальная лхема индивидуального питания
электролитической ванны:
Р — рубильник; П — предохранители; /< — пускатель; РТ —
тепловое реле; Д — асинхронный двигатель; В — возбудитель;
ДП — дополнительные полюса; ОВВ — обмотка возбуждения
возбудителя; Ri и Д2 — регулировочные реостаты; Vj — вольт-
метр (150 в); ОВГ —обмотка возбуждения генератора; Г —гене-
ратор постоянного тока с двумя коллекторами; и Д2 — кол-
лекторы; — вольтметр (15 е); Ш—шунт; А — амперметр;
ЭВ — электролитическая ванна.
2) возбудитель с ременным приводом от вала двигателя (может
быть в виде отдельного агрегата или, наконец, по желанию заказчика в
виде селенового выпрямителя);
3) реостат для включения в цепь возбуждения генератора;
4) реостат для включения в цепь обмотки возбуждения возбуди-
теля;
5) запасной комплект щеток генератора.
210
Помещения, где располагаются электрические агрегаты, необхо-
димо отделять от остальных помещений сплошной перегородкой для
предохранения обмоток от порчи выделениями от ванн и для снижения
производственного шума.
Питание гальванических ванн от генераторов может быть инди-
видуальным или групповым. Индивидуальное питание (фиг. 16) дает
-3800
ЗВ ЗВ ЗВ
Фиг. 17. Принципиальная схема питания нескольких электролитических
ванн от одного генератора:
Л» Pzy Рз, Pi, Р6, Ра— рубильники; rJ( г.,, г3, г4, гь. га, — сопротив--
ления; остальные обозначения такие же, как на фиг. 1G.
возможность плавно регулировать реостатами и Т?2 величину тока
на ванне в широких пределах. При групповом питании (фиг. 17) к
одному генератору присоединяют несколько ванн. Кроме реостатов
и Т?2, в цепи каждой ванны имеются регулировочные реостаты 7?3,
И /?5.
Выпрямители. Наряду с низковольтными генераторами для питания
гальванических ванн используют твердые селеновые и германиевые
выпрямители. Преимущество^твердых выпрямителей по сравнению с
генераторами — небольшие размеры, отсутствие вращающихся и изна-
14*
211
шивающихся частей, бесшумность работы, простота ухода, возмож-
ность установки прямо у ванн, что снижает расход цветных металлов
и упрощает схему проводки, возможность соединения отдельных вы-
прямителей в группы для получения разных напряжений и величин тока.
Элемент селенового выпрямителя состоит из стальной или алюми-
ниевой пластины (шайбы), на которую нанесен слой селена, покрытый
слоем сплава висмута, олова и кадмия. Такой элемент пропускает
ток только в направлении от селена к покровному сплаву. Таким обра-
зом, сплав является положительным полюсом выпрямителя, а сталь или
алюминий отрицательным полюсом.
Допустимое напряжение для селенового выпрямителя 14—18 в,
плотность тока 0,03 а/см?.
Характеристика селеновых шайб приведена в табл. 109.
Таблица 109
Характеристика селеновых шайб
Диаметр в мм Рабочая площадь в см2 Номинальный ток в а Наибольшее эффек- тивное напряжение переменного тока в в
18 1,4 0,040 18
25 3,0 0,075 18
35 6,91 0,150 18
45 11,45 0,300 18
86 41,80 1,200 16
100 69,50 1,600 14
Селеновые выпрямители, применяемые для питания гальваничес-
ких ванн, могут быть собраны по однофазной (фиг. 18,а) или трехфаз-
ной (фиг. 18,6) мостовым схемам с включением понижающего трансфор-
матора, регулируемого на первичной стороне. Однофазная схема дает
двухполупериодное выпрямление, трехфазная схема обеспечивает
более полное выпрямление при небольшой пульсации выпрямленного
тока.
Недостатки селеновых выпрямителей — сравнительно низкий к. п. д.
(75—78%), ухудшение работы с течением времени (потеря выпрями-
тельных свойств, повышение сопротивления прохождения выпрямлен-
ного тока).
Кроме того, селеновые выпрямители чувствительны к нагреву
выше 75° С, в связи с чем требуются искусственное масляное или воз-
душное охлаждение и работа без перегрузки.
212
Срок службы селеновых выпрямителей составляет несколько ты-
сяч часов.
В германиевых выпрямителях к металлическому основанию при-
паивается пластинка из германия толщиной 0,5 мм. Площадь пластин-
ки пропорциональна току. В германий вплавлен чистый индий, кото-
рый соединен с медным электродом. Весь выпрямитель закрыт метал-
лической защитной оболочкой.
Преимущество германиевых выпрямите-
лей по сравнению с селеновыми — большое
обратное сопротивление, малые размеры,
высокий к. п. д. (98—99%), долгий (не менее
10 тыс. ч) срок службы, отсутствие старения,
большие величины тока. Недостатки — вы-
сокая стоимость,
при повышении
100° С.
Реверсаторы.
повышения производительности
ческих ванн и улучшения качества покры-
тия применяют реверсирование, т. е. пери-
одическое изменение направления тока, пи-
тающего ванны, с помощью специальных
приборов — реверсаторов. В моменты, когда
изделия выполняют роль анодов, растворя-
ются острые выступы осевшего металла и
покрытие становится более гладким, без
пригаров. Общая продолжительность прохо-
ждения прямого и обратного токов (период)
зависит от вида покрытий и составляет 6—
30 сек, из которых 75—95% должно быть
отведено прямому току.
Реверсировать ток можно: 1) с помощью
контакторов, включенных между ванной и генератором, или 2) путем
изменения полярности генератора.
Достоинства первого способа — практически мгновенное нараста-
ние тока до заданной величины после переключения, возможность
получения мелкокристаллических плотных блестящих осадков. Не-
достатки — шумность работы и большие размеры контакторов, боль-
шой расход цветных металлов на шины. Первый способ применим для
токов не выше 600 а.
Достоинства второго способа — простота монтажа и эксплуатации,
пригодность для всех величин тока, применяемых для гальванических
Фиг. 18. Схемы включе-
ния селеновых выпрями-
телей:
а — однофазная;
б — трехфазиая.
увеличение сопротивления
температуры выше 75—
В целях значительного
гальвани-
2ЛЗ
процессов. Недостатки — запаздывание нарастания тока после пере-
ключения, что несколько ухудшает качество покрытия, возможность
питания от генератора только одной ванны или нескольких, но одина-
ковых ванн.
Реостаты. Для регулирования величины тока в гальванотехнике
пользуются металлическими и угольными реостатами, сопротивления
которых изготовлены из-сплавов с высоким удельным сопротивлением
(константан, нихром, реотан) или из тонких угольных шайб, набран-
ных в столбики.
Металлические реостаты бывают движковыми (для лабораторий)
с плоским переключением ступеней для регулировки возбуждения
генераторов и рубильниковыми для регулирования тока, протекаю-
щего через ванну.
Угольные реостаты, применяемые там же, где и рубильниковые,
изменяют сопротивление при изменении давления на столбики.
Электроизмерительные приборы. Для измерения напряжения и
величины постоянного тока служат магнитоэлектрические вольтмет-
ры и амперметры типа М340; для переменного тока частотой 50 гц
применяют электромагнитные приборы типа ЭЗО.
Общие данные для всех приборов этого типа: рабочее положение
шкалы — вертикальное; температура окружающего воздуха от —20
до 4-50° С; относительная влажность воздуха 80%; корпус и основа-
ние из пластмассы; габаритные размеры 160 X 160 X 100 мм; монтаж
утопленный.
Практика показывает, что эти приборы могут работать в гальвани-
ческих цехах длительное время при условии регулярного квалифици-
рованного надзора (внешний осмотр, чистка, проверка показаний не
реже двух раз в год, ремонт).
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКОЙ ПОДГОТОВКИ
ПОВЕРХНОСТИ
Галтовочные барабаны и колокола. Конструкция галтовочных
барабанов и колоколов видна из фиг. 19 и 20. Внутренние ребра спо-
способствуют лучшему перемешиванию абразивного материала с
изделиями.
На одном из предприятий Ленинградского совнархоза применена
бесшумная галтовка. Рабочий барабан заключен в другой барабан и
промежуток между ними заполнен трансформаторным маслом, которое
играет роль глушителя. Такие барабаны можно устанавливать непос*
редственно возле рабочих мест/
214
Распространена также подводная галтовка, при которой дырчатый
барабан с деталями вращается, будучи полностью или примерно до
половины погруженным в мыльный раствор.
Шлифовально-полировальные и крацевальные станки. Одношпин-
дельные станки имеют один электродвигатель. На концах шпинделя
Фиг. 19, Галтовочный барабан:
1 — крышка-люк; 2 — барабан; 3 — подшипники; 4 — станина;
5 — кронштейн; 6 — электродвигатель; 7 — редуктор; 8 — зубчатая
передача.
укрепляют шлифовальные и полировальные круги. Таким образом,
для замены одного круга приходится останавливать весь станок.
Двухшпиндельные станки (фиг. 21) имеют два электродвигателя,
благодаря чему при замене круга на одном шпинделе второй шпиндель
может продолжать работу. Средняя часовая производительность стан-
ков составляет 0,3—1,2 я2 на один шпиндель в зависимости от рода
металла, размеров и формы .изделий.
Для обработки крупных и тяжелых деталей удобны станки с гибким
валом (фиг. 22) и различные дрели.
Прогрессивным методом шлифования является применение станков
с бесконечной гибкой абразивной лентой. Для этой цели, кроме
215
216
Физ. 22. Шлифовально-полировальный станок с гибким валом,
специальных станков, могут быть приспособлены обычные шлифовально-
полировальные станки. Станки с гибкой бесконечной лентой легко
автоматизировать, они позволяют обрабатывать внутренние поверх-
ности втулок и труб. Чистота поверхности, полу-
чаемая на этих станках, может достигать 10—11-го
класса. Недостатком этих станков является невоз-
можность обработки деталей с углублениями и
сложность удаления отработавшего абразива с
ленты для ее повторного использования.
На фиг. 23 показан станок для обработки раз-
личных деталей, где шлифующая лента надета на
ведущий и контактный ролики. Контактный ролик
состоит из металлического (чаще всего алюми-
Фиг. 23. Схема шлифовального станка с бесконечной
абразивной лентой:
1 — контактный ролик; 2 — лента; 3 — натяжной ро-
лик; 4 — натяжное устройство.
ниевого) диска и эластичного обода из резины, ткани, фибры, фетра.
Для первичного шлифования применяют ролики с твердой резиной
(70—80 единиц по Шору) или фиброй; для чистового шлифования —
мягкую резину (40—60 единиц по Шору), ткань или фетр.
217
Материалом для лент служит кожа, различные ткани (брезент,
саржа и др.), бумага (БШ-100, БШ-120, БШ-140, БШ-260), на поверх-
ность которых наносят абразивный порошок, а также резина с абра-
зивным наполнителем.
Абразивный порошок (корунд, электрокоруид, карбид кремния и
др.) на поверхность ленты наносят с помощью клея (столярного или
казеинового) или жидкого стекла. Для нанесения абразива на ленты,
применяемые при шлифовании с водными охлаждающими эмульсия-
ми, используют водостойкие синтетические клеи.
Для закрепления абразива на ленте ее прокатывают между валками.
Для шлифования и полирования ряда деталей крупносерийного
производства применяют автоматизированные станки и автоматы
(фиг. 24).
218
Для шлифования труб, втулок, валиков и других тел вращения
применяют автоматические линии, состоящие из бесцентровых шлифо-
вально-полировальных станков, соединенных транспортером.
Крацевальные станки могут быть выполнены специальной конструк-
ции (фиг. 25) или такими же, как и шлифовально-полировальные, но
с более длинными шпинделями. В настоящее время применяют также
крацевальные полуавтоматы (фиг.
26).
Для шлифования применяют
круги из войлока, фетра, шерстя-
ных и хлопчатобумажных тканей,
из кожи (наборные), с накатан-
ным по рабочей поверхности наж-
дачным порошком. Для накатыва-
ния кругов пользуются специаль-
ным желобом или накаточными
станками.
Для полирования применяют
круги из шерстяных и хлопчато-
бумажных . тканей, фетра, реже из
войлока. Для шлифования и поли-
рования деталей сложной формы
применяют фасонные круги из
фетра и твердого войлока.
Круги из хлопчатобумажных
и шерстяных тканей состоят из от-
Фиг. 25. Станок для’ крацевания.
дельных круглых дисков, вырезанных из брезента, бязи, фланели или
шинельного сукна. Матерчатые круги изготовляют различных разме-
ров и профилей. Они очень удобны для обработки деталей сложной
формы.
. Форма прошивки кругов показана на фиг. 27.
При чрезмерном нажатии детали на круг или увеличении скорости
вращения шпинделя может произойти интенсивное разогревание и
загорание круга. Для предотвращения этого применяют самоохлажда-
ющиеся складчатые круги из хлопчатобумажных тканей, позволяющие
увеличивать число обротов шпинделя.
Изготовляют такие круги двумя способами:
1. Вырезают из ткани диски (фиг. 28), складывают каждый по диамет-
ру вчетверо и полученные секции вкладывают одну в другую. Затем на-
бирают круг. Для скрепления секций вокруг центрового отверстия их
прострачивают в два-три ряда. Такие круги при вращении их в направ-
лении стрелки, указанной на фиг. 28, вследствие упругости дают
219
интенсивную полировку; при обратном вращении круги становятся
более податливыми и дают хорошую глянцовку.
2. Из ткани нарезают полосы (фиг. 29) так, чтобы основная и уточ-
ная нити были расположены под углом к стороне ленты. Ширина ленты
должна быть равной радиусу изготовляемого круга. Такие полосы
свертывают в спираль и, складывая их, набирают круг.
фиг. 26. Полуавтомат для крацевания.
Как при первом, так и при втором способе получаются карманы,
на которых хорошо удерживается паста. При вращении карманы создают
усиленную вентиляцию, способствующую хорошему охлаждению круга.
Все шлифовальные и полировальные круги перед работой подвер-
гают балансировке на специальном станке (фиг. 30).
Крацевальные щетки изготовляют из тонкой мягкой стальной, мед-
ной или латунной проволоки, конского волоса, травы и капронового
волокна (фиг. 31).
Диаметры проволоки, применяемой для изготовления крацевальных
щеток, приведены в табл. ПО.
£20
►о
со
Фиг. 27. Форма прошивки кругов.
Фиг. 28. Схема изготовления самоох- Фиг* 29. Схема изготовления самоох-
лаждающихся кругов из дисков: лаждающихся кругов из лент:
а — диск; б — диск, сложенный вчет- а — лента; б — свергнутая спираль;
веро; в — набирание сегментов; г — в — готовый круг.
готовый круг.
Фиг. 30» Станок для баланси-
ровки кругов.
Фиг. 31. Крацевальные щетки:
а — для наружных поверхностей; б — для внутренних по-
верхностей.
Фиг. 32. Пастоварка ГАЗ:
1 — станина; 2 — электродвигатель; 3 —го-
ловка передачи; 4 — шлицевой валик-
шпиндель; 5 — суппорт; 6 — вентиляцион-
ный кожух; 7 — планетарная передача;
8 — мешалка; 9 — консольный подъемник;
10 — бак; И — электронагревательная
плита; 12 — кронштейн.
223
Таблица ПО
Диаметры проволоки для изготовления крацевальных щеток
Наименование металлов, подвергаемых крацовке Материал проволоки Диаметр проволо- ки в мм
Чугун, сталь, бронза Сталь 0,05—0,3
Никель, медь Сталь, нейзильбер 0,15—0,25
Цинковые оловянные, мед- Латунь, медь 0,15—0,20
ные и латунные покрытия Серебро и серебряные по- Латунь, нейзильбер 0,1—0,15
к рытия Золото и золотые покрытия Латунь 0,05—0,15
Пастоварка. Для приготовления небольшого количества полиро-
вочных паст применяют баки емкостью 5—20 л, устанавливаемые на
электронагревательные плиты закрытого типа. Перемешивание пасты
при варке производят мешалками вручную или с помощью механи-
ческого привода.
На заводах с .большим расходом паст применяют механизированные
пастов.арки (фиг. 32).
На кронштейне, укрепленном на станине, установлена электрона-
гревательная плита и съемный бак емкостью 100 л. Хорошее перемеши-
вание пасты обеспечивается механической мешалкой, которая вращается
вокруг своей оси и одновременно вокруг приводного шпинделя через
планетарное соединение с электродвигателем.
Опускание и подъем суппорта с мешалкой и вентиляционными ко-
жухами производится маховичком. Для установки и съема бака на ста-
нине укреплен консольный подъемник. Для слива из бака готовой
пасты в стенке бака выполнено сливное отверстие с герметическим
затвором.
Габариты, установки: высота 3185 мм, длина 1250 мм, ширина
600 мм.
ОБОРУДОВАНИЕ ДЛЯ ХИМИЧЕСКОЙ И ЭЛЕКТРОХИМИЧЕСКОЙ
ПОДГОТОВКИ ПОВЕРХНОСТИ
К химической и электрохимической подготовке относятся обезжи-
ривание, травление, декапирование, холодная и горячая промывка.
Для каждой операции нужна отдельная ванна.
224
Ванны для обезжиривания. Ванны (фиг. 33) выполняют сварными из
листовой стали толщиной 3—8 мм, с односторонним или двусторонним
бортовым отсосом, паровым или электрическим подогревом и сливным
карманом для сброса загрязнений с поверхности раствора (электро-
лита).
Фиг. 33, Ванны для обезжиривания.
На ваннах электрохимического обезжиривания, кроме того, укреп-
ляются кронштейны из изолирующего материала для установки катод-
ных и анодных штанг вдоль или поперек ванны.
Для ускорения химического обезжиривания в щелочных растворах
применяют ванны с качающимися корзинами (фиг. 34).
Установки для обезжирования в органических растворителях. Изде-
лия, сильно загрязненные полировочными пастами, смазками и ма-
слами, перед электрохимическим обезжириванием подвергают обез-
жириванию органическими растворителями в специальных закрытых
установках.
Для обезжиривания трихлорэтиленом или тетрахлорэтаном при-
меняют двухкамерный аппарат (фиг. 35), в нижней части которого
расположены две камеры — одна с жидким растворителем, вторая — с
парами растворителя. Изделия загружают в корзинах или иа подвес-
ках сначала в жидкий растворитель для предварительного обезжири-
15 Т, Ф. Яковлева
225
вания, затем переносят в пары растворителя для окончательной очистки.
В верхней части аппарата имеется охладительный пояс, состоящий из
Фиг. 34, Ванна с качающимися корзинами.
1 — корпус ванны; 2 — подшипники; 3 — стальная сварная рама; 4 — кор-
зины для деталей; 5 — редуктор; 6 — электродвигатель; 7 — кривошип;
8 — шатун; 9 — рычаг.
ряда труб, по которым циркулирует холодная вода. Пары раствори-
теля здесь конденсируются и стекают во вторую камеру, не выходя в
атмосферу.
Механизированные установки оборудованы конвейерами, на кото-
рые устанавливают корзины или подвески с деталями.
Оборудование для ультразвуковой очистки. Для очистки поверхности
мелких деталей, особенно имеющих глубокие или глухие отверстия,
от полировочных паст и различных загрязнений применяют ультразву-
ковой способ.
226
Этот способ основан на создании в
колебаний, ускоряющих процесс очистки
растворах высокочастотных
в 5—10 раз.
Фиг. 55. Двухкамерный аппарат для обезжи-
ривания в трихлорэтилене;
1—корпус аппарата;- 2— первая камера; 5 —
порог, разделяющий камеры; 4 —водяной пояс; 5 и
6 — уровень паров; 7 — створки крышки; 5 —
вторая камера; 9—выпускной кран второй камеры;
10 — газовые горелки; И — термопара; 12 — при-
бор теплового контроля; 13 — выпускной кран
первой камеры.
Для получения высокочастотных колебаний применяют ультразву-
ковые генераторы различных мощностей. Передача ультразвуковых
колебаний в раствор осуществляется с помощью магнитострикционных
преобразователей.
Диафрагму преобразователя вваривают в дно ванны (фиг. 36) или
укрепляют в нем через резиновую прокладку.
15* 227
При прохождении тока высокой частоты по обмотке преобразова-
теля в пакете, собранном из тонколистового никеля или сплава никеля
Фиг. 36. Схема ультразвуковой ванны УЗВ-2 с магнитострик-
ционным преобразователем:
1 — корпус ванны; 2 — внутренняя ванна; 3 — воды
для охлаждения внутренней ванны; 4 — диафрагма; 5 — обмотка
возбуждения; 6 — резиновая прокладка; 7 — резиновое уплот-
нение; 8 — штуцер для воды; 9 — пакет магнитострикционного
преобразователя; 10 — прокладка.
с железом, возникают механические колебания (изменение геометри-
ческих размеров металла под действием магнитного поля). Эти коле-
бания передаются диафрагме, а от нее раствору, где возникают мелкие
газовые пузырьки (процесс кавитации).
При соприкосновении с поверхностью деталей кавитационные
пузырьки захлопываются, образуя при этом ударную волну мгновен-
ного действия, способствующую отрыву загрязнений от металла. Сов-
местное действие кавитационных пузырьков и ультразвуковых коле-
баний всей моющей жидкости ускоряет процесс очистки, причем чем
интенсивнее кавитация, тем быстрее очистка.
228
Материал, из которого изготовляют ванны для ультразвуковой
очистки,— нержавеющая сталь марки 1Х18Н9Т. Ванны отличаются
друг от друга количеством, расположением и способом крепления
преобразователей.
Фиг. 37. Ванна для декапирования н травления.
Ванны для травления и декапирования. Для химического и электро-
химического декапирования и травления деталей применяют деревян-
ные, керамические и стальные ванны (фиг. 37) с внутренней изоляцией
(футеровкой) кислотостойкими мате-
риалами: резиной, фаолитом, вини-
пластом, полихлорвиниловым пласти-
катом, метлахскими плитками, реже
свинцом.
Для декапирования и травления
изделий из цветных металлов в азот-
ной кислоте или в смеси кислот приме-
няют керамические или футерованные
ванны.
Фиг. 38. Ванна с барботирую-
щим устройством для промывки
деталей:
1 — корпус ванны; 2 — под-
кладки; 3 — труба барботера;
4 — коллекторная труба.
Обогрев ванн горячего травления
производят паром через змеевики, смон-
тированные на дне или стенках ванны.
Змеевики выполняют из свинцовых
или стальных освинцованных труб.
Ванны со свинцовой футеровкой можно
обогревать пароводяной рубашкой.
Ванны для электролитического декапирования и травления обору-
дуются анодными и катодными штангами. Все ванны декапирования и
травления должны иметь односторонний или двусторонний бортовой
отсос, интенсивность которого зависит от вредности выделений.
229
Ванны для промывки. Для холодной и горячей промывки применяют
главным образом стальные сварные ванны без футеровки, оборудован-
ные патрубком для подачи холодной воды, сливным карманом или
сливной трубкой и спускным патрубком для полного удаления воды из
ванны в канализацию. Обогрев ванн горячей промывки осуществляется
трубчатыми электронагревателями типа ТЭН, ЭН1, ЭН2 или паровыми
змеевиками, смонтированными на дне или стенках ванны.
При боковом расположении змеевиков создается циркуляция воды,
что улучшает качество промывки и облегчает очистку ванн. Для улуч-
шения промывки применяют барботеры и душирующие устройства.
Барботер (фиг. 38) представляет собой согнутую под прямым углом
трубу с отверстиями. Конец трубы, находящийся в ванне, закрыт.
По трубе подается очищенный сжатый воздух, перемешивающий воду.
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ
Ванны стационарного типа. Эти
на ванны для кислых и щелочных
Фиг. 39. Электролитическая стационарная
ванна:
1 — корпус ванны; 2 — рубашка; 3 —
кронштейн (штангодержатель); 4 — ка-
тодная штанга; 5 — анодная штанга; 6 —
бортовой отсос; 7 — изоляторы.
ванны (фиг. 39) подразделяются
электролитов и изготовляются из
листовой стали толщиной 4—
8 мм. Размеры ванн зависят
от габаритов и количества
обрабатываемых деталей и
должны быть такими, чтобы
можно было свободно загру-
жать и выгружать подвески
с деталями.
Ванны для кислых раст-
воров футеруют виниплас-
том, полихлорвиниловым
пластикатом, резиной и дру-
гими кислотоупорными мате-
риалами (табл. 11).
Одним из лучших матери-
алов для футеровки ванн
является винипласт, заменя-
ющий листовой свинец. Ви-
нипласт обладает стойкос-
тью к действию всех мине-
ральных кислот, щелочей,
бензина, смазочных и рас-
толуоле, бензоле, дихло-
тительных масел, но растворим в
рэтане. При обычной температуре винипласт тверд и не эластичен, при
230
Материалы, рекомендуемые для футеровки ванн
Таблица 111
Назначение ванны Характер электролита Материалы
Полиизобу- 1 тилен Винипласт Полихлорви- ниловый пластикат Перхлорвини- ловый лак Кислотостой- кая резина Асбовинил Фторопласт марок 3 и 4 Полиэтилен Метлахские плитки на кислотоупор- ном цементе Диабазовые плитки на кислотоупор- ном цементе
Меднение ....... Кислый + + । .+ 4~ + +- i +
Никелирование • » + + । “Г + + + + + +
Хромирование . , . . . » — “1“ —j— — — + + — +
Цинкование «... » + + + . + + + + + + +
Цинкование . , . . Аммиа- + + + + + + + +
катный
Кадмирование . « к. . Кислый + -р + + + ~т" + + + +
Лужение » 1 J- 1 + + -j— 1 1 1 — +
Свинцевание Железнение в горячих » _J_ 1 1 + + + + —
электролитах » — — — — — 1 1 1 “Г + — —
Серебрение Цианис- + “Г + + -1- “Г + — —
тый
Золочение Оксидирование алюминия То же + "Г т + + — 1 1 1 — —
в серной кислоте . . . То же, в хромовой кисло- Кислый 1 + + + + + + +
те » — + + — — — + + — —-
Декапирование стали хи- -
to мическое Со + + + + + -ь + + + +
го оо to Продолжение табл. 111
Назначение ванны Характер элек- тролита Материалы
Полиизобу- тилен Винипласт Полихлорви- ниловый пластикат Перхлорви- ниловый лак Кислотостой- кая резина Асбовинил Фторопласт марок 3 и 4 Полиэтилен Метлахские плитки на кислотоупор- ном цементе Диабазовые плитки на кислотоупор- ном цементе
Травление стали до 25° С То же, до 60° С ... . Декапирование стали электрохимическое . . Осветление цинка и кад- мия Пассивирование цинка и кадмия Травление электрохими- ческое . Травление меди и ее спла- вов Кислый » » » » » + + + + + + + + + + + + “1“ + + + • + + + +1 1+1 1 1 + + + + + + + + + + + + + + + + + + + + + +. + + + + + + + + + +
Примечание. Знак плюс (+) означает, что данный материал применяется, а знак минус (—) — не
применяется для футерования. Знак плюс-минус ( + ) означает возможность применения данного материала
для футерования, но в то же время указывает на недостаточную целесообразность этого.
ударе раскалывается, при нагревании до 70° С коробится и дает трещины.
Винипласт можно обрабатывать механически, а при нагреве до 130° С
его можно гнуть под любым углом. Это свойство винипласта особен-
но важно при сварке ванн, в которых для создания большей прочности
сварные швы не должны быть расположены по углам (фиг. 40).
Фиг. 40. Расположение сварных швов ванны:
а— неправильное; б — правильное.
Листы винипласта выпускаются длиной 1300—1500 лии, шириной
500—650 мм и толщиной 2—20 мм.
Ванны емкостью до 200 л можно изготовлять из винипласта толщи-
ной 10—15 мм\ большей емкости — из стали или дерева с винипласто-
вой футеровкой.
Фиг. 41. Положение пистолета и прутка при сварке
Винипласт легко сваривается струей горячего воздуха с помощью
сварочного пистолета. В качестве присадочного материала берут
винипластовые прутки диаметром 2—8 мм.
Перед сваркой нужно срезать кромки листов под углом 60—70°
и уложить листы на ровную нетеплопроводную поверхность.
233
В правую руку берут пистолет» в левую вииипластовый пруток
и держат его перпендикулярно к шву. Во время сварки пистолетом
постепенно проводят вдоль шва, а пруток ведут за ним, укла-
дывая в шов (фиг. 41). Струя горячего воздуха прогревает одно-
временно пруток и стык листов; при этом они размягчаются,
а при остывании схватываются. Для обеспечения хорошего ка-
чества шва пруток подают, слегка нажимая им на шов. В шов укла-
дывают последовательно столько прутков, сколько потребуется для
заполнения шва. Во избежание ослабления зачистку швов не про-
изводят.
Качество сварки проверяют смазыванием шва с одной сто-роны ке:
росином. В местах непровара керосин проходит на другую сторону.
Это место обязательно нужно подварить. Сваренные отдельно узлы
сваривают между собой на специальном шаблоне или прямо в ванне.
Полихлорвиниловый пластикат — мягкий эластичный материал,
при температуре 70° С он немного коробится, но трещин не дает.
Для футеровки ванн используют листы толщиной 3—5 мм. Пласти-
кат сваривают так же, как и винипласт. Шов может быть выполнен
внахлестку или в стык. При сварке в стык кромки шва срезают под
углом 60—70° и заполняют узкой полоской, -отрезанной от того же
листа, или шов выполняют без среза кромок, соединяя листы поли-
хлорвиниловой лентой шириной 20—25 мм, прижимая ее роликами.
При сварке необходимо следить за тем, чтобы не было прижогов
(коричневых мест). Если они появились, их нужно обязательно сре-
зать ножом и вновь проварить шов. .
Полиизобутилен — каучукоподобный эластичный материал. Он хо-
рошо склеивается, сваривается струей горячего воздуха и не требует
вулканизации. Листы полиизобутилена выпускаются толщиной 3 мм и
длиной до 3 м.
Поверхность стальной ванны перед футеровкой очищают метал-
лическим песком или дробью, обдувают сжатым воздухом и обезжири-
вают бензином. На свежеподготовленную поверхность наносят кистью
последовательно три слоя клея № 88 (ТУ МХП 1542-49). Первый
слой сушат в течение 20 ч, второй 3 ч и третий 2 ч.
Полиизобутиленовые листы, раскроенные по нужным размерам,
протирают ветошью, смоченной сначала в мыльном растворе, а затем
в чистой воде, и сушат. После этого их смазывают клеем № 88, остав-
ляя несмазанными кромки шириной 15—20 мм, выдерживают 10—15 мин
и смазанной стороной аккуратно и ровно укладывают сначала на дно,
а затем на стенки ванны так, чтобы кромки перекрывали друг друга
на 15—20 мм. Чтобы листы приклеивались равномерно, их прокаты-
вают валиком. Швы сваривают пистолетом. Ванны для щелочных
234
электролитов специальной футеровки не требуют, но для предотвраще-
ния осаждения металла на стенках ванны их лучше изолировать.
Ванны для электролитов, работающих при повышенной температу-
ре, обогревают электронагревателями или паровыми змеевиками,
смонтированными внутри ванны, или пароводяной рубашкой. Послед-
ний способ применяют для ванн без внутренней изоляции илих для
ванн, выложенных свинцом.
Фиг. 42. Ванна с прямолинейным возвратно-поступательным движением
катодов:
1 — бортовой угольник; 2 — паровой змеевик; 3 — роликовые опоры;
4 — катодные штанги; 5 — рычаг кривошипа; 6 — червячный редуктор;
7 — электродвигатель; 8 — кронштейн.
На бортах ванн укрепляют держатели анодных и катодных штанг,
сделанные из эбонита, текстолита, винипласта и других изолирующих
материалов. Анодных штанг бывает две или три, катодных — одна или
две в зависимости от ширины ванны.
Ванны для электролитов, создающих вредные выделения, должны
быть оборудованы бортовыми отсосами.
Ванны, работающие под током, устанавливают па деревянные про-
смоленные бруски или фарфоровые стойки.
•Для анодирования алюминия (температура электролита 2—5° С)
применяют деревянные или стальные ванны, футерованные листовым
235
свинцом или винипластом, а также керамические ванны. Внутри ванн
устанавливают кислотоупорные змеевики, соединенные с холодильной
установкой. Снаружи ванн устраивают тепловую изоляцию.
Для повышения интенсивности процесса покрытия применяют раз-
личные способы перемешивания электролита, например сжатым воз-
духом через барботеры, механическими мешалками, движущимися
катодами (фиг. 42) и непрерывной фильтрацией (фиг. 43).
Ванна для щелочного оксидирования (фиг. 44) представляет собой
сварной бак с двойными боковыми стенками. Полость между стенками
заполняют асбестовой крошкой, шлаковатой, стеклянной ватой или
другим теплоизолирующим материалом. Ванна оборудована электри-
ческой плитой, расположенной под дном ванны. Мощность обогревателя
рассчитывается в зависимости от рабочего объема ванны. Для удаления
большого количества паров и брызг щелочи ванна снабжена двусто-
ронним бортовым отсосом.
Таблица 112
Рабочий объем и размеры стационарных ванн
(по нормали НИИХИМАШа)
Номер ванны Рабочий объем в л Внутренние размеры в мм
Для хромирования и других процес- сов, связанных с перемешиванием электролита Для всех остальных процессов Длина Ширина Высота
1 60 80 500 400 500
2 120 150 600 500 600
3 280 330 800 600 800
4 360 420 1000 600 800
5 480 560 1000 800 800
6 580 670 1200 800 800
7 720 840 1500 800 800
8 1080 1200 1500 900 1000
9 1440 1640 2000 900 1000
1.0 1800 2000 2500 900 1000
Ванна для фосфатирования (фиг. 45) аналогична по устройству
ванне щелочного оксидирования, но для обогрева фосфатирующего
раствора здесь установлены паровые змеевики, расположенные .по
боковым стенкам.. Во избежание взмучивания осадка змеевики не
238
должны доходить до дна ванны на расстояние 100—150 мм, Для
удобства очистки змеевиков от зацементировавшегося шлама, который
быстро нарастает в процессе фосфатирования, их выполняют съемными.
Рабочий объем и размеры стационарных ванн приведены в табл. 112.
Ванны колокольного и барабанного типа. На фиг. 46 показана
схема колокольной установки типа КЗ конструкции конторы «Метал-
лохимзащита».
Фиг. 44. Ванна для щелочного оксидирования:
1 — выдвижная электроплита; 2 — швеллерные балки;
3 — кожух; 4 — теплоизоляция; 5 — ванна; 6 — щелоче-
стойкая резина; 7 — навески; 8 — крышка.
237
Фиг. 45. Ванна для фосфатирования.
238
Колокол состоит из трех основных частей — сосуда в виде усечен-
ного конуса (собственно колокола), электродвигателя с редуктором и
чугунной станины. Колокол выполнен из винипласта, целлулоида,
Фиг. 47. Колокольная ванна ZAP («Копофпниш»
Чехословакия).
дерева или чугуна и стали с внутренней электроизолирующей футе-
ровкой. Через дно сосуда проходят контактирующие медные болты.
К ним снаружи колокола крепится медное кольцо, выполняющее роль
катода. По кольцу скользят меднографитовые щетки, соединенные с
отрицательным полюсом источника тока.
Анодная штанга укреплена на специальном держателе и соединена
гибким кабелем с положительным полюсом источника тока. К нижнему
концу анодной штанги крепится анодная пластина из того металла,
которым покрывают изделия.
239
Достоинства колокольной установки — простота загрузки и вы-
грузки деталей, удобство наблюдения за ходом процесса. Существенным
недостатком колоколов является значительная потеря электролита
при загрузке и выгрузке деталей и более медленный ход процесса
покрытия.
Емкость кол ока 50—60 л. Вес загружаемых деталей 10—15 кГ.
Электродвигатель типа АД 21/5 мощностью 0,55 кет.
Колокольные ванны (фиг. 47) отличаются-от колокольных установок
тем, что колокол с деталями здесь погружен в ванну с электролитом.
Корпус колокола сваривают из листового винипласта. По всей поверх-
ности колокола выполнены отверстия диаметром 1—1,5 мм с шагом
4—5 мм.
Подводка тока к деталям осуществляется через гибкий изолированный
кабель, на конце которого укреплен металлический груз. Груз при
вращении колокола все время соприкасается с деталями.
Аноды вешают на анодную штангу, укрепленную на борту ванны.
Габариты и технические данные колокольной ванны ZAP следую-
щие:
Общие размеры установки
в мм................< . .1500x900x1500
Емкость ванны вл .... 260
Наибольшая плотность тока
в ajdM2,................... 250
Электродвигатель ..... 380/220 в;
0,125 кет
Число оборотов в минуту около 11
Приблизительная загрузка
деталей в кГ в колокол:
емкостью 25 л .... 10
емкостью 50 л .... 18
Приблизительный вес уста-
новки в кГ................... 180
Ванна оборудована вентиляционным отсосом, охлаждающим уст-
ройством, электрическим нагревом и ящиком с решеткой, на которую
высыпают готовые изделия.
Кроме колоколов и колокольных ванн, широко используют бара-
баны, погружаемые в ванну с электролитом (фиг. 48). Производитель-
ность барабанных ванн примерно в два-три раза выше, чем колоколь-
ных (при одинаковых габаритах).
Барабаны имеют форму цилиндра или шести-восьмигранной приз-
мы. Материалом служит листовой винипласт, целлулоид или другой
240
неэлектропроводный материал. Для свободного доступа электролита
к деталям стенки барабана выполняют с отверстиями диаметром
1—3 мм.
Во время работы барабан погружается в электролит полностью
или на одну треть и приводится во вращение электродвигателем через
редуктор и шестерни.
Для загрузки и выгрузки деталей одну грань барабана выполняют
съемной.
Вес одной загрузки деталей составляет 12—60 кГ при диаметре
барабана 230—360 мм и длине 450—1000 мм.
Число оборотов для малогабаритных барабанов 8—15 об/мин, для
крупногабаритных — 5—10 об/мин в зависимости от веса деталей.
Чем тяжелее детали, тем медленнее должен вращаться колокол.
Основным недостатком барабанов является малый срок их службы.
Для покрытия деталей с наружной резьбой применяют ванны с
качающимися ковшами (фиг. 49).
В настоящее время в производство гальванических покрытий ши-
роко внедряются барабанные линии. Перенос барабанов по всему цик-
лу технологических операций осуществляется тельфером или каре-
точными автооператорами с программным управлением.
Полуавтоматические и автоматические установки для покрытий.
Для покрытия крупных и средних по величине деталей применяют коль-
цевые, прямолинейные и овальные полуавтоматы, заменяющие нес-
колько стационарных ванн. Основное отличие полуавтоматов от ста-
ционарных ванн состоит в том, что детали непрерывно движутся с
определенной скоростью по катодной штанге или вместе с ней от места
загрузки к месту выгрузки. Скорость движения подвески с деталями
зависит от продолжительности технологического процесса покрытия на
заданную толщину и от размеров ванны.
Катодные и анодные штанги в кольцевом полуавтомате изогнуты в
кольцо. Внутренняя анодная и катодная штанги движутся с заданной
скоростью навстречу друг другу. Наружная анодная штанга прикреп-
лена неподвижно к корпусу ванны на изоляционных колодках.
Размеры ванны и скорость движения катодной штанги выбирают
такими, чтобы за время одного оборота катодной штанги изделие по-
крылось слоем металла необходимой толщины.
Штанги приводятся во вращательное движение электродвигателем
через редуктор и трубчатый вал. В овальном и прямолинейном полуав-
томатах подвески с деталями перемещаются по катодной штанге бес-
конечной транспортерной цепью.
В прямолинейном полуавтомате (фиг. 50) подвески с деталями
движутся прямолинейно; выгрузку покрытых деталей производят
16 Т. Ф. Яковлев
241
ю
to
Фиг. 48. Переносный барабан для покры- Фиг. 49. Ванна с качающимся ковшом»
тий.
Фиг. 50. Прямолинейный полуавтомат для покрытий типа П-1 конструкции конторы «Метал-
лохимзащита».
/650
N3
СО
Характеристика
Наименование полуавтомата Тип Наружные размеры в м Внутренние размеры в м
Прямолинейный П-1 6,2X1,32X2,1 5,7X1,1X1,1
Прямолинейный П-1 4,15X1,35X1,7 4,1X1,2X1,1
Прямолинейный П-2 6,2X1,32X2,1 5,7X1,1X1,1 4,5X1X1,1
Прямолинейный П-2 4,7X1,63X1,8
Овальный ОД-1 5,1X1,4X1,4 4,95X1,2X1,0
с противоположной стороны от места загрузки. Полуавтомат со-
стоит из прямоугольной стальной сварной ванны, в верхней части
которой смонтированы электродвигатель с редуктором и две пары
пластинчатых цепей, которые перемещают по двум катодным штангам
подвески с деталями.
Внутреннюю поверхность ванны футеруют материалом, стойким в
данном электролите.
На дне ванны уложен паровой змеевик и перфорированная труба
к аэрофильтру.
Принципиальное отличие овального полуавтомата от прямолиней-
ного заключается в том, что катодная штанга и транспортерная цепь
изогнуты в замкнутый сильно вытянутый овал. Это позволяет загружать
и выгружать детали с одной стороны ванны.
Характеристика полуавтоматов приведена в табл. 113.
На заводах с большой программой производства по одноименным
видам покрытий применяют высокопроизводительные конвейерные
агрегаты — автоматы, состоящие из ряда ванн, соединенных между
собой транспортным устройством.
Автоматы охватывают весь цикл технологических операций: хи-
мическое и электрохимическое обезжиривание, декапирование, про-
мывки, покрытие и, если требуется по технологии, пассивирование
и сушку.
Все ванны устанавливают в порядке следования технологических
операций.
Передвижение приспособлений с деталями вдоль конвейера
и перенос их из ванны в ванну осуществляются подъемным и тяго-
вым устройством
244
Таблица 113
полуавтоматов
Общий вес конструк- ции в т Средняя скорость цепи в м!сек Характеристика^ электродвигателя Тип электролита
Тип Мощность в кет Число оборотов в минуту
3,54 0,15 TCiC 0,23 930 Кислый
2,20 0,15 ИЗО 20/6 0,52 540 »
2,46 0,15 TCiC 0,23 930 Щелочной
2,08 0,25 ТС2С 0,38 930 »
2,90 0,45 —• 0,85 930 Кислый
По форме расположения ванн автоматы подразделяются на прямо-
линейные и овальные. В прямолинейных автоматах загрузка и выгруз-
ка деталей происходят с противоположных концов автомата. Движение
тяговой цепи осуществляется в вертикальной плоскости. В овальных
автоматах ванны расположены по вытянутому овалу, срезанному с
одного конца. Загрузка и выгрузка происходят с одной стороны. Та-
кое расположение удобно тем, что длина автомата не так велика и нет
надобности в обратной транспортировке приспособлений (с места
выгрузки к месту загрузки).
Существуют различные типы автоматов — подвесочные (фиг. 51),
колокольные (фиг. 52) и шнековые. Тип автомата выбирают в зависи-
мости от видов покрытий, имеющейся площади и удобства ведения
технологического процесса.
Краткая характеристика автоматов, рекомендованных для внедре-
ния Государственным комитетом Совета Министров СССР по автома-
тизации и машиностроению, приведена в табл. 114.
Большое распространение в промышленности получили автоматы
типа АГ, предназначенные для покрытия деталей малой и средней
величины.
Автоматы АГ-2 и АГ-2М колокольного типа предназначены для
серебрения мелких деталей на толщину слоя серебра 0,015 мм. Колокол
с деталями транспортируется вдоль конвейера и переносится из одной
ванны в другую пульсирующим устройством. Длину ванн выбирают в
зависимости от продолжительности обработки деталей в данном раст-
воре. Наименьшая по длине та ванна, в которой детали находятся
в продолжение одного цикла. Например, если продолжительность
245
промывки деталей в холодной воде,
подъем и погружение колокола в
следующую ванну (одинарный цикл)
составляет 7 мин, а процесс покрытия
35 мин, то ванна покрытия должна
быть в пять раз длиннее.
Колокол для автомата изготовляют
из листового винипласта; в стенках и
дне колокола сверлят отверстия диа-
метром 1,2 мм с шагом 4—5 мм. Дви-
жение колокола вдоль автомата осу-
ществляется конвейерной цепью; подъ-
ем и опускание колокола при пере-
носе из ванны в ванну осуществляется
с помощью кулачкового вала. Синх-
ронность всех движений регулируется
реле времени и системой конечных вы-
ключателей, т. е. электрических аппара-
тов, размыкающих электрическую цепь
в заданном месте.
Автомат АГ-4 (см. фиг. 52) предна-
значен для цинкования на толщину
слоя до 18 мк. В нем смонтированы
четыре колокола для покрытия мелких
деталей и 24 рычага (траверсы) для
покрытия деталей средней величины
на подвесках.
Автомат АГ-5 предназначен для
анодирования алюминиевых деталей
средней величины на подвесках. В
отличие от автомата АГ-4 здесь нет
колоколов, а на траверсу навешивают
две подвески.
Автомат АГ-16 предназначен для
никелирования с подслоем меди. На
основе автомата АГ-16 разработан ав-
томат АГ-18 с ваннами увеличенных
размеров для покрытия изделий сред-
ней и большой величины при большой
производственной программе.
Кроме автоматов, в которых ванны
и подъемно-транспортные устройства
246
14 J 4 f3 4 12 4 4 11 10
Фиг. 52. Овальный колокольный автомат для цинкования АГ-4:
1 — ванна катодного обезжиривания; 2 — ванна анодного обезжиривания; 3 — ванна горячей
промывки; 4—ванна холодной промывки; 5—ванна декапирования; 6—ванна нейтрализации
в содовом растворе; 7 — ванна цианистого цинкования; 8 — бортовые отсосы; 9 — натяжная стан-
ция конвейера; 10 — ванна улавливания электролита; И — ванна нейтрализации в растворе
сернокислого железа; 12 — ванна осветления в азотной кислоте; 13 — ванна пассивирования;
14 — сушило; 15 — приводная станция.
Таблица 114
Характеристика автоматов для покрытий
Назначение Тип Производи- тельность в мг/ч Габариты в м
Для никелирования с под-
слоем меди « . . . . АНБ-1 (барабан- ный) 30 18,3X3X3,6
Для цинкования .... АЦБ-1 (барабан- ный) 36 16,5x3x3,6
Для никелирования с под- слоем меди АМНЗ-1 (подве- сочный) 22,5 23,5X5,5X4,2
Для цинкования .... АЦП-5 (подве- сочный) 30 12,5X5,10x4,(Г
Для цинкования .... АЦП-6 (подве- сочный) 20 12,0X5,1X4,0
Для фосфатирования . . АФШ-1 (шнеко- вый) 40 17,7X21,6X2
Для консервации (очистка и промасливание) мел-
ких изделий АКШ-1 (шнеко- 4000
вый) (лТЛ) 14,0X2,3X2,4
Для оксидирования . . . НИИтракторо- сельхозмаш (овальный) 400 (кГ/ч) 8,2x5,0х 3,0
Для цинкования .... То же 5—10 9,5x2,5x2,7
Для кадмирования вкла-
дышей подшипников ГАЗ (овальный) 60—80 6,81X2,8X36
Для лужения вкладышей
подшипников из биме- талла НИИтракторо- сельхозмаш (прямолиней- ный) 35—43 12,0x5,0x4,0
248
связаны в одну жесткую систему, начинают широко внедряться новые
прогрессивные автоматы с программным управлением (ТОА-1, ТГА,
АГ-16, УГАЛ, ТФА и др.), у которых нет жесткой связи подъемно-
транспортного устройства с ваннами. В качестве подъемно-транспортно-
го механизма здесь служит автооператор. Он представляет собой ка-
ретку, которая перемещается по рельсам над ваннами или по полу.
Все операции — направление движения, подъем и опускание при-
способлений с деталями — осуществляются с пульта управления по
специальной циклограмме, составляемой для каждого процесса, преду-
смотренного в данном автомате. В случае временного отказа автомати-
ческого управления пользуются кнопочным управлением. Эти авто-
маты путем увеличения или уменьшения числа ванн и задания новой
циклограммы могут быть без больших затруднений переналажены с
одного вида покрытий на другой. Применение таких автоматов поз-
воляет осуществить одновременно несколько видов покрытий.
ОБОРУДОВАНИЕ ДЛЯ СУШКИ ДЕТАЛЕЙ
Сушка деталей — завершающая операция технологического про-
цесса покрытия. Покрытые изделия сушат, обдувая их сжатым и горя-
чим воздухом, в сушильных шкафах и центрифугах. Детали, промытые
в горячей воде, легко высыхают при обдувке сжатым воздухом.
Обдувку деталей горячим воздухом низкого давления производят
на открытых столах. Вентилятор пфодувает воздух через паровой
калорифер или электрический нагреватель, расположенные обычно
под столом. Нагретый воздух через сетчатое дно стола обдувает детали,
поставленные на стол в сетчатых корзинах или подвешенные в приспо-
соблениях над столом.
Сушильный шкаф можно использовать как для сушки, так и для
обезводороживания оцинкованных деталей.
На фиг. 53 изображена центрифуга для сушки мелких деталей.
ОБОРУДОВАНИЕ ВАНН ПОКРЫТИЙ
Фильтры для электролитов. Для получения гладких беспористых
покрытий очень важна чистота электролита. Удаление механических
примесей и осадков производят путем периодической или непрерывной
фильтрации, используя простой рамочный фильтр (фиг. 54), состоящий
из рамы, на которую натянуто фильтровальное полотно, сукно, ткань
хлорин и т. п. Такой фильтр мало производителен и требует дополни-
тельной емкости. При непрерывной фильтрации лучшую очистку
электролита от механических загрязнений дают фильтрпрессы (фиг. 55),
249
Фиг. 53. Центрифуга для сушки
изделий подогретым воздухом.
состоящие из чередующихся рам и плит, между которыми проложена
фильтрующая ткань.
Аноды. Для гальванических ванн применяют растворимые и не-
растворимые аноды в виде пластин или стержней. Аноды бывают про-
филированными (для хромирования и
анодирования) и сборными там, где
требуется большая анодная поверх-
ность при малых габаритах (фиг. 56).
Для полного использования анодов
применяют крючки с зажимами, изоли-
рованные резиной, и коробки, в ко-
торые укладывают остатки анодов.
Для предотвращения попадания в
электролит шлама из анодов на них
надевают чехлы из тканей (хлорин,
бельтинг, равентух, стеклянная ткань).
Для удаления с хлопчатобумажных
тканей шлихты (клеевая масса, кото-
рой пропитывают основу с целью
придания ей прочности) новые чехлы
необходимо прокипятить в 1%-ном
растворе хозяйственного мыла, про-
мыть в горячей и холодной воде, обра-
ботать в 1—2%-ном растворе серной
кислоты и тщательно промыть водой.
Во время эксплуатации аноды и чехлы
необходимо периодически промывать.
Корзины. Для обработки в щело-
чных растворах пользуются желез-
ными корзинами из сетки или перфо-
рированного листа. Для кислых рас-
творов применяют корзины из перфорированной нержавеющей стали,
винипласта, целлулоида и других материалов, реже — керамичес-
кие литые корзины.
Форма и размер корзин зависят от способа транспортировки их
с деталями: при ручной транспортировке применяют малогабаритные
корзины емкостью до 8 кГ; при механизированной (тельфер, автоопе-
ратор) — прямоугольные корзины емкостью 50—200 кГ.
Приспособления для подвешивания деталей. Приспособления-под-
вески (фиг. 57) чаще всего изготовляют из стали с медными, латунными
или бронзовыми контактирующими крючками. Сечение подвески
должно быть таким, чтобы во время процесса покрытия подвески не
250
Фиг. 5 4. Рамочный фильтр:
1 — рама; 2 — фильтровальная
ткань.
Фиг. 55. Фильтрпресс:
1 — тележка; 2 — фильтр; 3 — насос;
4 — электродвигатель.
251
разогревались. Величина тока, приходящаяся на 1 мм2 сечения под-
вески, не должна превышать: для стали 1 а, для меди 3 а.
Приспособление выбирают в зависимости от конфигурации деталей
и характера электролита. Оно должно прочно удерживать детали,
Фиг. 57. Подвесные приспособления для покрытий различных деталей.
обеспечивать равномерность покрытия, надежность контакта с токо-
подводящей штангой и деталями, отсутствие экранирования одних
деталей другими.
Во избежание непроизводительных потерь металла при осаждении
всю поверхность приспособлений, кроме контактирующих мест, необ-
ходимо изолировать. В качестве изоляционного материала можно
использовать перхлорвиниловые лаки, нитролаки, химически стойкие
клеи (№88, термопреновый, БФ-2, БФ-4 и др.), резину, полихлорви-
ниловые трубки и ленты и другие пластмассы.
Для изоляции приспособления полихлорвиниловой лентой поверх-
ность приспособления очищают от всех загрязнений, протирают бен-
252
Фиг. 58, Трубчатый электронагреватель.
которого нужно регулировать, погру-
Зином и наносят два-три слоя клея с промежуточными сушками на
воздухе, затем постепенно обматывают приспособление полихлорвипи-
ловой лентой, промытой в ацетоне или бензоле. Ленту при обматывании
слегка натягивают.
Таким же образом по
клею № 88 или термопрено-
вому клею приспособление
обматывают полоской тонкой
сырой резины и обрабаты-
вают паром в автоклавах
при температуре 130—140°C
в течение 5—6 ч.
Изоляцию полиэтиленом,
капроном или другой пласт-
массой производят путем
оплавления во взвихренном
слое пластмассового поро-
шка.
Электронагреватели. Для
обогрева электролитов при-
меняют пар и электронагре-
ватели различных типов.
Трубчатый электронагре-
ватель (фиг. 58) состоит из
металлической трубки, наг-
ревательного элемента и кон-
тактирующих клемм. Элек-
тронагреватели выпускаются
на напряжение 220 и 380 в.
Задачу автоматического
регулирования температуры
электролитов успешно вы-
полняет новая универсальная
система регулирования типа
АРТЭ.
В электролит, температуру
жают герметически закрытый баллон с термистором, т. е. сопротивлением
(металл, сплав, полупроводник), изменяющим свою электропроводность
в зависимости от отклонений температуры электролита от заданной
величины.
Эти изменения передаются на измерительный мост блока управ-
ления и вызывают срабатывание пускателей одного при повышении,
253
Другого при понижений температуры электролита относительно за-
данной величины. Пускатели приводят в действие соответствующие
электромагнитные пневмоэлектрические краны, воздействующие в
свою очередь на вентили для подачи пара или холодной воды в паро-
водяную рубашку гальванической ванны. Диапазон регулирования
составляет 25—98°С, точность ±1°С.
Эта система особенно пригодна для ванн, температура которых
может повышаться даже без подачи пара, например при слишком
высокой объемной плотности тока.
В упрощенной схеме АРТЭ отсутствует система охлаждения ванны
водой. При повышении температуры регулятор выключает подачу
пара, после чего происходит естественное остывание ванны. При
электрическом обогреве ванн схема еще проще. Пневмоэлектрические
краны и вентили отсутствуют, а пускатель воздействует непосредственно
на нагревательные элементы.
КРАТКИЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ И ЭКСПЛУАТАЦИИ
ГАЛЬВАНИЧЕСКИХ ЦЕХОВ
Организуя на предприятии гальванический цех, прежде всего
устанавливают виды покрытий и объем производства по каждому
покрытию. Для выбора оборудования все покрываемые детали раз-
деляют по степени требуемой отделки и чистоты на группы.
Цех покрытий должен быть изолирован от других производствен-
ных помещений. Пол и панель, отстоящую на 1,5 м от пола, покрывают
метлахской плиткой. В полу устраивают сточные канализационные
лотки с обязательным уклоном пола к лоткам. Стены и потолок окра-
шивают в светлые тона.
Площадь цеха покрытий разделяется на производственную, где
размещено оборудование, и вспомогательную (25—30% производ-
ственной площади). Ориентировочная величина производственной пло-
щади на единицу оборудования составляет 7—10 л*2.
Расставлять оборудование нужно по потоку в соответствии с техно-
логическим процессом. Величина проходов (в м) в гальваническом
цехе должна быть следующая:
Между рядами оборудования . . . 1,5—2
Между оборудованием и стенами 0,8—1,5
Между оборудованием в ряду . . 0,1—0,2
Между станинами колоколов . . . 0,8—1
В зависимости от назначения ванны, колокола, автомата к ним
подводят воду, пар, сжатый воздух, постоянный ток. В цехе покрытий
пользуются только чистой водой из питьевого водопровода. Приме-
нение технической воды, плохо очищенной или загрязненной мазутом,
жиром и другими веществами, категорически воспрещается.
Число обменов воды в промывных ваннах составляет: при холод-
ной промывке — один раз в 1 ч, при теплой (60°С) промывке —> один
раз в 2 ч и при горячей промывке — один раз в 3 ч. Общий расход,
воды в гальванических цехах составляет 1—3 мР/ч.
255
Конец трубы, подводящей; свежую холодную воду к ванне, не дол-
жен быть опущен в воду, находящуюся в ванне; это запрещается
санитарными правилами во избежание засасывания в водопроводную
сеть грязной воды (вследствие разрежения, образующегося в трубах
при перерывах в подаче воды) и возможного отравления или заражения
питьевой воды.
Необходимо также, чтобы диаметр сливных труб от ванн был по
меньшей мере вдвое больше диаметра трубы, подводящей воду к ван-
нам.
Ориентировочный расход химикатов и анодов для процессов галь-
ванических покрытий приведен в табл. 115.
Расход сжатого воздуха давлением 3—4 кГ/см2 на перемешивание
кислых электролитов составляет 0,25—1 л/мин на 1 л электролита,
на сушку деталей при диаметре сопла 4—6 мм — 50—100 м3/ч.
Расход пара (в кГ/ч) при давлении 3 кГ/см2 на каждые 100 л объема
ванны составляет:
На нагрев растворов змеевиками до
70—80°С.........................1,7—2,4
На нагрев промывной воды .... 7,5—9,2
Для обеспечения бесперебойной работы гальванического цеха необ-
ходим систематический уход за оборудованием.
Ванны следует не реже двух раз в год окрашивать масляной крас-
кой светлого оттенка.
Штанги электролитических ванн необходимо ежесменно зачищать
наждачной шкуркой, так как они во время работы покрываются нале-
том, плохо проводящим ток. Особенно тщательно нужно поддерживать
чистоту штанг на ваннах хромирования и электрополирования, где
применяются высокие плотности тока и, следовательно, потери тока
особенно заметны. Во избежание загрязнения электролита необходимо
штанги для чистки снимать с ванны или закрывать зеркало жидкости.
Контактные места приспособлений и анодов перед завешиванием в
ванну нужно столь же тщательно зачищать наждачной шкуркой или
протравливать в кислоте, а затем промывать водой.
Аноды, особенно литые, перед завешиванием их в первый раз необ-
ходимо протравить: медные и никелевые — в азотной, цинковые и
кадмиевые — в соляной кислоте, оловянные — в растворе щелочи.
При наличии шлама аноды следует зачистить металлической щеткой
и промыть в проточной воде. При остановке ванны аноды необходимо
вынимать из электролита. Во время загрузки и выгрузки деталей
аноды должны оставаться под током. Для этого на катодную штангу
256
Таблица 115
Расход химикатов и анодов для процессов
гальванических покрытий
Наименование процессов Материалы
Наименование Концен- трация в г/л Норма расхода в г/м-
Химическое обезжири- Едкий натр (каустик) . . 50 54
вание Кальцинированная сода 40 41
Тринатрийфосфат . . . . 25 26
Жидкое стекло 20 20
Эмульгатор ОП-7 .... 30 42
Электролитическое Едкий натр 30 15,0
обезжиривание Кальцинированная сода . 30 14,0
Тринатрийфосфат . , . 20 9,5
Жидкое стекло 5 2,2
Эмульгатор ОП-7 .... 3 1,8
Электрополирование Серная кислота .... 150 630,0
стали Фосфорная кислота . . . 650 2720,0
Хромовый ангидрид . . . 50 21,0
Аноды свинцовые .... — 3,6
Цинкование кислое Сернокислый цинк . . . 300 73,0
Сернокислый натрий . . 80 21,0
Сернокислый алюминий 50 26,0
Декстрин ....... 10 2,4
Аноды цинковые' . . . . — 9,3
Цинкование цианистое Окись цинка ...... 40 12,4
Цианистый натрий , , , 90 98,6
Едкий натр . t . 9 . . 70 22,6
17 Т. Ф. Яковлев
257
Продолжение табл. 115
Материалы
Наименование процессов Наименование Концен- трация в г/л Норма расхода в г/м2
Кадмирование цианис- тое Окись кадмия Цианистый натрий . . . Аноды кадмиевые .... 50 120 14,0 96,3 11,2
Меднение цианистое I Цианистая медь .... Цианистый натрий . , . Едкий натр ...... Сегнетова соль . . . , . Аноды медные . > . . . 50 75 10 30 44,0 33,7 3,0 2,8 10,1
Меднение цианистое II Цианистый натрий . . . Едкий натр Натрий виннокислый . . 110 18 15 162,0 6,0 4,6
Меднение кислое Сернокислая медь . / . Серная кислота Аноды медные 250 70 81,6 23,0 11,6
Никелирование Сернокислый никель , . Борная кислота ..... Хлористый натрий . . . Фтористый натрий . . . Нафталиндисульфоновая кислота . Формальдегид ..... Аноды никелевые .... 250 35 20 6 4 0,8 151,4 10,7 6,3 2,25 4,85 1,0 10,8
Хромирование износо- стойкое Хромовый ангидрид . . . Серная кислота Аноды свинцовые .... 200 2 1398,0 100,0 3,8
258
Продолжение табл. 115
Наименование процессов Материалы
Наименование Концен- трация в г/л Норма расхода в е/мг
Хромирование декора- тивное Хромовый ангидрид . . . Серная кислота 250 2,5 280,0 28,0
Лужение щелочное Олово двухлористое или четыреххлористое , . Едкий натр ...... Перекись водорода . « . Аноды оловянные . * . . 60 60 2 22,5 23,2 2,26 9,47
Лужение кислое Сернокислое олово . ... Сернокислый натрий . . Серная кислота . , , , . Фенол 50 50 75 15 11,1 12,2 17,5 3,3
Оксидирование стали Едкий натр Азотнокислый натрий . . Азотистокислый натрий 700 75 125 309,0 29,6 49,0
Анодирование алюми- ния Хромовый ангидрид . . , 95 50
Уплотнение алюмини- евой пленки Двухромовокислый калий 150 22,4
259
17*
Продолжение табл, 115
Наименование процессов Материалы
Наименование Концен- трация в г/л Норма расхода в г/м2
Пассивирование цинко- I. Хромовый ангидрид 200 68,0
вых и кадмиевых Азотная кислота . . . 200 160,0
покрытий Серная кислота . . . II. Двухромовокислый 15 5,4
натрий . . 25 49,8
Сернокислый натрий 20 28,6
Азотная кислота . . 26 72,6
Пассивирование меди Хромовый ангидрид « . . 160 4,8
и ее сплавов Серная кислота 2,5 2,7
Механическое полиро- Окись хрома ...... 35 37,2
вание хромовых и Крокус ........ 35 46,6
никелевых покрытий Стеарин 15 15,0
Парафин . 8 8,0
Олеиновая кислота . . . 5 5,0
Жир технический .... 2 2,0
Полирование меди, ла- Крокус . 73 —
туни, алюминия Стеарин 18,5 18,5
Парафин 5,5 5,5
Церезин ........ 2,0 2,0
Олеиновая кислота ... 1,0 1,0
Примечания. 1. Норма расхода анодов дана на 1 мк толщины покрытия.
2. Норма расхода химикатов дана на 15 мк толщины покрытия. 3. Для деталей,
покрываемых насыпью, трубчатых и деталей с глубокой забортовкой нормы расхода
химикатов следует увеличить на 15 %. 4. Расход металлического олова на приго-
товление раствора методом анодного растворения составляет 0,6 s на каждый грамм
соли.
260
вместо выгружаемых деталей нужно завесить какой-либо случайный
катод или перевесить один из анодов.
В гальваническом цехе каждую смену должен дежурить электрик,
который обязан следить за смазкой подшипников, состоянием щеток у
генераторов постоянного тока, продувать их не реже одного раза в
смену от угольной пыли, заменять новыми при износе. Кроме того,
требуется периодический осмотр и при необходимости замена ревер-
саторов, выпрямителей, приборов, шин, реостатов.
При наблюдении за вентиляторами нужно следить за смазкой их
подшипников и состоянием ремней и ограждений, а также за тем,
чтобы в вентиляторе не было постороннего шума, свидетельствующего
о поломке ротора или попадании в вентилятор постороннего предмета.
Трубопроводы и арматура требуют систематического надзора и
устранения утечек воды, пара и сжатого воздуха. Траншеи, в которых
проложены трубы, должны быть чистыми и сухими.
Приспособления для завешивания деталей требуют повседневного
наблюдения. Они должны иметь плотное соединение с деталями для
хорошей передачи тока. Необходимо регулярно очищать приспособле-
ния от осевшего на них металла. Неконтактирующие места должны быть
покрыты цапонлаком, перхлорвинилом или другими изоляционными
пленками, целость которых нужно проверять каждую смену.
ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА
В ГАЛЬВАНИЧЕСКИХ ЦЕХАХ
Гальванические цеха — одни из наиболее вредных из-за применения
в них кислот, щелочей и других химикатов, создающих большое коли-
чество выделений, ядовитых и вредных для здоровья (например, пары
синильной кислоты, мышьяковистого водорода, хлористого водорода,
окислы азота и т. п.).
Санитарно-гигиеническая характеристика гальванического цеха
приведена в табл. 116.
Вентиляция. Из гальванических и подготовительных отделений не-
обходимо принудительно удалять воздух, загрязненный вредными
выделениями и пылью, так как открытие окон и дверей, а также при-
менение оконных вентиляторов не обеспечивает требуемой чистоты
воздуха.
Вытяжная вентиляция, отсасывая из помещения большие массы
воздуха, создает разрежение, и помещение всасывается или несве-
жий воздух из соседних помещений или свежий, но запыленный и
холодный воздух. Поэтому в гальваническом цехе наряду с вытяжной
устраивают и приточную вентиляцию примерно той же производитель-
ности. Приточные вентиляционные установки забирают свежий воздух
снаружи. Они оборудованы фильтрами для очистки воздуха и кало-
риферами для его подогрева в холодное время. Места забора свежего
воздуха должны находиться на расстоянии не ближе чем 15—20 м от
мест выпуска загрязненного воздуха.
Вытяжная вентиляция гальванического цеха преследует три цели:
1) удаление ядовитых и вредных выделений от ванн; 2) удаление пыли
от шлифовальных и полировальных станков и 3) отвод тепла от гене-
раторов (особенно это необходимо летом).
Для удаления выделений от ванн применяют так называемые бор-
товые отсосы-щели, которые всасывают выделения прямо с поверх-
ности жидкости, не давая им распространяться по цеху. Для экономии
электролитов и предохранения труб от разъедания бортовые отсосы
снабжают уловителями брызг, уносимых воздухом в щели.
262
Пыль от шлифовальных и полировальных станков улавливают не-
посредственно у места ее образования с помощью кожухов, охваты-
вающих круг и соединенных с отсосом. Запыленный воздух перед вы-
пуском в атмосферу пропускают через пылеуловители.
В генераторных отделениях устраивают общую приточно-вытяжную
вентиляцию.
Вытяжные воздуховоды изготовляют из листового железа толщи-
ной 1—2 мм с кислотоупорной окраской внутри. Они должны быть гер-
метичными, без подсосов как по длине, так и на соединениях. Устанав-
ливать их следует без крутых поворотов и острых изломов над ваннами
или под полом. В последнем случае цех не будет загроможден трубами,
но уход за воздуховодами, их осмотр и ремонт становятся затрудни-
тельным.
Вытяжка от цианистых ванн должна быть совершенно отдельной,
ни в коем случае не связанной с вытяжкой от кислотных ванн.
Воздух должен поступать таким образом, чтобы не беспокоить
работающих. Движение воздуха в вентиляционных трубопроводах
создается обычно центробежными вентиляторами среднего и низкого
давления с приводом от электродвигателя через муфту или чаще через
клиноременную передачу, которая необходима для придания вентиля-
тору нужного по расчету числа оборотов. Каждый вентилятор можно
использовать как вытяжной и как проточный.
Если новая или отремонтированная вентиляционная система ра-
ботает плохо, необходимо прежде всего проверить, не вращается ли
вентилятор в обратную сторону, а затем — не установлен ли в кожух
вентилятора ротор с несоответствующим загибом лопаток.
Скорость воздуха в щелях, бортовых отсосов измеряют анемомет-
ром. Крыльчатку прибора помещают в место измерения скорости и
через 1 мин, (по секундомеру) останавливают. Счетчик прибора пока-
зывает скорость воздуха в м/мин\ для пересчета скорости в м/сек, по-
казания счетчика делят на 60.
Правила электробезопасности. Напряжения, используемые в галь-
ванических цехах, не должны превышать следующих величин (в в):
Ванны (постоянный ток) ..... 6—12
Возбудители (постоянный ток) . . ПО
Реверсаторы, ультразвуковая аппа-
ратура (переменный ток) .... 220—380
Асинхронные электродвигатели
(трехфазный ток) ................. 380
Все оборудование гальванического цеха должно быть надежно
заземлено посредством отводов, приваренных к контурной полосе,
263
Таблица 116
Санитарно-гигиеническая характеристика гальванического цеха
Наименование ванн Температура раствора или электролита в ,®С Выделяющиеся вредные вещества Норма отсоса воздуха с 1 м2 зеркала жидкости В при ширине ванн в мм Необходимая скорость в ще- левом отсосе в м{сек
Состав Допустимое со- держание в воздухе в мг/л
До 500 |о00—750 800— —1000
Цианистые Не выше 40 Цианистый во- дород 0,0003 25—30 35—40 40—55 —
Хромировочные 50—60 Пары и брызги раствора хро- мового ангид- рида 0,0001 65—70 80—90 95—105 12—14
Травления в серной кислоте 40—60 Мышьяковистый водород Сернистый газ 0,0003 0,020—0,040 40 55 60—70 9—10
Травления в соля- ной кислоте 18—25 Хлористый во- дород 0,010 40 55 60—70 9—10
Аммиакатного цин- кования 18—25 Аммиак * 0,020 40 55 60—70 9—10
Травления цветных металлов 18—25 Окислы азота, брызги азот- ной кислоты 0,002 1 40 55 60—70 9—10
Химического обез-
жиривания
Электролитического
обезжиривания
Железнения
Щелочного лужения
Никелирования, ме-
днения, кадмиро-
вания, лужения и
цинкования в кис-
лых электролитах
Оксидирования
стали
Оксидирования алю-
миния в серной
кислоте
Фосфатирования
80—90 Брызги щелочи <— 35—40 45—50 55—60 7—9
60—70 Водород, кисло- род, брызги, щелочи — 40—45 50—55 60—65 8—11
90—100 Водород, брызги электролита — — — — —
70—90 То же — 40 40—50 55—60 —
18—25 Брызги серно- кислотного электролита — —> -— —> —
135—145 Водород, брызги щелочи 35—40 45—50 55—60 —
18—25 Водород, брыз- ги кислоты — 40—45 50—60 65—70 7—10
96—98 | Брызги раствора | — 30—35 40—50 55—60 | —
проложенной по стенкам цеха. Осмотр заземления производят цеховые
электрики не реже одного раза в месяц. Заводская электротехничес-
кая лаборатория должна не реже одного раза в год измерять сопротив-
ление системы заземления.
Новое или капитально отремонтированное оборудование и трубо-
проводы, работающие под током или могущие попасть под напряжение,
должны иметь изоляцию с сопротивлением не ниже 0,5 Мом.
Грузоподъемные устройства должны иметь концевые выключатели.
Правила обращения с кислотами. Пары и мелкие брызги кислот
вызывают катары слизистых
(те-
Фиг. 59. Приспособление
лежка) для перевозки кислот.
оболочек глаз и дыхательных путей,
разрушение зубов, длительные, долго
не заживающие, ожоги.
Следует хранить кислоты только
в стеклянной таре (бутылях) с ярлы-
ками и заполнять тару не более чем на
0,9 объема.
Помещение кислотохранилища дол-
жно иметь кислотоупорные стены и
пол и должно быть оборудовано вы-
тяжной вентиляцией, которую нужно
включать за 5—10 мин, до входа в по-
мещение.
Работать на погрузке и разгрузке,
транспортировке и разливке кислот
разрешается только в резиновой спец-
одежде (сапоги, перчатки, фартук) и
защитных очках. Перевозить бутыли
с кислотой нужно только на специальных ручных тележках (фиг. 59).
Поднимая бутыль, следует поддерживать корзину за дно, а став;!
бутыль, не ударять ею об пол. Для разливки кислот необходимо поль-
зоваться специальным- устройством (фиг. 60) или сифоном. Нельзя
высасывать воздух из сифона ртом!
Приготовляя раствор серной кислоты, можно пользоваться только
холодной водой. Вливать кислоту следует тонкой струей в воду, но
не наоборот, иначе может произойти вскипание и выброс кислоты.
Приготовляя раствор для травления цветных металлов, сначала
вливают в холодную воду соляную кислоту, затем азотную и, наконец,
серную. Нарушение порядка составления может вызвать ожоги.
Разлитую кислоту нужно сначала нейтрализовать раствором соды
или едкой щёлочи, а затем смыть водой. Отработавшие травильные
растворы перед спуском в канализацию также необходимо обязательно
п о л ноет ь ю н ей тр а л и з ов ать.
266
Погружать изделия в травильную ванну следует медленно и осто-
рожно. Кислоту, попавшую на лицо, руки и ноги, следует немедленно
смыть сильной струей воды.
: Правила обращения со щелочами. Едкие щелочи как в виде кусоч-
ков, так и в виде брызг раствора вызывают сильные ожоги. Венская
известь при постоянной работе с ней вызывает пересыхание и растрес-
кивание кожи рук и даже экзему.
Фиг. 60. Приспособление для разливки кислот.
Руки перед работой необходимо смазывать вазелином, глицерином
или специальной пастой. Щелочь, попавшую на лицо, руки и ноги,
следует немедленно смыть сильной струей воды.
Вскрывать барабаны с твердым каустиком, готовить растворы, ра-
ботать у ванн обезжиривания и оксидирования разрешается только в
резиновой спецодежде, сапогах и защитных очках. На ванне электро-
литического обезжиривания должна, кроме того, действовать венти-
ляция.
При приготовлении раствора рекомендуется помещать куски едкой
щелочи в сетчатые корзины и уже в таком виде подвешивать в ванну с
водой. Новую порцию щелочи можно вводить только после полного
растворения предыдущей порции. При растворении щелочи в воде
раствор сильно разогревается и может выброситься из ванны.
. Перекачивать щелочные растворы нужно ручными насосами.
Правила обращения с органическими растворителями. Органичес-
кие растворители огнеопасны, сушат кожу рук и выделяют пары,
вредные для центральной нервной системы.
На ваннах и в местах хранения органических растворителей должны
быть ясно видимые надписи «Огнеопасно»»
267
Рабочее помещение должно быть огнестойким, защищенным от
прямых солнечных лучей (для уменьшения испарения). В рабочем
помещении должны быть огнетушители и песок. Источники открытого
огня и искр в нем не допускаются.
Промасленную спецодежду и тряпки разрешается хранить только в
железных шкафах и ящиках.
В рабочем помещении можно хранить не более суточного запаса
растворителя.
Меры предосторожности при работе с электролитами. При работе с
некоторыми электролитами следует соблюдать особые меры предосто-
рожности.
Цианистые электролиты. Так как до сих пор не удается исклю-
чить из гальванического производства чрезвычайно ядовитые цианис-
тые растворы, необходимо при обращении с ними помнить, что смер-
тельная доза цианистой соли составляет всего 1 мг,причем яд действует
при попадании как в желудок, так и в кровь, вызывая за несколько
минут паралич и смерть. Особо опасна синильная кислота (цианистый
водород), образующаяся при взаимодействии цианистых солей с кис-
лотами. Она сильно летуча и может проникнуть в организм еще и через
дыхательные пути.
Наиболее опасно соприкосновение с сухими цианистыми солями.
Растворы менее опасны.
Перевозить, вскрывать и обезвреживать барабаны с цианистыми
солями, готовить растворы, работать у ванн имеют право только лица,
прошедшие специальный инструктаж по соответствующему виду работы.
Работать с цианистыми солями и растворами разрешается только в
резиновой спецодежде, перчатках и защитных очках при действии
вытяжной вентиляции. При остановке (аварии) вентиляции нужно
немедленно выходить из помещения.
Необходимо строго следить за целостью кожи. При наличии сса-
дин, порезов, ожогов, нарывов на открытых частях тела работать в
цианистом отделении строго воспрещается.
Хранить и принимать пищу, а также курить в цианистом отделении
строго воспрещается. Перед едой или курением и по окончании работы
необходимо обезвредить руки в 1%-ном растворе железного купороса,
затем вымыть их с мылом в теплой проточной воде и, наконец, прополос-
кать рот теплой водой. По окончании работы нужно, помимо всего,
принять душ.
При попадании цианистого раствора или соли на лицо или руки
нужно немедленно смыть их 1%-ным раствором железного купороса.,
а затем вымыть это место теплой водой с мылом.
При появлении головокружения и тошноты нужно немедленно
.2 68
выйти из помещения и обратиться к врачу. Упавшего в обморок сле-
дует сейчас же вынести на свежий воздух, вызвать к нему врача и
сделать искусственное дыхание.
Один раз в смену нужно мыть пол 1%-ным раствором железного
купороса. Появление на полу синих пятен указывает на то, что в циа-
нистом отделении одновременно разлиты кислый и цианистый растворы,
что совершенно недопустимо. Нужно смыть пятна тем же раствором
и устранить возможность занесения в цианистое отделение кислых
растворов. /
Загружать изделия в ванны нужно осторожно, не создавая брызг
цианистого раствора. Чистить аноды и штанги можно только, держа
их над водой, тогда, когда они влажны. Категорически запрещается
травить в кислотных растворах аноды из цианистых ванн.
Для обезвреживания тары и растворов непосредственно перед упот-
реблением готовят два запасных раствора (в а/л):
Раствор А
Кальцинированная сода ......... 100
или едкий натр............ . 30—50
Раствор Б
Железный купорос........., , . 120
Для приготовления рабочего раствора смешивают 6,25 л раствора
А с 1 л раствора Б. Обезвреживание ведут под вытяжкой. На нейтра-
лизацию 1 кг цианистой соли требуется 200 л рабочего раствора.
Тару из-под цианистых солей заливают раствором до краев. Зали-
тому раствору даютч стоять в течение 1,5 ч и только после этого спус-
кают в канализацию, а тару тщательно промывают проточной водой.
Опускать в канализацию цианистый раствор без нейтрализации строго
воспрещается, особенно если в нее поступают отходы кислотных ванн.
Хромовые электролиты. Пары и брызги растворов хромового ангид-
рида вызывают раздражение слизистых оболочек носа, которое перехо-
дит в сильный (часто хронический) насморк. В тяжелых случаях на
носовой перегородке образуются язвы и наступает ее прободение. Кожа
рук сохнет и трескается, часто начинается экзема.
Ежедневно перед работой следует смазывать нос, руки и лицо ва-
зелином или специальной мазью. Повреждения кожи необходимо тща-
тельно оберегать от попадания хромового электролита. Хромовый
электролит, попавший на кожу, нужно немедленно смыть струей воды.
При попадании электролита в глаза нужно вслед за промывкой водой
сейчас же промыть их 1%-ным раствором гипосульфита натрия.
269
Для удаления с кожи рук пятен от хромовых растворов нужно
подержать руки в течение 1—2 мин в растворе, состоящем из 1 г спир-
та, 1 г соляной кислоты и 2 г воды, а затем помыть с мылом в воде,
вытереть и смазать вазелином.
При заболеваниях дыхательных путей, желудка или кожи следует
немедленно обратиться к врачу.
Работать у хромировочных ванн разрешается только в резиновых
перчатках и сапогах, при действии вентиляции, которую нужно вклю-
чать вместе с включением подогрева, а выключать только после пол-
ного охлаждения электролита.
При вскрытии барабанов с хромовым ангидридом и составлении
электролита нужно пользоваться также респиратором и защитными
очками. Перед едой и по окончании работы' нужно снять спецодежду,
тщательно вымыть руки и лицо и прополоскать рот.
Никелевые электролиты. Соли никеля вызывают экзему. Поэтому
при работе необходимо пользоваться резиновыми перчатками. В случае
попадания солей на кожу следует промывать пораженное место в тече-
ние 10—15 мин теплой смесью следующего состава:
Двууглекислый натрий в г/л .... 120
Хлористый калий в г/л ....♦« * 60
Борнокислый натрий в г/л .......20
Вода вл ....................... 2
Промытое место сушат полотенцем без растирания, а затем вти-
рают в кожу мазь, состоящую из 60 г ланолина, 30 г оливкового масла,
240 г йодистого тимола и крахмала (по потребности для загущения).
ЛИТЕРАТУРА
Бахвалов Г. Т., Биркган А. Н. и Лабутин В. П. Справочник гальваностега.
М., Металлургиздат, 1954.
Блащук Е. Ф. и Лаворко П, К. Гальванотехника. Киев, Машгиз, 1961.
Вайнер Я. В. и Дасоян М. А. Оборудование, автоматизация и механиза-
ция цехов электрохимических покрытий. М., Машгиз, 1961.
Вайнер Я. В. и Дасоян М. А. Справочник по защитно-декоративным по-
крытиям. М. Машгиз, 1951.
Гарбер М. И. Декоративное шлифование и полирование. М., Машгиз,
1959.
Гинберг А. М. Гальванотехника. М.-Л., Судпромгиз, 1956.
Гончаренко К. С. Пористое хромирование деталей машин. Киев, Машгиз,
1960.
Гончаренко К. С. Краткий справочник гальванотехника. Киев, Машгиз,
1955.
Грилихес С. Я. Подготовка поверхности деталей перед гальваническим
покрытием. М., Машгиз, 1961.
Грилихес С. Я. Защита металлов оксидными и фосфатными пленками.
М., Машгиз, 1961.
Коровин Н. В. Новые покрытия и электролиты в гальванотехнике. М.,
Металлургиздат, 1962.
Кудасов Г. Ф. Абразивные материалы и инструменты. М., Машгиз,
1960.
Лайнер В. И. Гальванические покрытия легких сплавов. М., Металлург-
издат, 1959.
Лайнер. В. И. и Кудрявцев Н. Т. Основы гальваностегии, т. I и II. М.
Металлургиздат, 1953.
Маталин А. А. и Рысцова В. С. Чистота поверхностей деталей, подвергае-
мых покрытиям. Лениздат, 1952.
Романова А. Т. и Рубенчик М. М. Гальванические покрытия. Киев, Маш-
гиз, 1951.
Черкез М. Б. Хромирование и железнение. Л., Машгиз, 1958.
Эйчис А. П. Кристаллит. Киев, Машгиз, 1961.
Ямпольский А. М. Покрытия благородными металлами. М., Машгиз,
1961.
СОДЕРЖАНИЕ
Предисловие ................................... . ...............
Общие сведения ..................................................
Краткие сведения по геометрии .................................
Краткие сведения по физике ....................................
Краткие сведения по электротехнике ............................
Краткие сведения по химии и электрохимии .....................
Краткие сведения о коррозии ..................................
Подготовка поверхности изделия под покрытие ......................
Чистота (шероховатость) поверхности и ее определение...........
Механическая подготовка .......................................
Химическая и электрохимическая подготовка.....................
Электролитические покрытия ......................................
Способы нанесения покрытий ...................................
Выбор покрытия . .............................................
Примерные' схемы технологических процессов покрытия деталей . . .
Цинкование ...................................................
Кадмирование ............................................... .
Меднение .................................................
Никелирование ........................ . ......................
Хромирование .................................................
Лужение .......................................................
Железнение .............................................. .
Свинцевание ...................................................
Серебрение
Золочение ....................................................
Покрытие редкими металлами ...................................
Покрытие сплавами ............................................
Химические покрытия . ...........................................
Оксидирование ................................................
Фосфатирование . .............................................
Контроль качества покрытий, электролитов и химикатов.............
Контроль качества покрытий....................................
Контроль электролитов и химикатов Л...........................
Оборудование гальванических цехов ...............................
Электрооборудование ... .......................................
Оборудование для механической подготовки поверхности ..........
Оборудование для химической и электрохимической подготовки по-
поверхности ...................................................
Оборудование для нанесения покрытий ...........................
Оборудование для сушки деталей.................................
Оборудование ванн покрытий.....................................
Краткие сведения об устройстве и эксплуатации гальванических цехов
Техника безопасности и охрана труда в гальванических цехах.......
Литература .....................................................
3
5
55
13
17
26
56
58
58
60
69
80
80
81
87
88
102
110
122
131
142
151
154
157
162
166
166
176.
176
185
189
189
199
209
209
214
224
230
249
249
255
262
271
Яковлева Татьяна Федоровна, Рыстенко Анна Тимофеевна
Краткий справочник по гальваническим покрытиям
Техн, редактор М. С. Горностайпольская Корректор Н, 3. Лаптева
Подписано к печати 24.1.63. Формат 70 Х108/32.Физ. печ. л. 8,5 Усл.-печ. л. 11.65.,
Уч.-изд. л. 14,11. БФ 03816. Тираж 28 000. Зак. 708. Цена 64 коп.
Напечатано с матриц Киевской книжно-журнальной фабрики в Харьковской
типографии Госгортехиздата. Харьков, ул. Энгельса, И. Зак. 663.