/










































































Текст
А. А. МУХУТДИНОВ
В. П. ДОРОЖКИН
Ю. О. АВЕРКО-АНТОНОВИЧ
М. А. ПОЛЯК
АЛЬБОМ
ТЕХНОЛОГИЧЕСКИХ
СХЕМ
ОСНОВНЫХ
ПРОИЗВОДСТВ
РЕЗИНОВОЙ
ПРОМЫШЛЕННОСТИ
Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебного пособия
для студентов высших учебных заведений,
обучающихся по специальности
„Технология резины**
МОСКВА „ХИМИЯ» 1980
6П7.54
М92
УДК 68.063 : 66.011 (075.8)
Мухутдинов А. А., Дорожкин В. IL, Аверко-Антоно-
вич Ю. О., Поляк М. А.
Альбом технологических схем основных произ-
водств резиновой промышленности — М.: Химия,
1980. — 76 с., ил.
В альбоме приводятся схемы технологических процессов
получения важнейших типов резиновых изделий. В отдельной
главе представлены схемы общих процессов резинового произ-
водства (приготовление резиновых смесей, шприцевание, про-
мазка тканей резиновой смесью); в остальных главах — техно-
логические схемы производства различных изделий: пневмати-
ческих и массивных шин, резиновых технических изделий и рези-
новой обуви.
Книга предназначена в качестве учебного пособия для сту-
дентов вузов по специальности «Технология резины». Она мо-
жет быть полезна инженерно-техническим работникам пред-
приятий и проектных организаций резиновой промышленности.
76 с., 1 табл., 50 рис., список литературы 15 ссылок.
Редактор Н. С. МОЛИТВИНА
Художник Н. Н. БЕДСЕНТЕЕВ
Художественный редактор Н. В. НОСОВ
Технический редактор В. В. ЛЕБЕДЕВА
Корректор Г, М. ГОЛЬБИНДЕР
ИБ № 1119
Сдано в набор 11.02.80. Подписано в печать 07.08.80. Т-13198.
Формат бумаги 60х901/8. Бумага тип. № 2. Гарнитура литературная
Печать высокая. Усл. печ. л. 9,0. Уч.-изд. л. 9,53. Тираж 4700 экз.
Заказ № 58. Цена 40 к. Изд. № 2006.
Ордена «Знак Почета» издательство «Химия». 107076, Москва,
Стромынка, 13.
Ленинградская типография № 6 ордена Трудового Красного
Знамени Ленинградского объединения «Техническая книга»
им. Евгении Соколовой Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли
193144, Ленинград, ул. Моисеенко, 10.
м 050(01')-” «»^«огоо
© Издательство «Химия», 1980 г.
СОДЕРЖАНИЕ
Предисловие ........................................... 4
Глава 1. Общие процессы резинового производства 5
1.1. Технологические схемы приготовления резиновых
смесей................................................. 5
1.1.1. Одностадийное приготовление резиновых сме-
сей ............................................... 5
1.1.2. Двухстадийное приготовление резиновых сме-
сей ............................................... 6
1.1.3. Приготовление резиновых смесей с использо-
ванием резиносмесителей объемом 620 л и чер-
вячных машин типа «Трансфермикс» ....
1.1.4. Приготовление резиновых смесей на основе 8
порошкообразных каучуков в резиносмесителе
непрерывного действия ............................. 9
1.2. Шприцевание резиновых смесей .................... 10
1.2.1. Шприцевание с применением червячных машин
горячего питания.................................. 10
1.2.2. Шприцевание с применением червячных машин
холодного питания ............................... 11,
1.3. Промазка тканей резиновой смесью.............. 13
Глава 2. Производство пневматических шин ... 14
2.1. Производство покрышек......................... 14
2.1.1. Выпуск протекторных заготовок........... 14
2.1.2. Приготовление пропиточного состава для корда 15
2.1.3. Обработка и обрезинивание текстильного корда 17
2.1.4. Раскрой корда и наложение резиновой про-
слойки ................................... 18
2.1.5. Обрезинивание, раскрой, стыковка и изоляция
кромок металлокорда . . 18
2.1.6. Изготовление крыльев....................... 21
2.1.7. Сборка и вулканизация покрышек............. 22
2.1.8. Сборка и вулканизация покрышек на поточных
автоматизированных линиях......................... 24
2.1.9. Сборка крупногабаритных покрышек .... 27
2.2. Изготовление автокамер........................... 29
2.2.1. Подготовка и обрезинивание вентилей .... 29
2.2.2. Выпуск камерных заготовок.................. 30
2.2.3. Вулканизация автокамер на поточных линиях 32
2.3. Изготовление ободных лент........................ 33
2.4. Изготовление диафрагм для форматоров-вулканиза-
торов ................................................ 34
2.5. Производство велосипедных шин.................... 34
2.5.1. Изготовление велопокрышек.................. 34
2.5.2. Изготовление велосипедных камер............ 35
2.6. Восстановительный ремонт покрышек ............... 36
2.6.1. Подготовка покрышек к восстановлению . . 36
2.6.2. Наложение нового протектора и вулканизация
восстанавливаемых покрышек ....................... 38
2.7. Производство массивных шин ...................... 38
2.7.1. Технология изготовления массивных шин . . . 39
2.7.2. Изготовление полиуретановых массивных шин
методом жидкого формования ...................... 39
2.7.3. Изготовление съемных массивных шин .... 41
Г л а в а 3. Производство резиновых технических изделий 43
3.1. Пропитка тканей и кордшнуров..................... 43
3.1.1. Пропитка тканей............................ 43
3.1.2. Пропитка кордшнуров........................ 43
3.2. Изготовление транспортерных лент и плоских при-
водных ремней........................................ 45
3.2.1. Сборка сердечников транспортерных лент по-
слойным дублированием ........................... 45
3.2.2. Обкладка сердечников и вулканизация транс-
портерных лент .................................. 45
3.2.3. Непрерывная вулканизация транспортерных
лент........................................ . 48
3.2.4. Изготовление резинотросовых лент .... 48
3.3. Производство клиновых ремней .................... 49
3.4. Производство рукавных изделий .... .... 52
3.4.1. Изготовление рукавов бездорновым способом 52
3.4.2. Изготовление рукавов дорновым способом . . 53
3.5. Производство неформовых изделий............ 54
3.5.1. Вулканизация в среде жидкого теплоносителя 54
3.5.2. Вулканизация в псевдоожиженном слое ... 56
3.5.3. Вулканизация с подогревом в поле токов сверх-
высокой частоты .......................... 57
3.6. Производство формовых изделий ................... 57
3.7. Обкладка металлических валов резиной ........... 60
3.8. Производство изделий из латекса ................. 61
3.8.1. Приготовление латексной смеси ............. 61
3.8.2. Изготовление губчатых изделий ............. 61
3.8.3. Изготовление эластичных резиновых нитей 63
Глава 4. Производство резиновой обуви ................. 66
4.1. Подготовка материалов и деталей обуви ...... 66
4.1.1. Приготовление обувного лака................ 66
4.1.2. Изготовление текстильных и резинотканевых
деталей обуви.............................. 66
4.1.3. Изготовление резиновых деталей обуви ... 67
4.1.4. Изготовление резиновых подошв для клееной
и формовой обуви........................... 67
4.2. Технология изготовления обуви.............. 68
4.2.1. Изготовление обуви клеевым способом .... 68
4.2.2. Лакирование и вулканизация обуви........ 68
4.2.3. Изготовление обуви формованием............. 70
4.2.4. Изготовление галош штамповкой.............. 70
4.2.5. Изготовление обуви литьем под давлением 70
4.2.6. Изготовление обуви способом жидкого фор-
мования ......................................... 71
4.2.7. Изготовление обуви из латекса ............. 72
Литература •.......................................... 72
ПРЕДИСЛОВИЕ
Резиновая промышленность является крупной
отраслью нефтехимической индустрии и включает
ряд различных производств, основными из которых
являются: производство шин, резиновых технических
изделий (РТИ) и резиновой обуви. Технология ре-
зиновых производств непрерывно совершенствуется.
В последние десятилетия получили широкое распро-
странение новые виды синтетических каучуков, ла-
тексов, технического углерода и различных ингре-
диентов. Все большее применение находят новые
аппараты и способы переработки полимеров.
Последние достижения в технологии резинового
производства описываются в отдельных книгах,
обзорах. Однако до сих пор отсутствует единое учеб-
ное пособие, в которой были бы собраны и описаны
все основные технологические процессы резинового
производства, широко применяемые в настоящее
время. Авторы попытались создать такое учебное
пособие.
Естественно, практически невозможно в конкрет-
ной схеме отразить все новшества и удачные техно-
логические решения, так как на каждом родствен-
ном предприятии возможны свои варианты оформле-
ния процесса. Поэтому в альбоме приведены техно-
логические схемы, представляющие по мнению авто-
ров наибольший интерес.
Авторы приносят глубокую благодарность чл.
корр. АН СССР П. А. Кирпичникову, оказавшему
большую помощь при написании книги, а также
проф. Г. А. Блоку, доц. Ю. Р. Эбичу, ст. научному
сотр., к. х. н. С. Е. Рапчинской, гл. инженеру
«Резинопроекта» Г. А. Горизонтову и сотрудникам
«Резинопроекта» за ценные и полезные замечания.
Авторы с благодарностью примут критические заме-
чания, возможные дополнения и пожелания от чита-
телей, проявивших интерес к книге, и учтут их при
следующем издании.
ГЛАВА 1
ОБЩИЕ ПРОЦЕССЫ
РЕЗИНОВОГО ПРОИЗВОДСТВА
К общим процессам резинового производства
относятся: приготовление резиновых смесей и полу-
фабрикатов; формование резиновых смесей; каланд-
рование, прорезинивание тканей, шприцевание;
сборка резиновых изделий и их вулканизация.
В данной главе будут рассмотрены процессы приго-
товления резиновых смесей, шприцевания (получения
заготовок) и промазки тканей резиновой смесью.
Резиновая смесь — многокомпонентная система,
в состав которой кроме каучука входят различные
ингредиенты, вводимые в резиносмеситель в опре-
деленной последовательности. В зависимости от
назначения материалы, применяемые для составле-
ния резиновой смеси, подразделяют на следующие
группы: вулканизующие вещества, ускорители вул-
канизации, активаторы, активные и неактивные
наполнители, пластификаторы (мягчители), противо-
старители, красители и ингредиенты специального
назначения. Вследствие наличия большого числа
разнородных компонентов, входящих в состав ре-
зиновой смеси, приготовление ее весьма сложно
и является самой ответственной стадией резинового
производства.
Резиновые смеси на современных заводах рези-
новой промышленности приготавливают на поточно-
автоматических линиях.
1.1. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРИГОТОВЛЕНИЯ
РЕЗИНОВЫХ СМЕСЕЙ
Линии приготовления смесей могут быть выпол-
нены по следующим технологическим схемам:
1) одностадийное приготовление смесей в резино-
смесителе(РСВД-250-20; РСВД-250-30; РСВД-250-ПМ
и др.);
2) двухстадийное приготовление в одном и том же
резиносмесителе (РСВД-250-30, ДРС-250 и др.);
3) двухстадийное приготовление в двух пос-
ледовательно установленных резиносмесителях
(РСВД-250-40 и РСВД-250-30);
4) двухстадийное приготовление с применением
на первой стадии резиносмесителя периодического
действия, а на второй — червячных смесителей
типа «Трансфермикс» для доработки резиновой смеси.
5) непрерывный процесс приготовления смеси на
основе порошкообразных каучуков.
1. 1.1. ОДНОСТАДИЙНОЕ ПРИГОТОВЛЕНИЕ
РЕЗИНОВЫХ СМЕСЕЙ
По схеме одностадийного приготовления смесей
(рис. 1) получают каркасные смеси на шинных заво-
дах и различные резиновые смеси, используемые
в производстве резиновых технических изделий,
содержащих сравнительно нежесткие каучуки и
полуактивные или среднеактивные наполнители. Про-
должительность одностадийного смешения в резино-
смесителях с частотой вращения ротора 30 об/мин
составляет от 6 до 9 мин; температура резиновой
смеси при введении серы непосредственно в резино-
смеситель не должна превышать 120 °C, но может
быть и выше, если серу и ускорители вводят на
вальцах.
Гранулированные каучуки из расходных бунке-
ров 44 через автоматические весы 46 загрузочным
транспортером 48 подают в резиносмеситель 5. При
использовании каучуков в гранулированном виде
резиносмесители оснащают автоматическими инди-
видуальными системами дозирования. Для подачи
в резиносмеситель негранулированных каучуков при-
меняют полуавтоматические весы ленточного типа 51;
предварительно нарезанные куски каучука подают
на весы вручную.
Гранулированный технический углерод из бун-
керного склада непрерывно по системе транспорта
направляется в расходные бункера /, откуда пи-
тателями 2 скребкового типа подается на автомати-
ческие весы 3 и далее через загрузочную емкость 4
в резиносмеситель 5.
Жидкие мягчители поступают со склада по трубо-
проводам в промежуточные емкости, из которых
(по мере надобности) циркуляционной системой 6
подаются в резиносмесители, установленные на ли-
нии. Из циркуляционной системы через электроуправ-
ляемые клапаны и автоматические весы 7 и 8 навески
мягчителей собираются в сборочном продувочном
баке Р, откуда с помощью шестеренчатого насоса 10
через клапан 11 подаются в камеру резиносмесителя.
Легкоплавкие материалы со склада мягчителей
с помощью электропогрузчиков транспортируются
к расходным обогреваемым емкостям, в которых они
плавятся и фильтруются, и после взвешивания
(расплавленных мягчителей) на автоматических весах
через продувочный бак подаются в резиносмеситель.
5
Рис. 1. Схема одностадийного процесса приготовления резиновых смесей:
/, 12, 16, 20, 24, 26—28, 33, 34, 38, 39, 44 — расходные бункера соответственно для технического углерода (/), серы (12), оксида маг-
ния (16), ускорителей (20), противостарителей (24), мела (26), каолина (27), оксида цинка (28), спецбитума (33), фенолоформальде-
гидных смол (34), канифоли (38), резотропина (39), гранулированных каучуков (44); 2 — питатели скребкового типа; 3, 7, 8, 14, 18,
22, 25, 32, 37, 41, 46 — автоматические весы для ингредиентов; 4, 15, 19, 23 — загрузочные емкости соответственно для технического
углерода, серы, оксида магния, ускорителей; 5 — резиносмеситель; 6 — циркуляционная система (трубопроводы) для мягчителей; 9 —
продувочный бак; 10 — шестеренчатый насос; 11 — клапан; 13, 17 — питатели виброшнековые; 21 — передвижной контейнер; 29—31,
35, 36, 40, 45 — питатели винтовые; 42 — осадительные емкости для гранул каучука; 43 — ротационный питатель; 47, 48 — ленточ-
ные транспортеры; 49 — вальцы; 50 — тельферно-монорельсовая дорога; 51 — полуавтоматические ленточные весы.
Сыпучие ингредиенты доставляются к расходным
бункерам 12, 16, 24, 26—28, 33, 34, 38, 39 в контей-
нерах 21 по полуавтоматической тельферно-моно-
рельсовой дороге 50 с адресованием. Из расходных
бункеров 24, 26—28, 33, 34, 38, 39 сыпучие ингре-
диенты питателями 13, 29, 30, 31, 40 засыпают
на автоматические весы 25, 32, 37, 41, с которых
с помощью ленточных транспортеров 47, 48 их
загружают в резиносмеситель. Оксид магния по-
дают в резиносмеситель из расходного бункера 16
виброшнековым питателем 17 через отдельную за-
грузочную емкость 19. Дозирование производят
автоматическими весами 18. Ускорители (микро-
компоненты) из расходных бункеров 20 виброшне-
ковыми питателями 13 подают на автоматические
весы 22 и далее через загрузочную емкость 23—
в резиносмеситель. В расходные бункера ускорители
обычно засыпают вручную через загрузочные
шкафы.
Сера вводится в резиносмеситель за 20—30 с
до окончания смешения через расходный бункер 12,
автоматические весы 14 и загрузочную емкость 15
или непосредственно на вальцы 49. Агрегат из трех
вальцов 49 устанавливают после резиносмесителя
для доработки и охлаждения смеси, или для подачи
смеси непосредственно прямым потоком в цехи.
Если сера вводится в резиносмеситель 5, то для
доработки смеси можно применять червячные ма-
шины с листовальной головкой; полученная лента
6
после охлаждения в специальной камере разрезается
на отдельные полосы и подается на склад готовых
резиновых смесей.
1. 1.2. ДВУХСТАДИЙНОЕ ПРИГОТОВЛЕНИЕ
РЕЗИНОВЫХ СМЕСЕЙ
Двухстадийный способ используют для приго-
товления протекторных (содержащих высокоактив-
ный технический углерод) и камерных смесей, а также
смесей на основе бутадиен-нитрильных и бутадиен-
стирольных каучуков с высоким содержанием сти-
рола. В зависимости от объема производства в поточ-
ной линии можно устанавливать один или два ре-
зиносмесителя.
На заводах РТИ с большим ассортиментом вы-
пускаемых резиновых смесей малой массы на основе
различных каучуков в линию устанавливают один
резиносмеситель периодического действия. При этом
дозирование и подача гранулированных и неграну-
лированных каучуков, светлых ингредиентов (кроме
ускорителей и серы), технического углерода не отли-
чается от аналогичных при одностадийном смешении.
На первой стадии в резиносмеситель вводят все
ингредиенты, кроме серы и ускорителей. После
окончания первой стадии смешения (продолжитель-
ность около 4 мин) смесь с температурой 140—
150 °C выгружают на транспортер, по которому она
направляется в стрейнер-гранулятор. Далее гранулы
Рис. 2. Схема двухстадийного процесса приготовления резиновых смесей:
1, 20, 24, 25, 30—39, 51 — расходные бункера соответственно для технического углерода (/), гранул маточной смеси (20), серы (24),
ускорителей (25), оксида магния (30), противостарителей (31), мела (32), каолина (33), оксида цинка (34), битума (35), фенолофор-
мальдегидных смол (36), рурракса (37), канифоли (38), резотропина (39), гранулированных каучуков (51); 2 — питатели скребкового типа;
3, 7, 8, 21, 26, 27, 56—61 — автоматические весы для ингредиентов резиновой смеси; 4, 28, 29 — загрузочные емкости соответственно
для технического углерода, серы, ускорителей; 5, 23 — резиносмесители; 6 — циркуляционные трубопроводы для мягчителей; 9 — про-
дувочный бак; 10 — шестеренчатый насос; 11 — клапан; 12 — гранулятор; 13 — бак с каолиновой суспензией; 14 — насос; 15 — ви-
бротранспортер; 16 — элеватор; 17 — охладительно-сушильная камера; 18 — пневмотранспортер; 19 — осадительная емкость для гра-
нул маточной смеси; 22, 62, 63 — ленточные транспортеры; 40 — осадительные емкости для гранул каучука; 41 — ротационный пита-
тель; 42, 43, 53, 54 — виброшнековые питатели; 44—50, 52, 55 — винтовые питатели; 64 — монорельсовая дорога; 65 — контейнер
передвижной.
охлаждают суспензией на вибротранспортере и эле-
ватором подают в охладительно-сушильную камеру.
Охлажденные гранулы пневмотранспортом направ-
ляются в циклон и далее в расходный бункер,
из которого гранулы, взвешенные на автоматиче-
ских весах, по закрытому загрузочному ленточному
транспортеру подаются в тот же резиносмеситель.
На второй стадии вводят серу и ускорители.
При большом объеме производства в линии уста-
навливают два резиносмесителя. Первую стадию
смешения проводят в смесителе периодического
действия РСВД-250-80, а вторую — в смесителе не-
прерывного действия типа «Трансфермикс» —
РСНД-380/450 с валковой головкой, что позволяет
снизить капиталовложения, уменьшить производ-
ственные площади, интенсифицировать процесс сме-
шения и снизить температуру смеси до 80—100 °C
вместо 140—150 °C. Производительность смесителя
РСНД-380/450 составляет 5—8 т/ч.
Резиновую смесь, выходящую из второго резино-
смесителя в виде ленты, охлаждают в установке
фестонного типа (УФТ) и далее отдельными заправ-
ками укладывают на платформу и электропогруз-
чиком транспортируют на склад готовых смесей.
На рис. 2 приведен вариант компоновки обору-
дования, наиболее широко применяемый в настоя-
щее время. На первой стадии готовят маточную смесь.
Для этого чаще всего используют резиносмеситель 5
периодического действия РСВД-250-40. Технический
углерод скребковыми питателями 2 из расходных бун-
керов 1 подают на автоматические весы 3 и затем через
загрузочную емкость 4 — в резиносмеситель 5. Мяг-
чители из циркуляционной системы 6 через электро-
управляемые клапаны загружают в автоматические
весы 7 и <?, из которых полученные навески собирают
в сборочном продувочном баке 9. Из бака мягчители
сжатым воздухом с помощью шестеренчатого на-
соса 10 через клапан 11 подают в резиносмеситель.
Остальные ингредиенты резиновой смеси, кроме
серы и ускорителей, загружают в резиносмеситель 5
аналогично тому, как это проводилось при одно-
стадийном смешении.
Продолжительность приготовления маточной
смеси обычно не превышает 3 мин, а температура
смеси 140 °C. Готовую маточную смесь выгружают
из резиносмесителя в гранулятор 12. Для предотвра-
щения слипания гранул в головку гранулятора
из бака 13 центробежным насосом 14 подают каоли-
новую суспензию. При перемещении обработанных
гранул по вибротранспортеру 15 происходит удале-
ние избытка суспензии, которая через сетку по
сливному трубопроводу стекает в бак 13 с мешалкой.
С вибротранспортера гранулы элеватором 16 по-
даются в охладительно-сушильную камеру 17 с трехъ-
7
ярусным ленточным транспортером. Из камеры гра-
нулы через приемное устройство с помощью пневмо-
транспортера 18 направляются в циклоны 19.
На некоторых заводах применяют несколько иную схему
передвижения гранул с вибротранспортера 15 к циклонам 19:
гранулы с вибротранспортера попадают на наклонный ленточный
транспортер барабана, предназначенного для их сушки и охла-
ждения. Барабан установлен наклонно под углом 1—3°. Сушка
и охлаждение гранул обеспечиваются приточным и вытяжным
вентиляторами при одновременной подаче охлаждающей воды
в рубашку барабана. Гранулы из барабана по лотку ссыпаются
в ротационный питатель и далее по трубопроводу пневмоси-
стемы — в циклоны.1
Из циклона 19 гранулы подают в расходные
бункера 20 и после взвешивания на автоматических
весах 21 высыпаются на питательный транспортер 22
и по нему поступают в резиносмеситель 23 второй
стадии смешения (РСВД-250-30). Сера и ускорители
из бункеров 24 и 25 после взвешивания на автомати-
ческих весах 26, 27 через загрузочные емкости 28
и 29 подаются в резиносмеситель 23. Температура
резиновой смеси на второй стадии смешения не долж-
на превышать ПО °C. Доработку готовой резиновой
смеси, ее охлаждение и листование проводят на
агрегате из трех вальцов. Иногда вместо агрегата
из трех вальцов в линии устанавливают червячную
машину РСНД-380/450 с листовальной головкой
и последующим охлаждением ленты.
Ниже приведен режим приготовления протектор-
ной смеси в две стадии в скоростном резиносмесителе
высокого давления:
к
Время на-
чала опе-
рации пос-
Операция ле оконча-
ния первой
загрузки,
с
Первая стадия
Загрузка компонентов:
каучука и сыпучих ингредиентов .... О
технического углерода..................... 10
Закрытие откидной дверки...................... 18
Загрузка мягчителей........................... 20
Опускание верхнего затвора ................... 30
Открытие нижнего затвора при достижении
температуры 140 °C........................... 120
Открытие откидной дверки и поднятие верх-
него затвора................................. 125
Закрытие нижнего затвора..................... 150
Вторая стадия
Загрузка гранул маточной смеси с ленточного
транспортера .................................. 0
Загрузка серы и ускорителей.................... 5
Закрытие откидной дверки и опускание верх-
него затвора.................................. 18
Открытие нижнего затвора при достижении
температуры 113 °C............................ 90
Открытие откидной дверки и поднятие верх-
него затвора................................. 100
Закрытие нижнего затвора........................ 150
Обработка смеси на вальцах
Подача и перемешивание смеси на первых
вальцах................................. 0
Подача смесей на вторые вальцы................. 3 мин
Перемешивание смеси на вторых вальцах ... 4 мин
Подача смеси и перемешивание на третьих
вальцах....................................... 8 мин
Подача смеси в производство............... 12 мин
1. 1.3. ПРИГОТОВЛЕНИЕ РЕЗИНОВЫХ СМЕСЕЙ
С ИСПОЛЬЗОВАНИЕМ РЕЗИНОСМЕСИТЕЛЕЙ
ОБЪЕМОМ 620 Л И ЧЕРВЯЧНЫХ МАШИН
ТИПА «ТРАНСФЕРАМИ КС»
Технологическая часть проекта подготовитель-
ного производства по схеме, приведенной на рис. 3,
выполнена с учетом рекомендаций НИИШП и
НИКТИ и принципиальных решений, заложенных
в «Основных положениях по проектированию шин-
ного завода будущего». В основу положен процесс
двухстадийного смешения с применением на первой
стадии резиносмесителя объемом 620 л периодиче-
ского действия; при этом предусмотрено хранение
запаса маточных смесей в специальных вращающихся
емкостях. Вторая стадия смешения производится
в смесителях непрерывного действия червячного типа.
При проведении первой стадии смешения под
каждым резиносмесителем 1 устанавливают по одному
червячному гранулятору 2 для доработки и гранули-
рования маточной смеси. Частота вращения четырех-
лопастных роторов резиносмесителя объемом 620 л
составляет 50 об/мин, а диаметр червяка грануля-
тора равен 608 мм по всей длине. Гранулы обрабаты-
вают поверхностно-активным веществом и подают
на вибротранспортер 3 для удаления избытка сус-
пензии, а затем элеватором 6 и ленточным транс-
портером 7 направляют в барабаны 8 для охлажде-
ния. Каждый гранулятор агрегируют с двумя бара-
банами для обеспечения непрерывного потока при
переходе с одной резиновой смеси на другую. Гра-
нулы в барабане охлаждают воздухом, нагнетаемым
вентиляторами. Барабаны имеют специальные спи-
ральные насадки для обеспечения продвижения и
оптимальной степени контакта гранул с потоком
охлаждающего воздуха. Производительность каж-
дого барабана 12 т/ч. Гранулы, выходящие из бара-
бана с температурой 30—40 °C, системой ленточных
транспортеров направляются во вращающиеся емко-
сти для хранения маточных смесей. Перемешивание
маточных смесей во время хранения способствует
усреднению гранул, поступающих в разное время,
а следовательно, и улучшению их качества. Каждая
емкость рассчитана на вместимость 24 т смеси при
коэффициенте заполнения у = 0,6.
Из емкостей хранения гранулы через проме-
жуточную емкость 9 ротационным питателем по-
даются в червячный смеситель 35, имеющий валко-
вую листовальную головку. Кроме гранул в сме-
ситель загружают сыпучие ингредиенты вулкани-
зующей группы. Готовая резиновая смесь в виде
непрерывной ленты с помощью передаточных кон-
вейеров 36 направляется в охлаждающие устройст-
ва фестонного типа 37, где она обрабатывается ра-
створом ПАВ (для предотвращения слипания) и ох-
лаждается воздухом. Частота вращения червяка сме-
сителя регулируется оператором. Скорость конвей-
еров, питающих установку фестонного типа, со-
гласуется с производительностью смесителя.
Ленты из фестонной установки подаются на под-
доны, после наполнения их ленты автоматически
отрезаются, и поддоны укладываются на транспорт-
ную систему. Затем поддоны отправляются на склад,
где они хранятся в запрограммированном месте.
В запоминающем устройстве хранится информация:
8
Рис. 3. Схема приготовления резиновых смесей с использованием червячных машин типа «Трансфермикс»:
1 — резиносмеситель; 2 — гранулятор типа «Трансфермикс»; 3 — вибротранспортер; 4 — бак для суспензии; 5 — насос; 6 — элеватор;
7, 36, 41, 42 — ленточные транспортеры; 8 — охлаждающий барабан; 9 — емкость для гранул маточной смеси; 10 — ротационный пита-
тель; 11, 23, 25—34 — расходные бункера соответственно маточной смеси (//), технического углерода (23), оксида магния (25), мела
(27), каолина (28), оксида цинка (29), битума (30), фенолоформальдегидных смол (31), рубракса (32), канифоли (33), резотропина (34),
серы и ускорителей (43); 12—22 — автоматические весы для ингредиентов резиновой смеси; 24 — продувочный бак; 35 — червячный сме-
ситель с валковой головкой; 37 — охлаждающие устройства; 38 — клапан; 39, 40 — загрузочные емкости соответственно для техничес-
кого углерода и оксида цагния.
название смеси, время ее приготовления, резиносме-
ситель. По требованию выдается подробная инфор-
мация о хранящейся на складе смеси.
В данную схему приготовления резиновых смесей
включена интегрированная система управления.
Управление всеми резиносмесителями периодиче-
ского и непрерывного действия производится с глав-
ного пульта с помощью электронно-вычислительных
машин (ЭВМ), предназначенных для управления и
контроля режимов на определенном оборудовании.
Рецепты смесей и программы смешения, включая
Энергозатраты (на 1 т резиновой
смеси):
электроэнергия, кВт .... 27,5 38,5
вода, м3/ч......................... 2,2 4,0
сжатый воздух, м3/мин ... 0,11 0,4
Численность основных технологи-
ческих рабочих, обслуживаю-
щих линию, чел.................. 99 284
Производительность (на одного
технологического рабочего), кг 6,79 2,36
продолжительность и температуру, хранятся на
перфолентах, которые оператор закладывает в ЭВМ.
Подача материалов к резиносмесителю на первой
стадии и проведение последующих операций осуще-
ствляются в соответствии с программой; разгрузка
Как видно из приведенных выше данных, неболь-
шое увеличение металлоемкости в первом случае
за счет установки барабанов для хранения гранул
полностью компенсируется резким снижением энерго-
расходов и увеличением в три раза производитель-
ности труда основных рабочих.
резиносмесителя производится автоматически по
достижении запрограммированной температуры.
Управлять процессами дозирования и смешения
можно и с ручного пульта управления. ЭВМ распре-
деляет продукцию по барабанам для хранения смеси.
Ниже приводятся технико-экономические пока-
затели линий двухстадийного приготовления рези-
новых смесей с использованием двух резиносмеси-
телей или резиносмесителя и червячной
па «Трансфермикс»:
машины ти-
Металлоемкость (на 1 т резиновой
смеси), т......................
Площадь производственная (на 1 т
резиновой смеси), м2...........
Резино-
смеситель
объемом
620 л и ти-
па «Транс-
фермикс»
Два ре-
зиносмеси-
теля объе-
мом
по 250 л
2 Мухутдинов и др.
6,1
5,0
49,3
55,4
1.1.4. ПРИГОТОВЛЕНИЕ РЕЗИНОВЫХ СМЕСЕЙ
НА ОСНОВЕ ПОРОШКООБРАЗНЫХ КАУЧУКОВ
В РЕЗИНОСМЕСИТЕЛЕ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Схема непрерывного приготовления резиновых
смесей на основе порошкообразных каучуков приве-
дена на рис. 4.
Каучуки разрезают с помощью роторного ножа
и в виде кусков толщиной 50—100 мм транспорте-
ром 1 подают в измельчитель каучука. В измельчи-
теле билами удар но-режущего действия, вращаю-
щимися с частотой 2000—3000 об/мин, каучук из-
мельчается до частиц размером 0,5—5,0 мм. Произ-
водительность измельчителя 1—2 т/ч.
Измельченный каучук через циклон 4 и рукавный
фильтр 5 вакуум-насосом 7 отсасывается из измель-
9
Рис. 4. Схема непрерывного приготовления резиновых смесей с применением порошкообразных каучуков:
1,9 — ленточный и шнековый транспортеры; 2 — куски каучука; 3 — измельчитель; 4 — циклон; 5 — рукавный фильтр; 6 — бункер
для измельченного каучука; 7 — вакуум-насос; 8, 16 —18 — автоматические весы; 10 —15 — расходные бункера; 19 — смеситель порошков;
20 — пневматический механизм открывания и закрывания выгрузочного окна; 21 — бункер-накопитель; 22 — дозатор; 23 — резиносмеси-
тель непрерывного действия.
чителя. При этом сам порошок каучука и ножи
измельчителя охлаждаются. Крошка каучука, осев-
шая в циклоне и фильтрах, собирается в бункер 6
для измельченного каучука.
Технический углерод и другие сыпучие материалы
транспортными системами подают в расходные бун-
кера 10—15, Каучуковую крошку и сыпучие ма-
териалы дозируют автоматическими весами <?, 16—
18. Полученные навески выгружают на сборочный
транспортер Р, которым их подают в смеситель 19.
В смесителе с помощью вихревого или плужного
устройства сыпучие ингредиенты перемешиваются
с|крошкой каучука, жидкими или расплавленными
мягчителями, которые тоже дозируются в смеситель.
Продолжительность приготовления порошковой ком-
позиции в зависимости от типа смесителя и состава
резиновой смеси составляет 5—8 мин. Приготовлен-
ная масса пересыпается в бункер-накопитель 21,
из которого дозатором 22 она подается в резино-
смеситель 23 непрерывного действия со сменной
головкой. В зависимости от вида головки может
выпускаться лента резиновой смеси или профили-
роваться протектор.
Производительность линии определяется мощ-
ностью резиносмесителя и может изменяться от
600 до 4000 кг/ч.
1.2. ШПРИЦЕВАНИЕ РЕЗИНОВЫХ CMECEflj
1.2.1. ШПРИЦЕВАНИЕ С ПРИМЕНЕНИЕМ
ЧЕРВЯЧНЫХ МАШИН ГОРЯЧЕГО
ПИТАНИЯ
Червячные машины используют в производстве
резиновых технических изделий для получения за-
готовок (камерных трубок, внутренней камеры и
наружной обкладки рукавов и др.) с целью после-
дующей их вулканизации. Резиновые смеси с приме-
нением червячных машин горячего питания шпри-
цуют следующим образом (рис. 5). Из цеха приго-
товления резиновую смесь ленточным транспорте-
ром прямым потоком подают на промежуточные
вальцы 1 и 2, агрегированные с питательными валь-
цами 3. Промежуточные вальцы предназначены для
хранения некоторого запаса резиновой'смеси с целью
обеспечения непрерывной работы питательных валь-
цов. Резиновая смесь с промежуточных вальцов на
питательные подается ленточным транспортером 4.
10
Равномерное питание червячной машины резиновой
смесью является необходимым условием получения
шприцуемых изделий хорошего качества. Резиновая
смесь в виде ленты с питательных вальцов 3 подается
в специальный питатель 5: через направляющий
ролик 6 она поступает в зазор между подающим 7
и прижимным 8 роликами. При этом лента петлей
провисает над рычагом 9 с противовесом 10 и далее
направляющим роликом И подается на ленточный
транспортер 12. При увеличении длины петли ры-
чаг 9 включает вариатор скорости 13, в результате
чего скорость подачи ленты замедляется. Резиновая
смесь с ленточного транспортера 12 поступает в за-
грузочную воронку червячной машины 14 горячего
питания и продавливается через головку 15.
Далее профилированную заготовку разрезают на
части определенной длины, которые после ряда
подготовительно-сборочных операций направляют на
вулканизацию.
Рис. 5. Шприцевание резиновых смесей с применением червячных машин горячего питания:
1,2 — промежуточные вальцы; 3 — питательные вальцы; 4, 12 — ленточные транспортеры; 5 — питатель; 6,11 — направляющие ро-
лики; 7, 8 — подающий и прижимной ролики; 9 — рычаг; 10 — противовес; 13 — вариатор скорости; 14 — червячная машина; 15 —
головка червячной машины.
1.2.2. ШПРИЦЕВАНИЕ С ПРИМЕНЕНИЕМ
ЧЕРВЯЧНЫХ МАШИН ХОЛОДНОГО ПИТАНИЯ
Использование червячных машин с удлиненным
червяком позволяет питать их резиновыми смесями
без предварительного подогрева (рис. 6). Холодная
резиновая смесь в виде ленты наматывается на ба-
рабан /, который затем укрепляют в питателе 2.
Лента с барабана поступает через направляющий
ролик 3 в зазор между подающим 4 и прижимным 5
роликами. При этом лента петлей провисает над
рычагом 6 с противовесом 7, направляющим роли-
ком 8 она подается на ленточный транспортер 9.
При увеличении длины петли рычаг 6 включает
вариатор скорости 10, кв результате чего скорость
подачи ленты замедляется. С ленточного транспор-
тера 9 резиновая смесь подается в загрузочную во-
ронку червячной машины 11 холодного питания.
Из зоны загрузки лента перемещается в зону разо-
грева и далее в зону вакуумирования 13, где из нее
выделяются летучие вещества. В зоне вакуумирова-
ния остаточное давление обычно составляет около
2,2 кПа. В зоне разогрева и уплотнения глубина
нарезки по длине червяка выполняется минимальной,
что обеспечивает хорошее заполнение пространства
между стенкой цилиндра и червяком резиновой
смесью. Вследствие уплотнения резиновой смеси
предотвращается проникновение воздуха в зону
вакуумирования со стороны загрузочной воронки.
В зоне вакуумирования червяк имеет самую боль-
шую глубину нарезки и длину шага, что позволяет
значительно увеличить объем зоны и обеспечить
в ней размещение разрыхленной резиновой смеси.
Попадание воздуха в зону вакуумирования со сто-
роны головки также исключается, так как вследствие
постепенного уменьшения шага червяка создается
высокое давление у входа в профилирующую го-
ловку. В зонах загрузки и уплотнения червячной ма-
шины резиновая смесь подвергается механической де-
струкции. С разогревом смеси активность образую-
щихся макрорадикалов возрастает. Однако из-за соз-
дания вакуума возможность их ингибирования кис-
лородом уменьшается, и макрорадикалы более интен-
сивно взаимодействуют с техническим углеродом
и другими ингредиентами или же рекомбинируют
друг с другом, что приводит к улучшению качества
смеси и вулканизатов. Из зоны дегазации (с темпера-
турой 100—150 °C) смесь перемещается в зону дози-
рования 14 (выдавливания) с температурой 80—95 °C.
Резиновая смесь выходит из головки 15 червячной
машины определенного профиля и поступает на
дальнейшие технологические стадии.
Рис. 6. Шприцевание резиновых смесей с применением червячных машин холодного питания:
1 — барабан; 2 — питатель; 3, 8 — направляющие ролики; 4, 5 — подающий и прижимной ролики; 6 — рычаг; 7 — противовес; 9 — лен-
точный транспортер; 10 — вариатор скорости; 11 — червячная машина; 12 — зона загрузки и разогрева резиновой смеси; 13 — зона вакууми-
рования; 14 — зона уплотнения: 15 — головка червячной машины.
2* 11
Рис. 7. Поточная линия промазки тканей резиновой смесью:
1 — раскаточное приспособление; 2, 11, 14 — компенсаторы; 3 — сушильные барабаны; 4 — центрирующее приспособление; 5 — ширитель; 6, 12 — трехвалковые каландры; 7, 13 — холодиль-
ные барабаны; 8 — закаточный транспортер; 9 — рулон прокладки; 10 — рулон прорезиненной ткани; 15 — закаточное приспособление.
1.3. ПРОМАЗКА ТКАНЕЙ РЕЗИНОВОЙ СМЕСЬЮ
Ткани промазывают резиновой смесью для пре-
дохранения нитей от истирания, а также их соеди-
нения в одно целое для равномерного распределения
нагрузки на ткань. Необходимая изоляция нитей
может быть обеспечена лишь при наличии достаточ-
ного резинового слоя между валками каландра и
при условии проникновения резиновой смеси между
нитями основы и утка. При промазке в ткань вти-
рается в среднем 32—43% теоретически возможного
количества смеси, при этом 60—65% количества
смеси, расходуемой на промазку ткани, затрачи-
вается на обработку одной стороны и 35—40% —
на обработку другой стороны ткани.
В производстве шин и резиновых технических
изделий для обрезинивания текстильных материалов
обычно применяют трех- и четырехвалковые ка-
ландры с фрикцией от 1,0 : 1,3 до 1,0 : 1,7. При
промазке ткани длина валков каландра должна
быть на 200—250 мм больше ширины полотна ткани.
Промазочная резиновая смесь должна быть пластич-
ной и обладать хорошей адгезией к поверхности
среднего валка каландра. При промазке ткани ре-
зиновой смесью из натурального каучука средний
валок должен быть нагрет больше других, а при
работе со смесями на основе синтетического кау-
чука — меньше. Температура обрабатываемой ткани
должна составлять 85—95 °C, содержание влаги
не должно превышать более 2,0%.
При большом объеме производства прорезинен-
ных тканей применяют поточные установки для
двусторонней промазки тканей за один пропуск
через агрегат из двух каландров (рис. 7), установлен-
ных один за другим. На первом каландре ткань про-
мазывается с одной, а на втором — с другой стороны.
Ткань с раскаточного приспособления 1 поступает
на компенсатор 2, где создается некоторый запас
ее, обеспечивающий непрерывную работу всего агре-
гата при стыковке концов рулонов. Далее ткань про-
ходит через ряд сушильных барабанов 3 для удале-
ния избыточной влаги. После прохождения сушиль-
ных барабанов (температура поверхности бараба-
нов ПО °C) ткань подается на центрирующее при-
способление 4 и ширитель 5 для предотвращения
образования складок и обеспечения подачи ткани
в каландр строго по центру.
При использовании трехвалковых каландров 6
ткань после промазки с одной стороны охлаждается
на холодильных барабанах 7. Между первым 6 и
вторым 12 каландрами находится закаточный транс-
портер 8. На втором трехвалковом каландре 12
ткань промазывается с другой стороны, а затем
охлаждается до необходимой температуры после
прохождения через систему холодильных бараба-
нов 13. Охлажденная промазанная ткань подается
в компенсатор 14 и закатывается в рулоны на
закаточном приспособлении 15.
В отличие от промазки при обкладке текстильных
материалов резиновой смесью используют каландры
с одинаковой частотой вращения валков. Наиболее
широко обкладка применяется в производстве шин
для наложения прослоечкой резиновой смеси на
обрезиненный шинный корд после его раскроя и
стыковки.
ГЛАВА 2
ПРОИЗВОДСТВО
ПНЕВМАТИЧЕСКИХ ШИН
Пневматические шины предназначаются для лег-
ковых и грузовых автомобилей, прицепов, сельско-
хозяйственных машин, самолетов, мотоциклов, ве-
лосипедов. и др. Пневматические шины выпускают
диагональной и радиальной конструкции. В диаго-
нальных шинах нити корда в каркасе расположены
под углом 26—32° к меридиональной плоскости
покрышки, а в радиальных — под углом 0—5°.
В брекере шин радиальной конструкции нити корда
расположены практически в окружном направлении
(под углом 70—80° к меридиональной плоскости).
Диагональные и радиальные шины по устройству
могут быть камерными и бескамерными, но в основ-
ном камерными.
Общий технологический процесс изготовления
пневматических шиш включает:
приготовление резиновых смесей;
производство покрышек;
производство ездовых камер;
изготовление ободных лент и диафрагм для фор-
маторов-вулканизаторов.
2.1. ПРОИЗВОДСТВО ПОКРЫШЕК
Покрышка является основным элементом пневма-
тической шины. Она воспринимает нагрузку от авто-
мобиля и обеспечивает сцепление шины с дорогой.
Поэтому при изготовлении покрышки кроме резино-
вой смеси применяют высокопрочные текстильные
и металлические материалы, из которых заготавли-
вают отдельные детали, а затем собирают покрышку.
Основными технологическими процессами при
производстве покрышек являются: выпуск протек-
торных заготовок; обработка и обрезинивание корда;
обрезинивание, раскрой и стыковка металлокорда,
изготовление металлокордных браслетов; раскрой,
стыковка текстильного корда и наложение прослоеч-
кой резиновой смеси; изготовление бортовых крыльев;
сборка покрышек; вулканизация и разбраковка
покрышек.
Технологические процессы выпуска протектор-
ных заготовок, обработки и обрезинивания корда,
изготовления деталей каркаса проводятся парал-
лельно на поточных линиях, в конце которых имеется
общий участок — участок сборки покрышек.
2.1.1. ВЫПУСК ПРОТЕКТОРНЫХ ЗАГОТОВОК
Протекторы для покрышек выпускают на про-
текторных агрегатах различных типов. В зависи-
мости от предъявляемых эксплуатационных и эконо-
14
Резиновые смеси приготавливают в подготови-
тельных цехах шинных заводов. Технологические
схемы приготовления резиновых смесей с исполь-
зованием различных типов смесительного оборудо-
вания описаны в гл. 1.
Производство покрышек является наиболее ма-
териало- и трудоемким, на его долю приходится
основная часть оборудования и производственных
площадей шинных заводов. Процесс изготовления
покрышек сложный, многостадийный и включает
ряд операций по изготовлению заготовок, их сборке
и вулканизации.
Процессы изготовления ездовых камер, ободных
лент, диафрагм для форматоров-вулканизаторов
проще и занимают меньший объем в производстве
пневматических шин.
Большое практическое значение имеет восстано-
вительный ремонт покрышек, причем шиноремонтные
производства часто входят в состав крупных шинных
заводов.
мических требований заготовки для протекторов
изготавливают:
1) на основе резиновой смеси одного состава (про-
тектор и боковина);
2) из твердой (беговая часть протектора) и мягкой
(подканавочный слой и боковины) резиновых смесей;
3) на основе различных резиновых смесей: про-
тектор из более дорогой, а боковину из более деше-
вой;
4) из износостойкой (беговая часть), эластичной
(подканавочный слой), более дешевой (боковины)
резиновой смеси.
Для выпуска протекторных лент различной кон-
струкции применяют агрегаты с одним, двумя и
тремя червячными прессами, которые имеют общую
профилирующую головку.
На отечественных шинных заводах используют
агрегаты типа ИРУ-16А, 592-57 и 592-16.
Схема агрегата для выпуска протекторной ленты
на основе резиновой.смеси одного состава приведена
на рис. 8. Агрегат работает следующим образом.
Резиновая смесь с питательных вальцов непре-
рывно подается к червячной машине 1 и шприцуется
в виде профильной ленты. Температура головки чер-
вячной машины 80—90 °C, скорость шприцевания
3—16 м/мин. Затем протекторная лента отбирается
приемным транспортером 2, маркируется вали-
ком 3 и направляется на весовой транспортер 4,
где она с помощью весов 5 непрерывно взвешивается.
При отклонении массы (единицы длины протектор-
ной ленты) от заданной производится автоматиче-
ское регулирование скорости шприцевания червяч-
ной машины.
Протекторные ленты с невысокой конфекцион-
ной клейкостью (на основе БСК и его комбинаций
с другими синтетическими каучуками) подвергаются
шероховке и промазке клеем. Протектор с помощью
транспортера 6 подается на барабан шероховального
устройства 7. Поверхность барабана покрыта кардо-
лентой. Барабан вращается со скоростью 8 м/с
в направлении движения протекторной ленты. Про-
мазка клеем отшерохованной протекторной ленты
с температурой 75—80 °C производится с помощью
барабана <?, обтянутого войлоком; барабан свободно
вращается в ванне с клеем. Уровень и концентрация
клея в ванне поддерживаются постоянными цирку-
ляционным насосом.
После шероховки и промазки клеем протекторная
лента транспортером пропускается через короб 10
с вытяжной вентиляцией. В коробе поверхность про-
текторной ленты просушивается в течение 30—40 с.
Просушенная лента поступает на усадочный роль-
ганг 11, который состоит из роликов с постепенно
уменьшающимися в направлении движения про-
текторной ленты диаметрами, но с одинаковой ча-
стотой вращения. Благодаря этому лента при дви-
жении по поверхности^ рольганга подвергается при-
нудительной усадке. С усадочного рольганга лента
подается для охлаждения в ванны 12 с проточной
водой (температура 15—20 °C) или оборудованные
решетчатым конвейером с двусторонним обрызги-
ванием водой (температура 12—15 °C). Общая длина
охлаждающих ванн достигает 170 м, поэтому для
сокращения производственных площадей их уста-
навливают друг над другом.
Охлажденная протекторная лента обдувается воз-
духом и подается на транспортер 13, где с помощью
дискового ножа 14 разрезается под углом 15—20°
на заготовки определенной длины. Концы отрезан-
ных заготовок шерохуются и промазываются клеем.
Затем заготовки отбираются быстро движущимся
транспортером 15, взвешиваются на весах с роль-
гангом 16 и с помощью транспортных средств на-
правляются на промежуточный склад, где они вы-
держиваются в течение не менее 2 ч для обеспечения
их полной усадки, но не более 2 сут для предотвра-
щения снижения клейкости. Со склада протекторные
заготовки направляют в цех сборки покрышек.
Агрегаты для выпуска протекторных заготовок
из двух или трех резиновых смесей в принципе не
отличаются от описанного, только при шприцевании
в линию вместо одной червячной машины устанавли-
вают две или три червячные машины с общей про-
филирующей головкой.
2.1.2. ПРИГОТОВЛЕНИЕ ПРОПИТОЧНОГО
СОСТАВА ДЛЯ КОРДА
Вискозный и капроновый корд для повышения
прочности связи с резиной пропитывают специаль-
ными составами на основе латексов СКД-1, ДМВП-15,
ДМВП-10х и др. Пропиточные составы представляют
собой многокомпонентные смеси латекса, резорцин-
формальдегидных смол и других добавок. Ниже
приведен типовой (масс, ч.) рецепт пропиточного
состава на основе карбоксилсодержащего и метил-
винилпиридинового латексов:
Латекс СКД-1 (20%-ной концентрации)................27,25
Латекс ДМВП-lOx (28%-ной концентрации)............. 8,75
Резорцинформальдегидная смола (ФР-12) (62%-ной кон-
центрации) ...................................... 1,51
Технический углерод ДГ-100......................... 2,20
Формалин с содержанием 37% формальдегида .... 1,01
Гидроксид натрия................................... 0,07
Диспергатор НФА (32%-ной концентрации)............. 0,29
Аммиачный раствор (25%-ной концентрации)........... 0,45
Вода умягченная....................................98,47
Смола ФР-12 и технический углерод (в виде
водной дисперсии) повышают прочность связи корда
Рис. 8. Схема агрегата для выпуска протекторных заготовок:
1 — червячная машина с электродвигателем; 2, 15 — приемный и отборочный транспортеры; 3 — маркировочный валик; 4 — весовой транс-
портер; 5 — контрольные весы для непрерывного взвешивания; 6, 9, 13 — транспортеры; 7 — шероховальное устройство; 8 — барабан для
промазки клеем; 10 — короб с вытяжной вентиляцией; 11 — рольганг; 12 — охлаждающие ванны; 14 — дисковый нож; 16 — весы с роль-
гангом.
15
Рис. 9. Схема приготовления пропиточного состава для корда:
1, 2, 3, 10 — 13, 19, 22 — сборники; 4 — 6, 8, 14 — 17 — мерники; 7, 9, 18, 21 — реакторы; 20 — емкость для разбавления пропиточ-
ного состава.
с резиной. Формалин и гидроксид натрия необхо-
димы для частичной конденсации смолы ФР-12.
Диспергатор НФА используют для повышения устой-
чивости водных дисперсий технического углерода.
Для повышения стабильности пропиточных составов
и предупреждения их коагуляции к ним добавляют
25%-ный водный технический аммиак.
При получении пропиточного состава (рис. 9)
готовят раствор резорцинформальдегидной смолы
ФР-12 и дисперсию технического углерода. Смола
ФР-12 поступает на завод в бочках в концентриро-
ванном виде и разбавляется химически очищенной
водой до содержания сухого остатка 30%. Растворы
смолы, формальдегида, NaOH (10%-ной концен-
трации) насосами перекачивают соответственно
в сборники /, 2, 3 объемом 630 л, находящиеся на
отметке 5,3 м. Определенные объемы этих компо-
нентов самотеком последовательно сливаются сна-
чала в мерники 4, 5, 6 объемом 250 л, расположен-
ные на отметке 2,6 м, а затем в реактор 7 емкостью
3200 л, находящийся на нулевой отметке. Загрузка
компонентов в реактор производится в следующем
порядке: сначала в него через мерник 8 подают умяг-
ченную воду, потом растворы смолы ФР-12, фор-
мальдегида и NaOH. После загрузки всех компо-
нентов раствор перемешивают в течение 15 мин
и передавливают сжатым воздухом в реактор 9
емкостью 3200 л.
Реакторы 7 и 9 снабжены рубашкой для подо-
грева и охлаждения, а реактор 7 еще и мешалкой.
Созревание смолы в реакторе 9 происходит при
20—35 °C в течение 5—24 ч без перемешивания. После
лабораторного анализа (определения оптической
плотности, pH, сухого остатка) смола передавли-
вается сжатым воздухом в сборник 10 емкостью
3200 л, находящийся на уровне 5,3 м.
Латексы СКД-1 и ДМВП-10х поступают в сбор-
ники 11, 12 емкостью 3200 л, а аммиачная вода
16
в сборник 13 емкостью 100 л, установленные также
на отметке 5,3 м. Из сборников 10, 11, 12, 13 соот-
ветственно раствор ФР-12 (5 %-ной концентрации),
латексы СКД-1, ДМВП-10х и аммиачная вода само-
теком сливаются в мерники 15, 16, 17 (каждый ем-
костью 630 л) и 14 (емкостью 10 л), где они дози-
руются с помощью весов, и далее поступают в реак-
тор 18. В реактор 18 также подают и дисперсию тех-
нического углерода, которую готовят в отдельном
реакторе с мешалкой.
Для приготовления дисперсии в отдельный реак-
тор загружают технический углерод, диспергатор и
воду. После перемешивания в течение 30 мин смесь
три раза пропускают через коллоидную мельницу
с разной скоростью. Полученная дисперсия техниче-
ского углерода 22—25 %-ной концентрации посту-
пает в расходную емкость, где она может храниться
без перемешивания не более двух суток. При более
длительном хранении дисперсию вновь пропускают
через коллоидную мельницу.
Объем воды, подаваемой в реактор 18 для приго-
товления пропиточного состава, определяется его
концентрацией и pH, которые обычно зависят от
типа обрабатываемого корда. Концентрация может
изменяться от 10 до 20%, а pH от 9,5 до 10,5.
Готовый пропиточный состав передавливается
сжатым воздухом в сборник 19, расположенный на
уровне 7,8 м, для создания напора с целью транс-
портирования его самотеком в ванну для вторичной
пропитки корда. Остаток пропиточного состава из
ванны возвращается в емкость 20, где разбавляется
химически очищенной водой до 3%-ной концентра-
ции, и только после этого поступает в ванну для
предварительной пропитки. При недостатке 3%-ного
раствора пропиточного состава его приготавливают
в реакторе 21 аналогично тому, как его готовили
в реакторе 18, только с добавлением несколько боль-
шего количества воды. Из реактора 21 3%-ный про-
пяточный состав передавливается сжатым воздухом
в сборник 22 (на уровень 7,8 м), откуда он самотеком
по трубопроводам поступает в ванну для предвари-
тельной пропитки.
2.1.3. ОБРАБОТКА И ОБРЕЗИНИВАНИЕ
ТЕКСТИЛЬНОГО КОРДА
Обработка и обрезинивание корда на отечествен-
ных шинных заводах производятся на поточных
кордных линиях типа КЛК-1-170, КЛК-2-170,
ЛПК-80-1800. Технологический процесс включает
ряд операций, проводимых в следующей последова-
тельности: раскатка рулонов корда; предваритель-
ная пропитка корда; насыщение корда пропиточным
составом; основная пропитка корда; сушка пропи-
танного корда; термическая вытяжка и нормализа-
ция полиамидного корда; дополнительная сушка
корда в малой сушильной камере; обрезинивание
корда на каландрах.
По сравнению с линиями КЛК-1-170 и КЛК-2-170
линия ЛПК-80-1800 является более усовершенство-
ванной и в будущем вытеснит линии типа КЛК на
отечественных шинных заводах. Она состоит из само-
стоятельных агрегатов: АПК-80-1800 для двухста-
дийной пропитки и сушки полиамидного и вискоз-
ного корда; АТК-80-1800 для термообработки поли-
амидного корда; АОК-2-80-1800 для обрезинивания
вискозного и полиамидного корда. Кроме того, на
линии ЛПК-80-1800 производятся: удаление избытка
пропиточного состава путем сдува воздухом (вместо
использования вакууй-отсоса) и более высокое на-
тяжение в камере термовытяжки. Схема поточной
линии ЛПК-80-1800 приведена на рис. 10. Корд-
суровье с раскаточного устройства 1 через питаю-
щие валки 3 непрерывно поступает в компенсатор 4
(заправочная длина корда 240 м). Компенсатор пред-
назначен для создания запаса корда с целью обеспе-
чения непрерывной работы кордной линии при сты-
ковке концов рулонов корда на стыковочном прес-
се 2. В процессе стыковки концы рулонов корда
накладывают друг на друга внахлест, проложив
между ними и с каждой стороны стыка ленту резино-
вой смеси толщиной 0,7—0,8 мм и шириной 120—
150 мм. Затем стык вулканизуют в зазоре между
плитами пресса 2 при 175—190 °C в течение 50—
90 с. При таком соединении концов корда стык
выдерживает натяжение до 180 кН, создаваемое при
термообработке полиамидного корда.
После компенсатора 4 корд проходит через про-
тягивающее устройство 5 и поступает в ванну 6
для предварительной пропитки, заполненную про-
питочным составом 3%-ной концентрации. Пред-
варительно пропитанный корд пропускают через от-
жимные валки для удаления излишка пропиточного
состава и далее подают в камеру насыщения 7.
В зоне насыщения пропиточный состав проникает
в глубь нитей между волокнами, что улучшает сма-
чиваемость корда при основной пропитке. Темпера-
тура в зоне насыщения поддерживается в преде-
лах 38 °C. Натяжение до 25 кН на полотно корда
создается протягивающим устройством 8. По выходе
из зоны насыщения корд поступает в ванну 9 основ-
ной пропитки. Продолжительность контакта корда
с пропиточным составом составляет 3 с, что обеспе-
17
3 Мухутдинов и др.
чивает отложение на поверхности волокон адгезива
(4—8% от массы корда). Затем корд проходит через
устройства для удаления ^избытка пропиточного со-
става и с влажностью 50—60% подается в сушиль-
ную камеру и сушится до 3%-ной влажности в среде
горячего воздуха при 125—185 °C в течение несколь-
* ких минут. Вискозный корд сушат под натяжением
до 45 кН, полиамидный — без натяжения. После
сушки корд, проходя последовательно через компен-
сатор 12 и питающие валки 13, закатывается в ру-
лон на закаточном устройстве 14. Рулоны вискоз-
ного корда затем подают на раскаточное устрой-
ство 28 агрегата для обрезинивания или на склад.
Полиамидный корд поступает на раскаточное
устройство 15, последовательно проходит через пи-
тающие валки 17 и подается в установку для термо-
обработки 19. Для уменьшения ползучести термооб-
работку полиамидного корда проводят в две стадии
при 190 °C. На первой стадии в камере термовы-
тяжки 21 корд подвергают вытяжке на 20—30% под
натяжением 25—180 кН. На второй стадии в камере
нормализации 23 натяжение корда уменьшают до
5—91 кН. Натяжение корда создается за счет раз-
ности скоростей вращения валков натяжных стан-
ций 20, 22 и 24. После термообработки корд, про-
ходя через компенсатор 25 и питающие валки 26,
закатывается в рулон на закаточном устройстве 27.
Перед обрезиниванием обработанный вискозный
или полиамидный корд с раскаточного устройства 28
подают на питающие валки 30 и далее через компен-
сатор 31 протягивающим устройством 32 направ-
ляют в малую сушилйу 33. После сушки при 177 °C
до влажности 1,0—1,5% корд подвергают обрезини-
ванию на каландрах 34 и 36. Температура валков
каландров поддерживается равной 85— 100 °C, ско-
рость обрезинивания может достигать 80 м/мин. При
обрезинивании происходит заполнение резиновой
смесью промежутков между нитями корда, а также
наложение с каждой стороны полотна слоя резины
толщиной 0,2—0,3 мм. Затем корд, прошедший че-
рез охлаждающие барабаны 38 и компенсатор 39,
закатывают в рулоны с прокладочным полотном на
закаточном устройстве 41. Обрезиненный корд по-
дают к агрегатам для раскроя и стыковки.
2.1.4. РАСКРОЙ КОРДА И НАЛОЖЕНИЕ
РЕЗИНОВОЙ ПРОСЛОЙКИ
Поточная линия для раскроя корда и наложения
на него резиновой прослойки включает: раскаточ-
ное устройство с компенсатором, диагонально-ре-
зательный агрегат и агрегат для наложения резино-
вых прослоек на состыкованный корд.
Технологическая схема этой линии приведена на
рис. 11. Обрезиненный корд с раскаточного устрой-
ства 1 (или 2) со скоростью 46,5 м/мин отборочным
транспортером 5 (или с помощью роликов) подается
на компенсатор 6 и далее приемным транспортером 7
под прижимной ролик 8, расположенный над лен-
точным транспортером 9. Затем полотно корда лен-
точным транспортером направляется к горизон-
тально-резательной машине 10 под диагональ 11
с кареткой и дисковым ножом; частота вращения
ножа 28—30 об/мин. В зависимости от размера и кон-
струкции покрышек диагональ может быть установ-
18
лена для раскроя корда под углом 0—45°; ширина
отрезаемых полос изменяется и регулируется фото-
электрическим устройством 12. Фотоэлектрическое
устройство служит также для переключения ско-
рости транспортера 9 с рабочей на доводочную и оста-
нова транспортера во время реза полотна обрезинен-
ного корда. Раскроенные полосы корда заданной
ширины отбирают ленточным транспортером 13 и
подают на стыковочный транспортер 14. Полотно
корда после стыковки поступает на компенсатор 15
и далее на закаточное устройство 22, где оно закаты-
вается в рулоны с прокладочной тканью.
При необходимости наложения резиновой про-
слойки на полотно раскроенного корда его пропу-
скают через центрирующее приспособление 16 и по-
дают в зазор между валиком 18 и дублировочным
транспортером 19, куда с трехвалкового каландра 17
также поступает резиновая прослойка толщиной
0,5—1,5 мм и шириной 260—600 мм; скорость дубли-
рования* может достигать 40 м/мин. После наложе-
ния резиновой прослойки полотно корда охлаждается
на холодильных барабанах 20 и закатывается в ру-
лон с прокладочной тканью.
2.1.5. ОБРЕЗИНИВАНИЕ, РАСКРОЙ,
СТЫКОВКА И ИЗОЛЯЦИЯ КРОМОК
МЕТАЛЛОКОРДА
Металлокорд применяют для изготовления бре-
керных браслетов и дополнительных бортовых
крыльев для грузовых покрышек радиальной кон-
струкции. На шинные заводы нити металлокорда
поступают на шпулях. Получение металлокордного
полотна и его обрезинивание осуществляют на по-
точной линии ЛОМК-800К. Раскрой, стыковку и
изоляцию кромок обрезиненного металлокорда про-
изводят на поточной линии ЛИРСИ. Схема обработки
металлокорда на поточных линиях ЛОМК-800К и
ЛИРСИ приведена на рис. 12.
Шпули 1 (до 840 штук) с нитями металлокорда
устанавливают на шпулярник 2 со шпуледержате-
лями и тормозными устройствами. Натяжение ни-
тей при сматывании со шпуль составляет 30 Н. Для
обеспечения бесперебойной работы поточная линия
снабжена двумя шпулярниками, при этом во время
работы одного шпулярника на другом производится
перезарядка шпуль. Концы нитей при замене шпу-
лярников соединяют путем их привулканизации ре-
зиновой ленточкой в прессе 6 с электрообогревом.
Из шпулярника нити металлокорда подаются в ните-
сборник 3, зазор между направляющими роликами 4
и распределительную гребенку 5. Затем полученное
металлокордное полотно шириной 600—800 мм про-
пускают над шаговым валиком 7 с канавками для
равномерного распределения нитей по всей ширине
полотна.
Обрезинивание металлокорда производят на че-
тырехвалковом каландре 8. Для этого полотно ме-
таллокорда шаговым валиком 7 прижимают к по-
верхности валка каландра с нижним слоем обкла-
дочной смеси, что предотвращает изменение шага
нитей при обрезинивании. Верхний слой обкладоч-
ной смеси профилируется в зазоре между верхними
валками и накладывается на полотно при его про--
хождении между средним и верхним валками ка--
<6
Рис. 11. Схема поточной линии для раскроя корда и наложения на него резиновой прослойки:
1,2 — раскаточные устройства с рулонами обрезиненного корда; 3,4— валки для приема прокладочной ткани; 5,7 — отборочный и приемный транспортеры; 6 15 — компенсаторы- " 8 —
прижимной ролик; 9, 13 — ленточные транспортеры; 10 — диагонально-резательная машина; 11 — диагональ с кареткой и дисковым ножом; 12 — фотоэлектрическое устройство- 14 — сты-
ковочный транспортер; 16 — центрирующее приспособление; 17 — листовальный каландр; 18 — дублировочный валик; 19 — дублировочный транспортер; 20 — холодильные барабаны;
21, 22 —' закаточные устройств^-
12
Рис. 12. Схема поточной линии обрезинивания, раскроя, стыковки и изоляции кромок металлокорда:
1 — шпули; 2 — шпулярник; 3 — нитесборник; 4 — направляющие ролики; 5 — распределительная гребенка; 6 — вулканизационный пресс для стыковки концов нитей металлокорда;
7 — шаговый валик; 8 — четырехвалковый каландр; 9 — кромочные ножи; 10 — охлаждающие барабаны; 11 — компенсатор; 12, 27 — центрирующие приспособления; 13 — тянущее устрой-
ство; 14 — отрезной станок; 15, 35 — закаточные устройства; 16 — раскаточный станок; 17, 26 — компенсаторы; 18, 28 — прижимной и направляющий ролики; 19, 34 — ленточные транс-
портеры; 20 — протягивающая каретка; 21 — диагонально-резательная машина; 22, 23 — плоский и дисковый ножи; 24 — пружинные амортизаторы; 25 — стыковочный станок; 29 —
трехвалковый каландр; 30 — ролик для наложения на кромки металлокорда резиновых ленточек; 31 — приспособление для подворачивания резиновых ленточек; 32, 33 — прикаточные
ролики; 36 — брекерный станок ИДО-59.
ландра. Толщина обрезиненного металлокорда
марки 22Л15 составляет 2,1 мм, а металлокорда
марки 40Л15 — 2,7 мм. Температура верхнего и
среднего валков каландра при обрезинивании метал-
локорда поддерживается равной 80—90 °C. Скорость
обрезинивания составляет 50 м/мин.
Из каландра обрезиненный металлокорд направ-
ляется к кромочным ножам 9 для обрезания излиш-
ков обкладочной резины. Кромка обкладочной ре-
зины с одной стороны должна быть шире кромки
металлокорда на 10 мм, что позволяет стыковать ме-
таллокорд после раскроя без нахлеста нитей. Обре-
зиненный металлокорд охлаждается до 30—35 °C на
барабанах 10, а затем, пройдя последовательно че-
рез компенсатор 11, центрирующее 12 и тянущее 13
устройства, закатывается в рулон с полиэтиленовой
прокладочной пленкой на закаточном устройстве 15.
Натяжное устройство обеспечивает постоянное на-
тяжение полотна металлокорда до 3000 Н. После
закатки в рулон 200—270 м полотна металлокорд
режут в поперечном направлении с помощью отрез-
ного станка 14. Затем рулон передают на раскаточ-
ный станок 16 линии ЛИРСИ.
С раскаточного станка полотно металлокорда
через компенсатор 17 направляется в зазор между
прижимным роликом 18 и ленточным транспорте-
ром 19. Над транспортером находится протягиваю-
щая каретка 20, с помощью которой полотно обре-
зиненного металлокорда прижимается к транспор-
теру и перемещается для раскроя к диагонально-
резательной машине 2(. Ход каретки регулируется
перемещением ползуна с помощью кривошипа, со-
единенного с приводом. При движении кривошип-
ного механизма каретка начинает перемещаться
в крайнее правое положение и одновременно про-
двигать по столу диагонально-резательной машины
полотно корда на длину, достаточную для получения
после раскроя полосы требуемой ширины. Дости-
гнув крайнего правого положения, каретка подни-
мается над транспортером (освобождая корд) и воз-
вращается назад.
Диагонально-резательная машина для раскроя
обрезиненного металлокорда имеет плоский нож 22,
укрепленный на ножевой балке, и дисковый нож 23,
который установлен на каретке и может переме-
щаться вдоль плоского ножа по цилиндрической на-
правляющей. Для предотвращения образования за-
зора между дисковым и плоским ножами, а также
смещения полотна при раскрое на каретке смонти-
рованы пружинные амортизаторы 24. Раскроенные
полосы металлокорда соединяют на стыковочном
станке 25 по кромке обкладочной резиновой смеси.
Затем полотно стыкованного металлокорда через
компенсатор 26 и центрирующее устройство 27 по-
дается на ролик 30. Одновременно с нижнего валка
каландра 29 на определенном расстоянии друг от
друга срезаются дисковыми ножами (на рисунке не
показаны) две резиновые ленточки, которые на ро-
лике 30 накладываются на кромки полотна раскроен-
ного металлокорда.
Излишки каландрованной резиновой смеси ро-
ликами 28 возвращаются на повторную переработку.
Полотно металлокорда с наложенными по кромкам
ленточками резиновой смеси проходит через при-
способление 31 и ролики 32, где изолирующие лен-
точки подворачиваются и дублируются с кромками
металлокорда. Затем металлокорд отбирается транс-
портером 34 и подается на закаточное устройство 35
для закатывания в кассеты. Кассеты подаются на
питатель брекерного станка 36 для изготовления бре-
керных браслетов.
2.1.6. ИЗГОТОВЛЕНИЕ КРЫЛЬЕВ
Крыло борта покрышки собирают из предвари-
тельно заготовленных деталей (бортового кольца,
оберточной ленты, наполнительного шнура и крылье-
вой ленты).
Бортовое кольцо является основной частью
крыла и может изготавливаться: навивкой обрези-
ненной проволочной плетенки (проволочной ленты
или обрезиненной одиночной проволоки) и спираль-
ной навивкой необрезиненной одиночной проволоки.
Наиболее распространенным является способ из-
готовления бортовых колец навивкой обрезиненной
проволочной ленты на кольцеделательном агре-
гате ЯМО-245.
Схема поточной линии для изготовления борто-
вых крыльев покрышек с применением агрегата
ЯМО-245 приведена на рис. 13.
Латунированная проволока толщиной 1 мм после
рихтования наматывается на катушки 1, которые
устанавливают на раскаточные стойки 2 с тормоз-
ными устройствами и подвижными блоками 3, вклю-
чающими и выключающими тормоз. Число раска-
точных стоек в линии — от 4 до 10 штук. После рас-
каточных стоек проволоки параллельными рядами
(до 10 проволок в ряду в зависимости от ширины
кольца) подаются к направляющей стойке 4. Тормоз-
ные устройства шпулярников обеспечивают равно-
мерное натяжение проволок. Лента из проволок, со-
бранная на направляющей стойке, нагревается в аг-
регате 5 до 50—100 °C при прохождении через бло-
ки 6. Подогрев ленты проводится для повышения
прочности связи резины с проволокой. Затем про-
волочная лента проходит через Т-образную головку
червячной машины 7, где она обкладывается слоем
резиновой смеси при 60—70 °C. Непрерывная по-
дача ленты резиновой смеси с катушки 10 в червяч-
ную машину обеспечивается питателем 9. Перед по-
дачей в загрузочную воронку червячной машины
лента резиновой смеси подвергается облучению ин-
фракрасными лучами (до 50—60 °C) в установке 8.
Г | По выходе из червячной машины обрезиненная
лента для предотвращения ее подвулканизации охла-
ждается водой с температурой 15—20 °C в ванне 11.
За ванной лента обдувается ^воздухом и подается на
протягивающий станок 12 с двумя барабанами, ко-
торые вытягивают ленту из головки червячной ма-
шины и дополнительно ее охлаждают. Для обеспече-
ния непрерывной и равномерной работы поточной
линии перед кольцеделательными станками 15 или
17 устанавливают компенсатор 13, создающий запас
ленты длиной 20 м. Из компенсатора лента через
направляющие блоки 14 поступает на станок 15
(АКД-1А) при изготовлении бортовых колец диа-
метром 381—622 мм или на станок 17 (АКД-2А) при
изготовлении колец диаметром 730—1095 мм; при
этом конец обрезиненной проволочной ленты при-
крепляют к шаблону 16 или 18. При вращении шаб-
21
8
ис. 13. Схема п оточной линии для изготовления бортовых крыльев:
1 — катушка с проволокой; 2 — раскаточная стойка; 3 — подвижный блок; 4 — направляющая стойка; 5 — агрегат Для нагревания про-
волоки; 6 — блоки, соединенные с подводкой электрического тока низкого напряжения; 7 — червячная машина для обрезинивания прово-
локи; 8 — установка для обогрева резиновой ленточки инфракрасными лучами; 9 — питатель (тянущие валки для питания червячного
пресса); 10 — катушка с резиновой^ленточкой; 11 -— ванна для охлаждения; 12 — протягивающий станок; 13 — компенсатор; 14 — направ-
ляющие блоки; 15, 17 — кольцеделательные станки соответственно АКД-1А и АКД-2А; 16, 18 — шаблоны; 19 — полуавтоматический ста-
нок карусельного типа;- 20, 22 — стойки для хранения бортовых колец; 21 — оберточный станок 101-04; 23 — станок типа СКФ для сборки
крыльев.
лона лента автоматически наматывается на него
в кольцо. После достижения необходимого числа
витков намотки- шаблон автоматически останавли-
вается, лента обрубается ножом, а кольцо сбрасы-
вается с шаблона. Обрубленный конец обрезиненной
проволочной ленты обертывается полоской обрези-
ненной бязи либо привулканизовывается к кольцу
на полуавтоматическом станке 19 при 180—190 °C
в течение 1,5—2,0 мин. Затем бортовое кольцо по-
дается к оберточному станку 21 для спиральной
обертки его обрезиненной тканевой лентой. Борто-
вые кольца до и после обертки при необходимости
хранят на стойках 20 и 22, После обертки бортовые
кольца направляют на станок 23 для сборки крыльев,
где на него накладывают наполнительный шнур и
крыльевую ленту для повышения монолитности
борта покрышки. Крыльевую ленту изготавливают
из обрезиненной плотной ткани квадратного перепле-
тения или из обрезиненного текстильного корда,
раскроенного под углом 45°. Готовые крылья направ-
ляют на участок сборки покрышек.
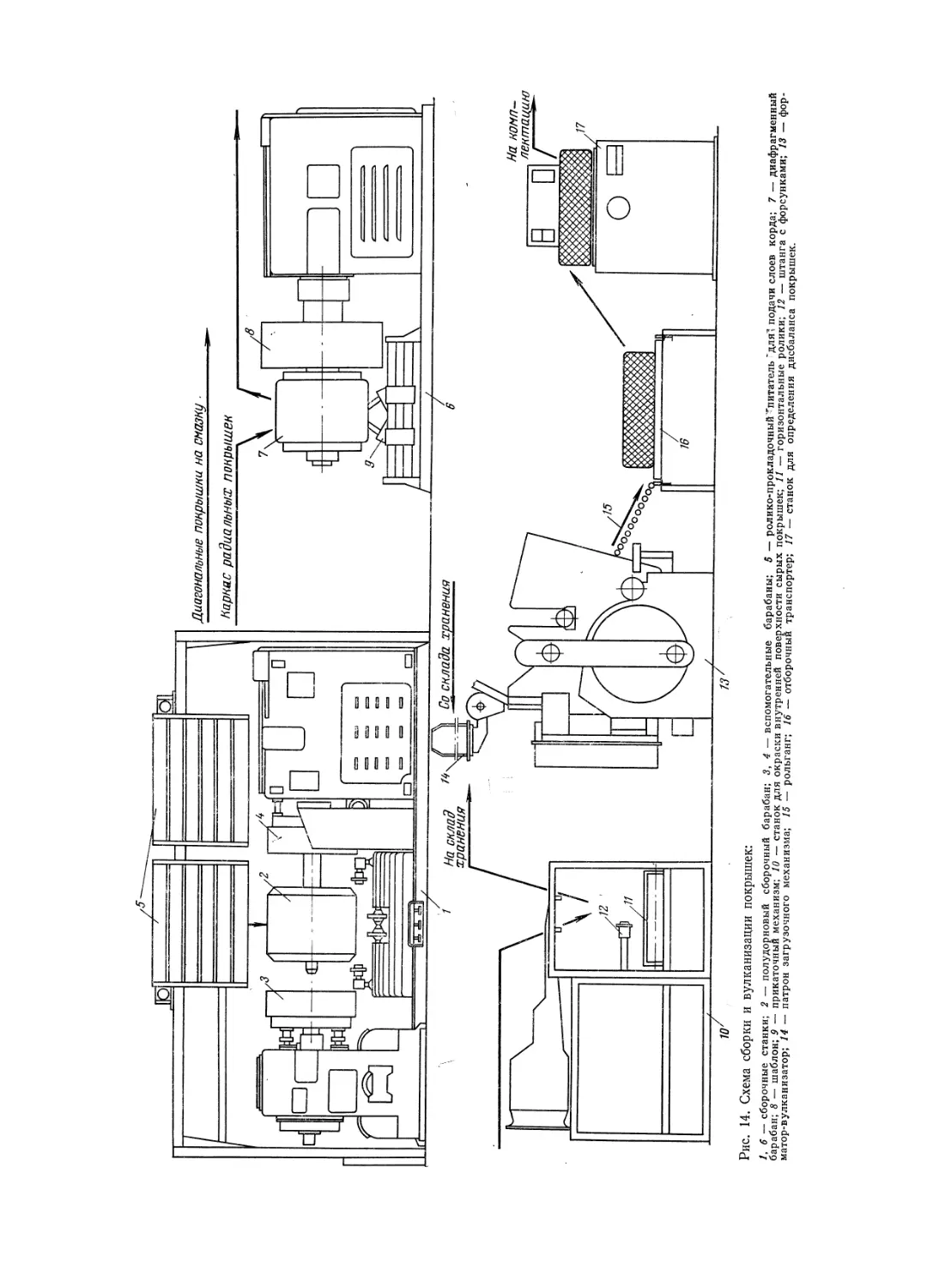
2.1.7. СБОРКА И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК
Предварительно заготовленные детали покрышек
по транспортным системам направляют на участок
сборки, где производится их наложение на барабаны
сборочных станков, склеивание, дублирование и
прикатка в определенной последовательности до по-
лучения сырых покрышек.
В зависимости от конструкции и типоразмеров
диагональные покрышки можно собирать браслет-
22
ным, послойным или комбинированным способами,
а также из уширенных слоев корда.
При сборке браслетным способом на барабан на-
девают готовые каркасные и брекерные браслеты,
состоящие из двух и более слоев корда.
При послойном способе на сборочный барабан
накладывают слои обрезиненного корда в опреде-
ленной последовательности с питателя сборочного
станка.
Комбинированный метод сборки покрышек за
ключается в том, что часть слоев корда накладывают
на сборочный барабан в виде браслетов, а часть
в виде отдельных слоев.
При сборке покрышек из уширенных слоев корда
на сборочный барабан накладывают широкие по-
лосы обрезиненного корда, края которых заворачи-
вают до середины барабана и стыкуют внахлест,
в результате чего образуется второй слой каркаса.
Покрышки радиальной конструкции собирают
в две стадии. Сборку каркаса цилиндрической формы
производят на одном станке, а формование каркаса,
наложение брекера и протектора — на другом.
Независимо от способа сборки и вида применяе-
мых сборочных барабанов изготовление грузовых и
легковых покрышек диагональной и радиальной кон-
струкций имеет много общего (при подаче заготовок
и наложении их на сборочный барабан, проведении
заключительных операций и перемещении собранных
покрышек на вулканизацию), что позволяет по-
строить единую технологическую схему процессов
сборки и вулканизации легковых и грузовых покры-
шек массовых размеров различных конструкций.
'5
Рис. 14. Схема сборки и вулканизации покрышек:
Л 6 — сборочные станки; 2 — полудорновый сборочный барабан; 3, 4 — вспомогательные барабаны; 5 — ролико-прокладочный ^питатель 'для! подачи слоев корда; 7 — диафрагменный
барабан; 8 — шаблон; .9 — прикаточный механизм; 10 — станок для окраски внутренней поверхности сырых покрышек; 11 — горизонтальные ролики; 12 — штанга с форсунками; 13 — фор-
матор-вулканизатор; 14 — патрон загрузочного механизма; 15 — рольганг; 16 — отборочный транспортер; 17 — станок для определения дисбаланса покрышек
Принципиальная технологическая схема сборки и
вулканизации покрышек диагональной и радиаль-
ной конструкции приведена на рис. 14.
Грузовые и легковые покрышки диагональной
конструкции собирают на станке 1. После того как
полудорновый сборочный барабан 2 будет сложен,
на шаблоны вспомогательных барабанов 3 и 4 на-
девают бортовые крылья. Основной барабан раскры-
вают, подводят к нему вспомогательные барабаны,
которые создают развитую поверхность для наложе
ния слоев корда. Затем накладывают первый слой
корда каркаса и стыкуют его. После наложения не-
обходимого числа последующих слоев корда каркаса
и их стыковки вспомогательные барабаны отводят
в исходное положение, концы слоев обжимают по
заплечикам барабана с помощью универсального ме-
ханизма и производят посадку крыльев; затем слои
заворачивают на крылья. При сборке покрышек
с двумя крыльями в борту операции по наложению
слоев корда и посадке каждого крыла проводятся
в той же последовательности, что и при сборке по-
крышек с одним крылом. Затем снова подводят
вспомогательные барабаны и после наложения не-
скольких слоев корда их отодвигают. Далее прика-
тывают слои корда, а концы их подворачивают под
крылья. После окончания сборки каркаса на основ-
ной барабан накладывают брекер, бортовые ленты
и протектор. Для повышения монолитности по-
крышку прикатывают по всей поверхности, а борто-
вые ленты с помощью боковых прикатчиков подвер-
тывают под крылья. ^Барабан складывают, покрышку
снимают и по транспортной системе подают на ста-
нок для окраски внутренней поверхности.
Грузовые покрышки радиальной конструкции со-
бирают в две стадии.
На первой стадии на расправленном сборочном
барабане 2 станка 1 послойным методом изготавли-
вают каркас покрышки с посадкой крыльев и задел-
кой бортовой части. Операции, проводимые при из-
готовлении каркаса для радиальных покрышек, не
отличаются от аналогичных при сборке каркаса диа-
гональных покрышек.
На собранный каркас накладывают вспомога-
тельные крылья, боковины, бортовые ленты и рези-
новые ленты для изоляции каркаса от кромок ме-
таллокордного брекера. Сборочный барабан склады-
вают, затем с него снимают каркас покрышки и по-
дают на вторую стадию сборки. При сборке грузовых
покрышек массовых размеров каркас надевается на
барабан 7 сборочного станка 6 (СПРИ-2М) и фикси-
руется на заплечиках барабана. На шаблон 8 наде-
вается брекерный браслет, который затем подводится
к центру каркаса. При подаче в диафрагму сжатого
воздуха под давлением 0,15 МПа фланцы барабана
начинают сближаться, а диафрагма увеличиваться
в диаметре, обеспечивая тем самым формование кар-
каса. В момент соприкосновения каркаса с внутрен-
ней поверхностью брекерного браслета фланцы оста-
навливаются, шаблон возвращается в исходное поло-
жение, а брекерный браслет прикатывается к кар-
касу с помощью прикаточного механизма 9. Затем
на брекер накладывают протектор, стыкуют его
концы и прикатывают. После снижения давления
в диафрагме готовую покрышку снимают и подают
к станку 10 для окраски внутренней поверхности.
24
Легковые покрышки радиальной конструкции можно соби-
рать в одну или две стадии.
При двухстадийном способе для сборки каркаса покрышки
(на первой стадии сборки) применяют жесткий сборочный бара-
бан (станок СПП-66). Затем каркас передают на вторую стадию
к станку СПР-30-330 с диафрагменным барабаном и двумя огра-
ничительными шаблонами. Брекер накладывают послойным
способом на поверхность, образованную ограничительными ша-
блонами и формованным каркасом; боковины накладывают
и прикатывают в последнюю очередь после наложения и прикатки
протектора. Производительность станка СПР-30-330 — до 18 по-
крышек/ч.
Аналогично собирают сельскохозяйственные и крупнога-
баритные покрышки радиальной конструкции с применением на
второй стадии сборки станков СПР-70 и СПР-70К с диафрагмен-
ным барабаном, снабженным двумя ограничительными шабло-
нами. Производительность этих станков 1—2 покрышки/ч.
Собранную покрышку подают на горизонтальные
ролики 11 станка 10 для окраски и приводят во вра-
щение. При вращении покрышки вдоль ее внутрен-
ней полости перемещается штанга /2, на которой
установлены форсунки для разбрызгивания краски
по всей внутренней поверхности. Покрышка после
окраски автоматически сбрасывается с роликов на
отборочный рольганг и по транспортной системе на-
правляется в промежуточный склад хранения.
После хранения в течение не менее 4 ч сырые
покрышки по цепному конвейеру подают на вулка-
низацию. Предварительно покрышки автоматически
надеваются на два патрона 14 форматора-вулканиза-
тора 13, которые разжимаются и удерживают по-
крышки. В это время открываются паровые камеры
с верхними полуформами. Затем каждый патрон с по-
крышкой поворачивается на 180° вниз. В момент
фиксирования покрышек строго над диафрагмами
патроны сжимаются, а покрышки падают вниз на
диафрагмы. Патроны в сжатом состоянии возвра-
щаются в исходное положение. Затем паровые ка-
меры закрываются и в диафрагмы подается формую-
щий пар под давлением 0,25 МПа. После оконча-
ния формования в диафрагму подается пар под дав-
лением 1,0—1,6 МПа для ее подогрева в течение 5—
10 мин. Греющий пар заменяется перегретой водой
с температурой 145—175 °C. Давление в диафрагме
поддерживается равным 1,6—2,8 МПа. Вулканиза-
ция осуществляется автоматически по заданному ре-
жиму с помощью командно-электронного прибора.
По окончании вулканизации форматор-вулканизатор
открывается, покрышка вынимается механизмом уп-
равления диафрагмы и сбрасывается на рольганг 15.
Далее отборочным транспортером 16 она направ-
ляется на участок браковки и обрезки заусенцев.
Легковые покрышки и покрышки для автобусов по-
дают на станок 17 для определения дисбаланса. После
осмотра покрышки, не имеющие дефектов, направ-
ляют на участок комплектации шин. •
2.1.8. СБОРКА И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК
НА ПОТОЧНЫХ! АВТОМАТИЗИРОВАННЫХ ЛИНИЯХ
Дальнейшее повышение производительности
труда, получение продукции высокого качества и
улучшение технико-экономических показателей воз-
можно только при оснащении производства поточ-
ными механизированными и автоматизированными
линиями сборки и вулканизации покрышек.
Поточная линия для сборки грузовых покрышек
радиальной конструкции разработана на базе суще-
ствующих высокопроизводительных сборочных стан-
ков СПДУ-65И, АПД-ИЗ и СПР-И2М с использова-
нием отдельных узлов и механизмов этих станков
со значительно большей степенью механизации и
автоматизации.
В отличие от технологического процесса сборки
процесс вулканизации покрышек в форматорах-вул-
канизаторах характеризуется высокой степенью ме-
ханизации и автоматизации. Однако сложные и ме-
таллоемкие механизмы форматоров-вулканизаторов,
выполняющие загрузочно-разгрузочные операции,
в течение одного цикла вулканизации действуют 1—
2 мин, остальное время (45—90 мин для грузовых
покрышек) они простаивают.
Для рационального использования механизмов
и снижения металлоемкости оборудования были со-
зданы многопозиционные вулканизаторы. При ра-
боте на многопозиционных вулканизаторах все тех-
нологические операции, производимые до и после
вулканизации, выполняются передвижными пере-
зарядчиками. Поскольку продолжительность всех
операций, связанных с перезарядкой, гораздо
меньше продолжительности вулканизации, то пере-
зарядчик может за один цикл обслужить несколько
десятков вулканизационных аппаратов.
В отечественной шинной промышленности много-
позиционные вулканизаторы применяют для вулка-
низации легковых (линия ВПМ-2-100), грузовых
средних размеров (линия ВПМ-2-200) и грузовых
больших размеров (ВПМ-2-300) покрышек. На этих
вулканизаторах один перезарядчик обслуживает до
36 стационарных вулканизационных аппаратов. Вул-
канизационные аппараты в поточных линиях
ВПМ-2-200 и ВПМ-2-300 расположены в два ряда и
снабжены неубирающейся диафрагмой, в то время
как вулканизационные аппараты в поточной линии
ВПМ-2-100 расположены в один ряд и снабжены
убирающейся диафрагмой. Линия ВПМ-2-100, кроме
того, укомплектована установкой для охлаждения
покрышек под давлением до температур 50—55 °C.
Применение убирающейся диафрагмы позволяет со-
кратить продолжительность перезарядки пресс-
форм, так как вулканизованная покрышка удаляется
вместе с верхней полуформой, а нижняя полуформа
в это время свободна, т. е. готова для загрузки сле-
дующей сырой покрышки. Технико-экономические
характеристики поточных линий приведены в табл. 1.
Схема поточной линии сборки и вулканизации
радиальных покрышек 260-508Р приведена на
рис. 15. Поточная линия состоит из секции для пер-
вой стадии сборки с семью операционными стан-
ками 4—10 и секции для второй стадии сборки
с тремя станками СПР-И2М 14,
Операционные станки для первой стадии сборки
размещены вокруг замкнутого рельсового пути /,
по которому перемещаются тележки со сборочными
барабанами 2. Каждый операционный станок снаб-
жен подъемным устройством для снятия сбороч-
ного барабана с тележки и установки его на
станок.
Тележки с барабанами по вызову оператора по-
дают к операционным станкам и прикрепляют к ним
с помощью фиксатора. Вдоль операционных станков
перемещаются соответствующие питатели 3, выпол-
ненные в виде кареток или кассет.
4 Мухутдинов и др.
Таблица 1. Технико-экономические характеристики
поточных линий для вулканизации покрышек
Показатели ВПМ-2-100 ВПМ-2-200 ВПМ-2-300
Тип вулканизуемых 6,15—13 200—508 280—508
покрышек 260—508 320—508
Число вулканизацион- ных аппаратов 36 36 20
Число пресс-форм 36 72 40
Производительность, шт./ч Давление теплоноси- телей (МПа): 120 60 19,6
формующего пара 0,03—0,2 До 0,2 До 0,2
греющего пара 1,2—1,6 До 1,6 До 1,6
перегретой воды 2,5 До 2,5 До 2,5
пара для обогрева пресс-форм 0,6—0,8 До 0,8 До 0,8
охлаждающей во- ды 2,5 До 2,5 До 2,5
Скорость перемещения перезарядчика, м/мин 14 13,11 13,64
Продолжительность перезарядки двух пресс-форм, с 95 254 345
Сборочный барабан направляется к операцион-
ному станку 4, где на него навивается необходимое
число слоев обрезиненного корда, смещенных отно-
сительно друг друга. Смещение слоев достигается
благодаря осевому перемещению барабана. После
дублирования слоев корда рифленым роликом бара-
бан снимается со станка и на тележке перемещается
к станку 5. На этом станке производятся следующие
операции: обжатие концов слоев корда универсаль-
ными механизмами по заплечикам барабана и посадка
крыльев, заворачивание слоев корда на крыло и
прикатка бортовой части каркаса универсальными
прикатчиками. Затем сборочный барабан подается
к станку 3, на котором (так же как и на станке 4)
производятся операции наложения и дублирования
последующих слоев каркаса.
Предварительное обжатие слоев корда по запле-
чикам барабана, посадка дополнительных крыльев,
заворачивание слоев корда под крыло и прикатка
бортовой части каркаса производятся на операцион-
ном станке 7. Операционный станок 8 служит для
накладки на сборочный барабан подбрекерных шну-
ров и боковин и их дублирования. Для прикатки
подбрекерных шнуров и боковин, наложения борто-
вых лент и прикатки бортовой части каркаса исполь-
зуют операционный станок 9, а для заворачивания
бортовых лент на носок борта и их прикатки — ста-
нок 10,
После проведения перечисленных выше операций
барабан складывается, готовый каркас сбрасывается
на наклонный рольганг 11 и с помощью подвесного
конвейера 12 подается на вторую стадию сборки.
Конвейер одновременно служит промежуточным
складом для хранения каркасов.
С конвейера каркас по рольгангу 13 направляется
к станку 14 (СПР-И2М), где он надевается на диа-
фрагменный барабан и формуется под действием
сжатого воздуха, подаваемого в диафрагму. Затем
на каркас накладывают брекерный браслет из ме-
таллокорда, изготовленный на браслетном станке 15
25
Рис. 15. Схема поточной линии сборки и вулканизации покрышек радиальной конструкции:
1 — рельсовый путь; 2 — сборочный барабан, установленный на тележке; 3, 16 — питатели; 4 — 10 — операционные сборочные станки для первой стадии сборки; И, 13 — рольганги; 12, 18—
подвесные конвейеры; 14 — станок для второй стадии сборки покрышек; 15 — станок для изготовления брекерных браслетов; 17 — станок для окраски покрышек; 19 — механизм сбрасыва-
ния покрышек: 20 — загрузочное устройство; 21 — перезарядчик; 22 — вулканизационный аппарат; 23 — ключи перезарядчика; 24 — механизм управления диафрагмой; 25 — отборочный
транспортер; 26 — станок для удаления выпрессовок; 27 — станок для осмотра готовых покрышек; 28 — станок для определения дисбаланса покрышек.
(ИДО-59). Протекторную ленту, нагретую до 55—
60 °C, подают на барабан с помощью питателя 16
картушного типа, отмеряют необходимую длину и
отрезают специальным ножом под углом. После сты-
ковки протектора, его соответствующей прикатки,
а также проведения заключительных операций (про-
калывание пузырьков, маркировка и др.) покрышку
снимают с барабана и автоматически транспортной
системой направляют к станку 17 для окраски ее
внутренней поверхности. Производительность по-
точной линии при сборке покрышек 260—508Р со-
ставляет 40 шт/ч. Окрашенные сырые покрышки от-
правляют на склад, из которого через 4 ч их подают
по конвейеру на вулканизацию. Сырые покрышки
с подвесок конвейера 18 сбрасываются механизмом 19
на патроны загрузочного устройства 20, установлен-
ного на перезарядчике 21. Перезарядчик может пере-
мещаться вдоль многопозиционного вулканизатора
ВПМ-2-200. При расположении перезарядчика над
первой парой вулканизационных аппаратов 22 клю-
чами 23 открываются байонетные затворы. Ключи
поднимаются вместе с верхней половиной вулкани-
зационного аппарата, где вмонтированы верхние
половины пресс-форм. Затем перезарядчик передви-
гается влево на расстояние, равное расстоянию
между осями соседних вулканизационных аппаратов.
Если в пресс-формах до этого происходила вулка-
низация покрышек, то они с помощью механизма
управления диафрагмой отрываются от нижних
половин пресс-форм, поднимаются вверх и сбрасы-
ваются на, отборочный транспортер 25.
После удаления вулканизованных покрышек из
пресс-формы патроны загрузочного устройства 20
поворачиваются вокруг оси на 180° и опускаются
вниз, надевая на неубирающуюся диафрагму сырые
покрышки. Затем патроны возвращаются в исходное
положение за очередными покрышками.
При возвращении перезарядчика в исходное по-
ложение опускаются верхние половины вулканиза-
ционных аппаратов с полуформами и закрываются
байонетные затворы. Затем включается командный
прибор управления процессом вулканизации. После
перезарядки пресс-формы перезарядчик переме-
щается к следующей паре вулканизационных аппа-
ратов, и цикл повторяется. Закончив весь цикл пере-
зарядки пресс-форм, перезарядчик возвращается
к первой паре вулканизационных аппаратов, в ко-
торой к этому времени заканчивается вулканизация
покрышек.
Вулканизованные покрышки отборочным транс-
портером 25 подаются к станку 26 для удаления вы-
прессовок и заусенцев, далее их осматривают на
станке 27 и направляют к станку 28 для определе-
ния дисбаланса. Сбалансированные покрышки по-
ступают на участок комплектации шин. Производи-
тельность поточной линии ВПМ-2-200 составляет
30 покрышек/ч.
2.1.9. СБОРКА КРУПНОГАБАРИТНЫХ
ПОКРЫШЕК
Крупногабаритные покрышки с шириной полос
корда в каркасе 1200—1500 мм (I группа), 1400—
2000 мм (II группа) и более 2000 мм (III группа) со-
бирают послойным способом. Браслетный способ,
4*
применяемый для сборки крупногабаритных покры-
шек, имеет следующие недостатки:
1) значительно больший разброс углов наклона
нитей корда в каркасе по короне, более низкие плот-
ность нитей корда в каркасе и прочность;
2) затрата больших усилий при надевании бра-
слетов на сборочный барабан;
3) трудность центровки браслетов на сборочном
барабане и возможность неравномерного натяжения
нитей корда в каркасе;
4) наличие многочисленных перевалочных опе-
раций, связанных с изготовлением и транспортиро-
ванием корда к браслетным станкам и браслетов
к сборочным станкам, которые также влияют на ка-
чество изготовления покрышек;
5) наличие нескольких браслетов, что не позво-
ляет полностью механизировать операции заделки
борта;
6) значительные затраты времени на выполнение
ручных операций.
Для сборки крупногабаритных покрышек
I группы послойным способом характерно наложе-
ние резиновых прослоек на корд полугорячим спо-
собом, закатка обрезиненного корда в каретки и при-
менение сборочных станков с питателями ролико-
прокладочного типа.
Крупногабаритные покрышки II группы имеют
большую слойность и значительную ширину слоев
корда. В случае сборки послойным способом это вы-
зывает трудности при стыковке и закатке слоев в бо-
бины с прокладкой; приводит к уменьшению произ-
водительности отборочно-прослоечного агрегата; воз-
никает необходимость создания громоздких питате-
лей ролико-прокладочного типа.
При получении этих покрышек более рационально
резиновые прослойки накладывать на корд холод-
ным способом на барабане сборочного станка или
на питающем устройстве, а подачу на сборочный ба-
рабан состыкованных в ленту слоев корда произ-
водить без промежуточных операций закатки и рас-
катки.
При сборке крупногабаритных покрышек
III группы из-за того, что стыковка полос корда не-
возможна на обычных стыковочных столах, приме-
няют поворотные стыковочные столы. Значительные
геометрические размеры и большая масса покрышек
обусловили питание сборочного станка одиночными
слоями и наложение на барабан резиновых прослоек
холодным способом с помощью питателя, а деталей
протектора — с передвижного рольганга.
Схема сборки диагональных крупногабаритных
покрышек III группы приведена на рис. 16. Техно-
логический процесс включает заготовку деталей и
послойную сборку покрышек с использованием оди-
ночных слоев. Покрышки изготавливают на сбороч-
ной линии, состоящей из диагонально-резательной
машины с отборочным транспортером, вдоль кото-
рого установлены сборочные станки с питающими
устройствами и поворотными стыковочными столами,
а также питатели — рольганги для деталей протек-
тора.
Закроенные полосы корда с диагонально-реза-
тельной машины 1 поступают на отборочный транс-
портер 2. С отборочного транспортера стыковщики
забирают необходимое число полос корда и на по-
27
Рис. 16. Схема сборки диагональных крупногабаритных по-
крышек послойным методом:
1 — диагонально-резательная машина; 2 — отборочный транспортер;
3 — поворотный стыковочный стол; 4 — питающее устройство; 5 —
сборочный станок; 6, 12 — стеллажи для остатков корда; 7 — стел-
лаж для кордбрекера; 8 — питатель резиновых прослоек; 9 — роль-
ганг; 10 — стеллаж для хранения и промазки деталей протектора; 11 —
стеллаж для валиков с резиновыми прослойками.
воротном столе 3 стыкуют их (длина полученной
волосы должна быть равна длине одного слоя), а за-
тем питающим устройством 4 подают на сборочный
станок 5 марки СПД-1800-3650, имеющий дополни-
тельные барабаны, снабженные механизмами по-
садки крыльев и выдвижными механизмами заделки
борта. Основные операции сборки покрышек на
станке СПД-1800-3650 механизированы. Станок поз-
воляет собирать покрышки из слоев корда шириной
1800—3650 мм. Остатки корда навешивают на стел-
лаж 6; их используют при заготовке слоев корда соот-
ветствующей длины. Запас полос кордбрекера хра-
нится на стеллаже 7. Бобины с резиновыми прослой-
ками устанавливаются в питатель S, смонтированный
на рольганге 9 для перемещения деталей протек-
тора к сборочному барабану. Детали протектора на
участок сборки подают в катушках или на тележ-
ках-книжках. Детали промазывают клеем на стел-
лаже 10 и после сушки укладывают на рольганг 9,
способный перемещаться вдоль оси сборочного
станка. Затем детали последовательно вручную на-
кладывают на каркас покрышки.
Описанный технологический процесс послойной
сборки крупногабаритной покрышки диагональной
конструкции может быть применен и для получения
крупногабаритных покрышек радиальной конструк-
ции. Однако последовательность проведения заго-
товительно-сборочных операций в производстве по-
крышек Р зависит не только от ширины слоев корда
в каркасе, но и от материала каркаса и брекера,
а также числа бортовых колец. Материал опреде-
ляет способ заготовки деталей и способ подачи их
на барабан сборочного станка, а число бортовых ко-
лец — стадийность сборки покрышек.
На рис. 17 показана схема линии для изготовле-
ния деталей и сборки крупногабаритных покрышек
Р с несколькими кольцами в борту. Такие покрышки
собирают в две стадии.
Сначала на диагонально-резательной машине 1
производят раскрой корда на полосы заданной ши-
рины, которые затем стыкуют в ленту на верхнем
транспортере питающего устройства 2. Остатки корда
укладывают на стеллаж 3 для дальнейшего исполь-
зования. По ходу выполнения операций лента
отбирается на нижние транспортеры — накопители
Рис. 17. Линия для изготовления крупногабаритных покрышек с несколькими кольцами в борту:
1 — диагонально-резательная машина; 2 — питающее устройство; 3 — стеллаж для остатков корда; 4, 11 — сборочные станки для пер-
вой и второй стадий сборки соответственно; 5 — механизм стыковки полос корда в ленту; 6 — отборочный транспортер; 7 — механизм
поворота слоев и стыковки их в ленту; 8, 14 — тележки-книжки с деталями протектора; 9 — транспортная система; 10, 12 — рольганги
| для перемещения деталей протектора; 13 — раздаточный рольганг; 15 — склад рулонов обрезиненного корда.
28
питающего устройства 2 и направляется к сбороч-
ному станку 4 на первую стадию сборки. Резиновые
прослойки находятся в бобинах, установленных в пи-
тателях. Резиновые прослойки накладывают на по-
лосы корда на верхнем транспортере питающего уст-
ройства или на барабане сборочного станка. В прин-
ципе резиновые прослойки можно накладывать на
слои корда непосредственно после его раскроя и сты-
ковки с помощью механизмов 5, установленных в на-
чале отборочного транспортера 6. Около отборочного
транспортера необходимо также установить меха-
низм 7 поворота слоев корда и стыковки их в ленту.
На сборочном станке 4 последовательно наклады-
вают ленты определенных слоев и собирают весь
каркас. Детали протектора подают на участок за-
грузки в тележках-книжках 5, затем вакуум-пере-
кладчиком укладывают на приемный транспортер,
2.2. ИЗГОТОВЛЕНИЕ АВТОКАМЕР
Автокамера представляет собой кольцевую ре-
зиновую трубку, наполненную сжатым воздухом,
которая предназначена для придания шине упругих
свойств. Толщина стенки ездовых камер в зависи-
мости от их размера составляет 1,5—6,0 мм. Беговая
часть стенки камеры выполняется утолщенной, по-
скольку она подвергается растяжению в большей сте-
пени, чем бандажная и боковая ее части.
В бандажной части к камере крепится вентиль
для накачивания ее сжатым воздухом и регулирова-
ния в ней давления. Для камер легковых автомоби-
лей применяют резинометаллические вентили типа
ЛК, а для камер грузовых автомобилей — вентили
с резиновым фланцем типа ГК. Технологический
процесс получения ездовых камер включает следую-
щие основные операции:
подготовку и обрезинивание вентилей;
изготовление заготовок камер;
крепление вентилей к заготовкам;
стыковку заготовок и вулканизацию камер.
2.2.1. ПОДГОТОВКА И ОБРЕЗИНИВАНИЕ
ВЕНТИЛЕЙ
Герметичное и прочное крепление вентиля к ка-
мере является одним из наиболее важных факторов,
определяющих эксплуатационные качества камер.
Для повышения прочности связи с резиной вентили
изготавливают из латуни, а перед креплением к ка-
мерному рукаву после очистки от антикоррозионной
смазки и загрязнений их обрезинивают. Известно
несколько способов очистки вентилей: кислотный,
щелочной и ультразвуковой.
При кислотном методе очистки вентили сначала
обрабатывают 10—15 мин в 10%-ном кипящем рас-
творе кальцинированной соды, затем промывают го-
рячей водой и после удаления влаги погружают на
3—5 мин в фарфоровую ванну с охлажденной до
30 °C смесью серной и азотной кислот. Кислотный
способ дорог и вызывает коррозию аппаратуры.
Проще и экономичнее щелочной способ очистки путем
кипячения вентилей в течение 5—7 мин. Однако на-
ибольшее распространение получил ультразвуковой
способ очистки вентилей. Сущность ультразвуковой
промазывают и сушат. Далее детали протектора
транспортной системой 9 направляют на верхний
или нижний рольганг 10 питателя, с помощью кото-
рого их накладывают на каркас покрышки. Собран-
ный каркас транспортной системой подают на вторую
стадию сборки на барабан сборочного станка 11,
где происходит формование каркаса и производится
наложение слоев кордбрекера, подаваемых пово-
ротным питателем, установленным на рольганге 12
для передвижения беговых деталей протектора. Бего-
вые детали протектора подают на сборку так же, как
и боковины протектора, но в отличие от них беговые
детали протектора поступают на питатель первого
(по ходу транспортной системы) сборочного станка
через раздаточный рольганг 13. Собранные покрышки
с участка сборки отбирают транспортной системой и
подают на вулканизацию.
очистки заключается в том, что под действием вибра-
тора ультразвуковой установки в жидкости создается
переменное давление, обусловливающее резкое рас-
ширение и сжатие имеющихся в жидкости воздуш-
ных пузырьков. Вследствие захлопывания части пу-
зырьков при их расширении возникают вихревые
микропотоки, которые вымывают загрязнения из
мельчайших пор и неровностей поверхности изделий,
находящихся в жидкости.
При ультразвуковой очистке (рис. 18) корпуса
вентилей загружают в ванну 1 с 2%-ным раствором
щелочи и обрабатывают в течение 2 мин при 60 °C.
Мощность установки 10 кВт, частота колебаний
20 кГц. По окончании ультразвуковой обработки
вентили промывают несколько раз в горячей и хо-
лодной воде в ваннах 2 и 3, а затем в течение 100 мин
сушат в шкафу 4 при 60—70 °C для удаления следов
влаги. После охлаждения пятки вентилей обмаки-
вают в сосуд с клеем, находящийся на столе 5, и
сушат при 20—30 °C в течение 20 мин в шкафу 6 с вы-
тяжной вентиляцией. Обрезинивают и вулк низуют
вентили на гидравлических двухэтажных прессах 7.
Заготовки для резиновой пятки нарезают диско-
вым ножом из шприцованного толстостенного рукава,
шприцуемого на червячной машине 8. Полученные
заготовки надевают на корпуса вентилей, которые
затем устанавливают в гнезда пресс-форм. Формо-
вание пятки и ее прочное крепление к латунирован-
ному корпусу вентиля обеспечивается за счет созда-
ния давления прессования около 15 МПа. Вулкани-
зацию обычно проводят при 143 °C в течение 10—
12 мин. Вентили для камер из бутилкаучука прома-
зывают клеем, представляющим собой 18—20%-ный
раствор хлорбутилкаучука в бензине, и привулка-
низовывают к резиновой пятке на основе хлорбутил-
каучука при 158 °C в течение 12 мин. По окончании
вулканизации пятки вентилей шерохуют на полу-
автоматическом или механизированном станке 9
(со стороны, прилегающей к камере). Затем пятки
дважды промазывают тонким слоем клея, сушат и
подают к камерному агрегату. Прочность связи
между корпусом вентиля и привулканизованной ре-
зиновой пяткой должна составлять не менее 130—
180 Н/см. На некоторых заводах обрезинивание вен-
29
/Рис. 1ЮСхема подготовки и обрезинивания вентилей:
Г— ванна УЗВ-18М для ультразвуковой обработки; 2,3 — ванны для про-
мывки соответственно горячей и холодной водой; 4, 6 — термошкафы; 5 —
стол; 7 — гидравлический двухэтажный пресс; 8 — червячная машина; 9 —
шероховальный станок.
тилей проводят литьем под давлением на червячно-
плунжерных литьевых машинах карусельного типа.
В этом случае достигается экономия материалов,
упрощаются и сокращаются отделочные операции.
2.2.2. ВЫПУСК КАМЕРНЫХ ЗАГОТОВОК
Заготовки автокамер выпускают на камерных
агрегатах (рис. 19). Резиновая смесь с подогреватель-
ных вальцов подается в загрузочную воронку чер-
вячной машины 1 и шприцуется под давлением, соз-
даваемым в головке машины. Смесь выходит из го-
ловки в виде рукава со скоростью 6—24 м/мин.
Некоторые зарубежные фирмы выпускают червячные ма-
шины с запасной головкой, находящейся в собранном виде и
нагретой до заданной температуры, что позволяет избежать про-
стоя машины при ее перестройке на выпуск камер других
размеров.
Наиболее перспективным является применение
вакуум-червячных машин холодного питания, так
как при получении заготовок на этих машинах по-
вышаются газонепроницаемость и физико-механи-
ческие свойства камерных резин. По выходе из го-
ловки червячной машины камерный рукав поступает
на отборочный транспортер 2, проходит через авто-
матические весы 3, обеспечивающие его непрерывное
взвешивание, и по наклонному рольгангу 4 посту-
пает в ванну 5 для охлаждения. Ширину и толщину
заготовок контролируют через каждые 6—8 мин;
толщину замеряют в трех точках рукава (в ободной
части, по короне и боковой стенке). Эти параметры
можно регулировать изменением скорости движения
отборочного транспортера. В ванне камерный рукав
охлаждается водой до 15—20 °C, здесь же происходит
и его усадка. Из ванны камерный рукав подается на
рольганг 6 для обдувки воздухом и через поворотный
шкив 7 поступает на рабочий транспортер, располо-
женный над ванной для промазки рукава клеем по
месту крепления вентиля.
Клей для камер, в состав которого входят натуральный и
бутадиен-стирольный каучук, готовят на основе НК, а клей для
камер, содержащих только бутилкаучук, — на основе хлор-
бутилкаучука с добавкой 20 масс. ч. смолы Октофор N. По сравне-
нию с клеевой смесью на основе НК смеси из хлорбутилкаучука
содержат большие дозировки вулканизующей группы (сера,
тиурам, ZnO).
Слой клея, нанесенный на камерный рукав, про-
сушивают инфракрасными лампами Р, а затем в ка-
мерном рукаве приспособлением 10 пробивают от-
верстие под вентиль, одновременно камеры марки-
30
руют. При соприкосновении пробойника с рукавом
в нем создается вакуум, и верхняя стенка рукава
оттягивается от нижней, что предотвращает его по-
вреждение. Для облегчения пробивки лезвие про-
бойника нагревают электрическим током до 230—
250 °C. По окончании пробивки в пробойник подают
сжатый воздух для выталкивания вырезанной части
стенки камеры. Штамп для нанесения маркировки и
нож для пробивки отверстия работают синхронно
с транспортером. На пробитое отверстие накладывают
вентиль с резиновой пяткой. Для обеспечения их
более точной центровки вентиль надевают на тонкий
металлический стержень, и выступающий под вен-
тилем конец стержня устанавливают в центре про-
битого отверстия. Затем вентиль опускают по стерж-
ню до соприкосновения со стенкой камеры, стержень
вынимают и пятку вентиля прессуют к камерному
рукаву пневматическим прикатчиком 11. Камерный
рукав опудривают тальком в камере 12 и ножом 13
автоматически режут на заготовки необходимой
длины с допуском на усадку. Для облегчения резки
лезвие ножа нагревают электрическим током.
С целью улучшения условий труда при опудривании
рукавов применяют суспензию талька 16—19%-ной
концентрации; рукав обрабатывают в ванне с после-
дующей обдувкой его воздухом. Камерные заготовки
с помощью приспособления 14 складывают вдвое и
отборочным рольгангом 15 подают на стыковку.
Камерные заготовки из бутилкаучука перед стыков-
кой должны подвергаться вылежке не менее 2 ч.
Операция стыковки камерных рукавов является
одной из ответственных в производстве автокамер.
Для стыковки камерных рукавов применяют станки
16 типа ССК (ССК-3, ССК-4, ССК-5, ССК-6). Они
позволяют состыковывать заготовки шириной от 200
до 650 мм. Концы камерного рукава обрезают пред-
варительно нагретыми до 250—275 °C ножами, а за-
тем их быстро сближают и стыкуют. Продолжитель-
ность сжатия для легковых камер составляет 10 сг
а для грузовых — 15 с. Давление воздуха в зажимных
тисках регулируют в зависимости от состава резино-
вой смеси и размера камер, которое обычно равно
0,5—0,6 МПа. По месту стыка камеры из синтетиче-
ских каучуков усиливают наложением на 3/4 длины
стыка шприцованной резиновой ленты шириной
12—15 мм и толщиной в средней части 3,0—3,5 мм или
замораживанием. Усиление стыка камерных заго-
товок замораживанием производится при темпера-
туре минус 7—17 °C в течение 15 мин. Для этого
JPhc. 19,|Схема изготовления камер на камерных агрегатах:
1 — червячная машина; 2 — отборочный транспортер; 3 — автоматические весы; 4, 6 — рольганги; 5, 20 — ванны; 7 - поворотный шкив; 8 — приспособление для
промазки рукава клеем; 9 лампы инфракрасного излучения; 10 — пробойник; 11 — пневматический прикатчик; 12 — камера для опудривания наружной по-
верхности заготовки; 13 — наж для резки камерной трубки; 14 — приспособление для складывания камерных заготовок; 15 — отборочный рольганг; 16 — стыко-
вочный станок; 17 установка для замораживания места стыка; 18 — поддувочный стенд; 19 — индивидуальный вулканизатор.
Рис. 20. Поточная линия вулканизации автокамер:
₽л?н“яа;б7°- ваннТ1511 2 ~ 3агруЗОЧНОе Устройство; 3 - вулканизационные секции; 4 - загрузочные лопатки; 5 - маслостанция; 6 - пульт контроля и упра-
камеру по беговой части заготовки кладут на трубу
установки 17 для замораживания места стыка диа-
метром 35—40 мм, в которой циркулирует охлаж-
денная жидкость. После охлаждения стык приобре-
тает достаточную прочность и выдерживает напряже-
ния, возникающие в беговой части при поддуве. Бо-
лее прочное соединение концов камерных заготовок
достигается при их стыковке внахлестку. Данный
способ отличается высокой производительностью
и применяется на некоторых зарубежных шинных
предприятиях.
В последние годы на отечественных шинных за-
водах все большее применение находят голландские
стыковочные станки с давлением прессования
7,0 МПа, что позволяет обеспечить прочность стыка,
равную прочности стенки сырой камеры.
После стыковки заготовки камер конвейером
подают к поддувочным стендам 18, установленным
около вулканизаторов; выпускают стенды верти-
кальной, горизонтальной и наклонной конструкций.
Камеру надевают на шаблон, центрируют и вентиль
соединяют с надувным механизмом. Затем его подду-
вают сжатым воздухом. Для предотвращения по-
вреждения стенок камеры при закрывании пресс-
форм и образования складок в процессе вулканиза-
ции поддутая камера должна быть такого размера,
чтобы между ней и боковыми стенками пресс-формы
оставался зазор (19—22 мм). При достижении задан-
ных размеров камера сдвигает ограничитель, в ре-
зультате чего подача воздуха в камеру автоматически
прекращается. Избыточное давление воздуха в наду-
той камере достигает 8—10 кПа. После поддувки
отверстие вентиля замазывает легкоплавкой массой
на основе парафина и камеру направляют на вулка-
низацию.
В связи с коротким циклом вулканизации и не-
обходимостью быстрой перезарядки индивидуальные
вулканизаторы 19 для автокамер выпускают одно-
формовыми. В зависимости от типа каучука и раз-
мера камер вулканизацию проводят при 155—190 °C
с обогревом со стороны пресс-форм. Продолжитель-
ность вулканизации камер в зависимости от их разме-
ров изменяется от 5 до 15 мин. Давление в процессе
вулканизации поддерживается равным 0,8—0,9 МПа.
Индивидуальные вулканизаторы имеют ряд недостатков:
низкий коэффициент использования некоторых узлов и механиз-
мов, большие занимаемые площади, значительная металлоем-
кость. Эти недостатки устранены в современных линиях вулка-
низации автокамер (ЛВА), применяемых для вулканизации как
легковых, так и грузовых автокамер.
После вулканизации автокамеры подают на пнев-
матические станки для изгиба вентиля, а затем на
станок для вставки золотника в корпус вентиля.
При браковке автокамеры подвергаются визуаль-
ному осмотру и испытываются на герметичность
в ванне 20 с водой. Для этого камеру на специальной
карусели поддувают до размеров, превышающих ее
нормальные габариты на 20%, что облегчает обна-
ружение дефектов на стенках камеры. При испытании
на герметичность камеру перемещают в воде под ме-
таллической сеткой или клиновыми ремнями и по
выделяющимся пузырькам воздуха определяют на-
личие дефектов. Камеры больших размеров при ис-
пытании на герметичность выдерживают в поддутом
32
состоянии в течение суток, после чего спустившиеся
камеры подают на участок ремонта,
После маркировки годных камер, отсасывания
из них воздуха с помощью вакуум-машины и навин-
чивания на вентили колпачка их подают на комплек-
тацию. Для придания камере товарного вида ее
иногда промывают в ванне непрерывного действия
(состав ванны: 2 масс. ч. мыла и 1 масс. ч. техниче-
ского глицерина на 10 масс. ч. воды). После промывки
и обдувки воздухом камеры поступают в барабан
длиной 5 м и диаметром 1,5 м, установленный на-
клонно под углом 10° и вращающийся с частотой
12 об/мин. В барабане камеры подвергаются обтирке
и частичной шлифовке. Часто для предохранения от
озонного старения бандажную часть камеры покры-
вают составом, содержащим парафин, желтую краску
и противостаритель. Состав наносят на горячую по-
верхность камеры сразу после ее извлечения из вул-
канизатора.
2.2.3. ВУЛКАНИЗАЦИЯ АВТОКАМЕР
НА ПОТОЧНЫХ ЛИНИЯХ
В линиях для вулканизации автокамер все тех-
нологические операции: загрузка заготовок, откры-
вание и закрывание пресс-форм, подача теплоноси-
телей, выгрузка вулканизованных камер и др. —
автоматизированы, пресс-формы с байонетными
затворами расположены вертикально, что делает аг-
регат компактным.
Линия для вулканизации автокамер (ЛВА) по-
казана на рис. 20. После усиления стыка невулкани-
зованная камера навешивается на шаблон 1. Вен-
тиль автокамеры соединяется с линией подачи
сжатого воздуха, и автокамера поддувается до со-
прикосновения с ограничителем; давление, которое
создается в данный момент в камере, поддерживается
в ней в течение 60 с для более полного расправления
складок. После этого линию подачи сжатого воздуха
отсоединяют от камеры и вентиль замазывают плав-
кой массой. Затем загрузочным устройством 2 заго-
товка транспортируется к полуформе. Загрузочные
лопатки 4 сталкивают заготовку с шаблона, заправ-
ляя ее в полуформу.
После закрытия вулканизационной секции 3
с помощью байонетного затвора в рубашку секции
подается пар, а в камеру — сжатый воздух под дав-
лением 0,8 МПа. В это время загрузочный механизм
возвращается в исходное положение, перемещаясь
к шаблону питателя за очередной камерой. Одно-
временно открывается вторая вулканизационная
секция. Вулканизацию проводят при 180 °C в тече-
ние 5 мин. По окончании вулканизации первая сек-
ция открывается и ее половина с вулканизованной
автокамерой занимает крайнее левое положение.
В это время механизм выгрузки, расположенный за
вулканизационными секциями, заходит между поло-
винами секции, захватывает камеру и сбрасывает ее
на транспортер.
В освободившуюся секцию загрузочным меха-
низмом помещается очередная невулканизованная
автокамера. Аналогично производится перезарядка
остальных секций ЛВА. Вулканизованные камеры
далее поступают в ванну 7 с водой для проверки на
герметичность.
По техническому уровню и технико-экономиче-
ским показателям линии ЛВА значительно превос-
ходят применяемые сейчас в больших масштабах
индивидуальные вулканизаторы. Одна линия ЛВА
для вулканизации грузовых автокамер позволяет
заменить до 12 индивидуальных вулканизаторов,
в 3—4 раза сократить производственные площади
и в 1,2 раза снизить расход металла.
Ниже представлены основные характеристики
линий для вулканизации легковых (типа 155—13 и
5.20—13) и грузовых (типа 260—508):
Автокаме- ры типа 155—13 и 5.20—13 Автокаме- ры типа 260— 508
Производительность, шт/ч 75 60
Продолжительность вулканизации, мин 5 11
Температура вулканизации, °C . . . 180 173
Продолжительность перезарядки од- ной пресс-формы, с 43 60
Число пресс-форм 8 12
Давление пара, МПа 1,0 0,8
Общий вес ЛВА, т 15 41
2.3. ИЗГОТОВЛЕНИЕ ОБОДНЫХ ЛЕНТ
Ободная лента предназначена для защиты камеры
от перетирания ее металлическим ободом и повреж-
дения бортами покрышки. Ободные ленты применяют
только в грузовых шинах, которые монтируют на
плоском разборном ободе. В процессе эксплуатации
шины ободная лента не подвергается действию значи-
тельных нагрузок, что позволяет изготавливать ее на
основе дешевых резиновых смесей с большим содер-
жанием регенерата.
В зависимости от размеров ободные ленты можно
выпускать: 1) литьевым формованием в рычажно-ме-
ханических прессах и 2) профилированием заготовки
ленты в червячных машинах с последующей вулкани-
зацией в котлах на жестких дорнах. Однако операция
шприцевания заготовок является для них общей.
Шприцевание заготовок ободных лент произво-
дится на агрегатах 592-98 в комплекте с червячной
машиной холодного питания с вакуум-отсосом (диа-
метр червяка 250 мм), отборочным транспортером,
автоматическими весами, ванной для охлаждения,
автоматическим ножом и вулканизатором механиче-
ского действия (рис. 21).
Резиновую смесь шприцуют на червячной ма-
шине 1 холодного питания (температура головки
40—60 °C, корпуса 20—30 °C). Резиновая смесь
в виде шнура прямоугольного сечения, выходящая
из головки червячной машины, поступает на отбо-
рочный транспортер 2 и через него на весовой транс-
портер 3 непрерывного взвешивания. После взвеши-
вания шнур охлаждается в ванне 4 с водой до 25 °C.
На выходе из ванны шнур обдувается сжатым воз-
духом и режется автоматическим плоским ножом 5
на отдельные заготовки определенной длины. Далее
заготовки по конвейеру подают на вулканизацию.
При получении заготовок по первому способу
загрузка их в пресс-форму и выемка вулканизован-
ного изделия производятся вручную, а процессы
формования и вулканизации регулируются автома-
тически. После загрузки заготовок в нижнюю полу-
форму и стыковки ее концов включается вулканиза
тор. При литьевом формовании заготовки в пресс-
форме создается усилие, равное 3,6 МН. Продолжи-
тельность вулканизации при 164 °C зависит от раз-
меров ободных лент и может составлять 4—6 мин.
По окончании процесса вулканизатор открывается,
ободная лента вынимается из нижней половины
пресс-формы и после удаления выпрессовок подается
на разбраковку и упаковку.
При получении ободных лент по второму способу
вулканизацию заготовок (для крупногабаритных
шин) проводят в горизонтальных котлах. Шприцо-
ванные заготовки с заданным профилем стыкуют и
надевают на плоские или фигурные дорны с некото-
рым натяжением, затем дорны с заготовками обод-
ных лент помещают на полки вагонетки, которую по
рельсам закатывают в котел. Вулканизация длится
15—20 мин. Давление пара в котле поддерживается
равным 0,3—0,4 МПа. Качество ободных лент про-
веряют визуально, а также измерением их толщины
и ширины.
Большой интерес для изготовления ободных лент
представляют литьевые агрегаты с неподвижной
литьевой машиной и подвижными пресс-формами,
расположенными на замкнутом конвейере. Благо-
даря высоким температурам резиновой смеси при
впрыске в форму и в процессе вулканизации (190—
200 °C) продолжительность изготовления ободных
лент литьем под давлением составляет всего 1—2 мин.
При этом исключается необходимость применения
шприцованных заготовок. Изделия получаются более
монолитными, имеют лучший внешний вид и более
точные размеры. Кроме того, при изготовлении
ободных лент литьем под давлением уменьшаются
вулканизационные отходы, так как разиновая смесь
заполняет только пресс-форму. Недостатком литья
под давлением являются сложность изготовления
вулканизационных пресс-форм и трудность созда-
ния постоянного давления впрыска.
Рис. 21. Схема линии для изготовления ободных лент:
1 — червячная машина холодного питания; 2 — отборочный транспортер; 3 — весовой транспортер непрерывного взвешивания; 4 — ванна
для охлаждения; 5 — нож; 6 — вулканизатор.
5 Мухутдинов и др.
2.4. ИЗГОТОВЛЕНИЕ ДИАФРАГМ
ДЛЯ ФОРМАТОРОВ-ВУЛКАНИЗАТОРОВ
Резиновая диафрагма представляет собой бочко-
образный цилиндр, который вставляется в нижнюю
половину пресса форматора-вулканизатора, он слу-
жит для формования и вулканизации покрышек.
В зависимости от размера толщина стенки диафрагм
может составлять 10—20 мм. В процессе эксплуата-
ции диафрагма подвергается воздействию высоких
температур (160—190 °C), вытяжке по наружному
диаметру до 100% и многократному изгибу. Поэтому
ее изготавливают из резиновой смеси на основе бу-
тилкаучука; вулканизующим агентом является фено-
лоформальдегидная смола.
Диафрагмы для форматоров-вулканизаторов из-
готавливают методом литьевого формования в спе-
циальных прессах. Резиновые смеси приготавливают
в две стадии с очисткой смеси в червячных фильтр-
прессах. Затем смесь подают в червячную машину
с диаметром червяка 150 или 200 мм и шприцуют
в виде шнура прямоугольного сечения. Червячная
машина может быть горячего (температура головки
80—85 °C, корпуса 70—75 °C) или холодного пита-
ния с вакуум-отсосом. Выходящий из головки червяч-
ной машины шнур разрезается механическим ножом
на заготовки. Длина заготовки должна быть такой,
чтобы после стыковки получалось кольцо заданного
размера. Далее заготовки отборочным транспортером
прямым потоком подаются к прессам на вулканиза-
цию. Если организовать прямой поток невозможно,
то заготовки охлаждают в ванне либо на воздухе,
а затем обворачивают целлофановой или полиэти-
леновой пленкой для защиты от загрязнения. По
мере необходимости охлажденные заготовки разо-
гревают токами высокой частоты до 70—100 °C и
подают на формование. Резиновые заготовки перед
формованием взвешивают, концы их обрезают под
углом и стыкуют. При стыковке концов заготовки
должны находиться в нагретом состоянии. Диа-
фрагмы вулканизуют в гидравлическом прессе с уси-
лием 4 или 8 МН. Температура пресс-формы должна
быть не ниже 175 °C, так как смеси из бутилкаучука
вулканизуются медленно. Диафрагмы, изготовлен-
ные из резин на основе бутилкаучука с добавлением
фенолоформальдегидной смолы, могут вулканизо-
ваться при температурах, достигающих 200 °C; в этом
случае продолжительность вулканизации сокра-
щается.
2.5. ПРОИЗВОДСТВО ВЕЛОСИПЕДНЫХ ШИН
Велосипедные шины (велошины) подразделяют
на дорожные и спортивные.
Дорожными велошинами комплектуют вело-
сипеды для взрослых, подростков и детей, легкие мо-
педы и велосипедные прицепы. Эти шины состоят из
покрышки, камеры и ободной ленты. Каркас по-
крышки велошин изготавливают двухслойным из
тонкого высококачественного хлопкового корда —
велотреда толщиной 0,45 мм. Собирают каркас из
уширенных слоев корда или из узких полос спи-
ральной навивкой. Велосипедные покрышки изго-
тавливают без брекера.
Технологический процесс производства велошин
состоит из следующих основных операций: изготов*
ление велопокрышек, камеры и ободной ленты.
2.5.1. ИЗГОТОВЛЕНИЕ ВЕЛОПОКРЫШЕК
Процесс изготовления велопокрышек включает:
обработку и раскрой обрезиненного корда, выпуск
протекторных лент, изготовление бортовых колец,
сборку и вулканизацию.
Технологическая схема изготовления велопо-
крышек приведена на рис. 22.
Протекторные заготовки шприцуют на червячной
машине 1. Для питания машины применяют резино-
вую смесь, предварительно разогретую на вальцах.
Головка червячной машины обеспечивает профили-
рование протекторной ленты шириной 80—160 мм и
толщиной по центру беговой дорожки 2,5—4,3 мм
(скорость шприцевания 5—20 м/мин; температура
головки 80—90° С). Шприцованную протекторную
ленту отборочным транспортером 2 подают к прома-
зочному устройству 3, где на нее с нижней стороны
34
наносят слой клея. Далее лента, находящаяся на
рольганге 6, проходит через системы 4 и 5 для сушки
клея, где она обдувается подогретым до 40—50 °C
воздухом. Затем она охлаждается в ванне 7 и после
обдувки воздухом с помощью устройства 8 передается
на отборочный транспортер 9, где при достижении
заданной длины (40—50 м) она режется ножом Пи
транспортером 12 подается на закаточное устройство
13. Лента закатывается в катушки с прокладочным
холстом и передается к станку 19 (при сборке вело-
покрышек из уширенных слоев велотреда на плоском
барабане) или на станок 32 (при сборке покрышек
навивкой из узких лент велотреда). При сборке из
уширенных слоев обрезиненный велотред 15 раскраи-
вается на диагонально-резательной машине 16 под
углом 35—40°. Закроенные полосы после их поворота
на 90° стыкуются внахлестку (3—5 нитей) и на транс-
портере 17 закатываются в рулоны 18 с прокладкой
из полиэтилена, которые затем по конвейеру на-
правляются на сборку. Скорость раскроя велотреда
22—24 реза/мин.
Бортовые кольца изготавливают из латунирован-
ной проволоки толщиной 1,8 мм. С катушки 20 про-
волока поступает на автомат 21 для рихтовки, рубки
и сгибания проволоки в кольцо. Полученные кольца
свариваются на автомате 22. Сила тока при электро-
сварке составляет 7—8 А, напряжение 1,9 В. Темпе-
ратура сварки достигает 1250 °C, продолжительность
процесса составляет 0,4—0,6 с. Затем кольца подают
на станок 23 (полуавтомат) для снятия образовав-
шегося при сварке грата и далее к полуавтомату 24
для проверки диаметра колец. Отклонение диаметра
от заданного не должно превышать ±0,25 мм. Год-
ные кольца на полуавтомате 25 изолируют лентой
Рис. 22. Схема изготовления велопокрышек:
1 — червячная машина; 2, 9, 12 — транспортеры; 3 — ванна для промазки клеем; 4,5 — система сушки клея; 6 — рольганг; 7 — ванна
для охлаждения; 8 — обдувочное устройство; 10 — устройство для измерения заданной длины ленты; 11 — нож; 13 — закаточное уст-
ройство; 14, 27 — конвейервд; 15 — рулон обрезиненного велотреда; 16, 28 — диагонально-резательные машины; 17 — закаточный транс-
портер; 18 — рулон корда; 19, 32 — сборочные станки; 20 — катушка с проволокой; 21, 22 — автоматы для получения колец из прово-
локи и их сварки; 23, 24 — полуавтоматы для снятия грата и проверки колец; 25 — полуавтомат для изоляции колец; 26 — стойка для
хранения колец; 29 — стол для раздира велотреда; 30 — тельфер; 31 — станок для закатки полос велотреда; 33 — приводные барабаны;
34 — прикаточные валики; 35 — шпуля; 36 — вулканизатор.
обрезиненного велотреда и навешивают на стойки 26.
Затем их направляют на участок сборки. Велоси-
педные покрышки собирают из уширенных слоев
велотреда на станке 19. На основной барабан станка
накладывают (с катушки) слой велотреда, стык тща-
тельно заделывают и после надевания бортовых колец
концы слоя каркаса заворачивают с помощью допол-
нительных барабанов на середину цилиндрической
части основного барабана и стыкуют внахлест; при
этом образуется второй слой каркаса. После при-
катки на каркас накладывают протекторную ленту
(с катушки), измеряют ее длину и подрезают ножни-
цами. Стык тщательно заделывают и прикатывают
роликом. После прикатки протектора прикаточными
валиками при давлении воздуха в цилиндрах 0,2—
0,4 МПа собранная покрышка снимается со станка
и направляется на вулканизацию. Производитель-
ность станка 70—80 покрышек/ч.
При сборке покрышек методом навивки корд
раскраивают под углом 45° на косяки, соответствую-
щие длине ленты, требуемой для навивки. Косяки,
закроенные на диагонально-резательной машине 28,
подаются на стол 29 для продольного раздира на уз-
кие полосы заданной ширины. Раздир косяков произ-
водят с помощью захватов тельфера 30. На станке 31
полосы закатывают на шпули и передают на сбороч-
ный станок 32. В самом начале процесса сборки
кольца надевают на приводные барабаны 33 и концы
полосы велотреда со шпули 35 прикрепляют к кольцу.
Затем при одновременном вращении колец и шпули
производится обмотка колец полосами велотреда
(навивка каркаса) и прикатка их валиками 34.
После этого на каркас накладывают (с катушки)
протекторную ленту, прикатывают и тщательно заде-
лывают стык. Собранная покрышка снимается и по-
дается на вулканизацию.
Вулканизация производится в двухэтажных
форматорах-вулканизаторах 36. Продолжительность
вулканизации при 160—180 °C составляет 4—7 мин.
Свулканизованные покрышки направляют на от-
делку и комплектацию.
2.5.2. ИЗГОТОВЛЕНИЕ ВЕЛОСИПЕДНЫХ КАМЕР
Велосипедные камеры изготавливают на камерных
агрегатах, по устройству аналогичных агрегатам для
изготовления автокамер.
Камерные трубки получают шприцеванием на
червячном прессе с червяком диаметром 90 мм; ско-
рость шприцевания составляет 18—20 м/мин. Полу-
ченные заготовки отборочным транспортером подают
сначала в ванну для охлаждения длиной 5—6 м, по
выходе из которой камерные трубки обдувают воз-
духом, а затем на рабочий транспортер для пробивки
отверстия под вентиль, промазки резиновым клеем
участка поверхности вокруг отверстия. Затем клее-
вой слой подсушивают, пропуская камерные трубки
5*
35
под сушильными лампами, и на него накладывают
вентиль с резиновым фланцем. После обработки
в ванне с тальковой суспензией трубки раскраивают
на заготовки, которые после выдержки в течение
30 мин (с целью усадки камеры) подают к станку для
одновременной стыковки 6—10 рукавов. Темпера-
тура ножей стыковочного станка составляет 200—
250 °C, производительность — 160—180 камер/ч.
Стыкованные рукава поддувают на шаблоне и подают
на вулканизацию. Для вулканизации велокамер ис-
пользуют четырехэтажные прессы. Велокамеры вул-
канизуют при 160—180 °C в течение 3,5—5,5 мин.
Свулканизованные камеры комплектуют золотником
и поддувают воздухом. После вылежки спустившие
воздух камеры бракуются, а годные подаются на
комплектацию шин.
2.6. ВОССТАНОВИТЕЛЬНЫЙ РЕМОНТ ПОКРЫШЕК
Несмотря на разнообразие конструкций и типо-
размеров покрышек, применяемого оборудования и
выполняемых отдельных операций на шиноремонт-
ных предприятиях, технология шиновосстановитель-
ного процесса состоит из следующих основных опе-
раций шиноремонтного производства: 1) подготовка
покрышек к восстановлению, 2) наложение нового
протектора и 3) вулканизация восстанавливаемых
покрышек.
2.6.1. ПОДГОТОВКА ПОКРЫШЕК
К ВОССТАНОВЛЕНИЮ
Подготовка покрышек к восстановлению включает
следующие операции: прием, осмотр и маркировку
по степени износа, мойку, сушку, шероховку, вы-
резку и обработку поврежденных участков, заделку
местных повреждений^ нанесение клея на отшеро-
хованную поверхность.
Технологическая схема подготовки покрышек
к восстановлению приведена на рис. 23.
Покрышку подают на станок 7, где ее устанавли-
вают на механизм 2 для вращения. После этого
с помощью рычагов 3 разводят борта покрышки,
включают привод и при вращении производят ос-
мотр наружной, а затем с помощью зеркала 4 внутрен-
ней поверхности покрышки. При осмотре выявляют
порезы, трещины, сквозные механические поврежде-
ния покрышки и определяют их размеры. Одновре-
менно с покрышки удаляют посторонние включения
(гвозди, осколки стекла, камни и др.). По окончании
осмотра покрышку подают на мойку. Покрышку по-
мещают в загрузочное устройство 6 моечной ма-
шины 5, которую подают в моечную камеру 7. Мойка
вращающихся покрышек производится с помощью
щеток при непрерывной подаче через форсунки под
давлением 1,5—2,0 МПа воды, подогретой до 40 °C.
По окончании мойки подачу воды в камеру прекра-
щают, а покрышку вкатывают в выгрузочное уст-
ройство 8. Далее покрышки сушат в терморадиа-
ционной | сушилке 9 непрерывного действия, пред-
ставляющей собой закрытую камеру с заключенным
в нее барабаном 10. Покрышки с помощью загрузоч-
ного механизма 11 навешиваются на шпиндели 12
вращающегося барабана. Обогрев покрышек из-
нутри производится трубчатыми электронагревате-
лями, установленными в шпинделях. Для нагрева
наружной поверхности покрышек применяют на-
ружные электронагреватели, расположение которых
над барабанами регулируется в зависимости от диа-
метра покрышек. Продолжительность сушки одной
покрышки в зависимости от ее размеров составляет
36
30—180 мин. После окончания сушки шпиндель
с покрышками останавливается над механизмом
загрузки, который сталкивает высушенные покрышки
со шпинделя и навешивает на него очередную партию
влажных покрышек. Производительность сушиль-
ной установки 6—96 покрышек/ч.
Высушенные покрышки подают к шероховаль-
ному станку 13. Покрышку надевают на сменный
патрон 14 и после подачи сжатого воздуха под давле-
нием 0,12—0,17 МПа в диафрагму патрон с покрыш-
кой приводят во вращение. Затем включают привод
шероховальной головки 15, поперечное перемещение
которой относительно поверхности покрышки регу-
лируется следящим роликом 16, движущимся по
сменному копиру 17. Шероховальную пыль удаляют
с поверхности покрышки пылесосом. Отшерохован-
ную покрышку снимают с патрона, навешивают на
цепной конвейер и подают к станку 19 для осмотра,
вырезки и шероховки поврежденных участков. Для
этого покрышку помещают на опорные ролики 20,
рычагами 22 разводят ее борта и с помощью меха-
низма 23 производят шероховку внутренней поверх-
ности. После вырезки поврежденных участков по-
крышку снимают с опорных роликов и подают
к спредеру 24, где борта покрышки захватываются
крюками и пневмоцилиндром 25 разводятся для об-
легчения промазки клеем поврежденных участков
с внутренней стороны каркаса. После наложения
пластыря на клеевой слой покрышку подают к агре-
гату 26 для заполнения местных повреждений рези-
новой смесью. Поврежденный участок покрышки
с помощью дорна 27 прижимают к насадке 28, соеди-
ненной с головкой червячной машины 29. После
этого включают привод червячной машины, и по-
лость поврежденного участка заполняется резиновой
смесью.
По достижении заданного давления в зоне по-
вреждения привод червячной машины выключают,
дорн отводят от пресса и покрышку снимают с дорна.
Затем покрышку подают к установке 30 для нанесе-
ния на отшерохованную поверхность резинового
клея методом безвоздушного распыления. Далее
ее навешивают на опорные ролики 31, один из кото-
рых имеет привод для вращения покрышки, и вклю-
чают систему 32 подачи клея. Клей подается на по-
верхность покрышки под высоким давлением (15—
20 МПа) через распылитель с гибким шлангом.
Благодаря этому он распыляется на мелкие частицы
с образованием тонкой равномерной пленки на по-
верхности покрышки. Пары растворителя, содержа-
щегося в клее, удаляются через вытяжной короб 33<
Производительность установки 30—40 покрышек/ч.
9
Рис. 23. Схема подготовки покрышек к восстановлению:
1 — станок для осмотра покрышек; 2 — механизм для вращения покрышек; 3, 22 — рычаги; 4 — зеркало; 5 — моечная машина; 6,8 — загрузочное и разгрузочное устройства; 7 — моеч-
ная камера; 9 — терморадиационная сушилка непрерывного действия; 10 — барабан; 11 — загрузочный механизм; 12 — шпиндели; 13 — шероховальный станок; 14 — сменный патрон;
15 — шероховальная головка; 16 — следящий ролик; 17 — сменный копир; 18 — гибкий рукав пылесоса; 19 — станок; 20 — опорные ролики; 21 — механизм фиксации покрышки в вер
тикальном положении; 23 — механизм для внутренней шероховки; 24 — спредер; 25 — пневмоцилиндр; 26 — агрегат для заполнения местных повреждений резиновой смесью; 27 — Дорн;
28 — насадка; 29 — червячная машина; 30 — установка для нанесения клея; 31 — опорные ролики; 32 — система подачи клея; 33 — вытяжной короб.
Рис. 24. Схема наложения нового протектора и вулканизации восстанавливаемых покрышек:
1 — агрегат для наложения протектора; 2 — патроны; 3 — прикаточное устройство; 4 — червячная машина холодного питания; 5 —
опорный ролик; 6 — компенсатор; 7 — поворотный механизм; 8 — вулканизатор типа ВВ; 9, 10 — верхняя и нижняя полуформы; 11 —
станок для определения дисбаланса покрышек.
2.6.2. НАЛОЖЕНИЕ НОВОГО ПРОТЕКТОРА
И ВУЛКАНИЗАЦИЯ ВОССТАНАВЛИВАЕМЫХ
ПОКРЫШЕК
Восстановление нового протектора на покрыш-
ках возможно тремя способами: 1) непосредственным
наложением на покрышку предварительно изготов-
ленной протекторной ленты с применением про-
слоенной резины; 2) наложением на покрышку го-
рячей шприцованной протекторной ленты, выходя-
щей из червячной машины холодного питания; 3) на-
вивкой протектора из узкой или широкой шприцо-
ванной ленты.
Последний способ получил широкое распростра-
нение на отечественных шиновосстановительных
предприятиях.
Технологическая схема наложения нового про-
тектора и вулканизации восстанавливаемых покры-
шек приведена на рис. 24.
После высыхания клеевой пленки покрышка по-
мещается на диафрагму патрона 2 агрегата 1 для
наложения нового протектора. На агрегате преду-
смотрены два патрона, которые поочередно могут
устанавливаться перед прикаточным устройством 3.
Механизмы 7 поперечного и продольного перемеще-
ния агрегата обеспечивают регулирование положе-
ния покрышки относительно прикаточного устрой-
ства. Прочное крепление покрышек на патронах до-
стигается подачей сжатого воздуха под диафрагмы
патрона. Лента заданных размеров шприцуется на
червячной машине 4 холодного питания и, пройдя
через ролик 5 и компенсатор 6, направляется к при-
каточному устройству. В это время включается при-
вод патрона, и на поверхность покрышки навивается
лента протектора. Навивка ленты с определенной
скоростью задается программным устройством, этим
обеспечивается требуемый профиль покрышки. Про-
должительность наложения протектора 3—5 мин.
После наложения протектора покрышку снимают
с патрона и подают на вулканизацию.
Для вулканизации покрышек с новым протекто-
ром применяют индивидуальные вулканизаторы
с диафрагменными устройствами. Перед началом
вулканизации верхняя полуфэрма 9 вулканизатора 8
поднимается, покрышка загружается в нижнюю
полуформу 10, и в этот момент опускается верхняя
полуформа (до определенного уровня). Затем в по-
крышку вводят диафрагму, верхнюю камеру опу-
скают до полного закрытия пресс-формы и запирают
с помощью специального механизма.
После этого в камеру подают насыщенный пар
под давлением 0,4—0,6 МПа, а в диафрагму — грею-
щий пар под давлением 0,9 МПа. Продолжительность
нагрева для легковых покрышек — до 20 мин, для
грузовых — до 50 мин. По истечении установлен-
ного времени вулканизации греющий пар заменяют
опрессующим агентом — сжатым воздухом или
перегретой водой, подаваемой под давлением
0—2,0 МПа. Продолжительность вулканизации
с опрессовкой для легковых покрышек составляет
20—30 мин, а для грузовых — 30—35 мин.
По окончании вулканизации в камеры и диафраг-
му подают охлаждающую воду. Затем вулканизатор
открывают и покрышку перемещают к станкам для
удаления выпрессовок. Годные покрышки поступают
на станок 11 для определения дисбаланса, а потом
направляются на комплектацию шин.
2.7. ПРОИЗВОДСТВО МАССИВНЫХ шин
Особенностью конструкции массивных шин
является наличие на металлическом кольце-бандаже
или ободе колеса толстого резинового массива, вы-
полняющего роль амортизатора. Беговая дорожка
шины может быть гладкой или иметь рисунок. Удель-
ное давление в площади контакта массивной шины
с поверхностью дороги составляет 1,3 МПа и больше,
что обеспечивает хорошее сцепление шины с дорогой.
Массивные шины применяются для авто- и электро-
погрузчиков, самоходных тележек и других видов
38
внутризаводского транспорта, перемещающегося со
скоростью до 16 км/ч.
В отличие от пневматических шин массивные
шины менее эластичны, имеют малую амортизацион-
ную способность и характеризуются небольшим про-
бегом. В то же время при одинаковых габаритах
массивные шины обладают большей грузоподъем-
ностью, чем пневматические, требуют меньшего ухода
и более надежны в эксплуатации. Массивные шины
изготавливают трех типов: 1) дисковые, 2) бандаж-
ные и 3) съемно-безбандажные. В дисковых шинах
резиновый массив привулканизован непосредственно
к ободу колеса, а в бандажных — к съемному метал-
лическому кольцу-бандажу, которое в последующем
напрессовывается с натягом на колесо. Шины изго-
тавливают с наружным диаметром 40—320 мм (диско-
вые) и 200—1000 мм (бандажные).
Резиновый массив шины может крепиться к ме-
таллу через промежуточный эбонитовый слой или изо-
ционатными клеями. При креплении клеем поверх-
ность колеса выполняется ровной, а при креплении
через слой эбонита — с углублением, равным тол-
щине эбонитового слоя. Наличие углубления необ-
ходимо для исключения вытекания эбонитовой смеси
при вулканизации шины.
Съемно-безбандажные шины на колесе удержи-
ваются за счет навитого пояса из металлокорда.
Для изготовления массивных шин применяют ре-
зиновые смеси и компоненты, образующие уретано-
вый эластомер при жидком формовании.
При изготовлении массивных шин независимо
от их типа выполняются следующие процессы:
1) подготовка металлической поверхности обода
колеса или бандажа (очистка от загрязнений, ржав-
чины, окалины и удаление пыли);
2) нанесение клея на очищенную металлическую
поверхность;
3) наложение на обод или бандаж резинового мас-
сива.
/
2.7.1. ТЕХНОЛОГИЯ^ ИЗГОТОВЛЕНИЯ
МАССИВНЫХ ШИН
Технологическая схема изготовления дисковых
и бандажных массивных шин приведена на рис. 25.
Стальные колеса (или бандажи) 2 со склада
подают конвейером 1 в пескоструйную камеру 3,
где на поверхность медленно вращающегося колеса
из сопла сжатым воздухом (0,35—0,60 МПа) выбра-
сывается измельченный отбеленный чугунный пе-
сок (№ 0,3; 0,5; 0,8); замена чугунного песка на
новый производится один раз в месяц. Опескостру-
енную поверхность промывают бензином в ванне 4
с помощью волосяной щетки. Промытые колеса на-
вешивают на конвейер 6 и промазывают клеем над
поддоном 7. При креплении через слой эбонита ис-
пользуют бензиновый раствор эбонитовой смеси, а
при креплении клеем — десмодур Р или лейконат.
Клей волосяной щеткой наносят в один слой без под-
теков. Температура на участке промазки клеем дол-
жна быть около 20 °C, относительная влажность —
не более 65%. Сушку клеевой пленки производят
в камере 8 при 40 °C. Продолжительность сушки в за-
висимости от типа применяемого клея составляет:
для десмодура Р 30 мин, для лейконата или эбони-
тового клея 20 мин. Колеса после просушки могут
храниться 3—6 ч.
При креплении через слой эбонита колеса подают
на специальный каландр для обкладки их эбонитовой
смесью; температура валков каландра поддержива-
ется равной 60 °C (верхний), 70 °C (средний), 80 °C
(нижний). Калибр накладываемой смеси устанавли-
вается спецификацией на каждый размер шины.
Продолжительность вылежки колеса после наложе-
ния эбонитового слоя не должна превышать 3 ч.
Затем колеса навешивают на конвейер 9 и подают
на участок наложения массива.
Ленту для наложения массива толщиной 2 мм
получают на трехвалковом каландре 12 при темпе-
ратуре валков: нижнего 80 °C, среднего 85 °C
и верхнего 95 °C. Ленту накладывают на колесо
на станке 13 до толщины, устанавливаемой специфи-
кациями. Скорость наложения каландрованной ленты
в зависимости от типа каландра составляет 10—
25 м/мин. После наложения массива колесо уста-
навливают на станок 14 для подрезки профиля мас-
сива до заданной ширины с помощью ножей 15,
Срок хранения шин после наложения массива при
креплении через слой эбонита не более 5 сут, а при
креплении клеем — не более 12 ч. Затем шины за-
гружают в пресс-формы, нагретые до 50—60 °C,
и по рольгангу 18 подают в пресс 19, обеспечивающий
смыкание половин пресс-форм.
Для вулканизации шин применяют автоклав-
прессы 21, Режимы вулканизации устанавливаются
для каждого размера шин технологическим регла-
ментом. При вулканизации массивных шин приме-
няют ступенчатый режим нагревания: сначала мас-
сив нагревают до 130—142 °C, а затем проводят основ-
ную вулканизацию при 148—155 °C. Продолжитель-
ность цикла составляет 82—125 мин.
2.7.2. ИЗГОТОВЛЕНИЕ ПОЛИУРЕТАНОВЫХ
МАССИВНЫХ ШИН МЕТОДОМ жидкого
ФОРМОВАНИЯ
Технологическая схема изготовления полиуре-
тановых массивных шин приведена на рис. 26.
Поступающие в производство стальные бандажи
выдерживают на складе в течение 12—20 ч, а затем
с помощью электрокар 1 транспортируют на участок
пескоструйной обработки чугунным песком. В песко-
струйной камере 2 чугунный песок (№ 0,3; 0,5;
0,8), выбрасываемый струей воздуха, подаваемого
в камеру под давлением 0,35—0,60 МПа, очищает
рабочую поверхность бандажа. Очищенные бандажи
навешивают на специальные тележки 3 и направляют
на участок 4 для обдува их струей воздуха под
давлением 0,5 МПа. Затем бандажи на тележке
в подвешенном состоянии подают в камеру 5 для
промазки рабочей поверхности клеем — смесью ди-
этиленгликоля, поликапролактама, этилацетата и
триизоцианата; жизнеспособность клея не более
4 ч. После этого бандажи на тележках закатывают
в автоклав и при циркуляции горячего воздуха на-
гревают до 125—135 °C для отверждения клеевой
пленки. На этих же тележках бандажи подают на
участок заливки форм. Заливку производят на кару-
сельном столе 7 с обогревом. Сначала в пресс-формы 8
с тележки 3 загружают горячие бандажи. Затем на
карусельном столе их поворачивают к литьевой ма-
шине 9 типа «Адмирал», в которую подают препо-
лимер — продукт взаимодействия полиэфирдиолов и
толуилендиизоцианатов, а также сшивающий агент
Диамед X. Жизнеспособность получающейся смеси
5—15 мин, что требует быстрой ее заливки в формы.
Залитая в формы смесь отверждается на карусель-
ном столе при 100—125 °C. После отверждения рези-
нового массива формы транспортной системой 10 по-
даются на стол 11, где извлекают бандажи из форм и
39
5
Рис. 25. Схема изготовления массивных шин методом наложения каландрованной ленты:
/, 6, 9 — конвейеры; 2 — стальное колесо или бандаж; 3 — пескоструйная камера; 4 — ванны; 5 — вытяжная вентиляция;
7 — поддон; 8 — сушильная камера; 10, 11 — колесо для клеевого и эбонитового крепления массива; 12— каландр; 13, 14 —
станки; 15 — ножи; 16, 17 — нижняя и верхняя половины пресс-форм; 18, 20 — рольганги; 19 — пресс для смыкания
пресс-форм; 21 — автоклав-пресс.
Рис. 26. Схема изготовления полиуретановых массивных шин:
1 — электрокара; 2 — пескоструйная камера; 3 — тележка со стойкой; 4 — участок обдува воздухом; 5 — камера промазки клеем; 6 —
автоклав; 7 — карусельный стол; 8 — пресс-форма; 9 — литьевая машина; 10, 13, 16 — транспортные системы; 11 — стол; 12 — поддон;
14, 17 — тележки; 15 — автоклав Т К-15/40 для термостатирования шин.
укладывают на полки поддонов 12 в горизонтальном
положении. Транспортной системой 13 поддоны пере-
гружаются на тележки 14, которые закатываются
в автоклав 15. Термостатирование бандажей произ-
водится при 100—120 °C в автоклаве с циркуляцией
воздуха. В зависимости от размера шин и состава
полиуретановой массы продолжительность термо-
статирования может изменяться от 3 до 20 ч. Из
автоклава шины на поддонах поступают на склад,
где их выдерживают при 20 °C в течение 7—14 сут
(для достижения оптимальных физико-механических
показателей). Затем массивные шины подвергают
отделке, разбраковке и отправляют на склад готовой
продукции.
2.7.3. ИЗГОТОВЛЕНИЕ СЪЕМНЫХ
МАССИВНЫХ ШИН
Съемные массивные шины изготавливают из двух
профилированных деталей: ленты основания с про-
филем двутавра и резинового массива прямоуголь-
ного сечения. Прочность и нерастяжимость мас-
сивной шины обеспечиваются за счет металлокорда,
навиваемого в углубление ленты основания.
Технологическая схема изготовления съемных
массивных шин включает выпуск заготовок ленты
основания и резинового массива, обрезинивание
металлокорда, сборку, вулканизацию и съем мас-
сивных шин с шаблонов (рис. 27).
Для профилирования ленты основания приме-
няют червячную машину 1 с червяком диаметром
125—250 мм; температура головки 60° С. Профили-
рованную ленту после охлаждения в ванне с водой
(на рисунке не показана) раскраивают под углом
30° на столе 4. Заготовки подвергают вылежке в те-
чение не менее 3 ч, а затем транспортером подают
на сборочный станок 8. Шаблон 6 на сборочный ста-
нок поступает по конвейеру 7. Наложение ленты
основания на шаблон производят при его вращении
с частотой 3—6 об/мин. После стыковки концов
ленты основания и промазки углубления на нее
в один слой навивается предварительно обрезинен-
ный металлокорд. Для обрезинивания металлокорда
применяют червячную машину 10 с поперечной
головкой; температура головки 70—80 °C. Частота
вращения шаблона при навивке металлокорда со-
ставляет 27—53 об/мин. Профилированный на чер-
вячной машине 12 резиновый массив накладывают
на навитый металлокорд при вращении шаблона
с той же частотой, что и при наложении ленты. В про-
цессе наложения массив прикатывается с помощью
прикаточного ролика при давлении воздуха в ци-
линдре 0,30—0,45 МПа. Собранная шина на шаблоне
конвейером передается на рольганг 17 для загрузки
в пресс-форму. После подпрессовки в прессе 21
пресс-формы загружают в автоклав-пресс 23 и
вулканизуют аналогично обычным массивным шинам.
Свулканизованные шины помещают в пресс 24
для извлечения шаблонов. Шаблоны по конвейеру
возвращаются к сборочному станку 8, а готовые
шины подаются на отделку и контроль.
6 Мухутдинов и др.
41
I2ZZZZZJ
20
Рис. 27. Схема изготовления съемных массивных шин:
1, 10, 12 — червячные машины; 2, 13 — приемные транспортеры; 3, 15 — дисковые ножи; 4, 14 — столы; 5, 16 — транспортеры; 6 — шаблон; 7, 20 — конвейеры: 8 — сбооочный
станок, 9 раскаточное устройство для металлокорда; 11 компенсатор; 17, 22 — рольганги; 18, 19 — нижняя и верхняя половины пресс-формы; 21 — пресс для смыкания
пресс-форм; 23 — автоклав-пресс; 24 — пресс для съема шаблона. F F р А
ГЛАВА 3
ПРОИЗВОДСТВО РЕЗИНОВЫХ
ТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Заводы резиновых технических изделий специа-
лизированы по выпуску нескольких видов продук-
ции: конвейерных лент, клиновых ремней, рукавов,
неформовых и формовых изделий, изделий из ла-
текса и прорезиненных тканей. Организация пря-
мого потока по обеспечению отдельных производств
резиновыми смесями и армирующими материалами
достигается расположением подготовительного цеха
и каландровых линий вдоль начальных участков всех
производств.
Одной из особенностей производства резиновых
технических изделий является широкий ассорти-
мент выпускаемой продукции (более 50 тыс. наиме-
нований). Поэтому резиновые смеси во многих
случаях приходится приготавливать в небольших
количествах в одностадийных смесителях малой ем-
кости (45 л) периодического действия или на валь-
цах. Получение резиновых смесей в двухстадий-
ных резиносмесителях РСВД-250-40 и РСВД-250-30
характерно для крупнотоннажных производств, вы-
пускающих конвейерные ленты и рукава.
Другой особенностью этого производства явля-
ются сравнительно небольшие размеры технологи-
ческих линий и малое число деталей, входящих в кон-
струкцию изделий. Кроме того, применение большого
числа различных видов оборудования не позволяет
в достаточной степени механизировать и автомати-
зировать многочисленные процессы (по сравнению
с шинным производством).
К общим технологическим процессам производства
резиновых технических изделий кроме рассмотрен-
ных в гл. 1 относится пропитка тканей и кордшнуров.
3.1. ПРОПИТКА ТКАНЕЙ И КОРДШНУРОВ
3.1.1. ПРОПИТКА ТКАНЕЙ
Ткани из вискозных, полиамидных и полиэфир-
ных волокон для повышения прочности связи с рези-
ной пропитывают различными адгезивными составами
на агрегатах, подобных агрегатам для пропитки шин-
ного корда, но меньшей производительности. Однако
для получения пропитанных тканей большой проч-
ности требуется применение мощных агрегатов, обес-
печивающих натяжение полотна в зонах термооб-
работки до 220 кН. На отечественных заводах ре-
зиновых технических изделий для пропитки тканей
из полиамидного и вискозного волокон применяют
агрегаты ИРУ-18 и более производительные агрегаты
новой конструкции АЛТ-220 (рис. 28).
Вискозная ткань с раскаточного приспособле-
ния 1 подается на компенсатор 3 для создания запаса
ткани, необходимого для обеспечения непрерывной
работы агрегата во время стыковки концов рулонов
на стыковочном прессе 2. Ткань из компенсатора
направляется в ванну 4 для предварительной про-
питки, а затем в камеру насыщения 5. Из камеры
насыщения ткань через натяжную станцию 6, со-
стоящую из пяти валков и создающую натяжение
5—45 кН, поступает в ванну 7 для окончательной
пропитки и далее в сушильную установку 8.
Максимальная температура в камере сушильной
установки 250 °C, продолжительность сушки 3—
5 мин. Влажность высушенной ткани должна быть
не более 2,5%. Просушенная ткань из сушилки через
вторую натяжную станцию 9 подается в компенса-
тор 10. по выходе из которого она закатывается на
механическом закаточном устройстве 11. Скорость
пропитки ткани на агрегате АЛТ-220 зависит от ее
толщины и плотности и может достигать 40 м/мин.
Агрегат позволяет производить пропитку тканей
шириной до 2 м и массой 1 м2 до 1 кг. Для термовы-
тяжки и нормализации тканей из полиамидных воло-
кон агрегат АЛТ-220 комплектуется приставкой из
двух башен, обеспечивающих нагрев ткани до 250 °C,
а также ее натяжение до 45 кН.
3.1.2. ПРОПИТКА КОРДШНУРОВ
Кордшнуры и нити из искусственных и синтети-
ческих волокон пропитывают на специальных одно-
и многоручьевых агрегатах. Число кордшнуров
и нитей в потоке может составлять 50—150. На
отечественных заводах для пропитки и термообра-
ботки полиамидных кордшнуров используют одно-
ручьевые агрегаты АКШ-4, АК-1 и тридцатиручье-
вые АК-30 (рис. 29). Из шпулярника 1 тридцать
кордшнуров через ролики натяжения поступают
в ванну 2 для предварительной пропитки. Затем они
проходят зону насыщения 3 и попадают в ванну 4
для окончательной пропитки. Далее кордшнуры
сушат в камере 5 сушилки, а затем подают в гори-
зонтальную камеру 6 термовытяжки, где с помощью
натяжной станции 8 обеспечивается натяжение корд-
шнуров под нагрузкой до 600 Н на нить. Из камеры
43
Рис. 28. Пропиточно-сушильный агрегат АЛТ-220 для обработки тканей из полиамидных и вискозных волокон:
1 — раскаточное приспособление; 2 — стыковочный пресс; 3, 10 — компенсаторы; 4, 7 — пропиточные ванны; 5 — камера [насыщения; 6,9 — натяжные станции;
8 — сушильная установка; 11 — закаточное устройство.
Рис. 29. Агрегат АК-30 для пропитки, сушки и термообработки кордшнуров:
1 — шпулярник; 2,4 — пропиточные ванны; 3 — эона насыщения; 5 — камера сушилки; 6 — камера термовытяжки; 7 — камера нормализации; 8 — натяжная
станция; 9 — закаточное устройство.
термовытяжки кордшнуры направляются в горизон-
тальную камеру 7 нормализации; максимальная тем-
пература в термокамерах составляет 250 °C. Затем
кордшнуры поступают на закаточное устройство 9
с тридцатью приемными катушками и автоматиче-
3.2. ИЗГОТОВЛЕНИЕ ТРАНСПОРТЕРНЫХ
И ПЛОСКИХ ПРИВОДНЫХ РЕМНЕЙ
В зависимости от назначения и особенностей кон-
струкции различают элеваторные, гусеничные и
эскалаторные транспортерные ленты. Транспортер-
ные ленты имеют сердечник, состоящий из несколь-
ких слоев прорезиненной ткани, который восприни-
мает тяговые нагрузки. Для повышения прочности
связи сердечника с резиновыми обкладками и уве-
личения гибкости ленты между тканевыми проклад-
ками помещают резиновые прослойки, а сердечник
обертывают разреженной тканью (брекером).
Плоские приводные ремни применяют для пере-
дачи момента вращения в установках мощностью
до 150 кВт. В зависимости от конструкции и способа
изготовления различают три типа плоских привод-
ных ремней: нарезные (тип А), послойно-завернутые
(тип Б) и спирально-завернутые (тип В).
3.2.1. СБОРКА СЕРДЕЧНИКОВ ТРАНСПОРТЕРНЫХ
ЛЕНТ ПОСЛОЙНЫМ ДУБЛИРОВАНИЕМ
На линии сборки сердечников выполняют сле-
дующие основные технологические операции: про-
мазку и обкладку тканей резиновой смесью, сборку
сердечника, наложение узкой брекерной или уточ-
ной прокладки. При сборке сердечников из хлоп-
чатобумажных тканей прорезинивание с одной или
двух сторон производится на отдельно стоящем
трехвалковом каландре, а при сборке сердечников
из синтетических тканей обкладка ткани с двух сто-
рон производится на каландровом агрегате одновре-
менно со сборкой. Схема сборки сердечников на таком
агрегате приведена на рис. 30.
Ткань с раскаточного станка 1 со скоростью
80 м/мин и при натяжении 800 Н на полотно посту-
пает на компенсатор 3, обеспечивающий непрерыв-
ность работы линии при стыковке концов рулонов
на прессе 2 с закладкой между концами ткани рези-
новой ленточки. Максимальное давление (не более
18 МПа) на ткань при стыковке ее концов создается
плитами шириной 200 мм. После выхода из компенса-
тора ткань подогревается на барабанной сушилке 4.
Натяжение ткани обеспечивается системой электро-
привода валков 5 и каландра 6. Синхронность ра-
боты каландра 6 и дублировочной машины 8 дости-
гается при установке в линию промежуточного
компенсатора 7.
На дублировочной машине 8 сердечники можно
собирать из основных и уточных тканей длиной
от 100 до 195 м с шагом регулирования длины 3 м.
Процесс сборки сердечника является непрерывным.
Ткань с компенсатора 7, пройдя ширительный ро-
лик 9 для выравнивания складок и морщин и дат-
чик 10 для включения сигнала, на отсчет длины ткани,
поступает на дублирующий барабан 11. Натяжение
сердечника перед дублирующими барабанами уве-
ской перезарядкой. Скорость обработки кордшну-
ров на агрегате АК-30 в зависимости от типа нитей
может изменяться от 3 до 15 м/мин. На агрегате
АК-30 можно также обрабатывать кордшнуры из
вискозных волокон.
ЛЕНТ
личивается на 1700 Н на полотно (пропорционально
числу прокладок) и поддерживается постоянным
в пределах длины одной прокладки при помощи
привода натяжного барабана и датчиков натяже-
ния 12. После выхода из дублирующих барабанов
за счет свободного свисания сердечника (в виде
петли) растягивающие напряжения в сердечнике
снимаются; постоянный запас свободной петли сер-
дечника поддерживается плавающим 13 и тормоз-
ным 14 роликами. Транспортирование сердечника
через дублировочную машину вокруг поворотных
барабанов обеспечивается протягивающими валка-
ми 15; натяжение сердечника между этими валками
и натяжным барабаном 16 поддерживается минималь-
ным с помощью системы привода валков и датчи-
ков 17. Число прокладок в сердечнике определяется
по числу прохождений медной пластинки (фольги)
над прибором 18. Пластинка накладывается на на-
чало первой прокладки, при этом отмечается место
стыка прокладок, по которому должно быть разре-
зано кольцо сердечника. При прохождении фольги
над прибором 18 в систему привода барабана 16
подается сигнал на увеличение натяжения сердеч-
ника на величину натяжения подаваемой ткани
(1700 Н на полотно), которое остается неизменным до
следующего прохождения фольги. После дубли-
рования необходимого числа прокладок в момент
прохождения фольги над вторым прибором в конце-
вой части машины 8 выдается сигнал на ее останов,
ножи 19 продольного реза опускаются и обрезают
кромки. С раскаточного станка 20 можно также на-
кладывать уточную ткань. Для центрирования ткани
и сердечника перед протягивающими валками ис-
пользуется та же система. Центрирование ткани
производится самим раскаточным станком. Место
стыка прокладок доводится до ножа 21 попереч-
ного реза, после разрезания один конец сердечника
подается на закаточный станок 22, второй к дубли-
рующим барабанам и вместе с началом первой про-
кладки следующего сердечника останавливается
вновь под ножом механизма. Перед заматыванием
в рулон ремневая пластина пропускается через уста-
новку 23, с помощью которой на ее поверхность на-
носится тальковая суспензия. Прокладочная ткань
подается с раскаточного станка 24.
Скорость синхронной работы каландра и дубли-
ровочной машины 10—40 м/мин; скорость дублиро-
вания сердечника 10—55 м/мин.
3.2.2. ОБКЛАДКА СЕРДЕЧНИКОВ
И ВУЛКАНИЗАЦИЯ ТРАНСПОРТЕРНЫХ ЛЕНТ
Заключительной операцией изготовления заготовки
ленты является обкладка сердечника резиновой
смесью и усиление его бортов. Схема обкладки сер-
45
Рис. 30. Линия сборки сердечников транспортерных лент:
1 раскаточный станок; 2 стыковочный пресс; 3,„ 7 — компенсаторы; 4 — барабанная сушилка; 5 — натяжные валки; 6 — каландр* 8 — дублиповочная
машина МД-1600; 9, 13 — ширительный и плавающий ролики; 10, 12, 17 — датчики натяжения; 11 — дублирующий барабан с дублирующим роликом* /4 — tod-
мозные ролики; 15 - протягивающие валки; 16- натяжной барабан; 18 - прибор для указания числа прокладок; W, 21 - ножиГ для продольного>;поперечного
разрезания сердечника; 20 - раскаточный станок; 22, 24 - закаточный и раскаточный станки; 23 - установка для обработки лент суспензией ^перечного
Рис. 31. Схема обкладки сердечников и вулканизации транспортерных лент:
1 — раскаточный станок; 2, 17, 24 — закаточные станки; 3, 4 — пневмодатчики; 5 — центрирующие ролики; 6 — дублирующие валки;
7, 13 — механизмы для заворачивания кромок; 8 — подающие валики; 9, 18 — раскаточные станки; 10 — транспортер; 11 — каландр;
12 — дисковые ножи; 14 — механизм для наложения бортовых полос; 15 — протягивающие валки; 16 — установка для нанесения эмуль-
сии; 19, 21 — зажимное растяжное и зажимное устройства; 20 — пресс; 22 — стол охлаждения; 23 — натяжные губки.
дечников и вулканизации транспортерных лент при-
ведена на рис. 31; заготовка вулканизуется и охла-
ждается под натяжением.
Рулон сердечника на бобине устанавливается
в гнезда шпинделей раскаточного станка 1. Центри-
рование рулона сердечника относительно продольной
оси линии обеспечивается возвратно-поступательным
перемещением станка по направляющим поперек оси
движения сердечника. Перемещение станка произ-
водится гидроприводом по сигналу пневмодатчика 5,
в зоне которого движется край сердечника. Про-
кладочный холст закатывается в рулон на закаточ-
ном станке 2. Брекерная ткань подается с раскаточ-
ного станка 9 и перед входом в дублирующие валки 6
центрируется роликами 5 относительно оси линии.
Дублирующие валки предназначены для лучшего
сцепления сердечника с брекером. Заворачивание
кромок широкой брекерной прокладки на борт
сердечника производится механизмом 7. Завернутые
кромки прикатываются дублирующими валками 6.
Далее сердечник транспортером 10 подается к че-
тырехвалковому каландру 11. Края резиновых ли-
стов, предназначенных для усиления торца сердеч-
ника, обрезаются на валках каландра дисковыми
ножами 12 со следящим приводом. Ширина нави-
сающих кромок обрезанных резиновых листов дол-
жна быть не менее толщины самого сердечника.
Обычно режим обкладки сердечника следующий:
скорость обкладки 10 м/мин; температура верхнего
валка 55—60 °C; среднего 60—65; нижнего 45—60;
выносного 50 °C.
После выхода из каландра нависающие над сер-
дечником края резиновой обкладки заторцовыва-
ются механизмом 13 для заворачивания кромок.
При необходимости торцы ленты обертывают узкими
тканевыми полосками. Питание механизма 14 (для
наложения бортовых полос) полосками ткани про-
изводят с горизонтально расположенных катушек.
Края этих полос заворачивают на борта с помощью
двух конических дисков. Далее сердечник протя-
гивается через установку 16, где на одну из его сто-
рон системой приводных цилиндрических барабанов
наносится тонкий слой эмульсии, и закатывается
в рулон на станке 17.
После сборки заготовку транспортерной ленты
с раскаточного станка 18 подают в пресс 20 на вул-
канизацию. Пресс оборудован зажимным 21 и за-
жимным растяжным 19 устройствами, которые поз-
воляют растягивать сырую заготовку до требуемой
величины (2—4%) и, таким образом, проводить
вулканизацию отрезка ленты под натяжением. Не-
вулканизованный участок ленты накалывают спе-
циальной иглой для удаления скапливающихся при
прессовании газов/ которые могут вызвать расслое-
ние ленты. Для предотвращения образования нап-
лывов на границе между завулканизованным и вул-
канизующимся участками ленты, а следовательно,
и появления трещин в этих местах при ее эксплуата-
ции края плит пресса на участке длиной 150 мм ох-
лаждаются водой. Вначале заготовку транспортерной
ленты подпрессовывают для удаления из нее газов,
а затем вулканизуют при 151 °C; продолжительность
47
вулканизации ленты зависит от числа тканевых
прокладок и толщины резиновой обкладки рабочей
и нерабочей сторон ленты. Например, продолжи-
тельность вулканизации транспортерных лент с че-
тырьмя тканевыми прокладками равна 29 мин, а
с шестью — 33 мин; толщина резиновых обкладок
для них одинакова: с рабочей стороны 4,5 мм, с не-
рабочей 2,0 мм. Обогрев плит осуществляется пере-
гретой водой при избыточном давлении 900 кПа.
3.2.3. НЕПРЕРЫВНАЯ ВУЛКАНИЗАЦИЯ
ТРАНСПОРТЕРНЫХ ЛЕНТ
При вулканизации в прессах, несмотря на ох-
лаждение концов плит, качество лент снижается
вследствие двойной их вулканизации по краям
плит пресса. Поэтому в последнее время стараются
проводить вулканизацию лент непрерывным спо-
собом. Однако непрерывный способ эффективен лишь
при значительной интенсификации процесса на-
гревания заготовок по сравнению с продолжитель-
ностью их нагревания в плоских вулканизационных
прессах периодического действия. Для сокращения
продолжительности нагревания пластин в вулкани-
зационных аппаратах непрерывного действия при-
меняют предварительный нагрев заготовок до тем-
пературы, не превышающей 125 °C. Известно не-
сколько способов предварительного нагрева заго-
товок:
а) с помощью паровых плит, вдоль которых дви-
жется заготовка;
б) инфракрасными ^лучами, излучаемыми электро-
плитами, спиралями накаливания, металлическими
и керамическими поверхностями;
в) с применением токов высокой и сверхвысокой
частоты; в этом случае тепло выделяется во всем
объеме сырой заготовки.
Наиболее эффективным из этих способов является
нагрев сырых заготовок ИК-лучами от спиралей
накаливания. При предварительном подогреве ста-
рых заготовок производительность вулканизацион-
ных установок увеличивается на 15—20%.
Схема линии для вулканизации транспортерных
лент непрерывным способом приведена на рис. 32.
Подогретая заготовка с раскаточного станка 1 или
прямым потоком непосредственно со стадии сборки
поступает на растяжное устройство 2, состоящее из
нескольких барабанов, соединенных между собой
цилиндрическими шестернями. Постепенное вытя-
гивание ленты достигается за счет увеличения частоты
вращения каждого последующего барабана на 1,5%,
С растяжного устройства заготовка подается на вул-
канизатор 4 непрерывного действия, представляющий
собой барабан, обогреваемый паром. Прессующее
усилие на барабане создается бесконечной стальной
лентой, при этом между лентой и барабаном обеспе-
чивается давление 1,0—1,2 МПа. При входе на
барабан изделие прессуется и оформляется по тол-
щине прижимным барабаном 5, которым можно
создать давление до 7,0 МПа. В процессе вулканиза-
ции изделие обогревается и со стороны стальной
ленты, соединенной с нагревательными башмачками,
в которых размещены змеевики для пара. Продол-
жительность вулканизации зависит от частоты вра-
щения нагревательного барабана, а температура —
от типа транспортерной ленты. Готовая лента на-
правляется к закаточному станку 6.
Преимуществом вулканизаторов непрерывного
действия перед прессами периодического действия
являются: сравнительно небольшие размеры; мень-
ший расход теплоносителя; отсутствие перевулкани-
зации и механической деформации транспортерной
ленты; возможность регулирования продолжитель-
ности вулканизации изменением частоты вращения
барабана; безопасность обслуживания.
3.2.4. ИЗГОТОВЛЕНИЕ РЕЗИНОТРОСОВЫХ ЛЕНТ
Резинотросовые ленты нашли широкое применение
в угольной промышленности. Они обладают высокой
прочностью, надежностью. Кроме того, срок их
службы при транспортировании каменного угля
в подземных условиях в два раза превышает срок
службы резинотканевых лент. Для изготовления
резинотросовых лент применяют латунированные
стальные тросы диаметром 2,8—12,9 мм; диаметр
проволоки в тросе может изменяться от 0,24 до
0,50 мм. Резинотросовые ленты изготавливают шири-
ной 800—2400 мм; максимальная длина их может
достигать 400 м.
Технология изготовления резинотросовых лент
включает следующие процессы: подготовку рези-
новых обкладок и тканевых прослоек; обрезинива-
ние тканевых прослоек и их дублирование с рези-
новой обкладкой; обрезинивание троса; сборку и
дублирование заготовок с нижней и верхней обклад-
ками, их формование и вулканизацию; контроль
тросов и закатку в рулоны.
Технологическая схема изготовления резино-
тросовых лент шириной до 1200 мм приведена на
рис. 33.
Тросы длиной до 300 м с катушек 2, установлен-
ных на шпуледержатели шпулярника 1 в два яруса,
после подсушки подогретым воздухом в камере 4
Рис. 32. Схема линии для непрерывной вулканизации транспортерных лент:
/ __ раскаточный станок; [2 — растяжное устройство; 3 — барабаны; 4 — вулканизатор непрерывного действия;
5 —прижимной барабан; 6 — закаточный станок.
48
Рис. 33. Схема изготовления резинотросовых лент:
1 — шпулярник; 2 — катушки с тросом; 3 — направляющие шкивы; 4 — камера для сушки тросов; 5 — разделительная гребенка; 6,
10 — резинотканевые заготовки для обкладки нижней и верхней сторон ленты; 7,11 — прокладочный холст; 8 — резиновая смесь; 9 —
трехвалковый каландр; 12 — дублирующие валки; 13 — ванна с эмульсией; 14 — рольганг; 15, 17 — натяжные устройства; 16 — вулкани-
зационный пресс; 18 — рентгеноскопический прибор; 19 — закаточное устройство.
пропускаются через разделительную гребенку 5
и далее в виде полотна (с параллельными рядами
тросов) подаются в зазор между верхним и средним
валками каландра 9, где происходит обрезинивание
тросов. В зависимости от ширины ленты число кату-
шек может составить 130 штук. Равномерное натяже-
ние тросов может быть обеспечено при создании шпуле-
держателями на катушках тормозного усилия 150—
200 Н. В зазор между средним и нижним валками
каландра подается резинотканевая заготовка ниж-
ней обкладки, которая предварительно изготавли-
вается на агрегате с трехвалковым каландром. На
поверхности среднего валка каландра 9 имеются
параллельно расположенные канавки, которые поз-
воляют дублировать обрезиненное полотно и ниж-
нюю обкладку с заданным шагом тросов. После на-
ложения верхней резинотканевой обкладки 10 на
заготовку их направляют в зазор между дублирую-
щими валками 12. Полученную ленту обрабатывают
в ванне 13 эмульсией и по рольгангу 14 направляют
в вулканизационный пресс 16 с плитами длиной 6 м.
Температура вулканизации около 150 °C, давление
на заготовку до 2,8 МПа.
По окончании вулканизации лента закатывается
в рулоны на закаточном устройстве 19. Периодиче-
ский контроль за расположением тросов в ленте про-
водится с помощью прибора 18.
Стыковка резинотросовых лент производится при
их навешивании на конвейер горячей вулканиза-
ции. Для этого концы тросов определенной длины
(300—3350 мм) укладывают внахлестку, затем с обеих
сторон на них накладывают резиновые обкладки и
стык вулканизуют в прессе.
3.3. ПРОИЗВОДСТВО клиновых РЕМНЕЙ
Клиновые ремни, имеющие трапецевидное попе-
речное сечение и работающие на шкивах с соответ-
ствующими канавками, выпускают бесконечными,
различных профиля и длины.
Основными операциями при производстве кли-
новых ремней являются: сборка сердечников, их
обертывание обрезиненной тканью и вулканизация
ремней. Наибольшая производительность достига-
ется при групповой сборке сердечников прямым
(для ремней с кордтканевым сердечником) и обрат-
ным (для кордшнуровых ремней) способами. Если
для промазки кордшнура применяются быстросох-
нущие клеи, то при изготовлении широкой цилинд-
рической заготовки (викеля) эффективна схема без
разделения операций, показанная на рис. 34, а.
Из питателя каландрованная резиновая смесь
и прорезиненная ткань со скоростью 16,5 м/мин
подаются на сборочный станок 4. Рулоны с рези-
новой смесью 2 и прорезиненной тканью 3 помеща-
ются в механизмах питания, которые имеют инди-
видуальный привод. При прямом способе сборки
накатка слоев резиновой смеси определенного ка-
либра и прорезиненной ткани на сборочный бара-
бан 5 начинается со слоя сжатия, при обратном —
со слоя растяжения.
Ремни длиной до 4 м собираютна станках
СКР-1А-65 с одним барабаном диаметром от 200
до 1300 мм. После наложения на барабан каждый
слой прикатывается расположенным над барабаном
прикатчиком, поднимаемым и опускаемым с помощью
пневмоцилиндра 6. Резка викеля на заготовки про-
изводится на вращающемся барабане 5 ножами, за-
крепленными под определенным углом в специаль-
ной ножевой каретке.
7 Мухутдинов и др.
49
6
б
Рис. 34. Схема производства клиновых ремней:
а) групповая сборка кордтканевых ремней без разделения операций:
/ питатель СКРП-60А; 2 — рулоны каландрованной резины; 3 — обрезиненная ткань; 4, 5 — сборочные станок и барабан; 6 — пневмоцилиндр для опускания и подъема прикат-
чика; 7 — поддерживающее устройство; 8 — выносной барабан; 9 — тележка;
б) групповая сборка ремней кордшнуровой конструкции с разделением операций:
/ — питатели ИРО-7220А; 2,5 станки для наложения резиновых слоев; 3 — станок для навивки кордшнура; 4 — сушильная камера; 6 — станок для нарезки сердечников клиновых рем»
ней; / — установка для съема сердечников с барабана;
в) обертывание клиновых ремней с применением полуавтоматического станка 573-9:
1,2 — натяжной и приводной шкивы; 3 — рулон с лентой прорезиненной ткани; 4 — компенсатор; 5 — нож; 6 — каретка оберточного механизма; 7 — оберточные диски-
г) вулканизация клиновых ремней в челюстном прессе:
1 — нагревательные плиты; 2 — профильная плита; 3 — профильные барабаны; 4 — подвижные каретки; 5 — тележки; 6 — электродвигатель;
д) вулканизация клиновых ремней в диафрагменном вулканизаторе:
1 — барабанная пресс-форма; 2 — колокол; 3 — круглый стол; 4 — рабочий стол.
Сборка ремней большей длины на таком станке
затруднена из-за необходимости применения бара-
банов значительного диаметра. Для сборки ремней
длиной до 15,5 м применяют станок СКР-2А-65
(с усиленной станиной) в комплекте с поддержива-
ющим устройством 7 и выносным барабаном 8. Второй
* барабан смонтирован на подвижной тележке 9,
устанавливая которую перед соответствующим упо-
ром, можно собирать ремни различных размеров.
В начале процесса первый слой со сборочного бара-
бана передают на выносной 3, вручную огибают
вокруг него и по возвращении на первый барабан
заправляют под поступающий с питателя слой.
Дальнейший процесс сборки и резки викеля осуще-
ствляется так же, как на станках СКР-1А-65 с одним
барабаном.
При сборке кордшнуровых ремней часто приме-
няют клеи, продолжительность сушки которых до-
вольно велика, и поэтому разделение операции сбор-
ки является целесообразным. В такой поточной ли-
нии (рис. 34, б) барабан, на котором собирается за-
готовка, передается по мере завершения отдельных
операций с одного станка на другой. После наложе-
ния слоя растяжения на станке ИРО-72Ю-А 2 ба-
рабан (длина 1,25 м, диаметр 0,2—0,8 м) на тележке
перевозится на станок ИРО-7230-А, где с помощью
суппорта на него навивается кордшнур. Привод
барабана реверсивный, что позволяет производить
навивку кордшнура при перемещении суппорта
в обоих направлениях. По окончании навивки на
кордшнур наносится (пульверизатором или кистью)
клей, затем барабан помещается в сушильную ка-
меру 4 и подается к станку 5, где на него наклады-
вается слой сжатия. Резка викеля на сердечники про-
водится на станке ИРО-7240-А 6. После снятия го-
товых заготовок барабан возвращается к сборочному
станку 2. Бесперебойная работа обеспечивается
при установке в линию не менее 20 барабанов.
Сердечники клиновых ремней независимо от спо-
соба сборки обертываются лентой из прорезиненной
ткани, раскроенной под углом 45°. При небольших
сечениях (до 13x10 мм) сердечник обертывают од-
ной лентой, при больших — двумя, и в некоторых
случаях — тремя и более. Для обертывания клино-
вых ремней применяют полуавтоматические станки
типа 573-9 (рис. 34, в), при работе на которых все
операции, кроме одевания и снятия ремня, автома-
тизированы. Механические станки (ОКР-1М, ОКР-
2М-1, ОКР-2М-2) менее производительны.
В зависимости от длины обрабатываемых загото-
вок устанавливается необходимое расстояние между
натяжным 1 и приводным 2 шкивами станка. Лен-
точка обрезиненной ткани из рулона 3 проходит
последовательно ряд роликов (приводной, прижим-
ной и направляющий), компенсатор 4 и подается
под вращающуюся на приводном шкиве заготовку.
Лента обрезается ножом 5, приводимым в действие
от пневмоцилиндра. Обертывание сердечника лентой
производится с помощью подвижной каретки 6,
на которой смонтированы профильные диски и лотки
для заворачивания краев ленты на сердечник,
ролики для прижатия ленты к боковым граням
сердечника и другие приспособления, а также обер-
точные диски 7 (звездочки), приводимые во вращение
за счет трения о внутреннюю поверхность ремня.
Полуавтоматический станок рассчитан на обер-
тывание лентой ремней длиной 0,90—2,65 м со ско-
ростью 1 м ленты/с, что почти вдвое быстрее, чем
при обертывании таких же ремней на механическом
станке ОКР-1М.
Выбор способа вулканизации клиновых ремней
зависит прежде всего от их размера. Для вулкани-
зации клиновых ремней длиной более 2,8 м приме-
няют челюстные прессы (рис. 34, г) с плитами раз-
мером 400x600 мм или сдвоенные прессы с плитами
размером 400—1200 мм. Профильные барабаны пред-
назначены для натяжения и периодического пере-
мещения ремней вдоль плит 1 и 2 пресса. Перед вул-
канизацией заготовку надевают на профильные ба-
рабаны 3. Они установлены на подвижных карет-
ках 4, смонтированных на тележках 5. В зависимости
от длины ремня тележки могут фиксироваться
упорами на определенном расстоянии друг от
Друга.
Участок ремней сначала закладывают в нижние
канавки профильной плиты 2 пресса, а затем под-
нимают нижнюю нагревательную плиту 1 до сопри-
косновения с профильной плитой. После этого дру-
гой участок ремня укладывают в верхние канавки
плиты 2 и плиты поднимают так, чтобы между про-
фильной и верхней нагревательной плитами оста-
вался зазор (8—10 мм). Далее электродвигателем 6
перемещают каретку 4 с профильным барабаном
настолько, чтобы обеспечить вытяжку ремней на
3—4%. По окончании вулканизации плиту опускают,
ремни передвигают на длину вулканизованного уча-
стка, и цикл снова повторяется.
При вулканизации в челюстных прессах обеспе-
чивается высокое рабочее давление прессования, но
ухудшаются эксплуатационные свойства ремней
вследствие перевулканизации отдельных участков
(подвергнутых повторной вулканизации).
Этот недостаток может быть устранен при использовании
непрерывных вулканизаторов ротационного типа, в которых
определенное число ремней вулканизуют на вращающемся
обогреваемом барабане с профильными канавками. Натяжение
ремней производится с помощью второго барабана, а давление
прессования создается непрерывной стальной лентой, прижимае-
мой к обогреваемому барабану. Такие вулканизаторы могут
использоваться для выпуска клиновых ремней разных размеров
и профилей.
Клиновые ремни длиной до 2500 мм вулканизуют
в диафрагменных вулканизаторах со складывающи-
мися барабанами (рис. 34, д). На сложенный бара-
бан надевают заготовки и после расправления подают
на вулканизацию. Барабан 1 устанавливают на
круглый стол 3, опускают колокол 2, в котором смон*
тирована резиновая диафрагма, и соединяют его
через байонетный затвор с круглым столом. Для
создания прессующего усилия заготовки в диафрагму
подают сжатый воздух под давлением 1,5 МПа;
барабан обогревается паром. Продолжительность
вулканизации зависит от размеров ремней и состав-
ляет 10—20 мин. По окончании вулканизации пар
из барабана спускают, в диафрагме создают вакуум
и, разъединив байонетный затвор, поднимают коло-
кол. Барабан с готовыми ремнями помещают на ра-
бочий стол 4, а на круглый стол устанавливают новый
барабан с заготовками ремней.
7*
51
3.4. ПРОИЗВОДСТВО РУКАВНЫХ ИЗДЕЛИЙ
Рукава различного назначения существенно от-
личаются друг от друга по конструкции и размерам,
что обусловливает тот или иной способ их получе-
ния. Наиболее совершенным является бездорно-
вый способ изготовления рукавов, необходимая
жесткость которых при наложении армирующего
материала создается подвулканизацией или поддув-
кой камер воздухом. Кроме того, процесс сборки
рукавов является непрерывным. Бездорновым спо-
собом получают рукава диаметром до 38 мм, арми-
рованные только текстильными нитями.
Рукава большего диаметра или с проволочной ар-
матурой изготавливают дорновым способом; сборку
и вулканизацию проводят на дорнах — жестких
металлических трубах. Иногда применяют полу-
дорновый способ, при котором часть операций про-
водится на дорнах, а часть — без них.
3.4.1. ИЗГОТОВЛЕНИЕ РУКАВОВ
БЕЗДОРНОВЫМ СПОСОБОМ
На рис. 35 представлена схема получения рука-
вов оплеточной конструкции бездорновым способом
с вулканизацией рукава в свинцовой оболочке.
Кроме оплеточных машин для наложения текстиль-
ной арматуры могут применяться обмоточные, на-
вивочные и др.
Внутреннюю камеру шприцуют на червячной
машине 1 и укладывают кругами на вращающийся
противень диаметром 1,0—1,5 м. Через 2—3 ч по-
верхность камеры промазывают клеем и на опле-
точной машине 3 наносят первый слой оплетки.
Заготовку последовательно протягивают через про-
мазочное устройство 4 и оплеточную машину 5.
В зависимости от числа оплеток в конструкции вы-
пускаемого рукава в линию можно устанавливать
несколько промазочных устройств и оплеточных ма-
шин. Заключительной стадией сборки является на-
ложение на рукав наружного резинового слоя,
на червячной машине 7 с Т-образной головкой.
Затем рукав поддувают воздухом до давления 0,2—
0,3 МПа и наматывают на катушки.
Перед вулканизацией рукав покрывают свинцо-
вой оболочкой толщиной 2,0—2,5 мм на специальном
прессе 8. Освинцованный рукав на устройстве 9
сматывают на барабаны, которые на тележках 10
подают на вулканизацию в котел 11. Перед вулкани-
зацией внутрь рукава нагнетают холодную воду
с давлением до 2 МПа. Так как рукава заключены
в свинцовую оболочку, они хорошо уплотняются, что
способствует получению продукции высокого ка-
чества. Для снятия свинцовой оболочки после вул-
канизации рукав сматывают с барабана и пропускают
через устройство 13, на котором надрезается слой
свинца с двух сторон, и в виде двух лент снимается
с рукава. Далее свинцовые ленты проходят тяну-
щие и резательные ролики и направляются в пла-
вильную ванну пресса 8 для повторного исполь-
зования. Готовый рукав скатывают в бухты или
закатывают на барабан. Рукава, вулканизованные
в свинцовой оболочке, имеют хороший внешний
вид; они могут выпускаться с гладкой и рифленой
поверхностью.
Наложение армирующих слоев методом навивки
имеет ряд преимуществ по сравнению с оплеткой:
высокая производительность, простота конструкции,
компактность, бесшумность в работе применяемых
машин и др. Одним из вариантов подобных агрега-
тов является линия типа НВАНР для сборки нави-
вочных рукавов бездорновым способом с примене-
нием лавсановых нитей (рис. 36). Внутреннюю ка-
меру, изготовленную в червячной машине /, после
прохождения через охлаждающее устройство 2 обду-
вают сжатым воздухом и подают на станок 5, где
на нее навивают первый слой нитей. Второй слой
нитей навивают на станке 5, планшайбы на-
вивочных станков вращаются в разные сто-
роны.
Для наложения промежуточного и внешнего
резиновых слоев применяют червячные машины 4
и 6 с Т-образными головками. После охлаждения
в ванне с водой собранный рукав наматывают на
приемный барабан 7. Вулканизуют рукав в свинцо-
вой оболочке.
1,7 — червячные машины; 2,4,6— промазочные устройства; 3, 5 — оплеточные машины; 8 — пресс для освинцевания невулканизован-
ного рукава; 9, 12, 14 — устройство для сматывания и разматывания бухт рукава; 10 — тележка; 11 — вулканизационный котел; 13 —-
устройство для снятия свинцовой оболочки.
52
Рис. 36. Схема линии типа НВАНР для сборки навивочных рукавов бездорновым способом:
1, 4, 6 — червячные машины; 2 — охлаждающее устройство; 3,5 — навивочные станки; 7 — приемный барабан.
Линия типа НВАНР предназначена для сборки
рукавов диаметром 9—38 мм. Для сборки рукавов
меньшего диаметра с успехом применяют агрегаты
горизонтального типа.
3.4.2. ИЗГОТОВЛЕНИЕ РУКАВОВ
ДОРНОВЫМ СПОСОБОМ
Дорновый способ изготовления рукавов несколь-
ко сложнее бездорнового; кроме того, длина полу-
чаемых рукавов ограничивается размером дорна.
Однако на дорнах можно проводить оплетение за-
готовок любого диаметра, и при получении особо
прочных рукавов применяют оплетку стальной про-
волокой. Одним из важнейших типов рукавов, из-
готавливаемых дорновым способом, являются, бу-
ровые (рис. 37). Внутренняя резиновая камера шпри-
цуется на червячной машине 1 и после вылежки
(не менее 4 ч и не более 5 сут) надевается на дорн
с помощью устройства 2. Дорн помещается на тран-
спортерной ленте и фиксируется на ней с одной сто-
роны упором. С другой стороны на дорн надевают
Рис. 37. Схема производства буровых рукавов дорновым способом:
1 — червячная машина; 2 — устройство для одевания камеры на дорн; 3, 6, 10, 14 — промазочные устройства; 4, 12 — оплеточные машины
для наложения нитяной оплетки; 5, 9, 13 — протаскивающие устройства; 7, 11,* 15 — столы для просушки; 8 — оплеточная машина для
наложения проволочной оплетки; 16 — устройство для наложения внешней резиновой оболочки и бинтовки рукавов; 17 — тележка;
18 — вулканизационный котел; 19 — стол для разбицтовки рукавов; 20 — устройство для снятия рукавов с дорна; 21 — транспортер;
22 — пресс для крепления штуцеров.
53
конец шприцованной заготовки, а через другой
ее конец подают сжатый воздух и глицериновую
суспензию талька. При движении транспор-
терной ленты камера легко надевается на
Дорн.
Заготовка на дорне промазывается пастой и про-
таскивается устройством 5 через оплеточную ма-
шину 4, где на нее накладывается нитяная оплетка,
необходимая для упрочнения поверхности заготовки
перед оплетением проволокой. Затем рукав снова
промазывают пастой и сушат на столе 7. Металли-
ческая оплетка наносится на машине S, через кото-
рую дорн протаскивается устройством 9, далее за-
готовка промазывается пастой и сушится на столе 11.
Таким же образом на рукав в зависимости от его
конструкции последовательно наносятся несколько
слоев металлической и последний слой тек-
стильной оплетки (см. рис. 37 позиции 12, 13, 14
и 15).
Наружный резиновый слой (полосу каландро-
ванной резиновой смеси) накладывают на рукав
на столе 16 с помощью закаточной головки. Здесь же
рукав бинтуют в три слоя лентой прочной ткани
доместик шириной 80—100 мм, этим достигается
хорошее уплотнение слоев собранной конструкции
в процессе вулканизации.
Забинтованные рукава на тележках 17 вулкани-
зуются в котле 18 в среде насыщенного пара. На сто-
лах 19 производится разбинтовка рукавов, тканевые
ленты возвращают на повторное использование. Вул-
канизованный рукав снимают с дорна на специаль-
ном устройстве 20 с транспортером 21. После осмотра
дорн (при отсутствии на нем дефектов) возвращают
в производство, а на концы рукава надевают шту-
цера. Для этого концы рукава изнутри и снаружи на
длину 20—30 см промазывают вулканизующейся
пастой. Затем на них надевают наружный цилиндр
штуцера, а в полость рукава вставляют внутренний
цилиндр. На поверхности внутреннего цилиндра
имеются кольцевые канавки, а на поверхности внеш-
него — ребра, которые при правильной сборке шту-
цера располагаются точно над канавками. При об-
жатии наружного цилиндра на гидравлическом
прессе 22 ребра вдавливаются в канавки, что обес-
печивает надежное крепление штуцера к рукаву.
Готовые рукава подвергают испытанию на проч-
ность: в течение 10 мин их выдерживают под давле-
нием, в 1,25 раза превышающем рабочее.
3.5. ПРОИЗВОДСТВО НЕФОРМОВЫХ ИЗДЕЛИЙ
К неформовым резиновым техническим изделиям
относятся прокладки и уплотнители, резиновые
шнуры и трубки и другие изделия различного про-
филя и неограниченной длины. Эти изделия вулка-
низуют открытым способом. Заготовки для них
обычно получают шприцеванием в червячных маши-
нах с вакуум-отсосом или каландрованием. Вулкани-
зуют неформовые изделия способами, позволяющими
оформить эту стадию процесса по непрерывной
схеме.
3.5.1. ВУЛКАНИЗАЦИЯ В СРЕДЕ ЖИДКОГО
ТЕПЛОНОСИТЕЛЯ
Для вулканизации в среде жидкого теплоносителя
применяют установки непрерывного действия, в ко-
торых в качестве теплоносителя наибольшее рас-
пространение получили расплавы солей. Они харак-
теризуются достаточно низкими температурами
плавления и высокой термической стойкостью. На-
пример, сплав СС-4 — смесь нитрита калия (53%),
нитрата (7%) и нитрита (40%) натрия — имеет
Тпл - 142—150 °C, Тразл - 500 °C. Однако при-
менение многих органических теплоносителей за-
труднено вследствие их токсичности, горючести и
агрессивности к конструкционным материалам.
На рис. 38 приведена схема линии непрерывной
вулканизации профильных изделий в расплаве солей
(ЛНВС). При производстве монолитных изделий для
предотвращения порообразования профильные за-
готовки необходимо шприцевать в червячных маши-
нах холодного питания с вакуум-отсосом (МЧХВ).
Пористые изделия можно формовать в червячных
машинах без вакуум-отсоса, но в этом случае следует
строго контролировать влажность применяемых
материалов. Полученная в червячной машине 1
заготовка поступает в ванну вулканизатора 2 под
54
транспортерную ленту из нержавеющей стали тол-
щиной 0,3—0,5 мм, опущенную в расплав солей на
5—10 мм. Для компенсации в процессе вулканиза-
ции возможного изменения длины профиля заготовки
в ванне последовательно устанавливают два транс-
портера, что позволяет регулировать скорость про-
тяжки заготовки на разных участках вулканизатора.
Необходимая температура в ванне (200—250 °C),
заполненной сплавом СС-4, поддерживается с по-
мощью электронагревателей. При такой температуре
вулканизация завершается в течение 20—30 с,
что позволяет при длине ванны около 10 м шприце-
вать заготовку со скоростью 20—30 м/мин.
Остатки соли с поверхности вулканизованного
изделия удаляют с помощью специальных скребков
либо путем обдувания горячим воздухом, после чего
профиль промывают сначала в горячей, а затем в про-
точной холодной воде в отмывочно-охладительном
устройстве 3. Необходимость очистки сточных вод
от растворенных солей ограничивает широкое исполь-
зование этого способа вулканизации. После про-
мывки и охлаждения профиль протягивающим уст-
ройством 4 подается на наклонный транспортер
механизма 5 отбора готовых изделий и далее само-
произвольно сворачивается в бухту в приемном
контейнере 6. Диаметр сворачивания в бухту зависит
от высоты подъема консольной части транспортера.
Плотность расплава солей (1926 кг/м3) значи-
тельно превышает плотность резиновых смесей, и по-
этому заготовка довольно сильно прижимается
к стальной ленте погружного транспортера. Это
может вызвать искажение профиля изделия; в не-
которых случаях вулканизация в расплаве солей
становится практически невозможной.
Перспективно применение двухслойных жидких теплоноси-
телей, когда нижний слой представляет собой расплав солей,
а верхний — органический (например, силиконовое масло).
Рис. 38. Схема линии непрерывной вулканизации профильных изделий в расплаве солей (ЛНВС):
/ _ червячная машина холодного питания; 2 — вулканизатор; 3 — отмывочно-охладительное устройство; 4 — протягивающее устройство; 5 — механизм отбора готовых изделий; 6 —
приемный контейнер.
Рис. 39. Линия изготовления профильных изделий с применением непрерывной вулканизации в псевдоожиженном слое:
1 _ червячная машина; 2 — установка для антиадгезивной обработки заготовок; 3 — вулканизатор непрерывного действия; 4 — установка для охлаждения и очистки готового
изделия от теплоносителя; 5 — автоматическая резательная машина; 6 — приемник готовых изделий; 7 — вентилятор; 8 — газодувка; 9 — регистр; 10 — механизм для перво-
начальной заправки заготовок; 11 — взвешенный слой; 12 — пористая решетка; 13 — перфорированные коллекторы; 14 — распределительный газопровод; 15 — батарея элек-
трокалориферов; 16 — трубопровод горячего воздуха.
В такой системе профиль располагается на границе раздела слоев,
и его перемещение может обеспечиваться за счет циркуляции
нижнего слоя.
с
3.5.2. ВУЛКАНИЗАЦИЯ
В ПСЕВДООЖИЖЕННОМ СЛОЕ
В производстве неформовых длинномерных
изделий широкое применение находят поточные ли-
нии с непрерывной вулканизацией профилей в псев-
доожиженном слое (рис. 39).
Заготовки необходимого профиля шприцуются
на червячной машине 1 холодного питания с вакуум-
отсосом, что предотвращает образование пор в изде-
лиях при вулканизации без давления (открытым спо-
собом). Для уменьшения налипания частиц напол-
нителя на заготовку последнюю обрабатывают подо-
гретой до 50—60 °C дисперсией талька, а затем под-
сушивают, обдувая горячим воздухом.
Перед пуском вулканизатора 3 заготовку вручную
закрепляют в зажим механизма 10 заправки и после
ее протягивания через ванну вулканизатора вручную
заправляют в протягивающие ролики, обеспечива-
ющие непрерывное перемещение заготовки через
зону вулканизации.
Заготовка в ванне вулканизатора поддерживается
во взвешенном состоянии частицами теплоносителя,
находящимися в постоянном движении. В качестве
теплоносителя используют очищенный кварцевый
песок частицами размером 0,2—0,3 мм или мелкие
стеклянные шарики диаметром 0,15—0,25 мм. Равно-
мерная подача воздуха по всей площади ванны и
поддержание теплоносителя во взвешенном состо-
янии обеспечивается газораспределительной решет-
кой 12, установленной в вулканизаторе. Решетка
может быть набрана из пористых керамических
плит либо собрана из нижних сеток (поддержива-
ющей и уплотняющей) и верхней оформляющей
сетки, в пространство между которыми засыпан
мелкозернистый материал определенного грануло-
метрического состава.
Воздух для псевдоожижения слоя теплоносителя
из газодувки 8 последовательно проходит регистр 9,
где подогревается отработанным газом, батарею элек-
трокалориферов 15 и по трубопроводу горячего воз-
духа 16 поступает в распределительный газопровод
14. Равномерная подача воздуха под газораспредели-
тельную решетку осуществляется через несколько
перфорированных коллекторов 13. Наличие си-
стемы управляемой арматуры, соединяющей коллек-
торы с газопроводом 14, позволяет в широких пре-
делах регулировать скорость подачи воздуха по всей
длине ванны и поддерживать псевдоожиженный (взве-
шенный) слой И во взвешенном состоянии. Темпера-
тура псевдоожиженного теплоносителя может изме-
няться от 170 до 250 °C.
Скорость прохождения заготовки через ванну
составляет 1—5 м/мин, что при длине ванны 10 м
обеспечивает продолжительность вулканизации соот-
ветственно 10—2 мин. Вулканизованное изделие
через отклоняющие и протягивающие ролики на-
правляют в установку 4, где с помощью враща-
ющихся щеток его очищают от налипших частиц
теплоносителя, а затем охлаждают, обдувая холод-
ным воздухом. После раскроя вулканизованных за-
56
готовок на отрезки необходимой длины их отправ-
вляют в приемник готовой продукции 6.
Отработанный воздух из вулканизатора 3 отби-
рается вентилятором 7, производительность кото-
рого несколько выше, чем у газодувки, что исклю-
чает выброс горячего воздуха в помещение цеха.
Для уменьшения теплопотерь в окружающую среду
ванна, решетка, пространства под решеткой и под
ванной заключены в кожух, покрытый теплоизоля-
ционным материалом.
Производительность установки достигает 45—
50 кг/ч при производстве губчатых профилированных
изделий и 150—170 кг/ч при выпуске монолитных
профилированных изделий.
3.5.3. ВУЛКАНИЗАЦИЯ С ПОДОГРЕВОМ В ПОЛЕ
ТОКОВ СВЕРХВЫСОКОЙ ЧАСТОТЫ
При всех известных методах непрерывной вул-
канизации профильных изделий в среде различных
теплоносителей заготовки, особенно крупногабарит-
ные, вследствие плохой теплопроводности резиновой
смеси прогреваются неравномерно, при этом значи-
тельная часть тепла теряется в окружающую среду.
Нагрев заготовки в поле токов СВЧ позволяет в зна-
чительной степени устранить эти недостатки: более
быстро прогреть материал во всем объеме, снизить
потери тепла и упростить регулирование температур-
ного режима процесса.
Наиболее рационально применять нагрев в поле
токов высокой частотй для предварительного про-
грева заготовок с последующей их вулканизацией
в среде любого теплоносителя (воздуха, пара
и т. п.).
Схема поточной линии непрерывного изготовле-
ния шприцованных профилей с предварительным
прогревом заготовки в поле токов СВЧ показана на
рис. 40.
Профилированная заготовка, выходящая из чер-
вячной машины 1 холодного питания, отборочным
транспортером 2 непрерывно подается в два после-
довательно расположенных волновода 3. Внутри
волноводов заготовка перемещается со скоростью
1,5—4,5 м/мин транспортерной лентой из стеклян-
ного волокна с фторопластовым защитным покры-
тием; при необходимости можно менять положение
ленты относительно энергетического центра волно-
вода.
Волноводы питаются от генераторов токов СВЧ,
работающих на частоте 2450 МГц. Установка снаб-
жена экранами для защиты работающих от воздей-
ствия полей СВЧ и фильтрами для гашения радио-
помех. Кроме того, предусмотрены блокирующие
устройства, предотвращающие включение электро-
энергии при открытых волноводах или при отсут-
ствии в них резиновой заготовки.
Нагретая до температуры вулканизации заготовка
поступает в вулканизатор 4 туннельного типа, внутри
которого расположена транспортерная лента, дви-
гающаяся с такой же скоростью, как и транспортеры
волноводов. Необходимый температурный режим
в вулканизаторе поддерживается путем циркуляции
горячего воздуха, подогреваемого в электрокалори-
фере до температуры около 200 °C. Для уменьшения
теплопотерь стенки вулканизатора защищены тепло-
изоляционным материалом.
Вулканизованный профиль охлаждается на отбо-
рочно-охладительном устройстве 5, а затем раз-
резается на станке 6 на отрезки заданной длины.
Применение установок с использованием токов
СВЧ дает заметный экономический эффект (по срав-
нению с вулканизацией в псевдоожиженном слое,
в расплаве солей или в среде других теплоносителей)
при производстве профилей сечением более 20 мм.
Поэтому большинство таких линий вулканизации
рассчитано на изготовление профилей сечением 30 X
X 30 мм.
3.6. ПРОИЗВОДСТВО ФОРМОВЫХ ИЗДЕЛИЙ
Производство формовых резиновых техниче-
ских изделий относится к наиболее массовому. В ас-
сортименте таких изделий насчитывается несколько
десятков тысяч наименований. Это различные детали
диаметром 20—50 мм, в основном уплотнители, часто
армированные металлическим каркасом.
Процесс производства формовых изделий вклю-
чает следующие операции: изготовление заготовок
из шприцованной или каландрованной резиновой
смеси, их сборку, формование и вулканизацию.
Формование и вулканизацию, как правило, ста-
раются совместить, что достигается применением
обогреваемых металлических пресс-форм (горячее
формование). При холодном формовании запрес-
совку заготовок производят в необогреваемые пресс-
формы, которые затем передаются в вулканизаторы.
Схемы получения формовых изделий различными
способами показаны на рис. 41, а, б.
При получении формовых изделий прессованием
(рис. 41, а) заготовки в виде трубки (для мелких
кольцеобразных деталей), шнура (для более крупных
деталей) или другого профиля шприцуют в червяч-
8 Мухутдинов и др.
ной машине 1 холодного питания с вакуум-отсосом,
а затем на станке 2 автоматически разрезают на
отрезки определенной длины. Основными частями
станка являются дисковый нож 4 и каретка 3, совер-
шающая возвратно-поступательное движение. На-
резанные заготовки падают в приемный бункер 5,
откуда их периодически выгружают и направляют
на вулканизацию в пресс 6,
Для вулканизации используют в основном двух-
и четырехэтажные прессы с паровым (или электри-
ческим) обогревом. Современные прессы выпускают
с автоматическим управлением процессом вулкани-
зации, они оснащены механизмами, облегчающими
загрузку пресса формами, их выдвижение и пере-
зарядку. На схеме представлен двухэтажный пресс
с двумя столами для перезарядки пресс-форм ниж-
него и верхнего этажей. Перемещение подвижных
нижних половин пресс-форм производится гидро-
цилиндрами 7. Верхние половины пресс-форм
неподвижно закреплены на обогреваемых плитах
пресса. В настоящее время выпускают более совер-
шенные перезарядчики, которые не только выдви-
57
Рис. 41. Схемы производства формовых резиновых технических изделий прессованием (а) и литьем под давлением (б):
1 _ червячная машина; 2 — станок для резки заготовок; 3 — каретка; 4 — дисковый нож; 5 — приемный бункер; 6 — двухэтажный вулканизационный, пресс; 7 — гидроцилиндры перезаряд-
чиков; 8 — станок для удаления выпрессовок; 9 — плунжер; 10 — червяк; 11 — сопло; 12 — литьевой канал; 13 — пресс-форма; 14 — гидравлический привод для |размыкания и смыкания
пресс-форм; 15 — ковшовый элеватор; 16 — загрузочный шлюз; 17 — движущаяся лента; 18 — сопло для холодного воздуха; 19 — дробемет; 20 — вибросито; 21 — элеватор для дроби; 22 —
бункер для облоя; 23 — разгрузочный шлюз.
гают пресс-форму, но и автоматически открывают ее
и выталкивают готовые изделия из гнезд. Четырех-
этажные прессы могут комплектоваться перезаряд-
чиками для обслуживания пресса с двух сторон.
Заключительной операцией при производстве
формовых изделий является удаление выпрессовок,
заусенцев, чистовая обработка поверхностей. Вслед-
ствие многообразия выпускаемых изделий эти опе-
рации трудно механизировать или автоматизиро-
вать, и поэтому часто их приходится выполнять вруч-
ную. Для обработки резиновых манжет, резино-
металлических уплотнителей и некоторых других
деталей эффективны станки 8 для обрезки выпрессо-
вок (заусенцев), работающие по принципу токарного
станка.
В последние годы широкое распространение при
производстве формовых резиновых технических из-
делий и обуви получил метод литья под давлением,
в котором процессы формования и вулканизации
совмещены.
Изготовление деталей является циклическим про-
цессом и включает загрузку резиновой смеси в ци-
линдр литьевой машины, ее нагревание и пластика-
цию, впрыск в обогреваемую пресс-форму, вулкани-
зацию и выгрузку готовых деталей. Литьевые ма-
шины могут существенно различаться между собой
по конструкции, (горизонтальные, вертикальные),
по способу создания усилия на материал (плунжер-
ные, шнековые, шнек-плунжерные).
На схеме (рис. 41, б) представлена горизонталь-
ная литьевая машина дпнек-плунжер кого типа (ЦСИ,
ЧССР). Основными частями инжекционного меха-
низма такой литьевой машины являются плунжер 9
и червяк 10 способные перемещаться по горизон-
тальной оси при движении плунжера. В начале цикла
червяк находится в крайнем правом положении,
инжекционный механизм разобщен с пресс-формой
и клапан литьевого сопла 11 закрыт. Резиновая смесь
через загрузочную воронку поступает в цилиндр,
захватывается вращающимся червяком и переме-
щается в сторону сопла. При отношении длины чер-
вяка к его диаметру 8—12 смесь хорошо пластици-
руется, разогревается и гомогенизируется. По мере
накопления смеси в передней части цилиндра по-
вышается давление резиновой смеси на червяк;
смесь уплотняется, а червяк начинает отодвигаться
влево. Когда объем материала в передней части
цилиндра достигнет заданного, равного дозе впрыска,
инжекционный механизм с помощью специального
гидроцилиндра станет перемещаться вправо, до со-
прикосновения сопла 11 с литьевым каналом 12
формы. В момент прижатия сопла к литьевому ка-
налу автоматически открывается клапан сопла,
и червяк передвигается вправо под действием плун-
жера 9, впрыскивая резиновую смесь в нагретую
до необходимой температуры многогнездную пресс-
форму 13.
После окончания впрыска клапан сопла закры-
вается, и через некоторое время, достаточное для
подвулканизации резиновой смеси в литьевом канале
с целью образования «пробки», инжекционный меха-
низм отводится в исходное положение. Температура
материала в области червяка и в формах поддержи-
вается автоматически. После окончания вулканиза-
ции с помощью гидравлического привода 14 пресс-
форма размыкается, и готовые изделия выгружаются;
при необходимости проводится очистка форм и лить-
евых каналов. Затем пресс-формы смыкаются, и цикл
литья под давлением повторяется.
Поскольку продолжительность вулканизации
в 6—12 раз превышает длительность впрыска, для
повышения КПД инжекционного механизма при-
меняют многопозиционные литьевые машины, в ко-
торых предусматривается несколько формодержа-
телей. Оборудование для литья резиновых смесей
под давлением значительно сложнее и дороже, чем
используемое при обычном прессовании, однако оно
нашло более широкое применение благодаря резкому
сокращению продолжительности вулканизации
смеси, улучшению качества изделий и уменьшению
брака, значительному снижению расхода выпрессо-
вок, высокой механизации и автоматизации про-
цесса.
При изготовлении резиновых технических изде-
лий литьем под давлением заключительная отделка
(удаление облоя) крупных деталей обычно произ-
водится вручную. Для более мелких деталей (осо-
бенно если они имеют сложную конфигурацию)
с применением замораживания * наиболее распро-
странены дробеметные установки НВУД-2, работа-
ющие в комплексе с генератором холода (на схеме не
показан).
Вулканизованные изделия ковшовым элеватором
через внешнюю крышку засыпают в загрузочный
шлюз 16. При заполнении шлюза и закрытии внеш-
ней крышки открывается внутренняя крышка шлюза,
и изделия выгружаются на движущуюся ленту /7,
доставляющую их в зону обработки, где они непре-
рывно перемешиваются и обдуваются через сопло 18
холодным (от —80 до —130 °C) воздухом, подава-
емым холодильной установкой. Через несколько
минут, т. е. после охлаждения материала до темпе-
ратуры ниже температуры хрупкости, включается
дробемет 19. В зоне обработки замороженный облой
при попадании в него дроби отламывается от деталей.
В зависимости от прочности резины, толщины вы-
прессовок, формы изделий и других факторов про-
должительность обработки дробью (диаметром 0,5—
0,8 мм) варьируется от 1,5 до 3,5 мин.
Обломки резины и дробь свободно просыпаются
сквозь перемешиваемые детали и ленту и попадают
на вибросито 20. Дробь, прошедшая через сетку
вибросита, элеватором 21 вновь подается в дробе-
метную установку, а облой ссыпается в бункер 22.
После останова дробеметной установки ворошение
изделий продолжают еще некоторое время для луч-
шего отделения дроби и облоя. Затем ленте дается
обратный ход, и изделия ссыпаются в разгрузочный
шлюз 23. Готовые изделия можно выгружать одно-
временно с началом нового цикла работы установки.
В настоящее время разрабатываются новые, более
современные, поточные линии производства формо-
вых изделий, включающие все стадии от разогрева
резиновых смесей до удаления выпрессовок методом
замораживания.
* Этот способ удаления облоя и заусенцев может быть при-
меним и для обработки деталей, вулканизованных в прессах,
важно только, чтобы толщина заусенцев была меньше минималь-
ной толщины изделия.
59
3.7. ОБКЛАДКА МЕТАЛЛИЧЕСКИХ ВАЛОВ РЕЗИНОЙ
Обрезиненные металлические валы применяют
для комплектации оборудования целлюлозно-бумаж-
ной промышленности. Валы вращаются с линейной
скоростью до 450 м/мин. В зависимости от размера
вала толщина резиновой обкладки может составлять
7—40 мм, а нагрузка на 1 см длины вала 50—1000Н.
Обрезиненные валы эксплуатируют при тем-
пературах, не превышающих 70 °C.
Технологический процесс обкладки валов рези-
новой смесью включает следующие основные стадии:
1) подготовку поверхности металлического вала;
2) выпуск каландрованных листов из эбонито-
вой и резиновой смесей; обрезинивание и бинтовку
валов;
3) вулканизацию, разбинтовку и шлифовку
резиновой обкладки; контроль качества.
В отдельных случаях технологические процессы
обкладки валов резиновой смесью могут различаться
по способу подготовки поверхности валов (напри-
мер, латунирование, обезжиривание), либо по спо-
собу наложения резиновой обкладки (спиральное
наложение горячих шприцованных лент, послойное
наложение каландрованных лент).
Типовая схема изготовления обрезиненных тя-
желых валов приведена на рис. 42.
Тяжелый металлический вал 1 с помощью транс-
портной системы 2 устанавливается на токарный ста-
нок 3. На станке производят проверку правильности
центровки и очистку поверхности от смазки и ржав-
чины. Затем на поверхности вала устройством 4
нарезают спиральную линию глубиной 1,5 мм и ша-
гом винта 2 мм, что способствует повышению проч-
ности крепления резиновой обкладки к металлу
вследствие увеличения площади контакта между
ними и затекания эбонитовой смеси в углубление.
После нанесения винтовой линии вал взвешивают,
а затем с помощью транспортных средств устанавли-
вают на люнеты 5 рядом с рабочим столом 6. Поверх-
ность вала промывают бензином и после сушки не-
сколько раз промазывают клеем; первой и второй
слои клея просушивают в течение 15 мин, а третий —
60 мин для более полного удаления паров раствори-
теля через вытяжную вентиляцию 10. Затем на по-
верхность вала производится наложение хлопча-
тобумажной пряжи с шагом 150 мм. Пряжа
предназначена для удаления газов, накапливаю-
щихся при вулканизации между поверхностью ме-
талла и эбонитовой прослойкой. На подготовленную
поверхность вала по всей длине накладывают не-
сколько слоев каландрованной эбонитовой смеси
в виде ленты, которые затем стыкуют внахлест и
прикатывают. Общая толщина эбонитовой прослойки
в зависимости от размера вала может составлять
1,5—6,0 мм. Затем на эбонитовую прослойку по
всей длине вала накладывают каландрованные ленты
обкладочной резиновой смеси. Рулоны 7 каландро-
ванных лент устанавливают на раскаточной стойке 9.
Места вздутий прокалывают шилом и проводят
дополнительную прикатку. Обкладка выполняется
с припуском на обточку резины по диаметру вала
6—8 мм, а по торцам — 5 мм.
По окончании наложения каландрованных . лент
вал транспортной системой подается на станок 11
для обмотки его текстильными бинтами шириной
ПО—160 мм с помощью устройства 12, способного
перемещаться вдоль вала. Бинтовку производят
Рис. 42. Схема обкладки металлических тяжелых валов резиной:
1 — металлический вал; 2 — транспортная система; 3 — токарный станок; 4 — устройство для нанесения нарезки на вал; 5 — люнеты;
6 — рабочий стол; 7 — рулон с каландрованной лентой резиновой смеси; 8 — валик для прокладочной ткани; 9 — раскаточная стойка;
10 — вытяжная вентиляция; 11, 12 — станок и устройство для бинтования рукава; 13 — тележка с люнетом; 14 — автоклав; 15 — пово-
док; 16 — вал; 17 — привод вала.
60
от середины вала к торцам в 3—6 слоев. Забинто-
ванный вал устанавливают на тележку 13 с люне-
тами, на которые опираются шейки вала, и по рель-
сам подают в автоклав 14 на вулканизацию. Для
предотвращения провисания обкладки под действием
собственного веса вал периодически поворачивают
в процессе вулканизации. Шейка вала с помощью
поводка 15 и вала 16 соединена с приводом 17 для
поворота вала. Обкладку большого вала вулкани-
зуют в среде насыщенного пара с давлением 3 МПа
в течение 18—20 ч. По окончании вулканизации вал
охлаждают, разбинтовывают и подают на обточку
и шлифовку.
3.8. ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ ЛАТЕКСА
Натуральный и синтетические латексы широко
применяют в производстве пенорезины, эластичных
нитей и тонкостенных изделий (метеорологические
радиозондовые оболочки, хирургические, диэлектри-
ческие и маслобензостойкие перчатки, медицинские
изделия и др.). Применение латексов позволяет
изготавливать изделия высокого качества по неслож-
ной технологии с высокой степенью механизации
и автоматизации производственных процессов. Тех-
нологическая схема получения большинства латекс-
ных изделий состоит из следующих стадий: 1) при-
готовления латексной смеси; 2) получения полуфаб-
рикатов требуемой формы путем гелеобразования;
3) уплотнения геля; 4) сушки изделий; 5) вулканиза-
ции изделий.
3.8.1. ПРИГОТОВЛЕНИЕ ЛАТЕКСНОЙ СМЕСИ
Латексные смеси, применяемые в производстве
изделий, должны быть гомогенными и не содержать
кусочков коагулюма, Посторонних включений и пу-
зырьков воздуха. Поэтому их получают путем вве-
дения в латекс, содержащий 60—70% (масс.) сухого
остатка, ингредиентов, предварительно приготовлен-
ных в виде водных дисперсий, эмульсий или раство-
ров. Тип латекса и состав смеси на его основе опре-
деляются требованиями, предъявляемыми к гото-
вым изделиям.
Латексную смесь приготавливают в аппаратах
с мешалками, внутренняя поверхность которых по-
крыта эмалью или другим антикоррозийным мате-
риалом; частота вращения мешалки составляет 30—
40 об/мин. Вначале при непрерывном перемешивании
в латекс вводят стабилизаторы (мыла, казеин и др.),
затем серу и ускорители вулканизации, антиокси-
данты (неозон Д, ДФФД и др.), наполнители (као-
лин, литопон, мел, диоксид титана, белые сажи)
и пластификаторы (минеральные и парафиновые
масла, стеариновую кислоту). В последнюю очередь
в смесь вводят оксид цинка. Продолжительность
приготовления смеси составляет 30—60 мин. Гото-
вую смесь иногда подвергают вызреванию при 20—
60 °C и медленном перемешивании в течение 6—24 ч.
В процессе вызревания повышается однородность
смеси и улучшаются ее технологические свойства.
3.8.2. ИЗГОТОВЛЕНИЕ ГУБЧАТЫХ ИЗДЕЛИЙ
Губчатые изделия из латекса находят широкое
применение при изготовлении сидений для различ-
ных типов автомобилей, автобусов и других видов
транспорта, в производстве мебели, прокладок, амор-
тизаторов, тепло- и звукоизолирующих материалов.
Несмотря на относительно высокую стоимость по
сравнению с пенополиуретаном и другими пено-
материалами из полимеров, пенорезина на основе
латексов благодаря высокой эластичности, долго-
вечности и хорошим амортизационным свойствам
выпускается в значительных количествах.
Исходными материалами для производства пено-
резины служат натуральный и синтетический ла-
тексы с содержанием сухого вещества 60—70%
(масс.), низким поверхностным натяжением (35—
40 мН/м) и вязкостью полимерной составляющей
по Муни, равной 140—160. Такие латексы обладают
хорошими технологическими свойствами и обеспе-
чивают получение изделий высокого качества.
При изготовлении смесей на основе синтетиче-
ского и натурального латексов улучшаются их техно-
логические свойства, а также повышаются твердость
и сопротивление пенорезин старению.
Из синтетических латексов наибольшее примене-
ние находят бутадиен-стирольные. Для производства
пенорезины в отечественной резиновой промышлен-
ности широко используют латекс СКС-2.
Пенорезины со специфическими свойствами изго-
товляют на основе латексов специального назначе-
ния. Например, маслостойкие пенорезины получают
из бутадиен-нитрильного и изопрен-нитрильного
латексов, негорючие пенорезины — из полихлоро-
преновых латексов.
Наиболее распространенным в производстве изде-
лий из латексной губки является способ, разработан-
ный фирмой «Данлоп».
По этому способу латексную смесь в зависимости
от твердости готового изделия механически вспени-
вают до кратности пены *, равной 4—9, добавляют
в нее желатинирующий агент (кремнефтористый
натрий, вулкафор EFA), заливают в форму или на
транспортер, желатинируют и вулканизуют. Способ
«Данлопа» используют в отечественной резиновой
промышленности. Схема технологического процесса
получения пенорезины по данному способу при-
ведена на рис. 43. Латексная смесь приготовляется
в реакторе 1 с эмалированной поверхностью емко-
стью 6300 л. После вызревания в течение 4—24 ч
при 18—25 °C и непрерывном перемешивании смесь
самотеком поступает в фильтр 2 для очистки от твер-
дых включений и оттуда дозировочным насосом 3
подается во вспенивающую головку 4 непрерывного
вспенивателя 9. Воздух для вспенивания смеси по-
ступает через ротаметр. Частота вращения ротора
вспенивающей головки в зависимости от требуемой
кратности пены "регулируется [в ^пределах 100—
400 об/мин.
* Кратностью пены называется соотношение объемов вспе-
ненного и жидкого латексов.
61
Рис. 43. Схема производства пенорезины:
1 — реактор с мешалкой; 2 — фильтр; 3, 8 — дозировочные насосы; 4 — вспенивающая головка; 5 — смеситель; 6 — реактор для приготовления желатинизирующего агента; 7 — емкость;
9 — непрерывный вспениватель; 10 — форма для заливки пены; 11 — тележка; 12 — туннельный вулканизатор; 13 — транспортер; 14 — агрегат для промывки и отжима пенорезины;
15, 16 — промывные и отжимные валки; 17 — коллекторы; 18, 19 — сетчатый и пластинчатый транспортеры; 20 — сушильная камера.
Вспененная смесь поступает в смеситель 5, куда
одновременно дозировочным насосом 8 подается ком-
бинированный желатинирующий агент, пригото-
вляемый в реакторе 6.
После смешения с желатинирующим агентом ла-
тексная пена по гибкому шлангу поступает в подо-
гретые до 50—80 °C и смазанные силиконовой смаз-
кой формы 10, установленные на непрерывно движу-
щихся по замкнутому кругу тележках 11.
Формы заполняют пеной методами открытого или
закрытого формования. Затем они на тележках по-
ступают в туннельный вулканизатор 12 непрерыв-
ного действия. Вулканизатор состоит из зон: жела-
тинизации (100—130 °C), вулканизации (120—
170 °C), охлаждения (50—80 °C) и открытого уча-
стка. Продолжительность желатинизации смеси со-
ставляет 25—30 мин, вулканизации — 45—65 мин.
Общая продолжительность цикла 75—105 мин, она
регулируется скоростью движения тележек с фор-
мами (0,435—1,340 м/мин). Формы обогреваются
горячим воздухом. Длина конвейера из тележек,
движущихся по замкнутому кругу через зоны вулка-
низатора, составляет около 80 м. Производитель-
ность вулканизатора 170—190 кг пенорезины
в ч.
Желатинизацию и вулканизацию изделий про-
водят в среде пара, что позволяет увеличить произ-
водительность оборудования на 25—40% и улучшить
качество пенорезины благодаря равномерному и бы-
строму прогреву смеси.
После выхода из вулканизатора форма откры-
вается, пенорезина вынимается и подается на транс-
портер 13 для частичной обрезки выпрессовок, а за-
тем на агрегат 14 для промывки и отжима. Агрегат
состоит из сетчатого транспортера 18 шириной
1300 мм (скорость движения транспортера 0,3—
1,2 м/мин), восьми пар промывных валков 15 и пяти
пар отжимных валков 16, каждый диаметром 330 мм.
Поверхность валков покрыта эбонитом толщиной
15—20 мм. При прохождении под промывными вал-
ками изделия орошаются водой с температурой 30 +
+ 10 °C {при помощи коллекторов 17. В процессе
промывки из изделия удаляются мыло и другие
водорастворимые компоненты комбинированного
желатинирующего агента и латексной смеси. После
промывки изделия подаются под отжимные валки,
степень сжатия которых достигает 80%. Влажность
отжатых изделий составляет 30—50%. Затем губча-
тые изделия подаются на пластинчатый транспортер
19 сушильной камеры 20. Сушка изделий в сушиль-
ной камере осуществляется циркуляцией горячего
воздуха и токами высокой частоты, подаваемыми из
двух генераторов типа ЛД1-40. Температура в су-
шильной камере 120—130 °C. Продолжительность
сушки пенорезины зависит от толщины изделия и
регулируется скоростью движения транспортера, из-
меняющейся в пределах 0,06—0,60 м/мин. Влаж-
ность пенорезины после сушки не должна превы-
шать 5%.
Высушенные изделия поступают на участок от-
делки и разбраковки. Изделия, имеющие механи-
ческие повреждения и дефекты, подвергаются ре-
монту. Для этого на поврежденное место наносят
латексную пену, затем ее разравнивают и подсуши-
вают при 25—40 °C в течение не менее 8 ч.
3.8.3. ИЗГОТОВЛЕНИЕ ЭЛАСТИЧНЫХ
РЕЗИНОВЫХ НИТЕЙ
Резиновые нити находят широкое применение
в производстве трикотажных и галантерейных изде-
лий массового потребления. Качество этих изделий
во многом зависит от свойств резиновых нитей, по-
этому улучшению их свойств и созданию новых
прогрессивных способов производства придается
большое значение.
Известны три способа получения эластичных
резиновых нитей:
1) нарезание нитей из резиновых пластин;
2) выдавливание клеевой смеси через фильеры;
3) выдавливание латексной смеси через фильеры.
Для получения нитей способом резания резино-
вую смесь каландруют на пятивалковых каландрах,
затем каландрованный лист вулканизуют, закаты-
вают в рулоны и на специальных станках разрезают
в поперечном направлении или по винтовой линии
при вращении рулона. Данный способ имеет ряд
недостатков: неоднородность свойств получаемых
нитей, неравномерность нитей по сечению и толщине.
Вследствие этого резаные нити в настоящее время
выпускают в ограниченном количестве.
Производство нитей на основе клеев включает
следующие операции: приготовление резиновой смеси
из НК, получение клея из этой смеси путем растворе-
ния в бензине, выдавливание нитей через фильеры,
удаление растворителя и вулканизацию. Изготовле-
ние нитей из клеев относится к вредным пожаро-
и взрывоопасным производствам. Кроме того, тре-
буется применение различного вида оборудования:
вальцов, резиносмесителей, клеемешалок. Готовые
нити неоднородны по составу вследствие трудности
равномерного распределения ингредиентов в исход-
ной резиновой смеси. Поэтому этот способ получения
нитей не нашел широкого распространения.
Наиболее прогрессивным способом является
производство эластичных нитей из латекса. На-
ряду с высоким качеством получаемых нитей, дан-
ный способ характеризуется: малыми металлоем-
костью и энергоемкостью оборудования; кроме того,
применение его позволяет улучшить условия труда.
Эластичные нити из латекса выпускают диа-
метром 0,2; 0,22; 0,25; 0,3; 0,6 и 0,7 мм с прочностью
при растяжении не менее 2,2 МПа и относительным
удлинением около 550%. Для получения нитей
применяют латексную смесь, которую приготавли-
вают смешением 70%-ного натурального латекса
с предварительно приготовленными эмульсиями, дис-
персиями и растворами ингредиентов и веществ,
вводимых в смесь для вулканизации каучука, ста-
билизации смеси и придания нити необходимых
свойств. В емкость для приготовления смеси отдель-
ные компоненты подаются с помощью автоматических
дозаторов в определенной последовательности. Смесь
перемешивают и оставляют до ее созревания при
40 °C в течение определенного времени.
Затем полученную смесь охлаждают до 20 °C
и при перемешивании в нее вводят дисперсию вулка-
низующей группы. После анализа смеси на содер-
жание сухого остатка, определения ее вязкости
и фильтруемости смесь при соответствии этих пока-
зателей установленным нормам передавливают в ем-
кости питания. В емкостях питания смесь охлаж_
63
Рис. 44. Схема производства эластичных резиновых нитей:
1 емкость питания; 2 — фильтры; 3 — стеклянный цилиндр; 4 — ковшики питания; 5 — весы; 6 — коллекторы; 7 — резиновые трубки; 8 — стеклянные фильеры; 9 —- ванна с ко-
агулирующим раствором; 10, 11 — вытягивающие валки; 12, 14 — 16, 18, 19 — направляющие валки; 13, 17 — промывные ванны; 20 — нарезной разделительный валик; 21 — транс-
портер; 22 — камера сушки и вулканизации; 23 — талькирующее устройство; 24, 25 — направляющие валки; 26 — катушки; 27 — нитесборник; 28 — коробка.
дается до 12 °C и при работающей мешалке подвер-
гается дегазации под вакуумом 9,2—9,4 кПа в тече-
ние 18—20 ч. По окончании дегазации температуру
смеси повышают до 20 °C.
Технологическая схема получения эластичных
нитей из дегазированной латексной смеси приведена
на рис. 44.
Из емкости питания 1 смесь под давлением сжа-
того воздуха (0,05 МПа) проходит через группу кап-
роновых фильтров 2 (одна сетка имеет около 6000
и две сетки около 1860 отверстий на 1 см2 площади)
и поступает в стеклянный цилиндр 3, предназначен-
ный для удаления из смеси остатков воздуха и газов.
Затем смесь по гибким рукавам подается в ковшики
питания 4, подвешенные к весам 5 установки для
поддержания постоянного гидростатического на-
пора смеси в коллекторах 6. Из ковшиков смесь
самотеком поступает в коллекторы, соединенные с по-
мощью резиновых трубок 7 со стеклянными филь-
ерами 8. Формующая часть фильеры погружена
в ванну 9 с коагулирующим раствором (24—25 %-ный
водный раствор уксусной кислоты). Для выпуска
нитей разной толщины выбирают фильеры соответ-
ствующих диаметров.
Латексная смесь под гидростатическим напором,
обусловленным разностью уровней смеси в ковшике
и в ванне, выдавливается в коагулирующий раствор
и превращается в гель. Скорость выдавливания за-
висит от толщины нитей и может изменяться от 8
до 12,5 м/с. Температура в ванне поддерживается
равной 21 ± 2 °C за счет циркуляции воды в ру-
башке. Полученный в квиде нитей гель имеет проч-
ность, достаточную для протягивания его через гре-
бенку и вытягивающие валки 10 и И. После вытяги-
вающих валков нити с помощью направляющих 12—
16, 18 и 19 проходят через промывные ванны 13
и 17. Температура воды, поступающей в ванны
противотоком, равна 55 °C. После промывки нити
пропускаются под нарезной разделительный валик 20
и по транспортеру 21 из асбестовой ткани, пропитан-
ной термостойкими смолами, направляются в ка-
меру 22 сушки и вулканизации. Камера разделена
на несколько зон с автономным регулированием
температуры и направления потока воздуха. Нити
последовательно проходят все зоны сушки и вулка-
низации, температура в которых в зависимости от
диаметра нитей составляет 92—130 °C. Вулканизация
нитей происходит в основном за счет передачи тепла
от поверхности нагретого транспортера.
По выходе из камеры нити пропускают через слой
талька (устройство 23) и подают на намоточную
машину. Нити диаметром 0,20, 0,25 и 0,30 мм вы-
пускают одиночно намотанными равномерным слоем
на катушки. Нити диаметром 0,6 и 0,7 мм выпускают
как одиночно намотанными на катушки, так и в виде
лент. В первом случае одиночные нити направляют
на валки 24 и 25 и через соответствующие ните-
водители наматывают на катушки 26. Сборка нитей
в ленту производится с помощью специального
устройства 27. При этом между нитями достигается
прочность связи, обуславливающая целостность
ленты при технологических операциях. Затем лента
поступает на транспортер намоточной машины и укла-
дывается в картонные коробки 28.
ГЛАВА 4
ПРОИЗВОДСТВО РЕЗИНОВОЙ ОБУВИ
Резиновую обувь выпускают технического, бы-
тового и спортивного назначения. Изготавливают
такую обувь различными способами. Общими для
всех этих способов являются подготовительные про-
цессы:
1) приготовление резиновых смесей;
2) профилирование смесей на каландрах и шприц-
машинах;
3) обрезинивание тканей на каландрах и про-
мазка их клеем на клеепромазочных машинах;
4) приготовление клеев и обувного лака;
5) изготовление текстильных, резинотканевых и
резиновых деталей, а также текстильного верха
обуви.
Для приготовления и профилирования резино-
вых смесей, обрезинивания и промазки клеем тка-
ней, а также приготовления резиновых клеев при-
меняют оборудование, используемое в производстве
шин и резиновых технических изделий. Эти про-
цессы описаны в гл. 1 настоящего альбома.
4.1. ПОДГОТОВКА МАТЕРИАЛОВ И ДЕТАЛЕЙ ОБУВИ
4.1.1. ПРИГОТОВЛЕНИЕ ОБУВНОГО ЛАКА
Лак, наносимый на поверхность резиновых сапо-
жек, галош и ботиков, предназначен для придания
обуви красивого внешнего вида и облегчения ухода
за ней.
Для лакирования обуви черного цвета применяют
масляный лак и лак на основе окисленного натрий-
бутадиенового каучука.
Масляный лак представляет собой раствор льня-
ного масла, эфира канифоли, индулина и неболь-
шого количества серы в уайт-спирите. Льняное
масло с целью обеспечения быстрого высыхания
лака с образованием блестящей эластичной пленки
окисляют кислородом воздуха. Для этого масло
сначала нагревают в автоклаве до 140—170 °C,
а затем через него в течение 8—10 ч пропускают сжа-
тый воздух. Эфир канифоли, вводимый в лак, слу-
жит для увеличения твердости лаковой пленки.
Но перед смешением его подвергают дополнитель-
ной обработке: в расплав эфира вводят 18% (масс.)
индулина и смесь тщательно перемешивают. После
застывания ее легко разбивают,на куски.
Предварительно обработанные льняное масло и
эфир канифоли загружают в автоклав, снабженный
мешалкой и рубашкой для обогрева. После чего
в автоклав вводят серу и уайт-спирит. Лак приго-
тавливают при 120—165 °C в течение 4—6 ч. Го-
товый лак после остывания до 80—90 °C фильтруют
через ткань на центрифуге и подают в отстойник
для вызревания в течение 8—10 сут.
Лак на основе натрийбутадиенового каучука
приготавливают следующим образом. Каучук рас-
творяют в уайт-спирите до получения раствора 10—
11%-ной концентрации. Затем раствор перекачи-
вают в реактор, где при 120—125 °C через него в те-
66
чение 14—17 ч пропускают сжатый воздух. Степень
окисления каучука определяют по изменению вяз-
кости раствора. Далее раствор подают в автоклав
с мешалкой и рубашкой и подогревают до 100—
120 °C. Затем в автоклав вводят смесь 5% (масс.)
эфира канифоли с индулином, предварительно рас-
творенную в небольшом количестве раствора окис-
ленного каучука. Готовый лак перекачивают в от-
стойник для вызревания в течение 20 ч.
Перспективными являются обувные лаки, полу-
чаемые растворением алкидных смол и хайпалона
в соответствующих легколетучих растворителях.
4.1.2. ИЗГОТОВЛЕНИЕ ТЕКСТИЛЬНЫХ
и резинотканевых деталей обуви
Заготовка деталей для резиновой обуви из тек-
стильных и резинотканевых материалов произво-
дится ленточными ножами, на вырубных прессах и
поточных линиях.
Детали для резиновой обуви на поточных линиях
получают следующим образом. Ткань с раскаточ-
ного устройства подают в зазор между нижним и
средним валками трехвалкового каландра и после
обрезинивания с одной стороны направляют на
опорный транспортер вырубного пресса. К верхней
плите вырубного пресса прикреплен многосекцион-
ный нож, который позволяет вырубать детали одно-
временно по всей ширине раскраиваемого материала.
Вырубленные детали с опорного транспортера сбра-
сываются в короб, в котором они подаются на уча-
сток сборки обуви. Остаток полотна закатывают
в рулоны и подают на рифленые фрикционные вальцы
для измельчения текстиля. Измельченную крошку
обрабатывают на гладких вальцах с целью гомо-
генизации смеси. Затем ее добавляют в определен-
ных соотношениях в основные смеси, из которых
потом изготавливают внутренние детали обуви.
4.1.3. ИЗГОТОВЛЕНИЕ РЕЗИНОВЫХ
ДЕТАЛЕЙ ОБУВИ
Облицовочные детали резиновой обуви (перед-
ковая резина, голенище и др.) изготавливают на
поточно-механизированных линиях с применением
каландров, позволяющих проводить объемное про-
филирование резиновой смеси. Объемное профили-
рование дает возможность получать разнотолщин-
ные детали, а следовательно, и исключить необхо-
димость дублирования их с узкими лентами и дру-
гими заготовками.
Схема поточной линии для выпуска деталей объ-
емным профилированием приведена на рис. 45.
Резиновая смесь с подогревательных вальцов
подается на пятивалковый каландр 1 с валками раз-
мером 200x600 мм и каландруется со скоростью
6 м/мин. На поверхности верхнего валка 2 каландра
выгравирован профиль детали, по контуру которого
расположен нож для вырезания профилированной
детали. За один оборот валка нож вырезает не-
сколько деталей, расположенных рядом по ширине
резинового полотна. Нож в нескольких местах при-
туплен, вследствие этого детали удерживаются
в полотне. Кроме того, облегчается их выемка из
углублений выгравированных участков валка. От-
деление деталей от полотна производится с помощью
автоматического устройства 3. Остаток полотна
после отделения деталей транспортером 4 направ-
ляется на подогревательные вальцы, а детали —
на транспортер 5, состоящий из параллельно распо-
ложенных ремней. Для снижения липкости на верх-
нюю сторону деталей губчатым валиком устройства 6
наносят тонкий слой суспензии мела. Суспензия
на валик поступает из емкости 7 по распределитель-
ным трубопроводам. Избыток суспензии стекает
в сборную емкость 8 и насосом 10 снова возвращается
в емкость 7. Затем детали обдуваются горячим воз-
духом. Воздух нагревается в электрокалорифере
и равномерно подается на поверхность детали рас-
пределительными соплами 12. Высушенные детали 13
поступают на транспортер 14 и далее на сборочные
участки. Производительность агрегата составляет
до 275 пар деталей в ч.
4.1.4. ИЗГОТОВЛЕНИЕ РЕЗИНОВЫХ ПОДОШВ
ДЛЯ КЛЕЕНОЙ И ФОРМОВОЙ ОБУВИ
Подошвы для клееной обуви изготавливают на
подошворезательных станках из рифленых пластин
толщиной 3—6 мм. Пластину выпускают на четы-
рехвалковом каландре со скоростью 7—8 м/мин,
опудривают мелом с рифленой стороны и разрезают
на куски длиной 1 м. Затем заготовки укладывают
на этажерки и выдерживают в течение 3—4 ч для
более полной усадки. После вылежки подошвенную
пластину настилают рифленой стороной вверх на
резиновую подложку и шаблон станка опускают
до плотного прижатия пластины к подошве. По-
дошвы раскраивают ножом, который движется по
контуру основания шаблона. Производительность
станка достигает 14 000 пар подошв в смену.
Каблуки для клееных сапожек получают на
поточно-механизированной линии, которая вклю-
чает подогревательные и питательные вальцы, чер-
вячную машину, охладительную ванну и дозатор.
Резиновую смесь с вальцов в виде узкой ленты по-
дают в червячную машину и далее через охладитель-
Рис. 45. Схема каландрового агрегата непрерывного действия для объемного профилирования деталей клееной обуви:
1 — каландр; 2 — профилирующий валок; 3 — автоматическое устройство для выемки раскроенных деталей; 4 — транспортер для отбора
остатка полотна; 5 — транспортер для отбора деталей; 6 — устройство для нанесения на детали суспензии мела; 7 — емкость с мешалкой
для суспензии; 8 — сборная емкость; 9 — устройство для сушки деталей горячим воздухом; 10 — насос; 11 — остаток полотна; 12 — рас-
пределительное сопло; 13 — деталь; 14 — ленточный транспортер.
67
11
Рис. 46. Схема автоматической линии для выпуска подошв формовых сапог:
1, 11 — транспортеры; 2 — разогревательные вальцы; 3 — каландр; 4 — усадочно-охладительная ванна; 5 — резиновое полотно; 6 —
штанцевый нож; 7 — пресс-автомат; 8 — закроенные детали; 9 — выталкивающий ролик; 10 — остаток полотна.
ную ванну в дозатор. Затем профилированную заго-
товку резиновой смеси режут на каблучные заготов-
ки с помощью диска с торцевым ножом. Полученные
заготовки в контейнерах подают на вулканизацию.
Подошвы и каблуки для формовой обуви также
выпускают на поточных автоматических линиях.
На рис. 46 приведена схема автоматической линии
для изготовления подошв сапог, формуемых с при-
менением эластичных камер.
Каландрованная резиновая смесь из ванны 4
для охлаждения проходит между подающими роли-
ками и поступает под штанцевый нож 6 пресс-авто-
мата ударного действия. В момент вырубки движение
полотна прекращается. Вырубленные детали вытал-
кивают из полотна с помощью ролика 9 и укладывают
в стопки.
Подошвы для баскетбольных ботинок изготавли-
вают на машине, имеющей ленточный транспортер
с прикрепленными к нему штанцевыми ножами.
С двух сторон верхней ветви транспортера располо-
жены ролики. При подаче резинового полотна на
транспортер ролики прижимают полотно к поверх-
ности транспортера и штанцевые ножи вдавливаются
в резину.
Выталкивание подошвы из штанца производится
пружинным механизмом, расположенным в штан-
цах. Вырубленные подошвы направляют на участок
сборки обуви.
4.2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОБУВИ
4.2.1. ИЗГОТОВЛЕНИЕ ОБУВИ
КЛЕЕВЫМ СПОСОБОМ
Клеевым способом изготавливают галоши, са-
пожки и боты черного и других цветов, а также не-
которые виды сапог технического назначения. Сущ-
ность метода заключается в последовательном нало-
жении на колодки текстильных и резиновых де-
талей с разделением процесса на ряд операций.
Резиновая обувь таким способом изготавливается
на пульсирующих конвейерах с закрепленными ко-
лодками. Число колодок, а также длина конвейера
зависят от числа деталей обуви и операций сборки.
Около конвейера расположены: карусельные двухъ-
ярусные столы для просушки клея перед наложе-
нием подошвы на заготовку верха обуви, машины
для прижима подошв, вакуум-прикатчики собран-
ной обуви, электрические прикаточные ролики и
другие приспособления и инструменты.
В процессе работы колодки периодически пере-
двигаются конвейером. В зависимости от типа соби-
раемой обуви и продолжительности выполняемых
операций колодки остаются в неподвижном положе-
нии в течение 5—10 с; на перемещение их затрачи-
вается 1,25—2,50 с. При подходе к соответствую-
щему рабочему месту колодка устанавливается в не-
обходимом для данной операции положении.
68
Конвейер совершает полный оборот за 6—11 мин.
Производительность конвейера составляет 1000—
2200 пар обуви в смену.
По окончании сборки производится контроль
и устранение дефектов невулканизованной обуви.
Затем обувь вместе с колодкой подается на лакиро-
вание.
Широкое распространение на заводах резиновой
обуви получил комбинированный способ ее изготов-
ления, при котором вначале собирают все детали
обуви клееным способом, а предварительно под-
вулканизованную формовую подошву приклеивают
на обжимочных прессах. Этим способом изготавли-
вают теннисные туфли, баскетбольные ботинки вы-
сокого качества и женские сапожки.
4.2.2. ЛАКИРОВАНИЕ И ВУЛКАНИЗАЦИЯ
ОБУВИ
Клееную резиновую обувь, а также галоши, полу-
ченные штампованием и опрессовкой под внутрен-
ним давлением, перед вулканизацией подвергают
лакированию. Лакирование заключается в нанесе-
нии на поверхность обуви тонкого равномерного
слоя лака, который после сушки превращается в эла-
стичную и блестящую пленку. Для лакирования
обуви широкое применение нашли способ нанесе-
ния лака на поверхность обуви в электрическом
поле высокого напряжения и механизированное
макание. После лакирования резиновую обувь на-
правляют на,вулканизацию.
Технологическая схема лакирования и вулкани-
зации резиновой обуви приведена на рис. 47.
При использовании способа электролакирова-
ния (рис. 47, а) колодки с обувью со сборочного кон-
вейера подают сначала на подвески 1 цепного кон-
вейера 2, а затем в окрасочную камеру 3. Здесь
колодки проходят между распылителями 4 лака,
на которые подается высокое напряжение от высоко-
вольтного блока. Сущность этого метода состоит
в том, что в зоне лакирования между электродами,
одним из которых служит колодка обуви, а другим —
чашечные распылители, создается электрическое
поле высокого напряжения с положительным по-
тенциалом на колодке и отрицательным — на распы-
лителе. Распыленные частицы лака, заряженные
отрицательно, по силовым линиям электрического
поля направляются к положительному электроду
(колодке) и оседают на поверхности обуви. Для
облегчения равномерного нанесения лака по всей
поверхности обуви подвески в зоне лакирования
вращают. Лак на распылители подается по трубо-
проводам со станции подачи 5. Управление работой
установки осуществляется с пульта. Производи-
тельность установки достигает 2500 пар обуви
в смену.
Лакирование резиновой обуви механизированным
маканием (рис. 47, б) рроизводится в аппарате 6
непрерывного действия с подсушкой лака. Через
загрузочный люк 7 обувь с колодками навешивается
на шарнирные подвески 8. Подвески смонтированы
на поперечных стержнях, соединяющих параллель-
ные цепи конвейера. По мере движения конвейера
(скорость 3—6 м/мин) обувь погружается в ванну 9
с лаком; уровень лака в ванне поддерживается
постоянным. После извлечения обуви из ванны из-
лишки лака, стекшие с ее поверхности на поддон,
удаляются по трубопроводу; подвергнутые соответ-
ствующей обработке они возвращаются в ванну. Для
предотвращения попадания капель лака на нижние
колодки шарнирные подвески располагают в шах-
матном порядке.
Затем обувь поступает в сушильную часть ап-
парата; температура сушки 50 °C, продолжитель-
ность сушки около 6 мин. Вынутые из сушильного
аппарата колодки опускают вниз и через люк 10
снимают с конвейера. Производительность аппарата
до 750 пар обуви в ч.
Лакированная электрическим или механиче-
ским способом обувь, надетая на колодки, устана-
вливается в вагоны для подачи на вулканиза-
цию.
Вулканизацию лакированной обуви проводят
в котлах длиной 3—24 м и диаметром 1,5—2,8 м.
Вагоны с резиновой обувью по рельсам закаты-
вают в котел, который герметично закрывают крыш-
кой. Горячий воздух в котел подают с темпера-
турой 100—115 °C под давлением 0,20—0,25 МПа.
По истечении 10 мин температуру воздуха в котле
повышают до 132 °C. При сушке в воздушной среде
образуется блестящая эластичная лаковая пленка
и происходит частичная вулканизация лака. Для
окончательной вулканизации в котел подают пере-
гретый или насыщенный пар с температурой до
148 °C под давлением 0,3—0,6 МПа.
Горячий воздух или пар поступает в котел
через верхние и нижние циркуляторы, что обеспе-
Рис. 47. Схемы лакирования резиновой обуви в электрическом поле (а) и механизированным маканием (б) с последующей вул-
канизацией:
1 — подвески; 2 — цепной конвейер; 3 — окрасочная камера; 4 — чашечные распылители; 5 — станция подачи; 6 — аппарат для механи-
зированного лакирования; 7, 10 — люки для навешивания и снятия колодок; 8 — подвески; 9 — ванна с лаком; 11 — вулканизационный
котел; 12, 13 — циркуляторы.
69
чивает хорошее перемешивание теплоносителя и
равномерный обогрев по всему объему.
По окончании вулканизации обувь из котла вы-
гружают и после охлаждения направляют на уча-
сток сортировки.
4.2.3. ИЗГОТОВЛЕНИЕ ОБУВИ ФОРМОВАНИЕМ
Формовым способом изготавливают резиновые
сапоги общего и специального назначения, спортив-
ные туфли, баскетбольные ботинки и ботинки с тек-
стильным верхом. Способ формования резиновой
обуви заключается в том, что обувь собирают на
колодке, которая является сердечником пресс-
формы и предназначена для придания заготовке
окончательной формы при вулканизации.
Формовые резиновые сапоги получают двумя
способами: формованием на жестком стальном сердеч-
нике и на сердечнике с эластичной камерой. По-
следний способ более эффективен вследствие эконо-
мичности и возможности получения обуви высокого
качества.
При изготовлении сапог формованием на эластич-
ной камере текстильные детали сначала сшивают
в виде чулка на конвейере, по обеим сторонам ко-
торого расположены швейные машины. Затем чулки
подают к прессам для наложения резиновых дета-
лей, и последующего их формования и вулканиза-
ции. Пресс для формования и вулканизации сапог
имеет два сердечника, расположенные на площад-
ках рабочего стола. Наличие двух сердечников поз-
воляет повысить коэффициент использования обору-
дования: когда один из сердечников находится в прес-
се, на другом собирают заготовку обуви.
Перед сборкой сердечник с эластичной камерой
подогревают в прессе в течение 5 мин, затем его
выдвигают из пресса и поверхность эластичной ка-
меры покрывают водной суспензией талька. После
высыхания суспензии на эластичную камеру сна-
чала надевают предварительно сшитый чулок-под-
кладку из необрезиненной ткани, затем наклады-
вают резиновые голенища, полустельку и передок.
Излишки передка срезают, накладывают подошву
и каблук. По окончании сборки сердечник с заготов-
кой задвигается в пресс, и включается автомати-
ческое управление. Матрицы пресса закрываются,
а во внутрь эластичной камеры подается сжатый
воздух под давлением до 2,5 МПа. В результате
эластичная камера растягивается и формует заго-
товку по внутренней полости пресс-формы без обра-
зования выпрессовок. Вулканизацию проводят при
175—180 °C в течение 4,5 мин.
По окончании вулканизации давление в камере
снижается, пресс открывается, и вулканизованная
обувь легко снимается с сердечника. При необхо-
димости лакирование сапог производится после вул-
канизации.
4.2.4. ИЗГОТОВЛЕНИЕ ГАЛОШ ШТАМПОВКОЙ
Сущность способа штампования галош заклю-
чается в том, что текстильный каркас обуви, наде-
тый на сердечник, подвергается облицовке резино-
вой смесью путем штампования на прессе в специаль-
ных штамп-формах. Изготовление галош штампова-
нием производится следующим образом. Раскроен-
ные текстильные и резинотекстильные детали галош
70
промазывают клеем и по транспортеру подают к прес-
су для штампования. Каркас галош собирают на
сердечниках, прикрепленных к замкнутому цеп-
ному конвейеру пресса. Процесс изготовления за-
готовок облицовочной смеси происходит одновре-
менно с процессом наложения на сердечник тек-
стильных деталей смеси. Резиновая смесь с подогре-
вательных вальцов подается в камеру червячной
машины и шприцуется в виде шнура диаметром 30 мм.
Температура смеси при выходе из головки червяч-
ного пресса должна составлять 75—85 °C. Получен-
ный шнур далее поступает на дозатор, где он ре-
жется на заготовки длиной 350—500 мм и массой
215—375 г. С помощью специального механизма
заготовки перекладывают с дозатора на стол. Концы
заготовок сначала загибают, а затем их наклады-
вают на сердечник с надетым текстильным каркасом.
При перемещении цепного конвейера сердечники
последовательно подаются в раскрытую пресс-форму
штамповочного пресса. Давление при штамповании
поддерживается равным 12—13 МПа, что обеспечи-
вает высокую прочность связи между текстильными
деталями и резиной.
По окончании процесса штампования пресс-
форма открывается, и сердечник цепным конвейе-
ром выводится из пресс-формы. В пресс-форму по-
дается следующий сердечник с заготовкой галоши,
и штампование повторяется. Общая продолжитель-
ность цикла штампования составляет 4—5 с. Про-
изводительность штамповочного пресса достигает
370 пар галош/ч.
После выхода из штамповочного пресса с поверх-
ности галош удаляют выпрессовки. Галоши сни-
мают с сердечников и передают на отделочный кон-
вейер; здесь галоши снова надевают на алюминие-
вые колодки, окончательно удаляют выпрессовки
и устраняют дефекты. Затем галоши подают на ла-
кирование.
4.2.5. ИЗГОТОВЛЕНИЕ ОБУВИ ЛИТЬЕМ
ПОД ДАВЛЕНИЕМ
Изготовление резиновой обуви литьем под дав-
лением в отличие от других способов ее получения
характеризуется минимальным числом заготови-
тельных операций, высокой производительностью,
лучшим качеством выпускаемых изделий и меньшим
расходом материалов, а также наибольшей степенью
механизации и автоматизации технологических опе-
раций.
Литьем под давлением изготовляют женские и
детские сапожки, резинотканевую спортивную обувь
и сапоги общего назначения. Принцип работы и
устройство литьевых машин для изготовления обуви
аналогичен литьевым машинам, применяемым в про-
изводстве резиновых технических изделий.
Широкое применение находят литьевые машины
«Десма» (ФРГ), позволяющие изготавливать резино-
тканевую обувь различных видов. Схема двенадцати-
позиционного агрегата «Десма 714/12», применяемого
на некоторых отечественных резинообувных пред-
приятиях для выпуска сапожек и спортивной обуви,
приведена на рис. 48.
Обувь на таком агрегате изготавливают следую-
щим образом. После пошива текстильная заготовка
обуви надевается на пуансон пресс-формы. При вра-
1 — 12
4
Рис. 48. Схема литьевого агрегата «Десма 714/12»:
14,
15 — литьевые машины шнек-плунжерного типа.
пресс-формы; 13 карусельный стол;
щении круглого стола 13 пресс-форма останавли-
вается на позиции литья, и с помощью литьевой
машины 14 в полость формы поверх опущенного
пуансона впрыскивается резиновая смесь. Затем
пуансон автоматическй поднимается и подпрессо-
вывает смесь к текстильной заготовке, придавая
тем самым обуви окончательную форму. Эффектив-
ный процесс литья смеси достигается в том случае,
если вязкость резиновой смеси по Муни при 130 °C
составляет 14—23. Резиновые смеси с более низкой
вязкостью плохо забираются шнеком, а более вяз-
кие комкуются в загрузочной воронке.
При изготовлении обуви из двух резиновых сме-
сей в позиции 1 с помощью машины 14 производится
оформление верха обуви и первого слоя подошвы.
Литье второго слоя подошвы из более износостойкой
резины производится с помощью машины 15. Смесь
также впрыскивается в полость пресс-формы поверх
опущенного пуансона, при подъеме которого проис-
ходит окончательное оформление подошвы. Обувь
вулканизуют во время движения пресс-формы на
позицию 12 перезарядки.
Для изготовления женских сапожек широкое
применение находят композиции из поливинилхло-
рида (ПВХ). Такую обувь выпускают на агрегате
«Десма 609/10». На заготовительном участке из
раскроенных текстильных материалов сшивают за-
готовки, затем их подают на участок литья и наде-
вают на сердечники литьевого агрегата. После этого
форма закрывается и с помощью карусели переме-
щается к первой литьевой машине. В камеру этой
машины загружают гранулированную композицию
из ПВХ для формования верха сапожек, а в литье-
вую камеру второй машины — гранулы компози-
ции для подошвы. Температура в камерах литьевых
машин поддерживается в пределах 165—180 °C.
Литьевая форма с текстильной заготовкой останав-
ливается перед первой машиной, и в форму под дав-
лением 4,2 МПа впрыскивается расплавленная ком-
позиция. По окончании процесса литья верха обуви
литьевое отверстие формы закрывается, и карусель
перемещает форму ко второй литьевой машине для
оформления подошвы обуви. После этого карусель
перемещает формы к местам их перезарядки, распо-
ложенным у карусели. Не доходя до рабочих мест,
форма автоматически открывается. Обувь снимается
с сердечника и передается на отделочные операции.
Полуформы и сердечник опрыскиваются силико-
новой эмульсией, на сердечник надевают очередную
текстильную заготовку и процесс литья повторяют.
Продолжительность изготовления одной полупары
обуви 22 с.
4.2.6. ИЗГОТОВЛЕНИЕ ОБУВИ СПОСОБОМ
жидкого ФОРМОВАНИЯ
Сущность способа жидкого формования обуви
заключается в принудительном смешении компонен-
тов перед входом в литьевую форму и последующем
их взаимодействии в форме с образованием трехмер-
ной вулканизационной сетки. Смешиваемыми ком-
понентами могут быть диизоцианаты, полиэфиры
с концевыми гидроксильными и карбоксильными
группами и триолы, взаимодействие которых при-
водит к образованию сшитых полиуретанов. В прин-
ципе при изготовлении обуви жидким формованием
могут применяться те мономеры и жидкие полимеры,
в цепи которых содержится достаточное количество
функциональных групп, способных реагировать
между собой с образованием трехмерной сетки.
Обувь способом жидкого формования изготавли-
вают на агрегатах типа «Полиэр» (Австрия).
На отечественных резинообувных предприятиях
с применением агрегатов «Полиэр» изготавливают
утепленные ботинки и сапожки из искусственной
кожи или текстильного материала. Обсоюзка и
подошва обуви формуются из пенополиуретана.
71
Рис. 49. Схема агрегата «Полиэр» для изготовления обуви мето-
дом жидкого формования:
1 — литьевое устройство; 2 — пневмотурбинка; 3 — сердечник с за-
готовкой верха обуви; 4 — емкость для реакционной массы.
Принципиальная схема агрегата приведена на
рис. 49. На необогреваемые сердечники форм, рас-
положенные на карусельном столе агрегата, наде-
вают сшитые заготовки верха обуви, а на пяточную
часть наклеивают резиновый каблук, промазанный
клеем. Применение таких каблуков позволяет умень-
шить расход полиуретановой композиции для из-
готовления подошв. При дальнейшем движении
карусели сердечник опускается, и низ обуви за-
жимается полуформами. Температура форм поддер-
живается равной 50 °C. Затем форма останавливается
перед литьевым устройством. Подача полиэфира и
диизоцианата в литьевое устройство осуществляется
шестеренчатыми насосами из емкостей, где ойи хра-
нятся в атмосфере азота. Перемешивание компонен-
тов и впрыскивание смеси в форму производится
под давлением 0,7 МПа с помощью самоочищающе-
гося шнека, который пневмотурбинкой приводится
во вращение с частотой 18—20 тыс. об/мин. Продол-
жительность заполнения формы 2,5—3,0 с, в тече-
ние которой происходит оформление низа обуви
в зазоре между внутренней поверхностью формы и
текстильным верхом обуви на сердечнике. Затем
карусель перемещает форму на участок перезарядки.
По окончании сшивания композиции (8—10 с)
полуформы открываются, и сердечник занимает
верхнее положение. Обувь с сердечника снимают
вручную и ставят на этажерки для охлаждения,
после чего их подают на отделочные операции. Полу-
формы и пуансон опрыскивают силиконовой эмуль-
сией, на сердечник надевают очередную заготовку,
и процесс жидкого формования повторяется.
4.2.7. ИЗГОТОВЛЕНИЕ ОБУВИ ИЗ ЛАТЕКСА
Из латекса натурального, изопренового и бута-
диен-стирольного можно изготавливать мужские и
женские галоши, сапожки и гимнастические туфли.
Получают такую обувь коагулянтным маканием.
Формы, установленные на макательный аппарат,
погружаются сначала в первую латексную смесь,
а затем — в коагулянт. После этого формы опускают
во вторую латексную смесь и снова в коагулянт.
Далее заготовки снимают с форм макательного ап-
парата, помещают в вагонетки и транспортируют
в сушильную камеру. Высушенные при 70 °C в те-
чение 2 ч заготовки подают на участок клейки,
где на них накладывают резинотканевые детали и
подошву. После нанесения на обувь бесцветного лака
на основе хайпалона ее вулканизуют в котлах в среде
воздуха при 128—130 °C под давлением 0,35 МПа
в течение 30 мин.
Способ изготовления обуви из латекса термо-
сенсибилизацией применяется для выпуска купаль-
ных туфель. Формы, обложенные вулканизованной
резиной, нагревают до 100 °C и погружают на 30 с
в ванну, наполненную натуральным латексом, с тем-
пературой 15 °C. Термосенсибилизирующим аген-
том служит мутанол М-40. Затем формы с отложен-
ным гелем подают в сушильную камеру, где их вы-
держивают при 100 °C в течение 30 мин. После сушки
геля на подошву заготовки вручную наносят рези-
новый клей, накладывают стельку и опрессовывают
с помощью вакуума. Далее заготовки снимают с форм,
выворачивают, надевают на металлическую колодку
и подают на вулканизацию. Вулканизацию проводят
в котле в среде горячего воздуха под давлением
0,2 МПа. Температура в котле в течение первых 15 мин
поддерживается равной 45 °C, затем повышается
до 120 °C. При этой температуре обувь вулкани-
зуется в течение 60 мин.
ЛИТЕРАТУРА
Абуладзе М. Л., Володарский А. Н., Золин А. Д. Состояние и
перспективы развития производства резиновой обуви. М.,
ЦНИИТЭнефтехим, 1970. 80 с.
Бекин Н. Г., Шанин Н. П. Оборудование заводов резиновой про-
мышленности. М., Химия, 1969. 374 с.
Виноградов Н. Н. Опыт внедрения производства рукавов нави-
вочной конструкции на заводах РТИ. М., ЦНИИТЭнефте-
хим, 1978. 52 с.
Восстановительный ремонт шин/Вострокнутов Е. Г., Ка-
менский Б. 3., Евзович В. Е., Кривунченко Л. Н. 2-е изд.,
М., Химия, 1974 . 392 с.
Леонов И. И., Новикова Т. Н. Резинотросовые конвейерные ленты.
М., ЦНИИТЭнефтехим, 1976. 48 с.
Машины и аппараты резинового производства/Под ред.
Д. М. Барскова. М., Химия, 1975. 598 с.
Меерсон В. Д. Нестандартное оборудование и приспособления
для механизации технологических процессов производства
резиновой обуви. М., ЦНИИТЭнефтехим, 1972. 67 с.
Попов А. В., Соломатин А. В. Непрерывные процессы произ-
водства неформовых резиновых изделий. М., Химия, 1977.
144 с.
Рагулин В. В. Технология шинного производства. М., Химия,
1975. 219 с.
Рудаков Н. М. Оборудование для изготовления резинотросовых
лент. М., ЦИНТИХИМнефтемаш, 1978.
Салтыков А. В. Основы современной технологии автомобильных
шин. М., Химия, 1974. 472 с.
Силова М. С., Трофимович Д. П. Синтетические латексы в про-
изводстве пенорезины. М., ЦНИИТЭнефтехим, 1973. 49 с.
Скачков А. С., Левин С. Ю. Оборудование предприятий резино-
вой промышленности. М., Высшая школа, 1968. 347 с.
Трофимович Д. П., Силова М, С. Производство губчатых изделий
из латекса. М., ЦНИИТЭнефтехим, 1967. 59 с.
Шварц А. И., Кангаров Г. С. Литьевое формование резиновых
технических изделий. М., Химия, 1975. 167 с.
АСХАТ АХМЕТОВИЧ МУХУТДИНОВ. ВАЛЕРИЙ ПЕТРОВИЧ ДОРОЖКИН,
ЮРИЙ ОЛЕГОВИЧ АВЕР КО-АНТОНОВИЧ, МАРК АНДРЕЕВИЧ ПОЛЯК
АЛЬБОМ ТЕХНОЛОГИЧЕСКИХ СХЕМ ОСНОВНЫХ ПРОИЗВОДСТВ РЕЗИНОВОЙ ПРОМЫШЛЕННОСТИ