
























































































































































































































































Автор: Мельник В.А.
Теги: различные отрасли промышленности и ремесла производство изделий из различных материалов общее машиностроение машиноведение машиностроение детали машин издательство машиностроение
ISBN: 978-5-217-03383-6
Год: 2008




БИБЛИОТЕКА
КПНСТРЫКТПРД
В.А. МЕЛЬНИК
ТОРЦОВЫЕ
УПЛОТНЕНИЯ ВАЛОВ
БИБЛИОТЕКА КОНСТРУКТОРА
Основана в 1968 году
В.А. МЕЛЬНИК
ТОРЦОВЫЕ
УПЛОТНЕНИЯ ВАЛОВ
СПРАВОЧНИК
МОСКВА «МАШИНОСТРОЕНИЕ» 2008
УДК 67-762
ББК 34.42
М48
Рецензент: д-р техн. наук А.С. Байбиков
Мельник В.А.
М48 Торцовые уплотнения валов: справочник. - М.: Машиностроение, 2008. -
320 с: ил. - (Б-ка конструктора)
ISBN 978-5-217-03383-6
Приведен механизм работы торцовых уплотнений, включая процессы, протекающие в
уплотняющей щели, гипотезы уплотняющей и несущей способности торцовых уплотнений и
известные методы их расчета. Представлены новые сведения по исследованиям и расчетам
торцовых уплотнений, управлению работой торцового уплотнения. Показаны возможности
расчетного проектирования торцовых уплотнений с заданными рабочими характеристиками. Приведены
технические решения, которые могут успешно использоваться в конструкторской практике.
Впервые даны конструктивные исполнения газовых торцовых уплотнений. Описаны
работа торцовых уплотнений, необходимое дополнительное оборудование, наиболее
распространенные схемы и методы расчета уплотняющих пар.
Для специалистов, занимающихся разработкой и эксплуатацией узлов уплотнений валов;
может быть полезна преподавателям и студентам втузов.
УДК 67-762
ББК 34.42
ISBN 978-5-217-03383-6 © Мельник В.А., 2008
© Издательство "Машиностроение", 2008
Перепечатка, все виды копирования и воспроизведения материалов,
опубликованных в данной книге, допускаются только с разрешения
издательства и со ссылкой на источник информации.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ 7
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ТОРЦОВЫХ УПЛОТНЕНИЯХ ... 9
1.1. Принцип действия 9
1.2. Классификация торцовых уплотнений 13
Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ
УПЛОТНЕНИЙ 20
2.1. Положение вращающегося блока относительно уплотняемой
среды 21
2.2. Положение аксиально-подвижного блока относительно вала ... 22
2.3. Нагрузка в уплотняющем стыке 22
2.4. Способ подачи смазки к уплотняющему стыку пары колец .... 25
2.5. Устройства снабжения смазкой поверхностей трущейся пары
колец 26
2.5.1. Естественные устройства смазки пары трения 27
2.5.2. Искусственные устройства смазки пары трения 30
2.5.3. Каналы подвода смазки к уплотняющим поверхностям
колец 32
2.6. Типы и виды торцовых уплотнений в зависимости от устройств
смазки 33
2.6.1. Контактные (обыкновенные) торцовые уплотнения 33
2.6.2. Бесконтактные торцовые уплотнения 34
2.6.2.1. Гидростатические торцовые уплотнения 35
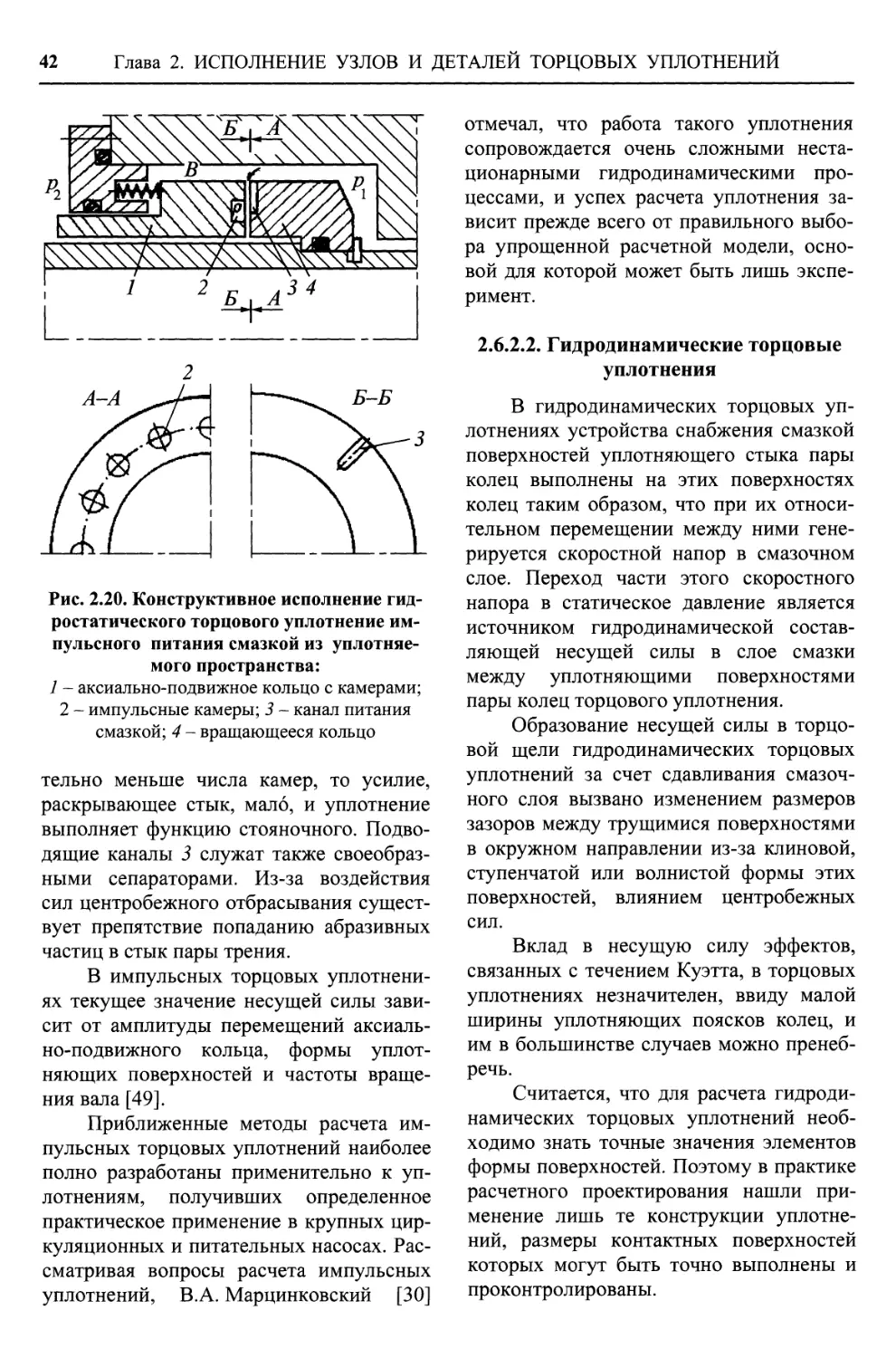
2.6.2.2. Гидродинамические торцовые уплотнения 42
2.6.3. Гибридные торцовые уплотнения 47
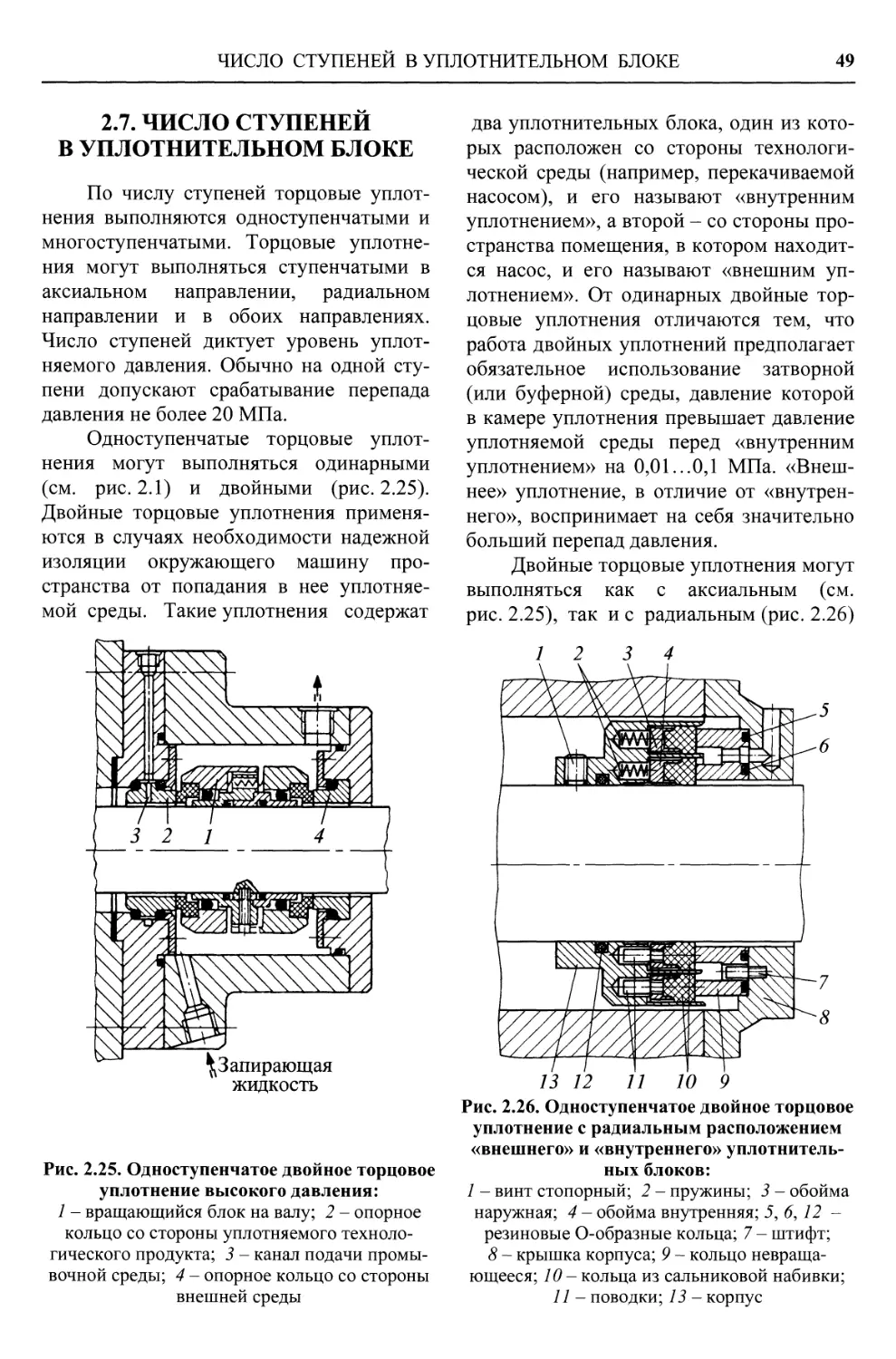
2.7. Число ступеней в уплотните льном блоке 49
2.8. Кольца пары трения 52
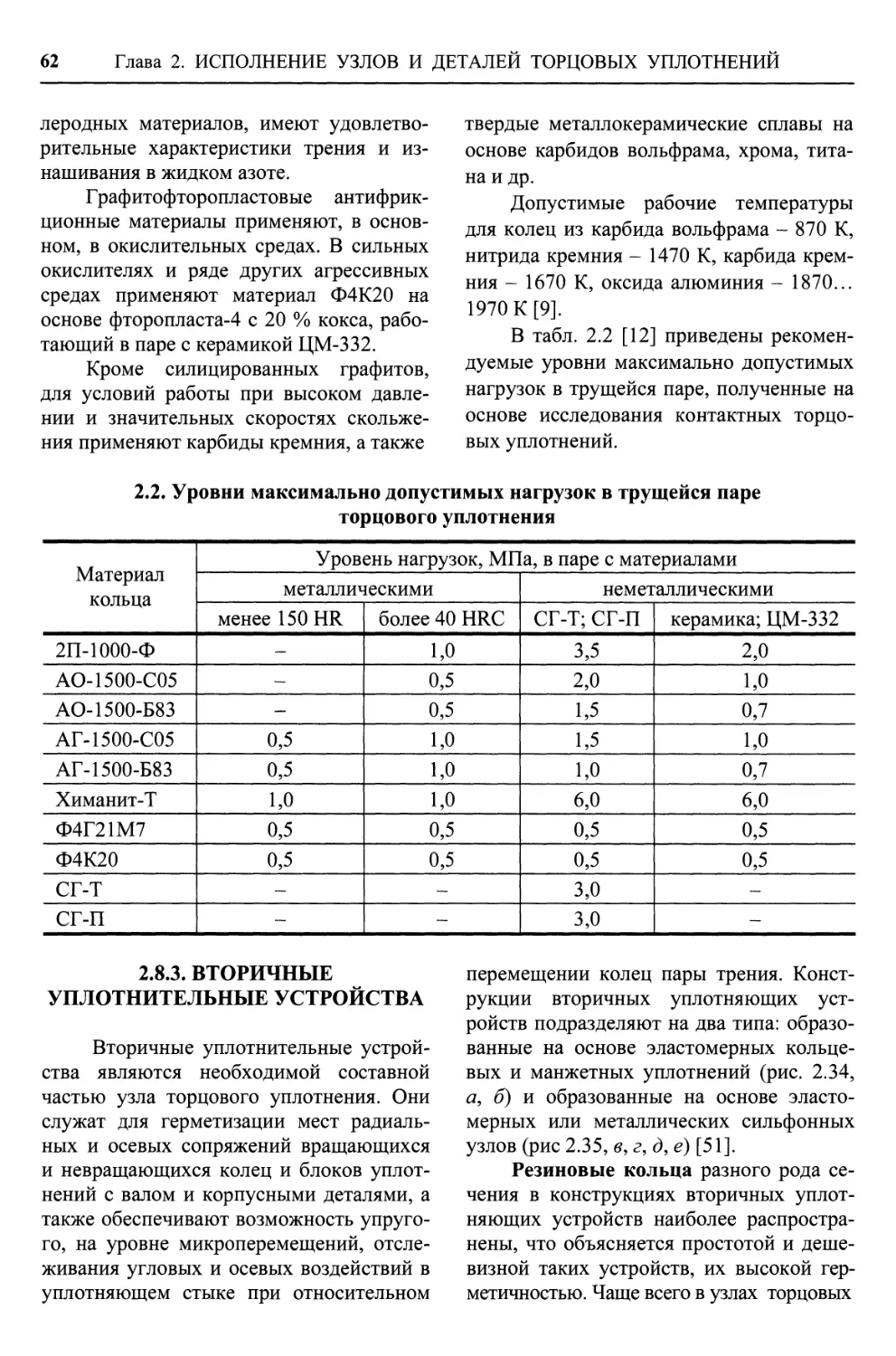
2.8.1. Материалы уплотняющих колец торцовых уплотнений 54
2.8.2. Выбор материалов для колец пар трения 61
2.8.3. Вторичные уплотнительные устройства 62
2.8.4. Устройства постоянного осевого поджатия колец
торцовой пары (пружины, сильфоны) 70
2.8.5. Устройства передачи вращающего момента к деталям
или для фиксации от углового смещения деталей в узле 72
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ,
СВЯЗАННЫЕ С ЭКСПЛУАТАЦИОННЫМИ УСЛОВИЯМИ 75
3.1. Влияние уровня уплотняемого давления 75
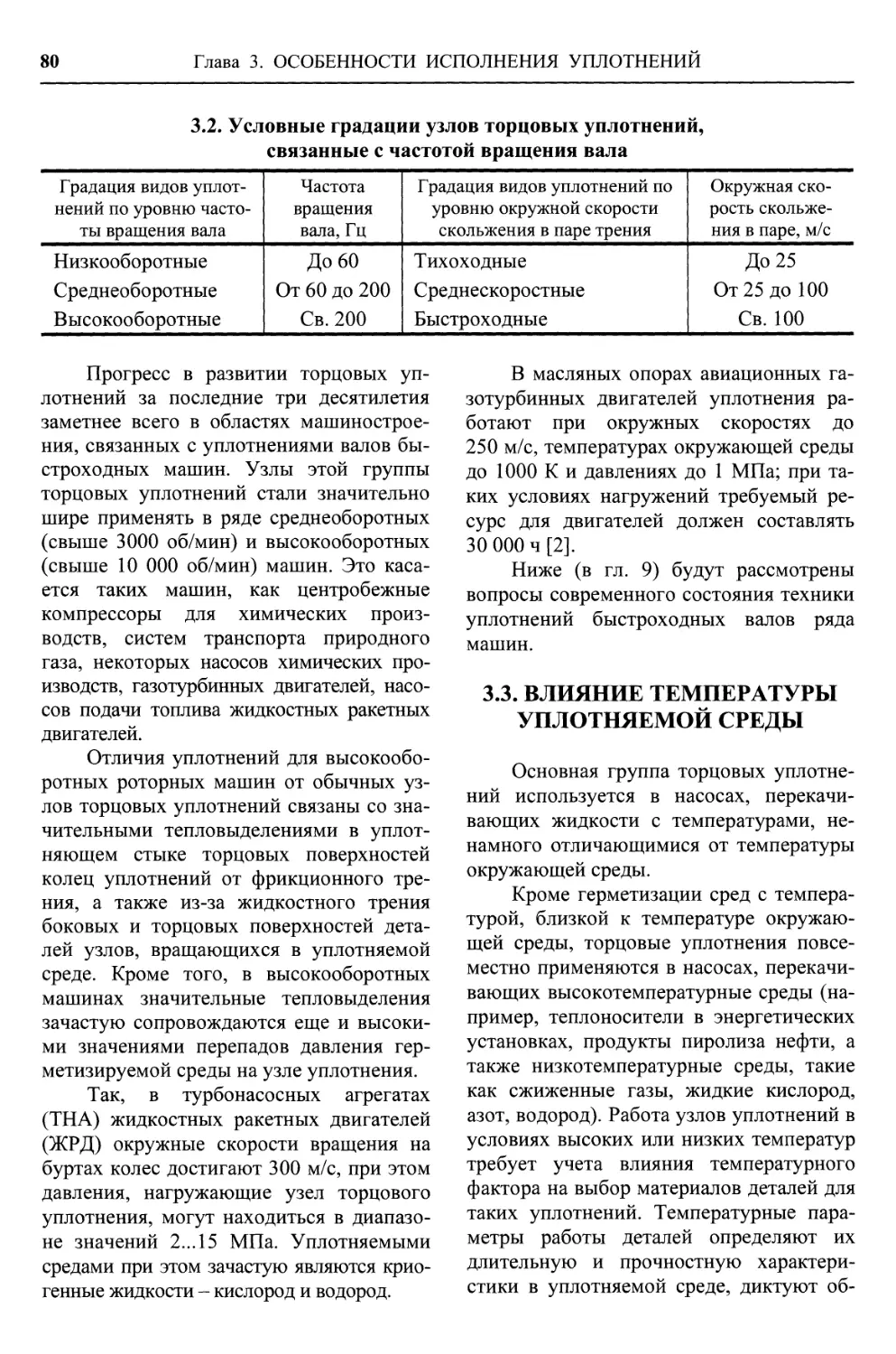
3.2. Влияние частоты вращения вала 78
4
ОГЛАВЛЕНИЕ
3.3. Влияние температуры уплотняемой среды 80
3.3.1. Уплотнения для сред с температурой ниже температуры
кипения при атмосферном давлении 81
3.3.2. Уплотнения для высокотемпературных сред 87
3.3.3. Уплотнения для низкотемпературных (криогенных) сред 8 8
3.4. Влияние на исполнение уплотнения периода действия в
системе уплотнение-машина 90
3.4.1. Торцовые уплотнения периодически действующих машин 91
3.4.2. Стояночные торцовые уплотнения 93
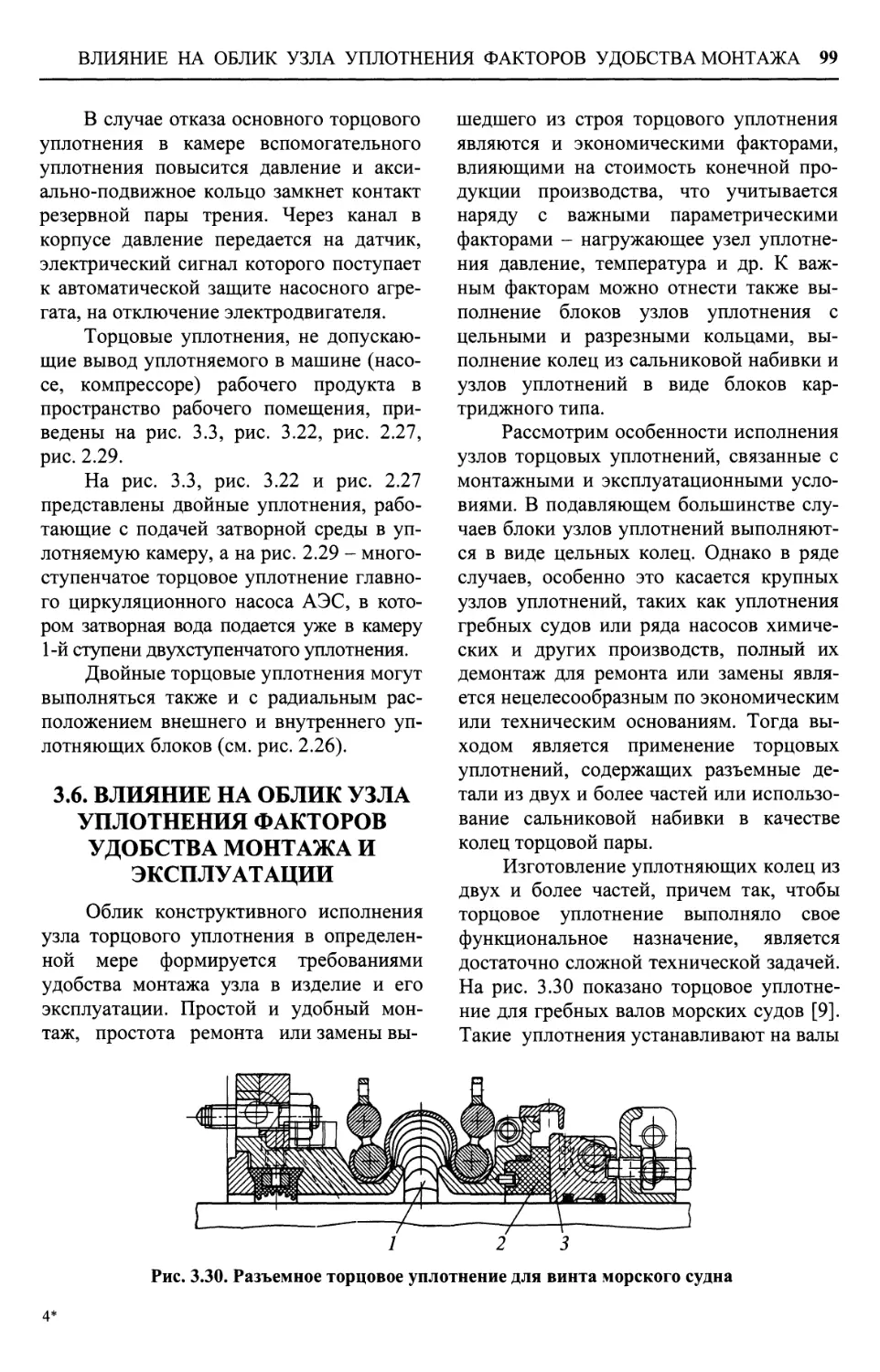
3.5. Влияние на облик узла требований по допустимости вывода
уплотняемой среды в окружающее пространство 95
3.6. Влияние на облик узла уплотнения факторов удобства монтажа
и эксплуатации 99
Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ
УПЛОТНЕНИЙ, СВЯЗАННЫЕ С ФАЗОВЫМ СОСТОЯНИЕМ
УПЛОТНЯЕМОЙ СРЕДЫ 103
4.1. Жидкостные уплотнения 103
4.1.1. Влияние загрязненности уплотняемой среды 104
4.1.2. Влияние уровня газонасыщенности уплотняемой среды 110
4.2. Газовые торцовые уплотнения (ГТУ) 111
4.2.1. Торцовые уплотнения для компрессоров 112
4.2.2. Торцовые уплотнения для насосов и мешалок 117
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ. МЕХАНИЗМ
РАБОТЫ 121
5.1. Формы уплотняющих поверхностей колец торцовой пары до
работы уплотнения и после нее 122
5.2. Температурные факторы в уплотнениях 125
5.2.1. Тепловой баланс узла уплотнения 125
5.2.2. Теплообразование от дискового трения деталей узла в
камере торцового уплотнения 128
5.2.3.0 тепловыделениях в уплотняющем стыке пары колец 131
5.2.4. Температура на контактной поверхности 136
5.2.5. Температурное поле колец 142
5.3. Деформации колец торцового уплотнения 147
5.3.1. Силовые деформации 149
5.3.2. Температурные деформации 150
5.4. Динамические нагрузки в торцовых уплотнениях 154
5.5. Форма уплотняющей щели в стыке пары при работе уплотнения 157
ОГЛАВЛЕНИЕ 5
5.6. Оценка влияния формы щели на уплотняющую способность и
несущую силу в торцовой паре 169
5.7. Основные представления о механизме работы торцового уплотнения 170
5.7.1. О механизме уплотняющей способности торцового
уплотнения 173
5.7.2. О механизме несущей способности торцового уплотнения 174
5.7.3. Модели работы торцового уплотнения 178
5.7.4. Анализ современных моделей работы торцовых
уплотнений 181
5.8. О газовых торцовых уплотнениях 185
Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО
УПЛОТНЕНИЯ 188
6.1. Разработка замкнутой расчетной модели торцового уплотнения 193
6.1.1. Описание модели и расчетные соотношения для щели с
гладкой криволинейной формой 193
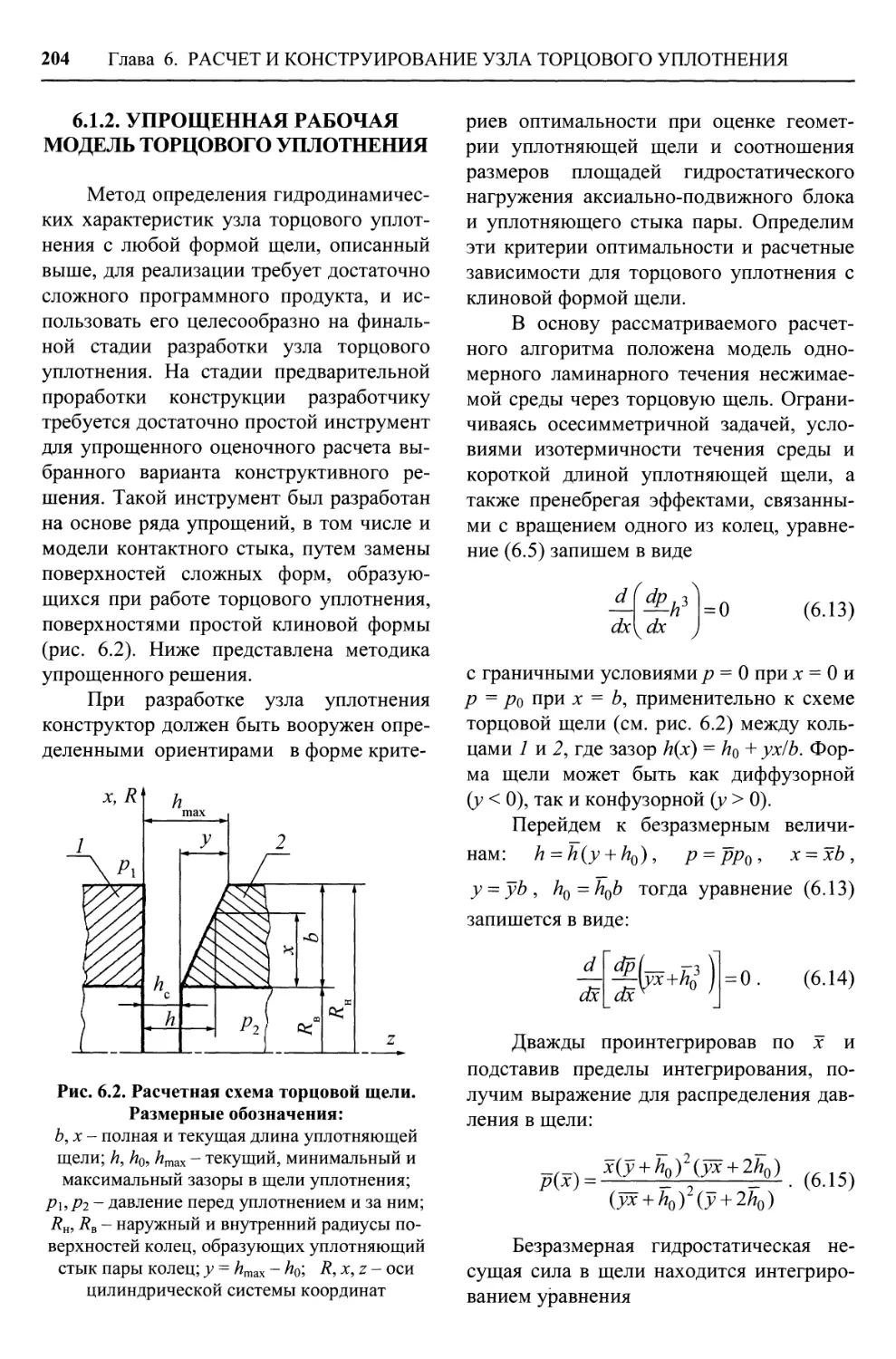
6.1.2. Упрощенная рабочая модель торцового уплотнения .... 204
6.2. Расчет деформаций в кольцах торцовой пары при нагружении
узла торцового уплотнения перепадом давления 208
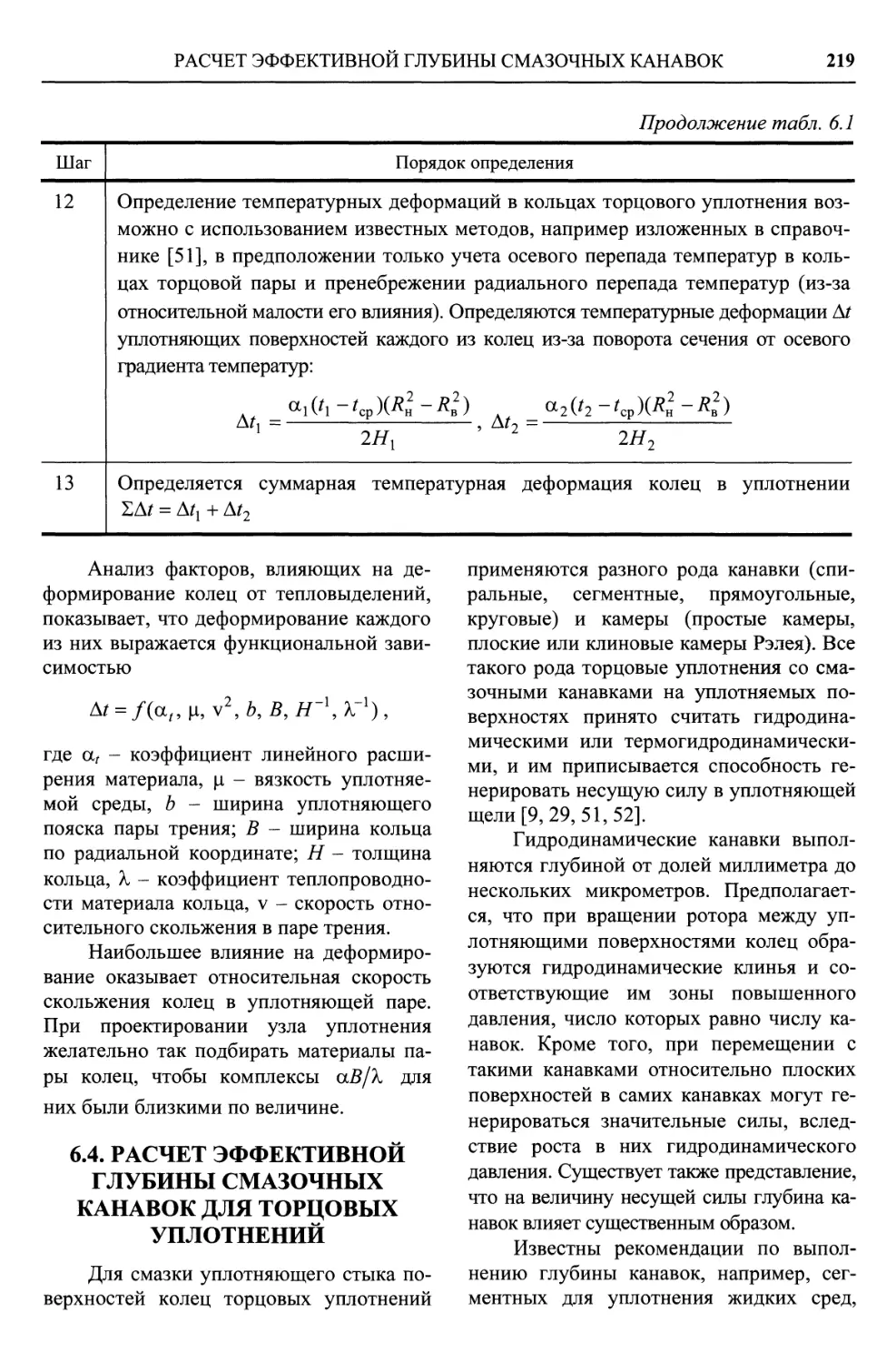
6.3. Расчет температурного поля и температурных деформаций
колец торцового уплотнения 215
6.4. Расчет эффективной глубины смазочных канавок для торцовых
уплотнений 219
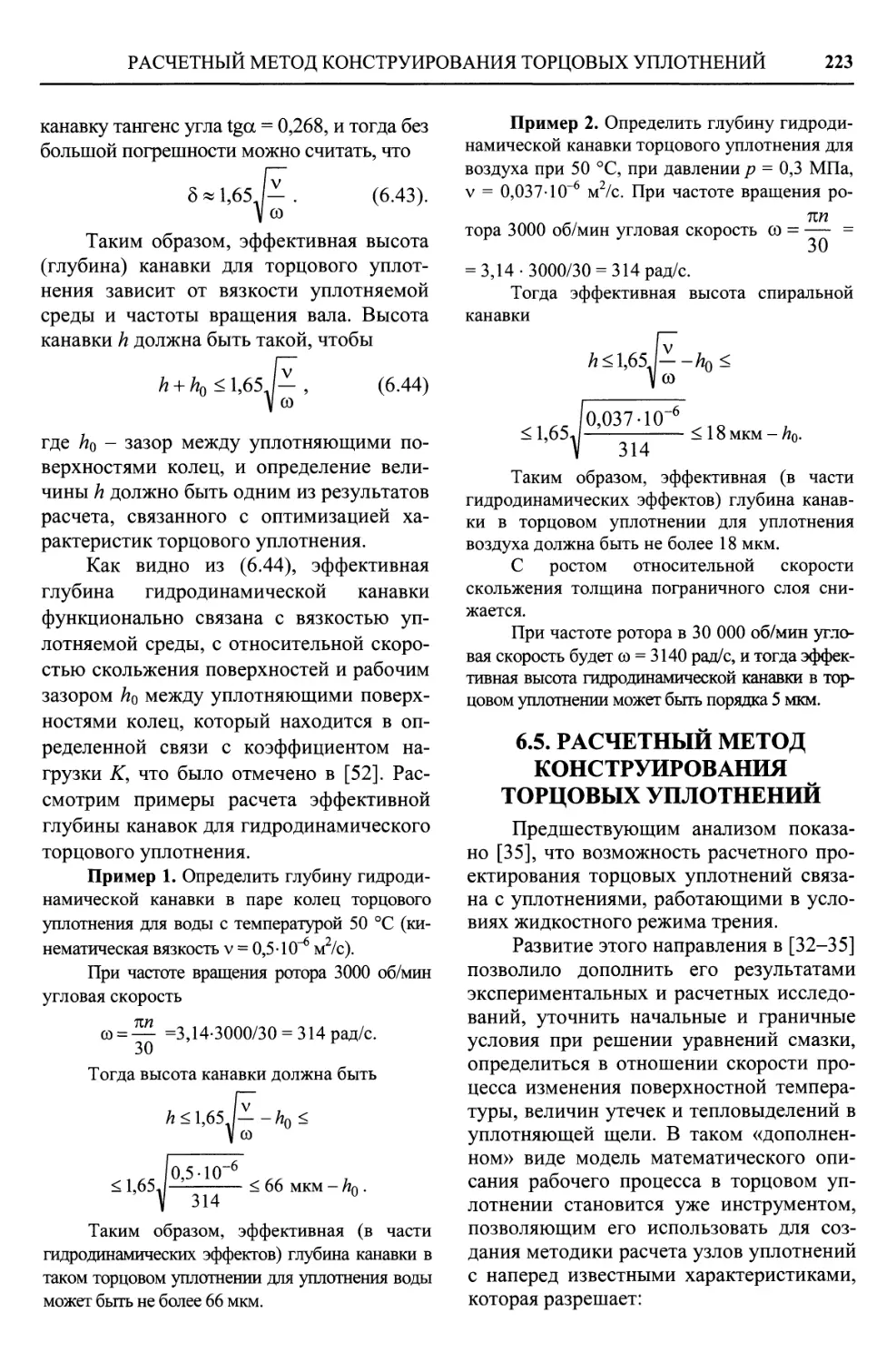
6.5. Расчетный метод конструирования торцовых уплотнений .... 223
в.в. Параметры управления и оптимизации характеристик
торцового уплотнения 231
Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ
УПЛОТНЕНИЙ 238
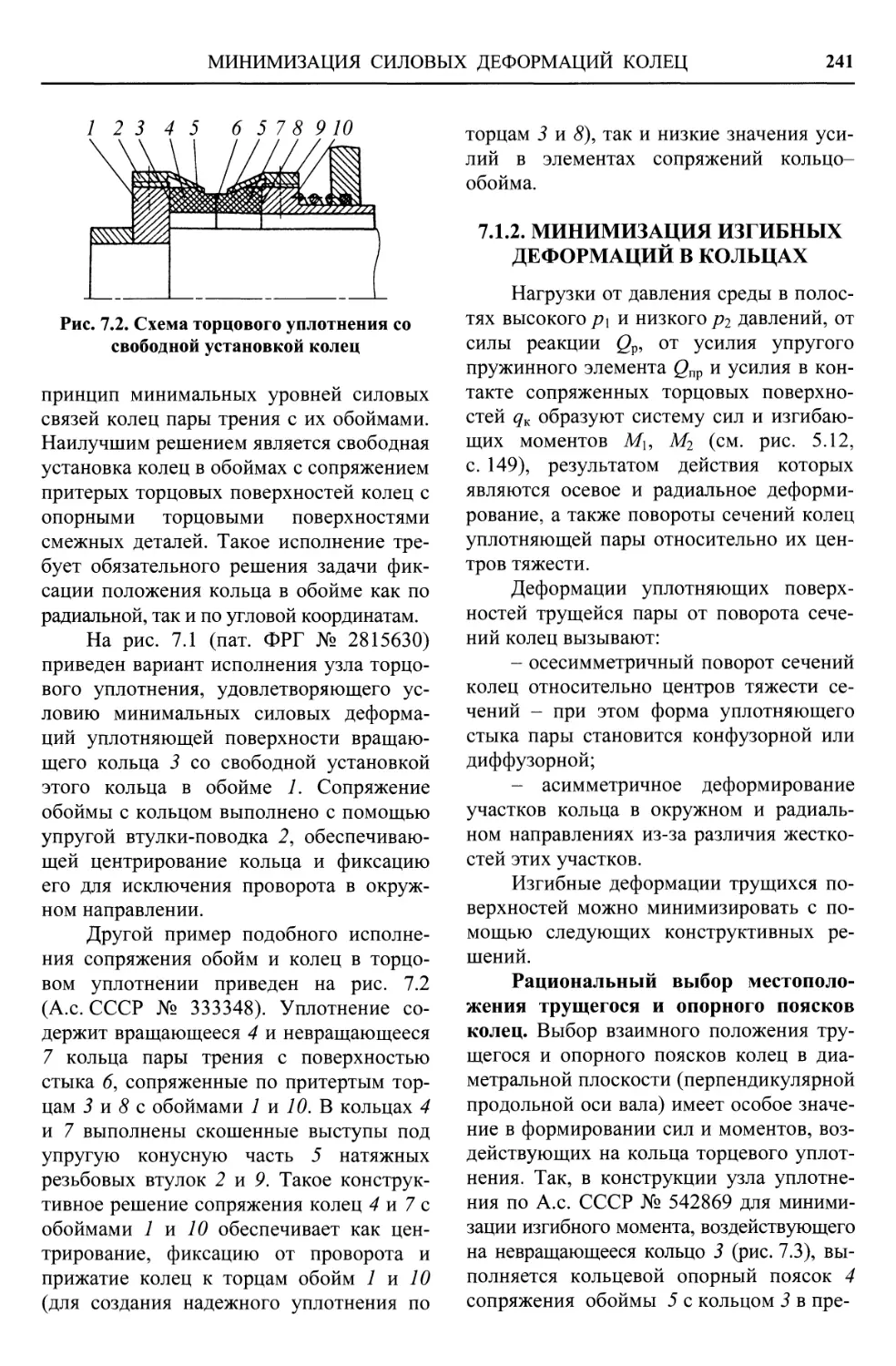
7.1. Минимизация силовых деформаций колец 239
7.1.1. Минимизация деформаций использованием
рациональной схемы крепления колец в узле 240
7.1.2. Минимизация изгибных деформаций в кольцах 241
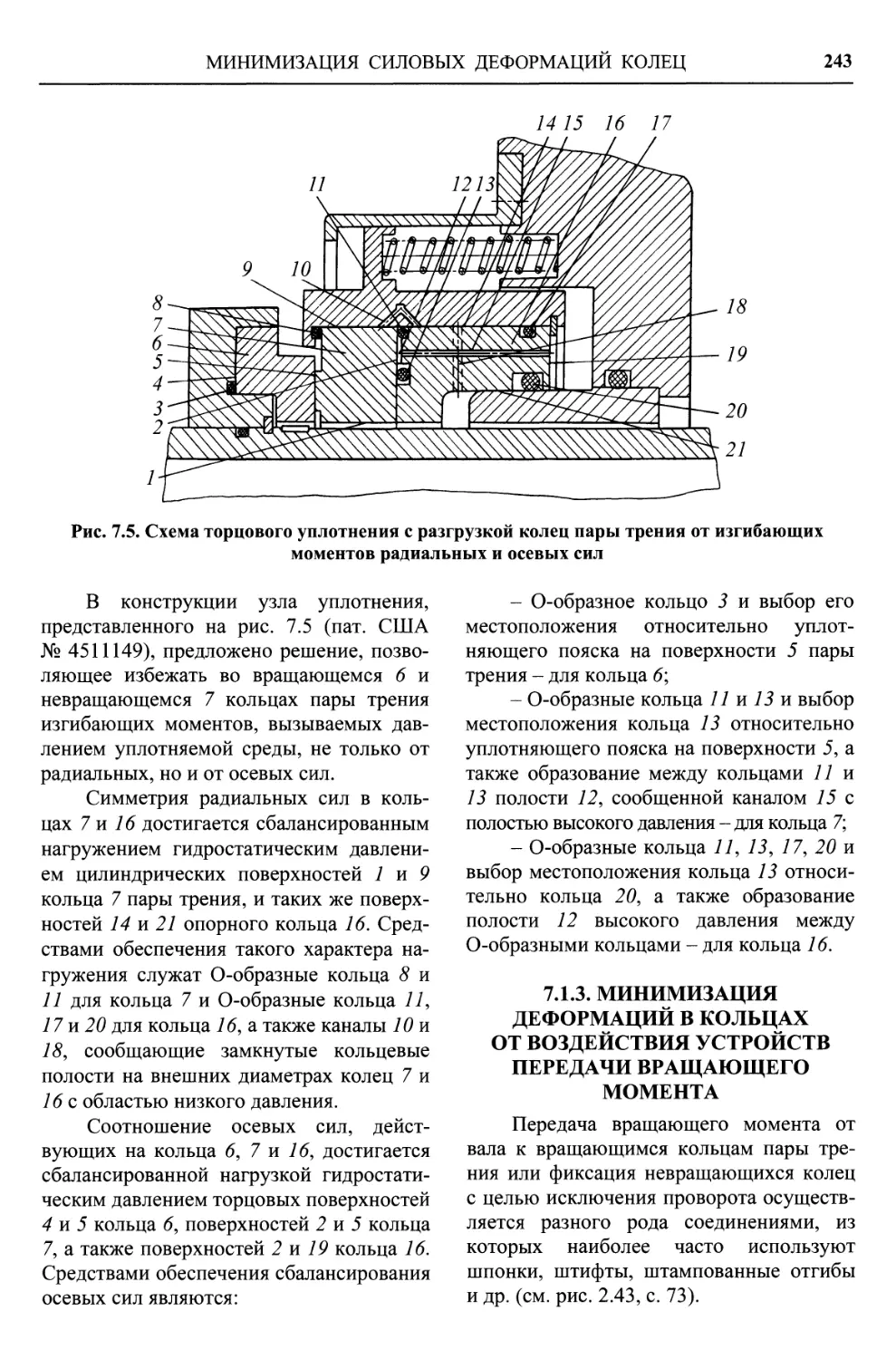
7.1.3. Минимизация деформаций в кольцах от воздействия
устройств передачи вращающего момента 243
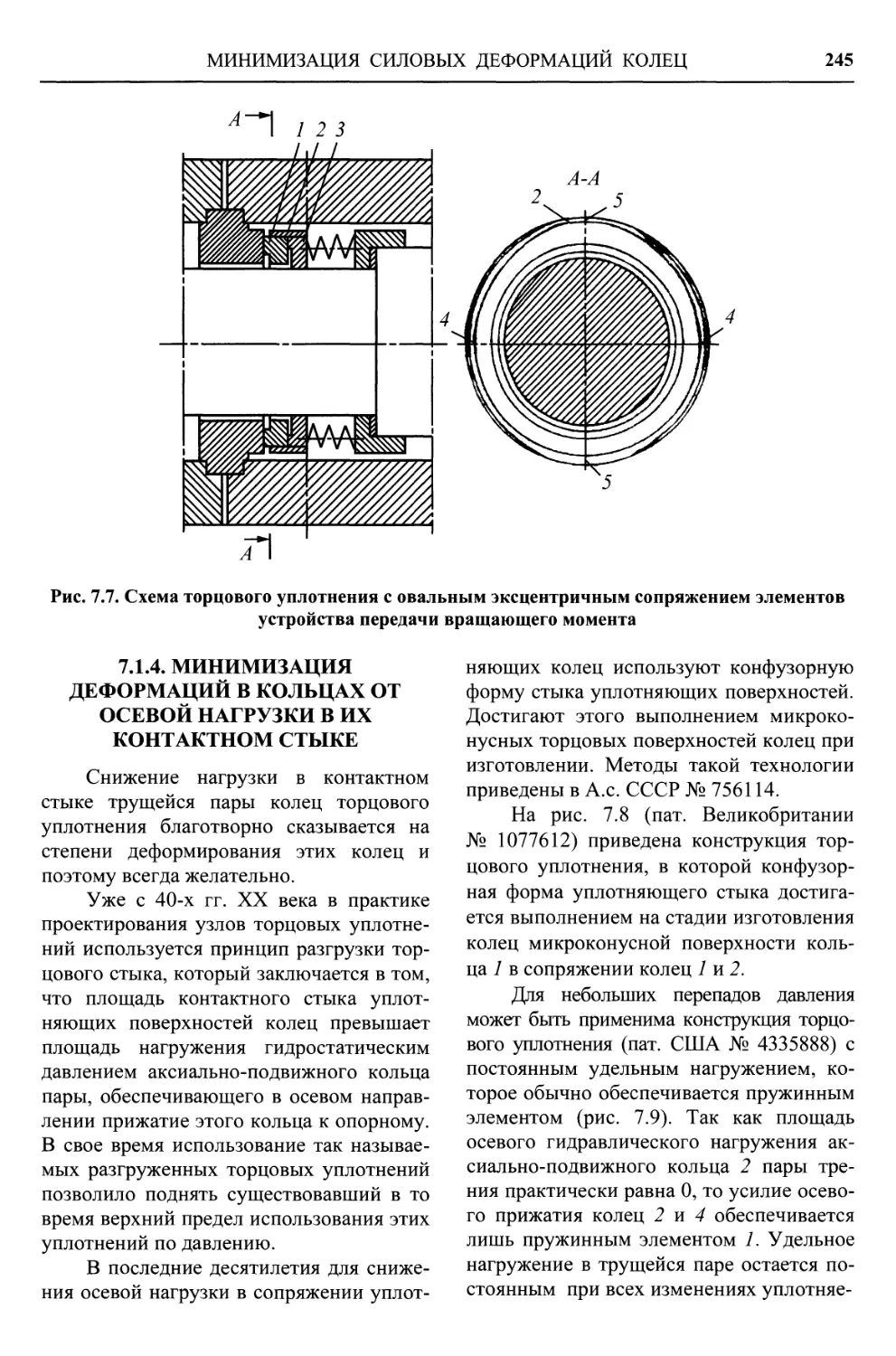
7.1.4. Минимизация деформаций в кольцах от осевой нагрузки
в их контактном стыке 245
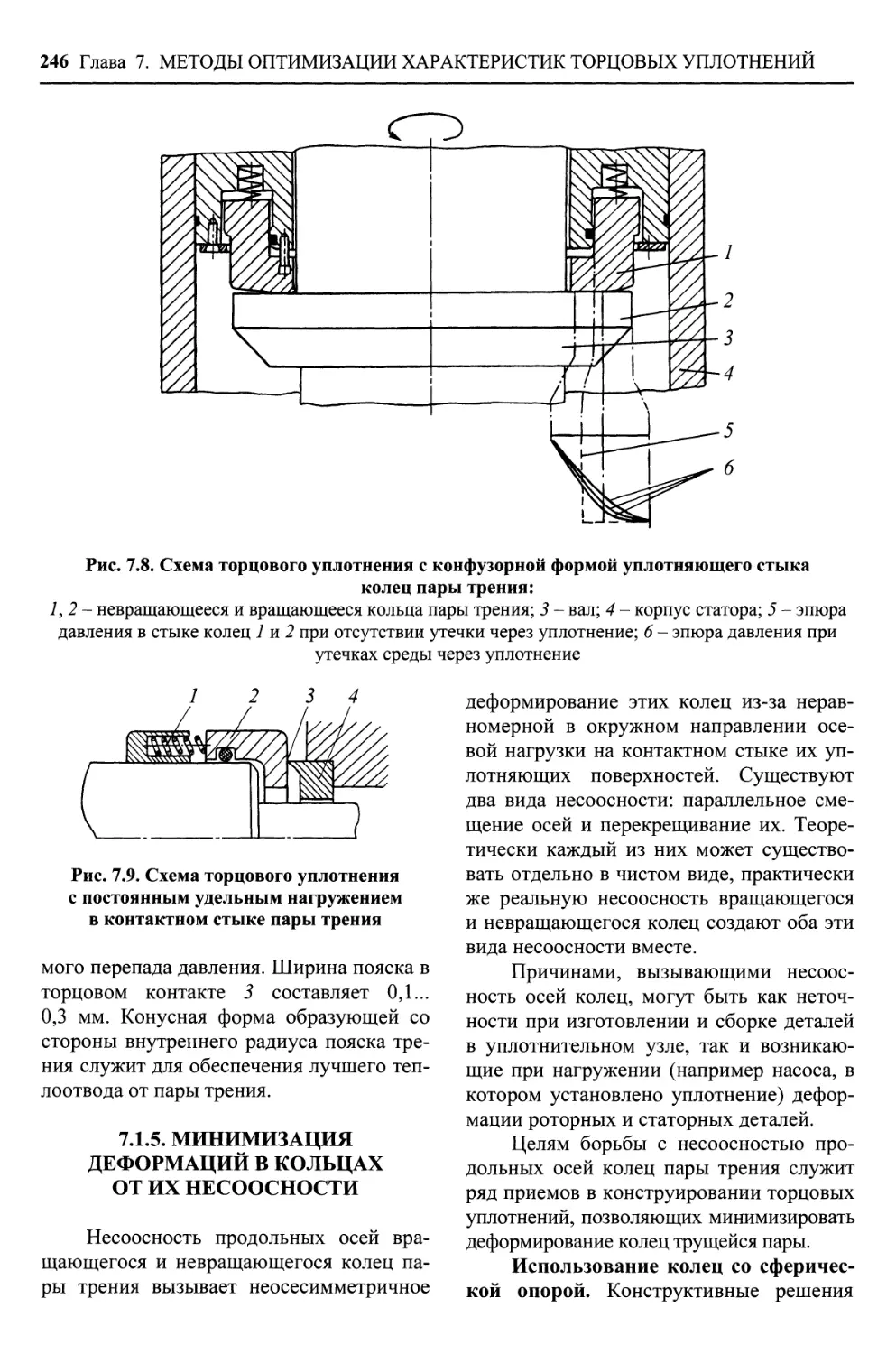
7.1.5. Минимизация деформаций в кольцах от их несоосности 246
7.1.6. Минимизация деформаций колец от касательной
нагрузки в их контактном стыке 249
6 ОГЛАВЛЕНИЕ
7.2. Использование деформирования колец для оптимизации
характеристик торцовых уплотнений 250
7.2.1. Способы образования конфузорной формы стыка пары
колец торцового уплотнения 251
7.3. Способы снижения влияния динамических колебаний ........ 260
Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ 261
8.1. Изготовление колец торцовых уплотнений 262
8.1.1. Обработка колец пар трения 262
8.1.2. Соединение колец пары с армирующими обоймами .... 263
8.1.3. Доводка рабочих поверхностей пар трения ........... 270
8.1.4. Контроль качества притертых поверхностей колец 274
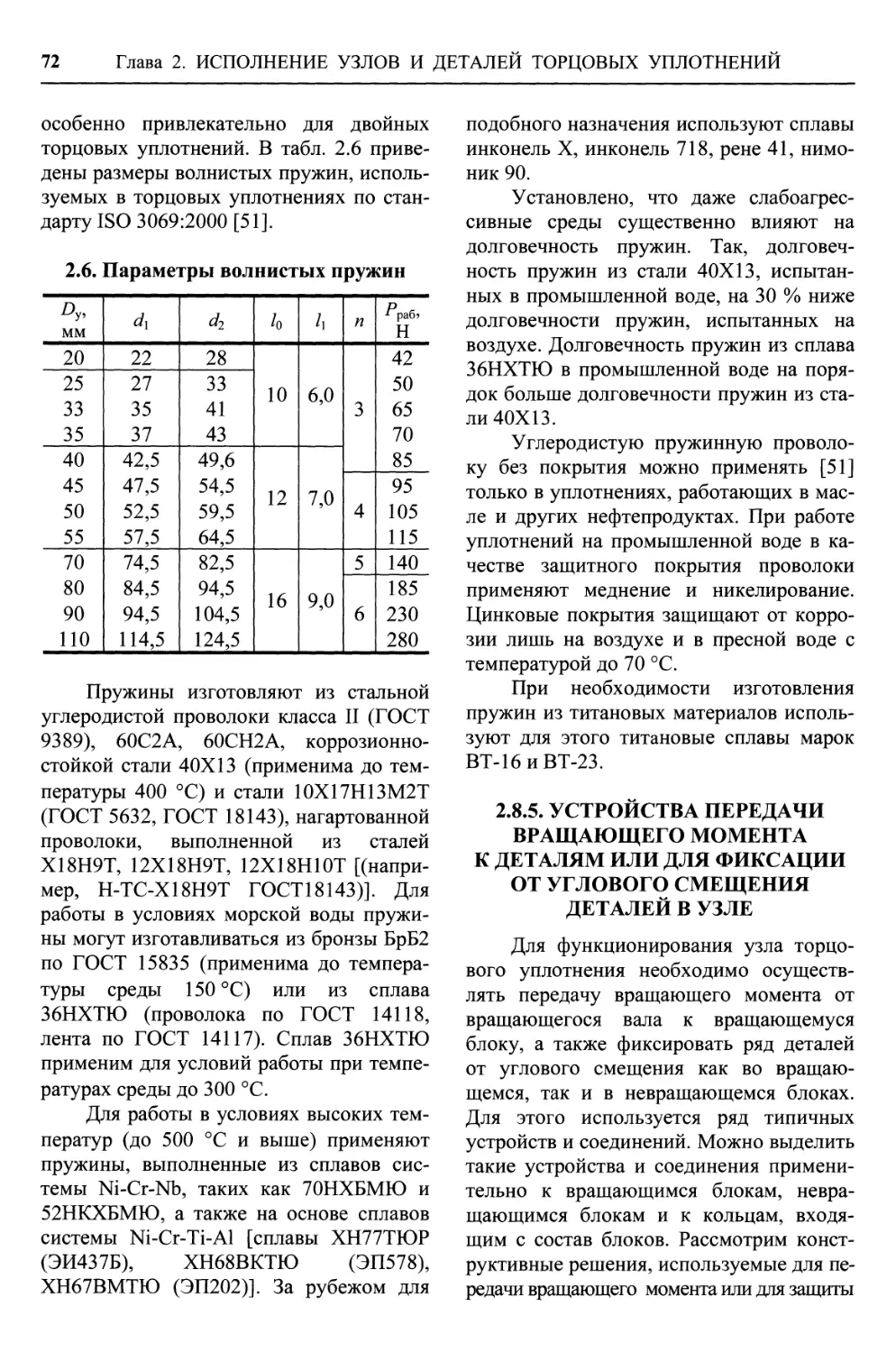
8.2. Изготовление пружинных элементов 276
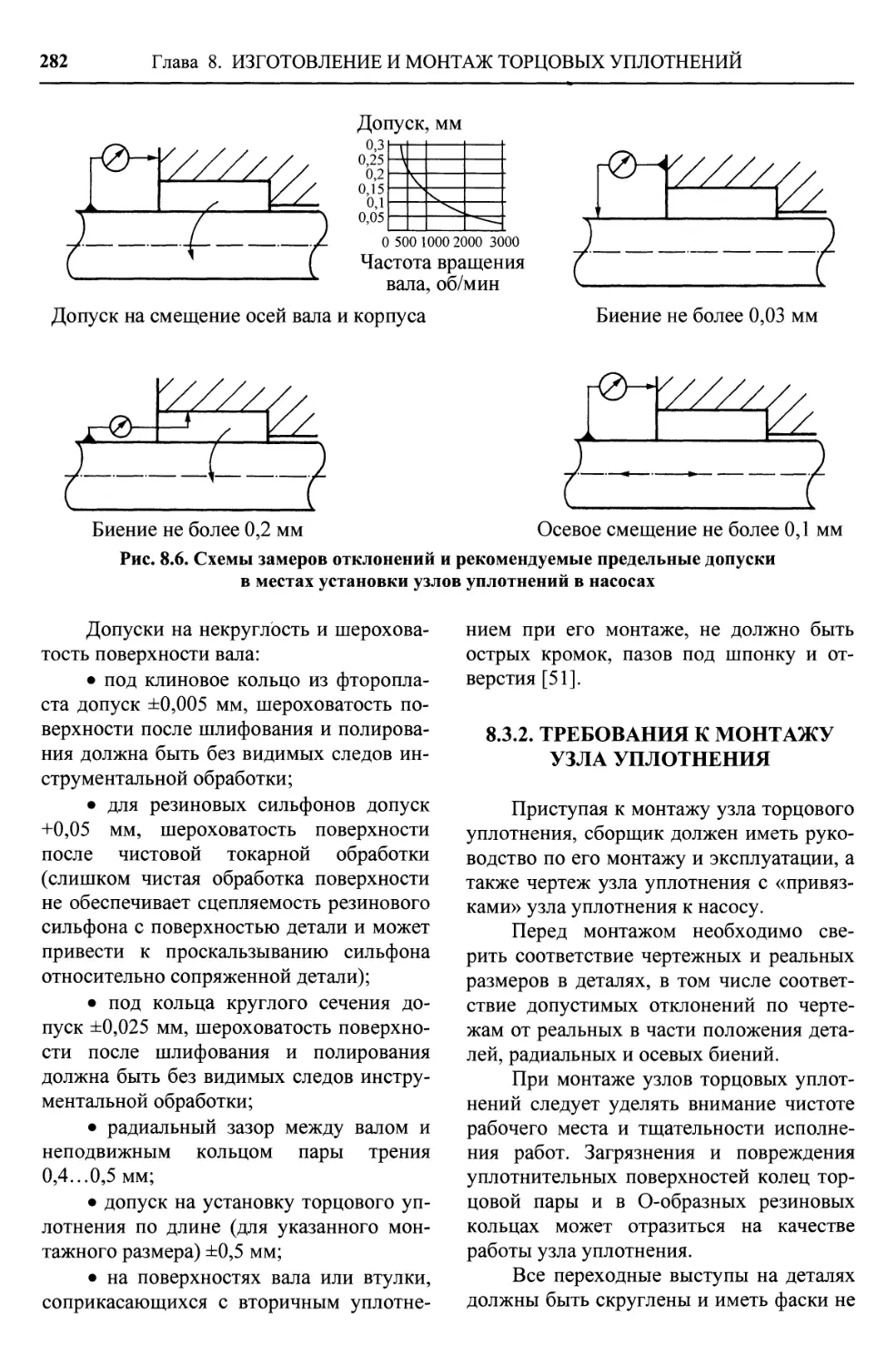
8.3. Монтаж торцовых уплотнений в агрегате 277
8.3.1. Требования к месту (валу, корпусу) установки
торцового уплотнения 277
8.3.2. Требования к монтажу узла уплотнения 282
Глава 9. УЗЛЫ УПЛОТНЕНИЙ ВЫСОКОНАГРУЖЕННЫХ МАШИН 286
9.1. Уплотнения центробежных насосов 287
9.1.1. Уплотнения для жидких сред 288
9.1.2. Уплотнения с газовым затвором 292
9.2. Уплотнения центробежных компрессоров 297
9.2.1. Жидкостные уплотнения валов компрессоров 298
9.2.2. Газовые уплотнения валов компрессоров 300
9.3. Уплотнения авиационных и ракетных двигателей 306
9.3.1. Уплотнения валов газотурбинных двигателей 306
9.3.2. Уплотнения валов турбонасосных агрегатов 309
Список литературы 317
ВВЕДЕНИЕ
Важность проблемы герметизации
вращающихся валов агрегатов
обусловлена тем, что протечки через уплотнения
роторов промышленных насосов и
компрессоров приводят к огромным потерям
энергии, ценного сырья, воды и т.д. По
некоторым данным [18] около 60%
выбросов в атмосферу составляют
неконтролируемые протечки через уплотнения
насосов (даже для агрессивных жидкостей
допустимым считается уровень протечек
0,5... 2,0 л/ч; только через один такой
насос потери составляют 4...16 т в год
перекачиваемой среды, что требует
дополнительных затрат на их утилизацию и
обезвреживание).
Вынужденные простои
технологических линий и систем из-за отказов в
работе уплотнений наносят значительный
экономический ущерб предприятиям, а их
ремонт требует больших затрат труда и
дорогостоящих материалов. В промыш-
ленно развитых странах, где решающим
фактором в выборе технических средств
является экономическая
целесообразность, производители насосов,
компрессоров и других роторных машин
предпочитают применять надежные (иногда
дорогостоящие) уплотнения, понимая, что
затраты на них окупаются.
В настоящее время насосы
комплектуются в основном торцовыми и
радиальными сальниковыми уплотнениями.
Выбор уплотнений весьма важен, так как до
70 % вынужденных остановок насосов
при эксплуатации происходит из-за
выхода из строя уплотнений. Стоимость
собственно уплотнений может достигать 20 %
от стоимости насоса, поэтому выбор типа
уплотнения определяется требованиями к
оборудованию и условиями работы
обслуживающего персонала, а также
экономической целесообразностью.
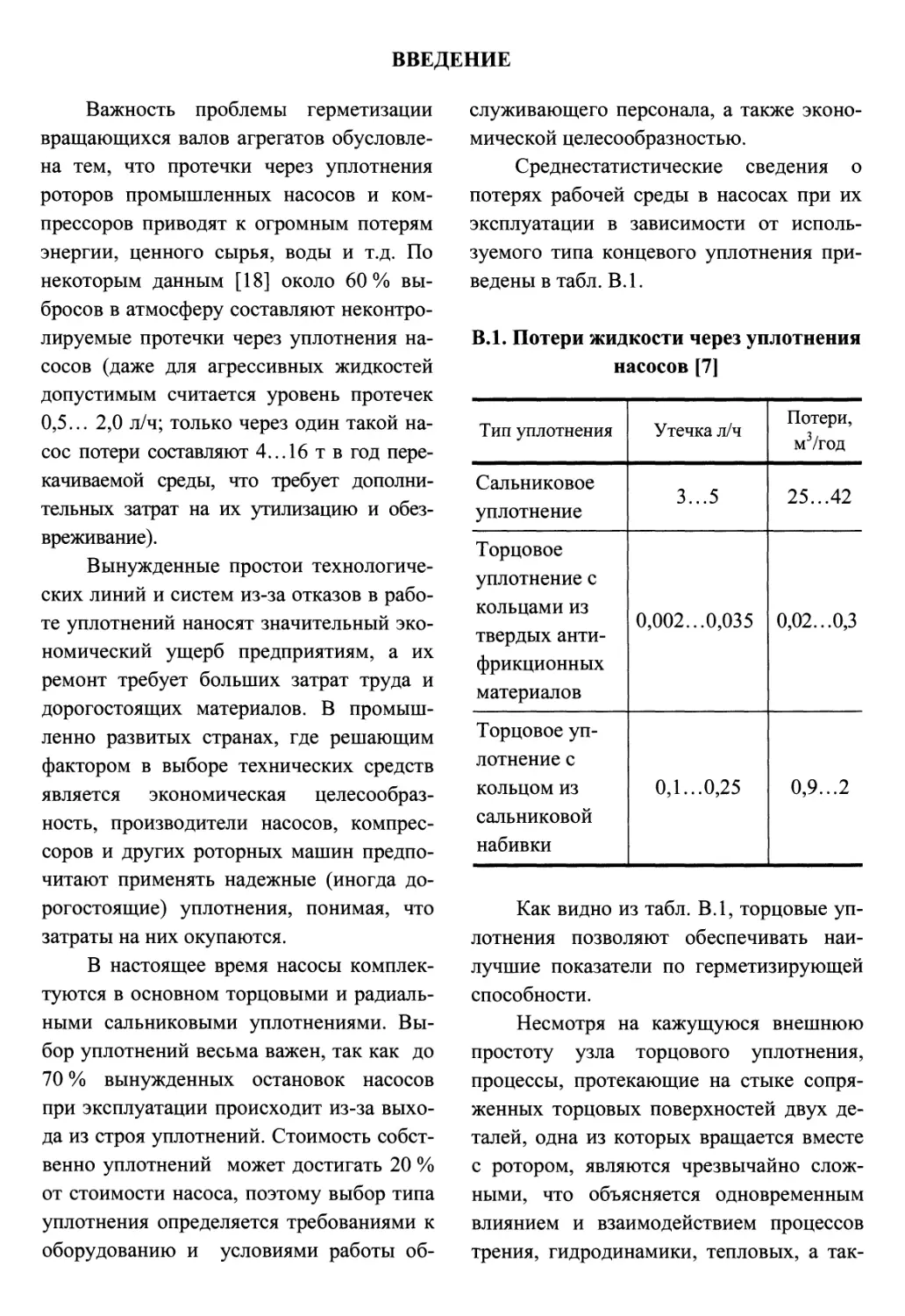
Среднестатистические сведения о
потерях рабочей среды в насосах при их
эксплуатации в зависимости от
используемого типа концевого уплотнения
приведены в табл. В.1.
В.1. Потери жидкости через уплотнения
насосов [7]
Тип уплотнения
Сальниковое
уплотнение
Торцовое
уплотнение с
кольцами из
твердых
антифрикционных
материалов
Торцовое
уплотнение с
кольцом из
сальниковой
набивки
Утечка л/ч
3...5
0,002...0,035
0,1...0,25
Потери,
м3/год
25...42
0,02...0,3
0,9...2
Как видно из табл. В.1, торцовые
уплотнения позволяют обеспечивать
наилучшие показатели по герметизирующей
способности.
Несмотря на кажущуюся внешнюю
простоту узла торцового уплотнения,
процессы, протекающие на стыке
сопряженных торцовых поверхностей двух
деталей, одна из которых вращается вместе
с ротором, являются чрезвычайно
сложными, что объясняется одновременным
влиянием и взаимодействием процессов
трения, гидродинамики, тепловых, а так-
8
ВВЕДЕНИЕ
же процессов изменения форм
сопряженных поверхностей в уплотняющем стыке
при изменениях параметров нагружения
уплотнения.
Конструирование, изготовление и
эксплуатация уплотнений и уплотнитель-
ных систем требуют обширных знаний.
Процессы в уплотнительных щелях
определяются свойствами жидкостей и газов,
физическими явлениями процессов
теплопередачи и теплоотдачи, фазовыми
изменениями, процессами изнашивания и
коррозии, равновесием действующих сил
и моментов, вибрационным состоянием и
т.д. Главная задача автора - осмысление
накопленного опыта по теории и практике
разработок, связанных с торцовыми
уплотнениями, и предложение специалистам
сведений, которые могут помочь им в
решении практических вопросов.
В книге проанализирован
отечественный и зарубежный опыт создания
торцовых уплотнений и показаны пути
совершенствования их конструкций.
Книга может стать полезным
пособием для разработчиков узлов торцовых
уплотнений, преподавателей и студентов
вузов.
Глава 1
ОСНОВНЫЕ СВЕДЕНИЯ
О ТОРЦОВЫХ УПЛОТНЕНИЯХ
Торцовым уплотнением называют
герметизирующее устройство машины
(насоса, компрессора, мешалки,
центрифуги и др.) между ее корпусом и валом
для разделения полостей высокого и
низкого давлений, выполненное в виде пары
трения торцовых поверхностей двух
деталей, одна из которых закреплена на валу,
а вторая - в корпусе машины.
Торцовое уплотнение является
представителем устройств с парой трения, к
которым принадлежат также и упорные
подшипники скольжения, для
функционирования которых необходим подвод
смазки в пространство между трущимися
поверхностями. Отличие торцовых
уплотнений от упорных подшипников по
характеру работы состоит в том, что
трущаяся пара торцовых уплотнений должна
работать в условиях не всегда
постоянного перепада давления и минимального
расхода смазывающей среды, а упорные
подшипники должны работать в условиях
расчетного оптимального перепада
давления и с расходом смазывающей среды,
обеспечивающих достаточный теплосъем
от пары трения.
В качестве смазки в торцовых
уплотнениях в подавляющем большинстве
случаев используется уплотняемая среда.
Торцовые уплотнения относятся к
контактным типам уплотнений. Характер
трения может находиться в диапазоне от
контактного трения, связанного с
непосредственным взаимодействием
поверхностей уплотняющей пары колец, до
трения гидродинамического, связанного с
течением уплотняемой среды в узкой
щели между торцовыми поверхностями.
Наименее напряженным для торцовых
уплотнений является период работы, при
котором контакт торцовых уплотняющих
поверхностей пары колец осуществляется
в условиях невращающегося вала, а также
на начальном этапе вращения вала. В
процессе выхода на режимную работу и
при работе на штатном режиме процессы
трения между уплотняющими
поверхностями колец обусловлены значительными
тепловыделениями и нагрузками от
давления уплотняемой среды.
1.1. ПРИНЦИП ДЕЙСТВИЯ
В общем случае торцовое
уплотнение содержит два кольца:
- невращающееся кольцо,
расположенное в корпусе;
- вращающееся кольцо,
расположенное на валу машины (рис. 1.1).
Одно из этих колец должно иметь
возможность аксиального перемещения,
для чего в конструкции узла торцового
уплотнения обязательно присутствует
упругий поджимной элемент (пружина,
сильфон, мембрана), составляющий
вместе с нажимной втулкой и вращающимся
уплотнительным кольцом
аксиально-подвижный блок (или поджимной узел). Этот
упругий элемент обеспечивает контакт
торцовых поверхностей в сопряжении
вращающегося и невращающегося колец
пары при отсутствии поджимающей силы
10 Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ТОРЦОВЫХ УПЛОТНЕНИЯХ
Втулка
нажимная
Пружины
Винты
Втулка
установочная
Штифт
Кольцо вращающееся
Вспомогательное уплотнение
Кольцо невращающееся
Вспомогательное
уплотнение
Составные части уплотнения пружинного типа
Вспомогательное
уплотнение Сильфон
Втулка Винты
корпусная
Обойма кольца
Кольцо вращающееся
Вспомогательное
уплотнение
Кольцо
невращающееся
7~\
Составные части уплотнения сильфонного типа
Рис. 1.1. Состав деталей узлов торцовых уплотнений
г*/а
/ Рг
у / /с
sl
ТШШТЯТЪШтъ.
ц
ш^^шшт
V ^ЩШ
к
р ^
'Ру \
Рис. 1.2. Схема действия сил в торцовых уплотнениях
от давления среды. Кроме того,
обязательными элементами узла торцового
уплотнения являются вспомогательные (или
вторичные) уплотнения между
вращающимся блоком и ротором, между статорным
блоком и корпусом, а также устройства
фиксации уплотняющих колец
(установочные винты, приводные штифты),
служащие для привода вращающегося кольца
и фиксации от углового смещения (про-
ворота) относительно корпуса невра-
щающегося кольца.
На рис. 1.2 представлена схема
простейшего торцового уплотнения,
нагруженного давлением рх в уплотняемой
камере и давлением р2 в камере за
уплотнением, и осевые силы, действующие в нем
(Рр - сила реакции; Р^ - сила трения).
ПРИНЦИП ДЕЙСТВИЯ
11
Рассматривая эти силы, можно записать
уравнение равновесия
аксиально-подвижного кольца, пренебрегая силой трения Ртр
во вспомогательном уплотнительном
элементе:
/7Д+Ру=^к+Рст+Рдин, (1-1)
где S\ - площадь нагружения аксиально-
подвижного кольца на валу давлением
среды в уплотняемом пространстве; SK -
площадь уплотняющего стыка колец; q -
удельное контактное давление в
уплотняющем стыке колец; Ру - осевая сила от
упругого элемента (пружины, сильфона и
др.); РСт, Pwn ~ статическая и
динамическая составляющие несущей силы в
уплотняющем стыке колец.
В левой части уравнения
сгруппированы силы, нагружающие торцовый стык
пары и действующие в направлении
продольной оси вала, а в правой части -
силы реакции, возникающие в торцовом
стыке. Силы реакции состоят из сил
удельного нагружения в уплотняющем
контакте поверхностей и несущих сил,
возникающих в жидкостном слое.
Несущая способность смазочного слоя
находится интегрированием выражения,
описывающего закономерность
распределения давления в торцовой уплотняющей
щели по площади этой щели.
Если записать qSK =PK, где Рк
представить как силу контактного
взаимодействия поверхностей колец в паре, то
выражение (1.1) можно записать в виде:
^1+Ру=Рк+Рст+Рдин. (1.2)
Здесь Рк представляет силу
контактного взаимодействия поверхностей, Рст -
силу, образованную гидростатическими
эффектами, Рдин - силу, образованную
гидродинамическими эффектами в
уплотняющем стыке.
В зависимости от того, какая из сил в
правой части уравнения (1.2) является в
уплотнении определяющей, торцовые
уплотнения иногда делят на группы:
обыкновенные, гидростатические и
гидродинамические [9, 51]. На практике для
такого деления обычно привлекаются
формальные признаки конструктивного
исполнения устройств подвода смазки в
уплотняющий стык поверхностей колец
торцовой пары.
Торцовые уплотнения называют:
- без устройств подвода смазки -
обыкновенными;
- с устройствами подвода смазки,
величина подводимого давления которых в
уплотняющий стык поверхностей колец
торцовой пары не связана с вращением
вала, - гидростатическими;
- с устройствами подвода смазки,
величина подводимого давление которых в
стык пары связана с вращением вала, -
гидродинамическими.
Теоретические основы расчета
несущей способности торцовых уплотнений
гидродинамического и гидростатического
типов подобны методам расчета
подшипников скольжения.
Торцовые уплотнения работают в
различных условиях по давлению и
частоте вращения вала; степень их нагрузки
может быть разной. Для оценки условий
нагруженности торцовых уплотнений в
уплотняющем стыке при работе
существует ряд известных рекомендаций. Так,
для обобщенной характеристики степени
тяжести условий работы уплотнений, по
аналогии с оценкой нагруженности
подшипников, предложено [29 ] использовать
произведение двух параметров: перепада
давления р на уплотнении и скорости v
скольжения в паре трения. Значения
параметров р, v и р\ для различных
торцовых уплотнений разделяют на четыре
12 Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ТОРЦОВЫХ УПЛОТНЕНИЯХ
группы по степени их нагруженности
(табл. 1.1).
1.1. Группы нагруженности
торцовых уплотнений
Группа
нагруженности
Низшая
Средняя
Высокая
Высшая
Давление
р, МПа
<0,1
<1,0
<5,0
>5,0
Скорость
v, м/с
<10
<10
<20
>20
Нагрузка
МПа • м/с
<1,0
<5,0
<50,0
>50,0
Конечно, такое деление уплотнений
по группам нагруженности через
параметр рч не отражает реального
воздействия всей гаммы тех процессов, которые
происходят при работе уплотнений, так
как охватывает лишь влияние таких
факторов, как нагружающий перепад
давления и относительную скорость
перемещения уплотняющих поверхностей.
Однако его удобно использовать для
сравнительных оценочных характеристик
нагруженности узлов торцовых уплотнений.
Выбор и применение торцовых
уплотнений в изделиях диктуется
экономическими соображениями. При этом
принимаются во внимание следующие факторы:
- характеристики герметичности узла;
- ресурс надежной работы узла;
- габаритные размеры узла уплотнения;
- продажную стоимость узла
уплотнения;
- расходы на эксплуатацию и
обслуживание;
- наличие гарантийного и
постгарантийного обслуживания узла уплотнения.
Качество функционирования
торцового уплотнения обуславливает ряд
факторов:
••параметры нагружения;
• конструктивное исполнение узла
уплотнения;
• материалы трущейся пары;
• физико-химические
характеристики уплотняемой среды;
• технологические факторы
(точность изготовления, качество монтажа);
• динамические характеристики
нагружения.
Детализация этих факторов и их
связь с утечкой через уплотнение,
потерями на трение, надежностью,
долговечностью узла уплотнения и т.д. зависят от
следующих параметров и характеристик:
- нагружающего перепада давления;
- коэффициента нагрузки;
- окружной скорости вращения;
- начальной формы контактных
торцовых поверхностей пары колец;
- изменения в процессе работы
параметров нагрузки узла уплотнения по
давлению и температурным параметрам
уплотняемой среды;
- сочетания материалов пары колец;
- теплофизических и смазывающих
свойств уплотняемой среды;
- наличия абразивных включений в
уплотняемой среде;
- химической стойкости материалов
узла уплотнения в условиях омываемой
их среды;
- частоты пусков и остановок узла
уплотнения при эксплуатации;
- условий пуска;
- качества монтажа;
- температурного режима работы узла;
- внешних динамических
воздействий на узел при работе.
Торцовые уплотнения по величине
номинального удельного давления, в
стыке пары от усилия поджатия аксиально-
КЛАССИФИКАЦИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
13
подвижного кольца к
аксиально-неподвижному, делят на нагруженные и
разгруженные.
Если в торцовом уплотняющем
стыке номинальное удельное давление ниже
уплотняющего давления, то такое
уплотнение называют разгруженным и от него
можно ожидать работы в бесконтактном
режиме. Однако решающая роль
принадлежит форме сопряжения торцовых
поверхностей уплотняющих колец.
При плоской или конфузорной
(сужающейся в направлении утечки) форме
щели уплотнение может работать в
бесконтактном режиме. Усилие прижатия
аксиально-подвижного кольца к
аксиально-неподвижному в этом случае может
уравновешиваться полностью
гидростатическим давлением в слое уплотняемой
среды в торцовой щели уплотнения.
Если в результате деформаций колец
образуется диффузорная (расширяющаяся
в направлении утечки) форма их
сопряжения, то величина реального удельного
давления в таком сопряжении почти
всегда будет выше уплотняющего давления,
что обеспечит высокую уплотняющую
способность торцового сопряжения.
Усилие поджатия аксиально-подвижного
кольца к аксиально-неподвижному в этом
случае уравнивается частично или
полностью за счет непосредственного контакта
уплотняющих поверхностей колец.
Величина утечки через уплотнение
будет зависеть от зазора в самой узкой
части щели и от формы уплотняющей
щели, образующейся между торцовыми
поверхностями колец.
В промышленности выбор типа
торцового уплотнения связан с параметрами
нагрузки и допустимыми величинами
утечек. Величины гидростатической и
гидродинамической силы в уплотняющем
стыке обусловлены наличием и
характером течения уплотняемой среды в этом
стыке. Характер эпюры от
гидростатического и гидродинамического давления в
щели между торцовыми поверхностями
колец связан с текущей формой этой
уплотняющей щели.
На характеристики изменяющихся в
процессе работы узла уплотнения форм
щелей оказывают влияние исходная
форма уплотняющих поверхностей,
температурные и силовые деформации колец,
связанные с текущими режимными
условиями нагружения узла уплотнения, износ
уплотняющих поверхностей и т.д.
Отношение удельного нагружения qK
к уплотняемому перепаду давления Ар на
уплотнении называют коэффициентом
нагрузки уплотнения:
K=qK/Ap.
Торцовые уплотнения с
коэффициентом К < 1 называют разгруженными, а с
К > 1 - нагруженными; разгруженные
уплотнения выполняются с К = 0,6...0,9.
При уменьшении К уменьшаются
величины силовой и тепловой нагрузок стыка
пары и увеличивается опасность
раскрытия уплотняющего стыка.
1.2. КЛАССИФИКАЦИЯ
ТОРЦОВЫХ УПЛОТНЕНИЙ
Торцовые уплотнения применяются
в различных отраслях промышленности и
в быту:
- в транспортной технике
повсеместно используются в автомобилях и
тепловозах, в судовых двигателях и экскаваторах;
- в бытовой технике - в стиральных
машинах и моечно-сушильных агрегатах,
посудомоечных машинах, центрифугах,
топливных и циркуляционных насосах
систем тепло- и водоснабжения;
- в энергетике - в конденсатных и
питательных насосах котельных агрега-
14 Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ТОРЦОВЫХ УПЛОТНЕНИЯХ
тов, в водяных и паровых турбинах, в
насосах транспорта сжиженных газов, в
компрессорах, холодильных установках и
вакуумных насосах;
- в химической и нефтегазовой
промышленности - для герметизации валов
перемешивающих устройств, испарителей
и смесителей, реакторов, каландров,
насосов транспорта нефти и асфальта,
вентиляторов, центрифуг, компрессоров;
- в авиационной и космической
технике - в самолетах и ракетных двигателях
для герметизации валов газовых турбин,
турбокомпрессоров, турбонасосов подачи
компонентов топлива, в том числе
жидкого кислорода и водорода.
Если от огромного перечня объектов
применения указанных уплотнительных
устройств перейти к видам
использованных в этих объектах комплектующих
изделий или узлов с торцовыми
уплотнениями, то перечень этот ограничится
уплотнениями валов насосов, компрессоров,
центрифуг, турбин, реакторов и мешалок,
а также разного рода устройствами
автономных систем смазки подшипников и
защиты их от загрязнений или рабочей
среды.
Для удовлетворения нужд
потребителей производители разрабатывают и
выпускают большое число типов
уплотнений, значительно различающихся как
по внешнему исполнению, так и по составу
и выполнению входящих в них деталей.
Каждая из фирм-производителей
торцовых уплотнений предлагает
потребителям проверенные на практике
конструкции узлов уплотнений, ориентированные
обычно на применение в насосах или
мешалках, в виде ряда типоразмеров для
различных условий работы по давлениям
и свойствам уплотняемых сред.
Выбор той или иной конструкции
торцового уплотнения для герметизации
ротора, применительно к конкретному
изделию, зависит от конструктивных
особенностей этого изделия, условий
эксплуатации, от параметров его нагружения
(давления, частоты вращения ротора) и
свойств уплотняемой среды. К ним
относятся: агрегатное состояние, температура,
вязкость, содержание взвешенных
твердых частиц и солей, химическая
агрессивность по отношению к конструкционным
материалам, токсичность,
воспламеняемость и т.д.
Способные выполнять самый
широкий диапазон задаваемых условий
эксплуатации, разные конструкции узлов
торцовых уплотнений выполняются из
небольшого набора деталей с
использованием типовых конструкционных решений,
которые можно идентифицировать и
ввести в рамки определенной классификации
этого вида уплотнений.
Хорошая, достаточно полная на
данном этапе развития техники торцовых
уплотнений классификация имеет
значимую практическую ценность.
Детализированная классификация конструктивных
исполнений позволяет ориентироваться
при выборе торцовых уплотнений,
необходима при их описаниях, а также
является важной информационной базой при
разработке новых конструкций. Удобство
в пользовании ею зависит от полноты,
простоты и логичности построения. Тогда
такая классификация торцовых
уплотнений становится удобной как для
разработчиков, производителей, так и для
потребителей торцовых уплотнений.
Развитие техники торцовых
уплотнений за последние десятилетия мало
отразилось на содержании используемых в
КЛАССИФИКАЦИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
15
практике классификаций, связанных с
конструкциями торцовых уплотнений.
Существует несколько известных
классификаций [29, 51, 52]. Рассмотрим,
как решены в них вопросы, связанные с
выделением классификационных признаков.
В [51] торцовые уплотнения были
сгруппированы по условиям применения
следующим образом:
• для неагрессивных сред (воды,
масел, нефтепродуктов);
• для агрессивных сред (кислот,
щелочей, растворов солей, паров и газов
продуктов химической и
нефтехимической отраслей);
• для сред с большим содержанием
твердых примесей, транспортируемых
грунтовыми, Песковыми, химическими,
осушительными, скважинными,
фекальными насосами, насосами для бумажной
массы.
• специальные уплотнения, в том
числе для высокого давления, высокой и
низкой температуры среды, для высокой
скорости скольжения, уплотнения
разъемного типа.
В дополнительных пояснениях к
классификации подчеркивается, что
другими, не менее важными факторами,
влияющими на облик конструкций
торцовых уплотнений, являются диаметр и
частота вращения вала, конструктивное
исполнение элементов деталей, условия
сборки и разборки, габаритные размеры
узлов уплотнений.
В [51] на основе изучения и оценки
составляющих выделенных групп была
предложена следующая классификация
торцовых уплотнений.
1. По конструктивным особенностям
упругих элементов - с пружинами, силь-
фоном, мембраной.
2. В зависимости от положения
упругого элемента по отношению к рабочей
среде - на внутренние (упругий элемент
расположен в рабочей среде) и внешние
(упругий элемент расположен снаружи, в
окружающем пространстве).
3. Одинарные или двойные (с
системой подачи затворной среды) торцовые
уплотнения.
4. По условиям работы:
- для химически неагрессивных и
слабоагрессивных сред;
- для химически агрессивных сред;
- для сред с большим содержанием
твердых частиц и включений;
- со специальными условиями (для
высоких давлений, для уплотнения
криогенных сред, для высоких оборотов вала,
разъемные уплотнения и др.).
5. По парам трения:
-на гидравлически неразгруженные
(отношение площади действия
прижимающего давления к номинальной
площади контакта не менее 1);
- на гидравлически разгруженные
(отношение площади действия
прижимающего давления к номинальной
площади контакта менее 1).
6. По видам пар трения:
-на обыкновенные - контакт двух
колец с плоскими кольцевыми
поверхностями;
-на гидродинамические - контакт
кольца с плоской поверхностью и кольца
с поверхностью, на которой выполнены
наклонные, ступенчатые или другие
площадки, создающие гидродинамическую
силу;
- на гидростатические - контакт
кольца с плоской поверхностью и кольца
с камерами и канавками, в которые
подводится жидкость под давлением.
Эта классификация торцовых
уплотнений выполнена с достаточно высокой
16 Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ТОРЦОВЫХ УПЛОТНЕНИЯХ
степенью обобщений. Однако
недостатком ее является отсутствие четкости
представления в классификации
местоположения ряда сравнительно новых
конструкций торцовых уплотнений
(импульсного типа, с кольцами из сальниковой
набивки и т.д.) и в неполной детализации
элементной базы, присущей этому виду
уплотнений.
В [29] предложено торцовые
уплотнения классифицировать в зависимости
от схемы компоновки, нагрузки и
конструкций следующим образом.
1. По окружной подвижности
аксиально-подвижного (поджимного) блока:
- с вращающимся поджимным блоком;
- с невращающимся поджимным
блоком;
- с плавающим поджимным блоком.
2. По расположению вращающегося
блока уплотнения относительно
уплотняемого пространства:
- на внутренние (уплотняемая среда
высокого давления находится со стороны
наружного диаметра вращающегося блока);
- на внешние (уплотняемая среда
высокого давления находится со стороны
внутреннего диаметра вращающегося блока).
3. По величине коэффициента
нагрузки К = рк/ру, равного отношению
условного контактного рк давления к
уплотняемому^ давлению:
- на разгруженные торцовые
уплотнения (К< 1);
- на нагруженные торцовые
уплотнения (К> 1).
4. По устройству подвода
смазывающей, охлаждающей или запирающей
среды в уплотняющий стык:
- без специального устройства
подвода среды в уплотняющий стык
(обыкновенные торцовые уплотнения);
- с устройствами подвода среды в
уплотняющий стык, с условиями:
• если применение такого устройства
изменяет коэффициент нагрузки К,
то уплотнения называются
гидростатическими;
• если применение такого устройства
связано с выполнением на
контактной поверхности канавок, которые
при вращении одного из колец
создают гидродинамические поля
давлений уплотняемой среды или
смазки, то уплотнения называются
гидродинамическими;
• если применяются в торцовых
уплотнениях комбинации указанных
устройств, то уплотнения называются
гидродинамически-гидростатическими.
5. По числу ступеней:
- на одноступенчатые;
- на двойного действия с подводом
запирающей среды.
По числу выделенных особенностей
эта классификация менее полная, чем
предложенная в [51], и характеризуется
теми же уже перечисленными
недостатками.
В [52] торцовые уплотнения
предложено классифицировать по ряду
признаков следующим образом:
1. По конструктивному исполнению -
на одинарные, двойные, внутренние,
внешние, неподвижные, вращающиеся.
2. По способу подачи рабочего тела в
зазор - на самопитающиеся, с подачей от
внешнего источника.
3. По типу аксиально-подвижного
кольца - на уплотнения со сплошным
кольцом, с секторным кольцом, с
нерегулируемым положением кольца, с
регулируемым положением кольца, с
прикрепленным кольцом, с неприкрепленным
кольцом.
4. По типу упругого элемента -
с пружинами, сильфоном, мембраной,
упругим кольцом.
КЛАССИФИКАЦИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
17
5. По типу вторичного уплотнения -
с поршневым кольцом, манжетой,
мембраной, плавающим кольцом, сильфоном,
с упругим кольцом.
6. По типу дросселя - с
дросселирующим отверстием, каналом, пористым
дросселем, с регулируемым дросселем.
7. По конструктивному исполнению
уплотнительной поверхности - с гладкой
поверхностью, профилированной
поверхностью, бескамерные, с камерами, с
пористой поверхностью, деформируемой
поверхностью.
Недостатком этой классификации
является то, что в ней не отражено
влияние на конструкции узлов торцовых
уплотнений эксплуатационных параметров
(давления, температуры уплотняемой
среды и др.), а также свойств уплотняемой
среды (агрегатного состояния, абразивно-
сти, токсичности среды и др.).
На основе изучения приведенных
известных классификаций была разработана
и предложена такая классификация
торцовых уплотнений, в которой были
учтены отмеченные выше недостатки
известных классификаций.
Предложено классифицировать
торцовые уплотнения на основе трех групп
признаков:
- внутривидовых конструктивных
признаков общего характера;
- конструктивных признаков,
связанных с эксплуатационными условиями;
- конструктивных признаков,
связанных с фазовым состоянием
уплотняемой среды.
• К первой группе признаков
классификации торцовых уплотнений молено
отнести следующие внутривидовые
отличительные признаки общего характера.
1. Расположение вращающегося
блока относительно пространства
уплотняемой среды:
1.1. Внутренние торцовые
уплотнения (уплотняемая среда высокого
давления находится со стороны наружного
диаметра вращающегося блока).
1.2. Внешние торцовые уплотнения
(уплотняемая среда высокого давления
находится со стороны внутреннего
диаметра вращающегося блока).
2. Местоположение
аксиально-подвижного (поджимного) блока
относительно вала:
2.1. На валу (вращающийся
поджимной блок, плавающий поджимной блок).
2.2. В корпусе (невращающийся
поджимной блок).
3. Нагрузка в уплотняющем стыке:
3.1. Нагруженные торцовые
уплотнения (номинальное удельное давление в
уплотняющем торцовом стыке колец не
менее величины уплотняемого перепада
давления).
3.2. Разгруженные торцовые
уплотнения (номинальное удельное давление в
уплотняющем торцовом стыке колец
менее уплотняемого перепада давления).
4. Способ подачи смазки к
уплотняющему стыку пары колец:
- самопитающиеся уплотнения;
- с подачей смазки от внешнего
источника.
5. Устройства снабжения смазкой
поверхностей трущейся пары колец:
5.1. Естественные
(неорганизованные) устройства снабжения смазкой
поверхностей трущейся пары колец.
5.2. Искусственные (специально
организованные) устройства снабжения
смазкой поверхностей трущейся пары
колец.
6. Тип торцового уплотнения от
вида использованного в нем устройства
смазки пары трения:
- контактные;
- бесконтактные.
18 Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ТОРЦОВЫХ УПЛОТНЕНИЯХ
7. Конструктивное исполнение
типов торцовых уплотнений:
7.1. Контактные, обыкновенные
торцовые уплотнения.
7.2. Бесконтактные торцовые
уплотнения.
7.2.1. Гидростатические торцовые
уплотнения.
7.2.1.1. Гидростатические торцовые
уплотнения постоянного питания
смазкой.
7.2.1.2. Гидростатические торцовые
уплотнения импульсного питания
смазкой.
7.2.2. Гидродинамические торцовые
уплотнения.
7.2.2.1. Гидродинамические
торцовые уплотнения постоянного
питания смазкой.
7.2.2.2. Гидродинамические
торцовые уплотнения импульсного
питания смазкой.
7.2.3. Гибридные торцовые уплотнения.
8. Число ступеней в уплотнитель-
ном блоке:
8.1. Одноступенчатые.
8.2. Многоступенчатые (ступенчатые
в осевом направлении, ступенчатые в
радиальном направлении, ступенчатые в
осевом и радиальном направлениях).
9. Материалы уплотняющих колец
(металлические, керамические, металло-
керамические, графитовые,
пластмассовые, графито-пластмассовые, сальниковая
набивка).
10. Устройства фиксации кольца
от проворота относительно смежной
детали блока:
- с фиксацией уплотняющего кольца
от углового смещения;
- без фиксации уплотняющего
кольца от углового смещения (с плавающим
кольцом).
11. Устройства для осевого поджа-
тия колец торцовой пары,
выполненные на основе: пружины, сильфона,
мембраны, упругого кольца из металлорези-
ны, гидроподжима, магнитного поджима.
12. Исполнение тела
уплотняющего кольца:
- в виде цельного кольца;
- в виде разрезного кольца
(составного, в том числе из сальниковой набивки).
13. Закрепление уплотняющих
колец в узле:
- с закреплением кольца в обойме;
- с закреплением кольца на втулке;
- свободная установка кольца.
14. Вид вспомогательного
(вторичного) уплотнительного элемента:
О- или Г- образное кольцо
(резиновое, фторопластовое, с упругим
кольцевым сердечником в оболочке), манжета,
мембрана, сильфон, клиновое кольцо,
поршневое кольцо, плавающее кольцо и др.
• Ко второй группе признаков
классификации торцовых уплотнений можно
отнести следующие отличительные
признаки, связанные с эксплуатационными
условиями.
15. Перепад уплотняемого
давления:
- уплотнения для низкого перепада
давлений;
- уплотнения для высокого перепада
давлений.
16. Частота вращения вала:
- уплотнения для тихоходных валов;
- уплотнения для высокооборотных
валов.
17. Температура уплотняемой среды:
- уплотнения для сред с
температурой ниже температуры ее кипения при
давлении за уплотнением;
- уплотнения для
высокотемпературных сред (неохлаждаемые, охлаждаемые);
- уплотнения для
низкотемпературных (криогенных) сред.
18. Условия периода поддержания
уплотняющих свойств в процессе
работы:
- постоянно действующие уплотнения;
- периодически действующие;
- стояночные уплотнения.
КЛАССИФИКАЦИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
19
19. Удовлетворение требований по
допустимости вывода уплотняемой
среды в окружающее пространство.
• К третьей группе признаков
классификации торцовых уплотнений можно
отнести следующие отличительные
конструктивные признаки узлов уплотнений,
связанные с фазовым состоянием и
соотношением фаз в уплотняемой среде.
20. Фазовое состояние
уплотняемой среды:
- жидкостные уплотнения;
- газовые уплотнения.
21. Загрязненность уплотняемой
среды:
- уплотнения для чистых сред;
- уплотнения для абразивных сред;
- уплотнения для сред, содержащих
фекалии и волокна.
22. Газовые уплотнения:
- торцовые уплотнения для
компрессоров;
- торцовые уплотнения для насосов и
мешалок.
Разъяснения к каждому из
выделенных признаков приведенной
классификации требуют значительного объема
текстового материала и иллюстраций. Ответы
на многие интересующие вопросы, в
части раскрытия выделенных признаков в
предложенной классификации, можно
найти в литературе по торцовым
уплотнениям и в материалах следующих разделов.
В предложенной трехгрупповой
классификации признаков упрощаются
вопросы деления торцовых уплотнений по
конструктивным признакам, и она включает в
себя информацию, ориентированную как
на разработчиков, так и на потребителей
торцовых уплотнений узлов (вторая и
третья группы признаков).
Конечно, предложенная
классификация хотя и характеризуется большой
полнотой и детализацией признаков, не
лишена недостатков и открыта для
совершенствования как в части построения, так
и в отношении числа и местоположения
отдельных признаков в ее иерархии.
Выводы.
• Представлены основные сведения о
конструктивном исполнении, принципе
действия и областях применения узлов
торцовых уплотнений.
• Выполнен анализ известных
классификаций торцовых уплотнений и
предложена более полная и более
детализированная их классификация.
Глава 2
ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ
ТОРЦОВЫХ УПЛОТНЕНИЙ
Торцовые уплотнения как вид
механических устройств характеризуются
определенным набором по функциям узлов
(вращающийся и невращающийся блоки,
аксиально-подвижный и
аксиально-неподвижный блоки) и отличиями в положении
этих узлов относительно пространства
уплотняемой среды, вала и корпуса.
Характеризуются также способами подачи
смазки в пару трения, которую образуют
вращающийся и невращающийся блоки в
уплотняющем торцовом сопряжении пары
колец. Эти характерные отличия в
положениях узлов, а также в способах подачи
смазки в пару трения зачастую являются
очень важными в выборе схемы при
конструировании торцовых уплотнений, так
как определяют возможные параметры и
качество их работы.
Кроме описанных выше
отличительных признаков по функциям узлов и
отличиями в их положении, связанными с
пространством уплотняемой среды и
положением относительно вала и корпуса,
для торцовых уплотнений существуют
отличия по признакам конструктивного
исполнения деталей и ряда необходимых
для функционирования узла типовых
устройств, а также по применяемым
материалам для деталей.
Отличия, накладывающие свой
отпечаток на конструктивное решение узлов
торцовых уплотнений, следующие:
- исполнение колец торцовой пары
трения;
- исполнение узлов вторичных
уплотняющих элементов;
- исполнение устройств осевого
поджатия колец торцовой пары;
- исполнение устройств передачи
крутящего момента к деталям;
- исполнение устройств фиксации
деталей от углового смещения при
воздействии крутящего момента;
- используемые материалы для
деталей торцовых уплотнений.
При изготовлении торцовых
уплотнений обычно используют следующие
материалы:
- металлы - для корпусных деталей и
пружинных элементов;
- графиты, твердые сплавы,
керамику, полимеры - для пар трения;
- резины, фторсодержащие
материалы (флубоны, фторопласты) - для
вспомогательных (вторичных) уплотнений;
- клеи, герметики - для соединения
колец пары трения в металлические обоймы.
Подбор материалов для изготовления
торцовых уплотнений связан с
обеспечением работоспособности пар трения при
параметрах рабочих нагрузок, а также
коррозионной и химической стойкости в
уплотняемой среде материалов упругих
элементов и корпусных деталей.
Если для корпусных деталей и
пружинных элементов применимы
общепринятые машиностроительные нормы, то
при выборе материалов пар трения колец
торцовых уплотнений существуют свои,
присущие только этой отрасли производ-
ПОЛОЖЕНИЕ ВРАЩАЮЩЕГОСЯ БЛОКА ОТНОСИТЕЛЬНО УПЛОТНЯЕМОЙ СРЕДЫ 21
ства, опытные наработки, определяющие
применяемый их перечень.
Для торцовых уплотнений всех групп
(за исключением уплотнений,
предназначенных для высокоагрессивных сред)
металлические детали (обоймы, поводки,
штифты, пружины и т. д.) выполняют из
коррозионно-стойких сталей того же класса,
из которого изготовлены детали агрегата, в
котором установлено уплотнение.
В качестве материалов корпусных
деталей узлов уплотнений используют
металлы и полимеры, стойкие в
уплотняемой среде. Подходы к выбору этих
материалов применительно к
уплотняемым средам общепринятые в практике
конструирования деталей машин.
Для изготовления корпусных и
других деталей узлов уплотнений
используются стали и сплавы 20X13, 30X13,
40X13, 12Х18Н10Т, 10Х17Н13М2Т,
06ХН28МДТ, ХН65МВ, титан ВТ 1-0 и
ряд других материалов [19].
В атмосферных условиях титан и его
сплавы являются одним из наиболее
стойких конструкционных материалов. В
пресной воде титан не корродирует, по
химической стойкости в морской воде он
превосходит коррозионно-стойкие стали в
10...20 раз; в качестве органических сред,
в которых титан обладает высокой
коррозионной стойкостью, можно назвать все
нефтепродукты и многие органические
кислоты.
2.1. ПОЛОЖЕНИЕ
ВРАЩАЮЩЕГОСЯ БЛОКА
ОТНОСИТЕЛЬНО
УПЛОТНЯЕМОЙ СРЕДЫ
По расположению вращающегося
блока уплотнения относительно
уплотняемого пространства торцовые
уплотнения делят на внутренние (вращающийся
блок находится в пространстве высокого
давления и уплотняемая среда высокого
Рис. 2.1. Расположение вращающегося
блока относительно пространства
уплотняемой среды:
а - внутреннее; б - внешнее (наружное);
Рх - давление уплотняемой среды
давления находится со стороны
наружного диаметра вращающегося блока)
(рис. 2.1, а) и на внешние или наружные
(вращающийся блок находится в
пространстве низкого давления и
уплотняемая среда высокого давления находится
со стороны внутреннего диаметра
вращающегося блока) (рис. 2.1, б).
Расположение вращающегося блока
торцового уплотнения относительно
пространства уплотняемой жидкой среды
определяет качество теплоотдачи
теплоты, генерируемой в узле уплотнения при
его работе.
Величина теплосъема от колец
связана с размерами поверхностей деталей
уплотнения, омываемых уплотняемой
средой, и с возможностью обеспечения
достаточного протока охлаждающей
жидкости. Несомненно, что такие
поверхности более развиты для внутренних
уплотнений и в торцовых уплотнениях такого
типа значительно технологичнее
обеспечить проток охлаждающей среды. Кроме
того, во внутренних уплотнениях
температурный перепад по высоте колец
обеспечивает поворот сечений колец в
сторону образования конфузорного стыка в
22 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
уплотняющей паре. Поэтому на практике
внутренние торцовые уплотнения
применяются во всех случаях для высоконагру-
женных узлов уплотнений на высокие
перепады давлений и для
высокооборотных машин.
Наружные торцовые уплотнения
применяются для узлов уплотнений с
низким тепловыделением в уплотняющем
стыке, чаще всего в тех случаях, когда
нежелателен контакт с уплотняемой
средой ряда деталей узла уплотнения, в
частности, пружинных элементов. Поэтому
основное применение наружных
торцовых уплотнений связано с невысокими
параметрами нагружения (например,
использование в стиральных машинах, в
качестве защитных уплотнений
подшипников качения и т.д.). Такие уплотнения
находят ограниченное применение и в
насосах. Эксплуатационные параметры
современных наружных торцовых
уплотнений (из рекламных данных фирмы
Flowserve, США), могут достигать
давления 2,7 МПа и скорости скольжения в
паре 20 м/с.
2.2. ПОЛОЖЕНИЕ
АКСИАЛЬНО-ПОДВИЖНОГО
БЛОКА ОТНОСИТЕЛЬНО ВАЛА
Торцовое уплотнение содержит
аксиально-подвижный (поджимной) блок
деталей, в состав которых входят упругий
элемент и аксиально-подвижное кольцо
уплотняющей пары.
По расположению поджимного блока
относительно вала и корпуса торцовые
уплотнения делят на уплотнения с
вращающимся поджимным блоком (см.
рис. 2.1, а) и на уплотнения с невращаю-
щимся поджимным блоком (см. рис. 2.1, б).
При расположении поджимного
блока на валу затруднительно, а иногда и
невозможно добиться нормированной
балансировки ротора.
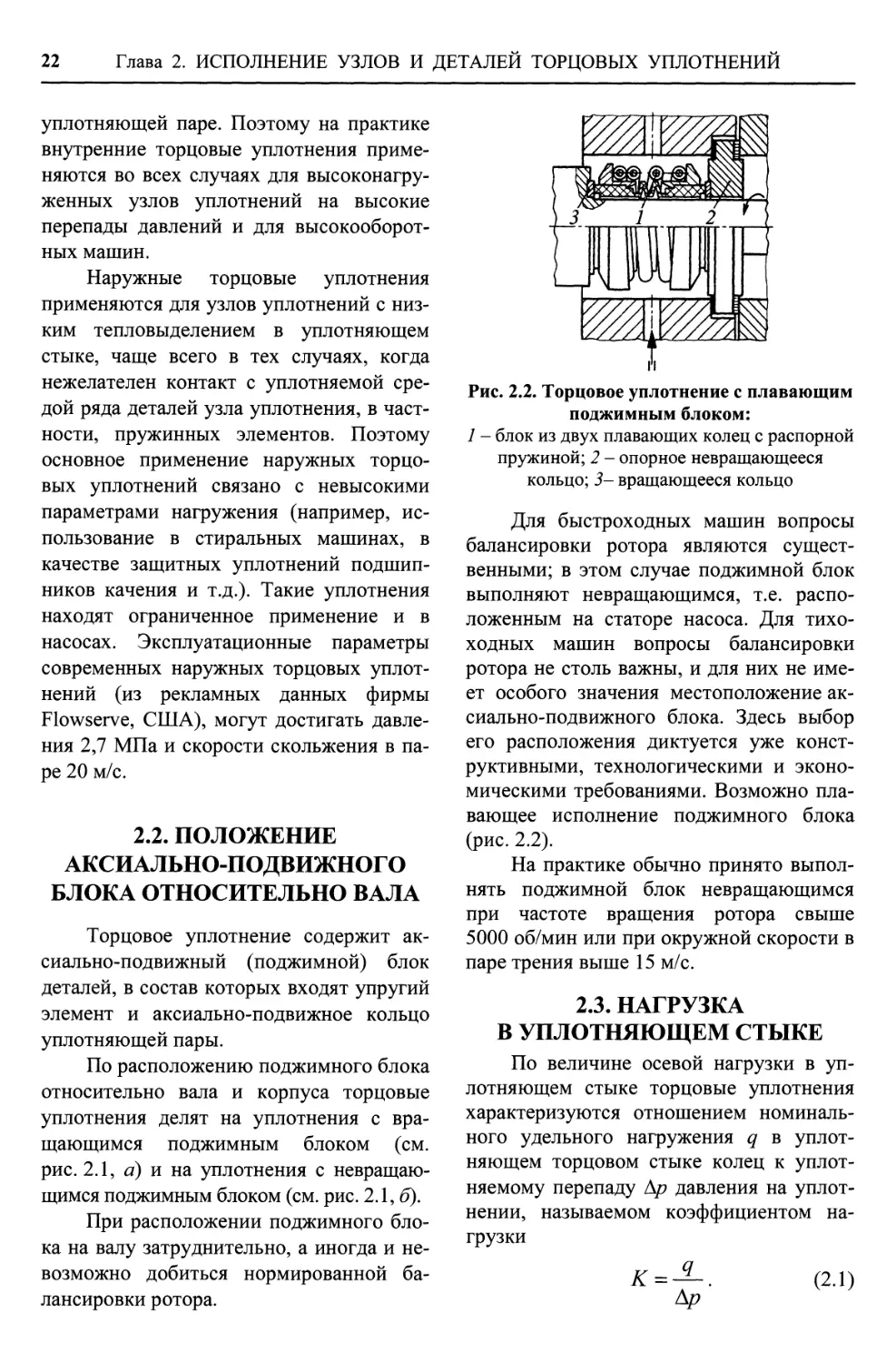
Рис. 2.2. Торцовое уплотнение с плавающим
поджимным блоком:
1 - блок из двух плавающих колец с распорной
пружиной; 2 - опорное невращающееся
кольцо; 3- вращающееся кольцо
Для быстроходных машин вопросы
балансировки ротора являются
существенными; в этом случае поджимной блок
выполняют невращающимся, т.е.
расположенным на статоре насоса. Для
тихоходных машин вопросы балансировки
ротора не столь важны, и для них не
имеет особого значения местоположение
аксиально-подвижного блока. Здесь выбор
его расположения диктуется уже
конструктивными, технологическими и
экономическими требованиями. Возможно
плавающее исполнение поджимного блока
(рис. 2.2).
На практике обычно принято
выполнять поджимной блок невращающимся
при частоте вращения ротора свыше
5000 об/мин или при окружной скорости в
паре трения выше 15 м/с.
2.3. НАГРУЗКА
В УПЛОТНЯЮЩЕМ СТЫКЕ
По величине осевой нагрузки в
уплотняющем стыке торцовые уплотнения
характеризуются отношением
номинального удельного нагружения q в
уплотняющем торцовом стыке колец к
уплотняемому перепаду Ар давления на
уплотнении, называемом коэффициентом
нагрузки
Ар
(2.1)
НАГРУЗКА В УПЛОТНЯЮЩЕМ СТЫКЕ
23
Кольцо В Кольцо А
г) К<\ д) К=\ ё) К>\
Рис. 2.3. Торцовые уплотнения с различными коэффициентами нагрузки:
а, б, е- внутренние уплотнения; г, д, е - внешние (наружные) уплотнения; ра - давление среды в
камере уплотнения; Ра, Ра ~ нагружающая сила и сила реакции в стыке пары трения; Рв, Рв -
нагружающая сила и сила реакции в сопряжении опорного кольца пары трения и эластомерного
кольца; dH - расчетный внутренний диаметр при определении нагружающей силы в паре трения;
b\,rm- радиусы приложения сил реакции; Ь2, гр - радиусы приложения нагружающих сил
определения осевой силы, поджимающей
аксиально-подвижный блок к аксиально-
неподвижному блоку; FK - номинальная
площадь контактного сопряжения колец в
уплотняющем стыке пары трения.
Если учитывать еще и нагрузки Ру от
упругого элемента, то приведенный
полный коэффициент нагрузки:
Кпр=К + ^-. (2.3)
Коэффициент нагрузки
характеризует относительное (по сравнению с
уплотняемым перепадом давления)
номинальное удельное давление в трущейся паре. В
действительности удельная нагрузка на
торцовые поверхности колец в стыке
пары может быть больше или меньше
номинальной расчетной; зависит это еще и от
реальной площади сопряжения деталей в
уплотняющем стыке пары колец, т.е. от
формы такого сопряжения.
По значению коэффициента нагрузки
различают:
- разгруженные торцовые
уплотнения (К<\%
- нагруженные торцовые уплотнения
(К>\).
На рис. 2.3 представлены схемы
внутренних и внешних торцовых
уплотнений с различными коэффициентами
нагрузки.
Коэффициент нагрузки уплотнения
удобно определять через площади деталей
уплотнения, нагруженных осевым
контактным и уплотняемым давлением, из
равенства
ApFH = qFK ,
откуда
К = 1Г = 1Г- (2-2)
ьр К
Здесь F„ - расчетная площадь нагру-
жения давлением уплотняемой среды для
24 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
В практике проектирования принято, находится в пределах допустимых для
что конструкции уплотнении для
перепадов давления до 1 МПа, где ожидаемый
номинальный уровень удельного нагру-
жения поверхностей торцовой пары колец
материалов колец удельных нагрузок,
можно выполнять с К > 1. Для перепадов
уплотняемых давлений, больших 1 МПа,
торцовые уплотнения выполняются с К < 1.
кшшшш
1
Ш
цр
'Ш№-
ш_
\/
щ
щ
У////Щ$т
&sS5sgj$
1
1,
г)
з)
Рис. 2.4 Схемы исполнения внутренних и наружных разгруженных торцовых уплотнений:
внутреннее торцовое уплотнение с вращающимся поджимным блоком: а-со ступенькой на валу;
б - со втулкой на валу;
внутреннее торцовое уплотнение с невращающимся поджимным блоком: д - поджимной блок
со втулкой Т-образной формы, е - поджимной блок со втулкой П-образной формы;
наружное торцовое уплотнение с вращающимся поджимным блоком: в - со ступенькой на валу,
г - со втулкой на валу;
наружное торцовое уплотнение с невращающимся поджимным блоком: ж - поджимной блок
со втулкой Т-образной формы, з - поджимной блок со втулкой П-образной формы
СПОСОБ ПОДАЧИ СМАЗКИ К УПЛОТНЯЮЩЕМУ СТЫКУ ПАРЫ КОЛЕЦ 25
Обычный диапазон величин
коэффициентов нагрузки для таких уплотнений
находится в пределах 0,6...0,9.
С уменьшением коэффициента
нагрузки К увеличивается возможность
утечки из-за роста зазора между
уплотняющими поверхностями торцового стыка.
Для создания разгруженного
торцового уплотнения необходимо площадь
осевого нагружения
аксиально-подвижного кольца выполнить меньше
номинальной площади контакта
уплотняющих колец. Это достигается зачастую
выполнением ступеньки на валу. Так, на
рис. 2.3, а, г, д, е приведены примеры
выполнения торцовых уплотнений, для
разгрузки которых используется ступенчатое
выполнение вала.
При конструировании торцовых
уплотнений зачастую по экономическим и
технологическим соображениям
нежелательно выполнение ступенчатого вала.
В этом случае под вращающийся
аксиально-подвижный блок со втулкой
П-образного типа в конструкцию узла
уплотнения вводят на валу
дополнительную разгрузочную втулку и
дополнительный радиальный уплотнительныи элемент
для этой втулки.
Для разгрузки внутренних торцовых
уплотнений с невращающимся
поджимным блоком используют две конструктивные
схемы, представленные на рис. 2.4, д, е.
Подобные же схемы разгрузки используются
и для наружных торцовых уплотнений с
невращающимся поджимным блоком,
представленные на рис. 2.4, ж, з.
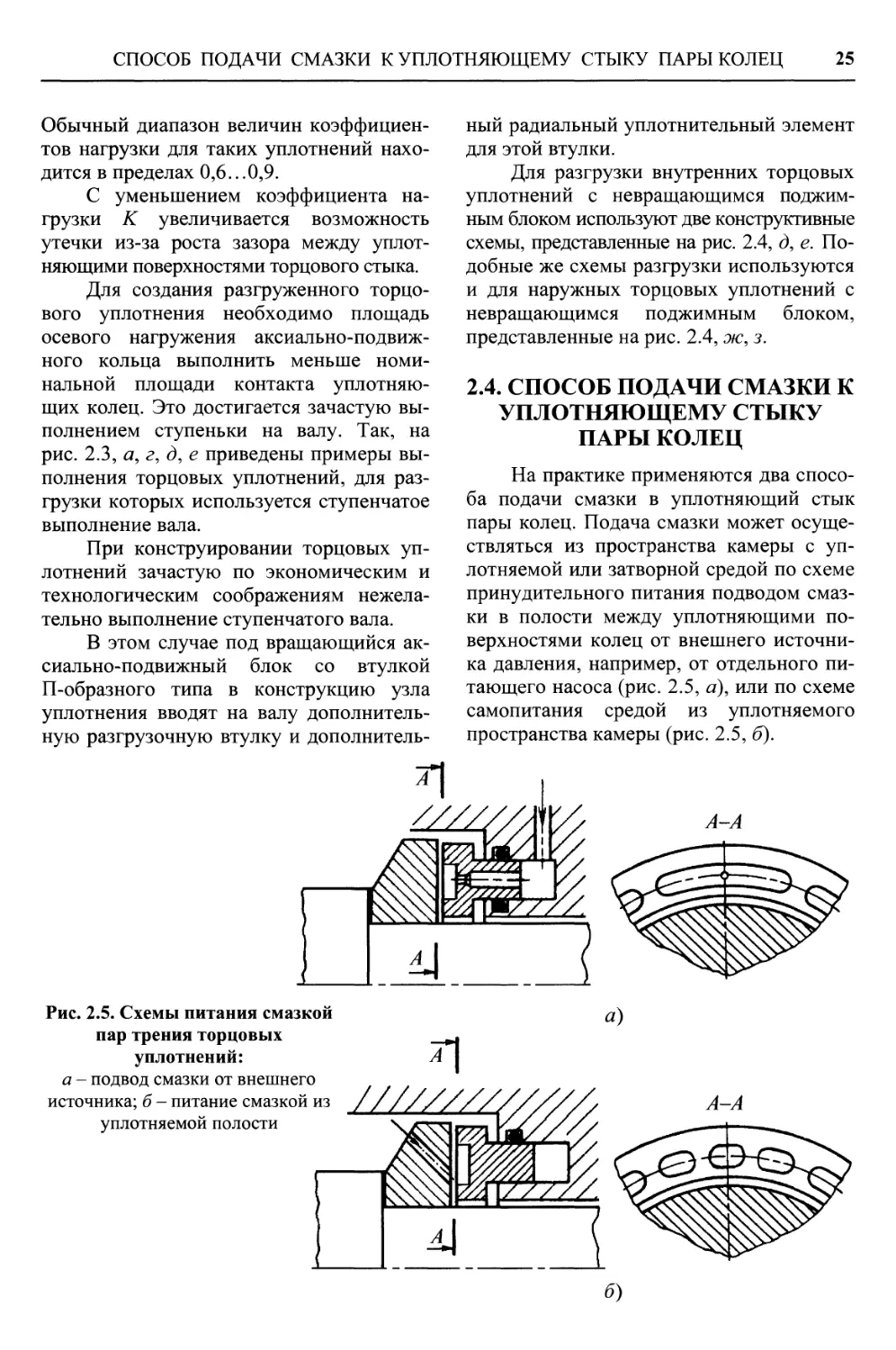
2.4. СПОСОБ ПОДАЧИ СМАЗКИ К
УПЛОТНЯЮЩЕМУ СТЫКУ
ПАРЫ КОЛЕЦ
На практике применяются два
способа подачи смазки в уплотняющий стык
пары колец. Подача смазки может
осуществляться из пространства камеры с
уплотняемой или затворной средой по схеме
принудительного питания подводом
смазки в полости между уплотняющими
поверхностями колец от внешнего
источника давления, например, от отдельного
питающего насоса (рис. 2.5, а), или по схеме
самопитания средой из уплотняемого
пространства камеры (рис. 2.5, б).
Рис. 2.5. Схемы питания смазкой
пар трения торцовых
уплотнений:
а - подвод смазки от внешнего
источника; б - питание смазкой из / ////////
уплотняемой полости
а)
А
б)
26 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
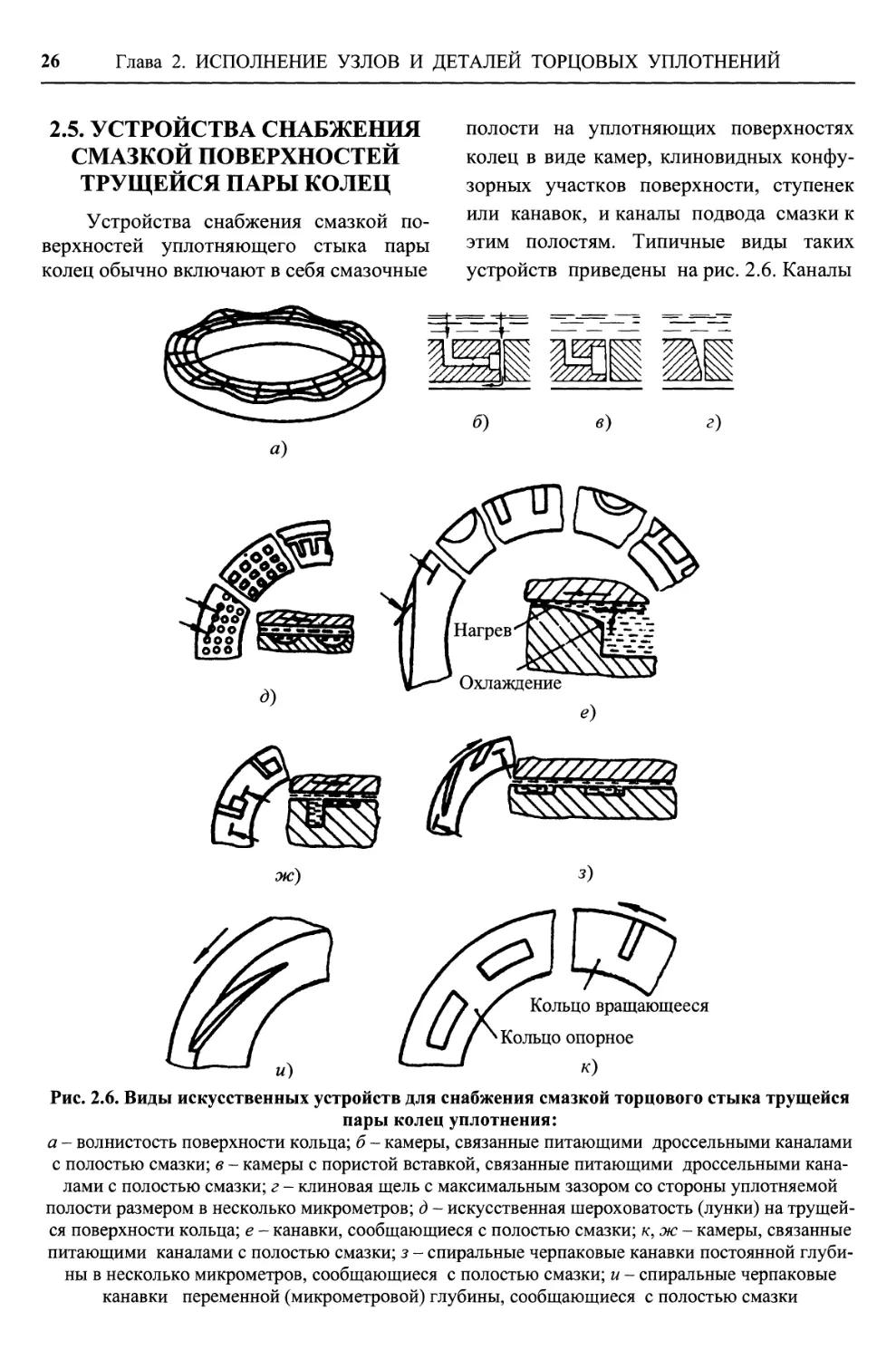
2.5. УСТРОЙСТВА СНАБЖЕНИЯ
СМАЗКОЙ ПОВЕРХНОСТЕЙ
ТРУЩЕЙСЯ ПАРЫ КОЛЕЦ
Устройства снабжения смазкой
поверхностей уплотняющего стыка пары
колец обычно включают в себя смазочные
полости на уплотняющих поверхностях
колец в виде камер, клиновидных конфу-
зорных участков поверхности, ступенек
или канавок, и каналы подвода смазки к
этим полостям. Типичные виды таких
устройств приведены на рис. 2.6. Каналы
б)
а)
в)
г)
з)
ж)
Кольцо вращающееся
Кольцо опорное
к)
Рис. 2.6. Виды искусственных устройств для снабжения смазкой торцового стыка трущейся
пары колец уплотнения:
а - волнистость поверхности кольца; б - камеры, связанные питающими дроссельными каналами
с полостью смазки; в - камеры с пористой вставкой, связанные питающими дроссельными
каналами с полостью смазки; г - клиновая щель с максимальным зазором со стороны уплотняемой
полости размером в несколько микрометров; д - искусственная шероховатость (лунки) на
трущейся поверхности кольца; е - канавки, сообщающиеся с полостью смазки; к, ж- камеры, связанные
питающими каналами с полостью смазки; з - спиральные черпаковые канавки постоянной
глубины в несколько микрометров, сообщающиеся с полостью смазки; и - спиральные черпаковые
канавки переменной (микрометровой) глубины, сообщающиеся с полостью смазки
устройства снабжения смазкой поверхностей трущейся пары колец 27
подвода смазки к полостям на
уплотняющей поверхности одного из колец
выполняются на самой уплотняющей
поверхности кольца со смазочными полостями, и
тогда они или являются частью полостей
смазки, или выполняются в виде
подводящих каналов, не являющихся
элементами полостей смазки (см. рис. 2.5, 2.6, б, в).
Для нормального функционирования
устройства снабжения смазкой
поверхностей уплотняющего стыка пары колец
торцового уплотнения необходим отвод
тепла, образующегося в слое смазки,
чтобы обеспечить в пространстве между
уплотняющими поверхностями пары трения
равновесные адиабатические условия
работы. Характеристики смазочного слоя
должны быть такими, чтобы в этом слое
смазки между уплотняющими
поверхностями поддерживались такие его
вязкостные свойства, которые обеспечивали бы
генерирование силы реакции, способной
полностью воспринять осевую нагрузку,
прижимающую кольца друг к другу в
уплотняющем стыке. Поэтому при работе
торцового уплотнения определяющие
вязкость температурные параметры этого
слоя смазки должны находиться в
некотором диапазоне значений,
обеспечивающем сохранение силовых качеств слоя,
связанных с процессами течения
уплотняемой среды в щели между торцовыми
уплотняющими поверхностями. Этот же
слой смазки должен быть тонким, чтобы
малый зазор между поверхностями
создавал достаточно высокое сопротивление
градиентному течению уплотняемой
среды в щели из-за перепада давления на ней.
Отвод тепла от слоя смазки
обеспечивается чаще всего достаточным расходом
смазывающей среды.
Устройства снабжения смазкой
поверхностей трущейся пары колец могут
быть естественные и искусственные, т.е.
они могут выполняться искусственным
путем, как показано на рис. 2.5, 2.6, а
также могут образовываться естественным
путем при работе узла торцового
уплотнения (в процессе выработки
поверхностей колец при приработке пары трения).
В искусственных устройствах снабжения
смазкой выработка поверхностей в
процессе приработки пары трения зачастую
или несущественна, или не отмечается
вовсе.
2.5.1. ЕСТЕСТВЕННЫЕ
УСТРОЙСТВА СМАЗКИ
ПАРЫ ТРЕНИЯ
Процесс приработки пары трения в
торцовом уплотнении является
собственно процессом естественного создания
уплотнением устройства снабжения смазкой
поверхностей уплотняющего стыка пары
колец, соответствующего условиям
внешнего нагружения. При работе торцового
уплотнения постоянно протекает процесс
образования и перестройки устройств
снабжения смазкой трущихся
поверхностей, что иногда наглядно проявляется
при изменениях режимов нагрузки в узле
уплотнения.
Иллюстрацией процессов
естественного образования устройств снабжения
смазкой поверхностей уплотняющего
стыка пары колец служат данные
экспериментальных исследований. Так, Шаф-
фер [63], исследуя радиальную и
окружную форму уплотняющих поверхностей
колец узла торцового уплотнения,
отметил, что полученные им после ручной
доводки поверхности колец часто имеют
«завалы» высотой до 1 мкм на наружном
и внутреннем радиусе по ширине
уплотняющего пояска кольца. На рис. 2.7
представлены профилограммы профиля снятого
по ширине стального кольца (профили a-h\
28 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 2.7. Радиальные профили
контактной поверхности невра-
щающегося стального кольца
после ручной притирки
(профили a-h), после станочной
притирки (профиль к), и
вращающегося кольца из графита
после станочной притирки
(профиль т), а также окружной
профиль стального кольца (профиль /)
до работы узла уплотнения
(вертикальное увеличение 500х)
Измерение профиля
в окружном и радиальном
направлениях
«г
Г г
df^~~~
^
^1
^
3
:^
_^f
:^i
kr
1
m
и в окружном направлении - профиль /.
При машинной доводке стального кольца
(профиль к) и графитового кольца
(профиль т) таких завалов на поверхности
колец не обнаруживалось.
После периода приработки
поверхностей пары колец установлены
изменения профиля уплотняющих поверхностей
вращающегося кольца из графита и
работавшего с ним в паре в течение 300 ч
стального невращающегося кольца (рис. 2.8).
При этом характеристики торцового
уплотнения после указанного периода
работы отвечали требованиям необходимой
герметичности узла.
В [15] представлены сведения об
изучении первоначально гладких
поверхностей колец торцового уплотнения до их
работы и после. На рис. 2.9 приведены
профилограммы уплотняющих
поверхностей колец из стали (7), мягкого графита
АГ-1500 С05 (2), из твердого силициро-
ванного графита СГТ (3), до работы узла
уплотнения. После работы торцового
уплотнения (не менее 100 ч)
профилограммы этих и других колец приведены
на рис. 2.10. Как видно из сравнения рис. 2.9
и рис. 2.10, формы приработанных
уплотняющих поверхностей колец значительно
отличаются от первоначально их плоских
форм, полученных после доводки, перед
сборкой в узел торцового уплотнения. На
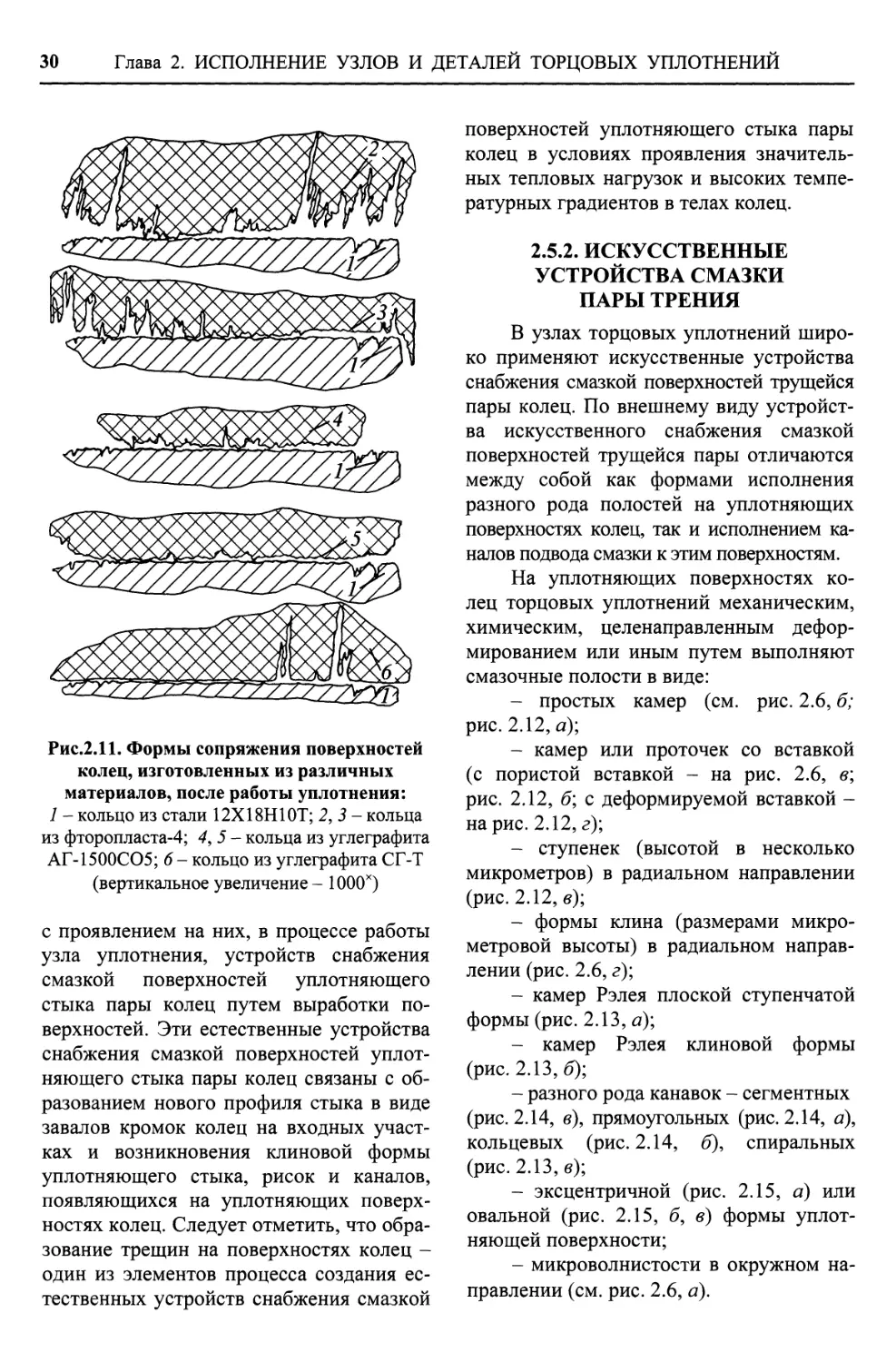
рис. 2.11 приведены формы сопряжения
уплотняющих поверхностей колец,
полученные при совмещении их профило-
грамм. Образовавшиеся новые формы
сопряжений поверхностей, отличные от
изначально плоского сопряжения, связаны
УСТРОЙСТВА СНАБЖЕНИЯ СМАЗКОЙ ПОВЕРХНОСТЕЙ ТРУЩЕЙСЯ ПАРЫ КОЛЕЦ 29
С
*а
а
Формы поверхности
стального кольца после работы
"^Г
_^
^f
лг
2^
_)ь
Формы поверхности
графитового кольца после работы
<г~~Л е'
Рис. 2.8. Формы контактной
поверхности невращающегося стального
кольца (a-h) с ручной притиркой и
вращающегося кольца из графита {a'-h')
со станочной притиркой, в местах
измерения профиля, после работы
узла уплотнения в течение 300 ч
(п = 3000 об/мин, А/7 = 0,5 МПа, среда -
вода, t = 50 °С) (максимальный износ
графитового кольца составил около
0,1 мм; вертикальное
увеличение - 500х)
Рис. 2.9. Формы контактных поверхностей
колец до работы после ручной притирки:
1 - кольцо из стали 12Х18Н10Т; 2 - кольцо из
углеграфита АГ-1500СО5; 3 - кольцо из
углеграфита СГ-Т (вертикальное
увеличение- 1000х;
RB - внутренний радиус кольца)
Рис. 2.10. Профилограммы рабочих
поверхностей колец после работы
торцового уплотнения:
1 - кольцо из стали 12Х18Н10Т; 2, 3 - кольца
из фторопласта-4; 4,5 - кольца из углеграфита
АГ-1500СО5; б- кольцо из углеграфита СГ-Т
(вертикальное увеличение - 1000х)
30 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис.2.11. Формы сопряжения поверхностей
колец, изготовленных из различных
материалов, после работы уплотнения:
1 - кольцо из стали 12Х18Н10Т; 2,3 - кольца
из фторопласта-4; 4, 5 - кольца из углеграфита
АГ-1500СО5; 6- кольцо из углеграфита СГ-Т
(вертикальное увеличение- 1000х)
с проявлением на них, в процессе работы
узла уплотнения, устройств снабжения
смазкой поверхностей уплотняющего
стыка пары колец путем выработки
поверхностей. Эти естественные устройства
снабжения смазкой поверхностей
уплотняющего стыка пары колец связаны с
образованием нового профиля стыка в виде
завалов кромок колец на входных
участках и возникновения клиновой формы
уплотняющего стыка, рисок и каналов,
появляющихся на уплотняющих
поверхностях колец. Следует отметить, что
образование трещин на поверхностях колец -
один из элементов процесса создания
естественных устройств снабжения смазкой
поверхностей уплотняющего стыка пары
колец в условиях проявления
значительных тепловых нагрузок и высоких
температурных градиентов в телах колец.
2.5.2. ИСКУССТВЕННЫЕ
УСТРОЙСТВА СМАЗКИ
ПАРЫ ТРЕНИЯ
В узлах торцовых уплотнений
широко применяют искусственные устройства
снабжения смазкой поверхностей трущейся
пары колец. По внешнему виду
устройства искусственного снабжения смазкой
поверхностей трущейся пары отличаются
между собой как формами исполнения
разного рода полостей на уплотняющих
поверхностях колец, так и исполнением
каналов подвода смазки к этим поверхностям.
На уплотняющих поверхностях
колец торцовых уплотнений механическим,
химическим, целенаправленным
деформированием или иным путем выполняют
смазочные полости в виде:
- простых камер (см. рис. 2.6, б;
рис. 2.12, а);
- камер или проточек со вставкой
(с пористой вставкой - на рис. 2.6, в;
рис. 2.12, б; с деформируемой вставкой -
на рис. 2.12, г);
- ступенек (высотой в несколько
микрометров) в радиальном направлении
(рис. 2.12, в);
- формы клина (размерами
микрометровой высоты) в радиальном
направлении (рис. 2.6, г);
- камер Рэлея плоской ступенчатой
формы (рис. 2.13, я);
- камер Рэлея клиновой формы
(рис. 2.13,6);
- разного рода канавок - сегментных
(рис. 2.14, б), прямоугольных (рис. 2.14, а),
кольцевых (рис. 2.14, б), спиральных
(рис. 2.13, б);
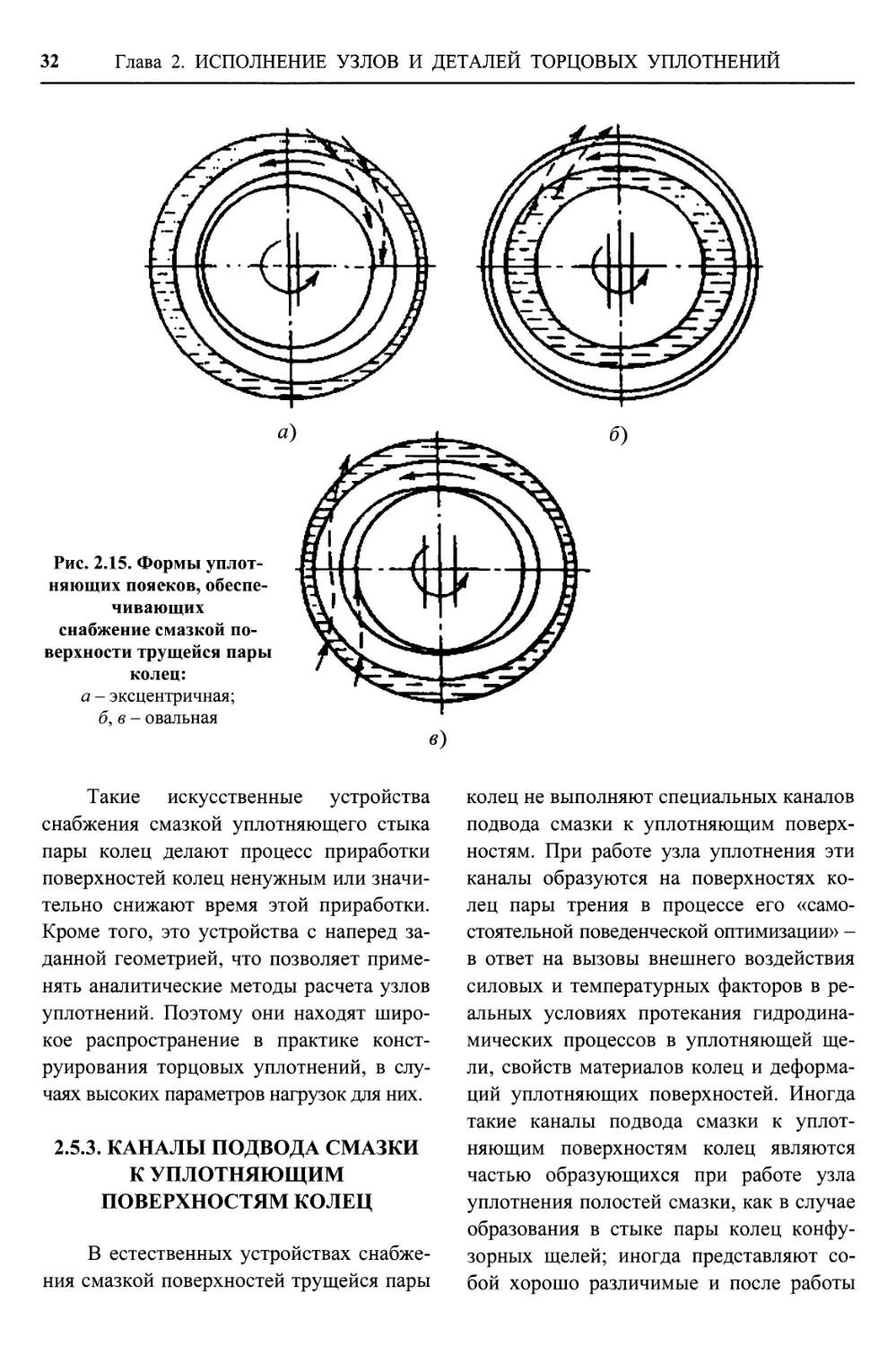
- эксцентричной (рис. 2.15, а) или
овальной (рис. 2.15, б, в) формы
уплотняющей поверхности;
- микроволнистости в окружном
направлении (см. рис. 2.6, а).
УСТРОЙСТВА СНАБЖЕНИЯ СМАЗКОЙ ПОВЕРХНОСТЕЙ ТРУЩЕЙСЯ ПАРЫ КОЛЕЦ 31
Рис. 2.12. Устройства гидростатического
типа для снабжения смазкой поверхностей
трущейся пары колец:
а - подвод смазки в замкнутые камеры;
б - подвод смазки через пористые вставки;
в - подвод смазки в ступенчатую по радиусу
выточку на поверхности; г - подвод смазки в
полость клиновой формы, образующегося
из-за деформирования поверхности кольца
в)
Рис.2.13. Устройства гидродинамического
типа для снабжения смазкой поверхностей
трущейся пары колец:
а - подвод смазки в плоские камеры Рэлея;
б - подвод смазки в клиновые камеры Рэлея;
в - подвод смазки спиральными канавками чер-
пакового типа; ps - давление в камере
уплотнения; ра - давление за уплотнением
Рис.2.14. Формы смазочных канавок на уплотняющих
поверхностях колец:
а - прямоугольные; б - кольцевые; в - сегментовидные
32 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 2.15. Формы
уплотняющих пояеков,
обеспечивающих
снабжение смазкой
поверхности трущейся пары
колец:
а - эксцентричная;
б,в- овальная
б)
в)
Такие искусственные устройства
снабжения смазкой уплотняющего стыка
пары колец делают процесс приработки
поверхностей колец ненужным или
значительно снижают время этой приработки.
Кроме того, это устройства с наперед
заданной геометрией, что позволяет
применять аналитические методы расчета узлов
уплотнений. Поэтому они находят
широкое распространение в практике
конструирования торцовых уплотнений, в
случаях высоких параметров нагрузок для них.
2.5.3. КАНАЛЫ ПОДВОДА СМАЗКИ
К УПЛОТНЯЮЩИМ
ПОВЕРХНОСТЯМ КОЛЕЦ
В естественных устройствах
снабжения смазкой поверхностей трущейся пары
колец не выполняют специальных каналов
подвода смазки к уплотняющим
поверхностям. При работе узла уплотнения эти
каналы образуются на поверхностях
колец пары трения в процессе его
«самостоятельной поведенческой оптимизации» -
в ответ на вызовы внешнего воздействия
силовых и температурных факторов в
реальных условиях протекания
гидродинамических процессов в уплотняющей
щели, свойств материалов колец и
деформаций уплотняющих поверхностей. Иногда
такие каналы подвода смазки к
уплотняющим поверхностям колец являются
частью образующихся при работе узла
уплотнения полостей смазки, как в случае
образования в стыке пары колец конфу-
зорных щелей; иногда представляют
собой хорошо различимые и после работы
ТИПЫ И ВИДЫ ТОРЦОВЫХ УПЛОТНЕНИЙ
33
узла уплотнения каналы, как, например,
при образовании на уплотняющих
поверхностях колец сетки термотрещин.
Торцовые уплотнения, приведенные
на рис. 2.3, являются типичными
уплотнениями без специальных каналов
подвода смазки к уплотняющим поверхностям
колец.
В искусственных устройствах
снабжения смазкой поверхностей трущейся
пары колец каналы подвода смазки
выполняются специально в теле одного из
колец или на их уплотняющих поверхностях.
Варианты исполнения специальных
каналов подвода смазки к уплотняющим
поверхностям колец с камерами,
вставками, кольцевыми ступеньками были
показаны на рис. 2.12.
Часто эти каналы подвода смазки к
уплотняющим поверхностям колец
бывают совмещены формой и профилем с
частью полостей или канавок для смазки
уплотняющих поверхностей колец. Такое
исполнение каналов представлено на
рис. 2.13-2.15.
2.6. ТИПЫ И ВИДЫ ТОРЦОВЫХ
УПЛОТНЕНИЙ В
ЗАВИСИМОСТИ ОТ УСТРОЙСТВ СМАЗКИ
Торцовые уплотнения без
специальных полостей на уплотняющих
поверхностях колец и каналов подвода смазки в
уплотняющий стык, с первоначально
гладкими уплотняющими поверхностями,
относят к типу контактных или
обыкновенных торцовых уплотнений. В
обыкновенных торцовых уплотнениях
образование естественных устройств смазки
поверхностей трущейся пары колец
происходит в процессе их приработки.
Торцовые уплотнения со специально
создаваемыми искусственными
устройствами снабжения смазкой поверхностей
трущейся пары колец с помощью камер
или канавок на уплотняющих
поверхностях пары трения относят к типу
бесконтактных торцовых уплотнений.
При конструировании торцовых
уплотнений выбор устройства смазки
трущихся поверхностей обычно связан с
заданными параметрами работы узла
уплотнения и определяющим образом
влияет на состав и исполнение деталей узла, на
решение его внешнего облика.
Рассмотрим детальнее различия контактных и
бесконтактных торцовых уплотнений и
области их применения.
2.6.1. КОНТАКТНЫЕ
(ОБЫКНОВЕННЫЕ)
ТОРЦОВЫЕ УПЛОТНЕНИЯ
Уплотнения с гладкими
поверхностями пары трения, без специальных
каналов подвода смазки в зону торцового
уплотняющего стыка поверхностей колец,
нашли значительное распространение и
используются обычно для уплотнения
валов при перепадах давлений на
уплотнениях не более 8,5 МПа [51].
Принято считать, что в торцовых
уплотнениях этого типа имеет место
непосредственный контакт уплотняющих
поверхностей на всех режимах их работы
[51, 52]. Существует значительное
разнообразие конструкций обыкновенных
уплотнений. Типичные представители
такого типа торцовых уплотнений приведены
на рис. 2.3.
Чаще всего одно из колец торцовой
пары выполняется из графита, другое - из
графита, металла или керамики. Для
компенсации износа уплотняющих
поверхностей и осевого смещения вала одно из
колец делается подвижным в осевом
направлении и поджимается одной или
несколькими пружинами к другому кольцу.
В качестве вторичного уплотнения ис-
2 — 106
34 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
пользуются резиновые кольца,
фторопластовые кольца, манжеты или сильфоны.
Используются в конструкции узла
уплотнения также устройства, препятствующие
угловому в окружном направлении
смещению кольца относительно корпуса, а
также устройства, передающие кольцу
(установленному на валу) крутящий
момент от вала. Из-за трения в зоне
контакта, приводящего зачастую к
возникновению значительных температур,
обыкновенные торцовые уплотнения имеют
ограничение по скорости скольжения до
100 м/с. Предельным для использования
обыкновенных торцовых контактных
уплотнений в двигателях летательных
аппаратов считается значение параметра
pv = 50 МПа • м/с, а их ресурс, вследствие
изнашиваемости пары трения, достигает
лишь нескольких сотен или тысяч часов [52].
2.6.2. БЕСКОНТАКТНЫЕ ТОРЦОВЫЕ
УПЛОТНЕНИЯ
Основным классификационным
признаком здесь является выполнение на
уплотняющих поверхностях пары колец
искусственных устройств снабжения
смазкой уплотняющего стыка.
Специальные или бесконтактные
торцовые уплотнения подразделяют, в
свою очередь, на виды: гидростатические
и гидродинамические [9].
К гидростатическим относят все
торцовые уплотнения, в которых
устройства смазки поверхностей уплотняющего
стыка пары колец выполнены на этих
поверхностях таким образом, что при работе
узла уплотнения давление в полости со
смазкой является единственным
источником образования несущей силы в
устройстве снабжения смазкой поверхностей
уплотняющего стыка пары колец.
К гидродинамическим относят
торцовые уплотнения, в которых устройства
смазки поверхностей уплотняющего
стыка пары колец выполнены да этих
поверхностях таким образом, что, кроме
давления в полости со смазкой, при работе узла
уплотнения дополнительным источником
образования несущей силы (в устройстве
снабжения смазкой поверхностей
уплотняющего стыка пары колец) становится
еще и вклад в распределение давления в
щели доли энергии скоростного напора в
слое смазки, образование которого
вызвано относительным скольжением
поверхностей колец.
Иными словами, согласно [52], для
создания гидродинамического давления
осуществляется нагнетание уплотняемой
среды вращающейся поверхностью в
зазор между уплотняющими торцовыми
поверхностями колец. При этом
образуется, как и в гидродинамическом
подшипнике, «гидродинамическая борода».
Особенно гидродинамически эффективны
плоские клиновидные и ступенчатые
щели, глубины которых сравнимы с
минимальным сближением поверхностей в
уплотняющей щели [51, 57].
Возможно применение и смешанного
вида искусственных устройств смазки
поверхностей уплотняющего стыка пары
колец с использованием гидростатических
и гидродинамических эффектов.
Одним из характерных
отличительных признаков в предложенной
классификации типов и видов торцовых
уплотнений является размер ожидаемого зазора
в щели между этими поверхностями при
работе уплотнительного устройства. По
оценке А.И. Голубева [9], зазоры в
работающих торцовых уплотнениях для
обыкновенных торцовых уплотнений
составляют 0,5...2 мкм, для бесконтактных вида
ТИПЫ И ВИДЫ ТОРЦОВЫХ УПЛОТНЕНИИ
35
гидродинамических - более 2 мкм, а для
вида гидростатических - более 5 мкм.
Такое деление, касающееся
определения гидродинамических и
гидростатических признаков, имеет своим
первоисточником термины и характеристики,
которые используются в упорных
подшипниках скольжения.
Механизм работы упорных
гидростатических и гидродинамических
подшипников достаточно хорошо разработан
(особенно в части гидростатических
подшипников). Отличительная особенность
этих подшипников от торцовых
уплотнений заключается в значительно меньших
для уплотнений размерах зазоров между
подвижными друг относительно друга
поверхностями. Это накладывает
дополнительные сложности при расчетах
уплотнений, связанные со значительным
влиянием тепловыделений на характер
процессов, протекающих в уплотняющей
щели.
Таким образом, по характеру
образования сил в торцовой щели бесконтактные
торцовые уплотнения подразделяют, в
свою очередь, на виды: гидростатические,
гидродинамические и гибридные (или
гидростато динамические).
Рассмотрим детальнее
перечисленные выше виды торцовых уплотнений.
2.6.2.1. Гидростатические торцовые
уплотнения
Как уже отмечалось выше, в
гидростатических торцовых уплотнениях
устройства снабжения смазкой поверхностей
уплотняющего стыка пары колец
выполнены таким образом, что при работе узла
уплотнения давление в полости со
смазкой является единственным источником
образования несущей силы между
поверхностями уплотняющего стыка пары
колец.
К гидростатическим относятся все
торцовые уплотнения, в которых
устройства снабжения смазкой поверхностей
уплотняющего стыка пары колец
выполнены на уплотняющих поверхностях
колец в виде простых камер, камер или
проточек со вставками (пористой,
деформируемой), разного рода ступенек в
радиальном направлении, клиновой в
радиальном направлении формы щели, которые
связаны с полостью со смазкой (с
пространством высокого давления
уплотняемой или затворной среды) каналами
подвода смазки.
В [9, 51] торцовые уплотнения, на
уплотняющих поверхностях колец
которых выполнены охлаждающие канавки
(кольцевые, сегментные и т.п.), а также
торцовые уплотнения, в которых кольца
выполнены с эксцентричной или овальной
формой уплотняющих поверхностей,
относят к виду гидродинамических. Следует
отметить, что характеристикой канавок на
поверхностях внутренних уплотнений
является хорошее охлаждение канавками
части поверхностей колец со стороны
наружного диаметра. Это способствует
образованию конфузорной формы
уплотняющей щели в радиальном направлении
и проявлению гидростатических
эффектов. Предположения, что на участке
поверхности колец между канавками
образуются значительные отличия в
температурных характеристиках, которые могут
стать причиной волнообразного
деформирования поверхностей и возникновения
гидродинамических эффектов, не нашли
экспериментального подтверждения [11,
32]. Поэтому в соответствии с данным
выше определением видов такие торцовые
уплотнения следует относить к
гидростатическому виду.
2*
36 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Если в обыкновенных (контактных)
торцовых уплотнениях начальная фаза
работы узла уплотнения осуществляется
при непосредственном контакте
уплотняющих поверхностей, то в
гидростатических торцовых уплотнениях с постоянным
режимом подвода смазки начальная фаза
работы торцового уплотнения возможна и
без контакта уплотняющих поверхностей.
В гидростатических торцовых
уплотнениях нагружающая сила,
прижимающая аксиально-подвижное кольцо к
аксиально-неподвижному,
воспринимается силой реакции, возникающей в
уплотняющей щели в слое смазки. Образование
этой реакции обусловлено как
свойствами, присущими такому слою при
вязкостном течении в узкой щели в радиальном
направлении между ограничивающими ее
стенками из полости с высоким
давлением в полость с низким давлением, так и
соотношением характеристик
сопротивления каналов подвода смазки к камерам
и отвода из них.
В конструкциях гидростатических
торцовых уплотнений образование
несущей силы в слое смазки в уплотняющей
щели достигается за счет подвода в стык
пары среды высокого давления из
уплотняемой полости или от отдельного
источника давления. Каналы подвода и отвода
среды представляют собой дроссельные
устройства, определяющие как жесткость
слоя смазки в щели, так и демпферные
свойства системы за счет сопротивления
дросселей расходному течению среды
через них при изменении размеров
зазоров в уплотняющей щели. В качестве
дросселей используются капилляры,
пористые вставки. Дросселем каналов
подвода и отвода является также сама
уплотняющая щель при плоской, ступенчатой
или конфузорной форме.
В качестве регуляторов
распределения давления в щели используется
сочетание двух или более дросселей. Так,
примерами уплотнений с двумя
дросселями являются конструкции торцовых
уплотнений со ступенчатым и сужающимся
зазорами; дросселями здесь служат
сопротивления входных и выходных участков
щели.
При подводе в торцовую щель
рабочего тела с высоким давлением
обеспечивается поддержание и саморегулирование
зазора между торцовыми поверхностями
за счет неразрывности течения среды с
расходом, определенным
сопротивлениями элементов тракта течения. Связь
между давлением в слое смазки и зазором
характеризуется «жесткостью» слоя dPIdh
(изменения силы в щели от изменения
размера зазора). Для стабильной работы
уплотнения необходимо, чтобы жесткость
слоя dPIdh возрастала при уменьшении
зазора [52].
Гидростатический эффект может
использоваться и в уплотнениях газовых
полостей; такие уплотнения называются
газостатическими. Газостатические
торцовые уплотнения с камерами и
капиллярным подводом, а также с пористым
дросселем являются примером
уплотнений с большим числом дросселей. Кроме
входных и выходных участков щели
дросселями являются сами капилляры или
пористые вставки, а также входные и
выходные участки камер и вставок [52].
Известен ряд работ [17, 53], в
которых проводилось сравнение
гидростатических величин жесткости для ряда
газостатических торцовых уплотнений: с
камерами и капиллярным подводом, с
пористой вставкой, со ступенчатым и
сужающимся зазорами. Показано, что для
рассмотренных конструктивных
исполнений уплотнений в области значительных
зазоров наибольшей гидростатической
жесткостью обладают уплотнения с
камерами. Для газостатических торцовых уп-
ТИПЫ И ВИДЫ ТОРЦОВЫХ УПЛОТНЕНИИ
37
лотнений с сужающейся и ступенчатой
формой щели максимум
гидростатической жесткости находился в области
существенно меньших зазоров [52].
Для гидростатических торцовых
уплотнений с устройствами снабжения
смазкой поверхностей трущейся пары
колец, выполненных в виде простых
камер или камер со вставками, подвод
смазки может осуществляться в постоянном
или в импульсном режиме питания.
Торцовые уплотнения с постоянным режимом
питания обычно снабжаются смазкой
через каналы, расположенные в том же
кольце, в котором расположены камеры
(см. рис. 2.5, а). В торцовых уплотнениях
с импульсным режимом питания каналы
снабжения смазкой гидростатических
камер обычно располагаются в одном
кольце, а сами камеры располагаются в другом
кольце торцовой пары (см. рис. 2.5, б).
Торцовые гидростатические уплотнения
применяются для перепадов давлений от
5 до 50 МПа.
Таким образом, гидростатические
торцовые уплотнения по способу питания
смазкой также можно разделить:
- на гидростатические постоянного
питания (с устройствами постоянного
снабжения смазкой камер, выполненных
на поверхности одного из колец торцовой
пары из уплотняемого пространства или от
отдельного источника высокого давления);
- на гидростатические импульсного
питания (с каналами циклического
снабжения смазкой полостей, выполненных на
поверхности одного из колец торцовой
пары из уплотняемого пространства или от
отдельного источника высокого давления).
Рассмотрим эти подвиды уплотнений.
2.6.2.1.1. Гидростатические торцовые
уплотнения постоянного питания
смазкой
В гидростатических торцовых
уплотнениях постоянного питания смазкой
каналы подвода смазки к уплотняющим
поверхностям колец выполняются обычно
в теле или на поверхности того же кольца
торцовой пары, в котором расположены
камеры, канавки, каналы, ступеньки или
карманы.
В зависимости от примененного
устройства снабжения смазкой поверхностей
уплотняющего стыка пары колец
различают следующие гидростатические
уплотнения постоянного питания смазкой:
- с простыми камерами;
- с камерами со вставкой (с пористой
вставкой, с деформируемой вставкой);
- с клиновой формой в радиальном
направлении;
- ступенчатые в радиальном
направлении;
- с охлаждающими канавками и
выточками (сегментными, кольцевыми,
прямоугольными и т.д. канавками, с овальной
или эллипсовидной формой уплотняющих
поверхностей).
В таких гидростатических
уплотнениях, кроме уплотнений с охлаждающими
канавками, возникающая при работе
уплотнения несущая сила в слое смазки
зависит от частоты вращения вала
незначительно. Связано это, в основном, с
большой толщиной смазочного слоя и
хорошим отводом выделяющегося в нем тепла.
В торцовых уплотнениях, у которых
на уплотняющей поверхности выполнены
охлаждающие канавки, возникающая
несущая сила в слое смазки зависит от
частоты вращения вала более существенно.
Это связано с тем, что при росте скорости
скольжения в паре трения и росте
тепловыделений в щели, растет и теплосъем с
периферии колец за счет подвода
канавками смазки к поверхностям скольжения.
Это ведет к усилению тепловой
неравномерности по высоте и ширине колец,
растут конфузорность щели и толщина
смазочного слоя.
Рассмотрим детальнее
перечисленные выше подвиды гидростатических
уплотнений постоянного питания смазкол.
38 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 2.16. Гидростатическое торцовое уплотнение турбокомпрессора:
- камера подвода смазки; 2 - камеры на поверхности невращающегося кольца;
3 - канал подвода смазки
Гидростатические торцовые
уплотнения с простыми камерами. Примером
такого узла уплотнения является
приведенное на рис. 2.16 [9] гидростатическое
уплотнение, установленное на валу
турбокомпрессора (фирма «Рато», Франция)
и разделяющее масляную и газовую
полости, предназначено для валов
турбокомпрессоров с давлением уплотняемого
газа до 30 МПа. Такие уплотнения
применяются для валов диаметром 50...
200 мм, при частоте вращения вала до
16 000 об/мин. Гидростатическое
взвешивание в стыке торцовой пары
обеспечивается подачей под давлением от
отдельного насоса масла в замкнутые канавочного
типа камеры, расположенные на
поверхности невращающегося кольца (см.
сечение Б-Б). Запирание газа осуществляется
подачей масла от насоса в средний ряд
трех ярусов камер, расположенных на
уплотняющей поверхности
невращающегося кольца. Утечка масла в полость,
заполненную газом, для уплотнения
среднего размера, составляет около 1 л/ч, а
утечка наружу - около 10 л/ч.
Недостатками таких
гидростатических торцовых уплотнений является
нестабильность характеристик капиллярных
дросселей вследствие их эрозионного
износа или засорения. Изменение
характеристик дросселей в процессе
эксплуатации может привести к потере
уплотнением статической или динамической
устойчивости [52]. Так как характеристики
гидростатических уплотнений не зависят от
частоты вращения ротора, то иногда
требуется установка в агрегате
дополнительных стояночных уплотнений. Это
позволяет исключить протечки уплотняемой
среды перед началом вращения вала и
после выхода на рабочий режим, а также
при остановке агрегата.
Гидростатические торцовые
уплотнения с камерами и пористой вставкой.
На рис. 2.17 представлено торцовое
уплотнение с пористой вставкой [17]
наружного типа. Среда к торцовой паре колец 1
и 4 подводится со стороны внутреннего
диаметра невращающегося кольца.
Подвод уплотняемой среды для смазки и
образования необходимой несущей силы
осуществляется через каналы 3 к
кольцевой пористой вставке 2. Эластомерное
кольцо 5 служит вспомогательным
(вторичным) уплотнением. Используются
ТИПЫ И ВИДЫ ТОРЦОВЫХ УПЛОТНЕНИИ
39
такие конструкции гидростатических
узлов уплотнений для чистых сред,
например, для уплотнения газов и криогенных
жидких сред. Недостатком является
постепенное зарастание капилляров из-за
облитерации и изменение дроссельных
характеристик уплотнения в процессе
эксплуатации.
Гидростатические торцовые уплот-
нения с деформируемой вставкой.
Устройства с податливыми деформируемыми
под воздействием давления рабочими
поверхностями характеризуются высокими
эксплуатационными свойствами [52]:
- повышенной несущей
способностью;
- значительной жесткостью при
малых зазорах;
- способностью противостоять
ударам;
- меньшей чувствительностью к
присутствию инородных частиц в смазке;
- не требуют тщательной обработки
рабочей поверхности;
- имеют малые утечки даже при
значительных деформациях рабочих
поверхностей.
Благодаря этим достоинствам
податливые поверхности нашли применение и в
торцовых уплотнениях. Для
быстроходных машин предложено кольца торцового
уплотнения выполнять из пористого уп-
ругодемпфирующего материала MP,
эластичное покрытие которых может быть
выполнено фторопластированием (рис. 2.18).
Гидростатические торцовые
уплотнения с клиновой формой уплотняющего
стыка в радиальном направлении.
Принципиальная схема такого уплотнения
показана на рис. 2.6, г. Эффективность
такого исполнения гидростатического
уплотнения значима при соотношении размера
щели на входе к уплотняющим
поверхностям к размеру зазора между
уплотняющими поверхностями на выходе не более
8:1 (оптимальное соотношение в пределах
3:1). Потому, несмотря на кажущуюся
2 3 5 1
Рис. 2.17. Гидростатическое торцовое
уплотнение с пористой вставкой
Рис. 2.18. Гидростатическое торцовое
уплотнение с упрогодеформируемым кольцом
из материала MP (металлорезина):
1 - вращающийся диск; 2 - аксиально-
подвижное уплотнительное кольцо; 3 -
корпус; 4 - пружины; 5 - вторичное уплотнение;
6 - дроссельный канал; 7 - газостатическая
камера (полость смазки); 8 - кольцевая вставка
из материала MP; 9 - слой эластичного
покрытия; Р\,рг- давление за уплотнением и в
уплотняемой камере; рк - давление в
гидростатической камере; гь г2 - внутренний и наружный
радиусы уплотняющих поверхностей колец;
r3, r4 - внутренний и наружный радиусы
гидростатической камеры; h0 - размер щели
между уплотняющими поверхностями колец при
работе уплотнения
простоту, выполнение уплотняющих
поверхностей такой формы (при размере
катета клина до одного или нескольких
микрометров) представляет определенные
технологические трудности. Однако
использование методов, предложенных в
А.с. СССР № 505843, № 756114 и др.,
позволяет решать эту задачу.
40 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Гидростатические торцовые
уплотнения со ступенькой в радиальном
направлении. Принципиальная схема
уплотнения показана на рис. 2.12, в. Такое
уплотнение подкупает простотой своего
исполнения. Однако величина ступеньки
может быть эффективной только при
соотношении размера ступеньки к размеру
максимального сближения поверхностей
не более 8:1 (оптимальное соотношение,
как и для клиновых щелей, в пределах 3:1).
Технологически получение таких
ступенек не представляет сложностей.
Гидростатические торцовые
уплотнения с охлаждающими канавками. С
помощью открытых со стороны высокого
давления канавок можно подвести
уплотняемую среду к части поверхностей пары
трения (см. рис. 2.14). Эта поступившая в
канавки среда попадает при скольжении
одной поверхности по другой в стык
между этими уплотняющими поверхностями
и (за счет постоянного обновления
объемов среды в канавках) охлаждает
уплотняющие поверхности колец. Канавки
выполняются глубиной до нескольких
миллиметров [29]. Форма канавок может быть
самая разнообразная [52]. Влияние формы
канавок на качество охлаждения
незначительно; скорее, это влияние значимо для
потерь мощности на жидкостное трение,
связанное с характером обтекания канавок,
вовлеченных в процесс потоков среды.
Результаты экспериментов на
торцовых уплотнениях с сегментными
гидродинамическими канавками показали, что
влияние температурной неравномерности
в кольцах с канавками на образование
волнистости поверхностей трущихся пар
пренебрежимо мало [11, 32], особенно для
уплотнений, нагруженных высоким
давлением. В таких уплотнениях часть
трущихся поверхностей омывается
окружающей средой и охлаждается
значительно более интенсивно, чем в
обыкновенных уплотнениях, что приводит к
значительной радиальной температурной
неравномерности в теле кольца. Последнее
ведет к образованию конфузорной формы
торцового стыка в паре уплотняющих
поверхностей и переходу к работе
торцового уплотнения по схеме,
представленной на рис. 2.6, г.
Выполненные аналитические
исследования уплотнений с сегментными
канавками на трущихся поверхностях
показали [52], что для возникновения
ощутимого термогидродинамического эффекта
необходимы колебания температуры
порядка 10 °С на поверхности кольца в
окружном направлении, в то же время в
экспериментах эти колебания температур не
достигали и 2 °С [11]. Хотя кромки
канавок охлаждаются сильнее удаленных от
них зон уплотнительной поверхности,
перепад температур в окружном
направлении незначителен и в несколько раз
меньше перепада температур на
поверхности колец в радиальном направлении.
Изменения формы поверхности в
окружном направлении на порядок ниже, чем в
радиальном направлении. При таком
характере деформирования поверхностей
колец вклад гидродинамических сил в
образование несущей силы в щели
остается малозначимым.
Гидростатические торцовые
уплотнения с эксцентричной или овальной
формой уплотняющей поверхности.
Уплотнения такого типа приведены на рис. 2.15.
Выполнение эксцентричной или овальной
формы уплотняющей поверхности одного
из колец торцового уплотнения так же,
как и в случае выполнения охлаждающих
канавок, позволяет обеспечить хорошее
охлаждение части поверхности колец со
стороны уплотняемой среды. Однако
выполнение такого типа уплотняющих
поверхностей технологически сложнее, чем
выполнение на них канавок. Кроме того,
проявление значительной неосесиммет-
ричности в телах колец является
нежелательным для узлов уплотнений высокого
давления, а также узлов, работающих при
высокой частоте вращения.
ТИПЫ И ВИДЫ ТОРЦОВЫХ УПЛОТНЕНИИ
41
2.6.2.1.2. Гидростатические торцовые
уплотнения импульсного питания
смазкой
В гидростатических торцовых
уплотнениях импульсного питания смазкой
каналы подвода смазки к уплотняющим
поверхностям колец выполняются обычно
в теле или на поверхности одного кольца,
а камеры или карманы - в теле другого
кольца торцовой пары. Однако возможно
выполнение каналов подвода смазки к
уплотняющим поверхностям колец и в
теле кольца, на уплотняющей
поверхности которого расположены камеры или
карманы. Такой вариант решения
импульсного питания смазкой трущейся
пары возможен в случае использования для
питания щели смазкой от отдельного
источника высокого давления, не связанного
с уплотняемой полостью (например,
специального питающего насоса, с
импульсной подачей в стык пары трения смазки с
давлением, равным или превышающим
давление среды в уплотняемой полости).
Обычно камеры на поверхностях
контактного стыка пары колец
выполняются круглой или серповидной формы
Варианты гидростатических
торцовых уплотнений импульсного питания
смазкой из уплотняемого пространства
приведены на рис. 2.19, а, б. Исполнение
гидростатического торцового уплотнения
импульсного питания смазкой от
отдельного источника высокого давления может
быть реализовано в конструкции,
приведенной на рис. 2.5, а, если вместо
постоянного давления подводить в камеры на
невращающемся кольце переменное
давление пульсирующего вида, например, от
плунжерного насоса.
Обычное конструктивное решение
торцового уплотнения импульсного типа
приведено на рис. 2.20. Здесь подвод
смазки к уплотняющим поверхностям и
создание несущей силы в торцовом стыке
пары колец достигается за счет
дискретных импульсов давления, создаваемых в
моменты сообщения камер 2 с уплотняемой
Рис. 2.19. Гидростатические торцовые
уплотнения импульсного питания смазкой
из уплотняемого пространства:
а - с каналами питания, выполненными на
вращающемся кольце; б - с каналами питания,
выполненными на невращающемся кольце
полостью В каналами 3, расположенными
на вращающемся кольце. Автоматическое
саморегулирование торцового зазора
между уплотняющими поверхностями
обусловлено зависимостью величины
силового импульса от подводимого
давления в камеры и частоты вращения ротора.
Давление р в каждой из камер 2 будет тем
большим, чем большим будет торцовый
зазор и чем большей будет частота
вращения ротора. Частота импульсов давления,
действующих на аксиально-подвижное
кольцо 7, равна произведению числа камер
2 на частоту вращения ротора. В результате
кольцо 1 подвержено слабым
высокочастотным колебаниям. Когда ротор не
вращается, давление сохраняется лишь в
камерах, которые совпали с подводящими
каналами 3. Так как число каналов значи-
42 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 2.20. Конструктивное исполнение
гидростатического торцового уплотнение
импульсного питания смазкой из
уплотняемого пространства:
1 - аксиально-подвижное кольцо с камерами;
2 - импульсные камеры; 3 - канал питания
смазкой; 4 - вращающееся кольцо
тельно меньше числа камер, то усилие,
раскрывающее стык, мало, и уплотнение
выполняет функцию стояночного.
Подводящие каналы 3 служат также
своеобразными сепараторами. Из-за воздействия
сил центробежного отбрасывания
существует препятствие попаданию абразивных
частиц в стык пары трения.
В импульсных торцовых
уплотнениях текущее значение несущей силы
зависит от амплитуды перемещений
аксиально-подвижного кольца, формы
уплотняющих поверхностей и частоты
вращения вала [49].
Приближенные методы расчета
импульсных торцовых уплотнений наиболее
полно разработаны применительно к
уплотнениям, получивших определенное
практическое применение в крупных
циркуляционных и питательных насосах.
Рассматривая вопросы расчета импульсных
уплотнений, В.А. Марцинковский [30]
отмечал, что работа такого уплотнения
сопровождается очень сложными
нестационарными гидродинамическими
процессами, и успех расчета уплотнения
зависит прежде всего от правильного
выбора упрощенной расчетной модели,
основой для которой может быть лишь
эксперимент.
2.6.2.2. Гидродинамические торцовые
уплотнения
В гидродинамических торцовых
уплотнениях устройства снабжения смазкой
поверхностей уплотняющего стыка пары
колец выполнены на этих поверхностях
колец таким образом, что при их
относительном перемещении между ними
генерируется скоростной напор в смазочном
слое. Переход части этого скоростного
напора в статическое давление является
источником гидродинамической
составляющей несущей силы в слое смазки
между уплотняющими поверхностями
пары колец торцового уплотнения.
Образование несущей силы в
торцовой щели гидродинамических торцовых
уплотнений за счет сдавливания
смазочного слоя вызвано изменением размеров
зазоров между трущимися поверхностями
в окружном направлении из-за клиновой,
ступенчатой или волнистой формы этих
поверхностей, влиянием центробежных
сил.
Вклад в несущую силу эффектов,
связанных с течением Куэтта, в торцовых
уплотнениях незначителен, ввиду малой
ширины уплотняющих поясков колец, и
им в большинстве случаев можно
пренебречь.
Считается, что для расчета
гидродинамических торцовых уплотнений
необходимо знать точные значения элементов
формы поверхностей. Поэтому в практике
расчетного проектирования нашли
применение лишь те конструкции
уплотнений, размеры контактных поверхностей
которых могут быть точно выполнены и
проконтролированы.
ТИПЫ И ВИДЫ ТОРЦОВЫХ УПЛОТНЕНИИ
43
В зависимости от примененного
устройства снабжения смазкой поверхностей
уплотняющего стыка пары колец
различают следующие гидродинамические
уплотнения:
- с камерами Рэлея (ступенчатой или
клиновой формы в окружном
направлении) (см. рис 2.13, я, б);
- со спиральными канавками черпа-
кового типа (см. рис. 2.13, в);
- с волнистыми в окружном
направлении уплотняющими поверхностями
колец (см. рис. 2.6, а).
Для гидродинамических уплотнений
контактное сопряжение уплотняющих
торцовых поверхностей предполагается
лишь при отсутствии вращения ротора и в
начальный период его вращения.
При относительном перемещении
поверхностей колец гидродинамического
уплотнения, как и в гидростатических
торцовых уплотнениях, образуется
жесткая обратная связь между величиной
возникающей гидродинамической силы
между уплотняющими поверхностями в
торцовой щели и размерами зазоров в этой
щели.
В гидродинамических торцовых
уплотнениях сила, прижимающая
аксиально-подвижное кольцо к аксиально-
неподвижному, воспринимается силой
реакции, возникающей в слое смазки,
разделяющем эти поверхности. Образование
этой силы реакции обусловлено
свойствами (присущими такому слою) при
вязкостном течении в узкой щели между
ограничивающими стенками из полостей с
высоким давлением в полости с низким
давлением. Форма уплотняющей щели в
радиальном и окружном направлениях,
из-за тепловыделений в ней и связанного
с этим изменением щели вследствие
теплового деформирования, может
существенно зависеть от скорости скольжения в
уплотняющей паре колец.
При расчете гидродинамических
торцовых уплотнений преследуют цель
найти такие формы и соотношения
размеров уплотняющих поверхностей колец,
при которых гидродинамическая
жесткость жидкостного слоя смазки для
нормированной утечки была бы
максимальной [52].
Помимо гидродинамической
жесткости слоя смазки, важное значение имеет и
абсолютная величина гидродинамической
силы. Зависит она в значительной мере от
соотношения размеров уплотняющих
поверхностей колец, определяющих
площадь действия давления в слое смазки и
утечку уплотняемой среды в радиальном
направлении.
Для ориентировочных расчетов
гидродинамических торцовых уплотнений
применяются методики, используемые
при разработке гидродинамических
упорных подшипников и опирающиеся на
богатые экспериментальные данные по их
исследованиям [52].
Получение уточненных результатов
решений требует задания реальных
тепловых граничных условий, что связано с
необходимостью проведения
термометрических исследований уплотнений.
В [52] сообщается о результатах
расчетов по оптимизации количества и
геометрии полостей на поверхностях колец
гидродинамических торцовых уплотнений
для герметизации газовых сред. Анализ
полученных результатов показал, что
наибольшая несущая сила генерируется в
уплотнении со спиральным канавками.
Они превосходят камеры Рэлея по всем
параметрам, особенно по угловой
жесткости (до 50...70 %), что является одним
из важнейших показателей обеспечения
надежной работоспособности уплотнений
в динамическом режиме их нагружения.
Для гидродинамических торцовых
уплотнений с устройствами снабжения
смазкой поверхностей трущейся пары
колец, выполненных в виде камер
ступенчатой или клиновой формы в окружном
направлении, подвод смазки может
осуществляться так же, как и в
гидростатических уплотнениях - в постоянном или
импульсном режиме питания. Торцовые
уплотнения с постоянным режимом питания
44 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИИ
обычно снабжаются смазкой через
каналы, расположенные в том же кольце, в
котором расположены камеры. В
торцовых уплотнениях с импульсным режимом
питания каналы снабжения смазкой камер
располагаются в одном кольце, а сами
камеры располагаются в другом кольце
торцовой пары. Торцовые
гидродинамические уплотнения применяются для
перепадов давлений от 5 до 50 МПа.
Таким образом, гидродинамические
торцовые уплотнения по способу питания
смазкой можно разделить на следующие:
- на гидродинамические постоянного
питания (с устройствами постоянного
снабжения смазкой камер, выполненных
на поверхности одного из колец торцовой
пары из уплотняемого пространства или от
отдельного источника высокого давления);
- на гидродинамические
импульсного питания (с каналами циклического
снабжения смазкой полостей,
выполненных на поверхности одного из колец
торцовой пары из уплотняемого пространства
или от отдельного источника высокого
давления).
Рассмотрим эти подвиды
гидродинамических уплотнений.
2.6.2.2.1. Гидродинамические торцовые
уплотнения постоянного питания
смазкой
Гидродинамические торцовые
уплотнения постоянного питания смазкой в
зависимости от сочетания вида каналов
подвода смазки в пару трения и
исполнения формы полостей на поверхностях
контактного стыка пары колец можно
разделить следующим образом:
- с камерами Рэлея (ступенчатой или
клиновой формы в окружном направлении);
- с черпаковыми спиральными
канавками;
- с нагнетательными (импеллерны-
ми) канавками;
- с волнистыми в окружном
направлении уплотняющими поверхностями колец.
Рассмотрим конструктивные
исполнения гидродинамических торцовых
уплотнений и некоторые сведения,
связанные с их характеристиками.
Гидродинамические торцовые
уплотнения со ступенчатыми или
клиновыми камерами Рэлея. Ряд ступенчатых в
окружном направлении камер Рэлея (см.
рис. 2.13, а, б), выполненных на
поверхности одного из колец торцового
уплотнения, содержат питающие радиальные
канавки глубиной в десятые доли
миллиметра, которые подводят уплотняемую
среду обычно в прямоугольные по форме
полости глубиной в несколько микрометров.
Камеры Рэлея могут выполняться как
с плоской формой дна (рис. 2.13, а), так и
с клиновидной формой (рис. 2.13, б), при
этом размеры клиновидных и плоских
ступенек дна должны иметь
сопоставимые размеры с рабочим зазором щели
между поверхностями, образующимся при
динамическом режиме работы узла
уплотнения. Имеющийся опыт разработки
уплотнений с камерами Рэлея показал, что
уплотнение наиболее эффективно
работает с глубиной канавок, превышающей в 2-
2,5 раза зазор в торцовой щели [27, 51,
52]. Такие уплотнения работоспособны в
газовой среде и обладают значительной
жесткостью слоя смазки, зависящей от
частоты вращения ротора.
Величина добавочной несущей силы
в слое уплотняемой среды от
гидродинамических эффектов зависит в
значительной степени от длины гидродинамических
карманов между уплотняющими
поверхностями колец, соотношения радиальной
протяженности гидродинамических
карманов, а также ширины уплотняющего
пояска. В торцовых уплотнениях ширина
уплотняющего пояска колец составляет
обычно порядка 0,1 от среднего диаметра
кольца. При штатной работе уплотнения
давление в карманах превосходит
питающее давление. Однако с повышением
давления в гидродинамических карманах
происходит процесс перетекания среды
(«боковая» утечка) из карманов в ради-
ТИПЫ И ВИДЫ ТОРЦОВЫХ УПЛОТНЕНИИ
45
альном направлении в стороны полостей с
уплотняемым и низким давлениями.
Характер этого процесса определяют
гидравлические сопротивления перемычек
между гидродинамическими карманами и
этими полостями, величины которых
зависят от зазора в щели между
уплотняющими поверхностями колец.
Характеристики торцовых
уплотнений с камерами Рэлея определяют как для
опоры бесконечной ширины путем
введения коэффициента, учитывающего боковую
утечку, либо численными методами [52].
Гидродинамические торцовые
уплотнения с черпаковыми спиральными
канавками. В 1949 г. Уимпл выполнил в
своих работах расчет несущей
способности опоры скольжения с упрощающими
допущениями для случая ламинарного
изотермического течения сжимаемой
газовой среды через бесконечное число
канавок. Более точные решения были
позднее получены Мюдерманом и СВ. Пине-
гиным, которые учитывали уже влияние
кривизны опоры и число канавок.
Оптимизация характеристик торцового
уплотнения со спиральными канавками
рассматривается в [1, 4, 14, 52].
В гидродинамических торцовых
уплотнениях спиральные канавки на
уплотняющей поверхности одного из колец
выполняют с постоянной глубиной в
несколько микрометров (см. рис. 2.13, в) и с
таким направлением входной части
канавок, что канавки являются заборными
черпаками. Благодаря этому уплотняемая
среда под действием перепада давления и
вращения попадает в канавку, разгоняется
и тормозится в конце канавки, создавая в
ней зоны с высоким гидродинамическим
давлением [52].
На основе расчетов и опытных
данных, полученных при эксплуатации
торцовых уплотнений со спиральными
канавками, существует предположение, что
максимальная жесткость пленки среды в
щели образуется при глубине спиральной
канавки, равной трем толщинам щели,
возникающей при динамическом режиме
работы уплотнения [52]. СВ. Фалалеев
указывает [52] на связь глубины
спиральной канавки и коэффициента нагрузки
уплотнения. Обычно высота спиральной
канавки выбирается в диапазоне h = 7...
10 мкм и коэффициент нагрузки торцовой
пары k = 0,8...0,85. По данным Г.А. Бон-
даренко [5], оптимальная высота канавок
для газовых уплотнений находится в
пределах 4...5 мкм. Кромки канавок должны
выполняться острыми.
По мнению А.И. Голубева [9],
торцовое уплотнение со спиральными
канавками уже при малых скоростях вращения
вала может устойчиво работать в
бесконтактном режиме как на газах, так и на
жидкостях. Для этого достаточно глубины
спиральных канавок в 3 мкм.
При вращении кольца уплотнения со
спиральными канавками в
противоположную сторону, канавки «выкачивают» газ
из зазора и способность генерировать
несущую силу в них пропадает. Это
приводит к контакту уплотнительных
поверхностей и может повредить их. Ведущие
зарубежные фирмы, специализирующиеся
на производстве таких уплотнений,
разработали ряд технических решений:
разветвленные спиральные канавки John
Crane («Джон Крейн») США, канавки
противоположного направления Burgmann
(«Бургманн») ФРГ, двухсторонние
камеры Рэлея Pacific («Пацифик») ФРГ.
Разновидности разного типа канавок для
газовых торцовых уплотнений, используемых
для получения гидродинамического
эффекта, представлены на рис. 2.21. Формы
канавок на рис. 2.21, г, д, е применяются в
качестве канавок двустороннего действия [10].
Выполненное аналитическое
сравнение эффективности спиральных,
двусторонних клиновидных канавок и камер
Рэлея показали, что большая несущая
сила генерируется в спиральных канавках.
Двусторонние клиновидные канавки
генерируют несущую силу на 30...50 %
меньшую, чем спиральные канавки,
однако они работоспособны при любом на-
46 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И
в) ё)
Рис. 2.21. Формы газодинамических
канавок одностороннего (а-в) и двустороннего
(г-е) действия
правлении вращения ротора. При этом
двусторонние клиновидные канавки
обладают более высокой несущей способно-
Рис. 2.22. Оптимальная форма
газодинамической канавки
двустороннего действия
ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
стью, чем уплотнения с двусторонними
канавками постоянной глубины [52].
Пример исполнения оптимальной, по
мнению СВ. Фалалеева [52], канавки
двустороннего действия приведен на
рис. 2.22.
Гидродинамические торцовые
уплотнения с нагнетательными
{импеллерными) канавками. Уплотнение такого
типа приведено на рис. 2.23. Оно имеет
сходные черты с импеллерными
бесконтактными уплотнениями, широко
применяемыми в турбонасосных агрегатах. В
уплотнениях такого типа уплотняемая
среда заполняет кольцевую щель со
стороны внутреннего радиуса колец
торцовой пары. При большой частоте вращения
нагнетательные канавки создают за счет
центробежных эффектов достаточно
значимое давление в кольцевой камере,
способное снизить перепад давления на
уплотнении и обеспечить бесконтактную
работу торцового уплотнения с
приемлемыми утечками.
Гидродинамические торцовые
уплотнения с микроволнистостью в
окружном направлении. Волнистость уплотни-
тельных поверхностей также может
являться причиной возникновения
гидродинамических сил в паре трения. Однако
при работе уплотнений с уплотняющими
поверхностями такого типа исполнения
наблюдается значительное увеличение
утечки.
Рис. 2.23. Гидродинамическое торцовое
уплотнение с нагнетательными (импеллерными)
канавками:
Рх - давление среды в уплотняемой камере;
р2 - давление среды за уплотнением
ТИПЫ И ВИДЫ ТОРЦОВЫХ УПЛОТНЕНИЙ
47
Для оценки гидродинамического
эффекта в парах трения с волнистыми
поверхностями в ряде работ [23, 51] были
предложены расчетные зависимости,
позволяющие определить несущую силу и
утечку в уплотнении при известных
характеристиках форм поверхностей. Эти
зависимости базируются на условии
нарушения непрерывности слоя жидкости
вследствие кавитации в расширяющихся
частях зазора. Для уплотнений, где
кавитация на стороне высокого давления
подавлена, такой подход не реализуется [51].
Известны конструкции
гидродинамических торцовых уплотнений с
волнистыми поверхностями (А.с. СССР № 421835,
340811, патент ФРГ № 2654716). Однако
широкого практического применения
такие уплотнения не получили вследствие
как технологических трудностей в
изготовлении поверхностей с заданной
волнистостью, так и в связи со значительными
изменениями расчетных характеристик
уплотнений при эксплуатации из-за
износа, деформаций поверхностей и т.д. На
трудности практического проектирования
уплотнений с волнистыми поверхностями
указывает Лебек [57], отмечая, что
степень обусловленных волнистостью
гидродинамических эффектов в конкретных
уплотнениях зависит от многих факторов,
в том числе и от характера
микрошероховатостей. По его мнению, для уплотнений
со случайной волнистостью невозможно
сделать даже какие-либо общие
заключения относительно гидродинамических
эффектов. Однако указанные
технологические трудности преодолены
специалистами фирмы Flowserve («Флоусерв»)
США, где выпускается ряд конструкций
узлов уплотнений с волнистой формой
поверхности колец для газообразных сред
и перегретого пара.
2.6.2.2.2. Гидродинамические торцовые
уплотнения импульсного питания
смазкой
В качестве гидродинамических
торцовых уплотнений импульсного питания
смазкой могут быть использованы
вышеописанные гидростатические торцовые
уплотнения импульсного питания, если
камеры полостей смазки выполнять на
глубину, близкую к толщине смазочного
слоя между уплотняющими
поверхностями колец при работе уплотнения. В этом
случае окружная составляющая несущей
силы, связанная с вязкостным
пограничным слоем уплотняемой среды, может
создавать весомый вклад в общую
величину несущей силы, возникающую между
уплотняющими поверхностями пары
трения. Ориентировочно глубина камер
полостей смазки должна быть примерно
такой же, как и для случаев
гидродинамических торцовых уплотнений постоянного
питания смазкой.
2.6.3. ГИБРИДНЫЕ ТОРЦОВЫЕ
УПЛОТНЕНИЯ
К разновидности бесконтактных
торцовых уплотнений относят так
называемые гидростатодинамические
уплотнения, включающие в себя элементы
гидростатических и гидродинамических
уплотнений.
В этих уплотнениях наряду с
гидродинамическими эффектами,
создаваемыми специальным профилированием
уплотняющих торцовых поверхностей в
виде ступенек Рэлея, спиральных или
радиальных канавок, микроклиньев,
используются также силы гидростатического
давления в щели. Так, гибридные
уплотнения используются в ряде турбомашин
для обеспечения их многорежимности.
Схема гибридного уплотнения, в
котором для создания несущей способности
используются газостатическая и
газодинамические камеры, приведенная в [52],
изображена на рис. 2.24. На рабочем
торце невращающегося кольца 3 наряду с
кольцевой газостатической камерой 9
имеется также 12 камер Рэлея 7, в кото-
48 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
рые по каналам 8 подводится
уплотняемый воздух высокого давления. Зазор в
торцовой щели на различных режимах
при работе торцового уплотнения
составил 2,5... 12,7 мкм. Кольцо 3 закреплено в
держателе 4 и поджато к вращающемуся
кольцу 1 пружинами 6. Поршневое кольцо
5 является вторичным уплотнением. В
кольце 1 для снижения температурных
деформаций выполнены радиальные
каналы 10, через которые прокачивается
масло. Сильфон 2 является герметизатором.
Таким образом, в конструкции
торцового уплотнения для обеспечения
бесконтактной работы продемонстрирована
возможность одновременного применения
гидростатических камер, питаемых
средой высокого давления из уплотняемого
пространства, и гидродинамических
канавок в виде ступенек Рэлея.
8 9 10
а)
24 отв 00,81
1,57x0,013...
0,025
6)
Рис.2.24. Схема гибридного (гидростатодинамического) торцового уплотнения
число ступеней в уплотнительном блоке
49
2.7. ЧИСЛО СТУПЕНЕЙ
В УПЛОТНИТЕЛЬНОМ БЛОКЕ
По числу ступеней торцовые
уплотнения выполняются одноступенчатыми и
многоступенчатыми. Торцовые
уплотнения могут выполняться ступенчатыми в
аксиальном направлении, радиальном
направлении и в обоих направлениях.
Число ступеней диктует уровень
уплотняемого давления. Обычно на одной
ступени допускают срабатывание перепада
давления не более 20 МПа.
Одноступенчатые торцовые
уплотнения могут выполняться одинарными
(см. рис. 2.1) и двойными (рис. 2.25).
Двойные торцовые уплотнения
применяются в случаях необходимости надежной
изоляции окружающего машину
пространства от попадания в нее
уплотняемой среды. Такие уплотнения содержат
^Запирающая
жидкость
Рис. 2.25. Одноступенчатое двойное торцовое
уплотнение высокого давления:
1 - вращающийся блок на валу; 2 - опорное
кольцо со стороны уплотняемого
технологического продукта; 3 - канал подачи
промывочной среды; 4 - опорное кольцо со стороны
внешней среды
два уплотнительных блока, один из
которых расположен со стороны
технологической среды (например, перекачиваемой
насосом), и его называют «внутренним
уплотнением», а второй - со стороны
пространства помещения, в котором
находится насос, и его называют «внешним
уплотнением». От одинарных двойные
торцовые уплотнения отличаются тем, что
работа двойных уплотнений предполагает
обязательное использование затворной
(или буферной) среды, давление которой
в камере уплотнения превышает давление
уплотняемой среды перед «внутренним
уплотнением» на 0,01...0,1 МПа.
«Внешнее» уплотнение, в отличие от
«внутреннего», воспринимает на себя значительно
больший перепад давления.
Двойные торцовые уплотнения могут
выполняться как с аксиальным (см.
рис. 2.25), так и с радиальным (рис. 2.26)
13 12 11 10 9
Рис. 2.26. Одноступенчатое двойное торцовое
уплотнение с радиальным расположением
«внешнего» и «внутреннего»
уплотнительных блоков:
1 - винт стопорный; 2 - пружины; 3 - обойма
наружная; 4 - обойма внутренняя; 5,6,12 -
резиновые О-образные кольца; 7 - штифт;
8 - крышка корпуса; 9 - кольцо невраща-
ющееся; 10 — кольца из сальниковой набивки;
11 - поводки; 13 - корпус
50 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 2.27. Одноступенчатое двойное
торцовое уплотнение типа «лицо к лицу»:
1 - кольцо невращающееся; 2 - вращающееся
кольцо; 3 - винт стопорный; 4 - пружины;
5 - стопор от проворота; 6 - пространство
затворной среды; 7 - вход затворной среды;
8 - выход затворной среды
Рис. 2.28. Двухступенчатое уплотнение насоса:
/ - щелевое уплотнение; 2,4 - первая и вторая
ступени торцового уплотнения; 3 -
лабиринтное уплотнение; 5 - линия отвода
организованной утечки; 6,7 - холодильники; 8 - линия
подвода буферной среды; 9 - линия отвода
утечки; 10 - линия подвода и отвода
охлаждающей воды
расположением «внутренних» и
«внешних» уплотнительных блоков. Что
касается двойных торцовых уплотнений с
аксиальным расположением уплотнительных
блоков, то существует две схемы их
исполнения: «спина к спине» и «лицо к
лицу». Так, на рис. 2.25 представлено
исполнение по схеме «спина к спине». На
рис. 2.27 [29] приведена еще одна
распространенная схема «лицо к лицу». Такая
схема часто применяется для уплотнения
высокооборотных машин.
Если параметры одноступенчатого
торцового уплотнения не позволяют
обеспечить уплотнение полного высокого
перепада между полостью агрегата и
внешней средой - используются
ступенчатые схемы снижения давления на ряде
торцовых уплотнений. Снижение
давления на ступенях можно добиваться только
путем организованного расхода части
уплотняемой среды на ступенях уплотнения
с последующим возвратом ее в рабочий
цикл. Такая схема, естественно,
усложняет систему и ведет к снижению КПД
агрегата.
Из реализуемых на практике
известны схемы двух- и трехступенчатых
торцовых уплотнений с аксиальным
расположением ступеней. Такие узлы уплотнений
применяются обычно в высокоперепад-
ных центробежных насосах
электростанций и в насосах ряда химических
производств (рис. 2.28), в главных
циркуляционных насосах атомных электростанций
(рис. 2.29), а также в газовых торцовых
уплотнениях высоконапорных
центробежных компрессоров и нагнетателей для
транспорта природного газа (рис. 2.30).
число ступеней в уплотнительном блоке
51
Подвод охлаждающей воды
Внешнее уплотнение
Внутреннее уплотнение
Рис. 2.29. Уплотнительный узел ротора главного циркуляционного насоса с тремя
ступенями импульсных торцовых уплотнений:
1 - винтовой насос; 2 - делительное устройство; 3 - торцовое уплотнение; 4 - блок плавающих колец;
5 - клапан бойпасной линии; 6 - вспомогательный теплообменник; 7 - гидроциклон; 8 - теплообменник
Рис. 2.30. Газовое торцовое уплотнение компрессора:
А - подвод очищенного газа; В - отвод утечки после 1-й ступени; С- отвод утечки после 2-й ступени;
1 - вращающееся кольцо; 2 - вал; 3 - аксиально-подвижное кольцо; 4 - корпус; 5 - пружина; 6 -
вторичное уплотнение; 7 - внутреннее лабиринтное уплотнение; 8 - концевое лабиринтное уплотнение
52 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
2.8. КОЛЬЦА ПАРЫ ТРЕНИЯ
Конструкции колец. Кольца пары
трения торцовых уплотнений в сечении
выполняются, в основном,
прямоугольной, П-образной и Т-образной формы (см.
рис. 2.3); в подавляющем большинстве
случаев они выполняются цельными.
В ряде случаев возможен вариант
также выполнения их разрезными, в том
числе из двух и более частей. Применение
разрезных колец обусловлено
требованиями удобства проведения ремонтных
работ с узлом уплотнения при частичной
его разборке на валу изделия. Это имеет
отношение к уплотнениям гребных валов
судов и для некоторых специальных
машин. Изготовление разрезных колец с
качественно уплотненными стыками
частей колец при сборке является непростым.
Поэтому использование разъемных пар
трения из-за сложности конструкции и
монтажа распространения не получили [7].
Рис.2.31. Торцовое уплотнение с кольцом из
сальниковой набивки:
1 - пружина; 2 - винт стопорный; 3 - корпус;
4 - штифт-поводок; 5 - обойма; 6 - кольцо из
сальниковой набивки; 7 - кольцо резиновое;
8 - кольцо невращающееся; 9 - штифт
Достоинства разрезных колец
реализованы в ряде конструкций торцовых
уплотнений, где в качестве одного из колец
торцового уплотнения используется
сальниковая набивка. Конструкции торцовых
уплотнений с использованием колец из
сальниковой набивки описаны в ряде
патентов и публикаций [7]. В таких
уплотнениях потеря герметичности узла
вследствие процессов износа в уплотняющей
паре восстанавливается заменой кольца
пары трения из сальниковой набивки. Эта
операция не требует полной разборки
насоса. Ресурс такого узла уплотнения
определяется износом твердого кольца.
Однако уплотнения с такими кольцами пока
не нашли широкого практического
применения. На рис. 2.31 представлена
конструкция торцового уплотнения,
состоящего из вращающегося кольца б из
сальниковой набивки и неподвижного
цельного металлического кольца 8, образующих
торцовую пару трения. В отличие от
обычного торцового уплотнения, кольцо
набивки 6 выполняет также роль
дополнительного вторичного уплотнения
относительно вала.
Формы связи колец пары трения
со смежными деталями узла. Кольца
пары уплотнения по экономическим (из за
высокой стоимости материалов для
колец), конструктивным и технологическим
основаниям целесообразно выполнять
небольшими по весовым и габаритным
характеристикам, простой осесимметрич-
ной формы. Поэтому они часто
изготавливаются в виде кольцевых втулок,
которые затем соединяют с металлическими
обоймами.
Кольца торцовой пары являются
составными элементами вращающегося и
невращающегося блоков торцового
уплотнения. Их связь со смежными
деталями этих блоков обычно имеет сходство,
но иногда функциональная специфика
блоков накладывает свои требования,
сказывающиеся в некоторых конструктивных
особенностях исполнения колец. Так,
КОЛЬЦА ПАРЫ ТРЕНИЯ
53
а) б) в)
Ж) 3) U)
Рис.2.32. Конструкции невращающихся уп-
лотнительных колец торцовой пары и схемы
их установок в корпусные детали
типовые схемы установки и связи
невращающихся колец (их еще иногда
называют опорными кольцами [29]) со
смежными деталями при их установке в
одноименный блок или корпус представлены
на рис. 2.32.
Для аксиально-подвижных
невращающихся колец используются:
- схемы с одним или двумя О-образны-
ми эластомерными кольцами,
герметизирующими радиальную щель (рис. 2.32, а, б, д, з);
- схема с герметизацией торцовой
опорной поверхности О-образным элас-
томерным кольцом (рис. 2.32, е);
- схема с герметизацией радиальной
и опорной тыльной поверхностей колец
О-образными кольцами (рис. 2.32, ж) или
кольцом Г-образного сечения (рис. 2.32, г)
из эластомеров;
- схема герметизация неподвижных
колец прокладками (рис. 2.32, и),
применяемая обычно для торцовых сильфонных
уплотнений.
Типичные связи вращающихся колец
со смежными деталями при установке в
одноименный блок или на вал
представлены на рис. 2.33. -
Герметизация щели между
вращающимся блоком с кольцом пары трения и
валом осуществляется О-образными коль-
а) б)
в) г)
д) ё)
ж) з)
Рис. 2.33. Схемы установки вращающихся
колец пары трения уплотнения на валу
цами из эластомеров (рис. 2.33, а, б, в, ж, з),
манжетами из эластомеров (рис. 2.33, г, д),
сильфонами (рис. 2.33, ё).
Передача крутящего момента от вала
к вращающемуся блоку осуществляется
при помощи винтов (рис. 2.33, а, в, ж, з),
резьбового соединения (рис. 2.33, б),
пружины (рис. 2.33, г), сильфона (рис. 2.33, ё).
Передача крутящего момента от
вращающегося блока к вращающемуся
кольцу (если оно не вклеено или не
запрессовано в обойму, как показано на
рис. 2.33, б, в, г) может передаваться
поводками (рис. 2.33, а, Э, ё) или штифтами
(рис. 2.33, ж, з). В схемах на рис. 2.33, а и
е сопряжения колец пары трения с
вращающимися обоймами осуществляются
по притертым торцовым поверхностям для
герметизации торцовых стыков сопряжения.
При соединении колец со смежными
деталями существуют проблемы
герметизации зазоров в соединении и фиксации от
углового, радиального и осевого смещений.
Фиксация от углового, радиального и
осевого смещений осуществляется с
помощью:
- клеевого соединения;
- механического крепления;
- использования сварного или
паяного соединения деталей.
54 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Герметизация радиальных и осевых
зазоров между кольцами и смежными
деталями осуществляется с помощью:
- клеевого соединения;
-использования уплотняющего
кольца из эластомера;
- использования «нулевого зазора»
путем применения посадок с натягом;
- заполнения зазора эластомером;
- использования сварного или
паяного соединения деталей;
- использования сопряжения по
притертым поверхностям.
Сложность соединения колец из
углеродных материалов с металлами связана
с существенным различием их теплофи-
зических и физико-механических свойств:
теплопроводности, модуля упругости,
прочности и, особенно, коэффициента
термического расширения.
Основные применяемые виды
соединений - склеивание и механическое
крепление в виде неразъемного соединения с
натягом.
Для склеивания графита с металлами
используют клеи марок ВК-9, ВК-20,
которые нашли широкое применение при
склеивании графитов АГ-1500, СГ-М, СГ-П
со сплавами титана, стали, бронзы. Для
условий работы при высоких
температурах и воздействии высокоагрессивых сред
используют неорганические клеи,
например, борный ангидрид и различные
композиции на его основе.
Однако склеивание и механическое
крепление не всегда удовлетворяют
требованиям к соединениям по
герметичности, термостойкости и коррозионной
стойкости. В ряде случаев соединения
пайкой и сваркой предпочтительнее
механического или клеевого. В состав
используемых припоев для пайки входят карби-
дообразующие элементы: титан, хром,
ванадий, цирконий, кремний, молибден,
никель и др.
Недостатком неразъемных клеевых и
механических соединений является
неорганизованное деформирование деталей
сопряжения при изменениях температуры.
Поэтому иногда применяется свободная
установка колец трущейся пары с
сопряжением их со смежными деталями по
притертым торцам обеих деталей (см. рис.
2.33, а, е).
2.8.1. МАТЕРИАЛЫ
УПЛОТНЯЮЩИХ КОЛЕЦ
ТОРЦОВЫХ УПЛОТНЕНИЙ
Выбор тех или иных материалов для
пары трения торцового уплотнения
зависит от условий работы уплотнений и
требований эксплуатации в отношении их
надежности, долговечности и
герметичности, а также технологичности и
экономических показателей изготовления уп-
лотнительных колец.
К материалам колец трущейся пары
предъявляются определенные требования
в части соответствия антифрикционности,
износостойкости, коррозионной
стойкости каждого материала в уплотняемой
среде, а также к прочности,
теплопроводности, изменению размеров деталей с
изменением температуры в узле и др.
Диапазоны изменения ряда характеристик
материалов, используемых для колец пар
трения, достаточно широк.
При выборе материалов для пар
скольжения учитывают прежде всего их
фрикционные качества при работе в паре
трения, износостойкость материалов при
работе в уплотняемой среде, физико-
механические свойства, а также
коррозионную стойкость. Рассмотрим
используемые материалы для уплотняющих колец
торцовых уплотнений.
Металлы. В качестве материала для
пар трения торцовых уплотнений в
торцовых уплотнениях используют сталь 95X18
(закаленная до 55 HRC) обычно в
сочетании с углеграфитом 2П-1000Ф.
Широкое распространение в
конструкциях зарубежных уплотнений получил
хромистый чугун и сплав нирезист. Чугу-
ны имеют хорошие и стабильные
характеристики в условиях «смазочного
голодания». Коррозионная стойкость чугунов
КОЛЬЦА ПАРЫ ТРЕНИЯ
55
повышается с добавлением никеля, хрома,
меди или их комбинаций.
Наиболее широко применяют чугуны
в комбинации с твердыми углеграфитами
в насосах, перекачивающих
нефтепродукты. Кольца из чугуна относительно
недороги и легко поддаются обработке. В
отечественных конструкциях торцовых
уплотнений чугуны не применяют.
Углеродные материалы. Углегра-
фитовые материалы являются наиболее
распространенными материалами,
используемыми в парах трения торцовых
уплотнений. В качестве исходных материалов
для них применяют природный и
искусственный графиты.
Углеграфитовые материалы для
колец торцовых уплотнений делят на
обожженные и графитированные. Состав тех и
других примерно одинаков, и
различаются они лишь степенью термической
обработки. В качестве исходных материалов
при производстве углеграфитов
используются кокс, сажа, графит и пек. После
заключительного прессования заготовки
обжигают в печи и получают обожженные
углеграфитовые материалы.
Если после обжига применяют еще и
выдержку в печи с температурой
2400...2600 °С, при которой часть
аморфного угля переходит в графит, то такие
материалы называют графитированными.
При этом повышается теплопроводность
углеграфитов (примерно в 2 раза),
улучшаются их антифрикционные свойства,
повышается стойкость к окислению, но
снижается прочность. После обжига и
графитизации углеграфитовые материалы
имеют пористость 6...30 %. Чтобы ее
ликвидировать, улучшить антифрикционные
и механические свойства углеграфитов,
их пропитывают смолами, солями,
металлами и др.
В общем случае пропитка снижает
пористость, увеличивает модуль
упругости, твердость, температурный
коэффициент линейного расширения и
теплопроводность материала.
Антифрикционные материалы на
основе углерода подразделяют на
следующие основные типы: углеродные
обожженные с пропиткой, графитированные с
пропиткой, графитофторопластовые и
силицированные графиты. Широкий
диапазон физико-механических свойств
углеродных материалов обусловлен
многообразием композиций компонентов и
способов производства (табл. 2.1).
В отечественных конструкциях
торцовых уплотнений широко применяют
графит 2П-1000 с пропиткой фенолфор-
мальдегидной смолой и графиты АО-1500
и АГ-1500 с пропиткой свинцом или
баббитом. Применяют их для работы в паре с
силицированным графитом СГ-П или со
сталью 95X18.
Пропитка пористых графитов
смолами, солями, металлами, в том числе
свинцом, оловом, медью, сурьмой, обычно
осуществляется в автоклавах, где при
температуре выше температуры
плавления материала пропитки создают
попеременно давление и вакуум, чтобы
заполнить пустоты в теле графита
пропиточным материалом.
Одним из наиболее применяемых уг-
леграфитовых материалов является сили-
цированный графит. Он состоит из
твердых зерен карбида кремния,
перемежающихся с более мягкими включениями
кремния и углерода.
Высокая износостойкость и
долговечность силицированного графита
обусловлена особой структурой материала,
представляющей собой жесткий каркас из
карбида кремния высокой твердости и
включенный в него свободный графит,
который обеспечивает высокие
антифрикционные свойства и
теплопроводность (см. табл. 2.1).
Для торцовых уплотнений в России
используют силицированный графит
нескольких марок: СГ-Т, СГ-П
(различающиеся соотношением компонентов и
имеющие различную технологию
производства) и ГАКК 30/63, ГАКК 60/25,
ГАКК 55/40 (графиты алюмокарбидкрем-
2.1. Характеристики материалов для колец торцовых уплотнений
№
и/и
1
2
3
4
5
6
7
8
9
10
11
Материал кольца
Пирографит ПГИ
Химанит
Углеграфит АО-1500-СО5
(пропитка свинцом и оловом)
Углеграфит АО-1500-Б83
(пропитка баббитом)
Углеграфит 2П-1000 Ф
(пропитка фенолформальдегидной
смолой)
Углеграфит (пропитка сурьмой)
Силицированный графит СГ-Т
Силицированный графит СГ-П
Силицированный графит ГАКК
55/40
Боросилицированный графит
БГС-30
Карбид кремния
(Великобритания)
Плотность,
г/см3
2,1
1,85...1,89
2,7...3,0
2,4...2,8
1,67...1,7
2,35
2,5...2,8
2,4...2,6
2,0...2,4
2,2
3,1
Предел
прочности
при сжатии
(при изгибе)
МПа
210...260
130...170
(32...38)
260...280
140...150
(60...75)
160...170
(60...75)
310
(80)
300...320
(90...ПО)
430...450
120...180
150
-
Модуль
упругости, ГПа
11...17
-
17
13,5...14
14
180
95
125
90
-
410
Твердость
35 НВ
-
70...75 (Шор)
50...54HRC
70...72 (Шор)
50...54HRC
70...75
70 (Шор)
65...78HRC
65...80HRC
50HRC
-
2500...3500
(микротвердость)
Теплопроводность
при 20 °С,
Вт/(м-°С)
30...50
50
30
80...90
80
9,8
85...100
130...150
120
-
83,6
Коэффициент
линейного
расширения при
20...100°С,
10"6/°С
5...8,5
10...15
6,5...8,5
6,5
2,5
5,3
4,6
4,2
3,9
5,5
4,3
Допустимая
температура,^
300
200
300
230
200
320
400
400
400
1500
-
Продолжение табл. 2.1
№
п/п
12
13
14
15
15
17
18
19
20
21
22
23
Материал кольца
Карбид кремния («Ирито»,
Россия)
Silkar
Rocar SiSiC(SiC-88%, Si-12%)
Сталь 95X18
Хромистый чугун (ФРГ)
(30 % Сг, 1 % Мп)
Сплав нирезист (ФРГ)(20 % Ni,
2 % Сг, 2 % Si, 1 % Мп, 0,5 % Си)
Твердый сплав ВК8
Карбид вольфрама (ФРГ)
93 % WC, 7 % Со
Керамика ЦМ-332
Нитрид кремния S13N4
Фторопласт-4
Графи оплас Ф4К20 (кокс 20 %)
Плотность,
г/см3
3,0
3 ...3,1
3,07
7,7
7,3
7,3
14,6
14,8
3,8
3,4
2,1...2,2
2,1
Предел
прочности
при сжатии,
(при изгибе)
МПа
-
_
3500
-
1000
700...800
5000
(1700)
5000
4500
(400)
830
12
(11...14)
25
Модуль
упругости, ГПа
400
340
340
230
200
105
700
700
350
290
0,5...0,7
0,8
Твердость
2500...3500
(микротвердость)
89...92HRC
-
55HRC
300 НВ
170 НВ
87HRA
91,5 HRA
90HRA
-
3...4НВ
5НВ
Теплопроводность
при 20 °С,
Вт/(м°С)
150
135...160
-
45
19
34
60
50
25
15...20
0,2
0,2
Коэффициент
линейного
расширения при
20...100°С,
10_6/°С
3,8
4,2
3,4...4,1
11,8
10,6
17
5,6
5,6
7
3,7
8...25
8...11
Допустимая
температура,^
-
700
1350
500
-
-
600
600
1000
1600
150
150
<л
58 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
ниевые, разработанные специально для
пар трения торцовых уплотнений). Эти
материалы работают в парах трения
отдельно или в комбинациях между собой.
Силицированные графиты получают
пропиткой исходного графита по всему
объему жидким кремнием при
температуре выше 2000 °С. При этом происходит
реакция с образованием карбида кремния.
Однако при химической реакции не весь
кремний входит в соединение с углеродом -
свободный кремний в силицированном
графите ограничивает химическую
стойкость этих материалов. В частности,
силицированные графиты СГ-Т и СГ-П
нестойки в щелочах. Силицированный
графит ГАКК 55/40 в этих условиях более
стоек и является в настоящее время
наиболее универсальным антифрикционным
материалом с высокой химической
стойкостью.
Узлы трения из силицированного
графита работоспособны при
температурах до 350 °С. Изделия из
силицированного графита стойки к агрессивным средам:
соляной, уксусной, фосфорной, серной,
азотной, муравьиной, плавиковой кислотам,
расплаву капролактама, метилхлориду,
этилацетату и уксусному ангидриду [19].
В последнее десятилетие в узлах
торцовых уплотнений широко
применяются карбидокремниевые материалы,
например, SILKAR, ROCAR и др. (см. табл. 2.1).
Карбид кремния SILKAR по
сравнению с силицированными графитами
значительно больше содержит карбида
кремния и меньше углерода по массе. Он
обладает значительно более высокими
прочностью, модулем упругости и
коэффициентом теплопроводности; его
износостойкость в 2-3 раза выше, чем у СГ-П.
Карбид кремния ROCAR ® S
(0,98 % SiC, 0,1 % свободного С, А1 - 0,09 %,
Ti - 0,014%, Fe - 0,028 %, Са - 0,006 %;
графит - остальное) производства
Чешской Республики (реакционно-спеченный
карбид кремния) отличается высокими
эксплуатационными характеристиками:
эрозионной, термической и химической
стойкостью, надежностью и
долговечностью, прочностью, твердостью, высоким
модулем упругости, низким
коэффициентом линейного термического расширения,
высокой теплопроводностью и
превосходными трибологическими свойствами [19].
Зарубежные фирмы в качестве пар
трения применяют карбид кремния и
силицированный графит двух марок:
твердый силицированный, который
практически является монолитом карбида
кремния; модифицированный (или корковый),
который получают при воздействии паров
кремния на углеродное кольцо заданной
конфигурации. Процесс силицирования
идет на небольшую глубину (0,5... 1 мм),
при этом кольцо остается пористым и его
надо пропитывать.
По данным фирмы «Бургманн»
(ФРГ), карбид кремния проявляет
высокую химическую стойкость в различных
средах и, прежде всего, в минеральных
кислотах: соляной, азотной, серной,
фосфорной и фтористо-водородной (без
примесей) - при различных концентрациях и
температурах.
Для карбида кремния характерны
высокие химическая стабильность,
теплопроводность и износостойкость.
Недостатком являются низкий предел
прочности при растяжении и хрупкость.
Одним из недостатков
антифрикционных материалов на основе углерода
является низкая ударная вязкость, однако
это проявляется только на этапе
обработки детали и монтажа уплотнения; при
работе торцового уплотнения ударные
осевые нагрузки демпфируются упругим
поджимным элементом.
Все углеродные материалы имеют
более низкий температурный
коэффициент линейного расширения, чем металлы,
и это необходимо учитывать при выборе
посадок в соединениях деталей из угле-
графита и металла.
Твердые сплавы. В парах трения
торцовых уплотнений часто применяют
сплавы на основе карбида вольфрама.
КОЛЬЦА ПАРЫ ТРЕНИЯ
59
В качестве связки при спекании карбидов
вольфрама чаще всего используют
кобальт и никель. Карбид вольфрама
придает сплаву жесткость, прочность при
сжатии, твердость, износостойкость, а металл
связки - ударную вязкость и прочность
при изгибе.
Карбид вольфрама с кобальтом в
качестве связки имеет ограниченное
применение, в основном для абразивосодержа-
щих сред. Кобальт имеет низкую
химическую стойкость - растворяется даже в
дистиллированной воде, поэтому его
нельзя применять в аппаратах пищевой
промышленности. Кобальт, имеющий
большой период полураспада,
недопустимо использовать в уплотнениях насосов
атомных электростанции [9]. Кобальтовая
связка колец из карбида вольфрама
подвергается сильной коррозии в морской
воде. Если вместо кобальтовой связки
использован никель, то подобных явлений
не происходит [29].
Благодаря малому температурному
коэффициенту линейного расширения
твердых сплавов (в 2-3 раза меньше, чем
коррозионно-стойкой стали) деформация
поверхностей трения незначительна.
Высокая теплопроводность твердых сплавов
(более высокую теплопроводность имеют
лишь силицированные графиты и графи-
тированные углеграфиты) обусловливает
возможность их применения в условиях
воздействия высоких термических нагрузок.
Керамика. Исключительность
керамики определяется ее химической
стойкостью в средах с сильными
окислительными свойствами, в которых другие
материалы нестойки, например в олеуме.
Минералокерамику изготовляют на
базе оксида алюминия. Так, минералоке-
рамика ЦМ-332, содержащая 99 % оксида
алюминия (корунда), имеет высокую
стойкость в средах с сильными
окислительными свойствами. Из-за хрупкости и
сравнительно невысокой
теплопроводности (см. табл. 2.1) керамика склонна к
терморастрескиванию при резком
охлаждении и быстром нагреве, поэтому режим
«смазочного голодания» для керамики
нежелателен.
В отечественных конструкциях
торцовых уплотнений применяют
минералокерамику ЦМ-332 в паре с графито-
фторопластом Ф4К20.
Пластмассы. Для уплотнений,
работающих при очень низкой нагруженности
(например, в насосах системы охлаждения
автомобиля при давлении жидкости
0,15 МПа и скорости скольжения не более
3,5 м/с), и для колец пар трения торцовых
уплотнений используют пластмассы. Для
них характерны высокая износостойкость и
высокая технологичность (изделия из
пластмасс получают горячим прессованием).
Как правило, применяют твердые
пластмассы на основе фенольной смолы,
наполненные коксовой, асбестовой
крошкой либо асбестом слоистой структуры, а
также графитом или баббитом в
порошкообразном виде. Эти материалы имеют
высокую износостойкость в воде при
работе в паре с хромистым чугуном,
бронзой и керамикой. Износостойкость в
значительной степени зависит от
технологических параметров, например, давления и
температуры при прессовании и
продолжительности охлаждения.
В автомобилестроении России
широко применяют материал на основе
фенольной смолы с добавкой графита и
свинца - НАМИ-ГС-ТАФ-40,
работающий в паре со сталями 30X13 или 40X13,
термообработанных до 42.. .47 HRC.
Отрицательными свойствами
материалов на базе синтетических смол
является их низкая термостойкость, что
ограничивает их использование при
температурах выше 80 °С из-за повышения
коэффициента трения и деструкции материала.
Для наиболее агрессивных сред и
тяжелых температурных условий (-200...
+100 °С) уплотнительные кольца
изготовляют из фторопласта-4 (ГОСТ 10007-80)
и различных его модификаций. Этот
материал имеет практически абсолютную
химическую стойкость (на него
действуют только расправленные щелочные ме-
60 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
таллы, трехфтористый хлор,
элементарный фтор при высоких температурах).
Коэффициент трения фторопласта-4 по
твердой поверхности при малых
скоростях скольжения составляет 0,05...0,1.
Материалы на основе фторопласта-4
обладают высокой стойкостью во многих
средах и низким коэффициентом трения
по твердым поверхностям, особенно при
низких температурах, что является
важным при создании узлов уплотнений для
условий герметизации криогенных сред.
Однако они обладают низкими
показателями прочности и теплопроводности.
Использование фторопластов-4 с разного
рода наполнителями (например, ситалла-
ми) повышает прочность таких
материалов, а добавки кокса и молибдена
повышают износостойкость.
Сальниковая набивка. Иногда в
качестве материала для одного из колец
торцовой пары применяют сальниковую
набивку. Обычно используют для этой цели
набивку на основе углеродных волокон.
Такое применение сальниковой набивки
для колец торцового уплотнения
возможно для конструкций на низкие перепады
давлений (до 1 МПа). Достоинством
такого использования набивки является
возможность достаточно легкой замены
изношенного кольца без основательной
разборки самого узла уплотнения.
Существует ряд конструкций таких узлов торцовых
уплотнений, описанных в [51].
Покрытия и напыления. Для
снижения стоимости уплотнений возможно
кольца трущейся пары изготавливать из
дешевых материалов и выполнять
антифрикционное и износостойкое покрытие
трущихся поверхностей. Покрытия
обычно выполняют плазменным напылением
порошков из оксида алюминия или хрома,
карбидов вольфрама или хрома. Толщина
этих покрытий составляет обычно
десятые доли миллиметра. Важным условием
хорошей работы таких колец является
близость коэффициентов температурного
расширения основного материала колец и
материала покрытия. Кроме напыления,
покрытия колец выполняют
гальваническим способом или термообработкой:
хромированием, оксидированием,
азотированием и др.
Плазменная обработка включает в
себя ряд различных технологий нанесения
покрытий, в которых термическим
источником является плазма, а источником
кинетической энергии струя газов,
способствующих возникновению плазмы.
В качестве материала покрытия, в
зависимости от потребностей, применяются
чистые металлы (Ti, Та, Mo, W, Al, Cu, Ni,
Сг, V, Zr), сплавы на основе Ni, Cr, Fe, В,
Si, Си, карбиды Cr, W, Mo, Si, Ti, оксиды
Cr203, A1203, Ti02, Zr02, Si02.
Основные сферы применения
покрытий - это защита от коррозии и действия
химических элементов при высокой и
низкой температурах с обеспечением
высокой абразивной и эрозионной
износостойкости.
Покрытия, нанесенные плазменным
методом (в особенности керамические),
применяются в химической и
нефтехимической промышленности. Это
обусловлено их высокой химической стойкостью
(более высокой, чем у литой керамики),
сопротивляемостью термическим
колебаниям, удовлетворительной абразивной
износостойкостью и возможностью
«снятия» электростатических зарядов,
накопившихся на вращающемся кольце.
В качестве покрытия трущихся
поверхностей колец пары трения применяют
также карбид кремния, обладающий
коррозионной стойкостью, стойкостью к
тепловым ударам, высокой твердостью и
теплопроводностью, хорошими
антифрикционными характеристиками. Из ряда
модификаций карбида кремния (карбиды
кремния с кристаллической а- и Р-струк-
турами без свободного кремния, карбиды
с частичным содержанием свободного
кремния) применительно к кольцам
торцовых уплотнений наилучшими
свойствами обладает однофазный карбид с
кристаллической а-структурой.
КОЛЬЦА ПАРЫ ТРЕНИЯ
61
Кольца торцовых уплотнений с
такими покрытиями значительно дешевле в
производстве, чем из цельных
дорогостоящих материалов, однако их
применение пока не стало признанным путем для
снижения стоимости узлов уплотнений.
2.8.2. ВЫБОР МАТЕРИАЛОВ
ДЛЯ КОЛЕЦ ПАР ТРЕНИЯ
Материалы пар колец торцовых
уплотнений выбирают в зависимости от
характеристик рабочей среды, условий
работы по параметрам нагрузки и
антифрикционных свойств, при
взаимодействии поверхностей колец. Анализ работы
торцовых уплотнений в центробежных
насосах показывает, что требования,
предъявляемые к материалам пар трения,
можно свести к ряду показателей
применимости:
- коррозионной стойкости;
- эффективности теплоотвода;
- работоспособности материала в
режиме трения при «смазочном голодании».
Для оценки материалов пар трения в
[52] предложено сравнивать их по
комплексу кЕ/а, где X - теплопроводность
материала, Е - модуль упругости, а -
коэффициент температурного линейного
расширения.
По этому комплексу ХЕ/а лучшие из
отечественных материалов (цифры в
скобках показывают значение комплекса):
- из мягких графитов -
электрографит с пропиткой сурьмой (2,31-Ю5), пиро-
графитПГИ(1,7-105);
- из твердых графитов - силициро-
ванный графит СГТ (42-105) и карбид
кремния (130,2-105).
Важным условием повышения
работоспособности уплотнений является
использование для пар трения особо
твердых износостойких материалов [9].
Одним из эффективных путей
совершенствования торцовых уплотнений является
переход от менее износостойких пар
трения (например, пара «углеграфит -
металл») к значительно более
износостойким: углеграфит по силицированному
графиту, минерало- или металлокерамике;
силицированный графит по
силицированному графиту.
Износ трущихся поверхностей колец
в контактной паре возрастает с ростом
температуры в ней. Так, при температурах
588...698 К пропитка в большинстве
графитовых композиций разрушается.
Графит окисляется на воздухе при
температуре выше 773 К, образуя летучие оксиды
углерода; при низких температурах он
взаимодействует с кислородом слабее,
чем многие металлы, но так как его оксид
летуч, то на поверхности не образуется
защитных оксидных пленок [9]. При
температурах порядка 815 К происходит
размягчение хромового покрытия, а в
покрытиях, выполненных плазменным
напылением, образуются термотрещины. Снизить
температуру в контактной паре можно за
счет применения для ее колец материалов
большой теплопроводности и обеспечения
внешних условий отвода тепла.
Исследования показали, что
удовлетворительную работоспособность в
жидком азоте обнаруживают тонкие
фторопластовые пленки. Положительные
результаты демонстрируют
самосмазывающиеся материалы, представляющие собой
комбинации пластмасс с графитом.
Наилучшие среди них - композиции на
основе фторопласта-4 и нейлона.
Композиционные пленки, показавшие хорошую
износостойкость и низкий коэффициент
трения в жидком азоте, показали
аналогичный результат и в условиях жидкого
водорода. Наилучшие показатели при
трении в жидком водороде имеет пара графит -
графит [9].
При низких температурах
углеродные материалы имеют такие же
характеристики, как и при высоких температурах.
Коэффициент трения и износ в общем
случае имеют тенденцию к увеличению с
повышением температуры. Фенольная
смола, фторопласт и нейлон,
используемые как пропиточные материалы для уг-
62 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
леродных материалов, имеют
удовлетворительные характеристики трения и
изнашивания в жидком азоте.
Графитофторопластовые
антифрикционные материалы применяют, в
основном, в окислительных средах. В сильных
окислителях и ряде других агрессивных
средах применяют материал Ф4К20 на
основе фторопласта-4 с 20 % кокса,
работающий в паре с керамикой ЦМ-332.
Кроме силицированных графитов,
для условий работы при высоком
давлении и значительных скоростях
скольжения применяют карбиды кремния, а также
Ф4К20
СГ-Т
СГ-П
2.8.3. ВТОРИЧНЫЕ
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Вторичные уплотнительные
устройства являются необходимой составной
частью узла торцового уплотнения. Они
служат для герметизации мест
радиальных и осевых сопряжений вращающихся
и невращающихся колец и блоков
уплотнений с валом и корпусными деталями, а
также обеспечивают возможность
упругого, на уровне микроперемещений,
отслеживания угловых и осевых воздействий в
уплотняющем стыке при относительном
твердые металлокерамические сплавы на
основе карбидов вольфрама, хрома,
титана и др.
Допустимые рабочие температуры
для колец из карбида вольфрама - 870 К,
нитрида кремния - 1470 К, карбида
кремния - 1670 К, оксида алюминия - 1870...
1970 К [9].
В табл. 2.2 [12] приведены
рекомендуемые уровни максимально допустимых
нагрузок в трущейся паре, полученные на
основе исследования контактных
торцовых уплотнений.
3,0
3,0
перемещении колец пары трения.
Конструкции вторичных уплотняющих
устройств подразделяют на два типа:
образованные на основе эластомерных
кольцевых и манжетных уплотнений (рис. 2.34,
а, б) и образованные на основе
эластомерных или металлических сильфонных
узлов (рис 2.35, в, г, д, е) [51].
Резиновые кольца разного рода
сечения в конструкциях вторичных
уплотняющих устройств наиболее
распространены, что объясняется простотой и
дешевизной таких устройств, их высокой
герметичностью. Чаще всего в узлах торцовых
2.2. Уровни максимально допустимых нагрузок в трущейся паре
торцового уплотнения
иал
тя
-K<*
■ф
-С05
-Б83
-С05
-Б83
-Т
7
Уровень нагрузок, МПа, в паре с материалами
металлическими
менее 150 HR
-
-
-
0,5
0,5
1,0
0,5
0,5
более 40 HRC
1,0
0,5
0,5
1,0
1,0
1,0
0,5
0,5
неметаллическими
СГ-Т; СГ-П
3,5
2,0
1,5
1,5
1,0
6,0
0,5
0,5
керамика; ЦМ-332
2,0
1,0
0,7
1,0
0,7
6,0
0,5
0,5
Материал
кольца
2П-1000-Ф
АО-1500-С05
АО-1500-Б83
АГ-1500-С05
АГ-1500-Б83
Химанит-Т
Ф4Г21М7
металлическими
менее 150 HR
-
-
-
0,5
0,5
1,0
0,5
более 40 HRC
1,0
0,5
0,5
1,0
1,0
1,0
0,5
неметаллическими
СГ-Т; СГ-П
3,5
2,0
1,5
1,5
1,0
6,0
0,5
керамика; I
2,0
1,0
0,7
1,0
0,7
6,0
0,5
КОЛЬЦА ПАРЫ ТРЕНИЯ
63
уплотнений применяются кольца О-образ-
ного сечения, изготавливаемые в
соответствии с ГОСТ 9833-73.
Диаметр сечения резинового кольца
в устройстве выбирается по возможности
большим, что обеспечивает в сопряжении
кольца со смежными деталями устройства
более высокие демпфирующие качества
его в части реакции на угловые
микроперемещения, задаваемые уплотняющим
стыком при работе узла уплотнения.
На основе практического опыта
рекомендуемые величины деформации
сжатия 8 сечения кольца в уплотняющем
устройстве должны быть порядка 10... 15 %.
В табл. 2.3 приведены для ряда значений
диаметров do сечения резиновых колец
величины сжатия сечения колец в зависимости от
диаметра d вала под уплотнением [51].
2.3. Рекомендуемые величины
деформации сжатия сечения
О-образных резиновых колец
в устройствах уплотнения
Диаметр
вала
d, мм
15...30
30...100
100...200
Диаметр
кольца
d09 мм
4...5
5...6
6...8
Деформация
сжатия сечения
кольца 5, мм
0,5...0,7
0,7...1,3
1,3...2
Рис. 2.34. Формы исполнения
фторопластовых колец в устройствах вспомогательных
уплотнений:
а - с коническим сопряжением поверхностей;
б - со сферическим сопряжением поверхностей
Обобщение опыта эксплуатации
торцовых уплотнений со вспомогательными
уплотнительными устройствами на основе
эластомерных колец позволяет выделить
следующие типичные случаи
повреждения резиновых колец [51]:
А А Л"- Ц
а)
А АД
п_1с
б)
rur;vwa
д)
в)
м>:даал/й
1
е)
Рис.2.35. Конструкции вспомогательных уплотнительных устройств, нашедших применение
в узлах торцовых уплотнений:
а - с использованием О-образных колец из резины; б-с использованием фторопластовых колец;
в, г - с применением сильфонов из эластомеров (резины, фторопластов); д-с использованием
сварных металлических сильфонов; е - с использованием цельнотянутых металлических сильфонов
64 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
- отвердение, растрескивание, потеря
формы (признаки превышения
допускаемой температуры для данной марки
резины, ее старения; процесс релаксации
деформаций, приводящих к потере формы,
особенно активно протекает с
повышением температуры);
- набухание, размягчение,
разрушение резиновых колец (признаки
химического воздействия рабочей среды на резину
и неправильного ее подбора,
проявляющиеся в некоторых случаях даже при
незначительном отклонении концентрации и
температуры жидкости от допускаемых);
- прилипание резиновых колец к
валу (резины некоторых марок имеют
хорошую адгезию к металлу и при
длительном контакте прилипают к валу);
- царапины и прорези на резиновых
кольцах (обычная причина - острые
кромки на валу, на канавках, на
шпоночных пазах).
Длительная работоспособность
резиновых колец достигается путем их
правильного подбора применительно к
условиям эксплуатации.
Ниже представлены типичные
случаи повреждения эластомерных колец в
узлах уплотнений, причины повреждений
и методы борьбы с ними.
Абразивное изнашивание. На
поверхности кольца видны следы износа,
параллельные или эквидистантные
направлению движения или вращения
контактной поверхности, на поверхностях
колец может обнаруживаться
посторонний материал, вдавленный в сечение
уплотнения, вырывы.
Причинами абразивного
изнашивания могут быть: низкая чистота
контактных поверхностей деталей в узле, наличие
абразивных включений в уплотняемой
среде, нагрев колец до недопустимо
высокой температуры, недопустимо большие
перемещения поверхностей уплотняемых
деталей. Для снижения абразивного
изнашивания колец рекомендуется
уменьшить шероховатость поверхностей
канавок и контактной поверхности колец,
применять эластомеры с
антифрикционной объемной модификацией, исключить
или ограничить попадание абразива и
загрязнений в узел уплотнения при сборке и
работе узла уплотнения.
Остаточная деформация сжатия.
Кольцо выглядит сплющенным в
поперечном сечении, приплюснутые стороны
соответствуют форме контактирующих
поверхностей уплотнения.
Причинами остаточной деформации
сжатия могут быть: несовместимость с
химической средой (избыточное объемное
набухание эластомера в агрессивной
химической среде), ненормальные тепловые
условия применения, высокие напряжения
сжатия, незавершенная вулканизация эла-
стомерного кольца. Для снижения
значительных деформаций сжатия кольца
рекомендуется применять правильные
геометрические размеры канавки или гнезда,
осуществлять внимательный подбор
эластомеров в зависимости от уплотняемой
среды, температурных условий
эксплуатации и нагрузок от давления среды.
Химическая деградация. На
поверхностях колец обнаруживаются
множественные следы деградации эластомера,
включая вздутия, трещины, пузыри и
обесцвечивания.
Причинами химической деградации
являются несовместимость с химической
средой и/или с тепловыми условиями
применения. Для снижения химической
деградации колец рекомендуется
выбирать для колец химически стойкий в
уплотняемой среде (с учетом температурных
условий) эластомер.
Кессонное разрушение. На
поверхностях кольца обнаруживаются пузыри,
трещины, вырывы из-за адсорбции газа в
порах эластомера при высоком давлении
и быстром исходе при понижении
давления. Адсорбированный газ создает пузыри
и разрыхляет поверхность эластомера при
быстром падении давления окружающей
среды.
КОЛЬЦА ПАРЫ ТРЕНИЯ
65
Причиной кессонного разрушения
являются быстропротекающие изменения
давления чаще всего в кольцах из
эластомеров с низкой твердостью. Для снижения
кессонного разрушения следует
применить для колец эластомеры с более
высокой твердостью и, при возможности,
снижать скорость сброса переменного
давления в узле уплотнения.
Выдавливание материала кольца в
зазор. На уплотнении или элементах
уплотнения образуются бахромистые
кромки (обычно на стороне низкого давления),
которые выглядят сплющенными.
Причинами выдавливания материала
кольца в зазор являются избыточные по
размерам зазоры в узле уплотнения,
избыточное давление, применение для колец
эластомеров с низкой твердостью, малые
размеры канавки для кольца, острые
кромки или углы на монтажных деталях
или канавках. Для предупреждения
выдавливания материала кольца в зазоры
рекомендуется уменьшить зазоры между
уплотняемыми деталями в узле,
применить эластомер с более высокой
твердостью, устранить все острые кромки или
углы на монтажных деталях или канавках,
использовать в узле уплотнения,
поддерживающие антиэкструзионные кольца.
Повреждения при монтаже. На
поверхностях колец обнаруживаются
небольшие срезы, вырывы, надрезы.
Причинами их могут быть острые
кромки или углы на монтажных деталях
или канавках, использование для колец
эластомеров с низкой твердостью,
загрязнение поверхности уплотнения, стружка.
Для предупреждения повреждений при
монтаже рекомендуется устранить все
острые кромки или углы на монтажных
деталях или канавках, применять для
колец эластомеры с более высокой
твердостью, применять эластомеры с
антифрикционной объемной модификацией,
выполнить канавку под кольцо более
рациональной конструкции.
Газовыделение ингредиентов из
эластомера. Уплотнительное кольцо
после работы может выглядеть просто как
уплотнение с недостаточным поперечным
сечением. Диагностика этого вида отказа
уплотнения часто затруднена.
Причинами могут быть неправильно
выбранные эластомер или технология
вулканизации уплотнения, высокий
вакуум в узле уплотнения, низкая твердость
эластомера или использование
низкомолекулярного пластификатора. Для
снижения потерь ингредиентов в процессе
эксплуатации колец из эластомеров, в случае
обнаружения такового явления
рекомендуется исключить наличие
пластификатора в резиновой смеси; кроме того, кольца
должны быть подвергнуты
соответствующей второй стадии вулканизации с
целью минимизации газовыделения.
Недопустимая деформация
сжатия. На кольцах видны вдавленные
поверхности (соответствующие контактным
зонам), и на вдавленных поверхностях
могут наблюдаться круговые трещины.
Причинами могут быть
неоптимальная конструкция канавок - ошибка при
расчете термического расширения
эластомера или его объемного химического
набухания, или же недопустимая
деформация сжатия. Для снижения деформации
сжатия рекомендуется перепроверить
конструктивные размеры канавок с
учетом свойств материала для химических
свойств и тепловых параметров
уплотняемой среды.
Спиральное скручивание. На
уплотнении круглого сечения видны
спиралеобразные вдавливания или ложбины.
Причиной явления могут быть
технологические трудности монтажа или
значительная деформация колец при
сборке (в случае статических
уплотнений), применение эластомеров с низкой
твердостью, нестабильная шероховатость
поверхности кольца круглого сечения
(включая избыточное выступание линии
облоя), избыточная ширина канавки под
кольцо, нестабильная шероховатость или
грубая обработка поверхности кольца по-
3 — 106
66 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИИ
верхностей деталей, образующих канавку,
несоответствующая смазка. Для снижения
спирального скручивания колец
рекомендуется уточнить технологию монтажа
эластомерного уплотнения, применять для
колец эластомеры с более высокой
твердостью и с объемной антифрикционной
модификацией, выполнить канавку под
кольцо более рациональной конструкции и с
более низкой шероховатостью поверхности.
Тепловая деградация эластомера.
На поверхности колец видны радиальные
трещины, располагающиеся в зонах с
максимальным воздействием
температуры; в ряде случаев, в результате
воздействия избыточных температур, на
поверхности колец могут образовываться зоны
размягчения - в виде блестящих
поверхностей.
Причиной явления могут быть
температурные свойства эластомеров,
циклические повышения в узле уплотнения
температуры, превышающей допустимые
значения. Для снижения воздействия
тепловой деградации эластомера на работу
узла уплотнения рекомендуется заменить
эластомер на другой материал с более
высокой термической стабильностью,
следует рассмотреть возможность
охлаждения уплотняемых поверхностей.
В практике нашли широкое
применение такие виды каучуков, как этилен-
пропиленовый (температурный диапазон
применимости -40... 150 °С), неопрен
(^0...150 °С), бутадиеннитрильный или
Buna N ( -40... 150 °С), фторосиликон
(-60... 177 °С), фторэластомер или витон
(-18...200°С),
За последнее время появился целый
ряд новых марок резин, таких как СБ-26,
-26М, -26Ф, -26ТФ , ПСБ-26, ИЭ 06-02.
Для производства уплотнительных
деталей нефтегазодобывающих и
нефтехимических производств созданы резины серий
Н-180, -260 и -400 на основе бутадиен-
нитрильных каучуков разной полярности
(соответственно СКН -18, -26 и -40,
согласно ТУ 2512.003.45055793-98). Эти
резины предназначены для изготовления
резиновых колец и манжет; от серийных
аналогов они отличаются расширенным
температурным диапазоном, повышенным
сопротивлением накоплению остаточной
деформации, а антифрикционные
варианты - большей износостойкостью [19].
Ниже приведены эластомеры,
применяемые для изготовления колец, с
общими рекомендациями по их
применимости в уплотняемых средах (табл. 2.4).
2.4. Характеристики эластомеров, применяемых
для изготовления уплотнительных колец
Название эластомера,
тип каучука
Nitrile, NBR
Бутадиеннитрильный
Neoprene, CR
Хлоропреновый
EPDM
Этилен-
пропиленовый
Пригодность для работы в средах
Углеводороды, масла, смазки,
топлива, слабые растворы
кислот и щелочей до 20 %
Слабые растворы кислот и
щелочей, озон, жиры, смазки,
топлива и растворители
Вода, пар, тормозные жидкости,
слабые растворы кислот и
щелочей
Непригодность для работы в
средах
Озон, кетоны, эфиры,
альдегиды, хлорированные
углеводороды, нитросоединения
Сильные кислоты, кетоны,
эфиры, хлорированные,
ароматические
углеводороды, нитросоединения
Минеральные масла,
растворители, ароматические
углеводороды
КОЛЬЦА ПАРЫ ТРЕНИЯ
67
Продолжение табл. 2.4
Название эластомера,
тип каучука
Silicone, VMQ
Силиконовый
Poliacrilate
Полиакрилатный
Butyl, HR
Бутилкаучук
HNBR
Гидрированый
бутадиен-
нитрильный
Fluorosilicone
Фторсиликоновый
Fluorocarbon, FKM
Фторкаучук
Aflas, FFKM
Пригодность для работы в средах
Разбавленные кислоты и
основания, озон, гидроксид натрия,
вода и пар, некоторые
минеральные масла
Озон, большое давление,
смазки, горячая нефть, жиры
Горячая вода и пар, газовая
среда, кислоты и щелочи, масла,
спирты, кетоны, эфиры
То же, что и у Nitrile, но
улучшена химическая стойкость,
повышены температурная
стойкость и светоозоностойкость
Озон, хлорированные
растворители, масла, углеводороды и
топлива
Алифатические, ароматические
углеводороды, кислоты, жиры,
различные химически
агрессивные среды
Кислоты и щелочи, топлива,
амины, резкие перепады
давления, синтетические и
минеральные масла
Непригодность для работы в
средах
Растворители, нефть,
концентрированные кислоты,
резкие перепады давления
окружающей среды
Вода, спирты, гликоли,
щелочь, эфиры, ароматические
углеводороды
Растворители,
ароматические углеводороды
Озон, кетоны, эфиры,
альдегиды, хлорированные
углеводороды, нитросоединения
Тормозные жидкости,
кетоны
Кетоны, низкомолекулярные
эфиры и спирты,
нитросоединения, резкие
перепады давления окружающей
среды
Фреон, ацетон, метилбутил-
этан, бутилацетат, тетрахло-
ридуглероды
На рис. 2.36 приведены сведения об
относительной стоимости эластомеров
для уплотнительных колец, которые
могут быть полезны для разработчиков
узлов уплотнений и механиков,
эксплуатирующих таковые узлы.
Для уплотнений, предназначенных
для работы в агрессивных средах и при
низких температурах (до -200 °С), кольца
вторичных уплотняющих устройств
изготовляют из различных модификаций
фторопластов. В отличие от резин
фторопласты имеет значительно большую
жесткость и меньшую упругость. Чистый
фторопласт имеет практически абсолютную
химическую стойкость (на него
действуют только расплавленные щелочные
металлы, трехфтористый хлор,
элементарный фтор при высоких температурах).
Коэффициент трения фторопласта-4 по
твердой поверхности при малых
скоростях скольжения - 0,05...0,1. Из
фторопластов выполняют клиновые кольца,
О-образные кольца, оболочки для колец с
упругим сердечником из резины.
Фторопластовые кольца менее
надежны по сравнению с резиновыми
кольцами, однако их применение оправдано
высокой стойкостью в агрессивных
средах и при температурах, превышающих
термостойкость резины. Чаще всего
фторопластовые кольца (см. рис. 2.34; [51])
выполняются с конической формой
сопряжения с металлическим кольцом.
3*
68 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
18
п
04
РЭ
«*
В
&
№
в
J2
S
н
=
В
Об
е«
а
и
16
14
12
10
8
6
4
?
гп
ПН 1 1
а
о
<D
Z
2
а
Он
и
<D
О
О
„ТГ
Л
<D
я$
'С
л
>>
о
Сц
PQ
PQ
£
Д
о
5-
О
о
1-н
о
3
flas
<
one
о
ГД
ел
О
и
О
Эластомер
[Jh
Рис.2.36. Сведения об относительной стоимости эластомеров для уплотнительных колец
Герметичность щели между кольцом и
валом обеспечивается по поверхностям А
и Б, в результате постоянного осевого
поджатия фторопластового кольца силой
Fпружины и давлением/?.
В торцовых уплотнениях, в которых
фторопластовые уплотнительные кольца
имеют сферическую поверхность, угловая
подвижность кольца пары при больших
осевых биениях в уплотняющем стыке
пары трения лучше, чем в кольцах с
конической уплотняющей поверхностью. При
монтаже фторопластовых колец их
следует устанавливать на вал с натягом 0,5...
2 мм (для диаметров вала 15...200 мм [51]).
Уплотняющие устройства силь-
фонного типа для торцовых уплотнений
низкой нагруженности выполняют из
резины (см. рис. 2.35, в) или фторопластов
(см. рис. 2.35, г), для работы при высоких
температурах и давлениях уплотняемых
сред, а также для криогенных сред - из
металла (рис. 2.35, д, ё). Особенностью
сильфонных уплотняющих устройств
является то, что все угловые и осевые
микроперемещения кольца пары трения
трансформируются в гасящиеся по длине
микроперемещения гофров сильфона.
При использовании сильфонных
уплотняющих устройств кольцо пары
трения, связанное с сильфоном, не теряет
подвижности в осевом направлении,
которая отмечается при образовании
твердых отложений на поверхности вала в
случаях использования уплотняющих
устройств с эластомерным кольцом.
Резиновые сильфоны позволяют расширить
диапазон применения торцового
уплотнения при работе в загрязненных средах с
содержанием твердых включений свыше
1 % (по объему). Применение
металлических сильфонов в уплотнениях позволяет с
низкими затратами решать задачи
уплотнения, например насосов,
перекачивающих криогенные среды, а также
высокотемпературные среды в процессах
крекинга нефти.
Достоинства применения сильфонов
связаны также с тем, что на их основе
легко создавать картриджные блоки
уплотнений, удобные в эксплуатации
оборудования.
Герметичность соединения эласто-
мерных сильфонов с сопряженными
деталями обеспечивается натягами с учетом
старения резины (обычно натяги составляют
КОЛЬЦА ПАРЫ ТРЕНИЯ
69
Рис. 2.37. Стандартное торцовое уплотнение
с резиновым сильфоном для нейтральных
сред
2.. .6 мм при диаметрах деталей 20... 150 мм),
пружинами, прижимающими сильфон к
деталям, и бандажами, надеваемыми с
натягом на сильфон (рис. 2.37 [51]).
Чтобы разгрузить сильфон от давления среды,
при конструировании уплотнения
предусматривают опорные для сильфона детали
(рис. 2.38).
Соединения сильфонов из
фторопласта с сопрягаемыми деталями выполняют
резьбовыми (рис. 2.39), конусными и с
помощью хомутов. Резьба на сопрягаемых
деталях должна быть такой, чтобы
резьбовое соединение затягивалось под
действием момента трения в паре. Перед
монтажом на резьбу наносят герметик
(например, анатерм-6, ТУ 6-01-1215-79).
Малая упругость, низкая прочность и
холодотекучесть фторопласта-4 не
позволяют применять уплотнения с сильфона-
ми из этого материала при высоких и
средних давлениях сред. С увеличением
размеров сильфона и температуры среды
допускаемое давление снижается. Для
сильфонов на валы диаметром 30...
100 мм при наружном давлении среды
величина его допускается 0,3...0,1 МПа
при температуре не более 70 °С [51].
Рис. 2. 38. Стандартное торцовое уплотнение
с резиновым сильфоном для абразивных
сред на давления до 8,5 МПа
Металлические сильфоны имеют
большую прочность и жесткость. Их
применяют при давлениях уплотняемой
среды до 7 МПа и температуре от -240 до
+650 °С. Небольшая толщина стенок (до
0,4 мм) обусловливает их применение
лишь в тех средах, в которых материалы
сильфонов имеют достаточную
коррозионную стойкость.
Рис. 2.39. Торцовое уплотнение для высоко
агрессивных сред с фторопластовым
сильфоном
70 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
В практике используются сильфоны
двух видов: цельнотянутые и сварные (см.
рис. 2.35, д, е).
Цельнотянутые сильфоны
изготовляют путем вытяжки и формования
тонкостенных труб в пресс-формах или
методом накатки, сварные - сваркой
штампованных, со специальным волнистым
профилем, пар мембран по внутреннему и
наружному диаметрам.
Сварные сильфоны по сравнению с
цельнотянутыми имеют ряд достоинств
по применимости:
- допускают большие давления
уплотняемых сред;
- используются в качестве
пружинных поджимных устройств, допускающих
значительные осевые перемещения.
К общим недостатках можно отнести
подверженность усталостному
разрушению по сварному шву (невысокую
циклическую прочность) и высокую стоимость
изготовления.
Сильфоны, в зависимости от
назначения, изготавливают из сталей
12Х18Н10Т, 20X13, сплавов 36НХТЮ,
хастеллоя, титановых сплавов.
2.8.4. УСТРОЙСТВА ПОСТОЯННОГО
ОСЕВОГО ПОДЖАТИЯ КОЛЕЦ
ТОРЦОВОЙ ПАРЫ (ПРУЖИНЫ,
СИЛЬФОНЫ)
Необходимым элементом любого
торцового уплотнения является
устройство постоянного осевого поджатия колец
торцовой пары. В качестве устройств
осевого поджатия колец торцовой пары
используются разного рода пружины,
сильфоны, пружинные мембраны, устройства
магнитного поджима и гидроподжима.
Пружины служат в торцовых
уплотнениях для создания определенного
начального контактного давления в паре
трения (при выходе машины на рабочий
режим контактное давление в паре трения
увеличивается под действием
гидравлической нагрузки). Пружины также являются
Рис.2.40. Схема торцового уплотнения с
металлическим сварным сильфоном для
сред с высокой или криогенной
температурой
упругим демпфером при всех возможных
осевых и угловых смещениях аксиально-
подвижного кольца.
Торцовые уплотнения
конструируются как с одиночными центральными
пружинами (см. рис. 2.39), так и с
несколькими пружинами (см. рис. 2.38).
Широко используются в качестве
поджимного устройства цельнотянутые или
сварные сильфоны (рис. 2.40). Возможно
использование также мембран, однако
применение таких устройств, как и
применение устройств магнитного поджима и
гидроподжима, на практике является
достаточно экзотичным.
Пружинные устройства работают в
условиях высокочастотных нагрузок,
зачастую в весьма тяжелых условиях,
связанных со значительными амплитудами
перемещений, часто в коррозионно-агрес-
сивной среде. Надежная
работоспособность устройства для осевого поджатия
колец торцовой пары является важной
частью общей надежности узла уплотнения.
Контактные давления в парах трения
от усилия пружин выбирают в пределах
0,1...0,5 МПа (нижний предел - для
малых перепадов давлений жидкости, верх-
КОЛЬЦА ПАРЫ ТРЕНИЯ
71
ний - для больших). Для гидравлически
разгруженных уплотнений контактное
давление из условий надежности
уплотнения принимают более высоким, чем для
неразгруженных.
Цилиндрические винтовые
пружины нашли наибольшее распространение в
качестве устройства постоянного осевого
поджатия колец торцовой пары.
В торцовых уплотнениях для валов
диаметром до 70 мм с частотой вращения
вала не более 60 Гц широко применяют
центральные винтовые пружины. Обычно
эти пружины выполняют с малым числом
рабочих витков (от одного до трех), чтобы
по возможности сократить осевой размер
уплотнения. Конструкция уплотнения при
этом сравнительно проста. Использование
для пружин проволоки большого диаметра
сечения обеспечивает их длительную
работоспособность в коррозионных средах.
Недостатками центральной пружины
являются неравномерность распределения
нагрузки в трущейся паре трения и
связанное с этим одностороннее
изнашивание колец, сравнительно большой размер
пружины в осевом направлении,
влекущий за собой увеличенную длину узла
торцового уплотнения.
Торцовые уплотнения с несколькими
цилиндрическими пружинами имеют
меньший осевой размер, чем узлы с
центральной пружиной. Применение набора
мелких пружин позволяет унифицировать
их для ряда конструкций торцовых
уплотнений; одну и ту же пружину можно
использовать для уплотнений различных
диаметров. Уплотняющее усилие можно
регулировать, изменяя число пружин и
сохраняя постоянным осевой ход
упругого элемента. Недостатком упругих
элементов данного типа является невысокая
рабочая долговечность в корозионно-ак-
тивных средах.
Между пружиной и сопрягаемой
деталью выдерживают зазор А в
зависимости от среднего диаметра Dcp пружины
(табл. 2.5).
2.5. Рекомендуемые зазоры А между
наружным диаметром пружины
и диаметром гнезда для пружины,
при среднем диаметре Z>cp пружины
Цр, мм
До Ю
10...18
18...30
30...50
50...80
80...120
120...150
А, мм
1
2
3
4
5
6
7
Волнистые пружины (рис. 2.41)
получили достаточно широкое
распространение в связи с ограничениями,
введенными международным стандартом ISO
3069-2000 на размеры камер уплотнения.
Пружины изготовляют из
тонколистовой ленты толщиной 0,3...0,8 мм из
нагартованной стали или материалов,
приобретающих высокие упругие
свойства после термообработки (например,
сплав 36НХТЮ). Элементы пружины
соединяют точечной сваркой. Пружина
имеет небольшую высоту, и ее применение
Рис. 2.41. Волнистая пружина
72 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
особенно привлекательно для двойных
торцовых уплотнений. В табл. 2.6
приведены размеры волнистых пружин,
используемых в торцовых уплотнениях по
стандарту ISO 3069:2000 [51].
2.6. Параметры волнистых пружин
мм
20
25
33
35
40
45
50
55
70
80
90
ПО
dx
22
27
35
37
42,5
47,5
52,5
57,5
74,5
84,5
94,5
114,5
d2
28
33
41
43
49,6
54,5
59,5
64,5
82,5
94,5
104,5
124,5
/о
10
12
16
h
6,0
7,0
9,0
п
3
4
5
6
*раб>
н
42
50
65
70
85
95
105
115
140
185
230
280
Пружины изготовляют из стальной
углеродистой проволоки класса II (ГОСТ
9389), 60С2А, 60СН2А, коррозионно-
стойкой стали 40X13 (применима до
температуры 400 °С) и стали 10Х17Н13М2Т
(ГОСТ 5632, ГОСТ 18143), нагартованной
проволоки, выполненной из сталей
Х18Н9Т, 12Х18Н9Т, 12Х18Н10Т
[(например, Н-ТС-Х18Н9Т ГОСТ 18143)]. Для
работы в условиях морской воды
пружины могут изготавливаться из бронзы БрБ2
по ГОСТ 15835 (применима до
температуры среды 150 °С) или из сплава
36НХТЮ (проволока по ГОСТ 14118,
лента по ГОСТ 14117). Сплав 36НХТЮ
применим для условий работы при
температурах среды до 300 °С.
Для работы в условиях высоких
температур (до 500 °С и выше) применяют
пружины, выполненные из сплавов
системы Ni-Cr-Nb, таких как 70НХБМЮ и
52НКХБМЮ, а также на основе сплавов
системы Ni-Cr-Ti-Al [сплавы ХН77ТЮР
(ЭИ437Б), ХН68ВКТЮ (ЭП578),
ХН67ВМТЮ (ЭП202)]. За рубежом для
подобного назначения используют сплавы
инконель X, инконель 718, рене 41, нимо-
ник 90.
Установлено, что даже
слабоагрессивные среды существенно влияют на
долговечность пружин. Так,
долговечность пружин из стали 40X13,
испытанных в промышленной воде, на 30 % ниже
долговечности пружин, испытанных на
воздухе. Долговечность пружин из сплава
36НХТЮ в промышленной воде на
порядок больше долговечности пружин из
стали 40X13.
Углеродистую пружинную
проволоку без покрытия можно применять [51]
только в уплотнениях, работающих в
масле и других нефтепродуктах. При работе
уплотнений на промышленной воде в
качестве защитного покрытия проволоки
применяют меднение и никелирование.
Цинковые покрытия защищают от
коррозии лишь на воздухе и в пресной воде с
температурой до 70 °С.
При необходимости изготовления
пружин из титановых материалов
используют для этого титановые сплавы марок
ВТ-16иВТ-23.
2.8.5. УСТРОЙСТВА ПЕРЕДАЧИ
ВРАЩАЮЩЕГО МОМЕНТА
К ДЕТАЛЯМ ИЛИ ДЛЯ ФИКСАЦИИ
ОТ УГЛОВОГО СМЕЩЕНИЯ
ДЕТАЛЕЙ В УЗЛЕ
Для функционирования узла
торцового уплотнения необходимо
осуществлять передачу вращающего момента от
вращающегося вала к вращающемуся
блоку, а также фиксировать ряд деталей
от углового смещения как во
вращающемся, так и в невращающемся блоках.
Для этого используется ряд типичных
устройств и соединений. Можно выделить
такие устройства и соединения
применительно к вращающимся блокам, невра-
щающимся блокам и к кольцам,
входящим с состав блоков. Рассмотрим
конструктивные решения, используемые для
передачи вращающего момента или для зашить!
КОЛЬЦА ПАРЫ ТРЕНИЯ
73
в) г)
д) ё)
Ж) 3)
Рис. 2.42. Устройства передачи вращающего
момента от вала к вращающемуся блоку
уплотнения:
а, б - зажимные комплекты; в, г, д - винты;
е - шпонки; ж - пружины; з - фиксаторы
от относительного углового смещения
деталей применительно к блокам и
кольцам торцовых уплотнений.
Вращающиеся блоки. Для передачи
вращающего момента от вала к
вращающемуся блоку уплотнения используют
винты, шпонки, пружины (рис. 2.42),
неразъемные соединения, резьбовые
соединения для фиксации вращающегося
кольца пары (см. рис. 2.39).
Для передачи вращающего момента
между смежными деталями внутри блока
используются штифтовое, шпоночное и
шлицевое соединения, используются
штамповочные отгибы, поводки (рис. 2.43), силь-
фоны (см. рис. 2.40).
Невращающиеся блоки. Для
фиксации от углового смещения деталей в
невращающемся блоке от крутящего
момента, связанного с взаимодействием
вращающегося и невращающегося колец
торцового уплотнения, используют
штифты (см. рис. 2.43), винты, мембраны и
сильфоны.
а) 6)
«)
Рис. 2.43. Устройства передачи момента
трения или фиксации от углового смещения
относительно смежной детали в блоке:
а - штифты; б - шпонки; в - шлицевое
соединение; г - штампованные отгибы и гнезда под
них в ответных деталях; д - поводки
Фиксация колец, входящих в состав
блоков, от углового смещения
относительно смежной детали блока
осуществляется с помощью разъемных соединений:
штифтового, шпоночного и шлицевого
соединений, штамповочных отгибов,
поводков (см. рис. 2.43). Для сопряжения
обоймы и кольца применяют также
неразъемные способы фиксации колец от
углового смещения в обоймах, такие как
вклеивание, запрессовка и пайка.
Можно также выполнить кольцо и
смежную с ним обойму овальными или
эллипсными по наружному диаметру и
заключить их в тонкостенную
цилиндрическую оболочку (А.с. СССР № 1033805).
Иногда торцовые уплотнения
выполняются с плавающим блоком (см. рис. 2.2)
или дополнительным кольцом пары
трения, размещаемым между вращающимся
и невращающимся кольцами без
фиксации этого дополнительного уплотняюще-
74 Глава 2. ИСПОЛНЕНИЕ УЗЛОВ И ДЕТАЛЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 2.44. Торцовое уплотнение
с плавающим промежуточным кольцом:
1 - вращающееся опорное кольцо; 2 -
плавающее кольцо; 3 - невращающееся кольцо;
4, 5 - торцовые уплотнительные стыки
го кольца от углового смещения, т.е. с так
называемым плавающим кольцом (рис. 2.44).
Достоинством такого выполнения
торцового уплотнения с плавающим
кольцом является улучшенный отвод
теплоты, связанный или с замедленным
вращением кольца 2, или с попеременным
контактным сопряжением кольца 2 с
кольцом 1 или 3. Такого рода
периодические изменения скоростей относительного
скольжения колец в сопряжении
способствуют повышению ресурса работы
уплотнения при высоком контактном
давлении и теплообразовании в паре трения,
однако утечки в таком уплотнении
обычно выше, чем при его традиционном
исполнении.
Глава 3
ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ,
СВЯЗАННЫЕ С ИХ ЭКСПЛУАТАЦИОННЫМИ
УСЛОВИЯМИ
Конструктивное исполнение узла
торцового уплотнения в значительной
мере связано с условиями эксплуатация.
Прежде всего оно определяется уровнем
нагружающего перепада давления, а
также частотой вращения вала, температурой
уплотняемой среды, требованиями в
отношении допустимости вывода
уплотняемой среды в окружающее машину
пространство и, в значительной степени,
зависит от особых требований в части
монтажа и проведения ремонтных работ.
Рассмотрим особенности исполнения узлов
торцовых уплотнений, связанные с их
эксплуатационными условиями.
3.1. ВЛИЯНИЕ УРОВНЯ
УПЛОТНЯЕМОГО ДАВЛЕНИЯ
Уровень давления, нагружающего
детали узла уплотнения, требует
выполнения деталей, отвечающих условиям
прочности и жесткости. Чем выше
перепад давления на узле уплотнения, тем
более прочными и массивными становятся
детали узла, и тем самым он становится
габаритнее и сложнее. Уплотнения для
низких и высоких перепадов давлений
различаются по внешнему виду
массивностью составляющих их деталей.
По уровню нагружающего узел
уплотнения перепада давления можно
разделить торцовые уплотнения на виды
(табл. 3.1).
3.1. Условная градация узлов торцовых
уплотнений по нагружающему узел
перепаду давления
Виды узлов уплотнений
по уровню
нагружающего
перепада давления
Низкого давления
Среднего давления
Высокого давления
Сверхвысокого
давления
Нагружающий
перепад давления,
МПа
До 1,0
От 1,0 до 5,0
От 5,0 до 10,0
Свыше 10,0
Торцовые уплотнения для низких
перепадов давлений находят применение в
подавляющем большинстве насосов
бытового и промышленного водоснабжения,
пищевых насосах, значительном
количестве химических насосов. Такие
низконапорные одно- или двухступенчатые
насосы широко применяются для
транспортировки жидких сред в пищевой
промышленности, в коммуникациях
водоснабжения или в технологических трубопроводах
химических и нефтехимических
производств, на участках подготовки сырой
нефти. Характерные конструкции узлов
уплотнений для низких перепадов
давлений приведены на рис. 3.1 - рис. 3.3.
Торцовые уплотнения для средних
перепадов давлений находят применение
в насосах дальней транспортировки
нефти, переработки нефтепродуктов и ряда
химических производств, а также в узлах
уплотнений опор авиационных двигателей.
76
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ
Рис. 3.1. Торцовое уплотнение для
малоабразивных сред на низкие перепады давлений
Рис. 3.3. Двойное торцовое уплотнение для
малоабразивных сред на низкие перепады
давлений
Характерные исполнения
конструкций узлов уплотнений для средних
перепадов давлений приведены на рис. 3.4,
рис. 3.5. На рисунках торцовых
уплотнений приведены размерные обозначения,
обычно требуемые при заказе узла
уплотнения у поставщика.
Торцовые уплотнения для высоких
перепадов давлений находят применение
в насосах ряда химических производств, в
питательных и конденсатных насосах
энергетических систем, а также в
компрессорах, в насосах подачи топлива в
камеру сгорания ракетных двигателей.
Рис. 3.2. Малогабаритное торцовое
уплотнение для малоабразивных сред на низкие
перепады давлений
Рис. 3.4. Торцовое уплотнение для
малоабразивных сред на средние перепады давлений
Характерные конструкции узлов
уплотнений для высоких перепадов
давлений приведены на рис. 2.25 и рис. 3.6. На
рис. 2.25 (см. с. 49) представлено двойное
уплотнение, а на рис. 3.6 -
одноступенчатое газовое уплотнение, использующееся
при давлениях до 10 МПа.
Торцовые уплотнения для
сверхвысоких давлений находят применение в
энергетических насосах водо-водяных
систем охлаждения атомных реакторов, в
компрессорах, насосах топливоподачи
ракетных двигателей.
ВЛИЯНИЕ УРОВНЯ УПЛОТНЯЕМОГО ДАВЛЕНИЯ
77
!«
1
|_
«у
"Т"
£22ё
1 1 т\
J 1 т 1
И Дкччч
ЗЕ22 Р
Д гт
, 1 Ц-
Oy}SSSS > J >>1эг*
'//////г
[
Li
■1
■^ ■
А
1/—f
В
ч
1 1
SI J
V
cJ
'
| |
Рис. 3.5. Двойное торцовое уплотнение для
малоабразивных сред на средние перепады
давлений
Рис. 3.6. Одноступенчатое газовое
уплотнение
Рис. 3.7. Торцовое уплотнение для
реакторов химических производств, при перепаде
давления на узле до 25 МПа:
1 - вход затворной жидкости; 2 - выход
затворной жидкости; 3 - ввод охлаждающей
жидкости в камеру устройства теплового
барьера; 4 - стакан сбора утечек; 5 - канал
отвода утечек; 6 - дренаж утечек
на стороне подшипника
Характерные конструкции узлов
уплотнений на сверхвысокие перепады
давлений приведены на рис.3.7, рис. 2.28 (см.
с. 50), рис. 3.8. На рис. 3.7 представлено
торцовое уплотнение, используемое в
реакторах химических производств, а на
рис. 3.8 - узел концевого торцового
уплотнения насоса водо-водяного типа
реактора Нововоронежской АЭС.
Уплотнения для работы на большие
перепады давлений являются, по сути,
штучным изделием с соответствующей их
производству стоимостью.
При работе торцовых уплотнений на
высокие и сверхвысокие перепады
давлений необходимо считаться с такими
особенностями, как значительные
деформации деталей уплотнений, сказывающиеся
по-разному на работе узла уплотнения в
режимах выхода на рабочие параметры и
штатного нагружения.
78
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИИ
3 8 9 10
Рис. 3.8. Блок узлов торцового уплотнения главного циркуляционного насоса для реактора
типа Нововоронежской АЭС:
7, 2, 3 - первая, вторая и третья ступени торцовых уплотнений; 4 - аварийная ступень,
срабатывающая при обратном гидроударе; 5 - вход запирающей воды; б, 7 - первое и второе
дроссельные устройства; 8 - выход запирающей воды; 9 - дренаж утечек; 10 - дроссельное
устройство аварийной ступени
3.2. ВЛИЯНИЕ ЧАСТОТЫ
ВРАЩЕНИЯ ВАЛА
Касаясь характера работы торцовых
уплотнений в высокооборотных машинах,
специалисты [52] отмечают ряд
особенностей. Так, особенностями работы
торцовых уплотнений в составе быстроходных
машин являются:
- изменение в широком диапазоне
значений перепадов давлений на
уплотнениях при работе машины;
- высокие скорости скольжения;
- значительные деформации деталей
уплотнений;
- сложные динамические
взаимодействия узла уплотнения и высокочастотного
ротора.
Таким образом, частота вращения
вала является также одним из тех
нагружающих параметров, которые формируют
внешний облик узла торцового
уплотнения. Ее воздействие связано с
существованием нескольких факторов.
Рассмотрим воздействие этих
факторов на работу торцовых уплотнений,
обусловленных частотой вращения вала.
Первый фактор - воздействие
собственно самой частоты колебаний вала на
работу узла уплотнения. Воздействие это
связано с тем, что любая механическая
система характеризуется собственными
частотными характеристиками. Для узла
торцового уплотнения, в процессе его
работы, на собственную частоту узла
накладываются еще и изменения, связанные
с внутренним демпфированием в узле,
обусловленном силами трения в
уплотняющей паре и дисковым трением
вращающихся деталей в уплотняемой среде.
Здесь присутствует также влияние на
процессы демпфирования привлеченной
массы уплотняемой среды. Отклик
системы статор-ротор на эти процессы влияет
на общие показатели работы узла
уплотнения. Воздействие перечисленных выше
явлений, связанных с частотой вращения
вала, на работу узла уплотнения в
достаточной мере не изучено (в ряде работ
затрагивались лишь вопросы определения
собственной частоты колебаний
аксиально-подвижного кольца пары с учетом
демпфирования среды в уплотняемой ще-
ВЛИЯНИЕ ЧАСТОТЫ ВРАЩЕНИЯ ВАЛА
79
ли [52, 55]). Опыт практического
применения торцовых уплотнений показал, что
узлы с вращающимися поджимными
пружинными элементами рационально
использовать при частоте вращения вала не
более 100 Гц. При более высокой частоте
следует использовать конструкции с
поджимными пружинными элементами,
расположенными в узле статора.
Типичные представители
низкооборотных торцовых уплотнений
представлены на рис. 2.35 (см. с. 63), на рис. 3.2,
рис. 3.3. Конструктивное исполнение
узлов торцовых уплотнений на средние и
высокие обороты приведены на рис. 2.27,
рис. 2.44 (см. с. 74).
Второй фактор - влияние окружной
скорости на поверхностях вращающихся
деталей и в уплотняющей паре трения,
обусловленное частотой вращения ротора.
Это связано с ростом тепловыделений от
фрикционного трения в уплотняющем
стыке пары и от дискового трения деталей
узла в уплотняемой среде при росте
частоты вращения. Рост тепловыделений
определяет важную сторону воздействия на
работу уплотнения - термическое
деформирование колец пары трения.
Третий фактор - влияние окружной
скорости в телах вращающихся деталей на
их деформирование под воздействием
центробежных сил.
Четвертый фактор - связь несущей
способности в торцовом уплотняющем
стыке с ростом окружной скорости в этом
стыке. Зависимость эта неоднозначна, так
как с ростом скорости скольжения в паре
трения, каким является уплотняющий
торцовый стык пары колец, растет
тангенциальная сила контактного
взаимодействия поверхностей и вязкостного трения,
ведущих к росту тепловыделений в стыке
пары. Но с ростом температуры в
уплотняющей щели также меняется и вязкость
несущего слоя уплотняемой среды. Для
жидких сред вязкость уплотняемой среды в
слое падает, для газообразных может расти.
Для снижения отрицательного
воздействия частоты вращения на работу
узлов уплотнений при их конструирова-
Газ Масло
Рис. 3.9. Высокооборотное торцовое
уплотнение с развитой поверхностью
теплоотдачи:
1 - невращающийся блок с аксиально-
подвижным кольцом; 2 - вращающееся
кольцо; 3 - вспомогательное лабиринтное
уплотнение; 4 - монтажный ограничитель
нии обычно используют следующие
приемы:
- для повышения собственной
частоты узла уплотнения вращающиеся детали
делают по возможности малой массы (см.
рис. 2.27, см. с. 50);
- для повышения теплосъема с узла
уплотнения детали его делают с развитой
поверхностью теплоотдачи (рис. 3.9), или
применяют способы снижения скорости
скольжения в уплотняющей паре,
например, используют в уплотняющей
торцовой паре дополнительное плавающее
кольцо (см. рис. 2.44, см. с. 74).
Для характеристики узлов
уплотнений по частоте вращения и по уровню
окружной скорости их можно разделить
на виды (табл. 3.2).
80
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИИ
3.2. Условные градации узлов торцовых уплотнений,
связанные с частотой вращения вала
Градация видов
уплотнении по уровню
частоты вращения вала
Низкооборотные
Среднеоборотные
Высокооборотные
Частота
вращения
вала, Гц
До 60
От 60 до 200
Св. 200
Градация видов уплотнений по
уровню окружной скорости
скольжения в паре трения
Тихоходные
Среднескоростные
Быстроходные
Окружная
скорость
скольжения в паре, м/с
До 25
От 25 до 100
Св. 100
Прогресс в развитии торцовых
уплотнений за последние три десятилетия
заметнее всего в областях
машиностроения, связанных с уплотнениями валов
быстроходных машин. Узлы этой группы
торцовых уплотнений стали значительно
шире применять в ряде среднеоборотных
(свыше 3000 об/мин) и высокооборотных
(свыше 10 000 об/мин) машин. Это
касается таких машин, как центробежные
компрессоры для химических
производств, систем транспорта природного
газа, некоторых насосов химических
производств, газотурбинных двигателей,
насосов подачи топлива жидкостных ракетных
двигателей.
Отличия уплотнений для
высокооборотных роторных машин от обычных
узлов торцовых уплотнений связаны со
значительными тепловыделениями в
уплотняющем стыке торцовых поверхностей
колец уплотнений от фрикционного
трения, а также из-за жидкостного трения
боковых и торцовых поверхностей
деталей узлов, вращающихся в уплотняемой
среде. Кроме того, в высокооборотных
машинах значительные тепловыделения
зачастую сопровождаются еще и
высокими значениями перепадов давления
герметизируемой среды на узле уплотнения.
Так, в турбонасосных агрегатах
(ТНА) жидкостных ракетных двигателей
(ЖРД) окружные скорости вращения на
буртах колес достигают 300 м/с, при этом
давления, нагружающие узел торцового
уплотнения, могут находиться в
диапазоне значений 2... 15 МПа. Уплотняемыми
средами при этом зачастую являются
криогенные жидкости - кислород и водород.
В масляных опорах авиационных
газотурбинных двигателей уплотнения
работают при окружных скоростях до
250 м/с, температурах окружающей среды
до 1000 К и давлениях до 1 МПа; при
таких условиях нагружений требуемый
ресурс для двигателей должен составлять
30 000 ч [2].
Ниже (в гл. 9) будут рассмотрены
вопросы современного состояния техники
уплотнений быстроходных валов ряда
машин.
3.3. ВЛИЯНИЕ ТЕМПЕРАТУРЫ
УПЛОТНЯЕМОЙ СРЕДЫ
Основная группа торцовых
уплотнений используется в насосах,
перекачивающих жидкости с температурами,
ненамного отличающимися от температуры
окружающей среды.
Кроме герметизации сред с
температурой, близкой к температуре
окружающей среды, торцовые уплотнения
повсеместно применяются в насосах,
перекачивающих высокотемпературные среды
(например, теплоносители в энергетических
установках, продукты пиролиза нефти, а
также низкотемпературные среды, такие
как сжиженные газы, жидкие кислород,
азот, водород). Работа узлов уплотнений в
условиях высоких или низких температур
требует учета влияния температурного
фактора на выбор материалов деталей для
таких уплотнений. Температурные
параметры работы деталей определяют их
длительную и прочностную
характеристики в уплотняемой среде, диктуют об-
ВЛИЯНИЕ ТЕМПЕРАТУРЫ УПЛОТНЯЕМОЙ СРЕДЫ
81
лик узла торцового уплотнения и состав
необходимых для его функционирования
вспомогательных узлов и оборудования,
позволяющих создавать приемлемые
условия его эксплуатации.
Рассмотрим, какие конструктивные
решения используются для обеспечения
работоспособности торцовых уплотнений
в зависимости от температуры
перекачиваемых продуктов.
3.3.1. УПЛОТНЕНИЯ ДЛЯ СРЕД
С ТЕМПЕРАТУРОЙ НИЖЕ
ТЕМПЕРАТУРЫ КИПЕНИЯ ПРИ
АТМОСФЕРНОМ ДАВЛЕНИИ
Торцовые уплотнения для сред с
температурой ниже температуры кипения
при атмосферном давлении являются
самой распространенной и изученной
группой. Проблемы при работе таких узлов
возникают тогда, когда по рабочим
условиям температура среды в камере
торцового уплотнения или в уплотняющем
стыке пары колец становится выше
равновесной фазовой на линии насыщения для
данной уплотняемой среды и начинается
утечка среды через торцовую пару в
парообразном виде. В этом случае возможно
падение несущей силы в уплотняющей
паре и рост связанного с этой силой
износа поверхностей колец. Обычно такое
случается в случае нарушения
эксплуатационного регламента при поддержании
определенного температурного режима в
уплотняемой камере. Избежать такого
явления можно лишь строгим
исполнением существующих правил эксплуатации
узлов торцовых уплотнений в части
поддержания температурного режима среды в
зоне уплотнения. В общем случае
применение значительного числа торцовых
уплотнений возможно лишь в составе уп-
лотнительных комплексов агрегатов, в
каждый из которых включен узел
торцового уплотнения и система обеспечения
его работоспособности.
Обычно в такой уплотнительный
комплекс входят вспомогательные узлы
уплотнений (щелевое, торцовое), система
подачи в узел уплотняемой среды
(жидкой, газообразной), система охлаждения
уплотняемой среды (путем циркуляции
через охладитель или разбавления),
устройства поддержания рабочих параметров
этой среды, в том числе давления, ее
расхода через уплотняющее устройство, а
также соединяющие магистрали,
запорные и регулирующие органы.
Используемые уплотнительные
комплексы с системами охлаждения
торцовых уплотнений можно разделить на
три группы:
- без контура циркуляции, т.е. такие,
в которых осуществляется подвод
охлаждающей жидкости в камеру уплотнения с
последующим смешением ее с рабочей
жидкостью;
- с незамкнутым контуром
циркуляции, т.е. такие, в которых охлаждающая
жидкость циркулирует по контуру,
включающему камеру уплотнения и
холодильник, и существует незначительный
переток охлаждающей среды в рабочую
полость насоса;
- с замкнутым контуром циркуляции,
т.е. такие, в которых охлаждающая
жидкость циркулирует по контуру,
включающему камеру уплотнения и холодильник,
практически не смешиваясь с рабочей
жидкостью.
Различные варианты исполнения
схем охлаждения, используемых для
узлов торцовых уплотнений, показаны на
рис. 3.10 [51]. Схема охлаждения с
подачей охлаждающей жидкости от
постороннего источника без контура циркуляции
(рис. 3.10, а) обеспечивает эффективную
работу уплотнения при перекачивании
насосом жидкости повышенной
температуры и допустимости смешения
охлаждающей и рабочей жидкостей в насосе.
Однако необходимость подачи чистой
среды от отдельного источника давления
экономически неэффективна.
Схемы с использованием
перекачиваемой жидкости в качестве
охлаждающей - для отбора фрикционного тепла -
82 Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ
а) б) в) г)
Рис. 3.10. Схемы циркуляции охлаждающей жидкости через камеру уплотнения
А Б В
а) б) в)
Рис. 3.11. Конструкции нагнетательных элементов для создания напора в системе
циркуляции охлаждающей среды через уплотняемую камеру
эффективны при создании определенного
перепада давлений в контуре циркуляции.
Наиболее распространена схема подачи
охлаждающей жидкости от
нагнетательного патрубка насоса в камеру
уплотнения (см. рис. ЗЛО, б)\ ее применяют в
насосах с разгруженным рабочим колесом.
Схему отвода нагретой жидкости из
камеры уплотнения к всасывающему патрубку
насоса (см. рис. 3.10, в) применяют при
отсутствии разгрузочных отверстий в
рабочем колесе.
Схема охлаждения уплотняемой среды
с контуром циркуляции, содержащим
внешний холодильник, показана на рис. 3.10, г.
В схемах охлаждающих устройств с
контурами циркуляции для создания
напорного течения в системе используются
нагнетательные элементы на основе
радиальных канавок, радиальных и осевых
импеллеров. Некоторые из такого рода
устройства представлены на рис. 3.11, где
выносками А, Б, В обозначены насосные
канавки или каналы для создания напора в
системе циркуляции охлаждающей среды
через уплотняемую камеру.
На рис. 3.12 показано охлаждающее
устройство торцового уплотнения с
Рис. 3.12. Охлаждающее устройство с
контуром циркуляции системы охлаждения,
оснащенной фильтрами и осевым импеллером
ВЛИЯНИЕ ТЕМПЕРАТУРЫ УПЛОТНЯЕМОЙ СРЕДЫ
83
незамкнутым контуром циркуляции,
выполненным на основе применения осевого
импеллера. Такое устройство
используется в циркуляционном насосе транспорта
горячей воды и снабжено узлом
охлаждения с фильтрами 3, выносным
холодильником 2, а для создания циркуляции
охлаждающей среды используется осевой
импеллер 1 [29].
Системы охлаждения узла
уплотнения от выделяющегося в парах трения
фрикционного тепла, когда охлаждающая
жидкость циркулирует по замкнутому
контуру (включающему камеру
уплотнения и холодильник, но без перетока в
рабочую полость насоса), выполняются
обычно для двойных торцовых
уплотнений, т.е. таких, в которых
вспомогательное уплотнение тоже является торцовым.
Система охлаждения может быть
выполнена со вспомогательным
малорасходным насосом, обычно объемного типа.
Схема такого уплотняющего комплекса
для центробежного насоса с двойным
торцовым уплотнением представлена на
рис. 3.13. В нее входят емкость 1 с
затворной жидкостью, вспомогательный
насос 3 с предохранительным клапаном 5,
два обратных клапана 4, не допускающих
выхода системы из строя при отказе
предохранительного клапана и при остановке
или отказе насоса 3, фильтр 2,
гидроаккумулятор 6, регулятор расхода 8 и
теплообменник 7.
Основной недостаток такой схемы
состоит в том, что ее надежность зависит
от надежности вспомогательного насоса.
Более современными являются
охлаждающие устройства с применением
термосифона. Простейшее из них
(рис. 3.14) [51] содержит бачок с
затворной жидкостью, систему трубопроводов и
измерительных приборов (термометр 2,
манометр 3 и указатель уровня 4
жидкости в бачке 1). Необходимое давление
затворной жидкости обеспечивается
посторонним источником давления с
газовой средой (обычно это баллон с азотом).
Рис. 3.13. Схема охлаждения торцового
уплотнения с закрытым контуром
циркуляции при использовании
отдельного вспомогательного насоса
Охлаждение затворной жидкости
осуществляется посредством ее
циркуляции, с использованием естественной
конвекции, возникающей вследствие
разности температур и соответственно
плотностей холодной затворной жидкости в
напорном бачке и нагретой затворной
жидкости в камере уплотнения, или
искусственной конвекции, создаваемой
отдельным насосом.
При естественной конвекции для
создания оптимальной циркуляции
уровень жидкости в бачке должен быть на
1...2 м выше отметки уровня положения
уплотнения (местные сопротивления на
трубопроводе должны быть
минимальными). Объем жидкости, циркулирующей по
контуру (в камере уплотнения и
трубопроводах), может составлять 1,5...3 дм3.
Вместимость бачка обычно в 5 раз и более
Рис. 3.14. Схема контура циркуляции
затворной жидкости с использованием
термосифона
84
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ
3 10 6 5 4
Рис. 3.15. Типовая схема системы
охлаждения узла торцового уплотнения с закрытым
контуром циркуляции (со встроенным
нагнетательным устройством, охладителем и
системой подпитки)
Рис. 3.16. Закрытые схемы охлаждения с
термосифоном, в которых давление
затворной жидкости обеспечивается за счет
давления рабочей жидкости в полости насоса
перед узлом уплотнения
превышает объем циркулирующей
жидкости. Это одно из обязательных условий
работы системы с естественной
конвекцией - охлаждение достаточно эффективно
осуществляется теплоотдачей в
окружающую среду через поверхности
трубопровода и бачка. Подпитку системы для
компенсации потерь циркулирующей
жидкой среды из-за утечки производят
путем наполнения жидкостью бачка при
сбросе давления в системе.
В схемах с искусственной
конвекцией применяются отдельные
подкачивающие насосы или встроенные в камере
уплотнения нагнетательные устройства.
На рис. 3.15 [51] показана типовая
схема системы обеспечения охлаждения
узла торцового уплотнения со
встроенным нагнетательным устройством 1
(винтовым импеллером), охладителем 2 и
системой подпитки. Система подпитки
содержит основную емкость 3, подпиточ-
ную емкость 4, насос 5 с ручным
приводом и связывающие магистрали,
снабженные обратным клапаном б, запорным
вентилем 7, манометром 8, термометром
9, указателем уровня 10. Систему
обеспечения охлаждения узла уплотнения, за
исключением насоса и подпиточной
емкости, выполняют в виде единого блока.
При естественной циркуляции
затворной жидкости система уплотняющего
комплекса с термосифоном эффективна
при необходимой мощности теплосъема
до 1,5 кВт, при принудительной
циркуляции - до 4 кВт. Температура
охлаждающей воды, проходящей через охладитель,
обычно —10.. .20 °С, температура
затворной жидкости на выходе из камеры
уплотнения должна быть не выше 60 °С.
Перепад температур охлаждающей среды
на входе и выходе из системы должен
быть не меньше 15 °С.
Широкое распространение в
промышленности получили термосифонные
системы, в которых давление затворной
жидкости в камере уплотнения
обеспечивается за счет использования давления
рабочей жидкости в полости насоса перед
узлом уплотнения (рис. 3.16, а, б) [51].
ВЛИЯНИЕ ТЕМПЕРАТУРЫ УПЛОТНЯЕМОЙ СРЕДЫ
85
8 схему такого уплотнительного
комплекса с термосифоном входит
встроенный насос 7, цилиндрическая емкость 2 с
дифференциальным поршнем (обычное
соотношение площадей 1:1,15),
холодильник 3, подпиточная емкость 4, насос 5
(для схемы а) или двухпозиционный
распределитель 8 с поджимным устройством
9 (для схемы б), обратный клапан 6,
запорный вентиль 7. Комплекс снабжен
указателем уровня жидкости 10,
манометром 11 и термометром 12. К нижней части
цилиндрической емкости подводится
жидкость под давлением из полости
насоса, и посредством дифференциального
поршня давление жидкости в камере
уплотнения увеличивается примерно на
10 % выше давления в полости насоса. Во
время работы давление затворной
жидкости в камере уплотнения должно быть не
менее чем на 0,1 МПа выше
максимального давления рабочей жидкости в полости
насоса перед уплотнением. Такая система
может работать в режиме естественной
циркуляции или с использованием
встроенного насоса, создающего
принудительную циркуляцию.
Для нормальной работы
термосифона необходима подпитка системы
затворной жидкостью из-за ее потерь в системе
охлаждения. В современных
термосифонах система подпитки состоит из
объемного насоса (объемом не более 2 дм3) с
ручным приводом (см. рис. 3.16, а),
обратного и запорного клапанов. Более
совершенная, но и более дорогая система
подпитки (см. рис. 3.16, б) позволяет
автоматически поддерживать уровень
затворной жидкости в цилиндрической
емкости. Применение вспомогательных
насосов позволяет проводить подпитку
системы без сброса давления в ней. При
уровне затворной жидкости в
цилиндрической емкости ниже допустимого
срабатывает аварийный выключатель,
останавливающий основной насос.
В качестве термосифона может быть
использован также
пружинно-гидравлический гидроаккумулятор
(принципиальная схема приведена на рис. 3.17) со
встроенным теплообменником. При
отсутствии давления в напорной полости
насоса давление затворной жидкости в
камере уплотнения обеспечивается за счет
усилия, создаваемого пружинами.
Подпитка гидроаккумулятора происходит
автоматически от маслозаправочной
станции посредством двухпозиционного
распределителя.
Параметры термосифонов и привязки
к насосам нормализованы американскими
стандартами API-610 и API-682, немецким
стандартом DIN ISO 5199. На практике
используется целый размерный ряд
термосифонов с объемом от нескольких до
30 л и с допустимым давлением затворной
среды до 6,3 МПа. Ведущие фирмы-
производители торцовых уплотнений
комплектуют свои уплотняющие
устройства такими системами,
обеспечивающими охлаждение уплотняемой среды и
поддержание должного перепада давления
среды на уплотнении.
Рис. 3.17. Закрытая схема охлаждения с
пружинно-гидравлическим аккумулятором
86 Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ
Затворные жидкости должны иметь
хорошие смазочные свойства, высокие
теплоемкость и теплопроводность,
стабильный состав при рабочей температуре,
минимальную химическую активность к
материалам деталей торцового
уплотнения и уплотняющего устройства,
хорошую совместимость с рабочей
жидкостью, не должны быть токсичными.
Системы, в которых в качестве
затворной жидкости используется вода,
применяют обычно до давления 2 МПа.
При давлении затворной жидкости свыше
2 МПа применяют минеральные масла,
однако в ряде случаев приходится
применять и другие затворные жидкости.
Наиболее приемлемые затворные
жидкости для уплотняющих устройств на
основе двойных торцовых уплотнений (в
определенном температурном диапазоне)
приведены в табл. 3.3 [51].
Требования, которые обычно
рассматриваются при решениях о выборе
затворных жидкостей, приведены в табл. 3.4.
Высокая газонасыщенность
уплотняемой жидкой среды с температурой
ниже температуры кипения при
атмосферном давлении может отрицательно
сказаться на работе узла уплотнения.
Эффект выделения газа при нагреве
уплотняемой среды может вызвать разрушение
3.4. Характеристики жидкостей, рассматриваемых при выборе затворной среды, и
рекомендации по ее выбору
Свойства
Вязкость
Удельная теплоемкость
Плотность
Точка кипения
Температура вспышки
Совместимость материалов
Технологическая
совместимость
Безопасность
Рекомендации
Хорошая смазывающая способность обеспечивается
жидкостями с вязкостью 1... 5 сСт
Должна быть максимально высокой для отвода теплоты
Нормальный диапазон 0,8... 1,0 г/см3
Должна быть на 25.. .30 °С выше рабочей температуры
Должна быть выше рабочей температуры (при
наличии кислорода)
Должна быть химически неактивной
Должна быть совместима с уплотняемой рабочей
жидкостью
Должна быть не токсичной, не относиться к группе
опасных отходов производства
3.3. Затворные жидкости, используемые
в термосифонах, для систем
охлаждения торцовых уплотнений [51]
Затворная
жидкость
Хлористый этилен
Спирт пропиловый
Спирт этиловый
Спирт метиловый
Спирт бутиловый
Керосин
Минеральные масла
Светлые
нефтепродукты
Этиленгликоль
Растительные масла
Глицерин
Масла-
теплоносители
Вода
Температурный
диапазон, °С
-150...-15
-120...+70
-105...+50
-90...+40
-80...+90
-20...+160
-20...+80
-10...+200
0...+175
+10...+130
+100...+260
+100...+350
0...+80
поверхностей контакта со стороны
полости низкого давления из-за расширения
газа, попавшего в жидкостную пленку и
снижения ее смазывающих свойств.
Поэтому насосы желательно снабжать
системой дегазации уплотняемой среды,
встроенной в циркуляционную систему ее
охлаждения.
ВЛИЯНИЕ ТЕМПЕРАТУРЫ УПЛОТНЯЕМОЙ СРЕДЫ
87
3.3.2. УПЛОТНЕНИЯ ДЛЯ
ВЫСОКОТЕМПЕРАТУРНЫХ СРЕД
С увеличением рабочей температуры
износ трущихся поверхностей колец и
коррозия деталей торцовых уплотнений
усиливаются, а эксплуатационная
надежность узлов снижается.
Обязательной составной частью
огромного большинства узлов торцовых
уплотнений являются поджимные
пружинные элементы и вспомогательные
уплотнения, выполняемые чаще всего из
эластомеров. Так как эластомерные
материалы обычно являются наиболее
слабыми (в отношении тепловых нагрузок)
элементами торцовых уплотнений, то
температуру в герметизирующем узле
необходимо поддерживать на уровне сохранения
рабочих свойств эластомера. Кроме того,
сами кольца уплотняющих пар
выполняются из материалов, для которых существуют
определенные границы по применимости.
Так, графиты (чаще всего
используемые как антифрикционные материалы для
колец пары трения в средах, насыщенных
кислородом) имеют пороговые
ограничения применимости по температуре в
400...450 °С из-за разрушения колец.
Кроме того, при высоких температурах
ускоренно идет процесс всякого рода
отложений на деталях уплотнения и вала. Таким
образом, конструкции торцовых
уплотнений насосов, перекачивающих
высокотемпературные среды, нуждаются в
системах охлаждения части элементов или
всего узла, которые и применяются на
практике.
Уплотнительный комплекс с
незамкнутой принудительной схемой
циркуляции потока «а» перекачиваемой насосом
жидкости через камеру торцового
уплотнения представлен на рис. 3.18.
Циркуляция жидкости в устройстве
осуществляется при помощи встроенного радиального
импеллера 1 по схеме: камера уплотнения -
межтрубное пространство
теплообменника 2 - камера уплотнения. В трубное
пространство теплообменника 2 подводится
Рис. 3.18. Уплотнительный комплекс с
двумя контурами циркуляции для
герметизации насосов, перекачивающих
высокотемпературные углеводороды
охлаждающая среда «б». Утечка «г»
уплотняемой среды из уплотнения
отводится из камеры сборника за уплотнением. В
эту камеру при необходимости может
подаваться промывочная среда «в»
(растворитель или водяной пар).
В таком устройстве может быть
выполнено две ступени охлаждения: первая -
для предварительного охлаждения
нефтепродукта, поступающего в камеру узла
торцового уплотнения из полости насоса
при помощи встроенного холодильника 3,
расположенного между рабочим колесом
и узлом уплотнения; вторая - для
приведения рабочей температуры
нефтепродукта в камере торцового уплотнения до
требуемой по регламенту, путем охлаждения
уплотняемой среды в теплообменнике 2.
Расход охлаждающей воды в
устройстве со встроенным холодильником и
выносным теплообменником составляет
1,0... 1,5 м3/ч. При этом в зоне торцового
уплотнения поддерживается температура
не выше 80 °С. Такие охлаждающие
устройства позволяют снимать значительную
часть подводимого тепла к узлу торцового
88
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ
уплотнения от перекачиваемой среды из
проточной части насоса и обеспечивать
приемлемые условия для
работоспособности вспомогательных уплотнительных
элементов и долговечности пружинных
элементов торцового уплотнения.
Способы обеспечения
работоспособности торцовых уплотнений путем
понижения высокой температуры в области
уплотнительного узла подачей
значительного количества охлаждающей среды
достаточно затратные. Сами охлаждающие
устройства громоздки; применение их
значительно повышает стоимость
производства насосов, а их эксплуатация -
затраты на ведение технологических
процессов. Это имеет отношение и к уплот-
нительным комплексам с термосифоном.
Более экономичным оказалось
применение узлов уплотнений с
металлическими сильфонами, в которых
отсутствуют детали из эластомерных материалов.
На рис. 2.40 приведено торцовое
уплотнение, в котором использованы только
металлические детали и графитовые кольца.
Такое уплотнение может успешно
применяться без устройств охлаждения вместо
сложного комплекса с узлом торцового
уплотнения, приведенного на рис. 3.18.
Иногда такого рода узлы сильфонных
уплотнений снабжаются системой
охлаждения в виде продувки насыщенным паром.
В зависимости от размеров и
эксплуатационных условий торцовые уплотнения с
сильфонами, выполненными с
двухслойными мембранами из стали 12Х18Н10Т и
сплава 36НТЮ, могут применяться при
давлениях до 7 МПа и температуре в
400...450 °С.
При изготовлении сильфонов из
сплава инконель и при применении особо
стойких к окислению углеграфитовых
материалов можно создавать неохлаждае-
мые торцовые уплотнения,
работоспособные при температурах среды до 650 °С.
3.3.3. УПЛОТНЕНИЯ
ДЛЯ НИЗКОТЕМПЕРАТУРНЫХ
(КРИОГЕННЫХ) СРЕД
Герметизация валов насосов,
перекачивающих низкотемпературные и
криогенные (ниже 120 К) жидкости, является
одной из сложных проблем уплотнитель-
ной техники, которая требует решения
несколько задач. Первая из них связана с
необходимостью подбора материалов,
совместимых с низкотемпературной
средой. Вторая задача связана с
необходимостью учета того фактора, что при
эксплуатации низкотемпературных узлов
уплотнений существуют явления:
- намерзание атмосферной влаги на
холодных деталях уплотнения, чреватое
возможностью нарушения относительной
подвижности колец в уплотняющей паре;
- вскипание криогенных жидкостей в
уплотняющем торцовом стыке пары
колец, чреватое опасностью возникновения
сухого трения и проявлением ускоренного
износа колец и выходом уплотнения из
строя.
При уплотнении валов в насосах,
перекачивающих низкотемпературные и
криогенные среды, также возникают
проблемы, связанные с использованием
эластомерных материалов для вторичных
уплотнений вследствие охрупчивания
многих из них в диапазоне низких
температур. Эластомеры на основе каучуковых
композиций могут нормально работать
только до температуры -60 °С.
Единственно пригодным для
вторичных уплотнений материалом в условиях
криогенных температур являются
материалы на основе фторопласта. По
сравнению с каучуковыми композициями
фторопласты имеют большую жесткость, а по
отношению к металлическим деталям
уплотнения - значительно больший
температурный коэффициент линейного
расширения, который находится в сильной
зависимости от температуры.
Использование металлических
сильфонов в торцовых уплотнениях для крио-
ВЛИЯНИЕ ТЕМПЕРАТУРЫ УПЛОТНЯЕМОЙ СРЕДЫ
89
Рис. 3.19. Торцовое уплотнение с металлическим сварным сильфоном:
1,2 - кольца пары трения; 3 - сварной металлический сильфон; 4 - металлическая манжета;
5 - устройство поджатия манжеты; б - устройство фиксации вращающегося блока на валу
генных сред удачно решает проблему
вторичных уплотнений в узле.
Применяют штампованные и сварные сильфоны,
изготавливаемые обычно из коррозионно-
стойкой стали. В качестве
конструкционных материалов при температурах до 13 К
используют хромоникелевые стали
(обычно 12Х18Н10Т) или сплав 36НХТЮ.
Конструктивное выполнение
торцовых уплотнений с металлическими силь-
фонами, используемых в насосах,
перекачивающих низкотемпературные среды,
показано на рис. 2.40, рис. 3.19, рис. 3.20.
В качестве колец пары трения для
низкотемпературных уплотнений
применяют коррозионно-стойкие стали и
бронзы с покрытием карбидом вольфрама в
паре с графитом, пропитанным металлом
или фторопластом [51]. Как отмечалось
выше, одной из возможных причин
отказов низкотемпературных уплотнений при
их эксплуатации является намерзание
атмосферной влаги на деталях узла
уплотнения. Намерзание может происходить во
время остановки машины, когда к деталям
уплотнения перестает подводиться
теплота, выделяемая электродвигателем, под-
Сухой
газ
Рис. 3.20. Уплотняющее устройство
с торцовым уплотнением
вала криогенного насоса
шипниковыми и другими узлами, а также
возможно вследствие охлаждения деталей
из-за повышенных утечек уплотняемой
среды.
Необходимо воспрепятствовать
доступу атмосферного воздуха к
уплотнению, чтобы избежать образования льда в
самой паре трения. Для устранения
обмерзания одинарные торцовые
уплотнения со стороны атмосферы обдувают
защитными средами: незамерзающими
90
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИИ
жидкостями или газами (чаще всего
сухим воздухом или азотом). Подачу
защитной среды в уплотнение обычно
начинают до заполнения насоса
низкотемпературной средой.
Конструкция контактного торцового
уплотнения насоса, предназначенного для
перекачивания криогенных жидкостей,
показана на рис. 3.20. Вращающееся
кольцо 2 этого уплотнения жестко связано с
валом, невращающееся кольцо 3 связано с
корпусной деталью. Осевая подвижность
кольца 3 обеспечивается металлическим
сильфоном 4, выполняющим также
функцию вторичного уплотнения и
поджимного устройства. Охлаждение колец
пары трения осуществляется утечками
перекачиваемой среды через заднее
щелевое уплотнение рабочего колеса 1. С этой
целью вращающаяся втулка щелевого
уплотнения выполнена удлиненной.
Защита пары трения уплотнения от
обледенения со стороны атмосферы
обеспечивается обдувом зоны этой пары сухим
газообразным азотом.
Повышенное испарение в уплотни-
тельной паре неблагоприятно сказывается
на работе уплотнения не только из-за
возможного возникновения сухого трения, но
и вследствие охлаждения и обмерзания
уплотнительного узла, вала и
близлежащих подшипниковых узлов. Для борьбы с
парообразованием в низкотемпературных
уплотнениях используют те же принципы,
что в уплотнениях для кипящих
жидкостей.
Для уплотнения валов насосов,
перекачивающих сжиженные газы (пентан,
бутан, этилен и т.д.), используют
уплотняющие устройства на основе двойных
торцовых уплотнений. В качестве
запирающих сред при этом используют, в
частности, одно- и многоатомные спирты
(метиловый, этиловый, этиленгликоль и
глицерин), причем пропиловый спирт,
например, можно применять до
температуры-120 °С [29].
При уплотнении криогенных
жидкостей уплотняющие устройства на основе
двойных торцовых уплотнений, как
правило, не используют, поскольку нет
затворных жидкостей, не замерзающих при
криогенных температурах.
При разработке узлов уплотнений
для криогенных сред следует учитывать,
что из-за больших перепадов температур
в узлах насосов, включая и узел торцового
уплотнения, возможно возникновение
больших температурных деформаций.
Следует иметь в виду, что
износостойкость материалов уплотнительных
колец при низкой температуре может
значительно измениться в сравнении с
нормальными условиями. Если, например,
весьма прочная на истирание пара металл-
графит в режиме абсолютно сухого
трения (скорость скольжения v = 10 м/с,
нагрузка в паре/7уд = 0,15 МПа) при
комнатной температуре проработала свыше 4000 ч,
то при уплотнении жидкого кислорода
она вышла из строя по причине износа
уже спустя нескольких часов работы [29].
Соединение колец пары трения со
смежными деталями выполняется путем
запрессовки или вклеивания в
металлические обоймы, в качестве клея можно
использовать шпатлевку ЭП-0020 (ГОСТ
10277-76) [51]. Наиболее простым и
надежным способом герметичного
сопряжения колец со смежной деталью является
свободная установка по притертым
торцовым поверхностям (см. рис. 2.40,
рис. 3.19). В таком сопряжении
плоскостность уплотняющих поверхностей
сохраняется при изменении температуры в
широком диапазоне.
3.4. ВЛИЯНИЕ НА ИСПОЛНЕНИЕ
УПЛОТНЕНИЯ ПЕРИОДА
ДЕЙСТВИЯ В СИСТЕМЕ
УПЛОТНЕНИЕ-МАШИНА
Торцовые уплотнения используются
для герметизации щелей между валом и
корпусом в машинах, работающих в
режиме «постоянного вращения вала», в
машинах периодического действия и в
машинах, где торцовые уплотнения вы-
ВЛИЯНИЕ НА ИСПОЛНЕНИЕ УПЛОТНЕНИЯ ПЕРИОДА ДЕЙСТВИЯ 91
полняют свою роль надежного
герметизатора в основном лишь при
невращающемся роторе машины.
В зависимости от требуемого
периода действия торцовые уплотнения делят
на узлы: постоянного действия,
периодического действия, стояночные.
Постоянно действующие
уплотнения выполняют свою функциональную
роль как при неподвижном, так и при
вращающемся роторе. Такими узлами
уплотнений снабжено подавляющее
большинство насосов и компрессоров,
работа которых связана с ведением
длительного по времени процесса.
Периодически действующие
уплотнения также выполняют свою
функциональную роль как при неподвижном,
так и при вращающемся роторе. К
периодически действующим узлам уплотнений
относятся узлы уплотнений всякого рода
смесителей, реакторов, автоклавов, в
которых ведется циклический процесс
получения продукта, связанный обычно с
перемешиванием реагирующих
компонентов продукта, получаемого в процессе
проводимой реакции.
Стояночными называют такие
торцовые уплотнения, которые удерживают
перепад давления при невращающемся
вале и отключаются при его вращении.
Стояночные узлы уплотнений находят
основное свое применение в насосах
подачи компонентов топлива в двигателях
ракетных установок.
Период работоспособности в системе
уплотнение-машина сказывается в
определенной мере на облике узлов торцовых
уплотнений, используемых в машинах.
Так как в книге в основном
рассмотрены постоянно действующие
уплотнения, то в п. 3.4, затрагивающем вопросы
влияния на облик узла уплотнения
временного периода поддержания
уплотняющих свойств в системе уплотнение-
машина, рассмотрим конструктивное
исполнение узлов уплотнений,
используемых в циклических процессах и в
качестве стояночных торцовых уплотнений.
3.4.1. ТОРЦОВЫЕ УПЛОТНЕНИЯ
ПЕРИОДИЧЕСКИ ДЕЙСТВУЮЩИХ
МАШИН
Группа торцовых уплотнений,
используемых для уплотнения валов в
периодически действующих устройствах,
таких как реакторы химической,
биологической и пищевой промышленности,
является достаточно представительной.
Отличием их от узлов уплотнений насосов и
компрессоров является выполнение
следующих обязательных признаков:
- уплотнение должно быть
работоспособным как при избыточном давлении
в камере реактора, так и при иногда
значительном разрежении;
- картриджное исполнение узла
уплотнения (в виде отдельной сборочной
единицы);
- подвод в камеру уплотнения
затворной среды (для любого типа
уплотнения - двойного или одинарного);
- работоспособность при
существенных радиальных и осевых биениях ротора.
Эта группа уплотнений должна
обладать простотой в эксплуатации и
надежностью, отвечать требованиям в части
охраны окружающей среды и безопасного
для здоровья обслуживающего персонала
состояния рабочего места, а также
допускать значительные осевые и радиальные
смещения вала устройства в процессе
эксплуатации.
Реакторы выполняются в
большинстве своем с вертикальным и иногда с
наклонным и горизонтальным валом, с
приводом, расположенным со стороны
верхней или нижней крышки; узлы
торцовых уплотнений устанавливаются между
крышкой реактора и приводом. Частота
вращения валов таких реакторов
находится в диапазоне 6.. .20 Гц.
На рис. 3.21 приведен узел
одинарного торцового уплотнения с уловителем
утечек. Такое уплотнение находит
применение в реакторах, работающих при
избыточном давлении до 1,6 МПа, разрежении
до 20 мм рт. ст. (-2,7 кПа) и температуре
92
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИИ
6ЦША
Охлаждающая
жидкость
Жидкость из
уловителя
Труба
3/8
Рис. 3.21. Узел одинарного торцового уплотнения с уловителем утечек для реактора-мешалки
На рис. 3.22 приведено двойное
торцовое уплотнение типа ТД, работающее
при избыточном давлении р до 2,5 МПа,
разрежении до 20 мм рт. ст. (-2,7 кПа) и
температуре рабочей среды от -20 до
200°С[51].
Пары трения уплотнения типа ТД
выполнены в виде вращающегося кольца
2 из силицированного графита СГ-П и
невращающегося кольца 1 из графита
2П1000. Вращающиеся кольца
установлены на втулке 3, поджатие колец
осуществляется пружинами 4. Для отвода
фрикционного тепла от камеры с затворной
средой служит охлаждающая рубашка 5 с
проточной водой. Полость «а» основания
служит для сбора и отвода утечек
затворной жидкости.
На рис. 3.7 приведен узел торцового
уплотнения высокого давления для
автоклава, работающего при давлении до
25 МПа и температуре 225 °С [29]. В
состав блока узла уплотнения входит и один
из подшипников автоклава,
устанавливаемый на вал вместе с узлом торцового
уплотнения при монтаже.
В приведенных конструкциях узлов
уплотнений реакторов для обеспечения
чистоты получаемого продукта
производится отвод утечек затворной жидкости из
специально предусматриваемого сборного
стакана.
Рис. 3.22. Двойное торцовое уплотнение
для аппаратов с перемешивающими
устройствами
рабочей среды от -20 до 250 °С. Пара
трения смазывается и охлаждается
проточной очищенной водой,
циркулирующей в полости кожуха 1. Узел уплотнения
зафиксирован на валу с помощью стяжной
втулки 2, выполненной из двух половин.
Удельное давление, создаваемое в паре
трения колец 5 и 6 пружинами 4,
регулируется гайками 3. Торцовое уплотнение
выполнено с металлическим сильфоном 7.
Утечка затворной воды через пару трения
поступает в уловитель 8 и отводится в
приемник утечек.
ВЛИЯНИЕ НА ИСПОЛНЕНИЕ УПЛОТНЕНИЯ ПЕРИОДА ДЕЙСТВИЯ 93
В последние годы получают
распространение узлы торцовых уплотнений для
реакторов-мешалок, в которых
реализуется газовая смазка уплотняющих
поверхностей колец. Используются такие узлы
уплотнений в процессах, допускающих
попадание затворного газа в продукт,
например, в стерильных
биотехнологических процессах фармацевтической и
пищевой промышленности. Ряд типов таких
узлов уплотнений производятся фирмами
Бургманн (ФРГ), Флоусерв, Джон Крейн
(США).
3.4.2. СТОЯНОЧНЫЕ ТОРЦОВЫЕ
УПЛОТНЕНИЯ
Стояночные уплотнения принято [20]
классифицировать по способу включения
и отключения контактной части при
увеличении или уменьшении скорости
вращения валов на три основные группы: с
гидравлическим, механическим и
электромагнитным приводом.
Гидроприводные стояночные
уплотнения отключаются и включаются за счет
гидравлических сил и моментов,
возникающих при вращении вала насоса.
В насосах подачи компонентов
топлива ракетных двигателей для надежного
разделения двух корпусных полостей с
разными компонентами под давлением,
через которые проходит ротор,
применяют блоки уплотнений, часто включающие
в себя динамические уплотнения,
функционирующие лишь при вращающемся
роторе, и торцовое контактное
уплотнение (стояночное), снабженное
механизмом его отключения при вращении
ротора. Этим достигается возможность
создания повышенных удельных нагрузок в
торцовом стыке, обеспечивающих
высокую герметичность при невращающемся
вале и циклическую долговечность
уплотнения, за счет короткого периода его
работы в режиме относительного
окружного перемещения трущихся торцовых
поверхностей колец.
Рис. 3.23. Стояночное торцовое уплотнение
турбонасосного агрегата ракетного
двигателя:
1 - втулка вала; 2 - манжета; 3 - резиновые
О-образные кольца; 4 - пружины; 5 -
аксиально-подвижный блок с невращающимся
кольцом пары трения; 6 - вращающееся кольцо
пары трения с импеллером; 7 - подшипник;
8 - плавающее кольцо; 9 - насосное колесо;
10 -вал
На рис. 3.23 показано стояночное
торцовое уплотнение с контактной парой,
образованной сопряжением аксиально-
подвижного блока 5, поджатого пружиной
4 к импеллерному колесу 6 при
невращающемся вале 10. При вращающемся
вале импеллерное колесо 6 повышает
давление жидкости в камере, сообщенной с
полостью входа в насос, действие усилия
от давления перемещает аксиально-
подвижный блок 5 в сторону дренажной
полости. Контакт поверхностей колец
торцовой пары при этом исчезает.
Дальнейшее поддержание должного уровня
давления в полости за колесом
осуществляется импеллером. Возможные
незначительные протечки перекачиваемой
насосом среды сбрасываются в дренажные
полости.
На рис. 3.24 представлена схема
стояночного уплотнения турбонасосного
агрегата жидкостного реактивного
двигателя большой тяги. Торцовое уплотнение
расположено между полостью 1 турбины
и полостью 2 насосного колеса. До начала
вращения вала торцовая пара колец нахо-
94
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИИ
Рис. 3.24. Стояночное уплотнение турбона-
сосного агрегата жидкостного реактивного
двигателя большой тяги
Рис. 3.25. Схема стояночного уплотнения с
приводом от лабиринтного насоса
дится в сопряжении блока 3 и торцовой
части выступа втулки 5, не допуская
заполнения полости турбины топливом,
перекачиваемым насосом.
Соответствующее удельное давление в контактном
сопряжении обеспечивается расчетным
усилием пружин, поджимающих аксиально-
подвижный блок 3 в сопряжении
уплотняющей пары. В торцовом стыке этой
пары сопряжения имеются канавки с
расчетной площадью, которые сообщаются
каналами 4 с полостью 2 насоса. При
вращении ротора и росте давления
жидкости в полости 2 растет разгружающая
сила в торцовом стыке и при
определенном расчетном уровне давления в
насосной полости происходит отход аксиально-
подвижного блока в сторону турбины.
Образуется зазор между кольцами
торцового уплотнения, и топливо может теперь
течь в сторону полости турбины через
блок плавающих колец б, не ухудшая ее
рабочих параметров, но выполняя
полезную функцию по охлаждению диска
турбины, работающей на горячих продуктах
сжигания компонентов топлива. При
монтаже блока уплотнения контроль
правильности сборки можно проверять по
наличию зазора б между блоком 3 и
упором корпуса 7.
Кроме приведенных выше, пример
еще одной конструкции такого устройства
представлен на рис. 3.25. Оно состоит из
лабиринтно-винтового уплотнения,
образованного корпусом 1 и втулкой 2, и
стояночного уплотнения контактного типа,
состоящего из кольца 6 и торца крышки 4.
Втулка 2 может перемещаться вдоль вала
8 на шпонке 3. При отсутствии вращения
вала торцовое уплотнение нагружено
давлением р\ = р2 в полостях перед лаби-
ринтно-винтовым уплотнением и после
него. Усилие прижатия
аксиально-подвижного кольца пары от нагружающего
давления среды превышает отжимающее
усилие от пружины 5. При вращении вала
давление р2 в полости 7 понижается за
счет работы лабиринтно-винтового
уплотнения, и благодаря усилию пружины
втулка 2 с кольцом б отжимается.
В стояночных уплотнениях с
механическим приводом в большинстве случаев
используют возникающую при вращении
вала центробежную силу, передаваемую
через систему рычагов на аксиально-
подвижный блок уплотнения. Такие
устройства характеризуются высокой
надежностью. Пример устройства приведен на
рис. 3.26 [20]. При невращающемся вале
кольцо 4 аксиально-подвижного блока 8,
ВЛИЯНИЕ ТРЕБОВАНИИ ПО ДОПУСТИМОСТИ ВЫВОДА 95
и=0
п=п
234 56 7
Рис. 3.26. Схема стояночного уплотнения с
механическим приводом
а) б)
Рис. 3.27.Схема стояночного уплотнения с
аэродинамическим приводом:
а - с жесткой ступицей вентиляторного колеса;
б - с упругой ступицей; 1 - шпонка, 2 -
пружина; 3 - кожух; 4 - ступица; 5 - лопасти; 6 - уп-
лотнительное кольцо; 7 - крышка; 8 - корпус;
9 - подшипник, 10 - вал; 11 - втулка
связанного с валом 7, прижимается к
кольцу 3 корпуса статора 2 рычагами-
грузами 5 при помощи пружин 6. Рычаги-
грузы 5 связаны со стаканом 7 и с
аксиально-подвижным блоком 8. При
вращении вала, после достижения расчетной
частоты вращения, рычаги-грузы 5 под
действием центробежной силы сжимают
пружины, перемещая
аксиально-подвижный блок 8 в сторону раскрытия уплотни-
тельного стыка. При останове вала, когда
усилие от пружин превышает
центробежные силы на рычагах-грузах,
уплотняющий стык закрывается.
В электромагнитных стояночных
уплотнениях используется включаемый
вместе с приводом насоса электромагнит,
размыкающий пару трения на время
вращения ротора.
Пример поиска новых
конструктивных решений в части привода стояночных
уплотнений показан на рис. 3.27 (А.с.
581349, СССР). В первом случае
(рис. 3.27, а) - с жесткой ступицей ротора -
отключение контактной пары
осуществляется за счет тяги, развиваемой
вентиляторным колесом, на ступице которого
укреплено одно из уплотнительных колец,
и смещения самой ступицы по валу в
сторону размыкания сопряжения сомкнутых
поверхностей в торцовом сопряжении. Во
втором случае (рис. 3.27, б) - с упругой
нежесткой ступицей ротора - осевая сила,
возникающая в вентиляторном колесе при
вращении вала, изгибает тело ступицы
аналогичным образом в сторону
размыкания сопряжения сомкнутых поверхностей
в торцовом сопряжении деталей 4 и 7.
Такой принцип работы стояночного
уплотнения может быть использован для
разделения полости насоса и турбины
применительно к турбонасосному агрегату.
3.5. ВЛИЯНИЕ НА ОБЛИК
УЗЛА ТРЕБОВАНИЙ
ПО ДОПУСТИМОСТИ ВЫВОДА
УПЛОТНЯЕМОЙ СРЕДЫ В
ОКРУЖАЮЩЕЕ ПРОСТРАНСТВО
Требование допустимости вывода
уплотняемой в машине среды в зону
рабочего помещения или окружающее
машину пространство влияет на
конструкцию применяемых узлов торцовых
уплотнений. Так как через торцовое уплотнение
96
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИИ
всегда существует технологическая
протечка уплотняемой среды, необходимая
для смазки и охлаждения поверхностей
контактной пары трения, то полностью
исключить попадание нежелательной
среды в помещение или обслуживаемую
зону, например насоса, невозможно.
Основательно решить эту проблему можно
лишь путем подачи в камеру торцового
уплотнения специальной буферной среды,
попадание которой в рабочее помещение
допустимо по санитарным нормам. Так
как давление такой буферной среды в
камере уплотнения должно несколько
превышать давление рабочего продукта в
полости насоса перед уплотнением, то для
минимизации попадания буферной среды в
рабочий тракт насоса чаще всего используют
схему уплотняющего устройства на основе
двойного торцового уплотнения.
В химической, нефтехимической и
других отраслях промышленности в
технологических линиях производства и
переработки продуктов часто используются
среды, утечки которых в атмосферу
недопустимы по условиям техники
безопасности. Технологические процессы также
часто проводятся во взрыво- и
пожароопасных зонах, что также требует
недопущения утечки опасных сред.
Эти условия работы насосов и
комплектующих их узлов торцовых
уплотнений отражены в действующем для насосо-
строения отраслевом стандарте ОСТ 26-
06-2019-82 «Насосы центробежные для
химических производств. Требования
безопасности труда». Стандарт
распространяется на центробежные насосы,
устанавливаемые во взрывоопасных и
пожароопасных зонах классов B-Ia, B-I6.
В-Гг, В-Па, П-1 и П-П (в соответствии с
правилами устройств электроустановок).
Эти насосы перекачивают:
- жидкости, пары которых образуют
взрывоопасные смеси с воздухом
категорий ПА и ПВ и групп Т1, Т2, ТЗ, Т4 по
ГОСТ Р51330.11-99, ГОСТ Р51330.2-99,
ГОСТ Р51330.5-99 и ГОСТ Р51330.19-99;
- легковоспламеняющиеся жидкости и
горючие жидкости по ГОСТ 12.1.004—76;
- вредные вещества 2-го, 3-го и 4-го
классов опасности по ГОСТ 12.1.005-76 и
ГОСТ 12.1.007-76;
- нейтральные жидкости.
Условия выбора уплотнительного
узла, в зависимости от требований в части
норм по допустимости вывода
уплотняемой в насосе среды в зону рабочего
помещения или окружающее пространство,
регламентированы в табл. 3.5.
3.5. Выбор конструкции уплотняющего устройства в зависимости от класса
опасности для места обслуживания перекачиваемой насосом жидкости
(по ОСТ 26-06-2019-82) [51]
Перекачиваемая жидкость
Смесь паров
перекачиваемой жидкости с воздухом
категорий ПА и ПВ групп:
Т4
ТЗ
Т2
Т1
Класс опасности
2, 3, 4 и ниже
2, 3, 4 и ниже
2, 3, 4 и ниже
2
3
4 и ниже
Уплотнение* для зоны класса
В-1а
2
2
B-I6
2
2
В-1г
2
2
В-П
1
1
2
1
2
1
2
2
В-Па
1
1
2
1
2
1
2
2
П-1, П-П
—
—
-
ВЛИЯНИЕ ТРЕБОВАНИЙ ПО ДОПУСТИМОСТИ ВЫВОДА
97
Продолжение табл. 3.5
Перекачиваемая жидкость
Горючие жидкости
Невзрывоопасные и
негорючие жидкости
Класс опасности
2
3, 4 и ниже
2
3
4 и ниже
Уплотнение* для зоны класса
В-1а
1
2
1
2
3
B-I6
1
2
1
2
3
В-1г
1
2
1
2
3
в-п
1
2
1
2
3
В-Па
1
2
1
2
3
П-1, П-П
1
2
1
2
3
*Обозначение уплотнения: 1 - двойное торцовое; 2 - одинарное торцовое
со вспомогательным уплотнением; 3 - одинарное торцовое без вспомогательного
уплотнения.
Таким образом, для обеспечения
требований по допустимости вывода
уплотняемой среды в зону рабочего
помещения или в окружающее пространство
также применимы уже описанные ранее
(в части, касающейся охлаждения
торцовых уплотнений) схемы уплотнительных
комплексов, в которых буферная или
затворная среда выполняет и функции
охлаждающей среды.
Используемые уплотнительные
комплексы с системами подачи затворной
среды также можно разделить на три
группы:
- без контура циркуляции, т.е. такие,
в которых осуществляется подвод
затворной среды в камеру уплотнения с
последующим смешением ее с рабочей средой;
- с незамкнутым контуром
циркуляции, т.е. такие, в которых затворная среда
циркулирует по контуру, включающему
камеру уплотнения и холодильник, и
существует незначительный переток
затворной среды в рабочую полость насоса
(компрессора);
- с замкнутым контуром циркуляции,
т.е. такие, в которых затворная среда
циркулирует по контуру, включающему
камеру уплотнения и холодильник,
практически не смешиваясь с рабочей средой.
В уплотняющем устройстве (см.
табл. 3.5) в качестве вспомогательного
может быть использовано торцовое
уплотнение (узел уплотнения является
двойным торцовым уплотнением),
щелевое или манжетное.
В помещениях, где допускается
вывод уплотняемой невзрывоопасной и
негорючей среды в пространство рабочего
помещения, уплотняющие устройства
выполняются на основе одинарных или
многоступенчатых торцовых уплотнений,
в которых средой камеры уплотнения
может быть рабочий продукт,
перекачиваемый насосом.
Уплотняющие устройства, не
допускающие вывод уплотняемой среды в
пространство рабочего помещения по
условиям взрывоопасное™ и пожароопасно-
сти, выполняются на основе двойных или
многоступенчатых торцовых уплотнений,
в которых средой является подаваемая в
узел уплотнения буферная (или
затворная) среда.
К средам, попадание которых
должно быть исключено в окружающую среду,
относятся токсичные, пожароопасные,
радиоактивные жидкости и газы.
В ряде производств, если требования
по проникновению рабочей жидкости в
атмосферу не очень строгие (см. табл.
3.5), вспомогательное уплотнение можно
использовать более простое, чем
торцовое. Конструкции таких вспомогательных
уплотнений представлены на рис. 3.28.
Обычно используют промывку или
продувку зоны (между основным и
вспомогательным уплотнением) жидкостью, паром,
азотом, а также вакуумирование этой зоны.
4 — 106
98
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ
Рис. 3.28. Конструкции вспомогательных
уплотнительных узлов
Рис. 3.29. Схема торцового уплотнения с
устройством защиты от аварийных
последствий при разрушении узла уплотнения
Эффективным вспомогательным
уплотнением, снижающим утечку вдоль
вала, является сальниковое уплотнение (см.
рис. 3.28, а). Однако это уплотнение
работает только при наличии смазки в
трущейся паре и возможности его
регулирования. Вспомогательные уплотнения
могут быть выполнены в виде щелевого
уплотнения (например, бронзовой втулки,
запрессованной в корпус), как это
показано на рис. 3.28, б, или фторопластовой
втулки (см. рис. 3.28, в). Возможно
использование манжеты (см. рис. 3.28 г),
устанавливаемой в корпусе с
минимальным зазором относительно вала. Такая
конструкция вспомогательного
уплотнения может использоваться до перепада
давления 5 МПа.
На рис. 3.28, д представлена еще
одна конструкция вспомогательного
уплотнения с плавающим кольцом и подачей
между валом и втулкой затворной среды
(например, азота), что обеспечивает
всплытие втулки и препятствует
проникновению утечки рабочего продукта из
полости насоса в атмосферу.
Таким образом, удовлетворение
экологических требований по допустимости
вывода уплотняемой среды в окружающее
пространство также являются важным для
практики проектирования и применения
уплотнительных узлов валов. В качестве
примера рассмотрим использование
конструкции уплотняющего устройства
насоса, содержащего торцовое и
вспомогательное уплотнения.
Для защиты от выброса нефти в
помещение насосной станции линейного
нефтепровода используется
представленная на рис. 3.29 схема конструкции
уплотнения с устройством защиты от
аварийных последствий при разрушении узла
уплотнения [8].
Уплотняющее устройство состоит:
- из основного одинарного торцового
уплотнения 7, включающего контактные
кольца пар трения, гильзу вала и
аксиально-подвижный узел;
- из резервного (вспомогательного)
торцового уплотнения 2, в виде
разомкнутой при нормальной работе узла
контактной пары трения, корпуса и датчика 3
давления.
Неподвижное контактное кольцо
вспомогательного уплотнения
установлено в корпусе, а подвижное (плавающее
кольцо) насажено с натягом на гильзу
уплотнения, вращается вместе с ней и имеет
возможность осевого перемещения под
действием силы от давления уплотняемой
среды.
ВЛИЯНИЕ НА ОБЛИК УЗЛА УПЛОТНЕНИЯ ФАКТОРОВ УДОБСТВА МОНТАЖА 99
В случае отказа основного торцового
уплотнения в камере вспомогательного
уплотнения повысится давление и
аксиально-подвижное кольцо замкнет контакт
резервной пары трения. Через канал в
корпусе давление передается на датчик,
электрический сигнал которого поступает
к автоматической защите насосного
агрегата, на отключение электродвигателя.
Торцовые уплотнения, не
допускающие вывод уплотняемого в машине
(насосе, компрессоре) рабочего продукта в
пространство рабочего помещения,
приведены на рис. 3.3, рис. 3.22, рис. 2.27,
рис. 2.29.
На рис. 3.3, рис. 3.22 и рис. 2.27
представлены двойные уплотнения,
работающие с подачей затворной среды в
уплотняемую камеру, а на рис. 2.29 -
многоступенчатое торцовое уплотнение
главного циркуляционного насоса АЭС, в
котором затворная вода подается уже в камеру
1-й ступени двухступенчатого уплотнения.
Двойные торцовые уплотнения могут
выполняться также и с радиальным
расположением внешнего и внутреннего
уплотняющих блоков (см. рис. 2.26).
3.6. ВЛИЯНИЕ НА ОБЛИК УЗЛА
УПЛОТНЕНИЯ ФАКТОРОВ
УДОБСТВА МОНТАЖА И
ЭКСПЛУАТАЦИИ
Облик конструктивного исполнения
узла торцового уплотнения в
определенной мере формируется требованиями
удобства монтажа узла в изделие и его
эксплуатации. Простой и удобный
монтаж, простота ремонта или замены
вышедшего из строя торцового уплотнения
являются и экономическими факторами,
влияющими на стоимость конечной
продукции производства, что учитывается
наряду с важными параметрическими
факторами - нагружающее узел
уплотнения давление, температура и др. К
важным факторам можно отнести также
выполнение блоков узлов уплотнения с
цельными и разрезными кольцами,
выполнение колец из сальниковой набивки и
узлов уплотнений в виде блоков кар-
триджного типа.
Рассмотрим особенности исполнения
узлов торцовых уплотнений, связанные с
монтажными и эксплуатационными
условиями. В подавляющем большинстве
случаев блоки узлов уплотнений
выполняются в виде цельных колец. Однако в ряде
случаев, особенно это касается крупных
узлов уплотнений, таких как уплотнения
гребных судов или ряда насосов
химических и других производств, полный их
демонтаж для ремонта или замены
является нецелесообразным по экономическим
или техническим основаниям. Тогда
выходом является применение торцовых
уплотнений, содержащих разъемные
детали из двух и более частей или
использование сальниковой набивки в качестве
колец торцовой пары.
Изготовление уплотняющих колец из
двух и более частей, причем так, чтобы
торцовое уплотнение выполняло свое
функциональное назначение, является
достаточно сложной технической задачей.
На рис. 3.30 показано торцовое
уплотнение для гребных валов морских судов [9].
Такие уплотнения устанавливают на валы
/ 2 3
Рис. 3.30. Разъемное торцовое уплотнение для винта морского судна
4*
100
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ
диаметром до 1500 мм. Они служат для
уплотнения морской воды давлением до
0,2 МПа. Упругий элемент уплотнения -
металлический сильфон 1 - прижимает
неподвижное кольцо 2 к вращающемуся
кольцу 3. Все основные детали
уплотнения, в том числе и сильфон, выполнены
разъемными из трех частей. Утечка через
такое уплотнение составляет десятки
литров воды в час.
Торцовое уплотнение с кольцом из
сальниковой набивки позволяет менять
одно из колец узла уплотнения,
потребовавшего ремонта, без разборки насоса. К
положительным особенностям
конструкции такого уплотнения следует отнести
также ее большую простоту и меньшую
стоимость по сравнению с типовыми
торцовыми уплотнениями. Недостатками
являются значительные утечки, меньшая
долговечность и большие ограничения по
уплотняемым средам.
На рис. 2.31 (см. с. 52) представлено
торцовое уплотнение с разрезным
кольцом из сальниковой набивки. В
уплотнении имеются три стыка, через которые
возможны утечки рабочей жидкости:
торцовый - между кольцами б и 8;
радиальный - между кольцом 6 и валом. Чтобы
избежать значительных утечек в
последнем стыке, следует разрез кольца набивки
выполнять аккуратно и длину набивки
выбирать так, чтобы при запрессовке
набивки в обойму в стыке кольца создавался
натяг в 3...5 мм. Рекомендуется
проводить опрессовку колец набивки при их
установке в обоймы уплотнений.
Такие одинарные торцовые
уплотнения с кольцом из сальниковой набивки
имеют габаритные размеры,
соответствующие радиальным размерам
сальниковых коробок по международному
стандарту ИСО 3069.
Уплотнение предназначено для
работы в нейтральных (вода, масло) и
слабоагрессивных средах с давлением до 0,5 МПа и
температурой до +60 °С при частоте
вращения вала до 3000 об/мин. В качестве
набивок рекомендуются асбестовые
набивки и набивки из углеродного волокна.
Для неподвижного кольца рекомендуются
хромистые стали типа 95X18 (45...55 HRC)
и коррозионно-стойкие стали класса 18-8
(12Х18Н10Т и др.). Утечки жидкости через
нормально работающее уплотнение
находятся в диапазоне величин 10... 100 см3/ч [51].
Значительные удобства для монтажа
и эксплуатации представляет
использование торцовых уплотнений картриджного
типа. Они представляют собой полностью
собранные в заводских условиях в своих
корпусах узлы, готовые для
присоединительной установки и использования в
насосах и компрессорах. Выполняются
такие узлы уплотнений одинарного и
двойного типа и корпуса их снабжены всеми
необходимыми отверстиями и каналами
для типичных подсоединений затворной,
охлаждающей или промывной среды, для
удаления воздуха из камеры уплотнения.
Картриджные торцовые уплотнения в
настоящее время успешно эксплуатируются
в топливно-энергетической, газовой,
нефтяной, химической, пищевой и
целлюлозно-бумажной промышленностях.
Примеры конструкций торцовых уплотнений
такого типа приведены на рис. 3.18,
рис. 3.22.
На рис. 3.31 представлено картридж-
ное двойное торцовое уплотнение фирмы
Бургманн (ФРГ), которое может
использоваться в нефтяных насосах до давлений
15 МПа, температуры среды до 200 °С и
скорости скольжения в парах трения до
100 м/с; предназначено для работы в
уплотняющих устройствах с замкнутым
контуром циркуляции охлаждающей
среды. Картридж содержит устанавливаемую
на вал втулку 1 и фиксируемую на нем
стяжную втулку 2, вращающееся кольцо 3
и аксиально-подвижные блоки 4, 5 с
кольцами пар трения. Все детали блока
торцовых уплотнений помещены в корпус
6, выполненный с каналами подвода и
отвода затворной среды. После установки
ВЛИЯНИЕ НА ОБЛИК УЗЛА УПЛОТНЕНИЯ ФАКТОРОВ УДОБСТВА МОНТАЖА
Рис. 3.31. Двойное торцовое уплотнение картриджного типа для нефтяного насоса
_РЕЦ| jQ/Дренаж
Рис. 3.32. Одинарное сильфонное торцовое уплотнение картриджного
типа для химических и нефтяных насосов
блока уплотнения в насосе выводится из
сопряжения фиксатор 7, и уплотнение
готово к работе.
Картриджные одинарные сильфон-
ные торцовые уплотнения используются
для уплотнения химически агрессивных
жидкостей с температурой среды до
425 °С. Конструкция такого уплотнения
представлена на рис. 3.32. В этом
уплотнении предусмотрены каналы для
обеспечения рециркуляции (РЕЦ) охлаждаемой в
выносном холодильнике среды, с целью
отбора тепла, генерируемого узлом
уплотнения (подвод уплотняемой среды в
камеру осуществляется от напорного
патрубка насоса), а также отверстия для
подвода расхода Q пара или воды в камеру за
торцовым уплотнением перед концевым
щелевым уплотнением и его отвода
(дренажа). Предназначено для работы в
уплотняющих устройствах с незамкнутым
контуром циркуляции охлаждающей среды.
Картриджное одноступенчатое
двойное сильфонное торцовое уплотнение,
представленное на рис. 3.33,
предназначено для герметизации горючих и
легковоспламеняющихся химически агрессивных
жидкостей, с температурой среды в зоне
работы уплотнения до 425 °С. Такое
уплотнение может применяться при
давлении в уплотняемой камере до 5 МПа и
предназначено для работы в закрытых
102
Глава 3. ОСОБЕННОСТИ ИСПОЛНЕНИЯ УПЛОТНЕНИЙ
РЕЦ ВХ
Рис. 3.33. Одноступенчатое картриджного
типа двойное сильфонное торцовое
уплотнение для химических и нефтяных насосов
контурах циркуляции охлаждающей
среды. Картриджный блок содержит два
торцовых уплотнения: одно концевое
торцовое уплотнение - «внутреннего» типа со
стороны окружающей среды; другое
торцовое уплотнение - «наружного» типа со
стороны полости насоса. Первое
уплотнение через каналы ВХ и ВЫХ охлаждается
затворной средой, а второе подводом в
канал РЕЦ - средой, перекачиваемой
насосом (с помощью контура рециркуляции,
включающего обычно выносной
теплообменник).
В гл. 3 описаны только некоторые
конструктивные решения, применяемые
на практике для удобства монтажа,
облегчения эксплуатации и обслуживания
торцовых уплотнений, а также обозначены
используемые для этого основные пути.
Глава 4
ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ
УПЛОТНЕНИЙ, СВЯЗАННЫЕ С ФАЗОВЫМ
СОСТОЯНИЕМ УПЛОТНЯЕМОЙ СРЕДЫ
Торцовые уплотнения применяются
для герметизации самых различных сред,
отличающихся по фазовому состоянию и
смеси фазовых составов. В
промышленности используются торцовые уплотнения
для герметизации валов машин,
обрабатывающих или транспортирующих
вещества в твердой, жидкой и газообразной
фазах. Конструктивные исполнения узлов
торцовых уплотнений связано с фазовым
состоянием и фазовым составом
уплотняемой среды. Рассмотрим эти особенности
исполнения узлов торцовых уплотнений.
Торцовые уплотнения для веществ,
находящихся в состоянии твердой фазы,
используются в ряде механизмов для
цементной, строительной и других отраслей
промышленности, однако, ввиду их
неширокого распространения и особой
специфики конструктивного исполнения, такие
уплотнения здесь не рассматриваются.
Широкое распространение получили
жидкостные и газовые (сухие) торцовые
уплотнения; такое деление появилось в
80-х гг. прошлого столетия в связи с
созданием торцовых уплотнений для
герметизации газовых полостей компрессоров.
Ранее торцовые уплотнения использовали
только для уплотнения жидких сред и
относили к типу контактных.
Применялись они в машинах взамен сальниковых
и манжетных уплотнений. Появление
газовых торцовых уплотнений (ГТУ)
расширило границы применения торцовых
уплотнений на область, традиционно
принадлежавшую щелевым и лабиринтным
узлам уплотнений (отнесение торцовых
уплотнений к контактному типу в
настоящее время не соответствует реалиям).
Рассмотрим влияние фазового состояния
и фазового состава уплотняемой среды на
конструктивное оформление узлов
торцовых уплотнений.
4.1. ЖИДКОСТНЫЕ
УПЛОТНЕНИЯ
Торцовые уплотнения для жидких
сред являются очень распространенной
группой этого вида уплотнений. Жидкие
среды в большинстве своем обладают
хорошими или приемлемыми для
удовлетворительной работы в торцовых
уплотнениях смазывающими свойствами,
хорошими качествами в части теплоемкости
и вязкости, необходимыми для
обеспечения длительной работоспособности узла.
Кроме таких характеристик жидких сред,
как параметры среды по давлению и
температуре, токсичности, радиоактивности,
коррозионной активности и их влиянию
на облик узла уплотнения, рассмотренных
в предыдущей главе, важным является
также воздействие на облик узлов
уплотнений, наличие в жидкой уплотняемой
среде частиц твердой фазы и
газонасыщенность уплотняемой среды.
Используемые для герметизации
жидких сред узлы торцовых уплотнений
различаются широким разнообразием
исполнений, что обусловлено материалами
трущихся пар колец, пружинными
элементами устройств поджатия,
использованием вторичных уплотнительных
элементов, устройствами защиты от вредного
воздействия уплотняемой среды, учиты-
104 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
вающими фазовый состав уплотняемой
среды. Конструкции ряда узлов
уплотнений приведены выше; на особенности
конструкций акцентировано внимание в
материалах этой главы.
4.1.1. ВЛИЯНИЕ ЗАГРЯЗНЕННОСТИ
УПЛОТНЯЕМОЙ СРЕДЫ
Характер жидких сред,
перекачиваемых насосами, различается в широком
диапазоне по степени загрязненности
частицами веществ в твердой фазе.
Загрязненность сред применительно к узлам
уплотнений сказывается на их
долговечности, связанной с абразивным износом
деталей узлов.
Абразивные частицы, находящиеся в
уплотняемой среде, весьма существенно
снижают долговечность торцового
уплотнения даже при использовании в паре
трения материалов с высокой
износостойкостью. Увеличенный износ может
возникать также и при гидротранспорте
волокнистых продуктов и насыщенных
кристаллизующихся растворов, например,
растворов солей и сахара, воды с высокой
карбонатной жесткостью и
концентрированных щелочей, а также сред, которые
при высокой температуре склонны к
отложениям на поверхностях деталей или к
полимеризации [29].
Соответствующим выбором
материалов пар трения для торцовых
уплотнений, выбором рабочей схемы и
конструкции уплотняющего устройства можно
обеспечить высокую длительность
эксплуатации узлов уплотнений даже при
работе с абразивными средами.
Степень загрязненности
уплотняемой среды сказывается на исполнении
ряда элементов торцового уплотнения
(это касается выбора материалов пары
трения уплотняющих колец, устройств
осевого поджатия колец пары в торцовом
стыке, защиты пружинных элементов).
Принято считать, что жидкости с
содержанием твердых включений до 4 %
(по объему) и температурой до 80 °С
можно относить условно к группе
нейтральных или «чистых» и для их
уплотнения применимы торцовые уплотнения
рядового исполнения [51].
В металлургии, химической и других
отраслях промышленности, на транспорте
и строительстве широко используют
центробежные насосы для перекачивания
жидкостей со значительным количеством
твердых включений. Так, обычная
объемная концентрация твердых включений для
насосов, перекачивающих угольную
пульпу, составляет 10 %, для химических
и грунтовых насосов - до 15 %, для шлам-
мовых - до 20 %, для Песковых - до 25 %.
Твердые частицы в уплотняемой среде,
попадая между торцовыми, относительно
друг друга подвижными поверхностями,
внедряются в тело одного из колец или
оставляют след пути своего прохода. В
микроконтакте таких частиц с
поверхностями уплотняющих колец возникают
высокие уровни сдвиговых напряжений,
приводящие к «выработке» этих
поверхностей и последующему влиянию на
форму уплотняющей щели.
Обеспечение требуемой длительной
работоспособности торцовых уплотнений
в гидроабразивных средах требует
особого подхода к конструированию
уплотняющих узлов. Существует ряд путей
решения этой проблемы, которые можно
свести к нескольким типовым схемам:
- применение одинарных
уплотнений, работающих непосредственно в
гидроабразивной среде;
- применение уплотняющих
устройств, содержащих одинарное торцовое
уплотнение и вспомогательное
уплотнения, дополненных системой,
ограничивающей попадание твердых включений в
камеру уплотнения;
- применение уплотняющих
устройств на основе двойных торцовых
уплотнений с автономной системой смазки и
охлаждения, исключающей попадание
абразивных частиц в камеры уплотнений.
Рассмотрим содержание схем и
необходимое оборудование.
ЖИДКОСТНЫЕ УПЛОТНЕНИЯ
105
Торцовые уплотнения,
работающие непосредственно в
гидроабразивной среде. Применение одинарных
торцовых уплотнений, работающих
непосредственно в гидроабразивной среде,
является самым простым решением, не
требующим затрат на комплектацию
насосов дополнительными системами
очистки и подачи затворной среды, а также на
обслуживание этих систем. Недостатком
является лишь то, что долговечность
торцовых уплотнений, работающих
непосредственно в гидроабразивной среде,
является невысокой, и зависит во многом
от их конструкции.
Основные принципы, которых
придерживаются при конструировании
торцовых уплотнений, работающих
непосредственно в абразивной жидкостях:
- торцовое уплотнение должно быть
внутреннего типа;
- исполнение узла уплотнения
должно быть картриджным (отдельным
блоком, готовым к монтажу в насосе);
- пара трения должна выполняться
из твердого износостойкого материала;
- узкий поясок пары трения должен
быть расположен на вращающемся кольце,
а широкий - на невращающемся кольце;
- детали устройства осевого
поджатая колец пары (пружины) должны быть
защищены, а лучше - выведены из зоны
воздействия на них абразивных частиц;
- следует обеспечить
гарантированную осевую подвижность аксиально-
подвижного блока, применением,
например, изолирующих сильфонных узлов.
Торцовое уплотнение,
предназначенное для комплектации грунтовых и
Песковых насосов и выполненное согласно
вышеприведенным принципам,
представлено на рис. 2.38 (см. с. 69). Уплотнение
рассчитано на давление рабочей среды до
8,5 МПа и объемную концентрацию
твердых включений до 15 %. Уплотнение
состоит из вращающегося уплотнительного
кольца 7, расположенного на валу б,
неподвижного кольца 2, установленного во
втулке 3, неподвижного поджимного
элемента 5, герметизируемого сильфоном
4. Таким образом, в среде, содержащей
абразивные включения, находится лишь
пара трения, износостойкость которой и
определяет срок службы торцового
уплотнения.
Начальное контактное давление в
паре трения, создаваемое пружинами,
должно быть не менее 0,35 МПа (выше,
чем в торцовых уплотнениях,
предназначенных для работы в чистых средах).
Опыт эксплуатации насосов показал:
чем ниже концентрация абразивных
частиц в жидкости непосредственно у
трущейся пары уплотнения, тем выше
долговечность узла торцового уплотнения.
Поэтому при работе непосредственно в
абразивной жидкостях, стремятся к снижению
концентрации абразивных частиц у зоны
пары трения установкой сепарационных
устройств непосредственно в машине, что
не требует дополнительного обслуживания.
Самым простым конструктивным
решением этой проблемы является
применение отбойных лопаток на заднем
диске рабочего колеса насоса и отбор
жидкости из пазухи за рабочим колесом
для подачи в уплотняемую камеру. Хотя
основное назначение отбойных лопаток -
снижение давления и, соответственно,
осевых нагрузок, действующих на рабочее
колесо, они способствуют и снижению
концентрации твердых включений перед
уплотнением. Эффективность отбойных
лопаток возрастает с увеличением
крупности твердых включений (концентрация
снижается в десятки раз), но они
малоэффективны для фракций твердых частиц
размерами в несколько микрометров.
На рис. 4.1 показаны типичные
схемы устройств для защиты уплотнений от
абразивных частиц. В конструкции на
рис. 4.1, а уплотнение центробежного
насоса помещено в сепарационную камеру
большого объема. В камере, под
воздействием вязкостного трения массы
жидкости со стенкой основного диска насосного
колеса, жидкая среда совершает
вращательное движение и более тяжелые твердые
106 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
в)
г)
Рис. 4.1. Сепарационные устройства для защиты уплотнений от абразивных частиц:
а - с камерой; б - с отбойником; в-с щелевым отбойником;
г - с вращающимся фильтром; д - с циклонным сепаратором
включения, под воздействием
центробежных сил, отбрасываются к периферии, а
осветленная жидкость собирается в
области уплотнения. При остановках
твердые частицы оседают в нижней части
камеры, а уплотнение остается в зоне
меньшей загрязненности.
Сепарация частиц в устройстве,
показанном на рис. 4.1, б, происходит в
результате отбрасывания твердых частиц
лопатками 1 на тыльной части основного
диска колеса насос. Дополнительным
препятствием для твердых частиц
является отбойная стенка с отверстием 2 на
крышке насоса.
Сепарационное устройство на
рис. 4.1, в представляет собой щель,
образованную вращающимся кольцом с
отбойной нарезкой на его наружном
диаметре и стенкой кожуха 7,
охватывающего по наружному диаметру с зазором
вращающееся кольцо пары трения. При
вращении вала абразивные частицы,
попадающие в зазор, отбрасываются к
стенке крышки и выносятся из зоны узла
уплотнения через отверстие 2.
Сепарационное устройство рис. 4.1, г
представляет собой вращающееся
пористое кольцо 1 (например, из минералоке-
рамики), установленное на вращающееся
кольцо пары трения. Абразивные частицы
не пропускаются в зазор пары трения в
результате их сепарации и задержания
фильтром. В то же время очищенная
жидкость попадает в зазор, охлаждая и
смазывая пару трения. Вынесенное из
уплотняемой камеры сепарационное устройство
на основе циклона 1 показано на рис. 4.1, д.
ЖИДКОСТНЫЕ УПЛОТНЕНИЯ
107
а)
Рис. 4.2. Вспомогательные уплотнения уплотняющих устройств с промывочной средой:
а - с дроссельной втулкой из металла или графита; б - с плавающими кольцами;
в - с манжетными кольцами
Уплотнительные устройства с
промывочной средой, содержащие
одинарное торцовое и вспомогательное
уплотнения или двойное торцовое
уплотнение. Более сложным устройством
для уплотнения полостей насосов,
перекачивающих гидроабразивные среды,
является уплотняющий узел, содержащий в
камере уплотнения одинарное торцовое и
вспомогательное уплотнения или двойное
торцовое уплотнение. В качестве
вспомогательного уплотнения может быть
использована дроссельная втулка из металла
или графита (рис. 4.2, а). Ее используют,
когда допускается расход затворной
жидкости в насос свыше 0,2 м3/ч.
Для минимизации объема подачи q
затворной жидкости в перекачиваемую
среду в качестве вспомогательных
уплотнений применяют также плавающие
кольца (см. рис. 3.28, б, в, с. 98; рис.4.2, б) или
втулки с манжетными кольцами (рис. 4.2, в).
Качество работы таких уплотняющих
устройств во многом определяется
условиями их эксплуатации, в том числе
своевременностью подачи и достаточным
объемом подачи затворной жидкости,
обеспечением определенного
регламентом перепада давлений между рабочей и
затворной жидкостями. Это требует
постоянного контроля обслуживающего
персонала за работой устройств и
удорожает эксплуатацию насосов.
На практике используется три схемы
подачи промывных жидкостей в камеру
уплотнения:
- подача в камеру уплотнения
чистых затворных жидкостей;
- подача в камеру уплотнения
осветленных рабочих жидкостей установкой
фильтров на линиях, подводящих
жидкости в камеры уплотнений от напорной
магистрали насоса;
- подача в камеру уплотнения
осветленных рабочих жидкостей с
использованием для этого устройств динамической
сепарации твердых частиц в промывной
жидкости, подаваемой в камеру
уплотнения от напорной магистрали насоса.
Для снижения концентрации
абразивных частиц в камере уплотнения
возможна подача чистой затворной жидкости
от постороннего источника в
пространство камеры между внутренним
вспомогательным и основным уплотнениями.
В качестве затворной жидкости
используют обычно воду из водопровода для тех-
ничес-ких нужд или используют
затворную жидкость, совместимую с
перекачиваемой жидкостью.
Подача в камеру чистых затворных
жидкостей является экономически
невыгодной из-за высокой стоимости
водопроводной воды или стоимости очистки
жидкостей при промышленном ее обороте.
На рис. 4.3, а, б приведены схемы
подачи чистой затворной жидкости от
постороннего источника. Схема на рис. 4.3, а
представляет вариант без проточного
подвода, на рис. 4.3, б - с протоком через
уплотнение. Магистрали подвода и отвода
жидкости обычно снабжаются
затворными вентилями 7, манометрами 2 и
дроссельными регуляторами 3 расхода.
Применение фильтров (рис. 4.4, б)
возможно в тех случаях, когда содержа-
108 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
^r^r v
а)
б)
Рис. 4.3. Схемы подачи чистой затворной
жидкости от постороннего источника:
а - без проточного подвода; б - с протоком
через уплотнение
Рис. 4.4. Фильтры для очистки
жидкости:
а - магнитный; б - из пористой керамики для
немагнитных абразивных частиц
Рис. 4.5. Схемы подачи затворной жидкости
в камеру уплотнения с использованием
сепараторных устройств:
а - с отводом сгущенной массы в отдельный
приемник; б - с отводом сгущенной массы на
вход насоса (для токсичных жидкостей)
ние абразивных частиц невелико. Обычно,
устанавливают два фильтра (см. рис. 3.12.
с. 82) - рабочий и резервный. В этом
случае возможна очистка загрязненного
фильтра без остановки машины.
Для задержания частиц с
магнитными свойствами в затворной жидкости
применяют магнитные фильтры (рис. 4.4.
а), снабженные постоянными магнитами 1
и сеткой 2 [9].
Экономически значительно более
выгодно, чем подводить чистую
промывную жидкость в уплотняющий узел,
осуществлять подвод в камеру уплотнения
перекачиваемой насосом жидкости от его
напорной магистрали, если подвергнуть
ее предварительной очистке с помощью
устройств динамической сепарации
твердых частиц. Сепарационные устройства
не полностью исключают попадание
абразивных частиц в камеру уплотнения,
однако их применение значительно
улучшает работу уплотнительного устройства.
На рис. 4.5, а, б показаны схемы
подачи затворной жидкости в камеру
уплотнения с использованием сепараторных
устройств. Более детально исполнение
этой схемы показано на рис. 4.1, д, на
примере использования сепараторов
циклонного типа.
Подобные сепараторы пригодны для
очистки загрязненных сред с
содержанием до 10 % твердых частиц, с вязкостью
не более 25 сСт (1сСт=1 мм2/с) и
размерами частиц в несколько микрометров.
Перепад давления между отверстиями,
подводящими и отводящими жидкую
среду от сепаратора,' составляет 0,2...
1,0 МПа. При этом расход среды,
проходящей через сепаратор с размерами,
показанными на рис. 4.1, д, может быть до
20 л/мин [9].
Принцип работы сепараторов
основан на действии центробежной силы,
отбрасывающей твердые частички из
поступающей в сепаратор гидросмеси на
коническую стенку, по которой они «сползают»
ЖИДКОСТНЫЕ УПЛОТНЕНИЯ
109
в приемник. Освободившаяся от тяжелых
частичек, осветленная среда выводится
через патрубок в центральной части
корпуса сепаратора для последующего
использования.
Циклонный сепаратор (рис. 4.6)
выполнен в виде конической камеры с
тангенциальным вводом входного патрубка
я, и двух выходных патрубков,
расположенных на торцах сепаратора, один из
которых (б) подсоединяется ко
всасывающему патрубку центробежного насоса,
другой (в) - к камере уплотнения.
Эффективность циклонного сепаратора по
отделению твердых частиц резко
увеличивается с ростом перепадов давлений в нем.
При перепаде давлений 0,35 МПа
циклонные сепараторы удаляют 90...95 % частиц
размером 5 мкм, 95... 98 % частиц
размером до 15 мкм и 100% более крупных
частиц. Расход жидкости через
одиночный циклон при таком перепаде давлений
составляет 4,5 л/мин [51].
В целях увеличения подачи расхода
очищенной жидкости в камеру
уплотнения можно установить параллельно
несколько таких сепараторов.
Торцовые уплотнения с
автономной системой смазки и охлаждения,
исключающей попадание твердых
включений в камеру уплотнения. Достаточно
экономным решением проблемы
уплотнения вала для абразивных сред является
применение двойных торцовых
уплотнений (см. рис. 3.3, рис. 3.5) с подачей в
камеру уплотнения чистой промывной
жидкости под давлением, превышающим
давление рабочей жидкости на 0,1...0,15 МПа.
Такая схема уже описана в гл. 3 как
повсеместно используемая для решения
проблемы охлаждения узла уплотнения
(см. рис. 3.18). Уплотняющее устройство
имеет замкнутый контур циркуляции, т.е.
промывная жидкость циркулирует по
контуру, включающему камеру уплотнения и
холодильник, практически не смешиваясь
с абразивной рабочей жидкостью. С
использованием такого рода контура
циркуляции устройство становится уже сложным
Рис. 4.6. Циклонный сепаратор
уплотнительным комплексом. В такой
схеме работы основное торцовое
уплотнение со стороны уплотняемой полости
насоса защищено от абразивного износа, и
все фрикционное тепло трения
эффективно отводится от узла уплотнения.
Недостатком схемы является
необходимость использования автономной
системы смазки и охлаждения узла
уплотнения, стоимость которой достаточно
высока.
Торцовые уплотнения в машинах
для кристаллизующихся сред.
Безусловным требованием успешной
эксплуатации уплотнений, работающих в
жидкостях, склонных к образованию кристаллов
при пониженных температурах, является
поддержание в камере уплотнения
температуры, превышающей точку
кристаллизации рабочей жидкости, с целью
избежать воздействия образующихся при
охлаждении жидкости кристаллов на
поверхности пары трения и на другие детали
уплотнения. Регламентом работ по
запуску машины должен быть предусмотрен
предварительный подогрев зоны
уплотнения до температуры, при которой твердый
компонент гидросмеси переходит в
жидкое состояние, или должна быть
предусмотрена промывка зоны уплотнения
каким-либо растворителем (водой,
метанолом, паром и др.).
110 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 4.7. Уплотнительное устройство на
основе двойного торцового уплотнения для
насоса транспорта раствора мочевины
Герметизация торцовыми
уплотнениями растворов солей и кристаллических
веществ всегда является проблемным
вопросом, поскольку при этом приходится
считаться, с одной стороны, с большим
износом деталей узлов уплотнений или
отложениями вещества на деталях, а с
другой - с явлениями коррозии.
Используя материалы пар трения высокой
износостойкости, можно обеспечить
надежную работу торцовых уплотнений в
течение длительного времени даже в
критических, насыщенных натрием и калием
растворах, а также в щелочах с кристаллами
хлористого калия и твердыми частицами
(содержанием до 35 %). Если средствами
подачи промывочной среды проблему
решить не удается, то в определенных
условиях достаточно обеспечивать
хорошую циркуляцию среды через камеру
уплотнения.
В качестве примера продуманного
конструктивного решения узла
уплотнения, в ответственном для реализации
технологического процесса насосе, на
рис. 4.7 приведено уплотнительное
устройство на основе двойного торцового
уплотнения для насоса транспорта
раствора мочевины с температурой 183 °С
при давлении перед уплотнением 9,6...
18 МПа. Насос предназначен для работы в
технологическом процессе синтеза
мочевины. Детали торцового уплотнения не
должны нагреваться выше 70 °С, т.е. до
температуры, при которой из раствора
уже выпадают кристаллы
синтезированного продукта. Чтобы при работе насоса
не происходило отложений в зазоре
между втулкой вала и невращающимся
кольцом 2 торцового уплотнения, в канал 1
подается запирающая жидкость. Для
снижения утечек запирающей жидкости в
полость насоса установлено кольцо 3
щелевого уплотнения [29].
4.1.2. ВЛИЯНИЕ УРОВНЯ
ГАЗОНАСЫЩЕННОСТИ
УПЛОТНЯЕМОЙ СРЕДЫ
Наличие (и процентный состав)
газовой фазы в уплотняемой жидкости также
является фактором, который влияет на
работу узла торцового уплотнения.
Частично такое влияние и методы борьбы с
ним были описаны в части, касающейся
уплотнения высокотемпературных и
криогенных сред, в предыдущей главе.
Влияние газонасыщенности уплотняемой
жидкости выражается в том, что в
уплотняющем стыке пары колец при истечении
такой смешанной по фазовому составу
среды, с падением ее давления в щели,
происходит падение ее вязкости в
несущем слое, неупорядоченное образование
участков без жидкости, заполненных
только газовой средой. Работа уплотнения
в таком режиме чревата возникновением
осевых вибраций в торцовом стыке колец,
из-за нестабильности несущей силы,
возможностью твердого контакта трущихся
поверхностей. Так как описанный режим
работы обычно сопряжен еще и с плохим
теплоотводом фрикционного тепла от
колец (вследствие газонасыщенной
жидкости), то не стоит ожидать долговечной
работы такого узла уплотнения. Поэтому
следует принимать возможные
практические меры по дегазации жидкости,
поступающей в камеру узла торцового
уплотнения.
ГАЗОВЫЕ ТОРЦОВЫЕ УПЛОТНЕНИЯ
111
4.2. ГАЗОВЫЕ ТОРЦОВЫЕ
УПЛОТНЕНИЯ (ГТУ)
Главным характерным качеством
ГТУ является то, что конструктивное
исполнение элементов этих уплотнений
позволяет уже на пусковом режиме работы
создавать в торцовой уплотняющей паре
несущую силу, разделяющую
уплотняющие поверхности газовым слоем. Это
конструктивное исполнение элементов
торцового уплотнения, в современном
представлении, включает в себя обязательное
применение спиральных или иного вида
каналов черпакового типа высотой в
несколько микрометров, выполненных на
вращающемся кольце.
Быстрое развитие и широкое
распространение торцовых бесконтактных
газовых уплотнений объясняется их
преимуществами по сравнению с торцовыми
уплотнениями на жидкостной смазке [52]:
- отсутствием контакта (за
исключением кратковременных моментов пуска и
остановки машины) и износа
уплотняющих поверхностей пары трения;
- малой мощностью трения (в
десятки раз меньше мощности трения
жидкостных уплотнений);
- отсутствием необходимости
охлаждать уплотнение вследствие малой
мощности трения, а также за счет снижения
температуры газа при его
дросселировании через уплотняющую щель пары
трения (эффект Джоуля-Томсона);
- повышением вязкости газа с
ростом температуры и отсутствием
изменений фазового состояния газа, что
способствует стабильности несущей силы
газового слоя;
- более простой системой подачи
затворного газа по сравнению с системой
подачи затворной жидкости.
К недостаткам бесконтактных
газовых уплотнений следует отнести:
- большие объемные утечки газов в
сравнении с контактными уплотнениями,
работающими в тех же условиях;
- более сложная и дорогая технология
изготовления бесконтактных уплотнений.
Конструкция и принцип действия
ГТУ соответствуют обычному торцовому
уплотнению с тем отличием, что их
поверхности скольжения шире, а
смазываются относительно перемещающиеся
поверхности не жидкостью, а газом
(воздухом, азотом) за счет образования газовой
пленки между уплотняющими
поверхностями колец. Это достигается благодаря
выполнению специальной геометрии
спиральных, U- образных и иного рода
канавок на поверхности скольжения. Уже при
минимальной скорости скольжения в уп-
лотнительном зазоре возникает
стабильная газовая пленка, которая препятствует
соприкосновению поверхностей
скольжения и обеспечивает бесконтактное
движение без износа; при этом потребляемая
мощность минимальна, приблизительно
на 95 % меньше, чем для уплотнений
смазываемых жидкостью.
Применение ГТУ возможно лишь в
составе уплотнительного комплекса,
включающего в себя узлы газовых
торцовых уплотнений и систему обеспечения
их работоспособности.
Для смазывания и охлаждения ГТУ
требуется система очистки и подачи
затворного газа, который перед подачей в
камеру уплотнения проходит систему
отделения частиц твердой и жидкой фазы.
Отделение твердых частиц предохраняет
пару трения от абразивного износа, а
отделение частиц жидкой фазы
обеспечивает стабильный режим работы на газовом
слое. Попадание влаги в торцовую щель
может вызвать местную нестабильность
толщины слоя, чреватую угловой
неравномерностью щели и контактом
уплотняющих поверхностей.
Опыт эксплуатации показал
возможность попадания масла в пары трения, что
теоретически должно приводить к выходу
уплотнений из строя. Но торцовые
уплотнения продолжали надежно работать даже
при заполненных газодинамических
камерах смесью масла и частиц графита. Од-
112 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
нако опытных данных по наработке таких
узлов уплотнений мало, поэтому рано
делать какие-либо однозначные
заключения [52].
Подаваемый в камеру уплотнения
газ, прошедший очистку и
предварительное сжатие до давления, превышающего
давление уплотняемой среды перед узлом
уплотнения приблизительно на 5... 10 %,
называют также буферным.
Избыточное давление буферного газа
препятствует утечке рабочей среды из
уплотняемой полости машины.
Небольшая высота зазора (~2...5 мкм) между
поверхностями скольжения позволяет
минимизировать расход буферного газа,
который в значительной степени зависит
от его давления, скорости вращения вала
и диаметра уплотнения.
На рис. 2.21 (см. с. 46) показаны
типы канавок, используемых для получения
газодинамической несущей силы в
торцовом стыке колец газовых уплотнений:
спиральные канавки (а, б, в) и
симметричные канавки (г, д, е).
Считается, что спиральные канавки
создают большие газодинамические силы
по сравнению с симметричными
канавками. В то же время симметричные канавки
выполняют свои функции при вращении
ротора машины в обоих направлениях.
Основные технические проблемы
при изготовлении ГТУ связаны с
материалами. Особенно важным является
выбор материалов для вторичного
уплотнения. Из-за достаточно высоких
температур в узле уплотнения при его работе
необходимо применение специальных
эластомеров или эластичного графитового
материала. Следует отметить высокую
стоимость таких уплотнений.
Современные параметры ГТУ:
- скорость относительного
перемещения колец - до 200 м/с;
- перепад давления - до 450 бар
(1 бар =0,1 МПа) на одной ступени;
- температура перекачиваемой среды -
от-170 до+500 °С;
- диаметры уплотняемых валов - от
17 до 320 мм [67].
В настоящее время солидность
любой фирмы, специализирующейся на
производстве торцовых уплотнений,
определяется наличием в ее ассортименте
выпускаемой продукции торцовых
уплотнений с газовой смазкой. Основными
поставщиками газовых торцовых
уплотнений для российского рынка потребителей
являются фирмы Джон Крейн, Флоусерв
(США), Бургманн (Германия), Грейс-
Инжиниринг (Украина).
4.2.1. ТОРЦОВЫЕ УПЛОТНЕНИЯ
ДЛЯ КОМПРЕССОРОВ
Торцовые уплотнения для запирания
газовых сред в последние три десятилетия
получили широкое распространение и
стали привычным явлением в
промышленном применении.
Использование торцовых уплотнений
в качестве концевых уплотнений валов
центробежных компрессоров началось с
середины 70-х гг. Тогда же фирмой
«Джон Крейн» был получен первый
патент на торцовое уплотнение, на рабочей
поверхности которого выполнены
спиральные канавки, создающие
эффективный газовый несущий слой. Массовое
производство и широкое использование
газовых уплотнений началось со второй
половины 80-х гг.
Постепенно все современные
центробежные компрессоры с масляной
смазкой несущих опор роторов, для
отделения полостей системы смазки опор от
полостей газового тракта,
переоснащаются с масляных на газовые торцовые
уплотнения. В настоящее время газовые
торцовые уплотнения широко
применяются в центробежных компрессорах для
аммиака, природного газа, водорода, во-
дородсодержащих смесей, углекислого
газа, угарного газа.
Применение газовых уплотнений в
компрессорах вместо масляных торцовых
уплотнений или узлов с плавающими
кольцами позволяет:
ГАЗОВЫЕ ТОРЦОВЫЕ УПЛОТНЕНИЯ
113
- повысить безопасность производства;
- сократить выбросы
компрессионного продукта в атмосферу;
- исключить загрязнение
компрессионного продукта маслом;
- упростить обслуживание уплотни-
тельных систем;
- снизить энергопотребление
компрессоров;
- обеспечить работоспособность
узлов уплотнений без капитального ремонта
до 15-20 лет.
Рассмотрим устройство и работу
узла газового торцового уплотнения для
компрессора.
Двухступенчатый блок такого
торцового уплотнения показан на рис. 4.8.
Каждый блок состоит из роторной части,
содержащей вращающийся блок А, и ста-
торной части, содержащей
аксиально-подвижный блок В. Вращающийся блок А
закрепляется на валу 1 компрессора и
содержит вращающееся кольцо 2. На уплот-
нительной поверхности вращающегося
кольца выполняются глухие спиральные
или иного типа канавки глубиной в
несколько микрометров.
Аксиально-подвижный блок устанавливается в корпусе 3
компрессора, закрепляется в корпусе от
проворота (углового смещения) и
содержит упругие элементы 4 (обычно
пружины), поджимающие невращающееся
кольцо 5, размещенное внутри обоймы б, к
вращающемуся кольцу 2. Перед началом
вращения вала и заполнения
компрессорной полости 7 сжимаемым в рабочем
процессе компрессионным газом, в полость 8
узла уплотнения подается буферный газ с
давлением незначительно (на 0,05...
0,2 МПа) превышающим давление газа в
полости 7. Подается также барьерный
(разделительный) газ (азот или воздух) в
полость 9.
Рис. 4.8. Двухступенчатый блок газового торцового уплотнения
114 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
Для вторичных уплотнений 10
используются О-образные кольца из резины
с низкой адгезионной способностью к
материалам сопряженных с ними деталей
(например, фторкаучук).
При невращающемся вале под
воздействием пружин, уплотнительные
кольца 2 и 5 прижаты к друг другу; при этом
утечки газа через уплотнение не
происходит. Настройка узла уплотнения при его
сборке производится такой, чтобы
всплытие аксиально-подвижного кольца и
образование зазора в уплотняющем стыке
пары колец без вращения вала происходило
уже при перепаде уплотняющего
давления, примерно в 0,7 МПа [5], и чтобы при
вращении вала образование газового слоя
между уплотняющими поверхностями
колец, при нулевом перепаде давления,
происходило уже при окружной скорости
свыше 0,6... 1,0 м/с [5].
По мнению авторов [1,4], разделение
поверхностей колец во время пускового
режима должно происходить при
окружной скорости свыше 0,6 м/с и наличии
регламентного пускового перепада
давления на уплотнении. Ниже этих значений
давлений и окружной скорости в
торцовой паре уплотняющих колец имеет место
механический контакт.
До начала работы, перед подачей
буферного газа в полость 8 и барьерного
газа в полость 9 узла уплотнения, невра-
щающееся кольцо 5 пружинами прижато
к вращающемуся кольцу 2. Уплотняющий
торцовый стык пары колец нагружен
только осевыми силами от пружинных
элементов. После подачи буферного и
барьерного газов уплотняющий торцовый
стык пары колец нагружается также еще и
осевой силой, возникающей от перепада
давления на узле уплотнения.
Часть подаваемого в полость 8
буферного газа перетекает через внутреннее
лабиринтное уплотнение 11 в сторону
всасывающей полости компрессора, а
часть дросселируется через пару трения
первой ступени уплотнения в виде утечки.
Барьерный газ подается в камеру 9.
Часть его перетекает в полость 12
концевого подшипника, а часть, прошедшая
через вспомогательное уплотнение 13 на
стороне подшипника, поступает в камеру
14. Согласно «Типовым техническим
требованиям» ОАО «Газпром», барьерный
газ полагается подавать в камеру 9 от
отдельного компрессора с избыточным
давлением в 0,02.. .0,04 МПа.
Часть буферного I газа после 1-й
ступени торцового уплотнения и часть
барьерного IV газа, прошедшего через 2-ю
страховочную ступень торцового
уплотнения, смешиваются и смесь газов
сбрасывается из камеры 15 на устройство
дожигания газа (на «факел») II и в дренаж III.
Схема работы торцовой пары
уплотнения предположительно такова. После
начала вращения ротора и относительного
углового перемещения поверхностей
колец уплотняемый газ захватывается
канавками, в канавках генерируется
гидродинамическое давление и возникает
осевая сила от этого давления, направленная
в сторону раскрытия уплотняющего
стыка. С ростом относительной скорости
скольжения поверхностей растет давление
газа в канавках. При достижении
определенной скорости вращения аксиально-
подвижное кольцо «всплывает» на
газовом слое величиной в несколько
микрометров. Считается, что силы, связанные с
давлением, генерируемым в канавках,
выполненных на поверхности
вращающегося кольца, обеспечивают бесконтактную
работу пары колец узла уплотнения. Через
образовавшийся уплотнительный
торцовый зазор между кольцами
дросселируется в виде утечки некоторое количество
уплотняемого газа.
Торцовый зазор в уплотняющей паре
при работе уплотнения составляет обычно
2...5 мкм. Величина неплоскостности уплот-
нительных поверхностей колец при их
изготовлении составляет 0,6...0,9 мкм, начальная
шероховатость - 0,02...0,04 мкм [47].
ГАЗОВЫЕ ТОРЦОВЫЕ УПЛОТНЕНИЯ
115
Вращающиеся кольца изготовляются
из карбида вольфрама (например ВК-10,
ВК-15) или карбида кремния, а аксиально-
подвижные - из углеграфитов (например,
углеграфита "Нигран-В", графитов,
пропитанных сурьмой или нитридом бора) [5].
Спиральные канавки с постоянной
глубиной (в несколько микрометров)
выполняются с направлением спирали от
глухой части ее основания - со стороны
полости низкого давления - к входной
открытой части, связанной с уплотняемой
полостью среды, совпадающей с
направлением вращения вала (при «черпаковой»
схеме работы). Благодаря этому
уплотняемая среда попадает в канавки и
тормозится в их конце, создавая в канавках зоны с
высоким гидродинамическим давлением
[52], создающим несущую силу.
Какой же должна быть глубина
канавок, чтобы они могли быть способными
«внести свой вклад» в образование
несущей силы в щели торцового уплотнения?
На основе результатов расчетов и
опытных данных, полученных при
эксплуатации торцовых уплотнений со
спиральными канавками, СВ. Фалалеев [52]
полагает, что максимальная жесткость пленки
уплотняемой среды в щели образуется
при глубине спиральной канавки, равной
трехкратной высоте щели уплотнения. По
его мнению, имеется оптимум по глубине
спиральной канавки и коэффициенту
нагрузки. Таким оптимумом является высота
спиральной канавки hCK = 7... 10 мкм при
коэффициенте нагрузки К= 0,8.. .0,85 [52].
По мнению Г.А. Бондаренко [5],
оптимальная высота канавок для газовых
уплотнений находится в пределах 4...
5 мкм; кромки канавок при этом должны
быть острыми.
По мнению А.И. Голубева [10],
торцовое уплотнение со спиральными
канавками может устойчиво работать в
бесконтактном режиме уже при малых скоростях
вращения вала как на газах, так и на
жидкостях. Для этого достаточна глубина
спиральных канавок величиной в 3 мкм.
Спиральные канавки на
вращающихся кольцах могут выполняться
электроэрозионной или лазерной обработкой,
электрохимическим травлением,
ультразвуковой обработкой, напылением через
окна в маске покрытия, ионным
фрезерованием [4]. При этом шероховатость их
донной части должна быть не выше 0,28...
0,35 мкм. Оптимальная высота канавок
4...5 мкм; кромки канавок должны быть
острыми. На стенде перед установкой
уплотнения в компрессор производится
настройка и обкатка уплотнения обычно при
угловой скорости вала со = 210....260 с-1 и
с перепадом давления Ар = 0,2...0,3 МПа
на уплотнении [47].
ГТУ выполняются в виде блока,
содержащего от одного до трех ступеней
торцовых уплотнительных пар.
Исполнение такого блока зависит от условий
эксплуатации и требований к уплотняющей
способности системы в целом.
Во всех ГТУ в качестве буферного
газа, поступающего на первую ступень
уплотнения, применяют обычно
фильтрованный компрессионный газ. В качестве
барьерного газа используют обычно азот
или подготовленный (осушенный и
прошедший очистку) воздух.
На практике обычно применяются
следующие конструктивные исполнения
ГТУ, представленные на рис. 4.9, а-г [66].
Одинарное одноступенчатое газовое
уплотнение (рис. 4.9, а) используют в
компрессорах, где допустимо разбавление
компрессионного газа на входе в
компрессор утечками буферного газа и когда
утечка компрессионного газа в атмосферу
не представляет опасности (например, в
компрессорах для воздуха, азота или С02).
Одноступенчатое двойное газовое
уплотнение (рис. 4.9, б) используют в
компрессорах, где недопустима утечка
компрессионного газа в атмосферу, но
допустима утечка буферного газа в
продукт. Применяется в случае инертного
барьерного газа и при отсутствии линии
сброса на «факел». Чаще всего
используется в нефтехимии (например, в
компрессорах для углеводородов).
116 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
у® ®
©А ®¥
а)
б)
®ч ©A ®i ®/
Рис. 4.9. Типовые схемы исполнения газовых торцовых уплотнений:
а - одноступенчатое одинарное ГТУ; б - одноступенчатое двойное ГТУ; в - двухступенчатое ГТУ
с подачей барьерного газа в полость за уплотнением; г - двухступенчатое ГТУ с подводом
барьерного газа в полость за уплотнением и в уплотнительную камеру 2-й ступени
Двухступенчатое газовое торцовое
уплотнение (рис. 4.9, в) применяется в
компрессорах, где допустимо разбавление
компрессионного газа на входе в
компрессор утечками буферного газа, а также если
допустим незначительный сброс
компрессионного газа в атмосферу (например, в
компрессорах для линейных
газопроводов). Уплотнение со стороны атмосферы
функционирует как аварийное. Тандемное
расположение узлов торцовых
уплотнений обеспечивает повышенную
эксплуатационную безопасность. В нормальных
условиях работы уплотнение со стороны
газовой полости компрессора
выдерживает весь перепад давления. Через патрубок
С утечки отводятся на «факел». Давление
в камере второй ступени уплотнения
соответствует давлению перед устройством
дожигания газа и, следовательно, утечка в
атмосферу незначительна. Если первое
уплотнение вышло из строя, в качестве
аварийного активируется второе уплотнение.
ГАЗОВЫЕ ТОРЦОВЫЕ УПЛОТНЕНИЯ
117
Двухступенчатое уплотнение (рис. 4.9, г)
используется в компрессорах, где
недопустимы выбросы в атмосферу
компрессионного газа и утечка барьерного газа в
компрессионный газ (например, в
компрессорах для водорода, этилена или
полипропилена). Уплотняемое давление
буферного газа, подаваемого в узел через
патрубок А, срабатывается на ступени
уплотнения со стороны продукта. На
атмосферной стороне узла уплотнения через
патрубок В подается давление барьерного
газа (азот или воздух). Вся утечка
рабочего газа в смеси с барьерным отводится на
факел через патрубок С. Часть протечек
смеси буферного и барьерного газа в
сторону подшипниковой камеры вместе с
барьерным газом из полости
вспомогательного уплотнения, поступившего через
патрубок D, сбрасываются в дренажную
линию.
Назначение штуцеров подвода на
схемах рис. 4.9: А - подвод буферного
газа; В, D - подвод барьерного газа; С -
отвод смеси газов «на факел»; S - дренаж
в атмосферу.
Узел ГТУ является составной частью
уплотнительного комплекса. Его
работоспособность и длительность эксплуатации
зависят не только от конструктивного
исполнения самого узла торцового
уплотнения, но, в значительной степени, от
настройки элементов газовой уплотнитель-
ной системы в целом. При этом давления
подаваемых газов на блоки уплотнений
должны превышать давление сжимаемого
газа в смежной полости компрессора на
всех режимах его работы. Подаваемые в
узел уплотнения буферный и барьерный
газы проходят систему очистки от влаги и
твердых частиц. При очистке газов
добиваются присутствия в них твердых частиц
размером не более 5 мкм.
Настройка первой ступени узла
уплотнения должна быть такой, чтобы
обеспечивалась достаточная протечка
буферного газа на ступени уплотнения для
обеспечения их бесконтактной работы, и в то же
время утечка барьерного газа через
лабиринтные уплотнения в сторону
подшипниковых опор была бы несущественной.
Так, по данным [45], для узлов
уплотнений газоперекачивающих агрегатов
утечки буферного газа через обе ступени
уплотнения обычно не превышают 2...
7 нл/мин, а утечки барьерного газа (при
использовании воздуха) через
лабиринтные уплотнения в сторону
подшипниковых опор составляют 200...400 нл/мин.
При использовании в качестве барьерного
газа азота, потери его можно ограничить
величинами в 5... 8 нл/мин.
Включение регулирования расхода и
давления буферного и барьерного газов
осуществляется по алгоритму системы
автоматического управления перед
включением в работу пускового насоса смазки
компрессора, а прекращение подачи -
после выключения насоса и слива масла с
подшипников компрессора [45].
4.2.2. ТОРЦОВЫЕ УПЛОТНЕНИЯ
ДЛЯ НАСОСОВ И МЕШАЛОК
Если до недавнего времени газовые
уплотнения ассоциировались, главным
образом, с компрессорами, то сегодня с их
помощью можно герметизировать самое
разнообразное оборудование. Газовые
торцовые уплотнения применяются:
- в центробежные насосах,
транспортирующих растворы уксусной кислоты,
моноэтаноламина, серной кислоты
(олеума) и капролактама, реакционной смеси
производства уксусной кислоты;
- в реакторах-мешалках
производства уксусной кислоты, гидроксиламин-
сульфата [25].
Обычно в двойных торцовых
уплотнениях затворной средой является
жидкость. Однако в последнее десятилетие
появились такие торцовые уплотнения, в
которых вместо буферной жидкости
подается нейтральный (к перекачиваемому
продукту) газ. Впервые уплотнения на
газовой смазке для насосов были установ-
118 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
Рис. 4.10. Двойное газовое торцовое
уплотнение картриджного типа для насосов
и воздуходувок
Рис. 4.11. Двойное газовое сильфонное
торцовое уплотнение картриджного типа
для насосов
лены в начале 90-х гг. фирмой John Crane
на насосах в США. Специалисты высоко
оценили эксплуатационные качества
новых уплотнений:
- полностью исключается утечка
перекачиваемого продукта;
- большой срок службы уплотнений
(не менее 5 лет);
- потери мощности на трение в
газовых уплотнениях на порядок ниже, чем в
двойных торцовых уплотнениях на
жидкостной смазке;
- система подвода буферного газа
проще и дешевле системы подвода
буферной жидкости;
- использование буферного газа для
уплотнения валов криогенных насосов
исключает обмерзание уплотнений при
низких температурах уплотняемой среды.
За последние годы аналогичные
системы на газовой смазке были разработаны
и предложены фирмами Бургманн (ФРГ),
Durametallic Corporation (США), Flow-
serve (США), Грейс-Инжиниринг (Украина).
Применение ГТУ на центробежных
насосах показало свою эффективность
при герметизации агрессивных и
токсичных жидкостей. Однако значительная
дороговизна таких узлов уплотнений
сдерживает их широкое внедрение в практику
промышленного производства.
На рис. 4.10 и рис. 4.11 приведены
конструкции двойных торцовых
уплотнений фирмы Бургманн, предназначенные
для работы с подачей в уплотняемую
камеру в качестве затворной среды
нейтрального газа. Конструкция уплотнения
(рис. 4.10) выполнена как внутреннее
торцовое уплотнение, т.е. уплотняемая среда
подводится к торцовым парам с
наружного диаметра. Параметры рабочего нагру-
жения такого уплотнения: по давлению -
до 1,0 МПа, по температуре - от -20 до
+200 °С, по скорости относительного
скольжения поверхностей колец в паре -
до 16 м/с [66].
Конструкция сильфонного
уплотнения (рис. 4.11) выполнена как наружное
торцовое уплотнение, в котором уплотняемая
ГАЗОВЫЕ ТОРЦОВЫЕ УПЛОТНЕНИЯ
119
Рис. 4.12. Двойное газовое торцовое уплотнение вала реактора-мешалки
газовая среда к торцовым уплотняющим
парам колец подводится с внутреннего
диаметра. Параметры рабочего нагруже-
ния такого уплотнения: по давлению -
до 1,6 МПа, по температуре - от -40
до +300 °С, по скорости относительного
скольжения поверхностей колец в паре -
до 20 м/с [66].
Схема подвода буферного и
барьерного газов к узлам уплотнений типична и
аналогична схеме такого подвода в
уплотнении реактора-мешалки, детальное
представление о котором будет дано в гл. 9.
Применение ГТУ в качестве узлов
уплотнений валов реакторов-мешалок в
ряде случаев показали свою
эффективность по экономическим показателям в
производствах агрессивных химических
жидкостей, поскольку они обеспечивают
надежную герметизацию уплотняемой в
реакторе среды.
На рис. 4.12 приведен узел двойного
ГТУ вала реактора-мешалки, применяемого
в производстве уксусной кислоты [25].
Вращающееся 1 и невращающееся 2
кольца образуют уплотняющую пару. Со
стороны двигателя выполнено
лабиринтное уплотнение 3 для ограничения утечек
в зону обслуживания реактора. В камеру
торцового уплотнения подводится
буферный газ через канал А. В канал С
подводится воздух (барьерный газ), а из канала
В организуется отвод протечек буферного
газа в безопасную зону.
Наличие концевого лабиринта и его
продувка необходимы в тех случаях,
когда в качестве буферного газа
используется опасный или токсичный газ,
присутствие которого в зоне обслуживания
установки оборудования недопустимо.
Достоинства применения ГТУ в
насосах и реакторах:
- увеличение срока службы
уплотнений в десятки раз;
- возможность полной герметизации
уплотняемых сред;
120 Глава 4. ОСОБЕННОСТИ ИСПОЛНЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
- малая мощность трения и
отсутствие необходимости отвода фрикционного
тепла.
Недостатки применения ГТУ в
насосах и реакторах:
- высокая стоимость узлов уплотнений;
- довольно значительный расход газа
в полость насоса (реактора);
- возможность применения лишь в
случае допустимости попадания
барьерного газа в насос или реактор;
- необходимость системы
подготовки буферного (и при необходимости
барьерного) газа, включающей компрессор
или установку получения газообразного
азота и систему автоматического
поддержания режимных параметров.
Глава 5
ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ.
МЕХАНИЗМ РАБОТЫ
Создание новых узлов торцовых
уплотнений на высокие параметры нагруже-
ний требует больших затрат на отработку
и доводку, так как отсутствуют расчетные
модели, отражающие реальные процессы,
которые протекают в герметизирующих
щелях торцовых уплотнений. Существует
широкий разброс мнений ученых в
представлениях о том, что на самом деле
происходит в щели между торцовыми
уплотняющими поверхностями, что связано как
с трудностями получения достоверных
знаний о явлениях, происходящих в уп-
лотнительном стыке пары трения, и с
несовершенством методов исследований и
средств измерительной техники, так и
с качеством и глубиной выполненных
обобщений известных фактов.
Обычно в самом начале вращения
ротора в торцовых уплотнениях всегда
возникают значительные моменты трения,
характерные для условий «смазочного
голодания», превышающие в несколько
раз момент трения при установившемся
режиме работы. При выходе на рабочий
режим момент трения уменьшается, а при
остановке ротора утечка через
уплотнение, нагруженное перепадом давления,
снижается, и момент трения вырастает [9].
Явления эти связаны с реальными
процессами, происходящими в уплотняющем
стыке торцовой пары, с механизмом
работы взаимодействующих элементов узла
уплотнения.
Экспериментальные исследования
торцовых уплотнений показали [9, 61],
что характер процессов в стыке
относительно перемещающихся торцовых
поверхностей колец уплотняющей пары,
связанных с трением, может быть самым
разным. В одних случаях, при работе
уплотнения, он изменяется от сухого до
жидкостного, в других - от сухого до
смешанного, а в третьих - торцовое
уплотнение работает в режиме сухого
трения с заметным износом трущихся
поверхностей.
При работе торцового уплотнения
процессы, происходящие на стыке
уплотняющих торцовых поверхностей двух
кольцевых деталей, нагруженных
перепадом уплотняемого давления, являются
чрезвычайно сложными для понимания и
описания их в виде математических
зависимостей. Сложность эта связана с
одновременным протеканием в щели,
образованной стыком этих поверхностей,
процессов силового нагружения, трения,
процессов гидродинамического течения
уплотняемой среды, процессов теплообмена,
а также связанных с ними процессов
изменения форм сопряженных поверхностей
в уплотняющем стыке.
Доступные исходные
информационные сведения о работе оборудования с
уплотнительными узлами - это
относительная скорость скольжения
поверхностей в уплотняющей паре, характер
уплотняемой среды и штатный перепад
уплотняемого давления. Выходными
данными при работе узла уплотнения
являются утечка, текущие изменения
параметра давления и температуры в
уплотняемой камере, изменения затрат
мощности. Эти сигнализаторы характера
нагружения торцовой пары могут дать для
исследователя обобщенные сведения об
условиях и ожидаемых результатах работы
уплотнения; для понимания реальной
картины явлений, протекающих в
уплотняющем стыке, их недостаточно. Для
этого необходимо проведение комплекса
сложных экспериментальных
исследований узла уплотнения, анализ результатов
122 Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
которых и позволяет понять протекающие
в нем процессы. Знание реальных
процессов, протекающих в уплотняющем стыке,
дает исследователю самый действенный
инструмент для совершенствования
конструкций узлов уплотнений.
Процессы трения и гидродинамики
течения среды под воздействием перепада
давления зависят от пространственно
образующих форм элементов деталей,
образующих уплотнительные щели, и условий,
в которых эти процессы протекают.
Как отмечалось в [23], главная
трудность при решении гидродинамических
задач смазки для пары трения торцового
уплотнения заключается в определении
геометрии пространства, в котором
протекает процесс. Трудность эта связана со
сложной конструкцией закрепления
образующих пару колец трения. Относительно
низкая их жесткость, значительные
температурные градиенты и усилия приводят
к деформациям рабочих поверхностей
колец, которые существенно влияют на
процессы в уплотняющей щели. Поэтому
важно рассмотреть трансформацию форм
поверхностей торцовых уплотнений от
первоначального вида до тех состояний,
какими они становятся в процессе работы
уплотнения, а затем уже в щелях
известных форм изучать характер явлений в
стыке уплотняющей пары и давать оценку
гидродинамике течения уплотняемой среды.
В данной главе рассмотрены
следующие вопросы:
- начальные формы поверхностей
колец торцовой пары и их изменения в
процессе работы;
- температурные явления в
уплотнениях (температура на контактной
поверхности, температурное поле колец);
- деформации колец торцового
уплотнения (силовые деформации,
температурные деформации);
- динамические нагрузки в торцовых
уплотнениях;
- форма уплотняющей щели в стыке
пары при работе уплотнения;
- оценка влияния формы на
уплотняющую способность и несущую силу в
торцовой паре;
- модели работы торцового
уплотнения (механизм уплотняющей способности
торцового уплотнения, механизм несущей
способности торцового уплотнения);
- анализ современных моделей
работы торцовых уплотнений.
5.1. ФОРМЫ УПЛОТНЯЮЩИХ
ПОВЕРХНОСТЕЙ КОЛЕЦ
ТОРЦОВОЙ ПАРЫ ДО РАБОТЫ
УПЛОТНЕНИЯ И ПОСЛЕ НЕЕ
При изготовлении торцовых
уплотнений добиваются высоких качеств
уплотняющих поверхностей колец: плоско-
стностность их должна быть не хуже
0,0006 мм (не более 2
интерференционных полос при контроле
плоско-измерительными пластинами ПИ), шероховатость
Rz < 0,16 мкм (по ГОСТ 2789-73).
На форму поверхностей при
финишных операциях изготовления колец
значительное влияние оказывают методы
доводки и качество доводочного
инструмента. Так, Шаффер [63], исследуя
радиальную и окружную форму уплотняющих
поверхностей колец узла торцового
уплотнения (см. рис. 2.7, с. 28), отмечал, что
полученные им после ручной доводки
поверхности колец часто имеют «завалы»
высотой до 1 мкм на наружном и
внутреннем радиусе по ширине уплотняющего
пояска кольца (профили a-i, m). При
машинной доводке (профиль к) таких
завалов на поверхности колец не
обнаруживалось. Однако при хороших качествах
доводочных плит можно получать высокое
качество уплотняющих поверхностей
колец и при ручной доводке (см. рис. 2.9,
с. 29). Кроме обработки на плоскостность
существуют способы обработки гладких
поверхностей Ra < 0,16 мкм с
микроконусной формой поверхности. Пример
исполнения такой формы уплотняющей
поверхности колец и условия использования
ФОРМЫ УПЛОТНЯЮЩИХ ПОВЕРХНОСТЕЙ КОЛЕЦ
123
колец с указанными формами
поверхностей рассмотрены ниже.
Принято считать, что на начальной
стадии работы узла торцового уплотнения
в условиях нагружения уплотняемым
давлением происходит, как и во всех узлах
деталей машин при работах, связанных с
процессами трения деталей в узле,
процесс приработки [51] с изменением
первоначальных форм уплотняющих
поверхностей.
На рис. 2.8 приведены полученные в
экспериментах Шаффера после работы
узла уплотнения формы контактной
поверхности вращающегося графитового
кольца и работавшего с ним в паре в
течение 300 ч стального невращающегося
кольца. Параметры рабочего нагружения:
перепад давления на уплотнении 0,5 МПа,
частота вращения вала 60 Гц, температура
уплотняемой воды 50 °С. Графитовое
кольцо перед работой прошло станочную
доводку и имело уплотняющую
поверхность с характеристиками высокой
степени плоскостности, а стальное кольцо
имело ручную доводку (см. рис. 2.7). Хотя
износ поверхности графитового кольца
составил около 0,1 мм (это показали
последующие измерения формы
уплотняющей поверхности кольца) и форма
поверхностей колец перестала быть
плоской, после остановки вала уплотнение
«держало» перепад давления так же, как и
до начала опыта, т.е. эксплуатационные
характеристики узла уплотнения не
ухудшились.
Исследуя кольца узла уплотнения
после работы, Шаффер [63] обнаружил,
что на уплотняющих поверхностях
формируется со стороны внутреннего радиуса
колец отчетливо видимый кольцевой
поясок (рис 5.1). Пытаясь объяснить
появление такого пояска, он предположил, что
на этой части кольцевой щели в
уплотнении происходит превращение
уплотняемой жидкости в пар, образуется зона
смешанного трения, контакт и выработка
поверхностей.
Рис. 5.1. Форма уплотняющей щели (а) и
вид пояска (б) со следами видимой
приработки в результате контакта поверхностей
при работе уплотнения:
рьр2- давление среды перед уплотнением и за
ним; Ъ - ширина уплотняющего пояска
торцового сопряжения пары колец 1 и 2;D,DC-
наружный и средний диаметры торцовых
уплотняющих поверхностей пары колец; h -
зазор между торцовыми поверхностями колец
на среднем диаметре уплотняющего пояска;
d, d\ - внутренний и наружный диаметры
кольцевого пояска на поверхностях колец со
следами их непосредственного контакта; S -
траектория движения потока утечки
уплотняемой среды под воздействием перепада
давления (р\-рг) на уплотнении и вязкостных сил
при относительном перемещении
поверхностей колец
В работе [15] также приведены
сведения об изучении поверхностей колец
торцового уплотнения до и после его
работы. На поверхности прошедшего
некоторый период эксплуатации кольца
торцового уплотнения обнаруживались,
подобные описанному выше, видимые
кольцевые пояски а износа (рис. 5.2). На рис. 2.10
(с. 29) приведены профилограммы
уплотняющих поверхностей колец из ряда
типовых для торцовых уплотнений материалов,
124
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 5.2. Вид рабочей поверхности кольца
торцового уплотнения после 200 ч
эксплуатации
отработавших не менее 100 ч. До работы в
составе узла уплотнения формы
поверхностей этих колец имели вид,
представленный на рис. 2.9. Как видно из
сравнения рис. 2.9 и рис. 2.10, формы
приработанных уплотняющих поверхностей колец
значительно отличаются от
первоначально плоских форм, полученных после
доводки поверхностей колец перед сборкой
в узел торцового уплотнения.
Приведенные на рис. 2.11 (с. 30)
формы контакта уплотняющих
поверхностей колец, полученные при совмещении
их профилограмм, показывают, что после
некоторого периода приработки в
уплотнениях с кольцами, выполненными из
материалов с невысокой прочностью,
образуется непараллельная форма
сопряжения уплотняющих поверхностей.
Как уже отмечалось выше, на
торцовых поверхностях бывших в эксплуатации
колец появляются кольцевые пояски
контакта, видимые при визуальном осмотре.
Эти кольцевые следы являются
следствием пластической деформации
сглаживания гребешков микрошероховатостей при
дискретном контакте трущихся
поверхностей. Обследование колец ряда
конструкций контактных торцовых уплотнений,
проработавших контрольное время,
показывает, что ширина поясков контакта
поверхностей колеблется от одного до
нескольких миллиметров, положение их на
уплотняющей поверхности неоднозначно
и зависит от режима работы уплотнения
[15, 63]. Очевидно, что сближение
контактных поверхностей колец на этих
поясках в уплотняющей щели создает при
работе уплотнения максимальное
сопротивление течению уплотняемой среды
через стык торцового уплотнения.
Таким образом, приведенные
экспериментальные исследования торцовых
уплотняющих поверхностей колец пары
трения показали [15, 63], что для
существования плоского сопряжения трущихся
поверхностей работающих колец
обыкновенного торцового уплотнения нет
доказательных оснований.
Работа торцовых уплотнений в
реальных условиях нагружений всегда
вызывает изменение первоначального
профиля рабочих поверхностей уплотняющих
колец. Нарушения первоначальной
плоскостности профиля уплотняющих
поверхностей иногда могут быть связаны с
монтажными факторами, которых можно
избежать, но нельзя избежать деформаций
тел колец от воздействия давления
уплотняемой среды и температурного поля в
кольцах.
В общем случае причиной изменения
формы поверхностей от первоначально
плоской их формы являются те
физические процессы, которые протекают в
торцовой щели между кольцами торцового
уплотнения, нагруженного осевыми
силами и перепадом уплотняемого давления,
при вращении вала. Износ уплотняющих
поверхностей возникает при их местном
контакте, а также из-за процессов эрозии,
при течении среды с твердыми
включениями через уплотняющую щель.
Таким образом, при эксплуатации
узлов торцовых уплотнений, рабочий
ресурс которых составляет тысячи часов,
уплотняющие поверхности колец
проходят период приработки и при штатной
работе эти уплотняющие поверхности не
являются плоскими. Поэтому расчетные
модели, основанные на представлении о
плоской форме уплотняющей щели, яв-
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
125
ляются недостоверными; применение их
допустимо лишь для грубых оценочных
расчетов.
Высокие показатели по
долговечности уплотнения и по уплотняющей
способности присущи только хорошо
доведенным в лабораторных и промышленных
условиях образцам узлов уплотнений.
Однако, как известно из практики, даже в
случае применения одинаковых узлов
уплотнений в одинаковых по внешним
показателям условиях нагружений, могут
быть значительные расхождения в
качественных результатах их работы.
В рабочих условиях уплотнительные
кольца торцовых уплотнений испытывают
нагрузки, обусловленные давлением
рабочей среды и действием упругих
элементов уплотнения. В процессе работы на
уплотнении срабатывается переменный
перепад давления, сказывающийся на
изменениях деформаций в кольцах. Теплота,
выделяющаяся в паре трения, вызывает
неравномерный нагрев уплотняющих
колец, из-за чего в них возникают
температурные деформации [52].
Рассмотрение деформаций
поверхностей в уплотняющей щели торцового
уплотнения начнем с изучения тепловых
процессов, протекающих при работе
уплотнения.
5.2. ТЕМПЕРАТУРНЫЕ
ФАКТОРЫ В УПЛОТНЕНИЯХ
Исследованиям характера
проявлений температурных факторов в узле
торцового уплотнения посвящен ряд работ
[11, 26, 40, 43, 58, 59], в которых
приводятся данные экспериментальных и
расчетных исследований о распределении
температуры в кольцах трущейся пары.
Эти исследования показали, что
существует связь между генерированием тепла в
уплотнении и его уплотняющей
способностью, параметрами нагружения узла,
вязкостью уплотняемой среды,
материалами деталей узла уплотнения и
размерами их конструктивных элементов, а также
значимость и важность влияния тепловых
процессов на работу узла торцового
уплотнения.
Основные источники
теплообразования и теплового влияния в торцовом
уплотнении:
- теплообразование в узле от
дискового трения деталей узла в камере
торцового уплотнения при вращении вала;
- теплообразование в уплотняющей
торцовой щели;
- в ряде случаев следует учитывать
подвод тепла к деталям уплотнения от
корпуса и вала или теплоотдачу
вследствие теплопроводности (это характерно
для насосов, перекачивающих
высокотемпературные или криогенные продукты).
Изучение вопросов
теплообразования в торцовом уплотнении начнем с
рассмотрения теплового баланса узла
уплотнения. Установление его составляющих
позволит также оценить соотношение
образующихся тепловых потоков.
5.2.1. ТЕПЛОВОЙ БАЛАНС УЗЛА
УПЛОТНЕНИЯ
В работе [32] приведены сведения об
исследованиях путей и величин теплопод-
вода и рассеяния тепла, генерируемого в
узле торцового уплотнения.
Исследовалось торцовое уплотнение
«гидродинамического» типа (рис. 5.3).
Проводилась обработка результатов
одного из экспериментов: нагружение
узла давлением р = 7,0 МПа при частоте
вращения вала п = 3000 об/ мин (скорость
скольжения в паре - до 19 м/с),
уплотняемая и охлаждающая среды - вода.
Исследование узла торцового
уплотнения проводилось на стендовой
установке, предназначенной для ресурсных
испытаний узлов торцовых уплотнений.
Установка разгружена от осевых сил благодаря
использованной симметричной схемы
сборки на концах вала двух одинаковых
узлов уплотнений (рис. 5.4).
Узел торцового уплотнения состоял
из вращающегося и невращающегося блоков.
126
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
Термопара
трубчатая
Охлаждающая вода
Рис. 5.3. Схема привязки узла торцового
уплотнения к установке:
1 - вращающееся кольцо; 2 - опорная втулка;
3 - обойма-фиксатор; 4 - корпус уплотнения;
5 - аксиально-подвижная втулка; б - невра-
щающееся кольцо; 7 - пружинные элементы;
8 - вторичное уплотнение; 9 - крышка;
10 - рубашка охлаждения
Рис. 5.4. Схема установки для испытаний
торцовых уплотнений:
1 - бак; 2 - клапан регулятора давления;
3 - мотор-весы; 4,9- крышка левая и правая
соответственно; 5 - торцовое уплотнение;
б - опоры вала; 7 - вал; 8 - прибор; 10 -
газовый демпфер; 11 - плунжерный насос
Невращающийся блок устанавливался в
корпусную головку, вращающийся - на
вал прибора установки. В пространство
уплотняемой камеры через штуцер
подвода осуществлялась подача под давлением
рабочей среды от насоса. Через штуцер
отвода осуществлялся сброс рабочей
среды в приемный бак. В рубашке
охлаждения корпусной головки через штуцера
осуществлялся подвод и отвод
охлаждающей воды.
В ходе исследований измеряли:
- давление в камере уплотнения;
- температуру воды на входе в
камеру уплотнения;
- температуру воды на выходе из
камеры уплотнения;
- расход воды через камеру
уплотнения;
- расход воды на входе в
охлаждающую рубашку;
- температуру воды на выходе из
охлаждающей рубашки;
- расход воды через охлаждающую
рубашку;
- утечку через уплотнение;
- температуру утечки;
- частоту вращения вала;
- температуру воды в камере
уплотнения;
- момент трения на валу
электродвигателя, измерявшийся по схеме мотор-
весов.
При испытаниях поддерживалось
постоянное давление уплотняемой среды и
ее температура на входе в камеру
уплотнения. Измерение момента трения потерь
осуществлялось для двух узлов торцовых
уплотнений. Так как установка для
испытаний симметричная и узлы уплотнений
устанавливались одинаковые, то можно
было в первом приближении полагать, что
потери на обоих узлах уплотнений были
соответственно равными. Такое
допущение позволяло с приемлемой
погрешностью определить мощность потерь при
работе для одного узла торцового
уплотнения. Результаты экспериментальных
измерений сведены в табл. 5.1.
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
127
5.1. Результаты экспериментальных
измерений температур и расходов
уплотняемой и охлаждающей сред,
момента трения узла уплотнения
Параметр измерения
Расход уплотняемой
среды через камеру, л/ч
Расход охлаждающей
воды через рубашку, л/ч
Утечка через
уплотнение, л/ч
Температура среды на
входе в уплотняемую
камеру, °С
Температура среды на
выходе из уплотняемой
камеры, °С
Температура
охлаждающей воды перед
рубашкой, °С
Температура
охлаждающей воды после
рубашки, °С
Температура утечки, °С
Момент трения
холостого хода мотора, Н м
Общий момент трения
для двух узлов
уплотнений при рабочем нагру-
жении с учетом потерь
холостого хода, Н-м
Момент трения для двух
узлов уплотнений за
вычетом потерь на
холостой ход, Н-м
Момент трения для
одного узла уплотнения,
Н-м
Мощность потерь на
трения в узле
уплотнения по измерениям с
помощью мотор-весов,
кВт
Обозначение
Gk
GP
LJyT
h
h
h
U
t$
Mx
My
-
-
Nrp'
Значение
26,0
60,0
0,1
44,0
51,5
21,0
31,0
60,0
1,27
4,8
3,5
1,75
1,08
На основе проведенных
экспериментальных исследований теплового баланса
в торцовом уплотнении была установлена
величина теплоподвода к узлу и
количественные показатели рассеяния тепла.
При известной мощности потерь на
трение в торцовом уплотнении и в
предположении плоских поверхностей его
стыка и гидродинамического режима
трения можно грубо оценить величину зазора
в уплотняющей щели. Для этого следует
определить потери на трение только в
уплотняющей щели, вычленив из общих
потерь на работу узла уплотнения потери
холостого хода и дисковые потери
(расчетное определение которых будет
приведено ниже) и использовать приведенную
ниже схему расчета.
Содержание расчетного метода
основано на следующем. Рассматривая потери
на трение в кольцевой уплотняющей щели
как при течении Куэтта (т.е. пренебрегая
потерями в радиальном течении из-за
малости изменения скорости v течения
среды по аксиальной координате, т.е.
величиной dv/dz), исходное
дифференциальное уравнение для момента трения М
запишем в виде [54]:
dM = 2nr2drx, (5.1)
где x = vpdv(p/dz , a dv(p/dz = w/h .
Тогда т = урсог//г и
dM = 27ivp(cor3 lh)dr . (5.2)
Здесь v, r - кинематическая вязкость
и плотность среды, со - угловая скорость,
h - осевой зазор между плоскими
поверхностями; уф - окружная скорость в
пограничном слое жидкости на поверхности
вращающегося кольца.
Проинтегрировав по г от
внутреннего RB до наружного радиуса RH, получим:
М = 0,57wpco(tfB4 -R*)/h, (5.3)
h = 0,5тгурсо2 (r* -R* \i/Q . (5.4)
128
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
Таким образом, при известности
тепловыделений в торцовой щели Q = МАю
(где А - механический эквивалент
тепловой работы) можно определить размеры
осевого зазора между уплотняющими
поверхностями в щели узла торцового
уплотнения.
Данный метод расчета осредненного
зазора в торцовой щели применим в
случае приближенной оценки характеристик
торцового уплотнения, работающего в
режиме жидкостной смазки при известной
мощности потерь в узле уплотнения на
трение в уплотняющей щели. Однако
кроме тепловыделений в уплотняющей
щели существует также подвод тепла к
узлу уплотнения, связанного с
жидкостным трением поверхностей вращающихся
деталей в камере узла.
Для оценки вклада дискового трения
при вращении деталей узла в камере
уплотнения в общий объем
теплообразования в торцовом уплотнении, рассмотрим
известные сведения из литературных
источников, посвященных этому вопросу.
5.2.2. ТЕПЛООБРАЗОВАНИЕ
ОТ ДИСКОВОГО ТРЕНИЯ ДЕТАЛЕЙ
УЗЛА В КАМЕРЕ ТОРЦОВОГО
УПЛОТНЕНИЯ
Рассмотрим вопросы
теплообразования в узле торцового уплотнения,
связанные с дисковым трением деталей в камере
уплотнения. Сведения изложены
достаточно подробно в [9, 12].
Так, в [9] тепло, выделяющееся при
дисковом трении деталей уплотнения,
предлагается определять с
использованием известных [16] соотношений для
определения коэффициентов сопротивления
вращению диска и цилиндра в свободном
пространстве.
Тепло, ккал/с, выделяющееся в
единицу времени при трении деталей
цилиндрической формы:
Q,=~dXC^\ (5.5)
Тепло, ккал/с, выделяющееся при
трении деталей, близких по форме к диску:
ва=Т5о&~п&яРО>3- (5'6)
Здесь Dn - диаметр цилиндрической
поверхности, /ц - длина цилиндрической
поверхности, Сц - коэффициент трения
цилиндрической поверхности, Сд -
коэффициент трения для дисковой
поверхности, р - плотность жидкости, со - угловая
скорость вращения диска, DH, DB -
наружный и внутренний диаметры диска,
Сц =СД =0,0672Re-0'2 - коэффициент
трения при обтекании пластин
жидкостью, Re = число Рейнольдса при
v
обтекании цилиндрических и дисковых
поверхностей деталей, v - кинематическая
вязкость уплотняемой среды.
Для расчета затрат мощности на
дисковое трение деталей уплотнения в [12]
предложены несколько различающиеся
зависимости.
Потери на трение для
цилиндрических поверхностей предлагается
определять через момент трения
Мц = СцТгЯрсо2^4 , (5.7)
п 0,01535 _
где С, = т-г^г _ коэффициент трения
Re0'125
при турбулентном обтекании гладкого
цилиндра жидкостью (при 106 < Re < 1010),
Re = число Рейнольдса для обтека-
v
ния цилиндра диаметром D9 v - скорость
течения среды близ поверхности.
Потери на трение для дисковых
поверхностей предложено определять по
зависимости
Мд = 0,25Сдрсо2Я5, (5.8)
_ Я2сор
где р - плотность жидкости, Re =
И-
число Рейнольдса для обтекания диска
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
129
радиусом R, со - угловая скорость
вращения диска, ц - динамическая вязкость
уплотняемой среды, Сд =0,982(lgRe)"2'58 -
коэффициент трения при турбулентном
обтекании диска жидкостью.
Недостатком предложенных методов
расчета затрат мощности на дисковое
трение при работе торцового уплотнения в
работах [9,12] является их неудобство для
быстрых оценочных расчетов. Кроме
того, их точность не сопоставлена с
данными экспериментов. Поэтому была
поставлена задача проведения
экспериментальных исследований по определению потерь
на дисковое трение наружных
цилиндрических и торцовых поверхностей узла
торцового уплотнения, связанное с
вращением его блока в уплотняемой камере,
и сопоставления результатов
исследований с расчетами по приведенным выше
зависимостям.
Исследования потерь мощности
производилось в узле торцового уплотнения,
приведенного на рис. 5.3. Схема
исследовательской установки для испытания
уплотнений представлена на рис. 5.4.
Установка разгружена от осевых сил благодаря
использованной симметричной схемы
монтажа на концах вала двух одинаковых
узлов уплотнений.
Стендовая установка содержала
прибор с валом 7 (см. рис. 5.4),
установленным в опоры 6 корпуса прибора. На
консольных концах вала под крышками 4, 9
устанавливались два одинаковых
торцовых уплотнения 5.
Вращение вала прибора
осуществлялось от электродвигателя мотор-весов 3
через ременную передачу. Давление в
уплотняемой камере создавалось
плунжерным насосом 77, подававшим
термостатированную рабочую среду из бака 7.
Узлы двух одинаковых торцовых
уплотнений, устанавливаемых на концах
вала, состояли из вращающегося и невра-
щающегося блоков. Вращающийся блок,
устанавливаемый на валу (см. рис. 5.3),
содержал вращающееся кольцо 7,
опорную втулку 2, обойму-фиксатор 3. Нев-
ращающийся блок, устанавливаемый в
корпусе прибора, содержал корпус 4
уплотнения, аксиально-подвижную втулку
5, невращающееся кольцо 5, обойму-
фиксатор 3, пружинные элементы 7,
вторичное уплотнение 8.
Пространство уплотняемой камеры
ограничивает, при сборе с корпусом
установки, крышка 9. В уплотняемую камеру
через штуцер подвода подавалась рабочая
среда под давлением от насоса; через
штуцер отвода осуществлялся сброс
рабочей среды в приемный бак.
В рубашке охлаждения 10 крышки 9
через штуцера осуществлялся подвод и
отвод охлаждающей воды.
Установка позволяла выполнить
замеры моментов трения методом мотор-
весов при ряде оборотов вала: 1000, 1500,
2000 и 3000 об/мин, - которым
соответствовала скорость скольжения в
уплотняющей торцовой паре: соответственно 6,2;
9,5; 12,5 и 19 м/с.
Методика эксперимента заключалась
в следующем.
В собранном узле торцового
уплотнения контактные поверхности были
отделены друг от друга с зазором 0,2...
0,3 мм. Вал установки приводился во
вращение от электромотора, и на разных
оборотах снимались показатели для
расчета момента трения холостого хода,
учитывающие механические потери на
трение в опорах электродвигателя, ротора
установки и в ременной передаче. Затем
уплотняемое пространство заполнялось
водой с постоянным расходом от
водопроводной сети. Включался
электродвигатель. При этом за счет центробежных
сил истечение среды через торцовую щель
уплотнения прекращалось. Факт полного
заполнения камеры уплотнения водой
определялся по началу истечения воды
через штуцер в верхней части камеры
уплотнения. Суммарный момент трения
холостого хода и дисковых потерь для
одного торцового уплотнения замерялся при
полном заполнении камеры уплотнения
водой. Вычетом момента трения холосто-
5 — 106
130
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
го хода (работы без нагрузки) из
полученного суммарного определялся момент
трения потерь на дисковое трение в узле
торцового уплотнения для каждого
исследованного режима по оборотам. Точность
полученных в эксперименте результатов
по расчетам дисковых потерь в узле
торцового уплотнения не выходила за
пределы 10 %. Результаты этих измерений и
расчетов приведены в табл. 5.2.
5.2. Результаты измерений затрат мощности на трение холостого хода и
потерь на дисковое трение в установке
Скорость
скольжения в паре
v, м/с
6,2
9,5
12,5
19,0
Момент
работы без
нагрузки
Мх х, Н-м
0,7
1,6
2,0
3,5
Мощность
двигателя при
работе без нагрузки
JVXX, кВт
0,07
0,245
0,41
1,1
Суммарный
момент
мх.х + мд,
Н'М
0,78
1,8
2,44
4,82
Момент
дисковых
потерь
Мд, Н-м
0,08
0,2
0,44
1,32
Мощность
дисковых
потерь
ЛГд, кВт
0,008
0,034
0,09
0,4
В форме графика полученные
результаты по экспериментальному
определению дисковых потерь в узле торцового
уплотнения от скорости скольжения v
приведены на рис. 5.5 (кривая 2).
Также они могут быть представлены
в форме полиномиальной зависимости в
виде выражения
Na = £ц(о,000109у3 -0,00136v2
•0,0088v-0,0204),
(5.9),
^д,кВт
0,6
0,5
0,4
0,3
0,2
0,1
0
^^
/ i
/ У
Ч\
/
'/з
10
15 v, м/с
Рис. 5.5. Зависимость потерь мощности на
дисковое трение от скорости скольжения в
паре трения торцового уплотнения:
1 - по формулам [12]; 2 - по данным
эксперимента; 3 - по формулам [9]
где &ц - коэффициент учета вязкости среды
по отношению к вязкости воды при 20 °С.
Его величина равна к^ = 104\х, где \х -
коэффициент динамической вязкости
уплотняемой среды, Па-с, или к^ =106v, a v -
коэффициент кинематической вязкости
уплотняемой среды, м2/с.
Проведенный для рассматриваемого
уплотнения расчет потерь мощности на
дисковое трение по известным
зависимостям [9, 12] дал следующие результаты.
Так, по зависимостям, приведенным
в [9], потери на дисковое трение для
скорости скольжения в торцовой паре v =
= 19 м/с составили 0,3 кВт (рис. 5.5,
кривая 3), из которых 0,26 кВт приходится на
жидкостное трение цилиндрических
поверхностей, а 0,04 кВт - на трение
торцовых поверхностей.
По зависимостям, приведенным в
[12], рассчитанные для рассматриваемого
случая потери на дисковое трение
составили 0,69 кВт (рис. 5.5, кривая 7), из
которых 0,57 кВт приходится на жидкостное
трение цилиндрических поверхностей, а
0,12 кВт - на трение торцовых поверхностей.
Таким образом, для скорости
скольжения 4... 10 м/с, обычной для работы
большинства торцовых уплотнений в на-
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
131
сосах, отличия экспериментально
полученных потерь мощности на дисковое
трение от расчетных по [9] составили
порядка 15 %, а по [12] - порядка 75...
100 %. Использование расчетных
зависимостей по [9] вполне пригодно для
практических расчетов потерь мощности на
дисковое трение в узлах торцовых
уплотнений.
В связи с тем, что размерные
соотношения поверхностей в торцовых
уплотнениях зависят в своей основе от
размеров уплотняемого вала, то полученная
полиномиальная зависимость (5.9)
пригодна для экспресс-метода при
необходимости оценочного приближенного расчета
потерь на дисковое трение в торцовых
уплотнениях.
Проведенная экспериментальная
работа показала, что нагрев уплотняемой
среды в камере уплотнения, связанный с
дисковым трением вращающихся деталей,
может быть существенным, а
теплообразование в значительной мере зависит от
скорости вращения вала.
5.2.3. О ТЕПЛОВЫДЕЛЕНИЯХ
В УПЛОТНЯЮЩЕМ СТЫКЕ
ПАРЫ КОЛЕЦ
Ниже приведены сведения,
касающиеся теплообразования в уплотняющем
торцовом стыке пары колец уплотнения,
рассмотрены различные подходы в его
определении, которые использовались
рядом исследователей, и расчетные
зависимости. Дана оценка практической
применимости известных подходов.
В 70-х гг. прошлого столетия Майер
[29] высказал мнение, что в торцовых
уплотнениях (в зависимости от
функционального назначения, соотношения
нагрузок и условий эксплуатации в
уплотняющем стыке) могут иметь место
бесконтактная или контактная схемы работы и
могут существовать все виды трения от
сухого до жидкостного.
Согласно Майеру [29], в торцовом
стыке пар существуют следующие виды
трения:
• При сухом трении в уплотняющем
стыке пары колец нет смазывающей
пленки. Трение зависит от взаимодействия
поверхностей скольжения твердых тел.
Износ значительный и зависит от
нагрузки и материалов пары колец. Обычный
коэффициент трения / = 0,15...0,8. При
трении в вакууме и при низких
температурах в условиях контакта поверхностей
колец коэффициент трения может
доходить до / = 0,6...5. Износ поверхностей
при этом большой и металлические
материалы могут даже свариваться. Утечка
уплотняемой среды при сухом трении или
отсутствует, или имеет вид паровой фазы.
• При граничном трении между
уплотняющими поверхностями колец
имеется пленка молекулярной смазки, в
которой отсутствует несущее давление,
способное разъединять уплотняющие
поверхности. Пленка эта может иметь
толщину в несколько слоев молекул и
местами прерываться. В этих местах твердые
поверхности колец могут находиться в
непосредственном контакте. Вязкость
уплотняемой среды существенно не
влияет на характер трения, которое
определяется, в основном, смазывающей
способностью молекулярной пленки, связанной с
материалами пары колец. Коэффициент
трения не зависит от скорости скольжения
и от нагрузки до тех пор, пока пленка
смазочного материала между поверхностями
не испарится из-за роста температуры в
уплотняющем стыке. В зависимости от
выбранной пары материалов и смазки
коэффициент трения /= 0,03...0,15.
• При смешанном трении в
уплотняющем стыке, наряду с контактом
уплотняющих поверхностей, может
образоваться гидродинамический или
гидростатический несущий слой смазки.
Существует небольшой износ поверхностей и
коэффициент трения при работе/= 0,005...0,03.
• При жидкостном трении в
торцовом уплотняющем стыке поверхности
скольжения отделены одна от другой
сплошной пленкой смазки, находящейся
под давлением. Трение определяется ис-
5*
132
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
ключительно динамической вязкостью
смазочной среды. Коэффициент трения
при работе уплотнения /< 0,005.
Согласно Е. Майеру [29], потери
мощности на трение скользящих
поверхностей в торцовом уплотнении для всех
режимов смазки можно определять по
зависимости
N=Mco, (5.10)
где М = 0,5nd^bpgf - момент трения в
паре, Ъ - ширина контакта ушготнитель-
ных колец; dm - средний диаметр
уплотняющих поверхностей, / - коэффициент
трения, pg - контактное давление в паре
трения.
Сходное мнение доминирует среди
исследователей торцовых уплотнений и в
настоящее время. Согласно ему, в
торцовом уплотняющем стыке пары колец
уплотнения протекают процессы, связанные
с перетеканием друг в друга (при
изменении характера нагрузки) или разных
видов трения: сухого, граничного,
полужидкостного, жидкостного.
Принято считать, что нормальное
функционирование торцовых уплотнений
связано с созданием в уплотняющем
стыке пары колец условий для существования
процессов жидкостного, смешанного или
граничного трения.
В современной справочной
литературе [51] предложено рассматривать
торцовые уплотнения для жидких сред как
вид, состоящий из совокупности трех
типов уплотнений, отличающихся по форме
исполнения пар трения:
- обыкновенные (контакт двух колец
с плоскими кольцевыми поверхностями),
с зазором между поверхностями при
работе уплотнения 0,5.. .2 мкм;
- гидродинамические (контакт
кольца с плоской поверхностью и кольца с
поверхностью, на которой выполнены
наклонные, ступенчатые или другие
площадки, создающие гидродинамическую
силу), с зазором при работе уплотнения
более 2 мкм;
- гидростатические (контакт
кольца с плоской поверхностью и кольца с
камерами и канавками, в которые
подводится жидкость под давлением), с зазором
при работе уплотнения более 5 мкм.
В общем случае расчет
тепловыделений Qm (ккал) в узле торцового
уплотнения предлагается [51] определять по
зависимости
Qm=-^Dbvfpya, (5.11)
где D - средний диаметр пары трения, Ь -
ширина уплотняющего пояска, v -
скорость скольжения в паре,/- коэффициент
трения в уплотняющей паре, руд -
величина контактного давления в стыке
уплотняющей пары колец.
Зависимость эта по содержанию
идентична зависимости (5.10),
предложенной Е. Майером. Использование
зависимостей (5.10), (5.11) для практических
расчетов возможно лишь при известном
коэффициенте трения в уплотняющем
стыке узла и величине контактного
давления в этом стыке.
Для решения задачи определения
этих неизвестных предложен ряд гипотез,
оформленных в виде моделей работы
торцовых уплотнений и полученных на их
основе зависимостей, для описания
рабочего процесса в уплотняющем стыке пары
колец. Эти модели обычно связаны с
типом уплотнений. Иногда предлагается
даже несколько моделей для описания
работы одного типа уплотнения [51].
Рассмотрим предлагаемые модели и
представленные в них решения для
определения коэффициента трения в
уплотняющем стыке узла и контактного
давления в этом стыке.
Обыкновенные торцовые
уплотнения. Предполагается, что для
удовлетворительно работающих обыкновенных
торцовых уплотнений нормальным
является режим полужидкостной смазки
(«смешанного трения» по Майеру).
Одновременно с жидкостным трением в зазоре
пары происходят контакты микронеров-
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
133
ностей, которые обуславливают
контактное трение смазанных поверхностей и
совместно с абразивными частицами,
содержащимися в рабочей среде, вызывают
изнашивание трущихся поверхностей [51].
Для процессов, протекающих в
уплотняющем стыке, предложены несколько
физических моделей и полученные на
основе решения их математического
описания зависимости для расчета
тепловыделений в уплотняющем стыке торцового
уплотнения. Так, по мнению авторов [51],
в торцовой щели обыкновенного
торцового уплотнения могут протекать процессы,
которые описываются одной из
следующих моделей:
- термогидродинамического
микрорасклинивания пары трения гладкой и
шероховатой поверхностей;
- гидродинамического
микроподшипника;
- гидродинамического поджатия
слоя шероховатостями поверхностей (в
применении к паре трения силицирован-
ный-силицированный графит);
- гидродинамической смазки
обыкновенной пары трения;
- гидродинамической смазки
волнистых шероховатых поверхностей пары
трения;
- трения в уплотняющей паре при
отсутствии жидкости в зазоре.
Ниже приведены расчетные
зависимости по определению тепловыделений,
которые были для них получены.
Для модели
термогидродинамического микрорасклинивания пары трения
гладкой и шероховатой поверхностей:
- момент трения
М
п Dcvb[icvw
■ коэффициент трения
5тг cph4
2 aL3|uCpV
(5.12)
(5.13)
контактное давление
3,,2
Pk
2 aZ/|ucpv
(5.14)
5тг cph5
Здесь a - температурный
коэффициент линейного расширения материала
кольца с шероховатой поверхностью;
|ЫСр, с, р - соответственно средняя
вязкость, теплоемкость и плотность
уплотняемой среды в щели; L - расстояние
между впадинами неровностей на
уплотняющей шероховатой поверхности.
Для модели гидродинамического
микроподшипника момент трения
предлагается определять по зависимости:
М=-
Srcp|Liv
-'ср
1-S
S
+ 1 hm
(5.15)
где S - номинальная площадь контакта;
гср - средний радиус поверхности
контакта; dcp - среднестатистический параметр
зазоров по длине щели, рассчитанный по
известной высоте микрошероховатостей;
S , hm - безразмерные номинальная
площадь контакта и средний зазор между
уплотняющими поверхностями; В -
безразмерный комплексный параметр.
Для модели гидродинамического
поджатия слоя шероховатостями
поверхностей предлагается момент трения
определять по зависимости
М =
nrcvb\iv u/_
К
[2(/iw+l).ln(/iw+l)-
"Ucp
-(hm+2)-ln(hm + 2)-hmlnhm],
(5.16)
где /iQcp - высота наклонной части
микроподшипников, hm - зазор между
уплотняющими поверхностями.
Для модели гидродинамической
смазки обыкновенной пары трения
момент трения предлагается определять по
зависимости
\2я
М = 0,25|ucol
te-f)j*
(5.17)
134
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
где со, ф - угловая скорость вращения и
угловая координата в полярной системе
координат, в случае известности
расчетчику закона изменения зазора в окружном
направлении из-за волнистости
уплотняющих поверхностей уплотняющей пары
колец.
В [12] задачу расчета
тепловыделений в обыкновенных торцовых
уплотнениях предлагается также решать через
определение коэффициента трения в
уплотняющем стыке в предположении, что
режим трения в торцовом уплотнении
близок к граничному и сухому трению.
Расчетные зависимости для коэффициента
трения представлены в виде:
/=Лдг+/д, (5.18),
где /адт и/д- адгезионная и
деформационная составляющие коэффициента трения.
Для расчета этих составляющих
коэффициента трения предложены сложные
зависимости, решение которых
предполагает обязательную известность величины
средней толщины пленки в зоне контакта
уплотняющих поверхностей колец.
Гидростатические торцовые
уплотнения. В гидростатических парах
трения контакты микронеровностей
отсутствуют. Для них удельный тепловой поток в
уплотняющей щели рекомендуется [51]
определять через мощность трения в щели
с плоскими поверхностями по зависимости:
щ
где ho - зазор в торцовой плоской щели;
Ru, RB - наружный и внутренний радиусы
уплотняющего торцового пояска пары
колец.
Учитывая неизвестность истинного
зазора в уплотняющей щели при работе
гидростатического торцового уплотнения,
а также вязкости ц уплотняемой среды,
рассчитать тепловыделения в торцовом
уплотнении (при разработке узла) можно
лишь с весьма приближенной точностью,
ориентируясь на рекомендации [51] по
предполагаемым зазорам для такого типа
уплотнений. Ошибка расчетов может
достигать сотен процентов.
Гидродинамические торцовые
уплотнения. Согласно [51], в
гидродинамических парах трения поверхности
разделены слоем жидкости, контакты
микронеровностей сравнительно малочислены и
носят случайный характер. Расчет потерь
на трение рекомендуется определять, так
же, как и для гидростатических торцовых
уплотнений.
Некоторые специалисты предлагают
рассматривать процессы, протекающие в
уплотняющей щели торцового
уплотнения, связанные только с жидкостным
режимом трения. Так, в [58]
теплообразование QT в щели торцового уплотнения
предлагается определять, задавясь
значением зазора Ао между уплотняющими
поверхностями, по зависимости:
Q^^K-K), (5-20)
2п0А
где со - угловая скорость, ц - вязкость
уплотняемой среды, А - механический
эквивалент теплоты, RH, RB - наружный и
внутренний радиусы уплотняющего
пояска колец торцового уплотнения.
Зависимость (5.20) тождественна
зависимости (5.19) и обладает теми же
недостатками. Меткалфе [59], основываясь
на данных результатов большого числа
экспериментов с торцовыми
уплотнениями, также предложил определять
тепловыделения в торцовой щели на основе
использования модели жидкостного
трения в ней. Однако, по его представлениям,
форма щели торцового уплотнения при
работе не является плоской и зависит от
характера деформирования уплотняющих
колец под воздействием силовых и
температурных факторов. Для расчета
тепловыделения в уплотняющей щели зазор h
между уплотняющими поверхностями
принимается плавно изменяющимся в
направлении радиуса уплотняющего пояска
по функциональной зависимости
h(r) =Ar^,
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
135
где коэффициенты А и В являются
искомыми параметрами, определяющими
форму уплотняющей щели, связанными с
коэффициентом нагрузки К.
Мощность потерь на трение в
уплотняющей щели предлагается определять по
зависимости
По мнению Меткалфе [59], основным
влияющим фактором на характеристики
торцового уплотнения является форма
уплотняющей щели, которая управляет и
размером минимального сближения
уплотняющих поверхностей.
Сходный подход, в части
определяющего влияния формы уплотняющей
щели на характеристики торцового
уплотнения, предложен в [22, 36]. Здесь
характеристики высоконагруженного
торцового уплотнения связаны с режимом
его жидкостной смазки, и расчет основан
на решении уравнений смазки с учетом
формы уплотняющей щели, полученной в
результате обработки данных
экспериментальных исследований.
Таким образом, современное
состояние расчетных моделей не позволяет
выполнить аналитическое определение
тепловыделений в торцовой щели из-за
многофакторного влияния разного рода
явлений на величины реального коэффициента
трения и удельного давления в торцовой
щели узла уплотнения, если
ориентироваться на режим трения, связанный с
контактом уплотняющих поверхностей.
Для смешанного режима трения в
уплотнении все предшествующие работы
были связаны с определением
тепловыделений на основе сложных зависимостей,
мало пригодных для практических
расчетов. Для жидкостного режима трения
расчет тепловыделений в паре трения
предполагается выполнять либо для случая
плоской формы щели в трущейся паре,
задаваясь величиной зазора между
поверхностями колец, либо для неплоской
щели, но обоснованных и реализуемых на
практике расчетных методов определения
величин и характера этой
неплоскостности не предлагается. Учитывая
неизвестность истинной величины зазора в
уплотняющей щели и ее формы при работе
торцового уплотнения в условиях
жидкостного режима трения, а также
неопределенность температурных параметров,
необходимых для установления величины
вязкости, которая фигурирует в расчетных
соотношениях, говорить о доверии к
расчетам тепловыделений в торцовой щели
по приводимым зависимостям не
представляется возможным.
Оценивая применимость
приведенных в [51 ] зависимостей для всех моделей
торцовых уплотнений, можно заключить,
что использовать их на практике нельзя
уже только из-за неизвестности
расчетчику величины зазора h между
уплотняющими поверхностями. Если же
пользоваться содержащимися в [51]
рекомендациями по предполагаемым величинам
зазоров для обыкновенных,
гидростатических и гидродинамических уплотнений,
якобы присущим торцовым уплотнениям
при их работе, то ошибка в расчетах
момента трения, выполненных по
зависимости (5.12) только с использованием
рекомендуемого диапазона по /г, может
составить сотни процентов. Таким образом,
использование подобной методики
определения тепловыделений в торцовом
стыке узла уплотнения с уже
запланированной погрешностью расчета лишено
практического смысла.
Для рационального расчета
тепловыделений пригоден лишь такой метод,
который позволяет не только найти
величину зазора в уплотняющей щели между
поверхностями колец, но и установить
форму этой уплотняющей щели при
работе торцового уплотнения.
На основании анализа приведенных
выше литературных данных, а также
сведений, приведенных в [32, 33, 37], и
оценки экспериментальных и расчетных
результатов определения тепловыделений в
136
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
торцовых уплотнениях, можно сделать
следующие выводы.
• Для торцовых уплотнений,
работающих в режиме контакта поверхностей,
определять величины тепловыделений в
торцовой щели не представляется
возможным ввиду слишком большой
ожидаемой погрешности таких расчетов.
Бесперспективность этого пути связана с
отсутствием научных методов расчета
потерь на трение в контакте поверхностей,
из-за неопределенности количества этих
контактов, учета силового
взаимодействия в них, величины гидродинамической
составляющей силы в условиях
частичного контакта, температурных условий
взаимодействия поверхностей в контактах
и т.д.
• Для торцовых уплотнений,
работающих в режиме гидродинамической
смазки, могут быть определены величины
тепловыделений в торцовой щели,
результаты расчетов которых основаны на
совместном решении уравнений смазки, в
представлении истечения среды в
уплотняющей щели как течения Куэтта, и задач
деформирования от силовых и тепловых
нагрузок. Такое решение задачи
тепловыделений также не является точным в связи
с необходимостью принятия некоторых
упрощающих допущений для решения
тепловой задачи.
Использование таких допущений,
основанных на данных
экспериментальных исследований, позволяет эту
погрешность ввести в приемлемые для
практических расчетов пределы погрешности (до
20...30%).
Таким образом, расчет
тепловыделений в щели торцового уплотнения
возможен при признании следующих
ограничивающих положений:
- режим трения в уплотняющем
стыке пары - гидродинамический;
- выбранный для расчета параметр
формы щели между уплотняющими
поверхностями колец для рабочих
параметров нагружения консервативен;
- расчет формы уплотняющей щели
пары колец базируется на определении
силовых и температурных деформаций
колец.
Возможны несколько путей решения
задачи определения тепловыделений в
торцовой щели уплотнения. Один из
путей решения такой задачи рассмотрен в
гл. 6, посвященной вопросам расчета
торцовых уплотнений.
5.2.4. ТЕМПЕРАТУРА НА
КОНТАКТНОЙ ПОВЕРХНОСТИ
В справочной литературе [51] для
определения температуры в уплотняющем
стыке пары колец рекомендуется
применять зависимости, которые можно
использовать в случае известности расчетчику
теплового потока, образующегося в стыке
колец торцовой пары.
Из литературных источников
известны исследования по замерам температур
на контактной поверхности и вблизи
контактной поверхности, а также в теле
колец торцового уплотнения.
Исследования температуры на
уплотняющей поверхности колец торцового
уплотнения освещаются в [40, 43].
В [43] описаны измерения
температуры на контактной поверхности пары
колец стекло - графит внутреннего
торцового уплотнения инфракрасным
пирометром через прозрачное кольцо из
кварцевого стекла. Давление уплотняемой среды
(вода, масло) - до 0,5 МПа, контактное
давление в паре - 0,03...0,04 МПа,
скорость относительного скольжения колец -
до 20 м/с.
Исследования показали, что после
начала вращения вала более значительный
рост температуры отмечался на
поверхностях, удаленных от пространства
уплотняемой среды. Радиальные профили
температуры по ширине уплотняющего
пояска кольца от Rn до RB имели вид
монотонной кривой формы параболы с
максимумом значения вблизи среднего
диаметра этого пояска.
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
137
Замеренные значения температур на
поверхности трения были на Ю...55°С
выше температуры уплотняемой среды.
Величина перепада температур по ширине
уплотняющего пояска на поверхности
трения в радиальном направлении
достигала значений 15...60 °С (рис. 5.6).
В [40] приведены
экспериментальные сведения о характере температуры на
уплотняющей поверхности колец
внутреннего торцового уплотнения, в том
числе динамические характеристики
изменения температуры на контактной
поверхности невращающегося кольца. В
качестве объекта исследований использовано
торцовое уплотнение
гидродинамического типа, работоспособность которого
проверена в ресурсных испытаниях.
Предельные параметры нагружения для узла
уплотнения в экспериментах были
следующими:
- перепад давления на уплотнении -
10,0 МПа;
- скорость скольжения в паре - до
19 м/с (« = 50 Гц).
В качестве уплотняемой среды
использовалась неочищенная
водопроводная вода.
Температура на поверхности
трущегося контакта колец измерялась
малогабаритными ленточными поверхностными
термопарами (А.с. СССР № 838412).
Конструкция такой термопары приведена на
рис. 5.7. Плоские (ленточные) термопары
изготовлялись раскатыванием концов
хромель-копелевых термоэлектродов до
толщины 3...5 мкм. Затем в сборе с
коническими разрезными цилиндрами 2 из
стали 12Х18Н10Т, изолирующими
прокладками 3 из слюды толщиной 6.. .8 мкм и
керамическими изоляторами 4
устанавливались в гнездах, выполненных в теле кольца,
и закреплялись при помощи эпоксидного
клея.
Инерционность таких термопар
составляла 3...5 мкс, и они были пригодны
для измерения нестационарных значений
температуры в процессах, протекающих с
частотой (2...3)105 Гц.
7;к
Рис. 5.6. Радиальные профили температуры
на поверхности кольца внутреннего
торцового уплотнения:
а - температура воды в уплотняемой полости
358 К, время наработки уплотнения 15 мин;
б, в, г-температура воды в уплотняемой
полости соответственно 364, 382 и 397 К,
время наработки уплотнения 5 ч
^3
1,
Рис. 5.7. Ленточная термопара для
измерения температуры в контактном стыке:
1 - термоэлектроды из проволоки хромель-
копель (толщина концов 6.. .8 мкм); 2 - корпус
термопары диаметром 1,2 мм из двух частей
(коррозионно-стойкая сталь); 3 - пластины
изолятора (слюда толщиной 4.. .6 мкм);
4 - керамический изолятор 01 мм;
5 - термоэлектроды проволочные 0 0,2 мм
138
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
Эпоксидный
клей
№
термопары
Ah,
мм
1
0
1 ннн-
2
0
3
0
4
0
5
2,0
6
2,2
7
5,3
8
6,5
9
8,7
10
8,8
11
1,5
12
6,3
13
11,0
14
2,0
15
5,5
16
10,5
17
0
18
0
а)
0140
Б-Б Ц)
" -14
15
у 75
Керамические
изоляторы
б)
Рис. 5.8. Схема установки термопар в кольце торцового уплотнения:
а - в теле кольца; б - условно совмещенное положение термопар в теле кольца
с наложенной координатной сеткой
Термопары устанавливались в тело
кольца в заранее подготовленные гнезда с
конусностью, соответствующей
конусности корпуса термопары,
запрессовывались, и методом механической обработки
поверхность кольца вместе с
выведенными на нее концами термоэлектродов
доводилась до требуемой чистоты и
плоскостности. Такая конструкция термопары
допускала использование для исследований
температуры на поверхности трения в
торцовых уплотнениях при давлениях
уплотняемой среды до 20 МПа. Диаметр
верхнего основания корпуса термопары -
1,2 мм, толщина рабочих концов
термоэлектродов на поверхности трения - 6.. .8 мкм.
Качество горячего спая
контролировалось при сборке и в процессе работы.
Градуировка термопар проводилась после
установки их в кольцо.
В качестве базовой температуры, для
сравнительной оценки температурных
процессов, протекающих в узле торцового
уплотнения, принималась температура
среды в уплотняемом пространстве
(среды высокого давления). Далее, при
обработке результатов экспериментов, все
значения температур приводились к виду
^ * ~~ ^измеренное "~ *среды в камере •
Схема установки термопар в
исследованных кольцах торцового уплотнения
приведена на рис. 5.8, а, б (на рис. 5.8, б
сечение кольца показано с нанесенной
сеткой, использованной для
сопоставительного расчета методом конечных
разностей).
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
139
Рис. 5.9. Осциллограммы измерения температуры термопарами № 1 и № 2 (см. рис. 5.8, а) на
поверхности трения пары колец СГ-М-СГ-Т при разгоне вращения вала исследовательской
установки и при ее остановке:
а - пуск установки: давление среды 0,1 МПа, относительная скорость скольжения в паре
v = 19,0 м/с; б - пуск установки: давление среды 0,5 МПа, относительная скорость скольжения в
паре v = 12,7 м/с; в - выключение мотора установки: давление среды 5,0 МПа, начальная
относительная скорость скольжения в паре v = 12,7 м/с
Для удобства сравнения температуры
в местах установки термопар № 1 и № 2
записывались на одной осциллограмме,
причем за положительное направление
температурной оси для термопары № 1
принято направление вверх от базовой
линии 0-0, для термопары № 2 - вниз от
линии 0-0 (см. рис. 5.9).
Как следует из записей на
осциллограмме, до пуска установки температура в
точках измерений № 1 и № 2 была
одинаковой. После пуска установки изменение
температуры на контактной поверхности
отмечается спустя 0,3...0,4 с и, примерно,
постоянное соотношение значений
температур в этих точках замера устанавливается
спустя 5.. .6 с после начала вращения вала.
Скорость роста температур на
внутреннем и наружном радиусах начинает
заметно отличаться после первой секунды
работы установки.
На внутреннем радиусе пояска
трения она составляла ~1 °С/с для
относительной скорости скольжения в уплот-
Результаты исследования
динамических характеристик изменения
температуры на контактной поверхности пары
трения торцового уплотнения,
выполненных с использованием осциллографа,
представлены на рис. 5.9, я, б, в.
На рис. 5.9, а показана картина
изменения температуры в местах установки
термопар № 1 и № 2 (см. рис. 5.8) на
поверхности скольжения колец торцового
уплотнения при пуске установки и выходе
ее на параметры относительной скорости
скольжения 19 м/с.
На рис. 5.9, б представлена картина
изменения температуры по показаниям
термопар № 1 и № 2 на поверхности
скольжения при пуске установки и выходе
ее на параметры относительной скорости
скольжения колец 12,7 м/с.
На рис. 5.9, в представлена картина
изменения температуры на поверхности
скольжения колец в месте установки
термопар № 1 и № 2 при выключении привода
установки, после работы ее при
относительной скорости скольжения 12,7 м/с.
140
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
няющем стыке 12,7 м/с и -1,5 °С/с для
относительной скорости скольжения в
стыке торцовых поверхностей 19 м/с.
На наружном радиусе пояска трения
средние значения изменения скорости
роста температуры составили
соответственно 0,5 °С/с для относительной
скорости скольжения 12,7 м/с и 1,0 °С/с для
относительной скорости скольжения 19 м/с.
Измерения показали, что
температура на поверхности трения при работе
уплотнения имеет неосесимметричный
характер. В геометрически подобных точках
кольца по окружной координате значения
температур разнятся до 2 °С. Разница
значений температуры на атакующем и не-
атакующем фронте гидродинамической
лунки находилась в пределах 0,5... 1,0 °С.
Максимальные значения температуры
отмечались на внутреннем или среднем
радиусе пояска трения.
Значение температурного перепада
по ширине уплотняющего пояска
колебалось в пределах 0,5... 1,5 °С - для кольца
из углеграфита СГ-М, и 0,5...3,5 °С - для
кольца из стали 12Х18Н10Т.
При выключении мотора стендовой
установки и выбеге вала в течение 30 с
температура в измеряемых точках
первоначально снижалась примерно со
скоростью 0,3 °С/с на наружном и внутреннем
радиусах пояска трения. Затем этот
процесс замедлялся, и температура в кольце
далее медленно опускалась до
температуры жидкости в уплотняемой камере.
Исследование динамики изменения
температуры в трущейся паре колец
показало, что уже в течение первых 3...4 мин
работы узла уплотнения в кольцах
трущейся пары устанавливается
стационарный температурный режим работы узла
уплотнения. Таким образом, выполненные
исследования температуры на контактной
поверхности колец торцового уплотнения,
прошедшего длительную доводку и
имевшего высокие показатели рабочих
характеристик, выявили следующее.
• 1. После выхода на рабочий режим
стационарные температурные условия в
узле уплотнения устанавливаются в
течение первых нескольких минут работы
узла уплотнения.
•2. Измерение температуры на
контактной поверхности пары колец
торцового уплотнения плоскими термопарами с
инерционностью 3...5 мкс позволило
определить характер ее изменения в
режимах начала и окончания работы узла
уплотнения.
•3. Полученный перепад температур
на длине участка между
гидродинамическими канавками находился в пределах
0,5... 1,5 °С, указывающий на то, что эти
канавки выполняли для торцового
уплотнения роль устройств циклического
подвода смазки и охлаждения части
поверхности невращающегося кольца между
канавками. Интенсивное охлаждение
части поверхности трения со стороны
наружного радиуса колец подводом
уплотняемой среды способствует эффективному
образованию конфузорной формы
уплотняющей щели в торцовом уплотнении.
Таким образом, «гидродинамические» и
иного рода канавки, подводящие
уплотняемую среду в стык уплотняющих
поверхностей колец торцовых уплотнений,
существенным образом влияют на
образование сужающейся в направлении утечки
формы уплотняющей щели.
•4. После пуска установки заметное
изменение температуры на контактной
поверхности отмечается спустя 0,3...0,4 с
и уже медленно изменяющееся
(квазистационарное) значение температур в этих
точках замера устанавливается спустя 5...
6 с после начала вращения вала.
•5. Скорость роста температур на
внутреннем и наружном радиусах
начинает заметно отличаться сразу после первой
секунды работы установки. Отличие тем
больше, чем выше скорость
относительного скольжения уплотняющих
поверхностей в торцовом уплотнении.
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
141
•6. При выключении мотора
стендовой установки температура в измеряемых
точках первоначально снижается
соответственно со снижением частоты вращения
вала. Температура на наружном и
внутреннем радиусах пояска трения
изменяется примерно с одинаковой скоростью.
После остановки вращения вала
температура в кольце далее медленно снижалась
до выравнивания с температурой
жидкости в уплотняемой камере.
При работе уплотнения температура
в трущейся паре всегда выше
температуры уплотняемой жидкости, поэтому
температура кипения жидкости является
одним из важных параметров,
определяющих условия работы пары трения.
Эксплуатация торцовых уплотнений
в условиях герметизации жидкостей
(горячей воды, легких углеводородов,
аммиака) с температурой, близкой к
кипению, обычно сопровождается
повышенными утечками и интенсивным
изнашиванием пары трения. При работе
уплотнений часто наблюдаются хлопки и
вибрация, в результате которых происходят
периодические выбросы рабочей
жидкости в виде парожидкостной смеси. Это
явление возникает из-за вскипания
жидкостной пленки между уплотняющими
поверхностями, что вызывает нарушение
режима смазки, неустойчивость несущей
силы в щели, местный контакт
поверхностей и рост температуры в кольцах пары
трения.
О вскипании жидкости в паре трения
можно судить по состоянию
уплотните льных поверхностей. На графитовых
кольцах, как правило, возникают мелкие
язвы (кратеры). Их появление связано с
тем, что при трении жидкость,
находящаяся в порах кольца, вскипает и
давление в порах резко повышается. В
результате таких «микровзрывов» происходит
местное разрушение поверхности кольца.
Вследствие соударений колец пары
трения из-за нестабильности осевой силы
возможно выкрашивание части
поверхности на наружной уплотнительной кромке.
Поверхность части уплотнительного
пояска, примыкающая к области низкого
давления, обычно имеет повышенную
шероховатость, что обусловлено трением без
смазочного материала.
Так как кавитация представляет
собой процесс образования в жидкости
парогазовых каверн вследствие разрыва ее
сплошности из-за неспособности
выдерживать растягивающие напряжения, то
возникновению своему она обязана
местному (локальному) падению давления до
уровня критического значения. Явления
кавитации сопровождаются кавитацион-
ной эрозией поверхности, шумом и
вибрацией, возникающими из-за
нестационарности кавитационного процесса.
Если температура среды на входе в
уплотняющий стык близка к температуре
кипения при давлении уплотняемой
среды, то наблюдается периодическое (на
доли секунды) увеличение размера щели в
стыке с выбросом порций уплотняемой
среды [43].
Для стабильной работы торцового
уплотнения необходимо, чтобы имелась
определенная разность между
температурой кипения жидкости и температурой
жидкости на входе в уплотнение,
обусловленная критическими параметрами
давления уплотняемой среды.
Описанная картина явлений,
связанных со вскипанием жидкой среды в
торцовой щели, имеет отношение и к
уплотнению криогенных жидкостей. Кроме
того, из-за очень малой вязкости (например,
вязкость жидкого водорода при 20 К
равна вязкости воздуха при комнатной
температуре) сжиженные газы не могут
обеспечить достаточную несущую силу в
уплотняющей щели. Это сказывается на
размерах зазоров между уплотняющими
поверхностями и является причиной
появления задиров (из-за контакта
поверхностей) и выделения значительного
количества тепла в зоне трения.
При работе узлов трения в жидком
водороде, который служит активным
восстановителем, а также в довольно инерт-
142
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
ной среде - жидком азоте, образование и
сохранение каких-либо окисных пленок
на поверхностях трения невозможно.
Очищенные во время трения поверхности
металлов приобретают повышенную
склонность к схватыванию, что ведет к
повреждению поверхностей и их
интенсивному изнашиванию.
При трении металлов в среде
жидкого кислорода процесс образования
окисных пленок, наоборот, идет настолько
интенсивно, что вызывает сильную
коррозию.
Несмотря на плохие смазочные
свойства криогенных жидкостей, все же их
охлаждающее действие позволяет
получать долговечность пар трения,
несравнимую с временем работы пары трения без
таковой смазки [51].
5.2.5. ТЕМПЕРАТУРНОЕ
ПОЛЕ КОЛЕЦ
Исследования температурного поля
колец освещено в работах [26, 40, 58,59].
В [58, 59] были получены расчетные
результаты характеристик температурного
поля в кольцах, а в [26, 40] характер
описания температурного поля в кольцах был
основан на данных экспериментальных
исследований.
В [12] приведены результаты
измерения температуры по высоте невращаю-
щегося кольца уплотнения. Измерения
температуры выполнялись
искусственными термопарами в кольцах, выполненных
из углеситалла и материал АМИП-30 при
работе их в паре с кольцом из стеллита
ВЗК. В экспериментах контактное
давление в паре изменялось в пределах 0,2...
0,9 МПа, а скорость относительного
перемещения поверхности колец - 40... 100 м/с.
Температура измерялась на различных
удалениях от поверхности трения вблизи
наружного, среднего и внутреннего
радиусов невращающегося кольца.
Измеренные значения температур вблизи
поверхности трения достигали значений,
превышающих температуру уплотняемой
среды на 120...250 °С. Перепад температур на
ширине кольца достигал 200 °С, а по
высоте кольца - 400 °С.
По заключению исследователя,
результаты эксперимента показали, что
температура в кольце пары трения в
большей степени зависит от
теплопроводности материалов колец и в гораздо
меньшей степени от скорости скольжения
и контактного давления в трущейся паре.
Эксперименты подтвердили
высказывавшиеся ранее предположения, что в
кольцах торцовых уплотнений температура
может иметь значительные градиенты как
по высоте, так и по ширине колец, причем
максимальное значение температуры на
пояске трения находится обычно вблизи
его среднего радиуса со стороны,
удаленной от уплотняемой жидкой среды.
В [40] сообщается о расчете
температурного поля на основе полученных
результатов экспериментов по определению
температурного поля в теле колец
торцового уплотнения, изготовленных из стали
12Х18Н10Т с хромированной
поверхностью и силицированного графита СГ-М.
Исследовалось торцовое уплотнение
гидродинамического типа, конструкция
которого и схема привязки к
экспериментальной установке приведены на рис. 5.3. В
качестве объекта для исследований было
использовано торцовое уплотнение
гидродинамического типа, прошедшее
проверку работоспособности в ресурсных
испытаниях. Предельные параметры на-
гружения для узла уплотнения в
экспериментах:
- перепад давления на уплотнении
12,5 МПа,
- скорость скольжения в паре
до 19 м/с (п = 50 Гц).
В качестве уплотняемой среды
использовалась неочищенная
водопроводная вода.
Результаты экспериментальных
исследований показали, что в кольцах
торцовых уплотнений температура различна
как по высоте, так и по ширине колец,
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
143
причем максимальное значение
температуры на пояске трения находится обычно
вблизи его среднего радиуса со стороны,
удаленной от уплотняемой жидкой среды.
Исследования показали такой же
качественный характер изменения
температур на пояске трения кольца, как и в
работе [43]. Однако уровень температурных
перепадов в этих экспериментах был
значительно ниже, что следует отнести, по-
видимому, за счет конструктивного
совершенства уплотнительного узла.
Данные результатов измерений
температур в теле колец из стали 12Х18Н10Т
и из силицированного графита СГ-М
были использованы для определения их
температурных полей путем решения
стационарной задачи уравнения
теплопроводности. Уравнение теплопроводности для
плоского кольцевого тела прямоугольной
формы сечения имеет вид оператора
Лапласа и в цилиндрических координатах
может быть записано [40] в форме:
д2Т
1 DT д2Т
+ + -
дг г дг
d2z
= 0. (5.21).
Вследствие незначительности
перепада температур в теле кольца, для упро-
1 дТ
щения решения задачи,
членом — -
г дг
уравнения (5.21) можно пренебречь.
Тогда в выбранной системе
координат уравнение (5.21) принимает вид:
д2Т д2Т
дг
>Vz
= 0
(5.22)
и при граничных условиях первого рода
(задание распределения температуры на
границах кольца) представляет задачу
Дирихле.
Известные из экспериментальных
данных значения температур в ряде точек тела
кольца, вблизи его границ, были
использованы для получения аналитической
зависимости распределения температур на
границах кольца и для решения уравнения (5.22).
В табл. 5.3 и 5.4 приведены
экспериментальные и расчетные значения
температур в узлах сетки, наложенной на
сечения колец, а также погрешности
численного решения задачи.
5.3. Сравнение экспериментальных и расчетных значений температур
в узлах сетки, наложенной на сечение кольца из стали 12Х18Н10Т
Параметр
Значения температур, °С:
в эксперименте
полученные
расчетным путем
Разница, %
Параметр
Значения температур
в эксперименте, °С
полученные
расчетным путем, °С
Разница, %
1
57,5
57,5
0
9
54,0
54,1
3
2
59,5
59,4
1
10
55,0
54,8
4
3
57,5
57,5
0
11
57,5
57,5
0
№ термопар
4
59,5
59,4
1
5
56,0
56,2
3
№ термопар
12
55,5
55,9
7
13
54,5
54,5
0
6
58,0
57,7
4
14
52,5
52,5
0
7
54,5
54,8
7
15
52,5
52,4
4
8
56,0
55,9
2
16
52,5
52,3
8
144
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
5.4. Сравнение экспериментальных и расчетных значений температур в узлах
сетки, наложенной на сечение кольца из силицированного углеграфита СГ-М
Параметр
Значения температур, °С:
в эксперименте
полученные
расчетным путем
Разница, %
Параметр
Значения температур, °С:
в эксперименте
полученные
расчетным путем
Разница, %
1
55,5
55,7
4
14
54,5
54,8
7
2
55 5
55,6
2
15
54,5
54,7
4
3
55,5
55,3
4
16
54,5
54,6
2
№ термопар
4
55,5
55,0
4
5
55,5
55,6
2
№ термопар
17
54,5
54,5
0
18
54,5
54,3
4
6
55,5
55,3
4
19
53,5
53,8
8
12
54,5
54,8
7
20
53,5
53,7
6
13
55,5
55,2
5
21
53,5
53,6
3
Как видно из сравнительной оценки
экспериментальных и расчетных данных,
точность расчетного определения
температурного поля колец при обработке
экспериментальных данных находилась в
пределах 8 %.
На рис. 5.10 представлен характер
изменения температур на граничных
поверхностях невращающегося кольца для
ряда перепадов давлений на уплотняемой
щели и скоростей скольжения,
полученный по данным экспериментальных
измерений, относительно температуры среды в
уплотняемом пространстве (в
эксперименте температура уплотняемой среды в
камере -50 °С). На рис. 5.11 представлены
изотермы в сечении кольца, рассчитанные
относительно температуры уплотняемой
среды.
Расчетные методы определения поля
температур в кольце торцового
уплотнения базируются, как правило, на решении
уравнения теплопроводности для
одномерной или плоской задач.
Существует предложение
рассматривать кольца торцовых уплотнений как
толстостенные цилиндры и ограничиться
рассмотрением изменения температуры
только по высоте кольца. Приведенные
сопоставления экспериментальных
результатов и расчетов по исследованиям
температуры в кольцах из полимерных
материалов показали их
удовлетворительное совпадение. Однако такая модель теп-
лоотвода от трущейся поверхности пары
колец может быть применена лишь для
коротких толстостенных колец,
выполненных из материалов с низкой
теплопроводностью.
Существуют также предложения
рассматривать кольца торцовых уплотнений
как тонкостенные цилиндры и для расчета
температурного поля в них использовать
условие, что все тепло подводится к
кольцам со стороны их контактного стыка и
отводится с боковых поверхностей,
омываемых жидкостью. Такой подход
правомерен для случаев длинных тонкостенных
колец, выполненных из материалов с
высокой теплопроводностью.
На практике, как правило, кольца
пар трения выполняются небольшой высоты
ТЕМПЕРАТУРНЫЕ ФАКТОРЫ В УПЛОТНЕНИЯХ
145
At ,°C At, °C
О 0,2 0,4 0,6 0,8 1,0 Ъ 0 0,2 0,4 0,6 0,8 1,0 z
в) г)
ш-р=7 МПа; v=19,0 м/с о-р=5 МПа; v=19,0 м/с *-р=2 МПа; v=19,0 м/с
д-/?=1 МПа; v=12,0 м/с о-р=2 МПа; v=9,5 м/с
Рис. 5.10. Характер изменения температур на граничных поверхностях
невращающегося кольца:
а - на цилиндрической боковой поверхности кольца по RH; б - на нерабочем (тыльном) торце;
в - на рабочем торце; г-на цилиндрической боковой поверхности кольца по Rb\
z , Ь - относительная высота и ширина кольца соответственно
и из материалов с высокими показателями
теплопроводности. В таком исполнении
колец торцовых уплотнений тепловые
потоки в кольцах должны описываться
уже двумерными моделями.
Известен ряд работ, посвященных
расчетному определению распределения
температуры в кольцах торцового
уплотнения.
В [58] температурное поле в кольцах
пары определялось на основе методики
расчета по задаваемым величинам
теплообразования в щели торцового
уплотнения, работающего в условиях
гидродинамического режима смазки. Расчет
теплообразования в уплотняющем стыке
производился с использованием известного
(принятого для расчета) коэффициента
трения. При установлении характера теп-
лопотоков предполагалось, что теплоот-
Рис. 5.11. Изотермы температур (в °С) в
сечении кольца из стали 12Х18Н10Т,
рассчитанные относительно температуры
уплотняемой среды (давление 7 МПа,
относительная скорость скольжения
в паре v = 19,0 м/с):
Н- высота кольца; Rn, RB - наружный
и внутренний радиусы кольца
146
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
вод в уплотняемую среду осуществляется
лишь с части боковой поверхности колец.
Построенные изотермы в сечениях колец
для ряда пар материалов показали перепад
по высоте колец до 30 °С, а по ширине -
до 35 °С. Расчеты показали, что чем выше
теплопроводность материала кольца и чем
ниже его коэффициент линейного
расширения, тем меньше температурные
деформации кольца уплотнения.
В [12] задача решалась в
предположении, что тепловой поток на торцовых
поверхностях пары колец в уплотняющей
щели распределен равномерно и
суммарное количество генерируемого в торцовом
стыке тепла определяется по зависимости
где Р - нагружающая торцовый стык пары
осевая сила, v - скорость относительного
скольжения уплотняющих поверхностей в
стыке,/- коэффициент трения, для
расчета которого предложен ряд сложных
зависимостей, учитывающих многие факторы
влияния, в том числе волнистость,
адгезионные и теплофизические свойства
материалов колец и др.
В то же время предлагалось
учитывать как теплоподвод в кольца от
жидкостного трения поверхностей
вращающихся деталей, так и теплоотвод в
уплотняемую среду с боковых поверхностей колец.
Так, момент трения от вращающихся деталей
i=n
i=\
Здесь момент трения
цилиндрических поверхностей узла
Я,
.2D5
а момент трения торцовых поверхностей
Мторц/=0,25Сторц/.рш2Дг5,
0,01535
где Ст
Re
0,125
- коэффициент
сопротивления для цилиндрических
поверхностей, а Сторц/=0,982(1ёКег)-2'58 -
коэффициент сопротивления для торцовых
поверхностей при вращении, Ht - длина
цилиндров, Ri - радиусы цилиндров, р -
плотность уплотняемой среды, со -
угловая частота вращения вала, Rez - число
Рейнольдса для соответствующих
поверхностей.
Коэффициенты теплоотдачи
принимались постоянными по высоте колец и
рассчитывались на основе следующих
соотношений. Теплоотвод от
цилиндрических поверхностей при Re > 103 предлагается
определять через критерий Нуссельта:
гДе Сцил/ =
г
^тгатт 1
0,05
Re^
0,015
0,207
для Re < 2-Ю6 и
0Д25 для Re > 210°, Ргср
Re;
критерий Прандтля для среды (здесь ц, с,
X - динамическая вязкость, теплоемкость
и теплопроводность уплотняемой среды
соответственно).
Теплоотвод от торцовых
поверхностей при Re > 103 определяется через
Nuz-= 0,0287 Re?'8Prc°p6
4,6
где п - показатель в степенном
распределении температуры по радиусу теплоот-
дающей поверхности кольца.
Применение этой расчетной модели
предполагает, таким образом, знание
таких параметров, как нормальная нагрузка
в зоне контакта трущихся поверхностей,
коэффициент трения в паре, коэффициенты
жидкостного трения элементов уплотнения.
Для колец современных торцовых
уплотнений обычно применяют
материалы с высокой теплопроводностью.
Конструктивно кольца выполняют короткими и
толстостенными; теплоотдача от них
осуществляется как с боковых
цилиндрических поверхностей, так и с торцовых,
что не отвечает известным простым моде-
ДЕФОРМАЦИИ КОЛЕЦ ТОРЦОВОГО УПЛОТНЕНИЯ
147
лям [58]. Характер же использованных в
[12] упрощающих граничных условий для
тепловых потоков при решении уравнения
теплопроводности не дает соответствия с
опытными данными.
Таким образом, приведенные
сведения о расчетном исследовании поля
температур в кольцах торцовых уплотнений
показывают, что определение
действительных значений распределения
температур в кольцах является пока реальным
лишь на основе экспериментальных
исследований.
5.3. ДЕФОРМАЦИИ КОЛЕЦ
ТОРЦОВОГО УПЛОТНЕНИЯ
Практика эксплуатации торцовых
уплотнений показала, что деформации их
деталей существенным образом влияют на
качество и долговечность уплотнений.
Деформации уплотняющих колец прежде
всего диктуют форму уплотняющего
стыка пары и характер гидравлической и
контактной эпюр давления в нем, а также
утечку среды через уплотнение.
Деформирование первоначально
плоских поверхностей колец трущейся
пары в торцовом уплотнении при рабочем
нагружении его признается всеми
исследователями торцовых уплотнений [29, 61,
63]. Уже давно стало общепринятым
представление, что любые
фундаментальные аналитические исследования не могут
установить достоверные закономерности,
если они исходят из предположения
существования плоскопараллельных
уплотняющих поверхностей и не учитывают
деформации уплотняющих поверхностей
от воздействия гидравлического давления
и температуры.
Выполненный в [52] анализ причин
неудовлетворительной работы торцовых
уплотнений показал, что одной из
важнейших причин такого положения
являются отклонения форм уплотняющей
щели от плоской формы вследствие силовых,
температурных и остаточных деформаций
деталей уплотнения.
Деформации возникают от
конструктивных, технологических и
эксплуатационных факторов [52]. В рабочих условиях
уплотнительные кольца испытывают
нагрузки, обусловленные давлением
рабочей среды и действием упругих элементов
уплотнения. В процессе работы на
уплотняющей щели «срабатывается» перепад
давления, который также значительно
влияет на деформации колец.
Окружная неравномерность поля
давления может стать причиной
образования волнистости трущихся
поверхностей колец. Теплота, выделяющаяся в
паре трения, вызывает неравномерный
нагрев уплотнительных колец.
Неравномерность поля температур в окружном
направлении, обусловленная
неравномерным нагружением или неравномерным
охлаждением колец, также является
причиной образования волнистости
поверхностей колец [52].
Причиной деформирования
уплотняющей щели могут стать и динамические
нагрузки. Например, вибрации ротора
могут вызвать изгибные колебания колец
уплотнений [52].
Деформации, обусловленные
технологическими причинами, могут
возникнуть в результате отличия температур
изготовления деталей уплотнения от
температуры их сборки в узел и при
эксплуатации, например, если эксплуатация
уплотнения происходит в условиях высоких
или низких температур. Это особенно
относится к составным кольцам, при
изготовлении которых применяются такие
приемы, как напрессовка, пайка,
склеивание [52].
Какова форма поверхностей
торцовых уплотнений в реальных условиях
рабочего нагружения - до сих пор является
предметом научных дискуссий.
Если существующие методы
позволяют выполнить расчет деформирования
колец торцового уплотнения от
нагружения давлением уплотняемой среды с
достаточно высокой степенью точности, то
неопределенность влияния температур-
148
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
ных факторов в торцовом стыке на
характер деформирования колец не позволяет
говорить о высокой достоверности наших
знаний, касающихся формы щели
контактного стыка.
Признавая огромную роль
воздействия температурных явлений на работу
уплотнений, исследователи расходятся в
оценке доли вклада температурных
деформаций и их влияния на качество
работы узла уплотнения, в сравнении с
деформациями от нагружения уплотнения
перепадом давления. Так, ряд исследователей
[59, 65] полагают, что деформации от
давления существенно выше температурных
деформаций. Другие же придерживаются
противоположного мнения [29, 58, 64].
В деформациях формы уплотняющей
щели, обусловленных изменяющимся в
процессе работы нагружением
уплотнения, видят причину того, что расчет
утечки через уплотнение затруднен и
изменения утечки при работе узла уплотнения
имеют большой разброс [29]. Если бы
конструктору были известны
закономерности деформирования деталей
уплотнения, то он мог бы путем
соответствующего изменения размеров и выбором пар
материалов рассчитать допустимо
возможную деформацию и поддерживать ее
ниже определенной границы [29].
Деформации в уплотнениях, по
природе вызвавших их сил, делят на силовые
и температурные [9]. Деформации колец,
вызванные действием давления
уплотняемой среды, усилия упругих элементов,
обеспечивающих осевое поджатие колец,
сил затяжки при закреплении колец и
сборке узла уплотнения, центробежных
сил, называют силовыми. Деформации
колец, вызванные неоднородным
температурным полем в них или изменениями
температуры тел колец и сопряженных с
ними деталей, называют температурными.
В последние десятилетия появились
конструкции, в которых задача
оптимизации характеристик уплотнений в
диапазоне изменения рабочих нагрузок решается
за счет целенаправленного
деформирования его деталей. Так, например, в
уплотнениях, выполненных по А. с. 339706
(СССР) и пат. 1775324 (ФРГ), эта задача
решается за счет силового
деформирования деталей уплотнения, а выполненных
по А. с. 340811 и А. с. 436196 (СССР) - за
счет температурных деформаций
поверхностей колец в стыке пары трения. В
некоторых случаях, требующих создания
особо надежных уплотнений, стоимость
их становится соизмеримой со
стоимостью изделия, в котором они выполняют
функциональную роль. Так, для работы
уплотнений, описанных в пат. 3948530
(США) и в А. с. 576463 (СССР), требуется
сложная система средств автоматического
контроля и управления, предполагающая
использование управляющих
вычислительных комплексов.
Как указывалось выше, источниками
деформирования колец торцовой пары
являются:
- давление уплотняемой среды;
- усилие от упругих поджимающих
элементов;
- усилия, связанные с закреплением
колец в обоймах в корпусе и на валу;
- усилия, связанные со сборкой узла
уплотнения;
- центробежные силы, возникающие
во вращающемся блоке торцового
уплотнения;
- температурные явления, связанные
с процессами трения в уплотняющей
щели, с теплоподводом от смежных деталей
и теплоотдачей в окружающую среду.
Из этих источников деформирования
колец торцовой пары регулярно
действующими являются источники, связанные
с давлением уплотняемой среды и с
температурными явлениями, протекающими
в уплотняющей щели и в теле колец узла
уплотнения.
Расчету силовых и температурных
деформаций колец торцовых уплотнений
посвящен ряд работ [22, 52, 58, 59, 60, 64,
65]. Определению форм контактных
поверхностей колец торцовых уплотнений
под общим воздействием силовых и тем-
ДЕФОРМАЦИИ КОЛЕЦ ТОРЦОВОГО УПЛОТНЕНИЯ
149
пературных деформаций посвящены
работы [22, 43, 59].
По мнению ряда авторитетных
специалистов в области торцовых
уплотнений [29, 43, 52], отмеченные в
экспериментах изменения температуры по
ширине уплотняющего пояска и высоте колец
способствуют образованию конфузорной
формы щели в стыке пары колец
торцового уплотнения. Однако зачастую именно
температурные явления в узлах торцовых
уплотнений становятся ответственными за
значительный износ колец пары, трещи-
нообразование на поверхности колец или
даже за их разрушение [9].
5.3.1. СИЛОВЫЕ ДЕФОРМАЦИИ
На рис. 5.12 приведены схемы
силового нагружения деталей в узлах
бесконтактного и контактного уплотнений (на
рисунке ЦТ - центр тяжести). Как видно
из этих схем, нагрузки от давления среды
в полостях высокого и низкого давлении,
от упругого элемента образуют систему
сил и моментов, результатом действия
которых является осевое и радиальное
деформирование и повороты сечений
колец уплотняющей пары относительно их
центров тяжести. Поворот сечений колец
в плоскости продольной оси ротора, в
силу обычно малой изгибной жесткости
деталей узла уплотнения, имеет
первостепенное значение в образовании
радиальной формы контактного стыка от
воздействия силовых нагрузок.
Деформации, нарушающие
плоскостность уплотняющих поверхностей
трущейся пары, вызывают:
- осесимметричный поворот сечений
колец относительно центров тяжести их
сечений, при этом форма уплотняющего
стыка пары становится конфузорной или
диффузорной;
^\м. ^
Рис. 5.12. Схемы нагружения деталей в узлах бесконтактного (а) и
контактного (б) торцовых уплотнений:
Рх - давление среды в полости перед уплотнением; р2 - давление среды в полости за уплотнением;
Qp - усилие реакции; Qnp - усилие от пружинного элемента; Q\-Qj - усилия на поверхностях
вращающегося и невращающегося колец от нагружающих эти поверхности эпюр гидростатического
давления; qK - удельная нагрузка в торцовом стыке уплотняющих поверхностей от их контактного
взаимодействия; Мь М2- изгибающие моменты, действующие на кольца из-за приложения сил
£?р> Qnp, Q\-Qi, Як ~ относительно центров тяжести колец
150
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
- неосесимметричное
деформирование участков тела колец в окружном и
радиальном направлениях из-за различия
жесткостей этих участков.
Деформации колец, форма стыка
трущейся пары в торцовых уплотнениях
от воздействия давления среды изучались
рядом исследователей экспериментально
[15, 65] и аналитически [59].
Экспериментальные исследования
показали:
- определяющее влияние
конструктивного исполнения элементов торцового
уплотнения на качество его работы;
- существование процесса изменения
начальной формы контактного стыка при
нагружении узла и работе уплотнения [65];
- определяющее влияние формы
контактных поверхностей в торцовом
стыке пары на ее уплотняющую
способность [15].
В основе почти всех расчетных
моделей лежит предположение об осесим-
метричном деформировании колец
уплотнения как тел простейшей формы
поперечного сечения [58, 59]. Степень
отражения реальности в расчете деформаций
зависит здесь целиком от точности
определения нагрузки в торцовой щели и
качества учета связей колец трущейся пары
со смежными с ними деталями. Наиболее
совершенные методы расчета включают в
себя оперативную связь изменений формы
щели и нагрузки на кольца трущейся пары
путем совместного решения задач
гидродинамики и упругости, или так называемых
задач гидроупругости [22,60].
Общие принципы расчета
деформаций колец пары торцовых уплотнений от
нагрузок, связанных с давлением среды в
уплотняемой камере, приведены в [51].
В [36, 38] предложены методы
расчета силовых деформаций колец пары узла
торцового уплотнения при их рабочем
нагружении перепадом давления в
условиях гидродинамического режима течения
в уплотняющей торцовой щели.
Один из этих методов решения
задачи связан со случаем известности
положения центра эпюры давления
уплотняемой среды в торцовой щели. Другой - с
более сложным случаем, связанным с
поиском места приложения
равнодействующей сил в щели уплотнения.
Таким образом, выбор формы колец
торцовой пары, а также величины и
радиуса приложения сил в уплотняющей
щели является определяющим в процессе
проектирования узла уплотнения. Форма
колец в значительной мере влияет на
характер и величины деформирования
уплотняющих поверхностей от перепада
давления уплотняемой среды.
5.3.2. ТЕМПЕРАТУРНЫЕ
ДЕФОРМАЦИИ
Результатом возникновения в телах
колец трущейся пары и в сопряженных с
ними деталях уплотнения неоднородных
температурных полей являются
температурные напряжения и связанные с ними
деформации форм тел этих деталей.
Особенно велики они в области
уплотняющего стыка поверхностей колец, так как
здесь возникают наибольшие градиенты
температуры в их телах. Майер [29],
оценивая величины температурных
деформаций в кольцах уплотняющих пар
торцового уплотнения, сделал заключение, что
эти деформации во многом зависят от
коэффициента линейного расширения
материала и зачастую могут превышать
силовые деформации.
Ряд теоретических работ по
исследованию температурных деформаций
выполнен на основе предложенных авторами
расчетных моделей. В работах [58, 59]
предложены методы расчета
температурных деформаций кольцевых тел простой
формы, а в работе [64] приведены
сведения о расчетах уплотнений с кольцами
более сложной формы, состоящей из двух
кольцевых элементов.
Меткалфе в [59] предложил
зависимости для расчета температурных
деформаций колец в предположении только
осевого изменения температур по высоте
ДЕФОРМАЦИИ КОЛЕЦ ТОРЦОВОГО УПЛОТНЕНИЯ
151
2 4 3 1
2 1 43
-+-
+
Ч-
ч
™ 3 2 10
Аксиальная деформация
0 12 3 4
Аксиальная деформация
мкм
Рис. 5.13. Расчетные температурные деформации колец
торцового уплотнения из пар материалов:
1 - кольцо В из фенопласта, кольцо А из керамики; 2 - кольцо В из фенопласта, кольцо А из стали;
3 - кольцо В из углерода, кольцо А из керамики; 4 - кольцо В из углерода, кольцо А из стали
кольца, связанного с тепловыделениями
от жидкостного трения в уплотняющем
стыке. На таком же предположении
изменения температур по высоте кольца
базировалась и методика расчета
температурных деформаций, предложенная в свое
время B.S. Nau. Расчет деформаций колец
торцового уплотнения выполнялся на
основе определения мощности
генерируемого тепла в щели уплотнения и
рассеивания тепла путем теплопроводности из
колец пары трения в смежные детали
узла. Итогом решения деформационной
задачи являлось определение поворота
сечения колец торцового уплотнения; при
этом величина тепловыделений в
торцовой щели рассчитывалась в
предположении ее плоской формы.
На рис. 5.13 приведены полученные
Li Chin Hsiu в [58] расчетным путем
перемещения контактных поверхностей
пары колец (А - вращающееся кольцо, В -
невращающееся кольцо) из ряда
материалов вследствие температурных
деформаций. Здесь Лиг- наружный и внутренний
радиусы колец.
Шиндлер [64] исследовал
деформирование уплотняющих поверхностей пары
колец в предположении известности
тепловыделений в уплотняющем стыке.
Отвод подведенного тепла в его модели
осуществляется с остальных
поверхностей колец по зависимостям,
описываемым граничными условиями третьего и
четвертого рода. Схема расчета тепловой
задачи сходна со схемой, предложенной в
[26]. Расчеты деформаций показали, как и
в [58], что результат их действия связан с
образованием в узле торцового
уплотнения конфузорной по форме щели в стыке
пары уплотняющих колец.
Большинство из приводимых в
литературе данных по расчету температурных
деформаций основано на модели
одномерного изменения температуры в
кольцах по их высоте. Погрешность таких
152
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
?(
4Х
Sx
У>
1 6
7
8
9
10
мкм
и
12
13
14
15
16
17
18
19
20
а,
)
21
22
23
24
25
X
у, мкм
у, мкм
мм
Рис. 5.14. Температурные деформации кольца торцового уплотнения:
а - размеры сечения кольца с расчетной сеткой; б - аксиальные перемещения рабочей
поверхности кольца, вызванные радиальным перепадом температур в его теле; в - аксиальные перемещения
рабочей поверхности кольца, вызванные аксиальным перепадом температур в его теле;
г - суммарная деформация поверхности трения рабочего пояска кольца
предположении очевидна, однако
выполнение решения с более точными
граничными условиями - достаточно трудная
задача. Во всех случаях расчет
температурных деформаций возможен лишь при
известности температурного
распределения в кольцах трущейся пары.
Достоверные сведения о таком распределении
могут быть получены лишь в результате
трудоемких термометрических
исследований уплотнений.
Из публикаций известны сведения о
величинах температурных деформаций
колец торцовых уплотнений, полученных
на основе таких исследований.
Так, в [40] сообщается о расчете
температурных деформаций тела невращаю-
щегося кольца торцового уплотнения,
полученных на основе термометрических
исследований температурного поля в
кольце. Исходными данными для его
расчета являлись физико-механические
константы материала (модуль упругости,
коэффициент температурного расширения
материала тела кольца, коэффициент
Пуассона) и распределения температур в
теле кольца. Задача решалась численным
методом.
Рассмотрим результаты решения
деформационной задачи для рассчитанного
температурного поля в кольце торцового
уплотнения, поперечное сечение которого
(с показанными узлами расчетной
конечно-разностной сетки) приведено на
рис. 5.14, а. На рис. 5.14, б показано
значение аксиальных перемещений рабочей
поверхности кольца, вызванных
радиальным перепадом температур в его теле, а
на рис. 5.14, в - вызванные поворотом
сечения кольца. На рис. рис. 5.14, г
приведена суммарная деформация
поверхности трения рабочего пояска кольца
вследствие неравномерного температурного
поля, образовавшегося при работе
уплотнения. Как следует из представленного
материала, при работе уплотнения
температурное поле в кольце приводит к
образованию в стыке пары трения конфузор-
ной (сужающейся по форме в
направлении от наружного к внутреннему радиусу
колец) уплотняющей щели.
ДЕФОРМАЦИИ КОЛЕЦ ТОРЦОВОГО УПЛОТНЕНИЯ
153
§ S5
Я % А
Он g
« OhZ
ей <D
(D О 1
7 1 1^
ь
0,81 1,63 2,44 3,25 4,06 4,88 5,69 6,50
Ширина рабочего пояска от R до R , мм
Рис. 5.15. Расчетные деформации контактных поверхностей колец, связанные
с неравномерным температурным полем в теле колец:
1 - из стали 12Х18Н10Т; 2 - из силицированного графита СГ-М
В [32] также приводятся сведения,
связанные с расчетом температурных
деформаций тел колец торцового
уплотнения, полученных на основе
термометрических исследований.
Результаты решения
деформационной задачи от температурного поля для
невращающегося кольца из стали
12Х18Н10Т и для вращающегося кольца из
силицированного графита СГ-М для
торцового уплотнения, приведенного на рис. 5.3,
при параметрах нагружения v = 19 м/с и
р = 7,0 МПа, представлены на рис. 5.15.
Исследования показали, что на
практике при работе узла торцового
уплотнения плоская форма щели не реализуется.
Они показали также, что при конфузорной
форме уплотняющей щели
тепловыделения в торцовом уплотнении значительно
отличаются от тепловыделений при
плоской ее форме.
Можно отметить, что применение
чисто расчетных методов для определения
температурных полей в кольцах сложной
формы нереалистично из-за трудностей
представления и описания картины
процессов, происходящих в щели и на
граничных поверхностях колец.
Так, очевидным недостатком метода
расчета, предложенного в [58], являлось
то, что величину тепловыделений в
торцовой щели предлагалось рассчитывать в
предположении ее плоской формы. Таким
образом, предложенные методики в [58,
59], основанные на теоретических
подходах решения тепловой задачи, не
опираются в полной мере на реальный характер
известных физических связей и
соотношений и некорректны для применения в
проектных работах, связанных с созданием
новых конструкций узлов уплотнений.
Рассмотрев известные литературные
сведения по расчету температурных
деформаций в кольцах торцовых
уплотнений, можно сделать следующие выводы:
- соответствующий реальности
расчет температурных деформаций возможен
при известности достоверного характера
температурного распределения в кольцах
трущейся пары;
- изменения температуры по ширине
уплотняющего пояска и по высоте колец в
конструкциях внутренних торцовых
уплотнений способствуют образованию
конфузорной формы щели в стыке пары
колец торцового уплотнения;
- при конфузорной форме щели в
торцовом уплотнении тепловыделения
значительно отличаются от
тепловыделений при ее плоской форме.
154
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
5.4. ДИНАМИЧЕСКИЕ НАГРУЗКИ
В ТОРЦОВЫХ УПЛОТНЕНИЯХ
Значительная часть повреждений в
уплотнениях происходит в результате
возникновения в них вибраций. Обычно
при конструировании торцовых
уплотнений не учитывают динамические
процессы, протекающие в торцовой щели. В
свою очередь, торцовые уплотнения
также оказывают воздействие на динамику
ротора, образуя связную динамическую
систему «ротор-опоры-уплотнение».
Внешние возмущения, вибрации
вала, биения вращающихся деталей
вызывают нестационарные процессы,
нарушающие равновесие и устойчивость
подвижного в осевом направлении кольца
уплотнения и возбуждающие его
колебания. Вибрации наиболее опасны в
агрегатах, нагруженных высоким давлением, так
как элементы их конструкций
подвергаются значительным деформациям и
напряжениям. Вопросы динамики особенно
актуальны для уплотнений, работающих
при высоких частотах вращения в
сжимаемых средах.
Силы, действующие на детали
уплотнения, в общем случае являются
переменными по времени. Явления
нестационарности сил в уплотнении связаны:
- с отклонениями положения
трущихся поверхностей торцовой пары от
плоскости вращения, угловыми и
радиальными смещениями продольной оси
аксиально-подвижного кольца уплотнения
от оси ротора;
- с пульсацией давления
уплотняемой среды, колебаниями роторной или
статорной систем насоса или компрессора,
зависящими от частоты вращения ротора.
При колебательных процессах
изменяются размеры щели в торцовом
уплотнении, также меняется величина утечки
через узел, повышается возможность
проникновения твердых частиц в щель и
абразивного износа уплотняющих
поверхностей колец. С явлениями
нестационарности связана и неустойчивость течения
среды в уплотняющей щели. Колебания в
уплотнениях можно разделить на осевые
и радиальные, вынужденные и
автоколебания.
Основные источники осевых
колебаний сил в щели уплотнения:
- неперпендикулярность торцовой
уплотняющей поверхности вращающегося
кольца пары к оси вращения ротора;
- неперпендикулярность торцовой
уплотняющей поверхности невращающе-
гося кольца пары к оси вращения ротора;
- канавки и карманы на
уплотняющих поверхностях колец;
- пульсации давления среды в
полости уплотнения;
- осевые колебания статорной
системы насоса;
- осевые колебания роторной
системы насоса;
- переменность ширины
уплотняющего пояска трущейся пары в окружном
направлении (из-за дисбаланса
вращающегося кольца, осенесимметричного
выполнения уплотняющих поясков и т.д.);
- вскипание жидкости и кавитацион-
ные явления в щели;
- переходный режим течения от
ламинарного к турбулентному, от
дозвукового к сверхзвуковому;
- крутильные колебания за счет
периодических деформаций кручения
упругого элемента уплотнения.
Основные источники радиальных
колебаний сил в торцовой щели уплотнения:
- прогиб ротора или смещение его
оси в районе уплотнения по отношению к
оси подшипников (прецессия ротора);
- осенесеммитричное поле давлений
в уплотняемой полости;
- радиальные колебания статорной
системы насоса под воздействием
внешних нагрузок;
- радиальные колебания роторной
системы насоса под воздействием
внешних нагрузок.
На рис. 5.16 приведена схема
торцового уплотнения применительно к
динамическим воздействиям сил и моментов
на узел.
ДИНАМИЧЕСКИЕ НАГРУЗКИ В ТОРЦОВЫХ УПЛОТНЕНИЯХ 155
со I ^
А-А
м\
м
а
X
/
1
I
п
^
1
I I
к
l^лл
z
4\
Рис. 5.16. Схема динамического
позиционирования пары колец торцового уплотнения
при работе узла
В большинстве исследований
торцовых уплотнений изучался стационарный
режим работы. Однако вынужденные
колебания его аксиально-подвижного блока,
обладающего, в общем случае, пятью
степенями свободы (осевое перемещение,
угловой поворот в продольной и
перпендикулярной плоскости относительно
продольной оси ротора, а также смещения в
двух взаимно-перпендикулярных
направлениях относительно этой оси) [55],
имеют также существенное влияние на
рабочие характеристики уплотнения, в том
числе на утечки и его долговечность. К
сокращению срока службы уплотнения
из-за неустойчивости
аксиально-подвижного кольца может привести
чрезмерный износ пары и усталостное
разрушение колеблющихся элементов (например,
металлических сильфонов).
В [55] показано, что при малых
возмущениях осевое перемещение
аксиально-подвижного блока не связано с двумя
угловыми перемещениями. Кроме того,
оно всегда устойчиво и затухает со
временем. Угловая устойчивость зависит от
ряда характеристик уплотнения и условий
работы.
Критическая скорость вращения
ротора, являющаяся границей устойчивости
в колебании аксиально-подвижного блока,
зависит от его размеров, перепада
давления на уплотнении, жесткости упругих
подвижных элементов, жесткости
жидкостного слоя в щели уплотнения. При
критической скорости начальный перекос
стыка колец сохраняется, и аксиально-
подвижный блок, в случае выполнения
его вращающимся, прецессирует с
частотой, равной половинной частоте вращения
ротора [55]. Для определения критической
скорости торцового уплотнения автором [55]
предложено пользоваться зависимостью:
со
крит
nP0R2m
4K*Rm+-£-(l-*tT{pi-Po)
(5.23),
где r0, rw, r/ - наружный, средний и
внутренний радиусы уплотняющей щели,
Rm = rw/r0, Ri = r/r0, Кж - жесткость
пружинного элемента, / - момент инерции
узла уплотнения, С0 - номинальный зазор
в уплотняющей щели торцового
уплотнения, pi9 po - давление по внутреннему и
наружному радиусу уплотнения.
Таким образом, для обеспечения
устойчивости скорость вала со не должна
превышать критическую скорость сокрит.
Из (5.23) видно, что увеличение
жесткости пружинного элемента и
уменьшение инерции кольца повышают
устойчивость уплотнения.
В торцовом уплотнении возможны
три вида колебаний: осевые, угловые и
изгибные. Они описываются системой
уравнений движения упруго
установленного кольца относительно вращающегося:
mz2 + Pz + Wz = О ; Ж2 + Ма +La = 0;
IpQp+MQ+LQ=0, (5.24),
где т, I, 1Р - масса и моменты инерции
подвижного кольца, z2, a2, 0^ - осевое,
угловое, изгибное перемещение кольца
уплотнения, Pz, Ma, Mq - осевая сила и
гидромеханические моменты, действую-
156
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
щие на подвижное кольцо со стороны
рабочего слоя, Wz, La, Lq - сила и моменты,
действующие на подвижное кольцо извне.
В общем случае осевые, угловые и
изгибные перемещения подвижного
кольца оказывают взаимное влияние за счет
перекрестных связей. В связи с этим
угловые биения могут возбуждать осевую
вибрацию в уплотнении и т.д. [52].
Число опубликованных работ по
динамике торцовых уплотнений невелико. В
теоретических исследованиях
рассматривается обычно модель уплотнения с одной
степенью свободы, связанной с
перемещением по продольной оси [9].
Для упрощенного расчета
вынужденных осевых колебаний аксиально-
подвижного блока уплотнения можно
использовать одномассовую модель с одной
степенью свободы с колебательным
звеном (рис. 5.17), причем для описания
колебательного процесса можно
использовать линейное уравнение с постоянными
коэффициентами [55].
Рассмотрим такую упрощенную
модель для определения границы
динамической устойчивости уплотнения.
Используем следующие допущения:
- частота осевых колебаний
аксиально-подвижного блока соответствует
частоте вращения ротора;
- силы демпфирования колебаний и
присоединения массы жидкости малы;
- закон колебаний кольца
синусоидальный.
Рис. 5.17. Схема к расчету колебаний
в торцовом уплотнении
Тогда уравнение движения блока
можно представить в виде
тх + кс (х - ат sin atf) + кух = 0. (5.25)
Здесь т - масса
аксиально-подвижного кольца; х - текущее перемещение
аксиально-подвижного кольца; кс = dW/dh -
жесткость слоя среды в щели уплотнения;
ку - жесткость упругого элемента; ат -
амплитуда вынужденных перемещений
аксиально-подвижного кольца; со -
частота вынужденных перемещений аксиально-
подвижного кольца; t - время
вынужденных перемещений.
Изменение зазора я/, в щели пары
получаем как частное решение уравнения
(5.25):
ah= -2» . (5.26)
КС 1
2
гасо -кс
Из этого равенства следует, что
резонансные явления в системе наступают
при кс = гасо2 - ку и возможны лишь в том
случае, когда жесткость упругого
элемента меньше величины произведения #?со2.
Резонансные явления в уплотнении
не наступают, если выполняется условие
ку > ты2. Поэтому желательно во всех
случаях снижение массы аксиально-
подвижного блока. Борьба с
резонансными явлениями путем увеличения
жесткости пружинного элемента чревата
увеличением износа трущейся пары.
При угловых смещениях одного
кольца пары относительно другого
появляется гидростатический момент
вследствие образования в одной части щели кон-
фузорной формы уплотняющей щели, а в
другой - диффузорной. С явлениями
угловой неустойчивости следует считаться
для пар колец с широкими
уплотняющими поясками.
В сильфонах, используемых в ряде
конструкций торцовых уплотнений (см.
рис. 2.40), могут возникать два типа
вибраций - осевые и окружные. Осевые
вибрации вызываются осевыми перемеще-
ФОРМА УПЛОТНЯЮЩЕЙ ЩЕЛИ В СТЫКЕ ПАРЫ
157
ниями роторной и статорной частей
уплотнения. Окружные вибрации
вызываются силой трения между уплотнитель-
ными поверхностями. Эта сила
скручивает сильфон до тех пор, пока сила трения
не уравновешивается упругой силой
сопротивления сильфона. Затем следует
проскальзывание колец в прежнее
положение и освобождение скручивающей
нагрузки на сильфон. Затем цикл
повторяется. Изучение этого явления с
применением высокоскоростной фотографии
обнаружило, что окружные вибрации
переходят в осевые, при этом величина осевых
вибраций увеличивается до тех пор, пока
соседние швы сильфона не ударяются
друг о друга, ослабляя, таким образом,
вибрации и уменьшая амплитуду колебаний.
Собственная частота колебаний
сильфона может быть изменена путем
подбора материала с другим модулем
упругости, изменением толщины материала,
шага и числа гофров, применением
многослойной конструкции, а также
использованием специальных демпфирующих
устройств [52].
Явления вибрации поверхностей
трения и неустойчивость жидкостного
слоя в щели торцового уплотнения
требуют внимания со стороны
проектировщиков уплотнений, так как они
сказываются на долговечности и качестве работы
этих узлов. При конструировании
торцовых уплотнений следует придерживаться
следующих положений:
- для обеспечения устойчивости
работы уплотнительного узла, чтобы
избежать резонанса, собственная частота
колебаний уплотнения должна быть больше,
чем критическая частота вала;
- борьба с резонансными явлениями
путем увеличения жесткости пружинного
элемента чревата увеличением износа
трущейся пары;
- для повышения собственной
частоты колебаний уплотнения желательно во
всех случаях снижение массы аксиально-
подвижного блока.
5.5. ФОРМА УПЛОТНЯЮЩЕЙ
ЩЕЛИ В СТЫКЕ ПАРЫ ПРИ
РАБОТЕ УПЛОТНЕНИЯ
При рабочем нагружении торцового
уплотнения, предполагающем
существование перепада давления на нем при
вращающемся роторе, форма стыка
уплотняющих поверхностей колец является (в
основном) результатом совместного
действия силовых и температурных нагрузок.
В самом общем схематичном виде при
работе уплотнения формы уплотняющего
стыка поверхностей колец торцового
уплотнения могут быть описаны случаями,
приведенными на рис. 5.18. Такие
тенденции в формообразовании подтверждаются
как расчетной практикой, так и данными
исследований форм уплотняющих колец
после работы уплотнений.
Если в результате деформаций колец
образуется диффузорная форма их
сопряжения, то контактное удельное давление в
таком сопряжении поверхностей колец
будет выше уплотняющего давления.
Усилие поджатая аксиально-подвижного
кольца к аксиально-неподвижному в этом
случае уравновешивается частично или
полностью за счет непосредственного
контакта уплотняющих поверхностей
колец. Это обеспечит хорошую
уплотняющую способность торцового сопряжения,
однако износ поверхностей колец в таком
контактном стыке ограничивает работу
уплотнения с хорошими показателями по
уплотняющей способности небольшим
временным интервалом.
При конфузорной форме щели
уплотнение может работать в бесконтактном
режиме. Усилие прижатия
аксиально-подвижного кольца к
аксиально-неподвижному в этом случае уравновешивается
полностью гидростатическим давлением в
торцовой щели уплотнения. Такая схема
работы возможна для разгруженных
торцовых уплотнений, т.е. таких, у которых
коэффициент нагружения К < 1, и тогда в
торцовом уплотняющем стыке расчетное
номинальное удельное давление в сдав-
158
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
11 * * u, щ
*гидроста- ^механи-
тическое ческое
Изменение давления
■^гидроста- ^механи-
тическое ческое
Изменение температуры
Рис. 5.18. Схемы форм уплотняющего стыка, образующиеся между поверхностями колец
торцового уплотнения при его работе
ленном слое среды ниже давления среды
перед уплотнением.
Объем утечки через уплотнение
будет зависеть от зазора в самой узкой части
уплотняющей щели, нагружающего
давления и от формы этой щели.
Определение формы стыка
уплотняющих поверхностей колец
экспериментальным путем - задача чрезвычайно
сложная. Сложность этой задачи
заключается в необходимости получения при
работе узла уплотнения на длине в 3...8 мм
(обычная ширина контактного пояска
колец) представительного числа (не менее
четырех-пяти) замеров зазоров между
уплотняющими поверхностями для
возможности хотя бы грубого представления
формы стыка пары. Чтобы успешно
решить задачу, необходимо использовать
средства измерения, включающие
миниатюрные датчики перемещений с базовыми
размерами менее 0,5 мм. Такие средства
измерений пока не реализованы. При
исследованиях обычно устанавливают не
более одного датчика в пределах ширины
уплотняющего пояска невращающегося
кольца. Полученная информация может
дать представление о существовании и
размерах зазора в месте установки
приемного элемента датчика на радиальном
участке щели между уплотняющими
поверхностями.
Поэтому известные работы,
посвященные определению формы стыка колец
торцового уплотнения, основаны на
расчетных методах, позволяющих выявить
вклад силовых и температурных
деформаций в общую картину
деформированного профиля стыка пары колец. Расчет
совместного воздействия этих
деформаций на форму щели в стыке пары основан
на методе суперпозиции.
Метод суперпозиции (или метод
наложения) для отыскания полных
деформаций и напряжений, вызванных
действием температурных и силовых факторов,
является правомерным для случаев малых
деформаций и соответствующих им
перемещений, пока эти перемещения не
влияют существенно на действие внешних сил
[48]. В таких случаях, пренебрегая
малыми изменениями размеров
деформируемого тела, а также малыми перемещениями
точек приложения внешних сил, в
вычислениях напряжений и деформаций можно
основываться на начальных размерах
форм тела. Получающиеся в результате
перемещения можно находить с помощью
рассматриваемого метода в виде
линейных функций обоих видов нагрузок.
ФОРМА УПЛОТНЯЮЩЕЙ ЩЕЛИ В СТЫКЕ ПАРЫ
159
Определение деформаций колец
решением силовой и температурной задач
тесно связано также с условиями смазки
трущихся поверхностей, т.е. с задачей
гидродинамики. Связь эта
просматривается в следующем виде.
Радиальная форма торцовой щели,
определяемая температурными и
силовыми деформациями, зависит от
температурных полей в кольцах пары, которые, в
свою очередь, зависят от сил трения в
паре. Эти силы трения зависят от
соотношения жидкостного и контактного трения,
которое зависит от формы торцовой щели
и сближения поверхностей в торцовом
стыке. Поэтому в самом общем виде при
определении формы щели между
торцовыми поверхностями колец уплотнения
требуется совместное решение
контактной, деформационной задач и задачи
гидродинамического истечения среды через
торцовую щель под воздействием
гидростатического перепада давления [56].
Решение такой обобщенной задачи
стало реальностью с развитием методов
машинного счета. Сведения о выполнении
таких расчетов приведены в работах [22,
59, 64]. Подобные расчеты зачастую носят
достаточно приближенный характер из-за
отсутствия четких определенностей в
тепловых граничных условиях.
Однако эти расчеты все же дают
представление о тенденциях
формообразования уплотняющей щели и позволяют
разработчику уплотнений осознанно
управлять теми элементами в
конструктивном исполнении уплотнения, которые
могут быстрейшим образом привести его к
созданию работоспособной конструкции.
Так, в [59] представлено решение
задачи определения формы уплотняющей
щели в торцовом уплотнении. Автор [59]
полагает, что форма щели в уплотняющем
стыке определяется деформациями
первоначально плоских поверхностей колец,
образующих этот стык, от давления
уплотняемой среды и температурных
явлений в кольцах пары. На рис. 5.19
приведены данные расчета деформирования
Кольцо вращающееся
г-\-—
мкм
/7 =1,4 MKM
о
1
\2
./_—,
Кольцо невращающееся
мкм
Рис. 5.19. Деформирование колец торцового
уплотнения от перепада давления и
теплообразования в торцовой щели
(/fo - минимальное сближение поверхностей
колец в уплотняющей щели)
уплотняющих поверхностей колец и
форма щели торцового уплотнения для воды с
параметры нагружения - перепад
давления на узле уплотнения 3,45 МПа, частота
вращения вала 200 Гц, коэффициент
нагрузки К= 0,76. Метклафе [59] предложил
зависимости для расчета давления в щели
уплотнения, утечки через уплотнение и
мощности потерь на трение в
уплотняющем стыке. Эти зависимости
базировались на решениях уравнения смазки для
жидкостного режима трения.
Для решения задачи Меткалфе [59]
предложил текущий размер h уплотняющей
щели описывать в форме зависимости
h = hc
г
V ^0 ,
где ho, Ro - зазор и радиус на входе в
щель, г - текущий радиус щели.
160 Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
Степенной коэффициент В
определялся по эмпирической зависимости
2R3B +3B(l-R2)-2
~ (l-R3B)(3B-2)(l-R2)'
где К - коэффициент нагрузки узла
торцового уплотнения; R = R-IRq -
безразмерный параметр кривизны уплотняющей
щели в паре колец (здесь Rt - наружный
радиус уплотняющей щели).
Совместным решением задачи
термоупругости и уравнения смазки Рей-
ноль дса в [59] были получены данные по
давлению, несущей силе, утечке и
потерям мощности в щели торцового
уплотнения. Однако отсутствие обоснованных
представлений о физической сущности
искомого коэффициента В снижает
ценность предложенного метода.
В [22] результаты отдельных
расчетов температурных и силовых
деформаций уплотняющих поверхностей колец
пары трения торцового уплотнения были
использованы для определения формы
уплотняющей щели между кольцами.
Рис. 5.20. Формы рабочих поверхностей в
стыке вращающегося / и невращающегося
2 колец. Эпюры безразмерного давления
для приведенной формы контактной щели
при различных значениях /fmin:
3 - 0,01 мкм; 4 - 0,05 мкм; 5 - 0,2 мкм;
6 - 0,6 мкм; 7-1,2 мкм; 8-5 мкм; 9 - эпюра
давления для плоскопараллельной формы
контактной щели {х - ширина в безразмерном
виде уплотняющего пояска кольца; RB, RH -
внутренний и наружный радиусы
уплотняющего пояска кольца; Az - аксиальная
деформация поверхностей колец вращающегося 1 и
невращающегося 2 уплотняющей пары)
Температурные деформации колец
определялись на основе экспериментального
исследования температурных полей в
кольцах торцового уплотнения при его
работе. Для решения задачи был
применен метод суперпозиции и определены
деформации контактных поверхностей
для кольца из коррозионно-стойкой стали
и для кольца из силицированного графита.
Полученные результаты по деформациям
уплотняющих поверхностей пары колец
торцового уплотнения позволили
определить форму их уплотняющего стыка, а
также эпюры давлений в щели при
различных величинах сближений
уплотняющих поверхностей. На рис. 5.20 приведена
расчетная форма уплотняющей щели, а
также эпюры 3-9 давлений в щели для
ряда заданных сближений торцовых
поверхностей.
Расчетные характеристики имели
достаточно хорошее согласование с
данными экспериментального исследования
[22]. В процессе экспериментов перепад
давления на уплотнении был 7 МПа,
частота оборотов вала 60 Гц, коэффициент
нагрузки К = 0,68.
Здесь следует отметить, что
определяющее влияние на форму контактного
стыка и на образование его конфузорной
формы оказали деформации колец от
изгибающих моментов, связанных с
эпюрами нагружающих сил. Такое их влияние
связано с большими нагружающими
силами от значительного перепада
уплотняемого давления. Меньшими по
значимости влияния на размеры и форму
контактного стыка оказались деформации
колец от температурных явлений. Связано
это с тем, что в эксперименте
исследовался узел торцового уплотнения,
прошедший предварительную конструктивную
доводку в испытаниях и имевший
показатели длительной работоспособности, при
малой утечке и стабильно низких
показателях значений момента трения.
В [36] исследовалось торцовое
уплотнение гидродинамического типа с
коэффициент нагрузки К = 0,73, сходное с
описанным в [22]. Предельные параметры
ФОРМА УПЛОТНЯЮЩЕЙ ЩЕЛИ В СТЫКЕ ПАРЫ
161
Рис. 5.21. Эпюры давлений, нагружающих кольца торцового уплотнения:
1 - неподвижное кольцо из стали 12Х18Н10Т; 2 - вращающееся кольцо из силицированного
графита СГ-М; ЦТ - центр тяжести; Яц д - радиус приложения силы от давления в щели
(радиус центра давления)
нагружения для узла уплотнения в
эксперименте: перепад давления на уплотнении -
до 12,5 МПа, частота вращения вала -
60 Гц. В качестве уплотняемой среды
использовалась водопроводная вода.
При определении силовых
деформаций рассматривалась схема нагружения
колец узла уплотнения давлением
уплотняемой среды, представленная на рис. 5.21.
Общая задача определения силовых
деформаций уплотняющих поверхностей
стыка пары колец была связана с
решением двух условно независимых задач:
- определение деформаций,
связанных с поворотом сечения колец от
изгибающих моментов относительно центров
тяжести колец;
- определение деформаций,
связанных с осевым деформированием тел колец
от нагружающих эпюр давлений.
Для решения задачи использовался
программный модуль, основанный на
определении осесимметричных деформаций
кольцевых деталей, в предположении
неизменности формы поперечного сечения.
Алгоритм расчетной программы,
реализующей вышеприведенный метод, был
выполнен по схеме, изложенной в [37, 38].
Рассчитанные деформации
уплотняющих торцовых поверхностей по
ширине Ъ уплотняющего пояска кольца,
связанные с давлением в щели между ними,
для колец из углеграфита СГ-М и стали
12Х18Н10Т приведены на рис. 5.22, я, б
(кривые 7), где s - перемещения.
Рассчитанные деформации уплотняющих
торцовых поверхностей для колец из
углеграфита СГ-М и стали 12Х18Н10Т,
связанные с поворотом их сечений от моментов
осевых и радиальных сил, приведены на
рис. 5.22, я, б (кривые 2).
Для нахождения поля напряжений,
аксиальных и радиальных деформаций, а
также углов поворота сечений в кольце
под воздействием неравномерного
температурного поля внутри его тела, был
разработан расчетный алгоритм на основе
решения классического
дифференциального уравнения перемещений для
круговой цилиндрической оболочки.
Численное интегрирование
производилось методом конечных разностей.
Детальное описание метода представлено в
материалах статьи [32].
Результаты решения деформационной
задачи по известному температурному
6 — 106
162
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
8, МКМ
е.
0
-2
-4
-6
-8
МКМ
"ч*
1
/
V
\Ъ
v<2
J
. \
4,
05
5
,671
^4
£, МКМ
а)
U
£
^
^
2\
!>
\
0 0,81 2,43 4,05 5,67 Ъ, мм
б)
Рис. 5.22. Вклад отдельных составляющих в
деформацию поверхностей уплотняющего
пояска колец из силицированного графита
СГ-М (а) и стали 12Х18Н10Т (б):
1 -отраспределения давления в стыке пары
трения; 2 - от изгибающего момента;
3 - от температурного поля в теле кольца
полю в кольцах из силицированного
графита СГ-М и из стали 12Х18Н10Т
представлены кривыми 3 на рис. 5.22, а, б.
Используя результаты отдельных
расчетов температурных и силовых
деформаций, связанных с определением
форм поверхностей колец пары трения
торцового уплотнения, и применив метод
суперпозиции, были получены суммарные
деформации г контактных поверхностей
для кольца 2 из силицированного графита
и для кольца 1 из коррозионно-стойкой
стали, а также форма их контактной щели
на ширине Ъ пояска от внутреннего к
наружному радиусу кольца (рис. 5.23, а).
\^L
1
2
0 0,81 2,43 4,05 5,67 Ъ, мм
а)
г
0,8
0,6
0,4
0,2
/
L
/
г
0 0,81
2,43
4,05
5,67 Ь, мм
б)
Рис. 5.23. Расчетная форма торцовой щели
между поверхностями уплотняющего пояска
колец (а) и расчетная эпюра давления в
торцовой щели (б):
1 - поверхность кольца из стали 12Х18Н10Т;
2 - поверхность кольца из силицированного
графита СГ-М
Оценивая вклад отдельных
составляющих деформаций в общую картину
деформирования рабочих поверхностей
колец высоконагруженного торцового
уплотнения, следует отметить, что
определяющее влияние на форму контактного
стыка оказывают деформации колец от
изгибающих моментов, обусловленных
эпюрами нагружающих сил. Такое их
влияние связано с большими
нагружающими силами из-за высоких перепадов
уплотняемого давления. Весомый вклад в
деформирование стального кольца внесли
также температурные деформации, что
связано с относительно низкой
теплопроводностью материала этого кольца.
ФОРМА УПЛОТНЯЮЩЕЙ ЩЕЛИ В СТЫКЕ ПАРЫ
163
Полученные результаты по
определению формы контактных поверхностей в
стыке пары трения были использованы
далее в разработанной расчетной
методике для определения гидродинамических
характеристик торцового уплотнения:
утечки, потерь мощности на трение,
теплообразования в щели и несущей силы.
Методика основана на традиционном
решении гидродинамической задачи
течения среды в узкой кольцевой щели,
описываемом уравнением смазки Рейнольдса
и зависимостями, задающими
ограничения в характере скорости течения
уплотняемой среды и давления в щели
известной формы [36].
Результаты решения для случая, не
учитывающего перекрещивание
продольных осей уплотняющих колец (т.н.
перекоса колец), представлены ниже.
Расчетные гидродинамические
характеристики узла торцового уплотнения.
Минимальное сближение
поверхностей колец в торцовом
стыке, мкм 0,38
Утечка через торцовое
уплотнение, см3/ч 93
Момент трения в щели, Н-м 1,68
Тепловыделения в щели,
кДж/с(кВт) 0,531
Относительная несущая сила
в щели 0,73
Расчетная эпюра безразмерного
давления р, т.е. давления в радиальной щели
(по ее ширине Ь), отнесенного к перепаду
давления среды на уплотнении,
представлена на рис. 5.23, б.
По данным измерений в
эксперименте, для расчетного случая утечка
составляла около 100 см3/ч, момент трения, по
данным измерений усилия на рычаге
мотор-весов для двух уплотнений (за
вычетом потерь на холостой ход), был
зафиксирован равным 3,5 Н-м. Для одного
уплотнения момент трения по данным
измерений усилия на рычаге мотор-весов
можно принять равным 1,75 Н-м. Затраты
мощности на трение, полученные по
данным измерений момента трения,
составили 1,08 кВт.
Общее тепловыделение Q в двух
уплотнениях, определенное из уравнения
теплового баланса, составило 0,92 кДж/с (кВт).
Таким образом, используя данные
расчетов и эксперимента, были
установлены размерные параметры формы
уплотняющей щели и найдены
гидродинамические характеристики узла
уплотнения по установленной форме. На основе
изучения поведения уплотнения от
формообразования уплотняющей щели был
предложен механизм работы торцового
уплотнения, описанный в [22].
Для подтверждения основных
положений предложенного механизма работы
торцового уплотнения был проведен
эксперимент по использованию
обыкновенного торцового уплотнения для уплотнения
воздуха из промышленной сети с
параметрами: перепад давления 0,3...0,45 МПа,
температура 20 °С. Исследования
проводились на установке, приведенной на
рис. 5.4, на узле сильфонного торцового
уплотнения (рис. 5.24).
Рис. 5.24. Узел торцового уплотнения
сильфонного типа в установке при испытаниях:
1 - вращающееся кольцо, 2 - невращающееся
кольцо, 3 - опорное кольцо, 4 - обойма
(деталь корпуса установки)
6*
164
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
Разработанная методика определения
гидродинамических характеристик
торцового уплотнения, с произвольной формой
уплотняющей щели в стыке пары колец,
показала достаточно близкое соответствие
результатов аналитических и
экспериментальных исследований при известных
величинах деформирования поверхностей
колец в торцовой щели [33]. Расчеты
деформирования колец в упомянутой работе
выполнены на основе суммирования
силовых деформаций в каждом из них от
нагружения давлением уплотняемой
среды и температурных деформаций,
определенных в результате трудоемких
экспериментальных исследований температурных
полей в кольцах торцового уплотнения.
Так как в используемых торцовых
уплотнениях температурные деформации
соизмеримы с деформациями от
уплотняемого давления и зачастую оказывают
такой же значимый вклад в
формообразование уплотняющей щели между
торцовыми поверхностями пары колец, то в
обычной расчетной практике для
реализации разработанной методики необходимы
знания о тепловых процессах,
протекающих в торцовых уплотнениях. Не касаясь
проблемы, связанной с возможностями
расчетного определения тепловых
деформаций колец, рассмотрим здесь другой
аспект проблемы. Если разработанная
методика действительно реально
позволяет описывать процессы в торцовой щели,
то из ее содержания вытекают следующие
постулаты:
- торцовые уплотнения могут
успешно работать в режиме
гидродинамической смазки при сближениях
поверхностей (минимальных зазорах в свету) от 0,1
мкм, (а не 2 мкм, как это принято считать
[51]), т.е. при технически достижимой
точности изготовления плоскостности
поверхностей колец;
- размер максимального сближения
поверхностей в торцовой щели
уплотнения определяется формой уплотняющих
поверхностей колец;
- реальная форма уплотняющих
поверхностей колец в щели малорасходного
торцового уплотнения при его работе не
может быть плоской.
Из указанных постулатов (при их
верности) вытекают важные для практики
следствия:
- можно управлять
характеристиками торцового уплотнения путем
целенаправленного влияния на форму торцовой
щели в уплотнении;
- существует возможность создания
малорасходных обыкновенных торцовых
уплотнений на экстремальные параметры
нагружения с большим ресурсом работы.
Для получения подтверждения этим
выводам, а также подтверждения
реалистичности самой методики расчета,
основанной на предложенной модели работы
торцового уплотнения, необходимы
результаты доказательного эксперимента.
Для этого желательно упростить
эксперимент так, чтобы без ущерба для точности
расчетов деформаций поверхностей колец
можно было бы исключить влияние
температурных деформаций на общий
характер деформирования уплотняющей щели.
В связи с тем, что температурное
поле в кольцах связано с теплообразованием
в уплотняющей щели, которое зависит в
значительной мере от вязкости
уплотняемой среды, эксперимент желательно
проводить с первоначально заданной
известной формой поверхностей колец,
обеспечивающей, согласно модели,
бесконтактную схему работы торцового уплотнения.
При этом следует использовать в качестве
уплотняемой среды газ, с тем чтобы
минимизировать нагрев от вязкостного
трения в щели настолько, чтобы можно было
пренебречь влиянием на первоначальную
форму ее температурных факторов. Тогда
при определении изменения начальной
формы щели можно будет считаться только
с учетом силовых деформаций в кольцах.
ФОРМА УПЛОТНЯЮЩЕЙ ЩЕЛИ В СТЫКЕ ПАРЫ
165
Таким образом, была
сформулирована следующая методика проведения
эксперимента:
- следует задавать известную
изначальную форму поверхностей колец в
торцовом сопряжении;
- испытание торцового уплотнения
проводить с использованием газа в
качестве уплотняемой среды;
- при определении реальной формы
поверхностей колец можно учитывать
только деформации от силовых нагрузок,
связанных с перепадом давления на
уплотнении.
Экспериментальным
подтверждением действительного отражения
реальности в предложенной модели и
использования расчетной методики для
обеспечения возможности бесконтактной модели
работы торцового уплотнения в
гидродинамическом режиме смазки (при
гарантированной конфузорной форме щели)
может стать успешная работа узла торцового
уплотнения с сохранением после работы
заданных первоначальных характеристик
формы уплотняющей щели.
В качестве испытуемого узла было
использовано торцовое уплотнение силь-
фонного типа (с поперечно-шовным
сильфоном) на вал 060 (см. рис. 5.24).
Вращающееся кольцо 1 выполнено из си-
лицированного графита марки ГАКК-
55/40; ширина уплотняющей поверхности
кольца 8 мм. Невращающееся, аксиально-
подвижное кольцо 2 было выполнено из
силицированного графита марки СГ-Т;
ширина уплотняющего пояска кольца
-3,5 мм. Уплотняющие поверхности
колец - гладкие, без канавок, царапин и
волнистости.
Испытания уплотнения проводились
на стендовой установке, описанной в [39].
В качестве уплотняемой среды
использовался воздух из промышленной сети,
давление которого во время испытаний могло
изменяться от 0,3 до 0,45 МПа (зависело
от потребления из сети воздуха службами
предприятия). Частота вращения вала при
проведении экспериментов составляла 60 Гц.
Испытания состояли из трех этапов.
На первом этапе проводилось испытание
торцового уплотнения с плоскими
поверхностями. На втором этапе
поверхность невращающегося кольца была
выполнена с плоской конусностью 0,6 мкм в
сторону образования конфузорной формы
уплотняющей щели при сближении
поверхностей колец. На третьем этапе
поверхность невращающегося кольца
выполнялась с плоской конусностью
размером в 1,2 мкм, а поверхность
вращающегося кольца - с плоской конусностью
размером в 0,9 мкм в сторону образования
конфузорной формы уплотняющей щели
при сближении поверхностей колец.
Таким образом, размер катета на наружном
диаметре колец при их контактном
сопряжении составлял бы -1,5 мкм.
Выполнение конусной формы
поверхностей колец производилось по
технологии, описанной в А.с. СССР №756114.
При монтаже узла уплотнения
выполнялось требование, согласно которому
уплотняющая поверхность вращающегося
кольца на валу имела торцовое биение в
пределах 0,02 мм. Вращение вала
установки осуществлялось после подачи газа
под рабочим давлением в уплотняемую
полость узла уплотнения.
Перед первым этапом испытаний
поверхности вращающегося и
невращающегося колец торцового уплотнения были
доведены до стандартной плоскостности в
пределах 0,3 мкм. Профилограммы обеих
поверхностей колец перед экспериментом
приведены на рис. 5.25, а (вертикальное
увеличение 1000х). Как видно из рис. 5.25, а,
поверхности колец были плоскими и
имели достаточно плотную структуру.
Длительность первого этапа испытаний
составила 75 мин. Давление воздуха в
уплотняемом пространстве было около
0,3 МПа. При работе узла уплотнения
утечка воздуха была незначительна и
малоощутима при приближении руки к щели
между опорным кольцом и валом.
Узел торцового уплотнения ощутимо
нагрелся. Так, температура торца опорного
166
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
«г
v~-—*»J
iW"^»i
Рис. 5.25. Профилограммы уплотняющих
поверхностей колец в схеме их рабочего
позиционирования (вертикальное
увеличение 1000х):
характер уплотняющих поверхностей колец
перед первым этапом испытаний (а), после
первого испытания (б) и после третьего
испытания (в); 1 - кольцо вращающееся, 2 - кольцо
невращающееся
кольца 3 (см. рис. 5.24) была около 60 °С
при измерении поверхностной
термопарой. После разборки узла была
произведена ревизия состояния уплотняющих
торцовых поверхностей колец:
поверхности обеих колец имели видимую
выработку. Снятые профилограммы показали, что
максимальный износ вращающегося
кольца из силицированного графита
марки ГАКК-55/40 составил -55 мкм, а нев-
ращающегося кольца из силицированного
графита марки СГ-Т -15 мкм.
Профилограммы обеих совмещенных
поверхностей колец после первого этапа
эксперимента приведены на рис. 5.25, б
(вертикальное увеличение 1000х).
На втором этапе исследований, при
котором поверхность невращающегося
кольца выполнялась с плоской
конусностью размером в 0,6 мкм в сторону
образования конфузорной формы
уплотняющей щели при сближении поверхностей
колец, уплотнение также проработало
около 75 мин при давлении уплотняемой
среды около 0,3 МПа. Характер утечки
воздуха через уплотнение и величина
нагрева узла уплотнения были примерно
такими же, как и на первом этапе
испытаний. Ревизия колец показала примерно
такую же картину износа уплотняющих
поверхностей, с той разницей, что
величины износа составили для кольца из
силицированного графита марки ГАКК-55/40
порядка 20 мкм, а для кольца из
силицированного графита марки СГ-Т ~5 мкм.
На третьем этапе исследований
поверхность невращающегося кольца была
выполнена с плоской конусностью
размером в 1,2 мкм, а вращающегося - с
плоской конусностью размером в 0,9 мкм, в
сторону образования конфузорной формы
уплотняющей щели, так что при
сближении поверхностей колец максимальный
зазор на входе в уплотнение при контакте
поверхностей колец составлял -1,5 мкм.
Уплотнение проработало -220 мин при
давлении уплотняемой среды -0,3 МПа.
Последние 20 мин давление уплотняемой
среды было -0,45 МПа. Утечка воздуха
через уплотнение по ощущениям была
несколько выше, чем на предыдущих
этапах испытаний, с той разницей, что
температура воздуха утечки -20 °С.
Выполненная оценка утечки воздуха через узел с
помощью расходомера на трубопроводе
подвода воздуха показала, что на
последнем этапе испытаний утечка составила
порядка 1,0... 1,2 нл/мин. Температура
опорного кольца не отличалась от
температуры в помещении. Проведено было
несколько остановок и пусков установки,
но внешний характер работы узла
уплотнения не изменялся.
Ревизия колец показала отсутствие
изменения параметров первоначально
заданной конусности на контактной части
поверхностей колец из силицированного
графита марки ГАКК-55/40 и кольца из
силицированного графита марки СГ-Т.
Поверхности колец не имели видимых
следов износа, и плоскостность их хорошо
контролировались стекляными
пластинами ПИ. При остановке вращения вала и
разборке узла уплотнения, в отличие от
предыдущих этапов испытания, когда
температура деталей узла и колец была
ощутимо высокой, температура колец
ФОРМА УПЛОТНЯЮЩЕЙ ЩЕЛИ В СТЫКЕ ПАРЫ
167
оставалась на уровне температуры
помещения. Профилограмма поверхностей
колец в схеме их рабочего
позиционирования (с вертикальным увеличением
1000х) приведена на рис. 5.25, в.
Выполненные по методике [38]
расчеты деформаций колец торцового
уплотнения в зависимости от монтажного
осевого поджатия сильфона при работе его с
давлением воздуха в уплотняемом
пространстве в 0,3 МПа приведены в табл. 5.5.
5.5. Деформирование колец в
зависимости от силы осевого поджатия
сильфона при сборке узла уплотнения
Кольца
торцового
уплотнения
Кольцо
вращающееся из
ГАКК-51/40
Кольцо невра-
щающееся из
СГ-Т
Оба кольца
Усилие осевого поджатия
в паре колец от сильфона, Н
5
10
15
Деформации*
поверхностей колец, мкм
-0,2
-0,3
-0,5
-0,4
-0,5
-0,9
-0,5
-0,8
-1,3
* Знак «-» при значениях
деформации означает, что характер деформации
поверхностей колец торцового
уплотнения направлен на образование диффузор-
ной формы в щели между уплотняющими
поверхностями пары этих колец.
При сборке узла уплотнения осевое
поджатие сильфона было в пределах
1,0... 1,5 мм, что обеспечивало усилие
осевого поджатия в 5... 10 Н. Измерения
величины осевого сжатия сильфона для
определения осевой силы в паре колец от
упругого элемента производились с
помощью индикатора. Сложность сборки
состояла в необходимости не только
соблюдения определенной величины
поджатия, но и соблюдения требования
обеспечения при сборке узла уплотнения
торцового биения поверхности вращающегося
кольца в пределах 0,02 мм. Это
значительно осложняло задачу точного
соблюдения определенной величины осевого
поджатия сильфона.
Использованное в эксперименте
уплотнение с плоско притертыми
уплотняющими поверхностями хорошо
показало себя в работе при уплотнении жидких
сред, так как начальный этап скольжения
проходит в условиях достаточной смазки
и хорошей теплоотдачи; это
подтверждено результатами длительных испытаний в
достаточно жестких режимных условиях.
Однако при уплотнении газовой среды
результаты такого же исполнения
поверхностей колец торцового уплотнения
продемонстрировали негативное влияние на
работоспособность узла традиционной
начальной плоской формы.
В условиях плохой смазки и тепло-
съема в щели торцового уплотнения
начинается значительный износ
поверхностей колец. Поэтому результаты первого и
второго этапов испытаний, когда от
давления уплотняемой среды деформации
поверхностей колец образовывали диффу-
зорную форму уплотняющей щели,
вполне объяснимы.
На третьем этапе испытаний
величина начальной конусности уплотняющих
поверхностей колец обеспечила
устойчивую конфузорность в щели и при
деформировании колец от нагружающих их сил.
Это позволило торцовому уплотнению
успешно работать при герметизации
газовой полости с перепадом давления на
уплотнении от 0,3 до 0,45 МПа.
Результаты эксперимента показали,
что значимым фактором, определяющим
работоспособность торцового уплотнения,
является характер отклонения
уплотняющих поверхностей колец от
плоскостности. Таким образом, в умении создавать
нужную форму уплотняющих
поверхностей колец торцового уплотнения лежит
ключ к управлению качеством его работы.
Образование оптимальной формы
уплотняющей щели зависит от успехов в
решении деформационных задач, связанных с
168
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
тепловым и силовым нагружением
деталей узла.
Существует известный практический
опыт использования внешнего управления
формой контактного стыка торцового
уплотнения путем создания управляемой
конфузорности щели в стыке торцовой
пары посредством применения
встроенного в тело одного из колец
пьезоэлектрического элемента [62]. Использование
внешнего (в процессе работы узла
уплотнения) управления деформациями одного
из колец позволило разработчикам узла
обеспечить работоспособность в
диапазоне таких нагрузок, при которых кольца
торцового уплотнения без такого
управления имели неприемлемый износ.
Таким образом, опыт, полученный
при испытаниях узлов торцовых
уплотнений с управляемой формой контактного
стыка колец, подтверждает, что
деформации колец уплотнения, влияющие на
форму их уплотняющего стыка, являются тем
ключом, с помощью которого
разработчик может добиться желаемого качества
работы уплотнения. Решение задачи
управления деформациями связана с
необходимостью их достаточно точного
расчета. Игнорирование до настоящего
времени этой задачи текущей практикой
хорошо иллюстрируется тем, что
необходимые для расчетов температурных
деформаций деталей точные сведения о теп-
лофизических свойствах, применяемые в
торцовых уплотнениях материалов
(теплоемкость и теплопроводность), зачастую
или отсутствуют в справочных
материалах, или приводятся с большим разбросом
значений и не могут быть использованы
для качественных расчетов.
На основе приведенных материалов
по форме уплотняющей щели в стыке
пары при работе уплотнения можно сделать
следующие выводы.
1. Первоначальная, полученная при
изготовлении, плоскопараллельная форма
уплотняющих поверхностей колец в
стыке пары торцового уплотнения под
воздействием давления нагружающего
кольца и нагрева их от теплообразования при
относительном перемещении
поверхностей, нарушается в обоих кольцах.
2. Приоритетное влияние на
величину силового деформирования колец
оказывает изгибающий момент, связанный с
силами их осевого нагружения.
Изменения элементов геометрии контактных
поясков в подвижном и неподвижном
стыках, при высоких значениях расчетных
нагружающих эпюр давлений, оказывают
значительное влияние на величину
деформаций колец от изгибающего момента
Мт сил.
3. Результаты проведенных
испытаний обыкновенного торцового
уплотнения на газе показали реалистичность
предложенной модели работы торцового
уплотнения [22], основанной на
гидродинамической теории смазки, а также
явились подтверждением положений
предложенной расчетной методики.
4. Была показана и экспериментально
подтверждена возможность применения
узла обыкновенного торцового
уплотнения для герметизации газовых полостей с
сохранением рабочих характеристик узла
при соблюдении определенных расчетных
соотношений.
5. Для обеспечения
работоспособности уплотнений в условиях
герметизации газовых сред важным моментом
становится не только выполнение
качественных расчетов деформирования
уплотняющих поверхностей и качества
изготовление колец, но и соблюдение высоких
требований при сборке узлов торцовых
уплотнений.
6. Важной задачей разработчика
является создание такой конструкции
торцового уплотнения, в которой уровень и
вид деформаций колец от давления среды
и температурных факторов обеспечили бы
необходимую форму уплотняющей щели в
стыке пары колец торцового уплотнения.
ОЦЕНКА ВЛИЯНИЯ ФОРМЫ ЩЕЛИ
169
5.6. ОЦЕНКА ВЛИЯНИЯ ФОРМЫ
ЩЕЛИ НА УПЛОТНЯЮЩУЮ
СПОСОБНОСТЬ И НЕСУЩУЮ
СИЛУ В ТОРЦОВОЙ ПАРЕ
Причиной отклонений поверхностей
от параллельности могут быть их
термические и механические деформации или
погрешности поверхностей, полученные в
процессе доводочных операций, сборки
узла уплотнения или технологических
дефектов, связанных с общим монтажом
машины, в которой используется узел
торцового уплотнения.
При плоскопараллельной форме
торцовых поверхностей колец падение
гидростатического давления в образованной
между ними плоской щели (при
бесконтактной работе уплотнения) подчиняется
линейному закону (если пренебречь
изменением кривизны по ширине
уплотняющего пояска) и эпюра давления имеет
треугольную форму (см. эпюру 9, рис. 5.20
[22]). В торцовом уплотнении с
плоскопараллельной формой поверхностей в
уплотняющем стыке слой смазки не
обладает «жесткостью» или зависимостью
между сближением торцовых поверхностей и
изменением несущей силы в этой щели,
т.е. силой, возникающей в слое
уплотняемой среды из-за ее вязкостных свойств и
переменного сопротивления щели на пути
истечения среды, действующей на торцовые
уплотняющие поверхности колец.
При истечении среды в щели,
отличной по форме от плоскопараллельной,
характер эпюры падения давления в
радиальном направлении - нелинейный. Для
конфузорной формы щели форма эпюры
падения давления - выпуклая, для диффу-
зорной формы щели - вогнутая.
Важной характеристикой
уплотнения, дающей представление о нагружен-
ности стыка трущейся пары, является
удельное нагружение q^ на поверхности
торцового стыка.
Если в торцовом уплотняющем
стыке расчетное номинальное (среднее)
удельное давление от осевой
нагружающей силы, прижимающей друг к другу
уплотняющие поверхности выше
величины уплотняющего давления, то от такого
торцового уплотнения можно ожидать
работы только в контактном режиме.
Таким образом, для торцового уплотнения с
коэффициентом нагрузки К >\ (при
любой форме щели между уплотняющими
поверхностями) существует контакт
уплотняющих поверхностей колец. Если в
торцовом уплотняющем стыке величина
расчетного номинального (среднего)
удельного давления от силы,
прижимающей друг к другу уплотняющие
поверхности, ниже значения уплотняющего
давления, то от такого торцового уплотнения
можно ожидать работы в контактном или
бесконтактном режиме. Каким будет в
этом случае режим работы в торцовой
паре - с контактом или без контакта
поверхностей, - это определяется уже
формой сопряжения уплотняющих
поверхностей колец, образующейся при работе
узла уплотнения под влиянием силовых и
температурных нагрузок.
Если в результате деформаций колец
образуется диффузорная форма их
сопряжения, то реальная величина контактного
удельного давления в таком сопряжении
будет выше уплотняемого перепада
давления. Усилие прижатия
аксиально-подвижного кольца к
аксиально-неподвижному в этом случае уравновешивается
частично или полностью за счет
непосредственного контакта уплотняющих
поверхностей колец. Это обеспечит
хорошую уплотняющую способность
торцового сопряжения, однако износ
поверхностей колец в контактном стыке
ограничивает работу уплотнения с приемлемыми
показателями по уплотняющей
способности, связанную определенным временным
интервалом работоспособности.
При конфузорной форме щели
уплотнение может работать в бесконтактном
или контактном режиме. Для
разгруженного торцового уплотнения (коэффициент
нагрузки К < 1) усилие прижатия
аксиально-подвижного кольца к аксиально-
170
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
неподвижному уравновешивается
полностью гидростатическим давлением в
торцовой щели уплотнения. Дополнительный
ресурс повышения несущей силы в
уплотняющей щели в этом случае может
быть реализован еще и за счет
непараллельного скольжения колец уплотнения,
т.е. за счет образования перекошенной
формы стыка поверхностей. Величина
утечки через уплотнение будет зависеть
от минимального и максимального
зазоров в такой клиновидной в окружном
направлении щели, а также от радиальных
форм деформированных поверхностей
колец.
Вклад каких из деформаций является
определяющим в своем влиянии на
несущую силу в торцовой щели?
Однозначного ответа здесь нет. Заниматься поиском
ответа на вопрос, какие деформации -
силовые или температурные - являются
определяющими в работе, можно лишь
для конкретного узла торцового
уплотнения и конкретных условий его работы. В
плохо сконструированном узле
уплотнения инициатором повышенного износа и
связанного с этим теплообразования
является давление среды и усилие пружинного
элемента. Особенно это касается высоко-
нагруженных уплотнений. Чем выше
перепад уплотняемого давления - тем
ответственнее задача стоит перед
разработчиком узла торцового уплотнения в части
определения размеров деталей и выбора
их материалов.
Сравнение значимости вкладов
силовых и температурных деформаций
показывает, что влияние их на работу
взаимосвязано и одинаково важно.
5.7. ОСНОВНЫЕ
ПРЕДСТАВЛЕНИЯ
О МЕХАНИЗМЕ РАБОТЫ
ТОРЦОВОГО УПЛОТНЕНИЯ
При работе торцового узла
уплотнения безразмерная удельная нагрузка в
уплотняющем стыке (приведенная к
уплотняемому перепаду давления),
связанная с осевой силой поджатия аксиально-
подвижного кольца к аксиально-
неподвижному, может дать только
вероятностные представления о возможном
режиме (контактном или бесконтактном)
работы уплотнения. Реальные режимные
показатели торцового уплотнения
определяют образующиеся в процессе работы
формы уплотняющей щели и параметры
удельного нагружения поверхностей
стыка пары колец.
На размерные характеристики
изменяющихся в процессе работы узла
уплотнения форм щелей оказывают влияние
исходная форма уплотняющих
поверхностей, температурные и силовые деформации
колец, связанные с текущими режимными
условиями нагружения узла уплотнения,
износ уплотняющих поверхностей и т.д.
Режим трения в стыке уплотняющих
поверхностей колец уплотнения в
зависимости от нагружения пары и
формообразования уплотняющего стыка может быть
сухим, смешанным или жидкостным.
А.И. Голубевым [9] отмечено, что
даже в течение рабочего процесса для
торцового уплотнения возможен ряд
режимов смазки: сухого трения, граничного
трения, жидкостного трения. По его
мнению, режим сухого трения присущ
обычно в начале или конце вращения вала,
например насоса, когда перепад давления,
создаваемый вращающимся насосным
колесом, отсутствует и смазочный слой
между трущимися поверхностями
выдавливается осевым поджатием гладких
поверхностей колец. Граничный режим
трения в торцовом уплотнении
характеризуется возможностью местных контактов
торцовых поверхностей колец в процессе
работы уплотнения. Заметнее всего это
происходит при изменении нагрузочных
параметров, связанных с давлением или
тепловым режимом работы узла. Режим
жидкостного трения связан с
бесконтактной работой уплотняющей пары и может
характеризоваться ощутимыми утечками
через уплотняющий стык пары трения
торцового уплотнения.
ПРЕДСТАВЛЕНИЯ О МЕХАНИЗМЕ РАБОТЫ ТОРЦОВОГО УПЛОТНЕНИЯ 171
Сухое трение. Как отмечалось выше,
режим сухого трения присущ в начале или
конце вращения вала, когда перепад
давления, создаваемый вращающимся
насосным колесом, на уплотнении отсутствует,
и смазочный слой между гладкими
трущимися поверхностями выдавливается
усилием осевого поджатия пружинных
элементов. Режим сухого трения не
может быть нормальным для штатной
работы торцового уплотнения ввиду
значительного износа поверхностей
уплотняющей пары колец и низкой долговечности
узла уплотнения.
Смешанное (полужидкостное)
трение. Согласно [51], режим
полужидкостной смазки является нормальным для
работы «обыкновенных» торцовых
уплотнений. В зазоре пары трения торцового
уплотнения имеется слой жидкости, почти
полностью разделяющий трущиеся
поверхности и способный выдерживать
сжимающие нагрузки. Одновременно в
зазоре пары происходят контакты
микронеровностей, которые совместно с
абразивными частицами, содержащимися в
рабочей среде, вызывают изнашивание
трущихся поверхностей. Как правило,
интенсивность изнашивания мала, так как
материалы колец пары трения выбирают
такими, чтобы обеспечить длительную
работу уплотнения. Такой режим работы
пары можно назвать условно
полужидкостным, поскольку его характеристики
близки к характеристикам жидкостного
режима трения.
Жидкостное трение. Работа
торцового уплотнения при режиме жидкостного
трения сходна с работой подшипника
скольжения. И для того и другого
необходимо решение двух задач: обеспечение
уплотняющей и несущей способности.
Однако если для подшипника скольжения
главным является решение задачи
обеспечения несущей способности при
ограниченном расходе смазывающей среды, то
для торцового уплотнения важным
является решение задачи малой утечки
уплотняемой среды при удовлетворительной
несущей способности слоя смазки.
Это означает, что теоретические
основы рабочего процесса в торцовых
уплотнениях должны быть значительно
сложнее, чем в подшипниках скольжения,
так как зазоры между поверхностями
пары скольжения в уплотнении значительно
меньше, и влияние явлений, связанных с
более высокими значениями температур в
смазочном слое из-за тепловыделений,
значительно расширяют круг тех
вопросов, учет влияния которых позволяет
построить корректную расчетную модель
узла торцового уплотнения.
При гидродинамическом трении между
перемещающимися друг относительно
друга поверхностями находящийся между
ними слой смазки (с плотностью р)
подчиняется законам гидродинамики
ламинарного течения жидкости и,
следовательно, характеризуется вязкостью как
важнейшим физическим свойством
смазочной среды.
Рассмотрим основные положения
гидродинамической теории смазки в
применении к торцовым уплотнениям.
Из-за малости толщины пленок
жидкости между уплотняющими
поверхностями силы вязкого трения значительно
превышают инерционные силы и
последними можно пренебречь. Уравнение На-
вье-Стокса механики вязкой жидкости
сводится тогда к уравнению смазки Рей-
нольдса. В полярных координатах для
течения среды со скоростью v в торцовой
щели между гладкими поверхностями
(рис. 5.26) уравнение Рейнольдса имеет
вид:
( h3dp)
д
Г <7ф
h3 dp
р—я
= 6A(pco/2)+i2pvz. (5.27)
Оф
Физический смысл уравнения (5.27)
состоит в том, что возникновение
гидростатического давления внутри пленки
разделяющей поверхности зависит от
членов левой части уравнения, а возник-
172
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
p+dp
Рис. 5.26. Геометрия поверхностей уплотняющего стыка торцового уплотнения и
схема течения уплотняемой среды:
г, z, ф - радиальная, аксиальная и угловая координаты; h, dh - зазор и изменение зазора в щели
между уплотняющими поверхностями колец; vr, vz, v9 - радиальная, аксиальная и угловая
скорости для рассматриваемого элементарного объема жидкости; RB, RH - внутренний и наружный
радиусы уплотняющего пояска пары колец; р, dp - давление и изменения давления на гранях
элементарного объема жидкости
новение гидродинамического давления в
этой пленке - от членов правой части
уравнения.
Гидростатическое давление в щели
между поверхностями возникает при
изменениях зазора, плотности и вязкости
среды:
- в радиальном направлении;
- в окружном направлении.
Гидродинамическое давление в щели
между поверхностями возникает при
изменениях зазора и плотности среды:
- в окружном направлении;
- во времени (эффект сдавливания
пленки).
В жидкостях изменения плотности -
при изменении давления и температуры
среды вдоль щели - пренебрежимо малы;
практически незначительны в
большинстве случаев и изменения вязкости.
Основное влияние на изменения давления в
щели определяет изменение ее размеров по
радиальной и окружной координатам - за
счет отклонения формы щели от плоской,
из-за деформирования тела колец и
динамических явлений, формирующих
характер и размерные параметры щели.
При диффузорной форме щели слой
жидкости неустойчив и обладает
«отрицательной» осевой жесткостью. С
уменьшением зазора в такой щели
гидростатическая сила, действующая на трущиеся
поверхности, может убывать [9]. Наоборот,
конфузорная форма щели обеспечивает
устойчивость, т.е. «положительную»
жесткость слоя жидкости.
При гидродинамическом
уравновешивании торцового уплотнения несущая
сила в щели пары колец зависит от
скорости скольжения [9].
При гидростатическом
уравновешивании торцового уплотнения несущая
сила в зазоре пары трения возрастает с
уменьшением зазора и мало зависит от
ПРЕДСТАВЛЕНИЯ О МЕХАНИЗМЕ РАБОТЫ ТОРЦОВОГО УПЛОТНЕНИЯ 173
скорости скольжения. Регулируемым
параметром в обоих случаях является
распределение давления в щели трущейся
пары, нагружающее уплотняющие
поверхности колец, а регулирующим
воздействием - изменение зазора между
этими поверхностями.
Способность торцового уплотнения
автоматически регулировать величину
зазора с изменением формы эпюры
давления в щели характеризуется параметром
жесткости. Под осевой статической
жесткостью понимается производная несущей
силы по зазору.
Уплотнительные поверхности в
гидродинамическом режиме смазки скользят
без контакта и изнашивания, если
нагружающую пару трения внешняя сила
полностью компенсируется силой,
образованной давлением в слое среды в
уплотняющей щели между торцовыми
поверхностями. Такая компенсирующая сила
(сила реакции) может быть образована за
счет изменения формы первоначальной
плоскопараллельности скользящих
поверхностей, чтобы обеспечить
возникновение достаточной несущей силы в стыке
торцовой пары при относительном
перемещении поверхностей от вращения вала [52].
Сочетание высокой несущей и
герметизирующей способности
уплотняющей щели, согласно теоретическим
основам гидродинамической смазки,
обусловлено размерами и формой поверхностей,
образующих эту щель. Форма
уплотняющих поверхностей колец во времени
может меняться из-за эрозионного,
абразивного или коррозионного износа,
постоянно текущего процесса деформирования
колец пары из-за изменения температуры
или давления. Следовательно, изучение
рабочего процесса в уплотняющей щели
требует внимания к ее форме и явлениям,
связанным с течением в ней среды.
Существует несколько
представлений о механизме уплотняющей
способности торцового уплотнения и образования
несущей силы в уплотняющей щели.
Рассмотрим эти представления.
5.7.1. О МЕХАНИЗМЕ
УПЛОТНЯЮЩЕЙ СПОСОБНОСТИ
ТОРЦОВОГО УПЛОТНЕНИЯ
Герметизирующая способность
торцовых уплотнений обусловлена
гидравлическим сопротивлением узкой кольцевой
щели - образованной сомкнутыми
торцовыми поверхностями двух колец -
течению уплотняемой среды в направлении
перепада давления.
В герметизирующих устройствах
подвижных соединений возможны
следующие режимы течения запираемой
среды в зазоре между уплотняющими
поверхностями: молекулярный, переходный
(к ламинарному), ламинарный и
турбулентный.
Молекулярный режим течения имеет
место, когда длина среднего свободного
пути пробега молекул Хи равна или
больше зазора h, через который происходит
утечка. По мере того как зазор
увеличивается (по сравнению со свободным
пробегом молекул), устанавливается
переходный режим течения. Ламинарный режим
устанавливается, когда зазор
увеличивается до таких размеров, что столкновения
молекул со стенками уже не будут иметь
значения для величины утечки.
Для объяснения механизма
уплотняющей способности торцового стыка по
мере развития практики и теоретических
основ торцовых уплотнений предлагалось
несколько гипотез.
1. Гипотеза уплотняющей
способности пары за счет сил поверхностного
натяжения.
2. Гипотеза уплотняющей
способности стыка пары колец как пористого тела.
3. Гипотеза обменного течения Май-
ера [29].
4. Гипотеза уплотняющей
способности кольцевой щели при
гидродинамическом течении через нее среды [9, 53, 59,
60, 65].
Гипотеза уплотняющей
способности пары за счет сил поверхностного
натяжения. Эта гипотеза для объяснения
174
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
уплотняющей способности торцовых
уплотнений появилась в то время, когда
применение торцовых уплотнений
ограничивалось их использованием для
уплотнения сред с давлением не выше
1,0 МПа. Дальнейшая практика
применения торцовых уплотнений и их
реализованная способность удерживать
значительно большие перепады давлений
показала несостоятельность этой гипотезы.
Гипотеза уплотняющей
способности стыка пары колец как пористого
тела. Такая гипотеза пыталась объяснить
уплотняющую способность торцовой
щели уплотнения на основе соотношений,
полученных из закона Дарси,
описывающего течение среды под воздействием
градиента перепада давления через
пористое тело. Однако она показала свою
несостоятельность в отношении плотных
материалов колец с гладкими
поверхностями. Гипотеза не позволяла объяснить
возникновение связанной с течением
уплотняемой среды несущей силы в
уплотняющей щели, а также не позволяла описать
уплотняющую и несущую способности
торцового уплотнения в виде
математических зависимостей, основанных на
известных физических законах. Расчетные
зависимости, полученные для описания
характера процессов в рамках гипотезы, были
основаны на опытных коэффициентах,
связанных с экспериментальным
определением проницаемости пористых
материалов колец или проницаемости
собственно торцовой щели.
Гипотеза обменного течения.
Согласно этой гипотезе уплотнительные
поверхности колец под нагрузкой
представляют собой чередование пустот,
ограниченных сопряжением твердых
уплотняющих поверхностей колец. Объемы
жидкости перемещаются в них под
воздействием центробежной силы, вязкости и
уплотняемого перепада давления. Эта гипотеза
имеет сходство с предыдущей гипотезой и
такую же практическую ценность для
расчетной практики.
Гипотеза уплотняющей
способности кольцевой щели при
гидродинамическом течении через нее среды. Эта
гипотеза имеет четкие физические
обоснования и апробированный
математический аппарат, основанный на
гидродинамической теории смазки. Применительно
к кольцевой щели она хорошо описывает
природу уплотняющей способности
микрощелей, нагруженных давлением среды,
связанную с расходным течением,
обусловленным вязкостным трением.
Анализ гипотез уплотняющей
способности подвижного соединения
торцовой пары показывает, что обеспечение
достаточно высокой, отвечающей
практическим потребностям герметичности
торцовой щели между двумя относительно
перемещающимися поверхностями колец,
может быть реализовано в условиях
существования гидродинамического режима
течения уплотняемой среды в этой щели.
5.7.2. О МЕХАНИЗМЕ НЕСУЩЕЙ
СПОСОБНОСТИ ТОРЦОВОГО
УПЛОТНЕНИЯ
Анализ уравнения смазки Рейнольд-
са позволил Д. Муру [41] выделить
гидродинамические источники несущей
способности слоя смазки между гладкими и
шероховатыми поверхностями
неподвижной опоры и перемещающегося
относительно нее ползуна. Этот анализ имеет
прямое отношение и к схеме работы
торцового уплотнения, где невращающееся
кольцо является опорой, а вращающееся
кольцом - ползуном.
При обеих гладких относительно
друг друга перемещающихся
поверхностях, разделенных слоем смазки,
гидродинамическими источниками несущей
способности слоя являются клиновидность
щели, податливость материалов
поверхностей тел, образующих щель, и
сдавливание пленки смазки. Иллюстрированное
описание этих источников приведено в
табл. 5.6.
ПРЕДСТАВЛЕНИЯ О МЕХАНИЗМЕ РАБОТЫ ТОРЦОВОГО УПЛОТНЕНИЯ 175
5.6. Источники гидродинамической несущей способности гладких поверхностей
Описание системы
Схема
Гидродинамическое
уравнение
Плоские, гладкие, твердые,
наклонные поверхности.
Вертикальное движение отсутствует
U=0
Влияние клина
d/dx[h\dp/dx)] =
= 6[iU(dh/dx)
Плоские, гладкие, параллельные
поверхности. Нижняя
поверхность твердая и неподвижная.
Верхняя поверхность податливая
и закреплена на одном конце
\w \ и=и
/ (»' sr*
£/,=0
Влияние растяжения
d/dx[h\dp/dx)] =
= 6h\x(dU/dx)
Плоские, гладкие, параллельные,
твердые поверхности. Боковое
движение отсутствует, нижняя
поверхность неподвижна.
Верхняя поверхность совершает
вертикальное
возвратно-поступательное движение
/ ?Е/2=0\
/77/Т7/Л7//,
>//////;/////
Влияние сдавливания
d/dx[h3(dp/dx)] = \2iivz
uro
Условные обозначения: U\, U2, U- начальная, конечная и текущая
скорости перемещения ползуна в направлении оси х; vz - скорость в направлении оси z;
р, W - генерируемое давление и несущая сила в слое смазки между поверхностями
опоры и ползуна; h - текущий зазор между поверхностями опоры и ползуна; х, z -
координатные оси; / - время.
При шероховатости хотя бы одной из
поверхностей источниками
гидродинамической несущей силы W, кроме того,
могут быть: несимметричность регулярного
профиля шероховатостей; макроупруго-
гидродинамический эффект для
шероховатостей S симметричного вида,
вызывающий асимметричное их
деформирование, и кавитация в областях расширения
слоя смазки, изменение вязкости ц смазки
от давления/?.
Источники гидродинамической
несущей способности шероховатых
поверхностей приведены в табл. 5.7 [41].
Таким образом, вклад в
гидродинамическую несущую силу определяется
изменениями зазора:
- в радиальном направлении;
- в окружном направлении за счет
волнистости поверхностей (как следствие
обработки, температурной и силовой
деформации колец) и перекрещивания осей
вращающегося и невращающегося колец;
- во времени за счет сдавливания
пленки, вызванными относительной
вибрацией поверхностей в направлении
нормали к уплотняющим поверхностям колец.
176
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
5.7. Источники гидродинамической несущей способности
шероховатых поверхностей
Классификация
механизма несущей
способности
Характеристика поверхности
Схема
Направленность
профиля
Параметр направленности zH
отрицателен. Твердые параллельные
поверхности. Нижняя поверхность
неподвижна
\W
-U
Макроупругогид-
родинамический
эффект
Верхняя поверхность плоская, гладкая
и твердая. Нижняя поверхность
деформируемая с синусоидальной или
симметричной шероховатостью. Уп-
ругогидродинамическое искажение
создает результирующую подъемную
силу
Искажение } W —► U
Кавитация
Твердые параллельные поверхности.
Верхняя поверхность гладкая, а
нижняя имеет синусоидальную
шероховатость. Кавитация исключает
отрицательные давления, что дает
результирующую подъемную силу
^
f
VJ
х _=•
я
Р-ъ
-=t
(\
к\)
ш
f\
'-М
(■!:<
f\*
r-V
Воздействие кавитации
Вязкость
При синусоидальной шероховатости
нижней поверхности (те же условия,
что и при кавитации) давление
повышает вязкость и несущую
способность, а температура оказывает
противоположное влияние
Во всех случаях
W = ^РположASi - ^PoTPASi
Примечание. См. условные обозначения к табл. 5.6; ASt
шероховатости.
площадь микро-
Для образования относительно
значимых динамических давлений, по
оценкам Мюллера [61], необходимы изменения
размеров зазоров в окружном направлении
на 10.. .20 % от их средней величины.
Влияние шероховатости
уплотняющих поверхностей колец сказывается в
том, что характер направленности
профиля шероховатостей может приводить к
положительным приращениям давлений
/?полож на их профиле, превышающих вклад
отрицательных давлений ротр. Достижение
эффекта такого типа можно реализовать
соответствующей обработкой
поверхностей. Параметр направленности zH здесь
представляет собой превышение
относительной доли расстояния вдоль профиля,
где наклоны неровностей положительны,
над относительной долей расстояния, где
наклоны отрицательны, и выражается
соотношением:
z„ =-
ДЛ*/)полож-£0Ч-)
отр
(5.28)
где L - длина поверхности скольжения.
При макроупругогидродинамическом
эффекте давление, возникающее на
передних склонах деформируемых
поверхностей, стремится вдавить и исказить
ПРЕДСТАВЛЕНИЯ О МЕХАНИЗМЕ РАБОТЫ ТОРЦОВОГО УПЛОТНЕНИЯ 177
Рис. 5.27. Упругогидродинамическое
искажение деформируемой пилообразной
неровности:
1 - неискаженная форма; 2 - искаженная форма
поверхности, в то время как отрицательные
давления на задних склонах создают
искажения типа вытягивания или отсасывания.
Это явление (рис. 5.27)
иллюстрируется на примере упрощенной
пилообразной деформируемой неровности,
покрытой смазкой, по которой скользит со
скоростью U нагруженная осевой силой W
поверхность. При отсутствии искажения
профиля нижней поверхности недефор-
мируемая поверхность создает почти
синусоидальное распределение давления,
поэтому результирующая несущая
способность равна 0 [41]. При определенном
искажении формы профиля
шероховатому
стей деформируемой поверхности
проявляется влияние направленности этого
профиля шероховатостей.
Кавитация возникает при снижении
местного давления в жидкости до уровня,
близкого к давлению ее пара. В этих
условиях образуются и быстро растут
мелкие пузырьки, наполненные газом или
паром. При последующем их движении в
область повышенного давления пузырьки
схлопываются, высвобождая
значительную энергию.
Форма типичной неровности и
результирующие распределения давления
при низкой и высокой скоростях
относительного перемещения поверхностей
показаны на рис. 5.28. В последнем случае
положительные приращения давлений
превышают отрицательные и приводят к
образованию несущей силы, которая
является суммой кавитационных вкладов
многих таких неровностей [41].
Кавитация возникает также в сдавливаемых
пленках, подвергаемых воздействию
вибрации. Это явление особенно заметно,
когда частота вибрации достигает
нескольких килогерц, что объясняется
неспособностью жидкости в сдавливаемой
пленке выдерживать разрежение или
периодические понижения давления,
возникающие на высоких частотах.
W
U
0,0025 мм
m\\\\m\ttWN\m^ Ротор ^^^^^^^^\^^^^^^^^^\^^^\\^^^^^^^^^^^\^^^^^^
.0025 мм! 1<0Дмм [ I
Полость
Давление
окружающей
среды
а)
Давление
окружающей
среды
Рис. 5.28. Несущая способность микронеровности вследствие кавитации смазочного слоя
в щели при относительном перемещении поверхностей:
а - низкая скорость скольжения - кавитация отсутствует (несущая способность равна нулю);
б - высокая скорость скольжения - кавитация происходит
(несущая способность имеет конечное значение)
178
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
Кавитационные эффекты имеют
место при низких перепадах давления на
уплотнении. При значительных давлениях
кавитационные явления подавляются [9].
Оценка вклада в несущую силу
гидродинамических и гидростатических
явлений в щели торцового уплотнения
приводится в ряде работ. Так, по мнению
автора [9], волнистость в парах трения
торцового уплотнения может, по-видимому,
сказываться на его работе при
сравнительно малых перепадах давления для пар
трения из твердых износостойких
материалов.
Наибольшую гидростатическую
жесткость имеет щель конфузорной формы с
отношением максимального зазора к
минимальному, равным 2,0 [60].
Образование гидродинамического
давления между торцовыми
поверхностями осуществляется за счет нагнетания
уплотняемой среды вращающейся
поверхностью в зазор между ними [52].
Картина явления хорошо известна из работы
гидродинамических подшипников. Здесь
особенно эффективны клиновидные и
ступенчатые щели, выполненные по
направлению перемещения подвижной
поверхности, при этом размеры клиновид-
ности и ступенек их должны иметь
сопоставимые размеры с минимальным зазором
между поверхностями.
Выполненная в [35] оценка
эффективности клиновидной формы щели для
образования в ней несущей силы при
истечении среды показала, что практически
рациональный диапазон использования
клиновых щелей, для получения
ощутимой гидростатической жесткости,
ограничивается соотношением 1 < hBX/hBblx < 10,
где hBX - зазор во входной части щели;
/?вых - зазор в выходной части щели.
Совместное влияние волнистости
или непараллельности поверхностей пары
трения и эксцентричного вращения
одного из ее колец на течение жидкости в
зазоре уплотнения рассматривалось Снеком
и Финдлеем. Показано, что при
определенной форме зазора и эксцентриситете
оси вращения кольца может возникнуть
насосный эффект, и жидкость будет
перекачиваться самим уплотнением либо от
периферии к центру, либо наоборот - при
условии, что перепады давления в
уплотнении малы и что слой жидкости в зазоре
пары трения непрерывен. Этот эффект
возникает из-за появления положительной
или отрицательной гидродинамической
силы в зазоре пары трения вследствие
переменной скорости скольжения кольца
в различных точках его поверхности.
Однако из-за малой величины
эксцентриситетов в конструкциях уплотнений эти
силы малы и их влияние на работу пар
трения незначительно [9].
Соотношение гидростатических,
гидродинамических и контактных сил в
уплотнении зависит от его конструкции,
условий работы и нагружения
(монтажного усилия пружинных элементов, свойств
уплотняемой среды, перепадов
нагружающего давления, температур,
стационарности параметров нагружения и т. д.).
Картина процессов в торцовых
уплотнениях представлена ниже в описаниях ряда
известных моделей.
5.7.3. МОДЕЛИ РАБОТЫ
ТОРЦОВОГО УПЛОТНЕНИЯ
Рабочая модель - это описание
схемы процесса в его физической
последовательности и математическом
представлении. Для торцовых уплотнений описание
схемы рабочего процесса представляется
в форме гипотезы, иногда разработанной
до уровня математической модели,
описывающей явления, связанные с
начальными и граничными условиями процесса,
с утечкой, тепловыделениями в щели,
образованием несущей силы. Однако
использование приводимых в них
зависимостей для расчетной практики связано
всегда с обязательным знанием (в качестве
исходных данных) размеров зазоров
между уплотняющими поверхностями и их
микро- или макрорельефа. Предлагаемые
решения не являются замкнутыми, т.е.
ПРЕДСТАВЛЕНИЯ О МЕХАНИЗМЕ РАБОТЫ ТОРЦОВОГО УПЛОТНЕНИЯ 179
выстроенными по схеме итерационного
вычислительного процесса с получением
определяющих характеристик узла
уплотнения (утечки, тепловыделений) при
выполнении заданной точности оценки по
выбранному критерию, и не оказывают
важного воздействия на практику
расчетного проектирования узлов торцовых
уплотнений. Но именно в решении
замкнутой задачи определения рабочих
характеристик уплотнения и размеров деталей
узла заключается суть решения проблемы
расчета торцовых уплотнений.
Рассмотрим известные из
литературных источников модели работы
торцовых уплотнений.
1. Модель образования в торцовой
щели несущей силы из-за паровой фазы
Оркатта [43].
2. Модель гидростатического
взвешивания аксиально-подвижного кольца
под влиянием силовых и температурных
деформаций Меткалфе [59].
3. Модель термогидродинамического
расклинивания А.И. Голубева [9].
4. Модель осенесимметричной
кольцевой щели Hay [42].
5. Модель контактного трения
шероховатых поверхностей Лебека [56].
6. Кавитационная модель Э. Кревсу-
на[23].
7. Гипотеза образования несущей
силы между двумерными поверхностями
произвольной формы, между которыми
находится слой вязкоупругой жидкости
при наличии малых высокочастотных
колебаний одной из поверхностей в
нормальном направлении [49].
Рассмотрим кратко содержание этих
моделей и гипотез.
Модель образования в торцовой
щели несущей силы из-за паровой
фазы. Оркаттом [43] (на основе
исследования в торцовых уплотнениях температур
на трущемся контакте колец
уплотняющей пары) была предложена модель
несущей способности торцового
уплотнения, основанная на отличии эпюры
давления в щели от линейной вследствие
образования областей жидкостной и паровой
фаз по длине щели. Однако эта модель не
объясняет бесконтактной работы
уплотнений в случае невысоких температур в
контактной паре торцового уплотнения
при уплотнении низкокипящих жидких
сред или в случае уплотнения газовых
сред. Не дает эта модель и ответа на
вопросы расчета температур в торцовом
стыке уплотняющих колец. Однако
положительное значение ее состояло в том, что
внимание исследователей было обращено
на возможность вскипания жидкости в
торцовой щели уплотнения при его работе
и на необходимость учета этого фактора.
Модель гидростатического
взвешивания аксиально-подвижного
кольца под влиянием силовых и
температурных деформаций. Модель
гидростатического взвешивания аксиально-
подвижного кольца под влиянием
силовых и температурных деформаций колец
Меткалфе [59] явилась следствием
теоретического и экспериментального
исследования высоконагруженных торцовых
уплотнений. Выполненные им и рядом
других исследователей [9, 65] расчеты
деформаций в уплотнениях подтвердили
возможность возникновения в их
трущихся парах гидростатических эффектов,
способных объяснить высокую несущую
способность торцовых уплотнений. Это
мнение основывалось, в том числе, и на более
ранней работе Ченг, Чоу, Уилкока [53],
где утверждалось, что причиной несущей
силы в щели торцового уплотнения
является переменная толщина жидкостной
пленки в направлении потока. В этой же
работе [53] для расчета гидростатических
торцовых уплотнений со ступенькой были
приведены зависимости: распределения
давления в торцовой щели; несущей силы;
жесткости жидкостной пленки;
положения координаты центра силы от давления
в щели; утечки через щель.
Обращалось внимание на то, что
форма стыка в торцовой щели
определяющим образом влияет на несущую
способность и жесткость пленки жидкости в
180
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
щели. И хотя работа [53] была связана с
гидростатическими уплотнениями, по
расчетам Меткалфе уровень деформаций
поверхностей колец в радиальном
направлении от совместного воздействия
силовых и температурных деформаций в
торцовой щели обыкновенных торцовых
уплотнений достаточен для того, чтобы
стать источником гидростатической
несущей силы.
Модель термогидродинамического
расклинивания пары трения. Исследуя
механизм возникновения жидкостного
режима смазки в торцовом уплотнении,
А.И. Голубев [9] предложил гипотезу о
термодинамическом расклинивании пары
трения, объясняющую возникновение
гидродинамической несущей силы в
трущейся паре образованием микроклиновой
формы ряда дискретных участков
относительно перемещающихся поверхностей
уплотняющей пары колец в окружном
направлении. В разработанной им модели
представлены расчетные зависимости для
определения несущей силы и момента
трения применительно к
термогидродинамическим торцовым уплотнениям [51].
Применение теории
термогидродинамического расклинивания пары трения для
расчета конкретных конструкций
торцовых уплотнений требует знания размера
зазора между уплотняющими
поверхностями, числа и закона распределения
регулярных микроканавок в окружном
направлении, закона изменения вязкости
уплотняемой среды между этими
микроканавками.
Модель не учитывает влияния
бокового истечения среды на снижение
несущей силы из-за увеличения зазора на
стороне уплотняемой среды вследствие
интенсивного охлаждения боковых
поверхностей колец. Автор [9] рассматривает
предложенную модель как одну из
попыток объяснения возникновения
гидродинамической силы в трущейся паре: для
подтверждения тех или иных положений
этой модели необходимо проведение
весьма тонких и многочисленных
экспериментов с обработкой их
статистическими методами.
Модель осенесимметричной
волнистой кольцевой щели, образованной
вибрирующими торцовыми
поверхностями колец. Выполненные Hay [42]
оценки несущей силы для
осенесимметричной волнистой кольцевой щели,
образованной вибрирующими торцовыми
поверхностями колец, показали, что
волнистость, перекрещивание осей колец и
осевая их вибрация могут быть источниками
несущей способности торцового
уплотнения. Однако, по мнению автора [42]
модели, получить совместное их решения для
определения вклада составляющих от
каждого из этих факторов является задачей
чрезвычайно сложной. Поэтому модель
является представлением описания
текущих процессов в уплотняющей щели и не
позволяет получить требуемые для
практики количественные показатели.
Модель контактного трения
шероховатых поверхностей. Эта модель [56]
основана на положении существования
граничного режима трения в
уплотняющем стыке торцовых поверхностей колец
при его режимной работе, т.е.
предполагаются существование местного твердого
контакта вершин микрошероховатостей
поверхностей и истечение среды через
полости между шероховатостями под
воздействием перепада давления. В основе
расчетных зависимостей лежит осесим-
метричная стационарная задача:
уплотняемая среда считается несжимаемой,
течение среды в уплотняющей щели
считается изотермическим; пренебрегается
влиянием волнистости, осевой вибрации
колец, фазовыми превращениями среды.
В модели учитывается влияние на работу
уплотнения износа, а также силового и
температурного деформирования
поверхностей колец. Номинальный рабочий
зазор h в щели определяется как расстояние
между средними шероховатостями двух
торцовых поверхностей по зависимости:
ПРЕДСТАВЛЕНИЯ О МЕХАНИЗМЕ РАБОТЫ ТОРЦОВОГО УПЛОТНЕНИЯ 181
й = йо+й,-(ф0-ф,)(Дн-Дв), (5.29)
где h0 - средняя величина зазора, hs -
случайная часть изменения величины
зазора, ф0, ф? - относительные параметры
деформирования щели от давления и
температуры, 7?н, RB - наружный и
внутренний радиусы уплотняющего пояска колец.
Уплотняющие поверхности прижаты
друг к другу перепадом давления Ар
уплотняемой среды и усилием пружины. Эта
внешняя нагрузка, в общем случае,
уравновешивается усилием, возникающим при
контакте торцовых поверхностей по
вершинам микрошероховатостей, а также
усилием, развиваемым давлением
уплотняемой среды, занимающей остальное
пространство в микрошероховатостях
между торцовыми поверхностями.
Источником несущей силы является
микродеформирование шероховатых
поверхностей. Лишь в некоторых отдельных
случаях - для слабо нагруженных
уплотнений - механический контакт между
уплотняющими поверхностями отсутствует,
и вся внешняя нагрузка уравновешивается
давлением среды между уплотняющими
поверхностями. Таким образом, торцовое
уплотнение работает в смешанном или
жидкостном режимах трения.
С практической точки зрения долю
усилия, приходящегося на механический
контакт, желательно свести к минимуму.
В этом случае уменьшаются износ и
тепловыделение между трущимися
поверхностями, но увеличивается средний зазор
между поверхностями, а значит, и утечка
уплотняемой среды. В идеале уплотнение
должно работать при «нулевом» давлении в
механическом контакте уплотняющих
поверхностей и «нулевом» зазоре между ними.
Кавитационная модель. В этой
модели [23] расчетные зависимости
характеристик торцового уплотнения основаны
на предположении известности
параметров волнистости торцовых уплотняющих
поверхностей колец пары торцового
уплотнения. Несущая способность здесь
является следствием кавитационных
явлений, возникающих при относительном
перемещении волнистых поверхностей.
Кавитация возникает при снижении
местного давления в жидкости до уровня,
близкого к давлению ее пара. В этих
условиях в части замкнутых областей между
уплотняющими поверхностями
образуются и быстро растут мелкие пузырьки,
наполненные газом или паром. При
последующем их движении в область
повышенного давления пузырьки «схлопываются»,
высвобождая значительную энергию.
По мнению автора [23] модели,
окружная волнистость поверхностей колец в
уплотняющем стыке является реальным
фактором как следствие технологии
производства колец и как результат
деформаций поверхностей колец при работе
уплотнения. Однако, по его же мнению,
поскольку в торцовых уплотнениях с
обыкновенными парами трения
волнистость является трудно учитываемым
фактором, то приведенные в модели
расчетные зависимости могут быть
использованы только для оценки интегральных
характеристик таких уплотнений.
Областью приложения разработанного метода
расчета могут быть торцовые уплотнения
с искусственно сформированной
микротопографией гидравлического тракта.
К этой же модели примыкает и
сходная с ней гипотеза образования несущей
силы между двумерными поверхностями
произвольной формы, между которыми
находится слой вязкоупругой жидкости
при наличии малых высокочастотных
колебаний одной из поверхностей в
нормальном направлении [49].
5.7.4. АНАЛИЗ СОВРЕМЕННЫХ
МОДЕЛЕЙ РАБОТЫ ТОРЦОВЫХ
УПЛОТНЕНИЙ
Изучая механизм образования
несущей силы в уплотняющей щели торцового
уплотнения, Лебек [27] подчеркивал, что,
согласно классической теории смазки, при
относительном скольжении параллельных
поверхностей в присутствии жидкости
182
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ
последняя не будет обладать несущей
способностью, если не существует
некоторых особых условий в такой схеме
работы пары трения.
Эти особые условия для
возникновения несущей силы могут быть связаны со
следующими блоками факторов.
1. Неизотермичность слоя смазки и,
как следствие, эффекты:
- термический клин (изменение
плотности смазки из-за роста температур
по длине пути перемещения ползуна);
- вязкостный клин (изменение
вязкости смазки из-за роста температур по длине
пути перемещения ползуна).
2. Микро- или макронепараллель-
ность уплотняющих поверхностей и
связанные с этим факторы:
- представление
микрошероховатостей в качестве ступенчатых
микроподшипников;
- образование несущей силы из-за
эффектов соударения микронеровностей;
- отклонения скользящих
поверхностей от параллельности.
Рассмотрим содержательную часть и
значимость этих факторов в механизме
возникновения несущей силы по оценкам
Лебека [27].
Термический клин. Основная идея
состоит в том, что утечка среды,
являющаяся смазкой в уплотняющей щели, при
течении в направлении от уплотняемой
полости к полости за уплотнением
нагревается вследствие вязкого трения. При
нагреве смазки ее плотность снижается.
По условию неразрывности слоя смазки
массовый расход ее должен быть
постоянным, поэтому объемный расход должен
возрастать. Возрастание объемного
расхода возможно только при
интенсификации отрицательного градиента давления.
Совместное действие этого условия и
начальных условий равенства давлений по
краям щели давлению перед уплотнением
и за ним приводит к росту давления в
пленке смазки на выходе из щели, а с ним
и силы, противодействующей осевой
нагрузке на аксиально-подвижный блок
уплотнения.
На основании выполненного анализа
было установлено, что теория
термического клина справедлива, если механизм
его создает достаточную несущую
способность. Однако результаты
исследований показывают, что эффектом
термического клина нельзя объяснить заметное
снижение трения в экспериментах при
выходе уплотнения на штатную работу.
Этот механизм не позволяет получить
несущую способность на воде. Он может
реализоваться только при высокой
скорости скольжения при работе на масле.
Таким образом, эффект термического клина
не дает достаточных оснований для
объяснений возникновения несущей
способности при параллельном скольжении.
Вязкостный клин. Если
температура утечки на входе в уплотнение ниже,
чем на выходе, то градиент температуры
по радиальной координате щели будет
вызывать изменение вязкости, и больший
объем жидкости будет стремиться войти в
щель, чем выйти из нее. Этот эффект
будет вызывать повышение давления на
участке входа в щель между
параллельными ее поверхностями. Однако
изменение объема среды столь незначительно
при тех изменениях температуры в
уплотняющей щели, что полагать важным вклад
от такого эффекта не приходится.
Сдавливание пленки. Если
предположить, что сдавливание пленки в щели
совершается относительно некоторой
средней толщины пленки, то давление в
пленке будет периодически увеличиваться
и уменьшаться. Среднее давление будет
равно 0, и не возникает несущей силы.
Однако при сжимаемой уплотняемой
среде в слое образуется результирующая
несущая сила, обусловленная
сжимаемостью среды. Положительная несущая сила
появляется, если учитывать инерционные
члены уравнения смазки; учет кавитации
также дает средний по времени прирост
несущей силы.
Для того чтобы механизм,
основанный на сдавливании пленки, работал,
должна поддерживаться полная пленка, а
ПРЕДСТАВЛЕНИЯ О МЕХАНИЗМЕ РАБОТЫ ТОРЦОВОГО УПЛОТНЕНИЯ 183
амплитуда колебаний должна быть
меньше средней толщины пленки. Используя
это условие, Лебек [27] определил
необходимую частоту колебаний, при которой
сдавливание пленки дает эффект. Так, при
толщине пленки в 0,02 мм для получения
достаточной несущей силы частота
колебаний должна быть порядка 300 Гц. Для
меньшей толщины пленки частота должна
быть еще выше, что не соответствует
реалиям практики работы торцовых уплотнений.
Смазка микронеровностей.
Выступы микронеровностей поверхности в слое
смазки при относительном перемещении
поверхностей образуют ступенчатые
подшипники. До выступа давление
возрастает, а затем убывает. При
симметричном выступе давление будет идеально
асимметричным и среднее давление на
выступе будет равно 0. Однако жидкость
не может выдержать большое
отрицательное давление, поэтому в области,
которая в противном случае была бы
областью отрицательного давления, возникает
кавитация или отрыв потока. Как правило,
давление кавитации близко 0, поэтому
среднее давление на рассматриваемой
микрошероховатости может оказаться
довольно большим. Поскольку все
реальные поверхности являются шероховатыми
и, следовательно, имеют
микронеровности, которые ведут себя как ступенчатые
подшипники, можно полагать, что теория
смазки микронеровностей объясняет
возникновение несущей способности при
параллельном скольжении.
Давая оценку этой модели, Лебек
[27] отмечает, что она не объясняет
низкие уровни трения при параллельном
скольжении поверхностей. Бесспорно,
существуют случаи, в которых смазка
микронеровностей действительно
обеспечивает возникновение несущей
способности, однако во многих реальных случаях
смазкой микронеровностей нельзя
объяснить явно существующую
гидродинамическую несущую силу (смазка
микронеровностей не является достаточно
мощным эффектом, чтобы обеспечить
обнаруживаемую несущую способность).
Соударение микронеровностей.
Для тонкопленочной смазки, в которой
можно рассматривать процессы в уплот-
нительной щели торцового уплотнения
как задачу смешанного трения, должны
происходить многочисленные соударения
микронеровностей. Соударения, в
которых происходит разрушение
микронеровностей, вносят вклад как в трение, так и в
несущую способность, и в некоторой
степени описываются тождественной ей
моделью граничной смазки
микронеровностей. В процессе соударения
микронеровностей при прохождении одной
микронеровности мимо другой пленка
сохраняется, причем при сближениях
микронеровностей возникает гидродинамическое
давление. С ростом давления выступы
будут деформироваться. В результате
такого взаимодействия будут развиваться
несущая способность и трение.
Оценивая эту модель, Лебек [27]
отмечает, что при малой толщине пленки
механизм соударения микронеровностей
действительно обеспечивает несущую
способность, однако он является
недостаточно мощным, чтобы толщина пленки
могла увеличиться до значений,
соответствующих коэффициентам трения,
найденным экспериментальным путем. По
этой модели с уменьшением
шероховатости поверхности трение должно
увеличиваться, тогда как, согласно
исследованиям, оно уменьшается.
Отклонение от параллельности.
Исследования показали, что при
относительном перемещении одной из
поверхностей отклонения от параллельности в
щели со слоем смазки представляют собой
наиболее сильный из всех рассмотренных
механизмов возникновения несущей силы.
Все приведенные выше известные
модели образования несущей силы в щели
торцового уплотнения описываются
факторами, приведенными Лебеком [27], и
подпадают под данные им оценки в части
возможностей образования несущей силы
184
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
в уплотняющей щели. Так, модель
образования в торцовой щели несущей силы
из-за возникновения паровой фазы по Ор-
катту [43] основана в определенной мере
на факторе термического клина.
Фактор вязкостного клина положен в
основу механизма несущей способности
гидродинамических уплотнений,
предложенной А.И. Голубевым в его модели
термогидродинамического расклинивания
[9]. Фактор образования в торцовой щели
несущей силы из-за смазки
микронеровностей, образующих поле
микроподшипников, использован также А.И.
Голубевым в его модели гидродинамического
микроподшипника в применении к паре
трения углеграфит-металл и в модели
гидродинамического поджатия слоя
шероховатостями поверхностей, а также в
применении к парам трения силицирован-
ный графит - силицированный графит [51].
Этот же фактор, а также фактор
соударения микронеровностей, положен в
основу модели смазки и контактного
трения микронеровностей шероховатых
поверхностей в ранней модели Лебека [27,
56]. По признанию самого автора, модель
не является определяющей в образовании
несущей силы в торцовом стыке
поверхностей уплотнения, но может быть
потенциальным предметом теоретического и
экспериментального исследований.
Взаимодействие между изнашиванием,
упругой и термической деформациями могут
вызвать малое, но весьма локализованное
отклонение от плоскостности, которое
может обуславливать развитие давления
жидкости.
Фактор образования в торцовой щели
несущей силы из-за сдавливания пленки и
образующегося затем разрежения
положен в основу кавитационной модели
Кревсуна[23,49].
Фактор образования в торцовой щели
несущей силы из-за отклонения от
параллельности уплотняющих поверхностей
колец положен в основу модели
гидростатического взвешивания
аксиально-подвижного кольца под влиянием силовых и
температурных деформаций Меткалфе
[59], а также в основу модели осенесиммет-
ричной кольцевой щели Hay [42].
Выполненный Лебеком [27] анализ
позволил сделать заключение, что
наиболее сильным из всех рассмотренных
механизмов возникновения несущей силы
является механизм, связанный с
макроотклонениями скользящих поверхностей от
параллельности. Причиной таких
отклонений поверхностей от параллельности
могут быть их термические и
механические деформации или погрешности
поверхностей, полученные в процессе
доводочных операций.
С этим мнением перекликается
замечание авторов [65], в которой отмечается,
что хотя механизм возникновения
гидродинамического давления и имеет место в
уплотняющей щели торцового
уплотнения, однако главную роль в
формировании уравновешивающей силы в этой щели
принадлежит гидростатическому
давлению; этой силой можно управлять путем
изменения коэффициента удельного на-
гружения уплотнения, а также путем
создания конфузорных торцовых щелей.
Конечно, при работе торцового
уплотнения имеет место как неизотермич-
ность слоя смазки в уплотняющей щели,
так и процессы, связанные с микронепа-
раллельностью уплотняющих
поверхностей и с образующими их
микрошероховатостями. Однако это процессы второго
порядка значимости в части влияния на
образование несущей силы в
уплотняющей щели. Возможно, когда-то будет
детально изучен и их вклад в несущую
способность узла торцового уплотнения.
Главное внимание целесообразно
сосредоточить на наиболее значимых и пока
еще недостаточно изученных явлениях, с
которыми связаны процессы образования
макронепараллельностей уплотняющих
поверхностей
Рассмотренные модели несущей
способности торцовых уплотнений
показывают, что, давая математическое описание
тем процессам, которые протекают в тор-
О ГАЗОВЫХ ТОРЦОВЫХ УПЛОТНЕНИЯХ
185
цовои щели уплотнения, ни одна из них
пока не может предложить такие
расчетные зависимости, результаты применения
которых соответствовали бы получаемым
экспериментальным данным. Поэтому
представленные известные модели не
позволяют дать разработчику узлов
торцовых уплотнений необходимые расчетные
методики, которые стали бы для него
инструментом проектирования.
Попытки на их основе подтвердить
расчетом известные литературные данные
по характеристикам торцовых
уплотнений, полученным в результате
экспериментов, не приводят к успеху. Расчетные
зависимости являются продуктом тех
математических моделей, которые были
положены авторами в основу их
представлений о работе торцового уплотнения.
Поэтому можно констатировать: все
известные модели не отражают в достаточной
для расчетов мере реальности тех
процессов, которые протекают в щели торцового
уплотнения.
Из известных моделей,
описывающих механизм возникновения несущей
силы в торцовом уплотнении на основе
явлений, для описания которых
используются доступные измерениям величины,
можно выделить модель
гидростатического взвешивания аксиально-подвижного
кольца под влиянием силовых и
температурных деформаций Меткалфе [59], а
также модель осенесимметричной
кольцевой щели Hay [42].
Используя эти модели в качестве
базовых, можно создать замкнутую модель
работы узла торцового уплотнения и
получить, таким образом, инструмент,
необходимый для разработчиков узлов
торцовых уплотнений.
5.8. О ГАЗОВЫХ ТОРЦОВЫХ
УПЛОТНЕНИЯХ
Хотя опыт успешного
промышленного применения газовых торцовых
уплотнений насчитывает уже более двух
десятилетий, однако число литературных
публикаций, связанных с исследованиями
таких уплотнений, в том числе и
касающихся методик расчета этих уплотнений,
крайне мало. Известны попытки получить
для проектирования узлов газовых
уплотнений решения, полученные на основе
гидродинамической теории смазки.
Так, по мнению авторов [4], расчет
поля давлений можно выполнить на
основе решения уравнения Рейнольдса для
стационарной задачи теории газовой
смазки:
д_
дг
гп р—
дг
г
дф
л
h дР м.
— р——-Апрг
= 0,
(5.30)
где Л:
6|ЛС0Г
h2p
число сжимаемости, \л
коэффициент динамической вязкости.
Рассматривается случай
изотермического течения газа в торцовой щели, так
как теоретические и экспериментальные
исследования подтвердили достоверность
изотермичности течения газовой среды в
уплотняющей щели даже при скоростях
скольжения газовых опор более 200 м/с [52].
Уравнение (5.30) решается с
краевыми условиями, которые включают в себя
равенство давлений на части поверхности
известному давлению и условие
периодичности по угловой координате ср. Для
вычисления числа сжимаемости
необходимо знать минимальную толщины слоя
h0 между уплотняющими поверхностями
колец торцовой пары. При заданных
режимных параметрах и геометрии
уплотняющих колец значение h0 не может быть
произвольным. Для нахождения
подбирается такое число сжимаемости, которое
удовлетворяет заданным краевым
условиям, используемым при решении (5.30).
Однако, по мнению авторов [1],
методика расчета поля давлений,
предложенная авторами [4], не учитывает ряда
факторов, влияющих на работу торцового
уплотнения: непараллельности
уплотняющих поверхностей колец в щели; си-
186
Глава 5. ИССЛЕДОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИИ
ловых и температурных деформаций
колец торцовой пары; возможности
достижения в уплотняющей щели звуковой и
сверхзвуковой скорости течения газа.
Схемы решения задачи, частично
учитывающей эти факторы, описаны в [1, 14].
Общим недостатком предложенных
решений, как и подобных решений,
связанных с жидкостными торцовыми
уплотнениями, является незамкнутость
расчетной схемы. Частные результаты такого
решения можно получать лишь при
известности ряда параметров, таких как
текущие характеристики формы кольцевой
торцовой щели в радиальном и окружном
направлениях, действительной скорости
истечения газа в каждом сечении
кольцевой щели, реальных краевых условий на
граничных участках колец т.д.
Поэтому в практике проектирования
газовых торцовых уплотнений, для
определения размерных соотношений деталей
и геометрии контактной поверхности
колец, пользуются эмпирическими
соотношениями [5]. Связано это, по мнению
Г. Бондаренко [5], со слабой разработкой
теории газодинамических уплотнений,
что обусловлено, в свою очередь,
сложными физическими процессами,
протекающими в узких щелях при больших
радиальных градиентах давления и с
достаточно неопределенными граничными
условиями, зависящими от упругих и
термических деформаций колец.
Ряд производителей опытным путем
находят соотношения размеров колец и
геометрических элементов на их
уплотняющей поверхности, см. рис. 5.29, а, б.
Так, при определении размеров колец
разработчики пользуются следующими
соотношениями:
dx = 1,2J0; dK = 1,08 J; d2 = 0,96d0,
где do ~ 1,25б/вала [5], а также используют
приведенные ниже нормы и зависимости.
Коэффициент нагрузки газового
торцового уплотнения рассчитывается как
отношение площади нагружения колец в
торцовой паре к площади уплотняющего
dx -d0
стыка пары колец и имеет вид — Ц-;
d\-d\
принимается К = 0,83...0,85. Ширина
уплотняющего кольцевого пояска с гладкой
частью принимается равной -0,48...0,5 от
общей ширины пояска трения колец [47].
Радиусы исполнения спиральных
канавок Rc выбираются по зависимости
dl-dl
с ~~ 2 '
4(d1cosP~<iK cos a)
где аир- углы наклона рабочей кромки
спиральной канавки соответственно на
диметрах d\ и dK.
Начала радиусов Rc расположены на
окружности, диаметр которой
определяется по зависимости
d = 2^R2C + 0,25dl - Rcdx cos a ,
а угол у между точками, начиная с
которых проводятся рабочие и нерабочие
кромки спиральных канавок, составляет
180°
у = ±5°, где z - число спиральных
Z
канавок, а и Р - углы наклона рабочей
кромки спиральной канавки на диаметрах
d\ ndK [45].
А.И. Голубев [10] предложил расчет
параметров щели газового торцового
уплотнения производить на основе
интегральных соотношений расхода газа для
различных частей зазора уплотнения,
образованного параллельными стенками.
Для определения давления в щели
уплотнения от окружной скорости вращения
кольца предложено пользоваться зависи-
мостью р = -Jy-. В модели предложено
полагать эпюру распределения давления в
паре трения, идентичной как для областей,
занятых канавками, так и для гладких
промежутков между ними, где зазор равен h.
Однако упрощения, использованные
в такой расчетной модели, не отражают
уже сложившихся представлений о вкладе
О ГАЗОВЫХ ТОРЦОВЫХ УПЛОТНЕНИЯХ
187
7 9 2 10
а)
Рис. 5.29. Размерные геометрические характеристики кольца газового торцового уплотнения:
а - продольное сечение узла уплотнения; б - вид на уплотняющую поверхность вращающегося
кольца; 1 - вращающийся блок торцового уплотнения; 2 - невращающийся блок торцового
уплотнения; 3 - вращающееся кольцо торцовой пары; 4 - газодинамические канавки; 5, 6 -
вспомогательные (вторичные) уплотнения; 7 - невращающееся кольцо торцовой пары; 8, 9 - штифт
стопорного устройства от проворота кольца; 10-пружина; 11 -нажимное кольцо; 12-распорная
втулка
генерируемого давления в канавках на
баланс сил в щели и на работу узла
уплотнения в целом.
Рассмотрев публикации,
посвященные расчетам газовых торцовых
уплотнений, можно сделать следующие выводы:
- известные методики расчета [1, 4,
14] не позволяют получить замкнутые
решения задачи определения
геометрических размеров колец уплотняющей пары;
- известные методики расчета [1,4,
10, 14] не учитывают влияние
температурных и силовых деформаций на работу
узлов уплотнений;
- на практике при разработке
конструкций газовых торцовых уплотнений
реализуется методика, основанная на
использовании эмпирических зависимостей
[5, 47], полученных в результате
экспериментальных исследований и опыта
промышленного применения оборудования с
газовыми торцовыми уплотнениями.
Глава 6
РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА
ТОРЦОВОГО УПЛОТНЕНИЯ
Несмотря на широкое применение
торцовых уплотнений в промышленности,
их расчетное проектирование до сих пор
основано на использовании эмпирических
соотношений. Отсутствие теоретически
обоснованных методов проектирования
даже наиболее распространенных
«обыкновенных» торцовых уплотнений,
несмотря на почти вековой опыт их
применения, связано со слабой разработкой
расчетного определения деформаций в
кольцах трущейся пары (особенно это
относится к деформациям, связанным с
тепловыми явлениями в трущейся паре,
т.е. к температурным деформациям).
Обычно исходят из того, что при
штатной нагрузке на расчетном режиме в
уплотнениях могут возникать следующие
рабочие схемы:
1) работа протекает с обязательным
контактом поверхностей в торцовой щели
(такая схема работы приписывается
обыкновенным торцовым уплотнениям, к
которым относят все уплотнения с
гладкими в уплотняющем стыке
поверхностями колец);
2) работа протекает при отсутствии
контакта поверхностей в уплотняющей
щели (такая схема работы приписывается
бесконтактным торцовым уплотнениям, к
которым относят все уплотнения со
специально выполняемыми каналами на
поверхностях колец в уплотняющем стыке
пары).
Для характеристики процессов
трения между торцовыми поверхностями
уплотнений, которые предположительно
связаны с первой схемой работы,
используются зависимости, основанные на законе
Амантона-Кулона. Так, при расчете сил в
уплотняющем стыке и затрат мощности
используются коэффициенты трения,
применение которых связано с признанием
существования твердого контакта в паре
относительно перемещающихся
уплотняющих поверхностей колец. Для расчета
утечек через уплотняющий стык могут
использоваться зависимости, подобные
соотношениям, известным из закона Дарси.
Основой расчетного метода для
описания процессов между уплотняющими
поверхностями колец, связанного со
второй описанной схемой работы, являются
уравнения смазки, полученные из
уравнений Навье-Стокса при принятии ряда
упрощающих допущений.
Уравнения смазки иногда
использовались исследователями торцовых
уплотнений и для описания процессов в
уплотняющей щели при первой схеме работы.
Известные из теории смазки зависимости,
дополненные полученными в результате
экспериментальных исследований
эмпирическими коэффициентами,
предлагались для использования при
проектировании узлов уплотнений. Однако
применимость таких зависимостей, согласно
теории подобия, ограничена только
конструкциями, идентичными использованным
для получения эмпирических
коэффициентов.
В связи с указанными схемами
работы существует деление торцовых
уплотнений на виды, связанные с формой
исполнения уплотняющих поверхностей.
Так, выделяют обыкновенные,
гидродинамические и гидростатические торцовые
уплотнения. Известные из литературы
РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ 189
методы расчета торцовых уплотнений для
каждого из перечисленных видов имеют
отличия, связанные как с существом
описания физической модели, так и с
граничными условиями, выбираемыми при
решениях задачи смазки.
Подавляющее большинство
известных расчетных моделей описания работы
торцовых уплотнений основано на
плоской форме щели, образуемой между
уплотняющими поверхностями колец
торцовой пары (хотя уже достаточно давно
специалистами признано, что тела колец
торцовых уплотнений подвержены
деформациям и поверхности колец могут
быть плоскими только в идеальном
представлении). Рассмотрим содержание
предложенных методов расчета
уплотнений, известных из ряда литературных
источников [30, 51, 52, 53, 65].
Обыкновенные торцовые
уплотнения. Предполагается [51], что
обыкновенная пара трения в статическом
состоянии представляет собой две плоские
шероховатые поверхности, контактирующие
выступами микрошероховатостей по их
вершинам. Остальное пространство,
образованное впадинами
микрошероховатостей, заполнено рабочей средой. При
вращении вала, в случае неразгруженного
уплотнения, режим трения
контактирующих поверхностей является
преимущественно смешанным (полужидкостным) и
характер его определяется средним
контактным давлением и относительной
скоростью скольжения поверхностей. В
случае применения гидравлически
разгруженного уплотнения при вращении вала
контактное давление в паре трения
снижается при сохранении общей схемы
сопряжения поверхностей и характера трения.
Расчет пары трения торцового
уплотнения рекомендуется выполнять в
следующем порядке [51].
1. Определение силовых и
гидродинамических характеристик пары трения
при вращающемся вале.
2. Определение сил трения и
выделяющейся теплоты в паре трения.
3. Определение температуры пары
трения.
4. Выполнение корреляции
температуры с силовыми факторами и трением
путем использования итерационной
процедуры (повтор расчета по п. 1-3).
5. Оценка взаимодействия элементов
конструкции уплотнения, силовых,
температурных деформаций и
неравномерности распределения температуры пары
трения на закономерности движения
жидкости в зазоре.
Как видно из рекомендуемого
перечня задач, разработчику узла уплотнения
надо знать силовые и гидродинамические
характеристики для пары трения,
рассчитать тепловыделение в паре трения и
температуру в кольцах, оценить и увязать
взаимодействие элементов конструкции
уплотнения с силовыми и
температурными деформациями. Это достаточно
сложные задачи, для решения которых
предложен инструментарий на основе модели
термогидродинамического
микрорасклинивания или модели гидродинамической
смазки пары трения - в виде ряда
зависимостей для расчета контактного давления,
момента и коэффициента трения, а также
утечки. Все эти расчетные выражения
представлены в виде функциональных
зависимостей от задаваемого зазора
между уплотняющими поверхностями пары
трения. Предполагая наличие зазора
между уплотняющими поверхностями
торцового уплотнения, авторы таких моделей
определение собственно размера зазора
оставляют за рамками предлагаемого ими
расчетного метода.
Отметим принятые в моделях
упрощающие гипотезы:
- первая гипотеза - принятие
плоской формы уплотняющей щели;
- вторая гипотеза - признание
контактного взаимодействия поверхностей
колец на всех стадиях работы уплотнения;
- третья гипотеза - признание
возможности существования между
уплотняющими поверхностями зазора от 0,5 до
2 мкм [51].
190 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
Некорректность первой гипотезы
обоснована в гл. 5. Некорректность
принятия для целей расчетной практики
второй гипотезы связана с тем, что не
существует пока теоретически обоснованных
методов расчета тепловыделений
(необходимых для последующего определения
деформаций колец) при трении двух
твердых поверхностей в границах тех
неопределенностей, которые возникают в
условиях смешанного (полужидкостного)
режима смазки. Некорректность третьей
гипотезы связана напрямую с
содержанием второй гипотезы.
Гидродинамические уплотнения.
Гидродинамические уплотнения в
статическом состоянии при неподвижном вале
функционируют так же, как и
обыкновенные торцовые уплотнения. При вращении
вала между уплотняющими
поверхностями такого уплотнения возникает режим
жидкостной смазки, характеризующийся
ограниченными утечками среды, и
уплотнение становится бесконтактным за счет
возникновения несущей силы от
гидродинамического давления в уплотняющей
щели. Применяются они
преимущественно при средних и высоких перепадах
давлений и скоростях скольжения. В
гидродинамических уплотнениях разделение
поверхностей уплотняющей пары трения
осуществляется силами, возникающими
из-за вязкостных свойств уплотняемой
среды в результате нагнетания жидкости в
сужающиеся в окружном направлении
части щели между этими уплотняющими
поверхностями.
Необходимым элементом
гидродинамических торцовых уплотнений
является наличие на одной из уплотняющих
поверхностей колец канавок или карманов.
При вращении вала и относительном
перемещении уплотняющих поверхностей
колец, вследствие неравномерного
нагрева и охлаждения колец на границе их
гладкой части и нанесенных на
уплотняющие поверхности канавок и карманов,
плоскостность уплотнительных
поверхностей нарушается и образуются полости с
клиновым профилем в окружном
направлении. Несущая сила возникает из-за
нагнетания в эти полости между
уплотняющими поверхностями колец части среды.
Расчет гидродинамических
уплотнений связан с нахождением распределения
давления в уплотняющей щели решением
уравнения смазки Рейнольдса, при
задании соответствующих граничных
условий. Дальнейший ход решения связан с
определением необходимых расчетных
соотношений, характеризующих
эксплуатационные качества узла уплотнения.
Метод основан, таким образом, на
решении уравнения смазки. Трудности
его применения связаны с заданием
корректных граничных условий и
принимаемых упрощений, которые, в свою очередь,
зависят от используемых профилей
уплотняющих поверхностей. Решениям для
частных случаев профилирования
посвящен ряд публикаций [51, 52].
Так, для решения задачи предложены
схемы, основанные на модели
термогидродинамического микрорасклинивания
[51] или гидродинамической смазки пары
трения [52], позволяющие получить в
итоге ряд зависимостей для определения
контактного давления, момента и
коэффициента трения, а также для расчета утечек.
Однако все эти расчетные выражения, как
и в случае расчета обыкновенных
торцовых уплотнений, представлены в виде
функциональных зависимостей от
величины известного зазора, заполненного
вязкой средой между относительно
перемещающимися поверхностями в
уплотняющей паре колец. Таким образом, для
предложенных методов расчета
гидродинамических торцовых уплотнений
характерны подобные же недостатки, как и в
рассмотренных выше методах расчета
обыкновенных торцовых уплотнений.
Недостатки эти связаны с
неопределенностью для проектировщика как истинных
форм, так и величин зазоров между
уплотняющими поверхностями по окружной
и радиальной координатам, которыми он
должен оперировать при расчете.
РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ 191
К гидродинамическому режиму
работы торцового уплотнения можно
отнести и такую схему работы торцового
уплотнения, при которой уплотняемые
поверхности вращающегося и невращающе-
гося колец непараллельны и образуют
клиновую форму щели в окружном
направлении. В литературе, посвященной
торцовым уплотнениям, такую схему
позиционирования поверхностей колец
часто называют «перекос уплотняющих
поверхностей». Эту схему можно описать
уравнениями смазки, для нее могут быть
установлены граничные условия и
получены расчетные соотношения. Такие
соотношения были получены рядом
исследователей (Снеком, Финдлеем) в
интегральном виде для плоских уплотняющих
поверхностей колец, однако для
расчетного проектирования узлов уплотнений
необходимо знание «реального перекоса
уплотняющих поверхностей». Наложение
величин непараллельности уплотняющих
поверхностей в стыке пары колец на
неопределенную величину зазора только
осложняет задачу в предложенных выше
моделях решения.
Гидростатические уплотнения.
В гидростатических торцовых
уплотнениях смазка уплотняющих поверхностей
осуществляется за счет изменения
статического перепада давления по ширине
уплотняющих поверхностей колец в слое
среды, подводимой в уплотняющую щель
и отводимую из нее с помощью
дросселей. В этих уплотнениях подвод среды
высокого давления в щель возможен при
вращающемся и невращающемся вале из
уплотняемой полости, а также от
автономного источника давления. В качестве
дросселей используются отверстия,
разного рода каналы, пористые вставки,
профилированные участки уплотняющей
щели. Профилирование может выполняться
как механической обработкой, так и
целенаправленным деформированием
поверхностей колец при нагружении узла
уплотнения, путем использования силовых и
температурных деформаций
уплотняющих колец [51].
Расчет гидростатических уплотнений
связан с нахождением распределения
давления в уплотняющей щели решением
уравнения смазки Рейнольдса с заданием
соответствующих граничных условий.
Дальнейший ход решения связан с
определением несущей силы в уплотняющей
щели, утечки через щель, мощности
потерь на жидкостное трение.
Метод решения основан на хорошо
проверенном расчетном аппарате,
используемом при расчете опор скольжения
валов. Трудности его применения связаны с
заданием корректных граничных условий
и принимаемых упрощений,
обусловленных используемыми профилями
уплотняющих поверхностей. Решениям
частных случаев профилирования посвящено
значительное число публикаций [27, 30,
51, 52, 53, 65]. Общим недостатком этих
методов является отсутствие в них
замкнутых решений, связывающих
зависимость несущей силы, тепловыделений и
протечек через уплотнение с текущим
деформированием уплотняющих
поверхностей колец от тепловых и силовых
факторов, которые, в свою очередь, влияют
на баланс нагружающих и разгружающих
сил в узле.
Анализ механизмов уплотняющей и
несущей способности торцовых
уплотнений и используемых методов расчета по
данным литературных источников,
выполненный в предыдущей главе, показал,
что ни одна из известных моделей не
рассматривает процессы (протекающие в
щели торцового уплотнения) с
достаточной для практики полнотой, включающей
в себя связное замкнутое решение задачи
с учетом тепловых процессов.
Несмотря на значительное развитие
теоретических основ, связанных с
механизмом работы торцовых уплотнений,
создание новых ответственных узлов в
настоящее время выполняется по
установленной десятилетиями схеме.
Разрабатывается натурный узел, и последующей
192 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
длительной доработкой «доводится» до
промышленного образца. Особенно
трудоемким является процесс доводки
торцовых уплотнений, предназначенных для
работы в условиях высоких параметров
нагружений по давлению, температуре и
частоте вращения вала (доводка узла
уплотнения может длиться месяцами).
Создание нового узла торцового
уплотнения экономически более эффективно
лишь при разработке надежных
инженерных методов расчетного проектирования.
Что мешает реализовать этот путь на
практике? Препятствиями на пути
создания расчетных методов проектирования
торцовых уплотнений являются:
- отсутствие достаточно полной
математической модели описания процессов
в узле торцового уплотнения,
позволяющей получить набор расчетных
характеристик, результаты расчетов по которым
можно было бы с доверительной
уверенностью сравнивать с результатами,
получаемыми при работе или
экспериментальных исследованиях уплотнений;
- отсутствие решения задачи
определения температурных деформаций в
кольцах уплотняющей пары;
- отсутствие обобщенного расчетного
критерия для сопоставимой оценки
качественности узла торцового уплотнения.
Современные представления о
работе узла торцового уплотнения предлагают
рассматривать процессы, происходящие в
уплотняющем стыке пары трения, на
основе ряда гипотез:
- теории термогидродинамического
микрорасклинивания пары трения;
- модели гидродинамического
микроподшипника;
- модели гидродинамического
поджатая слоя шероховатости поверхностей;
- модели гидродинамической смазки
волнистых шероховатых поверхностей
пары трения;
- теория циркуляционного течения
[29,51].
Все эти теории и модели затрагивают
отдельные важные стороны явлений,
происходящих в торцовой паре, однако они
не стали продуктивными в части создания
инструментов управления этими
явлениями на практике и не стали основой для
разработки методики проектирования
узлов уплотнений, а служат лишь
иллюстрацией сложности явлений, протекающих
в уплотняющей щели.
Непродуктивность для практики
приведенных гипотез связана, в
значительной мере, с отсутствием в них
предложения замкнутого решения задачи,
связанной с тепловыми процессами в
уплотняющем стыке пары колец. Предлагаемые
решения возможны лишь в случае
известности априори формы уплотняющих
поверхностей и размера зазора между ними,
размеров организованных
микрошероховатостей или микроподшипников,
которые для реальной расчетной практики
являются неизвестными или
определяются с большой погрешностью.
Как перейти от гипотетических
представлений о процессах, происходящих в
уплотняющей щели торцового
уплотнения, к зависимостям, необходимым для
практического расчета реальных
уплотнений, - эти сведения в приведенных
гипотезах не раскрываются.
Одним из важных вопросов,
определяющим образом влияющих на
формообразование уплотняющей щели торцового
уплотнения при его работе, является
решение задачи тепловыделений.
Без решения тепловой задачи,
связанной с определением температуры
уплотняющих поверхностей колец и их
деформированием, невозможно определить
реальный характер форм уплотняющих
поверхностей колец при рабочем
нагружений узла торцового уплотнения.
При расчетах узла уплотнения
необходимо также иметь некоторые критерии,
выполнение которых гарантирует
приемлемую работоспособность узла торцового
уплотнения. По этим критериям
получаемые результаты расчетов должны
сверяться, и они обязательно должны быть
частью расчетной методики.
РАЗРАБОТКА ЗАМКНУТОЙ РАСЧЕТНОЙ МОДЕЛИ ТОРЦОВОГО УПЛОТНЕНИЯ 193
Можно заключить, что для снижения
затрат на разработку новых узлов
торцовых уплотнений их конструирование
следует выполнять расчетным методом,
поэтому необходимо:
- разработать математическую
модель, в которой из большого числа
влияющих факторов выявлены главные и
отброшены второстепенные с тем, чтобы
полученные зависимости для расчета
узлов торцовых уплотнений давали
результаты, которые укладывались бы в
приемлемую для практики точность;
- разработать методику расчета
деформаций в кольцах уплотняющей пары
от воздействия давления уплотняемой
среды;
- разработать методику расчета
температурных деформаций в кольцах
уплотняющей пары;
- определить расчетные критерии
оценки работоспособности узла торцового
уплотнения.
Из представленного в гл. 5 обзора по
рабочим моделям следует, что в
настоящее время отсутствует единый подход в
определении модели работы
обыкновенного торцового уплотнения (наиболее
распространенной группы торцовых
уплотнений) при неподвижном и
вращающемся вале. Это связано со сложностью и
многообразием явлений в торцовой щели
и, в значительной мере, со слабой
разработкой вопросов сопряжения трущихся
поверхностей колец уплотнения, а также
вопросов расчета деформаций колец
уплотняющей пары, особенно
температурных деформаций.
В связи с этим существует
потребность в разработке связной замкнутой
расчетной модели торцового уплотнения,
включающей решение уравнения смазки
совместно с расчетом температурных и
силовых деформаций его колец.
6.1. РАЗРАБОТКА ЗАМКНУТОЙ
РАСЧЕТНОЙ МОДЕЛИ
ТОРЦОВОГО УПЛОТНЕНИЯ
На основе выполненного выше
анализа известных моделей предложена
модель уплотняющей и несущей
способности, позволяющая решать задачи
проектирования торцовых уплотнений на основе
обычных типовых условий технического
задания.
Ниже рассматриваются общая
модель обыкновенного торцового
уплотнения, а также полученная на ее основе
упрощенная модель. В общей модели
представлены расчетные соотношения для
определения гидродинамических
характеристик торцового уплотнения с щелями,
образованными гладкими
криволинейными и прямолинейными формами.
Упрощенная модель позволяет с приемлемой
для практики точностью расчета получать
ответы на ряд вопросов, которые стоят
перед разработчиком узла торцового
уплотнения.
6.1.1. ОПИСАНИЕ МОДЕЛИ И
РАСЧЕТНЫЕ СООТНОШЕНИЯ ДЛЯ
ЩЕЛИ С ГЛАДКОЙ
КРИВОЛИНЕЙНОЙ ФОРМОЙ
Анализ рассмотренных выше
механизмов уплотняющей и несущей
способности торцовых уплотнений помог
установить основные подходы к выбору
расчетной модели.
Для выбора базовой модели
торцового уплотнения можно рассмотреть
конструкцию с обыкновенной парой трения -
ввиду ее простоты и широкой
распространенности. При этом используется
положение, согласно которому в контактном
стыке торцового уплотнения в
радиальном направлении (при его рабочем нагру-
жении) образуется конфузорная или ди-
фузорная форма щели, образованная
криволинейными поверхностями
уплотняющих колец.
7 — 106
194 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
При конструировании
обыкновенного торцового уплотнения разработчику
нужны расчетные зависимости,
позволяющие оценивать величину ожидаемой
утечки через уплотнение, затраты
мощности на его работу, а также оценку
возможной долговечности узла. Эти
расчетные зависимости и оценки могут быть
получены на основе замкнутой рабочей
модели, содержащей математическое
описание процессов, протекающих в
уплотняющей щели, и заданный критерий их
оптимальности. Исследование известных
моделей и гипотез, а также использование
экспериментальных данных позволило
разработать такую модель работы
обыкновенного торцового уплотнения, которая
может найти применение для целей
проектирования или корректировки
характеристик узлов торцовых уплотнений. Здесь
представлены материалы, связанные с
описанием такой модели.
Рассматривая возникновение
несущей силы при трении смазанных
поверхностей на основе оценки ряда гипотез о
механизмах ее образования, таких как:
- термический клин (изменение
плотности смазки из-за роста температур
по длине пути перемещения);
- вязкостный клин (изменение
вязкости смазки из-за роста температур по
длине пути перемещения);
- представление
микрошероховатостей в качестве ступенчатых
микроподшипников;
- образование несущей силы из-за
эффектов соударения микронеровностей;
- отклонение скользящих
поверхностей от параллельности,
- Лебеком [29] сделано заключение, что
наиболее весомым механизмом
возникновения несущей силы является влияние
отклонения скользящих поверхностей от
параллельности. Причиной таких
отклонений уплотняющих поверхностей от
параллельности, по мнению исследователей
[27, 51, 52], могут быть их термические и
механические деформации, возникающие
в процессе работы торцового уплотнения,
а также исходные погрешности этих
поверхностей, полученные в процессе
доводочных операций при изготовлении колец
или сборке узла уплотнения.
Переход торцового уплотнения от
стадии покоя к стадии работы при
вращающемся вале, вплоть до выхода на
режим номинальной частоты вращения,
связан с рядом процессов, которые остаются
обычно за рамками известных моделей,
описывающих работу торцовых
уплотнений. Так, в известных моделях работы
торцового уплотнения только
стационарный режим с определенными
параметрами нагружения становится объектом
описания и исследования без учета влияний
процессов, предшествующих этому этапу
[27,51].
Рассмотрим процессы, протекающие
в уплотняющей щели типичного
разгруженного внутреннего торцового
уплотнения вала насоса. Рабочий процесс в
торцовом уплотнении от момента начала
вращения вала и до установления
стационарного режима работы связан с
развитием ряда нестационарных явлений в
уплотняющем стыке и в теле колец уплотнения
с постепенным переходом параметров,
характеризующих в количественном
выражении эти явления, в установившемся для
номинальных условий режиме работы.
В качестве начальных условий
примем следующие:
- давление;^ жидкой среды в камере
уплотнения равно атмосферному;
- перепад давления на уплотнении
равен 0;
- контактное давление рк =f(P, FK)
в стыке уплотняющих поверхностей
колец определяется силой упругих
элементов Ру и номинальной площадью контакта
FK уплотняющих поверхностей колец;
- температура Тк в кольцах
уплотнения равна температуре Тс уплотняемой
среды (Тк = Тс).
После включения привода и начала
движения вращающегося кольца работа
уплотнения связана с ростом скорости
скольжения и с нестационарными явле-
РАЗРАБОТКА ЗАМКНУТОЙ РАСЧЕТНОЙ МОДЕЛИ ТОРЦОВОГО УПЛОТНЕНИЯ 195
ниями трения уплотняющих
поверхностей. Между поверхностями колец,
вначале прижатых друг к другу осевой силой,
создаваемой упругими пружинными
элементами, при относительном движении
их - в условиях контактного
взаимодействия - возникают явления, связанные с
отбрасыванием («подскакиванием»)
аксиально-подвижного кольца на некоторую
величину от поверхности аксиально-
неподвижного кольца (из-за
взаимодействия окружного момента и тормозящих сил
контактного трения между
уплотняющими поверхностями колец). Начальный
момент относительного перемещения
поверхностей колец происходит в условиях
почти полного отсутствия смазки между
уплотняющими поверхностями. Однако
силы трения в контакте поверхностей
вызывают частое осевое перемещение
аксиально-подвижного кольца, обеспечивая
тем самым поступление смазки между
уплотняемыми поверхностями. Трение
поверхностей обусловлено
тепловыделениями в отдельных пятнах контакта в
стыке этих поверхностей и
неравномерным нагревом колец по высоте.
Возникающие изменения температуры на
уплотняющих поверхностях колец зависят
от величины контактного давления в
стыке поверхностей и скорости скольжения в
трущейся паре:
где иф - переменная на пусковой стадии
работы уплотнения окружная скорость
скольжения в трущейся паре колец.
От воздействия местного осевого
перепада температур в телах колец
происходит близкое к осесимметричному, со
слабовыраженной волнообразностью в
окружном направлении, деформирование
с осевой деформацией At = f(TK)
размерами в доли микрометров, связанное с
местным поворотом сечений колец
относительно продольной оси симметрии в
направлении падения температуры.
Возникновение слабовыраженной волнооб-
разности уплотняющих поверхностей
колец и число волн на их наружных
диаметрах является результатом неравномерного
действия сил от отдельных пружин или
единичного упругого элемента
(центральной пружины, сильфона, мембраны), от
угла (3 перекрещивания продольных осей
вращающегося и невращающегося колец
(параметра непараллельности скольжения
колец), а также от относительной
скорости скольжения в паре трения.
Возникает также перепад температур
и по ширине колец, ведущий к местному
(размерами в доли микрометров) подъему
поверхности каждого из колец вблизи
внутреннего радиуса уплотняющего
пояска. В торцовой щели образуется
конусная с нерегулярной волнистостью
форма сопряжения уплотняющих
поверхностей, с размерами зазора на наружном
диаметре колец в доли микрометров, и
местные полости такого же порядка
осевых размеров между уплотняющими
поверхностями, формируемые возникшими
неорганизованными выпуклостями и
впадинами. Причинами появления последних
может быть также местная анизотропия
материалов колец, микроволнистость,
полученная при доводочных операциях,
релаксация напряжений в телах колец,
связанная с изменением их теплового
состояния, и неосесиммеричность как тел
уплотняющих колец, так и элементов их
сопряжения со смежными деталями.
Размеры упомянутых выше
неорганизованных отклонений от условной
базовой плоскости составляют величины
порядка aiAtiAHi, а углы местных
поворотов сечений колец 0г =/(а, Ati9 гср, Я),
где а - коэффициент температурного
расширения материала кольца, Att -
местный перепад температур по высоте Н
кольца со средним радиусом гср.
Начальный стационарный режим
почти сухого трения, благодаря
поступающей в образующиеся между
уплотняющими поверхностями полости смазке
при относительном их перемещении, пе-
7*
196 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
реходит в стадию граничного трения при
продолжающемся росте скорости
скольжения и с постепенным уменьшением
контактного взаимодействия поверхностей.
Уплотняемая среда заполняет и
освобождает возникающие и исчезающие
полости, отбирает образующееся тепло с
уплотняющих поверхностей колец и
нагревается сама. С дальнейшим ростом
скорости скольжения в торцовом стыке
протекает процесс перехода от
граничного режима к режиму полужидкостного
трения и выходу поверхностей из
контактного взаимодействия. Эти процессы
связаны, в основном, с влиянием
изменения форм уплотняющих поверхностей в
окружном направлении и с явлением
«подскакивания» аксиально-подвижного
кольца при контакте уплотняющих
поверхностей. Здесь источниками
образования в тонком слое смазки несущей
гидродинамической силы, из-за вязкостных
явлений при относительном перемещении
поверхностей, являются местные
отклонения от плоскостности поверхностей в
паре, сказывающиеся на возникновении
несущей силы из-за клинового эффекта,
образующегося при набегании плоского
или выпуклого участка поверхности
одного кольца на местную выпуклую часть
участка, образовавшегося на поверхности
другого кольца, которое упрощенно
описывается для окружного течения в
торцовой щели частным случаем
дифференциального уравнения смазки в форме
зависимости:
г д(р
р/г др
12jnr d(p
г дф
р/г
Кроме того, в слое смазки
одновременно протекают процессы, связанные с
кавитационными эффектами, а также с
влиянием сдавливания слоя смазки от
аксиальных перемещений торцовых
поверхностей колец в уплотняющей щели,
описываемые для радиального течения
зависимостью
I А
г дг
гр
h5 dp
\2\xdr
= pur
и для окружного течения зависимостью
р/г др
г дг
12jnr Эф
P*V
Здесь г - радиальная координата
уплотняемой щели, h - текущий зазор между
поверхностями, р - давление в слое
смазки, р - плотность смазочной среды, \х -
вязкость слоя смазки, ф - угол в
окружном направлении, иф - окружная скорость
течения смазки, иг - радиальная скорость
течения смазки.
Течение смазки в тонком слое между
уплотнительными поверхностями в
значительной мере обусловлено
изменениями угла перекрещивания осей роторных и
корпусных деталей узла уплотнения - из-
за податливости углового положения
аксиально-подвижного блока.
При отсутствии перепада давления
на уплотнении или его невысоком уровне
в условиях низкого нагружения пары
осевым усилием, создаваемым, в основном,
только пружинными элементами,
возникающая несущая сила в щели между
торцовыми поверхностями является
достаточной для обеспечения бесконтактной
работы торцового уплотнения и без
износа уплотняющих поверхностей.
Какие параметры имеют наибольшее
влияние на величину несущей
гидродинамической силы между торцовыми
поверхностями на этом этапе работы? Известно
[51], что для гидродинамического режима
смазки подъемная сила в щели в
наибольшей степени зависит от зазора между
относительно перемещающимися
поверхностями (она пропорциональна порядка 5-й
степени величины клинового зазора).
Таким образом, достаточная для разделения
поверхностей подъемная сила в щели
образуется уже при очень малых величинах
зазоров, характерных для режима
граничного трения.
РАЗРАБОТКА ЗАМКНУТОЙ РАСЧЕТНОЙ МОДЕЛИ ТОРЦОВОГО УПЛОТНЕНИЯ 197
При малых зазорах в торцовой щели
и продолжающемся, вплоть до выхода на
стационарный режим работы, росте
относительной скорости скольжения
поверхностей колец, в паре трения образуются
значительные тепловыделения, что ведет
к ощутимому росту температуры в среде,
заполняющей торцовую щель, и
дальнейшему деформированию поверхностей,
образующих эту щель. Скорость роста
температур в щели и в кольцах
значительна, и основная часть этого процесса -
во временном интервале - занимает
несколько первых секунд работы узла
уплотнения [32].
Температура среды в уплотняющей
щели зависит от окружной скорости
вращения вала, коэффициентов
теплопроводности материалов колец, условий
теплоотдачи в уплотняемую среду,
окружающую узел уплотнения, и теплофизических
свойств уплотняемой среды.
Выполнение на уплотняющих
поверхностях колец так называемых
«гидродинамических канавок» значительно
активизирует описанную выше картину
явлений в торцовой щели. За счет
охлаждающих качеств канавок температурная
неравномерность на поверхностях колец в
окружном и радиальном направлениях
может достигать нескольких градусов
[32]. Такая температурная
неравномерность на поверхности колец существенно
ускоряет выход уплотнения на начальном
участке рабочего процесса в условия
бесконтактной схемы работы.
Под влиянием тепловых деформаций
колец, наряду с волнистостью
уплотняющих поверхностей, идет процесс
активного образования близкой к осесимметрич-
ной клиновой формы щели в радиальном
направлении, с максимальным
раскрытием щели со стороны наружных диаметров
колец.
С повышением частоты вращения
вала растет давление за колесом насоса и
возрастает перепад давления на
уплотнении. Увеличивается осевая нагрузка на
уплотняющий стык пары и
гидростатическая составляющая в осевой разгружающей
силе за счет роста эпюры давления в
радиальном направлении по торцовой щели;
снижается гидродинамическая
составляющая несущей силы. Растущие в этом
случае силовые деформации от нагруже-
ния деталей торцового уплотнения
давлением уплотняемой среды в некоторых
конструкциях уплотнений могут оказаться
значительными и даже превзойти
деформации от температурных явлений.
Направление действия силовых деформаций
в подавляющем большинстве случаев (из-
за конструктивных особенностей
исполнения деталей узлов торцовых
уплотнений) связано с поворотом сечения колец в
сторону, противоположную той, которая
стала результатом температурных
деформаций от осевого градиента температур.
Во всем временном отрезке выхода
торцового уплотнения на номинальный
режим работы идет процесс приработки
поверхностей трения, связанный с
созданием естественного устройства снабжения
смазкой трущихся поверхностей,
соответствующего условиям нагружения
торцовой пары. Растет толщина смазочного
слоя между уплотняющими
поверхностями колец. При образовании устройства
достаточного снабжения смазкой
трущихся поверхностей в торцовой паре
наступает стадия жидкостного трения.
Главным влияющим фактором на
величину несущей силы становится течение
смазки в радиальном направлении и
радиальная форма щели между торцовыми
поверхностями колец, а также
непараллельность скольжения их уплотняющих
поверхностей. Местные же отклонения в
окружной неравномерности формы
поверхностей колец перестают быть
весомым источником несущей силы
вследствие радиального растекания смазочного
слоя из-за узкой ширины уплотняющего
пояска (аналогичного эффекту «торцового
истечения смазки» в коротких
радиальных подшипниках скольжения). Несущая
сила в жидкостном слое становится
квазиустойчивой и равновесна силе, нагру-
198 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
Рис. 6.1. Схема торцовой щели узла уплотнения после выхода его на режим жидкостного
трения с определяющим влиянием гидростатических сил:
г, z, ф - радиальная, осевая и угловая координаты; ип uz, мф - радиальная, осевая и угловая
скорости течения среды; со - угловая скорость вращения кольца;/?ь/?2 - давление перед уплотнением и
за ним; Ру - усилие упругого пружинного элемента; h0 - средний зазор между уплотняющими
поверхностями; НиН2- высота тела кольца 1 и кольца 2 соответственно; 0 - угол
непараллельности уплотняющих поверхностей колец; RB, Ru - внутренний и наружный радиусы уплотняющих
поверхностей колец
жающей аксиально-подвижный блок.
Поддерживается это равновесие за счет
текущего изменения минимального
размера щели в сближении поверхностей, а
также путем увеличения или уменьшения
текущей конусности щели в радиальном и
окружном направлениях из-за
непараллельного скольжения уплотняющих
поверхностей колец. Обеспечивается это, в
основном, податливостью к угловому
смещению аксиально-подвижного блока.
Схема торцовой щели узла уплотнения
после выхода его на режим жидкостного
трения, с определяющим влиянием
гидростатических сил, показана на рис. 6.1.
Какие параметры оказывают теперь
наибольшее влияние на величину
несущей силы между торцовыми
поверхностями? Известно [51], что как для
гидродинамического, так и для гидростатического
режимов течения смазки подъемная сила
в щели в наибольшей степени зависит от
величины зазора между уплотняющими
поверхностями (имеется в виду
обобщенный средний зазор). Расчеты показали,
что изменение в окружном направлении
параметра непараллельности
уплотняющих поверхностей в пределах средней
величины зазора может оказывать
влияние на несущую силу в размерах до 40 %
от нагружающей силы. Таким образом,
изменение непараллельности
уплотняющих поверхностей в торцовом стыке
колец является мощным фактором влияния
на несущую силу.
При уже установившемся
жидкостном режиме трения текущие изменения
режимов нагружения (например,
давления, расхода охлаждающей среды и т.д.)
могут изменять условия смазки в
уплотняющей щели. Так, недостаточный тепло-
отвод от колец, неблагоприятный
характер их силовых деформаций, приводящий
к образованию диффузорной формы уп-
РАЗРАБОТКА ЗАМКНУТОЙ РАСЧЕТНОЙ МОДЕЛИ ТОРЦОВОГО УПЛОТНЕНИЯ 199
лотняющей щели, или недостаточная
угловая податливость
аксиально-подвижного блока узла уплотнения (из-за
снижения упругих свойств вторичных уплотни-
тельных элементов или недостаточных
зазоров в сопряжении деталей) могут
стать причиной существенного изменения
характера работы устройств смазки
уплотняющих поверхностей - тех устройств
смазки, которые сформировались в
процессе предшествующей приработки
поверхностей. Эти изменения становятся
следствием перегрева слоя смазки в
уплотняющей щели, падения вязкостных
свойств этого слоя и связанного с этим
увеличивающегося сближения и
контактов поверхностей, возникновения в
уплотняющей щели процессов полусухого и
сухого трения.
В связи с описанной картиной,
дальнейшее развитие процессов в
уплотняющей щели еще до выхода на
стационарный режим работы или уже на
стационарном участке работы, при изменениях
параметров номинального рабочего режима,
может протекать по трем схемам:
- перехода торцового уплотнения на
контактную схему работы, связанную с
сухим или смешанным трением;
- работы торцового уплотнения по
бесконтактной схеме с жидкостным
гидростатическим режимом трения в
смазочном слое между уплотняющими
поверхностями в торцовой щели;
- работы торцового уплотнения с
циклическими переходами из
бесконтактной в контактную схему, и наоборот.
Работа обыкновенного торцового
уплотнения по первой схеме характерна для
случаев закритических отклонений
параметров от уже установившихся и
обеспечивающих благоприятный режим
гидродинамической смазки. Связано это может
быть с ухудшением качества охлаждения
узла уплотнения, с изменением
динамических свойств системы ротор-аксиально-
подвижное кольцо.
Работа торцового уплотнения по
второй схеме позволяет получить
длительную работоспособность узла, низкие
показатели по утечке и затратам
мощности при уплотнении средних и высоких
перепадов давлений. Для описания
математической модели и получения
необходимых расчетных зависимостей в
стационарном режиме может быть привлечен
хорошо разработанный раздел теории
смазки [51, 52].
Работа торцового уплотнения по
третьей схеме - одна из часто
встречающихся на практике. Такая схема работы
является обычной для низко нагруженных
узлов уплотнений, а для уплотнений
средней нагруженности связана с
текущими изменениями режимов нагружения
по давлению, частоте вращения ротора
или охлаждения узла. С существованием
такой схемы работы связаны часто
возникающие вопросы износа колец
уплотняющей пары и низкого текущего
рабочего ресурса узла торцового уплотнения - в
случаях отсутствия жестких требований
по поддержанию регламентных
параметров узла при эксплуатации.
Причиной нестабильного
деформирования уплотняющей щели могут стать
также динамические нагрузки. Например,
вибрации ротора могут вызвать изгибные
колебания его оси [52] и соответствующие
эволюции уплотняющей поверхности
вращающегося кольца.
Рассмотрим детальнее процессы,
протекающие при второй, наиболее
благоприятной и экономически
целесообразной схеме работы торцового уплотнения и
возможности описания соотношений,
характеризующих эти процессы.
Определить, каким будет
минимальный зазор в торцовой щели при работе
торцового уплотнения на расчетном
режиме, можно по нагружающей торцовый
стык силе и заданной утечке, а также по
форме торцовой уплотняющей щели.
Определение расчетных
зависимостей для торцовой щели в
гидродинамической теории смазки для узких щелей
основывается на совместном решении
системы дифференциальных уравнений
движения рабочего тела, неразрывности
200 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
течения смазки, состояния и энергии,
описывающих гидро- и
термодинамические процессы в тракте и изменения
параметров движения системы.
Из-за сложности исходных
дифференциальных уравнений принимается ряд
общепринятых допущений,
обусловленных как особенностями работы
уплотнений, так и упрощениями, не
оказывающими значительного влияния на точность
получаемых результатов, но значительно
облегчающих вычислительные работы.
Допущения эти следующие.
• 1. Течение рабочего тела в щели
принимается изотермическим -
основывается на том, что при работе торцового
уплотнения в жидкостном режиме трения
существует интенсивная теплоотдача от
смазочного слоя в кольца, и потому
температуру смазочного слоя по щели можно
без особой погрешности усреднить. Такой
подход подкрепляется и данными
результатов экспериментов [32].
•2. Давление рабочего тела по
толщине слоя не меняется - основывается на
малости вклада в изменение давления
инерционных сил в смазочном слое, в
сравнении с силами вязкости, при работе
торцового уплотнения в жидкостном
режиме трения.
•3. В щели уплотнения реализуется
ламинарный режим течения среды -
основывается на том, что при работе
торцового уплотнения в жидкостном режиме
трения, при текущих рабочих зазорах и
нагружающих перепадах давлений,
реализуется по расчетам лишь ламинарный
режим течения уплотняемой среды.
•4. Изменения зазора (в свету) за
оборот кольца усредняются -
основывается на том, что после выхода торцового
уплотнения на расчетный режим работы
этот режим рассматривается как
установившийся со стабильными параметрами.
Так как изменения вязкости
уплотняемой среды в щели из-за температуры
незначительно, влиянием изменения
температур среды вдоль щели на
распределение давления можно пренебречь, и в
систему уравнений, описывающих процессы
в торцовой щели уплотнения, можно не
вводить уравнение энергии. Система
уравнений для стационарного случая
ламинарного режима течения среды через
торцовую щель (образованную гладкими
поверхностями) применительно ко
внутренним торцовым уплотнениям может
быть записана в виде уравнения
неразрывности:
9Ы+£Ы + Г4Ы = 0, (6.1)
дг dip dz
а уравнения движения жидкости - из-за
принятия допущения о постоянстве
давления по толщине смазочного слоя -
можно представить в форме системы
уравнений Рейнольдса:
дг
др_
dz ~
др_
гд<р
dz
0;
и-
д_
dz
3"Ф
i—-
dz
(6.2)
с граничными условиями:
z = 0: иг = 0; иф = 0; uz = 0;
z = h : ur - 0; иф = юг; uz = 0,
(6.3)
которые для ньютоновских жидкостей
представляют кинематические условия на
стенках, ограничивающих исследуемый
поток (здесь (р - угол смещения
вращающегося кольца по угловой координате, см.
рис. 6.1).
Проинтегрировав по z систему
уравнений (6.1) при граничных условиях (6.3),
получим обобщенное уравнение смазки
Рейнольдса:
г дг
h3 dp
ф £_
12ц дг
г дг
V
40ц
г dip
ph3 dp
12 цг д(р
r dip
pcor/z
+ puz =0. (6.4)
РАЗРАБОТКА ЗАМКНУТОЙ РАСЧЕТНОЙ МОДЕЛИ ТОРЦОВОГО УПЛОТНЕНИЯ 201
Ограничиваясь рассмотрением осе-
симметричной задачи только для
радиального течения в торцовой щели,
согласно описанной выше картине процессов
для расчетного режима в уплотняющем
стыке, и пренебрегая эффектом
сдавливания пленки среды в щели, получим
выражение (6.4) в виде:
Проинтегрировав (6.5) по г, используя в
h
решении подстановку Q = -2nr\ur dz ,
о
промежуточное решение при
интегрировании системы (6.1) и (6.2), и вводя
безразмерные величины, получим систему
уравнений:
]_д_
г дг
го
12ц дг
др г2р2со2/23
V
40ц
-0. (6.5)
Неизвестными здесь являются:
изменение зазора и текущее изменение
давления в радиальном направлении.
При изотермических течениях среды
необходимыми дополнительными
соотношениями для решения уравнений
являются зависимости вязкости ц и плотности
р среды от давления. Ограничиваясь
рассмотрением работы торцового уплотнения
для жидкости в области средних по
величине давлений, положим \i(p) = const и
для жидкости о(р) = const (для
сжимаемых сред, например, газов, при
определении текущего значения давления здесь
следует использовать еще уравнение
состояния р = pRT, где R - газовая
постоянная, Т- температура среды).
Для оценки эффективности
рассчитываемого торцового уплотнения
необходимы следующие расчетные
характеристики: утечка Q через уплотнение,
затраты мощности N на его работу, длительная
работоспособность узла, гарантией
которой может быть лишь бесконтактная
работа уплотняющей пары колец.
Параметром оптимизации (на
который, как на заданный базовый критерий,
необходимо ориентироваться проектанту
при конструировании узла уплотнения)
может быть максимальная жесткость
жидкостного слоя в уплотняющей щели,
связанная с формой самой щели и
характеристиками уплотняемой среды [37, 52].
Ф ^ ^в ту
or h r
Оцрг
R. '
d(pQ)
dr
= 0.
(6.6)
Здесь Q^03co4(*H-*B)P _
Ар
безразмерный центробежный параметр
щели; р - базовое (начальное) значение
плотности среды; Ар = р\ - рг - перепад
давления на уплотнении.
Вводя новую переменную х = r~RB,
проинтегрируем систему (6.6) при
граничных условиях:
Ж*в) = 0; [
Ж*в+1) = 1-
(6.7)
Решение задачи можно представить в
виде:
1-пп№
Q=-
1 ( - ^
о
dx
_с vdx
(6.8)
V
X —
p(x) = P(P) + pQ=\-
vdx
f -\
op
-«Jfl
\dx;
(6.9)
202 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
W
1+
F=-
V
_ Л
х
\dx
1+м
(6.10)
— Г г
где F = —- , F=2p I prdr - гидростати-
F лв
ческая несущая сила в щели; F -
базовое значение несущей силы.
Для определения момента трения
Мтр=2я|тг2^г следует ПрОИНТеГрИрО-
Яв
вать по площади щели элементарные
моменты от касательных напряжений:
^ф мог
Т = |1 ¥- = -£ .
dz h
После преобразований в
безразмерном виде имеем
Мтр = |-
1+-
Л.
dx
(6.П)
В размерном виде М = ММ , где
1тр^тр '
м.
тр
■•2п[
я
xr dr,
Мтр =
2n^coR\RH-RB)
(6.12)
Полученные зависимости (6.8)—(6.12)
позволяют определить основные
характеристики торцового уплотнения: утечку,
несущую силу в щели, момент трения и
эпюру давления.
В связи с тем, что при работе
торцового уплотнения возможно отсутствие
осевой симметрии кольцевой щели из-за
непараллельности трущихся поверхностей
колец (см. рис. 6.1), применение формул
(6.8), (6.10) и (6.12), полученных в
предположении осесимметричности течения,
может быть неправомерным, поскольку
для этих условий возникает
необходимость рассмотрения трехмерной задачи.
Однако при малом изменении зазора
в окружном направлении, когда
радиальный градиент давления значительно
больше окружного, эффект
непараллельности поверхностей колец в паре трения в
первом приближении можно учесть
исходя из того, что значения dM^, dF и dQ для
каждого элементарного кольцевого
сектора с углом d<p могут быть определены по
формулам (6.8), (6.10) и (6.11) для
текущего значения радиальной щели.
Проинтегрировав полученные решения dM^, dF
и dQ для элементарных кольцевых
секторов, можно получить обобщающие
частные решения характеристик М^9 F и Q
для ряда осесимметричных сближений
поверхностей уплотняющей пары колец.
При выключении привода насоса
процесс окончания работы торцового
уплотнения начинается с постепенного
снижения скорости скольжения, падения
перепада давления на уплотнении. В щели
сохраняется еще жидкостной режим
трения, однако идет процесс изменения
радиального профиля формы щели в сторону
уменьшения конфузорности из-за
снижения температурных и силовых
деформаций; возрастает роль осевой силы от
упругого элемента поджатия колец;
увеличивается сближение уплотняющих
поверхностей колец.
Появляется местный контакт этих
поверхностей по вершинам волнистостей;
число контактов растет. Стадия
жидкостного трения переходит в полужидкостное,
а затем и в граничное трение.
Деформирование колец из-за силовых факторов
исчезает, и характер деформирования
определяется температурной неоднородностью в
телах колец. Наступает стадия полусухого
скольжения поверхностей с контактным
взаимодействием поверхностей и с
ускоренным падением скорости скольжения.
Происходит остановка вращающегося
кольца уплотнения. Таковой
представляется общая картина рабочего процесса
обыкновенного торцового уплотнения.
РАЗРАБОТКА ЗАМКНУТОЙ РАСЧЕТНОЙ МОДЕЛИ ТОРЦОВОГО УПЛОТНЕНИЯ 203
Приведенные зависимости
позволяют определить основные характеристики
торцового уплотнения: утечку, несущую
силу в щели, момент трения и эпюру
давления при известной форме радиальной
щели.
Для их расчета при проектировании
торцового уплотнения необходима задан-
ность или определяемость следующих
величин:
• утечки Q через уплотнение;
• начальных условий номианльного
режима работы для торцового
уплотнения: перепад давления на уплотнении,
частота вращения вала, характеристики и
свойства уплотняемой среды (включая
теплофизические, связанные с давлением
и температурой этой уплотняемой среды
на щели), начальные условия по
температуре среды в камере уплотнения;
• теплофизические характеристики
материалов колец и смежных деталей узла
уплотнения (теплоемкость,
теплопроводность, коэффициент теплового
расширения);
• прочностные характеристики
материалов колец;
• характер деформации колец от
силовых нагрузок;
• характер деформаций колец от
характеристик температурного
распределения в них;
• зазоры и формы торцовой щели в
радиальном направлении;
• связь жесткости смазочного слоя в
щели уплотнения с формой и размерными
параметрами этой щели.
Расчет деформаций колец от силовых
нагрузок на детали узла торцового
уплотнения может быть выполнен по
материалам [38, 51].
Из всех перечисленных необходимых
для проектирования величин наибольшую
неясность в определении представляет
температура среды в уплотняемой щели, а
также в кольцах торцового уплотнения;
эти вопросы рассмотрены ниже.
Используя описанную схему работы
торцового уплотнения и предложенные
рекомендации по расчету узла, задача
разработчика состоит в таком
конструировании элементов деталей узла
уплотнения, чтобы уровень и вид деформаций
колец от давления среды и температурных
факторов обеспечили бы необходимую
расчетную оптимальную форму
уплотняющей щели в торцовом уплотняющем
стыке пары колец. Формы уплотняющих
поверхностей в торцовом сопряжении
должны обеспечить возможность
создания устройства снабжения пары трения
смазкой, соответствующего условиям на-
гружения и гарантирующего жидкостной
режим трения при работе на номинальном
режиме, а также приемлемые величины и
высокую стабильность рабочих
характеристик торцового уплотнения.
Для торцового уплотнения с
гидростатическим режимом нагружения и
жидкостным режимом трения температурные
и силовые нагрузки на детали узла
приводят, согласно описанному выше, к
образованию криволинейных в радиальном
направлении форм угшотняющих поверхностей
каждого из колец с наибольшим
сближением этих поверхностей в торцовой щели
вблизи внутреннего радиуса
уплотняющего пояска. Принимая (с некоторой
степенью погрешности) форму уплотняющей
щели конусной, можно упростить
вышеприведенные расчетные зависимости, а
также сам процесс расчета. Такое
упрощение, как показали сравнения с
расчетами, в которых были использованы
достаточно точно определенные формы
уплотняющих поверхностей колец, дает
отклонения в 10... 15 %. Расчетные зависимости
для модели работы торцового уплотнения
с использованием такого упрощающего
допущения известны из публикаций,
например [37], и приведены ниже.
204 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
6.1.2. УПРОЩЕННАЯ РАБОЧАЯ
МОДЕЛЬ ТОРЦОВОГО УПЛОТНЕНИЯ
Метод определения
гидродинамических характеристик узла торцового
уплотнения с любой формой щели, описанный
выше, для реализации требует достаточно
сложного программного продукта, и
использовать его целесообразно на
финальной стадии разработки узла торцового
уплотнения. На стадии предварительной
проработки конструкции разработчику
требуется достаточно простой инструмент
для упрощенного оценочного расчета
выбранного варианта конструктивного
решения. Такой инструмент был разработан
на основе ряда упрощений, в том числе и
модели контактного стыка, путем замены
поверхностей сложных форм,
образующихся при работе торцового уплотнения,
поверхностями простой клиновой формы
(рис. 6.2). Ниже представлена методика
упрощенного решения.
При разработке узла уплотнения
конструктор должен быть вооружен
определенными ориентирами в форме крите-
Рис. 6.2. Расчетная схема торцовой щели.
Размерные обозначения:
Ь,х- полная и текущая длина уплотняющей
щели; h, h0, hmax - текущий, минимальный и
максимальный зазоры в щели уплотнения;
РиР2~ давление перед уплотнением и за ним;
RH, RB - наружный и внутренний радиусы
поверхностей колец, образующих уплотняющий
стык пары колец; у = hmax -h0; R,x,z- оси
цилиндрической системы координат
риев оптимальности при оценке
геометрии уплотняющей щели и соотношения
размеров площадей гидростатического
нагружения аксиально-подвижного блока
и уплотняющего стыка пары. Определим
эти критерии оптимальности и расчетные
зависимости для торцового уплотнения с
клиновой формой щели.
В основу рассматриваемого
расчетного алгоритма положена модель
одномерного ламинарного течения
несжимаемой среды через торцовую щель.
Ограничиваясь осесимметричной задачей,
условиями изотермичности течения среды и
короткой длиной уплотняющей щели, а
также пренебрегая эффектами,
связанными с вращением одного из колец,
уравнение (6.5) запишем в виде
dx
dp_h,
dx
= 0
(6.13)
с граничными условиями р = 0 при х = 0 и
р = Ро при х = Ь, применительно к схеме
торцовой щели (см. рис. 6.2) между
кольцами 7 и 2, где зазор h(x) = h0 + yxlb.
Форма щели может быть как диффузорной
(у < 0), так и конфузорной (у > 0).
Перейдем к безразмерным
величинам: h = h(y + h0), р- рр0 , х = xb ,
у = уЪ , h0= h0b тогда уравнение (6.13)
запишется в виде:
d_
dx
dxx
= 0. (6.14)
Дважды проинтегрировав по х и
подставив пределы интегрирования,
получим выражение для распределения
давления в щели:
Ж50=^ + У2(^ + 23).(6Л5)
(yx + h0)2(y + 2h0)
Безразмерная гидростатическая
несущая сила в щели находится
интегрированием уравнения
РАЗРАБОТКА ЗАМКНУТОЙ РАСЧЕТНОЙ МОДЕЛИ ТОРЦОВОГО УПЛОТНЕНИЯ 205
F=\p(x)dx, (6.16)
rmF=-^,F*=p0n(R2-R2).
F
Тогда с учетом (6.15) получим:
F=I±K. (6.17)
y+2h0
Так как параметр F по своей сути
есть отношение осредненного перепада
давления р в щели к полному перепаду
р0 на ней, то для контактных торцовых
уплотнений, если пренебречь усилием от
упругого элемента, из баланса осевых сил
вытекает, что удельное безразмерное
значение несущей силы F в щели должно
соответствовать удельной безразмерной
силе, нагружающей кольца торцовой
пары. Удельная сила, нагружающая кольца
торцовой пары, выражается отношением
площади осевого гидравлического нагру-
жения аксиально-подвижного блока к
радиальной площади уплотняющего стыка,
и называют ее коэффициентом нагрузки
уплотнения К.
Продифференцировав (6.17) по й0,
получим выражение для осевой жесткости
^ dF
слоя в щели:
W--
dh
о
W =
(y + 2h0)2'
(6.18)
Используя соотношение (6.17) в
выражении для центра эпюры давления
1
^p(x)xdx
z=K
^p(x)dx
(6.19)
У + hp
f
f+2h02
Ч^-%ыу±К
y + h0
nQ
. (6.20)
Вывод зависимостей для расчета
утечки через уплотнение и мощности
потерь на трение в нем выполним с учетом
неизотермичности течения среды в
уплотняющей щели и «кривизны» щели,
связанной с различиями в длине
окружности для переменного текущего радиуса г
щели.
Исходное уравнение Рейнольдса для
кольцевой щели, с учетом ранее принятых
допущений, имеет вид:
d_
dr
dp nh3rp
dr 6jii
= 0
(6.21)
(6.22)
при граничных условиях
p=pQnpnr = Rw,
p = 0 при г = Rh.
Для решения задачи введем еще ряд
безразмерных и базовых величин: г-
безразмерный текущий радиус, р, jl -
безразмерные плотность и вязкость
уплотняемой среды, jll - базовое значение
вязкости, Q - базовое значение утечки:
7фоО + /*0)3
Q =-
6ц-
получим
Q =
V(y + h0)3
зависи
lny + h0 ( 2у\ y2R2
RH y + h0 2(y + h0)2
МОСТЬ ДО
-ini-
ш расчета утечю
2yRB | y2R2l
К 2h2 J
Теперь выражение для текущего
зазора в щели
у+К
Проинтегрируем (6.21) по F при
граничных условиях (6.22) и получим
(6.23)
206 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
Выражение для утечки через
уплотнение в случае у = 0 имеет вид
Q=-mlL, (6.24)
известный для расчета утечек через
плоскопараллельную форму щели [9].
Рассматривая потери на трение в
уплотняющей щели как в течении Куэтта
(т.е. пренебрегая потерями в радиальном
диг
течении из-за малости —-), исходное
dz
где сх =h0-yRB
Тогда
* 2тгцсо(Дн-Дв)4
где Mw = —^ —Ы-.
У + К
Так как мощность потерь на трение в
щели 7V.jp = Мтрсо, то
А^=МтрМ>- (6.28)
Рассмотрим качественную сторону
полученных зависимостей на примерах
представленных в иллюстрациях к
решению. На рис. 6.3 приведены зависимости
несущей силы F и жесткости W
смазочного слоя в щели для ряда величин
сближений й0 уплотняющих поверхностей
от параметра формы щели C = y/h0 . Из
них следует, что положительные значения
осевой жесткости жидкостного слоя в
щели, а также режим жидкостного трения в
торцовой паре обеспечивается лишь при
конфузорной форме щели, т.е. при С > 0.
Уплотнение с щелью, образованной
параллельными поверхностями (С = 0),
обладает нулевой гидростатической
жесткостью. Режим трения в торцовой паре
дифференциальное уравнение для
момента трения запишем в принятом виде [54]
dM^ = Inrdrx, (6.25)
где т = \idu I dz , a dul dz-^rlh .
Тогда х = цсог / h и
dMrp = 2щ (cor3//2)Jr. (6.26)
Приведя к безразмерному виду,
проинтегрировав по г и проведя некоторые
преобразования, получим:
находится в неустойчивом равновесии и
может переходить то в жидкостный, то в
смешанный режим трения.
Уплотнение с диффузорной формой
щели обладает отрицательной осевой
жесткостью жидкостного слоя. Режим
трения в торцовой паре может быть или
смешанным (при -1 < С < 0), или сухим
(приС<-1).
Как следует из рис. 6.3,
максимальная осевая жесткость жидкостного слоя
для щели клиновидной формы существует
при параметре формы щели С = 2. При
этом значение гидростатической несущей
силы в щели F = 0,75.
На рис. 6.4 проиллюстрированы
зависимости утечки Q через уплотнение, а
также потери мощности N для ряда
значений минимального сближения h0
поверхностей в щели от параметра формы щели.
Полученные зависимости
проанализированы ниже.
1. Параметром оптимизации
уплотнения с клиновидной формой щели
является осевая жесткость W несущего слоя
жидкости в стыке торцовых поверхностей
пары колец торцового уплотнения.
2. Управляемыми параметрами
уплотнения являются коэффициент нагрузки
К и величина у (см. рис.6.2) на стороне
mw =
г - - 1
V 5J
-у\
г - 1л
в 2
+ yho
К
(6.27)
РАЗРАБОТКА ЗАМКНУТОЙ РАСЧЕТНОЙ МОДЕЛИ ТОРЦОВОГО УПЛОТНЕНИЯ 207
-800
Рис. 6.3. Зависимость несущей осевой силы F и осевой жесткости W слоя уплотняемой
среды от параметра С формы щели
Q, см3/ч
Рис. 6.4. Зависимость утечки Q воды и
потерь мощности N на трение в торцовой
щели от параметра С формы торцовой
щели для ряда зазоров h0
TV, кВт
3,0
2,5
2,0
1,5
1,0
0,5
0
0 12 3 4 5 6 7 C=y/h0
1 ОПП
1ZUU
1000
800
600
400
200
V
^
/;
У
/
,
^
1
1
\
./
^•^
/
/
1
=0,2
V >
', ,
h~{
t
i
i
3,4]
"JidV-
й0=0,8
*.=
/
/
/
0,6-
. —
0,6
v /
V
#
=0,4
=0,2
208 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
высокого давления. Эти параметры
определяют величину наибольшего сближения
ho между рабочими поверхностями
уплотнения.
3. Из условия оптимума значения W
коэффициент нагрузки К уплотнения
следует принимать близким к значению К- 0,75.
4. Для оценочных расчетов величину
у в качестве характеристики щели можно
получить из зависимости (6.17) -
задавшись коэффициентом нагрузки К, а также
определив значение зазора h0 из
зависимости (6.24) - задавшись допустимой
утечкой через уплотнение. Определение
уточненных размеров у и h0 для щели
уплотнения может быть выполнено
совместным решением уравнений (6.17) и (6.23)
методом приближения, построенным в
форме итеративной процедуры, где за
начальное значение зазора h0 может быть
принята его величина, рассчитанная по
зависимости (6.24).
5. По определенному таким образом
параметру С можно ориентировочно
определить потери мощности на трение в
торцовой паре по зависимостям (6.27) и
(6.28) или используя рис. 6.4.
6.2. РАСЧЕТ ДЕФОРМАЦИЙ В
КОЛЬЦАХ ТОРЦОВОЙ ПАРЫ
ПРИ НАГРУЖЕНИИ УЗЛА
ТОРЦОВОГО УПЛОТНЕНИЯ
ПЕРЕПАДОМ ДАВЛЕНИЯ
При конструировании торцовых
уплотнений необходимо рассчитывать
ожидаемые деформации уплотняющих
поверхностей колец для определения их
формы в торцовом стыке. Рассмотрим
расчетную методику на основе положений
теории осесимметричных деформаций
кольцевых деталей и возможности ее
практического использования на примере
расчета типичного торцового уплотнения.
Кольца торцовых уплотнений при
нагружении давлением уплотняемой
среды испытывают воздействие
осесимметричных радиальных и осевых сил, а также
изгибающих моментов.
Для расчета деформаций в теле колец
под воздействием давления уплотняемой
среды применяют теорию
осесимметричных деформаций кольцевых деталей при
малых перемещениях. Теория,
разработанная Бицено [3], основана на
следующих допущениях:
- форма поперечного сечения кольца
остается неизменной и при нагружении
сечения лишь поворачивается в своей
плоскости относительно центра тяжести;
- напряженное состояние в любой
точке кольца одноосное, т.е. кольцевые
волокна деформируются в окружном
направлении и не оказывают силового
воздействия друг на друга.
Здесь изложены основные
положения этой теории, использованные далее в
расчетной методике. Рассмотрим
типичное по форме кольцо разгруженного
торцового уплотнения, приведенное на
рис. 6.5.
Деформирование поперечного
сечения кольца представляется в виде
поворота сечения на угол ф относительно его
центра масс С, напряжения в котором
равны 0. При поиске решения задачи
используются следующие геометрические
характеристики для поперечного сечения
кольца:
т fdS _ rzdS T rz dS
h = э—; h = <э—; h = <э >
s r s r s r
где г и z - радиальная и осевая
координаты произвольной точки сечения кольца;
dS - элементарная площадь поперечного
сечения кольца.
Величины 1Х и 7з всегда
положительны, а знак для 12 зависит от выбора
положения оси координат.
Ось Or называют главной осью
сечения кольца, если интеграл 12 для
поперечного сечения кольца будет равен 0. Для
определения положения главной оси
выбирают произвольную вспомогательную
ось 0\Г\. Расстояние между осями 0\Г\ и
Or обозначим через zc. Тогда расстояние
до точки А от вспомогательной оси
РАСЧЕТ ДЕФОРМАЦИЙ В КОЛЬЦАХ ТОРЦОВОЙ ПАРЫ 209
Рис. 6.5. Расчетная схема для кольца торцового уплотнения в случае нагружения
его перепадом давления:
р - давление уплотняемой среды; Q - нагружающая сила; r,z- радиальная и продольная оси и
координаты точек кольца; ср - угол поворота сечения кольца;
О, <90, 0\ - начальные координаты выбранных осей; С - центр масс сечения кольца
будет zb от главной оси z = zx - zc,
а геометрическая характеристика
Поперечное сечение кольца можно
разбить на ряд прямоугольников, в
которых za и zi2 - начальная и конечная
координаты z-го прямоугольника на оси z.
При этом интегралы Iu I2, h
относительно вспомогательной оси 0\гх можно
записать в виде выражений:
Л=£(*й-*п)ь^-;
1=1
1п-
(6.29)
/
;1
/=1
zn zn
inZk_ZL
где индекс i - номер прямоугольника; Гц и
га - начальная и конечная координаты
z'-го прямоугольника на оси г.
Для сечения кольца, состоящего из
одного прямоугольника протяженностью
z, ось Or проходит через его центр
симметрии и зависимости (6.29) имеют вид:
Ix = zlrA; /2 = 0 ; /3 = —hA . (6.30).
Для вычисления напряжений в теле
кольца необходимо знать положение
нейтральной линии О0г0, которое зависит от
характера и величин нагружения кольца.
От этой линии отсчитываются
координаты z0 точек в кольце и угол поворота ф его
сечения при расчете искомых величин
деформирования кольца. Положение
нейтральной линии определяется по
напряжениям в поперечном сечении кольца.
Последние, в свою очередь, связаны с
внешней нагрузкой и могут быть найдены
решением уравнений равновесия половины
210 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
1
<ч
я.
щ
N=0; N=0; N=-prl;
M=p(R3-r3)/3 M=rxQI2n M=pRlzx
N=-Q/2n;
M=Qzxl2n
Рис. 6.6. Нормальные силы TV и изгибающие моменты М
в поперечном сечении кольца для частных случаев нагружении
кольца от радиальных сил и моментов
нагружающих сил.
Нормальные силы N и изгибающие
моменты М для частных случаев нагру-
жения, приведенные к сечению кольца в
виде, удобном для применения при
составлении уравнений равновесия,
показаны на рис. 6.6 [38]. Для уплотнений
быстроходных валов с частотой вращения
более 100 м/с следует считаться с влиянием
инерционной нагрузки на
деформирование вращающегося кольца торцовой пары.
Это влияние следует учитывать в
уравнении радиальных сил членом
а в уравнении изгибающих моментов
членом
ri\
где р - плотность материала кольца, со -
угловая частота вала, г - радиальная
координата выбранного г'-го прямоугольника
разбиения сечения кольца.
При действии осесимметричной
нагрузки в поперечных сечениях кольца
возникают только нормальные напряжен
ния. Эти напряжения могут быть
положительными или отрицательными; в точках
нейтральной линии напряжения равны 0.
Относительная деформация
кольцевого волокна в теле кольца
_ Аг _ 9z0
bt — — ,
г г
где z0 - расстояние от рассматриваемой
точки в сечении кольца до нейтральной
линии, ф - угол поворота сечения кольца.
Соответственно окружное
напряжение
г
■ etE = ■
(6.31).
где Е - модуль упругости материала.
С учетом зависимости (6.31) получаем:
„ cZndS , r „ rZftzdS
N = yE\-^ ; М = ф£М
s r s г
(6.32).
Расстояние между главной осью Or и
нейтральной линией О0г0 обозначим через
а, тогда известные расстояния z от
главной оси до любой точки в сечении кольца
можно выразить через расстояния ее
z0 = z - а от нейтральной линией О0г0, и
уравнения (6.32) принимают вид:
N = yE\
М = ф£
rdSz rdS
l—-al—
rdSz2 cdSz
J— a\—
РАСЧЕТ ДЕФОРМАЦИЙ В КОЛЬЦАХ ТОРЦОВОЙ ПАРЫ 211
а)
б)
Рис. 6.7. Схемы нагружения пары колец торцового уплотнения:
а - схема нагружения невращающегося кольца; б - схема нагружения вращающегося кольца;
1,2 - выделенные прямоугольники при разбиении сечения кольца
Используя введенные обозначения
для /ь I2, h и полагая 12 = 0, так как ось
Or - главная, получим
N = -<$>Еа1х; М = ц>Е13. (6.33).
Отсюда угол поворота сечения
кольца относительно его центра масс С:
ф =
М
Eh
и расстояние до нейтральной линии
N _ NI3
EIxy ~ Mlx '
(6.34)
(6.35).
Используя зависимость (6.31), можно
получить напряжение для любой точки
сечения:
Mzt
о , N
rh rh
(6.36).
Если нормальная сила N в сечении
равна 0, то кольцо испытывает только
изгиб, т.е. а - 0 и нейтральная линия О0г0
совпадает с главной осью Or сечения; при
М = 0 напряжение в теле кольца не
зависит от координаты z.
Приведенные выше зависимости
используем на примере расчета формы
уплотняющей щели разгруженного
торцового уплотнения.
Пример расчета. Для узла
разгруженного торцового уплотнения (рис. 6.7)
с коэффициентом нагружения К = 0,75
определить форму уплотняющей щели и
напряжения в теле его колец (на рис. 6.7, а -
невращающегося, на рис. 6.7, б -
вращающегося) при нагружении узла уплотнения
рабочим давлением в 1 МПа. Частота
вращения вала 3000 об/мин (при расчете
пренебрегаем тепловыми факторами,
связанными с вращением вала). Схема
нагружения колец приведена также на рис. 6.7.
Кольца выполнены из силицированного
графита. Модуль упругости материалов
колец Е = МО4 МПа. Размеры и нагрузки
212 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
колец в примере подобраны таким
образом, что форма уплотняющей щели при
нагружении рабочим давлением
становится конфузорной, обеспечивая этим
жидкостной режим трения в уплотняющем
стыке колец торцовой пары.
Исходные данные:
- перепад давления на уплотнении
/?=1,0МПа;
- коэффициент нагрузки К = 0,75;
- сила в уплотняющей щели Q =
=ЛРщ, К), где^щ - давление в щели.
Геометрические характеристики
вращающегося кольца:
R\ = 23 мм, R2 = 25 мм, R3 = 30 мм,
Z\\ = 0 MM, Z12 = Z2\ = 10 MM, Z22 = 30 ММ.
Характеристики нагрузок
вращающегося кольца:
- линейные размеры, описывающие
протяженность нагружающих тело кольца
эпюр:
1\ = 10 мм, /2 = 20 мм, /3 = 15 мм.
Геометрические характеристики не-
вращающегося кольца:
R\ = 23 мм, R4 = 31 мм, R5 = 27 мм,
z = 15 мм.
Характеристики нагрузок невраща-
ющегося кольца:
- линейные размеры, описывающие
протяженность нагружающих тело кольца
эпюр:
1\ = 5 мм, zc\ = 5 мм.
Определение расчетных величин.
1. Определяется центр эпюры
давления в уплотняющей щели.
Для торцового уплотнения с
коэффициентом нагрузки К = 0,75 и
жидкостным режимом трения центр эпюры
давления RCJl в уплотняющей щели находится
приблизительно на 0,6 длины
уплотняющего пояска, если за начальную точку
отсчета брать ее внутренний радиус.
Таким образом, Rca = i?lB + 0,6(Я3 -
- Д1в) = 23+0,6(30 - 23) = 27,2 мм, где
^1в = ^1н = 23 мм; R3 = 30 мм.
2. Для упрощения расчетов эпюру
давления в уплотняющей щели можно
привести к прямоугольной (с центром
эпюры давления, вычисленным в п. 1) по
зависимостирпр =рК= 1-0,75 = 0,75 МПа.
Выполним расчеты сначала для
более сложного по форме вращающегося
кольца.
3. Сечение кольца разбиваем на
прямоугольники © и ©.
4. За вспомогательную систему
координатных осей для сечения кольца
выбираем ось 0\r\z, проходящую по
уплотняющей поверхности кольца.
5. Определяем радиальные и
продольные координаты прямоугольников ®
и © в системе координатных осей r\0\z:
- прямоугольник Ф: RB = R\B = 23 мм,
RH = R3 = 30 мм, z\\ = 0,z2i =zi2= 10 мм;
- прямоугольник ©: RB = R2 = 25 мм,
RH = R3 = 30 мм, z2\ = 10 мм, z22 = 30 мм;
6. Определяем координаты
положения геометрических центров
прямоугольников Фи©:
Д1ср = 0,5(Д3 + ^1в) = 0,5(30 + 23) - 26,5 мм;
zicp = 0,5(z21 + z„) = 0,5(10 + 0) = 5 мм;
R2cp = 0,5(Д3 + Ri) = 0,5(30 + 25)=27,5 мм;
Z2cp = 0,5(z22 + z20 = 0,5(30 + 10) = 20 мм.
7. Определяем координаты
геометрического центра тела (центра масс)
вращающегося кольца из выражений:
п п
*с=— ; RC=M •
Si S,
Для этого определим площадь
прямоугольников Ф и ©:
S\ =fei -z\\){R?, -R\b) =
= (10-0)(30-23) = 70мм2;
S2 = (z22-z2X)(R,-R2) =
= (30-10)(30-25) =100 мм2.
Общая площадь сечения кольца S =
= £1+£2 = 70+100= 170 мм2.
Координаты геометрического центра
сечения тела вращающегося кольца будут
следующими:
РАСЧЕТ ДЕФОРМАЦИЙ В КОЛЬЦАХ ТОРЦОВОЙ ПАРЫ 213
S^icp , S2z2cp 70-5 , 100-20
zr = — + = + =13,82 мм;
S S 170 170
ЗДср S2R2 70-26,5 100-27,5 0_ 1
Rr = - + - = + =27,1 мм.
S S 170 170
8. Проведем ось Or главной системы координат Orz через центр масс сечения
вращающегося кольца. Тогда расстояние по z от вспомогательной системы координат rxO\z
до главной системы координат rOz будет равным zc = 13,82 мм.
9. Вычислим геометрические характеристики /ь I2, h сечения кольца:
/1=(z21-z11)ln^ + (z22-z21)ln^ = (10-0)ln^ + (30-10)ln^=6,3MM;
XVj К2 £~> ^Ь
/2 =^zAln^+^kzAln^= 1о^1пзо + зо!^1о11пзо = 86 мм2
2 2 Д15 2 Д2 2 23 2 25
т z\x-z\, R3 z\2-z\. R3 l\ 103-01 30 303-103 30 862 .ftl n 3
A = -2i —ln^- + — —ln-^-—- = In— + In = 491,9 mm'.
3 Rx 3 R2 Ix 3 23 3 25 6,3
Рассчитанное значение для расстояния по z от вспомогательной системы координат
rxO\z до главной системы координат rOz через отношение 1211\ будет близко
соответствовать вычисленному выше значению zc через геометрический центр сечения
вращающегося кольца.
10. Вычислим по оси z расстояние до приведенных сил нагружающих эпюр от
главной системы координат Orz:
zc\ =zc- zlcp = 13,82 -5 = 8,82 мм;
zC2 = z2cp - zc = 20 - 13,82 = 6,18 mm;
zC3 = Z22-zc- 0,5/3 = 30- 13,82 - 0,5-15 = 8,68 мм.
11. Определим суммарную силу N, действующую в нормальной плоскости
половины кольца от нагружающих кольцо сил:
N = -pR3lx-pR3l2+pR2l3 = -1-106-30-10~3-10-10~3 - Ы06-30-10~3-20-10~3 +
+ 1-106-25-10"3-15-10-3=-525 Н.
Для учета инерционной нагрузки следует добавить в уравнение для N члены
усо2 r\-R\ и Yco2 v R\-R\
zl ~ И z2 ~ •
g 3 g 3
12. Определим проекцию моментов М, действующих в нормальной плоскости
половины кольца относительно центра масс сечения кольца:
w QRw п, п, ^3-^2 п, 873-27,2 10"3
М = —г^ - рЧ\*с\ + pRJiZa -Р \ - РЪ&сз = ^гт-А
2тс 3 2-3,14
-1-Ю6 -30-Ю"3 -10-10"3 -8,82-Ю"3 +1-106 -30-Ю"3 -20-Ю"3 -6,18-Ю"3 -
_1.ЮбА£^ £_21_^ 1 -106 • 25 -10_3 • 15 • 10"3 • 8,68 • Ю-3 =-2,2Н-м.
3
Здесь Q = 7tp„p(Rl -Rx\) = 3,140,751106(302-232)-10_6 = 873 Н.
Для учета инерционной нагрузки при частоте вращения вала свыше 5000 об/мин
<^2 *3-*i3b Y<o2 °3 °3
следует добавить в уравнение для М члены zxzcX — — и J—^2zc2'
214 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
Для рассматриваемого случая влияние инерционных эффектов на деформацию
щели в уплотняющей паре от вращающегося кольца при частоте вращения вала
3000 об/мин составляет менее 1 % от рассчитанных величин N и М.
13. Расстояние от главной оси до нейтральной линии
-9
М3 525-491,9-10" 1Q_ ,
а = - = — = -18,6 • 10 м.
М1Х 2,2-6,3-10"3
14. Определим угол поворота сечения кольца
Ф = 7?Г = - ю 2?2 9-=-0,45.10-3рад.
Е13 1010-491,9-10~9
15. Сечение вращающегося кольца поворачивается в сторону образования диффу-
зорной формы щели.
16. Отклонение от первоначальной плоскостности уплотнительного пояска
вращающегося кольца: Ав = <p(R3-Ri)= -0,45-10~3(30 - 23) = -3,1-КГ3 мм = -3,1 мкм.
Выполненные таким же образом расчеты по повороту сечения невращающегося
кольца дали следующие результаты:
/,=zln^- = 151n—= 4,48 мм; /3=—1п^= — In— = 84 мм3;
1 Rx 23 12 Rx 12 23
7V=-/7^4/ = -1106-3110~3-510~3 =-155 Н;
м= Q^ + p^A_pRAhZc{ + QR^= 873.27,2-Ю-3+ыо6 (313 -303).Ю^ _
2п г 3 Ч1 " 2п 2-3,14 3
3-25-10
2-3,14
•1-Ю6-31-Ю-3-5-10-3-5-10-3 - 873'25-10~3 =0,46 Н-м,
гдеЛоп = 0,5(&, + Л5).
„ NI3 -155-84-10-9
Расстояние от главной оси до нейтральной линии а = - = т
М11 0,46-4,48-10~3
= 6,3-10~3м.
Угол поворота сечения кольца ср = —- = ———- — = 0,55-10 3 рад.
Е1Ъ 1010 -8410"9
Отклонение от первоначальной плоскостности уплотнительного пояска
невращающегося кольца на Д3: Ан =(p(R3-R\) = 0,57-10~3-7 = 3,8-10"3 мм.
Самым чувствительным параметром влияния на деформирование невращающегося
кольца в данной конструкции является его наружный диаметр - незначительное
изменение его размера в ту или иную сторону кардинальным образом влияет на форму и размер
уплотняющей щели.
Отклонение от плоскостности из-за поворота сечений колец уплотняющей пары в торцовом
уплотнении под воздействием перепада давлений будет А = Ав + Ан = -3,1 + 3,8 = 0,7 мкм.
Таким образом, форма уплотняющего стыка пары колец при штатном нагружении
уплотняемой средой будет конфузорной.
Используя зависимость (6.36), определим напряжение в теле вращающегося кольца.
Так, кольцевые напряжения в точке В на R\B кольца:
Mz0 N -2,2-4,78-10~3 -525
ст = —- +— = — + г т = ~4>5 МПа-
rl3 rlx 23-КГ3-491,9-КГ9 2310"3-6,3-10"3
РАСЧЕТ ТЕМПЕРАТУРНОГО ПОЛЯ
215
Для невращающегося кольца
напряжения в точке В на R\H кольца:
_Mz0 N _ 0,46-13,8-10~3
~ rU rL ~23-10"3-84-10"9
£з Г1\
-155
23-10"3.4,48-10"3
= 2,15 МПа.
Оценим влияние сил от пружин,
поджимающих аксиально-подвижное
вращающееся кольцо к невращающемуся
кольцу. Пусть осевая сила поджатая,
например шести цилиндрических пружин,
составит 60 Н и пусть сила приложена со
свободного торца на радиусе R2cp
вращающегося кольца.
Момент сил от пружин на
вращающемся кольце:
м R2cpQnp | RczQny =
пр 2тг 2тг
27,5-10"3-60 27,2-10"3-60_
2-3,14 2-3,14
= -0,003 Н-м.
Угол поворота сечения тела
вращающегося кольца из-за момента от пружин
М
Фп
пр
-0,003
пр Е1Ъ Ю10-491,9-10"9
= -6-10"7 рад.
Отклонение от плоскостности из-за
поворота сечения вращающегося кольца
от сил, связанных с пружинами,
АПР1 = ФпР № -R\) = -6-10"7-7 = 4-Ю"6 мм =
= -0,004 мкм.
Момент сил от пружин на невра-
щающемся кольце:
Мп
RonQnp ^сдбпр
пр 2тг 2тг
25-10"3-60 27,2-10"3-60
: 0,02 Н-м.
2-3,14 2-3,14
Угол поворота сечения тела
невращающегося кольца из-за момента от пружин
Е1Ъ 10ш-84-10
Отклонение от плоскостности из-за
поворота сечения невращающегося
кольца от сил, связанных с пружинами:
АПр2 = Фпр№-^1) = 2,4-10-5-7 =
= 17-Ю-5 мм = 0,17 мкм.
С учетом воздействия сил от пружин
отклонение от плоскостности из-за
воздействия силовых факторов:
А = Ав + Ан + Апр1 + Апр2 =
= -3,1 + 3,8 -0,004 + 0,17 = 0,87 мкм.
Выводы. Приведена методика
определения формы уплотняющей щели в
стыке пары колец от нагружения колец
давлением уплотняемой среды, а также
пример расчета для типичной пары колец
разгруженного торцового уплотнения. Их
использование позволяет выполнить
расчет деформирования колец для
значительного количества конструкций узлов
торцовых уплотнений.
Результаты расчета показывают, что
в проектировании узла уплотнения выбор
формы колец пары является важным
фактором, определяющим характер и
величины деформирования колец от перепада
давления уплотняемой среды.
Разработчику узла уплотнения
следует рассчитывать ожидаемую форму
уплотняющей щели, чтобы управлять
рабочими параметрами узла уплотнения.
При расчете формы сопряжения
поверхностей в трущейся паре следует
учитывать также влияние силы от пружинных
элементов на деформирование
поверхностей колец в торцовом сопряжении.
6.3. РАСЧЕТ ТЕМПЕРАТУРНОГО
ПОЛЯ И ТЕМПЕРАТУРНЫХ
ДЕФОРМАЦИЙ КОЛЕЦ
ТОРЦОВОГО УПЛОТНЕНИЯ
В гл. 5 показано, что современное
состояние теоретических методов
определения температурных деформаций в
кольцах торцовых уплотнений не
позволяет использовать их результаты для
расчета этих уплотнений.
216 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
Анализ литературных источников,
посвященных расчету температурного
поля колец и вызываемых ими
температурных деформаций, показал, что
продуктивным направлением в создании метода
расчета температурных деформаций узла
уплотнения в отношении теплоподвода
является исследование схемы его работы
в режиме жидкостного трения. В части
теплоотвода можно использовать
расчетную схему теплопередачи с граничными
условиями второго рода для поверхностей
уплотняющего стыка, третьего рода - для
боковых поверхностей колец, а для
тыльных торцовых поверхностей - третьего или
четвертого рода, в зависимости от
конструктивного исполнения колец [32,58].
Опираясь на результаты
выполненных экспериментальных и расчетных
исследований [32, 35, 36], можно получить
решение температурной задачи,
достаточно приемлемое для расчета
температурных деформаций колец торцового
уплотнения, ограничиваясь оценкой
теплообразования в уплотняющей щели в условиях
жидкостного режима течения уплотняемой
среды.
В основу расчетной модели
положены следующие допущения:
- рассматривается лишь
стационарный режим работы узла уплотнения;
Коэффициент формы щели С
Рис. 6.8. Зависимость относительных
коэффициентов расхода CQ и коэффициентов
мощности С\ от коэффициента С формы
щели торцового уплотнения
- используются уплотняющие кольца
с сечением простой прямоугольной или
близкой к ней формы;
- в камере уплотнения
поддерживается низкий (не выше 10 °С)
температурный перепад между температурой на
боковой поверхности колец и охлаждающей
средой в камере;
- определяются перепады
температур в кольцах торцовой пары по их высоте
(осевые перепады);
- температура нерабочего тыльного
торца кольца принимается равной
температуре уплотняемой среды в камере
уплотнения;
- удельные тепловые потоки в
кольца пары трения распределяются
соответственно теплопроводности материалов
колец по зависимости —L = —L ;
- тепловой поток, подведенный к
уплотняющей поверхности колец,
рассеивается по всему объему каждого кольца
пары трения;
- при определении температурного
перепада по высоте каждого из колец
(путем решения уравнения
теплопроводности) используется закон Фурье для
одномерной задачи распределения
температуры в теле кольца.
Результаты работ [32, 36] показали,
что доминирующую роль в размерах
деформаций колец торцового уплотнения от
температурного поля имеют именно
осевые перепады температур в кольцах.
Ниже в табл. 6.1 приведен детализированный
алгоритм расчета осевого температурного
перепада и температурных деформаций в
кольцах торцового уплотнения,
представленный в форме расчетной методики.
Точность предложенного метода расчета
температур в кольцах узла уплотнения
далее продемонстрирована сравнением
полученных с его помощью результатов, с
данными экспериментальных измерений
температурных полей в кольцах
торцового уплотнения.
РАСЧЕТ ТЕМПЕРАТУРНОГО ПОЛЯ
217
6.1. Методика определения температурных деформаций в кольцах торцового
уплотнения
Шаг
1
2
3
4
5
Порядок определения
Выбираются конструктивное исполнение узла, геометрические размеры деталей:
- Rn, RB - наружный и внутренний радиусы уплотняющего пояска колец;
-RHi, RBi - наружный и внутренний радиусы кольца 1 (невращающегося);
- Rh2, RB2 - наружный и внутренний радиусы кольца 2 (вращающегося);
- #ь #2 - высота кольца 1 и кольца 2 соответственно;
- материалы колец пары трения (в том числе по коэффициентам
теплопроводности X и линейного расширения а);
- площадь FK уплотняющего контакта поверхностей пары колец;
- коэффициент нагружения К',
- параметр формы щели С;
- поправочные коэффициенты Cq и Cn (для выбора значений поправочных
коэффициентов Cq и Cn можно использовать график на рис. 6.8 [35])
Назначаются рабочие параметры уплотнения: перепад Ар давления на
уплотнении, угловая частота вращения вала со, допустимая утечка через уплотнение
Q, температура tcp уплотняемой среды при рабочем режиме. Определяется
динамическая вязкость \х уплотняемой среды при рабочем режиме
Разрабатывается эскизный проект узла торцового уплотнения. При
последующем расчете узла уплотнения форма уплотняющего стыка, полученная в
результате силовых и температурных деформаций, рассматривается
соответствующей такой форме, при которой удельное (безразмерное) значение несущей
силы F в уплотняющем стыке пары колец соответствует по величине
коэффициенту нагрузки К
Используя известную зависимость для утечки через торцовое уплотнение
с плоской формой щели, рассчитывается размер минимального зазора ho в
уплотняющей щели с учетом поправочного коэффициента Cq, полученного на
основе аналитических исследований характеристик торцового уплотнения по
упрощенной модели [35]. Уточняется размер утечки Q поправкой на форму
щели по выбранному коэффициенту К нагрузки узла уплотнения. Определяется
минимальный зазор й0 сближения поверхностей колец в торцовой щели из зависимости
CQnAphl
6ц1п^
Так как при гидродинамическом режиме смазки коэффициент нагрузки К равен
безразмерной несущей силе F [37], то по выбранному коэффициенту нагрузки
К из графика рис. 6.3 можно установить значение параметра формы щели С
218 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
Продолжение табл. 6.1
Шаг
6
7
8
9
10
11
Порядок определения
Из выражения С = y/h0 [37] определяется высота у клина в стыке
поверхностей, образующих уплотнительную щель, которая возникает при работе узла
уплотнения в гидродинамическом режиме трения как результат силовых и
температурных деформаций уплотняющей пары колец
Для торцового уплотнения, с известным минимальным зазором в уплотняющей
щели, определяются потери мощности N на трение - также по зависимости для
плоской щели с учетом поправочного коэффициента CN на форму уплотняющей
щели, полученного на основе исследований упрощенной модели [35,
37].Определяется мощность потерь на трение в торцовом уплотнении:
2CNh0
Определяется удельный тепловой поток в кольца пары от тепловыделений в
N
уплотняющей щели: q = —
На основе известных из теории теплопроводности соотношений [28]
определяется относительное распределение тепловых потоков в кольца торцового
уплотнения пары трения: Кх = — или — = —, где qx + q2 = q
Х2 q2 ^2
Определяются коэффициенты К\ и К2 рассеяния теплового потока в кольцах
пары. При этом используются следующие упрощающие допущения:
- тепловой поток, подведенный к уплотняющей поверхности кольца,
распределяется по всему объему кольца;
- температура нерабочего тыльного торца кольца принимается равной
температуре уплотняемой среды в камере уплотнения;
К{ = —ai si. - для кольца 7; К2 = —^ — - для кольца 2
Rn -RB RH- RB
Используя закон Фурье для одномерной задачи распределения температуры в
теле кольца, с учетом уточнений, основанных на результатах обработки
существующих экспериментальных данных, определяется осевой перепад
температур в кольцах пары торцового уплотнения относительно температуры tcp
уплотняемой среды. Определяются общие осевые перепады температур в кольцах
пары:
, , _?1Я1 t t _?2#2
Aj/Vj Л,2^2
РАСЧЕТ ЭФФЕКТИВНОЙ ГЛУБИНЫ СМАЗОЧНЫХ КАНАВОК 219
Продолжение табл. 6.1
Шаг Порядок определения
12 Определение температурных деформаций в кольцах торцового уплотнения
возможно с использованием известных методов, например изложенных в
справочнике [51], в предположении только учета осевого перепада температур в
кольцах торцовой пары и пренебрежении радиального перепада температур (из-за
относительной малости его влияния). Определяются температурные деформации At
уплотняющих поверхностей каждого из колец из-за поворота сечения от осевого
градиента температур:
А, а^-^Х^-Яз2) а2(/2-/ср)(Я2-Я2)
Ад = - , At7 =
1 2#! 2Я2
13 Определяется суммарная температурная деформация колец в уплотнении
lAt = Atx + Af 2
Анализ факторов, влияющих на
деформирование колец от тепловыделений,
показывает, что деформирование каждого
из них выражается функциональной
зависимостью
А/ = /(а/,ц,у2,6,Д,Я-1,Г1),
где at - коэффициент линейного
расширения материала, \х - вязкость
уплотняемой среды, Ъ - ширина уплотняющего
пояска пары трения; В - ширина кольца
по радиальной координате; Н - толщина
кольца, X - коэффициент
теплопроводности материала кольца, v - скорость
относительного скольжения в паре трения.
Наибольшее влияние на
деформирование оказывает относительная скорость
скольжения колец в уплотняющей паре.
При проектировании узла уплотнения
желательно так подбирать материалы
пары колец, чтобы комплексы аВ/Х для
них были близкими по величине.
6.4. РАСЧЕТ ЭФФЕКТИВНОЙ
ГЛУБИНЫ СМАЗОЧНЫХ
КАНАВОК ДЛЯ ТОРЦОВЫХ
УПЛОТНЕНИЙ
Для смазки уплотняющего стыка
поверхностей колец торцовых уплотнений
применяются разного рода канавки
(спиральные, сегментные, прямоугольные,
круговые) и камеры (простые камеры,
плоские или клиновые камеры Рэлея). Все
такого рода торцовые уплотнения со
смазочными канавками на уплотняемых
поверхностях принято считать
гидродинамическими или
термогидродинамическими, и им приписывается способность
генерировать несущую силу в уплотняющей
щели [9, 29, 51, 52].
Гидродинамические канавки
выполняются глубиной от долей миллиметра до
нескольких микрометров.
Предполагается, что при вращении ротора между
уплотняющими поверхностями колец
образуются гидродинамические клинья и
соответствующие им зоны повышенного
давления, число которых равно числу
канавок. Кроме того, при перемещении с
такими канавками относительно плоских
поверхностей в самих канавках могут
генерироваться значительные силы,
вследствие роста в них гидродинамического
давления. Существует также представление,
что на величину несущей силы глубина
канавок влияет существенным образом.
Известны рекомендации по
выполнению глубины канавок, например,
сегментных для уплотнения жидких сред,
220 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
спиральных для газовых уплотнении и
камер Рэлея. В соответствии с ними
эффективная глубина канавок должна
находиться в диапазоне 2...2,5 размера зазора
в щели между уплотняющими
поверхностями колец [9, 29, 51, 52]. Однако зазор
между уплотняющими поверхностями
колец при работе торцового уплотнения
является величиной неизвестной (в
лучшем случае ее можно рассчитать на
основе замеров утечек при работе узла
уплотнения, а при разработке узла уплотнения
величиной такого предполагаемого зазора
конструктор может только задаваться).
Рассмотрим детальнее известные
сведения об исполнении канавок на
поверхности колец и сведения об их
эффективности.
Сегментные, кольцевые или
прямоугольные канавки. Торцовые
уплотнения с круговыми сегментными,
кольцевыми или прямоугольными канавками на
поверхности уплотняющих поверхностей
колец называют «гидродинамическими»
или канавками Майера [52]. Такие
уплотнения (см. рис. 2.6, е, рис. 2.14, с. 31)
характеризуются интенсивным
охлаждением кромок канавок того кольца, в котором
расположены, и охлаждением
поверхности противоположного кольца, а также
способностью отбрасывать посторонние
частицы. Предполагается, что при
вращении ротора в уплотнении возникает
термогидродинамический эффект [9, 29, 51,
52] из-за более значительного охлаждения
кромок канавок в сравнении с
удаленными от них зонами уплотнительной
поверхности. При таком охлаждении кромок
на поверхности кольца должны
образовываться гидродинамические клинья, число
которых соответствует числу канавок, и
соответствующие им зоны повышенного
давления.
Спиральные канавки с постоянной
глубиной в несколько микрометров (см.
рис. 2.6, з), выполняются с угловым
направлением входной части канавки в
сторону, противоположную вращению,
благодаря чему уплотняемая среда под
действием перепада давления и вращения
попадает в канавку, разгоняется и
тормозится в конце канавки, создавая зоны с
высоким гидродинамическим давлением [52].
На основе расчетов и анализа
опытных данных, полученных при
эксплуатации торцовых уплотнений со
спиральными канавками, в [52] предполагается, что
максимальная жесткость пленки среды в
щели образуется при глубине спиральной
канавки, равной трем толщинам щели
уплотнения. Также имеется оптимум по
глубине спиральной канавки, связанный с
коэффициентом нагрузки торцовой пары.
Обычно такой оптимум обеспечивается
при высоте спиральной канавки размером
йск = 7... 10 мкм и коэффициенте нагрузки
£=0,8...0,85[52].
По мнению автора [5], оптимальная
высота канавок для газовых торцовых
уплотнений находится в пределах 4...
5 мкм. В [9] сообщается, что торцовое
уплотнение со спиральными канавками
может устойчиво работать в
бесконтактном режиме уже на малых частотах
вращения вала, работающих как в газах, так и
в жидкостях. Для этого достаточно
глубины спиральных канавок в 3 мкм.
Камеры Рэлея (см. рис. 2.6, ж.
с. 27; рис. 2.13, с. 31) содержат
клиновидные и ступенчатые в окружном
направлении камеры, расположенные на
уплотняющей поверхности одного из колец и
питающиеся со стороны полости
высокого давления, при этом размеры клиновид-
ности и их ступенек должны иметь
сопоставимые размеры с минимальным зазором
между поверхностями [51]. Имеющийся
опыт разработки уплотнений с камерами
Рэлея показал, что уплотнение наиболее
эффективно работает с глубиной канавок,
превышающей в 2-2,5 раза размер зазора.
Камеры Рэлея работоспособны и в
газовой среде, обладая значительной
жесткостью, зависящей от частоты вращения
ротора [52].
Выше приведены сведения из ряда
литературных источников, касающиеся
выбора глубины разного рода применяе-
РАСЧЕТ ЭФФЕКТИВНОЙ ГЛУБИНЫ СМАЗОЧНЫХ КАНАВОК 221
мых на практике канавок для торцовых
уплотнений. Этот выбор основан на
результатах исследований и практике
применения уплотнений с такими канавками.
Физические основы эффективности
размеров высоты канавок авторами
приведенных работ не рассматриваются.
Какой же должна быть глубина
канавок, чтобы они могли быть способными
эффективно вносить свой вклад в
образование гидродинамической несущей силы
в стыке пары при работе торцового
уплотнения?
Определение эффективной
глубины «гидродинамической» канавки для
торцового уплотнения. Глубина
«гидродинамической канавки» эффективна
тогда, когда при относительном
перемещении уплотняющих поверхностей в канавке -
за счет вязкостного трения - возникает
гидродинамическое давление, которое
вносит свой вклад в несущую силу.
При определении эффективной
глубины «гидродинамической» канавки для
торцового уплотнения в основу
рассмотрения положим необходимость
существования эффективного процесса вязкостного
трения среды между плоскостью невращаю-
щегося кольца и дном канавки при
ламинарном течении среды в щели.
Наибольшая эффективность такого вязкостного
трения значима в пределах общей
толщины пограничного слоя на вращающемся
кольце и пограничного слоя,
возникающего вследствие разгонного течения Куэтта
в щели между уплотняющими
поверхностями колец торцового уплотнения.
Поэтому можно предположить, что
эффективная глубина канавки находится в
пределах двух толщин пограничного слоя,
образующегося на вращающемся кольце.
Рассмотрим силовые факторы от
давления р, действующие на
элементарный объем вязкой среды, имеющий
основание с площадью drdS и высоту 8 (размер
пограничного слоя), например, в
спиральной канавке насосного типа, выполненной
на поверхности вращающегося кольца
(рис. 6.9). При относительном
перемещении вращающегося кольца направление
перемещения захватываемой канавкой
жидкости определяет угол а наклона
входной кромки канавки. На основание
элемента объема действует касательное
напряжение тф, направленное
противоположно перемещению жидкости.
Рис. 6.9. Схема торцовой щели к задаче о течении уплотняемой среды в канавке,
выполненной на поверхности вращающегося кольца
222 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
В направлении радиуса на
элементарный объем действует центробежная
сила prco23drdS. На основание элемента
объема действует касательное напряжение
in направление которого противоположно
направлению движения вязкой среды,
оттекающей вдоль канавки от
внутреннего радиуса к наружному. Радиальная
составляющая касательного напряжения
должна быть равна центробежной силе, т.е.
т sin a drdS = prco 2 5drds (6.37)
или
xsina = prco25. (6.38).
В окружном направлении на
основание элемента объема действует
касательное напряжение хф=тсо8а. Окружная
составляющая касательного напряжения
должна быть пропорциональна градиенту
окружной скорости около стенки, т.е.
urco
т cos a ~ —— .
5
Исключив т из соотношений для
значений радиальной и окружной
составляющей касательного напряжения,
получим для толщины 8 пограничного слоя в
канавке на поверхности вращающегося
кольца соотношение 8 « — tga . Толщи-
со
ну 5 слоя среды, увлекаемого
вращающейся плоскостью вследствие трения,
также можно выразить соотношением
8*J-tga. (6.39).
V со
В этом соотношении пока остается
неопределенным численный множитель в
правой части, переводящий
пропорциональность в равенство. На основании
решения Блазиуса [54] для ламинарного
пограничного слоя, при свободном
обтекании плоской пластины со скоростью v,
этот множитель равен приближенно 5.
Для условий обтекания вязкой средой
поверхности с окружной скоростью v = cor
можно записать
8*5J—tga . (6.40)
V со
Так как переход скорости
пограничного слоя в скорость внешнего течения
совершается асимптотически, то
определение толщины пограничного слоя, в
известной степени, произвольно. Однако
для практических целей эта
произвольность не имеет большой роли, так как
скорость пограничного слоя достигает
скорости внешнего течения уже на весьма
малом расстоянии от стенки. Поэтому за
толщину пограничного слоя можно
принять такое расстояние от стенки, на
котором скорость течения отличается на 1 %
от скорости внешнего течения. Именно
при таком определении толщины
пограничного слоя принят численный
множитель 5. Для эффективного влияния вязкого
трения в слое вместо толщины
пограничного слоя лучше использовать толщину
вытеснения, т.е. расстояние, на которое
отодвигаются от тела токи внешнего
течения вследствие образования
пограничного слоя. Толщина вытеснения
принимается обычно равной 1/3 рассчитанной
толщины пограничного слоя 8, т.е.
коэффициент в выражении (6.40) будет равен
не 5, а 1,6, и выражение для расчета
эффективной величины пограничного слоя
при вращении кольца в свободном объеме
среды будет иметь вид:
6 «1,6 J—tga . (6.41).
V со
Так как течение вязкой среды
протекает в стесненных условиях между двумя
поверхностями, на каждой из которых
образуется пограничного слой, то,
принимая допущение об эффективной для
высоты канавки удвоенной толщины
пограничного слоя, выражение (6.41)
реалистичнее будет записать в виде
5 « 3,2 J- tga. (6.42).
V со
При угле наклона рабочей кромки
спиральной канавки a « 15° на входе в
РАСЧЕТНЫЙ МЕТОД КОНСТРУИРОВАНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ 223
канавку тангенс угла tga = 0,268, и тогда без
большой погрешности можно считать, что
5 * 1,65
(6.43).
Таким образом, эффективная высота
(глубина) канавки для торцового
уплотнения зависит от вязкости уплотняемой
среды и частоты вращения вала. Высота
канавки h должна быть такой, чтобы
(6.44)
/г + /г0 < 1,65./— ,
v со
где h0 - зазор между уплотняющими
поверхностями колец, и определение
величины h должно быть одним из результатов
расчета, связанного с оптимизацией
характеристик торцового уплотнения.
Как видно из (6.44), эффективная
глубина гидродинамической канавки
функционально связана с вязкостью
уплотняемой среды, с относительной
скоростью скольжения поверхностей и рабочим
зазором /г0 между уплотняющими
поверхностями колец, который находится в
определенной связи с коэффициентом
нагрузки К, что было отмечено в [52].
Рассмотрим примеры расчета эффективной
глубины канавок для гидродинамического
торцового уплотнения.
Пример 1. Определить глубину
гидродинамической канавки в паре колец торцового
уплотнения для воды с температурой 50 °С
(кинематическая вязкость v = 0,5-1 (Г6 м2/с).
При частоте вращения ротора 3000 об/мин
угловая скорость
7ГУ1
со = — =3,14-3000/30 = 314 рад/с.
30
Тогда высота канавки должна быть
h < 1,65 J h0<
< 1,65
0,5-10"6
314
< 66 мкм - h
i0.
Таким образом, эффективная (в части
гидродинамических эффектов) глубина канавки в
таком торцовом уплотнении для уплотнения воды
может быть не более 66 мкм.
Пример 2. Определить глубину
гидродинамической канавки торцового уплотнения для
воздуха при 50 °С, при давлении р = 0,3 МПа,
м2/с. При частоте вращения
роли _
30^ ~
= 3,14-3000/30 = 314 рад/с.
Тогда эффективная высота спиральной
канавки
v = 0,037-10
тора 3000 об/мин угловая скорость со =
/2<1,65J--
V со
hn<
< 1,65
0,037-10"
314
< 18 мкм - /z0.
Таким образом, эффективная (в части
гидродинамических эффектов) глубина
канавки в торцовом уплотнении для уплотнения
воздуха должна быть не более 18 мкм.
С ростом относительной скорости
скольжения толщина пограничного слоя
снижается.
При частоте ротора в 30 000 об/мин
угловая скорость будет со = 3140 рад/с, и тогда
эффективная высота гидродинамической канавки в
торцовом уплотнении может быть порядка 5 мкм.
6.5. РАСЧЕТНЫЙ МЕТОД
КОНСТРУИРОВАНИЯ
ТОРЦОВЫХ УПЛОТНЕНИЙ
Предшествующим анализом
показано [35], что возможность расчетного
проектирования торцовых уплотнений
связана с уплотнениями, работающими в
условиях жидкостного режима трения.
Развитие этого направления в [32-35]
позволило дополнить его результатами
экспериментальных и расчетных
исследований, уточнить начальные и граничные
условия при решении уравнений смазки,
определиться в отношении скорости
процесса изменения поверхностной
температуры, величин утечек и тепловыделений в
уплотняющей щели. В таком
«дополненном» виде модель математического
описания рабочего процесса в торцовом
уплотнении становится уже инструментом,
позволяющим его использовать для
создания методики расчета узлов уплотнений
с наперед известными характеристиками,
которая разрешает:
6.2. Пример расчета торцового уплотнения
№
операции
1
2
Расчетная процедура
Выбираются:
конструктивное исполнение узла, геометрия,
материалы колец пары трения (выбранное конструктивное
исполнение узла см. на рис. 5.21, с. 161).
Кольцо 1 (невращающееся)
Материал кольца
Наружный радиус кольца 7, м
Внутренний радиус кольца 7, м
Внутренний радиус уплотняющего пояска, м
Высота кольца 7, м
Теплопроводность, кВт/(м°С)
Температурный коэффициент линейного
расширения, 1/°С
Кольцо 2 (вращающееся)
Материал кольца
Наружный радиус кольца 2, м
Внутренний радиус кольца 2, м
Высота кольца 2, м
Теплопроводность, кВт/(м°С)
Температурный коэффициент линейного
расширения, 1/°С
Устанавливаются характеристики уплотняемой
среды:
- температура уплотняемой среды при режимной
работе, °С
- динамическая вязкость уплотняемой среды, Па-с
Обозначение, величина, зависимость
Сталь 12Х18Н10Т
Л„1 = 0,07
RBl = 0,055
Двк = 0,057
Нх =0,013
А,, =0,017
а, = 17,5-10"6
Силицированный графит СГ-М
RHl = 0,07
Дв2 = 0,055
Я2 = 0,013
А,2 = 0,13
а2 = 4,2-10~6
tcp = 50
ц = 0,55-10~3
Продолжение табл. 6.2
№
операции
3
4
5
6
Расчетная процедура
Определяются нагрузочные параметры уплотнения:
- перепад давления на уплотнении, МПа
- частота вращения вала, об/мин
- допустимая утечка через уплотнение, м3/ч (м3/с)
- угловая скорость, рад/с
Назначаются геометрические параметры
уплотнения:
- коэффициент нагрузки
- параметр формы щели
- наружный радиус уплотняющего пояска, м
Определяются характеристики:
- площадь контактного стыка колец
^к=<Ян.к-Яв.к)>М2
- поправочный коэффициент Cq для утечки при
С= 2 (см. рис. 6.8 [35], с. 216)
- поправочный коэффициент См для потерь
мощности на трение при С = 2 (см. рис. 6.8 [35], с. 216)
Определяется ориентировочное значение
минимального зазора /f0 в конфузорной торцовой щели при
штатной работе уплотнения из зависимости для утечки:
60,55-Ю-4 In^^
0,057
Для заданного уровня утечки Q = 1,6-10"4
четное минимальное сближение поверхнос
в уплотняющем стыке пары /г0 = 0,395-Ю-6 i
с
s м3/<
/гей
VI
z рас-
колец
Обозначение, величина, зависимость
Q
h0
Ар-7
п = 3000
= 60- КГ6 (1,6-10~8)
со = 314
К =0,75
С = 2
Днк=0,0635
0,002459
Се = 4,4
CN = 2
CQnAphv
бцЛп^-
_\6Qii\n(RH/RB)
V nCQAp
Продолжение табл. 6.2
№
операции
7
8
9
10
Расчетная процедура
Определяется мощность потерь на трение в
торцовом уплотнении при значении минимального зазора
/?о в конфузорной торцовой щели в условиях штатной
работы уплотнения:
N= 3,14.0,55-10-3 ■3142(0;06354-0,0574)=06146 ^
2 -2 0,395 -10~6
Определяется удельный тепловой поток в кольца
пары от тепловыделений в уплотняющей щели:
J0!6146_= кВт/м2
0,002459
Определяется относительное соотношение тепло-
вых потоков в кольца пары трения Кк=-±- [28]
qx 0,017
— = ——-0,13, т.е. ^,=0,13^.
Я 2 0,13
При общей величине удельного теплового потока
Ч\ + Чг = 249,9 кВт/м2 в стальное кольцо уходит
тепловой поток q\ — 28,9 кВт/м2, а в графитовое кольцо
уходит q2 = 221,0 кВт/м2
Определяются коэффициенты рассеяния
теплового потока в кольцах пары:
v RHl-RBl 0,07-0,055 0^
г = —si bi_ = —у 1 = 2,3 - для кольца 1;
^нк-^в.к 0,0635-0,057
^ К2-К2 0,07-0,055
^ = _л^ в£_ = —? = 2,3 - для кольца 2
Ян.к-Яв.к 0,0635-0,057
Обозначение, величина, зависимость
Ar=7tng>2(<K-.RB4K)
2С#/г0
N
1 к
q2 Х2
к Rn\ ~ Kl
лн.к лв к
К - ^н2 ~ ^в2
^ D _ D
iYH.K ЛВ.К
Продолжение табл. 6.2
№ опе-
рации
Расчетная процедура
Обозначение, величина, зависимость
11
Определяются общие осевые перепады
температур в кольцах пары:
28,9 -0,013
ср
h ~ ^сР -
0,017-2,3
221,0 0,013
0,13-2,3
= 9,6 °С;
= 9,6°С
'l-'cp =
и - trn =
Ч _'ср
Ml
ххкх
^2Я2
А, 2^2
Определяются температурные деформации А,
уплотняющих поверхностей каждого из колец из-за
поворота сечения от осевого перепада температур:
- для стального кольца:
17,5 • 10~6 • 9,6(0,06352 - 0,0572)
4 2-0,013
для графитового кольца:
А, =
4,2-10~6 -9,6(0,06352 -0,0572)
2 0,013
5,05-10"° м;
1,21 10"6 м
А* =
2#,
а2^2 ~^ср)(^н.к ~^в.к)
2Я9
13 I Определяется суммарная температурная
деформация уплотняющей щели:
£А, = 5,0510^ + 1,21-КГ6 = 6,26-КГ6 м
ZA,=A,+A
h "*2
14 I Определяются деформации колец от давления
среды Ар. Результаты расчетов получены с
использованием методики, детально изложенной в работе [38]:
Api = -8,16- МГ6 м (в сторону образования диффузор-
ной формы контактной щели);
Ар2 = 2,41 ЛОГ6 м (в сторону образования конфузор-
ной формы щели)
Продолжение табл. 6.2
№
операции
15
16
17
18
19
Расчетная процедура
Суммарная силовая деформация уплотняющей
щели
ЗД> = -8,16-КГ* + 2,41-10^ =-5,75-10"*м
Отличие зазора на входе в уплотняющую щель
торцового стыка от зазора h0 в месте наибольшего
сближения поверхностей определяется
результирующей от температурных и силовых деформаций:
у = 6,26-КГ6 - 5,75-КГ6 = 0,51-КГ* м
Параметр формы щели
С = 0,5110Ло,395-10^-1,3
При известности параметров С п h{) определяются
характеристики торцового уплотнения по
упрощенной методике расчета (см. 6.2.1):
F = l^± = o,697
1,3 + 2
Отличие полученного значения безразмерной
несущей силы F от заданно о коэффициента нагрузки
К = 0,75 находится в пределах 7 %
Проводится расчет основных характеристик узла
уплотнения с использованием известных и
полученных в результате проведенного расчета данных:
h= °>395 1Q4
6,5 10'6
14 14
W — ' - -0 106 Ю-5
/г0(1,3 + 2)2 6,077-104 (l,3+2)2
Обозначение, величина, зависимость
Ар = Лр, + Ар2
^А. + Ар
С= //г0
С + 2
ъ
W- £
h{c+i)2
Продолжение табл. 6.2
Расчетная процедура
Обозначение, величина, зависимость
Zc = 0,604
Q =18 10"е м7ч
е-2,6
е=18-10"6-2,6 = 48-10'6м3/ч
Mw = 0,00154 Нм
М^ = 1484
Мтр = 0,00154-1484=2,28 Нм
vVTp = 2,28-314= 0,72 кВт
У + К
f
тт2 , лГ2 ГЗ
уz + 2й,
V_._^ta£+^'
у + /г0
'о
* = яр0(у + /г0)
б=-
6ц
(СЛв-1)
nc+iy
1п5-(С + 1) + ^
i(C + l)-0,5CKH
(С + 1Г
* —
е=ее
. 2rcjuo(*„-*.)
J + Ci?B(0,5i?B-2)
-3.HD- D"
мтр = ~тх^ k (9 Vb +1) - cz (бдв +1) + с - (1 - с/гвГ in(c + i)j
^77 \3 1
С4
мтр = м^м^
тУтр = М^со
Если полученные результаты расчета не удовлетворяют требованиям задания на разработку, то процесс проектирования
облика торцового уплотнения можно продолжать, уточняя исходные параметры и изменяя размеры колец уплотнения
Приняты следующие правила в определении формы щели:
- если значение деформации положительное, то она направлена в сторону образования конфузорной формы стыка в паре колец;
- если значение деформации отрицательное, то она направлена в сторону образования диффузорной формы стыка в паре колец.
230 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
- выполнить расчет температуры на
уплотняющих поверхностях колец в
уплотняющей щели и температурные
деформации колец;
- предложить расчетные критерии
оценки работоспособности узла торцового
уплотнения;
- получить замкнутую
математическую модель, позволяющую описать
гидродинамические и деформационные
процессы в уплотняющей щели, и выполнить
необходимые расчеты гидродинамических
характеристик узла торцового уплотнения.
В разработанной методике для
расчетного определения характеристик
торцового уплотнения достаточно обычного
набора исходных данных, доступного при
проектировании узла. Используемые
исходные данные в предложенной методике
позволяют обеспечить связность и
замкнутость решения задачи проектирования
узла торцового уплотнения на требуемые
параметры и условия работы, с
получением для проектировщика необходимых
сведений об ожидаемой утечке, о затратах
мощности, требуемой величине теплосъе-
ма от узла уплотнения.
Методика выполнения такого
расчета продемонстрирована в табл. 6.2 на
конкретном примере узла торцового
уплотнения, представленного на рис. 5.21.
Результаты аналитического решения
сверены с результатами, полученными при
экспериментальных исследованиях этого
уплотнения.
Для сходимости заданных условий, в
части обеспечения максимальной
жесткости слоя среды в уплотняющем торцовом
стыке, которая может быть обеспечена
при несущей силе, решение задачи следует
оформить в виде итеративной процедуры.
Представленная методика проверена
на торцовом уплотнении с
коэффициентом нагрузки К = 0,72, работающего при
перепаде давления 7,0 МПа. В процессе
работы проводилось термометрическое
исследование для расчета теплового
баланса узла уплотнения и
теплообразования в торцовой щели, а также замеры
момента трения методом мотор-весов. Было
выполнено сопоставление полученных
данных с результатами аналитического
решения по теплообразованию в торцовой
щели уплотнения для
гидродинамического режима смазки. Исследования показали
достаточно высокое соответствие
результатов, полученных аналитическим путем,
результатам, полученным на основе
экспериментов. Так, в эксперименте утечка
была порядка 100 см3/ч, мощность потерь
на трение, по данным измерений момента
трения, составила 0,54 кВт, а полученная
по тепловому балансу - 0,46 кВт (разница
связана с неучтенными потерями тепла на
рассеяние в окружающую среду).
Аналитическим расчетом по приведенной
методике для этого уплотнения, при
сходимости решения задачи, были получены
следующие результаты: утечка через
уплотнение - 93 см3/ч, тепловыделение в
торцовой щели - 0,53 кВт.
Как и для случая, рассчитанного в
примере (см. табл. 6.2), результаты
экспериментальных измерений осевого
перепада температур в стальном кольце с
хромированным покрытием, работавшем в паре
с кольцом из силицированного графита,
показали значение осевого перепада 9,6 °С.
Расчет температурных деформаций
по приведенной методике, для
рассматриваемого в работе [32] уплотнения (см.
рис. 5.21), выполненный на основе
экспериментального определения
температурных полей в паре колец из стали
12Х18Н10Т и углеграфита СГ-М, показал
следующие результаты: для первого
кольца Дг1 = 5,06-10-6 м, для второго кольца
А,2=1,07-10"6м.
Выполненные расчеты по
определению температурного перепада в кольцах
торцового уплотнения, в случае
выполнения обоих колец из силицированного
графита СГ-М, показали, что осевой перепад
температур составит 5,4 °С. В
экспериментах осевой перепад температуры для такого
расчетного режима составил 5,5 °С. Как
видно, отличие результатов температур в
кольцах торцового уплотнения,
рассчитанных на основе экспериментальных
ПАРАМЕТРЫ УПРАВЛЕНИЯ И ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК 231
данных [32] и на основе представленного
расчетного метода, не столь значительно
(в пределах 10 %), что приемлемо для
приближенных расчетов узлов
уплотнений. Столь высокое соответствие
экспериментальных и расчетных значений
является следствием простой формы и
конструктивного исполнения исследованных
колец торцовой пары в узле. Иное
конструктивное исполнение несомненно окажет
влияние на результаты расчета перепада
температур в кольцах торцовой пары.
Пример расчетного определения
температурных деформаций в кольцах
торцового уплотнения и сопоставление с
результатами экспериментальных
измерений температур на контактной
поверхности колец в уплотняющем стыке
показывает реальную возможность таких
расчетов. Следует отметить, что возможные
погрешности в использованных исходных
данных по теплопроводности, линейному
расширению материалов, вязкости
уплотняемой среды не позволяют сделать более
доверительные расчеты.
При расчетном проектировании
уплотнения главной консервативной
расчетной величиной является суммарная
температурная деформация поверхностей
уплотняющих колец (консервативной
потому, что температурные деформации
колец менее податливы к управлению, так
как ограничен набор средств влияния на
их величины в кольцах). Ввести размер
формы щели в желательный расчетный
диапазон величин с помощью управления
силовыми деформациями менее сложно.
Изменения формы колец и смежных
деталей представляют собой средства влияния
на силовые деформации и на суммарные
деформации поверхностей колец в
уплотняющем стыке пары.
6.6. ПАРАМЕТРЫ УПРАВЛЕНИЯ
И ОПТИМИЗАЦИИ
ХАРАКТЕРИСТИК
ТОРЦОВОГО УПЛОТНЕНИЯ
Основные технические требования
потребителя к торцовому уплотнению:
1) отсутствие или бесконечно малая
утечка через уплотнение;
2) неограниченный ресурс работы
узла;
3) минимальные потери на трение;
4) стабильная работа узла;
5) конструкция уплотнения должна
быть дешевой, простой в сборке и
эксплуатации.
По технической сути требования 1 и
2, 3 являются взаимоисключающими и не
могут быть выполнены в полном объеме,
поэтому при разработке торцового
уплотнения обычно останавливаются на
разумном балансе удовлетворения
перечисленных требований за счет допустимого
снижения эксплуатационных показателей в
каждом конкретном случае.
Для выполнения требования 1
следует обеспечить высокое сопротивление
торцовой уплотняющей щели, что
возможно лишь при малых зазорах между
уплотняющими торцовыми
поверхностями пары колец.
Требования 2 и 3 реализуются при
бесконтактной работе торцовой пары, т.е.
при жидкостном режиме во всем
диапазоне нагрузок.
Стабильность работы обеспечивается
высокими положительными
характеристиками жесткости dF/dh0 жидкостного
слоя в уплотняющей щели (dF -
изменение несущей силы в уплотняющей щели,
dh0 - изменение минимального зазора
между уплотняющими поверхностями колец).
Указанные условия зависят от
нагрузок и формы уплотняющей щели и могут
быть выполнены при определенных
соотношениях размеров деталей узла
торцового уплотнения, влияющих на
формообразование уплотняющей щели в стыке пары
колец.
Типичные схемы нагружения
деталей в узлах бесконтактного и контактного
торцовых уплотнений (рис. 6.10)
демонстрируют возможности влияния
конфигурации и сопряжения деталей на
нагружающие эпюры и характер сближения или
232 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
ШЕ2Я=;
У
та
i
; [^ч^/^
ii
^3
А
i
Q 1
о;
б)
Рис. 6.10. Схемы возможного контакта поверхностей колец торцового уплотнения вблизи
наружного (я), внутреннего {б) и среднего (в) диаметров:
d- внутренний диаметр номинального уплотняющего пояска кольца; dK - внутренний диаметр
реального контакта в уплотняющей паре колец; DH - наружный диаметр номинального
уплотняющего пояска кольца; DK - наружный диаметр реального контакта в уплотняющей паре колец
сопряжения торцовых поверхностей
уплотняющего стыка.
Если известны схемы возможного
контакта или сближения торцовых
поверхностей для конкретного уплотнения и
удельной нагрузки в их стыке, можно с
достаточной степенью вероятности
спрогнозировать режим трения в щели и
характер герметичности.
Таким образом, получение
оптимальных показателей работы торцового
уплотнения для заданного рабочего
режима, касающихся утечки среды через
уплотнение, потерь мощности на трение и
долговечности уплотнения, заключается,
собственно, в создании определенных
форм и размера сближений поверхностей
колец торцового уплотнения в
уплотняющей щели.
Какими же должны быть форма щели
торцового уплотнения и величины зазоров
между уплотняющими поверхностями?
В гл. 5 показано, что жидкостный режим
трения может быть обеспечен при конфу-
зорной форме щели торцового
уплотнения. Представленные в [37] материалы,
иллюстрирующие утечку через узел
уплотнения и затраты мощности на трение,
для ряда типовых зазоров h0 в сближении
поверхностей и форм щелей дают
возможность разработчику узла торцового
уплотнения выбрать (обусловленный
требованиями на работу оборудования)
минимальный зазор в щели торцового
уплотнения.
Для обеспечения максимальной
жесткости уплотнительной щели параметр
у
формы последней С = — (где у = hmax -
К
- К\ Атах - размер зазора в щели на входе
в конфузорный участок; /г0 - размер
минимального зазора в конфузорной части
щели) должен быть близким к значению 2 [60].
В целях достижения оптимальных
значений h0ny для проектных расчетов у
разработчика имеются заданные
параметры нагружения узла уплотнения по
давлению и частоте вращения ротора, а также
набор инструментов влияния:
• выбор геометрических размеров
деталей узла уплотнения;
• выбор материалов деталей узла
уплотнения;
• выбор коэффициента
гидравлического нагружения К уплотнения.
Роль размеров колец трущейся пары
и характеристик материалов колец при
расчетах деформаций достаточно понятна.
В то же время четкая связь между
величиной К и качеством работы уплотнения в
литературных источниках представлена
не очень внятно.
С точки зрения размерных и
нагрузочных характеристик торцового
уплотнения указанный коэффициент равен
отношению площади действия
прижимающего давления к номинальной площади
контакта в уплотняющем стыке пары
колец^!].
ПАРАМЕТРЫ УПРАВЛЕНИЯ И ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК 233
В части сил, действующих в узле
торцового уплотнения, коэффициент
нагрузки К определяет относительную
(к уплотняемому давлению)
интегральную величину удельного давления в
уплотняющем стыке, рассчитанную по
номинальной площади контакта, - при
любых перепадах давлений, нагружающих
уплотнение.
Осевые силы, прижимающие
аксиально-подвижное кольцо к аксиально-
неподвижному кольцу (при наличии
давления в уплотняемой камере), обычно
образуются в результате давления среды
на торцовые площади
аксиально-подвижного кольца и посредством поджатия его
к аксиально-неподвижному кольцу
упругим элементом (пружиной, сильфоном,
мембраной).
При отсутствии давления среды в
уплотняемой камере (например, когда вал
насоса не вращается) сила, прижимающая
аксиально-подвижное кольцо к
аксиально-неподвижному кольцу, в подавляющем
большинстве случаев обеспечивается
лишь упругими элементами.
Во время работы торцового
уплотнения названные осевые силы
уравновешиваются силами в уплотняющей щели: в
жидкостном режиме - несущей силой,
создаваемой слоем жидкости (см. рис. 5.12, а);
в смешанном режиме - этой же силой и
частично контактной силой в сопряжении
поверхностей колец (см. рис. 5.12, б). При
сухом трении силы, прижимающие
аксиально-подвижное кольцо к аксиально-
неподвижному кольцу,
уравновешиваются контактной силой в сопряжении
поверхностей пары колец. Схемы
сопряжения поверхностей колец торцового
уплотнения в большинстве своем соответствуют
случаям, представленным на рис. 6.10, б,
из-за влияния температурных деформаций
в кольцах пары, связанных с
тепловыделениями при их относительном
перемещении.
Коэффициент гидравлического на-
гружения уплотнения не позволяет
характеризовать режимы трения в
уплотняющем стыке пары колец; они могут быть
описаны лишь в том случае, когда
известны форма уплотняющей щели,
качественный и количественный характер сил
реакции в этой щели, воспринимающей
нагружающие силы. При этом качественный
характер определяет состав этих сил
реакции (силы контактного взаимодействия,
гидродинамической силы или их
совместного участия), а количественный характер
устанавливает величину воспринимающей
силы или их долевую роль в общей
картине воспринимающих сил.
Определить величину К несложно,
поэтому этот коэффициент удобно
использовать в качестве источника
ориентировочной информации о возможных
вариантах режимов трения в уплотняющей
паре и даже в части сведений об
ожидаемой утечке.
Рассмотрим связь коэффициента К
уплотнения с силами реакции в
уплотняющей щели и ожидаемыми режимами
трения для разных его значений,
используемых на практике.
К < 0,5. Интегральное значение силы
в торцовой щели, включающее силу
поджатия аксиально-подвижного кольца к
аксиально-неподвижному, меньше той
силы, которую может создать эпюра
давления в уплотняющей щели при плоской
форме последней (т.е. при параллельности
уплотняющих поверхностей). Возможны
три описанные уже схемы рабочего
процесса в торцовой уплотняющей щели
узла, связанные с ее формой, характер
которой может быть определен на основе
расчета деформирования колец.
К = 0,5. Интегральное значение силы
в торцовой щели соответствует той силе,
которую может создать эпюра давления в
слое жидкости, заполняющей
уплотняющую щель при плоской форме последней.
Однако указанное значение коэффициента
гидравлического нагружения еще не
гарантирует плоскую форму уплотняющей
щели, а лишь демонстрирует возможность
существования торцовой щели такой
234 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
формы. В данном случае также возможны
три схемы рабочего процесса.
В реальности существование плоской
формы щели в торцовом уплотнении
возможно лишь при невращающемся вале и
отсутствии нагружающего перепада
давления. При перепаде давления, появлении
тепловыделений и связанных с этим
силовых и тепловых деформаций, а также при
непараллельном скольжении
вращающегося и невращающегося колец такая
форма позиционирования поверхностей в
торцовой паре нереалистична. Ее можно
рассматривать лишь как теоретическую
модель граничного случая.
Таким образом, и в случае торцового
уплотнения с К = 0,5 реальное состояние
сил в уплотняющей щели определяется
в основном отклонением ее формы от
плоской.
0,5 < К < 1,0. Форма щели между
уплотняющими поверхностями может быть
как конфузорной, так и диффузорной.
При конфузорной форме щели осевая
гидравлическая сила, прижимающая
аксиально-подвижное кольцо к аксиально-
неподвижному, уравновешивается силой в
торцовой щели, определяемой эпюрой
давления выпуклой формы, и уплотнение
работает в бесконтактном режиме. Для
такой схемы рабочие параметры
торцового уплотнения (утечка, расход мощности
на трение, несущая сила, жесткость щели)
можно определить, используя их
зависимость от параметра формы щели С. В
работах [37, 60] теоретически показано, что
максимальная положительная осевая
жесткость конфузорной щели находится в
области значений К = 0,75. В этом случае
хорошо подходит пара колец из твердых
материалов для противодействия
абразивному износу.
При диффузорной форме
уплотняющего стыка пары колец утечки
существенно меньше. Долговечность торцового
уплотнения снижается при работе в
режимах смешанного и сухого трения.
К > 1. Форма щели между
уплотняющими поверхностями может быть как
конфузорной, так и диффузорной;
возможны описанные выше три схемы
работы торцового уплотнения.
При конфузорной форме щели осевая
гидравлическая сила, прижимающая
аксиально-подвижное кольцо к аксиально-
неподвижному, уравновешивается
частично силой в торцовом стыке,
определяемой частично прямоугольной по
форме эпюрой давления жидкостного слоя и
частично контактной силой
взаимодействия сопряженных торцовых поверхностей
уплотнения. Незначительная утечка через
уплотнение определяется качеством
поверхностей колец на узком пояске
контакта в месте их сопряжения и зависит от
перекрещивания несоосных осей
вращающегося и невращающегося колец (в
связи с относительным перемещением их
уплотняющих поверхностей при
вращении вала). Таким образом, утечка через
уплотнение определяется также
технологическими и монтажными факторами.
Долговечность такого уплотнения зависит
от стойкости материалов пары трения к
износу при работе в условиях смешанного
режима трения.
При диффузорной форме стыка
работа торцового уплотнения аналогична
случаю AT = 0,5... 1,0.
Утечка через уплотнение отсутствует
или незначительна. Долговечность
торцового уплотнения ограничена и
определяется длительностью работы материалов
пары в режиме контактного трения:
тепловыделения в торцовой паре
существенны. Для работы в таких условиях лучше
всего подходит пара колец, выполненных
из твердого и мягкого материалов.
Из описанных возможных случаев
работы торцового уплотнения, конечно,
самым привлекательным (с точки зрения
долговечности и энергетических потерь, а
также возможностей саморегулирования)
является работа торцового уплотнения с
0,5 < К< 1. Это схема нагрузки позволяет
ПАРАМЕТРЫ УПРАВЛЕНИЯ И ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК 235
обеспечить работу уплотнения в
жидкостном режиме трения. Важнейшим
фактором, влияющим на размер уплотняющего
зазора, является его форма, связанная с
деформациями колец.
Образование оптимальной формы
уплотняющей щели зависит от успехов в
решении деформационных задач,
связанных с тепловым и силовым нагружением
деталей узла.
Таким образом, фактором,
определяющим работоспособность торцового
уплотнения, является отклонение
уплотняющих поверхностей колец от
плоскостности, т.е. деформация поверхностей
уплотняющего стыка колец пары. В умении
создавать нужную деформацию
уплотняющих поверхностей колец торцового
уплотнения и лежит ключ к управлению
качеством его работы.
На основании изложенного можно
сделать следующие выводы.
• Для создания малорасходных,
экономных в части энергетических затрат
торцовых уплотнений со стабильными
рабочими характеристиками следует
обеспечить:
- жидкостный режим трения в
уплотняющей паре;
- конфузорную форму
уплотняющего стыка.
• Параметрами управления рабочими
характеристиками уплотнения являются
форма и размеры уплотняющей щели.
• Параметром оптимизации
уплотнения служит осевая жесткость несущего
слоя жидкости в стыке трущейся пары.
Максимальная жесткость слоя жидкости в
щели уплотнения может быть достигнута
приС = 2и£=0,75.
• Суммарные деформации от
давления и температуры должны быть такими,
чтобы обеспечивалась конфузорность
щели с соотношением размеров hmax/h0 = 3.
• Зазор ho в торцовом уплотнении
следует выбирать в пределах ОД.. .0,4 мкм
из условий обеспечения минимума утечки
через уплотнение и достаточно низких
потерь на трение.
Выводы, сделанные на основании
анализа литературных данных, а также
сведений, приведенных в [32, 33, 37], и
оценки экспериментальных и расчетных
результатов определения тепловыделений
в торцовых уплотнениях, следующие.
• Торцовые уплотнения могут
достаточно успешно работать в контактном
режиме, когда часть осевой силы в
торцовой щели воспринимается жидкостным
слоем уплотняемой среды, а часть -
непосредственным контактом уплотняющих
поверхностей колец. Применение таких
уплотнений ограничено областью низких
и средних давлений. Границей
работоспособности для них являются предельные
значения удельного давления для пар
материалов и температурные условия на
контакте смазанных поверхностей, за
пределами которых происходит
разрушение материалов пар колец, снижающее
качественные показатели работы узла
уплотнения. Для торцовых уплотнений,
работающих в режиме периодического или
постоянного контактного взаимодействия
скользящих поверхностей, определять
величины тепловыделений в торцовой
щели аналитическими методами пока не
представляется возможным ввиду
слишком большой ожидаемой погрешности
расчетов. Это связано с отсутствием:
- реальной картины процессов в
таком сопряжении уплотняющих
поверхностей;
- научных методов расчета потерь на
трение в контакте поверхностей, из-за
неопределенности количества этих
контактов и учета силового взаимодействия в
них;
- знания величины
гидродинамической составляющей силы в условиях
частичного контакта;
- температурных условий
взаимодействия поверхностей в контактах и т.д.
236 Глава 6. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛА ТОРЦОВОГО УПЛОТНЕНИЯ
• Торцовые уплотнения могут
успешно работать с низкими утечками в
бесконтактном режиме. В [32, 33, 37]
показано, что жидкостной режим трения
может выполняться при зазорах в
уплотняющей щели порядка 0,1...0,4 мкм,
удовлетворяющих самые жесткие требования
потребителей в части расходных
характеристик уплотняемой среды через узел
уплотнения. Для торцовых уплотнений,
работающих в режиме гидродинамической
смазки, могут быть определены величины
тепловыделения в торцовой щели,
результаты расчетов которых основаны на
совместном решении уравнений смазки (в
представлении истечения среды в
уплотняющей щели как течения Куэтта) и задач
деформирования от силовых и тепловых
нагрузок. Такое решение задачи
тепловыделений также не является точным в связи
с необходимостью принятия ряда
упрощающих допущений для решения
тепловой задачи. Однако использование таких
допущений, основанных на данных
экспериментальных исследований, позволяет
эту погрешность ввести в приемлемые для
практических расчетов пределы
погрешности (до 20...30 %). Использование
описанной схемы работы торцового
уплотнения и доступных для нее расчетных
методов позволяет значительно снизить
затраты на совершенствование узлов
уплотнений валов высоконагруженных машин.
• При рассмотрении характера
деформирования уплотняющих колец
торцового уплотнения не принимались во
внимание причины, связанные с влиянием
на уплотнение усилий затяжки деталей
при сборке узла, внешним теплоподводом
к деталям (теплоотбором от деталей) узла
через вал или корпусные детали изделия.
Однако эти проблемы также могут иметь
решение. Так, например, влияние нагрева
в камере уплотнения охлаждающей среды
на температурный режим в щели может
быть учтено использованием данных,
приведенных в [39].
Анализ предложенных методов
расчетного проектирования узлов торцовых
уплотнений показал следующее.
1. Деформациями колец торцового
уплотнения от давления уплотняемой
среды и формой уплотняющей щели
можно управлять путем изменения геометрии
колец, местоположения реакций опор
колец и местоположения вторичных
уплотнений.
2. Управление силовыми
деформациями колец позволяет получать при
работе торцового уплотнения форму щели
между уплотняющими поверхностями
конфузорную, диффузорную и близкую к
плоской.
3. В высоконагруженных торцовых
уплотнениях на характер деформирования
колец могут влиять даже отклонения в
исполнении размеров деталей узлов в
пределах грубо назначенных допусков.
4. Деформациями колец торцового
уплотнения от возникающих в них полей
температур можно управлять путем
изменения геометрии колец, выбором
материалов с определенными
характеристиками по теплопроводности и коэффициенту
температурного расширения.
5. В подавляющем большинстве
случаев температурные деформации в
кольцах торцовых уплотнений вызывают
образование конфузорной формы
уплотняющей щели.
6. Температурное деформирование
каждого из колец функционально связано
с набором влияющих величин: А, =/(а, |Д,
v2, b, В, /Г1, Х_1)(см. обозначения в
пояснениях к табл. 6.1).
7. Наибольшее влияние на
температурное деформирование оказывает
скорость скольжения в уплотняющей паре
колец ввиду квадратичной зависимости ее
влияния.
8. В связи с односторонним
характером деформирования формы
уплотняющей щели температурными
деформациями, силовые деформации колец могут
ПАРАМЕТРЫ УПРАВЛЕНИЯ И ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК 237
служить средством управления для
корректировки этой формы.
9. Следует учитывать, что при
расчетном проектировании уплотнения
суммарная температурная деформация
поверхностей уплотняющих колец является
консервативной расчетной величиной.
Добиваться улучшения характеристик
уплотнения проще путем изменения форм
колец и смежных деталей, используя,
таким образом, силовые деформации колец
в качестве гибкого средства влияния.
10. Расчетная погрешность
корректировки большого уровня температурных
деформаций при помощи силовых
деформаций всегда выше, чем погрешность
корректировки низкого уровня
температурных деформаций. Поэтому следует
стремиться к низким и примерно
одинаковым значениям температурных
деформаций в обоих кольцах.
Примерно одинаковый уровень
температурных деформаций в обоих кольцах
торцового уплотнения можно обеспечить
подбором материалов и размеров колец
аВ
таким, чтобы комплексы для них
были близкими по величине (где а -
коэффициент температурного расширения
материала кольца, В = RH- RB, X -
теплопроводность материала кольца).
11. Эффективная, в части
образования несущей способности, глубина камер
и канавок на уплотняющих поверхностях
колец может определяться по зависимости
8 < 1,65/-,
V со
где v - кинематическая вязкость среды,
со - угловая скорость вала.
12. Универсальным критерием
отнесения торцовых уплотнений к группам
контактных или бесконтактных может
служить параметр формы щели С = y/h0,
введенный в работе [37] (здесь у - высота
клина в стыке поверхностей, образующих
уплотните л ьную щель, h0 - минимальный
зазор в сближении уплотняющих
поверхностей колец). Уплотнения с С < 0
являются контактными; уплотнения с С > 0 -
бесконтактными.
Глава 7
МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК
ТОРЦОВЫХ УПЛОТНЕНИЙ
В предыдущих главах показано, что
на работоспособность торцовых
уплотнений оказывают влияние значительное
число факторов, которые следует
учитывать при разработке таких узлов.
Существует ряд рекомендаций специалистов,
акцентирующих внимание разработчиков
на таких проблемах. Так, СВ. Фалалеев
[52] полагает, что для обеспечения
надежности уплотнения при его разработке
молено использовать ряд рекомендаций:
- стремиться к уменьшению
деформаций уплотнительных колец, в
частности, использовать пары трения,
малочувствительные к деформациям
уплотнительных колец (узкий поясок, эластичные
поверхности);
- стремиться обеспечить
взаимокомпенсацию осевых сил и изгибающих
моментов, действующих на уплотнительные
кольца;
- использовать схему расположения
уплотняемой среды снаружи узла
уплотнения, что благоприятно для
взаимокомпенсации температурных и силовых
деформаций и для использования
центробежных сил в целях снижения утечек;
- материалы колец подбирать
такими, чтобы температурные деформации
колец позволяли скомпенсировать
силовые деформации;
- применять вторичные уплотнения с
низкой силой трения в осевом направлении;
- при высоких частотах вращения
вала вращающийся блок выполнять малой
массы, с целью снижения инерционных
эффектов;
- избегать фазового перехода среды
в уплотняющей щели;
- обеспечивать гарантированный
зазор в щели уплотнения, используя в паре
трения гидродинамический режим смазки;
- добиваться обеспечения высоких
динамических свойств узла уплотнения.
Для реализации вышеперечисленных
принципов проектирования
рекомендуется использовать следующие пути и
приемы [52].
1. Расчетом и экспериментальным
путем определить геометрические
параметры, обеспечивающие приемлемый
уровень деформаций.
2. Уменьшить подводимый к
кольцам тепловой поток, за счет увеличения
рабочего зазора и теплоизоляции
поверхностей колец, соприкасающихся с горячей
средой.
3. Разгрузить уплотнения за счет
снижения перепадов давлений или
температур (путем перепуска среды).
4. Выполнять свободную упругую
установку колец на валу и в корпусе, что
исключает влияние деформации и
перекоса смежных узлов и деталей.
5. Интенсивно охлаждать зону
контакта, организовывать теплоотвод. Кольцо
из материала с большим коэффициентом
теплопередачи должно иметь более
развитую поверхность со стороны
охлаждающей жидкости и выполняться
вращающимся.
6. Обеспечить равномерное
температурное поле и уравновесить действующие
силы и моменты (желательно не
использовать составные кольца).
7. Использовать формы колец с
высокой изгибной жесткостью.
МИНИМИЗАЦИЯ СИЛОВЫХ ДЕФОРМАЦИИ КОЛЕЦ 239
8. Использовать материалы с
параметрами а, А,, Е, обеспечивающими
приемлемый уровень деформаций.
9. Использовать взаимную
компенсацию тепловых и силовых деформаций.
10. Демпфировать изгибные
колебания за счет установки дополнительных
эластомерных колец между кольцом и
корпусом.
11. Использовать гидростатические
или гидродинамические принципы смазки
уплотняющего стыка пары.
12. Переходить на большие рабочие
зазоры с целью снижения влияния
искажения зазора.
13. Использовать эластичные
поверхности, способные отслеживать
деформации сопрягаемой поверхности.
Приведенные рекомендации, на
которые желательно ориентироваться при
конструировании торцовых уплотнений,
ниже проиллюстрированы примерами
исполнения узлов уплотнений. Приведен
ряд известных способов, связанных с
минимизацией силовых деформаций
уплотняющих колец торцовой пары и с
использованием деформирования колец для
повышения эффективности узлов торцовых
уплотнений.
7.1. МИНИМИЗАЦИЯ СИЛОВЫХ
ДЕФОРМАЦИЙ КОЛЕЦ
Осознание факта деформирования
поверхностей колец торцовых уплотнений
и влияние этого деформирования на
показатели работы уплотнения вызвало к
жизни поиск методов по противодействию
этому явлению. На начальном этапе (с
начала 40-х гг. XX столетия) повышение
надежности торцовых уплотнений было
связано со снижением деформирования их
колец. В этом направлении за прошедшие
годы было создано большое число
конструктивных решений, позволивших
значительно расширить области использования
торцовых уплотнений по перепаду
уплотняемого давления и скорости скольжения
в трущейся паре. Ограничение
деформаций осуществлялось двумя следующими
способами:
- повышением жесткости колец,
образующих торцовый уплотняющий стык;
- изменением характера силового на-
гружения колец торцового уплотнения.
Первый из этих способов привлекает
своей простотой и не требует детальных
расчетов деформирования колец
уплотняющей пары. Увеличением толщины
колец разработчики увеличивали их
жесткость и добивались улучшения работы
уплотнения. Однако такой путь, из-за
своей экономической неэффективности,
вступает в противоречие с тенденциями
развития техники. Поэтому второй метод,
хотя и связанный с достаточно
трудоемкими инженерными расчетами, стал
основным для ограничения деформирования
колец на последующем этапе развития
техники уплотнений.
Применяемые методы ограничения
деформирования уплотняющих
поверхностей колец путем изменения характера их
силового нагружения нашли достаточно
широкое отражение в патентной
литературе. Это связано с тем, что приоритетные
технические решения разработчики
стремятся закрепить авторскими правами,
рассчитывая на получение экономической
выгоды при практической реализации
этих решений.
Изучение патентных материалов за
последние 40 лет, а также литературных
источников позволило выделить ряд
способов ограничения силовых деформаций
уплотняющих элементов в торцовых
уплотнениях, путем изменения характера их
силового нагружения.
Классифицирование по наиболее общим признакам
позволило выделить способы минимизации
силовых деформаций уплотняющих
поверхностей, связанные с влиянием:
- устройств крепления колец;
- изгибного поворота сечения колец;
- устройств передачи вращающего
момента;
240 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИЙ
- осевой нагрузки в контактном
стыке поверхностей трущейся пары колец;
- несоосности колец трущейся пары;
- касательной нагрузки в контактном
стыке поверхностей трущейся пары колец.
Рассмотрим конструктивные
решения, использующие эти способы.
7.1.1. МИНИМИЗАЦИЯ
ДЕФОРМАЦИЙ ИСПОЛЬЗОВАНИЕМ
РАЦИОНАЛЬНОЙ СХЕМЫ
КРЕПЛЕНИЯ КОЛЕЦ В УЗЛЕ
Кольца пары трения в торцовых
уплотнениях выполняются из
антифрикционных материалов.
Производство таких материалов
связано с использованием дорогостоящего
сырья, характеризуется сложным
технологическим циклом, поэтому и конечная
продукция имеет высокую цену. Для
экономии расхода используемых
дорогостоящих материалов трущиеся элементы
зачастую выполняют в виде кольцевых
вставок в металлические обоймы, которые
сопрягаются с другими деталями узла.
Конструктивное исполнение
закрепления трущихся элементов колец в
обоймах, а также крепления самих обойм на
роторе или в корпусе статора может стать
причиной значительного деформирования
уплотняющих торцовых поверхностей
этих колец. Существует ряд
выработанных практикой конструктивных решений,
позволяющих минимизировать
деформирование колец трущейся пары из-за
влияния устройств их крепления. В основе
этих конструктивных решений лежит
Рис. 7.1. Схема узла торцового
уплотнения:
1 - обойма; 2 - втулка-поводок;
3,5- соответственно вращающееся и
невращающееся кольца пары трения;
4 - уплотняющий поясок подвижного
стыка кольца; 6,8 - кольцевой поясок
сопряжения опорного кольца с невра-
щающимся кольцом пары трения и с
корпусом; 7- опорное кольцо;
9 - втулка корпуса (статора)
МИНИМИЗАЦИЯ СИЛОВЫХ ДЕФОРМАЦИЙ КОЛЕЦ
241
Рис. 7.2. Схема торцового уплотнения со
свободной установкой колец
принцип минимальных уровней силовых
связей колец пары трения с их обоймами.
Наилучшим решением является свободная
установка колец в обоймах с сопряжением
притерых торцовых поверхностей колец с
опорными торцовыми поверхностями
смежных деталей. Такое исполнение
требует обязательного решения задачи
фиксации положения кольца в обойме как по
радиальной, так и по угловой координатам.
На рис. 7.1 (пат. ФРГ № 2815630)
приведен вариант исполнения узла
торцового уплотнения, удовлетворяющего
условию минимальных силовых
деформаций уплотняющей поверхности
вращающего кольца 3 со свободной установкой
этого кольца в обойме 1. Сопряжение
обоймы с кольцом выполнено с помощью
упругой втулки-поводка 2,
обеспечивающей центрирование кольца и фиксацию
его для исключения проворота в
окружном направлении.
Другой пример подобного
исполнения сопряжения обойм и колец в
торцовом уплотнении приведен на рис. 7.2
(А.с. СССР № 333348). Уплотнение
содержит вращающееся 4 и невращающееся
7 кольца пары трения с поверхностью
стыка б, сопряженные по притертым
торцам 3 и 8 с обоймами 1 и 10. В кольцах 4
и 7 выполнены скошенные выступы под
упругую конусную часть 5 натяжных
резьбовых втулок 2 и 9. Такое
конструктивное решение сопряжения колец 4 и 7 с
обоймами 1 и 10 обеспечивает как
центрирование, фиксацию от проворота и
прижатие колец к торцам обойм 1 и 10
(для создания надежного уплотнения по
торцам 3 и 8), так и низкие значения
усилий в элементах сопряжений кольцо-
обойма.
7.1.2. МИНИМИЗАЦИЯ ИЗГИБНЫХ
ДЕФОРМАЦИЙ В КОЛЬЦАХ
Нагрузки от давления среды в
полостях высокого р\ и низкого р2 давлений, от
силы реакции Qv, от усилия упругого
пружинного элемента gnp и усилия в
контакте сопряженных торцовых
поверхностей qK образуют систему сил и
изгибающих моментов М\, М2 (см. рис. 5.12,
с. 149), результатом действия которых
являются осевое и радиальное
деформирование, а также повороты сечений колец
уплотняющей пары относительно их
центров тяжести.
Деформации уплотняющих
поверхностей трущейся пары от поворота
сечений колец вызывают:
- осесимметричный поворот сечений
колец относительно центров тяжести
сечений - при этом форма уплотняющего
стыка пары становится конфузорной или
диффузорной;
- асимметричное деформирование
участков кольца в окружном и
радиальном направлениях из-за различия жестко-
стей этих участков.
Изгибные деформации трущихся
поверхностей можно минимизировать с
помощью следующих конструктивных
решений.
Рациональный выбор
местоположения трущегося и опорного поясков
колец. Выбор взаимного положения
трущегося и опорного поясков колец в
диаметральной плоскости (перпендикулярной
продольной оси вала) имеет особое
значение в формировании сил и моментов,
воздействующих на кольца торцевого
уплотнения. Так, в конструкции узла
уплотнения по А.с. СССР № 542869 для
минимизации изгибного момента, воздействующего
на невращающееся кольцо 3 (рис. 7.3),
выполняется кольцевой опорный поясок 4
сопряжения обоймы 5 с кольцом 3 в пре-
242 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 7.3. Схема торцового уплотнения с
кольцом пары трения, разгруженным от
изгибающего момента сил
делах диаметральных размеров
кольцевого пояска 2 уплотняющего стыка
сопряжения невращающегося 3 и
вращающегося 1 колец пары. При этом опорный
поясок 4 располагается в диаметральных
пределах входной кромки уплотняющего
пояска 2 и вспомогательного О-образного
кольцевого уплотнения б аксиально-
подвижного блока.
Этот же метод минимизации изгиб-
ного момента может быть использован и в
более сложных узлах торцовых уплотнений.
Так, в конструкции такого узла,
представленном в пат. ФРГ №2815630 (см.
рис. 7.1), содержащего вращающееся 3 и
невращающееся 5 кольца пары трения,
введено опорное кольцо 7. Расчетная
минимизация изгибного момента,
воздействующего на невращающееся кольцо 5
пары трения, осуществляется определением
взаиморасположения в диаметральной
плоскости уплотняющего пояска 4 стыка
пары колец 3 и 5, кольцевого пояска б в
сопряжении колец 5 и 7 и кольцевого
пояска 8 в сопряжении кольца 7 с корпусной
деталью 9.
Рациональный выбор
местоположения и числа вспомогательных уп-
лотнительных элементов. Важное
значение в балансе осевых и радиальных сил
имеет местоположение вспомогательных
уплотнительных элементов. В
конструкторской практике пользуются методом
рационального расположения
вспомогательных уплотнительных элементов для
минимизации изгибающих моментов,
возникающих при нагружении
гидростатическим давлением колец трущейся пары
и смежных с ними деталей уплотнитель-
ного узла. Так, проблема минимизации
изгибающих моментов в уплотнении по
пат. ФРГ № П99561 (рис. 7.4),
воздействующих на вращающееся 8 и
невращающееся б кольца пары трения,
сопряженные по кольцевому пояску 7, решается
симметричной нагрузкой
гидростатическим давлением цилиндрических
поверхностей 3, 5 и 7, 9 колец б и 8. Средством
обеспечения такого симметричного на-
гружения являются О-образные кольца 2
и 4, расположенные в одной
диаметральной плоскости. Такое конструктивное
решение позволяет избежать
значительных изгибающих моментов от радиальных
сил, вызываемых давлением уплотняемой
среды.
Рис. 7.4. Схема торцового уплотнения с
разгрузкой колец пары трения от изгибающих
моментов радиальных сил
МИНИМИЗАЦИЯ СИЛОВЫХ ДЕФОРМАЦИЙ КОЛЕЦ 243
14 15 16 17
Рис. 7.5. Схема торцового уплотнения с разгрузкой колец пары трения от изгибающих
моментов радиальных и осевых сил
- О-образное кольцо 3 и выбор его
местоположения относительно
уплотняющего пояска на поверхности 5 пары
трения - для кольца 6;
- О-образные кольца 11 к 13 к выбор
местоположения кольца 13 относительно
уплотняющего пояска на поверхности 5, а
также образование между кольцами 77 и
13 полости 72, сообщенной каналом 75 с
полостью высокого давления - для кольца 7;
- О-образные кольца 77, 73, 77, 20 и
выбор местоположения кольца 13
относительно кольца 20, а также образование
полости 12 высокого давления между
О-образными кольцами - для кольца 16.
7.1.3. МИНИМИЗАЦИЯ
ДЕФОРМАЦИЙ В КОЛЬЦАХ
ОТ ВОЗДЕЙСТВИЯ УСТРОЙСТВ
ПЕРЕДАЧИ ВРАЩАЮЩЕГО
МОМЕНТА
Передача вращающего момента от
вала к вращающимся кольцам пары
трения или фиксация невращающихся колец
с целью исключения проворота
осуществляется разного рода соединениями, из
которых наиболее часто используют
шпонки, штифты, штампованные отгибы
и др. (см. рис. 2.43, с. 73).
В конструкции узла уплотнения,
представленного на рис. 7.5 (пат. США
№ 4511149), предложено решение,
позволяющее избежать во вращающемся 6 и
невращающемся 7 кольцах пары трения
изгибающих моментов, вызываемых
давлением уплотняемой среды, не только от
радиальных, но и от осевых сил.
Симметрия радиальных сил в
кольцах 7 и 16 достигается сбалансированным
нагружением гидростатическим
давлением цилиндрических поверхностей 7 и 9
кольца 7 пары трения, и таких же
поверхностей 14 и 21 опорного кольца 16.
Средствами обеспечения такого характера на-
гружения служат О-образные кольца 8 и
77 для кольца 7 и О-образные кольца 77,
17 и 20 для кольца 76, а также каналы 10 и
18, сообщающие замкнутые кольцевые
полости на внешних диаметрах колец 7 и
16 с областью низкого давления.
Соотношение осевых сил,
действующих на кольца 6, 7 и 16, достигается
сбалансированной нагрузкой
гидростатическим давлением торцовых поверхностей
4 и 5 кольца 6, поверхностей 2 и 5 кольца
7, а также поверхностей 2 и 19 кольца 16.
Средствами обеспечения сбалансирования
осевых сил являются:
244 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 7.6. Схема торцового уплотнения
с эксцентричным устройством передачи
вращающего момента
При вращении вала элементами узла
уплотнения, нагруженными локальными
силами, которые приводят к местным
осенесимметричным деформациям колец
являются устройства передачи
вращающего момента к кольцам пары трения или
устройства фиксации колец для
исключения проворота. Результатом действия
локальных сил может быть образование
одного или нескольких радиальных каналов
из-за появления одной или нескольких
микроволн в стыке пары трущихся
поверхностей колец и повышенной утечки
через эти каналы среды из уплотняемой
полости.
Минимизации влияния устройств
передачи вращающего момента к кольцам и
их фиксации для исключения проворота
на рабочие характеристики узла
уплотнения добиваются следующим образом:
- удаленным расположением
сопряженных элементов таких устройств от
контактных поверхностей колец;
- увеличением поверхностей
контакта в сопряжении элементов этих
устройств.
На практике применение первого из
указанных приемов влечет за собой
увеличение осевой длины уплотняющих
колец или использование дополнительных
металлических обойм для колец и
выполнение контактных элементов устройств
передачи вращающего момента в этих
обоймах.
Иллюстрациями конструктивных
решений по второму приему могут
служить исполнения устройств,
представленных на рис. 7.6 (А.с. СССР № 349839) и
рис. 7.7 (А.с. СССР № 1033805). На
рис. 7.6 передача вращающего момента от
вала 1 к кольцу 3 обеспечивается
благодаря эксцентрическому относительно оси
вала 1 выполнению расточки обоймы 2 и
установленному в эту обойму кольца 3.
Такое исполнение обеспечивает
надежную передачу вращающего момента от
обоймы 2 к кольцу 3 при большой
поверхности сопряжения в устройстве
передачи этого момента. Подобным же
образом выполнено и устройство фиксации
для исключения проворота невращающе-
гося кольца 5 относительно корпуса
статора 4. Недостатком является
неприменимость узла уплотнения в
высокооборотных машинах, так как такая установка
вращающихся деталей торцового
уплотнения может привести к значительному
дисбалансу ротора.
На рис. 7.7 представлено более
совершенное решение, в котором
устройство передачи вращающего момента от
опорного кольца 3 к уплотняющему
вращающемуся кольцу 1 пары трения
выполнено в виде сопряжения тонкостенной
обоймы 2 с наружными поверхностями
этих колец. При этом наружные
поверхности колец 1 и 3 выполнены
симметрично овальными с наименьшими и
наибольшими значениями радиусов в
вершинах 4 и 5 овала.
Такая конструкция устройства
передачи вращающего момента незначительно
ослабляет поперечные сечения колец
трущейся пары, в то время как устройства
с помощью штифтов и шпонок значительно
влияют на прочность и жесткость колец.
МИНИМИЗАЦИЯ СИЛОВЫХ ДЕФОРМАЦИИ КОЛЕЦ
245
А^Л 1 2 3
Рис. 7.7. Схема торцового уплотнения с овальным эксцентричным сопряжением элементов
устройства передачи вращающего момента
7.1.4. МИНИМИЗАЦИЯ
ДЕФОРМАЦИЙ В КОЛЬЦАХ ОТ
ОСЕВОЙ НАГРУЗКИ В ИХ
КОНТАКТНОМ СТЫКЕ
Снижение нагрузки в контактном
стыке трущейся пары колец торцового
уплотнения благотворно сказывается на
степени деформирования этих колец и
поэтому всегда желательно.
Уже с 40-х гг. XX века в практике
проектирования узлов торцовых
уплотнений используется принцип разгрузки
торцового стыка, который заключается в том,
что площадь контактного стыка
уплотняющих поверхностей колец превышает
площадь нагружения гидростатическим
давлением аксиально-подвижного кольца
пары, обеспечивающего в осевом
направлении прижатие этого кольца к опорному.
В свое время использование так
называемых разгруженных торцовых уплотнений
позволило поднять существовавший в то
время верхний предел использования этих
уплотнений по давлению.
В последние десятилетия для
снижения осевой нагрузки в сопряжении
уплотняющих колец используют конфузорную
форму стыка уплотняющих поверхностей.
Достигают этого выполнением
микроконусных торцовых поверхностей колец при
изготовлении. Методы такой технологии
приведены в А.с. СССР № 756114.
На рис. 7.8 (пат. Великобритании
№ 1077612) приведена конструкция
торцового уплотнения, в которой конфузор-
ная форма уплотняющего стыка
достигается выполнением на стадии изготовления
колец микроконусной поверхности
кольца/в сопряжении колец 7 и 2.
Для небольших перепадов давления
может быть применима конструкция
торцового уплотнения (пат. США № 4335888) с
постоянным удельным нагружением,
которое обычно обеспечивается пружинным
элементом (рис. 7.9). Так как площадь
осевого гидравлического нагружения
аксиально-подвижного кольца 2 пары
трения практически равна 0, то усилие
осевого прижатия колец 2 и 4 обеспечивается
лишь пружинным элементом 7. Удельное
нагружение в трущейся паре остается
постоянным при всех изменениях уплотняе-
246 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИЙ
r~Z)
Рис. 7.8. Схема торцового уплотнения с конфузорной формой уплотняющего стыка
колец пары трения:
1,2- невращающееся и вращающееся кольца пары трения; 3 - вал; 4 - корпус статора; 5 - эпюра
давления в стыке колец 7 и 2 при отсутствии утечки через уплотнение; 6 - эпюра давления при
утечках среды через уплотнение
Рис. 7.9. Схема торцового уплотнения
с постоянным удельным нагружением
в контактном стыке пары трения
мого перепада давления. Ширина пояска в
торцовом контакте 3 составляет ОД...
0,3 мм. Конусная форма образующей со
стороны внутреннего радиуса пояска
трения служит для обеспечения лучшего теп-
лоотвода от пары трения.
7.1.5. МИНИМИЗАЦИЯ
ДЕФОРМАЦИЙ В КОЛЬЦАХ
ОТ ИХ НЕСООСНОСТИ
Несоосность продольных осей
вращающегося и невращающегося колец
пары трения вызывает неосесимметричное
деформирование этих колец из-за
неравномерной в окружном направлении
осевой нагрузки на контактном стыке их
уплотняющих поверхностей. Существуют
два вида несоосности: параллельное
смещение осей и перекрещивание их.
Теоретически каждый из них может
существовать отдельно в чистом виде, практически
же реальную несоосность вращающегося
и невращающегося колец создают оба эти
вида несоосности вместе.
Причинами, вызывающими
несоосность осей колец, могут быть как
неточности при изготовлении и сборке деталей
в уплотнительном узле, так и
возникающие при нагружении (например насоса, в
котором установлено уплотнение)
деформации роторных и статорных деталей.
Целям борьбы с несоосностью
продольных осей колец пары трения служит
ряд приемов в конструировании торцовых
уплотнений, позволяющих минимизировать
деформирование колец трущейся пары.
Использование колец со
сферической опорой. Конструктивные решения
МИНИМИЗАЦИЯ СИЛОВЫХ ДЕФОРМАЦИИ КОЛЕЦ
247
Рис. 7.10. Схема торцового уплотнения с
использованием сферической опоры для
вращающегося кольца пары трения
узлов торцовых уплотнений со
сферической опорой применяются как для
вращающихся, так и невращающихся колец.
На рис. 7.10 (пат. США № 2299395)
приведено торцовое уплотнение, в
котором вращающееся с валом 1 кольцо 3
выполнено со сферической опорной
поверхностью, сопряженной с такой же
поверхностью кольца 2. При перекрещивании
продольных осей вала 1 и аксиально-
подвижного невращающегося кольца 4
кольцо 3 смещается в угловом
направлении в сферическом опорном узле,
обеспечивая тем самым параллельное
скольжение уплотняющих поверхностей колец 3 и 4.
На рис. 7.11 (пат. ЕВП № 0076169)
приведено торцовое уплотнение, в
котором невращающееся кольцо 2
установлено с радиальным зазором 3 по отношению
к корпусу 7 и уплотнено по отношению к
нему О-образным кольцом 4, а опорой для
невращающегося кольца 2 служит
подвижное опорное кольцо 5, сопряженное с
неподвижным опорным кольцом 6 по
сферической поверхности. Такое
исполнение узла торцового уплотнения решает
задачу обеспечения соосности
вращающегося 1 и невращающегося 2 колец
уплотняющей пары.
На рис. 7.12 я, б (пат.
Великобритании № 2123098) показано еще одно
конструктивное решение, позволяющее
предотвращать перекрещивание продольных
осей вращающегося и невращающегося
колец. Опорами для невращающегося
кольца 2 служат штифты 7, выполненные
со скруглением опорных концевых
поверхностей на стороне промежуточного
кольца 5. Опорные поверхности гнезд под
штифты в кольце 5 выполнены также
сферическими. Таким же образом с
помощью штифтов 6 выполнено сопряжение
промежуточного кольца 5 с корпусной
Рис. 7.11. Схема торцового уплотнения с использованием сферической опоры
для невращающегося кольца пары трения
248 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИЙ
а)
б)
Рис. 7.12. Схема торцового уплотнения, снабженного устройством предотвращения
перекрещивания продольных осей вращающегося и невращающегося колец:
а - узел торцового уплотнения; б - устройство предотвращения
1 2 3
5 6 7
Рис. 7.13. Схема торцового уплотнения с
автономными гидравлическими
демпферными опорами колец
деталью 4. При обеспечении достаточной
угловой подвижности кольца 2 в гнезде
корпусной детали 4 за счет зазора 3 и
зазоров между штифтами б и 7 и стенками
гнезд под штифты достигается
обеспечение соосности вращающегося 1 и
невращающегося 2 колец уплотняющей пары.
Применение для колец упругой
опоры. Применение упругой опоры для
предотвращения несоосности
вращающегося и невращающегося колец позволяет
достичь той же цели, что и применение
сферической опоры, но технологически
более простым путем. Рассмотрим
типичные решения, используемые для
реализации этого способа.
На рис. 7.13 (А.с. СССР № 418662)
представлена конструкция торцового
уплотнения, в котором равномерное в
окружном направлении удельное нагруже-
ние стыка 4 уплотняющих поверхностей
достигается образованием замкнутой
полости 3 между невращающимся кольцом 1
и корпусом 2, а также полости 6 между
вращающимся кольцом 5 и обоймой 7
этого кольца. Полости 3 и 6 заполнены
вязкой жидкой средой, назначение
которой - демпфировать угловые
перемещения колец 1 и 5.
В торцовом уплотнении,
приведенном на рис. 7.14 (А.с. СССР № 1086263),
использовано сходное решение для
демпфирования перемещения вращающегося 3
МИНИМИЗАЦИЯ СИЛОВЫХ ДЕФОРМАЦИЙ КОЛЕЦ 249
Рис. 7.14. Схема торцового уплотнения с сообщенными
гидравлическими демпферными опорами колец
тически регулируемые осевые зазоры 2 и
5, которые выполняют функцию
демпферов при воздействии динамических
нагрузок на эти кольца.
7.1.6. МИНИМИЗАЦИЯ
ДЕФОРМАЦИЙ КОЛЕЦ ОТ
КАСАТЕЛЬНОЙ НАГРУЗКИ В ИХ
КОНТАКТНОМ СТЫКЕ
В начальный период вращения
ротора происходит страгивание и
последующее скольжение уплотняющей торцовой
поверхности вращающегося кольца,
нагруженного осевой силой, создаваемой
упругим элементом и силой
гидростатического нагружения
аксиально-подвижного кольца, по поверхности невращаю-
щего кольца. Момент страгивания,
возникающий на поверхностях скольжения,
чаще всего значительно превышает
момент вращения в уплотнении при его
режимной работе [9]. Обычно
регистрируемый в торцовой паре колец режим сухого
трения в период страгивания ротора
связан с отсутствием смазочного слоя,
разделяющего трущиеся поверхности в
уплотнении. В экспериментах [9] отмечались
даже схватывание и задиры трущихся
поверхностей колец, связанные со
значительными ускорениями относительного
смещения поверхностей при страгивании
ротора.
12 3 4 5 6
Рис. 7.15. Схема торцового уплотнения с
гидравлическим взвешиванием колец
пары трения
и невращающегося 6 колец пары трения.
Между этими кольцами и смежными с
ними обоймой 1 и корпусом статора 9
образованы камеры 2 и 8, связанные
каналами 4 и 7 с уплотняемым стыком 5 колец
3 и 6. Радиальное местоположение
каналов 4 и 7 совпадает по радиальной
координате с местоположением
равнодействующей сил для треугольной эпюры
давления в уплотняющем стыке 5 пары колец
3 и 6.
В конструкциях ряда торцовых
уплотнений вращающееся и невращающееся
кольца пары трения выполнены
гидростатически взвешивающимися при рабочем
нагружении. Так, в уплотнении,
приведенном на рис. 7.15 (А.с. СССР № 861807),
между тыльными поверхностями
вращающегося кольца 3 и обоймы 7, а также
невращающегося кольца 4 и обоймы 6 при
работе уплотнения образуются гидроста-
250 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИЙ
а) б)
Рис. 7.16. Схема торцового уплотнения с упругим элементом устройства передачи
вращающего момента
Мерой противодействия разрушению
трущихся поверхностей колец служит
обычно растягивание во времени процесса
страгивания вращающегося кольца
использованием упругой передачи
вращающего момента от вала к вращающемуся
блоку торцового уплотнения. Роль
упругих элементов здесь выполняют обычно
пружины и сильфоны, однако могут быть
применены и другие способы решения
задачи. Так, в конструкции узла торцового
уплотнения, приведенного на рис. 7.16
(пат. США № 4448428), роль упругих
элементов в снижении ускорения
относительного перемещения вращающегося
кольца 2 по поверхности невращающегося
кольца 4 при страгивании вала 1
выполняют шпонки 3, изготовленные из упру-
гоподатливого эластомерного материала.
Такие шпонки обеспечивают некоторое
угловое смещение по отношению к
корпусу 5 невращающегося кольца 4 в
окружном направлении в начальный период
вращения ротора.
7.2. ИСПОЛЬЗОВАНИЕ
ДЕФОРМИРОВАНИЯ КОЛЕЦ
ДЛЯ ОПТИМИЗАЦИИ
ХАРАКТЕРИСТИК ТОРЦОВЫХ
УПЛОТНЕНИЙ
Известно, что эпюра наиболее
благоприятного распределения давления в
щели уплотнения имеет выпуклую форму.
Поэтому рабочую поверхность
уплотнения иногда выполняют деформируемой,
что повышает несущую способность
уплотнения и способствует демпфированию
колебаний, возникающих в системе.
Поверхность может деформироваться из-за
упругих свойств материалов,
термического либо механического воздействия,
действия перепада давления [52].
ИСПОЛЬЗОВАНИЕ ДЕФОРМИРОВАНИЯ КОЛЕЦ ДЛЯ ОПТИМИЗАЦИИ 251
Развитие теоретических основ
механизма работы торцовых уплотнений
показало, что наиболее эффективным путем
повышения работоспособности уплотни-
тельных узлов является получение
рациональных, при изготовлении или монтаже
уплотнения, форм стыка трущейся пары
колец в радиальном или окружном
направлении, а также использование
деформаций для управления формой стыка
поверхностей торцового уплотнения при
рабочем нагружении узла. Практическая
реализация достижений теории в этом
направлении началась в 60-х годах XX в.
Предложенные конструктивные
решения наиболее полно представлены в
патентной литературе. Изучение патентов
и авторских свидетельств за последние
30 лет позволило выделить ряд отдельных
методов использования силовых
деформаций для повышения качества работы
узлов уплотнений.
Использование силовых деформаций
для повышения эффективности торцовых
уплотнений не требует усложнения
конструкции и увеличения массовых
характеристик узлов. Наоборот, необходимость
применения податливых, нежестких,
достаточно легко деформируемых элементов
в конструкции узла уплотнения
предполагает снижение массовых показателей
узлов таких торцовых уплотнений.
Анализ использованных решений
позволил определить отдельные способы в
целенаправленном деформировании
уплотняющих поверхностей для
обеспечения работоспособности, а также
повышения гидродинамической или
гидростатической несущей способности торцовой
пары:
- образование конфузорной формы
стыка колец;
- образование регулярной окружной
волнистости на рабочей поверхности
одного или обоих колец.
Рассмотрим конструктивные
решения, используемые для практической
реализации этих способов.
7.2.1. СПОСОБЫ ОБРАЗОВАНИЯ
КОНФУЗОРНОЙ ФОРМЫ
СТЫКА ПАРЫ КОЛЕЦ
ТОРЦОВОГО УПЛОТНЕНИЯ
Как отмечалось выше, конфузорная
форма стыка поверхностей колец в
торцовом уплотнении обеспечивает высокую
стабильность его характеристик и
большой ресурс работы.
Наиболее простым техническим
решением, позволяющим получить конфу-
зорную форму стыка торцовой пары
уплотнения, является изготовление
микроконусных форм торцовых контактных
поверхностей в уплотняющих кольцах.
Для реализации такого решения
предложен ряд способов. Так, в способе по А.с.
СССР № 505843 предложено перед
финишной обработкой торцовой
поверхности кольца предварительно его
деформировать в радиальном направлении
(например, напрессовкой бандажа),
произвести плоскопараллельную обработку торца
и затем удалить бандаж.
В А.с. СССР № 756114 предложено в
процессе обработки торцовой
поверхности кольца на притирочной плите
деформировать его неоднородным осесиммет-
ричным температурным полем.
Технические решения, позволяющие
обеспечить создание конфузорной формы
стыка пары колец торцового уплотнения
с помощью силового нагружения деталей
узла:
- деформирование колец при сборке
узла;
- деформирование колец нагружени-
ем их гидростатическим давлением;
- деформирование колец за счет
центробежных сил.
Рассмотрим эти решения, используя
в качестве иллюстраций материалы
патентных публикаций.
Деформирование колец трущейся
пары при их изготовлении и сборке
узла уплотнения. Одним из первых
способов, позволивших решить задачу создания
конфузорной формы стыка уплотняющих
252 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 7.17. Схема торцового уплотнения с механическим деформированием невращающегося
кольца пары трения:
а - узел уплотнения в разрезе до деформирования кольца 3; б - форма поверхностей колец в
уплотняющем стыке после деформирования кольца 3 и эпюра давления в этом стыке
Рис. 7.18. Схема торцового уплотнения с
механическим деформированием
вращающегося кольца пары трения
поверхностей в торцовом уплотнении,
был способ механического
деформирования одного из колец при монтаже
уплотнения.
Так, в конструкции уплотнения по
А.с. СССР № 339706, изображенного на
рис. 7.17 (на рисунке показаны р -
высокое давление; ро - низкое давление; h0 -
минимальный зазор в уплотняемой щели;
Дй0 - разница зазоров на входе и выходе),
конфузорная форма торцового стыка
колец 1 и 3 (см. рис. 7.17, б) достигается
деформированием невращающегося
кольца 3 путем поворота его поперечного
сечения за счет изгибающего момента при
затягивании гаек 6 на шпильках 5,
установленных в корпусе 2. Гайки 6
перемещают нажимной фланец 4 до упора его с
буртом 7 кольца 5, при этом создается
изгибающий момент относительно центра
тяжести кольца 3.
При рабочем нагружении торцового
уплотнения возникает эпюра
гидростатического давления с выпуклым профилем
(см. рис.7.17, б), характерным для конфу-
зорных расходных щелей. В приведенной
конструкции уплотнения конфузорность
щели зависит от усилия затяжки гаек 6 на
шпильках 5.
К недостаткам описанной
конструкции относится неравномерность обжатия
невращающегося кольца в окружном
направлении из-за местного (по числу
шпилек) нагружения нажимного фланца и
вытекающее отсюда образование осенесим-
метричной, волнистой формы
уплотняющей поверхности этого кольца в торцовом
стыке.
Для получения конфузорности щели
осесимметричного вида в конструкции
уплотнения (пат. США № 4314704)
(рис. 7.18) используется эластомерная
втулка 3. При затягивании болтов 1
нажимное кольцо 2 вызывает сжатие втулки 5,
ИСПОЛЬЗОВАНИЕ ДЕФОРМИРОВАНИЯ КОЛЕЦ ДЛЯ ОПТИМИЗАЦИИ 253
Рис. 7.19. Схема торцового уплотнения с
деформированием колец пары трения с
помощью бандажей
которая, деформируясь, нагружает
распределенными силами цилиндрический
участок наружной поверхности кольца 4.
Так как приведенная сила F смещена по
отношению центра тяжести кольца 4, то
изгибающий момент разворачивает это
кольцо в сторону образования конфузор-
ной формы уплотняющего стыка 5
торцовой пары деталей 4 и 6. Такое
конструктивное исполнение узла приемлемо для
уплотнения и фиксации, а также для
исключения проворота кольца 4,
выполненного из хрупкого материала.
Еще одна разновидность способа
создания конфузорности при сборке
деталей узла уплотнения приведена на
рис. 7Л9 (А.с. СССР № 1016604). В
наружном торцовом уплотнении конфузор-
ная форма торцового стыка колец 1 и 4
образуется за счет радиального
деформирования их бандажами 2 и 3, которые
напрессовываются на кольца 1 и 4 в
процессе сборки деталей узла. Способ
образования конфузорной формы стыка колец
торцового уплотнения в процессе сборки
обладает недостатком, который не
позволяет получать расчетные размеры
конфузорности. Этот способ не может быть
использован для качественной оптимизации
характеристик узла уплотнения.
Использование гидростатического
давления для деформирования колец.
Использование этого способа для
решения задачи образования конфузорной
формы стыка колец целесообразно
применительно к уплотнениям, работающим
при высоких перепадах давления.
Достоинством такого способа является
автоматизм регулирования величины
конфузорности в зависимости от уровня давления,
нагружающего уплотнение. На практике
используются два вида конструктивных
исполнений:
- снижение жесткости некоторых
элементов деформируемых деталей;
- применение специально
организованных, нагруженных высоким
давлением, замкнутых полостей.
Рассмотрим типичные исполнения
торцовых уплотнений, в которых конфу-
зорная форма торцового стыка
(сужающегося в направлении утечки) может
образоваться вследствие использования малой
жесткости кольца в условиях нагружения
его гидростатическим давлением.
Так, в торцовом уплотнении,
представленном на рис. 7.20 (пат. США
№ 3144253), форма невращающегося
кольца 4, его сопряжение с вращающимся
кольцом 1 и расположение
вспомогательного уплотнения 2 между кольцом 1 и
корпусом 3 выполнены таким образом,
что при нагружении уплотнения
перепадом давления кольцо 4 под воздействием
нагрузки, вызываемой высоким
давлением на площадь S его торцовой
поверхности, деформируется, образуя конфузор-
ную форму уплотняющего стыка пары
трения с торцовой поверхностью кольца 1.
Разработчиком конструкции
предложен ряд вариантов решения,
отличающихся как формой невращающегося
кольца 4, так и использованием в узле
дополнительного элемента 5 в качестве
ограничителя осевых перемещений
деформируемой части кольца 4 (см. рис. 7.20, б-з).
Направление деформирования кольца
показано штриховыми линиями на
выносных элементах /, рис. 7.20, б-з.
Если кольцо пары трения выполнить
из материала с невысоким модулем
упругости, можно простыми конструктивными
решениями добиться образования
конфузорной формы торцового стыка,
размерные характеристики которой будут
теснейшим образом связаны с перепадом
давления на уплотнении. Так, в торцовом
уплотнении (рис. 7.21) (пат. ФРГ № 2640687),
254 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИИ
Рис. 7.20. Схема торцового уплотнения (а) и различные варианты исполнения невращаю-
щихся колец пары трения (б-з) для образования конфузорной формы стыка
/ \\
2 3 4 5
Рис. 7.21. Схема торцового уплотнения с легко деформируемой поверхностью
кольца пары трения
ИСПОЛЬЗОВАНИЕ ДЕФОРМИРОВАНИЯ КОЛЕЦ ДЛЯ ОПТИМИЗАЦИИ 255
12 3 2 4
а)
б) в)
Рис. 7.22. Схема торцового уплотнения с U-образным сечением
вращающегося кольца пары трения:
- узел уплотнения в разрезе; б - U-образное кольцо до нагружения узла давлением уплотняемой
среды; в - U-образное кольцо при нагружении узла давлением уплотняемой среды
невращающееся кольцо 7, образующее
контактную пару с вращающимся
кольцом 5, выполнено из антифрикционного
материала с низким модулем упругости.
Под воздействием высокого давления в
полости 2 торцовая поверхность 3 кольца
1 деформируется в осевом направлении.
Это деформирование затрагивает и
контактные поверхности колец 1 и 5, что
приводит к образованию конфузорности
уплотняющего стыка 4.
Еще один вариант конструкции
торцового уплотнения, в котором конфузор-
ная форма торцового стыка колец 1 и 3
образуется вследствие осевой
податливости кольца, приведен на рис. 7.22 а, б (пат.
Великобритании № 1540846).
Вращающееся кольцо 3 выполнено U-образной
256 ИСПОЛЬЗОВАНИЕ ДЕФОРМИРОВАНИЯ КОЛЕЦ ДЛЯ ОПТИМИЗАЦИИ
Рис. 7.23. Схема торцового
уплотнения, содержащего
вращающееся кольцо с участками
различной жесткости:
а - узел уплотнения до нагружения его
давлением уплотняемой среды;
б - узел уплотнения при нагружении его
давлением уплотняемой среды;
в - модификация схемного решения
узла уплотнения
е)
формы (см. рис. 7.22, б). С помощью
О-образных колец 2, расположенных в
канавках обоймы 4, образуется камера б,
связанная каналом 7 с полостью 8 низкого
давления. Это позволяет при рабочем
нагружении узла деформировать часть За
кольца 3 в сторону образования
конфузорной формы уплотняющего стыка колец
за счет разности сил осевого нагружения
части За в полостях 5 и 8. Характер
деформирования кольца 3 показан на рис. 7.22, в.
Конфузорной формы торцового
стыка, при нагружении узла перепадом
давления, можно добиться исполнением
элементов колец трущейся пары (в рамках
традиционных конструкторских решений)
и соответствующим выбором
местоположения вспомогательных уплотнительных
элементов.
Так, в торцовом уплотнении,
показанном на рис. 7.23 (пат. Великобритании
№ 1555765), это достигается
конструктивными решениями, связанными с
торцовым сопряжением опорной части нев-
ращающегося кольца 2 в корпусе 7,
формой поперечного сечения вращающегося
кольца 3 и местом расположения
О-образного уплотняющего кольца 4.
Поворот сечения кольца 2 в сторону образования
конфузорной формы уплотняющего стыка
пары трения определяется действующим
на него моментом сил (от нагружения
давлением среды площади S торца кольца
и реакций опоры в торцовом сопряжении
кольца 2 с корпусом 7). Поворот сечения
кольца 3 определяется меньшей
радиальной жесткостью участка 36 кольца 3 по
отношению к участкам За и 36 при
нагружении давлением наружных
цилиндрических поверхностей кольца.
На рис. 7.23, 6 показан характер
деформирования колец 2 и 3 при рабочем
нагружении узла уплотнения.
На рис. 7.23, в приведен вариант
торцового уплотнения, в котором участок
пониженной радиальной жесткости
кольца образуется между О-образным кольцом
4 и опорой 5.
ИСПОЛЬЗОВАНИЕ ДЕФОРМИРОВАНИЯ КОЛЕЦ ДЛЯ ОПТИМИЗАЦИИ 257
Рис. 7.24. Схема торцового уплотнения с
управляемой формой уплотняющего стыка
Используя несколько
вспомогательных уплотнительных элементов, можно
создать замкнутые полости,
примыкающие к поверхностям ряда деталей уплот-
нительного узла, сообщенные с
источником регулируемого уровня давления.
Управляя давлениями в этих полостях,
можно вызывать желаемую по величине и
знаку деформацию колец трущейся пары
и тем самым управлять формой и
размерами уплотняющей щели.
Вариант такого вида конструкций
торцовых уплотнений, в которых
управление формой торцового стыка
уплотняющей пары колец осуществляется
применением специальных полостей с
регулируемым в них давлением, приведен на
рис. 7.24 (пат. Франции №2362318).
Управление формой торцового стыка
пары колец 2 и 9 осуществляется за счет
изгибного поворота сечения невращаю-
щегося кольца 2 относительно его центра
тяжести (ЦТ) регулированием уровней
давлений в кольцевых полостях 4 и б.
Источником высокого давления в системе
является уплотняемая полость 10, а
низкого давления - полость 1. Регулирование
давлений в полостях 4 и б осуществляется
с помощью ряда управляемых клапанов,
являющихся элементами автоматической
системы 8 управления режимом работы
узла торцового уплотнения с обратной
связью по утечке через уплотнение, по
частоте вращения ротора или по перепаду
давления в полостях 1 и 10. Герметизация
полостей 4 и б осуществляется
вспомогательными уплотняющими элементами 3,
5, 7. В таких системах источниками
высокого давления может быть также и
внешний источник (например, отдельный
питательный насос).
Использование гидродинамического
давления для деформирования колец.
Для управления формой уплотняющего
стыка торцового уплотнения путем
изгибного поворота сечения одного из колец
пары трения также используется в
качестве источника активной силы
гидродинамическое давление. Так, в одной из таких
конструкций торцового уплотнения (рис. 7.25)
(пат. США № 4212475) для создания
гидродинамического давления служат
спиральные канавки 5 (см. рис. 7.25, б) на
зеркале торцовой уплотняющей
поверхности вращающегося кольца 7. При
вращении вала 4 динамический напор,
возникающий в торцовом стыке 2 колец 1 и 3,
ведет к образованию момента силы,
поворачивающего сечение кольца 3
относительно его центра тяжести (ЦТ), и к созданию
конфузорной формы стыка торцовых
поверхностей колец 1 и 3 (см. рис. 7.25, в).
Использование центробежной
силы для деформирования колец. В
высокооборотных машинах для управления
рабочими характеристиками торцовых
уплотнений могут быть использованы
также центробежные силы, возникающие
во вращающихся элементах узла
уплотнения. Так, на рис. 7.26 (А.с. СССР
№ 1033805) показан один из
конструктивных вариантов исполнения наружного
торцового уплотнения для использования
центробежных сил с целью образования
конфузорной формы стыка невращающе-
гося 2 и вращающегося 4 колец пары
трения, разделяющих полости высокого 1 и
Q 106
258 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИЙ
Рис. 7.25. Схема торцового уплотнения с гидродинамическим источником давления
для деформирования кольца пары трения:
а - узел уплотнения в разрезе; б - поверхность уплотняющего стыка вращающегося кольца пары
трения; в - уплотняющий стык колец пары трения при рабочем нагружении узла уплотнения
и без него (штрихами)
Возникающий при вращении вала 6
изгибающий момент от центробежных сил
ведет к образованию сужающейся формы
щели по направлению от внутреннего к
наружному радиусу торцового стыка.
Достоинством такого метода является
автоматизм в регулировании конфузорно-
сти формы стыка колец торцовой пары с
изменением частоты вращения ротора.
Способ образования волнистости
на рабочих поверхностях колец.
Целенаправленное силовое деформирование
колец торцовых уплотнений может быть
Рис. 7.26. Схема торцового уплотнения с
деформируемым кольцом пары трения за
счет использования центробежных сил
низкого 3 давлений. Достижению
указанной цели служит кольцевой груз 5, жестко
связанный с вращающимся кольцом 4.
ИСПОЛЬЗОВАНИЕ ДЕФОРМИРОВАНИЯ КОЛЕЦ ДЛЯ ОПТИМИЗАЦИИ 259
Вид ,4
Рис. 7.27. Схема торцового уплотнения с устройством образования волнистости
уплотняющей поверхности невращающегося кольца
использовано и для создания
гидродинамических условий работы его трущейся
пары путем образования волнистости
торцовой поверхности в окружном
направлении одного их колец. Технические
решения, позволяющие получить
регулярную волнистость на трущейся
поверхности кольца с помощью силового нагру-
жения, связаны с применением
следующих способов:
- с деформированием колец
механическим или гидростатическим нагружением;
- с деформированием колец за счет
центробежных сил.
Рассмотрим конструктивные
воплощения этих способов. Примером
образования окружной волнистости на рабочей
поверхности невращающегося кольца
трущейся пары колец торцового
уплотнения за счет деформирования этого кольца
механическим нагружением может
служить конструкция узла уплотнения,
представленная на рис. 7.17. В случае малого
числа шпилек 5 при их затягивании
возникают местные деформирования кольца
3 и появляется волнистость трущейся
поверхности у этого кольца.
В торцовом уплотнении,
приведенном на рис. 7.27 (А.с. СССР № 892070),
появление окружной волнистости
происходит при гидростатическом нагружении
узла уплотнения. Здесь уплотняющее
кольцо 2 пары колец 7 и 2, образующих
основной торцовый стык, опирается сво-
260 Глава 7. МЕТОДЫ ОПТИМИЗАЦИИ ХАРАКТЕРИСТИК ТОРЦОВЫХ УПЛОТНЕНИИ
им тыльным торцом на вспомогательное
опорное кольцо 4. На торцовой
поверхности вспомогательного кольца 4 со
стороны кольца 2 выполнены радиальные
выступы 3. При рабочем нагружении узла
уплотнения и росте давления
уплотняемой среды в полости 5 возникают
местные нагрузки в местах сопряжения
торцовых поверхностей выступов 3 опорного
кольца 4 и уплотняющего кольца 2,
которое волнообразно деформируется в
окружном направлении, как показано на
виде А. Волнистость h составляет
величину от долей микрометра до нескольких
микрометров и зависит от значений
нагрузки в сопряжениях торцов колец 2 и 4.
Для образования волнистой формы
поверхности в стыке пары трения также
предложено одно из колец в окружном
направлении выполнять из неоднородного
по своим физическим свойствам
материала (в части износостойкости или модуля
упругости).
Регулярную волнистость на
трущейся поверхности кольца за счет
деформирования его тела центробежными силами
можно получить в конструкции торцового
уплотнения, приведенного на рис. 7.26,
если вместо кольцевого груза 5
использовать равномерно распределенные по телу
кольца 4 грузы, выполненные в виде
отдельных ребер.
7.3. СПОСОБЫ СНИЖЕНИЯ
ВЛИЯНИЯ ДИНАМИЧЕСКИХ
КОЛЕБАНИЙ
При конструировании торцовых
уплотнений следует учитывать влияние
динамических процессов на характеристики
уплотнения. С этой целью для
обеспечения устойчивости работы уплотнительно-
го узла, чтобы избежать резонанса,
собственная частота колебаний узла
уплотнения должны быть больше, чем
критическая частота вала. Для повышения
собственной частоты колебаний уплотнения
желательно во всех случаях снижение
массы аксиально-подвижного блока.
Для повышения долговечности
сильфона его собственная частота
колебаний должна быть ниже критической
частоты вала. Сделать это можно путем
подбора материала для сильфона учетом
модуля упругости, изменением толщины
материала, шага и числа гофров сильфона,
применением многослойной конструкции,
а также использованием специальных
демпфирующих устройств [52].
Для борьбы с динамическими
колебаниями предложены также методы,
связанные с использованием в качестве
упругих элементов в торцовом стыке пары
кольцевых вставок в одно из колец,
выполненных из материала MP (металлоре-
зины) [52].
Глава 8
ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ
УПЛОТНЕНИЙ
Торцовые уплотнения являются
высокоточными узлами. Требования к
изготовлению деталей уплотнений и сборке
узлов весьма высокие, потому их
внедрение в насосах вместо сальниковых
уплотнений происходило достаточно сложно
(из-за высоких требований при монтаже и
обслуживании). Торцовые узлы сначала
изготовляли производители насосов, но
изготовление такого вида уплотнений, их
сборка и обслуживание требовали иного,
более высокого уровня технологии и
обученное™ персонала, чем это требовалось
при использовании в насосах
сальниковых уплотнений. Переход к торцовым
уплотнениям стал важным этапом не
только в развитии насосостроения, но
определил также - в немалой степени - и
уровень развития центробежных
компрессоров.
Ресурс работы уплотнения
определяется не только его конструкцией и
использованными материалами, но и
качеством изготовления насоса или
компрессора (степенью соосности, радиальными и
осевыми биениями поверхности вала по
отношению к корпусу, качеством
подшипников и т.д.). Кроме того, на работу
узла уплотнения влияют температура и
давление уплотняемой среды, характер
режима пуска-остановки, количество и
качество подаваемой затворной жидкости
(газа), а также и ряд других факторов,
связанных с эксплуатацией. Поэтому
установка в обычный насос для
водоснабжения дорогого уплотнения, например,
предназначенного для подводного флота,
может не оправдать заявленный на него
ресурс из-за низких требований к
точности изготовления собственно насоса и к
его эксплуатации [7].
При производстве торцовых
уплотнений у изготовителя возникает ряд
специфических вопросов.
Какова технология изготовления
колец торцовой пары?
Как обеспечивать соединение колец
пары с охватывающими их обоймами или
смежными деталями?
Как удовлетворить требования к
трущейся торцовой поверхности колец по
точности изготовления линейных
размеров, шероховатости и плоскостности?
Как проверить качество
плоскостности притертых поверхностей?
Какова технология изготовления
специфичных пружинных элементов?
Какими должны быть требования к
месту (валу, корпусу) установки
торцового уплотнения?
Какими должны быть требования при
сборке торцовых уплотнений в изделии?
Какое вспомогательное
оборудование необходимо для качественного
функционирования узлов торцовых
уплотнений в ряде специфичных условий
эксплуатации?
Характер перечисленных проблем и
предложенные практикой способы
решения являются достаточно специфичными.
Это позволило выделиться производству
торцовых уплотнений в отдельную
отрасль, ставшей, наряду с подшипниковой,
одной из стратегических отраслей
промышленного производства. Промышлен-
но развитые страны обязательно имеют в
своем активе фирмы, занимающиеся про-
262 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ
изводством и поставкой на мировой
рынок узлов торцовых уплотнений в
качестве продукта высоких технологий.
Рассмотрим ниже сведения о
некоторых из вопросов, связанных с
изготовлением торцовых уплотнений, освещенных
в [9, 12,29,51,52].
8.1. ИЗГОТОВЛЕНИЕ КОЛЕЦ
ТОРЦОВЫХ УПЛОТНЕНИЙ
Изготовление колец торцовых
уплотнений связано с рядом
технологических процессов:
- механическая обработка;
- соединение колец с армирующими
обоймами;
- доводка рабочих поверхностей пар
трения;
- контроль качества притертых
поверхностей колец.
Рассмотрим эти вопросы.
8.1.1. ОБРАБОТКА КОЛЕЦ ПАР
ТРЕНИЯ
Кольца пар трения из углеродных и
ряда других материалов (за исключением
СГ-П, СГ-Т, а также из карбидов
вольфрама, кремния и алюминия)
изготавливают обработкой лезвийным инструментом
на токарно-винторезных станках.
Обработку выполняют резцами с пластинами
из твердого сплава ВК8 (ГОСТ 3882-74)
со следующей геометрией режущей части:
- передний угол заточки резца у = 10°;
- задний угол а = 8... 10°;
- главный угол в плане ср = 45...60°;
- радиус при вершине г = 1,0... 1,5 мм.
Режимы резания: скорость v =
= 1,5... 1,83 м/с; подача на оборот S = 0,1...
0,15 мм/об; глубина резания t = 1...3 мм [50].
Кольца пар трения из силицирован-
ных графитов СГ-П, СГ-Т, а также
карбидов вольфрама, кремния и алюминия
обрабатывают шлифованием на
универсально-шлифовальных станках. Шлифование
производят алмазными кругами марки
АСР зернистостью 100/63 при режимах:
v = 30 м/с; S = 0,05 0,1 мм/об; t = 0,15...
0,3 мм. В качестве смазочно-охлаж-
дающей жидкости применяют эмульсию с
содержанием соды 2...3 % [50].
Кольца пар трения из алюмокарби-
докремниевого (силицированного)
графита ГАКК 55/40 обрабатывают алмазными
резцами (ГОСТ 13297-86) или резцами с
пластинами из твердого сплава ВК8
(ГОСТ 3882-74) на токарных станках.
При применении алмазных резцов режим
резания: скорость v = 1 м/с, подача S =
= 0,5 мм/об, глубина резания / = 1,5 мм.
На кольцах из графита ГАКК 55/40
можно нарезать резьбу. Например, для
нарезания резьбы М60х1,5 используют
пластины из твердого сплава при
следующих режимах: частота вращения
шпинделя 50...60 мин-1, глубина резания
/ = 0,25 мм [51].
При разработке технологии
механической обработки углеродных деталей
можно также использовать рекомендации
немецкой фирмы «Шунк», производящей
углеграфитовые материалы для колец пар
трения.
Резка и распиловка. Резку
(распиловку) углеродных материалов
рекомендуется производить в сухой среде, т.е. без
дополнительных смазывающих или
охлаждающих веществ, применяя ленточную
пилу непрерывного типа с
твердосплавными или алмазными зубьями.
Точение. Как правило,
предварительная обработка производится резцами
из твердого сплава ВК10 с передним
углом у = 0...30 и задним углом а в
пределах 16.. .20°. Средняя глубина резания при
черновой обработке 3...5 мм с подачей
S = 0,2...0,4 мм/об и скоростью резания
v = 0,7... 1,2 м/с.
Глубина резания при финишной
обработке t = 0,20...0,25 мм, с подачей
S = 0,2...0,5 мм/об и скоростью v = 1...
1,8 м/с. Геометрия режущих кромок резца
для финишной обработки аналогична
вышеописанному. Обычно обработка произ-
ИЗГОТОВЛЕНИЕ КОЛЕЦ ТОРЦОВЫХ УПЛОТНЕНИЙ
263
водится без охлаждающей жидкости с
хорошей вытяжной вентиляцией.
Фрезерование. Выполняется
фрезами с пластинами из твердых сплавов.
Геометрия фрезы, скорость подачи и
вращения рекомендуются такими же, что
и при точении резцом. В случае
необходимости могут быть применены и
инструменты с алмазными покрытиями. Обычно
фрезерование производится в сухой среде;
в случаях применения алмазных
инструментов используется охлаждение водой
без дополнительных добавок.
Сверление. Обычный материал
сверл - твердый сплав. Угол при вершине
сверла в диапазоне 80.. .85°, а задний угол -
16...20°. Отверстия больших диаметров
сверлятся трубчатыми сверлами с
алмазным покрытием.
Шлифование. Грубое шлифование
производится мокрым способом на двух-
круговых проходных шлифовальных
станках при равномерной подаче.
Применяются круги из карбида кремния или с
алмазным покрытием. Точность
шлифования - 0,02 мм при шероховатости
поверхности Ra = 1,8 мкм.
В плоскошлифовальных станках
шлифование производится сухим методом
и только кругами из карбида кремния.
Шероховатость поверхности в этом
случае достигает Ra = 0,8 мкм, а точность -
0,02 мм.
Эксцентрическое шлифование
осуществляется с охлаждающей средой с
достижимой точностью квалитета IT6.
При высокоскоростной шлифовке
наружных диаметров достигаются допуски
квалитета IT7. Круги могут быть
керамическими или алмазными с бронзовой связкой.
Внутреннее шлифование
производится шлифовальными стержнями
соответствующей зернистости.
При изготовлении колец и
сопряженных с ними деталей имеет значение
точность выполнения трущихся и
опорных торцовых поверхностей в части их
отклонений от перпендикулярности.
Торцовое биение таких поверхностей при
выполнении пояска трения должно быть в
пределах 0,02 мм.
Ширина поверхности трения колец
из силицированного графита и карбида
кремния должна быть больше ширины
сопряженного кольца из мягкого
антифрикционного материала. При
применении обоих элементов пары трения из
силицированного графита или карбида
кремния ширина поверхности трения
может быть одинаковой.
Для снятия внутренних напряжений
детали из силицированного графита и
карбида кремния желательно после
механической обработки и перед
окончательной доводкой подвергнуть естественному
старению (около 10-15 дней). Шлифование
обеспечивает шероховатость поверхности
(ГОСТ 2789-73) [51] порядка/to = 0,8 мм.
Гидродинамические канавки и
камеры изготавливают травлением,
фрезерованием, ионным фрезерованием и с
помощью лазера. Можно также «нарастить»
контактирующую поверхность твердым
износостойким покрытием, выполненным
с помощью плазменного напыления с
использование метода «масок».
Кольца пары трения для условий
работы при невысоких давлениях
выполняют без армирования. Такое исполнение
колец особенно эффективно в условиях,
где при эксплуатации узла трения
действуют высокие температуры.
При повышенных давлениях,
учитывая невысокую прочность графитов, или
по экономически соображениям,
графитовые кольца устанавливают в
металлические обоймы. Прочное соединение с
обоймами обеспечивается путем посадки
с натягом или с помощью клеевого
соединения. Ниже рассмотрены вопросы такого
соединения.
8.1.2. СОЕДИНЕНИЕ КОЛЕЦ ПАРЫ
С АРМИРУЮЩИМИ ОБОЙМАМИ
При конструировании узлов трения с
применением колец из керамики,
силицированного и других графитов необходимо
264 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИИ
учитывать, что коэффициенты их
линейного расширения намного меньше, чем
для сталей и сплавов. Жесткая посадка
колец из графитов на металлический вал
или установка в обойму могут вызвать
разрушение колец в процессе работы под
воздействием нагрева узла, например, от
теплоты, возникающей при трении. В
связи с более низкой прочностью на
растяжение, чем на сжатие, кольца из графитов
следует закреплять (запрессовывать и
вклеивать) по наружному диаметру.
Для фиксации деталей от проворота,
в связи воздействии крутящего момента
при работе узла уплотнения, используют
горячую посадку, при которой
металлическую обойму нагревают на 100... 150 °С
выше рабочей температуры, а затем в нее
вставляют детали из графита. При
остывании металлическая обойма плотно
обжимает вставленное кольцо.
С целью надежной герметизации
места посадки кольца в обойму
последнюю выполняют с применением клеев или
смол (фенолформальдегидных,
эпоксидных и др.), которые наносят на деталь из
керамики или графита. При такой посадке
колец торцовых уплотнений клеящее
вещество наносят только на
цилиндрическую часть кольца.
Уплотнительные кольца иногда
закрепляют с помощью конструкции с
накидными гайками.
Приведенные методы закрепления
уплотнительных колец торцовых
уплотнений из графита или керамики
нуждаются в проведении окончательной обработки
(доводки) поверхностей трения колец
после закрепления их в обойму.
Свободная посадка в обойму (без
натяга) исключает доводку колец при
работе. В этом случае фиксация от проворота
обеспечивается выполнением в кольцах
лысок, канавок и соответствующих
фиксирующих элементов в смежных деталях
или применением штифтовых соединений
в сопряжениях со смежными деталями
(см. рис. 2.42, с. 73).
Возможно также применение ряда
выпускаемых промышленностью России
типов и марок клеев (табл. 8.1).
Клей анаэробный способен при
контакте с кислородом воздуха длительное
время оставаться в исходном состоянии
без изменения свойств и быстро отвер-
ждаться при нарушении этого контакта.
Поэтому для отверждения клея
необходимо исключить его контакт с атмосферным
воздухом, поместив склеиваемый узел,
например, в среду газообразного азота.
При работе уплотнений в
криогенных средах в качестве клея известно
также о применении шпатлевки ЭП-0020
(ГОСТ 10277-90) [51].
Техника безопасности при работе с
клеями. Техника безопасности при
применении клеев - это комплекс
организационных и технических мероприятий и
средств, предотвращающих несчастные
случаи на производстве и заболевания
работников от воздействия на организм
токсичных продуктов.
Клеи содержат токсичные и
пожароопасные соединения. Токсичность клеев
определяется токсичностью входящих в
их состав компонентов (смол, отвердите-
лей, растворителей и др.), поэтому при
работе с клеями и их компонентами
должны соблюдаться высокая культура
труда и строго выполняться правила
техники безопасности.
Предельно допустимыми
концентрациями (ПДК) вредных веществ в воздухе
рабочей зоны являются такие
концентрации, которые при ежедневной работе в
пределах рабочей смены в течение всего
рабочего стажа не вызывают у
работающих заболеваний или отклонений в
состоянии здоровья, обнаруживаемых
современными методами исследования,
непосредственно в процессе работы или в
установленные сроки. Превышение ПДК
вредных веществ в воздухе рабочей зоны
не допускается.
8.1. Клеи, пригодные для вклейки колец пары трения торцового уплотнения
в металлические обоймы
№
п/п
1
2
3
4
5
6
7
8
9
10
11
Клей (ГОСТ, ОСТ, ТУ)
Анатерм-IV
(ТУ 6-01-1308-5-85)
Анатерм-бК
(ТУ 6-02-6-88)
Анатерм-103
(ТУ 6-02-6-88)
Анатерм-105
(ТУ 6-01-2-818-87)
Анатерм-106
(ТУ 6-01-2-818-87)
ВК-2
(ТУ 6-05-1214-76)
ВК-20
(ОСТ 1 90270-85)
ВК-20М
(ОСТ 1 90270-85)
ВС-10Т
(ГОСТ 22345-77)
ВТ-10
(ОСТ В 6-06-5100-96)
ВТ-25-200
(ОСТ В 6-06-5100-96)
Химическая природа
Акриловый анаэробный,
жидкость красного цвета
Акриловый анаэробный,
жидкость красного цвета
Акриловый анаэробный,
жидкость коричневого цвета
Акриловый анаэробный,
жидкость
Акриловый анаэробный,
жидкость
Кремнийорганический;
пастообразная масса серого цвета
На основе полиуретана;
пастообразная масса серого цвета
На основе полиуретана;
пастообразная масса серого цвета
На основе фенолформальдегид-
ной смолы; жидкость
коричневого цвета
На основе эпоксидкремнийор-
ганической смолы;
пастообразная масса желтого цвета
На основе эпоксидкремнийор-
ганической смолы;
пастообразная масса желтого цвета
Число
компонентов
1
1
1
2
2
1
3
4
1
4
3
Интервал
рабочих
температур, °С
-60...+150
-60...+150
-60...+150
-60...+150
-60...+200
-60...+400
-196...+350
-196...+300
-60...+300
-269...+200
-269...+200
Технология склеивания
При
температуре, °С
20
20...24
20...24
120
20...24
20...24
270
180...200
80
180
20...24
20...24
Время
выдержки, ч
6
3...6
24
0,5
24
6
3
2
2
2
48
24...36
Продолжение табл. 8.1
№
п/п
12
13
14
15
16
17
18
19
20
21
Клей (ГОСТ, ОСТ, ТУ)
ВТ-200
(ОСТ В 6-06-5100-96)
К-300
(ОСТ В 6-06-5100-96)
К-400
(ОСТ В 6-06-5100-96)
Унигерм-100
(ТУ 5722-001-44470468-99)
УНИРЕМ
(ТУ 2835-284-00208947-97)
Циакрин СТ-1э
(ТУ 6-09-14-2214-86)
Циакрин СТ-2
(ТУ 6-09-14-2214-86)
Инструментол
(ТУ 6-05-211-82)
эмпк
(ТУ 201-28-16-96)
ЦМК-5
(ТУ 2252-316-07500935-2000)
Химическая природа
На основе эпоксидкремнийор-
ганической смолы;
пастообразная масса желтого цвета
На основе эпоксидкремнийор-
ганической смолы;
пастообразная масса желтого цвета
На основе эпоксидкремнийор-
ганической смолы;
пастообразная масса кремового цвета
На основе акрилатного латекса,
масса белого цвета
Акриловый, пастообразная
масса серого цвета
Цианокри латный, бесцветная
жидкость
Цианокрилатный, бесцветная
жидкость
На основе эпоксидкремнийор-
ганической смолы; масса серого
цвета
Эпоксидный; пастообразная
масса коричневого цвета
Эпоксидный; пастообразная
масса коричневого цвета
Число
компонентов
3
3
3
1
2
2
1
1
2
3
Интервал
рабочих
температур, °С
-269...+200
-196...+200
-196...+300
-60...+250
-200...+150
-60...+150
-196...+150
-60...+200
-60...+200
-196...+200
Технология склеивания
При
температуре, °С
20...24
20...24
20...24
20...24
20
20
20
160
25
25
80
Время
выдержки, ч
24...36
24...30
48
24
48
24
24
2
1...3
120
4
ИЗГОТОВЛЕНИЕ КОЛЕЦ ТОРЦОВЫХ УПЛОТНЕНИЙ
267
По степени опасности воздействия на
организм человека вредные вещества
подразделяют на четыре класса:
- чрезвычайно опасные;
- высоко опасные;
- умеренно опасные;
- малоопасные.
ПДК и классы опасности наиболее
часто встречающихся при работе с клеями
вредных веществ в воздухе рабочей зоны
приведены в табл. 8.2.
8.2. Предельно допустимые концентрации некоторых вредных веществ в воздухе
рабочей зоны [44]
Вещество
Ацетон
Бензин
Бензол
Бутилацетат
Винилацетат
Гексаметилендиамин
Дибутилфталат
Диметиланилин
Диэтилентриамин
Дифенилолпропан
(ди(гидроксифенил)пропан)
Малеиновый ангидрид
Метилметакрилат
Метилэтилкетон
Стирол
Толуилендиизоцианат
Толуол
Трихлорэтилен
Фенол
Формальдегид (формалин)
Фосфорная кислота
Фталевый ангидрид
Эпихлоргидрин
Этилацетат
ПДК, мг/м3
200
100
5
200
10
1
0,5
0,2
1
5
1
10
200
5
0,05
50
10
0,5
0,5
1
1
1
200
Класс опасности
4
4
2
4
3
2
2
3
2
3
2
3
4
3
1
3
3
2
2
2
2
2
4
Агрегатное состояние
Пары
Тоже
_»»_
и
_ и _
_ и _
Пары + аэрозоль
Пары
Тоже
Аэрозоль
Пары + аэрозоль
Пары
Тоже
и
?!
м
II
_ 1! _
Аэрозоль
То же
Пары + аэрозоль
Пары
Тоже
Эпоксидные смолы содержат в своем
составе эпихлоргидрин и толуол, которые
при температуре 60 °С и выше
выделяются в рабочую зону и отрицательно влияют
на здоровье людей, действуя на нервную
систему и печень. Эпоксидные смолы
могут также вызывать заболевания кожи
(дерматит, экзема) как при
непосредственном контакте с ними, так и при
действии низких концентраций паров
указанных продуктов (ПДК эпихлоргидрина
составляет 1 мг/м3).
Отвердители эпоксидных смол также
являются токсичными веществами.
Несоблюдение правил техники безопасности
при работе с ними может повлечь за собой
изменение состава крови работающих,
снижение кровяного давления, угнетение
центральной нервной системы, нарушение
дыхания и другие нарушения в организме.
268 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ
Фенолформальдегидные смолы
токсичны в основном из-за содержания в них
свободных фенола и формальдегида,
которые вызывают заболевание органов
дыхания, нервной системы и появление
дерматитов. Модифицированные фенолфор-
мальдегидные клеи (фенолкаучуковые,
фенол пол ивинилацетальные и др.)
значительно менее токсичны.
Полиуретановые клеи токсичны из-за
наличия в их составе изоцианатов,
наиболее токсичным из которых является то-
луилендиизоцианат (ТДИ), который
относится к высокоопасным веществам (1-й
класс опасности), вызывает острое и
хроническое отравление, нарушение обмена
веществ в организме. Изоцианаты могут
вызвать головную боль, повышенную
раздражительность и колющие боли в
области сердца; при вдыхании
изоцианаты вызывают раздражение слизистых
оболочек верхних дыхательных путей, а в
тяжелых случаях астмоподобные
заболевания с дальнейшим хроническим
поражением легких. ТДИ обладает
прижигающим и раздражающим действием на
кожный покров, нарушает некоторые
обменные процессы в организме. В воздухе
рабочей зоны ПДК ТДИ должна быть не
более 0,05 мг/м3. При поражении парами
толуилендиизоцианата надо немедленно
удалить пострадавшего из зоны
загрязнения. Изоцианаты удаляют с кожи
тампоном из ваты, смоченным ацетоном или
этилацетатом, после следует вымыть руки
теплой водой с мылом.
Цианакрилатные клеи вызывают
раздражение слизистой оболочки носа и глаз,
а при попадании на кожу - неприятное
жжение. При работе с этими клеями
следует пользоваться защитными очками и
перчатками.
Клеи на основе производных
акриловой кислоты являются слаботоксичными.
Они не относятся к взрывоопасным,
самовоспламеняющимся и летучим веществам.
В случае попадания акриловых клеев на
кожу рук их следует снять ватным
тампоном, смоченным этиловым или изопропи-
ловым спиртом, и промыть руки водой с
мылом.
Анаэробные составы малотоксичны,
относятся к 4-му классу малоопасных
соединений (ГОСТ 12.1.007-76). Они не
вызывают острого ингаляционного
отравления даже в насыщенных концентрациях
при 22...24°С, не обладают выраженным
кумулятивным эффектом и не вызывают
местного раздражения кожных покровов,
однако при повторном контакте возможно
появление дерматита. Для предохранения
кожных покровов работу следует
проводить в защитных перчатках и халате из
хлопчатобумажной ткани при включенной
приточно-вытяжной вентиляции.
Работа с клеями связана с
использованием растворителей - ацетона, бензина
и др. Учитывая, что большинство
компонентов клеев и сами клеи являются
токсичными продуктами, при работе с ними
следует соблюдать специальные меры по
технике безопасности и охране труда.
Помещения, где проводятся работы,
должны соответствовать требованиям
«Санитарных норм проектирования
промышленных предприятий» (СН 245-71).
Все работы, связанные с приготовлением
и применением клеев, должны
проводиться в специально отведенных для этого
чистых и светлых помещениях с хорошей
приточно-вытяжной вентиляцией
(скорость движения воздуха в открытых
створках вытяжных шкафов должна быть
не менее 0,7 м/с, объем подаваемого
воздуха должен составлять 90 % от объема
удаляемого) для удаления летучих
продуктов, выделяющихся из клея на всех
стадиях его применения. Запах клея,
чувствующийся в процессе его
приготовления, нанесения и отверждения, и
выделение токсичных веществ могут
препятствовать применению материала в
крупномасштабном производстве. Помещение, в
котором проводятся работы с клеями,
должно по НПБ 105-95 соответствовать
требованиям по пожароопасности
категории А: освещение, электропроводка, элек-
ИЗГОТОВЛЕНИЕ КОЛЕЦ ТОРЦОВЫХ УПЛОТНЕНИЙ
269
тромоторы должны быть выполнены во
взрывобезопасном исполнении В-1-а.
Столы для склеивания должны быть
оборудованы местным освещением и
бортовыми отсосами. Для отвода летучих
веществ, выделяющихся при отверждении
клеев, над дверцами термостатов
необходимо устанавливать зонтовые отсосы.
Стол, на котором проводят работу,
необходимо покрывать плотной бумагой или
пленкой. После работы загрязненную
бумагу следует выбрасывать в
металлические емкости с крышками и в конце дня их
опорожнять.
В рабочем помещении необходимо
иметь шкаф для химикатов. Не
рекомендуется хранить большие количества клеев,
смол, отвердителей и растворителей;
держать их следует в плотно закрывающейся
таре под вытяжкой.
Помещение и технологическое
оборудование должны быть обеспечены
общеобменной и местной вентиляцией в
соответствии с требованиями ГОСТ
12.4.021-75 «ССБТ. Системы
вентиляционные. Общие требования».
При работе с электрооборудованием
следует соблюдать правила «Технической
эксплуатации электроустановок
потребителей» и «Правила техники безопасности
при эксплуатации электроустановок
потребителей», утвержденные Госэнерго-
надзором.
Приготовление и нанесение клея,
зачистку клеевых потеков, мытье посуды
следует проводить при наличии
индивидуальных средств защиты (очков,
респираторов, халатов, фартуков, резиновых
или полиэтиленовых перчаток на
тканевой основе и др.) и спецодежды. При
попадании клеев на кожу их следует удалить
тампоном (ватным или марлевым),
смоченным в растворителе (ацетоне, спирте),
затем тщательно промыть это место
теплой водой с мылом. При попадании клея
на лицо его удаляют тампоном,
смоченным глицерином, и также промывают это
место водой с мылом. При попадании на
пол токсичного клея его необходимо
засыпать опилками или тряпками, собрать в
совок, вынести из помещения, залить
5... 10%-м раствором аммиака и смыть
водой. При попадании клея в глаза
необходимо промыть их обильной струей воды.
Запрещается хранить клеящие
вещества рядом с пищевыми продуктами.
Помещения для работы с клеями должны
быть снабжены холодной и горячей
водой. В рабочем помещении необходимо
иметь металлическую емкость с крышкой
для слива загрязненных растворителей,
остатков клеев, которую в конце дня
опорожняют. Использованный для мытья
посуды и других целей обтирочный
материал также следует собирать в закрытые
металлические емкости и утилизировать в
конце рабочего дня. Категорически
запрещается курение и прием пищи на
участке склеивания.
Контроль содержания вредных
веществ в воздухе рабочей зоны должен
проводиться в соответствии с
требованиями ГОСТ 12.1.005-88 «ССБТ. Воздух
рабочей зоны. Общие санитарно-
гигиенические требования» и ГОСТ
12.1.007-75 «ССБТ. Вредные вещества.
Классификация и общие требования
безопасности».
Кроме токсичности, другим весьма
опасным фактором клеев является их
легкая воспламеняемость. Категорически
запрещается использовать клеящие
составы, содержащие легковоспламеняющиеся
вещества, при наличии в помещении
открытого пламени.
Рабочее помещение должно быть
оснащено специальными устройствами для
тушения пожара и аптечкой, в которой
содержатся средства для оказания первой
помощи при ожогах, защитные мази и т.д.
В случае воспламенения горючей
жидкости необходимо выключить
нагревательные приборы и вентиляцию,
руководствуясь противопожарной инструкцией, и
приступить к тушению пожара. При
воспламенении клея для тушения следует
применять тяжелые (например,
асбестовые) ткани, песок, а также сухой угле-
270 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИИ
кислотный огнетушитель. Воду
применять запрещается.
С целью снижения пожароопасности
производства бензин, используемый при
обезжиривании поверхностей, следует
применять только с антистатической
присадкой «Сигбол» (ТУ 38-101741-78),
введение которой предотвращает накопление
статического электричества.
Рекомендуемая концентрация присадки «Сигбол» в
бензинах, применяемых для
обезжиривания, составляет 0,001.. .0,002 % (мае).
Подготовка поверхности
склеиваемых полимерных материалов обычно
связана с их зашкуриванием. В воздухе
рабочей зоны помещения ПДК пыли
полиэтилена, полипропилена и фторопласта не
должна превышать 10 мг/м3. Это вызвано
тем, что при длительном воздействии на
органы дыхания различных полимерных
материалов наблюдаются поражения
бронхов, легких, печени, почек и
изменения в нервной системе. Уборка
запыленных участков и оборудования должна
проводиться с помощью промышленных
пылесосов или влажным способом не
реже одного раза в смену.
К работе с клеями допускаются лица
не моложе 18 лет, прошедшие
медицинский осмотр, обучение и специальный
инструктаж по технике безопасности в
соответствии с ГОСТ 12.0.004-90 «ССБТ.
Организация обучения работающих
безопасности труда. Общие положения».
8.1.3. ДОВОДКА РАБОЧИХ
ПОВЕРХНОСТЕЙ ПАР ТРЕНИЯ
Многолетний опыт эксплуатации
торцовых уплотнений показал, что
качество поверхностей, образующих
уплотняющую пару, обеспечивается
выполнением определенных требований к
шероховатости и неплоскостности этих
поверхностей.
Поверхность трения колец
обрабатывают с шероховатостью Ra = 0,015...
0,2 мкм и с отклонениями от
плоскостности не более 0,6 мкм, что достигается
операцией доводки на притирочных плитах.
Технологический процесс доводки
сводится к сглаживанию неровностей
поверхностей с помощью абразивных
порошков в присутствии смазочных средств.
Смазочная жидкость образует между
поверхностями притирочной плиты и кольца
слой, насыщаемый абразивным
материалом. Толщина слоя не должна превышать
размера абразива (иначе
производительность доводки низкая), поэтому для
доводки применяют такие маловязкие
жидкости, как вода и керосин.
В условиях серийного производства
применяют машинную доводку на
притирочных станках. При единичном
производстве и ремонтных работах применяют
ручную доводку на притирочных плитах.
Для доводки уплотняющих поверхностей
колец пар трения могут быть
использованы различные абразивные порошки:
электрокорунд белый, карборунд (карбид
кремния черный), карбид бора, алмаз
синтетический.
Наименьшую микротвердость имеют
зерна электрокорунда (2-Ю10 Па). Лучшая
режущая способность у белого
электрокорунда (доводка с помощью этого
материала отличается высокой
производительностью и обеспечивает хорошее
качество поверхности).
Карборунд имеет высокую
твердость, однако его зерна хрупки и
непрочны, вследствие чего добиться высокой
производительности при работе с этим
материалом трудно.
Карбид бора - прочный и твердый
(4-Ю10 Па) материал. При доводке с
помощью порошков карбида бора
достигается высокая производительность, но
качество поверхности ниже, чем при
доводке электрокорундом, в связи с чем
порошки карбида бора рекомендуются в
основном для предварительной доводки.
Выбор алмазных порошков с
определенным сочетанием твердости и
крупности зерен обеспечивает малую
шероховатость поверхности и значительно
сокращает время доводки. На базе порошков из
ИЗГОТОВЛЕНИЕ КОЛЕЦ ТОРЦОВЫХ УПЛОТНЕНИИ
271
синтетических алмазов выпускают
алмазные пасты, применяемые при доводке
колец пар трения из твердых материалов.
Алмазные пасты состоят из алмазных
шлифовальных порошков марок АС4 и
АС6 и микропорошков марок АСН и
АСМ, а также специального наполнителя
и красителя. Пасты с порошками АС4 и
АС6 предназначены для шлифования и
грубой доводки различных материалов.
Пасты с микропорошками АСН и АСМ
предназначены для полирования, доводки,
тонкого полирования изделий из сплавов
черных и цветных металлов, а также
неметаллических материалов.
Алмазные пасты изготовляются по
ГОСТ 25593-83 из микропорошков марок
АСМ и АСН зернистостью (60/40)...
(0,1/0) мкм и из шлифовальных порошков
марки АС4 зернистостью (125/100)...
(50/40) мкм.
Алмазные пасты могут быть:
- с нормальной (Н), повышенной (П)
и высокой (В) концентрацией алмазного
порошка;
- мазеобразной (М), твердой (Т)
консистенции;
- с органическими (О) и
универсальными (ВО) растворителями.
Пример условного обозначения пасты из
синтетических алмазных порошков:
Паста алмазная АСМ 7/5 НВМ
ГОСТ25593-83
Здесь АСМ - марка порошка, 7/5 -
зернистость, Н - нормальная массовая доля
алмазов, В - смываемые водой, М - мазеобразная
консистенция.
При выборе материала абразива
необходимо, чтобы твердость На абразива
была выше твердости Нм поверхности
притираемого элемента пары трения
(На/Нм=1,3...1,7).
Основная цель предварительной
доводки - ликвидировать волнистость
обрабатываемой поверхности и довести ее
до требуемой плоскостности. Поскольку
при этом приходится снимать тонкий слой
материала на большей части поверхности
обрабатываемого кольца, используют
крупнозернистые абразивы, что повышает
производительность доводки, однако
поверхность, образующаяся в результате
этой операции, получается грубая.
В качестве основного инструмента
при ручной доводке используют чугунные
и стеклянные притиры. Твердость
притиров из серого чугуна однородной
структуры с перлитной основой 140... 150 НВ.
Для повышения износостойкости можно
применять мелкозернистые перлитные
чугуны с добавкой хрома или молибдена
(150.. .200 НВ).
Чугунные притиры, как правило,
изготовляют в виде кругового диска (для
более равномерного изнашивания и
избежания деформаций) с размерами:
- 0 350x30 мм для доводки колец
диаметром до 180 мм;
- 0 430x40 мм для доводки колец с
диаметром до 300 мм.
Стеклянные притиры изготовляют из
отожженного стекла марки МКР-1 («Пи-
рекс» или ЛК). В набор притиров входит
шесть плит: три - комплект для
предварительной доводки колец, три - комплект
для окончательной доводки. Рабочие
поверхности плит шлифуют на
плоскошлифовальном станке до Ra = 0,8 мкм и
неплоскостности 0,01.. .0,02 мм.
Подготовка плит к работе. После
шлифования плиты комплекта притирают
одну по другой по методу «трех плит» в
последовательности:
- первая плита по второй, затем по
третьей;
- третья плита по второй, затем по
первой;
- вторая плита по первой, затем по
третьей.
На притираемую плиту равномерно
насыпают 5... 10 г электрокорунда (М28,
М20 - для предварительной доводки,
Ml0, М7 - для окончательной) и
смачивают плиту керосином (5... 10 г). Затем
накладывают вторую плиту и круговым
движением в виде цифры «8» производят
272 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ
притирку, причем край подвижного
притира периодически должен заходить за
край неподвижного на 30.. .50 мм.
Правка стеклянных притиров
аналогична правке чугунных притиров с той
лишь разницей, что в качестве абразива
применяют порошок зернистостью М28,
Ml4, а в качестве смазочного материала -
чистую воду [51].
После правки притиры шаржируют
электрокорундовым абразивным
порошком зернистостью М14...М28, для чего на
стеклянный притир наносят 1,5...2 г
порошка и 5... 10 капель воды. Затем
шаржируют легким движением верхнего
притира по нижнему в виде цифры 8.
Продолжительность шаржирования - 3...
4 мин. После шаржирования притиры
тщательно протирают жесткой волосяной
щеткой под струей воды [12].
Притиры считают годными к работе,
если их поверхность имеет
неплоскостность 1,5...2 мкм.
Доводка уплотнительных колец из
графитовых материалов. Доводку
поверхностей трения колец торцовых
уплотнений, изготовленных из силициро-
ванного графита СГ-Т и СГ-П, проводят
после их окончательной обработки в
размер запрессовки или вклеивания в
обоймы; затем никакие механические работы с
кольцами и их обоймами нежелательны.
При предварительной доводке колец
из силицированного графита применяют
алмазные пасты АСМ 40/28, АСМ 28/20,
АСМ 20/14, алмазный порошок, или
карбид бора, зернистостью М40, М28, М20;
для окончательной доводки - алмазные
пасты АСМ 14/10, АСМ 10/7, АСМ 7/5,
алмазные порошки или порошок карбида
бора зернистостью М14, М10, М7, М5.
Окончательную доводку,
направленную на получение необходимой
шероховатости поверхности, выполняют
мелкозернистым порошком при постепенном
уменьшении крупности зерен абразива по
мере улучшения качества поверхности
притираемой детали.
Контактное давление на
притираемую поверхность - 0,03 ...0,06 МПа для
предварительной притирки и 0,01...
0,03 МПа для окончательной доводки.
Скорость перемещения детали - 0,1.. .0,5 м/с;
повышение скорости и контактного
давления нежелательно из-за нагрева детали и
плиты и искажения форм их поверхностей.
Доводку производят движением
кольца в виде цифры «8», иногда чередуя
с круговыми движениями. В процессе
доводки кольцо необходимо
периодически поворачивать вокруг оси на 60...90°.
Средний расход пасты на одно кольцо с
диаметром рабочего пояска 50.. .70 мм - 0,05 г.
Кольца пар трения из углеродных
материалов марок 2П-1000, химанит,
АО-1500-С05 и др. доводят
предварительно на стеклянных притирах с
использованием электрокорунда М5, МЗ,
окончательно - на чугунных притирах. В
качестве смазочного материала используют
чистый керосин.
Доводку выполняют до получения
ровной матовой поверхности
шероховатостью не более Ra 0,16.
После доводки пар трения и
выдержки их определенное время, в ряде случаев
наблюдаются деформации притертых
поверхностей в виде волнистости.
При использовании прессовых
посадок для соединения колец с обоймами в
кольцах возникают напряжения;
релаксационные эффекты сказываются
длительное время. Вследствие различного рода
отклонений размеров сопряжений при
изготовлении деталей точная функция
распределения контактного давления в
соединении кольца и обоймы неизвестна.
Проведенный анализ таких соединений
показал [23], что искажения
плоскостности трущейся поверхности кольца носят
выраженный, по большей части двухвол-
новой характер формы изгиба кольца.
Для устранения остаточных
деформаций можно проводить искусственное
старение колец с обоймами путем нагрева
или чередующего нагрева и охлаждения [9].
ИЗГОТОВЛЕНИЕ КОЛЕЦ ТОРЦОВЫХ УПЛОТНЕНИИ
273
После окончательной обработки
деталь очищают от абразива, промывают
бензином и обезжиривают ацетоном.
Для обеспечения возможности
контроля плоскостности стеклянными
пластинами ПИ контролируемая поверхность
должна быть блестящей. Блеск
достигается доводкой на шаржированном притире в
следующем порядке: на чугунный притир
наносят 1.. .2 г алмазной пасты АСМ 10/7,
добавляют 8... 10 капель керосина и
растирают тампоном по притиру.
Шаржирование притира проводят вторым
притиром, наложенным на первый, движением
верхнего притира в виде цифры «8».
Шаржирование заканчивают при резком
увеличении усилия сдвига одного притира
по другому, затем марлевым тампоном
притир очищают от свободного абразива,
промывают бензином и обезжиривают
ацетоном.
Блеск на обрабатываемой
поверхности получают движением детали по
шаржированному притиру в виде цифры «8» с
давлением 500... 1000 Па (0,05...0,1 кгс/см2)
и скоростью перемещения 0,3...0,5 м/с.
Доводка уплотнительных колец из
сталей и сплавов. Уплотнительные
кольца из сталей и сплавов должны быть тер-
мообработаны для снятия внутренних
напряжений, в противном случае при
эксплуатации возможно коробление колец,
вызывающее повышенную утечку.
Доводка уплотнительных колец является
окончательной операцией, после которой
механическая обработка, слесарные работы,
сварка и пайка цельных, вклеенных и
запрессованных в обоймы уплотнительных
колец и обойм не допускаются.
Уплотнительные кольца из сталей и
сплавов доводятся на чугунных притирах.
При доводке уплотнительных колец из
сталей и сплавов твердостью меньше
40 HRC используют абразивный порошок
из корунда, электрокорунда белого,
электрокорунда нормального зернистостью
М20-М5 и пасту ГОИ. На притир наносят
1,5...2 г абразивного порошка и 8... 10
капель смазочной жидкости (керосин с
добавлением 2 % стеарина и 5 %
веретенного масла). Смесь порошка и смазочной
жидкости равномерно растирают по
притиру. Доводку уплотнительных колец
осуществляют движением (в виде цифры
«8») обрабатываемой детали по
поверхности притира. Для предварительной
доводки применяют порошки зернистостью
М20.. .Ml0, для окончательной - М7.. .М5
и пасту ГОИ. В процессе обработки
необходимо обрабатываемое кольцо
периодически поворачивать на угол 90°. Доводку
заканчивают при получении
равномерного матового цвета на обрабатываемой
поверхности с шероховатостью Ra =
= 0,1...0,2 мкм. Для облегчения контроля
плоскостности стеклянными пластинами
ПИ на обрабатываемой поверхности
получают блеск, для чего в качестве притира
применяют бумагу, покрытую тонким
слоем пасты ГОИ.
При доводке уплотнительных колец
из сталей и сплавов твердостью выше
40 HRC используют абразивный порошок
из карбида бора, карбида кремния,
электрокорунд белый, окись железа, пасту
ГОИ. Для предварительной доводки
применяют абразивные порошки
зернистостью М28...М10, для окончательной -
М7.. .МЗ, оксид железа, пасту ГОИ.
Для доводки колец твердостью
больше 60 HRC при предварительной
доводке применяют алмазные пасты и
порошки.
Доводка уплотнительных колец из
материалов на основе полимеров.
Уплотнительные кольца из материалов на
основе полимеров доводят на стеклянных
шаржированных абразивом притирах из
отожженного стекла марки МКР-1 («Пи-
рекс») или ЛК. Перед доводкой
стеклянные притиры подлежат правке по методу
трех притиров с применением
абразивного электрокорундового порошка
зернистостью М14...М20 при смазке водой.
После правки притиры шаржируют
электрокорундовым порошком зернистостью
274 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИИ
М14...М28; с этой целью на притир
наносят 1,5...2 г порошка и 5... 10 капель
воды. Затем на притир с абразивом
накладывают другой стеклянный притир и
проводят шаржирование движением верхнего
притира по нижнему (в виде цифры «8») с
легким нажатием.
Доводку поверхности трения уплот-
нительных колец из материалов на основе
полимеров производят по шаржированной
тщательно промытой водой поверхности
стеклянного притира с непрерывной
подачей воды. Нагрузка на притираемое
кольцо должна быть в пределах
500... 1000 Па (0,05...0,1 кгс/см2),
скорость перемещения кольца - 0,1.. .0,2 м/с.
Кольца пар трения из фторопластов и
из материалов типа Ф4К20 доводят на
стеклянных притирах без применения
абразива. Роль абразива в этом случае
выполняют риски на притирах,
образовавшиеся в процессе доводки притиров. В
качестве смазочного материала
применяют чистую воду. При доводке следует
периодически контролировать притиры и
не допускать доводку уплотнительных
колец без подачи смазочной жидкости [12].
8.1.4. КОНТРОЛЬ КАЧЕСТВА
ПРИТЕРТЫХ ПОВЕРХНОСТЕЙ
КОЛЕЦ
Чистоту обработки поверхностей
деталей можно контролировать по
результатам обработки измерений их
шероховатости, полученных с помощью профиломет-
ра-профилографа или по эталонным
образцам (эталонам чистоты), выполненным
из того же материала, что и
контролируемая деталь. Трещины, сколы, раковины и
другие дефекты на поверхности контакта
пары колец не допускаются.
Общепринятым методом контроля
плоскостности поверхностей трения колец
уплотнения является интерференционный
метод. Он заключается в визуальной
оценке картины интерференционных
световых полос на контролируемой
поверхности при наложении на нее плоской
стеклянной пластины для
интерференционных измерений. При контроле
плоскостности используют как дневной, так и
искусственный монохроматический свет
(для этого применяют устройства с
«гелиевыми» и «натриевыми» лампами).
При контроле плоскостности
интерференционным методом шероховатость
контролируемой поверхности должна
быть не более Ra 0,16, в противном случае
интерференционные полосы
просматриваются с большим трудом или вообще не
просматриваются. Чтобы улучшить их
видимость, после доводки рабочие
поверхности колец подвергают небольшой
полировке вручную по чистой
мелованной или плотной чертежной бумаге,
положенной на притирочную плиту.
Шероховатость поверхности при этом
изменяется мало, но поверхность приобретает
некоторый блеск.
Перед контролем плоскостности
стеклянную пластину и контролируемую
поверхность протирают чистой мягкой
салфеткой, смоченной в спирте.
При использовании естественного
освещения стеклянную пластину
накладывают на контролируемую поверхность
с незначительным нажатием и сдвигом,
добиваясь контакта, при котором
образуется наименьшее число
интерференционных полос светового спектра.
На рис. 8.1 показана схема измерения
плоскостности поверхностей колец
торцовых уплотнений с помощью стеклянной
пластины ПИ при использовании
естественного освещения.
Рис. 8.1. Схема измерения плоскостности
поверхности колец с помощью стеклянной
пластины ПИ
ИЗГОТОВЛЕНИЕ КОЛЕЦ ТОРЦОВЫХ УПЛОТНЕНИИ
275
а)
б)
в)
г)
Рис. 8.2. Иллюстрация к определению плоскостности поверхностей колец
интерференционным методом
Каждая образовавшаяся полоса
свидетельствует об отклонении
контролируемой поверхности от плоскостности на
0,3 мкм. Число интерференционных
полос, пересеченных отрезком прямой а-а в
направлении, перпендикулярном к этим
полосам, и умноженное на 0,3 мкм,
составляет неплоскостность поверхности на
этом отрезке. Искривления полос
указывают на то, что на рабочей поверхности
кольца имеются отклонения от
плоскостности в виде выпуклостей или впадин.
Отклонение от плоскостности определяют
подсчетом полос одинакового цвета.
На рис. 8.1 буквами «б» и «в»
обозначены точки контакта пластины с
образцом, а штриховыми линиями -
интерференционные полосы. Расположение
полос около точки «б» свидетельствует о
выпуклой форме контролируемой
поверхности в данном месте, а около точки «в» -
вогнутой.
Если же при смещении стеклянной
пластины в вертикальной плоскости
относительно образца на небольшой угол
обнаруживаются прямолинейные
параллельные полосы, то контролируемая
поверхность имеет отклонения от
плоскостности менее 0,3 мкм.
С уменьшением отклонений от
плоскостности менее 0,3 мкм световые
полосы исчезают, и при освещении дневным
светом поверхность контролируемого
образца, в случае поджатия пластины к
поверхности, окрашивается сначала в
зеленый, розовый, затем в синий и, наконец, в
светло-желтый («соломенный») цвет. В
последнем случае отклонения от
плоскостности поверхности образца не превосходят
0,2 мкм. Такую картину можно наблюдать на
металлических и темных (например, угле-
графитовых и др.) поверхностях.
При монохроматическом освещении
пластину накладывают на
контролируемую поверхность без нажатия, с
образующимся контактом с поверхностью
кольца, например, в точке А (рис. 8.2).
При этом получается воздушный клин в
результате неплотного контакта пластины
2 с поверхностью контролируемого
кольца 1 (рис. 8.2, а). Преломление света в
этом зазоре приводит к появлению
интерференционных полос темного цвета на
поверхности пластины. Ряд параллельных
и равномерно расположенных прямых
полос указывает на то, что деталь
оптически плоская и отклонение от
плоскостности менее 0,3 мкм (рис. 8.2, г).
Изогнутые полосы показывают, что поверхность
оптически неплоская: вогнутая (рис. 8.2,
б) или выпуклая (рис. 8.2, в).
Определение неплоскостности
проводят в такой последовательности:
1) определяют базовую
интерференционную линию и точки ее пересечения с
наружным диаметром уплотнительного
кольца (базовая интерференционная
линия - линия, касающаяся вершиной
внутреннего диаметра уплотнительного кольца,
на рис. 8.2, бив показана утолщенной);
2) мысленно соединяют прямой
линией точки пересечения базовой линии с
276 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ
а)
б)
Рис. 8.3. Картины интерференционных полос при измерении плоскостности поверхностей
колец с помощью стеклянных пластин ПИ
наружным диаметром кольца и
определяют число видимых на плоскости кольца
интерференционных полос, отсекаемых
прямой линией от внутреннего диаметра
кольца при соединении ее с точками
базовой линии на наружном диаметре кольца
(см. рис. 8.2, 5, в);
- вычисляют неплоскостность как
число отсеченных световых полос 5,
умноженное на длину световой волны
источника (для гелиевого источника
освещения 5 = 0,29 мкм).
Контроль плоскостности
поверхности, имеющей диаметр больше диаметра
пластины ПИ, проводят по отдельным
участкам, перекрывая один участок
другим последовательной перестановкой
пластины ПИ [51].
На основании экспериментальных
исследований, опыта производства и
эксплуатации торцовых уплотнений
максимальные отклонения от плоскостности их
пар трения не должны превосходить
0,9 мкм (три интерференционные
полосы). При этом круговые
интерференционные полосы должны быть замкнутыми.
На рис. 8.3 приведены виды
встречающихся интерференционных полос при
контроле плоскостности в кольцах. Из них
группа колец на рис. 8.3, а пригодна для
сборки в узел торцового уплотнения,
группа на рис. 8.3, б - для использования
в узле торцового уплотнения непригодна
и нуждается в доводке.
8.2. ИЗГОТОВЛЕНИЕ
ПРУЖИННЫХ ЭЛЕМЕНТОВ
Цилиндрические винтовые
пружины. Навивку винтовых пружин
выполняют на токарно-винторезных станках с
помощью специального приспособления;
мелкие пружины изготовляют на станках-
автоматах. После навивки пружины
проходят специальную термообработку [50].
Пружины, изготовляемые из
проволоки II (ГОСТ 9389-75), подвергают
отпуску для снятия напряжений. Пружины
укладывают в один ряд на стальной лист и
загружают в электропечь или
специальный шкаф при 240...280 °С. После
выдержки в течение 30...40 мин пружины
охлаждают на воздухе.
Пружины из стали 40X13
подвергают закалке с последующим отпуском.
Пружины помещают в печь, нагретую до
1000 °С, и после выравнивания
температуры выдерживают 15...20 мин. Для
предохранения пружин от
обезуглероживания при нагреве их засыпают
карбюризатором или чистым сухим древесным
углем. После выдержки в печи пружины
погружают в ванну с нагретым до 60.. .80 °С
маслом (машинным, веретенным или
индустриальным). Охлажденные пружины
промывают в горячем 10%-ном содовом
растворе и подвергают отпуску при
250...350 °С в течение 1,5 ч. Твердость
пружин должна составлять 43.. .48 HRC.
Пружины из сталей 12Х18Н10Т и
10Х17Н13М2Т навивают из нагартован-
ной в состоянии поставки проволоки.
После навивки и шлифования торцов
выполняют отпуск при 420 °С с выдержкой
20...30 мин. Затем пружины охлаждают
на воздухе.
Винтовые пружины из сплава
36НХТЮ навивают из холоднотянутой
проволоки в состоянии поставки с
отпуском при 600...700 °С. Для повышения
МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИИ В АГРЕГАТЕ
277
коррозионно-усталостных свойств
пружин из сплава 36НХТЮ рекомендуется
электрополирование (в качестве
электролита используют состав: 86...88% орто-
фосфорной кислоты; 10... 12% хромового
ангидрида; 2 % дистиллированной воды).
Все винтовые пружины подвергают
«заневоливанию» (пружины сжатия
обжимают до соприкосновения витков в
течение 6 ч [51]).
Волнистые пружины. Заготовки
волнистых пружин из сплава 36НХТЮ
изготовляют из нагартованной ленты
толщиной 0,1...2,0 мм. При
формировании волны на поверхности кольца
наружный и внутренний диаметры заготовки
уменьшаются. При проектировании
оснастки обычно исходят из того, что 70 %
высоты волны формируется в результате
уменьшения диаметров заготовки, а 30 % -
в результате ее вытяжки. Крепление
элементов пружин производят точечной
сваркой по всем впадинам волн или в
двух диаметрально противоположных
точках. Режим сварки подбирают в
зависимости от толщины ленты. Сваренную
пружину подвергают закалке при
температуре 920...950 °С и последующему
дисперсионному твердению при 650...700 °С
с выдержкой 2.. .4 ч.
8.3. МОНТАЖ ТОРЦОВЫХ
УПЛОТНЕНИЙ В АГРЕГАТЕ
Сборка торцовых уплотнений в
изделие является финальной операцией
контроля качества всех предшествующих
работ по изготовлению узлов уплотнений
и должна выполняться подготовленными
специалистами высокой квалификации.
Сборку узлов уплотнений проводят в
соответствии с инструкциями, изложенными
в паспорте на узел, с соблюдением
обусловленных требований.
8.3.1. ТРЕБОВАНИЯ К МЕСТУ (ВАЛУ,
КОРПУСУ) УСТАНОВКИ
ТОРЦОВОГО УПЛОТНЕНИЯ
В большинстве насосов применяются
торцовые уплотнения, относящиеся к
низшей и средней группе нагруженности.
Для этих торцовых уплотнений, в
соответствии с международным стандартом
ИСО 3069:2000, установлены размерные
ряды посадочных мест и гнезд в
корпусных деталях для неразгруженных и
разгруженных торцовых уплотнений,
привязанные к размерам уплотняемых валов
насосов. На рис. 8.4 а, б приведены
размерные схемы камер в зависимости от
размеров валов, а в табл. 8.3 - размерные
ряды этих камер в зависимости от
размеров валов под уплотнения.
На рис. 8.5, а-е приведены
стандартизованные в европейской нормали
EN 12756:2000 схемы исполнения и размеры
элементов основных деталей узлов
разгруженных (исполнение В, см. рис. 8.5, б) и
неразгруженных (исполнение U, см. рис. 8.5, а)
торцовых уплотнений. На рис. 8.5, а, б
показаны размеры колец и гнезд в
корпусных деталях для установки невращающе-
гося кольца пары трения торцового
уплотнения. На рис. 8.5, в, г показаны
варианты устройств фиксации опорного
кольца 3 от проворота (углового смещения), на
рис. 8.5, в - с радиальной установкой
штифта, на рис. 8.5, г - с аксиальной
установкой штифта.
У/////////
I
а
///////////
,
1
43*
1
,
^г
II т (
^г|
а)
б)
Рис. 8.4. Камеры уплотнений по
международному стандарту ИСО 3069:2000:
а - для неразгруженных торцовых уплотнений;
б - для разгруженных торцовых уплотнений
278 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ
8.3. Диаметры камер под уплотнения в насосах по ИСО 3069:2000
в зависимости от диаметра вала, мм
dx
d^
dx
Лъ
dx
d2
d\
d\
<h
d$
18
34
50
70
18'
22
38
50
55
75
20
36
53
73
20
24
40
53
58
83
Для неразгруженных торцовых уплотнений и сальников
(диаметр вала d\, диаметр камеры J3)
Г22~
[38
55
75
24
40
58
83
25
41
60
85
28
44
63
88
30
46
65
90
32
48
68
95
33
49j
70 1
95
35
51 \
75 |
104
38
58
80
109
40
60
85
114
43
63
90
119
Для разгруженных торцовых уплотнений и сальников
(вал ступенчатый d\ld2, диаметр камеры d$)
22
26
42
55
60
85
24
28
44
58
63
88
25
30
46
60
65
90
28
33
49
63
68
93 |
30
35
51
65
70
95
32
38
_58_j
68
-
-
33
38
58
70
75
104
35
40
60
75
80
109
38
43
63
80
85
114
40
45
_65
85
90
119
43
48
68
90
95
124
45
65
95
124
45
50
70
95
100
129
48
68
100
129
48
53
73
100
105
134
На рис. 8.5, д, е приведены варианты
устройств от аксиального сдвига опорного
кольца блока двойного торцового
уплотнения, установленного на стороне
уплотняемого продукта, для случая
неразгруженного торцового уплотнения (см.
рис. 8.5, д) и для случая разгруженного
торцового уплотнения (см. рис. 8.5, ё).
Устройства содержат гнездовой фланец 4
и кольцо ограничительное 5. Размеры е и
0d9 связаны с размерами гнездового
фланца. Изготовитель торцовых
уплотнений может поставлять ограничительное
кольцо своей конструкции.
Все размеры деталей и гнезд под
невращающиеся кольца (см. рис. 8.5)
представлены в табл. 8.4. Размеры даны
для вариантов нормального N и
укороченного К исполнения размеров узла
торцового уплотнения.
Нормаль EN 12756:2000
стандартизирует также шероховатость
поверхностей деталей под используемые
эластомеры для вторичных уплотнений. Так,
поверхности валов под эластомерные
О-образные кольца должны иметь
шероховатость не более Ra 0,8, а под кольца и
манжеты из фторопластовых материалов -
не более Ra 0,2. Поверхности корпусные
под эластомерные О-образные кольца
должны иметь шероховатость не более
Ra 2,5, а под кольца и манжеты из
фторопластовых материалов - не более Ra 1,6.
К поверхности гнезда камеры
предъявляют следующие требования:
• биение поверхности Б
относительно А - не более 0,08 мм (см. рис. 8.5, а);
• торцовое биение поверхности В
относительно Б не более 0,05 мм (см.
рис. 8.5, в).
Для вала и поверхности вала (втулки)
под уплотнением в камере выдерживают
следующие требования:
• биение поверхности вала под
уплотнением при установке вала в центрах
не более 0,05 мм;
• в месте установки уплотнений
биения поверхностей вала в подшипниках в
осевом и радиальном направлении не
более 0,08 мм;
• биение внутренней поверхности
камеры уплотнения относительно вала не
более 0,15 мм.
Для узлов уплотнений, нагруженных
высоким давлением, размеры деталей
которых выходят за рамки, установленные
стандартом ИСО 3069:2000, требования к
предельным допускам на места установки
узлов в корпуса насосов приведены на
рис. 8.6.
МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИИ В АГРЕГАТЕ
279
А 2
Г3
-20°
^
n
^
Шт\
-А / S!
■+1 8
-1Й
10° 1 -20
W/Jw/m$
(
i
' 1Ш
1
_Ц
. L.
1 h
°ЧТТ
NN
^££й
Uk
iT
- h
^
■►1
2
/ 3
i
и
1
S J
а)
б)
"в"
| j зГ[
1 [
щаг
£
-—н
1
£
00
ц
i
в)
Рис. 8.5. Схемы исполнения и размеры элементов основных деталей узлов
торцовых уплотнений по ИСО 3069:2000:
а - размеры колец и гнезд в корпусных деталях под установку невращающихся колец для
неразгруженного торцового уплотнения; б - размеры колец и гнезд в корпусных деталях под установку
невращающихся колец для разгруженного торцового уплотнения; в - устройство фиксации
опорного кольца от проворота с радиальной установкой штифта; г - устройство фиксации опорного
кольца от проворота с аксиальной установкой штифта; д - устройство от аксиального сдвига
опорного кольца блока неразгруженного двойного торцового уплотнения, устанавливаемого на
стороне полости насоса; е - устройство от аксиального сдвига опорного кольца блока
разгруженного двойного торцового уплотнения, устанавливаемого на стороне полости насоса
280 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ
in
| +
~^?
^
1 *°
1 "Н
Варианте
Исполнение В
±0,5
Варианте
Исполнение и
±0,5
*2
Варианте
Исполнение В
±0,5
Варианте
Исполнение и
±0,5
о»
d9
Исполнение В
Н8
Исполнение и
Н8
1 ^
5
1 %? S
<*3
Исполнение В
^3
Исполнение и
К с a gq
ловный
диаметр
полнения
UnB
8,5
^г
Ш^
C\
m
ЧО
<N
со
*
00
о
32,5
о
in
42,5
in
о
m
37,5
m
m
о
47,5
о
О
in
О
m
42,5
m
o
in
52,5
in
in
in
in
^г
о
(N
00
00
о
о
00
o
00
О
in
in
00
О
о
m
m
in
m
(N
Г-«
Q\
m
(N
m
m
o
in
00
00
in
о
ЧО
ЧО
ЧО
^r
о
in
ЧО
in
со
О
^Г
О
чо
ЧО
<N
00
*3"
О
ЧО
00
00
О
о
00
00
о
in
00
in
о
in
00
in
00
ЧО
in
о
«n
m
in
00
о
u
о
s
X
0>
г
о
a
о
z*
t»%
к
s
/««s
о
u
о
льн
се
2
(нор
^
s
X
a>
олн
Б
CJ
S
сс
о
н
S
S
Он
ее
05
ч.
ее
о
н
S
си
^
0>
ч
Л
^
a
at
7
го
Л
РЦ
Tf
00
о
я
к
(U
со
етст
В
о
о
сГ
in"
00
о
S
Он
Л
к
Г)
1
0Q
S
Ь
(D
fl)
ffl
ч
о
й
о
^^
40
43
45
48
50
53
55
58
60
63
65
68
70
75
80
85
90
95
100
45
48
50
53
55
58
60
63
65
68
70
-
75
80
85
90
95
100
105
56
59
61
64
66
69
71
78
80
83
85
88
90
99
104
109
114
119
124
61
64
66
69
71
78
80
83
85
88
90
-
99
104
109
114
119
124
129
*з
51
54
56
59
62
65
67
70
72
75
77
81
83
88
95
100
105
ПО
115
58
61
63
66
70
73
75
78
80
83
85
90
92
97
105
ПО
115
120
125
4
65
67
70
72
75
77
86
88
91
93
96
98
103
108
120
125
130
135
140
70
72
75
77
86
88
91
93
96
98
103
-
108
120
125
130
135
140
145
6
55
60
70
80
90
75
85
95
105
45
47,5
52,5
60
65
52,5
57,5
62,5
-
70
75
23
25
28
*з
2
2,5
3
6
7
9
*1 Для установления безопасного расстояния между вращающимся и невращающимся кольцами размер <1Ъ кольца является
ориентиром для конструктора.
*2 Изготовитель может поставлять торцовое уплотнение с меньшим размером /]. При этом должно быть выполнено
соотношение длин между частями. Такое исполнение должно согласовываться с заказчиком.
*3 Эти размеры не являются обязательными. Они могут быть при изготовлении торцовых уплотнений различными и
связанными с конструктивными требованиями.
282 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ
г<2Н
v
J 1г—
Допуск, мм
0,3 \
0,25 \
0,2 \
0,15h
ОД
0,05
1
\
\
\
^—\
0 500 1000 2000 3000
Частота вращения
вала, об/мин
Допуск на смещение осей вала и корпуса
Биение не более 0,03 мм
Н2НК
Биение не более 0,2 мм Осевое смещение не более 0,1 мм
Рис. 8.6. Схемы замеров отклонений и рекомендуемые предельные допуски
в местах установки узлов уплотнений в насосах
Допуски на некруглость и
шероховатость поверхности вала:
• под клиновое кольцо из
фторопласта допуск ±0,005 мм, шероховатость
поверхности после шлифования и
полирования должна быть без видимых следов
инструментальной обработки;
• для резиновых сильфонов допуск
+0,05 мм, шероховатость поверхности
после чистовой токарной обработки
(слишком чистая обработка поверхности
не обеспечивает сцепляемость резинового
сильфона с поверхностью детали и может
привести к проскальзыванию сильфона
относительно сопряженной детали);
• под кольца круглого сечения
допуск ±0,025 мм, шероховатость
поверхности после шлифования и полирования
должна быть без видимых следов
инструментальной обработки;
• радиальный зазор между валом и
неподвижным кольцом пары трения
0,4...0,5 мм;
• допуск на установку торцового
уплотнения по длине (для указанного
монтажного размера) ±0,5 мм;
• на поверхностях вала или втулки,
соприкасающихся с вторичным
уплотнением при его монтаже, не должно быть
острых кромок, пазов под шпонку и
отверстия [51].
8.3.2. ТРЕБОВАНИЯ К МОНТАЖУ
УЗЛА УПЛОТНЕНИЯ
Приступая к монтажу узла торцового
уплотнения, сборщик должен иметь
руководство по его монтажу и эксплуатации, а
также чертеж узла уплотнения с
«привязками» узла уплотнения к насосу.
Перед монтажом необходимо
сверить соответствие чертежных и реальных
размеров в деталях, в том числе
соответствие допустимых отклонений по
чертежам от реальных в части положения
деталей, радиальных и осевых биений.
При монтаже узлов торцовых
уплотнений следует уделять внимание чистоте
рабочего места и тщательности
исполнения работ. Загрязнения и повреждения
уплотнительных поверхностей колец
торцовой пары и в 0-образных резиновых
кольцах может отразиться на качестве
работы узла уплотнения.
Все переходные выступы на деталях
должны быть скруглены и иметь фаски не
МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИИ В АГРЕГАТЕ
283
более 30°х2 мм. Несоосность камеры
уплотнения по отношению к валу не должна
превышать 0,2 мм при окружной скорости
его вращения до 25 м/с; при большей
скорости вращения вала несоосность должна
быть еще ниже.
В случае использования встроенного
осевого импеллера, с целью обеспечения
циркуляции жидкости в камере
уплотнения, указанная выше несоосность не
должна превышать 0,1 мм.
Защитные покрытия с уплотняющих
поверхностей колец удаляют.
Поверхности колец перед монтажом очищают от
смазки, протирают, очищают от пыли и
грязи.
Перед установкой уплотнения на вал
(для снижения трения на кольца круглого
сечения) следует нанести тонкий слой
силиконовой смазки или масла (кольца из
этиленпропиленового каучука не должны
контактировать с минеральными маслами,
и для их смазки используют мыльную
воду или спирт).
Устанавливая резиновые кольца
круглого сечения, следует
проконтролировать, чтобы они не перекручивались
относительно сопрягаемых поверхностей
и не повреждались при перемещении по
детали. Устанавливая невращающиеся
кольца в корпусные детали, следует
предохранять поверхности скольжения от
повреждений и установку производить с
равномерно распределенной нагрузкой.
При обеспечении величин торцового
биения трущейся поверхности
вращающегося кольца в пределах 0,01 % от
диаметра пояска трения и обеспечении
плоскостности трущихся поверхностей обоих
колец в пределах 0,6 мкм в паре колец
уплотнения достаточны незначительные
величины удельных контактных нагрузок
от пружинного элемента. Так, по данным
[51], в этом случае достаточны значения
удельных нагрузок в паре 0,02 МПа. Опыт
показывает, что при нагрузках,
превышающих 0,05 МПа, тепловыделения в
паре трения становятся столь
существенными, что требуются конструктивные
меры для предотвращения перегрева
уплотнения.
В процессе сборки важно выдержать
расчетные установочные размеры, а
удельное контактное давление в
уплотняющей паре должно быть в назначенных
пределах.
Для фиксации деталей с резьбовым
соединением от отвинчивания, в случае
отсутствия в конструкции фиксаторов,
перед монтажом на резьбу для контровки
наносят подходящий клей (типа Loctite).
При монтаже резиновых силъфонов
для смазки мест их посадки используют
мыльную воду; при монтаже
металлических сильфонных блоков нельзя прилагать
нагрузки на сильфон; при монтаже блока
на вал осевое усилие прилагают к детали -
держателю сильфона.
Винты крепления вращающегося
блока на валу затягивают
последовательно за несколько проходов.
Использование конической пружины
для передачи вращающегося момента
означает, что торцовое уплотнение является
уплотнением с односторонним
направлением вращения (для валов с правым
вращением пружина должна быть с правой
навивкой, для валов левостороннего
вращения - с левой навивкой). При монтаже
пружины надевают на вал с
завинчиванием ее как гайки на болт в направлении,
совпадающем с направлением навивки.
Для обеспечения циркуляции
охлаждающей жидкости через одинарные и
двойные уплотнения используется
встроенный осевой импеллер, предназначенный
для вращения в одном направлении.
Ориентировочные значения напоров,
создаваемые импеллерами разных диаметров d\
при частоте вращения вала 3000 об/мин,
приведены на рис. 8.7.
В насосах после установки торцового
уплотнения выполняют сборку проточной
части насоса, подсоединяют
всасывающий и нагнетательный трубопроводы,
системы вспомогательных трубопроводов
и проводят опробование насоса. Неудач-
284 Глава 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ
Напор, м
4,5
4
j,j
3
2,5
2
1,5
1
1
0,5
к
5j
43-
^=33
4=
■^
53
75-
4=
55-
d=\
55 мм
»
о
200 400 600 800 1000 1200 Расход, л/ч
Рис. 8.7. Ориентировочные значения напоров и расхода воды, создаваемые типовыми
осевыми импеллерами диаметром dx (при радиальном зазоре S = 0,2 мм между корпусом и
импеллером). Частота вращения вала п = 3000 об/мин
ная сборка торцового уплотнения
неизбежно требует полного демонтажа насоса.
При сборке насоса нежелательно
напряженное (от изгибных моментов)
присоединение подводящих труб к месту
всасывающего и нагнетательного патрубков
на корпусе насоса во избежание
деформаций корпуса и связанного с этим ростом
несоосности осей вала насоса и корпуса.
Подсоединяя вспомогательные
трубопроводы к двойному торцовому
уплотнению, всегда следует иметь в виду, что
подводящий трубопровод должен
подводиться к уплотнительной камере снизу, а
отводящий - сверху. Это правило во
многих случаях позволяет избежать выхода из
строя уплотнения при перебоях с подачей
затворной жидкости.
Торцовые уплотнения,
предназначенные для жидкости, не могут работать в
отсутствии уплотняемой или затворной
сред. После монтажа уплотнения
необходимо заполнить уплотняемую камеру
герметизируемой жидкой средой и
удалить воздух из пространства камеры
уплотнения - для предотвращения
повреждения поверхностей скольжения в
условиях трении без смазки. Это особенно важно
для таких систем, как двойные торцовые
уплотнения с установками затворного
давления.
Удаление воздуха из камеры
уплотнения осуществляется одним из трех
способов:
- отводом на всасывание;
- циркуляцией жидкости через камеру;
- отводом через штуцер,
устанавливаемым в самой верхней точке камеры, в
атмосферу.
Герметизация рабочих полостей
агрегатов с помощью торцовых уплотнений
требует использования дополнительных
вспомогательных систем, включающих
фильтры, регуляторы давления,
устройства для отделения масла от уплотняемого
газа и т.д. Для торцовых уплотнений с
затворной жидкостью необходимо
включение в систему подачи затворной
жидкости устройств с регулятором давления,
поддерживающим постоянный перепад
давления на уплотнении, в зависимости от
колебаний давления на внутреннем
уплотнении. Для функционирования торцо-
МОНТАЖ ТОРЦОВЫХ УПЛОТНЕНИЙ В АГРЕГАТЕ
285
вых газовых уплотнений необходима
система подготовки и очистки газа от влаги и
твердых частиц. Надежность таких уплот-
нительных систем определяется
качеством не только собственно узла
уплотнения, но и всей системы в целом.
В документации на узел торцового
уплотнения должны быть даны
рекомендации по обеспечению нормальных
условий эксплуатации узла. Должны быть
также даны предложения по
комплектации насоса (компрессора)
дополнительным оборудованием с целью обеспечения
приемлемых условий работы узла
торцового уплотнения по температуре или аб-
разивности уплотняемой среды
(введением в схему холодильников или
термосифона, фильтров и циклонов на линии
подвода среды в циркуляционной системе,
системы дегазации уплотняемой жидкости).
Глава 9
УЗЛЫ УПЛОТНЕНИИ
ВЫСОКОНАГРУЖЕННЫХ МАШИН
Одной из наиболее важных и
сложных проблем современного
энергетического и химического машиностроения
является проблема герметизации роторов
высокооборотных центробежных насосов
и компрессоров, в которых
перекачиваемая жидкая или газообразная среда
находится под большим давлением. Обычно к
высоконагруженным центробежным
машинам относят насосы и компрессоры,
развивающие давление более 5 МПа [51].
Это центробежные компрессоры для
химических производств, для систем
транспорта природного газа, некоторые насосы
химических производств, газотурбинные
двигатели, насосы подачи топлива
жидкостных ракетных двигателей, насосы
транспорта теплоносителей ТЭЦ и АЭС.
В последние десятилетия в этих машинах
находят широкое применение узлы
торцовых уплотнений, что связано с
преимуществами их экономических показателей
в сравнении с другими конкурирующими
типами уплотнительных устройств.
В табл. 9.1 представлены
ориентировочные параметры насосов и
компрессоров, достигнутые в ряде современных
отраслей промышленности, которые дают
представление о нагрузках агрегатов, в
которых используются торцовые узлы
уплотнений.
9.1. Ориентировочно достижимые параметры насосов и компрессоров
в ряде современных отраслей промышленности [6, 30]
Назначение
Насосные агрегаты
энергоустановок
Нефтяные насосы
Газоперекачивающие агрегаты
Насосы для закачки в пласт
воды и отходов химических
производств
Компрессоры для закачки
природного газа в нефтяные пласты
Химические и нефтяные насосы
Компрессоры для синтеза
аммиака
Этиленовые компрессоры
Давление
среды,
МПа
30
10
6
40
75
30
35
250
Рабочие параметры и среды
Температура
среды, °С
200
80
50
50
50
400
70
70
Частота
вращения
ротора, об/мин
12 000
6000
8000
9500
12 000
20 000
14 000
30 000
Уплотняемая
среда
Вода
Нефть
Природный
газ
Вода и
водные растворы
Природный
газ
Химические и
нефтяные
продукты
Аммиак
Этилен
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ НАСОСОВ
287
Условия работы узлов торцовых
уплотнений для высокооборотных роторных
машин связаны со значительными
тепловыделениями вследствие процессов
трения в стыке торцовых поверхностей колец
уплотнения, а также из-за жидкостного
трения боковых и торцовых поверхностей
деталей узла уплотнения, вращающихся в
уплотняемой среде. При этом в
высокооборотных машинах значительные
тепловыделения зачастую сопровождаются еще
и высокими значениями перепадов
давления среды на узле уплотнения, а значит и
высокими значениями деформаций
деталей этих узлов. В то же время требования
к надежности узлов уплотнений обычно
очень высокие.
Так, ответственность роли
уплотняющих устройств в турбонасосных
агрегатах ракетных двигателей определяется
тем, что некачественное их
функционирование ведет, в лучшем случае, к
снижению энергетической эффективности
двигателя и его способности вывести груз на
расчетную орбиту, а в худшем - к
смешению несовместимых компонентов
топлива, возгоранию и разрушению двигателя и
ракеты. Несоразмерны по соотношению
стоимость узлов уплотнений (не более 1%
от стоимости ракеты) и стоимость
ракетного летательного аппарата с полезной
дорогостоящей нагрузкой, что заставляет
предъявлять к узлам уплотнений
требование высочайшей надежности. Не менее
ответственными являются узлы
уплотнений насосов АЭС, уплотнений
авиационных двигателей.
Для герметизации опор роторов вы-
соконагруженных двигателей в
промышленности имеются значительные
традиции в части применения лабиринтных,
щелевых, радиально-торцовых уплотнений.
Лабиринтные и щелевые уплотнения
имеют неограниченный ресурс работы,
однако такие уплотнения
характеризуются значительными протечками.
Применение их в машинах обуславливает низкие
объемные КПД таких машин, высокие
массовые характеристики.
Торцовые уплотнения имеют
значительно меньшие утечки, так как
герметизация в них осуществляется за счет
микрометровых зазоров между
уплотняющими поверхностями вращающихся деталей
ротора и неподвижных деталей статора.
Снижение утечек через уплотнение
положительно сказывается на качестве
транспортируемого насосом или компрессором
продукта, на повышении ресурса
двигателей из-за уменьшения пригаров.
Охлаждение и смазка торцовых уплотнений
требуют создания более простых схем и
меньших затрат на их функционирование
и обслуживание.
В последние десятилетия торцовые
уплотнения находят все большее
распространения в качестве основных узлов
уплотнений роторов высоконагруженных
двигателей, вытесняя щелевые
конструкции уплотнений. В промышленности
получили широкое применение, в качестве
уплотнений вращающихся валов
различных машин и механизмов, торцовые
бесконтактные уплотнения на газовой и
паровой смазке. Ниже рассмотрены примеры
использования торцовых уплотнений в
качестве уплотнений быстроходных машин.
9.1. УПЛОТНЕНИЯ
ЦЕНТРОБЕЖНЫХ НАСОСОВ
Высоконагруженные центробежные
насосы занимают важное место в ряде
современных отраслей производства,
таких как энергетика, нефтедобывающая и
нефтеперерабатывающая, химическая
промышленность. Из приведенной выше
табл. 9.1 видно, что параметры ряда
насосов по создаваемому давлению
составляют несколько сотен атмосфер, а частота
вращения ротора - до 300 Гц.
Рассмотрим конструкции узлов
уплотнений ряда таких насосов.
288 Глава 9. УЗЛЫ УПЛОТНЕНИИ ВЫСОКОНАГРУЖЕННЫХ МАШИН
9.1.1. УПЛОТНЕНИЯ ДЛЯ ЖИДКИХ
СРЕД
До создания торцовых уплотнений,
способных работать в условиях высоких
нагрузок, в промышленности широко
использовались щелевые узлы уплотнений
на основе лабиринтных и плавающих
колец. Узлы концевых уплотнений роторов
высоконапорных центробежных насосов с
блоками плавающих колец применялись
для насосов, работающих при давлениях
до 40 МПа [30].
Для обеспечения работоспособности
такого узла уплотнения требовалась
дополнительная система. Ее
функциональным назначением являлась организация
подачи запирающей холодной воды с
давлением несколько выше давления
уплотняемой горячей воды, а также сбор
горячей воды и утечек. Система включала в
себя насосы транспорта утечек и
запирающей воды, сборники и охладители
конденсата.
Для высокоперепадных концевых
уплотнительных узлов применение
торцовых уплотнений значительно упрощает
Рис. 9.1. Уплотнение питательного
центробежного насоса для АЭС фирмы
«Борг-Уорнер»
схему уплотнительной системы насоса в
сравнении с щелевыми уплотнительными
узлами. Обычно для этих насосов
применяются гидродинамические и
гидростатические торцовые уплотнения.
На рис. 9.1 [31] приведено концевое
торцевое уплотнение вала питательного
насоса для АЭС фирмы «Борг-Уорнер»
(США). Такое уплотнение
эксплуатируется в насосе с параметрами нагружения по
давлению не более 14 МПа и окружной
скорости до 85 м/с. Уплотняющие кольца
торцовой пары выполнены из карбида
вольфрама и графита. Кольца
установлены в обоймах по свободной посадке, с
контактом по притертым тыльным
торцовым поверхностям с ответными
поверхностями смежных деталей. Циркуляция
охлаждающей воды в камере уплотнения
осуществляется за счет напора,
создаваемого импеллером 1.
На рис. 9.2 [31] приведено концевое
торцевое уплотнение вала, разработанное
для питательных насосов тепловых
электростанций. Такое уплотнение
импульсного типа эксплуатируется в насосах с
параметрами нагружения по давлению не
Рис. 9.2. Узел импульсного торцового
уплотнения высокооборотного насоса
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ НАСОСОВ
289
более 18 МПа, а по окружной скорости до
100 м/с.
При уплотнении перепадов давлений
выше 15 МПа и для исключения
попадания перекачиваемой насосом жидкости в
окружающую среду применяются
торцовые уплотнения с двумя или тремя
ступенями деления давления. Пример такого
решения узла торцового уплотнения
импульсного типа приведен на рис. 2.28 [30].
Узел уплотнения работает в условиях
высоких температур (до 285 °С)
перекачиваемой среды; схема работы подобна
описанному ниже узлу уплотнения с
плавающими кольцами. Для исключения утечек
горячей воды в окружающее пространство
предусмотрена подача в узел уплотнения
охлаждающей, а также затворной воды с
давлением на 0,05...0,1 МПа
превышающим давление в уплотняемой полости
насоса. Основными элементами системы
уплотнения являются внутреннее щелевое
уплотнение 1 (см. рис. 2.28), две ступени
импульсного торцового уплотнения 2 и 4,
контуры охлаждения б и 7, подвод
затворной воды 8 и отвод организованной
утечки 5. При нормальной работе
концевая ступень торцового уплотнения
принимает на себя полный перепад давления,
а другая выполняет функцию резервной
(аварийной). В качестве материалов для
обоих колец пар трения используется си-
лицированный графит СГ-П. Внешние
утечки затворной жидкости составляют не
более 1 л/ч, что в десятки раз меньше, чем
для подобных узлов уплотнений с
плавающими кольцами.
Торцовые уплотнения широко
применяются в насосах атомных
электростанций, в том числе в главных
циркуляционных, питательных, аварийных и
спринклерных насосах первого контура.
Во втором контуре АЭС используемые
насосы не отличаются от применяемых на
обычных электростанциях. Однако к
насосам систем охлаждения и обеспечения
безопасности, перекачивающим
радиоактивные среды, предъявляют требования,
часть которых выполнима лишь с
использованием специальных конструкций.
Исключительны и требования к ним в
отношении условий работы и безопасности.
В качестве конструкционных
материалов для торцовых уплотнений,
применяемых в АЭС, используют
высокопрочные хромоникелевые или хромомолибде-
новые стали. Нецелесообразно
применение материалов с большими периодами
полураспада. Возможность применения
того или иного материала в уплотнении
зависит от специфики его работы в
условиях атомной электростанции, в том числе
от скорости коррозии или
износостойкости, и регламентируется в ведомственных
нормативных документах.
Важным фактором для ресурса
работы уплотнения может быть возможность
попадания неактивных продуктов
коррозии или износа в зону повышенного
излучения, а также отложение облученных
частиц в застойных зонах. Металлические
детали и уплотнительные кольца,
изготовленные из углекерамических или
карбидных материалов, весьма стойки к
облучению; эластомеры выдерживают
весьма ограниченные дозы.
Воздействия излучения изменяют
твердость, прочность на растяжение и
амортизационную способность вторичных
уплотнений, что сказывается на
герметизирующих качествах колец круглого
сечения из эластомеров и требует внимания
к подбору для них резиновых смесей.
Большинство аварийных отключений
на атомных электростанциях связано
прежде всего с проблемами герметизации,
поэтому к торцовым уплотнениям
предъявляются особые требования в отношении
конструкции, материалов и технологии,
гарантирующие их свойства. Обеспечить
соответствие эксплуатационным
условиям, характеризующимся высокими
давлениями, температурами и уровнем
радиации, можно только с помощью
специальных конструкций при значительных
затратах, связанных с проведением
исследовательских работ при их разработке.
10 — 106
290 Глава 9. УЗЛЫ УПЛОТНЕНИИ ВЫСОКОНАГРУЖЕННЫХ МАШИН
Высокие требования в отношении
эксплуатационной надежности торцовых
уплотнений в насосах для АЭС
обусловливают принятие исключительных мер по
обеспечению их качества [29].
Главные циркуляционные насосы
(ГЦН) современных двухконтурных схем
АЭС предназначены для отвода тепла от
активной зоны реактора и передачи тепла
воде второго контура. В качестве ГЦН на
АЭС с водным теплоносителем
применяются насосы с уплотнением вала и
выносным электродвигателем. Подача таких
насосов 6...20 тыс. м3/ч, давление на
входе 12... 16 МПа, давление, развиваемое
насосом, 0,6...0,7 МПа, температура
перекачиваемой воды 270...300 °С, частота
вращения вала насоса 1000... 1500 об/мин.
В связи с высокой ответственностью
таких насосов предусматривается их
двойное резервирование.
В циркуляционных насосах АЭС
торцовые уплотнения являются
ответственнейшим узлом насоса,
обеспечивающим защиту окружающей среды от
выбросов радиоактивной среды.
На рис. 3.8 [29] (с. 78) и рис. 2.29 [31]
(с. 51) представлены современные узлы
торцовых уплотнений для ГЦН
двухконтурных АЭС. Первое уплотнение
произведено немецкой фирмой «Бургман» и
выполнено с гидродинамическими
канавками на уплотняющих поверхностях
колец трущейся пары, а второе - Сумским
машиностроительным заводом (Украина)
с импульсными камерами. Условия работы
у этих уплотнений примерно одинаковые.
У плотните л ьный узел (см. рис. 2.29)
ротора главного циркуляционного насоса
ГЦН-20000-100 состоит из трех
последовательных ступеней гидростатических
импульсных торцовых уплотнений (двух
основных ступеней и страховочной) и
отделяющих их от полости
гидростатического радиального подшипника щелевого
уплотнения в виде блока 4 плавающих колец.
Частота вращения ротора - 1500 об/мин,
диаметр вала под уплотнением - 185 мм,
средняя окружная скорость уплотняющих
поверхностей - 20 м/с.
Запирающая вода с давлением, на
0,1...0,5 МПа превышающим давление
внутри насоса, подается от внешнего
источника через гидроциклон 7 в камеру 1-й
ступени торцового уплотнения. Общий
перепад давления на уплотнительном узле
в 16...25 МПа делился поровну между
первыми двумя ступенями с помощью
делительного устройства 2. Третья
ступень является страховочной, работает
обычно при небольшом перепаде
давления (порядка 0,5 МПа) и служит для
ограничения внешней протечки. Для отвода
тепла и поддержания температуры воды в
пределах 40...50 °С в пространстве
каждой камеры уплотнения во 2-й и 3-й
ступенях предусмотрены контуры
охлаждения, состоящие из вынесенных
теплообменников 8, через которые
осуществляется циркуляция воды встроенными
винтовыми насосами 1. Расход воды через
делительные устройства 2 представляет
собой организованную протечку, которая
отводится в сливную емкость и затем,
после соответствующей подготовки и
охлаждения, вновь возвращается в систему.
Внешняя протечка собирается в
специальной камере, из которой поступает в
дренажную систему.
Уплотнительные пары колец
выполнены из силицированного графита и
свободно установлены в охватывающие их
металлические обоймы. Питающие
каналы выполнены на вращающемся кольце, а
на невращающемся - замкнутые камеры.
Такое конструктивное решение позволяет
в какой-то мере предотвращать попадание
механических частиц в уплотняющий
стык пары колец торцового уплотнения.
Каждая ступень уплотнения
рассчитана на работу при полном перепаде
давления, поэтому при выходе из строя
одной из первых ступеней узел уплотнения
может нормально функционировать до
завершения всех операций по выводу
аварийного насоса из режима работы и ввода
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ НАСОСОВ
291
в работу запасного насоса. Если протечки
превысят допустимое по регламенту
значение - линия слива организованной
утечки перекрывается и полный перепад
давления воспринимает последняя
ступень уплотнения.
Работа узлов уплотнения
контролируется измерительными приборами,
позволяющими дистанционно следить за
расходом запирающей воды, за
организованной и внешней протечками, за
давлением и температурой перед ступенями
уплотнения, за перепадом давления на
внутреннем уплотнении. При отклонении
указанных параметров от допустимых
предусматривается оповещение служб
сигнализацией, а в аварийных случаях -
отключение насоса [31].
Важную роль в обеспечении работы
АЭС принадлежит ряду высоконапорных
насосов, к которым относятся насосы
продувки-подпитки, питательные насосы,
насосы аварийного охлаждения реактора.
Насосы продувки-подпитки двухконтур-
ных АЭС предназначены для очистки
теплоносителя, его борного регулирования
и для подачи запирающей воды в
уплотнения вала ГЦН. Так, используемый для
этих целей насос ЦН 60-180 развивает
рабочее давление в 17 МПа, при частоте
вращения ротора до 9000 об/мин, оснащен
торцовым уплотнением импульсного или
гидродинамического типа.
Подобными узлами торцовых
уплотнений оснащаются и другие
высоконапорные насосы первого контура АЭС,
такие как насосы систем аварийного
охлаждения реактора, предназначенные для
подачи в активную зону раствора борной
кислоты и холодной воды, или
питательные насосы, предназначенные для подачи
воды в парогенераторы. Конструкция узла
уплотнения, используемая в
перечисленных насосах, приведена на рис. 9.3 [31].
Рис. 9.3. Импульсное торцовое
уплотнение высокооборотного
подпиточного насоса ЦН 60-180:
1 - винтовой импеллер; 2 - торцовое
уплотнение; 3 - щелевое уплотнение
10*
292 Глава 9. УЗЛЫ УПЛОТНЕНИЙ ВЫСОКОНАГРУЖЕННЫХ МАШИН
Теплоотвод от пары трения
осуществляется перекачиваемой водой,
циркуляция которой через камеру уплотнения
обеспечивается осевым импеллером 1. В
застойных зонах поверхности с течением
времени покрываются кристаллами бора,
поэтому требуется периодическая
промывка этих поверхностей. Для
уменьшения расхода конденсата на промывку
полость за аксиально-подвижным кольцом
торцового уплотнения 2 уплотняется
щелевым уплотнением 3, которое
одновременно выполняет роль аварийного при
отказе основного торцового уплотнения.
9.1.2. УПЛОТНЕНИЯ
С ГАЗОВЫМ ЗАТВОРОМ
В 90-х гг. прошлого столетия
появились двойные торцовые уплотнения, в
которых вместо затворной жидкости в
камеру уплотнения подается нейтральный
к перекачиваемому продукту газ с
давлением превышающим давление среды в
уплотняемой полости насоса. Такие узлы
уплотнений являются бесконтактными.
При их работе между торцовыми
уплотняющими поверхностями образуются
микрометровые размеры щели и часть
газа в виде утечки уходит в
перекачиваемую насосом жидкость. На одной из
уплотняющих поверхностей выполняются
канавки спирального типа или канавки
двухстороннего действия. Впервые
уплотнения на газовой смазке для насосов
были установлены в начале 90-х гг.
фирмой John Crane на насосах в США.
Рассмотрим исполнение газовых
торцовых уплотнений в насосах и
устройствах с мешалками. На рис. 9.4 приведено
конструктивное исполнение узла
двойного торцового уплотнения с газовым
затвором для насосов [24]. Вращающееся
кольцо 1 выполнено из карбида кремния или
карбида вольфрама, на рабочих
поверхностях кольца выполняются нагнетательные
канавки глубиной в несколько
микрометров. Общая компоновка узла сходна с
двойными торцовыми уплотнениями кар-
триджного исполнения, с той разницей,
что в состав узла входят еще и
лабиринтные уплотнения 7, 8.
На рис. 9.5 приведены утечки газа
через уплотнение от перепада давления на
нем, в зависимости от диаметра вала
насоса в месте установки уплотнения при
частоте вращения вала 60 Гц [24].
Для обеспечения работы таких
уплотнений применяются уплотнительные
комплексы. В каждый такой комплекс,
кроме узла уплотнения, входит система
Ф\ О)
Рис. 9.4. Узел торцового
уплотнения с газовым затвором для
герметизации вала насоса:
1 - кольцо вращающееся;
2 - кольцо аксиально-подвижного
блока; 3 - пружина; 4 - вторичное
уплотнение (эластомерное кольцо);
5 - штифт фиксации кольца;
6 - винты крепления втулки;
7 - лабиринтное уплотнение
внутреннее; 8 - лабиринтное
уплотнение внешнее; Ф - подача буферного
газа; © - отвод утечки
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ НАСОСОВ
293
= з
tr i
Н
Я1
90
172
0,2 0,4 0,6 0,8 1,0
Уплотняемое давление р, МПа
о S
eg
cd S
и К
PQ ffi
SI
cd s
Рис. 9.5. Зависимость утечки в газовых
торцовых уплотнениях от перепада
уплотняемого давления для ряда валов насосов
обеспечения подачи затворного газа с
заданным давлением, контроля параметров
и аварийного автоматического
отключения насоса при нарушениях предельных
режимных показателей по параметрам и
величинам подачи затворного газа.
На рис. 9.6 показана схема такого
уплотнительного комплекса вала насоса.
К торцовым уплотнениям 7 и 2 на обоих
концах вала подводится буферный
(затворный) газ от источника газа. В состав
уплотнительного комплекса входит
система обеспечения подачи затворного газа,
в том числе запорно-регулирующая
арматура, набор контрольно-измерительных
приборов и фильтров.
Основные функции комплекса:
- очистка затворного газа от
механических примесей и влаги перед подачей в
уплотнение;
- контроль непрерывности подачи
газа в камеры уплотнений;
- контроль параметров газа по
давлению перед и за уплотнениями;
- контроль расхода газа.
Перед заполнением полостей насоса
перекачиваемой жидкостью в
уплотняемую камеру подается газ через
редукционный клапан КР. Газ проходит фильтр Ф
Сброс утечки О-
в безопасную зону
Сброс в
безопасную зону
КП
От источника
буферного газа
Рис. 9.6. Схема уплотнительного комплекса ГТУ вала насоса
294 Глава 9. УЗЛЫ УПЛОТНЕНИЙ ВЫСОКОНАГРУЖЕННЫХ МАШИН
для очистки от механических включений.
Линия подачи газа оснащается также
предохранительным клапаном КП (для
защиты узлов уплотнений от избыточного
давления), запорным клапаном КЗ
(автоматически прекращающим подачу газа в
уплотнение при аварийной ситуации) и
обратными клапанами OKI, OK2. Для
контроля давления перед и за уплотнением
(контроль непрерывности расхода газа
через уплотнения) установлены
электроконтактные манометры PIA-01...PIA-05 и
дроссели ДР-1... ДР-4 к ним. Для контроля
расхода газа установлены ротаметры -
расходомеры FI-06.. .FI-07.
Электроконтактный манометр PIA-01
контролирует непрерывность подачи
затворного газа в узлы уплотнений. При
падении давления затворного газа ниже
предельно установленного значения L на
пульте управления выдается сигнал о
перерыве в подаче газа. При повышении
давления затворного газа выше предельно
установленного значения Н на пульте
управления выдается сигнал о
превышении параметра по давлению газа.
Электроконтактные манометры PIA-02
и PIA-03 установлены после дроссельных
шайб ДР-1 и ДР-2 и сигнализируют о
герметичности каждого из двойных
уплотнений. При разгерметизации какого-либо из
них и падении давления затворного газа
ниже предельно установленного значения
L на электроконтактном манометре на
пульт управления выдается сигнал о
разгерметизации этого уплотнения.
Электроконтактные манометры PIA-04
и PIA-05 установлены перед
дроссельными шайбами ДР-3 и ДР-4 и сигнализируют
о герметичности узлов уплотнений на
стороне высокого перепада давления. При
разгерметизации какого-либо из них и
росте давления затворного газа после
уплотнения выше предельно установленного
значения Н на электроконтактном
манометре на пульт управления выдается
сигнал о разгерметизации этого уплотнения.
Дополнительно - для контроля протечек
через узлы наружных блоков уплотнений
на стороне высокого перепада давления -
установлены ротаметры-расходомеры FI-06
и FI-07.
При возникновении аварийных
ситуаций запорный клапан КЗ
автоматически прекращает подачу буферного газа в
уплотнение, а обратные клапаны ОК-1 и
ОК-2 предотвращают возможность
попадания перекачиваемой насосом среды из
уплотняемой камеры в приборную часть
системы контроля и измерений
параметров затворного газа.
Для оценки экономической
эффективности применения торцовых газовых
уплотнений для насосов ниже приведена
таблица сравнительных затрат на работу
узлов уплотнений жидкостных и газовых
двойных торцовых уплотнений,
связанных с расходами на потребляемую
электроэнергию [46].
9.2. Затраты электроэнергии (в $ США)
на эксплуатацию уплотнений в год
(при условной стоимости 1 кВт-ч - $ 0,06)
Диаметр
вала, мм
25
50
75
100
Стоимость годовых
затрат
Жидкостной затвор
158
548
1575
2890
Газовый
затвор
2,35
15,7
39,15
136,6
Годовая
экономия
155
532
1535
2753
Несмотря на весомые преимущества,
газозатворные уплотнения на практике не
имеют широкого применения. Связано это
с их значительной дороговизной (в
сравнении с жидкостными двойными
торцовыми уплотнениями) и - что
немаловажно - с требуемой более высокой
культурой монтажных работ и обслуживания.
Ниже приведены данные [46] по
относительной стоимости затрат на
эксплуатацию комплексов торцовых газовых
уплотнений для центробежных насосов (за
100 % принята стоимость эксплуатации
жидкостных двойных торцовых уплотнений).
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ НАСОСОВ
295
9.3. Относительные затраты (в %) на эксплуатацию
Перечень расходов
Стоимость установки
Эксплуатационные расходы:
- электроэнергия
- ремонт
Межремонтный пробег
Жидкостные двойные
торцовые уплотнения
100
100
100
100
Газовые двойные
торцовые уплотнения
120
90
100
300...500
Герметичные
насосы
75...135
150
150...200
100...200
Экономические и эксплуатационные
выгоды применения систем торцовых
газовых уплотнений для центробежных
насосов следующие.
1. Сокращение потерь мощности
трения (примерно на порядок) в
сравнении с жидкостными торцовыми
уплотнениями.
2. Увеличение срока службы узла
уплотнения до 5... 10 лет и, соответственно,
экономия на ремонте и замене деталей.
3. Полностью исключается
неуправляемая утечка перекачиваемого продукта
в атмосферу.
4. Незначительные (до ОД...0,15 кг/ч)
утечки затворного газа в полость насоса,
не приводящие к загрязнению
перекачиваемого продукта.
5. Отсутствие потребности в системе
охлаждения уплотнений.
6. Упрощение системы подачи
затворной среды - в сравнении с
жидкостным затвором.
7. Использование затворного газа
исключает обмерзание узлов уплотнений
при низких температурах.
Все это обеспечивает:
- повышение надежности
оборудования;
- снижение эксплуатационных затрат;
-повышение экологической и
пожарной безопасности оборудования.
Недостатки эксплуатации
уплотнений с газовым затвором:
• повышение газосодержания
перекачиваемого насосом продукта (иногда
требуется установка сепараторов для
снижения газосодержания в продукте);
• необходимость использования
компрессора или иного источника для
подачи в узел затворного газа
необходимого давления;
• необходимый высокий уровень
технической подготовки обслуживающего
персонала.
Применение ГТУ для реакторного
оборудования описано в гл. 4 на примере
реактора-мешалки реакционной смеси
производства уксусной кислоты (см.
рис. 4.12) [25].
Наличие камеры концевого
лабиринта и ее продувка необходимы, если в
качестве буферного (затворного) газа по
технологии производства используется
взрывоопасный или токсичный газ,
попадание которого в зону обслуживания
установки недопустимо. В этом случае
целесообразно использование в качестве
барьерного газа воздуха (иногда азота),
подача которого под небольшим
давлением позволяет выводить утечку через
наружную ступень уплотнения в
безопасную зону.
Для реакторов-мешалок частота
вращения валов обычно 20...500 об /мин,
поэтому рациональным является
применение гидростатических торцовых
уплотнений. Характер выполнения
гидростатических каналов на уплотняющих
поверхностях стыка пары колец таков, что при
подаче избыточного давления газа в
уплотняемую камеру между уплотняющими
поверхностями колец образуется щель с
расходным течением через нее газа. Это
предотвращает режим «сухого» трения
колец уплотняющей пары и обеспечивает
значительный срок их службы.
296 Глава 9. УЗЛЫ УПЛОТНЕНИИ ВЫСОКОНАГРУЖЕННЫХ МАШИН
Сеть барьерного)
газа
Сеть буферного
газа
Рис. 9.7. Схема устройства подачи и контроля параметров буферного и барьерного
газов узла уплотнения вала реактора-мешалки
В состав системы обеспечения
подачи затворного и барьерного газа входит
запорно-регулирующая арматура, набор
контрольно-измерительных приборов и
фильтров.
Системы обеспечения подачи газа
выполняет следующие функции:
• подготовку и подачу в узлы
уплотнений буферного и барьерного газов;
• контроль параметров давлений
буферного и барьерного газов, передача на
центральный пульт управления сигналов
о выходе уровней давлений за
установленные границы;
• контроль величины утечки через
внешнюю ступень узла уплотнения;
• передача на центральный пульт
управления сигналов о нарушениях
герметичности уплотнения.
На рис. 9.7 приведена схема системы
обеспечения подачи и контроля
параметров буферного и барьерного газов с
оповещением о нарушениях в работе.
Система содержит следующее оборудование.
1. По линии буферного газа:
- фильтр Ф-1;
-электроконтактный манометр PISA-01,
включающий сигнализацию при падении
давления на линии подачи буферного газа
и подающий сигнал на остановку привода;
- редуктор перепада давления РПД;
- дифманометр PDIA-02,
включающий сигнализацию при падении давления
в сети;
- ротаметр-расходомер FIA-03 с
системой включения сигнализации при
ненормированном расходе буферного газа
через узел уплотнения;
- обратный клапан КО-1.
2. По линии барьерного газа:
- фильтр Ф-2;
- редуктор газа РД;
-электроконтактный манометр PIA-11,
включающий сигнализацию при падении
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ КОМПРЕССОРОВ
297
9.4. Характеристики газовых торцовых уплотнений для реакторов-мешалок
Уплотняемая среда и ее параметры
Частота вращения вала, об/мин
Давление рабочей среды в области
уплотнений, МПа
Температура рабочей среды, °С
Буферный газ
Давление буферного газа, МПа
Утечки буферного газа, нл/мин, в полость
реактора в атмосферу (организованные)
Осевой ход роторной части уплотнения
относительно статорной, мм
При производстве
капролактама
160
0,07
40...50
Азот
0,3...0,6
10
±2,5
При производстве
уксусной кислоты
89
Статическое - до 5,0
20...195
Моноксид углерода
Опрессовка: 5,5
15
+1,5
давления на линии подачи барьерного газа;
-дроссель ДР-1;
- обратный клапан КО-2.
Отличие системы обеспечения
подачи и контроля параметров буферного и
барьерного газов для реакторов-мешалок
(см. рис. 9.7) от приведенной выше такой
же системы для насосов (см. рис. 9.6),
состоит в использовании дифманометра,
включенного в линию подвода буферного
газа и в полость реактора с уплотняемым
продуктом. Это позволяет
автоматизировать управление расхода буферного газа
введением
пропорционально-интегрального звена в управляющую схему
редуктора перепада давления РПД.
Ниже, в табл. 9.4 приведены
основные параметры и показатели работы
газовых торцовых уплотнений для реакторов-
мешалок по данным [25].
Применение торцовых газовых
уплотнений в насосах и реакторах-мешалках
многократно повысили надежность и
долговечность уплотнений. Отсутствие
необходимости в эксплуатации сложной
системы запирающей жидкости, с
необходимостью ее охлаждения, обеспечили
значительное увеличение межремонтного
периода для оборудования и позволили
существенно снизить эксплуатационные
затраты. Применение торцовых газовых
уплотнений в реакторах-мешалках также
способствовало достижению полной
герметизации оборудования от утечек
вредных газов и продуктов, повышению
качества рабочего места при обслуживании
оборудования опасных и токсичных
производств.
За последнее десятилетие системы
уплотнений насосов на газовой смазке
были разработаны и предложены рынку
фирмами Burgman, Flowserve, «Грейс-
Инжиниринг» и рядом российских фирм-
производителей торцовых уплотнений
(ТРЭМ, ТЭКНА и др.).
9.2. УПЛОТНЕНИЯ
ЦЕНТРОБЕЖНЫХ
КОМПРЕССОРОВ
Высокоперепадные узлы уплотнений
в компрессорах устанавливаются обычно
между полостью подшипников и
полостью сжимаемого компрессором газа. До
недавних пор все опоры валов
компрессоров выполнялись на масляной смазке;
узлы уплотнений применялись с подачей в
уплотняемую камеру охлажденного
масла, используемого для смазки
подшипников. В конце 70-х гг. XX столетия нача-
298 Глава 9. УЗЛЫ УПЛОТНЕНИЙ ВЫСОКОНАГРУЖЕННЫХ МАШИН
лось использование в компрессорах
торцовых уплотнений с газовой смазкой.
Такие уплотнения успешно вытесняют в
последнее время жидкостные уплотнения.
Для герметизации валов
компрессоров с рабочим давлением свыше 50 МПа и
в настоящее время применяются узлы
концевых уплотнений с несколькими
секциями плавающих колец, оснащенных
самоустанавливающимися вкладышами.
Это позволяет использовать такие узлы
уплотнений в качестве дополнительных
опор роторов, частота вращения которых
составляет иногда десятки тысяч оборотов
в минуту [30]. Возможность применения в
тяжелых условиях нагружений опор
ротора торцовых уплотнений зависит в
немалой степени от успехов в создании
конструкций уплотнений и дополнительных
опорных устройств, которые будут
способны обеспечить приемлемые показатели
динамических характеристик роторов.
9.2.1. ЖИДКОСТНЫЕ УПЛОТНЕНИЯ
ВАЛОВ КОМПРЕССОРОВ
В недавнем прошлом основным
типом концевых уплотнительных узлов в
компрессорах были щелевые узлы
уплотнений на основе блоков плавающих
колец. Для решения задач герметизации
роторов высокооборотных компрессоров
они снабжались сложными
многоступенчатыми уплотнительными системами,
включающими подсистемы подготовки
(охлаждения, очистки) и подачи рабочей и
запирающей среды, отвода утечек,
сложной управляющей автоматики. Схема
такой типовой уплотнительной системы
центробежного компрессора с узлами
уплотнений фирмы «Элиот» (с блоками
плавающих колец) приведена на рис. 9.8 [30].
Масло >--
* + # Масло-газ
Линии передачи регулирующих
воздействий
Рис. 9.8. Схема уплотнительной системы центробежного компрессора:
1 - емкость; 2 - насос; 3 - фильтр тонкой очистки; 4 - регулятор расхода; 5 - бак; 6 - устройство
регулирования уровня масла в баке, 7 - регулятор расхода; 8 - наружные плавающие кольца;
9 - внутренние плавающие кольца; 10 - лабиринтное уплотнение; 11 -дроссельная шайба;
12 - маслоотводчик; 13 - выравнивающая линия; /, //, III- камеры блока уплотнений
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ КОМПРЕССОРОВ
299
Из емкости 1 насосом 2 через
фильтры тонкой очистки 3 подают масло в
камеру / между внутренними 9 и
наружными 8 плавающими кольцами. Масло,
протекающее через внутренние уплотнения в
камеру II, смешивается с газом и
поступает на маслоотводчики 72, в которых
отделяется от газа и возвращается в емкость 1.
Чтобы исключить попадание масла из
камеры II в газовую полость компрессора,
часть газа из маслоотводчика
сбрасывается в атмосферу. Необходимый перепад
давления на внутренних плавающих
кольцах 9 создается геометрическим
напором за счет расположения напорного
бака 5 на высоте 5 м над осью
компрессора. Давление в напорном баке
регулятором 4 поддерживается равным давлению в
камерах /, уровень масла регистрируется
датчиком 6 и поддерживается в заданных
пределах регулятором 7. Если уровень в
баке падает ниже допускаемого,
включается резервный насос. При падении
уровня ниже аварийной отметки срабатывает
защита и компрессор останавливается.
Для обеспечения одинаковых условий
работы переднего и заднего узлов
уплотнений камеры III соединены
выравнивающей линией 13.
Описанная схема дает представление
о сложности и высокой стоимости затрат,
связанных с обеспечением
работоспособности концевых узлов уплотнений в высоко-
нагруженных центробежных машинах.
В 60-х гг. XX в. центробежные
компрессоры вместо узлов щелевых
уплотнений стали оснащаться масляными
торцовыми уплотнениями для отделения
полостей системы смазки от полостей газового
тракта. Вспомогательная система таких
уплотнительных узлов значительно проще
описанной выше системы для щелевых
уплотнений. Утечки через торцовые
уплотнения значительно меньше и расходы
на обслуживание компрессоров
оснащенных узлами таких уплотнений
значительно ниже, чем для компрессоров с
щелевыми уплотнениями.
5 6 7 8 910 11 12
Рис. 9.9. Жидкостное торцовое уплотнение
фирмы «Дрессел Кларк» вала компрессора:
1 - вращающееся кольцо; 2 - кольцо
лабиринтного уплотнения; 3 - втулка корпусная;
4 - корпус компрессора; 5 - уплотняемая
камера; 6 - кольцо стояночного уплотнения;
7 - плавающее графитовое кольцо; 8,10-
пружины; 9 - нажимное кольцо; 11 - камера смеси
газа и масла; 12 - лабиринтная вставка на
стороне газовой полости; 13 -
аксиально-подвижное невращающееся кольцо торцовой
пары; 14 - полость газа
На рис. 9.9 приведено концевое
торцовое уплотнение с жидкостным затвором
фирмы «Дрессел Кларк» для вала
компрессора. Материалы колец торцовой
пары: карбид вольфрама - графит.
Уплотнение снабжено дополнительным
стояночным уплотнением в виде
подпружиненного фторопластового кольца 6, которое
отжимается при подаче в камеру 5
уплотнения масла под избыточным давлением.
Типичным в конструкциях уплотнений
для быстроходных валов является
расположение пружинных элементов в невра-
щающемся блоке и простота
конструктивного исполнения вращающегося блока.
При необходимости уплотнения
перепадов давлений выше 15 МПа
применяются торцовые уплотнения с двумя
ступенями деления давления, подобные
торцовому уплотнению, приведенному на
рис. 2.28 (с. 50).
300 Глава 9. УЗЛЫ УПЛОТНЕНИЙ ВЫСОКОНАГРУЖЕННЫХ МАШИН
9.2.2. ГАЗОВЫЕ УПЛОТНЕНИЯ
ВАЛОВ КОМПРЕССОРОВ
Недостатки масляных уплотнений
(узлов с плавающими кольцами, торцовых
уплотнений), отделяющих газовые
полости компрессора от узлов подшипников,
следующие:
- сложная, громоздкая и, как
следствие, недостаточно надежная система
герметизации, которая повышает вероятность
отказа и увеличивает стоимость ее
ремонта и обслуживания;
- высокое энергопотребление
масляной системы уплотнений за счет
функционирования маслонасосов высокого
давления и значительных потерь
мощности в уплотнениях;
- использование масла высокого
давления - потенциальный фактор
пожароопасное™ и, кроме того, фактор
неблагоприятных условий труда
обслуживающего персонала;
- загрязнение маслом
перекачиваемого газа, снижающим его
потребительские качества.
Наилучшим путем решения этих
проблем является использование
торцовых газовых уплотнений, работающих на
том же газе, который перекачивает
нагнетатель. Преимущества работы нагнетателей
с торцовыми газовыми уплотнениями:
- прекращение загрязнения
сжимаемого газа маслом (так, в результате
загрязнения газа маслом, пропускная
способность газопровода снижается на 1.. .2 %);
- существенно уменьшаются (в 10 раз
и более) потери мощности на трение в
уплотнении;
- ресурс торцового газового
уплотнения рассчитан на весь срок работы
нагнетателя;
- обслуживание торцовых газовых
уплотнений минимальное (один раз в 1-3
года), причем предусматривается
визуальный осмотр и замена - при
необходимости - фильтрующих элементов и
О-образных эластомерных колец в узлах
уплотнений;
- повышение общего КПД
компрессорной установки из-за снижения потерь
на трение в уплотнительной системе и в
трубопроводе.
В нагнетателях с газотурбинным
приводом, при снижении потребляемой
нагнетателем мощности на 1 %, расход
топлива на газовой турбине уменьшается
на несколько процентов.
Цена нового газоперекачивающего
агрегата с торцовыми газовыми
уплотнениями не превышает цены нагнетателя с
масляными уплотнениями при
существенных преимуществах использования
первого.
В настоящее время нагнетатели с
масляными уплотнениями
воспринимаются как устаревшая и экономически
невыгодная продукция. Ведущими мировыми
стандартами ISO и API, с точки зрения
безопасности, запрещено применение
масляных уплотнений в новых
компрессорах. По состоянию на 2006 г. уже более
50 % мирового парка компрессоров
укомплектовано торцовыми газовыми
уплотнениями.
Основной парк газовых нагнетателей
природного газа на компрессорных
станциях России в настоящее время пока еще
снабжен масляными концевыми
уплотнениями. Вводимые новые компрессорные
станции снабжаются нагнетателями
только с газовыми торцовыми уплотнениями.
Однако целесообразна замена масляных
уплотнений в использующихся
нагнетателях природного газа на торцовые газовые
уплотнения (ГТУ).
Окупаемость установки ГТУ вместо
масляных на компрессорной станции
газоперекачки, по оценке фирмы «Грейс-
Инжиниринг» (Украина), составляет два-
три года, при сроке службы самого
уплотнения 20 лет; в таких уплотнениях
нуждаются порядка 3 тыс.
газокомпрессорных установок в системе "Газпрома".
Широкое применение торцовых
уплотнений с газовой смазкой в
компрессорах связано с разработками ГТУ фирмой
John Grane (США). Начав с использования
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ КОМПРЕССОРОВ
301
В атмосферу
t
рД|др
ШсШ
РП |Д
кэп
РВД
ко
PI
О
От стационарной системы
подготовки воздуха
кэп
—Т СЖ] С
От внешнего
источника
Рис. 9.10. Схема уплотнительного комплекса для компрессора транспорта природного газа
спиральных канавок для создания
газодинамического эффекта, фирмой John Grane
были разработаны позже реверсивные
канавки, которые одинаково хорошо
работают при обоих направлениях вращения
ротора.
Успешные разработки конструкций
торцовых уплотнений со спиральными
канавками с последующим внедрением в
нагнетатели природного газа начались
еще в СССР, в начале 90-х годов на
Сумском производственном объединении
им. Фрунзе, а затем успешно были
продолжены в отдельно образованной фирме
«Грейс-Инжиниринг» (Украина).
Как отмечалось, применение
торцовых газовых уплотнений возможно лишь
в составе уплотнительных комплексов,
включающих в себя узлы торцовых
газовых уплотнений и систему обеспечения
их работоспособности. Описание работы
узлов торцовых газовых уплотнении и
используемые основные принципиальные
схемы представлены в гл. 4. Здесь
рассмотрим схемы уплотнительных устройств
компрессоров, применяемые на практике.
Эти схемы включают в себя
собственно узлы торцовых уплотнений и
системы подачи в них уплотняемой
газообразной среды, а также устройства
контроля и регулирования ее параметров. Схема
такого уплотнительного комплекса для
компрессора транспорта природного газа
показана на рис. 9.10, а на рис. 9.11
приведен узел торцового газового уплотнения
рассматриваемой схемы компрессора [45].
Узлы торцовых уплотнений
расположены с обоих концов вала. В узел
торцового уплотнения подаются буферный и
барьерный газы. В качестве буферного
газа служит компрессионный газ, а в
качестве барьерного - подготовленный
воздух.
302 Глава 9. УЗЛЫ УПЛОТНЕНИИ ВЫСОКОНАГРУЖЕННЫХ МАШИН
Рис. 9.11. Узел газового
торцового уплотнения нагнетателя
природного газа:
А - камера подвода буферного
газа; В - камера отвода утечки
после 1-й ступени ГТУ;
С - камера утечки после второй
ступени ГТУ; D - уравнительная
камера; 1 - замыкающее
лабиринтное уплотнение; 2 -
внутреннее лабиринтное уплотнение
Буферный газ (см. рис. 9.10) через
клапан электропневматический КЭП, блок
фильтров БФГ, регулируемые клапаны
КР1 и КР2, ротаметры РМ1, РМ2
поступает в камеру А первой ступени торцового
уплотнения с давлением, превышающим
давление газа в полости компрессора
перед уплотнением на 0,05...0,2 МПа.
Контроль засоренности фильтров
осуществляется датчиком давления РЕ блока
фильтров БФГ.
Часть буферного газа через
лабиринтное уплотнение уходит в
уравнительную камеру D (рис. 9.11), а часть в виде
утечки через первую ступень торцового
уплотнения уходит в камеру В -
уплотняемую камеру второй ступени торцового
уплотнения. В камере В газ находится под
давлением, обеспечивающим перепад на
второй ступени торцового уплотнения и
его бесконтактную работу; часть газа из
камеры В сбрасывается на свечу и
сжигается. Для обеспечения установленного
регламентом давления в камере В на
линии сброса на свечу установлены
дроссели ДР, а контроль количества
сбрасываемого газа осуществляется ротаметрами
РМ. В случае недопустимого превышения
давления в камере А (например, при
разрушении первой ступени узла торцового
уплотнения) срабатывает аварийный
клапан КА и клапаны мембранные КМ.
Барьерный газ (очищенный от влаги
и механических частиц воздух) через
клапан электропневматический КЭП,
обратный клапан КО, редуктор воздуха РВД,
дроссель ДР (см. рис. 9.10) поступает в
полость лабиринта за второй ступенью
торцового уплотнения. Контроль
давления в линии подачи барьерного газа
осуществляется манометром PI и датчиком
давления РЕ. Часть барьерного газа в виде
утечки через лабиринтное уплотнение
уходит в камеру узла концевого
подшипника и далее в атмосферу, а часть утечки в
камеру С - за второй ступенью торцового
уплотнения. Из камеры С эта часть
барьерного газа и часть газа-утечки из камеры
В, через вторую ступень торцового
уплотнения, смешивается и отводится в
безопасную зону или на свечу.
Основные требования к уплотни-
тельному комплексу с газовым торцовым
уплотнением:
1) должна обеспечиваться очистка
буферного газа от механических частиц и
влаги;
2) должна обеспечиваться подача
буферного газа в камеру перед торцовыми
уплотнениями с давлением,
превышающим давление технологического газа в
уравнительных камерах внутренних
лабиринтных уплотнений на всех режимах
работы компрессора;
3) уровень давления барьерного газа,
подаваемого в полость между
подшипником и второй ступенью торцового
уплотнения, должен быть таким, чтобы
давление в камере В было выше давления в
камере С. Это обеспечивается
согласованием гидравлических сопротивлений на
линиях отвода утечки барьерного газа через
лабиринт, а также на линиях отвода утечки
газа из камеры В и воздуха из камеры С;
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ КОМПРЕССОРОВ
303
4) в случае аварийного разрушения
первой ступени узла торцового
уплотнения давление в камере В и линии отвода
утечки до ограничителя расхода дросселя
ДР не должно превысить 0,4... 1,0 МПа.
Такой уровень давления должен
обеспечиваться при срабатывании
предохранительных клапанов мембранных КМ, что
позволит предохранить ротаметры РМ от
разрушения и ограничить рост давление
газа перед второй ступенью торцового
уплотнения вплоть до аварийного
останова агрегата.
При аварийном разрушении первой
ступени узла торцового уплотнения, пока
понижается давление в проточной части
компрессора, газ с тем же давлением
находится в камерах А между внутренним
лабиринтным и торцовым уплотнениями,
что может привести к высоким утечкам
газа через первые ступени обоих узлов
уплотнений. Для снижения этих протечек
газовая система уплотнений
дополнительно снабжается клапаном аварийного
сброса газа КА, соединенным с камерами
А линией, гидравлическое сопротивление
которой меньше, чем суммарное
сопротивление внутреннего лабиринтного
уплотнения и регулирующих кранов КР1 и
КР2, установленных на линии подачи
буферного газа. Этим создается условие,
при котором газ поступает в камеры А в
количестве меньшем, чем может
сбрасываться клапаном КА, что и обеспечивает
резкое понижение давления в этих
камерах и значительно снижает протечки через
первые ступени торцового уплотнения на
свечу. При этом утечки газа через вторые
ступени ГТУ в камеру С не будут
превышать 2...7 нл/мин, а утечки воздуха через
лабиринтные уплотнения будут
находиться в пределах 200...400 нл /мин.
Следовательно, в газовоздушной смеси
концентрация природного газа будет
значительно ниже критического уровня.
Подача буферного газа в агрегатную
систему уплотнений осуществляется
обычно от станционной системы.
Станционная система подготовки буферного газа
обеспечивает очистку газа от капельной
влаги и механических примесей (до 10 мкм),
а также поддерживает его давление выше
давления газа на входе в компрессор на
всех режимах работы
газоперекачивающего агрегата (ГПА). Дополнительная
очистка буферного газа от механических
примесей до 5 мкм осуществлялась
агрегатными фильтрами тонкой очистки газа,
а регулирование его давления
обеспечивается регулятором перепада давления
«газ-газ».
На линейных компрессорных
станциях (КС), учитывая, что перекачиваемый
газ уже многократно очищен по пути
транспортировки, может быть выполнен
отбор буферного газа в газовую систему
уплотнений с нагнетательного патрубка
компрессора.
Подача запирающего осушенного и
очищенного от механических частиц (до
20 мкм) воздуха в запирающие
лабиринтные уплотнения может осуществляться по
одному из трех вариантов:
- на период пуска и останова -
вихревым компрессором;
- при нормальной работе - от
газотурбинного приводного двигателя;
- при аварийном останове (например,
при отключении электропитания) - от
отдельного ресивера.
Включение подачи буферного и
барьерного газа обеспечивается системой
автоматического управления ГПА перед
включением пускового насоса смазки
компрессора, а прекращение их подачи -
после выключения насоса и слива масла с
подшипников компрессора.
Рассмотрим еще одну схему уплот-
нительного комплекса, используемого для
валов компрессоров аммиака. Такая же
схема применима и в компрессорах для
сжатия водорода, азотно-водородной смеси,
«жирного» газа, газа пиролиза, моноксида
углерода, в детандерах природного газа.
304 Глава 9. УЗЛЫ УПЛОТНЕНИИ ВЫСОКОНАГРУЖЕННЫХ МАШИН
J Сброс в
безопасную зону
риггигж
Сеть
буферного
газа
Сеть
барьерного
газа
Рис. 9.12. Схема уплотнительного комплекса аммиачного компрессора
Буферный газ (рис. 9.12) через
фильтры Ф-1 или Ф-2, расходомеры FIC-3 и
FIC-4 с индикацией и регуляторами
расхода поступает в камеры первых ступеней
торцовых уплотнений вала компрессора
(рис. 9.13) с давлением, превышающим
давление газа в полости компрессора
перед уплотнением на 0,05...0,2 МПа.
Контроль засоренности фильтров
осуществляется с помощью манометра PI-1 а также
дифманометра PDA-2, с выводом
сигнализации на пульт управления о падении
давления на фильтрах.
Часть буферного газа через
лабиринтное уплотнение уходит в полость
сжимаемого газа 5 (см. рис. 9.13), а часть
в виде утечки через первую ступень
торцового уплотнения уходит в уплотняемую
камеру 3 второй ступени торцового
уплотнения. В уплотняемой камере 3 второй
УПЛОТНЕНИЯ ЦЕНТРОБЕЖНЫХ КОМПРЕССОРОВ
305
Рис. 9.13. Узел газового торцового уплотнения аммиачного компрессора
ступени газ находится под давлением,
обеспечивающим перепад на второй
ступени торцового уплотнения и его
бесконтактную работу; часть газа из камеры 3
сбрасывается на свечу и сжигается. Для
обеспечения установленного регламентом
давления в камере 3 на линии сброса на
свечу установлены электроконтактные
манометры PS-7 и PS-10 (см. рис. 9.12),
отключающие двигатель компрессора при
превышении давления по установленному
значению верхнего предела давления (в
случае разрушения первой ступени узла
уплотнения), дроссели ДРЗ и ДР4, а
сведения о количестве сбрасываемого газа
можно получить по показаниям
расходомеров FI-6, FI-11.
Барьерный газ (воздух или азот)
через фильтр Ф-3, редуктор PD,
электроконтактный манометр с выводом
сигнализации на пульт управления по нижнему
установленному пределу давления через
дроссели ДР-1 и ДР-2 поступает в камеру
2 лабиринтного уплотнения на стороне
подшипников. Часть его в виде утечки
через лабиринтное уплотнение уходит в
камеру узла концевого подшипника и далее
в атмосферу, а часть утечки - в камеру 4
(см. рис. 9.13) за второй ступенью
торцового уплотнения. Из камеры 4 эта часть
барьерного газа и часть газа-утечки из
камеры 3, через вторую ступень торцового
уплотнения, смешивается и отводится в
безопасную зону или на свечу. Контроль
давления барьерного газа после камеры 4 до
смешения с барьерным газом
осуществляется манометрами с выводом на пульт
управления сигнала о превышении
установленного верхнего предела по давлению.
Выше приведены примеры типичных
схем уплотнительных комплексов,
используемых на практике для валов
компрессоров. Пока не существует
общепринятых международных стандартов их
исполнения (как это регламентировано для
жидкостных уплотнений насосов), и
разнообразие в различиях составляющих и
эффективности уплотнительных
комплексов ГТУ может быть значительным.
Внедрение в последние годы в
практику компрессоростроения
электромагнитных подшипников, бессмазочных
муфт, а также торцовых уплотнений на
газовой смазке позволило создать
компрессоры без систем масляной смазки.
Несмотря на высокую стоимость таких
подшипников и уплотнений, при
использовании бессмазочных компрессоров
значительно улучшаются общие
экономические показатели производства. В таких
компрессорах исключаются сложные и
дорогие маслосистемы, стоимость
которых соизмерима, а иногда и превышает
стоимость самих компрессоров,
снижается общая металлоемкость
вспомогательного компрессорного оборудования и
уменьшаются размеры необходимых
производственных площадей.
Выброс природного газа в атмосферу
в виде планируемых утечек с компрессора
306 Глава 9. УЗЛЫ УПЛОТНЕНИИ ВЫСОКОНАГРУЖЕННЫХ МАШИН
газоперекачивающего агрегата при
его эксплуатации составляет порядка
120 000 нм3/год. Поэтому фирмой John
Crane (США) предложено дополнить
систему подачи буферного газа в уплотнение
системой утилизации утечек, назначение
которой - улавливание утечек, сжатие их
в отдельном вспомогательном
компрессоре и дальнейшее использование (подача
на вход основного компрессора) [1].
9.3. УПЛОТНЕНИЯ
АВИАЦИОННЫХ И РАКЕТНЫХ
ДВИГАТЕЛЕЙ
Надежное функционирование
концевых уплотнений роторов высоконагру-
женных газотурбинных и ракетных
двигателей является одной из проблем,
решение которых определяет уровень развития
как этих отраслей современной
промышленности, так и уровень развития
отраслей, использующих достижения
авиакосмической отрасли. Так, в современной
практике авиационные газотурбинные
двигатели (ГТД) стали повсеместно
применяться в качестве привода нагнетателей
на газоперекачивающих станциях и
приводов генераторов электростанций.
Рассмотрим проблемы и современные
решения, используемые в газотурбинных
двигателях и турбонасосных агрегатах
ракетных двигателей.
9.3.1. УПЛОТНЕНИЯ ВАЛОВ
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Основные проблемы, возникающие
при создании новой авиационной
техники, связаны, в первую очередь, с
требованиями повышения ее экономичности и
увеличения срока эксплуатации. ГТД
содержат выполненные в едином блоке
компрессор для сжатия воздуха, систему
подачи топлива, камеру сгорания и турбину.
Энергия газовоздушной смеси,
получаемой при сгорании топлива в камере
сгорания, преобразуется в механическую
работу с помощью газовой турбины.
Подшипниковые опоры ротора ГТД
(компрессорная и турбинная), расположенные
в проточных частях и омываемые
нагретой газовоздушной смесью, смазываются
маслом из отдельной маслосистемы, и
поэтому нуждаются в узлах уплотнений.
Условия, при которых вынуждены
работать уплотнения: температура до
1700 К, давление до 4 МПа, окружная
скорость до 450 м/с. В перспективе
ожидается дальнейшее увеличение степени
сжатия воздуха в компрессоре,
температуры газа перед турбиной, частоты
вращения роторов [2]. Требуемые ресурсы
газотурбинных двигателей - 30 тыс. ч.
Авиационный ГТД имеет около 50
различных уплотнительных устройств и
их работоспособность существенным
образом влияет на надежность двигателя.
Отказы уплотнений стоят на третьем
месте среди 28 причин аварий ГТД [52].
Утечки горячего воздуха в масляную
полость через уплотнения опор роторов
вызывают появление масляного тумана и
коксование масла. Ухудшающееся
вследствие этого охлаждение подшипников
может значительно сократить ресурс
двигателя. По данным фирмы «Роллс-Ройс»,
уменьшение утечек воздуха из
компрессора на 1 % повышает его КПД на 2.. .6 %,
снижает расход топлива и увеличивает
дальность полета на 3 %.
В настоящее время в качестве
уплотнений масляных опор ротора турбины
авиационного двухконтурного двигателя
(фрагмент одного из которых приведен на
рис. 9.14) применяются лабиринтные
(рис. 9.15, а), радиально-торцовые
уплотнения (рис. 9.15, б) и торцовые
уплотнения (рис. 9.15, б) [52].
Лабиринтные уплотнения имеют
неограниченный ресурс, однако их
функционирование связано с большими
утечками. Для повышения их уплотняющей
способности нужно снижать давление и
температуру воздуха, протекающего в
масляную полость компрессорной или
турбинной опоры, что достигается
увеличением длины пути утечки воздуха благо-
УПЛОТНЕНИЯ АВИАЦИОННЫХ И РАКЕТНЫХ ДВИГАТЕЛЕЙ 307
Рис. 9.14. Уплотнение масляных полостей опор роторов турбин авиационного
двухконтурного турбореактивного двигателя Д-18Т:
1,2,3,4- межвальные узлы уплотнений; 5 - полость наддува; 6,7 - масляные полости
подшипников роторов; 8 - полость наддува
даря созданию промежуточных полостей.
В итоге это приводит к усложнению
конструкций уплотнений, увеличению их
массы и ухудшению удельных
характеристик двигателя.
Широко распространенные, из-за
своей простоты и малых габаритов, ради-
ально-торцовые уплотнения с разрезными
графитовыми кольцами и уплотняющей
поверхностью по наружному диаметру,
или радиально-торцовые уплотнения с
уплотняющей поверхностью по
внутреннему диаметру, имеют утечки меньшие,
чем лабиринтные уплотнения. Так,
радиально-торцовые уплотнения с
уплотняющей поверхностью по внутреннему
диаметру с бандажированным графитовым
кольцом имеют утечки в 5-7 раз меньшие,
чем лабиринтные. Однако такие
уплотнения имеют ограничения по скорости
скольжения и перепаду давления, а
уплотняющая способность радиально-
торцовых уплотнений хуже, чем у
торцовых уплотнений.
Торцовые контактные уплотнения
имеют утечки на порядок меньшие.
Перспективными для замены радиально-
торцовых уплотнений являются торцовые
уплотнения бесконтактного типа;
особенный интерес представляет применение
торцовых уплотнений на газовой смазке.
Особенностями применения
торцовых уплотнений для турбомашин
двигателей летательных аппаратов являются
высокие значения нагрузок по перепадам
в)
Рис. 9.15. Виды применяемых узлов
уплотнений масляных опор ГТД:
а - лабиринтные уплотнения; б - радиально-
торцовые уплотнения; в - торцовые
уплотнения; 1 - корпус опоры; 2 - вал; 3 - графитовое
кольцо; 4 - вращающееся кольцо; 5 - пружина;
6 - вторичное уплотнение; А - полость воздуха;
Б - промежуточная полость; В - масляная полость
308 Глава 9. УЗЛЫ УПЛОТНЕНИИ ВЫСОКОНАГРУЖЕННЫХ МАШИН
температур и скоростям скольжения, а
также циклические изменения этих
нагрузок во время работы двигателя.
Одной из проблем, возникающих при
разработке уплотнений компрессоров
авиационных ГТД, является влияние
диска компрессора - подверженного
колебаниям различной формы и температурным
воздействиям - на деформации
связанного с этим диском вращающегося кольца
торцового уплотнения. Для решения этой
задачи было испробовано применение в
торцовом уплотнении не сплошного
кольца, а разрезного, в виде набора
башмаков, каждый из которых взвешен на
газовой пленке и поджат пружиной.
Однако разработанные и испытанные, такие
уплотнения конструктивно сложны и
показали большие утечки [52].
Использование сплошных
эластичных армированных колец торцовых
уплотнений позволило отслеживать и
аккумулировать деформации торцовой
поверхности вращающегося диска [52]. Но
такое решение тоже пока не нашло
применения в уплотнениях ГТД из-за низких
прочностных качеств эластомерных
материалов в рассматриваемых условиях
эксплуатации.
Другой важной проблемой,
возникающей при разработке уплотнений
компрессоров авиационных ГТД, является
трудность реализации бесконтактной
работы торцового уплотнения на всех
рабочих режимах двигателя (режим «малого
газа», взлетный режим, крейсерский
режим). При смене режимов работы
двигателя изменяются соотношения
нагружающих сил. Изменяются также значения
деформаций деталей узла уплотнения, что
сказывается на форме уплотняющей
щели, возможности контактной схемы
работы пары колец, износа колец и связанным
с этим низким ресурсом работы узла
уплотнения. Поэтому одной из важных
проблем в создании узлов уплотнений
является обеспечение работоспособности их
конструкций на всех режимах работы
двигателя - за счет минимизации деформаций
уплотнительных колец или рационального
управления этими деформациями.
Выполненный с этой целью ряд
исследований [52] показал, что торцовое
газостатическое или гидростатическое
уплотнение желательно применять в том
случае, когда условия эксплуатации
уплотнения в процессе работы турбомаши-
ны изменяются незначительно. Такие
уплотнения эффективны при высоких
перепадах давлений и на низких частотах
вращения вала.
Торцовое газодинамическое
уплотнение эффективно при высоких перепадах
давления на уплотнении, высоких
частотах вращения вала, а также при
многорежимной работе, когда газостатическим
методом обеспечить надежное уплотнение
не удается.
Известные последние разработки в
части создания торцовых уплотнений для
ГТД можно проиллюстрировать на
примере узла торцового уплотнения,
рассмотренного в гл. 2.
На рис. 2.24 (с. 48) [52],
представлено (для замены радиально-торцового узла
уплотнения опоры компрессора) опытное
гибридное торцовое уплотнение, в
котором на рабочем торце невращающегося
кольца 3 выполнены кольцевая
газостатическая камера 9, а также размещены
двенадцать камер Рэлея 7, в которые по
каналам 8 подводится уплотняемый воздух
высокого давления. Кольцо 3 закреплено
в держателе 4 и поджато к вращающемуся
кольцу 1 пружинами 6. Поршневое кольцо
5 является вторичным уплотнением. В
кольце 1 для снижения температурных
деформаций выполнены радиальные
каналы 10, через которые прокачивается
масло. Сильфон 2 является
вспомогательным уплотнением.
Уплотнение рассчитано на
параметры работы - перепад давления 2 МПа,
окружная скорость - 240 м/с. Рабочий
зазор на различных режимах находился в
диапазоне 2,5... 12 мкм [52].
Выполнение вместо камер Рэлея на
графитовом кольце спиральных канавок
УПЛОТНЕНИЯ АВИАЦИОННЫХ И РАКЕТНЫХ ДВИГАТЕЛЕЙ 309
(см. рис. 2.24, б [52] позволило получить
рабочий зазор в пределах 5...8 мкм;
утечка масла при этом была не более 11,6 г/с.
Однако наработка такого варианта
уплотнения составила всего 2700 ч из-за
изнашивания графитового кольца вследствие
высокой температурной деформации
колец 1 и 3. Результаты исследований
показали необходимость снижения влияния
температурных деформаций при работе
узла уплотнения.
Испытания узла показали, что для
успешной работы такого торцового
уплотнения должны быть обеспечены
следующие условия:
- конфузорность уплотнительной
щели на всех режимах работы ГТД;
- эффективный теплоотвод от пары
трения;
- хорошая подвижность аксиально-
подвижного кольца пары трения в осевом
направлении;
- низкая величина осевого усилия
прижатия колец пары за счет пружин;
- высокие динамических свойств
узла уплотнения;
- для простоты монтажных и
ремонтных работ узел уплотнения
необходимо выполнять в виде отдельного блока,
т.е. картриджного типа.
9.3.2. УПЛОТНЕНИЯ ВАЛОВ
ТУРБОНАСОСНЫХ АГРЕГАТОВ
В жидкостных ракетных двигателях
(ЖРД) применяется система подачи
топлива турбонасосными агрегатами (ТНА),
которые включают в себя насосы и
привод насосов - газовую турбину, рабочим
телом которой являются продукты
сжигания в газогенераторе перекачиваемых
насосами компонентов топлива. Турбона-
сосные агрегаты обеспечивают подачу в
камеру сжигания высокоагрессивных и
токсичных компонентов топлива, которые
при соединении могут вступать в
химическую реакцию. Физические свойства
рабочих тел, подаваемых насосами, и
рабочего тела в тракте газовой турбины
сильно различаются. Например, в кислородно-
водородном ЖРД горючее в полости насоса
имеет температуры порядка 20 К, а
температура рабочего тела турбины для привода
этого насоса может быть более 1000 К.
По схеме компоновки ТНА могут
быть в виде единого блока, включающего
насосы подачи горючего и окислителя и
приводную турбину (рис. 9.16), или в виде
отдельных турбонасосов подачи горючего
(включающего насос горючего и
приводную турбину) и подачи окислителя
(включающего насос окислителя и
приводную турбину). По второй схеме
выполнена, например, система подачи
топлива в двигателе американского челнока
«Спейс Шаттл», а также советского
«Бурана». В ТНА уплотнения являются
важнейшими элементами, определяющими их
надежность. Согласно статистике, около
60 % выходов из строя узлов современных
ЖРД связано с нарушением работы
только уплотнительных систем [21]. Таким
образом, работоспособность, ресурс,
надежность и экономичность ТНА в
существенной степени зависят от
совершенства их уплотнительных устройств.
Качественное, не допускающее
смешения компонентов топлива, отделение
смежных полостей насосов и турбин
является принципиально важным для
возможности успешного функционирования
ТНА. В практике проектирования
уплотнений валов ТНА для надежного
разделения полостей в блоках узлов уплотнений
используются дополнительные
конструктивные элементы, такие как дренажи,
дублирующие уплотнения. В результате
узел уплотнения становится одним из
самых сложных в конструкции ТНА, и
конструктивное решение этого узла влияет
определяющим образом на общую
компоновку турбонасосного агрегата.
Уровни давлений, создаваемые
современными турбонасосными агрегатами,
достигают 40...75 МПа, а уровни
окружных скоростей 250 м/с и имеют
тенденцию к возрастанию при одновременном
росте динамических нагрузок [52]. Требо-
Выход горючего
Вход горючего
Дренаж окислителя
Дренаж парогаза
Рис. 9.16. Турбонасосный агрегат двигателя HWK 109-509:
7,2, 3 - торцовые уплотнения
УПЛОТНЕНИЯ АВИАЦИОННЫХ И РАКЕТНЫХ ДВИГАТЕЛЕЙ 311
Диафрагма из
синтетического
каучука
Фетровое
уплотни-
тельное
кольцо
Отвод к баку горючего
Роликовый
подшипник
итовое
кольцо ч5
Внутреннее
уплотнение
Рис. 9.17. Уплотнение между насосом горючего и турбиной
с избытком в газе турбины компонента горючего:
1 - корпусной блок торцового уплотнения с аксиально-подвижным кольцом; 2 - аксиально-
подвижная часть корпусного блока; 3 - вращающееся кольцо торцового уплотнения
вание минимальной массы двигателя
приводит к созданию агрегатов с гибкими
роторами, которые при переходных
режимах могут иметь значительные
прогибы. В связи с переходом аэрокосмической
техники на системы с многоразовыми
возвращаемыми летательными
аппаратами их двигатели рассчитываются на
многократные включения, поэтому требуемые
ресурсы ТНА достигают десятков часов
[52]. Все эти новые повышенные
требования к работе двигателей усложняют и так
непростую работу узлов уплотнений.
Торцовые уплотнения контактного
типа широко использовались уже в
40-х гг. XX столетия. На рис. 9.16
приведен разрез такого ТНА, который
использовался в качестве ускорителя для
истребителей-перехватчиков в немецких
ракетных двигательных установках, а на
рис. 9.17 приведена конструкция одного
из таких узлов торцовых уплотнений.
В конструкции ТНА на рис. 9.16
торцовое уплотнение 1 служит для отделения
масляной полости подшипника от
входной полости насоса окислителя. Торцовое
уплотнение 2 отделяет полость высокого
давления за насосом окислителя и
дренажную полость приводной турбины со
стороны насоса окислителя. Торцовое
уплотнение 3 отделяет полость высокого
давления за насосом горючего и
дренажную полость приводной турбины со
стороны насоса горючего. Все торцовые
уплотнения выполнены контактного типа с
коэффициентом нагрузки К >\ и были
рассчитаны на небольшой ресурс работы.
В последующие годы разработчики
ТНА ЖРД использовали торцовые
уплотнения в большинстве случаев в качестве
стояночных узлов уплотнений, задачей
которых было надежно разделить
соседние полости ТНА только при невращаю-
щемся вале. При вращающемся вале
разделение этих полостей доверялось
выполнять импеллерным устройствам
(дополнительным насосным колесам), несмотря
на значительные энергетические затраты,
необходимые на выполнение
предназначенных для них функций. Однако с
совершенствованием ТНА и повышением
требований в части их экономических
показателей, связанных с их
конкурентоспособностью на мировом рынке услуг
вывоза грузов на околоземные орбиты, в
последние десятилетия вопросы создания
надежных и экономичных уплотнитель-
ных систем для герметизации полостей
ТНА стали особенно актуальными.
При создании конструкции ТНА к
уплотнениям предъявляются следующие
требования:
- надежная герметичность;
312 Глава 9. УЗЛЫ УПЛОТНЕНИЙ ВЫСОКОНАГРУЖЕННЫХ МАШИН
Рис. 9.18. Торцовое сильфонное уплотнение
турбины:
1 - сильфон; 2 - аксиально-подвижный блок;
3 - вращающееся кольцо
- малый износ контактных
поверхностей;
- низкие потери мощности на трение;
- высокий срок службы,
включающий срок хранения, исчисляемый годами;
- простота технологии изготовления
и сборки узла уплотнения и возможность
контроля его работоспособности после
сборки турбонасосного агрегата.
Рассмотрим типичные конструкции
узлов торцовых уплотнений,
используемые в ТНА.
Представленный на рис. 3.23 (с. 93)
концевой уплотнительный узел с
торцовым уплотнением является типичным для
ТНА однократного использования [21].
Уплотняющая торцовая пара деталей 5 и 6
выполняется из материалов графит-сталь.
Вал 10 насоса с центробежным колесом 9
и плавающим кольцом 8 установлен на
подшипниках качения, один из которых
охлаждается компонентом, проходящим
через щелевое уплотнение плавающего
кольца 8. За подшипником расположен
импеллер б, к торцевой поверхности
которого со стороны лопаток пружиной 4
поджато кольцо 5 торцевого уплотнения.
Страхующая манжета 2 установлена за
дренажной полостью между втулкой 1 и
корпусом торцевого уплотнения.
До запуска агрегата роль основного
уплотнения выполняет торцовое
уплотнение. По мере выхода агрегата на
номинальный режим работы, перекачиваемый
компонент после центробежного колеса 9
поступают через щелевое уплотнение
плавающего кольца 8 в подшипник 7.
Импеллер 6 снижает давление в камере
торцового уплотнения и создает циркуляцию
жидкости в уплотняемой камере, что
позволяет отводить тепло от подшипника и
торцового уплотнения. В таком
конструктивном исполнении узлов уплотнений
после выхода ТНА на штатный режим
работы без достаточного охлаждения и
смазки может остаться манжета 2,
уплотняющая способность которой до
разрушения губы манжеты может обеспечить
лишь один-два запуска ТНА. Это связано
с тем, что манжеты длительно могут
эксплуатироваться в условиях хорошей
смазки при окружных скоростях не более
15...20 м/с.
Узел контактного торцового
уплотнения ТНА с сильфонным вторичным
уплотнением для стабильных
совместимых компонентов топлива представлен на
рис. 9.18. Использование сильфона 7,
обладающего низкой осевой жесткостью и
создающего небольшое усилие прижатия
колец 2, 3 торцовой пары, хорошо
подобранные материалы, а также выбранная
геометрия деталей колец и сильфона
позволяет применять такое уплотнение для
условий многократных запусков ТНА.
На рис. 9.19 представлен
уплотнительный узел с торцовым уплотнением
стояночного типа для отделения полости
2 турбины ТНА большой тяги от полости
1 насоса окислителя. При неподвижном
вале ТНА торцовое уплотнение разделяет
полость жидкого кислорода со стороны
полости 1 насоса и газовую полость 2
турбины, рабочим телом которой является
газ с избытком кислорода. Вращающееся
кольцо 3 поджато к подшипнику 4
ступицей 5 турбины. При кислой среде топлива
в насосе и кислом газе в смежной с
насосом турбине утечки из насоса в турбину и
смешение этих утечек с газом турбины не
создают взрывоопасных смесей. При нев-
ращающемся вале невращающееся графи-
УПЛОТНЕНИЯ АВИАЦИОННЫХ И РАКЕТНЫХ ДВИГАТЕЛЕЙ 313
2 10 7 5 6 3 4 8 19
Рис. 9.19. Узел стояночного торцового уплотнения турбины многоразового ТНА
товое кольцо 6 поджато усилием пружин
7 к вращающемуся кольцу 3. В процессе
выхода ТНА на номинальный режим при
достижении расчетного перепада
давления на уплотнении, возникающего при
определенной частоте вращения вала
(примерно около половины от штатной
частоты вращения), аксиально-подвижное
кольцо б осевой силой от воздействия
давления среды со стороны полости
насоса выводится из торцового контакта с
вращающимся кольцом 3.
Перепад давления при бесконтактной
работе торцового уплотнения
поддерживается соотношением гидравлических
сопротивлений узкой торцовой щели
между поверхностями торцового
уплотнения, сопротивлением радиальной щели
между плавающим кольцом 8 и ротором 9, а
также щели 10 между аксиально-
подвижным блоком и ступицей 5 турбины.
При такой схеме работы узла
торцового уплотнения некоторое количество
жидкого кислорода после плавающего
кольца 8 через торцовую щель
уплотнения и радиальную щель 10 попадает в
полость турбины, выполняя функцию
охлаждения диска турбинного колеса. Однако
чрезмерная утечка здесь может стать
причиной больших температурных
деформаций турбинного колеса, из-за высокого
перепада температур в его теле
(температура жидкого кислорода порядка40...5О К,
9 4,5116 12 7 8
Рис. 9.20. Уплотнение между кислородным
насосом и турбиной с восстановительной
рабочей средой:
7,2- вращающееся и невращающееся кольца
пары трения; 3 - полость жидкого кислорода;
4, 5 - блок плавающих колец со стороны
полости кислорода; 6,7- блок плавающих колец
со стороны полости с газообразным
водородом; 8 - полость с газообразным водородом;
9 - камера подвода затворного газа гелия;
10- дренажные каналы для отвода смеси
гелия и протечек кислорода; 11,12 -
дренажные каналы для отвода смеси гелия и газа,
обогащенного водородом
а рабочего тела турбины - порядка
800...900 К). Снижение утечки через узел
уплотнения позволяет повысить КПД
турбины и понизить температуру
генераторного газа перед турбиной.
На рис. 9.20 приведена
конструктивная схема исполнения разделительного
узла уплотнений ТНА между
кислородным насосом и турбиной ТНА двигателя
314 Глава 9. УЗЛЫ УПЛОТНЕНИЙ ВЫСОКОНАГРУЖЕННЫХ МАШИН
Рис. 9.21. Узел торцового уплотнения импульсного типа для криогенного ТНА ЖРД:
1 - невращающееся аксиально-подвижное кольцо; 2 - вращающееся кольцо; 3 - замкнутые
камеры; 4 - питающие каналы; 5 - манжетное вторичное уплотнение; 6 - пружина; В - полость
высокого давления; Х- торцовый зазор
американского челночного корабля
«Спейс Шаттл», приводимой во вращение
горячим газом с избытком водорода
(«сладкий» газ). При «кислой» среде
топлива в насосе и «сладком» газе в смежной
с насосом турбине утечки из насоса в
турбину и смешение этих утечек с газом
турбины недопустимо, так как эта смесь
взрывоопасна. Разделительный блок узлов
уплотнений в этом случае является очень
ответственным элементом насоса и
состоит из нескольких уплотнительных узлов:
сильфонного торцового уплотнения с
парой трения 1, 2 со стороны полости 3 с
жидким кислородом, блока плавающих
колец 4, 5 и блока плавающих колец 5, 7
со стороны полости 8 с газообразным
водородом, между которыми выполнена
камера подвода 9 затворного газа гелия.
На контактной поверхности
вращающегося кольца 1 выполнены спиральные
канавки. Дренажные каналы 10 служат для
отвода смеси гелия и протечек кислорода,
а каналы 11,12 - для отвода смеси гелия и
смеси газа, обогащенного водородом, за
борт двигателя. Сжатый гелий на борту
корабля хранится в баллоне, и расход его
может определять число включений
двигателя и общую длительность полета корабля.
Рабочие параметры такого торцового
стояночного уплотнения ТНА ЖРД:
уплотняемый перепад давления 3,1 МПа,
скорость скольжения 180 м/с; требуемый
ресурс 10 ч при числе включений ТНА
порядка 300 [52].
В качестве перспективного
уплотнения вала между газовой турбиной и
насосом окислителя ТНА ЖРД
рассматривается применение торцового уплотнения
импульсного типа (рис. 9.21). В таком
торцовом уплотнении в процессе набора
оборотов ТНА происходит повышение
перепада давления на уплотнении, и торцовая
пара переходит в режим бесконтактной
работы с торцовым зазором в несколько
микрометров [13].
Основными элементами уплотнения
являются невращающееся аксиально-
УПЛОТНЕНИЯ АВИАЦИОННЫХ И РАКЕТНЫХ ДВИГАТЕЛЕЙ 315
подвижное кольцо 1 и вращающийся с
валом кольцевой бурт 2 вала. На рабочем
торце невращающегося кольца 1
выполнены замкнутые камеры 3, а на торце
бурта 2 вала - подводящие питающие каналы
4, открытые в сторону пространства
уплотняемой среды. При вращении вала
камеры 3 на уплотняющей поверхности
невращающегося кольца циклически питаются
средой из полости высокого давления.
Уплотнение разгруженное. На
аксиально-подвижное кольцо 1
уплотняющей пары в сторону вращающегося бурта
2 действует осевая запирающая сила
^с + ^пР от давления рх в камере
уплотнения и от усилия пружины. Равновесное
положение кольца 1 обеспечивается
действием на него циклически изменяющейся
силы Fs, которая образуется воздействием
на поверхность кольца 1 изменяющегося
давления р^ среды в камерах 3 подводом
ее посредством каналов 4, выполненных
на поверхности бурта 2. При подводе
среды с давлением р\ в камеры 3 кольца 1
сила Fs превышает суммарную силу
^с + ^пР- Тогда растет зазор X между
уплотняющими поверхностями кольца 1 и
бурта 2, а также и утечка уплотняемой
среды. При уменьшении и до
прекращения подвода объема среды высокого
давления в камеры 3 кольца 1 сила Fs
снижается и идет процесс плавного уменьшения
зазора X. Размер зазора X между
уплотняющими поверхностями колец
функционально связан с соотношением сил
^с + ^пР и Fs, а также скоростью
изменения силы Fs, которая обусловлена как
выбранным количеством камер 3, так и
конструкцией питающих каналов 4.
При уплотнении криогенных
жидкостей образование газовой фазы между
торцовыми поверхностями вращающегося
и невращающегося колец неблагоприятно
сказывается на работе уплотнения,
рассчитанного для работы в жидкой среде.
Снижается несущая сила в щели между
поверхностями колец из-за падения
вязкости уплотняемой среды, уменьшается
зазор между уплотняющими
поверхностями, растут тепловыделения в торцовом
стыке поверхностей. В этой связи
представляется целесообразным блок
уплотнений между турбиной и насосом или
между насосами выполнять двух- или
трехступенчатым из ряда торцовых
уплотнений, чтобы использовать
тепловыделения в трущейся паре торцового
уплотнения первой ступени для
газификации криогенной жидкости, с
последующим использованием газифицированной
среды в качестве рабочего тела в
торцовом уплотнении следующей ступени.
Использование такого конструктивного
решения позволило бы значительно снизить
величины утечек и, возможно, позволило
бы избавиться от необходимости иметь на
борту летательного аппарата баллон со
значительным запасом гелия или азота
для продувки полостей между блоками
уплотнений.
Выводы.
Рассмотрены условия работы и
типичные конструкции торцовых
уплотнений, используемых в быстроходных высо-
конагруженных центробежных машинах;
можно сделать ряд общих заключений.
• Высоконагруженные
центробежные машины в большей своей части
являются быстроходными агрегатами, а
потому важным фактором их работы
является высокое тепловыделение в торцовых
щелях у плотните л ьных узлов.
• Высокий уровень тепловыделений
в торцовых щелях уплотнительных узлов
вызывает значительные температурные
деформации уплотняющих поверхностей
колец торцовой пары.
• Следует конструктивно создавать
условия для эффективного теплоотвода от
пары трения.
• Значительную опасность для
торцовых уплотнений, работающих с
высокой частотой вращения, представляет
образование термических трещин на
поверхности колец из керамики и твердых
углеграфитов; эффективным способом
борьбы с этим является обеспечение
работы торцовой пары в условиях
бесконтактного скольжения поверхностей.
• Следует обращать внимание на
обеспечение высоких динамических
свойств узла уплотнения.
316 Глава 9. УЗЛЫ УПЛОТНЕНИЙ ВЫСОКОНАГРУЖЕННЫХ МАШИН
• Снижение затрат на разработку
работоспособных узлов торцовых
уплотнений связано с успехами инженеров-
расчетчиков в решении задач
тепловыделений в уплотнительном узле и решении
деформационных задач.
Для обеспечения работоспособности
торцовых уплотнений в высоконагружен-
ных центробежных машинах необходимо
при конструировании узлов
придерживаться следующих основных правил'.
• Кольца трущейся пары для
высокооборотных машин следует выполнять из
материалов, обладающих высокими
антифрикционными свойствами и высокой
теплопроводностью (подходящими
материалами в этом случае являются материалы
на основе графита и металлокерамики).
• Для снижения температурных
градиентов в кольцах торцового уплотнения
рационально охлаждать трущиеся
поверхности колец с помощью разного рода
канавок, а боковые поверхности колец -
достаточно хорошим протоком
циркулирующей среды.
• Обеспечивать образование
расчетной конфузорной формы уплотнительной
щели на всех режимах работы.
• Для управления формой
уплотняющей щели торцового уплотнения следует
обеспечить интенсивный теплосъем с
поверхности вращающегося блока уплотнения.
• Выполнение трущихся
поверхностей стыка торцовой пары должно
обеспечивать осесимметричные поля давлений
при вращении ротора.
• Для снижения нерасчетных
деформаций радиальное сопряжение уплотни-
тельных колец со смежными деталями
желательно выполнять по посадкам с
зазором, а торцовое сопряжение - по
притертым поверхностям.
• Торцовые уплотнения следует
выполнять внутреннего типа и
разгруженными; коэффициент нагрузки следует
выбирать в пределах 0,75.. .0,9.
• Вращающийся блок следует
выполнять осесимметричным. Допустимый
остаточный дисбаланс блока при
динамической балансировке на рабочей частоте
должен быть не выше 0,5 г-мм.
• Пружинные поджимающие
элементы должны располагаться в невращаю-
щемся блоке узла уплотнения.
• При сборке узла уплотнения в
изделии неперпендикулярность торцовой
уплотняющей поверхности невращающе-
гося кольца к оси вращения ротора
должна быть не более 0,02 мм, а уплотняющей
поверхности вращающегося кольца - не
более 0,01 % от среднего диаметра
уплотняющего пояска пары колец.
• В уплотнительной полости
агрегатов с торцовыми уплотнениями
желательно предусмотреть систему дегазации
уплотняемой среды.
• Для высокооборотных роторов
постоянно действующие торцовые
уплотнения предпочтительнее традиционных
стояночных уплотнений в связи с
большей простотой, надежностью и более
высокими функциональными качествами.
Вместо стояночных торцовых уплотнений
целесообразно использовать торцовые
уплотнения гидродинамического или
импульсного типа, а также торцовые
уплотнения на газовой смазке.
• Для ТНА, работающих на жидких
криогенных компонентах, торцовые
уплотнения желательно выполнять с
применением металлических сварных сильфо-
нов, совмещающих в себе качества
пружинных элементов и вторичных уплотнений.
• Конструировать уплотнения в виде
отдельных блоков, с целью снижения
погрешностей во время монтажа и удобства
сборки.
• Конструирование высоконагру-
женных изделий с узлами уплотнений для
нестандартных условий эксплуатации
должно выполняться в тесном
сотрудничестве разработчика такого изделия и
специалиста по конструированию узлов
уплотнений. Примером подобного рода
нестандартных изделий являются турбо-
насосные агрегаты для ракетных или
авиационных двигателей. Успех в
разработках такого рода изделий является
результатом сотрудничества разработчика
собственно агрегата и специалиста по
узлам уплотнений.
СПИСОК ЛИТЕРАТУРЫ
1. Баткис Г.С., Максимов В.А.
Торцовые бесконтактные уплотнения роторов
компрессорных машин: учеб. пособие.
Казань: Казанский гос. технол. ун-т, 2004. 159 с.
2. Белоусов А.И., Фалалеев СВ.,
Зрелов В.А. Опыт создания уплотнений
быстровращающихся валов для
авиационных двигателей // Тр. 10-й междунар.
научно-технич. конф. «Герметичность,
вибронадежность и экологическая безопасность
насосного и компрессорного
оборудования». Украина: Сумы, 2002. Т.1. С. 33-39.
3. Бицено К.Б. , Граммель Р.
Техническая динамика. М.-Л., ГИТТЛ, 1950.
Т. 1.900 с.
4. Болдырев Ю.Я., Зуев А.В.,
Лучин Г.А., Огнев В.В. Проектирование
концевых герметичных уплотнений валов
центробежных компрессоров : учеб.
пособие. СПб.: СПбГТУ, 2001. 52 с
5. Бондаренко Г.А. К вопросу о
проектировании газодинамических (сухих)
уплотнений валов турбомашин // Тр. 9-й
междунар. научно-технич. конф.
«Герметичность, вибронадежность и
экологическая безопасность насосного и
компрессорного оборудования». Украина: Сумы,
1999. Т. 1.С. 140-148.
6. Бондаренко Г.А. О влиянии
уплотнений на динамику ротора
центробежного компрессора высокого давления //
Тр. 10-й междунар. научно-технич. конф.
«Герметичность, вибронадежность и
экологическая безопасность насосного и
компрессорного оборудования». Украина:
Сумы, 2002. Т. 3. С. 250-251.
7. Гафт Я.З. Сравнительные
экономические показатели основных типов
уплотнений роторов насосов // Тр. 11-й
междунар. научно-технич. конф.
«Герметичность, вибронадежность и экологическая
безопасность насосного и компрессорного
оборудования». Украина: Сумы, 2005.
Т. 1.С. 38-45.
8. Голуб М.В., Голуб В.М. Система
защиты уплотнений валов нефтяных насосов
от выброса нефти в насосное помещение //
Тр. 8-й междунар. научно-технич. конф.
«Насосы-96». Украина: Сумы, 1996.
9. Голубев А.И. Торцовые
уплотнения вращающихся валов. М.:
Машиностроение, 1974. 212 с.
10. Голубев А.И. К расчету
торцовых бесконтактных уплотнений на
газовой смазке // Тр. 10-й междунар. научно-
технич. конф. «Гервикон-2002». Украина:
Сумы, 2002. Т. 1.С. 88-97.
11. Голубев А.И., Мельник В.А.,
Кожин В.П. Температурное поле кольца
гидродинамического торцового
уплотнения // Исследование и расчет
гидромашин: труды ВНИИгидромаш. М.:
Энергия, 1978. С. 42-47.
12. Голубев Г.А. и др. Контактные
уплотнения вращающихся валов. М.:
Машиностроение, 1976. 264 с.
13. Громыко Б.М., Колпаков А.В.,
Чернов А.Е. Опыт разработки
импульсных торцовых уплотнений для
быстроходных турбонасосов // Тр. 9-й междунар.
научно-технич. конф. «Герметичность,
вибронадежность и экологическая
безопасность насосного и компрессорного
оборудования». Украина: Сумы, 1999. Т. 1.
С. 151-159.
14. Ден Г.Н. Термогазодинамика
сухих торцевых газовых уплотнений
роторов турбомашин. Владивосток: Дальрыб-
втуз,2003.289с.
15. Домашнее А.Д., Мельник В.А.
Расчет нагруженности торцовых
уплотнений // Химическое и нефтяное
машиностроение, 1972. № 9. С. 6-8.
16. Дорфман Л.А.
Гидродинамическое сопротивление и теплоотдача
вращающихся тел. М.: Изд-во физ.-мат.
литры, I960. С. 86, 188,201.
17. Иванов В.В., Фурманов Б.А.
Оптимизация некоторых конструкций
гидростатических уплотнений // Вестник
машиностроения, 1976. № 7. С. 9-12.
18. Каминская И.В. Уплотнитель-
ные системы и охрана окружающей среды
// Тр. 9-й междунар. научно-технич. конф.
«Герметичность, вибронадежность и
экологическая безопасность насосного и
компрессорного оборудования». Украина:
Сумы, 1999. Т. 1.С. 92-104.
318
СПИСОК ЛИТЕРАТУРЫ
19. Кашигин Е.Н. Современные
торцовые уплотнения в химическом
оборудовании // Тр. 11-й междунар. научно-
технич. конф. «Герметичность,
вибронадежность и экологическая безопасность
насосного и компрессорного
оборудования». Украина: Сумы, 2005. Т. 3. С. 11-23.
20. Комиссар А.Г. Уплотнительные
устройства опор качения. М.:
Машиностроение, 1980. 192 с.
21. Конструкция и проектирование
жидкостных ракетных двигателей / под
ред. Г.Г. Гахуна. М.: Машиностроение,
1989.424 с.
22. Короткое В.А., Мельник В.А.
Расчет характеристик торцового
уплотнения с учетом термических и силовых
деформаций его колец // Вестник
машиностроения. 1979. № 2. С. 45-48.
23. Кревсун Э.П. Торцовые
герметизаторы вращающихся валов. Минск,
АРТИ-ФЕКС, 1998, с. 148.
24. Крившич Н.Г. и др. Система
сухих газовых уплотнений для
центробежных насосов // Тр. 9-й междунар. научно-
технич. конф. «Герметичность,
вибронадежность и экологическая безопасность
насосного и компрессорного оборудования».
Украина: Сумы, 1999. Т. 1. С. 136-138.
25. Крившич Н.Г. и др. Системы
статически разгруженных сухих
уплотнений для оборудования с низкой частотой
вращения вала // Тр. 11-й междунар. научно-
технич. конф. «Герметичность,
вибронадежность и экологическая безопасность
насосного и компрессорного оборудования».
Украина: Сумы, 2005. Т. 3. С. 24-29.
26. Кукин Г.М. Расчет теплового
режима узла торцового уплотнения //
В сб. «Тепловая динамика трения». М.:
Наука, 1970. С. 39-58.
27. Лебек А. Несущая способность
при параллельном скольжении в режиме
смешанного трения. Ч. 2. Оценка
механизмов // Проблемы трения и смазки.
1987. № 1.С. 127-138.
28. Лыков А.В. Теория
теплопроводности. М.: Высшая школа, 1967. 600 с.
29. Майер Э. Торцовые уплотнения.
М.: Машиностроение, 1978. 288 с.
30. Марцинковский В.А.
Бесконтактные уплотнения роторных машин. М.:
Машиностроение, 1980. 200 с.
31. Марцинковский В.А.,
Ворона П.Н. Насосы атомных электростанций.
М.: Энергоатомиздат, 1987. 256 с.
32. Мельник В.А. Температурное поле
и температурная деформация колец
торцового уплотнения // Химическое и нефтегазовое
машиностроение. 2002. № 8. С. 29-32.
33. Мельник В.А. Параметры
управления и оптимизации характеристик
торцового уплотнения // Машиностроитель.
2002. №7. С. 19-23.
34. Мельник В.А. О некоторых
результатах оценок тепловыделений в
торцовом уплотнении // Тр. 8-й междунар.
научно-технич. конф. «Насосы-96».
Украина: Сумы, 1996. Т. 2. С. 50-52.
35. Мельник В.А. Выбор
оптимальной модели рабочего процесса в
герметизирующей щели торцового уплотнения //
Тр. 10-й междунар. научно-технич. конф.
«Гервикон-2002». Украина: Сумы, 2002.
Т. 1.С. 108-118.
36. Мельник В.А. Форма
поверхностей контактного стыка пары трения
торцового уплотнения. Расчет характеристик
торцового уплотнения // Химическое и
нефтегазовое машиностроение. 2003. № 2. С. 28-31.
37. Мельник В.А. Упрощенный
метод расчета рабочих характеристик
торцового уплотнения // Химическое и нефтегазовое
машиностроение. № 9. С. 31-33. 2003.
38. Мельник В.А. Расчет
деформаций в кольцах торцовой пары при нагру-
жении узда торцового уплотнения перепадом
давления // Химическое и нефте-газовое
машиностроение. 2004. № 8. С. 28-31.
39. Мельник В.А. Теплообразование в
турбулизированном потоке уплотняемой
среды от дискового трения в камере
торцового уплотнении // Химическое и
нефтегазовое машиностроение. 2004. № 12. С. 28-29.
40. Мельник В.А., Голубев А.И.,
Волкова М.Е. О температурной
деформации кольца торцового уплотнения //
Исследование, расчет и конструирование
гидромашин: сб. трудов ВНИИгидромаш.
М.: ЦИНТИхимнефтемаш, 1979. С. 32-38.
41. Мур Д. Основы и применения
трибоники. М.: Мир, 1978. 488 с.
42. Hay Б.С. Экспериментальные
наблюдения и анализ характеристик пленки
механического уплотнения // Проблемы
трения и смазки, 1980. № 3. С. 84-93.
СПИСОК ЛИТЕРАТУРЫ
319
43. Оркатт Р. Исследование работы
и повреждения механических торцовых
уплотнений // Проблемы трения и смазки.
1969. №4. С. 115-128.
44. Петрова А.П. Клеящие
материалы: справочник. М: Редакция журнала
«Каучук и резина», 2002. 196 с.
45. Роговой Е.Д. и др. Применение
торцовых газодинамических уплотнений в
газоперекачивающих агрегатах
производства ОАО «Сумское НПО им. М.В.
Фрунзе» // Тр. 11-й междунар. научно-технич.
конф. «Герметичность, вибронадежность
и экологическая безопасность насосного и
компрессорного оборудования». Украина:
Сумы, 2005. Т. 2. С. 68-77.
46. Скрыпник Л.В., Скрыпник А.Л.
Экономическая эффективность
использования уплотнений на газовой смазке в
насосах химических производств // Тр. 9-й
междунар. научно-технич. конф.
«Герметичность, вибронадежность и
экологическая безопасность насосного и
компрессорного оборудования». Украина: Сумы,
1999. Т.1.С. 105-109.
47. Сухиненко В.Е., Даниленко В.И.,
Пшик В.Р. Опыт проектирования
торцовых газодинамческих уплотнений
компрессоров природного газа // Тр. 8-й
междунар. научно-технич. конф. «Насосы-96».
Украина: Сумы, 1996. Т. 2. С. 136-142.
48. Тимошенко СП., Гудьер Дж.
Теория упругости. М.: Наука: 1975. 575 с.
49. Тичи Дж., Смит Р. Тепловые
характеристики осциллирующих
сдавливаемых пленок // Проблемы терния и смазки.
1983. Т. 105. С. 1-11.
50. Торцовые уплотнения аппаратов
химических производств / Г.В. Антипин,
М.Т. Банников, А.Д. Домашнев и др. М:
Машиностроение, 1984. 112 с.
51. Уплотнения и уплотнительная
техника. Справочник / под ред. А.И. Го-
лубева и Л.А. Кондакова. М:
Машиностроение, 1986. 463 с.
52. Фалалеев СВ., Чегодаев Д.Е.
Торцовые бесконтактные уплотнения
двигателей летательных аппаратов. Основы
теории и проектирования. М.: МАИ, 1998. 274 с.
53. Ченг Г., Чоу К., Уилкок Д.
Поведение гидростатических и
гидродинамических бесконтактных торцовых
уплотнений // Проблемы трения и смазки.
1968. №2. С. 246-259.
54. Шлихтинг Г. Теория
пограничного слоя. М., Наука, 1974. 711с.
55. Этсион И., Дэн И. Исследования
колебаний торцового уплотнения //
Проблемы трения и смазки. 1981. № 3. С. 104-112.
56. Lebeck A.O. A mixed friction
hydrostatic mechanical face seal model with
thermal rotation and wear. ASLE
Transactions, 1980. Vol. 23. N 4. P. 375-387.
57. Lebeck A.O. Principles and Design of
Mechanical Face Seals. Ntw York, 1991. 764 p.
58. Li Chin Hsiu. Thermal deformation
in a mechanical face seal. ASLE Transaction,
1976. Vol. 19. N2. P. 146-152.
59. Metcalfe R. Performance analysis
of axisymmetric fiat face seals // 6th. Int. Conf.
on Fluid Sealing. Munich, 1973. Paper 24.
60. Muller H.K. Self aligning radial
clearance seal // 3-d Int. Conf. on Fluid
Sealing. B.H.R.A., England, 1967, p. 125.
61. Muller H.K. Gleitringdichtungen-
Vorgange im Dichtspalt-Konstruktion. 1974.
S. 207-214.
62. Salant R., Miller A., Kay P. et al.
Development of an electronically controlled
mechanical seal // 11-th. Int. Conf. Fluid
Seal. Cannes, 1987. Proc. L.-N.Y., 1987.
P. 576-595.
63. Schaffer R. Gleitringdichtungen
fur Kreiselpumpen der chemischen Industrie.
Chemie-Ingenieur Technic. 1957. Sektion 4.
S. 85-94.
64. Schindler H. Warmetechnische
Probleme an Geitringdichtungen (Eine Me-
thode zur Warmetechnischen Berechnung) //
5th Int. Dichtungstagung. Dresden, Vortrage.
B. II. Sektion 4. 1974. S. 379^02.
65. Snapp R.B., Sasdeli K.R.
Performance characteristics of a high pressure phase
seal with radially converging interphase
shapes // 6th Int. Conf. on Fluid Sealing.
Munich, 1973. Paper E4.
66. Burgmann. Торцовые
уплотнения. Каталог конструкций.
KM15RU1/5.000/02.02/6.2.1.
67. Проспект фирмы John Crane
«Уплотнения типа 28 для компрессоров»,
S-28AT/28XP/28EXP/Rus 2005.
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЕ ИЗДАНИЕ
Библиотека конструктора
Мельник Виктор Александрович
ТОРЦОВЫЕ УПЛОТНЕНИЯ ВАЛОВ
СПРАВОЧНИК
Редактор ЛЯ. Сидорова
Художественный редактор Т.Н. Погорелова
Корректор М.Я. Барская
Инженер по компьютерному
макетированию НИ. Смолъянина
Сдано в набор 11.02.07 г. Подписано в печать 06.12.07 г. Формат 70 х 100 х1\6.
Бумага офсетная. Гарнитура Times. Печать офсетная
Усл. печ. л. 26,0. Уч.-изд. л. 24,0.
Тираж 1000 экз. Заказ 106
Ордена Трудового Красного Знамени ОАО "Издательство «Машиностроение»",
107076, Москва, Стромынский пер., 4
Оригинал-макет изготовлен в ООО "Издательство Машиностроение-1"
Отпечатано в полном соответствии с качеством
предоставленного оригинал-макета в ГУП ППП «Типография «Наука» РАН
121099, г. Москва, Шубинский пер., 6