/
Похожие




Текст
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
СТАНКА
Универсальный круглошлифовальный станок модели ЗБ 12 предназначен
для шлифования наружных и внутренних цилиндрических и конических
поверхностей в условиях индивидуального и мелкосерийного производства.
Наличие поворотного стола дает возможность шлифовать не только
цилиндрические, но и пологие конические поверхности.
Передняя и шлифовальная бабки станка выполнены поворотными, что дает
возможность шлифовать крутые конические и внутренние поверхности.
Шлифовальная бабка состоит из двух частей. Верхняя её часть может
передвигаться относительно нижней (верхних салазок), обеспечивая
шлифование периферией круга торца детали, закрепленного в патроне.
На станке можно шлифовать детали как в неподвижных центрах, так и в
патроне, и выполнять следующие виды обработки:
продольное шлифование до упора с поперечной автоматической подачей,
осуществляемой при реверсе стола;
продольное а врезное шлифование вручную до упора в пределах 2-го
класса точности;
шлифование торцевых поверхностей периферией круга.
На станке можно обрабатывать валы диаметром от 8 до 200 мм, длиной от
100 до 500 мм и отверстия диаметром от 25 до 50 мм, длиной до 75 мм.
РАСПАКОВКА И ТРАНСПОРТИРОВКА
При распаковке станка рекомендуется сначала снять верхний щит
упаковочного ящика, а затем боковые. Необходимо следить за тем, чтобы не
повредить станок распаковочным инструментом.
Транспортировку станка в распакованном виде следует производить по
схеме (рис. I), не допуская перекосов более 100
Pic. I, Схема транспортировки станка
При транспортировке шлифовальную бабку; нижний стол и груз в среднем
отсеке станины надо закрепить стальными планками, а под тросы установить
подкладки, чтобы предохранить отдельные выступающие части от
повреждения тросами.
Крепежные планки от нижнего стола, шлифовальной бабки и груза следует
снимать только после доставки станка на место установки.
ФУНДАМЕНТ, МОНТАЖ И УСТАНОВКА
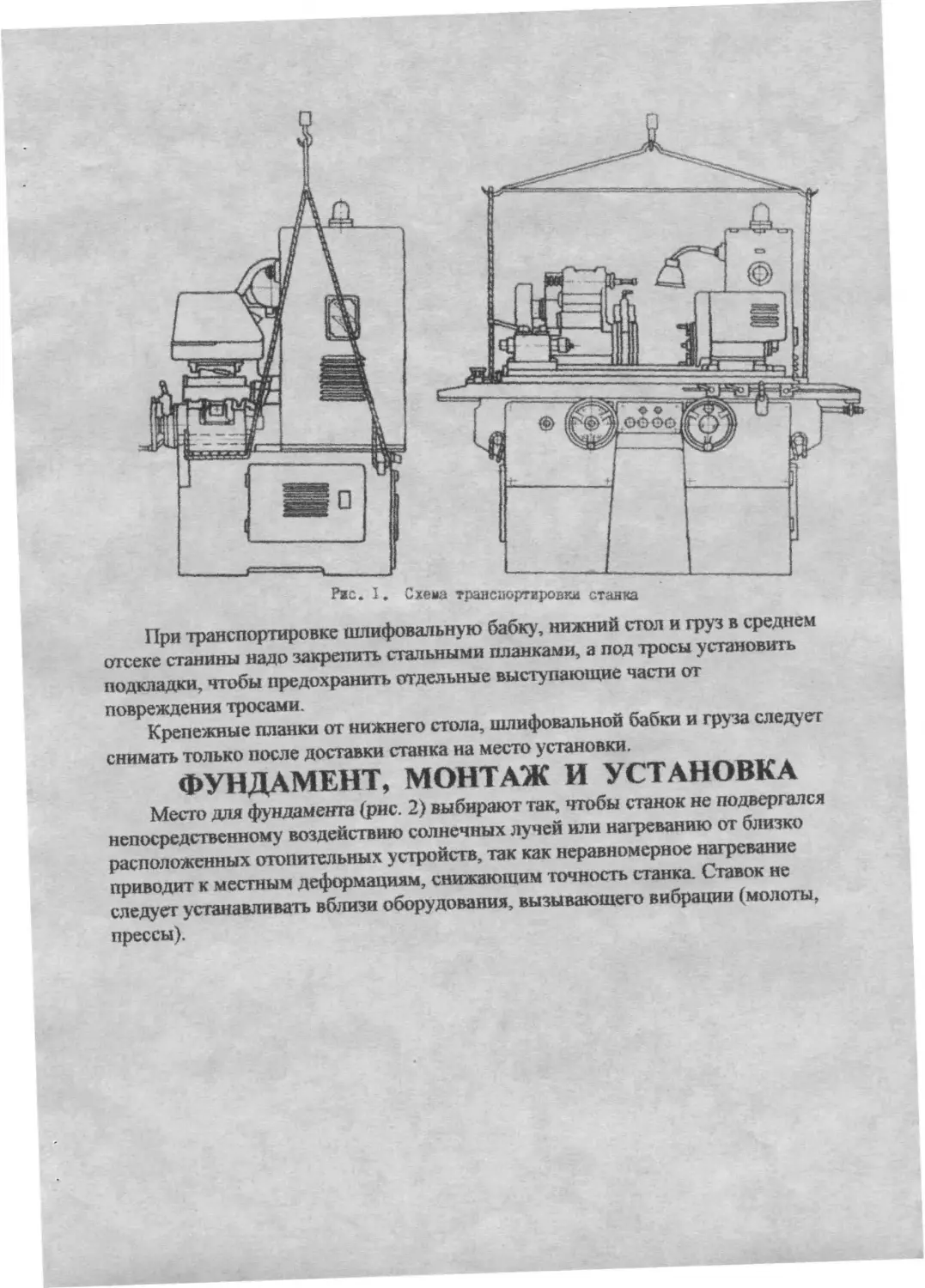
Место для фундамента (рис. 2) выбирают так, чтобы станок не подвергался
непосредственному воздействию солнечных лучей или нагреванию от близко
расположенных отопительных устройств, так как неравномерное нагревание
приводит к местным деформациям, снижающим точность станка. Ставок не
следует устанавливать вблизи оборудования, вызывающего вибрации (молоты,
прессы).
?'. 2. Установочный чертеж ет*—у *
I - бая оюижнеяжн; 2 - Зак смазкж
3 - язям точные клжнкя; 4 - содэод электросе
Глубина заложения фундамента зависит от грунта, но должна быть не
менее 400 ми .
Для установки станка по уровню надо пользоваться нивелировочными
клиньями еле домкратами. Точность установки: в продольном направлении
0,02/1000 мы; в поперечном - 0,04/1000 мм.
После выверки станка его основание заливают цементным раствором
(соотношение цемента и песка 1:3). Затем тщательно удаляют
антикоррозийную смазку с обработанных поверхностей станка чистой тряпкой,
смоченной керосином или бензином. Очищенные поверхности вытирают
насухо и слегка смазывают машинным маслом.
ОСНОВНЫЕ ДАННЫЕ
Основные размеры
•Высота центров над столом, мм 120
Высота центров над полом, мм 1000
Расстояние между центрами, мм 500
Расстояние от подошвы ставка до оси изделия, мм 1090
Размеры обрабатываемых изделий
Наибольшая диаметр устанавливаемого изделия, мм 200
Диаметр шлифования, мм:
наименьший 8
наибольший 200
Рекомендуемые диаметр шлифования, мм 60
Рекомендуемый диаметр шлифуемого отверстия, мм:
наименьший 25
наибольший 50
Наибольшая длина шлифования, мм 450
Стол
Наибольшая величина перемещения стола, мм:
автоматического 500
ручного 550
Наименьшая величина автоматического хода стола, мм 4
Величина перемещения стола вручную за один оборот
лимба, мм:
медленное 1,6
быстрое 32
Наибольший угол поворота стола, град:
по часовой стрелке 6
против часовой стрелки 7
Шлифовальная бабка
Наибольшая величина перемещения бабки вручную, мм 110
Величина перемещения бабки относительно верхних салазок, мм 180
Наибольший угол поворота бабки к изделие, град 90
Величина перемещения шлифовальной бабки за один оборот
маховичка, мм 0,5
Максимальная величина припуска на диаметр, снимаемого при
автоматической периодической
подаче до упора, мм 1,0
Размеры шлифовальных кругов для наружного шлифования (диаметр х
ширина х диаметр отверстия), мм: наименьший 200x4 0x127
наибольший 300x4 0x127
Размеры шлифовальных кругов для внутреннего шлифования (диаметр х
ширина х диаметр отверстия), мм 17x20x6
30x25x10
40x32x16
Передняя и задняя бабки
Угол поворота передней бабка, град:
к шлифовальному кругу 90
от шлифовального круга 30
Ход пиноли задней бабки, мм 30
Конусное отверстие задней ж передней бабок Морзе№3
Механика станка
Число оборотов в минуту шпинделя наружного шлифования 2250
Число оборотов в минуту шпинделя внутреннего
шлифования 16750
Скорость быстрого подвода шлифовальной бабки,
м/мин 1,0
Величина быстрого подвода шлифовальной бабки
мм 40
Скорость перемещения стола (бесступенчатое
регулирование),м/мин 0,2-5,0
Скорость вращения изделия (бесступенчатое
регулирование), об/мин 78-780
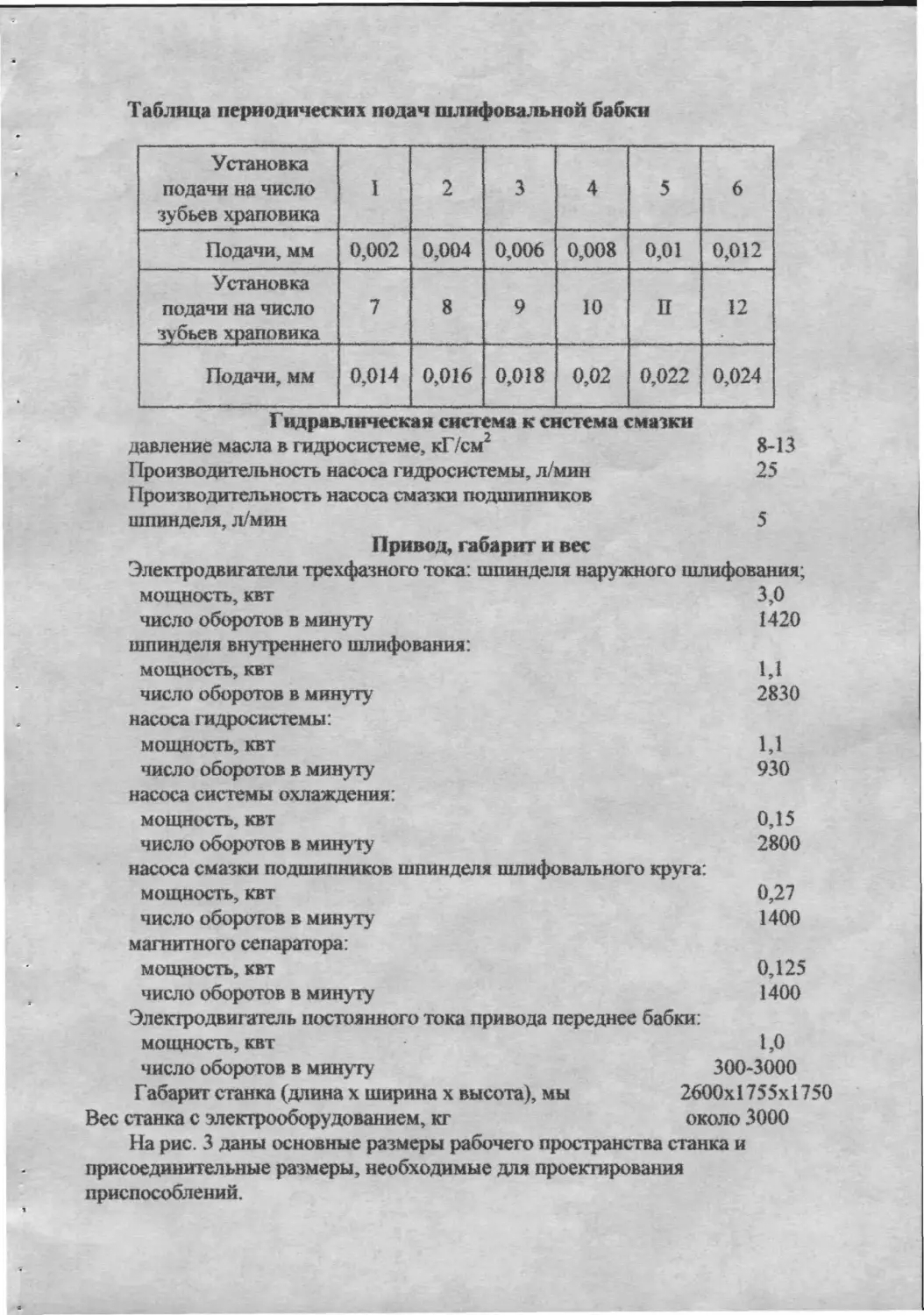
Таблица периодических подач шлифовальной бабки
Установка подачи на число зубьев храповика I 2 3 4 5 6
Подачи, мм 0,002 0,004 0,006 0,008 0,01 0,012
Установка подачи на число зубьев храповика 7 8 9 10 п 12
Подачи, мм 0,014 0,016 0,018 0,02 0,022 0,024
Гидравлическая система к система смазки
давление масла в гидросистеме, кГ/см2 8-13
Производительность насоса гидросистемы, л/мин 25
Производительность насоса смазки подшипников
шпинделя, л/мин 5
Привод, габарит и вес
Электродвигатели трехфазного тока: шпинделя наружного шлифования;
мощность, квт 3,0
число оборотов в минуту 1420
шпинделя внутреннего шлифования:
мощность, квт 1,1
число оборотов в минуту 2830
насоса гидросистемы:
мощность, квт 1,1
число оборотов в минуту 930
насоса системы охлаждения:
мощность, квт 0,15
число оборотов в минуту 2800
насоса смазки подшипников шпинделя шлифовального круга:
мощность, квт 0,27
число оборотов в минуту 1400
магнитного сепаратора:
мощность, квт 0,125
число оборотов в минуту 1400
Электродвигатель постоянного тока привода переднее бабки:
мощность, квт 1,0
число оборотов в минуту 300-3000
Габарит станка (длина х ширина х высота), мы 2600x1755x1750
Вес станка с электрооборудованием, кг около 3000
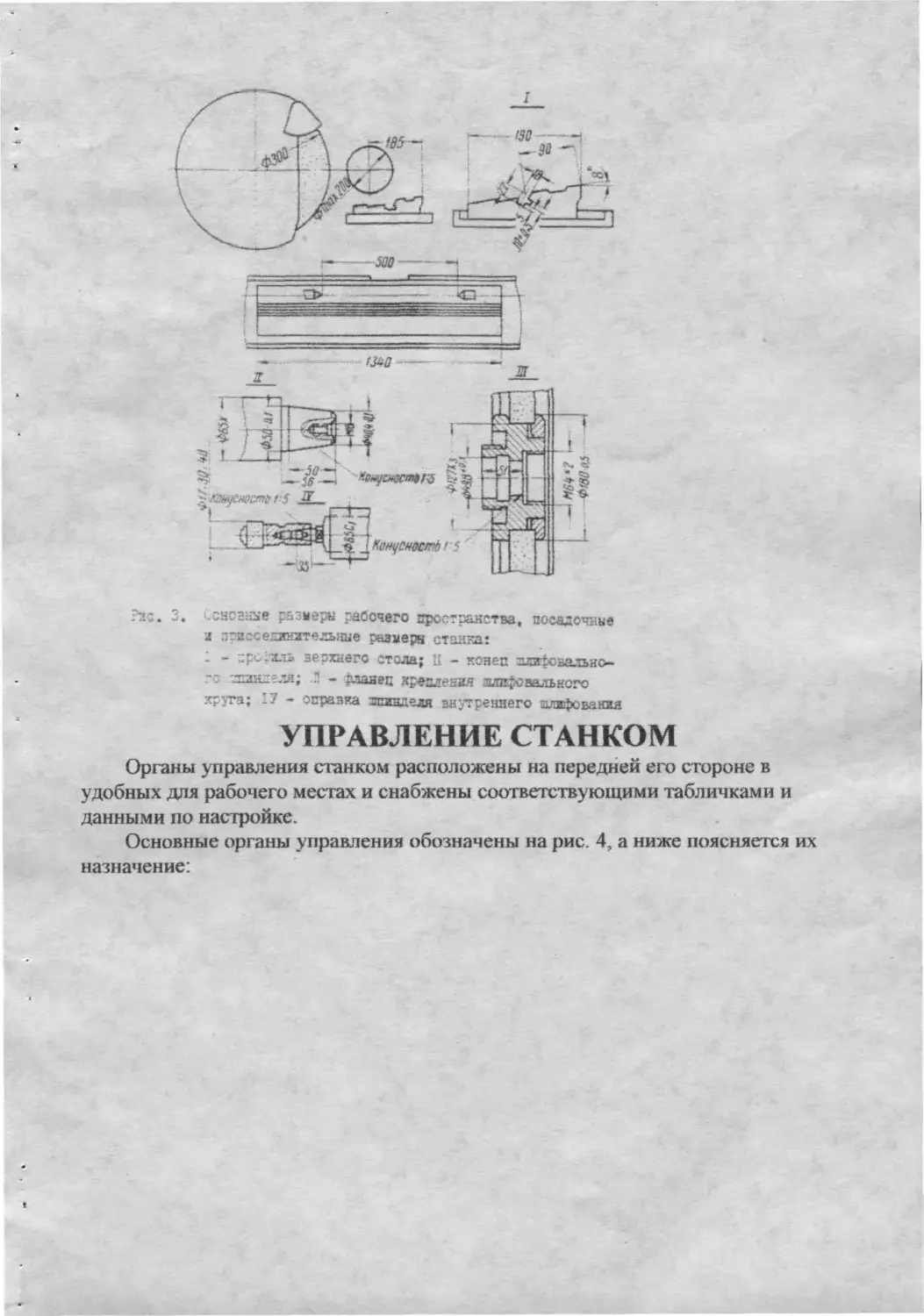
На рис. 3 даны основные размеры рабочего пространства станка и
присоединительные размеры, необходимые для проектирования
приспособлений.
I
3* основные размеры рабочего пространства, посадочные
л .“рисе едините лыше размеры станка*
- • «рорхть верхнего стала; Ц - конеп адифсвадьно-
го слинг®ля; ..*! - рлаяец крепления шлифовального
круга; 17 * оправка шпинделя внутреннего шлифования
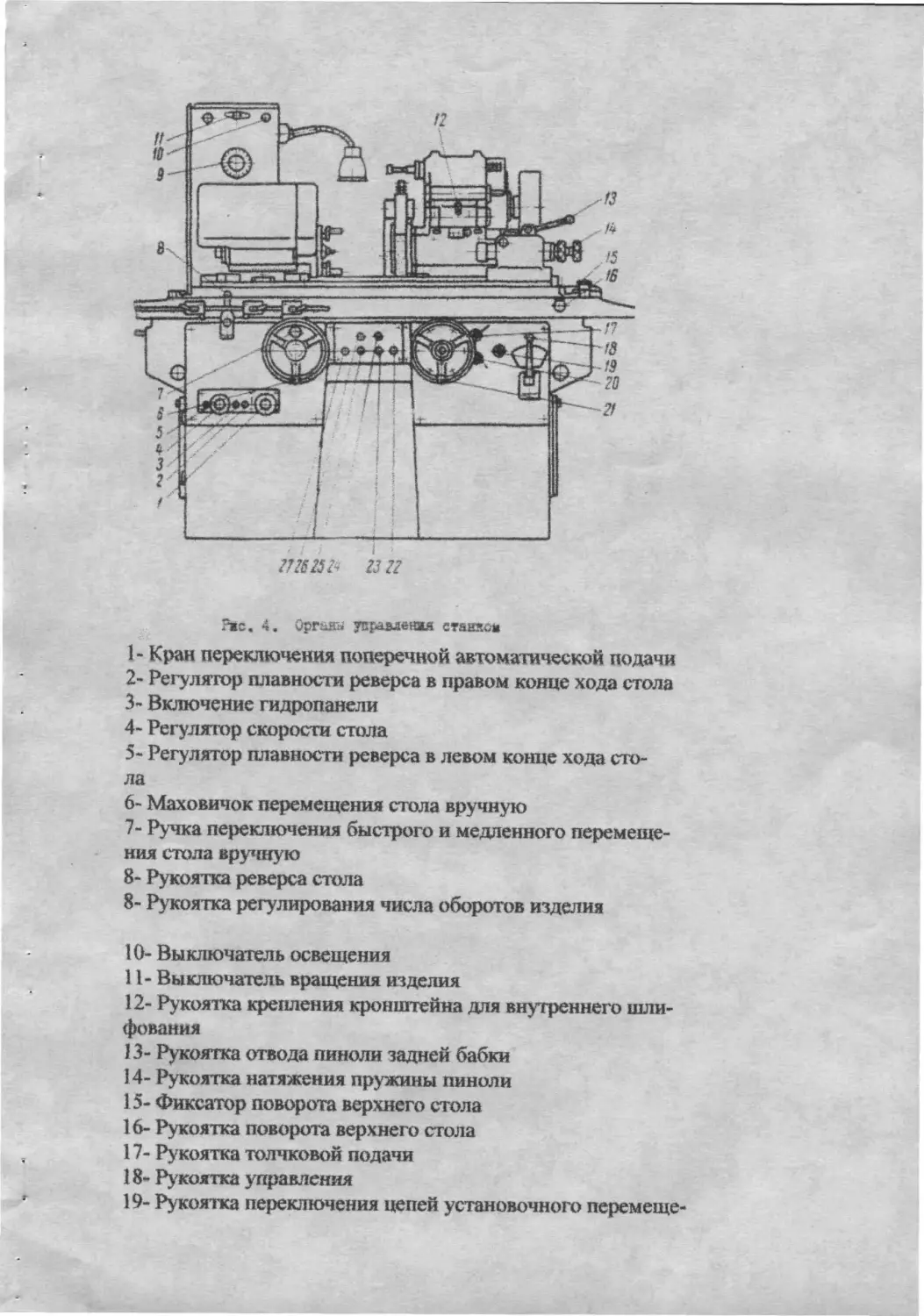
УПРАВЛЕНИЕ СТАНКОМ
Органы управления станком расположены на передней его стороне в
удобных для рабочего местах и снабжены соответствующими табличками и
данными по настройке.
Основные органы управления обозначены на рис. 4, а ниже поясняется их
назначение:
2726252< 23 22
Pic. 4. Оргляы увраыенжя станком
1 - Кран переключения поперечной автоматической подачи
2- Регулятор плавности реверса в правом конце хода стола
3- Включение гидропанели
4- Регулятор скорости стола
5- Регулятор плавности реверса в левом конце хода сто-
ла
6- Маховичок перемещения стола вручную
7- Ручка переключения быстрого и медленного перемеще-
ния стола вручную
8- Рукоятка реверса стола
8- Рукоятка регулирования числа оборотов изделия
10- Выключатель освещения
11- Выключатель вращения изделия
12- Рукоятка крепления кронштейна для внутреннего шли-
фования
13- Рукоятка отвода пиноли задней бабки
14- Рукоятка натяжения пружины пиноли
15- Фиксатор поворота верхнего стола
16- Рукоятка поворота верхнего стола
17- Рукоятка толчковой подачи
18- Рукоятка управления
19- Рукоятка переключения цепей установочного перемеще-
ния шлифовальной бабки и работы до жесткого упора
20- Рукоятка установки величины поперечной подачи
21- Маховичок поперечной подачи шлифовальной бабки
22- Кнопка "Стоп" шлифовального круга
23- Кнопка "Пуск" шлифовального круга
24- Сигнальная лампа смазки
25- Кнопка "Общий стоп"
26- Сигнальная лампа напряжения
27- Кнопка "Общий пуск"
КОНСТРУКЦИЯ УЗЛОВ СТАНКА
Ставок состоит из следующих основных узлов: станины, стола, механизма
ручного перемещения стола, салазок, шлифовальной, передней и задней бабок,
механизма периодической подачи, гидравлической системы, систем смазки и
охлаждения и электрооборудования.
Станина (узел 10-00/ЗБ153,)
Станина представляет собой жесткую чугунную отливку коробчатой
формы. На её верхней передней части расположены направляющие (плоская и
v-образная), по которым перемещается стол.
Верхняя правая и задняя левая части станины выполнены в виде
обработанных платиков, на которые устанавливают салазки и электрошкаф.
Задняя часть станины имеет форму корыта и служит для сбора
охлаждающей жидкости в бак.
На обработанной передней стенке станины монтируются механизм
ручного перемещения стола, механизм периодической подачи, гидропанель и
пульт управления. Механизмы закрыты кожухом, а рукоятки управления
выведены наружу.
В отсеках станины размещены бак с гидроприводом и груз для подвода
шлифовальной бабки.
Стол (узел 20-ОО/ЗБ153)
Стол состоит из нижней и верхней частей. Нижняя часть представляет
собой отливку из чугуна с плоской и т-образной направляющими и плоскость
для установки верхней части стола. На нижней части стола имеется Т-образный
паз для крепления передвижных упоров. Концы нижней части стола выполнены
в виде крыльев, защищающих направляющие станины.
ЭЛЕКТРООБОРУДОВАНИЕ
На станке установлены шесть асинхронных электродвигателей
трехфазного тока на напряжение 220/380 в, 50 гц и один электродвигатель
постоянного тока на напряжение 220 в, получающий питание от блока
магнитного усилителя, входящего в комплект станка.
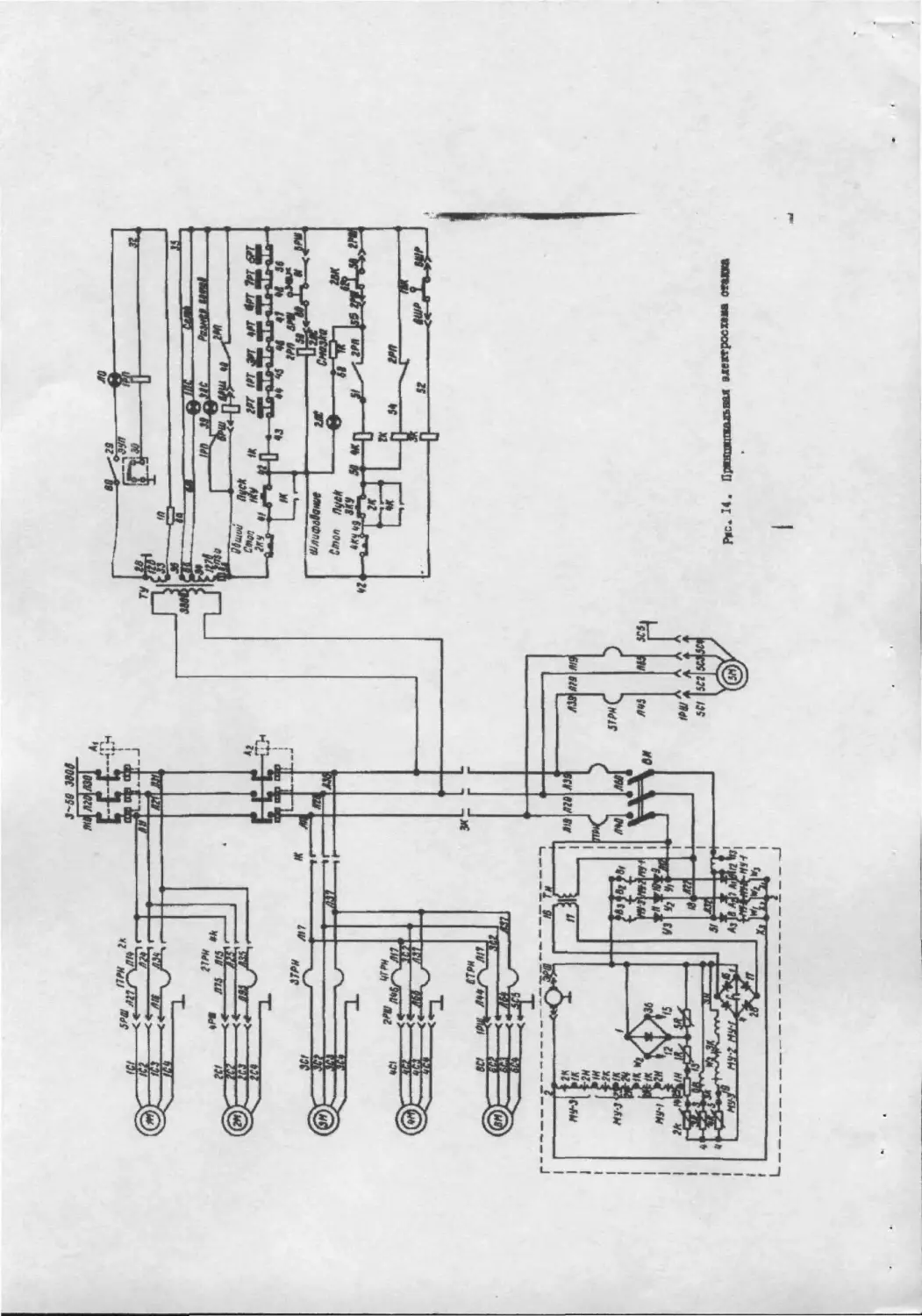
В электросхеме станка предусмотрены: зашита электродвигателей и
аппаратуры оттоков короткого замыкания плавкими предохранителями 1П-2П,
автоматическими выключателями Al, А2 ж защита электродвигателей от
перегрузок тепловыми реле 1РТ-7РТ (рис. 14).
Электросхема спроектирована так, что включение электро- двигателя
привода шпинделя наружного шлифования невозможна при неработающем
электродвигателе насоса системы смазки. При этом конечный выключатель
2ВК и реле давления масла нажаты. Н.о. контакт 2ВК (62-58) закрыт.
При внутреннем шлифовании быстрый отвод шлифовальной бабки можно
осуществить только при откинутом кронштейне, когда нажат конечный
выключатель ЗВК и его н.о. контакт 60-61 закрыт.
Описание электросхемы станка
3 начале работы шлифовальная бабка находится в исходном
положении. Кронштейн внутреннего шлифования откинут, конечный
выключатель ЗВК нажат. Реле контроля смазки шпинделя (2ВК) отпущено.
Для подготовки схемы к работе необходимо:
1. Повернуть автоматический выключатель сети в положение
"Включено". При этом получает питание трансформатор управления и
зажигается сигнальная лампа "Сеть".
2. Включить штепсельные разъемы 1РШ, 2РШ, ЗРШ, 4РШ, 5РШ
и 6РШ.
3. Повернуть выключатель изделия в положение "Включено". При
нажиме на кнопку 1КУ "Общий пуск" получает питание катушка магнитного
пускателя 1К и закрывает свои н.о. контакты. Катушка становится на
самопитание.
К сети подключаются электродвигатели гидронасоса ЗМ, насоса смазки
4М и двигатель магнитного сепаратора 6М. Реле 2РП получает питание и
закрывает свои и.о. контакты. Подключается электромагнит 1Э и загорается
сигнальная лампочка "Смазка".
При нажиме на кнопку ЗКУ "Пуск шлифовального круга" получает
питание катушка магнитного пускателя 4К и становится на самопитание.
Подключается двигатель наружного шлифования. Подвод шлифовальной
бабки, включение хода и включение подачи осуществляются гидравлически
рукоятками управления. При подводе шлифовальной бабки нажимается
конечный выключатель ХБК. Включается пускатель ЗК. Подключаются
электродвигатели насоса эмульсии (5М) ж привода изделия 1М).
Когда изделие отшлифовано в номинал, шлифовальная бабка доходит до
упора и контакт электрического упора размыкается. Катушка реле 1РП теряет
питание, загорается светофор ЗЛС ("Размер готов"). Шлифовальную бабку
отводят гидравлически, конечный выключатель IBK отпускается и пускатель
ЗК теряет питание. Электродвигатели бабки изделия и насоса эмульсии
выключаются. Цикл окончен.
1
При внутреннем шлифовании следует опустить кронштейн со шпинделем
внутреннего шлифования и выключить разъём 2РШ. При этом конечный
выключатель ЗЕК отпускается и открывает свои н.о. контакты в цепи 2ИП.
Цепь 2РП теряет питание. Её н.о, контакты в цепи 4К (51-55) открываются,
контакты н.э. в цепи 2К (54-35) закрываются, а н.о. в цепи 1Э (40-35)
открывается. При нажиме на кнопку "Пуск шлифовального круга" катушка
магнитного пускателя 2К получает питание; включается электродвигатель
шпинделя внутреннего шлифования 7М.
Указания по эксплуатации и обслуживанию
электрооборудования станка
Для подключения станка к сети следует:
1 Очистить электрошкаф от пыли
2 . Снять приводные ремни с электродвигателей
Подключить питание от сети
Включить автоматы А1 и А2
Повернуть рукоятку сетевого выключателя изделия ВИ в
положение "Включен"
Включить местное освещение
?. Проверить при помощи контрольной лампы или пробника наличие
напряжения на автоматических выключателях и исправность предохранителей
6. Нажать кнопку "Пуск" и проверить работу двигателей на холостом ходу
9. Надеть приводные ремни 10. Нажать кнопку "Пуск"
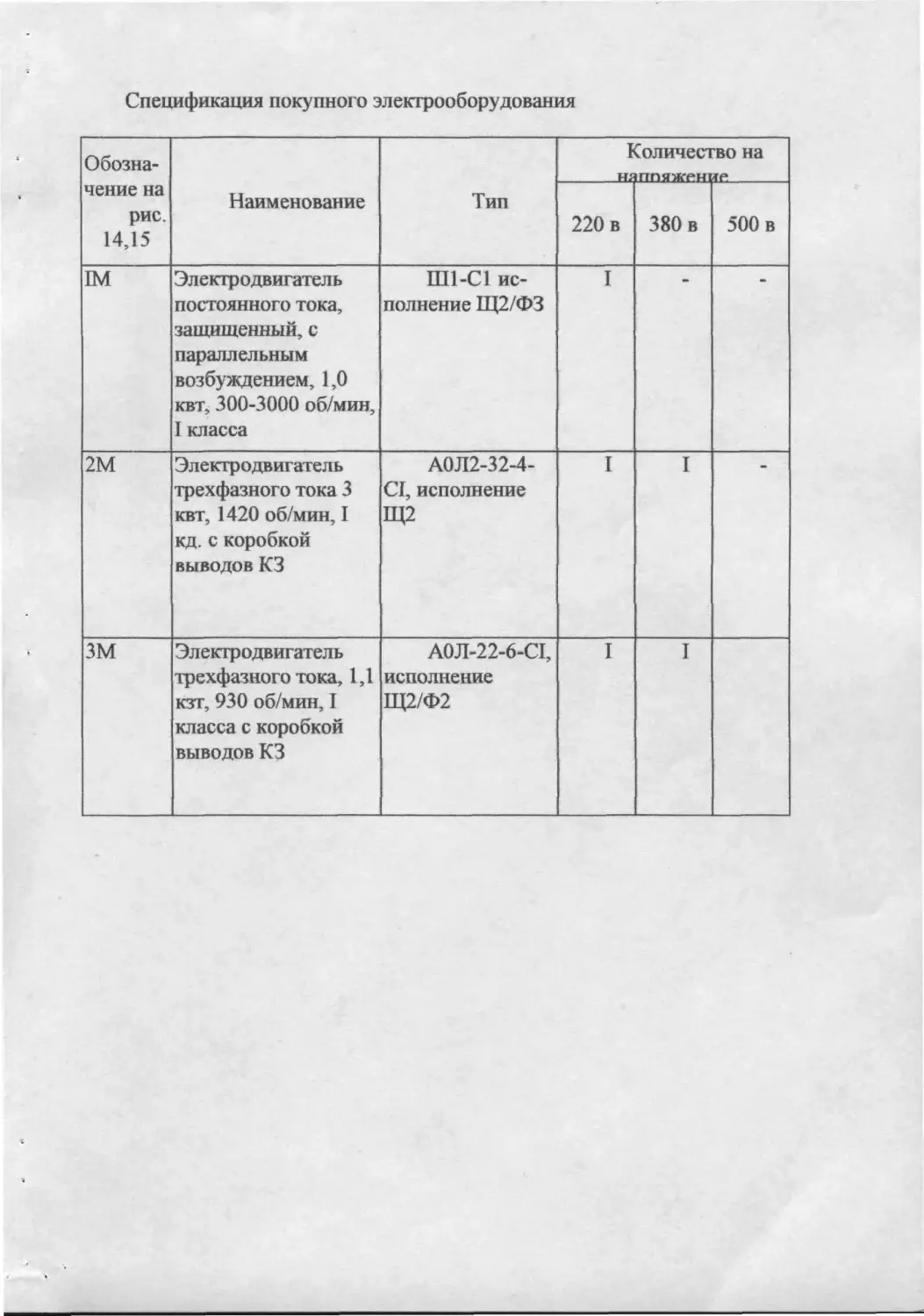
Спецификация покупного электрооборудования
Обозна- чение на рис. 14,15 Наименование Тип Количество на няппяжение
220 в 380 в 500 в
1М Электродвигатель постоянного тока, защищенный, с параллельным возбуждением, 1,0 квт, 300-3000 об/мин, I класса Ш1-С1 ис- полнение Щ2/ФЗ I
2М Электродвигатель трехфазного тока 3 квт, 1420 об/мин, I кд. с коробкой выводов КЗ А0Л2-32-4- CI, исполнение Щ2 I I
зм Электродвигатель трехфазного тока, 1,1 кзт, 930 об/мин, I класса с коробкой выводов КЗ A0JI-22-6-CI, исполнение Щ2/Ф2 I I
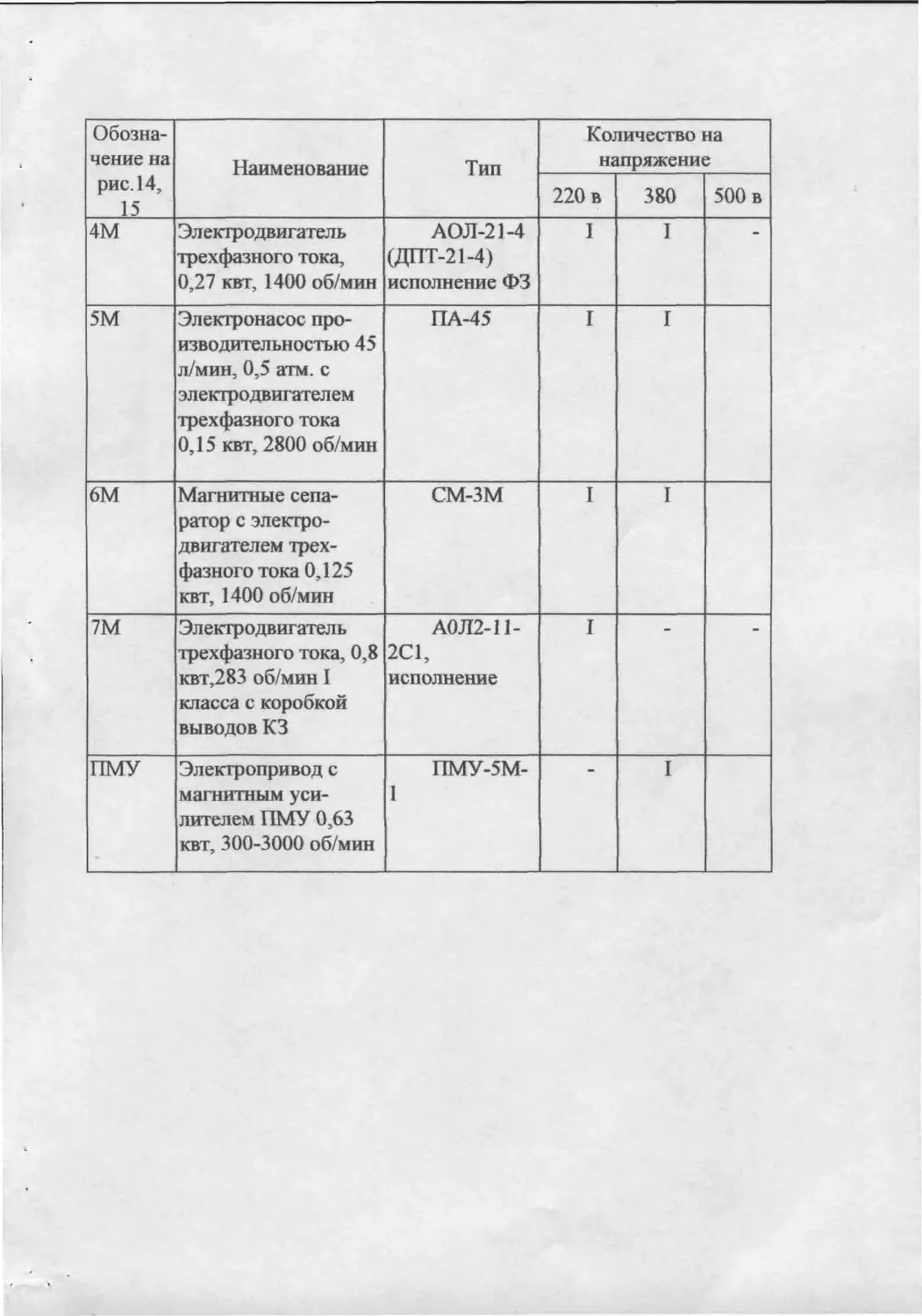
Обозна- чение на рис. 14, 15 Наименование Тип Количество на напряжение
220 в 380 500 в
4М Электродвигатель трехфазного тока, 0,27 квт, 1400 об/мин АОЛ-21-4 (ДПТ-21-4) исполнение ФЗ I I -
5М Электронасос про- изводительностью 45 л/мин, 0,5 атм. с электродвигателем трехфазного тока 0,15 квт, 2800 об/мин ПА-45 I I
6М Магнитные сепа- ратор с электро- двигателем трех- фазного тока 0,125 квт, 1400 об/мин СМ-ЗМ I I
7М Электродвигатель трехфазного тока, 0,8 квт,283 об/мин I класса с коробкой выводов КЗ А0Л2-11- 2С1, исполнение I
ПМУ Электропривод с магнитным уси- лителем ПМУ 0,63 квт, 300-3000 об/мин ПМУ-5М- 1 I
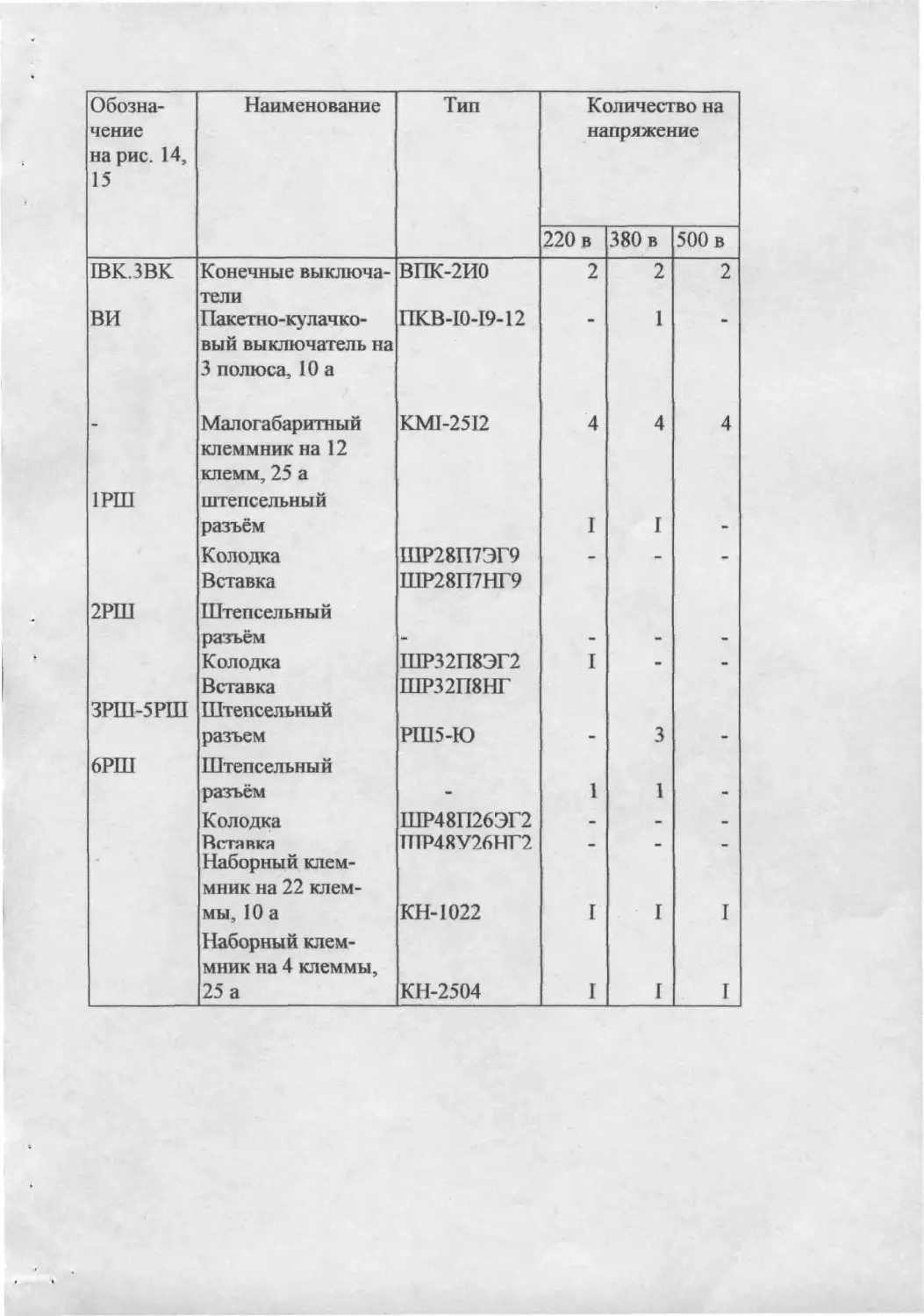
Обозна- чение на рис. 14, 15 Наименование Тип Количество на напряжение
220 в 380 в 500 в
IBK.3BK Конечные выключа- ВПК-2И0 2 2 2
ВИ тели Пакетно-кулачко- ПКВ-Ю-19-12 - 1 -
вый выключатель на 3 полюса, 10 а Малогабаритный KMI-25I2 4 4 4
1РШ клеммник на 12 клемм, 25 а штепсельный разъём Колодка ШР28П7ЭГ9 I I -
2РШ Вставка Штепсельный разъём ШР28П7НГ9
Колодка ШР32П8ЭГ2 I • -
ЗРШ-5РШ Вставка Штепсельный разъем ШР32П8НГ РШ5-Ю — 3
6РШ Штепсельный разъём - 1 1 -
Колодка ШР48П26ЭГ2 - - -
Вставка П1Р4ЯУ26НГ2 — - -
Наборный клем- мник на 22 клем- мы, 10 а КН-1022 I I I
Наборный клем- мник на 4 клеммы, 25 а КН-2504 I I I
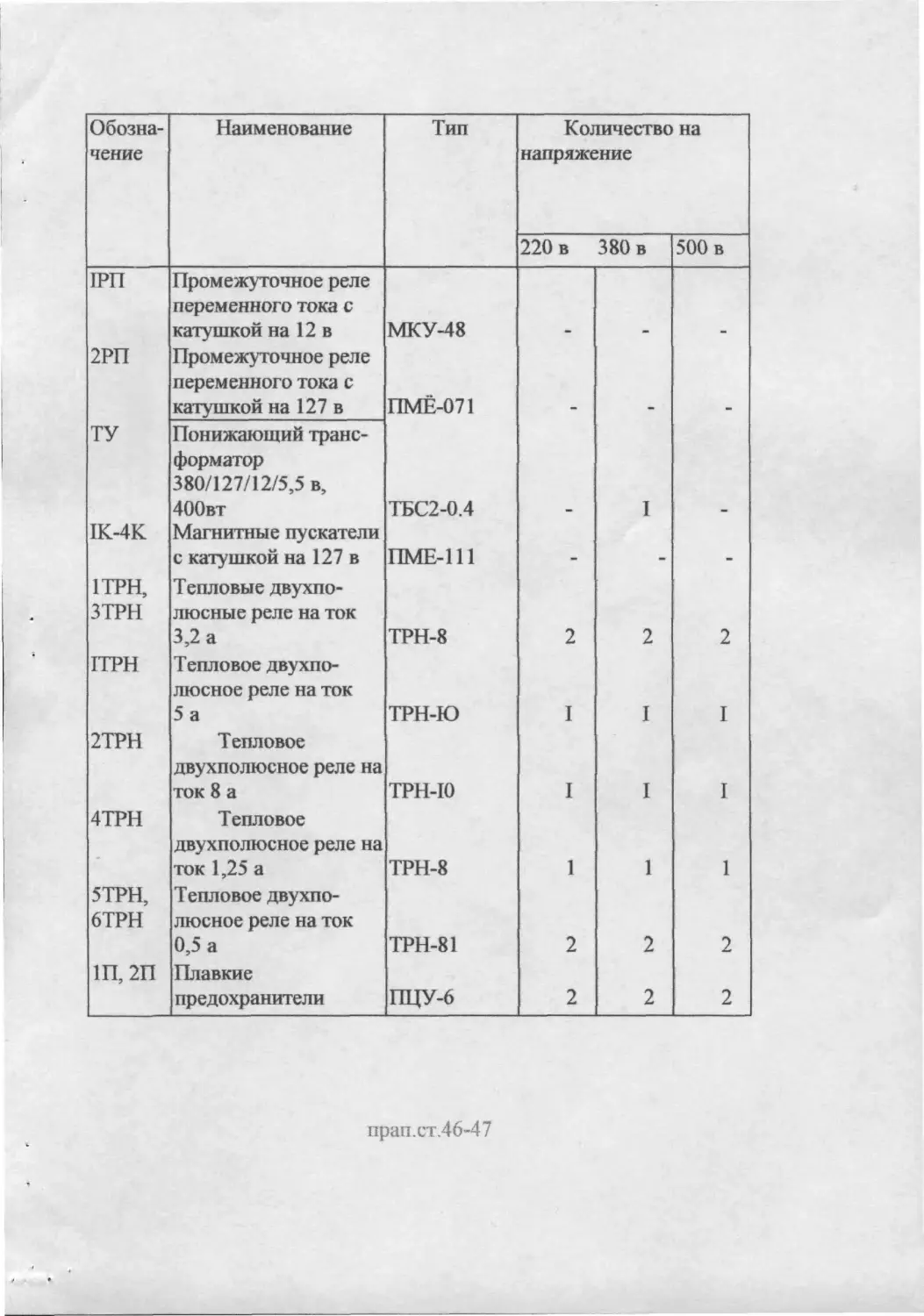
Обозна- чение Наименование Тип Количество на напряжение
220 в 380 в 500 в
1РП 2РП ТУ IK-4K 1ТРН, ЗТРН ITPH 2ТРН 4ТРН 5ТРН, 6ТРН 1П, 2П Промежуточное реле переменного тока с катушкой на 12 в Промежуточное реле переменного тока с катушкой на 127 в Понижающий транс- форматор 380/127/12/5,5 в, 400вт Магнитные пускатели с катушкой на 127 в Тепловые двухпо- люсные реле на ток 3,2 а Тепловое двухпо- люсное реле на ток 5 а Тепловое двухполюсное реле на ток 8 а Тепловое двухполюсное реле на ток 1,25 а Тепловое двухпо- люсное реле на ток 0,5 а Плавкие предохранители МКУ-48 ПМЁ-071 ТБС2-0.4 ПМЕ-111 ТРН-8 ТРН-Ю ТРН-10 ТРН-8 ТРН-81 ПЦУ-6 2 I I 1 2 2 I 2 I 1 1 2 2 2 I I 1 2 2
прап.ст.46-47
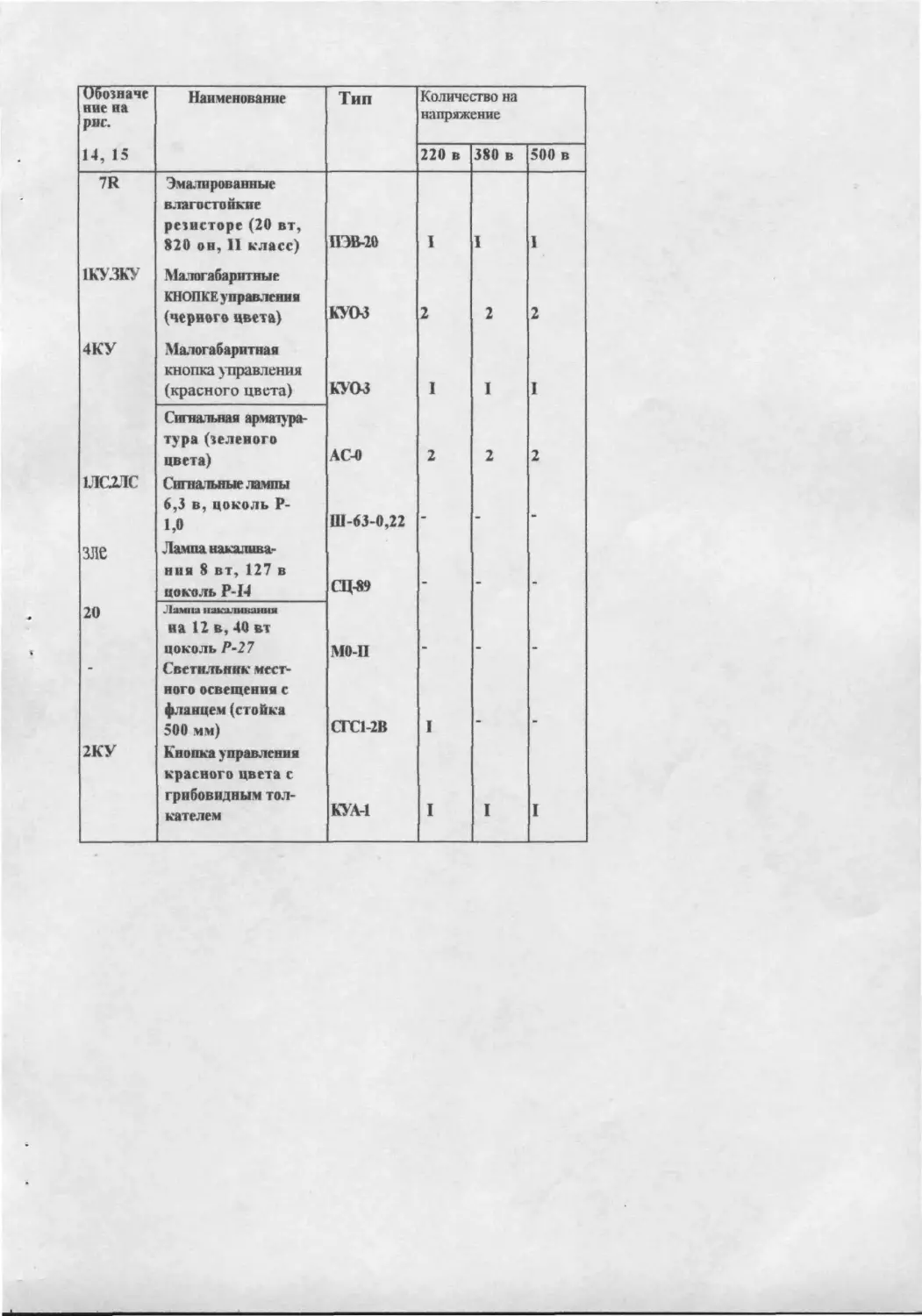
Обозначе ние на рис. 14, 15 Наименование Тип Количество на напряжение
220 в 380 в 500 в
7R Эмалированные влагосто йкие резисторе (20 вт, 820 он, 11 класс) IDB-20 1 1 1
ЖУЖУ Малогабаритные КНОПКЕ управления (черного цвета) КУОЗ 2 2 2
4КУ Малогабаритная кнопка управления (красного цвета) КУОЗ 1 1 I
Сигнатьная арматура- тура (зеленого цвета) АС-0 2 2 2
1ЛС2ЛС Сигнальные лампы 6,3 в, цоколь Р- 1,0 Ш-63-0,22 - - -
зле Лампа накалнва- ния 8 вт, 127 в цоколь Р-14 СЦ-89 - - -
20 Лампа накалмнаныя на 12 В, 40 ВТ цоколь Р-27 МОП
Светильник мест- ного освещения с фланцем (стойка 500 мм) СГС1-2В I - -
2КУ Кнопка управления красного цвета с грибовидным тол- кателем КУА-1 I I I
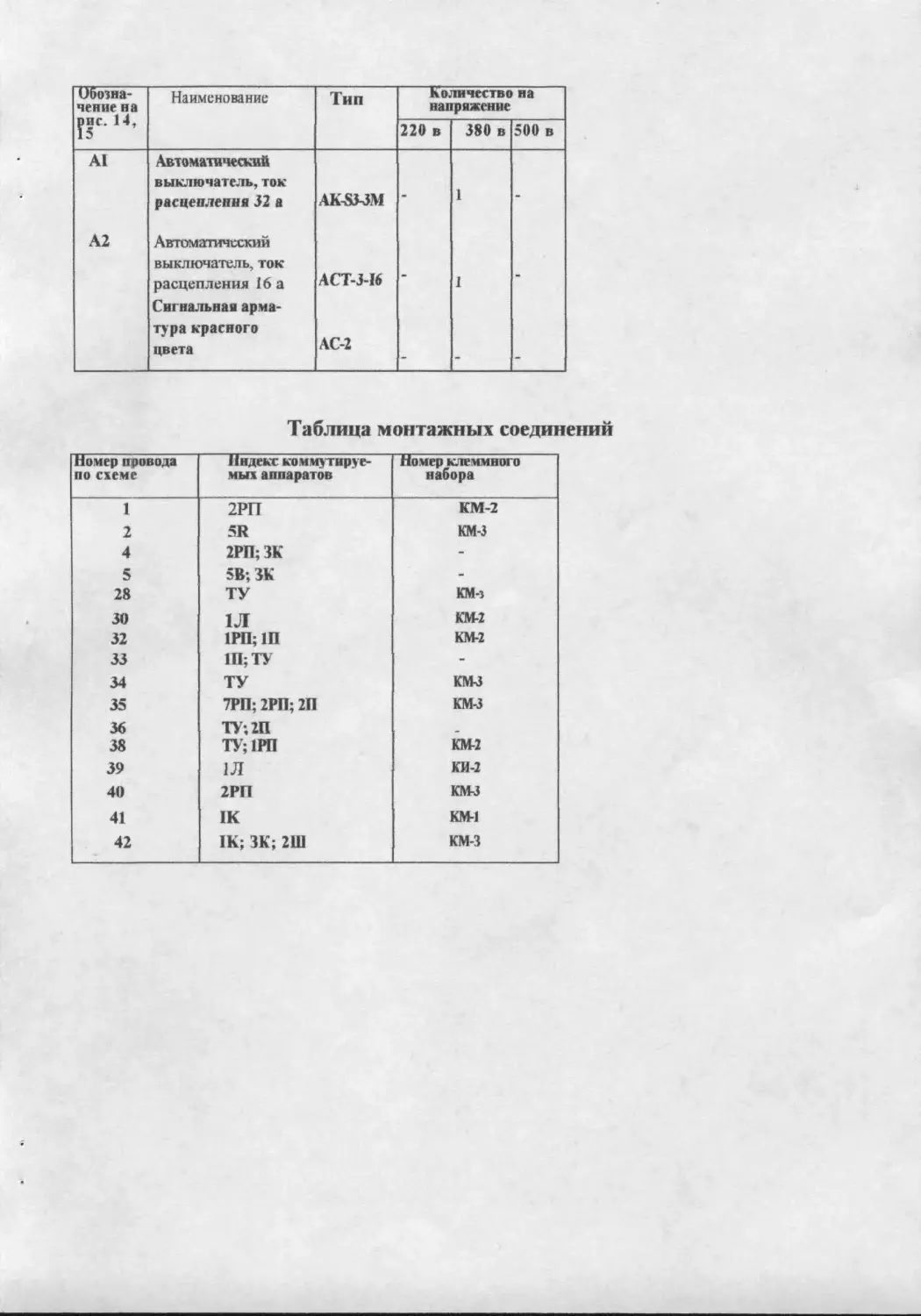
Обозна- чение на унс. 14, Наименование Тип Количество на напряжение
220 в 380 в 500 в
А1 Автоматический выключатель, ток расцепления 32 а AK-S3-3.M - 1 -
А2 Автоматический выключатель, ток расцепления 16 а ACT-3-I6 - 1 -
Сигнальная арма- тура красного цвета АС-2
Таблица монтажных соединений
Номер провода по схеме Индекс коммутируе- мых аппаратов Номер клеммного набора
1 2РП КМ-2
2 5R КМ-3
4 2РП; ЗК -
5 5В; ЗК -
28 ТУ КМ-з
30 1Л КМ-2
32 1РП; 1П КМ-2
33 Ш;ТУ -
34 ТУ КМлЗ
35 7РП; 2РП; 2П КМ-3
36 ТУ;2П
38 ТУ; 1РП КМ-2
39 1Л КИ-2
40 2РП КМ-3
41 IK КМ-1
42 IK; ЗК; 2Ш КМ-3
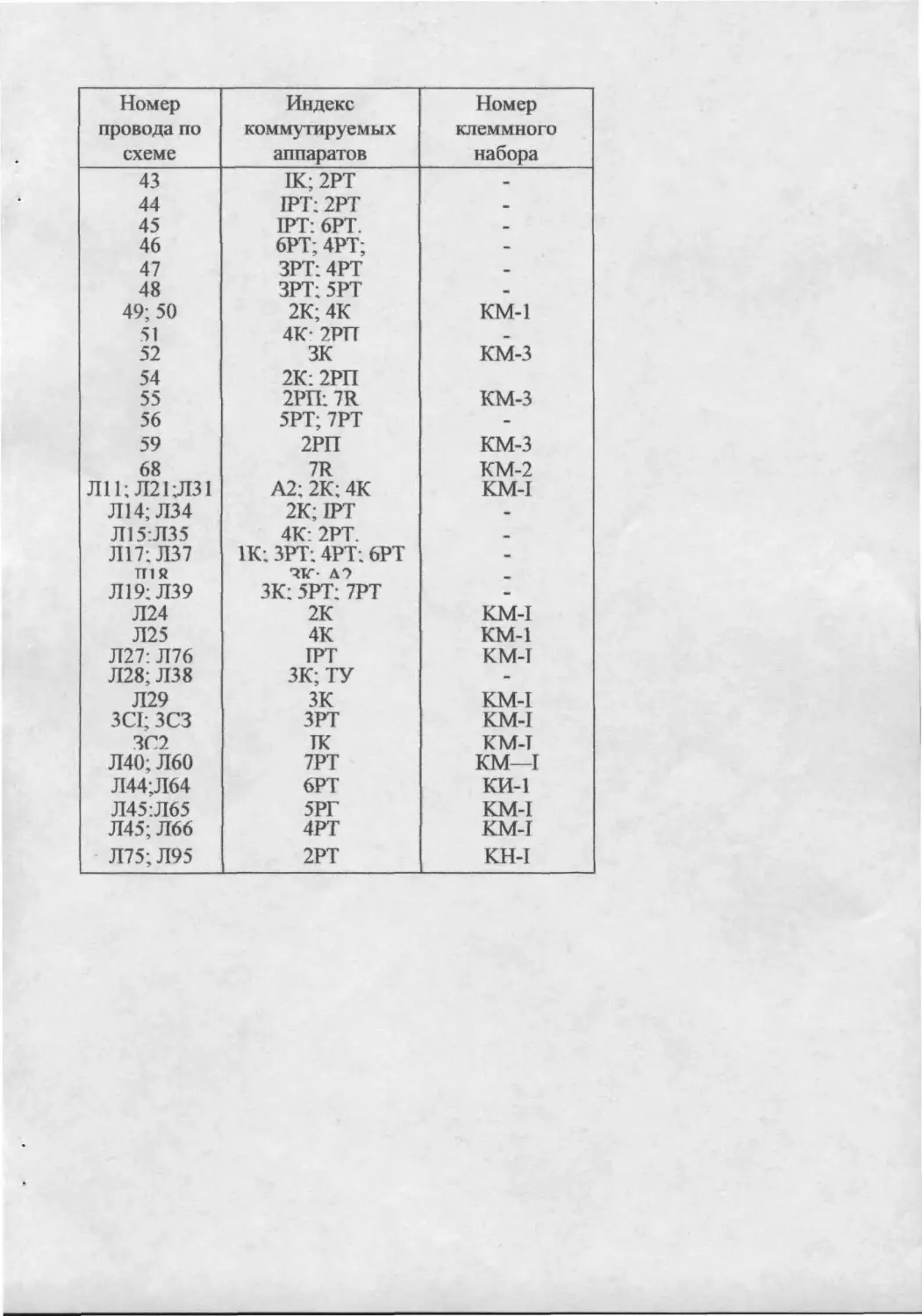
Номер провода по схеме Индекс коммутируемых аппаратов Номер клеммного набора
43 IK; 2РТ -
44 IPT: 2РТ а
45 IPT: 6РТ.
46 6РТ; 4РТ; -
47 ЗРТ:4РТ -
48 ЗРТ; 5РТ а
49; 50 2К;4К КМ-1
51 4К 2РГТ -
52 ЗК КМ-3
54 2К: 2РП
55 2РП: 7R КМ-3
56 5РТ; 7РТ -
59 2РП КМ-3
68 7R КМ-2
Л11; Л21;Л31 А2; 2К; 4К КМ-1
Л14;Л34 2К; IPT •
Л15.Л35 4К: 2РТ.
Л17;Л37 1К;ЗРТ.4РТ;6РТ -
TTIR 71Г Д')
Л19;Л39 ЗК: 5РТ: 7РТ -
Л24 2К КМ-1
Л25 4К КМ-1
Л27: Л76 ГРТ КМ-1
Л28; Л38 ЗК;ТУ -
Л29 ЗК КМ-1
3CI; ЗСЗ ЗРТ КМ-1
ЗС2 IK КМ-Т
Л40; Л60 7РТ КМ—I
Л44;Л64 6РТ КИ-1
Л45:Л65 5РГ КМ-1
Л45; Л66 4РТ КМ-1
Л75; Л95 2РТ КН-1
УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
1. Категорически запрещается допускать рабочих к станку,
предварительно не ознакомив их с правилами техники безопасности и
инструкцией по обслуживанию станка. Работать на станке необходимо в
спецодежде. Обшлага рукавов должны плотно охватывать руки у кистей.
2. Разрешается ставить на станок круги только испытанные на
скорость, превышающую рабочую на 50% (согласно ГОСТ 3881-53).
3. Работа на станке без кожухов; прикрывающих приводные ремни, не
допускается.
4. Необходимо проверять надежность крепления кожуха шли-
фовального круга. Категорически запрещается работать на станке со снятым
ограждением.
5. Перед запуском станка проверить крепление шлифовального круга.
6. Перед шлифованием прокрутить новый шлифовальный круг на
полной рабочей скорости в течение минуты. При прокручивании круга нельзя
стоять против него.
7. Перед шлифованием шпинделем внутреннего шлифования после
опускания кронштейна со шпинделем убедиться в надежности блокировки
рукоятки управления.
8. Проверить надежность закрепления изделия в центрах.
9. Осторожно подводить шлифовальный круг к изделию.
10. Не замерять изделие ручным инструментом во время вращения.
11. Не тормозить вращающееся изделие руками.
12. Чистить и обтирать станок можно только после полной остановки
станка при выключенном вводном выключателе.
13. Рабочее место у станка не должно быть скользким ж
загроможденным.
14. По окончании работы обязательно отключать станок от сети.
НАСТРОЙКА И НАЛАДКА СТАНКА
При первоначальном пуске станка необходимо прогреть его в течение 15-
20 минут, работая на холостом ходу и установить давление в гидросистеме при
помощи предохранительного клапана с переливным золотником на величину 8-
13 кГ/см2.
Пуск станка производится при нажиме на кнопки "Пуск общий", а
вращение шлифовального круга включают нажимом на кнопку "Пуск
шлифкруга" после заполнения маслом полости подшипника шлифовальной
бабки.
Настройка станка на определенный диаметр для шлифования производится
в следующем порядке:
1. Рукоятку переключения 19 (см. рис. 4) ставят в поло
жение "на себя"
2. Рукояткой управления 18 подводят шлифовальную бабку
3. Шлифовальную бабку маховиком 21 подводят к жесткому упору
(зажигается светофор на электрошкафе)
4. Рукоятку переключения 19 вдвигают в крайнее положение "от себя"
и шлифуют первую деталь в нужный размер.
Для лучшей ориентации в цикле шлифования лимб рекомендуется
поставить в нулевое положение
5. Рукоятку переключения 19 вдвигают в положение "на
себя"
6. Рукоятку управления 18 ставят в исходное положение.
Станок настроен для шлифования вручную (или автоматической
периодической подачей до упора).
После шлифования каждой детали шлифовальную бабку надо отводить
маховиком 21 на величину припуска.
Для шлифования деталей, закрепленных в патроне, снимает поводки.
Планшайбу (используется для закрепления поводка) соединяют со шпинделем
винтом 8 (см. рис. 9). При этом нужно обязательно включить фиксатор 2,
которым шпиндель фиксируется от прокручивания при шлифовании изделия в
центрах. После этого в конусном отверстии шпинделя крепят патрон.