/







































































Теги: руководство по эксплуатации станки
Год: 1962




Текст
СОВЕТ НАРОДНОГО ХОЗЯЙСТВА УПРАВЛЕНИЙ
МАДИНОСТРОКМЯ
ЛЕНИНГРАДСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД Им.ИЛЬИЧА
УНИВЕРСАЛЬНЕЙ КРУГЛОШЛШЮВАЛЬНЫЙ СТАНОК
МОДЕЛЬ ЗА12
РУКОВОДСТВО
ПО УХОДУ И ОБСЛУЖИВАНИЮ СТАНКА
г.Лмняград
1962 гад
Спецификация электрооборудования
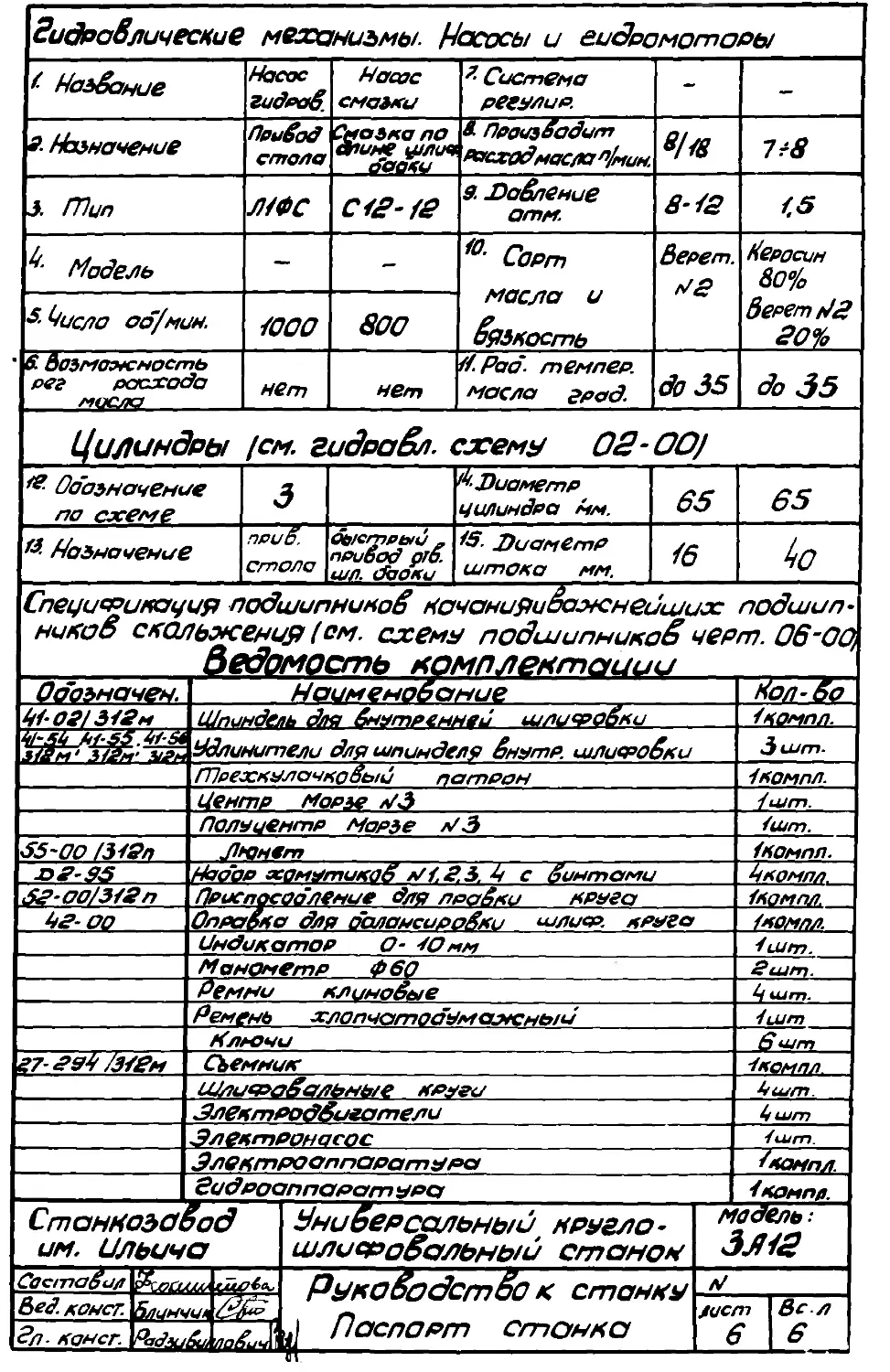
Чертежи общих видов и схем:
01.00 . 061
вад стайка
02-00-1 - Гадрокинематическая схема
04-00-1 - Схема управления
05-00 - Схема смааки
05-00-1 - Схема установки подшипников
07-00-1 - фундаментный план
114
08-01-Ш - Монтажная схема электрооборудования станка
08-02-Ш - Монтажная схема электрошкафа * 1
08-03-Ш - Монтажная схема электрошкафа > 2
10-00-1 - Станина
11-00 - Гвдроцилиидр
20-00-1 -Стол
30-00 - Механиэм ручного перемещения стола
40-00 - Шлифовальная бабка
41-00-Ш - Салавки
50-00-П - Бабка иаделия
51-00 - Задняя бабка
02-00 - 1 механиэм подачи
70-00-Ш - Монтаж переоборудования
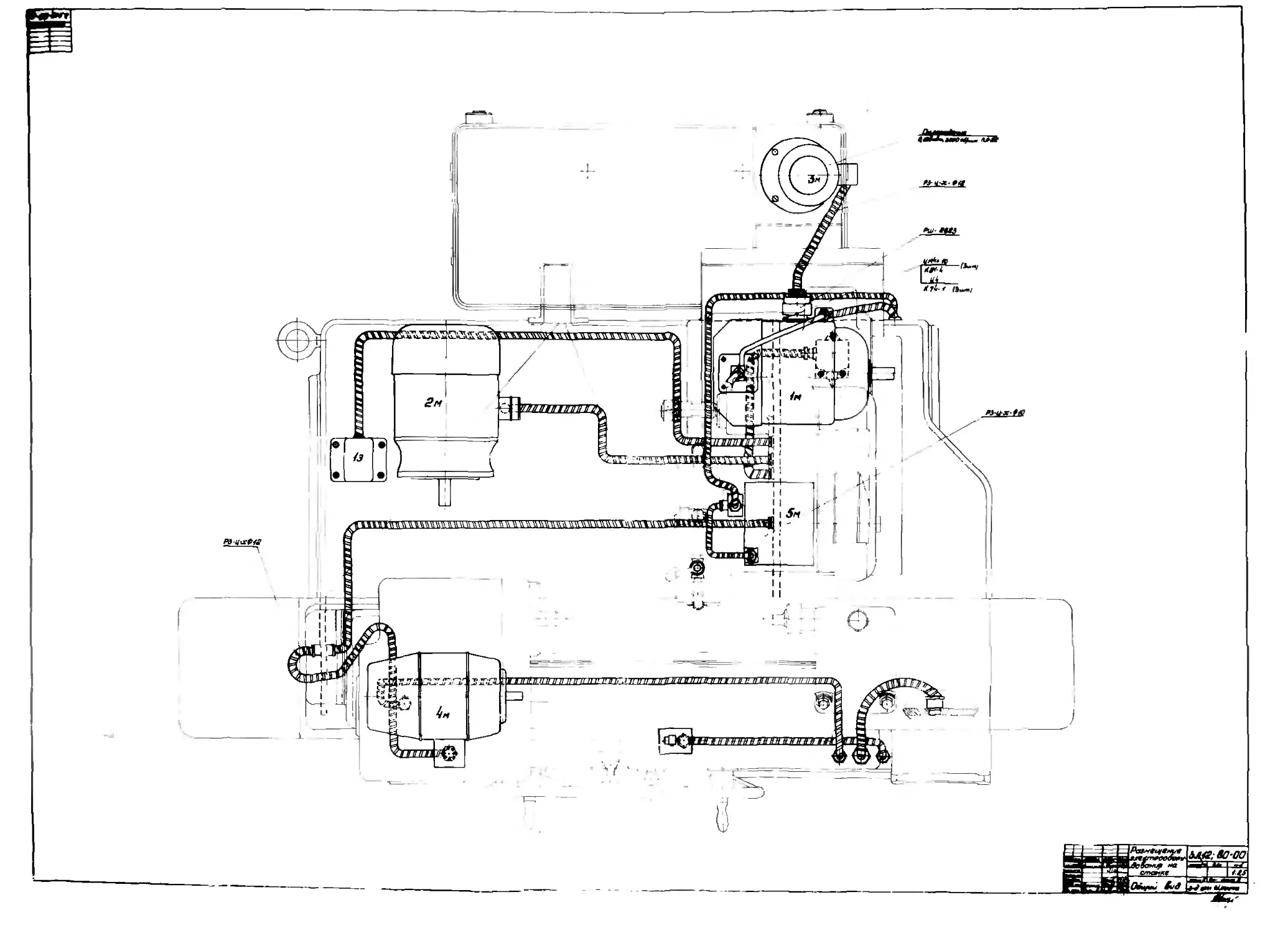
80-00-1 - Размещение электрооборудования на станке
72-00-Ш - Гвдропанель
Чертежи быстроианапваеммх деталей:
51-09 -Пиноль
62-60 -Собачка
62-61 -Собачка
62-18 - Храповое колесо
41-13 - Втулка
41-123 - Втулка
41-26/3Al 53
41-2S/3A153
27-34/312М
27-55/312К
27-4С/312М
27-54/312М
- Ролик
- Р о л к к
- Вклад»
И
«V • «о
40-44
Шпицдель
I - 5 - I
I НАЗНАЧЕНИЕ СТАНКА. I
I Универсальный круглошлифовальный станок модели ЗА12 I
|пре^назначен для шлифования цилиндров, пологихи крутых кону- I
|сов, а также цилиндрических и конических отверстий. I
I Шлифование может производиться в неподвижных центрах I
шли в патроне. I
I Продольный ход стола и поперечная подача на реверс I
ктола автоматизированы, а также могут осуществляться вручную. I
I На станке имеется возможность обрабатывать партию дета-1
|лей в один размер до упора. I
I Станок может быть успешно использован в инструментальных
1и ремонтных цехах, а также, в индивидуальном и мелкосерийном I
производстве механических цехов. I
I Транспортировка и распаковка станка.
I Транспортировку станка в распакованном и запакованном
(виде надо производить согласно схеме.
I При транспортировке необходимо следить за. тем, чтобы
канатом не помять коуха, крышки и другие детали.
I При погрузке и выгрузке ящика со станком при помощи
крана необходимо избегать сильного наклона ящика, ударов дном
или боками ящика, сильных сотрясений и рывков при опускании
и под"еме. Правильность положения упакованного станка опреде-
ляется имеющимися на нем надписями.
При погрузке и выгрузке ящика, со станком при помощи
катка по наклонной площадке,
угол наклона площадки необходимо
рратьлболее 15°. При етом катки диаметром более 50-70 мм не
допускаются, нельзя ставить ящики на ребро, кантовать и
сильно наклонять его
— I - ||
- б -
Немедленно при получении станка вавод-потребитель
должен проверить, не произошло ли внешнего повреждения упако
нии в пути. Прочность упаковки должна соответствовать усло-
виям перевозки. Воирывая упаковку станка, необходимо сначала
выдернуть гвозди, крепящие верхний щит, и снять его. Затем
таким же образом снимают боковые щиты, а после них - перед-
ний и задний щиты. Применение лома при этом не рекомендуется
так как им можно повредить выступающие части станка.
После распаковки станка необходимо снять его с ниж-
него щита, к которому станок привернут. Для этого надо осто-
рожно отвернуть и увалить глухари, крепящие станок, а затем
приподнять станок и удалить из-под него нижний щит.
Ознакомившись с прило'енным к станку руководством
го обслукиванию, приведенной в нем спецификацией принадлеж-
ностей станка и запасных частей, необходимо сличить содер-
жание ящика со спецификацией и составить акт предварительно!
приемки станка.
Монтаж станка.
Перед установкой станка необходимо смыть антикор-
розийное покрытие, нанесенное на время перевозки, а также
пыль и грязь чистыми хлопчатобумажными концами, смоченными
керосином. Очищенные поверхности насухо вытераются и слега
смазываются маслом индустриальным "20я. При чистке станка
разборка его узлов не рекомендуется.
Очищать поверхности станка* металлическим предме-
тами или наждачной бумагой не допускается. Затем надо валит!
масло в подшипники шпинделя и смазать весь станок в соответ
ствии с указаниями, изложенными * рааделе Тмаэка станка".
Точность работы станка в значительной мере зависит от пра-
вильности его установки. Во избежание ощутительных вибраций
во время работы станок необходимо установить на достаточно
жестком основам
Г Г
или бетонной подушке, размеры которой дол-
жны соответствовать фундаментному плану станка.
Правильность установки выверяется по уровню, распола-
гаемому на столе станка, с помощью нивелировочных клиньев.
После выверки основание станины ааливается цементам
раствором, по оатверцевании которого можно приступить к проб-
ному пуску станка.
Описание конструкции станка
Конструктивные особенности
- Однорукояточное управление станком.
- Быстрый гидравлический подвод и отвод шлифовальной
бабки.
- Бесступенчатое регулирование скоростью вращения иа-
делия и перемещения стола.
- Автоматическая поперечная подача шлифовальной бабки
при реверсе стола.
- Периодическая подача при помощи специального крана
может осуществляться при каждом реверсе или только при ревер-
се справа или слева.
- Направляющие шлифовальной бабки покоятся на роликах,
что обеспечивает главное перемещение и точность работы меха-
ниама подачи.
- Конструкция передней бабки предусматривает работу в
неподвижных центрах, а также работу в патроне.
- Механиам ручного перемещения стола имеет две скорости
ускоренную и рабочую.
- Конструкция механизма подачи предусматривает обработку
детали до упора.
- Массивная цельнолитая станина обладает высокой жесто-
костью и виброустойчивостью.
Все вышеперечисленные конструктивные особенности
обеспечивают легкое и простое управление, поваленную произво-
дительность, высокую геометрическую точность и чистоту обраба-
тываемой поверхности.
Гщдрокинематическая схема
/00-00-1/
Гидравлика станка
Гидропривод станка выполняет следующие функции:
- продольное перемещение стола;
- автоматическую периодическую подачу шлировального
круга при реверсе стола;
- быстрьй отвод и подвод шлифовальной бабки;
- блокировку ручного перемещения стола при включении
автоматического хода;
- выборку зажоров механизма подачи-шлифовальной бабки
Масло из бака засасывается лопасным насосом 1Н через
фильтр 1® к напорному золотнику и гидропанели ГП, насосом
2Н к напорному золотнику, Цилиндру выборки люфтов ЗЦ, ревер-
сивному золотнику РЗ и к направляющим стола. Давление системы
контролируется манометрами 1М и 2М присоединение черев краны
1КМ и 2 КМ к напорным золотникам.
Кран открывается только в момент наблюдения за давлением,
все остальное время он закрыт с целив
- 9 -
предохранения ох поломки манометра.
Масло от крана 26 гидропанели через соответствующие
проточки гидропанели, поступает в правую или левую полость
цилиндра стола 1Ц в зависимости от положения золотника 27.
В показанном на схеме положении масло поступает в
правутаНполость
(илиндра 1Ц и оказывает давление на поршень
ч, соединенный итоком с кронштейном стола и перемещает
стол.
Масло на левой полости цилиндра породится к панели,
проходит через проточки в ней, подводится к дросселю 28.и
уходит на слив.
Реверсирование стола осуществляется закрепленными на
столе упорами 23, которые попеременно налимаэт на выступа-
ющий из кожу а станины рычаг реверса 29 и поворачивают его
При повороте рычага через зубчатую передачу проиЪодит
перемещение управляющего золотника 27 вследствие чего масло
под давлением подается к одному из торцов реверсивного зо-
лотника 30 и перемещает его.
При атом масло под давлением направляется в полость
цилиндра, ранее соединенную со сливом и стол начинает пере-
мещаться в обратном направлении.
II
равляющий золотник 27 может быть переключен вручную
поворотом рукоятки /см,^Органы управления" рукоятка 4/.
Скорость переключения реверсивного золотника 30, т.е.
длительность задержки стола во время реверсирования, pgnn
регулируется дросяелями 31 и 32.
Скорсоть перемещения стола регулируется с помощью це-
левого дросселя 28. При повороте дросселя проходная площадь
щели меняется, что и приводит к измене Кию скорости стола.
Для защиты гидросистемы от перегрузки служат прадохра
- 10
нительные клапаны Г541Э. I
Останов стола осуществляется поворотом крана 26. I
Кран имеет два фиксированных положения: "пуск" и " стоп". I
Перевод крана на одного положения в другое осуществляется I
при повороте рукоятка 33. I
При положении крана "пуск" линия нагнетания соединяет!-
ся со средней проточкой реверсивного эолотника,линия Ш-П. I
При положении крана "стоп* линия нагнетания отсекается I
от средней проточки реверсивного золотника, и полости ци- I
линдра соединяются между собою / линия 1У-У/, что дает воэ|-
можность. перемещать стол вручную.
/|ЛЯ того,чтобы при остановках столе не происходил
слив масла из цилиндра и не было подсасывания воздуха в
сливную линию, невольное количество масла подается на слив!
через специальное предусмотренное в кране отверстие 1,5мм.
Ручное и автоматическое движение стола сблокированыJ
При включении автоматического хода стола, масло из гииро-
панели под давлением поступает к цилиндру 5Ц механизма
перемещения стола. Поршень перемещается, сжимает пружины
и расцепляет муфту.
При выключении автоматического хода стола, давление
в гидpanанели падает, падает давление и под поршнем.
Пружина нажимает на поршень и муфта сцепляется. Механизм
подготовлен для ручного перемещения стола.
Автоматическая, периодическая подача
шлифовальной бабки.
Автоматическая, периодическая полача шлифовального
круга мотет происходить при каждом реверсе стола,справа
или слева, в зависимости от положения крена 35.
Во время реверса, одновременно с изменением направления
потока масла к цилиндру стола, изменяется положение эолот
-11-
ника. 34, который накрывает слив ив цилиндра 4Ц в момент ре-
верса и открывает после реверса стола. Дросселя 36 еду жат
задержкой золотника во время реверса, чтобы масло, проходящее
черев кран 35, успело заполнять полость цилиндра 4Ц и пере-
местить поршень. Последний черев сухарик поворачивает сектор
с расположенным на нм собачкой, которая наскакивает в зубья
храповика механизма подачи осуществляет подачу шлифовальной
бабки.
Возврат собачки осуществляется после реверса стола с
возвратом поршня, т.к. золотник 34 отсекает правый торец пор-
шня от давления и соединяет со сливом. Под действием пружины
поршень реверсирует.
Дм подачи шлифовального круга вручную, автоматическая
подача выключается краном 35 установкой в положение "Периоди-
ческая подача выключения".
При автоматической подаче упор 8 должен быть выключен.
„Быстрый подвод-отвод шлифовальной бабки,
Or насоса 2H масло поступает к четырехходовощу ревер-
волот-
сивноцу волотнищу РЗ. В положении, у каванвом на схеме
як включен масло по трубопроводу от присоединения 1Ц по-
ступает к цилиодру 2Ц. При атом пораень быстро перемечается
перед и умокает аа собой черев кронштейн шлифовальную бабку*
Отвод ммфовальной бабки осуществляется при включении
вожотниха РЗ. При атом трубопровод 2Ц соединится с давлением,
а 1Ц со алией и пораень быстро будет перемещаться навад до
регулировочного винта 4.
Замедление в конце подвода и отвода шлифовальной бабки
осуществляется ва счет имеющихся усиков на поршне.
-I2~
Выбщка зазоров мвхь^изма подачи шлифовальной бабки
От насоса гн масло поступает к цилиндру зЦ, шток которого
постоянно отжимает в направлении усилия резания верхние са-
лазки, а вместе с ним и шлифовальную бабку, при этом выбирают-
ся порты в ходовом винте и гайке 6.
Смазка направляющих стола;
Направляющие стола смазываются маслом, поступающим от на-
соса Ш через регулируемый дроссель 37. Для отвода масла на
концах направляющих предусмотрены карманы, из которых масло
отводится в корыто станины, а затем в бак.
йзлишнее масло, поступпощее к направляющим стола уводит-
ся через маслоуказ аг ель в бак.
Мех^шка отвода.
Привод ипивделеи шлифовальных кругов для наружного и
внутреннего шлифования.
Шподдель шлифовального круга для наружного шлифования
приводится во вращенив- электродвигателя посредством клиняре-
меннси передачи.
Шпиндель внутреннем шлировки приводился от встроенного
двигателя посредством плоского ремня
иг.
ццеля бабки изделия
Шпиндель бабки изделия приводится во вращение от двига-
теля ш маянного тока П41 с ПМУ-* посредством клиноременной
передачи.
Изменение числа оборотов производится бесступенчато в
дианапоне ] 10 .
-15-
Ручное перемещение стола
Ручное перемещение стола производится механизмом
20. Ведущий вал 40 имеет два фиксированных положения, что
соответствует ускоренной или рабочей подаче. Стол за один
оборот маховика перемещается при ускоренной подачи на 15 мм,
а при рабочей на 4 мм.
Ручная подача шлировальной бабки
ручная подача шлифовальной бабки осуществляется от
маховика 18 через две пары шестерен к гайке, которая и пере-
мещает шлифовальную бабку по ходов ему винту с резьбой трап
50x3 лев.
БастрЫ1 подвод и отвод шлифовальной бабки, а также
автоматическая периодическая подача описана выше в разделе
гидравлика.
Описание основных узлов станка
Станина /чертеж 10-ОС/-1.
Станина выполнено как целая отливка жесткой
конструкции. В передней стенке имеется небольшая ниша, поз-
воляющая близко подходить к станку и даже работать сидя.
Справа от ниша имеется шкаф для электроаппаратуры
Верхняя часть передней стенки станин* обработана и на ней
крепится механизм подачи, гадропанель и ряд других механиз-
мов.
Внутренняя часть станины разделена на две части.
В левой размещается масляный бак, насос и часть гидроаппара-
туры.
-14-
Люки, ведущие в эти полости, вакрыты крышками.
Направляющие стола расположены на передней части станины.
На концах направляющих крепятся карманы для стока масла,
чем устраняется стекание масла с боковых стенок станины.
За направляющим к ниже их имеются платики для крепления
свлавок шлифовальной бабки.
Левее платина имеется корыто для сбора охлаждающей жад-
ности, последняя сливается в бак охлаждения, расположешпЯ свадн
станка.
На падоиве станины имеется тги обработанных полосы, облев-
шаящнх точцую уставе» ку станка на фундаменте.
Дм транспортировки станка служат рнмболты, ввинченные в
боковые стенки станины.
Отел - /чертеж 20-0С/-1
Увел стела состоит ив нижнего стола и верхнего-поворотного
стола. Нижний стол отлит ващцно с ковырьками, прикрывающими
направляющие станины, когда стол находится в крайних положениях.
Снижу к столу приверщут кронштейн для крепления штоков гадро-
циливдра и рейка для ручного перемещения стола.
Нижний стол имеет плоскую и У-обравную направляющие, ко-
торыми лежит на соответствующих направляющих станины. Сверху
имеются обработанные платики-опоры для верхнего стола, с осью
поворота посредине, по краям установлены колодки для валима
верхнего стола. На правой колодке нанесены две шкалы для от-
счета поворота верхнего стола, одна в градусах, вторая в ве-
личинах конусности.
В нижнем столе устанавливается винт для поворота верхнего
стола. Верхний стол выполнен наклонным, что повышает его жест-
кость И уменьшает равбрывгивание охлаждающей жидкости.
- 15-
Стол двигается по направляющим о помощью гвдроцилиидра
/11-00/, вок которого прикреплен к левому краду стола.
ьабва изделия.
/ЬО-ОО/.
ьабка иедетмз состоит из коробчатого корпуса?устаыалжлм-
ваемого жа поворотную плиту, которая крепится к верхнему атздах
ьабва имеет возмодаость поворачиваться жа ОвР вокруг осм.после
поворота, жа мужаьв угол, отсчитываема* по градуированной жкале,
корпус бабки закрепляется с помощью двух болтов
Т-образном пазу.
ьращение изделия осуществляется от двигателя П-11 с ПМУ-4у
обеспечивающими бесступенчатое регулирование чиояж оборотов
изделия.
Для изменения числа оборотов электродвигателя, на перед-
нем стенке станины установлен потенциометр.
Опорами шпинделя служит регу.
руеил роликовый подашник
качения на передне* опоре и два радиально-упорных подшипника
на задаем опоре.
Регулировка роликового поди
.111
аика осуществляется гайкой
на шпинделе/, при заворачивании которой зазор между роликами
и обоймой уменьшается.
Сказка подлинников осуществляется от кольца, насаженного
на шпиндель. СМесь масла с керосдаом,разбрызгиваемого кольцом
собирается в сиециадааом козырьке, откуда масло самотеком пос-
тупает к подлинникам.
- 1/5 -
Конструкцией бабки надели предусмотрена возможность
работы как с вращающимся шпинделем / работы в патроне/, так
и с неподьи ным шпинде леи, а с вращающейся на шарикоподшиия
никах по водковой планшайбой. Переключение с работы с не-
подвижных центрах на работу в патроне осуществляется рычаго>
расположенным на вадней стенке^бабки, который растормажива-
ет иди затормаживает шпиндель, в зависимости от условии
работы.
Натявшние ремней осуществляется перемещением алектро-
двигатели по направляющим,
задняя бабка
7б1-00/
Задняя бабка состоят из корпуса,установленного на верхне)
столе, и закрепляется на кем с помощью двух болтов. В рас-
точке корпуса расположена пиноль, которая рукояткой 10 че-
рез систему рычагов перемещается в продольном направлении.
Винтом 7 пиноль может быть зафиксирована в определенном
положении.
Подижм пиноли к изделию осуществляется пружиной, имтя'же-
ние которой регулируется винтом 11. Через отверстие в винте
мо кно выбивать центр из пиноли.
Шлифовальная бабка.
/40 -00/.
Корпус шлифовальной бабки установлен на поворотные верх-
ние салазки. Угол поворота корпуса шлифовальной бабки опре-
деляется по градуированному кольцу, закрепленному на корпу-
се. После поворота положение бабки фиксируется с помощью
двух болтов, неловки которых входят в Т-образный паз верх-
них салазок. Внутри корпуса бабки на двух разъемных трех-
вкладышных подшипниках монтируется шпиндель. Конструкция
перепнегр и заднего родмипииков одинаково_______________
/ъ дальнейшем дается описание только переднего подшипника/
и состоит из двух неподвижных вкладышей и третьего верхне-
го подвижного вкладыша.
Винтом черев плоскую пружину вкладыш прижимается к шейке
шпинделя. К подшипникам, по каналам в корпусе и крива масло
под давлением подается специальным насосом, расположенным
внутри корпуса, который приводится через червячную пару от
шпинделя. В осевом направлении шпиндель удерживается с одной
стороны буртом самого шпинделя, а с другой стороны упорным
кольцом через пружины.Ва переднем конце шпинделя закрепля-
ются фланцы со шлифовальным крутом. Для уравновешивания
дисбаланса при балансировки шлифовального круга слукат су-
харики, закрепленные в паву фланца винтами.
На другом конце шпинделя расположен шкив двухручьевой
клиноременной передачи. Вращательное движение передается
от электродвигателя, установленного на площадке корпуса баб-
ки.
На передней стенке бабки имеются два глазка, через кото-
рые видно поступление смазки к подшипникам во время вращения
шпинделя. Внутри корпуса бабки имеется резервуар для смазки
подшипников. Для заливки смазки в этот резервуар и для кон-
троля^ за наличием смазки служит специальный указатель, рас-
положенный на боковой стенке бабки.
Кронштейн внутренней шлифовки расположен на крышке кор-
пуса шлифовальной бабки. В расточку кронштейна вставляется
стандартный шпиндель, который приводится через плоскоремен-
ную передачу от встроенного электродвигателя.
Б рабочем положении кронштейн^ опускается и жестко
закрепляется рукояткой с корпусом бабки при помощи специаль-
ного крюка.
-18-
САЛАЗКИ
/41-ОС/
Салазки состоят иа чугунного корпуса, который укреп-
лен на обработанных платинах станины. В жадней стенке
салазок прикреплены два гадроциливдра: цилиндр
орки л
• »<
тов и быстрого отвода и подвода шлифовальной бабки. Работа
этих циливдров описана в
рааделе "гидравлика".
На направляющие салавок ставятся верхние поворотные
салазки. Черев масленку, расположенную в верхних салазках,
смазывается кодовой винт и подшипники.
В передней стенке салазок расположен регулируемый
упор, до которого перемещается ходовой винт б при быстром
перемещении шлифовальной бабки
На штоке поршня быстрого подвода имеется
рычаг,
который нажимает при подводе в переднее положение конечный
переключатель 1ВК. Последний дает команду на пуск электро-
двигателей изделия и охлаждения.
Механизм ручного перемещения стола /30-00/
Механизм ручного перемещения стола состоит из
корпуса закрытого к?
• Г1и
кой и прикрепленного к станине
В
корпусе смонтированы три вала с шестернями. Ведущий вал с
маховиком имеет два положения. При вдвинутом положении вала
перемещение стола 4 мм на оборот маховика, в среднем положе-
нии вала ускоренное перемещение 20 мм эа оборот.
- 19 -
Для отключения механизме ручного перемещения стола
во время автоматической работы имеется механизм блокировки
Одновременно с включением автоматической работы масло пода
ется в цилиндр 6ц, происходит расцепление муфты, ко торая
отключает от механизма шестерню z *16, последняя соедине
на с рейкой стола.
При выключении автоматического перемещения стола,дав-
ление в цилиндре подает и под действием пружины муфта вклю
чает ручное перемещение стола.
Механивм поперечной подачи
шлифовальногр круга»
/62-00/.
Механизм поперечной подачи состоит из двух механизмов
1-й механизм подачи служит для перемещения шлифоваль-
ной бабки. Механизм подачи имеет возможность работы до
упора 8, при обработке партии деталей в один размер.
2-й механизм - толчковая подача, случит для перемеще-
ния шлифовальной бабки на один зуб храпового колеса, то
есть на 2 мк на радиус. Подача осуществляется при помощи
рукоятки 25.
Работа механизмов описана в разделах "Гидравлика и
механика".
Бак для гидропривода.
/74-00/
Бак выполнен из листового железа, сварным. Сверху
бака на плите установлен алектродвигатель с гидронасосом
и четырехходовой золотник для управления быстрым подводом
шлифовальной бабки. Вращение с электродвигателя на насос
передается с помощью мастичной цуфты. Для очистки бак макет
быть вынут через окно в жадней стене станины.
Нед баком смонтирована гидроаппаратура, состоящая ив:
фильтра, предохранительных клапанов и манометров, по которым
устанавливается давление в гидросистеме.
Обслуживание гидроаппаратуры производится черев окно
к боковой стенке станины.
Бак для охлаедамщвй жидкости.
12-00/.
Бак для охлаждающей жидкости состоит ив собственного
бака, установленного вне станины, приемника и электронасоса.
Охлаждающая жидкость сливается ив корыта станины в
бак, где отстаивается очищенная жидкость и электронасосом
черев иланг подается к месту шлифования.
Люи е т
Лжет состоит кв чугунного корпуса, двух губок, -
верхней и нижней, двух реек и шестерен с нажимной рукояткой.
Люнет устанавливается на верхнем столе станка и за-
крепляется двумя болтами.
Установка губок по диаметру шлифуемого изделия про-
изводится двумя способами:
1. Быстро ва счет опускания или под"ема одной из
реек. Причем, благодаря наличию шестерни, одновременно
будут подходить или отходить к центру обе губки.
- 21-
Медленчоепосле зажима реек рукояткой,установлен-
iov на валике шестерни, под"ем или опускание губок можно
производить только раздельно вращением накатной рукоятки,
установлеиной на рейке.
Приспособление для правки круга.
К станку придаются две ал мазницы. Одна установлена
постоянно на задней бабке и служит для правки шлифоваль-
ного круга для наружной шлифовки. Специальная приставка
зет возможность править торец круга.
Второе приспособление для правки шлифовального круга
. нутэеччей шлифовки крепиться на столе.
Смазке станка.
ч/ Смазка направляющих стола и шлифовальной бабки произ-
водится автоматически от общей системы. Наблюдение за коли
чеством смазки можно уести по маслоуказателю располо~ен-
ному на станине с задней стороны.
*
б/ Подшипники шпинделя шлифовального круга смазывается
смесью керосина и масла индустриального "20" /9:1/ от
тсоса, расположенного вне станка. В крышке аорпуса шлифо-
вальной бабки имеются два маслоуказателя, позволяющие
еле ить за смазкой подшипников, нагрев подшипников допуска
ется не более 40°.
в/ Подшипники шпинделя бабки изделия смазываются маслом,
поступа ’щим к подшипникам самотеком иэ специальных ванно-
«
чек.
-22-
В корпусе бабки имеется ввел ву кав аге ль, по вводящий
сладить м уровнем масла в корпусе бабки.
г/ Сыавка гайки кронвтейна и подшипников осуществляет-
ся черев меежеиф, расположенную в верхних салавках шлифовальной
бабки.
л/ Центра передней и вздней бабок смааываются от центро •
вых отверстий устанавливаема изделий, последние необходимо
ерить:
Нздздка станка
Перед работой на станке необходимо пр
Есть ли смесь керосина с маслом для смавки подшипников
шлифовального пизделя /см. маслоукаватель шлифовальной бабки
Достаточно ли масла в масляном баке.
Достаточно ли охлаздающей жидкости.
Включен ли еамохзд стола.
Шлифовальном круг должен быть отведен не менее, чем
на 40 мм от стоп, а передняя и аздняя бабки не должны нахо-
диться против круга.
Включить напряжение поворотом рукоятки пакетника
21 /см. схему управлений.
Нажать кнопку "общий пуск", чем включается два влек-
тродвигателя: привода шлифовального круга и гидропривода.
Поворотом рукоятки 9 подвести шлифовальную бабку и
отвести ее обратно. При подводе бабки должна начать вращаться
поводковая планшайба и должна появиться струя охлаждающей жид-
кости.
При отводе бабки должны прекратиться вращение план-
шайбы и поток охлаздающей ходкости /количество жидкости регули-
руется рукояткой 2/. Поворотом рукоятки 2 включить самоход стола
и с помощью рукоятки 24, установить нужную скорость хода. Не
аабывать своевременно реверсировать стол посредством гачага 1/.
Установить изделие, аакрепив в нужном месте взднюю
бабку. Поворотом рукоятка 2 на себя подвести шлифовальную бабку,
предварительно отведя ее маховиком достаточно далеко на вад,
чтобы не вреваться в изделие кругом.
Убедиться в том, что верхний стол и передняя бабка
установлены на цужтМ угол.
-23-
Вкпочить самоход стала и установить упоры на нужную
Маховиком 19 подвести шлифовалып< круг к наделив.
Произвести пробное шлифование и замеры наделил, для
верки положении верхнего стола.
В вавасаюсти от желаемого способа шлифования, соот-
ветственно установим рукоятку 22 на шлафоваиие вручную или
на шлифование е автоматической подачей.
При шлифовании до упора, освободить упор на лимбе,
отшлифовать первое наделив на нужный размер, подвести лимб до
упора и закрепить его. Перед шлифованием следующего наделил,
повернуть маховик е лимбом в сторону, обратную рабочей подаче,
на величину пршцуска на шлифование на сторону.
При шлифовали с автоматической подачей установить
рукоятку 18 на величину подачи на ход стола. Пш освобожденном
лимбе проиввести шлифование первого наделяй! до-^авмера, блиико-
го к окончательному /рааница на 0,01-0,(Л5мм/ и повернуть лимб
так, чтобЬ упорньШ коаырек перекрыл собачку храпового маховика
подачи, вследствие чего прекратиться периодическая подача.
Промерить наделив и, придерживая лимб, осуществить
подачу рукояткой 6 до тех пор, пока иаделие окажется отшлифован
шм на заданный раамер. Закрепить лимб.
Поверчуть маховик вместе с лимбом в направлении, об-
ратном рабочей подаче, на величину припуска на шлифование на
стороцу.
Для шлифования следующего иаделия рукояткой 9 быстро
подвести круг к вкжчить самоход. Когда прекратится рХ5очая
подача, отвести круг, выключить самоход и тд.
Замерить готовое иаделие и в случае, если раамер его
окажется большим, проиввести подналадку.
Для переналадки станка с работы в центрах на работу в
патроне, нужно выбить центр, для чего ввернуть винт черев от-
верстие своди передней бабки, установить и вакрепить этим же
винтом трехкулшчковый патрон, перевести рукоятку и, сняв пово-
док, снова вывернуть винт, соединяя тем самым поводковую план-
шайбу со шпиаделем.
При необходимости править шлифовальный круг переместит;
стол так, чтобы правящий ролик или алмав встал против шлифоваль-
ного круга. Быстро отвести рукояткой 2 шлифовальный круг.
-2k~
Подвести правящий ролик или алмаз к кругу. Упоры
18 установить так, чтобы стол реверсировал в положении, когда
правящий инструмент выходит в сторону за круг на 3 мм.
Винтом приспособления для правки круга, зажать
оправку алмаза.
JXOq 3L UltfttnOM
Срок службы, производительность И ТОЧНОСТЬ
станка зависят от внимательного и аккуратного ухода за
ним. Поэтому надо соблюдать следующие основные правила
ухода за станком.
До начала работы станка.
Прежде чем приступить к работе на станке, необходимо тща-
тельно осмотреть иго и удалить все посторонние предметы.
Особое внимание надо обратить на то, чтобы
между направляющими станины и стола не попадала абразив-
ная пыль, которая может вызвать задиры направляющих. За-
тем нужно проверить, не закреплены ли какие-либо части
станка, перемещающиеся в процессе работы.
Ио маслоуказателю проверяют, достаточно ли
асла в корпусе шлифовальной бабки. Если масла недостаточ-
но, надо его долить.
касло заливают во Все масленки и смазочные
отверстия, согласно разделу “Смазка станка" настоящего
руководства. Требуется проверить, достаточно ли натяжение
ремня, передающего давление, и в случае необходимости
подтянуть ремень. После этого проверяют действие рукояток
управления станком.
Ьытерев все места, обмытые маслом, можно
приступить к работе.
Во время работы станка, нужно следить за
тем, чтобы смазка поступала ко всем местам регулярно, сог-
ласно разделу 'смазка станка".
Регулирование ставка
Регулирование подшипников шлифовального шпинделя,
ь случае возникновения сомнения и правильности работы
подшипником ш.
I
нделя из-за сильного нагревания последних
или получения недостаточно высокой чистоты шлифуемой по-
верхности, можно произвести регулирование подшипников.
Для этого необходимо снять шлифовальный круг вместе с
фланцами и приводной шкив, к концу шпинделя приложить
усилие примерно в 10 + 20 кг.4 направленное вверх. При
этом индикатор, установленный на самой шлифовальной бабы
и упирающийся своим мерительным штифтом в край конуса
шпинделя, должен отключиться в пределах 0,008 + 0,005 мм
по сравнению с показанием без нагрузки. Проверку произ-
вести нм обоих концах шпинделя.
ь случае отклонения показаний индикатора от выше
указанной цифры, регулирование подшипников необходимо
производить винтом в крышке бабки.
Регулирование подшипников бабки изделия.
При искажении геометрической формы шлифуемой дета-
ли /овальность/ или ее нагревании подшипников выше
допустимой нормы, необходимо произвести регулирование
подшипников за счет поворота гаек на шпинделе.
Смазка шлифовального круга.
Новый круг до установки на станке должен быть ис-
пытан вращением на специальном станке со скоростью в
। ,3 + 1,5 раза больше той, при которой он будет враща Т1-
ся во время работы. Для снятия изношенного кру?а необ-
ходимо отвинтить гайку с конца шпинделя, с помощью
съемника с нал*» фланцы вместе с кругом. Вывинтить болты
фланца и снять излишний круг.
установить на фланцы новый круг, обратив внимание,
чтобы зазор между его внутренним отверстием и шейке*
фланцев был распределен равномерно. Обязательно проло-
жить бумажные прокладки толщиной примерно 1 мм между
торцами фланцев и круга.
Отбалансировать предварительно итифовальный
круг вместе с фланцами. Установить фланцы ® шпиндель
станка, произвести правку круга с помощью приспособле-
ния, прилагаемого к станку. После правки следует
фланцы с кругом снять со станка и тщательно отбаланси-
ровать, а затем снова установить на станок.
Во время пробного пуска станка с новым кругом
нельзя стоять против круга. При работе на станке необхо-
димо помнить, что от тщательности балансировки и правки
шлифовального круга в значительной степени зависит чис-
тота и точность поверхности, шлифуемой на станке детали.
Возможные неисправности в работе гидросистемы
станка:
I. Реверсирование стола производится ударом
золотника. Необходимо отрегулировать дроссели 31 и 32
/схема 02-00/.
2. Стол перемещается рывками, стрелка маномет-
ра сильно колеблется. Причиной может быть наличие возду-
ха в гидросистеме. Присутствие воздуха легко устанавлива-
ется путем осмотра. Наличие пены на поверхности масла в
баке или более светлый непрозрачный цвет масла свиде-
тельствует о насыщении гидросистемы воздухом. Попадание
воздуха в гидросистему можно устранить путем уплотнения
соединений всасывающих и сливных трудопроводов.
3. При соприкосновении упоров 23 с реверсивным
рычагом во время движения стола не происходит реверси-
рования» Причиной может быть заедание реверсивного золот-
ника. дефект может быть устранен а счет промывки золот-
ника.
4. Сильно нагревается масло в гидросистеме и
электродвигатель гидронасоса. Причиной может быть чрез-
мерно высокое давление масла или засорение фильтре.
1'ильтр необходимо прочистить поворотом рукоятки или про-
мыть его, предварительно вывернув пробку» Следует отре-
гулировать с помощью напорных клапанов давление гидро-
системы в пределах S+1Q ат.
5. При быстром подводе шлифовальной бабки про-
исходит 'сильный удар. Для устранения дефекта необходимо
отрегулировать винт 4.
~25-
6. Скорость стола, при полной открытии дросселя, не достигает
паспортных значений. Причиной может быть недостаточное давление,
значительный износ насоса, циливдра 1Ц или засорение фильтра и
дросселя.
Описание электросхемы станка
Общие сведения
На
станке установлены следующие электродвигатели.
Электродвигатель привода шпинделя наружной шлифовки
типа АО-42/2 2,8 квт. 2880 об/мин. 22С/380в, исполнение Щ2.
2. Электродвигатель привода шпинделя внутренней
ки типа АВ-31/2 1 квт. 2850 об/мин. 22С/380в, встроенной.
шлифов-
3. Электродвигатель гидравлики типа А 0-42/6 1,7 квт
930 об/мин, 22С/380в, исполнение Щ2.
4. Электродвигатель
насоса охлаждающей жидкости типа
ПА-22 0,125 квт. 3000 об/мин. 22С/380В.
5. Электродвигатель изделия типа П-11 0,7 квт 3000 об/
мин. 220 в постоянного тока с параллельным возбуждением.
Напряжение силовых цепей и цепей управления 380в, це-
пей освещения Збв, сигнализации - бв.
Станок имеет три конечных выключателя:
1. Конечный выключатель 1ПВ типа ВК-411, который в
исходном положении шлифовальной бабки нажат.
2. Конечный выключатель 1ПВМ типа МП-3. Отпущен при
откинутом положении кронштейна внутреннего шлифования.
3. Конечный выключатель 2ПВ типа МП-1. В исходном по-
ложении шлифовальной бабки отпущен /рукоятка быстрого подвода
шпиндельной бабки находится в заднем положении/.
Схема управления станком предусматривает рас от у в руч-
ном режиме.
Описание действия электросхемы станка
В начале цикла шлифовальная бабка находится в заднем
положении, палец конечного выключателя 1ПВ нажат упором шли]оваль<
ной бабки, НЗ контакт 1ПВ ражомкцут в точках 39-140. Кронштейн
шпинделя внутренней шлифовки откинут. Палец конечного выключате-
ля 1 ПВМ отпущен.
.Дня подготовки схемы к работе необходимо:
1. Провернуть рукоятку сетевого выключателя ВВ в верти-
кальное положение.
-гь-
2. Повернуть рукоятку
жение "включено".
3. Повернуть рукоятку
ВО в положение "включено".
4. Повернуть рукоятку
жение "наружное шлифование".
выключателя изделия ВИ в поло-
выключателя местного освещения
выключателя шпинделей ВЛ в поло-
При атом подучает питание трансформатор 1Т, эагорается
сигнальная лампа ЛС "напряженке” и лампа местного освещения ЛО.
Нажимаем кнопку 1КУ. Магнитный пускатель ПС срабатывает и вклю-
чает электродвигатели:
1. Шпинделя внутреннего или наружного шлифования;
2. Привода гадравлики.
Одновременно НО блокконтакт 1К в точках 38-39 ставит
катушку пускателя на самопитание.
Затем поворачиваем рукоятку "вперед". При этом нажима-
ется палец конечного выключателя 2ПВ, который своим НЗ контактом
ЛЗЗ-51 выключает электромагнит 13 - начинается подвод шлифоваль-
ной бабки.
Палец конечного выключателя 1ПВ освобождается. НЗ кон-
такт в точках 39-140 вамыкается. Подучает питание катушка магнит-
ного пускателя 2К. Электродвигатель насоса эмульсии подключает-
ся к сети.
Одновременно включается электродвигатель изделия 4М.
НЗ блокконтакт 2К/63-1/ отключает тормоэное сопротивление R..
Затем включаем рукоятку автоматического хода стола и
система гидравлики обеспечивает автоматическую подачу илифкруга
на каждый ход стола. Происходит шлифование.
Коцца изделие отшлифовано в номинал, рабочий выкл
ет самоход стола, поворачивает рукоятку быстрого подвода шпин-
дельной бабки ет себя.
При этом электромагнит включается и шлифовальная
бабка отходит в исходное взднее положение, и упором нажимает на
палец конечного выключателя 1ПВ, который обесточивает магнитный
пускатель 2К. Изделие оетаиавинвается, подача эмульсии прекра-
щается. Цикл окончен. Контроль раэмеров изделия проиввадится
вручную.
Операция внутреннего шлифования происходит следую-
щим обравом:
при подготовке схемы к работе рукоятку выключателя
III
ццелей повернуть в положение "внутреннее шлифование"
-27-
При нажатии кнопки 1КУ подключаются к сети двигатели
привода гидравлики 2М и двигатель ипицделя внутреннего плифова-
ння 5М. В остальном цикл происходит аналогично.
Для наладочного режима испольвуется кнопка ЗКУ,
позволяющая кратковременно включать двигатель надел ня.
3. Вспомогательное электрооборудование
Местное освещение осуществляется при помощи лампы
ЛО и выключателя ВО.
4. Защита электрооборудования от токов короткого
адмыцанан^_____________
Осуществляется при помощи плавких предохранителей
типа ПР-1-60, ПЦУ-2О, ПЦУ-б.
1П - цепи электродвигателей Ш, 2М, 5М.
2П - цепи электродвигателя и выпрямителя магнит-
ного усилителя.
ЗП - цепи местного освещения.
4П - цепи управления.
5, Защита электрооборудования от перегрувки
Осуществляется при помощи тепловых реле 1FT, 2РГ,
ЗРГ, 4РГ, 5РТ.
б . Нулевая защита электрооборудования
Обеспечивается при помощи блокконтакта 1К в точках
38-39.
7 .Аварийная аащита электрооборудования
Осуществляется при помощи кнопки 2КУ "стоп**. При
нажатии на эту пнищу снимается питание с цепей управления.
8 , Цепи сигнализации
Вагальная лампочка ЛС включается при подаче на
станок сетевого напряжения.
УШ.
Укааанш по эксплуниации и обслуживая
электрооборудования станка
t •
щ/ подключение станка к сети
1. Открыть крынку якафа с электроаппаратурой.
2. Освободить подвижные сердечники магнитных пускателей
реле и т.д.
3. Ошстить электроякаф от пыли и грязи.
4. Промерять, свободно ли перемещаются подвижше части
электроаппаратуры: сердечники магнитных пускателе!, кнопки в
своих гнещдах, пальцы в конечных выключателях, рукоятки на пакет
шх выключателях к т.д.
5. Сиять проедем ремни электродвигателя.
б. Подключить
II
тайне от сети
7. Поверцуть рукоятку сетевого выключателя ВВ в вертикальное
положение "включено"
8. Поверцуть рукоятку выключателя изделия ВИ в положение
"включено".
9. Повернуть рукоятку местного освещения ВО в положение
"включено".
10. Поверцуть рукоятку выключателя шпинделей в положение
"наружное
фование" или "внутреннее шлифование
11. Проверить е помощью контрольной лампы или пробника, есть
ли напряжение на предохранителях и исправность последних.
12. Нажать кнопку "цуск" и проверить работу двигателей на
холостом ходу.
13. Надеть приводя» ремни.
14. Нажать кнопку "цуск"
б/ Уход на едектрооборудрванием станка
Перед осмотром злектроайваратуры необходимо полностью
отключить станок от питающей сети.
Электродвигатели в процессе эксплуатации должны содержать-
ся в чистоте, для этого их необходимо периодически очищать от
скопления пыли и грязи.
Промывка обмоток электродвигателей бензином или керосином
не допускается, т.к. эти вещества разрушают слой изоляции и со-
кращают срок службы алектродвигателя.
Рао в гад электродвигатели должны быть разобраны и пре-
чицены. Не реже 2-х раз в год необходимо проверить шарикопод-
шипники и заменить в них смазку.
Смазка нарикопадншшиков должна производиться нейтральна»
смазочным веществом /тавотом/. Не реже одного раза в декаду
следует проверять состояние присоединительных проводов, подво-
дящих ток к электродвигателям.
Все контакты пускателей и реле должны быть чистыми от
грязи, нагара и пыли. Износившиеся контакты должны своевременно
заменяться новая.
-29-
Если контакты подгорели, млн на контактных поверхно-
стях обрааовались медные капли, или же поверхности потемнели
от перегара, необходимо эти контакты слегка напилить бархат-
ное напильником 5-го или 6-го класса,
Повывение напряжения на 10% от номинального может
повлечь порчу иаоляции катушки электроаппаратуры и поэтому не
допускаются.
Поверхность стыка сердечника якоря пускателя и реле
во избежание ржавления следует периодически смааывать маши-
нным маслом и затем насухо вытереть, т.к. смазка может выз-
вать прилипание якоря.
Сильное гудение магнитной системы может происходить:
а/ если плохо стянута винтами магнитная система;
б/ если лопнул или отсутствует короткозамкнутой
виток;
. ъ/ при чрезмерном прилегании якоря к сердечнику;
R
Поспорил
jf^Nu^rpetScKuo Паспорт
оалостмой aAr ини^ерсальмого /фимоимсд
бального сгпонко.
Ёсланоио ст&нко.
s. тип
3. ЗаЁоЗ
изготовитель
УниЗерсольмь/(/
/фу/лошлифоЗ.
станок________
Станкозавод
им. 1/лЬ<лиа
6.
Модель
ЗЛ/2
(О.
3aSod
UJucpp
Цех
I/. JfBmap
проекта
Пор ОЬ/пуска
Станкозавод
им. l/jfbuaaf
дес станка
3000
1Z.
Пролет
'ка v. Станок оердо
лкеплиа- пригоден или
“ приспосоолен
fS. -
дедаратЬ/ / дл.ЗОбО; и/чримс (300; высота (730
O<5lyud SuS стомссг
'Оснс&мь/ё размерь/
' ~нёиЗальшйо “диаметр 'устанЗА
/Веемого изделия омм <
ли<
^' ^ясстарниемедсду уентрдми мм
'Вь/сота уеммроЗ нед столом мм
О' Наименьший
& Риометр
шли/роВанир
нм
buuv
О‘Наибольшая длина шлир, мм
Стал
Наибольшее перемеще-
ние стола ат руки мм
Цена одного деления
Waudbsbuxju
стола
24- Цена одного
деления шкаль/
поворота
Станкозавод
им. С/л?Ьина
Составив
Вед консг
•ломстд.
S5O
В град.
конусн.
градус
камус
afiej
ШлидоаВалЬмар Водка
S20 \Уаиоольшь
перемещу
ние досЯи
300
180
мелом.
—pf * Bpenfi 0&/с/г>рог0
/80 | ° __________
I^Z Hvij4>ojbLuas> ймичине
' ^b/ctyy»0ro ле&Яо&г **
2$ уенс ф^ного
УЗО
перемещение
Водки мм
точной
устам.
Цена одного деления
30
НаидЬльа/й& попоёт
' 2>иаметр
шлисроВЬльного
крупе ММ
Наим.
^на^ерсалЬма/С/ круглю шли-
рроВЬлазеа/й станок
Паспорт станка-
Maud. p(7i
Нодуль
3Jt12
Лист
(60
002
6. Цена одного Велений
faun
riauB-
Сгпамкозабад
и/ч. <JjfbLfV&
UJJtU^py^MOrO
отверстий
1. Виамет/о
ш^и^Л>о8о^Ьмого
круга £ нм
Наим.
ИаиВ-
Водки o^wecm&ipesncJP
~П0&аранйы ffjri нёллйх
to
Перед,
бабы
ТТлайироЗочны? Уъ&зрст
стойко
Сн. /Уёт
a mofiy^^oe
_________ш^^сс^апг/е
Основные розмеры
8- Наибо^ьша» ширина
и/игид». круга мм
V* Маи&смьи/ая £/tw
и/л</ф>- отверстий
•. Блокировку Быстрого
20
~Мойц.
I кВт
' тип
25
75
есть
есть
/Vcrcoc
агло^е^
з^сидлосвпу
/ПипЛ22^^-//)
ПроиЗ& 32^ым
\8Лриспосо&?ен<йе pjrjf
cf&noM. измерений и/зВелир
9-В8понотииеслое Выключение
ftoBcrw кенуе о^ос/еотки
ПроёоЗ
/риЗЬВа
Число
мин
нет
С/нВиВиВуальмь/В
В/ Лрием шлиВс
станюу
Э^ктроЗсиготе^го
Внутр,
шлиф-
ыт.
|/<йЛ&гасг-
\ч»мие
а.
Число
оВ/
/Мин
Приё. kUJ. яруге Проб, бсбяи изд. Проё. гидр.
Ступени
2
2
2
3000
8,8
coo
М
мы
Ремми и/ уепа
’перед.
йабма
^'Mtcjr^
I__
\/8. Нормален
размер
ремней,
челе#/м
| cmoHaj
W "ОйсйНо
Матер
Шлиср. 6а£к&
Клино-
ЛЮОО
2
5СМ200 ммо-
x/ff
Унибврса JbHb/O круглой"*;
^j/лоЛ^с^Л? л c/nox<y
Паспорт cmanm.
2
НО90Я^
3JH2
Л</СЛ?М«Л
CngyuyauKC/yuSi дудчатых и чербрчн. колесрер&коб^имтодраек
f. Узел Стол Ся^сзли Механизм ручм. перенесу r.
Мпо СКВ не
Аисзозубьеб или ЗВХОбэб ptii м Зак. зап 1)2 i \! _ /б 16 45 77_ S4 16
£ Модуль или шаг бинта 2 3 3 3 ‘ > 1,5 13 1.5 1.5 1£ 2 /.5
S. Угол бинтобой линии б град.
8- Ширина обора мн fl а / 4f 10_ 22 Ю /o_ f2_ 2k_ 10
7. _ Пстериал 4з_ ~ёр. 6S3 45^ '5 _ fa Ст. 45 CT. 4$ % CT. 4S CT. 4S CT. 45
8. термаобра- оотка У_ ^_|5 / rsy TSi Т8Ч TS4 y_ ТВЧ
9. о твердость 220 22021 ?о « so so SO so 220 42 SO
*' Узел Механизм подачи иУлиеро£алмар 6 7OM
/Чпо сиене
£ Числа ЗуоьеС iMu ЗожоЗоб 60 20 22 3
Ч. МаЗуугь или LUCfC 2 2 3
5-Угол бинтобой Линии б градуса» бгб
б. Ширина обода мн 16 16 24
Материал 4» (ы Su- на».
8. meP££&a~ шш 7.0.
/Пбер&сть Ал • 48
Станкозабоб ин. ильича Униберсаланью круглошли< фокальны) сгпамок_ 3JM2
Рилоба^сгг^бо бб стОбЛ^и
бед.мна. Ifl »• Пег&ешллп ^ma^ref. /ЮббП I з 1 Вс. P. 6
Основные размеры и посадочные места
Станкозавод
им.
Ильича
~3нй5ёрсольн&3
КРУ&лошличлобальныи
Ъсгпабил
led цон.
И -«
____ станр^_________
РукободстВо К станку
Паспорт станка
Модель
3JM2
к
лист $с. л.
5
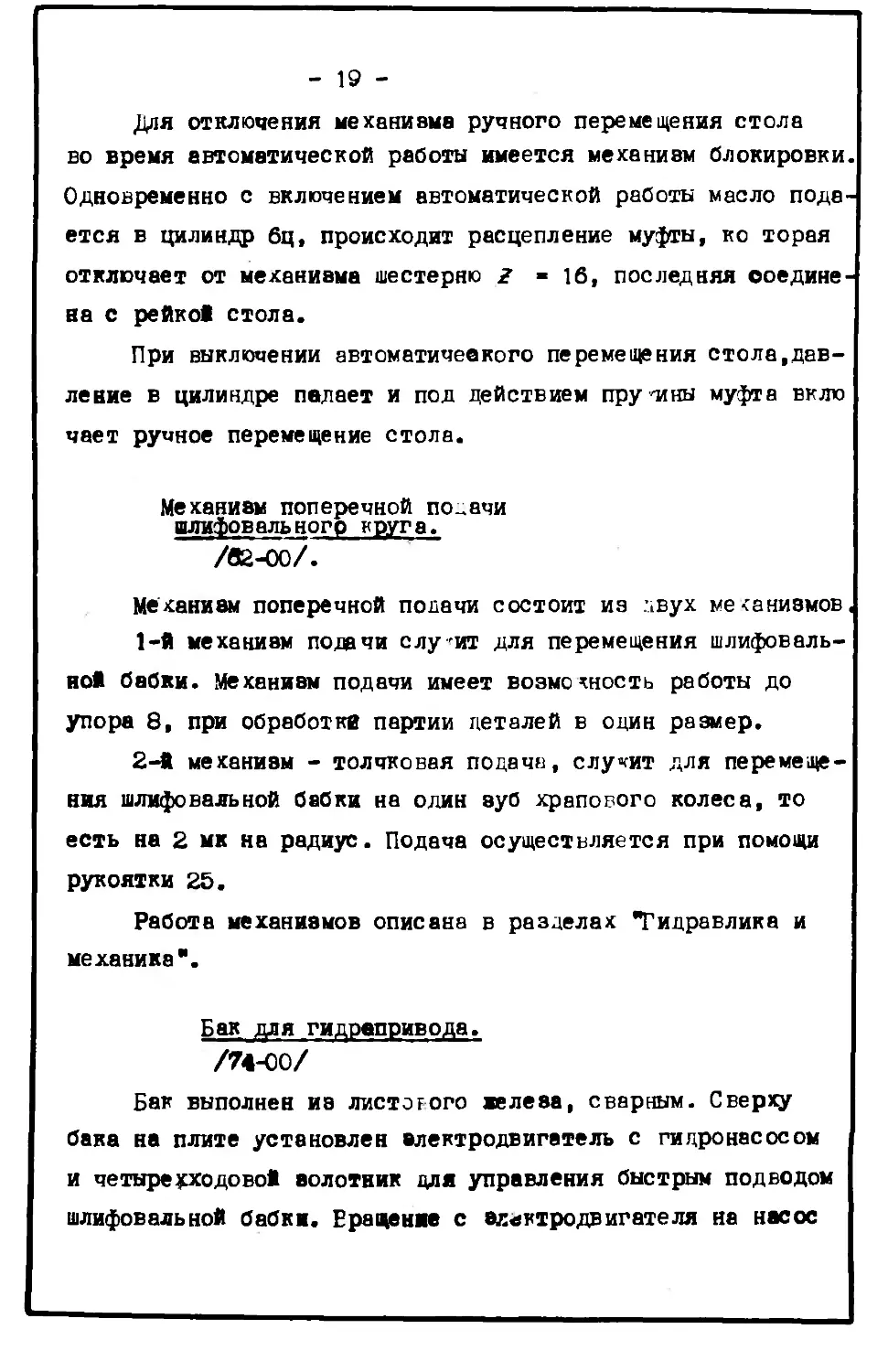
CudpaSfiu4fatue моссаниьмы. Насосы и сиЛромотооы
И Иаз&зние Насос еидлаб. Насос смазки ?• Система рееулил.
к- Назначение Прибод стола Смазка по аниме уилм А Производит восход масла л/мин. s/(8 7г8
Ь. ГПип Л(ФС С (Я- (Л я JDaS/ieние атм. 8- (г (.5
Г' Модель Саат масла и &93кость Веяет. HS Керосин 80°/о Верет /J8 30%
И Число об/мин. (ООО 800
’1£ ЗоЗМОЖНОСтЬ I лее pacjcoda J маем нет нет К. Рас. темпер, масла град. до 35 до 35
1 Цилиндры [см. еидрабл. схему 02-00/
|/s? Обозначение 1 по схеме 3 "Ниаметр цилиндра мм. 65 65
1# (/означение приё. стола Ob/cmpbfu привод pro. U/Л. CfaOKU (5- ЗЭиамСтР штока мм. (6
Спецификация подшипника// кочаниуиоамснеиших подшип-
ника б скольжения (см. схему подииипнико2 черт. 06~00>
I Обозначен. I Наум£мо&сни£_ rtcm- до
\Ч(ог/з-/гм I Шпиндель для бннтрсмнеы шлиуобли (компл.
\3/Sm' 3/2м‘ кддлинители для шпинделя Вннтр. шлисробки Зиит- |
\тр€оскнлс(чковый riamPoH 1*омпл. 1
I Центр Морзе К 5 '(шт. I
[ Поль центр Морзе л/3 (шт. |
Idtf-OO !31Sn Лнзнет . (компл. 1
I лг-зд \f4ndbo хом^тикаё Aft&S. А с бинтами (/КОмлл. I
\se-oo/3/Sn \(Уиспососление для лпадни нрнга faQMM 1
Г Че- оо , \Олрадка для оаламсиробки >илиа>. кРнга /ком пл.
индикатор О- 40 мм (шт. I
I Манометр Ф60 а д
| Ремни кл инодые tfiurn. 1
Ремень хлопчатоа&махсныи (шт |
Ключи 6 шт. I
\г7-геч/з(ем СЪеммяг (компл I
ШлиФадальные клзеи А(шт. 1
ЯлектРодбиеатели 4шт J
Электронасос (шт. ]
Элоктроаппаратуна (канал, I
дидроаппалагг^ урс^ (*0МП0, j
Станкозавод
им. ильича
они оерсальный кругло-
шлиерооальный станок
зла
(а^
канет
?л кансг.
Руководство ~к станку
Паспорт стон к с
/ист
Pjo-iow
6_
г/
fW)
9
ю
i ►
"Ur
2g
37
2kh
f7o3n
SfiaEiZS*
НИНИН
9
“"" ^»C7
»^-" a
mFД?^ уг<ткЩ
?f «MfrviAi
S9»3j>ei>
т-З 2:2/
4о
/7-//
£Ь/->да*
'™(5\?'/б
^-t5,e--f?
г--1G
31
2d
гио^г
T^i&P
39
32
IS
fO
КПП
itaj
fri
fKH
1ФП
//
i-23O
JrtkrtfWMfcir Алж7У£ГПЛ«1/.
3A< &!OK\^of^O AynfOer^etf ut^ooAv МП-3
36* М^ямяг /ч>ййл*4/ f^--t
WK 8K‘M
Г^Шисту^Нч пася* f/o<^/4re^o^s^<je ГОСТ
^4 ЦилинЗр oUtMUpoAtU
4ч Uufuritfp ofinavomvv nffSavv
^ч Ци-линЗр gi/Scpun/
£fc4»jAv4b 3Uc^^art> r^8>Sb^0^
Зч amauK^
Z) Лроссл^ь p^T/jrifOog^f o*t»<w- /?c>*Axv</
Ж/7/7 z?*₽X>*>Rrtf’(v6/ гтрЛгу^
A/QQ/V rrt>ve«*<5PHy5cT
*45 “^<а»*Ся*9Ггуо ^60 H^owc.
3*3; 243 4o^<3p^b/J золотки* Г5Ч-<3 3S%^
ЛЗ Ре£ерсибим2 зо^оп»лж Г73-21 в ''’/‘-'i+f
‘/7 с^лЗ»огкгнЛ/>е> ги- а
34 Нрчос jiina^mnoJ с/2-зг
2ФП npp«m^nvpfrt»r^ Q12rkf-H
/<^/7 ЛЛРС/ГКИН’РЛ'УГЬЛ qerW-(2
3H}2.4 4ссос penpcrnrfo>je3^bf^tp3 Sr<2-f2
и© ел*з*е Ua^/t^eHoSaf^e *С- 7"*urt ra^r taeo*rt^L^ /7^X3*^ Xo^^/3
Т7Ч
3JM5; 02-OO-.1
/^vforcy
cjcevcr
g3K_ , >
Dud
Ж
SaAt? 2/jte>^v&
ОО-ГО !%ЦГ$
Схема
тр ФНспорти
С/»УО|'/ГА,<|' -;,н-
ЗЛ12; 03-00
Ппдпжь
Но»М. кои.
Про перча
Вед. ком
*:‘l. коя. к
Завод км ИЛЬИЧА
ЯЛ
Нес
МзС!| »зб
Rrem листов:|
[оо-^о ;енге
Р^коЛтке уааыина никребинта
Рукортк а рогулиробаниЯ числа о&ратаё
Мохобик ^ручного перенесения стола
Кнопка регулирования оыуерокки икону* хоуд ста.
Рукоятка нСстд настройки переоуическдй орудии
В борной ёыклгючатело____________________
$0
МахоВик ручной
иилидэ. бабки-
ft
/7
faajmto ~йётдно5ри Величины
*~ чч^иф&Вс'иснОГС Wi0
15
7L
и
IB
«
ю
Выключателе чауеиир
Кнопка пуск иууеяие
Выключателе освещения
Кнопка ^оЛний „пуск"
Кнопка * о&чии „ стоп " ______________________________I
Моос,оёин тонной устано&ки угла поборота стало J
Упоры реверса стола __________
Фиксатор нВханиена точной успоноАки удгд псбсрогастсл^ к
ПинОЛЬ 0JlHOjHU4bl
Рукоятка крана охлоасуенил
a
Рукоятка ручного реберса стола
njn
НоВерниЛиреВ&нныи
ыие; оЬ-оо-т
Литера I Вес I Мб
СэсСмо
BorcuQueia уПрС^Л^миР
-*<н Brei о л иг тле
Завод им. ИЛЬИЧА
Ir-pg-gtr *//*
Вес
М-б
К ici
/О пвдшип^или О&Лви ud&tsuj Н&^иёло
3 Подшипники CCMGJQfC
Комсток.
При /Г 1
• 'рот । и
|4**Л IV И
смозки
Литере
!атв
1 к\м-Ч1 Полпщь
Лист
Всего листов
Зввод им. ИЛЬИЧЯ
I ii‘is 1* 1 //
9*j*j*w 1лС7«А5 12. |иб*иу. deyfftcf JO
/lyu l/v«v
Whpppj*y**. i»tA»r s Cf^Q^f 4?
U#f/мр yrtq**. ft Шпинату Aitvfilatj s
lS‘Ji*<1 ft 3
Wt* редисы**. * 1 es*sa*is w 2
Utfn редисы**. * i7'iiO*<i 2 /^fceo*Wfr /but^arta Г***>**У1*ЙГ J_
UZ/ff редисы** E3 г&бл**» a л f5
Ufa редисы**. H gcnin»^ 2 Hfae&mj* rtc^oyu /4
PI* игсы*чсп*& iws&^s a w У
UZ/* ynOp**fU и U»9O4t £ Ccuwscv /3
f^f £ Ui^ugoo^B^taH^CfSf^ L_^_
UJjppqfucj** M ^Z9O»9 a a 7
Pl* p*gu€fjf** H so*to*i3 j л 6
UZhpqp- y*cp*> | Ш ^Jf to*JO *19 / nepftffetAJf de&c s
УХ/л ^J T*4". Auf^p Х*дл< Zl^^rfO
Ом/ъ/фэдсо'с/и* подииипнилоб sccfy&HuJZ и ScfJbc*ffuuyu^c *Opu*jn*u*0& CKO^bMHUj
зима; 06 00-1
-Литера Вес М-б
Лист / Всего лиетол /
Зв вод им. ИЛЬИЧА
7-OO-tO
Цементноа
блу&на jwcjrce*us
оетонного Фь»&эне*та 6
OQ&sutiQg/au. QZre&tfis. яегчзаее .
^О^АГА/ j
<рт _ &>r &r 4т SPT
f*y
f /^сч/ 'xwy«o«/*’^w эг?*трооодрудо£сг*ир
cmo-i^o на 220 fojtr?
to^KSf^cm^^trHtrrV ATCH^rnti -nerbCoSbaC joejf
инеоСт сггдукхци» ^OM^O<7
<PT- r-J.1
20Г- -л/&
3f>T- yVf'
tor - то yet рто но 3SO
£f>D /^2$
'notrv гмоВкиэс fic/nrffar
ffJW-Ы
iD - ^S CH’
cntrom cjff^au^j*
2/7 ~ 20 онг>
30-2 <,~~
i/7 - b амп
2 OTptHacpapipo^nap 2r~сло*ьло&зггъ «гч
/хЛиььОЛ^ллг сЗЗО jfO 320 fo-r^m 'Wbx'o
c/v>a*fiv ЧС 230
/С2 " Л13
JfaprisinAfr.
f? ПЭВ-25 Coiyoarnu^reHi^ rOour 2£ Sn 2 -«.
Зку *&-/ Грмагжр , nycrt' t 1 i
*W ггу-г rf^fornvo y^PoeSr^ipt^p tlc^noi ✓ Y /
*&-г f^Omrci y-yx^rtrc/Jf * »>o*"t' 1 1 1
во SW-2/ч £о/Л^1^/0лМ^ acSiti^H^’jr f f 1
в* ГУ-Зн влггб/frQvomfrrb mVMUC<* f f f
во/ S/Tff-fO OefiPtv^opp'm»^ чЛим^^юи нор^гснаО и u^riAfooSni f Л 2
вв an-so £Л^ноО /ыкпррирл f 3
Z?, nvv-s г)о^/оо^оанмт>^^<г r^roffnv г * —
зп ЛЧУ-б f^ofoa^othvrn^rp njKrSrpe i -
2п nyy-so /Торроос/оонртлги /vro^rpv 3 - -
//) ПР/-вО Qo^ooo^optmtftrv 3 - -
/3 [Г-7Л-2/ 3^^/rmr°OrtO^MPn am^fi ылр^ 31оЛтр " / - —
( /А4/ Ра/-ев25 li//n^r>C^^OnV2 /oMTmico' / 7 •*
1 ю Drwks ^С4«»^Х7ЯЛге> / - -
rr-Ofit fiT-f 61* <1 — /
/А7 ^ОЛ-ОО >%* лро/ргагсз^па-нлм- f г -
2jt DDrrO-/ff ПРагт^гтнбл/ f s f
/К /tDKO-ffO ffoeHumHbnJ /В>«с»,млб 1 4 -
2Г /nD2u^z^. * -
\-'Г ms-so /Tfoopv^qpHOrrx^» yfnv otSlf^eHL/j> / - -
f/lBD rm-3 /’<?g«wcr вЪ&п/ фс 1 / /
гид | нл*> OrbSti^ 4i.Ju<R «?Обк^'у < / .<
/08 4У<- ^// Л«т^ет«г>в®» 4C±^9-vi mu^OfceifLi^ p/ppoo. ЗЪЗ-cli / /
SD зв-з/-£ Al? ^Л^го-п^л Си^п^оннгоа u/vn^oo4b»vj> 1 * —
4у n-rr TWxv / - -
Зп rw-22 3j> насос о лг-гао^е^нРЛ / - —
2d S^nrmej» fCrgpoHVCCXcr / - -
fri jfo-fo-2 A-l? ^^ITOnpjrh Hqo^Tc'^ofa ‘Р^воо^Ънс-^' 1 — -
onn^pv/r^f 4 i Ag Jfoj * !1
3JH3: 08-00-H
5 ззектростено
rc-tJ/dB
h(№!fnrt
-jt <rfet*
•.Й/ЗС. ХЛ Xj)
. . I
r^-jjog
О
ек*
Ы
Гу^ят
nnst’,5 /а./Ьуз. гз gif
ЮОЗ
нс:
g /3/. лг
вш
8ПС-(О
SJ
о
. 1
кн^-ЗЗК^
^K-isch foas
Z Zes/!*’ 4000*7^*?*
п-л^.г (£<}
nref'f (3141)
пя-ы
• /*»<
Л<в<5в<е/»>> ^OJ
31 К,. fdt /Q)
гтчоа
nrs 1S*‘S fMf, JKi,
~лзе.^<з. jm.3^'
ЧМ
Lf3g3jnje
Q.7^ eg70o//»
nrgfS‘*ef3/;JUy
3/.
ПГЛ15‘313С, Hg. Xj)
пгвю-Л Г34 39J
JB3f£
1ПВ/1
a
.__ J
Kb-fOf.3
az- сжлгго O8-0£-¥f
,{i
1^11 1
Поиг*ча*ив
J Л,
Лйг? иа£
-z7 ежгг^з Of-OA^j
ш.
sn^3
иди ‘v
-ф 3s.3t.3t».^:f^
3/ey
.*'9. w*/Z; JTBS - J739
ЛЛв~
8D
-^c
SJHi; OI'CH-m
~KT~
-^tL Лл •Ля^ t-^ f
g-fo-so'&rt
технические теейобанир
/. Монтаж панели произбодить
про б а дом /?6 с укщсбои столона
3. Силобые цепи Jfceo, -//его, J13?o
почти робот* прободан белого
убегла сечением 4нм*/4"/
остальные - поободом П&
белого убегла се*/. 2,5мм* (5}
уели у проблема# прободан
П& желтого убегла
се*/, /,5мм з [ /oMj
Э- Сапроглибление изоляции
аппаратуры и поободоб
должно быть не ниже
б мегом а.
4. На аппаратуре оассглобать
индексь/ масляной НРаснои
согласно схеме.
О. На концы прободоб, над-
хос^гецах к аппаратуре
и Клемннаку надеть
хлорбынилобь/е дс/рка
катоРь/е отмармаРобать
согласно монтаогеноа
схеме.
6. Пробода крепить
скобами /6-4?
I
Примечание
При монтаже Сглонко на ззоб
сделать перемычки между
клеммами Л /S- JHg JlSff-JlffS • ЛЗб'Лзз
M<2;0S-03-m
шмегера f//\ ; j-_ I
! I
---------- f у t
f-GD-VO
।____________________________________________________________________________________________1
t /'fa*S7TOf'X S^OL<3&JpL/S7bt> фЮ&ф0*
/73 c /7ф£Р*£^ c/r?Q0&*&' siO^A/Uy.
Z Сапрс/гнуА/ге^ие ujo_/7j?4iAy wia-
рс^уры & spo&qpa/f даллс^с
Л//Г»ь УУаАУС.£ ^lM£VZ7 /*££,0**<У
i. //& ^ачуь/ fypo&zpo/T, сюухсрящи!
л cfnnopotm^/o^ u сереть
ХЛф&МЦ/ГО&б/? <И#ал<у.Р£-4р ХОтУ
P&£ &ШЮУр>С14Оо£&/'г,Ь СО/./К№*0
CX£f*£.
i. //& о^орУ/туре /oolcc/^а^^гтА
^pa^eoa.
сагрУс^а cx^ .
S. CuP^^/e v&ms /joo-
(Яь/Иачо ej&f/rxy, C£v£SfW£/'-5'V/j
4£/w
MC£y>^otc> vgesr*?. C£^. 6£rr*t//0/
£. /Уро^урсу1 ^0Лгц/^гт^ СЛОЗхУ^^
//' &7 ^и^тсуус..
/^ос/ /^а^/ггоск:^ &??- &
3SO& <&Aj?<ysr>& /Tepe/'-f&'wriy ^лрисру
Р^£Аг/^СУггс/ У? f&'-JlfP' ./73S--Л3.9.
О
//0^/77СУЛ^^С/Р^/^ 08'05-2
С^сЛ^сУ " ,
_ __ _ ' 1__________
U/X.CfQO0^ //3 | |
___I »
1
Ч 1 ИМ ьльичд
9W 33Я «(Ьхиц-
tyo '80 '8Hf?
УЬИЧИИ ми 1ГОНО£
яохэиг смаад лэнеГ
бомжошнац
томила он .fi
пнррото ou/nuaop. ороооац g
'»*/9XO OHaOVtOO
потооал понЛ/ъон нэн»рнп
fUJ^DUXOd O»hU/OMOUU0 OU y>
9H»TO 0Н9ОГ909
ГОдООГПН/ОНи/О 9ШОШОЛ 'g/y .ga
ntmnp ongoirnungaorx чи/»рон
тонны»nt n 9tffituo9ouuo л »nfn
-dpохрой ’gopogoftu иЬнои оц
оно»»н ооонро омепм »н ^и/ыо
онжиор оородоло п /чоешоеоиио
nnh&VVI »nH9t^r>UJO9UOJ г
/*у7**у> W
ouu»gh oioujinx ди народом/
- tfoHtvgooufi nuah '^90
W ыородови - no ah з^ыагошоо
9U городом/ чшодоапшнон
щГ 'гф.щр ouah angotrnj g
гитаной мноаош» п»нраааи о дц
народом/ мипродапом/ ожошноу /
^пмоооряаш рпнрдьпюращ
I
шэ$№ try ^uog vy ।
4-/i fay I 9Z/jfa/ 1 s^m '
- I
I/
^3
мг У /ау
^7Г
t .. 7*71
। D^t^LU^g j
I Qff Khtj 1 o? khu ' oe nhu
I 7^ 1 ’ I ius
1 /
\o94dU ' 09-fdU J 09-fau
1 Ul 1 . Щ
ЛЛ^;О8-О^\Т
rtOHQQ !
гПехмичесхие ггребоёЬнця
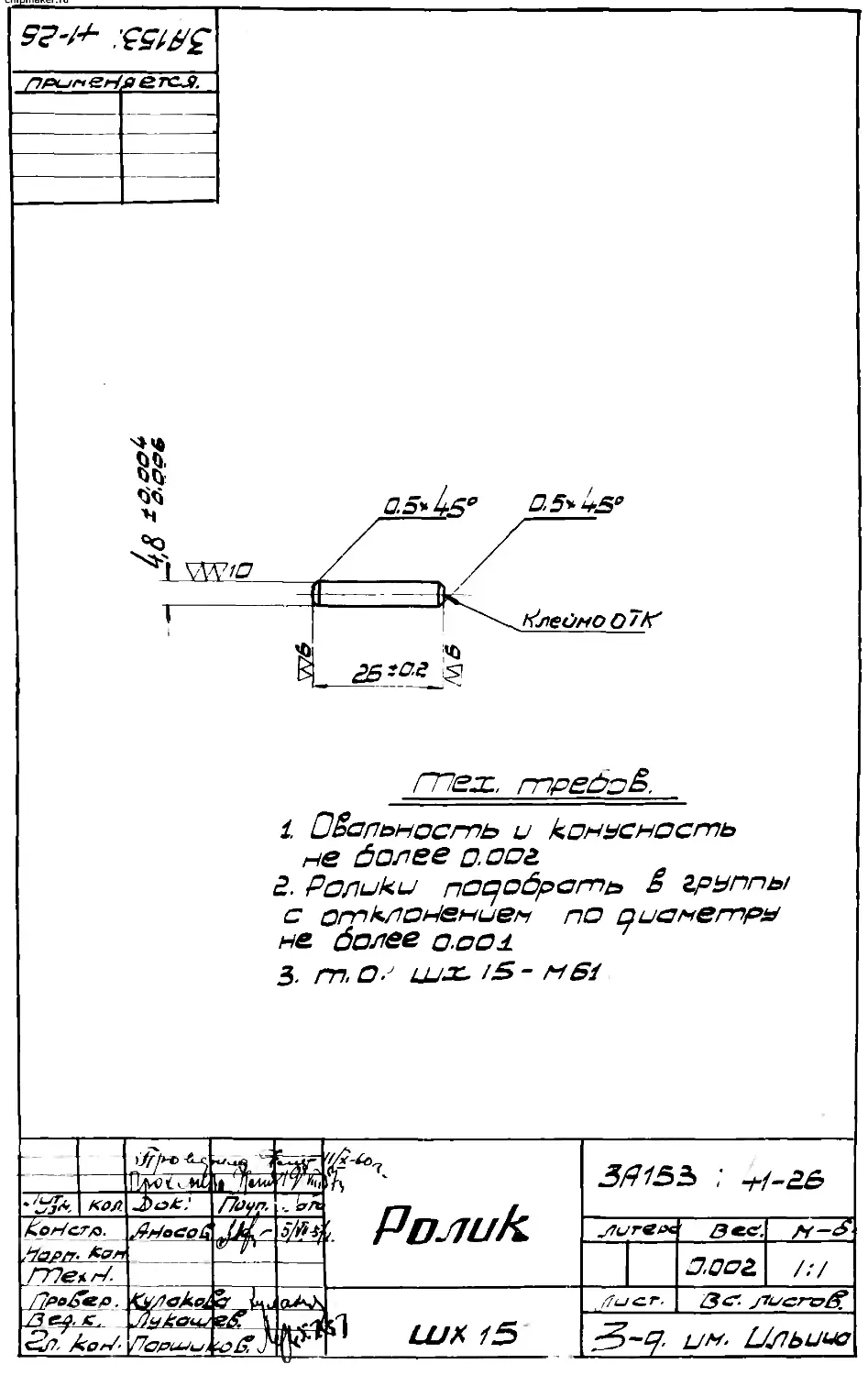
3J?/S3
f ГЬоенесц&ше гхршнр должно Ал» плоёным Аз лаарыии
S испытание но лла&ихгпо хора при скроостзх <мпО,/-£гч'м*
'роиJ£tpcmi rpuроёлемии ёвян
З-Перетеика mocjv <43 <уно& тлости ёрруп/ю при <5<мпм
nt ралнсмо праёыи/отп
^ЮПГ<У £/3 -£,-^Лм>*г
^>~^ooqujr<j^p
3J7^, H-00
vest fl
оочзг jvr
(ju-ич
х*м
ов-лл
-o3L
«ьдь
J4P-
Л> ie/a
IX
*&*
JaJS.
с
МЫ
*3$<
л-cvt-js
ref-3
Л>в*
«/✓
✓J**
JA?4
^^tKA
Л/t-fS, 40-00.
г
хи /
W-!
_^-^f
J&J
^/?СгЛг4л/о C/V’tfXc? Tt’Vvy—< -л_*-У
злл^с-сссЛ^ ^Qn9i3TO &ejf
Оае4Отя^
S’O &<fW{^«K\i/cjc ct?^^>rr^
9ао<ж^^ лома/л<-лг1/я
^Др- £?CWS»<r* и
o^r^v лЗя^гоотая Л>
<7(3 '"анкы <«игл? /ЯР^ДГЖЗил/f Лих>’,<?
P>dSetQ>^t>HiOf ГУО ^Jcfc
~ -х-с&яд&щи? Jswe>.t3> -»£>гтте^*е1'
— 6 ^O9unjr>eiJKv rtffQfff fOcrcmO^'u n*9ut^/KTC7~
* <Ч/.7Г* * uMuftCree Ki/od^o^fa
^ЛЛСлеО еЛг>гг^ леЛЛ!ССи
и ззг^ ”
^3 UJ^.(^g^r Олясиг^с Л^и*Сма diumt яя
г<В>яе 79"^ rvSa^r^Ct'rrru Я»»ки чи/T^dt^
3 hor s-^/i {^кЗк^
О«
а ®
ПО
ов-д
ИЛЗя
<«р₽
JXL2L
X24 V
te^‘9
_ДЫ£
с 9! X
-£12*-
ЧЫ
atijS.
4о-4о
кее-t
ьв-li
v-et
-J—
J5&S
3ft53
Hfo.ia
нгр-г
ЛА1
•Ш-t
feso
fise-j
с&а
4ff
7i
_JtL£.
>T<Vy
*Ж'
гл?-жр
x/v-/
Ы>
•ай
ff^-Л
_ao£^
iW’i
-a-*-.
34S&.
^Xl£
*44 <
"M.
W-4
лаз*
**9
sr-igi
3<Вя
kF-'
технические тоеос&ни?
но Л»
gj?~
1>в 3^
to-ле
ИИ
— Л-Л
4^5£
ЗЯ/63
нв.^з 4а-4о
К^-9
*ЛР^
*лл/
г
з/ея
3№я
I
pzj; ।
ЗГ9я .
^>я
з-ед
#33-1
е?иж
ЗГ9я
«Я7
Л&'Л
Лм- S$QS>
W-f
4k-f(
4#«y
fir'
fi-
J<3f
С гГК>ч*&СГ**еО iPCjho Ce*
5 ГЬл*.-* ^апкзМ fh^ont>v<J&S^T-r>9&
See 'Сглл4*^.’й
^.TC-WWt^,
чезв
гз юС
3/9я
ет
З/Ля
А-ИЗ
*Ur'
*33f
3№m
зЛ*
ч/олв
•its 6
лг, .и
JVm
Q4i Ли
J/JJ,
f$ Поем
*c-x 4,,
dac^a
К)!
Г37
Cf a
'novon to cmoriOK'
St£S_
Sf-ig
3J}f2 Sf-OO
ла
по8ёрм»мю МО 80*
на
ш-А
на
877-8
70- 788(1
лез/-Л
к-w
rgf-9
~_i____-
С977
"Ж <•*-
Г9/-9
(8*т,
• (SmmJ
fl & С*Ж 9 S-
ii/tfT
\r.1£»185
\в
Л7 С **3~Г"Аг* ОС91-П 01C7 904*750
£6 Г 73-87 cat-si ota KhffOO
25 ил СтормЫ* scat- a 0Ю C^uS a*i^-4oo
3i тп^гило cgf-U ггааСми^о eg/- U 10.7,300
Si C97-H Окяхгмо 70-188 8-1-5Ot>
& Ooccejyt 70-lgg •mnmottnn Ma. ллм 8*7*050
яз w*WK4«a CSC-44 •W-ti 70,91490
(9 rn Лсагн ***4И«««* BCOI-O 74’7^60
л rn C JOI si Xo^ca- я BCOf-fi 70*7.800
13 /мкмоле Лмяхх C87-O 0.7175*900
16 пЧ?Оа~53ЛО 9no4 Л/4« ГГ7Г0ЛЯ C81-18 S.^otKOO
75 К**пт(имн 41-it jat_ 8.816.48»
мал
4 rn BC97‘76 frrTQgttr ЛС87- M 74.7.3150
73 47-Л 3*1S3 C87-O 0.876.900
1S Ju'-O- вмм* чш>т ^7908 О C87-M 8*375.700
AHSt
97 rn ВС9/-Л 5ЛКГ 009*^9 otao^^faf- 8C87- it 10.7.400
Ю Г9^ММ9ШС -77-SJ лчапоТк** 41-78. MifL— 8.1.800
ЛГ75/
S 9/<>аЦ1 70-08 JlWUiV** 71-85 ^UlU 8.7.850
8 rn ВС 87-18 ма <O>ui 94.1.1800
7 rtea 7i-O7 rn 6c 97 96 114.7.980
6 onKctjt^ 70-fii K8T^Ol9ftUfi9f 71-85. 8.7.440
38153
6 rrjfiifUn^Q CJ7/-44 Люееглго 70-188 8.7.60
4 rSi-13 7i-15 ггжтоуныл^ C91-44 70.1.880
3 Г 73-Si CSf-gi X^W^W п/Л пт CSH-Si 1B.1.£ooci
8 Г73-21 C97gi 1 w-X 70.1.8OOC
1 Г7Э-& CSf-ffi rsi-13 М.ПЗОО
'Яг JTftM ЛьпалОп.. Bf j3
am J bw
ммж^ СЬ*Лш)»*л* tnr*
Монт***
>м«ихм1**-
<9otan<Jf>
JM3;70-OQ-i
AJn Л*е tr^
19
to mar 1 _
7-8 чм итччп
Ъм 372254
0,9.4. га
nn-t
72- tv?
72-W
72-771
72-772
J£*~- -
0383
VW
72-47
У-4
72-63
72-60
&.(g
*44-7
72-20
jt't .
С98-3
™ (fl
_*$>$
- Наг 4
72-if
72-58
КЦ-t f7^mj
72-27
МчО
H27-6
7-^.
7^,
UDB+1*(<*nf
Сечения „навис' HtxaHuanei ло&ач
В-В
_ sf<6-
"bCfn 372254
7-6.30
267-7 098-3
технические тне^Ьбани^:
f ХНтаН 72-706 Зсикоп^ 8 ломже^.- яло^а tvO^o-
гтан^Ача СГ7ЧОН
2 UJrn.j&T**'по^
kK£>Tw- - Ггт*<»/Т " 4/ .,(7T2C^ -
J Dtmas* T^-^QS' ja^^CumSafrTb пжйее сжоте-ftr
ГГ7^Я,Н(3^ C<?(2f7KaJ 3f3j(^
4 О (Г£ЦГО07Се^и^ ..Orngof U2^U92(9faj^7eoJ
oofna Pj^atjtmKO 72- f/S с^яджс>м> ^vKc^oSamejA
еюс^о mtbjcoBd^e^Muf^x. **
[ •* r-rf e»g
1
т™
к I
iHII.ll
J-fl I 14 Г\^| . U
йй.
1 WTO
Рлейно O7k'
1. Овальность и конусность
не более о. оог,
2. Ролики подобрать S группы
с отклонением по о ио не три
не более о.оо±
км
KoMcrja
ГПе^Н.
/пуп к- Г-ж /
Ролик
: -М-2.&
O.QCZ
LJH UPblJUC
ЪФо&пс/льное
P it м e к я e г С я
fJoSc^pxnocm 7idd за/н/£*у SpOMbi
ofyocrfomcrrTtA
I
еРн
j
i
i
t
i
4
1
t
>
18ig1
&Ц1
Л7Л1.
оюнчат.
•Jas?tsmi ffPOHJQt/
ХлеймО ДЖ
I
• Ucmjo&e хромхи притупитВ.
t
j
J
I .
I .
Tvwgt^ дкоыддтпе^.
w о^рабо/nami и
^Jt^aipi/rrTi / coS-
с^дбину joejifo
’biTin •
Вкладыш
1
r
312: 27-3^
i
i
T M I «*Й = ** «v
3,__________________________
Q/SO Z7
I ИЧ.
i
1
под задавк* боаньы
Применяете*
22 п
2от&М6
’трб^арре
Поверхность
обработать
После, ortwcmggjatL
обработки
Залить бронзой
ОЦС 6-6-3
Клеймо ОГК
< ФбЫ <j тяеиас______
омнчательыа обработать
и ПРищаоРить б собран-
ном оибе.
блнбанн резьбы -//мм
оыдермсать.
Острые кромки пРитнпить.
I
Консг|
Но:»м м»н.
Технолог
Про не? и л
Be 1 кон
I I *• он
Т'КХЧСН j
,'V V? I iIoillHCl-
оНладыш
342; 4227^0
штера
Bei
Масштаб
гьезиёильёич
Сталь /5
Лист | Всего листон-Д
Завод им ИЛЬИЧА
ss-awr
v6 остальное
J p и м с н м e т с я
/7о6е/ыности лод Зстибну SpoH3tf
oSpctSomcfmb тюд \7з
охончагт>елЬно ofy>cf&orncfrr»&
& притафы/пА £ со^сюиолг
C??yJczA-^J»iL6bl f3j^M
&ЪффжотЬ
Bft/Kffft/tU
3№; S7-SS
'Ь-тсра | Hci \l б
* Ц9Ю ftf
*" •W' Ч»" <! • -— - 1 «
Л110 / Всего .li.cuii.
Завод им. ИЛЬИЧА
h^-оь
4*16°
WA
_ Л4
fi. TD. mawo -napaoT *J
20 x-
LUnu*l3efib
bee.
/'и repo
aw
l&ga*
npeqepax. C,005
& OcqBo^ -rippt^a^
В г,ре^елах 0.00$'^a 6^7^.
7 ^QquaooHae Бае^9 Всех
Ocmo/7p/-ft>fX ^aoepJZ^fccrn^J
*^^езсЗ В/-jpeqe/iax
0,5*46°
HQ
&
43
4H
O^£P6J смрлигтть
nos^^ QQ-77
4^7_____
05*46°
naa^a
Spy
z Центра c преуохра*ительн&ш рь&юми ripumt-
KQ^Tfl.
7ел:Н&
f~>o£n
par?
м/г,
/'ju rfpc bee. M-ti
I p" e^61:i
Iu7<ucr / ^ciioptucroft
1,3c £q Uf'b ича
mjbcfncL^ocj^Gfyio^/ou /Ъьдь///?
Залее ZZ&3-
3. Dcmf>bfe fyontu ^pur^nurt»
Втулка
3fff2,4/- /3
Ep. oqce-G-3
3-g L/H. L/VbU^
46 остеитов
применяется
/. ^ССООС^ОСгт^ &m & 39, & ~£}0J7 МТЫССс/телы+р
&£/СГл?&туО& U^/7t/y^OSO ^n^aemciff &££/?
& ф^ряпскзс. $О5м ПО ёсей
#0&3$&~q£7/?’ ^0n^C^cyffn7Cj9 ПО ёс^9
Лоёерлмос/т>& £ 7&4“SO*S6 н0ел./^^
nv''„. ^.1, ioKVMeHT JllOjtntl<-b I
Констр ^а^//Л>/Уу7ДД.'Д
Норм кон
Т(.хн<?л»1 у
Проверил ‘-^. 4 /;
Вед -о« 2^7t/>.v*yx$
Г-1, констрАд>йй^/^СГ7ау-
3>%?_ ^/-/гз
Питера
BtT
M-6
7
Всего листов /
Завод им. ИЛЬИЧА
oAnw/7 мп go#оg
’ 4^W
tv OOl'i
я?-/s1 гиге
згг
TtdoumhmSj'
£>Adbuf иго Qpj j/rfw? 0#
SOb S^uop s№ ог-я<лэиг7Я
он иго оз Дно* 4W3OHOO0ssrf' /
~3пм5§^53й} 'апЗ&лЯЯ'ГОШ
ЗЯ18 Si-03
Saab-swb
oc/oFt>r og HMff
utig л/ чсиодоаЬпи/т?
P/V
I
/?А/Л
Фбос
р и U г н W с т Г
*
I
остальное
Нодэл^
<U3t>jy^>gg|
РаЪРез по ЛОБ
4£-У—н
М-б
Вес
S.&
Лист /
Всего листов
Завод им. ИЛЬИЧА
k.iHCTj1
Норм i-.rm
требования >
относительно
долее о, Г мм.
2ох Гв^ЛО
технические
/..Биение лидьеё
отё. Ф32Л не
О. Зндьй калить
^Пцдч . । аIз
— РодАивимй&ич
№
о
04290
825
вид по стрелке К
•Храповое
колесо
ЛЯ<г; 6S- /S
Литера
Сталь $0х
Гост QSQi-^8
оэ-гэ'.глк
\т6 Остальное
к
v
F
»
о-а
Ос/приё co&wxu прит,
лить радиусом О.2дмм.
Т.О. шх /5- 7ЪЧ~д/_
размер 1^
W* ч» - Ч -_^ м|М1 — 1Ц1 ’Ъ'ЛО-Л^ ’ч^в» --
( О^ОУИО
ЪиёГмон
" БЛф1чи*&{р СтаПЬ “* К
_..'. Ва^А^иач._1,__,_______
L. . -- S—-- Л>ДК.-«Дк. л —
39/г; в?-&>
iHflji.'i | i'\*« '•*
I QO7O Ш
MV — ' «1«Ш5- i : 1
i X Be. i.i » t X
Mv 4*лг>М Ч -ЯЪ_амчг
-^FvDrZlt -
Завод им. ИЛЬИЧ К
ФЮЯ
f
Остриё содачки притупить^
радиусом 0,25им.
ТО. LUX -/б'ТвЧ-б/
размер
/о
— —
Собачка
^12. 62'6J
! [0.070 7
i,., .
Ц.И-&. Сталь шх - /5
З^нол У4м ИПЬИЧК