/



















































































































































































































































Автор: Бекиров Т.М.
Теги: технология минеральных масел технология нефти и аналогичного сырья газовая промышленность
Год: 1987




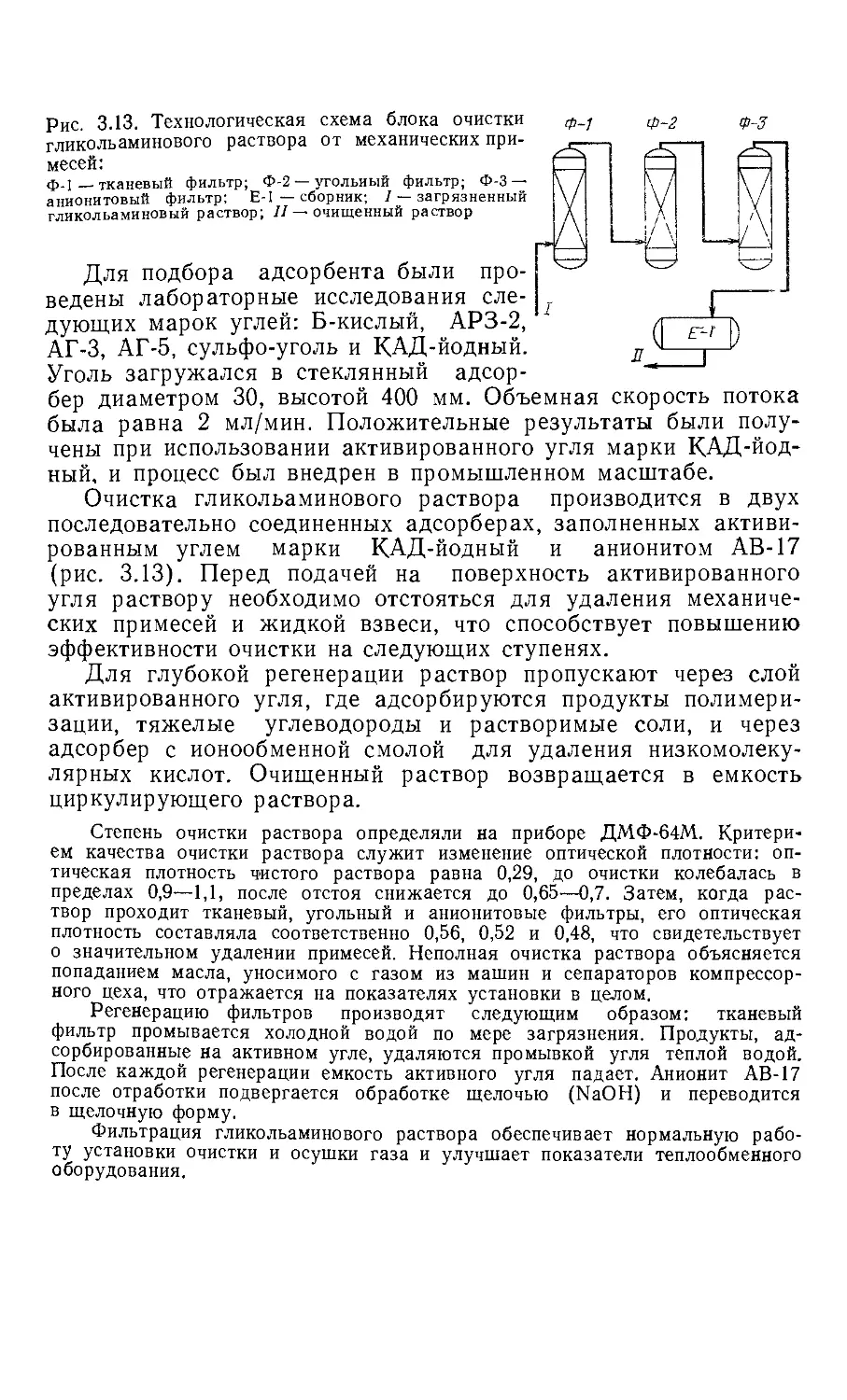
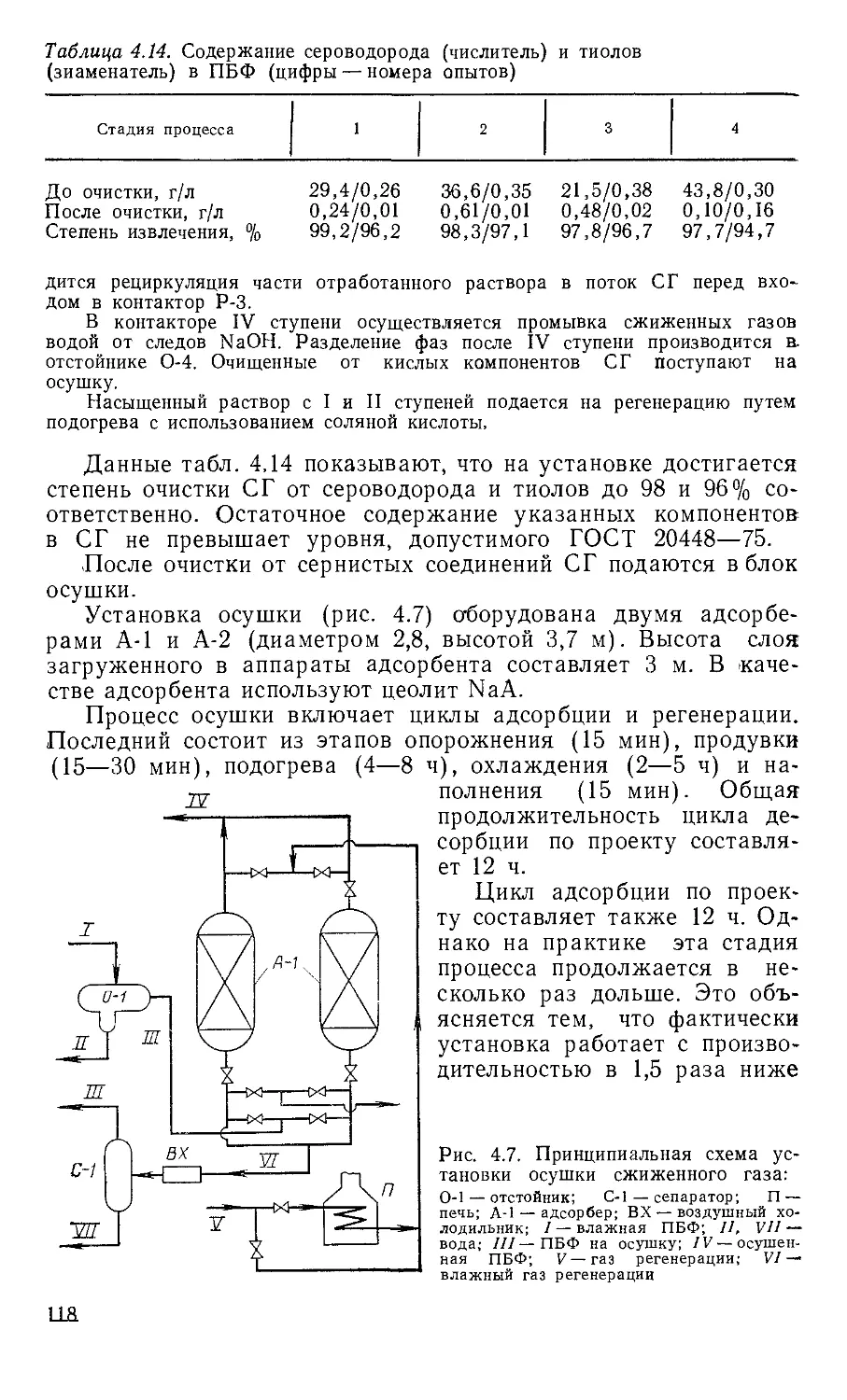
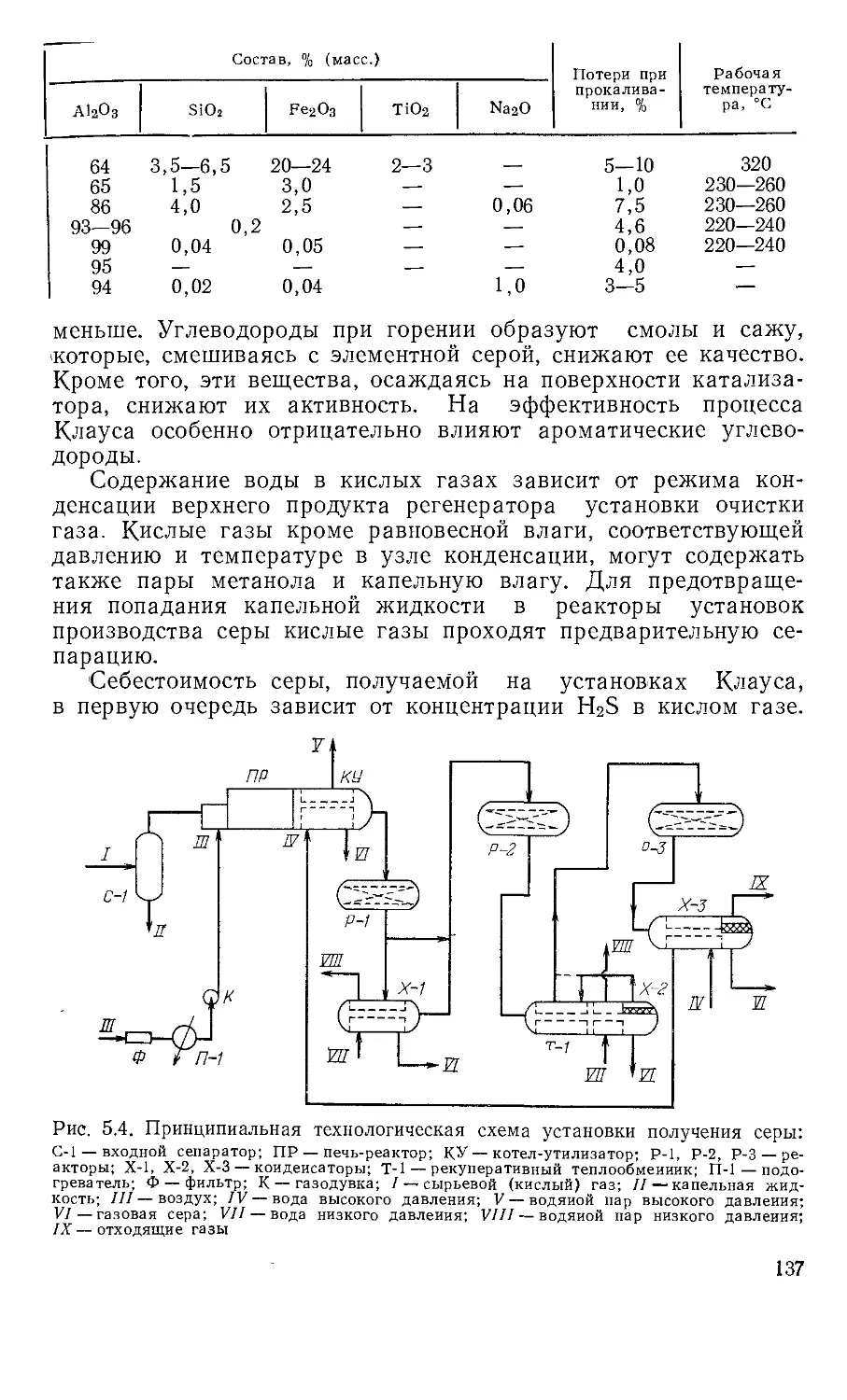
Текст
Т.М. Бекиров
Первичная
переработка
природных
газов
МОСКВА ХИМИЯ- 1987
6П7.50
Б42
УДК 665.632
Рецензент: В. М. Мишин (Мингазпром)
УДК 665.632
Т. М. Бекиров. Первичная переработка природных га-
зов. М.: Химия, 1987. 256 с.
Изложены научные основы выбора поглотителей, используемых для
извлечения из газов кислых компонентов и тяжелых углеводородов. Даны
основные принципы установления показателей качества продукции газо-
перерабатывающих заводов и выбора режима разделения газожидкостных
систем.
Приведены классификация и анализ работы технологических схем
установок очистки газа от сероводорода, тиолов, диоксида углерода и
производства газовой серы.
Подробно описаны различные схемы процессов стабилизации газовых
конденсатов и извлечения из газа тяжелых углеводородов абсорбцией и
низкотемпературной конденсацией.
Книга предназначена для инженерно-технических и научных работни-
ков, занятых вопросами разработки и проектирования технологических про-
цессов и эксплуатацией газоперерабатывающих заводов. Может быть так-
же полезна студентам химико-технологических факультетов и вузов.
Табл. 121. Илл. 104. Библиогр. список! 168 назв.
2803020300-183
Б 050(01)-87 80-88
© Издательство «Химия», 1987 г.
Оглавление
Предисловие 5
Введение 6
Глава 1. Выбор режима работы установок переработки
природных газов 7
Показатели качества продукции газопереработки 7
Особенности проектирования и эксплуатации газоперерабатывающих
установок и заводов 16
Выбор режима разделения газожидкостных систем 21
Глава 2. Хемосорбционные способы очистки газов от серо-
водорода и диоксида углерода 26
Свойства кислых компонентов природных газов 26
Классификация сернистых газов и процессов их очистки 30
Выбор поглотителей и технологических схем процессов очистки газов
от сернистых соединений 34
Очистка газов водными растворами моноэтаноламина 44
Очистка газов водными растворами диэтаноламина 49
Очистка газов водными растворами дигликольамина 54
Очистка газов водными растворами метилдиэтаноламина 58
Основные осложнения в работе установок очистки газов 59
Борьба с пенообразованием на установках очистки газов 67
Очистка растворов аминов от различных примесей 72
Глава 3. Очистка газов от сероводорода и диоксида угле-
рода физическими и комбинированными поглоти-
телями 78
Процессы очистки газов физическими поглотителями 78
Очистка газов процессом Селексол 81
Очистка газов процессом Сульфинол 90
Очистка и осушка газов растворами гликолей 96
Глава 4. Очистка газов и конденсатов от тиолов 104
Очистка газов от тиолов низкотемпературной абсорбцией 104
Очистка газов от тиолов трибутилфосфатом 111
Очистка газов от тиолов водными растворами щелочей 115
Очистка газов от тиолов адсорбцией 119
Выделение тиолов из газовых конденсатов 124
Глава 5. Производство газовой серы 132
Механизм превращения сероводорода в элементную серу 132
Технологические схемы установок производства серы 136
3
Очистка от сернистых соединений отходящих газов установок производ-
ства серы 143
Глава 6. Переработка газов низкотемпературной конден-
сацией 153
Общие вопросы низкотемпературной переработки газа 153
Подготовка газа к низкотемпературной переработке 156
Установки низкотемпературной сепарации, работающие за счет изоэн-
тальпийного- расширения газа 158
Технологические схемы установок низкотемпературной конденсации с
искусственным холодом 167
Установки низкотемпературной конденсации с изоэнтропийным холо-
дильным циклом 177
Сжатие газов низкого давления 185
Структура энергетических затрат ГПЗ 189
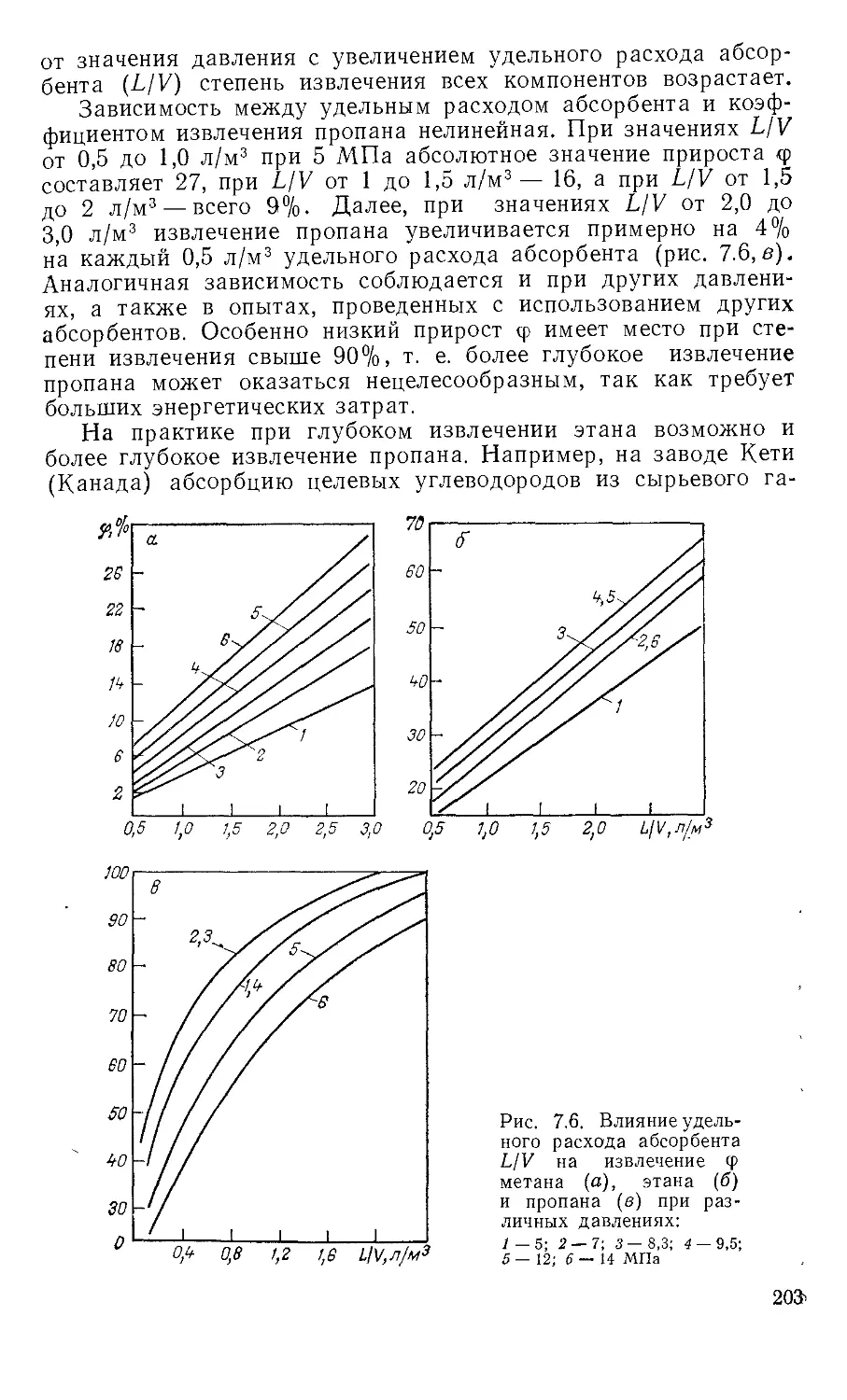
Глава 7. Извлечение тяжелых углеводородов из газов с
применением абсорбционных процессов 190
Основные требования к качеству абсорбентов и технологическим схемам
абсорбционных установок 191
Выбор режима работы абсорбционных установок 198
Технологические схемы абсорбционных установок 211
Глава 8. Стабилизация газовых конденсатов 221
Краткая характеристика газовых конденсатов 221
Стабилизация конденсата многоступенчатой дегазацией 224
Стабилизация конденсата с применением ректификационных процессов 228
Анализ опыта эксплуатации установок стабилизации сернистых конден-
сатов 233
Библиографический список 247
Предисловие
За 1975—1985 гг. в области переработки природных газов про-
изошли большие изменения: введены на полную мощность
Оренбургский и Мубарекский газохимические комплексы,
Уренгойский и Сургутский заводы по переработке нестабильно-
го газового конденсата.
С вводом в эксплуатацию этих заводов завершено формиро-
вание газопереработки в самостоятельную подотрасль газовой
промышленности.
В годы двенадцатой пятилетки газопереработка получит
дальнейшее развитие на основе сероводородсодержащих место-
рождений Прикаспийской впадины (Карачаганакское, Астра-
ханское) и Средней Азии и газоконденсатных месторождений
Крайнего Севера (Уренгойское, Ямбургское). Большие работы
предстоят также по реконструкции действующих газоперераба-
тывающих заводов (ГПЗ).
В связи с этим целесообразно обобщить опыт эксплуатации
крупнейших установок по переработке природных газов, и в
первую очередь, тех, работа которых в монографической лите-
ратуре не описана. Автором предпринята попытка изложить
результаты теоретических и экспериментальных исследований,
способствующих правильному выбору режима работы газопере-
рабатывающих установок. В книге описаны также основные
процессы переработки сернистых газов, используемые в зару-
бежной практике.
Автор выражает признательность рецензенту В. М. Мишину,
доктору техн, наук А. Л. Халифу, кандидатам техн, наук
В. Р. Грунвальду и Г. А. Овчинникову, инж. В. А. Степанюку
за ценные советы и критические замечания, сделанные при
формировании содержания рукописи и ее рассмотрении
Автор благодарен также А. М. Валяевой за помощь в
оформлении рукописи книги.
Введение
В «Основных направлениях экономического и социального раз-
вития СССР на 1986—1990 годы и на период до 2000 года»,
принятых XXVII съездом КПСС, предусмотрено обеспечить в
1990 г. добычу 835—850 млрд, м3 газа. При этом ставится за-
дача ускоренного вовлечения в разработку Ямбургского, Ка-
рачаганакского, Астраханского и других газоконденсатных
месторождений и создания на базе месторождений Прикаспий-
ской впадины крупнотоннажного газохимического производства
[1]. Объективной основой для дальнейшего развития газопере-
работки служат, с одной стороны, наличие прочной сырьевой
базы — крупнейших месторождений, содержащих этан, пропан,
бутаны, сероводород, гелий, тиолы и т. д., а с другой — потреб-
ность в указанных компонентах других отраслей народного
хозяйства, в первую очередь нефтехимической.
Использование этана, пропана и бутанов в качестве сырья
для получения мономеров имеет значительное преимущество
над продуктами нефтепереработки, используемыми для той же
цели. Так, выход этилена при пиролизе этана составляет 70%,
а при пиролизе бензина и газойля 27 и 15% соответственно [2].
Ценным сырьем для химической промышленности являются
также сернистые соединения природных газов, в первую оче-
редь сероводород. В настоящее время около половины серы,
производимой в СССР, получается из сероводорода, извлекае-
мого из природных газов. Сера используется в производстве
серной кислоты, тиолы, выделяемые из природных газов, — в про-
изводстве ядохимикатов и для одорирования газов.
Газовый конденсат является хорошим сырьем для производ-
ства моторных топлив. Выделение этана, пропана, бутанов, се-
роводорода, диоксида серы, тиолов и т. д. из природных газов
осуществляется на промысловых установках комплексной подго-
товки газа (УКПГ) и газоперерабатывающих заводах (ГПЗ)
с применением различных процессов.
Процессы переработки газов можно разделить на две груп-
пы: первичные и вторичные. К первичным отнесены процессы
выделения из природных и нефтяных газов отдельных компо-
нентов и фракций. К вторичным отнесены процессы глубокой
переработки отдельных компонентов или фракций, выделяемых
из газовых смесей (пиролиз индивидуальных углеводородов,
производства моторных топлив из конденсата, производства
газовой серы и т. д^.
В данной книге подробно описаны процессы первичной пе-
реработки природных газов на ГПЗ. Из вторичных процессов
в книге рассматриваются производства газовой серы и сопут-
ствующие им вспомогательные процессы, так как они входят
в состав ГПЗ, где производится очистка газов от сероводорода.
Автором была сделана попытка обобщить опыт применения
указанных процессов на газоперерабатывающих заводах.
6
Глава
Выбор режима работы установок
переработки природных газов
Показатели качества продукции газопереработки
Разделение пластовой продукции газоконденсатных месторож-
дений на фракции производится на газоперерабатывающих за-
водах (ГПЗ) и промысловых установках с применением абсорб-
ционных, адсорбционных, хемосорбционных, конденсационных
и других процессов [2—5].
Согласно классификации, приведенной в работе [5], про-
дукция ГИЗ и промысловых установок подразделяется на
5 групп.
В первую группу входят газовые смеси, используемые как
топливо. Их основным компонентом является метан. Эти газы
содержат также несколько процентов других углеводородов,
диоксид углерода, азот и незначительные количества сернистых
соединений. Содержание последних регламентируется отрасле-
вым стандартом ОСТ 51.40—83 и техническими условиями.
Одним из основных отличий продукции этой группы является
то, что концентрация отдельных углеводородов в них не регла-
ментируется.
Следует отметить, что незначительное количество продукции
этой группы используется как сырье для производства метано-
ла, аммиака и т. д.
Вторая группа включает в себя газообразные технически
чистые углеводороды и гелий, а также газовые смеси с задан-
ным составом. Эти продукты, как правило, используются для
специальных целей.
Третья группа объединяет жидкие углеводороды, в том чис-
ле широкую фракцию легких углеводородов (ШФЛУ), смеси
сжиженного пропана, сжиженные изо- и н-бутаны, жидкий ге-
лий и т. д. Общим признаком этой группы является то, что в
жидком состоянии при 20 °C эти углеводороды находятся при
определенном избыточном давлении.
В четвертую группу входят продукты, находящиеся в нор-
мальных условиях в жидком состоянии, такие как газовый кон-
денсат и продукты его переработки.
К пятой группе относятся твердые продукты: канальная са-
жа, технический углерод и газовая сера.
Все продукты, входящие в состав вышеперечисленных групп,
отличаются углеводородным составом, содержанием в них во-
7
Ды, механических примесей, диоксида углерода и сернистых
соединений, температурами кипения и застывания и т. д.
Параметры, влияющие на потребительские свойства продук-
тов, включая способы их доставки к потребителям, принято
называть показателями качества. Практически на все виды
продукции установлены показатели качества, которые зафикси-
рованы в государственных общесоюзных стандартах (ГОСТ),
отраслевых стандартах (ОСТ) и технических условиях (ТУ)
16].
ГОСТы, как правило, устанавливаются на продукты, производимые не-
сколькими отраслями народного хозяйства.
ОСТы регламентируют показатели качества продукции одной отрасли
или нескольких отраслей. В последнем случае на долю отрасли-разработчи-
ка, как правило, приходится основное количество данной продукции. К при-
меру, Министерство газовой промышленности — разработчик отраслевого
стандарта ОСТ 51.40—83 на газ, подаваемый в магистральные газопрово-
ды (МГ), — производит более 90% углеводородных топливных газов. Одно-
временно оно осуществляет транспортирование как природных, так и нефтя-
ных газов по МГ.
Государственные и отраслевые стандарты устанавливают показатели
качества на срок 5 лет. Разработка новой редакции стандартов произво-
дится с учетом развития техники и технологии газопереработки и потребно-
сти народного хозяйства в отдельных продуктах.
Технические условия (ТУ), как правило, отражают договоренность от-
дельных предприятий с производителем продукции. В отличие от стандар-
тов ТУ устанавливаются на неограниченный срок и могут изменяться в лю-
бое время с взаимного согласия поставщика и потребителя.
Общими принципами установления показателей качества
продукции газоперерабатывающих заводов являются:
обеспечение бесперебойной подачи к потребителям;
рациональное использование ресурсов сырья;
возможность контроля в условиях производства и потреби-
теля;
отсутствие показателя, вытекающего как производное из
других показателей;
выражение показателя через конкретные числа. Здесь имеет-
ся в виду недопустимость в стандартах и ТУ выражений, тол-
кование которых может быть воспринято по-разному.
Установленные на те или иные продукты показатели каче-
ства наряду с потребительскими свойствами в косвенной фор-
ме отражают также уровень развития техники и технологии
в данной отрасли.
Так, при проектировании ныне действующих ГПЗ концентра-
ция H2S в товарном газе по ОСТ 51.40—83 установлена не бо-
лее 20 мг/м3. Это связано с тем, что в настоящее время более
глубокая очистка газа от H2S сопряжена со значительными до-
полнительными затратами. В настоящее время на крупнейших
ГПЗ (Мубарекский и Оренбургский) достигается очистка газа
от H2S до его остаточного содержания в газе 5—10 мг/м3
практически при тех же эксплуатационных затратах, что и при
очистке по требованиям отраслевого стандарта. Следовательно,
8
при разработке новой редакции ОСТ возможно установление
новых норм по содержанию H2S в товарном газе.
Однако в этом случае ряд старых установок по очистке
газа от сероводорода не мог бы обеспечить очистку газа в со-
ответствии с новыми требованиями. Для достижения на них
более тонкой очистки газа от H2S потребовалась бы их рекон-
струкция, что связано с большими капитальными вложениями.
Поэтому установление более жестких требований на качество
газа может быть отражено в технологическом регламенте со-
ответствующей установки.
Одной из особенностей ГПЗ является изменение состава
перерабатываемого в них сырья в зависимости от пластовых
параметров нефтяного или газоконденсатного месторождений.
Ввиду этого для ряда основных видов продукции не регламен-
тируется компонентный состав как показатель качества. К та-
ковым можно отнести в первую очередь товарный газ и газо-
вый конденсат, а также моторные топлива, получаемые при
переработке конденсата или нефтей. Кроме того, отдельные по-
казатели этих продуктов устанавливаются в широком диапа-
зоне.
Благодаря этому при относительно низких эксплуатацион-
ных затратах удается произвести переработку газожидкостных
смесей с получением товарной продукции.
Следует отметить, что изменение состава добываемой про-
дукции в первую очередь отражается на показателях сырья,
поставляемого из нефтяных, газоконденсатных или газовых
месторождений на ГПЗ. К примеру, из газоконденсатного ме-
сторождения (ГКМ) на ГПЗ в качестве сырья подаются неста-
бильный конденсат и отсепарированный газ. Со снижением пла-
стового давления, а также при изменении режима промысловых
установок изменяются составы нестабильного конденсата и га-
за. Практически эти изменения происходят беспрерывно. По-
этому установление в ТУ таких показателей, как температура
начала и конца кипения, плотность, давление насыщенных па-
ров, компонентный состав и т. д., сделали бы соблюдение тре-
бований ТУ невозможным.
Учитывая изложенное, в ТУ на сырье, поставляемое из ГКМ
на ГПЗ, должны устанавливаться такие показатели, как содер-
жание в сырье механических примесей, различных ингибиторов,
воды и т. д. Перечисленные показатели отражают эффектив-
ность работы промыслового оборудования, и, воздействуя на
ряд режимных показателей, возможно поддерживать их на оп-
ределенном уровне.
Требования к качеству товарных газов. Основной продукци-
ей промысловых и заводских установок по переработке газа
является товарный газ, используемый в основном в качестве
топлива. Как правило, потребители товарного газа находятся
на большем расстоянии от районов расположения ГПЗ. Поэто-
му обеспечение бесперебойной подачи газа к потребителям яв-
9
ляется определяющим при разработке документов, регламенти-
рующих его качественные показатели.
Наряду с этим от показателей качества газа в значительной
степени зависят также капиталовложения на установки про-
мысловой и заводской обработки газа и эксплуатационные рас-
ходы на них.
В настоящее время газы, подаваемые в магистральные газо-
проводы, отвечают требованиям ОСТ 51.40—83.
При установлении показателей качества газов за основу
взяты следующие условия:
газ при транспортировании не должен вызывать коррозию
трубопроводов, арматуры, приборов и т. д.;
качество газа должно обеспечить его транспортирование
в однофазном состоянии, т. е. в газопроводе не должны обра-
зовываться углеводородная жидкость, водяной конденсат и га-
зовые гидраты;
товарный газ не должен вызывать осложнений у потреби-
теля при его использовании.
Показатели качества газов, подаваемых в магистральные
газопроводы, приведены в табл. 1.1.
Точка росы газа по воде и углеводородам обеспечивает на-
дежность бесперебойной подачи газа к потребителям в одно-
фазном состоянии. Точка росы по углеводородам, кроме того,
обусловливает извлечение из газа части тяжелых углеводоро-
дов, что способствует квалифицированному использованию ре-
сурсов природных и нефтяных газов.
Таблица 1.1. Требования к качеству природного газа, подаваемого
в газопроводы с 01.05 по 30.09 (I) и с 01.10 по 30.04 (II)
(ОСТ 51-40—83) в различных климатических районах по ГОСТ 16350—80
(допускается поставка в отдельные газопроводы газа с более высоким
содержанием сероводорода и по согласованным
в установленном порядке техническим условиям)
Показатели Климатический район
умеренный холодный
I II I II
Точка росы газа по влаге, °C, не 0 —5 —10 —20 выше Точка росы газа по углеводородам*, 0 0 —5 —10 °C, не выше Содержание в м3, г, не более: механических примесей 0,003 0,003 0,003 0,003 .сероводорода 0,02 0,02 0,02 0,02 тиоловой серы 0,036 0,036 0,036 0,036 Объемная доля кислорода, %, не бо- 1,0 1,0 1,0 1,0 лее * Для месторождений, в газах которых содержание углеводородов С5+ не превышает 1 г/м3, точка росы по углеводородам не нормируется.
10
Таблица 1.2. Технические требования на ШФЛУ (ТУ 38-101-524—75)
Марка
Показатели А i 1 В'
Углеводородный состав, % (масс.):
Ci+C2, не более 3 5
С3, не менее 15 — —
С4+С5*, не менее 45 40 35
С6-|-высшие, не более 11 25 50
Содержание сернистых соединений в 0,025 0,05 0,05
пересчете на серу, %, не более
в т. ч. сероводорода, не более 0, СОЗ 0,003 0,003
Содержание взвешенной воды Отсутствие
Содержание щелочи Отсутствие
Внешний вид Бесцветная прозрачная жидкость
* На срок действия ТУ определяется факультативно и браковочным признаком не
является.
Научные основы выбора точки росы газа по воде и углево-
дородам подробно изложены в работах [7, 8].
Из сернистых соединений в ОСТ указаны только H2S и мер-
каптаны (тиолы). Поскольку в природных газах ряда место-
рождений наряду с H2S и тиолами содержатся также другие
сернистые соединения (COS, CS2 и др.), рекомендуется при
разработке новой редакции ОСТ установить общее количество
всех серосодержащих компонентов в газе.
Важным показателем газа, влияющим на надежность рабо-
ты газоперекачивающих агрегатов и износ трубопроводов, яв-
ляется содержание механических примесей. Исходя из опыта
эксплуатации газотранспортных систем оно должно составлять
не более 3 мг на 1 м3 газа.
До середины 70-х годов в отрасли отсутствовал стандарт,
регламентирующий показатели транспортируемого газа. В ре-
зультате этого в ряде случаев для одних и тех же условий при
подготовке газа применялись разные технологические схемы и
процессы, что приводило к удлинению сроков проектирования
и строительства объектов промысловой и заводской обработки
газа.
Разработка отраслевого стандарта на качество газа, пода-
ваемого в МГ — ОСТ 51.40—74, позволила унифицировать ряд
технологических схем и оборудования установок промысловой
и заводской обработки газа и осуществить переход на индуст-
риальные методы строительства объектов газовой промышлен-
ности.
Показатели качества ШФЛУ—широкой фракции легких
углеводородов. ШФЛУ является сырьем для производства сжи-
женного газа. При переработке ШФЛУ получают также ста-
бильный газовый конденсат или газовый бензин и газ низкого
11
давления. Последний, как правило, используют на собственные
нужды.
Технические требования к качеству ШФЛУ разных марок,
получаемых при переработке продуктов попутного нефтяного
газа, приведены в табл. 1.2.
ШФЛУ, получаемая из продуктов переработки природного
газа, может несколько отличаться по показателям качества
в зависимости от состава сырья. К примеру, природный газ и
газовый конденсат Оренбургского месторождения содержат
значительное количество сернистых соединений. В ШФЛУ, по-
лучаемой из указанного сырья, содержание H2S допускается
0,03% (масс.), что в 10 раз больше, чем в ШФЛУ по ТУ
38-101-524—75 (см. табл. 1.2 и 1.3). Одновременно в ШФЛУ
Оренбургского ГПЗ допускается также до 1,05% тиоловой
серы.
Содержание легких углеводородов — метана и этана —
в первую очередь устанавливают исходя из необходимости ог-
раничить давление насыщенных паров ШФЛУ, что связано
с условиями ее транспортирования и хранения. Этот показа-
тель влияет также на потери ШФЛУ.
Содержание пентана или же гексана и высших углеводоро-
дов регламентируется с учетом цели переработки ШФЛУ.
Показатели качества сжиженных газов. Газы углеводород-
ные сжиженные топливные для коммунально-бытового потреб-
ления согласно ГОСТ 20448—80 имеют следующие марки:
СПБТЗ — смесь зимняя техническая пропана и бутана;
СПБТЛ — смесь летняя техническая пропана и бутана; БТ —
бутан технический. Основные требования к качеству сжижен-
ных газов даны в табл. 1.4.
Ранее сжиженные газы выпускались по ГОСТ 10196—62, со-
гласно которому содержание пропана и пропилена в сжижен-
ных газах должно было составлять не менее 93% (масс.). Та-
кое топливо по эксплуатационным свойствам намного лучше
сжиженных газов, выпускаемых по ГОСТ 20448—75. Однако
ГОСТ 10196—62 не стимулировал использование бутанов и бу-
Таблица 1.3. Технические требования на ШФЛУ Оренбургского ГПЗ
(ТУ 51-183—83)
Показатели Норма для 1-й; катего- рии качества 'Методы испытания
Массовая доля компонентов, %:
Ci+C2, не более 3 ГОСТ 10679—76
С3, не более 40
С5+, не более 18
Массовая доля, °/о, не более:
сероводорода 0,02 - ГОСТ 22985—78
тиоловой серы 0,9 »
метанола 0,03
Содержание свободной воды Следы ГОСТ 20448—80
12
Таблица 1.4. Требования на газы углеводородные сжиженные топливные
различных марок для коммунально-бытового потребления
по ГОСТ 20448—80
Показатели СПБТЗ СПБТЛ БТ
Массовая доля компонентов, %: метан+этан+этилен, не более 4 6 6 пропан+пропилен, не менее 75 Не нормируется 'бутаны+бутилен, не менее Не нормиру- — 60 ется не более — 60 — Жидкий остаток (в том числе угле- 12 2 водороды С5 и высшие) при 20 °C, % (об.), не более Давление насыщенных паров (избы- точное), МПа: при 45 °C, не более 1,6 1,6 1,6 при —20 °C, не менее 0,16 — — Массовая доля, %, не более сероводород и тиоловая сера 0,015 0,015 0,015 в т. ч. сероводород 0,003 0,003 0,003 Содержание свободной воды п щелочи Отсутствие
тиленов в составе сжиженных газов. В виду этого на многих
газо- и нефтеперерабатывающих заводах имеющиеся ресурсы бу-
танов и бутиленов использовались нерационально. Внедрение
нового ГОСТ на сжиженный газ позволило повысить эффектив-
ность использования ресурсов углеводородов С4 и увеличить
выпуск товарной продукции.
На Азербайджанском ГПЗ в качестве товарного продукта
производится также фракция пропан-бутан-пентановая (ПБП)
по ТУ 51-725—76. Фракция ПБП используется в качестве пи-
ролизного сырья на Сумгаитском заводе органических продук-
тов. Концентрацию компонентов в ПБП устанавливают исклю-
чительно исходя из требований пиролизного производства. В со-
ответствии с ТУ суммарное содержание пропана и бутанов в
ПБП должно составить не менее 90% (масс.), в том числе
изобутана не менее 17%, а содержание этана и QH12+ состав-
ляет соответственно не более 3 и 7% (масс.).
Концентрация этана в ШФЛУ и сжиженных газах устанав-
ливается таким образом, чтобы обеспечить их товарную харак-
теристику и свести к минимуму потери при хранении и транс-
порте. Последнее прямо связано с содержанием в них этана.
Следовательно, продукт, не содержащий этан, имел бы наилуч-
шую товарную характеристику. Однако производство ШФЛУ
и сжиженных газов, не содержащих этана, связано с больши-
ми энергетическими затратами. С учетом этого обстоятельства
установлены оптимальные нормы на содержание этана в ука-
занных продуктах.
Содержание пентана и высших углеводородов в сжиженных
газах устанавливается таким образом, чтобы они могли испа-
13
Таблица 1-5. Основные требования к качеству стабильного конденсата
I и II групп
Показатели I II Методы испытаний
Температура начала кипе- 30 30 ГОСТ 2177—66
ния, °C, не ниже
Давление насыщенных па-
ров, Па (мм рт. ст.):
летний период, не бо- 66661 (500) 66661 (500) ГОСТ 1756—52
лее
зимний период, не бо- 93325 (700) 933325 (700)
лее
Массовая доля, %, не более
воды 0,03 0,5 ГОСТ 2477—65
механических примесей 0,005 0,1 ГОСТ 6370—59
Масса хлоридов, мг/л, не 15 — ГОСТ 21534—76
более
Плотность при 20 °C, г/см3 Не нормируется, ГОСТ 3900—47
определение обязательно
Массовая доля общей се- То же ГОСТ 19121—73
ры, 7о
ряться при использовании сжиженных газов как топливо. Уве-
личение их количества в СГ (см. табл. 1.4) приводит к росту
остатка С5+ и высших в бытовых баллонах, снижая надежность
и эффективность использования топлива.
Показатели качества стабильного конденсата. Согласно
ОСТ 51.65—80 для товарных конденсатов устанавливают две
группы: 1 — для установок стабилизации конденсата, II — для
промыслов.
Основным показателем качества стабильного конденсата яв-
ляется давление насыщенных паров, которое характеризует на-
личие в нем легких углеводородов. Этот показатель для I груп-
пы продукции составляет (табл. 1.5) для зимнего и летнего
периодов года 93 325 и 66661 Па соответственно, для II груп-
пы — 93 325 Па.
Нормы на содержание воды и механических примесей в кон-
денсате устанавливают исходя из требований нормального хра-
нения и перекачки продукта, а также с учетом его дальнейшей
переработки.
Для полной оценки товарных качеств конденсатов необхо-
димо также определить такие показатели, как фракционный
состав, содержание сернистых соединений, ароматических угле-
водородов и высококипящих парафинов, температура застыва-
ния и т. д.
Показатели качества одоранта. Как было указанно выше,
тиолы используют также для одорирования газа. До 1984 года
в качестве одоранта в СССР использовали этантиол концент-
рации не менее 99,5% (масс.). Этот продукт получали синте-
тическим путем. Получение этантиола такой концентрации из
смесей, выделяемых из газов и конденсатов, связано с больши-
14
ми эксплуатационными затратами. Кроме того, этантиол взаи-
модействует с оксидами железа, что ведет к снижению его кон-
центрации в газе и большому удельному расходу при транспор-
тировании газа на большие расстояния.
Наличие в составе газов и конденсатов ряда месторожде-
ний тиолов сделало актуальным их выделение и производство
на их основе одоранта.
В 1982 г. на Оренбургском ГПЗ был освоен процесс выделе-
ния смеси тиолов из газового конденсата. На основании про-
мышленных опытов было обосновано использование смеси тио-
лов по ТУ 51-81—82 в качестве одоранта.
Смесь тиолов, получаемая на Оренбургском ГПЗ, имеет
следующий состав: этантиол — 33; 2-пропантиол — 42; 2-метил-
2-пропантиол—1; 1-пропантиол—10; 2-бутантиол—14%
(масс.).
Использование указанной смеси в качестве одоранта по
сравнению с чистым этантиолом имеет следующие преиму-
щества:
повышается степень использования ресурсов тиолов в сырье;
ввиду низкой относительной активности других тиолов (кро-
ме C2H5SH), входящих в состав одоранта, его действие сохра-
няется длительное время.
На практике имеют место отдельные случаи, когда эконо-
мически целесообразно производить часть продукции с показа-
телями качества, превышающими требования ТУ или стандар-
тов. При дальнейшем смешивании этой части продукции с не-
кондиционной получаемая продукция в целом отвечает всем
требованиям регламентирующего документа.
Например, при добыче газа из сеноманских и валанжин-
ских залежей Уренгойского месторождения при отсутствии воз-
можностей для хранения и транспортировки ШФЛУ ее можно
подавать в поток товарного газа из сеноманских залежей.
Другим примером комплексного подхода к установлению
показателей качества может служить транспортирование газов
двух различных месторождений по одному газопроводу. При
наличии в составе газа одного месторождения тиолов и отсут-
ствии таковых в продукции другого месторождения степень
очистки газа от тиолов не обязательно должна соответствовать
требованиям ОСТ 51.40—83. Остаточное содержание тиолов в
газе устанавливают с учетом того, что газы, подаваемые в ма-
гистральные газопроводы, подвергают одорированию. В качест-
ве одоранта используют смесь тиолов. Поэтому степень очист-
ки газа от тиолов устанавливают таким образом, чтобы кон-
центрация тиолов в транспортируемом газе соответствовала
нормам одорирования.
Следует отметить, что разработка и внедрение ГОСТ, ОСТ
и ТУ способствовали усовершенствованию технологических схем
и процессов переработки углеводородных смесей, в ряде слу-
чаев был осуществлен переход на типовые схемы обработки
15
сырья. Это, в свою очередь, создало возможность изготовления
оборудования в блочно-комплектном исполнении.
В настоящее время единых международных норм на допус-
тимое содержание сероводорода, диоксида углерода, сероорга-
нических соединений, азота, воды, механических примесей
и т. д. не существует. Величина допустимых концентраций этих
веществ в разных странах устанавливается в зависимости от
уровня развития техники и технологии обработки газа и от
объектов его использования.
Особенности проектирования и эксплуатации
газоперерабатывающих установок и заводов
Основное назначение ГПЗ — разделение газовых, газожидкост-
ных и жидких смесей, получаемых при добыче природных газов
и нефтей. Под термином «разделение» в данном случае подра-
зумевается как выделение из них отдельных углеводородных
фракций, так и очистка их от сернистых соединений. Эти про-
цессы осуществляют на газоперерабатывающих установках
(ГПУ).
ГПУ включают в себя отдельные блоки, где производятся
те или иные процессы. В целом ГПУ имеют завершенный тех-
нологический цикл по тому или иному процессу. Материальны-
ми потоками ГПУ могут быть как товарные продукты, так и
сырье других газоперерабатывающих установок и заводов.
Основными процессами ГПЗ и ГПУ являются процессы се-
парации, адсорбции, абсорбции и хемосорбции.
На установках обработки природных и нефтяных газов
в ряде случаев в одном цикле объединены два или более про-
цессов. Так, при очистке газов от кислых компонентов водны-
ми растворами аминов извлечение H2S и СО2 происходит бла-
годаря химической реакции между компонентами газа и по-
глотителем и за счет растворимости тех же компонентов в по-
глотителе (поскольку очистка газа производится в основном за
счет химической реакции, такие процессы называются хемо-
сорбционными) .
Процессы переработки газа делятся на две группы: вспо-
могательные и основные. К вспомогательным относятся процес-
сы очистки газов от механических примесей и извлечение из
них влаги, а к основным — выделение из сырья кислых компо-
нентов и отдельных углеводородных фракций.
Газоперерабатывающая подотрасль по сравнению с нефте-
химической и химической отраслями промышленности имеет
ряд специфических особенностей: в газопереработке практиче-
ски беспрерывно происходит изменение состава исходного
сырья, а в ряде случаев также давления и температуры.
На основании обобщения большего опыта эксплуатации
ГПУ и ГПЗ можно выделить следующие специфические особен-
ности предприятий, перерабатывающих природные и нефтяные
газы.
16
Рис. 1.1. Изменение выхода G нестабильного конденсата (/) и углеводо-
родов С5 (2) на Вуктыльском ГКМ во время эксплуатации
Рис. 1.2. Изменение выхода G бензиновой фракции (7) и дизельного топ-
лива из конденсата (2) в зависимости от пластового давления Р
Уменьшение значения пластового давления приводит к сни-
жению давления сырьевого газа и нестабильного конденсата
на входе на перерабатывающие установки. Поэтому для обес-
печения нормальной работы перерабатывающих установок по-
требуется ввод дополнительных мощностей (дожимных ком-
прессоров, насосов, сепарационного оборудования и т. д.).
При изменении состава сырья в зависимости от пластового
давления, как правило, происходит уменьшение концентрации
в добываемом газе тяжелых фракций природных газоконден-
сатных смесей. При этом снижается как конден-
сатный фактор (содержание углеводородов C5Hi2+ в газе, г/м3)„
так и количество нестабильного конденсата, получаемого при
обработке газа. Это проиллюстрировано на рис. 1.1 на примере
Вуктыльского газоконденсатного месторождения (ГКМ).
Настоящее время характеризуется вводом в эксплуатацию-
крупнейших газоконденсатных месторождений Крайнего Севе-
ра. Этот процесс сопровождается строительством новых уста-
новок по переработке конденсата по схеме производства мотор-
ного топлива. При этом надо иметь в виду, что снижение плас-
тового давления одновременно приводит также к изменению
фракционного состава конденсата. Данные фактического анализа
конденсата Карадагского ГКМ приведены на рис. 1.2 '[9].
С падением пластового давления с 38 до 8 МПа содержание
бензиновых фракций в составе конденсата увеличилось в два
раза, а содержание фракции, соответствующей дизельному топ-
ливу, уменьшилось в 1,8 раза. Отсюда следует, что проектиро-
вание установок переработки газового конденсата должно быть
осуществлено с учетом этих факторов. Это в первую очередь
касается блока получения бензина. В противном случае при
сохранении производительности установки по сырью этот блок
не обеспечит ее нормальную работу.
2—864 17
Непостоянство режима эксплуатации установок, связанное
с изменением состава сырья, приводит как к изменению соста-
ва и качества материальных потоков, так и к изменению давле-
ния и температуры в отдельных аппаратах. К примеру, вследст-
вие облегчения конденсата имеет место снижение температуры
низа дебутанизаторов установок стабилизации конденсата
(УСК). В ряде случаев возможно также уменьшение количества
газов дегазации (из-за изменения растворимости легких угле-
водородов в жидкой фазе), что приводит к снижению надеж-
ности работы компрессоров, предназначенных для дожатия
газов дегазации, уменьшению выхода продукции на установках
их переработки и т. д.
Ряд качественных показателей продукции зависит от клима-
тических зон районов добычи и транспортирования и времени
года. Поэтому близкие по составу газы и нестабильные конден-
саты перерабатывают как по разным, так и однотипным тех-
нологическим процессам на разных режимах по давлению и
температуре.
Необходимость высокого давления и низкой температуры в
одном технологическом цикле (например, абсорбции, низкотем-
пературной конденсации) и, напротив, низкого давления и вы-
сокой температуры в другом технологическом цикле (напри-
мер, десорбции) для одной и той же установки обусловливает
наличие в схемах установок большого теплообменного оборудо-
вания.
Процессы разделения требуют незначительного расхода хи-
мических реагентов и повышенного расхода тепла.
Одни и те же компоненты распределяются во многих видах
продукции. К примеру, такие компоненты, как пропан, бутаны,
пентан, гексаны и т. д., могут быть в составе товарного газа,
широкой фракции углеводородов, сжиженных газов разных ма-
рок и стабильного конденсата. Это, а также двухфазное состоя-
ние отдельных потоков вызывает затруднение в составлении
материального баланса газоперерабатывающих установок и за-
водов.
В начальный период эксплуатации месторождения характе-
ризуются благоприятными условиями. В это время, как прави-
ло, имеется возможность охлаждения газа путем дросселиро-
вания его избыточного давления. Кроме того, содержание тя-
желых углеводородов (С5+) в газе максимально (за редким
исключением). Таким образом, выделение из газов целевых
компонентов возможно при минимальных эксплуатационных
расходах на промысловых и заводских установках.
Наличие объективных факторов, снижающих технико-эко-
номические показатели газоперерабатывающих установок на
поздней стадии эксплуатации месторождения, обеспечивающего
сырьем ГПЗ, к каким можно отнести в первую очередь сниже-
ние давления сырья и удельного содержания тяжелых углево-
дородов в газе, обусловливающих строительство и ввод в экс-
18
плуатацию дожимных компрессоров и холодильных установок,
резко увеличивает эксплуатационные расходы на ГПЗ.
Наряду с этим установки, где в качестве сырья используют-
ся тяжелые углеводороды, выделяемые из исходного газа, ра-
ботают значительно ниже проектной мощности.
В результате совокупности воздействия указанных факторов
в начальный период эксплуатации ГПУ и ГПЗ отмечается са-
мая высокая производительность труда и низкая себестоимость
продукции. Со временем часто имеет место снижение технико-
экономических показателей. Вышеперечисленные факторы прак-
тически относятся ко всем ГПУ и ГПЗ.
На каждом отдельном объекте в той или иной степени воз-
никают и следующие трудности:
коррозия оборудования и коммуникаций из-за наличия в
продуктах сероводорода, диоксида углерода и ряда других при-
месей;
содержание в продуктах минеральных солей и механиче-
ских примесей, которые откладываются на поверхности труб и
оборудования;
отложение твердых парафиновых углеводородов на по-
верхностях коммуникаций и оборудования;
низкая эффективность работы оборудования, в первую оче-
редь сепарационного;
появление сероводорода в составе газа на поздней стадии
разработки месторождения. К примеру, в составе ряда нефтя-
ных газов, поступающих как сырье на Миннибаевской ГПЗ, в
начальный период эксплуатации отсутствовал сероводород, и все
заводские установки были спроектированы с учетом этого фак-
та. Спустя более 10 лет после пуска завода в составе сырьево-
го газа появился сероводород в количестве 20 г/100 м3. Это обус-
ловило реконструкцию ряда установок завода с целью прове-
дения на них очистки газа от сероводорода.
Указанные выше особенности эксплуатации ГПУ и ГПЗ
обусловливают необходимость большого количества исходных
данных для их проектирования. В отличие от химической, неф-
техимической или микробиологической промышленностей, здесь
недостаточно знать состав сырьевых потоков только в год пус-
ка установок. Эти данные необходимы на весь период их экс-
плуатации.
Кроме того, необходимо иметь информацию также о плане
ввода в эксплуатацию других нефтяных, газоконденсатных и
газовых месторождений и о составе их продукции и схемах их
обработки.
Выбор схемы и технологии переработки газа является слож-
нейшей задачей, требующей выполнения большого объема пред-
проектных проработок. Это связано с тем, что для получения
заданной продукции из известного сырья можно использовать
разные технологические процессы, которые, в свою очередь,
2'
19
могут иметь множество вариантов схемного и аппаратурного
оформления. К примеру, извлечение из газа пропан-бутановой
фракции можно произвести с применением процессов абсорб-
ции и низкотемпературной концентрации (НТК).
В свою очередь, процесс НТК может осуществляться с ис-
пользованием аммиачного, пропанового, этанового или других
хладоагентов, а также за счет изоэнтальпийного или изоэнтро-
пийного расширения газа. Каждый из этих вариантов может
быть использован при различных температурах и давлениях и
на различном оборудовании. В зависимости от указанных па-
раметров будут отличаться также значения материальных и
тепловых потоков, схемы утилизации и низконапорных газов,
капитальные вложения и эксплуатационные расходы и т. д. То
же касается применения процесса абсорбции. В зависимости от
способа проведения (одно- или двухступенчатая, с предвари-
тельным насыщением, с рециркуляцией потоков и т. д ) и тем-
пературы и давления процесса для одного и того же состава
газа можно составить более десяти вариантов, которые будут
отличаться не только аппаратурным оформлением, но и соста-
вом и количеством отдельных потоков.
Следовательно, выбор схемы и процесса переработки при-
родных газов является не только техническим, но и экономиче-
ским вопросом, поэтому глубина переработки газа определяет-
ся на основании технико-экономических исследований. Состав-
ной частью этих исследований является технологический расчет
установок, состоящий из трех этапов.
На первом этапе определяются возможные варианты техно-
логических схем и процессов для газов указанного состава.
Учитывая, что, как правило, эксплуатационные расходы преоб-
ладают над капитальными вложениями в себестоимости про-
дукции, данные об аппаратурном оформлении в расчет входят
в общем виде. С учетом конкретных объективных данных (на-
личие сырья, реагентов и оборудования, потребность в продук-
ции, перспективы расширения или свертывания производства
и т. д.) на основе первого этапа расчетов выбираются основ-
ные варианты (желательно не более трех) схем переработки
газа.
На втором этапе составляют полную технологическую схему
установки по основным вариантам и производят ее подробный
расчет, при этом определяются: количество и состав всех основ-
ных потоков, их давление и температура, число теоретических
тарелок колонного оборудования, режим работы рекуператив-
ных теплообменников, холодильников, подогревателей, испари-
телей, печей и т. д. Кроме того, на этом этапе оценивают по-
тери всех реагентов, вид хладоагента и теплоносителя, соответ-
ствие качества продукции установок действующим техническим
условиям и стандартам и т. д.
Третий этап расчетов включает в себя детальный расчет
массо- и теплообменной аппаратуры: определяют габаритные
20
размеры и массу аппаратов, тип тарелок и размеры их основ-
ных элементов.
После выполнения- указанных расчетов производят общую
оценку рассматриваемых вариантов переработки газа и выби-
рают окончательную схему установки, после чего производится
ее проектирование.
Указанные выше особенности ГПУ и ГПЗ, в свою очередь,
выдвигают ряд требований к их проектированию. Основными
из этих требований являются:
большой диапазон устойчивой работы (отношение макси-
мально и минимально допустимых нагрузок по жидкости и га-
зу) оборудования;
получение кондиционной товарной продукции при изменении
параметров сырья в широком интервале;
возможность перевода отдельных установок на режим произ-
водства продукции другой марки вместо проектного;
возможность использования оборудования в широком интер-
вале давления и температуры. Это важно как ввиду влияния
температуры окружающей среды на параметры процесса, так
и из-за необходимости компенсации влияния изменения одного
параметра (Р или t) на показатели процесса, за счет повыше-
ния или понижения значения другого параметра.
Выбор режима разделения газожидкостных систем
Как было отмечено, практически все компоненты природных и
нефтяных газов различаются физико-химическими свойствами.
Эти различия служат основой для разработки процессов пере-
работки газожидкостных смесей. Причем имеется прямая зави-
симость между соотношением физических констант и движущей
силой процесса разделения компонентов.
Наиболее характерным показателем компонентов природных
и нефтяных газов, оказывающим влияние на технологические
параметры процессов, является давление их насыщенных па-
ров. Этот показатель характеризует их относительную лету-
честь а, определяемую из выражения
У1Р1 _
(1-1)
где Vi и у2 —коэффициенты активности компонентов; и ~Рг—давление
насыщенных паров чистых компонентов; и К2— константы равновесия
компонентов.
Компоненты или фракции компонентов, имеющие наиболь-
шую разность значений относительной летучести, разделяются
с меньшей затратой энергии.
В табл. 1.6 даны значения относительной летучести этана
по атласу NGPA при давлении сходимости 14 МПа. Данные
таблицы показывают, что значение а для бинарной системы не
является постоянной величиной, а как правило, увеличивается
21
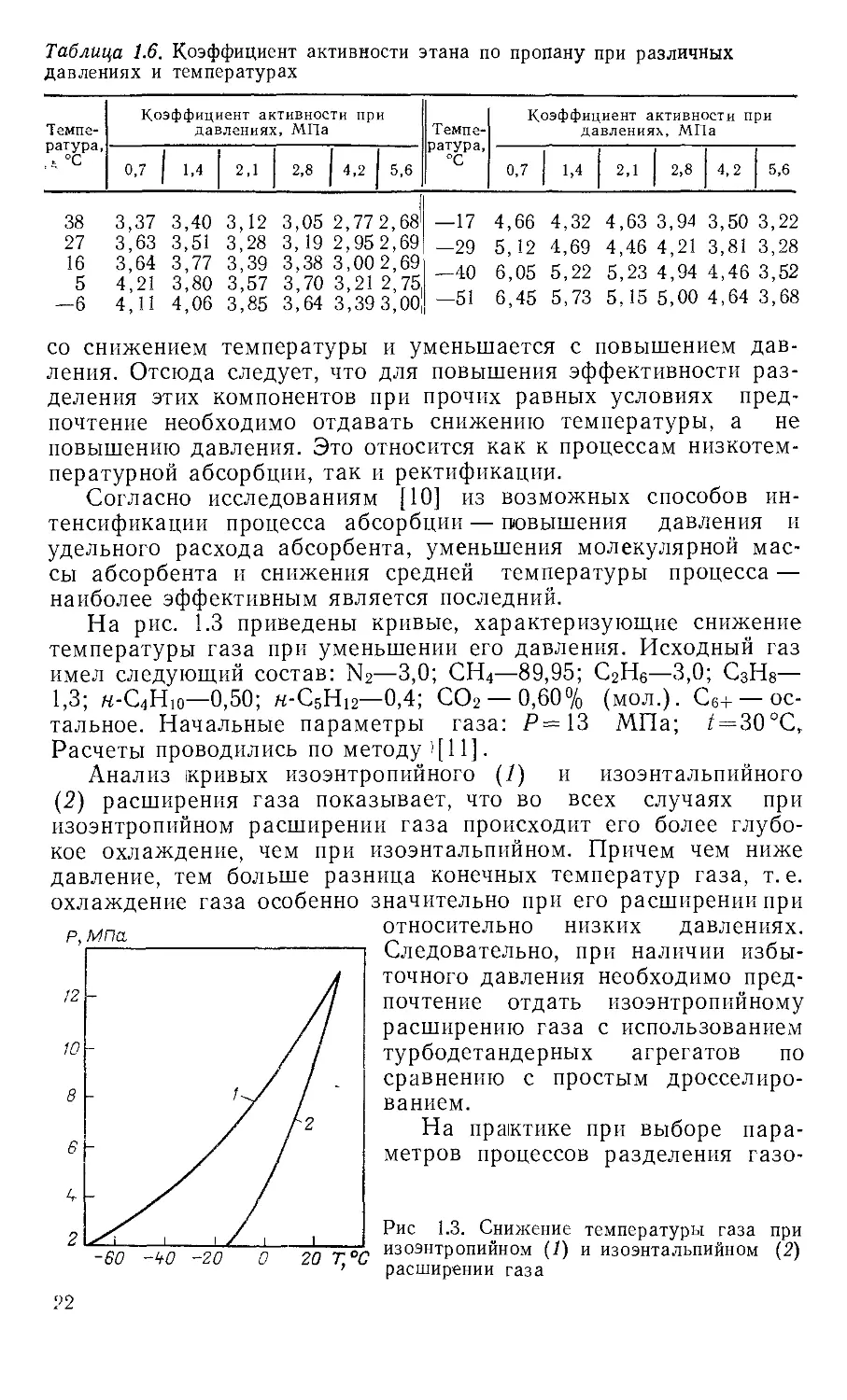
Таблица 1.6. Коэффициент активности этана по пропану при различных
давлениях и температурах
Темпе- ратура, °C Коэффициент активности при давлениях, МПа Темпе- ратура, °C Коэффициент активности при давлениях, МПа
0,7 | 1,4 2,1 2,8 4,2 5,6 0,7 1,4 2,1 2,8 4,2 5,6
38 3,37 3,40 3,12 3,05 2,772,68 —17 4,66 4,32 4,63 3,94 3,50 3,22
27 3,63 3,51 3,28 3,19 2,952,69 —29 5,12 4,69 4,46 4,21 3,81 3,28
16 5 3,64 4,21 3,77 3,39 3,38 3,002,69 3,80 3,57 3,70 3,21 2,75 —40 6,05 5,22 5,23 4,94 4,46 3,52
—6 4,Н 4,06 3,85 3,64 3,39 3,00, -51 6,45 5,73 5,15 5,00 4,64 3,68
со снижением температуры и уменьшается с повышением дав-
ления. Отсюда следует, что для повышения эффективности раз-
деления этих компонентов при прочих равных условиях пред-
почтение необходимо отдавать снижению температуры, а не
повышению давления. Это относится как к процессам низкотем-
пературной абсорбции, так и ректификации.
Согласно исследованиям [10] из возможных способов ин-
тенсификации процесса абсорбции — повышения давления и
удельного расхода абсорбента, уменьшения молекулярной мас-
сы абсорбента и снижения средней температуры процесса —
наиболее эффективным является последний.
На рис. 1.3 приведены кривые, характеризующие снижение
температуры газа при уменьшении его давления. Исходный газ
имел следующий состав: N2—3,0; СН4—89,95; C2Hg—3,0; СзНв—
1,3; Н-С4Н10—0,50; н-С5Н12—0,4; СО2 —0,60% (мол.). С6+— ос-
тальное. Начальные параметры газа: Р==13 МПа; 7 = 30 °C,
Расчеты проводились по методу >[11].
Анализ кривых изоэнтропийного (/) и изоэнтальпийного
(2) расширения газа показывает, что во всех случаях при
изоэнтропийном расширении газа происходит его более глубо-
кое охлаждение, чем при изоэнтальпийном. Причем чем ниже
давление, тем больше разница конечных температур газа, т. е.
охлаждение газа особенно значительно при его расширении при
относительно низких давлениях.
Следовательно, при наличии избы-
точного давления необходимо пред-
почтение отдать изоэнтропийному
расширению газа с использованием
турбодетандерных агрегатов по
сравнению с простым дросселиро-
ванием.
На практике при выборе пара-
метров процессов разделения газо-
Рис 1.3. Снижение температуры газа при
изоэнтропийном (7) и изоэнтальпийном (2)
расширении газа
22
Таблица 1.7. Константы равновесия компонентов природного газа,
определенные различными методами (/’ = 0,5 МПа, t = —30 °C)
Компоненты Метод
Пенг Робин- сон Редлих — Квонг Бенедикт —* Вебб — Рубин Редлих — Квонг — Барсук
n2 122,632 161,174 98,854 135,1268
С, 25,069 26,325 19,712 22,0473
со2 5,920 6,640 5,5481 6,4892
С2 2,036 2,220 1,9100 1,96575
H2S 1,546 1,633 1,2414 1,47364
Сз 0,367 0,385 0,3654 0,037948
н-С4 0,067 0,0649 0,0683 0,07651
жидкостных систем наряду с указанными учитываются также
такие факторы, как характеристика оборудования, возможность
получения низких температур, технология переработки сырья на
последующих установках и т. д.
В настоящее время большое значение придается использо-
ванию низкотемпературных процессов разделения газожидкост-
ных систем. В частности, процессы конденсации смесей легких
углеводородов получения этана, сжижения метана и т. д. осу-
ществляют с использованием искусственного холода. Альтер-
нативные процессы — повышение давления, диффузия через
мембраны, адсорбция и т. д. — для этой цели являются некон-
курентоспособными.
Для определения констант равновесия компонентов природ-
ных газов существует несколько десятков способов. В газовой
промышленности наиболее широкое применение нашли методы
Пенга — Робинсона (ПР), Редлиха — Квонга (РК), Бенедик-
та— Вебба — Рубина (БВР), Редлиха — Квонга с поправками
С. Барсука (РКБ), Чао — Сидера, NGPA и др. Области приме-
нения этих методов подробно рассмотрены в специальной ли-
тературе.
Следует отметить, что значения констант равновесия, опре-
деленные по этим способам, значительно различаются как меж-
Таблица 1.8. Степень конденсации компонентов природного газа,
определенная различными методами (/’ = 0,5 МПа, t = —30 °C)
Компоненты Метод
Пенг — Робин- сон Редлих — Квонг Бенедикт — Вебб — Рубин Редлих — Квонг'— Барсук
n2 2,60 2,00 3,50 2,50
С, 11,80 11,0 15,40 13,40
со2 36,10 33,0 39,30 33,30
с2 62,20 59,50 65,30 63,50
H2S 68,40 66,60 74,30 70,0
Сз 90,10 89,40 90,80 90,0
я-С4 98,90 98,0 98,10 97,8
23
Рис. 1.4. Зависимость числа теоретических
тарелок п от четкости разделения при
различных значениях относительной лету-
чести а разделяемых компонентов
ду собой (табл. 1.7), так и по экс-
периментальным данным. Это, в
свою очередь, оказывает существен-
ное влияние на точность расчетов
парожидкостного равновесия. Со-
гласно данным табл. 1.8, наиболь-
шее расхождение получается по
легким компонентам. Данные, при-
веденные в табл. 1.8, получены для
смеси следующего состава: N2—
0,37; СН4—20,08, СО2—0,37;
С2Н6—6,11; С3Н8—8,07; С4Н10—
8,32; С5Н12—15,23; H2S —4,30% (мол.); С6+ — остальное.
Эффективность процессов разделения смесей зависит также
от числа теоретических ступеней и флегмового числа. На
рис. 1.4 показана зависимость между числом теоретических та-
релок и составом головного продукта для бинарной смеси при
различных значениях относительной летучести. При снижении
значения а от 1,50 до 1,2 для получения продукта чистотой
99% требуется увеличение числа теоретических ступеней с 23
до 51, т. е. больше чем в 2 раза. Путем повышения флегмового
числа можно уменьшить необходимое число теоретических сту-
пеней контакта. Однако это влечет за собой повышение затрат
энергии как на испарение продукта, так и на охлаждение и
конденсацию дистиллята. Поэтому на практике следует пред-
почтение отдавать не повышению числа тарелок в колонном
оборудовании, а совершенствованию их конструкции.
Компоненты природных газов различаются также другими
свойствами. Так, вода является полярным веществом. К слабо
полярным веществам относится сероводород. (Вводимые в сква-
жины и шлейфы метанол и гликоли также относятся к поляр-
ным веществам.) Углеводородные компоненты природного газа,
а также азот и диоксид углерода относятся к неполярным ве-
ществам. Полярность компонентов природных газов использу-
ется при выборе абсорбентов для обработки газа и ингибито-
ров гидратообразования.
Вода и углеводородные жидкости отличаются также своими
плотностями. Разность плотностей и исключительно низкая
взаиморастворимость воды и жидких углеводородов служат
движущей силой разделения углеводородного и водного кон-
денсатов.
На разных растворимостях в различных жидкостях основа-
ны физические процессы очистки газов и конденсатов от кислых
24
компонентов. Разделительный эффект этих процессов при за-
данных давлении, температуре и составе газа может опреде-
ляться из выражения
/Си = £к/£с, (1.2)
где Ек—растворимость кислых компонентов в поглотителе; Ес—раство-
римость углеводородных компонентов в поглотителе
Коэффициент /Си принято называть избирательностью процес-
са разделения. Чем выше значения /Си, тем легче достигается
четкость разделения компонентов газа.
Различия в химической активности компонентов служат ос-
новой при выборе поглотителей для хемосорбционных процес-
сов разделения газовых смесей.
На различиях в размерах молекул компонентов природного
газа и конденсата основаны процессы их поглощения из смеси
различными адсорбентами. Адсорбенты с разными размерами
пор позволяют в определенной последовательности поглощать
из смеси компоненты и в обратной последовательности их де-
сорбировать. На этом же основаны также процессы разделения
смесей с помощью мембран.
При переработке газожидкостных смесей с целью повыше-
ния разделительного эффекта процессов используют различные
приемы. Например, путем введения в систему различных ве-
ществ достигают эффекта высаливания и азеотропообразования.
Последнее нашло применение на установках регенерации гли-
колей.
Различие коэффициентов рефракции компонентов исполь-
зуют при разработке методов анализа продуктов.
То, что отдельные вещества имеют различные полярности,
широко используется в физических методах разделения. При
этом различия в плотностях обеспечивает четкое расслоение
жидкостей и их вывод из аппаратуры отдельным потоком.
Углеводороды и другие компоненты газа характеризуются
также такими показателями, как вязкость, теплопроводность,
теплоемкость, поверхностное натяжение и т. д. Однако возмож-
ность использования этих характеристик при промысловой и
заводской обработке газа изучена пока недостаточно.
Глава 2
Хемосорбционные способы очистки
газов от сероводорода
и диоксида углерода
Свойства кислых компонентов природных газов
Природные и нефтяные газы, содержащие диоксид углерода
(СО2) и (или) сероводород (H2S) принято называть кислыми
газами. Эти газы содержат также другие сернистые соедине-
ния, из которых можно указать серооксид углерода (COS), се-
роуглерод (CS2), тиолы (СпНгп-i—SH) и т. д. Газовые конден-
саты, выделенные из природных и нефтяных газов, наряду
с указанными, содержат также сульфиды (RSR), дисульфиды
(R—S2—R) и другие сернистые соединения.
Состав газов ряда сернистых месторождений приведен в
табл. 2.1 [12].
Соединения серы — токсичны, усложняют добычу, транспор-
тирование и переработку газов. То же касается диоксида угле-
рода, который входит в состав большинства сероводородсодер-
жащих газов. Ниже приводятся свойства кислых компонентов
природных газов и серосодержащих соединений установок про-
изводства газовой серы, обобщенных по данным [13—16].
Сероводород. Из сернистых соединений природных газов наиболее ак-
тивен сероводород—'бесцветный газ с запахом тухлого яйца. При темпера-
туре — 60,4 °C H2S превращается в бесцветную жидкость, кристаллизующую-
ся при —85,6 °C. Основные свойства сероводорода даны в табл. 2.2.
Твердый сероводород существует в трех модификациях с температура-
ми перехода—170, —147 и —85,6 “С. Растворимость H2S в воде в нор-
мальных условиях составляет 3 об/об. Смеси сероводорода с воздухом
взрывоопасны в пределах концентрации H2S 4—45% (об.).
Предельно допустимая концентрация в воздухе производственных по-
мещений составляет не более 0,01 мг/л. При вдыхании воздуха, содержащего
0,2—0,3 мг/л, наступает острое отравление, при концентрации выше 1 мг/л
возможен летальный исход.
Токсичность H2S проявляется в его раздражающем действии на слизи-
стые оболочки глаз и верхних дыхательных путей.
Вызывает коррозию металлов с образованием сульфидов. Наличие вла-
ги в газе резко усиливает коррозионное действие сероводорода и других
кислых компонентов.
При значительных концентрациях, в присутствии кислорода H2S в жид-
кой фазе окисляется до элементной серы, а также, взаимодействуя с раз-
личными органическими соединениями, образует не менее токсичные соеди-
нения — полисульфиды.
Сероуглерод — бесцветная жидкость, плотностью 1,2927 кг/л, температу-
ры кипения и плавления составляют 46,3 и —112,1 °C соответственно. Кри-
тические параметры: 7’Кр = 7,6 МПа; 7/Р==273’С. Давление насыщенных па-
ров CS2 в зависимости от температуры дано в табл. 2.3.
26
Таблица 2.1. Состав сероводородоеодержащих природных газов,
% (моль.) [12]
Месторождения Компоненты
сн4 с2н6 С3Н8 С4Н10 Од СО2 H2S n2
Астраханское 55,92 1,86 0,88 0,72 3,57 16,50 20,0 0,55
Багаджа 92,24 3,35 2,61 0,32 0,36 2,21 0,37 0,54
Восточный Теджен 96,02 1,52 0,25 0,16 0,10 1,04 1,0 —
Гугуртли 92,1 3,0 0,88 0,26 0,37 2,72 0,17 0,50
Денгизкуль — Хаузах 88,63 1,40 0,26 0,11 0,33 4,27 4,49 0,51
Жирновское 81,7 6,5 3,0 1,9 1,4 4,0 0,02 1,48
Зеварды 89,97 3,68 0,74 0,29 1,2 3,52 0,08 0,52
Карабиль Карачаганакское: 89,5 1,26 0,09 0,01 0,38 0,03 3,88 4,88
пермь 75,32 5,45 2,62 1,37 5,98 4,79 3,69 0,70
карбон 67,66 5,77 3,80 1,63 11,04 5,59 3,64 0,80
Оренбургское 83,68 3,81 1,53 0,84 1,58 0,57 1,75 6,23
Саман — Тепе 94,19 2,07 0,30 0,11 0,05 — 2,9 0,4
Северное Балкуи 86,6 5,67 1,64 0,56 0,76 0,57 0,009 4,21
Северный Мубарек 91,10 4,23 1,15 0,47 1,13 1,55 0,30 0,07
Советабад 95,52 1,72 0,16 0,11 0,14 1,48 0,10 0,80
Таджигали 67,41 7,19 3,59 1,19 1,29 4,98 11,61 2,7
Уртабулак 85,59 1,57 1,90 0,29 0,23 5,24 5,01 0,17
Учкыр 90,41 2,92 1,07 0,36 0,34 2,25 1,40 1,25
Шоргель 92,85 2,94 0,72 0,81 0,56 1,75 0,0001 0,37
Шуртан 90,12 4,10 0,92 0,35 1,06 2,73 0,08 0,64
Южный Мубарек 91,03 4,19 1,03 0,35 1,15 1,60 0,30 0,35
Таблица 2.2. Свойства
сероводорода при различных температурах
Т, °C Р, МПа Удельный объем Теплота испарения, кДж/кг Энтальпия пара*, кДж/кг Теплоемкость
жидкости пара л/КГ мЗ/КГ Т, °C ^Р’ кДж/кг
—60,6 0,102 1,095 0,518 548,1 548,1 —45,4 0,194 1,110 0,275 539,7 565,7 —34,4 0,316 1,180 0,175 525,8 571,5 —23,3 0,479 1,158 0,116 511,2 578,2 — 12,2 0,693 1,180 0,081 492,3 582,4 — 1,1 0,989 1,110 0,059 473,5 586,6 10 1,356 1,249 0,043 454,6 587,9 21,9 1,835 1,295 0,032 435,3 589,5 32,2 2,416 1,340 0,025 411,5 590,0 25,2 1,003 127 , 1,045 227 1,086 327 1,126 427 1,167 527 1,209 727 1,290
Энтальпия жидкости при температуре
кипения принята равной нулю.
Теплоемкость жидкого сероуглерода при О °C равна 1,0 кДж/(кг-К).
Растворимость CS2 в воде (%) при различных температурах состав-
ляет:
0 °C 10 20 30 40 49
0,242 0,230 0,210 0,185 0,11 0,014
Сероуглерод характеризуется полной растворимостью в этаноле и хло-
роформе. При нагревании с оксидами металлов вызывает коррозию ме-
таллов.
27
Таблица 2.3. Давление насыщенных паров CS2
Т, °C Р, кПа Т, °C Р, кПа Т, °C Р, МПа Т, °C Р, МПа
— 73 0,14 — 15 8,0 69 0,20 223 4,08
—54 0,66 —5 13,33 105 0,51 240 5,10
—45 1,33 — 10 26,66 136 1,02 256 6,12
— 34 2,60 28 53,32 176 2,04
—22 5,35 46 101,2 202 3,06
При повышенной температуре с водородом образует сероводород. На
этом основан ряд процессов очистки газов от сероуглерода.
Ядовит, легко проникает в кровь через дыхательные пути, в кожу. Ост-
рые отравления развиваются при концентрациях CS2 в воздухе 1 мг/л.
Применяется в качестве растворителя и экстракционного средства и в
производстве вискозы.
Серооксид углерода (COS), карбонилсульфид — легко воспламеняющий-
ся газ без цвета и запаха. Температура сжижения минус 50,2°C, затверде-
вания минус 138,2°C. Серооксид углерода имеет следующие характери-
стики:
Критическая температура, °C........................102,25
Критическое давление, МПа........................... 6,32
Пределы взрываемости, % (об.) .... 11,9—28,5
Теплота плавления, кДж/кг....................... 77,1
Теплота испарения, кДж/кг.......................... 15,17
Плотность в жидком виде (—87°C), г/см3 . . 1,24
Зависимость давления насыщенных паров COS от температуры дана
в табл. 2.4.
Хорошо растворяется в сероуглероде, толуоле и этиловом спирте, а так-
же в воде с последующим разложением на СО2 и H2S При нагревании
разлагается на СО2, CS2, СО и серу.
Допустимая концентрация COS в воздухе производственных помещений
составляет не более 1 мг/м3, среднесуточная концентрация в воздухе насе-
ленных пунктов не должна превышать 0,15 мг/м3.
Тиолы (меркаптаны)—сернистые соединения с общей формулой R—SH,
где R — радикал (СН3)И. Тиолы—жидкости с резким неприятным запахом,
не растворимы в воде, но растворяются в органических растворителях При
попадании в химические реакторы тиолы отравляют катализаторы, а взаимо-
действуя с металлами, образуют меркаптиды, вызывая разрушение обору-
дования.
Сульфиды. Органические сульфиды хорошо растворяются в углеводоро-
дах, температура кипения их выше, чем соответствующих тиолов, с увели-
чением молекулярной массы углеводородного радикала она возрастает. Бо-
лее устойчивы к нагреванию и менее активно чем тиолы взаимодействуют
с металлами.
Таблица 2.4. Давление насыщенных паров COS при различных
температурах
t, °C Р, кПа 1, ’С Р, кПа t, °C Р, МПа t, °C Р, МПа
— 132,4 0,133 —93 8,0 —40 0,153 10 0,836
— 119,8 0,566 —85,9 13,33 —30 0,224 20 1,161
— 113,3 1,333 —75 26,66 —20 0,316 30 1,529
— 103 2,666 —62,7 53,32 — 10 0,449 40 1,835
—98,3 5,332 —49,9 99,98 0 0,622 50 2,243
28
Таблица 2.5. Характеристика сероорганических соединений
Соединение Молеку- лярная масса Т . °C кип» гпл> °с р42О, г/см
Метантиол, CH3SH 48,11 5,9 — 123 0,8666
Этантиол, C2H6SH 62,14 35,0 — 147,9 0,8391 1,4310
1-Пропантиол, CH3(CH2)2SH 76,16 67,7 -113,1 0,8415 1,4383
1-Бутантиол, CH3(CH2)3SH 90,19 98,4 — 115,7 0,8416 1,4429
Пентантиол, CH3(CH2)4SH 104,22 126,6 —75,7 0,8421 1,44бУ
1-Гексантиол, CH3(CH2)5SH 118,25 150 —80,5 0,8490 1,4497
Гептантиол, CH3(CH2)6SH 132,28 176,3 —43,3 0,8431 1,4521
Октантиол, CH3(CH2)7SH 146,30 199 —49,2 0,8433 1,4542
Нонантиол, CH3(CH2)sSH 160,33 219,8 —20,1 0,8437 1,4558
1-Декантиол, CH3(CH2)gSH 174,36 239,2 —20,6 0,8445 1,4571
Диметилсульфид, (CH3)2S 62,13 37,3 —98,3 0,8482 —
Диэтилсульфид (CH5)2S 90,19 92,1 —103,9 0,8362 1,4429
Дипропилсульфид, (C3H7)2S 116,24 142,8 -102,5 0,8377 1,4487
Дибутилсульфид, (C4Hg)2S 146,29 189,0 —76,7 0,8385 1,4503
Диамилсульфид, (C5Hnj2S 174,35 229,6 — 0,8390 1,4564
Дигексилсульфид, (C6H13)2S 202,41 260,0 — — 1,4590
Диметилдисульфид, (CH3)2S2 94,10 109,7 —84,7 1,0623 1,5259
Диэтилдисульфид, (C2H5)2S2 122,25 154,0 —101,5 0,9933 1,5072
Дипропилдисульфид, (C3H7)2S2 150,31 194,7 —856 0,9598 1,4980
Дибутилдисульфид, (C4Hg)2S2 178,36 235,6 — 0,9371 1,4923
Дисульфиды легко растворяются в углеводородах и других органиче-
ских растворителях В присутствии кислорода и сероводорода, а также тио-
лов дисульфиды способны переходить в трисульфиды и тетрасульфиды. При
термических превращениях дисульфиды образуют тиолы, сероводород,
сульфиды.
Основные характеристики тиолов и сульфидов приведены в табл. 2 5.
Диоксид углерода (углекислый газ)—бесцветный газ, имеющий слегка
кисловатые запах и вкус. Ниже приведены его основные свойства: ।
Температура, °C:
плавления . . . . .56,9
кипения..................78,9
критическая . . . . .31
Критическое давление, МПа 7,62
При атмосферном давлении и температуре —78,5 °C диоксид углерода,
минуя жидкое состояние, образует белую снегообразную массу («сухой
лед»). Жидкий диоксид углерода при комнатной температуре существует
лишь при давлениях выше 5,85 МПа. Плотности жидкого и твердого диок-
сида углерода составляют 0,771 и 1,512 кг/л соответственно.
Растворимость СО2 в воде составляет 0,335 и 0,169% (масс.) при тем-
пературах 0 и 20 °C соответственно. При этом, частично взаимодействуя
с водой, образует угольную кислоту. Активно взаимодействует с основа-
ниями, образуя карбонаты. Термически стойкий, диссоциирует на оксид уг-
лерода и кислород только при температурах свыше 2000 °C.
В нефтяной промышленности используется для закачки в пласт с целью
повышения продуктоотдачи.
Из кислых компонентов природных газов наиболее коррозионноактивен,
при взаимодействии с материалом оборудования и труб образует карбонат
железа.
Диоксид серы (сернистый ангидрид) является одним из активных серни-
стых соединений. В составе природных и нефтяных газов отсутствует, одна-
ко все процессы получения серы из сероводорода сопровождаются образова-
нием SO2. Содержится в составе всех хвостовых газов установок получе-
ния серы.
29
Таблица 2.6. Основные характеристики серы различных модификаций
Модифика- ция Цвет Плотность, г,/см3 t пл, йС Температур- ный предел устойчиво- сти, °C
a-сера Лимонно-желтый 2,07 112,8 <95,6
jS-cepa Медово-желтый 1,96 119,3 95,6—119,3
Представляет собой бесцветный газ с характерным резким запахом.
При температуре —10,5 °C образует бесцветную жидкость, затвердевающую
при —75 °C в кристаллическую массу. Критические р'араметры: РКр =
==2.32 МПа; 7’кр= 157,3 °C. Хорошо растворяется в воде, образуя H2SO4.
Термически устойчив, его разложение происходит при температурах свыше
2800 °C
Токсичен, максимально допустимая концентрация в воздухе производст-
венных помещений не более 10 мг/м3.
Сера. Сера является одним из основных видов продукции ГПЗ, пере-
рабатывающих сероводородсодержащие газы.
Представляет собой твердое кристаллическое вещество, устойчивое в
виде двух аллотропных модификаций: ромбической a-сера и моноклинной
P-сера. Их основные константы даны в табл. 2.6.
Обе формы серы образованы восьмичленными циклическими молекула-
ми (S8) При плавлении сера превращается в подвижную желтую жид-
кость, которая выше 160 °C, буреет, а около 190 °C становится вязкой тем-
но-коричневой массой. В интервале температур 190—300 °C вязкость серы
уменьшается, затем снова возрастает.
В парах серы при температуре кипения кроме молекул S8 имеется
также сера в форме S6, S4 и S2 При нагревании до 900 °C остаются только
молекулы S2. При температурах выше 1500 °C S2 распадается на атомы.
Сера практически не растворяется в воде, хорошо растворяется в без-
водном аммиаке, сероуглероде, феноле, бензоле, дихлорэтане и других ор-
ганических растворителях.
При нагревании сера, реагируя с металлами, образует соответствующие
сульфиды и полисульфиды. При 800—900 °C сера с углеродом образует CS2.
Классификация сернистых газов и процессов
их очистки
Классификация сернистых газов. Содержание сероводорода и
других серосодержащих компонентов в газе изменяется в ши-
роком интервале. При этом основным компонентом, влияющим
на технико-экономические показатели переработки сернистых
газов, является H2S.
Несмотря на большой опыт переработки сернистых газов до
настоящего времени как за рубежом, так и в СССР нет их
общепринятой классификации.
Согласно классификации, предложенной в работе [17], га-
зы делятся на слабосернистые, малосернистые, сернистые и
высокосернистые. Одновременно эти понятия увязаны с кон-
центрацией серосодержащих компонентов в исходном газе и в
газах, получаемых при регенерации абсорбентов. Учитывается
также экономическая целесообразность производства серы из
газов регенерации.
30
К слабосернистым отнесены те газы, в которых содержание
сероводорода и тиоловой серы не превышает 20 и 36 мг/м3, то
есть ниже допустимых норм по отраслевому стандарту ОСТ
51.40—83. Очистка таких газов от сероводорода не произво-
дится. Перед подачей в магистральные газопроводы такие газы
обрабатывают с целью доведения их точки росы по воде и
углеводородам до норм упомянутого стандарта.
К малосернистым отнесены те газы, при переработке кото-
рых для утилизации газов регенерации поглотителей строи-
тельство установок производства серы является экономически
нецелесообразным. Целью переработки таких газов является
доведение в них содержания сернистых соединений, углеводо-
родов и воды до норм отраслевого стандарта. Кислые газы, по-
лучаемые при регенерации поглотителей на установках перера-
ботки малосернистых газов, как правило, сжигаются на факе-
лах. К малосернистым можно отнести сырье Миннибаевского
ГПЗ, а также газы ряда месторождений Средней Азии и Сара-
товской области.
При очистке малосернистых газов не ставится задача глубо-
кой очистки газа от диоксида углерода, за исключением тех
случаев, когда газ подается на установки выделения гелия.
К сернистым отнесены газы, при переработке которых для
утилизации газов регенерации абсорбентов строительство устано-
вок производства газовой серы экономически целесообразно.
К месторождениям с высоким содержанием сернистых со-
единений отнесены такие, эксплуатация которых даже только
для производства газовой серы является экономически целесо-
образной, например Астраханское газоконденсатное месторож-
дение.
Деление сернистых газов на разные группы носит условный
характер и зависит не только от их состава, но и от уровня
развития техники и технологии. Следует отметить, что по мере
развития техники и технологии переработки газа и изменения
конъюнктуры газ из одной группы может перейти в другую.
Количество сернистых соединений в газах указывается в
мольных (объемных) долях и граммах на один кубический
метр. Наряду с этим пользуются также таким показателем, как
содержание общей серы в граммах на кубический метр, кото-
рое определяется по формуле
g = 32,064-10- , (2.1)
где g— содержание общей серы в газе, г/м3; у,— объемное (мольное) со-
держание серосодержащего компонента в газе, %; ip, — плотность i-го се-
росодержащего газообразного компонента, кг/м3; Л/; — молекулярная масса
1-го серосодержащего компонента; п — число атомов серы в i-ом компонен-
те; 32,064 — атомная масса серы.
Приведем пример расчета содержания общей серы.
Пример 1. Природный газ содержит 0,20% (об.) сероводорода, 0,010 —
метантиола и 0,0015 — этантиола. Требуется определить содержание общей
серы в газе.
ntytPi
31
Решение. Сначала находят плотность и молекулярную массу серосодер-
жащих компонентов газа, а по формулам компонентов — число атомов се-
ры в них.
По формуле (2.1) вычисляют количество общей серы:
[0,20-1,521-1 0,01-2,147.1 0,0015-2,778 1
£= 32,064-10 -------------- Н---------------4----------1---1 =3,023 г/м3.
s I ОЛ ЛО 1 Л О 11 1 62 24 1
34,08
48,11
Содержание общей серы в составе газа равно 3,023 г/м3.
Практически все показатели природных газов подчиняются
правилу аддитивности. Следовательно содержание в газе кис-
лых компонентов влияет на его термодинамические параметры.
Из кислых компонентов газа на его показатели заметное
влияние оказывают сероводород и диоксид углерода, так как
концентрации остальных компонентов — серооксида углерода,
сероуглерода, тиолов и т. д. незначительны.
С увеличением концентрации сероводорода и диоксида угле-
рода повышается температура гидратообразования газа и по-
нижается его коэффициент сжимаемости.
Присутствие H2S и СО2 увеличивает растворимость природ-
ных газов в воде и реагентах, применяемых в процессах про-
мысловой и заводской обработки газа. Это связано с тем, что
растворимость H2S и СО2 в этих реагентах и в воде выше, по
сравнению с растворимостью углеводородов.
Другие сернистые соединения (COS, CS2, R—SH, R—S—R,
R—S2—R и т. д.), не оказывая заметного влияния на темпера-
туру гидратообразования, влагоемкость, коэффициент сжимае-
мости и коррозионность газа, существенно влияют на качество
ингибиторов гидратообразования, абсорбентов и на процесс их
регенерации.
Как говорилось выше, перед подачей в магистральные газо-
проводы газы подвергают очистке от сернистых соединений.
Содержание H2S и тиоловой серы в товарном газе допускается
не более 20 и 36 мг/м3 соответственно.
В СССР нормы на содержание диоксида углерода в соста-
ве газов не установлены. Однако при переработке газов надо
иметь ввиду, что СО2, являясь балластом, снижает теплотвор-
ную способность газа и эффективность работы газотранспорт-
ных систем.
В настоящее время не установлены также нормы на содер-
жание COS, CS2 и других сернистых соединений в товарном
газе, что вызывает ряд затруднений при выборе технологиче-
ских схем очистки газов от кислых компонентов.
Классификация процессов очистки газов. Для очистки газа
от кислых компонентов применяют жидкостные процессы и про-
цессы адсорбционной очистки [2—5, 18—31].
Жидкостные процессы условно можно разделить на следую-
щие группы:
1. Хемосорбционные процессы — процессы, основанные пре-
имущественно на химическом воздействии H2S и СО2 с актив-
32
ной частью абсорбента. Наиболее распространенными реагента-
ми этих процессов являются амины и щелочи.
2. Абсорбционные процессы—процессы, В которых извлече-
ние кислых компонентов из газа происходит только благодаря
их растворимости в абсорбентах. В качестве абсорбентов при-
меняют N-метилпирролидон, гликоли, пропиленкарбонат, трибу-
тилфосфат, метанол и др.
Преимущества этих процессов выявляются при обработке га-
зов, содержащих большие количества кислых компонентов, так
как поглотительная способность абсорбентов практически пря-
мо пропорциональна парциальному давлению кислых компонен-
тов в обрабатываемом газе.
3. Комбинированные процессы — процессы, использующие
смешанные — одновременно химические и физические поглоти-
тели. Из этих процессов наиболее широкое распространение
получил процесс Сульфинол, где в качестве поглотителя исполь-
зуется сульфолан (диоксид тетрагидротиофена) в сочетании с
каким-либо химическим поглотителем. В качестве химического
поглотителя используют амины, в первую очередь диизопропа-
ноламин (ДИПА).
Во всех способах поглотители кислых компонентов должны
обладать селективностью, химической и термической стабиль-
ностью, низкой упругостью паров и коррозионной способностью,
высокой поглотительной способностью и химической инерт-
ностью к углеводородам. Кроме того, они должны быть доступ-
ными по цене и по мере возможности слабо токсичными.
4. Окислительные процессы — процессы, основанные на не-
обратимом превращении поглощенного сероводорода в элемент-
ную серу. Примерами этих процессов могут быть процессы
Джиаммарко—Ветрокок или Стретфорд. В первом процессе в
качестве поглотителя используется горячий раствор мышьяко-
вых солей щелочного металла. Во время процесса поглощенный
H2S окисляется в элементную серу. В отношении СОг этот про-
цесс является обычным циклическим сорбционным процессом.
Основным недостатком процесса является высокая токсичность
применяемого поглотителя. В процессе Стретфорд в качестве
поглотителя применяют водный раствор натриевых солей двух
форм антрахинондисульфокислот.
Адсорбционные процессы. Эти процессы в основном приме-
няют в тех случаях, когда требуется достичь более йизких кон-
центраций сернистых соединений в природном и нефтяном га-
зах. В качестве адсорбента в этих процессах могут применять-
ся активированные угли, молекулярные сита, природные цео-
литы и др.
Способ очистки газа выбирают с учетом таких факторов,
как состав сырьевого газа, область применения товарного га-
за (бытовое или моторное топливо, сырье для производства
химических продуктов и т. д.), наличие определенной марки
поглотителя и т. д. При этом основным фактором, определяю-
3—864
33
щим способ и технологическую схему очистки газа, является
концентрация в сырьевом газе H2S, СО2 и сероорганических
соединений.
При выборе способа очистки газов необходимо иметь в виду
также то, что наряду с H2S регламентируется также концентра-
ция углеводородов в газе, подаваемом на установку Клауса. Со-
держание углеводородов в газах регенерации более 2—4% приво-
дит к снижению активности катализатора установок Клауса и
ухудшению качества серы.
Применение физических поглотителей предпочтительно при
высоких парциальных давлениях кислых компонентов в сырье-
вом газе. Повышение давления абсорбции приводит к сниже-
нию количества циркулирующего в системе абсорбента и, как
следствие, к уменьшению расхода тепла в блоке регенерации.
Основным недостатком физических поглотителей является
их низкая избирательность в отношении углеводородов. Поэто-
му нередко возникает вопрос о предварительной очистке сырье-
вого газа от тяжелых углеводородов.
При низких парциальных давлениях H2S в газе предпочти-
тельными являются окислительные процессы, а при средних —
хемосорбционные процессы с исйользованием различных аминов.
Более подробно область применения различных процессов
будет рассмотрена ниже.
Выбор поглотителей и технологических схем
процессов очистки газов от сернистых соединений
Выбор поглотителя является основной задачей технологии очи-
стки газа от сероводорода, диоксида углерода, серооксида уг-
лерода, сероуглерода, тиолов и т. д. От правильного выбора
поглотителя зависят не только качество товарного газа, но и
металло- и энергоемкость установок, а также вопросы охраны
окружающей среды на объектах газовой промышленности.
В ряде случаев от наличия остатков поглотителя в товарном
газе зависит также эффективность дальнейшего использования
газа в других отраслях промышленности.
Поэтому большое значение имеет выбор поглотителя для
установок очистки газов от кислых компонентов.
Независимо от способов очистки газа поглотители должны
отвечать ряду общих требований, в частности, иметь:
высокую поглотительную емкость по кислым компонентам
в широком интервале их парциального давления в газе;
низкие давления насыщенных паров, чтобы обеспечить их
минимальные потери с очищенным газом;
низкую вязкость при режимах эксплуатации абсорбера,
чтобы обеспечить хороший контакт с газом;
низкую взаиморастворимость с углеводородами;
нейтральные свойства по отношению к углеводородам и ин-
гибиторам, применяемым при добыче и промысловой обработке
газов;
34
Таблица 2 7. Основные характеристики различных аминов
Показатели
Плотность при 20 °C
Температура кипения, °C, при давлении:
1,01 МПа
6,665 кПа
1,333 кПа
Температура замерзания, °C
Давление насыщенных паров при 20 °C, Па
Динамическая вязкость, 10~3 Па-с
Теплота парообразования при 0,102 МПа, кДж/кг
Теплота реакции, кДж/кг
с H2S
с СО2
Удельная теплоемкость раствора при 80°C, кДж/(кг-К)
Предпочтительное содержание аминов в применяемом раство-
ре % (масс.)
Поглотительная емкость раствора, мэ/м3
Коэффициент теплопередачи в рекуперативном теплообменни-
ке «тощий—насыщенный» раствор, Вт/(м2-К)
Растворимость в воде при 20 °C, °/о (масс.)
Константа диссоциации при 20 °C
g? Коэффициент рефракции при 20 °C
МЭА ДГА ДЭА ДИПА ТЭД МДЭА
1,018 1,055 1,092 0,989 1,1258 1,03
171 221 расп- 248,7 360 231
100 — 187 167 244 —
69 — 150 133 208 —
10,5 —9,5 28 42,0 21,2 —2, 1
48 1,3 1,3 <1,3 <1,3 1,3
24,1 26 380 198 1013 101
(20 °C) (24 ЧС) (30 °C) (45’С) (45 °C) (20 °C)
1488 918 1207 773 964 —
1510 1570 1190 1220 930 1050
1920 1980 1520 1630 1470 1340
4 (15%) 3,4 (60%) 3,9 (30%) 3,7 (40%) — —
10—20 50—65 20—40 20—40 — —
7,5—30 15—52 22—75 15—60 — —
793 460 595 567 __ —
ПОЛИ. — 96,4 87 ПОЛИ. ПОЛИ.
5-Ю-5 — 6- IO-5 — з-ю-7
1,4539 — 1,4776 — 1,4852
низкую коррозионную активность;
высокую устойчивость против окисления и термического раз-
ложения (низкие скорости старения);
высокую устойчивость к побочным реакциям с различными
примесями;
устойчивость к пенообразованию;
их температура кипения должна быть ниже температуры
кипения всех компонентов газа, поглощаемых раствором, с тем,
чтобы исключить их накопление в поглотителе.
Следует отметить, что на установках переработки газа по-
падание поглотителей в водоемы и почвы в том или ином ко-
личестве неизбежно. Поэтому они должны быть как можно ме-
нее ядовитыми и подвергаться полному биологическому разру-
шению. Кроме того, поглотители кислых компонентов должны
быть дешевыми и не опасными для организма человека.
На практике трудно найти химические реагенты, полностью
отвечающие всем указанным требованиям. В той или иной сте-
пени указанным требованиям отвечают алканоламины, из кото-
рых для очистки газов от сероводорода и диоксида углерода
наиболее широкое применение нашли моноэтаноламин (МЭА),
диэтаноламин (ДЭА), дигликольамин (ДГА), диизопропанола-
мин (ДИПА), а также триэтаноламин (ТЭА) и метилдиэтано-
ламин (МДЭА).
Характеристики этих аминов приведены в табл. 2.7—2.9
рис. 2.1—2.7 по данным |[15, 26, 27, 32—35].
Таблица 2.8. Характеристика структуры аминов
Амины Структура Молеку- лярная масса Число функцио- нальных групп
N-H -ОН -снт
МЭА н\ /N—СН2—СНг—ОН 61,1 1 1 2
ДГА н/ Н\ /N—сн2—СН2—О—сн2—сн2—ОН 105,1 1 1 4
ДЭА W но—сн2—сн2—N—сн2—сн2—он 105,1 1 2 4
ДИПА н HO—CH—СН,—N—сн2—сн— он 133,2 1 2 6
ТЭА 1 1 ' сн3 н сн3 НО—сн2—СН,—N—сн2—сн2—он 149,2 1 3 6
МДЭА СН2-СН2—он но—СН2—СН2—N—сн2—сн2—он 119,2 1 2 5
сн3
36
Таблица 2.9. Давление насыщенных паров водных растворов этаноламинов
(ЭА) различной концентрации
Массовая доля амина, % Темпе- ратура, Давление насьп щенных паров, Па Массовая доля амина, % Темпе- ратура, °C Давление насы- щенных паров, Па
моно-ЭА ди-ЭА три-ЭА моно-ЭА ди-ЭА три-ЭА
25 30 4 0,4 0,4 75 30 30,7 3,3 1,9 50 13,3 0,13 0,13 50 107 13,3 6,7 75 53,3 5,7 5,2 75 384 64 26,7 100 168 20 17,3 100 1273 243 92 50 30 9,3 1,3 0,7 100 30 110 12 6,5 50 30,7 4,9 2,5 50 441 48 22,7 75 121 21,3 10,4 75 1840 221 95 100 403 73,3 36,0 100 6678 841 312
При обычных температурах все чистые амины кроме ДГАи
МДЭА являются твердыми веществами. Добавление воды в
амины приводит к снижению температуры застывания и вяз-
кости растворов, благодаря чему становится возможным вести
процесс очистки газа при относительно низких положительных
температурах.
С ростом концентрации аминов в растворе давление насы-
щенных паров над ними увеличивается (табл. 2.9).
По степени замещения центрального атома азота алкильны-
ми радикалами амины делятся на первичные (МЭА, ДГА), вто-
ричные (ДЭА, ДИПА) и третичные (ТЭА, МДЭА). Амины со-
держат три типа функциональных групп i(cm. табл. 2.8). Влия-
ние указанных групп на свойства аминов характеризуется сле-
дующим образом [33]:
увеличение числа метиленовых групп повышает раствори-
мость амина в углеводородах и снижает растворимость вводе;
окси-группы снижают давление насыщенных паров аминов
над раствором; увеличение их числа в молекуле повышает
растворимость амина в воде и снижает растворимость в угле-
водородах;
амино-группы придают основность их водным растворам,
оказывают незначительное влияние на растворимость углево-
дородов в аминах.
Исходя из сказанного, можно сделать вывод о наивысшей
избирательной способности ДЭА в отношении углеводородов,
вследствие высокого числа окси-групп (две) и низкого числа
метиленовых групп (четыре). Углеводороды в МЭА и ДИПА
имеют близкие растворимости. ДГА имеет лишь одну окси- и
среднее число метиленовых групп, поэтому у него самое боль-
шое сродство к углеводородам и, следовательно, низкая изби-
рательность по отношению к ним.
В работе [26] имеются данные еще об одном ами-
не: рф'-оксиаминоэтиловом эфире (ОАЭЭ) с формулой
НО-(СН2)2—О—(СН2)г—NH2 ОАЭЭ сочетает ряд важных
свойств диэтиленгликоля (низкие давления насыщенных паров
37
и высокая гигроскопичность) и высокую реакционную способ-
ность МЭА. Однако этот реагент не нашел промышленного при-
менения из-за трудности синтеза, и, следовательно, высокой
стоимости.
Процесс очистки газов от H2S и СО2 основан на том, что
они при растворении в воде диссоциируют с образованием сла-
бых кислот, амины являются слабыми основаниями. При взаи-
модействии аминов с кислыми газами образуются соли, за счет
чего происходит очистка газа. Образующиеся соли легко раз-
лагаются при нагревании насыщенного раствора. Для МЭАэти
реакции описываются следующими уравнениями:
2RNH2 + H2S (RNH3)2; (2.2)
(RNH3)2 + H2S <—> 2RNH3HS; (2.3)
Рис. 2.3. Зависимость теплоты ис-
парения q МЭА (/) и ДЭА (2)
от температуры:
1 — 25; 2 — 50; 3 — 75, 4 — 100%
Рис. 2.4. Парциальное давление
pH2S (/, 2, 3) и СО2 (/', 2', 3')
над растворами в зависимости от
степени насыщения а при 40 °C:
/, Г-33% ДИПА, 2, 2'-26% ДЭЛ,
3, 3' — 15% МЭА
38
+н20
2RNH2 + СО2 (RNH3)2CO3;
(RNH3)2CO3 + СО2 + Н2О 4==fa 2RNH3HCO3;
2RNH2 + CO2 •<—> RNHCOONH3R;
где R — группа HO — CH2 — CH2 — .
(2-4)
(2.5)
(2-6)
Согласно принципу Ле-Шателье понижение температуры и
повышение давления способствуют протеканию реакций (2,2)—
(2.6) в прямом направлении, а повышение температуры и по-
нижение давления — в обратном направлении. Это положение
является определяющим при выборе режимов очистки газа и
регенерации насыщенного абсорбента.
Указанные реакции протекают с выделением тепла. Теплота
реакции H2S и СОг с различными аминами дана в табл. 2.7.
Первичные амины, являясь более сильными основаниями,
чем вторичные и третичные, легче вступают в реакцию с H2S
и СО2 и образуют более прочную связь с ними, т. е. труднее
регенерируются. Из всех аминов для очистки газов от серово-
дорода и диоксида углерода наибольшее применение нашли
моно- и диэтаноламин, что объясняется их высокими реакци-
онной способностью и поглотительной емкостью. МЭА наибо-
лее дешевый и имеет такие преимущества, как высокая реак-
ционная способность, стабильность. Кроме того, раствор МЭА
относительно легче регенерировать и очищать от различных
примесей. Высокая поглотительная емкость растворов МЭА по
сравнению с ДЭА еще объясняется тем, что молекулярная мас-
са МЭА на 44 единицы или в 1,72 раза меньше. Следовательно,
для образования растворов МЭА одинаковой молярной кон-
центрации требуется в 1,72 раза меньше.
Основным недостатком МЭА является его необратимое вза-
имодействие с серооксидом углерода с образованием нереге-
нерируемых соединений, что увеличивает его потери (рис. 2.5)
[28].
При наличии в газе COS и CS2 для очистки газа широко
используют водные растворы диэтаноламина. Продукты реак-
ции ДЭА этими соединениями легко диссоциируются в услови-
ях регенерации насыщенного раствора
ДЭА является его высокая избира-
тельность, так как растворимость уг-
леводородов в растворах МЭА выше,
чем в растворах ДЭА. ДЭА по срав-
нению с МЭА имеет и такие преиму-
щества как низкая упругость паров,
возможность использования раствора
высокой концентрации.
Рис. 2.5. Потери q МЭА в зависимости от
содержания с COS в сырьевом газе
Другим преимуществом
39
Для очистки газов в зависимости от конкретных специфи-
ческих условий процесса применяют также другие амины. Так,
для избирательного извлечения H2S и SO2 из газа в присутст-
вии СОг предпочтительно использование соответственно раство-
ров ДИПА и МДЭА.
Движущей силой процесса поглощения H2S и СО2 является
разность их парциальных давлений в газовой и жидкой фазах.
Парциальное давление этих компонентов в газовой фазе не
зависит от используемого для очистки раствора и определяется
как произведение их молярной концентрации на общее давле-
ние газа. В то же время парциальное давление компонента в
жидкой фазе для заданной молярной концентрации имеет раз-
ное значение для различных аминов. Чем выше реакционная
способность амина, тем ниже давление кислого компонента га-
за в растворе.
При любом молярном соотношении H2S : амин первичные
амины имеют более высокую реакционную способность и их
давление насыщенных паров в жидкой фазе ниже. Из вторич-
ных аминов наибольшей реакционной способностью обладает
ДЭА.
При регенерации насыщенных растворов тепло расходуется
также на разрыв химической связи. Чем выше реакционная
способность амина, тем больше энергии расходуется для реге-
нерации его раствора. Следовательно процессы регенерации
вторичных аминов менее энергоемки, так как они менее реакци-
онноспособны, и на установках поддерживается их меньший
удельный расход вследствие того, что они позволяют достичь
более высокой степени насыщения.
Реакционная способность аминов обусловливает различные
требования к глубине регенерации насыщенных растворов: при
использовании первичных аминов концентрация кислых компо-
нентов в регенерированном растворе допускается до
0,01 моль/моль, а при применении вторичных аминов этот по-
казатель не должен превышать 0,02 моль/моль.
При прочих равных условиях повышение давления увеличи-
вает движущую силу процесса и, следовательно, повышает
степень очистки газа от кислых компонентов. Отсюда следует,
что в тех случаях, когда на завод поступает газ низкого дав-
ления, лучше сначала его дожать, а затем подвергнуть очистке.
С повышением температуры абсорбции снижается раствори-
мость углеводородов в аминовых растворах, следовательно, уве-
личивается их избирательность по отношению к кислым ком-
понентам. Однако повышение температуры приводит к увеличе-
нию влагонасыщенности обработанного газа. Вследствие этого
увеличиваются эксплуатационные расходы на дальнейшую под-
готовку газа (повышается количество подаваемого в систему
ингибитора гидратообразования или осушителя, возрастает
металло- и энергоемкость блока регенерации, расход тепла на
охлаждение газа и т. д). Кроме того, с повышением темпера-
40
туры несколько увеличивается остаточное количество кислых
компонентов в газе. Для обеспечения необходимой степени
очистки газа требуется увеличение удельного расхода абсор-
бента.
Понижение температуры процесса позволяет увеличить про-
изводительность абсорберов и уменьшает эксплуатационные
расходы на дальнейшую обработку газа. Однако это несколько
увеличивает растворимость углеводородов в растворе, что сни-
жает его избирательность. Кроме того, повышается вероятность
гидратообразования в системе.
С повышением концентрации аминов в растворе уменьшает-
ся его удельный расход, что позволяет снизить расход энергии
на циркуляцию раствора в системе и в блоке регенерации на-
сыщенного раствора. Кроме того, уменьшится удельная метал-
лоемкость установки, и в первую очередь блока регенерации.
Однако повышение концентрации аминов в растворе приво-
дит к следующим отрицательным последствиям:
увеличивается скорость деструкции аминов (рис. 2.6);
повышается количество поглощенных кислых компонентов
в единице массы раствора, что приводит к увеличению ее тем-
пературы за счет теплоты реакции;
в связи с увеличением температуры раствора и его концент-
рации имеет место повышенный унос реагента;
уменьшается избирательность раствора по отношению к уг-
леводородным компонентам газа;
повышается температура низа десорбера, что приводит к
увеличению скорости коррозии в блоке регенерации. С повы-
шением температуры увеличивается также скорость реакции
разложения (деструкции) амина (рис. 2.7). Кроме того, уве-
личиваются потери тепла с водным конденсатом, образовав-
шимся при использовании пара в качестве теплоносителя в
блоке регенерации;
снижается теплопроводность растворов. Это объясняется
тем, что вода имеет более высокую теплопроводность, чем
амины. Уменьшается коэффициент теплопередачи в рекупера-
Рис. 2 6. Влияние концентрации с раствора (цифры на кривых) на скорость
деструкции ДЭА при Р=4,1 МПа и /=205 °C
Рис. 2.7. Влияние температуры на скорость деструкции ДЭА (среда СОг —
водный раствор ДЭА)
41
Рис. 2.8. Влияние концент-
рации раствора амина с на
коэффициент теплопередачи
а в рекуперативном тепло-
обменнике регенерирован-
ный раствор — насыщенный
раствор:
/ — МЭА; 2 —ДЭА; 3 — ДГА
Рис. 2.9. Характер извлече-
ния H2S и СО2 по высоте
колонны
тивном теплообменнике (рис. 2.8). Следовательно, при постоян-
ной тепловой нагрузке требуется большая поверхность теплооб-
мена, что, в свою очередь повышает металлоемкость аппаратов.
Снижение содержания аминов в растворе увеличивает их
термическую стойкость (см. рис. 2.6), позволяет снизить тем-
пературу низа десорбера, улучшает работу рекуперативных
теплообменников, снижает потери давления при перекачке раст-
вора, уменьшается расход амина с очищенным газом.
Однако уменьшение концентрации амина в растворе обус-
ловливает увеличение удельного расхода поглотителя, что по-
вышает как металлоемкость установки, так и удельные энерго-
затраты.
При очистке газов от кислых компонентов, а также в про-
цессах извлечения углеводородов и влаги из газа, возможна
неравномерная работа контактных устройств. Основное количе-
ство H2S и СО2 поглощается на нижних 3—4 тарелках, а на
остальных тарелках абсорбера происходит доизвлечение из газа
указанных компонентов (рис. 2.9). Поэтому для грубой очист-
ки газа на нижних ступенях абсорбера нет необходимости
в использовании тонко регенерированного раствора.
На практике в ряде случаев применяют подачу раствора
в абсорбер двумя потоками, так называемыми разветвленными
потоками; на нижнюю секцию колонны грубо регенерированный
раствор, а на верхнюю — тонко регенерированный. Это обеспе-
чивает снижение удельного расхода амина.
Подача раствора разветвленными потоками особенно эф-
фективна при очистке газов, содержащих большое число ком-
42
понентов. Разновидность такой схемы для очистки газа, со-
держащего 26% кислых компонентов подробно проанализиро-
вана в работе /[31]. На установке в нижней части абсорбера
используется относительно грубо регенерированный раствор.
При этом основное количество раствора подается на верхнюю
секцию абсорбера. При работе установки по такой схеме грубо
регенерированный раствор амина отбирают с одной из тарелок
десорбера, расположенных в нижней его части, а глубоко реге-
нерированный раствор — из его кубовой части.
Насыщенный раствор амина с обеих секций абсорбера со-
бирается в его кубовой части, а оттуда подается в дегазатор.
Дегазированный раствор амина разветвляется на два потока.
Эти потоки после прохождения рекуперативных теплообменни-
ков объединяются и поступают в отпарную колонну, которая
служит для грубой регенерации раствора. Основная часть рас-
твора из этой колонны после охлаждения подается в нижнюю
секцию абсорбера. Другая часть раствора после тонкой реге-
нерации в десорбере используется для подачи в верхнюю сек-
цию аминового абсорбера.
Предварительную грубую очистку газа можно вести также
в теплообменнике, установленном перед абсорбером. По этому
варианту в поток газа перед теплообменником подается часть
раствора. Насыщенный раствор выделяется во входном сепа-
раторе и отводится на регенерацию. Тепло абсорбции, выделен-
ное в теплообменнике, можно отводить, подавая циркулирую-
щую воду. Тонкая очистка газа осуществляется в абсорбере
основной частью, регенерированного раствора амина.
Недостатком такого варианта очистки газа с использовани-
ем разветвленных потоков раствора является увеличение метал-
лоемкости установки, обусловленное увеличением высоты абсор-
бера и десорбера и наличием двух систем коммуникаций с на-
сосами, теплообменниками и холодильниками.
Следует отметить, что при очистке малосернистых газов с
относительно высоким содержанием диоксида углерода в ряде
случаев газы регенерации содержат менее 15% сероводорода.
Из таких газов практически невозможно получение качествен-
ной серы на установках Клауса [29]. Поэтому такие газы час-
то сжигаются на факеле, что приводит как к потере серы, так
и повышенному выбросу вредных примесей в атмосферу.
Для утилизации малосернистых кислых газов возможна их
совместная переработка с высокосернистыми газами, если та-
ковые имеются.
Интересный способ утилизации малосернистых газов, полу-
ченных при регенерации аминов, предложен в работе >[36].
Этот способ основан на неравномерности выделения H2S и СОг
из раствора в условиях десорбера. На опытной установке Му-
барекского ГПЗ определяли характер изменения концентраций
H2S и СОг по высоте десорбера в растворе МЭА (рис. 2.10).
Эксперименты проводились в следующих условиях: концентра-
43
Рис. 2.10. Изменение насыщения С раствора амина
H2S и СОг по высоте десорбера
ция МЭА в исходном растворе составляла
8—11% (масс.), степень насыщения раст-
вора H2S и СОг — соответственно 0,06—0,10
и 0,34—0,41 моль/моль; температура внизу
и вверху десорбера в среднем 120 и 103 °C.
Десорбер работал при давлении 0,15—
0,16 МПа.
Как следует из рис. 2.10, основное ко-
личество H2S из раствора выделяется в
верхней, а СОг — в нижней части десорбе-
ра. Таким образом при организации вывода части газов с од-
ной из верхних тарелок десорбера можно получить газ, пригод-
ный к переработке для получения элементной серы.
При низком значении отношения H2S : СО2 в сырьевом газе
для получения кислых газов с высоким содержанием серово-
дорода газ можно подвергнуть двухстадийной переработке: на
первой ступени извлекать из него H2S, а на второй — СО2 и ос-
таточное количество H2S. При работе по такой схеме газ реге-
нерации первой ступени по своему составу отвечает требовани-
ям установок Клауса.
Состав газов регенерации можно частично регулировать
также за счет выбора режима дегазации.
Очистка газов водными растворами моноэтаноламина
Как было указано выше, наиболее широко для очистки при-
родных и нефтяных газов от сероводорода и диоксида углеро-
да применяют растворы аминов. Установки, где в качестве по-
глотителя используются водные растворы аминов, принято на-
зывать аминовыми установками. Аминовые установки отлича-
ются компактностью и гибкостью при эксплуатации по отноше-
нию к изменениям состава и количества очищаемого газа.
Наиболее крупные установки по очистке газов от H2S и
СО2 с водными растворами МЭА эксплуатировались на Муба-
рекском ГПЗ. В настоящее время на этих установках раствор
МЭА заменен раствором ДЭА. Однако большой опыт эксплуа-
тации этих установок делает целесообразным процесс очистки
газа водным раствором МЭА описать на примере Мубарекско-
го ГПЗ , [28, 36—39].
Очистке подвергались два потока природного газа; мало-
сернистого, содержащего примерно 0,3% (об.) H2S из место-
рождений Северный Мубарек, Южный Мубарек, Каракум, Ка-
рим, и высокосернистого из месторождения Уртабулак, содер-
жащего 10% (об.) H2S и СО2.
44
Таблица 2.10. Усредненные показатели установок сероочистки
Мубарекского ГПЗ для газов различных месторождений
Показатели Уртабулак Северный Мубарек*
I ступень 11 ступень
Количество газа, поступающего в 50—60 — 70—90
один абсорбер, тыс. м3/ч Давление газа, МПа 5,3—5,6 — 4,8—5,6
Количество раствора МЭА, подавае- 200—240 90—120 100—130
мого в один абсорбер, м3/ч Концентрация МЭА в растворе, % 14—19 6—10 8—12
Температура, °C: на входе газа в абсорбер 25 25 25
на входе МЭА в абсорбер 50—70 50—60 50—60
низа десорбера 119 119 119
верха десорбера 107 108 но
Содержание в газе: H2S на входе, % (об.) 5,0-5,5 .— 0,3—0,4
H2S на выходе, мг/м3 до 4000 <20 <20
СО2 на входе, % (об.) 4,3—5,0 — 1,3—1,4
на выходе, % (об.) — <0,1 <0,1
Содержание в растворе, моль/моль: в регенерированном: H2S 0,02—0,04 0,02—0,03 0,01—0,03
со2 0,13—0,17 0,10-0,12 0,12-0,16
суммарное 0,15—0,21 0,12—0,15 0,13—0,19
в насыщенном: H2S 0,20—0,25 0,06—0,07 0,06—0,10
со2 0,30—0,35 0,12—0,16 0,30—0,35
суммарное 0,5—0,6 0,18—0,23 0,36—0,45
В первые годы эксплуатации очистку высокосернистого га-
за от кислых компонентов осуществляли в две ступени с по-
дачей в них растворов МЭА разной концентрации. Показатели
установок очистки Мубарекского ГПЗ с использованием раство-
ра МЭА даны в табл. 2.10 [28].
Очистка малосернистого газа на Мубарекском ГПЗ в коли-
честве 1,7 млрд. м3/год осуществлялась в четырех абсорберах
диаметром 2600 мм, высотой 24 м. Ранее все абсорберы были
насадочными. В настоящее время в абсорберах установлены
ситчатые тарелки (по 22 шт. в каждом), что позволило увели-
чить производительность аппаратов и исключить загрязнение
раствора МЭА продуктами разрушения колец Рашига.
Регенерация насыщенных растворов осуществляется в че-
тырех отгонных колоннах диаметром 3200 мм, заполненных
кольцами Рашига .(25X25 мм) в два яруса.
Массовая доля МЭА в растворе составляла 8—12% (1,3—
2,0 моль/моль). Отношение жидкость : газ находилось в преде-
лах 1,3—1,9 л/м3. При температуре регенерации 118—120°С
остаточное содержание СОг в регенерированных растворах
МЭА составляло 0,12—0,16 моль/моль, a H2S —0,012—
45
Таблица 2.11. Характеристика массообменных колонн Мубарекского ГПЗ I,
II и III ступеней очистки малосернистого (А) и высокосернистого (Б)
газов
Показатели А Б
I II, III I II, III
Объем перерабатываемого газа, 2 4 3 6
млрд. мэ/год Характеристика абсорберов: число, шт. 4 2 12 4
диаметр, мм 2600 3400 2600 3200
высота, м 24 24 24
число тарелок, шт. 22 24 22 32
тип тарелок Ситчатые Ситчатые
Характеристика десорберов:
число, шт. 2 — 9 ——
общая производительность по раствору, м3/ч 2 8 2
диаметр, мм 3200 3800 3200 3800
высота, м 24 — 24 ——
число тарелок, шт. 22 — 22 —
тип тарелок 8-образные
0,028 моль/моль. При этом содержание H2S в выходящем из
абсорберов газе не превышало 20 мг/м3.
Для очистки высокосернистого газа месторождения Урта-
булак в количестве 3 млрд. м3/год предусмотрены три блока
двухступенчатой моноэтаноламиновой очистки. Каждый блок
состоит из двух параллельных ниток. Первоначально в абсор-
беры в два яруса по 7 м были загружены кольца Рашига
(50X50 или 25X25 мм). Однако после 1 года эксплуатации
кольца Рашига разрушались. Поэтому здесь, как и на установ-
ках очистки малосернистого газа, насадки были заменены на
ситчатые тарелки (22 шт. в каждом абсорбере), характеристи-
ка абсорберов Мубарекского ГПЗ дана в табл. 2.11.
Количество раствора, подаваемого в абсорбер первой ступе-
ни, составляло 200—240 м3/ч при расходе газа 50—60 тыс. м3/ч.
Массовая доля МЭА в растворе поддерживалась 14—19%
(2,3—3,2 моль/л).
Как показало обследование установок сероочистки, содер-
жание H2S после первой ступени в зависимости от концентра-
ции МЭА и соотношения потоков в среднем колебалось от 20
до 4000 мг/м3. При этом степень насыщения раствора МЭА
кислыми газами составляла 0,5—0,6 моль/моль (H2S — 0,2—
0,25 и СО2 — 0,3—0,35 моль/моль). Высокое насыщение раство-
ров МЭА обусловлено высоким остаточным содержанием СО2
в регенерированных растворах МЭА.
Доочистка газа от H2S до требований ОСТ 51.40—83 про-
изводилась на второй ступени раствором, содержащим 6—10%
(масс.) МЭА при его удельном расходе 1,5—2 л/м3. Темпера-
тура низа десорбера не превышала 120 °C. При этом расход во-
46
дяного пара на регенерацию составлял около 120 кг на 1 м3
раствора. Такой режим обеспечивал получение регенерирован-
ного раствора, содержащего H2S 0,015—0,03 и СО2— 0,10—
0,12 моль/моль.
Регенерация насыщенного раствора МЭА осуществлялась
раздельно для каждой ступени. Каждый абсорбер первой сту-
пени имел свой десорбер, а на два абсорбера второй ступени
установлен один общий десорбер. Все десорберы загружены
насадкой из колец Рашига (25X25 мм) в два яруса по 6 м.
При расходе пара на регенерацию насыщенных растворов
МЭА на первой ступени 100—120 кг на 1 м3 раствора и темпе-
ратуре низа отгонной колонны 118—120 °C остаточное содержа-
ние H2S в регенерируемых растворах МЭА составляло 0,02—
0,04, а СО2 0,13—0,17 моль/моль. Из-за недостаточного количе-
ства хладоагента воды температура регенерированного раство-
ра, поступающего в абсорбер, составляла 50—70 °C. Такие вы-
сокие температуры в свою очередь способствовали потерям
МЭА с очищенным газом. Кроме того, наличие в газе ряда се-
роорганических соединений приводило также к повышенным
потерям раствора.
В связи с этим были проведены экспериментальные иссле-
дования для обоснования целесообразности замены раствора
МЭА раствором диэтаноламина [39].
В опытах использовались как малосернистый, так и высоко
сернистый газы. Режим опытов: температура газа и раствора
на входе в абсорбер 20—30 и 35—45 °C, температура низа и
верха десорбера 118—122 и 100—106°C соответственно.
Опыты показали, что при очистке малосернистого газа мес-
торождения Северный Мубарек как раствором МЭА, так и ра-
створом ДЭА при отношении раствор/газ, равном 1,4—1,9 л/м3,
и молярной концентрации амина в исходном растворе 1,6—
2,0 моль/л был получен газ с содержанием H2S менее 20 мг/м3.
При этом содержание СО2 в регенерированном растворе ДЭА
было примерно в два раза меньше, чем в растворе МЭА. В ре-
зультате суммарное насыщение растворов ДЭА кислыми газа-
ми было ниже, чем растворов МЭА (соответственно 0,32—0,35
и 0,39—0,42 моль/моль).
При очистке высокосернистого газа месторождения Уртабу-
лак как раствором МЭА, так и раствором ДЭА достигается
тонкая очистка газа от H2S в одну ступень при отношении
раствор/газ равном 4,4—4,8 л/м3. Степень регенерации раство-
ров ДЭА по кислым компонентам была, как и при очистке ма-
лосернистого газа, значительно глубже, чем при регенерации
растворов МЭА.
На основании полученных данных можно сделать вы-
вод, что растворы ДЭА, обеспечивая очистку газа от H2S до
остаточного содержания менее 20 мг/м3, регенерируются по
кислым компонентам легче, чем растворы МЭА в аналогичных
условиях.
47
Таблица 2.12. Сравнительные показатели работы промышленных установок
сероочистки газа месторождения Северный Мубарек растворами МЭА и ДЭА
Расход Соотноше- ние рас- твор — газ, л/м3 Содержание в растворе*, моль/моль Кислые газы Концентра- ция амина в растворе, моль/л
газа, тыс. мЗ/ч раствора, мЗ/ч H2S СО2
63 100 1,59 Моноэтаноламин 0,014/0,090 0,13/0,41 0,50 1,34
70 110 1,57 0,012/0,088 0,12/0,41 0,50 1,31
76 115 1,51 0,012/0,080 0,11/0,40 0,48 1,44
80 120 1,50 0,015/0,075 0,10/0,38 0,48 1,48
84 120 1,43 0,016/0,076 0,14/0,40 0,48 1,57
92 125 1,36 0,011/0,075 0,11/0,39 0,47 1,51
100 130 1,30 0,011/0,073 0,12/0,39 0,46 1,64
Диэтаноламин
65 100 1,54 0,008/0,082 0,06/0,34 0,42 1,39
70 110 1,57 0,009/0,087 0,06/0,36 0,45 1,31
75 115 1,53 0,010/0,080 0,05/0,32 0,40 1,46
81 120 1,48 0,011/0,072 0,05/0,32 0,39 1,52
81 120 1,48 0,008/0,072 0,04/0,31 0,39 1,52
86 120 1,34 0,007/0,081 0,04/0,33 0,41 1,50
98 130 1,33 0,006/0,089 0,06/0,35 0,44 1,63
* Числитель — регенерированный, знаменатель — насыщенный раствор.
Промышленные испытания проводили одновременно на двух
блоках очистки газа месторождения Северный Мубарек. Ре-
зультаты испытаний приведены в табл. 2.12. Для сравнения
в этой таблице приведены данные о работе установок серо-
очистки малосернистого газа растворами МЭА в близких усло-
виях. Концентрация амина в растворе составляла 1,3—
1,6 моль/л. Расход газа на один абсорбер равнялся 60—
100 тыс. м3/ч, а раствора— 100—130 м3/ч. Температура регене-
рированного раствора, поступающего в абсорбер составляла
50 °C.
Результаты промышленных испытаний ДЭА подтвердили
данные, полученные на опытной установке: степень регенера-
ции растворов ДЭА глубже, чем растворов МЭА. Со-
держание СОг в регенерированном растворе ДЭА было
0,04—0.06 моль/моль, а в растворе МЭА — 0,10—0,14 моль/моль
при одинаковой молярной концентрации аминов в растворе.
Глубина регенерации по H2S для растворов ДЭА и МЭА со-
ставляла соответственно 0,006—0,011 и 0,011—0.016 моль/моль.
Расход водяного пара на регенерации насыщенного раствора
ДЭА был примерно на 10% меньше, чем для МЭА.
На основании проведенных исследований диэтаноламиновый
процесс очистки газа был заложен в проект расширения Муба-
рекского ГПЗ. На второй и третьей очередях Мубарекского
ГПЗ очистка высокосернистого газа производится в одну сту-
пень, что было достигнуто путем увеличения числа тарелок
48
в абсорбере до 32 шт., использования раствора ДЭА и подачи
его в абсорбер двумя потоками: на 14-ю тарелку (считая
снизу) 75% и на верхнюю тарелку 25% [38].
Очистка газов водными растворами диэтаноламина
Сернистые природные газы многих месторождений наряду с
H2S и СО2 содержат также серооксид углерода, сероуглерод,
тиолы и т. д. Для очистки таких газов использование МЭА не-
эффективно, так как, как было указано выше, МЭА с COS и
CS2 образует необратимые соединения, которые, накапливаясь
в растворе, снижают его поглотительную емкость.
Поэтому для очистки сернистых газов, содержащих сероок-
сид углерода и сероуглерод, широкое применение нашли вод-
ные растворы диэтаноламина.
Наиболее крупные установки по очистке газов раствором
ДЭА эксплуатируются на Оренбургском ГПЗ [28, 40—42].
На каждой из трех установок завода эксплуатируются три
установки по очистке газов от H2S и СО2. Технологические схе-
мы этих установок имеют множество общих показателей: по-
дача поглотителя в абсорбер двумя потоками, использование
энергии насыщенного раствора амина для приводов насосов,
очистка части раствора ДЭА для различных примесей, ингиби-
рование потоков с целью предупреждения пенообразования и
снижения скорости коррозии и т. д.
В то же время отдельные узлы технологических схем и
оборудования установок имеют ряд различий.
Так, на первой очереди для подогрева газа перед входом
в абсорбер используется водяной пар, а охлаждение регенери-
рованного раствора ДЭА перед подачей в абсорбер произво-
дится в водяном холодильнике. В отличие от этого на третьей
очереди предварительный подогрев газа осуществляется за счет
рекуперации тепла раствора ДЭА, подаваемого в абсорбер, что
обеспечивает более глубокую утилизацию тепла технологических
потоков.
На I и II очередях десорберы имеют одинаковый диаметр
по всей высоте, вывод кислых газов и орошение десорберов
производятся через одну точку, по классической схеме. Это
несколько упрощает схему обвязки этих аппаратов. На III оче-
реди десорбер выполнен с переменным сечением по высоте ко-
лонны. Диаметр верхней и нижней секций колонны составляет
2,8 и 3,7 м, а высота 9,2 и 15 м соответственно (см. табл. 2.13).
Число тарелок на этих секциях составляет 13 и 20. Несмотря
на сложность и повышенную металлоемкость системы ороше-
ния десорберов, ввод и вывод потоков из нескольких точек
колонны обеспечивает относительно высокую четкость разде-
ления фаз.
4—864
49'
На I и II очередях каждая полулиния имеет свой дегазатор
для насыщенного абсорбента, а на III очереди для двух полу-
линий устанавливается один такой аппарат. Также и для ап-
парата воздушного охлаждения для верхнего продукта (кислых
газов) десорберов.
Однако имеются некоторые отличия также в конструкциях
тарелок ввода раствора ДЭА в абсорберы и десорберы, систе-
мах фильтрации раствора, конструкции контактных устройств
и т. д.
Учитывая, что технологическая схема установки очистки га-
за от H2S и СО2 третьей очереди Оренбургского ГПЗ является
одной из наиболее совершенных, ниже приводится ее полное
описание.
В состав цеха сероочистки входят три установки, включаю-
щие в себя блоки сепарации капельной жидкости, осушки и
извлечения тяжелых углеводородов и регенерации насыщенного
раствора ДЭА и моноэтиленгликоля. Установка состоит из двух
параллельно работающих полулиний очистки газа и регенера-
ции насыщенного раствора амина (рис. 2.11).
Газ после предварительной сепарации разделяется па два потока, подо-
гревается в рекуперативных теплообменниках ЕО1 и поступает под первую
тарелку абсорбера. Подогрев газа перед абсорбером осуществляется с целью
предотвращения гидратообразования и испарения неотсепарированных жид-
ких углеводородов. Кроме того, в теплообменниках ЕО1 обеспечивается до-
полнительное охлаждение раствора амина.
Раствор амина подается на 15-ю и 25-ю тарелки абсорберов при тем-
пературах соответственно 85 и 75 °C, что обеспечивает извлечение из газа
COS.
Насыщенный раствор амина из абсорберов поступает в общий дегазатор
ВО1, который работает при давлении 0,7 МПа.
На выходе насыщенного раствора ДЭА из абсорберов установлены
гидротурбины, превращающие энергию дросселирования потока во враща-
тельную. Насосы РО2А, В связаны с гидротурбинами ТРО2А, В через обгон-
ные муфты. Каждый из указанных насосов приводится в движение своим
электродвигателем, который при надобности обеспечивает работу насосов
при полной нагрузке без турбины.
Основная часть поглощенных из газа углеводородов выделяется из рас-
твора в ВО1 и поступает в абсорбер СО5, смонтированный с ним в одном
корпусе. Газ дегазации в колонне СО5 очищается от H2S и СОг и подается
в топливную сеть. Насыщенный раствор амина с низа колонны СО5 смеши-
вается с дегазированным раствором и разделяется на два потока, каждый
из которых проходит рекуперативные теплообменники и поступает на 20-ю
тарелку десорберов СОЗ и СО4.
Таблица 2.13. Проектные показатели абсорберов установок сероочистки
Позиция на схемах Очередь £), мм //, м Число тарелок, шт. Тип тарелок Расход газа, тыс. м3
50С01 I 3800 26,0 25 Клапанная 395
20С02 1 » » » »
Т201А II 3200 23,8 3 Промывная 360
Т201В п » » » » »
372С01 III 3800 18,5 25 Ситчатая 365
372С02 III » » » » »
50
Рис. 2.11. Технологическая схема установки очистки газа от кислых ком-
понентов:
Col, С02, С05 — абсорберы; СОЗ, С04 — десорберы; Е01, Е02, ЕОЗ, El 1 — рекуперативные
теплообменники; Е04, А, В; Е05, А, В — испарители; А01, А02, АОЗ, А13 — воздушные
холодильники; В01 — дегазатор; В02 — емкость орошения; Т01 — буферная емкость; В05 —
емкость для антивспенивателя; БФ—блок фильтрации; ТР02А; ТР02В — гидротурбины;
Р01, Р02, А, В, РОЗ А, В, Р04; Р05 — насосы; /—сырьевой газ; II — очищенный газ;
I// — регенерированный раствор ДЭА; IV—насыщенный раствор ДЭА; V— очищенный
топливный газ; VI — дегазированный раствор амина; VII — кислые газы на установку
Клауса; VIII — вода; IX — водный пар; X — водный конденсат; XI — антивспениватель;
XII — регенерированный раствор ДЭА; XIII — раствор ДЭА после фильтрации
Десорберы представляют собой колонны, оборудованные клапанными
тарелками. Раствор ДЭА из кубовой тарелки десорбера поступает в испа-
рители, где нагревается до 125—135 °C. Паровая фаза из испарителей по-
ступает под 2-ю тарелку колонны, а регенерированный амин сливается из-
за перегородки в кубовую часть десорбера.
Паровой поток отпарной части, состоящий в основном из кислого газа
и паров воды, проходит промывочные тарелки № 22, полуглухую тарелку
№ 23 и поступает в верхнюю часть десорбера, оснащенную десятью тарел-
ками клапанного типа.
Оренбургского ГПЗ (давление в абсорбере 6 МПа)
Номер тарелки подачи амина, считая снизу Расход амина, м3/ч Температура, °C
на верхнюю секцию на среднюю секцию газа амина в абсорбере
11; 25 119 357 30 45/50 45,64
11; 25 119 357 » » »
1 490 — 30 50 50/60
» » — » » »
15; 25 193 285 20/25 35/75 75
15; 25 193 285 » » »
4
51
На верхней секции колонны происходят охлаждение кислого газа и кон-
денсация основного количества водяных паров за счет подачи непосредствен-
но в поток холодной воды.
Газы с верха десорберов подаются на установки Клауса для производ-
ства серы.
Водный поток стекает на полуглухую тарелку и оттуда вы-
водится в сборную емкость ВО1. Часть воды из ВО 1 отводится
из системы другая часть после охлаждения в воздушном холо-
дильнике АО1 подается на 33-ю тарелку десорберов.
Регенерированный раствор ДЭА после охлаждения в тепло-
обменниках ЕО2 и ЕОЗ поступает в буферную емкость TOL
Для исключения попадания воздуха в емкость ТО1 в ней азо-
том создается избыточное давление. Из емкости ТО1 раствор
ДЭА с помощью насосов РО1 и РО2 подается в абсорберы.
Для снижения интенсивности коррозии и предупреждения
пенообразования на установке предусмотрены соответствующие
мероприятия.
Для защиты оборудования от коррозии в трубопроводы
кислых газов перед поступлением их в воздушный холодильник
АО1 подается ингибитор.
Для борьбы с пенообразованием в абсорбере в поток амина,
подаваемого в колонны СО1 и СО2, подкачивается пеногаси-
тель в количестве 0,12 г/м3. Для подавления пенообразования
в десорбере предусмотрена подача антивспенивателя в поток
раствора перед входом в колонну. Предусмотрена также одно-
кратная подача большего количества пеногасителя в случаях
интенсивного пенообразования. В качестве пеногасителей на
установке используется реагент Родорсиль—426 (фирмы
Рои — Пуленк, Франция) в виде 2—5 %-го водного раствора.
В ходе эксплуатации установки происходит частичное раз-
ложение диэтаноламина. Допустимая массовая доля продуктов
разложения в регенерированном растворе ДЭА составляет не
более 0,2%.
С целью нейтрализации продуктов разложения ДЭА в ис-
паритель вводится водный раствор карбоната натрия.
Таблица 2.14. Показатели II очереди установки очистки газа от H2S
и СО2 (температура в десорбере, °C: питания—92; верха— 105,
низа— 125) 11 и 25 —номера тарелок
Расход раствора ДЭА Температура, °C • Состав ДЭА*
мЗ/ч (И т) мЗ/Ч (25 т) всего, Л/мЗ газа на выходе из абсорбера на входе (11 т) дэх (25 т) H2S, г/л ДЭА, % (масс.)
225 56 0,803 45 44 41 22,3/0,25 225 52 0,803 51 50 45 29,8/0,25 230 56 0,800 54 54 48 24,3/0,36 220 57 0,813 55 54 48 28,7/0,41 220 57 0,813 55 54 48 , 27,9/0,45 235 57 0,884 55 53 47 22,1/0,24
* Числитель — насыщенный, знаменатель — регенерированный раствор.
-52
Таблица 2.15. Показатели работы установки сероочистки III очереди
Оренбургского ГПЗ (температура в десорбере, °C: питания 95;
низа — 122) при четырех различных режимах
Показатели 1 2 3 4
Расход раствора ДЭА, м3/ч: на 15 тарелку ’ 265 250 260 270 на 25 тарелку 175 180 190 280 удельный расход, л/м3 1,5 1,2 1,6 1,5 Температура, °C: вход газа в абсорбер 30 32 32 37 на 15 тарелке 73 73 71 75 на 25 тарелке 35 35 31 34 Содержание в насыщенном растворе ДЭА: H2S, г/л 21,3 19,8 19,6 14,8 ДЭА, % (масс.) 13,3 14,5 15,2 15,0 Содержание в регенерированном рас- творе ДЭА: H2S, г/л 0,88 0,70 1,0 0,60 ДЭА, % (масс.) 16,4 16,2 18,0 17,8
В табл. 2.14 и 2.15 даны усредненные показатели установок
сероочистки II и III очередей Оренбургского ГПЗ, полученные
при их эксплуатации в разных режимах.
В период обследования содержание сероводорода и диокси-
да углерода в составе газа составляло 1,5—2,0 и 0,25—0,60%
соответственно, а тиолов 400—500 мг/м3.
При удельном расходе раствора ДЭА обеспечивалась тон-
кая очистка газа от H2S и СО2: их остаточное содержание
в товарном газе составляло 2—6 мг/м3 и 0,0001% соответст-
венно.
Сопоставление данных табл. 2.14 и 2.15 показывает, что
при использовании раствора низкой концентрации он регенери-
ровался не достаточно глубоко, для достижения тонкой очист-
ки газа потребовался больший удельный расход раствора
ДЭА.
Повышение степени отпарки сероводорода из насыщенного
раствора и применение более концентрированного раствора
позволило резко снизить удельный расход регенерированного
раствора.
На II очереди температура регенерированного абсорбента,
подаваемого в верх абсорбера, несколько ниже, чем темпера-
тура газа на выходе из абсорбера. Это нежелательно, так как
в результате контакта газа с более холодной жидкостью воз-
можна конденсация тяжелых углеводородов в верхней части
абсорбера, что способствует пенообразованию.
Во избежание этого было рекомендовано температуру реге-
нерированного раствора ДЭА, подаваемого в абсорбер, поддер-
живать на несколько градусов выше температуры выходящего
из абсорбера очищенного газа.
53
Рис. 2.12. Влияние температуры на остаточ-
ное содержание H2S в газе Ch2s
Рис. 2.12 характеризует увеличение
остаточного содержания H2S в газе в
зависимости от температуры на верх-
ней тарелке абсорбера при прочих
равных условиях. Данные были полу-
чены при расходах газа через абсор-
бер 350—370 тыс. м3/ч. При этом ми-
нимальный расход раствора ДЭА под-
держивали таким, чтобы обеспечить
получение газа с содержанием серово-
дорода менее 20 мг/м3. Из приведенных данных следует, что
с повышением температуры для получения необходимых каче-
ственных показателей газа потребуется увеличить удельный рас-
ход абсорбента.
На ряде установок для улавливания паров ДЭА из газовой
фазы на верхнюю тарелку абсорбера подают воду, которая
служит также подпиткой для компенсации потерь воды из рас-
твора, которые происходят из-за насыщения газа влагой. Газ
в абсорбер поступает, как правило, недонасыщенный влагой,
кроме того за счет тепла реакции происходит повышение тем-
пературы газа, что также увеличивает влагоемкость газа.
Как было указано выше на аминовых установках не дости-
гается тонкая очистка газа от тиолов и сероорганических соеди-
нений. В режимах глубокого извлечения H2S и СО2 из газа
степень извлечения метан-, этан- и пропантиолов составляет
45—55, 20—25 и 10% соответственно. Относительно большая
степень извлечения более легкого тиола CH3SH объясняется тем,
что растворы амина проявляют по отношению к нему более
высокую реакционную способность. С увеличением концентра-
ции СО2 в сырьевом газе степень извлечения тиолов раствора-
ми аминов снижается.
Для тонкой очистки газов от указанных компонентов при-
меняют двухступенчатые процессы: на I ступени газ подверга-
ется очистке от H2S и СО2, а на II — от R—SH, COS, CS2
И Т. д.
Очистка газов водными растворами дигликольамина
Для очистки газов от сероводорода и диоксида углерода неко-
торое применение получил также процесс Эконамин, разрабо-
танный фирмой «Флюор», в котором в качестве поглотителя
используются водные растворы дигликольамина (ДГА) '[43—
48].
Благодаря низкой вязкости и меньшей коррозионной спо-
собности ДГА для очистки газов можно применять раствор бо-
лее высокой концентрации. Согласно данным [33], массовая
54
доля ДГА в растворе на различных установках составляет
35—95%, но предпочтительным считается 50—60%.
Температура застывания ДГА равна минус 9,5 °C, что зна-
чительно ниже, чем у МЭА и ДЭА (см. табл. 2.7).
Принципиальная технологическая схема очистки газа рас-
твором ДГА аналогична схеме аминовых установок. При этом
вследствие повышенной растворимости в ДГА углеводородов
раствор подвергают дегазации. Полученный газ подается на
повторную очистку, которая может осуществляться за счет их
рециркуляции в основной поток газа с помощью компрессора
или в отдельной колонне, как это показано на рис. 2.13. При
этом в абсорбер К-2 подают раствор с более высокой темпера-
турой с тем, чтобы как можно меньше в газе растворялось
углеводородов. С учетом этого выбирают также давление в де-
газаторе.
Первые промышленные опыты по очистке газа раствором
ДГА были проведены на установке производительностью
4700 м3/ч [46].
Опыты в пилотной установке (диаметр 760 мм, 20 колпачко-
вых тарелок) при давлении 6,1 МПа показали, что в очищен-
ном газе содержание сероводорода составляло не более
5,7 мг/м3, а диоксида углерода — не более 0,1% (об.). В 1965г.
моноэтаноламиновая промышленная установка была переведе-
на на работу с ДГА. На очистку газ подавался из четырех раз-
ных месторождений, общее содержание кислых компонентов
составляло от 2 до 5% (мол.).
В табл. 2.16 приведены показатели установок при использо-
вании моноэтаноламина (с добавкой ДЭГа) и ДГА.
Переход на ДГА позволил уменьшить удельный расход
поглотителя почти на 40% и соответственно снизить расход
водяного пара и электроэнергии. Потери от уноса паров по-
глотителя очищенным газом были примерно в 4 раза меньше,
чем этаноламина и составляли около 1,6 кг на 1 млн. м3 газа.
В ходе эксплуатации установки выяснилось, что скорость
коррозии при использовании ДГА значительно выше, чем при
МЭА. В системе обнаружили продукты разложения ДГА —
Таблица 2.16. Показатели работы установки очистки газа разными
поглотителями производительностью 3430 тыс. м3/сут
Показатели МЭА+ДЭГ ДГА
Расход поглотителя, м®/ч 163 126
Расход водяного пара, кг/ч 22800 18000
Поглощение кислых компонентов, м3/л 0,03 0,041
Содержание H2S в очищенном газе, мг/мэ, не бо- лее 5,7 5,7
Содержание СО2 в очищенном газе, % (мол.) 0,01 0,01
Потери поглотителя за год, м3 ДЭГ —27,6 МЭА —50 57
55
Рис. 2.13. Принципиальная тех-
нологическая схема блока очист-
ки газа раствором ДГА:
К-1 _ основной абсорбер; К-2 — вспомо-
гательный абсорбер; Х-1, Х-2 — холо-
дильники; Т-1 — рекуперативный теп-
лообменник; В-1 — дегазатор; Н-1 — на-
сос; / — сырьевой газ; // — очищенный
газ; /// — насыщенный раствор ДГА;
f V —. регенерированный раствор ДГА;
V — газ дегазации; V/ —частично де-
газированный раствор ДГА
гидроксил аминоэтил мочевину, имеющую техническое название
«BHEEU»
2R—NH2 + СО2 > R—N—С—N—R + Н2О. (2.7)
где R — радикал НО—СН2—СН2—О—СН2—СН2. «BHEEU»
имеет такие же коррозионные свойства как и ДГА. Понижение
температуры регенерации до 193 °C и подача в регенератор
в качестве орошения 3,8 л/мин воды позволила снизить потери
ДГА, связанные с его разложением.
Для снижения скорости коррозии в США на заводе
Нью-Хоуп применяются ряд ингибиторов, например АМОКО
PC—901. Сравнение показателей установки в Нью-Хоуп при
работе с МЭА и ДГА показывает, что при применении послед-
него снижается количество циркулирующего поглотителя
и увеличивается срок службы фильтров (табл. 2.17).
Дигликольаминовая очистка газа обеспечивает также извле-
чение других серосодержащих компонентов — COS, CS2 и лег-
ких тиолов — значительно большее, чем растворы МЭА и ДЭА.
При содержании в газе менее 1,5% кислых компонентов
Таблица 2.17. Показатели установки очистки газа от H2S в Нью — Хоуп
при различных концентрациях поглотителя, % (масс.)
Показатели Моноэта- ноламин Дигликольамин
15 50 j 40 40 50 60
Количество циркулирующего рас- твора, мэ/ч Потери поглотителя, м3/сут 273 156 170 181 156 148
0,25 0,95 0,47 0,19 0,19 0,13
Расход водяного пара, м3/ч 15,8 12,3 13,4 13,4 13,4 10,7
Скорость коррозии, мм/год 0,28 2,50 0,51 0,38 0,23 0,25
Расход ингибитора коррозии, л/сут Расход антивспенивателя, л/сут 3,8 7,6 7,6 7,6 7,6 7,6
17 .— 9,5 7,6 3,8 1,9
Срок службы фильтра, ч 48 4 72 144 200 240
Число фильтров, шт. 2 2 2 1 1 1
56
очень трудно поддерживать необходимую температуру контак-
та в верхней части колонны. В этом случае удельный расход
абсорбента становится меньше и за счет сорбции кислых ком-
понентов происходит повышение температуры контакта в верх-
ней части колонны. Ухудшается процесс поглощения кислых
компонентов на нижних ее тарелках, что приводит к повыше-
нию их содержания в товарном газе. Кроме того увеличивают-
ся потери ДГА с очищенным газом.
При содержании в газе кислых компонентов более 2% по-
вышается расход раствора ДГА. При этом количество тепла,
выделенного при сорбции, становится недостаточным для по-
вышения средней температуры контакта в верхней части абсор-
бера. Таким образом, создаются условия для лучшего погло-
щения кислых компонентов в колонне, что позволяет получить
газ с содержанием сероводорода менее 5,7 мг/м3.
Насыщенный раствор ДГА рекомендуется регенерировать
под вакуумом (13,3—18 кПа) при 160—170 °C.
При этом удаляется также продукт разложения, количество
которого в регенерированном растворе допускается не более
2—4% (масс.)
При содержании в газе кислых компонентов 2—8% (мол.)
применение ДГА может оказаться более эффективным, чем
аминовой очистки.
Использование 60%-го раствора ДГА позволяет достигать
более высокой степени очистки газа, чем при использовании
20—25%-ных растворов аминов. Кроме того, снижается удель-
ный расход раствора ДГА. Это приводит к снижению нагруз-
ки по жидкости как в контакторе, так и отпарной колонне,
а также к значительному уменьшению металлоемкости отпар-
ной колонны, контактора и коммуникаций, возможно использо-
вание насосов с меньшей подачей.
При использовании ДГА расход водяного пара на 20% ниже,
чем при очистке МЭА. Одновременно сокращается количество
циркулирующей воды, используемой для охлаждения регенери-
рованного раствора после рекуперативного теплообменника и
продуктов с верха десорбера.
ДГА применяют также при двухступенчатой очистке газа
в комбинации с физическими поглотителями при высоком пар-
циальном давлении кислых компонентов в газе (не менее
0,7 МПа). Вариант установки очистки газа по такой схеме
рассмотрен в работе [48], где на I ступени для грубой очистки
газа применяют пропиленкарбонат, на II ступени производится
доочистка газа раствором ДГА.
Сравнение двухступенчатой очистки и обычного процесса
показало, что в первом случае капитальные затраты на 15%
больше, а удельная стоимость очистки газа на 60% меньше
[48].
Основным недостатком ДГА по сравнению с аминовыми
поглотителями является высокая растворимость в нем пропана
57
и тяжелых углеводородов. Кроме того, при дигликольаминовом
процессе имеет место сравнительно большая коррозия обору-
дования.
Очистка газов водными растворами
метилдиэтанол амина
При использовании в качестве поглотителя сероводорода вод-
ных растворов моно- и диэтаноламинов происходит также глу-
бокое извлечение из газов диоксида углерода. Отсутствие в со-
ставе товарного газа СОг снижает расходы на дожатие и транс-
портирование газа, так как этот компонент является балластом.
Однако в ряде случаев нет необходимости в тонкой очистке
газа от СО2, например, при подаче очищенного газа в топлив-
ную сеть, находящуюся вблизи ГПЗ, при закачке газа в
пласт, при необходимости подачи на действующую установку
дополнительного количества газа с большим содержанием се-
роводорода, нежели это предусмотрено по проекту и т. д. По-
этому большое практическое значение имеет разработка про-
цессов избирательного извлечения из газа сероводорода в при-
сутствии диоксида углерода.
Одним из таких процессов является очистка газа водными
растворами метилдиэтаноламина (МДЭА) [49]. МДЭА отно-
сится к третичным аминам. Он имеет низкое давление насы-
щенных паров, высокую устойчивость к разложению и мини-
мальную коррозионную активность. Относительная высокая
селективность МДЭА к H2S в присутствии СО2 объясняется
меньшей способностью третичных аминов образовывать с диок-
сидом углерода карбаматы [33].
Необходимым условием обеспечения селективной сорбции
H2S является точный выбор числа тарелок абсорбера и времени
контакта газ — МДЭА.
При малой продолжительности контакта не достигается
тонкая очистка газа от H2S, при большой за счет увеличения
количества поглощенного диоксида углерода снижается селек-
тивность процесса.
Канадской фирмой «Доум Петролеум» осуществлен перевод
установки диэтаноламиновой очистки газа на МДЭА на заводе
«Норт Каролайн». Первоначально установка была спроектиро-
вана на переработку 1,3 млн. м3/сут газа, содержащего 2,65%
СО2 и 0,1% H2S. В связи с подключением в систему ряда
скважин концентрация СО2 в газе повысилась до 3,5%. В этих
условиях получение кондиционного газа обусловило снижение
производительности установки до 991 тыс. м3/сут при степени
насыщения 0,48 моль кислых газов на 1 моль раствора ДЭА
[50].
Возможность сохранения производительности установки
прорабатывалась в трех вариантах:
а) увеличение мощности установки на 340 тыс. м3/сут путем
дополнительных капиталовложений;
58
Таблица 2.18. Показатели установки очистки газа раствором МДЭА
(для пяти замеров)
Показатели
2 3 4 5
Сырьевой газ (/’=5,6 МПа):
расход, тыс. м3/ч
температура, °C
концентрация H2S, мг/м3
концентрация СОг, %
Регенерированный раствор МДЭА [33%
(масс)]:
расход, м3/ч
температура, °C
концентрация H2S, мг/л
концентрация СО2, мг/л
Удельный расход амина, л/м3
Степень насыщения амина, моль/моль
Время контакта газ — амин, с
Концентрация СО2 в очищенном газе, %
36,53 36,81 36,81 37,83 35,68
28,9 29,4 32,2 33,3 33,3
76,5 88,7 85,7 88,7 84,1
3,52 3,47 3,47 3,47 3,48
15,77 18,94 22,64 26,28 27,90
36,1 37,7 43,9 46,1 48,9
17,0 17,0 8,5 25,0 8,5
851 918 720 765 982
0,43 0,51 0,62 0,69 0,78
0,58 0,55 0,52 0,46 0,45
3,51 2,93 2,45 2,10 1,99
1,85 1,58 1,34 1,16 1,13
б) повышение степени насыщения раствора до
0,65 моль/моль;
в) замена раствора ДЭА на МДЭА.
Проектные проработки показали преимущества третьего
варианта. Перед подачей в систему раствора МДЭА установку
трижды промыли: сначала горячим водным 9%-ным раствором
сульфаминовой кислоты с добавкой лимонной кислоты и обез-
жиривающего вещества; затем 5%-ным водным раствором
кальцинированной соды. Третья промывка производилась 2%-
ным водным раствором МДЭА для удаления всех соединений,
которые могли бы вступить в реакцию с МДЭА. Затем в си-
стему ввели раствор, содержащий 33% (масс.) МДЭА.
Через несколько дней после начала эксплуатации анализи-
ровали работу абсорбера при различных расходах амина.
Для каждого значения расхода амина брали данные по объ-
ему, составу, температуре и давлению входящего и выходящего
из абсорбера газа, составу, расходу и температуре тощего
амина, температуре насыщенного амина и температуре в ниж-
ней части абсорбера. Результаты промышленных опытов по
очистке газа раствором МДЭА даны в табл. 2.18. В зависимости
от удельного расхода раствора МДЭА степень извлечения СО2
из газа составляла 50—67%. Во всех опытах остаточное со-
держание H2S в товарном газе составляло не более 1,2 мг/м3,
что ниже допустимой нормы (5,7 мг/м3).
Основные осложнения в работе установок
очистки газов
Обеспечение надежности работы установок очистки газа от
кислых компонентов является основным вопросом при их экс-
плуатации. Нарушение режима работы установок может при-
59
Таблица 2.19. Продукты превращения ДЭА [34]
Название Сокращен- ное название Структурная формула
N.N'-Бис- (2-оксиэтил)- пиперазин оэп ho-ch2--ch2-n: ZCH2-CH2X /N—СН2—СН2—ОН \зн2-сн/
N.N.N'-Tpnc- (2-оксиэтил)- этилендиамин тоээд НО—СН2—СН2х но—сн2—сн/ н 1 'N—CH2—N—СН2—С Hr-ОН
Оксиэтили- мидазолидон оэи сн2-сн2 сн2 с=о
N—СН2—СН2- -ОН
N-Метилдиэта- ноламин МДЭА НО— СН2—CHV но—сн2—сн/ N—СН3
Оксазолидон озд СН2—N—Н
। । сн2—с=о
V
Аминэтил эта- нол амин АЭЭА nh2—сн2—сн2- н -N—СН2—СН2—ОН
Бис(2-окси- этил)глицин БОЭ Г НО—СН2—сн2\ но—сн2—сн/ О II N—СН2—С—ОН
вести к немедленному ухудшению качества товарного газа и
даже к аварийной остановке установок. Поскольку в газовой
промышленности практически отсутствует возможность резер-
вирования сырья в случае выхода из строя технологических
установок, при остановке сернистые газы сжигают на факелах.
Это приводит к потерям ценного сырья и отравляет окружаю-
щую среду. Поэтому обеспечению надежности работ установок
по переработке кислых газов придается первостепенное зна-
чение.
Обобщение опыта эксплуатации установок очистки газа
растворами аминов показывает, что надежность их работы
снижается при следующих условиях: деструкции аминов из-за
побочных реакций и термического разложения; осмолении;
коррозии оборудования и продуктопроводов; вспенивании в си-
стеме осушки газа; осаждении твердых примесей на поверхно-
стях труб и оборудования. Ниже приводятся основные причины
указанных явлений и рекомендации по сведению к минимуму
их отрицательных последствий.
60
Деструкция (разложение) аминов. Интенсивность разложе-
ния аминов зависит от состава газа, режима работы абсорбе-
ра и десорбера, наличия примесей в самом амине. Формулы
ряда продуктов разложения ДЭА даны в табл. 2.19.
Механизм разложения аминов до сих пор до конца не из-
учен. Известно, что этот процесс происходит по весьма слож-
ной схеме. Как правило в растворах аминов находят сразу
несколько продуктов разложения. Из кислых компонентов
(H2S и СО2) влияние диоксида углерода на разложение аминов
более значительно. Одним из основных продуктов побочной
реакции ДЭА с СО2 является N.N-ди (2-оксиэтил)-пиперазин
(ОЭП). Производные ОЭП некоррозионноактивны и обладают
поглотительной способностью в отношении кислых компонен-
тов.
Влияние диоксида углерода на разложение аминовых раст-
воров особенно усиливается с повышением температуры (см.
рис. 2.7); при 205 °C в течении 24 ч концентрация ДЭА в раст-
воре снижается с 30 до 2% (масс.).
Для снижения скорости разложения растворов амина в
в блоке регенерации необходимо обеспечить плавный подогрев
раствора, исключить локальные зоны перегрева. Этого можно
достичь применяя теплоноситель с возможно низкой температу-
рой и предотвращая возникновение локальных зон перегрева в
системе десорбции. Последнее часто достигается за счет под-
держания высокой скорости движения раствора в жаровых,
трубах испарителя. В присутствии СО2 ДГА может разлагать-
ся с образованием А-бис-оксиэтоксиэтилмочевины (БОЭЭМ)
[33]. БОЭЭМ не обладает свойством извлекать кислые компо-
ненты, снижает поглотительную способность раствора, увеличи-
вает его коррозионность. При 185—195°С БОЭЭМ обратно
превращается (примерно на 90%) в ДГА.
Одним из продуктов распада ДИПА в присутствии СО2
является 3-(2-оксипропил)-5-метилоксазолидон. Оксазолидон не
поглощает кислые газы, его накопление в растворе снижает его
поглотительную емкость. При очистке газов с высоким содер-
жанием СО2 скорость образования оксазолидона очень высокая.
Давления насыщенных паров ДИПА и оксазолидона очень
близки, что затрудняет их разделение.
В процессе очистки МЭА взаимодействует с продуктами
реакции. В первую очередь образуется оксазолидон-2, скорость
образования которого можно уменьшить, повысив скорость
реакции гидратации СО2 путем увеличения pH раствора добав-
лением щелочей. Оксазолидон-2 относительно легко гидроли-
зуется в водном растворе NaOH, КОН и Na2CO3. Поэтому до-
бавление указанных веществ в раствор амина позволяет сни-
зить количество продуктов разложения в нем.
В водной среде СО2 может реагировать с железом и обра-
зовывать бикарбонат железа, который в условиях десорбера
превращается в нерастворимый карбонат железа. Последний
осаждается на стенках аппаратов и трубопроводов и накапли-
вается в растворе [21].
Наличие в газе органических сернистых соединений обуслов-
ливает ряд трудностей на установках сероочистки. Так, серо-
углерод с МЭА образует N-этилолдитиокарбаминовую кислоту,
которая не полностью выделяется при регенерации раствора.
При реакции серооксида углерода с МЭА образуется N-окси-
этилтиокарбаминовая кислота, часть которой при гидролизе
может переходить в оксазолидон-2. Это вещество также не
полностью выделяется из раствора. Кроме того, согласно дан-
ным [51], МЭА реагирует с оксазолидоном-2, в результате об-
разуется М,№-диэтилолмочевина, которая при нагревании пре-
вращается в 1-(2-оксиэтил)-имидазолидон-2, гидролизующийся
с образованием N-(2-оксиэтил)-этилендиамина. Наличие этих
продуктов в растворах МЭА тесно связано с коррозией сталь-
ной аппаратуры, так как мочевина и ее производные образуют
комплексы с металлами переходной валентности. Имизалидон-2
забивает аппаратуру при охлаждении и не поглощает СО2,
этилендиамин поглощает кислые газы, но регенерируется не
полностью.
Органические сернистые соединения — тиолы, дисульфиды
и тиофены с МЭА в реакцию не вступают. Обычно сероводород
реагирует с имеющимися в газе кислородом, образуя свобод-
ную серу. Последняя при нагревании взаимодействует с ами-
ном, образуя соли дитиокарбаминовой кислоты, тиомочевину,
тиосульфат моноэтаноламина, тиосерную кислоту. Эти соеди-
нения при регенерации не разлагаются, приводя к снижению
концентрации и поглотительной способности МЭА.
В результате реакции диоксида углерода с МЭА образуется
соль амина и оксиэтилтиокарбаминовой кислоты. Регенерация
МЭА из этого соединения составляет 40% [52].
Раствор МЭА способен поглощать большое количество се-
роуглерода с образованием соли N-этилолдитиокарбаминовой
кислоты. Карбонизация раствора МЭА вызывает уменьшение
коэффициента абсорбции сероуглерода. Повышение концентра-
ции СО2 в моноэтаноламиновом растворе от 0 до 13,4 м3/м3
вызывает уменьшение абсорбционной способности раствора в
1,5—2 раза. Присутствие НгЭ в растворе моноэтаноламина в
количестве до 7 г/л не оказывает заметного влияния на погло-
щение сероуглерода. Абсорбция сероуглерода увеличивается с
накоплением нерегенерируемых продуктов, образующихся при
нагреве аминового раствора, содержащего CS2.
Обычный метод термической регенерации обеспечивает вы-
деление лишь до 45% МЭА из продуктов его взаимодействия
с сероуглеродом.
При попадании в систему кислорода возможно окисление
МЭА. При этом последовательно образуются а-аминоальдегид,
глицин, гликолевая кислота, щавелевая и муравьиная кислоты.
Образовавшиеся кислоты могут приводить к коррозии аппара-
62
туры с образованием солей железа, которые не растворяются
в водных растворах аминов, ухудшают поглотительные свойства
аминов и осаждаются на поверхностях труб и аппаратов, сни-
жая эффективность их работы.
В процессе регенерации при повышенной температуре воз-
можно образование комплексов железа с МЭА хелатного типа
в виде триэтаноламинового железа. При охлаждении и взаи-
модействии этих соединений с H2S выпадает осадок сернистого
железа.
Осмоление раствора. В процессе эксплуатации установки
моноэтаноламиновой очистки в результате накопления продук-
тов побочных реакций наблюдается осмоление рабочего раст-
вора. Авторами работы /[53] получены результаты, которые
показывают, что накопление смол является автокаталитическим
процессом и повышение концентрации смол в растворе усили-
вает его коррозионные свойства. Критическое значение отноше-
ния количества смолы и МЭА, выше которого происходит рез-
кое возрастание коррозионных свойств растворов, составляет
0,5—1 при температурах 100—150 °C.
Выносимая с газом на поверхность земли пластовая вода
содержит те или иные количества минеральных солей. Мине-
ральные соли смешиваются также с продуктами побочных
реакций и коррозии. Часть образовавшейся смеси накапливает-
ся в растворах аминов, а часть осаждается на поверхностях
аппаратов, в результате чего в работе установок сероочистки
возникает ряд осложнений, аналогичных тем, которые имеют
место на установках осушки (повышенный расход поглотителя,
вспенивание в системе, отложение солей на поверхностях ап-
паратов, снижение коэффициента теплопередачи теплообменной
аппаратуры и т. д.).
Анализ проб осадков показывает их сложный состав.
К примеру, исследование осадков, образующихся в аппаратах
цеха сероочистки Мубарекского ГПЗ, показало, что в них со-
держится 0,80—15,80%—водорастворимых, 7,93—19,24 органи-
ческих и 63,47—88,71% минеральных соединений. По рентгено-
метрическим данным в отложениях присутствуют пирит, сиде-
рит, магнетит, гематит, кварц, гетит, сера, арагонит. Спектраль-
ный анализ показал преимущественное содержание (от 1 до
>3%) Si, Al, Са, Mg, Fe. Часть этих соединений могла попасть
Таблица 2.20. Концентрация различных солей в моноэтаноламина С
при 25 °C, % (масс.)
Соль c Соль c Соль c
NaCl 1,86 KBr 3,27 NaClO4 90,8
NaBr 33,6 KC1 42,3 КСЮ3 0,300
NaJ 22,0 NaClO3 19,7 КСЮ4 1,36
КС1 0,27 LiBr 60,0 CrCl2 19,5
LiCl 30,0 CaCl2 14,0 BaCl2 45,2
63
в систему с технической водой или образоваться вследствие
коррозии оборудования, химических превращений, происходя-
щих в растворах аминов, деградации применяемого антивспе-
нивателя (группа Si—О—Si или Si—О—R) [54].
Растворимость ряда солей в моноэтаноламина характери-
зуется данными из табл. 2.20.
С понижением концентрации растворов растворимость в них
солей увеличивается. Минеральные соли в систему могут по-
пасть также с водой, используемой при приготовлении амино-
вых или других растворов.
Коррозия аппаратуры. Практически все оборудования и
коммуникации установок очистки газа от кислых компонентов
подвергаются коррозии. До сих пор в литературе нет единого
мнения о механизме коррозии. Наиболее общепринят механизм
коррозии, описанный в работе '[26]. Основной причиной корро-
зии считается наличие в системе сероводорода и диоксида
углерода, который является более агрессивным, чем H2S.
Принято считать, что СО2 при взаимодействии с материа-
лом оборудования и труб образует растворимый бикарбонат
железа. При подогреве раствора происходит выделение СО2
и осаждение железа в виде нерастворимого карбоната.
Сероводород приводит к образованию сернистого железа.
Частично это соединение может образовывать на поверхности
металла защитную пленку. Однако одновременное наличие в
газе СО2 и H2S в определенных условиях может обусловить
синэргический эффект, т. е. каждый из этих компонентов мо-
жет усилить коррозионное действие другого.
Скорость коррозии увеличивается с повышением темпера-
туры, концентрации кислых компонентов и количества воды
в системе, а также при наличии продуктов реакций окисления и
разложения аминов, минеральных солей, увеличение скорости
насыщенного абсорбента в коммуникациях и т. д.
Однако не все продукты коррозии вызывают увеличение
скорости коррозии оборудования. Согласно данным [52], при
82 °C и 2 МПа наличие в системе органических кислот практи-
чески не усиливает коррозионный процесс. Продукт реакции
ДЭА с диоксидом углерода — диэтанолпиперазин (ДЭП) сни-
жает скорость коррозии: при наличии в растворе ДЭА 70 г/л
ДЭПа скорость коррозии была 0,02 мм/год (Р = 2 МПа, t=
= 82°C), а в среде чистого раствора ДЭА в тех же условиях
скорость коррозии составляла 0,08 мм/год.
Скорость коррозии зависит также от материала оборудова-
ния и качества его изготовления. Легированные стали менее
подвержены коррозии, следовательно, наиболее уязвимые места
установок (коммуникация насыщенного раствора от рекупера-
тивного теплообменника до десорбера, верхняя часть десорбе-
ра, конденсатор — холодильник, используемый для охлаждения
верхнего продукта десорбера, трубный пучок испарителя
11 т. д.) должны быть изготовлены из легированных сталей.
<64
гЦм-ч}
65 85 105 Ссо ,г/л
Рис. 2.14. Влияние концентрации СО2 на
скорость коррозии при температурах [21]:
1 — 40, 2 — 60; 3 — 100, 4 — 130 °C 0,3
Следует отметить, что на надеж- 0,2
ную эксплуатацию установок очистки
высокосернистых газов влияет выбор ’
материала для тех частей установки, 0
которые непосредственно контактиру-
ют с высокосернистым газом. С уве-
личением прочности сталей их чувствительность к водородной
коррозии возрастает.
Продукты разложения вызывают повышенный, нежели сами
чистые растворы аминов, износ аппаратов и коммуникаций,
поэтому их следует периодически удалять из раствора.
Скорость коррозии возрастает с повышением температуры
и СО2 в растворе (рис. 2.14), поэтому при повышении их содер-
жания в растворе необходимо увеличить количество раствора,
подаваемого на фильтрацию [21].
Зависимость коррозионной стойкости различных сталей при
эксплуатации от степени насыщения раствора амина может
характеризоваться данными табл. 2.21.
Повышение степени насыщения амина с 0,5 до 0,7 моль/моль
приводит к увеличению скорости коррозии для различных
сталей в несколько раз.
На скорость коррозии оказывает влияние также соотноше-
ние СО2: H2S в очищаемом и десорбированном газах. Принято
считать, что H2S при взаимодействии с железом образует суль-
фид железа. При отсутствии эрозии сульфид железа на поверх-
ности металла создает защитную пленку [21]'. Учитывая это,
наибольшее насыщение раствора допускается при очистке га-
зов с меньшим содержанием СО2 и большим содержанием H2S.
В обратном случае степень насыщения раствора должна быть
как можно меньше.
Выбор концентрации применяемого раствора также осуще-
ствляется с учетом отношения H2S : СО2. Чем выше его значе-
ние, тем более концентрированный раствор можно применять.
Таблица 2.21. Скорость коррозии различных сталей, мм/год, в установке
очистки высокосернистого газа [23] в зависимости от степени
насыщения раствора амина (числитель — степень насыщения
0,7 моль/моль, знаменатель — 0,5 моль/моль)
Место установки образцов Углеро- дистая 08X13 08X22 Н6Т АС-9 Х18Н10Т Х17Н13М2Т
Верх десорбера 0,06 0,07 0,04 0,04 0,004 0,001
0,12 0,011 0,006 0,002 0,001
Испаритель (труб- 0,10 0,03 0,002 0,003 0,002 0,002
ное пространство) 0,06 0,01 0,006 0,008 0,008 0,007
5—864
65
Одновременно следует учесть, что скорость коррозии в среде
первичных аминов больше, чем в среде вторичных, поэтому
допустимая степень насыщения МЭА ниже, чем ДЭА.
Во избежание эрозии скорость потока амина в теплообмен-
никах не должна превышать 1 м/с [21], так как эрозия резко
увеличивает скорость коррозии.
Для борьбы с коррозией рекомендованы следующие меро-
приятия:
Для снижения коррозионного разрушения верхней части регенератора
и конденсатора флегма должна содержать около 0,5% амина [27]. В этом
случае жидкую фазу, накапливаемую в рефлюксной емкости, нельзя подавать
в систему стоков без специальной подготовки.
Учитывая, что конденсат, собранный в емкости орошения, практически
не содержит механических примесей и солей, его необходимо использовать
для технологических нужд, к примеру, для дозировки аминовых растворов.
Регенерацию раствора следует вести при возможно низких температурах
с применением вакуума. В качестве теплоносителя следует использовать
водяной пар.
Для снижения скорости коррозии применяют также ингибиторы корро-
зии. Так, на Оренбургском ГПЗ для этой цели в разное время применя-
лись ингибиторы «Серво», «Виско», И-1-А, хромат калия, сода, сульфид нат-
рия и т. д.
Наряду с вышеуказанным, при проектировании аминовых
установок необходимо также учесть следующие общие рекомен-
дации:
а) оптимальный расход раствора МЭА составляют 1 моль
на 0,3 моль кислых компонентов. При таком соотношении МЭА
и кислого газа потери раствора от разложения и коррозия
аппаратуры минимальны. При очистке газа раствором ДЭА его
расход можно принять 1 моль на 0,4 моль поглощенных кислых
газов. Массовая доля МЭА в растворе рекомендуется не выше
20%, а ДЭА —30%;
б) число теоретических тарелок в абсорбере должно быть
не меньше 4—5. Коэффициент полезного действия тарелок
абсорберов составляет 25—40%. Если тарелки колпачковые,
то максимальная скорость потока в прорезях должна иаходить-
ся в пределах 0,6—0,9 м/с. При такой скорости пенообразова-
ние раствора и эрозионно-коррозионный износ оборудования
минимальны;
в) для предотвращения усиленной коррозии оборудования
регенерацию аминового раствора рекомендуется проводить при
следующем режиме: давление не выше 0,07 МПа, температура
раствора в испарителе не свыше 121 °C. В качестве теплоноси-
теля следует использовать водяной пар температурой 130—
150°C. Повышение температуры греющего пара от 150 до 180—
190 °C увеличивает скорость коррозии углеродистой стали от
0,2 до 1,8 мм/год.
Регенератор может быть оборудован как керамической на-
садкой, так и тарелками. В последнем случае скорость потока
в прорезях тарелок должна составлять 3—4,5 м/с.
66
Содержание сероводорода в регенерированном растворе не
должно превышать 0,7 г/л. При увеличении содержания H2S
до 1 г/л степень очистки газа резко снижается. Для обеспече-
ния надежности работы установок сероочистки необходимо не
допускать, чтобы концентрация продуктов побочных реакций,
минеральных солей и механических примесей была выше
0,2% (масс.);
г) скорость паров и газов в свободном сечении отпарной
колонны должно быть не выше 0,12 м/с. Колонна должна
иметь не менее 15—20 тарелок или слой насадки, эквивалент-
ный 3—4 теоретическим тарелкам. Для уменьшения потерь
амина с парами и газами насыщенный раствор амина должен
вводиться в тарелку, имеющую номер 2/Зп, считая снизу (п —
число тарелок в колонне). Для уменьшения пенообразования
расстояние между тарелками необходимо установить не менее
0,6 м;
д) для уменьшения потерь амина в результате уноса раст-
вора с очищенным газом в верхней части абсорбера необходимо
устанавливать коагулятор, а после абсорбера — сепаратор.
В случаях подачи газа на низкотемпературную переработ-
ку необходимо предусмотреть выделение сконденсировавшего-
ся поглотителя из жидкой фазы, получаемой при охлаждении
газа;
в) температура регенерированного раствора, подаваемого
на верх абсорбера, должна быть на несколько градусов выше,
чем температура выходящего из абсорбера очищенного газа.
Это необходимо для предотвращения конденсации тяжелых
углеводородов, содержащихся в очищенном газе, так как они
увеличивают пенообразование раствора. Температура насыщен-
ного раствора на выходе из абсорбера должна быть не выше
49 °C.
Борьба с пенообразованием на установках
очистки газов
Одной из серьезных трудностей, встречающихся при эксплуа-
тации установок очистки газов от кислых компонентов, являет-
ся пенообразование, причины возникновения которого могут
быть следующие [54—65]:
повышение скорости коррозии в системе;
поступление на установку различных ингибиторов, исполь-
зуемых при добыче газа;
разложение аминов под воздействием высоких температур;
накопление в растворе амина продуктов побочных реакций;
попадание в абсорбер тяжелых углеводородов в виде ка-
пель;
наличие в газе минерализованной капельной воды на входе
в абсорбер;
5
67
Рис 2 15. Влияние содержания различных добавок С на пенообразующую
способность 25%-го раствора ДЭА (Л — высота пены):
/ — ундекан, 2 — нонан, 3 — фракция конденсата Оренбургского ГКМ (К К — 150 °C);
4 — конденсат Оренбургского ГКМ; 5 — циклогексан
Рис. 2.16. Зависимость продолжительности жизни пены т от концентрации
солей с в растворе МЭА
ввод в систему минеральных солей с технической водой,
используемой для приготовления поглотителей кислых компо-
нентов.
Внешним признаком пенообразования является резкое уве-
личение перепада давления в колонне.
На практике может иметь место каждый из указанных фак-
торов, чаще всего воздействуют сразу несколько факторов,
и выдача рекомендаций по борьбе с пенообразованием стано-
вится трудной задачей. Нередко эти рекомендации сводятся к
борьбе с последствиями пенообразования, а не его причиной.
Наличие в системе интенсивного пенообразования приводит
к увеличению потерь абсорбента и ухудшению качества товар-
ного газа. Эти факторы, а также повышенный перепад давле-
ния в абсорбере могут служить подтверждением пенообразова-
ния в системе.
Интенсивность пенообразования зависит также от поверх-
ностного натяжения абсорбента. Этот процесс осуществляется
тем легче, чем меньше поверхностное натяжение раствора (о).
Поэтому попадание поверхностно-активных веществ (ПАВ)
в поглотители снижает значение о и способствует пенообразо-
ванию.
Плохо смачиваемые вещества (механические примеси, про-
дукты коррозии и т. д.) прилипая к поверхности пузырьков
газа, препятствуют их сращиванию и вместе с ними переходя
в пену способствуют ее стабилизации.
Для защиты трубопроводов сырьевого газа и промыслового
технологического оборудования от коррозии и наводорожива-
ния металла на Оренбургском газохимическом комплексе при-
68
меняют ингибиторы И-l-A, «Виско» и «Серво», часть которых
вместе с газом поступает в абсорбер и поглощается аминовым
раствором. Эксперименты показали, что эти ингибиторы вызы-
вают пенообразование раствора ДЭА при их концентрации в
нем 0,01% (масс.). Высота слоя пены увеличивается с повыше-
нием концентрации ингибитора в растворе [55].
Влияние углеводородов и метанола на вспениваемость рас-
твора ДЭА характеризуется кривыми рис. 2.15 [56]. С увеличе-
нием температуры кипения углеводородов их влияние на вспе-
ниваемость раствора возрастает. Наибольший эффект оказы-
вают парафиновые углеводороды.
Влияние смеси солей MgCO3, СаСО3, КС1, K2SO4 на вспени-
ваемость раствора МЭА показано на рис. 2.16. В работе i[57]
отмечено, что наибольшее пенообразование вызывают карбона-
ты кальция и магния.
На установках очистки газов от кислых компонентов борьба
с пенообразованием ведется в основном по двум направле-
ниям:
применение специальных реагентов для гашения пены;
очистка растворов от побочных примесей.
Большое значение придается также подбору реагентов для
интенсификации добычи и борьбы с коррозией с тем, чтобы их
попадание в поглотители кислых компонентов не вызывало ин-
тенсивного пенообразования.
Применение пеногасителей. В качестве пеногасителей могут
использоваться полиметилсилоксаны или их смеси, вещества
на основе кремнеорганического полимера — «Антиадгезив АС»,
высокомолекулярные спирты (полиалкиленгликоль, октилфен-
оксиэтанол, стеариновый спирт, олеиловый спирт и т. д.).
Из силоксановых соединений применяют ДЦ антифоам А,
спластик, компаунд (США), антифрон (ГДР), Родорсил-426 Р
(Франция).
Из отечественных антивспенивателей можно указать эмуль-
сии ВНИПИГАЗ-1, КЭ-10-12, КЭ-10-21, И-l-A. Они нетоксичны,
взрывобезопасны, негорючи, их активные вещества имеют тем-
пературу кипения более 300 °C.
Полисилоксаны (Re2SiO)n представляют собой бесцветные
маслянистые жидкости с различной молекулярной массой и
вязкостью. Силоксановые жидкости имеют высокую термиче-
скую стабильность. Их пеногасящая способность проявляется
в кислой, щелочной и нейтральных средах при самых незначи-
тельных массовых долях (0,0001—0,001%).
На основе полиметилсилоксанов (ПМС) приготавливают
эмульсии КЭ-10-12 и КЭ-10-21. Эмульсии КЭ-10-12 и КЭ-10-21
очень близки между собой и различаются лишь тем, что КЭ-10-
12— водоэмульсионная композиция на основе полиметилсилок-
сановой жидкости ПМС-200 А, а КЭ-10-21 —на основе ПМС-
1000А. Обе содержат 30% полиметилсилоксана и несколько
процентов продукта ОС-2.
69
Пеногасители снижают прочность поверхности пленок, раз-
деляющих газовые пузырьки и жидкую фазу. Противопенные
свойства пеногасителей проявляются только при концентра-
циях, превышающих пределы их растворимости в пленке.
На установках сероочистки для пеногасителей устанавли-
ваются специальная емкость и дозировочные насосы. По мере
необходимости с помощью дозировочных насосов пеногаситель
нагнетается в поток регенерированного раствора перед входом
в абсорбер. За счет подачи пеногасителя в трубопровод обес-
печивается его равномерное распределение в абсорбенте.
Для оценки антивспенивающей способности эмульсий были
проведены исследования в лабораторных условиях, на опытной
и промышленной установках '[59].
Лабораторные исследования проводили в стеклянном аб-
сорбере емкостью 500 мл с впаянной на расстоянии 20 мм от
дна стеклянной пористой пластинкой (тарелкой). Газовой фазой
служил воздух, предварительно очищенный и осушенный в
колонне с ангидридом. Воздух подавался под тарелку, где кон-
тактировал с исследуемым раствором, а затем отводился из
системы. Расход воздуха замеряли ротаметром.
В качестве рабочей жидкости были исследованы 10- и
25%-ые водные растворы МЭА и ДЭА. Для приготовления
рабочих растворов использовали МЭА по МРТУ 6-02-471—68,
ДЭА по МРТУ 6-02-196—68.
Эффективность антивспенивателей определялась высотой
газожидкостного слоя, образующегося из постоянного началь-
ного объема раствора в абсорбере в результате барботирова-
ния через него воздуха до и после ввода эмульсии. Концентра-
ция антивспенивателей составляла 0,005—0,01% (масс.).
Лабораторные исследования показали, что эмульсия КЭ-10-
21 отличается высокой способностью к пеногашению. Для вод-
ных растворов МЭА эффективность эмульсий КЭ-10-12 и
КЭ-10-21 примерно одинакова и несколько выше, чем анти-
вспенивателя «Родорсил-426» (см. рис. 2.17).
Для водных, особенно для 10%-ого, растворов ДЭА наи-
большее влияние на снижение высоты пены оказывает эмуль-
Ь,мм
ЦО
30
20
Ю
0 2 b W,m/c
сия КЭ-10-21. Добавление ингибитора
коррозии И-ГА к 10%-ому водному
раствору МЭА вызывает сильное
вспенивание раствора. Ввод в раствор
эмульсии КЭ-10-21 позволяет в зна-
чительной степени снизить высоту пе-
ны на тарелке.
Рис. 2.17. Влияние различных антивспенива-
телей на высоту слоя пены h 25%-ых раство-
ров МЭА (7, 2, 3) и ДЭА (/', 2', З'У
1, Г — Родорсил, 2, 2' — КЭ-10-12; 3, 3' — КЭ-10-21
70
Рис. 2.18. Зависимость высоты газожидкостного слоя Нп (а) и сопротив-
ления орошаемой тарелки АР (б) от скорости газа в колонне
1 — без эмульсии, 2 — с эмульсией
Эксперименты на опытной установке проводили на природ-
ном газе при давлении 0,5 МПа в колонке диаметром 100 мм
и высотой 400 мм, изготовленной из органического стекла.
В абсорбере была установлена одна провальная тарелка, жи-
вое сечение которой составляло 33%, диаметр отверстий 4 мм,
толщина тарелки 4 мм.
Концентрация эмульсии КЭ-10-12 в водном 1 моль/л раство-
ре ДЭА составляла 0,005% (масс.). Плотность орошения, от-
несенная к свободному сечению колонны, была постоянной
и составляла 10 м3/(м2-ч). Скорость газа в колонне изменя-
лась от 0,35 до 1,54 м/с. Температура газа и раствора на вхо-
де в колонну составляла 10 и 15 °C соответственно.
Результаты экспериментов представлены на рис. 2.18 в виде
зависимости высоты газожидкостного слоя и сопротивления
орошаемой тарелки от скорости газа в колонне без эмульсии
(кривая 1) и с эмульсией КЭ-10-12 (кривая 2).
С увеличением скорости газа в отсутствие эмульсии КЭ-10-12
высота газожидкостного слоя возрастает до 140 мм и гидрав-
лическое сопротивление тарелки до 50 мм вод. ст. При дости-
жении критической скорости газа в колонне (около 1,1 м/с)
высота пены и сопротивление тарелки начинают резко расти,
в результате чего происходит «захлебывание» колонны. Добав-
ление к раствору ДЭА эмульсии КЭ-10-12 снижает гидравли-
ческое сопротивление орошаемой тарелки и увеличивает пре-
дельную нагрузку аппарата примерно на 20%. Кроме того, при-
71
Таблица 2.22. Результаты испытания эмульсии КЭ-10-21
на Мубарекском ГПЗ
Установка Расход газа, тыс. м3/ч Расход раствора МЭА, мЗ/ч Концентра- ция МЭА, % (масс.) Унос МЭА, г/1000 м3 без анти- с аНтивспе вспенива- нивателем теля
Сев Мубарек 50—55 90—100 8—10 110 30 55—60 100—110 8—10 ПО 30—40 60—70 110—120 8—10 115 40 70—80 115—120 8—10 120—130 45—50 80—90 120—125 8—10 135 50 Уртабулак I ступень 55 200 16—18 120 40 60 210—215 16—18 125 50 70 220 16—18 125-130 50—55 80 220—230 16—18 135 55 Уртабулак II ступень 50 80 — 100 8—10 105 30 55 100 8—10 НО 35—40 60 110—120 8—10 110—115 45—50 65—70 110—120 8—10 120 50
сутствие в растворе ДЭА 0,005% (масс.) эмульсии КЭ-10-12
снижает высоту пены на тарелке, уменьшает унос и потери по-
глотителя.
Промышленные испытания антивспенивателей КЭ-10-12 и
КЭ-10-21 проводили на установках очистки газа Мубарекского
ГПЗ. Влияние эмульсии исследовали путем определения уноса
МЭА в выходящем из абсорбера газе до и после ввода эмуль-
сии. Давление поступающего газа составляло 5,1—5,6 МПа,
температура регенерированного раствора, поступающего на
верх абсорбера — 50—70 °C. Массовая доля антивспенивателей
в растворе равна 0,005—0,010%. Усредненные результаты по
блокам установок очистки газа Мубарекского ГПЗ по испыта-
нии эмульсии КЭ-10-21 приведены в табл. 2.22 [59].
Эффективность пеногашения эмульсиями КЭ-10-12 и КЭ-
10-21 примерно одинакова, что обусловливает их взаимозаме-
няемость.
Унос МЭА с выходящим из абсорбера газом при примене-
нии указанных антивспенивателей снижается в среднем в 2,5—
3 раза (с 100—130 до 30—50 г/1000 м3 газа). Кроме того, до-
бавление эмульсии КЭ-10-12 в поглотительный раствор МЭА
позволило повысить нагрузку абсорбера по газу при постоян-
ной нагрузке по жидкости и сохранении требуемой степени
очистки газа от H2S (20 мг/м3).
В результате испытаний был определен необходимый расход
эмульсий, который составил 2—3 г на 1000 м3 газа (массовая
доля их в растворе равна 0,005—0,01%).
Очистка растворов аминов от различных примесей
Как было указано выше, при эксплуатации установок очистки
газов от кислых компонентов происходит поглощение абсорбен-
том продуктов коррозии и побочных реакций, механических
72
примесей, минеральных солей, вносимых в систему пластовой
водой и водой, используемой для поддержания состава абсор-
бентов, и т. д. Эти примеси частично выделяются в буферных
емкостях и при десорбции кислых компонентов. Другая часть
примесей осаждается на поверхностях аппаратов и коммуника-
ций и накапливается в растворах, что приводит к снижению
поглотительной емкости растворов, повышению их потерь и
ухудшению качества товарного газа.
Серьезные осложнения в работе установок очистки газов
вызывает также осаждение различных примесей на поверхно-
стях труб и оборудования: повышаются потери давления в си-
стеме, снижается эффективность теплообменных процессов,
увеличиваются потери тепла и т. д. Поэтому во всех установках
переработки кислых газов предусматривается очистка раство-
ров поглотителей от посторонних примесей. Для этой цели при-
меняют процессы вакуумной перегонки и фильтрации, а в ряде
случаев оба процесса.
Процесс вакуумной перегонки основан на разности давлений
насыщенных паров примесей и самих поглотителей. С целью
повышения четкости разделения примесей, как правило, про-
цесс ведут под вакуумом. При этом часть раствора непрерывно
подается на тонкую очистку, или же периодически все количе-
ство циркулирующего раствора подвергается очистке.
Недостатком такого способа очистки является то, что ряд
примесей и сами поглотители имеют весьма близкие темпера-
туры кипения. Поэтому для их выделения из абсорбентов тре-
буется колонна с большими флегмовым числом и числом теоре-
тических тарелок, что увеличивает эксплуатационные затраты
и капитальные вложения на установку. Кроме того, при раз-
гонке раствора происходит концентрирование твердых приме-
сей в кубовом остатке, непрерывный вывод которого также
вызывает большие трудности. Требуется также специальная
установка для обезвреживания самого кубового остатка.
Наиболее распространенным для очистки поглотителей кис-
лых компонентов от различных примесей является процесс
фильтрации. Этот процесс включает в себя как правило две
ступени: на первой производится грубая очистка раствора от
твердых примесей на различных фильтрах, а на второй — его
тонкая очистка от растворенных примесей. Последний процесс
осуществляется с применением различных адсорбентов или
ионитных фильтров. Чаще всего применяется адсорбционный
способ. При этом только часть раствора после грубой очистки
подвергается дополнительной фильтрации с целью извлечения
из него более мелких частиц и растворенных веществ.
В качестве адсорбентов для очистки растворов от примесей
используют активные угли различных марок, ряд характеристик
которых дан в табл. 2.23.
Такие активные угли представляют собой мелкопористые
вещества в виде зерен, состоящих в основном из аморфного
73-
Таблица 2.23. Характеристика пористой структуры углей различных марок
Показатели СКТ-6 АС-35 АГ-2 АР-З КАД иодный
Размер гранул, мм 1,5 1,5 1,5—2,0 2,75—5,5 2,0—5,0
Масса литра, г 380 420 600 550 380
Суммарная пористость, см3/г 1,13 0,85 0,6 0,7 1,0
Удельная поверхность пе- реходных пор, м2/г 178 1150 33 48 НО
углерода и содержащих примеси — золу и смолистые вещества.
Активирование адсорбентов осуществляют двумя путями: кар-
бонизацией гранул действием окислителей при высоких темпе-
ратурах и пропиткой различными органическими веществами.
Различают два предельных структурных типа активных
углей: первый тип имеет преимущественно узкие микропоры
с диаметром 2-10~6 мм, второй — микропоры диаметром от
2- 1<У1’ до 6-10~6 мм.
Истинная плотность углей составляет 1,75—2 т/м3, кажу-
щаяся 0,4—1,0 т/м3, насыпная 0,2—0,6 т/м3. Удельная теплоем-
кость такого сухого активного угля 0,84 кДж/(кг-К), коэффи-
циент теплопроводности при 30 °C — 0,16—0,27 Вт/(м-К).
В воздушной среде уголь воспламеняется при температуре
ниже 200 °C.
Количество раствора, подаваемого на различные ступени
очистки, зависит от степени его насыщения различными приме-
сями, состава самих примесей, а также конкретных условий
эксплуатации установок очистки газов от кислых компонентов.
Блоки фильтрации различаются конструкцией аппаратов,
применяемыми фильтрующими материалами, периодичностью
циклов и т. д., а схемы фильтрации — также способом приго-
товления фильтрующих материалов. В ряде схем фильтрующие
слои изготавливают в заводских условиях, а другие предусмат-
ривают использование материалов полной готовности для за-
грузки в аппараты.
На рис. 2.19 показана схема одностадийной фильтрации,
которая включает в себя мешалку, насосы и фильтры периоди-
Рис. 2.19. Принципиальная технологиче-
ская схема одностадийного процесса очи-
стки раствора амина:
Ф—фильтр; СМ—смеситель; Н-1—насос; I —
исходный раствор; II — суспензия; III — вода;
/V — отработанная вода; V — очищенный раствор;
VI — активированный уголь; VII — порошок виско-
зы (целлюлозы)
74
ческого действия. Фильтрация раствора происходит следующим
образом. В мешалку засыпают целлюлозу и образовавшаяся
водная суспензия подается в фильтр. Фильтр представляет
собой барабан, внутри которого на перфорированный полый
вал насажены сетчатые диски с ячейками 0,5—1 мм. Диски
приводятся во вращение при подаче суспензии в аппарат. Цел-
люлоза накапливается на сетке и образует фильтрующий слой.
При достижении определенной толщины слоя подача суспензии
прекращается, после чего мешалка освобождается от остатков
суспензии целлюлозы и промывается водой. Затем в мешалку
засыпается активный уголь и подается вода. В том же поряд-
ке, что и на первой стадии, образуется фильтрующий слой.
Таким образом получается двухслойный фильтр. Нижний
слой — целлюлозный выполняет роль фильтра грубой очистки,
верхний слой предназначен для улавливания более мелких ча-
стиц.
После приготовления фильтра через него пропускают ами-
новый раствор. При фильтрации амина диски не вращаются.
Насыщение фильтра механическими примесями контролируется
путем замера в нем перепада давления. При достижении
0,3 МПа фильтр останавливают на регенерацию путем промыв-
ки водой. При необходимости, в зависимости от характера
уловленных примесей, можно производить и дополнительную
промывку фильтра с применением специальных реагентов.
Во время регенерации одного из фильтров другой переводится
в цикл насыщения.
Технология очистки аминового раствора по описанной выше
схеме (см. рис. 2.19) ранее использовалась на первой очереди
Оренбургского ГПЗ. При нормальной работе абсорбционной
установки (отсутствие вспенивания раствора) примерно 33%
регенерированного ДЭА подавалось на фильтрацию со сменой
фильтрующего слоя один раз в неделю. При вспенивании ра-
створа смена фильтрующего слоя проводилась один раз в 2—
3 дня.
Недостатком описанной схемы фильтрации раствора являет-
ся отсутствие возможности контроля загрязнения каждого
фильтрующего слоя в отдельности. Это иногда приводит к тому,
что крупные частицы также улавливаются на угольном слое,
что быстро его насыщает. Кроме того, возможен унос угольной
пыли раствором амина, что снижает эффективность работы
блока фильтрации.
В настоящее время для очистки раствора используют схему
с двумя периодически работающими адсорберами. При этом
обеспечивается автономность приготовления фильтрующих
слоев и стадий адсорбции и регенерации. Кроме того, пред-
усмотрена фильтрация раствора от угольной пыли.
Выделение каждой стадии фильтрации в самостоятельную
ступень хотя и увеличивает металлоемкость установки, но по-
зволяет повысить эффективность очистки раствора.
75
Ь'п <*Л,Рис- 220' Зависимость устойчи-
' ' вости пленки раствора ДЭА (J,z)
cj и поверхностного натяжения рас-
твора ДЭА (3,4) от длительно-
^5 сти работы фильтрующей массы:
/, 3 — до фильтрации; 2. 4—после
фильтрации
61
59 При работе по двухко-
г„ лонной схеме подача всего
О I
количества раствора на вто-
& рую стадию фильтрации не
обязательна. Как правило,
только часть раствора после грубой очистки подвергается тон-
кой очистке.
Результаты определения эффективности угольных фильтров
Оренбургского ГПЗ приведены в работе [58]. Качество очистки
раствора контролировали путем измерения его поверхностного
натяжения в зависимости от продолжительности работы фильт-
рующей массы (рис. 2.20). Кривая устойчивости пленки от-
фильтрованного раствора имеет менее резкие колебания, что
свидетельствует о сорбции из раствора части пенообразующих
веществ. Равенство поверхностного натяжения пленок раство-
ра до и после фильтра указывает на прекращение поглощения
активных примесей, т. е. на насыщение фильтра. Это происхо-
дило через 14 часов работы, после чего фильтрующая масса
работала только на улавливание механических примесей.
Адсорбционная установка очистки аминового раствора
имеется также на Нижневартовском и Мубарекском ГПЗ.
Согласно схеме Нижневартовского ГПЗ часть раствора
амина проходит непрерывную
фильтрацию через два механиче-
ских и два угольных фильтра
(рис. 2.21). Механические фильт-
ры имеют диаметр 406 и высоту
1300 мм и работают при 145—
150 °C и 1,43 МПа. Каждый ме-
ханический фильтр оборудован
дифференциальным манометром
и уровнемером. Угольные фильт-
ры имеют диаметр 610 и высоту
Рис. 2.21. Принципиальная схема фильт-
рации раствора амина на Нижневар-
товском ГПЗ:
Ф-1 — механические фильтры: Ф-2 — угольные
фильтры; / — исходный раствор ДЭА; II —
промывочная вода; III — частично очищенный
раствор ДЭА; /V — тонко очищенный раствор
ДЭА
76
2500 мм. Они загружены активным углем с частицами разме-
ром 8X3 мм.
Установка работает по следующей схеме. Часть циркули-
рующего в системе аминового раствора — одна треть от общего
количества поступает в один из механических фильтров для
очистки от механических примесей. Затем около 10% отфильт-
рованного раствора поступает в один из адсорбционных фильт-
ров. После очистки от растворенных примесей раствор амина
объединяется с другой частью раствора и подается в блок
очистки газа от кислых компонентов. Накопление механических
и растворенных примесей в фильтрах контролируется перепа-
дом давления в них. При определенном значении последнего
фильтры переключаются на регенерацию. В этот период в цикл
очистки включаются другие фильтры.
Раствор после фильтрации анализируют. При снижении
фильтрационных свойств угля раствор становится мутный,
окрашенный. В этом случае производится регенерация угля.
В работе [61] приведены результаты испытаний активных
углей марок АР-3, БАУ, КАД-йодный, АГ-5, АГН, СКТ и ОУ
в условиях Мубарекского ГПЗ. Наиболее высокую активность
по извлечению пенообразующих веществ показали угли АГ-3
и АГ-5. При этом активность угля АГ-3 по пенообразующим
примесям составила 15—17% (масс.). На основании исследо-
ваний на первой очереди Мубарекского ГПЗ введены в экс-
плуатацию два адсорбера для очистки аминовых растворов
активным углем марки АГ-3. Такие адсорберы установлены на
линии регенерированного раствора и имеют следующие харак-
теристики: высота — 4,1 м, диаметр — 2,6 м, объем загружае-
мого угля—11,6 м3, нагрузка по раствору 1'7,7 м3/ч при объ-
емной скорости 1,5 ч”1.
После внедрения адсорбционной очистки части циркули-
рующего раствора от примесей пенообразование в абсорберах
уменьшалось в 20—30 раз.
На заводе фирмы «Саутистерн Рифайнинг» для очистки
раствора ДЭА от примесей продуктов побочных реакций кор-
розии, разложений и т. д. использовали уголь СГЛ {52], основ-
ные характеристики которого приведены ниже:
Общая поверхность, м2/г . . . 950—1050
Истинная плотность, г/см3 . . . 2,1
Объем пор, см3/г............... 0,85
Свободный объем в заполненной ко-
лонне, %...................... 36
Средний размер частиц, мм . . . 1,5—1,7
Адсорбер для очистки раствора представляет собой аппарат
диаметром 3 и высотой 3,35 м с системой сбора жидкости. За-
грузка адсорбента составляет 9 т.
Согласно рекомендациям поставщика угля — фирмы «Кал-
гон Карбон» минимальное время контакта раствора ДЭА
77
углем СГЛ должно составлять не менее 20 мин, а поверхност-
ная нагрузка не более 43 г/м2 в минуту.
Из общего количества циркулирующего раствора на уголь-
ные адсорберы подается не менее 5%. Перед адсорбером раст-
вор проходит через фильтр, где задерживаются частицы раз-
мерами до 5 мкм.
Глава 3
Очистка газов от сероводорода
и диоксида углерода физическими
и комбинированными поглотителями
Процессы очистки газов физическими
поглотителями
Для очистки газов от сернистых соединений и диоксида углеро-
да применяют также физические процессы, механизм действия
которых основан на избирательной растворимости кислых ком'-
понентов в различных жидких поглотителях.
В интервале давлений и температур, при которых произво-
дят очистку газов, с повышением давления и снижением тем-
пературы растворимость компонентов природных газов в физи-
ческих поглотителях увеличивается. Поэтому очистку газов от
кислых компонентов желательно вести при их высоких пар-
циальных давлениях в газовой смеси. Этого можно достичь
путем повышения давления газа перед входом в абсорбер, од-
нако повышение давления газов приводит также к пропорцио-
нальному увеличению парциального давления углеводородов в
смеси и способствует таким образом повышению их раствори-
мости в физических поглотителях. Поэтому при низких кон-
центрациях кислых компонентов в смеси увеличение давления
газа хотя и способствует уменьшению удельного расхода по-
глотителя, но недостаточно для повышения эффективности
процессов очистки газа, так как вследствие повышения раст-
воримости углеводородов избирательность процесса остается
на низком уровне. Кроме того, увеличивается выход газов низ-
кого давления на установке. Для обеспечения получения кис-
лого газа, отвечающего требованиям установок получения газо-
вой серы, потребуется перед десорбером произвести многосту-
пенчатую дегазацию насыщенного раствора, что приводит к
78
Таблица 3.1. Основные характеристики физических поглотителей
Поглотитель Формула Плотность, Р420 м t , °C кип.’
Этиленгликоль (ЭГ) СбН6О2 1,116 62 197
Диэтиленгликоль (ДЭГ) С4Н10ОЗ 1,11b 106 245
Триэтиленгликоль (ТЭГ) С6Н14О4 1,126 150 278
Диметиловый эфир ЭГ C4HI0U2 0,87 90 86
Монометиловый эфир ЭГ СзНдОз 0,97 76 124
Диэтиловый эфир ДЭГ С8Н]8О3 0,91 162 18b
Моноэтиловый эфир ДЭГ С6Н,8О3 0,99 134 203
Монобутиловый эфир ДЭГ С8Н!8О3 0,96 162 —
Диметиловый эфир ТЭГ С8Н18О4 0,99 178 216
Монобутиловый эфир ЭГ С6Н14О2 0,90 118 172
Диметиловый эфир тетраэтилен- С10Н22О5 1,02 222 270
гликоля
Пропиленкарбонат С4Н€Оз 1,20 102 238
Этиленкарбонат С3Н4О3 1,32 88 242
Сульфолан C4H12SO2 1,26 124 286
Морфолин C4H9NO 1,00 87 128
Диметилформамид NCOO(CH3)2 0,94 88 153
Диметилсульфоксид (CH3)2SO 1,10 78 183
N-Метилпирролидон c5h„n 1,03 85 206
Трибутилфосфат (С4Н9О)3РО 0,97 266 289
Таблица 3.2. Избирательность физических поглотителей при
атмосферном давлении и температуре 25 °C
Поглотитель Растворимость, м^м3 Избирательность, %
со2 H2s С3Н8 ЕСО2 eH2S
Глютаронитрил 2,65 11,5 1,16 2,29 9,91
Диметилдормамид 4,86 38,1 3,89 1,25 9,79
Диметиловый эфир ДЭГа 4,63 —- 4,68 0,99 —
Метанол 3,50 —- 5,80 0,60 —
Метилдиметоксиацетат 3,41 — 2,34 1,46 —
Метилцианоацетат 3,22 10,7 1,34 2,40 8,2
N-Метилпирролидон 4,56 —- 3,78 1,21 —
Пропиленкарбонат 3,20 11 1,84 1,74 5,98
Сульфолан 2,82 —- 1,22 2,31 —
Триацетин 3,54 — 3,03 1,17 —
Триметиленцианогидрин 3,30 15,4 1,98 1,67 7,78
Смесь этиленкарбоната (70% 3,07 —- 0,94 3,27 —
масс.) и пропиленкарбоната
(30%)
Смесь этиленкарбоната (70% 3,25 — 1,14 2,85
масс.) и нитрометана (30%)
увеличению металлоемкости установки. Газы, получаемые на
различных ступенях сепарации, содержат определенное количе-
ство сернистых соединений. Утилизация этих потоков является
серьезной проблемой, так как связана с дополнительной очи-
сткой, а в ряде случаев компримированием и подачей в поток
сырьевого газа. Поэтому применение физических поглотителей
79
Рис. 3.1. Зависимость давления на-
сыщенных паров рн поглотителей от
температуры:
1 —- селексол, 2— 25%-иый раствор ДЭА;
3 ~ трибутилфосфат; 4 — 25%-ный раствор
МЭА; 5 — пропиленкарбонат; 6 — N-метил-
пирролидон; 7 — вода; 8 — метанол
для очистки газов предпочти-
тельно при большой концент-
рации извлекаемых из смеси
компонентов.
Основными характеристи-
ками эффективности физиче-
ских поглотителей являются
их избирательность и поглоти-
тельная емкость.
Чем выше значение коэф-
фициента избирательности,
тем шире область использова-
ния физического поглотителя, т. е. возможность его применения
для очистки газов с низкой концентрацией кислых компонентов.
От поглотительной емкости абсорбента зависит его удельный
расход, она определяет размеры оборудования, в первую оче-
редь блока регенерации (холодильников, рекуперативного теп-
лообменника, испарителя, десорбера, насосов и т. д.), а также
расход тепла на подогрев и охлаждение поглотителя.
На технико-экономические показатели установок переработ-
ки кислых газов оказывают влияние также такие свойства по-
глотителя, как давление насыщенных паров, вязкость, темпера-
туры кипения и застывания, удельная теплоемкость и др.
Основные требования к физическим поглотителям в целом
такие же, как и к химическим.
В ряде случаев для улучшения показателей абсорбентов
(повышение избирательности, снижение температуры застыва-
ния или вязкости, облегчение режима регенерации и т. д.) к ним
добавляют различные вещества. Для этой цели могут быть
использованы вода, амины, гликоли, метанол, эфиры различ-
ных гликолей и т. д. Основные требования ко вторым компо-
нентам физических поглотителей такие же, как и к первым.
Характеристика некоторых физических поглотителей дана
в табл. 3.1—3.2 и на рис. 3.1.
В табл. 3.2 избирательность показывает отношение раство-
римости СО2 и H2S в поглотителе к растворимости в нем про-
пана.
Влияние температуры и удельного расхода поглотителя на
степень извлечения кислых компонентов из газа аналогично
влиянию этих факторов на характер извлечения углеводородов
из газовых смесей углеводородными абсорбентами.
80
Очистка газов процессом Селексол
Из физических процессов наиболее широкое применение нашел
процесс Селексол, разработанный фирмой «Эллайд Кемикал»,,
где в качестве абсорбента используют вещество под общим
названием диметиловый эфир полиэтиленгликоля (фирменное
название селексол), фактически являющийся смесью димети-
ловых эфиров. Так, селексол, используемый на месторождении
Дюсте (ФРГ), содержит: триэтиленгликоля — 12, тетраэтилен-
гликоля — 24, пентаэтиленгликоля — 25, гексаэтиленгликоля —
19; гептаэтиленгликоля — 3°/о (масс.).
В зависимости от условий производства содержание этих
эфиров в составе селексола может изменяться, что определяет
непостоянство некоторых параметров раствора. Кроме того,
из-за разности давления насыщенных паров отдельных эфиров,
входящих в состав селексола, при эксплуатации установки про-
исходит также изменение его состава — утяжеление поглоти-
теля.
Основные показатели растворителя селексол следующие
[67]:
Средняя молекулярная масса ......................... 280
Плотность р420, кг/л...................................1,031
Удельная теплоемкость при 5°C, кДж/(кг-°C) . . 2,05
Теплопроводность, Вт/(м-К)............................ 2,02
Давление насыщенных паров, Па, при температуре, °C:
25................................................<1,3
15,6...............................................0,026
Вязкость при 25 °C, 10~3 Па с...........................5,8
Температура, °C:
замерзания.........................................23—29
вспышки............................................. 151
Селексол может применяться как в чистом виде, так и
с добавлением до 5% воды {69].
Селексол может быть использован без снижения поглоти-
тельной способности в течение 10 лет. Он подвергается полному
биологическому разложению. Селексол не обладает коррозион-
ной активностью, не токсичен, имеет низкие вязкость и теплоту
абсорбции, не вызывает побочных реакций.
Из-за гигроскопичности не вызывает дополнительного
увлажнения газа, а, напротив, при его использовании проис-
ходит снижение точки росы газа по воде. Возможна осушка и
очистка газа до требований ОСТ 51.40—83 в одну ступень. Се-
лексол имеет низкое давление насыщенных паров и менее
склонен к пенообразованию, что обеспечивает его низкие поте-
ри с очищенным газом и при регенерации.
Поглощение кислых компонентов селексолом сопровождает-
ся выделением незначительного количества теплоты, поэтому
при очистке газа не требуется промежуточное охлаждение по-
глотителя.
6—864 81
Рис. 3.2. Растворимость различных
газов в селексоле с в зависимости
от давления р:
1 — СНзЭН; 2 — H2S; 3 —COS, 4 — СО2,
При применении селексола
в качестве абсорбента необхо-
димо учитывать, что при тем-
пературах ниже —15 °C он за-
густевает и образует высоко-
вязкую массу.
Селективность селексола в
0,04 0,08 0,12 р, мпа. отношении отдельных компо-
нентов газа может определяться с помощью графиков рис.
3.2.
f' Относительная растворимость различных компонентов при-
родного газа в селексоле увеличивается в следующем ряду:
к сн4 < с2н6 < со2 < С3Н8 < С4Н10 < С5Н12 < H2S < CH3SH < CS2 < Н2О.
Селексол является хорошим поглотителем сероводорода в
смеси его с диоксидом углерода. Фактическое отношение раст-
воримостей H2S и СО2 в селексоле при 7,15 МПа и 15,6 °C со-
ставляет 9,6 : 1. Отсюда следует, что в тех случаях, когда из
газа, содержащего H2S и СО2, требуется глубокое извлечение
только сероводорода, использование селексола в качестве аб-
сорбента может резко улучшить показатели установки произ-
водства элементной серы и снизить расход энергии в блоке
регенерации.
При некоторых значениях отношения СО2 и H2S аминовые
процессы не обеспечивают получение газов регенерации, при-
годных для установок Клауса. Достижение таких степеней из-
влечения возможно лишь при применении селексола.
Процесс селексол применяют также для извлечения H2S
из смеси его с диоксидом углерода перед закачкой в пласт с
целью повышения нефтеотдачи.
На рис. 3.3 приведены зависимости глубины очистки газа
от H2S и СО2 от удельного расхода селексола. Исходный газ
содержал: H2S — 25, СО2—10, COS — 0,11 и тиолы — 0,02%.
Опыты проводили при давлении 3,6 МПа. Потребность водяно-
го пара при регенерации раствора составляла 0,5 кг на кг кис-
лых компонентов. Малый расход пара объясняется использо-
ванием для регенерации воздуха (в количестве 1 м3 на 1 м3
раствора), малой теплоемкостью раствора (почти вдвое мень-
ше, чем у водного раствора амина) и меньшим удельным рас-
ходом поглотителя [65].
При использовании воздуха в качестве отдувочного газа в
результате взаимодействия H2S с кислородом образуется эле-
52
ментная сера в тонкодиспергированном виде. Последняя пере-
ходит в раствор и при охлаждении раствора в холодильниках
выпадает в осадок и закупоривает трубки холодильника. По-
этому часто избегают применения воздуха для интенсификации
процесса регенерации растворителя.
Принципиальная технологическая схема установки очистки
газа на месторождении Дюсте-П приведена на рис. 3.4 [69].
Газ перед поступлением в абсорбер проходит входной сепара-
тор С-1, где очищается от капельной жидкости. На верх аб-
сорбера противотоком подается селексол, предварительно
охлажденный в аммиачном холодильнике.
Объемное содержание сероводорода в очищенном газе со-
ставляет 0,0002% или примерно 3 мг/м3. Одновременно про-
изводится также очистка газа от сероксида углерода и тиолов:
степень их извлечения составляет 66 и 100% соответственно.
Насыщенный селексол наряду с кислыми компонентами со-
держит также значительное количество углеводородов.
Для утилизации газ дегазации с помощью компрессора через
холодильник подается в поток сырьевого газа. Частично реге-
нерированный раствор из дегазатора через рекуперативный
теплообменник Т-1 поступает в десорбер. Десорбция произво-
дится при избыточном давлении 0,05 МПа.
Раствор селексола содержит несколько процентов воды,
которая при регенерации раствора частично испаряется. Обра-
зующиеся пары выполняют роль отдувочного газа по отноше-
нию к жидкой фазе, стекающей навстречу с верхней тарелки.
В тех случаях, когда содержание воды в насыщенном селексоле
недостаточно для интенсификации процесса регенерации, в де-
сорбер можно специально подавать острый водяной пар.
Регенерированный селексол через рекуперативные теплооб-
менники и холодильники подается в верх абсорбера. Содержа-
ние воды в регенерированном селексоле не превышает 4%.
Охлаждение селексола перед подачей в абсорбер в аммиач-
ном холодильнике до низких температур позволяет поддержи-
вать низкие температуры в абсорбере. Это обеспечивает полу-
чение низкой точки росы газа по воде, в результате чего часто
не требуется последующая осушка
газа. Показатели установки даны
в табл. 3.3.
В ходе эксплуатации в селексо-
ле накапливаются такие компонен-
ты, как гликоль, компрессорное
масло и тяжелые углеводороды.
Они создают затруднения в работе
Рис. 3.3. Влияние расхода абсорбента на
степень очистки газа от H2S и СО2
6’
83
Таблица 3.3. Характеристики установки очистки газа процессом Селексол
на месторождении Дюсте [66]
Показатели Номера потока по рис 3 4
II IV VI
Производительность, тыс м3/ч 50,0 45,3 4,92
Избыточное давление, МПа 7,1—7,9 6,9—7,7 0,05
Температура в абсорбере, °C 10 24 40
Содержание компонентов, % (об):
Не 0,02 0,02 —
n2 3,18 3,51 —
СО2 9,0 7,28 24,43
сн4 81,0 88,79 5,65
с2н6 0,40 0,40 0,38
Н2О — — 4,47
RSH 0,0098 — 996-10-4
cos 0,0118 0,0040 0,083
H2S 6,4 0,0002 65,05
установки. Во избежание этого следует обеспечить хорошую се-
парацию газа перед абсорбером.
При эксплуатации установки возникал ряд затруднений.
Так, при содержании в селексоле 4% воды его вязкость при
О °C повысилась до 0,0221 Па-с (вязкость безводного раствора
при 0°C равна 0,0178 Па-с), и в одном из холодильников ре-
жим течения из турбулентного переходил в ламинарный, что
приводило к ухудшению теплообмена. Кроме того, было уста-
новлено, что увеличение содержания воды в селексоле повы-
шает пенообразование раствора. В этом случае для снижения
пенообразования можно использовать силиконовые присадки,
количество которых зависит от содержания воды в селексоле.
Так, на первой установке в Дюсте, где используется безводный
раствор селексола, количество противопенной присадки состав-
ляет 0,5-10”4% от количества абсорбента, а па второй установ-
ке в Дюсте, где раствор содержит 4% воды, — 2-10”4%.
При взаимодействии сероводорода с оксидом железа в ка-
честве продукта коррозии образовывался сульфид железа.
При содержании FeS в растворе до 1 г/л пенообразование не-
значительно.
Раствор селексола не вызывает коррозию оборудования,
однако в узлах выделения СОг из раствора коррозия воз-
можна.
С целью снижения скорости коррозии, вызванной диокси-
дом углерода, было рекомендовано насадку абсорбционной и
десорбционной колонн изготавливать из нержавеющих мате-
риалов.
В табл. 3.4 даны характеристики ряда установок очистки
газов с высоким содержанием диоксида углерода. На установ-
ках обеспечивается тонкая очистка газа от сероводорода, серо-
оксида углерода и тиолов. Часть диоксида углерода остается
84
К-2 — десорбер; Е-1 —
В-1 — дега-
ДК-дожимной ком-
Рис. 3.4. Принципиальная
технологическая схема уста-
новки очистки газа Селек-
сол процессом:
С-1, С-2 — сепараторы; К-1 — аб-
сорбер; " ' ~ ’
емкость орошения;
.затор; Дтг.
прессор; Т-1, Т-2 — рекуператив-
ные теплообменники; Х-1, Х-2,
Х-3, Х-4 — холодильники; И-1—
испаритель; Н-1, Н-2 — насосы;
I— сырьевой газ; // — газ дега-
зации; /// — насыщенный рас-
твор селексола; IV — очищенный
газ; V — регенерированный рас- Д
гвор; VI — кислый газ на уста- —
новку Клауса
дн
т-1
Н-1
в товарном газе. После очистки газа содержание в нем воды
составляет 0,112 г/м3, что соответствует точке росы —5°C. Сле-
довательно, процесс одновременно обеспечивает также осушку
газа.
Очистка природного газа от диоксида углерода по процес-
су Селексол успешно проведена также на установке в Пайке
пик фирмы «Лон стар гэс» (рис. 3.5).
Установка в Пайке пик была спроектирована для перера-
ботки 2,83 млн. м3/сут газа, поступающего при давлении 5,7—
7,8 МПа и температуре 18—50 °C. Газ содержал СО2 — 43,
СН4—55,7, С2Н6 — 0,6, СзН8—0,1 и N2 — 0,6%. Максимально
допустимое содержание СО2 в трубопроводном газе по техни-
ческим условиям составляет 3,5%. До поступления на очистку
газ подвергается осушке.
Таблица 3.4. Показатели пяти установок очистки газа раствором селексола
(Р=6,9 МПа)
Показатели I II III IV V
Расход газа, млн. м3/сут 1,42 3,68 1,75 0,42 0,42
Содержание H2S, %: до очистки 0,003 0,01 0,4 0,006 7
после очистки 4-10-* 4-10-4 2-10-4 2-10-4 2-10-4
Содержание СО2, %: до очистки 43,0 18,0 7,0 5,0 9,0
после очистки 3,5 2,5 5,0 4,0 5,0
Содержание COS, %: до очистки 0,017 0,0118
после очистки — — 0,007 — 0,006
Содержание RSH, %: до очистки 0,01
после очистки — — 1 -10-4
Н2О, г/м3: до очистки после очистки 0,112 0,112 Насыщение 0,112 0,112 0,112
85
Рис. 3.5. Схема установки очистки газа в Пайке пик:
К,* 1 — абсорбер: В-1; В-2, В-3, В-4 — дегазаторы; С-1 — сепаратор; К — компрессор, Т,
ГТ — турбины; Х-1, Х-2, Х-3 — холодильники; Т-1 — рекуперативный теплообменник; Н-1„
Н-2 — насосы, / — исходный газ, II— газ на очистку; III — очищенный газ; IV, VI — ре-
генерированный селексол; V — кислый газ на установку Клауса, VII, VIII — газы дега-
зации; IX — насыщенный раствор селексола
Показатели установки очистки газа процессом Селексол
даны в табл. 3.5.
Диоксид углерода и сероводород из очищаемого газа погло-
щаются в насадочных абсорберах при 5 °C под давлением
7,1 МПа.
Благодаря тому, что растворимость сероводорода в селексо-
ле в 9 раз выше, чем растворимость диоксида углерода, наря-
ду с очисткой газа от СО2 происходит также извлечение из
газа незначительного количества H2S, имеющегося в исходном
газе. Удельный расход абсорбента составляет 16,7 л/м3. Очи-
щенный газ содержит 3% СО2 и 0,0006% H2S. Тепло очищен-
ного газа используется для охлаждения газа в рекуперативном
теплообменнике.
Таблица 3.5. Характеристика основных потоков (по рис. 3.5)
установки в Пайке пик фирмы «Лон стар гэс» [67}
(ср — степень извлечения компонентов в абсорбере)
Показатели I VII II III V ср, %
Давление, МПа 7,15 7,15 7,15 6,95 0,11 —
Температура, °C 30 49 5 24 24 —-
Количество, моль/сут Состав, % (мол.): 263852 55987 319829 147837 116015 —
n2 0,59 0,51 0,50 1,05 0,08 0,85
СН4 54,70 28,0 50,1 95,28 3,0 12,01
с2н6 0,56 0,61 0,57 0,80 0,25 35,1
с3н8 0,14 0,21 0,15 0,07 0,23 77,87
со2 44,0 70,67 48,68 2,8 96,4 97,40
H2S-10~4 6 3,2 5,5 0,5 12,9 95,45
86
Регенерация насыщенного раствора производится путем
четырехступенчатой дегазации. Благодаря точному выбору ре-
жима дегазаторов В-1 и В-2 обеспечивается выделение в них
основного количества поглощенных углеводородов. Газы I и
II ступеней дегазации возвращаются в абсорбер.
Энергия, выделенная при снижении давления насыщенного
раствора перед дегазатором II ступени, используется для
привода насоса регенерированного раствора селексола. Далее
селексол направляется в гидротурбину высокого давления, где
давление селексола падает до 2,4 МПа. Полученная при этом
энергия используется для перекачки насыщенного селексола.
Основная часть поглощенного метана и некоторая часть
диоксида углеводорода выделяются в виде паров, их подвер-
гают сжатию и возвращают в абсорбер. Рециркуляция этого
потока производится с целью снижения потерь метана.
Для уменьшения потерь метана низконапорными газами
рекомендуется обеспечить трехминутное пребывание насыщен-
ного абсорбента в сепараторе-дегазаторе В-1 и пятиминутное
пребывание в дегазаторе В-2. Это обеспечивает достижение
равновесия между фазами и выделение поглощенного метана.
Далее насыщенный селексол направляется в гидротурбину
низкого давления, где его давление снижается с 2,4 до 0,9 МПа,
при этом выделяется дополнительная энергия, которая исполь-
зуется для перекачки регенерированного селексола. Газообраз-
ный диоксид углерода направляется в турбину турбодетандер-
ного агрегата. На одном валу с турбиной установлен насос.
Энергия расширения газа используется для привода этого на-
соса. Затем селексол поступает в дегазатор среднего давления
(Р = 0,11 МПа), который является конечным в цикле регене-
рации насыщенного раствора. Основное количество H2S из
раствора выделяется в дегазаторе В-4. Газовые потоки из ап-
паратов В-3 и В-4 подаются на факел. Остаточное содержание
H2S в регенерированном растворе не более 0,0001% (масс.).
С учетом стоимости топлива и потерь метана (около 3,2%
от общего его содержания в исходном газе) при очистке
2,83 млн. м3 газа в сутки согласно данным [67] эксплуата-
ционные затраты составляют 3,4 доллара на 1 млн. м3 исход-
ного газа. Объем капиталовложений на установку составлял
6,25 млн. долларов.
Регенерация насыщенного селексола производится путем
четырехкратной дегазации без использования специального
колонного оборудования и внешнего источника тепла. Это
значительно снижает энергетические затраты на процесс Се-
лексол.
Следует отметить, что описанная схема регенерации насы-
щенного раствора стала возможной из-за отсутствия в составе
исходного газа сероводорода и необходимости тонкой очистки
его от СО2.
Регенерированный селексол подается вспомогательными
87
насосами к трем главным циркуляционным насосам. Первый
насос имеет привод от турбодетандера, работающего за счет
энергии расширения диоксида углерода, поступающего из про-
межуточного дегазатора. Второй имеет привод от двух гидро-
турбин, использующих перепад давления насыщенного абсор-
бента. Третий насос с приводом от газового двигателя исполь-
зуется при пуске установки и в качестве резервного при оста-
новке одного из основных насосов.
Как указывалось, процесс Селексол отличается большой
избирательностью к сероводороду в присутствии диоксида угле-
рода. Однако с увеличением концентрации СО2 в газе (при по-
стоянной концентрации H2S) избирательность растворителя
снижается. В этих случаях для повышения селективности рас-
твора применяют различные технологические приемы, несколь-
ко вариантов которых рассмотрены в работе ,'[68]. Варианты
схем проанализированы применительно к газу месторождений
Вайоминг (США) следующего состава: N2 — 8,1; СН4 — 22,0;
СО2 — 65,4; H2S — 4,5% (мол.),
Технологическая схема завода предусматривает очистку
газа от H2S при 7,2 МПа и 10 °C, затем выделение СО2 от
очищенного газа с последующей закачкой его в продуктивные
пласты. Остаточное содержание СО2 в газе не должно превы-
шать 0,002%. Такая глубокая очистка газа от СО2 вызвана
тем, что на заводе очищенный от H2S и СО2 газ подвергают
низкотемпературной обработке для разделения метана от азо-
та. Выделение азота из смеси производится с целью повышения
теплотворной способности товарного газа. Во всех вариантах
концентрация H2S в очищенном газе не превышает 6 мг/м3.
Первый вариант предусматривает предварительное насы-
щение селексола диоксидом углерода путем контактирования
регенерированного раствора с газом, отводимым с верха аб-
сорбера. Селективность процесса обеспечивается двухступен-
чатой сепарацией насыщенного селексола перед десорбером.
Газы сепарации с обеих ступеней дожимаются отдельными
компрессорами и подаются в поток сырьевого газа перед вхо-
дом в абсорбер.
Во втором варианте насыщенный селексол забирается насо-
сом с низа абсорбера, проходит рекуперативные теплообмен-
ники и подогреватель и подается в сепаратор, работающий при
более высоком давлении, чем абсорбер. Газы сепарации воз-
вращаются в абсорбер без применения компрессора. Благода-
ря высокой температуре газа сепарации (до 155 °C) в абсор-
бере обеспечивается предварительная отпарка части поглощен-
ного СО2 из абсорбента, и, тем самым, повышается избира-
тельность абсорбента по сероводороду. В результате 90,1%
СО2 от его исходного содержания в сырьевом газе остается в
газе, отводимом с верха абсорбера. Следовательно, повышает-
ся содержание H2S в кислом газе, подаваемом на установку
производства серы.
88
Таблица 3.6. Основные показатели трех вариантов обработки газа
процессом Селексол
Показатели I II III
Количество исходного газа, моль/ч 9929,3 9929,3 9929,3
Количество газа, подаваемого на из- влечение СО2, моль/ч 8688,3 8842,8 10335,9*
Количество газа, подаваемого на ус- тановку производства серы, моль/ч 1310,5 1147,5 631,2
Содержание СО2 в газе, подаваемом для извлечения СО2, % от исходного 88,7 90,1 98,6
Содержание H2S в кислом газе, по- даваемом на установку производства серы, % (об.) 35,9 40,9 74,4
Капиталовложения, млн. долл. Изменение расхода по сравнению с вариантом I: 200 204 211,4
пара, т/ч + 12,82 +8,66
электроэнергии, кВт-ч/ч —2851 +4542
Энергозатраты, тыс. долл/год Дополнительная выработка, кмоль/ч: —235 +2170
СО2 + 149,1 685,2
сн4 0,2 1,85
Выработка СО2 и СН4 на тыс. долл./год +2003 9110
Прибыль от реализации продукции, полученной за счет дополнительных капиталовложений, % 57 61
Срок окупаемости дополнительных 1,77 1,61
капиталовложений, год
* С учетом циркуляции азота.
В третьем варианте производится двухступенчатая регене-
рация насыщенного раствора селексола.
В первом десорбере давление поддерживается 3,6 МПа.
С целью интенсификации процесса выделения СОг из раствора
в низ десорбера подают предварительно подогретый азот.
Для улавливания H2S, уносимого с СО2, в верх десорбера по-
дается селексол. Газы с верха десорбера компримируются и
подаются в поток газа с верха абсорбера.
Окончательная регенерация селексола производится во вто-
ром десорбере.
В табл. 3.6 приведены основные показатели комплекса по
вариантам II и III по сравнению с I (базовым) вариантом.
По ним можно сделать вывод о том, что третий вариант хотя
и требует больших капиталовложений и энергозатрат, но бла-
годаря большему росту прибыли обеспечивает меньший срок
окупаемости.
В ходе эксплуатации в селексоле накапливаются такие ком-
поненты как гликоль, уносимый с осушенным газом, компрес-
сорное масло и тяжелые углеводороды, что затрудняет работу
установки. Для снижения скорости их накопления в селексоле
89
Таблица 3.7. Сравнительная характеристика процессов очистки газа
с использованием различных поглотителей
Показатели МЭА (20%) Карбонат Селексол
Содержание в товарном газе: СО2, % (об.) H2S, мг/м3 0,0025 2,0 2,0
5,7 22,9 5,7
Капиталовложения, % 100* 80 70
Эксплуатационные расходы за год, % 100* 75 50
* Эти показатели для МЭА-процесса условно приняты за 100%.
следует обеспечить хорошую сепарацию газа, поступающего
на установку очистки.
Если раствор селексола содержит несколько процентов
воды, при его регенерации в кипятильнике десорбера вода ча-
стично испаряется. Образующиеся пары выполняют роль от-
парного газа по отношению к жидкой фазе, стекающей с верх-
ней тарелки. Выходящая с верха смесь воды и селексола охлаж-
дается и используется как орошение.
Большой интерес представляет сравнение процесса селек-
сол с другими процессами очистки газа. В табл. 3.7 приводят-
ся данные одного из вариантов. В качестве исходных данных
были взяты: давление в абсорбере 7,1 МПа; концентрация СО2
в сырьевом газе 30%; содержание H2S в газе до очистки
458 мг/м3; производительность установки 2,83 млн. м3/сут.
Во всех вариантах предусматривалась тонкая очистка газа от
сероводорода. Худшие показатели имеет процесс очистки газа
раствором МЭА, что связано с глубоким извлечением диоксида
углерода из газа. Капиталовложения и эксплуатационные рас-
ходы на установках, использующих физические поглотители,
значительно ниже. Следует отметить, что этот процесс более
пригоден для очистки «тощего» газа, поскольку абсорбент по-
глощает пропан и более тяжелые углеводороды. При большем
содержании пропана и более тяжелых углеводородов для
очистки газа процессом Селексол следует исключать попада-
ние углеводородов на установки Клауса.
Установка очистки газа процессом Селексол может быть
выполнена целиком из углеродистой стали.
За рубежом эксплуатируется более 35 установок.
Очистка газов процессом Сульфинол
Из числа процессов, использующих смесь физического и хими-
ческого поглотителей, наибольшее применение нашел процесс
Сульфинол, разработанный фирмой «Шелл Ойл Компани».
Основным компонентом поглотителя в этом процессе является
диоксид тетрагидротиофена (CH2)4SO2 (техническое название
90
сульфолан). Основные свойства сульфолана: температура плав-
ления 8—10 °C; температура кипения 286°С, плотность
1,2723 г/см3, вязкость при 30 °C 0,053 Н/м. Давление насыщен-
ных паров при 150, 200 и 260 °C составляет 1,93; 11,4 и 5,62 кПа
соответственно. В качестве второго компонента раствора ис-
пользуется диизопропаноламин (ДИПА) (см. табл. 2 7).
Соотношение этих компонентов в зависимости от состава
очищаемого газа может быть разным. Примерный состав аб-
сорбента: 30% ДИПА, 64% сульфолана и 6% воды. Наличие
воды в растворе снижает его температуру застывания с 84-10
до —2 °C. Сульфолан по отношению к компонентам газа хими-
чески инертен, действует как физический поглотитель. ДИПА
извлекает из газа кислые компоненты в результате хемосорб-
ции, не чувствительной практически к их парциальному давле-
нию в смеси. Комбинированный абсорбент поэтому обладает
высокой поглотительной емкостью при низких, средних и высо-
ких парциальных давлениях кислых компонентов [16, 21, 24,
74].
Кислые компоненты, поглощенные сульфоланом, выделяются
из него при снижении давления насыщенного раствора, поэто-
му расход энергии на его регенерацию значительно ниже, чем
в хемосорбционных процессах. По энергоемкости процесс Суль-
финол занимает промежуточное место между физическими и
хемосорбционными процессами.
Емкость по кислым газам для сульфинола колеблется от
30 до 127 м3/м3 в зависимости от состава газа и условий про-
ведения процесса (раствора МЭА — 23—30 м3/м3).
Более высокая емкость сульфинола обусловливает его мень-
ший удельный расход, требует меньшего по габаритам обору-
дования и системы транспортирования. Для регенерации насы-
щенного сульфинола требуется на 30—80% меньше энергии,
чем в аминовых процессах.
Сульфинол практически не вызывает коррозии оборудова-
ния даже при насыщении сероводородом благодаря своей спо-
собности образовывать защитную пленку на соприкасающихся
с ним стальных поверхностях. Кроме того, раствор устойчив
против пенообразования при наличии в газе тяжелых углево-
дородов.
Другим важным преимуществом сульфинола является воз-
можность очистки газа одновременно не только от H2S и СОг,
но и от COS, CSi2 и тиолов. В отличие от МЭА ДИПА не об-
разует с сероксидом углерода нерегенерируемого соединения,
что снижает его потери. ДИПА с диоксидом углерода образует
ДИПА-оксазолидон, который в свою очередь является хорошим
поглотителем кислых компонентов газа. ДИПА-оксазолидон
легко удаляется из раствора при его фильтрации.
Сульфолан и ДИПА имеют низкие давления насыщенных
паров в условиях очистки газа, поэтому их потери с очищенным
газом незначительны.
91
Таблица 3.8. Сравнение показателей установок очистки газа
с использованием МЭА и сульфинола [21]
Показатели МЭА Сульфинол
Производительность по сырому газу, млн. м3/год 230 330
Расход поглотителя, м3/ч 64 71—76
Поглощение кислых газов, м3/мэ 33,5 42,5—45,0
Содержание H2S в очищенном газе, мг/м3 13,7 2,3—13,7
Расход тепла на охлаждение регенерированного 411 277
раствора, кДж/м3 сырого газа
Расход тепла в испарителе, кДж/м3 сырого газа 796 373
Расход пара на регенерацию, кг/кг кислых газов 2,3—2,5 1,1
Давление в абсорбере, МПа 7,14 7,14
Диаметр абсорбера, м 1,2 1,2
Давление в десорбере, МПа 0,17 0,17
Диаметр десорбера, м 1,8 1,8
Согласно данным фирмы «Шелл Ойл Компани», в мире экс-
плуатируется более НО таких установок. Применение процес-
са Сульфинол особенно выгодно при высоких давлениях и
больших содержаниях сероводорода в газе. Одна из первых
промышленных установок, использующих в качестве поглоти-
теля сульфинол, введена в эксплуатацию в 1962 г. До этого на
установке в качестве абсорбента использовали водный раствор
МЭА. Абсорбер установки имел 23 однопоточных клапанных
тарелок, а десорбер— 18 двухпоточных.
Переработке подвергался газ следующего состава: СН4—
81,57; С2Н6 —5,82; С3Н8—1,85; С4Н10—1,03; С5Н|2 —0,45;
С6Н14 — 0,15; С7Н,16 — 0,06; CsH18 — 0,043; С9Н20— 0,004; арома-
тические углеводороды — 0,023; N2 — 0,50- СО2 — 6,90; H2S —
1,60; COS—0,007; тиолы — 0,0017% (об.)
Сравнение показателей установки при работе с различными
поглотителями показал преимущество процесса Сульфинол по
энергетическим затратам и удельному расходу поглотителя
(табл. 3.8).
Капитальные затраты в процессе Сульфинол на 30% ниже,
чем при очистке газа раствором МЭА [21]. В табл. 3.9 сравни-
ваются пять установок очистки газа процессом Сульфинол при
7,1 МПа и 43 °C. На установку подавались газы с различным
содержанием СО2 и H2S. Во всех вариантах достигается очист-
ка газа от сероводорода и диоксида углерода до их остаточно-
го содержания в товарном газе 5,7 мг/м3 и 1% (об.) соответ-
ственно. На установке достигалась также тонкая очистка газа
от серооксида углерода.
Несмотря на разные количества поглощаемых кислых ком-
понентов, расход пара на - регенерацию одного литра поглоти-
теля отличается незначительно. Это объясняется тем, что до
поступления насыщенного раствора в десорбер производится
его дегазация, где выделяется основное количество кислых
92
Таблица 3.9. Показатели пяти установок очистки газа процессом Сульфинол
Показатели
2 3 4
Содержание в сырьевом газе, % (мол.):
H2S
СО2
n2
сн4
с2н6
с3н8
С4Н10
С5+
COS, г/1000 мэ
Соотношение H2S : СО2
Расход абсорбента, л/м3
Поглотительная способность абсорбента,
л/м3
Расход пара, кг/л
0,65 20,1 20,1 51,5 0,10
8,73 2,0 2,0 3,5 18,0
2,37 1,4 1,4 8,6 0,70
87,90 71,5 63,01 25,8 80,94
0,35 2,0 8,43 5,8 0,17
— 1,7 3,71 3,2 0,05
— 1,1 0,82 1,6 0,04
— 0,2 0,53 — —
68,7 167,2 167,2 192,4 —
0,074 10,05 10,05 14,71 0,005-
2,85 3,36 3,45 4,58 4,12
0,033 0,067 0,064 0,12 0,039<
0,093 0,127 0,140 0,132 0,09
компонентов. В десорбере тепло расходуется в основном на по-
догрев раствора.
При очистке газа процессом Сульфинол насыщенность аб-
сорбента углеводородами выше, чем аминовых растворов. Сле-
довательно, возможен повышенный выход газов дегазации..
Концентрация H2S в газах дегазации также выше, чем в ана-
логичных условиях на аминовых установках. Поэтому рекомен-
дуется газы дегазации подвергнуть очистке в отдельной ко-
лонне (рис. 3.6) или же компрессором подавать в основной
абсорбер. Чаще всего абсорбер низкого давления устанавли-
вают над дегазатором, который является общим для обоих
абсорбентов.
Компанией «Шелл Ойл» на заводе Юстейс внедрен так
называемый каскадный вариант процесса Сульфинол, вклю-
чающий в себя блоки Сульфинол и Скот (рис. 3.7) [74], бла-
годаря чему значительно снижается металлоемкость установки.
Рис. 3.6. Принципиаль-
ная схема установки
очистки газа Сульфинол
процессом:
С-1, С-2 — сепараторы; К-1»
К-2 — абсорберы; К-3 —де-
сорбер; В-1 —дегазатор;
И-1 — испаритель; Е-1 — ем-
кость орошения; Х-1, Х-2—
холодильники; Т-1 — рекупе-
ративный теплообменник;
Н-1, Н-2 — насосы; I — сырь-
евой газ; II— капельная
жидкость; /// — очищенный
газ на осушку; IV—очищен-
ный газ дегазации; V—кис-
лый газ на установку Клау-
са; VI — регенерированный
раствор сульфинола
93
Рис. 3.7. Принципиальная технологиче-
ская схема комбинированного варианта
очистка газа процессом Сульфинол:
К-1—абсорбер высокого давления; К-2 — аб-
сорбер для процесса Скот, К-3 — отпарная ко-
лонна; I — сырьевой газ, II— очищенный газ;
III — насыщенный поглотитель (абсорбент);
IV — регенерированный раствор; V—частично
регенерированный раствор; VI— хладоагент;
VII — отходящие газы, VIII — кислый газ на
установку Клауса
Одновременное использование части поглотителя последова-
тельно в колоннах К-2 и К-1 обеспечивает снижение количе-
ства циркулирующего в системе раствора.
Большое влияние на работу установки оказывает темпера-
тура поглотителя на входе в колонну К-2. Снижение ее значе-
ния всего на 3 градуса привело к уменьшению концентрации
SO2 в выбросных газах с 636 до 342 мг/м3 (по проекту кон-
центрация SO2 в выбросных газах не должна превышать
733 мг/м3).
Комбинированный способ очистки газа Сульфинол — Скот
позволяет снизить капиталовложения и эксплуатационные рас-
ходы (табл. 3.10).
На заводе для очистки хвостовых газов установки Клауса
применен процесс Скот. В каскадном варианте как для очистки
основного газа, так и для очистки хвостовых газов использует-
ся сульфинол. При этом поглотитель сначала подается в ко-
лонну, работающую в блоке Скот. Вследствие низкого давления
(примерно атмосферное) не происходит полного насыщения
раствора.
Поглотитель с низа колонны Скот забирается насосом и
подается на промежуточную тарелку абсорбера блока Суль-
финол, где из газа извлекается дополнительное количество
кислых компонентов.
Грубо очищенный газ проходит в верхнюю секцию абсорбе-
ра, где тонко регенерированный раствором сульфинола очи-
щается от сернистых соединений. Насыщенный раствор суль-
Таблица 3.10. Сравнение вариантов очистки газа на заводе Юстейс
(I—’отдельные установки, II — каскадный процесс)
Установка Капитальные вло- жения, млн долл. Энергозатраты, МВт/ч
I II I II
Сероочистки газа сульфинолом 13,8 14,8 27,8 36,6
Доочистка хвостового газа 11,2 6,4 16,4 —
Всего: 25,0 21,2 54,2 36,6
94
финола с обеих секций абсорбера смешивается и подается на
регенерацию в десорбер К-3.
Кислые газы, получаемые при регенерации насыщенного
раствора, повторно подаются на установку Клауса. Кроме вы-
сокой степени извлечения серы и низких концентраций SO2
в выбросном газе процесс Скот характеризуется также просто-
той в эксплуатации и малой чувствительностью к значитель-
ным изменениям состава сырья, которые могут произойти при
нарушении режима работы установки Клауса.
При проектировании установок очистки газа процессом Сульфинол не-
обходимо принимать во внимание следующее:
сульфинол является хорошим растворителем тяжелых углеводородов,
особенно ароматических. Необходимо принять соответствующие меры, ис-
ключающие попадание этих компонентов в контактор, так как их наличие
в газах, направляемых на установку производства серы, недопустимо. В об-
ратном случае производимая газовая сера будет низкого качества;
б) вещества, входящие в состав раствора, сравнительно дорогие;
в) сульфинол растворяет краски технологических трубопроводов и обо-
рудования. Кроме того, раствор легко проникает сквозь резьбовые соедине-
ния труб. Применяемые на аминовых установках резьбовые смазки рас-
творяются в сульфиноле. Поэтому на всех несварных трубопроводах систе-
мы циркуляции раствора следует использовать для уплотнения резьбовых
соединений тефлоновую ленту.
г) сульфинол является хорошим растворителем тяжелых углеводород-
ных смол, накипи и грязи, накапливающихся на поверхности труб и тепло-
обменников. Поэтому перед переводом установок на процесс Сульфинол
поверхности всех аппаратов и коммуникаций должны быть тщательно очи-
щены;
д) преимущества процесса Сульфинол в наибольшей степени проявля-
ются в тех случаях, когда соотношение H2S : С02 в сырьевом газе больше
единицы и парциальное давление кислых компонентов в газе не менее
0,75 МПа. В последнем случае благодаря большой сорбционной емкости
поглотителя обеспечивается его низкий удельный расход и, следовательно,
снижение удельных энергетических затрат;
е) раствор сульфинол не вызывает усиленную коррозию оборудования.
Система очистки газа может изготавливаться из углеродистой стали. Наи-
более уязвимым местом установки в отношении коррозии являются труб-
ки испарителя и коммуникации насыщенного раствора Скорость коррозии
в них (после 870 часовой эксплуатации) составила соответственно 0,889 и
0,0762 мм/год. В то же время скорость коррозии в нижней части абсорбера
на входе сырьевого газа и на выходе насыщенного абсорбента составляла
0,0152 и 0,0254 мм/год соответственно Такие узлы установки, как теплооб-
менники и трубопроводы насыщенного раствора, рекомендуется изготавли-
вать из нержавеющей стали;
ж) для систематической очистки циркулирующего в системе раствора от
загрязнений (сернистое железо, нерегенерируемые соединения) около 5%
раствора подвергается фильтрации. В пусковой период устанавливают
фильтрующие элементы, задерживающие частицы размером 50—100 мкм и
более, так как раствор сульфинола хорошо очищает поверхности труб, теп-
лообменников и контактных устройств от накипи, грязи и парафинов. Через
некоторое время, когда по перепаду давления на фильтрах и составу цир-
кулирующего абсорбента определяют, что системы очищены, на фильтрах
устанавливаются элементы, задерживающие частицы размером 2—4 микрон.
Процесс разработан для очистки газов с высоким содер-
жанием кислых компонентов, когда очистка газа аминовыми
растворами становится менее эффективной из-за большого рас-
хода растворов и высоких энергетических затрат.
95
Очистка и осушка газов растворами гликолей
Очистка газов растворами гликолей. При добыче сернистых
газов в ряде случаев возникает необходимость их очистки ра-
створами гликолей, например при отсутствии на промыслах
бессернистого газа для топливной сети или других технологи-
ческих целей. Подача на такие месторождения бессернистого
газа из других месторождений связана со строительством от-
дельного газопровода, что требует большие капиталовложения.
Потребность в очистке газов от сероводорода может воз-
никнуть также при эксплуатации месторождений с высоким
содержанием H2S и СО2 в режиме с поддержанием пластового
давления за счет закачки газа в пласт, когда не требуется
очистка газа от сернистых соединений до требований отрасле-
вого стандарта ОСТ 51.40—83.
Применение ди- или триэтиленгликоля в этих случаях
упрощает технологическую схему установки, так как для осуш-
ки и очистки газа используется один реагент. Кроме того,
основное количество поглощенных компонентов выделяется из
гликоля за счет дегазации, без применения тепла, что обуслов-
ливает низкие эксплуатационные расходы на подготовку газа.
Сопоставление данных рис. 3.8 [76, 82] и табл. 3.11 [77]
указывает на большую избирательность гликоля по отношению
к кислым компонентам газа. Благодаря этому при очистке вы-
сокосернистых газов от H2S раствором гликоля полученные
кислые газы могут перерабатываться для производства газовой
•серы.
96
Таблица 3.11. Растворимость природного газа в водных растворах ДЭГ,
об/об, при различных давлениях и температурах [77]
Концентра- ция ДЭГ, % (масс.) Р, МПа Температура, °C
20 30 40 50 60
2,0 1,84 1,60 1,40 1,19 1,00
4,0 3,68 3,20 2,80 2,30 2,00
100 6,0 5,44 4,70 4,10 3,50 3,00
8,0 7,00 6,40 5,44 4,62 3,94
10,0 8,50 7,90 6,80 5,75 5,00
2,0 1,70 1,50 1,30 1,06 0,94
4,0 3,44 3,12 2,52 2,12 1,86
95 6,0 4,80 4,40 3,76 3,20 2,82
8,0 6,40 5,90 5,00 4,31 3,75
10,0 7,90 7,30 6,31 5,40 4,69
2,0 1,28 1,20 1,00 0,88 0,80
4,0 2,62 2,40 2,00 1,75 1,62
85 6,0 3,70 3,50 3,00 2,70 2,45
8,0 5,00 4,60 4,06 3,56 3,12
10,0 6,20 5,70 5,06 4,44 4,00
2,0 1,04 0,96 0,81 0,80 0,74
4,0 2,00 1,82 1,65 1,58 1,44
75 6,0 2,90 2,75 2,50 2,25 2,19
8,0 3,90 3,65 3,31 3,07 2,94
10,0 4,80 4,60 4,12 3,45 3,20
2,0 0,80 0,72 0,75 0,69 0,65
4,0 1,60 1,52 1,38 1,35 1,19
70 6,0 2,40 2,25 2,12 2,00 1,90
8,0 3,20 3,00 2,82 2,70 2,55
10,0 4,00 3,75 3,60 3,40 3,13
Исследования равновесия в системе гликоли—сероводо-
родсодержащие природные газы, проведенные во ВНИИГАЗ,
позволили разработать и внедрить процесс очистки газа от
H2S водным раствором ДЭГ [76, 78—82].
Большой практический интерес представляет технологиче-
ская схема (рис. 3.9), исключающая выброс в атмосферу кис-
лых газов. Установка, работающая по такой схеме спроектиро-
вана для газоконденсатного месторождения Саман-Тепе. Основ-
ным отличием этой схемы от схем обычных установок осушки
газа является наличие в ней двух дополнительных колонн: для
очистки части газа от H2S и для выделения H2S из раствора
ДЭГ при высоких давлениях.
Основной поток сырьевого газа с температурой 20—40 °C и давлением
7,5—8 МПа поступает в абсорбер К-1 Для осушки. Часть сырьевого газа
подается в колонну К-2 для тонкой очистки от H2S. В качестве абсорбен-
та в верх колонны подается высококонцентрированный раствор ДЭГ. Давле-
ние колонне К-2 поддерживается на 0,2-—0,3 МПа выше, чем в абсорбе-
Очищенный от H2S и осушенный газ после К-1 разделяется на два по-
тока: часть газа подается как топливо в котельную, другая часть его ис-
пользуется в качестве отдувочного газа в колонне К-3.
7—864
97
Рис. 3.9. Принципиальная технологическая схема установки осушки и очист-
ки газа раствором ДЭГ:
К-1 — абсорбер для осушки газа; К-2 — абсорбер для очистки газа от H2S; К-3 — отду-
вочная колонна; В-1, В-2 — дегазаторы; Т-1, Т-2—рекуперативные теплообменники, I —
сырьевой газ; II — отработанный отдувочный газ; III — осушенный газ, IV—насыщен-
ный H2S раствор ДЭГа в абсорбер; V — газ дегазации; VI — жидкие углеводороды; VII —
очищенный от H2S газ; VIII — насыщенный водой и H2S раствор ДЭГ; IX— регенери-
рованный раствор ДЭГ
Рис. 3.10. Принципиальная технологическая схема установки осушки с од-
новременной очисткой газа дегазации:
К-1 — абсорбер; С-1, С-2 — дегазаторы; Е-1 — разделительная емкость; Э-1 — эжектор;
Х-1 — холодильник; Т-1, Т-2—рекуперативные теплообменники; Н-1, Н-2 — насосы; БР —
блок регенерации; I — сырьевой газ; II — осушенный газ; III, IV—газы дегазации; V —
дегазированный раствор ДЭГа; VI — регенерированный раствор ДЭГ Ра п
Насыщенный раствор ДЭГ (НДЭГ) выводится с низа абсорбера через
дегазатор В-1, разделитель ДЭГ — конденсат В-2 и рекуперативный тепло-
обменник Т-1 подается в отдувочную колонну, где при давлении, превышаю-
щем давление в абсорбере на 0,1—0,2 МПа, сероводород выделяется из рас-
твора. Для этой цели в низ колонны подается бессернистый, нагретый до
120 °C отдувочный газ. На выходе из колонны содержание H2S в отдувоч-
ном газе доходит до 6-—7%. Этот газ возвращается в поток сырьевого газа
перед входом в абсорбер.
Очищенный от сероводорода ДЭГ для дальнейшей регенерации посту-
пает в десорбер.
Регенерированный раствор ДЭГа (РДЭГ) после охлаждения в рекупера-
тивных теплообменниках подается в колонну К-2 в качестве абсорбента
для извлечения из газа H2S и влаги. Большой удельный расход ДЭГ обес-
печивает практически полное извлечение сероводорода из газа. Насыщенный
сероводородом гликоль отводится с низа колонны К-2 и подается в проти-
воток сырьевому газу в абсорбер К-1. Благодаря предварительному насыще-
нию ДЭГа с H2S в абсорбер практически не происходит извлечения из газа
сероводорода.
При осушке сернистых газов с гликолем в десорбер посту-
пает значительно больше растворенных газов, в первую оче-
редь сероводорода, чем при осушке бессернистых газов. Влия-
ние этого фактора на работу десорбера двояко. С одной сто-
роны, эти газы выделяются в десорбере и выполняют роль от-
98
дувочного газа. С другой стороны, наличие в паровой фазе
H2S при высоких температурах резко повышает скорость кор-
розии оборудования.
С целью снижения скорости коррозии рекомендован ряд
технических решений, одним из которых является выделение
сероводорода из раствора гликоля до его поступления в де-
сорбер.
Принципиальная технологическая схема установки осушки,
изображенная на рис. 3.10, позволяет довести до минимума
количество кислых компонентов в регенерированном растворе
на входе в десорбер.
Влажный сероводородосодержащий газ подается в абсорбер К-1 при
давлении 7—8 МПа, где осушается раствором ди- или триэтиленгликоля.
Осушенный газ подается на дальнейшую переработку.
Насыщенный водой, углеводородами и кислыми компонентами гликоль
через рекуперативный теплообменник Т-1 подается в дегазатор I ступе-
ни С-1, работающий при 2—4,5 МПа и 20—70 °C.
За счет снижения давления и повышения температуры из абсорбента
выделяется часть поглощенных газов. При этом режим дегазатора выбира-
ют таким образом, что из насыщенного абсорбента выделяются в основном
углеводороды. Газ дегазации с верха С-1 подают в топливную сеть.
С низа дегазатора отводят частично разгазированный насыщенный аб-
сорбент, подогревают его в рекуперативном теплообменнике Т-2, затем
дросселируют до 0,15—0,50 МПа и подают в дегазатор II ступени С-2, где
происходит практически полное выделение из абсорбента поглощенных га-
зов (сероводорода, диоксида углерода и углеводородов). Температура
II ступени дегазации ПО-—140 °C.
Абсорбент после II ступени дегазации направляют в блок регенерации
БР. Регенерированный абсорбент насосом Н-1 через рекуперативные тепло-
обменники Т-1 и Т-2, водяной холодильник Х-1 подают в буферную ем-
кость Е-1.
Газ дегазации из аппарата С-2 смешивается с регенерированным раство-
ром гликоля в эжекторе Э-1. При этом большая мольная концентрация H2S
обеспечивает его достаточно глубокое извлечение из газа дегазации.
В зависимости от состава и количества газа для обеспечения избира-
тельного извлечения сероводорода в поток газа перед смесителем можно по-
давать весь объем регенерированного раствора или только часть его.
Углеводородный газ, отводимый из буферной емкости Е-1, содержит
очень мало сероводорода и может быть использован в топливной сети или
для другой цели.
Извлеченный из газа дегазации сероводород раствором гликоля повтор-
но возвращается в абсорбер, т. е. циркулирует в системе.
Оптимальный выбор режима дегазаторов и предваритель-
ное насыщение гликоля сероводородом практически исключает
выброс сернистых соединений в окружающую среду. Газы де-
газации можно утилизировать также с помощью эжекции за
счет энергии регенерированного раствора гликоля.
Значение давления активного потока (в данном случае
регенерированного раствора ДЭГ) на входе в эжектор Ра,
обеспечивающего требуемое давление смеси на выходе из
эжектора, определяется по уравнению, полученному автором
совместно с А. А. Столяровым:
X—1
D ( о I Г/ \ Х ,11 1
га — 1 Н----------- — 1 ---,
I 10%Д L\ Рт J JJ Уд
7*
99
где Pc — давление смеси на выходе эжектора, МПа; Рг — давление эжекти-
руемого газа, МПа; Тг — температура эжектируемого газа, К; К— коэффи-
циент эжекции, численно равен соотношению масс газа и жидкости; р)к —
плотность жидкости, кг/м3; г](— изотермический к. п. д. эжектора, равен
0,35->0,40; ср—'удельная теплоемкость газа, кДж/(кг-град); А — термиче-
ский эквивалент механической работы, равен 0,00981 кДж/(кг-град); х—
показатель адиабаты газа; уя — коэффициент восстановления полного давле-
ния в диффузоре, равен 0,85-—0,90.
На рис. 3.11 приведена зависимость между количеством
газа дегазации и давлением РДЭГ, обеспечивающим эжекти-
рование газового потока в абсорбер, работающий при 8 МПа.
Давление и температура исходного газа дегазации были при-
няты соответственно 3 МПа и 30 °C.
Поскольку газ дегазации содержит некоторое количество
влаги, при его контактировании с регенерированным раствором
ДЭГ происходит незначительное снижение концентрации по-
следнего. Для исключения отрицательного влияния снижения
концентрации ДЭГ на глубину осушки газа часть регенериро-
ванного раствора ДЭГ при необходимости может подаваться
на верхнюю тарелку абсорбера, минуя эжектор.
Как было указано выше, растворами ДЭГ и ТЭГ можно
очистить также газы с высоким парциальным давлением H2S.
В этом случае, благодаря высокой избирательности гликоля,
обеспечивается меньшая степень извлечения углеводородов из
газа.
Избирательность ДЭГ по сероводороду и диоксиду углеро-
да в отношении углеводорода (метана) характеризуется
рис. 3.12 для режима абсорбции Р = 6 МПа, /=45°С.
Глубокое извлечение СО2 из газа потребует повышенного
удельного расхода гликоля. Это в свою очередь приводит так-
же к большему извлечению углеводородов из газа.
С увеличением степени извлечения углеводородов и СО2 из
газа резко возрастает количество газов дегазации. Возникают
сероводороду И относительно мета-
Рис. 3.11. Зависимость
между давлением активно-
го потока и удельным рас-
ходом газа дегазации V
Рис. 3.12. Избирательность ДЭГ по
на (/) и СО2 (2) (V — расход ДЭГ)
100
также большие трудности при регулировании выбора режима
дегазатора, обеспечивающего избирательную десорбцию метана
в нем, с тем, чтобы состав газа, выделенного в десорбере, от-
вечал'требованиям установок производства серы.
При необходимости для получения газа, полностью очи-
щенного от СО2, газ, очищенный от сероводорода, может до-
полнительно перерабатываться в отдельной колонне. В этом
случае газы дегазации и десорбции блока очистки газа от СО2
могут использоваться в топливной сети.
Очистка газов растворами гликольамина. На отечественных
ГПЗ для очистки газов от сероводорода и диоксида углерода
применяют в основном хемосорбционные процессы, где в каче-
стве поглотителя используют водные растворы моно- и диэта-
ноламинов. На таких установках газ после очистки содержит
влаги больше, чем до очистки. Это объясняется повышением
температуры в абсорбере за счет тепла, выделяемого при взаи-
модействии H2S и СО2 с аминами. Дополнительное увлажне-
ние газа ухудшает технико-экономические показатели установки
осушки.
В связи с этим большое значение имеет использование та-
ких поглотителей для очистки газа от H2S и СО2, которые по-
зволили бы избежать дополнительного увлажнения газа, а еще
лучше снизить его точку росы по воде.
В настоящее время на отечественных газоперерабатываю-
щих заводах (Сосногорский, Московский, Миннибаевский) для
одновременной осушки и очистки газов применяют смеси ди-
этиленгликоля, воды и моноэтаноламина. Добавление гликолей
в растворы аминов одновременно повышает поглотительную
способность раствора в отношении кислых компонентов. Это
объясняется тем, что растворимость H2S и СО2 в гликоле зна-
чительно выше, чем в воде. Другим преимуществом использо-
вания гликольаминовых смесей является снижение потерь
аминов с очищенным газом.
Работу установки осушки и очистки газов гликольаминовы-
ми растворами рассмотрим на примере Миннибаевского ГПЗ
[81, 83].
Основными аппаратами установок являются абсорбер (вы-
сота 21,7 м, внутренний диаметр — 2000 мм, число тарелок —
18 шт.) и десорбер (17,8 м, 2000 мм, 18 шт. соответственно).
Проектные и эксплуатационные показатели установки очи-
стки газа раствором гликольамина приведены в табл. 3.12.
Нефтяной газ, поступающий на установку очистки, содер-
жит влагу, диоксид углерода — до 0,5% (об.) и сероводород —
до 20 г/100 м3. Перед подачей на низкотемпературную перера-
ботку для выделения из него гелия газ подвергается двухста-
дийной обработке.
На I стадии осуществляется осушка и очистка газа гликоль-
аминовым раствором, а на II — тонкая осушка на адсорбцион-
ной установке.
101
Таблица 3.12. Проектные (П) и эксплуатационные (Э) показатели установки
очистки газа Минннбаевского ГПЗ гликольамнновым раствором
Параметры п э
Производительность, тыс. м3/ч 55,038 60,0
Скорость газа в абсорбере, м/с 0,065 0,08
Давление в абсорбере, МПа 4,2 3,9
Температура в абсорбере, °C 35 26
Удельный расход раствора, л/м3 0,600 0,122
Влагосодержание газа, г/м3:
на входе в абсорбер Насыщение 1,5
на выходе из абсорбера 7,6 0,8
Рабочее давление в десорбере, МПа 0,11—0,13 0,13
Температура, °C:
верха десорбера 102 101
низа десорбера 147 142
Остаточное содержание СО2 в очищенном газе, 0,02 0,02
7о
Гликольаминовый раствор, используемый для извлечения
из газа воды, H2S и СОг, состоит из 12—15 МЭА, 75—80 ДЭГ
и 5—6% (масс.) воды. Газ на установку поступает при темпе-
ратуре 26 °C, под давлением 3,9 МПа. Равновесное значение
влагосодержания газа равно 0,8 г/м3. Фактически при поступ-
лении в абсорбер газ содержал 1,5 г/м3 влаги. После обработ-
ки газа его влагосодержание снизилось до 0,7 г/м3, т. е. стало
ниже его равновесного значения, т. е. раствор поглощал всю
капельную влагу, уносимую с газом, и дополнительно осушал
его. Обработка газа гликольаминовым раствором позволяет
довести содержание СОг в очищенном газе до 0,02% и практи-
чески полностью извлекать из газа H2S.
При очистке газов гликольаминовыми растворами для сни-
жения потерь амина с очищенным газом в верх абсорбера мо-
жет подаваться раствор, содержащий малые количества амина
и воды. Этот раствор должен регенерироваться в отдельной
колонне. При этом количество высококонцентрированного раст-
вора должно быть выбрано таким образом, чтобы газы регене-
рации можно было смешивать с газами регенерации основного
потока.
При работе по такой схеме газ регенерации дополнительного
потока раствора может быть использован как отдувочный газ
в основном десорбере.
При очистке газа от кислых компонентов гликольаминовы-
ми смесями возможно также накопление в растворе различных
примесей — продуктов коррозии, побочных реакций, окисле-
ния и т. д., что приводит к негативным последствиям. Поэтому
ведутся работы по очистке гликольаминовых растворов от раз-
личных примесей путем их фильтрации. Адсорбционный способ
очистки гликольаминовых смесей от примесей применен на
Миннибаевском ГПЗ [83].
102
Рис. 3.13. Технологическая схема блока очистки ф.2
гликольаминового раствора от механических при-
месей:
ф_] — тканевый фильтр; Ф-2 — угольный фильтр; Ф-3 —
анионитовый фильтр; Е-1 — сборник; / — загрязненный
гликольаминовый раствор; II — очищенный раствор
Для подбора адсорбента были про-
ведены лабораторные исследования сле-
дующих марок углей: Б-кислый, АРЗ-2,
АГ-3, АГ-5, сульфо-уголь и КАД-йодный.
Уголь загружался в стеклянный адсор-
бер диаметром 30, высотой 400 мм. Объемная скорость потока
была равна 2 мл/мин. Положительные результаты были полу-
чены при использовании активированного угля марки КАД-йод-
ный, и процесс был внедрен в промышленном масштабе.
Очистка гликольаминового раствора производится в двух
последовательно соединенных адсорберах, заполненных активи-
рованным углем марки КАД-йодный и анионитом АВ-17
(рис. 3.13). Перед подачей на поверхность активированного
угля раствору необходимо отстояться для удаления механиче-
ских примесей и жидкой взвеси, что способствует повышению
эффективности очистки на следующих ступенях.
Для глубокой регенерации раствор пропускают через слой
активированного угля, где адсорбируются продукты полимери-
зации, тяжелые углеводороды и растворимые соли, и через
адсорбер с ионообменной смолой для удаления низкомолеку-
лярных кислот. Очищенный раствор возвращается в емкость
циркулирующего раствора.
Степень очистки раствора определяли на приборе ДМФ-64М. Критери-
ем качества очистки раствора служит изменение оптической плотности: оп-
тическая плотность чистого раствора равна 0,29, до очистки колебалась в
пределах 0,9-—1,1, после отстоя снижается до 0,65-—0,7. Затем, когда рас-
твор проходит тканевый, угольный и анионитовые фильтры, его оптическая
плотность составляла соответственно 0,56, 0,52 и 0,48, что свидетельствует
о значительном удалении примесей. Неполная очистка раствора объясняется
попаданием масла, уносимого с газом из машин и сепараторов компрессор-
ного цеха, что отражается на показателях установки в целом.
Регенерацию фильтров производят следующим образом: тканевый
фильтр промывается холодной водой по мере загрязнения. Продукты, ад-
сорбированные на активном угле, удаляются промывкой угля теплой водой.
После каждой регенерации емкость активного угля падает. Анионит АВ-17
после отработки подвергается обработке щелочью (NaOH) и переводится
в щелочную форму.
Фильтрация гликольаминового раствора обеспечивает нормальную рабо-
ту установки очистки и осушки газа и улучшает показатели теплообменного
оборудования.
Глава 4
Очистка газов и конденсатов
от тиолов
Как было показано выше, для очистки газов от кислых компо-
нентов наиболее широко применяют аминовые процессы, кото-
рые обеспечивают глубину очистки газов от сероводорода до
его остаточного содержания 5—10 мг/м3, что значительно ниже
требования отраслевого стандарта ОСТ 51.40—83.
Однако эти процессы, как правило, не обеспечивают тонкую
очистку газов от различных тиолов. Для этой цели применяют
процессы с использованием в качестве поглотителя водных
растворов щелочей, гидроксида железа, трибутилфосфата,
а также процессы адсорбции и низкотемпературной абсорбции
![84—100]'. Область применения указанных процессов зависит
как от состава газа, так и от конкретных условий производ-
ства. Так, использование водных растворов щелочей предпо-
чтительно в тех случаях, когда из перерабатываемого газа не
требуется извлекать диоксид углерода. Применение процесса
низкотемпературной абсорбции целесообразно для одновремен-
ного извлечения из газа тиолов и тяжелых углеводородов. Ка-
талитические процессы чаще всего применяют для одновремен-
ного гидрирования тиолов, серооксида углерода и других серо-
органических соединений с получением сероводорода и с после-
дующей очисткой газа от H2S.
Очистка газов от тиолов низкотемпературной
абсорбцией
Наиболее крупные установки очистки газа от тиолов процес-
сом низкотемпературной абсорбции (НТА) эксплуатируются
на третьей очереди Оренбургского ГПЗ. На установке одно-
временно обеспечивается также извлечение из газа пропан-
бутановой фракции (ПБФ).
Сырьем для установки служит газ, очищенный от H2S и
СО2. Содержание тиолов в газе составляет 400—500 мг/м3.
Комплекс состоит из трех идентичных линий, каждая из
которых включает в себя по два абсорбера и по одному деэта-
низатору, дебутанизатору и десорберу, теплообменное и насос-
ное оборудование.
Технологическая схема установки дана на рис. 4.1, а харак-
теристика основного оборудования в табл. 4.1—4.4.
Газ после установок сероочистки проходит рекуперативные теплообмен-
ники Е01 и Е02, пропановый испаритель ЕОЗ, в которых охлаждается до
104
температуры —30 °C. Образовавшаяся газожидкостная смесь для разделения
поступает в трехфазный разделитель В02.
Углеводородная фаза из В02 для дополнительного отделения от остат-
ков воды и ингибиторов поступает в разделительную емкость В08. Смесь
амина, воды и гликоля с низа В02 направляется в блок регенерации.
Газ из разделителя В02 поступает в нижнюю часть абсорберов С01,
на верхнюю тарелку которого подается абсорбент, предварительно охлаж-
денный до температуры минус 30 °C.
Насыщенный абсорбент, отводимый с низа абсорбера, объединяется
с нестабильным конденсатом с разделителя В08 и через рекуперативный
теплообменник Е06 подается на 22 тарелку деэтанизатора С02, который
работает в режиме абсорбционно-отпарной колонны. В качестве орошения
на 44 тарелку подается охлажденный до температуры минус 30 °C регене-
рированный абсорбент. Колонна работает при давлении 1,36 МПа.
Выделившийся в дегазаторе газ подогревается в теплообменнике Е07
н через сепаратор направляется на II ступень дожимного компрессора К01,
где его давление повышается до 6 МПа. Затем газ подается в блок низко-
температурной конденсации.
Газ из верхней части деэтанизатора — метан-этановая фракция направ-
ляется на I ступень компрессора К.01.
Выделение пропан-бутановой фракции из абсорбента производится в ко-
лонне СОЗ. Верхний продукт колонны охлаждается в воздушном холо-
дильнике А02, конденсируется и поступает в емкость орошения В02.
Подвод тепла, необходимого для отпарки, производится через огневой
подогреватель F02.
Дебутанизированный абсорбент с куба колонны после прохождения
змеевика испарителя Е19 подается на 17 тарелку десорбера С04. В эту же
колонну подается стабильный конденсат, часть которого переходит в ее
нижний продукт (используется для восполнения потерь абсорбента).
Верхний продукт колонны С04 подается в парк стабильного конден-
сата.
Нижний продукт десорбера — регенерированный абсорбент проходит ре-
Рис. 4.1. Технологическая схема установки очистки газа от тиолов низко-
температурной абсорбцией:
ппк ~nrv7C°n’ СО2 — Деэтанизатор; СОЗ — дебутанизатор; С04 — десорбер; В01, В02, В04,
В06, В07, В08 сепараторы-разделители; А01, А02, АОЗ — аппараты воздушного охлаж-
дения; Е01, Е02, Е06, Е08, Е09— рекуперативные теплообменники; Е-П, Е-19—подогре-
ватели; ЕОЗ, Е05—пропановый холодильник; F01, F02—печи; Р01, Р02, Р04, РЮ, Р21—
насосы; / сырьевой газ; //—очищенный газ; /// — регенерированный абсорбент; IV—
газ дегазации; V—газ деэтанизации;. VI — сжиженный газ (пропан-бутановая фракция);
''// — стабильный конденсат; VIII — легкая углеводородная фракция; НИ — насыщенный
105
Таблица 4.1. Расчетные параметры теплообменников одной установки НТА
Позиция на рис. 4.1 Число, шт. Показатели одного аппарата Трубный пучок Межтрубиое про* странство
Q, млн. кДж/ч F, м2 Р, МПа Т, °C Р, МПа Т, °C
Е01 2 13,83 1250 7,0 50 7,0 50
Е02 2 22,62 1390 7,0 —15/50 7,0 —30/50
ЕОЗ 2 22,20 1436 1,8 —40/50 1,8 —40
Е05 1 3,77 285 1,8 —40 1,8 —40
Е06 2 14,24 200 3,8 —40 3,8 —23/102
Е08 1 6,28 268 3,8 105 3,8 200
Е09 1 12,99 382 1,6 215 1,6 175
Е11 1 24,72 1,7 275 1,7 155
Е19 1 6,28 126 1,7 200 1,7 155
Таблица 4.2. Расчетные параметры АВО установки НТА
(показатели одного аппарата)
Позиция на рис 4 1 F, м2 Q, млн. кДж/ч Мощность двигателя, кВт Р, МПа Т, °C
А01 4430 4,61 22 3,8 200
А02 24774 5,87 24 1,5 80
АОЗ 10967 20,5 44 0,6 НО
Таблица 4.3. Основные параметры колонного оборудования установки НТА
Позиция на рис. 4.1 Размеры, м диаметр высота Число тарелок Тип тарелок Номер тарелки питания
С01 3,0 26 25 Перфорированные 1 С02 1,5/2,7 46 46 Клапанные 22 СОЗ 2,7 43 35 Клапанные 20 С04 2,4/3,2 37 35 Клапанные 17 куперативные теплообменники, воздушный холодильник, пропановый испари
тель и подается на орошение в колонны С01 и C02.
Наличие в схеме установки колонны С04 обеспечивает поддержание
температуры начала кипения абсорбента на постоянном уровне.
Однако в схеме отсутствует возможность регулирования
температуры конца кипения абсорбента.
Для этой цели схема установки должна была дополниться
еще одной ректификационной колонной. Мощность этой колон-
ны, в первую очередь, зависит от содержания в конденсате
фракции, выкипающей за пределами температуры конца кипе-
ния абсорбента.
Сырьем дополнительной колонны служила бы часть нижне-
го продукта десорбера С04. Включение в схему установки НТА
дополнительной колонны позволило бы выделить из циркули-
рующего абсорбента смолы и тяжелую фракцию, имеющую
106
Таблица 4.4. Характеристика сепараторов и дегазаторов установки НТА
Позиция иа рис. 4.1 Объем, м3 Рабочие параметры Диаметр, м Высота, м Позиция на рис, 4. 1 Объем, м3 Рабочие параметры сх си 2 св S S Высота, м
Т, °C Р, МПа Т, °C Р, МПа
В01 27 20 5,9 2,7 4,3 В06 27 50 1,03 2,3 5,8
В 02 108 —30 5,9 3,6 10,0 В07 22 51 0,14 2,2 6,6
В04 24 —28 3,1 2,3 5,0 В08 2 —30 5,9 0,8 4,0
более высокую температуру начала кипения по сравнению
с температурой конца кипения абсорбента.
Несмотря на отсутствие в схеме установки упомянутой ко-
лонны, циркулирующий в системе абсорбент обеспечивает
нормальную работу установки НТА. Это объясняется тем, что
содержание тяжелых фракций в стабильном конденсате, ис-
пользуемом на установке, незначительно и составляет 10—15%.
Кроме того, часть циркулирующего в системе абсорбента во
избежание чрезмерного накопления в нем механических приме-
сей, смол, продуктов разложения гликоля, амина и т. д. выво-
дится из системы.
Данная система фильтрации не обеспечивает тонкую очист-
ку циркулирующего абсорбента от различных примесей. Кон-
центрация механических примесей и различных солей в абсор-
бенте доходила до 0,12 и 0,20 мг/л соответственно.
В разные периоды года имеет место изменение темпера-
турного режима установки НТА, как правило, снижение тем-
ператур низа колонн С02, СОЗ и С04 и повышение темпера-
тур питания абсорбера. Возможно также изменение фракцион-
ного состава абсорбента. При удельном расходе абсорбента в
колонне С01 0,2 л/м3 достигаются следующие степени извлече-
ния компонентов: тиолов 96—99% (до остаточного содержания
5—16 мг/м3); пропана — 45%; бутанов — 90%.
Режим деэтанизатора обеспечивает получение газа деэта-
низации с содержанием тяжелых углеводородов ниже проект-
ного уровня (табл. 4.5).
В первые годы эксплуатации установки наблюдалась ин-
тенсивная коррозия жаровых труб печей F01 и F02.
Во ВНИИГАЗе и ЮжНИИгипрогазе были проведены опыты
по подбору материалов для труб печей. Было изучено влия-
ние температуры на скорость коррозии (рис. 4.2) и установле-
Таблица 4.5. Состав газа деэтанизации [в % (об.)]
Режимы n2 сн4 CjHs С3н8 С4Ню Сэ+высш. RSH, МГ/мЗ
Проект 0,35 36,9 36,90 9,03 0,37 0,026
1 0,57 60,64 32,01 6,04 0,51 0,23 199,4
2 1,29 71,33 22,36 4,58 0,44 Следы 171
3 2,4 77,9 15,9 3,40 0,40 158
107
ы, мм/год
0,00! < I I_I_I___I__и___। । >
О50 100 150 200 250 300 Т*С
Рис. 4.2. Зависимость скорости кор-
розии w от температуры для раз-
личных сталей
но, что наиболее интенсивно
скорость коррозии увеличива-
ется при температурах выше
240 °C. Наиболее подходящи-
ми материалами для змеевиков
огневых печей являются хро-
мо-никелевые стали и сплавы,
их рабочая температура мо-
жет доходить до 400 °C. Импортная сталь марки A33GRI проя-
вила более низкую коррозионную стойкость [92]. ВНИИ-
ГАЗом для пучков труб была рекомендована сталь 10Х18Н12Т
взамен импортной стали марки A33GRI, что резко повысило
надежность работы печей F01 и F02. Надежность работы печей
была повышена также благодаря применению облегченного аб-
сорбента, так как снижение температуры низа колонн СОЗ и
С04, в свою очередь, обусловило уменьшение температуры на-
грева абсорбента в указанных печах и, следовательно, сниже-
ние температуры нагрева жаровых труб самих печей.
Использование облегченного абсорбента на установке НТА.
Одной из основных особенностей эксплуатации газоконденсат-
ных месторождений является изменение состава добываемой
продукции в зависимости от значения пластового давления,
снижение которого, как правило, влечет за собой облегчение
добываемого стабильного конденсата. Это в свою очередь
оказывает серьезное влияние на показатели установок, пере-
рабатывающих газоконденсатные смеси и использующих в
качестве сырья газовый конденсат.
Конденсат Оренбургского газоконденсатного месторожде-
ния (ГКМ) служит сырьем для получения абсорбента для
установки очистки газа от тиолов и извлечения пропан-бутано-
вой фракции — У-374 (установка НТА).
По проектной схеме фракция с температурой начала кипе-
ния 150 °C используется как абсорбент на установке НТА.
Систематическая проверка фракционного состава конденса-
та показала, что количество указанной фракции в его составе
за период эксплуатации месторождения снизилось более чем
в два раза. В связи с этим были проведены опыты по определе-
нию поглотительной способности по отношению к тиолам более
легкой фракции конденсата [91, 93].
Экспериментальные данные по растворимости этантиола
во фракциях Оренбургского конденсата 130—200 °C и 150—
200 °C показывают, что он значительно больше его растворяет-
ся в первой фракции конденсата, чем во второй (табл. 4.6).
Это объясняется наличием в первой фракции углеводородов,
выкипающих в интервале 130—150°C. Указанная фракция со-
108
Таблица 4.6. Растворимость этантиола во фракциях
конденсата (м3/мэ)
Фракция, °C Растворимость при температуре, °C
30 20 0 —10 -20 -30
130—200 150 287 552 604 1232 1662
150—200 60 93 256 371 533 883
Таблица 4.7. Коэффициент Генри для этантиола в различных
растворителях [93]
Растворитель Т, °C Коэффици- ент Генри
состав интервал кипения плотность, кг/л
Фракция конденсата 120—200 0,75 —30 0,1952
Оренбургского ГКМ —20' 0,3234
—10 0,4600
0 0,6894
Фракция конденсата 130—200 0,77 —30 0,1596
Астраханского ГКМ —20 0,2420
—10 0,3180
+20 1,0916
Гептан 0,684 —30 0,2557
—20 0,3784
—10 0,5039
0 0,8615
Октан 0,703 10 1,0684
20 1,4926
30 1,9427
—30 0,1605
—20 0,2329
Декан 0,73 —10 0,3621
0 0,6679
20 1,6666
30 1,7865
—30 0,0685
.м-Ксилол 0,864 20 ’ 0,1412
0 0,3232
п-Кумол 0,862 —30 0,0767
—15 0,1490
0 0,3233
20 0,7243
30 1,0775
а-Метанафтал 1,025 —20 0,1206
0 0,3350
20 0,7984
30 1,1024
держит 24,9% (масс.) ксилола, что в пересчете на всю фрак-
цию (130—200°С) составляет ~10%. Следовательно, увеличе-
ние растворимости этантиола во фракции конденсата 130—
200 °C по сравнению с фракцией 150—200 °C обусловлено до-
полнительным содержанием в первой ксилола.
109
Рис. 4.3. Кривые разгонки проектно-
го (7) и облегченного (2) абсор-
бентов (G — выход)
Анализ экспериментальных
данных табл. 4.7 показывает,
что этантиол лучше растворя-
ется в ароматических углево-
дородах, чем в парафиновых.
Наличие второго бензольного
кольца (1-метилнафталин)
еще больше увеличивает рас-
творимость этантиола, а вклю-
чение метильной группы в
бензольное кольцо (ж-ксилол) и удлинение боковой углеводо-
родной цепи (n-кумол) ведет к снижению растворимости.
При растворении пропана и бутанов в индивидуальных угле-
водородах наблюдается противоположная тенденция. Эта
фракция в парафиновых углеводородах растворяется лучше,
чем в ароматических. В то же время с уменьшением молекуляр-
ной массы углеводородов парафинового ряда происходит сни-
жение их поглотительной емкости по отношению к тиолам.
Таким образом, с одной стороны, имеет место увеличение
степени извлечения из газа тиолов (за счет наличия аромати-
ческих углеводородов) и пропана и бутанов (благодаря облег-
чению абсорбента), а с другой — снижение степени извлечения
тиолов—за счет использования легких углеводородов парафи-
нового ряда, углеводородов — за счет замены парафиновых
углеводородов ароматическими.
Эксперименты, проведенные во ВНИИГАЗе, показали, что
применительно к конденсату Оренбургского ГКМ. первые фак-
торы значительно преобладают над вторыми. С учетом этого
было рекомендовано применять в качестве абсорбента фракции
конденсата с температурой начала кипения 125—135 °C. Эта
фракция имеет молекулярную массу 125—130, вместо пред-
усмотренной по проекту 140. Предложенный абсорбент был
назван облегченным.
Кривые разгонки проектного и облегченного абсорбентов
даны на рис. 4.3. Средняя температура кипения облегченного
и проектного абсорбентов составляет 155—160 и 175—180 °C
соответственно.
Использование облегченного абсорбента на установке НТА
в течение длительного времени позволило сделать следующие
обобщения:
а) снизилась температура низа колонн С02, СОЗ и С04
в среднем на 18; 30 и 25 °C (табл. 4.8).
б) при использовании облегченного абсорбента увеличивает-
ся выход фракции из подпитки (конденсата), соответствующей
абсорбенту. Следовательно, для восполнения потерь абсорбен-
110
Таблица 4.8. Температурный режим работы колонн установки
НТА по проекту (числитель) и с использованием облегченного
абсорбента (знаменатель)
Показатели С02 СОЗ ,С04
Температура, °C питания 15/10 150/120 160/140
низа 136/117 260/228 200/175
верха 16/10 65/60-4-65 91/84-4-88
та в колонну С04 требуется подавать меньшее количество под-
питки (стабильного конденсата), чем предусмотрено проектом,
что приводит к снижению расхода тепла на работу десорбера.
Последнее достигается также за счет снижения температуры
низа деэтанизатора и дебутанизатора;
в) применение облегченного абсорбента позволяет достичь
такой же степени очистки газа от тиолов, как и с использова-
нием проектного абсорбента. Но при этом увеличивается сте-
пень извлечения пропана и бутанов из газа, так как этот
показатель, при прочих равных условиях, является функцией
числа молей абсорбента, вступающих в контакт с газом. Чем
меньше молекулярная масса абсорбента, тем больше число
молей его в единице объема. Таким образом, при применении
легкого абсорбента для получения заданной степени извлечения
компонента требуется меньший его удельный расход по срав-
нению с более тяжелым абсорбентом. Следовательно, при со-
хранении проектного уровня удельного расхода абсорбента
достигается повышение степени извлечения углеводородов из
газа.
Очистка газов от тиолов трибутилфосфатом
Для очистки газов от сернистых соединений, в том числе тио-
лов, применение нашел также процесс Эстасольван, в котором
в качестве абсорбента используют трибутилфосфат (ТБФ).
Основные показатели ТБФ приведены ниже:
Молекулярная масса............... 266,3
Давление насыщенных паров, Па:
при 20 °C........................ 0,49
при 100 °C......................133
Температура, °C:
плавления...........................минус 80
кипения.........................289
Растворимость при 25 °C, г/л:
ТБФ в воде....................... 0,42
воды в ТБФ....................65
Теплофизические свойства ТБФ даны в табл. 4.9. ТБФ от-
личается устойчивостью против пенообразования и низким
давлением насыщенных паров. Благодаря этому, а также стой-
111
Таблица 4.9. Теплофизические свойства трибутилфосфата
Т, °C р, кг/м3 V, м2/с Т], МПа-c, при Р, МПа
0,098 9,8 19,6 29,4
10 984,1
20 975,6 3,932 3,856 — — —
30 967,1 3,134 3,015 3,549 4,088 4,627
40 958,5 2,559 2,464 2,881 3,303 3,724
50 950,0 2,147 2,037 2,377 2,720 3,063
60 941,4 1,806 1,710 1,982 2,256 2,530
70 932,9 1,560 1,466 1,679 1,895 2,111
80 924,4 1,375 1,276 1,451 1,627 1,803
90 915,8 1,244 1,126 1,272 1,419 1,689
100 907,3 1,143 0,9976 1,139 1,282 1,425
НО 898,7 — 0,8901 1,011 1,134 1,256
120 890,2 — 0,8007 0,9142 1,029 1,144
130 881,7 — 0,7346 0,8413 0,9491 1,057
140 873,1 — 0,6714 0,7742 0,8781 0,9819
150 — — 0,6183 0,7192 0,8211 0,9230
кости против термического разложения, потери ТБФ на уста-
новках переработки газа незначительны.
ТБФ имеет высокую избирательную способность к серово-
дороду в присутствии диоксида углерода. Одновременно яв-
Рис. 4.4. Принципиальная технологическая схема установки очистки газа
от тиолов с использованием ТБФ:
К-1, К-2 — абсорберы; К-3 — десорбер; В-1 — дегазатор; Е-1 — емкость орошения; Е-2—
буферная емкость; Т-I, X-I, Х-2 — холодильники; Т-2 — рекуперативный теплообменник;
И-I — испаритель; Н-I, Н-2, Н-3 — насосы; /—сырьевой газ; // — очищенный газ; III —
капельная жидкость; IV —.регенерированный ТБФ; V — насыщенный ТБФ- V/— газ де-
газации; VII — дегазированный ТБФ; V///— частично насыщенный ТБФ; ’ IX — отдувоч-
ный газ; X— газы десорбции
112
(У, мН/м ср> КДжДкг-К) Теплопроводность, Вт/(м«К), при давлении, МПа
0,098 9,8 19,6 29,4
28,82 1,374 0,1337 0,1383 0,1418 0,1458
27,97 1,404 0,1323 0,1370 0,1405 0,1445
27,13 1,445 0,1310 0,1357 0,1392 0,1432
26,28 1,485 0,1296 0,1343 0,1379 0,1419
25,43 1,526 0,1283 0,1330 0,1366 0,1407
24,59 1,566 0,1269 0,1317 0,1353 0,1394
23,74 1,607 0,1256 0,1304 0,1340 0,1381
22,89 1,647 0,1242 0,1290 0,1327 0,1368
22,04 1,688 0,1229 0,1277 0,1314 0,1355
21,20 1,728 0,1215 0,1264 0,1301 • 0,1343
20,35 1,769 0,1202 0,1250 0,1288 0,1330
19,50 0,1188 0,1237 0,1275 0,1317
18,66 — 0,1175 0,1224. 0,1262 0,1304
17,81 — 0,1161 0,1210 0,1249 0,1291
— — 0,1148 0,1197 0,1236 0,1279
ляется хорошим растворителем тиолов и может быть использо-
ван для извлечения их из газов, предварительно очищенных
от сероводорода. Растворимость тиолов и углеводородов в ТБФ
характеризуется данными табл. 4.10 и 4.11.
Возможность очистки газов от тиолов с использованием в
качестве абсорбента ТБФ подробно изучена В. М. Назарько
и др. |[85]’.
Газ, подаваемый на обработку, имел следующий состав:
СН4 —92,60; С2Н6 —2,70; С3Н8 — 0,83; С4Н10 — 0,29; С5+высш. —
0,11; СО2 — 0,58% (мол.). Концентрация тиоловой серы в газе
поддерживалась искусственно и составляла 400—5000 мг/м3.
Результаты экспериментальных исследований показали, что
при давлении 1,5 МПа и удельном расходе абсорбента L[V =
= 0,045 моль/моль (Т=5°С) степень извлечения тиолов из газа
составляла 94, а при давлении 5,9 МПа — 99,5%. Степень извле-
чения пропана и бутанов при давлении 5,9 МПа составляла
40 и 70%.
С учетом результатов исследований и анализа схем промыш-
ленных установок В. М. Назарько и др. предложена техноло-
гическая схема очистки газа от тиолов (рис. 4.4).
Сырьем установки служит газ, предварительно очищенный от H2S и
СО2. При контактировании газа с ТБФ наряду с тиолами происходит так-
же извлечение из него части углеводородов и воды. Основное количество
поглощенных гаеов из ТБФ выделяется при его расширении в дегазаторе
В-1. Газ дегазации поступает в абсорбер К-2, где очищается от тяжелых
углеводородов раствором ТБФ. Раствор ТБФ, отводимый с низа абсорбера,
по отношению к тиолам для режима основного абсорбера является недо-
насыщенным и частично насыщенным углеводородами. Поэтому возможно
подавать его, минуя десорбер, в поток регенерированного раствора. Предва-
рительное насыщение раствора ТБФ тяжелыми углеводородами позволяет
повысить эффективность процесса абсорбции и снизить расходы на утили-
зацию газов низкого давления, получаемых при регенерации абсорбента.
8—864 - ИЗ
Таблица 4.10. Константы равновесия различных тиолов в системе
тиол—ТБФ при давлении 0,1 МПа (Т — тиол) [85]
Т, °C Этил-Т Изопро- пил-Т Пропилен-Т Изобутил-Т Бутил-Т
20 0,340 — — — —
30 0,533 — — — —
40 0,673 0,422 0,236 — —
50 0,879 0,621 0,317 0,174 0,129
60 1,208 0,858 0,417 0,263 0,180
Таблица 4.11. Константы фазового равновесия углеводородов в системе
природный газ—ТБФ [85]
р, МПа Метан Этан Пропан Изобу- тан «-Бутан Р, МПа Метай Этаи Пропан Изобу- тан «-Бутан
20 °C 40 °C 0,098 144,5 8,6 3,84 2,07 1,33 0,098 200,0 12,9 6,2 3,6 2,25 0,49 36,2 6,3 2,06 1,0 0,72 0,49 51,0 8,95 3,54 1,6 1,18 0,98 18,63 4,75 1,53 0,62 0,45 0,98 23,2 6,25 2,12 1,02 0,758 1,86 9,71 3,2 1,139 0,505 0,36 1,86 11,8 4,2 1,58 0,795 0,612 2,94 6,92 1,27 0,487 0,238 0,18 2,94 8,15 1,61 0,66 0,37 0,28 30 °C 50 °C 0,098 179,0 10,0 4,25 2,3 1,72 0,098 224,0 14,5 6,9 4,6 3,38 0,49 44,2 7,21 2,42 1,175 0,86 0,49 55,1 10,3 4,05 2,01 1,53 0,98 21,4 5,56 1,91 0,8 0,605 0,98 28,9 7,2 2,45 1,26 0,95 1,86 10,85 3,64 1,34 0,64 /Ч1! 4,7 1,84 0,98 0,756 2,94 7,18 1,44 0,56 0,297''о,/22 2J94 9,8 1,8 0,761 0,444 0,345
Дегазованный раствор ТБФ проходит рекуперативный теплообменник
Т-2, нагреваясь до 95—100 °C, и поступает в десорбер Д-1. Для интенсифи-
кации процесса десорбции в низ десорбера подается нагретый до 125 °C от-
дувочный газ, отводимый с дегазатора В-1.
Десорбер работает при давлении 0,13—0,14 МПа. Газы регенерации
с верха десорбера Д-1 при 100—105 °C поступают в воздушный холодильник
Х-1, где охлаждаются до 35—40 °C, и затем в емкость орошения В-3.
Газовый поток, отводимый с верха емкости Е-1, в зависимости от конк-
ретных условий производства может служить сырьем для установок получе-
ния элементной серы или одоранта.
Основные показатели описанной
выше установки даны в табл. 4.12.
Следует отметить, что на эф-
фективность очистки газа от тиолов
существенное влияние оказывает их
остаточное содержание в регенери-
рованном растворе (рис. 4.5).
Недостатком ТБФ как абсорбен-
та является его низкая избиратель-
ность в отношении углеводородов.
Рис. 4.5. Влияние степени регенерации
ТБФ на извлечение тиблов из газа Сг
114
Таблица 4.12. Результаты опытио-промышлеиных исследований процесса
очистки газа от тиолов ТБФ (давление: в абсорбере — 5,0;
десорбере — 0,012 МПа)
Показатели Условия эксперимента
Расход ТБФ, м3/ч 1,95 2,65 Абсорбер 3,0 1,95 2,1 2,65 3,1 2,5 3,7
Расход газа, м3/ч 5000 5000 5000 5400 6100 6100 7000 9750 10400
Температура газа на 5 5 5 5 5 5 5 8 8
входе, °C Температура ТБФ на 10 10 19 10 12 15 19 19 19
входе, °C Удельный расход отду- 90 90 Десорбер 90 80 80 80 90 90 90
вочного газа, м3/м3 Температура низа, °C 120 120 120 123 124 123 126 126 125
Температура питания, °C 100 101 102 102 102 102 102 101 102
Температура верха, °C 100 101 101 100 100 100 100 100 100
Расход газа, м3/ч 39 45 Дегазатор 52 42 45 45 58 48 80
Давление, МПа 0,58 0,48 0,40 0,48 0,48 0,48 0,48 0,48 0,40
Вследствие этого кислые газы, выделенные при регенерации
насыщенного раствора ТБФ, содержат много углеводородов,
поэтому, часто возникав их очистки от углеводородов
перед подачей на установку получения элементной серы.
Очистка газов от тиолов водными растворами
щелочей
Из хемосорбционных процессов для очистки природных и сжи-
женных газов от сернистых соединений наиболее широкое при-
менение нашли водные растворы гидроксида натрия. Очистка
от сероводорода и тиолов раствором NaOH протекает по сле-
дующим реакциям:
H2S + 2NaOH--->Na2S + 2H2O (4.1)
H2S + Na2S -> 2NaHS (4.2)
RSH + NaOH ---> RSNa + H2O (4.3)
где R — радикал CnH2n+i; RSNa — тиолят натрия.
При нагревании насыщенного раствора происходит его реге-
нерация. При этом реакции (4.1) — (4.3) протекают в обрат-
ном направлении, выделенные сернистые соединения выводятся
из системы.
При очистке газов раствором NaOH происходит также из-
влечение из газа диоксида углерода за счет реакций:
СО2 + NaOH <—NaHCO3 + Н2О (4.4)
NaHCO3 + NaOH Na2CO3 + Н2О (4.5)
8* 115
Таблица 4.13. Показатели процесса очистки газа от этантиола
Режим абсорбера Содержание в исходном растворе Содержание в на- сыщенном раство- ре, %
Р, МПа Т, °C VT, М/с NaOH, % Na^COg, S, мг/л NaOH ИагСОз
1,3 18 0,12 8,92 0,26 0 3,66 6,85
0,9 19 0,06 3,26 3,36 0 2,37 4,51
0,9 8 0,18 5,24 0,37 0 3,06 2,91
0,8 19 0,28 4,48 4,01 25 1,42 8,20
0,9 14 0,21 2,88 6,00 7 0,62 9,10
1,0 32 0,36 7,40 6,73 45 2,39 13,30
Результаты опытов по очистке газа от этантиола в присут-
ствии СО2 даны в табл. 4.13. Опыты проводились в абсорбере
диаметром 200 мм, оборудованном шестью колпачковыми та-
релками. Расход газа был равен 500 м3/ч.
Эксперименты показали, что тонкая очистка газа от тиолов
связана с извлечением около 40% СО2 из газа.
Поглощение СО2 из газа обусловливает увеличение удель-
ного расхода циркулирующего в системе раствора и, следова-
тельно, повышение расхода энергии на его регенерацию. Кро-
ме того, при регенерации насыщенного раствора Йа2СОз вы-
деляется не полностью. Увеличение концентрации Ыа2СОз
в растворе снижает его реакционную способность в отношении
тиолов.
Учитывая изложенное, очистку газов от тиолов растворами
гидроксида натрия осуществляют в сочетании с аминовыми
процессами: на I ступени производится извлечение из сырья
H2S и СО2, а на II — тиолов.
Такой процесс применен на месторождении Лак (Франция).
Газ месторождения Лак содержит 15,2% H2S, 9,8% СО2 и ряд
органических соединений, таких как тиолы и сероксид углерода.
Очистку газа от сероводорода и диоксида углерода произ-
водят под давлением 7 МПа. При этом тиолы и СО2 раствором
ДЭА сорбируются недостаточно глубоко. Поэтому после амино-
вого абсорбера газ подвергается дополнительной очистке 5—
20% (масс.) раствором NaOH. Отработанный раствор гидрок-
сида натрия регенерируется в отдельной колонне.
Очистка сжиженных газов. Концентрация сернистых соеди-
нений в сжиженных газах и широкой фракции легких углево-
дородов (ШФЛУ), получаемых при переработке сероводородо-
содержащих газоконденсатных смесей, как правило, выше до-
пустимого ГОСТ 20448—75 уровня. К примеру, суммарное
содержание сернистых соединений в пропан-бутановой фракции
(ПБФ), получаемой на III очереди Оренбургского ГПЗ, состав-
ляет 0,3% (масс.). При этом ПБФ содержит диоксид углеро-
да, сероуглерод, сероводород, тиолы и т. д.
116
раствором NaOH [86]
Концентрация тиолов в газе, мг/м3 Концентрация СОз в газе, % Степень извлечения, %
до очистки после очистки до очистки после очистки тиолов СО2
4,2—13,7 0,1—0,2 98,3
24—35 0,7—1,4 0,132 0,055 96,0 58,3
8—41 0,2—0,7 0,130 0,080 96,6 38,5
12 0,3—0,8 0,235 0,154 94,1 34,5
7—14 0,2—1,6 0,240 0,175 86,9 30,9
13—15 1—1,7 0,242 — 90,7 44,0
Для получения сжиженного газа, отвечающего требованиям
ГОСТ, производят его очистку от сернистых соединений 10%-
ным водным раствором гидроксида натрия.
Технологическая схема установки очистки сжиженного га-
за (СТ) от сернистых соединений включает в себя последова-
тельно соединенные четыре ступени (рис. 4.6),
В I ступени из сырья извлекается преимущественно сероводород, что
объясняется его высокой активностью по сравнению с тиолами, а также COS
и CS2.
Первая ступень очистки производится в контакторе Р-1, перед которым
ПБФ смешивается с 10°/о-ным водным раствором щелочи. Режим работы
контактора; Р=1,9 МПа; /=50°С. Разделение СГ и отработанного раство-
ра NaOH производится в отстойнике 0-1.
Очищенные от H2S, CS2 и COS СГ, отводимые с верха отстойника ВО1,
после охлаждения в водяном холодильнике Х-1 до 35 °C поступают в кон-
тактор 11 ступени Р-2 и далее в отстойник 0-2 для разделения. Между ап-
паратами Р-2 и 0-2 осуществляется рециркуляция части отработанного рас-
твора гидроксида натрия.
На 11 и 111 ступенях производится очистка СГ от тиолов. После этого
сжиженные газы поступают в отстойник 0-3, из которого также произво-
Рис. 4.6. Принципиальная схема установки очистки сжиженного газа от
сернистых соединений:
Р-1, Р-2, Р-З, Р-4 — реакторы; 0-1, 0-2, 0-3, 0-4 — отстойники-разделители; Е-01 — водя-
ной холодильник; Н-1, Н-2, Н-3, Н-4, Н-5—насосы; I— свежий раствор NaOH; II—
сырье (СГ); III — отработанный раствор NaOH на регенерацию; IV—свежая вода на
подпитку; V— отработанная вода; VI—очищенные от сернистых соединений СГ
117
Таблица 4.14. Содержание сероводорода (числитель) и тиолов
(знаменатель) в ПБФ (цифры — номера опытов)
Стадия процесса 1 2 3 4
До очистки, г/л 29,4/0,26 36,6/0,35 21,5/0,38 43,8/0,30
После очистки, г/л 0,24/0,01 0,61/0,01 0,48/0,02 0,10/0,16
Степень извлечения, % 99,2/96,2 98,3/97,1 97,8/96,7 97,7/94,7
дится рециркуляция части отработанного раствора в поток СГ перед вхо-
дом в контактор Р-3.
В контакторе IV ступени осуществляется промывка сжиженных газов
водой от следов NaOH. Разделение фаз после IV ступени производится в.
отстойнике 0-4. Очищенные от кислых компонентов СГ поступают на
осушку.
Насыщенный раствор с I и II ступеней подается на регенерацию путем
подогрева с использованием соляной кислоты,
Данные табл. 4,14 показывают, что на установке достигается
степень очистки С Г от сероводорода и тиолов до 98 и 96% со-
ответственно. Остаточное содержание указанных компонентов
в СГ не превышает уровня, допустимого ГОСТ 20448—75.
После очистки от сернистых соединений С Г подаются в блок
осушки.
Установка осушки (рис. 4.7) оборудована двумя адсорбе-
рами А-1 и А-2 (диаметром 2,8, высотой 3,7 м). Высота слоя
загруженного в аппараты адсорбента составляет 3 м. В каче-
стве адсорбента используют цеолит NaA.
Процесс осушки включает циклы адсорбции и регенерации.
Последний состоит из этапов опорожнения (15 мин), продувки
(15—30 мин), подогрева (4—8
И7
ч), охлаждения (2—5 ч) и на-
полнения (15 мин). Общая
продолжительность цикла де-
сорбции по проекту составля-
ет 12 ч.
Цикл адсорбции по проек-
ту составляет также 12 ч. Од-
нако на практике эта стадия
процесса продолжается в не-
сколько раз дольше. Это объ-
ясняется тем, что фактически
установка работает с произво-
дительностью в 1,5 раза ниже
Рис. 4.7. Принципиальная схема ус-
тановки осушки сжиженного газа:
0-1 — отстойник; С-1 — сепаратор; П —
печь; А-1 — адсорбер; ВХ — воздушный хо-
лодильник; 1 — влажная ПБФ; II, VII —
вода; III—ПБФ на осушку; IV — осушен-
ная ПБФ; V — газ регенерации; VI —
влажный газ регенерации
на
.Рис. 4.8 Распределение температур в слое
адсорбента во времени:
/ — верх адсорбера; 2 — низ адсорбера
проектного уровня. Кроме того,
концентрация сернистых соединений
в сыр-ье ниже расчетной величины.
После насыщения адсорбента
первый по ходу СГ адсорбер пере-
водится в режим десорбции, а вто-
рой— в цикл адсорбции.
Подогрев адсорбента осуществ-
ляется за счет газа, предварительно
нагретого в печи П-1 до 320—350 °C, Газ в адсорбер подается
сверху вниз. Температурный профиль адсорбента при десорбции
дан на рис. 4.8.
Десорбированная вода вместе с газом поступает в сепара-
тор С-1, где происходит разделение фаз,
Охлаждение адсорбента осуществляется циркуляцией холод-
ного газа (в этот период печь П-1 байпасируется). Газ подает-
ся снизу вверх, после выхода из адсорбера охлаждается, сепа-
рируется от капельной жидкости и подается в топливную сеть.
Газ регенерации на выходе из печи имел температуру 250°C
вместо проектной 320 °C. Кроме того, слишком длительным был
период адсорбции. Вследствие этого концентрация воды в то-
варной продукции была несколько выше проектного уровня
(табл. 4.15). Для более глубокой осушки СГ было рекомендо-
вано уменьшить цикл адсорбции и повысить температуру газа
регенерации, подаваемого в адсорберы.
Очистка газов от тиолов адсорбцией
В тех случаях, когда необходима тонкая очистка газа от раз-
личных примесей (тиолы, сероводород, вода и т. д,), особенно
перед его подачей на низкотемпературную переработку, широ-
кое применение находят адсорбционные процессы.
Таблица 4.15. Усредненные показатели установки осушки СГ
Показатели Проект Факт
Температура сырья на входе в адсорбер, °C 35 35
Давление сырья на входе, МПа 1,25 1,25—1,30
Скорость прохождения ПБФ через свободное се- 0,4 0,2
чение адсорбера, м/мин Цикл адсорбции, ч 12 До 70
Температура газа регенерации на выходе из пе- 320 250
чи, °C Расход газа регенерации, м3/ч 7200 7000
Содержание воды в СГ, % (масс.): до осушки 0,0020 0,0020
после осушки 0,0001 0,0002
119
К адсорбентам, используемым в газовой промышленности,
предъявляют следующие требования:
большие удельная поверхность и насыпная плотность, высо-
кая избирательность и скорость массообмена, стабильность ад-
сорбционных свойств в процессе длительной эксплуатации, низ-
кое сопротивление потоку газа, высокая механическая проч-
ность и т. д.
Основным показателем, характеризующим адсорбент, яв-
ляется его активность по поглощенному компоненту. Полная
поглотительная емкость адсорбента соответствует его равно-
весной (статической) активности (емкости).
Поглотительная емкость адсорбента в условиях эксплуата-
ции считается его рабочей, или динамической активностью.
Динамическая активность всегда ниже статической и зависит
от условий работы адсорбента.
Динамическая активность адсорбентов является основным
показателем, определяющим размеры адсорберов и время цик-
ла сорбции.
Для очистки газов от сернистых соединений применяют в ос-
новном молекулярные сита — цеолиты, из которых наиболее
широкое распространение получили синтетические цеолиты, по-
лученные на основе щелочных или щелочно-земельных алюмо-
силикатов со структурами X и А.
За счет катионного обмена обеспечивается получение ад-
сорбента с однородными порами. Различный диаметр пор полу-
чают за счет катионов натрия или кальция или регулируя со-
держание силиката в кристаллической решетке. Однородность
и малый размер пор во многих случаях позволяют проводить
отделение примесей под действием так называемого «молеку-
лярного просеивания». Лучше всего адсорбируются компоненты,
обладающие наибольшим дипольным моментом.
Цеолиты отличаются от других адсорбентов глубокой сте-
пенью извлечения воды и сернистых соединений, прочностью
при наличии капельной влаги, высокой избирательной адсорб-
ционной способностью.
Адсорбционные процессы для очистки газов от различных
примесей использованы на Оренбургском, Миннибаевском, Сос-
ногорском, Московском, Нижневартовском и других ГПЗ, а
также для осушки газа на месторождениях Мессояха и Мед-
вежье.
Использованию цеолитов марки NaX для очистки газов от
тиолов предшествовали большие экспериментальные работы,
проведенные под руководством Ю. М. Афанасьева. На основа-
нии лабораторных исследований определены изотермы адсорб-
ции тиолов, влияние наличия воды и тяжелых углеводородов
в газе на поглотительную емкость адсорбента, закономерности
его регенерации и т. д. >[95, 96].
Изотермы адсорбции этантиола на цеолите NaX при его
парциальном давлении в газе до 1333 Па описывается уравне-
120
Рис. 4.9. Зависимость коэффициентов
цеолита NaA
Рис. 4.10. Поглотительная емкость адсорбера NaX по пентану (/) этантио-
лу (2) и воде (3)
нием типа Ленгмюра
а =-----, (4.6)
0,0075 +V
где а—'Поглотительная емкость адсорбента по тиоловой сере, г/100 г; Р—
парциальное давление этантиола в газе; и k2 — эмпирические коэффици-
енты, значения которых даны на рис. 4.9 (по данным 3. А. Набутовского).
Процесс поглощения тиолов адсорбентами происходит с вы-
делением тепла: теплота адсорбции C2H5SH на цеолите NaX
составляет 700 кДж/кг. В присутствии влаги в газе поглоти-
тельная емкость цеолита по тиолам снижается.
Тиолы поглощаются лучше углеводородов, но несколько
хуже воды (рис. 4.10), а десорбируются в обратном порядке.
В связи с этим режим регенерации адсорбента устанавливают
из условия полной десорбции воды.
Регенерация адсорбентов основана на снижении поглоти-
тельной емкости адсорбента с повышением температуры. Одна-
ко повышение температуры слоя адсорбента не обеспечивает
полного выделения поглощенных компонентов, и для повыше-
ния эффективности процесса для регенерации используют го-
рячий отдувочный газ. Наличие отдувочного газа в системе
снижает парциальное давление адсорбированных компонентов
и способствует их десорбции. Отдувочный газ одновременно
служит также теплоносителем.
Наиболее крупные установки очистки газа от тиолов ад-
сорбцией эксплуатируются на Оренбургском газохимическом
комплексе. На установке производится также его одновремен-
ная осушка до точки росы — 70 °C.
121
Рис. 4.11. Принципиальная технологическая схема адсорбционной установки
очистки газа от тиолов:
А-1, А-2, А-З, А-4—адсорберы; С-1, С-2, С-3, С-4 — сепараторы; ВХ-1, ВХ-2 — воздушные-
холодильники; П-1, П-2 — печи; Т-1, Т-2 — рекуперативные теплообменники; I — сырье-
вой газ; 11 — товарный газ; 111 — топливный газ; IV— смесь жидких углеводородов
Установка (рис. 4.11) конструктивно включает в себя два
блока очистки и осушки газа, каждый из которых состоит из
блоков адсорберов, теплообменников и огневых подогревателей.
В качестве последних использованы печи марки ЦС1-30/7 про-
изводительностью по теплу 12,6 млн. кДж/ч. Расход топливного
газа составляет 440 м3/ч при объеме подогреваемого газа
20 тыс. м3, к. п.д. печи равен 0,78.
Характеристика остального оборудования установки приве-
дена в табл. 4.16.
Сырьевой газ до поступления в адсорбер проходит установ-
ки очистки от H2S и СО2 и низкотемпературной конденсации.
Таблица 4.16. Характеристика основного оборудования адсорбционной
установки
По ЗИЦИЯ на рис. 4.11 Рабочие параметры Размеры, м Материал
Р, МПа Т, °C высота диаметр
А-1, А-2 5,2 30—300 10,24 4,18 Ст. 16 ГНМА
С-1 5,2 30—45 2,0 1,2 Ст. АК-25
С-2 3,6—2,6 40 — — Ст. АК-25
122
На этих установках в качестве поглотителя используют водные
растворы ДЭА и ЭГ, поэтому сырьевой газ наряду с тиолами
и другими кислыми компонентами содержит также пары ДЭА
и ЭГа.
Для предотвращения попадания капельной жидкости в ад-
сорберы перед ними установлены сепараторы. Газ через адсор-
бер проходит сверху вниз.
Цикл работы адсорберов включает этапы адсорбции, реге-
нерации и охлаждения. После насыщения адсорбента осуществ-
ляется переход на стадию регенерации. Для регенерации ис-
пользуют нагретый природный газ, который перед выводом из
установки охлаждается. Отсепарированная жидкость подается
на установку стабилизации конденсата.
Продолжительная эксплуатация адсорбционных установок
позволяет сделать некоторые обобщения.
При правильном выборе адсорбента, объема его загрузки и
времени циклов адсорбции и десорбции этот процесс позволяет
снизить остаточное содержание тиолов в газе до нескольких
миллиграммов на кубический метр.
Из других преимуществ процесса можно указать следую-
щие:
возможность одновременной осушки газа до точки росы
(40°—50X3) и ниже, что особенно важно в случае подачи газа
для дальнейшей низкотемпературной переработки;
возможность доочистки газа от других сернистых соедине-
ний и тяжелых углеводородов;
возможность ведения процесса без применения искусствен-
ного холода.
Однако опыт эксплуатации установок адсорбционной очистки
газов от тиолов показывает их существенную зависимость от
способов переработки газа на предыдущих стадиях.
Рассмотрим это на примере Оренбургского ГПЗ. Газ после
очистки водным раствором ДЭА для извлечения из него тяже-
лых углеводородов и воды подвергается дополнительной пере-
работке с применением процесса низкотемпературной конденса-
ции (НТК). При этом для борьбы с гидратообразованием на
заводе используется водный раствор этиленгликоля.
Если в качестве ингибитора использовать раствор метано-
ла, то значительная часть активной емкости адсорбента запол-
нялась бы метанолом. Наличие в порах адсорбентов метанола
не вызовет каких-либо проблем при их регенерации. Напротив,
метанол в ряде случаев может интенсифицировать процесс ре-
генерации адсорбентов, способствуя очистке их пор от различ-
ных примесей. Однако поглощение метанола адсорбентами сни-
зит время цикла сорбции. Вследствие этого для поддержания
производительности установки на проектном уровне необходи-
мо увеличение объема загрузки адсорбентов, что потребует до-
полнительных капитальных вложений.
Унос гликолей газовой фазой на два порядка ниже, чем унос
123
метанола в тех же условиях. Поэтому использование гликолей
в качестве ингибитора гидратообразования на установке НТК
не связано с увеличением объема загрузки адсорбентов. Одна-
ко поглощение гликолей адсорбентами вызывает серьезную
проблему при их регенерации, так как применяемые для очист-
ки газа от тиолов адсорбенты регенерируются при температу-
рах 250—300°C. В то же время при температурах свыше 165°C
происходит разложение гликолей с образованием ряда кислот
и смол. Последние забивают поры адсорбентов и не полностью
выделяются при регенерации, что снижает поглотительную ем-
кость адсорбентов (при температурах регенерации цеолита раз-
лагается также ДЭА).
К снижению поглотительной емкости приводят также час-
тичные структурные изменения самого адсорбента в ходе экс-
плуатации установки и его закоксовывание за счет каталитиче-
ских превращений тиолов, органических сульфидов, диэтанола-
мина, гликоля и ряда других примесей. Снижение активности
цеолитов за счет структурных изменений происходит в течение
первых 10—15 циклов и составляет 20—55% от их первона-
чального показателя.
В условиях производства практически невозможно устано-
вить механизм коксообразования на цеолитах, что связано^
с наличием в перерабатываемом газе одновременно различных
примесей, вызывающих коксообразование.
По данным i[96] причина закоксовывания в следующем:
тиолы в условиях регенерации разлагаются с образованием се-
роводорода, сульфидов и непредельных соединений, которые по-
лимеризуются и накапливаются в адсорбентах. По мере отрав-
ления каталитически активных центров адсорбента скорость
разложения амина и гликоля снижается. Максимальное содер-
жание углеродистых отложений в цеолите составило 15%
(масс.).
На основании экспериментов было установлено, что при
добавлении в отдувочный газ до 0,3 кг/м3 воды удается снизить
степень разложения тиолов почти на порядок. Недостатком та-
кого способа регенерации является снижение механической
прочности цеолита в среде горячего водяного пара.
Другим недостатком адсорбционных процессов является
получение большого объема отработанного газа регенерации,
для утилизации которых, как правило, требуется их повторная
переработка. Это увеличивает эксплуатационные расходы на
очистку газа. Последний недостаток в равной мере относится
также и к очистке газов от тиолов низкотемпературной абсорб-
цией.
Выделение тиолов из газовых конденсатов
В составе газовых конденсатов ряда сероводородсодержащих
месторождений содержатся значительные количества различных
тиолов. Выделение тиолов из конденсатов имеет практическое
124
значение не только для получения на основе конденсатов мо-
торных топлив, отвечающих требованиям соответствующих го-
сударственных стандартов, но и для использования самих тио-
лов в различных отраслях народного хозяйства.
Использование тиолов, находящихся в различных потоках
только Оренбургского газохимического комплекса, позволило
бы полностью обеспечить потребность страны в тиолах, ис-
пользуемых в первую очередь для производства гербицидов.
В связи с этим большое значение придается таким процес-
сам очистки конденсатов и нефтяных фракций от сернистых
соединений, которые позволяют одновременно квалифицирован-
но использовать выделенные из сырья компоненты.
В настоящее время для выделения сернистых соединений,
в том числе тиолов, из углеводородных жидкостей применяют
множество процессов, отличающихся как по механизму дейст-
вия, так и по энергоемкости и капиталовложениям.
Наиболее широкое применение нашли процессы каталити-
ческой гидроочистки и окисления, адсорбции и экстракции.
Процессы каталитической гидроочистки являются эффектив-
ным методом очистки конденсатов от всех сернистых соедине-
ний. Они протекают при 2,5—4 МПа и 350—400 °C. В качестве
катализаторов в них используют оксиды кобальта, молибдена,
вольфрама, никеля, и т. д.
При этом сероорганические соединения гидрируются в се-
роводород, который выделяется и используется для получе-
ния серы.
Основным недостатком процессов гидроочистки является то,
что они требуют больших капиталовложений и эксплуатацион-
ных расходов.
Для извлечения тиолов из углеводородного сырья применя-
ют также окислительные методы, где тиолы в присутствии ка-
тализаторов окисляют до дисульфидов и других менее актив-
ных сернистых соединений с последующим их удалением из
смеси.
Процессы каталитической гидрогенизации и окисления не
обеспечивают квалифицированного использования отдельных
сернистых соединений, выделенных из сырья.
Адсорбционные способы также обеспечивают очистку угле-
водородов от различных тиолов. Газы регенерации, получаемые
в этих процессах, содержат много углеводородов. Для выделе-
ния из них тиолов требуется строительство установок со слож-
ными технологическими схемами.
Для очистки конденсатов от тиолов с получением товарной
продукции наиболее эффективными считаются процессы жид-
костной экстракции. Применительно к конденсату Оренбургско-
го газоконденсатного месторождения А. А. Анисоняном с со-
трудниками были получены основные параметры процесса
выделения тиолов с использованием в качестве экстрагента вод-
ного раствора щелочи.
125.
В дальнейшем на основе этих исследований был разработан
и внедрен на Оренбургском ГПЗ процесс извлечения смеси при-
родных тиолов (Сг—С4) из стабильного конденсата и его фрак-
ций [97—99]. Извлеченный концентрат смеси тиолов использу-
ется для одорирования природного газа, идущего на комму-
нально-бытовые нужды.
Извлечение тиолов и сероводорода из конденсата происхо-
дит по реакциям (4.1) — (4.3).
При выборе режима очистки конденсата от тиолов с исполь-
зованием растворов гидроксида натрия необходимо иметь в ви-
ду следующее:
с повышением молекулярной массы тиолов энергия актива-
ции гидролиза тиолятов натрия уменьшается, а константа ско-
рости увеличивается;
с ростом углеводородной цепи в молекуле тиола увеличива-
ется их растворимость в воде, но уменьшается константа экс-
тракции;
увеличение молекулярной массы тиолов вызывает уменьше-
ние их растворимости в воде;
с повышением молекулярной массы тиолов поглотительная
•емкость раствора гидроксида натрия по отношению к ним
уменьшается;
с повышением концентрации NaOH в растворе его поглоти-
тельная емкость в отношении тиолов увеличивается;
скорость гидролиза тиолятов натрия с уменьшением кон-
центрации гидроксида натрия увеличивается.
Наряду с этим надо иметь в виду, что наличие сероводорода
в конденсате увеличивает расход гидроксида натрия.
Полная очистка конденсата от тиолов сопряжена с боль-
шими трудностями ввиду наличия в сырье тяжелых тиолов:
для повышения степени извле-
чения тиолов следует приме-
нять растворы более высокой
концентрации, что приводит к
увеличению скорости коррозии
оборудования (рис. 4.12) [100].
На основании лаборатор-
ных исследований, проведен-
ных Ю. М. Афанасьевым, В. Р.
Грунвальдом и др., установлена
возможность выделения тиолов
из конденсата.
Сначала конденсат делится
на две фракции, в одной из ко-
торых концентрируются низкоки-
Рис. 4.12. Зависимость скорости корро-
зии углеродистой стали от концентра-
ции NaOH (/=100 °C)
126
Таблица 4.17. Результаты процесса извлечения тиолов из фракции
конденсата НК — 130 °C
Соотношение NaOH и сырья Концентрация NaOH, % (масс.) Содержание тиоловой серы, % (масс.) Степень извлече- ния тиолов, % Соотношение NaOH и сырья Концентрация NaOH, % (масс.) Содержание тиоловой серы, % (масс.) Степень извлече- ния тиолов, %
S о S о £? tto после очистки Н з: о з* «о после очистки
0,50 4,0 1,1 0,11 90 0,33 4,0 0,95 0,08 92
0,50 3,0 0,98 0,09 91 0,33 3,5 1,13 0,13 89
0,50 3,5 1,02 0,12 88 0,33 3,0 1,09 0,12 89
0,50 3,0 1,30 0,14 89 0,33 3,0 0,99 0,10 90
пящие тиолы (С2— -С3), а в другой — более тяжелые. Обра-
ботка легкой фракции конденсата (НК- -130° С) водным раство-
ром NaOH концентрации 0,5- —3% (масс.) обеспечивает сте-
пень извлечения тиолов около 90% (табл. 4.17).
С увеличением числа атомов углерода в радикале кислые
свойства тиолов ослабевают, что приводит к усилению гидроли-
за высокомолекулярных тиолов и снижению степени их извле-
чения. Для повышения степени извлечения тиолов в раствор
гидроксида натрия добавляли усилители: метиловый и этило-
вый спирты, нафтеновые кислоты, танин, алифатические кисло-
ты, дибутилфталат, пирозол и т. д.
Добавление этилового спирта в водный раствор щелочи
позволяет повысить степень извлечения <р тиолов из конденса-
та. При соотношении 20 %-го раствора щелочи, спирта и кон-
денсата 0,1 : 0,1 : 1 степень извлечения составляет 90% и выше
(табл. 4.18).
Сопоставление физико-химических показателей смесей тио-
лов, полученных при обработке конденсата раствором щелочи
с добавлением спирта и без добавления, показывает их значи-
тельное отличие (табл. 4.19).
При обработке конденсата спиртощелочным раствором оста-
точное содержание общей серы в рафинате составляло около
Таблица 4.18. Результаты обработки конденсата растворами гидроксида
натрия (массовая доля 50бщ составляла 1,18 Srsh—0,68%)
Растворитель Соотношение' рас- творитель : конден- сат Содержание в рафинате, % (масс.) <Prsh’ %
$общ S'rsh
30%-й раствор 0,1:1 0,68 0,26 61,5
МаОН 0,05:1 0,75 0,29 56,9
0,2:1 0,68 0,21 62,0
0,5:1 0,55 0,22 67,1
20%-й раствор 0,1:0,1:1 0,33 0,08 87,9
NaOH+этанол 0,1:0,2:1 0,33 0,06 91,2
0,1:0,4:1 0,32 0,04 94,1
127'
Таблица 4.19. Характеристика смеси тиолов, выделенных из конденсата
при обработке его щелочью А и щелочью с добавкой спирта Б*
Показатели А Б
Выход, % (масс-)
тиолов 0,4 0,7
серы тиоловой 17,8 30,4
Содержание серы, % (масс.):
общей 33,8 47,1
тиоловой 30,2 41,3
Плотность (Р420) 0,8398 0,8411
Показатель преломления (По20) 1,4382 1,4415
Пределы кипения, °C 32—128 32—175
Молекулярная масса 71,3 80,7
Содержание индивидуальных тиолов в конденса-
те, %:
этантиол 0,108 0,112
пропантиол-1 0,048 0,055
пропантнол-2 0,138 0,160
2-метнлпропантиол-1 0,023 0,039
бутантиол-1 0,014 0,023
бутантиол-2 0,014 0,023
2-метилпропантиол-2 0,014 0,050
пентантиол-1 0,001 0,012
пентантнол-2 0,002 0,010
пентантиол-3 0,003 0,008
3-метилбутантиол-1 0,003 0,012
2-метилбутантиол-2 0,005 0,023
гексантнол-1 0,008
гексантнол-2 0,008
гексантнол-3 0,010
2-метнлпентантнол-З — 0,011
* А — соотношение 30%-го раствора NaOH и конденсата равно 0,3:1. Б — соотноше-
ние 20%-го раствора NaOH, этанола и конденсата равно 0,1 - 0,1 : 1.
0,3% (масс.), из них 0,18%—дисульфиды. Хотя последние
и относятся к неактивным сернистым соединениям, но все же
увеличивают концентрацию общей серы в конденсате, что не
позволяет его рассматривать как кондиционное сырье.
Результаты опытов по выделению из конденсата тиолов
с использованием в качестве усилителя дибутилфталата и пи-
розола даны в табл. 4.20.
Целесообразность использования усилителей определяется
с учетом конкретных условий производства. При этом надо
иметь в виду, что наличие усилителей в растворе NaOH обус-
ловливает увеличение расхода пара на регенерацию на 20—
30%. Кроме того, многие усилители вызывают повышение ско-
рости коррозии оборудования.
Учитывая слабую растворимость ди бутил фталата и пирозо-
ла в воде, их предварительно растворяли в пропиловом спирте.
Начальное содержание тиолов в конденсате было 1,94% (масс.).
Максимальная степень извлечения тиолов достигалась при
концентрации дибутилфталата в экстрагенте 0,25 моль/л.
128
Таблица 4.20. Степень извлечения тиолов 10%-ым раствором NaOH
и с добавкой усилителей 0,25 моль/л (объемное соотношение
экстрагент : конденсат равно 1:1)
Тиолы Степень извлечения тиолов, % Тиолы Степень извлечения тиолов, %
без усили- теля с усилителем без усили- теля с усилителем
Л"бУ- пиро- тил“ зол фталат дабу- пиро- ТИЛ- зол фталат
Метантиол 100 100 100 н-Бутантиол 68,2 98,7 100 Этантиол 97,1 100 100 изо-Бутантиол 62,8 89,2 100 н-Пропантиол 88,7 100 100 изо-Пентантиол 33,0 65,4 88,9 изо-Пропантиол 87,2 100 100 С6Н135Н+высшие — 58,6 73,9
Очистка конденсата от тиолов с использованием в качестве
экстрагента водного раствора щелочи производится на установ-
ке, технологическая схема которой дана на рис. 4.13 [97].
Стабильный конденсат под собственным давлением поступает в смеси-
тель С-1. Туда же насосом Н-1 подается водный раствор гидроксида нат-
рия. В смесителе тиолы и гидроксид натрия взаимодействуют с образовани-
ем тиолятов натрия. Образовавшаяся смесь поступает затем в колонну К-1
для разделения углеводородного конденсата от продуктов реакции. Очи-
щенный от тиолов конденсат отводится с верха колонны.
Продукты реакции направляются в емкость Е-1 или через теплообмен-
ник Т-1 в регенератор К-2. В колонне К-2 за счет подогрева происходит
Рис. 4.13. Принципиальная технологическая схема установки выделения тио-
лов из конденсата:
С-1 — смеситель; К-1 колонна-реактор; К-2 — десорбер; Е-1, Е-2—сборники; Е-3 — ем-
кость орошения; Т-1 — рекуперативный теплообменник; ВХ-1, В Х-2 — воздушные холо-
дильники: I сырьевой конденсат; II— фракция конденсата; III— отработанный рас-
твор щелочи; IV— смесь тиолов; V—вода; VI— регенерированный раствор NaOH; VII
свежий раствор
9-864
129
разложение тиолятов натрия на тиолы и свободную щелочь по реакции
RSNa + Н2О -—> RSH-}-NaOH. (4.7)
Регенерированный раствор щелочи отводится с низа колонны и через
теплообменники поступает в сборную емкость.
Смесь паров тиолов и воды, уходящая с верха колонны К-2, после ох-
лаждения и конденсации поступает в емкость Е-3, где разделяется на два
слоя. Смесь природных тиолов (СПТ) отводится в сборную емкость Е-4,
а оттуда закачивается в парк готовой продукции.
Результаты промышленных исследований, проведенных на установке,
описаны в работе [97]. Опыты проводились при работе установки по трем
вариантам.
По I варианту насыщенный раствор гидроксида натрия из колонны К-1
подавался в емкость Е-1, откуда часть раствора подавалась в поток кон-
денсата перед смесителем, а другая —• насосом Н-2 на регенерацию. При
этом контактирование 7—8% (масс.) раствора NaOH со стабильным кон-
денсатом осуществляется только в С-1.
Во II варианте колонна К-1 работала как экстрактор. Содержание тио-
лятов натрия в растворе, подаваемом на очистку, было таким же, как и в
I варианте. Раствор NaOH подавался на 19 тарелку снизу, стабильный кон-
денсат — в низ колонны, где поддерживался раздел фаз конденсат — рас-
твор NaOH. При концентрации раствора 4,5—6,5% степень извлечения тио-
лов составила 55—57%.
По III варианту колонна К-1 также использовалась как экстрактор.
Весь насыщенный тиолятами натрия раствор из колонны К-1 подавался на
регенерацию в колонну К-2. Регенерированный раствор щелочи из колонны
К-2 сливался в емкость Е-1, а оттуда поступал на поглощение тиолов. Оста-
точное содержание тиолятов натрия в регенерированном растворе составило
1,5 г/л. При этом, несмотря на использование слабого раствора NaOH
(1,5—-3%), степень извлечения тиолов была наивысшей — 60—65%. Опти-
мальное соотношение конденсата и щелочи в III варианте составляло
2,5: 1. Третий вариант схемы был принят как основной для выделения
тиолов из конденсата.
Характеристики оборудования установки и результаты ее
обследования даны в табл. 4.21 и 4.22 [97].
Во время обследования расход стабильного конденсата
и раствора щелочи составлял соответственно 45 и 15 м3/ч. Тем-
пература низа и верха десорбера К-2 поддерживалась на уров-
не 120—125 и 102—105 °C. Расход водяного пара составлял
80—100 кг на 1 м3 раствора.
Таблица 4.21. Показатели колонн установки
выделения тиолов из конденсата
Показатели к-1 К-2
Высота, м 20 20
Диаметр, мм 2000 2000
Число тарелок 21 21
Тип тарелок Клапанные
Рабочее Давление, МПа Температура, °C: 0,102 0,104—0,110
питания 40—-50 —
верха 40—45 103—105
низа 40—45 120—125
130
Таблица 4.22. Показатели работы установки выделения тиолов
из конденсата
Концентра- ция тиолов в стабиль- ном конден- сате, % Концентрация в гидроксиде натрия Количество’ поглощенных тиоло'в Степень извлечения тиолов, % Степень десорбции тиолов, %
NaOH, % (масс.) сульфиды, г/л ТИОЛЯТЫ, г/л кг/ч КГ/м3
вход выход вход выход ВХОД выход
0,84 0,33 1,0 31 1,2 12,2 165 11,0 61 90
0,79 0,32 0,9 33,2 2,5 12,3 147 98 59 79
0,87 0,35 1,7 28,6 2,6 13,8 168 11,2 60 81
0,82 0,34 2,0 28,7 2,5 12,7 180 10,2 59 82
0,88 0,33 2,3 29,3 2,6 14,0 171 11,4 62 81
0,86 0,36 2,7 28,7 1,6 12,2 159 10,6 58 87
0,85 0,30 2,6 28,3 2,2 14,2 180 12,0 65 85
0,87 0,28 2,9 26,8 2,4 14,6 183 12,2 68 84
Таблица 4.23. Показатели процесса регенерации раствора гидроксида
натрия двумя способами
Температура реге-
нерации, °C
начальная конечная
Разбавление
раствора водой,
% (об.)
Упаривание
раствора,
% (об.)
Концентрация
тиолятов в реге-
нерированном
растворе*, %
(масс.)
Степень ре-
генерации
раствора, %
Первый способ
99 103 — 15 0,30 75,0
99 104 — 20 0,25 79,2
99 105 — 25 0,23 80,8
99 106 — 35 0,19 84,2
99 108 — 50 0,12 87,0
Второй способ
99 102 15 15 0,25 79,2
99 102 20 20 0,20 83,3
98 103 25 25 0,15 88,0
98 103 50 50 0,06 95,0
* В пересчете на серу.
Концентрат
содержал 80%
тиолов, выделенный из стабильного конденсата,
этан- и пропантиолов. В указанном выше режи-
ме из раствора выделяется до 50—
55% более тяжелых тиолов. По-
лученная смесь тиолов соответст-
вует одоранту по ТУ 5181—82 и ис-
пользуется для одорирования при-
родных газов.
Рис. 4.14. Изменение температуры реге-
нерации (/), степени упаривания раство-
ра а (2) и степени десорбции тиолов (3)
во времени
9'
131
В лабораторных условиях В. Р. Грунвальдом и др. изучены
различные способы интенсификации процесса регенерации рас-
твора гидроксида натрия. Ряд результатов опытов приведен
в табл. 4.23. По первому способу (рис. 4.14) десорбция тиолов
производилась с кипячением раствора и его упариванием
на 15—50%, а по второму раствор предварительно разбавлялся
водой— 15—20% от его объема. Затем раствор нагревался до
температуры кипения. Регенерируемый 15%-й раствор NaOH
содержал 1,2% (масс.) тиолятов (в пересчете на серу). При
проведении процесса по первому способу наивысшая степень
десорбции тиолятов достигалась при 20-минутном кипячении
раствора с упариванием его на 30—50%- При этом десорбция
тиолов до 80% протекает интенсивно, затем скорость десорбции
снижается. Было установлено, что в таком режиме хуже всего
десорбируется этантиолят.
Предварительное разбавление раствора NaOH водой на 15—
20% позволяет повысить степень его регенерации.
Глава 5
Производство газовой серы
Механизм превращения сероводорода в элементную серу
Одним из основных технологических блоков ГПЗ являются уста-
новки производства газовой серы, сырьем для которых служат
кислые газы, выделенные из сероводородсодержащих газов.
Получение элементной серы из кислых газов основано на
окислении сероводорода. В качестве источника кислорода, как
правило, в систему подается воздух.
До настоящего времени механизм превращения H2S в эле-
ментную серу до конца не определен. Наиболее общепринятым
считается двухстадийное окисление сероводорода в серу. В пер-
вой стадии кислый газ смешивается с воздухом, при этом часть
сероводорода окисляется в SO2 по реакции
H2S-|-l,5Oa -< -i- H2O + SO2 + Q. (5.1)
Во второй стадии диоксид серы окисляется до элементной
серы
3
2H2S + SO2 2Н2О + — Sn + О, (5.2)
п
где п — число атомов серы в молекуле, п=2—8; Q — теплота реакции.
Одновременно в процессе протекает также реакция прямого
окисления сероводорода в серу
H2S + 0,5О2 -Н2О + S+ 157000 кДж. (5.3)
132
Описанные реакции в технической литературе именуются
реакциями Клауса, по имени ученого, предложившего их ме-
ханизм.
Основная часть тепла, получаемая по реакции Клауса на
промышленных установках, рекуперируется, за счет чего про-
изводится водяной пар. Наряду с реакциями (5.1) — (5.3) при
взаимодействии H2S с кислородом протекают также следующие
реакции:
CO2+H2S----->COS + H2O; (5.4) СН4 + 2S2 ------->CS2+2H2; (5.5)
СО2 + H2S CO + H2O + COS; (5.6)
CO + H2O H2 + CO2. (5.7)
Установки получения серы, основанные на реализации реак-
ций (5.1) — (5.3), в технической литературе принято называть
установками Клауса. В общем случае установки Клауса вклю-
чают в себя термическую и каталитические ступени.
В термической ступени сероводород сгорает в присутствии
воздуха. При этом преимущественно образуются элементная
сера и диоксид серы. Температура горения прежде всего зависит
от концентрации H2S в кислом газе и составляет 900—1200 °C.
Эта температура зависит также от соотношения воздух : кислый
газ, которое, как правило, поддерживается на уровне 1,7—1,9.
Степень конверсии H2S в элементную серу в термической сту-
пени должна быть как можно выше, т. е. ближе к термодина-
мическому уровню.
При пониженных значениях степени конверсии на термиче-
ской ступени при сохранении общего значения этого параметра
в целом по установке увеличивается нагрузка на каталитиче-
ские ступени.
Одним из основных факторов, ока-
зывающих влияние на эффективность
работы термической ступени, являет-
ся продолжительность пребывания в
ней газа Tg. Зависимость между
тз и степенью конверсии сероводоро-
да S для реактора—генератора под-
робно изучена П. А. Теснер и др.
[101]. Процесс был исследован в про-
мышленном реакторе с внутренним
диаметром 3,5, длиной 7,2 м. Перера-
батываемый газ имел следующий
мольный состав: %: H2S—52,54;
СН4—0,2ч-0,5; Н2О—2,6; СО2 — ос-
тальное. При опытах соотношение
Рис. 5.1. Зависимость степени конверсии H2S
т] от времени пребывания газа в термической
ступени т при соотношении воздух: газ:
1 — 1,35; 2 — 1,5; 3—1,31; 4—1,23; 5 — 1,08; 5 — 0,93
133
Рис. 5.2. Зависимость конверсии H2S
1 — теоретическая; 2 — по данным обследования
^7%
90
85
80
75
70
280 320 Т, °C
в реакторе-печи от температуры:
Рис. 5.3. Зависимость степени конверсии H2S т] от температуры в кон-
верторе
воздух : газ составляло 0,93—1,5. Реактор работал при абсо-
лютном давлении 0,16 МПа и температуре 1050 °C.
На основании результатов измерений, приведенных на
рис. 5.1, определено, что увеличение продолжительности пре-
бывания газа в термической ступени от 0,8 до 1,1 с приводит
к повышению степени конверсии от 33 до 48%. Для этого ре-
жима оптимальное значение соотношения воздух : газ составля-
ло 1,31.
Степень конверсии сероводорода в серу зависит также от
температуры в реакторе: чем выше температура, тем выше сте-
пень конверсии H2S. Это хорошо видно из графической зависи-
мости, представленной на рис. 5.2, полученной на установке
Клауса Мубарекского ГПЗ [102]. Практическая степень пре-
вращения H2S в серу в печи составляет не более 60—65% •
Дальнейшая конверсия сероводорода в серу происходит
в каталитических ступенях установки Клауса — в конверторах.
Основным параметром, влияющим на степень конверсии
H2S, является соотношение расходов воздуха и кислого газа
на выходе из реакционной печи, оно должно обеспечивать
объемное соотношение H2S : SO2 на входе газа в конвертор, рав-
ное 2: 1. Любое отклонение от данного соотношения влечет за
собой снижение выхода элементной серы.
На процесс превращения H2S в элементную серу заметное
влияние оказывают и такие факторы, как длительность поддер-
жания высокой температуры продуктов сгорания, температура
газа на входе в каталитическую ступень, объемная скорость га-
за в конверторе и т. д.
В конверторах наблюдается обратная зависимость между
выходом серы и средней температурой процесса. Характер этой
зависимости представлен на рис. 5.3. Минимальное значение
134
температуры устанавливают таким образом, чтобы исключить
конденсацию паров серы на поверхности катализатора.
На практике температура в конверторах поддерживается
несколько выше точки конденсации паров серы. Хотя это сни-
жает выход серы, но обеспечивает превращение CS2 и COS
в сероводород, который в дальнейшем окисляется до серы:
COS + H2O CO2 + H2S; (5.8)
CS2 + 2Н2О * СО2 -р 2H2S; (5.9)
2COS Ц-SO2 2СО2+ 1,5S2; (5.10)
CS2 + O2 < —> CO2-|-1,5S2. (5.11)
Установлено, что концентрация COS в системе обычно при-
ближается к равновесной, в то же время концентрация CS2 мно-
гократно превышает равновесное значение. CS2 быстро воспла-
меняется, но медленно разлагается.
Несмотря на оптимизацию режима (использование катали-
заторов, выбор оптимального соотношения .воздух — кислый
газ, соблюдения времени контакта и т. д.) в процессе Клауса
протекают также обратные реакции, по которым часть элемент-
ной серы превращается в сероводород. Основной причиной это-
го явления является наличие в системе водяных паров, в при-
сутствии которых протекает следующая реакция
3S + 2Н2О 2H2S + SO2. (5.12)
Полная конденсация водяных паров или их удаление из сис-
темы привели бы к снижению парциального давления других
газов в системе (при постоянном значении общего давления) и
тем самым повысил бы степень конверсии H2S. Однако пони-
жение температуры с целью конденсации водяных паров при-
водит к затвердеванию серы на поверхности катализатора, что
вызывает еще более сложные проблемы.
Важным фактором, влияющим на эффективность работы
установок Клауса, является также наличие углеводородов
в кислых газах. С повышением их концентрации в сырье сни-
жается степень конверсии H2S в серу, увеличивается расход
воздуха, необходимого для протекания реакций Клауса. По-
следнее в свою очередь приводит к увеличению количества от-
ходящих газов и, следовательно, капиталовложений на установ-
ках их очистки.
Поскольку снижение давления и повышение температуры
в системе ограничиваются некоторыми факторами (гидравли-
ческое сопротивление, побочные реакции, качество серы и т.д.),
на практике для интенсификации процесса используют катали-
заторы, в качестве которых широкое применение получили
бокситы.
Природные бокситы в основном состоят из гидроксидов алю-
миния и оксидов железа. Они содержат также кремнезем
(SiO2), оксиды титана (TiO2), кальция (СаО), магния (MgO),
марганца (МпО), фосфора (Р2О5) и другие соединения.
135
Таблица 5.1. Характеристика катализаторов зарубежных фирм
Марка Размеры, мм Насыпная масса, кг/л Пористость, СМ3/г Удельная поверхность, м2/г
BASF 10—24 1,3 0,25 70
Procel 10—24 0,85 0,22 88
Pechiney BXS 10 0,80 0,35 300
BASF CLS 9 0,75 0,60 275
Pechiney 5—10 0,80 0,40 300
Pechiney CP 4—6 — — 260
Pechiney A 2—5 — 0,40 345
Широкое использование бокситов в качестве катализатора
было обусловлено в первую очередь их дешевизной. Однако
из-за таких недостатков, как непостоянство состава, недоста-
точные развитая поверхность и устойчивость против дезакти-
вации на установках Клауса, со временем бокситы были за-
менены другими катализаторами, например, активированным
оксидом алюминия. Этот катализатор имеет большое число
макропор, что обеспечивает его повышенную реакционную спо-
собность. Катализаторы иногда содержат также ряд других
соединений, специально добавляемых для повышения их актив-
ности.
Основные показатели катализаторов, применяемых зару-
бежными фирмами, приведены в табл. 5.1.
Активность катализаторов снижается в результате измене-
ния их структуры, отложения на их поверхностях различных
примесей (кокса, солей), сульфатирования оксида алюминия
и т. д. Поэтому периодически (1 раз за 3—4 года) произво-
дится полная замена катализатора.
Технологические схемы установок
производства серы
Принципиальные технологические схемы установок Клауса
включают в себя, как правило, три различные ступени: терми-
ческую, каталитическую и дожита. Каталитическая ступень
в свою очередь может быть разделена также на несколько ста-
дий, отличающихся температурным режимом. Ступень дожита
может быть как термической, так и каталитической.
Каждая из аналогичных ступеней установок Клауса, хотя
и имеют общие технологические функции, между собой отли-
чаются как по конструкции аппаратов, так и по обвязке ком-
муникаций [101—105, 107].
Основным показателем, определяющим схему и режим уста-
новок Клауса, является состав кислых газов, подаваемых на
переработку. В кислом газе, поступающем в печи установок
Клауса, содержание углеводородов должно быть как можно
136
Состав, % (масс.) Потери при прокалива- нии, % Рабочая температу- ра, °C
A12O3 SiOs ИегОз тю2 Na2O
64 3,5—6,5 20—24 2—3 5—10 320
65 1,5 3,0 — — 1,0 230—260
86 4,0 2,5 — 0,06 7,5 230—260
93—96 0,2 — — 4,6 220—240
99 0,04 0,05 — — 0,08 220—240
95 — — — — 4,0 —
94 0,02 0,04 1,0 3—5 —
меньше. Углеводороды при горении образуют смолы и сажу,
которые, смешиваясь с элементной серой, снижают ее качество.
Кроме того, эти вещества, осаждаясь на поверхности катализа-
тора, снижают их активность. На эффективность процесса
Клауса особенно отрицательно влияют ароматические углево-
дороды.
Содержание воды в кислых газах зависит от режима кон-
денсации верхнего продукта регенератора установки очистки
газа. Кислые газы кроме равновесной влаги, соответствующей
давлению и температуре в узле конденсации, могут содержать
также пары метанола и капельную влагу. Для предотвраще-
ния попадания капельной жидкости в реакторы установок
производства серы кислые газы проходят предварительную се-
парацию.
Себестоимость серы, получаем'ой на установках Клауса,
в первую очередь зависит от концентрации H2S в кислом газе.
Рис. 5.4. Принципиальная технологическая схема установки получения серы:
С-1 — входной сепаратор; ПР — печь-реактор; КУ — котел-утилизатор; Р-1, Р-2, Р-3 — ре-
акторы; Х-1, Х-2, Х-3 — конденсаторы; Т-1 — рекуперативный теплообменник; П-1 — подо-
греватель; Ф —фильтр; К —газодувка; / — сырьевой (кислый) газ; ~ капельная жид-
кость; III— воздух; IV — вода высокого давления; V — водяной пар высокого давления;
VI— газовая сера; VII — вода низкого давления; VIII — водяной пар низкого давления;
IX — отходящие газы
137
Удельные капитальные вложения на установке Клауса растут
пропорционально снижению содержания H2S в кислом газе.
Расходы на обработку кислого газа, содержащего 50% H2S,
на 25% превышают затраты, необходимые на обработку газа,
содержащего 90% H2S.
Принципиальная технологическая схема одной из современ-
ных установок Клауса дана на рис. 5.4.
Газ перед подачей в камеру сгорания термической ступени проходит
входной сепаратор С-1, где отделяется от капельной жидкости. Для конт-
роля концентрации H2S в кислом газе на выходе из сепаратора С-1 уста-
навливается поточный газоанализатор.
Для обеспечения горения кислого газа в камеру сгорания с помощью
воздуходувки нагнетается атмосферный воздух, который предварительно
проходит фильтр и подогреватель. Подогрев воздуха производится для
устранения импульсивного горения кислого газа и предотвращения корро-
зии трубопроводов, так как при сгорании H2S возможно образование SO3,
который при низких температурах в присутствии паров воды может обра-
зовывать серную кислоту.
Расход воздуха регулируется в зависимости от количества кислого газа
и соотношения H2S : SO2 в газе на выходе из котла-утилизатора КУ.
Газы сгорания печи реакции (ПР) проходят по трубному пучку котла-
утилизатора, где охлаждаются до 500 °C. При этом происходит частичная
конденсация серы. Полученная сера через серозатвор отводится из аппара-
та. За счет частичного снятия водой тепла реакции в котле получается пар
высокого давления (Р=2,1 МПа).
После котла газы реакции поступают в каталитический реактор-конвер-
тор Р-1, где сероуглерод и сероксид углерода подвергаются гидролизу.
Благодаря экзотермичности реакций, протекающих в конверторе, тем-
пература на поверхности катализатора поднимается примерно на 30—60 °C.
Это препятствует образованию жидкого осадка серы, которая, попадая на
поверхность катализатора, снижала бы его активность. Такой температур-
ный режим в конверторе одновременно обеспечивает также разложение
продуктов побочных реакций — COS и CS2.
Основная часть газа (около 90%) из реактора поступает для охлаж-
дения в трубное пространство конденсатора Х-1, а затем направляется в
реактор Р-2. Теплосъем в конденсаторе Х-1 производится за счет испарения
воды в его межтрубном пространстве с получением пара низкого давления
(/>=0,4 МПа). При охлаждении газов в Х-1 происходит конденсация се-
ры. Жидкая сера через серозатвор отводится в блок дегазации.
Часть реакционных газов (около 10%), минуя конденсатор Х-1, посту-
пает на смешение с более холодными газами, отходящими из того же кон-
денсатора. Температура смеси перед входом в реактор Р-1 составляет около
225 "С.
Для регулирования температуры в реакторах Р-1, Р-2, Р-3 (в пусковой
период и в случае загорания серы) предусмотрена подача в них пара низ-
кого давления и азота. При нормальной работе температура газов на вы-
ходе из Х-2 и Р-1 составляет 191 и 312 "С соответственно. Съем тепла в ап-
парате Х-2 осуществляется за счет испарения воды в его межтрубном про-
странстве с получением пара низкого давления. Отходящие газы из реак-
тора Р-2 поступают на охлаждение в третий конденсатор Х-3, откуда с тем-
пературой 130 °C подается на доочистку.
Для контроля концентрации H2S и SO2 в отходящих газах на выходе
из Х-3 устанавливаются поточные газоанализаторы. Для предотвращения
уноса жидкой серы с отходящими газами на их линии ставится коагулятор.
Для предотвращения затвердевания серы в коагуляторе предусмотрена пе-
риодическая подача в него водяного пара.
Потоки жидкой серы, отводимые из конденсаторов, содержат 0,02—
0,03% (масс.) сероводорода. После дегазации серы концентрация H2S в ней
снижается до 0,0001 %
138
Рис. 5.5. Принципиальная технологическая схема установки производства
серы Мубарекского ГПЗ:
С-1—сепаратор; Р-1 — реактор-генератор; Р-2, Р-3 — реакторы; Х-1, Х-2, Х-3 — конден-
саторы; П-1 — печь подогрева воздуха; П-2, П-З — топки-подогреватели; П-4 — печь до-
жига; С-2 — улавливание серы; СЗ — серозатворы; К —газодувка; I — воздух; II— кис-
лый газ; III — топливный газ; IV — сера; V— отходящий газ
Дегазация серы осуществляется в специальном блоке — серной яме. Это
обеспечивает нормальные условия складирования, загрузки и хранения га-
зовой серы.
На рис. 5.5 представлена принципиальная технологическая
схема установки Клауса Мубарекского ГПЗ, которая имеет
такие же ступени, как и описанная выше. Основное отличие
этих установок относится к их режимным параметрам.
Основное количество (~98%) кислого газа подается в ре-
актор-генератор, представляющий собой паровой котел газо-
трубного типа. Технологический газ — продукты сгорания —
последовательно проходит через трубную часть котла и кон-
денсатор-генератор, где охлаждается соответственно до 350 и
185 °C. При этом за счет выделившегося в этих аппаратах
тепла образуется водяной пар с давлением 2,2 и 0,48 МПа со-
ответственно.
Степень конверсии H2S в серу в реакторе-генераторе состав-
ляет 58—63%. Дальнейшее превращение сернистых соединений
в элементную серу производится в каталитических конверторах.
Перед поступлением в первый конвертор технологический газ нагрева-
ется в печи П-2 до 240 °C. Газ в конвертор поступает тремя потоками, что
обеспечивает его равномерное распределение на слое катализатора. В кон-
верторе H2S взаимодействует с SO2 с образованием элементной серы с вы-
делением тепла, за счет чего температура газа повышается до 330 °C. После
конвертора газ проходит второй конденсатор-генератор, где охлаждается до
170 °C и поступает во второй каталитический конвертор, предварительно на-
греваясь в печи до 220 °C. Сера, сконденсировавшаяся в конденсаторах-ге-
нераторах, через сепаратор отводится в серную яму.
Во втором конверторе за счет теплоты реакций температура газа по-
вышается до 245 °C. Тепло газа утилизируется в конденсаторе-экономайзере.
Дожиг непрореагировавших паров серы и H2S производится в печи П-4
при 510 °C. Хвостовые газы через дымовую трубу выбрасываются в атмо-
сферу.
В каталитических конверторах происходит также гидролиз COS и CS2,
образовавшихся в камере сгорания реактора-генератора.
1.30
Таблица 5.2. Составы потоков установки Клауса [107], % (об.)
Точки замера H2S so2 cos Н2 со со2 сн4 О2
1 48,42 — — — 49,42 0,68 —
2 11,50 4,58 — 1,86 1,18 40,80 0,16 0,80
3 9,94 3,65 0,48 1,88 1,28 31,20 0,15 0,40
4 3,70 1,23 0,08 1,90 1,20 31,80 0,14 0,20
5 3,36 1,12 0,08 1,90 1,17 30,40 0,16 0,20
6 1,48 0,90 0,07 1,98 1,30 30,0 0,18 0,60
7 1,27 0,80 0,045 1,86 1,21 30,0 0,15 0,40
8 — 1,54 — 0,90 0,69 20,66 0,06 3,40
В табл. 5.2 и 5.3 приведены результаты обследования рабо-
ты установки.
Степень конверсии H2S в серу в топке реактор а-генератор а
составляет 58—63,8, в первом и втором конверторах 64—74 и
43% соответственно. После последней ступени конденсации
серы технологические газы поступают в печь дожита.
При расходе газа 43—61 тыс. м3/ч печь дожита обеспечива-
ла практически полное окисление H2S до SO2. При большой
продолжительности пребывания газа в печи не обеспечивается
полное превращение H2S в SO2: на выходе из печи концентрация
H2S в газе составляла 0,018—0,033 %.
Основные показатели газовой серы должны отвечать требо-
ваниям ГОСТ 126—76.
Следует отметить, что сера, производимая на Оренбургском
ГПЗ, по своим качественным показателям превосходит требо-
вания ГОСТ (табл. 5.4). Механические примеси и мышьяк
в составе серы отсутствуют полностью.
В настоящее время разработаны десятки модифицирован-
ных вариантов схем установок Клауса. Область применения
этих схем зависит как от содержания сероводорода в кислых
газах, так и от наличия в них различных примесей, оказываю-
щих отрицательное влияние на работу, установок производства
серы.
Для газов с низким содержанием серы (от 5 до 20%) в ра-
боте [104] проанализированы четыре варианта усовершенство-
ванных установок Клауса.
Первый вариант предусматривает подачу в камеру сгора-
ния (КС) печи кислорода вместо воздуха по типовой схеме.
Таблица 5.3. Продолжительность пребывания (тз) технологического
газа в аппаратах при различных расходах кислого газа О [107]
Аппарат т5 при G, тыс. м3/ч
57 60 73 43
Топка реактора-генератора
Печь дожита
140
0,38 0,35 0,32 0,45
1,68 1,55 1,40 2,10
Таблица 5.4. Техническая характеристика газовой серы
Оренбургского ГПЗ
Массовая доля, % По ГОСТ 126—76 Фактические показатели
жидкая комовая
Сера, не менее 99,98 99,987 99,985
Зола, не более 0,02 0,005 0,006
Кислоты, в пересчете на серную кис- 0,003 0,0006 0,0007
лоту, не более Органические вещества, не более 0,01 0,007 0,008
Вода, ие более 0,02 0,01 0,009
Для получения стабильных факелов по мере снижения содер-
жания H2S в сырьевом газе в камеру сгорания в обход горе-
лок вводится поток кислого газа. Струи потоков обеспечивают
хорошее смешение сжигаемых газов с газом, подаваемым
в систему, минуя горелки. Размеры печи и скорость потоков
выбираются таким образом, чтобы обеспечить достаточное вре-
мя контакта для взаимодействия между компонентами обоих
газовых потоков. После камеры сгорания дальнейший ход про-
цесса аналогичен обычному процессу Клауса.
Во втором варианте сырьевой газ перед подачей на сгора-
ние подогревается за счет частичной рекуперации тепла газо-
вого потока, выходящего из камеры сгорания. В случае недо-
статочного предварительного подогрева для получения в камере
сгорания требуемой температуры в нее подают топливный газ.
Третий вариант предусматривает сжигание серы. Часть по-
тока сырьевого газа подается в камеру сгорания, предвари-
тельно смешиваясь с воздухом. Остальная часть кислого газа
вводится в камеру сгорания отдельными струями через обвод-
ные линии. Для поддержания необходимой температуры и ста-
билизации процесса в камере сгорания получаемую жидкую
серу дополнительно сжигают в специальной горелке, смонти-
рованной в КС. При недостаточности тепла в системе в КС по-
дается необходимое количество топливного газа.
В четвертом варианте в отличие от предыдущих вариантов
для процесса не требуется камера сгорания: кислый газ подо-
Таблица 5.5. Усредненные показатели вариантов переработки
малосернистого газа на установке Клауса
Доля капи- Себестои- Степень кои-
Варианты ний в себе- мость серы, версии H2S,
стоимость, % марки/т %
С применением кислорода 55—70 175—410 89,0—91,2
С предварительным подогревом 79—94 155—400 88,5-91,0
Со сжиганием серы 65—83 190- 540 76,6—86,6
С применением катализатора 81—92 122—194 94,4—94,6
141
300 400 500 Cs , марки,/ т
Рис. 5.6. Влияние цены кислорода у
на себестоимость серы Cs при раз-
личных концентрациях H2S в газе:
1 — содержание HsS в газе—16%; Т —
992 °C; 2—16%, 900 °C; 3 — 16%, 1100 °C;
4—12%, 900 °C; 5—12%, 1000 °C; 6 — 12%,
1100 °C; 7 — 8%, 1000 °C; 5 — 8%, 1100 °C
гревается в печи, затем подается в конвертор. Диоксид серы,
необходимый для каталитической конверсии, получают в ка-
мере сгорания серы, куда для обеспечения процесса горения
подают воздух. Диоксид серы из КС проходит котел-утилиза-
тор, затем смешивается с подогретым кислым газом и посту-
пает в каталитический конвертор.
Усредненные показатели рассмотренных вариантов устано-
вок Клауса производительностью по сере 100 т/ч даны
в табл. 5.5, а влияние ряда факторов на себестоимость серы —
на рис. 5.5 и 5.7.
Анализ данных табл. 5.5 и рис. 5.6 позволяет сделать сле-
дующие выводы:
применение процесса с предварительным подогревом сырье-
вого газа является предпочтительным при большой стоимости
кислорода;
использование кислородного процесса выгодно при цене
кислорода менее 0,1 марок 1 м3. При этом на себестоимость
серы благоприятно влияют также относительно низкие кон-
центрации H2S в кислом газе;
по себестоимости серы лучшие показатели имеет каталити-
ческий процесс с получением диоксида серы из серы;
самым дорогостоящим является процесс со сжиганием се-
ры. Этот процесс может быть применен при полном отсутствии
углеводородов в сырьевом газе, так как наличие углеводородов
Рис. 5.7. Зависимость себестоимости серы от содержания H2S в кислом га-
зе для различных процессов при 900 °C (7, 3, 5) и 1000 °C (2, 4, 6):
1, 2— с применением кислорода; 3, 4 — с предварительным подогревом; 5, 6 — со сжи-
ганием серы; 7 — с применением катализатора
Рис. 5.8. Влияние объема байпасированного газа на температуру в реак-
торе
142
в газе вызывает образова-
ние и отложение углерода и
смол на катализаторе, сни-
жает качество серы.
В работе [109] рассмот-
рена возможность усовер-
шенствования процесса Кла-
уса за счет двухстадийного
превращения H2S в эле-
ментную серу: часть газа
в реактор подается по
обычной схеме, а другая
часть байпасируется, т. е.,
Таблица 5.6. Основные характеристики
полимерной серы [108] отечественной
в соответствии с ТУ 6-23-7—82
I и II сорта и импортной
Массовая доля, % I II Импорт- ная
Серы, не менее 96,0 93,0 99,0
Серы, нераствори- мой В CS2 90,0 90,0 90,0
Кислоты (в пере- счете на серную), не более 0,9 0,9 0,015
Золы, не более 0,6 0,9 0,15
минуя реакционную печь,
подается на вторую ступень конверсии.
По такой схеме можно перерабатывать кислые газы при
концентрации в них сероводорода менее 50% (об.). Чем меньше
содержание H2S в сырье, тем большая часть его, минуя реак-
ционную камеру, подается в конверторную ступень.
Однако не следует увлекаться байпасированием большого
объема газа. Чем больше количество байпасированного газа,
тем выше температура в конверторе (рис. 5.8), что приводит
к увеличению количества оксидов азота и трехоксида серы
в продуктах сгорания. Последняя при гидролизе образует сер-
ную кислоту, которая снижает активность катализатора заснет
его сульфатации. Количество оксида азота и SO3 в газах осо-
бенно увеличивается при температурах свыше 1350 °C.
Во ВНИИГАЗе разработана также технология получения
полимерной серы [108]. Полимерная сера отличается от обыч-
ных модификаций серы высокой молекулярной массой. Кроме
того, она в отличие от обычной серы не растворяется в серо-
углероде. Последнее свойство служит основой при определении
состава полимерной серы, требования к качеству которой даны
в табл. 5.6.
Полимерная сера используется в основном в шинной про-
мышленности.
Очистка от сернистых соединений отходящих газов
установок производства серы
Суммарная степень конверсии сероводорода в элементную серу
на установках Клауса составляет 94'—96%. Следовательно,
часть H2S, а также другие серосодержащие соединения — диоксид
серы, сероуглерод, парообразная сера и т. д. остаются в отхо-
дящих газах установок производства серы. Отходящие газы
наряду с этим содержат также водяные пары, оксиды азота
и углерода и другие компоненты. Концентрация вредных при-
месей в отходящих газах значительно (на несколько порядков)
превышает их допустимое значение.
В настоящее время нет единых международных норм до-
143
пустимого содержания сернистых соединений в отходящих
газах. В СССР установлены следующие среднесуточные пре-
дельно допустимые концентрации вредных-' газов в атмосфере:
дисульфида серы 0,05, сероводорода — 0,008 мг/м3.
В разных штатах США установлены различные нормы:
в Делаваре — не более 0,20, в Техасе — 0,22, а в ряде штатов—
не более 0,025%. В Канаде степень конверсии H2S в элемент-
ную серу зависит от мощности установки:
Мощность, тыс. т/сут 0,09—0,2 0,2—0,5 0,5—1,0 1—2 >2
Степень конверсии, % 94 —95 95—96 96—97 97—98 98—99
Установление степени конверсии сероводорода ограничива-
ет как концентрацию сернистых соединений в выбросных га-
зах, так и общее количество вредных веществ, попадаемых
в окружающую среду.
Для снижения концентрации сернистых соединений в отхо-
дящих газах используют специальные установки на основе бо-
лее чем 20 процессов, из которых можно указать Сульфрен,
Скот, Бивон, Клин — Эйр, Уэлман — Лора, Лукас и др. [102,
103, 110—118].
Процессы очистки отходящих газов можно разделить ус-
ловно на три группы.
В I группу входят процессы, основанные на реакции Клау-
са — превращении H2S и SO2 в элементную серу.
Во II группу входят процессы на основе каталитической
гидрогенизации с превращением сернистых соединений в серо-
водород. Затем полученный газ очищается от H2S, газы реге-
нерации подаются на установку Клауса.
К III группе относятся те процессы, в которых отходящие
газы обрабатываются различными химическими реагентами
с целью извлечения из них сернистых соединений.
Для всех групп процессов общим является обеспечение кон-
центрации сернистых соединений в газе, выбрасываемых в ат-
мосферу, ниже допустимого уровня. Процессы очистки отходя-
щих газов должны быть эффективными в широком диапазоне
изменения состава газа.
Процесс Стротфорд. Этот процесс в зависимости от состава
кислых газов применяется самостоятельно или входит в состав
других установок очистки отходящих газов как отдельный тех-
нологический блок. В процессе из газа извлекается H2S с од-
новременным превращением в элементную серу.
В процессе Стротфорд используется щелочной раствор кар-
боната натрия, который реагирует с сероводородом, образуя
сернистый натрий
H2S -р Na2CO3 -> NaHS + NaHCO3. (5.13)
Гидросульфид натрия окисляется в серу ванадатом натрия то-
же в растворе
NaHS + NaHCO3 + 2NaVO3 -► S + Na2V2O5 + Na2CO3 + H2O. (5.14)
144
Затем ванадий при продувании воздуха окисляется до пятива-
лентного
Na2V2O5 + 0,5O2 --> 2NaVO3. (5.15).
Сера в виде мельчайших частиц флотируется пузырьками
воздуха и отводится в виде пены. Пена направляется в специ-
альные аппараты, где сера плавится и в виде жидкости пода-
ется на хранение.
Восстановление активности катализатора производится с по-
мощью кислорода воздуха в присутствии катализатора —
антрахинондисульфоната натрия.
Процесс Сульфрен. Разработан фирмами «Лурги аппарат
техник» (ФРГ), SNPA (Франция), основан на термокаталити-
ческом превращении H2S и SO2 в элементную серу при относи-
тельно низких температурах (130—150 °C) по реакциям
2H2S + SO2 2Н2О + 3/nSn + Q. (5.16>
2H2S 4- SO2 <—* 2Н2О + 3/8S8 + 147000 кДж/кмоль, (5.17)
где Q — теплота реакции (зависит от числа атомов в сере).
Указанные реакции протекают на катализаторе — активи-
рованном оксиде алюминия. (Первоначально в качестве такого
катализатора применяли активный уголь). При 130—150 °C
образовавшаяся сера осаждается в жидком виде на катали-
заторе и снижает его активность. Для восстановления активнос-
ти катализатора производится его периодическая регенерация:
оксид алюминия регенерируется при 310 qC, уголь — при 500 °C.
В качестве теплоносителя для нагрева используется водяной
пар или горячий отходящий газ, при регенерации угля — азот.
Кроме того, глинозем не образует необратимые соединения
с адсорбированной серой. Эти преимущества глинозема позволи-
ли снизить капитальные затраты на установку Сульфрен при-
мерно на 40% [НО].
Для повышения степени конверсии сернистых соединений
в серу при большем значении соотношения H2S : SO2 применя-
ют также двухступенчатый вариант процесса Сульфрен. В I сту-
пени обеспечивают глубокое превращение SO2 в серу, в резуль-
тате в газе остается в основном H2S. Затем остаточный газ
подают во II ступень, где в присутствии катализатора и воз-
духа сероводород окисляется до элементной серы.
На рис. 5.9 дана принципиальная технологическая схема
установки очистки отходящих газов процесса Сульфрен.
Установка включает в себя три шаровых реактора Р01, Р02, РОЗ. Каж-
дый реактор имеет две тарелки, на которые насыпается катализатор на ос-
нове активированного оксида алюминия. Причем катализатор на верхней
тарелке пропитывается сульфатом железа.
Реакторы работают периодически: два находятся в фазе адсорбции,
третий — в фазе регенерации. На стадии адсорбции катализатор поглощает
жидкую серу, полученную реакцией Клауса. При достижении определенной
концентрации серы на катализаторе реактор переключается на стадию реге-
нерации. Этот процесс осуществляется за счет нагрева катализатора да
10—864
145
325 °C нагретым очищенным газом. Газы регенерации, насыщенные парами
серы, поступают в конденсатор, где охлаждаются до температуры ниже
точки конденсации серы. Тепло, выделенное при охлаждении и конденса-
ции серы, используется для получения водяного пара низкого давления.
Сконденсированная сера через коагулятор отводится в сборник. Для
предотвращения уноса серы из коагулятора в виде капель в верхней его
части устанавливается отбойная сетка.
По окончании адсорбции реактор включается на регенерацию. При
этом предварительно другой реактор из режима регенерации и охлаждения
переводится в режим адсорбции. Регенерация производится нагретым до
310 °C газом, подаваемым в адсорбер сверху вниз.
При нагревании катализатора газом регенерации происходит повыше-
ние давления в системе за счет испарения десорбированной воды. За счет
сброса части водяных паров из системы в ней поддерживается постоянное
давление.
Нагрев катализатора длится 6 ч. Затем в реактор подается кислый
газ. Расход кислого газа пропорционален расходу газов регенерации и по-
дается для восстановления активности катализатора, который в присутст-
вии кислорода, поступающего с отходящими газами, может превратиться в
A12(SO4)3. Это соединение, реагируя с сероводородом при температуре
300 °C, вновь превращается в А12О3. Количество кислого газа регулируется
таким образом, чтобы после 2 ч его подачи концентрация H2S в системе
устанавливалась 10—15% (об.).
Согласно [103], стоимость установки Сульфрен составляет
около 50% от стоимости установки получения серы, хвостовые
газы которой перерабатываются в ней.
Основными недостатками процесса Сульфрен являются
большой расход катализатора и использование в нем специаль-
ного газа-восстановителя. Наряду с этим можно указать также
на следующие недостатки процесса:
периодичность процесса, которая обусловливает удвоение
основного оборудования;
основное оборудование и катализатор работают в перемен-
ном температурном поле, что предъявляет к ним дополнитель-
ные требования;
Рис. 5.9. Принципиальная технологическая схема установки очистки отходя-
щих газов по процессу Сульфрен:
А-1, А-2, А-3 — реакторы; П-1 — печь; ДК— дожимной компрессор; К — коагулятор: КУ —
котел-утилизатор; Z — отходящие газы; II — очищенный газ; III — пар; /V —вода; V —
-сера
146
Рис. 5.10. Принципиальная
технологическая схема уста-
новки очистки отходящих га-
зов по процессу Скот:
СМ — смеситель; Г — горелка; Р-1 —
реактор; К-1 — охладительная ко-'
лонна; К-2 — абсорбер; Х-1, Х-2 —
холодильники; БР — блок регенера-
ции; Н-1 — насос; / — хвостовые га-
зы; //—топливный газ; ///—воз-
дух; IV — вода; V — водяной пар;
V7 — очищенный газ; VII — насы-
щенный раствор амина; VIII— кис-
лый газ на установку Клауса; IX —
регенерированный раствор амина
эффективность процесса очень жестко связана с соотноше-
нием сероводорода и сернистого ангидрида. В случае, если это
соотношение отлично от двух, резко снижается эффективность
очистки хвостовых газов;
в процессе не достигается глубокая очистка газа от сероок-
сида углерода и сероуглерода.
Процесс Скот. Разработан в Нидерландах в 1977 г. Суть
процесса заключается в каталитической гидрогенизации всех
сернистых соединений в сероводород при температурах до
300 °C. Процесс ведут с использованием водорода или его смеси
с оксидом углерода. В качестве катализатора применяют оксид
алюминия, кобальт или молибден. После реактора газ охлаж-
дается и подается на установку очистки от сероводорода. Для
очистки газа от H2S фирма-разработчик использует водный
раствор диизопропаноламина (ДИПА), что объясняется его вы-
сокой селективностью в отношении сероводорода.
Принципиальная схема процесса Скот дана на рис. 5.10.
В подогревателе хвостовые газы нагревают до 300 °C. При отсутствии
газа-восстановителя печь работает в субстехиометрическом режиме с целью
образования газов-восстановителей (СО и Н2).
Отходящие газы и газы, образующиеся в горелке, поступают в смеси-
тельную камеру, а оттуда в реактор, где сернистый ангидрид, серооксид уг-
лерода, сероуглерод и пары серы восстанавливаются до сероводорода. Газы,
выходящие из реактора восстановления, охлаждают в котле-утилизаторе и
направляют в абсорбер.
В абсорбере из газа извлекается большая часть сероводорода. Из верха
абсорбера отходящий газ подается в термоокислительный реактор, где
H2S превращается в диоксид серы, затем газ выбрасывается в атмосферу.
Выделенный в отпарной колонне из насыщенного абсорбента H2S возвраща-
ется на установку Клауса для получения серы.
Вспенивание в отпарной колонне подавляется применением антипенной
присадки «Дау Корпинг Кью».
Концентрация H2S в выбросных газах составляет около 0,04% (об.).
Процесс Французского института нефти. Для очистки хвосто-
вых газов Французским институтом нефти (ФИН) разработан
ряд процессов, протекающих в присутствии катализатора,
растворенного в жидком поглотителе. Наибольшее применение
из них нашел процесс ФИН-1, где взаимодействие сероводоро-
да с диоксидом серы происходит в среде полиэтиленгликоля
(ПЭГ). В качестве катализатора в процессе используются соли
10'
147
.натрия и калия и бензойной кислоты. Полиэтиленгликоль
растворяет сероводород и диоксид серы, но в отношении серы
является нейтральным.
Каталитическое окисление сероводорода сернистым ангидри-
дом в серу в жидкой фазе протекает по реакции
2H2S + SO2 --> 3S + 2Н2О + Q. (5.1
В работе [111] приведена необходимая степень конверсии
H2S и SO2 в серу в зависимости от их общего количества в от-
ходящих газах установок Клауса:
Концентрация H2S+SO2, % (моль.) до 0,8 0,8—1,5 1,5
Степень конверсии, % 80 90 95
Максимальная степень конверсии при прочих равных условиях
достигается при соотношении H2S к SO2, равном 1,9—2,1, кото-
рое обеспечивается за счет регулирования режима установки
производства серы.
В табл. 5.7 приведены показатели различных схем совмест-
ной работы установок Клауса и ФИН производительностью по
сере 203 т/сут. Из рассмотренных вариантов наименьших капи-
таловложений требует вариант, включающий по одной ступени
процессов Клауса и ФИН. Температура процесса на порядок
ниже, чем в печах установки Клауса. В связи с этим этот про-
цесс в технической литературе именуется как низкотемператур-
ный.
Процесс Бивон (BSRP). Относится к двухстадийным про-
цессам (рис. 5.11). На первой стадии основные соединения
серы (SO2, Sx, COS, CS2) превращаются в сероводород. Для
этого исходный газ подогревают за счет смешения с горячими
дымовыми газами. Затем при недостатке воздуха смесь сжи-
гают. Нехватка кислорода в системе обеспечивает образование
Н2 и СО2 в количествах, достаточных для превращения сернис-
тых соединений в сероводород за счет гидрирования и гидро-
лиза. Процесс протекает при 290—400 °C в присутствии ката-
лизатора. Гидрированный газ охлаждается и поступает на
вторую стадию процесса. Здесь сначала газ в скруббере Венту-
ри контактирует с раствором Стретфорда, затем газожидкост-
Таблица 5-7. Сравнение трех вариантов совместной работы процессов
Клауса и ФИН [111] (I —Горелка+3 реактора+ФИН; II — Горелка+
4-2 реактора+ФИН; III — Горелка+1 реактор+ФИН)
Варианты Степень конверсии сероводорода, % Капиталовложения, млн. долл.
Установки В целом Установки В целом
Клауса ФИН Клауса ФИН
I 96,8 80 99,3 2,50 0,40 2,90
II 94,4 90 99,44 2,08 0,44 2,52
III 86,1 95 99,36 1,67 0,48 2,15
148
п ш
Рис. 5.11. Принципиальная технологическая схема установки очистки отхо-
дящих газов по процессу Бивон:
СМ — смеситель; Р-1 — реактор гидрирования; Р-2 — парогенератор; К-1 — охладительная
колонна; СВ — скруббер Вентури; К-2 — абсорбер; Р-3 — окислительная емкость (реак-
тор); Е-1 — буферная емкость; Е-2 — сборник; Е-3 — отделитель серы; Х-1 — холодиль-
ник; БП — блок для промывки и отделения серы; Н-1, Н-2, Н-3 — насосы; 1 — хвостовые
газы; II — топливный газ; III — воздух; /К —вода; V — водяной пар; VI — очищенный
газ; VII — воздух; VIII — отработанный воздух; IX— регенерированный абсорбент; Л' —
промывная вода; XI — сера
ная смесь поступает в абсорбер, загруженный неподвижным
слоем катализатора. В противоток газу с верха подается аб-
сорбент. На выходе из абсорбера общая концентрация сернис-
тых соединений в газе не превышает 0,01%.
Насыщенный раствор с низа абсорбера отводится в окисли-
тельную емкость, где регенерируется, контактируя с возду-
хом. При этом H2S окисляется в элементную серу. Одновремен-
но воздух играет роль флотирующего агента для выделения
элементной серы. Осадок элементной серы из емкости под дей-
ствием силы тяжести перетекает в отстойник.
В США, Японии и капиталистических странах Европы дей-
ствуют более 60 установок такого типа.
Разновидностью процесса «Бивон» является процесс БСР —
Селектокс [19], первая ступень которого идентична процессу
Бивон. На второй ступени вместо установки «Стретфорд» при-
меняют каталитические реакторы. Используемый катализатор
Селектокс имеет высокую избирательность к сероводороду и
обеспечивает проведение процесса при более низких темпера-
турах.
На первой ступени процесса происходит обеспечение газа
необходимым количеством водорода и оксида углерода для
гидрогенизации SO2 и серы до сероводорода. Процесс ведется
при недостатке воздуха (~90% от требующегося по реакции).
Смесь газов подается в реактор-гидрогенизатор, где основ-
ная часть серы и сернистых соединений превращается в серо-
149
та
компаниями «Ральф М. Персона» и
предназначен для очистки отходящих
Рис. 5.12. Принципиальная
схема комбинированного про-
цесса ЮКАП:
П-1 — подогреватель; Р-1 — катали-
тический конвертор; Х-1—конден-
сатор серы; Р-2 —реактор окисле-
ния; КУ — котел-утилизатор; К-1 —
колонна предварительной очистки;
К-2 — абсорбер; К-3 — регенератор;
Ф — ионитные фильтры; Х-1, Х-2,
Х-3 — холодильники; Т-1 — рекупе-
ративный теплообменник; И-1 — ис-
паритель; Н-1 — насос; I — сырье-
вой газ; II — пар высокого давле-
ния; III — циркулирующий серни-
стый ангидрид; IV — котельная во-
да; V*—сера; VI — пар низкого дав-
ления; VII — воздух; VIII — топ-
ливный газ; /Л' — вода; X — очищен-
ный газ; XI — насыщенный абсор-
бент; XII— NaOH; XIII — соли
водород. В качестве ка-
тализатора использует-
ся кобальтмолибденовая
смесь.
Конверсия остаточно-
го количества сернистых
соединений в H2S произ-
водится в реакторе вто-
рой ступени.
Процесс разработан
«Юнион Ойл» (США) и
газов, содержащих не ме-
нее 2и/о сероводорода.
Процесс ЮКАП. Разработан компанией «Юнион Карбайд»
(США). Процесс обеспечивает тонкую очистку газа от SO?
в широком диапазоне расходов и состава сырьевого газа.
Для очистки газа используется триэтаноламинсульфит
(ТЭАС), который имеет высокую избирательность по диоксиду
серы в присутствии диоксида углерода.
Выделяющийся диоксид серы поступает в блок Клауса.
После блока Клауса дымовые газы поступают в блок ЮКАП,
где сначала в реакторе предварительной очистки охлаждаются
до 40 °C. При этом значительная часть диоксида серы конден-
сируется и в виде разбавленной кислоты отводится в блок
очистки (рис. 5.12).
В реакторе блока за счет кислорода воздуха происходит
полное окисление всех углеводородов в диоксид углерода,
а всех соединений серы (сероводород, несконденсировавшаяся
сера, серооксид углерода и т. д.) — в диоксид серы. Темпера-
тура в реакторе выбирается достаточно высокой, чтобы пред-
отвратить избыточное окисление в диоксид серы, но в то же
время, чтобы не образовались оксиды азота.
Газовая фаза с верха колонны К-1 поступает в абсорбер
К-2, где подвергается очистке от SO2 80% ,(масс.) раствором
150
ТЭАС в воде. Остаточное содержание SO2 в очищенном газе,
отводимом с верха колонны К-2, составляет не более 250 мл/м3.
Насыщенный раствор через рекуперативный теплообменник
Т-1 подается в вакуумную колонну К-3, которая работает под
остаточным давлением 0,006—0,027 МПа.
Небольшая часть диоксида серы в блоке ЮКАП превраща-
ется в термостойкие соли — сульфаты, тиосульфаты и тионаты.
Эти соли при десорбции не полностью выделяются из раство-
ра. С целью предотвращения их накопления в растворе ТЭАС
часть абсорбента подается на ионитовые фильтры (гидроксиль-
ные катиониты). Очищенный раствор ТЭАС возвращают в по-
ток регенерированного абсорбента. После насыщения ионитные
фильтры промывают водой и регенерируют гидроксидом на-
трия.
В работе [116] приведены технико-экономические показате-
ли комбинированной установки «ЮКАП»:
Расход газа, тыс. м3/ч...............................144
Содержание H2S в сырьевом газе, % (мол.) ... 6
Капиталовложения на установку (±25%), тыс. долл.:
оборудование с монтажом........................ 28200
первоначальная загрузка растворителей . . . 2400
Годовые эксплуатационные затраты (345 сут), тыс.
долл.............................................. 24540
Себестоимость очистки газа, долл./ЮОО м3 . . . . 20,4
Себестоимость серы, долл./т..........................238
Процесс Сальфинт. Этот процесс может применяться для
очистки технологических и сбросных газов с малым содержа-
нием H2S (до 30 г/м3).
Очистка газа от сероводорода в процессе Сальфинт основан
на окислении H2S в серу в жидкой среде, содержащей трехва-
лентное соединение железа хелатного типа.
В 1984 г. в ЧССР введена установка для очистки отходя-
щих газов. Мощность установки 18 т/сут по сере [118]. Пока-
затели установки приведены ниже:
Количество очищаемого газа, м3/ч................... 40000
Содержание H2S в исходном газе, г/м3.................. 20
Степень очистки газа, %............................... 99,9
Выход серы, т/сут..................................... 18
Температура процесса, °C...........................20—40
Расход в час:
электроэнергии, кВт-ч............................1500
пара, т............................................ 1,2
промывной жидкости, м3............................. 0,1
Количество сточных вод, содержащих сульфаты, щело-
чи и соли, м3/ч....................................... 10
Содержание серы в стоках, кг/ч........................ 50
Основным аппаратом установки является реактор, снабжен-
ный трубкой Вентури. Для обеспечения хорошего перемешива-
ния и, следовательно, массообмена между фазами требуется
подача жидкости в виде мелких капель. Использование для
151
Рис. 5.13. Принципиальная
схема установки очистки газа
процессом Салфинт:
ТВ — трубка Вентури; Р-1 — реак-
тор; Р-2 — регенератор; 0-1 — от-
стойник; 0-2 — сгуститель; 0-3 —
аппарат обратного осмоса; Д-1 —
автоклав; ГД — газодувка; ф —
фильтр-каплеотбойник; Н-1, Н-2^
Н-3 —насосы; I — сырьевой газ;
11 — очищенный газ; 111 — регене-
рированный поглотитель; 1V — от-
работанный воздух; V—воздух;
VI — суспензия серы; VII, XI, X1I —
отработанная вода; V1H — сера на
хранение; IX — водяной пар; X —
смесь воды и серы; Х111 — остатки
поглотителя
этой цели форсунок снижает надежность работы установки, так
как эти устройства часто забиваются. Газ и промывная жид-
кость по отдельным трубопроводам через ТВ подаются в реак-
тор Р-1 (рис. 5.13). Скорость газа в ТВ составляет 5—20 м/с.
В ТВ и реакторе сероводород окисляется до элементной .серы,
а Fe+3 — хелатный компонент, содержащийся в промывной
жидкости, восстанавливается до Fe+2. Очищенный газ через
фильтр-каплеотбойник выводится из аппарата, а жидкая фаза
поступает в реактор Р-2.
В низ аппарата подается воздух. За счет кислорода воздуха
Fe+2 окисляется в Fe+3. При перемешивании жидкой фазы воз-
духом происходит также ускорение коагуляции серы, диаметр
ее частиц увеличивается от 10 мкм до 1—2 мм. Сера осажда-
ется в отстойнике 0-1.
Регенерированная жидкость возвращается в реактор Р-1.
Смесь серы и воды в виде суспензии поступает в сгуститель
0-2. Водная фаза с верха сгустителя подается в аппарат обрат-
ного осмоса 0-3. Серосодержащая фракция после аппарата
0-3 возвращается в регенератор.
Сера, выделенная в сгустителе, содержит до 30% воды.
После расплавления в автоклаве смесь подается в сборник,
где производится выделение серы из смеси путем промывки во-
дой с последующим плавлением в автоклаве при 130 °C. Расход
воды составляет до 10 м3 на 1 кг извлекаемой серы.
Поглотитель должен быть щелочным с pH = 7—9. При зна-
чениях pH выше 10 из жидкой фазы осаждается ре(ОН)з, при
рН<5 комплекс разрушается.
Процесс окисления H2S в серу протекает очень быстро, в те-
чение 0,05 с степень конверсии сероводорода достигает 95%.
В то же время окисление поглотителя, т. е. его регенерация,
происходит очень медленно, для этого требуется 0,5—1 ч. Вре-
152
мя, необходимое для окисления, может определяться по фор-
муле
т= 9,92(14-рН)
6О(О,2-Х)°>71
где pH — показатель водорода поглотителя; X — количество H2S в погло-
тителе, моль/м3.
Количество воздуха, необходимое для подачи в регенератор,
зависит наряду с другими факторами также и от высоты ре-
генератора: чем выше высота регенератора, тем меньше требу-
ется кислорода для регенерации поглотителя. Согласно данным
,[118], при высоте аппарата 4 м кислород воздуха используется
на 10%. В этом случае количество воздуха составляет 15 м3 на
1 кг сероводорода.
К преимуществам процесса можно отнести нетоксичность
и высокую селективность поглотителя, высокую скорость окис-
ления сероводорода. Практически достигается полная очистка
газа от сероводорода.
В качестве недостатков процесса можно указать на его низ-
кую эффективность при наличии в газе CS2, GOS и тиолов. Эти
компоненты частично поглощаются раствором, но не окисляют-
ся до серы. Поэтому воздух, выходящий из " реактора Р-1, со-
держит эти соединения, что вызывает дополнительные труд-
ности.
В поглотителе накапливаются побочные продукты, в част-
ности, сульфаты. Для выделения последних применяют аппарат
осмоса, через который проходит также часть хелатного комплек-
са, что увеличивает его потери. Недостатком процесса является
также то, что при низких концентрациях серы в суспензии (до
5%) выделение серы из нее в качестве товарного продукта
экономически невыгодно.
Глава 6
Переработка газов
низкотемпературной конденсацией
Общие вопросы низкотемпературной
переработки газа
В настоящее время наряду с увеличением добычи природного
и нефтяного газов большое значение придается также комп-
лексному использованию их ресурсов. Использование этана,
пропана, бутанов и более тяжелых углеводородов (Сб+), а так-
же водорода и гелия в других подотраслях народного хозяйст-
ва обеспечивают быструю окупаемость затрат на строительство
153
установок комплексной подготовки нефти и газа и газоперера-
батывающих заводов.
Выбор способа и технологии переработки сырья зависит от
давления, температуры и состава газа, климатических и поч-
венных условий районов добычи и транспортирования нефти
и газа, требований потребителей к их качеству и т. д.
До середины шестидесятых годов в основе технологических
процессов извлечения целевых компонентов из газа лежали
абсорбционные процессы при обычных и низких температурах.
Эти процессы обеспечивали глубину извлечения пропана из га-
за до 90%. Повышение потребности в этане, связанное с ростом
цен на нефтепродукты, обусловило его производство из при-
родных и нефтяных газов и привело к разработке ряда новых
низкотемпературных технологических схем для глубокого из-
влечения пропана и этана из газа.
Наиболее разнообразные технические решения при низко-
температурной переработке газов применены в газоперерабаты-
вающей промышленности США [2, 119—128].
В соответствии с данными табл. 6.1, для достижения степе-
ни извлечения этана 60% и выше необходимо снизить темпе-
ратуру процессов переработки газа до минус 80 °C и ниже.
Для этой цели чаще всего применяют криогенные процессы
с каскадным холодильным циклом и установки с турбодетан-
дерными агрегатами. Число установок низкотемпературной кон-
денсации с турбодетандерным агрегатом среди вновь проекти-
руемых заводов преобладает над другими типами установок.
В зарубежной и отечественной литературе описаны преиму-
щества тех или иных процессов низкотемпературной переработ-
ки газа. При выборе схем переработки в каждом конкретном
случае должны быть выполнены подробные технико-экономи-
ческие расчеты с учетом количества и состава газа, требований
потребителей получаемой продукции, возможности работы дли-
тельный период на проектной мощности, наличия оборудования
Таблица 6.1. Предпочтительные области применения разных процессов
абсорбции [119]
Процессы т, °с Степень извлечения, %
С2Н6 с3н8 СЩю
Низкотемпературная абсорбция —40 30—40 90 97
НТК с пропановым холодильным циклом —40 35—40 90 97
НТК с пропанэтановым холодильным циклом —80 60—80 95 99
Турбодетандерный процесс с пропа- новым холодильным циклом —80 И—90 60—70 95 99
Турбодетандерный процесс с пропан- этиленовым холодильным циклом — 120 85 95 99
154
Таблица 6.2. Показатели процессов низкотемпературной переработки
газа [127]
Показатели ЦТА ТДУ ТДУ
Степень извлечения С3Н8, % 85 85 92,5
Температура процесса, °C —4 —77 —96
Давление сырьевого газа, МПа 7,6 7,6 7,6
Перепад давлений, МПа 0,2* 4,8 5,6
Расход топливного газа, млн. ккал 214 140 161
Расход охлаждающей воды, м3/мин 230 163 185
Расход пара, т/ч 170 138 163
Расход электроэнергии, кВт 3600 2820 2830
Оценка экспертная.
и т. д. Поэтому отдать предпочтение тому или другому процес-
су в общем виде довольно трудно.
В табл. 6.2 приведены показатели установки НТА и турбо-
цетандерных установок, работающих на разных температурных
уровнях. Данные получены при переработке 7 млн. м3 газа
в сутки следующего состава: N2—0,23; СО2—0,75; СН4—86,70;
С2Н6—6,40; С3Н8—3,42; С4Н10—1,48; С5Н12—0,40% (мол.).
Для обеспечения одинаковой степени извлечения пропана
потребовалось снизить давление на турбодетандерной установ-
ке на 4,9 МПа при охлаждении газа до —77 *С. Охлаждение
газа дополнительно на 19°C (с —77 до —96°C) связано со
снижением его давления с 2,8 до 2 МПа. Большие перепады
давления обусловливают повышенный расход энергии на дожа-
тие газа для подачи в магистральный газопровод. В абсорбци-
онной установке в данном случае расходы топливного газа,
водяного пара и электроэнергии оказались выше.
В настоящее время прогресс в технологии переработки газа
связан с разработкой и внедрением схем и оборудования для
выделения из газа этана. Эти процессы являются энергоемкими
и требуют больших капиталовложений. Их рентабельность за-
висит от таких факторов, как содержание этана в сырьевом
газе, расстояние до потребителя этана, мощности установок
и возможности их эксплуатации длительное время на проект-
ной мощности и т. д.
В табл. 6.3 приведены показатели переработки
3 млрд. м3/год газа в целях извлечения из него этана (60% от
потенциального содержания в сырье) при различном содержа-
нии этана в исходном газе [129].
Согласно данным табл. 6.3, переработка газа с содержани-
ем этана 2% неэффективна. С увеличением содержания
этана в газе рентабельность переработки возрастает.
В нефтегазовой промышленности нормативная (среднеот-
раслевая) рентабельность принята 15%, она достигается при
содержании этана в газе 7,2% (мол.). При комплексной пере-
155
Таблица 6.3. Влияние состава газа на рентабельность его переработки
Показатели Содержание этана в исходном газе, % (мол )
2 4 6 8 10
Капитальные вложения, млн. руб. 13,2 15,0 16,7 18,6 19,1 Производство этана, тыс т 48,3 96,6 144,9 183,2 242,0 Эксплуатационные затраты, млн руб/год 2,67 3,13 3,68 4,1 4,5 Товарная продукция в оптовых ценах, млн. 1,83 3,66 5,49 7,32 9,15 Руб/год Рентабельность, % — 3,6 9,9 16,4 23,0
работке газа с получением двух и более продуктов эффектив-
ность обработки сырья возрастает и нормативная отраслевая
рентабельность достигается при более низком содержании этана
в газе.
Подготовка газа к низкотемпературной переработке
Как было указано, перед подачей газа на низкотемпературную
переработку необходимо извлекать из него кислые компоненты
и влагу. В настоящее время нет норм на содержание воды и
кислых компонентов в газе, подаваемом на низкотемпературную
переработку для извлечения из него этана и пропана.
Глубину очистки газа от кислых компонентов устанавлива-
ют, исходя из следующих соображений:
сернистые соединения должны быть удалены из газа пред-
варительно для предотвращения коррозии аппаратов и получе-
ния продукции требуемого качества; при этом отпадает необ-
ходимость изготовления аппаратов установки в антикоррозион-
ном исполнении;
при переработке сернистого сырья требуется очистка товар-
ных продуктов, что обусловливает строительство нескольких
установок для их очистки от сернистых соединений. Очистка
товарных фракций значительно повысит энерго- и металлоем-
кость установки и эксплуатационные расходы;
если перерабатываемый газ содержит диоксид углерода, то
его следует извлекать, чтобы исключить образование пробок
твердого СО2 при охлаждении газа.
Еще более строгие требования к газу предъявляют при его
ожижении. В США в схемах ожижения газа сероводород, тио-
лы и серооксид углерода извлекаются из газа до их остаточ-
ного содержания 4-10~4%. Содержание диоксида углерода
в очищенном газе не должно превышать 0,009%, влаги —
1-10-4% (об.).
При выборе способа осушки необходимо учесть, что при
недостаточно глубоком извлечении влаги из газа образуются
гидраты и ледяные пробки в отдельных узлах низкотемпера-
турных установок, что вызывает их простои. Процесс осушки
156
газа можно осуществлять как на отдельных установках (аб-
сорбционных и адсорбционных), так и в цикле охлаждения га-
за. В последнем случае перед низкотемпературными теплооб-
менниками в поток газа впрыскивают ингибитор гидратообразо-
вания (метанол, гликоли).
В ряде случаев применение абсорбционного способа осушки
газа целесообразно в сочетании с адсорбционным. При этом
на I ступени осуществляется осушка газа до точки росы (минус
30—35°C) с использованием ди- и триэтиленгликоля, а на
II ступени газ осушается на абсорбционных установках до точ-
ки росы (минус 70 °C и ниже).
Подробная характеристика абсорбентов и адсорбентов, при-
меняемых в газовой промышленности для осушки газа, дана
в специальных работах.
В работе [131] приведено сравнение капитальных и эксплу-
атационных затрат двух вариантов обеспечения безгидратной
работы установки НТК — с подачей метанола и предваритель-
ной адсорбционной осушкой газа. Исходное содержание водя-
ных паров в газе было 64 и 368 г/1000 м3. Предусматривалась
осушка газа до остаточного влагосодержания 36 г/1000 м3.
На основании расчетов были сделаны следующие выводы:
предупреждение гидратообразования на установке НТК
с применением метанола для газа с низким содержанием воды
(64 г/1000 м3) требует меньших капитальных и эксплуатацион-
ных затрат, чем при адсорбционном процессе осушки газа;
при переработке газа с высоким содержанием воды
(368 г/1000 м3) использование метанола дает экономию в капи-
тальных затратах, эксплуатационные затраты для обеих систем
примерно равнозначны.
Одним из важных вопросов проектирования установок НТК
является определение равновесного влагосодержания газа. Для
этой цели применяют графические и аналитические методы.
В области низких температур предпочтительны аналитические
методы, из которых наиболее точным является уравнение
Р. Ф. Бюкачека.
где Ь — влагосодержание газа; Р — давление газа, МПа; А — влагоемкость
идеального газа при атмосферном давлении, г/м3. Коэффициент В численна
показывает разницу влагосодержаний реального и идеального газов. Значе-
ния коэффициентов А и В в зависимости от температуры даны в табл 6 4.
Как видно из уравнения (6.1), между давлением газа и его
равновесной влагоемкостью имеется обратная зависимость.
Следовательно, процессы дожатая газа при постоянной темпе-
ратуре будут сопровождаться конденсацией водяных паров, и
наоборот, снижение давления при постоянной температуре при-
ведет к недонасыщению газа.
157
Таблица 6.4. Значение коэффициентов А и Б
Т, °C А В Т, °C А В
—40 0,1451 0,00347 34 40,50 0,2070
—38 0,1780 0,00402 36 45,20 0,2240
—36 0,2189 0,00465 38 50,80 0,2425
—34 0,2670 0,00538 40 56,25 0,2630
—32 0,3235 0,00623 42 62,70 0,2850
—30 0,3910 0,00710 44 69,25 0,3100
—28 0,4715 0,00806 46 76,70 0,3350
—26 0,5660 0,00921 48 85,20 0,3630
-24 0,6775 0,01043 50 94,00 0,3910
—22 0,8090 0,01168 52 103,50 0,4220
—20 0,9600 0,01340 54 114,00 0,4540
— 18 1,1440 0,01510 56 126,00 0,4870
-16 1,3500 0,01750 58 138,00 0,5210
— 14 1,5900 0,01927 60 152,00 0,5620
— 12 1,8680 0,02155 62 166,50 0,5990
— 10 2,1880 0,02290 64 183,30 0,6450
—8 2,5500 0,02710 66 200,50 0,6910
—6 2,9900 0,03035 68 219,00 0,7410
—4 3,4800 0,03380 70 238,50 0,7930
—2 4,0300 0,03770 72 260,00 0,8410
0 4,6700 0,04180 74 283,00 0,9020
2 5,4000 0,04640 76 306,00 0,9650
4 6,2250 0,05150 78 335,00 1,0230
6 7,1500 0,05710 80 363,00 1,0830
8 8,2000 0,06300 82 394,00 1,1480
10 9,3900 0,06960 84 427,00 1,2050
12 10,7200 0,07670 86 462,00 1,2500
14 12,3900 0,08550 88 501,00 1,2900
16 13,9400 0,09300 90 537,50 1,3270
18 15,7500 0,10200 92 582,50 1,3650
20 17,8700 0,11200 94 624,00 1,4050
22 20,1500 0,12270 96 672,00 1,4450
24 22,8000 0,13430 98 725,00 1,4870
26 25,5000 0,14630 100 776,00 1,5300
28 28,7000 0,15950 ПО 1093,00 2,6200
30 32,3000 0,17400 120 1520,00 3,4100
32 36,1000 0,18950 130 2080,00 4,3900
Графические методы определения влагосодержания газа и
влияние на его значения плотности газа и наличия в системе
минеральных (растворенных в воде) солей подробно рассмот-
рены в работах [3, 62].
Установки низкотемпературной сепарации,
работающие за счет изоэнтальпийного
расширения газа
В начальный период эксплуатации газоконденсатных место-
рождений, давление сырья на входе в установки комплексной
подготовки газа (УКПГ) как правило значительно больше, чем
давление, при котором необходимо газ подавать в магистраль-
ный газопровод.
158
Избыточное давление газа позволяет за счет расширения га-
за получить низкие температуры, т. е. охлаждать газ. Этот про-
цесс можно осуществить изоэнтальпийно — с использованием
дроссельных устройств и изоэнтропийно — с применением тур-
бодетандеров.
Температура газа после расширения определяется методом
последовательных приближений.
Определяют энтальпию газа Jo в начальных условиях
(Ро, То). Затем задаются значением температуры и при давле-
нии (давление после расширения) определяют значение Jk-
Температура, при которой соблюдается условие J0 = Jk, соответ-
ствует температуре газа после изоэнтальпийного расширения.
В случае изоэнтропийного расширения газа расчет ведется
аналогичным образом, лишь с той разницей, что определяют
энтропию s.
Для расчета энтальпии и энтропии природных газов широ-
кое применение получил метод Редлиха — Квонга, модифициро-
ванный С. Д. Барсуком (метод РДБ). Этот метод применим
для углеводородных газов, содержащих азот, диоксид углеро-
да, сероводород и гелий [И].
Энтальпию (7) по методу РКБ определяют по уравнениям
п
^см — Jt^yi (2 0 —
1=1
-НУ yt\Bi + 2Ct( - 1)1) Х1п(1 + —) , (6.2)
L V Т /]) \ z J
Всм = S^cm -р Rr In (1 -р j -р R In | — ), (6.3)
\ 2 / \ R /
где 7см и Scm — энтальпия и энтропия смеси, соответственно; 1° — энтальпия
г-го компонента в идеальном состоянии; S°CM — энтропия смеси в идеаль-
ном состоянии; Т — температура системы, К; yt—мольная концентрация
компонента в смеси; R — газовая постоянная; z— коэффициент сжимаемо-
сти; Bi, Ci — коэффициенты, значения которых для С02, H2S и углеводо-
родов Ci— Сю даны в табл. 6.5.
Коэффициент пг определяется по уравнению
0.0867Р 2 Ткр/Ркр
m = -------- кр/ КР , (6 4>
где Др и Др — критические параметры компонентов; Р — общее давление
в системе.
Коэффициент г определяют по формуле
г=2сг[4,934- Bi (6,5)
Энтальпию чистых компонентов определяют по уравнению
Т Т2 Т3 Ть Тв
Jl — юо + Ю02 +4 юоз + юо<+л loo®+л юов ’ ^6’6^
159-
Таблица 6.5. Значения коэффициентов В, и С;
Компоненты В С Компоненты В С
Азот 7,66 0,30 н-Гексан 10,0 1,4
Метан 7,50 0,35 н-Гептан 10,5 1,3
Этан 8,20 0,70 н-Октан 11,0 1,4
Пропан 8,82 0,50 н-Нонан 11,2 1,4
Изобутан 8,80 1,0 н-Декан 11,6 1,4
н-Бутан 8,90 1,0 со2 9,8 0,3
Изопентан 9,4 1,25 H2S 8,3 0,8
«-Пентан 9,5 1,25
Значения коэффициентов Ai—Ле даны в табл. 6.6.
Энтропию компонентов в идеальном состоянии определяют
по уравнению
Хг° = 0,01 ЛДпТД
242(Т- 1)
100
3 Т2 1
2 1002
3 Ai ЮО3 4 Ад 100* + 5 Ав 1005
(6.7)
Энтропия смеси определяется по правилу аддитивности
5СМ = 2 St^xi + 2 S^yi , (6.8)
где +ж и S;r — энтропия 1-го компонента; Xi и yi — мольная доля г-го ком-
понента в жидкой и газовой фазах, соответственно.
Для углеводородных фракций или индивидуальных углево-
дородов тяжелее декана при известном значении их темпера-
туры кипения значения ТКр, Рк? и коэффициентов А, В, С, вхо-
дящих в уравнения (6.2), (6.5) — (6.7), определяются по урав-
нениям:
Ткр = 63,944+ 148,417 -^5 —5,455 (6.9)
100 \ 100 / v
Ркр = 79,584— 18,276 -^2?+1,187 f-^sY, (6.10)
р юо у юо ) ' ’
лг= 4,96—0,0287 ^225 +0,00795 f^sY, (6.11)
100 ( 100 / v
== 6,897 + 0,556 -Гк2п - + 0,09135 ( (6 д2)
100 т \ 100 ) ’
Ci= —0,02 +0,33 . (6.13)
При составлении материального баланса системы молеку-
лярные массы нормальных углеводородов парафинового ряда
(тяжелее Сю) определяются по уравнению
Т f т \г
Mi — 63,365 — 29,788—— i ю,552—222- . (6.14)
100 { 100 / ' ’
160
Таблица 6.6. Значения коэффициентов Ai—А6
Компонент А!
Азот 696,4240
Метан 832,5838
Этан 834,4148
Пропан 747,6758
Изобутан 918,6402
н-Бутан 918,6402
Изопентан 1125,8500
н-Пентан 1125,8500
н-Гексан 1257,6060
н-Гептан 1349,2500
н-Октан 1513,1110
н-Нонан 1677,6660
н-Декан 1799,4750
СО2 718,3000
H2S 680,6000
As As A* As As
—0,1250806 —0,6202299 0,1882407 —0,0130837 0,0002922
—32,21839 8,34748 0 0 0
—50,73926 42,38703 —4,475561 0,2133584 —0,0039638
54,58094 43,12740 —5,07740 0,2514217 —0,00477
109,7458 49,68894 —6,26652 0,3147684 —0,0060
109,7458 49,68894 —6,26652 0,3147684 —0,0060
135,7013 59,75617 —7,185797 0,3649476 —0,0070
135,7013 59,75617 —7,185797 0,3649476 —0,0070
183,095 69,43283 —8,740665 0,4452560 —0,0086
232,769 73,62374 —9,448433 0,483920 —0,00939
303,0295 76,88945 —9,400066 0,439200 —0,0111
335,1481 92,05947 — 12,074470 0,624000 —0,0122
399,8985 95,56796 — 12,646240 0,649000 —0,0125
32,2 0 0 0 0
20,0 0 0 0 0
Таблица 6.7. Степень конденсации компонентов (а) в зависимости
от температуры (Р=3,5 МПа)
Компоненты Состав сырья, % (мол.) а при Т, °C
0 — 10 —20 -30 —40
Метан 67,75 0,20 0,8 2,7 7,0 14
Этан 27,993 1,0 4,0 13,0 31,0 51
Пропан 4,20 3,0 12,0 34,0 61,0 79
Бутан 0,90 9,0 30,0 63,0 84,0 93
Пентан 0,27 22,0 55,0 83,0 94 98
Гексан 0,10 47,0 81,0 95,0 98 99
Гептан 0,042 71,0 92,0 98,0 99 100
Октан 0,011 89,0 97,0 99,0 100,0 100
Нонан 0,030 96,0 99,0 100,0 100,0 100
Декан 0,004 97,5 100,0 100,0 100,0 100
Диоксид углерода 0,70 4,0 4,80 6,1 15 30
В уравнениях (6.9) — (6.14) — это температура кипе-
ния соответствующего углеводорода.
В газовой промышленности установки обработки газа в ус-
ловиях промысла, где для получения холода используется изо-
энтальпийное расширение газа, принято называть установками
низкотемпературной сепарации (УНТС).
Установки НТС включают в себя сепараторы, разделители
и рекуперативные теплообменники. Газ со скважин поступает
в сепаратор I ступени (рис. 6.1), где от него отделяются меха-
нические примеси и капельная жидкость. Последняя представ-
ляет собой смесь жидких углеводородов, воды и ингибитора
гидратообразования. Отсепарированный газ поступает в реку-
перативный теплообменник Т-1, где охлаждается газом, отво-
димым с верха сепаратора второй ступени 'С-2. Затем газ через
дроссельное устройство поступает в сепаратор II ступени.
При наличии достаточно большого избыточного давления
и поверхности рекуперативного теплообменника за счет эффек-
та дросселирования газа обеспечивается достаточно низкая
jj- температура во второй ступе-
ни сепарации.
При исчерпании необхо-
димого для поддержания
нормальной работы УНТС из-
быточного давления в ее схе-
Рис. 6.1. Принципиальная техноло-
гическая схема установки НТС:
С-1, С-2 — сепараторы; Р-1, Р-2 — раздели-
тели; Т-1 — рекуперативный теплообмен-
ник; ДУ — дроссельное устройство; I —-
сырьевой газ; 11 — товарный газ; 111, V —
смесь жидких углеводородов (нестабиль-
ный конденсат); /V —газ дегазации; И —
регенерированный раствор ингибитора;
НИ — насыщенный раствор ингибитора
162
му включают блок охлаждения газа с искусственным хладоаген-
том. Испаритель этого блока устанавливается после рекупера-
тивного теплообменника.
На показатели установок НТС большое влияние оказывают
температура, давление, состав сырьевого газа, эффективность
оборудования, число ступеней сепарации и т. д. Ниже приво-
дятся общие рекомендации по выбору параметров установок
НТС.
Выбор давления. Значение давления на I ступени сепарации
зависит от устьевых параметров газа, показателей промысловых
газопроводов, состава сырья и т. д. Режим конечной ступени
сепарации устанавливается с учетом давления максимальной
конденсации целевых компонентов и давления на начальном
участке магистрального газопровода. В период снижения пла-
стового давления эффективность работы установки НТС обес-
печивается за счет ввода дожимного компрессора и установки
искусственного холода. Влияние давления на работу установки
НТС подробно изложено в работах i[5, 130].
Выбор температуры. Значение температуры на установках
НТС выбирают исходя из необходимости получения точки росы
газа, обеспечивающей транспортирование газа в однофазном
состоянии. Наряду с этим в ряде случаев выбор температуры
обработки газа осуществляется также для увеличения степени
конденсации пропана и бутанов.
Температура на I ступени сепарации зависит от устьевых
параметров газа и перепада давления и температуры в промыс-
ловом газопроводе, соединяющем скважины с УКПГ. Темпера-
тура во II ступени наряду с перепадом давления между ступе-
нями сепарации зависит также от поверхности рекуперативного
теплообменника Т-1 (см. рис. 6.1).
Для качественной и количественной оценки влияния темпе-
ратуры на показатели установки НТС проведены расчеты, ре-
зультаты которых приведены в табл. 6.7.
Основное количество тяжелых углеводородов переходит
в жидкую фазу в I ступени сепарации. Снижение давления и
температуры способствует переходу в жидкую фазу дополни-
тельного количества тяжелых углеводородов. При этом сравни-
тельно большими темпами увеличивается степень конденсации
более легких углеводородов, на что указывает также снижение
молекулярной массы жидкой фазы.
Увеличение выхода нестабильного конденсата во II ступени
сепарации обусловливает в свою очередь повышение мощности
установки стабилизации конденсата (УСК) и выхода метано-
этановой фракции.
Учитывая изложенное, необходимо производить выбор ре-
жима работы установок НТС с учетом дополнительного выхода
тяжелых углеводородов и увеличения капитальных вложений
и эксплуатационных расходов в целом на весь комплекс.
Выбор числа ступеней сепарации. На практике при подго-
11*
163
товке к транспортированию продукции газоконденсатных ме-
сторождений применяют двух- и трехступенчатые схемы НТС.
Многоступенчатые схемы сепарации применяются также в схе-
мах глубокого извлечения из газа этана, пропана и бутанов
процессом низкотемпературной конденсации. При одинаковых
параметрах последней ступени охлаждения чем меньше число
ступеней сепарации, тем больше выход жидкой фазы на УНТС
и ниже содержание углеводородов С5+ в товарном газе.
Преимущества одноступенчатой сепарации с точки зрения
выхода конденсата в шестидесятых годах было доказано экс-
периментальными работами О. Ф. Худякова на Шебелинском
и Газлинском промыслах. На практике, как правило, для под-
готовки газа к транспорту одноступенчатый процесс сепарации
не используется. Это связано с тем, что в сепараторе I ступени
из газа наряду с тяжелыми углеводородами выделяются также
вода и механические примеси, что обеспечивает надежную ра-
боту теплообменной аппаратуры перед II ступенью сепарации.
В работе [130] рекомендован ряд вариантов схем уста-
новки НТС для подготовки газов газоконденсатных месторож-
дений, обеспечивающих преимущества одноступенчатой сепара-
ции.
Борьба с гидратообразованием. Снижение температуры газа
приводит также к конденсации водяных паров. Наличие в сис-
теме жидкой воды при определенных условиях, определяемых
по графикам рис. 6.2, может привести к образованию гидратов
углеводородов. Гидраты забивают трубы теплообменников
и коммуникации установок НТС и приводят к их аварийной
остановке.
Для предотвращения гидратообразования в поток газа по-
даются ингибиторы, в качестве которых используются водные
растворы гликолей и метанола. Величина понижения темпера-
туры гидратообразования для разных ингибиторов определяет-
ся по формуле
(6.15)
М 1 —х2
где Хг—'массовая доля ингибитора в отработанном растворе; М — молеку-
лярная масса ингибитора; К — коэффициент, зависящий от типа раствора.
Значение К для метанола, этанола, изопропанола, аммиака равно 1220,
для этиленгликоля, пропиленгликоля и триэтиленгликоля — 2195, для диэти-
ленгликоля — 2425.
Из уравнения (6.15) можно определить массовую концент-
рацию ингибитора в насыщенном растворе, если известно сни-
жение температуры гидратообразования
х __
2 К + ММ ‘
Вводимый в систему ингибитор гидратообразования расхо-
дуется для насыщения газовой фазы и растворяется в водном
164
(6.16)
Рис. 6.2. Зависимость температуры гидратообразования газа от давления Р
(цифры на кривых—^относительная плотность газа)
Рис. 6.3. Номограмма для определения снижения температуры гидратообра-
зования ДТ природных газов различными ингибиторами:
1 — LiCl; 2-MgCls; 3-NaCl; 4-NH4OH; 5 — СаС12; 6 - CH3OH; 7 —ЭГ; 8 - ДЭГ
и углеводородном конденсатах, образовавшихся при изменении
термодинамических параметров системы. Следовательно, коли-
чество ингибитора, необходимого для предупреждения гидрато-
образования, может определяться по уравнению
G = g« + ^r + ^K, (6-17)
где gx, gr — количество ингибитора, необходимое для насыщения жидкой
и газовой фазы, кг/1000 м3; gK — количество ингибитора, растворенного в
жидкой углеводородной фазе, выделяемой из 1000 м3 газа, кг.
Значение giK определяется по уравнению
_ Х2 (&1 — Ь2)
ьж-- V V
(6.18)
где Xi и Х2 — массовая доля ингибитора в исходном и отработанном рас-
творах; bi и Ь2—'влагосодержание газа в начальной и расчетных точках си-
стемы, кг/1000 м3.
Массовая доля воды в исходном растворе ингибитора (Xj)
известна, а в отработанном растворе (X2) зависит от требуемого
понижения температуры гидратообразования газа и природы
самого ингибитора и определяется по графикам рис. 6.3.
При этом значение необходимой температуры понижения
гидратообразования определяется по уравнению
ДТг = Тг_Тр, (6.19)
где Тг—температура гидратообразования газа, °C; Тр—температура газа
в расчетной точке, °C.
После определения \ХТГ по графикам рис. 6.3 или аналити-
ческим путем находят значение Х2. Полученное значение Х2
соответствует такому раствору, который имеет температуру
165
застывания ниже, чем температура в расчетной точке. Кроме
того, этот раствор не образует гидратов с компонентами газа.
Количество ингибитора, необходимое для насыщения газо-
вой фазы, определяется по формуле
gr = 0,laX2, (6.20)
где а — отношение количества ингибитора, необходимого .для насыщения
газовой фазы, к концентрации ингибитора в отработанном водном растворе,
(г/1000 м3)/% (масс.)
Значение а в зависимости от давления и температуры для
метанола определяется из графиков рис. 6.4. При температурах
ниже —5О|С значение а можно определять путем экстраполяции
графических данных.
Для других ингибиторов, таких как водные растворы глико-
ля, значение а составляет менее одного процента от значения
£ж и, как правило, в расчетах не учитывается.
Значение gK зависит от количества и состава1’выделившейся
жидкой углеводородной фазы, давления, температуры и кон-
центрации ингибитора в жидкой фазе. Целесообразно gK опре-
делять применительно к каждому составу жидкой углеводород-
ной фазы экспериментальным путем. При определении значе-
Рис. 6.4. Значение коэффициента а для различных давлений и температур
166
ния gK необходимо отметить, что наличие в жидкой фазе воды
резко снижает растворимость ингибитора в углеводородном
конденсате. С увеличением концентрации воды в жидкой фазе
снижается также количество ингибитора, необходимое для на-
сыщения газовой фазы. Поэтому при проектировании установок
НТК необходимо стремиться использовать ингибиторы низкой
концентрации.
Наличие в системе минеральных солей снижает расход
ингибитора гидратообразования.
Технологические схемы установок
низкотемпературной конденсации
с искусственным холодом
Одним из основных узлов установок низкотемпературной пе-
реработки газа являются холодильные циклы, подразделяющие-
ся на две группы: с использованием хладоагентов и с получе-
нием холода за счет снижения давления (расширения) газа.
В качестве хладоагентов применяют этан, этилен, пропан,
пропилен, смеси углеводородов, аммиак, азот, фреоны и т. д.
Производство холода с использованием хладагентов осно-
вано на выделении энергии при испарении. Полученный холод
передается перерабатываемому газу. Затем пары хладоагента
повторно конденсируют путем дожатая и охлаждения, и жид-
кий хладоагент повторно подается в соответствующие испа-
рители.
В зависимости от давления испарения на одном хладоагенте
можно получить холодильные циклы с разными изотермами. Для
ряда углеводородов — хладагентов зависимость между давле-
нием насыщенных паров и температурой кипения характеризу-
ется данными табл. 6.8.
Основными аппаратами установок искусственного холода
(УИХ) являются компрессоры, предназначенные для повыше-
ния давления газообразного хладоагента.
На газовых промыслах и ГПЗ применяются компрессоры
центробежного и винтового типов и газомотокомпрессоры. Ос-
Таблица 6.8. Связь температуры кипения углеводородов — хладоагентов
и давления их насыщенных паров
Т, °C Давление насыщенных паров, МПа
С2Н4 1 СзНе CgHg
Т, °C Давление насыщенных паров, МПа
С2Н4 С2н8 СзН8 С3н8
—90 0,214 0,098 0,0067 0,0091 —20 2,5484 1,4791 0,2518 0,3200
—80 0,3404 0,1637 0,0135 0,0182 —10 3,2619 1,9327 0,3539 0,4454
—70 0,5178 0,2598 0,0253 0,0336 0 4,1049 2,4791 0,4868 0,6065
—60 0,7492 0,3935 0,0443 0,0581 10 — 3,1345 0,6774 0,8042
—50 1,060 0,5734 0,0734 0,1011 20 — 3,9245 0,8662 1,050
—40 1,4475 0,8082 0,1159 0,1478 30 4,8929 1,1233 1,3455
—30 1,9266 1,1070 0,1738 0,2222
167
Таблица 6.9. Основные характеристики винтовых компрессоров
различных марок
Показатели 5ВХ—350/5фс 5ВХ—350/2,6 alV
Температура кипения хладоагента, °C —40 —40
Холодопроизводительность, тыс. кДж/ч 440 566
Эффективная мощность, кВт 105 40
Наибольшая разность давлений вса- сывания и нагнетания, МПа 1,73 0,51
Хладоагент Хладон-22 Аммиак
Расход воды, проходящей через мас- лоохладитель, м3/ч 12,5 7
Расход масла, л/мин 120 — —
Унос масла, не более, г/ч 150 70
Масса агрегата, т 4,1 2,5
новная характеристика этих аппаратов дана в табл. 6.9 и 6.10.
Основным показателем, определяющим удельную произво-
дительность холодильного цикла при заданной изотерме, явля-
ется теплота парообразования хладоагента. Теплота парообра-
зования углеводородов снижается с повышением молекулярной
массы, температуры, давления.
При переработке природных и нефтяных газов за рубежом
применяют холодильные циклы на смешанном хладоагенте.
Преимуществами такого холодильного цикла по сравнению
с циклом на индивидуальных веществах являются применение
компрессора одного типа, отсутствие расхода дорогостоящих
хладоагентов и связанных с этим затрат на их производство,
транспорт и хранение. Указанные преимущества обеспечивают
снижение капиталовложений и эксплуатационных затрат.
В табл. 6.11 на основании материалов фирмы «ТЕХНИП»
дается область применения циклов на смешанных хладоагентах.
В схемах переработки газа с глубоким извлечением этана
применяется цикл на смешанном хладоагенте типа А, где пол-
ная конденсация хладоагента производится в водяном или
воздушном холодильнике. Испарение хладоагента осуществля-
ется на нескольких уровнях давления, что позволяет получить
Таблица 6.10. Основные показатели центробежных турбокомпрессоров
(N — эффективная мощность электродвигателя)
Марка Хладоагент / °C ГКИП’ и N п, об/мин Масса агрегата, т
млн кДж/ч кВт
ХТМФ-348-400 Фреон —25 7,96 1080 7550 68,05
АТКА-1035-2000 Аммиак —22 9,01 1040 15000 30,35
АТПК-435-1600 Пропан —38 6,16 1125 15000 24,0
АТПК-335-2000 » —25 7,96 1137 15000 24,0
АТПК-5/3 » —38 20,95 4600 8800 16,0
8РА-70 » —30 13,50 2965 6080 34,8
168
Таблица 6.11. Классификация циклов на смешанном хладоагенте
Тип цикла Дна пазон охлажде- ния, °C Энергети- ческий К. п. д. % Хладоагент* Область применения
А 30- 70 40—45 СгНбЧ-СдНз Отбензинивание
В 30-7--170 32—37 N2+CH4+C2+ + С 3 Н 8 + С 4 н ] о Производство СНГ (ма лая мощность)
Д —30— —170 43—47 Na+ СН4+ Сг+ СзН8 Производство СНГ (большая мощность)
* Са—этан или этилен.
различные изотермы. Цикл позволяет повысить эффективность
систем охлаждения на 20—28% по отношению к пропановому
или пропиленовому циклу.
При использовании смешанного хладоагента необходимо
стремиться к тому, чтобы он был продуктом установки перера-
ботки газа, в крайнем случае, смесью двух потоков?
К недостаткам смешанного хладоагента относится возмож-
ность изменения его состава, что приводит к нарушению тем-
пературного режима отдельных узлов установки низкотемпера-
турной переработки газа.
В газовой промышленности для охлаждения газа наиболь-
шее применение нашли пропановые и этановые холодильные
циклы на разных изотермах. Это обусловлено как требуемой
температурой охлаждения, так и возможностью производства
хладоагента на месте.
Работу пропановой холодильной установки (ПХУ) рассмот-
рим на примере Оренбургского ГПЗ (рис. 6.5).
ПХУ предназначена для охлаждения отдельных потоков ус-
тановок осушки газа и стабилизации конденсата. В состав ПХУ
входят три идентичных центробежных компрессора для повы-
шения давления пропана и общая коллекторная система для
распределения хладоагента.
Характеристика основного оборудования ПХУ дана в
табл. 6.12.
Установка включает два холодильных цикла (ХЦ) с раз-
личными изотермами:
цикл с вводом пропана на I ступени компрессоров С301 при
давлении 0,05—0,01 МПа. Этот цикл имеет изотерму минус
37 °C и предназначен для охлаждения углеводородной смеси на
установке стабилизации конденсата II очереди Оренбургского
цикл с приемом пропана на II ступени компрессоров при
давлении 0,13—0,12 МПа с изотермой — 20,5 °C. Назначение
цикла — охлаждение газа после установок сероочистки до тем-
пературы минус 10—15 °C.
В систему каждого ХЦ входят пропановый компрессор
С301, емкости на всосе I и II ступеней Д302 и ДЗОЗ, холодиль-
169
Рис. 6.5. Принципиальная схема пропановой холодильной установки:
Д 301 — буферная емкость; Д 302 — емкость всоса I ступени сжатия; Д 303 — емкость
всоса II ступени сепарации; Д 304 — емкость для метанола; Е 302, Е 303 — подогревате-
ли; С 301 — пропановый компрессор; Е 301 — холодильник; ДБ 301, ДБ 302А, ДБ 302В —
переохладители пропана; Р 301 — насос; I, IV, V, VIII — пропан из испарителей холодо-
потребляющих установок; II, III, X, XI — пропан в испарители холодопотребляющих
установок; VII — свежий пропан на подпитку
ники Е301 и Е111 и буферная емкость ДЗОЕ Коллекторная си-
стема всех трех компрессоров С301 общая.
ХЦ с изотермой минус 37 °C. Парообразный пропан из испарителей
09 Е106 и 09 Е109 при температуре —37 °C и 0,054 мПа поступает в ем-
кость Д302 всоса 1 ступени компрессоров. Емкость Д302 представляет собой
вертикальный цилиндрический аппарат, в нижней части которого установ-
лен теплообменник Е302, предназначенный для испарения сконденсировав-
шейся части пропана. В верхней части емкость снабжена ситчатым фильт-
ром для предотвращения попадания капель жидкости в компрессоры. Нали-
чие емкости Д302 в схеме обеспечивает также поддержание постоянного
количества парообразного пропана на всосе 1 ступени компрессора.
Отводимый из емкости Д302 парообразный пропан дожимается до 0,13
и 1,76 МПа соответственно на 1 и 11 ступенях компрессора и подается в
Таблица 6.12. Основные характеристики оборудования ПХУ
Позиция по рис. 6.5 Аппараты Р, МПа т, °C D, м Н, м
Д301 Буферная емкость 1,66 49 36,0 27,3
Д 302 Емкость всоса 1 ступени 0,006 —37 19,00 40
Д 303 Емкость всоса 11 ступени 1,33 -22 3,6 11
Д304 Баллон загрузки метанолом 1,68 49 0,4 1
ДБ 301 Переохладитель 1 ступени 0,21 —37 0,2 2,38
ДБ 302 А, В Переохладитель II ступени 0,36 —21 /49 0,3 2,79
Е301 Воздушный ХОЛОДИЛЬНИК 1,66 83/49 12,5 34,8
Е 302 Теплообменник 0,25 73 0,2 1,9
ЕЗОЗ Паровой змеевик 0,13—0,2 151 2 10
0,4
170
воздушный холодильник Е301, где охлаждается до 49 °C, конденсируется
и стекает в буферную емкость Д 301, откуда подается по назначению. На
верху емкости Д 301 смонтирован сборник Д 304 для хранения метанола
и подачи его в систему ХЦ при возникновении опасности образования гид-
ратов (в период пуска установки, особенно в зимнее время года).
ХЦ с изотермой минус 20,5 °C. Парообразный пропан с температурой
—20,5 °C и давлением 0,135 МПа из испарителей 01Е206, 02Е206, 03E206
установок осушки газа 111 очереди Оренбургского ГПЗ поступает в ем-
кость Д 303 всоса 11 ступени компрессоров. Емкость Д 303 в нижней части
снабжена змеевиком теплообменником Е 303, а в ее верхней части, на уров-
не всасывающего трубопровода компрессоров установлен сетчатый фильтр-
отбойник. Для испарения жидкого пропана в систему через теплообменник
ЕЗОЗ подается водяной пар, который исключает чрезмерное накопление про-
пана в емкости ДЗОЗ. В целом назначение емкости ДЗОЗ то же, что и на-
значение емкости Д302 на приеме 1 ступени компрессора. Одновременно ем-
кость ДЗОЗ является источником питания пропаном испарителей Е106' и
Е109 установки стабилизации конденсата 11 очереди Оренбургского ГПЗ.
Парообразный пропан из емкости ДЗОЗ через сетчатый фильтр посту-
пает на 11 ступень компрессора, смешивается с пропаном после 1 ступени
сжатия, дожимается и при 83 °C и 1,76 МПа поступает в трехсекционный
воздушный холодильник Е301, где охлаждается до 49 °C. Сконденсировав-
шийся пропан стекает в буферную емкость Д301.
Жидкий пропан из емкости Д301 поступает в теплообменник 09Е111
УСК И очереди Оренбургского ГПЗ, где охлаждается углеводородным кон-
денсатом до 12,1 °C и под давлением 1,56 МПа направляется в пропановые
испарители установок осушки и очистки углеводородных газов. После ис-
парителей пропан в виде паров отсасывается через емкость ДЗОЗ на прием
II ступени компрессоров. Охлажденный в теплообменнике 09Е111 жидкий
пропан другим потоком поступает в емкость ДЗОЗ. Жидкий пропан дрос-
селируется до давления 0,13 МПа, при этом охлаждается до температуры
минус 20,5 °C. Охлаждение пропана происходит также за счет контакта
с парообразным холодным пропаном, поступающим из испарителей уста-
новок осушки и очистки газа.
Жидкий пропан из емкости ДЗОЗ поступает в испарители Е106 и Е109
установок стабилизации конденсата и получения широкой фракции легких
углеводородов. После испарения в этих аппаратах пропан в парообразном
виде при 37 °C и 0,056 МПа поступает в емкость Д302 и далее на прием
I ступени компрессора.
На ПХУ предусмотрены три переохладителя — ДБ 301,
ДБ 302А, ДБ 302В, предназначенные для поддержания давления
в холодильных циклах I и II ступеней компрессоров. Кроме
того, эти аппараты используются при запуске компрессоров.
ПХУ применяются в тех случаях, когда основной целью
переработки газа является глубокое извлечение из него фрак-
ции С5+ (газового конденсата), а также бутанов и пропана —
70—80 и 40—50% соответственно. Для более глубокого извле-
чения из газа пропана и этана применяют этановые или ком-
бинированные холодильные циклы.
Принципиальная технологическая схема установки НТК
с этиленовым холодильным циклом (ЭХЦ) дана на рис. 6.6
[126].
Сырье (газ) проходит входной сепаратор для отделения от капельной
жидкости и поступает для осушки на цеолиты. Точка росы осушенного га-
за составляет минус 85 °C. В целях исключения последующего выпадения
мелких частиц сорбента газ после адсорберов проходит фильтры тонкой
очистки. До низких температур газ охлаждается в две ступени. На пер-
вой с использованием пропана — хладоагента температура газа снижается
171
Рис. 6.6. Принципиальная схема установки извлечения этана с каскадным
холодильным циклом:
С-1, С-2, С-3, С-4 — сепараторы: К-1 — адсорбер; К-2 — деметанизатор; К-3 — деэтани-
затор; И-1, И-2 — испарители; Е-1—сборная емкость; Е-2 — емкость орошения; Х-1 —
пропановый холодильник; ПХЦ — пропановый холодильный цикл; ЭХЦ— этановый хо-
лодильный цикл; УО-1—установка очистки от кислых компонентов; УО-2—установка
осушки: Ф — фильтр тонкой очистки; I— сырьевой газ; 11— капельная жидкость; III —
товарный газ; IV—этановая фракция; V—широкая фракция углеводородов
до минус 37 °C, при этом примерно половина тяжелых углеводородов кон-
денсируется. Газожидкостная смесь разделяется в сепараторе, откуда жид-
кая фаза поступает в деметанизатор, а газовая фаза — в ЭХЦ, где ее тем-
пература снижается до минус 93 °C.
Сконденсировавшиеся углеводороды выделяются в сепараторе и через
этиленовый холодильник поступают в деметанизатор. Товарный газ с вер-
ха сепаратора объединяется с верхним продуктом деметанизатора и перед
подачей в магистральный газопровод для рекуперации холода проходит
этиленовый и пропиленовый холодильные циклы. Давление в деметаниза-
торе 3,5 МПа. Нижний продукт деметанизатора поступает в ректификаци-
онную колонну К-3, где из него выделяется фракция, содержащая не менее
95,5% этана, не более 2% метана и 2,3% пропана.
Содержание диоксида углерода и общей серы в этановой фракции не
должно превышать 0,15 и 0,06% соответственно. Для получения таких по-
казателей по кислым компонентам этановую фракцию очищают на специ-
альной установке (УО-1), где в качестве поглотителя используют водный
раствор амина, затем осушают в УО-2 и подают в этанопровод. Нижний
продукт деэтанизатора поступает на газофракционирующую установку для
получения пропана, бутанов и газового бензина. Эта схема обеспечивает глу-
бину извлечения этана 87% от потенциального содержания в газе.
Ввод сырья в деметанизатор двумя потоками осуществлен также на
Пермском ГПЗ [132]. По схеме нефтяной газ проходит сепарацию при
давлении 2,2 МПа и температуре —40 °C. Отсепарированный (отбензинен-
ный) газ с верха сепаратора отводится потребителю. Жидкая фаза в деме-
танизатор поступает двумя потоками. Один поток при температуре минус
40 °C подается вверх колонны в качестве орошения, а другой проходит теп-
лообменники, нагревается до 20—25 °C и поступает в середину колонны.
172
Таблица 6.13. Материальный баланс установки НТК
Показатели Содержание, % (мол.) Выход, %
n2 сн4 С2Н6 СзН, C4H10 С5Н12
Сырьевой газ 9,98 28,35 23,33 21,68 10,72 5,94 100,0 Отбензиненный газ 21,4 53,0 18,3 6,5 0,8 — 47,4 Газ из деметанизатора 8,9 58,9 22,5 8,2 1,4 0,10 2,8 Этановая фракция 0,8 13,1 86,1 — — — 14,7 Деэтанизированный про- — — 0,7 52,7 29,6 17,0 34,8
дукт
Режим деметанизатора: Р=3,4 МПа; температура питания — 22, верха —
минус 30; низа — 32 °C.
Нижний продукт колонны поступает в деэтанизатор, работающий при
давлении 2,95 МПа, температура верха минус 5—8, а низа — 95—100 °C.
Верхний продукт колонны соответствует техническому этану марки Б.
Нижний продукт деэтанизатора поступает на дальнейшее фракционирова-
ние. Материальный баланс установки получения этана приведен в табл. 6.13.
На Пермском ГПЗ степень извлечения этана и пропана из
газа составляет 78 и 90% соответственно.
На практике для извлечения этана применяют также ком-
бинированные схемы. Например, на ГПЗ в Австралии на I сту-
пени при температуре —40 °C из газа путем абсорбции извле-
кают основное количество пропана и высших углеводородов.
На II ступени с использованием турбодетандеров газ охлаж-
дается до —100 °C. Это позволяет довести степень извлечения
этана до 88% 1[133]. При этом извлекаются также остаточная
часть пропана, бутанов и пары абсорбента, уносимые с газом
после абсорбера.
На этой установке очистку газа от сероводорода осуществ-
ляют на цеолитах.
Деметанизатор установки изготовлен из стали с содержа-
нием никеля 3,5%. Такая сталь способна выдерживать темпе-
ратуру до —100 °C. Для предотвращения замерзания СО2 в по-
ток газа перед теплообменником подается метанол.
Первая отечественная установка для выделения этана из
газовой смеси пущена в эксплуатацию на Миннибаевском ГПЗ
в 1974 г. [134]. Эта установка служит для получения этана,
широкой фракции легких углеводородов и газового сырья, ис-
пользуемого для выделения из него гелия.
Эксплуатационные показатели режима по узлу конденсации
и деметанизации имели значительные отклонения от проектных
показателей. Причиной этого явилось охлаждение исходного га-
за на узле низкотемпературной конденсации (НТК) до минус
40 °C вместо минус 60 °C по проекту. В узле деметанизации не
выдерживалась температура верха колонны. В результате этого
потери этана со сбросными газами составили 26,3%, пропана
3—4%. Общее извлечение целевых продуктов не превышало
66%.
173
Рис. 6.7. Принципиальная технологическая схема установки НТКР:
К-1 — деметанизатор; К-2 — деэтанизатор; Т-1, Т-2, Т-3, Т-4 — рекуперативные теплооб-
менники; Х-1, Х-2, Х-3— пропановые холодильники; Х-4, Х-5, Х-6, Х-7, Х-8 —этановые
холодильники; С-1, С-2 — сепараторы; Е-1—емкость орошения; И-1, И-2 — испарители;
Н-1 — насос; 1 — сырьевой газ; 2/ — этановая фракция; /// — метановая фракция; IV—
товарный газ; V — жидкая смесь углеводородов; VI— сырье деэтанизатора
С целью увеличения глубины извлечения целевых компонен-
тов была проведена реконструкция блока НТК и системы деме-
танизации. Схема установки после реконструкции дана на
рис. 6.7. Сущность технических изменений состоит в применении
двухступенчатой системы охлаждения и конденсации исходного
нефтяного газа вместо одноступенчатой. При этом конденсат
I ступени используется как сырье для деметанизатора, а конден-
сат II ступени является орошением этой колонны.
В I ступени конденсации были использованы дополнительно
пропановый Х-3 и этановый Х-6 холодильники (последние по
проектной схеме применялись в качестве холодильника для ох-
лаждения верхнего продукта деметанизатора К-1).
По проектной схеме аппарат С-2 служил как рефлюксная
емкость для колонны К-1 и располагался после двух этановых
холодильников, предназначенных для конденсации ректификата
колонны. После реконструкции этот аппарат выполняет роль
разделителя.
По действующей схеме сырой газ, поступающий на установку, разде-
ляется на два потока. Основной поток газа проходит теплообменник Т-1
и пропановый холодильник Х-1, затем также делится на два потока. Эти
потоки, пройдя ряд рекуперативных теплообменников и холодильники, объ-
единяются и поступают в сепаратор С-1. Туда же поступает второй поток
сырого газа, предварительно охладившийся в теплообменнике Т-2 и холо-
дильнике Х-6. Температура газожидкостной смеси при поступлении в се-
паратор С-1 составляет —60 °C. Газовая фаза через емкость С-2 и реку-
перативную теплообменную систему Т-3 направляется на установку для
выделения гелия, а образовавшийся конденсат после теплообменников Т-4
подается на одну из средних тарелок деметанизатора К-1. Верхний продукт
174
Таблица 6.14. Параметры работы установки НТКР
Показатели По проекту До реконст- рукции После рекон- струкции
Расход исходного газа, тыс. мI * 3/ч 106,8 106,8 120—135
Давление газа на входе, МПа Температура, °C: 3,8 3,9 3,9—4,2
после холодильника Т-4 —60 —40 —60
после холодильника Т-5 —60 —40 —60
после теплообменника Т-2 —60 —45 —60
в сепараторе С-1 —60 —45 —60
в емкости С-2 —78 —40 —60
верха деметанизатора К-1 —48 —25 „(48—50) 29
низа деметанизатора 44 44
вход сырья в деметанизатор —20 —20 —40
верха деэтанизатора К-2 8 8 5—6
низа деэтанизатора 87 82 82
входа сырья в деэтанизатор 36 28 28
Общая степень извлечения целевых компонентов — С2Н6+, % 88,3 65,9 94,4
деметанизатора через теплообменник Т-2 отводится в компрессорный цех от-
бензиненного газа. Нижний продукт колонны направляется в деэтаниза-
тор К-2. Деэтанизатор имеет систему подачи этанового орошения, состоя-
щую из конденсаторов — холодильников Х-8, сборника Е-1 и насоса Н-1.
Температура низа этановой колонны регулируется подачей теплоносителя
в испаритель И-2.
Нижний продукт колонны К-2 пропан и более тяжелые углеводороды
направляются в газофракционирующую установку. В качестве верхнего про-
дукта колонны отводится товарный этан.
IV поток установки НТКР для выделения из него гелия поступает на
соответствующую установку.
Составы сырья и продуктов, технологические параметры ос-
новных аппаратов до и после реконструкции приведены
в табл. 6.14 и 6.15. Анализ этих показателей показывает, что
внедрение двухступенчатой конденсации позволило выйти на
проектный режим конденсации по температуре (—60 °C). В ре-
зультате производительность установки по сырью превысила
проектную на 10—12%, суммарная степень извлечения этана
и высших углеводородов составила 94,4% вместо 88,3 по проекту.
В тех случаях, когда не обеспечивается достаточно глубокое
снижение температуры верха деметанизатора, содержание эта-
на и пропана в метановой фракции достигает значительных ве-
Таблица 6.15. Составы потоков установки НТКР, % (мол.)
(Числитель — проектные, знаменатель — фактические данные)
Потоки по рис. 6.3 n2 сщ С2Н6 с3н8 СдНю С6Н12+
I 13,86/13,41 46,26/44,51 21,24/26,30 13,67/12,91 3,85/2,42 1,11/0,45
II 8,2/9,34 85,28/79,46 6,5/10,84 0,08/0,15 —/0,01 —
IV 26,74/30,60 63,62/66,22 8,26/3,10 1,26/0,08 0,12/— —
V 3,01/4,16 31,67/32,74 31,16/35,60 24,12/20,98 7,30/5,33 2,04/1,19
VII —/1,20 0,69/1,12 47,0/48,4 38,05/37,50 11,03/9,90 3,23/1,60
175
Рис. 6.8, Схема узла деметанизации установки низкотемпературной конден-
сации:
Т-1, Т-2 — рекуперативные теплообменники; Х-1, Х-2, Х-3 — холодильники; Е-1—емкость
орошения; С-1 —сепаратор; К-1 — ректификационная колонна-стабилизатор; И-1 —испа-
ритель; ДК — дожимной компрессор; Н-1 — насос; / — сырьевой газ; II — остаточный
газ; III — жидкая углеводородная смесь на ректификацию; IV — метановая фракция;
V — деметанизированный продукт на фракционирование
личин. Во избежание потерь этих компонентов газ деметаниза-
ции возвращается в поток сырьевого газа для повторной обра-
ботки. Варианты таких схем приведены на рис. 6.8.
В первом варианте (рис. 6.8, а) деметанизатор работает в ре-
жиме отпарки, что не обеспечивает четкого разделениия смеси.
Метановая фракция содержит много этана и пропана. В целях
снижения потерь этих компонентов верхний продукт рециркули-
рует в потоке сырьевого газа.
Во втором варианте (рис. 6.8, б) за счет орошения удается
снизить температуру верха колонны и резко уменьшить содер-
жание этана и высших углеводородов в метановой фракции, ко-
торая непосредственно подается в поток товарного газа. При
этом варианте установка имеет большую металлоемкость по
сравнению с первым, однако степень извлечения целевых ком-
понентов выше.
На установках НТК в основном применяются кожухотрубча-
тые (с прямыми и витыми трубами) и пластинчатые теплооб-
менники.
Материалы теплообменных аппаратов для установок низко-
температурного разделения подбирают в зависимости от уровня
охлаждения газа: для температур до минус 40 °C аппараты из-
готавливают из обычных углеродистых сталей (Ст. 10, Ст. 20);
для температур минус 40—70 °C — из низколегированных сталей
(09Г2С), для температур ниже минус 70 °C из легированных
сталей (1Х18Н10Т, Х14Г14НЗТ).
Аппараты с витыми трубами изготавливают из стальных,
медных и алюминиевых сплавов, поверхность теплообмена в них
достигает до 10 тыс. м2 на один теплообменник. Удельная метал-
лоемкость витых теплообменных и прямотрубных кожухотрубча-
тых аппаратов составляет соответственно 20 и 30 т на 1000 м2
их поверхности.
Общие капиталовложения в теплообменную аппаратуру
176
с учетом коммуникаций, арматуры, тепловой изоляции, прибо-
ров КИПиА, транспортных расходов и строительно-монтажных
работ равны примерно удвоенной стоимости изготовления [135].
В настоящее время разрабатываются пластинчато-ребри-
стые теплообменники из алюминиево-магниевых сплавов, рас-
считанные на 6 МПа. Удельная металлоемкость этих аппаратов
составляет 2,7 т на 1000 м2 поверхности, а стоимость изготов-
ления примерно 6000 руб/т.
Пластинчатые теплообменники обладают такими преиму-
ществами как компактность, высокие коэффициенты теплопере-
дачи, низкая удельная металлоемкость. Недостатком пластин-
чатых теплообменников является их низкая надежность. В слу-
чаях попадания в них механических примесей они быстро вы-
ходят из строя. Для исключения этого явления необходимо ус-
тановить фильтры на установках, особенно когда осушка газа
производится адсорбционным способом.
Низкая надежность пластинчато-ребристых теплообменников
еще связана с тем, что допуск на напряжения в их соедини-
тельных узлах значительно меньше, чем у кожухотрубчатых
аппаратов того же назначения [121].
Для обеспечения надежности работы низкотемпературных
теплообменников в случае отсутствия в схеме установок НТК
блока предварительной осушки газа в поток газа подается ин-
гибитор гидратообразования. Температура застывания ингиби-
тора в жидкой фазе должна быть на несколько градусов ниже
температуры кипения хладоагента.
Необходимо выбрать скорость потока таким образом, чтобы
обеспечить стопроцентный вынос жидкой фазы (углеводородов,
метанола, гликоля, воды и т. д.) из теплообменной аппаратуры.
В обратном случае может произойти накопление жидкой фазы
в аппаратах, что приведет к их аварийной остановке.
Установки низкотемпературной конденсации
с изоэнтропийным холодильным циклом
Изоэнтропийное расширение газа осуществляется с помощью
турбодетандерных агрегатов (ТДА), принцип работы и обла-
сти применения которых в газопереработке подробно рассмот-
рены в работах [119—121, 136—141].
ТДА состоят из турбин и компрессоров, установленных на
одном валу. Расширение газа (снижение давления) происходит
в турбине ТДА. При этом кинетическая энергия газа превраща-
ется в механическую энергию вращения вала, которая, в свою
очередь, передается в компрессор и приводит его в движение.
За счет сжатия расширенного газа удается частично восстанав-
ливать его давление.
На промыслах и ГПЗ применяются турбодетандеры осевого
и центростремительного типов. Показателем эффективности
ТДА, определяющим общие потери энергии давления газа, яв-
12-864
177
Рис. 6 9. Зависимость снижения к. и. д. ТДА осевого (а) и центростреми-
тельного (б) типов от доли жидкости в потоке на входе в турбину (а —
выходной угол лопаток соплового аппарата; Дг| — снижение к. п. д. турбо-
детандера, %)
ляется т]тк, который определяется по уравнению
Цтк = т|тт]к, (6.21)
где Т|тк к. п д. ТДА; г|т и т|к—к. п. д. турбины и компрессора ТДА.
Основную долю потерь энергии, возникающих в ТДА при
наличии в сырье жидкости, составляют потери на разгон круп-
ных капель, имеющих на выходе из сопла абсолютную скорость
меньше, чем скорость газа, а также на преодоление их ударно-
тормозящего воздействия на рабочие колеса. Для повышения
эффективности работы ТДА перед ней производят сепарацию
газа.
Снижение потерь энергии в осевых ТДА больше, чем в цент-
ростремительных (рис. 6.9). Зависимости рис. 6.9 получены при
испытании осевого ТДА марки ТКО 25/64 и центростремитель-
ного аппарата марки ВС-1-6,4 РТУ 1, при этом go — массовая
доля жидкой фазы в сырье на входе в турбину, т)Тк — снижение
к. п.д. турбодетандера [138].
Высокие технические характеристики имеют турбодетандеры
фирмы «Flour»: к. п. д. их турбин и компрессоров составляет
80—85 и 70—75% соответственно. Эти аппараты могут работать
при входном давлении газа 10,6—17,4 МПа, при массовом со-
держании жидкости в потоке, выходящем из турбины, до 15%
от общего количества сырья.
Характеристика ТДА зарубежных фирм дана в табл. 6.17.
Установка низкотемпературной переработки с турбодетан-
дерным холодильным циклом, предназначенная для извлечения
пропана, приведена на рис. 6.10.
Сырьевой газ в количестве 7 млн. м3/сут под давлением 7,55 МПа по-
ступает на установку адсорбционной осушки, затем через рекуперативные
теплообменники — в сепаратор С-1.
Жидкая фаза с низа сепаратора поступает в деметанизатор, газовая фа-
за направляется в турбодетандер. Проектом предусмотрено расширение га-
за в одно- и двухступенчатом турбодетандере. При использовании односту-
пенчатого турбодетандера газ с верха деметанизатора через рефлюксную
J78
Таблица 6.17. Характеристика турбодетандеров [139]
Показатели Азотная станция Станция разделения воздуха Гелиевые установки Станция СПГ Нефтехимические предприятия
без холо- дильного цикла с азотно- холодиль- ным циклом I* II*
Перепад теплоты, кДж/кг Параметры на входе: 13 66,5 48,4 20,2 63,5 70 282
давление, МПа 0,62 0,62 0,96 4,61 4,66 4,40 2,20
температура, °C — 167 —95 —255 -29 —99 -67 — 120
мощность, кВт 2,2—36,8 33,2—1100 0,52—29,3 405-2560 234—2650 207-8050 36,5—735
Диаметр колеса, мм 34—140 43—76 13—94 127-330 86—292 178- 559 89—407
Частота вращения, мин-1 250—1040 185—1050 750—5750 235-870 260- 920 143- 905 205—1260
К. п. д. 0,83—0,88 0,82—0,86 0,65—0,82 0,81—0,84 0,84—0,86 0,84—0,86 0,62—0,67
Тип турбины Радиальная центростремительная \ Осевая
* I — при большом содержании в газе метана, II — водорода?
Рис. 6.10. Схема турбоде-
тандерной установки для
извлечения пропана:
С-1 — сепаратор; Е-1 — рефлюкс-
ная емкость; К-1—деметаниза-
тор; Т-1, Т-2, Т-3, Т-4, Т-5 —ре-
куперативные теплообменники;
ВХ — воздушный холодильник;
ДК-1 — дожимной компрессор с
приводом от паровой турбины;
ДК-2 — компрессор, расположен-
ный на одном валу с турбоде-
тандером; ТД — турбодетандер;
Н-1 — насос; Уб — установка
адсорбционной осушки; I —
сырьевой газ; II, III — товар-
ный газ; IV—деметанизирован-
ный продукт
емкость Е-1 и рекуперативные теплообменники Т-2 и Т-1 подается в дожим-
ной компрессор. В этом варианте давление на выходе из ТДА составляет
2,8 МПа, а температура минус 77 °C. Степень извлечения пропана составля-
ет 80% от его потенциального содержания в газе.
При использовании двухступенчатого турбодетандера газ с верха де-
метанизатора проходит холодильник-конденсатор Т-3 и поступает в емкость
орошения Е-1, откуда жидкая фаза насосом подается на орошение колонны.
Газ поступает на II ступень турбодетандера, где его давление снижается
с 2,8 до 2 МПа, а температура — с минус 77 до минус 95,6 °C. Полученный
холод используется для охлаждения газа перед емкостью орошения для
повышения степени конденсации тяжелых углеводородов. При использовании
двухступенчатого турбодетандера степень извлечения пропана из газа до-
стигает 90%. Количество деметанизированного продукта при одно- и двух-
ступенчатом детандировании составляет 2304 и 2347 м3/сут.
Для глубокого извлечения этана турбодетандеры применяют
в комбинации с пропановым или этановым холодильным цик-
лами. Технологическая схема процесса низкотемпературной се-
парации с использованием пропанового холодильного цикла
и турбодетандера представлена на рис. 6.11.
Газ, поступающий на установку, последовательно проходит входной се-
паратор, установку осушки и поступает в пропановый холодильный цикл.
При охлаждении газа часть углеводородов конденсируется. Образовавшая-
ся газожидкостная смесь поступает в сепаратор С-2. Газовая фаза с вер-
ха аппарата для дополнительного расширения направляется в турбодетан-
дер. При этом температура газа снижается до —85 °C, что способствует
конденсации дополнительного количества этана и более тяжелых углево-
Рис. 6.11. Технологическая
схема извлечения пропана с
комбинированным холодиль-
ным циклом:
С-1, С-2 — сепараторы; К-1 — деме-
танизатор; Т-1 — теплообменник;
ТДА-1, ТДА-2— турбодетандерные
агрегаты; ДК-1 — компрессор тур-
бодетандера ТДА-1; ДК-2 —дожим-
ной компрессор ТДА-2; Н-1, Н-2,
Н-3 — насосы; ПХЦ — пропановый
холодильный цикл; Уб—узел осуш-
ки; 1— сырьевой газ; II — товарный
газ; III — деметанизированный про-
дукт
180
дородов. Смесь после турбодетандера поступает в верхнюю часть демета-
низатора, верхняя секция которой работает как сепаратор. Отделившаяся
в нем жидкость используется для орошения колонны.
Метановая фракция — товарный газ с верха колонны проходит ПХЦ
(для рекуперации тепла), затем поступает на прием дожимного компрессо-
ра, расположенного на одном валу с турбодетандером. Необходимая тем-
пература низа колонны поддерживается за счет циркуляции части кубового
продукта через ПХЦ и теплообменник Т-1. Деметанизированный продукт —
смесь этана и высших углеводородов с низа колонны отводится на фрак-
ционирование.
Зарубежная установка извлечения из газа этана с примене-
нием турбодетандера, описанная в работе [141], отличается
большой производительностью по газу — 56 млн. м3/сут. Уста-
новка включает блоки осушки, охлаждения, расширения, фрак-
ционирования и дожатия остаточного газа. Предусмотрена так-
же очистка газа от диоксида углерода. Молярный состав сырье-
вого газа: N2—1,90, СОг—0,50; СН4— 91,46; С2Не — 4,50;
С3Н8— 1,10; С4Н10 —0,39; С5Н12—0,15%.
При изменениях параметров сырья проект завода предусмат-
ривает стабильную работу установок в интервале давлений
3,8—4,7 МПа, при производительности 42—61 млн. м3/сут и со-
держании этана 3,5—6%. Оборудование рассчитано на 54%-ное
извлечение этана из газа при его охлаждении до —101 °C.
Глубокая осушка газа на отдельной сорбционной установке
не производится. Для борьбы с гидратообразованием в низко-
температурные узлы подается метанол. Использование метанола
снижает затраты на оборудование и уменьшает перепад давле-
ния на установке.
Отделение механических примесей и капельной жидкости
из газа происходит во входном сепараторе и на фильтрах,
улавливающих частицы размером до 3 мкм. Охлаждение газа
производится в восьми параллельных теплообменниках, суммар-
ная тепловая нагрузка составляет 114 млн. кДж/ч. В основном
охлаждение достигается за счет рекуперации холода остаточ-
ного газа низкого давления, а частично этановым холодом. До-
полнительно газ охлаждается в двух параллельно соеди-
ненных турбодетандерных аппаратах производительностью
до 25 млн. м3/сут и максимальной мощностью 4600 кВт.
Массовое содержание жидкости в смеси при выходе из де-
тандера составляет около 6%. Жидкость отделяется в сепара-
торе и поступает в деметанизатор, в конструкции которого
предусмотрено шесть боковых и один кубовый кипятильник. На
боковые кипятильники приходится 75% общей тепловой на-
грузки, в них сырьевой газ используется в качестве нагревае-
мой среды.
В деэтанизаторе из смеси выделяется этановая фракция,
содержащая до 5% диоксида углерода вместо 2% по норме.
Поэтому этановая фракция подвергается очистке от СОг на от-
дельной установке с применением раствора амина.
Отличительной особенностью описанной схемы являются от-
181
Таблица 6.18. Характеристики трех вариантов схем при разных
входных давлениях
Показатели I II III
Давление, МПа:
на входе в ТДА 3,5 5,5 7,3
на выходе из ТДА 1,8 2,4 2,2
в деэтанизаторе 3,0 3,0 3,0
Температура, °C:
на входе в ТДА —51 —46 —30
на выходе из ТДА —77 —78 —68
орошения деэтанизатора —30 —30 —45
Степень расширения газа в детанде- 1,98 2,29 3,32
ре Суммарная степень конденсации уг- 23 33 34,8
леводородов на установке, %:
СН4 9,62 20,60 23,62
с2н6 50,0 65,6 60,7
с3н8 92,0 95,0 91,0
Энергетические затраты, кВт 24 097 24 349 24 825
в т. ч. на холодильный цикл 2 781 2 234 1 732
сутствие специальных установок (гликолевой или адсорбцион-
ной) для тонкой очистки газа от диоксида углерода и влаги
перед низкотемпературной переработкой. Значительное коли-
чество СО2 остается в газе, поступающем на охлаждение до
минус 80 °C и ниже. При подаче в систему метанола наличие
СО2 в охлажденном газе не вызывает осложнений в работе
установки.
Другой характерной чертой этой установки является глу-
бокая рекуперация тепла. В случае применения двух турбин
возможно исключить применение котельной и огневых подогре-
вателей. На двух идентичных установках регенерируется око-
ло 275 млн. кДж/ч тепла, что составляет 57% всей теплопро-
изводительности газовых турбин.
При увеличении спроса на этан можно увеличить глубину
его извлечения с 54 до 75%. Для этого потребуется установить
дополнительно еще по одному деметанизатору и компрессор,
что даст возможность снизить давление и температуру после
детандера и соответственно увеличить глубину извлечения
этана.
Большое влияние на технико-экономические показатели тур-
бодетандерных установок оказывает входное давление газа.
В работе [140] рассмотрены три варианта схем с различными
значениями давления газа перед турбодетандером (3,5; 5,5;
7,3 МПа). Сравнительный анализ проводили по энергетическим
затратам при производительности установок по газу
1 млрд. м3/год и содержания С3+ 300 г/м3. Сопоставление ва-
риантов схем переработка газа с турбодетандером приведено
в табл. 6.18.
182
Рис. 6.12. Принципиальная схема установки НТК Для переработки нефтяно-
го газа:
БО— блок осушки; М-116 — деметанизатор; М-117 — деэтанизатор; М-118 — емкость оро-
шения; М-114, М-115 — сепараторы; Е-108, Е-110, Е-111 — рекуперативные теплообменни-
ки; Е-109, Е-113 •—пропановые холодильники; Е-112, Е-114 — испарители; Е-115 — воздуш-
ный холодильник; С-103 — дожимной компрессор, Т—турбина; К — компрессор; Р-107—
Р-108 — насосы; I — сырьевой газ; II—товарный газ; III — ШФЛУ; IV—сырье деэта-
низатора
Согласно данным табл. 6.18, с ростом давления перед де-
тандером переход пропана в жидкую фазу меняется незначи-
тельно. В то же время резко повышается степень конденсации
метана, что обусловливает необходимость поддержания в реф-
люксной емкости деэтанизатора температуры —45°C при помо-
щи дополнительных теплообменников.
Общие энергетические затраты на дожатие сухого газа до
давления газопровода (5,5 МПа) по всем вариантам близки.
Принципиальная технологическая схема одной из установок
с ТДА приведена на рис. 6.12.
Установка включает в себя блоки осушки, НТК, фракцио-
нирования (деметанизации и деэтанизации) и сжатия остаточ-
ного газа.
Осушка газа производится в адсорбционном блоке, в каче-
стве поглотителя воды используют цеолиты марки SP-1335,
имеющие следующие характеристики:
Размеры шариков, мм................. 1,6
Объемная масса, кг/мэ................676
Удельная теплоемкость, кДж/(кг-град) 4,1
Насыпная масса, кг/л................ 0,69
Статическая емкость, мг/л
по парам воды......................119
по углеводородам...................75
183
Сырьевой газ наряду с влагой содержит также сероводо-
род— около 0,02% (масс.), или до 20 г/1000 м3. При осушке
происходит также извлечение сероводорода из газа.
Осушенный газ после прохождения фильтра для улавлива-
ния частиц цеолитов разделяется на два потока. Один из пото-
ков последовательно охлаждается в теплообменниках Е-108 (до
— 10°C), Е-109 (до —30°C) и Е-111 (до —52°С).
Второй поток проходит рекуперативный теплообменник
Е-110, испаритель Е-112, где охлаждается кубовыми продукта-
ми деэтанизатора и деметанизатора соответственно до —34 и
—52 °C.
После охлаждения оба потока сырьевого газа объединяют-
ся и поступают в сепаратор М-114, а затем в турбину турбоде-
тандерного агрегата Х-101, где за счет снижения давления с
5,6 до 2,6 МПа происходит его охлаждение до минус 80°C.
Охлажденная газожидкостная смесь поступает на 6-ю тарелку
деметанизатора М-116.
Жидкая фаза с низа М-114 через сепаратор М-115 подает-
ся на 4-ю тарелку деметанизатора М-116. Температура верха
деметанизатора поддерживается около минус 77°C. Газ с верха
деметанизатора через рекуперативные теплообменники Е-1 И
и Е-108 поступает в компрессор турбодетандерного агрегата.
Жидкая фаза из сливного кармана нижней тарелки поступает
в межтрубную часть испарителя Е-112 и с температурой минус
55 °C возвращается под первую тарелку. Кубовый продукт ко-
лонны М-116 подается на 26-ю тарелку деэтанизатора М-117.
Показатели ректификационных колонн установки НТК да-
ны в табл. 6.19.
Газ с верха деэтанизатора охлаждается в пропановом холо-
дильнике Е-113 до минус 37°С. При этом конденсирующиеся
углеводороды используются для орошения деэтанизатора.
Жидкие углеводороды, собирающиеся в полуглухой тарел-
ке деэтанизатора, поступают в межтрубную часть испарителя
Е-114, где в качестве теплоносителя используется горячее мас-
ло (дизельное топливо), подаваемое в трубный пучок с темпе-
ратурой 170—210 °C. Нагретая в испарителе до 120 °C газо-
жидкостная смесь поступает под полуглухую тарелку. Кубовый
продукт колонны — широкая фракция углеводородов через воз-
Таблица 6.19. Основные характеристики деметанизатора М-117
и деэтанизатора М-116 установки НТК
Показатель М-117 М-116 Показатель М-117 М-116
Диаметр, м 3,64 2,36 Рабочее давление, — 25 Высота, м 32,27 13,74 ™\р„ура Число тарелок, шт 41 41 питания 28 —80 Тип тарелок Клапанные низа3 120 —55
184
душный холодильник Е-115 подается на склад товарной про-
дукции.
Турбодетандерные агрегаты широко используются также в
схемах промысловых установок комплексной подготовки газа
(УКПГ) вместо дроссельного устройства.
Использование ТДА позволяет на II ступени сепарации под-
держивать более низкое давление, чем при обычной схеме
установки НТС, что в свою очередь обеспечивает понижение
температуры II ступени сепарации. В результате увеличивается
степень конденсации целевых компонентов и одновременно
уменьшается количество легких компонентов в жидкой фазе.
Использование детандеров наиболее экономически выгодно
в следующих случаях: при наличии свободного перепада дав-
ления между сырым и сухим газом; для глубокого извлечения
этана из газа с относительно низким давлением; в случае, ког-
да имеется необходимость в переработке тощих газов; при
строительстве ГПЗ в таких районах, где уменьшение массы
и размеров оборудования имеет первостепенное значение — на
морских промыслах и месторождениях, находящихся в зонах
многолетних мерзлых пород.
В схемах глубокого извлечения углеводородов применяется
также двухступенчатое расширение газа с промежуточным от-
водом образовавшейся жидкой фазы.
Турбодетандеры, как и дроссельное устройство, следует ис-
пользовать в качестве последней ступени охлаждения.
Сжатие газов низкого давления
Дожимные компрессоры (ДК) используются для повышения
давления газов на входе на ГПЗ и выходе из него. Наряду
с этим производится также дожатие промежуточных потоков
(газов дегазации, деметанизации, деэтанизации и т. д.). Для
этой цели могут быть использованы как ДК, так и эжекторы.
Последние обычно применяются при больших избыточных дав-
лениях основных сырьевых потоков и в тех случаях, когда га-
зы по параметрам не отвечают требованиям соответствующих
ступеней компрессора.
Для повышения давления газа в качестве газоперекачиваю-
щих агрегатов (ГПА) применяются поршневые газомотокомп-
рессоры и центробежные нагнетатели с приводом от газовой
турбины и электродвигателя.
Поршневые компрессоры отличаются высоким к. п. д. (до
90%), низкими эксплуатационными расходами и большим диа-
пазоном значений расхода и плотности газа. Недостатками
этих компрессоров считаются повышенная удельная металло-
емкость и низкая механическая надежность.
Центробежные компрессоры отличаются большой надеж-
ностью и меньшими удельными металлозатратами. Основными
недостатками этих машин являются их низкий к. п. д. и сни-
185
Рис. 6 13 Принципиальная схема комп-
римирования газа:
ДК — дожимной компрессор, С-1, С-2 — сепа-
раторы, Х-1, Х-2 — холодильники; / — газ низ-
кого давления, II, V—газ после I и II сту-
пеней дожатия соответственно, ///, IV—смесь
жидких углеводородов
жение эффективности работы при изменении плотности газа,
подаваемого в компрессоры.
Дожимная компрессорная станция включает машинный зал,
блок охлаждения и сепарации газа, систему циркуляции воды,
используемой для охлаждения газа и компрессора, и блок ре-
генерации отработанных масел.
Число ступеней сжатия зависит как от характеристики
ГПА, так и от конечного значения давления газа.
Принципиальная технологическая схема двухступенчатого
сжатия газа дана на рис. 6.13. Сырьевой газ после прохожде-
ния входного сепаратора поступает в I-ю ступень компрессора.
Назначение входного сепаратора—отделение от газа меха-
нических примесей и капельной жидкости. После I ступени до-
жатия газ при необходимости охлаждается, при этом часта
происходит конденсация воды и тяжелых углеводородов. Газ
после отделения от образовавшейся жидкой фазы поступает во
II ступень дожатия. Затем газ охлаждается, сепарируется и по-
дается по назначению.
Жидкая фаза, отводимая с низа сепараторов после разде-
ления от воды, подается на установку фракционирования.
При дожатии газов, прошедших низкотемпературную пере-
работку, между ступенями дожатия не происходит конденсация
тяжелых углеводородов. В этом случае сепаратор С-2 служит
как маслоуловитель.
На практике, как правило, бывают известны состав сырье-
вого газа, его давление и температура, а также требуемая сте-
пень сжатия, которая характеризует отношение давлений по-
сле и до компрессии. В этом случае расчет процесса сжатия
включает в себя определение потребной мощности привода
компрессора, числа ступеней дожатия, температуры потока по-
сле ступени дожатия, состава жидкой и газовой фаз, образо-
вавшихся при дожатии газа, а также плотности и объема газа
после дожатия. Подбираются необходимые холодильники, се-
параторы и другое вспомогательное оборудование компрессор-
ного цеха.
В технической документации дается значение политропиче-
ского или адиабатического к. п. д. компрессоров. В зависимости
186
от заданного к. и. д. мощность компрессоров определяется по
уравнениям:
И—1
Gx Г/ Р, \ ипп Т
N =-------- zTi — — 1 ,
Af(x— 1) 1 |Л Pi J J
и—1
(6.22)
(6.23)
Gx [( Р,
N = Л4(х — 1) ZT1 Рх
где N— мощность компрессора, кВт; G — расход газа, кг/с; х — показатель
адиабаты газа; z— коэффициент сжимаемости газа; М. — молекулярная мас-
са газа (безразмерная); Т\ — температура газа на входе в компрессор, К;
Pt и Р? — давление газа на входе и выходе компрессора соответственно,
МПа; т]п — политропический к. п. д. компрессора, в долях единицы; т]а —
адиабатический к. п. д. компрессора, в долях единицы.
Температура газа на выходе из ступени дожатая (Т2) мо-
жет определяться по уравнениям
и—1
СР \ХГ|
—- П , (6.24)
/
и—1
T2 = Ti + Ti [(ЦМ * -1] — . (6.25)
1Л Pl 1 J Т)а
(6.26)
Политропический и адиабатический к. п. д. компрессора свя-
заны между собой следующим соотношением:
и—1
/ Р1 \~
\ Л J
Ла — и—1
/ Р1 \ ит1п _ j
I Р2 J
Плотность газа после дожатая (р2) определяется по урав-
нению
* 273 РиРг^н
Рр — —.
0,102г2Т2
где рн — плотность газа в нормальных условиях, кг/м3;
сжимаемости газа при нормальных
газа.
(6.27)
гн — коэффициент
условиях; г2 — то же после дожития
При двух разных режимах
ется следующая зависимость
PiVi
между показателями газа име-
(6.28)
ziPi z-iP-i
По уравнению (6.28) можно определить фактический объем
газа при изменении его давления или давления газа при изме-
нении его объема.
187
Для определения состава фаз после дожатая или охлажде-
ния смеси можно пользоваться следующими уравнениями:
Ki-(Ki-V)L ;
Yi^t
(6.29)
(6-29а)
где Xi° и Y,° — мольная доля г-го компонента в жидкой и газовой фазах
соответственно до начала изменения параметров системы; Ki — константа
равновесия Z-го компонента после изменения параметров системы; L и V —
мольная доля жидкой и газовой фаз соответственно, после изменения па-
раметров системы.
В уравнениях (6.29) и (6.29а) число неизвестных на одно
больше, чем число уравнений. Поэтому составы и количества
фаз после изменения параметров системы определяются ме-
тодом последовательных приближений. Рассмотрим решения
уравнения (6.29). Задаваясь значениями L между 0 и 1, опре-
деляют значения X для всех компонентов. Затем проверяют ве-
личину Если 2Х(-=1, значение L задано правильно. В об-
ратном случае задаются новым значением L и расчет повто-
ряют.
После нахождения состава жидкой фазы по уравнению
(6.29а) находят состав и количество газовой фазы.
В табл. 6.20 приведены степени конденсации различных
компонентов газа в зависимости от давления при постоянной
температуре. Для указанного состава газа значение давления,,
соответствующего максимальной конденсации, отличается су-
щественно. Следовательно, выбор режима расширительных ма-
шин и компрессоров должен быть осуществлен с учетом ука-
занного фактора наряду с другими факторами, влияющими на
технико-экономические показатели технологических процессов.
Таблица 6.20. Степень конденсации компонентов (а, %) в зависимости
от давления при —30 °C
Компонент Содержание, % (мол.) а при различных Р, МПа
6,5 5,5 4,5 3,5 2,5
Метан 67,75 48 27,0 15 7 2
Этан 27,993 70 57 45 31 15
Пропан 4,20 82 76 70 61 42
я-Бутан 0,90 80 88 87 84 74
я-Пентан 0,27 94 94 93 94 91
Гексан 0,10 97 98 98 98 98
Гептан 0,042 98 99 99 99 99
Октан 0,011 99 100 100 100 100
Нонан 0,03 100 100 100 100 100
Декан 0,0040 100 100 100 100 100
Диоксид углерода 0,70 60 42 27 15 6
188
Структура энергетических затрат ГПЗ
Энергетические затраты являются основной составляющей
эксплуатационных затрат на современных ГПЗ. Этот показа-
тель зависит как от параметров сырья (состав, давление, тем-
пература), так и от способов его переработки, глубины извле-
чения компонентов, совершенства оборудования (теплообмен-
ников, насосов, компрессоров) и т. д.
Данные, приведенные в табл. 6.21, показывают примерную
структуру энергетических затрат (в %) на газоперерабатываю-
щих установках (ГПУ) фирмы «Шелл» (США).
Следует отметить, что из-за отсутствия данных об основ-
ных параметрах газа на входе в ГПУ и выходе из нее (давле-
ние, содержание кислых газов, степень извлечения целевых
компонентов) данные табл. 6.21 недостаточны для полной оцен-
ки процессов разделения природных и нефтяных газов. Однако
эти данные показывают, что для всех процессов основными яв-
ляются энергозатраты на сжатие и технологические цели (по-
догрев и охлаждение потоков). С учетом этого можно указать
следующие направления снижения энергозатрат на ГПУ
и ГПЗ:
выбор оптимального значения давления в деметанизаторе
и деэтанизаторе. При наличии в системе многоступенчатых до-
жимных компрессоров необходима взаимоувязка значений дав-
ления на входе в них и в указанных аппаратах;
обеспечение дифференциального ввода и отвода тепла в
разделительных колоннах;
выбор давления с учетом не только максимальной конден-
сации целевых компонентов, но и минимальной конденсации
компонентов, которые не требуется извлекать из газа;
снижение потерь тепла за счет повышения степени рекупе-
рации энергии отдельных потоков, обеспечения режима рабо-
ты теплообменников с большим значением коэффициента теп-
лоотдачи.
Наряду с указанными при выборе режима установок низко-
температурной переработки необходимо учесть также следую-
щие обстоятельства:
при проектировании массообменного оборудования, работа-
ющего с орошением, следует отдать предпочтение увеличению
Таблица 6.21. Структура энергозатрат различных ГПУ фирмы «Шелл»
Статьи расходов НТА НТК Ректифи- кация
Компрессоры для хладоагентов 20—50 30—45 0—10
Технологические компрессоры 1—10 0—20 —
Технологическое тепло 30—70 35—65 75—90
Насосы 5—10 1—5 5—10
Вентиляторы и газодувки 1-5 1-5 1—5
Прочее 1—3 1—3 1-3
189
числа тарелок с тем, чтобы снизить количество орошения.
В снижении энергозатрат большое значение имеет также точ-
ность определения тарелки ввода сырья в колонны и выбора
параметра теплоносителя их испарителей;
высокая четкость предварительного выделения из сырья ме-
ханических примесей и качество хладоагента обеспечивают под-
держание чистой поверхности теплообменного оборудования
и коммуникаций и тем самым снижают расход тепла на пере-
качку потоков и улучшают эффективность теплообмена;
в отдельные периоды года изменяется температура хладо-
агентов, используемых в технологическом цикле. Учет этого
фактора при корректировке режима работы колонны также мо-
жет привести к снижению энергозатрат;
с повышением степени извлечения отдельных компонентов
выше определенного значения резко возрастает расход энергии
на процесс разделения, особенно это касается этана. Следова-
тельно, этот показатель в каждом конкретном случае следует
определять на основе подробных технике-экономических расче-
тов. Такой же подход должен иметь место при регенерации аб-
сорбентов и стабилизации конденсата;
обеспечение хорошей изоляции с целью уменьшения по-
терь тепла в окружающую среду;
утилизация тепла отходящих потоков.
Наряду с указанным на тепловые затраты ГПУ заметное
влияние оказывает также состав товарных продуктов, чем уже
пределы колебания концентрации отдельных компонентов в
них, тем выше энергоемкость установок. Поэтому не следует
стремиться к получению особо чистых продуктов, когда в этом
нет необходимости. Это в первую очередь касается сжижен-
ных газов, ШФЛУ, топливных газов, а также природных и неф-
тяных газов, закачиваемых в пласт и подаваемых в располо-
женные поблизости тепловые электростанции.
Глава 7
Извлечение тяжелых углеводородов
из газов с применением
абсорбционных процессов
Абсорбционные процессы являются одним из основных при пе-
реработке природных и нефтяных газов.
В то время, когда основной задачей переработки газа было
извлечение из него пропана и бутанов, абсорбция считалась
ведущим процессом газопереработки. Лишь с возрастанием по-
190
требности в этане — пиролизном сырье — процесс низкотемпе-
ратурной конденсации с различными холодильными циклами,
в том числе на основе изоэнтропийного расширения с приме-
нением турбодетандерных агрегатов, потеснил абсорбционные
процессы на второй план.
Тем не менее в ряде случаев абсорбционные процессы явля-
ются высокоэффективными при переработке природных и неф-
тяных газов; например, при наличии в сырье парафинистых уг-
леводородов с высокими температурами застывания. Охлаж-
дение такого газа до более низких температур может вызвать
осложнения в работе газоперерабатывающих установок. В то
же время, подбирая соответствующие абсорбент и режим про-
цесса, можно достичь глубокого извлечения целевых компонен-
тов из газа при плюсовых температурах. Абсорбция эффектив-
на при эксплуатации газоконденсатных месторождений сайк-
линг-процессом: в этом случае процесс можно вести под дав-
лением 10—12 МПа, что позволит достичь экономию энергии
на дожатие сухого газа при закачке его в пласт [142], а так-
же для тонкой очистки газа (на Оренбургском ГПЗ процесс
низкотемпературной абсорбции используется для тонкой очист-
ки газа от тиолов).
Для повышения степени извлечения тяжелых углеводородов
на практике применяют также процесс абсорбции в потоке,
где абсорбером служит трубопровод, а абсорбентом — частично
разгазированный нестабильный конденсат.
Основные требования к качеству абсорбентов
и технологическим схемам абсорбционных установок
Требования к качеству абсорбента. Абсорбенты, предназначен-
ные для извлечения из газа тяжелых углеводородов и разных
примесей, должны отвечать следующим общим требованиям:
а) температура помутнения и застывания должна быть на
несколько градусов ниже самой низкой рабочей температуры
в системе, при несоблюдении этого условия возможно засты-
вание абсорбента при его охлаждении;
б) абсорбенты не должны содержать сернистые соединения,
которые могут разлагаться в условиях высоких температур в
отпарных колоннах и десорберах. При обычной температуре
сернистые соединения не вызывают увеличения скорости кор-
розии оборудования. Однако в цикле десорбции, когда абсор-
бент нагревается до высоких температур, происходит выде-
ление. из него сернистых соединений, часть которых разлагает-
ся с образованием элементной серы. В результате скорость
коррозии оборудования резко возрастает. Кроме того, серни-
стые соединения загрязняют товарную продукцию установок
переработки газа;
в) наличие смолы и механических примесей, которые осаж-
даются на поверхностях оборудования, контактных устройств
и коммуникаций снижает эффективность работы установок;
191
г) желательно, чтобы абсорбенты имели узкие интервалы
кипения: не больше 100 °C, предпочтительнее 50—70 °C. Этот
показатель обеспечивает стабильность состава и, следователь-
но, постоянную поглотительную емкость абсорбента при дли-
тельном периоде эксплуатации;
д) содержание непредельных углеводородов должно быть
минимальным, так как они полимеризуются при нагреве и воз-
действии кислорода воздуха;
е) отношение плотности к молекулярной массе является од-
ним из основных показателей, определяющим массовый удель-
ный расход циркулирующего абсорбента. Кроме того, чем
больше плотность абсорбента, тем легче происходит его сепа-
рация, т. е. выделение из газовой фазы, следовательно, меньше
и унос в виде капель и тумана;
ж) должны иметь большую избирательность в отношении
целевых компонентов, извлекаемых из газа. Этот показатель
определяется по формуле
E — thJy, (7.1)
где Е — избирательность абсорбента; <рч — степень извлечения целевого
компонента из смеси; <р — степень извлечения побочного компонента.
При переработке природных газов, как правило, избира-
тельность абсорбента определяется по отношению к метану.
Чем выше избирательность абсорбента, тем легче и дешев-
ле выделение поглощенных компонентов из газа;
з) потери абсорбента в паровой фазе прямо пропорциональ-
ны давлению насыщенных паров. Унос большего количества
абсорбента с отработанным газом может привести к конденса-
ции части абсорбента при транспортировании газа и снижать
эффективность работы газотранспортных систем, поэтому зна-
чения давлений насыщенных паров должны быть небольшими;
и) абсорбенты должны иметь относительно низкую вяз-
кость при рабочих температурах и давлениях с тем, чтобы
обеспечить хорошую перекачиваемость и эффективный массо-
обмен в абсорбере;
к) должны быть устойчивыми против пено- и эмульсиеоб-
разования. Этот показатель наряду с другими также оказывает
влияние на потери абсорбента и перепада давления в колонне.
Кроме того, абсорбенты должны быть дешевыми и по воз-
можности производиться из продукции разрабатываемого ме-
сторождения. Конденсаты большинства месторождений или их
фракции в той или иной мере отвечают указанным требовани-
ям и могут использоваться как абсорбент. При этом необходи-
мо принять во внимание следующее. В начальный период
эксплуатации месторождения выход фракции конденсата, со-
ответствующей абсорбенту, как правило, значительно выше.
С падением пластового давления месторождения ниже опреде-
ленного значения уменьшается выход фракции конденсата, со-
ответствующей абсорбенту. Так, при пластовом давлении
109
21 МПа конденсат Оренбургского ГКМ содержал 29% (масс.)
фракции, которая использовалась как абсорбент на Оренбург-
ском ГПЗ. При 12 МПа количество указанной фракции в со-
ставе конденсата снизилось до 13% (масс.). Для получения
того же количества абсорбента при этом необходимо перера-
батывать в 2 раза больше стабильного конденсата, что связа-
но с большими энергетическими расходами, которые приводят
к повышению себестоимости продукции.
Поддержание качества абсорбента. Практически на всех
установках возможно загрязнение абсорбента механическими
примесями, смолами, продуктами коррозии, продуктами разло-
жения ингибиторов и т. д. Кроме того, при многократной цир-
куляции абсорбента происходит потеря его легких фракций
и, следовательно, увеличение содержания тяжелых фракций в
его составе, что приводит к снижению его поглотительной спо-
собности. Для поддержания этого показателя и других свойств
абсорбента на проектном уровне необходимо предусмотреть
соответствующие мероприятия.
Анализ процесса накопления примесей в абсорбенте и его
облегчение за счет потери легких фракций дан в работах [143,
144].
На практике возможны следующие варианты.
1. Газ не содержит компонентов абсорбента. При регенера-
ции из абсорбента выделяются все поглощенные компоненты.
При этом происходит также выделение части легких фракций
абсорбента. Потери легких фракций абсорбента происходят
также за счет их уноса с товарным газом. Для поддержания
постоянного количества циркулирующего абсорбента в систему
дополнительно подают абсорбент. С целью исключения чрез-
мерного накопления тяжелых фракций в абсорбенте необхо-
димо предусмотреть их выделение из него или же периодиче-
скую частичную замену абсорбента.
При использовании в качестве подпитки стабильного кон-
денсата необходимо принимать во внимание следующее.
Растворимость солей в конденсате и его фракциях состав-
ляет всего несколько миллиграммов на литр. Однако при до-
быче конденсат контактирует с минерализованной пластовой
водой, что приводит к образованию стойких эмульсий. В ре-
зультате с конденсатом в систему вносятся соли в диспергиро-
ванном виде, происходит накопление солей в абсорбенте.
При циркуляции абсорбента эмульсии разлагаются, что
приводит к выпадению солей на поверхностях труб и аппара-
тов. Последнее, уменьшая свободное сечение труб, увеличива-
ет их гидравлическое сопротивление и резко ухудшает тепло-
передачу в теплообменниках. Поэтому необходимо предвари-
тельное обессоливание и обезвоживание конденсата, используе-
мого в качестве абсорбента.
2. Сырьевой газ содержит компоненты абсорбента. При
этом температура конца кипения наиболее тяжелого компонен-
13—864
193
та, извлекаемого из газа, ниже, чем у абсорбента. В этом слу-
чае при регенерации абсорбента необходимо в десорбере под-
держивать такой режим, чтобы количество десорбированных
компонентов, входящих в состав исходного абсорбента, не пре-
вышало количество тех же компонентов, извлекаемых из газа.
В этом варианте уносимые легкие фракции абсорбента компен-
сируются поглощенными из газа. Изменение состава абсорбен-
та значительно меньше, чем в предыдущем варианте. Следова-
тельно, для поддержания нормальной работы установки и ком-
пенсации потерь тяжелых фракций абсорбента требуется мень-
ше подпитки.
3. Газ содержит компоненты, имеющие температуру кипе-
ния выше, чем температура конца кипения абсорбента. Это
может иметь место на абсорбционных установках, работающих
при положительных температурах, когда до абсорбера не уда-
ется обеспечивать полное выделение из газа тяжелых углево-
дородов.
В этом случае потери легких фракций абсорбента пол-
ностью компенсируются за счет поглощенных из газа компонен-
тов. Однако в абсорбенте происходит накопление тяжелых ком-
понентов, повышается температура конца кипения абсорбента,
снижается его поглотительная емкость. Для поддержания ка-
чества абсорбента необходима периодическая замена части
циркулирующего абсорбента или же выделение из него тяже-
лых фракций, т. е. для обеспечения нормальной работы аб-
сорбционной установки требуется свежий абсорбент.
В тех случаях, когда абсорбент соответствует фракции кон-
денсата того же месторождения, газ которого перерабатыва-
ется, для его получения возможны следующие три варианта.
Для первого варианта необходимо иметь отдельную уста-
новку получения абсорбента. Использование стабильного кон-
денсата в качестве абсорбента в этом случае приведет к уве-
личению в нем концентрации тяжелых углеводородов, что обу-
словит повышенную скорость обновления абсорбента.
Для второго варианта схема получения свежего абсорбен-
та такая же, что и для первого.
В третьем варианте свежий абсорбент может производиться
на отдельной установке. Для поддержания качества абсорбен-
та возможна также установка дополнительной колонны. В этом
случае часть регенерированного абсорбента подают в дополни-
тельную колонну, где из него в качестве кубового продукта вы-
деляется фракция, температура начала кипения которой соот-
ветствует таковой для абсорбента.
Таким образом, варианты схем абсорбционных установок
обусловливают или наличие отдельной установки получения
абсорбента, или же дополнение схемы еще одной колонной для
выделения из абсорбента тяжелых компонентов.
В условиях месторождений Крайнего Севера, когда упро-
194
щению схем подготовки газа к транспорту придается первосте-
пенное внимание и достаточно обеспечить степень извлечения
пропана до 70% от потенциального, рекомендуется применять
установки НТА с частичной проточной схемой, преимущество
которой заключается в быстрой замене всего количества абсор-
бента или его части. Обычно в таких установках абсорбентом
служит стабильный конденсат, получаемый из пластовой про-
дукции того же месторождения, газ которого обрабатывается
на абсорбционной установке. Часть стабильного конденсата по-
сле контактирования с газом выводится из системы.
При использовании конденсата в качестве абсорбента не-
обходимо иметь в виду его облегчение с падением пластового
давления, что приводит к изменению режима эксплуатации
установок. Следует также учесть, что уменьшение молекуляр-
ной массы абсорбента обусловливает повышение давления его
насыщенных паров и, следовательно, увеличение потерь с от-
работанным газом. Однако применение облегченного абсорбен-
та в свою очередь повышает степень извлечения углеводородов
из смеси.
Недостатком проточной схемы циркуляции с использовани-
ем в качестве абсорбента стабильного конденсата является от-
сутствие возможности регулирования молекулярной массы аб-
сорбента.
В ряде схем нестабильный конденсат, получаемый при ох-
лаждении газа до абсорбера, подается в деэтанизатор совмест-
но с насыщенным абсорбентом.
В цикле регенерации происходит также стабилизация кон-
денсата.
Как правило, нестабильный конденсат I ступени сепарации
содержит некоторое количество ингибиторов, применяемых для
интенсификации добычи, борьбы с коррозией и гидратообразо-
ванием, и других примесей. Обработка такого продукта сов-
местно с насыщенным абсорбентом вызывает ряд негативных
явлений. В первую очередь отметим разложение ингибиторов
при нагреве. Продукты разложения вызывают осмоление аб-
сорбента и усиливают скорость
коррозии в системе. В связи с этим
выбор ингибиторов должен осу-
ществляться с учетом всего цикла
обработки газа — от скважин до
магистрального газопровода.
Рис. 7.1. Принципиальная схема циркуля-
ции абсорбента:
К-1 абсорбер; К-2 — десорбер; Е-1 — емкость
орошения; Н-1 — насос; / — сырьевой газ; II—
очищенный газ; III — регенерированный циркули-
рующими абсорбент; IV —* конденсат (абсорбент),
подаваемый на подпитку; V — отводимый из си-
стемы абсорбент
13’
195
Накопление примесей в циркулирующем абсорбенте в об-
щем виде происходит согласно рис. 7.1. Абсорбент регенери-
руется в колонне К-1. Для восполнения потерь в колонну К-2
подается подпитка (сырье для получения абсорбента, напри-
мер стабильный конденсат). Легкая фракция абсорбента от-
водится с верха колонны, а тяжелая смешивается с циркули-
рующим потоком абсорбента.
Из системы отводится также часть циркулирующего потока
абсорбента с тем, чтобы исключить чрезмерное накопление
в нем тяжелых фракций и механических примесей.
Уравнение материального баланса указанной системы име-
ет вид:
+ У A. '++ — НцЯц, (7-2)
где Уп—'Количество подпитки, м3/ч; Уо — количество исходного абсорбента
в начале работы установки, м3/ч; Уц—количество циркулирующего абсор-
бента, м3/ч; Ув — количество выводимого из системы абсорбента, м3/ч;
ап—'Концентрация примеси в подпитке, г/м3; а0 — концентрация примеси в
исходном абсорбенте, г/м3; ав—концентрация примеси в отводимом из си-
стемы потоке абсорбента, г/м3.
Принимая во внимание, что при установлении равновесия
в системе ав = ац, и решая уравнение (7.2) относительно ац,
получим
__ Удяд^ + УА>
ЙЦ vo + VBt
(7.3)
При расчетах по уравнению (7.3) необходимо иметь в виду,
что не во всех случаях подпитка, вводимая в систему, пол-
ностью переходит в циркулирующий абсорбент. Поэтому зна-
чение ап следует определить, исходя из того количества подпит-
ки, которое переходит в циркулирующий абсорбент. Указанное
положение проиллюстрируем примером расчета.
Пример 7.1. В системе циркулирует абсорбент (исходный объем его
Уо=15О м3/ч, содержание солей яо=2О г/м3). Непрерывно в систему пода-
ется стабильный конденсат — подпитка общим объемом 10 м3/ч с солесо-
держанием 10 г/м3. Из этого количества стабильного конденсата 8 м3/ч вы-
водится с верха десорбера (см. рис. 7.1), а 2 м3/ч— смешивается с циркули-
рующим абсорбентом При этом вся соль, вводимая в систему подпиткой,
переходит в кубовую продукцию колонны, т. е. в абсорбент. Часть цирку-
лирующего абсорбента (2 м3/ч) отводится из системы.
Требуется определить концентрацию солей в циркулирующем абсорбен-
те после 400 часов эксплуатации установки.
Решение. Находим концентрацию солей в подпитке, смешивающейся
с циркулирующим абсорбентом, после отгона части конденсата в десорбе-
ре. По условиям задачи в абсорбент переходит всего 20% (одна пятая
часть) конденсата, т. е. Нп = 2 м3. Следовательно, содержание солей в под-
питке будет в пять раз больше, чем в исходном конденсате, т. е. ап=5-10=
= 50 г/м3. При наличии исходных данных по уравнению (7.3) определяется
количество солей в циркулирующем абсорбенте:
2-50-400+ 150-20
150 + 2-400
= 45,3 г/м3.
196
Этот пример показывает, что использование конденсата, со-
держащего 10 г/м3 соли, для восполнения потерь абсорбента
привело бы к увеличению в нем концентрации солей.
Пример 7.2. По данным примера 7.1 определить значение ац, если из-
вестно, что концентрация солей в исходном конденсате равна 2 г/м3.
Решение. Аналогично примеру 7.1 находим, что яп = 2-5=10 г/м3. Далее
вычисляют Яд
2-10-400+ 150-20
150 + 2-400
11,6 г/м3.
В данном случае ац<ап, т. е. ввод в систему конденсата
с содержанием солей 2 г/м3 обеспечивает очистку циркулирую-
щего абсорбента от солей (за счет вывода из системы части
абсорбента).
Рис. 7.2 отражает влияние различных параметров на кон-
центрацию солей в циркулирующем абсорбенте. Основное из-
менение концентрации солей в циркулирующем абсорбенте
происходит в начальный период эксплуатации установки. Через
определенное время значение ац приближается к величине ап,
и дальнейшее увеличение времени эксплуатации на значение
ац существенно не влияет.
В тех случаях, когда подпитка содержит соли больше, чем
абсорбент, независимо от их количества в исходном абсорбен-
те, значение ац увеличивается и приближается к значению ап
(кр. 1, 2~). Отсюда можно сделать вывод, что только подача
подпитки, содержащей соли меньше, чем абсорбент, может
обеспечить нормальную работу установки.
В тех случаях, когда подпитка не содержит солей, по урав-
нению (7.3) можно определить уменьшение содержания солей
в системе во время эксплуатации.
Пример 7.3. Концентрация смол в исходном абсорбенте равна 100 г/м3,
V0=15 м3/ч, Кп = 2 м3/ч, ап = 0. Требуется определить время эксплуатации т,
после которого концентрация примесей в циркулирующем абсорбенте со-
ставит 10 г/м3.
Решение. При ап = 0 уравнение (7.3) решается относительно т.
(7.4)
Подставив значения а0, ац, И, и Кц в уравнение (7.4), определяем искомое
значение т:
т :
100— 10
--------= 675 ч.
10 —
150
Возможность снижения концентрации солей или любой
другой примеси в циркулирующем абсорбенте за счет исполь-
зования чистой подпитки отражают кривые 3 и 4 рис. 7.2. Не-
зависимо от исходного содержания примесей в абсорбенте при-
менение чистой подпитки со временем обусловит минимальное
197
Рис. 7.2. Влияние времени эксплуатации
-г на концентрацию солей в циркулиру-
ющем абсорбенте Сс при исходных дан-
ных:
1 — а0—0; а„"=100 г/м3; 2 — ао=20; ап —100; 3 —
а»—200; ап=0; 4 — ао=1ОО; о,=0
содержание их в циркулирующем
абсорбенте.
При выборе абсорбента и схе-
мы абсорбционной установки
необходимо учитывать все вы-
шеперечисленные факторы.
Выбор режима работы абсорбционных установок
Механизм процесса абсорбции. Абсорбция — процесс поглоще-
ния газов жидкостью. Движущей силой процесса является
разность парциальных давлений компонентов в газовой и жид-
кой фазах.
Абсорбированные на поверхности жидкости молекулы опре-
деляют значение поверхностного натяжения жидкости а. С ро-
стом молекулярной массы углеводородов снижается значение
их поверхностного натяжения. Следовательно, из смеси в пер-
вую очередь абсорбируются те компоненты, которые сильнее
снижают поверхностное натяжение жидкости, т. е. компоненты
с большой молекулярной массой.
Для эффективного протекания процесса абсорбции необ-
ходимы противоток газа и абсорбента и образование большой
поверхности соприкосновения фаз.
При абсорбции абсорбент и газ нагреваются за счет выде-
лившегося тепла, причем температура абсорбента выше темпе-
ратуры газа, поскольку тепло непосредственно сообщается аб-
сорбенту, а газ нагревается только за счет теплообмена между
ним и абсорбентом.
Температуру насыщенного абсорбента на выходе из колон-
ны можно вычислить по уравнению
t —t I . 6ГСГ (tj С) ,7
‘и — ‘в । г , (7-5)
где 4 — температура абсорбента на входе в колонну, °C; Са— теплоемкость
абсорбента, кДж/кг-град; Ga— количество абсорбента на входе в колонну,
кг/ч; qi—'теплота сорбции поглощаемых компонентов, кДж/кг; gi — количе-
ство поглощаемых компонентов, кг/ч; Gr— количество газа на выходе из аб-
сорбера, кг/ч; Сг — теплоемкость газа, кДж/кг-град; Л и t2— температура
газа на выходе и входе соответственно, °C.
Произведение бгСг(/2—Л) характеризует количество тепла,
сообщаемое газу в абсорбере.
Содержание компонентов в газе по ходу движения вверх
уменьшается, соответственно увеличивается количество каждо-
198
ГО компонента газа в абсорбенте. Число молей компонента в
газе наибольшее значение имеет внизу абсорбера ин, а наи-
меньшее — на выходе из абсорбера ив.
Отношение количества поглощенного газа (моль) ин—
к содержанию компонента в сыром газе (моль) ин называется
коэффициентом извлечения <р.
При известных объемах газа до и после абсорбера и кон-
центрациях в них целевого компонента степень извлечения
компонента определяют по уравнению
Ф= , (7.6)
Гн</1
где гн и гв — объем газа на входе в абсорбер и выходе из него; yi и г/2—
мольная (объемная) концентрация компонента в газе, до и после абсорбе-
ра, соответственно.
Для определения коэффициента извлечения компонента в
зависимости от числа теоретических ступеней, в колонне, рас-
ходов газа и абсорбента и термодинамических условий процес-
са Крейсером получено следующее уравнение
где п—'число теоретических тарелок в абсорбере; А — фактор абсорбции.
Взаимосвязь между константой равновесия компонента К
и удельным расходом абсорбента устанавливается через фак-
тор абсорбции, определяемый по уравнению
где L и V — число молей абсорбента и газа на верхнем сечении абсорбера.
На основании уравнения (7.7) составлена диаграмма Крей-
сера (рис. 7.3). Из диаграммы видно, что при постоянном чис-
ле тарелок извлечение компонента зависит от фактора абсорб-
ции At чем выше значение А, тем больше значение коэффици-
ента извлечения.
Как следует из уравнения (7.8), фактор абсорбции обрат-
но пропорционален константе равновесия компонента. Следо-
вательно, чем большей летучестью характеризуется компонент,
тем меньше он будет поглощаться. Этот принцип широко ис-
пользуется на практике для избирательного извлечения тяже-
лых углеводородов из природного и нефтяного газов.
На основе уравнений (7.7) и (7.8) можно вычислить любую
третью величину при двух заданных. На практике обычно зада-
ются условия процесса и степень извлечения компонентов и
требуется определить количество абсорбента при заданном
числе тарелок.
В соответствии с уравнениями (7.7) и (7.8) основными па-
раметрами, оказывающими влияние на степень извлечения
199
компонентов из газа, являются константа их равновесия, число
тарелок и удельный расход абсорбента. Последний является
наиболее важным показателем и зависит в первую очередь от
давления и температуры системы.
Влияние каждого из указанных параметров на степень из-
влечения углеводородов экспериментально изучено на Опыт-
ном заводе ВНИИГАЗа для газов различного состава и с аб-
сорбентами, имеющими различные молекулярные массы
и фракционные составы.
В качестве абсорбента использовали конденсат с молеку-
лярной массой 127, плотностью 0,787 г/см3. Абсорбент содер-
жал 24,4% ароматических, 52,4% нафтеновых и 23,2% пара-
финовых углеводородов. Результаты опытов, проведенных при
средней температуре 20 °C и в интервале давлений 5—14 МПа,
приведены на рис. 7.4—7.10 [145—148].
Влияние давления. Если между давлением и константой
равновесия компонента в соответствии с уравнением (7.8) су-
ществует обратная зависимость, с ростом давления увеличи-
вается значение фактора абсорбции А, а следовательно, также
величина ср. Это объясняется еще и тем, что повышение давле-
ния способствует переходу углеводородов в жидкое состояние.
После определенного значения давления, характеризующегося
в основном перегибами кривых констант равновесия углеводо-
родов (ретроградным явлением), с ростом давления значе-
0,2 0,3 0,0 0,5 0,7 0,9 /,2 1,8 2,0 3,0 0,0 В,0Я(8)
Рис. 7.3. Диаграмма Крейсера:
А — фактор абсорбции, S — фактор десорбции; ф — степень извлечения компонента
200
Рис. 7.4. Влияние давления Р на степень извлечения (а) и удельный рас-
ход абсорбента (б)
ния К увеличиваются. В связи с этим уменьшается фактор аб-
сорбции и, следовательно, степень извлечения компонента, оп-
ределяемая по формуле (7.7).
Извлечение метана. Зависимость между коэффициентом из-
влечения и давлением (при постоянных Р, t, п и др.) в интер-
вале 5—14 МПа практически линейная — это хорошо согласу-
ется с тем, что с повышением давления уменьшаются констан-
ты равновесия метана. С ростом давления доля метана в смеси
поглощенных компонентов резко увеличивается, что приводит
к снижению коэффициента избирательности поглотителя в от-
ношении целевых компонентов газа (рис. 7.5), где £ = фс3/фс1>
а фс3 и срсх— степени извлечения пропана и метана.
Снижение избирательности поглотителей усложняет регене-
рацию насыщенного абсорбента и затрудняет разделение газов
десорбции. Выделение метановой фракции из насыщенного аб-
сорбента и возвращение ее в поток товарного газа требует
повышенных энергетических затрат. Поэтому выбор давления
процесса при абсорбционной обработке газа должен осуществ-
ляться с учетом таких факторов, как требуемая степень извле-
чения целевых компонентов, затраты на дожатие газа, стои-
мость оборудования и т. д.
Следует отметить, что в случае применения турбодетандер-
ных агрегатов для утилизации избыточного давления газа про-
цесс абсорбции можно вести при более низких давлениях, 6—
7 МПа. Затем с помощью компрессора ТДА газ следует до-
жать до 7,8 МПа и подавать в магистральный газопровод. Это
позволит уменьшить удельный расход абсорбента и повысить
его избирательность.
201
Рис. 7.5. Влияние давления Р на избиратель-
ность абсорбента Е при удельных расходах:
1 -- 1; 2 — 1,5 л/м3
Извлечение этана. С увеличением
давления до 9—9,5 МПа при посто-
янных удельном расходе абсорбента
и температуре степень извлечения эта-
на возрастает, при 9,5—12 МПа коэф-
фициент извлечения этана практичес-
ки не меняется. Дальнейший прирост
давления приводит к уменьшению его значения. Для достиже-
ния такого же коэффициента извлечения, как при 9,5 МПа,
потребуется увеличить удельный расход абсорбента (рис. 7.6,
б). Так, при 14 МПа для достижения глубины извлечения эта-
на 40% следует увеличить L/V с 1,37 (при 9,5 МПа) до
1,65 л/м3.
Уменьшение коэффициента извлечения этана носит плавный
характер. Это можно объяснить тем, что значения констант
равновесия в области указанных давлений при постоянной тем-
пературе увеличиваются, причем изгиб кривых констант равно-
весия и кривой извлечения идентичен.
Извлечение пропана. С повышением 'давления до 6—7 МПа
степень извлечения пропана возрастает, а при 7—8 МПа прак-
тически не меняется. С дальнейшим ростом давления степень
извлечения пропана уменьшается. Для достижения при 14 МПа
такой же степени извлечения, как при 7 МПа, потребуется уве-
личить удельный расход абсорбента от 1,9 до 2,8 л/м3.
Уменьшение степени извлечения пропана значительнее, чем
этана. Например, при повышении давления с 12 до 14 МПа аб-
солютное уменьшение <р для пропана составляет 10, а для
этана — всего 5%.
Значение давления, соответствующее максимальному извле-
чению этана и пропана (при постоянных п, t), подтверждается
и результатами экспериментов, проведенных с другими абсор-
бентами >[145].
На основании зависимости Р—кр можно сделать вывод, что
в целях извлечения пропана проведение процесса абсорбции
При давлении свыше 7,0 МПа нецелесообразно. Однако, для
переработки газов в системе сайклинг-процесса и при подго-
товке их к дальнему транспортированию экономически целесо-
образным может оказаться абсорбционный процесс и при дав-
лениях выше 7 МПа. В данном случае при выборе значения
давления необходимо провести технико-экономический анализ
с учетом конкретных условий (расходы на дожатие газа
в сайклинг-процессе и транспортирование, количество извле-
каемых продуктов и т. д.).
Влияние удельного расхода абсорбента. Из уравнения (7.8)
и анализа экспериментальных данных следует, что независимо
202
от значения давления с увеличением удельного расхода абсор-
бента (A/У) степень извлечения всех компонентов возрастает.
Зависимость между удельным расходом абсорбента и коэф-
фициентом извлечения пропана нелинейная. При значениях L/V
от 0,5 до 1,0 л/м3 при 5 МПа абсолютное значение прироста <р
составляет 27, при L/V от 1 до 1,5 л/м3— 16, а при L/V от 1,5
до 2 л/м3 —всего 9%. Далее, при значениях L/V от 2,0 до
3,0 л/м3 извлечение пропана увеличивается примерно на 4%
на каждый 0,5 л/м3 удельного расхода абсорбента (рис. 7.6, в).
Аналогичная зависимость соблюдается и при других давлени-
ях, а также в опытах, проведенных с использованием других
абсорбентов. Особенно низкий прирост ср имеет место при сте-
пени извлечения свыше 90%, т. е. более глубокое извлечение
пропана может оказаться нецелесообразным, так как требует
больших энергетических затрат.
На практике при глубоком извлечении этана возможно и
более глубокое извлечение пропана. Например, на заводе Кети
(Канада) абсорбцию целевых углеводородов из сырьевого га-
20»
8
4
3 -
г.
о
о
1,0
2,0L]VtjilM3
Рис. 7.7. Влияние удельного расхода абсор-
бента L/V на избирательность процесса аб-
сорбции Е
за проводят при температуре минус
40 °C и давлении 7,8 МПа. При этом
степень извлечения компонентов со-
ставляет: этана — 60, пропана — 98,
бутана и высших — практически
100% от их потенциального содержа-
ния в сырьевом газе. Как правило, из-
влечение 80—90% пропана достигает-
ся с применением низкотемпературной
абсорбции.
Для этана, как видно из рис. 7.6, б, зависимость у от L/V
в условиях экспериментов близка к линейной. При глубоком
извлечении этана эта зависимость должна быть аналогична та-
ковой для пропана. Для метана зависимость ср от L/V практи-
чески линейная (рис. 7.6, а).
Рис. 7.7 характеризует влияние удельного расхода абсор-
бента на его избирательность при одинаковых условиях.
Наибольшая избирательность в отношении метана наблю-
дается при низких удельных расходах абсорбента — от 0,5 до
1,0 л/м3. При дальнейшем повышении удельного расхода аб-
сорбента степень извлечения пропана из газа увеличивается
незначительно, а метана растет практически пропорционально
значению L/V, что приводит к снижению значения Е.
Несколько опытов проводили также с газом, содержащим
большее количество пропана, повышение концентрации пропана
в составе газа .приводит к увеличению значения Е.
Влияние свойств абсорбентов на абсорбцию. При выборе
абсорбента следует стремиться к тому, чтобы по природе он
был подобен разделяемому газу, так как при этом процесс
массообмена протекает более интенсивно. При абсорбции уг-
леводородных газов в качестве абсорбента обычно применяют
бензиновые или керосиновые фракции, а в последние годы и
газовый конденсат. Выбирая абсорбент, учитывают также дав-
ление и температуру процесса и производительность установки.
Степень извлечения углеводородов является функцией чис-
ла молей абсорбента, вступающего в контакт с газом. Чем
меньше молекулярная масса абсорбента, тем больше молей со-
держится в единице объема. Следовательно, чем легче абсор-
бент, тем меньший объем жидкости потребуется для достиже-
ния той же степени абсорбции.
Снижение молекулярной массы абсорбента — один из наи-
более эффективных способов интенсификации процесса абсорб-
ции. Применение легких абсорбентов позволяет увеличить сте-
пень извлечения целевых углеводородов без изменения количе-
ства циркулирующего потока. Кроме того, с уменьшением мо-
204
лекулярной массы абсорбента снижается его вязкость, что спо-
собствует уменьшению гидравлических потерь и улучшению
теплопередачи и, следовательно, увеличению количества цир-
кулирующего абсорбента на том же оборудовании. В резуль-
тате дополнительно возрастает выход целевых компонентов.
Количество абсорбента, уносимого с газом, зависит не толь-
ко от давления и температуры, но и от состава сухого газа.
Чем меньше плотность газа, тем больше потери абсорбента.
Приведенные на рис. 7.8 данные показывают практическое
увеличение ср с уменьшением молекулярной массы абсорбента
(при прочих равных условиях).
Анализ кривых L/V—ср показывает, что влияние свойств
абсорбентов на глубину извлечения пропана больше проявля-
ется при меньших удельных расходах абсорбента. Для этана
отношение коэффициентов извлечения с ростом удельного рас-
хода абсорбента также уменьшается, но не так резко, как
у пропана. Для метана в исследуемой области с повышением
удельного расхода абсорбента соотношение коэффициентов из-
влечения практически не меняется. Это можно объяснить тем,
что после определенного значения увеличение.расхода абсор-
бента обеспечивает глубокое поглощение метана, в отношении
других компонентов абсорбент становится более насыщенным.
К' %
Рис. 7 8. Степень извлечения углеводородов ф при различном удельном рас
ходе абсорбентов (Р=7,1 МПа, /=20°С):
• —керосин (М-170); О — конденсат (М-127); Д — бензин (М-101)
20
Рис. 7.9. Зависимость
степени извлечения ф
бутана (1) и пентана
(2) от удельного расхо-
да абсорбента (7 МПа;
20 °C)
Таким образом, увеличение удельного расхода абсорбента
при применении легких абсорбентов способствует повышению
степени извлечения метана, затем этана и в меньшей степени
пропана и более тяжелых углеводородов. Наибольший эффект
для пропана получается при низких удельных расходах абсор-
бента. Это еще раз подтверждает целесообразность ведения про-
цесса при низких удельных расходах абсорбента.
Извлечение малых количеств тяжелых углеводородов. Как
было указано выше, процесс НТА обеспечивает тонкую очист-
ку газа от какого-либо компонента. Такой эффект можно до-
стичь также процессом абсорбции при обычных температурах.
Необходимость извлечения из газа незначительных количеств
углеводородов С5+ возникает в тех случаях, когда охлаждение
газа до минусовых температур становится неэкономичным.
В то же время подача таких газов в магистральные газопрово-
ды после осушки на абсорбционных установках приводит к сни-
жению эффективности работы газотранспортных систем.
Для подготовки тощих газов, содержащих несколько грам-
мов тяжелых углеводородов, на кубический метр газа, во
ВНИИГАЗе изучена возможность применения процесса абсорб-
ции при обычных температурах. Исследуемый газ содержал до
4 г/м3 углеводородов Cs+. Результаты ряда опытов при 20 °C
приведены на рис. 7.9.
При удельном расходе абсорбента 0,8 л/м3 достигалась сте-
пень извлечения С4+ свыше 95%. Для полного извлечения С5+
потребовалась кратность орошения до 0,5 л/м3. В качестве аб-
сорбента использовали керосиновую фракцию с молекулярной
массой 170.
При применении процесса абсорбции для обработки газа
точка росы газа по углеводородам соответствует температуре
контакта. Следовательно, при подготовке газа к транспорту
при положительных температурах газ формально не будет от-
вечать требованиям Отраслевого стандарта по указанному по-
казателю. Поэтому для обработки газа необходимо использо-
вать тяжелый абсорбент с меньшей упругостью насыщенных
паров (температура начала кипения >150—200°С). Это обес-
печит минимальную конденсацию тяжелых углеводородов в га-
зопроводе в случае охлаждения газа ниже температуры, при
которой ведется процесс абсорбции.
Влияние температуры. С понижением температуры умень-
шается значение константы равновесия компонентов. Следова-
тельно, увеличивается значение фактора абсорбции и коэффи-
циента извлечения компонентов.
При низких температурах можно уменьшить давление про-
цесса, не уменьшая интенсивности процесса поглощения ком-
понентов. Кроме того, низкие температуры позволяют приме-
нять легкие абсорбенты. По оценке зарубежных специалистов,
при использовании низкотемпературной абсорбции (НТА) об-
щие затраты уменьшаются на 25—50%.
206
Однако ориентация на зарубежные данные иногда может
привести к значительным ошибкам в результате неэквивалент-
ности цены продуктов переработки газа и оборудования. При
выборе средней температуры процесса необходимо учесть, что
со снижением ее значения сложность установок и их стоимость
возрастают.
Процесс абсорбции углеводородов сопровождается выделе-
нием тепла и повышением средней температуры смеси в аб-
сорбере. Поэтому на проектируемых и строящихся ГПЗ прида-
ется большое значение снижению средней температуры абсорб-
ции. Охлаждение сырого газа способствует конденсации неко-
торого количества углеводородов, вследствие чего снижается
нагрузка на абсорбер.
Для отвода теплоты сорбции внутри абсорбера можно уста-
новить змеевиковые холодильники. Применяют также выносное
охлаждение жидкой смеси, особенно при значительном разли-
чии температур хладоагента и в абсорбере. Чем выше темпера-
тура абсорбции, тем важнее становится роль выносного охлаж-
дения. Для перекачки абсорбента часто используют гидроста-
тический напор между тарелками. В этом случае в расчетной
точке абсорбера ставится полуглухая тарелка. Для обеспечения
подачи жидкой фазы самотеком увеличивают расстояние меж-
ду глухой и нижестоящей тарелкой (одна или две тарелки
между ними не монтируются). Жидкость выводят с глухой та-
релки, она самотеком проходит холодильник и поступает на
нижестоящую тарелку. Возможно также использование насо-
са для перекачки жидкости — частично насыщенного абсор-
бента.
В табл. 7.1 приведены значения коэффициентов извлечения
метана, этана и пропана в случае снижения температуры про-
цесса с 20 до 0°C. В качестве абсорбента использовали конден-
сат с молекулярной массой 127 и плотностью 0,787 г/см3. Пе-
рерабатываемый газ содержал 91,9% метана, 3,1 азота, 3,8 эта-
на, 1,0 пропана и 0,2 бутана и высших углеводородов.
Данные табл. 7.1 показывают, что понижение температуры
больше способствует повышению степени извлечения пропана
Таблица 7.1. Относительное увеличение коэффициентов извлечения
фо~“Ф2О
компонентов Дфсг =——— -100% при снижении температуры процесса
с 20 до 0 °C (i — число атомов С в молекуле)
i Удельный расход абсорбента, л/м3 1 Удельный расход абсорбента, л/мЗ
0,5 1,0 1,5 0,5 1,0 1,5 0,5 1,0 1,5 0,5 1,0 1,5
Р=5 МПа /’=7 МПа /’=9,5 МПа Р=14 МПа 1 14 17 15 16 14 13 1 14 15 14 12 14 14 2 25 26 24 27 25 23 2 20 18 21 17 16 18 3 35 29 20 30 21 17 3 37 27 22 30 25 19
207
и этана, меньше — метана. Например, при £/У=1,0 л/м3
и 7 МПа с понижением температуры на 20 СС относительный
рост коэффициента извлечения для пропана, этана и метана
составляет соответственно 21; 25 и 14%, а при L/V=l,5 л/м3
и 9,5 МПа — 22; 21 и 14%. То же наблюдается и при других
давлениях.
Таким образом, из рассмотренных способов интенсификации
процесса — повышение давления, увеличение удельного расхо-
да абсорбента, уменьшение молекулярной массы абсорбента
и снижение средней температуры абсорбции наиболее эффек-
тивным является последнее.
Влияние скорости газа. При определении конструкции
и размеров абсорбера большое значение имеет скорость про-
хождения газа через абсорбер.
При малых скоростях газа из-за недостаточной интенсивно-
сти перемешивания на тарелках не достигается равновесия
между фазами. При скоростях газа больше определенного
значения эффект также мал, так как газ не приходит в до-
статочно полное соприкосновение с жидкостью. Кроме того,
при больших скоростях газа требуется большее расстояние
между тарелками, чтобы газ подошел к вышележащей тарел-
ке совершенно освобожденный от капель абсорбента. Это в
свою очередь обусловливает большую высоту абсорбера и, сле-
довательно, его повышенную металлоемкость. При повышении
давления абсорбции газ становится более плотным и трудно
отделяется от абсорбента, что приводит к повышенному уносу
последнего. Приведенные факты указывают на важность опре-
деления оптимальной скорости газа в абсорбере.
Поглощение компонентов по высоте абсорбера. Изучение
работы абсорберов по внешним потокам не достаточно для
анализа их работ с целью выявления путей увеличения глубины
отбора целевых компонентов. Для этого, наряду с другими ха-
рактеристиками абсорбера, необходимо знать также закономер-
ности поглощения компонентов по высоте колонны.
На основании зависимостей рис. 7.10 и литературных дан-
ных [148—150] можно утверждать, что абсорбция углеводоро-
дов из смеси по высоте колонны протекает неравномерно.
При средних давлениях основная часть метана поглощается
преимущественно в верхней части абсорбера. С ростом давле-
ния поглощение метана в средней и нижней частях немного
увеличивается.
При низких и средних давлениях этан поглощается в верх-
ней части абсорбера. С ростом давления этан поглощается как
в нижней, так и в средней частях абсорбера. При давлении
9,5 МПа, соответствующем максимальному извлечению этана,
последний поглощается по высоте абсорбера относительно рав-
номерно. С дальнейшим повышением давления поглощение его
в средней части абсорбера уменьшается, что объясняется уве-
личением констант равновесия этана в указанных давлениях.
208
Рис. 7.10. Поглощение этана (а) и
20 °C и давлениях:
1—5, 2 — 7, 3 — 8,5, 4 — 9,5; 5—14 МПа
абсорбера)
(I, II — точки замера показателей по высоте
При низких давлениях пропан ведет себя как летучий ком-
понент и поглощается в верхней части колонны между 20-й и
30-й тарелками 30-тарельчатого абсорбера (считая снизу).
С повышением давления до 4 МПа активное поглощение про-
пана начинается с 8 и 10 тарелки, считая снизу. С повышени-
ем давления до 7 МПа основное количество пропана поглоща-
ется на нижних тарелках.
С дальнейшим увеличением давления поглощение пропана
в нижней части колонны начинает уменьшаться. При высоких
давлениях степень извлечения пропана в нижней части ко-
лонны повышается.
Высокое давление для каждого компонента — это такое
давление, при котором наблюдается точка перегиба на кривых
зависимости константы равновесия от давления при постоян-
ной температуре. Для этана это давление равно 9,5—10,5 МПа,
для пропана 6—7 МПа, для бутанов 4—5 МПа. Когда давле-
ние превышает высокое давление, степень извлечения компо-
нента при прочих равных условиях снижается.
Поглощение бутанов как при низких, так и при средних
давлениях происходит в основном в нижней части колонны.
Обобщая полученные данные, можно сделать вывод, что в
целях увеличения отбора целевых компонентов необходимо
учитывать характер извлечения углеводородов при разных дав-
лениях по высоте абсорбера.
Особенности и расчет процесса абсорбции углеводородных
газов при высоких давлениях. Одна из особенностей абсорб-
ции углеводородных смесей при высоких давлениях — значи-
тельное изменение отношения L/V (и фактора абсорбции) по
высоте колонны (рис. 7.11 и табл. 7.2).
14—864
209
Рис. 7.11. Изменение отношения
жидкой фазы L к газовой V по
высоте абсорбера при 20 °C и
давлениях:
I — 5, 2 — 7; 3 — 8,5; 4 — 9,5; 5 — 14 МПа
(I, II—точки замера показателей по
высоте абсорбера)
Изучение процесса аб-
сорбции углеводородной
смеси под высоким давле-
нием показало, что при раз-
личных составах газа и ре-
жимах абсорбции отноше-
ние L/V и фактор абсорб-
ции на верхнем и нижнем
сечениях абсорбера отличаются более чем в 2 раза. При этом
основное изменение характеристик жидких и газовых фаз про-
исходит до 7,0 МПа. С дальнейшим ростом давления молеку-
лярная масса и плотность жидкой смеси, соотношение L/V,
коэффициент объемного расширения и т. д. изменяются незна-
чительно. Это объясняется уменьшением степени извлечения
пропана, а затем и этана из газа. Изменение характеристик
абсорбента и газа в результате увеличения поглощения мета-
на практически полностью компенсируется уменьшением по-
глощения этана и пропана.
Опыты показывают, что объем газа в абсорбере уменьшает-
ся примерно на 15—20%. Увеличение объема жидкости резко
опережает уменьшение объема газа. Одновременно снижаются
плотности жидкой и газовой фаз. В связи с этим отношение
жидкость — газ по высоте абсорбера возрастает в 1,9—2,3
раза.
Характер уменьшения плотностей жидкой и газовой фаз и
поглощения компонентов по высоте колонны идентичен.
В связи с резким изменением фактора абсорбции по вы-
соте абсорбера применение диаграмм Крейсера приводит к по-
грешности в 2 раза и более, что не допустимо. Расчет процес-
Таблица 7.2. Изменение параметров процесса абсорбции по высоте колонны
(по пропану)
р МПа (Я. \ V /Н G )н/ G )в Ап Ап Ai
5 0,139 0,262 1,88 0,56 1,31 2,34
7 0,139 0,284 2,04 0,51 0,92 1,80
9,5 0,139 0,296 2,12 0,53 0,89 1,68
12 0,139 0,294 2,11 0,42 0,70 1,67
14 0,139 0,296 2,12 0,33 0,64 1,94
Примечание. -гг- ] и | ] — соотношение жидкости и газа соответственно ввер-
\ 'в ’ /н
ху и внизу абсорбера, моль/моль; Ап и — фактор абсорбции вверху и внизу абсор-
бера, соответственно.
210
са абсорбции при высоких давлениях можно вести с примене-
нием модифицированной диаграммы Крейсера. Этот способ-
подробно описан в работе [151].
Технологические схемы абсорбционных установок
Двухколонная абсорбционная установка. Схемы первых абсорб-
ционных установок включали в себя две колонны — абсорбер
и десорбер, а также ряд рекуперативных теплообменников.
В абсорбере производилось извлечение из газа целевых ком-
понентов при обычных температурах. Насыщенный абсорбент
поступал во вторую колонну для десорбции поглощаемых уг-
леводородов.
Следует отметить, что такую схему можно применять, когда
абсорбент имеет высокую избирательность и задача процесса —
извлекать из смеси один компонент или же одну целевую фрак-
цию. Абсорбционные установки с такой схемой применяются
при извлечении из газа кислых компонентов и при осушке га-
за. При переработке природных и нефтяных газов такие схемы
не эффективны, так как не обеспечивают получение кондици-
онной товарной продукции.
В настоящее время в промышленности применяют следую-
щие технологические схемы абсорбционных установок:
абсорбция с частичной отпаркой легких углеводородов;
абсорбция с рециркуляцией несконденсировавшихся газов;
двухступенчатая абсорбция;
абсорбция с предварительным насыщением тощего абсор-
бента.
Абсорбция с частичной отпаркой легких углеводородов. Аб-
сорбер, работающий с обогревом низа с целью частичной от-
парки метана (иногда и этана), на практике называется аб-
сорбционно-отпарной колонной (АОК).
При поддержании постоянного давления в абсорбере повы-
шение температуры насыщенного абсорбента приводит к обра-
зованию потока газа, состоящего в основном из метана и эта-
на. При этом происходит частичная десорбция пропана и бо-
лее тяжелых углеводородов, которые необходимо улавливать
с помощью абсорбента. Для этого в верх колонны подается
тощий абсорбент и верхняя часть колонны работает в режиме
абсорбции, а нижняя — отпарки.
В настоящее время технологические схемы практически
всех абсорбционных установок включают в себя абсорбционно-
отпарные колонны. Подбирая соответствующий режим АОК
практически можно обеспечить полную деметанизацию, а ког-
да требуется и деэтанизацию абсорбента.
Выделение метана и этана из насыщенного абсорбента при
высоких давлениях позволяет несколько снизить расход энер-
гии на дожатие этих газов.
Извлечение из газов стабилизацйи УСК первой очереди
Оренбургского ГПЗ широкой фракции легких углеводородов
14*
211
Рис. 7,12. Технологическая схема абсорбционной установки с проточной
схемой:
В01А, В01Б, В02 — сепараторы-разделители; А01, А02, АОЗ, А04 — воздушные холодильни-
ки; Т-1005, Е04 — водяные холодильники: Е01, ЕОЗ— испарители; Е02 — рекуперативный
теплообменник; С01 — абсорбционно-отпарная колонна; С02 — дебутанизатор; Р01, Р02,
РОЗ —насосы; / — сырьевой газ; II—стабильный конденсат (абсорбент); /// — отбензи-
ненный газ; IV— абсорбент; V — насыщенный абсорбент; VI — ШФЛУ
(ШФЛУ) производится на абсорбционной установке, работаю-
щей по проточной схеме (рис. 7.12), где абсорбер работает в
режиме АОК.
Характеристика основного оборудования этой установки да-
на в табл. 7.3 и 7.4.
В качестве абсорбента на установке используется стабиль-
ный конденсат. Расчетная производительность установки по
сырьевому газу составляет 11,4 тыс.м3/ч. Степень извлечения
пропана по проекту принята 90%.
Газ стабилизации на установку поступает при давлении до 0,6 МПа и
температуре до 50 °C. На установке предусмотрено разделение потока газа.
Таблица 7.3. Характеристика теплообменников
Позиция на рис. 7.12 Трубное простран- ство Межтрубное про- странство Поверх- ность тепло- обмена, м2 Коэффи- циент теплопе- редачи. Вт/(м2. •град) Тепловая нагрузка, млн-кДж/ч
расход, т/ч температу- ра, °C расход, т/ч температу- ра. °C
вход ВЫХОД вход ВЫХОД
Е01 123,3 142 105 158,2 62 83 360 152 12,67
Е02 123,3 230 142 147,9 83 160 280 425 32,72
ЕОЗ 26,5 250 250 262,4 212 230 720 474 45,25
212
Таблица 7.4. Характеристика аппаратов воздушного охлаждения
Позиции на рис. 7.12 Охлаждаемый про- дукт Воздух Поверх- ность, м2 Коэффи- циент теплопе- редачи, Вт/(м2- •град) Тепловая нагрузка, млн кДж/ч
Расход, т/ч Темпера гу- ра, °C Расход, тыс мЗ/ч Температу- ра, °C
вход ВЫХОД вход выход
А01 38,0 55 40 560 30 35 3550 10 2,31
А02 123,3 105 40 1000 30 48 5000 32 20,66
АОЗ 79,2 127 НО 400 30 60 3550 14 16,85
А04 24,6 110 50 4000 30 50 3550 18 10,71
Часть потока поступает в узел предварительной абсорбции, где в поток по-
дается тощий абсорбент—стабильный конденсат. Смесь газа и абсорбента
проходит воздушный холодильник АО 1, охлаждается и поступает на 11-ю
тарелку абсорбционно-отпарной колонны С01.
С целью снижения нагрузки на среднюю часть колонны предусмотрена
подача части газа в низ колонны.
Стабильный конденсат, используемый в качестве абсорбента, для отде-
ления от следов капельной воды поступает в фазовый разделитель В01Б,
выделившаяся вода отводится в канализацию. По мере необходимости аб-
сорбент из В01Б насосом РОЗ подается для подпитки в поток регенериро-
ванного абсорбента на выходе из воздушных холодильников А02.
Расход абсорбента, подаваемого в узел предварительной сорбции, со-
ставляет 180—200 м3/ч. Примерно такое же количество абсорбента подает-
ся в верх абсорбера в качестве орошения. Для орошения потоки абсор-
бента раздельно проходят водяные холодильники Т-1005 и Е04.
Колонна С01 работает в режиме деэтанизации при температуре низа
93 °C и верха 60 °C и давлении 0,5 МПа.
После верхней тарелки колонны установлены каплеотбойники. Подвод
тепла осуществляется через испаритель Е01 Теплоносителем в испарителе
является тощий абсорбент с низа колонны С02. Деэтанизированный абсор-
бент с низа колонны С01 поступает в насос Р01. Большая часть потока
проходит теплообменник Е02, где подогревается обратным потоком тощего
абсорбента и поступает на 11-ю тарелку десорбера С02. Другая часть аб-
сорбента—’Холодный поток подается на 21-ю тарелку колонны, что позво-
ляет снизить нагрузку на воздушный холодильник АОЗ. Режим колонны С02:
давление 1,4 МПа, температура верха — не более 130, низа — не более 221,
литания — не более 160 °C.
Значение давления в десорбере выбрано таким, чтобы ШФЛУ можно
было ожижать при температуре, достигаемой воздушным охлаждением. Па-
ры с верха десорбера охлаждаются до 70 °C в воздушном холодильнике
АОЗ. Образовавшаяся парожидкостная смесь поступает в емкость орошения
В02. Жидкая фаза из В02 насосом Р02 подается в верх колонны как оро-
шение. Паровая фаза поступает в воздушный холодильник А04, где конден-
сируется и в виду ШФЛУ поступает на склад.
Кубовый продукт колонны С02 самотеком поступает в два испарителя
ЕОЗ, где теплоносителем служит водяной пар с давлением 4,0 МПа и тем-
пературой 250 °C.
Тепло регенерированного абсорбента, отводимого из десорбера, исполь-
зуют для нагрева насыщенного абсорбента в рекуперативном теплообмен-
нике Е02 и для поддержания температуры внизу колонны С01.
Одной из отличительных особенностей описанной схемы яв-
ляется то, что обновление абсорбента в ней происходит прак-
тически непрерывно. Часть циркулирующего абсорбента посто-
янно выводится из системы, взамен него подается стабильный
213
Рис. 7.13. Технологиче-
ская схема абсорбцион-
ной установки с рецир-
куляцией газов десорб-
ции.
К-1 — абсорбер; К-2 —аб-
сорбционно-отпарная колон-
на; К-3 — десорбер; Е-1 —
емкость орошения, И-1,
И-2 — испарители; Х-1 — хо-
лодильник. ДК —дожимной
компрессор;' Н-1 — насос
конденсат из емкости В01Б. Такая система обновления погло-
тителя исключает накопление фракции тяжелых углеводоро-
дов, смол и механических примесей в циркулирующем абсор-
бенте.
Абсорбционная система с рециркуляцией газов десорбции.
Как было указано выше, при работе абсорбционной установки
под средним и высоким давлениями наряду с пропаном и выс-
шими углеводородами абсорбентом поглощается также значи-
тельное количество метана и этана. Это усложняет схему де-
сорбции. Из-за большого давления насыщенных паров продук-
тов верха колонны (рис. 7.13) затрудняется их конденсация,
так как требуются низкие температуры. В емкости орошения
Е-1 продукты находятся в двух фазах. Жидкая фракция в ос-
новном состоит из смеси целевых компонентов, она направля-
ется на газофракционирующую установку. Газовая фракция
состоит практически из всех компонентов исходного газа. Вы-
деление из этой смеси целевых компонентов является одним из
путей повышения эффективности абсорбционной установки.
Для этой цели остаточный газ из емкости Е-1 можно повторно
перерабатывать в отдельной колонне, либо произвести рецир-
куляцию этого потока в основной абсорбер К-1. Экономическая
целесообразность применения той или иной схемы определяет-
ся конкретными условиями производства, в первую очередь со-
ставом и количеством газовых потоков и давлением процесса.
На ряде ГПЗ применены схемы с рециркуляцией остаточных
газов, аналогичные приведенной на рис. 7.13. Определение оп-
тимальных условий работы этой установки затруднительно.
С одной стороны, желательно проводить деметанизацию насы-
щенного абсорбента под высоким давлением, чтобы снизить
нагрузку на сжатие остаточного газа, с другой — повышение
давления увеличивает металлоемкость колонны и расход тепла
на регенерацию абсорбента.
В работе [152] даны системы уравнений и их решения, по-
зволяющие определить потоки абсорбционной установки с ре-
циркуляцией газов десорбции.
214
В окончательном виде уравнения имеют вид:
у Г Nj^ZiSj 1
у Г________NwjZiSj 1 UF-L)kj 1 _ 0
L+(F-L)Ml-qW5;) j[ F j
(7.9)
(7.10)
•.где Nt —' число молей i-ro компонента в исходном газе, поступающем в аб-
сорбер; фг — коэффициент извлечения i-ro компонента в абсорбере; Zi — ко-
эффициент извлечения i-го компонента в абсорбционно-отпарной колонне;
Si—'степень десорбции i-го компонента в десорбере; ki — константа равнове-
•сия i-ro компонента в условиях емкости орошения Е-1.
В уравнениях (7.9) и (7.10)
F = L + V, (7.11)
где L и V — число молей компонентов соответственно в жидкой и газовой
фазах.
Молярную концентрацию компонентов в газовой и жидкой
фазах определяют по уравнениям парожидкостного равновесия,
затем вычисляют количество каждого компонента в фазах:
Ai^jSjZ;
М =--------- ------------ , (7.12)
1 +-^^(1-Ф^5г)
VNik^ZiSj-LiVi
1 Vkill - tpiZiSi) }
Верхние продукты колонн К-1 и К-2 определяются по уравне-
ниям:
-рг = (М + Ег)(1-Фг). (7.14)
Q; = (M + Е:)(1-/:)фг. (7.15)
Нижний продукт колонны К-2 определяется по уравнению
D; = (Aii + V(-)9iZiSb (7.16)
Решение указанной системы уравнений осуществлено мето-
дом линеализации, хорошо зарекомендовавшим себя при тер-
модинамических расчетах абсорбционных и ректификационных
колонн. Расчет одного варианта на ЭВМ «Минск-22» составля-
ет 30—40 с, если значения потоков V и L, принятые для нуле-
вого приближения, отличаются от истинных не более, чем в де-
сять раз [152].
После определения значений V и L вычисляются число мо-
лей компонентов в паровой и жидкостной фазах рефлюксной
емкости.
Двухступенчатая абсорбция. С применением процесса НТА
возникает целый ряд вопросов, в частности, при использовании
легкого абсорбента повышается унос поглотителя с газом как
215
Рис. 7.14. Принципиальная схема абсорбционной установки Азербайджан-
ского ГПЗ:
К-1, К-2, К-4 — абсорберы; К*3 — абсорбционно-отпарная колонна; К-5 — десорбер; В-1,
В-2 — дегазаторы; С-1, С-2, С-3 — сепараторы; Х-1, Х-2, Х-3 — холодильники; Т-1, Т-2 —
рекуперативные теплообменники; П-1, П-2—печи, Е-1 — сборная емкость; К-2 — емкость
орошения, Н-1 — насос; /—сырьевой газ; II, IV, V — сухой газ высокого, среднего, низ-
кого давления соответственно; ///—регенерированный абсорбент; VI — нестабильный
бензин
за счет его растворения в газе, так и за счет уноса в виде
мелких капель. Для уменьшения потерь поглотителя с сухим
газом применяют схемы двухступенчатой абсорбции; легкий
абсорбент подают в I ступень, а относительно тяжелый — во
II ступень абсорбции.
Применяют также схемы многоступенчатой абсорбции с раз-
личными температурой и давлением на отдельных ступенях.
В качестве примера рассмотрим схему абсорбционной установ-
ки Азербайджанского ГПЗ (рис. 7.14).
Основным аппаратом установки является абсорбер К-1, имеющий
25 двухслойных желобчатых тарелок. Абсорбер работает при 3,5—4 МПа и
25—35 °C. Газ с верха абсорбера через сепаратор подается в газопровод.
Насыщенный абсорбент через рекуперативный теплообменник Т-1 поступа-
ет в дегазатор В-1, где при 185 °C и 2 МПа происходит его однократное
испарение. С верха дегазатора газ поступает в абсорбер К-2, где из него
поглощаются тяжелые углеводороды.
Насыщенный абсорбент с нижней части абсорбера К-2 через рекупера-
тивный теплообменник Т-2 поступает в дегазатор В-2, туда же поступает
и жидкость с нижней части аппарата В-1. Выделяемые при 1,2 МПа и
155 °C пары тяжелых углеводородов поступают в десорбер К-3, под 5-ю та-
релку, а жидкость подается на расположенные выше тарелки.
Выделенные в колонне К-3 газы для улавливания из них пропана и бу-
танов поступают в абсорбер К-4. Сухой газ низкого давления с верха аб-
сорбера подается к потребителям.
Нижний продукт колонны К-3 при 240 °C поступает в десорбер К-5, где
при 0,66 МПа, температуре низа 250—260 °C и верха 85—90 °C насыщенный
216
абсорбент полностью регенерируется. Десорбер К-5 имеет 30 тарелок. Верх-
ний продукт десорбера охлаждается в холодильниках, конденсируется
и собирается в рефлюксную емкость, из которой часть подается на ороше-
ние, а избыток откачивается в товарный парк.
Нижний продукт колонны — регенерированный абсорбент проходит реку-
перативные теплообменники и водяной холодильник и поступает в буфер-
ную емкость, а оттуда забирается насосом и подается в абсорберы.
На установке достигается степень извлечения пропана до
40%, бутанов 75—80 и С5+ около 90—95%.
Рассмотренная схема далека от совершенства, в ней отсут-
ствуют узлы предварительной сепарации и осушки газа, а за
счет снижения температуры абсорбции можно упразднить одну
ступень выветривания и реабсорбции.
Абсорбция с предварительным насыщением тощего абсор-
бента. Анализ распределения температур по высоте абсорберов
на различных установках показал, что интенсивность нагрева
абсорбента больше в верхней и нижней частях аппарата, так
как основное количество метана и этана поглощается вверху
колонны, а на нижних тарелках происходит растворение бута-
нов и пентанов. Поэтому целесообразно максимальное количе-
ство тепла процесса растворения снять в промежуточных холо-
дильниках, установленных в верху и в низу абсорбера. Однако
схемы с промежуточными холодильниками имеют ряд недо-
статков: наличие глухих тарелок в абсорбере, сложность точ-
ного выбора места ввода охлажденного абсорбента, низкие ко-
эффициенты теплоотдачи.
Для устранения указанных недостатков возможно примене-
ние схем с предварительным отбензиниванием сырого газа и
насыщением тощего абсорбента. Предварительное насыщение
тощего абсорбента сухим газом, отходящим из абсорбера, поз-
воляет повысить глубину извлечения целевых компонентов из
газа в абсорбере, поскольку в такой схеме контакт сырого га-
за и насыщенного абсорбента осуществляется в холодильнике
сырого газа при более низкой температуре, чем в абсорбере.
В этом холодильнике одновременно конденсируется часть тя-
желых углеводородов, что приводит к снижению тепла абсорб-
ции в абсорбере.
Благодаря предварительному насыщению абсорбента мета-
ном, в самом абсорбере происходит извлечение из газа в основ-
ном целевых углеводородов.
Коэффициент извлечения компонента из газа определяется
уравнением
Ф = Ф I1----—I , (7.17)
где ф —степень извлечения компонента, определяемая по уравнению (7.7);
А — константа равновесия компонента; X® — молярная концентрация компо-
нента в тощем абсорбенте; Y— молярная концентрация компонента в газе,
поступающем в абсорбер.
217
Рис. 7.15. Принципиальная технологическая схема абсорбционной установки
Нижневартовского ГПЗ:
Т-1, Т-2, Т-3, Т-4 — рекуперативные теплообменники; Х-1, Х-2, Х-3 — пропановые холо-
дильники; ВХ-1 — воздушный холодильник; С-1 — трехфазный разделитель; С-2 —сепа-
ратор; Е-1, Е-2, Е-3—буферные емкости; Е-4 — емкость орошения; И-1 — испаритель!
П-1 — печь; К-1 — абсорбер; К.-2 — абсорбционно-отпарная колонна; К.-3 — десорбер; Н-1,
Н-2, Н-3, Н-4 насосы
I — сырьевой газ; II — газ низкого давления; /// — товарный газ; /V — регенерированный
раствор ДЭГа; V — хладоагент; V/— насыщенный раствор ДЭГ; V//— широкая фрак-
ция углеводородов
Анализ уравнения (7.17) позволяет установить влияние со-
става тощего абсорбента на коэффициент извлечения в зависи-
мости от условий абсорбции.
На основании расчетов установлено, что чем ниже содержа-
ние тяжелых углеводородов в сыром газе, тем больше отрица-
тельное влияние остаточных компонентов в тощем абсорбенте-
на глубину их извлечения [153]. При одном и том же массо-
вом содержании пропана и бутана в тощем абсорбенте степень-
снижения коэффициента извлечения для пропана выше, чем
для бутана.
Повышение давления абсорбции снижает отрицательное
влияние остаточных компонентов.
Например, при давлении 1,5 и 3 МПа и 15°C присутствие
1% (масс.) пропана и бутана в тощем абсорбенте снижает из-
влечение пропана в первом случае на 15%, а во втором на
10%, бутана—соответственно на 5 и 3,5% по сравнению с ре-
жимом, при котором производилась бы полная отпарка абсор-
бента [153].
Схема НТА с предварительным насыщением тощего абсор-
бента применена на Нижневартовском ГПЗ (рис. 7.15). Газ
на установку поступает при 35—39 °C и 3,5—3,7 МПа [154].
После охлаждения в рекуперативных теплообменниках и пропановом хо-
лодильнике смесь поступает в трехфазный разделитель С-1. Газ с верха
разделителя поступает в абсорбер. В сепараторе С-2 производится выделение
из газа абсорбента, уносимого отбензиненным газом. Абсорбент с низа се-
паратора С-2 смешивается с жидкой фазой из сепаратора С-1 и подается
218
в дегазатор Е-1. Насыщенный абсорбент через рекуперативный теплообмен-
ник также подается в дегазатор. Газ дегазации подается на среднюю часть
верхней секции, а отсепарированный абсорбент — в верхнюю часть отпарной
секции АОК. Газы с верха АОК используют для предварительного насыще-
ния тощего абсорбента. Окончательную регенерацию абсорбента производят
в десорбере К-3. В колоннах установлены клапанные тарелки.
Технологические показатели колонного оборудования и со-
ставы потоков описанной установки даны в табл. 7.5 и 7.6.
В качестве абсорбента проектом был предусмотрен бензин
марки А-66 (со средней молекулярной массой 140). После не-
которого периода эксплуатации установки было решено в ней
использовать более легкий абсорбент с молекулярной массой
ПО. На установке обеспечивается извлечение из газа более
85% пропана и высших углеводородов.
Эффективность предварительного насыщения тощего абсор-
бента газами АОК на рассмотренной установке проанализиро-
вана в работе [155].
Согласно результатам расчета, потери пропана с остаточ-
ным газом из АОК и газом с абсорбера по схеме с насыщени-
ем абсорбента на 4% выше, чем по схеме без насыщения. Сте-
пень извлечения пропана в обоих случаях одинакова.
Увеличение потерь пропана с обработанным газом из аб-
сорбера в схеме с предварительным насыщением абсорбента
объясняется его наличием в предварительно насыщенном пог-
лотителе. При предварительном насыщении абсорбента коли-
чество циркулирующего поглотителя, следовательно и энерге-
тические затраты, связанные с его охлаждением, регенерацией
и перекачкой, уменьшаются примерно на 20% [155].
На установке НТА с предварительным насыщением тощего
абсорбента на газоперерабатывающем заводе в Техасе (США)
применяются два абсорбента: в верхнюю и нижнюю секции аб-
сорбера подаются абсорбенты с молекулярной массой 140 и
100 соответственно [156].
Установка НТА работает по следующей схеме. Газ до пода-
чи в абсорбер осушается в абсорбере до точки росы (ми-
нус 40 °C). Осушенный газ с верха абсорбера проходит ре-
куперативный теплообменник и пропановый холодильник, по-
ступает в низкотемпературный абсорбер, который состоит из
двух секций, разделенных глухой тарелкой. Извлечение целе-
вых компонентов в абсорбере происходит при температуре ми-
Таблица 7.5. Характеристика колонн установки НТА
Аппарат Диаметр, мм Высота, м Число тарелок Давление, МПа Температура, °C
верха низа
Абсорбер 2600 27 30 3,5 0—5 —(10-5-15)
АОК 1600/3000 37 38 1,5-1,8 0—5 115—130
Десорбер 2600/3000 38 25 1,1—1,4 80—85 226—230
219
Содержание вещества, % (мол.)
Номер по- тока со2 ы2 сн4 с2н6 С3Н8 С4Н10 С5Н12
Таблица 7 6. Составы потоков установки НТА Нижневартовского ГПЗ
I 0,24 0,99 84,19 3,57 5,98 3,34 1,18 0,51
II 0,47 0,25 99,18 7,92 3,18 — .— —
III 0,30 0,73 94,03 3,41 1,52 — — 0,01
IV — — — 0,80 38,76 35,80 14,84 9,80
нус 40 °C и 7,4 МПа, В верхней секции абсорбера наряду с из-
влечением целевых компонентов из газа также поглощаются
пары легкого абсорбента.
Насыщенный легкий абсорбент отбирают с низа абсорбера
насосом, дожимают до 7,6 МПа, нагревают до 38°C и подают
в первичный деметанизатор, где давление выше, чем в абсорбе-
ре. Разность давлений используют для рециркуляции газов де-
метанизатора обратно в абсорбер для доизвлечения из него
целевых компонентов.
Частично деметанизированный абсорбент поступает на вход
гидравлической турбины, где его давление снижается до
3,6 МПа (рекуперируемая при этом мощность используется
для привода насоса, подающего тощий абсорбент), затем про-
изводится окончательная деметанизация абсорбента. Демета-
низированный абсорбент подают в десорбер, откуда регенери-
рованный абсорбент забирается насосом, смешивается с газом
с верха деметанизатора, затем проходит пропановый холодиль-
ник и поступает в разделитель. Метановая фракция с верха
сепаратора разделителя отводится в топливную сеть, а предва-
рительно насыщенный абсорбент подается в абсорбер.
Верхний продукт десорбера после охлаждения конденсиру-
ется и поступает в сборную емкость, откуда насосом подается
на фракционирование.
Деэтанизацию абсорбента осуществляют при температуре
низа колонны 102°C и 3,5 МПа. Депропанизатор работает при
1,4 МПа и температуре низа 107 °C. Фракционирование смеси
жидких углеводородов, отводимой с низа сепаратора, произво-
дят в колонне при 1,4 МПа и температуре низа 232 °C. Ниж-
ний продукт стабилизатора объединяется с фракцией С4+.
и выводится из установки. Верхний продукт стабилизатора до-
жимают компрессором и рециркулируют в деметанизатор.
Максимальная производительность завода 36 млн. м3/сут
при номинальной мощности 27,2 млн. м3. Степень извлечения
этана и пропана составляет соответственно 60 и 98%, а бутан
и высшие углеводороды извлекаются полностью. При номи-
нальной производительности завода суммарный выход этана,
пропана, бутанов и высших углеводородов составляет
6 тыс. м3/сут. Охлаждение газа и абсорбента обеспечивается
двумя пропановыми холодильниками.
220
Глава 8
Стабилизация газовых конденсатов
Краткая характеристика газовых конденсатов
Пластовая продукция ряда месторождений наряду с газооб-
разными компонентами содержит также пентан и более тяже-
лые углеводороды (С5+). По форме статической отчетности
34 ТП углеводороды С5+ принято называть газовым конденса-
том. На практике пользуются также термином стабильный
конденсат. Этот продукт наряду с углеводородом С5+ содер-
жит также пропан, бутан и другие соединения. Стабильные
конденсаты отвечают требованиям ГОСТ 51.60—80 (см.
табл. 1.5).
Одни конденсаты обладают ярко выраженным метановым
характером (Марковское), в других преобладают нафтеновые
углеводороды (Устье-Чесальское, Бованенковское). В некото-
рых конденсатах содержатся в значительном количестве аро-
матические углеводороды. К примеру, в конденсатах Митрофа-
новского, Некрасовского, Кульбешкакского, Усть-Лабинского
месторождений их количество составляет 46—63% [9].
Стабильный конденсат одного и того же месторождения мо-
жет иметь различные показатели. Это зависит, с одной сторо-
ны, от снижения пластового давления месторождения, с дру-
гой — от режима эксплуатации установок, где производится
выделение тяжелых углеводородов из газа. Так, снижение изо-
термы на установках НТС повышает степень конденсации уг-
леводородов С5, С6, что в свою очередь приводит к увеличению
содержания легких фракций в конденсате. Особенно сущест-
венно влияние температуры сепарации на фракционный состав
конденсата при его незначительном содержании в пластовом
газе и высоком содержании высококипящих фракций.
Физико-химические характеристики конденсатов определяют
их товарные свойства.
Для оценки возможности получения из конденсатов отдель-
ных марок моторных топлив установлена их единая техноло-
гическая классификация по отраслевому стандарту ОСТ
51.56—79 [158]. Согласно этой классификации конденсаты ана-
лизируются по следующим показателям: давление насыщен-
ных паров, содержание серы, фракционный состав, содержа-
ние ароматических углеводородов и парафинов, температура
застывания.
По содержанию общей серы конденсаты подразделяют на
три класса:
221
I — бессернистые и малосернистые с массовой долей общей
серы не более 0,05%. Эти конденсаты не нуждаютса в очистке
от сернистых соединений;
II — сернистые с содержанием общей серы от 0,05 до 0,8%.
Необходимость очистки конденсатов этого класса и его дистил-
лятных фракций в каждом конкретном случае решается в за-
висимости от исходных требований;
Ш — высокосернистые с содержанием общей серы выше
0,80%. Включение узла очистки от сернистых соединений в
схемы переработки этих конденсатов обязательно.
По массовой доле ароматических углеводородов в газовых
конденсатах они разделяются на три типа; Аь А2 и Аз. К ти-
пам А], Аз и Аз относятся конденсаты, содержащие более 20,
15—20 и менее 15% ароматических углеводородов соответст-
венно.
По содержанию алкановых углеводородов нормального ря-
да во фракции с началом кипения выше 200 °C и возможности
получения топлива для реактивных двигателей, зимних дизель-
ных видов топлива и жидких парафинов газовые конденсаты
разделяются на четыре вида — Hi, Н2, Н3 и Н4:
Н[ — высокопарафинистые, во фракции которых с темпера-
турой кипения 200—320 °C содержание комплексообразующих
составляет не менее 25% (масс.). Из этих конденсатов можно
получить жидкие н-алканы и реактивное и дизельное топливо
с использованием процесса депарафинизации;
Н2— парафинистые, во фракции 200—320°C содержится
18—25% (масс.) комплексообразующих;
Нз — малопарафинистые, содержание комплексообразующих
во фракции 200—320°С — 12—18% (масс.);
Н4—беспарафинистые, содержание в дизельной фракции
комплексообразующих — менее 12% (масс.).
По фракционному составу конденсаты подразделены на три
группы — Фь Ф2 и Ф3:
Ф1 — конденсаты облегченного фракционного состава, содер-
жащие бензиновые фракции не менее 80% (масс.), выкипающие
не выше 250°C;
Ф2 —• конденсаты промежуточного фракционного состава,
выкипающие в пределах температур 250—320 °C;
Фз — конденсаты выкипающие выше 320 °C.
Таким образом, для газового конденсата устанавливается
шифр технологической характеристики, по которому определя-
ется целесообразное направление его переработки. К приме-
ру, конденсат Шатлыкского месторождения обозначается шиф-
ром 1А3Н1Ф3. Входящие в него символы расшифровываются
следующим образом:
I — класс: содержание общей серы в конденсате составля-
ет не более 0,05% (масс.); А3 — тип конденсата: содержание
ароматических углеводородов менее 15% (масс.); Hi—вид:
высокопарафинистый конденсат, во фракции 200—320 °C со-
222
держание комплексообразующих выше 25% (масс.); Ф3 — тем-
пература конца кипения выше 320 °C.
Содержание отдельных компонентов и фракций в составе
сернистых конденсатов определяется экспериментальным или
расчетным путем (при проектировании). Для оценки товарных
свойств конденсатов и их отдельных фракций большое значе-
ние имеет как концентрация отдельных сернистых соединений,
так и содержание общей серы в них.
Содержание общей серы в конденсатах определяется по
формуле
*общ = 32 2 -Д’ . (8-1)
где — массовое содержание сернистых соединений в стабильном конден-
сате, %; Mi—молярная масса сернистых соединений; щ — число атомов се-
ры в веществе.
Для иллюстрации использования уравнения (8.1) приведем
пример расчета.
Пример 8.1. Стабильный конденсат содержит следующие сернистые со-
единения, % (масс.): сероводород — 0,05; этантиол — 0,10; диметилсульфид —
0,12; диметилдисульфид — 0,10.
Требуется определить содержание общей серы в конденсате.
Решение 1. Находим молекулярные массы и число атомов серы в серни-
стых соединениях.
2. Определяется массовая доля серы во всех сернистых соединениях и
целом в стабильном конденсате.
Результаты расчетов приведены в табл. 8.1.
По мере разработки месторождений с падением пластового
давления концентрация сернистых соединений в добываемом
сырье изменяется. Содержание общей серы в конденсатах ко-
леблется в довольно широких пределах. Особенно велико со-
держание серы в конденсатах Оренбургского—1,18% (масс.),
Ширяевского—1,43, Бу-
харовского 1,68 И Ра- Таблица 8.1. Определение содержания
ватского — 2,38 место- общей серы в конденсате
рождений [159].
Идентификация сер-
нистых соединений, со-
держащихся в конденса-
те, показывает довольно
широкое их разнообра-
зие. Например, методом
газожидкостной хрома-
тографии в конденсате
Оренбургского месторож-
дения определены 22
алифатических тиола, 34
тиоалкана, 16 тиоцикла-
нов । [160].
Сернистые соединения Показатели
м g п Хобш
Сероводород 34,08 0,05 1 0,0469 Этантиол 62,14 0,10 1 0,0514 Диметилсуль- 62,14 0,12 1 0,0617 фид Диметилди- 94,14 0,10 1 0,0339 сульфид Итого: — 0,37 0,1939
В соответствии с данными табл. 8.1
массовое содержание общей серы в ста-
бильном конденсате составляет 0,1939%.
223
Сернистые и высокосернистые конденсаты в основном име-
ют низкие температуры помутнения и застывания (ниже ми-
нус 60°C), за исключением конденсатов, содержащих большое
количество твердых парафинов (Cie+). Содержание твердых па-
рафинов в конденсатах ряда месторождений составляет: Урта-
булак — 2,7, Денгизкуль—1,8, Хаузак — 0,68, Бештентяк —
3,8, Рават— 1,35, Ширяевское— 1,33% (масс.).
Конденсаты по концентрации и составу сернистых соедине-
ний Г. С. Акоповой условно разделены на 3 группы — Ci,
С2, Сз:
Ci — конденсаты, содержащие в основном тиоловую серу
(месторождения Бухарское, Оренбургское, Кокуйское, Кум-
жинское, Ванейвисское);
С2 — конденсаты, содержащие в основном сульфидную серу
(месторождения Учкыр, Кандым, Даяхатын, Денгизкуль, Ур-
табулак, Хаузак);
С3 — конденсаты, содержащие в одинаковых количествах
тиоловую и сульфидную серу (месторождения Совхозное, За-
падная Прорва, Северный Мубарек).
Ряд сернистых соединений конденсатов обладает более низ-
кой термической стабильностью, чем углеводороды. При на-
гревании в процессе переработки они претерпевают различные
превращения, в результате чего выделяется значительное ко-
личество сероводорода и тиолов, корродирующих аппаратуру
и ухудшающих качество продуктов переработки.
Значение температуры при нагревании, выше которой начи-
нается разложение сернистых соединений конденсата, принято
называть пороговым. Знание порога термостабильности конден-
сатов (ТССК) служит дополнительной характеристикой, необ-
ходимой для выбора режима переработки сернистых конденса-
тов и при использовании продуктов их переработки.
На основании экспериментальных исследований установле-
но, что порог термостабильности для одних конденсатов ха-
рактеризуется выделением тиолов (месторождения Кокуйское,
Оренбургское, Бухарское), а для других — образованием серо-
водорода (месторождение Уртабулак) [160].
Установлено, что при нагревании сернистых конденсатов
в первую очередь происходит выделение тиолов, а затем серо-
водорода. При высоких температурах преобладает выделение
сероводорода. При этом тиолы и сероводород могут быть про-
дуктами разложения сероорганических соединений. Отличие
порогов ТССК и составов выделенных из них сернистых соеди-
нений служат важной характеристикой при решении вопросов,
связанных с их совместной переработкой.
Стабилизация конденсата многоступенчатой дегазацией
Для получения стабильного конденсата в основном применяют
процессы ректификации и многоступенчатой дегазации (сепа-
рации), как в отдельности, так и в сочетании между собой.
224
Таблица 8.2. Составы исследованных
нестабильных конденсатов различного состава, %
(мол.)
Компоненты Состав
I II III
n2 0,114 0,153 0,069
СН4 51,326 51,634 51,088
с2н6 10,806 10,444 8,886
с3н8 9,410 7,675 1,060
«ЗО-С4Н10 2,519 2,234 2,136
Н-С4Н10 2,858 2,693 0,876
изо-С5Н12 2,175 4,723 7,166
H-C5H12 1,869 4,257 4,934
СбН14 3,286 4,001 5,515
C?Hie 2,509 3,847 5,019
CsHis 2,271 2,849 3,695
CgH2o 2,218 2,155 3,852
СюН22 8,401 3,467 5,537
СО2 0,239 0,226 0,667
Количество С5—Сю в сырье:
% (мол.) 22,729 25,299 35,718
кг/100 моль - 2302 2432 3548
Стабилизация конденсата многоступенчатой дегазацией ос-
нована на снижении растворимости легких компонентов в уг-
леводородах С5+ при повышении температуры и уменьшении
давления. Различная растворимость компонентов обеспечивает
их избирательное выделение из жидкой фазы.
Для стабилизации конденсата могут применяться одно-,
двух- и трехступенчатые схемы дегазации (сепарации).
Ниже приведены результаты исследований по определению
эффективности процесса стабилизации конденсата с примене-
нием каждого из вариантов схем. В качестве критерия эф-
фективности взята степень распределения тяжелых углеводоро-
дов (С5Н12+) между газами сепарации и стабильным конденса-
том. Составы исследованных нестабильных конденсатов даны
в табл. 8.2.
Сырье подвергалось обработке по трем вариантам
(рис. 8.1). В первом варианте стабилизация осуществлялась
в одну ступень при 0,13 МПа и 40 °C. По второму варианту
Рис. 8.1. Расчетная схема ва-
риантов стабилизации конден-
сата дегазацией:
НК—нестабильный конденсат;
ГС — газ сепарации; СК — стабиль-
ный конденсат
15—864
225
Таблица 8.3. Степень отпарки тяжелых компонентов при стабилизации
конденсата по вариантам схем, согласно рис. 8.1 и табл. 8.2
Компоненты Состав № 1 Состав № 2 Состав № 3
I II III I II III I II III
Ц30-С5 86,70 67,49 57,64 90,80 72,55 63,59 82,94 56,72 41,73
н-С5 84,20 62,78 52,49 88,97 65,48 55,06 79,91 51,65 36,85
с6 66,47 38,08 28,66 74,90 43,91 34,01 59,56 28,06 17,53
С7 42,60 18,60 12,99 52,69 22,49 16,03 35,45 12,64 7,30
с8 22,30 8,11 5,49 30,08 10,04 6,84 17,46 5,27 2,94
с9 11,49 3,84 3,54 16,22 4,78 3,19 8,70 2,44 1,35
Сю 5,17 1,66 1,10 7,49 2,05 1,36 3,827 1,05 0,58
L 15,47 19,49 21,04 10,95 16,81 18,86 19,98 27,55 30,83
G 1865 2164 2252 1202 1670 1837 2229 2833 30580
S 18,99 5,96 2,17 50,6 30,1 24,50 37,13 20,16 13,8
При мечание. L ~ -содержание стабильного конденсата, % (мол ) к количеству
С5—Сю в сырье по табл. 8.2; G — количество C5Hiz в стабильном конденсате, кг; S —
количество компонентов C5Hi2— CI0HI2, перешедших в газы выветривания, % от содер-
жания в исходном сырье.
сырье сначала дегазировалось при 4,0 МПа и 10°С, затем жид-
кая фаза подвергалась разделению во второй ступени при
0,13 МПа и 40°С. Третий вариант предусматривал стабилиза-
цию сырья в 3 ступени при следующих режимах: I — 4 МПа,
10°С; II — 1,6 МПа, 0°С; Ш —0,13 МПа, 40°С. Все варианты
в замыкающей ступени сепарации имеют одинаковый режим по
давлению и температуре.
В соответствии с данными табл. 8.3, независимо от соста-
ва сырья содержание тяжелых углеводородов (С6+) в газах
сепарации тем меньше, чем больше число ступеней сепарации.
При этом с газами дегазации в основном уносится легкая
фракция конденсата, что приводит к снижению выхода бензи-
новых фракций при переработке стабильного конденсата.
Во всех вариантах газы сепарации разных ступеней содер-
жат много легких компонентов и не отвечают требованиям,
предъявляемым к сжиженным газам ГОСТ.
Наряду с указанной
схемой возможна также
стабилизация конденсата
Рис. 8.2. Принципиальная тех-
нологическая схема УС К с ре-
ле циркуляцией газов дегазации:
В-1, В-2, В-3 — дегазаторы; ДК —
дожимной компрессор; НК— неста-
бильный конденсат; ГС — газ сепа-
рации; СК — стабильный конденсат
226
Выход компонентов в стабильный oi
............. nnnTianTOV ПОГЛПТДТГ’--
Рис 8 3 Выход компонентов в стаоильныи
конденсат при различных вариантах работы г’
УСК [157] до
путем рециркуляции в жидкую фазу
газов сепарации с помощью компрес-70
сора (рис. 8.2). В этом случае, благо-
даря смещению равновесия между бо
фазами происходит дополнительное
выделение из жидкой фазы легких50
углеводородов. Одновременно проис- р0
ходит также поглощение тяжелых'
компонентов жидкими углеводоро-30
дами. В итоге увеличивается выход
стабильного конденсата из перераба-
тываемого сырья.
Качественную характеристику ра-
боты указанных схем стабилизации
конденсата дают графики рис. 8.3.
При получении этих зависимостей обработке было подвергнуто
сырье следующего состава: СН4—30,23; СгНе—8,11; СзНв—7,45;
нзо-С4Ню—1,44; Н-С4Н10—4,42; П30-С5Н12—1,99; Н-С5Н12—2,59;
4
о
fl
Б В Г
Варианты
С6Н4 —4,27; С7Н)6— 39,50% (мол.) [157].
Точки А, Б, В, Г и Д на рис. 8.3 характеризуют следую-
щие варианты процесса сепарации: А — 2-ступенчатая дегаза-
ция" нестабильного конденсата без рециркуляции; Б — 3-сту-
пенчатая дегазация без рециркуляции; В — 3-ступенчатая де-
газация по рис. 8.3, а; Г — 3-ступенчатая дегазация по
рис. 8.3,6; Д — 7-ступенчатая дегазация без рециркуляции.
Графики рис. 8.3 показывают, что при подаче газов дегазации
в поток нестабильного конденсата увеличивается глубина вы-
деления легких углеводородов из жидкой фазы, в ней повыша-
ется содержание бутана и более тяжелых углеводородов в ней.
Применение стабилизации конденсата по рис. 8.2 обуслов-
ливает включение в схему дожимного компрессора, что повы-
шает их энерго- и металлоемкость.
Считается целесообразным при наличии достаточно боль-
шего избыточного давления в системе использовать в схеме
эжекторов типа «жидкость — газ», где активным потоком мог
бы служить нестабильный конденсат.
Преимуществом схемы стабилизации конденсата с много-
ступенчатой дегазацией является низкая металло- и энергоем-
кость и простота. Последнее определяет нормальную работу
технологической схемы при использовании минимального ко-
личества средств измерения и автоматики и изменении соста-
ва перерабатываемого сырья.
Процесс стабилизации конденсата многоступенчатой дега-
зацией нашел широкое применение на месторождениях СССР,
имеющих низкий конденсатный фактор. В этих условиях газы
15’
227
дегазации первой ступени с помощью компрессора подаются
в поток товарного газа. Газы последующих ступеней в зависи-
мости от конкретных условий производства используются в
топливной сети или подаются на факел. Последнее приводит
к снижению эффективности работы УСК.
Стабилизация конденсата многоступенчатой дегазацией
применяется также как резервный вариант при остановке
УСК, работающих в режиме ректификации.
Стабилизация конденсата с применением
ректификационных процессов
Как было указано выше, процесс стабилизации конденсата
многоступенчатой дегазацией имеет серьезные недостатки, та-
кие как потеря легких фракций конденсата и невозможность
производства сжиженных газов, отвечающих требованиям
ГОСТ. Кроме того, сбор и утилизация газов сепарации связаны
с большими энергетическими затратами. Указанные факторы,
а также увеличение объема добычи конденсата обусловили
разработку и внедрение новых технологических процессов ста-
билизации конденсата — с использованием ректификационных
колонн. Эти процессы имеют следующие преимущества по
сравнению со стабилизацией многоступенчатой дегазацией:
проведение предварительной сепарации и деэтанизации не-
стабильного конденсата при высоких давлениях облегчает
утилизацию газовых потоков;
возможно производство сжиженных газов, отвечающих тре-
бованиям ГОСТ, без применения искусственного холода;
Рис. 8.4. Технологическая схема УСК Сосногорского ГПЗ:
С-1, С-2, СД — сепараторы-разделители; Х-1, Х-2, Х-3, Х-4, Х-5 — аппараты воздушного
охлаждения; Т-1, Т-2, Т-3, Т-4 — рекуперативные теплообменники; П-1, П-2 —печи; К*1 —
деэтанизатор; К-2 — дебутанизатор; Н-1, Н-2, Н-3, Н-4 — насосы; I— нестабильный кон-
денсат; II, V, X —газ дегазации; III, V/— воднометанольная смесь; IV — дегазирован-
ный нестабильный конденсат; VII — деэтанизированный конденсат; VIII — стабильный
конденсат; IX — ШФЛУ
228
Таблица 8.4. Основные показатели ректификационных колонн УСК
Сосногорского ГПЗ __________._______________________________
Колонны
Показатели К-1 К-2
Производительность по сырью, м3/ч Диаметр верхней секции, м Диаметр нижней секции, м Высота колонны, м Число тарелок в верхней секции Число тарелок в нижней секции Тип тарелок 300 200 1,8 1,8 2,8 2,8 36 36 14 14 26 26 двухступенчатые клапанные
Тарелки питания (считая снизу) Давление, МПа Температура, °C: 14 14 2,1 1,65
верха питания низа 50 75 22 110 160 190
рационально используется энергия нестабильного конден-
сата;
товарный конденсат отличается низким давлением насы-
щенных паров, что снижает его потери при транспортировании
и хранении.
Первая УСК, где для получения товарного конденсата ис-
пользован ректификационный процесс, введена в эксплуатацию
на Сосногорском ГПЗ (рис. 8.4) [161].
Комплекс состоит из 2 идентичных технологических линий,
включающих в себя блоки деэтанизации и дебутанизации. Ре-
жим и основные характеристики оборудования УСК даны в
табл. 8.4.
Сырьем для установки служит частично дегазированный не-
стабильный конденсат, получаемый на установках НТС Вук-
тыльского газоконденсатного месторождения.
Нестабильный конденсат с промысла поступает во входной сепаратор
С-1 (рис. 8.4), где частично дегазируется при 1,6—1,7 МПа и 0—10°C. Од-
новременно производится отстой воднометанольной смеси, которая и выво-
дится из системы.
В деэтанизатор сырье подается двумя потоками: ~60% (масс.) подо-
гревается в теплообменнике Т-1 до 10—30 °C и вводится в колонну через
14-ю тарелку, а вторая часть в качестве орошения подается на 22-ю та-
релку.
Температура низа деэтанизатора поддерживается принудительной цир-
куляцией части кубовой жидкости через печь беспламенного горения П-1.
Нижний продукт колонны К-1 подается в стабилизатор К-2, где проис-
ходит его дебутанизация. Выводимая сверху колонны К-2 парогазовая смесь
охлаждается в воздушных конденсаторах-холодильниках до 40—60 °C и по-
ступает в емкость С-1. Этот продукт по составу соответствует широкой
фракции углеводородов (ШФУ) и служит для получения сжиженных газов
различных марок. Кубовый продукт колонны К-2 соответствует стабильно-
му конденсату с давлением насыщенных паров не более 66,65 кПа.
Средние составы потоков установок стабилизации конденсата Сосногор-
ского ГПЗ даны в табл. 8.5.
229
Таблица 8.5. Усредненный состав и количество потоков УСК
Сосногорского ГПЗ
Потоки Содержание, % (масс.) Выход от сырья, % (масс.)
n2+ch4 С2Н6 С3Н8 С4Н10 с5н18 Q+
Нестабильный кон- 2,62 5,97 12,70 13,17 2,11 63,43 100
денсат Газ сепарации 53,17 27,65 13,47 4,40 1,09 0,20 2,17
Газ стабилизаций 16,92 59,43 20,55 2,78 0,32 — 8,67
ШФЛУ 1,42 44,97 52,91 0,70 — 18,57
Стабильный конденсат — 0,01 0,06 2,39 1,71 95,83 69,11
Для охлаждения стабильного конденсата и верхнего продукта стабили-
зации в 1980 г. на первой и второй УСК были смонтированы аппараты воз-
душного охлаждения (АВО) типа АВЗ-14, 6-25-Б1-ВЗТ/8-4-6 [163]. Каждый
АВО состоит из шести секций, площадь наружной и внутренней поверхно-
сти теплообмена каждой секции равна соответственно 1250 и 65 м2. Габа-
ритные размеры аппаратов: длина 6650 мм, ширина 6230 мм, высота
5864 мм. Масса аппарата 3965 кг. Двигатель АВО имеет частоту вращения
250 оборотов в минуту. Коэффициент теплопередачи аппаратов воздушного
охлаждения составляет НО—160 Вт/(м2-град). Температура стабильного
конденсата за счет охлаждения в АВО снижается летом до 30—40, зимой
до 12—20 °C.
Как было указано выше, отделение водометанольной смеси
из сырья производится во входном сепараторе С-1. Остаточное
содержание водометанольной смеси в нестабильном конденса-
те на входе в установку доходит до нескольких процентов от
количества сырья. Минерализация воды, поступающей в ко-
лонну совместно с нестабильным конденсатом, составляет 50—
55 г/л. При эксплуатации УСК происходит периодическое на-
копление солей в деэтанизаторе, особенно в его нижней части
и в трубках печи. Это приводит к снижению тепло- и массооб-
мена в соответствующих частях колонны.
Для борьбы с отложениями солей в деэтанизаторе практи-
куется подача острого водяного пара с давлением 3,26 МПа
и температурой 250 °C под нижнюю тарелку колонны. Водяной
пар подается при необходимости в течение 4—5 часов [162].
Водяной пар вместе с парами углеводородов поднимается
в верх колонны. Доходя до верхних тарелок, водяной пар кон-
денсируется, вода стекает в низ колонны и отводится из куба.
Рис. 8.5. Зависимость тепловой нагруз-
ки на печь Q колонны К-1 от расхода
отдувочного газа V:
/ — расчетная; 2— экспериментальная
230
Процесс контролируется по содержанию солей в отводимом с
низа колонны водном конденсате. В начальный период концент-
рация солей в водном конденсате составляет 450 г/л, затем
постепенно снижается и к концу цикла составляет всего не-
сколько граммов на один литр раствора.
Следует отметить, что при наличии в системе водяного па-
ра снижается парциальное давление выделяемых из конденса-
та легких компонентов, что, в свою очередь, обеспечивает сни-
жение расхода энергии в блоке деэтанизации.
Для снижения энергетических затрат пробовали подавать
горячий отдувочный газ в куб деэтанизатора [164].
На рис. 8.5 приведены кривые зависимости необходимой
тепловой нагрузки на печь АОК от количества отдувочного
газа. При проведении опытов отдувочный газ нагревался до
температуры, близкой температуре низа колонны. Максималь-
ное снижение тепловой нагрузки на печь колонны К-1 соста-
вило 22%. Дальнейшее увеличение количества отдувочного га-
за приводит к нарушению устойчивости работы тарелок ко-
лонны.
Анализ технико-экономических показателей УСК, работаю-
щих по схемам многоступенчатой дегазации и ректификации,
проведены для УСК Сосногорского ГПЗ [161].
По первоначальному проекту предусматривалось вести про-
цесс стабилизации конденсата 3-ступенчатой дегазацией. Для
извлечения из газов сепарации пропана и высших углеводоро-
дов предусматривалось их компримирование с последующим
охлаждением и конденсацией. В качестве товарной продукции
на установке производились сухой газ, стабильный конденсат
и ШФЛУ.
В 1973 г. проектная схема была реконструирована на рек-
тификационную (рис. 8.4) Стабилизация конденсата с приме-
нением ректификационного процесса позволила снизить поте-
ри конденсата с низконапорными газами почти в 3 раза.
Преимуществом описанной схемы является ее низкая ме-
талле- и энергоемкость. Установка обеспечивает при минималь-
ных затратах получение сжиженного газа и стабильного кон-
денсата, отвечающих требованиям соответствующих стандар-
тов. Схема установки отличается также глубокой рекупераци-
ей тепла стабильного конденсата.
Недостатками этой схемы являются:
а) низкая степень извлечения пропана из нестабильного
конденсата ( — 70—75%). Унос углеводородов С3+ с газами де-
газации и деэтанизации составляет 80—100 г/м3;
б) жесткая зависимость работы УСК от показателей
УКПГ. Это особенно дает знать о себе при повышении темпе-
ратуры потока нестабильного конденсата;
в) в случае большой газонасыщенности нестабильного кон-
денсата, используемого в качестве орошения, возможно пено-
образование в системе, что приводит к уносу тяжелых углево-
231
дородов газом деэтанизации (в виде тумана и капельной жид-
кости) ;
Как было указано выше, одной из основных особенностей
работы ГПУ и ГПЗ является изменение состава и количества
их сырья по времени (со снижением пластового давления ме-
сторождения). Так, через семь лет эксплуатации выход неста-
бильного конденсата на Вуктыльском ГКМ снизился в 2 ра-
за. Следовательно, УСК работала в половину проектной мощ-
ности. Для поддержания технико-экономических показателей
(ТЭП) УСК на хорошем уровне в УСК можно подавать сырье
из других месторождений. При отсутствии такой возможности
оптимальных ТЭП можно достичь следующими способами:
а) за счет изменения проектной схемы УСК. По проекту
примерно две трети сырья проходит рекуперативный теплооб-
менник и поступает в среднюю часть колонны, а остальная
часть сырья в качестве холодного орошения, подается на ее
верхнюю тарелку.
Очевидно, однако, что в период снижения количества сырья
весь поток нестабильного конденсата в деэтанизатор можно
подавать одним потоком (через рекуперативный теплообмен-
ник). При этом в качестве орошения деэтанизатора можно ис-
пользовать часть стабильного конденсата, предварительно ох-
лажденного сырьевым потоком. При работе по этой схеме не-
сколько увеличиваются эксплуатационные расходы на УСК,
так как для охлаждения и регенерации стабильного конденса-
та, используемого в качестве абсорбента, потребуется соответ-
ствующий расход тепла. Однако это не будет связано с вво-
дом дополнительных мощностей для подачи тепла на УСК,
так как циркуляция стабильного конденсата (абсорбента) в
системе будет обеспечиваться в основном за счет использова-
ния недогруженной мощности УСК.
За счет орошения колонны стабильным конденсатом коли-
чество пропана, уносимого с газом деэтанизации, можно умень-
шить в несколько раз;
б) переход на абсорбционную технологию. В тех случаях,
когда количество сырья на УСК уменьшается в 2 и более ра-
за, часть ее технологических ниток (на Сосногорском ГПЗ —
одна нитка) можно эксплуатировать как абсорбционную уста-
новку для переработки газов дегазации и деэтанизации. В этом
случае колонна К-1 (см. рис. 8.4) должна работать в режиме
АОК. Режим работы второй колонны будет такой же, как и в
проектной схеме.
Повысить эффективность работы таких УСК можно за счет
подачи холодного орошения, недонасыщенного легкими угле-
водородами, на верхнюю тарелку деэтанизатора. Холодное
орошение можно получить за счет охлаждения газа деэтаниза-
ции в аппаратах воздушного охлаждения (А'ВО) или пропано-
вой холодильной установке. Для получения холодного ороше-
ния используется также охлаждение газа деэтанизации не-
232
стабильным конденсатом, получаемым на низкотемпературной
ступени сепарации установки НТС.
При работе УСК в проектном режиме нестабильный конден-
сат на УСК поступает при низких температурах, поэтому газ
выветривания имеет температуру на 20—25°C ниже, чем газ
деэтанизации. Следовательно, газы дегазации также можно
использовать для охлаждения газов деэтанизации и конденси-
ровать часть его тяжелых углеводородов;
в) в случае большой газонасыщенности орошения деэтани-
затора УСК, работающей по схеме рис. 8.4, в поток орошения
можно подавать стабильный конденсат. Количество последнего
выбирается таким образом, чтобы полученная смесь была не-
донасыщенной в отношении легких компонентов (Ci—С4). Воз-
можно также использование стабильного конденсата в качест-
ве второго орошения деэтанизатора.
Анализ опыта эксплуатации установок
стабилизации сернистых конденсатов
Стабилизацию сернистых конденсатов производят по схемам,
аналогичным схемам установок стабилизации бессернистых
конденсатов. Отличие схем УСК бессернистых и серосодержа-
щих конденсатов заключается в их аппаратурном оформлении
и параметрах режима. Кроме того, при стабилизации серни-
стых конденсатов для борьбы с коррозией следует произво-
дить ингибирование отдельных узлов установки.
В настоящее время в СССР наиболее крупные установки
стабилизации сернистых конденсатов эксплуатируются на
Оренбургском ГПЗ {165—167].
Блоки стабилизации УСК включают в себя предваритель-
ную дегазацию сырья с последующей его стабилизацией в рек-
тификационной колонне.; Основные отличия УСК различных
очередей ГПЗ касаются переработки выделенных из неста-
бильного конденсата газовых потоков.
Анализ работы УСК-1. Предварительную деметанизацию
конденсата производят в аппарате ВО 1 (рис. 8.6,а). Газы сепа-
рации объединяются с газами дегазации аминовых растворов
Таблица 8.6. Характеристика сепараторов, дегазаторов и емкостей
орошений УСК-1
Позиция на рнс. 8.6 Расчетные параметры, Диаметр, м Высота (дли- на), м Объем, м3 Позиция на рнс. 8.6 Расчетные параметры, Диаметр, м Высота .(дли- на), м Объем, м3
р. МПа Т, °C р. МПа Т, °C
В01 4,59 20 3,0 11,0 69,0 В04 6,63 7 1,6 5,0 6,0
В02 6,12 12 2,4 4,6 27,9 В05 5,61 4 1,4 4,0 5,3
воз 6,63 7 1,4 4,6 45,0 В09 5,61 4 1,4 4,0 5,3
233
Рис. 8.6. Принципиальная схема УСК-1:
а) блок стабилизации:
С01 — дебутанизатор; В01 — трехфазный разделитель; В02 — емкость орошения; Е01—хо-
лодильник; Е02 — рекуперативный теплообменник; ЕОЗ, Е05 — водяные холодильники;
А01 — воздушный холодильник; Е04 — испаритель; Р01 —насос; /—нестабильный кон-
денсат; II — газ дегазации; III — кислая вода; IV— дегазированный конденсат; V — ста-
бильный конденсат; VI — газ стабилизации
б) блок очистки газов стабилизации-
С02, СОЗ — абсорберы; С04, С05 — десорберы; ВОЗ, В04 — сепараторы; В05, В09 — емкости
орошения; А02, АОЗ, А04, А05 — аппараты воздушного охлаждения; Е07, ЕЮ —водяные
холодильники; Е08, Е09 — рекуперативный теплообменник; Е08, ЕН — испарители; Т101 —
сборная емкость; Р02, РОЗ, Р08 — насосы; I — газ дегазации на В01 (рис. 8.6, а); II —
газ расширения насыщенного раствора амина; III — топливный газ; IV — кислые газы
на установку получения газовой серы; V — регенерированный раствор амина; VI — газ
стабилизации на очистку из В02 (см. рнс. 8.6, а)\ VII — очищенный газ стабилизации
на переработку
234
Таблица 8.7. Характеристика колонн УСК-1
Позиции по рис. 8.6 Диаметр, м Высота, м Число тарелок Тип тарелок Проектный режим
Р, МПа Температура, °C
пита- ния верха низа
С01 3,2 24,5 19 Клапанные 0,76 —10 67 167
С02 2,2 23 20 2-поточные 45 50 50 59
СОЗ 2,0 23 20 0,62 45 50 59
С04 2,2 25 21 Колпачковые 0,12 105 10 130
С05 2,2 25 21 0,12 105 ПО 130
с установок сероочистки и одним потоком поступают в абсор-
бер С02 для очистки от кислых компонентов. Очищенный газ
используется в топливной сети.
Дебутанизация конденсата производится в колонне С01, ко-
торая имеет 19 двухпоточных клапанных тарелок. Газ стаби-
лизации конденсата с верха емкости орошения В02 отводится
на очистку от кислых компонентов.
Характеристика основного оборудования УСК-1 дана в
табл. 8.6—8.8, а показатели узла стабилизации приведены в
табл. 8.9.
На установках наблюдаются значительные колебания коли-
чества перерабатываемого нестабильного конденсата и выхода
газов дегазации, о чем свидетельствует также изменение удель-
ного выхода газов стабилизации в пересчете на 1 м3 стабиль-
ного конденсата.
Для обеспечения полной отпарки сероводорода из конден-
сата по проекту предусматривалось поддержание температуры,
низа стабилизатора 165—170 °C. При таком режиме содержа-
ние пентана в газах стабилизации допускалось около 9%.
В период обследования температура низа колонны С01 под-
Таблица 8.8. Показатели теплообменников УСК-1
Позиции по рис. 8.6 Количество F, м2 Трубное про- странство Межтрубное простран- •> ство Тепловая на грузка, млн. кДж/ч
Р, МПа Т, °C Р, МПа Т, °C
Е01 1 55,8 4,08 35 0,61 206 15,38
Е02 2 372 2,04 105 1,33 205 44,83
ЕОЗ 1 450 0,51 55 1,22 65 5,14
Е04 2 321 4,48 240 1,33 205 55,56
Е05 1 212 0,51 55 1,33 70 1,85
Е06 2 292 0,71 120 0,49 135 31,67
Е07 1 67 0,51 55 0,41 75 0,63
Е08 1 515 0,61 200 0,51 140 44,92
Е09 2 292 0,51 120 0,49 145 31,67
ЕЮ 1 67 0,61 55 0,41 75 0,63
Е11 1 515 0,61 200 0,51 143 44,92
235
Таблица 8.9. Характеристика узла стабилизации УСК-1
Показатели Проектные данные Опытные замеры
1 2 3 4 5
Режим работы С01: питание, м3/ч 325 380 260 280 200 260 орошение, м3/ч 58 25 30 25 25 15 стабильный конденсат, м3/ч 215 320 200 230 160 210 Температура, °C: верха С01 67 55 52 50 54 50 низа С01 167 140 140 141 140 141 питания С01 90 68 72 72 76 70 орошения С01 40 32 32 30 30 30 в аппарате В01 20 5 10 10 8 7 после А01 • 50 32 30 33 33 31 Давление в аппаратах, МПа: В01 1,43 1,27 4,27 1,28 1,27 1,28 С01 0,76 0,73 0,74 0,74 0,73 0,73 В02 0,63 0,65 0,66 0,66 0,65 0,65
держивалась около 140 °C. Такой режим обеспечивает практи-
чески полную очистку конденсата от сероводорода. Однако,
содержание бутанов в конденсате было несколько больше
проектного, кроме того, товарный конденсат содержал до 0,2%
пропана (табл. 8.10). Несмотря на это давление насыщенных
паров стабильного конденсата не превышает проектного уров-
ня — 66,7 кПа,
Повышение температуры низа колонны С01 на 10—15 гра-
дусов обеспечило бы полное выделение пропана и более глу-
бокое извлечение бутанов из конденсата.
Опыт эксплуатации УСК показал, что при плохом разделе-
нии фаз на промысловых УКПГ с нестабильным конденсатом
на установку поступает минерализованная вода. Минеральные
соли частично осаждаются на поверхности аппаратов, в том
числе теплообменника Е01. Это снижает коэффициент тепло-
Таблица 8.10. Усредненный состав стабильного конденсата, % (масс.)
Компоненты Номера опытных замеров Проектные данные
1 2 3 4 5
С3Н8 0,12 0,20 0,07 0,15 0,07 0,10
изо-С4Н10 1,77 1,88 1,18 1,09 0,95 0,13
7,12 9,78 7,41 5,65 5,78 1,35
W3O-C5H12 10,52 16,88 14,11 10,04 11,30 9,50
Я-С5Н12 11,01 11,10 13,22 9,92 11,05 12,25
С6Н12+ 69,47 60,10 64,01 73,15 70,85 69,08
Тиолы 0,88 0,94 0,86 0,90 0,90 0,85
Давление насыщенных паров, кПа 43,7 52,2 44,4 38,1 38,0 66,7
23 6
Таблица 8.11. Показатели работы блоков очистки газов сепарации
и стабилизации
Опытные замеры! Расход Отношение рас- твор : газ, л/м3 Содержание кислых ком- понентов, в исходном газе, % (об.) Степень на- сыщения амина кис- лыми газа- ми, моль/моль Суммарная сте- пень насыщения 1 амина, моль/моль 1 Количество кис- ' лых газов, 1 тыс. м3/ч __ Состав кислых газов, % (об.)
: газа, тыс. Мэ/ч раствора ДЭА, м3/ч
со X О и О X £ £ 1 СН3ОН
со X о 1 и H2S С4 О и
1 45 130 Абсорбер С02 2,9 4,7 0,5 0,59 0,06 0,65 2,5 Десорбер С04 84,3 9,1 4,4 0,3 1,9
2 42 130 3,1 3,9 0,5 0,47 0,06 0,53 2,0 82,8 9,9 4,4 0,5 2,4
3 43 130 3,0 4,2 0,6 0,51 0,08 0,59 2,3 78,6 11,8 5,5 1,0 3,1
4 37 130 3,5 3,5 0,5 0,36 0,05 0,41 1,6 80,8 10,3 4,4 0,5 4,0
5 39 130 3,3 3,7 0,5 0,41 0,05 0,46 1,8 81,1 10,9 4,4 1,0 2,6
1 15 80 Абсорбер СОЗ 5,3 11,0 1,4 0,58 0,07 0,65 2,0 Десорбер 85,7 5,С С05 4,9 0,5 3,9
2 15 80 5,3 10,5 1,5 0,55 0,08 0,63 2,0 86,3 5,7 5,5 0,6 1,9
3 14 80 5,7 9,8 0,7 0,48 0,03 0,51 1,6 85,8 5,8 4,4 0,3 3,7
4 15 80 5,3 9,0 1,6 0,48 0,03 0,51 1,6 84,1 5,4 4,4 1,0 5,1
5 13 80 6,1 8,9 1,3 0,40 0,06 0,46 1,5 76,8 11,4 4,4 1,0 5,0
6 15 80 5,3 11,2 0,7 0,58 0,03 0,61 2,0 84,0 5,4 5,2 0,3 5,1
передачи и тем самым не обеспечивается подогрев смеси пе-
ред дегазатором В01 до проектной температуры —20°C.
Вторым основным блоком УСК-1 является блок очистки
газов дегазации и стабилизации конденсата (рис. 8.6,6).
Давление в абсорберах и десорберах блоков очистки под-
держивается соответственно 0,55 и 0,17 МПа. В качестве погло-
тителя кислых компонентов используется 12—18% (масс.) (по
проекту 25%) водный раствор диэтаноламина (ДЭА). При ра-
боте установки в таком режиме содержание сероводорода в
очищенном газе не превышает 5,7 мг/м3. Концентрация H2S
и СО2 в газах дегазации составляет 3,5—4,7 и 0,5—0,6% соот-
ветственно (табл. 8.11). Очистка газов дегазации производится
раствором ДЭА концентрации 12—14% (масс.) при отноше-
нии раствор : газ равном 2,9—3,5 л/м3.
Концентрация H2S и СО2 в газах стабилизации была при-
мерно в 2 раза больше, чем в газах дегазации, и составляла
соответственно 8,9—11,2 и 0,6—1,5% (об.). Очистка газов ста-
билизации в количестве 13—15 тыс. м3/ч производится раство-
ром ДЭА концентрации 18% (масс.) при соотношении раствор :
: газ 5,3—6,1 л/м3.
Регенерацию насыщенных растворов ДЭА проводили в де-
сорберах при давлении 0,18 МПа. Расход пара (0,51 МПа) на
регенерацию составлял 120—130 кг/м3 раствора. В этих усло-
виях содержание H2S в регенерированном растворе ДЭА не
превышало 0,01 моль/моль, что обеспечивало тонкую очистку
газа от сероводорода.
В настоящее время в колонну С02 и СОЗ раствор ДЭА по-
дается из установок сероочистки I очереди завода. На базе
237
оборудования блоков регенерации аминового раствора органи-
зовано производство смеси тиолов.
Кислые газы после десорберов в количестве около
4 тыс. м3/ч с содержанием H2S и СО2 соответственно до 80
и 5—11% (об.) направляются на установки Клауса для произ-
водства элементной серы.
В большинстве замеров степень насыщения раствора ДЭА
составляла 0,5—0,6 моль/моль, что несколько выше допусти-
мого уровня. Снизить степень насыщения раствора ДЭА мож-
но за счет повышения концентрации ДЭА или увеличения ко-
личества циркулирующего раствора. Расчеты, проведенные на-
ми, показали, что для абсорбера очистки газов дегазации оп-
тимальная концентрация раствора должна составлять около
20%. При этом соотношение раствор : газ должно составить
около 3 л/м3 [166]. Для процесса очистки газов стабилизации
целесообразно увеличить количество циркулирующего абсор-
бента до 100—ПО м3/ч и абсорбцию проводить при удельном
расходе поглотителя 6 л/м3.
Осуществление указанных рекомендаций позволит снизить
опасность коррозии на установке, сохраняя одновременно вы-
сокую степень насыщения раствора кислыми газами
(0,4 моль/моль).
Анализ работы УСК-2. Принципиальным отличием установ-
ки стабилизации конденсата II очереди от УСК I очереди яв-
ляется применение процесса низкотемпературной конденсации
для выделения ШФЛУ из газов стабилизации. Использование
процесса НТК одновременно обеспечивает осушки ШФЛУ, что
повышает надежность работы систем транспортирования
и хранения продукции.
Принципиальные схемы блоков стабилизации конденсата
и выделения ШФЛУ приведены на рис. 8.7, а характеристика
и режим их основного оборудования в табл. 8.12—8.17.
Поток нестабильного конденсата с УКПГ при температуре
от —10 до -J-40 °C поступает во входной сепаратор Д101, где
происходит частичная деметанизация сырья при 3,7—3,9 МПа.
Таблица 8.12. Основные технологические показатели колонн УСК-2
Показатель Позиция по рис. 8.7
Т-101 Т-102 Т-103 Т-104
Рабочее давление, МПа Температура, °C 1,о 3 0,94 1,2
низа 167 102 47 36
верха Диаметр, м: 68 3 48 37
верхней секции 2,7 1,46 2,0 0,8
нижней секции 3,35 2,05 2,0 0,8
Высота, м 24,5 20,4 15,2 19.6
Число тарелок 20 19 Насадка
238
Рис. 8.7. Принципиальная схема УСК-2:
а) блок стабилизации:
Д-101, Д-Ю7 — трехфазные разделители; Д-106 — емкость орошения; Е-102 — воздушный
холодильник; Е-101— рекуперативный теплообменник; Е-103— испаритель; Т-101—ста-
билизатор; Е-111 — подогреватель; Е-104, Е-112 — холодильники; Р-103 —насос; Т-101 —
стабилизатор; / — нестабильный конденсат с промысла; II— нестабильный конденсат с
установок осушки; /// — кислая вода; IV — газ сепарации на очистку; V — частично
дегазированный конденсат; VI— смесь насыщенного ЭГ и нестабильного конденсата;
VII— насыщенный раствор ЭГ на регенерацию; VIII — газ в стабилизатор; IX — жидкие
углеводороды в стабилизатор; X — стабильный конденсат; XI — газ стабилизации на
очистку
б) блок очистки газов стабилизации и выделения ШФЛУ:
Т-102— ректификационная колонна, Т-103, Т-104 — абсорберы; Д-103, Д-104, Д-108— раз-
делители; Д-105 — емкость орошения; Е-105, Е-113 — рекуперативные теплообменники;
Е-106, Е-109 — пропановые испарители; Е-107, Е-110 — аппараты воздушного охлаждения;
Е-108— испаритель; С-101 — компрессор; Р-101—насос, / — газ дегазации из Д-101
(рис. 8.7, а); И — газ стабилизации из Д-106 (рис. 8 7, а); III — регенерированный рас-
твор амина; IV — насыщенный раствор амина; V — очищенный газ стабилизации; VI,
IX — топливный газ, VII — насыщенный раствор МЭГ; VIII — смесь жидких углеводо-
родов; X — ШФЛК
239
Таблица 8.13. Характеристика сепараторов и дегазаторов УСК-2
Позиция по рис. 8.7 Давление, МПа Температу- ра, °C Диаметр, м Высота (дли- на), м Объем, м3
Д-101 3,6—3,9 29 2,2 8,16 28
д-103 2,2 5,7 12,1
Д-104 3,1—3,3 —33 2,8 13,4 84
Д-Ю5 2,8—3,0 —32 1,6 5,1 9,24
Д-106 8,6—10,6 50 1,7 7,4 14,8
Д-Ю7 • 1,0—1,3 40 3,1 13,8 97,7
Д-108 5,0 2,2 8,4 29,1
Газ сепарации с верха Д-101 подается в абсорбер Т-104, где
очищается от сероводорода и диоксида углерода с помощью
раствора диэтаноламина. Очищенный газ подается в топлив-
ную сеть.
Частично отсепарированный конденсат с низа трехфазного
разделителя Д-101 проходит рекуперативный теплообменник
Е-101, где нагревается до 25 °C, и поступает на 6-ю (считая
с верха) тарелку стабилизатора Т-101. В качестве сырья на
6-ю тарелку стабилизатора подаются также два потока из трех-
фазного разделителя Д-107.
Газовая смесь, получаемая при стабилизации конденсата,
с верха сепаратора Д-106 поступает на очистку от кислых ком-
понентов в абсорбер Т-103. Стабильный конденсат отводится
с низа колонны Т-101 в товарный парк.
Конденсат на выходе из холодильника Е-112 имел высокую
температуру, которая летом доходила до 50—70 °C. Это приво-
дило к потерям его легких фракций при хранении. Для доох-
лаждения стабильного конденсата в схему дополнительно был
включен водяной холодильник.
Абсорберы Т-103 и Т-104 в 2 яруса заполнены насадкой ти-
па колец Палля из пластмассы. В верхней части колонны Т-103
и Т-104 установлены соответственно две и три отбойные тарел-
ки и пакет жалюзи. На первую тарелку подается промывочная
вода для улавливания уносимого с газом амина. На входе
аминового раствора в абсорберы Т-103 и Т-104 в поток пода-
ется раствор антивспенивателя. Очищенный от кислых компо-
Таблица 8.14. Характеристика теплообменников УСК-2
Позиция по рис. 8.7 Диаметр, м Высота (длина), м F, м2 Позиция по рис. 8.7 Диаметр, м Высота (длина), м F, м2
Е-101 13,03 0,75 Е-108 1,15 8,29 94
Е-102 12,5 12,5 9174 Е-109 1,56 8,19 247
Е-103 17,5 4,71 Е-110 6,0 12,5 1543
Е-104 6,0 12,5 4206 Е-111 0,46 10,13 618
Е-105 0,75 13,03 420 Е-112 0,45 7,01 77
Е-106 1,15 7,94 138 Е-113 0,40 4,42 24,9
Е-107 14,0 12,5 62,5
240
нентов газ стабилизации проходит сепаратор, отделяется от
капельной влаги, затем дожимается до 3,65 МПа и для отде-
ления от влаги поступает в разделитель Д-108.
Для обеспечения нормальной работы компрессора в него
необходимо подавать определенный объем газа. Предусмотрена
возможность рециркуляции части газовых потоков с верха ко-
лонны Т-102 и сепаратора Д-108 в тех случаях, когда количе-
ство газа с верха сепаратора Д-103 недостаточно для нормаль-
ной работы компрессора С-101.
Жидкая фаза с низа сепаратора Д-106 через рекуператив-
ный теплообменник Е-105 поступает в пропановый испаритель
Е-106, где охлаждается до минус 30—33 °C, и поступает в
трехфазный разделитель Д-104. Жидкая углеводородная фаза
с низа Д-104 проходит рекуперативный теплообменник Е-105,
нагревается до минус 15—10 °C и, объединившись с потоком
газа с верха сепаратора Д-104, поступает в стабилизатор
Т-102.
Следует отметить, что сырье, охлаждаясь в испарителе
Е-106 до минус 33 °C, в колонну поступает при температуре
минус 10—15°C. Таким образом, сначала происходит конден-
сация сырья, затем его повторное испарение. Цель глубокого
охлаждения сырья заключается в его обезвоживании. Благода-
ря охлаждению сырья отпадает необходимость осушки ШФЛУ
на отдельной установке.
Для поглощения влаги и предотвращения гидратообразо-
вания в трубную решетку теплообменников Е-105 и испари-
теля Е-106 впрыскивают 80%-й раствор моноэтиленгликоля.
Насыщенный раствор МЭГ в смеси с выпавшим конденсатом
отводится из разделителя Д-104 и через подогреватели Е-111
поступает в разделитель Д-107 (рис. 8.7,5).
Массовая доля амина в насыщенном растворе МЭГ дости-
гает 5—Ю°/о, что указывает на унос раствора ДЭА из абсор-
беров сероочистки Т-103 и Т-104.
Таблица 8.15. Показатели узла стабилизации конденсата УСК-2
Режим Вход неста- бильного конденсата в Т-101, м37ч Газ стабили- зации из Т-101 и Д-101, тыс-м3/ч Выход стабиль- ного конденса- та, м3/ч Газовый фактор, мЗ/мЗ Режим колонны Т-101 ‘
Оро- шение мЗ/ч Температу- ра, °C
Д-Ю1 Д-Ю7
низа верха
1 125 10 20 100 200 38 139 50
2 125 10 19 100 190 38 139 50
3 124 15 21 100 210 36 140 52
4 123 16 19 100 190 40 139 50
5 120 16 19 90 211 35 139 51
6 125 12 19 100 190 50 139 60
7 125 15 20 105 190 58 136 60
Проектные 62—76 66—61 35—31 73—83 478—375 40 167 67
данные
16—864
241-
Таблица 8.16. Показатели узла выделения ШФЛУ УСК-2
Режим Расход, м3/ч Давление, МПа Температура в Т-102, °C Температу- ра после Е106, °C
ШФЛУ топливный газ С-101 Т-102 низа пита- ния верха
1 30 5000 3,16 2,75 101 85 8 —20
2 зо , 5000 3,16 2,75 101 87 8 —20
3 20 7000 3,15 2,75 107 90 45 —19
4 20 7000 3,15 2,76 111 100 45 —19
5 23 4000 3,26 2,76 100 90 10 —24
6 25 5000 3,06 2,75 100 95 30 —25
7 30 7000 3,06 2,65 100 90 30 —25
Проектные 25 т/ч 16,2 т/ч 3,56 3,20 118 41 5 —30
данные
Эксплуатационные показатели наиболее характерных режи-
мов установки в период обследования работы даны в табл.
8.15 и 8.16.
Давление в колонне Т-101 поддерживалось 0,92 МПа (про-
ектное 1,07), а в разделителе Д-107 1,27—1,38 вместо 1,22 МПа
по проекту. Давление в сепараторе Д-101 поддерживалось
2,85—3,06 вместо 3,87 МПа по проекту. Низкое давление в
Д-101 повышает степень деметанизации нестабильного конден-
сата и тем самым снижает нагрузку на стабилизатор Т-101.
При повышенном содержании легких углеводородов в газе
стабилизации снижается степень конденсации продукта верха
колонны Т-101. Для обеспечения нормальной работы колонны
Т-101 часть ШФЛУ (примерно 5—6 м3/ч) из емкости ороше-
ния ректификационной колонны Т-102 подается в емкость
Д-106 и затем используется как орошение стабилизатора Т-101.
Данные табл. 8.15 показывают, что удельный выход газов
дегазации и стабилизации примерно в 2 раза меньше, чем
проектный показатель. В результате выход ШФЛУ и топлив-
ного газа тоже несколько меньше. При такой газонасыщенно-
сти нестабильного конденсата УСК обеспечивает выпуск кон-
диционного продукта в 1,25—1,3 раза выше проектного.
На установке потоки нестабильного конденсата перераспре-
делялись: количество сырья, поступающего в разделители
Д-101, было в 2—1,8 раза больше, а в дегазатор — Д-107 в 4—
7 раз меньше проектного. Это приводило к перегрузке колонны
Т-103 и недогрузке абсорбера Т-104. Для обеспечения нормаль-
ной работы этих абсорберов произведена переобвязка комму-
никаций сепараторов Д-101 и Д-107, предусматривающая по-
дачу части газа из Д-101 в абсорбер Т-103.
Согласно данным в табл. 8.16, режим узла выделения
ШФЛУ из газов стабилизации значительно отличается от про-
ектного. Это является в первую очередь результатом меньшей
газонасыщенности нестабильного конденсата по сравнению с
242
Таблица 8.17. Состав широкой фракции легких углеводородов УСК-2
[°/о (масс.)]
проектной. В режимах 3 и 4 не производилась подача пропа-
на в холодильник Е-109, что приводило к повышению количест-
ва этана в ШФЛУ (табл. 8.17).
При температуре верха ректификационной колонны Т-102
45°C в режиме 4 содержание этана в ШФЛУ ниже, чем при
режиме 3 (соответственно 1,9 и 3,1%), что объясняется повы-
шением температуры низа колонны от 102 до 111 °C. Сниже-
ние температуры верха колонны до 30 °C и ниже позволило
поддержать суммарное содержание метана и этана в ШФЛУ
ниже 1% (масс.). Повышение температуры верха колонны
Т-102 снижает степень конденсации ректификата. При этом
происходит увеличение количества топливного газа, и наобо-
рот, снижение выхода ШФЛУ.
Анализ приведенных данных позволяет сделать вывод
о том, что установка стабилизации сернистых конденсатов
'W
Рис. 8.8. Технологическая схема УСК-3 Оренбургского ГПЗ:
Boi, В02 — сепараторы; ВОЗ — емкость орошения; В04, В05 •—входные сепараторы; E03t
Е04 — холодильники; Е01, Е05 — подогреватели; Е02, ЕОЗ—рекуперативные теплообмен-
ники; А01, А02 — воздушные холодильники, С01 — стабилизатор; F01 — печь; FL01—
фильтр; К01—компрессор; Р01, Р06 — насосы; I, II— потоки нестабильных конденсатов;
III — кислая вода; IV, VI— газы дегазации; V, VII—дегазированный конденсат, VIII—
стабильный конденсат; IX — газ стабилизации; X — смесь кислых газов на установку
сероочистки
16*
243
Таблица 8.18. Характеристика сепараторов и дегазаторов УСК-3
Позиция по рис. 8.8 Диаметр, м Высота м Объем м3 Давление, МПа Т, °C
рабочее рас четное
В01 3,7 18,5 205 2,55 3,82 —5
В02 3,6 9,0 101 2,55 3,82 45
ВОЗ 2,5 6,5 36 1,48 2,21 40
В04 1,6 3,1 7 1,48 2,21 60
В05 2,0 3,1 И 2,55 3,82 60
второй очереди Оренбургского ГПЗ отличается гибкостью
схемы по отношению к параметрам сырьевых потоков и обес-
печивает производство не содержащей сероводорода товарной
продукции — стабильного конденсата и широкой фракции лег-
ких углеводородов.
Анализ работы УСК-3. Принципиальная технологическая
схема УСК HI очереди Оренбургского ГПЗ представлена на
рис. 8.8, а характеристика ее основного оборудования дана в
табл. 8.18 и 8.19.
Предварительная дегазация сырья производится за счет
снижения его давления с 3,06 до 2,'24 МПа. После дроссели-
рования нестабильный конденсат поступает в сепаратор В01.
Частично дегазированный конденсат отбирается с низа В01
и через рекуперативный теплообменник Е08 и подогреватель
Е01 подается в дегазатор II ступени В02. Газовые потоки из
дегазаторов В01 и В02 подаются на II ступень компрессора
KOI. С целью обеспечения надежной работы компрессора про-
изводится предварительный подогрев и сепарация газа, что ис-
ключает попадание в компрессор капельной жидкости.
Окончательная стабилизация конденсата производится в
ректификационной колонне С01. Колонна имеет 21 тарелку
клапанного типа. Диаметры верхней и нижней частей колонн
соответственно равны 2,2 и 3,39 м, а высота соответствующих
секций колонны составляет 5,5 и 16 м.
Питание поступает на 13-ю тарелку. Подвод тепла в куб
колонны обеспечивается трубчатой печью F01. Для предотвра-
Таблица 8.19. Характеристика теплообменного оборудования УСК-3
Позиция ПО рис. 8.8 F, м2 Трубное пространство Межтрубвое пространство
Р, МПа Т, °C Р, МПа Т, °C
Е01 56 2,85 —28/60 1,53 200
Е02 170 1,58 215 1,53 105
ЕОЗ 335 0,82 45 1,48 65
Е04 66 1,83 45 2,55 100
Е05 18,3 1,53 200 2,55 — 15/100
Е08 250 2,55 —28/60 1,58 200
244
Таблица 8.20. Характеристики узла стабилизации конденсата УСК-3
Показатели По опытным замерам Проектные данные
1 2 3 4
Режим работы В01: давление, МПа 2,14 2,15 2,14 2,15 2,24
температура, °C —4 0 —3 —2 —5
газ дегазации, тыс-м3/ч 20 25 25 20 32,0
Режим работы В02: давление, МПа 2,04 2,04 2,04 2,04 2,04
температура, °C 10 13 13 13 45
газ дегазации, тыс-м3/ч 5 10 3 3 6,0
Показатели стабилизатора СО1: давление, МПа 1,17 1,17 1,17 1,17 1,25
температура, °C питания — 10 — 10 — 10 — 10 — 10
низа 164 166 167 168 218
верха 61 62 62 64 81
расход, мэ/ч: питания 250 250 250 250 218
орошения 50 55 50 50 49
стабильного конденсата 140 150 150 150 135
Режим работы ВОЗ: давление, МПа 1,17 1,14 1,14 1,15 1,17
температура, °C Газ стабилизации, тыс-м3/ч 40 30 41 41 40
27 26 28 26,5 23,60
Общий объем газов, тыс-мэ/ч 52 62 55 50 62
Удельный выход газов стабилиза- 371 413,3 366,7 333,3 463
ции и дегазации, м3/мэ
щения отложения механических примесей на стенах змеевиков
печи конденсат фильтруется, проходя фильтр FL01, установлен-
ный на входе в печь. Стабильный конденсат с куба колонны
выводится через рекуперативные теплообменники Е02 и Е08,
охлаждается в концевом воздушном холодильнике А02 и пода-
ется в товарный парк.
Дистиллят колонны проходит воздушный и водяной холо-
дильники и поступает в емкость орошения ВОЗ. Емкость имеет
отстойник для воды, которая по мере накопления выводится из
системы. Углеводородный конденсат из емкости ВОЗ насоса-
ми В01 подается на орошение колонны стабилизации. Нескон-
денсировавшаяся углеводородная фаза через сепаратор В04
под давлением 1,12 МПа поступает на I ступень компрессора,
дожимается до 2 МПа, смешивается с потоком газов из сепа-
раторов В01 и В02 и поступает на II ступень компрессора, в
котором сжимается до давления 6,2 МПа и подается на уста-
новку сероочистки. Жидкость из сепараторов В04 и В05 по
мере накопления сбрасывается в сборную емкость.
Эксплуатационные показатели установки стабилизации кон-
денсата приведены в табл. 8.20.
Во время обследования ввиду низкого коэффициента тепло-
отдачи подогревателя Е01 (из-за отложения механических при-
245
месей и солей на поверхности труб аппарата) не удавалось
поддерживать проектную температуру в дегазаторе В02. Низ-
кие значения температур в дегазаторе В02 приводили к сни-
жению количества газов дегазации и увеличению газов стаби-
лизации и повышению концентрации метана в газе стабилиза-
ции по сравнению с проектным. В результате этого увеличива-
ются нагрузка на холодильники А01 и ЕОЗ и расход энергии
на I ступень сжатия. Повышение температуры в дегазаторе
В02 до 40—45°C устранило бы этот недостаток.
Фактическая газонасыщенность сырьевого конденсата, по-
ступающего на установку, в 1,2—1,4 раза меньше проектной.
Это приводит к снижению надежности работы компрессора
К01, предназначенного для дожатия газов выветривания и ста-
билизации. Для обеспечения нормальной работы компрессора
предусмотрена подача в него дополнительного количества газа.
Суммарное количество газов, выделенных из нестабильного
конденсата в блоках сепарации, в среднем в 1,4 раза меньше,
чем по проекту, а выход газов стабилизации в колонне С01 в
среднем на 3,4 тыс. м3/ч больше проектного. Последнее обу-
словливает повышение скорости паров в верхней части колон-
ны С01.
В стабилизаторе С01 существенно различаются также про-
ектные и фактические значения температур верха и низа. Од-
нако загрязнение труб печи ухудшало теплообмен между цир-
кулирующим конденсатом и теплоносителем и определяло низ-
кую температуру в низу стабилизатора. Вследствие этого не
происходила полная отпарка пропана из конденсата. Содержа-
ние бутанов в стабильном конденсате также было в несколько
раз больше проектного. Однако указанный режим обеспечива-
ет полную выпарку сероводорода. Кроме того, давление насы-
щенных паров стабильного конденсата, как правило, не пре-
вышает 66,65 кПа.
Анализ приведенных данных показывает, что схемы УСК
отличаются большой гибкостью к изменениям как состава
сырья, так и технологического режима, и обеспечивают полу-
чение товарного конденсата с давлением насыщенных паров
менее 66,65 кПа, т. е. ниже нормы, предусмотренной стандар-
том. Концентрации тяжелых углеводородов в газах дегазации
и стабилизации значительно отличаются от проектных, что
объясняется изменением состава сырья УСК в результате фа-
зовых превращений в пласте и отличием режима промысловых
установок НТС от проектного.
Наряду с указанными преимуществами в схемах УСК име-
ются и недоработки.
В связи с разностью параметров газов дегазации и стаби-
лизации и установок по их переработке, а также из-за отсут-
ствия коммуникаций между последними невозможна перера-
ботка газов одной очереди на установках другой очереди. При
наличии такой возможности в период снижения выхода сырья
246
газы стабилизации с двух УСК можно было бы переработать
на одной установке. К примеру, переработка газов стабилиза-
ции с УСК-1 на УСК-2 позволила бы установку получения
ШФЛУ (абсорбционная установка) использовать для других
.целей.
На I очереди завода на УСК не производится осушка
ШФЛУ.
Не предусмотрено предварительное обезвоживание и обес-
соливание нестабильного конденсата из-за чего минеральные
соли осаждаются на поверхности оборудования и вызывают
осложнения в работе УСК-
Система распределения нестабильного конденсата не обес-
печивает постоянство состава сырья, поступающего на различ-
ные УСК, вследствие чего удельный выход газов сепарации на
различных очередях неодинаков, что не позволяет обеспечить
ритмичность работы блоков переработки газов стабилизации
и дегазации.
При проектировании новых установок на основании анализа
работы установок стабилизации газовых конденсатов рекомен-
дуется учитывать следующие факторы:
изменение давления и температуры сырья на входе в УСК
и в технологических узлах;
изменение количества и состава сырья при снижении пла-
стового давления и изменении режима установок, где произво-
дится извлечение тяжелых углеводородов из газа;
наличие в нестабильном конденсате минерализованной во-
ды, ингибиторов коррозии и гидратообразования, а также реа-
гентов, применяемых для интенсификации добычи газа;
повышение эффективности работы УСК, работающих по
многоступенчатой сепарационной схеме с увеличением числа
ступеней сепарации;
взаимозаменяемость основных блоков при размещении не-
скольких УСК на одной площадке.
Используемое на УСК оборудование должно характеризо-
ваться большим диапазоном эффективной работы, высокой
четкостью разделения фаз, возможностью ремонта отдельных
аппаратов без остановки и т. д.
Библиографический список
1. Рыжков Н. И. Об основных направлениях экономического и социального
развития СССР на 1986—1990 годы и на период до 2000 года. М.: Полит-
издат, 1986. 62 с.
2. Берлин М. А., Гореченков В. Г., Волков Н. П. Переработка нефтяных и
природных газов. М.: Химия, 1981. 472 с.
3. Бекиров Т. М. Промысловая и заводская обработка природных и нефтя-
ных газов. М.г Недра, 1980. 283 с.
4. Чуракаев А. М. Переработка нефтяных газов. М.: Недра, 1983. 279 с.
5. Бекиров Т. М., Шаталов А. Т. Сбор и подготовка к транспорту природных
газов. М.: Недра, 1986. 261 с.
247
6. Овчинников Г. А. Технические требования на продукты, выпускаемые газо-
перерабатывающими заводами. М.: ВНИИЭгазпром, 1978. 55 с.
7. Бекиров Т. Л4.//Подготовка и переработка газа и газового конденсата.
М.: ВНИИЭгазпром. 1979. № 9. С. 7—11.
8. Бекиров Т. М., Берго Б. Г.//Газ. пром. 1984. № 10. С. 41—42.
9. Гриценко А. И., Островская Т. Д., Юшкин В. В. Углеводородные конден-
саты месторождений природного газа. М.; Недра, 1983. 262 с.
10. Гудков С. Ф., Бекиров Т. М. Переработка газа и газового конденсата. М.:
ВНИИЭгазпром, 1972. № 9. С. 3—6.
11. Методические рекомендации по расчету термодинамических свойств при-
родного газа./С. Д. Барсук, Ю. В. Сурков, О. А. Беньяминович и др. М.:
ВНИИГАЗ, 1976. 16 с.
12. Газовые и газоконденсатные месторождения: Справочник/Под ред.
И. П. Жабрева. М.: Недра, 1983. 373 с.
13. Айвазов Б. В. Физико-химические константы сероорганических соедине-
ний. М.: Химия, 1964. 136 с.
14. Авдеева А. В. Газовая сера. М.-Л.; Госхимиздат, 1950. 106 с.
15. Справочник азотчика. М.: Химия, 1967. Т. 1. 491 с.
16. Технический прогресс в области очистки природного газа и сжиженных
углеводородных газов от сероорганических соединений./С. Ф. Гудков,
Ф. Н. Пехота, Е. Н. Туревский и др. М.; ВНИИЭгазпром, 1975. 64 с.
17. Современное состояние технологии сбора и подготовки к транспорту сер-
нистых конденсатов./Т. М. Бекиров, А. Т. Шаталов, В. Д. Шугорев,
Н. Н. Галян. М.: ВНИИЭгазпром, 1985. 54 с.
18. Очистка газов от сернистых соединений при эксплуатации газовых место-
рождений./А. И. Гриценко, И. А. Галанин, Л. М. Зиновьева, В. И. Мурин.
М.: Недра, 1985. 270 с.
19. Нефть, газ и нефтехимия за рубежом. М.: Недра, 1984. № 4. С. 65—88.
20. Современное состояние и тенденции развития техники и технологии пере-
работки газа./А. А. Согомонян, Е. К. Борисенко, Г. М. Карпенко и др.
М.: ВНИИОЭНГ, 1977. 64 с.
21. Очистка технологических газов./Т. А. Семенова, И. Л. Лейтес, Ю. В. Ак-
сельрод и др. М.: Химия, 1977. 489 с.
22. Пехота Ф. Н„ Николаев В. Ю„ Туревский Е. Н. Направление интенсифи-
кации процессов подготовки нефтяного и природного газов к переработке.
М.: ВНИИЭгазпром, 1971. 48 с.
23. Стрючков В. И., Афанасьев А. И., Шкляр Р. Л. Интенсификация процесса
очистки природного газа от кислых компонентов. М.: ВНИИЭгазпром,
1984. 60 с.
24. Ильина Е. Н. Извлечение сероводорода и углекислоты из природного газа
и производства элементарной серы. М.; ВНИИЭгазпром, 1969. 86 с.
25. Агаев Г. А., Черномырдин В. С. Технический прогресс в области очистки
природного газа от сероводорода окислительными методами. М.:
ВНИИЭгазпром, 1980. 43 с.
26. Коуль А. Л., Розенфельд Ф. С. Очистка газа. М.; Недра, 1969. 391 с.
27. Кемпбел Д. М. Очистка и переработка природных газов: Пер. с анг./Под
ред. С. Ф. Гудкова. М.: Недра, 1977. 349 с.
28. Опыт эксплуатации установок очистки газа от кислых компонентов на
Оренбургском и Мубарекском ГПЗ./А. И. Гриценко, Т. М. Бекиров,
В. М. Стрючков, Г. С. Акопова. М.: ВНИИЭгазпром, 1979. 59 с.
29. Николаев В. Ю., Ляхов В. Д. Современная технология производства газо-
вой серы. М.: ВНИИЭгазпром, 1975. 57 с.
30. Агаев Г. А., Черномырдин В. С., Кочетков В. Г.//Газ. пром. 1982. № 12.
С. 21—23.
31. Повышение эффективности установок аминовой очистки газа.//Газовая
промышленность зарубежных стран. М.: ВНИИЭгазпром, 1982. № 10.
С. 10—13.
32. Лейбуш А. Г., Шорина Е. //.//Журнал прикладной химии. М.-Л.: 1947.
Т. 20. Вып. 1, 2. С. 73—77.
33. Бутвел К. Ф., Кабик Д. Дж., Зигмунд П. У .//Нефть, газ и нефтехимия
за рубежом. 1982. № 3. С. 90—97.
248
34 Кеннард М. Л., Мейсен Л.//Нефть, газ и нефтехимия за рубежом. 1980.
’ № 4. С. 63—67.
35 Механизм разложения ДЭА.//Газовая промышленность зарубежных
' стран. 1983. Ks 1. С. 15—18.
36. Бабиев Г. Н„ Стрючков В. М.//Подготовка и переработка газа и газового
конденсата. М.: ВНИИЭгазпром, 1979. Яе 8. С. 1—3.
37. Стрючков В. М., Афанасьев А. И., Будзиевский Н. В.//Подготовка и пе-
реработка газа и газового конденсата. М.: ВНИИЭгазпром, 1983. Яе 6.
С. 9—13.
38. Астахов В. А., Суэтин Ю. И.//Газ. пром. 1983. Яе 11. С. 32—35.
39. Стрючков В. М., Подлегаев Н. И., Николаев В. ТО.//Переработка газа и
газового конденсата. М.: ВНИИЭгазпром, 1977. Яе 1. С. 8—13.
40. Черномырдин В. С.//Газ. пром. 1975. Яе 3. С. 35—38.
41 Радкевич В. В., Самарин А. А., Черномырдина Н. А.//Газ. пром. 1980.
Яе 10. С. 48—49.
42. Бекиров Т. М., Немков В. В.//Подготовка и переработка газа и газового
конденсата. М.: ВНИИЭгазпром, 1978. Яа 11. С. 27—32.
43. Digman J. С., Moore М. ^//Hydrocarbon Progessing. 1968. Яа 6—7.
Р. 138—140.
44. Oil and Gas J. 1967. V. 67. Яа 23. P. 67—69.
45. Oilweek. 1974. V. 24. Яа 46—47. P. 24.
46. Oil and Gas J. 1966. V. 64. Яа 8. P. 83—86.
47. Gas. 1969. V. 45. Яа 6. P. 52—58.
48. Oil and Gas J. 1976. V. 74. Яа 34. P. 130—132.
49. CoIdstein A., Edelman A.//Oil and Gas J. 1984. V. 82. Яа 29. P. 70—76.
50. Daviet G.//Hydrocarbon Progessing. 1984. V. 63. Яа 5. P. 79—82.
51. Левкович M. M„ Межов В. Д., Мацота И. П.//Хим. пром. 1966. Яе И.
С. 832—835.
52. Kaeton М., Bourke ^.//Hydrocarbon Proges. 1983. V. 62. Я® 8. Р. 71—73.
53. Кочергина Д. Г., Горелик А. А.//Коррозия и защита. М.: ВНИИОЭНГ,
1972. Яа 6. С. 12—14.
54. Суэтин Ю. Н., Досумова Э. Я., Прокопенко В. С.//Подготовка и перера-
ботка газа и газового конденсата. М.: ВНИИЭгазпром, 1982. Яа 3. С. 14—
16.
55. Вышеславцев Ю. Ф., Назарько В. М., Латюк В. И.//Газ. пром. 1977. Яа 4.
С. 24—26.
56. Афанасьев А. И., Малютин С. П., Кисленко Н. Н„ Подлегаев Н. И.//Газ.
пром. 1984. Яе 9. С. 30—31.
57. Артюшенко Г. В., Сабиров Ш. М„ Мажара Л. Я.//Переработка газа и га-
зового конденсата. М.: ВНИИЭгазпром, 1970. Яа 3. С. 13—17.
58. Немков В. В., Мусавиров С. С., Агаев Г. А.//Газ. пром. 1977. Яа 12.
С. 13—15.
59. Стрючков В. М., Анисонян А. А., Бахшиян Д. Ц. и <Зр.//Переработка газа
и газового конденсата. М.: ВНИИЭгазпром, 1977. Яа 8. С. 16—20.
60. Агаев Г. А. Борьба с пенообразованием в процессе аминовой очистки
природного газа. М.; ВНИИЭгазпром, 1979. 33 с.
61. Суетин Ю. И., Досумова Э. Я., Прокопенко В. С. и <Зр.//Подготовка и
переработка газа и газового конденсата. М.: ВНИИЭгазпром, 1981. Яа 5.
С. 17—21.
62. Жданова Н. В., Халиф А. Л. Осушка углеводородных газов. М.: Химия,
1984. 189 с.
63. Туревский Е. Н., Бекиров Т. М., Назарько В. М. и <Зр.//Подготовка и пе-
реработка газа и газового конденсата. М.: ВНИИЭгазпром, 1978. Яа 2.
С. 6—10.
64. Kutsher G. S., Smith Р. А.//ОН and gas J. 1967. V. 65. Яа 12. Р. 116—
118.
65. Зарубежная техника. М.: ВНИИЭгазпром, 1967. Яа 7. С. 8—14.
66. Erdol — Erdgas — Zeitschrift. 1977. Bd. 93. S. 421—427.
67. Реней Д. Р.//Переработка углеводородов. 1976. Яа 4. С. 19—22.
68. Мортко Р. А.//Нефть газ и нефтехимия за рубежом. 1984. Яа 6. С. 61—64.
69. Wolfer W/Erdol—Erdgas —Zeitschrift. 1976. Bd. 92. S. 182—187.
249
70 Crotwold G //Gas und Wasserfach Erdgas 1972 Bd 113 № 2 S. 73—80.
71 Goar В G//Oil and Gas J 1969 V 67 Ns 26 P 117—120
72 Woerts В //Petroleum Technol 1971 V 4 P 483—490
73 Dunn G L, Freitos E R, Hill E S //Hydrocarbon Progessing 1965 V 44.
№ 4 P 137—MO
74 Wallace С B, Flunn A J //Oil and Gas J 1983 V 81 № 39 P 94—100
75 Materiale Protection and Performance 1971 V 10 Ns 1 P 21—27
76 Теряева H H, Халиф А Л //Разработка газовых месторождений, транс-
порт газа, промысловая и заводская обработка газа Тр ВНИИГАЗа М,
1974 С 198—203
77 Бородина И И, Алиев А Г, Нам, Н К и др //Геология, разведка и раз-
работка газовых и газоконденсатных месторождений Северного Кавказа.
М ВНИИЭгазпром, 1976 С 110—114
78 Способ осушки сероводородсодержащего газа /Е Я Юдин, А Л Халиф,
И А Александров и др А с Ns 502647 СССР В 01 Д 53/26 1974.
БИ Ns 6
79 Способ осушки сероводородсодержащего газа /Т М Бекиров, Е Н Ту-
ревский, А Л Халиф и др А с Ns 1112203 СССР В 01 Д 53/26 1984.
БИ Ns 33
80 Бекиров Т М, Халиф А Л, Кашицкий Ю А и др //Оптимизация режи-
ма работы установок осушки газа М ВНИИЭгазпром, 1985 С 46
81 Бекиров Т М, Галеева Р Г, Камалов X С и др //Переработка газа и
газового конденсата М ВНИИЭгазпром, 1977 Ns 9 С 9—13
82 Халиф А Л, Теряева Н Н //Переработка газа и газового конденсата М :
ВНИИЭгазпром, 1980 Ns 10 С 15—19
83 Усовершенствование процессов переработки газа на Минчибаевском ГПЗ /
/Т М Бекиров, Р Г Галеева, X С Камалов, Т М Зарипов М:
ВНИИОЭНГ, 1979 46 с
84 Агаев Г А , Черномырдин В С Современные способы очистки природно-
го газа от меркаптанов М ВНИИЭгазпром, 1981 31 с
85 Назарько В М, Туревский Е Н, Александров И А Ошстка природного
газа на Оренбургском ГПЗ М ВНИИЭгазпром, 1983 38 с
86 Гущин Б Я//Азотная промышленность, 1972 Ns 3 С 129—132
87 Кулиев А М, Агаев Г А, Кочетков В Г, Черномырдин В С //Газ пром.
1980 № 2 С 27—28
88 Набутовский 3 А Исследование и разработка адсорбционного процесса
очистки природного газа от меркаптанов Автореф дис канд техн наук:
05 17 07 М ВНИИГАЗ, 1979 18 с
89 Бекиров Т М, Грунвальд В Р, Наврузова Ф М и др //Подготовка и
переработка газа и газового конденсата М ВНИИЭгазпром, 1983 № 6.
С 7—9
90 Соколина А Ф, Гладкий А В, Афанасьев Ю М и др //Промышленная
и санитарная очистка газов 1972 № 4 С 12—14
91 Абсорбент для очистки природного газа от меркаптанов и извлечения
пропан-бутановой фракции /Е Н Туревский, Т М Бекиров, А Л Халиф
и др А с Ns 1115786 СССР В 01 Д 53/14 БИ N» 36 1984
92 Долотова Т С, Зиновьева Д И, Зиновьева А М и др //Газ пром 1981.
Ns 5 С 35—37
93 Степанова Г С, Наврузова Ф М, Теряева Н Н и др //Газ пром 1982.
Ns 1 С 40—43
94 Назарько В М, Рудаков Г Я, Магомедов А С Подготовка и переработ-
ка газа и газового конденсата М ВНИИЭгазпром, 1983 38 с
95 Набутовский 3 А //Газ пром 1977 Ns 4 С 18—20
96 Кузьменко Н М, Афанасьев Ю М, Будкина М И и др //Транспорт, пе-
реработка и использование газа в народном хозяйстве Экспресс-информа-
ция М ВНИИЭгазпром, 1985 Ns 7 С 18—21
97 Грунвальд В Р , Гальперин Б М, Лавренко А И и др //Газ пром 1983.
Ns 2 С 32—33
98 Грунвальд В Р, Малятова Г П, Капралова Н Я //Разработка и эксплуа-
тация газовых и морских нефтяных месторождений М ВНИИЭгазпром,
1982 Ns 9 С 18—20
250
99. Грунвальд В. Р„ Афанасьев Ю. М., Капралова Н. Я. и 6р.//Подготовка
и переработка газа и газового конденсата. М.: ВНИИЭгазпром, 1983. № 5.
С. 16—19.
100. Клинов И. Я., Удыма П. Г. Химическое оборудование в коррозионном ис-
полнении. М.: Химия. 1970. 544 с.
101. Теснер П. А., Рубинов Р. X., Шеров И. ///.//Газ. пром. 1984. № 9.
С. 29—30.
102. Николаев В. Ю. Техника производства газовой серы на газоперерабаты-
вающих заводах. М.: ВНИИЭгазпром, 1980. 38 с.
103. Багиров Р. А., Фархадов Т. С. Защита окружающей среды при перера-
ботке сернистых газов. М.: ВНИИЭгазпром, 1979. 35 с.
104. Фишер Г.//Нефть, газ и нефтехимия за рубежом. 1979. Ns 3. С. 99—103,
105. Гришенко В. А., Калинина Н. В., Шурин Р. М.//Газ. пром. 1983. № 9.
С. 25—26.
106. Предельно допустимые концентрации вредных веществ в воздухе и воде.
Л.: Химия, 1972. 230 с.
107. Шурин Р. М., Плинер В. М., Нимировский М. С.//Газ. пром. 1983. Ns 6.
С 2g______39
108. Кисленко Н. Н.//Газ. пром. 1983. № 10. С. 20—21.
109. Doroney С. /.//Journal of Canadian Petroleum. 1983. V. 22. № 5. P. 25—29.
ПО. Зарубежная техника. M.: ВНИИЭгазпром, 1974. № 22. С. 6—13.
111. Зарубежная техника. М.: ВНИИЭгазпром, 1971. № 17. С. 10—17.
112. Газовая промышленность зарубежных стран. М.: ВНИИЭгазпром, 1983.
Ns 1. С. 18—21.
113. Беневоленская Г. //.//Переработка газа и газового конденсата. М.:
ВНИИЭгазпром, 1977. Ns 7. С. 38.
114. Беневоленская Г. В., Кисленко Н. //.//Переработка газа и газового кон-
денсата. М.: ВНИИЭгазпром, 1974. № 9. С. 3—10.
115. Беневоленская Г. В., Кисленко Н. Н. Переработка газа и газового конден-
сата. М.: ВНИИЭгазпром, 1974. № 10. С. 3—19.
116. Ион К. М„ Этвуд Дж. Р„ Свейм С. //.//Нефть, газ и нефтехимия за рубе-
жом. 1979. № 7. С. 124—129.
117. Талли А. Переработка углеводородов. 1976. № 4. С. 30—33.
118. Макинджер Г., Россати Ф„ Шмидт Г.//Нефть, газ и нефтехимия за рубе-
жом. 1982. № 3. С. 110—112.
119. Бекиров Т. М. Усовершенствование процессов низкотемпературной пере-
работки нефтяного газа. М.: ВНИИОЭНГ, 1982. 34 с.
120. Использование турбодетандеров при получении этана и сжиженных га-
зов/С. В. Лавринов, И. Н. Овчаренко, В. А. Богданов и др. М.: ВНИИЭ-
газпром, 1983. 44 с.
121. Вопросы получения этана из природного и нефтяного газов./Л. Л. Фиш-
ман, С. Д. Борсук, Т. А. Бажанова, Б. Г. Берго и др. М.: ВНИИЭгазпром,
1981. 47 с.
122. Халиф А. Л., Бекиров Т. М., Шигаева И. Л4.//Подготовка и переработка
газа и газового конденсата. М.: ВНИИЭгазпром, 1980. № 6. С. 6—13.
123. Газовая промышленность зарубежных стран. М.: ВНИИЭгазпром, 1978.
№ 4. С. 13—15.
124. Валдес А. ^.//Переработка углеводородов. 1979. Ns 11, 12. С. 39.
125. Nelson К., Frank V. G„ Hammand J. D.//Oil and Gas J. 1978. V. 76. № 28.
P. 68—71.
126. Mark //.//Chemical Enginer. 1970. V. 77. № 1. P. 74—76.
127. Зарубежная техника. M.: ВНИИЭгазпром, 1969. № 24. С. 14—28.
128. Интенсификация промысловой подготовки конденсатосодержащих газов
к транспорту ./Б. Г. Берго, В. И. Твердохлебов, Н. Г. Гаджиев и др. М.:
ВНИИЭгазпром, 1985. 41 с.
129. Шевчук В. А., Лещинский В. Б. Технико-экономическая оценка процес-
сов разделения газовых смесей. М.: ВНИИЭгазпром, 1978. 36 с.
130. Бекиров Т. М., Шаталов А. Т„ Ларина Л. Г. Повышение эффективности
работы установок подготовки газа к транспорту. М.: ВНИИЭгазпром,
1984. 47 с.
131. Hydrocarbon Proges. 1983. V. 62. Ns 4. Р. 71—78.
251
132. Часовский В. И., Слепцов Ю. С.//Нефтепромысловое дело. М.:
ВНИИОЭНГ. 1980. № 10. С. 41—42.
133. Газ. пром. 1978. № 12. С. 52.
134. Бекиров Т. М., Галеева Р. Г., Камалов X. (/.//Нефтепромысловое дело.
М.: ВНИИОЭНГ, 1977. № 9. С. 49—51.
135. Двойрис А. Д. Технологическое оборудование установок сжижения при-
родного газа. М.: ВНИИЭгазпром. 1984. 67 с.
136. Холодильная техника для низкотемпературной обработки и переработки
природного газа/Б. Г. Берго, Р. А. Васильев, А. С. Мелков и др. М.:
ВНИИЭгазпром, 1980. 53 с.
137. Язик А. В. Системы и средства охлаждения природного газа. М.: Недра,
1986. 173 с.
138. Гапон И. В. Энергосберегающая технология подготовки природного газа
с применением центростремительных турбодетандеров. Автореф. дис... канд.
техн, наук: 05.17.07. М.: ВНИИГАЗ, 1985. 21 с.
139. Столяров А. А.//Подготовка и переработка газа и газового конденсата.
М.: ВНИИЭгазпром, 1983. № 2. С. 12—16.
140. Берлин М. А., Панасян Г. А., Ткаченко И. Г. и <Зр.//Нефтепромысловое
дело. М.: ВНИИОЭНГ, 1978. № 7. С. 38—41.
141. Ноулет У. Т./уНефть, газ и нефтехимия за рубежом. М.; ВНИИЭгазпром,
1979. № 7. С. 112—113.
142. Сурков Ю. В., Бекиров Т. Л4.//Переработка газа и газового конденсата.
М.: ВНИИЭгазпром, 1971. № 2. С. 10—15.
143. Гореченков В. Г., Бекиров Т. Л4.//Нефтепромысловое дело и транспорт
нефти. М.: ВНИИОЭНГ, 1985. № 2. С. 26—27.
144. Бекиров Т. М., Новрузова Ф. М„ Сулейманов В. А. и <Зр.//Подготовка
и переработка газа и газового конденсата. М.: ВНИИЭгазпром, 1980. №7.
С. 3—9.
145. Гудков С. Ф„ Бекиров Т. Л4.//Переработка газа и газового конденсата.
М.: ВНИИЭгазпром, 1972. № 9. С. 3—5.
146. Бекиров Т. Л4.//Там же, 1972. № 4. С. 3—8.
147. Бекиров Т. М., Сурков Ю. В., Лозин В. В.//Там же, 1973. № 5. С. 7—11.
148. Бекиров Т. М., Халиф А. Л., Оболениев Н. В .//Экспресс информация. М.:
ВНИИЭгазпром, 1972. № 10. С. 21—25.
149. Халиф А. Л. Исследование технологии абсорбционного процесса перера-
ботки природных газов. Автореф. дис... д-ра техн, наук: 05.17.07. М.:
ВНИИГАЗ, 1968. 24 с.
150. Кузнецов А. А., Лозин В. В.//Газовое дело. М.: ВНИИОЭНГ, 1971. № 10.
С. 34—38.
151. Бекиров Т. М., Туревский Е. Н„ Александров И. А. и др.//Переработка
газа и газового конденсата. М.: ВНИИЭгазпром, 1972. № 8. С. 3—7.
152. Бекиров Т. М„ Туревский Е. Н„ Александров И. А. и др.//Газ. пром,
1972. № 12. С. 50—51.
153. Усовершенствование установок промысловой подготовки нефти и газа иа
газоперерабатывающих заводах./А. Л. Халиф, А. А. Кузнецов, В. В. Ло-
зин и др. М.: ВНИИОЭНГ, 1973. 100 с.
154. Гнусова С. П., Халиф А. Л., Каюмов М. /.//Нефтепромысловое дело. М.:
ВНИИОЭНГ, 1978. № 9. С. 28—29.
155. Берлин М. А., Панасян Г. А., Ткаченко И. Г. и бр./'/Нефтепромысловое
дело. М.: ВНИИОЭНГ, 1979. № 5. С. 55—57.
156. Oil and Gas J. 1970. V. 68. № 28. P. 91—93.
157. Лунтовский E. А., Салатник M. M., Красников А. А. Стабилизация газо-
вого конденсата. M.: ВНИИЭгазпром, 1979. 67 с.
158. Алиева Р. 5.//Подготовка и переработка газа и газового конденсата. М.:
ВНИИЭгазпром, 1979. № 1. С. 27—34.
159. Сбор и обработка серосодержащих конденсатов./А. И. Гриценко, Г. С. Ако-
пова, Т. М. Бекиров, В. М. Стрючков. М.: ВНИИЭгазпром, 1980. 56 с.
160. Акопова Г. С., Голландских Н. И., Арустамова Л. /.//Подготовка и пе-
реработка газа и газового конденсата. М.; ВНИИЭгазпром 1979 № 8.
С. 10—19.
252
161. Гнусова С. П., Берго Б. Г., Фишман Л. Л. Технический прогресс в техно-
логии сбора и стабилизации газового конденсата. М.: ВНИИЭгазпром.
1977. 57 с.
162. Шульга В. А., Новиков П. П„ Овченков И. М. и <Зр.//Подготовка и перера-
ботка газа и газового конденсата. М.: ВНИИЭгазпром, 1980. № 10.
С. 28—29.
163. Тюляндина К. А., Бурлаченко Г. Л4.//Подготовка и переработка газа и
газового конденсата. М.: ВНИИЭгазпром, 1982. № 6. С. 10—12.
164. Совершенствование технологии стабилизации газового конденсата./
/Б. Г. Берго, А. В. Фролов, Л. Л. Фишман и др. М.: ВНИИЭгазпром, 1984.
35 с.
165. Бекиров Т. М., Шкоряпкин А. И., Черномырдин В. //.//Особенности раз-
работки и эксплуатации газовых месторождений Прикаспийской впадины:
Сб. научн. тр. ВНИИГАЗа. М.: 1982. С. 126—136.
166. Бекиров Т. М., Стрючков В. М., Халиф А. Л. и др.//Газ. пром. М.: 1982..
№ 1. С. 33—34.
167. Бекиров Т. М„ Халиф А. Л., Вежновец Т. С. и <Зр.//Подготовка и перера-
ботка газа и газового конденсата. М.: ВНИИЭгазпром, 1980. № 12..
С. 23—28.
Производственное издание
Тельман Мухтар оглы Бекиров
Первичная
переработка
природных
газов
Редактор О. А. Черткова
Художник А. Я. Акимов
Художественный редактор В. И. Киселева
Технический редактор О. В. Тюрина
Корректор М. В. Черниховская
ИБ № 2Ц7
Сдано в наб. 13.02.87. Подп. в печ. 09.06.87. Т-15310. Формат
бумаги 60X90V16. Бумага тип. № 2. Гарнитура литературная.
Печать высокая. Усл. печ. л. 16,0. Усл. кр.-отт. 16,0. Уч.-
изд. л. 19,42. Тираж 2600 экз. Заказ № 864. Цена 1 р. 30 к.
Изд. № 3180.
Ордена «Знак Почета» издательство «Химия», 107076, Моск-
ва, Стромынка, 21, кори. 2.
Московская типография № ц Союзполиграфпрома при Го-
сударственном комитете СССР по делам издательств, поли-
графии и книжной торговли. 113105, Москва, Нагатинская
Ул., д. 1.