/




















































Теги: руководство по эксплуатации станки
Год: 1955
Похожие




Текст
хМВСТЕРСГОО СТАНКОСТРОИтеЛШО, и МНСТРЖНТАЛЬНОл
промЛнноста союза сср
ГЛАВСТАНКОПРСЫ
ЛЯИНГРАДОКИИ СТАНКОСТРОИТЕЛЬНЫ' ЗАВОД ИМЕНИ ИЛЬИЧА
универсальны;: круглошликвалыыь синок
МОДЕЛЬ 812М
РЖОВОДЗТЭО К СТАНКУ
№4 рая
дедов
Содержание
» $
листов
Ш
1У
У1
Назначение станка
Распаковка и транспортировка станка
ти
Укапанне по распаковке и транспор-
|ровке
Схема транспортировки станка
фундамент станка,монтаж,установка
Указания по установке станка
Установочный черте»
Подготовка станка к первоначальному
П*
8
Паспорт станка
Основные данные
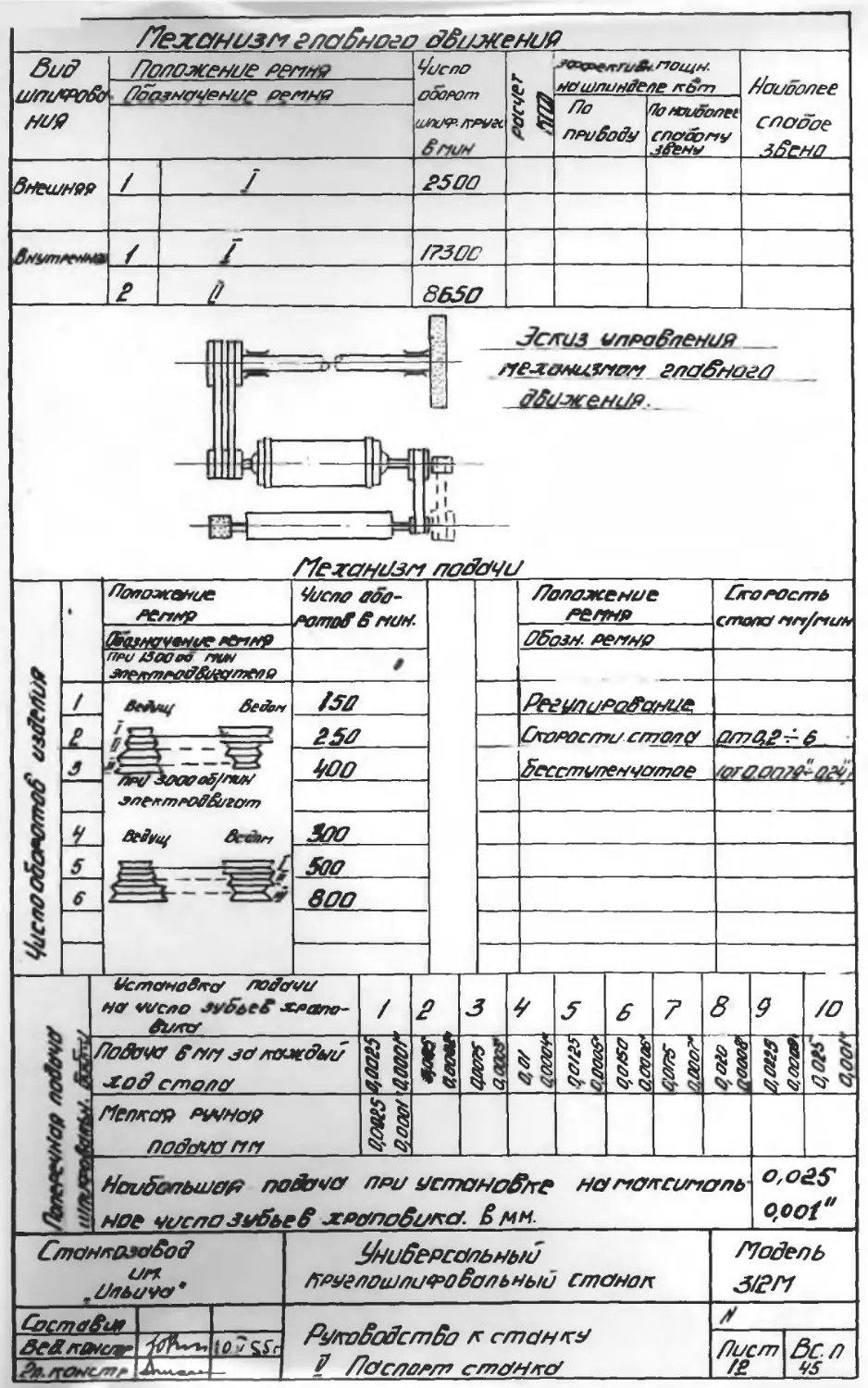
Механизм г.т юного движения,механизм
подачи
Высота центров,межцентровое рассто-
яние и др.
Спецификация рукояток управления
Схема управления
Спецификация подшипников качения и
важнейших подшипников сколь*еиия
Схема под? ипников качения и
скольжения
Спецификация гидроаппаратуры
Гидравлические механизмы
Спецификация электроаппаратуры
Ведомость комплектации
Спецификация зубчатых и червячных
колес,червяков
Спецификация чертежей бнстроивнаси-
ваощихся деталей
Описание станка
Гидравлика станка
Нормальная гидравлическая
аппаратура
Механика станка
Электрическаг схема станка
Краткое описание узлов станга
9-24
85'38
С/помтюЛ# 1Г1 Мм/м/' &шЛ*ссглъг1бЛ/ Л'Р^ГЛОа/Л1ЛГ»О^С/ЛМб/1}
Состабиа 1 /г слюн/гу 3»
кзмт’ДП Гист / 4^'
Гл /гемтл
№ разде- лов II II и — ” II П 1’ II II II о »• II . II II >3 II II II ГО II II 1 *о 1’ « 1 № II гс II и 5 II ГГ II II II II II 1 11 II II 1 II 1 II 11 II 1 1 II 1 II 1 1 1 V V листов
УП Смазка станка Спецификация к схеме смазки Схема смазки 39-^2
УИ Настройка станка 2з-чу
IX Регулироюние станка 43
X Приложение Чертежи общих вадов узлов станка.
Слмуу/тозсу&и? илг. в -С/ЛЫ/УС/
СУСЛЮ&/Л
ве&лллелн-
Глл-олстл
&/С/&ЛССЫ6У6Ю
/грурлоимусюЗалбУм} слхлллг
/Зукс^одстбо л стам/гу
/7о&елб
3/2/7
№
•//аст вс л
^.НАЗНАЧЕНИЕ СТАНМЬ
универсальный круглошлифовальный ставок 312М предназна-
чен для шлифования цилиндров,пологих и крутых конусов,ци-
линдрических и конических отверстий.
Шлифование может проневодиться,как в неподвижных цент-
рах, так и в патроне.
Салазки шлифовальной бабки и шлифовальная бабка выпол-
нены поворотными,что дает возможность шлифовать конуса,
длина которых больше ширины круга.
Путем поворота передней бабки или верхнего поворотного
стола возможно шлифование конусных отверстий.
В станке авгоматизированы:продольный ход стола и попе-
речная подача шлифовального круга на каждый ход стола.Оба
эти движения могут осуществляться и вручную.
Станок имеет шесть скоростей вращения изделия и пред-
назначен для использования в инструментальных и ремонтных
цехах,а также в индивидуальном производстве.
Станок изготовляется по повышенным нормам точности.
С/77СГУ0/Г /УоЯыь
СбстеЯ/л Р{//Г(7&О&С/7?&О /г слхюл-у №
10 й 51,- вс-Л
во о-ж.
П.РАСПАКОВКА И ТРАНСПОРТИРОВКА СТАНКА
Указания по распаковке и транспортировке
Транспортировку станка в распакованном вцце надо
•производить согласно схеме,приведенной на листе
При транспортировке необходимо следить за гем,чтобы
канатом не помять кожухи, крыпки и др. детали.
В соответствующих местах следует устанавливать
под канат подкладки.
При распаковке ставка надо следить за тем,чтобы
не повредить станок распаковочным инструментом, для чего
вначале снимается верхний щит упаковочного ящика, а за-
тем боковые. '
Станкозавод у/ч слюна/г /7оде*б 3/2 М
Составил /&Т0&О&Л7&! /ГСЛюЫлу Г/Ьгла/го&гсу 1/ гГомслолТс/мгАкаг спунму /У*
•0, V» 1й Злс/п Зс л- У лл
'ГЛ лтр/к/т*
Схе/ус/ транслор/ъс/рс&и; станке/
Ста#коза&о& &ГТ ,У//М>С</С7 " Унс6ся:с/м>нь/а _ /ГР)УгР1?и/Ли4РО^Р6^Ь/а С/ТМУ/Т’ЯЛ- /7ос7ем> 3/2 Г7
Состсг&М Руля&оЛ/п&о /г стан/гь/ ?Д&гп0Л'0&гсГ г/ ст^ло
/}?(/ /ГОН&Г» Ю.^Иг 3/1/СГП 3 Зс.л #5
'Рляунаяр Х^лг
Ш. Ж^М-НТ СТАНКА, МОНТА*, УСТАНОВКА
Указания по установке станга.
(Установочный чертеж - см. сл. лист)
Станок устанавливается на бетонной подушке.
гЛля установки станка по уровню пользуются ниве-
лировочный! клиньями.
После выверки станка по уровню,основание станины
заливается цементным раствором.
па установочном чертеже обозначены сплошными ли-
ниями - граница цементной заливки,а пунктирными -
КОНТУРЫ СТЗНК1.
»
Стогн/гозаЗЬЗ 1/П чС/ЛЫЛЮ* &н/3&>еоюб#бл/ с/пано/г /"7о&елб ^/7
/г с/»амл& гтснкс/. &с/па*<р#к& №
ИХ' Мс Лисп? Зел.
Уппона6оыь/й
(тлсмл9
Слкгнкая&о&
ел*.
, 1/ОЫЛКУ'
СОС7Л0&/Л
ве^.^оисг/» 1'^^ 0. й г
?П- /Г0Ж/ПР С*,
*/М/6&ССИ7ЬН&/й
гн#лд&//п/ф&&юб/ш/ станок
Руко&оЗстбо к станку
фсрундапентст^ш,понпыг, уетоно&ч?
/7а^епб
34?/Г
/7цст Л
1У.П0ДГ0ТСВКА СТАНКА К ПЕТВСНАЧАЛЬНОМ ПЮКУ
Антикоррозийные покрытия,нанесенные перед упаковке1 дан-
ного Отани., следует удалять с помощью авиационного беняина,
либо тяжелого спирта,либо керосина.
Антикоррозийные покрытия нанесены на открытые,а также
закрытые кожухан! и крнвками обработанные неокоа! «энные
части станка.
Перед пуском станка необходимо наполнить следущие
резервуары:
в/ .асляныи бак гидросистема
Заливается масло|Гверетенное # 3" на 40 ш ) ни-
ке верха бака. При нормальной работе масло надо менять не
реже одного раза в 3-4 месяца. Периодически надо произво-
дить очистку фильтра, для чего достаточно несколько раз
повернуть верхнюю рукоятку фильтра.
Полную очистку [«лира с прсмывкой пластин производить
не реже одного паза в месяц,
б/ Резервуар шли;ювальнои бабки
Заполняется хорошо отфильтрованной смесью, состояые?
из 9 частей керосина и одной части масла "веретенное 3",
до уровня маслоуказателя.
Смазывающую смесь менять не , ^е одного раза в месяц.
Очистка фильтра производится аналогично очистке фильтра
в гидросистеме.
в/Зак охлаждения
Заполняется раствором шлифовальной кцульсиь.Охлаж-
дающую жидкость следует менять каждые .есять дней, рг за-
мене охлаждающей жцдкости вычищать отстой большого ака
и вкла^ого бачка от скопления абразивов и металл'* че г к с ь
стружки.
г/ Резервуар бабки изделия
Заполняется маслом"веретенное * 3" до ров.> « -
ука ателя. Масло менять не реже одного паза в
Стан/гомб’од ан • Ммаусу * Ум/беяссюбаъ/а Л/2/У
Сос/па&лг __ РУЛО&Х?СЛ7&а Л- СтСГалИ Ц Ло#оото&та станка кп*к6Ъ- №
ве&конст* (о. $ей- Ласт Зс./> а
1— ноаалл нону лиску.
внитленнрр илюрие/мур и/лиаоодлО Дооолнигельные данные. уУ
Яснодные размеры Зозножность ллоизОоОитс шлуфя&унуг &> уложу с ггомленс. узносоу гг*>уг& С С/77 6
%1/аметр и//п/а>о#аобнозо _ ллига наит. ‘з/нге
2О*л/Щ?7 Т5лаяияо2на ссспь
Номд бОляд^У Т/дсос для итлогжданмц жидлосп/ Ълт-лггя
//ои/голыиар иылини и/яиаюАглбноео /тлей Юн//Щ 85”Ъ НЛ/17
&/ылге/7№ и/луфу&г&ю 0гп&Рст/р Р&1/Н 25**//*У /Тяислосодоение для адто- нюлн/уесггоео изнеления
Н0</2 50**/2/ изделия.
/ОЯлолготоиес/гое ды/гоня иение по&аии д'л-онце О&лддогтгц ес/ъ
Роиболыиор длина а/пиФне/чого олтдеястиЯ 75/ууу/ЗУ
Рробод
/Ъд ллиОода Зпе/нплиУесл-нй Число °^/нин /. Кр/улулпла&у&о/ |
’ЫУРП^/Оилгедпсгелм^
•Тое/ттяоддиеоепели Релгни и цепи
Чизночелш и/лусо. дстдла _ додло \изоелил\ ?идло- \ллЫ>од /Тесто- и/оот.Овдйну > Оогдло изделил
Число С" < Гглилеяа Ножгалы& ро&терй/ л&юеу. цмеу ^*ГЪнуЖуггсг/ • /7/000 ГЛОЯО&Ш &4&9О1. г'*&8я Я 7/0 2630 ллиноЗом
ОООРОток Унин / г / 2 / 2
Зпло /зол /ООО
Лранослгб 2,8&Т>Я а&т/ом! /О//34/ Ц[/г/юр&ые<У услаеб^ /7лот- 2ГЛ&&0Г, 2 2
Лир МШ? &77&-<'/г /№/*
бМр* Л&перцал лл
Жяыочение &ТН ахлаясЛ
<4/сло о6ожу/по^ Утл* Слъ, У
у / 2 / 2
3000
Наи/М7сл?з лЗлИН.Р/ а/гор/б?;
Тил лег-я
УнМ
СлганлозоЛтд ин. „ т/лбиио"' Уми2еесолбныи моуе/юизлс/члодстлбный слнтнол /УоУеое -З/с’/'Г
Сост&Зил РотгоУодст/гО /г с/оанл-и / Л&соорл? станк-сТ
ДЖТ/тЯ/УсУл «*?<и- /Я/С/77 &СЛ _2С
*&7. /гОЖЛГЛ Д, ^-1
СпеаоФслкщцр сто ял аг?
^/п //азммем/е
/ Р&зсо&#г #уо#о*о переггеше#^ сртю/ну
е. РугОЙ/7»гаГ ЛСрСРСО? ЛО## СтО/1С
Ру/юр/ллс^ Л?р7'^е#оРрРт0'^'7ШУесла^л^лоРёс/полр
* РмгоЛ/п/к? рмлп/ро&уМ с/голпсто ОРож. стала?
л /Глслоаяае С/Л0И1Ш0
Ь &а*иед&<ашй- нов#. &Р. РРюпрврссв^о. итл/таРсхяоР
г Рулу0л?гг0_ ол/стеого д/пРаОт-лаРРора имрфв&смыяу Рёбсл
/? Рмго9тлс?_ аоё&УО_и№/4ьдР&лЫаР ЛяЗ/дС #00(1025'1'?. /&. ОСС/
Аглнмс/а/е яапфжеяор
/0_ Нсаобц* соре/уо йадгп/.
и Л/0о_ дт&елит. Оы&л/#й/_ ло&м/_ д^^ао. адю/г0_
я &/го. об/па/т. /7смУа\ъ/0У/мл*>. /г#^# Моро лео Ан/мн?
в /^«ЭЯб’ЯП/ КЛ7&НО&М &'М*'<ЛНЛГ 0#/Г>&7. /М&О1Л/ О">0Оо. 'Г'О&еО'’
/* ПобоРО/ту С777ОЛ0
Рргар'пго? &У.Ж0ГПУ л&Лях/ ёа^л-гу.
№. Р#/ГОР0?/НУ О/пЛоЛ" /7СНУ0/Ш.
Я Ру/гоРтгс? 30Жа/10 00РОР0.
№ Рр/гор/п/го? рреллшА /шям/ аг/кУясоЬюауе5 ла/Лгоста
ео _ Ду* '?? /югромеупм/^с/то^ Рагт&ХРнР- ^РРРР^
Ру/горт/го? 30Ж000 улару
?/ Р/'оялгкс? '7еРС1'а?0о^Г1/_ я&р/гУ УзРе/><ур е 5 О&рпрс'Л.
НС?_ АУРОту_ /708Т7.Д74У
л?. РухоРтхо^ 30Жс//у0 'ъРряолтьш/ уус/яь,- рёй/п/ уза&х/Р
/7рре1гпюуо'г?еоб тмтрз&'ю' урсрл яоаюлю# Лй/е&'пмя
З&лсрр? р#р5^рсс0?6#6/л г0/?о'зд/г
&&?{//* по^0л^/п#о0 Уогео7(/ о/ясЮу Лу^п/
Стам/гозаОоЯ #0. .//лыуусг' /г/лУмоа/р00&&Р>б#ы/ С0КМО/Г /7о&елб 3/РР7
Ситсг&м Ру/ГО^ОРСПуРо /ГС/ТКРёгУ Г Роспорт с/7Ю0/г& Л'-
8зР/гМст' ЮУ5$Г Рост 0С. Л Я
'Рл./гонс/пл —
Спеццсоо/гоцор по&ц/ипнц/го$ /грренс/р
1/_ бсримеци/с/ас. /тоЗи/олно/го/)- с/голь^снцр
О/ол лоЛ/л/лм/лоТ? .{'Дашь Л по ОСО/ (онм/п. <?'°ЬГ//ХУ Г04МСЛУ / /та^нс/Р Рс/л/тел /Г-&7 /Хпс/поЗс/аноО/го 0ЛО сле^_
Рс/Зоальщ/с/ Л/дааоы/ы/ Мб — 205 /гл// /ГЛ// 30'627/6 зохб/'/б /_ г>о6/гху изЗоос/р 2
Ро&хоп>нь/й 304 /ГЛ// 20X52 '/5 / “ - 3
Упорны! аве. /ГП// 45'657/4 / 4
/Ъбиапьны! г/н япх/ 207477/4 / — в/ - —
Рс/Зоапьн&й моз/&_ /ГП// 95'720'0 2 — дноы/ 6_
ЛгЛ/оийнЫ/ го/ /ГП// /2X32'70 - _
Улррнбл! 8"/ ЛИ// 55773'76 / о/ло<н ЗабНх 7
РоЛ/сУПбнь/и 204 /ГЛ// 20'47'70 4
ЯгЛ/сюыо-рлорнь/о шашклпр&иопнол 36205 /ГЛ# 23Х32Х/3 4 б4утРна/л//лха5Ь/лм ц//н/нЗоль в
РоЛ/впьны! 206 ТТЛ// 30X62X76 0//О08РС0Л8/Х6/е С0/7С/3/П/ 9
5/лорнрм! 06Ыно<! 38204 /ГЛ// / —^^4/ /67
Ссхоепоцсснио 2/ ррОньн! /205 /ГЛ// 25'52х/5 / 2/ехплхи»/ поЛо/с/ //
АуЛ/доыал/ 206 _ ЛИ// 25/32X0' 2 а “““ /2
/7а&. ’лм/ал га с/сам/Л ге/л У
^П&П/ 20X00 / О/кахнрзллаЛлА/сг /3
м — /В//В / И
- - -—“ /8X25 / /5
26X20 / - XX — /Б
30'45 / Уно^рсаом солом — < ' /7 /Б—
— Ы ——— 35/45 / /2
З/гооОь/и/ 65/85 3 и/тп/ср бабно 20
- < ______ 60X85 и 2/
Злн/пкс/ 35/85 / бЯО/ГО 1290М00 22
— г — 45/720 / 23
С/псннозобоО ЦП Я/ЗЫМГ" У/У//б8РСОУ/М>М> V /глоелои/п/нвоболбнол/ слх/нон /7о37ло 3/2/7
цослюА/п Р‘//Г000&СЛ7&7 7ГСП70///Г0 / /ТОСЛОР/77 С/770Л/П/
868/Г0Г/С7Р 10 ^цИг Л/с/п 6с л /6 45
Блнонстр
СпециФШФцие
РМ7РО0ЛЛ&*ГЛ7Ь'Р6/
У? % ^зисчте //ас/л&ю&ум/е Л--&7 Групечом/е
< е. з. 4 5 6. ?. в ГЗ/-/2 МГЫ-/Ч Г4/-/2 Л/&Г8 /У/-3/ С/8-Я ГФ-// Я/йфлавелб /7лг&агл&шл7е/7бм>/с/ /гла/юя $Ъ//76/77р Л/70ГЛМЛ'‘Л7/Т7Ы} Гяжитпмш М/С0С Грсгл/ улрсгГлсШЯ //япяс/пмш рогрг Фл/лб/пР л/юстм*яьл. /%Ж7&ПР -25&Л7”
//ТЮНЛС.УС'бсд' 1/0 -С/ЛЬс/Ю
С?С/7К/&//7
Ве&коЛсте Ю С» 65г
Рс_лслгл^_
{/ж/3&>с&ланы7
лвжлои/лс/ФеЛвюбНм/ сто/лл*
' /7&С/70Р/77 СЛ7&ЛЛЫ7
/Ул&Я,
3/2Я
Лс/_
/7с/сГ
/в
Вс- Л
мг
ДоЗрсгб/шоес/гое г/е-ха/шзг/ь/
7/с/сооь/ о гцЗронолторм
/7бом&/еоое /7/7 Л/2?/М? ///-//б/ 76 /в
//азо&оеоое 7/осос й/дроа/сг&и/ /т&сос о/уе/зло /7оЛУ^О О//7ОС° 5о5/го
/77оо /7/0-/3 С/0-/0
ГТоделб — —• ООРГ77О.Ж 03-/560
*Л/СЯО 00000/7700 5 070// 060 57/0 —
/7роцз0оЗ 0///об/^(у^Р &М65/ 0(5,00/ —
• ! /3(0,050 /3(^050
42^92^/
/^з*егя?л&е оо стеке 05 0/
//азмоуем/е /7РО0О/У 0/0/70 бб/С/Об/О/706036О//7- 5о5/го
Т^ОО/ТРП/Р ЦО/7О//0Р& &/*%>О
У/ООке/ЯР Ц//77О0& /Роо/^у зо(/^У
03а#йМЫие оо стеке 75
//аз50‘/&/ое Зб/ооол-с/зазоро/’ Г7//ГС///ОЗ/7О ООА/^
Тк/оке/по оооо/лУес/ 05/7/7(У
Л/ооке/пр и/гоо/тс/ 00/7/7 (^/б*/ У
•
0/77о'/7/гах70ОР ОГ7. „б/ОЫ/ОСУ " ^//7/6,ерс{у/7О/т'о//7 /гРУ&пои/оо<РоЛ//7ЛЗб//7 СГ&7/0/Г /705306 5/0/7
&7С7ТХ7&47_ Ру/ГО&О&СО/бо /Г С/77О///Г4/ Р /700/700/77 ОГГ7О'О7ГО' 0
0007 /0 00.0 40
Зей/гонс/е ^(ГК ю и. а.-
|Д7 /ГООС/3 тех г:
Спецификация злек/проаппарст^рь/.
// % Обозначе- ние Наименование /Г-4? Лримеч.
1. ЭлекгпооовуестёпЬ перемен- ного тона .,8 кВт. 3000 °^/м, 220/380 волЬт.
2. ЗлекггрорвиеатепЬ переменного тока /квт. ЮОО°%/м. в. 1
3 ЯПТ-22-б/г ЗПектродВиеатытЬ пфеменноео тока (^хснср^/о^кВт. (5ОРтЗОдО°вв± 1
Ь п-ггя 'Электродвигатель /роемы. токо^^дВыЬт с электроюсосрм рГ*6т.3000°%. /
5 ВО-25 ВыкррочагпелЬ псметнор /
6 вп-ю ВыкпюнатенЬ пакетный 1
7 5ГН-Ч51 Барабанный пепеклкнателЬ 1
8 Лоерохоанитепи устоноЗочные на ток2Оснпер Зйо ЗопЬт. в
8 Лпавкие вста&ки на ток ЯОамл. 3
10 /Оповкие вставки каток Вамп 8
// Р7^1 тепловое репе без консиха енаере- вателЬнын елементомяздма ток 62. 1
12 РГ-1 тепловое реле вез кожуха сноёре- ЗотелЬным злемектон н83ка ток2.83Й
ТЗ РТ-1 /Пепловое репе Аз кожуха с ноерева- телЬным элементом ^Пу на ток 1,Ммп. /
/4 Р7-1 тепло&ж реле без кожуха с назревал элементом Л/1 на ток 0Ч2амп. /
15_ Влко -ло Маенитныи пуекателВ рабочее напсежен, олератиВм. кстчигки 3808. 2
/6 7776'50 /Т^онедрарматср понижающий
3$о/38/^~>Волбт мощность 60_бдтт 1
/7 ВТ- б Выключатель оонололюсмыи
// тумблер " 1
С Л танказа&х. . . ЧН. и ЦлЬича- Г УниверсслЬнь/й круглошлисровслЬныи станок | МфелЬ 31гм
Составил
Веы гуКОООфУ ПОС? п /л-зггпу ^оо ЭС.Л. ив
&) *с~уъ. Я /кхпсют станка.
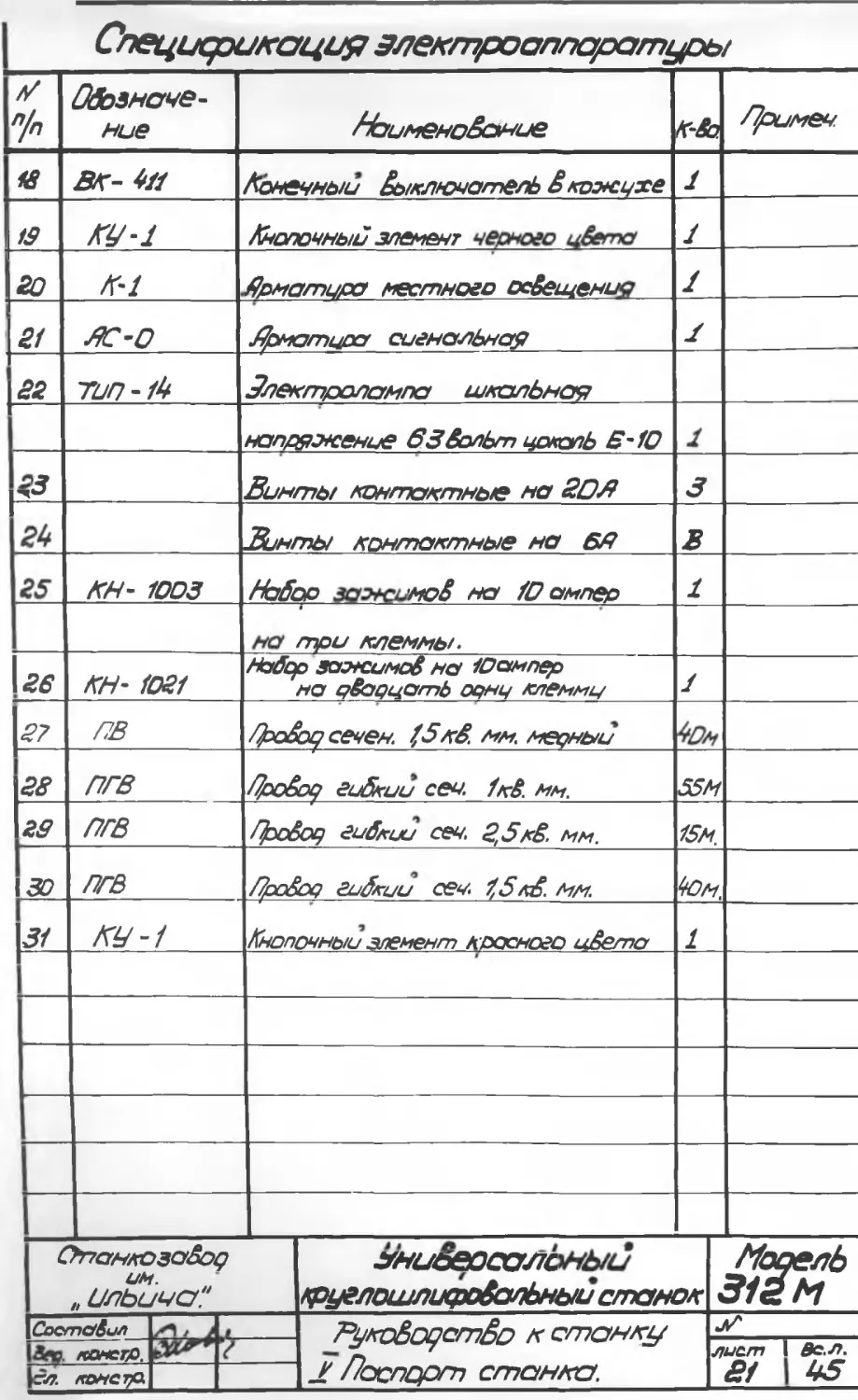
Спецификация электроаппаратуры
% Обозначе- ние Наименование к-во.
вк- 411 Конечный выключатель в кожухе 1
19_ КУ-1 Кнопочный элемент черного цвета 1
20 К-1 Лрматуро местного освещения 1
21_ ЯС-О Лрматцоо сигнальная
|а? Тип - /4 Электролампа школЬноя
напряжение 63 ВолЬт цокалЬ 6-10 1
Винты контактные на 20 Л 3
2Ь Винты контактные на 6Л в
25 КН- 1003 Набор зажимов на Ю ампер 1
« му три клеммы^
26 КН’ 1021 Набор зажимов на Фом пер на оварцатЬ оонч клемми 1
27_ ПВ /Повод сечен. 1,5 кв. мм. мерный /Гм
28 ПГВ Провод гибкий сеч. 1кв. мм. 55М
22 пгв /Повод гибкий сеч. 2,5кв. мм. 15М.
30 ПГВ Провор гибкий сеч. 1,5 кв. мм. ‘Юм,
31_ КУ-1 Кнопочною элемент квасного цвета 1
Станкозавод им. ,, ЦлЬича/ ^ни^еосалЬный ФуелошлифовалЬный станок <
Сост&Вцл Руководство к станку с. ± Паспорт станка.
|&у А^ие^О, шсэп В1
л&гсуа
Зоро/тос/тм ллг/ллелупдцло.
Д'Л' /л Оолз/лл/ем/е Б/о/луеноОсУм/е Г-2о Оаууе/ /7Р7//7гУСМЛ
7. г 9 Б 7 в 9 /0 /7 /? 73 /V 97-07 97-54 9У-55 9/'Зо НтЧЭ/зым 04-42^3/53/1 22~О7 #2-95 29-07 (7О~25 22-97 22-707 21-294 75-07 7/92-7 (Т/лт/лОерь Олр ОТ/у/лое/УНЛО цулс/флО/гсУ 7/0ЛЛЛ(УЛ?ел/У Олу? цул/у/уЗелу? Бл/о/преллеа ц/лс/фл&пу 3* /ПУЛСРУ/ГлОмУ УХРЛРОЛ ЦВ/У/770 /7ОУ7(/ОО/7/770 -/7/о/уе/7? 7-/&ООР Оо/тул?олоО /ТрослосоЗу/ение для лучу&п/ плуес/ //ержо^л# /ул/тегзозту/уе/Ус/Уелр 5лро5луу Оля с/7ху/7н/уес/гоо Балала/лоО/ге/ круга сгоолои /'регу-Ус/к 7Тл/о</ то/щ&Зоа ТГЛНМОЛР &/ЛУ/7705* С &99Т- РВ/УНс/л? и/ес/7?1/ерс/ннг//го/у Тпунуу/у еое<//7б/е X *) X X X X х X X ч <Ь ? _ • □ •
Оплмгозсг&мУ //а , У/ЛбУОО" {//улОррс/улл/ул/у/ Л7°уг/м?- а/л/УФо^сулбУб/О слхл/лл /ТлОелз З/РЛУ
Олс/тЛ/к Р*//го&к7сл?5о л л/паг/улу 2 0С/С/7ОКЛ7 С/77СУ/УЛСУ.
ЛЖ7 &г Зел 95
2237^00.
</Ор6Ъ/го6*
Узел /7ех&м0ллг Рблмоео лелепесцешО? апола
/4 лл схеме 28 29 30 3/ 3/ 33 32 49
‘Лктгая/бзлЗ СЖАЛХХоЗ&О /8 2( 7 64 23 73 /6 /О? РМС
Нткпбйпк/и/аг &мт мм 2 /,5 /.3 /5 /,з 45 /,5 2
М?0Л&/Н70&Ш ДсМЛ/
ОАмстобоОст 5“мм 23 /О АО /О /О 25 /2 22
/У5ОТЛ//7/7 Ст^Ол 6^0» О4Лг а^Ог 090г О-А5 'Хал &^5
Л&*шческай о&>&#о/7мго7
<п5еесЬстл*%?с
Пеейм ™>о<м*. та 6 6 г
Узел *елсолблъ/е ссгло&гм и/лл<рр5 Ооблст боб/гаизЗетм Зсн?млл/ю6мм
‘Тле схеме 60 68 66 67 68 69 42 45 7/ 74 39 4о
ОлтрЗАтбаеО ыи/захоам 25 4. 5 25 60 йЯ/лс (зал 4мг 22 20 55 /4 ОЛУЛВ
''УеЛ&ылн/и/е^ Л'/ЮРЙ'/УтГ 2 2 2 2 2 2 3 3 2__ 2 45 /,5
У?ол&лла6Ъа аамаа Зелс/Л ёёз’ лево1 029 а^е к* ~/5° оеЛ»
ЦА/к/но о5оЛу мм 20 21 7 22 & 22 30 30 24 24 38 гл
Латеяисл ьми СгАДх Сг4а5 »Лл 9-4 сг95 см*ъ С/4С* &ЛЛ 9-4 0’46 тс^с) С/77 45 4037
ТеемообРаботеа
т8еейсгб#%е
ЛлеАеллмммпл 68
Узел л/ехамизм/л &. 7бОУ0 и/тхка. гбпе
Зла схеме 36 з?
Ц/сло л&е^мм/ З&хо&ьЯ за /5 20 60 45 /05 200
Чо&ул* 1//7</и/#р &//*7ху 2 2 2 2 2 % 2-аз.
6/гол ЛимгоЛйлимм
ЦА/М//О/000&& 9 /6 20 20 /6 /2
Мслеласул ст 45 ст 45 сТ ст 96 ст 95 45 С740Л
/елмс^еспар аЗлаЗотггм
/ЗелЗоетз^^с
ЛлеЗел лл&м О*
&ТЮМХОЗСУбо6 00 'б/лАШО1'' Угл/Зерссмтбмьх/ лруелои/лслРобсАлбме/о слт&мок /7о6елб 3/20/
СдС/77СГ&М № г
3^5 коуст? ю. 4‘ «• гуп иосм1сл7&о /т ст&Ю
сЪ-лянсл?^ - /70СЛОРГП СЛ7С/НМ0 - гг
6&юи/10сер <7етсглсс/.
А*# уюпелп Узел Нашгено&рл/е У&тмп/ /Г-&7 МУ СПУНОК Г7сг/пейс/0л
22-02 (Мк/ФсОольлая ЗаЗл#
27-34 Зкла&ь/и/_ 1 ч % бцяегалл
27-55 б/гпадыи/ блмегя/м
22-40 З/гладЬ'и/ белегалл Зипею/т
72^4 3/т0&ыц/_ /
б&О/г& изЛт/я
23-23 Л27/7^427 6дЛГ9-4
23-24 в/глсгдь/и/ УММ
23-25 Злло'дь/из млгм
Стангоз&ЗЪЗ (Л* в1/лМЧ0 * Улл^срсалбл^/У лрютеи/л(/ф0&0лбныи ст&лол /Уло'елб 3/2Г7
СогтаЗи/7 Р0/го5оЗс/п5о к стонлч 1 /7аспорл7 сталка /У
ВеД/го^слтр |й 7. $$ Лисг вс. л М_
Рл колет?. XI—
У|. и. СТАНКА
хХ =3==ТТТС~
(См.гидрокинештическую схему - чертеж № 00-02-1)
ГИДРАВЛИКА СТАН (А
Гидропривод станка выполняет с л едущие функции:
(.Движение стола
2 .Автоматическую периодическую подачу шлифовального круга
на ход стола
3 .Быстрый подвод и отвод шлифовальной бабки
4 .Сназду направляющих станины и салазок
5 .Выключает механизм ручного перемещения стола; при вклю-
чении гидравлики).
6 .Вы5орку зазоров механизма подачи шлифовальной бабки.
Масло из бака засасывается лопастным насосом 76 и,че-
рез фильтр 66 по трубкам подается: к предохранительноцу кла-
пану,к манометру, ккрану гидропанели М, к золотнику быст-
рого подвода шлифовальной баб ж 20 и цилиндру выборки за-
зоров механизма подачи шлифовальной баокиТэ.
От крана гидропанели 34 масло,через соответствующие
проточки гидронане ли, поступает в праую или левую полости
цилиндра стола 25 (в зависимости от положения золотника 35).
В показанном на схеме положении болотника 35 масло по-
дается в правую полость цилиндра,оказывает давящие на
поршень 28, соединенный 2-мя штоками 27,с кронштейнами сто-
ла и перемещает стол.
Масло из левой полости цилиндра подводится к панели,
проходит через проточки в рей, подводится к дросселю 18
и уходит на слив.
Реверсирование стола осуществляется закрепленными на
столе упораш 30, которые попеременно нажимают на выступаю-
щий из кокуха станины рычаг реверса и поворачиваю! его..
При повороте рычага через зубчаты* передач! про-
исходит перемещение управляющего зслотника |5, вследствие
чего масло под давлением подается к одно цу из торцов ревер-
сивного золотника 35 и перемещает его.
При этом масло под давлением направляется в полость
цилиндра, ранее соединенную со сливом и стол начинает пере-
мещаться в обратном направлении.
Управляющий золотник 15 может быть переключен вручную
- поворотом рукоятки( см. Органы управления * рукоятка 2).
Скорость переключения реверсивного золоти ими 35, г. е.
длительность задержки стола во время реверсирования, ре-
гулируется дросселями 46 и 47.
Скорость перемещения стола регулируется с помощью ще-
левого дросселя 18, при повороте дросселя проходная ппо-
С/ткум/пиаЛм? ,1/лбг^г /ТоДеш
'ос/пеЛ/л Р&гобоЛ/лбЪ /г с/памгу Й ДЛУСОМЦе С/Т1СЮК& *-•
Писг вс.я.
Ълонстл
/
щадь щели меняется,что и приводит к изменению скорости стола.
Для защиты гидросистемы от перегрузки сдухиг предохрани-
тель®'] клапан *Го-|4.
Останов стола осуществляется поворотом крана 34. Кран име-
ет два фиксированных положения:"пуск и "стоп .
Перевод крана из одного положения в другое осуществляет-
ся при повороте рукоятки на 60 градусов.
При положении крана"цуск"линия нагнетания соединяется со
средней протехдаой реверсивного золотника (линия Ш-П).
При положении крана”стоп" линия нагнетания отсевается от
средней проточки реверсивного золотника и полости цилиндра
соединяются мевду собою (линия 1У-У),что дает возможность
перемещать стол вручную.
Для того,чтобы при остановках стола не происходил слив
масла из цилиндра и не было подсасывания воздуха в елцрную
линию, небольшое количество масла подается на слив через
специально предусмотренное в кране отверстие 6 1,6 мм.
Ручное и автоматическое движения стола сблокированы. При
включении автоматического хода стола, масло из гидропанели
под давлением поступает к плунжеру |6 механизма перемещения
стола. Плунжер перемещается, сжимает пружины и расцепляет
цуфгу.
При выключении автоматического хода стола, давление в
гидропанели падает, падает давление и под плунжером 16;пру-
жины нажимают на цуфгу,выталкивает масло из под плуняера 16,
сцепляют цуфгу, благодаря чецу можно осуществлять ручное
перемещение сгола.
Автоматическая, периодическая
поперечная подача шшфовал ьного круга
Автоматическая периодическая подача шлифовального круга
происходит при каждом реверсе стола. Во время реверса одно-
временно с изменением направления потока *есла к цилиндру
стола, изменяется поток масла, направляющегося через кран
17 в цилиндр 18. Перемещение портил в цилиндре |8 переда-
ется через „кривошипно-шатунный механизм собачкам.
Собачки заскакивают в зубья храповика механизма подечи
круга и осуществляют подачу шлифовальной бабки. Для оыллю-
чения автоматической периодической подачи круга, когда
есть необходимость осущвсгвлть подачу круга вручную,повога-
чиьают кран 17 посредством оукоятки( см. "Органы управления
рукоятка 12),этим перекрывают доступ масла в цилиндр 18.
Быстрьй подлоп-отвод шлифовальной бабки
От гидронасоса масло,»внуи панель, поступает к поворот-
ному эолотниду 20.0т этого золотника отведено три трубки;
по одной к каждой стороне цилиндра 21,быстрого подвода-от-
вода шлифовальной бабки и третья - на слив.
ОТ? /7од!елб
Сск/па&м Руко&о&сгп&о /Г С/77СГ^/Г</ й Описание станки У?
вгЯ/тонс/тм» УРас/п Зс.п 26 *6
& ммтр
При повороте рукоятки, управляющей поворотный золотни-
ком(см."Органы упдавления^ гукоятка 7).масло под давлением
посгупает в одну ив полостей цилюлра 21 в черев поршень
со штоком, ходовой винт и гайку - перемещает шлифовальную
бабку до упора,а вторая полость цилиндра соединяется черев
тот-же болотник 20 со слшом.
Допускается заметное на-глаа замедление скорости стола
при подводе и отводе шлифовальной баовм.
С юз к а направляющих стола.
Направляющие стола смаэшаются маслом,поступающим ив
сливной полости предохранительного клапана. Для отвода мас-
ла, на концах направляющих предусмотрены карманы, ив кото-
рых масло отводится либо непосредственно в масляный бак,
либо в отстойник под гр. СВ.
Излишнее юсло, поступающее к направляющим стола,отво-
дится черев специальна смотровой бачок в бак.
ВыЗорка зазоров механизма подачи шлиф.бабки.
От гидронасоса масло, минуя гидропане ль,пос ту пае г к
цилиндру 75, шток которого постоянно отжимает в направле-
нии усилия резания верхние салазки,а вместе с нима и шли-
фовальную бабку.
Примечание: Неточность перемещения шлифовальной бабки;
а-'на 1-2 дежешжя лимба + 0,00| мм (.0,00004*7
б/На 3-5 делений лимба Т 0.00(5 мм&О.ООООС*)
в/На 6-10 делений лиы5а~+ 0,002 мм 10,00008")
НОРМАЛЬНАЯ ГИДРАВЛИЧЕСКАЯ АППАРАТУРА
Лопастной насос Л|Ф(8
(См.следующие листы)
Насос состоит из корпуса 10, в кото^тый помещены диски 3,
имеющие по четыре окна о,6,7,8 и статор 2 с внутренней >-
сонной формой .На валу насоса находится ротор I, имеющий
(2 пазов,в которых находятся лопасти 9. Окна 6 и 8 соедине-
ны с полостью всасывания,а окна 5 и 7 - с полостью нагне-
тания. Вследствие диаметрально расположенных каналов всасы-
вания и каналов нагнетания,возникающие при нагнетании уси-
лия уравновешивается,и цапфы ротора работают разгруженными.
При вращении ротора лопасти 9,под действием центообеж-
ной силы ж давления жадности, подводимой в пазы ротора ( из
нагнетательной полости насоса, постоянно прижимаются к
внутренней фасонной поверхности статора 2.
Всасывание осуществляется за счет увеличения объема ка-
меры между двумя лопатками при прохождении под окнами вса-
сывания.Нагнетание происходит за счет уменьшения объема
камеры при прохождении ее под окнами нагнетания. За один
оборот рогооа происходит два полных цикла всасывания и
нагнетания.
иг?
Р1/ЛО&ОдСЛ7&О Л Г/77С/ЛЛУ
$ Описание елтлнла?
слюмл/г
<3^/7
Зс.л
Предохранительна клапан <Г54-|4
(См. следующие листы)
Предназначается для предохранения гидросистемы от пе-
регрузки, а также для подцержсния определенного постоянного
давления в гидросистеме.
Масло от насоса подводится через отверстие 4 и отво- -
дится в резервуар через отверстие 5.
Пружина 2 отжимает волотник ( в его крайнее левое по-
ложение разъединяя отверстия 4 и &.
Оцновремеяю,через отверстия 6 и 7 давление передает-
ся в левый торец золотника I.
Когда давление в системе возрастает настолько,что пре-
одолевает усилие пружины 2. золотник 1 перемещается вправо,
соединяются отверстия 4 и Ь и масло перепускается в резер-
вуар.
Давление в гидросистеме регулируется винтом 3.
МЕХАНИКА СТАНКА
Привод изделия
Для прьвода вращения изделия применен двускоростной
электродвигатель переменного тока.От электродвигателя,че-
рез пару зубчатых колес и две клиноременные передачи,при-
водится во вращение поводковая планшайба.
Привод шпинделя шлифовального круга и
шпинделя для внутреннего шлифования
Шпиндель шлифовального круга првводится от электродви-
гателя посредством клинореыенной передачи.
На шпинделе шлифовального круга закреплен червяк,который
через червячную шестерню,осуществляет привод насоса для
смазки подшипников шпинделя.
От другого конца вала того же электродвигателя, через
ременную передачу, вращение передается внутри шлифовально-
му шпиндело.
Ручное перемещение стола
Ручное перемещение стола осуществляется посредством ма-
ховика (см."Органыуправления" маховик |) черев шестерни
И “ 16, 2 “ 107 и И “ 16 причем последняя ш» них сцеплена
с рейкой стола.
Либо через шестерни 2 “16,2 “7&, 2 “23 2 в-64, 2 " 20,
2. “107 и дальше также,кал и в первом случае.
Подача шлифовальной бабки
Быстрый подвод и отвод шлифовальной бабки,как было
описано выше,осуществляется гидравлически.
Ручная подача шлифовальной бабки осуществляется жхо-
виком(см."Органы управления" маховик |0),через две пары ше-
стерен, чеовячную и реечную передачи. Либо поворотной руко-
яти ой(см. Органы уп[явления” рукоятка 8/,через рнчажнуо пе-
редачу, собачку,храповик,закрепленный на ваду маховика,и
С/паняожу&х? 4/ГХ С/71&ЛЮ/Г
Сослм&м 1 /Г С/ПСГМУ (/Описала г тамга /У
бМюлслА #71^, /71УР/79 Зс-Л
А7- й——— га.
.Лопостнди_ носо^_д?/^Сд
ПО УЗ
Станкозавод ин>. ..//ЛЫ/Ч0 * Универсальный крумюц/лифо6албнб/и сганоя Модель З/Ст
Состегал Рч*оёодсгЗ)О к Станку )У'
&д консъ (0 Г1&Г 2п.яонегр. 1_— к/. Описание етонка лисг де л. 29 &
1
им. . [/’бикг*' УниВерсалънЬ/с/ к^лоилтис^д^лный_ ст-ок_ то6Ь/гб 3/$/ч
СоспАип Руководство Р станку у_! Описание станке^ /Юсг. /к.п^сг. 30 УЗ
_2^шзр_ 4О.««5 Л*
&?-АОНЫ/>
далыге,как в нервом случае.Причем за один поворот рукоятки
бабка перемещается на 0,0025 мм (0,0001").
Автоматическая периодическая подача шли^ювальной бабки,
работающая ор гидропривода,была описана вьше.
ЭЛЕКТРИЧЕСКАЯ СХЕМ СТАНКА
К ввод; ому выключагело"ВВ"подаегся переменно ток нап-
ряжением 1в0 , оО периодов^се кунду;по желанию заказчика,
электрооборудование стант может быть выполнено на напря-
жение 220$^ольт 50 периодов/секунду.
Цепь главного тока вкгофется вводным выключателем"ВВ",
цепь управления питается от сети главного тока.
Лайта освещения [Л и лампа сигнализации 2Л питаются
через понижающий грансформагооДЖКВб 1Т".
( В станках на напряжение 220 в установлен трансформатор
'«ИС/Зб в).
Электрооборудование стан» состоит:
1.Из одного пткафа с электроаппаратурой, расположенного
внутс» станины станка.
2.ОДН0Г0 пульта управления, размещенного на передней сто-
роне с таит.
3.Одной лампы освещения и одной сигнальной лампы.
4.Систем* электроприводов.
^Привод шпинделя шлифовального г руга
привод шлифовального круга осуществляется от электро-
двигателя переменного тока (М. В ключение и выключение привод*
осуществляется от кнопки"2КУ" "пуск" и ЗКУ "стоп".
УПривод ; /.драв лики
Осуществлю тся от электродвигателя переменного тока 2М,
который включается и выключается совместно с электродви-
гателем 1Ы.
в/ Привод и одел ия
Осуществляется от электродвигателю переменного тока
ЭМ двускоростного на 3000 об/мин. и фоООоб/мин. с переклю-
чателем БШ-4Ыгг
Вклгденне привода осуществляется контактором 2К от
кноаяв 1Ю изделие" или автоматически от 1ПВ.
г/Цривод электронасоса
Осуществляется от электродвигателя переменного тока
4М. Включение пршода осуществляется контактором 2К сов-
местно с электродвигателе м ЗЫ.Отключение электродвигателя
насоса может быть осуществлено выключагеж м ВН.
СИСТЕМА УПРАВЛЕНИЯ
Электродвигатели шпинделя и гидравлики приводятся в
&гнянлбза6‘0& ета/тл /%***> -ЛР/7
ггь.55 РЛ/ЛЗ&М7С.Л1&7 Кел70Н/Г.У Е Описонне стенке/ /ГР
Л/ст Зс.// 3/
движение от кнопки ЖУ"общий пуск" в точках 9-10.
При нажатии на кнопку ЖУ образуется цепь I-9-10-4-&-
-7-е.Контактор (К включается и яадекает свои контакты в
главной цепи Л1-Л1|,Л2^Л2(, ЛЗ-Л31 и подает тем самьм пи-
тание электродвигателям (44, 2М.
Останавливается электродвигатели 141 и 241 кнопкой"обший
стоп".
Пуск электродвигателя иаделия происходит при отходе ры-
чага от (ПВ,после чего выключатель (ПВ заныкает свои Н.З.
контакты в точках 3-10 и образуется цепь I-О-(0-9-4-&-6-
2К включается и замыкает свои контакты в гжвной цепи
в точках Л(4-Л|&,Л24-Л2&,Л34-Л35. В зависимости от положе-
ния "ЯГ электродвигатель иалелия ЗМ вращается либо с
.-«ООО об/мин.,либо с (оОО об/мин. одновременно с включением
ЗМ включается электродвигатель 4М. Осгдаов электродвигате^
лей ЗМ и 4М возможен кнопкой"общий стоп" в точких 1-9, а
электродвигатель ЗМ, кроме того, можно остановить С помо-
щью 111. Выключение электродвигателя 4М может быть осущест-
влено еще выключателем ВН.
3 условиях нормальной работы электродвигатели ЗМ и 4М
включаются автоматически при вдщхоле шлифкруга к и аде л ио.
Рычаг освобождает выключатель |ПВ и он замыкает цепь
в точках 3-10.
Кнопка и аде пия"пуск" (КУ является толчковой кнопкой.
Систем а защиты и сигнализации
Электродвигатели (44,241 защищены от токов короткого за-
мыкания плавкими предохранителями (П и Я, а также тепловы-
ми реле 1РТ и 2РТ.
Электродвигатели ЗМ и 4М защищены общими плавкими пое-
дохранителями ЗП и тепловыми реле соответсгв енно ЗРТ и
4Р1'.
Тонн с форматор освещения и сигнализации эащилен плав-
кими предохранителями 4П.
Сигнальная лата 2Л с зеленил колпачком сигнализирует
о наличии напряжения на станке.
УЗЛОВ^СТАНКк^
Станина
Станина выполнена цещьной отливкой жесткой ковструк-
ции.спереди посредине сделана большая нива для вмещения
ног работающего садя. Боковые передние коылья имеют выем-
ки /утя вмещения механизмов и обработанную переднюю плос-
кость для крепления узлов станка.
Сзади станина имеет две ниши: для установки васляного
бака с гидроприводом и бака с пхлаадающей жидкостью.
/Г/»^^аа/ЛС/^>оЛмА//А/<2 С/7Х7/У0Л- ^77
27.^ Ру/геЯгдстбо л-с/псмгУ Описание ст&*ксг Л»
Ниши закрывается крыпками.С правой стороны в станине
сделана ниша для монтажа электрооборудования.Эта ниша так-
же закрывается крышкой. С левой стороны станины имеется
люк, через который производится обслуживание гидроаппара-
туры.Направляющие стола выполнены на передней части станины.
По концам направляющих предусмотрены гнезда для стока мас-
ла, что устраняет стекание масла по боковым стенкам станины.
Для крепления салазок шлировальной бабки имеются обра-
ботанные платики.Левее его го участка верх став ины имеет
вид корыта с прямоугольным отверстием для вмещения бачке
пере юл ого уловителя-отстойника охлаждающей жидкости. В
левом углу - круглое отверстие для Ласоса охлаждения.
Основание станины выполневостремя выступающими обра-
ботанными полосами для лучшей установки ставка.
Для транспортировки станка с боков станины сделаны
резьбовые отверстия №Охв которые ввинчены рыш.
Стол (чертеж Ж 02Щ)
Узел стола состоит иэ нижнего стола с направляющими
для передвижения по станине и ив верхнего - поворотного
стола.
Нижний стол отлит заодно с козырьками,прикрывающими
направляющие станины,когда стол находится в крайних поло-
жениях. Снизу к столу привернуты кронштейны для крепления
штоков гидроцилтдра и рейка для ручного перемещения стола.
Спереди у стола имеется ооработанный платик с павом
для крепления реверсирующих упоров.
Сзади к никнет столу прикреплен щиток для защиты нап-
равляющих.
сверху имеются обработанные платики-опоры для верхнего
стола с осью поворота посредине; по краям установлены ко-
лодки для яажима верхнего стола. На правой колодке нанесе-
щ две шкалы для отсчета поворота верхнего стола,одна в
градусах,вторая в величинах конусности. В нижнем столе
устачавлиьвется винт для поворота верхнего стола.
Верхний стол выполнен с направляющими в вцце ласточки-
ного хвоста для передвижения и крепления бабки изделия
задней бабки.
Снизу имеется обработанные платики,которыми верхний
стол опирается на нижний.Спереди,сверху в специальном па-
зу устанавливается съемлй щиток,защищающий от брызг.
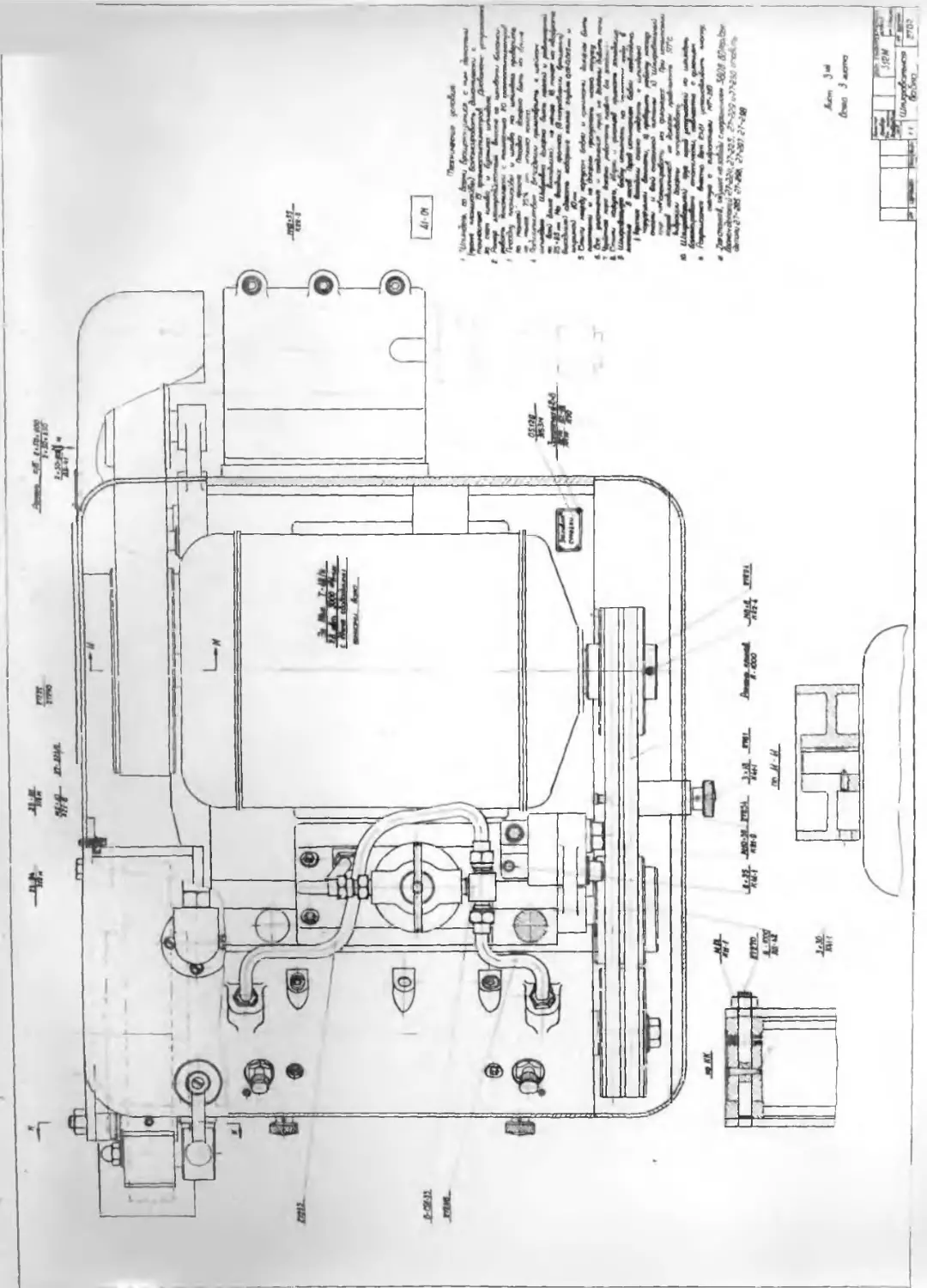
Баб та изделия (чертеж Ж 280&)
Бабка изделия крепится к столу при помощи клина,кото-
рый поджимается винтами,расположенными сзади бабки.
Корпус бабки имеет возможность поворачиваться на 90
воуруг оси.После поворота на нужный угол,отсчитываемый
по градуированной шкале, корпус бабки закрепляется с по-
мощью дух прижимов, находящихся в Т-образном пазу и уп-
равляемых одной тягой.
бабка изделия икеет в качестве привода двускоростной
ектродвигате аь.
Мп
ОсяюЗил
1^4 Гг
—
/г стс/млу
й Длиеанце е/панлаг
•&/СЛ? Зс.л.
33 43
К электродвигателю прифланцовывается редук гор. Электро-
двигатель вместе с редуктором установлен на салазках.Кон-
струкция редуктора следующая:
Ведущая шестерня насаживается непосредственно на вал
элекгроцвигателя:ведожя шестерня насажена на валик,уста-
вов ленный на шарикоподшипниках.
На консоли валика ведомой шестерни насажен трехступен-
чатый шкив, передающий вращение на вал контрпривода. С вала
контрпривода,с помощью двух клиновидных ремней, вращение
сообщается поводковой планшайбе.
Для изменения числа оборотов электродвигателя, на передо
ней стенке корпуса установлен барабанный пеоеклкматель.
Опорами шпинделя служат два регулируе»ве подшипнит
скольжения,имеющие следующую конструкцию:
В расточки корпуса впрессованы жесткие стальные втулки,
внутренняя поверхность втулои ковусная.В конусных отвер-
стиях монтируются бронзовые вкладави, имеющие по всей длине
три скоса,во вкладышах монтируется шпиндель.По мере переме-
щения вкладышей вдоль оси за счет конусности будет проис-
ходить сжатие вкладыша. Благодаря трем скосам,сжатие вкла-
дыпей будет не равно верным - внутренняя цилиндрическая по-
верхность вктдыва исказится в некоторый треугольник,обес-
печивающий хорошие масляше клинья. По мере перемещения
вклада» вдоль оси, регулируется заэор между шпинделем и
вкладышами,который монет быть доведен до 2-3 микрон.
Смазка подлипни» осуществляется от кольца,насаженного
на шпиндель.жело, разбрызгиваемое кольцом от приемного ло-
те чка , подводится трубками к ванночкам, откуда масло само-
теком поступает к подшипникак.
Конструкцией бабки изделия предусмотрена возможность
работы,как с вращающимся шпинделем Iработа в патроне),так
и с неподвижным шпинделем и вращающейся на шарикоподшип-
никах поводковой планшайбой .Переключение баб я» с работы
в неподвижных центрах на работу в патроне,осуществляется
следующим образом: расторжживается шпиндель! рукоят» 21) '
и сняв поводов,ввинчивает винт до упора,соедшж тем са-
и*м пов одковую планшайбу со шпинделем.Натяжение ремней
осуврствжется: одоого - перемещением салазок с еакреплен-
ным на них электродвигателем и другого - натяжным роликом.
Задняя бабка (чертеж В 2502)
Корпус бабня коробчатой формы; пиноль защищена от заг-
рязнения колпачком,укрепленным па торце пиноли. Отвод пи-
воли осуществляется расположенной ещава рукояткой через
реечную пару. Поджим пиноли к изделию создается пружиной.
Для выталкивания центра служит болт с внутренним ше-
стигранником, доступ к которому - сквозь отверстие в кол-
пачке правой) торца бабки.(Болт является одновременно
направляющей для ррухины поджиш пиноли).
/г/Ж00и7Я/Ф/?&Мб*ьл7
/г с/тыму
%/ Описание с/тюнка
/ТаДый
.372/7
& I
Пиноль можно закреплять винтом.Бабка крепится на столе
эксцентриковым зажимом.рукоятка для поворота вала эксцентри-
ка находится спереди баски.
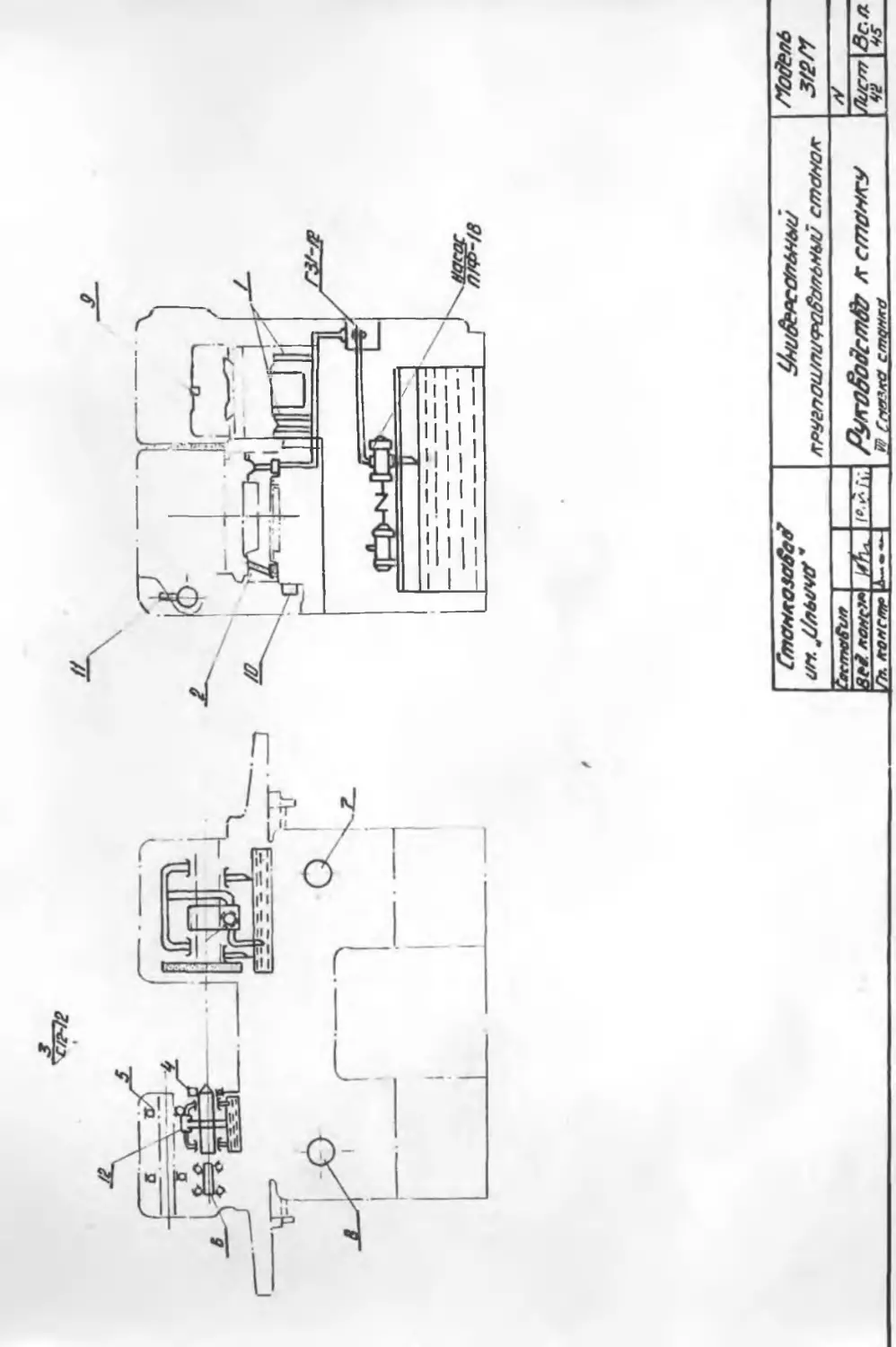
Приспособление для правки круга
Приспособление для правки круга состоит из чугунного
корпуса,пинали,державки алмазозаменителя и винта для псрвчи
пиноли. На винт насажен» вместе с рукояткой, лимб .Цена де-
ления лимба 0,01 ш(0,0004*).Приспособление крепится к
столу при помощи прижимной планки.
Шлифовальная бабка(чертеж № 2701)
Шпиндель шлифовального круга установлен в двух разъем-
ные трехвкладышных биметаллических подшипниках, из каждых
трех вкладьией - два неподвижны,а третий поджимается вин-
том через плоскуп пружину. К подшипникам, по каналам в кор-
пусе и кряке подшипника,подается керосин с веретенным мас-
лом(9:() посредством установленного в корпусе шпинделя на-
соса. Вращение насоса производится червячной парой,причем
червяк укреплен на шпинделе шлифовального круга.
В осевом направлении шпиндель удерживается,с одной
стороны, буртом самого шпинделя,а с другой - упорньк ша-
рикоподш итн иком.
Электродвигатель установлен в корпусе шлифовальной
бабки на резиновых подкладках. Вращение шпинделя наружного
шлифования производится к л иноременной, по ре дачей с натяжным
роликом,а вращение шпинделя внутреннего шлифования произ-
водится плоскоременной передачей с натяжным роликом.
Ьаб» получает перемещение от двух источников:
[/Быстрое - от установленного в салазтах гидравлическо-
го цилиндра через поршень,шток,червячный вал,кото[нй в этом
случае выполняет роль рейки,червячную шестерню и реечную
передачу.
Э'Рабочее .движение - от механизма поперечной подачи,
вращающего посредством шлицевого вала щестерво,установлен-
ную в кронштейне салазок в паре со второй вестерней,скреп-
ленной с упомянутым чегвячным валом,при вращении которого
через червячное колесо и реечную передачу происходит по-
дача бабки.
Корпус бабки прикрыт к слухом.Под колу хом, над кругом,
проложены трубы охлаждения.
Ба бабне имеется два маслоуказательных глазка,показы-
вающих поступление смазки к подшипникам шпинделя. С задней
стороны шлифовальной бабки смонтирован кронштейн для коеп-
л'Ния внутришлифовалиного шпинделя.
универсальные салаэки(чертеж > ЗВОЗ)
Салазки своим основанием крепятся к обработанной
плоскости станины. На основании расположены нижние пово-
ротные салазки,поворачивающиеся относительно основания на
&п4НгоЛ/&нР ат. Л/ЯН/УЯ * 3/2/7
&КЛЮ&М 1 | Рулободстпба /тслюмгу р Описание станка /Г*
//ист 35
(80° и креПЖИйся к нему двумя болтами, К верхней части
нижних ралазок приэертьваются плоская и привммическая
нап^ааля1сщие,на которых укладываются в сепараторах ролики.
На направляющие нижних салазок ставятся верхние салаз-
ки, имеющие в нижней части,также привернуть®,плоскую и приз-
лтичесдую направляюще.
Шлифовальная бабка устанавливается на верхних салазках
и может относительно пос/едних поворачиваться на любой
угол.
После поворота,бабка закрепляется двумя болтами к верх-
ним салазкам.
Такая конструкция салазок позволяет производить шлифо-
вание конусов двумя методами:
I/ Методом врезания.При атом методе салазки поворачи-
ваютсй йа нужный у: о л,а поперечная подача осуществляется
за счет передвижения верхних салазок со шлировальной баб-
кой.Такой способ шлифования конусов применяется в том
случае,когда шлифуемый конус по своей длине меньше круга.
«/Методом продольной подачи .При звом методе поворачи-
вают' МлаэйИ 'Ва 91) градусов, плюс половина угла шлифуемого
Хрнуса; шлифовальную оабву на 90 градусов в противополож-
ную сторону.
Поперечная подача осуществляется вручную за счет пе-
редвижения с.тола. Таким способом шлифуют конуса, у кото-
рое длина больше ширины круга.
Продольное перемещение шлифовального круга вдоль из-
делия осуществляется вручную маховиком механизма подачи
|0(см."0рганы управления”).
В салааках установлены:гидроцилиндр быстрого подвода-
отвода шлифовальной бабки;свяаанный с ним червяк с червяч-
ной шестерней, реечная передача ;пара шеегерен,осуществля-
ющих передач/ движения от механизма поперечной пц^чи к
верхним салазкам и цилиндр выборки заводов механизма по-
дачи.
К штоку гидроцилиндра быстрого подвода-отвода прик-
реплен крон штейн, который, через конечньй выключатель,вклю-
чает и выключает вращение передней бабки и работу насоса
охлаждения при подводе и отводе шлифовальной бабки относи-
тельно изделия.
Циль® др выборки зазоров своим штоком постоянно упира-
ется в верхние салазки стремясь переместитьжх в направле-
нии действия усилия резания, тем сама* пос то® но выбирая
зазоры в цепи подачи шлифовальной бабки.
К направляющим салазок и подшипникам червяка масло по-
дается под давлением от гидросистем*.
механизм ручного перемещения стола(чертеж 070$)
Механизм установлен на передней стенке левого крыла
станины и покрыт ко ухом,сквозь который процушены руко-
ятки управления.В литом корпусе механизма собраны шестер-
ни ручного перемещения стола.Движение стола вручную осу-
ап
с/ттано/г
Ру/габа&с/тг&а /г стою/гу
г/ 0т/согнае с/помл-а
^/7
//г
ЛУС/77. Зс./>.
V ..
ГоапаЗао.
шествляется с помощью маховика,который жестко установлен на
валю шестерни 2 * (б.Эта шестерня может быть сцеплена с
шестерней 2 То,как покаэено на чертеже,либо с шестерней
2 в 1ОТ с внутренним зацеплением.
На ступице шестерни 2 = 1СТ установлена зубчатая цуфта,ко-
торая,под действием пружин,сцепляется с зубчатой цуфгой,
установленной на валике реечной шестерни.
Под делением гидравлического плунжера,к которому поступа-
ет масло под давлением при автоматическом движении стола,
цуфты расцепляются. Так осупЕСтвляется блокировка ручного
и автоматического перемещамия стола.
На корпусе межниэма установлены рькаги реверса автома-
тического движения стола,рукоятки реверса и рукоятки вклю-
чения и выключения автоматического хода стола.
Мвханмзм поперечной подачи круга(чертеж № ОВОД)
Механизм установлен на передней стенке правого крыла
станины и покрыт кожухом,сквозь который пропущены рукоят-
ки управления.Мвханизм позволяет осуществлять: ручную по-
дачу круга, ручную подачу до упора, ручную подачу на
один зуб храповикт О,0025 мм;0,0001 ) и автоматическую
подачу на ход стола.
Ручная подача производится вращением маховика. Вал
маховика через две шестеренчатые передачи,чегвячную пере-
дачу и реечную шестерню, связан с рейкой верхних салазок.
. Величина подачи отсчитывается по лимбу. Лимб ук-
реплен на втулге,которая свободно сидит на валу махови-
ка,но эта втулка скрепляется с валом,если ввинчивать ввер-
нутый с торца вала винт с накатной головкой.
Винт разжимает жри радиально-располо: енных штифта,
давящие при этом на втулку лимба.
Для осуществления ручной подачи до упора,на втаррш
конце втулки,на котором укреплен лимб,укреплен также
диск с упорным штифтом.Справа от маховика есть двойная
рукоятка .Передняя из них соединена, через шестерню и зуб-
чатый сектор, с откидным упором.
При повороте этой рукоятки по часовой ст [елке,упор
занимает такое положение,что при вращении лим5а( по ча-
совой стрелке)упорный штифт достигает упора. Этим пользу-
ются при шлифовании партии одинаковых деталей .Прошлифо-
вав первую деталь до нужного размера,подводят лимб(осво-
божденный от вала маховика)с упорным штифтом до упора и
лимб закрепляется на ваду. После этого поворачивают махо-
вик против часовой стрелки на половину величины припу-
ска на шлифование и затем,установив новое изделие, штиф-
туют до упора.
Точная подача на один зуб храповика осуществляется
от левой рукоятки поворотом последней по часовой стрелке.
Если при шлифовании до упора оказывается,что вследствие
износа круга требуется дополнительная подача, то пользу-
стами-
Р Описание с/пан^а
3/4/7
ются ручной подачей на один зуб храповика,предварительно
освободив лимбСесли дошли до упора) и затем,после подачи,
опять закрепляют лимб.
Второе положение упомянутой передней рукоятки,связанной
с откадным упором,соответствует положению,когда упор отве-
ден до упорного штифта и можно свободно вршрть оховяк.
При повороте передней рукоятки л о часовой стрелки
в крайнее положение поворачивается кран,отх**ащий до-
ступ масла к цилиндру периодической подачи кдгге на ход
стола. г>У **>г**<
В цилиндре имеется при реверсе сто-
ла поступает дасло под делением то с одной,то с другой
стороны.Кривошип,связанный с вмес/гдохеск , черев шатун
поворачивает качающуюся вокруг оси храповика деталь,в ко-
торой закреплены пара поджимаемых пружиной собачек,сцеп-
ляюшихся с храповиком.
&ХВНИ8М выполнен так,что за каждый ход жгмивлео-
бачки совершают и рабочее,и возвратное движения.
Диск, укрепленный на одной втулке с лимбам, имеет кроме
упорного штифта,коварен, который поворачивается вместе с
лимбом и при нулевом положении лимба отводит собачки от
храповика.Это поаволявт шлифовать партию одинаковых де-
талей с автоматическим выключением периодической псдачя
при достижении заданного размера.
Величина подачи на ход стола устанавливается задней
из двух рукояток,находящихся справа от шхоаика.
Этой рукояткой через вестерн* и зубчатый сектор,пере-
двигается козырек,по которым скользят собачки.
На отдельной плите усшновлен поворотный золотник,уп-
равляющий быстрым подводом и отводом шлифовальной бабки.
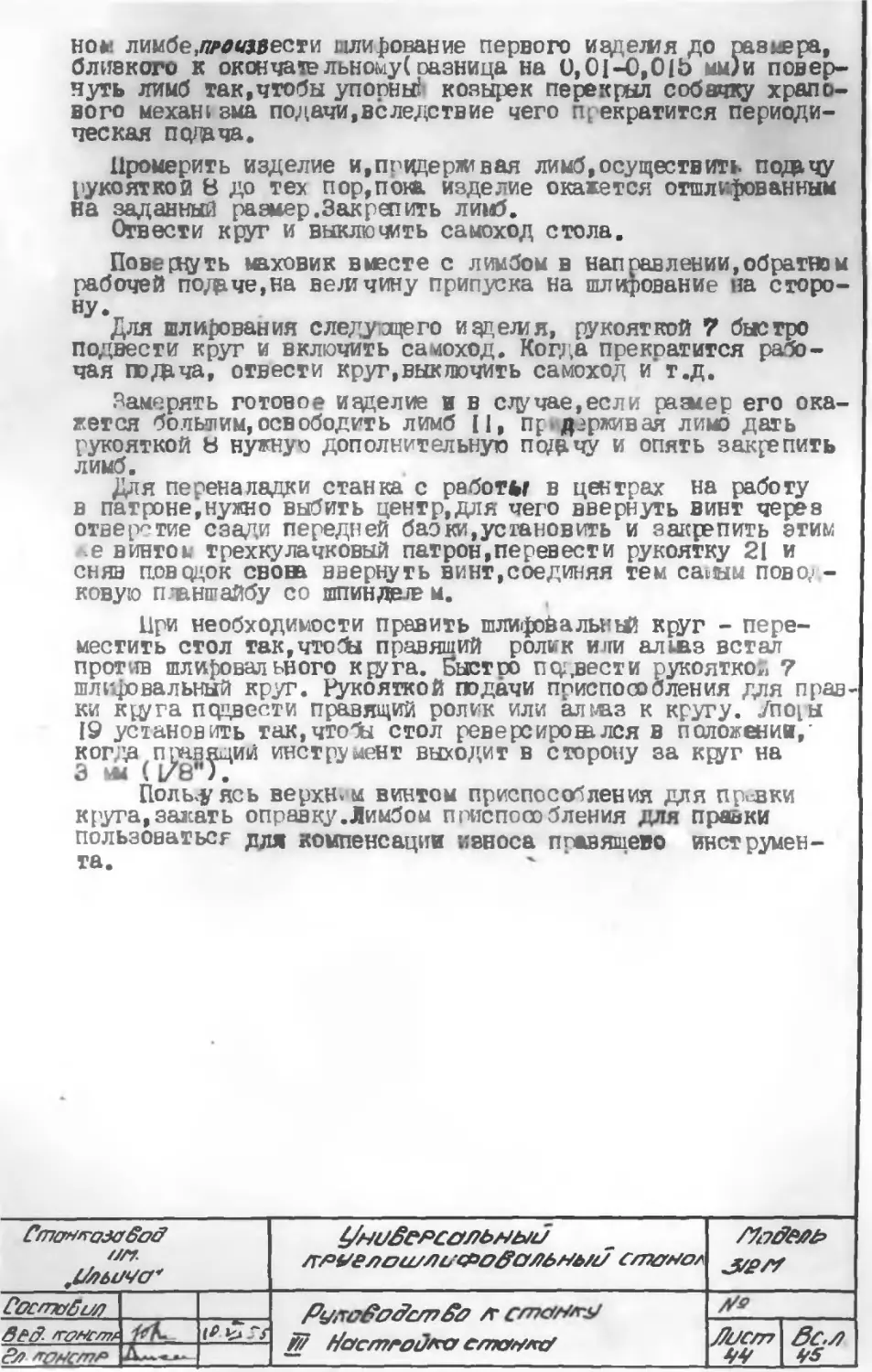
МРляа* бак (чертеж 38-00-1)
Ба*ж вштолнен из листового железа - сварным.Внутри ба*
имеются две перегородки, разделяющие его * две частя.еввр-
ху ба* ва плите установлены: гидронасос и алектродв яга-
тель .Вращение с электродвигателя на насос передается о
помощью олаеппяой цуьты.Для аал ивки жсла в бак служи»'
специальная воровка ссетиай,закрепленная на стен» ба**..
Для очветки бах может быть калечен черев окно в задней
стенке,для чего необходимо отсоединить в двух местах тру-
бопровод.
Ва/, Заком смонтирована гидроаппаратура,состоя** из:
фильтра,предохранмъелшего клапана и манометра,по которо-
му устанавливается давление в гидросистеме.
1®нометр имеет крав,позволяющий включать маноъетр толь-
ко в момент рбслуж««авил,когда гидросистема находится под
давлением.
После проверки давления вран закрывается.
Обслуживание гидроаппаратуры производится через окно-
люк в боковой стенке станины.
Бак охлаждения
Узел"бак охлаждения" состоит из собственно бака,уста-
/г с/тхунн-у й Описание станка
0С/СП7 Зс.л
новленного в нише с танины, наемника и электронасоса.
Внутри Зака имеется перегородка, которая разделяет его
на две части.причем в одну из них сл.вается из приемника
охлаздающая жидкость,а из другой части жздкость забирается
электронасосом и по трубощювоу подается к месту шлифова-
ния.
Приемник установлен на дне корыта станины и жидкость иэ
него попадает непосредственно в бак.
Для очистки бак может быть извлечен через окно в задней
стенке с тан ины. Д1 я слева охлаждающей жидкости,на передней
стенке бака имеются два крана.
Люнет
Л жет состоит из чугунного корпуса,двух губок - верхней
и нижней - двух реек и шестерни с нажимной рукояткой.
Люнет устанавливается на верхнем столе станка и закреп-
ляется на нем с помощью прижимное планки.
Установка губок по диаметру шлифуемого изделия произво-
дится двумя способами:
I .Быстро - за счет опускания или подъема одной из реек,
причем,благодаря наличию шестерен, одновременно будут под-
ходить к центру или отходить от него обе губки.
2 .Медлонно - после зажила реек рукояткой,установив иной
на валике шестерн. , подъем или опускание губок можно ппоиз-
водить только [аадельно - вращением накатной рукоятки;уста-
новленной на рейке.
Л1.С маяка станка
а/ Смаика нащзвляощих стола.механизмов,смонтигюванных в
салазках и Йап равняю ,их салазок осуй₽ствл»етея автомап,че-
ски от гидросистем станка.Систем» смазки направляющих сто-
ла и салазок связаннее специальным бачком,через который
осуществляется слив излишнего масла,поступающего от гидро-
систеш,на смазку .Стенки этого бака выполнены прозрачными,
что дает возможность следить за тем,поступает лк ьасло к
направляоцим стола и салазок.
Д/По>дипники шпинделя шлировального крга смазываются
смесью керосина и веретенного майла * 319:])от насоса рас-
положенного внутри шлифовальной бабки. В крышке корпуса
шлифовальной бабки имеются два маслоуказатёля,позволяющие
счед/.ть за смазкой подлинников,нагрев подшипников допу-
скается не более 40°.
4 в/ Подшипники шпинделя бабки изделия смазшаятся маслом,
поступающим к Подшипникам самотеком Из спец .ванночек в
корпусе.К ванночкам масло подводится трубочками 6т лоточка,
куда |®сло попадает разбрызгиванием от кольца,насаженного
на шпиндель.
&7ХПЛГО&Г&>& 1//^. сохтю/г 3/1/V
Зосто&м Ру/го6о0сг?7&о /Т С/770Н/ГУ & Ссгозко стойко' Л"
бСЗ./ТЯКСГК 1^ /А Л/С/77 Зе./?. 39 49
К корпусе бабки имеется маслоуказатель,поаволяг*ций сле-
дить за уровней масла в корпусе бабки.
т/Мвходмм ручной пыжу» стола смазывается нас лом.стека-
ющим ВПИЯДПИРк .1 д'оруЬПУжаниема отлит карман, цу да
попадает наело, оттуда ригелями или разбрызгиванием масло
подается к месту смавки.
л/Црхфиви поперечной пддачи в:уга также смазывается
маслвм,09Я!№Ц1Ы & ЦЫВрЯЛЖощЦПс.ЮЛЬ,через трубки, стекает
к местам смазки.
е/ Сшэж центров передней и задней бабок.
Перед установкой шлифуемого изделия,в центры станка,не-
обходимо сказать автолом зацентровки изделия.
Слк»огазс&0& ыг* » 4/ЛЫ/УСГ * супагюл
Лкто РмъбЬ&е/я&р /г с/770/у/гу №' Сггазко С/П&НГГ& /Уз
/а^<ГГг Л/С777 &С./7. 40 05
?/> А
^^ра*/пероогпо*о гтасел_
Ноо/7еноОа//</е /7ОС/7О /У0*Л0 0Г0С/Г0 0&0/ГОСЛОА 3 4 ^/ОО'Л'ЛХГ УНМеЛУ Зяз*ос/7>4 ЗеелунОах /ЪЗ/уЗО
боретет/т/ор 3 79^^30
Спсиофо/гоци# *езге*г* с/таз*о
Усле#// &Ж?**У</. *&*"* /Теста спозл'О РоЗ 0/703*0 37ое*о 0/703*0 Сро* 0*703*0
/. /Тсуляу&лрюц/це стя/г/У 0^/770/70/77 ЗееетЗ отеоРро- 000*70*70
я /7а/7Ра0*р*Щ1/е ССг/уо^о/г С0*ОО> ЗОО*(/ оЗтогга/п Вере/773 а* ео^ро- с0с.*7е/'г&/
3 й/оондеоб шло<р. *руга ОЗ/77О/7О/77 Л&О&*/3/7^С 8е*е//73-^у» ягоизщц* /т 0 месяц
<7 /?0&цУ1/У7'У<У'Г1/ л/м/ни/сшбб/ 330/77106^09 веретз
5 /7О&1Л//7/Я/*// *ОР*7Р- ороЗоОо обо/ги оз&рлс/р РоооРоо Ло//С/Г70Л0* /7/Ым™*яцг
Б /*СЗу**7ОР /Уаол// //л?е*ар НавчИ>кс9 констарчн У/ри репорта/
Г ^е/ла//б/ /у#х-/‘ну *оОоуг/ и/*о<р- /%/о/п/ 0^/770/^0/77 Зоро/пЗ о* гиОрд- сое** *л/
8 2^*70/70 /7Р/аа *одоУ1/ 0,77000 С/)/770Г?С7777 Зе/>е/7?з я/77 г0/&&- СЪС/ТТС/^й/
1 9 ./е/тку/та зо&0ей 000*0 РОО//ОР Зоре/77-3 /розР СР/РРбу
/о Ле/ПООс/ СС/70ОО* О&770Г?а/77 ЗеретЗ о/* гойро- СОО7/Р/ТО
// Ш/юн&еол У&ну/п/'» и/оо4>о9ани/» /Уасороор Зо//на З^е/оЗ /раз Б" /76-сЗО
№ йоЗо/а/7/л/*1/ и/осм Зелр /7о/Ш ////УС*//Х> 03/770/7007 беге/773 /РОЗ Рогесрй
С*7а//*оза6од о/ч „//06МУ' 9ноЗеесапзнА/й *Р‘/РЛОи//>сг‘У:>оЗ&/)Ь//Ь/1/ С/770//О* УУоЗыь 3/2/У
Сос/тк/ба* - Ру/гоБо(7ел7&э * сп7С0/*У (// Гпазло СО70О/Г0
ЗоЯ/гонсж Рос/77 Зо.о. Ы У5
& **'**/
УШ.НАСТРС ГКА СТАНКА
Перед работой на станке проверить:
(.Есть-пли смесь керосина с маслом для сказки по;даипн..ков
шлифовального шпинделя (см.маслоуказатель шлифовальной
бабки спереди справа).
2 .Достаточно ли мае да в масляном баке.
З .Достаточно-ли охлаждающей жидкости.
4 .Выключен ли самоход стола.
б.вляфональн»^ круг должен быть отведен не иенее чем на
26 *(1“)от стола,а передняя и задняя бабки не должны на-
ходиться против круга.
Включить ток поворотом рукоятки & пакетника( см. "Органы
управления").
Нажать кнопку"общий пуск",чем включается два электро-
двигателя: приз ода шлифовального коуга и гидропривода.
Поворотом рукоятки 7 подвести'шлифовальную баоду и
отвести её обратно.При подводе бабки должна начать вра-
щаться поводковая планшайба и должна появиться струя ох-
лаждающей жццкости. При отводе бабки должны прекратиться
вращение планшайбы и поток охлаждающей жидкости(количест-
во жццкости регулируется рукояткой 18).
Поворотом рукоятки 8 вклочить самоход стола и,с помо-
щью рукоятки 4, установить нужную скорость хода.
(Йе забшать своевременно реверсировать стол посредст-
вом рычага 2).
Установить изделие,закрепив в нужном месте заднюю баб-
ку. „
Поворотом рукоятки 7 подвести шлифовальный Лйвджпред-
варительно отведя ее маховиком дос та го фо далеко наззд,
чтобы не врезаться в и зделие .кругом.
Убедиться в том,что верхний стол и передняя бабка уста-
новлены на нужньй угол.
Включить самоход стола и установить упоры на нужную
длину шлифования,закрепив их рукоятками.
Маховиком |О пздвести шлифовальный круг к изделию.
Произвести пробное шлифование и замеры падеж я, для
выверки положения верхнего стола.
В зависимости от желаемого способа шлифования,соответ-
ственно усыновить рукоятку 12 на шлифование вручную до
упора("Упор включен")или на шлифование с автоматической
пздачей.
При шлифовании до упора,освободить лимб (I,отшлифовать
верхнее наделе на нужней размер,подвести лимб до упора и
закрепить лимб.Перед шлифованием следуоирго изделия,повер-
нуть маховик с лимбом в с торону,обратную рабючей подаче,
на величину припуск* на шлифование на сторону.
При шлифовании с автоматической пог(дчей,установить ру-
коятку 13 на ветчину подачи ша ход стсыш .При освобожден-
Станкозавод он _С/ш>ача' Унадеяссибнь/С . стано/г
СоствЛю Лаговодстдо к стент/ (К Насткойяа суЩ/нме/
Л/сл7 Зс.а 1 УЗ _
к
ном лимбе,/додоести шлифование первого наделся до размера,
бливкого к окончительноыу(оазница на 0,01-0,0(Ь мм)и повер-
нуть лимб так,чтобы упорны! козырек перекрыл собачку храпо-
вого мехаш зма подачи,вследствие чего прекратится периоди-
ческая подача.
Промерить изделие и,прздеряивая лимб, осуществить пода цу
рукояткой 8 до тех пор,пол изделие окажется отшлифованным
на заданный размер.Закрепить лимб.
Отвести круг и выключить самоход стола.
Повернуть маховик вместе с лимбом в направлении,обратном
рабочей подаче,на величину припуска на шлифование на сторо-
ну.
Для шлифования следующего и ацетил, рукояткой 7 быстро
подвести круг и включить самоход. Когда прекоатится рабо-
чая подача, отвести круг,выключить самоход и т.д.
Замерять готовое изделие и в случае,если размер его ока-
жется большим,освободить лимб (I, пр дзрживая лимо дать
рукояткой 8 нужную дополнительную подачу и опять закрепить
лимб.
Для переналадки станка с работы в центрах на работу
в патроне,нужно выбить центр,для чего ввернуть винт черев
отверстие сзади передней баоки, установить и закрепить этим
.е вингок трехкулачковый патрон,перевеети рукоятку 21 и
сняв поездок снова ввернуть винт,соединяя тем саьмм повод-
ковую планшайбу со шпиндетв м.
При необходимости править шлифойальнй, круг - пере-
местить стол так,чтоЗЫ правящий ролик или альвз встал
против шлифовального круга. Йыетоо подвести рукоятко;; 7
шлифовальный круг, рукояткой подачи приспособления для прав-
ки круга подвести правящий ролик или алжз к кругу, /поры
19 установить так.чтобк стол реверсирошлся в положении,'
когда прущий инструмент выходит в сторону за круг на
Пользуясь верхи, м винтом приспособления для прдаки
круга,зажать оправцу.Димбом приспособления для правки
пользоваться для компенсации износа ппавяшево инструмен-
та.
/ль
Соспх/бмл
(0
У?~/1/6еЛСС/ЛЬ//Ь/// 3/2/7
РУ/Ю&0&С/7/&0 Л- СЛЮ/ЛгУ П/ Ностгойяа етпс№&
Л/С/Л вс.Л //2
1Х.РЕГ/ПИР0ЭШИЕ СТАНКА
(Отдельные указания)
I Д1роверка подшипников пгпин.у л
В случае возникновения сомнений относительно правильности
регулирования педдсипников шпинделя, можно произвести следую-
цуэ проверку: сняв шлифовальный круг-и шкив,приложить к
ков цу шпинделя усилие в (С кв(22 фн.)направленное вверх,
при этом ин,,, катер,установленный на самой шлифовальной баб-
ке и упирающийся своим мерительным штиртом в край конуса
тпин,, ля.п,олу н отклониться не более чем на 1),00Ь мм
(0,0002**)в сравнении с показанием без наг ру зю. Проверку
произвести на обоих концах шпинделя.
2. Сидна круга
Новый к(уг,.,о установки на станок,должен быть испытан
В[ьщен».ем со с простые в 1,3-1,о (аза болыге той,какая име-
ется на станке, на который круг устанавливается.
Свинтив гайку с конца шпинделя,снять старьй круг вместе
? рландем.Зывинтив болты фланца,снять старый круг.
Собрать новый круг,обратив внимание,чтоб! зазор между его
в ут.емним отверстием и ^утенцем был («определен [авномерно
и обязательно подложить картонные прокладки толщиной I мм
х.У64") между торцами фланцев и кругом.Отбалансировать круг
пользуясь ш> пере,$,жными сухариками фланца.
Поставив и закреп:® круг на с танке, пре извести правку
круга.После правки следует снять круг и тщательно отбалж-
с: ровать его. Поставить и закрепив круг на станке.
(Во время пусков не стоять против круга).
«3. Обтирка станка
Обтирцу станка производить не реке едного раза в смену
«ягк.-ми,чистым: тряпками( концами).
С/тюнколабоЗ &>я/6ел>со’лбл,м7 /7&<?ллг> 3/2/7
РЦ/ГО&7&'77&7 Л С/770Л/Г</ 7? с/панф* У»
веЗ/пшсш -кА- У7(/Л/п 3/-Л ^5 95
-
I»
в агхгпе 03 механизм лоОаци
^росааь &я^егули/оо&и опрости О&и-
жения со5а^ен хралв&го механизма.
п/ю^ам уго^знихА фмцнфа.