/



























































































Текст
С. И ДУМОЙ
ТЕХНОЛОГИЯ
ЭЛЕКТРИЧЕСКОЙ СВАРКИ
ПЛАВЛЕНИЕМ
WELDWORLD.RU
6П4.3 (07)
Д82
УДК 621.791.7 (07)
Лумов С, И.
Д82 Технология электрической сварки плавлением. Лаборатор-
ные работы. Учебное пособие для машиностроительных тех-
никумов. Изд. 2-е, перераб. и доп. Л., «Машиностроение»
(Лениигр. отд-ние), 1974, 184 с.
Учебное пособие содержит лабораторные работы по тех-
нологии электрической сварки плавлением. В каждой работе
изложены теоретические основы, описаны необходимые мате-
риалы и оборудование, даны справочные материалы и методи-
ческие указания к порядку проведения работ.
Во второе издание (1-е изд. 1964 г.) включены задачи и
контрольные вопросы для закрепления материала.
31206—055
л 038 (01)—74 55-74
6114.5(07)
Рецензент 3. И, Приданникова
@ Издательство «Машиностроение», 1974 г,
Предисловие
Цель настоящего пособия — помочь учащимся изу-
чить теоретические вопросы сварочного производства и
практически ознакомиться с технологией электрошлако-
вой сварки, сварки чугуна, титана, легированных сталей
и другими процессами сварки металлов плавлением.
Каждая лабораторная работа состоит из двух частей.
В первой приводятся теоретические сведения и задачи,
помогающие учащимся грамотно и осмысленно выполнять
лабораторные работы. Во второй части излагается цель
работы,'дается описание необходимых материалов, обору-
дования, оснастки, инструмента, приводятся методи-
ческие' указания к порядку выполнения опытов, формы
таблиц для записей данных измерений и результатов под-
счетов. Заканчивается каждая работа указанием по
составлению отчета и контрольными вопросами.
Желательно одновременное выполнение лабораторных
работ всеми учащимися фронтально, для чего лаборато-
рия должна располагать определенным количеством
оснастки и приспособлений. Но некоторые работы, тре-
бующие специального оборудования, рекомендуется про-
водить с одновременным выполнением нескольких работ.
Целесообразно планировать выполнение лабораторных
работ бригадами по два-три человека.
Необходимо, чтобы учащиеся приходили в лаборато-
рию, зная теоретический материал по теме проводимой
работы. Кроме того, они должны иметь подготовленные
формы таблиц для записей по работе, составленные при
предварительном изучении работы по руководству.
Настоящее пособие позволит учащимся самостоятельно
выполнять лабораторные работы и сократить время пре-
подавателям на вводные пояснения. До начала проведения
лабораторных работ необходимо ознакомить учащихся
с инструкцией по технике безопасности (приложение I),
Лабораторная работа 1
ИОНИЗИРУЮЩЕЕ ДЕЙСТВИЕ МАТЕРИАЛОВ
ЭЛЕКТРОДНЫХ ПОКРЫТИЙ,
ЭЛЕКТРОДОВ РАЗНЫХ МАРОК И ФЛЮСОВ
Газы даже при температурах, намного превышающих
комнатную, состоят из недиссоциированвых молекул,
т, е. являются изоляторами, а при температуре порядка
1400° С в газе появляются положительно и отрицательно
заряженные ионы, которые и делают его проводником
электрического тока.
Возникновение дуги обусловлено эмиссией электронов
с катода и ионизацией в дуговом промежутке. Выделение
электронов с поверхности катода достигается за счет
термоэлектронной, автоэлектронной эмиссии и эмиссии
в результате ударов положительных ионов по катоду.
Ионизацию дугового промежутка вызывают следующие
факторы: нагрев (термическая ионизация), облучение
(фотоионизация), соударение.
Ионизация соударением заключается в том, что элек-
троны, движущиеся с большой скоростью, встречаясь
с нейтральными атомами газа, ударяются о них, выбивают
электроны, ионизируют атомы. Количество энергии, кото-
рое необходимо затратить для отрыва электрона от атома,
называют работой ионизации eU, величина которой
будет различной для разных элементов. Работу иониза-
ции при расчетах необходимой скорости электрона будем
принимать равной потенциалу ионизации, выраженному
в вольтах. —
Зная, что на основании закона сохранения энергии
о rnv2
приращение кинетическом энергии электрона —
должно равняться работе, затраченной на перемещение
электрона, можно написать следующее уравнение:
ти2
(1)
2
где tn — масса электрона (9,1 -10'28), г;а
v — скорость электрона, км/с;
е — заряд электрона (1,6 10~12), эрг;
U — разность потенциалов на участке пути, пройден-
ном электроном, В.
Определяя из уравнения (1) скорость электрона,
получим
(2)
Подставляя в это уравнение значение e[jn = 1,75 X
X 1016 эрг, получим v = 2 • 1,75 или v =
= 600|<77 км/с.
Для стабильного горения дуги необходимо, чтобы в ее
столбе все время находились заряженные частицы, коли-
чество которых уменьшается вследствие рекомбинации.
Ионизирующее действие материалов определяется не
только величиной потенциала ионизации, но и упругостью
пара данного соединения или простого вещества, так как
упругость пара определяет скорость испарения и тем
самым концентрацию легкоиопизирующихся атомов в атмо-
сфере дуги. Поэтому эффективный потенциал ионизации
любой газовой смеси определяется не только потенциалом
ионизации, но и концентрацией элементов в дуговом
промежутке.
Температура столба дуги зависит от эффективного
потенциала ионизации газов, заполняющих дуговой про-
межуток, плотности тока в электроде, напряженности
поля, полярности и др.
Для приближенных расчетов температуры столба дуги
можно пользоваться следующим уравнением:
7^ = 810^. (3)
Здесь Тсг — температура столба дуги, К;
С/и. 9ф — эффективный потенциал ионизации, эВ.
Введение в состав электродных покрытий и флюсов
элементов с низким потенциалом ионизации способствует
быстрому зажиганию и устойчивому горению сварочной
дуги за счет снижения эффективного потенциала иониза-
ции газовой смеси.
Об ионизирующем действии материалов электродных
покрытий и флюсов можно судить по обрывной длине
Дуги.
5
Типовые задачи с решениями
Задача 1» Определить скорость электронов, необхо-
димую для ионизации соударением атомов натрия, если
ииКа = 5,1 эВ.
Решение
Скорость электронов определяется по формуле
V = 600 Vи = 600 V5.1 = 1350 км/с.
Ответ. uNa = 1350 км/с.
Задача 2К Определить эффективный потенциал иони-
вации, если температура дуги равна 4413 К*
Решение
Из формулы (3) определяется
эф = "вТо шсГ ~ эВ4
Ответ. UUa эф = 5,46 эВ,
Задачи для решения
Задача 3« Определить скорость электронов, необхо-
димую для ионизации соударением атомов цезия (£7hCs э
= 3,8 эВ), кислорода (С/иО — 13,6 эВ), гелия (C\lHe =
= 24,5 эВ), кальция (б/иСа = 6,1 эВ),
Задача 4* Определить эффективный потенциал иони-
зации, если температура столба дуги равна 12 026 и
13 010 К.
Задача 5< Определить температуру столба дуги, го-
рящей в парах кальция, гелия.
Задача 6. Определить температуру столба дуги, го-
рящей в газовой смеси паров, состоящей из 5% калия
и 95% железа ((/Ив5ф = 5,46 эВ), из 50% калия и 50%
железа (С/и. вф — 4,61 эВ).
Цель работы
Изучить ионизирующее действие материалов электрод-
ных покрытий, электродов разных марок и флюсов по
обрывной длине дуги,
6
Необходимые материалы
1. Исследуемые материалы (табл. 1).
2. Пластина из малоуглеродистой стали [100X100 X
X (6-ь 10) мм I.
3. Флюс АН-348А и ОСЦ-45 (табл. 1), измельченный
в порошок и просеянный через сито.
4. /Металлический стержень из малоуглеродистой стали
(d = 4 мм).
5. Электроды марок АГЮ-4, У ОН И-13/45 и тонко-
покрытые (d9JJ == 4 мм).
Оборудование, приспособления, инструмент
1. Пост постоянного и переменного тока с электроизме-
рительными приборами.
2. Штатив с винтовым устройством для вертикального
перемещения электрододержателя.
3. Меры для дозировки количества материалов, на-
носимых на пластину.
4. Заостренный угольный электрод, закрепленный
в держатель.
5. Лопатка из теплостойкого пеэлектропроводного ма-
териала.
6. Подставка.
Порядок выполнения работы
Опыт 1. Изучить обрывную длину дуги, горящей
между металлическим стержнем и пластиной с исследуе-
мыми материалами (табл. 1, материалы 1—8), ток постоян-
ный прямой полярности.
I. Подобрать силу тока короткого замыкания (/ка =
= 200 А) для стержня (d = 4 мм).
2. Собрать схему согласно рис. 1.
3. Зачистить пластину металлической щеткой.
4. Закрепить металлический стержень в штатив, обес-
печивая вылет 200—250 мм, так, чтобы расстояние от
торца электрода до поверхности пластины было 3—4 мм.
Это расстояние устанавливается поворотом винта, по
которому перемещается гайка с закрепленным электро-
додержателем или лопаткой соответствующей толщины,
№ п/п Матери вл Содержание основных
О О^— (Л О <я <ч Z Fe8O8 «л о п < <с О W О О I с i н О к О ф fcu с о «3 О
1 Мер 96
2 Кварцевый песок 97
3 Поташ
4 Полевой шла» 64 >*—70 1;5 17—21 1,5 0,5 1<0
5 Плавиковый шпат 5
6 Мрамор 3,0 92
7 Ферротитан
8 АН-348 А 41—44 2,0 4.5 6,5 5-7,5 34^*38
9 Глыба силикатная 71.5— 73,5 26,5— 27,5
10 Концентрат титановый б 5 38 52
11 Концентрат рутиловый 3 3 2,5 90
12 Магнезит 6 1.7 4.5 87
13 Ферромарга- нец
14 Ферросили- ций
15 Марганце- вая руда 10 3
16 Мусковит H4K_>AleSieOi4 50 5 30—41 20
17 Флюс ОСЦ-45 38—«-44 2,0 5.0 6,5 2,5 38—44
5. Зажечь дугу между стержнем и пластиной кратко-
временным замыканием стержня и пластины с помощью
заточенного угольного электрода. Отметить показания
вольтметра в момент обрыва дуги.
6. После естественного обрыва дуги отключить сва-
рочную цепь и замерить обрывную длину дуги, фиксируя
положение стрелки в момент обрыва дуги и после пере-
мещения электрода.поворотом винта до упора о поверх-
ность наплавленного металла (или линейкой).
Результаты всех измерений занести в форму 1.
8
Таблица 1. Требования ГОСТа и ТУ к исследуем! in материя нам
соединений и элементов, % ГОСТ млн ТУ 4415 — 48 4417—48 4221—65 4422—48 4421—48 4416—48 4761—67 9087—69 4414—48 ГУ ВНИИстрой- нефть 1216—41 4755—70 1415—70 4418—48 < 9087—69
* ® I 1 р, ы CaF, ° Сл 8 к, со, 0,15 1.0 1^ V) 4,5 2,0 41—47 Г-* ё 85 0,6 45 23 S р Прочие примеси КаО+Ыа2О> >10 Cu3; AI6 2ZrO2 Pe2O-f- +А1аО=3 Сг0,5; А12 К2О7
не < 0,06 0,03 0.04 0.01 0,04 0,05 0,15 0,14 0,20 0,05 0.15 0,03 0,03 0.1 0.1 0,015 юл ее 0,04 0,015 0,04 0,015 0,015 0,05 0,12 0,14 0,05 0,05 0.1 0,3 0,05 0,2 0.1 0.012
Форма 1. Результаты опытов
Мате- риал, флюс, марки элек- трода Род тока и по- ляр- ность Напряжение в момент обрыва дуги, В Размеры обрывной длины дуги, мм
Замер 1 Замер 2 Замер 3 Сред- нее значе- ние Замер Замер 2 Замер 3 Сред- нее значе- ние
9
Повторить опыт, нанося на пластину под стальной
стержень слой исследуемого материала толщиной 1 мм.
Для всех опытов количество наносимого па пластину
материала должно быть примерно одинаковым. Опыт 1
проделать на переменном токе с полевым и плавиковым
пшатом.
Рис. 1. Размещение оснастки для определения об-
рывной длины дуги
Опыт 2< Изучить обрывную длину дуги, пользуясь
электродами марок АНО-4, УОНН-13/45 и голым стерж-
нем (ток постоянный — прямая и обратная полярности —
и переменный).
1, Зачистить торцы электродов.
2. Вместо металлического стержня закрепить в штатив
электрод типа Э-34, фиксируя расстояние от его торца
до пластины поворотом винта или специальной линейкой.
3. Повторить пп. 5» 6 опыта 1.
4. Проделать опыт с электродами марок АНО-4 и
УОНИ-13/45.
Каждый опыт произвести три раза, считая обрывной
длиной дуги среднее значение.
При выполнении опытов необходимо стержень и пла-
стину тщательно очистить от остатков ранее проведенного
материала, так как небольшое количество оставшегося
материала может заметно изменить величину эффектив-
10
него потенциала ионизации, а следовательно, и обрывную
длину дуги.
Данные всех замеров и результаты расчетов занести
в фюрмУ !•
Содержание отчета
1. Методика постановки опытов.
2. Таблица записей и результатов расчетов.
Материал
Рис. 2. Схема нарастающего графика
3. Нарастающий график обрывной длины дуги для
всех материалов, электродов и флюсов (рис. 2).
4. Выводы и объяснения полученных результатов.
Контрольные вопросы
L Что такое электронная эмиссия, виды эмиссии?
2. Потенциал ионизации, работа выхода и их влияние
на условия горения дуги.
3. Какие элементы способствуют увеличению обрыв-
ной длины дуги и почему?
4. Что принято понимать под степенью ионизации
и эффективным потенциалом ионизации?
5. Какие элементы способствуют ионизации дугового
промежутка в электродах марок АНО-4 и У ОНИ-13/45?
11
Лабораторная работа 2
СВОЙСТВА СВАРОЧНОЙ ДУГИ
Устойчивость сварочной ду1и и возможность направ-
ления ее в определенное место при сварке постоянным
током зависят от направления действия результирующего
магнитного поля вокруг дуги, которое часто вызывает
Рис. 3. Влияние положения токоподвода на отклонение
дуги: а — токоподвод совпадает с осью дуги; б — ток
к изделию подведен слева от дуги; в — ток к изделию
подведен справа от дуги
отклонение дуги от нормального положения. Такое явле-
ние называют магнитным дутьем.
Столб сварочной дуги можно рассматривать как гиб-
кий проводник электрического тока, который, как и обыч-
Рис. 4. Отклонение дуги в зависимости от на-
правления тока или расположения подковообраз-
ного магнита
ный проводник с током, под воздействием магнитного
поля отклоняется в сторону наименьшего сгущения магнит-
ных силовых линий.
Рассмотрим влияние постоянного тока различных
магнитных полей и ферромагнитных масс на .сварочную
дугу» Электрическая дуга при воздействии собственного
12
магнитного поля будет отклоняться в зависимости от
места подключения к изделию токоподвода в сторону
разряжения магнитных силовых линий (рис. 3, а, б, в).
В результате взаимодействия магнитного поля столба
дуги с поперечным магнитным полем дуга будет откло-
няться в сторону наименьшей магнитной индукции (рис. 4).
На дугу также оказывает
влияние продольное магнитное
поле соленоида, параллельное
оси столба дуги и электриче-
скому полю. Такое магнитное
поле не оказывает никакого
действия на заряженные части-
цы, движущиеся в направлении
электрического поля, по на за-
ряженные частицы, перемещаю-
щиеся в поперечном направ-
лении этого поля, оно оказы-
вает заметное влияние. Так как
температура центральной части
столба дуги выше периферий-
ной, то диффузия частиц начи-
нается в направлении мепыпей
температуры по радиусу.
При движении в радиаль-
ном направлении заряженные
частицы пересекают магнитное
поле, которое, взаимодействуя
с ними, создает силу F" (рис. 5),
действующую на частицы пер-
пендикулярно- к магнитному полю. В результате ча-
стицы столба дуги будут вращаться по окружности*
Но, кроме того, на них действует и продольное электри-
ческое поле, под действием которого частицы переме-
щаются по вертикали в направлении силы Fr, Таким
образом, совместное действие продольного магнитного
и электрического полей заставляет заряженные частицы
двигаться по спирали под действием результирующей
силы. F. Возникающая при этом центростремительная
сила стягивает столб к вертикальной оси.
Действие ферромагнитных масс на отклонение дуги
обусловлено тем, что магнитная проницаемость их в ты-
сячи раз больше магнитной проницаемости воздуха.
Рис. 5. Схема действия сил
на ион в сварочной дуге при
наличии продольного магнит-
ного поля
13
А магнитные силовые линии стремятся замкнуться по*
пути наименьшего сопротивления. Концентрическое ма-
гнитное поле вокруг дуги исказится, и она окажется
прижатой к ферромагнитному телу.
В случае сварки па переменном токе магнитное дутье
будет значительно меньше или совсем незаметно. Это
происходит по той причине, что изменяющийся по вели-
чине и направлению магнитный поток дуги, пронизы-
вающий ферромассу, наводит в ней вихревые токи, созда-
ющие собственное магнитное поле, направленное против
магнитного поля сварочного тока.
Цель работы
Изучить свойства сварочной дуги в зависимости от
технологических условий сварки, рода и полярности тока.
Необходимые материалы
1. Угольные или
-е-10 мм).
2. Металлические
3. Металлический
(4л = 4 ММ).
графитовые электроды (ri3JI = 8-5-
пластины (100x100x10 мм),
электрод с толстым покрытием
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного и переменного токов
с электроизмерительными приборами.
2. Соленоид (d — 400-5-500 мм из провода сечением
25 мм2, число витков не менее 20) для создания продоль-
ного магнитного поля.
3. Подковообразный магнит.
4. Штатив.
5. Подставка.
6. Стальной брус.
7. Держатели — 2 шт. (один длиной 300 мм).
8. Прибор для определения твердости.
Порядок выполнения работы
Опыт I. Изучить влияние собственных магнитных по-
лей на сварочную лугу, горящую между угольными элек-
тродами (постоянный ток).
14
1. Закрепить угольные электроды в держатели.
2. Закрепить длинный держатель в электрододержа-
тель на штативе, а короткий—в электрододержатель сва-
рочного провода.
3. Подобрать силу тока короткого замыкания 230 А
(в отчете указать действительную силу сварочного тока
по прибору).
Рис. 6. Взаимное расположение угольных элек-
тродов при изучении влияния собственных
магнитных палей
4. Возбудить дугу между угольными электродами при
горизонтальном положении электродов. При горении дуги
поворачивать один электрод относительно другого на
углы примерно 120, 90, 60° (рис. 6).
Уяснить сущность происходящего явления и эскизно
изобразить расположение и форму дуги при разных
углах между электродами.
Опыт 2. Изучить дугу между угольными электродами
и металлической пластиной при различных ее положениях
по отношению к токопроводу.
1. Закрепить электрододержатель на контактной
планке подставки.
2. Возбудить дугу при таком положении электрода,
чтобы подвод тока к пластине совпадал с осью угольного
электрода (рис. 7).
15
3. В процессе горения дуги перемещать пластину
вправо или влево от токоподвода, поворачивать электрод
относительно пластины примерно на углы 45—60е, фикси-
руя при этом форму и положение дуги относительно места
подвода тока к пластине. Опыты 1 и 2 повторить на пере-
менном токе.
Опыт 3. Изучить влияние постороннего поперечного
магнитного поля на сварочную дугу (постоянный ток).
1. Возбудить дугу между пластиной и угольным
электродом.
2. Во время горения дуги поднести к ней подковооб-
разный магнит, как указано на рис. 8.
3. Изменить направление магнитного поля подковооб-
разного магнита поворотом его на 180°. Уяснить сущность
явлений, происходящих с дугой, и эскизно изобразить
расположение дуги между электродом и пластиной.
Опыт 4# Изучить влияние продольного магнитного
поля соленоида на сварочную дугу (постоянный ток пря-
мой полярности).
L Заменить короткий держатель, закрепленный в элек-
трододержателе сварочного провода, длинным.
2. Установить соленоид на подставку и подключить
его последовательно в сварочную цепь (рис. 9).
3. Уложить пластину на подставку внутри соленоида.
4. Возбудить дугу внутри соленоида между пластиной
и угольным электродом.
5. В процессе горения дуги изменять ее длину и сле-
дить за характером ее горения. Уяснить сущность про-
исходящего явления и эскизно изобразить форму дуги
между электродом и пластиной.
Опыт 5. Изучить дугу вблизи ферромагнитных масс
(постоянный ток).
1. Закрепить длинный держатель в электрододержа-
тель на штативе, а другой—в электрододержатель свароч-
ного провода.
2, Уложить стальной брус на подставку.
3. Установить штатив с держателем на сварочный стол
так, чтобы угольный электрод был расположен на рас-
стоянии 10—15 мм от бруса, а от подставки на 20—25 мм,
затем возбудить • дугу между угольными электродами.
•Оси электродов должны совпадать и находиться в гори-
зонтальном положении (рис. 10). Повторить опыт на
переменном токе. Уяснить сущность происходящего явле-
16
Рис. 7. Влияние места
расположения токопод-
вода на отклонение дуги
Рис. Ъ. Размещение подковооб-
разного магнита по отношению
к дуге
Рис. 9. Взаимное рас- Рис. 10. Размещение ферромагнитной
положение соленоида и массы и электродов
электрода
Рис. И. Размещение электрода по отношению к токо-
подводу и ферромагнитной массе
17
ния и эскизно изобразить расположение дуги между
двумя угольными электродами и стальным бруском.
Опыт 6, Изучить дугу вблизи ферромагнитной массы
и на конце пластины,
I. Убрать штатив. Подключить электрододержатель
к токоподводу внизу подставки.
2. Возбудить дугу между электродом и пластиной,
размещенной на подставке (рис. 11).
3. Подвести дугу к стальному брусу, держа электрод
под углом 90° по отношению к пластине на расстоянии
5—10 мм. Наблюдать, как будет располагаться дуга,
затем повернуть электрод по отношению к пластине на
угол 60° и также наблюдать расположение дуги.
4. Переместить пластину на край подставки. Затем
возбудить дугу у кромки пластины, располагая электрод
по отношению к пей под углом 90°. Опыт проделать
с металлическим электродом на постоянном токе и повто-
рить его с угольным и металлическим электродами на
переменном токе. Уяснить сущность происходящего явле-
ния с дугой и эскизно изобразить.
Опыт 7. Установить влияние полярности тока при
сварке угольной дугой па насыщение основного металла
углеродом.
1. Зачистить пластину.
2. Подобрать силу тока для электрода \(cL„ = 10 мм,
= 250ч-270 А).
3. На прямой полярности возбудить дугу и распла-
вить в течение 60—90 с небольшой участок пластины
диаметром 20—25 мм. Опыт повторить при обратной
полярности.
4. После охлаждения в воде зачистить на наждачном
круге среднюю часть участка, подвергшегося расплавле-
нию. Проверить твердость этого участка и основного
металла. Сопоставить твердость участка с твердостью
основного металла.
Содержание отчета
L Методика постановки опытов.
2, Эскизные изображения формы сварочной дуги по
основным пунктам опытов.
3. Выводы и объяснения полученных результа-
тов.
Контрольные вопросы
- 1. Что называется сварочной дугой; процессы, про-
текающие на отдельных се участках?
2. Влияние на сварочную дугу рода тока, материала
электродов и состава газов.
3. Влияние собственного магнитного поля и наклона
электрода на сварочную дугу.
4. Как влияет па дугу посторонние поперечное и про-
дольное магнитные поля?
5. Почему сварочная дуга притягивается к ферро-
магнитной массе?
6. Как и почему полярность при наплавке угольным
электродом влияет на твердость наплавки?
'Лабораторная работа 3
КОЭФФИЦИЕНТ ПОЛЕЗНОГО ДЕЙСТВИЯ
СВАРОЧНОЙ ДУГИ
Электрическая энергия, потребляемая дугой, в основ-
ном превращается в тепло. Тепловую мощность дуги
можно принять равной тепловому эквиваленту Q (кал/с)
электрической энергии, пренебрегая теплом, идущим на
химические реакции в дуговом промежутке и несколько
меняющим* тепловой баланс дуги. Тепловой эквива-
лент электрической мощности можно определить по
формуле 1
Q = 0,24/г/св<7д, . (4)
где 0,24 — коэффициент перевода электрических величин
в тепловые;
k — коэффициент, учитывающий влияние, оказы-
ваемое несинусоидальностыо кривых напряже-
ния и тока на мощность дуги переменного
тока, принимается равным 0,7—0,97; при по-
стоянном токе k = 1; 1
1 1 кал — 4,1868 Дж.
19
/св — сила тока сварки, А;
ид — напряжение дуги, В.
Не все тепло сварочной дуги идет на нагрев изделия:
часть тепла затрачивается па нагревание перасллавив-
шейся части электрода, часть — на излучение в окружа-
ющее пространство, некоторое количество тепла теряется
с каплями электродного металла при его разбрызгивании.
Поэтому вводят понятие эффективной тепловой мощности
дуги.
Эффективная тепловая мощность дуги — это количе-
ство тепла, введенное в металл изделия в единицу вре-
мени, равное
<2зф=|. (5)
где q0 — количество тепла, введенное в металл изделия,
кал;
t — время горения дуги, с.
Потери тепла дуги на излучение, нагревание электрода
за счет прохождения сварочного тока для различных
способов сварки будут разными.
Величиной, характеризующей тепло, расходуемое на
нагрев и плавление основного и электродного металлов,
является коэффициент полезного действия дуги т), кото-
рый представляет собой отношение эффективной тепловой
мощности дуги к тепловому эквиваленту ее электрической
мощности, т. е.
4=-^. (6)
Эффективный к. п. д. зависит от технологических усло-
вий сварки. При сварке открытой металлической дугой
т] — 0,5-ь0,85, при сварке подслоем флюса *] = 0,8ч-0,95,
а при сварке угольной дугой — 0,5—0,65.
Эффективная тепловая мощность сварочной дуги мо-
жет быть определена калориметрическим методом.
Типовые задачи с решениями
Задача 1. Определить эффективную тепловую мощ-
ность дуги, если сварка производится толстопокрытыми
электродами на следующем режиме: = 28 В, /св =
== 240 А и ц = 0,7.
20
Решение
1. По формуле (4) рассчитывается полная тепловая
мощность
Q = 0,24-1-240 -28 = 1612,8 кал/с.
2. Из формулы (6) определяется эффективная тепловая
мощность
Q^ = Qi]= 1612,8-0,7 =1130 кал/с.
Ответ. <2эф = ИЗО кал/с.
Задачи для решения
Задача 2. Определить эффективную тепловую мощ-
ность дуги, если сварка производится электродами с тон-
ким покрытием при /св = 180 A, U = 24 В и т] = 0,6,
Задача 3. Определить силу тока, протекающего по
сварочной цепи, если эффективная тепловая мощность
дуги равна 2268 кал/с, U* — 30 В, i] = 0,9.
Задача 4. Определить эффективную тепловую мощ-
ность дуги при сварке пеплавящимся электродом в среде
аргона, если тепловая мощность дуги Q = 4000 кал/с,
а т] = 0,5.
Цель работы
Ознакомление с методикой определения эффективного
коэффициента полезного действия нагрева изделия дугой.
Необходимые материалы
1. Пластины из малоуглеродистой стали размером
80x40X10 мм с подготовкой кромок и размером 100 X
X 100X10 мм без подготовки кромок.
2. Электроды типа Э-34, Э-42 и Э-42А (4ЭЛ = 4 мм).
3. Флюс АН-348А или ОСЦ-45 (табл. 1).
4. Сварочная проволока СВ-08 (d = 2—4 мм).
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного и переменного тока
с электроизмерительными приборами.
2. Автоматическая или полуавтоматическая установка.
3. Калориметр,
21
4. Весы циферблатные с гирями.
5. Секундомер.
6. Термометр.
7. Бачок с водой для охлаждения проб.
Порядок выполнения работы
В настоящей работе при определении количества
тепла q0, введенного в пробу, допускается неточность,
так как в калориметр вводится проба со шлаком. Коли-
чество тепла, введенное шлаком, пе учитывается, что
Рис. 12. Калориметр:
1 — корпус; 2 — кало-
риметрический сосуд;
3 — подставка; 4 — ме-
шалка
в связи с учебно-познавательным
характером работы считается допу-
стимым.
Опыт U Определить к. п. д. на-
грева изделия дугой при наплавке
валиков электродами разных ма-
рок.
1. Зачистить и замаркировать
пластины.
2. Взвесить калориметрический
сосуд с мешалкой с точностью
до 2 г.
3. Наладить в калориметриче-
ский сосуд воду (3—3,5 кг), взве-
сить с точностью до 2 г и разместить
его на подставке в бачке калори-
метра (рис. 12).
4. Уложить пластину на опоры, установленные на
сварочном столе.
5. Перемешать воду и зафиксировать начальную тем-
пературу с точностью до 1е С.
6. Произвести наплавку валика электродом типа Э-34
в течение 20—25 с, фиксируя время горения дуги, свароч-
ный ток, напряжение на дуге.
7. Выполненную пробу быстро поместить в калори-
метрический сосуд.
8. Перемешать воду и замерить установившуюся тем-
псратуру Tms!i.
9. Вынуть пробу из калориметра, очистить от шлака
и брызг, высушить и взвесить.
* 10. Соблюдая указанный порядок работы, выполнить
наплавку еще двумя-тремя электродами типа Э-42, Э-42А,
22
1L Количество тепла, введенное в пробу, вычислить
по формуле
Qo (Т'тах ^п) 4" ^пр^пр) X
х (^ax-^j + Qnp 11,02,
(7)
где 1,02 — коэффициент, приблизительно учитывающий
потери тепла в пространство за ,время на-
плавки и переноса пробы в калориметр;
тп — масса воды в калориметре, г;
7 птах — максимальная установившаяся температура
воды, °C;
7 н — начальная температура воды, °C;
т* — масса калориметрического сосуда и мешалки,
г;
mnp — масса наплавленной пробы без шлака и
брызг, г;
спр—удельная теплоемкость пробы, кал/г-град
(для стали спр = 0,094-0,1 кал/г-град);
ск—удельная теплоемкость калориметра, кал/гх
хград (для стали ск = 0,09-4-0,1 кал/г*град;
для латуни ск = 0,092 кал/г-град);
Qnp — количество тепла, потерянного при испаре-
нии воды в момент внесения пробы в калори-
метр, кал.
Значение Qnp ориентировочно принимается по следу-
ющим данным (скорость сварки не более 1,5 см/с): сила
тока сварки /св = 150-4-200; 200—400; 400—600; 600—
1000 А; количество тепла Qlip = 4004-600; 600—800;
800—1000; 1000—1200 кал.
12. Определить тепловой эквивалент электрической
мощности дуги, эффективную тепловую мощность и к. п. д.
сварочной дуги по формулам (4), (5), (6).
Опыт 2* Определить к. п. д. нагрева изделия дугой
при наплавке валика на автомате или полуавтомате под
слоем флюса.
L Проделать все операции опыта 1, выполняя при
этом наплавку валиков па автомате или полуавтомате.
2. Найти Q, Сэф, ^0, г) по соответствующим фор-
мулам.
Данные всех измерений и результаты расчетов за-
нести в форму 2.
23
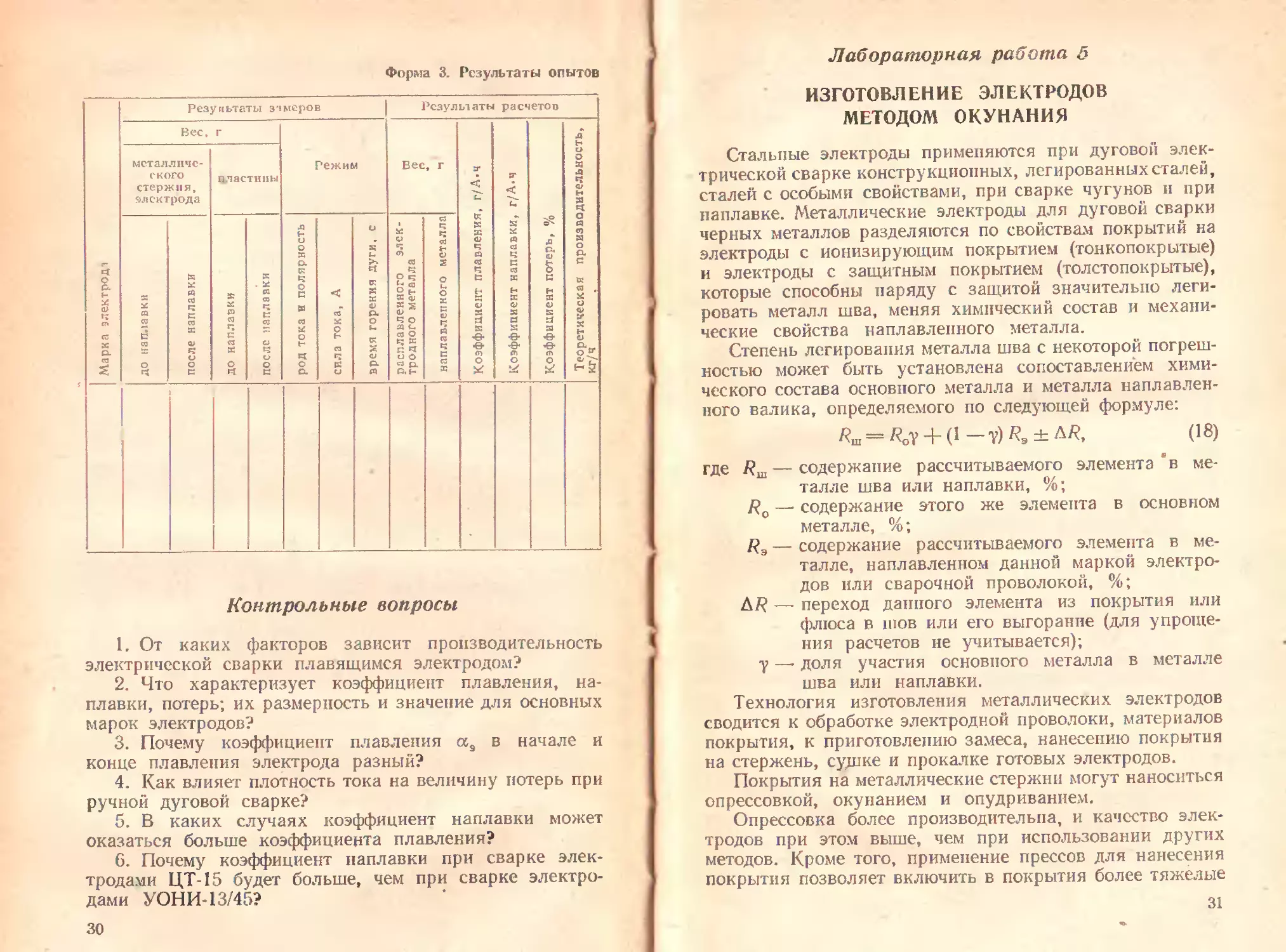
Форма 2 Результаты опытов
Марка электрода, прово- локи,. флюса Результаты замере
Вес, г Режим
калориметриче- ского сосуда с с мешалкой воды пробы сила тока, А напряжение, В время горения дуги, с
•в Результаты расчетов
Температура, сС Тепловая МОЩНОСТЬ, кал/с Количество тепла, вве- денное в пробу, кал К. п» а. дуги, %
начальная вода максимальная вода воздуха i < полная эффективная
Содержание отчета
1. Методика постановки опытов, примеры расчетов»
2. Таблица записей и результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Понятие об электрической и тепловой электриче-
ской мощностях и их аналитическое выражение.
2. Чго такое эффективная тепловая мощность дуги
и что характеризует к. п. д. сварочной дуги?
3. Что такое тепловой баланс дуги и величина к. п. д.
для основных способов электрической сварки плавлением?
4. Как практически определяется к. п. д. сварочной
дуги?
5. Почему при малом вылете электрода может при-
меняться большая плотность тока?
Лабораторная работа 4
КОЭФФИЦИЕНТ ПЛАВЛЕНИЯ, НАПЛАВКИ,
ПОТЕРЬ НА УГАР И РАЗБРЫЗГИВАНИЕ,
ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ
На производительность процесса электрической дуго-
вой сварки влияют следующие факторы: 1) сварочный
ток; 2) коэффициент плавления ав; 3) коэффициент на-
24
плавки а1Р который обычно меньше аэ, так как не весь
расплавленный электродный металл переходит в шов:
часть его выгорает, часть разбрызгивается.
Величина потерь металла на угар и разбрызгивание,
а также значения коэффициентов плавления и наплавки
зависят от•сварочного тока. Увеличение тока приводит
к повышению температуры дуги, т. е. к интенсивности
расплавления электрода и ускорению протекания хими-
ческих реакций.
Значит, с увеличением тока а9 и аи увеличиваются,
но на разные величины, так как увеличение температуры
дуги приводит к увеличению количества образующихся
газов и повышению их давления в капле, а следовательно,
к повышению потерь на угар и разбрызгивание.
На величину аэ и ан, на потери от угара и разбрызги-
вание влияют количество тех или иных примесей в элек-
тродном металле и электродном покрытии, а также тем-
пература стержня электрода.
В начальный момент сварки скорость плавления элек-
тродного металла небольшая, но по мере разогрева элек-
трода джоулевым теплОхМ проходящего по нему тока
скорость его плавления увеличится в два раза, т. е. на
100% и более при значительных плотностях тока. При
этом увеличиваются аэ и ан, потери же на угар и раз-
брызгивание практически не изменяются. Нормальное
качество наплавки или шва будет обеспечено, если ско-
рость плавления электрода в начале будет отличаться
от скорости в конце ие более чем на 30%, Джоулево тепло
оп редел я етс я уравнением
Q = 0,24/^?/. (8)
Покрытие электродов существенно влияет на коэффи-
циенты плавления, наплавки и на коэффициент потерь,
который равен
100. (9)
Коэффициент плавления толстопокрытых электродов
значительно уменьшается по сравнению с коэффициентом
голых и тонкопокрытых электродов за счет того, что не-
которое количество тепла дуги расходуется на плавление,
испарение и разложение покрытия, но прямой зависи-
мости а9 от толщины покрытия нет.
25
Коэффициент потерь ф толстопокрытых электродов
уменьшается по сравнению с коэффициентом голых элек-
тродов за счет того, что материалы покрытий при испаре-
нии дают дополнительное количество газа, который
увлекает за собой в шов пары металла и мелкие капли
Коэффициент наплавки <zH электродов с толстым
покрытием обычно меньше коэффициента плавления, за
исключением тех случаев, когда в покрытие входит боль-
шое количество металлических составляющих.
На величину аэ и схи оказывают влияние полярность
тока, тип соединения, положение шва в пространстве
и т. д.; установлено, что род сварочного тока существенно
не влияет на величину аэ и ап. С переходом па переменный
ток в некоторой степени коэффициент потерь уменьшается,
но производительность практически не изменяется.
Исследования показали, что коэффициенты <хэ, ан
и ф будут иметь разную величину (при прочих равных
условиях) при сварке электродами разных марок.
Типовые задачи с решениями
Задача 1. Определить количество расплавленного ме-
талла, если сварка производится электродами
УОНИ-13/45 при силе тока /св = 160 А, времени сварки
t = 0,32 ч и аэ = 8,5 г/А-ч.
Решение
Вес расплавленного металла определяется по формуле
(10)
где I — время горения дуги, ч.
Следовательно,
G9 = 8,5 X 160 X 0,32 = 435 г.
Ответ. G~ = 435 г.
•От
Задачи для решения
Задача 2Я Определить количество наплавленного ме-
талла, если сварка производится электродами ЦМ-7
(/св = 140 А). Время сварки t — 0,02 ч.
Задача 3. Определить количество наплавленного ме-
талла, если сварка производится электродами УОНИ-13/45
26
при электрической мощности, потребляемой дугой, М =
«= 4320 Вт, напряжении на дуге С/д = 24 В. Время
сварки I = 0,08 ч.
Задача 4. Определить количество наплавленного ме-
талла, если сварка производится электродами ОММ-5
при электрической мощности, потребляемой дугой; N =
== 4400 Вт, напряжении па дуге 1/д = 22 В, длине шва
/ == 0,42 м, скорости сварки ^св — 0,14 м/с.
Задача 5. Определить коэффициент наплавки ссн, если
известны коэффициент плавления = 14 г/А ч и коэф-
фициент потерь ф = 20%.
Цель работы
Изучить влияние рода и силы тока, марки электродов
на коэффициент плавления и наплавки, величину пбтерь
на угар и разбрызгивание, определить производительность
при ручной наплавке.
Необходимые материалы
1. Пластины из малоуглеродистой и .нержавеющей
стали 1Х18Н9Т (200x100x10 мм).
2. Электроды тонкопокрытые типа Э-34 (d3Jl ~ 4 мм).
3. Электроды с толстым покрытием марок ОММ-5,
УОНИ-13/45, типа Э-42-Р, Э-42А-Ф; марки АНО-4 типа
Э-46-Т или другой марки (йэл = 4 мм).
4. Электроды, имеющие стержни из нержавеющей
стали, например типа ЭА-1Ба марки ЦТ-15.
5. Электрод из порошковой проволоки с покрытием
УОНИ-13/45.
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного и переменного тока
с электроизмерительными приборами,
2. Весы циферблатные с гирями.
3. Секундомер.
4. Штангенциркуль.
5. Масштабная линейка.
6. Бачок для охлаждения проб.
27
Порядок выполнения работы
Опыт 1. Определить коэффициент плавления, па-
плавки и потерь па угар и разбрызгивание при наплавке
валиков электродами разных марок дугой, питаемой
постоянным током.
1. Зачистить пластину.
2. Взвесить пластину ё точностью до 1 г.
3. Замаркировать концы электродов условными обо-
значениями.
4. Определить вес (г) металлического стержня элек-
трода по формуле
ёст=^у1, (11)
где d — диаметр стержня, см;
у — удельная плотность, г/см5;
I — длина электрода, см.
Для какой-либо марки электродов с толстым покры-
тием определить коэффициент покрытия путем взвешива-
ния и расчета
^ст
П £ст
(12)
Здесь £эл — вес покрытого электрода, г;
gCT — вес покрытой части электродного стержня, г,
5. Подобрать действительную силу сварочного тока,
например 160 А немаркированным электродом на вспомо-
гательной пластине. При переходе к наплавке электро-
дами другой марки установленная по амперметру сила
тока будет произвольно меняться, поэтому необходимо
в процессе наплавки отмечать действительную силу тока
по амперметру, которую затем использовать при рас-
четах.
6. При установленной силе сварочного тока наплавить
на пластину валик электродом типа Э-34, оставляя огарки
длиной не более 40 мм. Зафиксировать точное время горе-
ния дуги и силу тока.
7. Подсчитать вес огарка по формуле (И).
8. Охладить пробу с наплавленным валиком, высу-
шить, тщательно очистить от брызг и шлака.
9. Взвесить пробу с наплавленным валиком.
28
10. Определить коэффициенты плавления и наплавки
по следующим формулам:
где
СэЗбОО
св^
аи
G„36Q0
/ сь^
(13)
(И)
(15)
GB = Gn. н ~ Сд. в. (12 * * * 16)
Здесь gCT — вес стержня, г;
gOT — вес огарка, г;
I — время горения дуги, с;
G„ „ — вес пластины после наплавки валика, г;
Gn и — вес пластины до наплавки, г.
д* и
Потери па угар и разбрызгивание определяем по фор-
муле (9).
11. Определить теоретическую производительность,
кг/ч,
(17)
12. По ранее указанной методике проделать пп. 3—
10 электродами марок УОНИ-13/45, ЦТ-15 и порошковым
на постоянном токе обратной полярности, электродом
марки АНОЛ на переменном токе.
Для одной марки электродов опыт повторить три раза
в одинаковых условиях и вычислить среднее значение
определяемых данных.
На основании расчетных данных построить графики
зависимости сс, ан, G„ от 1сп для данной марки элек-
тродов.
Данные всех измерений и результаты расчетов занести
в форму 3.
Содержание отчета
1. Методика постановки опытов, примеры расчетов.
2. Таблица записей и результатов расчетов.
3. Графики.
4. Выводы и объяснения полученных результатов.
29
Форма 3. Результаты опытов
Марка электрода Результаты замеров Результаты расчетоо
Вес, металличе- ского стержня, электрода Г’ пдастины Режим Вес, г Коэффициент плавления, г/А.ч Коэффициент наплавки, г/А.ч Коэффициент потерь, % Теоретическая производительность, кг/ч
до наплавки после наплавки до наплавки после наплавки род тока и полярность сила тока, А время горения дуги, с расплавленного элск- : тродного металла наплавленного металла
।
Контрольные вопросы
1, От каких факторов зависит производительность
электрической сварки плавящимся электродом?
2. Что характеризует коэффициент плавления» на-
плавки, потерь; их размерность и значение для основных
марок электродов?
3. Почему коэффициент плавления аэ в начале и
конце плавления электрода разный?
4. Как влияет плотность тока на величину потерь при
ручной дуговой сварке?
5. В каких случаях коэффициент наплавки может
оказаться больше коэффициента плавления?
6. Почему коэффициент наплавки при сварке элек-
тродами ЦТ-15 будет больше, чем при сварке электро-
дами УОНИ-13/45?
зо
Лабораторная работа 5
ИЗГОТОВЛЕНИЕ ЭЛЕКТРОДОВ
МЕТОДОМ ОКУНАНИЯ
Стальные электроды применяются при дуговой элек-
трической сварке конструкционных, легированных сталей,
сталей с особыми свойствами, при сварке чугунов и при
наплавке. Металлические электроды для дуговой сварки
черных металлов разделяются по свойствам покрытий на
электроды с ионизирующим покрытием (тонкопокрытые)
и электроды с защитным покрытием (толстопокрытые),
которые способны наряду с защитой значительно леги-
ровать металл шва, меняя химический состав и механи-
ческие свойства наплавленного металла.
Степень легирования металла шва с некоторой погреш-
ностью может быть установлена сопоставлением хими-
ческого состава основного металла и металла наплавлен-
ного валика, определяемого по следующей формуле:
= + (18)
где — содержание рассчитываемого элемента "в ме-
талле шва или наплавки, %;
/?0 —* содержание этого же элемента в основном
металле, %;
/?э —• содержание рассчитываемого элемента в ме-
талле, наплавленном данной маркой электро-
дов или сварочной проволокой, %;
А/? — переход данного элемента из покрытия или
флюса в шов или его выгорание (для упроще-
ния расчетов не учитывается);
у — доля участия основного металла в металле
шва или наплавки.
Технология изготовления металлических электродов
сводится к обработке электродной проволоки, материалов
покрытия, к приготовлению замеса, нанесению покрытия
на стержень, сушке и прокалке готовых электродов.
Покрытия на металлические стержни могут наноситься
опрессовкой, окунанием и опудриванием.
Опрессовка более производительна, и качество элек-
тродов при этом выше, чем при использовании других
методов. Кроме того, применение прессов для нанесения
покрытия позволяет включить в покрытия более тяжелые
31
материалы и большее количество легирующих ферро-
сплавов, потому что покрытие замешивается в виде гу-
стой массы, что способствует равномерному распределе-
нию материалов по объему- Этот метод наиболее часто
применяется на практике.
Электроды, изготовленные методом окунания, по своим
технологическим свойствам значительно уступают элек- *
тродам, изготовленным опрессовкой. Покрытия на элек-
троды, изготовленные окунанием, наносятся неравномерно,
часто появляются вздутия, большой эксцентриситет, вслед-
ствие чего дуга горит менее стабильно, увеличиваются
потери на разбрызгивание.
Типовые задачи с решениями
Задача 1, Определить необходимое количество элек-
тродов марки УОНИ-13/45 для сварки однопроходного
шва сечением F = 60 мм2 при длине шва 10 м.
Решение
Вес наплавленного металла 1 м шва при площади
сечения шва (мм2) численно равна объему 1 м шва (см3)
и определяется по формуле
GH1H =
(19)
где у — плотность, г/см3;
V — объем 1 м шва, см3.
Таким образом,
= 7,8 -60 - 468 г.
Вес наплавленного металла 10 м шва рассчитывается
по формуле
(20)
Здесь I — длина шва, м.
Следовательно, *
С„ = 468 10 = 4680 г = 4,680 кг.
п
Необходимое количество электродов (кг) для сварки
определяется по формуле
^ = GB(I,6-1,8),
(21)
32
где (1,6-г-1,8) — коэффициент, учитывающий расход элек-
тродов на 1 кг наплавленного металла; принимаем сред-
нее значение— 1,7.
Тогда
бэл = 4,680-1,7 - 7,956 кг,
Ответ. — 7,956 кг.
Задача Определить химический состав требующе-
гося электродного металла для сварки стали марки Х25Т,
пренебрегая А/? и принимая у = 0,3. Химический состав
основного металла и металла шва:
Содержание, % с Si iMn Cr Ni Ti
В основ пом металле 0,15 1 0,8 25,5 — 0,8
В металле шва 0,12 0,69 1,08 25,6 8,8 0,24
Решение
Из формулы (18) определяется содержание рассчиты-
ваемого элемента в металле, наплавленном данной маркой
электродов,
п Кш ~~
0,24 — 0,8-0,3 __ 0,24 — 0,24 0 _ рп/
1—0,3 0,7 ~0,7 —
Задачи для решения
Задача Зл Определить необходимое количество элек-
тродов марки ЦТ-15 (кг) для сварки 30 м шва сечением
F — 90 мм2.
2 С. И. Ду мои
33
Задача 4< Определить химический состав металла шва,
выполненного на стали Х18Н9Т электродами марки
ЦЛ-11, если у = 0,4. Данные по химическому составу
основного и наплавленного электродами марки ЦЛ-11
металла:
Содержание, % С Si Мп Ci Ni П Mb
Сталь X18II9T . . . . 0,09 0,4 0,7 18,5 8,5 0,7 —
Электрод ЦЛ-11 . ... 0,12 1,0 1,6 20,0 9,5 — 1,0
Цель работы
Ознакомиться с технологией изготовления электродов
методом окунания и контролем качества покрытия элек-
тродов,
Необходимые материалы
1. Порошкообразные материалы для изготовления
электродов соответствующих марок УОНИ-13/45, ОММ-5,
13КН/ЛИВТ, 12АН/ЛИВТ или другие по указанию
преподавателя (см. приложение II)’.
2. Стержни из сварочной проволоки Св-08 и Св-08А
(d =j= 4 мм) и порошковой.
Оборудование, приспособления, инструмент
1, Сварочный пост постоянного и переменного токов
с электроизмерительными приборами.
2, Весы циферблатные с гирями.
3. Мензурка или мерный стакан.
4. Печь для прокаливания электродов.
5, Стакан для окунания.
6* Посуда для подготовки замеса.
7, Устройство для сушки электродов па воздухе*
8. Плита для правки стержней.
9. Штангенциркуль.
10. Линейка.
11. Мерительная скоба.
Порядок выполнения работы
Опыт 1. Изготовление толстопокрытых электродов.
1. Выполнить дозировку материалов (приложение II),
В целях ускорения работы дозировку материала произ-
34
водить не в весовом выражении, а в объемном, для чего
в паспорте приведены соответствующие данные.
2. Из материалов, составляющих покрытия, приго-
товить механическую смесь в фарфоровой ступке. В пер-
вую очередь рекомендуется смешивать легкие и объемистые
, ___ вещества с тяжелыми ферро-
у сплавами, а затем вводить
\ if остальные материалы.
Рис. 13. Стакан для окунания Рис. 14. Устройство для воз-
электродов: душной сушки электродов:
/ __ горловина; 2 — ручка; 3 — / — резиновые прокладки; 2 — фа-
груба; 4 — плита; 5 — прокладка; мера; 3 —- дерево; 4 — стойка
6 — основание
3. К полученной механической смеси добавить жидкое
стекло и, пользуясь месилкой или пестиком, размешать
смесь, добавляя воды по мере надобности, чтобы полу-
чить состав в виде густой сметаны.
4. Готовую жидкую массу налить в металлический
стакан для окунания (рис. 13).
5. Нанести покрытие, равномерно опуская и поднимая
стержень два-три раза, оставляя непокрытым конец
стержня длиной 40 мм. На стержень из порошковой про*
волоки нанести покрытие УОНИ-13/45.
6. Поставить или подвесить электрод в устройство
для сушки и закрепить (рис. 14). Сушить в течение
24 ч.
7. Поместить электроды в печь и прокалить: элек-
трод ОММ-5 при температуре Т = 180-е-200° 1—1,5 ч,
35
УОНИ-13/45, 13КН/ЛИВТ, 12АН/ЛИВТ при темпера-
туре Т = 2504-350° С 1—2 ч.
Опыт 2< Проверить качество электродов.
L Проверяются толщина и эксцентриситет покрытия
электродов, изготовленных в лаборатории или на заводе.
Для этого в трех местах напильником удаляется покры-
тие на участке 10—15 мм (рис. 15). Размеры в местах,
где удалено покрытие, определяют штангенциркулем.
Эксцентриситет покрытия определяется как разность
между полученными размерами. Допустимый эксцентри-
ситет покрытия для диаметра 3 мм составляет 0,15 мм,
а для диаметра 4—5 мм — 0,25 мм.
Г/-12
Рис. 15. Схема удаления покрытия для проверки
эксцентриситета покрытия
2. Определяется коэффициент покрытия как отноше-
ние веса покрытия к весу покрытой части металлического
стержня по формуле (12), а вес покрытия устанавливается
как разность между весом электрода с покрытием и весом
стержня:
(22)
Вес электрода с покрытием определяется взвешива-
нием на весах с точностью до 1 г.
3. Проверяется прочность покрытия на электродах
путем свободного падения электрода плашмя на гладкую
стальную плиту с высоты 1 м. При этом покрытие не
должно разрушаться, хотя допускаются отколы отдель-
ных мест. Длина откола не должна превышать 20 мм.
Опыт 3. Провести технологическую проверку элек-
тродов.
Технологическая проверка электродов производится
после их просушки и прокалки или ранее изготовленными
в лаборатории электродами наплавкой валиков на пла-
стину при силе тока 160—180 А. Электрод считается
качественным, если в процессе горения дуги не наблю-
дается ее обрывов; шлак равномерно покрывает валик
и легко отделяется после остывания; наплавленный
36
металл имеет мелкую равномерную чешуйчатость и от*
сутствуют поры и трещины.
Опыт 4* Определить химический состав металла на-
плавленных валиков по формуле (18).
Содержание отчета
1. Краткое описание технологии изготовления элек-
тродов с приведением химического состава использован-
ных материалов и ГОСТов.
2. Результаты проверки качества электродов.
3. Расчет химического состава наплавленного металла»
4. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Виды покрытий электродов, регламентируемые
ГОСТ 9467—60; марки электродов, соответствующие дан-
ным видам.
2. Перечислить основные функции материалов элек-
тродных покрытий.
3. Как обозначаются по ГОСТам типы плавящихся
электродов разного назначения?
4. Какие факторы учитывают при выборе режима
сварки для данной марки электрода?
5. Основные операции, составляющие технологический
процесс изготовления толстопокрытых электродов; что
характеризует коэффициент покрытия.
6. Какие требуются исходные данные для расчета
химического состава металла шва?
Лабораторная работа 6
ДОЛЯ ОСНОВНОГО МЕТАЛЛА
В МЕТАЛЛЕ ШВА И ПОГОННАЯ ЭНЕРГИЯ
Независимо от типа и способа выполнения шов состоит
из определенной доли основного и электродного металла.
Рассмотрим вопрос о влиянии режима ручной дуговой
сварки па долю основного металла в металле шва и на
его размеры. Режим ручной дуговой сварки — это сила
37
сварочного тока, напряжение на дуге, диаметр электрода,
скорость перемещения дуги, угол наклона электрода и т. д.
Сила сварочного тока (А) может быть
определена по следующей формуле:
= kd
ЭЛ»
(23)
где d3n диаметр стержня электрода, мм;
k *— коэффициент, принимаемый для электродов
d = 34-4 мм равным 30—45 А/мм*.
Увеличение силы сварочного тока приводит к увели-
чению эффективной тепловой мощности дуги вслед-
ствие чего увеличиваются глубина проплавления, выпук-
лость, ширина валика и скорость плавления электрода,
В результате этого доля основного металла в металле шва
повышается.
Для определения доли основного металла в металле
шва (а в данном случае наплавленного валика) требуется
знать площадь сечения наплавленного валика Fn (мм2),
определяемую по формуле
FB = 0,756с,
(24)
и площадь сечения проплавленного металла, которая
с некоторой погрешностью может быть определена по
формуле
Fn9 = 0,756й,
I
(25)
тогда
(26)
Повышение напряжения на дуге приводит
к уменьшению глубины провара, так как увеличиваются
потери тепла на лучеиспускание, угар и разбрызгивание.
Вследствие увеличения длины дуги увеличивается пло-
щадь нагрева изделия, т. е. увеличивается ширина валика
и, следовательно, уменьшается его выпуклость, так как
на величину коэффициентов аэ и ан напряжение влияет
незначительно. Доля же основного металла в металле
шва при ручной электродуговой сварке с увеличением
напряжения практически не изменяется.
Увеличение диаметра электрода (при силе сва-
рочного тока той же величины) приводит к уменьшению
плотности сварочного тока, понижению температуры дуги,
что влечет за собой уменьшение глубипЫ провара, уве-
38
личение ширины валика и уменьшение доли основного
металла в металле шва.
Погонная энергия — это отношение эффек-
тивной тепловой мощности дуги, расходуемой на нагрев
изделия, к скорости перемещения дуги, и определяет
количество тепла, введенное дугой в 1 см однопроходного
шва или валика, т. е.
(27)
где F — сечение шва или валика, мм2.
Следовательно, увеличение энергии приводит к уве-
личению площади сечения шва, т, е. к изменению доли
основного металла в металле шва и формы валика. Ско-
рость перемещения дуги при однопроходной сварке равна
скорости сварки.
Типовые задачи с решениями
Задача 1н Определить энергию qn, если известно, что
сечение валика равно F = 70 мм2.
Решение
Из формулы (27)
qa — 155-70 = 10 850 кал/см.
Ответ. qn = 10 850 кал/см.
Задача 2* Определить режимы и вес электродов при
сварке встык пластин толщиной 8 мм* и длиной 10 м.
Сварка производилась электродами УОНИ-13/45 диа-
метром 4 мм. Площадь поперечного сечения шва 12 мм2.
Решение
Сила сварочного тока
4в==^Эл = 40-4= 160Д
Скорость сварки определяется по формуле
(28)
Следовательно,
где ан берем по данным паспорта на эту марку элек-
трода (см. приложение II).
Вес 1 м наплавленного металла при площади сечения
шва (мм2) численно равна объему 1 м шва (см3) т. е.
6niu = yV = 7,8-12 = 93,6 г
Вес 10 м шва
Gu
= = 93,6 • Ю = 936 г = 0,936 кг
Вес электродов для сварки рассчитывается по формуле
(21)
= 0,936-1,7 = 1,59 кг.
Ответ* о€В — 13,6 м/ч; GH = 0,936 кг; £эл = 1,59 кг*
Задачи для решения
Задача 3. Определить сечение валика, если qn =
= 12 000 кал/см.
Задача 4* Определить эффективную тепловую мощ-
ность дуги, если скорость сварки исв = 9 м/ч и сечение
валика FB = 68 мм2.
Задача 5Я Определить погонную энергию, при которой
производилась наплавка валика на пластину при /св =
= 250 А, ид = 25 В, осв = 18 м/ч, *] = 0,8.
Задача 6* Определить режим сварки и вычислить
вес электродов, необходимых для наплавки валика пло-
щадью поперечного сечения 42 мм2, длиной 8 м, если
известно, что сварка производилась электродами
УОНИ-13/45 диаметром 5 мм.
Задача 7« Определить силу сварочного тока и ско-
рость перемещения дуги, если известно, что сварка про-
изводилась электродами ЦТ-15 диаметром 4 мм и площадь
поперечного сечения валика 40 мм2.
Цель работы
Изучить влияние режима ручной сварки, погонной
энергии qn на долю основного металла в металле шва и
на его размеры.
4и
Необходимые материалы
1, Пластина из малоуглеродистой стали (100X100 X
X 10 мм).
2. Электроды типа Э-42-Р; Э-46Т; Э-42А-Ф или дру-
гие (по указанию преподавателя).
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного тока о электроизме-
рительными приборами,
2. Секундомер.
3. Специальные настольные переносные тиски,
4. Струбцина специальная.
5. Ручной пресс для излома проб.
6. Чертилка.
7. Линейка.
8, Штангенциркуль.
Порядок выполнения работы
торцам, пользуясь специальной
Рис. 16. Приспособление для сборки
пластин:
/ .*> прихватка; 2 пластина
Опыт 1, Изучить влияние марки электрода на форму
шва.
1. Зачистить пластины.
2. Прихватить их по
струбциной (рис. 16).
3. Выправить пла-
стины,
4. Разметить па
пробе мелом положение
валиков.
5. Подобрать силу
тока 140—150А при диа-
метре электрода 4 мм.
6. Наплавить вали-
ки перпендикулярно к
стыку электродами раз-
личных марок при данном режиме, отмечая силу тока;
напряжение на дуге и время ее горения. Наплавку каж-
дого валика производить только на охлажденную пробу,
для чего после наплавки валика проба охлаждается
в воде до комнатной температуры. Отклонение силы
тока допускается в пределах 10%,
41
7, Замаркировать каждый валик.
8. Измерить длину каждого валика*
9. Произвести излом пробы на ручном прессе (рис. 17),
предварительно охладив ее до комнатной температуры.
Рис. 17. Пресс для излома проб
Рис. 18. Настольные переносные тиски
10* Половину пробы (образца) закрепить в тиски
и, пользуясь линейкой и чертилкой, провести линию
раздела наплавленного и проплавленного металлов
(рис. 18),
11. Размеры валиков (ft, ft, с) на образцах измерить
штангенциркулем.
42
12. Рассчитать Fnp, FH, у, pCB, qn по соответствующим
формулам.
Опыт 2, Изучить влияние силы сварочного тока на
форму и размеры шва.
1. Повторить пп. 1—4 опыта 1.
2. При силе сварочного тока 190 и 220 А на пробе
наплавить два валика перпендикулярно к стыку элек-
тродами типа Э46-Т (данные при силе тока 150 А взять
из опыта 1), руководствуясь п. 6 и повторив пп. 7—12
опыта 1.
Опыт 3. Изучить влияние напряжения на дуге на
форму шва, разбрызгивание и угар, для чего электро-
дами марки УОНИ-13/45 выполнить наплавку трех ва-
ликов при силе сварочного тока 200—220 А, меняя на-
пряжение от 24 до 36 В (за счет длины дуги). Коэффи-
циент потерь ф рассчитать по данным аэ и ан опыта 2
работы 4.
Данные всех измерений и результаты расчетов занести
в форму 4.
Содержание отчета
L Методика постановки опытов, примеры расчетов.
2, Таблица записей и результатов расчетов.
3. Графики зависимости размеров шва от марки
электродов, силы сварочного тока и напряжения.
4. Выводы и объяснения полученных результатов.
43
Контрольные вопросы
1. Что характеризует погонная энергия и ее анали-
тическое выражение?
2. Какая существует зависимость между погонной
энергией и сечением валика? Вывести ее для случая
наплавки электродом УОНИ-13/45.
3. Как определяется доля основного металла в ме-
талле шва?
4. Влияние погонной энергии, силы сварочного тока,
напряжения на дуге, диаметра электрода на долю основ-
ного металла в металле шва при ручной сварке.
5. Как определяется скорость перемещения дуги при
отсутствии специальных фиксирующих приборов?
Лабораторная работа 7
РАСЧЕТ И ПРОВЕРКА РЕЖИМОВ
АВТОМАТИЧЕСКОЙ СВАРКИ ПОД СЛОЕМ ФЛЮСА
ПО ЗАДАННОЙ ГЛУБИНЕ ПРОВАРА
На практике обычно приходится рассчитывать режим
автоматической сварки по шву, указанному на чертеже
той или иной конструкции. Изменение размеров швов
сварных конструкций нежелательно, так как их умень-
шение снижает прочность конструкции, а увеличение
вызывает дополнительный расход флюса, проволоки,
электроэнергии, повышается основное время на изго-
товление изделия.
Сварные швы, выполненные автоматом, имеют три
наиболее важных размера, влияющих на качество соеди-
нения: глубину провара h, ширину шва выпуклость с.
Величина их устанавливается по размерам шва, заданным
в чертеже, затем по формулам определяется площадь
сечения наплавленного валика Отношение ширины
шва к глубине провара называется коэффициентом формы
провара фпр и определяется по формуле
'Фир = “£“• (29)
44
Коэффициент формы провара для автоматических швов
должен быть в пределах 1,3—4,0, чтобы уменьшить ве-
роятность образования горячих трещин. •
Отношение ширины шва к выпуклости валика назы-
вается коэффициентом формы валика ф(1, т. е.
, ь
(30)
Для швов, выполненных автоматической сваркой, =
= 5ч-8.
Отдельные параметры режима сварки существенно
меняют размеры элементов шва при автоматической
сварке.
С увеличением силы сварочного тока
возрастает эффективная мощность дуги, вследствие чего
увеличивается количество расплавленного основного и
электродного металла, значительно возрастает глубина
провара, выпуклость валика, незначительно возрастает
ширина валика, фпр и фв увеличиваются.
Повышение напряжения на дуге увеличивает
ее тепловую мощность. При этом увеличивается длина
дуги и площадь ее воздействия на изделие. В результате
интенсивно увеличивается ширина шва и уменьшается
выпуклость валика. Повышение напряжения существен-
ного влияния на провар не оказывает, но приводит к за-
метному увеличению расхода флюса.
Увеличение скорости перемещения, дуги
до 40—50 м/ч приводит к увеличению горизонтальной
составляющей давления дуги па расплавленный металл
сварочной ванны. Толщина слоя жидкого металла под
дугой уменьшается, тепловое действие дуги на основной
металл возрастает, глубина проплавления увеличивается,
несмотря на уменьшение погонной энергии. При даль-
нейшем увеличении скорости перемещения дуги влияние
уменьшения погонной энергии становится преоблада-
ющим, глубина провара уменьшается. Ширина валика
и выпуклость при возрастании скорости перемещения
дуги уменьшаются.
Увеличение д и а м е т р а электрода вызывает умень-
шение глубины провара и выпуклости валика, а ширина
валика увеличивается. Коэффициенты фпР и с умень-
шением диаметра резко уменьшаются. Увеличение вы-
лета электрода усиливает предварительный нагрев элек-
45
трода джоулевым теплом. Это вызывает возрастание аэ
и уменьшение глубины провара.
Заданная форма шва может быть обеспечена соответ-
ствующим режимом автоматической сварки.
Типовые задачи с решениями
Задача 1» Рассчитать режим автоматической сварки
под флюсом стыкового соединения, если толщина листов
s = 10 мм, сварка производится без зазора на весу при
h — 0,6s. Ток постоянный обратной полярности; dSJJ =
= 4 мм. Флюс АН-348А.
Решение
Определить силу сварочного тока (А) из уравнения
/св =4’ <31>
где k —• коэффициент, зависящий от рода тока и поляр-
ности, диаметра электрода, а также марки флюса (по
данным Института электросварки им. Е. О. Патона
принимаем 1,1 мм/100 А).
Таким образом,
/св-44 =545 л-
Зная, что напряжение на дуге меняется в пределах
32—40 В, принять
(Л = 36 В.
По графику (рис. 19) в зависимости от силы тока и
напряжения установить величину коэффициента формы
провара фпр = 3,3.
Зная фпр, определить ширину шва
Ь = фпрй = 3,3 -6 = 19,8 20 мм.
Величину выпуклости рассчитать из уравнения (30),
если фв = 5 ч-8,
ь 20 п п
с= 4^~ = 2’9 ММ‘
Определить площадь сечения наплавленного металла
Fu = 0,75Ьс = 0,75 -20 -2,9 = 43 мм2.
46
Определить коэффициент наплавки по формуле
ан = 11,6 ± 0,4.
В данном случае
а„ = 11,6 +0,4 = 12 г/А-ч,
пренебрегая изменением коэффициента наплавки за
предварительного нагрева вылета электрода.
(32)
счет
Рис. 19. Зависимость коэффициента формы провара от
напряжения па дуге для проволоки различных диамет-
ров: а — d = 2 мм; б — d ~ 4 мм; в — d = 5 мм; г —
d = 6 мм
47
Производительность сварки
GH = ап/св/ = 12.545 = 6540 г.
Скорость перемещения дуги
г, __цн/си 12-545 — 1 а к м'и
°"- Л Fv ~ 43.7.8 1J,° М/ *’
Определить скорость подачи сварочной проволоки
4 12*545 р*7 » /о
Vn. пр - = -3,144677? - 67 М/Ч’
Удельный расход флюса рассчитать по следующей
формуле:
--- Офл
1*— Z) >
где бжд — вес расплавленного флюса, г*
(35)
Задачи для решения
Задача 2« Рассчитать режим двусторонней автома-
тической сварки под слоем флюса стыкового соединения,
если толщина листа s — 16 мм, зазор в стыке 3 мм, k =
= 1,15.
Задача 3« Рассчитать режим автоматической наплавки
валика на пластину толщиной s — 12 мм при глубине
проплавления 8 мм, k = 1,0.
Задача 4« Определить режим автоматической сварки
под флюсом и основные размеры стыкового шва с полным ✓
проваром при толщине материала s = 12 мм, зазоре
3 мм. Ток постоянный обратной полярности, флюс
АН-348А.
Цель работы
Установить влияние параметров режима сварки на
коэффициент наплавки ан, производительность GB, расход
флюса р и размеры отдельных элементов шва.
Необходимые материалы
1. Пластины из малоуглеродистой стали (200X100 X
X 12 мм).
2. Сварочная проволока (d = 3-5-4 мм),
3. Флюс ОСЦ-45 или АН-348А.
48
Оборудование, приспособления, инструмент
1. Автоматическая установка с приборами.
2. Весы циферблатные с гирями.
3. Секундомер. />
4. Линейка. //^\
5. Чертилка. /4
6. Штангенциркуль. / / s //47]
7. Специальная отруб- // у? //
цина. // / /7 /7 / \
8. Переносные на- г С /у\\/ 7
стольные тиски. 77 /
9. Бачок с водой. 7
10. Пресс для излома /
проб. /
11. Приспособление для _______________и
сборки и сварки тавра рис 20. Приспособление для сборки
(рис. 20).
и сварки тавра
Порядок выполнения работы
За несколько дней до выполнения работы в л а бор а-
тории преподаватель задает учащимся глубину провара»
по которой они рассчитывают режим сварки, и получен-
ные результаты предъявляются преподавателю перед
началом работы.
Опыт 1. Установить влияние силы сварочного тока
па форму и размеры валиков, коэффициент наплавки,
расход флюса и производительность.
1. Зачистить пластины, собрать их встык, пользуясь
специальной струбциной (см. рис. 16) и прихватить по
торцам.
2. Взвесить собранные пробы с точностью до 2 г.
3. Подготовить автомат к работе.
4. Подготовить бачок с водой для охлаждения проб.
5. Подобрать вычисленный режим сварки наплавкой
валика на вспомогательную пластину.
6. Закрепить собранные встык пластины на сварочном
столе, наплавить на них валик, отмечая /с0, С/д и время
горения дуги.
7. Охладить пробу в воде, затем осторожно спять
шлаковую корку с валика и взвесить ее с точностью
до 1 г.
49
Форма 5» Результаты опытов
е Результаты расчетов 1 - - — 1 h*v/-1 4 ИЯ CL г в -bi знаипиффеоя
вэонгф tfoxoed игшч Е'оЬ'д
j *есь*Ехок OJOHHSlfCELfllVH зад
Н1Э/1ГСМ 'KHjdoHG веннолоц
Э/НЗ БИН -utnaMad^u Hxjodoi^
ИЯСЕЕП -ЕН OlfL’EAOM П EirLJb’X -ЭИ озонсонзо KITOV
Площадь, ; мм2 IIMHELTUEH
БИН -BireEiriiOdll
СИНИЕ С NW -<1оф д-НэиПиффеоУ!
cdEHodu 14кdоф ±наинифф€о>1
Результаты замеров Размеры ээлика, мм е<Зей -odu EHlipAlfJ
Ч1ЭО1Г«ЛПН0
еннапгп
biiiivV
Режим ! э ‘иаЛИ вин -adoj HModg
а *₽инежБс1иен
У ‘ЕЯО1 Е1ГИЭ
J *ии -don vosoMeirm зап
Вес пробы, г иинвин -vh аузои
KMCEITDEH Ob'
8. Взвеешь пробу с на-
плавленным валиком. Заме-
рить его длину.
9. Наплавить на пробу
еще два валика, увеличивая
или уменьшая силу свароч-
ного тока примерно па 100 А.
Опыт 2, Установить влия-
ние напряжения дуги на фор-
му и размеры валика, коэф-
фициент наплавки, расход
флюса и производительность.
1. Подобрать режим для
второй пробы наплавкой ва-
ликов па вспомогательную
пластину. Напряжение для
одного валика подобрать
примерно на 5 В больше,
а для другого—на 5 В меньше
напряжения дуги, при ко-
тором производилась наплав-
ка валиков первой пробы.
2. Наплавить валики на
пробу, выполнив пп. 6—8
опыта 1.
Опыт 3< Установить влия-
ние скорости перемещения
дуги на форму и размеры ва-
лика, коэффициент наплав-
ки, расход флюса и произ-
водительность, для чего на-
плавить на третью цробу два
валика, увеличив или умень-
шив скорость сварки при-
мерно на 10 м/ч, пользуясь
зависимостью показания по-
тенциометра от скорости
сварки.
1. Сломать на ручном
прессе (см. рис, 17) все три
пробы.
2. Размеры валиков Я,
6, с на пробах определить
50
по методике, указанной в работе 69 и вычислить Fv,
* пр*
3. Определить GH, ан, фпр, фв, у, ?посв и р по ранее
указанным формулам.
Опыт 4. Установить влияние влаги, ржавчины и ока-
лины на склонность шва к порообразованию.
1. Собрать и прихватить тавровое соединение в при-
способлении (см. рис. 20).
2. Засыпать в «лодочку» ржавчину, окалину и влаж-
ный флюс отдельными участками длиной 50 мм с интер-
валами 10 мм.
3. Произвести сварку пробы по всей длине.
4. Удалить флюс и шлаковую корку, подсчитать
количество пор на-каждом участке.
Данные всех измерений и результаты расчетов занести
в форму 5.
Содержание отчета
1. Расчет режима автоматической сварки для данной
лабораторной работы.
2. Методика постановки опытов и примеры расчетов.
3. Таблицы записей и результатов расчетов.
4. Графики зависимости ширины валика 6, выпук-
лости с, глубины проплавления /г, доли основного металла
в металле шва у, удельного расхода флюса р от силы
сварочного тока и напряжения дуги.
5, Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Какие величины составляет режим автоматической
сварки под флюсом и как влияет на размеры валика сила
сварочного тока?
2. Почему с увеличением напряжения на дуге увели-
чивается ширина валика и уменьшается выпуклость?
3. Как влияют на размеры валика скорость переме-
щения дуги и диаметр сварочной проволоки?
4. Почему с изменением напряжения на дуге меняется
расход флюса?
5. Из каких материалов состоит шихта флюсов марок
ОСЦ-45 и АН-348А?
6. Что вызывает появление пор в металле шва?
51
Лабораторная работа 8
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
Электрошлаковая сварка характерна тем, что основная
часть тепла, необходимая для нагрева и плавления основ-
ного и электродного металла, образуется за счет прохож-
дения электрического тока через расплавленный флюс—
шлак.
Электрошлаковая сварка чаще всего ведется с при-
нудительным формированием шва и обычно выпол-
няется при вертикальном положении свариваемых де-
талей.
Образование (наведение) шлаковой ванны произво-
дится дуговым процессом, но может быть также осу-
ществлено с помощью электропроводного флюса.
Электрошлаковый процесс протекает устойчиво как
на постоянном, так и па переменном токе, по чаще элек-
трошлаковую сварку ведут на переменном токе от транс-
форматора с жесткой характеристикой. Установлено, что
устойчивость электрошлакового процесса возрастает с по-
вышением электропроводности флюса. Наибольшей элек-
тропроводностью обладает флюс АНФ-1, изготовляемый
путем дробления природного минерала — плавикового
шпата.
Сварочная проволока для электрошлаковой сварки
подбирается исходя из требований к составу металла шва,
который практически незначительно зависит от состава
флюса.
Основными параметрами режима электрошлаковой
сварки проволочным электродом являются следующие
величины: диаметр электродной проволоки (обычно при-
нимается равным 3 мм), сила сварочного тока, скорость
подачи электрода, напряжение на шлаковой ванне; ско-
рость сварки, толщина свариваемого металла, скорость
поперечных перемещений электрода, время выдержки
у ползуна при сварке с поперечными колебаниями, ве-
личина исдохода при сварке несколькими проволоками,
количество сварочных проволок (электродов), величина
зазора, марка флюса, глубина шлаковой ванны, недоход
электрода до ползуна. Все эти параметры существенно
влияют на качество и формообразование сварного шва
и должны правильно подбираться.
52
Рассмотрим влияние некоторых параметров режима
на форму и размеры шва и способ их выбора для сварки
малоуглеродистой стали проволоками Св-10Г2. Св-08ГА.
Повышение силы сварочного тока при-
водит примерно к пропорциональному увеличению глу-
бины металлической ванны и к некоторому увеличению
глубины провара (последнее наблюдается при силе тока
не выше 700 А). В результате коэффициент формы ме-
таллической ванны с увеличением силы тока снижается
и вероятность образования в шве горячих трещин воз-
растает. Силу сварочного тока (А) выбирают в зависимости
от величины отношения толщины свариваемого металла
к числу электродов по формуле
св I п У
(36)
где А и В — коэффициенты (А = 220 4-280; В ==
= 3,24-4,0);
s — толщина свариваемых деталей, мм;
п — число электродов.
При /г—1
/св = А + Bs. (37)
Кроме того, сила тока в сварочной цепи зависит от
скорости подачи электродной проволоки и связана с ней
линейной зависимостью
7С0 = (1,6-2,2) vn.9
(38)
(коэффициенты зависят от марки проволоки и флюса).
Отсюда скорость подачи, м/ч,
э = 1 к .о 9 • (39)
Повышение напряжения на шлаковой ванне
вызывает значительное увеличение ширины провара и
рост коэффициента формы металлической ванны. С до-
статочной точностью для практических целей напряже-
ние (В) для шлаковой сварки может быть определено по
формуле
^.= 12+1/125+-^. (40)
Увеличение скорости сварки (м/ч) дости-
гается за счет увеличения скорости подачи электрода,
53
силы тока и уменьшения зазора. Скорость сварки может
быть определена по одной из формул:
nd2
4“
или
св askc
fi паи^св
св yaskc 9
(41)
(42)
где а ‘— зазор между деталями, мм;
kc — коэффициент, учитывающий выпуклость шва
(kc = 1,054-1,1).
Скорость п оперечных перемеще-
ний электрода влияет на ширину шва и его качество
и может быть определена по формуле
vn.n = 66-0,22-^-. (43)
Величина зазора между свариваемыми кром-
ками может быть определена по следующим данным:
*
Толщина металла,
мм..............До 30 До 100 До 150 До 500 Свыше 500
Зазор в стыке, мм 16±2 22±2 25±3 30±3 35±3
Глубина шлаковой ванны, от которой
зависят устойчивость процесса и ширина провара, может
быть вычислена по формуле
/1ШЛ = (0,0000375/св - 0,0025) + 30. (44)
Время выдержки у ползуна, с
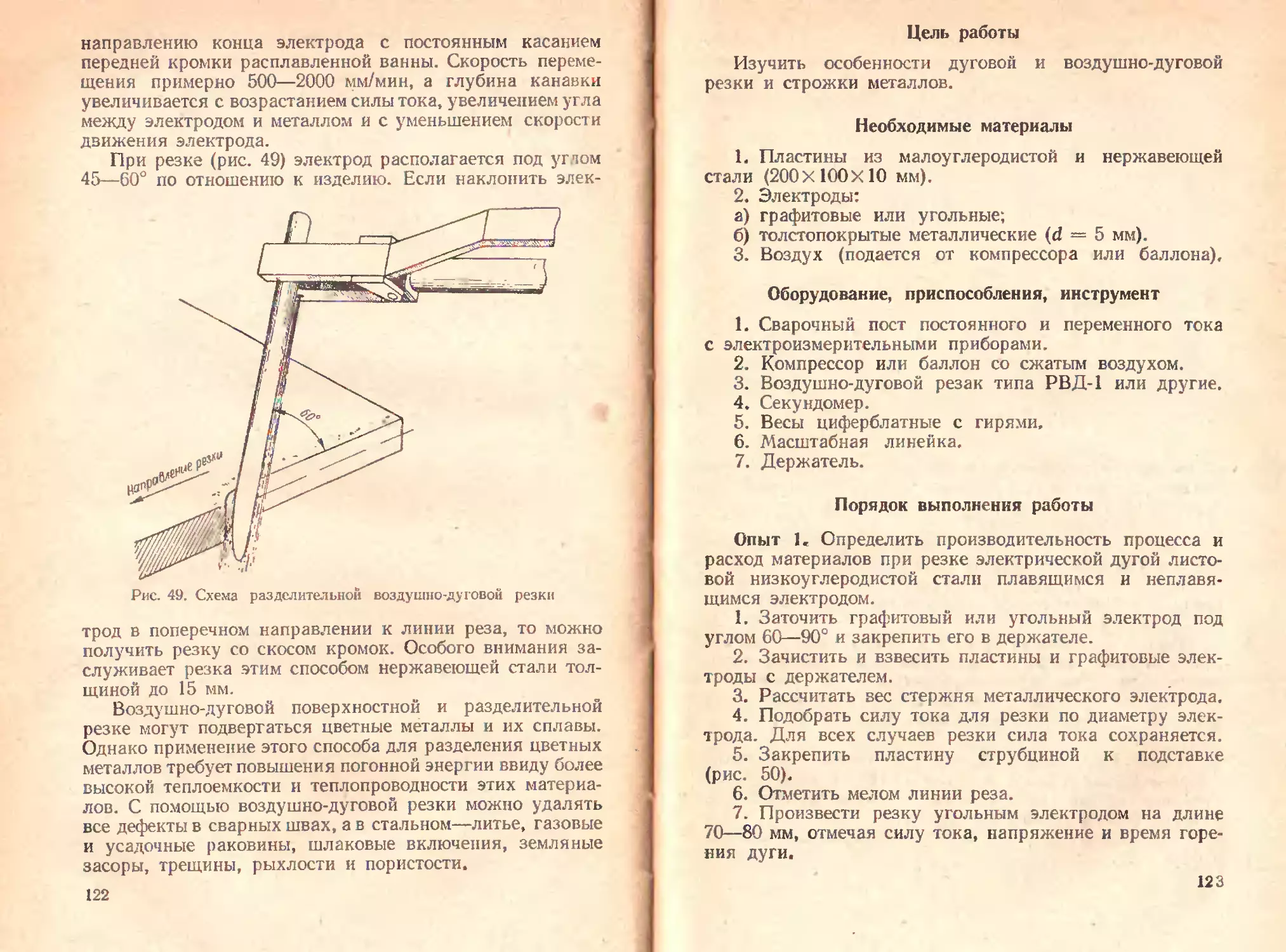
4 = 0,0375-^+0,75. (45)
Расстояние между электродами, мм:
при поперечных перемещениях
т = _+4-8; (46)
п 1
без поперечных перемещений
т . (47)
54
Сухой вылет электрода берется равным 60—
70 мм, Н е д о х о д электрода до ползунов 5—7 мм.
Режим электрошлаковой сварки может быть также
определен по графику (рис. 21).
Рис. 21. График для выбора режимов электро-
шлаковой сварки проволочным электродом
в зависимости от отношения толщины к числу
электродов
Типовые задачи с решениями
Задача 1. Рассчитать режим электрощлаковой сварки
деталей толщиной s = 600 мм, если известно, что ай =»
= 30 г/А-ч, у==7,8 г/см3 и сварка производится с по-
перечными колебаниями электродов.
, Решение
Определить количество электродов из формулы (46)
$
Л =»----5“.
т—о
При сварке с поперечными колебаниями т = 50-?~
-г-180 мм, берем среднее значение т = 120. Следовательно
600 . п с
м = ру;—„ = 4,У; принимаем п = 5.
55
Определить силу сварочного тока на каждом электроде
по формуле (36)
/св = 250 4- 3,6 = 682 А.
Скорость подачи электродной проволоки рассчиты-
вается по формуле (39)
682 осп .
41.5 = ту = 360 м/ч-
Напряжение шлаковой ванны определяется по фор-
муле (40) ________
^шл= 12+/125+^^-=54^
Глубина шлаковой ванны рассчитывается по формуле
(44)
/1ШЛ = 682 (0,0000375 -682 — 0,0025) + 30 = 47 мм.
Скорость сварки определяется по формуле (42)
Г*
VCD
5-30.682
7,8.35’600*1,1
— 0,57 м/ч.
Скорость поперечных колебаний рассчитывается по
формуле (43)
оп. П = 66 — 0,22 = 42 м/ч.
Время выдержки у ползуна по формуле (45)
/ = 0,0375 + 0,75 = 5,25 с.
° D
Расстояние между электродами рассчитывается по
формуле (46)
600
Задачи для решения
Задача 2. Рассчитать режим электрошлаковой сварки
деталей толщиной s = 300 мм, если известно, что ац =
= 30 г/А-ч, у = 7,8 г/см3; полученные результаты со-
поставить с графиком (рис. 21).
Задача 3< Рассчитать режим электрошлаковой сварки
деталей толщиной s = 110 мм, если известно, что ац =
56
= 25 г/А ч, у = 7,8 г/см3. Полученные результаты со-
поставить с графиком (рис. 21).
Задача 4* Рассчитать режим электрошлаковой сварки
деталей толщиной s = 180 мм, если известно, что ан =
= 28 г/Ач, у = 7,8 г/см3. Полученные результаты со-
поставить с графиком (рис. 21).
Цель работы
Ознакомить с оборудованием, оснасткой, технологией,
методикой определения производительности автоматиче-
ской электрошлаковой сварки продольных швов и полу-
автоматической ванно-шлаковой сварки стержне".
Необходимые материалы
1. Кассета с проволокой d = 3 мм марки Св-10Г2 или
Св-08ГА.
2. Арматурные стержни в соответствии с формами
(d = 164-24 мм, I = 120-150 мм).
3. Флюс АН-8, АН-22 или другой, пригодный для
электрошлаковой сварки.
4. Стальные вкладыши.
5. Готовые паспортные микро- и макрошлифы свар-
ных соединений, выполненных электрошлаковой сваркой.
Оборудование, приспособления, инструмент
1. Установка для автоматической электрошлаковой
сварки, смонтированная для работы на переменном и
постоянном токах.
2. Пост для полуавтоматической сварки под флюсом
с удлиненным наконечником в держателе.
3. Формы для сварки (наплавки) металла автоматом.
4. Формы для сварки стержней (горизонтальных).
5. Циферблатные весы с гирями.
6. Секундомер.
7. Бачок с водой.
Порядок выполнения работы
До проведения работы по заданию преподавателя
учащиеся рассчитывают режим электрошлаковой сварки
применительно к данному аппарату и виду формы для
57
опыта 1: силу тока, напряжение шлаковой ванны, ско-
рость подачи проволоки, скорость поперечных переме-
щений электрода, глубину сварочной ванны, время вы-
держки у ползунов, недоход электрода до торцевой стенки
формы (принимаем равным 6 мм). Полученные результаты
сопоставить с графиком (рис, 21),
До включения рубильника на щите по краткому опи-
санию и схеме аппарата ознакомиться с его устройством.
Рис. 22. Охлаждаемая форма для электрошлаковой на-
плавки:
/ форма специальная (медиан); 2 •— слой флюса; 3 сталь»
ной вкладыш
отдельными узлами и функциями, выполняемыми основ-
ными узлами.
Опыт L Произвести автоматическую наплавку с по-
перечными колебаниями в медную форму (рис. 22) для
определения GH, ан, pi.
1. Установить и закрепить в рычагах для ползунов
медную форму.
2. Во избежание прожога дна формы до выполнения
наплавки на дно формы насыпать слой флюса высотой
10—12 мм и поверх флюса положить стальной вкладыш
толщиной 12—14 мм, покрывающий все дно формы, за-
ранее взвесив его.
58
3. Руководствуясь инструкцией, наплавить в форму
металл высотой 30—50 мм, фиксируя силу сварочного
тока, напряжение, время. наплавки и другие параметры.
4. После наплавки и затвердевания металла и шлака
извлечь пробу из формы, охладить в воде, очистить от
шлака, взвесить и определить вес наплавленного металла
по формуле
^н ^пр ^вк>
где Gnp — вес пробы, г;
Свк — вес вкладыша, г.
5. Рассчитать afl, G, vn, s, vCD, ап. л.
Опыт 2. Произвести полуавтоматическую ванношла-
ковую сварку стержней в медной форме (рис. 23).
Рис. 23. Форма для
сварки стержней:
1 — медная форма; 2 —
стержни; 3 — мундштук;
4 — сварочная проволо-
ка; 5 — шлаковая ванна;
6 — металлическая ванна;
7 — приспособление
1. Подготовить формы и рабочее место для сварки.
2. Взвесить два стержня с точностью до 2 г.
3. Закрепить стержни в форму.
4. Подобрать режим сварки по табл, 2.
Таблица 2. Режим полуавтоматической сварки
горизонтальных стержней
Диаметр стержней, мм Скорость подачу электродной проволоки, M/MMli Сила свароч- ного тока, А Напря- жение на электроде, В Сухой вылет электрода, ММ Глубина шлако- вой ванны, мм Зазор между стерж- нями, мм
16—24 6,8—7,5 400—470 40—45 50—20 20—25 15—18
Примечание. Торцы стержней должны выступать в пла- вильное пространство относительно стенки формы на величину не ме- нее 2 мм. «
59
Форма 6. Результаты опытов
Результаты расчетов' h/-l>l *Ч1ЭОНЧ1?ЗХИГОЯЕН! -odi’i ивновьи i.adoo L
h’V/j ‘fiwoern -eh хнэипиффео>1
Л ‘EiriTEXBW ОЛОННЭ1ГЯЕ1ГПВН оэп
к ‘HHoiroHodij и ox oBj
Результаты замеров Режим h/и ‘EtfodlMBLfE Hhutfon qxBodOMO
h/и ‘Elf -odxMane пиноТп -awadon xrcHwd -анон члзодомэ
h/и ‘ИХ -deco qioodoHQ
НИ ‘ПННВЙ ПОЯ -oMBifin BHHpAirj
ин ‘utfodiMaire лаьччя НохАэ
э ‘riiXel-ou Л ин
3 ‘Eli’MHTl
з ‘iiMdBHO bwadg *
q ’enHaMCEdiiBH У *ВЯО1 BITHQ
Вес, г ИИЙЕЯЗ Э1гзоп ripodu
ииЯвнэ otf нанжйахз punqtfBirHH —
ни ‘ияо1гояос1п блэири]/
5. Насыпать на дно фор-
мы немного металлической
стружки, зажечь дугу и на-
сыпать флюс. Процесс сварки
продолжать до полного за-
полнения формы и получения
нормального соединения, при
этом фиксировать силу сва-
рочного тока, напряжение на
дуге, время горения дуги.
6. После окончания свар-
ки и затвердевания шлака
и металла извлечь пробу из
формы, охладить, очистить
от шлака и взвесить.
7. Определить коэффи-
циент наплавки, производи-
тельность, дать оценку каче-
ства соединения.
Опыт Зж- Изучить микро-
и макрошлифы сварных со-
единений, выполненных элек-
трошлаковой сваркой на го-
товых образцах с паспор-
тами. При изучении устано-
вить глубину проплавления
свариваемых кромок; долю
участия основного металла
в металле шва; линии сплав-
ления шва с основным ме-
таллом; дефекты; по дефект-
ным образцам дать заклю-
чение о вероятных причинах
их возникновения.
Данные всех измерений и
результаты расчетов занести
в форму 6.
Содержание отчета
1. Методика постановки
опытов, примеры расче-
тов.
60
2. Таблица записей и результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
1» Сущность и особенности элсктрошлаковой сварки.
2. Преимущества и область применения электрошла-
ковой сварки.
3. Основные требования к проволоке и флюсу для
эле ктрош л аковой сварки.
4. Почему при электрошлаковой сварке химический
состав металла шва по его длине изменяется?
5. Какие величины составляют режим электрошлако-
вой сварки?
6. Почему изменение скорости подачи проволоки при-
водит к изменению силы сварочного тока?
Лабораторная работа 9
УСЛОВИЯ ГОРЕНИЯ ДУГИ,
ФОРМИРОВАНИЯ ВАЛИКА
И ПРОИЗВОДИТЕЛЬНОСТЬ ПРИ СВАРКЕ
В СРЕДЕ УГЛЕКИСЛОГО ГАЗА
Сущность сварки в среде СО2 состоит в том, что дуга
горит в среде защитного газа, оттесняющего воздух от
зоны сварки и защищающего наплавленный металл от О3
и N2 воздуха. Особенностью данной сварки является
сравнительно сильное выгорание элементов, обладающих
большим сродством с О2 (С, Al, Ti, Si, Мп и др.). Окисле-
ние происходит за счет как СО2, так и атомарного О, кото-
рый образуется при диссоциации СО2 под действием тепла
дуги. Непрерывный уход окислов С, Si, Мп из ванны при-
водит к значительному обеднению металла шва раскисли-
телями, что ухудшает механические свойства соединения.
Поэтому для получения качественных соединений необ-
ходимо при сварке в среде СО2 иметь в сварочной ванне
достаточное количество раскисляющих элементов, кото-
рые обычно вводят за счет проволоки (Св-08Г2С, Св-08ГС).
Химический состав металла шва зависит не только от
основного и электродного металлов, но и от параметров
G1
режима сварки, особенно от и /св. Повышение силы сва-
рочного тока при том же диаметре сварочной проволоки
приводит к уменьшению времени пребывания капли на
конце электрода и ее контакта с газами. Вследствие этого
уменьшается степень выгорания раскислителей из свароч-
Шкали расхсдемера
Рис. 24. Градуировочная кривая к рас-
ходомеру РС-3
ной проволоки. Повы-
шение напряжения на
дуге приводит к значи-
тельному обеднению ме-
талла шва раскислите-
лями, так как процент
выгорания их в столбе
дуги повышается за счет
увеличения времени кон-
такта капли электрод-
ного металла с газом.
Влажность и расход
СО9 также влияют на
качество шва. С повышением влажности СО2 увеличи-
вается количество растворенного в металле шва II2, ко-
торый образуется при диссоциации Н20
2Н2О = 2Н2 +О2;
Н2-> Н +н.
При недостаточном расходе СО2 в зону сварки прони-
кает воздух. Из-за этого в металл шва попадает N2, что
приводит к образованию пор, как и при попадании Н2.
Расход газа обычно устанавливается по расходомеру,
чаще всего типа РС-3. Шкала этого расходомера отградуи-
рована на расход воздуха при 20° С и 760 мм рт. ст.
(рис. 24). Защитные газы легче или тяжелее воздуха,
поэтому для них вводят поправочные коэффициенты fe:
Азот (No)....................................1,020
Аргон (Аг) ...................................0,85
Водород (Н2) ................................3,8
Гелий (Не) ...................................2,7
Кислород (О2).................................0,955
Углеродистый газ (СОа) .......................0,810
Например, показание расходомера — 60; проведя пер-
пендикулярную линию из этой точки до пересечения с кри-
вой расхода воздуха, получим, что расход воздуха 750 л/ч.
Допустим, что газ, применяемый при сварке, — СО2;
62
поправочный коэффициент для пего равен 0,810. Расход
СО2
t'co2 == г’возд^= 750-0,810 = 607 л/ч,
и соответственно рассмотренному можно определить рас-
ход и других газов.
Сварка в среде СО2 — процесс высокопроизводитель-
ный, в настоящее время, как правило, осуществляемый
постоянным током обратной полярности. Переменный и по-
Рмс. 25. Зависимость а3 и ссн от диаметра проволоки и режима сварки:
а — d — 1,6-4-2,6 мм (/ — d = 1,6 мм, 2 — d — 2,0 мм, 3 — d =
— 2,6 мм); б — d~ 2 мм, /ср 400 А, исв = 24 м/ч; в — d = 2 мм,
/св = 400 А, ид = 30 В
стоянный токи прямой полярности не применяются из-за
недостаточной устойчивости процесса и неудовлетворитель-
ного качества и формы шва. Это происходит вследствие
того, что наличие в дуговом промежутке О2, имеющего
большое сродство с электроном, приводит к образованию
большого количества отрицательных ионов, нарушающих
нормальные условия горения дуги, питаемой перемен-
ным и постоянным токами прямой полярности.
На производительность сварки оказывают влияние
коэффициенты плавления и наплавки. При сварке в среде
СО2 коэффициент наплавки значительно превышает коэф-
фициент наплавки под слоем флюса. Это объясняется тем,
что тепло дуги, горящей в среде СО2, не тратится на плав-
ление флюсов, т. е. эффективная тепловая мощность дуги
повышается.
С увеличением силы тока при сварке в среде СО2 по-
тери на угар и разбрызгивание уменьшаются. G повыше-
63
ннем силы тока и уменьшением диаметра электродной про-
волоки (повышением плотности тока) коэффициенты аэ и
ан увеличиваются (рис, 25, а).
Повышение напряжения на дуге и увеличение скорости
сварки приводят к снижению коэффициентов плавления и
наплавки (рис. 25, б, в). Это объясняется увеличением по-
терь тепла с ростом длины дуги на излучение в окружаю-
щее пространство, а также увеличением потерь металла
на разбрызгивание и угар. Увеличение скорости перемеще-
ния дуги влечет за собой некоторое снижение аэ и ан,
потому что с увеличением скорости сварки погонная энер-
гия уменьшается.
Целесообразность внедрения сварки в среде СОа
подтверждается практикой работы многих предприятий.
Цель работы
Изучить влияние параметров режима сварки малоугле-
родистой стали в среде СО2 па производительность про-
цесса, качество и форму шва.
Необходимые материалы
1. Сварочная проволока Св-08Г2С, Св-08 (d = 1,2-т-
4-2 мм).
2. Пластины из малоуглеродистой стали (100 X 100 X
X 10 мм).
3. со2.
Оборудование, приспособления, инструмент
1. Пост для сварки в среде СО2.1
2. Циферблатные весы с гирями.
3. Секундомер.
4. Переносные настольные тиски.
5. Специальная струбцина.
6. Бачок для охлаждения проб.
7. Пресс для излома проб.
1 Для сохранения постоянства режима сварку желательно произ-
водить на автомате.
64
8. Счетчик для определения расхода проволоки.
9. Штангенциркуль.
П р и меча и и е. При отсутствии счетчика расход проволоки
определятся как произведение диаметра подающего ролика на л,
частоту вращения и удельный вес проволдки.
Порядок выполнения работы
Опыт I. Определить коэффициент плавления, наплавки,
потерь па угар и разбрызгивание при сварке на постоян-
ном токе обратной полярности.
1. Подготовить пост к работе.
2. Зачистить пластины, собрать их встык, пользуясь
специальной струбциной, и прихватить по горцам.
3. Взвесить собранные пластины с точностью до 2 г.
4. Подобрать режим сварки в зависимости от диаметра
проволоки и толщины пластины по табл. 3. Последнее
Таблица 3. Режим сварки в среде СОв
Толщина металла мм Вылет элек- трода мм Диаметр электро- да, мм Сила свароч- ного тока, А Напря- жение на дуге В Скорость подачи проволо- ки, м/ч Расход со* л/мин
8—12 15—22 1,6—2 200 -500 26—32 250—300 14—24
время находит применение сварка в среде СО2 тонкой
проволокой на повышенных режимах, например, на про-
волоку d = 1,2 мм берем следующий режим (табл. 4).
Таблица 4. Повышенные режимы сварки в среде СО3
1 'св А "дв 'эХл 1/мм мм ^Э.1 мм РП.П- м-/ч 6, кг/ч
300 31—36 7—15 1,2 10—22 450—790 4,0—7,0
400 36—42 10—15 1.2 14—22 900—1200 . 8,0—10,7
5. На выбранном режиме по нижнему пределу напла-
вить валик перпендикулярно стыку (/ = 150-е-160 мм),
фиксируя время горения дуги, напряжение, силу
3 С. И. Дулов
65
Форма 7. Результаты опытов
Результаты расчетов » h/JM *г1ХЭОНЧ|Г31Ии -ohemoUu ньхзаьhx.xloaj
% 'sdaxon хнэипнффеоМ
h’V/-« 'имявсгинн хмаипиффсоХ}
Ь’у/з ‘вин -airflei/n гнсипиффеоМ
Вес, г ЕСНГехаК О JOH Н Э1ГН В1Ги к и я H^OirOHodU у он нэки е if uaed —
‘BHjdone BRHfiojou
h/w ‘ивбвнл ЧХЭОЙОИЭ
vhiti einrcxon н eir -reiaw ОЛСННОНЭ0 bctoV
Площадь MM имивгиен HHHOlfHEVUOdu | —
HNHtflfti [ПКС1оф хпаипиффсоМ
ydeeodn янс!оф хноивиффеоу 1
Результаты замеров Размеры валика мм ed -HHodii BHHQAirj
чхзосгиЛшчй
ениёитп ejjmitV _
Режим э *hjAV BHHddoJ выэён
а ‘ЭИИЭЖЕйПЕН
*BNO1 В1ГМЭ
Вес пробы г НИ8Б1П1ЕН Э1ГЭОЦ HHOPVURH ОГ -
ИМО1Г -Oflodu dxaKBMtf И CMdEW
сварочного гока и пока-
зания счетчика расхода
проволоки. Длина рас-
плавленной проволоки
определяется как произ-
ведение показаний счет-
чика (оборотов) на длину
окр у ж ности подающего
ролика.
6. Охладить пробу в
воде, осушить и затем
тщательно очистить от
брызг и шлака.
7. Взвесить пробу с на-
плавленным валиком и из-
мерить его длину.
8. Увеличивая силу
тока примерно на 100—
150 А и сохраняя при
этом остальные параметры
режима по возможности
постоянными, наплавить
еще два валика на эту
же пробу, выполнить
пп. 3,5—7. Один из вали-
ков наплавить на токе
прямой полярности.
9. Размеры валиков А,
fc, с на образцах опреде-
лить по методике, указан-
ной в работе 6.
10. Рассчитать F„, Fnp,
Чв» Фпр, V» ^св» 9п’ «3- ан»
С.
Опыт 2. Повторить
опыт 1, изменяя напряже-
ние, при этом остальные
параметры режима по воз-
можности сохранить до-
стоянными.
Опыт 3« Повторить
опыт 1, производя на-
плавку проволокой Св-08
66
и применяя такой же режим сварки, что и проволокой
Св-08Г2С. Сравнить швы по внешнему виду.
Данные всех измерений и результаты расчетов занести
в форму 7.
Содержание отчета
1. Методика постановки опытов и примеры расчетов.
2. Таблицы записей и результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Диссоциация СО2, ее влияние па условия горения
дуги и выбор рода тока.
2. Почему для сварки в среде СО2 низкоуглеродистой
и низколегированной стали требуется проволока с повы-
шенным содержанием Мп и Si?
3. Почему при одинаковых условиях сварки коэффи-
циент наплавки ан в среде СО2 больше, чем при сварке
под слоем флюса?
4. Как влияет па качество шва размер капли и когда
наблюдается струйный переход металла с электрода в сва-
рочную ванну?
5. Причины возникновения в швах пор.
6. Почему при сварке стыковых соединений с раздел-
кой кромок в среде СО2 угол раскрытия берется меньше,
чем при сварке под слоем флюса?
Лабораторная работа 10
ДЕФОРМАЦИИ ПОЛОСЫ В ПЛОСКОСТИ
ПРИ НАПЛАВКЕ ВАЛИКА НА КРОМКУ
ПОЛОСЫ И УГЛОВЫЕ ДЕФОРМАЦИИ
В сварных деталях и изделиях в процессе сварки под
действием неравномерного нагрева основного металла
и структурных превращений в зоне термического влияния
возникают упругие и пластические деформации, наруша-
ющие заданные размеры конструкции и в некоторых слу-
чаях вызывающие образование трещин в металле шва и
околошовной зоны.
67
Остаточные деформаций можно в значительной степени
уменьшить, если правильно разработать технологический
процесс сварки и правильно наметить способы борьбы со
сварочными деформациями. Для этого необходимо четко
представлять себе механизм возникновения остаточных
деформаций и разбираться в приближенных расчетных
методах определения остаточных деформаций, разработан»
ных Н. О. Окербломом, которым для расчетов рекомендо-
вано пользоваться следующими формулами:
а) для определения деформаций продольной оси эле-
мента (полосы) Дц>т, проходящей через центр тяжести ее
сечения
Дц.т=4,5-10-в-^-,
(48)
где
4г = 155;
г , ’
б) для определения кривизны элемента (полосы) С,
1/см
C = 3,5-10-fi-^-,
(49)
где Z — расстояние от оси полосы до центра тяжести пло-
щади, характеризующей местные деформации (до оси зоны
нагрева), см; J — момент инерции поперечного сечения
элемента (полосы), см4; для частного случая, когда деталь
в сечении имеет форму прямоугольника,
в) для определения остаточных укорочений AL, см
А/> — АцТА,
(50)
где L — общая длина элемента (полосы);
г) для определения стрелы прогиба элемента (полосы)
А см
Закономерность возникновения деформаций и расчет-
ные формулы были получены при неравномерном местном
68
нагреве кромки полосы (рис. 26). Однако они сохраняются
и при сварке встык двух полос разной ширины линейным
источником тепла (рис. 27). Больше того, установленная
зависимость может быть исполь-
зована для определения дефор-
маций любых сечений при любом
расположении валика и при
применении материалов с физи-
ческими свойствами, отличаю-
щимися от стали» Эти измене-
ния свойств следует учитывать.
Если бы при сварке источ-
ник тепла был линейным, то
укорочения привели бы к де-
формациям в плоскости. Од-
нако при сварке стыковых
соединений зоны разогрева
верхней и нижней части соеди-
нения различны и со стороны
действия источника тепла зона
больше. Это приводит к тому,
что объем пластических дефор-
маций сжатия в верхней части
Рис. 26. Характер деформа-
ций полосы при наплавке
валика на кромку
соединения будет больше, чем в нижней. Поэтому, наряду
с деформациями в плоскости, наблюдаются так называе-
Рис. 27. Эпюра продольных напряжений
мые угловые деформации. Они будут тем больше, чем
больше отличаются зоны нагрева верхней и нижней части.
При сварке стыковых соединений с разделкой кромок
величина деформаций будет зависеть от угла раскрытия.
69
Цель работы
Определить деформации при наплавке валика на
кромку полосы на установке с последующей проверкой
полученных результатов расчетным путем, а также опре-
делить угловые деформации при сварке встык.
Необходимые материалы
1. Полосы из малоуглеродистой стали (I = 350 ч*
ч-450 мм, h = 50—80 мм, s = 8ч-12 мм).
2, Пластины с V-образной подготовкой кромок
200X 100 X (6ч-10) мм.
3. Электроды для ручной дуговой сварки.
Оборудование, приспособления, инструмент
1. Сварочный пост с электроизмерительными при-
борами.
2. Установка для определения деформаций (рис. 28),
3. Специальная струбцина.
4. Линейка.
5. Секундомер.
Указанным ниже методом могут быть определены де-
формации при автоматической сварке под флюсом в среде
защитных газов, а также при других способах сварки плав-
лением.
Порядок выполнения работы
Опыт 1. Определить деформации при наплавке валика
на кромку полосы заданных размеров. Перед проведением
опыта изучить установку для определения деформаций.
1. Выправить и зачистить пластину шириной 80 мм.
2. Пропустить ленту через экран (рис. 28), закре-
пить конец ленты в катушке, включить мотор установки
и намотать ленту на один-два оборота.
3. Установить пластину на установку и закрепить ее
в тисках так, чтобы она опиралась на штырь в точке К,
а карандаш был расположен на середине ленты.
4. Установить необходимую скорость перемещения
ленты. В данном случае целесообразно иметь скорость
1—2 см/с. Ее можно установить потенциометром.
5. Установить время отсечки в пределах 3—8 с.
70
определения* продольных
Рис. 28. Общий вид установки для
деформаций (а) и схема расположения пишущего устройства
на установке (б):
1 — стойка; 2 — кронштейн для крепления полосы; 3 — полоса;
4 — штырь: 5 — направляющий щиток ленты; б — карандаш от-
сечки времени; 7 — карандаш для фиксации деформаций; 8 —
защитный экран
71
6. Включить двигатель перемещения ленты. Как
только лента начнет равномерно перемещаться по экрану,
начать наплавку валика на кромку полосы с одновремен-
ным включением механизма отсечки времени. Во время
сварки отмечать силу тока, напряжение и время горения
дуги. После наплавки валика длиной около 100 мм сварку
прекратить, тогда начинается естественное охлаждение
пробы. В момент, когда оба карандаша будут отмечать
параллельные линии на ленте, что свидетельствует о пре-
кращении деформации пластины, выключить установку.
7. Замерить длину валика и снять пробу с уста-
новки.
8. Повторить опыт с полосой шириной 50 мм.
9. Отрезать участок ленты, на котором изображена
кривая, и вычислить перемещение точки К без учета увели-
чения, путем замера ординат линии АЕГ на ленте от кон-
трольной линии БВ для каждого момента времени, зафик-
сированного отсечкой на ленте, и определить разность
размеров ординаты уп и начальной ординаты у (А Б)
(рис. 29).
10. Найденные значения разности ординат в моменты
отсечек времени и ординаты А Б занести в форму 8.
Форма 8. Результаты опыта
Вид сварки Обо- значе- ние Значения прогиба (мм) для различного времени сварки, с
20 40 60 80 100 120 140 160
Наплавка на кромку (Л = == 80 мм)
Ар
Наплавка на кромку (Л == = 50 мм)
ftp
Сварка двух полос встык Первый проход by
ftp
Второй проход by
lip
72
11. По значениям Az/ вычислить действительные про-
гибы /п, которые определяются как частное от деления
&у на увеличение приспособления (масштаб 22 или 14,3),
т. е.
с _ Лу
h — —•
12. По вычисленным значениям ft построить график,
показывающий изменение прогиба в точке К по времени.
На графике отметить режим наплавки.
Рис. 29. Кривые деформаций полосы при наплавке
валика на кромку
Рис. 30. Кривая, полученная в результате опыта
Допустим, что на ленте установки получили кривую
(рис, 30). На абсциссе отмечаем моменты времени, в кото-
рые устанавливается прогиб (всего 8—10 точек). Из этих
точек восстанавливаем перпендикуляры до пересечения
г кривой АГ. Разность всех последующих ординат с орди-
натой в момент начала сварки характеризует в принятом
масштабе стрелу прогиба в отдельные моменты времени.
Например, в начале сварки в момент времени /0 расстоя-
ние между контрольной линией и кривой АГ у0 == 15 мм.
После наплавки валика эта ордината пе изменилась и
прогиб в точке, соответствующей началу сварки будет
fn “ УгУа “ 15 — 15 = 0,
73
Ордината точки, соответствующей моменту времени
у2 = 24 мм. В этот момент времени прогиб в принятом
масштабе составляет
ft2 У2 — */о “ 24 15 = 9.
Действительный прогиб пробы /(д получим, если раз-
делим полученную величину 9 на масштабный коэффициент,
который в данном слу-
чае равен 14,3,
h = 0,63 мм.
Рис. 31. Кривая стрелы прогиба
занести в
форму 9. По получен-
ным данным построить
кривую стрелы прогиба
по времени, для чего на
оси абсцисс откладывать
время в определенном
м асш табе (жел ател ь по
1 см = 1 мм), а на оси ординат — прогиб в масштабе
1 см = 1 мм (рис. 31). После определения стрелы про-
гиба опытным путем установить стрелу прогиба расчетным
путем при тех же технологических условиях.
Форма 9. Результаты опытов
Вре- мя, с Условный момент времени J — Величина ординаты в данный момент сварки, мм величина ординаты в начале сварки, мм Расчетная величина ci релы прогиба, мм Действнтель- пая величина стрелы прогиба, мм
Для расчетного определения стрелы прогиба
при наплавке валика на кромку пластины требуется уста-
новить следующие параметры: скорость сварки vCB, по-
гонную энергию qn, площадь поперечного сечения пла-
стины F, кривизну от сварки С.
1. Определить скорость сварки (см/с) как частное от
деления длины валика на время горения дуги,
I
VCB I *
74
2. Определить погонную энергию по формуле (27);
к. п. д. сварочной дуги т] = 0,5-^-0,6.
3. При отношении погонной энергии к площади попе-
речного сечения пластины от 0 до 150 кривизна опреде-
ляется по формуле (49).
Рис. 32. Определение прогиба
4. Определить прогиб (см)
f = С —
/расч 2 9
где 1г — расстояние от начала валика до штыря (рис, 32).
Опыт 2. Установить размер угловых деформаций при
сварке встык двух пластин с V-образпой подготовкой
кромок.
Рис. 33. Установка пластины в приспособлении
I. Зачистить пластины.
2. Собрать пластины встык в специальной струбцине
с зазором 1,0—1,5 мм, прихватить по краям и выправить
собранную пробу.
3. Закрепить пластину в приспособление, как указано
на рис. 33.
4. Включить перемещение ленты по экрану и реле
времени. Выполнить первый проход стыкового шва, отме-
чая силу тока, напряжение .и время горения дуги.
75
5. После прекращения деформаций выключить пере-
мещение лепты и реле времени, снять пробу с приспособ-
ления, отбить шлак и охладить ее в воде.
6. Установить пробу в устройство и заварить второй
проход шва, предварительно выполнив п. 3, 4. После
сварки выполнить п. 5.
Рис. 34. Определение }гла Р
7. Обработать полученные данные (кривые), руковод-
ствуясь ранее указанной методикой. Определить угол Р
(рис. 34), на который уменьшится первоначальный угол
раскрытия кромок. Значения угла р можно приравнять
его тангенсу, что допустимо, так как угол небольшой.
Тогда
Р = tg 0 = • (52)
Данные всех измерений и результаты расчетов занести
в форму 10.
Форма 10. Результаты опытов
Размеры пластины Вид сварки Марка электрода Результаты замеров и расчетов 1
Режим Длина наплавки, см > “ - ! Погонная энергия, кал/см Скорость наплавки, см/с Стрела прогиба при наплапке валика, мм Угловая деформация при сварка встык, град 1
Сила тока. А Напряжение. В Время горения дуги, с Опытная вели- чина 1 Расчетная вели- • чина Замер 1 Замер 2 Общая величина
1
76
Содержание отчета
1. Методика постановки опытов и примеры расчетов.
2. Таблица записей и результатов расчетов.
3. Графики исследования.
4. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Причины, вызывающие напряжения и деформации
при сварке.
2. Деформации и напряжения при равномерном нагреве
стержней с разной степенью закрепления.
3. Деформации и продольные напряжения полосы при
наплавке валика на кромку.
4. Влияние температуры образца при испытании на его
свойства; доказать, что при температуре 100° напряжения
в жестком элементе стали Ст.З достигают предела теку*
чести.
5. Какие факторы вызывают появление угловых дефор-
маций в сварных соединениях?
6. Почему при сварке стыковых соединений с раздел-
кой кромок величина угловых деформаций зависит от угла
раскрытия?
Лабораторная работа 11
ПОПЕРЕЧНЫЕ И ПРОДОЛЬНЫЕ
УКОРОЧЕНИЯ ПРИ СВАРКЕ
Вследствие неравномерного нагрева при сварке в свар-
ном соединении возникают пластические деформации
сжатия. Это равносильно уменьшению длины шва и около-
шовной зоны. При этом после завершения термического
цикла уменьшаются начальные размеры вдоль и поперек
сварного соединения, т. е. происходят поперечное и про-
дольное укорочения. Поперечные укорочения обычно
больше, чем продольные для образцов небольших размеров.
Цель работы
Изучить процесс возникновения поперечных и продоль-
ных укорочений при сварке.
77
Необходимые материалы
1. Пластины из малоуглеродистой стали (200 X 100 X
х 10 мм).
2. Электроды типа Э-42-Р или Э-42А (d = 4 ч-5 мм).
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного тока с электрои31Мери-
тельными приборами.
2. Специальная струбцина.
3. Приспособление для сборки и сварки тавра (см.
рис. 20).
4. Плига с анкерными болтами, исключающими дефор-
мацию полосы из плоскости (рис. 35).
Рис. 35. Плита для плотного поджатия пластин
5. Штангенциркуль с припаянными к губкам заточен-
ными вольфрамовыми стерженьками.
6. Линейка.
7. Чертилка.
8. Секундомер.
9. Кернер.
10. Молоток.
11. Бачок с водой для охлаждения проб.
Порядок выполнения работы
Опыт 1« Определить поперечные и продольные укоро-
чения при сварке двух пластин встык,
1. Зачистить пластины.
2. Собрать встык, пользуясь специальной струбциной,
и прихватить по торцам с минимальным зазором.
3. Выправить собранную пробу и проверить на плите.
78
4. Разметить и закерпить пробу, как у казано на рис. 36.
Риски на пробу нанести чертилкой.
5. Замерить расстояние между точками 1—Г; 2—2';
3—3' поперек стыка и точками 4—4' вдоль стыка штанген-
циркулем.
Рис. 36. Разметка пробы перед сваркой для опре-
деления укорочений
Рис. 37. Расположение пробы в настольных пере-
носных тисках для разметки
6. Дать пластине обратный незначительный прогиб
с таким расчетом, чтобы после сварки первого валика она
заняла первоначальное положение, или разместить ее под
шариковыми прижимами (рис. 35).
7. Подобрать силу сварочного тока по диаметру элек-
трода и выполнить шов с одной стороны, фиксируя силу
тока, напряжение, время горения дуги.
79
Форма 11. Результаты опытов
Расстояние между точками, мм Замер * (4—4') OMHanod -ом К aoHwotfody
HMd««3 avoon
ямдсял о)/
ЭИНЭЬО(1ОЯ<> aofinadauoii ээмтгэсВ),
Замер 3 (3—3') ЭиЧОЬОйОМд
MMdvHj эг.юц
ИМЙ1?ЯЭ OV
Замер 2(2-2') эинокоОояд
ИЯЙСЯЭ Э1СЭОЦ
имбваэ ОТ/
Замер 1 (1 —Г) 1 ...... ......... эмиэьоОомд
ИЯdBS0 Э1ГЭОЦ
имбеяэ о’р' •
НЭ/1ГВМ ‘килс1эне ивннолоц
э/мэ ‘ивбеяз чхэодомэ
ио ‘кеш ₽hheTj
Режим сварки о ‘юАхг KHwedoj Kwadg
ц ‘эинэжьОиен
У 'ВЯОХ ELI ИЭ
etfoxodu dd»v -ОН И КИНЭНHtfdOJ tfHfl
8. Охладить пробу, очи-
стить ее от брызг и шлака.
Чем меньше проходит вре-
мени с момента окончания
сварки до момента охлажде-
ния пробы в воде, тем меньше
будут укорочения, так как
тепло не успевает распро-
страниться и зона нагревй бу-
дет меньше. Поэтому охлаж-
дение водой следует произ-
водить после некоторого ох-
лаждения пробы на воздухе.
9» Замерить расстояние
между точками 1—Г; 2—2';
3—3'; 4—4\
10. Выполнить шов с дру-
гой стороны пробы, соблюдая
приведенные указания, и из-
мерить длину шва, рассчи-
тать исв и qn.
11. В соответствии с полу-
ченными данными произвести
расчет поперечных и продоль-
ных укорочений от каждого
прохода и всего шва в целом.
Опыт 2< Определить де-
формации при сварке тав-
рового соединения.
1. Зачистить пластины.
2. Собрать и прихватить
тавровое соединение в спе-
циал ьном приспособлении
(см. рис. 20).
3. Установить пробу в
приспособлении и разметить
(рис. 37).
4. Замерить расстояние
между точками 1—1'; 2—2';
3-3'; 4-4'.
5. Подобрать силу сва-
рочного тока по диаметру
электрода.
80
6. Выполнить шов с катетом 4—5 мм с одной стороны,
фиксируя силу тока, напряжение и время горения дуги,
7. Охладить пробу, очистить от брызг и шлака.
8. Установить пробу в приспособление и замерить
расстояния между точками 1~Г; 2—2'; 3—3'; 4—4\
9. Выполнить шов с другой стороны с катетом 6—8 мм,
фиксируя режим сварки, время горения дуги; замерить
длину шва.
10. Выполнить и. 7—8 и рассчитать псв и (?п. Устано-
вить, как влияет размер катета шва на укорочение при
сварке. Данные всех измерений и результаты расчетов
занести в форму 11.
Содержание отчета
1. Методика постановки опытов, примеры- расчетов.
2. Таблица записей и результатов расчетов.
3. Графики. ..
4. Выводы и объяснения полученных^результатов.
Контрольные вопросы
1. Почему возникают поперечные укорочения при
сварке?
2. Как влияет проковка металла шва и зоны термиче-
ского влияния на величину остаточных деформаций?
2. В каких случаях необходимо полностью снимать
напряжения от сварки?
4. Почему искусственное охлаждение и подогрев умень-
шают остаточные деформации?
5. Как влияет интенсивное охлаждение на остаточные
деформации сварных соединений?
Лабораторная работа 12
СВАРКА ЛЕГИРОВАННЫХ
И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Высоколегированные стали обладают повышенными
механическими свойствами, жаропрочностью, хорошей
окалиностойкостью, стойкостью против коррозии и воздей-
ствия агрессивной среды. Применение этих сталей в про-
81
мышленности сильно возросло за последние годы. Наиболь-
шее распространение получили стали типа 18-8, которые
отличаются устойчивостью против воздействия воздуха
и кислот. Они применяются для изготовления конструк-
ций, работающих при температурах до 600—650°, в редких
случаях (если срок эксплуатации конструкции непродол-
жителен) при более высоких температурах.
При сварке стали 18-8 участки основного металла, рас-
положенные по обе стороны от шва, подвергаются нагреву.
В участках, длительное время находящихся под воздей-
ствием критических температур (450—850°), может раз-
виться межкристаллитная коррозия, заключающаяся
в том, что пограничные слои зерен под действием агрессив-
ной среды теряют свои антикоррозийные свойства. Это
явление есть результат обеднения пограничных слоев зе-
рен аустенита хромом вследствие выпадения сложных кар-
бидов железа и хрома по границам кристаллов аустенита.
С целью уменьшения склонности стали к межкристаллит-
ной коррозии уменьшают содержание в ней С или сокра-
щают время пребывания металла в интервале критических
температур.
К сварным соединениям из стали типа 18-8 предъяв-
ляются повышенные требования. На качество сварных
соединений существенное влияние оказывает режим
сварки. Чрезмерное увеличение напряжения усиливает
окисление Cr, Ti, V (ферритообразующих элементов), так
как чем длиннее дуга, тем труднее защитить зону сварки
от окружающего воздуха. Поэтому сварку аусгепитпой
стали рекомендуется производить короткой дугой.
Увеличение силы сварочного тока при
неизменной скорости сварки влечет за собой увеличение
объема сварочной ванны. При этом наблюдается укруп-
нение зерен металла шва, что повышает склонность к меж-
кристаллитной коррозии и образованию горячих трещин,
особенно в литых аустенитных сталях.
Повышение скорости сварки даже при рав-
ной погонной энергии приводит к увеличению скорости
кристаллизации и измельчению структуры шва. Отсюда
следует, что погонная энергия значительно влияет на
свойства околошовной зоны при сварке легированных и
высоколегированных сталей.
Свойства сварного соединения во многом зависят и от
структуры металла шва. В двухфазном аустенито-феррит-
82
ном шве (рис. 38) первичный феррит залегает в виде от-
дельных лепестков, основная масса которого образуется
внутри кристаллов и лишь небольшая часть — по грани-
цам зерен аустенита. Выпадение избыточной фазы, богатой
буспешной металл)
б)
Аустенит
(наплавленной
металл)
Межкристаллитные
прослоили
Аустенит
(основной металл)
Рис. 38. Структура сварных швов: а — аусте-
нито-ферритный; б — аустенитный
хромом, будет происходить в местах большого скопления
феррита, т. е. внутри зерен. Агрессивная среда при этом,
проникая в глубь металла по границам зерен аустенита,
будет встречать стойкие (необедненные хромом) кри-
сталлы аустенита, избыточная фаза из которых выпала
внутрь кристалла.
83
Толщина прослоек между зернами аустенита умень-
шится, и стойкость таких швов против межкристаллитной
коррозии и горячих трещин повысится по сравнению
с чисто аустенитными швами (рис. 38, а).
Рис. 39. Структурная диаграмма сварных швов (по
Шеффлеру)
Содержание феррита в сварных швах можно определить
расчетным путем, пользуясь диаграммой (рис. 39), или
с помощью специального прибора—ферритометра.
Типовые задачи с решениями
Задача L Выбрать электроды для сварки стали ЗОХГСА
следующего химического состава: С = 0,31%; Мп — 0,9%;
Si = 1,0%; Сг = 1,0%, чтобы после сварки структура
металла шва , получилась мартенситной, если у = 0,35.
Решение
Принимаем электроды типа Э145-Ф марки НИАТ-3,
обеспечивающие получение наплавленного металла сле-
дующего химического состава: С = 0,18%; Мп — 1,5%;
Si = 0,5%; Сг = 0,4%.
Рассчитать химический состав металла шва по формуле
(18):
RulC = 0,35 0,31 + 0,65-0,18 = 0,21%;
/?шСг = 0,35-1,0 +0,65-1,5 = 1,35%;
Яшмп = 0,35 0,9 +0,65-1,5 = 1,29%;
84
.R 0,35 1 + 0,65-0,5 « 0,67%;
A. 11 c I ’
/?шМо = 0,65-0,4 = 0,26%.
Определить эквивалент Сг и-Ni (см. рис. 39);
Сгэкв = % Сг + % Мо + 1,5% Si =
= 1,35 + 0,26 + 1,5 -0.67 - 2,6%; (53)
Nt' = 30% С +0,5% Мп - 30-0,21 +0,5-1,29 =
= 6,94%. (54)
По диаграмме Шеффлера определить структуру ме-
талла шва. Для данного случая она мартенситная. Следо-
вательно, электроды НИАТ-3 удовлетворяют заданному
условию.
Задача 2* Определить, требуется ли подогрев при сварке
встык двух деталей толщиной 10 мм из стали 35ХМ сле-
дующего химического состава: С = 0,35%; Мп == 0,55%;
Сг *= 0,9%; Мо = 0,2%.
Решение
Определить эквивалент углерода по формуле
0/с । %Мп %Сг %У _д_ %Мо , _%
эко— G -+ 5 ~г 5 * 4 “Г уз''
. % Си , %Р
‘ 13 2
0,55 . 0,9
^ = 0,62%. (55)
Полный эквивалент углерода с учетом влияния тол-
щины определяется по формуле
С;К1! = Сэкв(1 + 0,005s) = 0*62 х
X (1 +0,005-10) = 0,65. (56)
При таком эквиваленте подогрев необходим. Темпера-
тура предварительного подогрева
Т„ = 350]/с;к15 —0,25 = 350|z0,65 —0,25 = 222е С. (57)
Задачи для решения
Задача 3« Выбрать электроды для сварки стали
марки Х25Т следующего химического состава: С 0,15%;
Si 1%; 5 Мп ^0,8%; Сг = 24-ь27%, чтобы после
85
Толщина прослоек между зернами аустенита умень-
шится, и стойкость таких швов против межкристаллитной
коррозии и горячих трещин повысится по сравнению
с чисто аустенитными швами (рис. 38, а).
Рис. 39. Структурная диаграмма сварных швов (по
Шеффлеру)
Содержание феррита в сварных швах можно определить
расчетным путем, пользуясь диаграммой (рис. 39), или
с помощью специального прибора—ферритометра.
Типовые задачи с решениями
Задача L Выбрать электроды для сварки стали ЗОХГСА
следующего химического состава: С = 0,31%; Мп — 0,9%;
Si = 1,0%; Сг = 1,0%, чтобы после сварки структура
металла шва , получилась мартенситной, если у = 0,35.
Решение
Принимаем электроды типа Э145-Ф марки НИАТ-3,
обеспечивающие получение наплавленного металла сле-
дующего химического состава: С = 0,18%; Мп — 1,5%;
Si = 0,5%; Сг = 0,4%.
Рассчитать химический состав металла шва по формуле
(18):
RulC = 0,35 0,31 + 0,65-0,18 = 0,21%;
/?шСг = 0,35-1,0 +0,65-1,5 = 1,35%;
Яшмп = 0,35 0,9 +0,65-1,5 = 1,29%;
84
.R 0,35 1 + 0,65-0,5 « 0,67%;
A. 11 c I ’
/?шМо = 0,65-0,4 = 0,26%.
Определить эквивалент Сг и-Ni (см. рис. 39);
Сгэкв = % Сг + % Мо + 1,5% Si =
= 1,35 + 0,26 + 1,5 -0.67 - 2,6%; (53)
Nt' = 30% С +0,5% Мп - 30-0,21 +0,5-1,29 =
= 6,94%. (54)
По диаграмме Шеффлера определить структуру ме-
талла шва. Для данного случая она мартенситная. Следо-
вательно, электроды НИАТ-3 удовлетворяют заданному
условию.
Задача 2* Определить, требуется ли подогрев при сварке
встык двух деталей толщиной 10 мм из стали 35ХМ сле-
дующего химического состава: С = 0,35%; Мп == 0,55%;
Сг *= 0,9%; Мо = 0,2%.
Решение
Определить эквивалент углерода по формуле
0/с । %Мп %Сг %У _д_ %Мо , _%
эко— G -+ 5 ~г 5 * 4 “Г уз''
. % Си , %Р
‘ 13 2
0,55 . 0,9
^ = 0,62%. (55)
Полный эквивалент углерода с учетом влияния тол-
щины определяется по формуле
С;К1! = Сэкв(1 + 0,005s) = 0*62 х
X (1 +0,005-10) = 0,65. (56)
При таком эквиваленте подогрев необходим. Темпера-
тура предварительного подогрева
Т„ = 350]/с;к15 —0,25 = 350|z0,65 —0,25 = 222е С. (57)
Задачи для решения
Задача 3« Выбрать электроды для сварки стали
марки Х25Т следующего химического состава: С 0,15%;
Si 1%; 5 Мп ^0,8%; Сг = 24-ь27%, чтобы после
85
сварки структура металла шва содержала 40% феррита,
если у = 0,3.
Задача 4« Определить температуру предварительного
подогрева при сварке встык двух деталей толщиной 30 мм
из стали 30ХН2МФА следующего химического состава:
С == 0,3%; Мп = 0,45%; Si - 0,3%; Сг = 0,75%; Ni =
= 2,25%; Мо = 0,25%;
Задача 5. Определить структуру сварного шва, выпол-
ненного электродами типа Э42А-Ф марки УОНИ-13/45 на
пластину из стали 30ХН2МФА. Доля участия основного
металла в металле шва у == 0,25.
. Цель работы
Изучить методику определения феррита в металле шва
по диаграмме Шеффлера и ферритометром; дать оценку
склонности сварных соединений к межкристаллитной кор-
розии на паспортных образцах, подвергшихся испытанию.
Необходимые материалы
1. Пластины из стали типа 18-8 (100x100x10 мм).
2. Пластины из малоуглеродистой стали Ст.З (ЮОх
X 100x10 мм),-
3. Образцы из хромоникелевой стали, испытанные на
межкристаллитную коррозию, на которые имеются все
данные по материалам, режиму и технологии сварки.
4. Электроды марки УОНИ-13/45 и группы ЭА различ-
ных марок, например КТИ-5, ЦТ-15, ЭА-395/9 и др.
5. Сварочная проволока.
Оборудование, приспособления, инструмент
1» Сварочный пост постоянного тока с электроизмери-
тельными приборами.
2. Ферритометр.
3. Точило.
4. Напильник.
5. Бачок с водой.
Порядок выполнения работы
Перед постановкой опытов изучить инструкции поль-
зования ферритометром,
86
Опыт 1. Определить количество феррита в металле
наплавки на стали 1Х18Н9Т и Ст.З.
1. Зачистить пластину.
2. Подобрать силу сварочного тока по диаметру элек-
трода 7СВ = (30-5-40) d3Jl.
3. Наплавить валик (I = 30<~60 мм), отмечая силу
сварочного тока, напряжение и время горения дуги.
4. Охладить пластину. Зачистить от брызг и шлака.
5. Наждачным кругом или напильником подготовить
на поверхности валика площадку размером не менее 6х
Х20 мм.
6. Ферритометром определить количество феррита в на-
плавке и сопоставить с количеством феррита в шве, опре-
деленным расчетом по диаграмме Шеффлера (рис. 39).
При определении количества феррита (a-фазы) в шве рас-
четным методом химический состав металла наплавки
может быть рассчитан по формуле (18). Долю участия ос-
новного металла в металле наплавки можно принять по
данным работы 6.
7. Повторить опыт, применяя другие марки электро-
дов.
Опыт 2« На стандартных образцах, подвергающихся
испытаниям на межкристаллитную коррозию, установить
влияние химического состава материала на склонность
отдельных участков сварных соединений к межкристаллит-
ной коррозии.
1. Изучить паспортные данные по исследуемым пробам.
2. Установить вероятные причины относительного из-
менения склонности стали к межкристаллитной коррозии
проб. Данные исследования зафиксировать.
Данные всех измерений и результаты расчетов занести
в форму 12.
Форма 12. Результаты опытов
Мате- риал Марка электро- да Режим Содержание феррита в шве, %
Сила тока, А Напря- жение, В Время горения дуги, с по диа- грамме Шеффле- ра по пока- занию приборов
87
Содержание отчета
1. Методика постановки опытов, примеры расчетов,
2. Таблицы записей и результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
I. Почему двухфазная сталь (у +<%) менее склонна
к горячим трещинам?
2. Структурная диаграмма Шеффлера и ее практиче-
ское значение.
3. Что такое межкристаллитная коррозия, причины ее
возникновения и методы предотвращения?
4. Почему эквивалент углерода является критерием
для оценки необходимости применения подогрева при
сварке стали?
5. Особенности технологии сварки разнородных и двух-
слойных сталей.
Лабораторная работа 13
НАПЛАВКА ТВЕРДЫХ СПЛАВОВ
В процессе работы большое количество деталей меха-
низмов, машин и инструмента выходят из строя вследствие
истирания, эрозии, коррозии и кавитации. Ремонт изно-
шенных и увеличение срока службы новых деталей могут
быть достигнуты путем придания их поверхности особых
физико-химических свойств за счет наплавки различных
сплавов. Различают следующие основные группы материа-
лов для наплавки: электродные, литые твердые сплавы и
порошкообразные смеси.
Порошкообразные наплавочные ма-
териалы представляют собой механическую смесь
зерен металлов, ферросплавов и металлических соедине-
ний с углеродом. Химический состав некоторых из них
(%) и твердость однослойной наплавки приведены ниже:
с
Сталинит . . 8—10
Вокар . . . 9,5—10,5
Релит . • • 5
Si Мп Сг W Fc НКА
3,0 13—17 16—20 — Остальное 77
0,5 — — 85—87 До 2,0 84
— — — 95 — 88
88
Наплавка порошкообразных материалов производится
угольной дугой постоянным током прямой полярности.
Для этого небольшая часть очищенной поверхности основ-
ного металла подформовывается пластинками из графита,
наносится слой прокаленной буры 0,2—0,3 мм и слой по-
рошкообразного материала 3—4 мм.
Дуга возбуждается на основном металле, затем пере-
носится на порошкообразный материал; при поступатель-
но-зигзагообразном движении электрода производится
одновременное расплавление шихты и основного ме-
талла.
Литые твердые сплавы — это сплавы эле-
ментов W, Сг, Ni, Si, С с кобальтом (стеллиты В2К, ВЗК),
а также элементов Сг, Ni, Мп, Si, С с железом (сормайт 1,
сормайт 2).
Для электродуговой наплавки также применяют тол-
стопокрытые электроды, имеющие стержень из обычной,
порошковой проволоки или литой. Порошковые электроды
более производительны, чем стержневые, и имеют более
высокий коэффициент усвоения Мп и С, так как при на-
плавке наполнитель плавится быстрее, чем оболочка, что
улучшает защиту расплавленного металла. Порошковые
электроды за счет изменения химического состава наполни-
теля позволяют в большом диапазоне изменять химический
состав наплавленного металла.
Электродные твердые сплавы широко
применяются в настоящее время. При их использовании
легирование металла наплавки может производиться за
счет стержня или наполнителя, за счет толстого покрытия
или комбинированным способом — за счет стержня и
электродного покрытия.
Техника электродуговой ручной наплавки твердых
сплавов не отличается от наплавки валиков электродами
из низкоуглеродистых сталей. Но наплавку следует вести
с малой погонной энергией, без колебаний электрода,
в два-три слоя с целью уменьшения доли основного ме-
талла в металле наплавки.
Цель работы
Изучить технологию и технику наплавки порошкооб-
разных, литых и электродных твердых сплавов на плас-
тины.
89
Необходимые материалы
1. Пластины из малоуглеродистой стали (ЮОхЮОХ
Х10 мм).
2» Графитовые электроды.
3. Графитовые пластины.
4. Порошкообразный твердый сплав.
5. Электроды марок УОНИ-13/45, Т-620, ЦН-2, ЦЛ-9,
12АН/ЛИВТ, 13КН/ЛИВТ, порошковые с покрытием
УОНИ-13/45, изготовленные при выполнении работы 5.
6. Ленточный электрод из стали 0Х18Н9Т или другой
шириной 40—50 мм и толщиной 0,5—0,7 мм.
7. Флюс АН-26.
8. Наждачная бумага.
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного и переменного токов
с электроизмерительными приборами.
2. Автомат для сварки ленточным электродом,
3. Прибор для определения твердости.
4. Точило.
5. Пост для трехфазной сварки.
6. Напильники.
Порядок выполнения работ
Опыт 1 < Изучить особенности и свойства металла,
наплавленного электродными твердыми сплавами.
1. За несколько дней до выполнения работы в лабора-
тории преподаватель поручает учащимся для электродов,
которые будут использованы в работе, принимая основной
металл сталь Ст.З:
а) рассчитать химический состав металла наплавлен-
ных валиков, если у = 0,3;
б) определить для каждой наплавки эквиваленты Ni и
Сг, а по ним—структуру металла по диаграмме Шеффлера
(см. рис. 39);
в) в зависимости от структуры установить твердость
металла, наплавленного данными электродами:
Твердость НВ
Феррит .......................... 80—120
Перлит зернистый .................. 160—190
90
Твердость НВ
Аустенит............................. 170—220
Перлит пластинчатый . . ........ 190—230
Перлит сорби гообразный . . . . 230—260
Сорбит........................... ' . 270—320
Троостит.......................... 330—400
Троостомартенсит.................... 400—600
Мартенсит.............................. ' 640—760
Цементит .................................. 320
2. Зачистить пластину.
3. Подобрать силу сварочного тока по диаметру элек-
трода.
4. Наплавить электродами типа Э-42/Х валик длиной
40—60 мм на пластину, отмечая силу сварочного тока, на-
пряжение и время горения дуги.
5. После охлаждения обработать поверхность валика
и определить твердость наплавки.
6. Проделать пп. 2—5 данного опыта с электродами,
принятыми в работе.
По указанию преподавателя, наплавка может быть вы-
полнена электродом другой марки или может быть двух-
слойной с замером твердости каждого слоя.
Опыт 2. Изучить особенности технологии наплавки
трехфазной дугой.
1. Зачистить две пластины, собрать их встык, пользуясь
специальной струбциной, и прихватить по торцам (см.
рис. 16).
2, Заготовить спаренные электроды для сварки трех-
фазной дугой, связывая-их попарно тонкой медной прово-
локой или шпагатом.
3. Подготовить бачок с водой для охлаждения пробы.
4, Закрепить спаренные электроды в электрододержа-
тель для трехфазной сварки.
5. Подобрать силу сварочного тока, чтобы в каждом
электроде /св == 150ч-170 А для d = 4 мм (в изделии ток
должен быть минимальным).
6. Любым из спаренных электродов наплавить на
собранные пластины валик длиной 60—80 мм поперек сты-
ка, отмечая силу тока, напряжение и время горения дуги.
7. Охладить пробу в воде и замерить длину валика.
8. Руководствуясь п. 6, наплавить еще один валик
другими спаренными электродами и повторить п. 7,
91
9. Произвести излом пробы па ручном прессе (см.
рис. 17).
10. Размеры валиков ft, Ьу с на образцах определить,
по методике, указанной в работе 6.
11. Рассчитать fH, Fnp, у, t-CB, qn.
12. Определить твердость основного металла и наплав-
ленных валиков.
13. Определить содержание Сг, Ni, Си и Мп в наплав-
ленном металле по формуле
ъ=+ -Ц- >+• -Цп - <58>
где /?эл1, /?эл2 — содержание элементов в металле, наплав-
ленном соответствующими электродами, берется из пас-
портных данных на электроды.
Рис. 40. Формованный участок для на-
плавки порошкообразного материала
Опыт 3» Произвести наплавку ленточным электродом
под слоем флюса на автомате.
1. Зачистить пластины, собрать их встык, пользуясь
специальной струбциной, и прихватить по торцам.
2. Подготовить автомат к работе.
3. Подготовить бачок с водой для охлаждения пробы.
4. Подобрать режим сварки, вылет электрода.
5. Закрепить собранные встык пластины на сварочном
столе, наплавить валик поперек стыка, отмечая /свС/0 и
время горения дуги.
6. Освободить пробу, удалить с нее нерасплавившийся
флюс и охладить в воде.
7. Повторить пп. 9—12 опыта. 2.
Опыт 4. Изучить особенности и свойства наплавки
порошкообразных материалов (не менее двух).
92
1. Зачистить пластину.
2. Подобрать силу сварочного тока 200—400 А по
диаметру угольного электрода 8—16 мм.
3. Выформовать на пластине площадку размером 30 х
х50 мм, нанести на нее слой буры толщиной 0,2—0,3 мм
и порошкообразного сплава 3—5 мм (рис. 40).
4. Закрепить угольный электрод в держатель и вста-
ть в электрододержатель. Произвести наплавку, отме-
чая силу тока, напряжение и время горения дуги.
5. После охлаждения пробы в воде обработать поверх-
ность на точиле, затем наждачной бумагой и определить
твердость.
‘ Данные всех измерений и результаты расчетов занести
в форму 13.
Форма 13. Результаты опытов
Матеря ял Режим Размеры валика, мм Пло- щадь мм1 2 3 4 Доля основного'металла в метал- ле наплавки Скорость перемещения дуги, см/с Погонная энергия, кал/см Т вердость ИВ
по структурным данным по прибору Среднее значение
Сила тока, А Напряжение, В Время горения дуги, с Длина Ширина Выпуклость Глубина провара Проплавления Наплавки > замер I замер 2
Содержание отчета
1. Методика постановки опытов, примеры расчетов.
2. Таблица записей и результатов расчетов.
3. Нарастающий график твердости.
4. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. В каких случаях применяют наплавку твердыми
сплавами в промышленности и виды материалов для на-
плавок?
93
2. Какие вы знаете три системы компоновки электрод-
ных материалов для получения наплавленного металла
с особыми физико-механическими свойствами?
3. Из каких операций слагается технологический про-
цесс наплавки твердых порошкообразных сплавов?
4. Назначение порошковых электродов, порошковой
проволоки и область их применения.
5. Способы механизированной наплавки твердых спла-
вов, преимущества наплавки ленточным электродом.
Лабораторная работа 14
СВАРКА ЧУГУНА
Чугунами называют железоуглеродистые сплавы с со-
держанием углерода свыше 2%. Благодаря хорошим литей-
ным свойствам и сравнительно невысокой стоимости он
находит широкое применение в машиностроении. В зави-
симости от состояния С и скорости охлаждения чугун раз-
деляют на белый и серый. Легирующие примеси по их
влиянию на цементит делят на две группы: графитизи-
рующие (Al, Si, С, Си, Ni, Мп, Р) и карбидообразующие
(Вг, W, Сг, S, Мо) элементы.
Твердость является важной характеристикой чугуна;
она зависит от структуры, легирующих примесей и раз-
мера графитных включений. Наименьшую твердость
имеют ферритные чугуны, в которых почти весь С нахо-
дится в свободном состоянии, перлитный чугун с пластин-
чатым графтом имеет НВ 220—240, чугун с мартенситной
металлической основой имеет НВ 400—500, а структура
цементита НВ 750. Наибольшее применение в народном
хозяйстве имеют серые чугуны. Сварка серых чугунов про-
изводится двумя способами.
Горячая сварка — это способ, при котором осу-
ществляются предварительный и сопутствующий нагревы
изделия до 600—700° С с последующим медленным охлаж-
дением. Такой процесс уменьшает скорость охлаждения
металла сварочной ванны и околошовной зоны, что обеспе-
чивает полную графитизацию металла шва и отсутствие
отбела в околошовной зоне, а также исключает возмож-
ность появления сварочных напряжений.
94
Холодная сварка — это сварка без предва-
рительного нагрева изделия. Этот способ требует меньших
затрат, при этом имеется возможность варьировать в боль-
ших пределах химическим составом металла шва. Но при
наложении валика на холодную поверхность чугуна вслед-
ствие быстрого отвода тепла металл наплавленного валика
получится твердым и хрупким. В околошовной зоне на
первом участке неполного расплавления, ограниченном
температурами 1150—1250е С, при большой скорости
охлаждения образуется белый чугун, а на втором участке,
где при нагреве от наплавки валика образовался аустенит,
большая скорость охлаждения и химический состав чу-
гуна приводят к его переохлаждению с образованием твер-
дой и хрупкой структуры мартенсита.
Уменьшение склонности к отбелу первого участка
околошовной зоны при сварке чугуна может быть достиг-
нуто введением в металл шва таких графитизаторов, как
Си, Ni, т. е. соответствующим изменением химического
состава металла шва.
Исключить или уменьшить вероятность образования
мартенсита на втором участке околошовной зоны можно
снижением скорости охлаждения, что достигается увеличе-
нием погонной энергии сварки или подогревом изделия.
Существует много методов холодной сварки чугуна.
Рассмотрим некоторые из них.
Сварка чугуна стальными электродами — это наиболее
доступный метод сварки. При сварке стальными электро-
дами с обычными покрытиями вследствие проплавления
чугуна на некоторую глубину в металле шва значительно
возрастает содержание С. Быстрое охлаждение металла
шва, имеющее место при холодной сварке чугуна, приво-
дит к повышению твердости (закалке) шва и отбеливанию
околошовной зоны.
Сварка чугуна стальными электродами с карбидообра-
зующими элементами в покрытии приводит к тому, что С,
поступающий в шов из основного металла, связывается
в труднорастворимые мелкодисперсные карбиды (обычно
ванадия), содержащиеся в электродном покрытии, и
структура шва получается ферритной с включениями мел-
кодисперсных карбидов. Так, электроды марки ЦЧ-4,
в покрытие которых вводится 70% феррованадия, обеспе-
чивают наплавленный металл с содержанием V 9—10%.
При сварке чугуна электродами из малоуглеродистой
95
стали для улучшения качества сварного соединения реко-
мендуется применять электроды малого диаметра и пони-
женную силу сварочного тока, что уменьшает тепловое
воздействие на чугун.
Сварку необходимо вести короткими участками, враз-
брос (по наиболее холодному месту) с перерывами, чтобы
температура детали вблизи места сварки не превышала
50—60s С, валиками малого сечения.
Сварка комбинированными медно-стальными электро-
дами. В производстве широкое применение нашли различ-
ные варианты комбинированных медно-стальных электро-
дов, в частности медный стержень с толстым покрытием,
содержащим железный порошок (электроды марки ОЗЧ-1)
и пучок из медных и стальных электродов.
Сварка такими электродами дает более удовлетвори-
тельные результаты по сравнению со сваркой электродами
из малоуглеродистой стали. Пучок электродов обычно
собирается из одного электрода типа Э-42 и двух прутков
меди. Отбеливание околошовной зоны при сварке этими
электродами уменьшается за счет повышенного содержа-
ния меди в сварочной ванне, которая является графитизи-
рующим элементом, но полностью не устраняется.
Сварка электродами из никелевых сплавов ведется корот-
кими валиками (30—50 мм) с проковкой их в горячем со-
стоянии с целью устранения напряжений от усадки при
остывании металла шва. Наличие в сварочной ванне эле-
ментов-графитизаторов (монель-мета л л содержит Ni 60—
70% и Си 25—30%) уменьшает отбеливание околошовной
зоны. Сварку необходимо производить при небольшой силе
тока обратной полярности валиками малых сечений.
Сварка чугуна порошковой проволокой — это механизи-
рованный способ, позволяющий не только повысить произ-
водительность труда, но и облегчить условия труда, осо-
бенно при горячей сварке чугуна. В настоящее время
применяются три типа порошковых проволок: ППЧ-1 для
холодной сварки серого чугуна; ППЧ-2 для сварки се-
рого чугуна с подогревом; ППЧ-3 для горячей сварки
серого чугуна. Сварку порошковой проволокой можно
выполнять на полуавтоматах проволокой диаметром 3 мм.
Цель работы
Изучить влияние различных методов электродуговой
сварки чугуна на качество сварного соединения.
Уб
Необходимые материалы
1. Чугунные пластины ПООХ 100х(10-~16) мм1.
2. Электроды типа Э-42.
3. Медные стержни (d = 3-*-4 мм).
4. Электроды ЦЧ-4, МНЧ-1, ОМЧ-1 и порошковая
проволока (см. соответствующие паспорта приложения).
5. Тонкая медная проволока для связки электродов
в пучок.
6. Термокарандаши.
Оборудование, приспособления, инструменты
1. Сварочный пост постоянного и переменного тока
с электроизмерительными приборами.
2. Пост для трехфазной сварки.
3. Полуавтомат для сварки порошковой проволокой.
4. Прибор для определения твердости.
5. Секундомер.
6. Весы циферблатные с гирями.
7. Точило.
8. Напильник.
9. Струбцина специальная для сборки пробы.
10. Ручной пресс для излома проб.
11. Приспособление для размещения образцов перед
сваркой.
Порядок выполнения работы
Опыт L Изучить влияние марки электродов и подо-
грева па форму и размеры валика, качество и твердость
металла наплавки и околошовной зоны.
Рис. 41. Приспособление
для сварки проб из чу-
гунных пластин:
/ — вода для охлаждения
проб; 2 — собранная проба
1. Зачистить чугунные пластины.
2. Прихватить их по торцам, пользуясь специальной
струбциной (см. рис. 16).
3. Заполнить водой ванночку приспособления для
сварки и уложить в нее пробу (рис. 41).
4 С. И. Думев
97
4. Подобрать силу сварочного тока /с,=(35-ь40) d А.
5. Наплавить валики I — 50-J-60 мм перпендикулярно
к стыку без поперечных колебаний электродами разных
марок, при соответствующих режимах, отмечая силу тока,
напряжение на дуге и время ее горения. Наплавку каж-
дого валика производить только на охлажденную до ком-
натной температуры пробу.
6. Замаркировать каждый валик.
7. Зачистить пробу от шлака и брызг, определить каче-
ство наплавки по внешнему виду.
8. Измерить длину каждого валика.
9. Произвести излом пробы на ручном прессе.
10. Размеры валиков на пробе определить по методике,
указанной в работе 6.
11. На другой половине пробы определить твердость
каждого наплавленного валика и околошовной зоны.
12. Рассчитать vCB и qn.
Опыт 2. Изучить влияние подогрева на сварку чугуна
электродами ОМЧ-1.
1. Выполнить пп. 1—2 опыта 1. При помощи индук-
тора нагреть пробу до температуры 600—700° С, опреде-
ляя температуру термокарандашами.
2. Электродом марки ОМЧ-1 или другим наплавить
валик, выполняя пп. 4, 5, 7—12 опыта 1.
Опыт 3« Изучить влияние трехфазной дуги на сварку
чугуна.
1. Выполнить пп. 1—3 опыта 1.
2. Закрепить электроды, предварительно связанные
медной проволокой, в электрододержателе для трехфазной
сварки.
3. Подобрать силу сварочного тока, чтобы в каждом
электроде при d = 4 мм, /св = 140-J-150 А, а в изделии
была бы минимальной.
4. Выполнить пп. 5, 7, 9—11 опыта 1.
Опыт 4. Ознакомиться с механизированной сваркой
чугуна порошковой проволокой.
1. Выполнить пп. 1—3 опыта 1.
2. Подобрать силу сварочного тока в пределах 250—
300 А при напряжении 28—30 В.
3. Наплавить валик I — 60-5-80 мм перпендикулярно
к стыку током обратной полярности, фиксируя /св, UR и
время горения дуги.
4. Повторить пп, 7—12 опыта 1.
98
Данные всех измерений и результаты расчетов занести
в форму 14.
Форма 14. Результаты опытов
Марка и диаметр электрода Режим Размеры валика, мм Скорость переме- щения дуги, см/с Погонная энергия, кал/см Твердость НВ
Сила тока, А Напряжение, В Время горе- ния дуги, с Длина Глубина про- вара Основного металла Металла на- плавки Зоны сплав- ления
Содержание отчета
1. Методика постановки опытов, примеры расчетов.
2. Таблица записей и результатов расчетов.
3. Нарастающие графики твердости наплавленного
металла и зоны сплавления в зависимости от марки элек-
тродов и условия сварки.
4. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Чугун и его разновидности.
2. Основные трудности сварки чугуна.
3. Участки зоны термического влияния при холодной
сварке чугуна и их характеристика.
4. Почему для сварки чугуна часто применяют элек-
троды, содержащие Ni и Си?
5. Основные технологические особенности холодной
сварки чугуна.
- 6. Особенности и преимущества сварки чугуна порош-
ковой проволокой.
7. Операции, составляющие процесс горячей сварки
чугуна.
99
Лабораторная работа 15
СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Алюминий и его сплавы получили широкое распростра-
нение в различных отраслях промышленности благодаря
малому удельному весу, высоким механическим свойствам,
высокой коррозионной стойкости и хорошей сваривае-
мости. В настоящее время алюминий я его сплавы широко
применяются для изготовления разных сварных конструк-
ций, изделий и сосудов. Кромё проката А1 применяется
в виде лигья, поэтому дефекты литья обычно исправляют
сваркой.
Основными затруднениями при сварке Ai является
присутствие на поверхности металла тугоплавкой плотной
окисной пленки А12ОЭ (Тпл = 2050е С, у — 3,9 г/см3),
толщина которой увеличивается с течением времени и с по-
вышением температуры. Большие значения коэффициен-
тов линейного расширения а и теплопроводности л часто
приводят к деформациям, а иногда и к трещинам в свар-
ных соединениях из А1 и его сплавов.
Алюминиевые сплавы могут бьпь сварены всеми суще-
ствующими видами сварки. Выбор способа сварки зависит
от технических требований, конструктивных особенностей
и технико-экономических соображений.
Сварку А1 угольным электродом производят в исключи-
тельных случаях при изготовлении неответственных кон-
струкций. Угольным электродом сваривается металл
толщиной от 1,5 до 15 мм и завариваются дефекты литья.
Листы толщиной до 3 мм свариваются без присадочного
материала по отбортовке, до 8 мм — свариваются встык
без подготовки кромок, свыше 8 мм — свариваются с под-
готовкой кромок.
Присадочный материал берется того же состава, что
и основной или же применяются сплавы, содержащие Si
до 5%. Во всех, случаях применяются флюсы, которые
наносятся па присадочный материал и па свариваемые
кромки. Травления кромок не требуется.
Состав флюса АФ-4А приведен ниже, %:
NaCJ ............................. 28
КС1 ...............................50
LiCI .............................. И
NaF ................................. 8
100
Применяется также часто флюс 3, состоящий из 30—
35% криолита и 70—75% флюса АФ-4А.
Криолит Na2AlFe является растворителем А12О3, но
обладает повышенной температурой плавления; №С1,
КО, LiO снижают температуру плавления фтористых
соединений и повышают жидкотекучесть шлаков.
Направление сварки
Рис. 42. Сварка А1 угольной дугой
Схема сварки А1 угольной дугой приведена на рис. 42.
При сварке поперечные колебания не рекомендуются. При
больших толщинах применяются двух-трехслойные швы
и подогреваются кромки дугой до температуры 250—300°.
Сварку производят на графитовых, медных или стальных
подкладках, постоянным током прямой полярности при
определенных режимах (табл. 5),
Таблица 5. Режимы сварки AI
Толщина ли с го у мм Диаметр присадочной проволоки, мм Диаметр электрода, мм Сила тока. А
2 - 4 7 00 8 120—200
4—7 4—6 10—12 200—280
7—10 6—7 12—15 280—370
10—15 7—10 . 15 370—500
Сварка А1 металлическим плавящимся электродом —
наиболее дешевый и наиболее простой способ. Этот способ
101
активно вступают в реакцию с
Направление сборки
Рис. 43. Схема аргоно-дуговой сварки
неплавящимся электродом:
1 — свариваемое изделие; 2 — присадоч-
ный пруток; 3 — аащитный газ; 4 го-
релка; 5 — вольфрамовый электрод; 6 —
сварочная дуга; 7 наплавленный металл
рекомендуется применять при изготовлении изделий и кон-
струкций из металла толщиной более 3 мм. Электродные
стержни берутся обычно того же химического состава, что
и основной металл.
В состав электродных покрытий для дегазации ванны
хлором в значительных количествах входят хлористые
соединения* Хлор, диссоциируя, образует атомы, которые
алюминием и водородом,
образуя А1С!3 и НС1,
которые в виде пузырь-
ков уходят в атмо-
сферу:
ЗС1а + 2А1 = 2А1С131;
С12 +Н2 = 2НС1 [.
Для сварки приме-
няются .электроды ма-
рок ОЗА-1 и АФ-4аКр«
Алюминиевые спла-
вы свариваются в инерт-
ных газах неплавящим-
ся вольфрамовым элек-
тродом и плавящимся
электродом. При аргоно-дуговой сварке разрушение
окисной пленки происходит за счет катодного распы-
ления.
При сварке тонких материалов неплавящимся электро-
дом без присадки или с присадкой в один проход горелку
перемещают справа налево углом вперед (рис. 43).
Присадка подается короткими возвратно-поступатель-
ными движениями и должна находиться под возможно
меньшим углом к изделию. Конец прутка опирается на
край расплавленной ванны. Однопроходная сварка выпол-
няется без колебательных движений. Присадочная про-
волока берется того же состава, что и основной металл.
Поверхность свариваемого изделия и присадочной про-
волоки подготавливается под сварку. Для сварки приме-
няется Аг марки Б ГОСТ 10157—62 (Аг 99,96%). Сварка
вольфрамовым электродом ведется на переменном токе
при определенных режимах, указанных в табл. 6. При сты-
ковой сварке металла толщиной 1—1,5 мм с отбортовкой
без присадки сила тока снижается на 10—15%.
102
Таблица 6. Режимы сварки алюминиевых сплавов
Толщина металла, мм Сила тока А Ди амстр электрода мм Диаметр присадочной проволоки, мм Расход Аг л/мин
2 90—120 3 з 5—7
4 140—200 3 4 7—9
Цель работы
Изучить процесс сварки А1 и его сплавов.
Необходимые материалы
1. Пластины из А1 (100 X 100 X8 мм).
2. Угольные или графитовые электроды (d3Jl — 8 мм).
3. Флюсы указанного состава.
4. Электроды ОЗА-1, АФ-4аКр или другие.
5. Алюминиевые прутки (d — 2 4-4 мм), покрытые тон-
ким слоем флюса.
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного тока c электроизмери-
тельными приборами.
2. Пост для сварки в среде Аг.
3. -Секундомер.
4. Весы циферблатные с гирями.
5. Наждачная бумага, металлическая щетка,
6. Бачок с водой.
7. Штангенциркуль.
8. Линейка.
9. Пресс для излома проб.
10. Специальная струбцина.
Порядок выполнения работы
Опыт Сварка А1 угольным электродом.
1. Собрать пластины в специальной струбцине, при-
хватить их по торцам и взвесить.
2. Определить вес присадочного прутка.
103
3. Подобрать по толщине свариваемого материала диа-
метр электрода, а по диаметру электрода силы свароч-
ного тока (табл. 5).
4. Нанести флюс в разделку.
5. Наплавить валик поперек стыка длиной 60—80 мм,
выполняя сварку поперек стыка, фиксируя силу тока, на-
пряжение и время сварки.
6. Охладить пробу в воде, очистить от шлака, взвесить
пробу с наплавленным валиком, определить вес остатка
прутка.
7. Сломать пробу на прессе, определить глубину про-
вара и качество шва по-внешнему виду.
8. Рассчитать коэффициенты плавления, наплавки и
теоретическую производительность.
Опыт 2< Сварка AI и его сплавов металлическим элек-
тродом.
1. Собрать пластины в специальной струбцине, прихва-
тить их по торцам и взвесить.
2. Определить вес металлического стержня электрода.
3. Подобрать диаметр электрода по толщине сваривае-
мого металла и силу тока по диаметру электрода.
4. Наплавить валик поперек стыка длиной 60—80 мм,
фиксируя режим и время сварки.
5. Охладить пробу, высушить, очистить от шлака.
Взвесить пробу с наплавленным валиком, определить вес
огарка.
6. Изменив силу сварочного тока в сторону увеличения
и уменьшения, наплавить еще два валика, руководствуясь
вышеприведенными пунктами.
7. Повторить пп. 7, 8 опыта 1.
Опыт 3. Сварка AI и его сплавов неплавящимся воль-
фрамовым электродом в среде Аг.
1. Ознакомиться с устройством поста аргоно-дуговой
сварки.
2. Зачистить пластины и выполнить пп. 1, 2 опыта 1.
3. Подобрать диаметр вольфрамового электрода по
толщине свариваемого металла и по диаметру электрода
подобрать силу сварочного тока (табл. 6). Установить
расход Аг — 5 ~7 л/мин.
4. Зажечь дугу на угольной пластине, после разогрева
электрода перенести ее на свариваемое изделие. Ввести
присадочный пруток в сварочную ванну и наплавить ва-
лик длиной 60—80 мм перпендикулярно стыку.
104
5. Увеличивая и уменьшая диаметр прутка, повторить
п. 2—4.
6. Повторить пп. 7, 8 опыта 1.
Данные всех измерений и результаты расчетов занести
в форму 15.
Содержание отчета
1. Методика постановки опытов, примеры расчетов.
2. Таблица записей и результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Факторы, затрудняющие сварку AI и его сплавов.
2. Особенности технологии ручной сварки А1 угольным
и металлическим электродом.
3. Особенности аргоно-дуговой сварки А1 и его сплавов
неплавящимся электродом; почему она производится на
переменном токе?
4. Какие преимущества имеет механизированная
сварка AI и его сплавов плавящимся электродом?
5. Почему при сварке деформируемых сплавов А1,
упрочненных термической обработкой, прочность в зоне
термического влияния уменьшается?
105
Лабораторная работа 16
СВАРКА ТИТАНА И ЕГО СПЛАВОВ
Развитие ряда отраслей промышленности потребовало
применения новых конструкционных материалов, среди
которых Ti занимает первое место.
Титан обладает малым удельным весом (4,5 г/смэ),
высокой температурой плавления (1660°), большой корро-
зийной стойкостью во многих агрессивных средах и высо-
кой прочностью при нормальных и высоких температурах.
Физические свойства и высокая температура плавле-
ния требуют при сварке концентрированного источника
тепла, но низкий коэффициент теплопроводности и высо-
кое электрическое сопротивление создают условия, при
которых для сварки титана необходимо меньше электриче-
ской энергии, чем для сварки стали и особенно А1. Титан
маломагнитен, поэтому при его сварке заметно умень-
шается магнитное отдувание дуги.
Сварка Ti сопряжена с определенными трудностями,
главной из которых является большая химическая актив-
ность Ti при высоких температурах по отношению к N2, Оа
и Н2. Поэтому необходимым условием для получения ка-
чественного соединения при сварке является надежная
защита от газов воздуха не только сварочной ванны, но и
остывающих участков металла шва и зоны термического
влияния вплоть до температуры 500°. Необходимо также
защищать обратную сторону шва даже в том случае, если
она не расплавляется, а только нагревается свыше 500° С.
Оценка насыщения поверхностных слоев металла га-
зами производится по данным химического анализа или
измерением твердости. На эффективность газовой защиты
существенное влияние оказывают конструкция наконеч-
ника, расстояние от мундштука до изделия, расход Аг
и др.
В качестве показателя эффективности газовой защиты
или защищающей способности сопла (горелки) при опре-
деленных условиях в ряде экспериментов принят безраз-
мерный коэффициент эффективности газовой защиты k3.
Он представляет собой отношение площади зоны эффек-
тивной газовой защиты F3 к площади выходного отверстия
наконечника — сопла Fc, т. е.
= (59)
г с
106
Наилучшая эффективность газовой защиты обеспечи-
вается в условиях, при которых k3 стремится к единице
(с увеличением расстояния от наконечника до образца
поперечное сечение зоны эффективной газовой защиты
уменьшается, поэтому k3 не может быть больше единицы).
О качестве газовой защиты при сварке Ti можно судить
приблизительно по цвету металла шва и околошовной
зоны. Блестящая серебристая поверхность шва свидетель-
ствует о хорошей защите от О2 и удовлетворительных свой-
ствах шва. Синий цвет шва и
серые налеты на нем указывают
на плохую защиту.
Для соединения деталей из
Ti и его сплавов применяются
ручная аргоно-дуговая сварка
неплавящимся электродом, ав-
томатическая аргоно-дуговая
сварка проволокой из Ti, авто-
Направление сварли
Рис. 44. Схема ручной сварки
Ti неплавящимся электро-
дом
матическая дуговая сварка под
флюсом, электрошлаковая свар-
ка с подачей на поверхность
шлаковой ванны инертного газа.
Некоторые технологические
указания по сварке Ti и его
сплавов вольфрамовым электродом в среде Аг приве-
дены ниже.
1. Сварку производить постоянным током при прямой
полярности.
2. Зажигание дуги производить касанием вольфрамо-
вого электрода о свариваемое изделие, причем только при
наличии газовой защиты.
3. При наплавке валика вольфрамовый электрод рас-
полагать под углом 70—85е к поверхности свариваемого
изделия, а присадочный материал под углом 90—100°
к оси электрода (рис. 44).
4. Вылет вольфрамового электрода должен быть рав-
ным 6—8 мм. Длина дуги должна поддерживаться по-
стоянной в пределах 1—2 мм.
5. Присадочный материал вводить в зону сварки рав-
номерно, без поперечных колебаний, опираясь концом
стержня на край сварочной ванны. Нагретый конец приса-
дочного стержня не должен выводиться из зоны газовой
защиты.
107
6, Горелку переметать равномерно-поступательно без
поперечных колебаний.
7. Гасить дугу следует выключением сварочного тока
кнопкой, расположенной на горелке, предварительно
заплавив кратер.
8. Прекращать подачу защитного газа через горелку и
отвод его от изделия осуществлять только через 5—10 с
после потемнения шва.
9. При многопроходной сварке после каждого прохода
производить тщательную зачистку сварного шва от окис-
ной пленки.
10. Защиту обратной стороны шва производить плотно
подгоняемыми медными, стальными подкладками или оста-
ющимися подкладками из технического Ti, поддувом Аг
в специальные канавки в подкладках или в устанавливае-
мые карманы вдоль сварного шва.
Цель работы
Изучить эффективность газовой защиты и ознакомиться
с особенностями ручной и автоматической сварки Ti.
Необходимые материалы
1. Пластины из Ti и его сплавов.
2. Присадочный материал — стержни из li марки ВТ-1
или других марок (d = 1 ч-З мм).
3. Вольфрамовый электрод (d3Ji — 1,5—3 мм).
4. Титановая сварочная проволока (d = 2,0-ь2,5 мм).
5. Образец из титановой проволоки (/ == 250 мм; d —
= 4 мм).
6. Наждачная бумага (мелкая).
7. Ацетон.
8. Чистые салфетки или ветошь.
Оборудование, приспособления, инструмент
1. Специальный пост постоянного тока с электроизме-
рительными приборами.
2. Установка для определения эффективности газовой
защиты (рис. 45).
3. Горелки для ручной аргоно-дуговой сварки Ti
с кнопкой для включения и выключения тока,
108
4. Баллон с Аг первого состава.
5. Редуктор с манометром со шкалой 1-==-4 кгс/см2.
6. Расходомер ти-
па РС-3.
7. Устройство для
сборки проб.
8. Секундомер.
9. Ручной пресс
для излома проб; на-
стольные переносные
тиски.
10. Весы цифер-
блатные с гирями.
11. Линейка.
12. Штангенцир-
куль.
Рис. 45. Установка для
определения эффективно-
сти газовой защиты:
I — ?ажимные губки; 2 —
исследуемый образец; 3 —
газовая горелка, укреплен-
ная на штативе; 4 — шта-
тив; 5 — расходомер; б —
основание
Порядок выполнения работы
Опыт 1< Ознакомиться с оборудованием поста и изучить
влияние расстояния от наконечника до изделия на эффек-
тивность газовой защиты.
1. Ознакомиться со схемой установки и инструкцией.
2. В губках прибора зажать образец из титановой про-
волоки.
3. Над образцом па определенном расстоянии с по-
мощью специального шаблона (рис. 46) установить горелку
(расстояние изменять в пределах 4—16 мм).
4. Включить подачу Аг (расход газа 10—15 л/мин).
5. Вручную, кнопкой «пуск» включить ток, причем
равномерность нагрева образца достигается путем преры-
вистого включенн я.
6. Нагрев образца производить до красного каления,
после чего сварочный ток отключить. Подачу газа прекра-
тить после полною охлаждения образца. В результате
109
эксперимента на проволоке останется ярко выраженная
зона защиты, длина которой принимается за диаметр не-
окисленной воны и является количественным показателем
эффективности газовой защиты.
7. Замерить De и D3 штангенциркулем о точнос!ью
до 0,1 мм и рассчитать k* по формуле (59).
Рис. 46. Шаблон для
определения расстоя-
ния от сопла до про-
волоки
Опыт 2« Определить влияние режима сварки на форму
валика, долю основного металла в металле шва, произво-
дительность.
1. Тщательно зачистить пластины и присадочный пру-
ток наждачной бумагой и протереть чистой салфеткой» смо-
ченной ацетоном.
2. Собрать их попарно, пользуясь специальным при-
способлением, и прихватить по торцам, соблюдая основ-
ные правила выполнения прихваток на титане. Пробу раз-
местить на сварочном столе.
3. Обеспечить охлаждение горелки4 водой.
по
4, Подать в горелку защитный газ (Аг),
5. Подать напряжение к горелке.
6. Подобрать режим сварки по табл. 7 и проверить
его на вспомогательной пластине.
Таблица 7. Режим ручной аргоно-дуговой сварки
и его сплавов
Толщина свариваемых кромок, мм Сила тока А Диаметр присадочного материала (проволока), мм Диаметр мундштука мм Расход Аг л/мин
0,5 15—30 1.0 8—10 8—12
1,0 50—60 1,5 8—10 8—12
2,0 80—100 2,0 10—12 10—14 !
3,0 120—140 3,0 10—12 10—14
. • 4,0 120—150 3,0 12—16 12—16
5,0 130—160 3,0 12—16 12—16
7,0 140—180 Р 4 12—16 12—16
7. Отрегулировать необходимое давление Аг и обеспе-
чить доступ Аг в сопло горелки. При наличии па посту
газоэлектрического клапана подача газа в горелку про-
изойдет до момента зажигания дуги.
8. Подвести к пластине горелку, включить сварочный
ток нажатием на кнопку, расположенную на корпусе
горелки. Возбудить дугу и, поддерживая ее длину 1,0—
1,5 мм, расплавить на пластине небольшой участок, соблю-
дая технические рекомендации по сварке Ti. Убедиться
в правильности выбранного режима и надежности газовой
защиты.
9. Дать оценку качества расплавленного участка по
внешнему виду.
10. Взвесить пробу.
11. Соблюдая технологические рекомендации по сварке
Ti, наплавить на пробу перпендикулярно к стыку на
выбранном режиме валик длиной 60—80 мм, фиксируя
силу тока, напряжение и время горения дуги. После на-
плавки пробу охладить до комнатной температуры.
12. Дать оценку качества наплавленного валика.
13. Взвесить пластину с наплавленным валиком.
Ш
14. Наплавить на пробу еще два валика при понижен-
ной и повышенной силе тока, выполняя рекомендации
п. 11, После каждой наплавки пробу взвешивать.
15. Измерить длину каждого валика и результаты запи-
сать.
16. Произвести излом пробы на ручном прессе.
17. Размеры валиков ft. &, с определить по методике,
указанной в работе б.
18. Рассчитать 0я, Fn₽, Fn, у, t»CB, q„.
Опыт 3« Автоматическая сварка Ti плавящимся элек-
тродом в среде Аг с определением производительности.
1. Зачистить пластину и взвесить.
2. Подготовить автомат к работе, выполнив пп. 3—5
опыта 2.
3. Подобрать режим наплавки по табл. 8.
4. Повторить п. 7 опыта 2.
5. Уложить пластину на сварочный стол, разместив
под ней медную подкладку, и закрепить, плотно прижав
пластину к подкладке.
Таблица 8. Режимы автоматической сварки Ti
плавящимся электродом
Толщина металла, мм ... .. . _ Метод сварки Диаметр электрод- ной проволоки, мм Сила тока, А Напряжение дуги, в Скорость подачи Электродной прово* ЛОКИ, M/V Скорость сварки, м/ч
2.5 Односторонний шов на остающейся под- кладке 2 180—200 30—32 160—165 50
4 То же 2,5 270—290 30—32 185—190 50
6 Односторонний шов на медной подкладке 3 390—420 30—32 170—175 50
в ' То же 4 590—600 32—34 95—100 45
8 Двусторонний шов 3 310—330 30—32 135—140 50
10 Односторонний шов на медной подкладке 4 600—620 32—34 110—115 45
12 • Двусторонний шов 3 350—400 30—32 160—165 50
6. Наплавить валик, фиксируя силу тока, напряжение
и время горения дуги.
7. Дать пластине остыть до 300—400° и взвесить.
8. Определить коэффициент наплавки и производи-
тельность.
Данные всех измерений и результатов расчетов занести
в форму 16.
Форма 16. Результаты опытов
Результаты замеров Результаты расчетов
Вес пробы г Режим • Размеры валика, мм Площадь мм4 Доля основного метал- ла в металле наплавки Скорость перемещения дуги, см/с Погонная энергия, кал/см Вес наплавленного ме- талла, г Коэффициент наплав- ки, г/Л-ч Теоретическая произво- дительность, кг/ч
до наплавки после наплавки . Сила тока. А Напряжение. В । Время горения j дуги, с Длина Ширина : Выпуклость Глубина провара проплавления наплавки
..
Содержание отчета
1. Методика постановки опытов, примеры расчетов.
2. Таблица записей и результатов расчетов.
3. График зависимости k3 от расстояния от сопла до
изделия.
4. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Основные трудности сварки Ti.
2. Влияние О2, Н2, N2. С на структуру и свойства Ti.
3. Почему при сварке Ti требуется защищать не только
зону плавления металла, но и участки, нагретые до темпе-
ратуры '500° С?
4. Чем отличается <z-Ti от ₽-Ti, и какие элементы спо-
собствуют получению той или иной структуры?
5. Особенности технологии сварки Ti неплавящимся
электродом.
113
Лабораторная работа 17
СВАРКА МЕДИ И ЕЕ СПЛАВОВ
Изготовление сварных конструкций из Си с примене-
нием электрической сварки плавлением сопряжено с ря-
дом особенностей, затрудняющих этот процесс.
Легкая окисляемость Си в расплавленном состоянии
приводит к образованию Си2О, хорошо растворяющейся
в жидкой Си, давая легкоплавкую эвтектику, которая,
располагаясь по границам зерен, снижает стойкость ме-
талла шва против кристаллизационных трещин. Высокая
теплопроводность Си вызывает необходимость применения
концентрированных источников нагрева и часто подо-
грева.
Большая растворимость Н 2 в расплавленной Си в соче-
тании с Си2О и СО может явиться причиной образования
пор и мелких трещин в шве и зоне термического влияния.
Высокий коэффициент линейного расширения приводит
к значительным остаточным деформациям конструкций.
Большая жидкотекучесть расплавленного металла требует
применения специальных подкладок или флюсовых поду-
шек при сварке стыковых соединений.
Для уменьшения насыщения Си в разогретом и жидком
состоянии газами процесс сварки должен осуществляться
в возможно короткий срок. Поэтому сварку следует вы-
полнять при больших мощностях дуги — при увеличен-
ной силе тока и повышенном напряжении, на больших
скоростях. При сварке листов толщиной более 6—8 мм
рекомендуется начало шва предварительно подогреть,
учитывая быстрый отвод тепла от места сварки.
Ввиду большой жидкотекучести Си сварку ее необхо-
димо производить только в нижнем положении или при
небольшом угле наклона до 10—15° к вертикали, а дугу
направлять непосредственно на сварочную ванну. В на-
стоящее время освоены и успешно применяются следую-
щие способы дуговой электросварки Си: ручная сварка
угольными и металлическими электродами, автоматиче-
ская сварка металлическим электродом под флюсом,
сварка в среде защитных газов.
Сварку Си угольным электродом целесообразно приме-
нять при изготовлении изделий и конструкций из листовой
Си небольшой толщины (1—10 мм). Медь толщиной 1—3 мм
1J 4
может свариваться с отбортовкой без присадки, а при
большей толщине необходимо применять присадочные
прутки* Применяют прутки из бронзы марок Бр.ОФ 9-03
и Бр*МКп 3-1 и меди ML
Сварка Си угольным электродом производится с при-
менением флюсов, из которых наиболее распространен бор-
ный шлак. Медь толщиною 5—10 мм угольными электро-
дами диаметром 12—14 мм рекомендуется сваривать
силой тока 250—350 А с диаметром присадочной прово-
локи 3—7 мм.
Сварка Си металлическим электродом производится
электродами марок Комсомолец-100, МН-5 и др. Сварка
ведется на постоянном токе обратной полярности, корот-
кой дугой, электродами диаметром 3—6 мм, без колебаний.
Сила тока подбирается по диаметру электрода: /св — 50d.
При сварке стыковых соединений металл толщиной до 4 м.м
сваривается без разделки кромок, а при больших толщи-
нах — с разделкой. Сварка Си вольфрамовым электро-
дом в среде Аг ведется постоянным током прямой по-
лярности. Для сварки применяют Аг марки В ГОСТ
10157—62. Режимы сварки приведены в табл. 9. В каче-
стве присадки применяют электродную проволоку из
хромистой бронзы Бр.Х08 или Бр.КМц 3-1.
Таблица 9. Режимы арго но-дуговой сварки Си
I ил- щина метал- ла. мм Диаметр электро- да , мм Диаметр приса- дочной проволо- ки, мм Сила тока А Расход Аг л/мин Тип соединения
2 2,5—3,0 2,5 90—120 3—3,5 Встык без скоса кромок
5 3,5 4,0—5,0 300—400 4,0—5.8 Встык (кромки с зазором)
10 5,0 5,0 350—370 Встык со скосом кромок
В настоящее время для сварки Си и медно-никелевых
сплавов применяется полуавтоматическая и автоматиче-
ская сварка в среде N2. Режимы сварки приведены
в табл. 10. Расход газа не менее 15—20 л/мин.
Сварка бронзы. Большинство бронз применяется в виде
литья, поэтому основным назначением сварки является
115
Таблица 10. Режимы сварки в среде N2 стыковых соединений
без разделки кромок
ГО.ПИ1И н а металла, мм Диаметр проволоки, мм Напряжение, В 1 Сила тока. А
2,5—3,5 1,0 1.2 19—30 30—31 150—170 170—190
4,0-5,0 1.0 1.2 30—31 . 31—32 150—200 200—230
исправление дефектов литья и ремопт поврежденных изде-
лий. При сварке бронз обычно применяются присадочные
прутки или электроды того же состава, что и основной
металл. Электродные покрытия и флюсы для большинства
бронз применяются те же, что и при сварке Си. Массивные
детали перед сваркой следует нагревать до 200—400°,
а после сварки охлаждать в воде.
Сварка латуни. Сварка латуни небольшой толщины
ведется графитовым электродом без присадочной прово-
локи на постоянном токе прямой полярности.
Сварка латуней графитовым электродом производится
с использованием флюсов. Наибольшее распространение
получил флюс следующего состава: криолит 35%, хлори-
стый калий 50%, хлористый натрий 12,5%, древесный
уголь 2,5%. Флюс наносится на стержни диаметром 6—
8 мм из присадочного металла марки ЛК-80-3.
Для сварки латуни применяют металлические элек-
троды, имеющие стержень из латуни ЛК-80-3 пли бронзы
Бр.КМц 3-1 с соответствующим покрытием. Сварка ведется
на постоянном токе.
Цель работы
Изучить технологию сварки Си и ее сплавов.
Необходимые материалы
1. Пластины из Си (ЮОх 100 х (5 — 10)) мм.
2. Пластина из малоуглеродистой стали (100 X100 X
Х10 мм).
3. Электроды марок Комсомолец-100, МН-5 и др.
4. Угольные электроды (d3„ = 8-г-12 мм).
5. Флюс.
(d -
Медные прутки (d — З-г-7 мм).
Проволока марки МНЖКТ-5-1-0,2-0,2 или МЗС
1,0-ь 1,2 мм).
Электроды из бронзы марки
АНМц
ЛКЗ-АБ
или другие.
9. Графитовые или асбестовые подкладки.
10. Баллон с N4.
11. Наждачная бумага.
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного тока.
2. Пост для полуавтоматической сварки в среде N2.
3. Специальная струбцина.
4. Пресс для излома проб.
5. Бачок с водой.
6. Линейка.
7. Циферблатные весы с гирями.
8. Точило.
9. Секундомер.
Порядок выполнения работы
Опыт 1, Изучить технологию сварки Си угольной
дугой.
1. Собрать пробу под сварку в специальной струбцине
и взвесить ее.
2. Подготовить бачок с водой для охлаждения пробы.
3. Подобрать силу сварочного тока по диаметру элек-
трода и толщине свариваемых пластин.
4. Нанести флюс па пластины.
5. Выполнить наплавку валика с присадочным прут-
ком поперек стыка, фиксируя режим и время горения дуги.
6. Охладить пробу с наплавленным валиком в воде
и взвесить ее.
7. Сломать пробу на прессе, определить глубину про-
вара и качество шва внешним осмотром.
8. Рассчитать ан.
Опыт 2. Изучить технологию сварки меди металличе-
ским электродом.
117
Форма 17. Результаты опытов
Результаты расчетов h-y/j ‘НХЙЕ1ГП -вн хпаиииффбоМ
j fovirexaw oJOHuaveeiruEH jxjg
WO/lTBJi *Биа<1анб веннолоц
э/иэ 'naAtf ийнэ)п -anadau «jxaodoK)
имевши •eh airifBXaH a eirirei -Э/i OJOHHOH3O KiroV
Площадь, мм’ иииекивн
KHHdireBiruodu
Результаты замеров . ... _ -- Размеры валика, им Rd -Beodu внирАкЛ
чхэокмАшчд
EHndHni
Режим э ‘илКН BHnedoj Hwadg
q \H<newKdiiEH
V 'BMOl ВЬГМЭ
Дес пробы, г 1 ИЯАеЦПЕН дХГЭОВ
ихев1швн ofc
HMOLTOHOClll И1ГН EtfodXTOlfC OidElV
I. Повторить пп. 1—3, 5,
6 опыта 1.
2. Измерить длину ва-
лика.
3. Увеличивая и умень-
шая силу сварочного тока,
наплавить еще два валика,
руководствуясь ранее ука-
занными пунктами.
4. Сломать пробу на руч-
ном прессе, дать оценку ка-
чества шва.
5. Определить &, с, h9 F н,
^пр> Т» Qn*
Опыт 3< Изучить полу-
автоматическую сварку Си
в среде N2.
1. Ознакомиться с уст-
ройством поста для азотно-
дуговой сварки, подготовить
его к работе.
2. Повторить все пункты
опыта 2, подобрав режим
по табл. 10.
Опыт 4< Изучить электро-
дуговую наплавку бронзы на
сталь.
1. Зачистить пластину из
малоуглеродистой стали.
2. Подобрать силу сва-
рочного тока по диаметру
электрода.
3. Наплавить валик дли-
ной 40—60 мм.
4. Охладить пластину в
воде, очистить от брызг и
шлака.
5. Оценить качество на-
плавленных валиков по внеш-
нему виду.
Данные всех измерений и
результаты расчетов занести
в форму 17.
118
Содержание отчета
1. Методика постановки опытов и примеры расчетов,
2. Таблица записей и результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Какие свойства Си затрудняют сварку и почему?
2, Основные технологические приемы сварки Си уголь-
ным электродом и назначение флюса.
3. Особенности сварки Си металлическим покрытым
электродом.
4. Автоматическая и полуавтоматическая сварка Си
плавящимся электродом и в защитных газах.
5. Особенности и способы сварки латуни.
6. Способы сварки бронз.
Лабораторная работа 18
ДУГОВАЯ И ВОЗДУШНО-ДУГОВАЯ
РЕЗКИ МЕТАЛЛОВ
При дуговой резке расплавленный металл удаляется
из зоны резки механическим воздействием сварочной дуги
и под действием собственного веса. Этим методом можно
резать низкоуглеродистые стали, легированные, цветные
металлы и чугун.
Резку электрической дугой производят металлическим
и угольным электродами. В практике широко применяются
обычные толстопокрытые электроды типа Э-42, Э-46.
Метод резки металлов электрической дугой имеет и не-
которые недостатки: низкую производительность процесса,
недостаточную чистоту реза, науглероживание кромок при
резке угольным электродом, натеки на нижней кромке,
большой расход основного металла.
Производительность процесса электродуговой резки
определяется количеством (г) - выплавленного мегалла
в единицу времени
GB = ав/св/, (60)
119
откуда
„ _ GB
В ~ /св/ ’
(61)
где 0и — количество металла, выплавленного за 1 ч, г;
ав — коэффициент выплавки, г/А - ч.
Производительность зависит от силы тока и угла
наклона электрода относительно поверхности обрабаты-
ваемого металла. Установлено, что наибольшая произво-
ди гельность будет при угле наклона 10° (рис. 47). При та-
ком угле наклона повышается эффективная тепловая мош-
Рис. 47. Схема дуговой резки металлическим
электродом
ность дуги па счет уменьшения потерь тепла в окружаю-
щее пространство.
Воздушно-дуговая резка черных металлов наиболее
производительна при использовании постоянного тока
обратной полярности, а при резке цветных металлов —
п р я мой поляр мости.
При дуге прямой полярности под действием высокой
температуры и других факторов на аподе плавление ме-
талла происходит интенсивно. При этом образуется чаше-
образное углубление, по которому растекается расплав-
ленный металл, удаление которого воздухом затруднено.
Производительность резко падает.
При резке постоянным током обратной полярности
расплавленный металл образует форму конического вы-
ступа за счет движения потока электронов к аноду. Он
более подвижен и текуч и легко удаляется струей воздуха.
Основным рабочим инструментом является резак.
В зависимости от назначения и метода подачи воздуха при-
меняют в основном два вида резаков: резак с обтекаемой
подачей воздуха и с боковой подачей воздуха.
120
Производительность воздушно-дуговой резки и строжки
прямо пропорциональна силе тока, поэтому целесообразно
применять мощные сварочные генераторы. Рекомендуемые
значения силы тока в зависимости от диаметра электрода
приведены ниже:
Диаметр электрода,
мм ................. 6 8
Сила юка, А . . . 120—250 160—320
10
250—400
12
350—500
Питание резака сжатым воздухом осуществляется от
цеховой сети под давлением 4—6 кгс/см2 или от сети инди-
Рис. 48. Схема воздушно-дуговой сгрожки:
/ — электрод; 2 резак; 3 — воздушная струи; 4 — канавка
видуального компрессора. Если давление больше, обры-
вается дуга, а если меньше — слабо выдувается металл.
Вылет электрода не должен превышать 100 мм. При
работе электрод «обгорает» и периодически должен выдви-
гаться на ту же величину. Воздушный вентиль открывают
до начала резки. Возбуждение дуги производится при по-
ступлении воздуха. Выплавка металла начинается немед-
ленно с появлением дуги, поэтому дугу надо возбуждать
в намеченной точке реза. Во всех случаях строжки элек-
трод устанавливается под углом 35—40° к поверхности
металла. При использовании резаков с боковой подачей
воздуха (рис. 48) отверстия для воздуха должны быть внизу
по отношению к рабочему концу угольного электрода
в призме резака. Движение резака производится по
121
направлению конца электрода с постоянным касанием
передней кромки расплавленной ванны. Скорость переме-
щения примерно 500—2000 мм/мин, а глубина канавки
увеличивается с возрастанием силы тока, увеличением угла
между электродом и металлом и с уменьшением скорости
движения электрода.
При резке (рис. 49) электрод располагается под углом
45—60° по отношению к изделию. Если наклонить элек-
Рис. 49. Схема разделительной воз душно-дуговой резки
трод в поперечном направлении к линии реза, то можно
получить резку со скосом кромок. Особого внимания за-
служивает резка этим способом нержавеющей стали тол-
щиной до 15 мм.
Воздушно-дуговой поверхностной и разделительной
резке могут подвергаться цветные металлы и их сплавы.
Однако применение этого способа для разделения цветных
металлов требует повышения погонной энергии ввиду более
высокой теплоемкости и теплопроводности этих материа-
лов. С помощью воздушно-дуговой резки можно удалять
все дефекты в сварных швах, а в стальном—литье, газовые
и усадочные раковины, шлаковые включения, земляные
засоры, трещины, рыхлости и пористости.
122
Цель работы
Изучить особенности дуговой и воздушно-дуговой
резки и строжки металлов.
Необходимые материалы
L Пластины из малоуглеродистой и нержавеющей
стали (200X100X10 мм).
2. Электроды:
а) графитовые или угольные;
б) толстопокрытые металлические (d = 5 мм).
3. Воздух (подается от компрессора или баллона).
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного и переменного тока
с электроизмерительными приборами.
2. Компрессор или баллон со сжатым воздухом.
3. Воздушно-дуговой резак типа РВД-1 или другие.
4. Секундомер.
5. Весы циферблатные с гирями,
6. Масштабная линейка.
7. Держатель.
Порядок выполнения работы
Опыт 1« Определить производительность процесса и
расход материалов при резке электрической дугой листо-
вой низкоуглеродистой стали плавящимся и неплавя-
щимся электродом.
1. Заточить графитовый или угольный электрод под
углом 60—90° и закрепить его в держателе.
2. Зачистить и взвесить пластины и графитовые элек-
троды с держателем.
3. Рассчитать вес стержня металлического электрода.
4. Подобрать силу тока для резки по диаметру элек-
трода. Для всех случаев резки сила тока сохраняется.
5. Закрепить пластину струбциной к подставке
(рис. 50),
6. Отметить мелом линии реза.
7. Произвести резку угольным электродом на длине
70—80 мм, отмечая силу тока, напряжение и время горе-
ния дуги.
123
8. Охладить пробу в воде и очистить от брызг и
шлака.
9. Взвесить пластину и электрод с держателем. Коли-
чество выплавленного металла устанавливается как раз-
ность весов пластины до и после резки.
10. Повторить опыт, выполняя резку толстопокрытыми
электродами на этой же пластине.
11. Рассчитать производительность для обоих методов
резки.
12. Определить ав по формуле (61).
Повторить опыт 1 при резке нержавеющей стали.
Рис. 50. Размещение пла-
стин для резки:
1 — пластина; 2 — струб-
цина; 3 — подставка; 4 —
сварочный стол
Опыт 2. Определить производительность, расход элек-
тродного материала при воздушно-дуговой резке металлов
низкоуглеродистой стали и стали 1Х18Н9Т, руковод-
ствуясь указаниями опыта 1.
Опыт 3> Определить производительность воздушно-
дуговой строжки низкоуглеродистой стали.
Выплавить три канавки при различных наклонах элек-
трода к обрабатываемой поверхности, руководствуясь
указаниями опыта 1.
Опыт 4« Произвести резку и строжку низкоуглероди-
стой стали воздушно-дуговым способом постоянным током
на прямой полярности и убедиться в непригодности
этого способа (малая производительность, большой рас-
ход электроэнергии, неустойчивость процесса резки и
строжки).
Опыт 5» Произвести воздушно-дуговую резку и строжку
малоуглеродистой стали и стали 1Х18Н9Т при питании
дуги переменным током и наличии в цепи осциллятора,
руководствуясь указаниями опыта 1.
Данные всех измерений и результаты расчетов занести
в форму 18.
124
Форма 18. Результаты опытов
Влд резки Результаты замеров Результаты расчетов
Вес электро- да, г Вес пробы, г Режим Вес, г Коэффициент вы- плавки, г/А*ч Производительность процесса, кг/ч
до резки после резки до резки после резки Род тока ц полярность Сила тока, А Напряжение, В Время горе- ния дуги, с расходов.™- пых электро- дов выплавлен- ного металла
А ж
Содержание отчета
1. Методика постановки опытов, примеры расчетов.
2, Таблица записей и результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Сущность дуговой и воздушно-дуговой резки ме-
таллов и область их применения.
2. Почему при воздушно-дуговой резке металлов при-
меняется постоянный ток обратной полярности?
3. Отчего зависит производительность процесса дуго-
вой резки?
4. Преимущества воздушно-дуговой резки и строжки
металлов.
5. Техника воздушно-дуговой резки и строжки метал-
лов.
Лабораторная работа 19
ПОДВОДНАЯ ДУГОВАЯ СВАРКА
И РЕЗКА МЕТАЛЛОВ
Подводная сварка и резка металлов имеет большое
значение при строительстве гидротехнических сооруже-
ний, ремонте судов и подводной части металлических кон-
струкций портовых, нефтепромысловых и других соору-
жений.
125
Сущность процесса сварки под водой состоит в том, что
под действием тепла сварочной дуги испаряется и разла-
гается окружающая дугу вода, расплавляется и частично
испаряется материал изделия, электрода и покрытия,
создавая вокруг дуги непрерывно возобновляющуюся
газовую полость. Расплавленный металл при этом обра-
зует валик или шов.
В настоящее время находит преимущественное приме-
нение электрическая дуговая сварка стальными толсто-
покрытыми электродами с гидроизоляцией.
Вокруг горящей под водой дуги видимость ограничена
и практически виден лишь участок в зоне горения дуги
(в радиусе 10—15 мм). Для создания нормальных условий
зажигания дуги под водой наряду с введением в покрытие
материалов, содержащих элементы с низким потенциалом
ионизации, напряжение холостого хода источника пита-
ния дуги должно быть более высокое (70—85 В).
На стабильность горения дуги влияет плотность тока.
Чем больше плотность тока, тем стабильнее горение дуги,
так как термоэлектронная эмиссия более интенсивна.
На устойчивость горения дуги под водой оказывает влия-
ние и «чехольчик», который образуется на конце электрода
в результате некоторого запаздывания плавления элек-
тродного покрытия по сравнению 'с плавлением стержня,
так как он способствует сохранению газовой полости,
в которой горит дуга.
Резка и сварка под водой производится постоянным
током прямой полярности с применением специального
электрододержателя (рис. 51), поверхность которого
должна быть тщательно изолирована. Сила тока для
сварки под водой подбирается так же, как и для сварки
на воздухе, но она должна быть .на 15—20% больше.
Сварка производится с опиранием на чехольчик электрода,
без поперечных колебаний, со скоростью перемещения
электрода в зависимости от сечения валика. В связи с пло-
хой видимостью под водой желательно, чтобы сварное
соединение имело кромку, касаясь которой можно было бы
перемещать электрод по линии наложения шва.
Электродуговая резка под водой может производиться
кислородно-дуговым или воздушно-дуговым методом.
Наибольшее применение имеет кислородно-дуговой метод,
который осуществляется с применением трубчатых толсто-
покрытых электродов. Нагретый или расплавленный ме-
126
л алл при подаче на пего струи кислорода сгорает, и жидкие
окисли удаляются из полости. Перед началом резки и
по окончании плавления электрода необходимо соблюдать
определенную последовательность в подаче газа и зажига-
нии дуги. При зажигании дуги под водой между трубчатым
Рис. 51. Электрододержатель для подводной кисло-
родно-дуговой резки (сварки):
/ — головка; 2 — зажимной патрон; 3 — клапан; 4
подвод кислорода; 5 — кабель
электродом и изделием следует сначала подать газ в канал
трубчатого электрода, а затем коротким замыканием за-
жечь дугу. При прекращении процесса резки или при
смене электрода следует сначала оборвать дугу, а затем
Направление резки
Рис. 52. Электрокислородная резка
прекратить подачу газа. Зажигать дугу следует у кромки
разрезаемого металла. В месте начала резки электрод
следует задержать до тех пор, пока не будет прорезана
вся толщина металла.
Резку можно производить тремя способами.
Метод резки с поддержанием видимой
дуги (рис. 52, а) применяется при малой толщине раз-
резаемого материала (2—5 мм). При этом после зажигания
127
дуги расстояние от чехольчика до изделия составляет
2—3 мм, и электрод перемещается равномерно вдоль линии
реза. Из-за плохой видимости и значительной трудности
поддержания постоянной видимой дуги этот метод приме-
няется редко.
Большим преимуществом пользуется метод о п и -
р а н и я (рис. 52, б). Он заключается в том, что после за-
Рнс. 53. Аквариум для подводной сварки и резки
жигания дуги и возникновения нормального процесса
резки резчик опирает чехольчик электрода на металл,
поддерживая его под "углом 10—15° в сторону движения.
Этот метод наиболее прост и удобен, в особенности при
применении шаблонов.
Метод углубления электрода (рис. 52, в) реко-
мендуется при резке материала толщиной более 30 мм.
Для сварки и резки под водой в лабораторных условиях
следует применять специальный аквариум (рис. 53) и
столик, оснащенный различными шаблонами для сварки
и резки. При этом может быть использован обычный элек-
128
трододержатель для подводной кислородно-дуговой резки
с торцовым уплотнением, который также годен и для сварки
(см. рис. 51). Питание дуги может производиться от любой
сварочной машины постоянного тока, обеспечивающей
силу сварочного тока до 500А.
Цель работы
Изучить условия зажигания и горения дуги под водой,
ознакомиться с процессом и производительностью подвод-
ной сварки и резки.
Необходимые материалы
л
1. Пластины из низкоуглеродистой стали (100Х100Х
X 10; 200x100x6 мм).
2. Электроды для подводной сварки типа ЭПС-52
(d = 4 мм) и для подводной резки (d = 6-т8 мм) типа
ЭПР-1 (см. приложение II).
Оборудование, приспособления, инструмент
1. Сварочный пост постоянного тока с электроизме-
рительными приборами.
2. Электрододержатель для подводной сварки и кис-
лородно-дуговой резки.
3. Аквариум со столиком и шаблонами.
4. Компрессор или баллон со сжатым воздухом.
5. Баллон с кислородом.
6. Весы циферблатные с гирями.
7. Секундомер.
8. Штангенциркуль.
9. Масштабная линейка.
10. Специальные настольные тиски.
11. Специальная струбцина.
12. Пресс для излома проб.
Порядок выполнения работы
Опыт 1. Изучить условия зажигания и горения дуги
под водой с определением у, аэ, а1Р ф и производительности
процесса сварки под водой.
1. Открыть кран для заполнения аквариума водой.
5 С. И. Ду mod
129
2. Зачистить пластины размерами 100x100x10 мм.
3. Собрать их попарно встык, пользуясь специальной
струбциной, и прихватить по торцам.
4. Извлечь пробу из струбцины и выправить.
5. Взвесить пробу.
6. Разместить пробу в специальном кармане столика
(рис. 54) и погрузить столик в аквариум.
7. Зачистить торцы электрода ЭСП-52 и рассчитать вес
металлического стержня.
Рис. 54. Размещение пробы в шаблоне для под-
водной сварки:
1 —• шаблон (вьнипласт); 2 специальный столик о изо-
ляцией; 3 — свариваемые детали
8. Закрепить электрод в электрододержателе для под-
водной сварки и разместить его на кронштейне в аква-
риуме.
9. Подобрать силу тока 140А на пластине, расположен-
ной на рабочем месте сварочного поста. При сварке под
водой этой силе тока будет соответствовать ток 120—125А.
10. Закрепить в электрододсржатели клеммы столика
и электрододержателя для подводной сварки, сохраняя
постоянным током прямой полярности.
11. Поместить правую руку в рукав аквариума, снять
с кронштейна электрододержатель и, пользуясь плоским
щитком, наплавить методом опирания через прорези
в шаблоне три валика перпендикулярно стыку при раз-
личной силе тока, отмечая напряжение, силу тока, время
горения дуги, рассчитать вес огарка (огарки до окончания
расчетов сохранить).
12. Уложить электрододержатель на кронштейн в аква-
риуме.
130
13. Выключить рубильник на щите поста, вынуть из
аквариума столик и извлечь пробу, очистить ее от брызг и
шлака, высушить, взвесить и измерить длину валика.
14. Произвести излом пробы на ручном прессе.
15. Размеры валиков на образцах определить по мето-
дике, указанной в работе 6.
16. По полученным данным определить для каждого
валика F„, Fnf>, у, e>CI„ qn.
Рис. 55. Шаблон для раз-
мещения деталей при рез-
ке под водой в аквариуме
из электронепроводящегс
материала:
I деталь; 2 — шаблон.
3 специальный столик
17. Рассчитать среднее значение as, ан и ip для всех
трех валиков.
Опыт 2< Изучить технологию подводной воздушно-
дуговой вертикальной резки металлов и определить произ-
водительность процесса.
1. Зачистить пластину размером 200x100x6 мм.
2. Взвесить пластину.
3. Поместить пластину в вертикальный карман шаб-
лона (рис. 55)..
4. Зачистить торцы электродов и прочистить канал
трубчатого электрода проволокой диаметром 2 мм.
5. Опустить столик в аквариум и разместить его в по-
ложении, наиболее удобном для резки пластины.
6. Закрепить трубчатый электрод в электрододержа-
теле для подводной резки.
7. Подать воздух к электрододержателю под давлением
3—4 ати.
8. Проверить поступление воздуха в канал электрода,
для чего нажать на рычаг, расположенный на электродо-
держателе.
131
Форма 19. Результаты опытов
Результаты расчетов ь/ля 'чхэонян-ахиЯ -osEHodn ирмээь и wdou
% ‘qdoxou хноипифф^оя
h’V/j (ИБНСЕ'НМН) ю1яр1гпем хпаияиффеон
ь-y/j 4 к ип -Э1ГЯР1ГП хнои’ппффсоя
Вес. г (OJonH^irserruin«) ojOHiiaruKirnuH ШЛГЕХЭН ojobhol'h pinopd —,
‘иихёане веписхюи
э/мэ ‘hjXV иииэ'пюиабэп чхзоНою
ияпеггпен airvpxew я Eir -irexaw олонеонэо BiroV
Площадь, мм2, % ихеегиин BHHafHEirUGdll -
Результаты замеров Размеры валика, мм vdBGOdLJ riihqXitj
яхзогмЛпня ВНИйИГП —
BHHL'tf
Режим 3 'HjAtf KMwsdoj Binode Й 'эинэжкйми —
у ‘emoj. PU'Hd
Вес электро- да, г (RMe$d) IlildEGO ЭЕЭШ!
(им -sad) имбряэ otf
Вес пробы (пласти- ны) (HMead) иж1веэ avooii (ин -rad) HMdveo otf
etodiMeL'E ЕЯ<1взд
9. При нормальном по-
ступлении воздуха в капал
электрода опустить рычаг
и уложить электрододер-
жатель па кронштейн в
аквариуме.
10. Подобрать силу
сварочного тока 300—
400 А на пластине, раз-
мещенной па рабочем столе
поста при диаметре стер-
жня электрода 6—8 мм.
И. Поместив правую
руку в рукав аквариума,
взять электрододержатель,
разместить электрод в
верхней части вертикаль-
ного шаблона, подать воз-
дух и, защитив глаза щит-
ком, зажечь дугу. Резку
производить методом опи-
рания, перемещая элек-
трод по прорези шаблона
сверху вниз на длину
120— 150 мм, фиксируя
силу тока, напряжение,
время горения дуги.
12. Уложить электро-
додержатель на крон-
штейн.
13. Выключить рубиль-
ник на щите, вынуть сто-
лик из аквариума, извлечь
образец из кармана сто-
лика, очистить от шлака,
высушить и взвесить.
14. Рассчитать ав, про-
изводительность и дать
оценку качества реза по
внешнему виду.
Опыт Зг Изучить тех-
нологию кислородно-дуго-
вой резки металлов под
132
водой и определить производительность процесса при
вертикальной резке.
Произвести кислородно-дуговую резку, пользуясь
указаниями опыта 2.
Данные всех измерений и результаты расчетов занести
в форму 19.
Содержание отчета
1. .Методика постановки опытов, примеры расчетов.
2. Таблица записей результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
I. Сущность и область применения подводной дуговой
резки и сварки металлов.
2. Особенности горения дуги под водой.'
3. Какие факторы влияют на устойчивость горения
дуги под водой?
4. Электроды, применяемые для сварки и резки под
водой, и дополнительные требования к ним.
5. Почему механические свойства металла, наплавлен-
ного подводой, ниже, чем наплавленного в обычных слу-
чаях?
Лабораторная работа 20
РЕЗКА И СВАРКА ПЛАЗМЕННОЙ СТРУЕЙ
Бурное развитие всех отраслей народного хозяйства
вызывает необходимость все большего применения спе-
циальных сталей, алюминиевых сплавов и других цвет-
ных и активных металлов. Разделка этих металлов
является одной из наиболее трудоемких и наименее
производительных операций. Также затруднена и сварка
некоторых из них. Поэтому возникла необходимость раз-
работки и применения такого способа резки указанных
металлов, при котором наряду с высоким качеством реза
обеспечивалась бы высокая производительность. Иссле-
дования и практика показали, что это может быть достиг-
нуто при применении газоэлектрической (плазменной)
обработки металлов.
5
С. И. Думов
133
Максимальная температура обычной сварочной дуги,
горящей в чистом гелии (U* ~ 24,59 В), составляет
810x245 = 19 845°. При наличии в дуге паров дру-
гих элементов эффективный потенциал уменьшается и
соответственно снижается температура дуги. Поэтому воз-
никает вопрос, почему же при сварке и резке плазменной
струей в некоторых случаях получают температуру 30 000°
и более. Это как будто противоречит вышеуказанному.
Но в действительности никакого противоречия нет. Тем-
пература столба дуги-плазмы зависит от многих факторов,
в том числе от упругих соударений частиц в ней. Чем
их больше, тем выше температура. Представим себе,
что мы каким-то путем (подачей газа по бокам столба
или размещением дуги в постороннем магнитном поле)
заставим столб дуги сжаться, т. е. уменьшить свое се-
чение. Так как сварочный ток не меняется, количество
электродов, проходящих по сечению столба дуги, не из-
менится, а количество упругих и неупругих соударений
увеличится. Плазма становится более высокотемператур-
ной и в определенных условиях может достигать ранее
указанных температур.
Плазменная дуга может быть независимой и
завися м о й (рис. 56).
Сущность технологического процесса плазменной
резки заключается в том, что под воздействием тепла
электрической сжатой дуги металл обрабатываемого изде-
лия плавится, а струя газа, вытекающая из мундштука,
удаляет расплавленный металл из зоны реза.
При аргоно-плазменной резке и сварке в качестве
электрода применятся вольфрамовый пруток с присадкой
окиси лантана, конец которого заточен под углом 60—
70°. Необходимым условием сохранения правильной формы
плазменной струи является правильное центрирование
электрода относительно выходного отверстия мундштука.
Резак устанавливается так, чтобы расстояние между
мундштуком горелки и изделием составляло 6—8 мм.
Резка производится постоянным током прямой по-
лярности. В процессе резки необходимо следить за по-
стоянным охлаждением наконечника водой (расход воды
не менее 3—4 л/мин).
В начале резки расстояние от мундштука до изделия
должно быть 12—14 мм для уменьшения «броска» тока
в момент возникновения режущей дуги. Включать режу-
134
щую дугу следует не у начала реза, а отступив на ь—/ мм.
Резку производить справа налево.
В последнее время все большее применение получает
воздушно-плазменная резка, при которой производи-
тельность процесса повышается за счет взаимодействия
кислорода воздуха с разрезаемым металлом. В резуль-
тате реакции выделяется дополнительное количество тепла,
Рис. 56. Принципиальная схема плазменной резки: а —независимая
дуга; б — зависимая дуга
1 — вольфрамовый электрод; 2 — балластное сопротивление рабочей дуги;
3 — катушка искового реле: 4 — источник питания дуги; 5 — контакты токо-
вого реле; 6 — балластное сопротивление дежурной дуги с осциллятором;
7 — заготовка: 8 — наконечник- 9 — плазменный факел; 10 — факел дежур-
ной цуги
идущее на выплавление металла из зоны реза, при этом
методе используют электроды со вставкой из циркония
или гафния.
Режимы воздушно-плазменной резки углеродистых
сталей толщиной 10—15 мм следующие: скорость резки
2,5—3 м/мин; напряжение на дуге 150—250 В; сила
тока 150—250 А; расход воздуха 30—40 л/мин; расстоя-
ние от наконечника до изделия 12—15 мм.
Производительность процесса плазменной сварки и
резки зависит от эффективной тепловой мощности плаз-
менной струи, которая определяется силой тока, напря-
жением на дуге, составом и расходом газа, диаметром
и длиной мундштука, расстоянием его до поверхности
детали и скоростью перемещения горелки. Для обеспе-
135
чения наибольшей производительности целесообразно про-
цесс вести при максимально допустимой для применяемого
оборудования силе сварочного тока и напряжении, мини-
мальном расстоянии мундштука от поверхности детали,
наименьшей длине его канала.
Цель работы
Изучить технологию резки и сварки металлов плаз-
менной струей и ознакомиться с оборудованием.
Необходимые материалы
1. Пластины из пизкоуглеродистой и нержавеющей
стали размерами 200 X 100 X (8-4--10) мм для ручной
плазменной резки и размерами 200 X 100 X (15-ь 20) мм
для воздушно-плазменной резки.
2. Пластины из нержавеющей стали размерами 200 X
X 100 X 2 мм для сварки по отбортовке и размерами
200 X 100 X (5-ь6) мм для сварки с присадочным ме-
таллом.
3. Сварочная проволока Св-06Х18Н9Т (d = 14-2 мм).
4. Вольфрамовый электрод (d = 2-ь5 мм).
5. Аргон.
Оборудование, приспособления, инструмент
1. Пост постоянного тока с электроизмерительными
приборами.
2. Пост для ручной плазменной сварки и резки.
3, Автомат с плазмотроном для воздушно-плазменной
резки.
4. Компрессор.
5. Редуктор с манометром со шкалой 1—4 ати.
6. Расходомер типа РС-3.
7. Весы циферблатные с гирями.
8. Специальный держатель для графита или воль-
фрама для возбуждения дежурной дуги (при отсутствии
в схеме осциллятора).
Порядок выполнения работы
Опыт 1. Изучить технику ручной плазменной резки
вольфрамовым электродом постоянным током прямой по-
лярности.
136
Таблица 11. Режим ручной плазменной сварки металлов
Толщина свари- ваемого изделия, мы Тип сварного соединения Материал Сила свароч- ного гока, А На- ир я жеиие, В Расход газа, л/мин
плаз- мооб- разую- щего защит- ного
1,0 Стыковое 55—60 20—22 0,7 3
1,5 С отбор- Ст.З 60 22 0,8 2,5—3
ТОВКОЙ
2,0 . Стыковое 60—70 22—23 0,8 4
2,0 С отбор 1Х18Н9Т 60 22 0,8 2,5—3
ТОВКОЙ
2,0 Нахлестка 65—70 23—24 0,8 4
3,0 Стыковое 80—100 25 1,0 4
4,0 » 120—160 26 1,2 4
Примечание Для резки режим увеличить примерло на 30—40%
1. Ознакомиться с оборудованием рабочего места.
2. Подготовить пост к работе.
3. Взвесить пластину.
4. Подобрать режим по табл. 11 с учетом примечания.
5. Зажечь дежурную дугу.
6. Возбудить рабочую дугу, подводя горелку к пла-
стине.
7. Произвести резку участка длиной 100—120 мм,
фиксируя силу тока, напряжение, время горения дуги
и расход газа.
8. Процесс резки прекратить отводом горелки от
пластины до естественного обрыва дуги.
9. Охладить пробу в воде, очистить от натеков, взвесить
и измерить длину реза. Количество выплавленного металла
определяется как разность веса пластины до и после резки.
10. Определить производительность, коэффициент вы-
плавки по формулам (60), (61) и дать оценку качества
резки по внешнему виду.
Опьп повторить с нержавеющей сталью.
137
Опыт 2. Изучить особенности ручной сварки нержа-
веющей стали плазменной струей вольфрамовым электро-
дом по отбортовке и с присадочным металлом.
1. Зачистить пластины с отбортованными кромками
и прихватить их по торцам, пользуясь специальной струб-
циной.
2. Подобрать режим сварки по табл. 11.
3. Повюрить пи. 5, 6 произвести сварку пластин по
всей длине, фиксируя силу тока, напряжение, время
горения дуги и расход газа.
4. Дать оценку качества шва по внешнему виду.
Опыт повторить, производя сварку с присадочным
металлом.
Опыт 3. Изучить процесс автоматической воздушно-
плазменной резки низкоуглеродистой и нержавеющей
стали.
1. Подготовить автомат к работе.
2. Подобрать режим по данным стр. 135.
3. Взвесить пластину и разместить ее на рабочем столе.
4. Возбудить дежурную дугу нажатием кнопки осцил-
лятора.
5. Возбудить рабочую дугу, подводя горелку к кром-
кам пластины.
6. Произвести резку пластины по всей длине, фиксируя
силу тока, напряжение, время горения дуги и расход газа.
7. Охладить обе половинки в воде, очистить от нате-
ков и взвесить. Повторить п. 10 опыта I.
Данные всех измерений и результаты расчетов
занести в форму 20.
Форма 20. Результаты опытов
Вид сварки 1 резки ) Результату замеров Результаты расчетов
Вес пластины, г Реж и м
до сварки (рез- ки) после сварки (резки) Род тока и по- лярность Сила тока, А Напряжение, В Время горения дуги, с Длина реза, см Расход газа. Л / М И V Скорость сварки 1 резки), см/г rice выплавлен- ного металла, г Коэффициент вы* плавки, г/А«ч Произ водитель- ность резки, кг/ч
13В
Содержание отчета
1. Методика постановки опытов, примеры расчетов.
2. Таблица записей и результатов расчетов.
3. Выводы и объяснения полученных результатов.
Контрольные вопросы
1. Какие применяются способы сжатия дуги при
плазменной сварке и резке?
2. Что такое плазма и как практически ее темпера-
туру доводят до 30 000° и более?
3. Зависимая и независимая плазменная дуга и обла-
сти их применения.
4. Почему с изменением состава газа плазменной струи
изменяется температура плазмы и производительность
процесса ?
5. Когда при плазменной обработке металлов приме-
няются вольфрамовые, циркониевые и гафниевые элек-
троды?
Приложение I
ИНСТРУКЦИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
ДЛЯ РАБОТАЮЩИХ В ЛАБОРАТОРИИ
ТЕХНОЛОГИИ ЭЛЕКТРИЧЕСКОЙ
СВАРКИ ПЛАВЛЕНИЕМ
Общие положения
До начала выполнения любой работы необходимо про-
верить знания учащихся по ее выполнению, а также про-
вести с ними инструктаж по технике безопасности.
1. Выполнять работу разрешается только после про-
ведения инструктажа. Каждый учащийся расписывается
в специальном журнале в том, что он изучил правила
техники безопасности.
2. За невыполнение требований по технике безопас-
ности учащиеся несут ответственность.
3. Выполнять только порученную работу и не работать
на оборудовании и с оснасткой, не изучив правил техники
безопасности.
4. Сварку выполнять только в головном уборе и спец-
одежде, которая должна быть плотно застегнута.
5. Для защиты лица и глаз от лучистой энергии при-
менять щитки, шлемы, а от механических повреждений —
предохранительные очки с прозрачными стеклами.
6. Во время работы быть внимательным, не отвлекаться
и не отвлекать других.
7. Не включать и не останавливать (за исключением
аварийных случаев) машин и механизмов, работа на ко-
торых учащемуся не поручена.
8. Нужные приспособления, инструмент и материалы
располагать так, чтобы обращение с ними не вызывало
излишних движений рук или корпуса тела.
9. Не работать на неисправном оборудовании или
неисправным инструментом.
10. В перерывах в работе выключать оборудование.
140
1L Для защиты от отравлений выделяющимися газами
следить, чтобы во время работы была вентиляция; рас-
полагаться на рабочем месте так, чтобы предохранять
себя от вдыхания выделяющихся газов, паров и пыли.
12. Для предотвращения поражения электрическим
током следить за тем, чтобы сварочные установки были
надежно заземлены; не прикасаться к распределительным
щитам, проводам силовой, осветительной сети или другим
токоведущим частям; осмотр, перемещения оборудования
и устранение неисправностей его производить при выклю-
ченном рубильнике; для местного освещения пользоваться
светильниками напряжением не выше 36 В и переносными
лампами — 12 В.
13. Если сварка производится при наличии осцилля-
тора в сварочной цепи, следить за исправностью заземле-
ния металлического кожуха, блокировки и специальной
защиты проводов.
14. Для предотвращения механических травм сле-
дить за правильным размещением приспособлений, ин-
струмента и деталей; при работе с проволокой держать
ее ближе к концу, остерегаться внезапного перемещения
конца проволоки.
15. При обращении с баллонами со сжатыми газами
перемещать их на тележках и носилках или перекатывать
в наклонном положении. На рабочем месте закреплять
баллоны хомутами или цепочками. Предохранять баллоны
от нагревания, размещая их от источникав открытого
огня на расстоянии не ближе 5 м, а от элементов отоп-
ления не ближе 1 м. Не расходовать газ из баллона до
конца, оставлять остаточное давление не менее 0,5—
1,0 кгс/см2.
16. Для предотвращения пожаров в помещении, где
производится сварка, не должны находиться легко-
воспламеняющиеся вещества. Не допускать соприкосно-
вения электрических проводов с газопроводами и балло-
нами со сжатыми газами; не размещать горячие пластины
у деревянных стенок.
По окончании работы убедиться, что на рабочем месте
не осталось тлеющих предметов (рукавиц, спецодежды
и др.).
17. О случаях нарушения данной инструкции и о по-
лучении травм немедленно сообщить преподавателю или
лаборанту.
141
Дополнительные требования
Ручная сварка и сварка под флюсом
18. Применять щитки и шлемы с соответствующими
светофильтрами, защищенными от повреждений и загряз-
нений прозрачными стеклами.
19. Предупреждать окружающих о зажигании дуги.
20. При очистке кромок деталей и сварке под флюсом
применять очки с прозрачными стеклами.
Сварка в среде защитных газов
21. Следить за исправностью водяной и газовой ком-
муникации, не допускать утечки газов или воды.
22. При работе горелками с водяным охлаждением
не производить сварку при прекращении подачи воды.
23. Следить за тем, чтобы горелки для сварки в среде
защитных газов и для газоэлектрической резки не имели
открытых токоведущих частей.
Воздушно-дуговая и плазменная резка
24. Зажигая вспомогательную дугу, отверстие мунд-
штука направлять в сторону от себя и других лиц, избе-
гая соприкосновения факела с металлом.
25. В перерывах в работе резак укладывать на спе-
циальный коврик из токонепроводящего материала.
26. При плазменной резке не допускать, чтобы не-
плавящийся электрод выступал наружу из резака.
27. Соблюдать пожарные меры безопасности.
28. Не приступать к резке (особенно цветных металлов)
при неисправной вентиляции, так как выделения вред-
ных газов, паров и пыли могут вызвать очень тяжелые,
а иногда и смертельные отравления.
Подводная резка и сварка
29. Допускается применение сравнительно светлых
защитных стекол с учетом прозрачности воды.
30. Следует учитывать, что вследствие электропро-
водности воды все металлические предметы в зоне резки
оказываются включенными в сварочную цепь через воду.
142
31. Не допускать утечки кислорода при электрокисло-
родной резке. \
32. Размещать детали в аквариуме и извлекать их
оттуда при выключенном рубильнике
Электрошлаковая сварка
33. При работе па установке для электрошлаковой
сварки надеть очки в чешуйчатой оправе с синими свето-
фильтрами, задерживающими инфракрасные лучи.
34. Быть внимательным при подъеме и установке
тяжелых деталей.
35. Следить за работой вытяжной вентиляции.
36. Закреплять надежно ползуны.
37. Следить за наличием охлаждающей воды.
38. Выполнять работу при хорошем освещении.
Js.
Приложение II
ПАСПОРТА НА ЭЛЕКТРОДЫ
Состав покрытия Содержание Диаметр электродного стержня, мм 3 4 5
% смэ
Рутиловый концентра! 44.0 132 63,2 Толщина покрытия элек- трода, мм 0,9—1,0 1,1—1,3 1,3—1.5
Мусковит 24,0 72 Род тока Переменный и постоянный
Магнези! кристалличе- ский 15,0 45 Полярность Любая
Ферромарганец 15,0 45 11,2 Пространственное поло- жение шва Любое
Целлюлоза 2.0 6 Коэффициент наплавки, г/А*ч 8.3
Смесь натриевого (70%) и калиевого (30%) жидкого стекла , 23—25 7 5 29,! 1—32,5 Расход электродов на 1 кг наплавленного металла, кг 1.7
Коэффициент веса покры- тия, % 34—42
Типичный химический состав
наплавленного металла, %
Типичные механические свойства металла шва
и сварного соединения
Мп
Si
п
Ti
кгс/мм2
кгс/ммй
О. %
°н,
кгс*м/см*
а, град
0,08
0,70
0,10
0,04
37
48
25
15
180
С
S
Р
Примечание. Сварку рекомендуется производить дугой средней длины. Допускается сварка неначищенных
кромок. 1 кгс/см* ~ 98 066,5 Па.
Плавиковый шпат !8 54 32,8 Род тока Постоянный
Ферромарганец 2,0 ’ 6 1.49 Пол яр пос гь Обратная
Ферротитан 10,0 30 9.17 Пространственное поло- жение шва Любое
Ферросилиций Си45 3,0 0 3.1
Кварцевый песок 9,0 27 24.6 Коэффициент наплавки, ч/Л • ч 8,5
Бентонит 1,0 3 4,28 Расход электродов на 1 кг наплавленного металла, кг 1,6
Кальциниров а н на я сода 1.6 4,8 7.38
Силикат натрия 4,0 12 10 ‘ Коэффициент веса покры- тия, % 30—40
1 Жидкое стекло 20—321 1 60—96 46,1—73,7
Гипичный химический состав наплавленного металла, %
Интимные механические свойства металла шва
и сварного соединения
Мг»
Si
%
кгс/ммх
°в.
кге/мм2
б,
а
п,
KJJC-M/C.M2
а, град
0,10
0,65
0,25
46
26
22
180
Р
Примечание. Сварку следует производить предельно короткой дугой методом опирания. Свариваемые кромки
должны быть очищены от окалины, ржавчины и следов масла
Продолжение
Тип электрода по ГОСТу Марка
электрода сварочной проволоки
Э-42-Р (9467—60) ОММ-5 Св-08 (ГОСТ 2246—70)
Рудно-кислое
Вид покрытия
Применение
по маркам сталей по назначению конструкции по видам соединения
Для сварки конструкционных, пизкоуглеролмстых сталей Для сварки ответственных конструк- ций, работающих при статических и динамических нагрузках J] 1ля всех видов соединений
С sgOJO Si <^0,03 Химическ Ni sg0,30 ий состав С г ^0,15 проволоки, % Ми 0.35—0.60 S ^0,04 р ^0,04 Рекоме я сила тока 3 100—130 и дуемые диаме (А) р нижнем 4 160—190 >тр (мм) положении 0 200—220
Состав покрытия Характеристика Содержани*' электродного покрытия Диаметр электродного стержня, мм 8 4
i>/ /и г СМ
Тита н о вый копией - трат , 37 111 53,2 Толщина покрытия элек- трода, мм 0,1 э—0,9 0,8—1 ,1 1,0—1,3
3.
Марганцовая руда 21 63 42 Род тока Постоянный и переменный
Ферромарганец 20 60 14,9 11оляркость Любая
Нолевой шпат 13 39 40,3 Пространственное по- ложение птва Любое
Крахмал 9,0 27 36 Коэффициент наплавки, г/ А • ч 7,2
Жидкое стекло 26—30, 78—90 60—69,2 Расход электродов на 1 кг наплавленного металла, кг 1,8
Бентонит 1.0 3 4,29 Коэффициент веса покры- тии, % 32—40
Типичный химический состав наплавленного металла, % Типичные механические свойства металла шва и сварного соединения
С Мп S1 S р С7 т, чгс/мми > %. кге/мм2 о, % V КГСм/см2 □с. град
0,12 0,75 0,05 <0,05 <0.05 37 48 22 10 160
Примечание. При сварке данными электродами легко перекрывать зазоры. Не рекомендуются для сварки в за-
крытых сосудах и отсеках из-за токсичности дыма.
сл
Продолжена?
Тин электрода по ГОСТу Марка Вид покрытия
электрода сварочной проволоки
Э-А-1Бэ (10052—62) ЦТ-15 СВ-07Х19Н10Б (ГОСТ 2246—70) Фюрисго-кальииевое •
Применение1
по маркам сталей по назначению конструкции по видам соединения
Х18Н10Т; Х18Н9Т; Х18Н12Т Для сварки ответственных узлов конструкций сверхвысокого давле- ния, работающих при высоких тем- пературах Для всех видов соединений )
Химический состав проволоки, % Рекомендуемые? диаметр (чтм). сила тока (Л) в чиж нем положении
С S1 Ni Сг Мп Nb S Р 3 4 5
1,50—2,00
110—140
9—10,5
18,5—20,5
5^0,018
80—110
0.09
150—180
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм 3 4 5
% г см5
Мрамор 38 114 114 Толщина покрытия элек- трода. мм 0,5—0, / 9.8—1,0 0,9—1,2
Плавиковый шпат 36 108 65.5 Род тока Постоянный
Ферромарганец Мн! 3 9 2.24 Полярность Обратная
Двуокись 1 и га на 5 15 11,5 Пространственное поло- жение шва Любое
Феррониобий 9 27 12,5 Коэффициент наплавки г/ач 12
Хром металлический 8 24 7,4 Расход электродов на 1 кг наплавленного металла, кг 1,9
Жидкое стекло 25 75 57,7 Коэффициент веса покры- тия, % 30—40
I
f
i
I
I
Химический состав наплавленного металла, %
Механические свойства металла шва
и сварного соединения
с S1 мп Сг Ni Nb s р °Т. кгс/мм’ % кге/мм2 д. % йн, кгс-м/см* м ) а, град J !
0,09 0,35 1,9 19.0 9,4 0,8 ^0,014 ^0,026 >32 >60 >24 4 160
Примечание, Сварка производится возможно более короткой дугой. Кратеры заполняются частыми корот-
кими замыканиями.
Продолжение
ел
ю
Tsn электрода по ГОСТу Марка Вил покрытия
электрода сварочной проволоки
ЭН-80Х4СГ-55 (10051—62) 13КН/ЛИВТ Св-08, Св-08А (ГОСТ 2246—70) Фтористо-кальциевое
Применение
по маркам сталей
по назначению конструкции по видам соединения
Для наплавок на рабочие поверхности де- талей. подверженных действию абразивною износа
Химический состав проволоки, % Рекомендуемые диаметр (мм) и сила тока (А) в нижнем положении
С S1 Ni Сг Мп S р 3 4 5
<0,10 <0,03 <0,30 <0,15 0,35—0,60 <0,04 <0,04 90—100 140—150 190—200
Характеристика электродного покрытия
6 825
Состав покрытия Содержание Диаметр элск!родного стержня, мм 3 4 5
% Г см3
Мрамор 33.0 99 99 Толщина покрытия элек- трода, мм 0,9—1,1 1,2—1,3 1.5—1,7
Плавиковый пшат 20 60 36,4 Род тока Переменный и постоянный
Ферросилиций Си75 10,0 30 10,4 Полярность Обратная
Полевой шпаг1 12 36 37,2 Пространственное поло- жение шва Нижнее
Феррохром 20 60 16 Коэффициент наплавки, г/А-ч 6,5
Графит серебристый 5.0 15 25 Рас ход электродов на 1 кг наплавленного металла, кг 1,75
Жидкое стекло 25—32 75—96 57,7—73,7 Коэффициент веса покры- тия, % 38—42
Типичный химический состав наплавленного металла, %
С Si Мо Сг S р
0,80 0,95 0,80 4,2 ' 0,027 0,016
Примечав и е, Твердость наплавленного металле HRG 60—G2. Наплавка производится де менее чем в два слоя»
короткой дугой.
ел Продолжение
Тип электрода по ГОСТу Марка Вид покрытия
электрода сварочной проволоки
ЭН-У10Г5Х7С-25 (10051—62) 12АН/ЛИВТ Св-08, Св-08А (ГОСТ 2246—70) Фтористо кальциевое
Применение
по маркам сталей —, — , — по назначению конструкции по видам соединения
Для всех марок Ремонт и изготовление молотков дробилок, зубьев экскалаторов, деталей земснарядов и др. Для всех видов соединений
Химический состав проволоки, % Рекомендуемые диаметр (мм) и сила тока (А) в нижнем положении
С Si Ni CF Мп S р 3 4 5
<0,10 <0,03 <0,30 <0,15 0,35—0,60 sg0,04 <0,04 90—100 150—160 200—210
Характеристика электродного покрытия
*
Состав покрытая Содержание Диаметр электродного стержня, мм 1 3 4 5
% р см*
Мрамор 20 60 60 Толщина покрытия элек- трода, мм । 1,3-1.4 1,5—1,6 1,8— 1,9
Плавиковый шпат 16 48 29,1 Род тока Постоянный и переменный
Ферромарганец 22 66 16.4 Полярность Обратная
Ферросилиций Си75 3 9 3.1 Пространственное поло- жение шва Нижнее
Полевой шпат в 24 24,8 Коэффициент наплавки г/А * ч 8,3
Феррохром Хр4 29 87 23,2 Расход электродов на 1 кг плавленого металла, кг 1,6
Графи г серебристый 2 6 10
Жидкое стекло 25—30 75—90 57,7—60,3 Коэффициент веса покры- тия, % 58,60
С и личный химический состав наплавленного металла, %
Р
S
Мп
Si
С
1,05
0,4
5,6
7,3
0,015
Примечание. Твердость однослойной наплавки Н KG 25—32. Наплавка выполняется короткой дугой# в два
СЛОЯ. __________________________ - . - ----------
Продолжение
Тип электрода по ГОСТу Марка Вид покрытия
электрода сварочной проволоки
ЭА-1М2Фа (10052—62) КТИ-5-62 Св-04Х19Н11МЗ (ГОСТ 2246—70) Фтор исто-кальциевое
по маркам сталей
Применение
по назначению конструкций
по видам соединения
15Х14Н14М2ВФБТ;
Х23Н135 1Х16.Н13М2Б
Для сварки ответственных узлов паровых и
газовых турбин, изготовленных из аустенитных
сталей и работающих при 550—650°
Для всех видов соединений
Химический состав проволоки, % Рекомендуемые диаметр (мм) и сила тока (А) в нижнем положении
С Si Мп Сг Ni Мо S ь 3 4 5
^0,06 ^0,60 1.00—2,00 18.0—20,0 10,0—12,0 2,0—3,0 ^0,018 ^0, U25 80—100 110—140 150—180
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм $ 4 S
% V ем*
Мрамор 32 96 96 Толщина покрытия элек- трода. мм 0,8—1,0 1,0—1,2 1,25—1,40
Плавиковый шпат 47 142 86 Род тока | Постоянный
Ферромарганец 12 36 8,95 - Полярность Обратная
Феррованадий 4 12 3,82 Пространственное поло- жение шва Любое
Хром металлический 5 15 4,62 Коэффициент наплавки, г/А*ч 12
Жидкое стекло 30 90 69,2 Расход электродов на 1 кг наплавленного металла, кг 1,61
Коэффициент веса покры- тия, % 30—35
Химический еоотав наплавленного металла, %
Механические свойства металла шва
и сварного соединения
SI
Мп
N1
Мо
°4\
кге/мм*
°в.,
к гс/мм’
кгс»м/см*
град
0,11
19,2
Н»5
2,2
0,42
0,03
58
С
V
S
Примечание. Рекомендуется производить вварку короткой дурой без ооперечвах колебаний электродом* уз-
кими валиками.
g[ Продолжение
Тип электроде пв ГОСТу Марка Вид покрытия
электрода сварочной проволоки
ЭА-ЗМб (10052—62) ЭА-395/9 Св-10Х16Н25АМ6 (ГОСТ 2246—70) Фтористо-кальциевсе
Применение
по маркам сталей по назначению конструкции по видам соединения
Х15Н25М6, ХН35ВТ, а также сочета- ний любых аустенитных сталей с углеро- дистыми Для сварки конструкций из аустенит- ных жаропрочных сталей и для сварки раз- нородных сталей Для всех видов сое- динений
Химический светив проволоки, % Рекомендуемые диаметр (мм) и сияв тока (А) в нижнем положении
С Si Ni Сг Мп N Мо S Р d 4 6
0.08—0,12 г^О.б 24,0—27, ( ) 15,0—17.0 1 0—2,0 0.) —0,2 5,5—7.0 <0,02 <0,025 80—100 120—150 150—180
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм д 4 5
% г смя
Л Мрамор 50 150 150 Толщина покрытия элек- трода. мм 0,5"—0,7 0,8—1,0 0,9—1,2
Плавиковый шпат 27 81 49 « Род тока Постоянный
Марганец МрОО, МрО 5,0 15 3,79 Полярность Обратная
Ферротитан ТиО, Ти1 5,0 15 4 Пространственное поло- жение шва Любое
Ферросилиций Си45 5,0 15 5,17 Коэффициент наплавки, г/А -ч 10,9
Двуокись титана 5,0 15 11,5 Расход электродов на 1 кг наплавленного металла, кг 1,6
Поташ 3,0 9 8.18 Коэффициент веса покры- тия, % 30—40
Жидкое стекло 30 90 69,2
Типичные механические свойства металла
шва и сварного соединения
Типичный химический состав наплавленного мгтзлла, %
С st Мп Сг Ni Мо N S р д °т 7’ « кгс/м*г 0 В* . кге/мм2 й, % аи, ’кге-м/см* а, град
0,09 <0,70 1,60 15,5 25.0 5,8 0,12 <0.02 <0.03 >62 >30 >12 160
Примечание вварку следует вести очень короткой дугой# вертикальные швы производить прерывистой дугой
аа форсированном режиме.
Продолжение
Тип электрода по ГОСТу Марка Вид покрытия
злектрода сварочной проволоки
ЭН-У30Х23РС2ТГ-55 (10051—62) Т-620 Св-08, Св-08А (ГОСТ 2246—70) Легирующее
Применение
по маркам сталей
по назначению конструкции
по видам соединения
Наплавка быстроизнашивающихся деталей машин,
работающих в условиях сильного истирания при на-
личии ударных нагрузок
С
Химический состав проволоки, %
Рекомендуемые диаметр (мм)
и сила тока (А) в нижнем положении
$
6
S1
Ni
Сг
Мп
0,35—0,60
200—220
250-270
Р
3
4
Характеристика электродного покрытия
Содержание
Состав покрытия
см*
Диаметр электродного
стержня, мм
Ферротитан
15
45
13,8
Толщина покрытия элек-
трода, мм
г
3
4
5
Феррохром 75 225 60 Род тока Постоянный 1 ,1
Графит серебристый 5 15 25 Полярность Обратная
Карбонат бора 5 15 1 Пространственное поло- жение шва Нижнее и наклонное
Коэффициент наплавки, г/А -ч 8,5
Силикат натрия (в порошке) 1) 33 27,5 Расход электродов на 1 кг наплавленного металла, кг 1,3
/Кидкое стекло 28—30 84—90 64.6—69,2 Коэффициент веса покры- тия, % 160—165
Типичный химический состав наплавленного металла, %
С Мп S1 Ct В Ti
3,2 1.2 2.2 23,0 1.5 1.3
Примечааие. H-RG 55—60. Во избежание выкрашивания не рекомендуется производить наплавку по стали больше чем в два-три слоя, а по чугуну больше чем в один слой.
в Продолжение
/ Тип электрода по ГОСТу ЭН-У18К62Х30В5С2-40 (10051—62) MapKd / Вид покрытия Фтор и сто - кальциевое •
электрода ЦН-2 сварочной проволоки взк
по маркам сталей Применение по назначению конструкции по видам соединения
Для наплавки эрозиостойких уплотнительных по- верхностей арматуры котлов, работающих до 500° С в агрессивных средах
Химический состав проволока» % Рекомендуемые диаметр (мм) и сила токэ (А) в нижнем положении
С L0—1 1,3 Si 2.0—2,75 Ni С2,0 28—32 W 4,0—5,0 Fe 2,0 Со 58—63 3 80—100 4 120—140 5 180—200
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм 3 4 3
% г см’
Мрамор & 1 162 162 Толщина покрытия электро- да, мм 0,8—1,0 1,0—1 ,2 1,3—1,5
1 — 1, г »
163
Плавиковый шпат 30 90 54*15 Род тока Постоянный
Алюминиевый порошок 10 30 30 Полярность Обратная
Графит серебристый 6 18 30 Пространственное положе- ние шва Нижнее
Жидкое стекло .30 90 69,2 Коэффициент наплавки, г/А-ч 12,2
Расход электродов на 1 кг наплавленного металла, кг 1,35
Коэффициент веса покры- тия, % 25—30
г Типичный химический состав наплавленного металла, %
С Si Мп Сг W Со
1,85 1.9 0,2 31,0 4,5 62,0
Примечание. Наплавка производится короткой дугой с обязательным предварительным и сопутствующим подогревом изделия до температуры не ниже 600°, ИRC 43.
Продолжение
Плавиковый шпат 39,5 118,5 71,9 Род тока Постоянный
Двуокись титана 4.5 13,5 10,4 Полярность Обратная
Ферромарганец 8.0 24 5,95 Пространственное положе- ние шва Нижнее
Ферротитан 3.0 9 2,75 Коэффициент наплавки, г/ А • <т 11,5
Феррониобий •»0 27 12, о Расход электродов на 1 кг наплавленного металла, кт 1.75
Ферросилиций Си45 2,0 b 2,07 • Коэффициент веса покры- тия, % 44—47
Жидкое стекло 30,0 90 69,2
Типичный химичевкий оостар наплавленного металла, %
Типичные механические свойства металла шяя
и сварного соединения
Si
М’
Ni
Nb
О_
т»
кгс/мм5
°в,
кгс/мм2
кгс»м'/см*
Оф град
0,12
0,85
1,5
0,8
р
\ %
Примечая, и е. Сварку производить возможно более короткой дугой
о>
Продолжение
Тип электрода по ГОСТу Марке Вид покрытия
электрода сварочной проволоки
«кв ИЧ-4 Св-08, Св-08А (ГОСТ 2246—70) Фтористо-кальпиевое
Применение
по маркам чугуна
по назначению конструкции
по видам соединения
СЧ12-28; СЧ15-32;
СЧ18-36; СЧ21-40
Сварка поврежденных деталей и завар-
ка дефектов небольшого размера в отлив-
ках из высокопрочного и серого чугунов,
работающих под давлением
Сквозные дефекты, раковины, трещи-
ны, недоливы, спаи, отбитые части
Химический состав проволоки, %
Рекомендуемые диаметр (мм)
и сила тока (А) в нижнем положении
С
р
Si
Ni
Мп
<0,03
60—75 | 90—110
Характеристика электродного покрытия
0,35—0,60
120—150
Содержание
Состав покрытия
сма
Диаметр электродного
стержня, мм
Мрамор
18
18
Толщина покрытия элек-
трода, мм
0,8—1.1
%
р
S
а
4
6
Плавиковый шпат 16 48 29,1 Род тока Постоянный
Феррованадий 70 210 66,9 Полярность Обратная
Ферросилиций 4 12 4,14 Пространственное поло- жение шва Нижнее
Поташ ' .. . .... _. 4 12 10,9 Коэффициент наплавки, г/А-ч 9
Жидкое стекло 28—30 84—90 64,5—69,2 Расход электродов на 1 кг наплавленного металла, кг 1.2
Коэффициент веса покры- тия, % 55-60
Типичный химический состав наплавленного металла, % Типичные механические свойства металла шва и сварного соединения
С Мп Si V S р % кгс/мм2 °в. кгс/мм* 0, % °н> кгс*м/смй а. град
^0,15 <0,5 <0.6 9,5 <0,04 <0,04 30,7 41,7 7,6 2.0, 1
Примечание. Сварка производится бел подогрева или с предварительным подогревом изделия до ISO—250° С.
Заварку дефектов производить наложением коротких широких валиков# длина дуги должна быть наиболее короткой.
Продолжение
Тип электрода по ГОСТу Марка Вид покрытия
электрода сварочной проволоки
ОМЧ-1 Чугунные прутки марки Б (ГОСТ 2671—70) Специальное
Применение
по маркам чугуна
• по назначению конструкции по видам соединения
Все виды соединения
Заварка дефектов лиНя, горячая сварка чугун-
ных изделий
Серые чугуны
Химический состав проволоки, %
Рекомендуемые диаметр (мм)
в сила тока (А) в нижнем положении
С Si Nj Ст Мп S р 6 8 10 j
3,0—3,5 3,5—4,0 1Й 0,5—0,8 «£0,08 0,3—0,5 250—350 350—450 450—550
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм ь 8 10
% г см*
Графит серебристый 41 123 205 Толщина покрытия электро- да, мм 0,5—0,7 0,8-1,0 .1,0—1,2
Мел 25 75 93,8 Род тока Переменный и постоянный
Полярность Обратная
Плавиковый шпат 25 75 45,5 Пространс! венное положе- ние шва Нижнее
Ферромарганец 9 27 6,7 Коэффициент наплавки, г/А -ч 15,2
Расход электродов на 1 кг наплавленного металла, кг 13
Жидкое стекло • 30 90 69,2 Коэффициент веса покры- тия, % 50—60
Типичный химический состав наплавленного металла, %
С Мп SI S Р
3,45 0,65 3,8 <0,07 <0,04
Примечание. Сварка ведется с местным или общим подогревом до 4 00 **600° С. Сварку «ледует производить
короткими валиками.
Продолжение
Тип электрода по ГОСТу Марка Вид покрытия
электрода сварочной п-роволоки
— ОЗА-1 Св-Al (ГОСТ 7871—63) Галогенидное
i Применение
по маркам алюминия по назначению конструкции по видам соединения
А6, АД1, АД Для сварки и наплавки чистого алюминия Все виды соединений
Химический состав проволоки, % Рекомендуемые диаметр (мм) и сила гока (А) в нижнем положения
Fe Si Cd Al Прочие примеси 3 4 5
0,2—0,35 0,1—0,25 0,015 ^99,5 0,05 120—150 150—220
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм 4 5
% г см8
Криолит 25,0 75,0 Толщина покрытия электрода, мм 0,5—0,6 0,6—0,7
Хлористый калий 9,0 27 Род тока Постоянный
Полярность Обратная
Флюс АФ-4А *65,5 196,5 328 Пространственное положение шва Нижнее
Губчатый титан 0,5 1,5 Коэффициент наплавки, г/А«ч 6,32
20%-ный раствор карбо- ксиметилцеллюлозы 12—15 36—45 Расход электродов на 1 кг наплав- ленного металла, кг 2,3
Коэффициент веса покрытия, % » 10
Типичный химический состав наплавленного металла. %
Механические свойства металла шва
и сварного соединения
«
о
Т1
Fe
Si
Си
Сумма
всех
примесей
А1
-о
«3
0,25—0,50
0,20—0,55
0,01—0,10
Остальное
6,5
180
2
s
я
г <7
8
Примечание. Сварка производится короткой дугой. Сварку вести w предварительным подогревом до 250—»
400° С.
-J
Продолжена e
Тип электрода по ГОСТу 1 Марка Вид покрытия
электрода сварочной проволоки
— «Комсомолец 100» /Медная проволока (ГОСТ 2112—62) Фтористо-кальциевое
Применение
по маркам меди по назначению конструкции по видам соединения
Ml, М2, М3 Для сварки чистой меди и наплавки ее на сталь Стыковые, угловые
Химический состав проволоки, % Рекомендуемые диаметр (мм) и сила тока (А) в нижнем положении
Си В1 Sb А> Fe Ni РЬ Sn S О2 3 4 6
99,7 0,002 0,005 0,01 0,05 0,2 0,01 0,05 0,01 0,1 90—110 120—140 150-180
Характеристика электродного покрытия
Содержание
Диаметр электродного стержня,
мм
5
4
Состав покрытия
см’
3
%
Ферромарганец
47,5
142,5
35,4
Толщина покрытия электро-
да, мм
0,4—0,5
0,6—0,7
0,8—0,9
«мМШМЙи
Кремнистая медь 25,0 75 S Род тока Постоянный
Полярность Обрашая
Плавиковый шпат 12,5 37,5 22,8 Пространственное положе- ние шва Нижнее
Полевой шпат 15,0 45 46,5 Коэффициент наплавки, г/ А • ч 14
Силикат натрия 25 75 62,5 Расход электродов на ! ki наплавленного металла, кг L4
Коэффициент веса покры- тия, % 25
Типичный химический состав наплавленного металла, % Механические свойства металла шва и сварного соединения
Мп Si Fe Си КГс/ММ*' т, г 0О кгс/мм’ в, % аи кгс-м/см5 а, град
2.2 0,7 1,4 Остальное •*** 27 23 5 160
Примечание, Сварку производить короткой дугой,
*•»
Продолжение
Тип электрода по ГОСТу Марка Вид покрытия
электрода сварочной проволоки
МН-5 МН-5 Рудиокислое
Применение
по маркам сплава по назначению конструкции по видам соединения t
Для сварки медно-никелевого сплава МНЖ5-1 между собой, с латунью марки Л90 и бронзой марки Бр.АМн 9-2 Сварка медноникелевых трубопрово- дов Стыковые, угловые
1 • ..... Химический состав проволоки, % Рекомендуемые диаметр (мм) и сила тока (Л) в нижнем положении
N1 Si Мп Fe Си 3 4 5
5,0 0,5 0,7 0,7 93,1 120—140 160—180 200—220
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм 3 4 5
% г см’
Марганцовая руда 17,5 52,5 35 Толщина покрытия электрода, мм 0,2—0,3 0,3—0,4 0,3—0,4
д,. ' -yifc - • - - > -
>- а
Плавиковый шпат 32, 1 96,3 58,3 Род тока Постоянный
Ферросилиций Си75 32, 1 96,3 33,2 Полярность Обратная
Графит серебри- стый 16,1 48,3 80,5 Пространственное по- ложение шва Нижнее
Алюминиевый по- рошок 2,2 6,6 6.6 Коэффициент наплав- ки, г/А-ч 12
Силикат натрия 5,50—60,0 4 16с ^—180 137—149 Расход электродов на 1 кг наплавленного ме- 1алла, кг 1,4
Коэффициент веса по- крытия, % 10
Типичный химический состав наплавленного металла, % 1ииичные механические свойства металла шва и сварного соединения
С Мп Si Со Ni Fe т» кге/мм’ °в, КГС/ММ2 % “а. кгс-м/см’ а. град
^0,04 sgo,45 <0,3 <90 5,0 0,9 25 22 180
Примечан в е. Сварка производится короткой дугой за один проход при поступательном движении электрода с максимально возможной скоростью.
Продолжение
Плавиковый шпат 20,0 60 36.4 Род тока Постоянный
Криолит 18,0 54 Полярность Обратная
Криолит хлористый 15,0 45 ' Пространственное положе* ние шва Нижнее
Алюминиевый порошок 2,0 6 6 Коэффициент наплавки, г/А - ч 16,5
Графит серебристый 10 30 50 Расход электродов на 1 кг наплавленного металла, кг 1.2
Силикат Na 26 84 70 Коэффициент веса покры- тия, %
Типичный химический состав наплавленного металла, %
Типичные механические свойства металла шва
и сварного соединения
Мп
Си
Ni
AJ
Si
Fe
стт,
кгеним8
°в,
кге/мм*
ан,
кгс.м/см8
а, град
8,5
ОД
0,45
30
Примечание. Сварка производится при вредней длине дуги,- короткими участками с перерывами на охлаждение
до 60—70® С.
Продолжение
Гип электрода по ГОСТу Марка Вид покрытия
электрода сварочной проволока
— ЭПС-52 Св-08, Св-08А, СВ-08ГА (ГОСТ 2246—70) Толстое покрытие не маркируется
Применение
по маркам сталей по назначению конструкции по видам соединения
Низкоуглеродистая и низколеги- рованная стали Для сварки конструкций, работаю- щих в подводных условиях Все виды соединений
Химический состав проволоки, % Рекомендуемые диаметр (мм) я сила тока (А) в нижнем положении
с Мп Si Сг Ni S р 3 4 5
со,ю 0,35—0,60 ^0,03 sgO.15 ^0,30 ^0,04 ^0,04 90—120 130—180 190—260
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм 3 4 б
% Г см"
Двуокись титана 2,5 7,5 5,77 Толщина покрытия элек- трода, мм 0,7—0,8 0,8—0,9 1,1—1,2
__L
Железная руда 23,3 69,9 34,9 Род тока Постоянный
Полевой шпат 24,1 72,3 74,5 Полярность Прямая
Ферротитан 4,16 12,48 3,82 Пространственное поло- жение шва Любое
Ферромарганец 41,6 124,8 31 Коэффициент наплавки, г/А-ч 8—9
Крахмал 4,16 12,48 16,6 Расход электродов на 1 кг наплавленного металла, кг 1,6
Жидкое стекло 17—21 51—63 39,2—48,4 Коэффициент веса покры- тия, % 35—45
Типичные механические свойства металла шва и сварного соединения
<7Г, КГС/ММ1 0п, кге/мм5 . «. % Оц, кгс*м/смг а, град
—’ — 4—5 1—2,5 —
Примечание. Сварку производить возможно более короткой дурой.
g
Продолжение
Тип электрода по ГОСТу Марка Инд покрытия
электрода сварочной проволоки
— ЭПР-1 Трубчатые стержни (ГОСТ 301—50), конструкционная сталь (сталь 10) —
Применение
по маркам сталей по назначению конструкции по видам соединений
Для резки сталей Для разъединения путем резки различных кон- струкций Все виды соединений
Химический состав проволоки, % Рекомендуемые диаметр(мм) и сила тока (А) в нижнем положении
с Мп 1 Si № сг S р . 8 10
0,05—0,15 0,35—0,65 0,17—0,35 С 0,3 ^0,15 sg0,045 ^0,045 280 350
Характеристика электродного покрытия
Состав покрытия Содержание Диаметр электродного стержня, мм 8 10
% СМ’
Ферросилиций 25,2 75,6 26.1 Толшина покрытия электрода, мм 0,8 0,8—1,0
Мрамор 17,8 53,4 53,4 Род тока Постоянный
Полевой шпат 26.7 80,1 82,6 Полярность Прямая
Поташ / 5,1 15,3 13,9 Пространственное положение шва Любое
Крахмал 25,2 75,6 101 Коэффициент наплавки, г/А-ч —
Жидкое стекло 25—30 75—90 57,7—69,2 Расход электродов на 1 кг вы- плавленного металла, кг 0,4
Коэффициент веса покрытия, % 28—32
Примечание. Резку производить возможно оолее короткой дугой
Список литературы
I. Д у м о в С. И, Оборудование и технология дуговой сварки
(лабораторные работы!. М.—Л., «Машиностроение», 1964, 163 с.
2. Д у м о в С. И. Технология электрической сварки плавлением
Л., «Машиностроение», 1970, 456 с.
3. Медовар Б. И. Сварка жаропрочных аустенитных сталей
и сплавов. М., «Машиностроение», 1966.
4. О к е р б л о м Н. О. Расчет деформаций металлоконструкций
при сварке. М.» Машгиз, 1955, 208 с.
5. Р ы к а л и н Н. Н. Расчет тепловых процессов при сварке.
М., Машгиз, 1951, 290 с.
6. Новожилов Н. М. и Суслов В. П. Сварка плавя-
щимся электродом в углекислом газе. М., Машгиз, 1958, 188 с.
7. Фролов В. В. Физико-химические процессы в сварочной
цуге. М., Машгиз, 1954, 128 с.
8. Технология электрической сварки плавлением. Под ред.
Ь Е. Патона. Москва—Киев, Машгиз, 1962, 658 с.
9. Электроды для дуговой сварки и наплавки, каталог. Отв. ред.
И. И. Фрумин. Киев, «Наукова думка», 1967, 424 о.
10. Справочник по сварке. Т. 1 и 2. Под ред. Е. В. Соколова.
М., Машгиз, 1961.
Содержание
Предисловие .......................................... 8
Лабораторная работа 1 Ионизирующее действие материа-
лов электродных покрытий, электродов разных марок и флю-
сов ...................................................... 4
Лабораторная работа 2. Свойства сварочной дуги ... 12
Лабораторная работа 3. Коэффициент полезного действия
сварочной дуги .......................................... 19
Лабораторная работа 4 Коэффициент плавления, наплавки,
потерь на угар и разбрызгивание, производительность сварки 24
Лабораторная работа 5. Изготовление электродов мето-
дом окунания............................................. 31
Лабораторная работа 6. Доля основного металла в металле
шва и погонная энергия ................................ 37
Лабораторная работа 7. Расчет и проверка режимов автома-
тической сварки под слоем флюса по заданной глубине про-
вара .................................................... 44
Лабораторная работа 8. Электрошлаковая сварка .... 52
Лабораторная работа 9. Условия горения дуги, формиро-
вания валика и производительность при сварке в среде угле-
кислого газа ............................................ 61
Лабораторная работа 10. Деформации полосы в плоскости
при наплавке валика на кромку полосы и угловые деформации 67
Лабораторная работа 11. Поперечные и продольные укоро-
чения при сварке ..................'..................... 77
Лабораторная работа 12. Сварка легированных и высоколе-
гированных сталей ....................................... 81
Лабюраторная работа 13. Наплавка твердых сплавов . . .
Лабораторная работа 14. Сварка чугуна................ 94
Лабораторная работа 15. Сварка алюминия и его сплавов 100
Лабораторная работа 18. Сварка тигана и его сплавов 106
Лабораторная работа 17. Сварка меди и ее сплавов ... 114
Лабораторная работа 18. Дуговая и воздушно-дуговая
резки металлов ......................................... 119
Лабораторная работа 19. Подводная дуговая сварка и
резка металлов ......................................... 125
Лабораторная работа 20. Резка и сварка плазменной
струей................................................. 133
Приложение I ......................... ... . 140
Приложение /1 144
Список литературы................................... 182