/




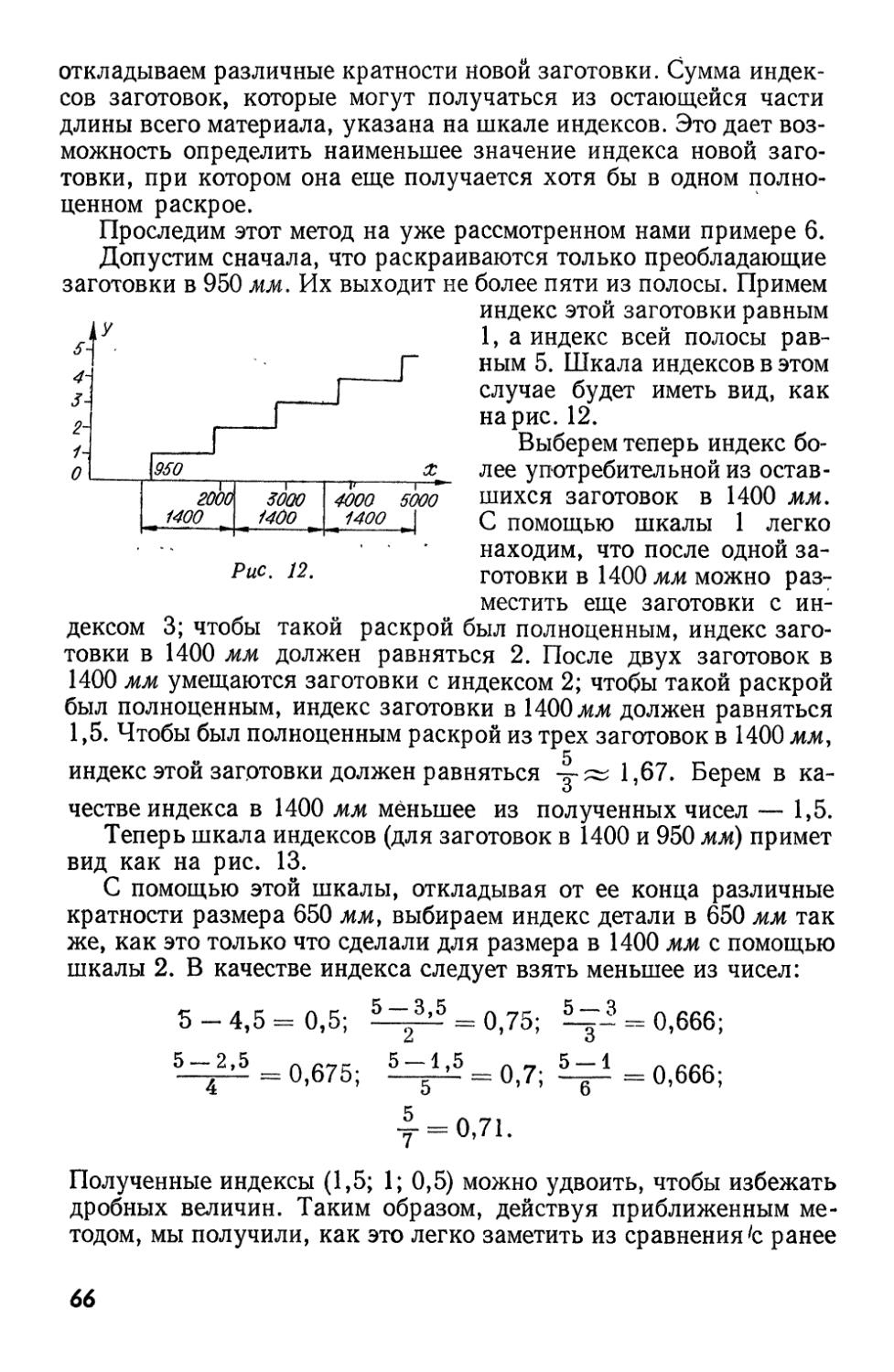








Текст
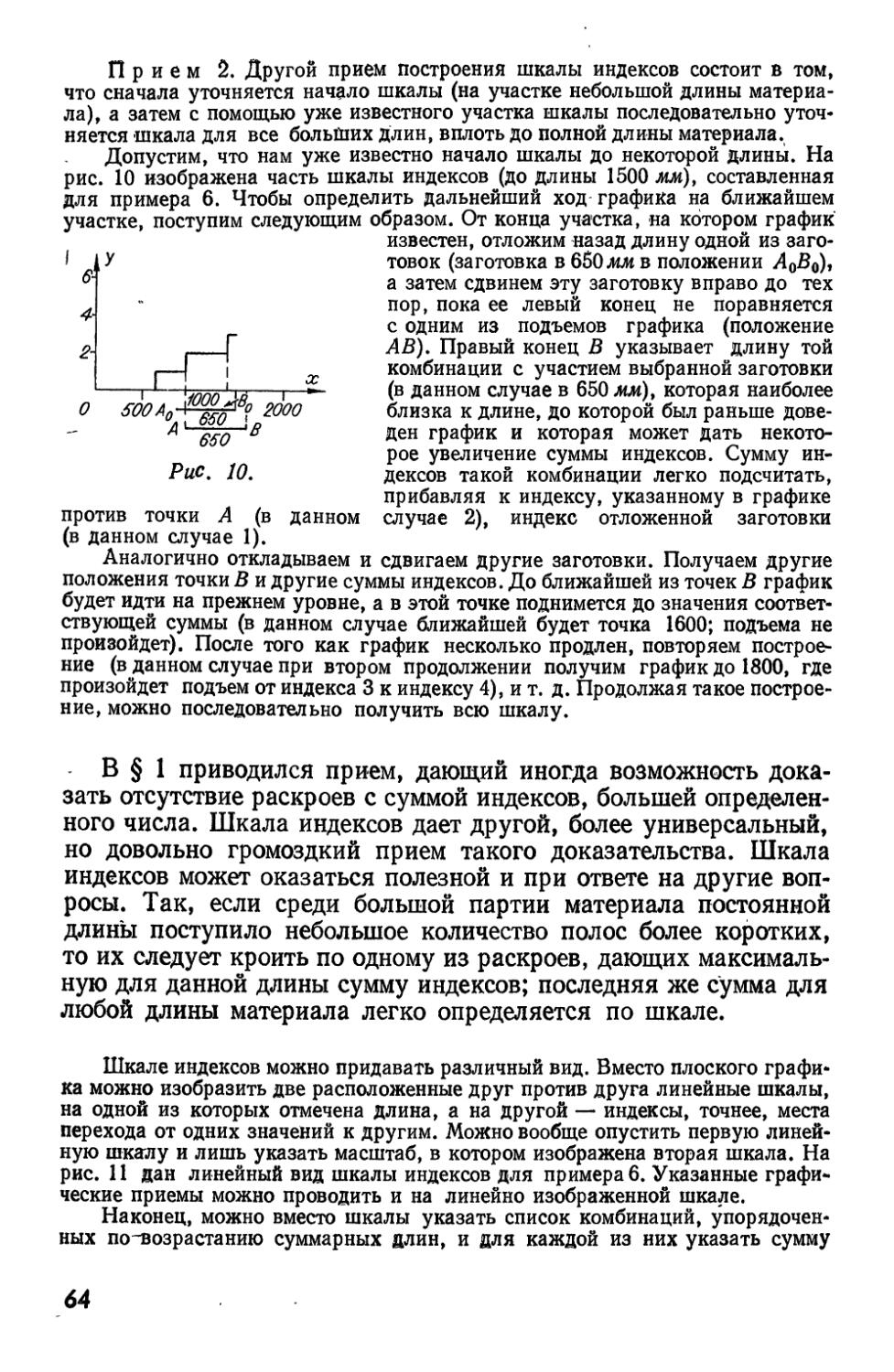
АКАДЕМИЯ НАУК СССР
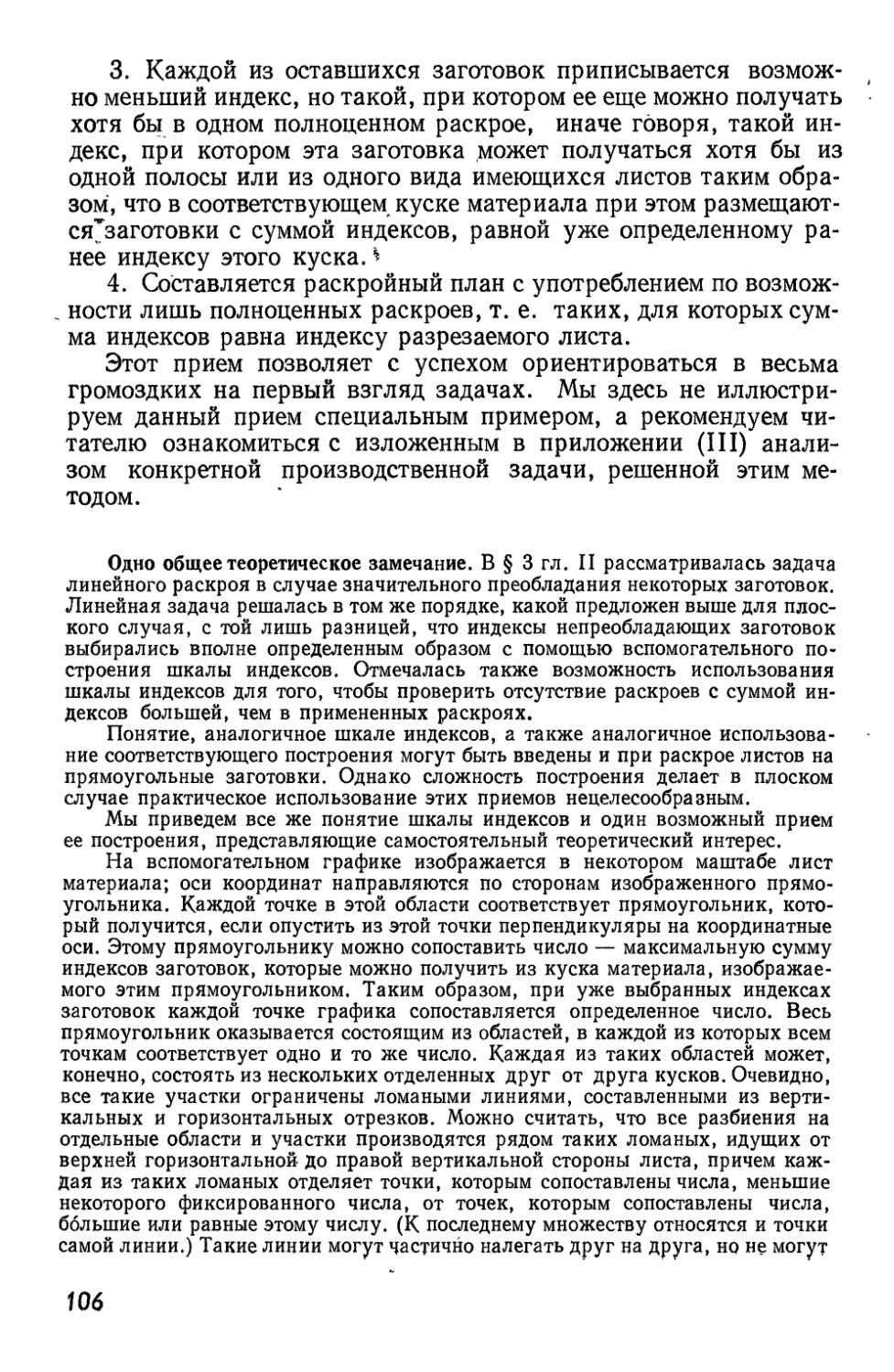
СИБИРСКОЕ ОТДЕЛЕНИЕ ИНСТИТУТ МАТЕМАТИКИ
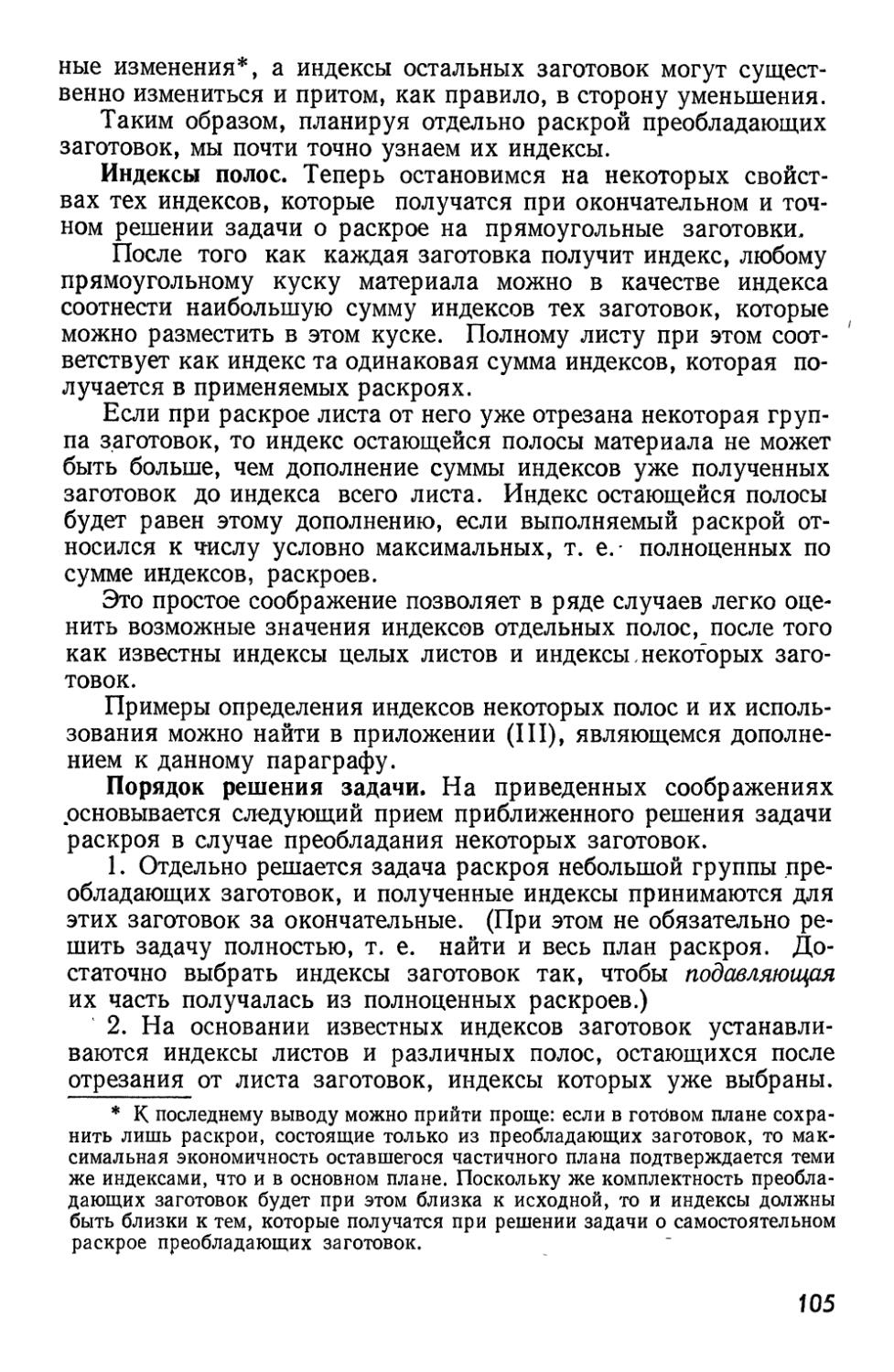
Л. В. КАНТОРОВИЧ, В. А. ЗАЛГАЛЛЕР
РАЦИОНАЛЬНЫЙ РАСКРОЙ ПРОМЫШЛЕННЫХ МАТЕРИАЛОВ
Издание второе, исправленное и дополненное
ИЗДАТЕЛЬСТВО «НАУКА» О СИБИРСКОЕ ОТДЕЛЕНИЕ
НОВОСИБИРСК • 1971
УДК 51 : (621.96+57 02)
Настоящая книга содержит методы решения задач наиболее экономного раскроя линейных материалов (сортовой прокат, трубы, бруски), листовых материалов (листовой прокат, фанера, стекло и т.п.) на заготовки простых форм, а также некоторые вопросы объемного раскроя в лесопилении. Кроме основного изложения книга содержит обширную библиографию по затронутым вопросам.
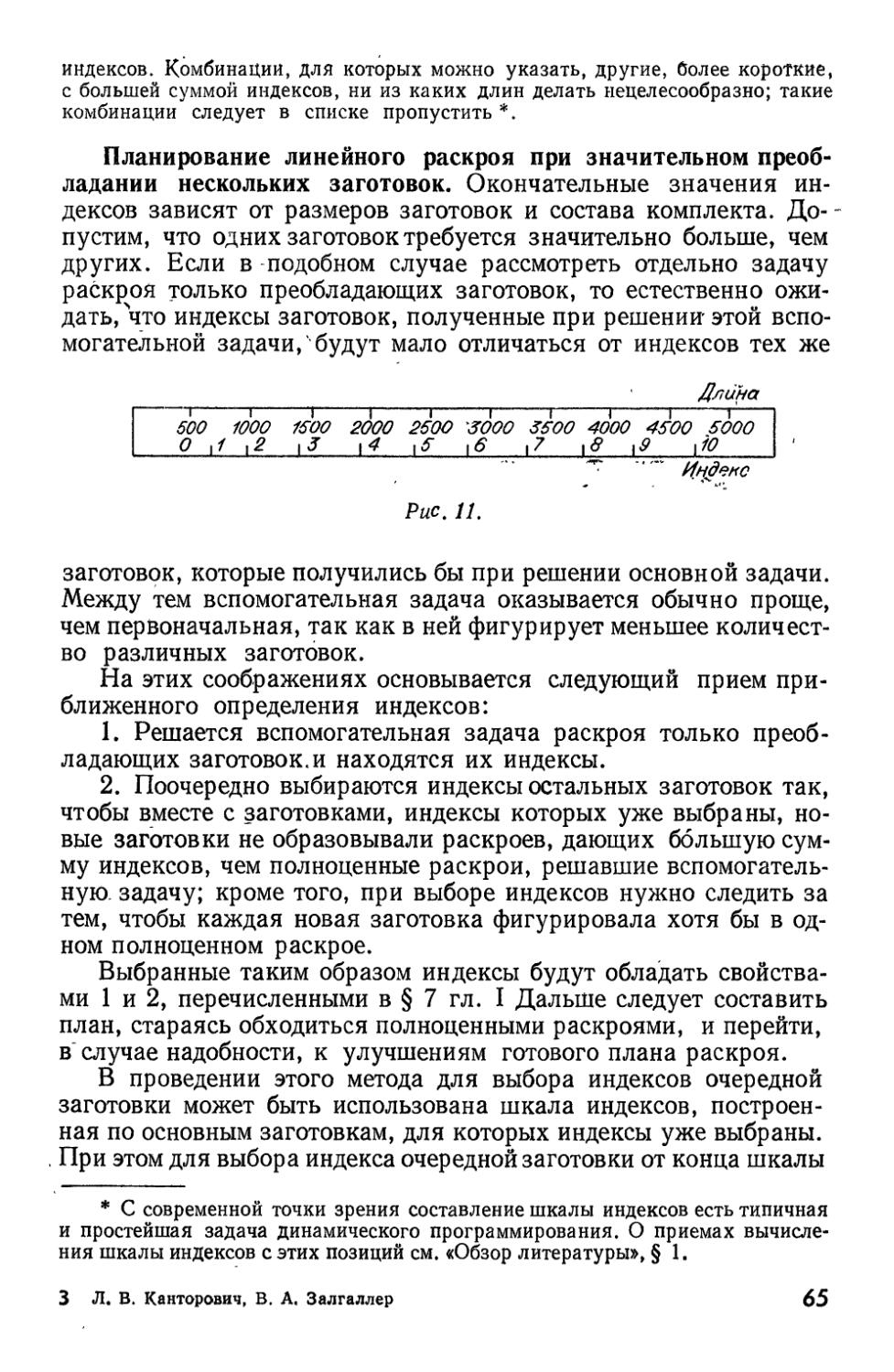
Книга предназначена в первую очередь для инженерно-технических работников, встречающихся в своей практике с заказом, нормированием, распределением, раскроем и контролем расхода промышленных материалов, а также для сотрудников вычислительных центров и групп, обеспечивающих связанные с этим расчеты. Книга будет полезна и для заводских рационализаторов, для студентов и преподавателей технических и экономических учебных заведений.
3-1-5
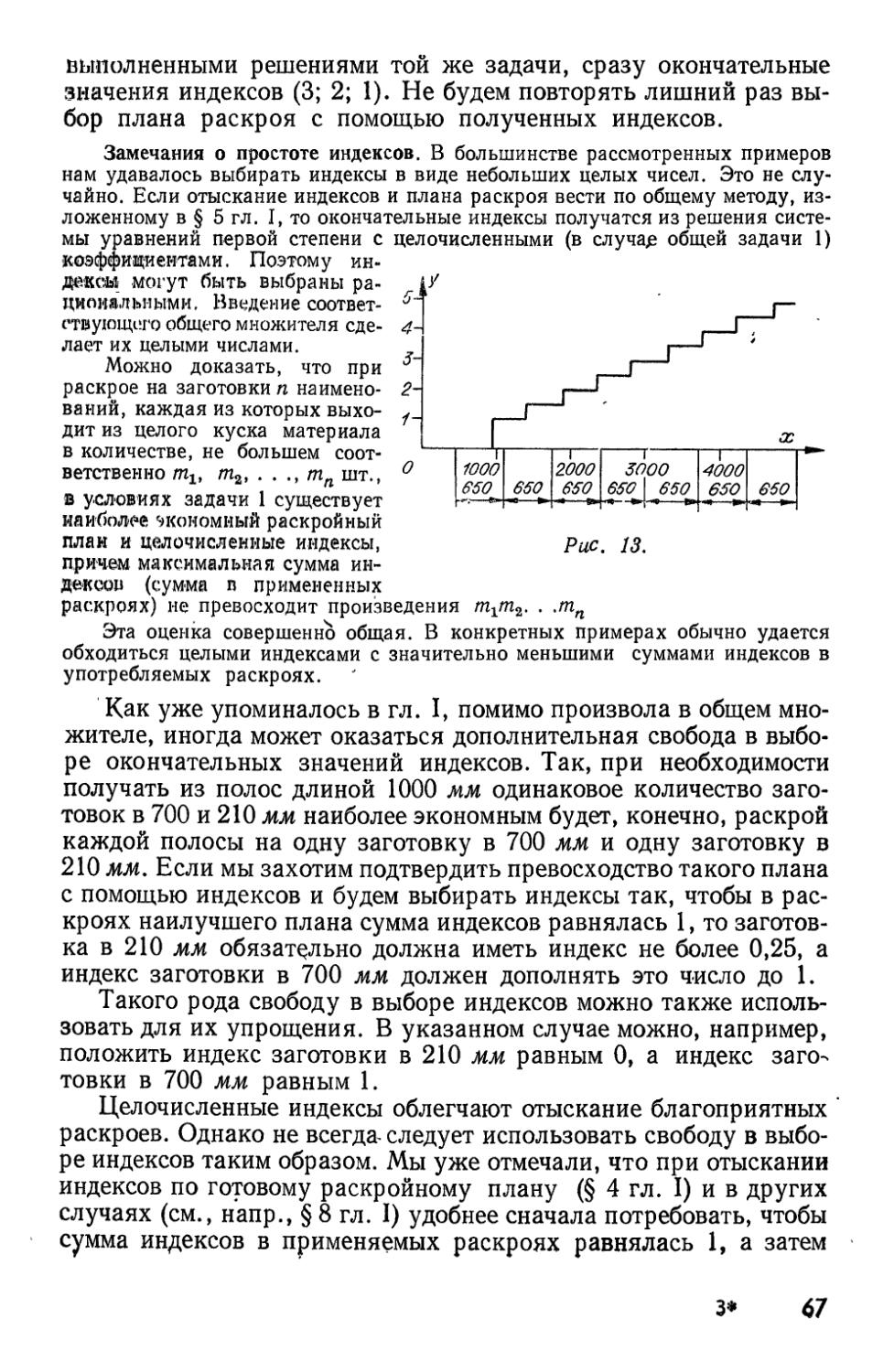
608-70 (I)
ПРЕДИСЛОВИЕ
КО ВТОРОМУ ИЗДАНИЮ
Эта книга первым изданием вышла в начале 1951 г. Она отразила работу, проведенную авторами-математиками в 1948— 1949 гг. на производстве. Отсюда характерное для всего изложения объединение вопросов теории с производственными рекомендациями. Линейное программирование в те годы у нас только начинало распространяться, а за рубежом к 1949 г. относятся первые публикации по нему. Тогда же появился и сам термин-линейное программирование. Поэтому многие вопросы линейного программирования и его применения в книге освещались впервые.
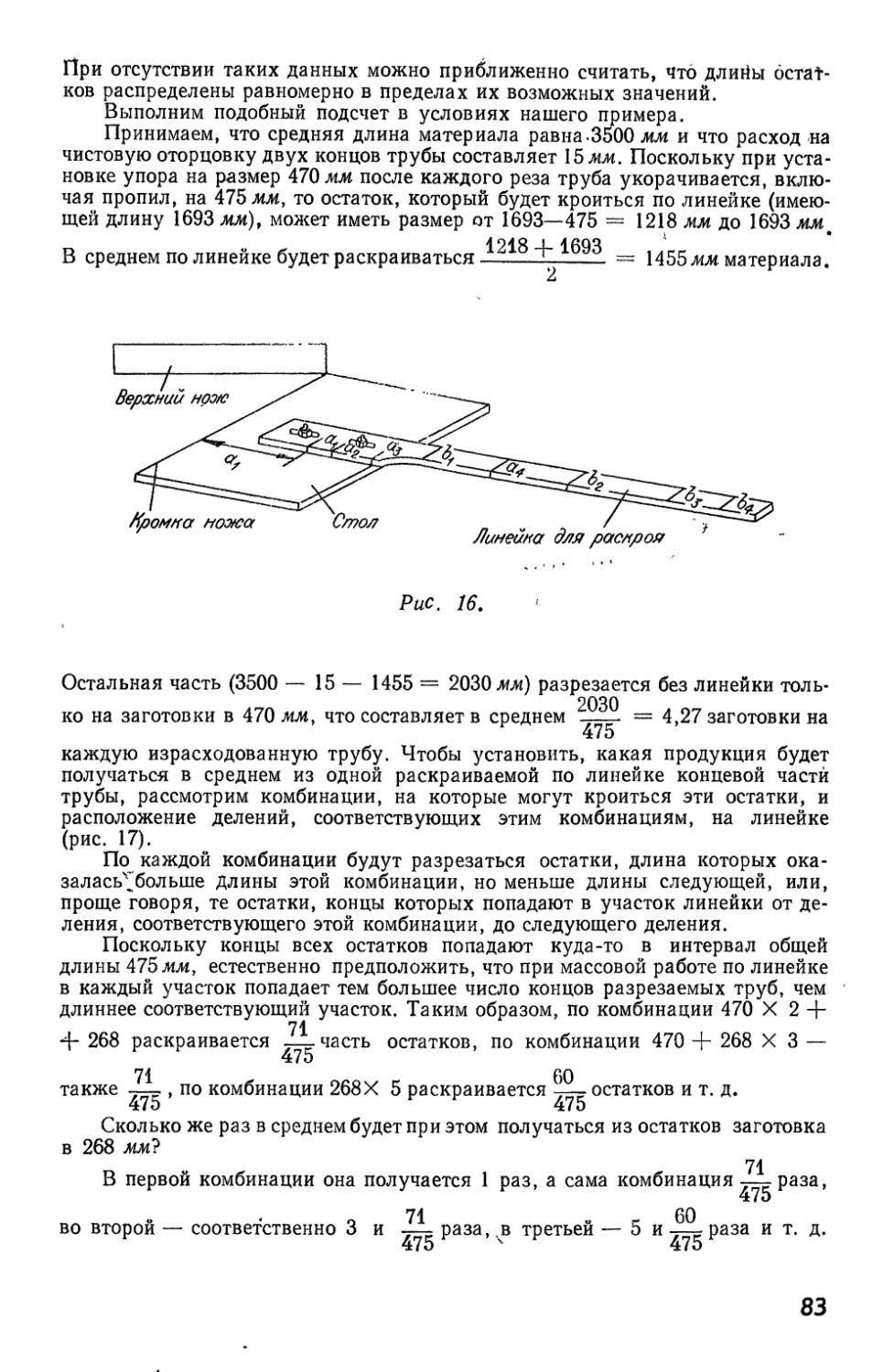
За прошедшие годы существенно развилась вычислительная техника. Внедрение электронно-вычислительных машин выдвинуло теперь на первый план вопросы автоматизации решения задач о рациональном раскрое. В первом издании эти вопросы освещались с учетом вычислительных возможностей тех лет, хотя необходимые алгоритмы для разработки машинных вычислительных программ уже содержались в книге. Отметим, в частности, метод последовательного улучшения плана раскроя, центральный для решения задач линейного программирования на ЭВМ, и метод построения шкалы индексов, по существу предвосхитивший метод рекуррентных соотношений динамического программирования.
Что касается приложений, то производство, как правило, еще обладает далеко не исчерпанными резервами экономии при раскрое материалов на заготовительных участках и резервами экономии при изготовлении самих материалов у заводов-поставщиков. Оно обладает также возможностями облегчения снабжения за счет сокращения пестроты заказываемых габаритов, использования материалов торговых размеров и смешанной длины. Анализу этих возможностей и посвящена главным образом книга. В таком анализе нуждаются не только технологи и снабженцы, но
3
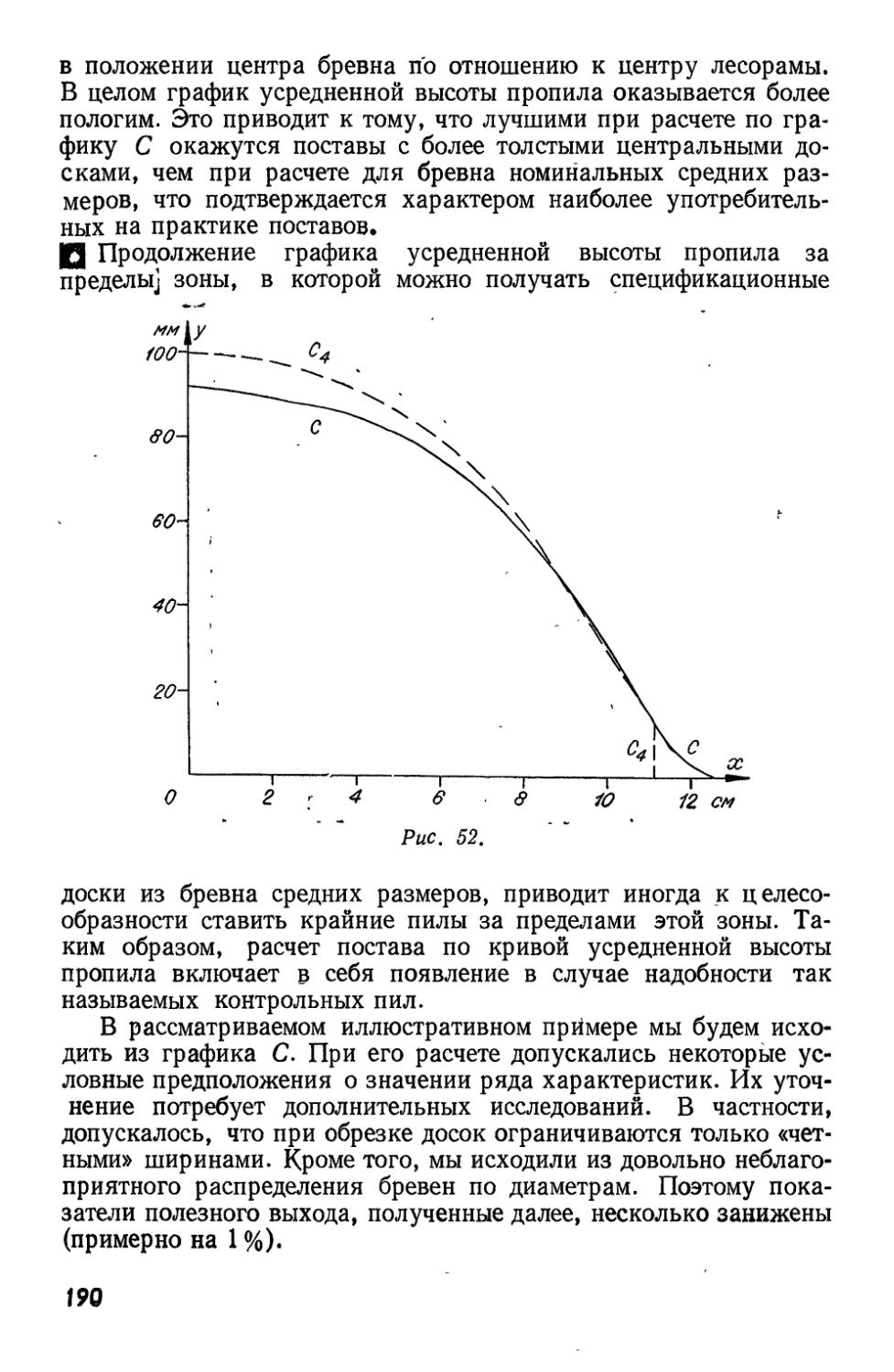
и конструкторы, желающие вносить изменения, направленные на реальную экономию материалов.
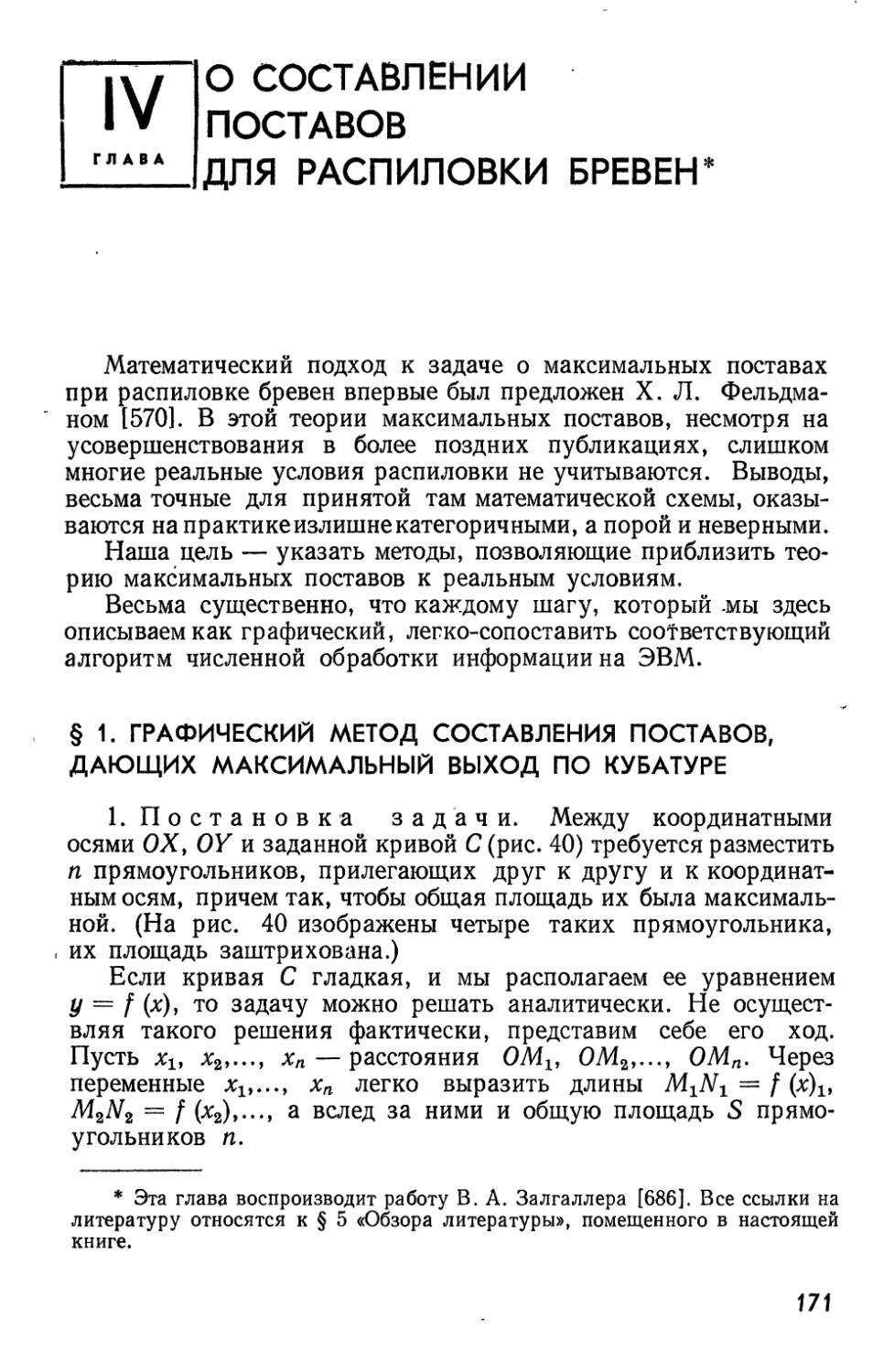
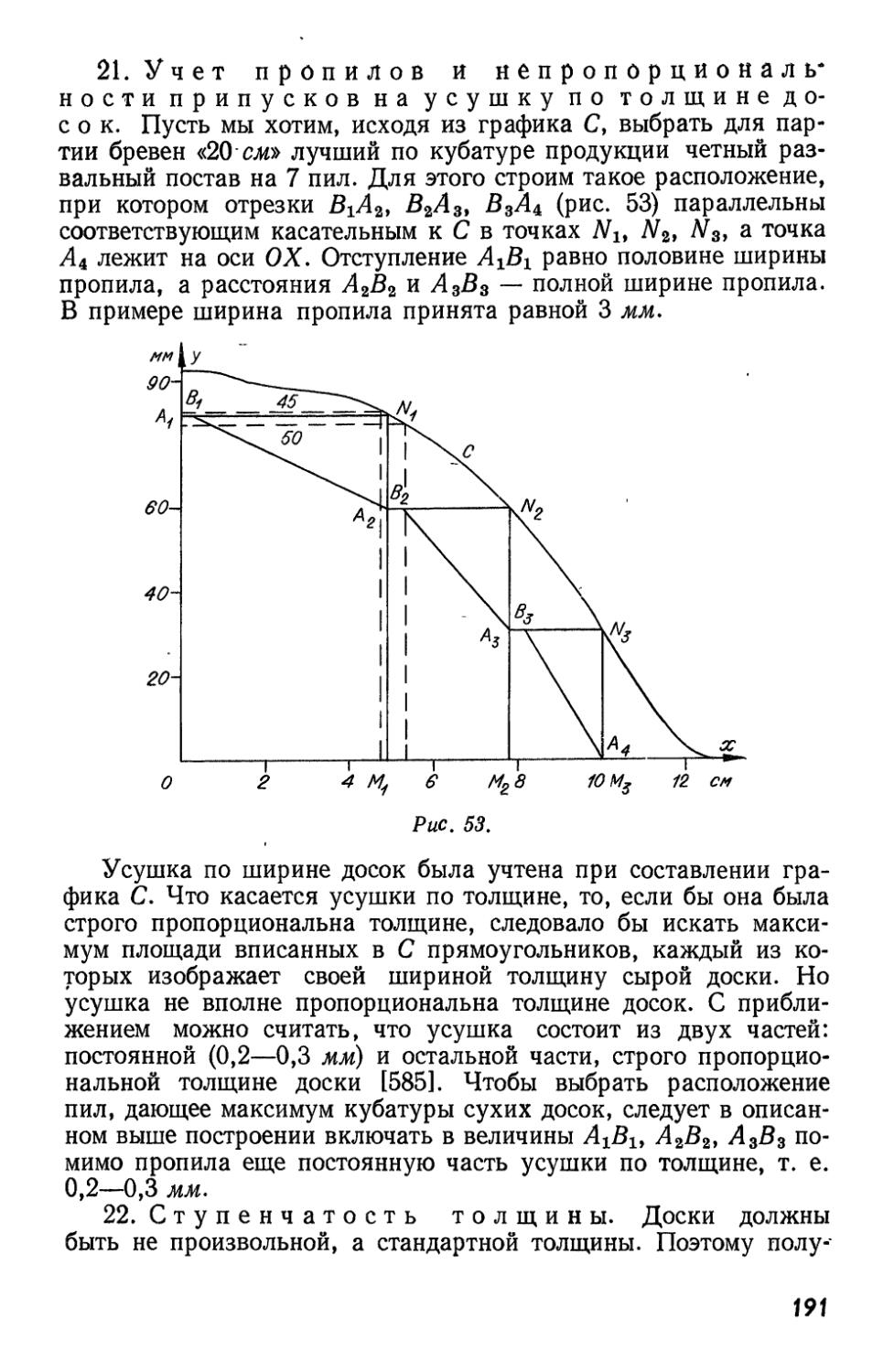
Настоящее издание представляет собой воспроизведение первого с внесением некоторых небольших изменений. К книге присоединена в качестве IV главы написанная в 1956 г. работа одного из авторов о раскрое в лесопилении.
За прошедшие годы вышло много публикаций по вопросам раскроя, поэтому в конце книги дан обзор литературы. Он сделан достаточно широким, чтобы ознакомить читателя с работами по оптимизации раскроя в различных производствах и на разных уровнях автоматизации расчетов. Конечно, обзор далек от полноты. Авторы будут признательны не только за каждое замечение по существу затронутых вопросов, но и за рекомендации для пополнения библиографии.
ИЗ ПРЕДИСЛОВИЯ
К ПЕРВОМУ ИЗДАНИЮ
Значение рационального раскроя промышленных материалов как важного источника экономии затрат отмечалось неоднократно в технической литературе и периодической печати.
С теоретической стороны этот вопрос разработан чрезвычайно мало. Кроме некоторых работ, связанных со стремлением максимизировать объемный выход досок при лесопилении, можно упомянуть известную задачу о плотнейшем расположении кругов на плоскости, равносильную вопросу о раскрое большого листа на равные круглые заготовки. Тонкое исследование, посвященное раскрою ткани, принадлежит П. Л. Чебышеву [387], однако предметом этого исследования является не экономия материала, а задача точного покрытия кривой поверхности выкройками из ткани.
Постановка и некоторый общий подход к анализу вопроса о рациональном раскрое были даны в 1939 г. [1], где рассматриваются производственные вопросы различного характера, в которых требуется среди многих возможных вариантов решения выбрать наивыгоднейший. Использование развитого в этой работе общего метода разрешающих множителей в применении к вопросу о раскрое дает характеристику наивыгоднейшего раскройного плана и устанавливает принципиальную возможность его нахождения. Специально вопрос раскроя был подвергнут дальнейшей разработке в нескольких других моих работах.
В 1948—1949 гг. в Ленинградском отделении Математического института АН СССР была поставлена задача более детальной разработки этих методов и их практической проверки . на ленинградских предприятиях. Эта работа была проведена В. А. Залгаллером.
Основным местом осуществления этой работы был выбран Ленинградский ордена Красной Звезды вагоностроительный завод им. Егорова, где при производстве цельнометаллических вагонов в большом количестве расходуется листовой металл.
5
В осуществлении этих методов в производственных условиях активно участвовали многие работники завода, в частности сотрудники отдела главного технолога (руководитель отдела Г. А. Треубов), мастера и рабочие. Таким образом, эта книга — своеобразный итог творческого содружества математиков и работников промышленности.
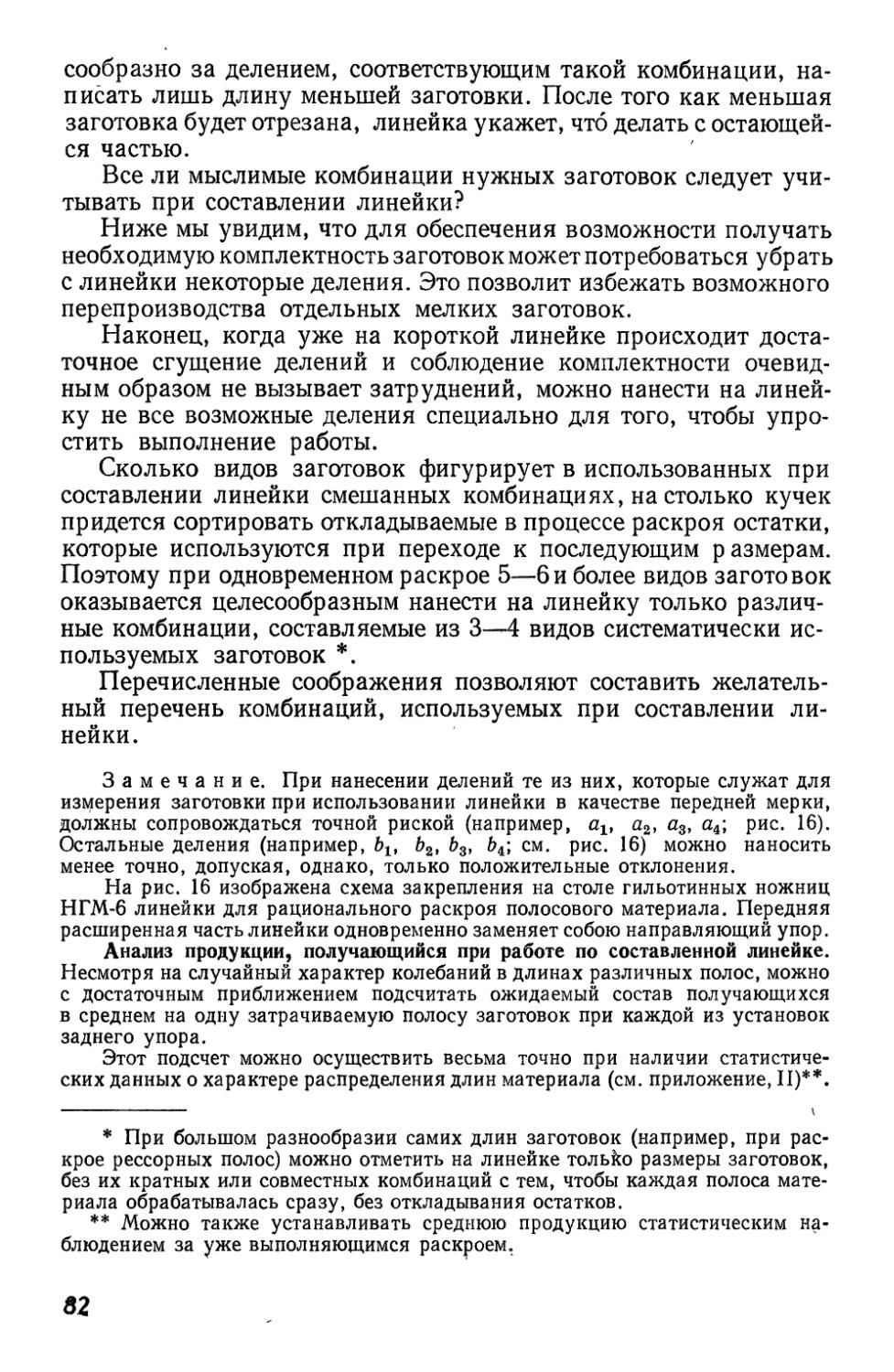
Хотя в процессе этой работы выяснилось, что метод разрешающих множителей (индексов) оказался весьма полезным при решении заводских задач, его пришлось подвергнуть развитию и приспособлению к производственным задачам и дополнить существенно новыми расчетными и техническим приемами. Из них следует отметить разработанные В. А. Залгаллером новые расчетные приемы: подбор целочисленных индексов, анализ задачи 2 (гл. I, § 2), решение плоской задачи с помощью вспомогательной линейной задачи, существенно разработанные им приемы раскроя материалов смешанной длины, в частности теория построения мерной линейки (см. приложение, II), и предложенные им технические приспособления: использование сортировочного стеллажа, приспособление линейки к станку. Наконец, им отработана практическая методика использования всей совокупности приемов работы (последовательность .расчета, выбор целесообразного метода, учет технологических требований, необходимые организационные мероприятия, документация и т. п.).
Помимо приемов, развитых в недавнее время при решении практических задач для завода им. Егорова и некоторых других предприятий, в книге использованы упоминавшиеся прежние материалы; наконец, отдельные вопросы были разработаны авторами в самом процессе написания книги.
Л. В. Канторович
ВВЕДЕНИЕ
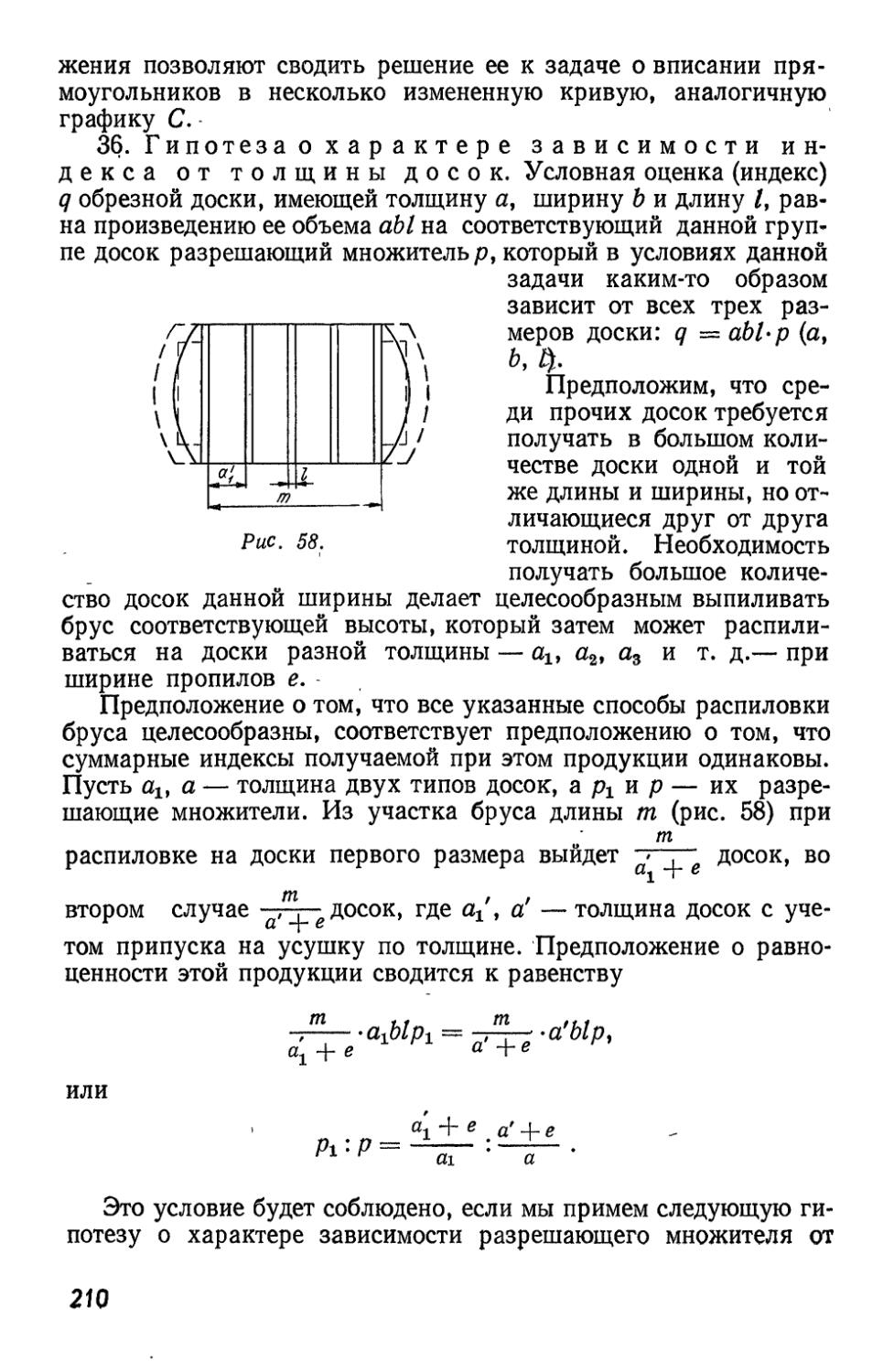
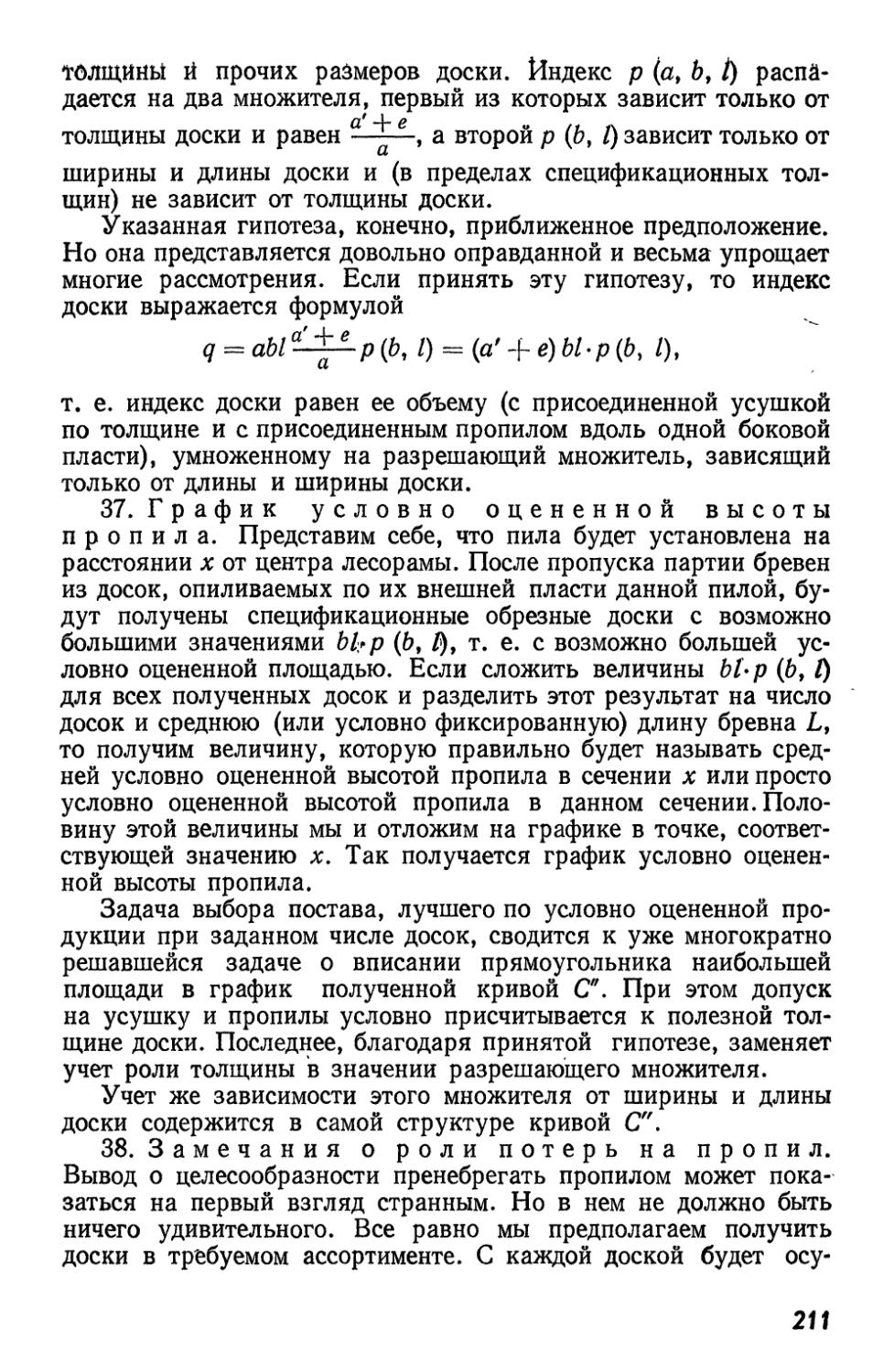
Экономия материалов представляет собою сложную комплексную проблему, зависящую от многих конструктивных, технологических и организационных факторов. Тщательный анализ каждого из них дает свои пути и средства для экономии материалов. Одним из таких средств является рациональный раскрой материалов.
В большинстве отраслей промышленности и строительства приходится встречаться с раскроем материала. Металл, дерево, фанера, стекло и другие промышленные материалы поступают на производство в виде некоторых целых единиц: листы, доски, трубы, полосы, профильный прокат, рулоны, бревна. При использовании их приходится разделять (раскраивать) на части нужных размеров и формы, которые используются непосредственно или служат в качестве заготовок для отдельных деталей. При этом, как правило, оказывается невозможным полное использование материала, и некоторая часть его идет в отходы (концевые обрезки, остатки), которые обычно либо не находят применения, либо используются неполноценно, поэтому необходимо максимально уменьшать отходы.
Опыт передовых машиностроительных заводов показывает, что внимательное отношение к планированию раскроя позволяет достигать значительной экономии материалов.
На количество образующихся в процессе раскроя отходов влияют технологические допуски на кромку, резы и перемычки между отдельными заготовками, сочетание конфигураций взаимно прилегающих заготовок, некратность размеров заготовки и размеров материала. Последний источник потерь оказывается особенно ощутимым при крупных заготовках.
Мерами борьбы за уменьшение потерь при раскрое являются: утилизация отходов, ужесточение технологических допусков, изменение заказываемых габаритов материала, конструктивный пересмотр размеров заготовок, применение совместных раскроев для различных заготовок. Последняя мера очень существенна
7
в решении задач рационального раскроя. Но до сих пор она используется недостаточно.
Настоящая книга, далеко не претендующая на полное решение всех задач рационального раскроя материалов, посвящена в первую очередь анализу возможностей экономии материала при раскрое за счет применения совместных раскроев различных заготовок при соблюдении необходимой для производства комплектности этих заготовок. В процессе исследования существенно использован метод разрешающих множителей (индексов), впервые предложенный в 1939 г. [11.
Наглядный смысл этого метода в применении к данным задачам состоит в том, что одновременно с составлением плана раскроя выясняется, какая'часть общего расхода материала вызывается наличием в комплекте каждой из требующихся заготовок. Оказывается, что такой подетальный расход характеризуется вспомогательными числами — индексами заготовок, которые определяются совершенно конкретными условиями задачи: размерами материала и заготовок и соотношением количества различных заготовок в комплекте. Этот расход, размер которого очевиден, если каждая заготовка раскраивается самостоятельно, определяется далеко не так просто, когда используются совместные рас-, крои. Однако для одновременного нахождения этих индексов и наивыгоднейшего плана раскроя может быть развит достаточно удобный расчетный метод. На его основе удается прежде всего дать общие признаки наиболее экономных планов раскроя, позволяющие проверить, является ли данный план наиболее экономным, а также указать пути нахождения таких.дланов для линейных материалов, раскраиваемых по длине, и листовых материалов, раскраиваемых на прямоугольные заготовки.
Результаты теоретического анализа использованы для построения конкретных приемов и рекомендации определенного порядка работы при составлении планов раскроя.
Развиваемые методы могут найти применение прежде всего в крупногабаритном серийном машиностроении. Кроме того, рекомендуемые методы могут быть использованы при решении отдельных задач раскроя, возникающих в самых разнообразных видах производства и строительства.
Все предлагаемые методы отрабатывались и уточнялись на конкретных задачах из практики Ленинградского ордена Красной Звезды вагоностроительного завода им. Егорова. Как правило, применение их обнаруживало возможность значительной экономии и позволяло повысить использование материала при раскрое (так называемый «коэффициент раскроя») на 2—5% для линейных материалов и на 3—10% (а иногда и больше) для листовых материалов по сравнению с прежним фактическим расходованием
8
и раскройными картами, составленными первоначально. Готовые планы раскроя проверялись их практическим выполнением. Некоторые задачи из практики этого завода использованы' в качестве иллюстративных примеров в данной книге.
Работа на заводе им. Егорова проводилась комплексной бригадой технологов и рабочих, созданной по инициативе партийного бюро завода. Активное участие в проведенной работе приняли сотрудница Математического института А. П. Хусу, технологи завода Н. М. Храмцова и С. Д. Фалькович, а также работники прессово-заготовительного цеха (начальник цеха Е. С. Бельский). Работа комплексной бригады позволила составить значительное число планов раскроя и провести много экспериментальных раскроев. Этот опыт положен в основу многих содержащихся в книге практических рекомендаций, учитывающих специ фику производств, подобных вагоностроению.
Книга состоит из четырех глав и приложения. В гл. I излагается постановка задачи о нахождении наиболее рационального плана раскроя и общие методы ее решения, иллюстрируемые простейшими примерами. В следующих главах даются приемы ее решения, приспособленные специально к случаю раскроя линейных материалов (гл. II) и раскроя листового материала на прямоугольные и круглые заготовки (гл. III). В этих главах изложены также практические указания, которые проиллюстрированы в основном примерами чисто производственного характера. Общие результаты гл. I могут быть использованы и при раскрое листовых материалов на комплекты различных фасонных заготовок, поскольку с помощью этих методов и в этом случае вопрос о составлении всего раскройного плана сводится только к отысканию раскроев одного листа.
Однако вопрос о раскрое листа на криволинейные заготовки в целом в книге не рассматривается; мы отсылаем читателя к § 3 «Обзора литературы».
Главы II и III сопровождаются упражнениями, благодаря которым читатель может проверить, насколько он усвоил методы решения.
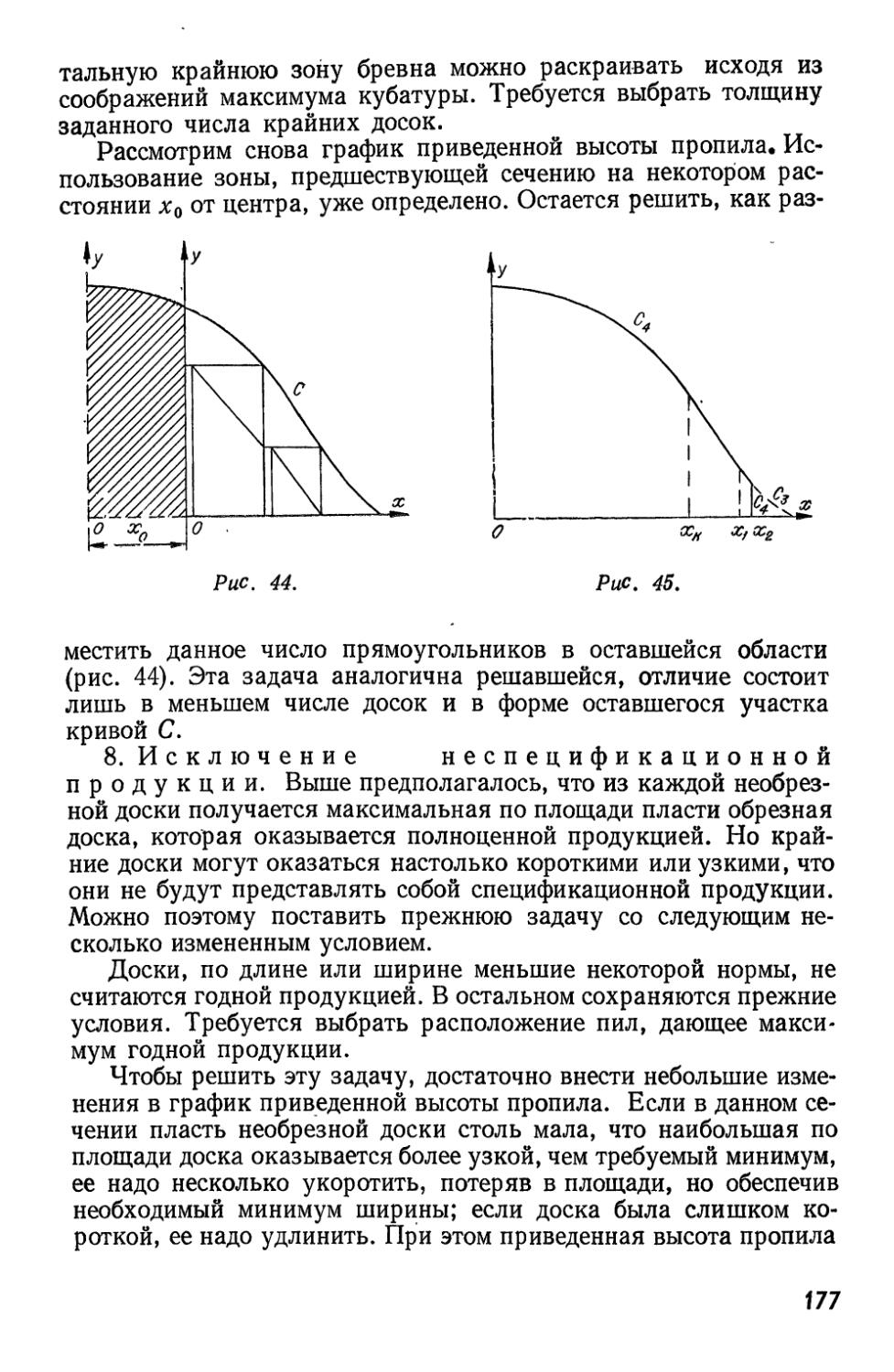
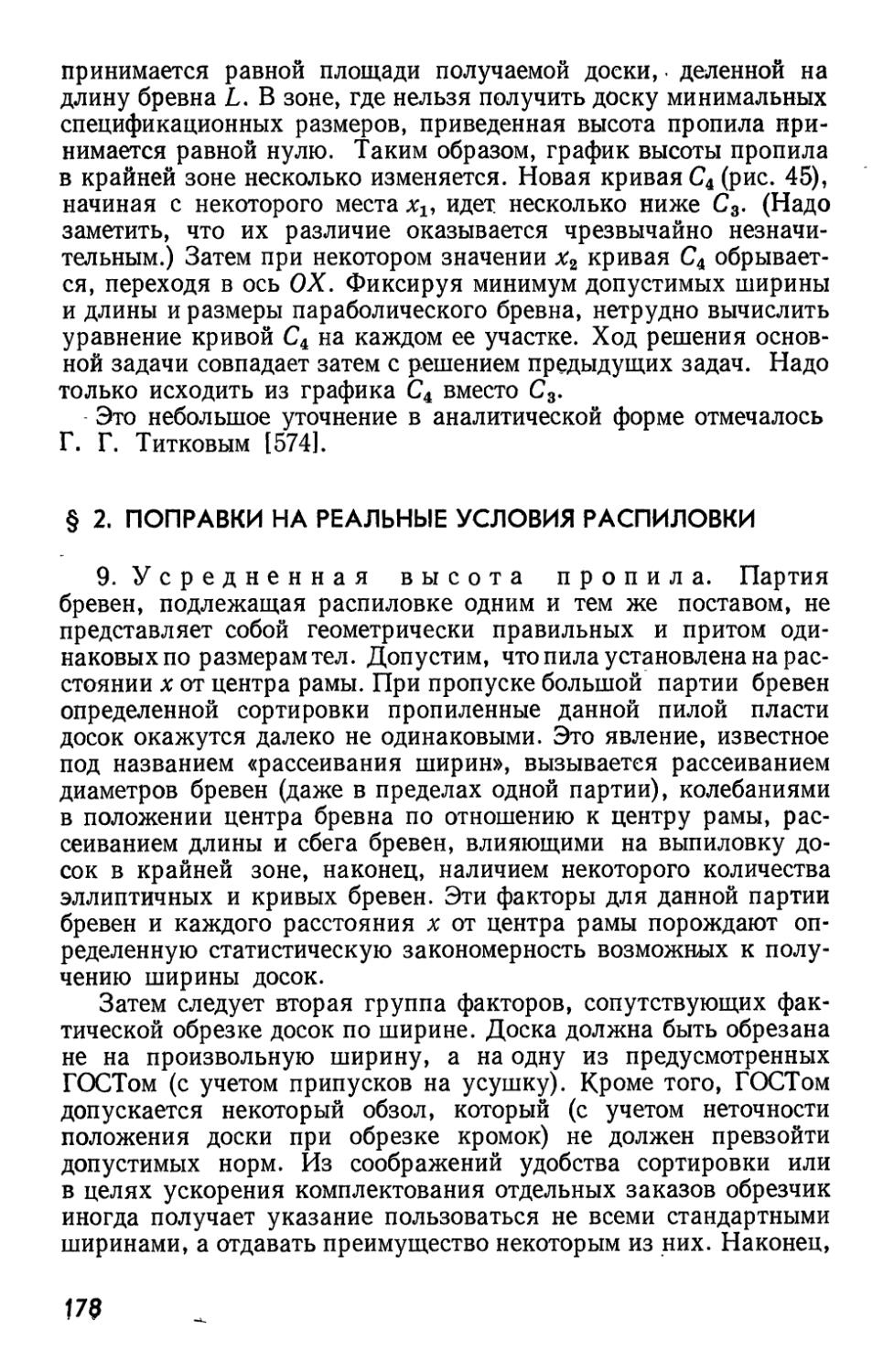
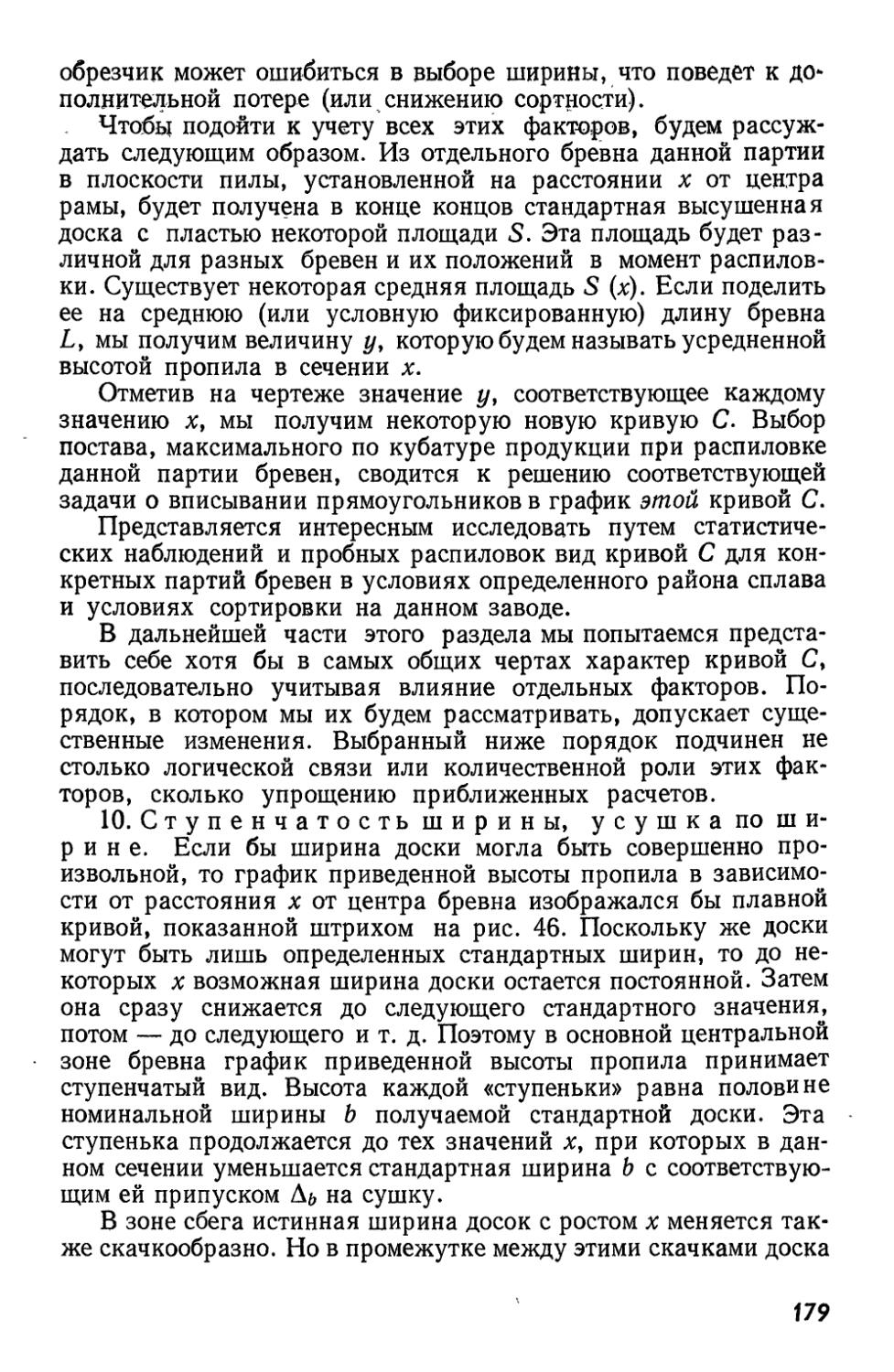
Глава IV посвящена распиловке бревен на обрезные пиломатериалы.
Заключение резюмирует общие выводы.
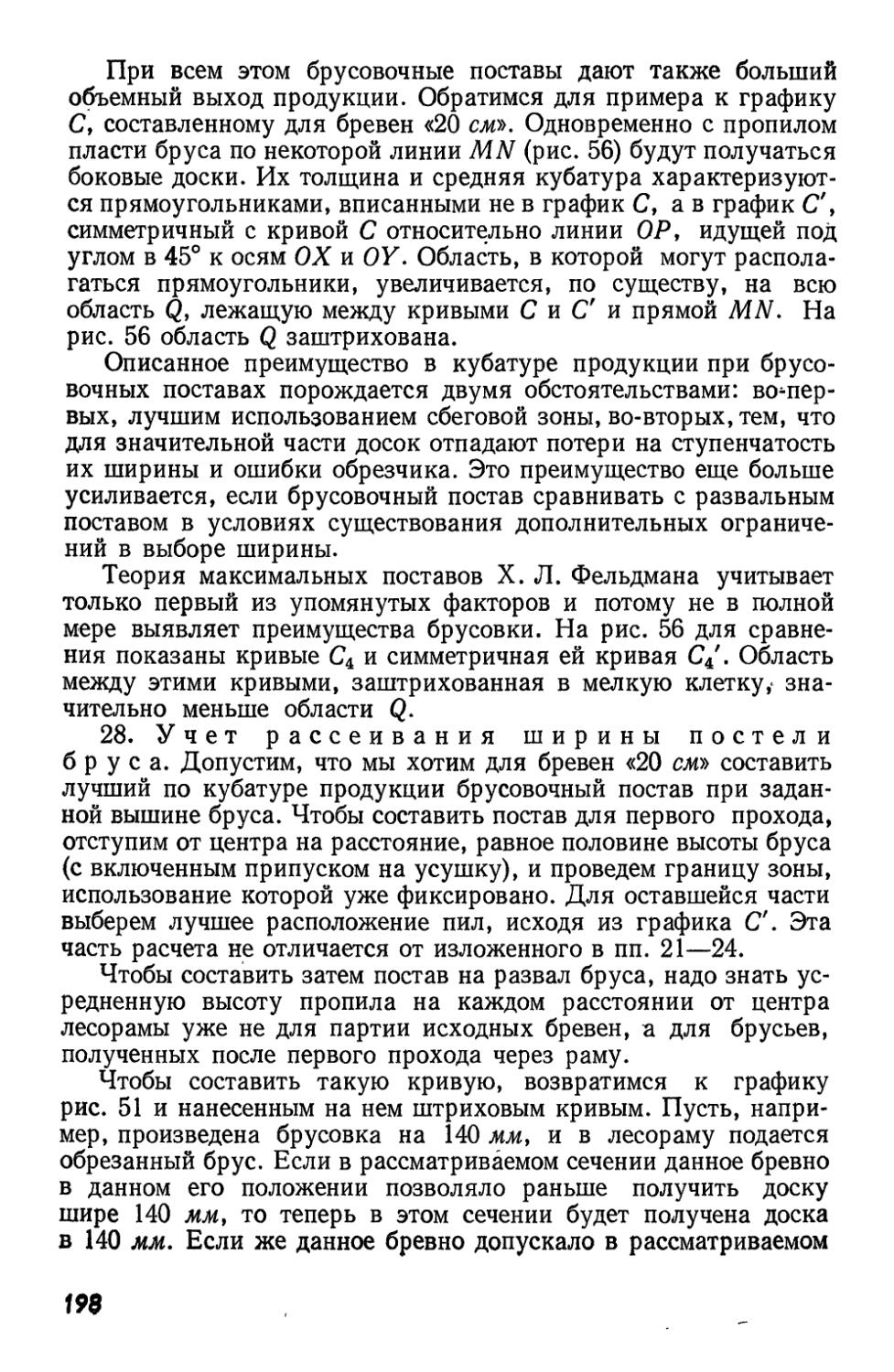
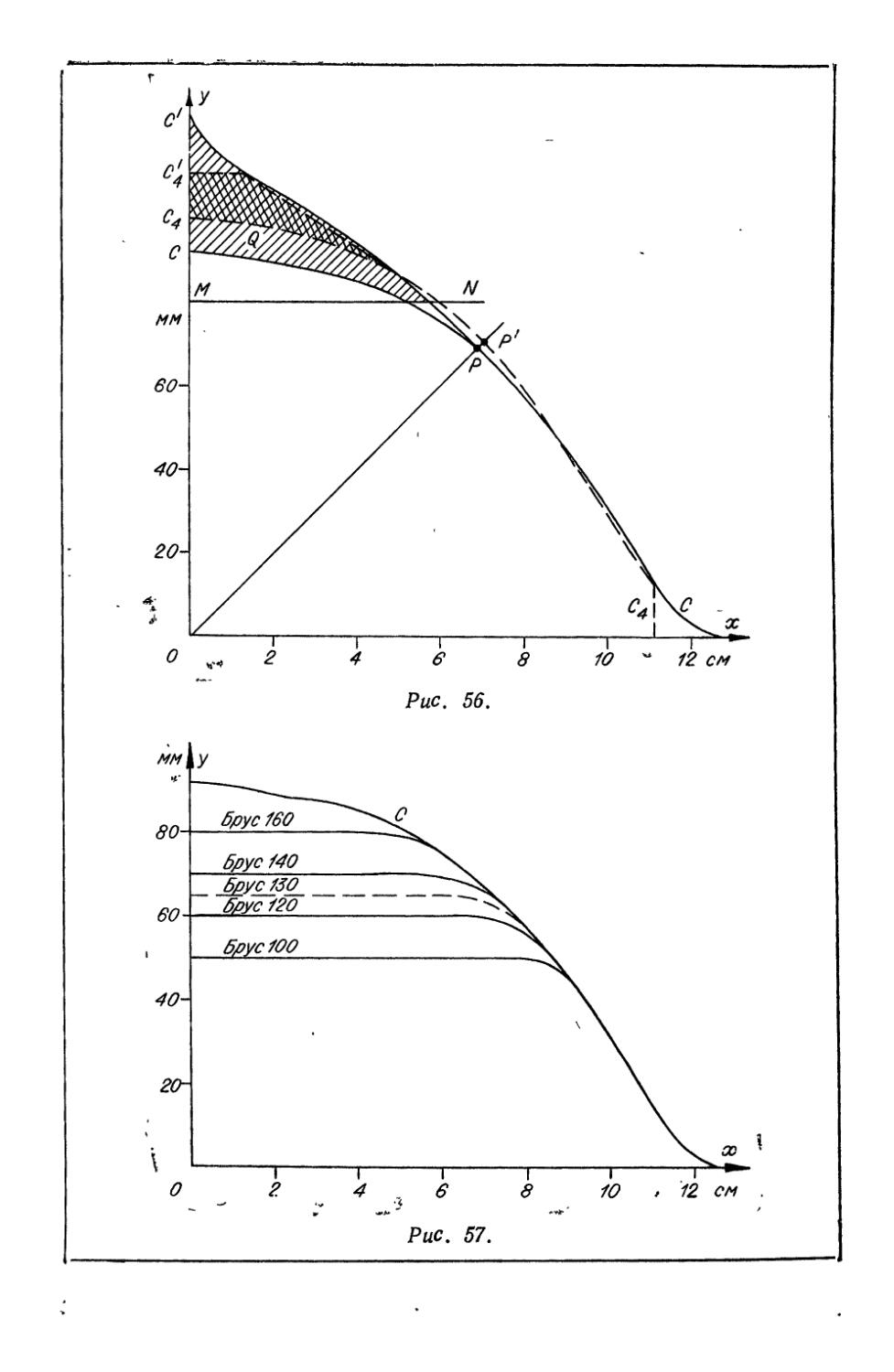
В книге помещен обзор литературы, посвященной раскрою материалов.
Приложение носит более специальный математический характер и содержит теоретическое обоснование предложенных методов.
Своеобразие материала книги, рассчитанной на читателей самой различной квалификации, потребовало выделения в мелкий
9
шрифт значительной части текста, которая может быть опущена при первом чтении.
Читатель, желающий практически использовать рекомендуемые методы, должен прежде всего ознакомиться с книгой в целом, пропуская подробности, изложенные мелким шрифтом, а затем, при конкретном решении задач, полностью разобрать интересующий его раздел.
Для математически хорошо подготовленного читателя, желающего в первую очередь ознакомиться с общей теорией вопроса, наиболее интересны будут гл. I, § 1, 3 гл. II, § I—3 и 6 гл. III, приложение и § 1 «Обзора литературы».
ОБЩИЕ МЕТОДЫ РЕШЕНИЯ ЗАДАЧИ О РАСКРОЕ
§ 1, ПОСТАНОВКА ЗАДАЧИ
Для выяснения постановки задачи уместно начать с рассмотрения простого примера.
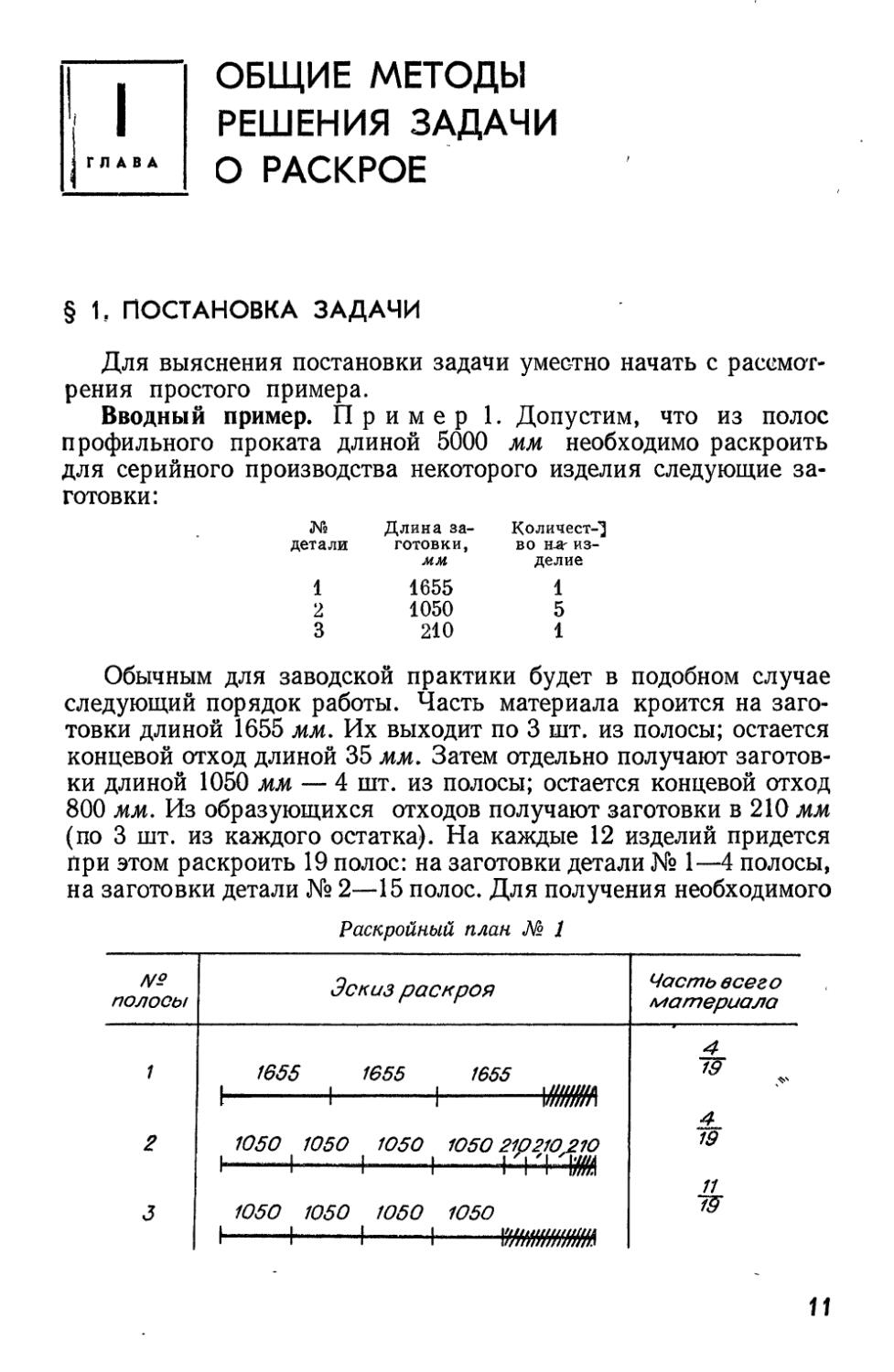
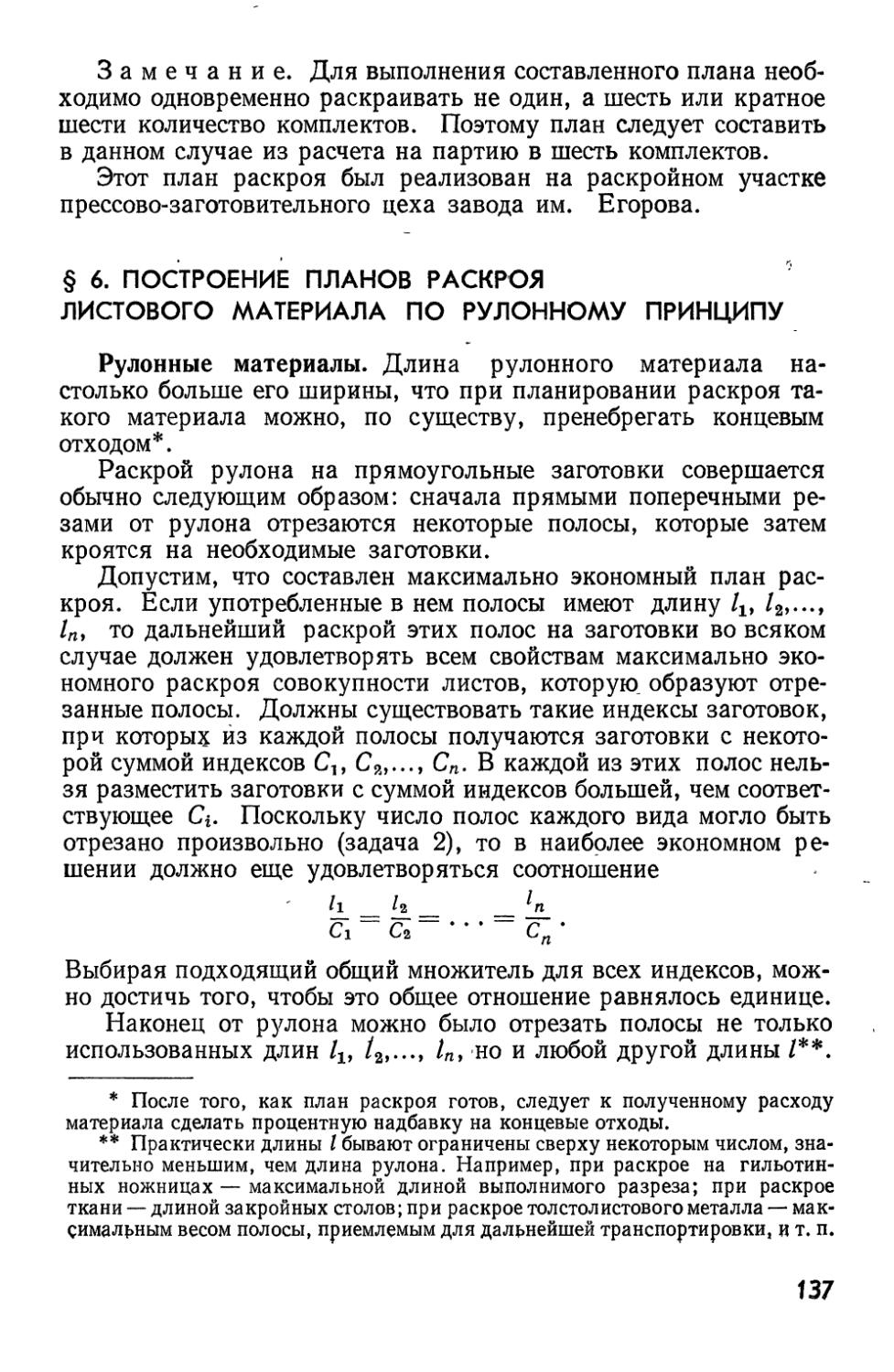
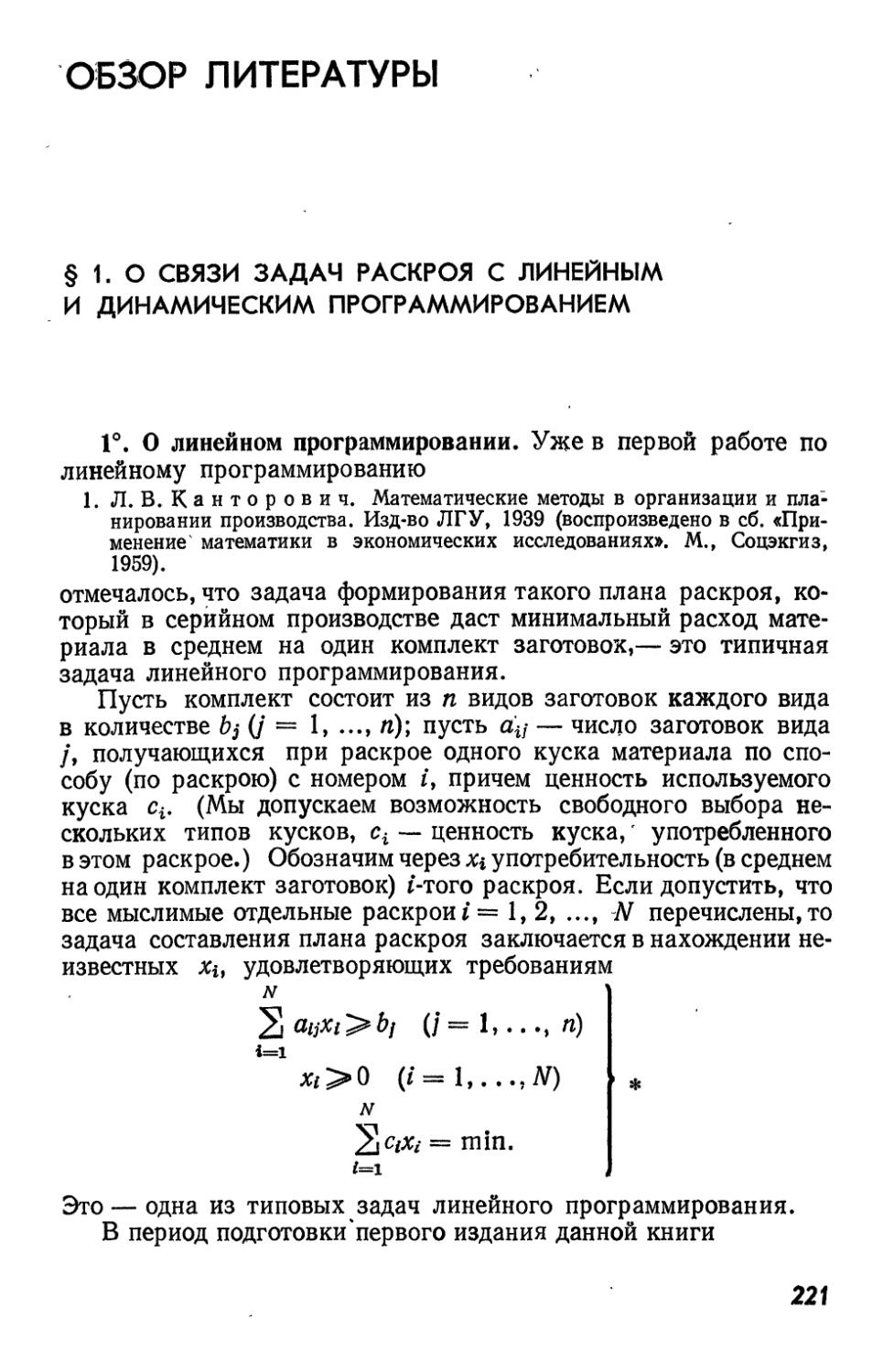
Вводный пример. Пример 1. Допустим, что из полос профильного проката длиной 5000 мм необходимо раскроить для серийного производства некоторого изделия следующие заготовки:
№ Длина за- Количест-1 детали готовки, во нд- из-мм делие
1 1655 1
2 1050 5
3 210 1
Обычным для заводской практики будет в подобном случае следующий порядок работы. Часть материала кроится на заготовки длиной 1655 мм. Их выходит по 3 шт. из полосы; остается концевой отход длиной 35 мм. Затем отдельно получают заготовки длиной 1050 мм — 4 шт. из полосы; остается концевой отход 800 мм. Из образующихся отходов получают заготовки в 210 мм (по 3 шт. из каждого остатка). На каждые 12 изделий придется при этом раскроить 19 полос: на заготовки детали № 1—4 полосы, на заготовки детали № 2—15 полос. Для получения необходимого
Раскройный план № 1
№ полосы Эскиз раскроя Часть всего материала
1 1655 । 1655 1655 __j i 0ШШ1А 19
г 4
2 1050 U- 1 1050 1050 1050 210210 210 I- - 1 - -i/i zl 19
1 .. 1 1" 11
3 1050 I 1- 1050 1050 1050 1 1 ШШ 7&
И
количества деталей № 3 достаточно использовать 4 из 15 остатков, полученных при раскрое заготовок детали № 2. Другие 11 остатков окажутся, фактически, неиспользуемыми отходами.
Таким образом, в производстве будет соблюдаться раскройный план № 1 (независимо от того, фиксируется он документально при расчете норм расходования материала или нет).
Нетрудно подсчитать процент отходов. Общая длина одного комплекта заготовок на изделие составляет
1655Х 1 + 1050 X 5 4- 210 X 1 = 7115 мм = 7,115 м. Общая длина 12 комплектов заготовок 7,115 X 12 = 85,38 м. Общая длина израсходованного материала составит 5000 мм X X 19 — 95 м. Полезное использование материала при раскрое . равно
100x^^90%. УО
Таким образом, отходы составят приблизительно 10%.
Задача составления плана раскроя. Обратим внимание на структуру составленного раскройного плана. Раскройный план состоит из перечня употребляемых способов раскроя одного целого исходного куска материала и указания на то, какая часть всего материала кроится по каждому из этих способов, причем употребительность каждого из этих способов должна быть подобрана таким образом, чтобы весь раскройный план давал заготовки в нужном ассортименте.
Такая структура раскройного плана сохраняется и в случае листового или любого иного материала; всякий раз, составляя план раскроя, мы должны получить перечень нескольких употребляемых способов раскроя исходного целого куска материала и указание на то, какая доля всего материала кроится по каждому из этих способов. Именно такой документ мы называем в дальнейшем планом раскроя.
Требуемая комплектность — соотношение между необходимым количеством заготовок каждого вида — в рассмотренном примере определялась числом изготовляемых из одинакового материала деталей одного и того же изделия. Вместо этого речь может идти о любой группе заготовок, допускающих совместное изготовление, будь то лишь часть заготовок для одного изделия или, наоборот, заготовки для нескольких различных изделий, изготовляемых на данном заводе. В последнем случае комплект- • ность может обусловливаться такими обстоятельствами, как установленный по договору ассортимент в крупном заказе или, более широко, соотношение долей различной продукции в общей программе завода. Вместо слова комплектность мы употребляем • иногда слова необходимый ассортимент заготовок.
12
. Возвратимся к рассмотренному примеру. После составления плана № 1 возникает естественный вопрос: нельзя ли, применяя какие-нибудь другие раскрои отдельных полос и употребляя эти раскрои в различном количестве, составить раскройный план таким образом, чтобы сохранить комплектность заготовок и получить меньше отходов?
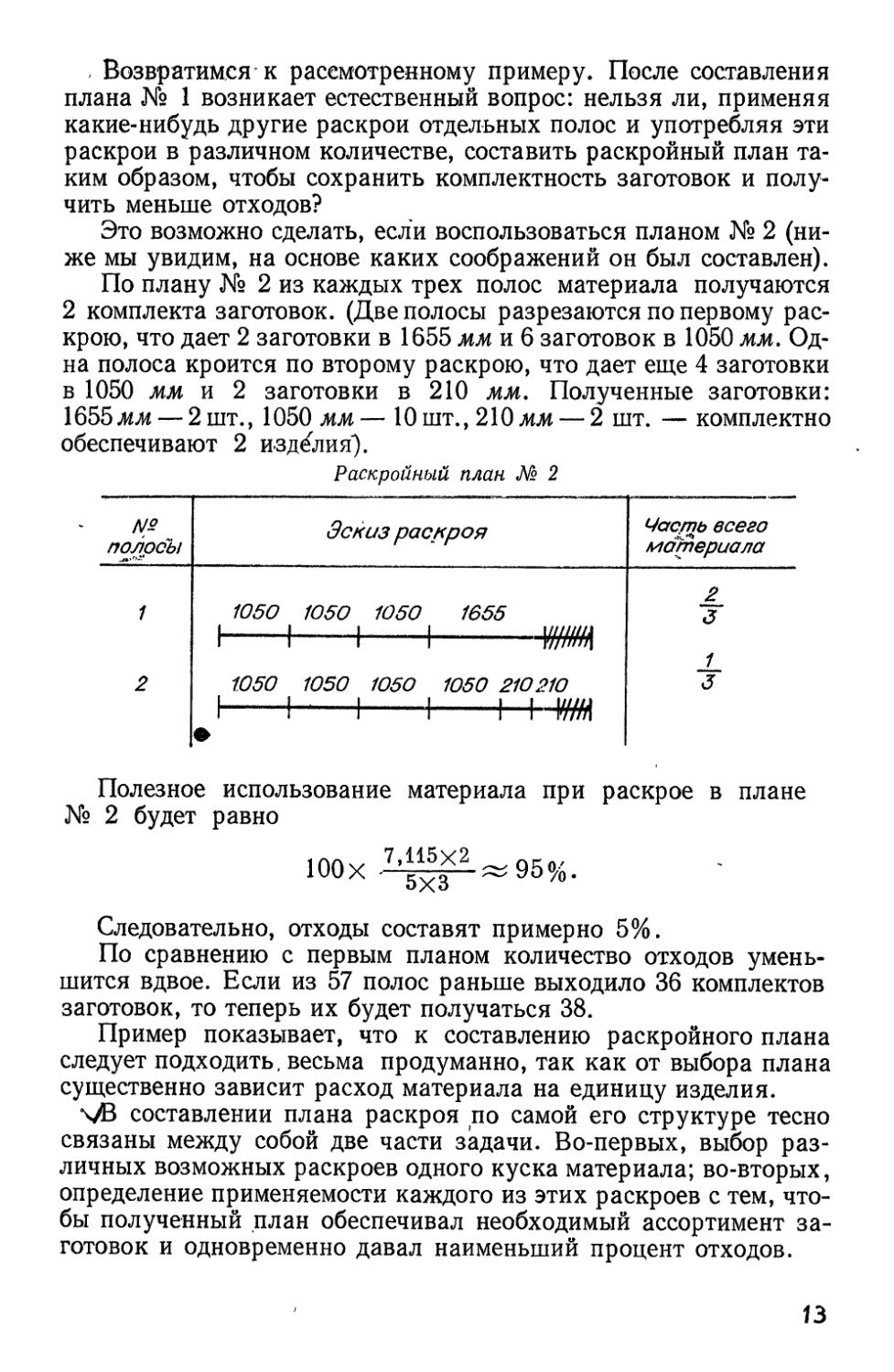
Это возможно сделать, если воспользоваться планом № 2 (ниже мы увидим, на основе каких соображений он был составлен).
По плану № 2 из каждых трех полос материала получаются 2 комплекта заготовок. (Две полосы разрезаются по первому раскрою, что дает 2 заготовки в 1655 мм и 6 заготовок в 1050 мм. Одна полоса кроится по второму раскрою, что дает еще 4 заготовки в 1050 мм и 2 заготовки в 210 мм. Полученные заготовки: 1655мм — 2 шт., 1050 мм — 10 шт., 210мм — 2 шт. — комплектно обеспечивают 2 изделия).
Раскройный план № 2
№ палрс'ы
Эскиз раскроя
Часть всего материала
1050 1050 1050 1655
-----1---1----1--------40ВД
1050 1050 1050 1050 210210
-----1---1----1-----|—|~Ш1
2
1
3
Полезное использование материала при раскрое в плане № 2 будет равно
юох-Ц^-^95%.
Следовательно, отходы составят примерно 5%.
По сравнению с первым планом количество отходов уменьшится вдвое. Если из 57 полос раньше выходило 36 комплектов заготовок, то теперь их будет получаться 38.
Пример показывает, что к составлению раскройного плана следует подходить, весьма продуманно, так как от выбора плана существенно зависит расход материала на единицу изделия.
\>В составлении плана раскроя по самой его структуре тесно связаны между собой две части задачи. Во-первых, выбор различных возможных раскроев одного куска материала; во-вторых, определение применяемости каждого из этих раскроев с тем, чтобы полученный план обеспечивал необходимый ассортимент заготовок и одновременно давал наименьший процент отходов.
13
Наиболее важные общие соображения, развиваемые в этой книге, посвящены методике решения второй части задачи. В частности, в § 5 доказывается, что после того, как перечислены возможные раскрои целого куска материала, составление наиболее экономного плана раскроя, дающего заготовки в нужной комплектности, всегда может быть выполнено вполне определенными вычислительными приемами.
С ростом общей культуры производства планирование становится все более совершенным. Раньше каждая деталь раскраивалась независимо от остальных, т. е. вообще не привлекались
к рассмотрению смешанные раскрои, затем по-—-----г|---> явилось плановое использование отходов для
получения некоторых более мелких деталей. ______ Эта первая стадия рационализации раскроя уже 1 реализована на большинстве наших заводов.
Теперь необходимо применять более совершен-II ные планы раскроя, которые должны охваты-
вать по возможности все заготовки, использую-Рис- р щие один и тот же материал, во всяком случае наиболее устойчивые группы этих заготовок. Такие планы уже находят себе применение. Это делает особенно актуальной вторую часть задачи.
Что касается решения первой части задачи, то обычно допустимые раскрои успешно находятся на глаз. Однако, как будет показано в гл. II и III, в случае линейного раскроя и при раскрое листа на прямоугольные заготовки и первая часть задачи, а вслед за нею и общая задача составления наиболее экономного раскройного плана могут быть решены вполне точно.
В практических примерах мы не будем специально подчеркивать разделение общей задачи на эти два этапа.
Технологические требования. Помимо основного условия — достичь возможно меньшего процента отходов — раскройный план должен удовлетворять и другим требованиям.
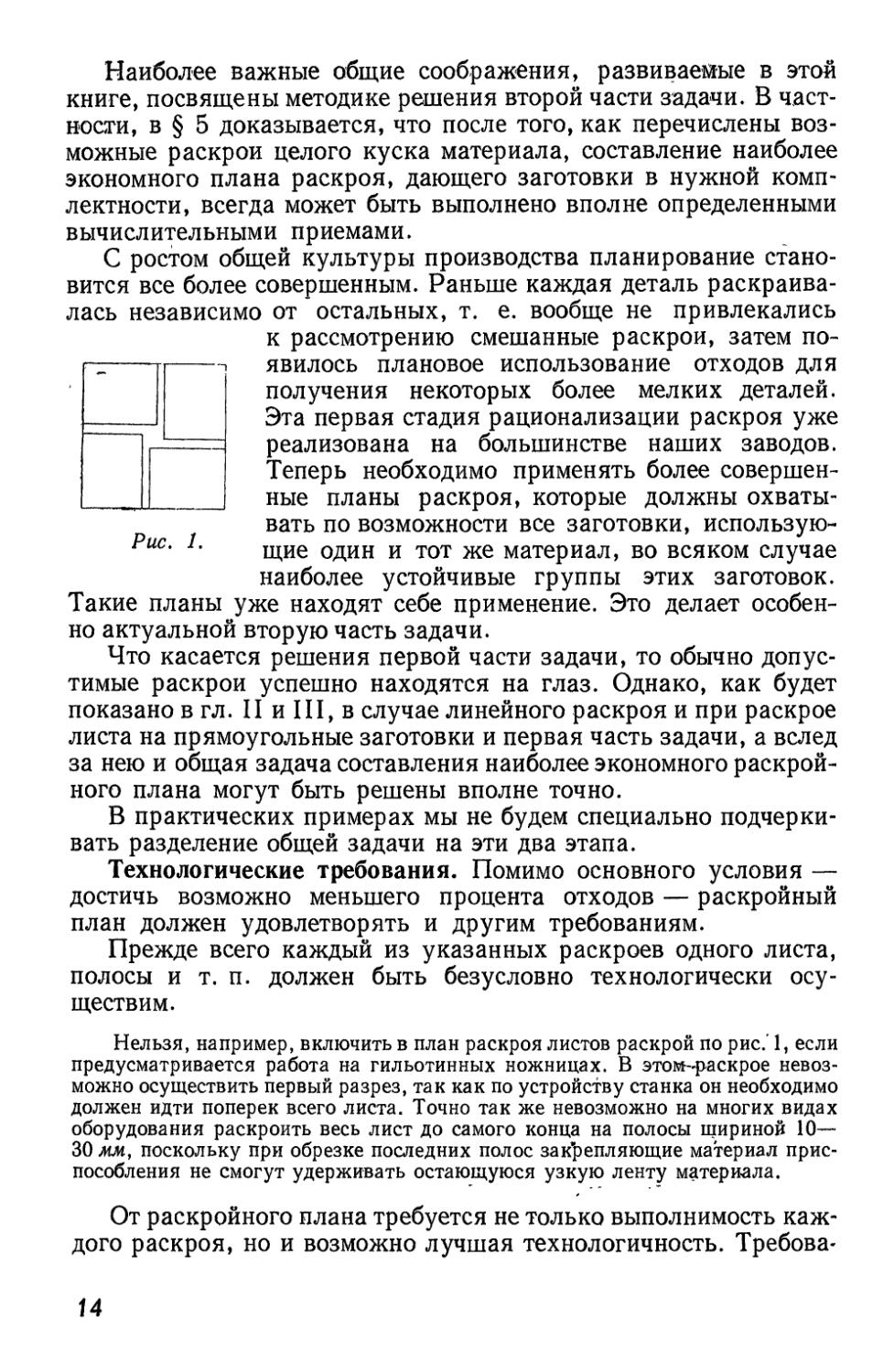
Прежде всего каждый из указанных раскроев одного листа, полосы и т. п. должен быть безусловно технологически осуществим.
Нельзя, например, включить в план раскроя листов раскрой по рис.' 1, если предусматривается работа на гильотинных ножницах. В этом-раскрое невозможно осуществить первый разрез, так как по устройству станка он необходимо должен идти поперек всего листа. Точно так же невозможно на многих видах оборудования раскроить весь лист до самого конца на полосы шириной 10— 30 мм, поскольку при обрезке последних полос закрепляющие материал приспособления не смогут удерживать остающуюся узкую ленту материала.
От раскройного плана требуется не только выполнимость каждого раскроя, но и возможно лучшая технологичность. Требова
14
ния технологичности не всегда принимают форму абсолютно жестких ограничений, а иногда имеют характер пожеланий. Жесткость отдельных требований зависит от рода производства и* оснащенности оборудования, при помощи которого осуществляется раскрой. Основные из этих требований следующие:
1) из одного куска материала, по возможности, не кроить заготовки многих наименований, особенно деталей разнородных узлов изделия;
2) одни и те же заготовки, как правило, не повторять в нескольких раскроях. Это упростит сортировку получаемых заготовок и их отправку от рабочего места;
'3) рабочему, выполняющему раскрой, возможно реже переставлять измерительные упоры на станке и не брать несколько раз в руки один и тот же кусок материала;
4) желательно, чтобы одновременно раскраиваемая по данному плану партия заготовок была не слишком велика (соответствовала, бы условиям производства).
В индивидуальном и мелкосерийном машиностроении нет возможности постепенно выравнивать комплектность деталей за счет незавершенного производства, поэтому необходимо, а в серийном производстве весьма желательно (для уменьшения незавершенного производства), чтобы нужный ассортимент заготовок соблюдался при каждом запуске материала в раскрой:-Число одновременно раскраиваемых комплектов всех или некоторой группы заготовок даже в условиях серийного производства в значительной степени ограничивается также в целях ритмичной организации производства. Поэтому раскройный план желательно составлять таким образом, чтобы на некоторую, по возможности небольшую, партию комплектов каждым из способов раскраивалось целое число исходных кусков материала. (В приведенном примере 1 по плану № 1 это достигается при партии в 12 комплектов, что дает возможность кроить материал партиями в 12, 24, 36 и т. д. комплектов, а в плане № 2 — при партии в 2 комплекта, что дает возможность кроить материал партиями в 2, 4, 6, 8 и т. д. комплектов.)
Перечень технологических пожеланий можно, конечно, продолжить. Мы еще будем возвращаться к технологическим условиям в конкретных задачах. В частности, в § 7 гл. III будет специально рассмотрен вопрос о выборе размера партии и средствах его уменьшения.
Следовательно, при составлении раскройного плана употребляемые раскрои одного куска материала должны избираться не из общей совокупности всех мыслимых раскроев на требуемые заготовки, а лишь из существенно меньшего числа технологически допустимых и целесообразных раскроев.
15
Как показывает практика, большинство дополнительных технологических требований обычно нетрудно удовлетворить после того, как внимательно изучена задача составления раскройного плана с основным требованием о достижении минимальных отходов при соблюдении необходимой комплектности. Иногда этого удается достичь без увеличения отходов, только путем несущественных вариаций раскройного плана, иногда — путем совершенно незначительного, сознательно допускаемого увеличения отходов.
Все это позволяет первоначально отвлекаться от ряда не вполне определенных технологических ограничений и начинать с задач, поставленных математически более точно.
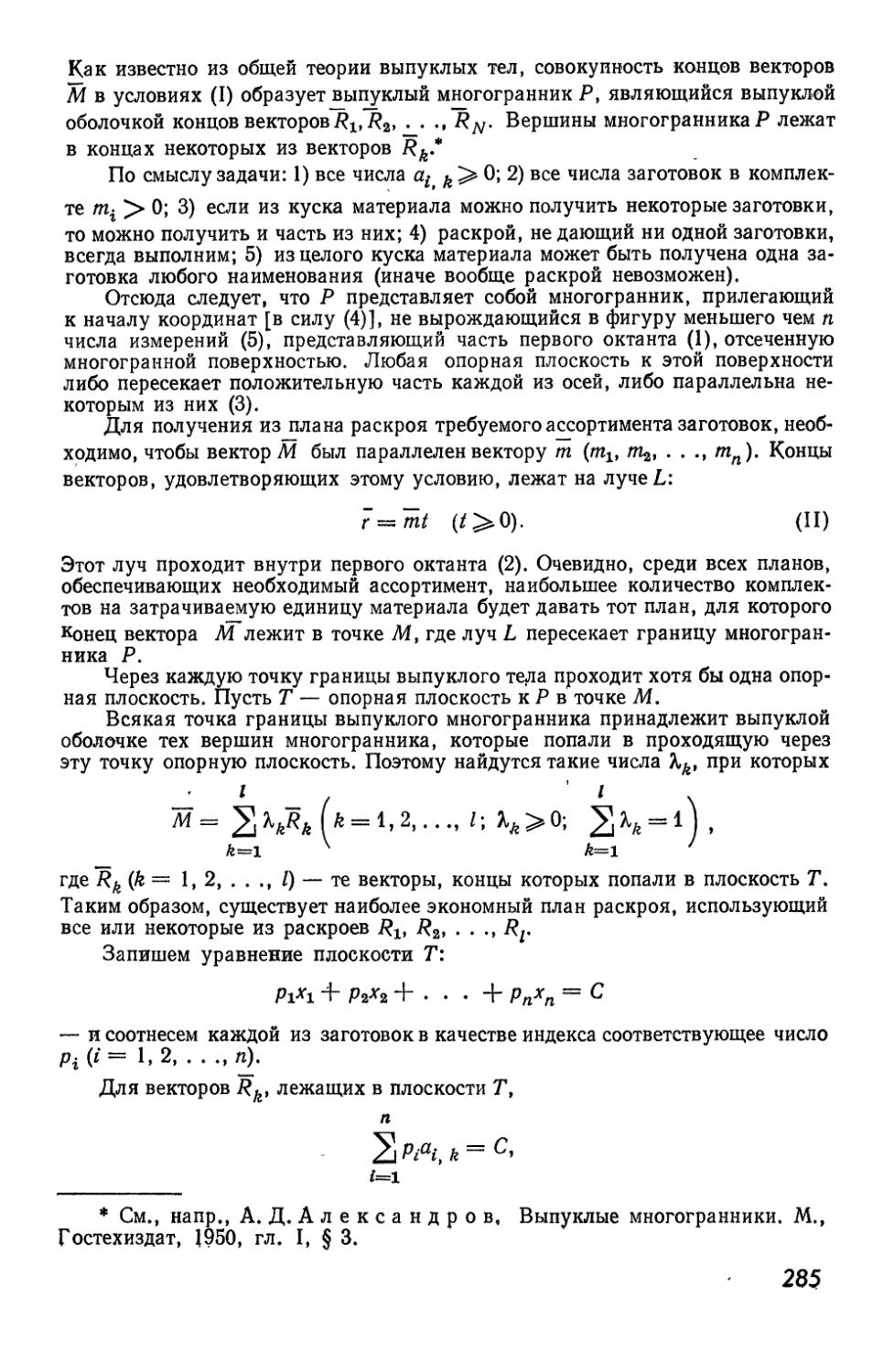
Основные типы задач. Проведенный анализ приводит нас к постановке следующих основных задач.
Задача 1. Материал поступает в виде одинаковых кусков, размер которых задан. Даны размеры заготовок и число заготовок каждого вида, необходимое в комплекте. Требуется составить раскройный план, дающий наибольший коэффициент полезного использования материала при раскрое.
В ряде случаев, при возможности использовать материал нескольких размеров, приходится решать несколько иные задачи.
Задача 2. Допускается заказ материала двух (или нескольких) габаритов. Даны размеры заготовок и состав комплекта. Требуется заказать наиболее рациональную смесь материала (т. е. указать, какую часть всего материала желательно получать одного размера, какую другого) и указать раскрой всего заказываемого материала так, чтобы в общем достигался минимальный процент отходов.
Задача 3. Материал поступает (или имеется на складе) двух (или нескольких) размеров во вполне определенном количестве (например, 1/3 от общего числа листов — листами одного размера и 2/3 — листами другого размера), и по-прежнему требуется составить наиболее экономный план раскроя.
Эта задача отличается от предыдущей отсутствием возможности выбирать соотношение между количеством материала разных габаритов.
В тех случаях, когда требуется с самого начала выбрать заказ одного мерного материала, выбор, по существу, приходится делать лишь между 2—3 конкретными габаритами материала из числа предусмотренных ГОСТом. В этом случае для каждого из возможных размеров следует составить, хотя бы приближенно, свой план раскроя (задача первого типа), а затем выбрать наиболее благоприятный из размеров и для него уточнить план раскроя. При индивидуальном заказе материала, наиболее подходящего для какой-либо резко преобладающей
16
заготовки, выбор габарита материала оказывается очевидным, после чего вновь возникает задача 1*.
Если при заказе материала одного размера процент отходов недопустимо высок, то можно использовать заказ материала двух или нескольких габаритов. Обычно эти случаи связаны с наличием в комплекте нескольких весьма массовых крупных заготовок, требующих каждая своего заказа материала, а потому и в этом случае сами габариты материала легко выбираются и задача сводится к задаче третьего типа.
Задачи третьего типа возникают и при плановой реализации наличных запасов материала, а также при решении вспомогательных промежуточных задач, которые оказываются полезными при планировании раскроя листа.
Таким образом, к указанным трем типам сводится широкий круг практически возникающих задач.
В каждом конкретном случае полное решение такого рода задач должно, очевидно, состоять из готового плана и подтверждения того, что этот план в данных условиях нельзя заменить лучшим.
Следует сказать, что до сегодняшнего дня та^ге^еда задачи часто решаются примитивно: составляется какой-либо один раскройный план. Если процент отходов кажется большим, то предпринимается попытка составить заново весь раскройный план. Когда одна-две подобные попытки не приводят к существенному улучшению, то считается, что полученный план удовлетворителен.
Если учесть, что в реальных заводских задачах план раскроя состоит иногда из нескольких десятков раскройных карт, то становится очевидным, что уже пересмотр двух вариантов плана составляет большой труд. Поэтому не только умение составлять наиболее экономные планы раскроя, но и всякое указание, позволяющее без пересмотра плана в целом обнаружить возможности и пути его улучшения, будет весьма полезным.
Излагаемые далее методы в их самом общем виде могут применяться при решении многих вопросов, технически совсем отличных от задач раскроя, но весьма близких к ним по математической постановке задачи. Широкий круг таких задач перечислен в брошюре Л. В. Канторовича [1].
Наиболее близки к задачам раскроя задачи, возникающие при планировании целесообразной укладки грузов при их перевозке и складировании. В расчетах рациональной загрузки сушил, ванн, закалочных печей и т. п. отдельные этапы анализа могут также потребовать решения сходных задач.
* По поводу заказа материала см. также в конце книги «Обзор литературы», § 2.
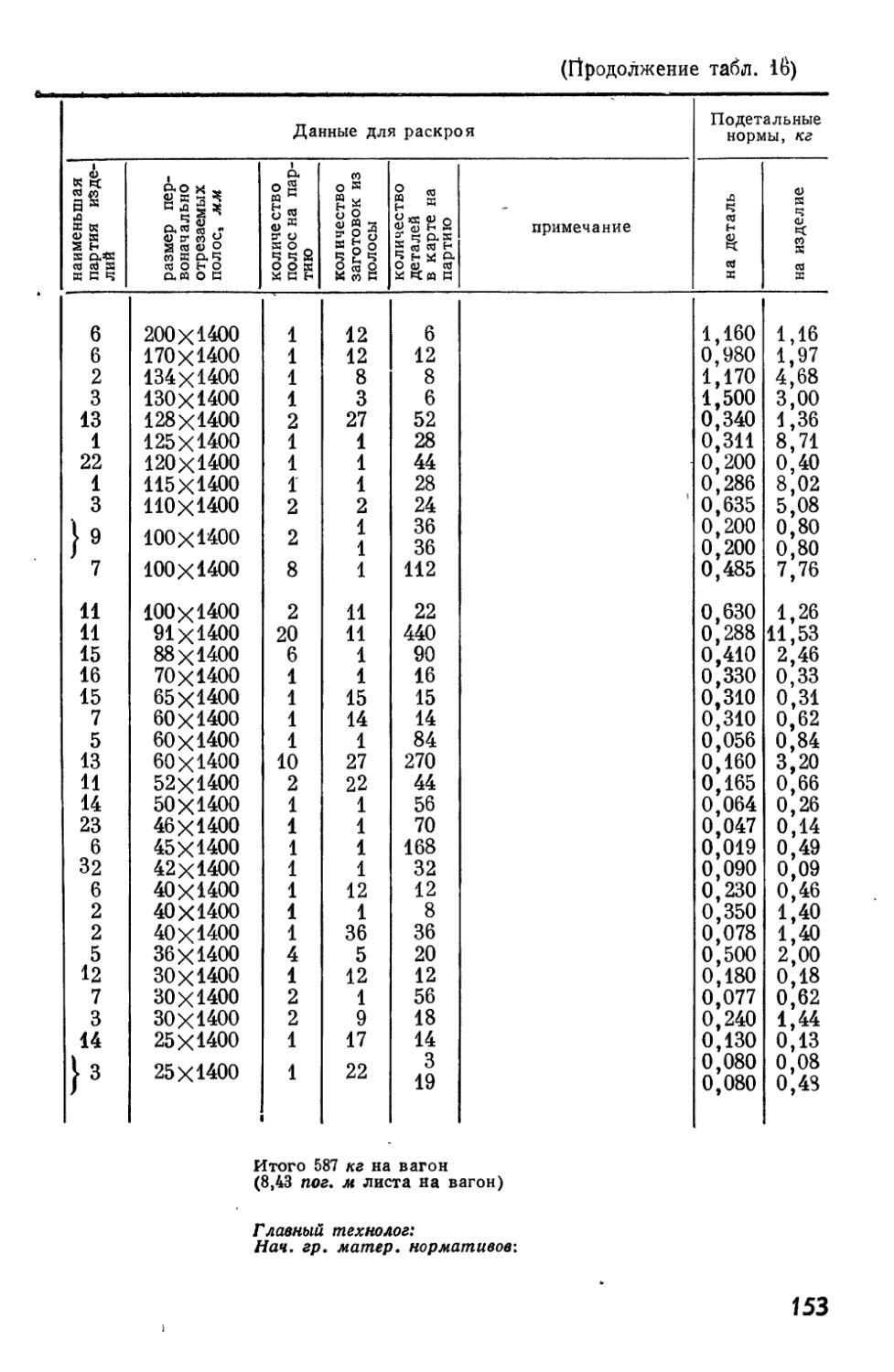
§ 2. РАСКРОЙ МАТЕРИАЛА
НА ЗАГОТОВКИ ДВУХ РАЗМЕРОВ
Мы начнем с раскроя материала, поступающего кусками одного размера (основная задача 1, § 1), на заготовки всего двух размеров. С этого простейшего случая уместно начать не только потому, что его рассмотрение явится подготовкой ко всему дальнейшему, но и потому, что здесь можно пользоваться наглядными геометрическими построениями, дающими одновременно удобный графический прием решения задачи.
Простое теоретическое обобщение этих построений позволяет получить математическое доказательство большинства высказанных далее общих утверждений (приложение, I).
Пример 2. Из полос длиной 4000 мм необходимо получать
следующие комплекты заготовок:
№ Длина за- Количест-
детали готовки, во на из-
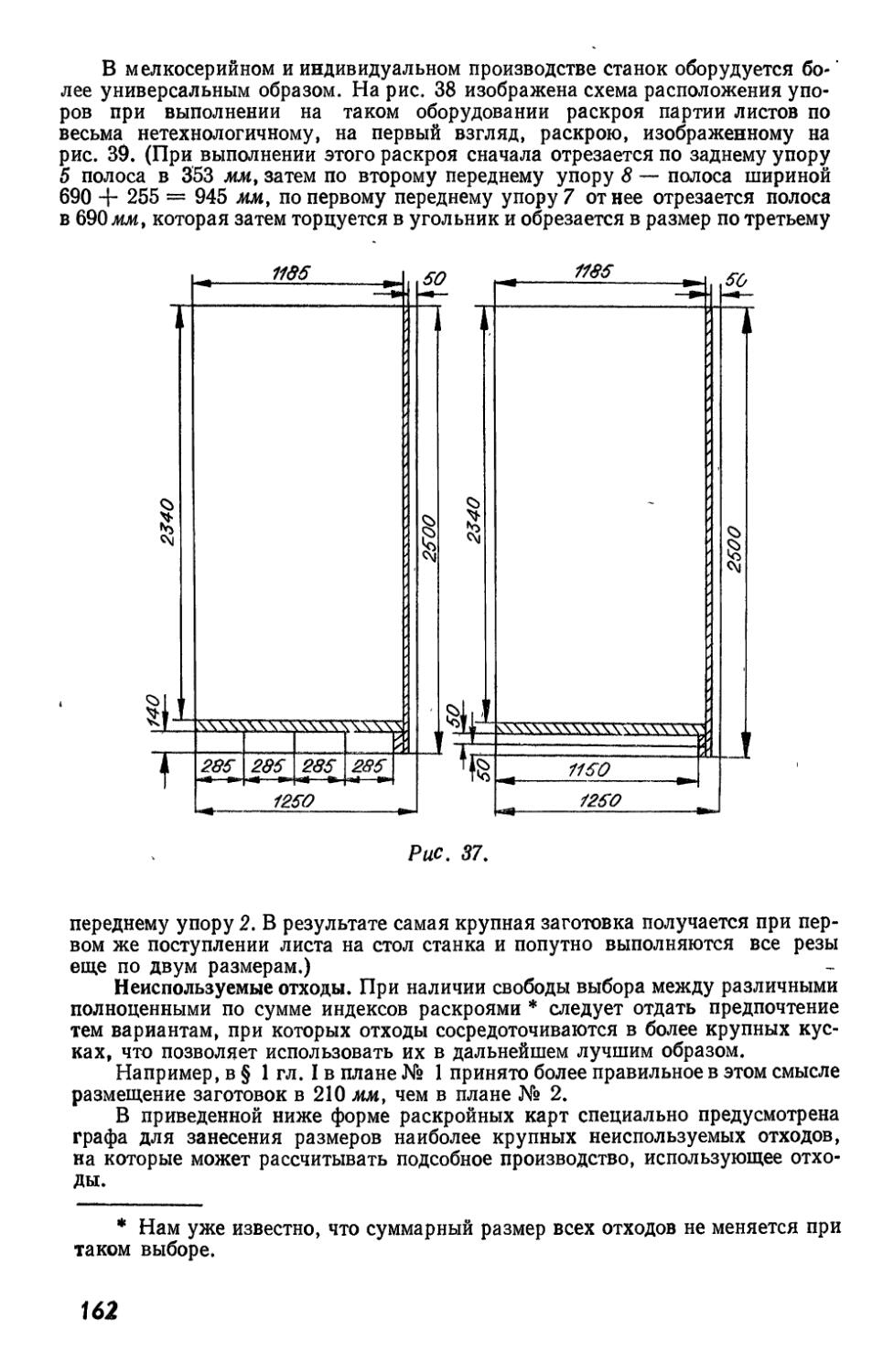
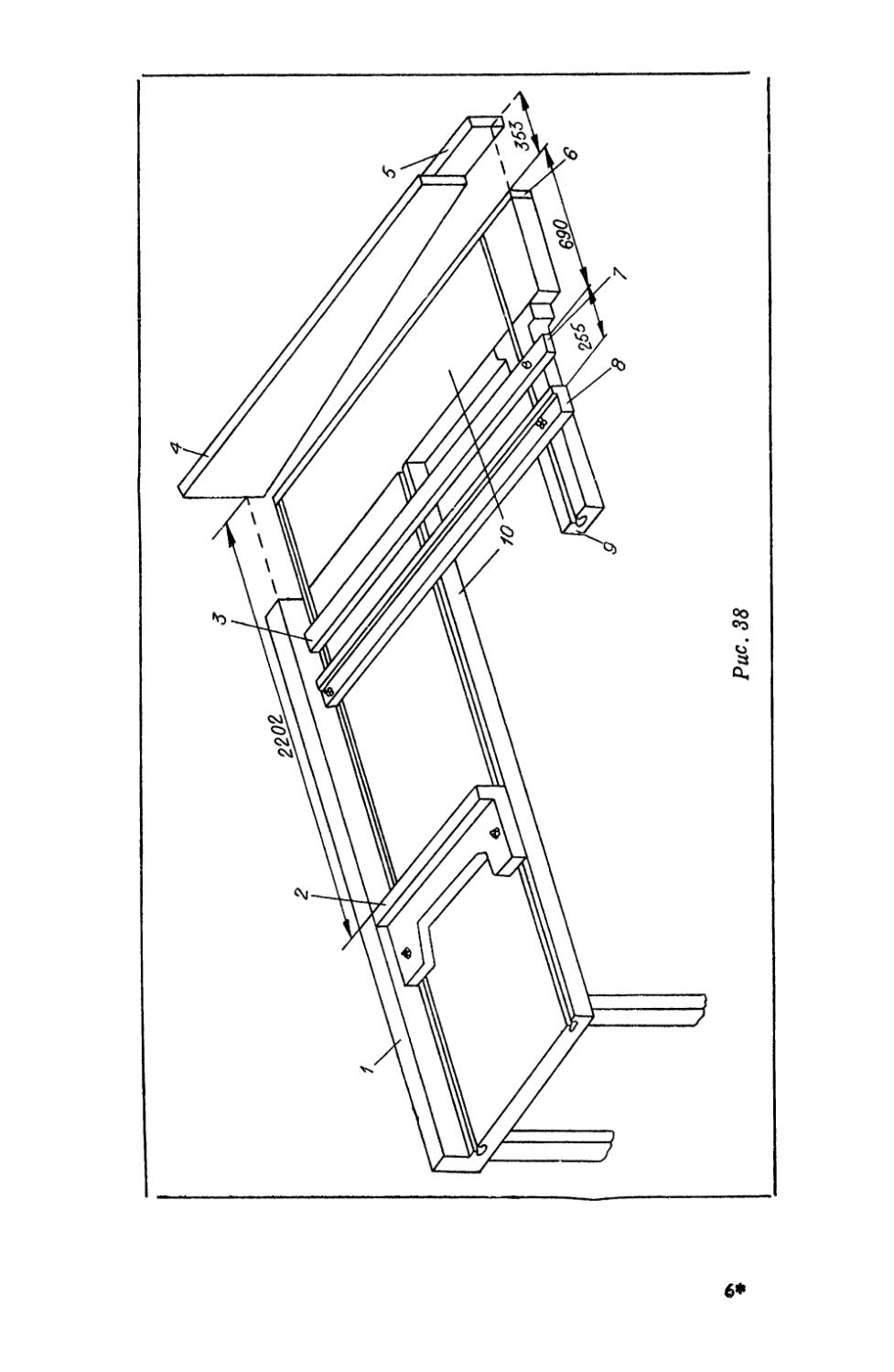
мм делие
1 698 8
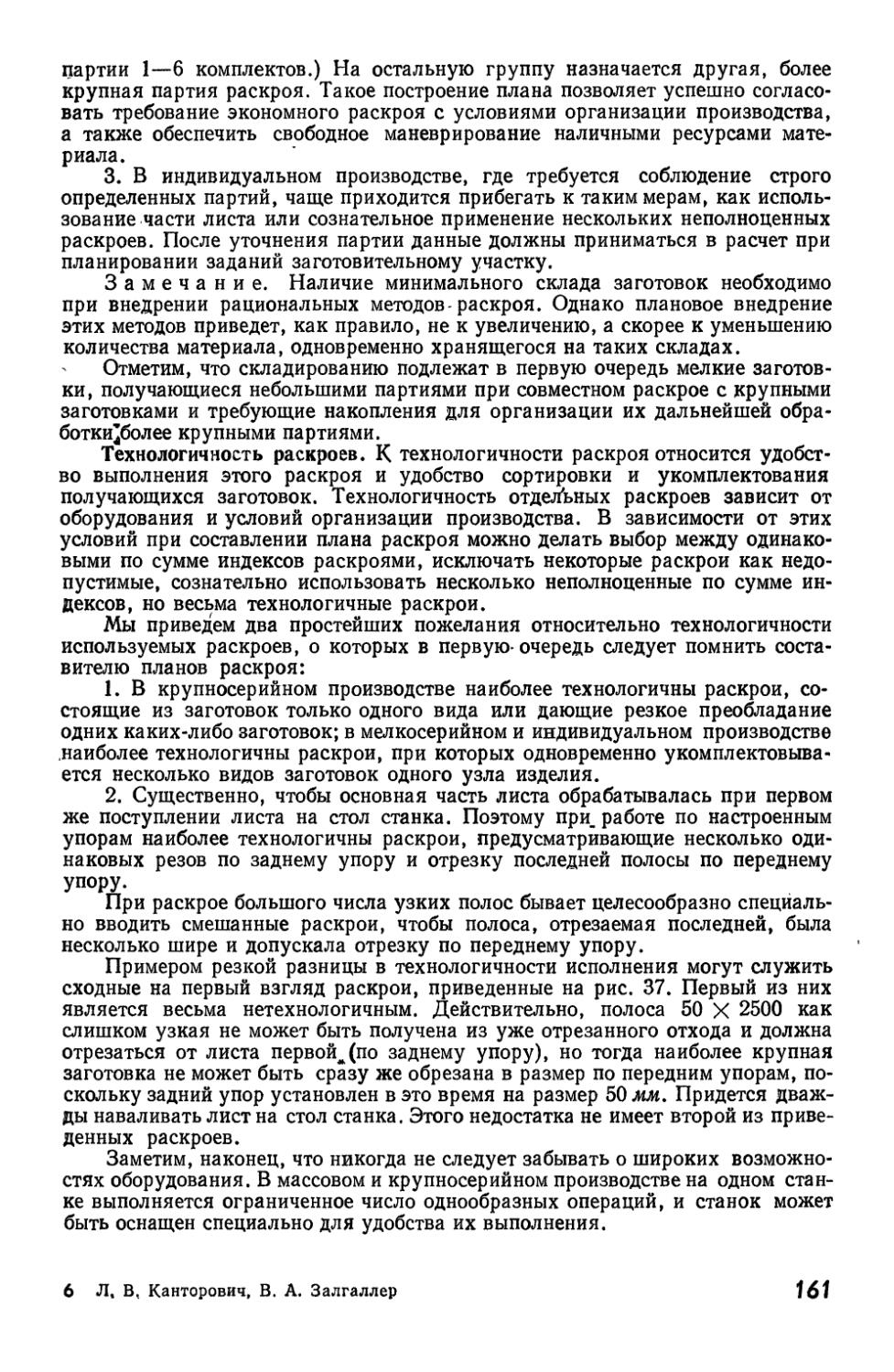
2 518 8
Если раскраивать заготовки каждого из размеров отдельно, то будут получаться значительные концевые отходы. При выполнении требуемого заказа и отдельном раскраивании каждой ' из заготовок отходы составят 11,3%.
Проще всего это подсчитать следующим образом. На каждую заготовку в 698 лш, умещающуюся в полосе пять раз, расходуется 4000 : 5 = 800 мм полосы, на заготовку в 518 мм — 4000: 7 571,5 мм полосы. На изделие расходуется 800 X 8 + 571,5 X 8 = 10 972 мм. Суммарная длина одного комплекта заготовок — 698 Х8+518Х 8 = 9728 мм. Процент отходов равен
-1.0 972-~ 9728 X 100 ж 11,3%.
10972 '
Попробуем, комбинируя оба размера, подобрать варианты, более полно использующие материал. Для этого составим два ряда чисел, кратных каждому из размеров:
0, 518, 1036, 1554, 2072, 2590, 3108, 3626
0, 698, 1396, 2094, 2792, 3490
и подберем (поочередно складывая каждое число нижнего ряда с наиболее подходящим числом верхнего ряда) пары чисел, сумма которых была бы меньше 4000, но по возможности приближалась к 4000. Такими комбинациями будут:
1396 + 2590 = 3986,
2792 + 1036 = 3828.
18
• Им соответствуют раскрои:
1) 698 X 2 + 518 X 5,
2) 698 X 4 + 518 X 2.
Попробуем_обойтись этими двумя раскроями. Обозначим через z долю материала, раскраиваемую первым способом, остальная часть (1 — г) пусть кроится вторым способом. Тогда в среднем на каждую полосу заготовок в 698 мм будет получаться 2z + + 4(1 —z), а заготовок в 518 мм будет получаться 5z + 2(1-2). Для удовлетворения необходимой комплектности (в данном случае требуется, чтобы тех и других заготовок было поровну) должно быть соблюдено условие 2z + 4 (1 — z) = 5z + 2 (1 — z), откуда z = %.
Поскольку значение z получилось в пределах от 0 до 1, из приведенных раскроев действительно можно составить план № 3, удовлетворяющий нужной комплектности.
Раскройный план № 3
„ Часть всегс
Состав раскроя материала
9
698X2+518X5 —
5
698X4+518X2 А
Раскройный план № 4
Состав раскроя Часть всего материала
698X5
698X4+518X2
Комплектность, отличную от той, которая требовалась в этом примере, но близкую к ней, можно обеспечить применением тех же самых раскроев. Примеры такого рода читатель легко подберет сам. Однако если бы мы хотели получить комплектность, сильно отличающуюся от прежней, например, если бы требовалось заготовок в 698 мм' втрое больше, чем заготовок в 518 мм, то не удалось бы обойтись указанными раскроями и надо было бы прибегнуть к другим раскроям. Этот пример разобран несколько ниже.
Рассмотрим, какими способами полоса в 4000 мм может быть разрезана на заготовки нужной длины (табл. 1).
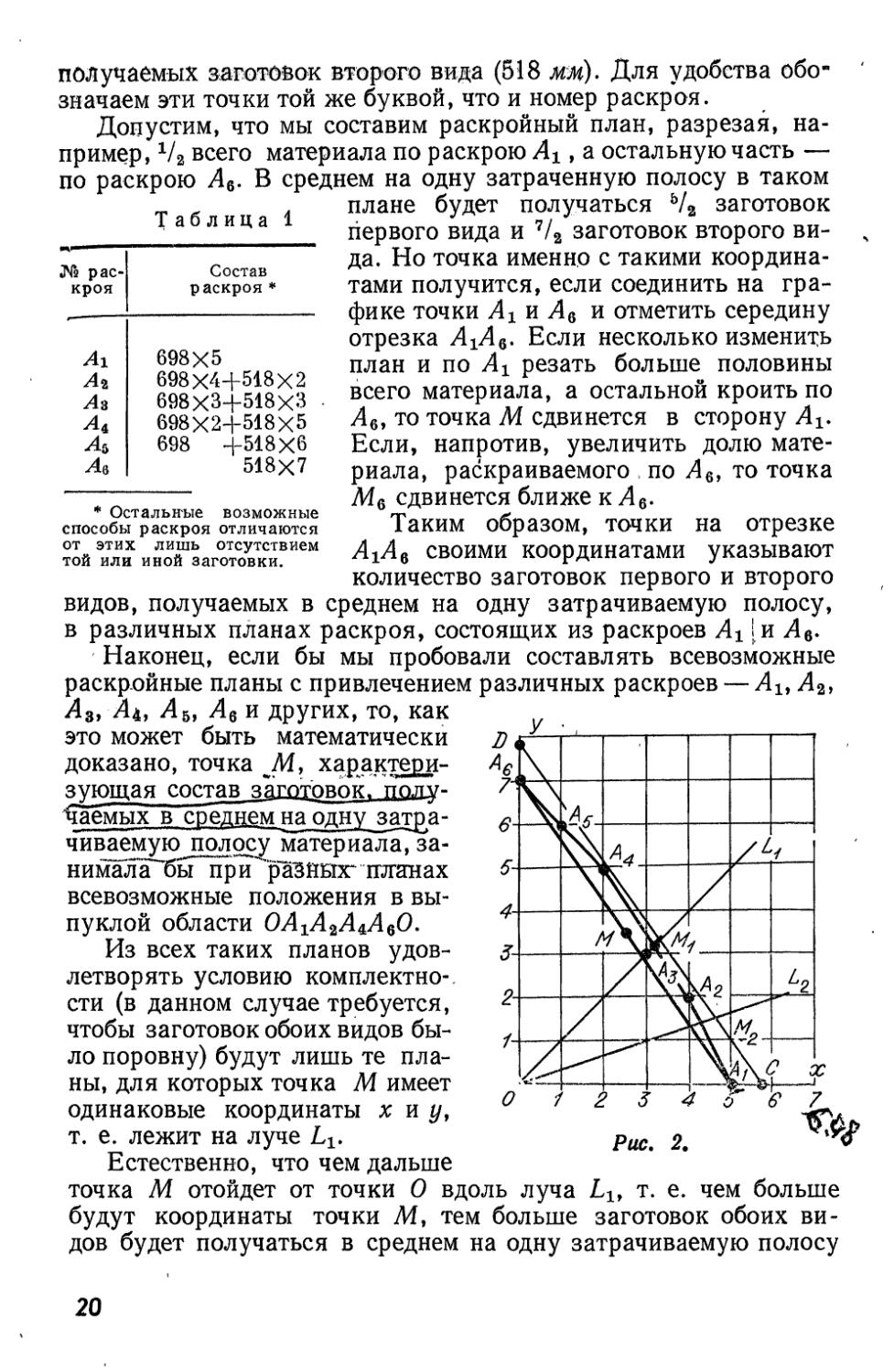
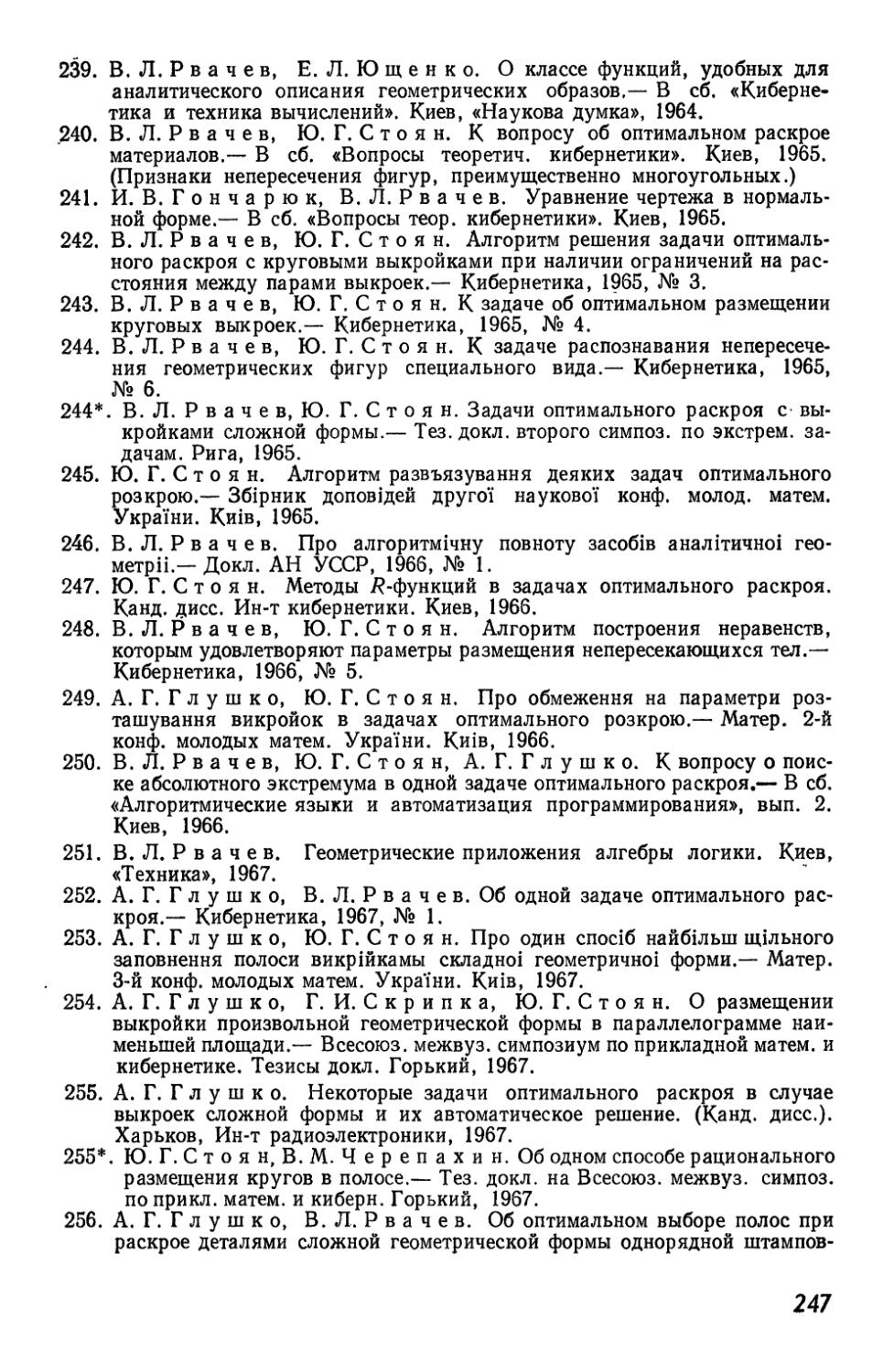
Выполним теперь следующее построение.
На вспомогательном графике (рис. 2) начертим оси координат ОХ и OY и каждому возможному раскрою поставим в соответствие точку, у которой координата х равна числу получаемых в этом раскрое заготовок первого вида (698 мм), а координата у — числу
19
Таблица 1
№ раскроя Состав раскроя *
Ai 698X5
Az 698X4+518X2
Аз 698x3+518x3
а4 698X2+518X5
Л5 698 +518X6
А& 518x7
возможные
* Остальные ___________
способы раскроя отличаются от этих лишь отсутствием той или иной заготовки.
получаемых заготовок второго вида (518 мм)- Для удобства обо- ' зиачаем эти точки той же буквой, что и номер раскроя.
Допустим, что мы составим раскройный план, разрезая, например, х/2 всего материала по раскрою А1, а остальную часть — по раскрою Лв. В среднем на одну затраченную полосу в таком плане будет получаться ь/2 заготовок первого вида и 7/2 заготовок второго вида. Но точка именно с такими координатами получится, если соединить на графике точки Аг и Ав и отметить середину отрезка ЛхЛв. Если несколько изменить план и по Аг резать больше половины всего материала, а остальной кроить по Л6, то точка М сдвинется в сторону Лх. Если, напротив, увеличить долю материала, раскраиваемого , по Л6, то точка М6 сдвинется ближе к Л6.
Таким образом, точки на отрезке ЛхЛв своими координатами указывают количество заготовок первого и второго
видов, получаемых в среднем на одну затрачиваемую полосу, в различных планах раскроя, состоящих из раскроев Лх I и Л«.
Наконец, если бы мы пробовали составлять всевозможные раскройные планы с привлечением различных раскроев — Лх, Л2, Л8, Ла, Л5, Лв и других, то, как это может быть математически доказано, точка _М, характеризующая состав заготовок, получаемых в~среднёмнаодну затрачиваемую полосу материала, за-нималабы при"ра3йых'”планах всевозможные положения в выпуклой области OArAiA^AeO.
Из всех таких планов удовлетворять условию комплектно-, сти (в данном случае требуется, чтобы заготовок обоих видов было поровну) будут лишь те планы, для которых точка 7И имеет одинаковые координаты х и у, т. е. лежит на луче Lx.
Естественно, что чем дальше
точка М отойдет от точки О вдоль луча будут координаты точки М, тем больше дов будет получаться в среднем на одну затрачиваемую полосу
больше заготовок обоих ви-
Lx, т. е. чем
20
и тем экономнее будет соответствующий раскройный план.
Поскольку же точка М не может выйти за пределы области 0А1А2А4Ав0, то наиболее экономным из всех планов, удовлетворяющих желаемой комплектности, будет тот план раскроя, при котором точка М займет положение М4 (пересечение луча с границей многоугольника 0А1А2А4Ав0). Чтобы получить такой план, надо употреблять раскрои Л2 и А4, соответствующие той стороне многоугольника, которую пересек луч L4.
Именно таким и был составленный нами план № 3.
Составим наиболее экономный раскройный план при необходимости обеспечить другую комплектность заготовок.
П р и м е р 3. Из полос в 4000 мм кроятся заготовки:
№ детали
Длина заготовки, мм
Количество на изделие
1 698 3
2 518 1
Воспользуемся готовым графиком (см. рис. 2). На этот раз удовлетворять условию комплектности будут те планы, для которых точка М лежит на луче С2. Он проведен так, что у каждой его точки координата х втрое больше координаты у. Этот луч пересекает .границу области возможных положений точки М в точке Л42 на стороне А4А2. Поэтому наилучшим будет план, составленный из раскроев А4 и Л2.
Найдем такой план. Обозначим через z долю всего материала, разрезаемую по Лх; тогда часть, разрезаемая по Л2, будет (1 —z). В этом случае первых заготовок получается 5z + 4 (1 —z), а вторых 2 (1 — г). Для обеспечения комплектности необходимо на этот раз соблюдение условия 5г + 4 (1 — г) — 3 X 2(1—г), откуда г — а/7; получаем план № 4(стр. 19).
Замечание. Если раскраивается линейный материал по длине, то найти сразу все выполнимые раскрои чрезвычайно просто с помощью того же самого графика, на котором выполняется все построение. Достаточно на оси ОХ отложить число, равное отношению длины одного куска материала к длине заготовки первого вида, а на оси OY — число, равное отношению длины материала к длине другой заготовки, и полученные две точки соединить прямой (прямая СП на рис.2). Точки с целочисленными координатами, лежащие под этой прямой, изобразят все раскрои, которые могут быть выполнены из имеющегося материала. Такое построение могло заменить собою составление табл. 1 в предыдущем примере. Построение удобно выполнять на миллиметровой или клетчатой бумаге.
21
Решим еще один простой пример.
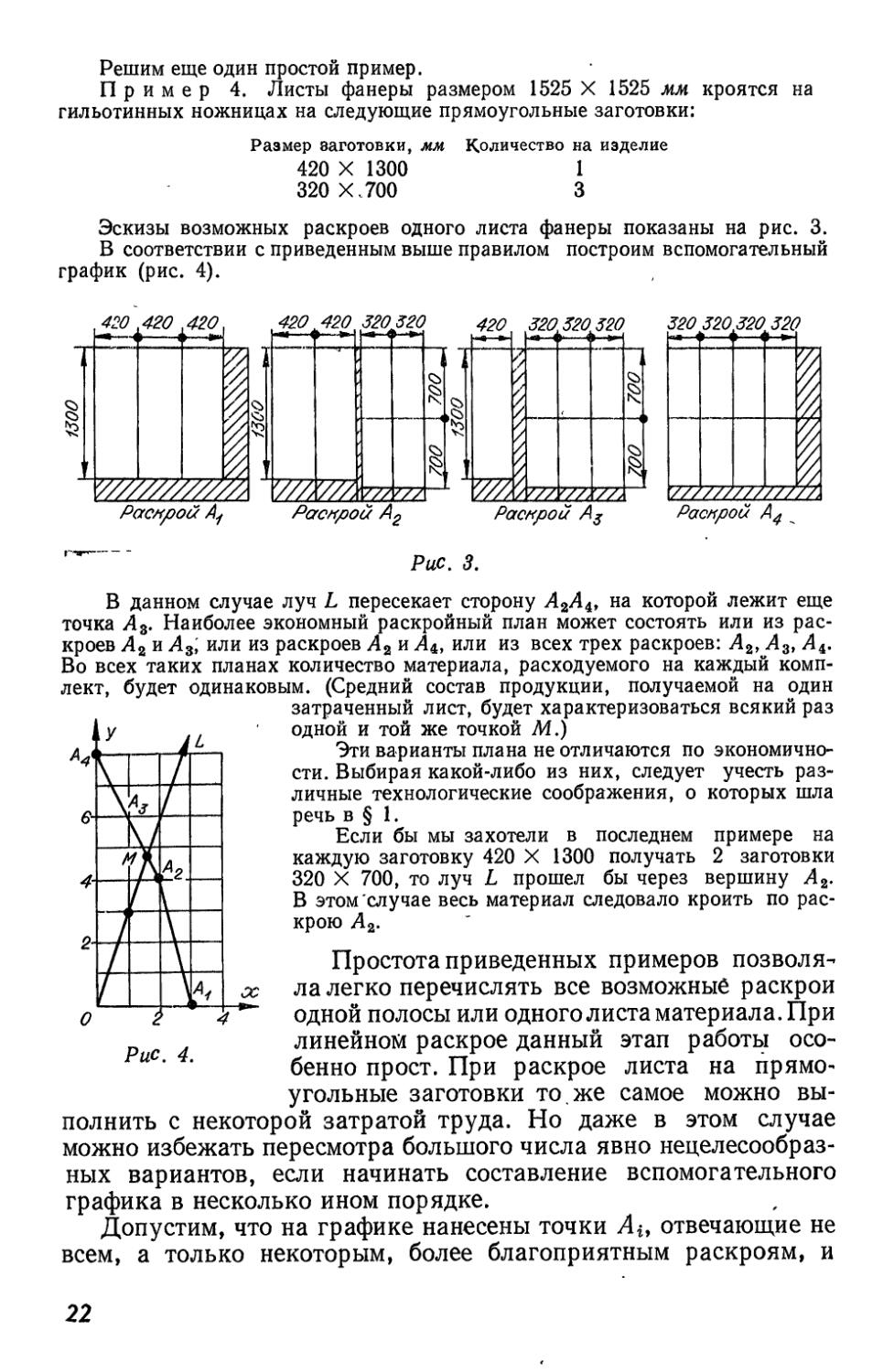
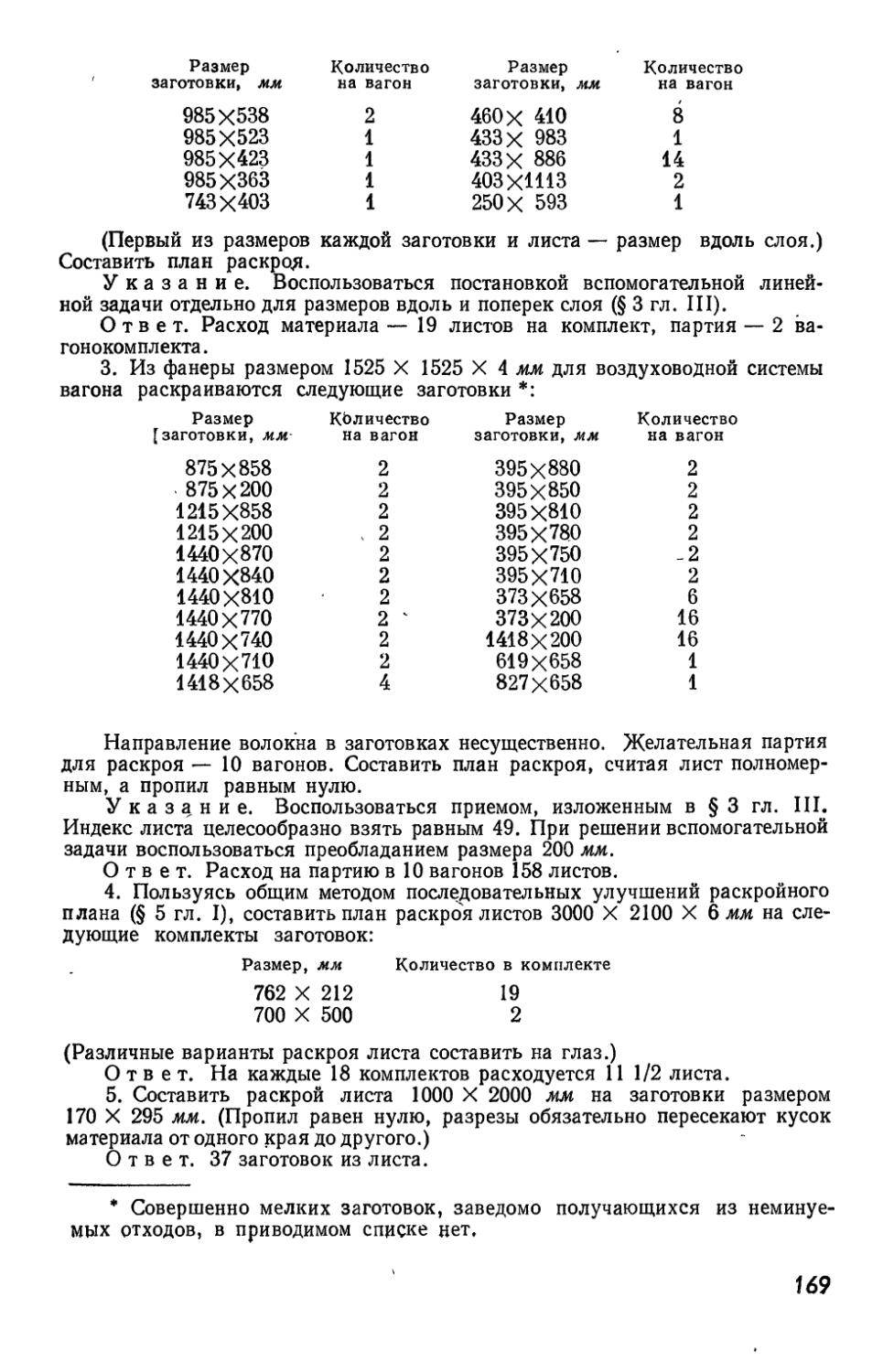
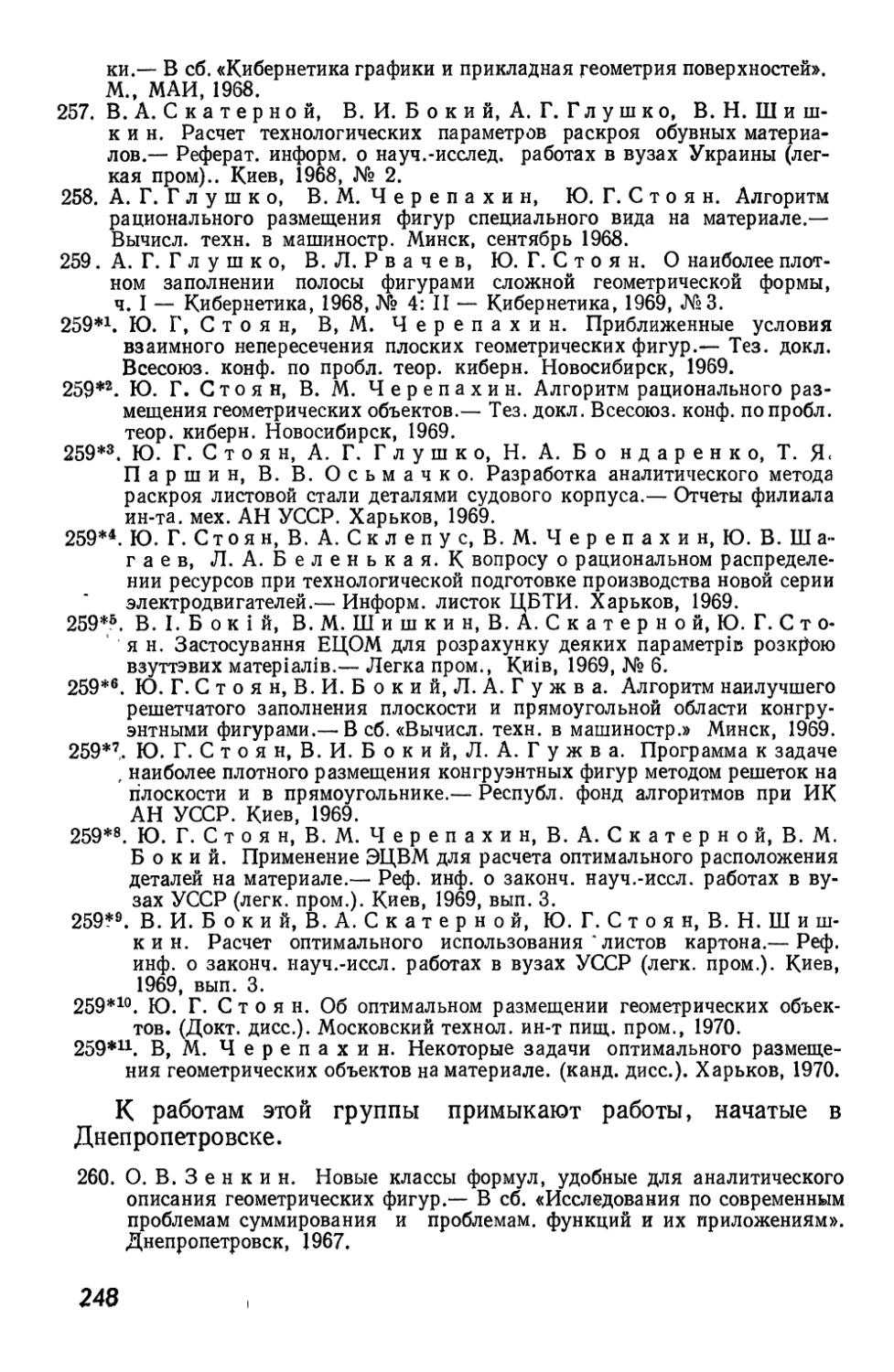
Пример 4. Листы фанеры размером 1525 X 1525 мм кроятся на гильотинных ножницах на следующие прямоугольные заготовки:
Размер заготовки, мм Количество на изделие
420 X 1300 1
320 X 700 3
Эскизы возможных раскроев одного листа фанеры показаны на рис. 3.
Рис. 3.
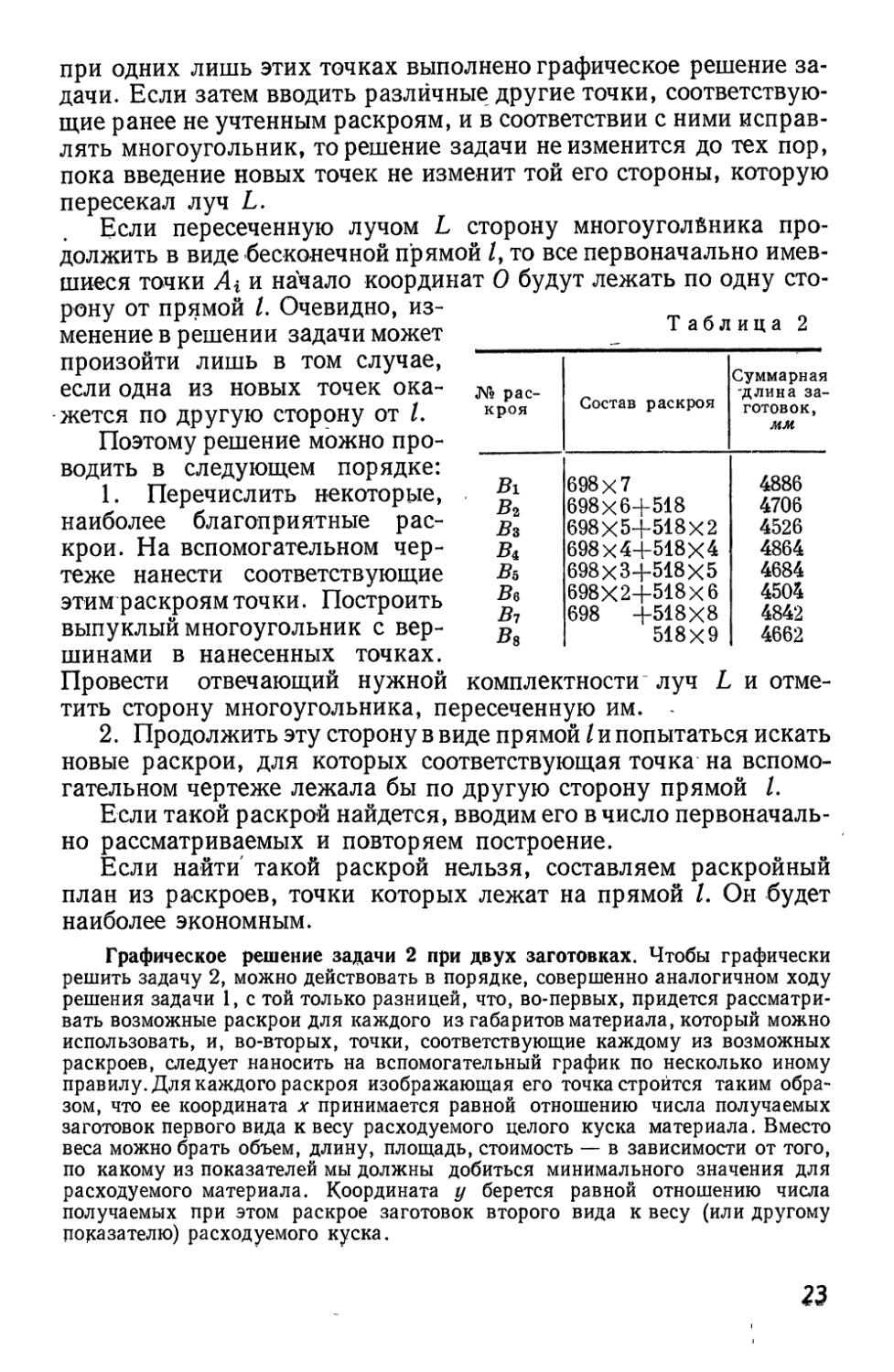
В данном случае луч L пересекает сторону на которой лежит еще точка А3. Наиболее экономный раскройный план может состоять или из раскроев Д2 и ^з» или из раскроев А2 и А&, или из всех трех раскроев: Д2, Д3, А4. Во всех таких планах количество материала, расходуемого на каждый комп
лект, будет одинаковым. (Средний состав продукции, получаемой на один
затраченный лист, будет характеризоваться всякий раз одной и той же точкой М.)
Эти варианты плана не отличаются по экономичности. Выбирая какой-либо из них, следует учесть различные технологические соображения, о которых шла речь в § 1.
Если бы мы захотели в последнем примере на каждую заготовку 420 X 1300 получать 2 заготовки 320 X 700, то луч L прошел бы через вершину Д2. В этом случае весь материал следовало кроить по раскрою Д2.
Простота приведенных примеров позволяла легко перечислять все возможные раскрои одной полосы или одного листа материала. При линейном раскрое данный этап работы особенно прост. При раскрое листа на прямо
угольные заготовки то. же самое можно выполнить с некоторой затратой труда. Но даже в этом случае можно избежать пересмотра большого числа явно нецелесообраз-
ных вариантов, если начинать составление вспомогательного графика в несколько ином порядке.
Допустим, что на графике нанесены точки А„ отвечающие не всем, а только некоторым, более благоприятным раскроям, и
22
при одних лишь этих точках выполнено графическое решение задачи. Если затем вводить различные другие точки, соответствую-
щие ранее не учтенным раскроям, и в соответствии с ними исправлять многоугольник, то решение задачи не изменится до тех пор, пока введение новых точек не изменит той его стороны, которую пересекал луч L.
Если пересеченную лучом L сторону многоуголВника продолжить в виде бесконечной прямой /, то все первоначально имевшиеся точки Л, и начало координат О будут лежать по одну сто-
Таблица 2
рону от прямой I, Очевидно, изменение в решении задачи может произойти лишь в том случае, если одна из новых точек окажется по другую сторону от I.
Поэтому решение можно проводить в следующем порядке:
1. Перечислить некоторые, наиболее благоприятные раскрои. На вспомогательном чертеже нанести соответствующие этим раскроям точки. Построить выпуклый многоугольник с вершинами в нанесенных точках. Провести отвечающий нужной
№ раскроя
Состав раскроя
Суммарная
-длина заготовок, мм
В1 698 x7 4886
Въ 698x64-518 4706
в3 698X 54-518 X2 4526
В< 698 x44-518x4 4864
Bi 698x34-518x5 4684
Bi 698X 24-518 x6 4504
Bi 698 4-518X8 4842
Bi 518x9 4662
комплектности луч L и отме-
тить сторону многоугольника, пересеченную им.
2. Продолжить эту сторону в виде прямой I и попытаться искать новые раскрои, для которых соответствующая точка на вспомогательном чертеже лежала бы по другую сторону прямой /.
Если такой раскрой найдется, вводим его в число первоначально рассматриваемых и повторяем построение.
Если найти' такой раскрой нельзя, составляем раскройный план из раскроев, точки которых лежат на прямой Z. Он будет наиболее экономным.
Графическое решение задачи 2 при двух заготовках. Чтобы графически решить задачу 2, можно действовать в порядке, совершенно аналогичном ходу решения задачи 1, с той только разницей, что, во-первых, придется рассматривать возможные раскрои для каждого из габаритов материала, который можно использовать, и, во-вторых, точки, соответствующие каждому из возможных раскроев, следует наносить на вспомогательный график по несколько иному правилу. Для каждого раскроя изображающая его точка строится таким образом, что ее координата х принимается равной отношению числа получаемых заготовок первого вида к весу расходуемого целого куска материала. Вместо веса можно брать объем, длину, площадь, стоимость — в зависимости от того, по какому из показателей мы должны добиться минимального значения для расходуемого материала. Координата у берется равной отношению числа получаемых при этом раскрое заготовок второго вида к весу (или другому показателю) расходуемого куска.
23
Приведем пример, используя уже ранее проделанные расчеты.
Пример 5. Из полос проката требуется получить следующие заготов-
ки:
№ детали Длина заготовки, Количество на изделие
1 698 2
2 518 1
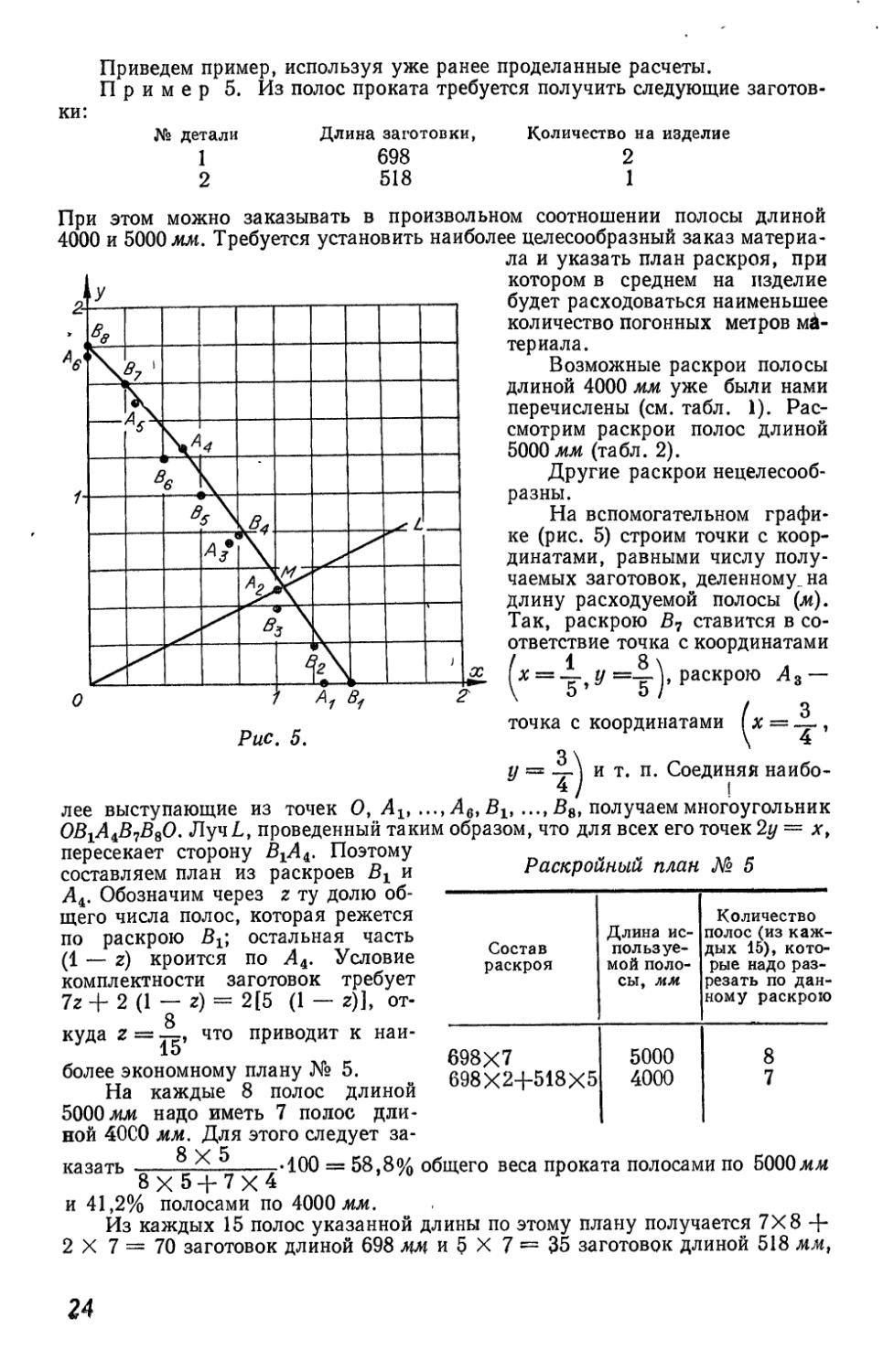
При этом можно заказывать в произвольном соотношении полосы длиной 4000 и 5000 мм. Требуется установить наиболее целесообразный заказ материала и указать план раскроя, при котором в среднем на изделие будет расходоваться наименьшее количество погонных метров материала.
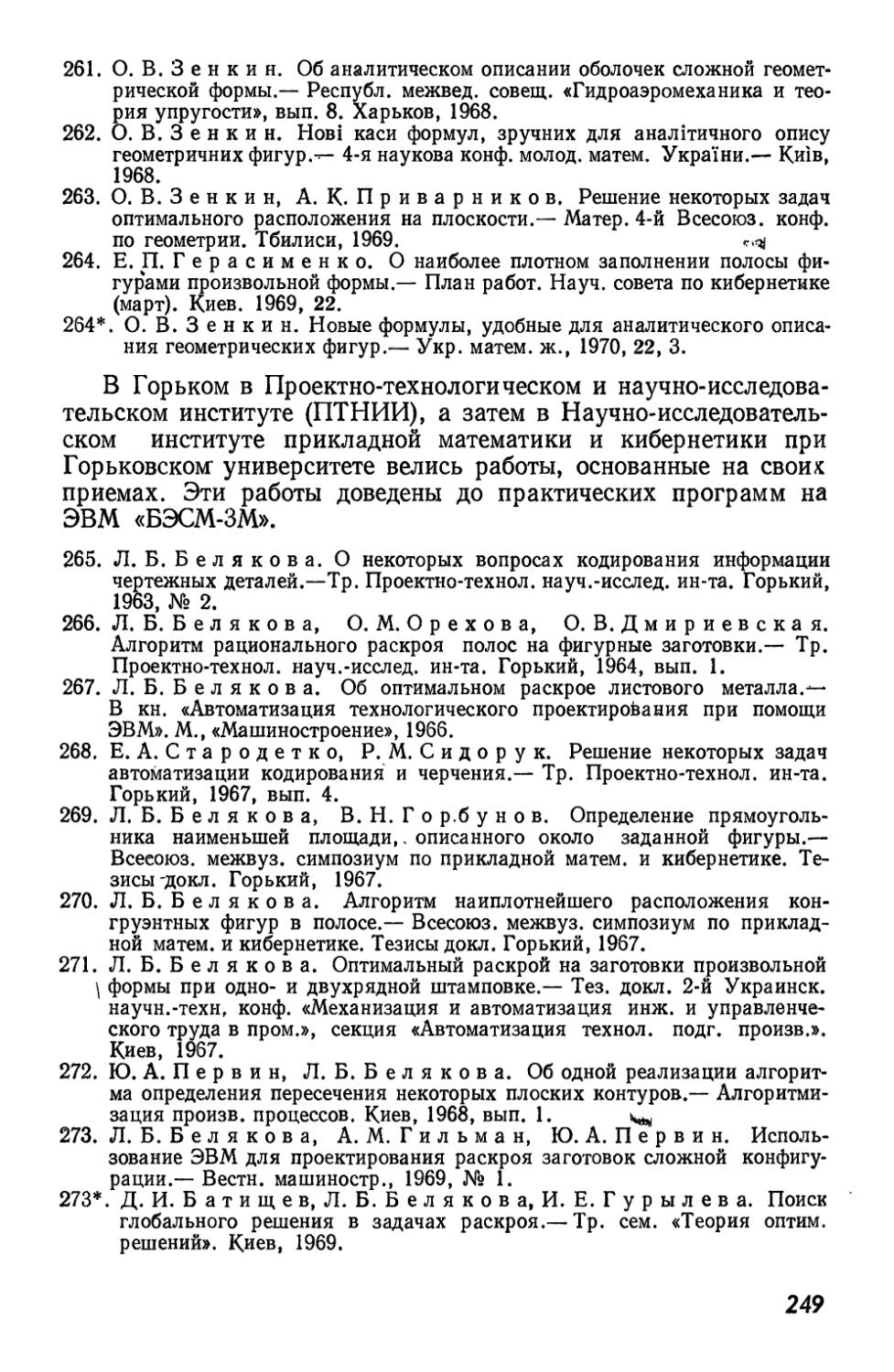
Возможные раскрои полосы длиной 4000 мм уже были нами перечислены (см. табл. 1). Рассмотрим раскрои полос длиной 5000 мм (табл. 2).
Другие раскрои нецелесообразны.
На вспомогательном графике (рис. 5) строим точки с координатами, равными числу получаемых заготовок, деленному., на длину расходуемой полосы (м). Так, раскрою В7 ставится в соответствие точка с координатами
1, РаскР°ю Л3 —
точка с координатами =
\ 4
3 \
у \ ит. п. Соединяя наибо-4/ I
лее выступающие из точек О, Лх, ..., Аб, Blt ..., В8, получаем многоугольник ОВ^В^О. Луч£, проведенный таким образом, что для всех его точек 2у = х, пересекает сторону ВХД4. Поэтому составляем план из раскроев Вг и Д4. Обозначим через z ту долю общего числа полос, которая режется по раскрою Вх; остальная часть (1 — z) кроится по Д4. Условие комплектности заготовок требует 7z + 2 (1 - z) = 2[5 (1 - z)], откуда z = А, что приводит к наи-1о
более экономному плану № 5.
На каждые 8 полос длиной 5000 мм надо иметь 7 полос длиной 40С0 мм. Для этого следует за-8 V 5
казать -----—-------100 == 58,8% общего веса проката полосами по 5000мм
8х5+7Х4 F
и 41,2% полосами по 4000 мм.
Из каждых 15 полос указанной длины по этому плану получается 7X8 + 2 X 7 = 70 заготовок длиной 698 мм и 5 X 7 = 35 заготовок длиной 518 мм.
Раскройный план № 5
Состав раскроя Длина используемой полосы, мм Количество полос (из каждых 15), которые надо разрезать по данному раскрою
698X7 5000 8
698X2+518X5 4000 7
24
т. е. 35 комплектов заготовок. Общая длина 15 полос составляет 5000 X 8 + + 4000 X 7 = 68 000 мм. Общая длина 35 комплектов заготовок равна 698 X 70 + 518 X 35 = 66 990 мм. Отходы в этом плане составят
68 000 — 66 980 j 48%.
68 000 /0
Графическое решение задачи 3 уже при двух заготовках значительно сложнее. Мы не будем здесь его приводить.
Использование графических приемов для случая 3—4 заготовок при раскрое линейных материалов рассмотрено в § 2 гл. II.
§ 3. ПОНЯТИЕ ИНДЕКСА.
ПРИЗНАКИ НАИБОЛЕЕ ЭКОНОМНОГО ПЛАНА РАСКРОЯ
Понятие ^индекса. При необходимости получать затотовки трех и более наименований графические методы, аналогичные приведенным выше, оказались бы чрезвычайно сложными и потому мало приемлемыми. Чтобы подойти к более общим, на этот раз алгебраическим, признакам наиболее экономных раскройных
планов, вернемся к некоторым рассмотренным примерам.
Если в примере 2 заготовки в 698 и 518 мм кроить совсем независимо, то первая потребует х/7, а вторая х/9 полосы. Это будут нормы расхода материала на отдельные заготовки в таком примитивном плане раскроя. Одновременно они показывают, что по расходу материала эти заготовки относятся как 9 : 7. Эти числа 9 и 7 мы назовем «индексами» заготовок в данном
Раскройный план № 6
№ раскроя Раскрой Часть всего материала
- 3
698X4+518X2 5
2
л4 698X2+518X5 5
примитивном плане раскроя.
При использовании совместных раскроев распределение потребности в материале между отдельными заготовками обнаружи
вается сложнее.
В примере 2 наиболее экономным оказался раскройный план № 6.
Обратим внимание на то, что во втором раскрое 2 заготовки № 1 заменены 3 заготовками № 2. Остальная часть этих раскроев
одинакова.
Таким образом, если в раскройном плане одновременно используются раскрои А2 и Л4, то 2 заготовки № 1 как бы эквивалентны трем заготовкам № 2. Это соотношение можно использовать при варьировании плана. Так, по плану № 6, раскраивая 5 полос, мы получим по 16 заготовок размером 698 и 518 мм. Однако ясно, что если исходить из указанного эквивалента, то можно, на
25
пример, 6 заготовок длиной 698 мм заменить 9 заготовками по 518 м.м и получить из тех же 5 полос соответственно 10 и 25 заготовок.
Можно сказать, что в данном плане раскроя 2 заготовки № 1 вызывают такой же расход материала, как 3 заготовки № 2, т. е. можно считать, что материал, расходуемый на одну заготовку № 1, относится к материалу, расходуемому на одну заготовку № 2, как 3 : 2.
Числа, определяющие эквивалентность заготовок (в данном случае 3 и 2), назовем индексами соответствующих заготовок (или деталей): . .. z
№ Длина за- Индекс заго- готовки плана № 1
товки мм
1 698 3
2 518 2
Таким образом, индексы — это числа, сопоставляемые с деталями или с их заготовками и обладающими тем свойство^, что отношения этих чисел показывают соотношение количества материала, расходуемого в данном плане на одну заготовку каждого из размеров, или эквивалент при замене одних заготовок другими в случае варьирования данного плана.
Конечно, в рассмотренном примере вместо чисел 3 и 2 можно было взять числа 6 и 4 или 1,5 и 1 и т. д., иначе говоря, индексы по самому их смыслу определены не более, как с точностью до постоянного множителя. Мы будем, пользоваться этим обстоятельством для того, чтобы, по возможности, избегать дробных величин или больших чисел.
Если бы в рассмотренном примере материал измерялся в некоторых удачно подобранных единицах, то можно было бы сказать, что в раскройном плане № 6 на каждую заготовку № 1 расходуются 3 единицы материала, а на каждую заготовку № 2 — две такие единицы. В данном примере за такую единицу, как это видно из дальнейшего, следовало бы принять Ч1в часть полосы.
Точно так же и в других примерах можно понимать под индексами подетальный расход материала, выраженный в некоторых долях куска материала.
Свойства индексов. Рассмотрим на том же простом примере некоторые свойства и применения индексов, благодаря которым это понятие оказывается чрезвычайно полезным при планировании раскроя.
Отметим прежде всего, что сумма индексов всех заготовок, получаемых из одной полосы материала, одинакова для каждого
26
из примененных в плане раскроев. В плане № 1 эта сумма равна 4X3 + 2X2 = 16, 2x3 + 5x2 = 16.
Индексы были выбраны так, чтобы получалось нужное равенство-Полезно указать, что если нам известны индексы каждой за. готовки и сумма индексов для заготовок, получающихся из одного куска материала (одна и та же для всех примененных в плане раскроев)., то, не рассматривая самого плана (а возможно, даже не зная его), можно определить требуемый расход материала, т. е. число исходных целых полос (или листов), которые придется потратить при выполнении такого плана. Действительно, для этого достаточно сумму индексов заготовок одного комплекта разделить на сумму индексов заготовок, получаемых из каждой полосы.
В примере 2 комплект состоял из 8 заготовок № 1 и .8 заготовок № 2. Сумма индексов всех заготовок комплекта равна 8x3 + 8x2 = 40.
Из каждой полосы выходят заготовки с суммой индексов, равной 16. Следовательно, на комплект необходимо 40 : 16 = = 2,5 полосы.
Индексы заготовок уже по самому определению существенным образом зависят от раскройного плана. Так, в примере 3 при необходимости получить другую комплектность, резко отличающуюся от прежней, даже при той же длине материала и заготовок, мы получили другой план, план № 2, в котором применены раскрои
698 X 5,
698 X 4 + 518 X 2.
Эти раскрои отличаются друг от друга тем, что одна заготовка № 1 заменена двумя заготовками № 2. Для плана, составленного из этих раскроев, индексы заготовок имеют новые значения:
№ Размер за-заго- готовки,
товки мм
Индекс плана № 2
1 698 2
2 518 1
В плане № 2 сумма раскроев равна
индексов в каждом
из примененных
5 X 2 = 10,
4 X 2 + 2 х 1 = 10.
В этом примере комплект состоит из трех заготовок № 1 и одной заготовки № 2. Сумма индексов всего комплекта равна
27
3 X 2 + 1 X 1 = 7. Число необходимых на каждый комплект полос 7/10.
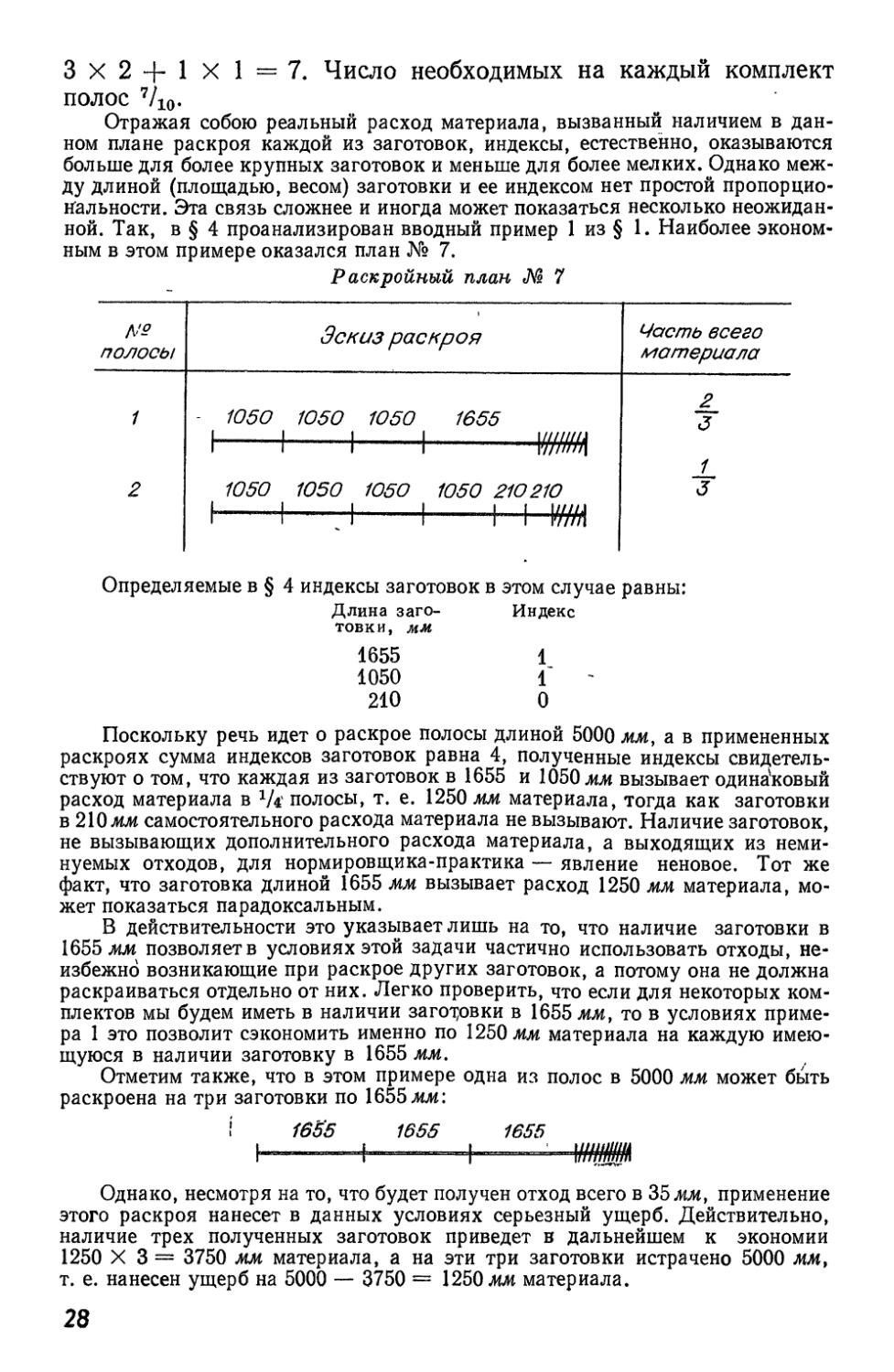
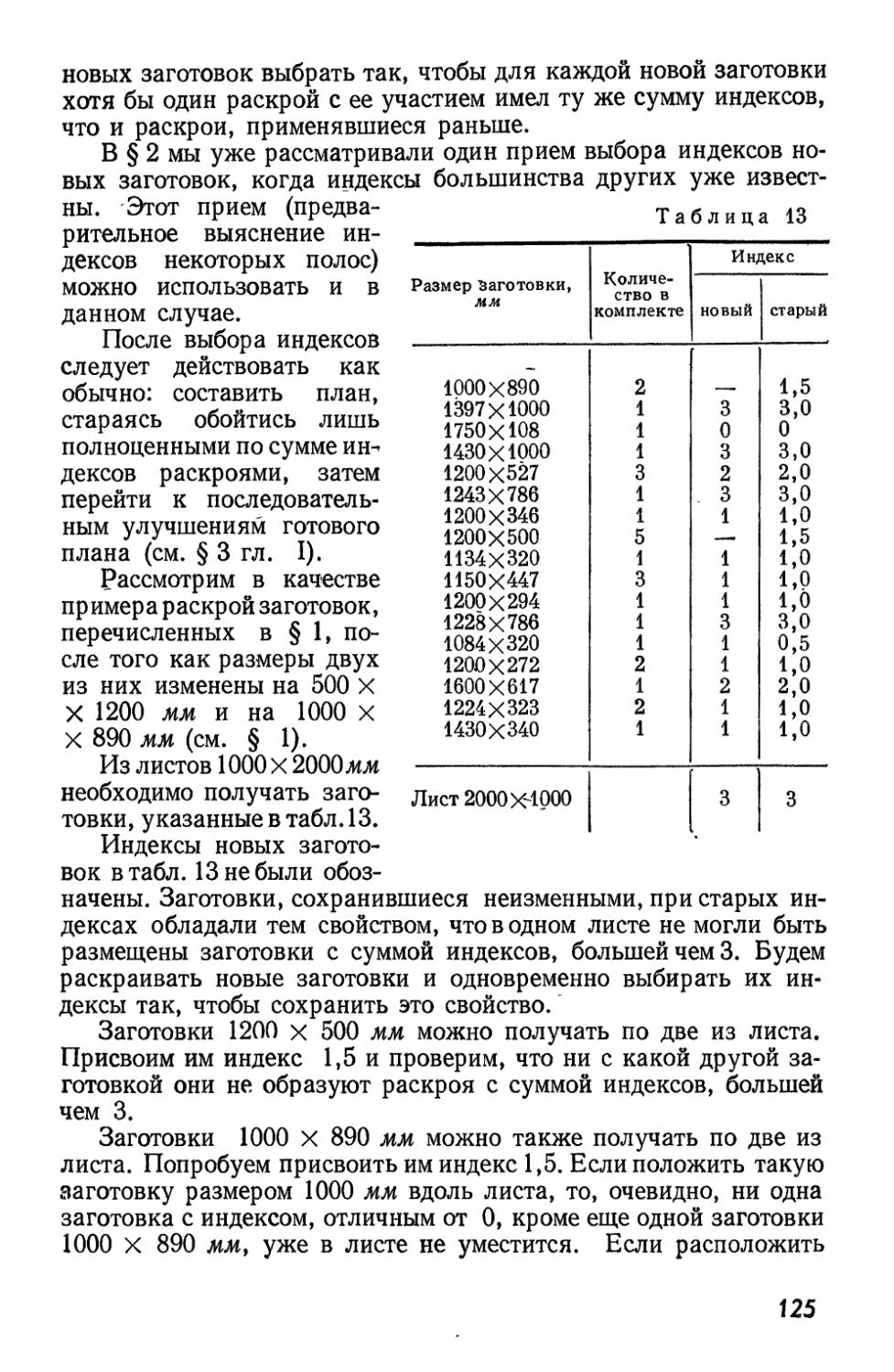
Отражая собою реальный расход материала, вызванный наличием в данном плане раскроя каждой из заготовок, индексы, естественно, оказываются больше для более крупных заготовок и меньше для более мелких. Однако между длиной (площадью, весом) заготовки и ее индексом нет простой пропорциональности. Эта связь сложнее и иногда может показаться несколько неожиданной. Так, в § 4 проанализирован вводный пример 1 из § 1. Наиболее экономным в этом примере оказался план № 7.
Раскройный план № 7
№ Эскиз раскроя
полосы г г
1 - 1050 1050 1050 1655
I-----1-----1-----1---------И
2 1050 1050 1050 1050 210210
F-----4---Н-------1------Н4 Ш
Часть всего материала
2 г
1 j
Определяемые в § 4 индексы заготовок в этом случае равны:
Длина заго- Индекс товки, мм
1655 1
1050 Г -
210 0
Поскольку речь идет о раскрое полосы длиной 5000 мм, а в примененных раскроях сумма индексов заготовок равна 4, полученные индексы свидетельствуют о том, что каждая из заготовок в 1655 и 1050 мм вызывает одинаковый расход материала в 1/< полосы, т. е. 1250 мм материала, тогда как заготовки в 210 жж самостоятельного расхода материала не вызывают. Наличие заготовок, не вызывающих дополнительного расхода материала, а выходящих из неминуемых отходов, для нормировщика-практика — явление неновое. Тот же факт, что заготовка длиной 1655 мм вызывает расход 1250 мм материала, может показаться парадоксальным.
В действительности это указывает лишь на то, что наличие заготовки в 1655 мм позволяет в условиях этой задачи частично использовать отходы, неизбежно возникающие при раскрое других заготовок, а потому она не должна раскраиваться отдельно от них. Легко проверить, что если для некоторых комплектов мы будем иметь в наличии заголовки в 1655 мм, то в условиях примера 1 это позволит сэкономить именно по 1250 мм материала на каждую имеющуюся в наличии заготовку в 1655 мм.
Отметим также, что в этом примере одна из полос в 5000 мм может быть раскроена на три заготовки по 1655мм:
J 1655 1655 1655
Ь—--------h.... I \ННШ
Однако, несмотря на то, что будет получен отход всего в 35 мм, применение этого раскроя нанесет в данных условиях серьезный ущерб. Действительно, наличие трех полученных заготовок приведет в дальнейшем к экономии 1250 X 3 = 3750 мм материала, а на эти три заготовки истрачено 5000 мм, т. е. нанесен ущерб на 5000 — 3750 = 1250 мм материала.
28
Таким образом, даже на этих простых примерах видно, что индексы всякий раз отражают реальные особенности конкретной задачи.
Признаки наиболее экономных планов раскроя. Введенное понятие индексов послужит нам в первую очередь для установления того, является ли полученный в том или ином случае раскройный план наиболее экономным *. Обратимся вновь к примеру 2 и ,рассмотрим, какую сумму индексов дают различные возможные
раскрои одной полосы (табл. 3). Мы замечаем, что при индексах плана № 3 примененные в этом плане раскрои Л2 и At дают самую большую сумму индексов —16. Следовательно, план № 3 — наиболее экономный. Действительно, если все раскрои некоторого плана дают сумму индексов С, больше которой не дает никакой другой раскрой, и если найдется какой-то Таблица 3
№ раскроя Состав раскроя Сумма индексов, получаемых из полосы заготовок
по плану № 3 по плану №4
Ai А% Лз А, Дб Де 698x5 698x4+518x2 698x3+518x3 698x2+518x5 698 +518x6 518X7 15 16 15 16 15 14 10 10 9 9 8 7
план, в котором соблюдается необходимая комплектность заготовок, то по нему на один комплект будет расходоваться никак не меньше единиц материала, чем по первому плану. В самом деле, поскольку из каждого раскраиваемого целого куска материала не могут быть получены заготовки с большей суммой индексов, чем С, а сумма индексов всех заготовок комплекта — величина вполне определенная (обозначим ее N), то число единиц материала, расходуемых^на комплект, очевидно, не может оказаться меньше, чем^УУ/С, а именно столько единиц материала и расходуется на комплект по первому плану.
Следует, наконец, заметить, что индексы имеют и простой геометрический смысл. Вернемся для пояснения этого к графику (см. рис. 2), которым мы иллюстрировали решение задачи о раскрое на заготовки двух размеров в условиях примера 2. Нетрудно видеть, что отношение индексов % есть абсолютная величина углового коэффициента прямой А2А4, а сами индексы совпадают с коэффициентами уравнения этой прямой, которое записывается как Зх + 2у = 16.
Для точек А2 и А± сумма Зх + 2у, определяющая сумму индексов заготовок в раскрое, в точности равна 16, для остальных же раскроев, ввиду того что изображающие их точки лежат по левую сторону от прямой А2А&, эта сумма меньше 16, что устанавливает связь между приведенным сейчас свойством индексов и отмеченным ранее геометрическим признаком наиболее экономных планов раскроя.
* Несколько позже мы отметим и другие случаи полезного применения введенного понятия индексов.
29
В плане № 2 с каждой очередной раскраиваемой полосой сумма индексов готовых деталей увеличивается на 10. Более чем 10 сумма индексов деталей, получаемых из полосы, быть не может. Поэтому план №2 — самый экономный в условиях, при которых он составлен.
Так как приведенные при рассмотрении примеров соображения имеют общий характер, то сказанное уже позволяет нам сформулировать общий признак наиболее экономного раскройного плана, решающего задачу 1.
Пусть в условиях задачи 1 составлен некоторый раскройный план и подобраны индексы деталей, причем этот план и эти индексы выбраны таким образом, что одновременно удовлетворены следующие три условия:
1. Раскройный план дает нужный ассортимент заготовок.
2. Сумма индексов заготовок, получаемых из одного куска материала, в каждом из применяемых в этом плане раскроев одинакова.
3. Во всех других технологически допустимых раскроях куска материала на необходимые заготовки сумма индексов не больше, чем в раскроях, использованных в этом плане.
Тогда составленный план — наивыгоднейший, т. е. более экономного плана в данных условиях не может быть. (Другие планы, дающие точно такой же коэффициент использования материала, возможно, имеются.)
Именно этим условиям удовлетворяли планы № 3 и 4 и указанные выше индексы.
Приведенный общий признак наиболее экономного раскройного плана можно понимать следующим образом: н целях сравнения различных раскроев между собой продукция, даваемая каждым из раскроев, как бы оценивается, но при этом она должна оцениваться вовсе не по общему весу, объему, длине, площади или стоимости заготовок, получаемых из исходного целого куска материала, а по сумме некоторых условных величин — индексов деталей, отражающих конкретные условия данной задачи.
Последняя сумма, вообще говоря, различна для каждого из раскроев. Для одного или нескольких раскроев эта сумма достигает максимума. Такие раскрои естественно назвать условно максимальными. (В отличие от тех, которые дают, например, максимальный коэффициент использования исходного куска материала.) Конечно, перечень условно максимальных раскроев целиком зависит от выбранных индексов.
Приведенное выше правило свидетельствует о том, что наиболее экономный раскройный план должен состоять только из условно максимальных (при некоторой системе индексов) раскроев, а окончательные индексы должны быть такими, чтобы соот
30
ветствующих им условно максимальных раскроев оказалось достаточно для составления плана, обеспечивающего желаемую комплектность.
ft Так, мы имели уже случай отметить, что в условиях примера I весьма бла« гоприятный на первый взгляд'раскрой
1655 1655 1655
оказывался объективно плохим в рамках всего плана раскроя именно потому, что в данных условиях он не был условно максимальным.
Однако инженер, приступающий к составлению раскройного плана, не знает ни наилучшего плана, ни индексов заготовок. Может показаться, что знание приведенного нами признака лишь усложнило стоящую перед ним задачу. Придется искать не только план раскроя, но и какие-то, казалось бы, посторонние числа' (индексы заготовок^. Но, как мы увидим- дальше, во-первых, совместное отыскание наилучшего раскройного плана и индексов1 оказывается более легким, чем отыскание только такого плана; во-вторых, знание приведенного признака позволяет вникнуть в существо задачи, что, в свою очередь, позволяет составить правильное мнение о целесообразном порядке работы даже • в том случае, когда нет необходимости в точном расчете; кроме того, при наличии плана и индексов появляется уверенность в том, что готовый план действительно наиболее экономный. Наконец, сами по себе индексы, если они найдены, могут иметь полезное применение для ответа на некоторые вопросы, связанные с начислением подетальных норм расходования материала, желательным» изменениями в конструктивных размерах деталей и габаритах поступающего материала, использованием имеющихся остатков и материалов, а также при доукомплектовании частично полученных заготовок, при оценке затраченного материала по инвентарному наличию заготовок и т. п.
Прежде чем перейти к использованию указанного признака, сформулируем без доказательства аналогичные признаки для задач 2 и 3.
В условиях задачи 2, когда можно использовать в любых пропорциях материал двух размеров, от раскройного плана и подобранных индексов деталей требуется соблюдение следующих условий:
1. Раскройный план дает продукцию нужного ассортимента.
2. Все примененные в плане раскрои одного куска материала первого размера дают одинаковую сумму индексов получаемых заготовок —
31
Все примененные в плане раскрои одного куска материала второго размера дают одинаковую сумму индексов заготовок — С2.
3. Невозможно раскроить кусок материала первого размера на заготовки с суммой индексов, большей Сх.
Невозможно раскроить кусок материала второго размера на заготовки с суммой индексов, большей С2.
4. Сх и С2 относятся друг к другу, как вес (объем, длина, стоимость или другой показатель, по которому желательно достичь минимального расхода) куска материала первого размера относится к весу (или другой характеристике) куска материала второго размера.
При соблюдении всех этих условий составленный план будет наиболее экономным. Для каждой задачи такой план и такой набор индексов существует.
В условиях задачи 3 предъявляемые к плану и индексам требования будут отличаться от перечисленных тем, что в условии 1 требуется не только получить заготовки в нужной комплектности, но и использовать материал в имеющемся ассортименте. Условия 2 и 3 будут теми же, а условие 4 не налагается, т. е. числа Сг и С2 никак друг от друга не зависят.
В большинстве случаев мы в дальнейшем останавливаемся на задаче 1. Однако сходство приведенных здесь признаков во всех трех случаях позволяет использовать излагаемые для задачи 1 методы с небольшими очевидными изменениями и для более общих задач 2 и 3.
§ 4. КОНТРОЛЬ ГОТОВОГО РАСКРОЙНОГО ПЛАНА
Признак наилучшего раскройного плана, изложенный ~в~ § 3, может быть применен прежде всего для контроля готового раскройного плана.
Обоснование максимальной экономичности плана раскроя. Инженер, составляющий раскройный план, имеет возможность, приложив к готовому плану таблицу индексов деталей, убедительно обосновать выбранный вариант, подтвердив, что этот план наиболее экономный в условиях данной задачи. При этом он отнюдь не обязан пояснять, каким именно из различных возможных путей он пришел к этому плану и к этим индексам. Существенно только, чтобы этот план и эти индексы удовлетворяли всем требованиям, перечисленным в § 3.
Составитель плана раскроя может приложить и анализ/устанавливающий, что в поставленных? условиях не существует раскроев одного целого куска материала на заготовки с большей суммой указанных им индексов, нежели одна и та же сумма этих
32
индексов в каждом из примененных раскроев. Этим будет дока зана максимальная экономичность плана. В дальнейших главах ряд примеров будет проанализирован именно таким наиболее полным образом.
Если составитель плана раскроя привел индексы, но не проделал упомянутого анализа, то контроль экономичности плана и попытки его улучшения сводятся к поискам раскроя одного целого куска материала на заготовки с суммой индексов, большей, чем у примененных раскроев. Если такого раскроя обнаружить нельзя, то план действительно наиболее экономный.
Проверка экономичности плана раскроя. Чаще приходится проверять только готовый план без индексов. В этом случае нужно прежде всего выбрать индексы таким образом, чтобы сумма этих индексов во всех примененных раскроях была одинаковой, а затем уже проверить, обладают ли полученные индексы осталь-* ными необходимыми свойствами.
Чтобы сделать первый шаг — найти индексы, приходится решить несложную алгебраическую задачу. Проведем контроль плана № 1, в котором употреблены раскрои
1655 х 3,
1050 х 4 + 210 х 3,
1050 X 4.
Обозначим через х, у, г соответственно индексы заготовок длиной 1655, 1050, 210 мм. Чтобы сумма индексов в каждом из примененных раскроев была одинакова, необходимо соблюсти условия
Зх = 4у + Зг — 4у.
Мы имеем здесь два уравнения с тремя неизвестными. (Это и естественно, поскольку индексы определяются с точностью до постоянного множителя.) Для определенности потребуем сначала, чтобы сумма индексов в каждом из примененных раскроев была равна 1. Тогда получим систему
Зх = 1, х = -|- ;
1 4у + 3z = 1, у = -j-;
4у — 1, 2 = 0.
Чтобы избежать дробных величин, увеличим полученные значения в 12 раз: х = 4; у = 3; 2 =0.
Сумма индексов в примененных раскроях равна 12.
2 Л» В, Канторович, В. А. Залгаллер 33
Конечно, в этом и в большинстве других случаев практически нет надобности составлять систему уравнений. Из применения раскроев
1655 X 3,
1050 X 4 +• 210 X 3,
1050 X 4
очевидно, что, принимая сумму индексов в этих раскроях равной 1, заготовке в 1655 мм следует приписать индекс 1/3, а заготовке в 1050 мм — индекс 1/4. После этого из рассмотрения второго раскроя следует, что заготовке в 210 мм остается приписать индекс 0. Вообще, индексы заготовок, раскраиваемых самостоятельно, находятся очевидным путем, вслед за чем можно найти индекс всякой заготовки, раскраиваемой совместно только с теми заготовками, индексы которых уже определены. Составлять и решать систему уравнений придется только при наличии группы заготовок, взаимно связанных в нескольких раскроях.
В рассматриваемом примере проверка не примененных в плане № 1 раскроев обнаруживает допустимый раскрой 1050 х 3 + + 1655, для которого сумма индексов3x3+ 4= 13 больше, чем 12. Индексы в этом случае не удовлетворяют всем требованиям. И, действительно, раскройный план №1 не наилучший. Введение раскроя 1050 х 3 + 1655 позволяет улучшить его.
Обратимся к плану № 2 из того же самого примера. Он составлен из раскроев
1050 х 3 + 1655,
1050 х 4 + 210 х 2.
Обозначим, как и раньше, черех х, у, г индексы заготовок 1655, 1050, 210 мм. Мы хотим соблюсти равенство суммы индексов в примененных раскроях:
х + Зу = 4у + 2z.
На этот раз мы получим одно уравнение с тремя неизвестными. Два из неизвестных мы можем выбрать произвольно. Естественно и на этот раз взять г = 0.
Действительно, в плане № 2 выбрасываются отходы, из которых можно было бы еще продолжать получать заготовки в 210 мм, которые больше не нужны. Поэтому не был применен раскрой 1050 X 4 + 210 X 3. Если бы деталь в 210 мм получила отличный от нуля индекс, то последний раскрой давал бы сумму индексов большую, чем примененный раскрой 1050 X 4 + + 210 X 2. Итак, необходимо принять г = 0.
Тогда х — у. Возьмем для простоты х = у = 1 и определим индексы:
Длина заготовки мм 1655 1050 210 Индекс 1 1 0
34
Сумма индексов в примененных раскроях равна 4. Может ли существовать раскрой исходной полосы длиной 5000 мм на заготовки с суммой индексов большей, чем 4? Убедимся, что такой раскрой составить нельзя. Действительно, попытаемся такой раскрой составить. Заготовки в 210 мм, занимая некоторое место, ничего не добавляют к сумме индексов,— их включать в такой раскрой незачем. Заготовки в 1655 мм имеют тот же индекс, что и заготовка в 1050 мм, занимая при этом больше места. Естественно .поэтому составлять такой} раскрой только из заготовок длиной 1050 мм, но их в одной полосе умещается всего 4. Таким образом, сумма индексов заготовок, получаемых из одной полосы, не может быть больше 4. Значит,, план № 2 — наилучший.
Итак, первый шаг контроля — нахождение таких индексов, при которых примененные раскрои дают одинаковую сумму индексов.
Особые случаи. Мы уже имели случай заметить, что индексы во многих случаях определяются из простейших соображений или просто выбираются на глаз, как мы это, по существу, и делали при рассмотрении примеров 2 и 3 в § 3. В общем случае придется решить несложную систему из нескольких уравнений первой степени.
Какого рода затруднения могут, вообще говоря, возникнуть при решении этой системы?
Если в исходном плане каждая заготовка получается самостоятельно, то число примененных раскроев в случае задачи 1 будет равно числу различных заготовок. Практически обычно применяются смешанные раскрои, и их общее число бывает равным или несколько меньшим, чем число различных заготовок (как в плане № 2).
Можно доказать, что если число примененных раскроев и окажется больше числа видов заготовок, то в таком случае всегда существует возможность изменить план без увеличения итогового процента отходов, просто исключив некоторые из ранее применявшихся раскроев. Таким образом, всегда существует наиболее экономный раскройный план, содержащий не большее число раскроев, чем число наименований заготовок.
В случае задачи 2 существует максимально экономный план, содержащий также не большее число раскроев, чем число видов заготовок. В условиях задачи 3 существует наиболее экономный раскройный план, в котором число примененных раскроев не больше, чем число видов заготовок, плюс число видов материала минус 1.
Итак, число уравнений в системе, которую придется решать, будет не больше числа неизвестных. Система будет однородной.
Неизвестные индексы либо определяются с точностью до постоянного множителя, либо окажется еще больший произвол в выборе некоторых из индексов. В этом случае, практически часто встречающемся, можно выбрать часть индексов произвольно. Лучше, однако, воспользоваться такого рода свободой для того, чтобы по сумме индексов уравнять с примененными раскроями несколько других благоприятных, но не использованных в плане раскроев. Именно путем такого присоединения дополнительных раскроев к совокупности примененных раскроев мы воспользовались при анализе плана № 2. При выборе индексов к раскроям 1050 X 3 4- 1655, 1050 X 4 4- 210 X 2 мы присоединили раскрой 1050 X 4 4- 210 X 3.
Наконец, вообще говоря, возможен случай, когда система уравнений для нахождения индексов окажется противоречивой или некоторые из индексов
2*
35
получат отрицательное значение. Но в этих случаях, как легко установить, план заведомо может быть улучшен простым устранением некоторых из имеющихся в нем раскроев. Заметим, что этот случай в практических задачах почти не встречается.
Второй шаг контроля — попытка отыскания раскроя, дающего большую сумму индексов, чем в примененных раскроях. Совершать второй шаг контроля просто, если есть перечень всех или, во всяком случае, наиболее благоприятных раскроев одного исходного куска материала. В таком случае дело сводится к простой арифметической проверке — подсчету суммы индексов для этих неиспользованных раскроев.
В общем случае могут существенно сократить работу соображения, подобные высказанным при контроле плана № 1. (Пренебрегаем заготовками с индексом 0, из заготовок с равными индексами берем лишь наименьшую и т. п.) При линейном раскрое и раскрое листа на прямоугольные заготовки этот этап контроля может быть облегчен различными приемами, о которых речь будет идти специально в связи с этими задачами.
Результаты анализа плана раскроя. Если обнаружить раскрой с суммой индексов, большей, чем у примененных, не удалось, то план наиболее экономный. .
Что же можно сказать, если такой раскрой нашелся? Это может быть связано не с недостатком самого плана, а с несовершенством выбранных индексов.
Если при нахождении индексов помимо произвола в выборе общего множителя у всех индексов имелась еще дополнительная свобода выбора некоторых индексов, то следует попытаться пересмотреть индексы с тем, чтобы и новый раскрой уравнять по сумме индексов с примененными. Если обозначить новые индексы различными неизвестными, то требованию, чтобы примененные ранее раскрои и вновь ’присоединяемый раскрой давали одинаковую сумму индексов, будет соответствовать новая система уравнений первой степени. (Выше мы составляли уже примеры таких систем.)
Полученная линейная система уравнений может обладать следующими возможностями.
1. Иметь одно или множество решений. Тогда можно выбрать удовлетворяющие поставленному требованию индексы. Может оказаться, что измененные индексы подтвердят максимальную экономичность первоначально составленного плана. (Так, при проверке плана № 2 мы произвольно выбрали г — 0. Если бы мы взяли другое значение г, то раскрой 1050 х 4 + 210 х 3 заставил бы нас пересмотреть индексы,— мы пришли бы к значению z = 0 и установили бы, что план был действительно наиболее экономный.)
36
2. Быть несовместной, не иметь решений. В этом случае можно утверждать, что ранее составленный план не был наилучшим, и введение нового раскроя в план вместо одного из ранее употребленных раскроев завёдомо улучшит экономические показатели плана. В § 5 указан общий прием, которым может быть выполнено такое улучшение.
Замечание о заготовках с индексом 0. Одним из самых примитивных случаев рассмотренного контроля является следующий практический глазомерный прием, которым можно обнаружить явные дефекты раскройного плана.
Если заготовка может еще быть получена из остающихся по плану отходов, то индекс такой заготовки обязательно должен оказаться нулем. Снимем мысленно такие заготовки из всех раскроев плана — отходы увеличатся. Помещающиеся в них заготовки тоже обязаны иметь индекс 0; снимем мысленно и эти заготовки и т. д. Если обнаружится, что некоторый лист (для определенности говорим о листах) раскроен целиком на заготовки с индексом 0, то план заведомо не является максимально экономным.
Если по устранению из готового плана всех заготовок, обязательно имеющих индекс 0, не освобождается целый лист, то остается проверить, наилучшим ли образом раскроены оставшиеся заготовки.
Вообще если некоторый план наиболее экономный, то нулевой индекс могут получить заготовки, обладающие тем свойством, что как бы экономно ни были раскроены остальные, так сказать, основные заготовки, эти заготовки можно получить попутно из того же самого количества материала.
В частности, в наиболее экономном плане самый большой неиспользуемый отход не может, конечно, превышать наименьшую из заготовок, имеющую не нулевой индекс.
§ 5. ПЕРВЫЙ МЕТОД НАХОЖДЕНИЯ
МАКСИМАЛЬНО ЭКОНОМНОГО ПЛАНА РАСКРОЯ.
(Метод последовательного улучшения раскройного плана)
Допустим, что в результате применения указанного выше способа контроля к некоторому раскройному плану обнаружился неиспользованный в плане раскрой целого куска материала, дающий заготовки с большей суммой индексов, чем у использованных в плане раскроев, причем нет возможности за счет изменения индексов уравнять этот раскрой с примененными. Тогда, как уже говорилось, ведение этого раскроя позволяет прийти к более экономному раскройному плану. Чтобы осуществить это введе
37
ние, прцдется решить два вопроса: 1) вместо какого из ранее употребленных раскроев ввести этот новый раскрой; 2) указать для вновь полученного списка раскроев, какая часть всего материала кроится по каждому из этих способов.
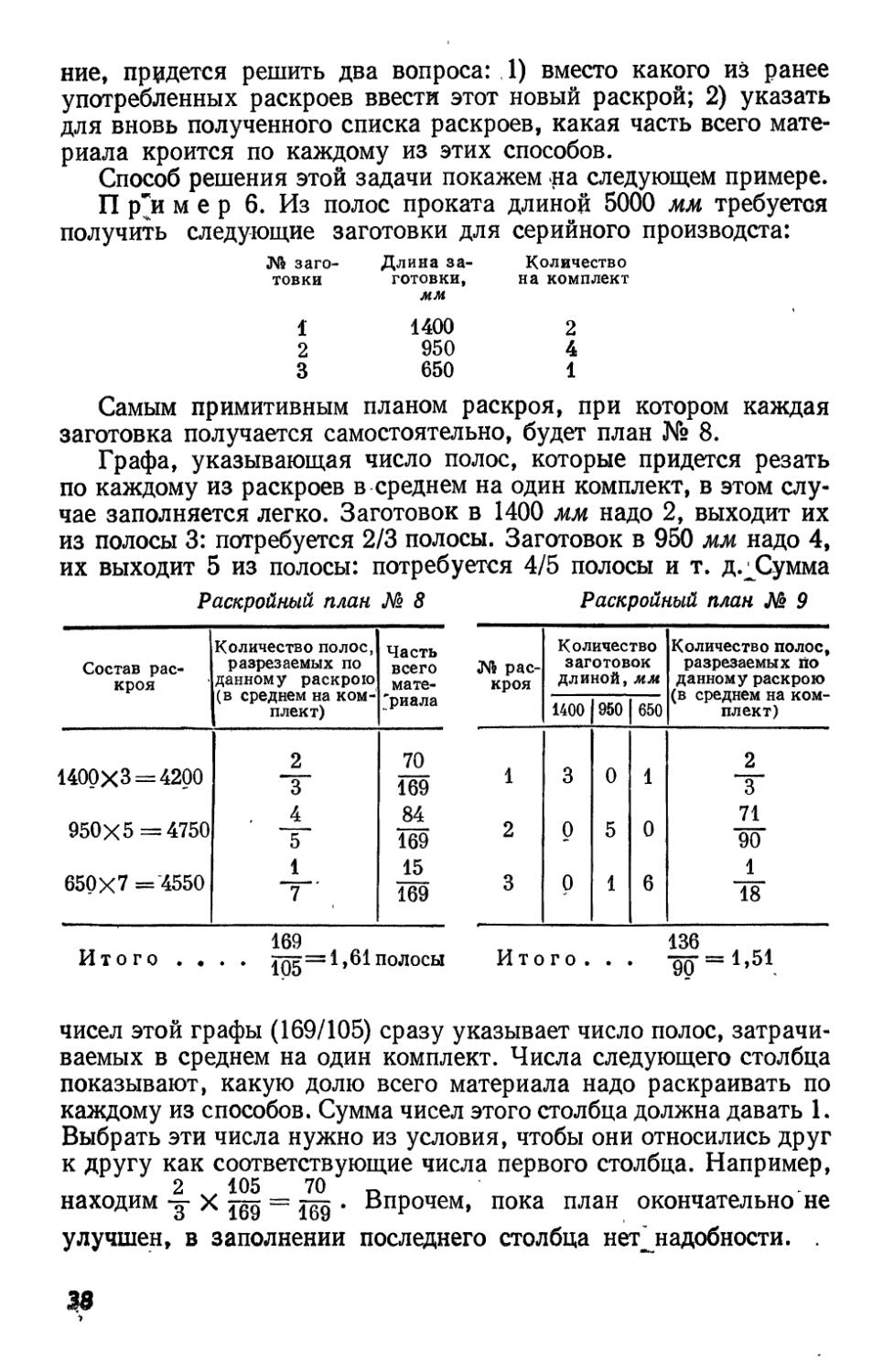
Способ решения этой задачи покажем на следующем примере.
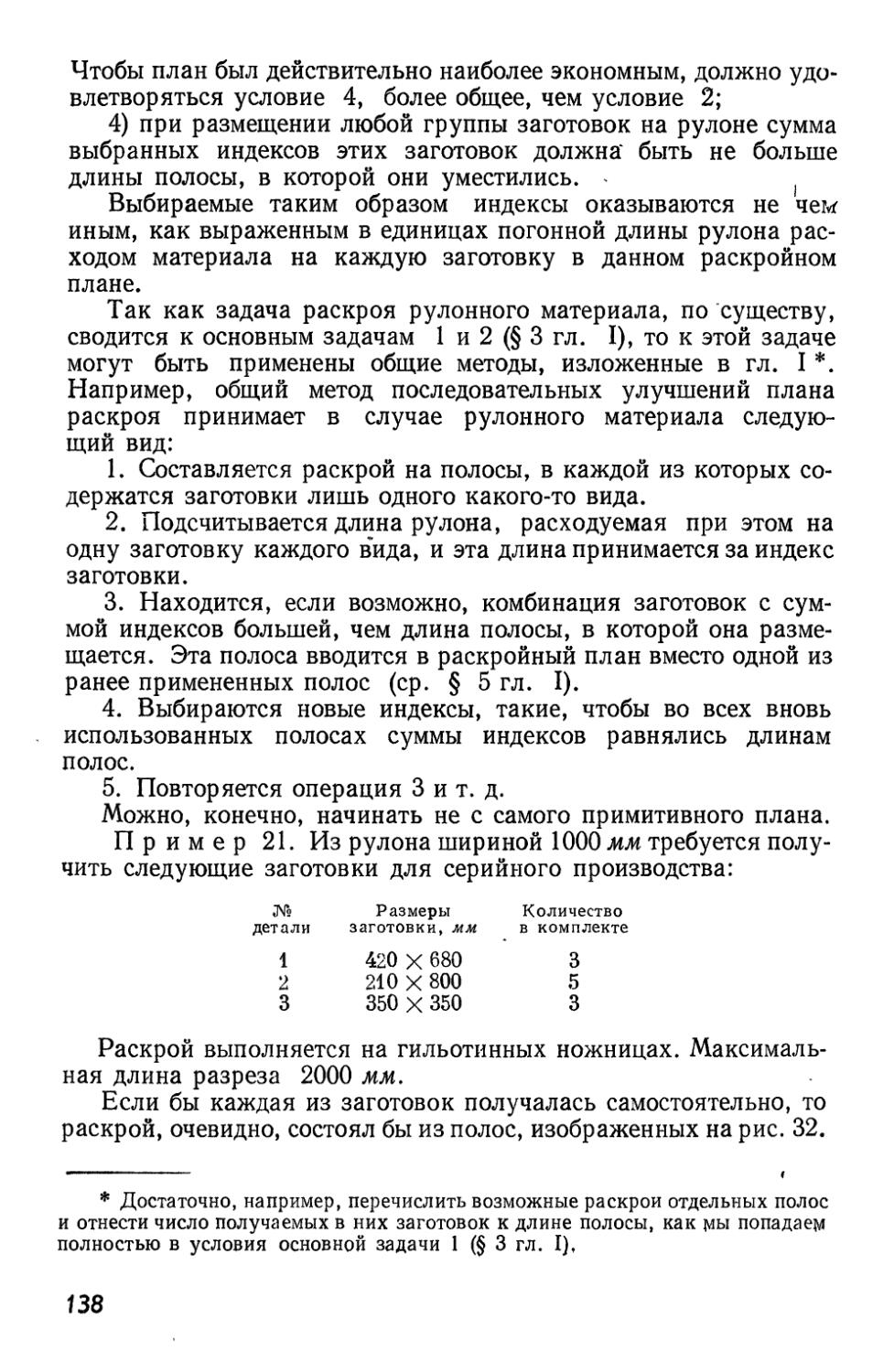
П р“и м е р 6. Из полос проката длиной 5000 мм требуется получить следующие заготовки для серийного производста:
№ заго- Длина за- Количество товки готовки, на комплект мм
1 1400 2
2 950 4
3 650 1
Самым примитивным планом раскроя, при котором каждая заготовка получается самостоятельно, будет план № 8.
Графа, указывающая число полос, которые придется резать по каждому из раскроев в среднем на один комплект, в этом случае заполняется легко. Заготовок в 1400 мм надо 2, выходит их из полосы 3: потребуется 2/3 полосы. Заготовок в 950 мм надо 4, их выходит 5 из полосы: потребуется 4/5 полосы и т. д._Сумма
Раскройный план № 8 Раскройный план Л& 9
Состав раскроя Количество полос, разрезаемых по данному раскрою (в среднем на комплект) Часть всего мате- № раскроя Количество заготовок длиной, мм Количество полос, разрезаемых по данному раскрою (в среднем на комплект)
риала 1400 950 650
1400X3 = 4200 2 3 70 169 1 3 0 1 2 3
950X5 =4750 . 4 5 84 169 2 0 5 0 71 90
650X7 = 4550 1 15 169 3 0 1 6 1 и
Итого . . 169 . . Jgg =1,61 полосы Итого . • - 136 90 —1,51
чисел этой графы (169/105) сразу указывает число полос, затрачиваемых в среднем на один комплект. Числа следующего столбца показывают, какую долю всего материала надо раскраивать по каждому из способов. Сумма чисел этого столбца должна давать 1. Выбрать эти числа нужно из условия, чтобы они относились друг к другу как соответствующие числа первого столбца. Например, 2 105 70 „
находим -g- X jgg = jgg . Впрочем, пока план окончательно не улучшен, в заполнении последнего столбца нет_надобности. .
38
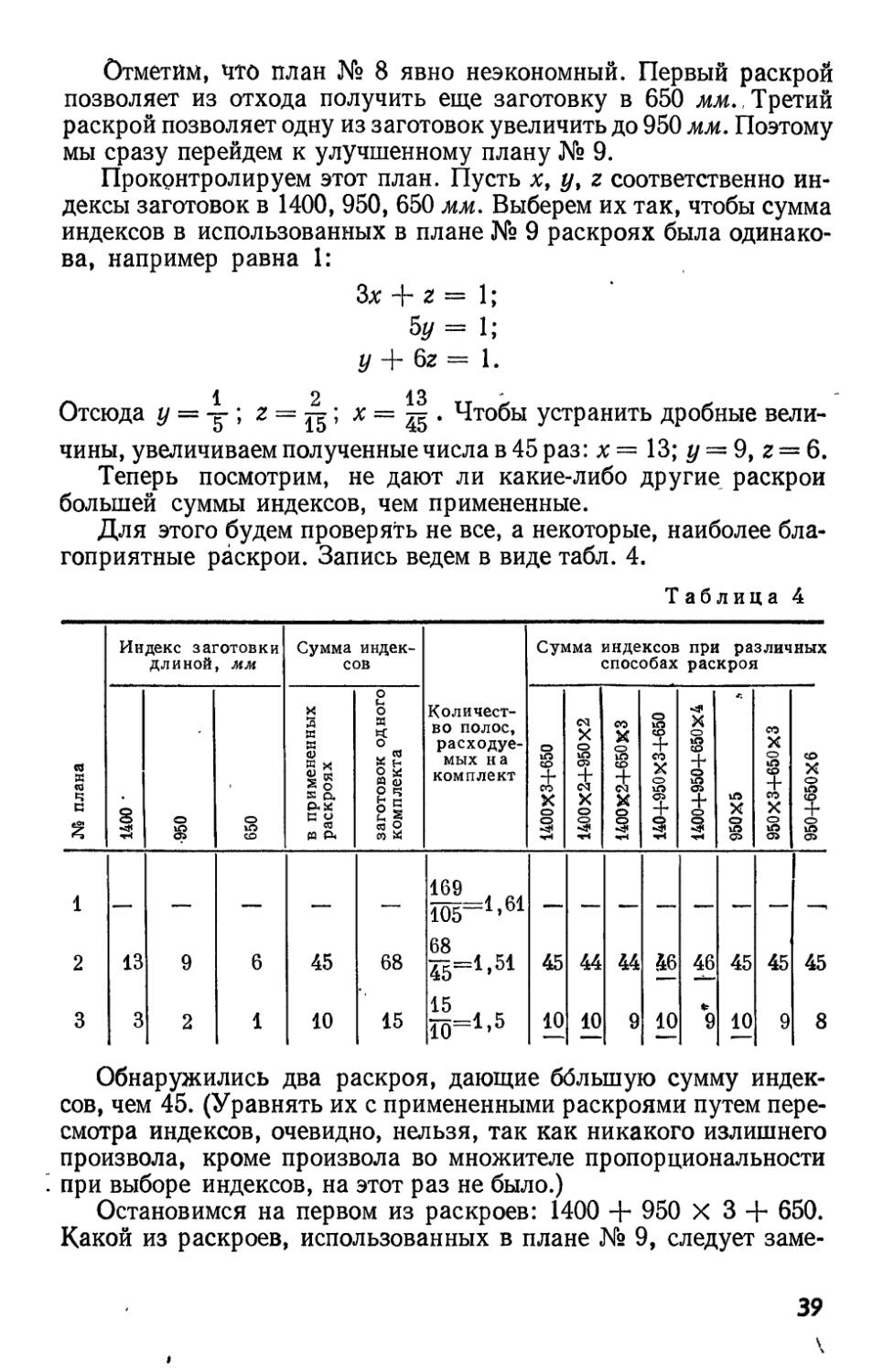
Отметим, что план № 8 явно неэкономный. Первый раскрой позволяет из отхода получить еще заготовку в 650 мм.. Третий раскрой позволяет одну из заготовок увеличить до 950 мм. Поэтому мы сразу перейдем к улучшенному плану № 9.
Проконтролируем этот план. Пусть х, у, г соответственно индексы заготовок в 1400, 950, 650 мм. Выберем их так, чтобы сумма индексов в использованных в плане № 9 раскроях была одинакова, например равна 1:
Зх + z — 1;
5г/ = 1;
у + 6z = 1.
Отсюда у = z = ^; х = Ц . Чтобы устранить дробные величины, увеличиваем полученные числа в 45 раз: х = 13; у = 9, г = 6.
Теперь посмотрим, не дают ли какие-либо другие раскрои большей суммы индексов, чем примененные.
Для этого будем проверять не все, а некоторые, наиболее благоприятные раскрои. Запись ведем в виде табл. 4.
Таблица 4
Индекс заготовки длиной, мм
Сумма индексов
45
10
Сумма индексов при различных способах раскроя
68
15
О « о Ч
w О со W
45
8
Обнаружились два раскроя, дающие ббльшую сумму индексов, чем 45. (Уравнять их с примененными раскроями путем пересмотра индексов, очевидно, нельзя, так как никакого излишнего произвола, кроме произвола во множителе пропорциональности при выборе индексов, на этот раз не было.)
Остановимся на первом из раскроев: 1400 + 950 X 3 + 650. Какой из раскроев, использованных в плане № 9, следует заме-
39
Раскройный план № 10
№ раскроя Количество заготовок длиной, мм Количество полос, разрезаемых по данному раскрою (в среднем на комплект) Часть всего материала
1400 950 650
1 1
1 г 3 0 1 2 3
f 1 1 1
’ 2J 0J 5 О 2 3
1 1
3 1 3 1 2 3
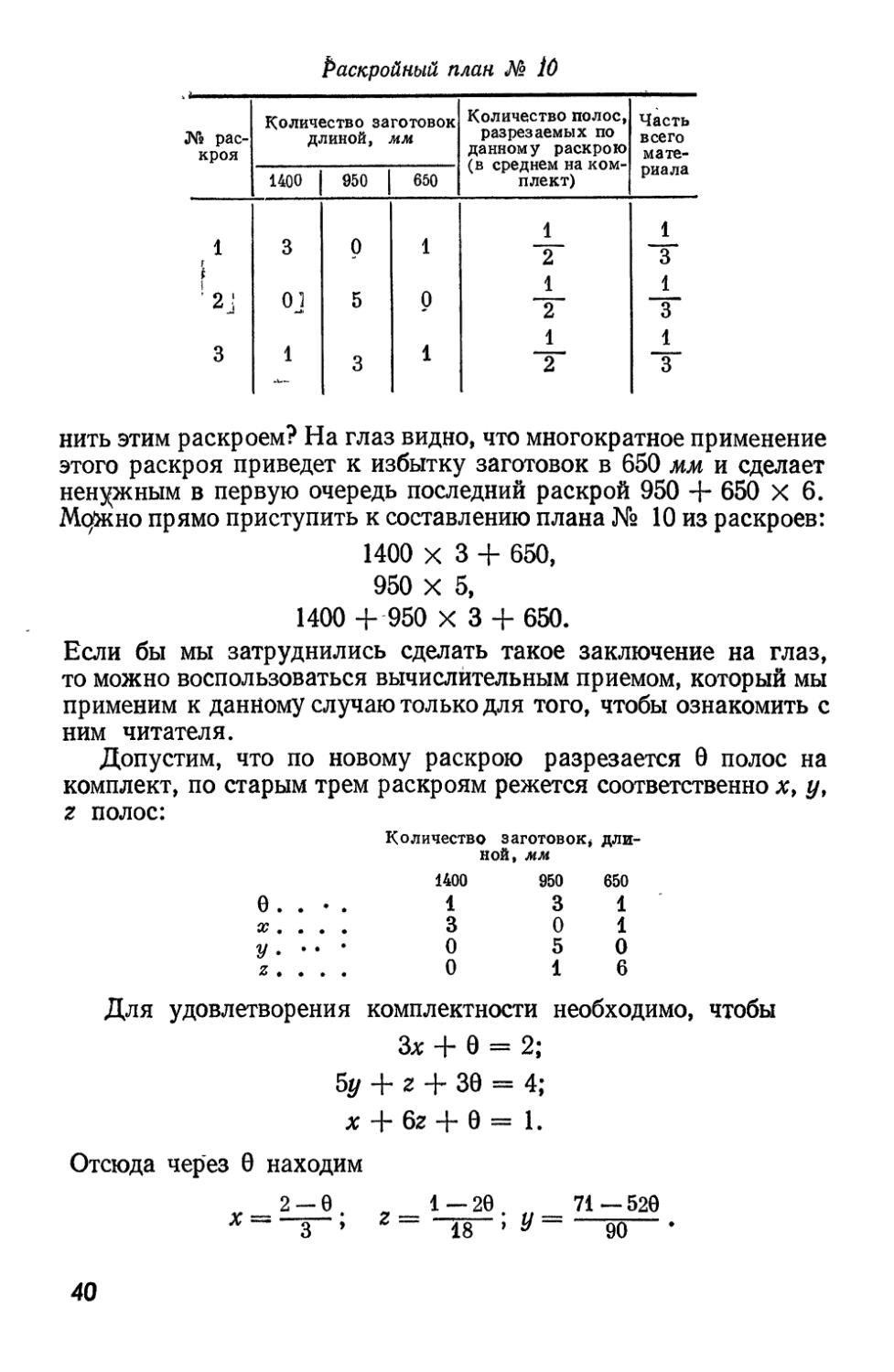
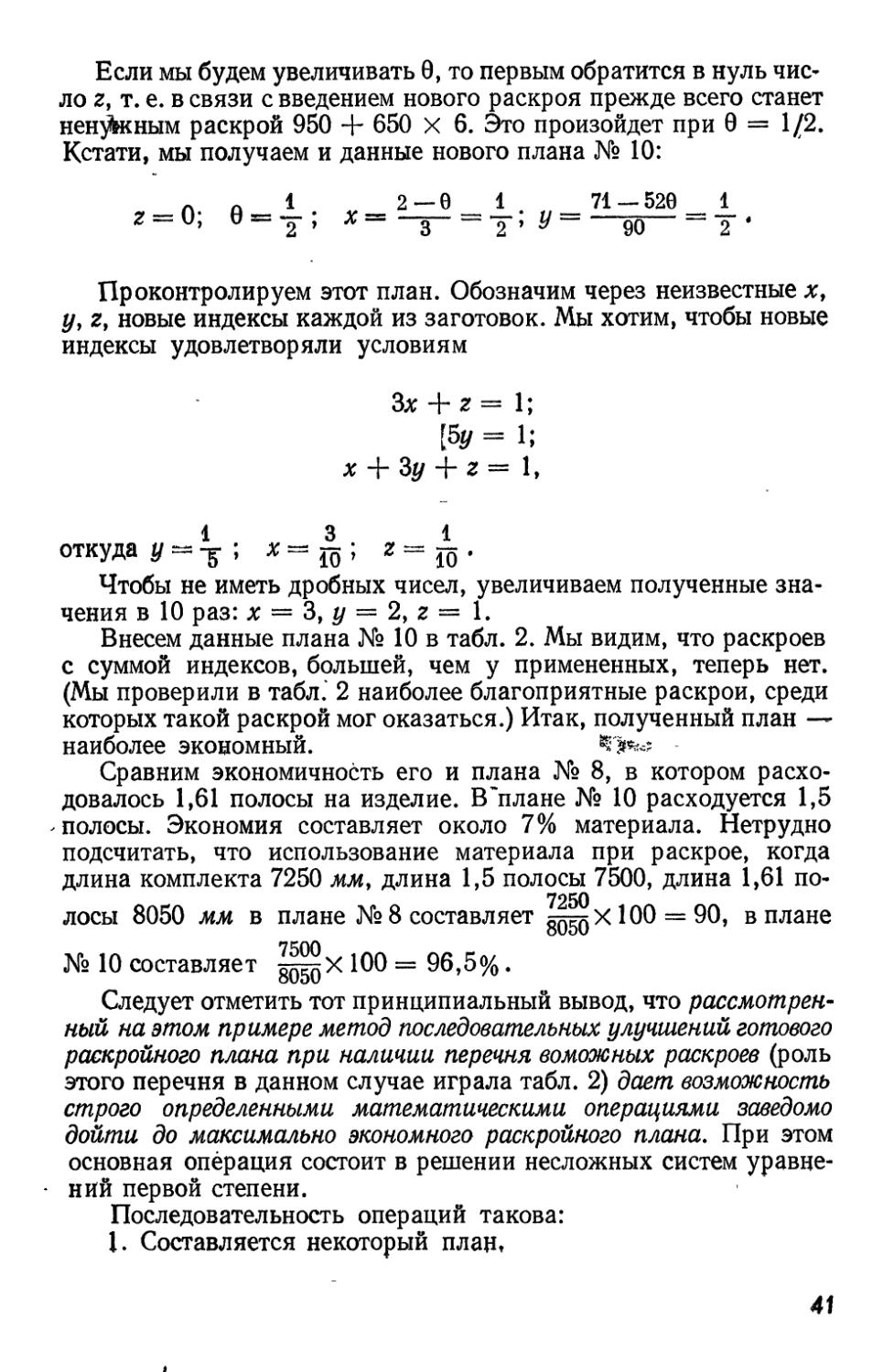
нить этим раскроем? На глаз видно, что многократное применение этого раскроя приведет к избытку заготовок в 650 мм и сделает ненужным в первую очередь последний раскрой 950 4- 650 X 6. Можно прямо приступить к составлению плана № 10 из раскроев:
1400 х 3 + 650,
950 X 5,
1400 + 950 X 3 + 650.
Если бы мы затруднились сделать такое заключение на глаз, то можно воспользоваться вычислительным приемом, который мы применим к данному случаю только для того, чтобы ознакомить с ним читателя.
Допустим, что по новому раскрою разрезается 0 полос на комплект, по старым трем раскроям режется соответственно х, у, z полос:
Количество заготовок* длиной, мм
1400 950 650
0 . . • . 1 3 1
х. . . . 3 0 1
у. .. - 0 5 0
z. . . . 0 1 6
Для удовлетворения комплектности необходимо, чтобы Зх + 0 = 2;
5у + z + 30 = 4;
X + 6z + 0 = 1.
Отсюда через 0 находим _2 — 0. 1 — 20. _ 71—520
X — 3 , 2 — 18 > У ~ 90
40
Если мы будем увеличивать 9, то первым обратится в нуль число z, т. е. в связи с введением нового раскроя прежде всего станет нен^кным раскрой 950 + 650 X 6. Это произойдет при 9 = 1/2. Кстати, мы получаем и данные нового плана № 10:
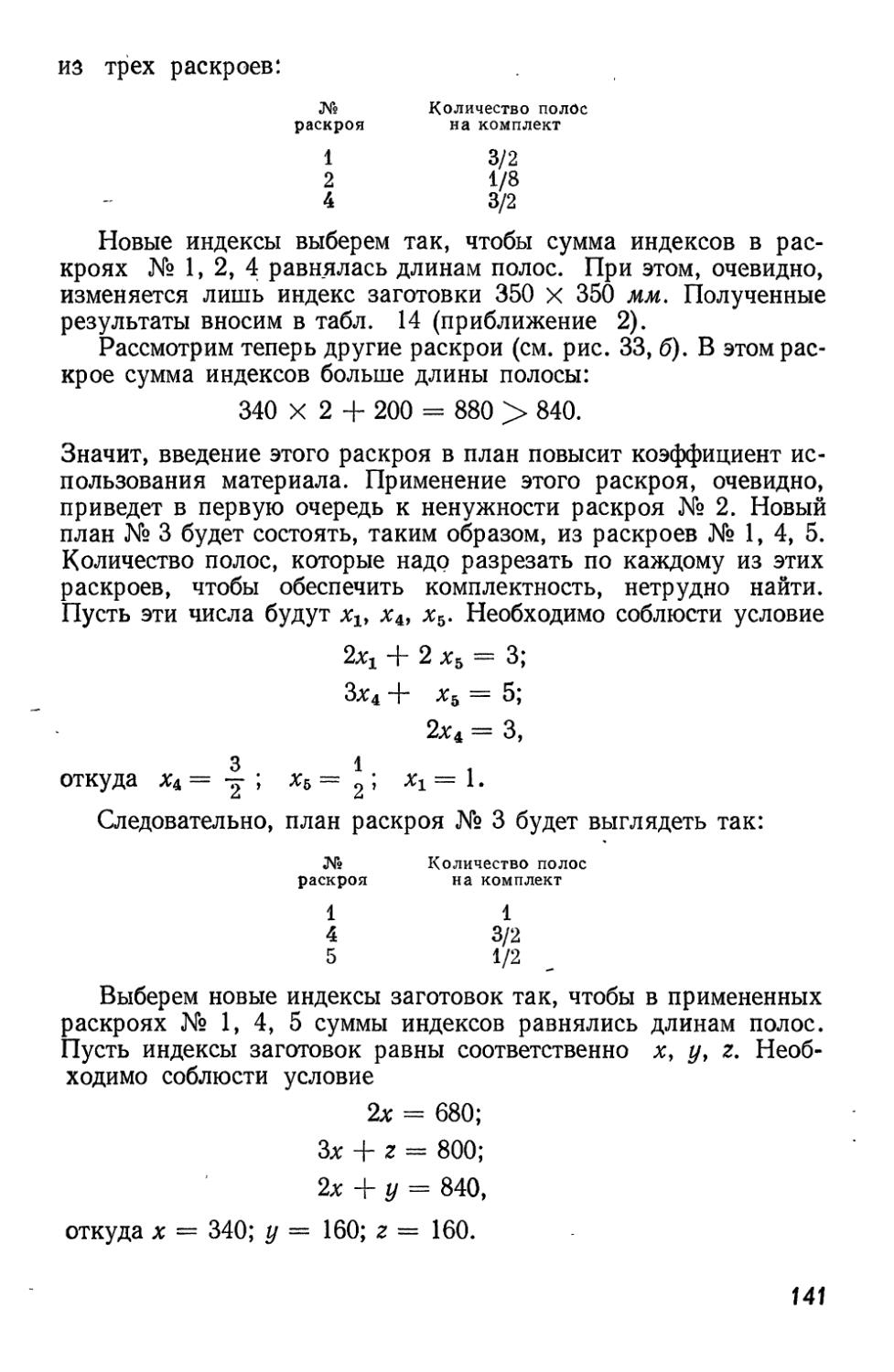
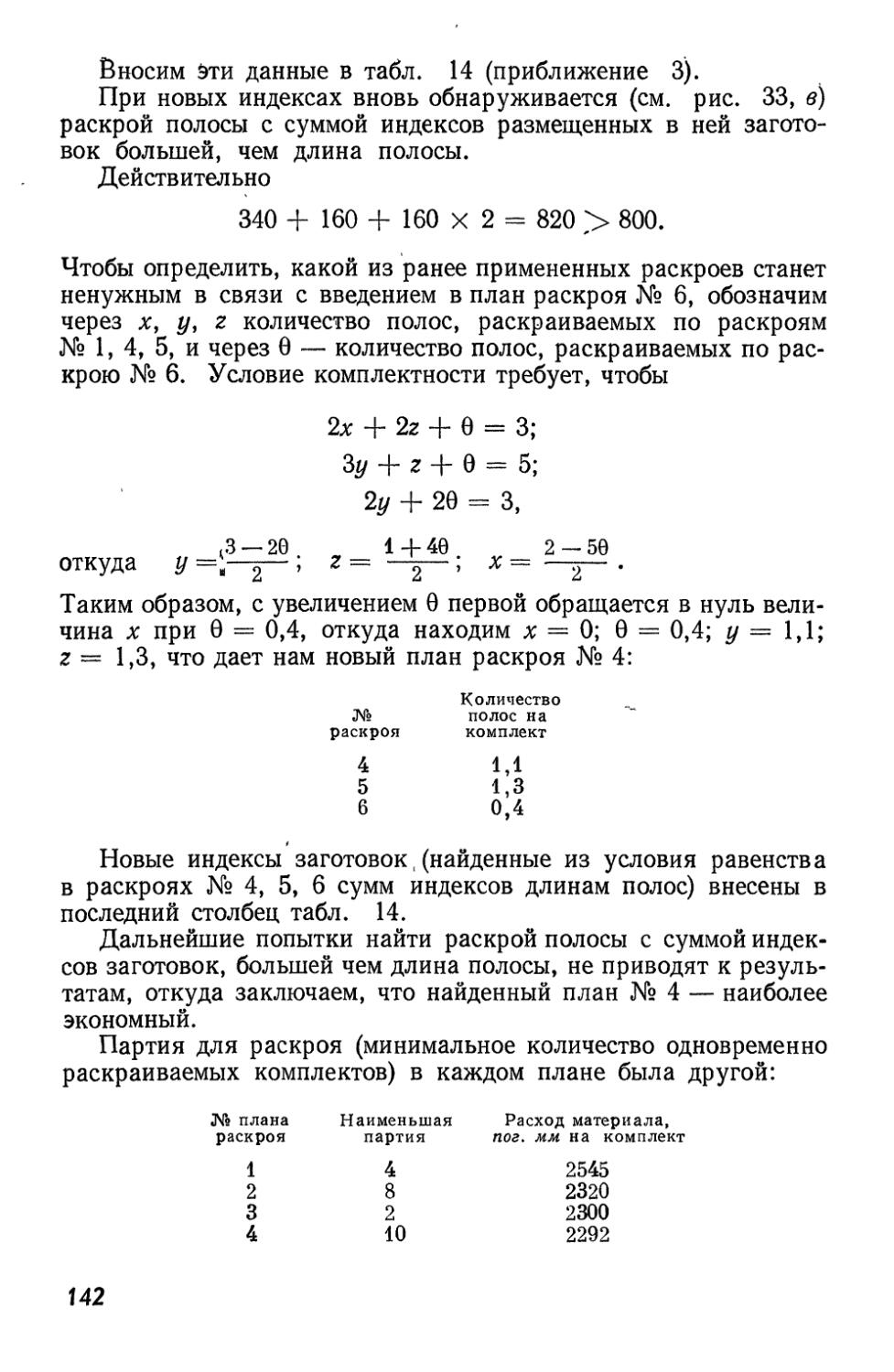
л л 1 2—0 1 . 71 — 520 1
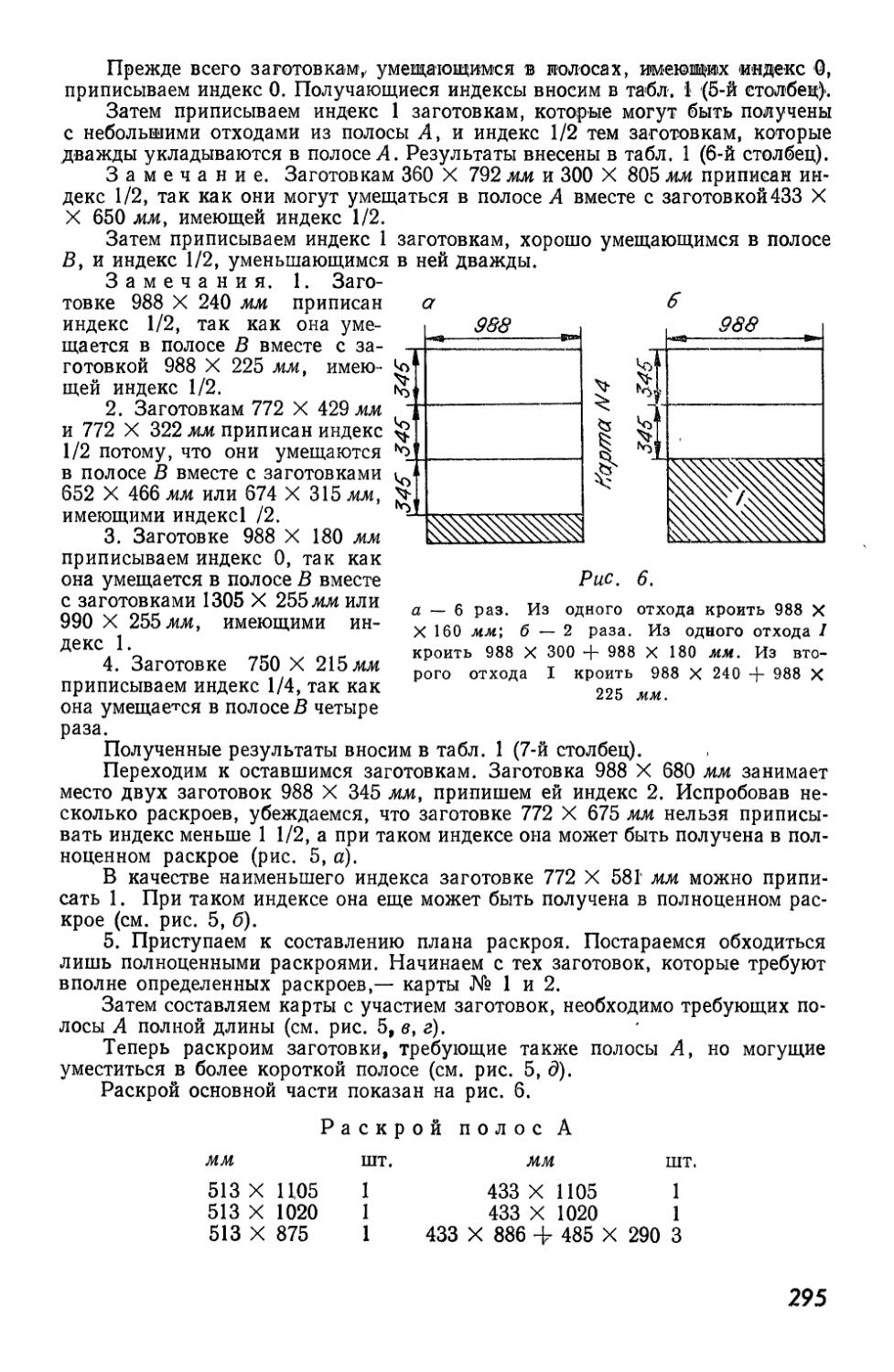
z — о, 9 — 2 , X — 3 — 2 ' У ~ 90 ~ 2 *
Проконтролируем этот план. Обозначим через неизвестные х, у, 2, новые индексы каждой из заготовок. Мы хотим, чтобы новые индексы удовлетворяли условиям
Зх + г = 1;
[$У = 1;
X + 3у + 2= 1,
1 3 1
откуда у = т ; х = ^; z = ^.
Чтобы не иметь дробных чисел, увеличиваем полученные значения в 10 раз: х = 3, у — 2, z — 1.
Внесем данные плана № 10 в табл. 2. Мы видим, что раскроев с суммой индексов, большей, чем у примененных, теперь нет. (Мы проверили в табл. 2 наиболее благоприятные раскрои, среди которых такой раскрой мог оказаться.) Итак, полученный план — наиболее экономный.
Сравним экономичность его и плана № 8, в котором расходовалось 1,61 полосы на изделие. В "плане № 10 расходуется 1,5 полосы. Экономия составляет около 7% материала. Нетрудно
подсчитать, что использование материала при раскрое, когда длина комплекта 7250 мм, длина 1,5 полосы 7500, длина 1,61 по-
7250
лосы 8050 мм в плане № 8 составляет g^x 100 = 90, в плане
№ 10 составляет g^x 100 = 96,5%.
Следует отметить тот принципиальный вывод, что рассмотренный на этом примере метод последовательных улучшений готового раскройного плана при наличии перечня воможных раскроев (роль этого перечня в данном случае играла табл. 2) дает возможность строго определенными математическими операциями заведомо дойти до максимально экономного раскройного плана. При этом основная операция состоит в решении несложных систем уравнений первой степени.
Последовательность операций такова:
1. Составляется некоторый план.
41
2. Находятся индексы из условия равенства сумм индексов в примененных раскроях *.
3. С помощью найденных индексов проверяются различные другие раскрои.
4. Если найден раскрой более рациональный, чем использованные ранее, то определяется, какой из раскроев следует им заменить.
5. Составляется улучшенный раскройный план, и действия повторяются.
В качестве исходного плана всегда может быть взят план, состоящий из раздельных раскроев каждой из заготовок. С помощью таких раскроев можно удовлетворить любой комплектности. Практическое выполнение метода будет, конечно, тем проще и быстрее, чем лучше будет первоначальный план. Поэтому глазомерным подбором отнюдь не следует пренебрегать, особенно при составлении первоначального плана.
§ 6. ВТОРОЙ ОБЩИЙ МЕТОД
ОТЫСКАНИЯ МАКСИМАЛЬНО ЭКОНОМНОГО
РАСКРОЙНОГО ПЛАНА.
(Метод последовательной перестройки множества условно максимальных раскроев.)
Второй метод приближения к наилучшему раскройному плану заключается в постепенном переходе от наиболее экономных раскроев отдельных целых кусков исходного материала, раскроев, которые сами по себе не обеспечивают желаемой комплектности, к плану раскроя, обеспечивающему комплектность, с одновременным уточнением индексов заготовок.
Этот метод состоит в следующем. Первоначально выбираются какие-то значения индексов, затем формируется раскройный план, состоящий только из условно максимальных (при этих индексах) раскроев. Конечно, такой план, как правило, не даст желаемой комплектности. Если при этом есть возможность выбирать между несколькими условно максимальными раскроями, то ее можно использовать для получения желаемой пропорции между двумя-тремя видами заготовок. Остальные виды заготовок в таком раскройном плане будут получаться в избытке или не
* В § 4 упоминалось, что система уравнений, которая при этом решается, может оказаться несовместной, и индексов с желаемым свойством выбрать нельзя. Однако это значит, что план допускает улучшение еще более простым способом — в данном случае план можно улучщить, просто устранив некото» рые из примененных в нем раскроев.
42
достатке. Затем индексы несколько изменяются: прежде всего индекс ка- 10 кой-либо недостающей заготовки уве- S личивается настолько, чтобы некого- ® рый новый раскрой, в котором фигу- о рирует эта' заготовка, вошел в число £ условно максимальных (или, наоборот, индекс заготовки, имеющейся в избытке, несколько уменьшается, чтобы достичь такого совпадения). После того как такое совпадение достигнуто, пересматривается раскройный план, в нем по-прежнему применяются только условно максимальные раскрои, а комплектность приближается к желаемой.
После ряда шагов такого рода (как это можно строго доказать) получается план, в точности удовлетворяющий желаемой комплектности. Поскольку этот план целиком составлен из условно максимальных раскроев, он будет наиболее экономичным.
В качестве исходных значений индексов удобно взять вес заготовок, их площадь или длину, а еще'лучше—несколько округленные значения этих величин или небольшие числа, соотношения которых близки к соотношению этих, величин.
При имеющемся перечне возможных раскроев этот метод, как и первый, может быть дан в виде жестко определенной математической схемы, заведомо ведущей к результату.
Решим этим методом уже рассмотренный пример 6.
Наиболее благоприятные из возможных раскроев приведены в табл. 5.
Если в качестве первого значения индексов взять уменьшенную в 100 раз длину заготовок, то условно максимальным будет только раскрой 1 (приближение 1).
Если весь материал кроить по этому способу, то комплектность не будет соблюдена. Прежде всего в большом избытке будут ,заго-товки в 650 мм. Уменьшим индекс зэтой заго
№ и состав раскроя 00 1400X24-950 X2 Ч? IQ ]
1400X24-4-650 X3 ю in о o i> о co m 4t< чг
CD 950X5 1 IQ tQ Ю IO | Ь-*Ь-* O* JlQ 1
SX0S9+ +8X096 CD CD IQ О QO CO IQ NW
CD X S CD s? 05 1Q tQ IQ О OO* CD* O>* Г-Г co
СО 1400X34-650 1 ID CO CD CD I OO* OO* I>* 0*1 sf kQ J
со , 099+ +8XOS6+OOH О 00 ]1D |O 1 O>* OO* |o-*|o*| llQ 1
14004-9504-650X Х4 ID I00 |IQ О О* OO* CO tQ
! Дета и, мм 650 О CO О О ID CO О О CD CD Ю ID
950 1D IQ ID О о о о о
1400 51 з S
Приближение ян <М со SJ*
43
товки настолько, чтобы один из раскроев сравнялся по сумме индексов с мак*-симальным. Очевидно, первым сравняется с максимальным раскрой 2.
Для этого надо индекс z заготовки в 650 мм выбрать из условия 14 4 9,5 4 4 4z = 14 4 9,5 X 3 4 zt откуда
z = у ~ 6,33.
При новом значении индексов (приближение 2) условно максимальными будут раскрои 1 и 2. Но даже при полном переходе на раскрой 2 мы по-прежнему будем иметь избыток заготовки в 650 лш, поэтому продолжаем уменьшать ее индекс. Следующее совпадение суммы индексов произойдет у раскроев 2 и 6. Поэтому ищем индекс заготовки в 650 мм из условия 14 4 9,5 X 3 4 z = = 9,5 X 5, откуда z — 5.
Получаем приближение 3. На этот раз условно максимальны раскрои 2 и 6. Их применение позволяет укомплектовать заготовки в 950 и 650 мм, однако заготовок в 1400 мм будет недостаточно. Увеличиваем индекс х заготовки в 1400 мм, одновременно изменяя и индекс у заготовки в 950лш таким образом, чтобы сохранять все время одинаковую сумму индексов у раскроев 2 и 6. Индекс х увеличиваем до тех пор, пока еще один раскрой войдет в число условно максимальных. Можно предположить, что это будет раскрой 3, а потому определим х и у из условий
х 4 Зу 4 5 = 5у;
Зх 4 5 = Зу, откуда х = 15; у = 10.
На этот раз (приближение 4) условно максимальными будут раскрои 2, 3, 6, 8. -Только из них уже можно составить план, обеспечивающий желаемую комплектность. (Таких планов можно составить даже не один, а много.) Беря, например, только раскрои 2, 3, 6, получим вновь план № 10. Этот план, поскольку он составлен из условно максимальных раскроев, наилучший.
Примеры применения этого метода приведены Л. В. Канторовичем [1].
Данный метод имеет преимущества при решении общей задачи 3 (§ 1), особенно когда довольно много различных габаритов исходного материала и немного видов заготовок. Задачи такого рода возникают при распиловке древесины. Изложение метода применительно к последним задачам на многих примерах дано в статье Л. В. Канторовича [718].
§ 7. ОБЩАЯ СХЕМА ПРИБЛИЖЕННЫХ МЕТОДОВ, УСКОРЯЮЩИХ НАХОЖДЕНИЕ НАИБОЛЕЕ ЭКОНОМНОГО ПЛАНА РАСКРОЯ
Если бы при составлении ллана раскроя окончательное значение индексов заготовок было заранее известно, то значительно упростилось бы отыскание максимально экономного плана. В этом случае план мог бы быть построен только из условно максимальных (при этих значениях индексов) раскроев.
Возникает естественный вопрос: нельзя ли хотя бы приближенно определить индексы из каких-либо косвенных соображений?
Мы назовем приближенными значениями индексов числа, не обязательно близкие к окончательным индексам по величине, но весьма близкие к ним по свойствам.
44
Окончательные Значения индексов обладают (см. § 3) следующими свойствами:
1. Не существует раскроев одного исходного куска материала на заготовки с суммой индексов, большей некоторого числа С.
2. Есть ряд раскроев на заготовки с суммой индексов, равной С, причем каждая заготовка фигурирует хотя бы в одном из таких раскроев.
3. Раскроев с суммой индексов, равной С, достаточно, чтобы только из них составить план, дающий нужную комплектность заготовок.
Допустим теперь, что нам удастся найти индексы, удовлетворяющие первым двум из перечисленных свойств. Если при таких индексах только из «полноценных» раскроев (раскроев с максимальной суммой индексов, равной С) удастся составить раскройный план, значит, будет соблюдено и свойство 3. Задача будет полностью решена.
Если такого плана составить не удается, то можно перейти на второй метод — изменять индексы с целью расширения в желаемом направлении множества условно максимальных раскроев. То обстоятельство, что таких раскроев уже было несколько, ускорит проведение второго метода (см. § 6).
Практически лучше поступать иначе. После того как найдены индексы, удовлетворяющие условиям 1 и 2, можно сразу составлять план раскроя, полностью удовлетворяющий нужной комплектности, по возможности употребляя при этом лишь «полноценные» раскрои. Закончить план придется, применяя в небольшом количестве раскрои уже «неполноценные». Затем в случае надобности следует перейти к улучшению уже готового плана по первому методу (см. §5). Свойство 1 выбранных индексов позволяет оценить возможное несовершенство составленного плана. Достаточно посмотреть, насколько число расходуемых в этом плане на единицу изделия кусков материала превосходит отношение суммы индексов всех деталей одного комплекта к числу С, чтобы заметить, что эта оценка обычно несколько преувеличивает несовершенство плана. Дальнейший пересмотр индексов по методу § 5 может иногда обнаружить, что план был вообще наилучшим, или привести к совсем незначительным улучшениям этого плана.
В большинстве практических задач именно этот путь (предварительное приближенное нахождение индексов, обладающих свойствами 1 и 2, а затем сразу составление плана) наиболее быстро ведет к цели. Нахождение индексов, обладающих свойствами 1 и 2, следует вести с использованием особенностей конкретных задач.
Мы не приводим отдельного примера, поясняющего этот общий путь, потому что в дальнейшем изложении именно по этой
45
общей схеме дается'несколько более детализированных отдельных приемов приближенного решения задачи планирования рационального раскроя мерных материалов. В § 2 гл. II изложен прием приближенного выбора индексов с помощью’округления отношений длин заготовок при решении задач линейного раскроя. В § 3 гл. III изложен прием приближенного определения индексов с помощью вспомогательной линейной задачи при раскрое листов на прямоугольные заготовки. В § 3 гл. II ив § 2гл. III изложен прием, удобный в случаях, когда некоторые из нужных заготовок требуются в значительно большем количестве, чем все остальные.
§ 8. ПРЕДЕЛЫ ВОЗМОЖНЫХ ЗНАЧЕНИЙ ИНДЕКСОВ
И ПРИЕМЫ УТОЧНЕНИЯ ЭТИХ ПРЕДЕЛОВ
Несмотря на то, что при составлении плана раскроя индексы заготовок первоначально неизвестны, некоторые неравенства для их возможных значений нетрудно получить, рассматривая отдельные раскрои.
Чтобы устранить неопределенность выбора общего множителя у оконча тельных значений индексов, условимся в пределах этого параграфа считать, что в используемых в окончательном плане раскроях суммы индексов равны 1. При таком условии сумма индексов любого раскроя одного целого куска материала не может превосходить единицы *. Это и некоторые приведенные ниже соображения позволяют получить ограничения для возможных значений индексов:
1. Рассматривая раскрои, состоящие только из одного вида заготовок, легко получим ограничение сверху для индекса этой заготовки из условия, что сумма индексов меньше 1.
2. Если уже известны ограничения сверху для индексов всех загото вок и мы рассмотрим всевозможные раскрои и с участием некоторой определен ной заготовки и в каждом из раскроев подсчитаем долю остатка суммы индексов до 1, приходящуюся на одну данную заготовку, то наименьшая из полученных величин даст нижнюю границу индексов данной заготовки. Действительно, среди рассматриваемых раскроев должен быть хотя бы один, используемый в окончательном решении, и для него сумма индексов должна достигнуть 1.
Целесообразно одновременно вести уточнение не только индексов отдельных заготовок, но и общей суммы индексов всех заготовок комплекта, которую обозначим через 7(.
3. Из того факта, что использование материала при раскрое не может превосходить 100%, легко получить ограничение снизу длядостаточно разделить общий вес заготовок всего комплекта на вес одного целого куска материала.
Если учесть, что коэффициент использования материала во всем плане заведомо не может быть выше, чем наилучший из коэффициентов использования в отдельных раскроях, можно несколько уточнить указанную оценку снизу для Л.
4. В последнем виде оценка может производиться, когда вместо веса берутся любые (но одни и те же) оценки продукции в комплекте и в отдельных раскроях. Именно при любом выборе значений индексов число расходуемых кусков материала на комплект не может быть меньше отношения суммы индексов заготовок комплекта к максимальной среди сумм тех же индексов, составленных для различных раскроев.
* Предполагается, что рассмотрение ведется в условиях задачи 1 (см. § 1).
46
Это позволяет, выбрав значения индексов, после некоторой предварительной их оценки затем еще уточнить нижнюю границу суммы индексов всего комплекта.
5. Всякий обеспечивающий комплектность раскройный план, даже если он не наиболее экономный, даёт оценку сверху для величины Д’. (За эту оценку может быть взято число кусков материала, расходуемых на один комплект по данному плану, так как оно, очевидно, не меньше, чем то же число для наиболее экономного плана, которое равно Д.)
6. Если отказаться от обеспечения комплектности по одной из заготовок и составить план, дающий комплектность всех остальных заготовок и значительный избыток первой заготовки, то из ограничения сверху суммы индексов всех получаемых заготовок (она ограничена числом расходуемых кусков материала) и ограничения снизу для Д (суммы индексов всего комплекта) можно получить оценку сверху для индекса заготовки, полученной в избытке.
7. Из рассмотрения раскройного плана, дающего недостаток одной и полный комплект всех остальных заготовок, можно сделать два вывода: во-первых, используя оценку снизу для Д (суммы индексов всего комплекта), можно получить оценку снизу для индекса недостающей заготовки; во-вторых, исходя из оценки сверху для индекса недостающей заготовки, можно получить оценку сверху для суммы индексов всего комплекта.
8. Соображения, подобные перечисленным, можно применять для уточнения границ индексов не только отдельных заготовок или всего комплекта, но и любых групп заготовок. Кроме того, эти соображения можно повторять, используя одни из уже полученных оценок для уточнения других.
Несмотря на то, что все эти соображения не обязательно приводят к полному уточнению всех индексов, они могут оказаться весьма полезными: во-первых, границы для суммы индексов всего комплекта удается обычно существенно сблизить, а верхние из них служат достаточным основанием для назначения нормы расходования материала. Это особенно важно, во-первых, потому, что появляется возможность в значительной мере ^обоснованного нормирования материала до составления окончательного плана раскроя; во-вторых, после того как уточнены пределы возможных значений индексов каждой заготовки, можно выбрать в качестве индексов несколько округленные значения из этих пределов и перейти к ранее рассмотренным общим методам (см. § 6 и 7), при этом дальнейшее решение значительно ускоряется, так как при уточнении индексов уже был учтен необходимый ассортимент заготовок *.
Недостаток изложенногоХметода — значительная трудоемкость и необходимость использовать перечень наиболее благоприятных раскроев.
Применим этот метод к уже рассмотренному в § 5 и 6 гл. I примеру 6 (1400 мм X 2; 950 мм X 4; 650 мм X 1).
Длина материала 5000 мм.
Перечень наиболее благоприятных раскроев:
1400 X 3 4 650 ==> 4850,'
1400 X 2 4 950 X 2 = 4700«
1400 X 2 4 650 X 3 = 4750,-1400 4 950 X 3 4 650 = 4900, 1400 4 950 4 650 X 4 = 4950, 950 X 5 == 4750,'
950 X 3 4 650 X 3 = 4800,'
950 4 650 X 6 == 4850.
* В гл. II излагается значительно более простой прием приближенного определения индексов при линейном раскрое. В рассмотренном ниже примере этот прием может заменить излагаемый здесь метод; однако это не всегда будет так, ибо приводимый в гл. II прием не учитывает ассортимента заготовок.
47
Будем действовать в следующем порядке. Сначала оценим снизу величину К. Затем индекс каждой заготовки оценим сверху, индекс каждой заготовки — снизу и индексы всего комплекта — сверху. Далее, приближенно выбирая индексы, уточним нижнюю границу для суммы индексов всего комплекта и затем повторим рассуждение в том же порядке, если в этом окажется надобность:
1. Общая длина комплекта 7250 мм. Коэффициент использования в наилучшем отдельном раскрое 99%. Оценка снизу для необходимого числа полос
К > 7250 == 1464 5000*0,99 ’ ‘
2. Чтобы получить оценку сверху индекса х заготовки в 1400 мм, составим план раскроя с ее избытком:
1400 X 3 + 650,
(1400 X 2 4- 950 X 2) X 2.
Отсюда Я4-5х<3; <3~ *’464 = 0,307.
о 5
Оценку сверху индекса у заготовки в 950 мм получаем из раскроя 950 X 5:
5# < 1; у < 0,2.
Чтобы получить оценку сверху индекса z заготовки в 650мм, составим план раскроя с-ее избытком:
1400 + 950 X 3 + 650,
1400 4 950 4 650 X 4.
Отсюда
7C4-4z<2; z < 2~К. < >464 = 0,134.
4 4
3. Чтобы получить оценки индексов снизу, будем составлять планы раскроя с недостатком отдельных заготовок.
План раскроя:
1400 4 950 4 650 X 4,
(950 X 5) X 3, откуда
4/(-7х<4;
(1)
х>^ZZ4> 4 X 1,464 - 4 = 0 265
7 7
План раскроя:
1400 X 3 4 650,
1400.4- 950 X 3 4 650, откуда
2^-50 <2;
y>g^>2X1.464 - 2 = 0tl86 (2)
5 5
План раскроя:
1400 X 2 4 950 X 2,
(950 X 5) X ,
49
откуда
К— z <1,4; 1,4 > 1,464 — 1,4= 0,064.
Попробуем определить нижнюю границу для z иным путем. Оценивая индексы всех остальных заготовок сверху, найдем наименьшее значение г, при котором заготовка в 650 лш еще может быть получена хотя бы из одного полноценного (т. е. имеющего сумму индексов, равную 1) раскроя:
Состав раскроя
1400 X 3 650
1400 X 2 4- 650 х 3
1400 + 950 X 3 + 650
1400 + 950 4- 650 X 4
950 X 3 ф 650 X 3
950 4 650 X 6
Следствие из предположения, что этот раскрой полноценный
2 > 1 - 3 X 0,307 = 0,079
z > 2Х°307 == 012Э
0
z>l — 0,307 — 3 X 0,2 = 0,093
г 1—0,307 — 0,2 _ 0 Д24
4
z > 1~3Х°*2 . =0,133 О
Z = 0,133
6
Так как хотя бы один из этих раскроев должен оказаться полноценным, заведомо справедливо неравенство:
0,079*.
4. Теперь уточним верхнюю оценку для комплекта. Из неравенств (1) — (3) соответственно следует:
< 1,537;
4
Я<2+^<1,5;
/« 1,4+ z <1,534;
/«1,5.
Таким образом, в первом же приближении мы получим следующие оценки для индексов заготовок:
Заготовка, мм Оценка индекса
сверху снизу
1400 0,307 0,265
950 0,200 0,186
650 0,134 0,079
Комплект 1,500 1,464
5. В качестве приближенных значений индексов можно выбрать какие-либо средние значения между оценками сверху и снизу, например х = 0,29; # = о,19; z = 0,10**.
* Впрочем, учитывая, что первый из перечисленных раскроев не может быть единственным источником заготовок в 650 лш, так как он дает на каждую заготовку в 650 мм три по 1400 мм, можно было записать более точную оценку г > 0,093.
♦♦ Чтобы избежать дроби, увеличим индексы в 100 раз.
49
При таких значениях индексов для перечисленных на стр. 47 раскроев получим суммы индексов:
0,97 0,88 0,88 0,87 0,96 0,96 0,95 0,79
Максимальная оценка 0,97. При тех же индексах оценим комплект 2 X 0,29 + 4 X 0,19 4* 1 X 0,10 = 1,44. Это дает для оценки снизу комплек-1 44 та значение~ 1,485. Подставив его вместо К в выражения оценок v । VI
снизу, уточним их, например:
z — 1,4 > 0,085; у > 0,4/< — 0,4 > 0,194.
Точно так же общая верхняя оценка позволяет уточнить отдельные оценки сверху, например:
х < 0,6 - 0,2/f < 0,3; z < 0,5 — 0,25/С < 0,125.
Уточнение индексов можно продолжить, но это нецелесообразно. Оценки суммы индексов всех деталей комплекта сверху и снизу уже весьма близки между собой. Можно назначить норму материала из расчета ^верхней оценки в 1,5 полосы на каждый комплект. (Дальнейшее решение подтверждает, что эта норма оказывается наименьшей, достижимой в данных условиях.) Легко заметить, что наиболее выгодны раскрои 1,2, 4,6. Можно попытаться уравнять их оценки по сум
ме индексов, что и приведет нас к окончательным значениям индексов: *=0,3; у =• 0,2; z = 0,1.
Сумма этих индексов максимальна в указанных четырех раскроях, для которых она равна 1. Любой план, составленный из этих раскроев, будет давать один и тот же коэффициент использования материала.
В § 5 уже был составлен один из таких планов — № 10. Приведем еще один из возможных вариантов (план № 11).
Раскройный план 11
Раскрой Количество полос на комплект Часть всего материала
1400+950ХЗ+650 1 2 3
1400X2+950X2 1 2 1 3
ГЛАВА
РАСКРОЙ ЛИНЕЙНЫХ МАТЕРИАЛОВ ПО ДЛИНЕ
{профильный прокат, трубы, бруски, полосы)'
Концевые отходы при раскрое линейных материалов по длине менее ощутимы на производстве, чем потери при раскрое листовых материалов. В связи с этим уменьшению концевых отходов уделяется меньше внимания. Если для листовых материалов составляются в той или иной мере отработанные карты раскроя, для линейных материалов подобных документов обычно нет. В большинстве случаев ограничиваются тем, что при возможности получения мерного материала’заказывают длину, кратную длине наиболее крупных J или особенно массовых заготовок.
Кроме того, попытки запланировать линейный раскрой нередко наталкивались на непостоянство длины поступающего материала, и план раскроя оказывался нереальным. Поэтому преимущественно придерживаются следующего порядка работы: сначала отрезают все самые крупные заготовки, потом переходят к более мелким, стараясь при этом использовать полученные раньше отходы, и т. д. Нетрудно видеть, что этот простой принцип далеко не всегда ведет к наилучшим результатам, а потому должен быть заменен иными, более продуманными приемами работы, применение которых может дать существенный эффект.
Перейдем к исследованию задачи. Прежде всего следует четко различать задачи раскроя мерного материала, т. е. материала вполне определенной длины, и материала смешанной длины. Каждая из этих задач требует отдельного рассмотрения, и ©бе они постоянно встречаются в практике. (Задача раскроя смешанной длины встречается чаще.) Конечно, всякий материал поступает с неодинаковой длиной. Трубы, прутки, полосы, взятые даже из одной и той же партии материала, имеют некоторое различие по длине. Какой же материал следует считать мерным, какие различия в длине — несущественными?
Материал будем считать мерным, если всякая комбинация нужных заготовок, которую можно получить из одной полосы, может быть получена и из любой другой *.
* Здесь и далее, говоря о любом материале, раскраиваемом по длине, мы для определенности называем кусок материала полосой.
51
Таким образом, Отнесение материала к мерному или к материалу смешанной длины зависит не только от характера колебаний в длине материала, но и от разнообразия и близости между собой длины различных комбинаций заготовок. При мелких разнообразных заготовках даже незначительные колебания в длине материала заставляют подходить к задаче как к задаче раскроя материала смешанной длины. При крупных заготовках, даже при более значительных колебаниях в длине материала, сохраняется возможность считать материал мерным.
Ввиду существенного различия упомянутых двух задач глава II, естественно, подразделяется на две части — первую, посвященную раскрою мерного материала, и вторую^ в которой рассматривается раскрой материалов смешанной длины.
РАСКРОЙ МЕРНОГО МАТЕРИАЛА
Раскрой мерных материалов связан обычно со сравнительно крупными заготовками, что упрощает пересмотр возможных комбинаций. К планированию такого раскроя полностью применимы все общие соображения, изложенные в гл. I. Рассмотрение индексов, как и в общих случаях, облегчает отыскание наиболее экономного плана, дает возможность подтвердить экономичность готового плана или обнаружить и устранить недостатки составленного на глаз плана раскроя.
Но не только раскрой мерного проката, труб, полос и т. п. требует решения таких задач. Как это будет показано в § 3 гл. III, при решении весьма распространенной задачи о раскрое листов на прямоугольные заготовки оказывается полезным предварительно решить некоторую вспомогательную задачу, являющуюся по своей постановке задачей раскроя мерного линейного материала. При этом для решения основной задачи существенно знать не только раскройный план, но и окончательные индексы, получающиеся при решении вспомогательной задачи.
Примитивность линейного раскроя позволяет использовать приемы, упрощающие описанные в гл. I общие методы. В следующих трех параграфах указываются дополнительные приемы для решения задачи о раскрое, которые не имеют общего характера, а специально относятся к раскрою мерных линейных материалов по длине.
52
§ 1. ПРИБЛИЖЕННЫЙ ВЫБОР ИНДЕКСОВ
ОКРУГЛЕНИЕМ ДЛИНЫ ЗАГОТОВОК
По самому смыслу индексов длины пропорциональны расходу материала, вызываемому наличием в комплекте каждой из заготовок (ср. § 3 гл. I). Поэтому можно было бы в качестве первого приближенного значения индексов взять просто длины заготовок или числа, точно им пропорциональные.
Однако выбранные таким образом индексы будут далеки по своим свойствам от окончательных индексов. Поскольку длины заготовок измеряются в машиностроении обычно с точностью до 1 мм, длины различных комбинаций заготовок будут весьма разнообразны, и максимальными среди них окажутся всего 1—2 комбинации. С помощью только этих комбинаций, как правило, не удается удовлетворить нужной комплектности для всех заготовок.
Иная картина получится, если мы выберем единицу измерения значительно крупнее, чем 1 лии, длины всех заготовок выразим округленно целым числом таких единиц и эти условные длины используем в качестве приближенных значений индексов. Максимальными по сумме таких индексов окажутся тогда не 1—2, а большее число комбинаций.
Если только из таких условно максимальных комбинаций удастся составить план раскроя, то он будет наиболее экономным. Если такой план составить не удастся, то числа, полученные округлением длин, можно использовать в качестве приближенного значения индексов, как об этом шла речь в § 7 гл. I.
Чтобы практически пользоваться указанным приемом, необходимо уточнить несколько вопросов.
Выбор единицы измерения. Чем крупнее будет избранная единица, тем, казалось бы, больше должно быть совпадений по сумме индексов в различных комбинациях. Однако в связи с более грубым округлением длин заготовок те из заготовок, длины которых при округлении увеличены, будут чаще фигурировать в условно максимальных комбинациях, а заготовки со значительным округлением в меньшую сторону могут вообще не оказаться среди получаемых в условно максимальных раскроях. Поэтому желательно, чтобы единица измерения была довольно крупной и одновременно не приводила к грубым округлениям в длинах заготовок, особенно в длинах более мелких заготовок, которые входят в комбинации в большом количестве и на которых округление длины особенно сказывается.
Единицу измерения удобно выбрать такой, чтобы длины нескольких более Коротких заготовок при округлении изменились весьма несущественно, точнее говоря, чтобы индексы нескольких
53
наименьших заготовок относились друг к другу, как длины самих заготовок *.
Чтобы отыскать такие числа, удобно пользоваться логарифмической линейкой ** или подсчитать отношение длины наименьшей заготовки к длине следующей по величине заготовки и за-
тем воспользоваться таблицей простейших дробей:
о,ш 1:9 0,400 2:5 0,714 5:7
0,125 1:8 0,429 3:7 0,750 3:4
0,143 1:7 0,444 4:9 О.,778 7:9
0,167 1:6 0,500 1:2 0,800 4:5
0,200 1:5 0,555 5:9 0,833 5:6
0,222 2:9 0,571 4:7 0,857 6:7
0,250 1:4 0,600 3:5 0,875 7:8
0,286 2:7 0,625 5:8 0,889 8:9
. 0,333 1:3 0,667 2:3 1,000 1:1
0,375 3:8
Замечание 1. Если мы хотим подобрать индексы в виде небольших целых чисел таким образом, чтобы для трех небольших заготовок эти индексы относились примерно так же, как длины заготовок, то можно действовать в следующем порядке. Сначала найти отношение длины средней из этих заготовок к длине наименьшей и по таблице подобрать близкое отношение небольших целых чисел, а также найти отношение длины большей заготовки в длине наименьшей и тоже подобрать близкое отношение небольших целых чисел. Затем надо найти наименьшее кратное знаменателей полученных двух дробей и найденное число принять за индекс наименьшей заготовки. Отношение длины наименьшей заготовки к ее индексу взять за единицу измерения и округлением длин всех заготовок до целого числа таких единиц выбрать остальные индексы.
Замечание 2. Можно указать еще один прием для выбора условной единицы измерения. Составляется (в порядке возрастания) список длин заготовок и красных им чисел, дающих в целом не более половины длины материала. Определяются первые разности длин и вносятся в общий список. Определяются первые разности в новом списке, которые также вносятся в общий список. Затем, пренебрегая наиболее мелкими величинами, выбираем первую 1 1
длину из этого списка, имеющую величину порядка jqq- 4- длины материала, и принимаем ее за единицу измерения. Округлением до целого числа таких единиц выбираем приближенные индексы заготовок.
Проверка отсутствия раскроев с суммой индексов большей, чем в примененных *** (свойство 1 § 7 гл. I). Рассмотрим простой пример.
* Конечно, предварительно следует откинуть и не принимать в расчет совершенно мелкие заготовки, которые получат, по-видимому, индекс 0.
** Чтобы найти небольшие целые числа, отношение которых близко к отношению длин двух заготовок, можно разделить на линейке длину одной заготовки на длину другой и, не сдвигая движка, выбрать пару целыхчисел на движке и на основной шкале, которые оказались близкими друг к другу.
*** Этот вопрос существен не только при первоначальном приближенном выборе индексов, но и при контроле готового плана и окончательно принятых индексов. Поэтому мы не ограничимся полученным ниже достаточным признаком и еще вернемся к этому вопросу в § 2.
54
Пример 7. Из полос длиной 3000 мм надо получить в равном количестве заготовки в 310 и 510 мм. Требуется составить план раскроя. к
Округлим длину заготовок до целого числа сотен. Полученные числа 3 и 5 примем за индексы заготовок и подсчитаем, какая длина приходится на единицу индекса для каждой из заготовок (мм):
^=103,3; ^=102.
Возьмем меньшее из этих отношений и определим, сколько раз взятая величина укладывается в целой полосе:
3000__29 4
102 ~ z
Поскольку на каждую единицу индекса во всех заготовках приходится не менее 102 мм настоящей длины, то в полосе могут уместиться заготовки с суммой индексов не более 29,4; а поскольку индексы в данном случае — целые числа, то сумма индексов заготовок, получаемых из полосы, не может превосходить 29. Как комбинация чисел 3 и^5 она’получается’лишь двумя способами:
5 + 3 X 8 = 29, 5X44-3X3 = 29,
что соответствует раскроям
510 4- 310 X 8 = 2990 < 3000, 510 X 4 4- 310 X 3 = 2970 < 3000.
Оба эти раскроя выполнимы. С их помощью удается получить желаемую комплектность. Действительно, обозначим через х долю материала, раскраиваемую по первому из этих раскроев. Остальная часть (1 — х) пусть кроится по второму раскрою. Для обеспечения комплектности необходимо соблюсти равенство х 4- 4 (1 — х) = 8х 4- 3 (1 — х), откуда х_ = 1/8. Следовательно, 1/8 всего материала надо резать первым и 7/8 — вторым из указанных способов.
Примененный в этом примере способ определения верхней границы возможных значений суммы выбранных индексов носит общий характер: если подсчитать для каждой заготовки отношение длины к индексу, взять наименьшее из этих чисел и разделить на него длину всей полосы материала, то сумма индексов получаемых из полосы заготовок заведомо не может превосходить полу-ценного отношения.
55
Обеспечение наличия всех заготовок в составе условно максимальных раскроев (свойство 2 § 7 гл. I). Если индексы выбраны и какая-либо заготовка не получается ни в одном из условно максимальных раскроев, то, увеличивая ее индекс, всегда можно один из раскроев с ее участием подтянуть до уровня условно максимальных.
При линейном раскрое оказывается удобным заранее учесть это в процессе выбора индексов крупных заготовок, имеющих длину больше половины длины материала. Сначала следует выбрать округлением длин индексы для небольших заготовок, затем определить максимально возможную сумму С индексов при совместном раскрое только этих заготовок и только тогда выбирать индексы крупных заготовок. При этом индекс каждой крупной заготовки вместе с максимальной суммой индексов мелких заготовок, которые можно получить из остатка полосы, должен давать число С.
Пример 8. Из полос длиной 1000 мм необходимо получать следующие заготовки:
Длина заготовки, мм Количество в комплекте Индекс Длина заготовки, мм Количество в комплекте Индекс
1ДО0 2 3 346 1 1
890 2 3 340 1 1
786 2 3 323 2 1
617 1 2 320 2 1
527 3 2 294 1 1
512 5 2 278 2 1
447 3 1 108 1 0
Требующаяся в малом количестве наименьшая из заготовок
в 108 мм, очевидно, может быть получена в избытке из одних только отходов при раскрое заготовки длиной 890 мм, поэтому ей припишем индекс 0. Для выбора индексов других заготовок примем за единицу измерения 300 мм. Тогда заготовки в 278, 294, 320, 323, 340, 346 и 447 мм получат индекс 1. (Заготовки длиннее 500 мм пока не рассматриваем.)
Наименьшее отношение длины к индексу будет у заготовки в 278 мм (278 : 1 = 278). Делим длину материала на эту величину:
Сумма индексов заготовок, получаемых из полосы, не может быть больше 3.
Теперь выбираем индексы остальных заготовок так, чтобы сумма индексов каждой заготовки с наибольшей суммой индексоз заготовок, получаемых из остатка полосы, равнялась 3. Например, после заготовки в 512 мм получен остаток в 488 мм, в котором
56
Можно разместить; Лишь заготовки с индексом 1, поэтому заготовке в 512 мм I следует соотнести индекс 2. Аналогично получены остальные индексы.
При таком выборе индексов не может оказаться раскроев с индексами, сумма которых больше 3.
Нетрудно убедиться, что в данном случае уже можно раскроить все заготовки в нужной комплектности, употребляя лишь «полноценные» раскрои с суммой индексов 3. Предоставим найти такой план читателю.
Какой расход материала на изделие будет в таком плане? Сумма индексов всех заготовок комплекта равна 48. Поскольку из каждой полосы получаются заготовки с суммой индексов 3, на комплект будет расходоваться в среднем 16 полос (48 : 3).
В примерах 7 и 8 первое же значение индексов оказывалось окончательным. Так бывает далеко не всегда. Как уже говорилось в гл. I, окончательное значение индексов зависит от требуемой комплектности. Изложенный в данном параграфе способ приближенного нахождения индексов не учитывал требуемой комплектности; естественно, что полученные индексы не всегда будут окончательными. Однако с их помощью значительно ускоряется отыскание хорошего, а затем и наиболее экономного плана. Облегчается и составление перечня различных благоприятных раскроев.
Решим, например, еще раз задачу о раскрое в условиях примера 6. По-видимому, заготовок с индексом 0 в этом случае не будет.
Выбираем небольшие числа, отношение которых близко к отношению длины меньших двух заготовок:
650 Л дол
950 ~ 0,684.
В таблице простейших дробей находим близкое число 0,667 =
Принимаем 2 и 3 за индексы заготовок в 650 и 950 мм, что соответствует единице измерения примерно в 320 мм. Индекс заготовки в 1400 мм получаем округлением отношения:
Подсчитываем отношение длины заготовки к индексу:
= 350; = 317; = 325.
4: О 4U
57
Делим длину материала на наименьшее из полученных чисел!
5000 _ 1 к 7
317 — 1Ь#7,
Значит, раскроев с суммой индексов, большей 15, быть не может.
Составим раскрои с суммой 15 (табл. 6).
Таблица 6
№ раскроя Сочетание индексов, дающее 15 Соответствующий раскрой
1 4x3+3=15 1400хЗ+950=5150>5000
2 4x2+3+2x2=15 1400Х2+950+650Х2=5050>5000*
3 4+3x3+2=15 1400+950x3+650=4900
4 4+3+2x4=15 1400+950+650 x4=4950
5 3x5=15 950X5=4750
6 3X3+2X3=15 950 X3+650X3=4800
7 3+2x6=15 950+650 x 6=4850
♦ Не выполним.
Попробуем теперь составить план, пользуясь преимущественно «полноценными» раскроями. Очевидно, заготовки в 950 и 650 мм можно укомплектовать, исполь-Раскройный план № 12 зуя, например, раскрои 3 и 5. Недо-
Состав раскроя количест- стающие детали в 1400 мм дополучим, во полос, применяя неполноценный раскрой: Рмыхнаае’ 1400 X 3 + 650 (сумма индексов 14). комплект Это приводит к плану № 12.
1400+950ХЗ+650 950x5 1400ХЗ+650 Сумма первоначально избранных индексов для всех заготовок комплек-2 та составляет 22. Из полосы выходит не болееJ 5. Следовательно, не может 2 быть плана, при котором расходуется ~2~ менее = 1,47 полосы на комплект. Знание исходных индексов лает нам
Итого ... смотр индексов ности 'этот пла! Характерно, t 5 уже уверенность, что составленный ’ план если и несовершенен, то не более 1,50 — 1,47 1ПЛ п„, п чем на । 50 • 100 = 2 %. Пере- (см. § 2 гл. I) убеждает нас, что в действитель-1 наиболее экономный. , что в этом случае применение приближенно выб-
ранных индексов не только облегчило отыскание перечня благо-
58
приятных раскроев, но и привело к максимально экономному плану даже несколько раньше, чем мы убедились, что этот план наилучший.
§ 2. ГРАФИЧЕСКОЕ НАХОЖДЕНИЕ ВОЗМОЖНЫХ И НАИБОЛЕЕ БЛАГОПРИЯТНЫХ РАСКРОЕВ
В гл. I приводились общие методы, позволяющие отыскать наиболее экономный план после того, как установлен перечень возможных раскроев. При раскрое линейных материалов по длине полный перечень возможных раскроев всегда можно составить в крайнем случае простым пересмотром различных комбинаций. При
раскрое линейных материалов на заготовки всего двух видов (§ 2 гл. I) было указано графическое построение, сразу выделяющее все выполнимые комбинации.
Так, в примере 7 из полос в 3000 мм необходимо было получать заготовки в 310 и 510 мм. Выполним построение вспомогательного графика. На рис. 6 за единицу по оси ОХ взято 310 jwjw, а по оси OY — 510 мм. Если на каждой из осей отложить в своем масштабе длину 3000 мм и соединить отмеченные точки, то получится прямая CD( ее уравнение: 310х + 510у = 3000). Все целые точки, лежащие под этой прямой, изображают собою выполнимые раскрои. (Координата точки по оси ОХ указывает число заготовок в 310 мм, а по оси OY — заготовок в 510 мм.)
Дальнейшее построение по правилам, указанным в § 2 гл. I, приводит к плану раскроя, уже полученному при решении примера 7 другим методом.
В гл. I графическое построение использовалось только для двух заготовок, однако аналогичные построения дают возможность выделить все выполнимые раскрои и для трех-четырех заготовок.
59
П р и м е р 9. Из полос длиной 5000 мм раскраиваются следующие заготовки *:
Длина заго-
товки, мм
Количество в
комплекте
1086 1
910 1
732 2
На вспомогательном графике за единицу вдоль оси ОХ примем 732 мм, а вдоль оси OY — 910 мм (рис. 7). Отложим на каждой оси в своем масштабе длину 5000 мм и соединим полученные точки прямой АВ (ее уравнение: 732х + 910г/ = 5000). Целые точки, лежащие под АВ, изображают выполнимые раскрои, состоящие только из заготовок в 910 и 723 мм.
Отметим на оси ОХ точку С, отступая от точки А на 1086 мм, и через С проведем прямую CD, параллельную АВ (ее уравнение: 732х + 910у = 5000—1086). Целые точки, лёжащие под CD, изображают комбинации, состоящие из заготовок в 732 и 910 мм, которые можно получить из полосы вместе с одной заготовкой в 1086 лш. Аналогично, отступая еще и еще раз на 1086 мм, получим прямые EF и GH, отделяющие комбинации, которые образуют выполнимые раскрои вместе с двумя и тремя заготовками в 1086 мм.
В случае четырех заготовок можно две наиболее мелкие использовать при составлении основной сетки графика, а затем проводить линии, соответствующие различным комбинациям двух более крупных заготовок.
Существенно, что во всех этих построениях мы не только получаем перечень возможных раскроев, но и легко можем сразу заметить раскрои, наиболее полно использующие материал полосы: таким раскроям соответствуют точки, наиболее близкие к ограничивающим прямым линиям. На рис. 7 отмечены четыре такие точки, которым соответствуют раскрои:
910 X 3 + 732 X 3 = 4926, (1)
1086 + 910 + 732 X 4 = 4924, (2)
1086 X 2 4-910 X 3 = 4902, (3)
1086 х 3 + 910 + 732 = 4900. (4)
Знание отдельных наиболее благоприятных раскроев дает возможность попробовать сразу составить весьма экономный план и затем, в случае надобности, перейти к методу последовательных улучшений.
Так, в последнем примере без труда удается составить план, используя лишь выделенные благоприятные раскрои.
* Пример соответствует конкретным данным раскроя одного из сортов материала для автомашин ЯГ-6.
60
Попробуем обойтись тремя из четырех благоприятных раскроев. Поскольку в первых трех раскроях заготовок в 910 мм больше, чем заготовок в 1086 мм, а их надо получить поровну, следует, обязательно использовать раскрой 4. Необходимое преобладание заготовок в 732 мм есть лишь в раскрое 2. Третий раскрой в данном случае можно взять произвольно. Затем, как это уже многократно делалось, подбираем употребительность выбранных раскроев, чтобы удовлетворить условию комплектности. В результате приходим к плану:
Состав раскроя
910 X 3 + 732 X 3
1086 + 910 + 732 X 4
1086 х 3 + 910 + 732
Количество раскраиваемых полос
4
9
6
По этому плану на 27 комплектов расходуется 19 полос. Отметим, что контроль за планом приводит к подтверждению того, что этот план — наиболее экономный.
§ 3. НЕКОТОРЫЕ ЗАМЕЧАНИЯ О СВОЙСТВАХ ИНДЕКСОВ. ПЛАНИРОВАНИЕ ЛИНЕЙНОГО РАСКРОЯ
ПРИ ЗНАЧИТЕЛЬНОМ ПРЕОБЛАДАНИИ НЕСКОЛЬКИХ ЗАГОТОВОК.
ШКАЛА ИНДЕКСОВ
Шкала индексов. После того как индексы заготовок выбраны, каждой комбинации, заготовок соответствует определенная сумма индексов. Для всякого куска материала среди умещающихся в нем различных комбинаций заготовок найдутся такие, которые дают наибольшую сумму индексов. Если сопоставлять эту сумму с длиной куска материала, то каждой длине от 0 до полной длины поступающих полос будет поставлено в соответствие определенное число — наибольшая сумма индексов заготовок, получающихся из этой длины.
Изобразим эту зависимость в виде графика. Вдоль оси ОХ откладываем длину, а вдоль оси OY — соответствующую ей максимальную сумму индексов. Такой график мы называем шкалой индексов. Пример такой шкалы, составленной при окончательном значении индексов примера 6 (план № 10), приведен на рис. 8. Такого рода график всегда будет иметь вид возрастающей ступенчатой линии. Каждый переход к следующей ступени соответствует по своему положению наименьшей длине комбинации, дающей следующую, несколько большую сумму индексов.
б!
Максимальная сумма индексов заготовок, получающихся из целой полосы, соответствует наиболее высокой уточке в конце графика. Таким образом, если все употребленные в плане раскрои давали одинаковую сумму индексов С, то подтвердить отсутствие раскроев с суммой индексов большей, чем в примененных раскроях, можно, построив шкалу индексов: график (в самом конце
его) не должен подняться выше, чем на С. Необходимо, однако, проверить, правильно ли составлена такая шкала, т. е. все ли комбинации заготовок были учтены. Для контроля может служить следующий (необходимый и достаточный) признак.
Если шкала составлена с учетом, всех возможных комбинаций, то будут соблюдены два условия:
1. Длине каждой заготовки соответствует на графике ее индекс *.
2. Если от начала любой ступени графика отложить влево по оси ОХ длину любой заготовки, то график должен при этом понизиться не меньше, чем на индекс этой заготовки.
Наоборот, если эти два условия соблюдены, шкала индексов составлена правильно.
Как же строить шкалу индексов? Конечно, можно пересматривать всевозможные комбинации заготовок и отмечать наиболее короткие из них, дающие уже следующее значение суммы индексов. Такие комбинации, как правило, состоят преимущественно
* Длине некоторых заготовок могла бы, вообще говоря, соответствовать на графике величина большая, чем индекс заготовки. Однако если бы это имело место, то такая заготовка не фигурировала бы ни в одном полноценном раскрое. Этого не может быть при окончательных значениях индексов и при выбираемых приближенно индексах, обладающих свойствами 1 и 2 § 7 гл. I.
из заготовок, для которых отношение длины к индексу наименьшее. ( В примере 6 — заготовка 1400 мм.)
Однако можно указать более простые графические приемы проверки и построения шкалы индексов.
Прием 1. На графике откладываются длина и индекс для каждой заготовки отдельно. (Кроме того, полезно отметить комбинации из несколько раз повторенных одинаковых заготовок, для которых отношение длины к индексу минимально.)
Исходя только из рассмотренных комбинаций строится приближенно шкала индексов, и весь график копируется на наложенную кальку. Затем калька сдвигается параллельно самой себе так, чтобы начало координат (на кальке) совпало с одним из выступающих углов графика на основном чертеже. На рис. 9 сплошными линиями изображено первое приближение графика, полученное с помощью лишь основных заготовок и различных кратностей заготовки в 1400 мм. Штрихом показано смещенное положение того же графика, нанесенного на кальке. Если бы шкала была правильной, то весь график на кальке уместился бы под гр а-фиком основного чертежа. Если в каком-либо месте график на кальке выступает выше основного графика (заштрихованные места на рис. 9), то такой выступ дополняется в основной чертеж. Калька переносится обратно, и этот же выступ дополняется и на ней. Затем операция сдвига повторяется.
Когда при перемещении по всем выступам основного графика никаких дополнений вносить не придется, шкала будет готовой и проверенной. Это утверждение не требует специального доказательства, поскольку указанное построение представляет собою, по существу, не .что иное, как систематизированный и упрощенный до ряда однотипных графических действий пересмотр всех возможных комбинаций.
63
Прием 2. Другой прием построения шкалы индексов состоит в том, что сначала уточняется начало шкалы (на участке небольшой длины материала), а затем с помощью уже известного участка шкалы последовательно уточ* няется -шкала для все больших длин, вплоть до полной длины материала.
Допустим, что нам уже известно начало шкалы до некоторой длины. На рис. 10 изображена часть шкалы индексов (до длины 1500 мм), составленная для примера 6. Чтобы определить дальнейший ход графика на ближайшем участке, поступим следующим образом. От конца участка, на котором график известен, отложим назад длину одной из заготовок (заготовка в 650 мм в положении А0В0), а затем сдвинем эту заготовку вправо до тех пор, пока ее левый конец не поравняется с одним из подъемов графика (положение АВ), Правый конец В указывает длину той комбинации с участием выбранной заготовки (в данном случае в 650 мм), которая наиболее близка к длине, до которой был раньше доведен график и которая может дать некоторое увеличение суммы индексов. Сумму индексов такой комбинации легко подсчитать, прибавляя к индексу, указанному в графике случае 2), индекс отложенной заготовки
(в данном случае 1).
Аналогично откладываем и сдвигаем другие заготовки. Получаем другие положения точки В и другие суммы индексов. До ближайшей из точек В график будет идти на прежнем уровне, а в этой точке поднимется до значения соответствующей суммы (в данном случае ближайшей будет точка 1600; подъема не произойдет). После того как график несколько продлен, повторяем построение (в данном случае при втором продолжении получим график до 1800, где произойдет подъем от индекса 3 к индексу 4), и т. д. Продолжая такое построение, можно последовательно получить всю шкалу.
2-
О SOOAo\^5O\ 2000 650 'В
Рис. ю.
против точки А (в данном
&
4-
В § 1 приводился прием, дающий иногда возможность доказать отсутствие раскроев с суммой индексов, большей определенного числа. Шкала индексов дает другой, более универсальный, но довольно громоздкий прием такого доказательства. Шкала индексов может оказаться полезной и при ответе на другие вопросы. Так, если среди большой партии материала постоянной длины поступило небольшое количество полос более коротких, то их следует кроить по одному из раскроев, дающих максимальную для данной длины сумму индексов; последняя же сумма для любой длины материала легко определяется по шкале.
Шкале индексов можно придавать различный вид. Вместо плоского графика можно изобразить две расположенные друг против друга линейные шкалы, на одной из которых отмечена длина, а на другой — индексы, точнее, места перехода от одних значений к другим. Можно вообще опустить первую линейную шкалу и лишь указать масштаб, в котором изображена вторая шкала. На рис. 11 дан линейный вид шкалы индексов для примера 6. Указанные графические приемы можно проводить и на линейно изображенной шкале.
Наконец, можно вместо шкалы указать список комбинаций, упорядоченных по-возрастанию суммарных длин, и для каждой из них указать сумму
64
индексов. Комбинаций, для которых можно указать, другие, более короткие, с большей суммой индексов, ни из каких длин делать нецелесообразно; такие комбинации следует в списке пропустить *.
Планирование линейного раскроя при значительном преобладании нескольких заготовок. Окончательные значения индексов зависят от размеров заготовок и состава комплекта. До- -пустим, что одних заготовок требуется значительно больше, чем других. Если в подобном случае рассмотреть отдельно задачу раскроя только преобладающих заготовок, то естественно ожидать,'что индексы заготовок, полученные при решении этой вспомогательной задачи,'будут мало отличаться от индексов тех же
Длина
“1-----,-----!----!-----,-----!-----!-----]----!--------
500 1ООО 1600 2000 2500 3000 3500 4000 4500 5000
о t3_____\4 t5 |g ,7 t1P
' Индекс
Рис. 11.
заготовок, которые получились бы при решении основной задачи. Между тем вспомогательная задача оказывается обычно проще, чем первоначальная, так как в ней фигурирует меньшее количество различных заготовок.
На этих соображениях основывается следующий прием приближенного определения индексов:
1. Решается вспомогательная задача раскроя только преобладающих заготовок, и находятся их индексы.
2. Поочередно выбираются индексы остальных заготовок так, чтобы вместе с заготовками, индексы которых уже выбраны, новые заготовки не образовывали раскроев, дающих большую сумму индексов, чем полноценные раскрои, решавшие вспомогательную. задачу; кроме того, при выборе индексов нужно следить за тем, чтобы каждая новая заготовка фигурировала хотя бы в одном полноценном раскрое.
Выбранные таким образом индексы будут обладать свойствами 1 и 2, перечисленными в § 7 гл. I Дальше следует составить план, стараясь обходиться полноценными раскроями, и перейти, в‘случае надобности, к улучшениям готового плана раскроя.
В проведении этого метода для выбора индексов очередной заготовки может быть использована шкала индексов, построенная по основным заготовкам, для которых индексы уже выбраны. При этом для выбора индекса очередной заготовки от конца шкалы
* С современной точки зрения составление шкалы индексов есть типичная и простейшая задача динамического программирования. О приемах вычисления шкалы индексов с этих позиций см. «Обзор литературы», § 1.
3 Л. В. Канторович, В. А. Залгаллер
65
откладываем различные кратности новой заготовки. Сумма индексов заготовок, которые могут получаться из остающейся части длины всего материала, указана на шкале индексов. Это дает возможность определить наименьшее значение индекса новой заготовки, при котором она еще получается хотя бы в одном полно-
4~
3-
2-
1-
0 _
[мо
2000 . 1400
3000
1400
Рис. 12.
4000 5000
J400 J
у
ценном раскрое.
Проследим этот метод на уже рассмотренном нами примере 6. Допустим сначала, что раскраиваются только преобладающие заготовки в 950 мм. Их выходит не более пяти из полосы. Примем индекс этой заготовки равным 1, а индекс всей полосы равным 5. Шкала индексов в этом случае будет иметь вид, как на рис. 12.
Выберем теперь индекс более употребительной из оставшихся заготовок в 1400 мм. С помощью шкалы 1 легко находим, что после одной заготовки в 1400 мм можно разместить еще заготовки с ин-
дексом 3; чтобы такой раскрой был полноценным, индекс заготовки в 1400 мм должен равняться 2. После двух заготовок в 1400 мм умещаются заготовки с индексом 2; чтобы такой раскрой был полноценным, индекс заготовки в 1400 мм должен равняться 1,5. Чтобы был полноценным раскрой из трех заготовок в 1400 мм, 5
индекс этой заготовки должен равняться у ж 1,67. Берем в качестве индекса в 1400 мм меньшее из полученных чисел — 1,5.
Теперь шкала индексов (для заготовок в 1400 и 950 мм) примет вид как на рис. 13.
С помощью этой шкалы, откладывая от ее конца различные кратности размера 650 мм, выбираем индекс детали в 650 мм так же, как это только что сделали для размера в 1400 мм с помощью шкалы 2. В качестве индекса следует взять меньшее из чисел:
5-4,5 =0,5; = 0,75; = 0,666;
2 о
= 0,675; = 0,7; = 0,666;
4 ’ 5 ’ ’ 6 ’ ’
4* = 0,71.
Полученные индексы (1,5; 1; 0,5) можно удвоить, чтобы избежать дробных величин. Таким образом, действуя приближенным методом, мы получили, как это легко заметить из сравнения'с ранее
66
выполненными решениями той же задачи, сразу окончательные значения индексов (3; 2; 1). Не будем повторять лишний раз выбор плана раскроя с помощью полученных индексов.
Замечания о простоте индексов. В большинстве рассмотренных примеров нам удавалось выбирать индексы в виде небольших целых чисел. Это не случайно. Если отыскание индексов и плана раскроя вести по общему методу, изложенному в § 5 гл. I, то окончательные индексы получатся из решения системы уравнений первой степени с целочисленными (в случае общей задачи 1) коэффициентами. Поэтому индекса могут быть выбраны рациональными. Введение соответствующего общего множителя сделает их целыми числами.
Можно доказать, что при раскрое на заготовки п наименований, каждая из которых выходит из целого куска материала в количестве, не большем соответственно /пх, т2, . . тп шт., а условиях задачи 1 существует наиболее экономный раскройный план и целочисленные индексы, причем максимальная сумма индексов (сумма в примененных
раскроях) не превосходит произведения tn-jn2. . ,тп
Эта оценка совершенно общая. В конкретных примерах обычно удается обходиться целыми индексами с значительно меньшими суммами индексов в употребляемых раскроях.
Как уже упоминалось в гл. I, помимо произвола в общем множителе, иногда может оказаться дополнительная свобода в выборе окончательных значений индексов. Так, при необходимости получать из полос длиной 1000 мм одинаковое количество заготовок в 700 и 210 мм наиболее экономным будет, конечно, раскрой каждой полосы на одну заготовку в 700 мм и одну заготовку в 210 мм. Если мы захотим подтвердить превосходство такого плана с помощью индексов и будем выбирать индексы так, чтобы в раскроях наилучшего плана сумма индексов равнялась 1, то заготовка в 210 мм обязательно должна иметь индекс не более 0,25, а индекс заготовки в 700 мм должен дополнять это число до 1.
Такого рода свободу в выборе индексов можно также использовать для их упрощения. В указанном случае можно, например, положить индекс заготовки в 210 мм равным 0, а индекс заготовки в 700 мм равным 1.
Целочисленные индексы облегчают отыскание благоприятных ' раскроев. Однако не всегда следует использовать свободу в выборе индексов таким образом. Мы уже отмечали, что при отыскании индексов по готовому раскройному плану (§ 4 гл. I) и в других случаях (см., напр., § 8 гл. I) удобнее сначала потребовать, чтобы сумма индексов в применяемых раскроях равнялась 1, а затем
3*
67
уже найденные величины умножить в случае надобности на какое-либо число.
Если многие из цёлых индексов делятся, например, на 2, то удобно иногда уменьшить все индексы даже ценой появления нескольких дробных индексов.
Наконец, в условиях общей задачи 2 (§ 1 гл. I) суммы индексов в используемых раскроях двух видов материала должны быть связаны определенным отношением. При решении таких задач оказывается удобным заранее задаться значением этих сумм в виде небольших чисел, имеющих нужное отношение, а затем уже выбирать индексы заготовок (приложение, III).
О допустимом округлении данных. Когда мы находили приближенное зна-
чение индексов путем округления длины заготовок, то полученные индексы не позволяли нам полностью забыть истинную длину заготовок и материала. Это было связано с тем, что не всякая комбинация заготовок, «умещающаяся» в полосе по сумме индексов, действительно умещается в ней по истинным длинам. В § 2 при решении примера 6 пришлось проверить раскрои с суммой индексов 15 и откинуть два из них как невыполнимые. Возникает вопрос: в какой мере можно округлять длину заготовок, не нарушая разделения комбинаций на выполнимые и на не умещающиеся в полосе?
Пусть материал имеет длину L. Среди комбинаций заготовок найдется наибольшая выполнимая — длиной L — §L~ и наименьшая невыполнимая — длиной L + 6L+. Если длину каждой из заготовок изменить в некоторых
к ту
пределах, увеличивая не более чем на или уменьшая не более чем на
о Т —
величину то ни одна из комбинаций не изменит своего свойства вы
полнимости или невыполнимости из материала длины L. Пределы, в которых при этом мы разрешаем себе варьировать длины будут тем меньше, чем меньше соответственная длина 1-.
Если выбрать единицу измерения такой, чтобы длины, кратные этой еди-' нице, попали в интервалы возможных изменений каждой из длин и затем округлить длины заготовок и материала до целого числа таких единиц, т° задача раскроя материала и заготовок округленных длин полностью эквивалентна первоначальной задаче *.
В конкретных задачах указанное условие дает иногда слишком узкие пределы возможных изменений длин и не приводит к столь быстрому упрощению задачи, как более грубые округления длин, употреблявшиеся в § 1 гл. II* **. Отметим, что приведенные здесь соображения поясняют, почему в § 1 рекомендовалось при грубом округлении длин сделать изменения наименее чувствительными для более мелких заготовок.
( * Единицу измерения достаточно для этого выбрать так, чтобы кратные ей длины попали в интервалы возможных изменений длин двух наименьших заготовок и чтобы эта единица была меньше интервала возможных изменений третьей по величине заготовки. Тогда все остальные попадания будут обеспечены.
** Если откинуть комбинации, которые, очевидно, не будут использованы как дающие значительный избыток некоторых заготовок, то пределы можно несколько расширить. Так, в условиях примера 6 имеем: L + 5050; L —
—6~£“=4950. Есл^пренебречь комбинациями, дающими явный избыток заготовок ц 650 мм, пределы расширяются до 4750 5050,
68
РАСКРОЙ МАТЕРИАЛОВ СМЕШАННОЙ ДЛИНЫ
Вопрос о том, как следует кроить материал, который поступает в виде полос, длина которых колеблется в некоторых пределах, весьма важен для решения задач, часто встречающихся в работе заготовительных цехов. Это важно также при заказе матери-, алов. Поставка материалов мерной длины связана с выполнением дополнительных работ и увеличением отходов на заводе-поставщике. Поэтому государственная система снабжения предусматривает надбавку 8—15% к основной отпускной цене материала при заказе кратных или мерных длин *. Умение рационально планировать раскрой материала не мерных, а так называемых «торговых» длин позволяет иногда отказаться от заказа мерного материала и тем самым уменьшить общие расходы на материал**. Рациональное использование материалов смешанной длины снижает отходы на заводе-поставщике и на заводе-потребителе.
Следующие два параграфа посвящены некоторым приемам выполнения рационального раскроя материалов смешанной длины. Поскольку речь идет о новых приемах практической работы, цель изложения — разъяснить главным образом эту сторону вопроса ***. С расчетами, необходимыми для применения этих методов, после небольшой практики, как показывает опыт, легко справляется специалист со средним техническим образованием, знакомый с технологией заготовительного цеха.
§ 4. СОРТИРОВКА МАТЕРИАЛА ****
Чтобы раскроить наиболее экономным образом партию материала смешанной длины, следовало бы, вообще говоряf действовать в таком порядке:
* Точные данные о доплатах за мерные, кратные и приближенно мерные длины по отдельным сортам материала даются в общих справочниках об отпускных ценах материалов.
** Беглое ознакомление авторов с одним проектом заказа материалов для вагоностроительного завода показало, что примерно в 50% случаев, когда первоначально намечался заказ мерных длин, оказалось возможным с таким же или почти таким же успехом использовать материал торговых длин.
*** Более точное рассмотрение тех же самых вопросов требует последовательного проведения статистической точки зрения. Читатель, знакомый с теорией вероятностей, без особого труда сделает сам необходимые уточнения, Одно из таких уточнений дано в приложении (II).
**** В первом чтении этот параграф без ущерба может быть опущен,> поскольку случаи, при которых оказывается практически целесообразным производить сортировку материала, нельзя считать типичными для хорошо налаженного серийного производства. Об индивидуальном производстве Cty. «Обзор литературы», конец §
69
1. Рассортировать большую партию материала на несколько групп по длине настолько подробно, чтобы в пределах каждой группы все полосы допускали одни и те же раскрои на заготовки нужной длины.
2. После сортировки подсчитать, какая часть материала оказалась в каждой группе.
3. Составить план раскроя имеющегося материала, удовлетворяющий всем требованиям, предъявляемым к решению общей задачи 3 (§1 гл. I).
Однако проведение этих мероприятий практически нецелесообразно, так как, во-первых, сортировка крупных полос затруднительна и не всегда окупится достигаемой экономией материала. Поэтому если и необходимо провести сортировку, то следует связать ее с какой-либо неминуемой укладкой материала, причем ставить вопрос о сортировке следует лишь в том случае, когда она приведет к значительной экономии. Во-вторых, сортировка будет приводить в каждой партии материала к новому его распределению по группам разной длины. Точный план раскроя пришлось бы составлять всякий раз заново. Поэтому сортировку целесообразно проводить или для весьма большой партии материала, или, по возможности, указать какие-либо простые правила, заменяющие составление в каждом случае точного плана раскроя рассортированного материала.
Наконец, если значительная часть необходимых заготовок невелика по размерам, то шкала возможных комбинаций длины заготовок становится весьма густой, и сортировку приходится делать очень подробной. В этом случае сортировать длинные полосы нецелесообразно, так как можно достичь снижения отходов другими, более простыми по исполнению, приемами (см. § 5.).
Однако в некоторых случаях сортировка материала рациональна. Приведем пример, в условиях которого очевидно следует воспользоваться этим приемом.
Пример 10. Из брусков длиной от 2200 до 2800 мм с преобладанием длины около 2500 мм изготовляются заготовки в 800 и 1100 мм, нужные заводу примерно в одинаковом количестве.
Если рассортировать материал по трем группам (2200—2400 мм — первая группа, 2400—2700 мм — вторая и 2700—2800 мм— третья), то из брусков первой группы можно делать или две заготовки по 1100 мм, или две по 800 мм; из брусков второй группы — две по 1100 мм или три по 800 мм; из брусков третьей группы — две по 1100 мм, или три по 800 мм, или одну в 1100 мм и две по 800 мм.
При сортировке большая часть материала попадает во вторую группу. Допустим, что мы будем составлять план раскроя рассортированного материала вторым из указанных в гл. I общих
70
методов. Допускаем, что в каждой группе бруски разрезаются йо раскроям, наиболее полно использующим материал. Тогда в первой группе материал кроится на заготовки в 1100 мм, во второй (преобладающей) — на заготовки 800 х 3 и в третьей — на заготовки 1100 + 800 х 2. Заготовки в 800 мм получаются при этом в избытке. Начнем понижать индекс избыточной заготовки (первоначально за индексы была взята сама длина заготовок). Тогда первым наступит совпадение во второй группе: раскрой 800 X 3 уравняется по сумме индексов с раскроем 1100 х 2.
Таким образом, даже не зная точно, сколько будет брусков в каждой группе, мы знаем, за счет эквивалентности каких раскроев и в какой группе будет регулироваться комплектность. Это позволяет точный раскройный план заменить простой инструкцией.
Инструкция
1. Резать бруски длиной 2200—2400 мм на заготовки 1100 X 2.
2. Резать бруски длиной 2700—2800 мм на заготовки 1100 + 800 X 2.
3. Затем резать бруски длиной 2400—2700 мм на заготовки 1100 X 2 или 800 X 3, по мере надобности.
Очевидно, что в подобном случае сортировка вполне целесообразна. При этом, конечно, нет необходимости обязательно сортировать материал' на складе или специально перекладывать его
Рис. 14.
в цехе. Можно каждый очередной брусок непосредственно перед разрезанием обмерить линейкой, на которой будут нанесены всего три деления: 2200 мм, 2400 и 2700 мм — и кроить его по определенному правилу, если он принадлежит к первой или третьей группе, и резать на те заготовки, которые в данный момент преимуще-
71
бтНёййо нужны, если очередной брусок относится ко второй группе. Нет даже необходимости отдельно изготовлять такую линейку и прикладывать ее к каждому куску материала. У раскройного станка (будь то пресс-ножницы, пила, трубоотрезной станок или др.) доставленный материал складывается в определенном месте, иногда на землю, чаще на стеллаж, состоящий из двух крепких изогнутых балок (рис. 14,а). Если оснастить этот стеллаж стенкой из прочного листа и складывать материал до упора к этой стенке, а вдоль стеллажа укрепить постоянную линейку в виде поручня с четко отмеченными через каждые 10 см делениями (см. рис 14, б), то рабочий, берущий очередную трубу, полосу или брусок, сразу будет видеть ее примерный размер и сможет сначала использовать куски материала определенной группы.
Рассмотрим еще один пример раскроя с предварительной сортировкой материала.
Пример 11. Для аварийных стоп-кранов цельнометаллического вагона труба размером 22 X 1 1/2 мм кроится на следующие заготовки:
Длина Количество
заготовки, мм на вагон
1620 3
1400 2
Поступила большая партия труб с колебаниями длины от 3 до 6м. Требуется указать правильный порядок раскроя.
Перечислим возможные комбинации заготовок (табл. 7).
Таблица 7
Состав комбинации Длина комбинации с учетом пропилов в 5 мм Разность длин последующих комбинаций
1400X2 2805 220
14004-1620 3025 220
1620X2 3245 965
1400x3 4210 220
1400X24-1620 4430 220
140Р4-1620Х2 4650 220
1620x3 4870 745
1400X4 5615 220
1400x34-1620 5835 220
1400X24-1620X2 6055
Пусть трубы рассортированы по группам длин от 2805 до 3025 мм, от 3025 до 3245 мм и т. д. Начнем составлять план раскроя. Допустим, что в каждой группе все трубы разрезаются на ту комбинацию заготовок, которая^наи-более полно использует материал труб этой группы. При таком раскрое может образоваться некоторый избыток заготовок того или другого вида. Рассмотрим две возможности.
72
Первая возможность: образуется избыток заготовок в 1620 мм. Для нахождения необходимого изменения в плане будем понижать индекс заготовки 1620 (первоначально роль индексов играли длины заготовок) до тех пор, пока произойдет совпадение по сумме индексов хотя бы одной пары раскроев. Первое совпадение произойдет одновременно в нескольких раскроях при понижении индексов от 1620 до 1400. Значит, заготовка в 1620 мм в этом случае просто эквивалентна заготовке в 1400 мм, и лишние заготовки в 1620 мм следует просто укоротить до размера в 1400 мм.
Вторая возможность: образуется избыток заготовок в 1400 мм. Для нахождения необходимого изменения в плане будем уменьшать индекс заготовок в 1400 км. Первое совпадение произойдет между раскроями 1620 X 3 и 1400 X 4 (при индексе 1215 у меньшей заготовки). Если перевод всех труб с длинами в пределах от 5615 до 5835 мм с раскроя 1400 X 4 на раскрой 1620 X 3 не устранит избытка заготовок в 1400 мм, придется еще понижать индекс меньшей заготовки. Следующее совпадение произойдет сразу у нескольких раскроев (при индексе 1080 у меньшей заготовки). При этом каждую группу заготовок в 1400 X 3 можно заменить группой 1620 X 2; очевидно, на этот раз во всяком случае, избыток заготовок в 1400 мм будет устранен.
В результате для этого примера можно составить следующую инструкцию.
Инструкция о порядке раскроя с помощью сортировочного стеллажа труб 22 X 1 Ц2 мм
1. Трубы длиной 3245—4210 и 4870—5615 мм раскроить целиком на заготовки в 1620 мм.
2. От труб длиной 4650—4870 мм отрезать по две заготовки в 1620 мм.
3. От труб длиной 3025—3245 мм, 4430—4650 и 5835—6055 мм отрезать по одной заготовке в 1620 мм.
4. Оставшиеся куски, начиная с наиболее мелких, кроить на заготовки в.1400лш до укомплектования необходимого соотношения с ранее полученными заготовками в 1620 мм.
5. Если при этом будет разрезан весь материал и останутся лишние заготовки в 1620 мм, укоротить некоторые из них до размера в 1400 мм.
6. Если до укомплектования необходимого соотношения заготовок остался материал, несколько наиболее крупных кусков разрезать целиком на заготовки в 1620 мм, остальное — на заготовки в 1400 мм.
Сортировочный стеллаж может быть с успехом использован не только при раскрое большой партии материала на два-три вида заготовок, но и при раскрое небольших партий материала на комплекты разнообразных заготовок.
Приведем один из примеров такого раскроя.
Пример 12. Для системы водоснабжения цельнометаллического вагона оцинкованные трубы размером 1 1/4" кроятся на следующие заготовки:
Длина заготовок, мм Количество на вагон Длина заготовок, /ИЛС Количество на вагон
5425 1 1435 1
5000 2 1335 1
• 3640 1 1100 1
2680 1 710 4
2300 1 290 1
216Q 1
73
Таблица 8
№ раскроя Состав раскроя Необходимая длина с учетом пропилов в 5 мм
1 5425 5425
, 2 50004-710 5715 5000
3 36404-2160 5805
4-1435+710 5795
4-13354-710 5695
+1100+710 5460
4 2300+1435+1435+710 5895
+1435+1335+710 5795
+2680+710 5700
+1335+1335+710 5695
+2160+1100 5570
+1435+1100+710 5560
+1335+1100+710 5460
+2300+710 5320
5 2160+1435+1435+710 5755
+1435+1335+710 5655
+2680+710 5560
+1335+1335+710 5555
+2160+1100 5430
+1435+1100+710 5420
+1335+1100+710 5320
6 Остальное Из неполномерных труС
Для раскроя поступает материал смешанной длины от 5400 до 5900 мм с преобладанием длины 5600—5750 мм. Раскрой производится небольшими партиями по 3—5 вагонокомплектов.
При обычных приемах труда рабочий отмеряет на произвольно взятой целой трубе нужную длину, остальную часть трубы размечает на более мелкие заготовки и затем разрезает трубу по отметкам на трубоотрезном станке. Небольшое число одновременно раскраиваемых комплектов и большие размеры заготовок не позволяют работать по настроенным упорам. Таким образом, делается разметка, но никаких указаний, кроме списка необходимых длин, рабочий не получает.
Рассмотрим подробнее эту задачу.
Если рассортировать трубы по длине и затем составить наиболее экономный план раскроя, то заготовка в 290 мм получит, по-видимому, индекс 0. В остальном разнообразие материала и комбинаций сделает индексы довольно близкими (по их соотношениям) к длине заготовок.
В этом случае отнюдь не обязательно действительно сортировать трубы на много групп и составлять точный план раскроя. О наиболее крупных заготовках нетрудно сказать, в какой именно из групп рассортированного материала они должны получиться. В случае большого разнообразия комбинаций прочих размеров крупные заготовки должны получиться из материала, близкого по длине к тем немногим комбинациям, в которых эта заготовка фигурирует. Это позволяет заменить составление плана раскроя (который будет несколько иным для каждой партии труб) своеобразным приемом работы, позволяющим всякий экономному. Суть приема в сле-
раз выполнять раскрой, близкий к наиболее ____.
дующем. Составляется перечень различных комбинаций нужных размеров, близких по длине к встречающимся длинам материала. Образец такого перечня для приведенной задачи дан в виде табл. 8 (заготовка в 290 мм не включена, так как получается из неминуемых отходов).
Рабочий, приступая к раскрою первой заготовки^в 5425 мм, должен брать со стеллажа трубы, наиболее подходящие к этой заготовке по длине. Затем он переходит к заготовкам в 5000 мм, используя для^них”трубы немного боль-
74
шие, чем 5715 или 5000 мм. Переходя к заготовке в 3640 мм, он берет трубы, наиболее подходящие к 5805, 5795, 5695, 5460 мм, и т. д.
По мере выполнения задания количество труб на стеллаже убывает и выбор имеющихся длин уменьшается, зато выбор возможных комбинаций становится более разнообразным, поскольку остается получить меньшие заготовки. При раскрое последних мелких заготовок следует в первую очередь использовать различные неполномерные остатки материала*.
Чтобы проверить эффективность описанного приема, на ленинградском вагоностроительном заводе им. Егорова был проведен следующий опыт. После одного из очередных раскроев труб для трех вагонокомплектов были обмерены концевые отхода. Они составили 2200 мм на вагон. (Столь большие отходы не случайны. Бессистемность в раскрое приводит к тому, что отходы копятся, и даже куски более 710 мм оказываются ненужными, так как эта заготовка уже ранее укомплектована.)
Затем был повторен раскрой с использованием приведенного списка комбинаций и соблюдением описанного порядка работы. Это не занимало специального времени, но потребовало большего внимания в работе. Отходы на этот раз составили всего 604 мм на вагон, что соответствует экономии около 4% материала. Кроме того, последними раскраивались две заготовки по 710 мм; они могли быть получены не из очередной трубы, а из ранее накопленных в цехе отходов, которые частично идут в утиль, а частично используются на детали, не требующие по техническим условиям оцинкованного материала.
Таким образом, сортировочный стеллаж и несложная инструкция о порядке работы и в подобных случаях дают возможность выполнять раскрой, близкий к наиболее экономному, который Сыл бы получен полной сортировкой и последующим точным расчетом раскройного плана. Составление такой инструкции требует лишь правильного понимания того, что произошло бы при составлении подобного плана. До составления инструкций такого рода необходимо предварительно на складе завода выяснить, в каких пределах колеблются длины материала и в какие более узкие пределы попадает основная часть этих длин.
Замечание. При большой партии материала задача может решаться более точно. Среднее распределение длин по группам при сортировке может быть уточнено статистически, а на основе этих данных отработан план раскроя материала «среднего» состава, и уже по длинам употребляемых в плане комбинаций должна затем вестись сортировка материала.
§ 5. РАБОТА ПО СПЕЦИАЛЬНОЙ СМЕННОЙ ЛИНЕЙКЕ, ЗАКРЕПЛЯЕМОЙ НА СТАНКЕ
Обычный прием раскроя материалов смешанной длины состоит в том, что от произвольно взятой очередной полосы материала отрезается многократно одна и та же заготовка до тех пор, пока остаток станет короче этой заготовки. Тогда остаток откладывается. Когда таким способом укомплектовано необходимое количество заготовокданного размера, рабочий переходит к заготов
* Неполномерные остатки — куски, значительно более короткие, чем * основная масса труб, могут частично поступать среди получаемого материала. Кроме того, неполномерные остатки могли получиться при окончании раскроя предшествовавшей партии материала или в результате брака отдельных крупных заготовок.
75
кам следующего размера. Прежде всего он стирается использовать наиболее крупные отходы, а затем начинает кроить целые полосы.
Предназначенное для массового раскроя оборудование, будь это пресс, пила, отрезной станок, гильотинные ножницы и т. п., имеет одинаковую схему устройства: на некотором расстоянии за кромкой режущего инструмента помещается упор, настраиваемый на очередной необходимый размер; несколько впереди помещается зажимное устройство, удерживающее материал.
При работе на таких станках описанным выше методом накопление концевых отходов вызывается тремя причинами *. Во-первых, От каждой полосы остается некоторый минимальный остаток, необходимый для зажима материала. Величина доли отхода, которая вызывается этим фактором, определяется конструкцией зажима. Во-вторых, ввиду несовпадения кратности длины заготовки с длиной полос материала, остаются различные концевые отходы. Доля отхода, вызываемая этим фактором, составляет в среднем примерно половину длины наименьшей из нужных заготовок; если же самых мелких заготовок нужно немного, то выбрасываются и более крупные отходы. Эта часть отходов зависит главным образом от размеров и необходимой комплектности заготовок. .Наконец, подбор рабочим крупных отходов на глаз приводит к тому, что он выбирает для очередных заготовок остатки «с запасом». Это увеличивает число мелких остатков и ускоряет преждевременное укомплектование мелких заготовок, что, в свою очередь, ведет к укрупнению неиспользованных отходов. Последний фактор в известной мере зависит от квалификации резчика.
Таким образом, в процессе раскроя рабочий, по существу, сортирует, но не целые полосы материала, а лишь последние остающиеся куски этих полос.
Однако вопрос о том, что можно сделать из каждого остатка, ставится слишком поздно, когда остался уже небольшой конец полосы, и почти никакого выбора в том, что именно из него следовало бы сделать, уже нет. Если бы вопрос о раскрое остатка ставился несколько раньше, когда остаток был длиной 1000—1500 мм, то имелся бы широкий выбор — какую именно комбинацию нужных заготовок сделать из этого остатка. Можно было бы подбирать каждый раз комбинации, наиболее полно использующие материал остатка **. Конечно, рабочий не может измерять остатки, пом
* Мы не упоминаем здесь о потерях на пропил, плюсовые допуски размеров заготовок, чистовую оторцовку концов полос, брак заготовок или материала и останавливаемся на тех причинах, влияние которых может быть ослаблено указанными ниже приемами работы.
** О внедрении этого приема в различных производствах см. «Обзор литературы», § 2.
76
нить длину разных комбинаций нужных размеров, многократно переставлять упор. Сказанное носит, казалось бы, отвлеченный характер, но очень просто используется при следующем приеме работы, который мы опишем сначала схематически.
На станке жестко закрепляется специальная линейка, на которой отмечены длины различных комбинаций нужных заготовок. Линейка закреплена в таком положении, что началом отсчета нанесенных на ней делений служит кромка режущего инструмента;’направлена линейка в ту сторону, откуда подается материал. От очередной целой полосы, как обычно, многократно отрезается одна и та же заготовка, на размер которой настроен задний упор. Свободный конец полосы, приближаясь по мере отрезания заготовок к режущему инструменту, входит, наконец, в зону линейки (рис. 15, а). Своим положением против делений линейки этот свободный конец ясно указывает, какая самая длинная комбинация может быть из него получена. Если среди заготовок, фигурирующих в этой комбинации, есть та, на которую в данный момент настроен задний упор, от остатка следует отрезать еще одну заготовку. Конец полосы опять указывает, как следует использовать остающуюся часть. Если остаток предназначен только на другие размеры, его следует отложить и использовать в первую очередь при переходе к одному из этих размеров. Если остаток предназначается всего на одну, безразлично какую, заготовку, то эту заготовку следует отрезать сразу, используя закрепленную линейку в качестве передней мерки (см. рис. 15, б).
Рассмотрим пример.
Пример 13. Из алюминиевой трубки ф 25 X 19 мм, на заводе им. Егорова для деталей пассажирского вагона кроятся следующие заготовки:
Длина заготовки, мм Количество на вагон
Составим перечень 268 21 470 20 различных комбинаций этих длин:
Состав раскроя Длина всей комбинации с учетом Разность между длинами последую- Состав раскроя Длина всей комбинации с учетом Разность между длинами последую-
пропилов в 5 мм 0 щих комбинаций 268 470 Х2+268 пропилов в 5 мм 1218 щих комбинаций 71
268 268 202 , 470+268x3 1289 71
470 470 71 268x5 1360 60
268X2 541 202 470 x3 1420 71
470 + 268 743 71 470X2+268X2 1491 71
268X3 814 131 470+268 x4 1562 71
470X2 945 71 268x6 1633 60
470+268x2 1016 71 470 x3+268 1693 71
268X4 1087 131 470X2+268x3 1764
7?
co
a
Закрепленная на станке ланеака
6
26& 470 470 470 470
Рис. 15.
На рис. 15, в дан вид станка «Комета» с укрепленной на нем линейкой для рационального раскроя алюминиевой трубки.
При работе описанным методом полностью отпадают первая и третья из перечисленных выше причин, увеличивающих концевые отходы. Влияние второй причины сводится до минимума. Работа с таким приспособлением не вызывает дополнительной затраты времени, но требует от резчика несколько большего внимания. Следует отметить, что при проведении экспериментальных раскроев в механическом цехе завода им. Егорова с выполнением такой работы легко справлялись самостоятельно молодые рабочие — выпускники ремесленного училища.
Обеспечение желаемой комплектности несколько усложняется. Необходимость обеспечить комплектность должна учитываться уже при расчете специальной линейки и планировании порядка выполнения работы. Речь об этом будет идти ниже. Во всяком случае, предлагаемый метод работы целесообразен в серийном производстве, так как, не требуя систематических дополнительных затрат, дает зачастую экономию 2—5% расходуемого материала по сравнению с обычными методами *.
Чтобы рассчитать, изготовить и использовать описанное приспособление, необходимо в каждом конкретном случае выяснить следующие вопросы:
1. Какой длины выбрать линейку?
* В разобранном примере экономия составила 2,3% (что несколько меньше рассчитанной далее возможной экономии). Это связано с тем, что ранее последний кусок материала иногда обрезался по разметке, чем несколько уменьшались потери. При раскрое в том же цехе стальной трубки Q 19 X 2 мм экономия от использования аналогичного приспособления составила 5,3% расходуемого материала.
7?
2. Какие деления нанести на линейке и какие надписи делать около наносимых делений?
3. Какая продукция будет получаться в среднем на одну затрачиваемую полосу при работе по составленной, линейке для каждой из возможных установок заднего упора'?
4. Можно ли, пользуясь этой линейкой, получать требуемую комплектность заготовок?
5. Как в случае надобности следует видоизменить линейку, чтобы обеспечить возможность получения необходимого ассортимента заготовок?
6. В каком порядке вести выполнение раскроя?
7. Какое количество материала будет фактически расходоваться в среднем на один комплект заготовок?
Длина линейки. Две причины ограничивают возможную длину линейки. Во-первых, сама организация рабочего места не позволяет делать линейку слишком длинной — вся она должна находиться в поле зрения рабочего. Это конструктивно ограничивает ее длину 1—2 м. Во-вторых, чем длинее будет линейка, тем труднее будет вести укомплектование необходимого ассортимента заготовок, поскольку попадающая в пределы линейки последняя часть каждой полосы кроится не на очередной желаемый размер, а на указанные линейкой случайные комбинации, зависящие от длины остатка полосы. Однако по мере удлинения линейки разнообразие возможных комбинаций увеличивается, что дает возможность уменьшать отходы.
Чтобы показать, как рационально выбирать длину линейки, вернемся к рассмотренному примеру и обратим внимание на интервалы между длинами различных комбинаций (см. табл. 9). Если нанести на линейку длины всех комбинаций, то в начале линейки между делениями будут иногда значительные интервалы (в примере 13 это интервалы 268, 202, 131 мм). Затем интервалы несколько суживаются. В ряде случаев они быстро достигают некоторого минимума (в примере 13 это 60—71 мм) и далее с удлинением линейки убывают уже медленно. Выбор комбинации, на которую будет использован остаток материала, происходит в тот момент, когда его конец впервые попадает в зону линейки. Если в нашем примере остаток трубы окажется длиной в 1215 мм, то ее конец остановится в одном из больших интервалов между делениями 1087 и 1218 мм. Наилучшей комбинацией, которую можно сделать из этого остатка, будет комбинация 470 + 268 х 2; концевой отход составит при этом 1215—1087 = 128 лш. Чтобы избежать подобных попаданий в большие интервалы, желательно сделать линейку настолько длинной, чтобы выбор комбинаций всегда происходил раньше, чем конец материала сможет попасть в один из больших интервалов. Это, очевидно, будет достигнуто, если мы
§0
продолжим линейку за последний большой интервал на величину наибольшей из нужных заготовок. В рассмотренном примере именно так и выбрана длина линейки: 1218 + 5 + 470 = = 1693 мм. Если конструктивное ограничение длины линейки не позволяет избежать всех больших интервалов, то следует устранить возможность попадания хотя бы в некоторые из них *.
Такого рода соображения позволяют выбрать желательную длину линейки, учитывая характер сгущения возможных делений и конструктивную ограниченность длины линейки.
Наносимые деления и надписи. Заготовка, которая отрезается от куска материала последней, должна быть достаточно большой, чтобы ее можно было отрезать по передней мерке. Слишком короткую заготовку отмерить по передней мерке нельзя, так как она не будет выступать из зажимного устройства. На крупных прессах нельзя отрезать по передней мерке заготовки меньше 170— 200 мм; на большинстве других видов оборудования размер заготовки, отрезаемой последней, не должен быть меньше 60— 100 мм. Поэтому на линейку не следует наносить деления, соответствующие комбинациям только мелких заготовок, ни одну из которых нельзя отрезать последней **.
Около каждого из нанесенных делений нет необходимости надписывать состав комбинации, достаточно после каждого деления указать лишь длину заготовок, которые в этой комбинации фигурируют. Так, за делением, соответствующим в примере 13 комбинации 470 X 2 + 268, достаточно написать цифры 470 и 268, указывающие, какие размеры от куска такой длины следует отрезать.
Если сразу же вслед за одной комбинацией следует другая, в которой фигурируют в точности те же самые размеры, нет необходимости наносить второе из делений. Так, в рассмотренном примере нет смысла наносить деление, соответствующее комбинации 470 + 268 х 3, которая следует сразу же за комбинацией 470 X X 2 + 268.
Если в комбинации фигурируют все размеры, то целесообразно за соответствующим делением написать просто слово любой.
Если комбинация состоит из одной крупной заготовки и другой мелкой, которая не может отрезаться последней, то необходимо сначала отрезать меньшую заготовку. В этом случае целе
* При наличии одного большого интервала между делениями наибольший эффект при раскрое может дать сочетание работы по линейке с предварительной сортировкой материала, позволяющей избежать попаданий длины остатков в наиболее неблагоприятную зону линейки.
** При малом разнообразии заготовок и невысоких требованиях к точности; их длины можно иногда отрезать по передней мерке суммарную длину двух заготовок, а затем по заднему упору отрезать одну из них, что позволяет избежать потери в зажимном устройстве.
81
сообразно за делением, соответствующим такой комбинации, написать лишь длину меньшей заготовки. После того как меньшая заготовка будет отрезана, линейка укажет, что делать с остающейся частью.
Все ли мыслимые комбинации нужных заготовок следует учитывать при составлении линейки?
Ниже мы увидим, что для обеспечения возможности получать необходимую комплектность заготовок может потребоваться убрать с линейки некоторые деления. Это позволит избежать возможного перепроизводства отдельных мелких заготовок.
Наконец, когда уже на короткой линейке происходит достаточное сгущение делений и соблюдение комплектности очевидным образом не вызывает затруднений, можно нанести на линейку не все возможные деления специально для того, чтобы упростить выполнение работы.
Сколько видов заготовок фигурирует в использованных при составлении линейки смешанных комбинациях, на столько кучек придется сортировать откладываемые в процессе раскроя остатки, которые используются при переходе к последующим размерам. Поэтому при одновременном раскрое 5—би более видов заготовок оказывается целесообразным нанести на линейку только различные комбинации, составляемые из 3—4 видов систематически используемых заготовок *.
Перечисленные соображения позволяют составить желательный перечень комбинаций, используемых при составлении линейки.
Замечание. При нанесении делений те из них, которые служат для измерения заготовки при использовании линейки в качестве передней мерки, должны сопровождаться точной риской (например, alt а2, а3, а4; рис. 16). Остальные деления (например, blt b2, b3, b±\ см. рис. 16) можно наносить менее точно, допуская, однако, только положительные отклонения.
На рис. 16 изображена схема закрепления на столе гильотинных ножниц НГМ-6 линейки для рационального раскроя полосового материала. Передняя расширенная часть линейки одновременно заменяет собою направляющий упор.
Анализ продукции, получающийся при работе по составленной линейке. Несмотря на случайный характер колебаний в длинах различных полос, можно с достаточным приближением подсчитать ожидаемый состав получающихся в среднем на одну затрачиваемую полосу заготовок при каждой из установок заднего упора.
Этот подсчет можно осуществить весьма точно при наличии статистических данных о характере распределения длин материала (см. приложение, II)**.
* При большом разнообразии самих длин заготовок (например, при раскрое рессорных полос) можно отметить на линейке только размеры заготовок, без их кратных или совместных комбинаций с тем, чтобы каждая полоса материала обрабатывалась сразу, без откладывания остатков.
** Можно также устанавливать среднюю продукцию статистическим наблюдением за уже выполняющимся раскроем.
82
При отсутствии таких данных можно приближенно считать, что длийы остатков распределены равномерно в пределах их возможных значений.
Выполним подобный подсчет в условиях нашего примера.
Принимаем, что средняя длина материала равна.3500 мм и что расход на чистовую оторцовку двух концов трубы составляет 15 мм. Поскольку при установке упора на размер 470 мм после каждого реза труба укорачивается, включая пропил, на 475 мм, то остаток, который будет кроиться по линейке (имеющей длину 1693 мм), может иметь размер от 1693—475 — 1218 мм до 1693 ммл 1948 I 1693
В среднем по линейке будет раскраиваться ——X----_ — 1455 мм материала.
Остальная часть (3500 — 15 — 1455 = 2030 мм) разрезается без линейки толь-2030
ко на заготовки в 470 мм, что составляет в среднем _— = 4,27 заготовки на 475
каждую израсходованную трубу. Чтобы установить, какая продукция будет получаться в среднем из одной раскраиваемой по линейке концевой части трубы, рассмотрим комбинации, на которые могут кроиться эти остатки, и расположение делений, соответствующих этим комбинациям, на линейке (рис. 17).
По каждой комбинации будут разрезаться остатки, длина которых ока-залась^'больше Длины этой комбинации, но меньше длины следующей, или, проще говоря, те остатки, концы которых попадают в участок линейки от деления, соответствующего этой комбинации, до следующего деления.
Поскольку концы всех остатков попадают куда-то в интервал общей длины 475 мм, естественно предположить, что при массовой работе по линейке в каждый участок попадает тем большее число концов разрезаемых труб, чем длиннее соответствующий участок. Таким образом, по комбинации 470 X 2 +
71
+• 268 раскраивается часть остатков, по комбинации 470 + 268 X 3 —
также , по комбинации 268X 5 раскраивается ^g остатков и т. д.
Сколько же раз в среднем будет при этом получаться из остатков заготовка в 268 мм?
71
В первой комбинации она получается 1 раз, а сама комбинация ——раза, 475
о 71 с 60
во второй — соответственно 3 и ^g раза, ,в третьей — 5 и ^g раза и т. д.
83
Всего эта заготовка получится*'в среднем
1.11 + з.2£+5.^4-о.21 + 2.21 + 4.21 + 6.^ =
475 475 475 475 475 475 475
— 10-71 + Н-60 =9Я9
475
единиц на каждую трубу.
Подсчитаем, сколько заготовок в 470 мм будет получаться из концевых остатков:
•> 71 4-1 71 4-0 60 4-3 71 4.2. 71 , 4. 71 , 0 60 _9-71 . 35
" ^ + 1 475 + ° 475 + 3 475 + 2 475 + 1 475±0 475“ 475 ~1,35-
Таким образом, на каждую израсходованную трубу при работе с упором, установленным на размер 470 мм, будет получаться в среднем заготовок длиной 268 мм 2,89 шт., длиной 470 мм — 4,27 + 1,35 — 5,62 шт.
475
Рис. 17.
Аналогично найдем продукцию, получающуюся при работе с упором, установленным на размер мм, Участок линейки, в который попадают концы остатков, есть интервал от 1693 — (268 + 5) = 1420 до 1693 мм.
Средняя длина раскраиваемого по линейке остатка (1420 + 1693) : 2 = = 1556 мм.
Средняя длина материала, раскроенного без линейки, равна 3500 — 15 — — 1556 = 1929 мм.
Среднее число заготовок в 268 мм, получаемых до раскроя остатков, равно 1929 : (268 + 5) — 7,07 шт. из трубы.
Число заготовок в 268 мм, получаемых из остатка (при подсчете пользуемся рис. 17), будет
0.2£+ 2.71. 214- 6.60 = 6^1 +6-60 = 88 шт>
273 273т 273 273 273
Число заготовок в 470 мм, получаемых из остатка, будет
□ 71 ' „ 71 , , 71 , п 60 6-71 4
273 я 273 273 273 273
Всего получается в среднем из одной трубы заготовок в 268 мм 7,07 + 2,88 = = 9,95 шт. и заготовок в МЪмм — 1,56 шт.
Таким же образом в каждом примере будет получаться как бы несколько различных раскроев (столько, сколько установок можно придавать заднему упору). Поскольку материал имеет обычно длину 4000—-8000 мм, а по линейке раскраиваются лишь последние 1000—1500 мм, в каждом из таких раскроев первоначально отрезаемая заготовка резко преобладает. Поэтому в болыпин-
84
Стве случаев удается удовлетворить с Помощью этих раскроев Желаемой комплектности.
Единственное препятствие, могущее возникнуть в отдельных случаях, состоите том, что некоторая заготовка (или несколько заготовок), фигурирующая в нанесенных на линейке комбинациях, получится в избытке из одних только концевых остатков, раскраиваемых по линейке при получении остальных заготовок.
Обнаружить это нетрудно. После того как установлен средний состав получаемых в каждом случае заготовок, можно подсчитать, какую часть всего материала следует резать при каждой из установок заднего упора. Если одна из заготовок получается в избытке уже при раскрое остальных заготовок, то раскрой, дающий преобладание этой заготовке, получит отрицательную применимость.
Подсчитаем для нашего примера, какую долю материала придется разрезать при упоре 470 мм и какую при упоре 268 мм. Обозначим первую часть х, вторую (1 — х).
Для обеспечения желаемой комплектности должно быть соблюдено условие
2,89x4-9,95(1 — х) „21
5,62х + 1,56 (1 — х) 20 ’
откуда х = 0,734. Таким образом, при установке упора на 470 мм раскраивается 0,734 материала и при установке упора на 268 мм — 0,266 материала. Поскольку каждое из полученных чисел оказалось в пределах от 0 до 1 (при работе с упором 470 мм), с упором 268 мм удастся обеспечить требуемую комплектность.
Проверить, не получается ли определенная заготовка в избытке только из концевых остатков при раскрое прочих заготовок, можно также следующим грубо приближенным подсчетом, который оказывается достаточным для решения большинства практических задач.
Процент отходов при работе по уже составленной линейке зависит от густоты нанесенных в конце линейки комбинаций, поэтому приближенно известно количество полос, расходуемых в среднем на комплект. Кроме того, можно приближенно (лучше с некоторым избытком) подсчитать, сколько раз в среднем получается эта заготовка из каждого раскраиваемого по линейке концевого остатка. Произведение полученного числа на количество расходуемых полос не должно превосходить нужного количества рассматриваемых заготовок.
В нашем примере длина одного комплекта заготовок примерно 15 000 мм. Средняя длина труб около 3500 мм. Деления линейки сгущаются до 70 мм, так что отходы будут весьма невелики. Израсходовано будет на комплект 4—5 труб. Достаточно взглянуть на перечень различных комбинаций, имеющихся в конце линейки (на эти комбинации и будут кроиться остатки), чтобы увидеть, что в них заготовка в 268 мм фигурирует 0; 2; 4; 5 и 6 раз. Перед каждым из делений имеются примерно одинаковые интервалы, поэтому в среднем каждая из этих комбинаций
85
будет употребляться одинаково часто. Значит, в среднем заготовка в 268 мм будет получаться примерно 3—4 раза из каждой трубы. Очевидно, избытка заготовок в 268 мм только за счет раскроя остатков не получится. Легко аналогично проверить, что только за счет остатков не может образоваться и избытка загото-- вок длиной 470 мм. Значит, при работе с этой линейкой можно соблюсти требуемую комплектность.
Изменения линейки, обеспечивающие возможность получения требуемого ассортимента заготовок. Что следует предпринять, если некоторые заготовки все же получаются в избытке из одних только отходов? Остановимся для простоты на слу-. чае, когда в избытке получается всего лишь одна заготовка. Внимательное рассмотрение этого вопроса (см. приложение, II) показывает, что в данном случае надо удалить с линейки неко, торые комбинации, дающие получающуюся в избытке заготовку-причем в первую очередь следует устранить такое деление, в непосредственной близости от которого (несколько ближе к началу / линейки) имеются другие комбинации.
Выбор снимаемого деления наиболее целесообразно выполнять следующим образом. Если мысленно укорачивать получающуюся в избытке заготовку, то все деления, в которых она фигурирует, будут как бы смещаться к началу линейки; то из них, которое первым совпадает при этом с каким-либо другим делением, и надо устранить.
Если при измененной линейке эта заготовка все еще будет получаться в избытке, то таким же приемом следует выбрать и устранить еще одно или несколько делений.
Не будем специально останавливаться на случае избытка нескольких заготовок (сказанного уже достаточно для решения подавляющего большинства практических задач), заметим только, что процесс внесения в линейку наиболее целесообразных изменений, позволяющих обеспечить возможность получения нужного ассортимента заготовок, совершенно аналогичен общему методу, описанному в § 6 гл. I.
Рациональный порядок выполнения раскроя. Прежде всего, безусловно, следует раскроить полностью все заготовки, которые вообще не фигурируют в делениях, нанесенных на линейке. Если бы в приведенном выше примере из той же трубки, из которой изготовлялись детали в 470 и 268 мм, необходимо было получать, например, небольшое количество заготовок длиной 1500 мм, то можно было бы сохранять прежнюю линейку. При выполнении работы надо получить сначала все заготовки длиной 1500 мм, отрезая их до попадания остатка трубы в зону линейки, затем кроить остальные заготовки используя в первую очередь ранее оставшиеся концы труб.
86
Когда мы переходим к раскрою заготовок, фигурирующих на линейке, то можно вести работу несколькими различными приемами.
Первый прием. В крупносерийном производстве при наличии заделов можно, по мере надобности, получать очередную необходимую заготовку по упору, одновременно получая небольшое количество прочих заготовок. Комплектность будет при этом постепенно выравниваться благодаря наличию задела заготовок. Некоторым неудобством этого простого по выполнению способа будет необходимость всякий раз сортировать и учитывать одновременно с большим числом основных заготовок какое-то количество других заготовок.
Второй прием. Если необходимо строго соблюдать комплектность при каждом запуске материала в раскрой и мы будем кроить один размер за другим, то при раскрое последующего размера остатки могут в некотором (обычно незначительном) количестве предназначаться для уже полученного ранее размера. В подобных случаях целесообразно первоначально раскраиваемые размеры получать в неполном количестве, а затем доукомплектовывать их. Для этого следует составить инструкцию о порядке работы.
При наличии статистических сведений или экспериментальных наблюдений, позволивших установить средний состав заготовок, , получающихся при работе с каждой установкой заднего упора, можно с большой степенью точности предвидеть, сколько заготовок каждого вида будет получаться из позже разрезаемого материала, и примерно такое количество заготовок первоначально недополучить.
В рассмотренном выше примере, как мы установили, на единицу материала получается заготовок в 470 мм при работе с упором 470 мм в среднем 5,26 X 0,734 шт. и при работе с упором 268 мм в среднем ещеЛ ,56 X 0,266 шт. Доля общего числа заготовок в 470 мм, которая выходит из концевых остатков при раскрое заготовок другого размера, равна
________1,56 X 0,266________0 096 1
5,26 X 0,734 + 1,56 X 0,266 ’ ~10’
Таким образом, примерно 10% необходимого числа заготовок в 470 мм следует первоначально недополучить. Это служит основанием для составления инструкции о целесообразном в данном случае порядке работы.
Инструкция о порядке работы
1. Кроить заготовки в 470 мм в количестве 18 шт. на вагон.
2. Кроить все заготовки в 268 мм (в первую очередь из ранее отложенных концов).
3. Докроить заготовки в 470 #м из концов, отложенных на предыдущем этапе работы. (В случае надобности начать новую трубу).
87
Количество первоначально недополучаемых заготовок можно определять и более приближенно, лучше с некоторым преувеличением. Незначительное расхождение в комплектности всегда можно выравнять при раскрое последних полос материала.
Недостаток этого приема работы — необходимость дважды устанавливать упор на один и тот же размер, возвращаясь к ранее раскроенным размерам; однако при мелкосерийном производстве этот прием наиболее выгоден, так как позволяет свести до минимума незавершенное производство и одновременно с этим использовать все разнообразие нужных заготовок для максимального, уменьшения отходов.
Третий прием. Наконец, можно при раскрое последующих размеров пропускать комбинации, содержащие ранее полученные заготовки. Это приведет к упрощению работы ценою некоторого увеличения отходов по сравнению с предыдущими способами. Чтобы упростить укомплектование, не увеличивая отходов, целесообразно отпускать материал для раскроя партии заготовок с некоторым запасом. Тогда при последовательном укомплектовании размеров большие куски материала, предназначенные на уже укомплектованный размер, могут быть сохранены и использованы в первую очередь при раскрое следующей партии. При этом резерв материала как бы заменяет собою наличие задела заготовок, но этот резерв благодаря крупным размерам хранящихся кусков может быть всегда использован и по другому назначению.
Норма расходования материала. Установить средний расход материала можно наблюдением за раскроем большой партии комплектов при точном соблюдении предписанных правил работы. Установить эту норму можно и расчетным путем.
Расход материала слагается из суммарной номинальной длины (при необходимости можно присоединять к ней возможные плюсовые допуски заготовок), потерь на пропил и процентной надбавки на концевые отходы. Относя один из крайних пропилов (первый) к потерям на оторцовку, можно считать, что число пропилов равно числу заготовок в комплекте.
Концевые отходы от каждой полосы, в свою очередь, слагаются из отхода на чистовую оторцовку двух концов (обычно это будет 15—30 мм на полосу и более при плохом состоянии концов поступающего материала) и из концевого отхода от несовпадения кратностей длины заготовки с длиной последнего куска материала. Эта часть отхода заведомо не превосходит наибольшего из интервалов между делениями в той части линейки, где может впервые останавливаться, конец полосы. Приближенно ее можно принять равной половине средней величины интервала между используемыми комбинациями в пределах той части линейки,
88'
fe Которую впервые мОэКет попасть конец Материала. (В разобранном примере эти комбинации находятся преимущественно на расстоянии 71 мм. Потери на некратность можно принять равными 35 мм.)
Более точно эта часть отхода может быть подсчитана самыми простейшими методами теории вероятностей. Предполагая распределение длины концевых остатков равномерным, можно среднюю величину отхода при работе с каждой установкой заднего упора определять следующим образом. Выделяем в конце линейки ту часть, в которую может впервые попадать конец полосы материала. Средний отход будет приближенно равен сумме квадратов интервалов между находящимися в этой части линейки'комбинациями, разделенной на удвоенную суммарную длину этих интервалов.
В приведенном примере 13 этот вид отхода составляет при упоре 470 мм
^Х5+^.Х2«34мл<.
2 х 475
при упоре 268 мм
7Р х з 602
22X73
В данном случае результаты одинаковы. Если бы они были различны, то при определении среднего итогового отхода следовало учесть полученную выше употребительность каждого из раскроев (0,734 и 0,266). Результат (34мм) близок к приближенно принятому — 35 мм.
Окончательная норма для примера 13 подсчитывается следующим образом.
Номинальная длина комплекта] 470 х 20 + 268 х 21 = = 15 028 мм.
Потери на пропил (20 + 21) х 5 — 205 мм.
Возможными плюсовыми допусками пренебрегаем. Потери на оторцовку каждой трубы 15 мм и один пропил 5 мм, всего 20 мм. Средняя потеря на некратность 35 мм. Средняя длина материала 3500 мм. Концевые отходы составят (30 + 20) : : 3500 х 100 = 1,29%. Средний расход материала на комплект
150284-205 1СЛОЛ 1С ЛС,
-л—15 420 пог. мм — 15,42 пог. м.
1 —- UjVl^y ч
При нормировании материала весом следует умножить полученную длину в метрах на вес 1 пог. м материала и сделать предусмотренную ГОСТом накидку на возможную неточность соблюдения профиля.
Описанное приспособление может быть с успехом использовано и при раскрое мерного материала. В данном случае удается реализовать раскрой, близкий к наиболее экономному.
Использование этого приспособления особенно эффективно в тех+л у чаях, когда преобладающая часть наиболее мелких заготовок имеет размеры 200—1000 мм.
89
Замечание о подсчете расхода материала при работе без специальных приспособлений. При работе без специальных приспособлений в порядке простой очередности от крупных размеров к мелким с использованием отходов на наиболее мелкие заготовки расход материала будет несколько больше. Чтобы определить норму расхода в этом случае, можно действовать в том же порядке.
1. Подсчитать средний концевой отход, в который входят следующие потери:
а) торцовка концов;
б) один пропил;
в) средняя потеря на некратность, принимаемая равной половине длины наименьшей из заготовок, которая не может полностью укомплектовываться из отходов, образующихся при раскрое более крупных заготовок *;
г) потеря в зажимном устройстве, равная минимальной длине остатка, позволяющего еще удерживать материал, и прибавленная к концевым потерям, если все заготовки раскраиваются только по заднему упору (т. е. без использования передней мерки или отрезания последней заготовки от полосы по разметке; в этом случае не должна учитываться потеря на последнюю торцовку материала).
2. Делением средней длины материала за вычетом суммарного концевого отхода на полную среднюю длину материала следует определить коэффициент использования материала по длине.
3. Подсчитать суммарную длину заготовок одного комплекта, присоединяя к длине каждой из заготовок ширину одного пропила. Заготовки, которые полностью укомплектовываются из неминуемых отходов, при этом не должны учитываться.
4. Делением полученной суммарной длины заготовок на коэффициент использования материала по длине определяется норма расхода материала на комплект. Подетальные нормы могут определяться делением на тот же коэффициент длины соответствующей заготовки с учетом одного пропила. В таком случае на заготовки, получающиеся полностью из неминуемых отходов от раскроя других заготовок, материал не начисляется.
5. Итоговый коэффициент раскроя определяется делением суммы номинальных длин всех заготовок на общую длину расходуемого материала.
Затем можно перейти к весовой норме.
В разобранном выше примере раскроя труб смешанной длины норма расхода материала при работе без приспособления будет следующей.
1. Средний концевой отход (лш): Торцовка одного конца ............................... 7
Один пропил..........................................5
Половина меньшей заготовки.........................134
Потери в зажимном устройстве........................30
Итого......................176
2. Коэффициент использования материала по длине:
3500-176^^
* Если в условиях конкретной задачи нельзя с очевидностью установить границу между заготовками, требующими отпуска материала, и заготовками, получаемыми из отходов, то можно последовательно провести рекомендуемый расчет при разных предположениях о положении этой границы. Правильным будет то предположение, при котором приведенный расчет покажет больший расход материала.
90
3. Общая длина заготовок с пропилами: г
470 X 20 + 268 X 21 + (20 + 21) X 5 = 15 233 мм.
4. Норма расхода материала:
15 233
----- 1600 пог. мм на комплект.
0,952
Сравнивая этот результат с ранее подсчитанной нормой, мы видим, что введение приспособления позволяет в данном случае понизить норму расхода материала на 16 000— 15 420 = 580 мм на комплект, что составляет около 3,5% материала.
§ 6. ПРИМЕР РАЦИОНАЛЬНОГО РАСКРОЯ
НЕОБРЕЗНЫХ ДОСОК
НА ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЩИКОВ *
К задачам раскроя материала смешанных размеров относится большинство задач по раскрою пиловочного леса. Полное и точное рассмотрение таких задач требует самостоятельного исследования, далеко выходящего за рамки настоящей книги **.
Мы ограничимся приближенным рассмотрением одного примера, близкого к задачам раскроя линейных материалов по длине. В этом примере применение смешанных раскроев при торцовке досок позволяет не только добиваться возможно более полного использования длины доски в целом, но и более полного использования необрезной доски по зонам ее ширины.
Пример 14. На одном из заводов (исходное сырье — бревна) изготовляются ящики под тару с наружными размерами 184 X 380 X 520 мм. Загд-товки для набора ящиков строганые, для верхнего и нижнего днища из дощечек шириной не менее 7 см, боковые доски допускаются клееные толщиной 14—22 мм.
При раскрое бревен принята распиловка на доски толщиной 17 мм. Ширина заготовок не менее 8 см. Допускается обзол на одной пласти до 2 мм с каждой стороны.
Существующий порядок раскроя следующий: распиловка на раме (преимущественно брусовка), обрезка на обрезном станке, сушка, обработка (строжка и нанесение шпунта и гребня) на четырехстороннем станке, торцовка, набор. Для днища и крышки брусовка обеспечивает (частично) размеры, равные целой доле ширины ящика. Боковые доски (ширина 150 жж) набираются и склеиваются (или торцуются) без обработки на четырехстороннем станке, строгаются на рейсмусных станках и обрезаются на циркульных пилах.
Такой порядок работы -приводит к значительным отходам в виде опилок, горбылей, реек, оторцованных концов. Не останавливаясь на всех желательных изменениях в технологии, выборе поставов, порядке набора дощечек для днищ и боковых стенок, рассмотрим экономию, которая может быть достигнута в результате предварительной оторцовки необрезных досок и комбинирования при торцовке заготовок различной длины. Можно принять следующий порядок работы: раскрой бревна в цель, разметка необрезных досок подлине, торцовка на 2—3 части, обрезка, сортировка по ширине, сушка, обработка на четырехстороннем станке, окончательная торцовка, набор требуемой ширины, склеивание (для боковин) и обрезка на циркульной пиле.
* При разборе этого примера мы позволили себе без пояснений использовать принятые в лесопилении технические термины.
* * См, гл. IV и «Обзор литературы», § 5.
91
Чтобы оценить увеличение в выходе, которое может быть получено при таком порядке работы, определим расчетный выход при том и другом порядке для раскроя досок при одном определенном поставе и диаметре бревна.
Возьмем, к примеру, бревно диаметром 20 си, длиной 5,5 м, сбег 1 см на метр (диаметр в нижнем сечении 25,5 см). Объем такого бревна равен 0,226 ле3; постав «в цель — четный» из 10 досок по 17мм; пропилы Змм (рис. 18, а). Отметим, что меньшая пласть каждой доски находится от центра для первой доски
на расстоянии 18,5 мм, для второй — 38,5, для третьей — 58,5, для четвертой-78,5 и для пятой — 98,5 мм. Принимаем, как это обычно считают при расчете в среднем на одно бревно, что бревно имеет вид параболоида вращения. Тогда меньшая пл а сть^ каждой доски имеет вид параболической трапеции (см. рис. 18, б). На рисунке продольный масштаб сокращен. Меньшее основание доски обозначаем через а, большее — через b (для каждой доски а и b имеют свои значения).
Ввиду того, что нам придется раскраивать преимущественно дощечки длиной 52 см и лишь около 1/4 (по числу досок одинаковой ширины) дощечки длиной 38еле, мы приведем наборы таких досок (табл. 9).
Таблица 9
Состав набора| 1 72—0 72=1 п=2 п—3 п—4 72—5 п=6 п—1 72—8 п==» 9 п—10
52 -п 52 104 156 208 260 312 364 416 468 520
38 +52 • п 38 90 142 194 246 298 350 402 454 506 558
38Х2+52-П 76 128 180 232 284 336 388 440 492 544
38x3+52-71 114 166 218 270 322 374 426 478 530
Составим раскрой первой доски. Легко подсчитать, что для первой доски а = /20» —(2-1,85)* = 19,8 см; b = /25,5* — (2-1,85)2 = 25,2 см.
Таким образом, ширина доски в разных частях 20—25 см, длина 550 см. Выби-раем подходящее число в табл, 9, Это 544 см. Доску будем раскраивать сначала
92
по длине на три части, каждая из которых обрезается потом по ширине. Ширину частей после обрезки принимаем равной 20, 22 и 24 см. Далее находим, что ширину 20 см доска имеет в начале, ширину 22 см на расстоянии 215 см, ширину 24 см — на расстоянии 415 см.
Заменяем эти расстояния на подходящие числа в таблице: 415 — на”402, 215 — на 208 (числа берем из строк, предшествующих той, из которой взят размер 544, чтобы обеспечить полное использование материала по длине) *. Каждая из полученных при такой оторцовке частей может быть раскроена точно на дощечки нужных размеров: первая часть даст 4 дощечки 52 X 20, вторая — 3 дощечки 52 X 22 и одну 38 X 22, третья — 2 дощечки 52 X 24 и одну 38 X 24.
Общая площадь получаемых дощечек
S = 20 X 208 + 22 X 194 + 24 X 142 = 11 836 см2.
При обычном раскрое мы получили бы одну обрезную доску шириной 20 см, из которой после торцовки было бы сделано 10 дощечек по 52 см общей площадью
So = 20 X 520 = 10 400 см2.
Вторая доска:
а = /202 —(2-3,85)2 = 18,5 Ъ = /25,52—(2-3,85)2 = 24>2 см.
Ширину обрезки для трех участков доски принимаем равной 18, 20, 22 см. Расстояния от начала доски до места с соответствующей шириной 0, 130, 310 см, длина доски 550 см. Принятые по табл. 9 расстояния для первой оторцовки 104, 298, 544 см. В результате раскроя получим
S = 18 X 104 + 20 X 194 + 22 X 246 = 11 164 см2;
So = 18 X 520 = 9360 см2.
Третья доска: а ~ 16,2 см-, b = 22,6 см.
Ширина, см..............................16 18 20
Точное расстояние (от узкого конца доски), см.............................. 0 134 300
Принимаемое расстояние, см.............. 0 104 298
Длина доски 550 см. Используемая длина 544 см.
S = 16 X 104 + 18 X 194 + 20 X 246 = 10 076 см2;
So= 16 X 520 = 8320 см2.
Четвертая доска: а = 12,4 см; b = 20,5 см.
Ширина, см................................ 12 15 18
Точное расстояние, см...................... 0 156 374
Принимаемое расстояние, см................. 0 156 364
Длина доски 550 см. Используемая длина 544 см.
S = 12 X 156 + 15 X 208 + 18 X 180 = 8232 см2;
So = 12 X 520 = 6240 см2.
* Можно брать и несколько меньшее число, поскольку допускается частичный обзол, а также ввиду того, что общая длина доски используется не совсем полно и вся, группа заготовок будет отрезаться, начиная от широкого конца доски. (Практически эти расстояния могут отмечаться на самой доске при ее разметке.)
93
Пятая доска: а ~ 3,5 см\ b = 16,1 см.
Поскольку минимально допустимая ширина заготовок 8 см, принимаем . ширину обрезки первоначально оторцованных участков 8, 11, 14 см.
Ширина, см................................. 8 11 14
Точное расстояние, см.................... 115 240 405
Точное расстояние за вычетом первого ©торцованного куска, см.......................... 0 125 290
Принимаемое расстояние, см................. 0 104 298
Длина доски 550 см. Используемая длина 440 см. Находим, что
S= 8 X 104 + 11 X 194 + 14 X 142 = 4954 см*.
При обычном раскрое выгоднее всего обрезную доску делать длиной 400 см и шириной 9 см. Из нее выйдет 7 дощечек 52 X см:
So = 9 X 364 = 3276 см*.
Суммируя площадь 10 досок и учитывая толщину доски 17 мм, найдем общий объем продукции при целесообразном, и примитивном методе раскроя:
V= 0,157 м3; Vo= 0,128 м3.
Полезный выход соответственно равен 69,5 и 56,5%. В данном случае рациональный раскрой дает из бревна 0,029 м3 дополнительной продукции, что составляет 22,6%.
В рассмотренном примере приведено сравнение крайних вариантов. Практикуемое применение брусовки и частичной обрезки на более широкие доски с использованием получающейся длины может несколько поднят^ полезный выход по отношению к принятому для сравнения способу. Но и по сравнению с такими более совершенными способами работы предлагаемый порядок раскроя сохранит существенное преимущество в полезном выходе.
Отметим, что, поскольку бревна различны по толщине, сбегу, длине и форме, в производственных условиях использование табл. 9 придется заменить работой по специальной линейке. Тот же порядок работы может быть принят, когда пиловочник идет не полностью на тару, а центральные доски используются для каких-либо других надобностей. С некоторыми изменениями те же соображения могут найти применение и в случаях, когда по производственным условиям вместо распиловки вразвал используется брусовка.
§ 7. ПРАКТИЧЕСКИЕ ЗАМЕЧАНИЯ
О ЗАДАЧАХ ПЛАНИРОВАНИЯ РАСКРОЯ
ЛИНЕЙНЫХ МАТЕРИАЛОВ
Технологу группы материального нормирования, приступающему к планированию раскроя линейных материалов, предстоит решить три основных вопроса:
1) выбрать заказываемую длину материала;
2) дать указания цеху о приемах наиболее рационального использования поступающего материала;
94
3) обосновать общую и подетальные нормы расходования материала*.
Три качественно различных случая в постановке задачи. Практика выполнения раскроев и проведенный в этой главе анализ ряда приемов расчета и примеров конкретных задач показывают необходимость различать три качественно различных случая в самой постановке задачи.
Случай 1. Планирование при преобладании сравнительно крупных заготовок и наличии реальной возможности получения мерного материала.
Случай 2. Планирование раскроя при/ использовании материала смешанной длины при наличии в комплекте достаточного количества сравнительно мелких заготовок, позволяющих избежать накопления крупных отходов.
Случай 3. Планирование в условиях необходимости использовать при раскрое материал смешанной длины в случае резкого преобладания крупных заготовок.
В каждом из этих случаев основные вопросы (о заказе материала, приемах работы, норме расхода) должны решаться качественно иным образом.
Заказ материала **. Прежде всего, приступая к планированию раскроя, следует точно дать себе отчет в том, с каким из трех отмеченных случаев мы имеем дело. (Если ответ на этот вопрос неясен, следует отдельно решить задачу для 1 и 2-го случаев и сравнить полученные результаты.)
При заказе мерного материала наиболее благоприятная его длина иногда очевидным образом определяется длиной резко преобладающей крупной заготовки. Если выбор длины не является очевидным, то приходится делать выбор между двумя-тремя размерами из числа предусмотренных ГОСТом. В этом случае следует составить раскрой каждой длины и выбрать более экономичный вариант. Если ни один из таких вариантов не удовлетворяет предъявляемым требованиям, мржно перейти к совместному заказу материала двух или нескольких длин.
* В тех случаях, когда раскрой планируется цеховым технологом, перед ним стоит, по существу, лишь второй из указанных трех вопросов.
Мы не упоминаем о выборе технологических припусков при определении размеров заготовок: этот вопрос предполагается согласованным до составления плана раскроя. Заметим, что один из встречающихся видов припуска — увеличение длины изгибаемой заготовки с целью крепления ее конца при загибке — может заменяться совместным раскроем двух различных заготовок, которые разделяются лишь после изгибания одной из них,.лто полезно учесть при планировании раскроя.
** Этот вопрос в целом не рассматривается в данной книге. Однако для линейных материалов оказывается практически достаточно приводимых ниже общих соображений. См. также «Обзор литературы», § 2.
95
Вообще не следует злоупотреблять Заказом материалов мерной длины, особенно в мелкосерийном и среднесерийном производстве.
В тех случаях, когда сравнительно мелкие заготовки (более короткие, чем у ~ средней длины материала ) составляют по суммарной длине более чем 0,2—0,3 общей длины заготовок комплекта, как правило, уже оказывается более целесообразным заказ материала торговых длин. Точно так же можно с успехом использовать торговые длины при более крупных, но разнообразных по длине заготовках, требующихся в близком количестве *.
В условиях массового и поточного производства смешанные раскрои технологически нежелательны. В этом случае чаще используют заказ нескольких мерных длин **.
Случай 1. Мерный материал ***. Если выбран заказ мерного материала, то указания цеху о приемах работы должны состоять в составлении плана раскроя. На этом же плане основывается и норма расхода материала.
Составляться такой план может разными приемами, разобранными в гл. I (§ 5, 6) и гл. II (§ 1—3), каждый из которых в конечном счете ведет к сходным результатам. В общем, можно рекомендовать следующий порядок работы.
1. Упорядочить список заготовок от более крупных к более мелким.
2. Временно устранить из рассмотрения наиболее мелкие заготовки, которые, по-видимому, выйдут из отходов. (К мелким можно относить такие заготовки, при самостоятельном раскрое которых технологические потери в зажимном устройстве и при торцовке преобладают над потерями на некратность.)
Возможная ошибка при условном выделении мелких заготовок не опасна. Если из отходов полностью выходят также более крупные заготовки, чем это предположено первоначально, то это обнаружится в ходе дальнейшего расчета. Если же, напротив, первоначально исключенные из рассмотрения мелкие заготовки не удается разместить в отходах, то, во всяком случае, уже ’будет получен весьма высокий коэффициент раскроя, а оставшиеся мелкие заготовки могут раскраиваться отдельно, что даже удобно, поскольку это позволяет хорошо использовать случайные неполномерные куски материала.
3. Планирование раскроя более крупных заготовок при наличии отдельных резко преобладающих заготовок целесообразно начинать именно с преобладающих заготовок (см. § 3 гл. II). В случае более равномерного ассортимен-
* К последнему случаю относятся, например, заготовки рессорной полосы, раскрой стальных труб для паровозного пароперегревателя, разобранный в статье [99]. В этом примере с успехом может использоваться материал торговых длин. (Автором статьи рекомендуется заказ мерного материала.)
** Собственно говоря, увеличивая ассортимент заказываемых длин до кратности каждой из заготовок, можно полностью устранить потери на некратность. Но этот простой, казалось бы, путь вносит свои трудности и неудобства в систему снабжения и существенно удорожает материал. В частности, заказ должен изменяться вслед за самыми небольшими изменениями конструкции. Все это позволяет рекомендовать частичное использование смешанных раскроев линейных материалов и в массовом производстве.
*** О решениях на ЭВМ см. § 1 «Обзора литературы».
96
та следует рекомендовать выбрать и использовать приближенные индексы, пользуясь приемами, изложенными в § 1 гл. II.
4. При необходимости составить приближенный план, обходясь наиболее простыми раскроями, начать со следующих наиболее технологических раскроев: раскрои, состоящие только из одинаковых заготовок; раскрои, отличающиеся от предыдущих тем, что последняя из заготовок укрупнена до наибольшего требующегося размера, уменьшающегося на ее месте; раскрои, в которых после нескольких одинаковых заготовок положена одна меньшая заготовка *.
5. После того как составлен план раскроя крупных заготовок, следует разместить в отходах ранее исключенные из рассмотрения мелкие заготовки.
6. Затем следует проконтролировать экономичность составленного плана и перейти, если это потребуется, к улучшениям готового плана (см. § 4 и 5 гл. I). Если использовались приемы § 1 гл. II, то нередко уже при составлении первого плана можно получить и подтверждение его максимальной экономичности.
7. Составить подетальные нормы (см. § 7 гл. III).
Случай 2. Смешанный материал; достаточное количество мелких заготовок. В этом случае целесообразно заказывать материал торговых длин, за которые не требуется дополнительных приплат. Можно использовать также удешевленный неполномерный материал.
Указания цеху должны состоять в расчете приспособления для рационального раскроя и в составлении инструкции о целесообразном порядке работы (см. § 5 гл. II).
Общая норма расхода материала рассчитывается (в зависимости от того, используются или не используются улучшенные приемы работы) в порядке, указанном в конце § 5 гл. II. Подетальные нормы можно назначать общей процентной надбавкой на длины заготовок.
Случай 3. Смешанный материал; крупные заготовки. Этот случай не типичный для условий организованного серийного производства.
Указания цеху о целесообразных приемах работы могут даваться в такой форме, как это сделано для примеров в § 4 гл. II.
Общая норма расхода материала может назначаться и уточняться на основании опыта заготовительного участка.
Отдел нормирования должен в подобном случае дать сравнительный расчет нормы при условии получения мерного материала и сравнением результатов мотивировать желательность заказа мерного материала.
Упражнения к главе II
1. Используя графический метод (§ 2 гл. I), найти наиболее экономный план раскроя полос длиной 3000 мл на следующие заготовки:
Длина заготовки, мм Количество в комплекте
510 2
310 1
* Таким путем был получен, например, вполне удовлетворительный план № 10 в примере 6 (§ 5 гл. I).
4 Л, В, Канторович, В. А. Залгаллер
97
Указание. Воспользоваться готовым графиком рис. 6 (§ 2).
Ответ. Из каждых 5 полос можно получить 11 комплектов.
2. Выбором индексов доказать, что составленный в примере 9 (§ 2) план раскроя — максимально экономный.
3. Составить план раскроя полос в 6000 мм на заготовки:
Длина заготовки, мм Количество в комплекте
882 1
762 2
50 2
Указание. Использовать выбор между равноценными раскроями для уменьшения партии.
Ответ. Из 3 полос выходит 7 комплектов.
4. Для тормозной системы вагона усиленные трубы 1 W длиной 6000 мм раскраиваются на комплекты заготовок:
Длина заготовки, мм Шт. на вагон Индекс
5245 1 ' 111
4570 1 95
2940 1 60
2550 1 51
2235 1 45
1665 1 34
1245 2 25
800 1 16
500 1 9
480 1 9
Составлен следующий план раскроя:
5245 + 500 2940 + 2550 + 480
4570 + 1245 2235 + 1665 + 1245 + 800
В подтверждение максимальной экономичности этого плана приведены индексы. Проверить, нет ли при указанных индексах раскроев с суммой- индексов большей, чем в примененных раскроях.
5. Можно заказывать в любых пропорциях материал длиной 1220 и 1525 мм.
Выбрать индексы заготовок и установить, какой состав материала следует заказать и какие раскрои его использовать для получения следующих комплектов заготовок:
Длина заготовки, мм Употребительность в комплекте Длина заготовки, мм Употребительность в комплекте
1050 3 530 1
1040 7 510 1
970 2 470 3
930 3 462 3
680 39 375 5
560 10 330 21
Раскрой производится на ножницах.
Указание. Воспользоваться преобладанием некоторых размеров (см. стр. 70—72).
Ответ. Индексы заготовок по порядку: 3; 3; 3; 2 2/5; 2; 18/б; 1; 1; 1; 1;
I; 1. (После получения целых значений для индексов последние сокращены
98
на 5.) Сумма индексов для полос в 1525 мм равна 4, для материала длиной 1220 мм — 3V5. Наиболее целесообразный заказ материала: на два комплекта 80 полос в 1525 мм и 7 полос в 1220 мм.
6. Для деталей льнокомбайна из полосы 6 X 50 раскраиваются следующие заготовки:
Длина заготовки, мм
331
400
486
Количество на изделие
1
1
1
Материал поступает смешанной длины, средней длиной 4500 мм. Раскрой ведется на гильотинных ножницах НГМ-6, допускающих отрезку по передней мерке заготовок длиной не менее 80—90 мм. Потери на оторцовку 30 мм. Составить линейку для раскроя и инструкцию о порядке работы.
Ответ. Длина линейки 1148 мм. Отходы около 1,3%. Примерная продукция при работе по линейке (в среднем из одной полосы):
№ раскроя
1 (с упором 486)
2 (с упором 400)
3 (с упором 331)
Количество заготовок, мм 486 400 331
8,7 0,4 0,9
0,5 10,7 1,2
0,6 0,5 13,3
Упрощенная инструкция о порядке работы'.
1 ) кроить 90% необходимого количества заготовок в 486 мм\
2 ) кроить все заготовки в 400 жж, используя в первую очередь ранее отложенные концы;
3 ) кроить все заготовки в 331 мм, используя в первую очередь ранее отложенные концы. Из отходов делать лишь заготовки в 486 мм (по переднему упору), в случае необходимости доукомплектовать одну-две недостающие заготовки в 486 мм.
7. Из полосы 10у50 мм, раскраиваемой на пресс-ножницах, кроятся следующие заготовки:
Длина заготовки, мм Количество для серийного производства на изделие Длина заготовки, мм Количество для серийного производства на изделие
40 1 270 1
78 1 290 1
108 1 305 1
122 1 437 2
15СГ 2
Материал смешанный, средняя длина 5000 мм. Потери на оторцовку 30 мм от полосы. Минимальный размер заготовки, отрезаемой последней, 200 мм. Составить линейку для раскроя, установить средний процент отходов.
Указание. Использовать на линейке только три размера: 78, 270 и 305 мм.
Ответ. Отходы около 1 %.
8. Из полос смешанной длины со средней длиной 4500 мм изготовляются в равном количестве заготовки длиной в 600 и 65 жж. Раскрой выполняется на прессе. Ширина переднего зажимного устройства около 200 мм. Составить линейку для рационального раскроя.
4*
99
Ответ. Отходы, помимо потерь на оторцовку, в среднем около 33 мм на полосу. Длина линейки (от кромки ножа) 1200 мм. Нанести всего два деления на расстоянии 600 мм с надписью «600» и на расстоянии 665 мм с надписью «65». Порядок работы следующий: сначала кроить заготовки в 600 мм, не дорезая до требуемого количества столько штук, сколько отложено концов. Затем кроить заготовки в 65 мм, в первую очередь используя ранее отложенные концы. Из каждого остатка по передней мерке получится еще по одной заготовке в 600 мм.
9. Составить линейку для раскроя следующих заготовок:
Длина заготовки, мм Количество в; комплекте ; Длина заготовки, мм Количество в комплекте
350 1 690 3
580 1 1800 2
Материал смешанной длины со средней длиной 5000мм.
Ответ. Длина линейки 1160 мм (от ножа). Деления, соответствующие комбинациям 350 X 2, 350 X 3, сняты, чтобы избежать перепроизводства заготовок в 359 мм.
10. Из холоднокатаной стальной ленты шириной 150 мм требуется получать ленты следующих размеров:
Ширина ленты, мм Процент в составе готовой продукции
(по весу)
65 20
45 40
33 40
Составить наиболее экономный план раскроя, обеспечивающий ассортиментный выход продукции. (При раскрое ленты необходимо наличие боковых кромок шириной не менее чем по 3 мм.)
Ответ:
Установка ножей
65+45+33 33+33+33+45
45+45+45
Часть материала, раскраиваемая при данной установке, %
44
43
13
Указание. Предварительно перевести имеющиеся ассортиментное задание по весу в ассортиментное задание по соотношению погонных метров.
100
Ill
ГЛАВА
РАСКРОЙ
ЛИСТОВЫХ МАТЕРИАЛОВ НА ПРЯМОУГОЛЬНЫЕ ЗАГОТОВКИ
Листовые материалы поступают обычно в виде прямоугольников вполне определенных размеров. К планированию их раскроя на комплекты заготовок для серийного производства в полноймере приложимы все общие соображения и методы, развитые в гл. I.
В данной главе мы остановимся на раскрое листов на прямоугольные заготовки *. Эта задача — одна из наиболее распространенных, поскольку даже при необходимости получать фигурные заготовки их обычно заключают предварительно в заготовки прямоугольной формы.
Простота формы прямоугольных заготовок не устраняет необходимости использования общих методов, но существенно упрощает их, позволяя использовать иные приемы, более быстро ведущие к цели. Таким упрощенным приемам,-приспособленным специально к случаю прямоугольных заготовок, и посвящена эта глава. Чтобы показать практическую сторону расчетов, приемы иллюстрированы конкретными производственными задачами.
§ 1. СЛУЧАЙ, КОГДА ЗАДАЧА СВОДИТСЯ
К ЛИНЕЙНОМУ РАСКРОЮ
Прямоугольная заготовка не всегда может быть расположена произвольно вдоль или поперек листа. Для некоторых заготовок необходимо соблюдать направление волокна (если речь идет о раскрое дерева или ткани); кроме того, заготовки, длина которых больше ширины листа, могут располагаться на листе лишь в одном определенном направлении. Может оказаться, что по условиям раскроя требуется значительное количество заготовок, которые не только располагаются на листе в определенном направлении, но и не могут в этом направлении следовать друг за другом, а должны быть уложены одна рядом с другой. Назовем эти заготовки «основными».
* В § 4 частично рассмотрен вопрос о раскрое круглых заготовок. См. также «Обзор литературы», § 1—3.
101
Если при этом все остальные заготовки получаются из неминуемых отходов при раскрое основных заготовок, то задача сводится к наиболее экономному раскрою основных заготовок. Совершенно очевидно, что в этом случае мы имеем дело с линейным раскроем поперечной стороны листа на участки, каждый из которых равен ширине одной из основных заготовок. Приведем пример из практики Ленинградского вагоностроительного завода им. Егорова.
Пример 15. Из листов 1000 X 2000 мм (сталь Ст. 0 толщиной 1 мм) раскраивались перечисленные в табл. 10 заготовки для деталей цельнометаллического пассажирского вагона.
Выделим заготовки, которые могут быть расположены только вдоль листа:
Размер заготовки, мм Количество на вагон Размер заготовки, мм Количество на вагон
1030x890 2 1243X786 1
1397X1000 1 1200 x 346 1
1750X108 1 1200X512 5
1430X1000 1 1134X320 1
1200x527 3 1200x272 2
1150x447 3 1600X617 1
1200X294 1 1224X323 2
1228X786 1 1430x340 1
1084X320 1
Попробуем раскроить только эти заготовки. Поскольку они могут располагаться лишь рядом друг с другом вдоль узкой стороны листа, мы, по существу, имеем линейную задачу, когда из минимального числа полос длиной 1000 мм надо получить следующие заготовки:
Размер, мм Количество на вагон Размер, мм Количество на вагон
890 2 320 2
1000 2 447 3
108 1 294 1
527 3 272 2
786 2 617 1
346 1 323 2
512 5 340 1
Эта задача была решена нами раньше (пример 8). Как было установлено, для получения каждого комплекта потребуется не менее 17 листов.
Площадь одного комплекта всех заготовок равняется площади 13,65 листа. Потратить меньше 17 листов, как мы видели, при заданных размерах заготовок нельзя. Составить план раскроя, при котором расходуется ровно 17 листов, теперь нетрудно. Надо сначала раскроить основные детали, а затем в их отходах
102
Таблица 10
№ детали Размер заготовки, мм Шаг на деталь (мм) для деталей, которые штампуются из полос Количество на вагон № детали Размер заготовки, мм Шаг на деталь (лл)для деталей, которые штампуются из полос Количество на вагон
46-04-38 200x100(2)* 5 2-12-6-03 812X184 1
2-07-7-30 1397X1000 — 1 2-12-6-04 300x300 — 1
46-07-14-06 1000X52 —. 10 2-14-16-01 530x129 — 1
2-09-7-04 1750X108 — 1 2-14-16-02 210X210 —— 1
2-09-7-05 896X133 — 1 46-16-8-04 330x330 — 2
2-09-37-57 1430X1000 — 1 2-34-25 70x42 — 2
2-09-36-07 150x20 — 41 2-34ь24 70X42 — 2
2-48-1-01 1200X527 —. 3 2-17-1-12 Ширина 45 45 16
2-48-1-02 1243X786 — 1 2-17-1-14 1224X323 —. 2
2-48-1-03 1200X346 — 1 2-17-1-23 Ширина 140 30 192
2-48-1-04 786X548 ——’ 1 2-17-4-08 874X689 ' —— 1
2-48-1-05 1200X512 — 5 2-174-14 680X572 — 2
2-48-1-06 1030X890 — 1 2-174-11 800X854 — 1
2-48-1-07 1134X320 —- 1 Э 72-19-01 743X41 — 6
2-48-1-08 980X190 " 3 Э 72-19-02 743X71 — 6
2-48-1-15 630X110 — 2 Э 72-19-03 460x20 — 24
46-48-13-17 1150X447 — 3 Э 72-21-01 529X94 —• 24
2-48-17-03 104X72 — 2 Э 72-20-01 494X50 — 24
248-17-04 109X75 — 2 46-17-8-01 808X55 — 3
2-49-1-01 1200X294 — 1 46-61-2-07 Ширина 40 33 76
2494-02 786X496 —' 1 46-61-2-11 » 84 20 76
249-1-03 1223X786 — 1 82-09-01 65X167 <— 16
249-1-04 1034X320 — 1 2-61-05 Ширина 10 50 65
249-1-05 980X135 —• 1 2-61-50 » 10 60 8
2-49-1-06 1030X890 —— 1 46-61-03 » 10 40 74
249-1-08 286x222 — 2 46-61-04 » 10 70 4
46-49-7-34 1200X272 — 2 46-61-05 » 10 70 2
243-6-07 Ширина 27 435X418 10 112 46-61-06 » 10 70 2
2-44-17-01 — 1 8-3-29-03 65X65 — 1
Ди 64-11-01 Ширина 50 340X150 63 32 46-62-12-01 10X27 — 3
4647-1-07 — 1 2-09-37-57/1 1430X340 — 1
247/49-15/05 1600x617 —• 1
* Заготовка на две детали.
располагать все остальные. Это удается без особого труда (что и естественно; остальные заготовки мелкие, а отходы значительно превосходят их по суммарной площади).
Поскольку неминуемый расход материала заранее известен, при доработке плана раскроя можно все внимание сосредоточить на придании раскройному плану максимальной технологичности.
103
Замечание. Работу составителя плана раскроя в данном случае нельзя считать законченной.
При таком обилии мелких заготовок недопустимо низок про-13 65
цент использования материала при раскрое : х 100 = 80,3.
Естественно возникает вопрос о возможности конструктивно допустимого изменения размеров некоторых заготовок для улучшения использования металла. Этот вопрос составитель карт раскроя может и должен, поставить перед конструктором. К цели приведет лишь изменение какой-либо из основных заготовок, причем такое изменение, которое понизит индекс заготовки.
Согласование этого вопроса с конструктором в данном случае привело к замене размеров заготовок 512 х 1200 мм на 500 х х 1200 мм и 1030 х 890 мм на 1000 х 890 мм. Решение зада--чи в новых условиях дало возможность использовать материал при раскрое на 97,5%*. Заметим, что составленные первоначально без применения рациональной методики карты, по которым была назначена на заводе норма расходования материала, давали использование материала при раскрое только на 77%.
§ 2. СЛУЧАЙ, КОГДА ПРЕОБЛАДАЕТ
НЕСКОЛЬКО ВИДОВ ЗАГОТОВОК
Индексы преобладающих заготовок. Пусть из общего списка заготовок несколько заготовок — «преобладающие» — нужны в значительно большем количестве, чем все остальные. Допустим мысленно, что мы отдельно раскроим только преобладающие заготовки и определим их индексы и отдельно раскроим остальные заготовки и тоже определим их индексы, а затем разрешим применение смешанных раскроев и будем изменять план по общему методу последовательных улучшений плана раскроя (§ 4 гл. I).
Если найдется раскрой листа с суммой индексов большей, чем в примененных раскроях, то такой раскрой может состоять лишь из сочетания заготовок того и другого рода.
Как раскрой, дающий большую сумму индексов, его надо ввести в раскройный план, а индексы фигурирующих в нем заготовок несколько понизить. Поскольку при многократном применении этого раскроя прежде всего укомплектуются заготовки менее употребительные, а преобладающие заготовки все равно придется дополучать в других раскроях, следует понизить индексы менее употребительных заготовок. Это приводит к выводу, что, когда задача будет окончательно решена, индексы преобладающих заготовок останутся теми же или претерпят весьма несуществен
* Новый раскрой рассмотрен ниже, в § 5.
104
ные изменения*, а индексы остальных заготовок могут существенно измениться и притом, как правило, в сторону уменьшения.
Таким образом, планируя отдельно раскрой преобладающих заготовок, мы почти точно узнаем их индексы.
Индексы полос. Теперь остановимся на некоторых свойствах тех индексов, которые получатся при окончательном и точном решении задачи о раскрое на прямоугольные заготовки.
После того как каждая заготовка получит индекс, любому прямоугольному куску материала можно в качестве индекса соотнести наибольшую сумму индексов тех заготовок, которые можно разместить в этом куске. Полному листу при этом соответствует как индекс та одинаковая сумма индексов, которая получается в применяемых раскроях.
Если при раскрое листа от него уже отрезана некоторая группа заготовок, то индекс остающейся полосы материала не может быть больше, чем дополнение суммы индексов уже полученных заготовок до индекса всего листа. Индекс остающейся полосы будет равен этому дополнению, если выполняемый раскрой относился к числу условно максимальных, т. е.- полноценных по сумме индексов, раскроев.
Это простое соображение позволяет в ряде случаев легко оценить возможные значения индексов отдельных полос, после того как известны индексы целых листов и индексы,некоторых заготовок.
Примеры определения индексов некоторых полос и их использования можно найти в приложении (III), являющемся дополнением к данному параграфу.
Порядок решения задачи. На приведенных соображениях основывается следующий прием приближенного решения задачи раскроя в случае преобладания некоторых заготовок.
1. Отдельно решается задача раскроя небольшой группы преобладающих заготовок, и полученные индексы принимаются для этих заготовок за окончательные. (При этом не обязательно решить задачу полностью, т. е. найти и весь план раскроя. Достаточно выбрать индексы заготовок так, чтобы подавляющая их часть получалась из полноценных раскроев.)
2. На основании известных индексов заготовок устанавливаются индексы листов и различных полос, остающихся после отрезания от листа заготовок, индексы которых уже выбраны.
* К последнему выводу можно прийти проще: если в готовом плане сохранить лишь раскрои, состоящие только из преобладающих заготовок, то максимальная экономичность оставшегося частичного плана подтверждается теми же индексами, что и в основном плане. Поскольку же комплектность преобладающих заготовок будет при этом близка к исходной, то и индексы должны быть близки к тем, которые получатся при решении задачи о самостоятельном раскрое преобладающих заготовок.
105
3. Каждой из оставшихся заготовок приписывается возможно меньший индекс, но такой, при котором ее еще можно получать хотя бы в одном полноценном раскрое, иначе говоря, такой индекс, при котором эта заготовка может получаться хотя бы из одной полосы или из одного вида имеющихся листов таким образом, что в соответствующем куске материала при этом размещают-сяЗзаготовки с суммой индексов, равной уже определенному ранее индексу этого куска. %
4. Составляется раскройный план с употреблением по возмож-. ности лишь полноценных раскроев, т. е. таких, для которых сумма индексов равна индексу разрезаемого листа.
Этот прием позволяет с успехом ориентироваться в весьма громоздких на первый взгляд задачах. Мы здесь не иллюстрируем данный прием специальным примером, а рекомендуем читателю ознакомиться с изложенным в приложении (III) анализом конкретной производственной задачи, решенной этим методом.
Одно общее теоретическое замечание. В § 3 гл. II рассматривалась задача линейного раскроя в случае значительного преобладания некоторых заготовок. Линейная задача решалась в том же порядке, какой предложен выше для плоского случая, с той лишь разницей, что индексы непреобладающих заготовок выбирались вполне определенным образом с помощью вспомогательного построения шкалы индексов. Отмечалась также возможность использования шкалы индексов для того, чтобы проверить отсутствие раскроев с суммой индексов большей, чем в примененных раскроях.
Понятие, аналогичное шкале индексов, а также аналогичное использование соответствующего построения могут быть введены и при раскрое листов на прямоугольные заготовки. Однако сложность построения делает в плоском случае практическое использование этих приемов нецелесообразным.
Мы приведем все же понятие шкалы индексов и один возможный прием ее построения, представляющие самостоятельный теоретический интерес.
На вспомогательном графике изображается в некотором маштабе лист материала; оси координат направляются по сторонам изображенного прямоугольника. Каждой точке в этой области соответствует прямоугольник, который получится, если опустить из этой точки перпендикуляры на координатные оси. Этому прямоугольнику можно сопоставить число — максимальную сумму индексов заготовок, которые можно получить из куска материала, изображаемого этим прямоугольником. Таким образом, при уже выбранных индексах заготовок каждой точке графика сопоставляется определенное число. Весь прямоугольник оказывается состоящим из областей, в каждой из которых всем точкам соответствует одно и то же число. Каждая из таких областей может, конечно, состоять из нескольких отделенных друг от друга кусков. Очевидно, все такие участки ограничены ломаными линиями, составленными из вертикальных и горизонтальных отрезков. Можно считать, что все разбиения на отдельные области и участки производятся рядом таких ломаных, идущих от верхней горизонтальной до правой вертикальной стороны листа, причем каждая из таких ломаных отделяет точки, которым сопоставлены числа, меньшие некоторого фиксированного числа, от точек, которым сопоставлены числа, большие или равные этому числу. (К последнему множеству относятся и точки самой линии.) Такие линии могут частично налегать друг на друга, но не могут
106
пересекать друг друга. График-с указанием такого разбиения назовем шкалой индексов.
В гл. I был рассмотрен пример (пример 4) раскроя фанерного листа размером 1525 X 1525 лш на заготовки двух видов: 1300 X 420 и 700 X 320 мм. На рис. 19 приведена шкала индексов для этого примера, составленная в предположении, что размеры 1300 и 700 мм могут располагаться лишь вертикально (вдоль слоя). Индексы заготовок приняты равными 1 и Vs.
Сумма индексов заготовок, получаемых при раскрое всего листа, не может быть больше, чем то число, которое соответствует на шкале индексов правому верхнему углу листа. Поэтому для подтверждения отсутствия раскроев с суммой индексов, большей, чем в примененных раскроях, можно привести шкалу
PUc. 20.
индексов. При этом необходимо проверить, что при составлении шкалы индексов действительно были учтены все допустимые расположения заготовок. Такую проверку, а в случае надобности и все построение шкалы индексов, можно выполнить единообразным (хотя и весьма громоздким) графическим приемом.
Прежде чем описать этот прием, отметим очевидные свойства, которыми должен обладать окончательный график:
1. Всякому прямоугольнику, равному одной из заготовок, должно соответствовать число, равное индексу этой заготовки.
2. Если известно число, соотнесенное одной точке, то всем точкам, лежащим правее и выше этой точки, должны соответствовать не меньшие числа.
3. Какие два прямоугольника ни взять, если их приложить друг к другу двумя способами, как показано на рис. 20, и построить в каждом случае минимальный совместно содержащий их прямоугольник, то числа, соотнесенные каждому из полученных прямоугольников, должны быть не меньше, чем сумма чисел, сопоставленных двум исходным прямоугольникам.
Нетрудно доказать, что соблюдение этих трех очевидных условий также достаточно для того, чтобы в шкале действительно были учтены все возможные раскрои листа. (Считаются возможными лишь те раскрои, которые можно осуществить последовательными разрезами, идущими через весь лист или остающуюся полосу. Раскрои такого вида, как на рис. 1, при этом не допускаются.)
Графический прием, по существу, представляет собой проверку этих свойств. Он состоит в следующем.
107
Шкала индексов, составленная с учетом, быть может, не всех комбинаций (но обязательно, с учетом каждой комбинации, состоящей из одной заготовки, повернутой в том и другом направлении), копируется на кальку. График на кальке сдвигается в горизонтальном направлении так, чтобы ось ОХ передвинулась вдоль той же оси на основном графике, а ось OY совпала с одним из вертикальных участков разграничивающих ломаных на основном графике. На той вертикальной линии основного графика, по которой легла ось ОУ, можно отметить ряд точек, в которых происходит переход от одних значений индексов к другим; назовем эти точки узлами. От каждого узла проведем направо горизонтальную линию и отметим точки ее пересечения с разграничивающими ломаными графика на кальке. Для каждой из этих точек подсчитаем сумму индекса узла, из которого была проведена горизонталь, с индексом точки пересечения и сравним этот результат с индексом точки основного графика, над которой расположена рассматриваемая точка. Если индекс на основном графике окажется меньше полученной суммы, то шкала была составлена неточно. В этом случае можно сразу же исправить шкалу: наколоть эту точку на основном графике и, проведя от нее вправо и вверх участки прямой, выделить участок, на котором индекс был принят слишком малым; соответствующее изменение следует внести и в график на кальке.
После того как все горизонтальные и вертикальные сдвиги не приведут ни к каким изменениям графика, шкала будет готова и проверена.
Внимательное рассмотрение показывает, что этот прием, по сути дела, осуществляет пересмотр всех комбинаций в упорядоченном и сведенном к однообразным графическим действиям виде. Тем самым устанавливается принципиальная возможность единообразными действиями доводить до точного решения задачу максимально экономного раскроя прямоугольных заготовок, располагаемых параллельно сторонам листа и разрезаемых резами, идущими через весь кусок материала *.
§ 3. ПРИБЛИЖЕННОЕ ОПРЕДЕЛЕНИЕ ИНДЕКСОВ
С ПОМОЩЬЮ
ВСПОМОГАТЕЛЬНОЙ ЛИНЕЙНОЙ ЗАДАЧИ
Постановка вспомогательной линейной задачи. Допустим, что уже составлен наиболее экономный план раскроя, по которому расходуется п листов длиной L и шириной / на т комплектов заготовок**.
Представим себе, что мы выполним следующее построение. Нарисуем дважды весь комплект разрезаемых п листов и обозначим на них линии разрезов. Все листы первого комплекта разлинуем на продольные полосы длиной L, шириной 1 мм, а второй комплект тех же самых листов — на поперечные полосы длиной Ц шириной 1 мм. Общее число полос длиной L будет равно выраженной в миллиметрах суммарной ширине всех потраченных листов, т. е. nl, а число полос длиной I — суммарной длине потраченных листов nL.
* О расчетах шкалы индексов на ЭВМ по принципам динамического программирования см. «Обзор литературы», § 1.
** L и I считаем выраженными в миллиметрах.
108
Обозначенные На лйстах линий разрезов разбивают налинованные полосы на участки, равные длине различных сторон получаемых прямоугольных заготовок. При этом каждый из таких размеров среди всех полос получается вполне определенное число раз на каждый раскроенный комплект заготовок.
Пусть, например, среди заготовок, на которые раскраиваются листы, на каждый из полученных комплектов приходятся две заготовки 100 х 200 мм, одна заготовка 100 х 300 мм и четыре заготовки 100 х 100 мм. Тогда размер 300 мм будет отмечен на тех 100 полосках, которые проходят вдоль заготовки 100 х 300 мм; размер 200 мм будет отмечен на каждых 100 полосках, пересекающих заготовки 100 х 200, всего 200 раз; размер 100 мм будет отмечен: 400 раз — при пересечении двух заготовок 100 х 200; 300 раз — при пересечении заготовок 1'00 х 300; 400 раз — при пересечении продольными полосками четырех заготовок 100 х 100 и еще 400 раз — при пересечении этих же заготовок поперечными полосками, а всего 200 х 2 + 300 + ЮО X 4 X 2 = 1500.
Таким образом, наряду с нашей основной задачей по раскрою листов неминуемо решается и следующая вспомогательная линейная задача.
Из полос длиной Ln I раскраиваются следующие комплекты:
Длина, Количество в комплекте мм (употребительность ли-
нейного размера)
300 100
200 200
100 1500
Расходуется nL полос длиной /и nl полос длиной L, всего nL + nl полос. Так используется материал:
Длина Часть всех полос,
материала имеющих эту длину
Если раскрой на прямоугольные заготовки был выполнен максимально экономно, то и эта вспомогательная линейная задача получила попутно, если и не наиболее экономное, то, во всяком случае, весьма благоприятное решение.
Употребительность линейных размеров. Для постановки вспомогательной линейной задачи вовсе не надо было знать наилучший раскрой, достаточно знать размеры листа'. «Употребительность» соответствующих размеров, легко подсчитать: доста
109
точно выбрать заготовки со стороной а и-складывать длину других сторон этих заготовок, беря каждую столько раз, сколько эта заготовка фигурирует в комплекте; заготовки а х а следует при этом учесть дважды. Если листы материала были квадратными, получается задача раскроя линейного материала одной длины (общая задача 1 § 1 гл. I), а если лист был прямоугольным, то придется решать задачу раскроя материала двух длин, каждая из которых составляет вполне определенную часть всего материала (общая задача 3 § 1 гл. I).
Индексы. В результате полного решения вспомогательной линейной задачи получатся линейные раскрои и индексы размеров (в том числе размеров L и /). Назовем все получившиеся индексы индексами сторон.
Допустим, что каждой плоской заготовке сопоставлено в качестве индекса произведение индексов ее сторон. Точно так же определен и индекс листа; обозначим его С.
Можно доказать, что выбранные таким образом индексы обладают первым из перечисленных в §- 7 гл. I свойств окончательных индексов: из листа нельзя получить заготовки с суммой индексов, большей С.
Обычно при этом найдется много раскроев с суммой индексов, равной С. Если какая-либо из заготовок не фигурирует ни в одном раскрое с суммой индексов, равной С, то можно увеличить ее индекс с тем, чтобы хотя бы один такой раскрой появился.
Полученные таким образом индексы будут удовлетворять первым двум свойствам из перечисленных в § 7 гл. I: из листа нельзя получить заготовки с суммой индексов, большей некоторого числа С; каждая заготовка участвует хотя бы в одном полноценном раскрое — раскрое с максимальной суммой индексов, равной С.
Порядок расчета. На этих рассуждениях основывается следующий прием приближенного решения задачи о наилучшем раскрое:
1. Устраняются из рассмотрения немногочисленные мелкие заготовки, которые, по-видимому, получат при окончательном решении индекс О*.
2. Для оставшихся заготовок ставится и решается вспомогательная линейная задача.
* Как уже отмечалось в § 7 гл. I, возможная ошибка в условном выделении мелких заготовок с индексом 0 не опасна, так как либо обнаружится в дальнейшем расчете, что и более крупные заготовки получат индекс 0, либо будет достигнут весьма высокий коэффициент раскроя, и часть оставшихся мелких заготовок будет получаться из отдельных листов, а не из отходов.
110
3. Назначаются индексы заготовок и листов, равные произведению полученных при решении линейной задачи индексов ,их сторон.
4. Повышаются индексы некоторых заготовок, чтобы каждая заготовка получалась хотя бы в одном из полноценных раскроев, т. е. раскроев, в которых сумма индексов заготовок равна индексу всего листа.
5. Составляется раскройный план с применением по возможности лишь полноценных раскроев. При этом целесообразно начать с тех заготовок, для которых выбор полноценных раскроев с их участием наиболее ограничен.
6. Если обойтись только полноценными'раскроями не удается, план заканчивается применением небольшого количества раскроев, дающих несколько меньшую сумму индексов.
Этот прием особенно быстро приводит к цели в тех случаях, когда многие из заготовок имеют по одной одинаковой стороне или когда многие заготовки занимают одной из своих сторон почти всю сторону листа. Преимущество приема состоит еще в том, что он облегчает отыскание рациональных заполнений листа, поскольку рациональные комбинации длин, укладывающихся вдоль сторон листа, рассматриваются предварительно в ходе решения линейной задачи.
Приведем пример использования этого приема.
Пример 16. Для деталей крыши и диванных полок пассажирского вагона из фанеры сорта «С» толщиной 3 мм раскраиваются заготовки, перечисленные в табл. 11.
Завод получает фанеру листами 1525 х 1525 мм. Допуск на возможную неточность ширины или формы листа + 10 мм. Раскрой производится на гильотинных ножницах (пропил равен нулю). Для простоты будем считать, что направление волокон несущественно.
Решение. Формулируем вспомогательную линейную задачу: из полос длиной 1525 мм раскраиваются длины, равные сторонам необходимых заготовок. Требуемое количество (употребительность) каждого размера подсчитывается по указанному выше правилу.
Так, размер Д170 мм фигурирует в двух заготовках 1170Х х 1040, в заготовке 1170 х 1050 ив 10 заготовках 1170 х х 1240. Его употребительность равна
1040 х 2 + 1050 + 1240 х 10 = 15 530.
Нам важно знать только примерное соотношение каждого из размеров, поэтому при заполнении табл. 12, содержащей данные вспомогательной линейной задачи, величина употребительности каждого размера уменьшена в 1000 раз и округлена до це-
111
Таблица 11
№ детали Размер заготовки, мм Количество деталей на вагон Индекс при материале 1525X1525 № детали Размер заготовки, мм Количество деталей на вагон Индекс при материале 1525X1525 *
46-09-37-33 930x680 2 1 2-09-37-55 1040X1170 2 4
46-09-37-34 930x1000 1 1 2-09-37-58 1385x610 1 2
46-09-37-35 930X1160 1 2 2-09-37-59 1385X680 1 2
2-09-37-36 1050X680 2 2 46-09-37-70 970X578 3 1
2-09-37-37 1050X1170 1 4 46-09-37-71 1240X630 2 2
2-09-37-38 1050X1010 1 4 46-09-37-82 970X578 1 1
2-09-37-39 462x680 2 0 2-41-2-49-а 1330X530 40 2
2-09-37-40 462X1160 1 0 2-41-2-49-6 330x530 40 0
2-09-37-41 462X1000 1 0 46-41-1-59-а 560X510 20 1
2-09-37-42 1240x680 20 2 46-41-1-60-а 700X125 10 0
2-09-37-43 1240X1170 5 4 46-41-1-67-а 630X385 10 0
2-09-37-44 1240X1010 10 4 4641-1-68 680x385 10 0
2-09-37-45 1240X1170 5 4 46-41-3-30-а 1250X590 18 2
2-09-37-46 680X680 18 1 46-41-3-30-6 530x590 18 1
46-09-37-47 680ХЮ00 9 1 4642-3-08-а 1250x590 1 2
46-09-37-48 680x1160 9 2 46-42-3-08-6 530x590 1 1
2-09-37-49 470x680 2 0 46-44-2-14-а 1210X540 1 2
46-09-37-50 470x1160 1 0 46-44-2-14-6 510X540 1 1
46-09-37-51 470X1000 1 0 46-41-6-47-а 1400X530 10 2
2-09-37-52 1040x680 4 2 46-41-6-47-6 375X530 10 0
2-09-37-54 1040X1010 2 4
* Заполняется после табл. 12.
лого числа. (Заготовкой 700 х 125 пренебрегаем, так как она получится из отходов.)
Длины, вместе с которыми не умещается даже самый малый размер 330 мм, должны, очевидно, иметь тот же самый индекс, что и вся длина 1525 мм. Обозначим этот индекс буквой С (3-й столбец табл. 12).
Среди оставшихся длин преобладают два размера: 680 и 530 мм. Если кроить только эти размеры, то их придется получать по 2 шт. из полосы. Поэтому припишем этим двум размерам одинаковый индекс, например 1, а всей длине — индекс 2. Очевидно, что тогда и размерам от 530 до 680 мм следует присвоить тот же индекс. Вносим эти результаты в 4-й столбец.
Все размеры, умещающиеся в остатке от длины 1525 мм после полученных двух размеров 530 мм, должны иметь индекс 0, а умещающиеся в остатке полосы 1525 мм после получения одного размера 530 мм — индекс не более 1.
На этом основании выбираем еще ряд индексов, которые вносим в 5-й столбец.
112
Табл и ц а 12*
Размерам, вместе с которыми умещаются лишь размеры, уже получившие индекс 0, приписываем полный индекс 2 (6-й столбец).
Вместе с размерами 1040 и 1010 мм умещаются только размеры 470 и 462 мм, но последние по их употребительности нужны в меньшем количестве, чем первые, поэтому рано -или поздно размеры 1040 и 1010 мм придется получать самостоятельно. Поэтому им присваиваем индекс 2, а размерам 470 и 462 мм — индекс 0 (7-й столбец).
Размер 1000 мм можно уместить вместе с размером 510 мм, но последний по употребительности нужен в большем количестве, чем первый, поэтому рано или поздно размер 510 мм
113
придется получать отдельно от размера 1000 мм. Поэтому размеру 510 и 1000 мм присваиваем индекс 1 (8-й столбец).
Чтобы проверить, что при избранных индексах нельзя получить из длины 1525 мм заготовки с суммой индексов большей, чем 2, достаточно рассмотреть комбинации размеров 1010 и 510 мм как наименьших среди имеющих индексы, равные соответственно 2 и 1 (комбинацию 1010 + 510 мы считаем недопустимой, так как при этом не будет обеспечен'запас в 10 мм на возможную неточность в форме материала).
Теперь назначаем индексы к заготовкам и листу, равные соот-ветственнЪ произведениям индексов их сторон. Результаты выписаны в табл. 11.
Сумма индексов всех заготовок комплекта равна 398. Индекс одного листа равен 4. Значит, при данных заготовках и листах заведомо не может быть раскройного плана с использованием меньше чем 991/2 листа на комплект.
Для обеспечения экономичности плана раскроя остается следить, чтобы в каждый лист попадали заготовки с суммой индексов 4. Это в данном случае легко достигается. Достаточно даже ограничиться указанием на то, как кроить заготовки размерами 1000, 970 , 930 мм (в паре с 510 или 530 мм), и указать, что заготовки с индексом 0 делаются только из отходов. Остальные заготовки располагаются самым] простейшим образом, давая полноценные раскрои.
Коэффициент использования материала все же очень низкий, исключительно из-за неподходящих размеров листа.
В данном случае для простоты примера мы пренебрегали направлением волокна. В действительности для большинства этих заготовок существенно соблюдение направления волокна (по волокну должен идти первый из размеров, указанных в табл. 11.)
Если бы мы задались целью*соблюсти направление волокон, то следовало бы действовать несколько иначе. .
В этом случае надо сначала отдельно составить перечень размеров, идущих вдоль'волокна, и подсчитать их употребительность; составить перечень размеров, идущих поперек волокна, и подсчитать их употребительность; решить отдельно каждую из линейных задач. (Может оказаться, что при этом один и тот же размер, идущий вдоль и поперек волокна, получит разные индексы.)
Затем следует приписать каждой заготовке в качестве индекса произведение полученных индексов ее сторон, а листу — произведение индекса полной длины 1525 мм по волокну на индекс полной длины 1525 мм поперек волокна. После этого составить план, стараясь употреблять лишь полноценные раскрои.. Начинать следует с заготовок, входящих лишь в небольшое ко личество полноценных комбинаций,
114 1
Отметим еще, как следовалр бы подходить к задаче, если бы можно было заказывать на выбор листы размерами 1525 X 1525; 1525 х 1220; 1220 X 1525.
В этом случае при решении вспомогательных линейных задач следовало бы считать, что имеется материал не только одной длины 1525 мм, а двух — 1525 и 1220 мм, каждая из которых может быть получена в любом количестве.
Пример одной из таких линейных задач дан в упражнениях к гл. Г1. (Упражнение 5 соответствует части идущих по волокну размеров табл. И.)
3 амечание. Рассчитанный по этому методу план раскроя трехмиллиметровой фанеры, учитывающий возможность выбора листов 1525 х 1525; 1525 X 1220; 1220 X 1525 и обеспечивающий направления волокон заготовок, дал по сравнению с аналогичным планом, отработанным институтом «Оргтранс-маш» и утвержденным заводом им. Егорова, разницу на 8% в коэффициенте использования материала*.
Составленный план был испытан на практике. Он оказался технологичнее прежнего раскроя, так как вся свобода в выборе между равноценными раскроями была использована на упрощение плана путем создания одинаковых первых резов на значительном числе листов. Много листов приходилось кроить на одинаковые полосы, которые затем превращались каждая в единообразные заготовки. При таком построении раскроя в процессе резки почти не ощущается разбросанности одинаковых заготовок на несколько листов и соединение в одном листе ряда заготовок.
§ 4. ПОЛУЧЕНИЕ ИЗ ОДНОГО ЛИСТА ОДИНАКОВЫХ ЗАГОТОВОК
Прямоугольные заготовки. При раскрое листа на одинаковые прямоугольные заготовки большого размера бывает очевидным целесообразное расположение их в листе. Когда же заготовки
* Другой мерой улучшения и использования материала может служить конструктивное изменение размеров заготовок. К этой мере для разобранного примера прибегли конструкторы завода им. Егорова ввиду поступления на завод листов только одного размера — 1525 X 1525 мм. Однако при пересмотре разбивки на заготовки покрова широкой полосы потолка вагона был достигнут хороший раскрой только для этих заготовок. Если бы эта задача решалась комплексно для всего материала данного сорта, то конструкторы легко заметили бы, что полосу следовало в данном случае разбивать не на заготовки, кратные ширине листа, а на заготовки, хорошо укладывающиеся в листе вместе с заготовками спальных полок (ширина 530 мм), которые не могут быть изменены и которые при самостоятельном раскрое приводят к большим отходам. (Это удвоило бы эффективность конструктивного изменения.)
115
умещаются вдоль сторон листа по 5—10 раз и более, то путем комбинирования размеров и расположения заготовок можно достигать улучшения по сравнению с естественными на первый взгляд раскроями.
Разберем подробнее один пример.
Пример 17. Листы размером 710 х 1420 мм необходимо кроить на заготовки размером 135 х 161 мм*.
Нередко при выборе раскроя листа ограничиваются сравнением двух вариантов расположения всех заготовок вдоль и поперек листа. В данном случае оба эти варианта (рис. 21) дают одинаковое количество (40) заготовок из листа.
Рис. 21.
Действительно ли эти. раскрои наилучшие, и если нет, то сколько заготовок и каким образом можно уместить в листе?
Разделив площадь листа на площадь одной заготовки, находим, что из листа во всяком случае не удается получить более 46 заготовок:
1420X710
161X135
46,3.
Но эта оценка, конечно, преувеличена.
Проиллюстрируем на этой задаче применение метода, изложенного в § 3. В данном случае одновременно с плоским раскроем листа решается следующая вспомогательная задача.
Из полос двух длин:
Длина полос, мм
1420
710
Часть всех полос, имеющих длину
710 1
1420+710 ~ 3
1420 2
1420+710 - 3
* Этот пример отражает реальные данные раскроя одной из заготовок деталей автомашины ЯГ-6.
116
раскраиваются заготовки следующих длин:
Часть всех заготовок, Длина, мм которые должны иметь эту длину
135
161 1614- 135 ~ 0,46
161
135 161 4-135 ~ 0,54
Решим, какие линейные раскрои следовало бы применить в этих условиях.
Выбираем приближенно индексы, подбирая по таблице простейших дробей небольшие числа, отношение которых близко к отношению 135 : 161:
!|-0,838=,|.
Берем в качестве индексов длин 135 и 161 мм соответственно числа 5 и 6. Отношение длин к индексу:
Отношение длин материала к меньшему из этих чисел: _____________________гп д. 710 ____or 5 26,83 — b2>y> 26,83 ~~2Ь’&'
Из полосы длиной 1420 мм нельзя получить заготовки с суммой индексов более 52, из полосы длиной 710 мм — с суммой индексов более 26.
Найдем рациональные раскрои по длинам, подбирая комбинации чисел 5 и 6, равные 52 и 26 или близкие к ним:
6x24-5x8 = 52, чему соответствует 161 X 2 4- 135 X X 8 = 1402;
6х74“5х2 = 52, чему соответствует 161X 7 4“ 135 X X 2 = 1397;
6 4* 5 X 4 = 26, чему соответствует 161 4* 135 X 4 = 701.
Если употреблять только первый и третий раскрои, мы получим значительный избыток заготовок длиной 135 мм. Если употреблять только второй и третий, то в некотором избытке получатся заготовки длиной 161 мм. Употребляя второй и частично первый раскрои для полос в 1420 мм и только третий раскрой для полос в 710 мм, можно удовлетворить требуемой комплектности вспомогательной задачи.
С помощью полученных индексов можно дать более жесткую оценку возможного числа заготовок, получаемых из одного ли
117
ста. Их число не может превосходить отношения индекса листа (произведение индексов длин его сторон) к индексу прямоугольной заготовки:
?6 45 ।
30 * ’1 •
Таким образом, мы определили, что в листе более 45 заготовок разместить нельзя.
Решение вспомогательной задачи указало также и на желательное размещение длины вдоль сторон листа (рис. 22): вдоль стороны 710 мм преимущественно должны располагаться четыре длины 135 мм и одна 161 мм, а вдоль стороны 1420 мм — преимущественно семь длин 161 мм и две длины 135 мм.
Этот раскрой дает 44 заготовки из листа, т. е. 10% экономии металла по сравнению с обычными примитивными раскроями. Конечно, он мог
быть найден и простым подбором. Введение индексов направляло нас к цели и помогло отыскать целесообразное расположение длины вдоль сторон листа.
Отметим типичные свойства разобранного примера. Вспомогательная задача приводит в большинстве случаев к более разнообразному рациональному расположению заготовок вдоль большей стороны листа, тогда как размещение заготовок поперек листа оказывается более жестко определенным.
Верная оценка возможного числа умещающихся в листе заготовок по индексам вспомогательной задачи оказывается не всегда окончательной, но существенно более точной, чем оценка по площади или примитивным раскроям.
Кроме того, достижение максимального выхода ограничивается иногда необходимостью сквозных разрезов, идущих через весь кусок материала. -
На этих соображениях основывается следующий порядок действия для практического нахождения рационального размещения заготовок:
1. С помощью округления до небольших чисел отношения длины сторон заготовки находятся наиболее благоприятные раскрои короткой стороны листа.
2. Раскраивается в найденной комбинации длин значительная часть заготовок: одни ряды — из заготовок, положенных
118
вдоль большей стороны, другие — поперек*. Отмечается место, где деления этих рядов близки к совпадению, и там проводится общий поперечный разрез листа. Это лучше всего делать, графически, сразу же вычерчивая раскрой.
3. Оставшаяся часть будет опять прямоугольной. Размещение заготовок в ней выбирается опять-таки из условия'наилуч-шего заполнения ее короткой стороны.
Пример 18. Лист 700 X 1500мм, заготовка 95 X 155мм.
Решение. Отношение длин
1=°>613=4-
Меньшее из отношений длины к индексу 95 : 5 = 19.
Индекс короткой стороны 700 : 19 = 36,8, откуда индекс равен 36. Комбинации чисел 5 и 8, дающей 36, т. е. 8 х 2 + 5 х 4, соответствует раскрой 155 х 2 + 95 X 4 = 690.
Располагая значительное количество заготовок в этом положении, выбираем подходящий поперечный разрез (рис. 23). Ширина оставшейся полосы 1500—155 х 8 — 260 мм. Наил у ч-шее ее заполнение по ширине, очевидно, 155 + 95 мм. Заполнив остаток (см. рис. 23), объединим раскрой, переставляя часть заготовок так, чтобы сначала раскроить на полосы" шириной 155 мм, а затем уж эти полосы резать по размеру 95 мм.
Оценка по площади показывает в этом примере, что не удастся разместить более 71 заготовки; оценка по индексам вспомогательной задачи показывает, что не удастся разместить более 70. Лучший из примитивных раскроев дает 63 заготовки. Найден-
* Если все заготовки расположены по узкой стороне листа одинаково, то это^лищь упрощает задачу.
119
Рис. 24.
ный рациональный раскрой дал 69 заготовок, что, по-видимому, и представляет собой достижимый в данном случае максимум*.
Рациональный раскрой в этом случае дал по сравнению с обычным 9% экономии.
Круглые заготовки **. Как известно, наиболее плотным расположением кругов на неограниченной плоскости является не простейшее расположение рядами (рис. 24, а), а такое расположение, при котором один ряд'кругов несколько входит в промежутки между кругами предыдущего ряда (сотовое расположение, см. рис. 24,6). Если считать лист-весьма большим, пренебрегать отходами по краям и считать, что круги плотно прилегают друг к другу, то при первом расположении используется, как это нетрудно подсчитать из чисто геометрических соображений, примерно 78,5% площади, а при втором —около 90,7%.
Поэтому при заготовках сравнительно малого диаметра (укладывающихся в листе несколько десятков раз) более экономным является сотовое расположение кругов.
Однако, когда из листа нужно выкраивать круглые заготовки более крупного диаметра (укладывающегося всего несколько раз поперек листа), то пренебрегать отходами по краям нельзя, так как они играют существенную, а иной раз и решающую роль при выборе рационального расположения заготовок.
* Точную проверку даст построение шкалы индексов, см. [41].
** См. также «Обзор литературы», § 3. Авторам не известен общий математический метод решения задачи о размещении максимального числа одинаковых кругов в прямоугольнике. Однако, поскольку задача самостоятельного раскроя больших партий круглых заготовок встречается весьма часто, мы сочли уместным привести некоторые приемы, позволяющие практически успешно решать отдельные производственные задачи.
В написании этого раздела принял участие сотрудник Кировского завода Г. Ш. Рубинштейн, которым, в частности, предложено и испробовано на практике применение косых резов для повышения эффективности однорядной штамповки круглых заготовок.
120
a — 21 заготовка из листа; 6 — 26 заготовок из листа
Кроме того, весьма часто круглые заготовки получаются путем штамповки из предварительно отрезанных полос. В этом случае технологический процесс не позволяет использовать сотовое расположение заготовок в листе.
Во всех случаях можно с успехом использовать смешанные раскрои листа на части, внутри которых круглые заготовки расположены в различных конфигурациях.
Пример 19. Из листа 1000 X 2000 мм требуется получать круглые заготовки диаметром 265 мм. Небольшой запас на перемычки между кругами предполагается уже включенным в указанный размер заготовки.
Очевидно, что простейшее расположение заготовок рядами (рис. 25, а) позволяет в этом случае получить 21 заготовку из листа, а сотовое расположение (см. рис. 25, б) дает 26 заготовок из листа.
Вариант 1. Допустим, что технологический процесс позволяет использовать только однорядную штамповку заготовок из полос, предварительно раскраиваемых на гильотинных ножницах. Не следует думать, что в таких случаях всегда рационально простейшее расположение рядами (см. рис. 25, а). На рис. 26 изображен раскрой листа, позволяющий в нашем примере при однорядной штамповке получать 24 заготовки вместо 21 из листа.
121
'9Z *^cf
1000
Опишем графическое построение этого раскроя. Сначала проводим (см. рис. 26) параллельные линии /х, /2 на> расстоянии, равном (в некотором масштабе) ширине листа. Отступая от этих прямых внутрь на расстояние, равное радиусу заготовки, проводим более близкие параллельные им линии /3, /4.
Радиусом ОЛ, равным сумме максимального числа диаметров заготовки, умещающихся в ширине листа, проводим дугу АВ с центром в произвольно выбранной точке О на прямой /3. В данном примере радиус ОА равен 265 X 3 = = 795 мм. Отмечаем точку В пересечения дуги АВ с прямой
Вдоль ОВ располагается несколько (в данном примере 4 шт.) заготовок* прилегающих друг к другу и к прямым llt 12, Заключаем этот ряд в общук/поло-су, имеющую вид параллелограмма. Последовательными параллельными сдвигами этой полосы вдоль прямых /2 находим расположение, при котором заготовки хорошо заполняют по ширине длинную полосу, между прямыми и /2.
Отметив крайнюю точку Mt одного из кругов, проводим С^М^Р! и на расстоянии, равном длине листа, и отмечаем количество заготовок, целиком попавших в прямоугольник CiD^jF^ Повторяя такое же построение для точек M2t Л43, Л14, выбираем наиболее благоприятный вариант. В нашем примере все четыре положения дают одинаковое количество (24) заготовок из листа. Окончательное положение CDEF выбрано из условия получения равномерных запасов по краям листа.
Описанное построение, как правило, дает раскрой, обладающий по сравнению с примитивным раскроем преимуществом именно для тех случаев, когда при обыкновенном расположении получаются значительные отходы по краям листа.
Вариант 2. Пусть в условиях того же примера технологический процесс допускает любое расположение заготовок в листе. В этом случае наиболее плотное расположение обычно удается подобрать, несколько деформируя про
123
стое сотовое расположение (см. рис. 25, б) с тем, чтобы использовать наиболее крупные просветы у края листа. В данном случае это позволяет получить из листа 28 заготовок (рис. 27, а). Вообще для нахождения благоприятных расположений в подобных случаях можно пользоваться простым механическим моделированием задачи, используя для этой цели раздвижную прямоугольную рамку (см. рис. 27, б) и набор шариков одинакового размера.
Вариант 3. Если технология допускает однорядную и двухрядную штамповку круглых заготовок, то следует помнить о возможности совместного комбинирования тех и других полос. При этом можно сначала составить различные варианты полос: продольные и поперечные, однорядные, двухрядные с четным и нечетным числом кругов в полосе, а затем подбирать наиболее благоприятное заполнение листа этими полосами.
В большинстве случаев проще всего сначала найти более плотное заполнение листа заготовками, не связывая себя технологическими ограничениями а затем стремиться осуществить близкое расположение, удовлетворяющее требованиям технологии. Так, в разоб
ранном выше примере (см. рис. 25, б и 27) легко заметить, что при возможности использования однорядной и двухрядной штамповок целесообразнее всего разрезать лист вдоль на две одинаковые полосы для двухрядной штамповки, что дает 26 заготовок из листа.
Пример 20. Для деталей трактора потребовалось раскроить большое количество круглых заготовок диаметром 290 мм из листов 625 X 1100 мм.' Простой подбор подсказывает наиболее полное использование листа, получающееся при расположении заготовок, изображенном на рис. 28. Разрез АВ превращает это расположение в комбинацию однорядной и трехрядной штамповки. Поскольку конструкция штампа, рассчитанного, вообще говоря, на однорядную штамповку, позволяла получать угловую заготовку из любого листа, то из куска ABCD можно получить четыре угловые заготовки, после чего оставшийся кусок проходит обрезку на гильотинных ножницах (пунктир на рис. 28) и из него штампуется еще одна заготовка. Это простое мероприятие, дающее в данном случае экономию около 15% материала, показывает, что полное использование технологических возможностей оборудования позволяет обычно прибли_ жаться к наиболее экономным раскроям.
§ 5. ИСПОЛЬЗОВАНИЕ РАНЕЕ ИМЕВШИХСЯ ИНДЕКСОВ ПРИ СОСТАВЛЕНИИ ВИДОИЗМЕНЕННОГО ПЛАНА
РАСКРОЯ
Если при составлении раскройного плана были не только отработаны карты раскроя, но и установлены индексы заготовок, то знание этих индексов может облегчить работу по составлению нового плана раскроя в связи с изменением некоторых из заготовок. Тем заготовкам, которые не изменились, следует в качестве приближенного значения соотнести старые индексы, а индексы
124
Таблица 13
Размер Заготовки, мм Количество в комплекте Индекс
новый старый
1000X890 2 1,5
1397X1000 1 3 3,0
1750X108 1 0 0
1430X1000 1 3 3,0
1200x527 3 2 2,0
1243X786 1 3 3,0
1200X346 1 1 1,0
1200X500 5 —» 1,5
1134x320 1 1 1,0
1150X447 3 1 1,0
1200X294 1 1 1,0
1228X786 1 3 3,0
1084X320 1 1 0,5
1200X272 2 1 1,0
1600X617 1 2 2,0
1224X323 2 1 1,0
1430X340 1 1 1,0
Лист 2000X4000 3 3
новых заготовок выбрать так, чтобы для каждой новой заготовки хотя бы один раскрой с ее участием имел ту же сумму индексов, что и раскрои, применявшиеся раньше.
В § 2 мы уже рассматривали один прием выбора индексов новых заготовок, когда индексы большинства других уже известны. Этот прием (предварительное выяснение индексов некоторых полос) можно использовать и в данном случае.
После выбора индексов следует действовать как обычно: составить план, стараясь обойтись лишь полноценными по сумме индексов раскроями, затем перейти к последовательным улучшениям готового плана (см. § 3 гл. I).
Рассмотрим в качестве примера раскрой заготовок, перечисленных в § 1, после того как размеры двух из них изменены на 500 X X 1200 мм и на 1000 х X 890 мм (см. § 1).
Из листов 1000 х 2000мм необходимо получать заготовки, указанные в табл. 13.
Индексы новых заготовок в табл. 13 не были обозначены. Заготовки, сохранившиеся неизменными, при старых индексах обладали тем свойством, что в одном листе не могли быть размещены заготовки с суммой индексов, большей чем 3. Будем раскраивать новые заготовки и одновременно выбирать их индексы так, чтобы сохранить это свойство.
Заготовки 1200 х 500 мм можно получать по две из листа. Присвоим им индекс 1,5 и проверим, что ни с какой другой заготовкой они не образуют раскроя с суммой индексов, большей чем 3.
Заготовки 1000 х 890 мм можно также получать по две из листа. Попробуем присвоить им индекс 1,5. Если положить такую заготовку размером 1000 мм вдоль листа, то, очевидно, ни одна заготовка с индексом, отличным от 0, кроме еще одной заготовки 1000 X 890 мм, уже в листе не уместится. Если расположить
125
эту заготовку размером 1000 мм поперек листа, то в остатке может уместиться заготовка 1084 х 320 мм. Мы нашли раскрой (рис. 29), дающий сумму индексов большую, чем 3. Значит, надо уменьшить индекс одной из этих заготовок., Если мы начнем резать по этому раскрою лист за листом, то первой укомплек-
Рис. 29.
Рис. 30.
а — 2 листа на 6 вагонов; 6 — 5 листов на 6 вагонов.
туется заготовка 1084 х 320 мм, оставшиеся заготовки 1000 X X 890 мм придется получить самостоятельно, поэтому понижаем индекс у заготовки 1084 X 320 мм с 1 до 0,5 (чтобы и в этом раскрое сумма индексов была равна 3).
Теперь перейдем к составлению плана раскроя, стараясь обойтись только раскроями с полной суммой индексов. Заготовки с индексом 3, очевидно, требуют каждая по листу (всего 4 листа на комплект).
Затем кроим заготовки 1084 X 320 мм, требующие вполне определенного раскроя.
Для укомплектования заготовок 1084 X .320 мм требуется резать по раскрою (рис. 30, а) один лист на три комплекта.
Доукомплектовываем заготовки 1000 х 890 мм (см. рис. 30, б). При дальнейшем составлении плана остается следить лишь за тем, чтобы в употребляемых раскроях сумма индексов была 3, и использовать свободу выбора между такими раскроями, стараясь избегать рассредоточения одинаковых заготовок по разным листам. Раскрой 16 основных заготовок закончить не трудно.
126
На приложенном чертеже (рис. 31) дан окончательный раскрой всех заготовок, включая детали с индексом 0, которые были перечислены в примере 15. Мы не приводим полной формы раскройных карт, а ограничиваемся лишь эскизами раскроев для каждой карты. Легко подсчитать, что по этому плану тратится на каждый вагон 14 листов. Поскольку нам удалось обойтись только полноценными раскроями, он максимально экономный.
В том, что наиболее экономный план потребует не менее 14 листов на комплект, мы могли убедиться и раньше. Достаточно было подсчитать сумму индексов всех заготовок комплекта (она равна 42) и разделить ее на индекс листа (42 : 3 = 14).
Рис.
127
1200
10 полос л
4 полосы л
N5
128
766
N8
6 полос б
674
110
2-48-1-18 t 850 1000
2-17-4-08
5отосода I
NO
1 полоса Б
N10
N11
5 Л. В, Канторович, В. А. Залгаллер
129
5 листов
2000
2-48-1-06
2-49-1-06
Отложить на ленты 50
2 листа
890
N12
130
Раскрой отходов I
две ‘
1 отход
5*
131
Раскрой отходов I
N 14
1 полоса D
46-04-38
3 отхода II
812
900
N 15
132
АроЗолженив
6 листов
1397
6 листов
7^6 94 94
529 529
133
6полос
Раскрой отходов I 2°™^ 1 отход
776 , к , 776
46-67-12-Q1 Д</7
134
6 листан
2-09-37-57
2-48-1-08
980
N18
Отход 1
1243
6 листов
786
1000
N 19
135
N 20
NN нарт Нол-во отложенных полос Размер
7 1 50x800
7 12 120x572
10 1 200x1000
10 2 100 хЗОО
12 5 220 хЮОО
15 1 300 х 1000
16 12 60 х 529
16 6 74x1000
16 6 133x1000
17 2 116 хЮОО
17 1 80 х 776
17 2 56x460
20 2 167x786
1 Превратить все отложенное в полосы шириной 50
?______ZZ А
2. Нарезать 144 детали
Э~72-20-01 размером 494*50
5. Остальные полосы сдать для штампоени деталей £-64-11-01
N 21
136
Замечание. Для выполнения составленного плана необходимо одновременно раскраивать не один, а шесть или кратное шести количество комплектов. Поэтому план следует составить в данном случае из расчета на партию в шесть комплектов.
Этот план раскроя был реализован на раскройном участке прессово-заготовительного цеха завода им. Егорова.
§ 6. ПОСТРОЕНИЕ ПЛАНОВ РАСКРОЯ "
ЛИСТОВОГО МАТЕРИАЛА ПО РУЛОННОМУ ПРИНЦИПУ
Рулонные материалы. Длина рулонного материала настолько больше его ширины, что при планировании раскроя такого материала можно, по существу, пренебрегать концевым отходом*.
Раскрой рулона на прямоугольные заготовки совершается обычно следующим образом: сначала прямыми поперечными ре-зами от рулона отрезаются некоторые полосы, которые затем кроятся на необходимые заготовки.
Допустим, что составлен максимально экономный план раскроя. Если употребленные в нем полосы имеют длину /х, /2,..., то дальнейший раскрой этих полос на заготовки во всяком случае должен удовлетворять всем свойствам максимально экономного раскроя совокупности листов, которую образуют отрезанные полосы. Должны существовать такие индексы заготовок, при которых из каждой полосы получаются заготовки с некоторой суммой индексов С\, Сп. В каждой из этих полос нельзя разместить заготовки с суммой индексов большей, чем соответствующее Ci. Поскольку число полос каждого вида могло быть отрезано произвольно (задача 2), то в наиболее экономном решении должно еще удовлетворяться соотношение
11 __ ^2 _ _
Ci Съ * Сп *
Выбирая подходящий общий множитель для всех индексов, можно достичь того, чтобы это общее отношение равнялось единице.
Наконец от рулона можно было отрезать полосы не только использованных длин /х, /2,..., 4, но и любой другой длины Z**.
* После того, как план раскроя готов, следует к полученному расходу материала сделать процентную надбавку на концевые отходы.
* * Практически длины I бывают ограничены сверху некоторым числом, значительно меньшим, чем длина рулона. Например, при раскрое на гильотинных ножницах — максимальной длиной выполнимого разреза; при раскрое ткани — длиной закройных столов; при раскрое толстолистового металла — максимальным весом полосы, приемлемым для дальнейшей транспортировки, и т. п.
137
Чтобы план был действительно наиболее экономным, должно удовлетворяться условие 4, более общее, чем условие 2;
4) при размещении любой группы заготовок на рулоне сумма выбранных индексов этих заготовок должна быть не больше длины полосы, в которой они уместились. ' (
Выбираемые таким образом индексы оказываются не чем иным, как выраженным в единицах погонной длины рулона расходом материала на каждую заготовку в данном раскройном плане.
Так как задача раскроя рулонного материала, по существу, сводится к основным задачам 1 и 2 (§ 3 гл. I), то к этой задаче могут быть применены общие методы, изложенные в гл. I *. Например, общий метод последовательных улучшений плана раскроя принимает в случае рулонного материала следующий вид:
1. Составляется раскрой на полосы, в каждой из которых содержатся заготовки лишь одного какого-то вида.
2. Подсчитывается длина рулона, расходуемая при этом на одну заготовку каждого вида, и эта длина принимается за индекс заготовки.
3. Находится, если возможно, комбинация заготовок с суммой индексов большей, чем длина полосы, в которой она размещается. Эта полоса вводится в раскройный план вместо одной из ранее примененных полос (ср. § 5 гл. I).
4. Выбираются новые индексы, такие, чтобы во всех вновь использованных полосах суммы индексов равнялись длинам полос.
5. Повторяется операция 3 и т. д.
Можно, конечно, начинать не с самого примитивного плана.
Пример 21. Из рулона шириной 1000 мм требуется получить следующие заготовки для серийного производства:
№ детали
Размеры заготовки, мм
Количество в комплекте
1
2
3
420 X 680
2.10 X 800
350 X 350
3
5
3
Раскрой выполняется на гильотинных ножницах. Максимальная длина разреза 2000 мм.
Если бы каждая из заготовок получалась самостоятельно, то раскрой, очевидно, состоял бы из полос, изображенных на рис. 32.
* Достаточно, например, перечислить возможные раскрои отдельных полос и отнести число получаемых в них заготовок к длине полосы, как мы попадаем полностью в условия основной задачи 1 (§ 3 гл. I),
138
Рис. 32. План раскроя № 1.
а — раскрой № 1, 2/3 полосы на комплект (т. е. 3 полосы на каждые два комплекта); б—раскрой № 2, 5/4 полосы на комплект; в — раскрой № 3, 3/2 полосы на комплект.
Легко подсчитать, сколько погонных миллиметров рулона расходуется в этом плане на каждую заготовку. (Например, из 800 мм рулона выходит четыре заготовки размером 210 х X 800 мм, т. е. на каждую заготовку расходуется 200 мм рулона.) Полученные величины примем в качестве первого приближения индексов и внесем их в табл. 14 (приближение 1).
Таблица 14
№ раскроя Размер заготовки, мм Количество в комплекте Индексы приближений
1-е (план № 1) 2-е (план № 2) 3-е (план № 3) 4-е (план № 4)
1 420X680 3 340 340 340 336
2 210X800 5 200 200 160 168
3 350x350 3 175 100 160 148
Итого на ком-
плект, пог. мм —
рулона • • 2545 2320 2300 2292
139
Теперь попробуем искать другое заполнение] полос. Ищем комбинации размеров, более близкие к 1000 мм:
350 + 210 х 3 = 980,
420 + 350 + 210 = 980,
680 + 210 = 890.
Первой из этих комбинаций показанный на рис. 33, а.
соответствует раскрой полосы,
Pi/c. 33.
а — раскрой № 4; б — то же, № 5; в — то же, № 7.
Сумма индексов участвующих в этом раскрое заготовок превышает длину полосы:
175 X 2 + 200 X 3 = 950 > 800.
Значит, введение этого раскроя улучшит план.
Очевидно, что применение этого раскроя сделает ненужным в первую очередь раскрой № 3. План раскроя № 2 будет состоять
140
из трех раскроев:
№ раскроя
1
2
4
Количество полбе на комплект
3/2
1/8 3/2
Новые индексы выберем так, чтобы сумма индексов в раскроях №1,2,4 равнялась длинам полос. При этом, очевидно, изменяется лишь индекс заготовки 350 х 350 мм. Полученные результаты вносим в табл. 14 (приближение 2).
Рассмотрим теперь другие раскрои (см. рис. 33, б). В этом раскрое сумма индексов больше длины полосы:
340 X 2 + 200 = 880 > 840.
Значит, введение этого раскроя в план повысит коэффициент использования материала. Применение этого раскроя, очевидно, приведет в первую очередь к ненужности раскроя № 2. Новый план № 3 будет состоять, таким образом, из раскроев №1,4, 5. Количество полос, которые надо разрезать по каждому из этих раскроев, чтобы обеспечить комплектность, нетрудно найти. Пусть эти числа будут xlt х4, х5. Необходимо соблюсти условие
1 ХБ — 2 ,
2хг + 2 х5 — 3;
Зх4 + х& = 5;
2х4 = 3, *1=1.
3 откуда х4 = у ;
Следовательно, план раскроя № 3 будет выглядеть так:
№ Количество полос
раскроя на комплект
1 1
4 3/2
5 1/2
Выберем новые индексы заготовок так, чтобы в примененных раскроях № 1, 4, 5 суммы индексов равнялись длинам полос. Пусть индексы заготовок равны соответственно х, у, z. Необходимо соблюсти условие
2х = 680;
Зх + г = 800;
2х + у = 840, откуда х — 340; у — 160; z = 160.
141
Вносим эти данные в табл. 14 (приближение 3).
При новых индексах вновь обнаруживается (см. рис. 33, в) раскрой полосы с суммой индексов размещенных в ней заготовок большей, чем длина полосы.
Действительно
340 + 160 + 160 X 2 = 820 > 800.
Чтобы определить, какой из ранее примененных раскроев станет ненужным в связи с введением в план раскроя № 6, обозначим через х, у, z количество полос, раскраиваемых по раскроям № 1, 4, 5, и через 9 — количество полос, раскраиваемых по раскрою № 6. Условие комплектности требует, чтобы
2х + 2? + 9 = 3;
Зу + z + 9 = 5;
2у + 29 = 3,
,3 — 20 „ 1 +40 2 -50
откуда у =‘—— , z = ——; х = —.
Таким образом, с увеличением 9 первой обращается в нуль величина х при 9 = 9,4, откуда находим х — 0; 9 = 9,4; у = 1,1; z = 1,3, что дает нам новый план раскроя № 4:
Количество
№ полос на
раскроя комплект
4 1,1
5 1,3
6 0,4
Новые индексы заготовок, (найденные из условия равенства в раскроях № 4, 5, 6 сумм индексов длинам полос) внесены в последний столбец табл. 14.
Дальнейшие попытки найти раскрой полосы с суммой индексов заготовок, большей чем длина полосы, не приводят к результатам, откуда заключаем, что найденный план № 4 — наиболее экономный.
Партия для раскроя (минимальное количество одновременно раскраиваемых комплектов) в каждом плане была другой:
№ плана Наименьшая Расход материала,
раскроя партия пог. мм на комплект
1 4 2545
2 8 2320
3 2 2300
4 10 2292
142
Простота раскроев и малый размер партии заставляют нас практически отдать предпочтение плану № 3, близкому по расходу материала к наиболее экономному плану № 4.
Назначая окончательную норму,'.следует сделать зависящую от длины рулона процентную надбавку на концевые отходы при раскрое рулона на полосы.
Построение планов раскроя листового материала по рулонному принципу. Толстолистовой прокат поступает на заводы узкими длинными листами размером 1 -ч- 1,5 х 4 ~ 7 м. В большинстве случаев ширина листов соблюдается вполне определенной, тогда как их длина значительно колеблется даже в пределах одной и той же партии материала. Для таких листов нельзя составить точные карты раскроя всего листа.
Обратим внимание на то, как практически режутся эти листы. Сначала их разрезают поперечными резами на полосы, а затем уже эти полосы раскраивают на заготовки гильотинными ножницами или с помощью газокопировальных станков. На заводах, не имеющих мощного оборудования, первая операция (раскрой листа на исходные полосы) совершается газовыми резами во дворе, после чего части листов (иногда, к сожалению, случайные по длине) поступают в цех.
Во всех этих случаях целесообразно строить план раскроя, предусматривая последовательное выполнение двух операций. Первоначально материал кроится на определенное количество вполне определенных полос. Затем эти полосы, уже точномерные, кроятся в соответствии с определенными картами раскроя.
Первая из этих операций представляет собою, по существу, простую задачу линейного раскроя материала смешанной длины. Такого рода задачи рассматривались в гл. II. Концевые отходы при этом будут тем меньше, чем больше будет требоваться коротких полос и чем разнообразнее они будут.
Вторая операция — раскрой точномерных листов.
Обе операции тесно связаны друг с другом свободой в выборе длины отрезаемых полос. При изменениях состава и размеров полос может случиться, что экономия, достигаемая усложнением полос, связанного с их укрупнением, поглощается увеличением концевых отходов при первоначальном раскрое на полосы.
Однако можно указать два случая, когда к решению этой общей задачи можно подойти вполне определенным образом.
Случай 1. Может оказаться, что никакого выбора в составе полос нет, т. е. состав полос очевидным образом определяется размерами самих заготовок. В этом случае остается решать лишь первую линейную задачу. (Если возможных вариантов состава полос всего два-три, то можно при каждом из них решить линейную задачу и выбрать более экономный вариант.)
143
Случай 2. Отходы при выполнении первой операции целиком зависят от количества, длины и разнообразия получаемых коротких полос (шириной всех полос считаем ширину листа). Может оказаться, что значительное количество таких полос естественным образом определено размерами заготовок. Тогда длина и состав полос, из которых получаются остальные заготовки, не влияют на количество отходов при выполнении первой операции. Поэтому планирование раскроя всех заготовок, не вошедших в первоначально выбранные короткие полосы, следует вести по тем же правилам, что и при раскрое рулонного материала. Этот случай особенно часто встречается в производственной практике.
Приведем пример плана раскроя, относящийся ко второму случаю.
Пример 22. Листовая сталь толщиной 16 мм кроится на Ленинградском заводе им. Егорова на заготовки для деталей модернизированного пассажирского вагона. Поступают листы шириной 1500 мм, длиной 5—6 м. Раскрой выполняется газом. Прямые резы выполняются во дворе, а фигурные — в цехе на копировальном станке. Ширина газового разреза 7 мм.
Задание для раскроя дано в табл. 15.
Таблица 15
№ детали Размер заготовки, мм Количество деталей на вагон Примечание
46-07-3-29/32 980X206 4 На узких концах скосы по 70 мм
2-13-5-06 480X240 3 Две детали из заготовки
46-08-045/1 538X500 1 То же
ЛВ-46-05-03/31 734X170 4
2-03-77 116X70 1
Окончательно принятый нов будет следующим:
план раскроя для партии в 8 ваго-
Полоса Длина, мм Количество на партию, шт.
А 4650 1
В 1007 1
В 170 16
Г 240 1
Сначала следует отрезать широкие полосы А и Б в нужном количестве, а затем до конца листа укладывать полосы В, Если
144
отход на конце листа превысит при этом 70 мм, заменить последнюю полосу В полосой Г. Остальные полосы отрезать от следующего листа.
Построение этого плана (рис. 34, 35) позволяет рационально использовать поступающий материал смешанной длины.
Отходы при раскрое на полосы не могут превысить 100 мм на лист. Если бы отход оказался более 100 мм, то следовало бы последнюю полосу В заменить полосой Г; после такой замены отход не может быть более 100 мм, иначе до этого отход был бы более 170 мм и в нем могла бы быть размещена еще одна полоса В.
Средняя длина листа 5500 мм; концевой отход, вызванный некратностью длин заготовок и длины листа, может быть от 0 до 100 мм и в среднем составляет 50 мм. К этому следует прибавить потери на торцовку концов листа в угольник 30 X 2 — — 60 мм и ширину одного газового реза в 7 мм. Коэффициент использования листа по длине будет равен *
5500-(50 + 60 + 7) = 0>979.
5500
* Правила определения коэффициента использования материала по дли-ц*е даны в § 5 гл. Ц,
145
Общая длина расходуемых на партию полос с учетом одного реза, следующего за каждой полосой, составит
(4650 + 7) + (1007 + 7) + (170 + 7) X 16 + (240 + 7) =
= 8750 мм.
На партию в восемь комплектов потребуется 8750 : 0,979 = = 8938 пог. мм металла.
Рис. 35.
а — раскрой полос Б — две заготовки шириной 206 мм отрезать во дворе Остальную часть, не разрезая, сдать на копировальный станок для выполнения фасонных вырезов;
б — то же, полос В (их можно сдавать на копировальный станок не отрезанными друг от друга); в — то же,' полос Г (выполнять во дворе).
Принимая удельный вес стали 8 г/сж3, имеем норму
893,8450.1,6.0,008 П1Л с ---------- = 214,5 кг на вагон.
8
Нетрудно подсчитать номинальный вес заготовок — 204 кг. Коэффициент использования материала при раскрое составляет, таким образом, 204 : 214,5 X 100 ж 95,1%.
"Замечание. В плане вовсе не предусматривается использование целого числа листов на выбранную партию. Партия 8 выбрана таким образом, "чтобы использовать целое число полос каждого вида. Листы кроятся на полосы по мере надобности. После каждой партии остается часть последнего листа, которая используется в первую очередь при раскрое следующей партии, что вполне соответствует установившейся практике раскроя толстолистового проката.
Опыт составления планов раскроя показывает практическую целесообразность построения раскроя не только длинных листов, но и листов обычных размеров по рулонному принципу в тех случаях, когда удается обеспечить достаточное количество или разнообразие узких полос.
Мб
Преимущества Планов раскроя, построенных по рулонному принципу. Планы раскроя листовых материалов, построенные по рулонному принципу, обладают многими преимуществами:
1. Рационально плановым образом используются листы, не мерные по длине.
2. Достигается максимальная разделенность различных заготовок: в большинстве полос обычно участвуют 1—2 заготовки.
3. Каждая полоса может раскраиваться по мере надобности произвольной партией, что делает более гибким планирование работы на участке.
4. План весьма устойчив по отношению к изменениям отдельных заготовок. При незначительных изменениях (не задевающих состава наиболее мелких полос, в зависимости от которых находится коэффициент использования материала по длине) изменятся раскрои лишь нескольких полос и нормы расхода материала на измененные заготовки.
5. Допускается совместный раскрой на. заготовительном участке одного и того же материала на два или несколько разных изделий, для заготовок каждого из которых составлен свой план раскроя. При этом коэффициент использования листа по длине может оказываться даже выше, чем в каждом из планов в отдельности.
6. План весьма технологичен. При его внедрении по существу приходится только внести некоторые коррективы в процесс раскроя, практически складывающийся на заготовительном участке.
7. Достигается сокращение документации плана раскроя, поскольку раскрой полос используемых только на одну заготовку вовсе не требует изображения эскизов раскроя на отдельных картах (см. пример 23). ,
8. Есть возможность уже в первом глазомерном приближении получать вполне приемлемые планы раскроя (с коэффициентом использования при раскрое 0,92—0,97) *.
Порядок работы при составлении первого варианта плана. Получив список заготовок, следует прежде всего отметить в нем заготовки, одна из сторон которых, будучи несколько раз-повторенной, хорошо укладывается поперек листа, а также заготовки уже 1/10 ширины листа, которые также хорошо заполняют собой ширину листа.
Затем следует из не отмеченных ранее заготовок составлять смешанные полосы любых длин с хорошим, по возможности, заполнением их заготовками. При необходимости заполнения круп
* Не случайно такие планы раскроя сразу прочно закрепились на заводе им. Егорова.
147
ных отходов можно использовать и отмеченные ранее заготовки. Партию для раскроя в условиях крупносерийного производства можно назначать отдельно на раскрой каждой из полос (ср. § 7).
Если количество «коротких» полос (шириной всех полос считаем ширину листа) недостаточно для использования концевых остатков, надо постараться заменить некоторые более крупные полосы более короткими.
Если внутри некоторых крупных полос отходы велики, следует перейти к улучшению плана раскроя путем усложнения состава полос (методом, изложенным в начале этого параграфа).
При нежелательности больших партий можно использовать в составе смешанных полос часть заготовок, самостоятельный раскрой которых требовал большой партии.
После того как запланирован раскрой всех полос, следует упорядочить полученные полосы от наиболее длинных к более коротким.
Расчет эффективности плана раскроя. После того как план составлен, следует установить коэффициент использования листа по длине при раскрое на прлосы. Его подсчет ничем не отличается от соответствующего расчета, приведенного при рассмотрении раскроя линейных материалов смешанной длины. Сначала следует определить среднее количество суммарных потерь по длине листа. Они слагаются из следующих величин: две торцовки концевых кромок листа в угольник; потеря на некратность, которую можно принимать равной половине длины самой короткой из полос (малочисленные короткие полосы, получающиеся полностью из отходов при раскрое более крупных полос, не должны при этом учитываться) *; потеря в зажимном устройстве, если не практикуется раскрой по переднему упору последней отрезаемой от листа полосы (в этом случае не нужно учитывать потерю на одну из торцовок листа). Наконец, сюда же следует включать и другие возможные потери, если они и пропорциональны числу раскраиваемых листов. (Дополнительные потери, связанные с каждой отрезаемой полосой, должны учитываться на более позднем этапе расчета путем соответствующей добавки к собственной длине полосы.) Коэффициент использования листа по длине определяется затем как отношение разности средней длины листа и среднего суммарного отхода по длине к средней длине листа.
Затем следует определить вес 1 пог. м листа и, разделив этот вес на подсчитанный коэффициент использования листа по длине, установить начисление нормы расхода материала (в кг) на каждый метр длины требующейся полосы.
Умножением длины каждой из полос на установленный размер начисления в килограммах находим норму расхода материала на заготовки, размещенные в этой полосе, откуда определяем подетальные нормы, а вслед за ними и общую норму расхода. Для контроля общей нормы следует подсчитать суммарную длину всех полос (с учетом того, сколько полос каждой длины раскраивается на один комплект). Произведение этой суммарной длины на установленное начисление нормы на 1 пог. м должно давать общую норму расхода материала на комплект.
* Ср. конец § 5 гл. II.
148
1257
Нарта А/1
Нарта А/4
Из полооь/ 50 изготовлять
Нарта Л/5
Нарта /75 46-48-4-54
детали 90x65(6 и/т. из полосе/)
160
Нарта НО 2-12-2-09 1400
§ to
1400
Т----г
& hOv
210
2-07-27-21
21О\21О\21О
210 210
Т^С
lib
105
46-07-1-44
515
516
516
515
1/5 всех полос 100x556ре— 100 зать на заготовки100*50 (6 сит из полоса)
Рис. 36. Эскизы к картам раскроя смешанных полос.
Полученный план раскроя следует оформить, предусмотрев раскрой полос в порядке убывания их ширины. Эскизы раскроя необходимо приводить только для полос, раскраиваемых затем на несколько различных заготовок.
Ниже дан пример готового плана раскроя (табл. 16), на котором легко проследить особенности формы документации, рекомендуемой для оформления плана раскроя, построенного по рулонному принципу.
Зачастую оказывается целесообразным дать отдельную инструкцию для правильного выполнения первоначального раскроя листов на полосы. Такого рода инструкция может преследовать различные цели, связанные со спецификой конкретной задачи. Например, с целью избежать излишнего накопления концевых отходов от листа при раскрое крупных полос, или с целью унифицировать первоначально отрезаемые полосы (при листах определенной длины и
149
Список и Данные для раскроя заготовок, выкраиваемых
№ детали Деталь Количество деталей i на изделие Вес, кг Размер заготовки, мм
на деталь 1 на изделие
46-41-6-10 Основание решетки 20 2,336 46,720 30X1622
2-07-1-13 Горизонтальное ребро 6 2,830 16,980 45X1310
2-07-1-12 Вертикальное ребро 3 11,997 35,931 347x1257(2)
2-07-1-14 » » 1 11,997 11,997 347x1257(2)
2-07-1-15 » » Г 11,997 11,997 347x1257(2)
2-07-1-16 » » 1 11,997 11,997 347x1257(2)
2-63-04 Косынка 8 1,322 10,576 204x270(2)
2-17-4-22 Основание 1 1,385 1,385 164x176
46-17-9-12 Кольцо 8 3,905 31,240 265X307
2-07-1-03 Диафрагма 3 4,990 14,970 297x350
2-63-02 Ребро 8 2,991 23,928 257 x 485(2)
2-13-1-04 Дно зольника 1 10,080 10,080 900X1400(6)
2-13-1-12. Заделка зольника 1 4,368 4,368 650x1400(10)
2-63-06 Косынка 4 17,856 71,424 600x 620
2-63-01 Основание 4 20,823 83/292 -600x723
2-07-27-20 Скоба 4 4,163 16,652 148x 586
2-13-1-13 Заделка зольника 1 3,696 3,696 550X1400(10)
2-13-1-14 верхнего Заделка зольника 1 3,696 3,696 550x1400(10)
нижнего
46-04-47 Держатель 2 1,844 3,688 160 x480(2)
46-04-48 Планка 1 1,238 1,238 120x430(2)
2-17-4-10 Кронштейн правый 1 0,281 0,281 65X90
2-48-6-01 Труба 2 5,040 10,080 450x1400(6)
2-16-2-05 Планка кривая 2 1,651 3,302 80 x430
2-16-2-06 » » 1" 1,651 1,651 80x430
2-16-4-03 » » 1 1,651 1,651 80 x 430
2-07-27-21 Ребро 4 2,000 8,000 210x397(2)
46-48-4-54 » 2 0,265 0,530 100X105(2)
46-07-1-43 Распределительное ребро Распределительное ребро Шайба 4 4,156 16,624 394x463(2)
46-07-1-44 4 2,684 10,736 315x355(2)
2-12-2-09 1 0,568 0,568 100X355(33)
2-26-36 Планка 1 0,240 0,240 50x100
2-14-25 Подкладка 1 3,548 3,548 224X330
46-41-6-08 Тяга полки 10 0,461 4,610 30x320
46-15-0-02 Ребро жесткое 2 0,490 0,980 40 X 255
2-13-1-10 Ступенька 1 0,806 0,806 70X240
46-48-4-53 Стойка 1 0,104 1,104 115X200
150
из листовой стали Ст. 3 размером 6X1400x4200 мм
Таблица 16 Форма № 3 (Формат Лз)
Данные для раскроя Подетальные
HOpMl >i, кг
к i о.о и „ Ф Ж >д 3? aS g . Ф S’ п и 2 « <и О о ав р. ч о. о w со Л
Sg 3 s » * 2е О 2 ф м ст U S О Л ч S о й « и ° ф « S Р1 р о s t о ч ° ч CQ „ С Н И Ф зК 03 Ф Ф К £ ч «' примечание । 1 деталь а изделие
KR4 О.И О С sgs he и к
9 1622X1400 4 45 180 * 2,513 50,26
5 1310X1400 1 6 30 3,044 18,26
6 12,480 37,44
3 2 Эскиз раскроя полосы 12,480 12,48 12,48
2 1257x1400 2 2 см. карту раскроя № 1 12,480
2 12,480 12,48
4 16 1,410 11,28
1 2 1,460 1,46
8 8 То же, 4,000 32,00
। 1 1060x1400 1 3 3 см. карту раскроя № 2 5,100 15,30
4 8 3,324 26,59
6 900x1400 1 1 6 Обрабатывается на ко- 10,450 10,45
10 650x1400 1 1 10 пире То же 4,530 4,53
}‘ 600x1400 4 1 1 4 4 Эскиз раскроя полосы см. карту раскроя № 3 19,310 22,520 77,24 90,08
9 586x1400 4 9 36 4,540 18,16
5 Обрабатывается на ко- 3,840 3,84
I 550x1400 1 1 5 пире То же 3,840 3,84
J 6 12 Эскиз раскроя полосы 1,890 1,400 3,78 1,40
| 6 480x1400 1 3 6 см. карту раскроя № 4
6 6 0,400 0,40
3 450x1400 1 1 6 5,230 1,760 10,46
34 3,52
|17 430X1400 4 17 17 1,760 1,76
17 1,760 1,76
1 3 397x1400 1 , 6 12 Эскиз раскроя полосы 2,125 8,50
/ 394X1400 6 см. карту раскроя № 5 0,350 0,70
3 2 3 12 4,577 18,31
4 24 То же, 2,943 11,77
У6 355x1400^ 3 6 см. карту раскроя № 6 0,630 0,300 0,63
J 6 0,30
6 330X1400 1 6 6 3,830 3,83 4,95
9 320X1400 2 45 90 0,495
17 255X1400 1 34 34 0,525 1,05
19 240X1400 1 19 19 0,890 0,89
6 200X1400 1 12 6 1,160 1,16
151
№ детали Деталь Количество деталей на изделия Вес, кг Размер заготовки, мм
на деталь на изделие
49-49-3-01 Стойка 1 1,104 1,104 115X200
46-48-4-52 Основание 2 0,938 1,876 115X170
46-07-3-27 Косынка 4 1Щ93 4,372 134X170
ЛВ 2-06-042 Держатель 2 1,404 2,808 130x450(2)
2-07-1-23 Планка 4 0,307 1,228 50x128
46-63-1-40 Щека зацепа 28 0,300 8,400 125X1400(28)
ГОСТ Шайба ф 41 2 0,183 0,366 120X1400(44)
46-07-1-73 ЛВ 46-01-035 Ребро зета Шайба 28 8 0,276 0,549 7,728 4,392 115X1400(28) 110x650(6) 100x1400(18) 100x1400(18)
46-07-11-12 Защелка 4 0,185 0,740
46-07-19-06 Затвор 4 0,185 0,740
46-01-4-09 Шайба триангуляци- 16 0,480 7,680 100X1000(10)
онная
2-07-27-25 Подкладка 2 0,595 1,190 100x124
46-41-3-03 Шайба малая 40 0,278 11,120 91X1400(22)
46-48-5-08 Шайба 6 0,408 2,448 88тХ1400(15)
2-13-8-03 Задержка 1 0,294 0,294 70x1400(16)
2-17-4-12 Кронштейн левый 1 0,281 0,281 65x90
46-42-3-01 Шайба большая 2 0,274 0,548 65x90
Ди 54-0014 Планка 15 0,048 0,720 60x1400(84)
2-41-5-08 Основание 20 0,144 2,880 60x50
2-06-017 Ребро 4 0,150 0,600 52x60
46-07-5-22 Ребро 4 0,060 0,240 50X4000(56)
Э 52-15-05 Серьга 3 0,044 0,132 46x1400(70)
ДИ 54-0029 Колок фали 26 0,018 0,468 45X1400(168)
ЛВ 46-05-004 Шайба 1 0,088 0,088 42x1400(32)
2-12-6-02 Упор 2 0,221 0,442 40X115
2-13-6-04 Ушко 4 0,331 1,324 40X345(2)
ЛВ 46-01-215 Накладка 18 0,067 1,206 35X40
46-48-4-37 Угольник 4 0,461 1,844 36X267
46-04-49 Щека 1 0,163 0,163 30x113
46-09-17-16 Планка 8 0,072 0,576 30x1400(28)
2-17-3-23 Подкладка 6 0,216 1,296 30X150
ЛВ 46-06-008 Рычаг 1 0,114 0,114 25X95
2-26-02 Планка 1 0,072 0,072 25X60
2-26-05 Подкладка 6 0,072 0,432 25X60
Вес 1 пог. м — 67,2 кг
Коэффициент использования листа по длине —0,964
Начисление на 1 пог. м — 69,71 кг
Составил
Согласов. с цехом.
1$2
(Продолжение табл. 16)
Данные для раскроя Подетальные нормы, кг
наименьшая партия изде- лий размер первоначально отрезаемых полос* мм количе ство полос на пар- тию количество заготовок из полосы количество деталей в карте на партию примечание на деталь на изделие
6 200X1400 1 12 6 1,160 1,16
6 170x1400 1 12 12 0,980 1,97
2 134x1400 1 8 8 1,170 4,68
3 130X1400 1 3 6 1,500 3,00
13 128x1400 2 27 52 0,340 1,36
1 125X1400 1 1 28 0,311 8,71
22 120x1400 1 1 44 0,200 0,40
1 115x1400 1 1 28 0,286 8,02
3 110X1400 2 2 24 0,635 5,08
} 9 100X1400 2 1 1 36 36 0,200 0,200 0,80 0,80
7 100X1400 8 1 112 0,485 7,76
11 100x1400 2 И 22 0,630 1,26
11 91x1400 20 11 440 0,288 11,53
15 88x1400 6 1 90 0,410 2,46
16 70x1400 1 1 16 0,330 0,33
15 65X1400 1 15 15 0,310 0,31
7 60x1400 1 14 14 0,310 0,62
5 60x1400 1 1 84 0,056 0,84
13 60x1400 10 27 270 0,160 3,20
11 52x1400 2 22 44 0,165 0,66
14 50X1400 1 1 56 0,064 0,26
23 46X1400 1 1 70 0,047 0,14
6 45X1400 1 1 168 0,019 0,49
32 42x1400 1 1 32 0,090 0,09
6 40X1400 1 12 12 0,230 0,46
2 40X1400 1 1 8 0,350 1,40
2 40x1400 1 36 36 0,078 1,40
5 36x1400 4 5 20 0,500 2,00
12 30x1400 1 12 12 0,180 0,18
7 30x1400 2 1 56 0,077 0,62
3 30X1400 2 9 18 0,240 1,44
14 25X1400 1 17 14 0,130 0,13
}3 25X1400 1 22 3 19 0,080 0,080 0,08 0,48
Итого 587 кг на вагон (8,43 пог. м листа на вагон)
Главный технолог:
Нач. гр. матер, нормативов:
153
разобщенности операции первоначального раскроя листа на 2—3 части с операцией дальнейшего раскроя этих частей), или с целью отметить, что при первоначальном раскрое листа газовыми резами на крупные полосы или группы мелких полос необходимо давать припуск по длине отрезаемой части листа для последующего выравнивания кромки полосы при раскрое на гильотинных ножницах, и т. п.
Составленный план раскроя может подвергаться дальнейшему улучшению в двух направлениях. Во-первых, отыскиваются более сложные смешанные раскрои, для которых сумма установленных норм расхода материала на размещенные в полосе заготовки оказывается больше, чем норма, начисляемая на самое полосу. Во-вторых, подбираются полосы, наиболее полно использующие короткие остатки листа. Для этого может быть также использована специальная линейка (см. § 5 гл. II; табл. 16).
Пример 23. В приведенном ниже списке дан перечень заготовок и правила раскроя листовой стали Ст. 3 размером 6 X 1400 X 4200 мм на заготовки для деталей цельнометаллического пассажирского вагона. Приведенный план раскроя построен по рулонному принципу. Простота первого приближения плана позволяет обойтись всего 6 картами раскроя при 71 детали. (В плане приняты весьма жесткие ограничения кромок, рассчитанные на точную параллельность длинных сторон листа или наличие некоторого плюсового допуска по ширине.)
По техническим условиям допускается поставка в цех листов не длиннее 2 м, ввиду чего предусмотрен предварительный раскрой листов газом во дворе.
Инструкция для предварительного раскроя листов Ст. 36 X 1400 X X 4200 мм на крупные полосы перед доставкой в цех
1. Каждый лист разрезать газом на три полосы, из которых первые две мерные (равные или кратные очередным необходимым размерам полос), последняя полоса — не мерная.
2. При отрезке газом мерной полосы прибавлять по длине полосы 40 мм для последующей торцовки двух кромок при раскрое на гильотинных ножницах.
Рассчитаем коэффициент использования листа по длине. Потери по длине листа слагаются из следующих величин (мм)-.
Ширина 2 газовых резов.............................. 12
Торцовка 5 кромок...................................100
Потери на некратность и в зажимном устройстве при раскрое последней полосы.............................40
Итого ... 152
Коэффициент использования листа по длине равен
4200-152 1
4200 ’
Вес \,пог. м — 67,2 кг. Начисление на 1 пог. м составляет 67,2 : 0,964 = — 69,71 кг.
При расчете подетальных норм ширину используемой полосы множим на 69,71 и получаем начисление металла в килограммах на полосу. Разделив эту норму на количество получаемых из полосы заготовок или (при смешанном раскрое) распределив эту норму пропорционально весу (или площадям) размещенных в полосе заготовок, получаем подетальные нормы, приведенные в столбце 14.
154
§ 7. ПРАКТИЧЕСКИЕ УКАЗАНИЯ О ПОРЯДКЕ РАБОТЫ ПРИ СОСТАВЛЕНИИ ПЛАНА РАСКРОЯ ЛИСТОВЫХ
МАТЕРИАЛОВ
И ТЕХНОЛОГИЧЕСКИЕ ЗАМЕЧАНИЯ
Исходные данные. Несоответствие принятых размеров ли-стов или отдельных заготовок реальным данным или технологическая невыполнимость некоторых раскроев приводят к невозможности осуществления плана в целом, поэтому всякое планирование раскроя должно начинаться с детального уточнения исходных данных.
.Данные о материале и заготовках. Здесь необходимо уточнить следующее:
1. Размеры и допуски материала, дефекты кромок, неточность в форме листов. (При заказе материала эти данные следует проверить по техническим условиям, при наличии материала — по данным осмотра на складе.) *
2. Список и размеры заготовок уточнить по данным конструкторского и технологического отделов и сверить в заготовительном цехе, чтобы учесть последние практические коррективы размеров, которые могут быть еще не учтены в технической документации.
3. Для заготовок, требующих особой точности размеров и формы, следует предусмотреть припуск на предварительную обрезку.
4. Для заготовок, предназначенных к штамповке, следует указать ширину требующейся полосы и шаг на одну заготовку. (Сверить с конструкцией штампа.)
5. Установить минимальную ширину кромки, отрезаемой при первоначальном выравнивании края листа.
6. Установить пределы полноты заполнения поперечного и продольного размеров листа размещенными в нем заготовками, учитывая реальные допуски в размерах листа.
Замечание. Следует помнить, что при первоначальном раскрое листа на параллельные полосы допустимо значительно более тесное заполнение поперечного размера листа, нежели при последующем раскрое полосы, уже обрезанной по ширине на определенный размер. Во втором случае следует предусмотреть дополнительные потери на выравнивание прямого угла, потери тем большие, чем шире сама полоса. Поэтому необходимо установить допустимый минимум остающейся кромки при раскрое на полосы и определить дополнительное расширение этой кромки (рассчитанное на 1 м ширины полосы) при выравнивании прямого угла.
7. Выяснить количество и размеры крупных отходов («выдры»), образующихся при дальнейшей обработке полученных заготовок, отходов, которые могут быть использованы для раскроя более мелких заготовок.
Данные о технологических возможностях оборудования, на котором предстоит выполнять раскрой. Так, при раскрое на гильотинных ножницах необходимо уточнить следующие данные:
1) ширину реза;
* Кроме того, должны быть уточнены непосредственно через отдел снабжения возможные варианты в поставках материала. (В случае необходимости целесообразно одновременно предусматривать несколько вариантов плана раскроя.)j
155
2) максимальную длину реза;
3) допустимые крайние положения заднего упора;
4) минимально необходимую ширину остатка при работе по заднему упору;
5) минимальную ширину полосы, которую можно отрезать в размер по переднему упору;
6) наибольший размер свободного остатка при обрезке по переднему упору, при котором вес находящегося за ножом остатка не приводит к нарушению размера получаемой полосы.
Данные по вопросам, связанным с организацией и планированием производства.
1. Необходимо помнить, что всякое организационное разграничение заготовок на некоторые группы, совместный раскрой которых не допускается, как правило, приводит к ухудшению общего коэффициента использования материала *. Если все же совершенно необходимо полное разделение заготовок на отдельные группы, раскраиваемые раздельно друг от Друга, следует с самого начала составлять план раскроя для каждой из таких групп отдельно.
Кроме того, следует узнать желательные группировки деталей, чтобы учитывать это при возможности выбора между равноценными раскроями.
Замечание. Разделение заготовок по разным цехам или разным изделиям с меняющимся соотношением их количества в программе завода обычно требует разделения на независимо раскраиваемые группы заготовок. Разделение же заготовок по длительности цикла их последующей обработки не носит столь категорического характера в условиях серийного производства. Действительно, совместно раскраиваемые заготовки могут попадать затем на сборку с постоянным сдвигом на несколько изделий. При такой системе работы необходимо только при освоении серии прежде всего самостоятельно раскроить партию заготовок с длительным циклом обработки. В дальнейшей работе заготовки будут кроиться совместно и равномерно поступать в виде готовых деталей на сборку без образования значительных заделов. В индивидуальном производстве и в период разворачивания и увеличения объема производства с подобным разделением приходится считаться, особенно при резком разрыве сроков (например, этапы постройки крупного корабля). Разделенность плана на отдельные по возможности небольшие не зависящие друг от друга группы желательна также при плохом состоянии складского хозяйства, перебоях в поставке материалов и при неустановившейся конструкции изготовляемого изделия.
2. Выяснить желательный размер партии и допустимые пределы величин партии для основной материалоемкой группы заготовок.
3. Выделить заготовки, требующие резко укрупненной партии, связанной с необходимой, относительно длительной перенастройкой оборудования.
Список заготовок. Рекомендуется распределить заготовки на три группы.
Первая группа — длинные заготовки, укладывающиеся только вдоль листа; вторая,— средние' заготовки, умещающиеся как вдоль, так и поперек листа, но шире 1/10 ширины листа, при раскрое которых требуется обычно тщательный анализ^задачи;
* В некоторых случаях можно избежать таких потерь, предусматривая плановое использование отходов (или специально отложенных поло'с), образовавшихся при раскрое одной группы заготовок для применения их при раскрое другой группы.
156
третья — прочие мелкие заготовки и узкие полосы произвольной длины для штамповки мелких деталей*.
Внутри групп целесообразно упорядочить заготовки следующим образом: в первой и второй — в порядке убывания ширины заготовок; в третьей — в порядке убывания суммарной площади требующихся заготовок каждого вида.
Простой обзор списка заготовок и данных о материале обычно подсказывает нам, не следует ли с самого начала строить план раскроя по рулонному принципу (см. § 6). В дальнейшем речь идет об обычном плане раскроя мерных листов.
Во всех случаях целесообразно прежде всего подсчитать суммарную площадь одного комплекта заготовок и, разделив ее на площадь одного листа, определить количество листов N, которое потребовалось бы на комплект при 100%-ном использовании материала.
Простейшие случаи. Чтобы выбрать метод расчета, прежде > всего грубо приближенно составляем раскрой только для заготовок первой группы.
Случай 1. Может оказаться, что только для заготовок первой группы требуется столько же или даже больше листов Nlt нежели потребовалось бы на весь комплект при 100%-ном использовании материала, т. е.
Nj, > N.
В этом случае, как было показано в § 1, задача сводится к задачам линейного раскроя (см. гл. I, II и § 1 гл. III).
Случай 2. Если заготовки первой группы очевидным образом требуют меньшего количества листов, чем весь комплект заготовок при 100%-ном использовании листа:
Л\< W,
то следует приближенно оценить количество листов М1>2, которое потребуется для получения всех заготовок первой и второй групп вместе.
Может оказаться, что в противоположность случаю 1 обнаружится другая крайность: заготовки первых двух групп вместе требуют меньше листов, чем потребовалось бы на весь ком
* Выделение группы мелких заготовок по указанному признаку, конечно, условно. (Оно основано на практическом опыте составления ряда планов раскроя для вагоностроительного производства.) Существенно то, что мы относим к мелким такие заготовки, для которых при наличии их одних не считали бы нужным в условиях данного производства пользоваться точной методикой при составлении плана раскроя, поскольку для этих заготовок потери на некратность размеров не решающие.
157
плект при 100%-ном использовании материала:
, ЛГх.2 < N.
В этом случае ввиду относительного обилия мелких заготовок нет необходимости использовать общую теорию (метод индексов) при составлении первого варианта плана раскроя. Путем простого подбора удается в подобных случаях составлять планы раскроя с коэффициентом раскроя, доходящим до 0,92—0,97.
При составлении плана путем подбора целесообразно в этом случае придерживаться следующего порядка:
1. Отметить в списке заготовки, при самостоятельном раскрое каждой из которых листы используются вполне удовлетворительно.
2. Составлять раскрой, следуя очередности составленного списка заготовок (см. выше). При этом уделять внимание технологичности составляемых раскроев и одновременному укомплектованию совместно размещаемых заготовок. Отмеченные ранее заготовки, хорошо получаемые самостоятельно из целых листов, первоначально следует пропускать. Использовать их в смешанных раскроях следует только при необходимости заполнения крупных отходов. При заполнении образующихся отходов другими заготовками отдавать предпочтение заготовкам, следующим раньше в порядке составленного списка.
3. После того как будут внесены в план раскроя все заготовки первых двух групп, а также будут, по возможности, заполнены мелкими заготовками отходы, образующиеся при запланированных раскроях, раскрой оставшейся части заготовок третьей группы бывает целесообразно планировать по рулонному принципу (см. § 6) даже в случае вполне определенных мерных листов. Если некоторые заготовки из оставшейся группы нужны в очень большом количестве, то следует включить их в план раскроя основной группы. Наличие незначительной по материалоемкости (но иногда весьма значительной по числу наименований заготовок) группы, раскрой которой построен по рулонному принципу, облегчает внесение исправлений в план раскроя, позволяет, не нарушая основной части плана, использовать случайные неполномерные куски материала и брак крупных заготовок, способствует разъединению мелких заготовок, требующих повышенной партии. (Они должны, по возможности, включаться в эту группу заготовок.)
На данном этапе полезно также вспомнить о возможности перевода части мелких заготовок из листового в полосовой материал.
Поскольку в рассмотренном случае 2 целесообразный порядок составления плана ближе всего подходит к хорошо знакомой
158
практикам системе глазомерного подбора плана раскроя, мы не считаем нужным на нем останавливаться подробнее.
Случай, требующий более детального анализа. Если ни один из указанных крайних случаев не наблюдается, т. е. когда
7Vx<Af; У1,2>ЛГ,
для получения высокоэкономичного плана раскроя следует провести более точный анализ задачи. Если при этом некоторых заготовок требуется значительно больше, чем остальных, следует отдать предпочтение методу, изложенному в § 2 гл. III. В противном случае целесообразно обратиться к изложенному в § 3 методу, состоящему в использовании вспомогательной линейной задачи.
Точное применение любого из этих методов приведет прежде всего к выбору таких приближенных значений индексов листов и заготовок, что в листе нельзя разместить заготовки с суммой индексов большей, чем индекс листа, и каждая заготовка может быть получена хотя бы в одном раскрое с суммой индексов, равной индексу листа.
С помощью данных индексов может быть установлена нижняя граница числа листов, которое потребуется для получения всех заготовок комплекта. Если на этом этапе выясняется, что коэффициент раскроя будет весьма низок, следует поставить вопрос о пересмотре заказа материала или размеров некоторых заготовок (см. § 1, пример 15). Если какое-либо изменение будет сделано, выполненную часть расчета следует привести в соответствие с этими изменениями.
3. Приступая к составлению первого варианта плана раскроя, следует стремиться обходиться только полноценными раскроями (раскроями, в которых сумма индексов заготовок равна индексу листа), вся свобода выбора между различными полноценными раскроями должна использоваться для повышения технологичности применяемых раскроев и плана в целом. Проведенный предварительный анализ облегчает отыскание полноценных раскроев и„ что также важно, подсказывает порядок составления плана раскроя. Начинать следует с тех заготовок, которые участвуют лишь в одном-двух вполне определенных полноценных раскроях, требующих размещения этих заготовок совместно с другими, затем переходить к заготовкам, участвующим во многих полноценных раскроях и, по возможности, кончать заготовками, образующими каждая сама по себе полноценные раскрои.
При окончании плана может оказаться необходимым использовать несколько неполноценных раскроев.
После того как размещены все заготовки первых двух групп, следует в образовавшихся отходах разместить ранее не рассмот-
159
ренные мелкие заготовки. В случае надобности использовать для них часть новых листов.
Затем можно перейти к контролю и улучшению готового плана раскроя (см. § 4—6 гл. I).
Замечание. Использование крупных отходов, возникающих в процессе дальнейшей обработки заготовок (так называемой «выдры»), должно планироваться до составления плана раскроя листов, а затем может исправляться в процессе составления основного плана раскроя. При этом целесообразность заполнения какой-либо вырубки теми или иными заготовками должна оцениваться уже не по площади размещаемых заготовок, а по индексам этих заготовок в общем плане раскроя.
Партия при раскрое. Как показывают приведенные примеры и весь анализ задач раскроя, выполнение наиболее экономных планов раскроя оказывается связанным с необходимостью раскраивать совместно определенное число (партию) комплектов или партию, кратную этому числу. При этом наименьшая партия определяется в самом ходе решения задачи.
Между тем условия организации производства требуют фактического выполнения раскроя партиями определенного размера, приемлемого для данного производства.
Таким образом, появляется необходимость согласования этих двух требований, что и составляет существо вопроса о партии при планировании раскроя. Заметим сразу, что вопрос о партии оказывается второстепенным обстоятельством, сравнительно мало влияющим на полноту использования раскраиваемых материалов.
Условия организации производства требуют в большинстве случаев не точно определенной партии, а лишь введения размеров партии в определенные рамки. Если предусмотренная планом раскроя минимальная партия (именно ее мы и указываем на картах раскроя в графе «Партия») была весьма мала, то всегда найдется кратная ей партия, удовлетворяющая условиям производства.
Для уменьшения партии составитель плана раскроя располагает многими возможностями:
1. Выбором между различными полноценными раскроями.
2. Разбиением общего плана на группы, для каждой из которых устанавливается своя небольшая партия.
3. Раскроем части листа (например, полулиста) с сохранением материала для следующей партии или изделия.
4. Сознательным использованием небольшого количества неполноценных раскроев, позволяющих понизить величину партии *.
Все эти меры, как правило, позволяют в условиях серийного производства согласовать вопрос о партии без заметного увеличения нормы расхода материала против той, необходимость которой выяснилась при первоначальном анализе задачи без ограничения партии.
В конечном итоге согласование вопроса о партии приводит обычно к следующим типичным случаям:
1. В крупносерийном производстве вопрос о партии почти не возникает. В этом случае для каждой из используемых в общем плане карт раскроя указывается своя минимальная партия.
2. В мелкосерийном производстве оказывается удобным выделять основную материалоемкую группу раскройных карт, для которых принимается весьма небольшая партия раскроя. (Обычно удается добиваться по такой группе
* Неполноценные раскрои целесообразно помещать в плане последними, а также указывать целесообразную замену этих раскроев при возможности укрупнения партии.
160
партии 1—6 комплектов.) На остальную группу назначается другая, более крупная партия раскроя. Такое построение плана позволяет успешно согласовать требование экономного раскроя с условиями организации производства, а также обеспечить свободное маневрирование наличными ресурсами материала.
3. В индивидуальном производстве, где требуется соблюдение строго определенных партий, чаще приходится прибегать к таким мерам, как использование части листа или сознательное применение нескольких неполноценных раскроев. После уточнения партии данные должны приниматься в расчет при планировании заданий заготовительному участку.
Замечание. Наличие минимального склада заготовок необходимо при внедрении рациональных методов-раскроя. Однако плановое внедрение этих методов приведет, как правило, не к увеличению, а скорее к уменьшению количества материала, одновременно хранящегося на таких складах.
Отметим, что складированию подлежат в первую очередь мелкие заготовки, получающиеся небольшими партиями при совместном раскрое с крупными заготовками и требующие накопления для организации их дальнейшей обра-ботки^более крупными партиями.
Технологичность раскроев. К технологичности раскроя относится удобство выполнения этого раскроя и удобство сортировки и укомплектования получающихся заготовок. Технологичность отдельных раскроев зависит от оборудования и условий организации производства. В зависимости от этих условий при составлении плана раскроя можно делать выбор между одинаковыми по сумме индексов раскроями, исключать некоторые раскрои как недопустимые, сознательно использовать несколько неполноценные по сумме индексов, но весьма технологичные раскрои.
Мы приведем два простейших пожелания относительно технологичности используемых раскроев, о которых в первую-очередь следует помнить составителю планов раскроя:
1. В крупносерийном производстве наиболее технологичны раскрои, состоящие из заготовок только одного вида или дающие резкое преобладание одних каких-либо заготовок; в мелкосерийном и индивидуальном производстве наиболее технологичны раскрои, при которых одновременно укомплектовывается несколько видов заготовок одного узла изделия.
2. Существенно, чтобы основная часть листа обрабатывалась при первом же поступлении листа на стол станка. Поэтому при. работе по настроенным упорам наиболее технологичны раскрои, предусматривающие несколько одинаковых резов по заднему упору и отрезку последней полосы по переднему упору.
При раскрое большого числа узких полос бывает целесообразно специально вводить смешанные раскрои, чтобы полоса, отрезаемая последней, была несколько шире и допускала отрезку по переднему упору.
Примером резкой разницы в технологичности исполнения могут служить сходные на первый взгляд раскрои, приведенные на рис. 37. Первый из них является весьма нетехнологичным. Действительно, полоса 50 X 2500 как слишком узкая не может быть получена из уже отрезанного отхода и должна отрезаться от листа первойДпо заднему упору), но тогда наиболее крупная заготовка не может быть сразу же обрезана в размер по передним упорам, поскольку задний упор установлен в это время на размер 50 лш. Придется дважды наваливать лист на стол станка. Этого недостатка не имеет второй из приведенных раскроев.
Заметим, наконец, что никогда не следует забывать о широких возможностях оборудования. В массовом и крупносерийном производстве на одном станке выполняется ограниченное число однообразных операций, и станок может быть оснащен специально для удобства их выполнения.
6 Л, В, Канторович, В. А. Залгаллер
161
В мелкосерийном и индивидуальном производстве станок оборудуется бо- ‘ лее универсальным образом. На рис. 38 изображена схема расположения упоров при выполнении на таком оборудовании раскроя партии листов по весьма нетехнологичному, на первый взгляд, раскрою, изображенному на рис. 39. (При выполнении этого раскроя сначала отрезается по заднему упору 5 полоса в 3'53 лш, затем по второму переднему упору 8 — полоса шириной 690 + 255 = 945 лс-и, по первому переднему упору 7 от нее отрезается полоса в 690 мм, которая затем торцуется в угольник и обрезается в размер по третьему
1105
50
205 \ 205 [
1250
Рис. 37.
1150
1250
50
В
<\|
переднему упору 2. В результате самая крупная заготовка получается при первом же поступлении листа на стол станка и попутно выполняются все резы еще по двум размерам.)
Неиспользуемые отходы. При наличии свободы выбора между различными полноценными по сумме индексов раскроями * следует отдать предпочтение тем вариантам, при которых отходы сосредоточиваются в более крупных кусках, что позволяет использовать их в дальнейшем лучшим образом.
Например, в § I гл. I в плане № I принято более правильное в этом смысле размещение заготовок в 210 лс-и, чем в плане № 2.
В приведенной ниже форме раскройных карт специально предусмотрена графа для занесения размеров наиболее крупных неиспользуемых отходов, на которые может рассчитывать подсобное производство, использующее отходы.
* Нам уже известно, что суммарный размер всех отходов не меняется при таком выборе.
162
Следует помнить о возможности планировать уже в процессе раскроя целых листов обрезку в размер некоторых накапливающихся отходов с тем, чтобы они могли быть затем реализованы как мерные полосы *.
Оформление плана раскроя. Прежде чем приступить к оформлению раскройных карт, следует продумать порядок, в котором желательно вести раскрой. Для этого надо объединить л исты'с одинаковым расположением первых резов, создав унифицированные полосы, подвергающиеся затем различным раскроям (ср. § 5, рис. 31, карты № 1—15), поставить друг за другом и, по возможности, объединить карты раскроя, в которых последовательно доуком
плектовывается одна и та же заготовка, и
т. п. Таким путем удается уменьшить число перестановок упоров и, что особенно важно, сделать малоощутимым и не усложняющим процесс работы размещение различных заготовок в одном листе и распределение некоторых одинаковых заготовок по нескольким листам. Только после этого следует оформлять карты раскроя.
Пока еще нет единых общепринятых форм карт раскроя. Мы приводим несколько видоизмененную авторами форму раскройных карт, употребляемых на вагоностроительном заводе им. Егорова (форма № 1).
При оформлении карты раскроя следует помнить, что это не только документ, обосновывающий норму расходования материала, но главным образом рабочая инструкция для соблюдения вполне определенного технологического процесса.
План раскроя потеряет всякий реальный смысл, если заготовительный участок не будет затем получать одновременный за-
Рис. 39. каз на заготовки, которые объединены в об-
щих картах раскроя. Обязанность наблюдения за этим ложится на цеховое планово-распределительное бюро (ПРБ). Са-
мо освоение планового раскроя значительно упрощает затем работу ПРБ.
Для удобства учета и деятельности ПРБ целесообразно при устойчивом производстве составить общий список заготовок, упорядоченных покартно. Рекомендуемая форма списка — форма № 2 **.
Такой список должен приниматься ПРБ за основу при выдаче заданий заготовительному участку на выполнение отдельных частей общего плана рас-
кроя.
Изменения плана раскроя должны поспевать за изменением конструкции (что особенно трудно в мелкосерийном производстве). Поэтому оформление планов раскроя должно быть очень оперативным. Полезно в ряде случаев внедрять план раскроя в производство непосредственно с белков чертежей, т. е. с единственного основного экземпляра карт раскроя, в которые вносятся
* Это может оказаться особенно полезным при планировании раскроя такого материала, раскрой которого разделен между различными цехами.
** При заполнении списка следует четко отделять друг от Друга группы заготовок, относящихся к разным картам раскроя. Общие данные (№ карты, партия ит. п.) должны указываться один раз на всю группу заготовок этой карты. В тех случаях, когда заготовка доукомплектовывается в другой карте, в графе «Примечание» следует дать ссылку на номер соответствующей карты раскроя.
164
Форма № 1
Завод, министерство Марка изделия Материал, марка, ГОСТ Размер материала, мм Расчетный вес, кг Карта, из которой получены отходы № цеха Партия Карта раскроя, №
(Место для эскиза)
Чертеж, № Наименование деталей и размеры заготовок Количество деталей на изделие Одной детали На изделие Размер Шт. на партию Одной детали На изделие Количество деталей в карте на партию
Вес, кг Неиспользованный отход Норма расхода материала, кг
Вид резки и оборудование Составил Дата Проверил Дата Согласовано с цехом Дата Утвердил главный технолог Дата
Ui Формат Д4
Форма №2
Список заготовок, выкраиваемых из ---------------
Лист № Всего листов
№ карты раскроя
Наимень- №де_ шая партия “ (изделий)
Наименование детали
Размер заг -товки, мм
Количество заготовок
Подетальные нормы, кг
Примечание
Итого по группе----------кг на изделие.
Главный технолог:
Нач. группы нормативов:
текущие изменения. При необходимости использовать план раскроя как обоснование нормы расхода материала в уже идущем производстве остается в этом случае снять копию с действующего плана раскроя в его последнем состоянии.
, Замечание. Основным^ часто встречающимся недостатком практики планирования раскроя в технологических отделах заводов является направленность исключительно на итоговую норму расхода материала, а не на создание определенного, гарантирующего реализацию нормы технологического процесса (соблюдение которого, кстати говоря, могло бы даже контролироваться органами нормирования). Иногда планы раскроя даже вовсе не попадают на рабочее место и фигурируют только как приложение к заявке на материал, а обоснованная ими норма соблюдается лишь в том случае, когда она совпадает с итогами фактически сложившихся в цехах приемов работы.
Этот недостаток приводит к постепенному отрыву составляемых планов раскроя от реальных данных о заготовках и технических возможностях оборудования, к формальному однообразному подходу к различным задачам раскроя. В результате создается вредная традиция, при которой планирующие органы цеха не имеют опыта организации работы по заранее составленным планам раскроя.
В подобных случаях планы раскроя не выполняют полностью своей активной роли в борьбе за экономию материалов.
Подетальные нормы расхода материала. Итоговый коэффициент раскроя должен определяться как отношение номинальной площади (или веса) заготовок комплекта к площади (или весу) материала, расходуемого по плану на один комплект.
Подетальные нормы назначаются обычно пропорционально весу заготовок.
Реальный расход материала, вызываемый наличием в комплекте каждой из заготовок, характеризуется индексом заготовок. Поэтому при полном анализе задачи и наличии плана и индексов, удовлетворяющих всем условиям § 3 гл. I, можно было бы начислять подетальные нормы пропорционально индексам заготовок. Однако, как это уже отмечалось, индексы тесно связаны
166
с конкретными особенностями каждой задачи и могут резко изменяться при пересмотре планов раскроя в связи с изменениями отдельных заготовок, тогда как итоговый коэффициент раскроя значительно более стабилен и с хорошим приближением указывается опытными технологами уже при составлении предварительных норм в процессе отработки конструкции. Индексы, весьма полезные при составлении и уточнении плана раскроя, нельзя рекомендовать обязательно класть в основу начисления подетальных норм.
Вообще вопрос о целесообразном определении подетальных норм нуждается еще в дальнейшей разработке. По-видимому, по сравнению с указанным выше целесообразным будет некоторое промежуточное решение.
Мы отметим несколько случаев, в которых вполне естественно рекомендовать отступление от простого равномерного распределения общей нормы на все заготовки пропорционально их площади.
1. Если мелкие заготовки с индексом 0 далеко не используют всех отходов и могут быть получены из тех же отходов в большем количестве, чем они нужны, причем такое положение носит систематический характер в данном производстве, на эти заготовки начислять материал не следует и надо распределить всю общую норму только на остальные заготовки.
2. Если имеется устойчивая группа определенных раскроев, то желательно соблюсти условие, чтобы в каждом из них порознь сумма подетальных норм соответствовала расходуемому материалу.
Для остальной группы заготовок, в раскрой которых часто вносятся изменения, можно начислять подетальные нормы равномерной накидкой на вес заготовок.
3. При весьма устойчивом производстве можно начислять нормы в точности пропорционально индексам заготовок.
4. При рулонном построении плана раскроя, который сам по себе весьма устойчив, вполне целесообразно начислять подетальные нормы так, как это было рекомендовано в § 6.
Наконец, отметим, что общую норму расхода материала полезно дублировать указанием числа расходуемых листов, а при рулонном построении плана раскроя — числом погонных метров материала, расходуемого на один комплект *.
Дополнительные замечаниях плану раскроя. 1. Использование точных методов позволяет снабдить план раскроя пояснительной запиской, содержащей мотивировку принятого варианта плана раскроя. При полном анализе задачи эта мотивировка должна содержать индексы и анализ, показывающий, что эти индексы и составленный план удовлетворяют условиям § 3 гл. I, и потому план наиболее экономный для данной задачи. Если план не наиболее экономный, следует указать мотивировку принятого варианта и направление, в котором он может быть улучшен.
2. При низком коэффициенте раскроя в максимально экономичном для конкретных условий плане раскроя следует указать желательные изменения заказа листа или размеров отдельных заготовок, могущие привести к более полному использованию материала **.
* Последние нормы могут, например, служить основанием для контроля за правильностью расхода материала в случае непредусмотренных нарушений весовой дисциплины за счет погрешностей в толщине листов.
** Если последний вопрос не удастся решить через конструкторский отдел, можно включить его с соответствующими указаниями в тематику работы рационализаторов. (Так, на заводе им. Егорова, после того как анализ раскроя показал неминуемость накопления крупных отходов определенного вида, один из работников цеха нашел возможность получать (стыкованием) из этих отходов одну из металлоемких заготовок, что позволяет экономить более 6,5 кг алюминия на каждом изделии.)
167
3. При уже идущем производстве Следует отметить карты раскроя, отличающиеся от фактически сложившегося процесса раскроя, а при новом объекте производства —* карты раскроя, на непосредственное соблюдение которых нельзя рассчитывать. На внедрение этих раскроев следует затем обратить особое внимание.
4. Наконец, целесообразно на основе плана раскроя дать указания^отделу снабжения о том, какие размеры материала должны быть обязательно ^соблюдены и в каких пределах может использоваться материал с более резкими отклонениями от номинальных размеров, предусмотренных заказом.
Упражнения к главе III
1. Из листовой стали Ст. 3 размером 4200 X 1400 X 12 мм win Деталей вагона кроятся следующие заготовки:
Наименование детали 3. Размер аготовки, мм Количество на вагон
Нижний лист балки 3020X668 2
Кронштейн 120X 60 4
Палец 280X 46 20
Ушко 700X 70 1
Корпус 565X115 х 2
Ребро 425X140 8
Кронштейн 615X550 2
Верхний лист балки 2906X540 2
Вертикальный лист 1685X220 4
Скоба основная 312X420 8
Ограничительная скоба 100X318 4
Планка 140Х «О 24
Планка 140Х 90 24
Прокладка 200Х 45 1
Ушко 165X405 1
Ушко 225X405 2
Составить план раскроя.
Указание. Воспользоваться методом, изложенным в § 1 гл. III.
Ответ. Партия для раскроя — 6 вагонокомплектов, расход — 13 листов.
2. Из венированной фанеры размером 1525 X 1220 X 10 мм необходимо раскраивать следующие заготовки для деталей почтового вагона:
Размер заготовки, мм Количество на вагон Размер заготовки, мм Количество на вагон
1490Х 338 9 670X730 1
1283Х 730 1 600X 555 1
1270Х 590 1 513X886 2
1183Х 555 1 513X650 1
1103X1203 1 508X 909 3
1103Х 848 1 508X808 1
988Х 345 3 508x 768 1
988Х 310 2 508X338 6
985X 563 1 503X263 6
168
Размер заготовки, мм Количество на вагон Размер заготовки, мм Количество на вагон
985X538 2 460X 410 8
985X523 1 433X 983 1
985X423 1 433X 886 14
985X363 1 403Х1НЗ 2
743X403 1 250X 593 1
(Первый из размеров каждой заготовки и листа — размер вдоль слоя.) Составить план раскроя.
Указание. Воспользоваться постановкой вспомогательной линейной задачи отдельно для размеров вдоль и поперек слоя (§ 3 гл. III).
Ответ. Расход материала — 19 листов на комплект, партия — 2 ва-гонокомплекта.
3. Из фанеры размером 1525 X 1525 X 4 мм для воздуховодной системы вагона раскраиваются следующие заготовки *:
Размер [заготовки, мм- КЬличество на вагон Размер заготовки, мм Количество на вагон
875x858 2 395x880 2
875x200 2 395X850 2
1215X858 2 395X810 2
1215X200 . 2 395X780 2
1440 x870 2 395X750 _2
1440X840 2 395X710 2
1440 X810 2 373x658 6
1440X770 2 ' 373X200 16
1440x740 2 1418x200 16
1440x710 2 619x658 1
1418x658 4 827x658 1
Направление волокна в заготовках несущественно. Желательная партия для раскроя — 10 вагонов. Составить план раскроя, считая лист полномерным, а пропил равным нулю.
Указание. Воспользоваться приемом, изложенным в § 3 гл. III. Индекс листа целесообразно взять равным 49. При решении вспомогательной задачи воспользоваться преобладанием размера 200 мм.
Ответ. Расход на партию в 10 вагонов 158 листов.
4. Пользуясь общим методом последовательных улучшений раскройного плана (§ 5 гл. I), составить план раскроя листов 3000 X 2100 X 6 мм на следующие комплекты заготовок:
Размер, мм Количество в комплекте
762 X 212 19
700 X 500 2
(Различные варианты раскроя листа составить на глаз.)
Ответ. На каждые 18 комплектов расходуется 111/2 листа.
5. Составить раскрой листа 1000 X 2000 мм на заготовки размером 170 X 295 мм. (Пропил равен нулю, разрезы обязательно пересекают кусок материала от одного края до другого.)
Ответ. 37 заготовок из листа.
* Совершенно мелких заготовок, заведомо получающихся из неминуемых отходов, в приводимом списке нет.
169
6. Сколько круглых заготовок диаметром 120 мм можно получить из листа размером 1420 X 710 X 4 мм при условии однорядной штамповки? (Перемычки между заготовками 4 мм,)
Ответ. 60 шт. Указание. Воспользоваться косыми резами (ср. §4 гл. III).
7. Из листов фанеры размером 1525 X 1525 X 10 мм необходимо получать следующие заготовки для деталей почтового вагона:
Размер заготовки, мм
Количество на вагон
Размер заготовки, мм
Количество на вагон
1310X1130 1 360X650 1
1040X1130 1 220X790 8
793X1155 1 220X570 4
360X1490 1 300X280 1
360х 980 2 613X1155 1
360X 886 15. ,
(Направление слоя несущественно.) Составить план раскроя.
тод Указание. Использовать преобладание заготовки 360x886 мм (ме-§ 2 гл. III).
Ответ. Расход материала — 63/s листа на вагон, партия раскроя — 5 вагонокомплектов.
11 / О СОСТАВЛЕНИИ
• V ПОСТАВОВ
2Ш|ДЛЯ РАСПИЛОВКИ БРЕВЕН*
Математический подход к задаче о максимальных поставах при распиловке бревен впервые был предложен X. Л. Фельдманом [570]. В этой теории максимальных поставов, несмотря на усовершенствования в более поздних публикациях, слишком многие реальные условия распиловки не учитываются. Выводы, весьма точные для принятой там математической схемы, оказываются на практике излишне категоричными, а порой и неверными.
Наша цель — указать методы, позволяющие приблизить теорию максимальных поставов к реальным условиям.
Весьма существенно, что каждому шагу, который .мы здесь описываем как графический, легко-сопоставить соответствующий алгоритм численной обработки информации на ЭВМ.
§ 1. ГРАФИЧЕСКИЙ МЕТОД СОСТАВЛЕНИЯ ПОСТАВОВ, ДАЮЩИХ МАКСИМАЛЬНЫЙ ВЫХОД ПО КУБАТУРЕ
1. Постановка задачи. Между координатными осями OX, OY и заданной кривой С (рис. 40) требуется разместить п прямоугольников, прилегающих друг к другу и к координатным осям, причем так, чтобы общая площадь их была максимальной. (На рис. 40 изображены четыре таких прямоугольника, их площадь заштрихована.)
Если кривая С гладкая, и мы располагаем ее уравнением У = f (х), то задачу можно решать аналитически. Не осуществляя такого решения фактически, представим себе его ход. Пусть х19 х2,..., — расстояния OMlf ОМ2,..., ОМп. Через
переменные %!,..., хп легко выразить длины = f (x)x, А42А^2 = f (x2)t.,.f а вслед за ними и общую площадь S прямоугольников п.
* Эта глава воспроизводит работу В. А. Залгаллера [686]. Все ссылки на литературу относятся к § 5 «Обзора литературы», помещенного в настоящей книге.
171
- Для отыскания максимума S как функций п Переменных х1(..., хп следует приравнять нулю частные производные от S по каждой из переменных xlt..., хп. Затем решить систему п полученных уравнений. Если решений будет несколько, среди них можно путем простых проб выбрать то, которое дает наибольшее значение S.
При сколько-нибудь сложном уравнении у — f (х) указанный путь приведет к довольно громоздким вычислениям, однако
он позволяет определить искомое положение точек Mi,..., Мп с большой точностью.
2. Геометрический признак экстрем у-м а. Приравнивание нулю частных производных от S по каждой из переменных хх,..., хп возможно заменить геометрическим признаком, который можно затем использовать для приближенного графического решения той же задачи.
В самом деле, незначительное изменение х,, т. е. сдвиг точки Mt в некоторое весьма близкое положение M'i при неизменном положении сторон остальных прямоугольников приводит (см. рис. 40,6) к убыванию S на величину площади заштрихованного прямоугольника AiNi и одновременному увеличению S на величину площади заштрихованного прямоугольника Л/+х N'i. Равенство нулю частной производной от S по xi сводится» таким образом, к равенству площадей этих бесконечно узких прямоугольников. Такое равенство будет иметь место, если ширина этих прямоугольников по мере приближения N\ к Ni со все большей точностью будет оказываться обратно пропорциональной длине тех же прямоугольников. Но это требование будет выполняться в том случае, когда касательная к кривой С в точке Ni будет параллельна отрезку AiAi+i.
Итак, максимальное размещение прямоугольников следует искать среди таких положений, в которых касательные к кривой С в каждой точке Ni оказываются параллельными соответствую
172
щим отрезкам AiAi+1. При этом и последнем прямоугольнике касательная в точке Nn должна быть параллельна диагонали АпА-п+г этого прямоугольника (см. рис. . 40,6). .
3. Построение решения. Чтобы графически построить указанное положение, начнем с произвольно выбранной точки Ai (см. рис. 40, в). Проведя параллельно ОХ прямую AiN-l, получим точку Nt. Параллельно касательной к кривой С в точке Nx проведем из Лх отрезок ЛхЛ2 и получим точку Л2, из которой проведем прямую Л2М2 и параллельно касательной в У2 отрезок Л2Л3; при этом получим по Л2 точку Л3. После п таких шагов придем к точке Л„+1.
Если точка Лп+х оказалась на оси ОХ, то мы тем самым получили интересующее нас расположение. Если же точка Лл+1 окажется ниже оси ОХ, надо повторить все построение, начав с несколько более высоко расположенной точки Лх. Если точка Лп+1 оказывается выше оси ОХ, надо несколько понизить исходную точку Av
Нетрудно доказать, что в случае гладкой выпуклой кривой С, обращенной выпуклостью вверх, понижению точки Лх соответствует понижение точки Лп+i. Поэтому для каждой такой кривой С при данном п существует, и притом единственное положение точки Лх, при котором точка Ли+i попадает как раз на ось ОХ. После нескольких описанных выше проб мы в пределах точности графического построения придем к такому расположению. (На рис. 40, в оно нанесено штрихом.)
Если бы вблизи точки кривая С была прямолинейным участком, то опусканию точки Лх соответствовало бы ровно вдвое большее понижение точки Л2. Для произвольной кривой С при незначительном опускании Лг точка Л2 также опускается примерно вдвое быстрее, чем Лх. По той же причине А 3 опускается примерно вдвое быстрее Л2 и т. д. Поэтому, обнаружив, что точка Л„+1 оказалась ниже или выше оси ОХ на некоторую величину h, следует соответственно поднять или опустить исходную точку Лх примерно на расстояние h/2n, где п — число прямоугольников. Это вспомогательное правило может ускорить отыскание решения.
Распиловка бревна правильной формы
4. График высоты пропила. Пусть требуется распилить бревно правильной цилиндрической формы на заданное число чистообрезных досок максимальной кубатуры. Пропилы предполагаются равными нулю.
Вычертим на плоскости XY кривую Сг, представляющую собой четверть окружности с диаметром, равным диаметру бревна
173
(рис. 41, а). Кривая служит графиком высоты пропила у, который дает пила, поставленная на расстоянии х от центра бревна. Высоту пропила мы определяем как половину ширины пласти доски, прилегающей к пиле со стороны центра бревна.
Легко видеть, что в поставленных условиях задача получения максимальной кубатуры сводится к вписыванию в график кривой Сх данного числа прямоугольников с возможно большей суммарной площадью.
5. Учет потерь на пропил. Пусть требуется распилить бревно цилиндрической формы на данное число чистообрезных досок. Пропил предполагается не равным нулю, а имеющим некоторую определенную ширину I.
Дуга окружности по-прежнему служит графиком высоты пропила. Но на этот раз требуется вписать в кривую Сг данное число прямоугольников с максимальной площадью соблюдая требование, чтобы прямоугольники отстояли друг от друга на расстоянии I (см. рис. 41, б).
В искомом положении должно быть соблюдено следующее правило. Касательная в каждой точке N должна быть параллельна отрезку АВ, где В — точка на стороне доски, находящаяся на уровне начала следующей доски. Так, на рис. 41, б касательные в точках Nlt параллельны отрезкам ЛхВ1( А2Вг,...
Приближенное построение такого решения легко осуществить. Начав с произвольно выбранной точки Лх, находим Nlt затем проводим ЛхВх параллельно касательной к Сг в точке Nlt затем находим N2. Очередной отрезок Л2В2 проводим из точки Л2, которую отмечаем на BrN2, отступив от Вх на ширину пропила I. Если точка В„ попадает на ось ОХ, решение найдено. Если Вп выше оси ОХ (как на рис. 41,6) надо повторить построение,
174
несколько понизив точку Лг; если Вп будет ниже ОХ, точку надо несколько поднять.
6. Приведенная высота пропила. Пусть требуется распилить бревно, имеющее форму правильного усеченного параболоида вращения, на заданное число чистообрезных досок максимальной кубатуры. Верхний диаметр d бревна, его длина L и средний сбег (тем самым и нижний диаметр бревна D), а также ширина пропилов I считаются заданными.
На этот раз пласть каждой необрезной доски будет иметь параболическую форму (рис. 42,а). Мы предполагаем, что из каждой необрезной доски будет получаться лишь одна обрезная. Длина ее может быть взята равной длине всего бревна L или может быть несколько уменьшена, если достигаемое при этом расширение доски приводит к увеличению ее площади. При строго параболической форме доски выгоднее сохранить полную длину ее, если отношение ширины узкого и широкого краев доски у ~ 0,577.
Если у <0,577, целесообразно укоротить доску так, чтобы соблюсти равенство у — 0,577 (см. рис. 42,6)*.
Будем откладывать на графике ширину доски, получаемой при установке пилы на расстоянии х от центра бревна (точнее, половину ширины этой доски). При малых х ширина получаемой доски соответствует длине хорды, проведенной в круге Сг верхнего сечения бревна, на расстоянии х от его центра. Так будет до некоторого критического значения хкр, при котором эта хорда составит 0,577 от соответствующей хорды нижнего сечения бревна. При больших х, в так называемой «параболической» зоне бревна, ширину доски целесообразно брать несколько большей, чем хорда круга Сг. График наивыгоднейшей ширины доски при х > хКр имеет вид дуги эллипса (это сжатая в 0,577 раза к оси ОХ хорда круга, лежащего в нижнем сечении бревна). Вид этой кривой изображен на рис. 43 линией С8.
Доски, получаемые-в параболической зоне, будут различной длины. Для каждой укороченной обрезной доски определим ее «приведенную» ширину а3, равную истинной ширине доски а^, умноженной на отношение длины I этой доски к длине L всего бревна:
1 а3 = а3- -j-.
* Вопрос об укорочении доски может также решаться графически. Требование экстремальности площади вырезаемой доски совпадает с условием, чтобы касательная к контуру необрезной доски в точке М была параллельна «полудиагонали» доски АВ (см. рис. 42, б). Это графическое соображение сохраняет силу и при непараболической (но симметричной) форме доски.
175
Здесь а3 — ширина такой доски, которая при полной длине
имела бы ту же кубатуру, что и фактически получаемая доска.
Половину величины а3 назовем приведенной высотой пропила на расстоянии х от центра бревна. График приведенной высоты пропила в центральной зоне (при х ^хкр) совпадает с кругом Сх, а в параболической зоне (при х > хкр) представляет собой некоторую новую кривую С3. Ее
вид изображен жирной линией на рис. 43.
Задача получения из параболического бревна заданного числа обрезных досок максимальной кубатуры сводится к вписыванию в график С3, т. е. в график приведенной высоты пропила, системы прямоугольников наибольшей суммарной площади. Эта задача с учетом потерь на пропил может решаться графически, как и предыдущие, более простые задачи, с той лишь разницей, что дуга окружности Сг заменяется
несколько измененной кривой С3.
В рассматриваемой задаче бревно считалось усеченным параболоидом известных размеров. В этом случае уравнение кривой С2, а затем и С3 легко вычислить и изобразить эти кривые графически* .
Частичный учет ассортиментных требований
7. Расчет постава «от данного места». В реальных условиях выбор постава не совершается только из соображений максимума кубатуры. Требуется еще удовлетворить ассортиментным требованиям. Эти два условия нуждаются в согласовании. В заводской практике указанное обстоятельство нередко приводит к следующей задаче.
По некоторым соображениям наиболее широкая центральная часть бревна используется вполне определенным образом. Ос-
* Несложные вычисления приводят к следующему уравнению кривой С3 на участке параболической зоны:
(£>2 —4х2)7* /3(D2-d2)’
где d и D — соответственно диаметры верхнего и нижнего сечений бревна.
176
тальную крайнюю зону бревна можно раскраивать исходя из соображений максимума кубатуры. Требуется выбрать толщину заданного числа крайних досок.
Рассмотрим снова график приведенной высоты пропила. Использование зоны, предшествующей сечению на некотором расстоянии х0 от центра, уже определено. Остается решить, как раз
Рис. 44.
Рис. 45.
местить данное число прямоугольников в оставшейся области (рис. 44). Эта задача аналогична решавшейся, отличие состоит лишь в меньшем числе досок и в форме оставшегося участка кривой С.
8. Исключение неспецификационной продукции. Выше предполагалось, что из каждой необрезной доски получается максимальная по площади пласти обрезная доска, которая оказывается полноценной продукцией. Но крайние доски могут оказаться настолько короткими или узкими, что они не будут представлять собой спецификационной продукции. Можно поэтому поставить прежнюю задачу со следующим несколько измененным условием.
Доски, по длине или ширине меньшие некоторой нормы, не считаются годной продукцией. В остальном сохраняются прежние условия. Требуется выбрать расположение пил, дающее максимум годной продукции.
Чтобы решить эту задачу, достаточно внести небольшие изменения в график приведенной высоты пропила. Если в данном сечении пласть необрезной доски столь мала, что наибольшая по площади доска оказывается более узкой, чем требуемый минимум, ее надо несколько укоротить, потеряв в площади, но обеспечив необходимый минимум ширины; если доска была слишком короткой, ее надо удлинить. При этом приведенная высота пропила
177
принимается равной площади получаемой доски, • деленной на длину бревна L. В зоне, где нельзя получить доску минимальных спецификационных размеров, приведенная высота пропила принимается равной нулю. Таким образом, график высоты пропила в крайней зоне несколько изменяется. Новая кривая С4 (рис. 45), начиная с некоторого места идет несколько ниже С3. (Надо заметить, что их различие оказывается чрезвычайно незначительным.) Затем при некотором значении х2 кривая С4 обрывается, переходя в ось ОХ. Фиксируя минимум допустимых ширины и длины и размеры параболического бревна, нетрудно вычислить уравнение кривой С4 на каждом ее участке. Ход решения основной задачи совпадает затем с решением предыдущих задач. Надо только исходить из графика С4 вместо С3.
Это небольшое уточнение в аналитической форме отмечалось Г. Г. Титковым [574].
§ 2. ПОПРАВКИ НА РЕАЛЬНЫЕ УСЛОВИЯ РАСПИЛОВКИ
9. Усредненная высота пропила. Партия бревен, подлежащая распиловке одним и тем же поставом, не представляет собой геометрически правильных и притом одинаковых по размерамтел. Допустим, что пила установлена на расстоянии х от центра рамы. При пропуске большой партии бревен определенной сортировки пропиленные данной пилой пласти досок окажутся далеко не одинаковыми. Это явление, известное под названием «рассеивания ширин», вызывается рассеиванием диаметров бревен (даже в пределах одной партии), колебаниями в положении центра бревна по отношению к центру рамы, рассеиванием длины и сбега бревен, влияющими на выпиловку досок в крайней зоне, наконец, наличием некоторого количества эллиптичных и кривых бревен. Эти факторы для данной партии бревен и каждого расстояния х от центра рамы порождают определенную статистическую закономерность возможных к получению ширины досок.
Затем следует вторая группа факторов, сопутствующих фактической обрезке досок по ширине. Доска должна быть обрезана не на произвольную ширину, а на одну из предусмотренных ГОСТом (с учетом припусков на усушку). Кроме того, ГОСТом допускается некоторый обзол, который (с учетом неточности положения доски при обрезке кромок) не должен превзойти допустимых норм. Из соображений удобства сортировки или в целях ускорения комплектования отдельных заказов обрезчик иногда получает указание пользоваться не всеми стандартными ширинами, а отдавать преимущество некоторым из них. Наконец,
J79
обрезчик может ошибиться в выборе ширины, что поведет к до* полнительной потере (или, снижению сортности).
Чтобы подойти к учету всех этих факторов, будем рассуждать следующим образом. Из отдельного бревна данной партии в плоскости пилы, установленной на расстоянии х от центра рамы, будет получена в конце концов стандартная высушенная доска с пластью некоторой площади S. Эта площадь будет различной для разных бревен и их положений в момент распиловки. Существует некоторая средняя площадь S (х). Если поделить ее на среднюю (или условную фиксированную) длину бревна L, мы получим величину у, которую будем называть усредненной высотой пропила в сечении х.
Отметив на чертеже значение у, соответствующее каждому значению х, мы получим некоторую новую кривую С. Выбор постава, максимального по кубатуре продукции при распиловке данной партии бревен, сводится к решению соответствующей задачи о вписывании прямоугольников в график этой кривой С.
Представляется интересным исследовать путем статистических наблюдений и пробных распиловок вид кривой С для конкретных партий бревен в условиях определенного района сплава и условиях сортировки на данном заводе.
В дальнейшей части этого раздела мы попытаемся представить себе хотя бы в самых общих чертах характер кривой С, последовательно учитывая влияние отдельных факторов. Порядок, в котором мы их будем рассматривать, допускает существенные изменения. Выбранный ниже порядок подчинен не столько логической связи или количественной роли этих факторов, сколько упрощению приближенных расчетов.
10. Ступенчатость ширины, усушка по ширине. Если бы ширина доски могла быть совершенно произвольной, то график приведенной высоты пропила в зависимости от расстояния х от центра бревна изображался бы плавной кривой, показанной штрихом на рис. 46. Поскольку же доски могут быть лишь определенных стандартных ширин, то до некоторых х возможная ширина доски остается постоянной. Затем она сразу снижается до следующего стандартного значения, потом — до следующего и т. д. Поэтому в основной центральной зоне бревна график приведенной высоты пропила принимает ступенчатый вид. Высота каждой «ступеньки» равна половине номинальной ширины b получаемой стандартной доски. Эта ступенька продолжается до тех значений х, при которых в данном сечении уменьшается стандартная ширина b с соответствующим ей припуском А;, на сушку.
В зоне сбега истинная ширина досок с ростом х меняется также скачкообразно. Но в промежутке между этими скачками доска
179
при постоянной ширине постепенно уменьшает свою длину, отчего приведенная ширйна соответственно убывает. Наступает момент, когда более целесообразным становится получение доски следующей меньшей ширины. После достижения минимума спецификационных ширин и длин график обрывается.
На рис. 46 изображен график для бревна d = 20 см, L — 6 л со сбегом 0,9 см!м. Для упрощения чертежа принято условное допущение, что по ширине доски обрезаются не на все
предусмотренные ГОСТОМ ширины, а только на «четные» — 80, 100, 120, 140, 160, 180 мм. В качестве минимальных размеров спецификационных досок приняты ширина 80 мм, длина 2 м. Над каждой ступенькой графика указана номинальная ширина доски по ГОСТу в миллиметрах..
Построение графика в сбеговой зоне может быть выполнено следующим образом. На высоте, соответствующей полуширине доски в 103,6 мм (100 мм с припуском на усушку), проводим горизонтальную прямую MN (рис. 47) и отмечаем точки ее пересечения Ai А8 с кругами, изображающими срез бревна на высоте 6, 5, 4, 3, 2 л от широкого конца бревна. В соответствующих сечениях AjBi, А2В2, ... может получаться доска шириной 100 мм, длиной 6, 5, 4, ... м, чему соответствуют приведенные ширины ~g--6, -g--5, -g--4,... мм]. Откладывая последние величины в виде отрезков BiAi, ВгА' и проводя через полу-
180
ценные точки плавную кривую, получаем график приведенной ширины в сбеговой зоне при условии получения доски шириной 100 мм. Построив аналогичный график для доски в 80 мм, обнаружим, что до некоторых значений х, целесообразно вырезать доску шириной 100 мм, затем перейти к доске шириной 80 мм. Совершая такой переход в соответствующей зоне, получаем общий график приведенной высоты пропила (рис. 46).
11. Обзолы и погрешность в положении доски при обрезкекромок. Вп. 10 мы предполагали, что возможность получать доску данной ширины b и полной длины L заканчивается при тех х, при которых ширина доски с припуском на усушку как раз умещается в верхнем срезе бревна. В действительности доску тех же размеров можно получать при несколько больших значениях х ввиду допустимости обзолов.
На рис. 48 изображен пунктиром вид графика приведенных ширин, полученный из рис. 47. Сплошной линией показан аналогичный график, построенный с учетом допустимых обзолов.
При построении нового графика принималось условие, чтобы ошибка до 2 мм в положении доски при обрезке ее кромок еще не выводила доску по обзолу на пределы требований 1-го сорта. (Ограничение допустимых обзолов по ГОСТу связано не только с сортом и шириной доски, но и с ее толщиной. Поэтому в начальной части графика мы исходили из ориентировочной толщины доски 30—45 мм, в середине — 30—22, в зоне сбега — 19—13 мм.)
12. Рассеивание длины и сбега. Средняя длина и средний сбег бревен существенно влияют на полезный выход, но рассеивание этих величин около среднего значения играет небольшую роль.
Если при определении приведенной высоты пропила делить площадь пласти получаемой обрезной доски не на длину бревна, а на какое-либо другое число, одинаковое для всех сечений данного бревна, то получаемый график приведенных высот изменится вполне определенным образом: все значения у увеличатся или уменьшатся в одно и то же число раз. Но такое изменение не влияет на расположение вертикальных сторон прямоугольников, дающих решение задачи о вписывании прямоугольников наибольшей суммарной площади. Площади всех прямоугольников под кривой увеличиваются или уменьшаются в одно и то же число раз, и потому наибольшей по площади остается одна и та же система прямоугольников *.
* Это позволяет с самого начала, определяя приведенные высоты пропилов, делить площади досок не на длину данного бревна, а на одну и ту же условно фиксированную длину. Тогда усредненную высоту пропила можно получать непосредственно усреднением приведенных высот для отдельных бревен.
182
Представим себе партию бревен, каждое из которых имеет форму усеченного параболоида, причем все параболоиды имеют строго одинаковый верхний диаметр, а длина и средний сбег бревен колеблются в некоторых пределах. При этом сочетания длины и сбега подобраны так, что более сбежистые бревна являются более короткими, почему у всех параболоидов не только верхние, но и нижние диаметры одинаковы. Тогда указанные параболоиды отличаются друг от друга только равномерным продольным растяжением. В одинаково отстоящих от центра продольных сечениях из таких бревен будут получаться пласти досок, отличающиеся по площади постоянным для всех сечений бревна множителем. Поэтому графики приведенных высот пропила для всех этих бревен будут, по существу, однотипными и результат их усреднения будет совпадать с графиком, построенным для бревна среднего размера*. Исключение составляет только самая крайняя зона графика: для более коротких бревен несколько раньше наступает ограничение спецификационной длины (2 м) у наиболее узких (80 мм) досок. Поэтому для таких бревен график будет обрываться несколько раньше, для более длинных — несколько позже. У усредненного графика резкий обрыв, которым заканчивается график для бревна среднего размера, будет поэтому несколько сглажен, как это показано мелким пунктиром на рис. 48.
Итак, отклонения длин, согласованные с колебаниями сбега так, чтобы при одинаковых верхних диаметрах нижние диаметры бревен также совпадали, по существу, не влияют на характер графика высоты пропила. К приблизительному соблюдению указанной связи длин и сбега ведут существующие рекомендации делать при раскряжевке хлыстов на бревна более сбежистые бревна более короткими.
Если в партии бревен, имеющих форму усеченных параболоидов с одинаковым верхним диаметром, рассеивания длины и сбега не согласованы указанным образом, то характер графика усредненной (для этой партии) высоты пропила несколько отличается от графика приведенной высоты пропила для бревна средней длины и сбега. Но это отличие распространяется только на зону сбега и сводится к тому, что, во-первых, несколько усиливается отмеченное выше сглаживание крайней «ступеньки» графика, а, во-вторых, в зоне сбега делается несколько условным четкий для одного бревна переход от досок одной ширины к доскам следующей ширины. Для бревен среднего размера в некоторой точке Xi (см. рис. 48) происходит переход от досок шириной 100 мм к доскам шириной 80 мм. Для партии бревен с точно оди-
* Истинная ширина досок при этом также будет одинаковой.
183
лаковыми верхними диаметрами в сечениях, предшествующих точке х1г будут преобладать доски шириной 100 мм, вблизи точки будут в примерно равном количестве получаться доски обоих размеров (100 и 80 мм), за точкой будут преобладать доски в 80 мм. Однако средняя кубатура продукции будет с хорошим приближением соответствовать графику рис. 48.
В приводимом примере можно пренебречь указанными факторами. Явление сглаживания графика и частичное получение в одном сечении досок различной ширины в значительно большей мере обусловливается нижеприводимыми факторами *.
13. Ошибка в положении центра бревна. Бревно подается вл есораму стой или иной ошибкой в положении центра бревна по отношению к центру лесорамы. Поэтому пила, поставленная на расстоянии х от центра лесорамы, пропилит бревно на расстоянии х + z, зависящем от величины и направления ошибки z. Практически эта ошибка принимает различные значения с определенной статистической закономерностью, т. е. каждая величина ошибки имеет некоторую определенную частоту появления. Изучив эту закономерность, нетрудно перейти от предыдущего графика к усредненной высоте пропила для пилы, установленной на расстоянии х от центра рамы с учетом ошибок в положении бревна.
В помещенном ниже примере сделано предположение, что ошибка z следует закономерности, изображенной на рис. 49, а **. Высота пропила в сечении х от центра рамы рассчитывается весьма просто. Приложив к отвечающей расстоянию х точке А шаблон с нанесенными коэффициентами усреднения (см. рис. 48), определяем высоту пропилов на прежнем графике (против середины каждого деления) и усредняем эти результаты, т. е. складываем их, предварительно умножив на принятые коэффициенты 0,02; 0,07; 0,16; 0,25; 0,25; 0,16; 0,07; 0,02 (см. рис. 49, а).
Таким путем построен график, изображенный сплошной линией на рис. 49, б. Учет ошибки в положении центра бревна существенно сглаживает график.
Описанное только что усреднение можно проводить отдельно для досок каждой ширины. Тогда вместо одной основной кривой, которая изображена на рис. 49, б сплошной линией, мы получим
* Отброшенные здесь обстоятельства могут быть учтены так же, как учитываются ниже рассеивание диаметров и ошибка в положении центра бревна. Надо только располагать статистическими характеристиками рассеивания длин и сбега (с учетом их взаимной связи).
** Эта закономерность соответствует двум предположениям: 1) ошибка г следует нормальному закону Гаусса с нулевым средним значением; 2) средняя квадратичная ошибка составляет 1/3 см. Первое допущение весьма естественно; второе выбрано глазомерно, оно может быть уточнено и исправлено после специальных наблюдений.
184
кривые, характеризующие по отдельности количество получаемых в каждом сечении досок определенной ширины (см. рис. 49, б, штрих. Сумма ординат этих кривых в каждом сечении дает ординату основной кривой).
14. Распределение бревен по диаметрам. Различие диаметров бревен даже в пределах хорошо отсортированной партии (а тем более в пределах партии, отсортированной на два и более четных диаметра) существенно влияет на рассе-
Рис. 49.
ивание ширин получаемых досок и на характер графика усредненной высоты пропила. Чтобы правильно учесть роль этого фактора, надо выяснить закономерность распределения бревен по диаметрам в пределах отсортированной партии. Это распределение зависит от трех обстоятельств: 1) распределения бревен по диаметрам в несортированном составе сырья; 2) принятых правил сортировки; 3) погрешности определения диаметра бревна сортировщиком.
Первая из этих характеристик определяется районом сплава. Кривая распределения бревен по диаметрам сплава зоны треста «Северолес» за 1948 г. приведена Г. Д. Власовым в его диссертации [640] и показана на рис. 50, а.
Правила сортировки бревен обычно предусматривают сортировку по четным диаметрам. К партии бревен в 20 см относятся все бревна, измеренный верхний диаметр которых 19—21 см. Иногда ограничиваются сортировкой на два и более четных диаметра.
Погрешность Д<< = da — d„ при определении диаметра характеризуется двумя величинами: средней квадратичной ошиб-
185
кой £ в определении диаметра и систематической ошибкой Аср (рис. 50, б). Размеры этих ошибок могут быть исследованы путем наблюдений *. .
Зная указанные характеристики (т. е. график рис. 50, а, правила сортировки и величины <р и Дср), можно рассчитать распределение бревен по диаметрам внутри отсортированной партии.
В приводимом ниже примере предполагается установленным, что в рассматриваемой партии бревен «20 см» оказываются в дей-
ствительности бревна размером от 18 до 22 см с примерно следующим распределением на каждые 100 шт. бревен:
см шт. см шт.
18.............3 21..........20
19 .......... 30 22 1
20...........46
15. Уч.ет рассеивания диаметров. Допустим теперь, что описанные выше графики (см. рис. 49, б) будут составлены для различных диаметров. Располагая этими графиками и зная распределение бревен по диаметрам, мы можем усреднить графики приведенной высоты пропила для бревен данной партии, учитывая долю бревен каждого диаметра. Точно так же можно усреднить и графики ожидаемой продукции отдельно для досок каждой ширины.
В приведенном примере были составлены графики, аналогичные рис. 50, б, для бревен диаметром 18, 19, 20, 21, 22 см**.
* Мы упоминаем систематическую ошибку, потому что не исключена возможность ее отличия от нуля, т. е. наличие некоторой тенденции сортировщика к завышению или занижению диаметров.
** В примере мы-ограничились градацией диаметров через 1 см. Было бы правильнее уменьшить эту градацию хотя бы до 0,5 см.
186
Затем они были усреднены с коэффициентами 0,03; 0,30; 0,46; 0,20; 0,01 в соответствии с принятым распределением бревен по диаметрам внутри отсортированной партии. Результат усреднения приведен на рис. 51.
16. Случай плохой сортировки. Допустим, что сортировка велась не на один, а на два четных диаметра, скажем 18—20 см, т. е. отсортировывались бревна от 17 до 21 см. Зная распределение бревен по диаметрам в исходном сырье и
характеристики С и Дср погрешности в измерении диаметров, можно рассчитать распределение бревен по диаметрам в отсортированной партии. Допустим для примера, что мы обнаружили следующее распределение бревен по диаметрам (на каждые 100 шт. бревен):
СМ шт.
16 ... . 1,7
17. . . .18,4
18 . . . .26,7
19 . . . .25,5
см шт.
20 ... . 21,3
21......6,3
22 .... 0,1
Составим тогда графики, подобные рис. 49, б, для диаметров от 18 до 22 см и, усреднив их с коэффициентами, соответствующими установленному распределению, получим график усредненной высоты пропила для всей партии бревен. Он будет существенно более пологим, чем график, составленный для одного
187
бревна среднего размера. Из этого графика и надо будет исходить при расчете постава для бревен указанной сортировки.
Необходимость специфического подхода к выбору поставов для совместной распиловки бревен нескольких диаметров отмечалась в работах Г. Д. Власова [6401. Указанный здесь метод может служить для уточнения этого вопроса. В частности, по этому методу можно выбрать лучшие поставь! для партий различной сортировки, затем определить даваемую ими продукцию и таким образом точнее оценить реальные размеры потерь, вызываемых худшей сортировкой сырья.
17. Ступенчатость длины. Длина досок не может быть произвольной. Согласно ГОСТу, длина досок должна быть кратна 0,25 м. В центральной части бревна это обеспечивается стандартностью учитываемой длины самого бревна. При торцовке досок, получаемых в зоне сбега, будут некоторые потери на некратность длины доски (в среднем около 1/8 м). Но эти потери практически компенсируются наличием положительных допусков по длине бревна и возможностью некоторого завышения обзолов. Поэтому ступенчатость длины, по существу, мало влияет на график усредненной высоты пропила.
18. Эллиптичность и кривизна бревен. Эллиптичность отдельных бревен может вести к некоторому усилению рассеивания ширин. Если бревно направляется в раму так, что ось эллипса наклонена к пилам под углом около 45°, то влияние эллиптичности ослабляется. Кривизна бревна существенно сказывается на получаемой продукции, особенно в крайней зоне бревна. Потери от кривизны обычно компенсируются отнесением кривых бревен к бревнам несколько меньшего диаметра. Мы не будем вводить особых поправок на учет кривизны и эллиптичности бревен.
19. Личные ошибки обрезчика и дополнительные ограничения в выборе ширины. В целях упрощения иллюстративного примера мы предполагали, что допускаются доски не любых, а только «четных» ширин. Если же учесть все ширины, допускаемые ГОСТом (80,90,100, ПО,... мм), то после описанных выше расчетов мы получим график, несколько отличный от рис. 51. Число изображенных штрихом на рис. 51 кривых будет больше (соответственно ширине 200, 190, ...,110, 100, 90 , 80 мм). Эти кривые в каждом сечении изображают среднее количество досок каждой ширины, возможных к получению из данной партии бревен при установке пилы на данном расстоянии от центра рамы. Если бы обрезчик из каждой необрезной доски получал доску наивыгоднейшей стандартной ширины, то график усредненной высоты пропила соответствовал бы сум
188
ме высот графиков, составленных выше для отдельных ширин. Но обрезчик по ряду причин может поступать иначе.
Прежде всего, выбирая оптимальную ширину доски, рабочий может просто ошибиться. Ошибки этого типа зависят от квалификации рабочего. Внимательный и опытный обрезчик допустит незначительные ошибки. В зоне сбега они почти полностью будут компенсироваться соответствующим .изменением длины доски. В центральной зоне ошибочное сужение небольшого числа досок компенсируется завышением обзолов у других досок, сортность которых уже понижена наличием других пороков. Мы не будем поэтому вводить поправок на учет личных ошибок обрезчика *.
Все факторы, которыми мы пренебрегли, усиливают рассеивание ширин в крайней зоне бревна. Кроме того, обрезчик иногда может при почти одной и той же кубатуре получать в сбего-вой зоне доску различной ширины. Поэтому найденное распределение по ширинам для досок крайней сбеговой зоны довольно условно. Имея это в виду, мы объединили на рис. 51 в одну суммарную кривую графики для ширины 80—100 мм.
Кроме личной ошибки обрезчика иногда существует еще больший источник потерь при обрезке — рабочий может сознательно отдавать предпочтение доскам одной ширины и избегать получения досок другой ширины. Это может делаться в целях ускорения комплектования того или иного заказа, облегчения условий сортировки, экономии места на сортировочной площадке. Нет надобности пояснить, что это ведет к лишним потерям древесины, хотя такие ограничения существуют. Было бы полезно рассмотреть практикуемые на заводах ограничения этого рода.
Расчет развального постава
20. Предварительные замечания. Полученный на рис. 51 график усредненной высоты пропила С сопоставлен на рис. 52 с графиком приведенной высоты пропила для одного бревна номинальных средних размеров (графиком С4 на рис. 45). В центральной зоне график усредненной высоты пропила С идет ниже графика С4. Сказывается учет усушки по ширине и потери на ступенчатость ширин. В сбеговой зоне эти графики сближаются. Кроме того, график С продолжается существенно дальше, что вызвано рассеиванием диаметров и ошибками
* Эти ошибки можно было бы учесть, сглаживая соответствующим образом ступеньки графика, изображенного на рис. 48, до перехода к рис. 49, а.
189
в положении центра бревна по отношению к центру лесорамы. В целом график усредненной высоты пропила оказывается более пологим. Это приводит к тому, что лучшими при расчете по графику С окажутся поставь! с более толстыми центральными досками, чем при расчете для бревна номинальных средних размеров, что подтверждается характером наиболее употребительных на практике поставов.
П Продолжение графика усредненной высоты пропила за пределы] зоны, в которой можно получать спецификационные
доски из бревна средних размеров, приводит иногда к целесообразности ставить крайние пилы за пределами этой зоны. Таким образом, расчет постава по кривой усредненной высоты пропила включает в себя появление в случае надобности так называемых контрольных пил.
В рассматриваемом иллюстративном примере мы будем исходить из графика С. При его расчете допускались некоторые условные предположения о значении ряда характеристик. Их уточнение потребует дополнительных исследований. В частности, допускалось, что при обрезке досок ограничиваются только «четными» ширинами. Кроме того, мы исходили из довольно неблагоприятного распределения бревен по диаметрам. Поэтому показатели полезного выхода, полученные далее, несколько занижены (примерно на 1 %).
190
21. Учет пропилов и непропорциональ* ности припусков на усушку по толщине досок. Пусть мы хотим, исходя из графика С, выбрать для партии бревен «20 сж» лучший по кубатуре продукции четный развальный постав на 7 пил. Для этого строим такое расположение, при котором отрезки ВГА2, В2А3, В3А^ (рис. 53) параллельны соответствующим касательным к С в точках Nlt N2, N3, а точка At лежит на оси ОХ. Отступление ЛхВх равно половине ширины пропила, а расстояния Л2В2 и А3В3 — полной ширине пропила. В примере ширина пропила принята равной 3 мм.
Усушка по ширине досок была учтена при составлении графика С. Что касается усушки по толщине, то, если бы она была строго пропорциональна толщине, следовало бы искать максимум площади вписанных в С прямоугольников, каждый из которых изображает своей шириной толщину сырой доски. Но усушка не вполне пропорциональна толщине досок. С приближением можно считать, что усушка состоит из двух частей: постоянной (0,2—0,3 мм) и остальной части, строго пропорциональной толщине доски [585]. Чтобы выбрать расположение пил, дающее максимум кубатуры сухих досок, следует в описанном выше построении включать в величины А^, А2В2, А3В3 помимо пропила еще постоянную часть усушки по толщине, т. е. 0,2—0,3 мм.
22. Ступенчатость толщины. Доски должны быть не произвольной, а стандартной толщины. Поэтому полу-
191
ченнущна рис. 53 толщину досок надо округлить до стандартных размеров. Найденному положению линии (см. рис. 53) соответствует (с учетом усушки) толщина первой доски — примерно 46,3 мм. Ближайшие стандартные размеры 45 и 50 мм изображены на рис. 53 штрихом. Остановимся на толщине 45 мм.
Округление до стандартного размера толщины первой доски несколько сдвигает положение линии Но в данном примере этот сдвиг незначителен и нет смысла пересматривать расположение точек N2 и Na. Толщина второй доски близка к стандартному размеру в 25 мм. Выбираем вторую доску в 22 мм. Ее надо отложить после доски в 45 мм, припустив 3 мм на пропил и включив в толщину каждой доски припуск на усушку. Положение линии N2M2 изменилось тоже весьма мало, и нет смысла пересматривать положение третьего прямоугольника на рис. 53. Его ширина соответствовала толщине доски примерно 18 мм. Берем ближайший стандартный размер 19 мм. Получается постав 19—25—45—45—25—19.
Чтобы определить ожидаемую от применения этого постава продукцию, находим расстояние внешней пласти каждой из трех досок от центра лесорамы (48,4 мм, 77,6 и 100,5 мм) и усредненную высоту пропила на каждом из расстояний от центра: 82,2 мм, 60,2 и 30,2 мм. Чтобы определить кубатуру получаемых досок, множим каждый из этих размеров на 4 (по числу четвертей окружности), на 6 м — длину бревна, которая клалась в основу при построении графика С, и на номинальную толщину досок. Мы находим таким образом продукцию данного постава, получаемую в среднем на одно распиленное бревно:
Толщина ле3
доски, ям
45 ...... ' 0,08878
25 ........ 0,03612
19 .... . 0,01377
Итого........ 0,13867
По отношению к номинальной кубатуре одного бревна 0,24 ле3 полезный выход составляет 57,8%.
23. Поставы, близкие к максимальному. Округляя выше толщину досок до стандартных размеров, мы несколько отходим от максимума. Но, как известно, гладкая функция вблизи своего максимума изменяется весьма медленно. Поэтому, совершая округления, особенно округления в разные стороны, мы будем получать поставы, весьма близкие по полезному выходу. Можно было, например, округлить толщину крайней доски на 16, а не на 19 мм. Можно было уже первую доску
192
взять толщиной 50, а не 45 мм. В последнем случае положение линии NxM.i изменилось бы довольно сильно, и, прежде чем выбирать толщину следующих досок, следовало пересмотреть толщину крайних досок, исходя из фиксированной толщины первой доски (такое построение осуществлено на рис. 54, а). Выбирая затем толщину второй доски, мы снова можем округлить ее до двух различных толщин: 22 и 25 мм и т. д.
Продукция каждого из получаемых поставов определяется с помощью графика С, подобно тому как это было сделано выше для первого из выбранных поставов. Для этого нет надобности каждый раз чертить положение всех досок. Достаточно подсчитать расстояние внешней пласти каждой из досок от центра и рамы и воспользоваться графиком С *.
Приведем данные о выходе продукции по нескольким лучшим поставам:
Постав
—45—25—19
-50—25—16
—45—25—16
—50—22—16
—50—25—19
-50—25-13
Выход, %
57,8
57,7
57,6
57,6
57,6
57,5
Следовательно, имеется целая группа поставов, близких к максимальному по выходу продукции. Выбор между ними'может диктоваться различными дополнительными соображениями.
24. Толщина крайних досок. При расчете постава на 7 пил толщину досок, полученную построением на рис. 53, удавалось округлить до сравнительно близких размеров ГОСТа. Но это возможно не всегда. Глазомерная сортировка требует, чтобы в одном поставе не участвовали доски, различающиеся по толщине менее чем на 5 мм (выше мы по этим соображениям пропустили постав 50—22—19). Кроме того, непосредственно при рамной распиловке не выпиливаются доски тоньше 13 мм.
' Эти обстоятельства могут существенно ограничивать выбор толщины крайних досок.
Начнем, например, исходя из графика С, составлять развальный постав на 9 пил. Выполняем основное построение (рис. 54, б). Оно приводит к примерно следующей толщине досок: 44 мм, 23,15 и 11 лш. Округлим толщину первой доски до 45 мм, второй — до 22, третьей — до 16 мм. Выбирая толщину чертвертой доски, мы оказываемся перед некоторой трудностью. Округление до
* Под графиком рис. 54, а указаны положения досок для рассматриваемых в этой главе поставов. У внешнего края каждой доски выписана усредненная высота пропила, измеренная в данном сечении на графике С.
7 Л. Bt Канторович, В, А. Залгаллер
193
Поставы на 9 пил
45 82,2' 22 63,4 16 39^ 13 14;4
45 82,2 25 'б'о 13 35,4 13 13,8 ]
40 84,3* 22 68' 16 46{4' 'ю
40 84,3 ' 25 ' 65 19 38,1, 13 12
~4О &&' 25 16 42<1\ '16 1'2
50 ' '79,5 22* 58 , 13 36,6 13 10,5
55 86 19 74,2 ' 13 60, 13 39^ 13 13,7 Постов
1 1 1 ' ~' 1 1 на 11 пил
толщины 13 мм нежелательно из-за наличия в поставе близкой по толщине доски 16 мм. Приходится взять последнюю доску тоже толщиной 16 мм. Но это округление весьма грубое. Не целесообразнее ли изменить толщину предшествующих досок, чтобы не допускать неблагоприятного положения крайних пил?
Две наиболее тонкие крайние доски в подобных случаях могут выбираться в определенных сочетаниях: 13 + 13, 19 + 13, 16 + 16 мм. Поэтому" будет уместно исследовать следующую задачу. Толщина двух крайних досок задана. Толщина остальных досок может выбираться произвольно. Требуется выбрать
194
эти толщины так, чтобы обеспечить максимум суммарной кубатуры продукции.
Допустим, что решение найдено (рис. 55). Для каждой из досок проводим линии BiBi, В2В3, В3В3, В4В4 параллельно касательным к кривой С в точках Nlt N2, N3, Nt. Для первых досок, толщина которых не была задана, отступления Л1В1, Л2В2 равны соответственно половине или всему пропилу (с добавлением 0,2—0,3 мм соответственно сказанному в п. 21). Для крайних досок отступления А3В3, А4В4 равны ширине пропила с Добавлением всего припуска на усушку по толщине "доски. Расстояния между последними пилами соответствуют заданной толщине крайних досок.
Положение пил будет наивыгоднейшим, если окажутся выполненными следующие два правила. Во-первых, на стыке между досками, толщина которых была произвольной, точка В должна совпадать с очередной точкой А. На рис. 55 это правило выполнено: точка В/ совпадает с Л2.
Для следующих досок совпадение В2' — А3, В3 = Л4, В4 — = Л6 необязательно. Между ними возможны некоторые «невязки» В3'А3, В3А4, Bt'A3. Эти невязки следует разбить на две группы: положительные, в которых точка В лежит выше точки Л, и отрицательные, в которых точка В лежит ниже точки Л. Второе правило сводится к требованию: сумма положительных невязок
7*
195
должна равняться сумме отрицательных невязок. Это правило на рис. 54 тоже выполнено:
^2^8 +
Если оба указанные правила соблюдены, положение выбрано наилучшее.
Построение такого решения можно выполнить аналогично п. 3. Начав с произвольной точки Дх, строим все расположение, соблюдая первое из формулированных выше правил и соблюдая заданную толщину крайних досок. Затем проводим линии
В2В2', BSBS', В4В4 и рассматриваем полученные невязки. Если преобладают положительные невязки, точку Лх надо несколько опустить, если отрицательные, точку Лх надо несколько поднять. После нескольких проб в пределах точности графического построения найдем искомое положение.
Небольшая точность графического решения оказывается вполне достаточной, так как найденную толщину первых досок все равно придется округлить до стандартных размеров.
Вернемся к выбору развального постава из 9 пил для бревен «20 см». Выполняем только что описанные построения при ( крайних досках 13 + 134 19 4- 13,16 + 16 мм (рис. 55 соответствует случаю 16 4- 16 мм). Каждый раз находим лучший и ближайшие к лучшему поставы. С помощью графика С подсчиты
196
ваем получающуюся при каждом из этих поставов продукцию:
Постав Выход, %
.-45—25—13—13 58,9
—40—22—16—16 58,9
-40-25-19-13 58,8
—40—25—16—16 58,6
-50-22—13—13 58,6
Следовательно, и в этом случае есть группа близких по полезному выходу поставов.
25. Ч и с л о пил. Развальные поставы на 9 пил для бревен «20 см» дают лучший выход, чем поставы на 7 пил. Разница в полезном выходе составляет примерно 1,1%. Несмотря на это преимущество, условия ассортимента, энергоемкости и загрузки оборудования могут иногда заставить отдать предпочтение 7-пильному поставу. Решение такого рода должно быть соразмерено с указанной потерей в полезном выходе.
Дальнейшее увеличение числа пил для бревен «20 см» не увеличивает выхода. Для 11-пильного постава 35—19—13—13—13 также имеем 58,9% выхода продукции. Более значительное увеличение числа пил ведет уже к снижению выхода по кубатуре.
26. Выпиловка крайних досок на ребровых станках. Ограничения в выборе толщины крайних досок в значительной мере снимаются, если крайние пропилы выполняются на отдельных ребровых станках. Эта прогрессивная технология даже при выборе основного постава на максимальный выход продукции при рамной распиловке позволяет использовать часть получающихся отходов. Если пропускная способность имеющихся ребровых станков будет превосходить количество годных к использованию отходов, можно сознательно изменять основные поставы, включая резы, осуществляемые на ребровых станках, в проектируемый постав. Это приводит к поставам более экономным, чем рассмотренные выше. Они будут отличаться большим числом пропилов и более тонкими крайними досками. Так, при 9 пропилах можно будет реализовать постав 45—22—16—13, дающий также 58,9% выхода продукции.
Расчет брусовочного постава
27. Преимущества брусовки. Основное преимущество брусовочных поставов состоит в том, что они существенно облегчают комплектование заказов. Большая часть продукции получает при таких поставах единообразные размеры: при одном и том же сырье они могут выбираться в довольно широких пределах. Улучшается также использование качественных зон бревна.
197
При всем этом брусовочные поставь: дают также больший объемный выход продукции. Обратимся для примера к графику С, составленному для бревен «20 см». Одновременно с пропилом пласти бруса по некоторой линии MN (рис. 56) будут получаться боковые доски. Их толщина и средняя кубатура характеризуются прямоугольниками, вписанными не в график С, а в график С, симметричный с кривой С относительно линии ОР, идущей под углом в 45° к осям ОХ и OY. Область, в которой могут располагаться прямоугольники, увеличивается, по существу, на всю область Q, лежащую между кривыми С и С' и прямой MN. На рис. 56 область Q заштрихована.
Описанное преимущество в кубатуре продукции при брусо-вочных поставах порождается двумя обстоятельствами: во-первых, лучшим использованием сбеговой зоны, во-вторых, тем, что для значительной части досок отпадают потери на ступенчатость их ширины и ошибки обрезчика. Это преимущество еще больше усиливается, если брусовочный постав сравнивать с развальным поставом в условиях существования дополнительных ограничений в выборе ширины.
Теория максимальных поставов X. Л. Фельдмана учитывает только первый из упомянутых факторов и потому не в полной мере выявляет преимущества брусовки. На рис. 56 для сравнения показаны кривые С4 и симметричная ей кривая С4'. Область между этими кривыми, заштрихованная в мелкую клетку,- значительно меньше области Q.
28. Учет рассеивания ширины постели бруса. Допустим, что мы хотим для бревен «20 см» составить лучший по кубатуре продукции брусовочный постав при заданной вышине бруса. Чтобы составить постав для первого прохода, отступим от центра на расстояние, равное половине высоты бруса (с включенным припуском на усушку), и проведем границу зоны, использование которой уже фиксировано. Для оставшейся части выберем лучшее расположение пил, исходя из графика С. Эта часть расчета не отличается от изложенного в пп. 21—24.
Чтобы составить затем постав на развал бруса, надо знать усредненную высоту пропила на каждом расстоянии от центра лесорамы уже не для партии исходных бревен, а для брусьев, полученных после первого прохода через раму.
Чтобы составить такую кривую, возвратимся к графику рис. 51 и нанесенным на нем штриховым кривым. Пусть, например, произведена брусовка на 140 мм, и в лесораму подается обрезанный брус. Если в рассматриваемом сечении данное бревно в данном его положении позволяло раньше получить доску шире 140 мм, то теперь в этом сечении будет получена доска в 140 мм. Если же данное бревно допускало в рассматриваемом
199
сечении получение доски более узкой, чем 140мм, то сохраняется прежняя ширина доски. Это приводит к следующему правилу составления графика усредненной высоты пропила при развале полученных брусьев.
В каждом сечении на расстоянии х от центра лесорамы надо рассмотреть все изображенные на рис. 51 штрихом графики. Их высоты в данном сечении характеризовали среднее количество получаемых на расстоянии х досок соответствующей ширины. Высоты графиков, отвечающих доскам более широким, чем высота бруса, надо пропорционально уменьшить. (Коэффициент уменьшения равен отношению номинальной высоты бруса к номинальной ширине доски.) Для остальных досок высоты графиков остаются прежними. После этого график усредненной высоты пропила получается простым суммированием полученных высот. Из получаемых таким путем графиков и надо исходить при составлении поставов на развал бруса.
На рис. 57 показаны графики усредненной высоты пропила, составленные указанным образом, по рис. 51 для брусовки с высотой бруса 100 мм, 120, 140, 160 мм. Каждый полученный график сначала идет на постоянной высоте, равной половине номинальной высоты бруса, затем, не доходя до графика С, он начинает несколько понижаться. В крайней зоне каждый график сливается с графиком С.
В том, что график усредненной высоты пропила начинает понижаться несколько раньше, чем он доходит до кривой С, заключается учет явления рассеивания ширины постели бруса. График приводит к целесообразности размещать крайнюю из пил, использующих основную часть бруса при его' развале, несколько ближе к центру лесорамы, чем граница постели бруса, подсчитанная для бревна номинального среднего размера. Это iобстоятельство, хорошо известное практикам, не вскрывается в теории поставов Фельдмана. При использовании графиков типа рис. 57 это явление получает необходимый количественный анализ.
29. Р о л ь высоты бруса. Преимущество брусо- вочных поставов по объемному выходу достигается благодаря частичному вхождению вписываемых в график прямоугольников ' в заштрихованную на рис. 56 область Q между кривыми С, С и прямой MN. Эта область будет больше, если прямая MN будет проходить вблизи точки Р пересечения кривой С с идущей под углом в 45° к осям ОХ и OY прямой ОР. Точка Р расположена несколько ниже пересечения Р' прямой ОР с кругом, отвечающим верхнему сечению бревна средних размеров. Поэтому ' лучший выход будут давать поставь! с высотой бруса около 0,67 d. Для бревна «20 см» это примерно соответствует стандартной высоте бруса в 130 мм.
200
Поскольку при составлении графиков рис. 51 мы не рассматривали «нечетную» ширину досок, на рис. 57 мы не имели кривой для бруса в 130 мм. Однако единообразие кривых для высоты бруса 100, 120, 140, 160 мм позволяет восстановить недостающую кривую для бруса в 130 мм путем интерполирования. Эта кривая показана штрихом на рис. 57.
Составим для бревен «20 см» брусовочный постав с высотой бруса 130 мм. Выполняя нужные построения, находим *:
Первый проход 16 —16 — 130 —1648,8 — 1620,1
Второй « 13 —13 —13 — 60 — 60м’8 Выход 63,1%
—1387 —13»5 — 13’
Чтобы избежать смешения досок в 13 и 16 мм, можно заменить при первом проходе 2 доски по 16 мм 3 досками по 13 мм, сделав Обратную замену при втором проходе.
Ниже приведено несколько поставов, составленных при различной высоте бруса и при однотипных ограничениях в выборе крайних досок:
Постав с брусовкой Выход, %
13-13- 160 —1331 ® —138’6 62 5
13 _ 13 _ 25'—’45 — 4579-8 — 2580’5 —1339’4 —131318
13 _ 13 _ 13 — 130 —13»8 — 1325 _ 13»
13 _ 13 _ 13 _ 60 — 6064-8 — 13й —13” —13’ 62,9
13 -13 -19 -100 — 19е3-3 —1343’6 — 13и
13 _ 13 _ 25 — 45 — 45” — 25” —1339’4 —1313•8
ч 19 — 160 — 19”
19 _ 25 — 45 — 4579,8 — 2580’8 —1931'8 61,2
16 —16 —130 —1648-8 — 1620 1 -
16 —16 — 60 — 6084’8 —1682-8 — 1628Д ’
16 — 16-16-100 — 1688 — 16*3,6 _169,в 16 — 25 — 50 — 50” — 2548-9 — 16”
Брусовка с высотой бруса около 0,67d действительно имеет некоторое преимущество в выходе, но и при высоте бруса от 0,5 d до 0,8d мы получаем сравнительно близкие результаты. Ограничения в выборе толщины крайних досок могут сыграть
* Цифрами наверху здесь и далее указывается усредненная высота пропила Для первого прохода эти значения берутся из графика С, для второго — из графика, полученного на рис. 57. Эти цифры использованы при подсчете указанного процента выхода.
201
даже большую роль, чем выбор высоты бруса. Очень низкая брусовка дала в наших примерах заметное снижение выхода.
Если при разной высоте бруса рассмотреть не только лучшие, но и все близкие к ним поставы, то убедимся, что для низкой брусовки разнообразие этих поставов оказывается значительно больше. Иными словами, низкая брусовка, как правило, дает больше свободы для выпиловки материалов различного целевого назначения. Это часто заставляет практиков отдать предпочтение более низкой брусовке.
Чтобы проиллюстрировать маневренность брусовочных поставов, приведем пример постава, предусматривающего выпиловку досок только одной толщины:
22 — 22— 100 — 22в9’3 —22м’5
22 — 22 — 22 — 22 — 225° — 2239 * * * * * * * * * * 50 — 226о — 2227
Выход 57,4%.
Преимущества брусовочных поставов ведут к постепенному переходу заводов на 100% брусовки. Эти преимущества значительно меньше для наиболее тонких бревен.
Недостатки брусовки связаны с ограничениями в использовании оборудования и со снижением средней ширины досок, получаемых из имеющегося пиловочного сырья.
§ 3. РОЛЬ АССОРТИМЕНТНЫХ ТРЕБОВАНИЙ
Теория индексов
(разрешающих множителей)
39. Сущность теории индексов. Если завод
рассортирует все поступающее пиловочное сырье на партии одно-
типных бревен и распилит каждую из этих партий вполне опре-
деленным поставом, дающим наилучший по кубатуре выход об-
резных досок, то будет получена некоторая определенная про-
дукция. Она может оказаться далеко не соответствующей ассор-
тиментному заданию завода, что, конечно, совершенно недопу-
стимо. Завод должен не просто распилить отдельные бревна на
максимальное по кубатуре количество досок произвольного раз-
мера, а создать и выполнить такой распиловочный план, который
приводил бы к получению из имеющегося сырья максимального
количества продукции в определенном ассортименте. Иначе говоря, требуется выбрать такую систему поставов и группы бревен, распиливаемых каждым из них, которая позволяла бы получить продукцию, состоящую из вполне определенных типов досок, прццем доля каждого из этих типов в общей продукции дол-
202
Жна быть вполне определенной, а общая продукция должна быть максимальной при соблюдении указанных условий.
Конечно, задача не всегда ставится так строго. Требование получить определенную долю продукции каждого типа может распространяться на сравнительно укрупненные типы продукции, а не порознь на каждую группу досок данной толщины, ширины, длины и сорта.
Составление необходимого распиловочного плана допускает, вообще говоря, весьма строгий математический подход. Решению этой задачи может помочь так называемый метод разрешающих множителей (или метод индексов), предложенный Л. В. Канторовичем [1, § 1] и наглядно описанный им в приложении к задаче распиловки в статье [718].
Сущность метода разрешающих множителей состоит в следующем. Если каждое бревно распилить исходя из расчета получения максимальной кубатуры досок, продукция не будет получена в нужном ассортименте. Поэтому решение максимальной задачи для отдельных бревен (или партий бревен) в таком простом виде не соответствует общей задаче о максимуме продукции заданного ассортимента. Вообразим себе, однако, что каждому типу продукции сопоставлено некоторое вспомогательное число. Первому типу досок — число рх, второму — р2 и т. д.
Представим себе далее, что при получении данным поставом из некоторой партии бревен продукции первого вида vlt второго вида v2 и т. д. об общей продукции постава станут судить по еле- -дующему условному показателю:
РЛ + р2»2 + ••• + PnVn-
Иными словами, прежде чем сложить объемы продукции разных типов, каждый из них умножат на некоторый условно оценивающий данный вид продукции множитель pt и лишь затем эти «условно оцененные» объемы будут складываться.
Тогда для каждой группы бревен можно стремиться к тому, чтобы выбирать постав, дающий максимум условно оцененной продукции. Очевидно, для разных множителей лучшими в этом смысле могут оказаться разные поставы.
Вобразим теперь, что система чисел рх, ..., рп подобрана таким замечательным образом, что после распиловки каждой партии бревен поставами, которые дают максимум оцененной (с помощью выбранных чисел рх, ..., р,) продукции, общая продукция от распиловки всех бревен окажется соответствующей требуемому ассортименту. Очевидно, в этом случае будет осуществлен наилучший (с точки зрения поставленной задачи) распиловочный план. В самом деле, поскольку предполагается получить продукцию в определенном ассортименте, т. е. соотно-
203
шение объемов : о2: • ип заранее задано, то при данных
числах р1г рп лучшим по суммарной кубатуре будет тот же самый план, который дает максимум условно оцененной суммарной кубатуры Pi»! + Р2Р2 + ... + pnVn- Но в этом смысле максимальным является, очевидно, именно выбранный выше план, при котором из каждой очередной партии однотипных бревен извлекалась максимально возможная условно оцененная кубатура.
Обладающие отмеченными выше свойствами числа рь .... ря называются разрешающими множителями данной задачи.
Для каждой конкретной задачи набор таких чисел действительно существует [1].
Индексом доски мы называем ее условно оцененный объем ри, т. е. произведение ее объема на разрешающий множитель.
Числа plt ра, .... рп (а с ними и индексы досок) по самому своему смыслу определяются, как говорят, «с точностью до постоянного множителя». Иными словами,если все величинырх,... ..., рп умножить на одно и то же число, то полученные величины также могут играть роль разрешающих множителей.
Основное значение теории индексов состоит в том, что она вскрывает весьма своеобразную возможность правильно согласовывать задачу экономичной распиловки отдельных типов бревен с задачей обязательного выполнения плана по ассортименту при распиловке всего поступающего сырья. Именно существует такая система условных оценок кубатуры, продукции различных типов, при которой достаточно каждую партию бревен распиливать из соображений получения максимума условно оцененной кубатуры (т. е. максимума индексов, продукции), чтобы в целом за большой период времени реализовывалось получение необходимого ассортимента и притом наивыгоднейшим образом.
Заметим, что, зная индексы и искомый распиловочный план, мы о последнем можем время от времени как бы забывать. Приступая к очередной партии отсортированных бревен, надо только раскраивать их поставами, дающими максимум условно оцененной продукции. При этом может оказаться, что для некоторых групп бревен существует несколько поставов, дающих одинаковую максимальную сумму индексов получаемой продукции. В данном случае выбор между этими поставами следует сделать только исходя из соображений выравнивания ассортимента. Распределение однотипных бревен между такими поставами в распиловочном плане может быть заранее предусмотрено.
31. Роль индексов. Разрешающие множители отражают глубоко конкретные условия задачи, прежде всего взаимную приспособленность имеющегося сырья и заказанного ассортимента досок. Отыскание индексов целесообразно прежде всего
204
в тех случаях, когда имеется устойчивый характер сырья и ассортиментных требований. Такие условия в лесопильном производстве — не исключение. Общий характер сырья обусловливается районом сплава, а ассортимент продукции — спросом наиболее крупных постоянных потребителей продукции.
Знание индексов помимо решения самой задачи составления оптимального распиловочного плана может способствовать решению смежных вопросов.
। Возможность получать определенные группы досок с более низкими разрешающими множителями указывает на желательность увеличения заказов на эти сортаменты и снижение заказов на сорта с повышенными индексами. Последнее иногда связано с дополнительными затратами у потребителя при экономии в лесопилении. Индексы могут способствовать количественному исследованию при согласовании этих вопросов. Во всяком случае, резкое расхождение разрешающих множителей для разных групп досок свидетельствует об излишней жесткости ассортимента данного завода и необходимости привлечения более разнообразных заказов. Низкие разрешающие множители, как правило, оказываются у досок меньших размеров по длине и ширине. Это лишний раз подтверждает желательность всемерного расширения выпиловки непосредственно на лесопильных заводах отдельных заготовок. Подобные утверждения при индексном исследовании могут получать количественное подтверждение с точки зрения их влияния на использование древесины.
Приближение разрешающих множителей к единице указывает на нормальное соответствие ассортимента продукции пиловочному сырью данного завода.
32. Вычислительный способ отыскания индексов. Разрешающие множители не могут быть определены по какой-либо готовой формуле. Их численное значение может быть найдено так называемым методом последовательных приближений. Одна из форм, в которых может осуществляться этот метод, состоит в следующем.
Допустим, что мы располагаем сведениями по трем вопросам:
а) соотношение бревен различных размеров в поступающем пиловочном сырье;
б) ассортиментное задание на требуемое соотношение досок различного размера;
в) подробный перечень возможных поставов с указанием реальных выходов продукции при применении этих поставов к соответственным группам бревен.
Тогда можно поступить следующим образом: <
205
1) сначала выбрать грубо ориентировочное значение разрешающих множителей скажем, положить их все равными единице);
2) выбрать для каждой группы бревен поставь!, дающие максимальный выход продукции по ее условной оценке при выбранных индексах;
3) предполагая, что каждая группа бревен будет распилена именно этими поставами, подсчитываем ассортимент продукции, к которому можно прийти при такой распиловке;
4) если полученная продукция не соответствует требуемому ассортименту, надо несколько повысить разрешающие* множители для недостающих досок и несколько снизить их для досок, получающихся в избытке;
5) повторить все рассмотрения заново, начиная с п. 2, но исходя из уже измененных индексов.
Можно доказать, что после ряда повторений такого цикла мы придем к искомым разрешающим множителям и интересующему нас распиловочному плану.
Описание этого метода можно найти в статье Л. В. Канторовича [718] и в других работах на различных примерах и в общей теоретической форме [1].
Подчеркнем сразу, что получить указанным путем практически точный план распиловки леса далеко не просто. Даже при наличии весьма точных сведений о продукции, даваемой разными поставами, описанные вычисления будут весьма трудоемкими, но при современной счетной технике могут быть выполнены.
Большую принципиальную трудность представляет отсутствие достаточно точных исходных данных. Очевидно, план не может быть более точным и более реальным, чем использованные при его составлении исходные данные. Но упомянутые выше в пунктах а), б), в) сведения известны часто лишь с очень грубым приближением. Если данные о распределении бревен по размерам изучены сравнительно хорошо, то уже данные ассортиментного плана заказов нередко задерживаются или без достаточных оснований жестко разбиваются во времени на несогласованные с поступлением сырья части. Еще хуже обстоит дело с данными о реальных выходах по конкретным поставам в их приложении к разным группам бревен. Эти данные отсутствуют или определяются со столь грубым приближением, что иногда не могут служить серьезным основанием для того, чтобы отдать предпочтение тому или иному варианту раскроя, а тем более обеспечить достаточно точное комплектование заказов.
Затрачивать усилия на обработку далеких от реальности исходных данных малоцелесообразно. Поэтому внедрению уточненного анализа и составлению распиловочных планов должно
206
сопутствовать уточнение необходимых при их составлении исходных данных.
Выше мы упоминали о желательности изучения графика усредненной высоты пропила для разных групп бревен. Необходимость учитывать индексы различных досок делает желательным еще более подробное исследование: исследование не только средней площади получаемых в данном сечении обрезных досок, но и статистических данных о распределении их по ширине и длине.
Вопрос о распределении получаемых досок по ширине рас-сматривался в п. 9 и получил затем отражение в графике рис. 51. График длины получаемых досок также может быть составлен.
33. Использование и уточнение приближенных значений индексов. Составление распиловочного плана и нахождение точных значений индексов в практических задачах довольно затруднительно. Это не означает, что следует вообще отказаться от составления плана и выбора индексов. Последнее свелось бы к одобрению распиловки, которая стихийно сложится в процессе производства. Ее результаты будут весьма далеки от лучших возможностей.
За отказом от нахождения индексов скрывается весьма грубый их выбор. Либо всем видам продукции сопоставляется разрешающий множитель, равный единице, т. е. сравнение поставов ведется непосредственно по кубатуре продукции, либо сравнение поставов ведется только по кубатуре спецификационной продукции, что соответствует сопоставлению всем видам спецификационной продукции разрешающего множителя, равного единице, а всем остальным видам досок — разрешающего множителя, равного нулю.
Но именно такой подход и создает существенный разрыв между стремлением распилить каждую очередную группу бревен на продукцию с максимальными (по этим признакам) показателями и задачей обеспечения требуемого ассортимента. Обычно это приводит сначала к нарушению ассортиментности продукции, а затем к весьма неблагоприятному использованию значительных партий сырья в целях выравнивания ассортимента.
Даже незначительный сдвиг от упомянутого выше значения разрешающих множителей (1 и 0) к более дифференцированным значениям индексов, пусть даже далеко еще не совпадающим с окончательным значением индексов, сразу принесет ощутимую пользу. С самого начала выполнения крупных распиловок будут применяться поставы, максимальные по приближенно выбранным индексам. Они дадут продукцию в ассортименте, значительно более близком к требуемому. Если затем для выравнивания ассортимента и придется применять^другие^явно невыгодные поставы, то это придется делать для значительно мень
207
шего объема сырья, что' снизит потери и облегчит ассортиментное комплектование продукции.
Кроме того, и это особенно важно подчеркнуть, ориентировочно выбранные индексы в самом процессе их практического использования порождают указания к их исправлению: разрешающие множители тех видов досок, которые накапливаются в избытке, надо снизить, а для тех видов досок, которых не хватает, повысить.
Таким образом, наряду с чисто расчетным методом, требующим, для того чтобы оказаться практически ценным, значительного количества подробных исходных данных, существует другой метод — метод постепенного уточнения индексов, совмещенный с процессом их использования. Он состоит в том, что мы выбираем разрешающие «множители сначала грубо ориентировочно, приступаем к их использованию, т. е. систематически сравниваем поставы по продукции, условно оцениваемой с помощью выбранных множителей, и отдаем предпочтение поставам с большей суммой индексов получаемой продукции. Одновременно мы ведем наблюдение за ассортиментом фактически получаемой продукции и по накоплении сведений вносим коррективы в выбранные разрешающие множители — повышаем индексы недостающих и снижаем индексы избыточных досок.
Этот способ отличается большой практичностью. Но он применим только при устойчивом характере сырья и заказов. Главным условием, необходимым для успешного применения этого метода, является хорошо поставленное наблюдение за результатами производственного процесса.
34. Выбор первых приближений. В описанных выше методах мы в первом случае тем быстрее придем к лучшим вариантам плана, а во втором случае тем раньше достигнем практически ценных результатов, чем с лучшего приближения первоначальных значений индексов мы начнем. Очевидно, нет необходимости начинать с разрешающих множителей, равных 1 и 0, соответственно для спецификационной для всей прочей прс« дукции. Можно сразу начать с более дифференцированных значений разрешающих множителей для различных видов спецификационной продукции. При этом можно использовать предварительные соображения весьма различного характера.
Во-первых, сама практика в условиях каждого завода уже отобрала некоторые наиболее употребительные поставы, в том числе различные поставы, применяемые к одним и тем же группам бревен, для преимущественного укомплектования различных видов продукции. Предположение о том, что этот выбор правильный, позволяет высказать новое предположение о равноценности (по искомым значениям индексов) продукции, даваемой
208
последними поставами. Это позволяет выбирать разрешающие множители как бы «оправдывающими» практически наиболее применительные поставы. Такой подход позволит использовать, а затем и откорректировать опыт, накопленный работниками данного производства.
Во-вторых, теоретическое рассмотрение свойств искомых индексов позволяет иногда сделать некоторые предположения о соотношении индексов некоторых групп досок.
В-третьих, имеющийся у практиков опыт применения малоэффективных по кубатуре поставов в моменты необходимости выравнять ассортимент недостающей продукции дает основание к тому, чтобы заранее предвидеть необходимость некоторого повышения индексов той или иной группы досок, являющихся, как правило, более дефицитными, и необходимость снижения индексов накапливающихся в избытке досок.
В-четвертых, некоторые указания для приближенного выбора разрешающих множителей могут давать другие экономические показатели: при выпиловке на экспорт — цены внешнего рынка, при выпиловке для внутреннего рынка — коэффициенты сортности *.
Наконец, использование метода индексов безусловно породит у расчетчика известный опыт в ориентировочном выборе индексов, основанный на преемственности задач в условиях данного завода. Использование метода приведет к выработке также других приемов ориентировочного выбора индексов.
Поставы, максимальные
по условно оцененной продукции
35. Постановка задачи. Допустим, что разрешающие множители для каждого вида возможной продукции уже выбраны. Приступая к распиловке некоторой отсортированной партии однотипных бревен, требуется решить следующую задачу: из всевозможных поставов выбрать для данной группы бревен тот один или те несколько поставов, которые дают максимум продукции, условно оцененной по выбранным разрешающим множителям.
Эта практически более правильно поставленная задача о максимальных поставах существенно отличается от задач, рассмотренных выше. Она учитывает (при правильно выбранных множителях) такой глубокий фактор, как требуемый общий ассортимент продукции. Некоторые довольно простые предполо-
* См. пп. 39 и 41.
209
жения позволяют сводить решение ее к задаче о вписании пря-
моугольников в несколько измененную кривую, аналогичную графику С.
36. Гипотеза о характере зависимости индекса от толщины досок. Условная оценка (индекс) q обрезной доски, имеющей толщину а, ширину b и длину I, равна произведению ее объема аЫ на соответствующий данной группе досок разрешающий множитель р, который в условиях данной задачи каким-то образом
Рис. 58.
зависит от всех трех размеров доски: q = abl-p (а, Ь, %.
Предположим, что среди прочих досок требуется получать в большом количестве доски одной и той же длины и ширины, но отличающиеся друг от друга толщиной. Необходимость
получать большое количество досок данной ширины делает целесообразным выпиливать брус соответствующей высоты, который затем может распиливаться на доски разной толщины — alt а2, а3 и т. д.— при
ширине пропилов е.
Предположение о том, что все указанные способы распиловки бруса целесообразны, соответствует предположению о том, что суммарные индексы получаемой при этом продукции одинаковы. Пусть а1( а — толщина двух типов досок, а рх и р — их разрешающие множители. Из участка бруса длины т (рис. 58) при
распиловке на доски первого размера выйдет
т
a'i + e
ДОСОК, во
втором случае досок, где а/, а' — толщина досок с учетом припуска на усушку по толщине. Предположение о равноценности этой продукции сводится к равенству
-^-.aiWp1 = _^.a^p, а± + е а -г е
ИЛИ
> ai + е а! + е
рл'р == ~-- : —— .
r ai а
Это условие будет соблюдено, если мы примем следующую гипотезу о характере зависимости разрешающего множителя от
210
толщины И прочих размеров доски. Индекс р (a, b, t) распа
дается на два множителя, первый из которых зависит только от толщины доски и равен а + е , а второй р (Ь, [) зависит только от
ширины и длины доски и (в пределах спецификационных толщин) не зависит от толщины доски.
Указанная гипотеза, конечно, приближенное предположение. Но она представляется довольно оправданной и весьма упрощает многие рассмотрения. Если принять эту гипотезу, то индекс доски выражается формулой
q = abl —у— Р (b, I) = (a' -f- е)Ы-р (b, I),
т. е. индекс доски равен ее объему (с присоединенной усушкой по толщине и с присоединенным пропилом вдоль одной боковой пласти), умноженному на разрешающий множитель, зависящий только от длины и ширины доски.
37. График условно оцененной высоты пропила. Представим себе, что пила будет установлена на расстоянии х от центра лесорамы. После пропуска партии бревен из досок, опиливаемых по их внешней пласти данной пилой, будут получены спецификационные обрезные доски с возможно большими значениями Ы>р (&, Р), т. е. с возможно большей условно оцененной площадью. Если сложить величины bl-p (b, Г) для всех полученных досок и разделить этот результат на число досок и среднюю (или условно фиксированную) длину бревна L, то получим величину, которую правильно будет называть средней условно оцененной высотой пропила в сечении х или просто условно оцененной высотой пропила в данном сечении. Половину этой величины мы и отложим на графике в точке, соответствующей значению х. Так получается график условно оцененной высоты пропила.
Задача выбора постава, лучшего по условно оцененной продукции при заданном числе досок, сводится к уже многократно решавшейся задаче о вписании прямоугольника наибольшей площади в график полученной кривой С". При этом допуск на усушку и пропилы условно присчитывается к полезной толщине доски. Последнее, благодаря принятой гипотезе, заменяет учет роли толщины в значении разрешающего множителя.
Учет же зависимости этого множителя от ширины и длины доски содержится в самой структуре кривой С".
38. Замечания о роли потерь на пропил. Вывод о целесообразности пренебрегать пропилом может показаться на первый взгляд странным. Но в нем не должно быть ничего удивительного. Все равно мы предполагаем получить доски в требуемом ассортименте. С каждой доской будет осу
211
ществлен очередной пропил. Потери на пропил тем самым неминуемо предусмотрены ассортиментом. Рассматривая экономию за счет других обстоятельств, мы исключим из рассмотрения эту заранее определенную часть потерь. Здесь мы, отправляясь от теории индексов, приходим к выводам, близким к рекомендациям П. П. Аксенова [585].
Исключение пропилов делает, казалось бы, «наилучшей» фактически бессмысленную распиловку на «бесконечно тонкие» доски. Но от такого решения нас пре
дохраняет ограничение заданным чи-
у
слом досок, которое диктуется прежде всего необходимостью получения досок спецификационной толщины.
В действительности толщина досок ограничивается различными факторами: техническими возможностями распиловки, уменьшением потерь на пропилы, требуемым ассортиментом. Не будет ли ошибкой отдавать предпочтение последнему признаку? Напомним, как рассматривался вопрос о числе досок в других работах. X. Л. Фельдман решал эту задачу
следующим образом. Сначала выбирался лучший постав для 3, 4, ... досок. Наличие пропилов обусловливало, что лучшим среди них по
кубатуре продукции оказывалось некоторое определенное число досок (различное для разных диаметров бревен и толщин пропила). Таким образом, в рамках теории X. Л. Фельдмана число
досок определяется именно потерями на пропил.
Г. Г. Титков [574] в известном смысле прямо определяет требуемое число досок. Он отыскивает ширину каждой очередной доски так, чтобы полезная площадь ее поперечного сечения составляла максимальную долю от заштрихованных на рис. 59 отходов, как бы «естественно связанных» с данной доской. Такой подход математически неточен (поочередный выбор досок из указанных соображений не даст в итоге точного максимума кубатуры взятых вместе досок); кроме того, аналитические выкладки в работе [574] не затрагивали сбеговой зоны бревна. Зато выводы имеют очень простую форму. Они приближаются к рекомендациям о числе и размере досок, к которым приходил X. Л. Фельдман *. Каждый из этих авторов, конечно, предпо
* Выводы Г. Г. Титкова в удобной для использования форме приведены в книге Г.Д. Власова [429], а также в более поздней публикации Г.Г. Титкова [531] с дополнениями М. Н. Гутермана [577].
212
лагал, что найденная в итоге толщина досок будет округлена дож спецификационных размеров, а отдельные доски, излишне тонкие для получения непосредственно при распиловке бревен, будут утолщены, чтобы избежать трудностей в установке пил и возможности засорения лесорамы.
По нашему мнению, многолетняя практика лесопиления, оказывая влияние на характер заказываемой продукции, привела к тому, что требуемый потребителями ассортимент как бы впитал в себя реальные технические и экономические возможности лесопиления в смысле поставки досок разной толщины. Поэтому в ассортиментных требованиях на. доски разной толщины, но толщины вполне определенного (а не сколь угодно малого или большого) размера в скрытой форме уже содержатся требования снизить потери на пропилы.
Поэтому выбор числа досок для получения спецификационной толщины приведет примерно к тем же рекомендациям, к которым другие авторы приходили, отправляясь от задачи снижения потерь на пропил — соображения, исключенного в рассмотренной нами схеме решения задачи.
Более конкретное исследование, конечно, может обнаружить приближенный характер гипотезы п. 36.
Смежные вопросы
39. Сортность и закономерность размещения пороков. Наряду с повышением объемного выхода и суммарного выхода ассортиментной продукции существуют такие задачи, как повышение средней сортности получаемых досок и преимущественное направление высокосортных материалов на определенные заказы. В решении их главную роль играет организация предварительной сортировки сырья не только по размерам, но и по качеству, а также строгое разделение получаемых досок по сортам.
Однако при фиксированном сырье и тщательной сортировке получаемых досок на сортовой выход продукции влияет также сам выбор постава. Достаточно вспомнить, например, практикуемую вырезку тонких сердцовых досок для повышения сортности остальных досок.
Улучшению качественного выхода при выборе поставов уделено много внимания в работах [427—433, 516—569, 638—691]. С точки . зрения количественного исследования надо выделить два вопроса: определение ожидаемого посортного выхода при распиловке тем или иным поставом определенной группы сырья и выбор оптимального постава с учетом объемного, поразмер-
213
кого и посортйого выхода. Мы хотим подчеркнуть, что при решении этих задач также может использоваться следующий графический метод:
1) для данной партии бревен на расстоянии х от центра лесо-рамы будут получаться пласти досок с некоторой определенной для большого числа бревен закономерностью распределения их качества. Если эта закономерность будет изучена, могут быть построены графики, характеризующие в каждом сечении ожидаемый процент досок каждого сорта. Ориентировочные графики указанного вида могут быть построены, например, на основе данных В. М. Лозинского [487].
При определении продукции, ожидаемой от применения данного постава к данному сырью, мы можем определять кубатуру исходя из высоты графика усредненной высоты пропила против внешней пласти доски. При определении же ожидаемого распределения досок по сортам для комлевых сосновых бревен будет, например, правильнее обращаться к упомянутым выше графикам сортности против внутренней пласти доски (для таких бревен пороки обычно убывают от центра к периферии бревна);
2) представим, что из некоторых соображений будут выбраны коэффициенты сравнительной ценности для досок различного сорта. Тогда имеет смысл поступить следующим образом. Исходя из грубо ориентировочных предположений о толщине досок можно в каждом сечении отложить ожидаемые проценты сортности не в данной пласти, а для' всей доски. Тогда мы будем иметь два типа графиков: графики усредненной высоты пропила, характеризующие ожидаемую среднюю кубатуру досок (суммарную и по каждой ширине), и графики ожидаемого соотношения досок по сортам. Суммируя кубатуру досок с учетом сортовых коэффициентов, получим единый график С". Вписывая в него прямоугольники возможно большей общей площади, мы придем к поставу, максимальному по кубатуре, оцененной по выбранным коэффициентам сортности.
В теорию поставов исходя из таких графиков будет включаться появление в случае необходимости сердцовых вырезок.
Наконец, в предыдущей задаче можно было суммировать кубатуру не только с учетом коэффициентов сортности, но и с учетом индексов для досок разных размеров. При этом мы как бы включаем в состав индексов их зависимость не только от размеров, но и от сорта. Полученный таким путем график С" может служить для выбора лучших поставов с учетом обеспечения необходимого ассортимента размеров досок и выбранных коэффициентов сортности.
Природа самих коэффициентов сортности может быть пояснена примерно следующим образом. Отношению коэффициентов
214
двух сортов, скажем, как 1,1 : 1, соответствует наша потенциальная готовность изменить раскрой всякий раз, когда увеличение выхода первого сорта на 1 ж3 будет отвечать снижению выхода второго сорта менее чем на 1,1 д?.
40. Пересмотр исходных условий. Выше шла речь о выборе поставов и составлении распиловочного плана в условиях заданного сырья, степени его сортировки и заданных требований к. ассортименту продукции. Вопросы соответствия заказов сырьевым ресурсам завода и соответствия степени сортировки сырья задачам завода считались решенными. При задании этих условий определялись индексы, лучшие поставы и характер раскройного плана. Такой подход может показаться несколько ограниченным. Но он необходим. На основе решения такой задачи можно вернуться к направленному пересмотру предшествующих вопросов. Полезную роль при этом могут сыграть индексы.
Резкое различие разрешающих множителей для разных групп досок свидетельствует о несоответствии заказов имеющемуся сырью. Наличие однотипных поставов, близких по индексам" к максимальным, для групп бревен разных диаметров указывает на целесообразность снижения степени сортировки по размерам. Расхождение индексов для однотипных досок на разных заводах указывает на желательность перемещения заказов и т. п.
Если назвать индексом бревна наибольшую сумму индексов досок, которые из него можно1 получить, то отношение индекса бревна к его кубатуре будет неодинаковым для бревен разных диаметров. Это отношение будет выше для так называемых ходовых, или ценных, диаметров, наиболее соответствующих массово необходимой продукции. Расхождение этого показателя «ценности» бревен разных диаметров может учитываться при раскряжевке и даже при выборочной рубке леса.
41. Индексы и другие экономические показатели. Разрешающие множители отражают глубоко конкретные вопросы соответствия пиловочного сырья требуемому ассортименту. Связь индексов с другими экономическими показателями сводится к тому, что они вскрывают внутреннюю закономерность распределения (в сложившихся условиях) общей стоимости расходуемого заводом сырья между различными сортиментами получаемой продукции. Несмотря на всю весомость стоимости сырья, не следует отождествлять индексы с себестоимостью продукции. В составе последней играют роль также другие, различные для разных видов продукции расходы: на износ оборудования, энергоемкость, транспорт, сортировку и т. п. Тем более нельзя смешивать индексы с едиными государственными ценами на пиломатериалы разных размеров.
215
Наряду с этим индексы, если они будут постоянно исследоваться, могут сыграть роль в корректировке указанных экономических показателей.
В условиях выпиловки материалов для внешнего рынка индексы окажутся довольно близкими к ценам. При согласовании заказов целесообразно сначала исследовать продукцию, даваемую имеющимся сырьем при применении к нему поставрв, выбранных из расчета получения продукции максимальной цены, и предложить заказчику соответствующий ассортимент продукции. Однако в процессе согласования заказа придется несколько отступить от такого ассортимента в сторону, удовлетворяющую потребностям заказчика. Этому будет соответствовать и некоторое изменение индексов.
42. Развитие технологии. Во всех рассмотрениях к числу заранее фиксированных нами относились общие условия технологии лесопиления. Но ее изменения со временем могут изменить сам подход к составлению поставов. Наблюдающиеся тенденции к 100%-ной брусовке, к использованию тонкомера, к сужению пропилов еще не влекут за собой изменения самого подхода к составлению поставов. Но тенденция к централизованной выпиловке мелких заготовок со временем не только повысит процент использования древесины, но и изменит подход к использованию сбеговой зоны, реек, бревен неправильной формы.
Если же перейти в область перспективных предположений, то весьма вероятно, что, несмотря на повышение эффективности использования отходов лесопиления, задача экономии сырья сохранит свою остроту и более высокий уровень будущей техники позволит перейти на автоматически управляемый индивидуальный подход к наиболее выгодному раскрою каждого отдельного бревна, что потребует весьма содержательных новых исследований.
ЗАКЛЮЧЕНИЕ
Заканчивая книгу, считаем полезным привести некоторые выводы, касающиеся раскроя материалов в целом и изложенной здесь методики рационального раскроя, в частности основанные на опыте проведенной работы.
Вывод первый. Раскрой материалов представляет важную самостоятельную технологическую операцию, от которой существенно зависит расход материала и плановость в работе. Эта операция должна предварительно, а затем оперативно планироваться как для листовых, так и для линейных материалов. Планы и карты раскроя, которые обычно составляются только для обоснования нормы расходования материалов, должны стать основой технологического процесса в заготовительных цехах и участках.
Следовательно, раскрою материалов должно уделяться определенное внимание при подготовке молодых специалистов, и он должен найти в специальных технологических курсах значительно больше места, чем занимает в настоящее время.
Вывод второй. Раскрой материала должен планироваться и выполняться одновременно для заготовок нескольких видов, использующих один и тот же вид материала. Систематическое использование совместных раскроев материала на несколько заготовок — существенный источник экономии. Он дает значительное преимущество по сравнению с общепринятым порядком, когда ограничиваются использованием отходов после раскроя одной заготовки для получения другой, более мелкой.
Наиболее целесообразным следует считать одновременное планирование раскроя данного вида материала на все заготовки-, для которых он используется. В то же время такое планиро-вание совместного раскроя при необходимости соблюдения комплектности заготовок представляет зачастую довольно сложную задачу. Разработка способов ее решения и представляет основное содержание данной книги.
217
Итак, изложенная здесь методика дает эффективную возможность составления совместного плана раскроя на ряд заготовок с обеспечением комплектности и наилучшего коэффициента использования материала при раскрое. Эта методика содержит специальные приемы и методы, применение которых играет существенную роль для нахождения решения в более сложных случаях; в то же время проведенный анализ выявляет случаи, в которых достаточно удовлетворительные результаты можно получить более элементарными способами, довольно близкими к уже используемым в заводской практике.
Очень важно, что гибкость данной методики позволяет при планировании раскроя учитывать конкретные технологические и организационные ограничения, что обеспечивает реализуемость получаемых планов в производственных условиях.
Эти ограничения являются очень важным моментом, который существенно влияет на окончательный вид плана раскроя. В то же время, как показал анализ вопроса и опыт, при правильном учете технологических и организационных ограничений (в том числе допустимого размера партии) они обычно не оказывают большого влияния на достижимый коэффициент использования материала при раскрое. \
Следует оговориться, что, хотя\составление методически обоснованных планов раскроя приводит к наивыгоднейшему в данных условиях решению, это отнюдь не устанавливает предела достижимой экономии. Напротив, эти методы наталкивают технолога на дальнейшие мероприятия по экономии, подсказывая целесообразные изменения габаритов заготовок или материала.
Имеется опыт применения данной методики на нескольких предприятиях. Кроме завода им. Егорова, где эти методы составления раскройных планов применяются систематически, они были применены к отдельным сортаментам материала на Кировском и некоторых других заводах. Во всех случаях была установлена практическая осуществимость и эффективность этих методов. Они позволяли обычно вскрывать возможность экономии 2—5% для линейных материалов, 3—10% для листовых и даже до 10—20% в тех случаях, когда исправлялся неудачный заказ материала или вносились целесообразные коррективы в размеры заготовок. Производительность труда даже при работе по сложным раскройным картам не снижается *. Напротив, связанное с реализацией рационального раскроя установление плановости в работе влечет за собой повышение производи
* При выполнении массовых работ по картам раскроя (в частности, по картам рис. 31) рабочие завода им. Егорова В. Е. Петухов и П. Г. Григорьев выполняли нормы более чем на 200%.
218
тельности труда и рост культуры производства, способствуя тем самым полному использованию возможностей крупного социалистического производства.
-'-Сказанное позволяет считать, что методика планирования рационального раскроя получила определенную производственную проверку и оказалась эффективным средством в борьбе за экономию расхода материалов.
Опыт применения данной методики в заводской обстановке выявил мероприятия и условия, существенно необходимые для их реализации:
1. Освоение в той или иной степени рядом инженерно-технических работников заводов и отраслевых институтов. Опыт показал, что изучение этой методики требует определенного времени и усилий, а для свободного овладения ею необходим и значительный опыт в ее применении. Естественно, что для внедрения рациональной методики раскроя необходимо наличие подготовленных работников, изучивших ее. Следует считать, во всяком случае, целесообразным, чтобы один из инженеров отдела главного технолога завода детально освоил рациональные методы планирования раскроя, чтобы он мог в дальнейшем руководить составлением карт раскроя или проверять их правильность, наблюдать за их выполнением, проводить инструктаж мастеров и рабочих.
2. Выполнение раскроя, если это не было сделано ранее, должно быть объединено в отдельные цехи или крупные заготовительные участки. Их рациональная работа должна обеспечиваться совместным заказом отдела планирования на все заготовки, изготовляемые из данного материала, или на группы их, согласованные с принятым планом раскроя.
3. Важным условием для осуществления плана раскроя является точное соблюдение запланированных размеров материала (в некоторых случаях нескольких используемых размеров в определенной, пропорции) и сроков его поступления, что повышает требования к оперативности в работе органов снабжения. В то же время полное использование возможностей рационального раскроя позволяет, часто без ущерба для экономности использования материалов, ослабить требования, предъявляемые к металлургии: отказываться иногда от специального заказа, планово использовать немерный линейный, а иногда и листовой материал (см. § 6 гл. III), экономно использовать наличные запасы материала, чаще применять полосовой материал, уменьшать число заказываемых размеров и т. п.
4. Для стимулирования и контроля экономности расходования материала цехами должна быть уточнена система учета материалов внутри завода.
219
При проведении борьбы за рациональное расходование материала должны быть использованы все формы социалистического соревнования, создание комплексных бригад с участием технологов, рабочих и сотрудников отдела снабжения и т. п., так как полная реализация конструктивных, технологических и организационных возможностей экономии материала зависит от участия и активности многих заводских работников. Теперь это требует также контактов с работниками заводских или отраслевых вычислительных центров, использующих ЭВМ.
Специфика различных производств, а также некоторых видов материала безусловно потребует дальнейшей исследовательской работы по методике рационального раскроя. Однако в большинстве случаев приведенные в этой книге соображения и методы смо-гуть быть приняты за основу или помогут выработке специальных приемов.
Мы надеемся, что эта книга будет содействовать коллективам предприятий в их борьбе за экономное расходование материалов.
ОБЗОР ЛИТЕРАТУРЫ
§1.0 СВЯЗИ ЗАДАЧ РАСКРОЯ С ЛИНЕЙНЫМ И ДИНАМИЧЕСКИМ ПРОГРАММИРОВАНИЕМ
Г. О линейном программировании. Уже в первой работе по линейному программированию
1. Л. В. Канторович. Математические методы в организации и планировании производства. Изд-во ЛГУ, 1939 (воспроизведено в сб. «Применение' математики в экономических исследованиях». М., Соцэкгиз, 1959).
отмечалось, что задача формирования такого плана раскроя, который в серийном производстве даст минимальный расход материала в среднем на один комплект заготовок,— это типичная задача линейного программирования.
Пусть комплект состоит из п видов заготовок каждого вида в количестве Ь$ (/ = 1, ..., п); пусть а'ц — число заготовок вида /, получающихся при раскрое одного куска материала по способу (по раскрою) с номером I, причем ценность используемого куска сг. (Мы допускаем возможность свободного выбора нескольких типов кусков, Ci — ценность куска,' употребленного в этом раскрое.) Обозначим через Xi употребительность (в среднем на один комплект заготовок) i-того раскроя. Если допустить, что все мыслимые отдельные раскрои i =1,2.....-N перечислены, то
задача составления плана раскроя заключается в нахождении неизвестных Xi, удовлетворяющих требованиям w
(j=l,..., п) i=l
хг>0 (г = 1,.. .,М) . *
АГ
2 ад = min. i=i
Это — одна из типовых задач линейного программирования. В период подготовки первого издания данной книги
221
2. Л. В. Канторович, В. А. 3 а л г а л л е р. Расчет рационального раскроя промышленных материалов. Лениздат, 1951.
с линейным программированием был знаком узкий круг математиков. Сейчас линейное программирование преподается в большинстве вузов, издано много учебных руководств. Как правило, в них рассматривается и задача раскроя (*). Упомянем хорошие пособия:
3. С. И. 3 у х о в и ц к и й, Л. И. А в д е е в а. Линейное и выпуклое программирование. М., «Наука», 1964.
4. Д. Б. Ю д и н, Е. Г. Гольштейн. Задачи и методы линейного программирования. М., 1964.
5. В. А. Б у л а в с к и й, Г. Ш. Ру бинштейн. Несколько лекций по линейному программированию. Новосибирск, 1966.
6. Д. Б. Д а н ц и г. Линейное программирование, его применения и обобщения. М., 1966.
Возросло также внимание к экономическому содержанию возникающих в линейном программировании показателей и их значению в социалистической экономике.- Здесь особенно интересны следующие монографии:
7. Л. В. Канторович. Экономический расчет наилучшего использования ресурсов. М.» Изд-во АН СССР, 1959.
8. В. С. Н е м ч и н о в. Экономико-математические методы и модели. Изд.
2. М., 1965.
9. В. В. Новожилов. Измерение затрат и результатов. М., 1968.
В распоряжении вычислительных центров, как правило, имеются стандартные программы для решения на ЭВМ задач линейного программирования. По существу большинство из них реализует методы, эквивалентные описанному в этой книге методу последовательного улучшения плана. В зарубежной литературе он известен под названием модифицированного симплекс-метода. Упомянем публикации программ:
10. Р. А. 3 в я г и н а. Программа реализации на М-20 модифицированного симплексного метода для решения общей задачи линейного программирования.— Оптимальное планирование. Новосибирск, 1954, вып. 1.
11. Т. А к к е л. Стандартная программа решения общей задачи линейного программирования (ЭВМ «Урал»).— Тр. Вычисл. центра Тартуского гос. ун-та, 1962, вып. 2.
12. С. Каримбердиева. Метод последовательного улучшения плана.— Тр. по вычисл. матем. и технике. Работы молодых ученых. Ташкент, 1962.
13. Э. П. Б о р и с о в а. Подпрограмма итерационного метода решения общей задачи линейного программирования.— Стандартные и типовые программы БЭСМ-2. Вычисл. центр АН СССР, 1964, вып. 8.
14. Е. Д. Мякишева. Стандартная программа для решения общей задачи линейного программирования симплексным методом с модификацией Г. Зойтендейк (ЭВМ М-20).— Стандартные программы решения задач матем. программирования. Вычисл. центр Московского гос. ун-та, 1964, вып. 3.
15. А. А. 3 о т о в а. Решение задач линейного программирования симплексным методом на ЦВМ («Минск-12»).— Вопросы вычисл. техники. Ро-стов-на-Дону, 1965.
222
16. А. П. Меренков. Решение общей задачи линейного программирования модифицированным симплексным методом. (Библиотека программ для БЭСМ-2М, вып. л-1). М., 1965.
17. Е. Д. М я к и ш е в а. Стандартная программа модифицированного симплексного метода с использованием мультипликативного представления обратной матрицы (ЭВМ М-20).— Стандартные программы решения задач матем. программирования. Вычисл. центр Московского гос. ун-та, 1965, вып. 2.
18. М. М. А н д р е е в а. Программа мультипликативного алгоритма для решения задачи линейного программирования с двухсторонними ограничениями на переменные (ЭВМ М-20).— Оптимальное планирование. Новосибирск, 1966, вып. 4.
19. Р. Б. Д у б и н а. Программа симплексного метода.— Сборник программ для ЭВМ «Урал». Л., Аркт. и антаркт. ин-т, 1966.
20. Р. Б. Д у б и н а, К. Е. Ч е р н и н. Программа модифицированного симплексного метода с мультипликативным представлением обратной матрицы.— Сборник программ для ЭВМ «Урал». Л., Аркт. и антаркт. ин-т, 1966.
21. Р. Б. Д у б и н а, К. Е. Ч е р н и н. Программа образования и записи на М. Б. матрицы для модифицированного симплекс-метода.— Сборник программ для ЭВМ «Урал». Л., Аркт. и антаркт. ин-т, 1966.
22. Р. А. 3 в я г и н а. Программа реализации на М-20 модифицированного симплекс-метода с узкоблочной матрицей.— Оптимальное планирование. Новосибирск, 1966, вып. 4.
23. Программа решения задачи линейного программирования с двухсторонними ограничениями (ЭВМ М-20). Киев, Изд-во Госстроя УССР, 1966.
24. П. А. А х м е т о в. Программа мультипликативного алгоритма симплексного метода для решения общих задач линейного программирования (на ЭВМ «БЭСМ-ЗМ»).— Стандартные программы. М., 1967.
25. Б. Н. М и х а л е в. Программа мультипликативного алгоритма симплекс-метода.— В сб. «Программа для решения эконом.-матем. задач на ЭВМ «Минск-22». М., ВНИИЭСХ, 1967.
* 26. Программы и алгорифмы,— Оптимальное планирование. Новосибирск, 1969, вып. 12. (Содержит ряд алгорифмов на языке АЛГОЛ-60 для решения общей задачи линейного программирования и задач раскроя.) См. также [37, 40, 46, 48, § 2].
26*. К. Н. Карагидзе. Стандартная программа симплексного метода (ЭВМ «Минск-1»).— В сб. «Вопр. разраб, и внедр. средств вычисл. техн.». Тбилиси, 1969.
См. также [37, 40, 46, 48, § 2].
2°. О динамическом программировании. На первый взгляд решение задачи (*) требует списка всех N возможных раскроев. (Эта крайняя мысль иногда даже явно произносится, например, в хорошей книге [27].)
27. И. Я. Б и р м а н. Оптимальное программирование. М., 1968.
Но составление такого списка доступно только в очень простых случаях. В несколько большем числе случаев отбор «технологически приемлемых» и исключение «заведомо неэкономичных» раскроев позволяет получить практически достаточный список. Но часто само составление отдельных раскроев затруднено, а их список необозримо велик.
♦ Звездочкой отмечены работы, добавленные при корректуре.
223
Один из выводов метода последовательных улучшений состоит в том, что этот список вовсе не обязателен для решения задачи (*). Задачу часто можно решить, так и не узнав всей матрицы (ау) и даже числа N искомых неизвестных. Ведь в окончательном решении могут быть приняты равными нулю все X/, кроме нескольких (не более чем п шт.), и только эти несколько xi достаточно найти.
Решение можно начать с почти случайного списка раскроев, д статочных для формирования первого варианта плана, по которому находятся индексы. А затем возникает вспомогательная задача: найти раскрой с большей суммой индексов, чем в примененных раскроях. Если ее удается решить (это часто можно сделать, не составляя списка всех раскроев), то план и индексы пересматриваются и весь цикл повторяется. Каждый шаг алгоритма задачи линейного программирования здесь чередуется с рассмотрением вспомогательной задачи, вплоть до получения точного решения. (Последняя вспомогательная задача служит при этом контролем оптимальности решения.)
Этот вывод общий. Но для заготовок (или материалов) сложной формы нет общего алгоритма решения вспомогательной задачи. В. настоящей книге такие алгоритмы даны для раскроя мерного материала по длине, для раскроя прямоугольных листов на прямоугольные заготовки, для выбора поставов в плане распиловки бревен. Эти алгоритмы были описаны нами в графической форме. В вычислительном варианте они представляют собой типичное осуществление метода динамического программирования (сформировавшегося позже издания книги [2]).
Сейчас по динамическому программированию можно рекомендовать книги:
28. Р. Б ел л ма н, Динамическое программирование. М., ИЛ, 1960.
29. Р. Б е л л м а н, С. Д р е й ф у с. Прикладные задачи динамического программирования. М., «Наука», 1965.
30. А. К о ф м а н, Р. Ф о р. Займемся исследованием операций. М., «Мир», 1966.
31. И.М. Бу рштейн. Динамическое программирование в планировании. М., «Экономика», 1968.
3°. О поиске на ЭВМ оптимальных планов раскроя мерных линейных материалов и оптимальных планов раскроя прямоугольных листов на прямоугольные заготовки. Совершенствованием алгоритмов для решения задач раскроя без составления перечня раскроев — путем чередования шагов улучшения плана с поиском улучшающего раскроя методом динамического программирования — в последние годы занимались многие специалисты.
В случае линейного материала длины Lo (целых) единиц поиск укладки в него заготовок возможных длин U (целых) единиц с индексами Cj, 'притом укладки, дающей максимальную сумму
224
где f (L) при малых L находится из простых соображений:
f (L) = 0 при L < lk = min f (/*) = ck.
Такому подходу к линейному раскрою, кроме раздела о шкале индексов в этой книге, посвящены работы:
32. В. А. Б у л а в с к и й, М. А. Я к о в л ев а. О решении задачи оптимального раскроя линейных материалов на ЭВМ.— Линейное программирование. (Тр. науч, совет, о применении матем. методов в эконом, исслед. и планировании, 1960, 4). М., 1961. (Первое осуществление на ЭВМ метода шкалы индексов.)
33. Р. С. G i 1 ш о г е, R. Е. Gomor у. A linear programming approach to the cutting stock problem, I — Operat. Res., 1961, 9, 6; II — Operat. Res., 1963, 11, 6.
34. Б. И. T и x о м и p о в, И. H. 3 e з и н а. Отчет о научно-исследовательской работе по оптимизации раскроя рулонных промышленных материалов (на примере раскроя трансформаторной стали) с использованием методов линейного и динамического программирования. НИИ СНХ СССР. М., 1963 (см. также [43, 48]).
35. В. Г. М е д н и ц к и й. Оптимальный раскрой полосы.— Экономика и матем. методы, 1965, 1, 2.
36. К. М о s z у n s k i, W. О s t а 1 s к i. Optimalizacja ciecia taSmy.— Algorytmy, 1966, 3, 6 (по работе [35]).
36*. F. G 1 о v e r, S. Z i о n t s. A note on the additive algorithm of Balas.— Operat. Res., 1965, 13, 4.
37. С. К. С e н ю к о в а. Реализация на ЭВМ «М-20» алгоритма решения задачи рационального раскроя линейных материалов,— Оптимальное планирование. Новосибирск, 1966, вып. 6. (Содержит программу.)
38. А. Ч а к ъ р о в. Относно избработването на подвариантите при исполь-зуване на симплекс-метода за оптимално раскрояване на материал и-те. Разработка предвариантов при использовании симплекс-метода для оптимального раскроя материалов. София, «Машиностр-е», 1968, 17, 12.
39. А. Б. Г р и б, о в, И. В. Р о м а н о в с к и й. Программирование симплекс-метода и его вариантов на АЛГОЛе,—Оптимальное планирование. Новосибирск, 1969, вып. 12.
40. И. В.Романовский. Программа решения задачи линейного раскроя,— Оптимальное планирование. Новосибирск, 1969, вып. 12.
Указанный в [40] подход, по-видимому, вполне решает задачу. Он укладывается в небольшое время счета.
Решение вопроса для раскроя прямоугольных листов на прямоугольные заготовки принципиально достижимо на сходном пути.
Пусть для листа размером D X S (целых) единиц надо найти наибольшую сумму индексов f (D, S), даваемую хотя бы одним раскроем (при сквозных резах листа), когда известны размеры di х s{ (в целых единицах) заготовок и индексы заготовок с£.
8 Л. В. Канторович, В. А. Залгаллер
225
Тогда f (D, S) можно искать из соотношений:
f (<2, 0) = 0;
f (d, s) = max {/=„ fa, f3};
, [ ci при d = di, s = Si,
11 = { л [0 в остальных случаях;
f2= max — s) + /(X, s)};
>- ..141
f3 = max {f (d, s — p) + f (d, p)}.
H=0, 1. [-H
Одновременно можно найти и сам лучший раскрой (см. [46]). В отличие от линейного случая счет по данным соотношениям длителен. Поэтому различные авторы ищут упрощающие подходы.
В случае раскроя листа на равные прямоугольники (предполагается также, что при раскрое допускаются только сквозные резы) алгоритм динамического программирования описан ранее в [41, 42]:
41. N. Lindecrantz. Method for optimum cutting of rectangular sheets.— Nord, tidskr. informationsbehandl., 1964, 4, 1 (см. РЖМ, 1964, № 12, A 449, где воспроизведен алгоритм).
42. S. В a r n e 11, G. I. К у n c h. Exact solution of a simple cutting problem.— Operat. Res., 1967, 15, 6 .
42*. N. G. В r u i j n. Fillicng boxes wicth bricks.—Amer. Math. Mon., 1969, 76, 1.
Общему случаю раскроя прямоугольных листов на прямоугольные заготовки при сквозных резах посвящены ориентирующие на применение динамического программирования работы:
43. Е. А. X р у ц к и й, Б. И. Т и х о м и р о в, И. Н. 3 е з и н а. Отчет о научно-исследовательской работе по оптимизации раскроя рулонных материалов (на примере раскроя трансформаторной стали) с использованием методов линейного и динамического программирования. НИИ орга-низ., упр. и нормативов. М., 1963.
>44. Б. И. Т и х о м и р о в, И. Н. 3 е з и н а. Методика оптимального раскроя промышленных материалов. М., 1965.
45. Р. С. G i 1 m о г е, R. Е. G о m о г у. Multistage cutting stock problem of two and more dimensions.— Operat. Res., 1965, 13, 1. (Расчеты с промежуточной динамической «задачей о ранце». Наложены упрощающие предположения на структуру раскроев — отрезаемые полосы идут на одну заготовку.)
45*. Н. A. Y о u n g. Note on computing optimum discrete allocations.— Operat. Res., 1965, 13, 3.
46. Э. А. Мухачева. Рациональный раскрой прямоугольных листов на прямоугольные заготовки.— Оптимальное планирование. Новосибирск, 1966, вып. 6. (Содержит кроме алгоритма программу для ЭВМ М-20. Размеры округляются: листы до 70 X 140 единиц округления, число заготовок — до 60, листов — до 3 габаритов, время счета велико — часы. Просчитаны примеры из [2].) См. также [697].
226
47. P. C. G i 1 m о r e. The cutting stock problem.— Canad. Math. Bull., 1966,
9, 6. (Простая популяризация возможности решать задачу, не строя заранее списка всех раскроев.)
-48. Б. И. Т и х о м и р о в. Разработка и внедрение на предприятиях оптимального раскроя-материалов. (Канд. дисс.). М., 1967.
49. Р. С. G i 1 m о г е, R. Е. G о m о г у. The theory and computation on knapsack functions.— Operat. Res., 1966, 14, 6. (По поводу самой «задачи о ранце».) См. подробный реферат в РЖМ, 1967, № 10, В332.
50. J. F. Sh а р i г о, Н. М. W a g n е г. A finite renewal algoritm for the knapsack and turnpike models.— Operat. Res., 1967, 15.
51. Б. И. Тихомиров. Математическое моделирование задачи оптимального раскроя промышленных материалов.— В сб. «Проблемы внедрения эконом.-матем. методов в планирование нар. хоз.». Матер, конф, молодых ученых и специалистов, секция «Матем. методы и автоматизация программирования». М., 1967.
52. В. Ф. Ж и р к о в. Решение одной задачи двумерного раскроя.— Сборник науч, трудов Владимирского вечернего политехи, ин-та, 1968, вып. 4.
52*. Ю. К а аз и к, Э. Тамме. Алгоритм решения обобщенной задачи о загрузке.—Тр. Вычисл. центра, Тартуского ун-та, 1968, вып. 13.
53. J. F. S h а р i г о. Dinamic programming algorithms for the integer programming problem. I. The integer programming problem viewd as a knapsack type problem.—Operat. Res., 1968, 16, 6.
54. S. G. Hah n. On the optimal cutting of defective sheets.— Operat. Res., 1968, 16, 6.
*55. Э. А. Мухачева. Алгоритм решения задачи рационального раскроя прямоугольных листов на прямоугольные заготовки.— Матем. методы решения эконом, задач, 1969, № 1.
56. В.-Ф. Жирков. Применение электронной вычислительной техники для решения задачи раскроя листового полированного стекла, выпускаемого на конвейере. (Канд. дисс.). М., 1969.
57. И. В.Романовский. Решение задачи гильотинного раскроя методом переработки списка состояний.— Кибернетика, 1969, № 1.
58. Н. G г е е n b е г g. An algorithm for the computation of knapsack functions. J. of Math. Analysis and Appl., 1969, 26, 1.
59. В. Ф. Ж и p к о в. Решение задачи рюкзака для случая двухступенчатого гильотинного разреза.— Сборник науч, трудов Владимирского политехи. ин-та, 1969, вып. 9.
59* . А. V. С а b о t. An enumeration algorithm for knapsack problems.— Operat. Res., 1970, 18, 2.
Алгоритм, развиваемый в работе [57], по-видимому, позволяет наиболее экономично использовать память ЭВМ. В нем вместо вычисления шкалы индексов во всех точках фиксируются только ее узловые пункты, однако время счета в общем случае еще непрактично велико.
В работе [48] подчеркивается ускоряющая счет возможность первоначально искать улучшающий раскрой, совмещая не все заготовки, а только несколько из них, отдавая сначала предпочтение заготовкам, у которых отношение индекса к площади больше. И только при подходе к концу расчета включать все заготовки. Показано также, как использовать динамический прием при наличии листов нескольких размеров, в том более сложном для расчета случае, когда эти листы надо использовать в заранее заданном соотношении.
8*
227
§ 2. ПРОИЗВОДСТВЕННЫЕ ВОПРОСЫ РАСКРОЯ
ДЛЯ ЗАГОТОВОК ПРОСТЫХ ФОРМ
4° . Различные этапы в подходе к задачам раскроя. Совершенствование использования материалов в промышленности проходит три качественно разных этапа.
Первый этап — простое ужесточение нормирования на основе сложившегося опыта. Введение нормирования и волевое сокращение норм на основе показателей, достигнутых родственными предприятиями, относится к 30-м годам. Карты раскроя возникают именно^на этом этапе. Они первоначально обосновывают норму, не совпадая еще с реальной технологией. Одновременно идет накопление рационализаторских предложений, устраняются грубые потери, накапливаются постановки задач и эвристические подходы к их решению.
К этому уровню анализа задач раскроя относится значительная часть литературы по нормированию и часть информации об опыте экономии материалов, например:
60. С. Н. Л е в и т и я, Я. Б. Самойлович, Е. Г. Д е р е ч е й. Пути экономии цветных металлов. М., Цветметиздат, 1933.
61. Е. Я.Явниловйч. Раскрой листовой стали. М., 1939.
62. П. А. Ш е й н. Материально-техническое снабжение машиностроительных заводов. М., Машгиз, 1947.
63. С. С. С и л ь ч е н к о, Г. И. В д о в и н. Экономия металлов в машиностроении. М., Машгиз, 1949.
64. Д. Г. Г и н з б у р г. Пути экономии листового металла.— Автомоб. пром., 1949, № 10.
65. Опыт Коломенского завода в борьбе за экономию материалов. М., Гос-снабиздат, 1949.
66. Экономия материалов на заводе «Красное Сормово». М., Госснабиздат, 1950.
67. Памятка по экономии материалов, топлива, электроэнергии и рациональному .использованию резервов производства. Коломна, 1950.
68. И. Я Л и в с о н. Пути экономии металла на опыте завода «Ростсельмаш ».— Сельхозмашина, 1950, № 3.
69. А. С. 3 в е р е в. Методика определения норм расхода металла. М., 1951.
70. Передовой опыт экономии черных металлов. Сборник. М., Госснабиздат, ~1952.
71. А. В. И в а н о в, Н. И. Н а д е ж д и н а. Составление карт раскроя и методика расчета норм расхода листового металла на машиностроительном заводе (информ, листок). М., Когиз, 1953.
72. А. С. К о н ь к о в. О методах расчета технической нормы.расхода металлопроката в крупносерийном производстве.— Вести, машиностр., 1954, № 10.
73. В. Б. Гокун. Технологические предпосылки экономии металлов. Киев — М., Машгиз, 1957. (Советы конструктору.)
74. В. И. Д у д о р и н. Методика нормирования материалов в машиностроении. М., Машгиз, 1959.
75. Э. Ю. Локшин. Вопросы экономии материальных ресурсов в промышленности СССР. М., Госпланиздат, 1960.
76. Н. В. Поте куш ин. Экономия листового металла. М.— Свердловск. Машгиз, 1961.
229
77. Я. И. Красильн и к о в. Рациональный раскрой металла. М.— Свердловск, Машгиз, 1961.
77*., В. С. А г е е в, В. Ф. М а р к о в а. Раскрой фасонных частей промышленной вентиляции. М., Госстройиздат, 1963.
78. С. Кричевский. Снижение норм расхода металла в прессово-кузнечном цехе МЗМА.— Технология машиностр. (Науч.-техн, реферат.
сб.). 1954, № 3.
79. В. А. В о л и к о в. Анализ использования материальных ресурсов. М., «Экономика», 1965.
80. В. Л. Р а с к и н д. Методика расчета использования некратностей металлопроката интервальной длины'.— Кузн.-штамп. произв., 1965, № 8.
81. М. П. К о з л о в. Нормы расхода материалов должны быть объективными.— Кузи,-штамп, произв., 1965, № 9.
82. Д. М. К р у к, А. X. С а д р е е в а. Нормирование расхода материалов. М., «Высшая школа», 1965.
Второй этап — постановка экстремальных задач раскроя, их приближенное и точное решение. Здесь в центре внимания научный анализ возможностей экономии материала при раскрое. Одновременно анализируется роль налагаемых ограничений, а также свобода в технологической реализации оптимальных раскроев. Выделяются подлежащие внедрению решающие моменты в изменении технологии. На первом шаге расчеты ведутся вручную с привлечением подбора и графических методов. Второй шаг — перенос части расчетов на ЭВМ. К этому уровню анализа задач раскроя относится наша книга и большая часть упоминаемой во всем этом обзоре литературы.
Третий этап — использование ЭВМ для текущего или автоматического управления раскроем. В некоторых производствах и изменчивость обстановки может требовать почти ежедневного пересмотра планов раскроя. Их оперативное текущее составление нуждается в более высоком уровне автоматизации расчетов. Поточное производство может требовать еще большего — полностью автоматического составления планов раскроя на ЭВМ, совмещенного в реальном масштабе времени с управлением процессом раскроя и с учетом получаемой продукции. Достижение этого уровня потребует алгоритмического решения целого комплекса задач. В этих направлениях нацелены усилия многих специалистов.
В связи с внедрением планов раскроя, экономичных по расходу материалов, но требующих организационных изменений в работе, возникают свои трудности. Организации внедрения уделено внимание в статьях:
83. В. А. 3 а л г а л л е р. Применение математических методов в планировании раскроя материалов.— Матем. методы в техн.-эконом, расчетах (Тр. науч, совет, о применении матем. методов в эконом, исслед. и планировании, 1960, 6). М., 1961.
84. Б. И. Т и х о м и р о в. Вопросы организации внедрения оптимального раскроя материалов на предприятии.— Науч, конф., 1967. (Московский ин-т нар. хоз. им. Г. В. Плеханова). М.5 1967. йя
85. Л. И. И с т о м и н, Б. И. Т и х о м и р о в, Ф. Е. О в ч и н н и к о в. Материально-техническое снабжение в системе сетевого планирования и
229
управления процессом освоения новых изделий.— ЦБТИМС, обзорная информ. М., 1967.
86. Б. И. Тихомиров. Экономия материалов путем оптимального раскроя.—ЦБТИМС. М„ 1968.
87. Ф. В. Бабаев. Система централизованного раскроя с помощью ЭВМ в условиях единичного и мелкосерийного производства. Матер. 2-й Всесоюз. конф, по опер. упр. произв. Л., 1968.
См. также [48 , 736, 7411.
Совместное рассмотрение экономии материалов и других затрат или ограниченных факторов также затрагивается в некоторых работах, например:
88. М. М. Л я х о в е ц к и й. Экономическая эффективность мероприятий, увеличивающих выход продукции за счет уменьшения отходов.— Тр. Ленинградского инж.-эконом. ин-та, 1963, вып. 44. (Нецелесообразность экономии при легкой переплавке отходов.)
89. А. С. Барсов. Линейное программирование в технико-экономических задачах. М., «Наука», 1964. (Учет ограничений по трудоемкости, тран-. зитным партиям.)
90. R.Bernhard. Use of inventories for reduction of trim losses.— Industn Engeng., 1967., 18, 11. (О целесообразности хранения попутно полученных заготовок.)
91. К. Н. Волков. Рациональный раскрой металла.—Судостроение 1968, № 11. (Среднее влияние партии.)
См. также [108, 127, 165-167].
5°. Раскрой по длине и заказ материала. Задача раскроя мерного материала по длине методически удобна при изучении и пропаганде линейного программирования. Поэтому к ней прибегают многие авторы общих руководств и популярных статей по линейному программированию. Примеры: начало этой книги, см. также
92. К. Е i s е m a n n. The trim problem.— Manag. Sci., 1957, 3, 3.
93. Я. П. Г e p ч у к. Проблемы оптимального планирования. М., Эконом-издат, 1961.
94. Л. П. А л ь т у х о в. Выявление возможностей экономии металла при раскрое методами линейного программирования.— Вопросы рационального использования матер.-техн, ресурсов предприятий. Саратов, 1963.
95. В. Семенов. Наиболее экономичный раскрой полос заданной длины на комплекты заготовок двух заданных размеров при массовом и серийном производстве.— Обраб. металлов давл. в машиностр. Республ. межвед. науч.-техн, сборник, 1969, вып. 4.
96. W. Czatalow. Economiczono-matematyczne metody optimalnego roz-kroiu materialo pretowych.— Organiz. Samorz. Zarzad., 1969, 14, 6. (на польск. яз.).
Однако нередко в конкретных примерах, решаемых с помощью линейного программирования:
97. A. S m i 1 a u е г. Vereinfachte Berechnungen des Minimalabfalles.— Z. Messen, Steueren, Regeln, 1962, 5, 11. (Дублировано в ж. «Wiss. Zeitschr. der Univ. Rostock», 1962, № 4.)
98. M. A. M у с т а ф а з а д e, P. X. Мамедов, H. M. H a p ы e в, Ш. И. Мустафаев. Применение линейного программирования для уменьшения отходов труб.— За техн, прогресс (на азерб. яз.), 1965, №5, инженерно не оправдан сам выбор точномерного материала. То же относится к заметке
230
99. 3. В. Габриэль. Экономия стальных труб.— Опыт Коломенского завода в борьбе за экономию материалов. М., Госснабиздат, 1949, где пример задачи этого типа решен без применения математических методов.
Действующие прейскуранты (1967 г.) на профильный прокат, трубы, полосы и т. п. материалы предусматривают: наиболее дешевую поставку материалов смешанной длины (с колебанием длины в известных пределах); более дорогую поставку точномерных стандартных длин; наконец, наиболее дорогую поставку нестандартных мерных (или кратных заданному размеру) длин. Удорожание различно по видам материалов, но общая тенденция одинакова. Кроме удорожания материала и усложнения работы заводов-изготовителей специализация заказа влечет увеличение номенклатуры и числа отдельных партий доставки, что резко усложняет снабжение и увеличивает размеры запасов.
О возможностях экономного раскроя материалов смешанных длин см. гл. II (§ 4—7) этой книги и литературу пп. 10° — 13° настоящего обзора.
Некоторые предприятия, предпочитая экономии материала упрощение самого процесса раскроя, до сих пор идут на полный отказ от совместных раскроев. В этих условиях выбор длины мерного материала они стараются подчинить минимизации отходов при индивидуальном раскрое каждой заготовки (учитывается только передача отходов на меньшие заготовки). Выбору длины материала в этих условиях посвящены статьи:
100. И. С. Г у р е в и ч, А. Г. Птицын. О рациональном раскрое металлов.— Машиностроитель, 1961, № 6.
101. И. С. Г у р е в и ч. Графоаналитический метод раскроя металла.— Машиностроитель, 1965, № 1. (Предлагается решение задачи на механической модели.)
Ю2. Б. И. Балантер. Оптимальный раскрой одномерных материалов.— Вопросы оптимального программирования в произв. задачах. Воронеж, 1966, вып. 2.
103. Б. И. Балантер. Оптимальный раскрой сортового проката.— Вести, машиностр., 1967, № 3.
104. И. А. Ключникова. Опыт проведения расчетов по раскрою сортового проката на ЭВМ,— Передовой науч.-техн, и произв. опыт. ГосИНТИ, 1967, № 19—67—1256/21.
См. также [80].
Видимо, к этому случаю относятся рекомендации некоторых авторов [63, стр. 52] о заказе мерных длин при заготовках длиннее 350—400 .мл.
Учету случайных длин и случайно распределенных пороков в материале посвящены статьи:
104*1. F. Haussmann. Determination of optimal capicities of service for facilities with a linear measure of infficiency.— Operat. Res., 1957, 5, 5.
104*2. M. S i b у a. Cutting ont procedures for material with Poisson defects.— Ann. Inst. Statist. Math., 1960, 12, 2.
См. также [176*].
231
Выбор в заданном диапазоне длин точного размера материала, дающего минимум отходов при использовании смешанных раскроев, составляет типичную задачу параметрического линейного программирования. Этот вопрос рассматривается в статьях:
105. Ф. И. К е р д м а н. Рациональные планы комбинированного раскроя сортовой стали и труб мерных длин на комплекты заготовок для изделий.— Вести, техн, информ., Мин. тракт, и сельхоз. машиностр., 1957, № 3.
106. М. Г. Завельский, В. А. Коробов. Оптимальный раскрой металла.— Вести, машиностр., 1966, № 10. (С описанием блок-схемы программы для ЭВМ.)
107. Е. А. Г р и г о р ь е в. Определение оптимальных размеров раскраиваемых материалов (листов) методами линейного программирования.— Тр.
' Ленинградского инж.- эконом, ин-та, 1966, № 58.
108. Методика определения оптимальных размеров сортовой стали, заказываемой металлургической промышленности, с применением средств вычислительной техники. НИИ Трактор сел ьхозмаш. М., 1966. (Содержит программу для ЭВМ «Минск-22».)
См. также [171].
Здесь авторы тоже проявляют излишнюю склонность к заказу мерных длин. В производстве необходимость решения названной задачи встречается редко.
6°. Продольная резка лент и рулонов. При продольной резке лент реально возникает задача раскроя мерного материала по одному размеру (ширине ленты).
109. А. Е. Р о u 1 1, Linear programming — a key to optimum newsprin production.— Pulp and Paper Magazine of Canada, 1956, 57, 4.
110. R.W. Metzger. Elementary mathematical programming. N. Y., 1958.
(На стр. 200—208 об опыте фирмы «Дженерал моторе».)
111. В. А. Залгаллер, С. А. Финкельштейн. Планирование раскроя холоднокатанной ленты.— Тр. Ленинградского политехи, ин-та, 1959, вып. 207.
112. G. W i n t g е n, Н. К 1 u g е. Uber den optimalen Zuschnit von Blechen, ein Problem der Linearprogrammierung.— Wiss. Z. Techn. Univ. Dresden, 1961, 10, 6.
113. H. W.Meer en donk, J. A. G. К e r b о s c h, P. M e d e m a, J.H. Schouten. Some computational aspects of a trimloss problem.— Statist, neerl.,.1963, 17, 1.
114. E. A. X p у ц к и й, Б. И. Тихомиров, Л. И. Е в е н к о. Опыт оптимального раскроя рулонных материалов методами линейного программирования. ГосИНТИ, 1963, № 30—63—702/17.
115. L. К о 1 1 b е г g. Ermittlung optimaler Zuschnittplane mit dem ZRA-1.— Technik, 1964, 19, 6.
116. G. Hanig. Die Optimierung des Bleczuschnitts — ein technologisches Anwendungsbeispiel der Linearprogrammierung in Elektromaschinenbau.— Elektrie H., 1, Electrofertigung, 1964.
117. F. Serbanescu. Un’applicazione della programmazione lineare ad un problema specifico della cartiere.— Produttivita, 1964, 15, 40.
118. В. К r e k o. Lehrbuch der Linearen Optimirung. Berlin, 1965.
119. C. W. D a n e. Practice and Potential for Forest Products Industries.—
Forest Prod. J., 1967, 17, 1.
232
См. также [165—167].
7°. О заказе листов. Выбор при заказе одного из стандартных размеров листов рассматривался. в этой книге.
Особенно практичным оказывается «рулонное» построение раскроев там, где оно возможно. Оно прочно вошло в практику завода им. Егорова. При таких раскроях важна только ширина листов, длина может колебаться; используются даже все плюсовые припуски по длине. Такой раскрой прост для внедрения, делает получение большинства заготовок независимым, позволяет совмещать работу цеха по разным изделиям.
О выборе листа мерной длины при фиксированной- ширине см. [107].
Крупной задаче рационального выбора системы габаритов выпускаемого в стране оконного стекла посвящена книга [120].
120. Унификация и раскрой оконного стекла методами линейного программирования. КиЪв, «Наукова думка», 1966.
См. также статью [121].
121. А. А л ы м о в. Стекло: путь к окнам домов.— Правда, 7 октября 1968 г.
В мировой практике известна тенденция замены некоторых листовых материалов рулонными.
В судостроении есть тенденция увеличивать заказываемые габариты для уменьшения кромочных отходов и большей свободы совмещений заготовок в противовес старой английской тенденции использования более мелких, но разнообразных по размеру листов.
122. Сида. Практическое решение задачи о заказах стального листового проката. (На японск. яз.) — Operat. Res. Manag. Sci., 1957, 2, 4.
123. Ю. Л. Рубинчик, В. М. Канатчиков. Рациональный раскрой и повышение точности газовой резки деталей. (Опыт работы судостр. завода.) ЦНИИТмаш. Обмен передовым опытом. М^, Изд. ЦНБТИ тяжелого машиностр., 1958, вып. 93—25.
124. В. И. Васильев, А. Д. Гармалеев. Возможности повышения коэффициента использования листового металла при постройке корпуса судна.— Технология судостр., 1965, № 3.
125. Н. В. Л а в р о в, Л. И. И с т о м и н, Б. И. Т и х о м и р о в. Зависимость к.п.д. использования от нормы расхода и экономии материалов и топлива,— ЦБТИМС, М., 1967 (см. также [48]).
126. J.Gondar. Optimalis lemeztablameretek megallapftasa matematikai analfzis fitjan.—Gep., 1969, 21, 1 (на венгерск. яз.). (Определение оптимальных размеров листов под раскрой.)
Вопрос предпочтения заказа полосы или листа с учетом расхода материала и трудоемкости обсуждается в статье
127. С. Brown. Shear job coming up? Should you start with flat bar or plate?— Mach, and Tool Blue Book, 1964, 59, 2.
8°. Раскрой листов на прямоугольные заготовки. О решении этих задач на ЭВМ с привлечением метода динамического про
233
граммирования речь идет в работах, уже перечисленных в § 1 [41—59].
Приближенные подходы к задаче раскроя листа на равные прямоугольники [41, 42] предлагались в гл. II этой книги. Ранее об этом шла речь в работе [ 168*[. Эффективный графический прием предложен в работе [128]; о его применении см. также [129].
128. Ю. М. Р у д н е в. Графический способ раскроя листового материала.— Вести, машиностр., 1953, № 1.
129. Г. М. Осмоловский, А. И. М а н е л л я. Применение математических методов при выборе рациональных форм тары и раскрое материалов. М., Изд-во Центр, ин-та науч.-техн, информ, пищевой пром, при Госплане СССР, 1963. (Содержит также другие вопросы).
129*. И. Чобанянева. Рационално разкрояване на линеен и листов материал в машиностроительнета промышленост. — Тр. Висш. ин-та нар. стопанство. Варна, 1968, 40, 2.
130. Б. Колосов. Рациональные процессы раскроя материалов.— Нар. хоз. Казахстана, 1966, № 6.
См. также [171]. Роль сквозных резоввэтой задаче отмечается в связи с другими вопросами [297].
Для произвольных прямоугольников кроме гл. II этой книги и работ [53—59] многие авторы предлагали в разной мере упрощенные алгоритмы поиска укладок на ЭВМ:
131. Н. С. В с е в о л о д о в. Новый метод раскроя листового металла.— Технология машиностр., 1953, № 3.
132. К). А. П е р в и н, Л. Б. Б е лякова. Оптимальный раскрой листового материала на прямоугольные заготовки.— Тр. ПТНИИ Волго-Вятского СНХ. Горький, 1964, вып. 1.
133. Б. И. Б а л а н т е р, Т. И. К о п т е в а, В. А. Ч у б о в а. Об одной схеме составления рациональных вариантов раскроя прямоугольных листов на прямоугольные заготовки.— Вопросы оптимального программирования в произв. задачах. Воронеж, 1966, вып. 2.
134. Б. А. М а к е е в, Г. А. Д у ш к и н. Расчет оптимальных раскройных карт листового материала на ЭЦВМ.— Передовой науч.-техн, и произв. опыт, ГосИНТИ, 1967, № 19-67—1419/28.
См. также [231].
Главная цель таких сильно упрощенных алгоритмов — сделать (ценой отказа от полной оптимизации) алгоритмы быстро реализуемыми на ЭВМ, чтобы подойти к автоматизации управления выполнением раскроя.
Решение отдельных производственных задач раскроя на прямоугольники посвящены статьи:
135. К. F i е d 1 е г. Ein spezielles ganzzahliges Programmierungesproblem.— Wiss. Z. Techn. Univ. Dresden, 1961, 10, № 6.
136. Б. И. Тихомиров. Оптимальные раскройные планы на газовые плиты типа П-4/1 и П-2/1, рассчитанные по исходным данным Московского завода домашних холодильников. М., 1964.
137. Б. И. Т и х о м и р о в, И. Б. Г у т м а н, И. Н. 3 е з и н а, В. Г. Р я-б о в а. Методические указания по оптимальному раскрою листовых материалов на прямоугольные заготовки. М., 1965.
234
138. Б. И. Т и X о м й р 0 в, И. Н. 3 е з и н а. Оптимизация раскроя Промышленных материалов.— Организ. упр. и нормативы, 1965, № 4.
139. Л. С е в а с т ь я н о в. Метод линейного программирования на Омском ДСК при раскрое листовых материалов.— На стройках России, 1965, № 5.
140. Б. Л. Го л ов i н ьс к и й, М. Н. Феллер. Виб1р оптимального способу розкрою листових деревних матер1ал!в.— Якова, паперова i деревообробна промисловкть, 1966, № 1.
141. Инструкция по нормированию расхода лесоматериалов на заводах тракторного и с.-х. машиностроения. М., 1966.
142. А. Н. Л а с к и н а. Применение методов линейного программирования при выборе оптимального раскроя древесно-волокнистых и стружечных плит.— Науч, труды Лесотехн, академии. Л., 1967, вып. 100.
143. М. Д. Бавельский, М. И. Зильберман, Д. Л. Мороз. Опыт оптимизации раскроя листовых материалов на Ленинградском фанерно-мебельном комбинате.— Матер, науч.- техн. конф. Ленинградской политехи, академии, 1967.
144. М. Н. Ф е л л е р. Вопросы оптимизации раскроя прямоугольных листовых древесных материалов.— Всесоюз. межвуз. науч.-техн. конф, по применению вычисл. и упр. систем в оптимальном планировании и упр. лесопром. комплексами. (Рефераты докл.). М., 1968.
145. И. И. Соколов, В. В. Кузнецов, Т. П. Алексеева. Оптимальный раскрой листовых материалов.— Мех. обраб. древесины, 1968, № 10.
146. Н. Р i с h t. Die optimale Blechausnutzung beim Zerschneidem von Ta-feln in rechteckige Teile.— Werkstatt in Betrieb, 1968, 101, 9.
147. M. H. Феллер, Г. А. Колесник, Я. А. Юдицький. Про алгоритм!зацпо разрахунку можливих схем розкрою листових деревних матер!ал1в,— Якова господарство, лiсова, паперова i деревообр. пром., 1969, № 3.
148. G. J. W a t s о n. Determining cutting schedules by computer.— Ind. Woodwork, 1969, 21, 5.
Об оснастке станков для выполнения сложных раскроев листа на прямоугольники кроме замечаний в гл. II настоящей книги см.:
149. Platten-Aufteilautomat-electronisch programmesteuert. — Holztechnik, 1963, 48, 3.
150. Programming speeds up shear feed.— Iron Age, 1965, 196, 19.
151. Plattenaufteilsage.— Ubersee-Post, 1968, A, D2 (7).
152. Д. A. M а к e e в, Б. А. Г о p и н, Г. А. Д у ш к и н, В. И. Б а т о з-с к и й, А. И. Г л а д к и х, В. Д. Б о л о т и н. Автоматическая установка для порезки листового проката. (Авторская заявка № 1083899/25— 27.) М., 1966.
153. Е. Noel Programming of cutting operations for sheef material. (Патент, см. РЖ/К, 1967, 5Г339).
153*1. Гильотинные ножницы с ЭВМ.—РЖТМ, 1970, 10B267, 11B260.
Вопросы оснастки, расчета и организации текущего раскроя листов на прямоугольники по мере поступления листов и заказов на заготовки изучены меньше. См., например:
153*2. Resolution d’un probleme de decoupe sur ordinateur 1620.— Electro cal-cul, 1961, 3, 3. (С учетом обхода пороков на листе.)
(О расчете на ЭВМ хороших укладок очередных прямоугольных заготовок с учетом пороков на очередном листе).
235
154. Estimate for Asachi geass digital computer controlled cutting sistem for horizontally drown flat glass. № K1K-M102, November 13, 1967. (Краткая информация p раскрое с помощью ЭВМ в японской фирме Асахи-стекло.)
155. В. Ф. Ж и р к о в. Разработка специализированного вычислительного устройства для решения задачи раскроя полированного стекла с учетом брака.— Отчет по теме НИР 66/68. Владимирский вечерний политехи, ин-т, 1968 (отчет зарегистрирован в ВИНИТИ, № 69024874).
156. В. Ф.Жир ков. Автоматизированная система управления раскроем стекла.— Матер, конф. «Достижения науки — в производство» (радио-техн. серия). Владимирский политехи, ин-т, 1969.
157. В. А. Б а р к о в, В. Ф. Ж и р к о в, А. Н. Л а п и н. Устройство считывания графической информации с листа полированного стекла.— Матер, конф. «Достижения науки — в производство», (радиотехн. серия). Владимирский политехи, ин-т, 1969.
158. В. Ф. Ж и р к о в. Учет заданного количества изделий в АСУ раскроем стекла.— Матер, конф. «Достижения науки — в производство», (радиотехн. серия). Владимирский политехи, ин-т, 1969,
9°. Другое применение линейного программирования при раскрое. Усложнение формы заготовок или материала делает проблемой поиск самих укладок заготовок, но полностью сохраняет роль линейного программирования в составлении плана раскроя.
Интересный пример пришлось исследовать одному из авторов совместно с А. И. Гореловым. Раскраиваемый материал — пакеты дубового шпона. Каждый пакет своей формы, со своим расположением пороков. Заготовки — прямоугольники и параллелограммы, массово нужные при производстве стандартных шкафов. В лист ложится 2—4 заготовки. Массовость дает статистическую устойчивость. Решение удалось дать в форме назначения простых целочисленных индексов заготовок. Раскройщику остается отдавать предпочтение укладке с большей суммой индексов, а при равных суммах выравнивать комплектность. Первый выбор и уточнение индексов осуществлялось статистическим экспериментом с раскладкой на масштабных фотографиях партии материала.
159. Отчет по теме «Изыскание рациональных методов по обработке строганой фанеры в производстве мебели», Ленинградское высшее художеств, пром, училище им. В. И. Мухиной, 1956.
Типичная «задача раскроя» возникает при загрузке транспорта и оборудования. С позиций линейного программирования исследована оптимальная загрузка кассет и отсеков для обработки железобетонных панелей.
160. И. Д. Бахтадзе, О. В. Джгамадзе, Р. И. Будешт-с к и й. Новая раскладка панелей в кассетах Тбилисского домостроительного комбината.— Строительство и архитектура, информ, бюлл. Госстроя ГрузССР, 1962, № 2.
161. О. Ш. К о к о ч а ш в и л и, О. В. Ц й б а д з е. Математическое программирование кассетного изготовления железобетонных изделий.— Жилой дом., М., Стройиздат, 1964, вып. 2.
236
162. О. В. Д ж га м а д з е, В. В. Ч и п а ш в и л и, Р. И. Будешт-с к ий, Р. А. С а р ч и м е л и я, В. И. Шем б е л ь. Определение оптимальной раскладки панелей в кассетах на домостроительных комбинатах методами математического программирования. М., Стройиздат, 1965.
163. Е. Н. Б о л ь ш е в, Л. Д. Б р о н е р, Н. Е. Ф р у м и н. Математические методы в организации комплектного выпуска изделий на домостроительных предприятиях. М., Стройиздат, 1966.
164. М. Ю. Воробьева, Л. С. Гаврилина, М. В. Елин, Д. М. Ф р у м и н. Оптимизация загрузки кассетного оборудования на предприятиях стройиндустрии.— Опыт применения матем. методов и вычисл. техн, в нар. хоз. Красноярского края. Красноярск, ЦБТИ, 1966.
164*. Л. С. Г а в р и л и н а, М. В. Елин. Оптимальная загрузка кассетного оборудования на предприятиях стройиндустрии.— В сб. «Моделир. техн.-эконом. задач». Новосибирск, 1967.
Интересно возникновение транспортной задачи в вопросах раскроя [129, 165—167] при решений вопроса о распределении рулонов картона разной ширины между производствами различной тары. Здесь отходы рассматриваются совместно с транспортными расходами.
165. А. А. Т и м о ш и н. Оптимизация планов поставок рулонной продукции
(на примере тарного картона).—Матер, к Всесоюз. конф, по применению эконом.-матем. методов и электронно-вычисл. техн, в планировании разв. и размещ. производства, секция 1, тетрадь 2. Таллин, 1967.
166. А. А. Т и м о ш и н. Разработка и реализация некоторых экономико-математических моделей производственно-транспортных задач текущего планирования. (Канд. дисс.). М., 1969.
167. А. А. Т им о ш и н. Некоторые модели оптимального прикрепления поставщиков к потребителям рулонных материалов. М., 1970.
«Задача коммивояжера» используется в работе [284]. Рассмотрение графов применяется при обзоре оценок отрезаемых кусков в работе по трехмерному раскрою:
168. К. Kortanek, D. Sodaro. A generalized network model for three-dimensional cutt stock problems and new product analisis.— J. Industrial enginieering, 1966, 17, 11.
10°. Использование материалов смешанной длины в машиностроении. Использованию материалов смешанной длины уделено много места в данной книге. Более ранние публикации — 168*. Л. В. Канторович. Методы рационального раскроя металла.—
Произв. техн. бюлл. НК боеприпасов, 1942, № 7-8
169. В.А. Залгаллер. Раскрой линейных материалов.— «Егоровец», 14 июня 1949 г.
При раскрое тканей измерение большого остатка до окончания рулона и подчинение раскроя этого остатка уменьшению концевого отхода составляет весьма давний прием.
В машиностроении авторам приходилось многократно составлять и испытывать «линейку» для раскроя немерного материала (завод с.-х. машиностроения им. М. И. Калинина, раскрой латунных стержней для короткозамкнутых обмоток двигателей разного размера на заводе «Электросила» и др.). Подробная брошюра [170] написана на основе опыта применения того же
237
приема другими авторами на Горьковском автозаводе. Рекомендации по этому приему см. также в [171, 172, 217*].
170. Г. С. Н и к о л а е в. Экономичный раскрой сортового проката. М., ЦБТИ автомоб. пром., 1958.
171. Рациональный раскрой сортового проката, труб и листовой стали (руководящий материал). НИИТАвтопром. М., 1962.
172. Б. А. И л ь е н к о. О задаче оптимального раскроя сортового проката смешанных длин.— Кибернетика и автоматическое управление (Харьковское отделение). Тр. семинара, 1967, № 1.
Однако в повседневное применение этот прием еще не вошел. 172*. Б. А. И л ь ен к о. Выполнение условия комплектности в задаче раскроя проката смешанных длин,— Техн, киберн. (Харьк. отд.) Тр. семинара.вып. 1. Киев, 1969.
Он требует составления самих «линеек», дополнительного внимания работников при выписке нарядов, выполнении раскроя, комплектовании и учете заготовок. Главное — прием ждет комплексной механизации этого цикла работы. Такая автоматизация осуществлена в металлургии (см. 11°), первые шаги сделаны в машиностроении:
173. М. С. А н д р е е в. Установка с программным управлением для безотходного раскроя сортового металлопроката.— Тракторы и сельхозмашины, 1960, № 10.
174. А. Ф. К р и с а н о в, А. К. Ж а б и т е н к о, Г. П. Р е з в ы х. Вычислительная машина для безостаточного раскроя трубной заготовки.— Автом. и приборостр., 1964, № 4.
175. Н. С. Д е р е в я н к о. Установка раскроя металлопроката с программным управлением.—Дистанц. и программное управление в кузн.-штамп, производстве (матер. Всесоюз. науч.-техн. конф.). М., 1962.
175*. Г.М. М акац, Б. А. Макеев. Оптимизатор для решения некоторых задач целочисленного программирования.— Автом. и телемех., 1964, 25, 2.
176. Б. А. Макеев, Б. Д. Пархоменко, Г. М. Макац, Ю. А. Ионов. Установка для автоматического разрезания сортового проката. (Авторское свидет. об изобр. № В-1130), 1966; патенты в Англии (1064707) и Франции (1442016).
176*1. Б. А. И л ь е н к о, А. Д. М и т е л е в, В. Е. П у ш к а р е в. Особенности применения методов оптимального раскроя сортового проката.— Кузн.-штамп, произв., 1969, № 11.
, Обсудим пример проектирования производства рессоры на новом автомобильном заводе. Можно заказать поставку полос точно на комплект рессоры и создать автоматическую линию, где полоса разрезается и сразу комплектуется одна рессора. Но с учетом экономики будет эффективнее начинать автоматизированную линию с такого устройства, которое почти безотходно использует по алгоритму типа «линейки» более дешевый материал смешанной длины. За этим должно следовать накопление заготовок с поочередным выравниванием комплектности и только затем автоматическое комплектование рессор.
Об автоматизации выполнения заданных смешанных раскроев речь идет также в работе [176].
238
Раскрои с сортировкой материала кроме настоящей книги рассмотрены другими авторами:
176*2. G. D е 1 a i t г е. Determination de la mise en oeuvre moyenne de decoupeage en longueurs fixes d*un produit lineaires presentant des defauts accidentels.—Rev. statist. appl., 1962, 10, 1. (При сортировке учитываются и пороки.)
177. М. Г. Завельский, В. А. Коробов, В. М. Корольков. Задача об оптимальном раскрое проката для Красноярского завода самоходных комбайнов.— Опыт применения матем. методов и вычисл. техн, в нар. хоз-ве Красноярского края. Красноярск, ЦБТИ, 1966.
Отметим еще, что иногда заготовки нужны мерные не по дли-не, а пр объему или весу. Тогда неточность сечения эквивалентна разбросу длин материала. Раскрою по весу посвящены статьи: 178. В. С. В и х м а н. Резка прутков на заготовки под штамповку по заданному весу или объему металла.— Дистационное и программное управление в кузн.-штамп, производстве (матер. Всесоюз. н.-т. конф.). М., 1962. 179. С. С. Ч у б е н к о. Раскрой кузнечных заготовок при помощи номограмм.— Машиностроение, Киев, 1962, № 6.
180. В. Т. М е щ е р и н, Ю. А. М а к с и н. Устройство с гидравлическим датчиком для дозированной отрезки заготовок.— Кузн.-штамп, произв., 1966, № 4.
181. Ю. А. М а к с и н. Гидравлическое устройство для дозирования проката при отрезке заготовок.— Повыш. точн. и автоматизации штамповки и ковки, 1967, № 8.
182. J. F е i s t. Zpftsob a zarizeni k rovnomernemu udrzovani vahy deleneho materialu. (Патент, см. РЖТМ, 1968, 5 В 273).
Об использовании смешанных раскроев по весу см. [98].
11°. Использование материалов смешанной длины в металлургии. Обмеру на ходу прокатываемого металла, автоматическому выбору и осуществлению на ходу его рационального раскроя посвящены публикации:
183. В. Л. Э п ш т е й н. Вычислительная машина для управления раскроем проката.— Сталь, 1958, № 7.
184. Н. С. Н и ко л а ев, В. Л. Э п штей н. Система автоматического управления раскроем проката на непрерывно-заготовочном стане с применением цифровой вычислительной машины. Первый конгресс ИФАК. М., Изд-во АН СССР, 1960.
185. Н. С. Н и к о л а е в, В. Л. Э п ш т е й н. Применение ЦВМ для автоматического управления производством и раскроем проката.— Международная конф, по применению измерительной и вычислительной техники. Острава, 1961.
186. Цифровое вычислительное устройство для безотходного раскроя заготовки.— Бюлл. Центр, ин-та информ, черной металлургии, 1962, № 1. (Об опыте англ, фирмы «Семюэл фокс».)
187. А. А. Белостоцкий, Ю. С. Вальденберг, Л. И. Мерку р ь е в. Применение вычислительных машин для автоматизированных производственных процессов. М.— Л., «Энергия», 1964. (На стр. 139—145 описано исп. «Сталь-2» на Магнитогорском комбинате.)
188. В. И. Грубов, А. Г. Ивахненко, Б. Ю. Мандровский-Соколов. Промышленная кибернетика. Киев, 1966.
189. F. V е г s i n i. Optimisation des coupes dans les laminoirs continus a chaud.—Automatisme, 1966, 11, 9.
190. А. Я. Лер н ер. Начала кибернетики. M., «Наука», 1967.
191. В. И. Л о с к у т о в. Управляющие математические машины. М., 1967.
239
В [183] предложено освоенное затем устройство «Сталь-1», осуществляющее безотходный раскрой на равные длины путем выбора длины одного куска из некоторого допустимого диапазона. В [185] приводится более совершенное устройство «Сталь-2»к выполняющее на ходу расчеты и раскрой по алгоритму типа «линейки» по имеющемуся списку заказанных длин. Описание первого устройства: [190, стр. 211—214], [191, стр. 230—244]; второго: [188, стр. 119—122], [191, стр. 244—285]. Здесь совмещены расчет, управление раскроем, учет продукции.
Расчетному планированию в конкретных условиях всего комплекса (разливки слитков, промежуточных проката и раскроя, окончательного раскроя) посвящены статьи:
191*. Я. П. Г е р ч у к. Линейное программирование в организации и планировании металлургического производства.— В сб. «Матем. методы и счетн. техн, в орг. и планир. произв. на металлург, предпр.». М., 1961.
192. Е. S е и t к а г. Manage de tole-fills en toles-meres.— 4-e Congr. calcul et traitement inform. AFIRO, Versailles, 1964, Paris, 1965.
193. А. В. X a x и н, А. И. Д а н и л и н. Механизация расчетов рационального раскроя металла и планирования производства ножевой продукции.—Тр. Проектно-техыол. науч.-исслед. ин-та Волго-Вятского СНХ. Горький, 1967, вып. 4.
194. Б. Я.Скачек, В.З. Фрейдина. О системе оптимальных алгоритмов управления мартеновскими цехами металлургического завода.— Применение матем. методов в эконом, исслед. и планировании. Киев, 1967, вып. 1.
195. А. Т. Епифанцев, А. Н. Виноградов, И. А. Моргунов. Оптимальный раскрой слябов при составлении заявки-спецификации поставщику,— План работ Науч, совета по кибернетике (ноябрь). Киев, 1967, 20.
196. Ю. И. К о г т е в, 3. Ф. К у ч у м а, А. С. П о д о л я н, Т. Ф. П р о-ш и н а. Математическая модель фабрикации заготовок в листопрокатном цехе металлургического завода,— Тр. семинара «Кибернетика» (Донецкое отд.). Киев, 1968, вып. 1.
197. Б. Н. Тихомиров, Б. М. Ка та иски й, А. В. Евсюкова, А. Б. Кошелев. Задача определения оптимальной производственной программы и раскроя слябов на выполнение заказов. (Докл. на совещ.). НТК. Минск, 1969.
В связи с металлургией упомянем еще одну задачу унификации. Каждый заказ может требовать слитков своего размера.
Пусть завод хочет обойтись меньшим числом п видов слитков. Как их выбрать? (На эту задачу стандартизации обратил наше внимание С. А. Финкельштейн.) Изобразим на графике каждый заказ прямоугольником с высотой, равной весу слитка, и основанием, равным числу слитков на заказ. Разметим прямоугольники по убыванию высот, как показано на рис. 1. Требуется за
240
ключить эти прямоугольники в п прямоугольников минимальной площади. Это — типичная задача динамического программирования. (Если график перевернуть, возникает задача о вписывании в кривую п — 1 прямоугольника максимальной площади. С этой задачей мы встречались, изучая распиловку бревен.)
См. также:
197*. D. Н. Е v a n s. Design by algorithm: a mathematical method for designing standard assembli es for minimum manufacturing cost.— IRE Trans. Productt. Techn., 1959, № 4.
12°. Настил тканей. Существует много общей технологической литературы по раскрою в швейной промышленности. В ней отражаются, в частности, вопросы раскроя по длине при образовании настилов.
198. Н. А. Архангельский, Ф. П. Прудник, А. В. Савостиц-к и й, Г. Л. Т р у х а н. Технология швейного производства (раскрой тканей). М,— Л., Гизлегпром, 1949.
199. Методические указания по организации раскройного производства швейных фабрик. М., 1959.
200. С. И. Р у с а к о в а, С. С. Э п п е л ь, Г. Л. Т р у х а н, В. И. П о п-к о в. Технология швейного производства. М., 1961.
Специально использованию рулонов (разной длины) при формировании настилов посвящены статьи:
201. Н. В. Ш а в ы р и н. Раскрой тканей без остатков,— Швейная пром., 1940, № 2.
?02. Л. И.Томарченко. Опыт организации безостаткового раскроя.— Легкая пром., 1941, № 1.
203. В. В. Н а з а р о в, А. И. Ш у ч е в. Раскрой тканей без остатков. М., Гизлегпром, 1943.
203*. Н. А. Архангельский и др. Технология швейного производства (раскрой тканей). М., 1949 (гл. VII).
204. Раскрой тканей с рациональными остатками. ЦНИИШП. М., 1951.
205. Ф. В. Приталю к, Б. Н. Факторович. Безостатковый метод приготовления настила ткани для раскроя ее на детали верха обуви.— В сб. «Обувная пром.», Бюро техн, информ, легкой пром., 1958, сб. 39.
206. Ю. С. П а в л е н к о. Метод оптимального раскроя тканей в настилы.— Изв. вузов, серия технол. легкой пром., 1963, № 5.
207. Е. Е. П л я м. Опыт применения ЭВМ для расчета тканей и определения площади лекал.— Тез. докл. 2-й науч.-техн, республ. конф. Применение матем. методов и вычисл. техн, в нар. хоз. Молдавии. Кишинев, 1965.
208. Т. В. Винокурова. Расчет линейного раскроя рулонов ткани.— Тезисы докл. 2-й науч.-техн, республ. конф. Применение матем. методов и вычисл. техн, в нар. хоз. Молдавии. Кишинев, 1965.
209. Л. П р и с к. Составление карт раскроя на ЭВМ «Урал-4».— Тез. докл. Всесоюз. конф. Использование матем. методов и вычисл. техн, в экономике. Тарту, 1966.
210. И. В. С а ф р о н о в а. Применение номографии для расчета кусков тканей.— Тезисы докл. науч.-техн. конф. ЦНИИШЛ. М., 1968.
211. Л. А. П и л ь к е в и ч. Анализ применения ЭВМ для расчета тканей ЭМРТ-2 в легкой промышленности (1962—1967).— План раб. науч, совета по кибернетике (март). Киев, 1968, 16.
241
В [206] предложен алгоритм расчета резки рулонов, использующий комбинирование трех очередных длин, нужных в настилы. Этот алгоритм положен в г-------р,--------п основу специализированной маши-
\ Р"~\ Ка / ны ЭМРТ-2, описанной в [191, стр.
I ./ \ у \ ( 348—352]; опыт ее применения от-
AV V? 51 Р^ен в [207, 211]. В [129] комби-----------— нируются 4 размера. В [208] подбором учитывается также приближен-Рис. 2- ное соблюдение нужной комплект-
ности получаемых длин.
Специфическая ситуация возникает в производстве резиновой обуви при настилах обрезиненного трикотажа. Его рулоны имеют разную ширину. Для экономии решающим оказывается создание резерва рулонов для их подсортировки по ширине в один настил. (Кроме того, необходимо разработать укладку на разную ширину. В этом иногда помогает раздвижка продольного ряда из заготовок «трапецеидальной» формы; см., например, рис. 2).
13°. Раскрой для несерийных изделий. При раскрое мерного материала по длине даже в несерийном производстве точные постановки задач ведут к так называемому целочисленному программированию, слишком громоздкому для вычисления.
212. F. G е n и у s. Application de la programmation lineare en nombres entiers a un probleme de decoupe.— Inform. Process, 1962. Amsterdam-, 1963. (Опыт привел к слишком длинному счету.)
213. Ф. В. Б а б а е в. Рациональный способ раскроя металлопроката,— Машиностроитель, 1966, № 8.
214. Ф. В. Бабаев. Оптимальный раскрой металла с помощью ЭВМ в условиях единичного и мелкосерийного производства.— Вести, машиностр., 1966, № 12.
215. Р. Z i m a. ReSeni jedne modifikace rezneho problemu.— Ekon.-mat. obzor, 1969, 5 (на чешек, яз.).
При большом числе заготовок каждого вида задачу решают как для серийного производства. Результат округляют. Лишние отходы стараются объединить в одном куске для последующего использования.
При небольшом числе равных заготовок и при единовременных раскроях всего нескольких кусков материала этот способ непригоден. Приведем типичную задачу.
Операция закладки кабеля при строительстве судна. Расход на одно судно 3—5 барабанов кабеля одного сорта. Завод имеет в единовременном хранении 10—30 барабанов. Длина кабеля на каждом барабане индивидуальна. Один барабан режется на 2—15 кусков. Требуется выбрать стратегию организации раскроя. Же-242
лательно ее автоматизировать на ЭВМ и совместить с учетом хранения.
Один из возможных алгоритмов см. [216],
216. Е. Карагодова, Ж. П. Коротченко, В. Н. Алейнов-Эвристический метод раскроя рулонного кабеля на заданные длины.— Технол. судостр., 1968, К® 2.
217. П. И. П а д е р н о. Анализ временного ряда как критерия эффективности алгоритма в задаче раскроя (дипломная работа). Ленинградский гос. ун-т, 1969.
217*. В. А. Шубенко, М. Г. Розенблюм Об автоматическом управлении раскроем линейных материалов,— Докл. к VI науч.-техн, яонф. по вопр. автоматиз. произ-во, т. 4. Томск, 1969.
Предложенную стратегию можно улучшить [217]. Кроме того, вводимые в стратегию постоянные параметры можно оптимально выбирать на основе численного эксперимента типа метода Монте-Карло, используя статистику заказов и поставок кабеля.
Сходная задача возникает, например, при раскрое ценных труб на заводе, комплектующем строительство разных ТЭЦ.
В [217*] предлагается прием типа „линейки».
§ 3. ФИГУРНЫЕ ЗАГОТОВКИ
14°. Характер публикаций. Если бы все укладки заготовок в материал были перечислены, то вопрос о формировании плана раскроя в серийном производстве был бы простой задачей линейного программирования (см. § 1). Составление окончательного плана раскроя с использованием линейного программирования на основе перечня отдельных раскроев, найденных подбором, уже приносит практический эффект в массовом производстве (опыт отдельных предприятий сельскохозяйственной, швейной [305], обувной [386] промышленности). Но для фигурных заготовок сам поиск укладок трудно обозрим. В принципе нужны алгоритмы поиска совместных укладок заготовок с максимальной суммой индексов, т. е. нужны алгоритмы решения той вспомогательной задачи, которую в случае линейного раскроя и раскроя на прямоугольники решают приемами динамического программирования (см. § 2). Нам неизвестны работы такого направления даже для частных видов фигурных заготовок *. Кроме того, для индивидуального производства нужны стратегии укладывания, лучшие «в среднем», за большой срок работы данного предприятия.
В литературе обсуждаются чаще всего следующие задачи. Эвристические приемы совместного укладывания заготовок при
* По-видимому, на этом пути можно улучшить алгоритм работы [296]. По существу, подбором решалась на этом пути задача в [159].
243
индивидуальном производстве. Закл!рчение одной (или нескольких) заготовок в прямоугольник Минимальной площади. Выбор лучшего поворота заготовки при однорядной (или двухрядной) штамповке. Видоизменение конфигурации деталей (или заготовки) для полностью безотходной штамповки из полосы или плоскости. В обувном производстве еще даются эвристические советы по размещению заготовок в материале неправильной формы и с неоднородными (по площади и направлению) свойствами.
По своему характеру. публикации относятся к трем типам: 1) содержащие практические советы, основанные на опыте и аналогиях с простейшими случаями; 2) содержащие точное решение очень узких, но имеющих некоторое значение ц для раскроя геометрических задач; 3) предполагающие использование ЭВМ для поиска укладок (с той или иной степенью их оптимизации). Мы сначала рассмотрим задачи второго и третьего типов.
15°. Относящиеся к раскрою вопросы дискретной геометрии. Так называемая дискретная геометрия, которой посвящено несколько книг и много журнальных статей, включает вопросы об укладках и разбиениях, но здесь преобладают далекие от раскроя вопросы многомерной геометрии. О задачах для плоскости смотри книгу
218. Л. Ф. Т о т. Расположения на плоскости, на сфере и в пространстве. М., Физматгиз, 1958.
Геометрическим свойствам плотных укладок фигурных заготовок посвящена статья [219], раскрывающая аналогию задач о плотных укладках с вопросами статики и графостатики.
'219. В. А. 3 а л г а л л е р. Об одном необходимом признаке плотнейшего расположения фигур.— Усп. матем. наук, 1953, 8, 4.
Некоторые экстремальные задачи об укладках трапеций решены в [281].
Для безотходного раскроя представляет интерес исследование фигур, способных заполнять плоскость без просветов и налеганий. Такие разбиения на многоугольники («паркетажи» плоскости) изучались в связи с кристаллографическими (федоровскими) группами. В 1933 г. Г. Хееш [221] классифицировал топологически различные разбиения плоскости, для которых существуют движения (включая переносы, повороты, отражения), совмещающие всю картину разбиения в целом и при этом совмещающие любое наперед заданное ребро разбиения с любым другим наперед заданным. Таких групп движения оказалось 28. Позже [224—229] были классифицированы все типы фигур, которые способны при повторении (одной фигуры) заполнять без просветов и налеганий плэскость, причем разбиение будет пра
244
вильно повторяющимся—принадлежащим по своей симметрии к одной из упомянутых 28 групп. Подробное изложение теории см. в книге 1227], а приложения к раскрою — в книге [226]. Конечно, ограничение однофигурным заполнением и правильными разбиениями несколько стеснительно. Но оно позволило раскрыть много интересных возможностей. В [226] есть также советы по заполнению не плоскости, а полосы. Существенное развитие теории правильных разбиений плоскости дано в [224]. Литература:
220. К. Reinhardt. Uber die Zerlegung der Ebene in Polygone. (Dissertation der Naturwissensch. Fakultat.) Univ. Frankf. am Main. Borna, 1918.
221. H. Hees ch. Uber topolotisch gleichwertige Kristallbindungen.—Zeit-schrift ftir Kristallographie, 1933, 84, 5/6.
222. H.Voderberg. Zur Zerlegung der Umgebung eines ebenen Berereiches in Kongruente.— Jahresbericht der Deutschen Math. Ver. Leipzig, 1936.
223. E. Hees ch, H. Hees ch, J. Loff. System einer Flachenteilung und seine Anwending zum Werkstoff- und Arbeitsparen. Moosburg, 1944.
224. Б. H. Д e л о н e. Теория планигонов,— Изв. АН СССР, серия матем., 1959, 23, № 3.
225. Н. Н е е s с h. Zur Klassifikation der ebenen kongruenten Abbildungen.— Der Mathem. und Naturwiss. Unterricht, 1959/60, XII, 1.
226. H. H e e s c h, О. К i e n z 1 e. Flachenschlub System der Formen lu-ckenlos aneinanderschlibenden Flachenteile. Berlin — Heidelberg, 1963.
227. H. H e e s c h. Regulares Parkettierungsproblem.—Wiss. Abhandl. Arbeits-gemeinsch. Forsch. Landes Nordheim-Westfalen. Koln — Opladen, 1968, № 172.
228. H. Hees ch. Eine Betrachtung der 11 homogenen Ebenentail ungen.— Mathematikunterricht, 1968, 14, 4.
229. H. H e e s c h. Parkettierungsprobleme.— Matehmatikunterricht, 1968, 14, 4.
Численным поискам правильных плотных укладок равных фигур посвящены работы:
229*1. П. М. 3 о р к и й, М. А. П о р а й-К о ш и ц. Строение молекулярных кристаллов.— Кристаллография, 1961, 6, 5.
229*2. Л. Б. Белякова. Вопросы аппроксимации плоских фигур формами Хеша.— Мат. науч.-техн. конф. Горьковского инж.-стр. ин-та им. В. П. Чкалова, 1968.
229*3. Л. Б. Белякова. Вопросы оптимального расположения конгруэнтных фигур на плоскости. (Канд. дисс.). Горький, 1970.
См. также 219, 257, 259-259*11, 263].
16°. Использование ЭВМ для поиска укладок фигурных заготовок. Работы этого направления ведутся в ряде мест и носят пока преимущественно экспериментальный характер.
В Институте кибернетики АН УССР (Киев) велись работы по оперативной укладке в листы крупных заготовок индивидуального производства с помощью ЭВМ:
230. Б. Н. Малиновский. Цифровые управляющие машины и автоматизация производства. М., Машгиз, 1963 (см. гл. II, § 3).
245
231. Г. Я. М а ш б и ц. Автоматическое составление карт раскроя для судокорпусных деталей.— Тр. семинара «Управляющие машины и системы». Киев, «Наукова думка», 1966. (Описание алгоритма.)
232. Ю. И. О п р и с ь к о. О применении ЭВМ в судостроении,— Технол.
. судостр., 1965, № 2. (Краткая информация об опыте внедрения.)
233. В. А. Д у ч и к. Устройство съема координат для формирования карт раскроя.— План работ Науч, совета по кибернетике (октябрь). Киев, 1967, 15.
Упрощенными алгоритмами укладки фигурных заготовок в лист с помощью ЭВМ в сходных условиях занимаются на многих судостроительных предприятиях (Николаевском судостроительном заводе и др.) и предприятиях тяжелого машиностроения. См., например:
234. Ф. В. Б а б а е в. Рациональный раскрой листа на детали сложных гео' метрических конфигураций в условиях индивидуального мелкосерийного производства.— Сварочное произв., 1967, № 1.
235. Ф. В. Б а б а е в. Рациональный раскрой листа на детали сложных геометрических конфигураций.— Сварочное произв., 1968, № 8.
236. Ф. В. Б а б а е в. Централизованный раскрой в условиях единичного и мелкосерийного производства с использованием ЭВМ для расчетов.— Тр. ВПТИтяжмаш, 1968, ч. II.
В Харькове В. Л. Рвачев [237] и его сотрудники разрабатывают следующий подход к задачам раскроя. Рассматриваются только фигуры (быть может, неодносвязные), ограниченные контуром из конечного числа отрезков и дуг окружностей. С использованием специально введенного типа ^-функций принадлежность точки к фигуре удается характеризовать одним неравенством. Специальный выбор /^-функций позволяет сохранять дифференцируемость, что полезно при использовании градиентных методов. С фигурой, кроме ее контура, связывается лежащий в ней набор вспомогательных окружностей, которые разбивают фигуру на не слишком большие части, и набор окружностей, тесно вложенных в «углы» фигуры. Проверка неналегания двух фигур заменяется проверкой непересечения участков контура и вспомогательных окружностей одной фигуры с участками контура другой фигуры. Поиск оптимальных укладок ведется методом составления большого числа случайных неналегающих положений, каждое из которых затем переводится градиентным методом в локально-минимальное положение. В некоторых типах задач на этом пути находится абсолютный минимум.
Вышедшие публикации этой группы авторов содержат только описание алгоритмов и примеры результатов счета на ЭВМ. Программы и объем счета не приводятся:
237. В. Л. Рвачев. Об аналитическом описании некоторых геометрических объектов.— Докл. АН СССР, 1963, 153, 4.
238. В. Л. Р в а ч ев. Про аналггичний опис деяких геометричних объек-т!в.— 36. праць IKAH УССР, 1963, 1.
246
239. В. Л. Р в а ч ев, Е. Л, Ю ще н к о. О классе функций, удобных для аналитического описания геометрических образов,— В сб. «Кибернетика и техника вычислений». Киев, «Наукова думка», 1964.
240. В. Л. Р в а ч е в, Ю. Г. С т о я н. К вопросу об оптимальном раскрое материалов.— В сб. «Вопросы теоретич. кибернетики». Киев, 1965. (Признаки непересечения фигур, преимущественно многоугольных.)
241. И. В. Гонча рюк, В. Л. Р в а ч е в. Уравнение чертежа в нормальной форме.— В сб. «Вопросы теор. кибернетики». Киев, 1965.
242. В. Л. Р в а ч е в, Ю. Г. С т о я н. Алгоритм решения задачи оптимального раскроя с круговыми выкройками при наличии ограничений на расстояния между парами выкроек.— Кибернетика, 1965, № 3.
243. В. Л. Р в а ч е в, Ю. Г. С т о я н. К задаче об оптимальном размещении круговых выкроек,— Кибернетика, 1965, № 4.
244. В. Л. Р в а ч е в, Ю. Г. С т о я н. К задаче распознавания непересечения геометрических фигур специального вида.— Кибернетика, 1965, № 6.
244*. В. Л. Р в а ч е в, Ю. Г. С т о я н. Задачи оптимального раскроя с выкройками сложной формы.— Тез. докл. второго симпоз. по экстрем, задачам. Рига, 1965.
245. Ю. Г. С т о я н. Алгоритм развъязування деяких задач оптимального розкрою.— Зб1рник допов!дей друго‘1 науковоТ конф, молод, матем. Укра!‘ни. Кшв, 1965.
246. В. Л. Рвач ев. Про алгоритм!чну повноту засоб!в аналпично! геометр ii.-Докл. АН УССР, 1966, № 1.
247. Ю. Г. С т о я н. Методы /^-функций в задачах оптимального раскроя. Канд. дисс. Ин-т кибернетики. Киев, 1966.
248. В. Л. Р в а ч е в, Ю. Г. С т о я н. Алгоритм построения неравенств, которым удовлетворяют параметры размещения непересекающихся тел.— Кибернетика, 1966, № 5.
249. А. Г. Г л у ш к о, Ю. Г. С т о я н. Про обмеження на параметри роз-ташування викройок в задачах оптимального розкрою.— Матер. 2-й конф, молодых матем. Укра‘1ни. Ки!в, 1966.
250. В. Л. Р в а ч е в, Ю. Г. С т о я н, А. Г. Г л у ш к о. К вопросу о поиске абсолютного экстремума в одной задаче оптимального раскроя.— В сб. «Алгоритмические языки и автоматизация программирования», вып. 2. Киев, 1966.
251. В. Л. Р в а ч е в. Геометрические приложения алгебры логики. Киев, «Техника», 1967.
252. А. Г. Г л у ш к о, В. Л. Р в а ч е в. Об одной задаче оптимального раскроя.— Кибернетика, 1967, № 1.
253. А. Г. Г л у ш к о, Ю. Г. С т о я н. Про один cnoci6 найбмып щ!льного заповнення полоси викр!йкамы складно! геометрично! форми.— Матер. 3-й конф, молодых матем. Укра1’ни. Кшв, 1967.
254. А. Г. Г л у ш к о, Г. И. С к р и п к а, Ю. Г. С т о я н. О размещении выкройки произвольной геометрической формы в параллелограмме наименьшей площади.— Всесоюз. межвуз. симпозиум по прикладной матем. и кибернетике. Тезисы докл. Горький, 1967.
255. А. Г. Г л у ш к о. Некоторые задачи оптимального раскроя в случае выкроек сложной формы и их автоматическое решение. (Канд. дисс.). Харьков, Ин-т радиоэлектроники, 1967.
255*. Ю. Г. Стоян, В. М. Черепахин. Об одном способе рационального размещения кругов в полосе.— Тез. докл. на Всесоюз. межвуз. симпоз. по прикл. матем. и киберн. Горький, 1967.
256. А. Г. Г л у ш к о, В. Л. Р в а ч е в. Об оптимальном выборе полос при раскрое деталями сложной геометрической формы однорядной штампов
247
ки.— В сб. «Кибернетика графики и прикладная геометрия поверхностей». М., МАИ, 1968.
257. В. А. С к а т е р н о й, В. И. Б о к и й, А. Г. Г л у ш к о, В. Н. Ш и ш-кин. Расчет технологических параметров раскроя обувных материалов.— Реферат, информ, о науч.-исслед. работах в вузах Украины (легкая пром).. Киев, 1968, № 2.
258. А. Г. Г л у ш к о, В. М. Ч е р е п а х и н, Ю. Г. С т о я н. Алгоритм рационального размещения фигур специального вида на материале,— Вычисл. техн, в машиностр. Минск, сентябрь 1968.
259. А. Г. Г л у ш к о, В. Л. Р в а ч е в, Ю. Г. С т о я н. О наиболее плотном заполнении полосы фигурами сложной геометрической формы, ч. I — Кибернетика, 1968, № 4: II — Кибернетика, 1969, №3.
259*1. Ю. Г, Ст о я н, В, М. Черепахин. Приближенные условия взаимного непересечения плоских геометрических фигур.— Тез. докл. Всесоюз. конф, по пробл. теор. киберн. Новосибирск, 1969.
259*2. Ю. Г. С т о я н, В. М. Черепахин. Алгоритм рационального размещения геометрических объектов.— Тез. докл. Всесоюз. конф, по пробл. теор. киберн. Новосибирск, 1969.
259*3. Ю. Г. С т о я н, А. Г. Глушко, Н. А. Б о н д а р е н к о, Т. Я< Паршин, В. В. Осьмачко. Разработка аналитического метода раскроя листовой стали деталями судового корпуса.— Отчеты филиала ин-та. мех. АН УССР. Харьков, 1969.
259*4. Ю. Г. Стоя н, В. А. С к л е п у с, В. М. Ч е р е п а х и н, Ю. В. Ш а-гаев, Л. А. Беленькая.К вопросу о рациональном распределении ресурсов при технологической подготовке производства новой серии электродвигателей.— Информ, листок ЦБТИ. Харьков, 1969.
259*5. В. I. Б о к i й, В.М. Шишкин, В. А. Скатер н ой, Ю. Г.Сто-ян. Застосування ЕЦОМ для розрахунку деяких параметр!в розкрою взуттэвих матер!ал!в.— Легка пром., Кшв, 1969, № 6.
259*6. Ю. Г. С т о я н, В. И. Б о к и й, Л. А. Г у ж в а. Алгоритм наилучшего решетчатого заполнения плоскости и прямоугольной области конгруэнтными фигурами.— В сб. «Вычисл. техн, в машиностр.» Минск, 1969.
259*7. Ю. Г. С т о я н, В. И. Б о к и й, Л. А. Г у ж в а. Программа к задаче , наиболее плотного размещения конгруэнтных фигур методом решеток на плоскости и в прямоугольнике.— Республ. фонд алгоритмов при ИК АН УССР. Киев, 1969.
259*8. Ю. Г. С т о я н, В. М. Ч е р е п а х и н, В. А. С к а т е р н о й, В. М. Б о к и й. Применение ЭЦВМ для расчета оптимального расположения деталей на материале.— Реф. инф. о законч. науч.-иссл. работах в вузах УССР (легк. пром.). Киев, 1969, вып. 3.
259*9. В. И. Б о к и й, В. А. С к а т е р н о й, Ю. Г. Ст оя н, В. Н. Шишкин. Расчет оптимального использования'листов картона.— Реф. инф. о законч. науч.-иссл. работах в вузах УССР (легк. пром.). Киев, 1969, вып. 3.
259*10. Ю. Г. Стоя и. Об оптимальном размещении геометрических объектов. (Докт. дисс.). Московский технол. ин-т пищ. пром., 1970.
259*11. В, М. Черепахин. Некоторые задачи оптимального размещения геометрических объектов на материале, (канд. дисс.). Харьков, 1970.
К работам этой группы примыкают работы, начатые в Днепропетровске.
260. О. В. 3 е н к и н. Новые классы формул, удобные для аналитического описания геометрических фигур.— В сб. «Исследования по современным проблемам суммирования и проблемам, функций и их приложениям». Днепропетровск, 1967.
248
261. О. В. Зенкин. Об аналитическом описании оболочек сложной геометрической формы.— Республ. межвед. совещ. «Гидроаэромеханика и теория упругости», вып. 8. Харьков, 1968.
262. О. В. 3 е н к и н. Нов! каси формул, зручних для аналпичного опису геометричних фигур.-— 4-я наукова конф, молод, матем. У краши.— Кшв, 1968.
263. О. В. Зенкин, А. К. Приварников. Решение некоторых задач оптимального расположения на плоскости.—Матер. 4-й Всесоюз. конф, по геометрии. Тбилиси, 1969.
264. Е. П. Г е р а с и м е н к о. О наиболее плотном заполнении полосы фигурами произвольной формы.— План работ. Науч, совета по кибернетике (март). Киев. 1969, 22.
264*. О. В. 3 е н к и н. Новые формулы, удобные для аналитического описания геометрических фигур.— Укр. матем. ж., 1970, 22, 3.
В Горьком в Проектно-технологическом и научно-исследовательском институте (ПТНИИ), а затем в Научно-исследовательском институте прикладной математики и кибернетики при Горьковском* университете велись работы, основанные на своих приемах. Эти работы доведены до практических программ на ЭВМ «БЭСМ-ЗМ».
265. Л. Б. Белякова. О некоторых вопросах кодирования информации чертежных деталей.—Тр. Проектно-технол. науч.-исслед. ин-та. Горький, 1963, № 2.
266. Л. Б. Белякова, О. М. Орехова, О. В.Дмириевская. Алгоритм рационального раскроя полос на фигурные заготовки.— Тр. Проектно-технол. науч.-исслед. ин-та. Горький, 1964, вып. 1.
267. Л. Б. Б е л я к о в а. Об оптимальном раскрое листового металла.— В кн. «Автоматизация технологического проектирования при помощи ЭВМ». М., «Машиностроение», 1966.
268. Е. А. Стародетко, Р. М. Сидорук. Решение некоторых задач автоматизации кодирования и черчения.— Тр. Проектно-технол. ин-та. Горький, 1967, вып. 4.
269. Л. Б. Б е л я к о в а, В. Н. Г о р.б у н о в. Определение прямоугольника наименьшей площади,. описанного около заданной фигуры.— Всесоюз. межвуз. симпозиум по прикладной матем. и кибернетике. Тезисы -докл. Горький, 1967.
270. Л. Б.Белякова. Алгоритм наиплотнейшего расположения конгруэнтных фигур в полосе.— Всесоюз. межвуз. симпозиум по прикладной матем. и кибернетике. Тезисы докл. Горький, 1967.
271. Л. Б. Б е л я к о в а. Оптимальный раскрой на заготовки произвольной \ формы при одно- и двухрядной штамповке.— Тез. докл. 2-й Украинск.
научн.-техн, конф. «Механизация и автоматизация инж. и управленческого труда в пром.», секция «Автоматизация технол. подг. произв.». Киев, 1967.
272. Ю. А. П е р в и н, Л. Б. Б е л я к о в а. Об одной реализации алгоритма определения пересечения некоторых плоских контуров.— Алгоритмизация произв. процессов. Киев, 1968, вып. 1.
273. Л. Б. Б е л я к о в а, А. М. Г и л ь м а н, Ю. А. П е р в и н. Использование ЭВМ для проектирования раскроя заготовок сложной конфигурации.—Вести. машиностр., 1969, № 1.
273*. Д. И. Б атищев, Л. Б. Б ел я ков а, И. Е. Гу р ы л ев а. Поиск глобального решения в задачах раскроя.— Тр. сем. «Теория оптим. решений». Киев, 1969.
249
См. также [229*2, 229*3].
В Минске в Институте технической кибернетики АН ВССР также разрабатываются приемы кодирования формы заготовок и решение некоторых близких к раскрою задач.
274. А. Г. Гр ив а ч ев ск и й, А. Г. Горелик, Д. М. 3 оз ул ев и ч.
Система кодирования контура плоской детали применительно к задачам геометрического анализа.— Вычисл. техн, в машиностр. Минск, 1965, № 1.
275. А. Г. Г о р е л и к, Л. Н. Л а м б и н. Система кодирования геометрической информации о контурах плоских деталей.— Вычисл. техн, в машиностр. Минск, 1965, № 1.
276. А. Г. Г о р е л и к, Л. Н. Л а м б и н. Кодирование геометрической информации о машиностроительных деталях, получаемых методом холодной листовой штамповки.— Вычисл. техн, в машиностр. Минск, 1965. № 1.
277. Д. М. 3 о з у л е в и ч. Отыскание окружности минимальной площади, описанной около цикла.— Вычисл. техн, в машиностр. Минск, октябрь, 1966.
277*. А. Е. Клевенский. Об одном алгоритме замены плоской контурной линии,, заданной координатами точек, эквивалентным контуром из дуг окружностей и прямых.— Вычисл. техн, в машиностр. Минск, январь, 1966.
278. Г. К. Горанский, Д. М. Зозулевич, Д. Р. Шерлинг. Алгебро-логический метод решения геометрических задач при автоматизации проектирования с помощью ЭЦВМ.— Вычисл. техн, в машиностр. Минск, апрель 1967.
279. Д. М. Зозулевич. К задаче рационального раскроя,— Вычисл. техн, в машиностр. Минск, октябрь 1967.
280. А. Г. Г о р е л и к, В. Н. Ч е р к а с о в, Р. J4. К р е т. Алгоритмы решения задач дискретной геометрии. Минск, 1969.
280*. А. Г. Горелик. Построение простейших фигур наименьшей площади вокруг конечного множества точек.— Вычислит, техн, в машиностр. Минск, июнь, 1969.
17°. Об отдельных задачах. Информация об опыте отдельных заводов, иллюстрируемая примерами карт раскроя (предложенных рационализаторами), приводится во многих брошюрах и статьях. См. § 2 [64—67, 70, 71, 75—78]. Обобщающие рекомендации по эвристическому поиску рациональных укладок довольно полно собраны в статье [281]. Прибор для поиска укладок на моделях с автоматическим фотовоспроизводством на чертеже см. [282].
281. Ю. Л. М о й ж е с. Геометрические основы рационального раскроя полосового и листового металла. М.— Л., «Машиностроение», 1966.
282. Прибор для оптимального раскроя листового материала.— Экспресс-информация. Контрольно-измерительная техника, 1957, № 24.
283. Я. И. Заботин. Некоторые постановки задачи рационального раскроя промышленных материалов.— Уч. зап. Казанского гос. ун-та, 1965, 125, 6.
В [283] только отмечается теоретическая сложность задачи в полном объеме.
250
Поиску совместных укладок в индивидуальном производстве посвящены работы [230—236, 281].
Задача заключения одной фигурной заготовки в прямоугольник наименьшей площади рассматривается в работах [219,229*3, 245,248, 255, 269, 270, 280, 281, 282*]; для нескольких заготовок — в [219, 252, 275]; заключение одной заготовки в параллелограмм минимальной площади — в [252, 254].
О задачах штамповки круглых заготовок, об опыте легкой промышленности ниже говорится отдельно.
Интересная задача очередности размещения в полосе разных заготовок, приводящая к «задаче о коммивояжере», рассмотрена в работе [284].
284. А. Г. Т е р е х о в, Б. И. Т и х о м и р о в. Задача оптимального раскроя полосы на заготовки произвольной конфигурации.— Проблемы внедр. эконом.-матем. методов и вычисл. техн, в планирование нар. хоз. Матер, конф, молодых ученых и специалистов, секция «Матем. методы и автоматизация программирования». М., 1967 (см. также [48]). 18°. Штамповка. Вопросу экономии материала при штамповке уделено внимание во всех книгах по этому предмету: 285. В. П. Романовский. Справочник по холодной штамповке. Л., Машгиз, 1959 (библиография 382 назв.).
286. А. Н. М а л о в. Технология холодной штамповки. М., Оборонгиз, 1963. 287. Г. Д. Скворцов. Основы конструирования штампов для холодной листовой штамповки. М., «Машиностроение», 1964.
Специально вопрос об изменении конструкции изделия с целью уменьшения отходов или перехода на безотходную штамповку обсуждается кроме общих руководств и работ [223—229] в следующих публикациях:
288. П. Н. А р к у ш а. Метод определения оптимального контура деталей, вырубаемых из листового металла.— Вести, машиностр., 1951, № 4.
289. Ю. М. С о б о л е в. Безотходное холодное штампование и метод конструирования деталей безотходных и малоотходных конструкций. Пермь, 1951.
290. В. А. В о л о с а т о в. Безотходная и малоотходная штамповка. М., Машгиз, 1961.
Выгоднейший поворот детали при однорядной (а иногда и двухрядной) штамповке кроме общих руководств рассмотрен в [281]. В [219] дан геометрический признак лучших положений, в [291] предложено моделирование поиска лучшего поворота. Для эллипсов их поворот в бесконечной полосе не влияет на расход материала (это ясно из аффинной геометрии, см. также [281]), но уже учет перемычек меняет дело [292].
291. М. Г. Межибовский, Б. Я.Фельдман. Оптимальный раскрой металла при однорядной штамповке.— Технол. машиностр. ЦИНТИАМ, 1964, Ks 1.
292. Г. Е. Э д е л ь г а у з. Расчет раскроя эллипсных деталей.— Автомоб. и тракторная пром., 1955, № 1.
251
Число кругов Схема взаимного расположения центров* *п Число кругов Схема взаимного расположение центров
1pL~.1 4114 4 ’ 16 ^zpi|z|z^zj 3
4 6^3+11 ~ J ЛАГГ
13 -V34™ 21 ^15+55 -^-^,2861
6
в КД2 '^.,,4444 22 7К7К7\7Ч7\] TvxAtOv -7^44,4^ 68 '
7 в
в 2 24 66/39+139 167' ’
9
10 ^0^3 2J”^2,36S5 26 /715+9 ю
11 0
12 ЗО^+43 — -2,6096 61 28 S-^«V,44 О /
15 гХ“—К—X А~1
fQOOO; 32 ЙФФтхИ <4 4 4
14 2/79+9 i0 ^2,6776
15 JyZAZS— I/ / / / /i 4-7^+1^44S
15
17 I
Соединение центров линией означает соприкосновение кругов & *• S.
Рис. 3.
Задаче о выборе лучшего поворота детали (для однородной штамповки) с использованием ЭВМ посвящены работы [229*8,253, 255,256,259, 264, 266, 267,271—273]. Последние из них доведены до действующих программ. Время решения одной задачи менее 3 мин. Для двухрядной штамповки [273] задача решается с упрощающими предположениями (дискретный шаг 5°по углу поворота). Алгоритм работы [273] интересен использованием приближенного вида контура заготовки с постепенным уточнением именно в зоне прилеганий в экстремальных положениях. Этот алгоритм оказался эффективным.
В ряде производств при раскрое листов остаются краевые полосы с неточно параллельными краями и с колебаниями по ширине. Здесь к экономии ведут специальные полуоткрытые штампы, штампы с переставными упорами или с одновременной отрезкой кромки, на которых можно использовать подобный материал [286].
19°. Круглые заготовки. Известно, что плотнейшее заполнение плоскости равными кругами дает их сотовое расположение (см., например, [218]). Для- неравных кругов точных результатов мало. Есть отдельные оценки плотности заполнения некоторых областей ([218], гл. III).
Вопрос о размещении равных кругов в прямоугольнике обсуждался в этой книге (гл. III, § 4). При большом числе кругов в листе плотнейшие укладки близки к сотовому расположению. Для часто встречающихся листов размерами а X 2а была бы полезной таблица максимальных диаметров Dn — кругов, умещающихся в таком листе п = 2, 3, 4, ..., 40 раз. Приводим ориентировочно набросанную К. Бёрёцким (Венгрия) таблицу (рис. 3) расположений центров кругов и значений коэффициентов kn. _/—\ /—
Ограничения, связанные с раскроем —\ /—
листа на полосы для однорядной, штамповки кругов, рассмотрены в этой кни- рмС 4
ге. Возможность использовать фигурные ножницы для отрезки полос вида рис. 4 отмечена в [285, стр. 382]. См. также [293]. f
293. Н. S u m s i о и. Improvements relating to shear presses. (Патент, см.
РЖТМ, 1967, № 5, В256.)
Примеры совместного раскроя прямоугольных и круглых заготовок приведены в [129, 136].
Раскрой листов на круги нескольких размеров с предварительным выбором укладок нескольких типов (в том числе совмещенных) и согласованием на ЭВМ комплектности средствами линейного программирования рассмотрен в [295, 296].
253
294. S. T. Z a h n. Black box maximization of circular coverage.—J. of Res.
of the Nat. Bureau Stand., 1962, В 66, 4. (Задача о покрытиях кругами.) 295. Б. И. Тихомиров, И. Г. Петр у н я, И. Н. Зезина,
Ф. И. Гребле в, К. И. Михайловская, Н. П. Полянская. Оптимальные раскройные планы на производственную программу 1965 г. Луганского эмалировочного завода им. Артема. НИИ организ. упр. и нормативов. М., 1965.
296. Т. Lamp, J.Stahl. Uber den optimalen Zuschnitt von Plattenmate-rialen.— Unternahmensforschung, 1965, 9, 3.
297. В. В. Шкур ба, Ю. И. Саенко. О решении задачи оптимального раскроя.— Вести, машиностр., 1965, № 9.
297*. Н. Gut. Die Berechnung des Nutzungsgrades beim Stanzen von Ronden.—Blech, 1970, 17, 3.
Заключение на ЭВМ группы разных кругов в прямоугольник минимальной площади рассмотрено в [242, 243]. Те же приемы оптимизации использовались ранее [294] для других целей.
Интересный подход к поиску на ЭВМ плотных укладок разных кругов в лист фиксированного размера предложен в [297]: лист рассматривается как поперечное сечение узкого высокого ящика, в который случайно бросаются тяжелые цилиндры. Укладки находятся численным моделированием этого процесса.
Упомянем еще задачу определения сечения жгута проводов (задача умещения набора разных кругов в минимальном круге).
298. И. С. Хеврунин. Определение минимальной площади поперечного
1 сечения пучка кабелей.— Судостроение, 1957, № 7.
298*. U. Р i г 1 Der Mindestabstand von п in der Einheitskreischeibe ge-legenen Punkten.— Mat. Nachr., 1969, 40, 1—3.
20°. Опыт легкой промышленности *. В швейном производстве совместный раскрой комплекта заготовок на одно изделие есть задача укладки фигурных лекал в прямоугольник минимальной длины при фиксированной ширине. В массовом производстве допускается совмещение заготовок из разных комплектов. Это уже задача линейного программирования. Укладки должны отыскиваться на минимум отношения длины отреза к сумме индексов заготовок. В практике пока сильно ограничивают себя. Комплекты не разделяют, но объединяют пары комплектов разных размеров.
Здесь накоплен вековой опыт. В совершенствовании рекомендуемых укладок участвуют совместно модельеры и технологи. Отошлем читателя к литературе по швейному производству, например:
299. Г. И. Волконский. Рациональная раскладка лекал,— Легкая пром., 1955, № 7.
300. С. А. Гумилевская. Новое в области создания рациональных раскладок лекал. М., Гизлегпром, 1956.
* О раскрое ткани по длине см. § 2, п. 12®.
254
301. Л. В. Д о л г о п о л ь с к а я. Из опыта работы ра кройных цехов за рубежом.— Бюлл. науч.-техн, информ., ВНИИШП, 1957, № 2.
302. Выполнение рациональных раскладок лекал швейных изделий. ЦНИИ легкой пром. М., 1960. (Большой альбом типовых раскладок.)
303. С.А. Гумилевская. Организация и проектирование раскройного производства на швейных фабриках. Киев, 1961.
304. Т. М. Краснянская, Н. И. Чикова. Резервы экономии ткани в швейном производстве. Лениздат, 1961.
305. С. Л. Б е н ь к о в и ч. Применение экономико-математических методов на предприятиях трикотажной промышленности. Минлегпром КазССР, Центр, лабор. эконом, и организ. произв. Алма-Ата, 1966.
306. Е. М а з у р, С. 3 а б а р а, А. К и т н е р, Г. И щ у к. ЭВМ для раскроя тканей и других материалов. (Изобретение, см. «Правда», 1 марта 1970 г.)
В работе [305] комплектовка плана из эвристических раскроев ведется линейным программированием. Совмещения богаче традиционных.
С задачами раскроя, возникающими в обувном производстве, можно познакомиться по книгам:
307. Ю. П. 3 ы б и н. Технология обуви, ч. II. М., Гизлегпром, 1955.
308. А. И. Волобуева. Современные системы раскроя кожевенных материалов для верха обуви. М., Ростехиздат, 1962.
309. Г. А. Мореходов. Опыт работы закройщиков обувных фабрик. М., 1962.
310. М. Л. Шусторович, П. С. Зайцева. Нормирование расхода основных обувных материалов. М., Гизлегпищепром, 1963.
311. Б. Л. В у л г а к о в. Методика расчета потребности в кожевенных материалах и калькулирования себестоимости деталей по затратам материалов. М., 1965.
312. Б. Л. Е л е н, Р. М. В о л ь в и ч, Ф. В. П р й та л ю к. Рациональное использование обувных тканей. М., 1965.
Как и в швейном производстве, здесь прежде всего используется накопленный опыт. Неправильности формы кож, анизо-ропность кож и искусственных материалов, неоднородность толщины кож, возможность варьирования форм заготовок создают много специфических приемов, организационных проблем, точных задач. Им посвящена обильная литература:
313. М. Л. Шусторович. Расчетный метод исчисления затрат материалов при проектировании моделей верха.— Науч.-исслед. р. ЦНИИКП. М., 1947, вып. 14.
314. С. П. М и х а й л о в. Рациональный раскрой подошвенных и стелечных кож.— Легкая пром., 1948, № 7.
315. М. Л. Ш у с т о р о в и ч. Методика расчетного нормирования использования и расхода кожевенных материалов для верха и низа обуви. М., 1949.
316. М. Л. Ш у с т о р и в и ч. Методика расчетного нормирования использования и расхода обувных тканей. М., Гизлегпром, 1950.
317. М. Л. Ш у с т о р о в и ч. Методика расчетного исчисления результатов полезного использования площади сортовых кожматериалов для верха обуви.— Науч.-исслед. тр. ЦНИИКП. М., 1950, вып. 16.
318. В. И. П и м е н о в. Расчетный метод комплектования производственного задания на раскрой верхних кож.— Науч.-исслед. тр. ЦНИКП. М.» 1953, вып. 20.
255
319. Г. А. М о р е х о д о в. Факторы, влияющие на величину чистой площади деталей верха обуви.— Науч.-исслед. тр. ЦНИКП. М., 1954, вып. 23.
320. Н. Н.Щеголе в. Вольный раскрой юфтевых кож.— Легкая пром., 1955, № 8.
321. Типовые схемы рационального раскроя кожматериалов и кожзаменителей на детали обуви. М., Гизлегпром, 1956.
322. Л. Д. К р а в ч е н к о, А. Д. М о р о з. Новая система раскроя кожи на ранты.— Науч.-исслед. тр. УкрНИИКП. Киев, 1956, вып. 8.
323. A fraction of one quarter.— American Shoemaking, 1956, 239, 4.
324. Anregungen bein Modellieren.— Schuh-Technik, 1956, № 8.
325. G. A r a d i, J. V a m о s. A1 vagastarsitas kerdeseinek vizsgalata a felsoborszabAszatban.— Bor es cipotechnika, 1956, № 5.
326. E. W a g n e r. Mein Vorshlag zur Futterledereinsparung.— Deutsche Schuh- und Lederzeitschrift, 1956, № 2.
327. А. С. P о в e н с к и й, В. П. С у п p у н. Передовой опыт работы на операциях раскроя верхних и нижних кож.— Науч.-исслед. тр. ЦНИКП. М., 1957, вып. 27.
328. Г. А. Мореходов. К методике расчетного нормирования использования многослойных настилов обувных тканей.— Науч.-исслед. тр. ЦНИКП. М., 1957, вып. 27.
329. М. Л. Ш у с т о р о в и ч. Пути снижения расхода основных материалов в обувной промышленности. М., Гизлегпром, 1957.
330. Г. П. И с п и р я н. Графо-аналитический метод выявления оптимальных ширин тканей для нужд обувного производства.— Науч.-исслед. тр. УкрНИИКП. Киев, 1958, вып. 10.
331. Г. П. И с п и р я н, Р. М. В о л ь в и ч. О методах подбора рациональной модельной шкалы и схемы раскладки при раскрое тканей неоптимальных ширин (на примере вкладных стелек). Науч.-исслед. тр. УкрНИИКП. Киев, 1958, вып. 10.
332. А. А. Н о 1 m е s, Cutting plans for fabrics.— J. of the British Boot and Schoe Institution (BBSJ), 1958, № 1. (Воспроизведено в «Schuh-Technik», 1958, № 7.)
333. В. А. Абрамов. Механический способ раскроя деталей верха для обуви типа «цельной лодочки».— Обувная пром. Обмен произв.-техн, опытом, сб. 47. М., 1959.
334. В. В е р б е р, Б. К и п н и с. Опыт организации раскроя кожевенных материалов для верха обуви на Львовской фабрике № 3. Львов, 1959.
335. А. И. Волобуева. Разработка системы раскроя мужских модельных полуботинок.— Обувная пром. Обмен произв.-техн, опытом., сб. 47. М., 1959.
336. А. И. Волобуева, К. Д. Д у х о в с к а я. Раскрой хромовых кож Из опыта обувной фабрики «Парижская коммуна». М., 1959.
337. Б. Л. Е л е н, Р. М. В о л ь в и ч. Выбор рациональной системы раскладки при комплектном раскрое тканей на детали верха обуви.— Науч.-исслед. тр. УкрНИИКП. Киев, 1959, вып. 11.
338. С. В. Кречетович. Вырубка деталей низа обуви. Обмен передовым опытом. Л., 1959. Ь
339. Раскрой материалов для низа обуви,— Экспресс-информация, серия кожев.-обувная пром. М., 1959, вып. 9.
340. М. Л. Шусторович. Технология раскроя и методы нормирования расхода основных обувных материалов.— Науч.-исслед. тр. ЦНИКП. М., 1959, вып. 30.
341. Б. Л. Е л е н, Р. М. В о л ь в и ч. К методике расчетного нормирования расхода обувных тканей,— Науч.- исслед. тр. УкрНИИКП. Киев, 1960, вып. 12.
256
342. Н. М. Ханин. Передовые методы раскроя и приемы работы на операции’ «раскрой верхних кож». НТО Легпрома, фабрика «Скороход». Л., 1960.
343. А. А. А ф а н а с ь е в. Основные направления автоматизации раскроя* обувных материалов.— Изв. вузов, серия технол. легкой пром., 1961, № 2.
344. А. А. А ф а н а с ь е в. Раскрой материалов на детали обуви.— В сб. «Новое в технологии обуви». М., Ростехиздат, 1962.
345. С. И. Кульчицкий, А. А. Афанасьев. Классификация отходов и некоторые вопросы использования обувных материалов.— Изв. вузов., серия технол. легкой пром., 1962, I, № 4; II, № 5.
346. С. И. Каннельсон, Н. Н. Кожевников. Новое в раскрое кожи на ранты.— Кожев.-обувн. пром., 1963, № 2.
347. Riefenbach. Organisation und Fertigung von Decksohlen.—Schuh-Technik, 1963, I, № 4; II, № 5.
348. B.A. Ждан-Пушкин. О программировании раскроя кож.— Изв. вузов, серия технол. легкой пром., 1964, № 1.
349. Б. Ф. 3 а л и па ев. Раскрой текстовинта.— Производство кожи и> обуви. ЦИНТИЛегпром., сб. 10. М., 1964.
350. A. S k е е 1 е s. The pattern in relation to combined lasting methods (men’s).— J. of the British Boot and Shoe Institution, 1964, 12, 2.
351. New aspects of schoemaking.— J. of the British Boot and Shoe Institution, 1964, 12, 2.
352. Б.Андронов. Пути увеличения процентного использования твердых и мягких кож в обувной промышленности.— Кожи и обувки, 1965, № 6.
353. Б. Л. Е л е н, Г. Н. К у п р и я н о в а. Целостное использование юфтевых кож при выкраивании голенищ для сапог.— Науч.- исслед. тр. УкрНИИКП. Киев, 1965, № 15.
354. С. И. Кульчицкий. Исследование в области раскроя листовых и* рулонных материалов. (Канд. дисс.). Л., 1'965.
355. М. П. К у п р и я н о в, О. В. Ф а р н и е в а, В. С. Ч у б а р е в а. Производство клеевой обуви с верхом из искусственной кожи на прошитой основе. Информ. ЦИНТИ легкой пром., серия X, 1965, № 9 (21).
356. Г. А. М о р е х о д о в. Опыт работы штамповщиков обувных фабрик. Информ. ЦИНТИЛегром, серия X, 1965, № 14 (26).
357. Die Wirtschaf11 ichkeit der neuen Oberstoffmaterialien in der Zuschneiderei bzw. Oberlederstanzerei.— Schuh-Technik, 1965, № 2.
358. Heinweise zur Ermittlung des wirtschaftlichsten Zuschnitts.—Schuh-Technik, 1965, № 8.
359. P. Griiny. Ein stanzproblem auf einfache Art geldst.— Schuh-Technik, 1965, № 8.
360. А. В. Комнова. Раскройные свойства лаковых кож.— Науч.-исслед. тр. ЦНИКП. М., 1966, вып. 35.
361. Е. И. Левигурович, А. Я.Палицкий, А. А. Подлесов. Изготовление обуви по индивидуальным заказам. М., 1966.
362. С. Кречетович. Технология разруба кожи.— Техн. страница* газ. «Скороходовский рабочий», 21 апреля 1967 г.
363. А. В г u s k i. Stopien wykorzystania powierzchni jako miernik zuzycia skor mi^kkich w przemysle obuwniczym.— Przegl. skorzany, 1967, 22, 9.
364. W. Schreier. Topografie und Zuschnitt bei Schuhoberleder. Leder, Schuhe, Lederwaren, Leipzig, 1967, I, № 7; II, № 8.
365. Рациональное использование обувных материалов. (По материалам Всесоюз. межфабричной школы закройщиков. Сборник статей. Витебск, 1967.) ЦНИИТЭИ. Информация, серия X. М., 1968, № 5 (46).
366. Г. А. Мореходов. Внутренние резервы — на увеличение выпуска* обуви.— Кожев.-обувн. пром., 1968, Яз 4.
1Д9 Л. В. Канторович, В. А. Залгаллер
257
Вопросы сознательного изменения формы кож или заготовок для экономии при раскрое затрагиваются в работах:
367. М. В. Лев. Из опыта экономии обувных материалов.— Легкая пром. 1955, № 6.
368. Б. Я. К а з а н о в и ч, М. А. К а р н а у х о в, В. Г. П а к. Способ вырубки деталей для верха и низа обуви.— Бюлл. изобретений, 1957, № 11.
369. G. Weissmantel. Schaftteilungen.— Deutsche Schuh- und Leder-zeitschrift, 1962, № 9.
370. M. С. Люксембург. Целесообразно ли снимать шкуры методом бокового реза?— Кожев.-обувн. пром., 1963, № 6.
371. В. Я. Кремлякова, А. А. Кр у ковский. Новый метод раскроя деталей верха обуви.— Кожев.-обувн. пром., 1963, №10.
372. Designing pattern cutting and diking.— J. of the British Boot and Shoe Institution, 1965, 12, 14.
Использование методов линейного программирования и машинного счета затрагивается в статьях:
373. Г. П. И с п и р я н. Применение математического (линейного) программирования для определения потребности в жестких кожах.— Изв. вузов, серия технол. легкой пром., 1962, I, № 2; II, № 3; 1964, III, № 6; 1966, IV, № 6.
374. Г. П. И с п и р я н. Методика построения компактной модели экономической задачи линейного программирования с заменяемыми продуктами.— Матер, науч. сем. по теор. и прикл. вопросам кибернетики, вып. 6. Киев, Изд-во АН УССР, 1963.
375. Г. П. И с п и р я н. К оптимальному раскрою материалов.—Изв. вузов, серия технол. легкой пром., 1963, I, № 3; II, № 4.
376. К. В. С а с н а у с к а с, Ю. П. 3 ы б и н. О применении линейного программирования для планирования раскроя обувных материалов.— Науч, тр. МТИЛП, 1963, I вып. 28; 1964; II, вып. 30.
377. Г. П. Испирян. Проблема оптимального использования важнейших видов сырья и обувных материалов в кожевенно-обувной промышленности. (Докт. дисс.). М., 1965.
378. Г. П. Испирян. Определение оптимальных размеров тканей по ширине.— Изв. вузов, серия технол. легкой пром., 1965, вып. 3.
379. К. В. С а с н а у с к а с, Ю. П. 3 ы б и н. Построение математических моделей линейного программирования при планировании раскроя материалов.— Изв. вузов, серия технол легкой пром., 1965, I, № 2; II, № 3.
380. К. В.Саснаускас. Исследование путей совершенствования планирования раскроя обувных материалов. (Канд. дисс.). М., 1965.
381. Э. А. М а н у с о в, Л. Т. X и ж н я к. Применение линейного программирования для расчета оптимального ассортимента жестких кож при централизованном разрубе.— Кожев.- обувн. пром., 1965, № 2.
381*. Г. П. Испирян, В. Д. Рожок. К методике планирования рационального использования кожсырья с применением методов линейного программирования.— Изв. вузов, серия технол. легкой пром., 1965, I, № 2; 1968, II, № 4, 1969, III, № 2; IV, № 6.
382. Г. П. Испирян. В. Д. Р о ж о к. Исследование влияния централизации раскроя на целевое использование жестких кож и кожсырья с применением методов программирования.—Изв. вузов, серия технол. легкой пром., 1967, I, № 2; II, № 3.
258
383. A. R u u vet. Методика анализа раскроя хромовых кож.— Уч. загг. Тартуского гос. ун-та, 1967, вып. 196 (на эст. яз.).
384. А. И. Б л и н о в, С. И. О в ч и н н и к о в. Вопросы оптимального использования хромовых кож для верха обуви.— Кожев.-обувн. пром., 1968, I, № 10; II, № 12.
385. В. П. Мельни ченко. Оптимальный раскрой резиновых пластин на детали низа обуви.— Кожев,- обувн. пром., 1969, № 3.
386. М. А. Е л и з а р о в а. Решение задачи рационального раскроя резины с помощью ЭВМ.— Тр. ин-та эконом. Алма-Ата, 1969.
§ 4. О РАЗВОРАЧИВАНИИ В ПЛОСКОСТЬ
Форма заготовок нередко выбирается расчленением требуемой' поверхности на куски и точным или приближенным разворачиванием этих кусков на плоскость. Этот шаг порождает много вопросов. Отчасти они затрагивают и последующий раскрой материалов.
21°. Одна работа Чебышева. Точные геометрические изгибания способны превратить плоский кусок только в так называемую развертывающуюся поверхность (поверхность с нулевой гауссовой кривизной). Получение других поверхностей требует более существенных деформаций.
Рассмотрим случай, когда ткань состоит из продольных (основа) и поперечных (уток) нитей. Если каждую квадратную клетку ткани, не меняя длины ее сторон, деформировать в ромбик, плавно меняя углы ромбов по полю ткани, то путем выбора такой своеобразной деформации кусок ткани можно без складок точно наложить на небольшой участок любой достаточно гладкой поверхности. Этот несколько неожиданный результат является следствием теоремы П. Л. Чебышева [387] о существовании специальных сетей линий на поверхности.
387. П. Л. Ч е б ы ш е в. О кройке одежды.— Усп. матем. наук, 1946, № 2 илиСобр. соч., т. V. М.— Л., Изд-во АН СССР, 1951 (первое изд., 1878).
388. А. V о s s. Uber einen Princip der Abbildung Krflmmer Oberflache.— Math. Ann., 1882, № 19.
389. M. П. Ч e p н я e в. О некоторых специальных случаях одевания поверхностей.— Тр. Северо-Кавказской ассоциации науч.-исслед. институтов, № 63, вып. 11. Ростов н/Д., 1929.
390. Д. Д. Мордухай - Болтовский. Об одевании поверхностей.—-Тр. Северо-Кавказской ассоциации науч.- исслед. институтов, № 77, вып. 16. Ростов н/Д, 1930.
390*1. В. П. Б ы ч к о в. О развитии геометрических идей П. Л. Чебышева.. В сб. «Истор. и методология естеств. наук». М., 1966, вып. 5.
Этот результат и обоснованный в [387] способ расчета формы выкройки и поля углов поворота основы и утка могли бы послужить базой для своеобразной технологии обработки тканей.
Многие авторы используют чебышевские сети для расчета формы выкройки:
у2Ю Л. В. Канторович, В. А. Залгаллер
259
390*2. Ж. И. Гуревич, А. Н. Григорянц. Определение формы элементарного треугольника сетного полотна.— Тр. Московского технол. ин-та рыбн. пром., 1957, вып. 8.
Ъ90*3. С. И. Алексеев. К вопросу геометрии купольного покрытия.— Сб. трудов ЛИИЖТ, 1962, вып. 194.
391. А. В.Савостицкийи Новый метод конструирования деталей одежды,—Информ. ЦИНТИ легкой пром., серия VIII, 1962, № 2 (12). (Содержит библиографию 22 назв.)
392. Э. X. Ф р и д л я н д. Об одевании поверхности тканью.— Науч. тр. МТИЛПа. М., 1962, вып. 25. (Ранняя история чебышевских сетей.)
393. Е. А. Иванова, А. В. Савостицкий. О формовании изделий ’ из ткани пропариванием.— Науч. тр. МТИЛП. М., 1963, вып. 28. (Фиксация формы.)
394. А. В. С а в о с т и ц к и й, Л. Н. Ф л е р о в а. Конструирование плот-ноприлегающих верхних трикотажных изделий.— Текстильная пром., 1964, № 11.
<394*4 В. В. В а н и н. О приближенном развертывании оболочек неразвер-тывающихся поверхностей с учетом эластичности.— Прикл. геом. и инж. графика, 1967, вып. 5. ‘
394*2. ф. X е,г а й. Конструирование и раскрой сетного полотна по заданной поверхности.— Прикл. геом. и инж. графика, 1967, вып. 5.
395. Е. Б. Коблякова, А. В. Савостицкий, И. А. Антонов. Основы конструирования одежды. Изд. 2. М., «Легкая индустрия», 1968.
396. Ф. X е г а й. Об одевании поверхностей.— Прикл. геом. и инж. графика. М., 1968, вып. 7.
396*1. В. В. Ванин. Построение выкройки сетевого покрытия эллипсоида вращения.— Прикл. геом. и инж. графика, 1968, вып. 7.
396*2. Г. Л. Т р у х а н, А. А. А г о ш к о в. Классификация методов построения разверток, используемых при конструировании одежды массового производства.— Реф. о законч. науч.-иссл. работах в вузах УССР (легк. пром.). Киев, 1969, вып. 3.
396*3. Э. Х.Фридлянд. Применения формулы Чебышева для сетной развертки поверхностей шара и псевдосферы.— Науч. тр. МТИЛП, 1969, вып. 36.
396*4 Э. X. Фридлянд. Методика построения сетной развертки по чертежу поверхности.— Научн. тр. МТИЛП, 1969, вып. 36.
22°. Об изготовлении емкостей. В работе [397] для изготовления сферических цистерн рекомендуется использовать разбиение сферы на пять равных частей, которые после приближенного разворачивания на плоскость дают сравнительно малый расход прямоугольных листов металла. (Каждая часть разбиения соответствует четырем граням вписанного икосаэдра).
397. Tank plate layout method.— Steel, 1949, 125, 25.
398. P, Stah Iknecht. Optimale Brechaufteilung bei stehtanks.— Elekt-ron. Datenverarb., 1964, 6, 2.
399. И. И^ III p и p о. Экономический способ раскроя заготовок.— Машиностроитель, 1962, № 1.
399*1. Н. Bodnarascu, A. R a i с u. Geometriarezervoarelorpoliedrale.— Bull. Inst, petrol, gaze§i geol., 1966, № 14.
399*2. В.И.Малиновская. К вопросу об аппроксимации поверхности свода-оболочки развертывающейся поверхностью.— Прикл. геом. и инж. графика, 1966, вып. 4.
260
Выбору разбиения высокой цилиндрической цистерны на пояса равной высоты посвящена статья [398]. Верхние пояса требуют меньшей толщины стенок. Методом динамического программирования минимизируется суммарная стоимость металла и сварных работ.
О конической емкости речь идет в работе [399].? Автор ее предлагает несколько исказить выкройки, чтобы сократить газорезательные работы.
23°. Разворачивание листов в судостроении. Разбивке корпуса судна и разворачиванию получаемых листов посвящено много публикаций. Сначала суммировался опыт плазовых работ разных заводов, при этом отбирались и распространялись лучшие графические методы:
400. И. Г. Т и т о в. Разметка корпуса судна. М., Госстрой издат, 1932.
401. А.М. Чел ноков. Развертывание листов наружной обшивки корабля. М., Госстройиздат, 1932.
402. П. А. Я ков л ев. Руководство для плазовщика. М., ОНТИ, 1936.
403. Справочник по судостроению, т. XIII, ч. I. М., Оборонгиз, 1939.
404. С. Т. Я к о в л е в. Разбивка судов на плазе. М., Оборонгиз. 1945.
405. Г. Е. П а в л е н к о. Основы конструктивной геометрии корабля. М., Речиздат, 1948.
406. В. К. Дормидонтов. Технология судостроения. М., Судпромгиз», 1949.
407. В. А. А н д р е е в, В. А. 3 в о р ы к и н, Л. А. К о н о р о в, С. С. Леньков, С. Т. Орлов, В. С. Семчуков, В. С. Тархов. Расчет и построение контуров самолета на плазе. М., Оборонгиз, 1950.
408. А. И. Ш а х о в, П. Я. Б е т и н. Разбивка и разметка судов на плазе. М., Судпромгиз, 1953.
409. А. С. П у г а ч е в. Судовые разметочные работы. М., Судпромгиз, 1953. 410. Т. М и т а м у р а. Развертывание обшивки при помощи приближенных геодезических линий.— Дзосэн кёкай ромбунсю, Б. г., № 69 (на японск. яз.).
411. Т. М и т а м у р а. О развертывании изогнутой в поперечном направлении основной части обшивки, у которой линия гибки пересекается' на краю со шпангоутом под острым углом.— Дзосэн кёкай ромбунсю, Б. г., № 101.
Позже, с появлением масштабной разметки, повышаются требования к точности графических построений. Переоцениваются и методы:
412. Б. И4 С е р п о в. Особенности процесса масштабной разбивки корпуса судна.— Произв. техн, сборник. Л., 1956, вып. 2.
413. В. Д. 3 м и т р о в и ч. Анализ различных методов развертки конических обечаек и их влияние на качество сборки.— Тр. ЦНИИТС, М., 1956, вып. 9.
414. Б. И. С е р п о в. Статистические исследования точности масштабной разбивки корпуса.— Тр. ЦНИИТС. М., 1956, вып. 10.
415. В. П. Добр о ленский. Развертывание листов сложной кривизны с помощью геодезических линий,— Тр. ЦНИИТС. М., 1956, вып. 10.
ТО*
261
415*1. R. Brisson, J. Le Rest, J. Boenne c. Nouvelle methode de de’ veloppement approche des surfaces gauches.— Bull. Assoc, tech, maritime et aeronaut, 1957, № 56.
415*2. H. H. Рыжов. Аппроксимация сложных поверхностей развертывающимися поверхностями.—Тр. Всесоюз. заочн. энерг. ин-та. М., 1958, вып. 13.
416. Б. В. П л и с о в. Краткий конспект лекций по технологии судостроения (раздел «Плаз и разметка», гл. «Способы построения контуров плоских заготовок деталей корпуса судна»). Л., 1960.
417. Т. Митамура. Новый метод с использованием плазовых работ в уменьшенном масштабе.— Мицубиси нихон дзюхо гихо, 1961, 2, 1 (на японск. яз.).
418. Б. И. С е р п о в, Н. А. Б а р а ш к о в, Э. А. Б ы х а н о в а, И. В.Зефиров, В. А. Рощин. Разметка при масштабной разбивке корпуса. М., Судпромгиз, 1962.
418*. В. Е. Пятецкий. Применение методов начертательной геометрии к проектированию речных грузовых судов с листами наружной обшивки, развертывающимися на плоскость.— Прикл. геом, и инж. графика 1965, вып. 1.
Теперь речь идет о переходе от плазовых построений к расчетам на ЭВМ. При этом можно оторваться от копирования графических методов и получить также расположение линий гибки.
419. М. Китамура. Математические методы разбивок на плазе с использованием ЦВМ.— Мицубиси никои дзюхо гихо, 1962, 3, 2 (на японск. яз.). Бюро переводов ВИНИТИ, перевод № 42835/4. М., 1964.
420. В.А.Залгаллер. О нахождении разверток листов наружной обшивки корабля на вычислительной машине.— Технол. судостр., 1963, № 1.
421. Э. А. Шелковникова, В. Н. Никитин. Аналитическая трассировка пазов и развертывание листов наружной обшивки с применением ЭВМ «Минск-2».— Технол. судостр., 1965, № 5.
422. Ю. Л. К е т к о в. Автоматизация проектирования поверхностей корпусов судов при помощи ЭВМ,— Автоматизация технологического проектирования при помощи ЭВМ. М., «Машиностроение», 1966.
423. Ю. Г. Д у т к е в и ч. Алгоритм нахождения развертки выпуклой оболочки конечного числа точек.—Методы вычислений. Л., 1967, вып. 4.
424. Б. И.Серпов. Система автоматизации плазовых работ.— Технол. судостр., 1968, № 3.
По-видимому, тем же путем пойдет и разворачивание обувных заготовок. См., например:
425. Е.А.Дубинский. Построение оболочек и приближенных разверток поверхности обувных колодок.—Науч.- исслед. тр. Укр. НИИКП, 1960, вып. 12.
426. В. Л. Р а я ц к а с, Ю. П. 3 ы б и н. Построение условных разверток боковой поверхности колодки по жесткой оболочке.— Изв. вузов, серия технол. легкой пром., 1963, вып. 1.
262
§ 5. РАСКРОЙ В ЛЕСОПИЛЕНИИ*
24°, Общие руководства по технологии производства пиломатериалов и пиленой продукции. В лесопильном и деревообрабатывающем производстве экономии материалов всегда уделялось много внимания. См. учебную литературу:
427. Д. Ф. Ша пи р о. Лесопильно-строгальное производство. М., Гослес-техиздат, 1935.
428. А. М. М и н к е в и ч. Лесопильное производство. М., Гослестехиздат, 1939.
429. Г. Д. В л а с о в. Лесопильное производство. М.— Л. Гослестехиздат, 1948.
430. А. Н. П е с о ц к и й. Лесопильно-строгальные производства. М.— Л., Гослесбумиздат, 1949; изд. 2, 1958.
431. В. И. Шибалов. Организация и механизация в лесопилении. М.> Росгизместпром, 1955.
432. П.П. Аксенов. Технология пиломатериалов. М., Гослесбумиздат^ 1963.
433. А. Н. П есоц к и й. Лесопильное производство. М., Гослесбумиздат, 1963.
Сырье и продукция лесопиления характеризуются не только формой, но и сортностью. Посортные требования, с которыми необходимо считаться, изменяются с годами. Они разные на внутреннем и различных экспортных рынках.
434. ГОСТы на круглые лесоматериалы. М., Изд-во стандартов, 1964.
435. ГОСТы на пиломатериалы и заготовки. М., Изд-во стандартов, 1965.
436. В. Ненароков. Советский лесоэкспорт в Японии. М., Гослестехиздат, 1933.
437. С. Я- Лапиров-Скобло. Лесное товароведение. М. — Л., Гос-у лесбумиздат, 1959.
438. В. Н. Н и ч к о в. Развитие советского лесного экспорт а. М., Внештрго-издат, 1962.
439. Е. И. Савков. Прочность пиломатериалов. М., Гослесбумиздат, 1962.
Существующая технология всякий раз накладывает свои ограничения на варианты раскроя. Общая тенденция развития технологии неизменно связана с совершенствованием использования сырья. О развитии технологии в СССР см., например:
440. Э. А. М и к и т, А. И. П а д ч и н. Технологические процессы лесопильного производства. М., Гослесбумиздат, 1952.
* Библиография этого параграфа составлена при содействии П. П. Аксенова, Н. А. Батина, И. В. Соболева. Руководимая И. В. Соболевым группа в Карельском НИИ лесной промышленности (Петрозаводск, просп. Урицкого, 74а) располагает переводами упоминаемых ниже статей [467, 537, 567, 658, 668, 678, 679, 687, 691, 693, 696, 698, 701, 702, 719, 720, 724, 726, 730^ 731, 733, 734].
263
441. Г.М. Б ененсон, Л. С. Б о л я т ин с к а я. Характеристика работы лесопильно-деревообрабатывающей промышленности Минлеспрома СССР по отчетным данным отобранной группы предприятий за 1955 г. М., ЦНИИМОД, 1957.
442. С. А. Р е й н б е р г. Вопросы экономии древесины. М.» Гослесбумиздат, 1958.
443. С. А. Образцов. Раскрой бревен на ленточно-пильных станках. М. — Л., Гослесбумиздат, 1959.
.444 . А. Г. Желудков, А. Г. Шмаков. Шпалопильное производство. М. — Л., Гослесбумиздат, 1960.
445. С. А. Образцов. Технологические процессы лесопиления. М. — Л.» Гослесбумиздат, 1960.
446. М. Н. Петровская. Перспективы развития лесопильной и деревообрабатывающей промышленности. М. — Л., Гослесбумиздат, 1960.
447. Н. К. Якунин. Распиловка бревен и брусьев на круглопильных станках. М. — Л., Гослесбумиздат, 1960.
448. Н. К. Якунин. Распиловка тонкомерного леса на многопильных круглопильных станках. М. — Л., Гослесбумиздат, 1960.
449. С. А. О б р а з ц о в, В. И. Шибалов, В. Д. Колобов, М. И. Пекло. Справочник технолога по лесопилению. М., Гослесбумиздат 1963.
450. М. Г. Аннопольский. Рациональный раскрой низкокачественной (дровяной) и низкосортной древесины. М., 1963.
451. Г. Д. В л а с о в, В. Ф. К у л и к о в, С. В. Р о д и о н о в. Технология деревообрабатывающих производств. М. — Л., Гослесбумиздат, 1967.
452. П. П. Аксенов. Основные направления рационального использования древесного сырья на основе его комплексной переработки на перспективный период 1970—2000 гг. М., МЛТИ, 1968.
453. П.П. Аксенов. Состояния и основные направления дальнейшего - развития лесопиления в. целях улучшения обеспечения строительства пиломатериалами.—Матер. Всесоюз. совещ. Балабаново, Изд-во ВНИИ-Древ, 1968.
О состоянии и тенденциях развития технологии за рубежом:
454. М. Хлыстов. Лесопиление в Японии..— Лесопром, дело, 1930, № 4,
- 455. Б. Т у н н е л. Исследования в области техники лесопиления. М., 1958. 456. Лесная промышленность Канады. М., Гослесбумиздат, 1957.
457. Лесопильная промышленность США. М. — Л., Гослесбумиздат, 1957.
458. А.Н. Холмовский. Лесопильно-деревообрабатывающая промышленность в Финляндии. М., ЦБТИ, 1957.
459. К. Фрониус, ф. Ашенбренен. Лесопиление на севере Скандинавии. М., ЦБТИ, 1958.
460. Г. Н. Белоскурский. Вопросы лесопиления на зарубежных предприятиях (по матер, иностр, печати). М., ЦБТИ лесной пром., 1959.
461. В. С. С о л о м к о. Деревообрабатывающая промышленность Финляндии. М., Гослесбумиздат, 1962.
462. С. М. X а с д а н, Г. С. М. Ярема. Механическая обработка древесины за рубежом. М., Гослесбумиздат, 1963.
463. Н. К. Якунин. Лесопиление в Швеции. М., «Лесная промышленность», 1964.
Из иностранных статей, специально посвященных перспективам технологии лесопиления, упомянем:
264
464. J. Z v a r a. Uvaha о pilarskom zavode buducnosti. —• Drevo, 1966, № 4.
465. W. Champion. Progress in automation. — Industr. Woodwork, 1967, 19, И (Обзорный докл., см. РЖТМ., 1968, 7Д30).
466. R. М а 1 1 е г у. Sawmill machinery of the future. — North. Logger and Timber Press, 1969, 18, 1.
466*. H. Betts. Abrasive planning works with thin-kerf sawing to boost softwood yied;— Wood and Wood Prod., 1970, 75,7.
467. L. Eriksson. Kahrs nya bandsagverk — inlederen nya era i sag-verksindustrien. Fravaruindustrien, 1967, 52, 21. (Э p и к с о н Л.
Нов. лесопильный завод Чера с ленточно-пильными станками открывает новую эру в лесопильной промышленности — Информация о новом максимально автоматизированном на всех этапах лесопильно-мебельном предприятии шведской фирмы. Осуществлен также рентгенопоиск пороков ствола).
468. Significant sawmilling development. — Timber Trades J. and Woodwerk Mach., 1967, 261, 4727 (см. РЖТМ, 1967, 12Д52).
469. Nowy tartak firmy Kaehrs w Nybro. — Przem. drzewny, 1968, № 4, (см. РЖТМ, 1968, № 11, Д57).
Статьи [464—469] посвящены показательно автоматизированному шведскому заводу (о нем см. также РЖТМ., 1967, 12Д44; 1968, 11Д53; 12Д80).
Отметим характерное для Японии использование тонких пил и тонких досок. Для Скандинавии с близким рынком полного сбыта характерно некоторое безразличие к соблюдению априорного ассортимента. На новых заводах для управления процессами используются ЭВМ, а также намечается индивидуальный подход к распиловке отдельных бревен [443, 450, 465—469].
Возрастающая роль ЭВМ в управлении производством и оптимизации раскроя еще не была отражена в книгах [427—433]. В последние годы роли ЭВМ в лесопилении, кроме отдельных статей, посвящены материалы ряда совещаний и конференций:
170. Simposium on the Economic Aspects and Productivity in the Sawmilling industry. Genewa, 1964.
171. Zastosowanie elektroniczhych maszyn cyfrowych przy podejmowaniu optymalnych decyzji w polskim przemystedrzewnym. Institut technologii drewny. Poznan, 1965. (Применение электронных цифровых машин при нахождении оптимальных решений в деревообрабатывающей промышленности Польши. Сборник статей. Ин-т. технологии древесины. Познань, 1965).
472. Доклады на симпозиуме по теме «Применение математических методов и ЭВМ в деревообрабатывающей промышленности». Познань, 1968.
473. Применение математических методов и вычислительной техники в лесной и деревообрабатывающей промышленности. Сб. науч.-техн, статей, Кар-НИИЛП. М., 1968.
474. Всесоюзная межвузовская научно-техническая конференция по применению вычислительных и управляющих систем в оптимальном планировании и управлении лесопромышленными комплексами. (Рефераты докладов). Секция по применению математических методов и вычислительной техники для решения инженерных задач в лесопильно-деревообрабатывающей промышленности. М., 1968.
265
Перейдем непосредственно к вопросам раскроя.
25°. Раскрой древесного ствола по длине. Очищенный от сучков ствол (хлыст) раскраивается по длине на круглые сортимента (пиловочник, шпальник, кряжи, баланс, рудстойка и т. п.). Уже эта первая операция раскроя (раскряжёвка) должна быть нацелена на максимизацию окончательной продукции. Здесь оптимизация раскроя возможна на механизированном нижнем складе леспромхоза или складе сырья лесозавода. Она требует сосредоточения разных заказов, автоматизации всех этапов работы: выявления пороков, геометрических обмеров, разделки ствола, сортировки продукции по размерам и качеству. Алгоритмы оптимизации раскроя реализуемы в меру их соответствия внедренной механизации. Но опережающая разработка алгоритмов стимулирует и само развитие механизации, предсказывая ожидаемую экономию сырья.
Автоматизации раскряжевочных работ, кроме общих руководств, посвящены статьи:
475. П. В. Ласточкин. Дефектоскопия древесины и возможности ее применения в автоматизированных разделочных устройствах. М., Гослесбумиздат, 1962.
476. А. И. Айзенберг. Разделку хлыстов — на деревообрабатывающие предприятия. — Лесная пром., 1963, № 8.
477. Г. А. В и л ь к е. Основы автоматики и автоматизация производственных процессов лесопромышленных предприятий, ч. II, гл. IV. М., 1964.
478—479. В. С. Петровский. Постановка задачи создания системы ав-матического управления раскряжевки хлыстов по оптимальным программам. — Матер, конф, по итогам науч.-исслед. работ за 1963 г., Сиб-ТИ. Красноярск, 1964.
480. М. Гершкович. Разметка на сортименты с помощью светотеневого аппарата. — Лесная пром., 1965, № 8. (Опыт фирмы из США).
481. Б. К. Л а к а т о ш. Дефектоскопия древесины. М., 1966.
482. А. А. Кудинов. Объем памяти и схема программирующего устройства раскряжевочного агрегата. — Изв. вузов, Лесной ж., 1967, № 5.
483. Б. В. С е р о в, Г. А. С т е п а к о в, Б. А. 3 а п о л ь с к и й. Автоматизированная система управления технологическим процессом нижнего склада леспромхоза. — В сб. [473].
484. Б. А. 3 а п о л ь с к и й, Б. В. С е р о в. Автоматизация учета и сортировки бревен и пиломатериалов на лесопильных предприятиях.— Сб. научн. работ Карельского НИИЛП. Петрозаводск, 1969.
См. также [467—469, 514].
Раскряжевке должно предшествовать выявление пороков ствола и выделение годных для разных целей зон. Только потом осмысленно решение задачи на максимизацию некоторого показателя. В различных производственных условиях авторы отдавали .предпочтение разным показателям: объему только пиловочных бревен, объему их цилиндрической части, коммерческой сум
266
марной цене бревен. Иногда они жестко фиксируют использование наиболее качественной зоны и лишь на остальной части решают задачу максимизации выбранного показателя.
Если в пределах завода со стабильной сырьевой базой и стабильными заказами большие планы раскроя будут систематически анализироваться средствами линейного программирования, то это даст попутно «условные цены» (индексы) бревен (с градацией по их диаметрам, длине, сбегу, сортности). При наличии таких данных целесообразно перейти к оптимизации раскряжевки на максимум суммарного показателя этих «условных цен».
Признакам сортности бревен, критериям и алгоритмам оптимизации раскряжевки посвящены работы:
485. Н.П. Анучин. Раскряжевка хвойных деревьев. М., Гослестехиз-дат, 1936.
486. Н. П. Анучин. Раскряжевка хвойных пород. М., Гослестехиз-дат, 1939.
487. В. М. Лозинский. Деление сосновых бревен на группы в зависимости от количества сучьев и их расположения. — В кн. [599].
488. А. М. Анкудинов. Раскряжевка стволов хвойных и лиственных деревьев. М., Гослестехиздат, 1949.
489. А. С. Матвее в-М о т и н, Н. И. Родионов. Руководство по раскряжевке липы, осины и ольхи. М. — Л., Гослесбумиздат, 1953.
490. Э. М. К н я ж ев и ч, А. С. Матвее в-М о т и н. Разделка хлыстов на складах. М. — Л., Гослесбумиздат, 1952.
491. М. П. Гофман. Экономическая эффективность повышения выхода деловых сортиментов. — Тр. Сиб. техн, ин-та, сб. 16. Красноярск, 1957.
492. И. Т. Дворецкий. Алгоритм самопрограммирующего устройства раскряжевочных агрегатов. — Тр. ЦНИИМЭ. М., 1961, вып. 20.
493. В. С. Петровский. Вопросы теории раскроя древесных стволов. — Изв. вузов, Лесной ж., 1963, № 4.
494. В. С. Петровский. Алгоритмизация раскряжевки хлыстов. — Лесная пром., 1963, № 7.
495. В. С. Петровский. Построение системы автоматической оптимизации раскроя древесных стволов с целью применения ЦВМ для управления процессом разделки хлыстовой древесины.—Изв. вузов, Лесной ж., 1964, № 4.
496. В. А. Капустин. Исследование слепого способа раскроя хлыстов. (Канд. дисс.). Свердловск, 1965.
497. В. X о х л ю к. Решение одной задачи оптимального раскроя древесного ствола. — Конф, по матем. оптимальному программированию. Тезисы докл. Новосибирск, 1965.
498. Ф. Т. Тюриков. Распределение сучков в деловой части хлыста корейского кедра.— Изв. вузов, Лесной ж., 1966, № 6.
499. Ф.Т. Тюриков. Исследование качественных зон древесины корейского кедра с целью повышения выхода высококачественных материалов. (Канд. дисс.). Л., 1966.
500. Ю. Р. Б о к ш а н и н, В. А. М и ш и н, П. П. С о с у н о в. Подготовка пиловочного сырья к распиловке. М., «Лесная промышленность», 1966.
501. Н. П. Анучин. Определение объемов хлыстов и сортиментов. М.» «Лесная промышленность», 1967,
267
502. . В. С. Петровский. Оптимизация раскроя стволов. Лесная пром., 1967, № 2.
503. В. С. Петровский. Разработка вычислительных схем поиска оптимальных программ раскряжевки. — Тр. Сиб. техн, ин-та. Красноярск, 1967, вып. 41.
504. Г. А. Степанов. К вопросу о построении системы оптимального управления технологическим процессом нижнего склада. — Сборник реферат, докл. науч.-техн. конф. М., МЛТИ, 1967.
505. И. Т. Дворецкий. Алгоритмизация и программирование процесса раскряжевки хлыстов. — Тр. Центр, науч.-исслед. и проектно-конструкт. ин-та механизации и энергетики лесной пром. М., 1968, вып. 94.
506. Г. А. Степанов. Математические модели и алгоритмы оптимизации раскроя хлыстов на лесозаготовительных предприятиях. — В сб. [472].
507. Г. А. Степанов, Н. А. Гончаренко. К вопросу оптимального планирования раскроя хлыстов. В сб. [473].
508. В. С. Петровский. Максимизация объемного выхода обрезных пиломатериалов при раскрое стволов на пиловочные бревна. — В сб. [474].
509. Г. А. Степанов. Определение типоразмера хлыстов в системе управления раскряжевочным агрегатом.—Изв. вузов, Лесной ж., 1968, № 5.
510. Ф. В. П у г о в к и н, Г. А. Степанов. Математические модели оптимизации раскроя хлыстов на лесозаготовительных предприятиях. — В сб. [474].
511. Ф. В. П у г о в к и н, Г. А. Степанов. Математические модели оптимизации раскроя хлыстов. — Изв. вузов, Лесной ж., 1968, № 6.
512. Г. А. Степанов, Н. А. Гончаренко, Н. Ф. Андреев. Алгоритм расчета возможных схем раскроя хлыстов. — В сб. [474].
513. Г. А. Степанов, Н. А. Гончаренко, Э. И- Павлова. Исследование математических зависимостей между основными параметрами древесных стволов.—В сб. [474].
514. Б. В. Серов, И. Д. Кюлямясу. Программное управление процессом раскряжевки хлыстов. — В сб. [474}.
515. Г. А. Степанов. Исследование и разработка системы программно* го управления раскроем хлыстов. (Канд. дисс.). М., 1968.
26°. Раскрой досок *. Полученные при распиловке необрезные доски неминуемо имеют различные размеры, неправильности формы, отдельные пороки. Каждая система, состоящая из оснастки, инструкций, опыта, которыми обусловлена работа участка раскроя, представляет собой конкретную «стратегию» обработки той стохастической (случайной, но статистически закономерной) смеси, которую представляют собой поступающие необрезные доски.
Максимизации выхода прежде всего способствуют (предохраняющий от трещин) раскрой после сушки, сосредоточение заказов (расширяющее выбор вариантов раскроя), раскрой на заготовки, более близкие к окончательной продукции (обогащающий укладываемость).
* О раскрое прямоугольных древесных плит см. § 2 [140—148].
268
Однако к моменту выполнения операции раскроя эти ограничения уже фиксируются. Остается обойти пороки и максимизировать некоторый показатель: суммарную кубатуру или суммарную коммерческую цену или «условные цены». Лучшее решение этих задач требует совершенствования стратегии: т. е. оснастки, алгоритмов оптимизации, вплоть до разработки систем автоматической . оптимизации.
Комплексу работ по раскрою досок, кроме разделов в общих руководствах [427—433] и § 6 гл. II этой книги, посвящены работы:
516. ГЪ П. Ш в ед ч и к о в. Увеличение выхода пиломатериалов при лучшем использовании сбега ствола бревен. — Лесопромышл. дело, 1930, № 2.
517. Г. П. Ч и ж. Сбеговые (трапецоидные) доски.— Лесопромышл. дело, 1932, I, № 7; II, № 8.
518. Ф. Л. Фишкина. Исследование раскроя необрезных досок. (Канд, дисс.). М., 1954.
519. Л. Г. Волков, В. А. Д у н а е в и др. Новая технология раскроя необрезных досок на детали домостроения. — Науч.-техн, информация, 1955, № 9.
520. Э. А. М и к и т. Построение технологического процесса лесопиления на основе рациональных принципов организации производства, теории максимальных поставов и дополнений к ней. (Канд. дисс.). Рига, 1955.
521. Э. А. М и к и т. Некоторые дополнения к теории максимальных поставов. — Тр. Ин-та лесохоз. проблем. Рига, 1956, вып. 10.
522. Ф.Л. Фишкина. О раскрое необрезных досок на заготовки. — Информ.-техн, листок. Химки, Изд-во ЦНИИМОД, 1956, № 6 (217).
523. Ф.Л. Фишкина. Выход деталей строганной тары из обрезных и необрезных пиломатериалов. М., 1958.
524. А. И. Д о л г о в, В. Ф. Майоров. Производство и применение клееных панелей из коротких досок в Канаде. М., ЦБТИ Главстандарт-дома, 1959.
525. М. Г. Аннопольский. Метод площадей при раскрое пиломатериалов. М., Гослесбумиздат, 1958.
526. Н. А. Батин. Раскрой необрезных досок.—Сборник науч. тр. Белорусского лесотехн, ин-та. Минск, Изд-во Белорусского гос. ун-та, 1959, вып. 11.
527. Д. А. Филиппов. Производство заготовок на деревообрабатывающих предприятиях. М., Гослесбумиздат, 1959.
528. Ф.Л. Фишкина. Некоторые дополнения к теории объемного использования пиловочных бревен.—Изв. вузов, Лесной ж., 1960, № 1.
529. Э. А. М и к и т, А. И. П а д ч и н, С. Д. П а р и ж с к и й, Ц. В.
С т а п р а н. Раскрой бревен на доски, обрезанные по сбегу. — Де-ревообр. пром., 1960, № 4.
530. К. В. Демченко. Рациональный раскрой буковой древесины. — Вопросы рац. использования древесины. М., НЛТИ, 1960.
531. В. Стефанович. Рациональный метод раскроя древесины. — Речной транспорт, 1960, № 12.
532. Н. О. Н е х а м к и н. Графико-аналитический метод определения выхода заготовок при раскрое необрезных пиломатериалов. — Вопросы рац. использ. древесины. М., МЛТИ, 1960.
11 Л. В. Канторович, В. А. Залгаллер
269
533. Ф. Л. Ф ишкин а. Выход пилопродукции из кривых бревен при разных вариантах раскроя необрезных досок.—Деревообр. пром., 1961, № 6.
534. Г. В. Кудрявин. Рациональный раскрой досок по длине. — Деревообр. пром., 1962, № 1. (Об оснастке, используемой финской фирмой).
535. В. М. С ы т е н к о в. Влияние размеров необрезных пиломатериалов на выход заготовок. — Изв. вузов, Лесной ж., 1963, № 6.
536. В. М. С ы т е н к о в. Экономичный раскрой пиломатериалов на заготовки и возможности его автоматизации. Л., 1963.
537. В. В й n g. Tekniska och ekonomiska forhiillanden vid kantning av trader. — Paperi ja puu, 1963, I, 5; II, 6-—7; III, № 8. (Технические и экономические условия при обрезке досок на лесозаводах).
538. К. В. Д е м ч е н к о, Б. Л. Головинский, В. Д. Г о ц. Использование древесины лиственных пород при комплексном раскрое. — Бумажная и деревообр. пром., 1960, № 2 (18).
539. Ф.Л. Фишкина. Технология и оборудование цехов раскроя пиломатериалов. М.» 1965. (Обзорная книга).
540. А. И. Бухштаб, Г. А. Жодзишский. Вычислительное устройство для посортиментного учета кубатуры обрезных пиломатериалов. — Механиз. и автоматиз. произв., 1965, № 12.
541. W. Keppler, R. Thomas. How to predict by using new yield data. —Wood and Wood Prod., 1965, 70, I, № 10;. II, № 11.
542. B.A. Осипенко. Выход необрезных досок из букового и дубового пиловочного сырья. —Деревообр. пром., 1966, № 11.
543. И. А. С е к е р и н. Аппарат для светотеневой разметки досок. (Па- । тент, см. РЖТМ, 1966, 11Д62).
544. С. Н. Р ы к у н и н. Влияние качества необрезных пиломатериалов на выход заготовок при разных способах их выработки. — Изв. вузов, Лесной ж., 1967, № 4.
545. П. Ф. К У Р о п т е в, А. Р. Шмакова. Устройство для светотеневой разметки досок перед их раскроем на обрезном станке. — Мех. об-раб. древесины, 1967, № 6.
546. В. А. Ларионов, С. А. Кононин. Полуавтоматическая линия раскроя пиломатериалов. —Деревообр. пром., 1968, № 8. (Опыт Ивановского мебельного комбината.)
547. А. М. Копейкин. Математическое моделирование, операций раскроя необрезных досок.—В сб. [474]. (Реализуемый алгоритм см. стр. 102.)
548. К. А. К у д р я в ц е в. О раскрое необрезных досок из зоны сбега комлевых бревен. — Сб. тр. Поволжского лесотехн, ин-та, 1968, № 58, 2.
549. А. Я. Пивоваров. Агрегат поперечного раскроя пиломатериалов по меткам.—Деревообр. пром., 1968, № 5.
550. В. Георгиев. За по-рационально исползуване на буковата дърве-сина при производството на бигени материали по предназначение. — Дървообраб. и меб. пром., Болгария, 1968, 11,5.
551. W. Ask. Lichnobeznikove. — moznost podstatneho zvyseni vyteze. — Drevo, 1968, № 11.
552. В. В. Сол д атен ок, Ф. T. Бабич-Декан ь. Способ раскроя пиломатериалов на заготовки. (Авторское свидет., 1968). — РЖТМ, 1969, 5Д34.
553. J. W. Ask. Способ выработки досок и устройство для его осуществления (на шведСк. яз., патент 1968). — РЖТМ, 1969, 5Д35.
554. Е. В. Bang. Способ распиливания бревен и удаления обзола с досок, обеспечивающий максимальный выход древесины, и устройство для его осуществления (на шведск. яз., патент 1969). — РЖТМ, 1970, 1Д42,
270
555. F. К г u t e 1. Vpluv priemern vyrezu, hrubky a polohy neomietaneho reziva pri vyrobe prirezov. (Анализ полезного выхода заготовок из необрезных досок при изготовлении заготовок). — Drevo, 1969, 24, 7.
555*. В. И. Б е л ь к о, Н. С. И г о л к и н. Анализ схем раскроя необрезных пиломатериалов на детали ящичной тары.— Сб. тр. Всесоюз. науч.-иссл. и эксперим.-констр. ин-та тары и упаковки, М., 1969, вып. 6.
В СССР, США и других странах ведутся работы по уточнению статистики лучших выходов заготовок из досок с пороками с целью стимулировать использование более низких сортов древесины:
556. Х.В. Симпсон. Утилизация низкосортных хвойных пиломатериалов. — Тр. FPRS, 1948, 2 (на англ. яз.).
557. Low-grade Harwood Lumber utilization and milpak article I — History of Developments. — South. Lumb.,i 1950, 180, № 2259, 15/V. (Продолжение: I/VI, 15/VI, 15/VII, I/VIII, 15/VIII, 15/IX).
558. К. X. Уайт. Выход пилопродукции из ореха. — AWMA, Чикаго, 1950 (на англ. яз.).
559. Н. А. Батин, Е. Е. Сергеев, Ю. А. Бруевич. Об использовании низкосортных пиломатериалов.—Деревообр. пром., 1965 № 8.
560. R. Thomas. Analisis of yield of dimension stock from standard lumber grades. — Forest Prod. J., 1965, 15, 7.
561. B.E. Кепплер. P. Дж. Томас. Как предсказать затраты, пользуясь новыми данными о выходах. — Wood and Wood Products, 1965, № 10 (на англ. яз.).
562. К. С. X у д и н. Выход буковых заготовок из сырых и сухих досок. — Лесная, бум. и деревообр. пром. Межреспубл. науч, сб., 1966, вып. 3.
563. К. С. X у д и н, Ю. М. Б е н ь к о, М. И. Г е р б е й. Исследование выхода заготовок из березового сырья. — Лесная, бум. и деревообр. пром. Межреспубл. науч, сб., 1966, вып. 3.
564. К. В о з и н с к и, Э. Хам. Программа ЭВМ для определения выхода.
Лабор. лесных продуктов США, 1966 (на англ. яз.).
565. А. Б. В и л ь к е. Статистическое исследование выхода малоразмерной пилопродукции из сахарного клена. (Дисс.). Нью-Йоркский ун-т, Лесной колледж. Сиракузы, 1966 (на англ. яз.).
566. G. Н. Е n g 1 е г th. Computer predicts lumber yield within 1% of plaut performance. — Wood and Wood Prod., 1966, № 9. (Энглерт Дж. ЭВМ предсказывает выход заготовок с точностью до 1%).
567. G. Н. Е n g 1 е г t h, D. Е. D u n m i г е. Programming for Lumber Jield.— Southern Lumberman, 1967—1968. (Таблицы выходов для клена.)
568. Таблицы выходов заготовок из различных сортов пиломатериалов.— Southern Lumberman, 1968, 15 February (Сообщ. о разработке таблиц для других пород).
569. J. Buss., J. Suddreth. Apparats and method for cutting assorted lengths from material having irregular and random defects. (Патент, см. РЖТМ, 1968, 9D39).
27°. Теория поставов. Расположение пил, обусловливающее толщину досок, совместно получаемых из одного бревна, называют поставом. При брусовке или других видах распиловки
и»
271
бревна в несколько проходов под поставом удобно понимать систему расстановки пил на всех проходах.
Первый важный вопрос — какая продукция получается при распиловке конкретным поставом отсортированной группы бревен — теоретически изучен неполно.
Широко используется следующий приближенный подход. Расчет ведут так, будто все бревна имеют точно одну и ту же правильную форму («условное бревно»). Часто предполагается, что условное бревно имеет форму усеченного параболоида вращения с характерными для отсортированной группу верхним диаметром, длиной и сбегом, т. е. средним увеличением диаметра на метр длины. Удобство этой теории в том, что все расчеты по максимизации осуществимы в элементарных функциях. Эта так называемая классическая теория максимальных поставов была предложена X. Л. Фельдманом.
570. X. Л. Фельдман. Система максимальных поставов на распиловку. М., Гостехиздат, 1932.
571. Д. Ф. Шапиро и др. Максимальные поставы Фельдмана (отчет по НИС Ленинградской лесотехн, академии, 1933).
572. X. Л. Фельдман. Альбом номограмм максимальных поставов. Архангельск, Изд. Северолеса, 1936.,
573. Д. Ф. Шапиро. Таблицы для составления максимальных поставов по X. Л. ,Фельдману. Л., 1937.
Выбор числа пил для максимизации выхода связан с толщи“ ной пропилов. Число пил легко выбрать сравнением нескольких вариантов. Но некоторые авторы предложили приближенный подход к прямому выбору. Несмотря на некоторую не” строгость решения, эти подходы дают удовлетворительные результаты (все равно толщина досок округляется до стандартных размеров).
574. Г. Г. Титков. Основы теории максимальных поставов. — Мех. об" раб. древесины, 1939, № 2—4.
575. Г. Д. Власов. Система поставов с использованием максимальных обзолов, допускаемых в пиломатериалах. — Тр. ЛТА, 1949, № 65.
576. П. П. Аксенов. К вопросу о раскрое бревен на спецификационные пиломатериалы. — Тр. ЦНИИМОД. М., Гослестехиздат, 1950.
577. Н. М. Гутерман. Основные вопросы теории первичного раскроя древесины на лесозаводах. М., Гослесбумиздат, 1950.
578. Г. Д. Власов. Методы расчета поставов. М., Гослесбумиздат, 1950.
579. Тезисы докладов на Всесоюзном совещании по раскрою древесины. М., Изд-во ВНИТОЛес, 1951.
580. Г. Г. Титков. Теоретические основы наивыгоднейшего объемного использования бревен. (Канд. дисс.). Л., 1953.
581. Г. Г. Титков. Краткое руководство по составлению и расчету поставов. М., Гослестехиздат, 1955.
582. Н. А. Батин. Графики для составления поставрв. — Лесоинженерное дело, 1958, № 4<
272
583. Г. И. Ст о ев. Определение максимального выхода пиломатериалов М., Гослесбумиздат, 1961.
584. Н. А. Батин. Графики для составления поставов. Минск, 1962.
Упор на поиск лучших раскроев бревна на заданные заранее (размерно и качественно) доски и заготовки был сделан в работах [585, 590]. Первая из них вызвала дискуссию по подходам к оптимизации поставов.
585. П. П. Аксенов. Раскрой бревен на пиломатериалы. М. — Л., Гослесбумиздат, 1951.
586. О теории раскроя бревен на пиломатериалы (постановление по дискуссии). Мм Изд-во ЦНИИМОД, 1953.
587. Г. Г. Т и т к о в, Н. А. П о п о в. Итоги дискуссии по раскрою.— Лесная пром., 1954, № 4.
588. П. П. Аксенов. Действительные и мнимые ошибки в теории раскроя бревен. — Науч. тр. МЛТИ. М., 1956, вып. 6.
589. П. П. Аксенов. Пути сокращения потерь и отходов древесины в процессах раскроя. — Матер, совещ. по проблемам пром, использования отходов древесины. М., Изд-во, АН СССР, 1956.
590. П. П. Аксенов. Теоретические основы раскроя пиловочного сырья. М., Гослесбумиздат, 1960.
Объемные расчеты по «условным бревнам» облегчаются наличием разного рода таблиц объемов бревен и досок, использованием графика-квадранта, альбомами для наиболее употребительных поставов, описанием поставов и технологии для специфической продукции или специфического сырья. Например:
591. С. Т. С к а ч е д у б о в. Практические таблицы для распиловщика М., Гостехиздат, 1930.
592. К. А. Басанце в. Что нужно знать распиловщику о поставе. М., • Гослестехиздат, 1932.
593. М. Г. Аннопольский. Спутник распиловщика. М., Гослестехиздат, 1933.
594. А. Н. Песоцкий. Влияние эллиптичности и кривизны бревен на отклонение фактических поставов от расчетных в лесопильном производстве. — Сб. тр. Ленинградского технол. ин-та. М., 1939.
595. К. А. Б а с а н ц е в. Руководство для распиловщика по поставному делу. М., КОИЗ, 1944.
•596. М. В. А к и н д и н о в, Г. В. П е т р о в. Заготовка и разделка кряжей на ложевые болванки. М., Гослестехиздат, 1946.
597. В.В. Бур гм ан. Пути обеспечения лесом строительной индустрии.— Лес, 1946, № 1.
598. А. В. Акинин и др. Справочник по лесопилению, т. I. М. — Л., Гослестехиздат, 1947.
599. П. П. Аксенов. Организация раскроя бревен на пиломатериалы целевого назначения. М., Гослестехиздат, 1947.
600. М. Н. Гутерман. Альбом графиков оптимальных размеров специальных пиломатериалов. М., Изд-во ЦНИИМОД, 1949.
601. М. Н. Гутерман. Основные вопросы первичного раскроя древесины на лесозаводе,— Тр. ЦНИИМОД. М., 195(к
273
602. С. А. Образцов. Система поставов. М., Гослесбумиздат, 1950.
603. Г. А. Елькин. Раскрой сосновых бревен на палубно-шлюпочные материалы. М.—Л., Гослесбумиздат, 1957.
604. Межвузовская науч.-техн. конф, по рац. использ. древесины. Московский лесотехн, йн-т, 1957.
605. Г.А. Елькин. Методы составления рациональных поставов на выпиловку экспортных пиломатериалов. — В сб.' «Пути повышения выхода экспортной пилопродукции». М./ Гослесбумиздат, 1958.
606. И. И. Сидоров. Распиловка брусьев параллельно одной образующей. — Бюлл. техн.-эконом, информ. Архангельского совнархоза, 1959, № 2.
607. 3. М. Карнаухова, Г. А. Елькин. Альбом поставов для распиловки бревен на строительные пиломатериалы. М., 1960.
608. А. А. Б е л и н к и й. Вопросы раскроя и технология лесопиления.— Лесная пром., 1960, № 1.
609. П. П. Аксенов. Теоретические основы улучшения использования древесины в процессах раскроя. — Вопросы рац. использования древесины. М., 1960.
610. К. С. X у д и н. Рациональный раскрой толстомерных кряжей карпатского бука на пиломатериалы. — Вопросы рац. использования древесины. М., 1960.
611. И. В. Соболев. Распиловка тонкомерных бревен. ЦБТИ лесной пром. М., 1960.
612. Н. А. Морозов. Разработка и внедрение комбинированного метода раскроя бревен.—Матер. Всесоюз. науч.-техн. конф, по повышению производительности труда в лесопилении. Архангельск, 1960.
613. П. Аксенов, М. Салтыков, И. Прохоров. О развальносегментном способе раскроя сырья. — Лесная пром., 1961, № 3.
614. В. Д. И в а н о в, В. П. П о к о т и л о, П. С. К о н о п л е в, П. П. Аксенов, К. С. К л ы к о в. Пособие по раскрою пиловочного сырья. Архангельск, 1962.
615. Г.А. Елькин. Схемы раскроя бревен на экспортные пиломатериалы. М., Гослесбумиздат, 1962. (Содержит большие таблицы поставов с теоретическими выходами. Описан также приближенный метод составления планов раскроя).
616. Э. В. Алексеева. Рациональный раскрой бревен с внутренней гнилью на пиломатериалы. — Тр. ВСНИПИЛесдрев. М., 1962, вып. 5.
617. Г. Д. Власов. Книга о раскрое бревен на пиломатериалы. — Де-ревообр. пром., 1963, № 3. (Разбор особенностей работы [615]. )
618. К. А. Лейхтинг, Т. С. Сластенко. Раскрой шпального сырья.— Тр. Вост.-Сиб. науч.-исслед. и проекта, ин-та лесной и деревообр. пром., 1963, вып. 7.
619. И. С. 3 а л к и н д. Комбинированный метод раскроя бревен. — Сборник трудов МЛТИ. М., 1964.
620. В. И. Чернова. Таблицы для ускоренного расчета оптимальных поставов на пиломатериалы хвойных пород внутрисоюзного потребления. Л., 1964.
621. В. И. Чернова. Таблицы для ускоренного расчета оптимальных поставов на хвойные экспортные пиломатериалы. М., 1965.
622. Э. В. А л е к с е е в а, А. С. К о з а к, Л. Н. М а л ы г и н. О распиловке крупномерного сибирского леса. — Лесная пром., 1965, № 1.
623. F. J i г k u. Neue Wege bei der Verarbeitung von Holz. — Holztechnolo-gie, 1965, 6, 4.
274
624. А. Г. Мош кал ев, Л. М. Сп и'ц’ы н. Стандартные программы й’ технология вычисления объемных сортиментно-сортных и товарных таблиц на ЭВМ «Урал-2». — Лесное хоз., 1966, № 8.
625. С. А. Баранов, В.’Ф. В е т ш е в а. Распиловка крупномерных бревен. М., 1966..
626. С. К. Иванов. К расчету поставов на распиловку толстых бревей. — Лесная пром., 1966, № 10.
627. А. И. Айзенберг, П. В. Любина.. Схемы раскроя крупномер- ’ ного^сырья на лесопильных рамах. — Мех. обраб. древесины',• 1966;
628. Л. 3. Л у р ь е, Б. И. К о ш у н я е в, Т. М. А л е к с е е в а. Эффективность различных методов производства досок пола. — Лесная4 пром., 1966, № 12.
629. А. И. Айзенберг., П. В. Любина. Увеличение выхода пиломатериалов из крупномерного соснового сырья. — Лесная пром., 1967, № 1. (Учет сортности).
630. А. И. А й з е н б е р г, П. В. Л ю б и н а. Специализированные рамные потоки для раскроя крупномерного хвойного сырья. — Лесная пром., 1967, № 4.
631. А. И. Айзенберг, П. В. Любина. Исследование схем раскроя крупномерных бревен хвойных пород при батарейном способе распиловки. — Тр. СибНИИЛП. Красноярск, 1967, вып. 16.
632. Г. Д. Власов. Принципиальные схемы раскроя хвойного толстомерного сырья на лесопильных рамах.— Матер, к семинару «Современная техника и технология лесопиления». Л., 1968.
633. Converting timber for joinery. — Timber trades J. and Woodwork Mach.,
1967, 260, 4718. (О роли пороков в выборе способов распиловки.)
634. Л. Н. М а л ы г и н, А. П. П о л е ж а е в а. Схемы раскроя крупномерного сырья. — Лесная пром., 1968, № 9.
635. С. И. Малыгин. Методы расчета выхода пилопродукции при сегментном способе раскроя бревен. — Науч. тр. ЦНИИМОД. Архангельск, 1968, вып. 22.
636. В. И. Чернова. Метод ускоренного составления поставов по готовым схемам раскроя. — Науч. тр. Ленинградской лесотехн, академии, 1968, вып. 106.
637. К. Asikainen, A. Panhelainen. Tukin soikeuden vaikutus sahaustklokseen.— Pap. ja puu, 1970, 52, 6 (роль эллиптичности).
Мы уже упоминали, что применение ленточных пил открывает возможность индивидуального выбора постава для каждого очередного бревна [443, 450, 465—469].
Обычно в распиловку поступает не «условное» и пока не индивидуально обмеренное бревно, а группа бревен. Продукция зависит от характера отсортировки этой группы по диаметрам, искажений формы отдельных бревен, расположения пороков, погрешностей центровки при подаче бревен в раму, приемов работы обрезчика досок и т. п. Поэтому реальные выходы не совпадают с рассчитанными по условному бревну. Наибольшую роль играет пренебрежение так называемым «рассеиванием ширины» досок, особенно удаленных от центра, и отсутствие рас
275
Чётного предсказывания сортности. Это резко снижает эффективность составления распиловочных планов для получения требуемой продукции.
До сих пор учет перечисленных факторов сводится к опытным распиловкам и сравнению с расчетными с целью связать экспериментальными коэффициентами реальные и расчетные объемные и посортные выходы. Суммирующих все эксперименты работ нет. Достигнутое отражено частично в общих руководствах [427—433], частично в работах [638—684], а в значительной мере остается достоянием архивов и промышленного опыта.
638. М. С. Ефремов. Поставы и стокноты в лесопильном производстве, Л., 1939.
639. М. Н. Гутерман. Рациональное использование древесины при распиловке на лесопильных заводах.—Лесная пром., 1947, № 11.
640. Г. Д. Власов. Проблема рационального использования древесины при производстве и потреблении пиломатериалов в СССР. (Докт. дисс.). Л., 1950.
641. Ю. Р. Б о кщ а н и н. Исследование распространения пороков в пиломатериалах из лиственничного сырья разного качества и размеров на красноярской группе лесозаводов. (Канд. дисс.). М., 1954.
642. Ю. П. Т ю к и н а. Исследование выхода специальных пиломатериалов в зависимости от размеров и качества соснового пиловочного сырья. — Информ, листок. Химки, Изд-во ЦНИИМОД, 1954, № 8 (195).
643. Ю. П. Т ю к и н а. Исследование выхода специальных пиломатериалов в зависимости от размеров и качества пиловочного сырья. (Канд. дисс.). Л., 1954.
644. Ю. Р. Б о к щ а н и н. Исследование распространения пороков в лиственных пиломатериалах и бревнах. — Информ, листок. Химки, Изд-во ЦНИИМОД, 1955, № 3, (205).
645. Н. А. Попов. Посортные и сортиментные выходы пиломатериалов из сосновых и еловых бревен. М., Гослесбумиздат, 1955.
646. В. И. Ку б л иц кая. Исследование количественного и качественного выхода пиломатериалов из крупномерных пиловочных бревен Ангаро-Енисейского бассейна. — Тр. СибТИ. Красноярск, 1955, сб. 10.
647. А. Н. Емельян чико в. Исследование выхода пиломатериалов из сырья хвойных пород Сибири. — Тр. СибТИ. Красноярск, 1956, сб. 13.
648. Суворов, Егороваидр. Результаты опытных распиловок сырья на Кировском лесозаводе № 41. — Науч.-техн, информ. М., МЛТИ, 1956.
649. Г. Д. В л а с о в, С. А. Баранов. Исследование способов радиальной и тангентальной распиловки бревен. — Лесная пром., 1957, № 1.
650. К- С. X у д и н. Зависимость выхода качественных буковых пиломатериалов от способа раскроя сырья. — Лесная пром., 1957, № 8.
651. В.И. Кублицкая. Экономическая эффективность распиловки дровяного долготья на лесопильных заводах. — Науч. докл. высш, школы (лесоинженерное дело), 1958, № 2.
652. Н. А. Батин. Влияние коэффициента сбега бревен на объемный выход пиломатериалов. — Изв. вузов, Лесной ж., 1958, № 5.
653. И. П. Кр ашенинников. Способы выработки высококачественных пиломатериалов. М., Гослесбумиздат, 1960.
276
654. И.П. Крашенинников. Влияние брусовки на качество пиломатериалов. — Лесная пром., 1960, № 4.
655. Н. А. Батин. Влияние ширины постава, количества пар досок в поставе и ширины пропила на полезный выход пиломатериалов при распиловке бревен вразвал. — Изв. вузов, Лесной ж., 1960, № 5.
656. С. В и д е н о в, И. В ъ л ч е в. Раскрой дубовых кряжей на клепку, паркет и тару (на болг. яз.). — Годишник НИИ дървообр. и меб. пром., 1960, № 2.
657. ~С. М. Лащавер. Результаты опытных работ МЛТИ по раскрою ~древесины по разным технологическим схемам. — Вопросы рац. использования древесины. М., 1969.
658. F. S i i m е s. Tukkien koon, muodon ja laadun seka sahausasetteen vai-kutussahaustulokseen. —Paperi ja puu, 1962, № 1. (Влияние размеров, качества и формы бревен, а также поставов на выход пиломатериалов).
659. С. А. Образцов. Сырье и основные принципы раскроя в лесопилении. М., Гослесбумиздат, 1963.
660. Н. А. Батин. Влияние кривизны бревен на выход пиломатериалов. — Сборник науч. тр. БТИ, серия МТД. БССР, Изд-во МВССПО, 1963.
661. В. Г. Т у р у ш е в. Результаты исследования раскроя ^кривых брусьев на пиломатериалы. — Изв. вузов, Лесной ж., 1964, № 1.
662. G. L. С an a w ay. The need to use more of the log in the production of timber. — Austral. Timber. J., 1964, 30, 6. (Выходы по разным схемам раскроя).
663. H. А. Батин. Теоретические и экспериментальные исследования раскроя пиловочного сырья. (Докт. дисс.). Л., 1965.
664. Г. И. Кондратова. Раскрой березовой древесины на пиломатериалы и заготовки. — Мех. обраб. древесины, 1965, № 25.
665. Г. Фцлйпеску. Исследование раскроя букового пиловочного сырья на ленточно-пильных станках в условиях Румынии. (Канд. дисс.).
_ Л., 1965.
666. R. Dziewanowski. Analiza porownawcza jakosci tartacznego drewna sosnowego z niekotorych rejonow Polski. — Prace inst. techn. drewna, 1965, 12, 1.
667. Classement des grumes a sciages en Finland. — Cahiers Centra techn. bois, 1965, 2, 68.
668. P. Рийконен, А. Терявяйнен. О точности сортировки бревен, подлежащих распиловке.— Лесное хоз. Финляндии, 1965, № 6—-7 (на финск. яз.).
669. В. Ф. В е т ш е в а, К. А. Т а р а н т, Н. Н. 3 а й ц е в а. Сравнительные исследования раскроя кедровых крупномерных бревен поставами на два-три бруса. — Тр. СибТИ. Красноярск, 1965, вып. 40.
670. Л. Н. М а л ы г и н, А. А. М а р к о в а. О результатах распиловки некондиционного сырья. — Лесная пром., 1966, № 3.
671. И. П. Кожевников. Повышение выхода заготовок для столярных изделий при распиловке бревен и досок различными способами. — Де-ревообраб. пром., 1966, № 3.
672. В. Г. Турушев. О целесообразности распиловки кривых бревен брусовым методом. — Деревообраб. пром., 1966, № 10.
673. С. Н. Р ы к у н и н. Влияние кривизны березового сырья на выход заготовок. — Лесная, бум. и деревообр. пром. Межвед. республ. науч, сб.» 1966, вып. 3.
674. В. Трески н. Выход лыжных заготовок при комбинированном раскрое кряжей. — Деревообр. пром., 1966* № 6,
211
675. В. А. Осипенко. Выход необрезных досок из букового и дубового*» пиловЬчного сырья.—Деревообр. пром., 1966, № И.
676. Ф. Т. Тюриков. Исследование качественных зон древесины корейского кедра с целью повышения выхода высококачественных пиломатериалов. (Канд. дисс.). Л., 1966.
677. S. К о z и с h. Vplyv kvality bukovych vyrezov na vyt'az nabytovych? hranolkov. — Drevo, 1967, № 5. (Влияние качества сырья на выход буковых заготовок.)
678. М. Iskra. Porownawcze badania metody jakosciowo — przeznac-zeniowego przetarcia klod sosnowych — z metodami tradycyjnymi w zak-resie wydajnosci materialowej. — Przem. drzewny, 1967, 18, 8. (Сравнение качеств.-целевого и традиционных методов по опытным выходам).
679. К. J u vonen. Sahausron ja sahatavaran ylimitan vaikutus sahaustu-lokseen Tietokonetutkimus. (Influence of Saw kerf and Overmeasure on the Economy and Recovery of Sawmilling Operation Study by Digital Computer.) — Paperi ja puu, 1967, № 10. Влияние величины пропила и припусков на усушку на выход пиломатериалов. Исследование на ЭВМ. (Учтена роль сезона распиловки, влияющего на влажность.)
680. В. Ф. Д о м н и ц к и й. Исследование раскроя дровяной и низкосортной древесины корейского кедра на пиломатериалы и тару. (Канд. дисс.). Л., 1968.
681. Н. П. Рощин. Показатели эффективности различных способов раскроя пиловочного сырья. — Лесная пром., 1968, № 1.
682. С. Н. Ры кунин. Исследование влияния качественных особенностей березового пиловочного сырья на выход заготовок и технологию их выработки. (Канд. дисс.). М., 1968.
683. А. Н. Песоцкий, Г. Н. Ч а н т у р и я. Некоторые исследования технологической характеристики букового пиловочного сырья Грузии. — Изв. вузов, Лесной ж., 1969, № 3.
684. И. Кадурин. Выход пиломатериалов из тонких бревен. — Дърво-обр. и меб. пром., 1969, 12, 6 (на болг. яз.).
684*1. Н. В е t t s. Extra-thin saws increase lumber yield.— Wood and Wood Prod., 1969, 74, 8.
684*2. H. W. В u r r y. Methods of sawing small hardwood logs.— North. Logger and Timber Process, 1969, 18, 3.
684*3. K. W. M a u n. A comparison between two methods of log conversion.— Timber Trade J. and Woodwork Mach., 1969, 271, № 4859; suppl.— Forestry and Home-Grown Timber.
684*4. Ф. T. T ю p и к о в, С. П. Ю н. Определение встречаемости пороков в пиловочном сырье и пиломатериалах пилопродукции по относительным величинам.— Изв. вузов, Лесной ж., 1970, № 1.
684*^. А. С. Б а ч у р и н а, В. В. Щ к у т к о, Л. С. Д о м н и ц к а я. Исследования раскроя кедра корейского с установлением нормативов полезного выхода пилопродукции.— Тр. Хабаровского политехи, ин-та, 1970, вып. 18.
Применение ЭВМ, снявшее с расчетов ограничение объема .счета и ограничения элементарными функциями, делает возможным создание систем более точного расчета продукции, которая будет получена применением постава к группе бревен с известным рассеиванием диаметров, сбега, кривизны, сортности. Итог будет более длинной строкой выходов с предсказанием статистики распределения по размерам и сортности. Именно в таких данных нуждаются составители планов раскроя,
278
Шагом к таким алгоритмам является работа [686], воспройЗ веденная в этой книге. В [433] отмечался только графический метод из [686], а в [590] воспроизводился пример графика^рас-сеивания ширины. В [686] еще не полностью использован ‘подход с позиций динамического программирования. Возможно, быстродействие ЭВМ сделает более простым прямой перебор нескольких сот или нескольких тысяч поставов при выборе лучших,. Но принцип учета многих факторов путем экстраполяции весьма скромной по объему статистики отдельных влияний должен восторжествовать.
685. Ю. Р. Бокщанин, А. Н. Е м е л ь я'н ч и к о в. Расчет и планирование посортного выхода пиломатериалов при составлении поставов (для лиственничного сырья Сибири). — Тр. СибТИ. Красноярск, 1954, сб. 26.
686. В.А. Залгаллер. Новое в составлении поставов для распиловки бревен. Л., ЦНИИЛ «Севзаплес», 1956, вып. 67.
687. R. Peter, J. Bamping. Theoretical sawing of pine lags. — Forest Prod. J., 1962, November.
688. R. Peter. Lumber grade yield from yellow-poplar. —- Forest Prod. J., 1967, 17, 11.
689. И. В. Соболев, H. А. Гончаренко, Л. Г. С о т и к о в a, Т. Н. Репина. Некоторые вопросы повышения точности прогнозирования выходов пиломатериалов при расчете поставов на ЦВМ. — В сб. [474].
690. И. В. Соболев, Н. А. Гончаренко, Л. Г. Сотикова, Т. Н. Репина. О точности прогнозирования выходов пиломатериалов при расчете поставов на ЭВМ. — В сб. [473].
691. J. А. Т s о 1 a k i d е s. A simulation model for log yield study. — Forest Prod. J., 1969, 19, 7.
Вторым (после выходов) является вопрос выбора оптимальных поставов. Конечно, важен план раскроя в целом. Но при его составлении существенно выбирать поставы на максимум индексов заготовок. А к этому тоже готовит нас составление «максимальных» поставов. Максимизировать можно разные критерии: суммарный объем продукции («классическая теория»), коммерческую стоимость продукции [693—696, 698, 699], сумму «условных цен», возникающих при составлении плана раскроя. К сожалению, в работах, уже использующих ЭВМ, расчеты выходов еще часто берутся упрощенными, по «условному бревну», что может отразиться на реальной оптимальности получаемых рекомендаций. В работе [697], в целом посвященной другому вопросу (§ 1 [46]), обсуждается составление максимальных по условным ценам поставов с помощью динамического программирования.
692. А. Н. Яблоков. О расчете максимальных выходов пиломатериалов с применением ЭВМ. — Изв. вузов, Лесной ж., 1965, № 6.
279
Ь93. R. R i i к о n е n, J. R y'ha ne n. Tietokone sahan tuotannofi optl-moinnissa. (Electronic Data-processing in the Optimization of Sawmill Production.) — Paperi ja puu, 1965, №9. (P и й к о н е н Р., Р ю-хянен Й. Вычислительная машина при оптимизации продукции лесопиления).
®94. Вычислительная машина при оптимизации продукции лесопиления. Гос. вычисл. центр. Хельсинки, 1966 (на финск. яз.). Дополнительный учет сортности.
695. И. В. Соболев, Н. А. Гончаренко, М. Г. Исакова. Учет стоимости материалов при планировании раскроя сырья с помощью ЭВМ.— Лесная пром., 1966, № 6. (Пересчет 1400 поставов на оптимум по экспортным ценам).
696. J. М е 1 i с h а г, S. Vyj mol a. Vypocetni algoritmus stanovenf zavesu pro vyrobu reziva prismovanim.— VVUDrijen, 1966. (Расчетный алгоритм определения поставов для распиловки кряжей брусовкой).
697. Э. А. Мухачева. Численные методы решения некоторых классов задач линейного программирования. (Канд. дисс.). Новосибирск, 1967.
698. J. Melichar, S. Vejmola. Vypocetni algoritmus ke stanoveni zavesu a vytezi prismovaneho reziva.— Drevarski vyskum, 1968, I, № 1; II, № 2.
699. D. Briggs. Improved hardwood lumber utilization with the aid of the computer. — North. Logger, 1967, 16, 3.
700. J. Melichar. Vypocet zavesu a vytezi v pilaf ske vyrobe pomoci sa-mocinneho pocitaSe. — Drevo, 1968, 23, 7.
701. Rozbor optimalnych technologickych zpusobu vyroby v§ech pilafskych sortimentu. (Программа расчета выходов по поставам для 3BM«NE-503».) Отчет RD — 22/4/68, ин-т. VVLJD. Прага, 1968.
702. Блок-схемы расчета вариантов распиловки и объемного выхода при брусовке и описание программы для ЭВМ. «NE-503» и «803-В». (Дополнение к предыдущему отчету).
703. И. В. С о б о л е в, Н. А. Г о н ч а р е н к о, Э. С. Г л и н к а, X. И. Савушкина, Э. А. Шведкина. Алгоритмы расчета поставов для распиловки бревен на необрезные и обрезные пиломатериалы? — В сб. [474].
704. И. В. С о б о л е в, Н. А. Гончаренко. Алгоритмы расчета поставов для развального способа распиловки бревен. — Сборник науч, работ КарНИИЛП. Петрозаводск, 1969.
705. А. С. К ем о в. Расчет поставов на распиловку бревен. — ЦНИИТЭИ Леспрома. М., 1969.
706. J. М с-А doo. Computer simulation of small-log mit processing. — Forest Prod. J., 1969, 19, 4.
706*. В. M. Л о з о в о й. Автоматизированная система программного управления раскроем пиловочного сырья.— В сб. «Матер. IV респ. науч. конф, молодых исслед. по системотехнике». Киев, 1969, т. 1.
28°. Планы раскроя. Первоначально планы раскроя, дающие требуемую продукцию, составлялись подбором по приближенным данным 6 выходах. Приемам таких расчетов кроме общих руководств посвящены работы:
707. Ф. Ф. Забелкин. Поставы и стокноты в лесопильном производстве. М., Гослестехиздат, 1935.
708. Г. Д. Власов. Сокращенный метод расчета необходимых размеров сырья по спецификациям пиломатериалов. — Лесопромышл. дело, 1948, № 11.
280
?0 9. Г. Д. Власов. Новые методы технологических расчетов в лесопилении. М., Гослесбумиздат, 1954.
710. Г. Д. Власов. Сокращенный расчет раскроя сырья в лесопилении. Л., изд. ЦНИИЛ Севзаплеса, 1956, вып. 66.
711. Ю. Р. Бокщанин. Планирование раскроя сырья на Тавдинском лесокомбинате. М., Гослесбумиздат, 1956.
712. В. Д. Иванов. Резервы увеличения выпуска экспортной пилопро-дукции на лесопильных заводах. — Вопросы рац. использования древесины, МЛТИ. М., 1960.
713. В. И. Чернова. Повышение выхода экспортных пиломатериалов (Расчеты по составлению плана раскроя сырья на экспортные пиломатериалы). Л., 1964.
714. В. И. Чернова. Исследование и разработка некоторых технологических факторов, влияющих на повышение выхода экспортных пиломатериалов. (Канд. дисс.). Л., 1965.
715. В. Ильин, П. Фадеев. О поставках пиломатериалов по спецификации. — Лесная пром., 1965, № 7.
716. Г. Д. В л а с о в, В. И. Ч е р н о в а. Технология производства пиломатериалов. (Руководство к составлению плана раскроя бревен на пиломатериалы). Л., 1966.
717. Ю. П. Т ю к и н а. Организация работы лесопильного цеха на основе плана раскроя сырья. —Сборник работ Московского лесотехн, ин-та. М., 1969, вып. 29.
См. также [61Ц. Работа [716] содержит, в частности, приемы приближенной проверки обеспеченности требуемой продукции имеющимся сырьем.
Трудоемкость расчетов, недостаточная точность в расчетных выходах и текучка препятствуют внедрению планов раскроя. Отсюда большие несоответствия продукции заказам [715]. Внедрение связано с общим ростом культуры управления производством с помощью ЭВМ. Требуется уточнение исходных данных, уточнение расчета выходов, составление планов раскроя методами линейного программирования, о чем впервые шла речь в работе [718]. Шаги в этом направлении сделаны во многих странах (США, Чехословакии, СССР и др.).
718. Л. В. Канторович. Подбор поставов, обеспечивающих максимальный выход пилопродукции в заданном ассортименте. — Лесная пром., 1949, I; № 7, II, № 8.
719. N. D. J а с k s о п, G. W. S m i t h. Linear programming in lumber production. —^Forest Producte J., 1961, № 6.
720. C. R о w, C. F a s i c k, S. Guttenberg. Improving sawmill profits through operation research.— U. S. F. S., Res. Paper SO-20, South. For. Expt. Sta. New Orleans La., 1965. (P о у K-, Ф а с и к К., Гуттенберг С. Увеличение дохода лесопильного завода, благодаря исследованию операций).
721. Р. Н. Pears, S. Sa m. Method for allocating logs among several utilization processes. —Forest Prod. J., 1966, 16, 9.
722. D. A. Jones, H.A. Leacn. Computer planning and control for sawmills. — Canad. Forest Ind., 1969, 89, 4.
723. D. Gray. Optimizing profitsc. — Brit. Columbia Lumberman, 1969, 53, 5.
281
724. j. H yb 1. Maximalizyce vyteze resiva z dane kulatiny pri plnenizadane sortimentace. — Drevo, 1961, № 10. (X ы б л Я- Максимизация выхода при заданных спецификации сырья и пилопродукции).
725. L. V u j i с i с. Linearno programmiranje u drvno-industrijiskim pre-duzecima. — Drvna ind., 1962, 13, 11—12.
726. J. Mel i ch ar. Prvni prakticka aplikace linearniho programovani v rizeni dfevarske vyroby. — Drevo, 1963, № 3. (M e л и x a p Я. Первое практическое применение линейного программирования в управлении деревообрабатывающей промышленностью).
727. J. М е 1 i с h а г. Some experiences in Sawmill industry production control by means of Linear programming in Czechoslovakia. — Simposium on the Economic Aspects Productivity in the Sawmielling industry. Genewa 1964.
728. J. M e 1 i c h a r. Anwendungsmoglickeiten mathematischer Metoden bei der operativen Produktionsplanung in der Sageindustrie. — Holz-technologie, 1964, № 4.
729. M. Kugler. Linearno programiranje u proizvodnji piljenog drva.— Drvna industrija, 1965, № 1—2.
730. Я. Мелихар. Управление лесопильным производством с целью максимизации финансового дохода производственного предприятия. — Rosvoj techniky v dre vazckem prumyslu, 1966, №2—3 (на чешек, яз.).
731. F. В u d n i a k, M. W a 1 k о w i a k. Elementry wyjseiowe do prog-ramowania produkeji tarcicy. — Przemyst drewny, 1968, № 1. (Буд-няк Ф., Валковяк М. Исходные данные для программирования производства пиломатериалов).
732. Ф. Б уд ня к. Методы определения количественного и качественноразмерного состава партий пиловочных бревен, как исходных данных при программировании производства пиломатериалов. — В сб. [472].
733. Я. Мелихар, С. Веймола. Программирование производства пиломатериалов в ЧССР. — В сб. [474]. (Воспроизведено в «Holztech-nologie», 1969, 10, 1).
734. Я. Прибыл. Влияние организационных условий на внедрение новых методов управления лесопильным производством.'-*- В сб. [472].
735. Т. Рудавский. Оптимизаций производства пиломатериалов с применением симплекс-метода. — В сб. [471].
736. J. W о 1 s k i. Programowanie produkeji w tartakach. — Przem drzewny, 1968, № 2, 3 (на польск. яз.).
737. С. Н. Р ы к у н и н. Планирование раскроя сырья (на пиломатериалы) методом линейного программирования. — Лесная пром., 1965, № 7.
738. С. Н. Р ы к у н и и. Планирование раскроя сырья и производства заготовок с применением методов линейного программирования. — В сб. [474].
Целая серия публикаций по этим вопросам принадлежит сотрудникам КарНИИЛП, далеко продвинувшихся в экспериментальном внедрении весьма точных планов раскроя, рассчитанных с помощью ЭВМ:
739. И. В. Соболев, Н. А. Гончаренко. Алгоритм составления плана раскроя пиловочного сырья. — Изв. вузов, Лесной ж., 1965, № 5.
740. И. В. Соболев, Н. А. Гончаренко, С. П. Прошути н-с к и й. Применение математических методов и ЭВМ для расчета поставов и планов раскроя пиловочного сырья. — Конф, по оптимальному программированию. Тезисы докл. Новосибирск, 1965.
282
741. И. В. С о б о л е в, Н. А. Гончаренко, Расчет поставов и плана раскроя пиловочного сырья на ЭВМ «Минск-1». — Мех. обраб. древесины, 1965, № 12.
742. И. В. Соболев. Состояние и основные направления развития исследований по применению математических методов и ЭВМ в деревообрабатывающей промышленности. — В сб? [472].
743. И.В. Соболев. Состояние и основные направления развития исследований по применению математических методов и вычислительной техники в деревообрабатывающей промышленности. — В сб. [473].
744. И. В. Соболев, Н. А. Гончаренко, М. Г. Исакова. Оптимизация раскроя бревен на пиломатериалы. — В сб. [472].
745. И. В. С о б о л е в, Н. А. Гончаренко.. Моделирование и расчет при помощи ЭЦВМ поставов и планов раскроя пиловочного сырья. — В сб. [473].
746. И. В. С о б о л е в, М. Г. Исакова. Об экономической эффективности оптимального планирования раскроя пиловочного сырья. — В сб. [473].
747. И. В. Соболев. О работах КарНИИЛП по оптимизации раскроя пиловочного сырья в лесопильном производстве. — В сб. [474].
748. И. В. Соболев, Н. А. Гончаренко, М. Г. Исакова. Математическая модель и критерии оптимальности планов раскроя пиловочного сырья. — В сб. [475].
749. И. В. С о б о л е в, Т. Н. Р е п и н а, Н. А. Г о н ч а р е н к о, Г. П. Сорокина. Опыт решения практических задач раскроя пиловочного сырья на ЦВМ. — В сб. [474].
750. И. В. Соболев, Ы. А. Гончаренко, В. И. Гук, М. Г. И саков а и др.Исследование и разработка алгоритмов для расчета поставов и планов пиловочного сырья. Отчет КарНИИЛП по теме № 1 500 162 (8а). Петрозаводск, 1968.
Особо следует отметить удачное опытное внедрение этих ме* тодов в работе целого завода [748].
ПРИЛОЖЕНИЕ
I. Доказательство существования индексов, связанных с максимально экономным планом раскроя. (Теоретическое добавление к гл. /.)
В § 1 гл. I поставлены три основные задачи, к которым приводит ряд вопросов раскроя, введено понятие индекса и сформулированы свойства плана и индексов, соблюдение которых достаточно для того, чтобы план был максимально экономным в условиях соответствующей задачи. Там же были указаны пути отыскания такого плана и индексов. Однако оставался открытым вопрос о существовании плана и индексов, обладающих требуемыми свойствами. Между тем установление существования индексов важно, так как оно показывает возможность применения индексов в каждой задаче. Поскольку отсутствие приводимых ниже доказательств не могло помешать использованию общих методов в практических целях, эти доказательства помещены отдельно.
Задача 1. Из одинаковых кусков материала раскраиваются комплекты заготовок п наименований. Каждая из заготовок требуется соответственно в количестве т2........гпп шт. на комплект. Требуется составить наиболее
экономный план раскроя.
Анализ задачи. Очевидно, есть лишь конечное число способов раскроить целый кусок материала на заготовки нужных наименований. Пусть существуетN различных технически допустимых раскроев Rk (k= 1,2,. . ., N). Обозначим через а(. k (i = 1,2.....и; k = 1,2.......N) число заготовок
z-того наименования, получающихся при раскрое Rk. Каждому раскрою Rk можно сопоставить вектор Rk k, а2 k,. .., ап k) в n-мерном эвклидовом пространстве.
Допустим теперь, что составлен некоторый план раскроя, согласно которому по каждому раскрою Rk разрезается определенная доля (k — 1,2, ..
...» N\ = 0 ) всего материала. Средний состав заготовок, полу-
£=1
чаемых по этому плану на единицу израсходованного материала, характеризуется проекциями вектора
АГ
/г=1
Различным планам раскроя соответствуют всевозможные системы чисел % (£= 1, 2, . . ., N), удовлетворяющие условиям:
jV
(I) (fe = 1,2,М).
284
Как известно из общей теории выпуклых тел, совокупность концов векторов М в условиях (I) образует выпуклый многогранник Р, являющийся выпуклой оболочкой концов векторов . ., RN. Вершины многогранника Р лежат
в концах некоторых из векторов Rk*
По смыслу задачи: 1) все числа at > 0; 2) все числа заготовок в комплекте mi > 0; 3) если из куска материала можно получить некоторые заготовки, то можно получить и часть из них; 4) раскрой, не дающий ни одной заготовки, всегда выполним; 5) из целого куска материала может быть получена одна заготовка любого наименования (иначе вообще раскрой невозможен).
Отсюда следует, что Р представляет собой многогранник, прилегающий к началу координат [в силу (4)], не вырождающийся в фигуру меньшего чем и числа измерений (5), представляющий часть первого октанта (1), отсеченную многогранной поверхностью. Любая опорная плоскость к этой поверхности либо пересекает положительную часть каждой из осей, либо параллельна некоторым из них (3).
Для получения из плана раскроя требуемого ассортимента заготовок, необходимо, чтобы вектор М был параллелен вектору т (tnlf . ., тп), Концы векторов, удовлетворяющих этому условию, лежат на луче£:
г = mt (/^>0). (II)
Этот луч проходит внутри первого октанта (2). Очевидно, среди всех планов, обеспечивающих необходимый ассортимент, наибольшее количество комплектов на затрачиваемую единицу материала будет давать тот план, для которого Конец вектора М лежит в точке М, где луч L пересекает границу многогранника Р.
Через каждую точку границы выпуклого тела проходит хотя бы одна опорная плоскость. Пусть Т — опорная плоскость к Р в точке М.
Всякая точка границы выпуклого многогранника принадлежит выпуклой оболочке тех вершин многогранника, которые попали в проходящую через эту точку опорную плоскость. Поэтому найдутся такие числа при которых
I 1 \
= .....^ЛА>0; 2^ = 1),
k=l ' k=l '
где Rk (k = 1, 2, . . ., I) — те векторы, концы которых попали в плоскость Т. Таким образом, существует наиболее экономный план раскроя, использующий все или некоторые из раскроев #х, R2...R^
Запишем уравнение плоскости Т:
РЛ + + . . . + Рпхп = С
— и соотнесем каждой из заготовок в качестве индекса соответствующее число Pi (i = 1, 2, . . n).
Для векторов Rk, лежащих в плоскости 7,
п
3 С'
i=l
* См., напр., А. Д. Александров, Выпуклые многогранники. М., Гостехиздат, 1950, гл. I, § 3.
285
т. е. в соответствующих раскроях Rlt R2...Ri сумма индексов получаемых
заготовок равна С, Для остальных Rk
п
i=l
Таким образом, существуют индексы, при которых все раскрои наиболее экономного плана дают одинаковую сумму индексов С, а любой другой раскрой дает сумму индексов, не большую С.
Задача 2. Допускается заказывать в произвольном количестве материал нескольких размеров; остальные условия те же, что в задаче 1.
В новых условиях можно почти дословно повторить анализ, проведенный для задачи 1. Придется только перечислить все раскрои для каждого габарита материала и соотносить каждому раскрою Rk вектор Rk{^hh, ,
где Vj — вес* того куска материала, из которого выполняется раскрой R/t Вектор М в этом случае характеризует состав заготовок, получаемых на 1 кг затраченного материала. Соображения, совершенно аналогичные приведенным для задачи 1, в условиях задачи 2 показывают существование наиболее экономного плана раскроя и индексов plt р2, . . рп, обладающих свойствами, сформулированными в гл. I, § 3.
Задача 3. Материал поступает нескольких размеров во вполне определенном количестве: через ц- (Z == 1, 2, ..., Z) обозначена доля материала г-го
Z
габарита от общего числа целых кусков материала! — 1; все .
4=1
Остальные условия те же, что в задаче 1.
Каждый из габаритов материала допускает свои способы раскроя на нужные заготовки. Обозначаем Rlk (k = 1, 2, . . ., N-) раскрой j-го габарита материала.
По существу мы имеем один вид материала — «смесь», причем в среднем на каждый кусок «смеси» доля допускает раскрои R^ (k = 1,2,..., NJ, доля |i2 — любой из раскроев R2k (k = 1,2,..., TV2) и т. д. При этом можно считать, что к смеси применяются различные комплексные раскрои (R1^ /?|2, ... ..., Rlki), где 1 Z—1, 2, . . ., I. Продукцией каждого комплексного
раскроя «единицы смеси» следует считать суммарную продукцию, которая получится, если часть разрезать по соответствующему раскрою R^ , часть |л2 — по R% и т. д. Поскольку комплексный раскрой «смеси» получается из комбинации любых раскроев каждого из габаритов, число вводимых таким образом в рассмотрение комплексных раскроев будет N — NtN2. . . N^
Используя анализ задачи 1, можно утверждать, что существует наиболее экономный план раскроя и такая система индексов заготовок plt р2...рЛ,
при которых каждый использованный комплексный раскрой дает в среднем на «единицу смеси» одинаковую сумму индексов С, а всякий другой комплексный раскрой — сумму индексов, не большую С.
* Или стоимость, объем или иной показатель, по которому желательно достичь минимального расхода материала.
286
Возьмем один из фактически используемых в наиболее экономном Плайё комплексных раскроев (R1^ . .., Rlk) и подсчитаем сумму индексов заго-
товок отдельно для каждого из фигурирующих в нем раскроев 7?^, R*^ R^. Получим некоторые числа Сх, С2, . . ., Ср причем, очевидно, будет соблюдено равенство:
1
2 *- с*
/=1
Ни при каком раскрое R}k нельзя получить из соответствующего габарита материала заготовки с суммой индексов, большей Су Иначе комплексный рас-крой (R1^, R2ki,..R1^ , R'kj, R1^,..., Rlk[) дал бы сумму индексов, большую С, что невозможно.
В каждом отдельном раскрое R!kf используемом в наиболее экономном плане, сумма индексов равна Су (Допустим, что хоть в одном раскрое эта сумма меньше соответствующего Су Поскольку в комплексном раскрое, содержащем R^ сумма индексов равна С, должен найтись другой, входящий в него частный раскрой /?£,» для которого сумма индексов больше соответствующего С;„ что по доказанному выше невозможно.)
Итак, в условиях задачи 3 установлено существование плана и индексов, обладающих перечисленными в § 3 гл. I свойствами *.
Замечание!. Все рассмотренные задачи можно формулировать чисто аналитически. Так, задача 1 ставится следующим образом. Найти числа удовлетворяющие условиям:
1)
N
2) /е=1
3) если ввести обозначение
2 ah
1 ’
то ?! = z2 = . . . = zn, и их общее значение должно быть максимальным.
* Доказательству можно придать ту же геометрическую ясность, которую имел анализ задачи 1. Если построить многогранники Ръ Р2, . . ., Р^ характеризующие продукцию, получающуюся при различных планах раскроя в среднем на один кусок материала соответствующего габарита, то продукция, получаемая в среднем на один кусок материала из имеющейся смеси материалов при всевозможных планах раскроя, характеризуется многогранником Р = — НА + МА +♦..•+ гДе сумму следует понимать в смысле сложения по Минковскому (ср. А. Д. Александров. Выпуклые многогранники. М.—Л., Гостехиздат, 1950, гл. IV, § 2). Тогда индексы заготовок соответствуют коэффициентам уравнения опорной плоскости к многограннику Р в той точке, где луч mt (t 0) пересекает границу Р.
287
Замечание 2. На геометрической схеме задачи 1 легко проследйТЬ сущность изложенных в § 5 и 6 гл. I общих методов. Первому методу соответствует монотонное приближение к точке М по лучу L, второму — приближение к точке М по поверхности многогранника Р.
Общая трактовка и использование второго метода для ряда математических задач даны в работе Л. В. Канторовича «Об одном эффективном методе решения некоторых классов экстремальных проблем» («Докл. АН СССР», 1940, 28, 212—215).
U. О линейке для раскроя линейных материалов смешанной длины. (Теоретическое добавление к § 5 гл. II.)
Постановка задачи. Для массового раскроя поступает материал смешанных длин I (от /min до /тах), закон распределения которых ф (/) считается известным. Необходимо получать комплекты заготовок определенной длины: alf я2....ап- ® каждом комплекте должно быть соответственно по
тх, т2, . . ., тп каждого из видов заготовок. Допустимыми считаются лишь те раскрои, при которых от полосы материала отрезается одна и та же заготовка до тех пор, пока остаток не станет короче определенной длины L* после чего остаток может кроиться на любую умещающуюся в нем комбинацию заготовок. Требуется составить наиболее экономный план раскроя, учитывая, что материал предварительно не сортируется, но, как только остаток стал короче L, допускается выбор раскроя остатка.
Анализ задачи. Можно считать, что кроится один вид материала — заданная смесь с известным законом распределения длин. Выясним, какие раскрои этой смеси возможны и какова их продукция в среднем на одну разрезаемую полосу?
Допустим, что раскрой начинается с многократного отрезания заготовок длиной Если, например, исходным материалом служит смесь полос с законом распределения длин, изображенным на рис. 1, а, то после отрезания одной заготовки закон распределения длин остатков будет несколько иным (см. рис. 1, б). После того как отрезано несколько заготовок, часть полос станет короче длины А, а от части можно будет отрезать еще одну-две заготовки (см. рис. 1, в). В результате получаются остатки с новым, но также вполне определенным (по исходному закону и длине aj) законом распределения длин ф^ (/) в пределах от L — до L (см. рис. 1, г). Заметим, что наложение частей исходного закона распределения обычно приближает окончательное распределение к равномерному, как это случилось в примере, изображенном на рис. 1.
' Пусть составлен перечень всех комбинаций заготовок с суммарными длинами, меньшими L, Длины этих комбинаций обозначим в порядке возрастания blt Ь2...bfr. Допустим теперь, что остатки с законом распределения ф* (/)
рассортированы по длинам, попадающим в интервалы (bltb2)t (b2tb3)t . . . ..., (bNtL). В каждый интервал их попадает определенное, законом
фД/), количество. Остатки, попавшие в каждый из интервалов (&^,&А+1), можно кроить на комбинацию bk или любую, ей предшествующую.
* Предполагается, чтоД существенно меньше длины материала.
288
Еслй всеми Способами сочетать различные раскрои остатков из каждой Группы, для каждого сочетания подсчитать получающуюся продукцию и добавить к ней ранее полученное число заготовок то получим всевозможные комплексные раскрои смеси, начинающиеся с заготовки Повторяя то же самое для каждой заготовки (I = 1,2......п), получим конечное число комплекс-
ных раскроев одного материала (смеси), причем для каждого раскроя продукция вполне определенна *.
Таким образом, задача сводится к разобранной уже в теоретическом добавлении к задаче 1.
Рис, 1,
Согласно полученным там выводам, можно утверждать, что существует максимально экономный план раскроя. Кроме того, каждой заготовке может быть соотнесено некоторое число (ее индекс) таким образом, что все примененные в этом плане комплексные раскрои дают одинаковую сумму индексов заготовок, получаемых в среднем на одну полосу при раскрое имеющейся смеси. Все остальные раскрои дают не большую сумму индексов.
Рассмотрим только те из комбинаций blf b2> . . .,bN, которые употребляются в наиболее экономном плане при раскрое хотя бы одного концевого остатка, и подсчитаем сумму индексов заготовок для каждой такой комбинации. Эта сумма должна монотонно возрастать вместе с длиной избранных комбинаций (иначе немедленно обнаруживался бы раскрой с суммой индексов большей, чем в примененных раскроях).
Допустим теперь, что будет сделана линейка длиной L, на ней отмечены длины избранных комбинаций и за каждым делением указан список заготовок,
* Число раскроев при этом чрезвычайно велико, однако цель всего сказанного — сделать лишь принципиальный анализ.
289
фигурирующих в отмеченной комбинации, а также в более коротких комбинациях, равноценных ей по сумме индексов.
Легко проследить, что работа по такой линейке методом, изложенным в §5 гл. II, дает возможность реализовать при массовом выполнении раскроя наиболее экономный план.
Такая линейка отличается от линейки, получаемой нанесением всех комбинаций &1, bNi лишь отсутствием некоторых, как бы снятых с линейки
делений и указанием на равноценность некоторых следующих друг за другом делений. Составление такой линейки может проводиться совершенно аналогично общему решению задач 1 и 3 методом, описанным в § 6 гл. I. Именно сначала предполагается, что используется линейка с нанесением всех комбинаций (т. е. каждый остаток раскраивается на комбинацию, наиболее полно использующую длину остатка). Если при этом окажется, что.некоторые заготовки неминуемо получаются в избытке, следует последовательно понижать индексы избыточных заготовок (первоначально роль индексов играла длина заготовок). Каждый раз линейка изменяется: устраняются комбинации, дающие меньшую сумму индексов, чем некоторая по длине предшествующая им комбинация, а при наличии комбинаций, равноценных по сумме индексов, разрешается вместо большей кроить меньшую из комбинаций. Как и в общем методе § 6 гл. I, эти преобразования обязательно приводят в конце концов к линейке, обеспечивающей выполнение плана, максимально экономного в условиях поставленной задачи.
111. Пример решения задачи раскроя с использованием листов нескольких размеров. (Добавление к § 2 гл. III.)
Пример 24. Из венированной фанеры толщиной 10 мм для деталей модернизированного пассажирского вагона раскраиваются заготовки, перечисленные в табл. 1. Листы фанеры могут быть заказаны в любом соотношении размерами 1525 X 1525, 1525 X 1220 и 1220 X 1525 мм (первый размер указывает направление волокна дубового шпона, которым облицована фанера). Ширина пропилов 4 мм. Допуск на возможную неточность размеров листа J^IO jwjw. Необходимо выбрать наиболее рациональный заказ материала и указать его раскрой так, чтобы достичь наиболее экономного (по кубатуре) расхода фанеры.
Ход решения задачи*
1. Поставленная задача относится к типу задачи 2 (§ 1 гл. I): в ней есть возможность выбирать три габарита листов, два из которых имеют одинаковую кубатуру. Поэтому в окончательном плане раскроя суммы индексов в примененных раскроях листов 1525 X 1220 и 1220 X 1525 мм должны быть одинаковы (Сх), а в листах 1525 X 1525 мм — другими (С2). При этом отношение Сх : С2 должно равняться отношению объемов этих листов:
Ci _ 1525-1220-10 4
С2 1525-1525-10 5 ’
* Решение выполнено инженером Государственного проектного института Минтрансмаша П. В. Ведешкиным под руководством В. А. Залгаллера.
290
Таблица 1*
№ детали Размер заготовки, мм Количество на вагон Приближенное значение индексов * **
1 2 3 4 5 6 7 8
2-09-36-10 513X650 1 1/2
2-09-36-11 513X1020 1 1
2-09-36-12 513X1250 1 1
2-09-36-13/14 513X886 38 1
2-09-36-16 513X875 1 1
2-09-36-17 513Х1Ю5 1 1
2-09-36-20 988X310 1 1
2-09-36-21 988X680 1 2
2-09-36-22 988X225 1 1/2
2-09-36-23 988X345 39 1
2-09-36-25 988X35 1 0
2-09-36-26 988X160 1 0
2-09-36-27 988X180 1 0
2-09-36-28 988X240 1 1/2
2-09-36-30 433X650 1 1/2
2-09-36-31 433X1020 1 1
2-09-36-32 433X1250 1 1
2-09-36-33/34 433X886 38 1
2-09-36-36 433X875 1 1
2-09-36-37 433X1105 1 1
2-09-38-07 360X792 1 1/2
2-09-45-03 1310X255 1 1
2-09-45-04 990X255 1 1
2-09-45-05 300X805 1 1/2'
2-09-45-06 300X757 1 1/2
46-41-1-08 1085X290 18 1
46-42-1-01 485X290 ,3 0
2-41-1-81 78X62 20 0
2-42-3-05 75X520 1 0
2-25-22 1182X429 1 1
2-25-23 772X429 1 1/2
2-25-41 1182X322 1 1
2-25-42 772X322 1 1/2
51-39-04 252X402 2 0
51-00-17 772X675 4 1V2
51-05-04 772X581 2 1
2-41-5-01 143X60 10 0
2-44-6-38 674X315 2 1/2
2-44-4-20 375X255 4 0
2-44-4-35 455X546 1. 0
2-44-4-39 1260X400 1 1
2-44-3-01 652X466 1 1/2
2-44-15-01 165X600 1 0
2-61-52/53 750X215 2 1/4
2-61-54 390X215 2 0
2-47-2-10 236ХИ5 1 0
2-46-10 600X60 1 0
* Первый из размеров направлен вдоль волокна.
** Столбцы разделены исключительно для того, чтобы сделать нагляд-нее псследовательность выбора индексов.
Рис. 2.
Примем для простоты Сх = 4, С2 = 5. (Если это окажется неудобным, мы можем увеличить затем Сх и С2ъ одинаковое число раз.) 2. Рассмотрим только преобладающие заготовки (табл. 2) и выберем их индексы так, чтобы из листов 1525 X 1220 и 1220 X 1525 мм нельзя было получать эти заготовки с суммой индексов, большей 4, из листа 1525 X 1525 мм — с суммой индексов, большей 5, а из Таблица^
полноценных раскроен можно оыло получить основную массу этих заготовок. Сначала выберем индексы так, чтобы несколько самых естественных рас- № детали Размер заготовки, Количество на вагон
кроев были полноценными. (Затем можно уменьшить какой-либо из индексов, если найдется раскрой с суммой большей допустимой.) Возьмем несколько целесообразных раскроев (рис. 2). Заготовка 513 X 886 мм будет 2-09-36-13/14 2-09-36-33/34 2-09-36-23 46-41-1-08 513X886 433X886 988X345 1085X290 38 38 39 ' 18
иметь тот же индекс, что и заготовка
433 X 886 мм, так как в любом из раскроев 1—3 эти заготовки могут частично или полностью замещать друг друга. Если обозначить индексы заготовок х, х, у, г, перечисленных в табл. 2, чтобы приведенные три раскроя были полно-,
292
Ценными, получим условий:
Зх + z = 4, 4г/ = 4;
3z/ + х = 4, откуда
х = 1; у — 1; z = 1.
Несложный просмотр нескольких вариантов дает еще целый ряд полноценных раскроев этих заготовок, например раскрой 4 (рис. 3).
Но ни одного раскроя с суммой индексов, большей 4 и 5, для соответствующих листов не находится. Полученные индексы вносим в табл. 1 (4-й столбец).
3. Установим индексы некоторых по-лос.
Полосы с индексом 0. Круп- - -ные прямоугольные остатки, заштрихован-ные в раскроях 1, 2, 3, 4, имеют индекс 0.
Полоса А. Если от листа 1525 X ’
X 1525 мм отрезать четыре заготовки ----
345 X 988 мм, то остающаяся полоса А (рис. 4, а) будет иметь индекс 5—4 — 1.
Размер полосы А равен 537 X 1525 мм, Ny а с учетом допусков и пропилов —523 X X 1515 мм.
Полоса В. Если от листа 1525 х
X 1525 мм отрезать три заготовки 345 х
X 988 лш и одну 433 X 886 мм, то остаю-
щаяся полоса В (см. рис. 4, б) будет иметь индексы 5—3—1 = 1. Полоса В имеет размер 1525 X 490 мм, а с учетом допусков и пропилов — 1515 X X 468 мм.
Мы отмечаем эти две полосы как наиболее крупные, имеющие сравнительно небольшой индекс.
4. Выберем индексы других заготовок. Каждой заготовке' приписываем возможно меньший индекс, при котором ее еще можно получить хотя бы в одном полноценном (по сумме индексов) раскрое из полосы или нового листа.
293
680 ~ _ 680 _| * > _ 675 _ । _ 675
Основная часть А
Рис. 5.
а —- 2 листа 1220 X 1525 мм; Из отхода кроить: 433 X 1250 мм и 433 X 650 + 360 X 792 мм; 6 — 1 лист 1525 X 1220 мм; в — 1/2 листа 1525 X 1525 мм (1 лист на 2 вагона); г — 2 листа 1525 X 1525 мм. Из отходов А кроить: 513 X 1250 мм и 513 X 875 -|- 455 X 546 мм;
д — 8 листов 1525 X 1220 мм.
Прежде всего заготовкам, умещающимся в полосах, имеющих «индекс О, приписываем индекс 0. Получающиеся индексы вносим в табл, 1 (5-й столбец)'.
Затем приписываем индекс 1 заготовкам, которые могут быть получены с небольшими отходами из полосы А, и индекс 1/2 тем заготовкам, которые дважды укладываются в полосе Л. Результаты внесены в табл. 1 (6-й столбец).
Замечание. Заготовкам 360 X 792 мм и 300 X 805 мм приписан индекс 1/2, так как они могут умещаться в полосе А вместе с заготовкой433 X X 650 мм, имеющей индекс 1/2.
Затем приписываем индекс 1 В, и индекс 1/2, уменьшающимся Замечания. 1. Заготовке 988 X 240 мм приписан индекс 1/2, так как она умещается в полосе В вместе с заготовкой 988 X 225 мм, имеющей индекс 1/2.
2. Заготовкам 772 X 429 мм и 772 X 322 мм приписан индекс 1/2 потому, что они умещаются в полосе В вместе с заготовками 652 X 466 мм или 674 X 315 мм, имеющими индекс1 /2.
3. Заготовке 988 X 180 мм приписываем индекс 0, так как она умещается в полосе В вместе с заготовками 1305 X 255 лш или 990 X 255 мм, имеющими индекс 1.
4. Заготовке 750 X 215 мм приписываем индекс 1/4, так как она умещаемся в полосе# четыре
заготовкам, хорошо умещающимся в полосе в ней дважды.
Рис. 6.
а — 6 раз. Из одного отхода кроить 988 X X 160 мм\ 6 — 2 раза. Из одного отхода I кроить 988 X 300 + 988 X 180 мм. Из второго отхода I кроить 988 X 240 988 X
225 мм.
раза.
Полученные результаты вносим в табл. 1 (7-й столбец).
Переходим к оставшимся заготовкам. Заготовка 988 X 680 мм занимает место двух заготовок 988 X 345 мм, припишем ей индекс 2. Испробовав несколько раскроев, убеждаемся, что заготовке 772 X 675 мм нельзя приписывать индекс меньше 1 1/2, а при таком индексе она может быть получена в полноценном раскрое (рис. 5, а).
В качестве наименьшего индекса заготовке 772 X 581 мм можно приписать 1. При таком индексе она еще может быть получена в полноценном раскрое (см. рис. 5, б).
5. Приступаем к составлению плана раскроя. Постараемся обходиться лишь полноценными раскроями. Начинаем с тех заготовок, которые требуют вполне определенных раскроев,— карты № 1 и 2.
Затем составляем карты с участием заготовок, необходимо требующих полосы А полной длины (см. рис. 5, в, г).
Теперь раскроим заготовки, требующие также полосы А, но могущие уместиться в более короткой полосе (см. рис. 5, б).
Раскрой основной части показан на рис. 6.
Раскрой полос А
мм шт. мм шт.
513 X 11.05 1 433 X 1105 1
513 X 1020 1 433 X 1020 1
513 X 875 1 433 X 886 + 485 X 290 3
295
Затем кроим заготовки, обязательно требующие полосы В, полной ширины (рис. 7, а).
Теперь кроим заготовки 513 X 886 мм (см. рис. 7, б).
Наконец, кроим оставшиеся заготовки 433 X 886 мм (см. рис. 7, в).
Последнюю полосу С уже пришлось заполнить заготовками с несколько меньшей суммой индексов.
6
Рис. 7.
а — 3 листа 1525 X 1525 мм. Из отходов В кроить: 772 X 429 4- 652 X 466 мм; 1260 X 400 + 252 X 402 мм; 1182 X 429 + 252 X X 402 мм; 6—19 листов 1525 X 1220 мм. Из отходов С кроить: 18 шт. 1085 X 290 мм (из четырех отходов кроить заготовки 375 X X 255 мм); 1 шт. —1182 X 322 мм; в — 4 листа 1525 X 1220 — мм. Из отходов С кроить: 990 X 255 мм; 772 X 322 674 X 315 мм;
1305 X 255 мм; 750 X 215 + 750 X 215 мм.
Осталось раскроить лишь заготовки 300 X 757 мм. (Большинство заготовок с индексами 0 уже размещено, а остальные, очевидно, выходят из любых отходов.)
Заготовки 300 X 757.мм можно либо получить один раз на 10 вагонов из листа 1525 X 1525 мм или один раз на два вагона, если один из четырех листов, раскраиваемых по карте 1, заменить листом 1525 X 1525 мм и кроить его, как указано на рис. 8, а.
Остановимся на втором варианте, не требующем болыцой партии.
296
План раскроя готов. Наиболее экономный ли он?
В одном из раскроев (в карте № 8) употреблен неполноценный раскрой с суммой индексов 3 1/3 вместо 4. Кроме того, при выборе индексов заготовок в 988 X 1310 X 255мм несколько преувеличенно взят их индекс за 1. Прита-ком индексе возможен, например, раскрой по рис. 8, б, дающий сумму индексов не 5, а 4. Чтобы устроить это, надо понизить индексы заготовок до^З/4. Те раскрои, где данные^заготовки получены в нашем плане, оказываются тогда не вполне полноценными.
Рис. 8.
План, составленный таким образом, если и может Оыть улучшен, то не
—+ —
2 4 5
больше, чем на —листа на вагон. Попытки улучшить план, направление которых указывается неполноценными раскроями полученного плана, приведут, по-видимому, к резкому увеличению партии и совершенно незначительной экономии (фактически много меньшей, чем 5/16 листа на вагон) и к пересмотру индексов, которые установят максимальную экономичность нового плана.
Пересматривать план практически нет смысла. Составленный раскрой остается оформить по установленной на заводе форме.
Приведем экономические показатели составленного плана:
> Заказ материала
Размер листа, мм
Количество листов на вагон
1525 X 1525 6
1525 X 1220 32
1220 X 1525 1 1/2
Расход в переводе по кубатуре на листы 1525 X 1220 мм — 41 лист на вагон. Партия — 2 вагонокомплекта. Процент полезного использования материала при раскрое равен 87,5%. Расход материала — 0,763 м9 на вагон.
Утвержденный ранее заводом раскрой предусматривал расход 45,1 листа и не обладал какими бы то ни было технологическими преимуществами перед новым планом. Партия была 10 вагонов. Разница между методически отработанным и определенным на глаз планом раскроя составила в этом случае около 9% экономии материала.
297
ОГЛАВЛЕНИЕ
Предисловие ко второму изданию........................................ 3
Из предисловия к первому изданию...................................... 5
Введение.............................................................. 7
Глава I. Общие методы решения задачи о раскрое................... 11
§ 1. Постановка задачи................................. 11
§ 2. Раскрой материала на заготовки двух размеров..... 18
§ 3. Понятие индекса. Признаки наиболее экономного плана раскроя.................................................... 25
§ 4. Контроль готового раскройного плана .............. 32
§ 5. Первый метод нахождения максимально экономного плана раскроя (Метод последовательного улучшения раскройного плана.).................................................... 37
§ 6. Второй общий метод отыскания максимально экономного раскройного плана. (Метод последовательной перестройки множества условно максимальных раскроев.).................. 42
§ 7. Общая схема приближенных методов, ускоряющих нахождение наиболее экономного плана раскроя ................... 44
§ 8. Пределы возможных значений индексов и приемы уточнения этих пределов . . . ............................... 46
Глава II, Раскрой линейных материалов по длине (профильный прокат, трубы, бруски, полосы).......................................... 51
Раск рой мерного материала 52
§ 1. Приближенный выбор индексов округлением длины заготовок .................................................... 53
§ 2. Графическое нахождение возможных и наиболее благоприятных раскроев............................................ 59
§ 3. Некоторые замечания о свойствах индексов. Планирование линейного раскроя при значительном преобладании нескольких заготовок. Шкала индексов............................. 61
Раскр ой материалов смешанной длины....................... 69
§ 4. Сортировка материала.................................. 69
§ 5. Работа по специальной сменной линейке, закрепляемой на станке.................................................... 75
§ 6. Пример рационального раскроя необрезных досок на заготовки для изготовления ящиков............................. 91
§ 7. Практические замечания о задачах планирования раскроя линейных материалов......................................... 94
Глава III, Раскрой листовых материалов на прямоугольные заготовки
§ 1. Случай, когда задача сводится к линейному раскрою. . . . 101
§ 2. Случай, когда преобладает несколько видов заготовок. . . 104.
298
§,3. Приближенное определение индексов с помощью вспомогательной линейной задачи.................................... 108
§ 4. Получение из одного листа одинаковых заготовок .... 115
§ 5. Использование ранее имевшихся индексов при составлении видоизмененного плана раскроя ............................. 124
§ 6. Построение планов раскроя листового материала по рулонному принципу ............................................. 137
§ 7. Практические указания о порядке работы при составлении плана раскроя листовых материалов и технологические замечания ..................................................... 155
Глава IV. О составлении поставов для распиловки бревен.......... 171
§ 1. Графический метод составления поставов, дающих максимальный выход по кубатуре.................................. 171
§ 2. Поправки на реальные условия распиловки ............. 178
§ 3. Роль ассортиментных требований....................... 202
Заключение...................................................... 217
Обзор литературы................................................ 221
§1.0 связи задач раскроя с линейным и динамическим программированием ............................................ 221
§ 2. Производственные вопросы раскроя для заготовок простых форм..................................................... 228
§ 3. Фигурные заготовки................................... 243
§ 4. О разворачивании в плоскость......................... 259
§ 5. Раскрой в лесопилении................................ 263
Приложение...................................................... 284
I. Доказательство существования индексов, связанных с максимально экономным планом раскроя......................... 284
II. О линейке для раскроя линейных материалов смешанной длины ..................................................... 288
III. Пример решения задачи раскроя с использованием листов нескольких размеров. (Добавление к § 2 гл. III)............. 290
Леонид Витальевич Канторович, Виктор Абрамович Залгаллер
РАЦИОНАЛЬНЫЙ РАСКРОЙ ПРОМЫШЛЕННЫХ МАТЕРИАЛОВ
Редактор А. А. Сницаренко
Художественный редактор В. И. Шумаков
Художник Е. Ф. Зайцев
Технический редактор Т. К. Овчинникова
Корректоры А. А. Симонова, Т. П. Августан
Сдано в набор 5 августа 1970 г.
Подписано в печать 17 мая 1971 г. МН 02056
Бумага 60x90Vxe. 18,75 печ. л.. 18,2 уч.-изд. л.
Заказ № 1329. Тираж 4600. Цена 1 р. 68 к.
Издательство «Наука», Сибирское отделение.
Новосибирск, 99, Советская, 18.
2-я типография издательства «Наука».
Москва, Шубинский пер., 10