/


























































































































































































































Текст
4
* ' Нйй. п хнологи law# мн и ОБОРУДОВАНИЕ СВАРКИ ПЛАВЛЕНИЕМ
А. И. АКУЛОВ,
Г. А. БЕЛЬЧУК,
В. и. ДЕМЯНЦЕВИЧ
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
СВАРКИ ПЛАВЛЕНИЕМ
Допущено Министерством высшего и среднего специального образования СССР в качестве учебника для студентов вузов, обучающихся по специальности «Оборудование и технология сварочного производства»
ст-
• ••
1S6944
i&ra ^4/^ J - - ------
МОСКВА- «МАШИНОСТРОЕНИЕ» -19 7 7
6П4.3
A 44
УДК 621.791.7 (075.8)
Рецензенты: кафедра сварочного производства Челябинского политехнического института и д-р техн, наук В. В. Ардеитов
ИБ М 480
Александр Иванович Акулов, Георгий Александрович Бельчук, Владимир Петрович Демянцевмч
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ СВАРКИ ПЛАВЛЕНИЕМ
Редактор издательства Т. Е. Черешнеиа. Технический редактор Л. Т. Зубко Переплет художника В. В. Воронина. Корректор В. А. Воробьева
Сдано в набор 13/V 1976 г. Подписано к печати 17/XI 1976 г. Т-19967. Формат 60х90'/ц Бумага типографская AS 2. Усл. печ. л. 27,0. Уч.-изд. л. 30,15. Тираж 40 000 экз. Заказ 645. Цена 1 р. 27 к.
Издательство «Машиностроение», Москва, Б-78, 1-й Басманный пер., дом 3
Ордена Трудового Красного Знамени Ленинградское производственно-техническое объединение «Печатный Двор» имени А. М. Горького Союзполиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли. 197136, Ленинград, П-136, Гатчинская ул., 26.
Акулов А. И., Бельчук Г. А. и Демянцевич В. П.
А 44 Технология и оборудование сварки плавлением. Учебник для студентов вузов. М., «Машиностроение», 1977.
432 с. с ил.
В учебнике описаны сущность и техника различных видов электрической сварки плавлением. Приведены сведения о сварочных материалах и оборудовании. Рассмотрены некоторые вопросы расчетного выбора и обоспов.шип технологических параметров процессов сварки плавлением. Даны снедения об основах выбора технологии сварки и наплавки различных стилей, чугуна и цветных металлов и сплавов.
Учебник предназначен для студентов вузов, обучающихся по специ-luii.inM ги «Оборудование и технология сварочного производства».
3121)6 004
А , - 094-77
038(01) 77
6II4.3
(§) Издательство «Машиностроение», 1977 г.
ПРЕДИСЛОВИЕ
Учебник написан по программе для студентов вузов, обучающихся по специальности «Технология и оборудование сварочного производства».
При написании учебника авторы исходили из построения учебного плана данной специальности, по которому к моменту изучения курса студенты уже изучили ряд не только общеинже-перных и общетехнических дисциплин, но частично или полностью таких специальных дисциплин, как теория сварочных процессов, песочники питания для сварки, расчет и проектирование сварных конструкций и др.
Прохождение упомянутых дисциплин предполагает достаточно глубокое изучение студентами таких вопросов, как классификация (пособов сварки, теоретические основы источников теплоты, используемых при сварке, физико-металлургические и тепловые процессы при сварке, процессы кристаллизации металла сварного шва и технологическая прочность сварных соединений и т. п.
По указанной причине основное внимание в данном учебнике уделено технологии сварки плавлением, а по сварочному оборудованию приведены только сведения, дополняющие курс источников питания. В разделах по технологии сварки авторы не стремились привести все данные о сварочных материалах, режимах и г. и., учитывая, что эти данные имеются в справочной литературе, и уделили основное внимание освещению основ выбора технологии.
При подготовке учебника проф. А. И. Акулов написал главы II VI, IX и выполнил общее научное редактирование. Другие разделы написали: проф. Г. А. Бельчук введение и главы I, III, XII. XIII, XV, проф. В. П. Демянцевич главы VII, X, XI, проф. Г А Бельчук и проф. В. П. Демянцевич главу V. По просьбе авторов доц В В. Башенко написал главу IV, проф. Г. Л. Петрок — главы VIII и XIV.
Учебник по данному курсу подготовлен впервые и в нем, верпа гпо, имею гея отдельные погрешности. Авторы с благодарностью примут все замечания и пожелания.
I'
ВВЕДЕНИЕ
Для получения неразъемного соединения при сварке плавлением кромки металла свариваемых элементов (основной металл) и дополнительный металл (сварочная проволока и др.) в месте соединения расплавляются, самопроизвольно сливаются в общую, так называемую сварочную ванну, в которой происходят многие физико-химические процессы и устанавливаются металлические связи.
При удалении источника нагрева металл сварочной ванны кристаллизуется, образуя сварной шов, который и соединяет свариваемые элементы в одно целое. Металл сварного шва обычно значительно отличается от основного свариваемого металла по химическому составу и структуре, так как металл шва всегда имеет структуру литого металла. Рядом со швом в основном металле под действием термического цикла сварки образуется различной протяженности зона термического влияния, металл которой нагревался в интервале температура плавления — температура критических точек, в результате чего в металле происходят структурные изменения.
Металл шва и основной металл зоны термического влияния, в котором произошли какие-либо структурные изменения, называются сварным соединением. Механические, коррозионные и другие свойства сварного соединения могут существенно отличаться от свойств основного металла. При равенстве показателей механических свойств сварного соединения и исходного металла сварное соединение равнопрочно основному металлу.
В качестве источника теплоты при электрической сварке плавлением можно использовать различные источники — электрическую дугу (электродуговая сварка), теплоту шлаковой ванны (влектрошлаковая сварка), теплоту струи ионизированных газов «холодной» плазмы (плазменная сварка), теплоту, выделяемую и изделии в результате преобразования кинетической энергии ...стропов (электронно-лучевая сварка), теплоту когерентного сне юного луча лазера (лазерная сварка) и некоторые другие.
4
Основной способ сварки плавлением — электродуговая сварка — имеет много разновидностей, связанных со степенью механизации, — ручная, полуавтоматическая, автоматическая, с применением различных защитных веществ,— толстого покрытия на электродах (при ручной сварке), флюсов, защитных газов или порошковой проволоки при механизированной сварке, контролируемой атмосферы (защитных газов или вакуума) при некоторых способах дуговой и электронно-лучевой сварки. IСварка плавлением применяется для весьма широкого круга цветных металлов и сплавов, а также неметаллов — стекла, керамики, графита.
Все указанные особенности значительно усложняют задачи, которые стоят перед инженерами-технологами, разрабатывающими технологический процесс сварки плавлением.
Разработанный технологический процесс сварки не только должен обеспечивать получение надежных сварных соединений и конструкций, отвечающих всем эксплуатационным требованиям, по должен также допускать максимальную степень комплексной механизации и автоматизации всего производственного процесса изготовления изделия, должен также быть экономически наивы-годиейшим по расходу энергии, сварочных материалов, затрат человеческого труда.
Такие оптимизационные технологические задачи решаются на основе использования расчетных, аналитических методов проектирования технологического процесса сварки. При разработке технологического процесса изготовления сложной сварной конструкции целесообразен расчет нескольких вариантов технологии на ЭВМ с последующим отбором оптимального варианта технологом-сварщиком.
Широко известно, что Россия явилась родиной электродуговой сварки. Паши соотечественники первыми в мире во многих странах запатентовали способ электродуговой сварки. В 1882 г. Н. Н. Бе-пардос предложил способ электродуговой сварки угольным электродом, а в 1888 г. Н. Г. Славяпов предложил способ электродуговой сварки металлическим электродом. Они же изобрели и ряд других процессов и вариантов сварки, в частности устройство для механизированной подачи электрода в дугу, применение дробленого стекла в качестве флюса для защиты сварочной ванны от воздуха и др.
В дальнейшем в Швеции в 1907 г. Д. Кельберг предложил применять толстое покрытие на электродах с целью защиты сварочной ванны и стабилизации дуги.
После революции, в середине двадцатых годов, в отдельных районах началось довольно интенсивное применение сварки с проведением исследований по технологии, металлургии, прочности и разработке сварочного оборудования. Эти работы проводились во Владивостоке (В. П. Вологдин, Н. Н. Рыкалин, Г. К. Та-гур, С. А. Данилов), в Москве (Г. А. Николаев, К. К. Хренов, К. В. Любавский), в Ленинграде (В. П. Никитин, А. А. Алексеев,
5
Н. О. Окерблом). Особую роль в развитии и становлении сварки в СССР сыграл академик Е. О. Патон, организовавший в 1929 г. лабораторию, а затем Институт электросварки АН УССР, в котором в конце 30-х годов и позднее были разработаны многие процессы механизированной сварки под флюсом, создан метод электро-шлаковой сварки и электрошлакового переплава металла и др. Этот институт, являющийся ныне в СССР головным институтом по сварке, координирует всю работу по развитию, широкому внедрению и дальнейшему исследованию сварки в масштабе всей страны.
Такое внимание к сварке обусловлено универсальностью этого нового технологического процесса получения неразъемных соединений, возможностью экономии до 20% металла, повышением прочности и непроницаемости соединений, возможностью создания уникальных конструкций, которые при других способах соединения создать невозможно, и т. п.
Успехи в развитии сварочного производства стали возможны благодаря неослабному вниманию Партии и Правительства к развитию этой отрасли науки и техники. Развитие сварочной науки и техники в настоящее время планируется как самостоятельный раздел народнохозяйственного плана.
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ и швов.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
ГЛАВА
СВАРНЫХ СОЕДИНЕНИЙ
§ 1. КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Сварным соединением как конструктивным элементом называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла.
Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Разделение этих понятий необходимо потому, что сварной шов как связующая часть соединяемых элементов определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки. Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами — зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу и пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении.
По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 1,«), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,д).
Сварные швы подразделяют по форме поперечного сечения на стыковые (рис. 2, а) и угловые (рис. 2, б). Разновидностью этих типов являются швы пробочные (рис. 2, в) и прорезные (рис. 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
С помощью стыковых швов образуют в основном стыковые
7
Рис 1. Основные типы сварных соединений соединения (рис. 1, а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рис. 1, б—д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 3, а); без разделки кромок — односторонние и двусторонние (рис. 3, б); с разделкой одной кромки —
н
Рпс. 3. Подготовка кромок стыковых швов односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. 3, в); с односторонней разделкой двух кромок; с V-образной разделкой (рис. 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 3, е).
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине.
По форме поперечного сечения швы могут быть без разделки кромок (рис. 4, а), с односторонней разделкой кромки (рис. 4, б), с двусторонней разделкой кромок (рис. 4, в). По протяженности угловые швы могут быть непрерывными (рпс. 5, а) и прерывистыми (рис. 5, б), с шахматным (рис. 5, в) и цепным (рис. 5, а) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами (рис. 5, б).
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов (рис. 6, а) — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие (рис. 6, б).
Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угло-
а> В) У
Гис. 4. Подготовка кромок угловых швов тавровых соединений
9
Рис. 5. Угловые швы тавровых соединений
вым швом по периметру прорези (рис. 6, в). В отдельных случаях прорезь может заполняться и полностью.
Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента (рис. 7): зазор Ь, притупление с, угол скоса кромки (3 и угол разделки кромок а, равный (3 или 2(3.
Существующие способы дуговой сварки без
разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней сварке ручной — до 4 мм, механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплав
ления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа сварки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-об-разной позволяет уменьшить объем наплавленного металла в 1,6— 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемые изделия.
Притупление с обычно составляет 2 ± 1 мм. Его назначение — обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5—2 мм, так как при принятых углах разделки кромок наличие зазора необходимо
а) И) в)
Гш (I. <1'и|1мп поперечного сечения пробочных и прорезных швов
1И
Рис. 7. Конструктивные элементы разделки кромок и сборки кромок под сварку
для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8—10 мм и более.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину (см. рис. 1, б и в), особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
§ 2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работоспособности сварного соединения созданы государственные стандарты па подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов.
11
ГОСТ 5264—69 «Швы сварных соединений. Ручная электро-дуговая сварка» регламентирует конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
ГОСТ 8713—70 «Швы сварных соединений. Автоматическая и полуавтоматическая сварка» регламентирует форму и размеры подготовки кромок и выполненных швов при дуговой механизированной (автоматической и полуавтоматической) сварке под флюсом. Дополнительно к этим стандартам выпущены стандарты, которые регламентируют конструктивные элементы сварных соединений при механизированной сварке под флюсом (ГОСТ 11533— 75) и при ручной дуговой сварке (ГОСТ 11534—75) для соединений элементов под острым и тупым углами.
ГОСТ 15164—69 «Сварные соединения и швы. Электрошлако-вая сварка» регламентирует форму и размеры подготовки кромок и выполненных швов при электрошлаковой сварке.
ГОСТ 14771—69 «Швы сварных соединений. Электродуговая сварка в защитных газах» регламентирует форму и размеры подготовки кромок и сварных швов при сварке сталей в защитных газах: активных (СО2), инертных (Аг, Не) и смесях газов.
ГОСТ 16098—70 «Швы сварных соединений из двухслойной коррозионно-стойкой стали» регламентирует форму и размеры подготовки кромок и выполненных сварных швов сварных соединений из двухслойных коррозионно-стойких сталей при электродуговой и электрошлаковой сварке.
ГОСТ 16037—70 «Швы сварных соединений стальных трубопроводов» регламентирует форму и размеры подготовки кромок и выполненных сварных швов стальных трубопроводов при ручной и механизированной сварке в защитных газах или под флюсом.
ГОСТ 14806—69 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов» регламентирует форму и размеры подготовки кромок и выполненных сварных швов при ручной и механизированной сварке в защитных газах конструкций из алюминия и его сплавов.
ГОСТ 16038—70 «Швы сварных соединений трубопроводов из меди и медно-иикелевого сплава» регламентирует форму и размеры подготовки кромок и выполненных сварных швов при механизированной сварке в защитных газах труб из меди и ее сплавов.
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 «Условные изображения и обозначения швов сварных соединений», также обязательный для применения па чертежах конструкций.
Необходимо отметить некоторые особенности применения стандарта Газличные способы электрической сварки плавлением в силу их 1с\поло1 ических особенностей позволяют получить различную максимальную глубину проплавления. Варьируя ос-
U
ионными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
По указанной причине все упомянутые стандарты, регламентирующие конструктивные элементы разделки кромок, учитывают возможность варьирования силой сварочного тока, напряжением, диаметром электродной проволоки (плотностью тока) и скоростью сварки. В тех случаях, когда процесс сварки обеспечивает использование больших токов, высокой плотности тока и концентрации теплоты, возможны повышенная величина притупления, меньшие углы разделки и величина зазора (например, при механизированной сварке под флюсом и в защитных газах).
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги изменяются в небольших пределах.
Чтобы обеспечить сквозное проплавление кромок изделия при сварке односторонних стыковых или угловых швов при толщине листов свыше 4 мм, сварку приходится вести по заранее разделанным кромкам. При ручной сварке сварщики не могут существенно изменить глубину проплавления основного металла, но, меняя размах поперечных колебаний электрода, они могут значительно изменять ширину шва.
При толщине листов 9—100 мм ГОСТ 5264—69 для стыковых соединений предусматривает обязательную разделку кромок и зазор, которые имеют различную величину в зависимости от толщины металла и типа соединения. Аналогичное решение для полуавтоматической сварки в среде углекислого газа тонкой электродной проволокой диаметром 0,8—1,2 мм, при сварке такой проволокой подготовку кромок можно выполнять, придерживаясь требований ГОСТ 5264—69 наравне с ГОСТ 14771—69.
При механизированной сварке под флюсом глубина проплавления основного металла в определенных пределах не зависит от формы подготовки кромок и величины зазора, что объясняется высокой плотностью тока и концентрированностью теплового действия дуги при этом способе сварки.
В принципе за два прохода (по одному проходу с каждой стороны) можно сварить встык без разделки кромок листы толщиной 60 мм. Однако в этих случаях при обычном зазоре швы получаются дефектными по двум причинам: во-первых, количество наплавленного металла настолько велико, что внешняя часть шва оказывается чрезмерно большой и уродливой формы; во-вторых, шов получается настолько узким, что при быстром остывании, характерном для сварки, в средней части шва возникают усадочные трещины.
По указанным причинам, согласно ГОСТ 8713—70, без скоса кромок при обычном зазоре можно сваривать встык листы толщиной до 20 мм, при больших толщинах требуется либо повышенный зазор, либо разделка кромок. При разделке с прямо-
13
Рис. 8. Форма подготовки кромок для электрошлаковой сварки соединения:
а — стыкового; б — углового; в — таврового
линейным скосом кромок угол разделки 60 ± 5°, при криволинейном скосе кромок угол разделки 25 —26°. Притупление с = 2 4-4- 6 мм; зазор b = 0 -ф 1 мм.
Прямолинейный скос кромок применяют для листов толщиной до 60 мм; для листов большей толщины (до 160 мм) предусмотрен криволинейный скос кромок с углом разделки 25—26°, так как это обеспечивает значительно меньший объем наплавленного металла и уменьшает угловые деформации. Сварка тавровых соединений без скоса кромок возможна для металла толщиной до 40 мм. В зависимости от требований к прочности соединений, связанных со сквозным проваром, предусмотрены соединения с односторонним несимметричным скосом для толщин 8—30 мм и двусторонним симметричным для толщин 30—60 мм.
Наиболее простая форма подготовки кромок — при электрошлаковой сварке (ГОСТ 15164—69), что видно из рис. 8. В стандарте регламентированы толщины минимальные (не менее 16 мм), и наибольшие (до 800 мм), а также зазоры величиной 16—26 мм.
При сварке в защитных газах особенности подготовки соединений зависят от вида и диаметра электрода (плавящийся или ноплавящийся) и вида защитного газа (активный или инертный). ГОСТ 14771—69 обычно руководствуются при сварке проволокой диаметром от 1,6 мм и выше. Стандарт предусматривает сварку металла толщиной до 120 мм (в углекислом газе) с обязательной разделкой кромок металла толщиной свыше 10 мм. При этом уменьшены углы разделки до 40° и величина притупления до 1—2 мм при зазорах в пределах 0—3 мм.
При сварке в инертном газе плавящимся электродом сохраняются те же особенности, что и при сварке неплавящимся электродом (толщина до 20 мм), но предусмотрена сварка металла толщиной до 10<) мм.
Во всех случаях, используя стандарты на подготовку кромок, следует выбирать такие типы разделок, при которых обеспечивавши наименьшие обком и стоимость работ по разделке кромок, обком п mik'i'ii наплавленного металла, полный провар по толщине, нлавнан форма сопряжения внешней части шва и минимальные у । юные деформации.
и
Рис. 9. Подготовка кромок и швы в некоторых особых случаях:
а — при сварке металла больших толщин по узкому зазору (по так называемой «щелевой» разделке); б — при сглаживании мест перехода металла шва в основной путем наложения «галтсльных» швов; в — при сварке высокопрочных сталей и сплавов цветных металлов сварочными материалами, которые дают металл шва менее прочный, чем основной
Наряду с формой разделки кромок и их размерами, регламентируемыми стандартами, в связи с широким применением толстолистового металла, а также высокопрочной стали возникла необходимость и в других, нестандартных их формах. Так, например, для толстолистового металла (стали, титановых сплавов) разработан метод сварки по узкому зазору (по так называемой щелевой разделке), при которой свариваемые кромки не имеют скоса, а зазор имеет величину 10—12 мм при толщине до 100—150 мм (рис. 9, а).
Для некоторых соединений стали и титановых сплавов с целью повышения их выносливости при действии динамических нагрузок плавность сопряжения металла шва с основным достигается за счет оплавления мест перехода теплотой дуги, горящей между неплавящимся электродом и основным металлом. Эта операция может быть выполнена без подачи и с подачей присадочного металла. В результате образуются так называемые галтельные валики, заметно улучшающие внешнюю форму шва (рис. 9, б).
При сварке высокопрочной стали и некоторых сплавов цветных металлов сварочными материалами, дающими металл шва менее прочный, чем основной, приходится дополнительно наплавлять металл и увеличивать внешнюю часть швов, чтобы получить равнопрочное соединение. Это также изменяет форму сварного соединения (рис. 9, е).
Большое влияние на качество сварных соединений и экономичность процесса сварки оказывают чистота кромок и прилегающей к ним поверхности основного металла, точность подготовки кромок и сборки под сварку. Заготовки для свариваемых деталей следует изготовлять из предварительно выправленного и зачищенного металла. Вырезку деталей и подготовку кромок осуществляют механической обработкой (на пресс-ножницах, кромкострогальных и фрезерных станках), газокислородной и плазменной резкой и др. После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
15
В некоторых случаях при сварке высоколегированных сталей основной металл в зоне термического влияния после резки также удаляют механическим путем. Перед сборкой кромки и прилегающие участки основного металла (на 40 мм от кромки) должны быть очищены от масла, ржавчины и других загрязнений металлическими щетками, дробеструйной обработкой или химическим травлением. Детали собирают на прихватках (коротких швах) длиной 20—30 мм и более или в специальных сборочных приспособлениях.
§ 3. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ПЛАЗМЕННОЙ, ЭЛЕКТРОННО-ЛУЧЕВОЙ, ЛАЗЕРНОЙ СВАРКЕ
Плазменная сварка стали, цветных металлов и сплавов в противовес плазменной резке применяется значительно реже.
Только исследования, проведенные в последние годы, показали перспективность и целесообразность этого способа сварки для высоколегированных сталей и алюминиево-магниевых сплавов.
Ввиду новизны этих способов сварки и недостаточно большого объема их применения стандартов на подготовку и сборку сварных соединений, а также на размеры сварных швов, получаемых при этих методах сварки, нет. Практическое использование плазменной сварки показывает, что этим способом целесообразно сваривать стыковые соединения без разделки кромок при толщине металла до 12 мм. При большей толщине требуется разделка кромок.
Электронно-лучевую сварку в вакуумных камерах применяют в основном для относительно некрупных изделий из тугоплавких и активных металлов: титана, циркония, тантала, молибдена и т. д.
В связи с высокой концентрацией теплоты, сфокусированной в электронном луче диаметром 1—1,5 мм, зона проплавления имеет очень малую ширину и значительную глубину, что позволяет выполнять сварку (без разделки кромок) стыковых и нахлесточных сварных соединений на металле больших толщин.
Технологическое оборудование для сварки когерентным световым лучом квантового генератора (лазера) или лазерной сварки используют в радио- и электронной промышленности. Благодаря ос трои фокусировке возможно сосредоточение очень большой тепловой энергии па площадках, измеряемых сотыми и тысячными долями миллиметра. Принципиально возможно создание лазера, пртодного для сварки очень толстого металла, но процесс плавлении металла становится в этом случае практически неуправляемым. Поэтому в настоящее время лазерную сварку применяют дли соединения металл» сверхмалых толщин (металлическая фольга), проволок малого диаметра и т. п., т. е. изделий, которые по ipofiyioi разделки кромок. Основные типы сварных соединений нахлесточные и стыковые.
II
ГЛ ЛБА
СУЩНОСТЬ И ТЕХНИКА РАЗЛИЧНЫХ СПОСОБОВ
ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ
§ 1. РУЧНАЯ ДУГОВАЯ СВАРКА
МЕТАЛЛИЧЕСКИМИ ЭЛЕКТРОДАМИ С ПОКРЫТИЕМ
Под техникой сварки обычно понимают приемы манипулирования электродом или горелкой, выбор режимов сварки, приспособлений и способы их применения для получения качественного шва и т. п. Качество швов зависит не только от техники сварки, по и от других факторов, таких как состав и качество применяемых сварочных материалов, состояние свариваемой поверхности, качество подготовки и сборки кромок под сварку и т. д.
В зависимости от формы и размеров изделия швы можно сваривать в различных пространственных положениях. Условно их разделяют на нижние, вертикальные, потолочные и горизонтальные (рис. 10). Горизонтальные швы — швы, выполняемые па вертикальной плоскости в горизонтальном направлении. В практике сварочного производства существуют еще понятия «сварка в полувертикальном положении» (когда угол между горизонтом и плоскостью листов равен 30—60°), «сварка в полу-потолочном положении» (угол между горизонтом и плоскостью листов равен 120—150°). - —
Дуговая сварка металлическими электродами с покрытием в настоящее время остается одним из самых распространенных методов, используемых при изготовлении сварных конструкций. Это объясняется простотой и мобильностью применяемого оборудования, возможностью выполнения сварки в различных пространственных положениях и в местах, труднодоступных для механизированных способов сварки.
Существенный недостаток ручной дуговой сварки металлическим электродом, так же как и других способов ручной сварки, — малая производительность процесса и зависимость качества сварного шва от практических навыков сварщикаД В первые годы применения дуговой сварки использовались металлические электроды с тонким ионизирующим покрытием, повышающим стабильность дуги. Однако свойства металла шва при этом были низкими. Поэтому в настоящее время подобные электроды для сварки практически не применяют. ‘ -*-
17
Рис. 10. Положение швов в пространстве:
Н — нижнее; В — вертикальное; П — потолочное
Рис. 11. Ручная дуговая сварка металлическим электродом с покрытием (стрелкой указано направление сварки):
1 — металлический стержень; 2 — покрытие электрода; з — газовая атмосфера дуги; 4 — сварочная ванна; 5 — затвердевший шлак;
6 — закристаллизовавшийся металл шва; 7 — основной металл (изделие); 8 — капли расплавленного электродного металла; 9 — глубина проплавления
Сущность способа. J К электроду и свариваемому изделию Для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянным или переменный сварочный ток (рис. 11). Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает па поверхность. —'
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Опа зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. и. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8—15 мм, длина 10—30 мм. Доля участия основного металла в формировании металла шва (см. гл. III) обычно составляет 15—35%.
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной вапны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной панны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного
IH
и электродного металлов и легирующих элементов. Шлак, покры-II..я капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодей-( гвиях с расплавленным металлом.
Кристаллизация металла сварочной ванны но мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует_на_цоверхности шва шлаковую корку.
Ввиду того что от токоподвода в злектрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев том больше, чем дольше протекание но стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500—600° С (при содержании в покрытии органических веществ — не выше 250° С)./Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это — один из недостатков ручной дуговой сварки покрытыми электродами.
Зажигание и поддержание дуги. Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. (см. гл. V). Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. При другом — электродом вскользь «чиркают» по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т. п. Нормальная длина дуги считается в пределах /д = (0,5 4-4- 1,l)rf3л (daiI — диаметр электрода). Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.
19
Во время ведения процесса сварщик обычно перемещает электрод не менее чем в двух направлениях. Во-первых, он подает электрод вдоль его оси в дугу, поддерживая необходимую в зависимости от скорости плавления электрода длину дуги. Во-вторых, перемещает электрод в направлении наплавки или сварки для образования шва. В этом случае образуется узкий валик, ширина которого при наплавке равна примерно (0,8 4- 1,5) dali и зависит от силы сварочного тока и скорости перемещения дуги по поверхности изделия. Узкие валики обычно накладывают при проваре корня шва, сварке тонких листов и тому подобных случаях.
При правильно выбранном диаметре электрода и силе сварочного тока скорость перемещения дуги имеет большое значение для качества шва. При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
Иногда сварщику приходится перемещать электрод поперек шва, регулируя тем самым распределение теплоты дуги поперек шва для получения требуемых глубины проплавления основного металла и ширины шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида поперечных колебаний электрода, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 12). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, ширина которого обычно составляет (2 4- 4) dsn, а форма проплавления зависит от траектории поперечных колебаний конца электрода, т. е. от условий ввода теплоты дуги в основной металл.
При окончании сварки — обрыве дуги следует правильно заварить кратер. Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия. Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл заполнит кратер. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва — на основной металл. При случайных обрывах дуги или при смене электродов дугу возбуждают на еще не расплавленном основном металле перед кратером и затем проплавляют металл в кратере.
Положение электрода относительно поверхности изделия и пространственное положение сварки оказывают большое влияние
’о
Рпс. 12. Основные траектории движения конца электрода при ручной дуговой сварке уширенпых валиков
пл форму шва и проплавление основного металла (рис. 13). При сварке углом назад улучшаются условия оттеснения из-под дуги жидкого металла, толщина прослойки которого уменьшается. При этом улучшаются успения теплопередачи от дуги к ос ионному металлу и растет
глубина его проплавления. То же наблюдается при сварке шва па подъем на наклонной или вертикальной плоскости. При сварке углом вперед или на спуск расплавленный металл сварочной ванны, подтекая под дугу, ухудшает теплопередачу от нее к основному металлу — глубина проплавления уменьшается, а ширина шва возрастает (сечения швов на рис. 13).
При прочих равных условиях количество расплавляемого электродного металла, приходящегося на единицу длины шва, остается постоянным, но распределяется на большую ширину шва и поэтому высота его усиления уменьшается. При наплавке или сварке тонколистового металла (толщина до 3 мм) для уменьшения глубины провара и предупреждения прожогов рекомендуется
Vet
Рис. 13. Способы выполнения сварки:
а — угол назад; б •= углом вперед; в — па подъем; г == на спуск
21
Рис. 14. Положение электрода при сварке в нижнем положении:
а — поперек оси шва; б — сбоку
сварку выполнять на спуск (наклон до 15е) или углом вперед без поперечных колебаний электрода.
Для сборки изделия под сварку (обеспечения заданного зазора в стыке, положения изделий и др.) можно применять специальные приспособления или короткие швы — прихватки. Длина прихваток обычно составляет 20—
120 мм (больше при более толстом металле) и расстояние между ними 200—1200 мм (меньше при большей толщине металла для увеличения жесткости). Сечение прихваток не должно превышать 1/3 сечения швов. При сварке прихватки необходимо полностью переплавлять.
Техника сварки в нижнем положении. Это пространственное положение позволяет получать сварные швы наиболее высокого качества, так как облегчает условия выделения неметаллических включений, газов из расплавленного металла сварочной ванны. При этом также наиболее благоприятны условия формирования металла шва, так как расплавленный металл сварочной ванны от вытекания удерживается нерасплавившейся частью кромок.
Стыковые швы сваривают без скоса кромок или с V-, X- и U-об-разным скосом. Положение электрода относительно поверхности изделия и готового шва показано па рис. 14. Стыковые швы без скоса кромок в зависимости от толщины сваривают с одной или двух сторон. При этом концом электрода совершают поперечные колебания (см. рис. 12) с амплитудой, определяемой требуемой шириной шва. Следует тщательно следить за равномерным расплавлением обеих свариваемых кромок по всей их толщине и особенно стыка между ними в нижней части (корня шва).
Однопроходную сварку с V-образным скосом кромок обычно выполняют с поперечными колебаниями электрода на всю ширину разделки для ее заполнения так, чтобы дуга выходила со скоса кромок ла необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар корня шва но всей его длине, особенно при изменении величины притупления кромок и зазора между ними.
При снарке шва с V-образным скосом кромок за несколько проходов обеспечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды диаметром 3— 1 мм и сварку ведут без поперечных колебаний. Последующий слои выполняют в зависимости от толщины металла ломродом большего диаметра с поперечными колебаниями. Дли < огне iciinii хорошего провара между слоями предыдущие
швы и кромки следует тщательно очищать от шлака и брызг металла.
Заполнять разделку кромок можно швами с шириной на всю разделку или отдельными валиками (рис. 15). В многопроходных швах последний валик (11 на рис. 15, в) для улучшения внешнего вида иногда можно выполнять на всю ширину разделки
(декоративный слой).
Сварку швов с X- или U-образным скосом кромок выполняют в
общем так же, как и с V-образным скосом. Однако для уменьшения
остаточных деформаций и напряжений, если это возможно, сварку ведут, накладывая каждый валик или слой попеременно с каждой стороны. Швы с X- или U-образным скосом кромок по сравнению с V-образным имеют преимущества, так как в первом случае в 1,6—1,7 раза уменьшается объем наплавленного металла (повышается производительность сварки). Кроме того, уменьшаются угловые деформации, а возможный непровар корня шва образуется в нейтральном по отношению к изгибающему моменту сечении. Недостаток U-образного скоса кромок — повышенная трудоем
кость его получения.
Сварку стыковых швов можно выполнять различными способами (рис. 16). При сварке на весу наиболее трудно обеспечить провар корня шва и формирование хорошего обратного валика по
Рис. 16. Схемы сварки:
с — на весу; б — на медной съемной подкладке; в — на остающейся стальной подкладке; г — с предварительным подварочным швом; S — удаление непровара в корне шва для последующей подварки;
1 — медная подкладка; 2 — остающаяся подкладка; О — основной шов: П — подварочный шов
23
Рис. 17. Положение электрода и изделия при сварке:
а — н лодочку; б — таврового соединения; в — внахлестку; г — углового соединения
всей длине стыка. В этом отношении более благоприятна сварка на съемной медной или остающейся стальной подкладке. В медной подкладке для формирования обратного валика делают формирующую канавку. Однако для предупреждения вытекания расплавленного металла из сварочной ванны необходимо плотное поджатие подкладок к свариваемым кромкам. Кроме того, остающиеся подкладки увеличивают расход металла и не всегда технологичны. При использовании медных подкладок возникают трудности точной установки кромок вдоль формирующей канавки.
Если с обратной стороны возможен подход к корню шва и допустимо усиление обратной стороны шва, целесообразна (рис. 16, а) подварка корня швом небольшого сечения с последующей укладкой основного шва. В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или механическими методами (рис. 16, д) с последующим выполнением подварочного шва.
Сварку угловых швов в нижнем положении можно выполнять двумя приемами. Сварка вертикальным электродом в лодочку (рис. 17, а) обеспечивает наиболее благоприятные условия для провара корпя шва и формирования его усиления. По существу этот прием напоминает сварку стыковых швов с V-образным скосом кромок, так как шов формируется между свариваемыми поверхностями. Однако при этом способе требуется тщательная
21
спорка соединения под снарку с минимальным зазором в стыке для предупреждения вытекли ия в пего расплавленного металла.
При сварке наклонным электродом (рис. 17, б — г) трудно обеспечить провар шва по нижней плоскости (вви
Рис. 18. Сварка угловых швов:
1—в — последовательность наложения швов
ду натекания на нее
расплавленного металла) и предупредить подрез на вертикальной плоскости (ввиду стекания расплавленного металла). Поэтому таким способом обычно сваривают швы с катетом до 6—8 мм. При сварке угловых швов наклонным электродом трудно также обеспечить глубокий провар в корне шва, поэтому в односторонних или двусторонних швах без скоса кромок может образоваться непровар (рис. 18, а), который при нагружении шва послужит началом развития трещин. Для предупреждения этого в ответственных соединениях при толщине металла 4 мм и более необходим односторонний скос, а при толщине 12 мм и более — двусторонний
скос кромок.
При сварке наклонным электродом многопроходных швов первым выполняют шов на горизонтальной плоскости (рис. 18, б). Формирование последующего валика происходит с частичным удержанием расплавленного металла сварочной ванны нижележащим валиком. При сварке угловых швов применяют поперечные колебания электрода. Особенно важен правильный выбор их траектории при сварке наклонным электродом с целью предупреждения возникновения указанных выше дефектов.
Техника сварки на горизонтальной и потолочной плоскостях. Сварка швов в положениях, отличающихся от нижнего, требует повышенной квалификации сварщика в связи с возможным под действием сил тяжести вытеканием расплавленного металла из сварочной ванны или падением капель электродного металла мимо сварочной ванны. Для предотвращения этого сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Расплавленный металл в сварочной ванне от вытекания удерживается в основном силой поверхностного натяжения. Поэтому необходимо уменьшать ее размер, для чего конец электрода периодически отводят в сторону от ванны, давая возможность ей частично закристаллизоваться. Ширину валиков также умень шают до двух-трех диаметров электродов. Применяют пониженную на 10—20% силу тока и электроды уменьшенного диаметра (для вертикальных и горизонтальных швов не более 5 мм, для потолочных не более 4 мм).
25
Рис. 19. Положение электрода при сварке швов: а — вертикальных; б — потолочных; в — горизонтальных
Сварку вертикальных швов можно выполнять на подъем (снизу вверх, рис. 19, а) или на спуск. При сварке на подъем нижележащий закристаллизовавшийся металл шва помогает удержать расплавленный металл сварочной ванны. При этом способе облегчается возможность провара корпя шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу. Однако внешний вид шва — грубочешуйчатый. При сварке на спуск получить качественный провар трудно: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны.
Сварка горизонтальных стыковых швов (рис. 19, в) более затруднена, чем вертикальных, из-за стекания расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
Сварка швов в потолочном положении (рис. 19, б) наиболее сложна и ее по возможности следует избегать. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов ухудшены условия выделения из расплавленного металла сварочной ванны шлаков и газов. Поэтому свойства металла шва несколько ниже, чем при сварке в других про-стране ithmi пых положениях.
'Голника сварки пробочных и прорезных соединений практически не отличается от рассмотренной выше техники сварки стыковых или угловых швов.
26
A
Рис. 20. Сварка питов:
а — папроход; б — от середины к концам; в — обратноступенчато; г — блоками; о — каскадом; е — горкой; А — направление заполнения разделки. Стрелками указаны последовательность и направление сварки в каждом слое (1—5)
В зависимости от протяженности шва, толщины и марки метал
ла, жесткости конструкции и т. д. применяют различные приемы последовательности сварки швов и заполнения разделки (рис. 20). Сварку напроход обычно применяют при сварке коротких швов (до 500 мм). Швы длиной до 1000 мм лучше сваривать от середины к концам или обратноступепчатым методом. При последнем способе весь шов разбивают на участки по 150—200 мм, которые должны быть кратны длине участка, наплавляемого одним электродом. Сварку швов в ответственных конструкциях большой толщины выполняют блоками, каскадом или горкой, что позволяет
влиять на структуру металла шва и сварного соединения и его механические свойства.
Способы повышения производительности. Применение электродов диаметром более 8 мм обычно не позволяет повысить производительность процесса, так как увеличивающийся при этом вес электрода и держателя (в связи с повышением силы сварочного тока) приводит к быстрому утомлению сварщика. То же наблюдается при ручной дуговой сварке трехфазной дугой. Эти способы могут находить ограниченное применение при ванной сварке стержней арматуры железобетонных конструкций. Однако и здесь пред-
почтительнее применение одного электрода.
При ванной сварке расплавление основного металла осуществляется дугой и частично за счет теплоты, передаваемой изделию перегретым жидким металлом сварочной ванны (рис. 21). Поэтому сварку проводят при повышенной силе тока. Стык стержней собирают
2
Рис. 21. Сборка под ванную сварку горизонтальных стержней арматуры:
1 — стержни; 2 — форма; 3 — прихватки
27
с зазором в формах: стальной остающейся (из металлической полосы) или медной съемной многократного использования, или графитовой одноразового использования.
Сварку начинают в нижней части формы, расплавляя дугой нижние кромки стыка. До окончания сварки металл в верхней части сварочной ванны стараются поддерживать в расплавленном состоянии на возможно большую глубину и обязательно на всю ширину разделки и формы. Шов наплавляют несколько выше поверхности стержней. Процесс проводят вручную, хотя и были попытки создания установок для механизированной сварки, в которых расплавление электрода происходило автоматически, а их смена выполнялась вручную. Однако установки оказались сложными в эксплуатации и малопроизводительными.
Повышение производительности процесса достигается также применением электродов, содержащих в покрытии железный порошок (см. гл. III). С применением этих электродов сварка возможна только в нижнем положении, так как при сварке в других пространственных положениях увеличенный размер сварочной ванны приводит к вытеканию из нее расплавленного металла. Техника сварки швов в нижнем положении также усложняется по этой причине, по принципиально не отличается от сварки обычными электродами.
При сварке с глубоким проваром (другие названия: опиранием электрода, погруженной дугой и т. д.) повышение производительности сварки достигается за счет более глубокого проплавления основного металла. Сварку выполняют специальными электродами, дающими при их расплавлении козырек повышенных размеров, на который и опирают электрод (см. рис. 70). Сварщик, удерживая электрод под углом 70—85° к поверхности изделия, перемещает его вдоль свариваемых кромок без поперечных колебаний. Используется максимально допустимый ток. Выделяющиеся при расплавлении электрода газы, оттесняя расплавленный металл сварочной ванны из-под дуги, увеличивают глубину проплавления, которая регулируется изменением угла наклона электрода и скоростью его перемещения. Сварку выполняют в нижнем положении стыковых и угловых швов.
При способах сварки лежачим и наклонным электродами также применяют специальные электроды, расплавление покрытия которых, образуя козырек определенных размеров, предупреждает короткое замыкание дуги. Повышение производительности труда достигается за счет того, что один сварщик одновременно обслуживает несколько дуг. Лежачим электродом (рис. 22, а) сваривают стыковые и нахлесточные соединения и угловые швы на стали толщиной 0,5—6 мм. Используют электроды диаметром 2,5—8 мм и длиной до 2000 мм. Электрод укладывают на стык, подлежащий сварке, и накрывают сверху массивным медным бруском, изолированным бумагой от изделия, для предупреждения возможного обрыва дуги из-за деформации электрода при его расплав-
28
Рис. 22. Сварка лежачим и наклонным электродами:
I — электрод; 2 — медный брусок; з — медная съемная подкладка; 4 — обойма; 5 — штатив
ленип. Дугу зажигают замыканием рабочего конца электрода угольным стержнем или металлическим электродом и перемещают по мере расплавления электрода.
Для сварки этим способом удобнее использовать специальные станки. Этот способ сварки может быть использован для сварки неповоротных стыков труб, т. е. сварки шва в различных пространственных положениях. Для направления дуги в корень шва и управления переносом электродного металла в сварочную ванну, а также для удержания расплавленного металла сварочной ванны от вытекания в различных пространственных положениях используют создаваемое внешними электромагнитами специальной конструкции магнитное поле.
Способ сварки наклонным электродом (рис. 22, б) разработан в СССР в середине 30-х годов. В настоящее время его применяют за границей под названием гравитационная сварка. При сварке электрод закрепляют в штативе, устанавливаемом на поверхность изделия, через изолирующую подкладку; по мере его оплавления он опускается с обоймой под действием веса. Токоподвод осуществляется непосредственно к электроду или обойме. Глубину проплавления и ширину шва регулируют изменением угла наклона электрода а.
В практике в небольшом объеме находят применение установки для механизированной дуговой сварки металлическими электродами с покрытием (штучными). В них поддержание дуги и ее перемещение вдоль свариваемых кромок происходит автоматически. Электроды сменяют вручную при остановке перемещения автомата или без его остановки. Повышение производительности процесса сварки достигается за счет обслуживания сварщиком двух установок и более.
Техника сварки кольцевых стыков труб. Сварка кольцевых стыков трубопроводов имеет некоторые специфические особенности. Обычно сваркой выполняют швы на трубах диаметром от десятков миллиметров до 1440 мм при толщине стенки до 16 мм и более. При толщине стенки труб из низкоуглеродистых и низколегированных сталей до 8—12 мм сварку можно выполнять в один слой. Однако многослойные швы имеют повышенные механические свойства, определяемые положительным влиянием термического цикла последующего шва на металл предыдущего шва,
29
поэтому сварку труб преимущественно выполняют в два слоя и более. Рекомендуемое число слоев шва зависит от толщины стенки.
Толщина стенки (мм)............ 4 5 6—9 10—12 13—15
Число слоев (не менее)........ 2 3 4 5
Наиболее распространена сварка труб с V-образной разделкой кромок с суммарным углом скоса кромок 50—60°. Перед сваркой стыки собирают в специальном приспособлении или на прихватках: Внутренний диаметр
трубы, мм ......Менее 150—200 250— 400 500 600 800 1000
150 и более
Минимальное число
прихваток ....... 2 3 3 3—4 5—6 Одна на
450 мм шва
Длина прихваток, мм 30 35 50 60—70 70—80 80—100
Стыки труб можно сваривать в поворотном, когда трубу можно вращать, или в неповоротном положении. Сварку швов первого типа выполняют обычно в нижнем положении без особых трудностей, хотя сложно проварить корень шва, так как его формирование ведется чаще всего на весу. Сварка нсповоротного стыка требует высокой квалификации сварщика, так как весь шов выполняют в различных пространственных положениях. Можно сваривать двумя способами: каждое полукольцо сверху вниз или снизу вверх. Первый способ возможен при использовании электродов диаметром 4 мм, дающих мало шлака (с органическим покрытием), короткой дугой с опиранием образующегося на конце электрода козырька на кромки без поперечных колебаний электрода или с небольшими его колебаниями. При сварке снизу вверх процесс ведут со значительно меньшей скоростью с поперечными колебаниями электрода диаметром 3—5 мм.
. § 2. ДУГОВАЯ СВАРКА УГОЛЬНЫМ ЭЛЕКТРОДОМ БЕЗ ЗАЩИТЫ
В настоящее время сварку угольным электродом применяют редко — при изготовлении изделий из низкоуглеродистой стали толщиной до 3 мм, при сварке или ремонте изделий из цветных металлов и сплавов или чугуна. Для сварки используют графитовые или угольные электроды, рабочий конец которых в зависимости от диаметра па длине 10—20 мм затачивают на конус с притуплением 1,5—2 мм. Дуга горит (рис. 23) между рабочим концом электрода и изделием — дуга прямого действия. Дуга косвенного действия горит между двумя электродами.
Графитовый или угольный электрод в процессе сварки не расплавляется, его расход незначителен и связан только с испарением. Шов образуется за счет расплавления кромок основного металла или присадочного прутка (если он используется). Сварку дугой прямого действия обычно ведут на постоянном токе прямой полярности, что обеспечивает достаточную устойчивость дуги,
30
а) б)
Рис 23. Сварка угольной дугой прямого (а) и косвенного (б) действия
меньший расход электрода и предохраняет металл от науглероживания при коротких дугах.
Кромки под сварку обычно имеют отбортовку (рис. 24); собирают их с помощью точечной сварки, струбцин, зажимов, прихваток и др., обеспечивающих плотное прилегание отбортованных участков во избежание прожогов. При сварке кромки расплав
ляют без присадочного металла. Однако при повышенных зазорах или случайных прожогах следует использовать проволоку диаметром 1,5—2 мм, подавая ее в дугу для подварки. При необходимости использования присадочного металла его можно предварительно укладывать па свариваемые кромки.
Сварку угольным электродом обычно выполняют только в нижнем положении. При ручной сварке дуга возбуждается касанием электродом кромок, электрод перемещают с короткими поперечными колебаниями. При автоматической сварке дугу возбуждают замыканием дугового промежутка угольным или графитовым стержнем. Электрод перемещается без поперечных колебаний. Вылет электрода из держателя обычно не превышает 75 мм. Для стабилизации дуги применяют пасты или порошки, содержащие легко-иоиизирующиеся компоненты, наносимые на кромки. В некоторых случаях для улучшения качества швов можно использовать флюсы, по составу такие же, как и при газовой сварке. Величину сварочного тока (А) для угольных и графитовых электродов выбирают в зависимости от диаметра электрода.
Диаметр электрода, мм Для угольного...........
Для графитового . . . .
3 5 6,5
15—30 25—55 50—85
15—35 25—60 50-90
10
100—150 110—165
16 160—200 170—250
Сварку угольной дугой обычно выполняют без защиты зоны сварки от атмосферного воздуха. Однако в некоторых случаях можно применять углекислый газ или флюс. Угольном дугой косвенного действия сваривают значительно реже. Для ее питания используют переменный ток. Проплавление свариваемых кромок зависит от силы тока дуги, скорости ее перемещения, а также ее расстояния (положения) от кромок. Зависимость силы тока от
Рис. 24. Соединения, свариваемые угольной дугой:
а — односторонняя отбортовка; б — двусторонняя отбортовка; в — угловой шов в нахлесточном соединении; а — электрод; п — подкладка
31
диаметра электрода для угольной дуги косвенного действия следующая:
Диаметр электрода, мм...................
Сила сварочного тока, А .....
6,5 8 10
20—50 30—70 40—90
§ 3. ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Широкое применение этого способа в промышленности при производстве конструкций из сталей, цветных металлов и сплавов объясняется высокой производительностью процесса и высоким качеством и стабильностью свойств сварного соединения, улучшенными условиями работы, более низким, чем при ручной сварке, расходом сварочных материалов и электроэнергии. К недостаткам способа относится возможность сварки только в нижнем положении ввиду возможного стекания расплавленных флюса и металла при отклонении плоскости шва от горизонтали более чем па 10— 15°.
/Сущность способа. Наиболее широко распространен процесс при использовании одного электрода — однодуговая сварка. Сварочная дуга горит между голой электродной проволокой 1 и изделием, находящимся под слоем флюса 3 (рис. 25). В расплавленном флюсе 5 газами и парами флюса и расплавленного металла образуется полость — газовый пузырь в котором существует сварочная дуга. Давление газов в газовом пузыре составляет 7— 9 г/см2, но в сочетании с механическим давлением, создаваемым дугой, его достаточно для оттеснения жидкого металла из-под дуги, что улучшает теплопередачу от нее к основному металлу. Повы
шение силы сварочного тока увеличивает механическое давление
дуги и глубину проплавления основного металла 77п .
Кристаллизация расплавленного металла сварочной ванны 7 приводит к образованию сварного шва 6. Затвердевший флюс образует шлаковую корку на поверхности шва. Расплавленный
флюс, образуя пузырь и покрывая поверхность сварочной ванны,
эффективно защищает расплавленный металл от взаимодействий
Рис. 25. Сварка вод флюсом
с воздухом. Металлургические взаимодействия между расплавленным металлом и шлаком способствуют получению металла шва с требуемым химическим составом.
В отличие от ручной дуговой сварки металлическим электродом при сварке под флюсом, так же как и при сварке в защитных газах, то-коподвод к электродной проволоке 2 осуществляется на небольшом расстоянии (вылет
32
электрода) от дуги (до 70 мм). Это позволяет без перегрева электрода использовать повышенные сварочные токи (до 2000 А). Плотность сварочного тока достигает 200—250 А/мм2, в то время как при ручной дуговой сварке не превышает 15 А/мм2. В результате повышается глубина проплавления основного металла и скорость расплавления электродной проволоки, т. е. достигается высокая производительность процесса.
Сварку под флюсом можно осуществлять переменным и постоянным током. В зависимости от способа перемещения дуги относительно изделия сварка выполняется автоматически и полуавтоматически. При автоматической сварке подача электродной проволоки в дугу и перемещение ее осуществляется специальными механизмами. При полуавтоматической сварке дугу перемещает сварщик вручную.
Существуют разновидности сварки под флюсом, когда в некоторых случаях целесообразно применение двухдуговой или многодуговой сварки. При этом дуги питаются от одного источника или от отдельного источника для каждой дуги. При сварке сдвоенным (расщепленным) электродом (рис. 26, а) дуги, горящие в общую ванну, питаются от одного источника. Это несколько повышает производительность сварки за счет повышения количества расплавленного электродного металла.
Электроды по отношению к направлению сварки могут быть расположены последовательно или перпендикулярно. При после-
2 А. И. Акулов и др.
Рис. 26. Схемы образования шва при сварке:
а — сдвоенным электродом; б — двухдуговой; в — трехфазной дугой
33
довательном расположении глубина проплавления шва несколько увеличивается, а при перпендикулярном (см. рис. 30,6) уменьшается. Второй вариант расположения электродов позволяет выполнять сварку при повышенных зазорах между кромками. Изменяя расстояние между электродами, можно регулировать форму и размеры шва. Удобно применение этого способа при наплавочных работах. Однако недостатком способа является некоторая нестабильность горения дуги.
При двухдуговой сварке (рис. 26, б) используют два электрода (при многодуговой несколько). Дуги могут гореть в общую или раздельные сварочные ванны (когда металл шва после первой дуги уже полностью закристаллизовался). При горении дуги в раздельные сварочные ванны оба электрода обычно перпендикулярны плоскости изделия. Изменяя расстояние между дугами, можно регулировать термический цикл сварки, что важно при сварке закаливающихся сталей.
Эта схема позволяет вести сварку на высоких скоростях, в то время как применение повышенного тока при однодуговой сварке приводит к несплавлениям — подрезам по кромкам шва. При двухдуговой сварке вторая дуга, горящая в отдельную ванну, электродом, наклоненным углом вперед (угол а — 45 4- 60°), частично переплавляет шов, образованный первой дугой, и образует уширенный валик без подрезов. Для питания дуг с целью уменьшения магнитного дутья лучше использовать разнородный ток (для одной дуги — переменный, для другой — постоянный).
При сварке па переменном токе по схеме па рис. 26, в возникает трехфазная дуга: одна дуга горит между электродами (независимая дуга) и две другие — между каждым электродом и изделием. Все дуги горят в одном плавильном пространстве. Регулируя ток в каждой дуге, можно изменять количество расплавляемого электродного металла или проплавление основного металла. В первом случае способ удобен при наплавочных работах и для сварки швов, требующих большого количества наплавленного металла. Недостаток способа — необходимость точного согласования скоростей подачи электродов. Сварку сдвоенным электродом, двумя и большим числом электродов выполняют на автоматах.
•J Влияние параметров режима сварки на форму и размеры шва. Форма и размеры шва зависят от многих параметров режима сварки: величины сварочного тока, напряжения дуги, диаметра электродной проволоки, скорости сварки и др. Такие параметры, как наклон электрода или изделия, величина вылета электрода, грануляция флюса, род тока и полярность и т. и. оказывают меньшее влияние на форму и размеры шва.
Необходимое условие сварки — поддержание дуги. Для этого скорость подачи электрода должна соответствовать скорости его плавления теплотой дуги. С увеличением силы сварочного тока скорость подачи электрода должна увеличиваться (рис. 27). Электродные проволоки меньшего диаметра при равной силе
34
сварочного тока следует подавать с большей скоростью. Условно это можно представить как расплавление одинакового количества электродного металла при равном количестве теплоты, выделяемой в дуге (в действительности количество расплавляемого электродного металла несколько увеличивается с ростом плотности сварочного тока). При некотором уменьшении скорости подачи длина дуги и ее напряжение увеличиваются. В результате уменьшаются доля теплоты, идущая на расплавление электрода, и количество расплавляемого электродного металла.
Влияние параметров режима на форму и размеры шва обычно рассматривают при изменении одного из них и сохранении остальных постоянными. Приводимые ниже закономерности относятся к случаю наплавки на пластину, когда глубина проплавления не превышает 0,7 ее толщины (при большей глубине проплавления ухудшение теплоотвода от нижней части сварочной ванны резко увеличивает глубину проплавления и изменяет форму и размеры шва).
С увеличепием силы сварочного тока (рис. 28, а) глубина проплавления возрастает почти линейно до некоторой величины. Это объясняется ростом давления дуги на поверхность сварочной ванны, которым оттесняется расплавленный металл из-под дуги (улучшаются условия теплопередачи от дуги к основному металлу), и увеличением погонной энергии. Ввиду того, что повышается количество расплавляемого электродного металла, увеличивается и высота усиления шва. Ширина шва возрастает незначительно, так как дуга заглубляется в основной металл (находится ниже плоскости основного металла).
Увеличение плотности сварочного тока (уменьшение диаметра электрода при постоянном токе) позволяет резко увеличить глубину проплавления (табл. 1). Это объясняется уменьшением подвижности дуги. Ширина шва при этом уменьшается. Путем уменьшения диаметра электродной проволоки можно получить шов с требуемой глубиной проплавления в случае, если величина максимального сварочного тока, обеспечиваемая источником питания дуги, ограничена. Однако при этом уменьшается коэффициент формы провара шва (ф = <?///) и интенсифицируется зональ-
Pnc. 28. Влияние на размеры поперечного сечения шва:
а — величины сварочного тока; б — напряжении дуги; в — скорости сварки; г — вылета электрода. Н — глубина проплавления; е — ширина; g — высота усиления шва
форму и размеры шва, что объясняется различным количеством теплоты, выделяющимся на катоде и аноде дуги.
При сварке па постоянном токе прямой полярности глубина проплавления на 40—50%, а на переменном — на 15—20% меныпе, чем при сварке па постоянном токе обратной полярности.
Таблица 1. Значения сварочного тока, при которых достигается одинаковая глубина проплавления электродной проволокой различного диаметра
Глубина проплавления, мм Диаметр электродной проволоки, мм Сила сварочного тока, А Плотность тока, А. мм2 Глубина проплавления, мм Диаметр электродной проволоки, мм Сила сварочного тока. А Плотность тока, А/мм2
3 2 200 64 8 2 525 167
э 450 23 5 725 37
5 2 400 127 12 2 700 224
5 550 28 5 925 47
Поэтому швы, в которых требуется небольшое количество электродного металла и большая глубина проплавления (стыковые и угловые без разделки кромок), целесообразно выполнять на постоянном токе обратной полярности. При увеличении напряжения дуги (длины дуги) увеличивается ее подвижность и возрастает доля теплоты дуги, расходуемая на расплавление флюса (количество расплавленного флюса). При этом растет ширина шва (см. рис. 28, б),
36
а глубина его проплавления остается практически постоянной. Этот параметр режима широко используют в практике для регулирования ширины шва.
Увеличение скорости сварки уменьшает погоппую энергию и изменяет толщину прослойки расплавленного металла под дугой.
Рис. 29. Зональная ликвация в металле шва:
а — при узкой форме провара; б — при широкой форме провара
В результате этого основные размеры шва уменьшаются (см. рис. 28, в). Однако в некоторых случаях (сварка тонкими проволоками на повышенной плотности сварочного тока) увеличение скорости сварки до некоторой величины, уменьшая прослойку расплавленного металла под дугой и теплопередачу от нее к основному металлу, может привести к росту глубины проплавления.
При дальнейшем увеличении скорости сварки закономерности изменения размеров шва такие же, как на рис. 28, в. При чрезмерно больших скоростях сварки и силе сварочного тока в швах могут образовываться подрезы.
С увеличением вылета электрода (см. рис. 28, г) возрастает ин
тенсивность его подогрева, а значит, и скорость его плавления. В результате толщина прослойки расплавленного металла под дугой увеличивается и, как следствие этого, уменьшается глубина проплавления. Этот эффект иногда используют при сварке электродными проволоками диаметром 1—3 мм для увеличения количества расплавляемого электродного металла при сварке швов, образуемых в основном за счет добавочного металла (способ сварки с увеличенным вылетом электрода).
В некоторых случаях, особенно при автоматической наплавке, электроду сообщают колебания поперек направления шва (рис. 30, а) с различной амплитудой и частотой, что позволяет в широких пределах изменять форму и размеры шва. При сварке с поперечными колебаниями электрода глубина проплавления и высота усиления уменьшаются, а ширина шва увеличивается и обычно несколько больше амплитуды колебаний. Этот способ удобен для предупреждения прожогов при сварке стыковых соединений
с повышенным зазором в стыке или уменьшенным притуплением кромок. Подобный же эффект наблюдается при сварке сдвоенным электродом (рис. 30, б и 26, а), когда электроды расположены поперек направления сварки. При их последовательном расположении глубина проплавления, наоборот, возрастает.
Рис. 30. Схемы сварки:
а — электродом с поперечными колебаниями; б *= сдвоенным электродом
37
Состав и строение частиц флюса оказывают заметное влияние на форму и размеры шва. При уменьшении насыпной массы флюса (пемзовидные флюсы) повышается газопроницаемость слоя флюса над сварочной ванной и, как результат этого, уменьшается давление в газовом пузыре дуги. Это приводит к увеличению толщины прослойки расплавленного металла под дугой, а значит, и к уменьшению глубины проплавления. Флюсы с низкими стабилизирующими свойствами, как правило, способствуют более глубокому проплавлению.
Пространственное положение электрода и изделия (см. рис. 13) при сварке под флюсом оказывает такое же влияние на форму и размеры шва, как и при ручной сварке. Для предупреждения стекания расплавленного флюса, ввиду его высокой жидкотекучести, сварка этим способом возможна только в нижнем положении при наклоне изделия на угол не более 10—15°. Изменение формы и размеров шва наклоном изделия находит практическое применение только при сварке кольцевых стыков труб ввиду сложности установки листовых конструкций в наклонное положение. Сварка с наклоном электрода находит применение для повышения скорости многодуговой сварки. Подогрев основного металла до температуры 100 °C и выше приводит к увеличению глубины провара и ширины шва.
^' Техника автоматической сварки. Перед началом автоматической сварки следует проверить чистоту кромок и правильность их сборки и направления электрода по оси шва. Металл повышенной толщины сваривают многопроходными швами с необходимым смещением электрода с оси шва. Перед наложением последующего шва поверхность предыдущего тщательно зачищают от шлака и осматривают с целью выявления наличия в нем наружных дефектов.
В начале сварки, когда основной металл еще не прогрелся, глубина его проплавления уменьшена, в связи с чем эту часть шва обычно выводят на входную планку. По окончании сварки в месте кратера образуется ослабленный шов, поэтому процесс сварки заканчивают на выводной планке. Входную и выводную планки шириной до 150 мм и длиной (в зависимости от режима и толщины металла) до 250 мм закрепляют на прихватках до начала сварки. После сварки планки удаляют.
При автоматической сварке стыковых соединений на весу (см. рис. 10, а) практически сложно получить шов с проваром по всей длине стыка из-за вытекания в зазор между кромками расплавленного металла и флюса и, как результат, — образования прожогов. Для предупреждения этого применяют различные приемы, способствующие формированию корня шва. Сварку односторонних швов можно выполнять по предварительной ручной подварке (см. рис. 16, а), если невозможна автоматическая. Односторонняя сварка на остающейся стальной подкладке (см. рис. 16, в) возможна в тех случаях, когда допустимо ее применение с эксплуатационной точки зрения.
38
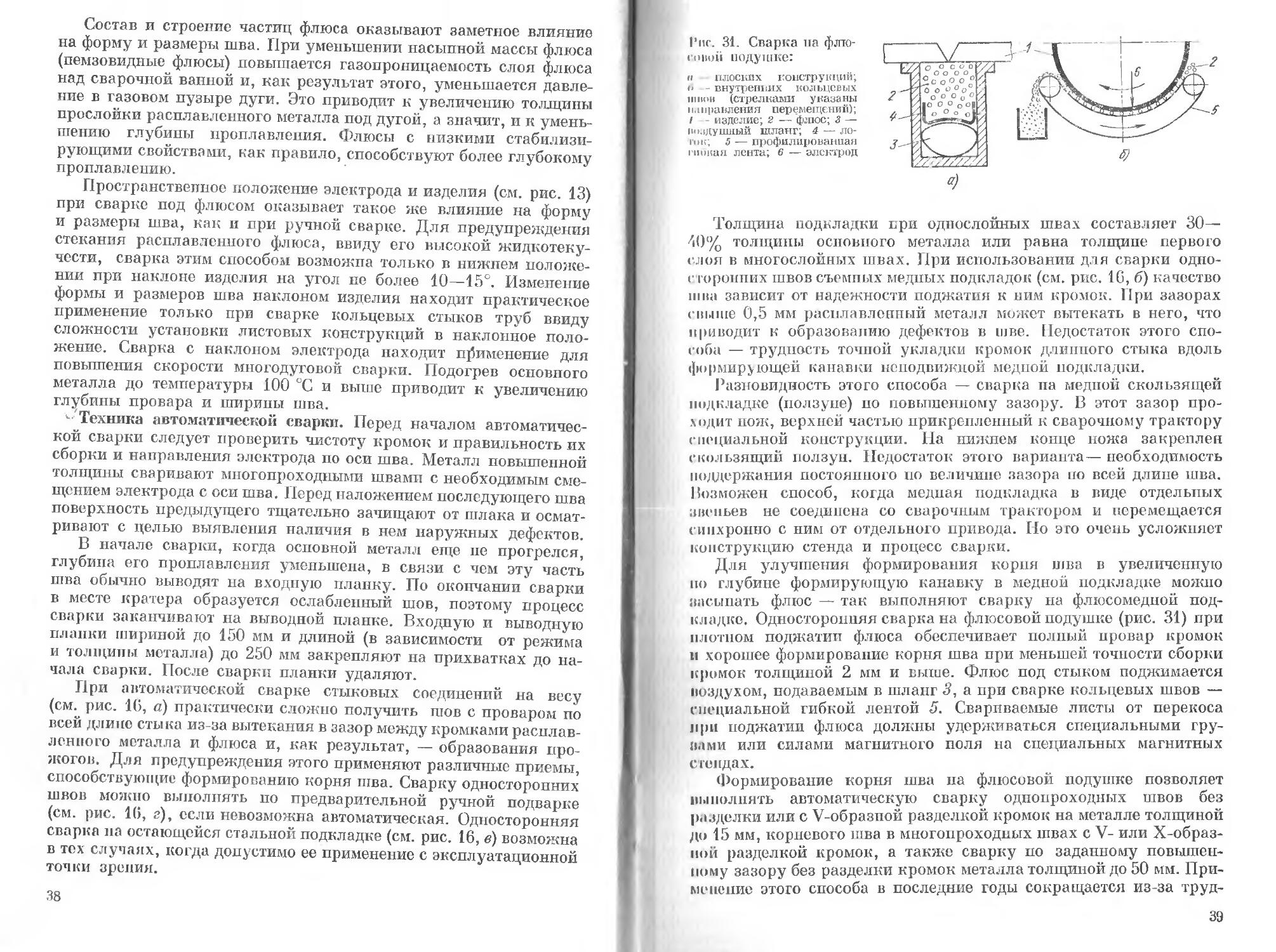
I’iic. 31. Сварка на флюсовой подушке:
« плоских конструкций;
<» - внутренних кольцевых пикш (стрелками указаны ।i.i।цдавления перемещений);
I - изделие; 2 — флюс; 3 — п<>.щушный шланг; 4 — логик-; 5 — профилированная питая лента; 6 — электрод
Толщина подкладки при однослойных швах составляет 30— 40% толщины основного металла или равна толщине первого слоя в многослойных швах. При использовании для сварки односторонних швов съемных медных подкладок (см. рис. 16, б) качество шва зависит от надежности поджатия к ним кромок. При зазорах свыше 0,5 мм расплавленный металл может вытекать в него, что приводит к образованию дефектов в шве. Недостаток этого способа — трудность точной укладки кромок длинного стыка вдоль формирующей канавки неподвижной медной подкладки.
Разновидность этого способа — сварка па медной скользящей подкладке (ползуне) по повышенному зазору. В этот зазор проходит нож, верхней частью прикрепленный к сварочному трактору специальной конструкции. На нижнем конце ножа закреплен скользящий ползун. Недостаток этого варианта— необходимость поддержания постоянного по величине зазора по всей длине шва. Возможен способ, когда медная подкладка в виде отдельных звеньев не соединена со сварочным трактором и перемещается синхронно с ним от отдельного привода. Но эго очень усложняет конструкцию стенда и процесс сварки.
Для улучшения формирования корпя шва в увеличенную по глубине формирующую канавку в медной подкладке можно засыпать флюс — так выполняют сварку на флюсомедной подкладке. Односторонняя сварка на флюсовой подушке (рис. 31) при плотном поджатии флюса обеспечивает полный провар кромок к хорошее формирование корня шва при меньшей точности сборки кромок толщиной 2 мм и выше. Флюс под стыком поджимается воздухом, подаваемым в шланг 3, а при сварке кольцевых швов — специальной гибкой лентой 5. Свариваемые листы от перекоса при поджатии флюса должны удерживаться специальными грузами или силами магнитного поля на специальных магнитных стендах.
Формирование корня шва на флюсовой подушке позволяет выполнять автоматическую сварку однопроходных швов без разделки или с V-образпой разделкой кромок на металле толщиной до 15 мм, корневого шва в многопроходных швах с V- или X-образной разделкой кромок, а также сварку по заданному повышенному зазору без разделки кромок металла толщиной до 50 мм. Применение этого способа в последние годы сокращается из-за труд
39
ности плотного поджтия флюса под стык по всей его длине. В местах его неплотного поджатия образуются прожоги.
В заграничной практике для сварки односторонних швов находят применение переносные подкладки. По существу они представляют собой легкий лоток, изготовленный из стали или другого металла, в котором находится формирующая подкладка из твердого флюса. Подкладка может быть двухслойной: верхний слой флюса обеспечивает формирование поверхности обратной стороны шва, а нижний, тугоплавкий, предупреждает получение шва с чрезмерной высотой обратного валика.
Подкладки устанавливают па прихватках, липких лентах, с помощью клиньев, струбцин, магнитов и т. д. Возможно также использование подкладок из синтетических термостойких лепт, плотно поджимаемых под стыком свариваемых кромок. Установка подобных подкладок достаточно трудоемка и требует доступа к сварному соединению с обратной стороны или последующей кантовки изделия. Обычно они одноразового пользования ввиду разрушения под действием теплоты расплавленного металла.
В односторонних швах не всегда обеспечивается хорошее формирование корня шва. Поэтому в ответственных конструкциях применяют сварку с двух сторон. При этом первые валики в корне швов должны перекрывать друг друга па толщину 2—5 мм. При повышенных зазорах для предупреждения протекания расплавленного металла в зазор между кромками также используются флюсовые подушки и медные съемные подкладки. Однако лучшие результаты достигаются при предварительной ручной подварке корня шва и последующей сварке с обратной стороны швов. После кантовки изделия при первом основном проходе подвароч-пый шов следует полностью переваривать. Подварочный шов часто служит сборочным вместо прихваток.
В зависимости от площади поперечного сечения шва и положения сварки угловые соединения можно выполнять без скоса или со скосом одной из кромок одно- и многослойными швами. Полный провар стыка без скоса кромок можно получить при толщине стенки в тавровом соединении не более 14 мм. Сварку угловых швов выполняют в положении «в лодочку» пли наклонным электродом (рис. 32).
При положении «в лодочку» в один проход можно сваривать швы с катетом до 14 мм, наклонным электродом — до 6 мм. Соединение под сварку следует собирать с минимальным зазором для предупреждения вытекания в него расплавленного металла. При зазоре свыше 1,5 мм с обратной стороны первого шва необходима ручная или механизированная подварка. Подварочный шов должен быть полностью переварен при наложении основных швов. В практике применяют также заделку зазора с обратной стороны асбестовым шнуром, который впоследствии удаляют. В некоторых типах сварных соединений возможно применение медных подкладок (рис. 32, е).
40
Рис. 32. Автоматическая сварка под флюсом угловых швов
Подобные же приемы применяют и при сварке наклонным электродом при зазоре в стыке свыше 2,5 мм. Для обеспечения полного провара стыка кромок сварку можно выполнять в несимметричную «лодочку» (рис. 32, а), когда угол между электродом и полкой тавра уменьшается до 30°. Этот же прием используют при различной толщине свариваемых элементов, когда уменьшается угол между электродом и более тонким элементом. При сварке тавровых соединений наклонным электродом трудно избежать подреза на вертикальной стенке соединения. Для предупреждения этого электрод смещают па полку (рис. 32, б, в). Последовательность сварки многопроходных швов указана на рис. 32, г. Нахлесточные соединения при толщине верхнего листа до 8 мм сваривают вертикальным электродом с оплавлением верхней кромки (рис. 32, д).
Техника полуавтоматической сварки. Автоматическая сварка целесообразна в массовом и серийном производстве изделий с достаточно длинными, прямолинейными и круговыми швами. Однако на практике встречается много изделий с криволинейными швами или швами небольшой протяженности. В этих случаях целесообразно применять полуавтоматическую сварку, которая более мобильна.
Для полуавтоматической сварки под флюсом используют шланговый полуавтомат типа ПШ-5 с универсальным держателем ДШ-6. Металл толщиной 2—30 мм, а иногда и более сваривают со скосом или без скоса кромок, одно- и двусторонними стыковыми, одно- или многопроходными угловыми швами. Можно выполнять сварку прорезных швов, швов в нахлесточных соединениях со сквозным проплавлением верхнего листа и электрозаклепок
0
Рис. 33. Полуавтоматическая шланговая сварка под флюсом стыковых и угловых швов
(рис. 34). Швы можно выполнять сплошными и прерывистыми в нижнем положении, при наклоне изделия на угол не более 15°.
Как правило, для сварки используют переменный ток, но про-постоянпом токе. Перед началом сварки
цесс возможен и на
открывают заслонку флюсового бункера и место сварки засыпают флюсом. Дугу возбуждают при включении подачи электрода или при включенной подаче электрода и засыпанном флюсе скользящим движением электрода по поверхности кромок. При последующих возбуждениях дуги с конца электрода следует сбивать застывший шлак. В процессе сварки держатель перемещается вдоль шва сварщиком вручную. Держатель может перемещаться на весу или опираться специальным костылем на изделие.
Небольшие изменения расстояния от держателя до поверхности изделия не нарушают процесса сварки и незначительно влияют на форму и размеры шва. Однако для получения качественных швов требуются практические навыки для точного направления электрода по оси шва и поддержания требуемой скорости перемещения держателя. Невозможность наблюдения за формированием шва — существенный недостаток этого способа сварки.
При сварке угловых швов держатель упирается в угол стыка свариваемых элементов копирующей насадкой (рис. 33, а, б). Сварку стыковых швов ведут на себя (рис. 33, в) или сбоку (рис. 33, г). Сочетание перемещения держателя вдоль оси шва с поперечными колебаниями позволяет получить уширенные швы, что важно при сварке стыковых швов с повышенными зазорами. Точность сборки кромок под сварку и приемы удержания расплавленного металла от вытекания в зазор между кромками те же, что при
42
Рис. 34. Электрозаклепки, выполненные через отверстие в верхнем листе (а) н с проплавлением верхнего листа (б). Сварка с проплавлением (е) и оплавлением (г) кромок верхнего листа
автоматической сварке. Удобно использовать полуавтоматы для
сварки прерывистых швов.
Процесс сварки начинается обычным способом. В конце шва перемещение держателя задерживается для заварки кратера, а затем быстрым движением перемещается на начало следующего шва без выключения сварочного тока и подачи электродной проволоки. Наиболее удобно этим способом сваривать угловые швы
в тавровых соединениях.
В практике находят применение соединения, выполненные электрозаклепками. Обычно это нахлесточные соединения, в которых при толщине верхнего листа 3—4 мм сварку ведут с его проплавлением (рис. 34, б). При большой толщине верхнего листа (до 10 мм) в нем предварительно пробивают отверстие (рис. 34, й), диаметр которого на 4—5 мм больше диаметра электродной проволоки. Диаметр электрозаклепки равен двум-четырем толщинам верхнего листа. Зазор между деталями не должен превышать 1 мм. При небольшой толщине нижнего листа сварку для предупреждения прожога выполняют па медной подкладке (рис. 34, б).
Электрозаклепку можно выполнять с использованием специальных электрозаклепочпиков или шланговых полуавтоматов. При
использовании электрозаклепочпиков в процессе горения электрод диаметром 4—6 мм обычно не подается в дугу. Перед началом
сварки электрод рабочим концом (иногда через стальную стружку
для облегчения возбуждения дуги) закорачивается па изделие
и засыпается флюсом. Вместо флюса можно использовать специаль-
ные флюсовые шайбы (смесь из 90% мелкомолотого флюса и 10% жидкого стекла). После включения сварочного тока и возбуждения дуги она горит до естественного обрыва. После зачистки конца электрода от колпачка застывшего шлака можно сваривать следующую электрозаклепку.
При использовании шланговых полуавтоматов применяют электродную проволоку диаметром 1,6—2 мм. Сварку выполняют с подачей в дугу электродной проволоки. Сварка электрозаклепками на полуавтоматах может быть использована
Рис. 35. Приварка шпилек:
1 — шпилька; 2 — флюсовая шайба
43
Таблица 2. Типовые режимы сварки иод флюсом поворотных стыков труб
S ей К И „ В s 3 к
529 7-8
720 8—9
820 9
1020 12- 14
1
2
1
2
1
2
1
2
400 - 480
440 - 480
400 450
460 - 480
550 - 650
680 750
580- 650 680-720
30-35 30-35 38 40
38—40 60-65 55—65 60-65
65—70
40—45
30- 40 60—80
40-50
40—60
30 40
60—100
50- 60
для выполнения точечных угловых швов при толщине свариваемых деталей до 6 мм. Швы, показанные на рис. 34, в, выполняют автоматической сваркой при толщине верхних листов до 12 мм. Их качество определяется плотностью поджатия деталей. По существу этот способ представляет собой сварку на остающейся подкладке.
Для приварки шпи-
лек используют специальные установки и флюсовые шайбы (рис. 35) высотой 6—10 мм и наружным диаметром 15—20 мм. При диаметре шпильки более 8 мм для облегчения возбуждения дуги привариваемый конец затачивают на конус с углом 90°. При приварке шпилек в вертикальном и потолочном положениях силу сварочного тока выбирают на 25—30% меньше, чем при сварке в нижнем положении. Процесс несколько напоминает сварку электрозаклепок. После обрыва дуги и образования достаточной сварочной ванны шпильку быстро до упора подают оплавленным концом.
Сварку стыков труб под флюсом выполняют только автоматически при нижнем положении шва. Из-за сложности удержания от вытекания из сварочной ванны расплавленных шлака и металла трубы диаметром менее 150 мм этим способом обычно не сваривают. С этой же целью электрод смещают с зенита стыка в зависимости от диаметра труб навстречу их вращению (табл. 2). Для удержания флюса от ссыпания применяют специальные флюсоудерживающие приспособления. Так как на весу под флюсом проварить корень шва практически невозможно, первый слой обычно сваривают
вручную покрытыми электродами или механизированно в углекислом газе.
§ 4. ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
Сварка в защитных газах нашла широкое применение в промышленности. .Этим способом можно соединять вручную, полуавтоматически или автоматически в различных пространственных положениях разнообразные металлы и сплавы толщиной от десятых долей до десятков миллиметров.
' Сущность способа. При сварке в зону дуги 1 через сопло 2 непрерывно подается защитный газ 3 (рис. 36). Теплотой дуги расплавляется основной металл 4 и, если сварку выполняют
44
плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует шов. При сварке непла-вящимся электродом электрод не расплавляется, а его расход вызван испарением металла или частичным оплавлением при повышенном допустимом сварочном токе.
Образование шва происходит за счет расплавления кромок основного металла или дополнительно вводимого присадочного металла. В качестве защитных газов применяют инертные (аргон и гелий) и газ, водород, кислород и азот) газы, а также их смеси (Аг + Не, Аг + СО2, Аг + О,, СО2 + О2 и ДР-)- отношению к электроду защитный газ можно подавать центрально или сбоку (рис. 37). Сбоку газ подают при больших скоростях сварки плавящимся электродом, когда при центральной защите надежность защиты нарушается из-за обдувания газа неподвижным воздухом. Сквозняки или встетр при сварке, сдувая струю защитного газа, могут резко ухудшить качество сварного шва или соединения. В некоторых случаях, особенно при сварке вольфрамовым электродом, для получения необходимых технологических свойств дуги, а также с целью экономии дефицитных и дорогих инертных газов
Рнс. 36. Дуговая сварка в защитных газах
активные (углекислый
используют защиту двумя концентрическими потоками газа.
Для сварки тугоплавких и активных металлов, часто выполняемой вольфрамовым электродом, для улучшения защиты нагретого и расплавленного металлов от возможного подсоса в зону сварки воздуха используют специальные камеры (сварка в контролируемой атмосфере). Небольшие детали помещают в специальные камеры, откачивают воздух до создания вакуума до 10 1 ммрт. ст. и заполняют инертным газом высокой чистоты. Сварку выполняют
Рис 37. Подача защитных газов в зону сварки:
а — центральная одним концентрическим потоком; б — центральная двумя коицентри носкими потоками; в — боковая; г — в подвижную камеру (насадку);
1 — электрод; 2 — защитный газ; 3 л 4 — наружный и внутренний потоки защитных газов; 5 — насадка; 6 — распределительная сетка
45
Рис. 38. Камера с контролируемой атмосферой для ручной дуговой сварки вольфрамовым электродом:
1 — корпус камеры; 2 — смотровое окно; з — рабочие рукава-перчаищ сварщика, соединенные с корпусом камеры; 4 — горелка
вручную (рис. 38) или автоматически с дистанционным управлением.
Для сварки в контролируемой атмосфере крупногабаритных изделий находят применение обитаемые камеры объемом до 450 м3. Сварщик находится внутри камеры в специальном скафандре с индивидуальной системой дыхания. Инертный газ, заполняющий камеру, регулярно очищается и частично заменяется. Для доступа сварщика в камеру и подачи необходимых материалов имеется система шлюзов. При крупногабаритных изделиях используют переносные мягкие камеры из полиэтилена, устанавливаемые на поверхности изделия. После их продувки и заполнения защитным газом сварку выполняют вручную или механизированно. Для этих же целей используют подвижные камеры (рис. 37 , г), представляющие собой дополнительную насадку на уширенное газовое сопло горелки. Сварка в этом случае обычно выполняется автоматически.
Теплофизические свойства защитных газов оказывают большое влияние на технологические свойства дуги и форму швов. Например, по сравнению с аргоном гелий имеет более высокий потенциал ионизации и большую теплопроводность при температурах плазмы. Поэтому дуга в гелии более «мягкая».' При равных условиях дуга в гелии имеет более высокое напряжение, а образующийся шов имеет меньшую глубину проплавления и большую ширину. Поэтому гелий целесообразно использовать при сварке тонколистового металла. Кроме того, он легче воздуха и аргона, что требует для хорошей защиты зоны сварки повышенного его расхода (1,5—3 раза). Углекислый газ по влиянию на форму шва занимает промежуточное положение.
Широкий диапазон используемых защитных газов, обладающих значительно различающимися теплофизическими свойствами, обусловливает большие технологические возможности этого спо-
46
соба как в отношении свариваемых металлов (практически всех), так и их толщин (от 0,1 мм до десятков миллиметров). Сварку можно выполнять, используя также неплавящийся (угольный, вольфрамовый) или плавящийся электрод. —---_
По сравнению с другими способами сварка в защитных газах обладает рядом преимуществ: высокое качество сварных соединений на разнообразных металлах и сплавах различной толщины; возможность сварки в различных пространственных положениях; возможность визуального наблюдения за образованием шва, что особенно важно при полуавтоматической сварке; отсутствие операций по засыпке и уборке флюса и удалению шлака; высокая производительность и легкость механизации и автоматизации; низкая стоимость при использовании активных защитных газов. К недостаткам способа по сравнению со. сваркой под флюсом относится необходимость применения защитных мер против световой и тепловой радиации дуги.
Техника сварки неплавящимся электродом. В настоящее время сварка угольным электродом находит ограниченное применение. В качестве защитного газа в этом случае используют углекислый газ. Хорошие результаты достигаются при автоматической сварке оплавлением отбортованных кромок при изготовлении канистр на специальных установках. Это объясняется образованием окиси углерода (СО) при взаимодействии углекислого газа с твердым углеродом. Окись углерода — эффективный защитный газ, так как он не растворяется в металле и, восстанавливая окислы, улучшает качество металла шва. Следует помнить, что окись углерода очень токсична.
При применении вольфрамового электрода в качестве защитных используют инертные газы или их смеси и постоянный или переменный ток. Лучшие результаты при сварке большинства металлов дает применение электродов не из чистого вольфрама, а торированных, итерированных или лантанированных. Добавка в вольфрам при изготовлении электродов 1,5—2% окислов иттрия и лантана повышает их стойкость и допускает применение повышенных на 15% сварочных токов. Перед сваркой рабочий конец электрода обычно затачивают на конус с углом 60° на длине двух-трех диаметров. Форма заточки электрода влияет па форму и размеры шва. С уменьшением угла заточки и диаметра притупления в некоторых пределах глубина проплавления возрастает.
Технологические свойства дуги в значительной мере определяются родом и полярностью сварочного тока. При прямой полярности на изделии выделяется до 70% теплоты дуги, что обеспечивает глубокое проплавление основного металла. При обратной полярности напряжение дуги выше, чем при прямой полярности. На аноде — электроде выделяется большое количество энергии, что приводит к значительному его разогреву и возможному оплавлению рабочего конца. Ввиду этого допустимые плотности сварочного тока понижены (табл. 3). Дугу постоянного тока
47
обратной полярности с вольфрамовым электродом ш практике используют ограниченно.
Таблица 3. Допустимая сила сварочного тока для вольфрамовых электродов
Род тока Защитный газ Сила сварочного тока (А) при щиаметре электрода (мм)
1-2 [3 4 5 С
Переменный Аргон 20—100 100—160 140—220 220—280 250-300
Гелии. 10-60 60-100 100-160 160—200 200—250
Постоянный Аргон 65-150 140-180 250- 340 300- 400 350- 450
прямой Гелий 50 110 100-200 200—ЗОи 250—350 300-400
полярности Постоянный Аргон 10-30 20—40 30-50 40-80 60-100
обратной полярности Гелий 10-20 15-30 20—40 30—70 40—80
Примечание. При применении иттрированных силу сварочного тока допустимо увеличивать на 15%.
и лантанированных электродов
При использовании переменного тока полярность электрода и изделия меняется с частотой тока. Поэтому количество теплоты, выделяющейся да электроде и изделии, примерно одинаково. Электропроводность дуги различна в различные полупериоды полярности переменного тока. Она выше в те полупериоды, когда катод па электроде (прямая полярность) и дуговой разряд происходит в основном за счет термоионной эмиссии ввиду высокой температуры плавления и относительно низкой теплопроводности вольфрама. В полупериоды, когда катод на изделии, электропроводность дуги ниже, напряжение, требуемое для возбуждения дуги, выше, поэтому ее возбуждение происходит с некоторым опозданием (рис. 3S).
В соответствии с различным напряжением дуги в разные полупериоды переменного тока различна и величина сварочного тока, т. е. в сварочной цепи появляется постоянная составляющая тока. В данном случае мы имеем дело с выпрямляющим (вентильным) эффектом рассматриваемого типа дуги, вызванным различием теплофизических свойств электрода и изделия. Величина постоянной составляющей зависит от величины сварочного тока, скорости сварки, свариваемого металла и т. д. Ее наличие ухудшает качество сварных швов па алюминиевых сплавах и снижает стойкость вольфрамового электрода. Для уменьшения величины постоянной составляющей тока применяют различные способы (см. гл. IV).
Интересной разновидностью применения вольфрамового электрода является сварка погруженной дугой (рис. 40), при которой используют электрод повышенного диаметра и повышенный сварочный ток. Соединение собирают встык без разделки кромок, без зазора. При увеличении подачи защитного газа 1 через сопло
48
до 40—50 л/мин дуга обжима-ется газом, что повышает ее температуру. Как и в плазматронах, проходящий через дугу газ, нагреваясь, увеличивает свой объем и приобретает свойства плазмы. Давление защитного газа и дуги 2, вытесняя расплавленный металл 4 из-под дуги, способствует ее углублению в основной металл 3.
Таким образом, дуга горит в образовавшейся в металле полости. Это позволяет опустить электрод так, чтобы дуга горела ниже поверхности металла (погруженная в металл дуга). Образующаяся ванна расплавленного металла при кристаллизации образует шов. Этим способом можно сваривать титан, алюминий, высоколегированные стали и другие металлы толщиной до 36 мм с двух сторон (чем меньше плотность свариваемого металла, тем больше толщина). Шов при этом имеет специфическую бочкообразную форму, определяемую тем, что дуга горит ниже верхней плоскости металла.
Сварку погруженной дугой можно осуществлять и в вертикальном положении на подъем. В этом случае расплавленный металл сварочной ванны, стекая вниз, удерживается кристаллизатором (модным охлаждаемым водой кокилем), который и формирует принудительно шов. Сварка возможна с одной стороны с неполным проплавлением или за два прохода с двух сторон с неполным проплавлением в каждый проход. При сварке погруженной дугой применяют входные и выходные планки для вы-
(JLId
На изделии © ©
Рис. 39. Асимметрия дуги переменного тока при сварке вольфрамовым электродом в среде аргона; С,1ст — напряжение источника сварочного тока; Uл — напряжение дуги; /д — ток дуги
Рис. 40. Сварки в защитных газах вольфрамовым электродом погруженной дугой
Рис. 41. Сварка полым вольфрамовым электродом в вакууме:
1 — полый катод; 2 — вакуумная камера; з — дозирующее устройство; 4 — баллон с инертным газом; 5 — насос; в — дуга;
7 — свариваемое изделие; Н — источник тока
49
Рис. 42. Изменение сварочного тока и напряжения при импульсной сварке вольфрамовым электродом (а); /(в — сварочный ток; /деж — ток дежурной Дуги; tn — время паузы; tCB — время сварки (/св + tn = ta — время цикла); швы в плоскости (б) и продольном сечении (в)
вода дефектных начального (неполный провар) и копенного (усадочная раковина) участков шва.
Другой разновидностью сварки вольфрамовым электродом является сварка полым вольфрамовым электродом в вакууме (рис. 41). Возбуждение и поддержание дуги в вакууме 103 мм рт. ст. представляет определенные трудности, так как тлеющий разряд переходит на стенки камеры. Подача в рассматриваемом способе сварки дозируемого количества газа в полость электрода стабилизирует катодное пятно на внутренней поверхности электрода. Перемещение катода по внутренней полости вызывает разогрев электрода до яркого свечения. При силах тока свыше 50 А дуга представляет собой голубоватый разряд, цилиндрический по форме на всей длине дуги.
Можно предполагать, что газ, подаваемый в полость электрода, ионизируясь, приобретает свойства плазмы. Количество газа, подаваемое в полость электрода, должно обеспечивать давление газа в камере меньше 50 мм рт. ст. При больших давлениях катодное пятно выходит на торец электрода и хаотически перемещается по нему. Давление в камере 10~2—10~4 мм рт. ст. при расходе газа 0,01—0,1 л/мин создает наилучшие условия повышения концентрации дугового разряда. Применение подобного способа сварки имеет определенные металлургические преимущества, так как способствует удалению газов из расплавленного металла и уменьшает угар легирующих элементов. Этим способом можно сваривать различные металлы и сплавы толщиной до 15 мм.
В последние годы для сварки тонколистового металла находит применение импульсная дуга. Основной металл расплавляется дугой, горящей периодически отдельными импульсами постоянного тока (рис. 42, а) с определенными интервалами во времени. При большом перерыве в горении дуги (tn) дуговой промежуток деионизируется, что приводит к затруднению в повторном возбуждении дуги. Для устранения этого недостатка постоянно поддерживается вторая, обычно маломощная дежурная дуга от самостоятельного
50
источника питания. На эту дугу и накладывается основная импульсная дуга. Дежурная дуга, постоянно поддерживая термоэлектронную эмиссию с электрода, обеспечивает стабильное возникновение основной сварочной дуги.
Шов в этом случае состоит из отдельных перекрывающих друг друга точек (рис. 42, б и в). Величина перекрытия зависит от металла и его толщины, силы сварочного тока и тока дежурной дуги, скорости сварки и т. д. С увеличением силы тока и длительности его импульса ширина шва и глубина проплавления увеличиваются (рис. 43). Размеры шва в большей степени зависят от силы тока, чем от длительности его импульса. Благоприятная форма отдельных точек, близкая к кругу, уменьшает возможность вытекания расплавленного металла из сварочной ванны (прожога). Поэтому сварку легко выполнять на весу без подкладок при хорошем качестве во всех пространственных положениях.
Представляет определенный интерес использование внешнего магнитного поля для отклонения или перемещения непрерывно горящей дуги. Внешнее переменное или постоянное магнитное поле, параллельное или перпендикулярное к направлению сварки, создается П-образпыми электромагнитами. При использовании постоянного магнитного поля дугу можно отклонить в любую сторону относительно направления сварки. При отклонении дуги в сторону направления сварки (магнитное поле также параллельно направлению сварки) наблюдается такой же эффект, как и при сварке наклонным электродом — углом вперед. В этом случае уменьшается глубина проплавления. При отклонении дуги в обратном направлении наблюдается увеличение глубины проплавления, как при сварке с наклоном электрода углом назад.
Рис. 43. Зависимость размеров шва от основных параметров импульсно-дуговой сварки
51
При переменном внешнем магнитном поле дуга колеблется с частотой внешнего магнитного поля. В результате изменяются условия ввода теплоты в изделие и, в частности, ее распределение по поверхности. При колебании дуги i о.зерен направления сварки увеличивается ширина шва и уменьшается глубина проплавления. Это позволяет сваривать тонколистовой металл. Удобно использовать этот способ для сварки разнородных металлов (например, меди и стали и др.) небольшой толщины при отбортовке кромок.
Колебания, сообщаемые расплавленному металлу сварочной ванны, изменяют характер его кристаллизации и способствуют измельчению зерна. В результате улучшаются свойства наплавленного металла. Поэтому этот способ используют при сварке металлов, характеризующихся крупнозернистым строением металла шва, таких как алюминий, медь, титан и их сплавы. Имеется положительный опыт использования способа и при сварке высокопрочных сталей и сплавов.
Сварка вольфрамовым электродом обычно целесообразна для соединения металла толщиной 0,1—6 мм. Однако ее можно применять и для больших толщин. Сварку выполняют без присадки, когда шов формируется за счет расплавления кромок, и с дополнительным присадочным металлом, предварительно уложенным в разделку или подаваемым в зону дуги в виде присадочной проволоки. Угловые и стыковые швы во всех пространственных положениях выполняют вручную, полуавтоматически и автоматически.
Для получения качественной сварки, особенно тонколистовых конструкций, следует обеспечивать точную подготовку и сборку кромок прихватками вручную вольфрамовым электродом или в специальных сборочно-сварочных приспособлениях.
Загрязнение рабочего конца электрода понижает его стойкость (образуется сплав вольфрама с более низкой температурой плавления) и ухудшает качество шва. Поэтому дугу возбуждают без прикосновения к основному металлу или присадочной проволоке, используя осциллятор. При правильном выборе силы сварочного тока рабочий конец электрода расходуется незначительно и долго сохраняет форму заточки.
Качество шва в большой степени определяется надежностью оттеснения от зоны сварки воздуха. Необходимый расход защитного газа устанавливают в зависимости от состава и толщины свариваемого металла, типа сварного соединения и скорости сварки. Соединения на рис. 44, а и б для достаточной защиты требуют нормального расхода газов. Типы соединений на рис. 44, виг требуют повышенного расхода защитного газа, поэтому при сварке этих соединений рекомендуется применять экраны, устанавливаемые сбоку и параллельно шву. Поток защитного газа при сварке должен надежно охватывать всю область сварочной ванны, разогретую часть присадочного прутка и электрод. При повышенных скоростях сварки поток защитного газа
52
Рис. 44. Расположение границы защитной струи газа при сварке соединений различных типов
может оттесняться воздухом. В этих случаях следует увеличивать расход защитного газа.
При сварке многопроходных швов с V- или Х-образной разделкой кромок первый проход часто выполняют вручную пли механизированно без присадочного металла на весу. Разделку заполняют при последующих проходах с присадочным металлом. Для формирования корня шва можно использовать медные или стальные съемные подкладки, флюсовую подушку. В некоторых случаях возможно применение и остающихся подкладок. При снарке активных металлов необходимо не только получить хороший провар в корне шва, но и обеспечить защиту от воздуха с обратной стороны расплавленного и нагретого металлов. Это достигается использованием медных или других подкладок с канавками, в которые подается защитный инертный газ (рис. 45). Эта же цель в некоторых случаях достигается при использовании флюсовых подушек.
При сварке труб или закрытых сосудов газ пропускают внутрь сосуда. Инертные газы, увеличивая поверхностное натяжение расплавленного металла, улучшают формирование корня шва. Поэтому их поддув используют при сварке сталей на весу. При сварке на весу, особенно без присадочного металла, следует тщательно поддерживать требуемую величину зазора между кромками.
а) 6)
Рис 4о Подкладки для защиты от воздуха обратной стороны шва при сварке:
а — односторонней; б — двусторонней;
1 — медная подкладка; 2 — защитный газ; 3 — свариваемый металл; 4 — занишпое приспособление
53
Рис. 46. Расположение горелки п присадочного прутка при ручной аргонодуговой сварке:
1 — электрод; s — присадочный пруток; 3 — защитный газ; 4 — сопло
При соединении встык металла толщиной до 10 мм ручную сварку ведут справа налево (рис. 46). При сварке металла меньшей толщины угол между горелкой и изделием устанавливают равным 60°. При сварке изделий больших толщин применяют правый способ; угол между горелкой и изделием, так же как и при сварке угловых соединений, устанавливают равным 90°.
Присадочный пруток при ручной сварке тонколистового ма
териала вводят не в столб дуги, а несколько сбоку возвратно-поступательными движениями; при сварке металла большей тол-
щины — поступательно-поперечными перемещениями. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки (многопроходными).
При автоматической и полуавтоматической сварке электрод располагают перпендикулярно к поверхности изделия. Угол между ним и присадочной проволокой (обычно диаметром 2—4 мм) должен приближаться к 90°. В большинстве случаев направление сварки выбирают таким, чтобы присадочный пруток находился впереди дуги (подавался в головную часть сварочной ванны).
При автоматической и полуавтоматической сварке вертикаль
ных швов на спуск, если сварочная ванна имеет значительные
размеры, возможно затекание расплавленного металла под вольфрамовый электрод, что резко уменьшает глубину проплавления и может привести к короткому замыканию. Вылет конца электрода из сопла не должен превышать 3—5 мм, а при сварке угловых швов и стыковых с глубокой разделкой — 5—7 мм. Длина дуги должна поддерживаться в пределах 1,5—3 мм. Для предупреждения непровара в начале и конце шва рекомендуется применять выводные планки. Обрывать дугу следует постепенным ее удлинением, а при автоматической сварке — уменьшением силы сварочного тока. Для предупреждения окисления вольфрама и защиты расплавленного металла в кратере после обрыва дуги защитный газ выключают через 5—10 с. Защитный газ включают за 15—20 с до возбуждения дуги для продувки шлангов от воздуха.
Техника сварки плавящимся электридом. В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается
54
Гис. 47. Основные формы расплавления и переноса электродного металла:
а - короткими замыканиями; б — капельный; в — струйный
на 25—30%, но резко снижается стабильность дуги н повышаются потери металла на разбрызгивание.
11римепенио переменного тока невозможно из-за нестабильного горения дуги.
При сварке плавящимся электродом шов обра
зуется за счет проплавления основного металла и расплавления дополнительного металла — электродной проволоки. Поэтому форма и размеры шва, помимо прочего (скорости сварки, пространственного положения электрона и изделия и др.), зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
Можно выделить три основные формы расплавления электрода ,и переноса электродного металла в сварочную ванну. Процесс сварки с периодическими короткими замыканиями характерен для сварки электродными проволоками диаметром 0,5—1,6 мм при короткой дуге с напряжением 15—22 В. После очередного короткого замыкания (7 и II на рис. 47, а) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю. В результате длина и напряжение дуги становятся максимальными.
Во все стадии процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды III и IV меньше скорости подачи. Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и го напряжение уменьшаются) до короткого замыкания (У). При коротком замыкании резко возрастает величина сварочного тока и, как результат этого, сжимающее действие электромагнитных сил, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием. Во время короткого замы-к.iiiiiii капля расплавленного электродного металла переходит и сварочную ванну. Далее процесс повторяется.
Частота периодических замыканий дугового промежутка может изменяться в пределах 90—450 в секунду. Для каждого диаметра электродной проволоки в зависимости от его материала, защитного газа и т. д., существует диапазон сварочных токов, в кото-
55
Рис. 48. Изменение тока и напряжения дуги при импульсно-дуговой сварке; In, Сп •— ток и напряжение основной дуги; 1И, UH — ток и напряжение дуги во время импульса; Тп, Ти — длительность паузы и импульса
ром возможен процесс сварки с короткими замыканиями. При оптимальных параметрах процесса сварка возможна в различных пространственных положениях, а потери электродного металла на разбрызгивание не превышают 7%. Периодические короткие замыкания могут осуществляться и принудительно, например механическим путем (вибродуго-вая наплавка).
Увеличение плотности сварочного тока и длины (напряжения) дуги ведет к
изменению характера расплавления и переноса электродного металла, перехода от сварки короткой дугой с короткими за
мыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера (рис. 47, б), хорошо заметными невооруженным глазом. При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15%.
Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульснодуговая сварка (рис. 48). Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи. Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли па его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении.
Можно использовать одиночные импульсы (рис. 48) или группу импульсов с одинаковыми и различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. Устойчивость процесса зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующим подбором тока основной дуги и импульса можно повысить скорость расплавления электродной проволоки, изменить форму и размеры шва, а также уменьшить нижний предел сварочного тока, обеспечивающий устойчивое горение дуги.
56
При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться очень мелкокапельный перенос электродного металла. Название «струйный» он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей (рис. 47, в). Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении силы сварочного тока до «критического» для данного диаметра электрода.
Величина критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на величину критического тока. Например, добавка в аргон до 5% кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перепое электродного металла невозможно. Он не получен и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна — колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях.
При сварке плавящимся электродом, так же как и при сварке неплавящимся электродом, внешние магнитные поля отклоняют дугу. Однако эффект от использования внешнего магнитного поля наблюдается при сварке длинной дугой и наиболее заметен при струйном переносе электродного металла. В этом случае расплавленный торец электрода колеблется синхронно с частотой внешнего магнитного поля. При поперечных колебаниях увеличивается ширина шва и уменьшается глубина проплавления. В результате образующийся шов не имеет повышенной глубины проплавления по его оси.
Изменять технологические характеристики дуги можно, используя центральную подачу защитного газа с высокой скоростью. Высокие скорости истечения газа при обычных расходах достигаю гея применением сопл с уменьшенным выходным отверстием. Обдувание дуги газом способствует уменьшению ее поверхности, т. е. сжатию. В результате ввод теплоты дуги в изделие становится более концентрированным. Кинетическим давлением потока газа расплавленный металл оттесняется из-под дуги, и дуга
57
углубляется в изделие. В результате глубина проплавления увеличивается в 1,5—2 раза. Однако при этом повышается и возможность образования в швах дефектов.
В последние годы в отечественной и зарубежной практике находит применение способ сварки по узкому или щелевому зазору. При этом способе изделия толщиной до 200 мм без скоса кромок собирают с зазором между ними 6—12 мм. Сварку осуществляют па автоматах плавящимся и ненлавящимся электродом, одной или двумя последовательными дугами (при плавящемся электроде сварочные проволоки диаметром до 2 мм). При сварке сталей плавящимся электродом для защиты лучше использовать смесь из 75—80% аргона и 25—20% углекислого газа. Для сварки алюминия и его сплавов применяют смесь аргона и гелия. Разделку заполняют путем наложения одинаковых по сечению валиков (см. рис. 9, а). Метод характеризуется уменьшенной протяженностью зоны термического влияния и равномерной мелкокристаллической структурой швов. Возможна сварка не только в нижнем, но и в других пространственных положениях.
Экономичность способа определяется уменьшением числа проходов в шве за счет отсутствия разделки кромок. Повышение производительности достигается также повышением скорости расплавления электродной проволоки с увеличенным вылетом. Нагрев электрода в вылете протекающим по нему сварочным током обеспечивает повышение коэффициента расплавления. Однако при этом уменьшается глубина проплавления, поэтому способ целесообразно применять для сварки швов, требующих большого количества наплавленного металла.
При сварке плавящимся электродом в защитных газах зависимости формы и размеров шва от основных параметров режима такие же, как и при сварке под флюсом (см. рис. 28). Для сварки используют электродные проволоки малого диаметра (до 3 мм). Поэтому швы имеют узкую форму провара и в них может наблюдаться повышенная зональная ликвация (см. рис. 29). Применяя поперечные колебания электрода (см. рис. 30, а), изменяют форму шва и условия кристаллизации металла сварочной ванны и уменьшают вероятность зональной ликвации. Имеется опыт применения для сварки в углекислом газе электродных проволок диаметром 3—5 мм. Сила сварочного тока в этом случае достигает 2000 Л, что значительно повышает производительность сварки. Однако при подобных форсированных режимах наблюдается ухудшенное формирование стыковых швов и образование в них подрезов. Формирование и качество угловых швов вполне удовлетворительны.
Ввиду высокой проплавляющей способности дуги повышаются требования к качеству сборки кромок под сварку. Качественный провар и формирование корня шва обеспечивают теми же приемами (см. рис. 1G, 17 и 45), что и при ручной сварке или сварке под флюсом (подкладки, флюсовые и газовые подушки и т. д.).
58
С уменьшением плотности тока стабильность дуги понижается (табл. 4). Величина вылета электрода также влияет на стабильность процесса и размеры шва. Ниже приведен оптимальный вылет плавящегося электрода при сварке в защитных газах:
Диаметр электродной проволоки, мм.......... 0,5 0,8
Вылет электрода, мм . . 5—7 6—8
1,0 1,6 2,0
8- 10 10—12 12—14
Расстояние от сопла горелки до изделия обычно выдерживают в пределах 8—15 мм. Токоподводящий наконечник должен находиться па уровне краев сопла или утапливаться до 3 мм. При сварке угловых и стыковых швов с глубокой разделкой допускается выступание токоподводящего наконечника из сопла на 5—10 мм. Полуавтоматп-
ческую сварку в нижнем Таблица 4. Величина минимального тока (А),
положении можно выполнять правым или левым методом, узким валиком или с поперечными коле- при котором обеспечивается стабильное горение дуги (электрод, плавящийся из низколегированной стали)
баниями. При сварке тонколистового металла электрод отклоняют от вертикали на 20—30° в сторону направления сварки. При сварке угловых швов в Диаметр электродной проволоки, мм Аргон Углекислый газ
0,6 1.0 1.6 2,0 30 50 90 120 35 60 90 120
ной стенкой держатель дополнительно отклоняют от вертикальной стенки па угол 30— 45°. Вертикальные швы на тонколистовом металле обычно выполняют на спуск (электрод под углом назад для лучшего удержания расплавленного металла от стекания). Сварку на подъем применяют при необходимости обеспечить глубокий провар кромок.
При сварке горизонтальных швов электрод располагают па нижней части кромок и перемещают с поперечными колебаниями. Потолочные швы выполняют вертикальным электродом или с наклоном углом назад с поперечными колебаниями.
Сущность и техника сварки электрозаклепками. Сварная точка образуется за счет теплоты неподвижной дуги, обеспечивающей
сквозное проплавление верхнего листа и сквозное или частичное проплавление нижнего. В зону дуги и сварочной ванны подают защитные газы или их смеси. В отличие от контактной дуговая
сварка возможна при одностороннем подходе к месту соединения, что не ограничивает размеры изделия. Сварка электрозаклепок возможна вольфрамовым электродом на углеродистых, коррозионно-стойких сталях и титановых сплавах. Из-за недостаточной очистки поверхности алюминиевых сплавов катодным распылением их сварка этим способом затруднена.
59
Рис. 49. Типы газовых насадок для сварки электрозаклепок вольфрамовым электродом: а и б — нахлесточные соединения; вне — угловые соединения
Сварку можно выполнять в любом пространственном положении. Для получения хорошего провара и формирования головки заклепки соединение следует собирать с минимальным зазором между листами. Качество соединений и их механические свойства зависят
главным образом от силы сварочного тока, времени горения дуги и ее длины. Для регулирования времени горения дуги служат реле. При использовании в качестве защитного газа гелия диаметр заклепки получается больше, а глубина проплавления
меньше, чем при использовании аргона.
Для вольфрамового электрода необходимы инертные газы, постоянный ток прямой полярности и специальной конструкции сварочные пистолеты, с помощью которых поджимают верхний лист к нижнему, закрепляют электрод, подводят сварочный ток и защитный газ. Хорошее качество заклепок достигается при толщине верхнего листа до 2 мм. Во избежание загрязнения электрода дугу возбуждают с помощью осциллятора, который автоматически отключается.
При увеличении силы сварочного тока при сварке листов равной толщины обычно увеличивается диаметр заклепки. Если нижний лист имеет большую толщину, растет и глубина проплавления. То же наблюдается и при увеличении времени горения дуги. Для обеспечения хорошей защиты зоны сварки применяют различные типы газовых сопл-насадок (рис. 49). Для предупреждения образования подрезов, трещин и пор в заклепке, вызванных высокой скоростью кристаллизации металла, применяют повторное кратковременное возбуждение дуги или плавное уменьшение сварочного тока. При применении плавящегося электрода шов образуется за счет проплавления основного металла и расплавления электродной проволоки диаметром до 2 мм. Сварку можно выполнять с предварительной пробивкой отверстия в верхнем листе или без пего. Благодаря большей глубине проплавления при сварке в углекислом газе, чем под флюсом, без пробивки отверстия можно сваривать соединения с толщиной верхнего листа до 8 мм. Сварку выполняют при несколько повышенном напряжении дуги на обычных полуавтоматах, снабженных специаль-
60
пыми насадками для опирания держателя на поверхность изделия. Для сварки используют постоянный ток обратной полярности. Возможна также сварка алюминия и его сплавов.
Техника сварки стыков труб. Сварка стыков труб в поворотном положении вручную или механизированно не представляет значительных трудностей. Однако швы выполняются только с одной наружной стороны, что препятствует провару корпя шва и формированию обратного валика на весу без применения специальных приспособлений.
Применение при автоматической сварке поперечных колебаний электрода значительно облегчает провар корня шва и формирование швов в последующих проходах. Амплитуда и частота поперечных колебаний электрода зависят от ширины разделки и параметров режима. Сборку труб под сварку осуществляют в специальных центраторах или на прихватках. При сварке вольфрамовым электродом прихватки выполняют длиной до 15 мм обычно без присадочной проволоки за счет оплавления кромок. При сварке прихватки следует полностью переваривать. Для предупреждения вытекания расплавленного металла из сварочной ванны электрод смещают с зенита навстречу вращению труб. Величина смещения зависит от диаметра труб и режима сварки.
Сварку пеповоротных стыков труб осуществляют в различных пространственных положениях. Ручную сварку вольфрамовым электродом выполняют без разделки или с V-образной разделкой кромок, используя присадочную проволоку диаметром 1,2—3 мм. Трубы с толщиной стенки до 1,5 мм сваривают в один проход, при большей толщине — в несколько проходов. Сварку труб диаметром 108 мм и выше следует выполнять вразброс. При толщине стенки более 8 мм возможно применение комбинированного способа — первый проход вручную вольфрамовым электродом, а остальные полуавтоматически или автоматически плавящимся электродом. Полуавтоматическую сварку неповоротпых стыков труб в практике по применяют.
Автоматическую сварку вольфрамовым электродом выполняют различными способами. Трубы диаметром 8—26 мм с толщиной стенки 1—2 мм можно сваривать без разделки кромок и без присадочной проволоки. Однако в процессе сварки наблюдается постепенное увеличение ширины шва и глубины проплавления ввиду разогрева трубы. Поэтому необходимо изменять в процессе сварки ее скорость — использовать установки с программированием скорости сварки. Однако и в этом случае шов практически не имеет усиления.
При сварке методом «автоопрессовки» получение усиления достигается за счет пластической деформации нагретого металла в направлении, перпендикулярном оси трубы, при многократном нагреве металла в месте стыка. Этим способом можно сваривать трубы из металла с большим коэффициентом линейного расширения. Сварку первого слоя рекомендуется выполнять короткой
61
Рис. 50. Подготовка стыков труб для сварки вольфрамовым электродом в среде защитных газов
дочпым выступом (рис. 50, а),
дугой длиной до 1,2 мм на максимально возможной скорости для получения узких швов с неполным проваром. Остальные три-пять проходов выполняют для получения усиления шва.
Этим способом сваривают трубы диаметром 20—57 мм с толщиной стенки 2—3,5 мм. Трубы диаметром 8—26 мм с толщиной стенки 1—2,5 мм можно сваривать с подготовкой кромок с приса-создаваемым путем раскатки торца
трубы. Усиление шва создается благодаря расплавлению металла присадочного выступа. Сварку обычно выполняют за один проход. Трубы большого диаметра и с большей толщиной стенки сваривают, используя расплавляющееся подкладное кольцо (рис. 50, б), служащее для хорошего формирования обратного валика. Первый проход выполняют без присадочной проволоки. При этом следят за полным расплавлением подкладного кольца и прилегающей части кромок. Последующие проходы выполняют с присадочной проволокой или плавящимся электродом.
При всех этих способах для улучшения формирования обратного валика используют поддув защитного газа с обратной стороны или заполнение им части труб, ограниченной заглушками различной конструкции. Более ограниченное применение в практике находит сварка неповоротпых стыков труб плавящимся электродом. Это вызвано трудностью получения хорошего провара корня шва и формирования обратного валика. Обычно сварку ведут с поперечными колебаниями электрода или без колебаний и без скоса кромок по щелевому зазору определенного размера.
§ 5. ДУГОВАЯ СВАРКА ПОРОШКОВЫМИ ПРОВОЛОКАМИ
Сварка под флюсом, особенно полуавтоматическая, затруднена из-за невозможности точного направления электрода в разделку и наблюдения за образованием шва. При сварке в защитных газах надежность защиты может нарушаться из-за сквозняков, забрызгивания газовых сопл и т. п. В этих условиях применение порошковых проволок, сочетающих в себе положительные свойства покрытых стальных электродов (защита, легирование и раскисление расплавленного металла), и механизированной сварки проволоками сплошного сечения (высокая производительность) представляет большие производственные преимущества, особенно в монтажных условиях. Этому способствует и отсутствие газовой аппаратуры (баллонов, шлангов, газовых редукторов), флюса и
62
флюсовой аппаратуры, усложняющих процесс сварки или повышающих его трудоемкость (засыпка и уборка флюса и др.).
Возможность наблюдения при полуавтоматической сварке за направлением электрода в разделку, особенно при сварке с его поперечными колебаниями, а также за образованием шва — основные преимущества сварки порошковыми проволоками. Изменение состава наполнителя сердечника порошковой проволоки позволяет воздействовать па химический состав шва
Рис. 51. Плавление металлической оболочки и сердечника порошковом проволоки
п технологические характеристики дуги.
Сущность способа. Конструкция порошковой проволоки определяет некоторые особенности ее расплавления дугой. Сердечник нроволоки на 50—70% состоит из неметаллических материалов и поэтому его электросопротивление велико — в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлучения дуги и теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки (рис. 51), касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии. Это увеличивает засорение металла шва неметаллическими включениями.
Техника сварки. Обычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и
угловых швов в различных соединениях практически не отли
чается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ваппы, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака.
Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченным усилием сжатия проволоки в подающих роликах. Выпуск проволоки и основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением
дуги.
63
Рис. 52. Область режимов сварки проволокой НН-2ДСК, обеспечивающих получение швов без пор:
а — влияние тока (вылет электрода L = 50 мм); б — влияние вылета электрода (Гсв = = 300 А);
I — область неустойчивого горения дуги; в области II поры есть; в области III пор нет
Наличие на поверхности сварочной ванны шлака, замедляя кристаллизацию расплавленного металла, также ухудшает условия образования шва в пространственных положениях, отличных от нижнего. Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, — повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке. Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры.
В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор (рис. 52). Повышает вероятность образования пор также влага, попавшая в наполнитель при храпении проволоки, а кроме того, смазка и ржавчина, следы которых имеются иа металлической ленте.
Порошковую проволоку можно использовать и при сварке в углекислом газе. Вероятность образования в швах пористости в этом случае снижается. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой.
§ 6. СВАРКА И РЕЗКА ПЛАЗМЕННОЙ СТРУЕЙ
Сущность способа. Плазма — ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его нагреве. Степень ионизации
64
тем выше, чем выше температура газа.В центральной части сварочной дуги газ нагрет до температур 5 000 -30000' С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация
Рис. 53. Схемы получения дуговой плазменной струн:
а — прямого действия; б — косвенного действия, I — источник тока; 2 — вольфрамовым электрод;
3 — газ; 4 — сопло; 5 — плазменная струя
осуществляются дуговым разрядом в специальных камерах.
Вдуваемый в камеру газ (рис. 53), сжимая столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50—100 и более раз приводит к истечению плазмы с высокими околозвуковыми скоростями. Плазменная струя легко расплавляет любой
металл.
Дуговую плазменную струю для сварки и резки получают по двум основным схемам (рис. 53). При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются па вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа. Газ, перемещающийся вдоль стенок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако большинство плазменных горелок имеет дополнительное водяное охлаждение.
Дуговая плазменная струя — интенсивный источник теплоты с широким диапазоном технологических свойств. Ее можно исполь зовать для нагрева, сварки или резки как электропроводных металлов (обе схемы рис. 53), так и неэлектропроводных материалов, таких как стекло, керамика и др. (плазменная струя косвенного действия, рис. 53, б). Тепловая эффективность дуговой плазменной струи зависит от величины сварочного тока и напряжения, состава, расхода и скорости истечения плазмообразующего газа, расстояния от сопла до поверхности изделия, скорости
3 А. И. Акулов и др.
65
перемещения горелки (скорости сварки или резки) и т. д. Геометрическая форма струи может быть также различной (квадратной, круглой п т. д.) и определяться формой выходного отверстия сопла.
Техника сварки. Питание дуги, как правило, осуществляется переменным или постоянным током прямой полярности (минус на электроде). Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между электродом и соплом горелки. Для питания плазмообразующей дуги требуются источники сварочного тока с рабочим напряжением до 120 В, а в некоторых случаях и более высоким; для питания плазматрона, используемого для резки, оптимально напряжение холостого хода источника питания до 300 В.
Плазменной струей можно сваривать практически все металлы в нижнем и вертикальном положениях. В качестве плазмообразующего газа используют аргон или гелий, которые также могут быть и защитными. К преимуществам плазменной сварки относятся высокая производительность, малая чувствительность к колебаниям длины дуги, устранение включений вольфрама в металле шва. Без скоса кромок можно сваривать металл толщиной до 15 мм с образованием провара специфической формы. Это объясняется образованием сквозного отверстия в основном металле, через которое плазменная струя выходит па обратную сторону изделия. Расплавляемый в передней части сварочной ванны металл давлением плазмы перемещается вдоль стенок сварочной ванны в ее хвостовую часть, где кристаллизуется, образуя шов. По существу процесс представляет собой прорезание изделия с заваркой места резки.
Плазменной струей можно сваривать стыковые и угловые швы. Стыковые соединения на металле толщиной до 2 мм можно сваривать с отбортовкой кромок, при толщине свыше 10 мм рекомендуется делать скос кромок. В случае необходимости используют дополнительный металл. Для сварки металла толщиной до 1 мм успешно используют микроплазменную сварку струей косвенного действия, в которой сила сварочного тока равна 0,1—10 А.
Резка плазменной струей основана на расплавлении металла в месте реза и его выдувании потоком плазмы. Плазменную струю используют для резки металла толщиной от долей до десятков миллиметров. Для резки металла малой толщины используют плазменную струю косвенного действия. При повышенной толщине металла лучшие результаты достигаются при плазменной струе прямого действия. При резке даже углеродистых сталей во многих случаях она более экономична, чем газокислородная, ввиду высокой скорости и лучшего качества реза.
В зависимости от металла в качестве плазмообразующих газов можно использовать азот, водород, аргоно-водородные, аргоно-азотиые, азото-водородные смеси. Использование для резки
66
смесей газов, содержащих двухатомные газы, энергетически более эффективно. Диссоциируя, двухатомный газ поглощает много нчиюты, которая выделяется на холодной поверхности реза при объединении свободных атомов в молекулу. В последнее время, когда появилась возможность использовать водоохлаждаемые циркониевые и гафниевые электроды, стали использовать и воздух. Сварку вручную и автоматически.
в качестве режущего газа и резку можно выполнять
ЛАЗЕРНАЯ
§ 7. СВАРКА ЭЛЕКТРОННО-ЛУЧЕВАЯ И
В промышленности все более широкое применение находят тугоплавкие и химически активные металлы и сплавы. Поэтому для их сварки необходимо применять источники с высокой концентрацией теплоты, а для защиты расплавленного и нагретого ме талла использовать среды, содержащие минимальное количество \ водорода, кислорода и азота. Этим условиям отвечает сварка электронным лучом.
Сущность и техника сварки электронным лучом. Сущность процесса состоит в использовании кинетической энергии потока электронов, движущихся с высокими скоростями в вакууме. Для уменьшения потери кинетической энергии электронов за ' / счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум порядка 10 4—10-5 мм рт. ст.
Сварка электронным лучом имеет значительные преимущества
1. Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, по и па некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002—5 мм, что позволяет за один проход сваривать металлы толщиной от | десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине / до 20 : 1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяженности зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
2. Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4—5 раз меньше, чем ' при дуговой. В результате резко снижаются коробления изделия.
3. Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств В результате достигается высокое качество сварных соединений па химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электроннолучевой сварки достигается также на низкоуглеродистых, кор-
3* 67
розионно-стойких сталях, меди и модных, никелевых, алюминиевых сплавах.
Проплавление при электронно-лучевой сварке обусловлено в основном давлением потока электронов, характером выделения теплоты в объеме твердого металла и реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением. Возможна сварка непрерывным электронным лучом. Однако при сварке легкоиспаряющихся металлов (алюминия, магния и др.) эффективность электронного потока и количество выделяющейся в изделии теплоты уменьшаются вследствие потери энергии на ионизацию паров металлов.
В этом случае целесообразно сварку вести импульсным электронным лучом с большой плотностью энергии и частотой импульсов 100—500 Гц. В результате повышается глубина проплавления. При правильной установке соотношения времени паузы и импульса можно сваривать очень тонкие листы. Благодаря теплоотводу во время пауз уменьшается протяженность зоны термического влияния. Однако при этом возможно образование подрезов, которые могут быть устранены сваркой колеблющимся или расфокусированным лучом.
Таблица 5. Режимы электронно-лучевой сварки
Металл Толщина, мм Режим сварки Ширина шва, мм
Ускоряющее напряжение, нВ Сила тока луча, мА Скорость сварки, м/ч
Вольфрам 0,5 18—20 40-50 60 1.0
1,0 20—22 75—80 50 1,5
Тантал 1,0 20 22 50 50 1,5
Сталь типа 18-8 1,5 18—20 50 60 60 70 2,0
20,0 20—22 270 50 7,0
35,0 20—22 500 20 —
Молибден+вольфрам 0,54-0,5 18—20 45—50 35—50 1,0
Основные параметры режима электронно-лучевой сварки — сила тока в луче, ускоряющее напряжение, скорость перемещения луча по поверхности изделия, продолжительность импульсов и пауз, точность фокусировки луча, величина вакуума (табл. 5). Для перемещения луча по поверхности изделия используют перемещение изделия или самого луча с помощью отклоняющей системы. Отклоняющая система позволяет осуществлять колебания луча вдоль и поперек шва или по более сложной траектории. Низковольтные установки используют при сварке металла толщиной свыше 0,5 мм для получения швов с отношением глубины к ширине до 8 : 1. Высоковольтные установки применяют при сварке более толстого металла с отношением глубины к ширине шва до 25 ; 1.
68
xwwastj
Рис. 54. Типы сварных соединений при сварке электронным лучом:
а — стыковое (может быть с бортиком для получения усиления шва); б — замковое; а — стыковое деталей разной толщины; г — угловые; дне — стыковые при сварке шестерен; ж — стыковые с отбортовкой кромок
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, приведены па рис. 54. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не более 0,07 мм, при толщине до 20 мм зазор до 0,1 мм) и точное направление луча по оси стыка (отклонение не больше 0,2—0,3 мм). При увеличенных зазорах (для предупреждения подрезов) требуется дополнительный металл в виде технологических буртиков или присадочной проволоки. В последнем случае появляется возможность металлургического воздействия на металл шва. Изменяя величину зазора и количество дополнительного металла, можно довести долю присадочного металла в шве до 50%.
Недостатки электронно-лучевой сварки: возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине; для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
Сущность и техника сварки лучом лазера. В настоящее время сварка лучом лазера имеет еще незначительное применение в промышленности. Излучение лазера с помощью оптических систем может быть сфокусировано в пятно диаметром в несколько микрометров или линию и т. д. Световой луч может быть непрерывным или импульсным. При импульсном луче сварка происходит отдельными пли перекрывающимися точками.
Основными параметрами луча лазера являются его мощность, длительность импульса и диаметр светового пятна на свариваемой поверхности. Расфокусировка луча также влияет на глубину проплавления основного металла. При положительных расфокусировках глубина проплавления изменяется более резко. Поглощение световой энергии основным металлом зависит от состояния его по
6'3
верхности, поглощательной способности (часть светового потока, отражаясь, теряется).
Высокая концентрация теплоты в световом пятне лазера позволяет практически все металлы довести не только до расплавления, но и до кипения. Поэтому его можно использовать для сварки тугоплавких металлов. Однако мощность квантовых генераторов до последнего времени была невелика и позволяла сваривать металл толщиной до 1 мм. Поэтому луч лазера в основном использовали для сварки однородных и разнородных металлов в радиоэлектронике. Однако в последнее время появились лазеры с большой энергией луча. Они позволяют сваривать и резать различные металлы и неметаллы толщиной до десятков миллиметров. Большим преимуществом способа сварки лучом является возможность ведения процесса в вакууме, защитных газах или на воздухе. Однако следует помнить, что при сварке на воздухе расплавленный металл контактирует с окружающей его атмосферой, что может привести к развитию нежелательных металлургических взаимодействий, снижению свойств металла шва и образованию в нем дефектов.
§ 8. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
Этот способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их сплавов. К преимуществам способа относится возможность сварки за один проход металла практически любой толщины, что не требует удаления шлака и соответствующей настройки сварочной установки перед сваркой последующего прохода, как при других способах сварки. При этом сварку выполняют без снятия фасок на кромках. Для сварки можно использовать один или несколько проволочных электродов или электродов другого увеличенного сечения. В результате этого достигается высокая производительность и экономичность процесса, повышающиеся с ростом толщины свариваемого металла.
К недостаткам способа следует отнести то, что электрошлаковая сварка технически возможна при толщине металла более 16 мм и за редкими исключениями экономически выгодна при сварке металла толщиной более 40 мм. Способ позволяет сваривать только вертикальные швы. При сварке некоторых металлов образование в металле шва и околошовной зоны неблагоприятных структур требует последующей термообработки для получения необходимых свойств сварного соединения.
Сущность способа. Известно, что расплавленные флюсы образуют шлаки, которые являются проводниками электрического тока. При этом в объеме расплавленного шлака при протекании сварочного тока выделяется теплота. Этот принцип и лежит в основе электрошлаковой сварки (рис. 55). Электрод 1 и основной металл 2 связаны электрически через расплавленный шлак 5
70
Рис. 55. Схема процесса электрошлаковой сварки
(шлаковая ванна). Выделяющаяся в шлаковой панне теплота перегревает его выше температуры плавления основного и электродного металлов. В результате металл электрода и кромки основного металла оплавляются и ввиду большей плотности металла, чем шлака, стекают на дно расплава, образуя ванну расплавленного металла 4 (металлическую ванну).
Электродный металл в виде отдельных капель, проходя через жидкий шлак, взаимодействует с ним, изменяя при этом свой состав. Шлаковая ванна, находясь над поверхностью расплавленного металла, препятствует его взаимодействию с воздухом. При правильно подобранной скорости подачи электрода зазор между торцом электрода и поверхностью металлической ванны остается постоянным.
Свариваемый металл, шлаковая и металлическая ванны удерживаются от вытекания обычно специальными формирующими устройствами — подвижными или неподвижными медными ползунами 5, охлаждаемыми водой 6, или остающимися пластинами. Верхняя кромка ползуна располагается несколько выше зеркала шлаковой ванны. Кристаллизующийся в нижней части металлической ванны расплавленный металл образует шов 7. Шлаковая ванна, находясь над поверхностью металлической ванны, соприкасаясь с охлаждаемыми ползунами, образует на них топкую шлаковую корку, исключая тем самым непосредственный контакт расплавленного металла с поверхностью охлаждаемого ползуна и предупреждая образование в металле шва кристаллизационных трещин.
Расход флюса при этом способе сварки невелик и обычно не превышает 5% массы наплавленного металла. Ввиду малого количества шлака легирование наплавленного металла происходит в основном за счет электродной проволоки. Доля основного металла в шве может быть снижена до 10—20%. Вертикальное положение металлической ванны, повышенная температура ее верхней части и значительное время пребывания металла в расплавленном состоянии способствуют улучшению условий удаления газов и неметаллических включений из металла шва. По сравнению со сварочной дугой шлаковая ванна — менее концентрированный источник теплоты. Поэтому термический цикл элек-трошлаковой сварки характеризуется медленным нагревом и охлаждением основного металла. Отклонение положения оси свари
71
ваемого шва от вертикали возможно не более чем на 15° в плоскости листов и на 30—45° от горизонтали.
Так как выделение теплоты в шлаковой ванне происходит главным образом в области электрода, максимальная толщина основного металла, свариваемого с использованием одной электродной проволоки, обычно ограничена 60 мм. При сварке металла большей толщины электроду в зазоре между кромками сообщают возвратно-поступательное движение (до 150 мм) или используют несколько неподвижных или перемещающихся (рис. 56) электродов. В этом случае появляется возможность сварки металла сколь угодно большой толщины.
Техника сварки. Электрошлаковый процесс устойчиво протекает при плотностях тока около 0,1 А/мм2 (при дуговой сварке порядка 20—30 А/мм2). Поэтому возможна замена проволочных электродов на пластинчатые (рис. 57) или ленточныэ электроды. Однако, если невозможно использование механизма подачи пластинчатых электродов (недостаток места над изделием и др.) и при сварке изделий сложного сечения (пластинчатый электрод должен быть неподвижен) для компенсации недостатка металла для заполнения пространства между электродами и электродами и кромками основного металла используют способ сварки плавящимся мундштуком. В этом случае пластинчатый электрод по форме может повторять форму свариваемых кромок и быть составным (рис. 58).
Токоподвод к электродной проволоке осуществляется через скользящий контакт с пластинчатым расплавляющимся электродом (мундштуком). Один из приемов наплавки плоских поверхностей показан на рис. 59, а. При контактно-шлаковой сварке (рис. 59, б) стержней различного поперечного сечения после обра-
Рис. 56. Схемы процесса многоэлектрод-иой электрошлаковой сварки:
а — тремя электродами (стрелками указано возможное возвратно-ноступатслыюе движение электродов); б — десятью неподвижными электродами
Рис. 57. Схема электрошлаковой сварки пластин -чатым электродом; стрелками указано направление подачи электродов
72
Стеклоткань
Рис. 58. Схема электрошлаковой сварки плавящимся мупдпн уком:
о — общий вид; б — положение составного пластинчатого электрода в зазоре свариваемого стыка
зевания металлической ванны требуемого объема происходят выключение сварочного тока и осадка верхнего стержня. Этим способом можно приваривать стержни к плоской поверхности.
Устойчивость электрошлакового процесса, форма шва и глубина проплавления основного металла зависят от параметров режима сварки. К основным параметрам относятся: скорость сварки псв, сварочный ток ZCB, скорость подачи электродов рп п, напряжение сварки UCB, толщина металла, приходящаяся на один электрод, расстояние между электродами z. Вспомогательные составляющие режима: зазор между кромками Ьр, состав флюса, глубина шлаковой ванны в, скорость возвратно-поступательных движений электрода, его «сухой» вылет 1Э, сечение
Рис. 59. Схемы электрошлаковой наплавки (а) и контактной шлаковой сварки (б). Стрелками обозначено:
Л — направление перемещения формулирующего ползуна; Б — возвратно-поступательные движения электродов; В — направление подачи стержня в шлаковую ванну
73
Рис. 60. Зависимость размеров и формы шва (а) от основных параметров электрошлаковой сварки (б — е). Значения параметров сварки за исключением рассматриваемого: /св = 600 А; гпр = 40 м/ч; UCB = 38 н- 40 В; Ър = 20 мм
электродов и др. Глубина шлаковой ванны в зависимости от силы сварочного тока изменяется от 25 до 70 мм. Скорость возвратно-поступательного движения электрода 25—40 м/ч. Сухой вылет электрода 60—80 мм. Влияние некоторых параметров режима сварки на ширину провара показано на рис. 60, б — е.
С увеличением силы тока увеличивается скорость расплавления электрода и растет глубина металлической ванны hM в. Ширина шва изменяется незначительно (рис. 60, б). С увеличением скорости подачи электрода г1ф (обычно составляет 100 —500 м/ч) конец электрода погружается в шлаковую ванну более глубоко. Это уменьшает напряжение сварки С7св, глубину металлической ванны hM в и ширину шва Ьпр (рис. 60, в и д). Коэффициент формы шва (формы металлической ванны) ф = bap/hM в уменьшается с ростом силы тока и повышается с увеличением диаметра электрода и напряжения сварки.
Число электродных проволок, их диаметр и сечение пластинчатых электродов или плавящихся мундштуков, скорость их подачи и другие параметры выбирают таким образом, чтобы получить скорость и напряжение сварки, обеспечивающие устойчивость процесса и требуемые размеры и форму шва.
Применение электрошлаковой сварки вносит коренные изменения в технологию производства крупногабаритных изделий. Появляется возможность замены крупных литых или кованых
74
Рис. 61. Установка выходных (а) и входных (б) планок при электро-шлаковой сварке
Рис. 62. Электротлаковая сварка кольцевого шва:
а — вырезка дефектов в начале сварки; б — замыкание шва; стрелки;
А — направление вращения изделия; Б — перемещение автомата
деталей сварно-литыми или сварпо-ковапыми из более мелких поковок или отливок.
Заготовки под сварку следует собирать с учетом усадки стыка после сварки. Для плотного прилегания ползунов и формирующих устройств к кромкам стыка последние зачищают от заусенцев, окалины и т. д. па ширину до 100 мм. Для вывода за пределы шва усадочной раковины в конце шва (рис. 61) устанавливают выходные, а вывода непроваров в начале шва — входные планки, которые после сварки удаляют резкой. Для начала сварки в карман, образованный входными планками, засыпают флюс, который плавится сварочной дугой до получения шлаковой ванны требуе-
Рпс. 63. Основные типы сварных соединений, выполняемых электрошлаковой сваркой:
а и б — стыковые; в и д — тавровые; е —- угловое; е — переменного сечения
75
мых размеров. После этого дуга шунтируется шлаком, и процесс переходит в бездуговой — электрошлаковый.
Перед началом сварки можно заливать шлак, расплавленный в специальном кокиле. Для наведения электрошлаковой ванны можно использовать специальные флюсы, электропроводные в твердом состоянии. Оригинален процесс сварки кольцевых швов (рис. 62). Сварку начинают на входной планке 1. В процессе дальнейшей сварки при вращении изделия (рис. 62, а) дефектный участок в начале шва 2 вырезают для замыкания шва. При замыкании шва вращение изделия прекращается и начинается перемещение сварочной установки вверх (стрелка Б на рис. 62, б), как при обычной сварке прямолинейного шва. Замыкание шва и вывод усадочной раковины осуществляют с помощью специального кармана из пластин 3 или кокиля. Типы сварных соединений и вид сварных швов, получаемых при электрошлаковой сварке, показаны на рис. 63.
§ 9. ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ
Сущность и техника дуговой резки. Основные процессы дуговой резки основаны на расплавлении металла в месте реза и удалении его за счет давления дуги и собственного веса, а в некоторых случаях и дополнительного потока воздуха. Резку, как правило, выполняют вручную угольными или покрытыми металлическими электродами и используют для чугуна, высоколегированных сталей, цветных металлов и сплавов. Качество реза обычно низкое, с неровными кромками, покрытыми шлаком и оплавившимся металлом. Перед последующей сваркой требуется обязательная механическая обработка. Производительность резки невысокая.
Однако этот способ не требует специального оборудования и может быть осуществлен там, где выполняется дуговая сварка. Дуговая резка возможна в различных пространственных положениях. Подобная универсальность способствует применению (особенно в монтажных условиях) дуговой резки для углеродистых и низколегированных сталей. Резку можно выполнять как разделительную, так и поверхностную для выплавления канавок в основном металле, удаления дефектов в сварных швах и литейных-отливках и т. д.
При разделительной резке изделие устанавливают в положение, в котором наиболее благоприятны условия для вытекания расплавленного металла из места реза. При вертикальных ревах резку ведут сверху вниз, для того чтобы выплавляемый металл по засорял выполненный разрез. Для отклонения дуги магнитным дутьем в направлении реза второй сварочный кабель присоединяют сверху у начала разреза. Разделительную резку начинают с кромки или с середины листа. В последнем случае вначале прорезают отверстие. Затем, наклонив электрод так, чтобы кратер был расположен па торцовой кромке реза, оплавляют ее (рис. 64). Если
76
толщина разрезаемого металла меньше диаметра электрода, последний располагают перпендикулярно поверхности и просто перемещают вдоль ливни реза без дополнительных колебаний.
При поверхностной резке электрод наклоняют к поверхности под углом 5—20° и перемещают,
Рис. 64. Дуговая резка металлическим электродом
частично погружая его конец
н образовавшуюся полость. Широкие канавки выплавляют с поперечными колебаниями электрода в вертикальном положении. Глубина канавки зависит от скорости перемещения дуги и наклона электрода. Глубокие канавки выполняют за несколько проходов. Для прорезания дугой круглых отверстий различного размера
электрод устанавливают перпендикулярно к поверхности и возбуждают дугу возможно большей длины.
Для вырезки больших отверстий вначале прорезают маленькое отверстие, несколько отступя внутрь от края реза, а затем рез продолжают, выводя его на края основного отверстия. Особое внимание при дуговой резке следует обращать на предохранение от брызг и капель металла и шлака, которые могут вызвать ожоги
и загорания.
Таблица 6. Величина сварочного тока для дуговой резки металлическим электродом
Металл Толщина, мм Диаметр электрода, мм Сила тока, А
Низкоуглсродпстая сталь, чугуп . . 6—50 4 300
5 400
Коррозионно-стойкая сталь ...... 6—25 4 5 225 300
Медные сплавы 6—12 5 300
Для дуговой резки металлическим электродом используют толстопокрытые электроды, обычно те же, что и для сварки. Род тока зависит от марки электрода. Па скорость разделитель пой резки основное влияние оказывают толщина металла, диаметр электрода и величина тока (табл. 6). С увеличением толщины металла скорость резко уменьшается. Для резки угольными или графитовыми электродами используют постоянный ток прямой полярности, так как в этом случае на изделии выделяется больше теплоты. Науглероживание кромок реза затрудняет их последующую механическую резку. Ширина реза больше, чем при использовании металлического электрода. При воздушно-дуговой резке металл расплавляется угольной дугой и выдувается
77
потоком воздуха, подаваемого параллельно электроду под давлением 4—6 ат.
При строжке электрод располагают под углом 30—45° к поверхности металла и, перемещая его рабочим концом вперед, несколько углубляют дугу. Глубина канавки зависит от величины тока, скорости резки и угла наклона электрода. Чем круче наклон электрода, тем глубже выплавляемая канавка. При необходимости получения уширенных канавок концу электрода сообщают поперечные колебания. Диаметр электрода выбирают на 2—4 мм меньше ширины выплавляемой канавки.
При разделительной резке электрод располагают под углом 60—90° к поверхности изделия в при повышенной толщине металла перемещают с колебаниями конца электрода от нижней
Таблица 7. Режимы воздушно-дуговом резки к верхней кромке реза (см. рис. 56). При резке металла толщиной более 20 мм
Толпщпа металла, мм Диаметр рекомендуется последова-
Гезка угольного электрода, мм Сила тока, А тельно выплавлять канавки. При каждом последующем проходе жела-
Поверхностная - 6 8 10 12 250- 270 350-370 450—500 550 телыго использовать электрод меньшего диаметра. При воздушно-дуговой
Разделительная До 10 10 14 14-25 0—8 8-10 10-12 250-350 350-450 450 —550 резке используют постоянный ток обратной полярности. При резке чугуна
лучшие результаты дает переменный ток (табл. 7). Некоторое применение, например при производстве спирально-шовных труб, находит способ резки дугой, горящей под флюсом. При этом используют повышенные плот-
ности тока.
Сущность и техника дуговой сварки и резки под водой. Сварка и резка под водой возможны в кессонах, когда место сварки свободно от воды. При этом техника сварки не отличается от обычной сварки на воздухе. Однако в большинстве случаев при ремонтных и монтажных работах сварку приходится выполнять непосредственно в воде. В этом случае сварщик погружается под воду в водолазном скафандре на глубину до 40 м.
При сварке в воде дуга горит в газовом пузыре, находящемся на торце электрода и образованном за счет испарения и разложения воды, продуктов электродного покрытия, паров металлов. Удержанию газового пузыря на конце электрода способствует козырек, образующийся из-за более медленного расплавления покрытия электрода, которое охлаждается водой. Газовый пузырь непрерывно изменяет свой объем, так как часть газов удаляется на поверхность. Газ пузыря состоит преимущественно из водорода. Это способствует наводороживанию металла шва и образованию в нем пор и снижению его пластичности. Поэтому
78
необходимо предохранять покрытие электродов от насыщения НОДОЙ.
Влага в покрытии приводит также и к его разрушению, что делает электрод непригодным к работе. Водонепроницаемость покрытия электрода, особенно при работе в морской соленой воде, необходима для уменьшения утечек сварочного тока, которые могут достигать десятков ампер. По этой причине при сварке и резке в воде применяют специальные держатели, изолированные по всей поверхности. Водонепроницаемость покрытию электродов придают пропиткой и покрытием поверхности электрода специальными водонепроницаемыми составами (парафин, раствор целлулоида в ацетоне, бакелитовый лак и т. д.). При удовлетворительном изготовлении электродов дуга горит так же устойчиво,
как на воздухе.
С увеличением глубины погружения возрастает напряжение дуги (обычно на 5—б В) и ее проплавляющее действие. Сварка
возможна в различных п ростр ан ственпы х пол оже-ниях. Во время работы в воде образуется много мути за счет конденсата паров дуги, что снижает видимость; и дугу трудно поддерживать ввиду малой устойчивости сварщика, особенно при быстром течении воды. В этих условиях наиболее рациональна сварка опиранием электрода на козырек. По этой
Таблица S. Режимы ручной дуговой сварки под водой
Толщина металла, ММ
4-6
6-10
Свыше 10
Диаметр электрода, мм
Сила тока, А
Примечание
200—230
250—300
220—240
300—400
1-й слой 2-й п последующие слои
же причине наиболее благоприятны угловые швы в нахлесточных
и тавровых соединениях, когда кромка шва служит направляющей для перемещения электрода.
При сварке опиранием в нижнем положении электроду придают наклон в сторону перемещения на 60—70° и в вертикальном и потолочном положениях — на 35—40°. Изменяя наклон элек-
трода и скорость его перемещения, регулируют размеры шва. При большом объеме разделки ее заполняют за несколько проходов (табл. 8). Наплавленный металл при сварке пизкоуглеро-дистых сталей имеет удовлетворительный химический состав и механические свойства. Однако при сварке закаливающихся сталей свойства сварного соединения понижены из-за подкалки вследствие интенсивного охлаждения водой.
Резку под водой можно выполнять двумя способами. При одном способе используют электроды со сплошным металлическим стержнем и водонепроницаемым покрытием. Электроды для резки отличаются от электродов для сварки повышенной толщиной покрытия, составляющего до 30% массы электрода, обычно
79
специального состава. После возбуждения дуги электрод отклоняют в сторону, противоположную резу, и, надавливая на пего, перемещают вниз по кромке. При этом расплавленный металл удаляется давлением дуги и соскабливанием его козырьком покрытия. При достижении нижней кромки электрод быстро возвращают к верхней кромке реза и процесс повторяют.
При плохой видимости резку выполняют образованием ряда отверстий — проколов и разрезкой перемычек между ними. Для образования прокола вертикально расположенным к поверхности электродом возбуждают дугу и, нажимая на электрод, постепенно углубляют его конец в ванну металла, расплавляемого горящей под козырьком дугой, до образования отверстия. Резкой можно удалять дефекты в сварных швах и разделывать трещины. Для этого электрод устанавливают с наклоном на 15—30°.
При выплавке вертикальных трещин процесс ведут сверху вниз. Горизонтальные трещины выплавляют продольными возвратно-поступательными движениями, соскабливая козырьком покрытия расплавленный металл. Недостатком подводной резки является необходимость использования больших токов (500— 1000 А) и быстрое снижение скорости резки с возрастанием толщины металла (табл. 9).
При другом способе резки — электрокпелородном — процесс основан на нагревании металла теплотой дуги, сжигании его и выдувании продуктов сжигания струей режущего кислорода. При этом плавится и сгорает и сам электрод. Электрод представляет собой цельнотянутую или свернутую из лепты трубку из низкоуглеродистой стали с наружным диаметром 7—10 мм и отверстием диаметром 1,5—4 мм, длиной 350—450 мм. На поверхность трубки наносят влагонепроницаемое покрытие.
Таблица 9. Режимы дуговой резки под водой
Толщина стали, мм Диаметр электрода, мм Сила тока, А
ДО 8 5 400
8—15 5 500
15 -30 6 700
30—40 7 800
40- 60 8 900—1000
Таблица 10. Режимы электрокпело-родной резки под водой
Толщина стали, мм Сила тока, А Давление кислорода, ат
5—10 300-200 3—4
10—20 320—340 4—5
20-50 340 -360 5—6
50—80 360 -375 6—7
Режущий кислород подается к месту реза по внутреннему каналу электрода через держатель, который осуществляет и то-колодиод. Резку обычно ведут методом опирания. Для этого после пуска кислорода (если нет специального клапана) возбуждают дугу и перемещают электрод вдоль оси до прорезания металла па всю толщину (табл. 10). При небольшой толщине 80
2
Рис. 65. Сварка дугой, вращающейся в магнитном поле:
и дуга, горящая между неплавящимся электродом и поверхностью трубы; б — дуга, горящая между кромками свариваемых труб; в — дуга, горящая между вольфрамовым .инчстродом и поверхностью изделия:
/ трубы; 2 — катушка или катушки электромагнитов; 3 — дуга; 4 — электрод; 5 — грубпая доска
металла электрод можно перемещать и вдоль линии реза. При начале реза не с кромки изделия необходимо прорезать круглое отверстие. Основным недостатком этого способа резки является бол мной расход электродов.
Сварку в воде можно выполнять также плавящимся или вольфрамовым электродом в аргоне или плавящимся электродом в среде защитного газа. В этом случае дуга горит в пузыре, образованном защитным газом на срезе сопла. Сварку вольфрамовым электродом выполняют вручную, а плавящимся электродом — с помощью полуавтоматов. Качество швов при сварке вольфрамовым электродом выше, чем при плавящемся электроде. Механизмы подачи присадочной проволоки помещают в водонепроницаемые контейнеры и спускают под воду. Аппаратные ящики располагают над водой. Имеется положительный опыт сварки под водой с использованием плазмы.
Сущность и техника сварки дугой, вращающейся в магнитном поле. Интересно применение дуги при перемещении ее специально создаваемым внешним магнитным полем. Иа рис. 65, а показана схема сварки кольцевых стыков труб. Дуга врахцается по внутренней поверхности кольцевого медного охлаждаемого водой электрода и по внешней поверхности свариваемых кромок груб. Взаимодействие магнитного поля дуги, создаваемого радиально направленным током и аксиально направленным магнитным полем в зазоре между трубами и электродом, создаваемым внешним электромагнитом, вызывает перемещение дуги. После необходимого разогрева кромок труб происходит их осадка вдоль оси труб. Трубы с толщиной стенки до 1,5 мм собирают без зазора и сваривают без осадки.
81
При сварке по схеме, представленной на рис. 65, б, трубы собирают с определенным зазором. Дуга возбуждается в зазоре между кромками; направление тока дуги совпадает с осью труб. Катушки создают внешние магнитные потоки, направленные встречно, что приводит к созданию в зазоре между трубами радиальной составляющей магнитного поля. Взаимодействие радиальной составляющей с магнитным полем дуги приводит к перемещению дуги по кромкам труб. После их оплавления производят осадку труб вдоль их оси.
Трубы к трубкой решетке (рис. 65, в) также приваривают дугой, перемещаемой под влиянием совместного взаимодействия продольного магнитного поля и магнитного поля дуги.. Анодное пятно дуги находится на вольфрамовом электроде. Скорость перемещения дуги по кромке трубы достигает нескольких метров в секунду, и зрительно создается впечатление горения одной конусной дуги.
В рассмотренных случаях перемещения дуги в магнитном поле ее скорость зависит от величины сварочного тока, напряженности внешнего магнитного поля, металла изделия и ряда других условий сварки. Используя бегущее магнитное поле, такое же как в статорах электродвигателей переменного тока, можно управлять скоростью вращения дуги.
Ill
ГЛАВА
СВАРОЧНЫЕ
МАТЕРИАЛЫ
§ 1. НАЗНАЧЕНИЕ СВАРОЧНЫХ МАТЕРИАЛОВ
При сварке плавлением монолитное, неразъемное сварное соединение получается в результате расплавления либо кромок свариваемого металла, либо кромок и дополнительного присадочного металла с образованием общей металлической сварочной ванны и последующей кристаллизацией этой ванны после прекращения действия теплоты источника нагрева. В большинстве случаев сварку проводят с введением присадочного металла в виде проволок, стержней, пластин и т. п., электрически связанных с источником теплоты (дуговая сварка плавящимся электродом, электрошлако-пая сварка) или вводимых независимо (дуговая сварка непла-вящимся электродом, электронно-лучевая, плазменная сварка).
Физико-металлургические процессы, протекающие при сварке (на торце электрода, в дуге, ванне), должны обеспечить металл шва такого химического состава, при котором были бы получены необходимые его свойства: отсутствие дефектов (трещин, пор и др.), равнопрочность с основным (свариваемым) металлом и другие свойства, определяемые условиями его работы. Этого можно достичь легированием металла шва присадочным металлом, покрытием, флюсом либо применением особых методов защиты зоны сварки (защитных газов, вакуума) при сварке без добавочных материалов.
Присадочный металл и другие вещества, используемые при сварке плавлением с целью получения непрерывного, неразъемного соединения, удовлетворяющего определенным требованиям, принято называть сварочными материалами.
К сварочным материалам относят сварочную проволоку, присадочные прутки, порошковую проволоку, плавящиеся покрытые электроды, неплавящиеся электроды, различные флюсы, защитные (активные и инертные) газы.
Указанные материалы должны обеспечить требуемые геометрические размеры и свойства сварного шва; хорошие технологические условия ведения процесса сварки; высокую производительность и экономичность процесса; необходимые санитарно-гигиенические условия труда при их производстве и сварке.
83
Это достигается тем, что сварочные материалы участвуют: а) в защите расплавленного металла в зоне протекания металлур гических процессов, а в некоторых случаях и нагретого твердого металла от вредного действия атмосферного воздуха (насыщения его газами атмосферы) в течение всего процесса сварки — в процессе расплавления, переноса в дуге, пребывания в сварочной ванне, кристаллизации; б) в регулировании химического состава металла шва путем его легирования и раскисления; в) в очистке (рафинировании) металла шва — удалении серы, фосфора, включений окислов и шлаков; г) в очистке металла шва от водорода и азота; д) в ряде случаев в модифицировании, измельчении первичной структуры шва.
Присадочный металл (в виде сварочной, электродной или присадочной проволоки, стержня электрода), имеющий определенный химический состав, и дополнительные средства (в виде толстого покрытия на электроде, флюса или защитного газа либо порошка в порошковой проволоке) в комплексе обеспечивают газовую, шлаковую или комбинированную газо-шлаковую защиту зоны сварки от воздуха, стабилизацию горения дуги, раскисление и легирование металла шва, очистку его от вредных примесей и газов и предотвращают образование в нем трещин и т. п.
Следовательно, при сварке осуществляется сложная физи ко-химическая обработка электродного и основного металла, происходящая в газовой и шлаковой фазах и завершающаяся в сварочной ванне, что приводит к образованию шва нужного состава с требуемыми свойствами; эту обработку обычно называют металлургическими или физико-металлургическими процессами сварки.
Присадочный (дополнительный) металл обычно требуется для получения шва с необходимыми геометрическими размерами, так как в большинстве случаев расплавление только кромок основного металла не обеспечивает получение усиления шва и заполнение зазора и разделки кромок (если она есть). Если дополнительный металл в процессе сварки расплавляется в виде сварочной (электродной) проволоки, стержней и т. д., включенных в сварочную цепь, он обычно называется электродным, а если он не включен в сварочную цепь, — присадочным.
Закристаллизовавшийся металл шва состоит из смешанных в жидком состоянии (в сварочной ванне) расплавленных основного и присадочного металлов. Поэтому доли их участия определяют по исходной конфигурации кромок до расплавления и конечным геометрическим размерам шва.
Площадь поперечного сечения шва
= -^пр + FH,
где Е1|р и F„ — площади поперечного сечения расплавленных основного и дополнительного металлов, см2; FH обычно называют площадью поперечного сечения наплавленного металла.
84
Доля участия основного металла в формировании шва определяется отношением (рис. 66, а)
То = пр/1(-/' пр "Г Рн) •
Соответственно доля участия наплавленного металла в образовании шва
Тп = P-а! (А пр + и) •
Рис. Об. Определение доли участия металла в формировании шва
При этом Yo + Тп = 1, а Тн = 1 ~ То- Величины /’пр и Ен, и у0 непосредственно зависят от метода и режима сварки, формы подготовки кромок и определяются расчетом по эмпирическим формулам или графикам.
Содержание рассматриваемого элемента в металле шва определяется на основании правила смешения по формуле
[Х]ш = То PQo..m + С1 - То) [А]э± ДА,
где [А]ш, [Х]о.м, [А ]э — концентрация рассматриваемого элемента соответственно в металле однослойного шва, основном и электродном металлах; ДА — обобщенное изменение данного элемента в составе основного и электродного металлов вследствие неизбежного взаимодействия расплавленного металла с окружающей средой — газами и шлаками.
При многослойной сварке, когда последующий валик (рис. 66, б) накладывают в разделке на основной металл (Fo м) и предыдущий валик (Еи ,), их долю в образовании металла zi-ro валика также следуют учитывать. В этом случае площадь поперечного сечения шва
Fm — Pо.мЧ~ ^п-1 + FB.
Соответственно доли участия каждого компонента в формировании шва
То. м —FokJFB]’, Тп-1 = ХП_1/7'’1П; Уп = Рп/Рш.
Если свариваются разнородные металлы, значительно разли чающиеся по химическому составу, участие их в формировании шва учитывается следующим образом:
Ро. м — Fo 10 м2;
Рш — Р о .Ml +^о.мг + ^п-1 +^н-
Соответственно доля их участия в формировании шва
То. Ml — Ро.М1/Рщ7 То. м2 = Ро.мг/Рш-
Содержание рассматриваемого элемента в металле n-го шва
[A In. ш — То.м + Тп-1[*]«-! (1 — То.м Тп 1)|А ]э i ДА.
85
§ 2. СВАРОЧНАЯ ПРОВОЛОКА, ЭЛЕКТРОДНЫЕ СТЕРЖНИ И ПРУТКИ, ПОРОШКОВАЯ ПРОВОЛОКА, НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ
Наиболее часто при сварке в качестве присадочного металла используют сварочную проволоку, полученную либо горячей прокаткой, либо волочением после горячей прокатки. При наплавке наряду с проволокой широко применяют металлическую ленту.
При механизированных способах сварки плавлением проволоку используют в виде непрерывного плавящегося электрода, намотанного на специальные кассеты; при ручной дуговой сварке — в виде прутка определенной длины (300—500 мм), т. е. плавящихся штучных электродов.
Если электродная проволока или электроды включены в сварочную цепь, скорость их введения, а следовательно, и доля электродного металла в образовании шва зависят от режима сварки и могут регулироваться только в определенных пределах. При сварке плавлением неплавящимися электродами (вольфрамовым, угольным) присадочный металл в зону сварки подают автономно, поэтому его долю в формировании шва можно регулировать в значительно более широких пределах. Дополнительная проволока, пруток или стержень, подаваемые в зону сварки, в этом случае называют присадочным прутком. По условиям удобства использования при ручной сварке пруток имеет длину до 1000 мм, при механизированной подаче специальным подающим механизмом — большую длину и сматывается со специальной кассеты.
Обычную сварочную проволоку изготовляют из хорошо деформируемых металлов. Однако, если металл шва должен иметь высокую твердость и исходный присадочный металл плохо деформируется в холодном и горячем состояниях, изготовление проволоки прокаткой или волочением невозможно; дополнительный металл изготовляют литьем в виде присадочных прутков.
Используют также специальную порошковую проволоку в виде металлической трубки, внутри которой заложены необходимые сварочные материалы (легирующие, раскисляющие и другие компоненты).
Для электрошлаковой сварки наряду с проволочными применяют пластинчатые электроды, изготовляемые из широкополосной ленты или крупногабаритных листов.
Однако в основном в качестве металлических присадочных материалов применяют сварочную проволоку — стальную или из цветных металлов и сплавов. На основании многолетнего опыта сварки разработаны государственные стандарты: на основные марки стальной проволоки для сварки ГОСТ 2246—70 «Проволока стальная сварочная»; для наплавки ГОСТ 10543—75 «Проволока стальная наплавочная»; на марки сварочных проволок из алюминия и его сплавов ГОСТ 7871—75 «Проволока сварочная из алюминия и алюминиевых сплавов»; на марки
86
с варочной проволоки и прутки из меди и медных сплавов ГОСТ 16130—72 «Проволока и прутки из меди и сплавов па медной основе сварочные». Сварочные проволоки и прутки, применяемые для многих других металлов и сплавов, поставляют по различным техническим условиям, имеющим ведомственный характер.
Наиболее важное значение имеет стандарт ГОСТ 2246—70, в котором регламентирован химический состав 77 марок сварочных проволок. Стандарт регламентирует только химический состав и размеры проволоки, так как механические свойства металла шва зависят от многих других факторов (доли участия основного металла, марки флюса, режима сварки и т. д.). Стандартом регламентированы диаметры проволок (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0. Из этой номенклатуры проволоки диаметром 1,6—8 мм применяют для сварки и изготовления электродов, остальные только для сварки или наплавки.
Таблица 11. Химический состав некоторых марок сварочной проволоки (выдержки из ГОСТ 2246—70)
Марка проволоки С, не более Мп Si, не Солее Сг, не более Ni, нс более Мо Ti, V s p
He 6 олсе
С.н-08 0,1 0.35— 0,60 0,03 0,15 0,3 - — 0.040 0,040
Сп-()8А 0,1 0.35— 0.60 0,03 0,10 0.2) — — 0,0.30 0,0.30
C1HI8AA 0.1 0.35-0.60 0.03 0.10 02) — — 0,020 0,020
Св-08ГА 0,1 0.80 1,10 0.03 0,10 0,23 — — 0.025 0.030
С.В-10Г2 0,12 1,50— 1,90 0.03 0.20 0,3 — — 0,0.30 0,030
Св-()8ГС 0.10 1.40— 1.10 0,go-о.85 ОДО 0Д5 — — 0.025 0,030
Св-08Г2С 0.05- 0.11 1.80- 2,10 0,70-0.95 0,20 ОД.) — — 0.025 0,030
СО-08ГСМТ 0,06- 0,11 1.00- 1,30 0.40-0,70 0,30 0,30 0.20 — 0,40 Ti =0,05 л. 0,12 0,025 0,030
С.В-06Х19Н9Т 0,08 1,0-2.0 0,4-1,0 18,0— 20.0 8.0- 10,0 — Ti = 0^4-1,0 0,015 0,030
Св-08 Х19Н9Ф2С2 0,10 1,0-2,0 1,3-1,8 18,0— 20,0 8,fl-10,0 — V = 1,8 4-2.4 0.025 0,030
СВ-04Х19Н11МЗ 0,06 1,0- 2,00 0,6 18.Ci- 20 ,0 10,6— 12,0 2,0-3,0 — 0,018 0,025
В обозначении проволоки но стандарту указаны ее назначение «Св», т. е. что она сварочная, затем система легирования и примерное содержание элементов (табл. 11). По общепринятой символике химические элементы обозначены буквами: Б — ниобий; В — вольфрам; Г — марганец; Д — медь; М — молибден; П — никель; С — кремний; Т — титан; Ф — ванадий; X — хром; Ц — цирконий; Ю — алюминий. Средний процент содержания углерода указан без буквенного обозначения цифрой в сотых
87
долях процента сразу за символом «Св». При содержании элементов менее 2% цифра не ставится. Например, обозначение проволоки Св-08Г2С расшифровывается так: Св — сварочная, 08 — содержание углерода 0,08%, марганца до 2%, кремния до 4%; проволоки Св-06Х19Н9Т расшифровывается: сварочная, среднее содержание элементов: углерода 0,06%, хрома 19%, никеля 9%, титана до 1%.
Более точное содержание элементов указано в стандарте. Диаметр проволоки указывается только при поставках в виде цифры, которая стоит перед маркой проволоки (например 2-Св-08Г2С, где 2 означает диаметр проволоки указанной марки).
Повышенные требования к чистоте проволоки по вредным примесям (снижение содержания серы и фосфора на 0,01% каждого) отмечаются в марке проволоки (только углеродистой и легированной) буквой А и АА, например Св-08А. Для высоколегированных проволок вообще не допускается содержание серы свыше 0,030% и фосфора свыше 0,035%.
Стандарт ГОСТ 10543—75 регламентирует 30 марок проволоки для наплавки, из них 9 марок углеродистых, И марок легированных и 10 марок высоколегированных. Проволоки также классифицируются по химическому составу. Символ «Нп» означает, что проволока для наплавки (только для механизированной наплавки, по не для изготовления электродов). После символа «Нп» цифрами указано содержание углерода в сотых долях процента, затем буквами и цифрами — содержание других элементов. Например, проволока Нп-30 расшифровывается: проволока углеродистая для наплавки со средним содержанием углерода 0,30% и содержанием других элементов до 2%; проволока «Нп-105Х» расшифровывается: проволока для наплавки со средним содержанием углерода 1,05% и хрома менее 2%.
При поставке диаметр проволоки указывается цифрой перед символом «Нп», в стандарте предусмотрены проволоки диаметром 0,3—8,0 мм. Например, полное обозначение проволоки для наплавки имеет вид: проволока ЗНп-105Х ГОСТ 10543—75.
ГОСТ 7871—75 регламентирует химический состав 14 марок тянутой и прессованной проволоки из алюминия от Св А97 до Св А5 (А1 > 99,5%), алюминиево-марганцевого сплава (СвАМц), алюминиево-магниевых сплавов (СвАМгЗ, СвАМг4, СвАМг5, СвАМгб и др.), алюминиево-кремнистых сплавов (СвАК5; СвАКЮ; Св1201).
Состав проволок достаточно ясен из их обозначения, диаметры проволок 0,8—12,5 мм. Пример условного обозначения проволоки по этому ГОСТу: 2-СвАМц ГОСТ 7871—75.
ГОСТ 16130—72 регламентирует химический состав проволоки и прутков из меди и сплава на медной основе для сварки, наплавки и пайки. Стандарт регламентирует 17 марок проволоки и 12 марок прутков. Обозначение марок соответствует буквенным и цифровым обозначениям, принятым для меди и ее сплавов
88
Гис. 67. Поперечные сечения порошковых проволок:
и простая трубчатая; б — с одним загибом оболочки; в — с двумя загибами оболочки; г фигурная с повышенной долей металла; д — из трубки сплошного сечения (бесшов-н« П)
(без символа «Св»). Диаметры проволок 0,8—8,0 мм. Диаметры прутков 6,0 и 8,0 мм. Этот стандарт содержит также рекомендации по применению проволок и прутков.
Порошковая проволока представляет собой трубчатую, часто сложного внутреннего сечения проволоку, заполненную порошкообразным наполнителем (рис. 67). Порошкообразный наполнитель имеет состав, обычно соответствующий покрытиям основного типа с отношением его массы к массе металлической оболочки в пределах 15—40%. Сохраняя технологические преимущества голой проволоки, порошковая проволока позволяет создавать газовую и шлаковую защиту металла сварочной ванны от воздуха, обеспечивать легирование металла шва и его очистку от вредных примесей. Надежность защиты металла сварочной панны от атмосферного воздуха можно характеризовать по содержанию азота (попадающего в металл шва именно из воздуха); так, при сварке порошковой проволокой содержание азота обычно не превышает 0,02—0,025%.
Порошковая проволока — универсальный сварочный материал, пригодный для сварки сталей практически любого легирования, для наплавки слоев с особыми свойствами, — в ряде случаев начинает успешно конкурировать с такими сварочными материалами, как флюсы и защитные газы. Наиболее широко порошковую проволоку применяют для сварки пизкоуглеродистых и низколегированных сталей и наплавочных работ, что обусловлено возможностью варьирования химического состава и массы наполнителя — порошкообразной шихты, обеспечивающей высокое качество сварных соединений. В некоторых случаях порошковые проволоки (с наполнителем рутилового и рутил-флюоритового типов) выпускают для сварки с применением дополнительной защиты при сварке (флюса или углекислого газа).
Наиболее часто порошковую проволоку изготовляют из ленты (рис. 68). Легко деформируемая лента из рулона 1 подается в специальное очистное устройство 2, откуда поступает в ролики 3, предварительно деформирующие из ленты желоб (сечение а — а). Затем из дозатора 4 желоб наполняется шихтой, после чего лента, уже имеющая форму желоба, заполненного шихтой, попадает в ролики 5, в которых формируется собственно сечение проволоки (см. сечения б — б и в — в). Проходя через фильеры 6, проволока
89
Рис. 68. Последовательность технологических операции при изготовлении порошковой проволоки
деформируется до меньшего диаметра (2,0 — 2,5 мм), проходит через волочильный барабан 7 и наматывается на кассету 8.
В связи с тем, что по рассмотренной технологии невозможно получить проволоку меньшего диаметра, в последние годы разрабатывают процессы изготовления порошковой проволоки из
Таблица 12. Основные марки порошковых проволок и их назначение
Марка проволоки Назначение
ПП-АН1 Механизированная сварка нпзкоуглерод петых сталей в нижнем положении
ПП-АНЗ Механизированная сварка низко углеродистых и
ПП-АН7 низколегированных сталей и шикнем положении То же, для сварки в любых пространственных положениях
ПП-1Х14Т-0 Механизированная наплавка уплотнительных по-
ПП-ЗХ13-0 верхпостей арматуры Механизированная наплавка деталей, работающих в условиях трепня металла о металл
ПП-200Х10Г80 Механизированная наплавка деталей, работающих в условиях износа и удара
ПП-1Х18Н9С6Г2 Механизированная наплавка деталей, работающих
ПП-25Х5ФМС в условиях высоких давлений и температур Механизированная наплавка деталей, работающих в условиях циклической термической нагрузки и износа
ПП-50ХН2МФ Механизированная наплавка деталей, работающих
ПП-У20Х12ВФ в условиях высоких ударных нагрузок Механизированная наплавка деталей, работающих в условиях износа и удара
ППК-300 ПП Х6Г5СЮ-1 От ПП-ТН200 до ПП-ТН450 Наплавка крановых колес над флюсом Наплавка молотков дробилки Наплавка деталей подвижного железнодорожного состава, работающих в условиях изпоса п динамических нагрузок
90
стальной пластичной сплошного сечения трубки. Трубку необходимого состава предварительно заполняют порошковым наполнителем, а затем путем волочения через несколько фильер уменьшают ее диаметр до 1 мм. Использование порошковой проволоки такого малого диаметра расширяет технологические возможности сварки и область их применения (табл. 12).
Нсплавятциеся электроды. По материалу, из которого они изготовлены, могут -быть угольными, графитовыми, вольфрамовыми, циркониевыми, гафниевыми. Все эти материалы относятся к группе тугоплавких. Неплавящиеся электроды служат только для поддержания горения дуги и поэтому должны обладать высокой стойкостью при высоких температурах (расход их должен быть минимальным).
Графитовые и угольные электроды различаются строением углерода. В графитовых электродах углерод имеет кристаллическое строение, в угольных — аморфное. Для угольного электрода электрическое сопротивление кубика с ребром в 1 см составляет 0,0032 Ом, для графитового 0,0008 Ом. Температура начала окисления на воздухе угольного электрода 500 °C, графитового 640 °C; следовательно, по этим показателям предпочтительнее применение графитовых электродов.
Высокая температура кипения углерода (4500 К) обеспечивает его малый расход за счет испарения, но при взаимодействии с воздухом происходит его окисление и угар с возможным науглероживанием сварочной ванны. Уменьшить разогрев электрода можно за счет увеличения его сечения. По этой причине угольные и графитовые электроды обычно применяют больших диаметров (6—20 мм и выше), что затрудняет действия сварщика.
Уменьшить диаметр электродов, исключить опасность науглероживания металла шва можно при применении электродов из тугоплавких металлов. Наиболее широкое применение для сварки имеют вольфрамовые электроды диаметрами 1—6 мм, с высокой механической прочностью и сравнительно небольшим электрическим сопротивлением. Температура плавления вольфрама 3377 °C, температура кипения 4700 °C. Вольфрамовые стержни изготовляют из порошка (чистотой 99,7%), который прессуют, спекают и проковывают, в результате чего отдельные его частицы свариваются. Заготовки подвергают волочению для получения стержней необходимых диаметров.
Вольфрамовые электроды изготовляют из чистого вольфрама и с присадками окислов лантана или иттрия, а также металлического тантала. Легирование вольфрама окислами иттрия или лантана в небольшом количестве резко увеличивает эмиссионную способность вольфрама-катода, в результате чего возрастает стойкость электродов (способность длительное время сохранять заостренную форму) при максимальных токах, повышается стабильность горения дуги. Однако все электроды на основе вольфрама
91
требуют при сварке защиты их инертными газами от окисления кислородом воздуха.
Циркониевые и гафниевые электроды используют в плазматронах при тепловой резке металлов.
§ 3. СВАРОЧНЫЕ ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ
Электроды для ручной дуговой сварки представляют собой стержни длиной до 450 мм, изготовленные из сварочной проволоки (ГОСТ 2246—70), на поверхность которых нанесен слой покрытия различной толщины. Один из концов электрода на длине 20—30 мм освобожден от покрытия для зажатия его в электрододержателе с целью обеспечения электрического контакта. Торец другого конца очищают от покрытия для возможности возбуждения дуги посредством касания изделия в начале процесса сварки.
Покрытие предназначено для повышения устойчивости горения дуги, образования комбинированной газошлаковой защиты, легирования и рафинирования металла. Для изготовления покрытий применяют различные материалы (компоненты).
1. Газообразующие компоненты — органические вещества: крахмал, пищевая мука, декстрин либо неорганические вещества, обычно карбонаты (мрамор СаСО3, магнезит MgCO3 и др.).
2. Легирующие элементы и элементы-раскислители: кремний, марганец, титан и др., используемые в виде сплавов этих элементов с железом, так называемых ферросплавов. Алюминий в покрытие вводят в виде порошка-пудры.
3. Ионизирующие или стабилизирующие компоненты, содержащие элементы с низким потенциалом ионизации, а также различные соединения, в состав которых входят калий, натрий, кальций, мел, полевой шпат, гранит и др.
4. Шлакообразующие компоненты, составляющие основу покрытия, — обычно это руды (марганцовая, титановая), минералы (ильменитовый и рутиловый концентраты, полевой шпат, кремнезем, гранит, мрамор, плавиковый шпат и др.).
5. Связующие — водные растворы силикатов натрия и калия, называемые натриевым или калиевым жидким стеклом, а также натриево-калиевым жидким стеклом.
6. Формовочные добавки — вещества, придающие обмазочной массе лучшие пластические свойства, — бентонит, каолин, декстрин, слюда и др.
Для повышения производительности сварки, увеличения количества дополнительного металла, вводимого в шов, в покрытии электродов может содержаться железный порошок до 60% массы покрытия. Многие материалы, входящие в состав покрытия, одновременно выполняют несколько функций, обеспечивая и газовую защиту в виде газа СО2, и шлаковую защиту в виде СаО и т. д.
92
Газовая защита образуется в результате диссоциации органических веществ при температурах выше 200 °C:
Сп (ЩО)^ _> (И -1) СО + (п -1) Н2 + С, диссоциации карбонатов при температуре ~900 °C (при парциальном давлении в газовой фазе рсо3 1кгс/см2)
СаСО3СаО ф-СО2;
MgCO3-^MgO + CO2,
а также последующей диссоциации СО2
СО2->СО + 1/2О2.
Процесс диссоциации происходит недалеко от торца электрода. Расчеты показывают, что при температуре 0 °C и давлении 1 кгс/см2 диссоциация 1 г органических соединений приводит к выделению примерно 1450 см3 СО + П3, air карбоната СаСО3 — к выделению 340 см3 газов. В столбе дуги газы нагреваются до средней температуры 550—800 °C; объем выделившихся при этих температурах газов составляет соответственно 1000—1400 см3 (при нагреве газа на 1 °C его объем увеличивается на 1/273). При обычном составе электродных покрытий на каждый грамм металла электродного стержня выделяется 90— 120 см3 защитного газа (СО2, Н2), что обеспечивает достаточно надежное оттеснение воздуха от зоны сварки и попадание очень небольшого количества азота в металл шва (не свыше 0,02—0,03%).
Состав шлакообразующих может быть различным; это окислы CaO, MgO, MnO, FeO, А12О3, SiO2, TiO2, Na2O, галогены CaF3 и др.
При изготовлении электродов для сварки алюминия и его сплавов ввиду его большого сродства к кислороду применять покрытия из окислов нельзя, так как металл будет разрушать эти окислы и интенсивно окисляться. В этих случаях покрытия практически полностью состоят из бескислородных соединений, хлоридов и фторидов (КС1, NaCl, KF и т. п.), которые наносятся на стержни многократным окунанием стержней в водные растворы указанных компонентов.
Покрытие толстых электродов оказывает существенное влияние на весь процесс сварки. Поэтому общие требования к ним при сварке различных металлов: обеспечение стабильного горения дуги; получение металла шва с необходимым химическим составом и свойствами; спокойное, равномерное плавление электродного стержня и покрытия; хорошее формирование шва и отсутствие в нем пор, шлаковых включений и др.; легкая отделимость шлака после остывания с поверхности шва; хорошие технологические свойства обмазочной массы, не затрудняющие процесса изготовления электродов; удовлетворительные санитарно-гигиенические условия труда при изготовлении электродов
93
и сварке. Состав покрытия определяет и такие важные технологические характеристики электродов, как: род и полярность сварочного тока, возможность сварки в различных пространственных положениях или определенным способом (сварка опиранием, наклонным электродом и т. д.).
Технологические характеристики плавления электродов определяются экспериментально и позволяют судить о производительности и экономичности процесса сварки электродами той или иной марки.
Коэффициент расплавления (г/А-ч)
<Zp = G$/It,
где Gp — масса расплавленного металла электрода (г) за время t горения дуги (ч); I — сила сварочного тока, А.
Для электродов, содержащих в покрытии дополнительный металл (например, железный порошок), масса расплавленного металла
Gp = ^СТ. ЭЛ 4~ Сдоп м,
где GCT эл — масса расплавленной части металлического стержня электрода; GHon м — масса расплавленного донолнителыюго металла, содержащегося в покрытии электрода.
Коэффициент наплавки (г/А-ч)
<zH = Gul It,
где GtI — масса наплавленного металла (г) при силе сварочного тока I (А) за время t (ч), полученного за счет металлического стержня электрода и дополнительного металла, если он содержался в покрытии электрода. Коэффициент потерь (%)
Gp--Gp
ф = -*>- -100 Ьр
характеризует потери металла электрода на испарение, разбрызгивание и окисление.
Для электродов, содержащих в покрытии дополнительный металл,
(С'ст.элН-Сдоп.м) — GH (Gct. эл + Сдоп. м)
Коэффициент массы покрытия
А: GnlG^,
где Gu — масса покрытия на электроде; GM — масса металла стержня на длине обмазанной части электрода.
Если известна масса 1 см электродной проволоки т, (г/см;, го к —= (G^jx — ш/э)//н/0,
94
где Gan и 1дл — масса всего электрода (г) и его длина (см); 1О — длина обмазанной части электрода, см.
Иногда массу покрытия на электроде относят к массе всего электрода:
/4“ (GgJ1 *
Значения рассмотренных коэффициентов зависят от марок электродов (состава металлического стержня и покрытия), рода и полярности тока и др. Для наиболее распространенных электродов, предназначенных для сварки пизкоуглеродистых сталей, не содержащих в покрытии дополнительный металл, сср = 7 4-4- 13 г/А-ч; а„ = 6 4- 12,5 г/А -ч; ф = 5 4- 25%.
Рассмотренные характеристики электродов используют для нормирования сварочных работ и расхода электродов. Например, если известны Fn (см. рис. 66) и длина шва /ш, то
Gn —
где у — плотность металла (для большинства сталей у ~ 7,8 г/см3).
По паспорту выбранной марки электродов для соответствующего диаметра электрода и пространственного положения сварки определяют 7СВ и коэффициенты ар, а„, ф и к. Основное время сварки определяют по формуле
То = t = G„/aH7
и массу электродов, необходимых для сварки данного шва, — по формуле
^ЭЛ = Gh/Cj (1 ф- ф).
Формирование состава шлаков при плавлении электрода. Состав покрытия электродов задается их рецептурой. Химический состав компонентов регламентирован стандартами и техническими условиями па их поставку. Поэтому при определении состава образующихся шлаков необходимо определить количества тех или иных комионентов покрытия при заданном количестве сухой смеси.
Приведем расчет состава защитного шлака, образующегося в результате плавления электрода, и определим коэффициент его кислотности, характеризующий многие особенности шлака, на примере электродов типа Э46Аа (ГОСТ 9467-75), марки УОНИ-13/45, с покрытием основного типа.
Состав электродов этого типа, %:
1. Мрамор................................... 54 (ГОСТ 4416-73)
2. Плавиковый шпат.......................... 15 (ГОСТ 4421—73)
3. Кварцевый песок........................... В (ГОСТ 4417—75)
4. Ферросилиций.............................. 5 (ГОСТ 1415—70)
5. Ферромарганец............................. 5 (ГОСТ 4755—70)
6. Ферротитан............................... 12 (ГОСТ 4761—67)
100»%
7. Жидкое стекло в пересчете на сухой остаток 12 (ГОСТ 13078—67)
112%
В связи с тем, что жидкое стекло вводят дополнительно к основным компонентам, необходимо рассчитать действительное содержание компонен-
95
тов в составе покрытия с учетом жидкого стекла (г. е. принимая сумму 112% за 100%). Получим следующий состав покрытия, %:
1. Мрамор ...... 48,3
2. Плавиковый шпат................................ 13,2
3. Кварцевый песок ............................... 8
4. Ферросилиций.................................... 4,5
5. Ферромарганец ................................... 45
6. Ферротитан .................................... 10.7
7. Жидкое стекло.................................. 10,7
100%
Для расчета химического состава шлака необходимо знать химический состав компонентов и количество легирующих элементов, переходящих в металл шва.
В мраморе содержится 93% СаСО3 и не Солее 3% MgO. С учетом этого содержания в покрытии будет 48,3-0,93 = 44,5% СаС03 и 48,3-0,03 = 1,45% MgO.
При сварке происходит диссоциация СаСО3:
СаСОз-> СаОСО2 100% ->56% +44%,
в результате чего выделяется в газовую фазу (СО2)Г = 44,5-44/100 == 19,5% и в шлаковую фазу (СаО)ш = 44,5-56/100 = 24,9%.
MgO в количестве 1,45% переходит полпостью в шлак. Плавиковый шпат содержит 92% CaF2 и не более 5% SiO2. SiO2 переходит в шлак полностью, т. е. (SiO2)m — 13,2-5/100 = 0,66%. Количество CaF2 в покрытии 13,2-0,95 = = 12,6% CaF2 реагирует с SiO2 по формуле
nCaF2+mSiO2 -> (n — 2т) CaF2+2znCaO + mSiF4-
При малом количестве CaF2 и большом количестве SiO2 (п — 2т) = = 0,55и, т. е. т — 0,225и. При т = 1
12,6 (CaF2) +0,225 12,6 (SiO2) ->0,55 12,6 (CaF2) + +0,45 12,6 (СаО) +0,225 • 12,6 (SiF4);
следовательно, 6,9% CaF2 остается в шлаке, а на образование СаО и SiF4 уходит 12,6 — 6,9 = 5,7% CaF2. Долю кальция и фтора находят из соотношения их молекулярных масс: молекулярные массы фтористого кальция 78, кальция 40 и фтора 19; следовательно, доля кальция 5,7 -40/78 = 2,9 и доля фтора 5,7-38/78 = 2,8. С учетом всех элементов получим
Са +0,5О2 = СаО; (СаО)ш=2,9 • 56/40 =4,1%;
40 + 0,5 x 32 = 56
Si+4F-*SiF4, (SiF4)r = 2,8-104/76 = 3,9%
28+4x19 = 104
и (Si)m=2,8-28/76 = 1,0%,
т. с. 1% Si был извлечен из шлака для реакции образования SiF4. Расход SiO2 из шлака составит
Si + О2 = Si О2;
28 + 32 = 60
следовательно, 1-60/28 = 2%SiO2 необходимо вычесть из суммарного количества (Si()2),||.
Кварцевый песок содержит 9,7% SiO2, что дает в шлак (SiO2)m = 8-0,97 = = 7,75%. Ферросилиций содержит 75% Si, что дает количество Si=4,5x ХО,7 > =3,5% , используемого для раскисления и легирования. На легирование
96
металла шва кремнием до 0,3% необходимо израсходовать из покрытия (с учетом относительной массы покрытия 0,33):
<sn — — 0,3 о 9%
Остальное количество кремния из ферросилиция (3,5 — 0,9) = 2,6% пойдет на раскисление металла шва с образованием (SiOa)in = 2,6 60/28 = = 5,55%.
Ферромарганец содержит 80% Мп; 1% Си 2% Si, или с учетом долевого участия в покрытии Мн = 4,5-0,8 = 3,6%; С = 2,5-0,01 = 0,045% и Si = = 4,5-0,02 = 0,09%. Углеродом и кремнием из ферромарганца можно пренебречь (угар).
Из ферромарганца часть марганца пойдет па легирование шва и при коэффициенте перехода КМп = 0,55 это составит [Мп]ш = 3,6-0,55 =1,9%. Остальная часть марганца 3,6 — 1,9 = 1,7% пойдет на образование МнО в шлаке:
Мп+0,5Ог =MnO; (MnO).u = 1,7 X 71/55=2,2%.
55+0,5x16 = 71
Ферротитан, содержит 23% Ti; 4,6% Si; 6% Al; все эти элементы пойдут па соединение с кислородом. При этом титан в количестве 10,7-0,23 = 2,46% дает (TiO2)ui = 2,46-80/48 = 4,1%, так как
Ti + O» = TiO2.
48 + 32 = 80
Кремний в количестве 10,7 -0,46 = 0,5% образует 1,1 0/0(SiO2)Iu. Алюминий и количестве 10,7-0,06 = 0,64% образует (А12О3)Ш = 0,64-102/54 ==* 1,2%, гак как
2А1 + 1,5О2 = Л12О3-
2X27 + 3X16 = 102
Жидкое стекло — натриевое с модулем т = %SiOa-a/%RaO, где а — отношение молекулярных масс В2О (т. е. Na2O пли К2О) к SiO2, содержит па молекулу Na2O 2,7 молекулы SiO2. При молекулярных массах SiO2 — 60 и Ыа2О — 62 это даст
(8Ю2)ш = 10,7% 2 7-}_1о 62
(Na20)U| = 10,7 2 7_|_ 1 о
Результаты расчета приведены в табл. 13.
Шлаки принято характеризовать коэффициентом кислотности, понимая иод этим величину коэффициента кк, определяемого отношением
ЛК=Е RO2/£ RO,
где SR02 — сумма процентов по массе кислых окислов в шлаке; SRO — то же, основных окислов.
Если > 1,0, шлак называют кислым; если kK < 1,0,—основным. Исходя из этого шлак электродов УОНИ-13/45 имеет kK 0,55, т. е. явно относится к группе основных. К кислым окпслам относят Si02, TiO2; к основным — FeO, МнО, СаО, MgO, Na2O, К2О; амфотерные окислы А1аО3, I'l-.jibi, Сг2О3. Образующиеся шлаки должны обладать определенными физикохимическими свойствами.
4 А. И. Акулов и др.
97
Таблица 13. Расчет состава шлаков при сварке электродами типа Э46А марки УОИИ-13/45 (ГОСТ 9467—75)
Составляющие электродного покрытия
Состав покрытия
Мрамор
Плавиковый пшат
Кварцевый песок
Ферросилиций Ферромарганец
Ферротитан
Жидкое стекло в пересчете на сухой остаток
Итого
Расчетный состав шлака, %
54,0
15,0
9,0
5,0
5,0
12,0
12,0
4,5
4,5
10,7
10,7
СаСО8
MgO
CaF2
SiO2
Si
Мп
Ti Si
Al
SiO
Na2O
19,5CO-
3,9SiF4
X 07,85 100%
К физическим свойствам шлака относятся: теплофизические характеристики — температура плавления, температурный интервал затвердевания, теплоемкость, теплосодержание и т. п.; вязкость; способность растворять окислы, сульфиды и т. и,; определенная плотность; определенная газопроницаемость; достаточное различие в коэффициентах линейного и объемного расширения по сравнению с металлом, что необходимо для легкой очистки металла шва.
К химическим свойствам относится способность шлака раскислять металл шва; связывать окислы в легкоплавкие соединения; легировать металл шва.
Паилучшие качества при сварке имеют шлаки, если температура их плавления составляет 1100—1200 °C. Температурный интервал затвердевания должен быть небольшим или, как говорят, шлак должен быть «коротким». Шлаки, у которых переход от жидкого к твердому состоянию растянут на значительный температурный интервал (так называемые длинные шлаки), при прочих равных условиях хуже обеспечивают формирование шва.
Низкость шлака имеет важное значение. Чем менее вязок шлак, тем больше его подвижность, а следовательно, физическая
98
и химическая активность, тем быстрее в нем протекают химические реакции и физические процессы растворения окислов, сульфидов и т. п. Однако для надежного закрытия металла шва шлак не должен быть чрезмерно жидким, это особенно важно при-с варке на вертикальной плоскости и в потолочном положении. Для таких шлаков важно, чтобы переход из жидкого в твердое состояние совершался как можно быстрее.
Кислые шлаки обычно бывают очень вязкими и длинными, при этом чем выше кислотность шлаков, тем больше их вязкость. ()сновные шлаки — короткие. Шлаки должны обладать небольшим удельным весом, чтобы легко всплывать на поверхность сварочной ванны. Слой шлака, покрывающий шов, в жидком виде и и процессе затвердевания должен легко пропускать газы, выделяющиеся из металла шва.
Затвердевшие шлаки должны иметь небольшое сцепление с металлом, коэффициенты линейного расширения шлака и металла должны быть различными для более легкого удаления шлака со шва.
Изготовление покрытых электродов. Электрод, состоящий из металлического стержня и толстого покрытия, расплавляясь, должен обеспечивать постоянство вводимых в реакционную зону компонентов по объему, их химическому составу и реакционной способности.
Это достигается применением проволоки, имеющей стабильный химический состав и диаметр с отклонениями, регламентированными стандартом. Покрытие, состоящее из смеси различных порошкообразных компонентов, скрепленных между собой и со стержнем жидким стеклом, также должно быть однородным в массе, что достигается при достаточно мелком размоле составляющих компонентов и хорошем перемешивании обмазочной массы,
Поэтому процесс изготовления электродов предусматривает ряд строго последовательных операций по подготовке проволоки, компонентов покрытия, сухой смеси компонентов (шихты) и обмазочной массы, нанесению ее на стержень с последующей сушкой п прокалкой электродов с целью придания необходимой прочности покрытию (табл. 14).
Рассмотрим основные операции изготовления электродов.
Сварочную проволоку в бухтах на специальных станках подвергают правке и рубке па стержни определенной длины.
При изготовлении стержней из проволоки отбирают пробы для проверки соответствия ее техническим условиям, а также проверяют длину стержней, стрелу прогиба, волнистость и т д. После правки и рубки стержни очищают, а затем закладывают и контейнеры для подачи их к электродообмазочпым прессам. Компоненты покрытия после сушки при определенных для каждого компонента температурах (например, СаСО3 при 650 °C начинает диссоциировать) проходят контроль влажности и поступают на грубое и среднее дробление, а затем тонко измельчаются в шаровых и других конструкций мельницах.
Таблица 14. Последовательность технологических операций при изготовлении покрытых электродов
Технологические операции
Контроль операции
А. Приготовление порошков из руд и концентратов
Склад руд —
I
Сушка ---
I
Размол
I
Сепарирование крупных частиц и— пыли
I
Засыпка готовых порошков в бункера
I
Б. Приготовление порошков из минералов
Склад минералов
I
Предварительное дробление кусков размером более 350 мм
I
Промывка —
I
Крупное дробление до величины кусков размером 25 мм
I
Среднее дробление до величины кусков размером 5—10 мм
I
Размол и сеиарированпе —
I
Готовый продукт тонкого помола
Отбор проб для химического анализа и эталонирования материалов
•Контроль влажности после сушки
.Контроль гранулометрп четкого
состава готовых порошков
Отбор проб для химического анализа п эталонирования
Визуальный осмотр
Проведение контроля грануляции помола
В. Приготовление сухой шихты
Компоненты топкого помола
I
Составление шихты по рецептуре
I
Перемешивание сухой шихты
I
Засыпка готовой шихты в бункера и выдача для производства обмазочной массы
Контроль точности взвешивания
Контроль перемешивания по однородности цвета; химическому анализу; контролю влажности
100
IIродолжение табл. 14
Технологические операции Контроль операции
Г. Приготовление обмазочной массы и брикетов
Перемешанная сухая шихта+жпдкос стекло с пассивирующей добавкой
I
Прпготовлеппе обмазочной массы
I
Прпготовлеппе брикетов
Д. Панессппе покрытия
Подача готовых стержней и подача обмазочной массы
I
Нанесение покрытия в специальных-------.Контроль по эксцентричности и
прессах (опрессовка) внешнему виду
I
Зачистка торцов и контактных концов электродов
Е. Сушка и прокалка
Укладка электродов (после их выхода из зачистной машины) на рамки для сушки и прокалки
I
11одача в сушильно-прокалочпую кон-----.Контроль влажности покрытия
вейерную печь непрерывного действия
Ж. Сортировка, сертификатные испытания, упаковка
Конечный размер частиц разных компонентов различен, так как он влияет на характер участия компонента в металлургических взаимодействиях при сварке и на технологический процесс производства электродов. Частицы рудоминеральных компонентов должны иметь меньший размер, проходить через сито с размером ячейки 0,07 мм (6240 ячеек на 1 см2), а ферросплавы — несколько больший, проходить через сито с размером ячейки 0,15—0,2 мм (900—1600 ячеек на 1 см3).
Измельченные ферросплавы подвергают пассивированию, которое заключается в том, что при выдержке их во влажной атмосфере или замачивании водой (подкисленной марганцовокислым калием КМпО4 или хромпиком К2Сг2О7) на поверхности ферросплавов создается окисная пленка, предотвращающая возможное
101
преждевременное реагирование ферросплавов с жидким стеклом при изготовлении обмазочной массы.
На электродных заводах предпочитают наиболее простой способ пассивирования, при котором заранее (в жидкое стекло при его приготовлении) добавляют в сухом виде хромпик (0,5% массы силикатной глыбы).
Из подготовленных материалов приготовляют сухую шихту путем взвешивания компонентов согласно рецептуре покрытия и тщательно перемешивают ее в цилиндрических барабанах, эксцентрично насаженных на вал, контролируя равномерность перемешивания и влажность.
Жидкое стекло, используемое как связующее в электродном производстве, получают из так называемой силикатной глыбы, т. е. силиката натрия (Na2O -п -SiO2) или калия, не содержащего воды. Для приготовления жидкого стекла силикатную глыбу разваривают в автоклаве с подачей воды или пара. Общая формула наиболее широко применяемого натриевого стекла Na2Ox X п SiO2 • т • Н.2О.
Жидкое стекло, используемое в качестве связующего, имеет различную плотность (т. е. степень разведения водой), модуль, характеризуемый молекулярным соотношением SiO2 и Na2O или К2О. вязкость и клеющую способность. Важную характеристику жидкого стекла — сухой остаток — учитывают при расчете состава сухой смеси и состава шлаков, образующихся при плавлении покрытия.
Из подготовленных материалов приготовляют обмазочную массу путем смешения сухой смеси с жидким стеклом до определенной консистенции. Обмазочная масса должна иметь густоту и вязкость оконной замазки.
Покрытие на электроды наносят опрессовкой на специальных прессах. Электродные стержни специальным механизмом проталкиваются через фильер обмазочной головки, в которую при давлении 700—900 кгс/см2 выжимается обмазочная масса (заложенная предварительно в цилиндре в виде брикета). Электрод выталкивается из обмазочной головки полностью покрытый обмазочной массой и попадает на транспортер зачистной машины, на которой есть устройство для зачистки торца электрода и снятия с другого его конца покрытия на длине 20—30 мм. С конвейера электроды укладывают на специальные рамки и подвергают сушке па воздухе в течение 18—24 ч или в сушилке при температуре до 100 °C в течение 3 ч, после чего подают па прокалку, режим которой зависит от состава покрытия (наличия органических соединений, ферросплавов и т. д.).
В результате сушки и прокалки содержание влаги в покрытии снижается с 3—3,5% до 0,1—0,3% и покрытие приобретает довольно высокую прочность. На современных заводах обычно электроды после зачистной машины поступают для сушки и прокалки в конвейерные печи непрерывного действия.
102
После нрокалки электроды подвергают контролю, упаковке но влагостойкую парафинированную битумную бумагу или пластмассовую пленку в пачки по 3—8 кг, либо в герметически закрывающуюся металлическую тару.
Па пачку наклеивают паспорт электрода, на котором указано наименование или товарный знак предприятия-изготовителя, условное обозначение электродов, номер партии и дата изготовления, область применения электродов, особые условия выполнения сварки или наплавки, допустимое содержание влаги, режим повторного прокаливания, рекомендуемый режим сварки, масса электродов в коробке или пачке.
Классификация и характеристика электродов. Электроды, предназначенные для ручной дуговой сварки, в стандартах классифицируются но следующим признакам: металлу, для сварки которого они предназначены; толщине и типу покрытия; механическим свойствам металла шва; способу нанесения покрытия (опрессовкой или окунанием) и др.
Согласно ГОСТ 9466—75 электроды для сварки и наплавки сталей в зависимости от назначения разделены па классы: для сварки углеродистых и низколегированных конструкционных сталей с ов < 60 кгс/мм2 — У (условное обозначение); для сварки легированных конструкционных сталей с сгв > 60 кгс/мм4 — Л; для сварки теплоустойчивых сталей — Т; для сварки высоколегированных сталей с особыми свойствами — В; для наплавки поверхностных слоев с особыми свойствами — Н. Этот ГОСТ регламентирует размеры электродов, толщину и типы покрытий, условные обозначения, общие технические требования, правила приемки и методы испытания.
В этом стандарте в зависимости от отношения полного диаметра электрода D к диаметру стержня d покрытые электроды разделяются па следующие виды: с тонким покрытием (Did
1,2) присвоен индекс М; со средним покрытием (1,2 <С Did <1,45) —С; с толстым покрытием (l,45<.Z)/d < 1,8) —Д; с особо толстым покрытием (Did >1,8) — Г.
В зависимости от требований к качеству электродов — ючности изготовления, состоянию поверхности покрытия, сплошности полученного данными электродами металла шва и содержанию серы и фосфора в наплавленном металле — электроды подразделяют на группы 1, 2 и 3 (табл. 15).
Но видам покрытий электроды подразделяются на следующие виды: с кислым покрытием — индекс А; с основным покрытием — индекс Б; с целлюлозным покрытием — индекс Ц; с рутиловым покрытием — индекс Р; с покрытием смешанного вида — соответствующее двойное условное обозначение; с прочими видами покрытий — индекс П. Если покрытие содержит железный поровши в количестве более 20%, к обозначению вида покрытия донн вл я юг букву Ж.
103
Таблица la. Электроды покрытые металлические для ручной дуговой сварки конструкционных сталей (выдержки из ГОСТ 9467—75)
Механические свойства при нормальной температуре
Предельное содержание в наплавленном металле, %
металла шва или наплавленного металла
сварного соединения, выполненного элек-
тродами диаметром менее 3 мм
серы
фосфора
Группа электродов по ГОСТ 9466—75
Э38 942 Э46
Э50
Э42А Э46А Э50А 355 Э60
Э70 985 9100 9125 0150
38
42
46
50
42
46
50
55
60
70
85
100
125
150
14
18
18
16
22
22
20
20
18
14
12
10
8
6
3
8
8
7
15
14
13
12
10
6
5
5
4
4
38
42
46
50
42
46
50
55
60
60 150 150 120
180 180 150 150
120
0,045
0,о35
0,040 0,035 0,050 0,045 0,040
По допустимым пространственным положениям сварки или наплавки электроды подразделяют на четыре вида: для всех положений — индекс 1; для всех положений, кроме вертикального сверху впиз, — индекс 2; для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — индекс 3; для пижиего и нижнего в лодочку — индекс 4.
По роду и полярности применяемого при сварке или наплавке тока, а также номинальному напряжению холостого хода, используемого источника питания сварочной дуги переменного тока частотой 50 Гц электроды подразделяются на виды, указанные в табл. 16.
С учетом приведенных данных условное обозначение электродов должно содержать следующие данные, расположение которых указано па рис. 69; 1 — тип; 2 — марка; 3 — диаметр, мм; 4 —
104
назначение электродов; 5 — обозначение толщины покрытия; 6 - группа электродов; 7 — группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9167—75, ГОСТ 10051—75 или ГОСТ 10052—75; 8 - обозначение вида покрытия; 9 — обозначение допустимых пространственных положений сварки или наплавки; 10 — обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 11 — обозначение стандарта ГОСТ 9467—75; 12— обозначение стандарта на типы электродов.
Таблица 16. Обозначения видов электродов в зависимости от рода и полярности сварочного тока
Рекомендуемая полярность постоянного юка
Напряжение холостого хода источника переменного тока, В
И
2 ° ci к
Рекомендуемая полярность постоянного тока
Напряжение холостого хода источника переменного тока, В
Об ратная
Любая
Прямая
((брачная
Любая Прямая Обратная
1Ю
50
Любая Прямая Обратная
0
1
7
8
9
Такое полное условное обозначение должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Во всех видах документации условное обозначение электродов должно состоять из марки, диаметра, группы электродов и обозначения стандарта ГОСТ 9466—75.
Так, например, для электродов типа Э46А (по ГОСТ 9467—75), марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низколегированных сталей У, с толстым покрытием Д, 2-й группы с установленной по ГОСТ 9467—75 группой индексов, указывающих характеристики наплавленного металла и металла шва, с основным покрытием Б, для сварки во всех пространствен
Рас 69 Структура усланного обозначения плгятродон согласно
Г<И . Г '.Pitili 75
1-2-3-456
В 9 10
105
ных положениях 1, па постоянном токе обратной полярности О полное обозначение будет иметь следующий вид:
Э46А-УОНИ-13/45-3 0-УД2 _ гост 0466_75 гост 9467.75
Е-432 (о)-ЫО
а обозначение в технических документах:
электроды УОНИ-13/45-3,0-2—ГОСТ 9466-75.
Сущность букв и цифр в знаменателе полного обозначения, характеризующих свойства наплавленного металла, указана в ГОСТ 9467—75. В ГОСТ 9467—75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей» регламентировано 14 типов электродов для сварки конструкционных сталей и 9 типов электродов для сварки теплоустойчивых сталей.
Для сварки конструкционных сталей тип электрода содержит букву Э, вслед за которой цифрами указана величина временного сопротивления при разрыве; например: Э38, Э42, Э50 ... Э150. У некоторых типов электродов после цифр поставлена буква А, что характеризует более высокие характеристики пластичности наплавленного металла (см. табл. 15). Электроды этого типа регламентированы только по характеристикам механических свойств (ов; б5; ан, угол загиба) и содержанию серы и фосфора в наплавленном металле.
Типы электродов для сварки теплоустойчивых сталей в своем обозначении содержат характеристики химического состава наплавленного металла; например: Э-09М; Э-09МХ; Э-09Х1М; Э-05Х2М; Э-09Х2М1; Э-09Х1МФ; Э-10Х1М1НФБ и т. д. Стандарт регламентирует эти электроды как по химическому составу наплавленного металла, так и по его механическим свойствам 65! «и).
Согласно требованиям ГОСТ 9467—75 в условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву менее 60 кгс/мм2 в знаменателе (во второй строке — см. рис. 69) группа индексов, указывающих характеристики наплавленного металла, должна быть записана следующим образом: первые два индекса указывают минимальное значение величины ов (кгс/мм2), а третий индекс одновременно условно характеризует минимальные значения показателей 65 и температуры Тх, при которой определяется ударная вязкость.
Таким образом, третья цифра будет означать: 0 — 65 < 20 и 7\ не регламентированы; 1 — 65 = 20 и 7\ = +20 °C; 2 — 6В = = 22 и 7’х = 0°; 3 - 65 = 24 и 7’х = —20 °C; 4 — 6В = 24 и 7\ = -30 °C; 5 — 6В = 24 и 7\ = -40 °C; 6 - бв = 24 и 7’х = = —50 °C; 7 — 6Г) = 24 и 7’х = —60 °C. Если показатели бв и 7’х различны, то третий индекс соответствует минимальному значению показателя 6В, а для Тх вводится дополнительно, в скоб
106
ках, четвертый индекс, характеризующий показатель Тк. Так, например, для электродов УОНИ-13/45 этот показатель был 432 (5), что соответствует о„ — 43 кгс/мм2; 65 = 22 кгсм/см* и 7'х = —40 сС.
В условном обозначении электродов для сварки сталей с ст„ > > 60 кгс/мм2 группа индексов, обозначающих характеристики наплавленного металла и металла шва, указывает среднее содержание основных химических элементов в наплавленном металле и минимальную температуру, при которой ударная вязкость металла составляет не менее 3,5 кгс-м/см2. Эта запись включает: а) первый индекс из двузначного числа, соответствующего среднему содержанию углерода в сотых долях процента; б) последующие индексы, каждый из которых состоит из буквенного обозначения соответствующего химического элемента и стоящего за ним числа, показывающего среднее содержание элемента в наплавленном металле (с погрешностью до 1%); в) последний индекс, характеризующий минимальную температуру, при которой ан 2s
3,5 кгс-м/см2.
У электродов для сварки теплоустойчивых сталей вслед за индексом, характеризующим ап, вводится дополнительный индекс, который указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности наплавленного металла и металла шва (0 — ниже 450°; 1 — 450 — 465°; 2 - 470 - 485°; 3 - 490 - 505°; 4 - 510 - 525°; 5 -530 - 545°; 6 - 550 - 565°; 7 — 570 — 585°; 8 — 590 - 600°; 9 — свыше 600 °C).
Так, например, электроды для сварки теплоустойчивых сталей типа Э-09Х1МФ по ГОСТ 9467—75 имеют маркировку
Э-О9Х1МФ-1ДЛ-2О-4,О-ТДЗ грст 9466_75j гост 9407.75, /-Ыи
т. е. марка покрытия ЦЛ-20, диаметр 4 мм, сварка теплоустойчивых сталей Т, толстое покрытие Д, 3-я группа, 7\ = 0 °C (индекс 2) и температура эксплуатации 570—585 °C (индекс 7), основное покрытие Б, сварка во всех пространственных положениях (индекс 1) на постоянном токе обратной полярности (индекс 0).
Органические соединения, используемые в покрытиях, — мука, крахмал, декстрин, целлюлоза, дают в основном только газовую защиту. В качестве шлакообразующих добавок используют рутил, титановый концентрат, марганцовую руду, окислы марганца и железа чаще в виде руд (гематита, марганцовой руды), алюмосиликаты (гранит), полевой шпат, карбонаты (мрамор) и т. д.
Газовая защита обеспечивается за счет разложения органических составляющих и в результате образования углекислого газа при диссоциации мрамора (СаСО3) в процессе нагрева. Имеющиеся в покрытии ферросплавы связывают кислород, который
107
отдают при нагревании шлакообразующие окислы, входящие в покрытие.
При плавлении кислых покрытий (А) большая часть введенных в них ферросплавов окисляется рудами; легирование металла кремнием и марганцем идет по схеме кремпемарганцевосстанови-тельиого процесса; оно не позволяет легировать металл элементами с большим сродством к кислороду. Образующиеся шлаки, обычно кислые, не содержат СаО и не очищают металл от фосфора. В наплавленном металле много растворенного кислорода и неметаллических включений.
В результате швы обладают пониженной стойкостью против горячих трещин, ударная вязкость металла шва обычно не превышает 12 кгс-м/см®. В связи с высоким содержанием в покрытии ферромарганца и окислив железа они более токсичны, так как аэрозоли в зоне сварки и зоне дыхания сварщика содержат большое количество вредных соединений марганца.
Основу рутиловых покрытий (Р) составляют шлакообразующий компонент — рутиловый концентрат TiO2 (до 45%), а также алюмосиликаты (слюда, полевой шпат и др.) и карбонаты (мрамор, магнезит); ферромарганца в покрытии обычно меньше 10— 15%. Газовая защита обеспечивается введением органических соединений (до 5%), а также разложением карбонатов. Покрытия этого вида обеспечивают высокое качество металла шва, малотоксичны и обладают хорошими сварочно-технологическими свойствами.
Покрытия основного типа (Б) в качестве основы содержат карбонаты (мрамор, мел, магнезит) и плавиковый шпат; газовая защита обеспечивается разложением карбонатов. Металл раскисляется марганцем, кремнием, титаном, вводимыми в покрытие в виде ферросплавов, или алюминием, вводимым в виде порошка.
Эти покрытия слабо окислительные, поэтому позволяют легировать металл шва элементами с большим сродством к кислороду. Наличие большого количества соединений кальция, хорошо связывающих серу и фосфор и выводящих их в шлак, обеспечивает высокую чистоту наплавленного металла, его повышенные пластические свойства, а легирование марганцем и кремнием обеспечивает высокую прочность. Швы, выполненные такими электродами, обладают высокой стойкостью против образования горячих трещин и наиболее высокой (по сравнению с любыми другими покрытиями) ударной вязкостью. Величина ан составляет не менее 13 кгс-м/см2 и может достигать 25 кгс-м/см2.
При использовании этих электродов металл шва склонен к образованию пор при загрязнении кромок маслом и ржавчиной, а также при увеличении толщины покрытия и длины дуги.
На базе покрытий основного типа (Б) обычно составляют композиции покрытий электродов для сварки ответственных конструкций из низколегированных и углеродистых сталей, сред-
108
Рас. 70. Образование провара специальными электродами для сварки с глубоким проплавлением
нолегмрованных сталей и всех электродов для сварки высоколегированных < галей.
Покрытия, наносимые на стержни слоем 0,8—1,5 мм па сторону, относится к виду С или Д. Коэффициент массы покрытия электродов этого вида /г 0,34-0,45, а для покрытия типа тонкого (М) только 0,1. Покрытия кислого типа обеспечивают наплавленному металлу прочность и пластичность, соответствующую электродам
гм на Э42 и выше. Электроды, дающие наплавленный металл попы шейной пластичности, могут быть получены только при основном покрытии.
Типу Э38 соответствуют электроды с тонким стабилизирующим, чаще всего меловым покрытием. Коэффициент массы такого покрытия 0,03—0,05. Оно практически не защищает металл от воздействия воздуха и предназначено только для стабилизации дуги (прежде всего при переменном токе). Вследствие низких механических свойств металла шва, недостаточно стабильного горения дуги (но сравнению с толстопокрытыми электродами) н невысокой производительности электроды с меловым покрытием применяют очень редко.
На основе электродов с особо толстым покрытием (Г) разработаны электроды для специальных целей.
В покрытие электродов для сварки глубоким проплавлением вводят повышенное количество органического вещества — целлюлозы (до 30%), рутила, карбонатов и железа. Покрытие наносят слоем повышенной толщины (коэффициент массы покрытия 0,8—1). В результате этого при сварке на торце электрода образуется глубокая втулка (рис. 70) из нерасплавившегося покрытия, что способствует направленному мощному потоку газов, выделяющихся в большом количестве при разложении органических веществ, а это обеспечивает оттеснение жидкого металла из-под дуги и более глубокое проплавление основного металла.
Введение в покрытие железного порошка до 20% (покрытие с индексом Ж) улучшает технологические свойства электродов (стабильность дуги, равномерность расплавления покрытия и др.). При содержании порошка до 60% повышается производительность сварки, так как в шов вводится дополнительный металл. Коэффициент массы покрытий таких электродов составляет /г = 1,24-1,8.
Для сварки лежачим и наклонным электродом применяют удлиненные электроды (до 2 м) диаметром до 8 мм. Покрыто этих электродов обычно также имеет повышенную толщину.
109
Одному и тому же типу электрода могут соответствовать электроды с покрытиями различного вида и различным составом стержня. Покрытия одного вида могут иметь различный состав.
Конкретный состав покрытия и стержня в данном электроде определяет так называемая марка электрода. Обозначения марок часто содержат начальные буквы названия организации, в которой были разработаны электроды, и порядковый помер.
Электроды для сварки высоколегированных сталей с особыми свойствами должны удовлетворять требованиям ГОСТ 10052—75. Большое разнообразие служебного назначения этих сталей определяет и большой типаж электродов для их сварки. Стандартом предусмотрено 49 типов электродов для сварки хромистых и хромоникелевых сталей, коррозионно-стойких, жаропрочных и жаростойких высоколегированных сталей мартенситно-ферритного, ферритного, а устенитно-ферритного и аустенитного классов.
В основу классификации электродов по тину положены химический состав наплавленного металла и механические свойства. Д (я некоторых типов электродов нормируется также содержание в структуре металла шва ферритной фазы, его стойкость против межкристаллитной коррозии и максимальная температура, при которой регламентированы показатели длительной прочности металла шва.
Обозначения типов электродов состоят из индекса Э (электроды для дуговой сварки) и следующих за ним цифр и букв. Две цифры, следующие за индексом, указывают среднее содержание углерода в наплавленном металле в сотых долях процента. Цифры, следующие за буквенными обозначениями химических элементов, показывают среднее значение элемента в процентах (табл. 17).
Если содержание элемента в наплавленном металле менее 1,5%, цифры не проставляют. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,6% буквы С и Г не ставят (см., например, тип Э-12Х11ПВМФ в табл. 17).
Показатели механических свойств приведены в состоянии после сварки либо после термообработки.
С учетом требований ГОСТ 9466—75 полное обозначение электродов этого типа, например Э-10Х25Н13Г2Б с покрытием марки ЦЛ-9, имеет следующий вид:
э210х1511^Б-ЦЛ-9-5,0-ВД1 гост 9466_75 гост Ю052-75,
а в технической документации:
электроды ЦЛ-9-5,0-1 — ГОСТ 9466-75.
Это обозначение имеет следующие данные: электроды типа Э ЮХ25П13Г2Б по ГОСТ 10052—75, марки ЦЛ-9, диаметром 5 мм для сварки высоколегированных сталей с особыми свой-11<)
IT. Электроды покрытые металлические для ручкой .тутовой сварки некоторых марок вьжоколегмровавяых еталем е особыми свойствами (выдержки пз ГОСТ 10052—75) Механические свойст-' ва металла шва и наплавленного металла гнэ/и • оая "е чхооясвя ивнйвТа не менее I ю о » ое ое> г— о 1.7 й I
% '%> эин -Э1Ш1ЛЛ зон -Ч1ГЭДИЭОШО 1 s g я iT5 |.С> 1.0 О О N М N СО N c\i
jJWl/OJJJ ‘яо AflHdeisd эин -эгяиюйноэ ooiiHawoda с сс 1П U7 Л СО Ь К7 Ю О Ю О lO Ю со in ср со со in »n CD CD
Химический состав наплавленного металла, % а- ф од 6 Ю 1Г £ с 0.040 0,035 0,030 0.030 0.035 0,030 0.030 0.020 0.030 0.020 I 0.020
со о с 0.030 0.030 0,020 0.020 0.030 0.020 0.020 0,020 0,018 0.015 1 0.015
Прочие элементы о о DJ cd ° 7- 1 о Я 1 о о II II Н & 1 1 1 1 IV = 2.40-^3,50 Ti = 0.05—0.25 Ti до 0,05 W = 0,10-^0,30
> — 0.20— 0,40 2.30 0.35-0.75 0.90— — j 094
2 till 0,70— 1.30, но не J аз 03 S 03 я 1 I 0,70— 1.30. но не менее SC 1,70— 2.50 1,50— 3.00
S 0.60-0.90 — 1 Д С о 3,50 4.50— 7.00 8.50— 11,00 1.20— 2.70
Z § с с Е До 0,60 0.go-о.90 7.50— 10.00 8.00— 10,50 | О | О 1 О 1 О | с сЧб'- I.Q о ю ci *4. р,сс И’-' Р’"'ч-’-1 CDCTIccO" ’Ч TI С7 1 Основа -
б j С 14.00 15,00— 18.00 1 10.00- 12.00 18.00— 21.50 ! 1R.00— 1 22,0 1 = О i.c ‘О о с Т-1 — 20.00 21,50— 26,50 1.3.50- 17,00 13,50- 16.00 23,00-26.00 18, DO-22, 00
е 1Г о 1,50 До 1.20 0,50— 1,10 1.00— 2.00 1.00— 2,50 1,00— 2.00 1.50— о 1о 3.00 1.50-2,50 1,50— 2.50 1,20— 2.50
55 I 0.30— 1 1,00 До 1,00 0,30— 0.70 0.30— 1.20 । Пл 1 _30 С е 2.00 До 0.60 0,40— 1,20 До 0,70 До 0,70 ST о О ЧЧ p, ° tt 4
1 ос с 0.1G До 0.14, 0.09— 0,15 До 0.09 0.05— 0,12 о Ci Н О ~ ООО ООО с « П W с 0,12 0.22— 032 s””s о о
Типы электродов Э-12Х13 Э-10Х17Т Э-12Х11НВМФ Э-07Х20Н9 П.ПЯХ20ТЧ9Г2П с\ с. о € С я с к Of Г Э-07Х19Н11МЗГ2Ф Э-10Х25Н13Г2Б Э-09Х15Н25М6Г2Ф Э-27Х15Н35ВЗГ2Б2Т Э-08Х25Н60М10Г2 Э-10Х20Н70Г2М2Б2В
11'
ствами В, с толстым покрытием Д, 1-й группы, с установленной по ГОСТ 10052—75 группой индексов, характеризующих наплавленный металл 2075 (2 — стойкость металла против межкристаллитной коррозии при испытании по методу AM; 0 — требований по максимальной рабочей температуре наплавленного металла и металла шва нет; 7 — максимальная рабочая температура сварных соединений 910—1000° С, до которой допускается применение электродов при сварке жаростойких сталей, 5 — содержание ферритной фазы в наплавленном металле 2—10%).
Если структура наплавленного металла не двухфазная (А 4- Ф), числовой индекс, характеризующий наплавленный металл, будет содержать только три цифры. Далее Б означает основное покрытие, цифра 3 — пригодность для сварки в нижнем горизонтальном на вертикальной плоскости и в вертикальном снизу вверх положении, О — для сварки на постоянном токе обратной поляр ности.
Существует также стандарт па электроды для наплавки ГОСТ 10051—75 «Электроды металлические для дуговой наплавки поверхностных слоев с особыми свойствами», который регламентирует 43 типа электродов для наплавочных работ. В этом стандарте регламентирован химический состав наплавленного металла и его твердость. Особенности обозначения этих электродов видны
Таблица 18. Некоторые типы электродов для дуговой наплавки поверхностных слоев с особыми свойствами (выдержки из ГОСТ 10051—75)
Типы электродов Химический состав наплавленного металла, % Твердость при нормальной температуре* нас
С SI Ми Сг N1 Мо Прочие элементы
Э-10ГЗ 0,08— 0,12 До 0,15 2,90— 3,60 — — — — 28—35
Э-15Г5 0,13— 0,18 До 0.15 4,20— 5,00 — — — — 40—44
Э-35Х9СЗ 0.25— 0,45 1,80— 3,20 0,40— 1.00 8.00— 11,00 — — — 52-58
Э-80Х4С 0.70— 0.90 1,00— 1.50 0,50— 1,00 3,50— 4.20 — — — 56—62
Э-65ХИНЗ 0,50— 0.80 До 0,30 До 0.70 10,00— 12.00 2,50— 3,50 — — 25—33
3-100X12М Э-320Х23С2ГТР 0,85— 1,15 2.90— 3,50 До 0.50 2,00— 2.50 До 0,50 1,00-1,50 11.СО-13,00 22,СО-24.00 — 0,40— 0,60 Т1 =0,504-1,50 В = 0.50 —1,50 53—60 55—62
Э-350Х 261'2 Р2СТ 3,10— 3,90 0,60— 1.20 1,50- 2,50 23,СО- 29,00 — — TI = 0.20 4- 0,40 В = 1.80 — 2.50 58—63
3-225X101’100 2,00— 2,50 0.50— 1.50 8.00— 12,00 8.00— 12,00 — — — 40—50
Э-00Х31Н8ЛМ2 0.06— 0,12 До 0.50 До 0,50 30.00— 33,00 7,00— 9,00 1,80— 2,40 Щ = 0.30 4-0.40 40—48
Э-200Х29Н6Г2 1,60— 2.40 0,30— 0,60 1.50— 3,00 26,00— 32,00 5.00— 8,00 — — 40—50
112
пи примера, приведенного в табл. 18. Так, например, электрод 3 65Х11НЗ означает электрод наплавочный, со средним содержанием 0,65% С, 11% Ст, 3% Ni, дающий наплавленный металл е твердостью не ниже 25—33 единиц по шкале С Роквелла (IIRC).
Принцип обозначения химического состава наплавленного металла прежний — углерод дан в сотых долях процента, среднее содержание основных химических элементов указано с точностью до 1% после следующих буквенных символов: А — азот, 1> — ниобий, В — вольфрам, Г — марганец, К — кобальт, М — молибден, II — никель, Р — бор, С — кремний, Т — титан, Ф — ванадий, X — хром. Показатели твердости наплавленного металла в зависимости от типа электрода даны либо в исходном после наплавки состоянии, либо после термообработки.
Для характеристики твердости наплавленного металла пред .усмотрено два цифровых индекса: первая цифра характеризует твердость (0 — не менее IIRC 19; 1 — IIRC 19—27; 2 — HRC 28 33; 3 - IIRC 34-38; 4- IIRC 39-44; 5 - IIRC 45-50; 6 - IIRC 51-56; 7 - IIRC 57-60; 8 - 1IRC 61-63; 9 - свыше И НС 63); вторая цифра показывает условия получения регламен тируемой твердости (1 — в состоянии после наплавки, 2 — после гермообработки). С учетом сказанного и согласно ГОСТ 9466—75. например, электрод типа Э-10ГЗ будет иметь полное обозначение в следующем виде:
—’0 НД1' - ГОСТ 9466-75, ГОСТ 10051-75
и в технических документах электроды:
ОЗН - ЗООУ - 4,0 - 1 - ГОСТ 9466 75.
Здесь указано: тип электрода 9-1ОГЗ по ГОСТ 10051—75, марки ОЗН — ЗООУ, диаметром 4 мм, для наплавки поверхностных слоев с особыми свойствами (Н), с толстым покрытием Д, 1 й группы с установленной по ГОСТ 10051—75 группой индексов, указывающих характеристики наплавленного металла 300/2—1, что означает среднюю твердость ИВ 300 (индекс 2) в исходном состоянии после наплавки (индекс 1), с основным покрытием (Б), для наплавки в нижнем положении (4) па постоянном токе обратной полярности (О).
Ввиду малого объема применения электродов для ручной сварки меди и ее сплавов, алюминия и алюминиевых сплавов ГОСТов на них нет.
Металлические стержни электродов для сварки меди и ее с плавов изготовляют из сварочной проволоки и прутков согласно ГОСТ 16130—72 или литых стержней другого состава. В состав покрытия могут входить такие же компоненты, как и в покрытия электродов для сварки сталей (шлакообразующие, раскислители и т. д.). Сухую шихту также замешивают на жидком стекле.
113
Металлические стержни электродов для сварки алюминия и его сплавов изготовляют из сварочной проволоки (ГОСТ 7871—75). Основу покрытия составляют галлоидные соли щелочных и щелочноземельных металлов и криолит. Сухую шихту замешивают на воде или водяном растворе поваренной соли, так как при использовании жидкого стекла ввиду его химического взаимодействия с компонентами шихты замес быстро твердеет. Кроме того, кремний, восстанавливаясь из жидкого стекла в металл шва, ухудшает его свойства.
Металлические стержни электродов для сварки чугуна могут быть стальными, из медно-никелевых сплавов, комбинированными (медпо-стальными, железоникелевыми). В этих случаях для покрытия электродов используют те же компоненты, что и для стальных электродов. В покрытие электродов со стальным стержнем вводят углерод, кремний и другие графитизаторы, титан, ванадий и т. п. как карбидообразующие. Применяют и электроды, металлические стержни которых изготовляют из чугуна, отлитого в кокиль или песчаную форму. Сухие компоненты покрытия замешивают на жидком стекле. При изготовлении электридов для сварки меди, алюминия и чугуна покрытие на мсталло-ческий стержень наносят методом окунания.
§ 4. ФЛЮСЫ СВАРОЧНЫЕ
Сварочными флюсами называют специально приготовленные неметаллические гранулированные порошки с размером отдельных зерен 0,25—4 мм (в зависимости от марки флюса). Флюсы, рас плавляясь, создают газовый и шлаковый купол над зоной сварочной дуги, а после химико-металлургического воздействия в дуговом пространстве и сварочной ванне образуют на поверх иости шва шлаковую корку, в которую выводятся окислы, сера, фосфор, газы.
В зависимости оз’ свариваемых металлов и требований, предъ являемых при этом к металлургическим процессам, флюсы могут иметь самые различные композиции. Флюсы принято разделять в зависимости от способа их изготовления, назначения и химического состава. По способу изготовления флюсы разделяют па нсплавлепые (керамические) и плавленые.
Технология изготовления керамических флюсов сходна с технологией изготовления покрытий электродов. Сухие компоненты шихты замешивают на жидком стекле; полученную массу измельчают путем продавливания ее через сетку на специальном устройстве типа мясорубки, сушат, прокаливают при тех же режимах, что и электродные покрытия, и просеивают для получения частиц зерен определенного размера. Частицы сухой смеси компонентов могут скрепляться спеканием при повышенных температурах без расплавления. Полученные комки гранулируют до необходимого размера (так называемые спеченные флюсы).
114
Неплавленые флюсы могут быть приготовлены и в виде простой механической смеси (флюсы — смеси). Из группы неплавле-пых флюсов наибольшее распространение получили керамические флюсы, состав которых близок к составу покрытий основ него тина. Легирование металла такими флюсами достигается введением в них необходимых ферросплавов. Флюсы при наго i явлении не подвергаются операции расплавления, поэтому количество и сочетание ферросплавов и других легирующих элементов может быть различным, что позволяет легко получать любой требуемый состав металла наплавки.
Эта особенность флюсов является главным их преимуществом. Одпако при использовании таких флюсов химический состав металла шва сильно зависит от режима сварки. Изменение величины сварочного тока, и особенно напряжения дуги, изменяет соотношение масс расплавленных флюса и металла, а следовательно, и состав металла шва, который может быть неоднородным даже по длине шва.
Керамические флюсы обладают и другим серьезным недостатком — легко разрушаются вследствие малой механической прочности его частиц, что делает его разнородным по размерам. Эти флюсы имеют большую стоимость и при сварке обычных сталей не применяются. Основная область их использования — сварка высоколегированных специальных сталей и наплавочные работы.
Плавленые флюсы представляют собой сплавы окислов и солей металлов. Процесс изготовления их включает следующие стадии: расчет и подготовку шихты, выплавку флюса, грануляцию, сушку после мокрой грануляции и просеивание. Предварительно измельченные и взвешенные в заданной пропорции компоненты смешивают и загружают в дуговые или пламенные печи. После расплавления и выдержки, необходимой для завершения реакций, жидкий флюс при температуре около 1400° С выпускают из печи.
Грануляцию можно осуществлять сухим и мокрым способами. При сухом способе флюс выливают в металлические формы, после остывания отливку дробят в валках до крупки размерами 0,1—3 мм, затем просеивают. Сухую грануляцию применяют для гигроскопичных флюсов (содержащих большое количество фтористых и хлористых солей). Преимущественно это флюсы для сварки алюминиевых и титановых сплавов. При мокром способе грануляции выпускаемый из печи тонкой струей жидкий флюс направляют в бак с проточной водой. В некоторых случаях струю флюса дополнительно над поверхностью воды разбивают сильной струей воды.
Высушенную при температуре 250—350° С массу дробят и пропускают через два сита с 16 и 400 отверстиями на 1 см2. Остаток на втором сите представляет собой готовый флюс. Обычно ото неровные зерна от светло-серого до красно-бурого или коричневого цвета (в зависимости от состава).
115
Хранят и транспортируют флюсы в стальных бочках, полиэтиленовых мешках и другой герметичной таре.
Принципиальное отличие плавленого флюса от керамического состоит в том, что плавленый флюс не может содержать легирующих элементов в чистом виде, в процессе выплавки они неизбежно окислятся. Легирование плавлеными флюсами происходит путем восстановления элементов из окислов, находящихся во флюсе.
В основу классификации флюсов по химическому составу положено содержание в них окислов и солей металлов. Различают окислительные флюсы, содержащие в основном окислы МпО и SiO2. Для получения необходимых свойств флюса в пего вводят и другие составляющие, например плавиковый шпат, а также весьма прочные окислы CaO, MgO, А12О3, которые в сварочных условиях практически не реагируют с металлом.
Чем больше содержится во флюсе МпО и SiO2, тем сильнее флюс может легировать металл кремнием и марганцем, но и одновременно тем сильнее он окисляет металл. Чем сложнее легирована сталь, тем меньше должно содержаться во флюсе МпО и SiO2, в противном случае недопустимо возрастает окисление легирующих элементов в стали; нежелательным может быть и дополнительное легирование металла кремнием и марганцем. Поэтому окислительные флюсы преимущественно применяют при сварке углеродистых и низколегированных сталей. Безокисли-тельные флюсы практически не содержат окислов кремния и марганца или содержат их в небольших количествах. В них входят фториды CaF2 и прочные окислы металлов. Их преимущественно используют для сварки высоколегированных сталей.
Бескислородные флюсы целиком состоят из фторидных и хло-ридных солей металлов, а также других составляющих, не содержащих кислород. Их используют для сварки химически активных металлов (алюминия, титана и др.).
В связи с широким применением плавленых флюсов на основные марки флюсов существует ГОСТ 9087—69 «Флюсы сварочные плавленые», в котором регламентирован химический состав 10 марок плавленых флюсов, указаны цвет, строение и размеры зерна и даны рекомендации по области их применения (табл. 19).
Для двух марок флюсов АН-20 и АН-26 сделано разделение не только по размеру зерна, но и в зависимости от строения зерен флюса — стекловидного или пемзовидного характера. Строение зерен флюса зависит от состава расплава флюса, степени перегрева в момент выпуска в воду, в связи с чем флюс может получиться плотным, с прозрачными зернами — «стекловидный», либо пористым, рыхлым — «пемзовидным». Пемзовидный флюс при том же составе имеет в 1,5—2 раза меньший удельный вес. Эти флюсы хуже защищают металл от действия воздуха, но обеспечивают лучшее формирование швов при больших силах тока и скоростях сварки.
11(1
ф Й юд истых и 3 к Я G5 И О 5Я о rt о ювэннои S о 1 Л я с я S Я са га 3 И Я га ф 6 И и о е 8 о •б Й и сб га о Рч Й
к ф ₽5 Рч й < ё о с S СО о я са р, р р
Д5 И 05 iX о |>. ф с ’Я о я i я £ О яс R Б ф о к S ф г?
К варка я в ЭЙ Ф о! низк роволо олее 3 й ф к ф о а о р- и ф сб И Р-сб д §=я Рч 2 Sg варка И я 5 3 и я о Рч СЗ о И 3
о J—> о н И ю Н <х О о о И и
плавленые (выдержки па ГОСТ 9087—69)
Сильно- окислительные флюсы
,-348-А ю Д’ S АН-348-АМ | Ц-45 М
Л < о и < О о
Слабо- окислитель- ные флюсы
о 00 О см см см о см
Д’ д h-* И к
G < < < <
I
117
Флюсы различают также и по размеру зерен. Так, флюсы АН-348-А; ОСЦ-45; 4Н-20-С; АН-26-П имеют размер зерен 0,35—3 мм; флюсы АН-348-АМ; ОСЦ-45-М; ФЦ-9; \Н-20-0,25— 1,6 мм; флюсы АН-8; АН-22 и АН-26С — 0,35—4 и флюс АН-26-СП — 0,25—4 мм. Стекловидные флюсы с размером зерен ие более 1,6 мм предназначены для сварки электродной проволокой (диаметром не свыше 3 мм).
В обозначении марки флюса буквы означают: М — мелкий, С — стекловидный, П — пемзовидный, СП — смешанный. Пример условного обозначения флюса по стандарту: флюс АН-348-AM — ГОСТ 9087—69.
Так как химический состав металла шва тесно связан с химической активпоствю флюса и составом сварочной проволоки, флюс для сварки различных марок углеродистой и низколегированной стали и марку проволоки выбирают одновременно, т. е. выбирают систему флюс — проволока. Для предупреждения образования в швах пор металл швов должен содержать не менее 0,2—0,4% кремния и марганца. Это и определяет систему выбора флюса и сварочной проволоки.
В настоящее время используют три основные системы.
1. Низкоуглеродистая электродная проволока (Св-08, Св-08А । т. п.) и высокомарганцовистый (35—45% МпО) флюс с высоким содержанием кремнезема (40—45% SiO2). Легирование шва кремнием и марганцем происходит за счет кремнемарганцевосстанови-тельных процессов, количество восстанавливаемого из флюса в шов легирующего элемента сравнительно невелико (Si 0,4%; Мп=С0,7%). При использовании керамического флюса легирование металла шва марганцем и кремнием происходит путем их введения во флюс в виде ферросплавов.
2. Низкоуглеродистая проволока, легированная до 2% Мп (типа Св-10Г2), и высококремнистый (кислый) флюс, содержащий 40—42% SiO2 и не более 15% МпО. В этом случае легирование шва марганцем происходит за счет проволоки, а кремнием — за счет восстановления его из флюса.
3. Средпемарганцовпстая электродная проволока (~ 1 % Мп) и среднемарганцовистый (~ 30% Мп) кислый флюс. Легирование металла шва марганцем происходит за счет проволоки и марганцевосстановительного процесса из флюса, кремнием — за счет кремневосстановительного процесса из флюса. Другие марки флюса, предназначенные для сварки различных высоко- или сложнолегированных сталей и цветных металлов, не стандартизованы и поставляются по различным ведомственным техническим условиям (табл. 20).
Для электрошлаковой сварки применяют флюсы общего назначения (АН-348-А, АН-22, 48-ОФ-6, АНФ-5) и флюсы, предназначенные именно для данного процесса (АН-8 и АН-25). Содержание в этих флюсах окислов титана обеспечивает высокую электропроводность их в твердом состоянии, что важно в начале
118
процесса, при возбуждении дуги для создания начального объема шлаковой ванны. Лучшим с технологической точки зрения является флюс АН-8.
Таблица 20. Флюсы сварочные плавленые безокислительные и бескислородные
Мирка флюса Особенности Содержание (не более), % ио массе Примерное назначение
SiO2 МпО 6 СаО MgO Рч та и та й ГеО со р.
Л11-30 Безокис-литсльный 2—5 - 39—44 16— 20.5 13- 16 19—23 — 1,0 0,08 0,05 Сварка хромоникелевых сталей
ЛП-70 То же 8,0 — 30-40 25—35 — 20—30 1-3 — 0,09 0,05 Наплавка высоколегированных сталей
4К-ОФ-6 » 3,5— 6,0 0,3 20-24 10—20 2,0 50—60 — 1,0 0,025 0,025 Дуговая и элскт-рошлаковая свар-
Л11Ф8 » 2,0 — 25-35 12—18 — 45—55 — 1.0 0.05 0.05 ка хромоникеле-
Л1 Бескислородный 2,0 75—80 17— 25 1,0 0,05 0,02 вых сталей при работе сварных соединений в сильно агрессивной среде
При механизированной сварке меди и ее сплавов успешно используют обычные марки флюсов ОСЦ-45, АН-348-А, АН-20, А11-26, т. е. флюсов, широко применяемых для сварки сталей. Для сварки алюминия и его сплавов по слою флюса разработаны две основные марки бескислородных флюсов: АН-А1 и АН-А4 (табл. 21).
Таблица 21. Составы флюсов, предназначенных для сварки алюминия и его сплавов, титана и его сплавов
Марка флюса Состав, % Ч» Назначение
AI1-A1 Хлористый калий Хлористый натрий . . . . Криолит . . 50 . . 20 . . 30 Дуговая сварка алюминия
ЛП-А4 Хлористый калий Криолит Хлористый литий . . 50 . . 30 . . 20 Дуговая сварка алюми-нпево-магнпевых сплавов
Л К А301 1 Хлористый калий . . 20—60 Электрошлаковая сварка
ЛИ АЖ } All А304 J Хлористый литий , . . . . Хлористый барий Фтористый литий , . Ю—40 . . 5—30 . . 2—20 алюминия
АН Г1 Фтористый кальций . . . . Хлористый барий . . . . Фтористый натрий . . . . . 79.5 . . 19 . . 1,5 Дуговая сварка титана толщиной 2—8 мм
All ТЗ Фтористый кальций . . . . Хлористый барий Фтористый натрий . . . . . . 85.5 . . Ю . . 1,5 То же
119
Эти флюсы изготовляют сплавлением входящих в их состав солей или механическим их смешиванием. Флюс АП-Л1 пригоден только для сварки алюминия. При сварке алюминисво-магниевых сплавов натрий, входящий в состав флюса в виде INaCl, попадая в сварочную ванну, восстанавливается магнием, что приводит к пористости швов, а это существенно снижает пластичность металла шва. По указанной причине для сварки алюминисво-магниевых сплавов применяют флюс АН-А4, который не содержит солей натрия. Для электрошлаковой сварки алюминия также разработаны специальные флюсы.
При сварке титана используют бескислородные флюсы типа АН-Т1, АН-ТЗ и др., в состав которых в основном входят фтористые и хлористые соединения. Фтористые соединения могут реагировать с окислами титана и растворять их, но для обеспечения необходимых технологических свойств флюса в них вводят хлористые соединения.
§ 5. ЗАЩИТНЫЕ ГАЗЫ
Защитные газы делятся на две группы: химически ипертные и активные. Газы первой группы с металлом, нагретым и расплавленным, не взаимодействуют и практически не растворяются в них. При использовании этих газов дуговую сварку можно выполнять плавящимся или неплавящимся электродом. Газы второй группы защищают зону сварки от воздуха, но сами либо растворяются в жидком металле, либо вступают с ним в химическое взаимодействие.
Ввиду химической активности углекислого газа по отношению к нагретому вольфраму (окисление и разрушение вольфрама) для дуговой сварки в углекислом газе используют плавящиеся электроды или неплавящиеся (угольные или графитовые).
К химически инертным газам, используемым при сварке, относятся аргон и гелий (табл. 22). Из химически активных газов основное значение имеет углекислый газ.
Таблица 22. Свойства основных инертных газов — аргона и гелия
Газ Атомный вес Плотность при 20 °C, кг/м8 Температура кипения, °C Коэффициент теплопроводности, кал/см • с - °C Потенциал ионизации. В
Аргон .... Гелий .... 39.944 4,003 1,662 0,1785 —185,5 —268,9 0,378 • 10-4 3,32 • IO’ 4 15.7 24.5
Аргон — газообразный чистый поставляется по ГОСТ 10157—73 трех сортов: высший, первый и второй. Содержание аргона соответственно равно: 99,99%; 99,98%; 99,95%. Примесями служат кислород, азот и влага.
120
Хранится и транспортируется аргон в газообразном виде в стальных баллонах под давлением 150 ат, т. е. в баллоне находится 6,2 м3 газообразного аргона в пересчете на температуру 20° С и давление 760 мм рт. ст. Возможна также транспортировка аргона в жидком виде в специальных цистернах или сосудах Дьюара с последующей его газификацией. Баллон для храпения аргона окрашен в серый цвет, надпись зеленого цвета.
Аргон высшего сорта предназначен для сварки химически активных металлов (титана, циркония, ниобия) и сплавов па их основе. Аргон первого сорта рекомендуется для сварки неплавя-щимся электродом сплавов алюминия, магния и других металлов, менее чувствительных к примесям кислорода и азота. Аргон второго сорта используют при сварке коррозионно-стойких сталей.
Гелин — газообразный чистый поставляют по техническим условиям. Содержание примесей в гелии высокой частоты не более 0,02%, в техническом до 0,2%. Примеси: азот, водород, влага. Храпят и транспортируют гелий так же, как и аргон, в стальных баллонах водяной емкостью 40 л при давлении 150 ат. Цвет баллона коричневый, надпись белого цвета. В связи с тем, что гелий в 10 раз легче аргона, расход гелия при сварке увеличивается в 1,5—3 раза.
Углекислый газ поставляется по ГОСТ 8050—76. Для сварки используют сварочную углекислоту сортов I и И, которые отличаются лишь содержанием ларов воды (соответственно 0,178 и 0,515 Н3О в 1 м3 СО2). Применяют иногда и пищевую углекислоту, имеющую в баллоне в виде примеси свободную воду, в связи с чем требуется особенно тщательное осушение газа. Углекислоту транспортируют и храпят в стальных баллонах или цистернах большой емкости в жидком состоянии с последующей газификацией на заводе, с централизованным снабжением сварочных постов через рампы. В баллоне емкостью 40 л содержится 25 кг СО2, дающего при испарении 12,5 м3 газа при давлении 760мм рт.ст. Баллон окрашен в черный цвет, надписи желтого цвета.
При применении углекислого газа вследствие большого количества свободного кислорода в газовой фазе сварочная проволока должна содержать дополнительное количество легирующих элементов с большим сродством к кислороду, чаще всего Si и Мп (сверх того количества, которое требуется для легирования металла шва). Наиболее широко применяется проволока Св-08Г2С.
При применении защитных газов следует учитывать технологические свойства газов (например, значительно больший расход гелия, чем аргона), влияние на форму проплавления и форму шва и стоимость газов.
Стремление уменьшить повышенное разбрызгивание металла и улучшить формирование шва при сварке в углекислом газе дало толчок к применению смесей углекислого газа с кислородом (2 5%). В этом случае изменяется характер переноса металла;
121
он переходит в мелкокапельный; потери металла на разбрызгивание уменьшаются на 30—40%.
При сварке сталей по узкому зазору с целью стабилизации процесса сварки и уменьшения расхода дорогого и дефицитного аргона вполне целесообразно применение двойных смесей (75%Агф-h 25% СО2) и тройных смесей (аргона, углекислого газа и кислорода). Для алюминиевых сплавов весьма эффективно с точки зрения производительности применение смеси, состоящей из 70% Не и 30% Аг. В этом случае значительно увеличивается голщипа металла, свариваемого за один проход, и улучшается формирование шва. Газовые защитные смеси имеют весьма значительные перспективы, по широкое их применение требует организации централизованного снабжения сварочного производства смесями нужного состава. Только в этом случае применение смесей может дать значительный экономический эффект.
IV
ГЛАВА
СВАРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ И МЕХАНИЗИРОВАННОЙ СВАРКИ ПЛАВЛЕНИЕМ
§ 1. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ
Посты для ручной и механизированной сварки металлов и установки для автоматизированной сварки плавлением содержат оборудование, обеспечивающее питание источника сварочной теплоты — электрической дуги, шлаковой ванны, электронного или светового луча и т. и.; сварочный манипулятор, предназначенный для закрепления и перемещения детали при сварке, и оборудование, обеспечивающее необходимую защиту свариваемого металла от окисления и загрязнения с помощью флюса, потока или атмосферы защитного газа или вакуума.
При ручной сварке различного рода манипуляторы, позиционеры или стенды применяют для сборки и закрепления деталей, подлежащих сварке. Качество сварного шва во многом определяется искусством сварщика, а при механическом перемещении изделий — колебаниями скорости их перемещения манипуляторами. Защита свариваемого металла обеспечивается покрытием электрода. При применении же полуавтоматов для дуговой сварки сварочная ванна защищается флюсом или защитным газом, подаваемым через сварочную головку.
Значительно более жесткие требования по точности выполнения устанавливаемых режимов предъявляются к манипуляторам и механизмам перемещения сварочного источника теплоты и автоматизированных установках. Допустимы следующие колебания скорости перемещения: при сварке под флюсом ±5%; при аргонодуговой сварке тонколистовых металлов ±2%; в установках для электронно-лучевой и лазерной сварки менее ±1%. Точность установки свариваемых изделий и отклонение положения стыка при сварке не должно превышать 20—25% поперечного размера площади пятна ввода теплоты в изделие, т. е. при снарке под флюсом это составляет 1—2 мм; при микроплазмен-iiort — не более 0,25 мм; при электронно-лучевой и лазерной (и зависимости от диаметра луча) от ±0,1 мм до ±10 мкм.
Конструкции сварочных установок имеют особенности, связи иные с защитой персонала от вредного воздействия различного
123
характера в процессе выполнения сварочных операций. В качестве примера можно указать на наличие устройств для отсоса вредных газов при сварке под флюсом, экранов и щитков, предохраняющих персонал от интенсивного ультрафиолетового и светового излучения при дуговой, плазменной или лазерной сварке, элементов конструкций установок для электронно-лучевой сварки, обеспечивающих защиту от рентгеновского излучения.
При выполнении сварочной операции для получения высокого качества швов очень важны стабилизация или регулирование тепловложения источника сварочной теплоты. Скорость сварки обычно задают постоянной с необходимой степенью стабильности, при этом регулируют мощность источника сварочной теплоты. Такое воздействие наиболее гибкое, малоинерционное и, кроме того, позволяет в ряде случаев скомпенсировать возмущения сварочного процесса, вызываемые другими внешними факторами.
При сварке плавлением наиболее распространенный источник нагрева — электрическая сварочная дуга.
Требования к статической устойчивости системы источник питания — сварочная дуга. Зависимость между напряжением дуги Un, необходимым для поддержания устойчивого горения дуги, и током дуги 7Д называется статической вольт-амперной характеристикой дуги.
Форма отдельных участков характеристики дуги зависит от плотности тока в электроде (в дуге). При сварке маломощной дугой на токах менее 100 А форма статической характеристики имеет падающий характер, т. е. dU}Jd!r, <; 0. В обычных условиях сварки, когда ток в дуге превышает 100 А (/д > 100 А), напряжение дуги практически остается постоянным и не меняется при изменении тока нагрузки, т. е. dU /д1п ~ 0 [С7Д — = / Un) — const].
При больших плотностях тока в электроде (при автоматической сварке в среде защитных газов, где обычно применяют малый диаметр электрода, сжатой дуге), когда катодное пятно и сечение столба дуги не могут увеличиваться с возрастанием тока в дуге, а следовательно, плотность тока и напряженность пропорционально увеличиваются с увеличением силы тока, статическая характеристика становится возрастающей.
Источник тока и электрическая сварочная дуга представляют собой энергетическую систему, которая в процессе сварки должна обладать достаточной устойчивостью. Под устойчивостью системы понимается такое состояние, когда параметры режима сварки /д и Un не изменяют своей величины в течение достаточно длительного времени. Причем, если в результате каких-то внешних причин (изменение длины дуги, сопротивления ее, изменение сп'лени ионизации) произойдет изменение этих параметров, что приведет к отклонению от устойчивого равновесия, система должна снова вернуться в состояние равновесия.
124
is
Puc. 71. Внешние характеристики источника питания, обеспечивающие стабильное горение сварочной дуги при малых (а), средних (б) и больших (в) токах
I Sy IS
Зависимость напряжения источника питания от силы тока нагрузки называется внешней характеристикой источника питания. Рассмотрим условия устойчивого состояния системы (устойчивого горения сварочной дуги).
На рис. 71 изображены внешняя характеристика источника питания Uu = (/д) и вольт-амперная характеристика дуги
С7Д = /2 (/„). В точках яи б эти характеристики пересекаются, т. е. для обеспечения горения дуги необходимо то напряжение, которое при этой силе тока дает источник питания. Выясним, устойчиво ли состояние сварочной дуги в этих точках. Устойчивое состояние сварочной дуги будет, если при случайном отклонении от установившегося состояния (изменении силы тока) равновесие быстро восстановится. Сварочная цепь обладает некоторой индуктивностью, и при изменении тока в ней индуктируется э. д. с. самоиндукции
где L — индуктивность.
I (апряженпе дуги
। де П„ — напряжение источника.
Предположим, что режим сварки соответствует точке а. Если 1<>к под действием внешних факторов уменьшится и примет зна-
125
чепие, определяемое IR[, то напряжение источника Un (точка станет больше напряжения дуги £7Д, т. е.
ип>ил и ии — {7д>0;
следовательно, сила тока начнет увеличиваться (так как L всегда положительна), пока не достигнет точки а.
При увеличении силы тока до значения /д11 напряжение источника становится меньше, чем напряжение дуги, а разность Ua—Ua уменьшается и принимает отрицательное значение, в результате чего начинает уменьшаться сила тока 1Д до тех пор, пока не достигнет точки а, т. е. при режиме сварки, соответствующем точке а, вследствие действия э. д. с. самоиндукции происходит саморегулирование режима горения дуги, точка а определяет устойчивое состояние системы источник питания — сварочная дуга
В точке б при увеличении силы тока напряжение источника U„ станет больше, чем папряжепие дуги; следовательно, сила тока начнет увеличиваться до значения, определяемого точкой а, т. е. система снова придет в устойчивое равновесное состояние. При отклонении тока от точки б в сторону уменьшения напряжение дуги превысит напряжение источника, и разность С7И — ид будет уменьшаться и стремиться к отрицательной величине. Следовательно, сила тока 1Д также начнет уменьшаться, в результате чего дуга оборвется. Таким образом, в точке б режим горения дуги неустойчив.
Требование статической устойчивости
_/5Сд dUa\
аГ~Лд.у>и’
где ку — коэффициент устойчивости.
Фактически величины dU:iJdI и dUiJdl — динамические сопротивления сварочной дуги и источника питания при данной величине тока дуги 1п у. Коэффициент /гу — динамическое сопротивление всей энергетической системы источник питания — сварочная дуга в данном режиме работы. Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 A) dUFJdI 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl < dUJdl (рис. 71, в).
При сварке малоамперпой дугой внешняя характеристика источника питания должна быть крутопадающей, чтобы сохранялось соотношение на рабочем участке, как это показано на рис. 71, а:
dUa dUR
91 д > ^Г ’
126
Требование к динамическим свойствам источников питания. При дуговой сварке плавящимся электродом источник питания сварочной дуги воспринимает динамическую нагрузку в связи <• переходными режимами, когда ток и напряжение изменяют свою величину. При этом в дуге могут происходить периодически повторяющиеся явления: короткое замыкание, возбуждение дуги и переход к режиму устойчивого горения.
В условиях сварки при коротком замыкании а. д. с. генератора снижается до минимальных значений, равных падению напряжения в короткозамкнутой сварочной цепи, т. е. Ег = IKaRr. Поэтому необходимо, чтобы при размыкании сварочной цепи э. д. с. генератора весьма быстро возросла до значений, достаточных для возбуждения дуги, пока металл остается достаточно нагретым после короткого замыкания для существования эмиссии электронов.
Сварочные трансформаторы и выпрямители обладают значительно меньшей электромагнитной инерцией и практически их можно считать безынерционными установками. Однако при коротких замыканиях дуги, образуемых при переносе капель, и малой электромагнитной инерции (малая величина индуктивности сварочной цепи) сила тока дуги нарастает недопустимо быстро. Происходит сильное разбрызгивание наплавляемого металла при
сварке плавящимся электродом.
Введение дросселя в сварочную цепь снижает скорость нарастания тока и, как следствие, разбрызгивание металла. Так, при сварке электродов УОНИ-13/45 экспериментально установлена зависимость коэффициента разбрызгивания от .величины индуктивности дросселя, включаемого последовательно в сварочную цепь источника питания дуги (рис. 72).
При скоростях нарастания тока 15 кА/с электродинамические силы, приводящие к разрушению перемычки между каплей и электродом, невелики и не вызывают заметного разбрызгивания металла. Но уже при 10 кА/с при постоянной скорости подачи электродной проволоки процесс сварки и формирование шва ухудшаются. Наблюдаются повторяющиеся длительные корот-
кие замыкания, при этом происходит выброс кусков нераспла-пившейся проволоки за пределы шва.
Динамические свойства источников питания для дуговой сварки в отношении скорости нарастания тока и некоторой мере определяются динамическим коэффициентом, т. е. отношением пикового значения тока короткого замыкания к его установившемуся значению:
^-д ~ 3. Ill 1 к. з. у>
Рис. 72. Зависимость коэффициента разбрызгивания от величины индуктивности дросселя, включенного в сварочную цепь
127
где 11; з u — сила пикового тока короткого замыкания; Д(. 3. у— сила установившегося тока короткого замыкания.
Таким образом, к динамическим свойствам однопостовых сварочных генераторов предъявляются следующие требования:
значение динамического коэффициента должно быть в пределах 1 < Лд < 2,5; время восстановления напряжения дуги не должно превышать 0,05 с; скорость нарастания тока должна быть 15—20 кА/с.
Основные области применения различных источников питания сварочной дуги приведены в табл. 23.
Таблица 23. Области применения источников питания для дуговой сварки
Род тока Источник питания Внешняя характеристика Область применения
Переменный Трансформаторы переменного тока промышленной частоты Электромашипные преоб разова-тели п передвижные агрегаты с генераторами повышенной частоты (400—500 Гц) Падающая » Ручная дуговая снарка. Сварка под флюсом, в среде защитных газов алюминиевых сплавов Ручная дуговая сварка
Постоянный Электромашпнные преобразователи, выпрямители, передвижные агрегаты с генераторами постоянного тока » Полого-падающая Ручная дуговая сварка, сварка под флюсом, в защитных газах неплавящнмся электродом Механизированная сварка в среде защитных газов плавящимся электродом, сварка под флюсом
Сварочные трансформаторы наиболее дешевы, надежны в работе, и экономичны. Поэтому там, где это возможно, стараются использовать их вместо электромашинных преобразователей. Для сварки под флюсом трансформаторы используются на силы тока свыше 300 А, так как при меньших силах тока дуга на переменном токе горит неустойчиво.
Постоянный ток имеет ряд технологических преимуществ при дуговой сварке или наплавке под флюсом. Поэтому источники постоянного тока совсем вытеснены трансформаторами быть не могут. Наиболее перспективны источники постоянного тока — кремниевые выпрямители, в которых наиболее высокий к. и. д. и минимальны потери холостого хода.
В последние годы значительно расширились области применения источников питания с пологопадающими и жесткими внешними характеристиками. Для всех без исключения механизированных способов сварки при постоянной скорости подачи элек-
12»
тродпой проволоки может быть применен источник питания с поло-гоиадающей внешней характеристикой.
Габаритные размеры и масса источника питания определяются и первую очередь произведением напряжения холостого хода па силу поминального тока. У источников питания с падающими внешними характеристиками £7ХХ чаще всего в 2 раза больше UR. У источников с пологопадающими характеристиками £7ХХ лишь немного больше [7Д. Поэтому масса последних значительно меньше (в среднем в 1,5 раза), а к. п. д. выше. Применение источников питания с пологопадающими внешними характеристиками в значительной мере упрощает подбор режима сварки, а также упрощает аппаратуру для сварки и наплавки электродами, имеющими переменное поперечное сечение.
ГОСТ 10594—74 регламентирует ряд номинальных токов для источников питания сварочной дуги постоянного тока (генераторов и выпрямителей): 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500 , 630, 800, 1000, 1250, 1600, 2000, 2500, 3150, 4000 и 5000 А.
§ 2. ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Источники питания сварочной дуги должны отвечать следующим требованиям: 1) обеспечивать необходимые для данного технологического процесса силу тока дуги и напряжение дуги; 2) иметь необходимый вид внешней характеристики, чтобы выполнить условия стабильного горения дуги; 3) иметь такие динамические параметры, чтобы можно было обеспечить нормальное возбуждение дуги и минимальный коэффициент разбрызгивания.
Обычно напряжение холостого хода источников питания сварочной дуги составляет 70—90 В. Мощность определяется силой необходимого сварочного тока для данного технологического процесса. Для снижения расхода электроэнергии при сварке и обеспечения падающей внешней характеристики необходимо правильное соотношение магнитных потоков в магнитных цепях источников питания.
Сварочные генераторы. Принцип получения падающей внешней характеристики генератора путем изменения потока в воздушном зазоре под полюсом является основным для современных евпрочных генераторов.
Ио форме внешних характеристик сварочные генераторы постоянного тока можно подразделить на следующие группы: генераторы с падающими внешними характеристиками; генераторы с жесткими внешними характеристиками; универсальные генераторы, позволяющие получать падающие и жесткие внешние характеристики путем переключения обмоток.
Генератор имеет две обмотки возбуждения: намагничивающую 11<), включенную параллельно нагрузке между одной из основных щеток и дополнительной, или питаемую от отдельного источ-
5 Л. И. Акулов и др.
129
ника постоянного тока; последовательную обмотку ПО, включенную в цепь якоря генератора.
Потоки Фн — намагничивающий и Ф„ — поток последовательной обмотки, создаваемые намагничивающими силами этих обмоток, направлены встречно в генераторах с падающими или согласно в генераторах с жесткими характеристиками.
Последовательная обмотка в большинстве генератопов, выполненных по таким схемам, имеет несколько секций, что дает возможность ступенчатого изменения числа витков этой обмотки.
Основной способ регулирования режима данных систем генераторов — изменение силы тока в намагничивающей обмотке возбуждения iH с помощью реостата, включенного последовательно в цепь обмотки. При увеличении тока г„ увеличивается напряжение холостого хода Uo генератора, а следовательно, повышается и сила тока дуги. Зависимость тока нагрузки от тока в обмотке возбуждения называется регулировочной характеристикой Га = = / (щ).
Для расширения предела обычно применяют дополнительное ступенчатое регулирование с помощью секционирования последовательной обмотки. В пределах каждой ступени плавное регулирование осуществляют с помощью реостата в цепи намагничивающей обмотки.
Режим в генераторах с жесткими внешними характеристиками регулируют только путем изменения тока намагничивания i„ с помощью реостата в цепи этой обмотки. При необходимости регулирования или включения сварочного тока автоматически в цепь намагничивающей обмотки возбуждения вводят контактные или бесконтактные (тиристорные) регуляторы.
В настоящее время сварочные генераторы остаются главным образом в агрегатах для сварки в полевых условиях, где привод осуществляется от двигателя внутреннего сгорания. Во всех остальных областях применения сварки на постоянном токе они вытесняются сварочными выпрямителями.
В СССР выпускаются однопостовые генераторы как с падающими, так и с жесткими внешними характеристиками. Некоторые типы являются универсальными (табл. 24). Подавляющее число однопостовых генераторов имеет независимую намагничивающую обмотку возбуждения, и только некоторые генераторы — с самовозбуждением, так как их часто используют в агрегатах для сварки в полевых условиях с двигателями внутреннего сгорания. Выпускаемые одпопостовые генераторы позволяют перекрыть весь диапазон необходимых для дуговой сварки токов (30—800 А). Генераторы типов ПС-1000 и ПСУ-1500-2 применяются для питания сварочных автоматов при сварке под флюсом.
Трансформаторы для электродуговой сварки. Трансформаторы для дуговой сварки принадлежат к специальным видам однофазных понижающих трансформаторов.
IIU
Таблица 24. Характеристики наиболее распространенных типов сварочных преобразователей для питания дуги постоянным током
Параметр УДЗ-1 G1 ПСО-315М ПСО-БОО ПСГ-500 ПС-1001)
Пределы регулирования сварочного тока, А ...... . 15—135 100—315 120—600 60—500
Моищость электродвигателя, кПг 5,5 14 28 31 75
(ила номинального сварочного тока, А 125 315 500 500 1000
Пределы регулирования напряжения, В — 16—40 68—92
Дин ампческий коэффициент для силы тока: максимальной 1.2 1,42
минимальной ...... — 2,4 1,52 — —
Крутизна фронта тока, кА'ч: максимального ... 185 — 70 —
минимального . — 54 — 50 —
1. Напряжение холостого хода на вторичной обмотке трансформатора должно быть таким, чтобы была возможность начального и повторных возбуждений дуги и поддержания ее горения в процессе сварки при всех значениях сварочного тока, на которым рассчитан трансформатор.
2. Внешняя характеристика трансформаторов, предназначенных для ручной, автоматической и полуавтоматической сварки под флюсом, должна быть падающей.
3. Должна быть обеспечена возможность регулирования режима сварки в широких пределах.
Как и в других источниках питания, при работе сварочного трансформатора постоянно чередуются три режима: холостой ход, работа под нагрузкой и короткое замыкание.
Для современных источников питания дуги переменного тока падающую внешнюю характеристику получают путем искусственною увеличения индуктивного сопротивления.
Конструктивно трансформаторы для питания сварочной дуги можно разделить на следующие основные группы: 1) трансформаторы с дросселями, выполненные в виде двух раздельных аппаратов или в виде одного аппарата; 2) трансформаторы с развитым магнитным рассеянием; 3) трансформаторы с подмагничиванием постоянным током.
Основные уравнения режима работы источников питания дуги переменного тока:
холостой ход
U о = U^/w^,
б* 131
нагрузка
короткое замыкание
^к.з = ^o/-^pi
где иг — напряжение на первичной обмотке; Хр — реактивное сопротивление в цепи источник питания — сварочная дуга.
Режим сварки при использовании трансформаторов с дросселем и трансформаторов с подмагничиванием постоянным током регулируют путем изменения индуктивного сопротивления реактивной обмотки или участка сердечника, насыщаемого от дополнительной обмотки, питаемой постоянным током.
Трансформаторы могут быть с увеличенным магнитным рассеянием; их выполняют с подвижными обмотками или с магнитными шунтами. Режим сварки регулируют с помощью механизма, перемещающего одну обмотку относительно другой или магнитный шунт, в результате чего изменяется величина потока рассеяния.
Таблица 25. Характеристики некоторых типов трансформаторов для питания дуги переменным током
Техническая характеристика
Первичное напряжение, В
Вторичное напряжение холостого хода, В............
Номинальная мощность, кВА Режим работы: ПР % . . . .
ПВ% . . . .
Рабочее напряжение при номинальной нагрузке, В . . Пределы регулирования сварочного тока, А..........
К.н.д., % ...............
COS (р ..................
Масса трансформатора, кг Способ регулирования режима сварки ... ........
Ручная сварка
CSJ
к сп к ю
и й О й
ь ь
220 220 220 220
ИЛИ ИЛИ ПЛИ ИЛИ
380 380 380 380
68 61—79 62 60—76
11,5 19,4 — 32
20 50 20 60
— — — —
26,4 35 30 30
55— 60— 90— 85—
175 385 300 700
72 87 76 87
0,5 0,6 0,6 0,53
38 137 63 210
Подвижные катушки
Внешняя характеристика . .
Крутопадающая
Автоматическая сверка
о in 1000-3 О 2001
й О й ё ы е п
Ь н ь
380 380 220 380
80 69 п 78 или 380 72 80
42 76 82 165
— — — —
60 60 100 100
45,5 42 44 50
200— 400— 400— 800—
600 1200 1200 2200
87 90 — —
0,62 0,62 — —
450 534 740 920
Изменение Подмагнп-
воздушного чивание
зазора постоян-
Падак ным )щая ТОКОМ
132
Трансформаторы или дроссели с подмагничиванием удобно использовать в установках при автоматическом регулировании силы тока дуги (например, в случаях автоматического вывода кратера с заданной скоростью), а также при дистанционном регулировании режима сварки.
Трансформаторы для трехфазпой сварки имеют пониженное напряжение холостого хода, так как пет перерывов в горении дуги в межэлектродном пространстве. Поэтому у таких трансформаторов UollJn =' 1,24-1,25. Основные параметры выпускаемых источников питания дуги переменного тока приведены в табл. 25
Сварочные выпрямители. По мере совершенствования и увеличения мощности полупроводниковых вентилей все более увеличивается выпуск и применение в качестве источников питания сварочной дуги постоянного тока выпрямителей. Перед преобразователями сварочные выпрямители имеют следующие преимущества: более высокий к. и. д. и меньшие потери на холостом ходу; лучшие динамические свойства; меньшую массу; большую надежность и простоту обслуживания при эксплуатации; бесшумность при работе; большую экономичность при изготовлении.
Основной недостаток сварочных выпрямителей — их бблтдцая чувствительность к колебаниям напряжения сети, чем у сварочных преобразователей.
Сварочный выпрямитель состоит из двух основных узлов: понижающего трансформатора с регулирующим устройством и блока вентилей. В общий комплект источника питания часто также включается секционированный дроссель, обеспечивающий необходимые динамические характеристики для нормального переноса электродного металла в шов. Этот дроссель предназначен для снижения скорости нарастания тока короткого замыкания и соединен последовательно с дугой в цепи выпрямленного тока, индуктивность его обычно составляет несколько миллигенри.
В конструкциях отечественных сварочных выпрямителей находят применение селеновые вентили с пластинами размером 100 X 400 мм, собираемые в блоки необходимых мощности или напряжения. Обычно блоки вентилей принудительно охлаждаются потоком воздуха от специального вентилятора. В кремниевых выпрямителях силовые блоки собирают из отдельных вентилей на силу тока 50 или 200 А (ВК-50 или ВК-200-3) с допустимым обратным напряжением 150 В. Кремниевые вентили также требуют интенсивного принудительного охлаждения, для чего их укрепляют на радиаторах, охлаждаемых потоком воздуха от вентилятора.
Разрабатывают выпрямители с использованием в выпрямляющих силовых обмотках управляемых вентилей-тиристоров. Схема управления тиристорами обеспечивает необходимый вид внешней характеристики, широкий диапазон регулирования силы сварочного тока и стабильность его при колебаниях напряжения питающей сети (ВД-304).
133
В качестве понижающего трансформатора в сварочных выпрямителях используют чаще всего трехфазные трансформаторы с нормальным или повышенным магнитным рассеянием. Особенно широкое распространение получили трансформаторы с подвижными катушками (ВД-101, ВД-301, ВД-302, ВКС-300 и др.). Они просты по устройству, обладают достаточно высоким к. п. д., имеют небольшой вес. В таких трансформаторах два диапазона сварочных токов, обеспечиваемых соответствующим соединением первичных и вторичных обмоток. Кроме того, часто используют и трансформаторы с дросселями насыщения (ВСУ-500, ВДГ-301 и др.).
В выпрямителях типа ВПП применяются трансформаторы с подвижными магнитными шунтами, перемещаемыми между раздвинутыми первичными и вторичными обмотками.
Аналитическое выражение для рабочего участка внешней характеристики сварочного выпрямителя, собранного по трехфазной мостовой схеме,
При этом среднее значение напряжения холостого хода выпрямителя непосредственно зависит от напряжения на трансформаторе:
— 33 Um/n~,
где Um — амплитудное значение вторичного напряжения трансформатора.
Ток короткого замыкания определяется полным реактивным сопротивлением одной фазы источника питания вентилей (трансформатора и дросселя):
1к.3 = и^/}/ЗХ.
Динамические свойства трехфазных выпрямителей с падающей внешней характеристикой зависят от отношения рабочего напряжения дуги к напряжению холостого хода. Чем выше напряжение дуги перед коротким замыканием, тем больше отношение 7К 3 ппк//д. С уменьшением отношения URIU^ максимальное значение тока снижается, что благоприятно отражается на процессе переноса расплавленного металла. При Un!U^ = = 0,44-0,5 сварка протекает удовлетворительно.
Сварочные выпрямители для многопостового питания обладают предельно жесткой характеристикой. Трансформатор выпрямителя — трех фазный, с нормальным рассеянием. Выпрямительные блоки собирают из кремниевых вентилей с принудительным воздушным охлаждением.
Введение цепи стабилизации выходного напряжения позволяет использовать многопостовые выпрямители для сварки в углекислом газе (например ИДГМ-1001/1601). Пологопадающие харац-134
Рис. 73. Схема питания сварочных постов для ручной дуговой сварки от многопостового сварочного выпрямителя (СВ)
теристики, необходимые для точного подбора режима, обеспечивают специальными регулировочными реостатами; необходимую индуктивность для снижения разбрызгивания вводят специальными дросселями.
Многопостовые сварочные выпрямители применяют в цехах или на участках, имеющих большое число стационарных сварочных постов. Так как режим работы каждого поста не зависит от режимов работы других постов, выходное напряжение выпрямителя не должно изменяться при изменении тока нагрузки во всем диапазоне, т. е. он должен обладать жесткими характеристиками.
Режим сварки при централизованном питании от миогоно-стового выпрямителя регулируют на каждом рабочем месте независимо. Для этого каждый сварочный пост подсоединяют к магистрали многопостового выпрямителя с последовательным включением балластного реостата. Благодаря этому характеристика поста падающая.
При холостом ходе напряжение между электродом и изделием равно напряжению холостого хода источника питания. При сварке напряжение дуги равно напряжению источника минус падение напряжения на участке цепи между ним и электродо-держателем (Un = Uo — /дЯе), причем сопротивление сварочной цепи складывается из сопротивления проводов (7?пр) и сопротивления балластного реостата (R&):
Rc — Rnp 4" Ro
Сила тока дуги сварочного поста
— U^/Rq (Rnp ^Rq)-
В случае короткого замыкания /кз = UJRs- Режим сварки при mi югопостовом питании регулируют путем изменения сопротивления балластного реостата у каждого поста (рис. 73). Число постов т, которые могут быть подключены к многопостовому выпрямителю, определяют с учетом коэффициента одновременности а;
т'— I ц/о;7пс;
135
где 1Г н — номинальная сила тока выпрямителя; а — коэффициент одновременности, равный 0,6; /пс — средняя сила тока поста.
Централизованное питание многих постов от одного многопостового источника по сравнению с наличием на каждом посту однопостового генератора или выпрямителя имеет следующие преимущества: уменьшается установленная мощность (в расчете на один пост); сокращаются расходы на амортизацию, ремонт, обслуживание; уменьшается производственная площадь. Недостатки — относительно большие потери мощности в балластных реостатах, снижающих к. п. д. поста. В результате общий к. п. д. при многопостовой сварке ниже, чем при однопостовой.
Вследствие этого на 1 кг наплавленного металла при многопостовом питании расходуется па 40—45% электроэнергии больше, чем при однопостовом. Поэтому окончательный выбор системы питания следует сделать после экономического подсчета, где должны быть учтены все показатели: стоимость оборудования; стоимость энергии; стоимость ремонта; стоимость обслуживания; отчисления на амортизацию.
Параметры основных типов выпускаемых сварочных выпрямителей приведены в табл. 26.
Импульсные источники питания сварочной дуги. Закис источники используются при сварке как плавящимся, так и неплавя-щимся электродом.
Процесс сварки происходит при непрерывно горящей маломощной дуге и периодически зажигающейся импульсами мощной дуге. Источник питания представляет собой комплект из двух источников, которые работают одновременно и независимо друг от друга. Такие источники могут быть спроектированы специально (ИПИД-1, ИПИД-300, ИПИД-300М) или составлены из сварочного генератора или выпрямителя (например, ПСГ-500, ИПП-300П, ВС-500 и т. п.) и генератора кратковременных импульсов, амплитуда и длительность которых регулируются.
На рис. 74, а приведена принципиальная схема источника питания, в котором в качестве генератора импульсов применена схема с накоплением энергии, периодически с частотой 50 или 100 Гц подключаемая к дуговому промежутку. Параллельно с основным источником питания СВ подключен импульсный генератор ИГ, состоящий из выпрямителя Baap, сопротивления /?огр, ограничивающего ток заряда накопительной емкости С. Коммутирующие устройства I и 2 периодически подключают конденсатор С к дуге, па которую он и разряжается, кратковременно увеличивая ее ток. Дроссель L предназначен для защиты сварочного выпрямителя от перенапряжений при подаче импульсов тока па дугу.
Па рис. 74, б показана форма тока, протекающего через сварочную дугу. Обычно длительность импульса составляет ~0,1 Т, где Т — период цикла.
Устройства для поджигания и стабилизации горения сварочной дуги. Во многих технологических процессах, где необходимо 136
Таблица 26. Основные параметры сварочных выпрямителей
юое-kVu О 3000 ОС -х 230 §8 1 ! СО 1750
lOOl'lOOl-WJtfll 26'40 )00 1600 1 1 1 1 -28,37—4з) § ОО 1220
чг-Н 1 ч-Г О1 ф й
ИООЭТПП! 1 S СО т—1 >о 1 116—401 255
i-oooi-иэяя о CD 8 с S‘9A со со 1 1 со 550
^оч-лСя 45—50 500 1 1 100—500 1 Жесткая, падаю- щая 365
315
Я00С-11Ш1 1 —' 1^- 7 1 ей В СО со см
i-ооь-эяе 1 О ОО Г7 г- —500 1 Сб ГС СЗ С 385
S
ЮЕ-JtH 8 ю 1 СМ ю со СМ 7 Сб 210
ООЕ-ЭЯ 1 315 20—40 1 । Ф в’п •г-1 250
fOE-ИЯ СГ 315 65—68 21 СМ 45—315 । К rt Я £ т—1 230
1-0 СМ 125 оо о 1 20-125 । Пада №< 170
Техническая характеристика Номинальное рабочее напряжение, В Сила номинального тока, А . . Напряжение холостого хода, В Потребляемая максимальная мощность, кВА К.п.д., % Пределы регулирования тока. А Пределы регулирования напряжения, В Внешняя характеристика . . . Число постов Масса, кг
137
возбуждение дуги без соприкосновения электрода с изделием (аргонодуговая сварка, плазменная сварка и резка и т. п.), для этой цели используют пробой дугового промежутка дополнительным импульсом высокого напряжения. Это также необходимо бывает для стабилизации возбуждения дуги переменного тока при перемене полярности питающего напряжения.
Первоначальное возбуждение дуги чаще всего осуществляется искровым осциллятором. Однако он малопригоден для стабилизации дуги из-за отсутствия синхронизации высоковольтных импульсов с напряжением дуги или сварочного трансформатора. Кроме того, осциллятор вызывает сильные радиопомехи при работе. Поэтому в последнее время разрабатывают конструкции импульсных возбудителей дуги — генераторов импульсов.
Для первоначального пробоя промежутка электрод—деталь, равного 5 мм, требуются следующие напряжения: в аргоне 3,2 кВ; азоте 7 кВ; воздухе 8 кВ; углекислом газе 9,2 кВ.
Сварочный осциллятор представляет собой искровой генератор затухающих колебаний. Он содержит (рис. 75, а) низкочастотный повышающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник Р, колебательный контур, составленный из емкости С'к, индуктивности £1(, обмотки связи Lc и блокировочного конденсатора Со. Обмотки LK и Lc образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ в начале полупериода заряжает конденсатор Ск и при достижении определенной величины вызывает пробой разрядника Р. В результате колебательный контур LKCK оказывается закороченным и в нем возникают затухающие колебания с резонансной частотой
Г - 1 1
~ 2л |/ ЬКСК ’
где Нн — эквивалентное активное сопротивление контура.
НН
В большинстве случаев /0 выбирают в пределах 250—1000 кГц. Эти высокочастотные колебания через обмотку £с и конденсатор Со прикладываются к дуговому промежутку. Блокировочный конденсатор Со предотвращает шунтирование обмоткой Lc дугового промежутка для напряжения источника питания. Изоляцию обмотки сварочного трансформатора от пробоя защищает дроссель, включенный в сварочную цепь. Мощность осциллятора обычно составляет 250—350 Вт. Длительность импульсов от осциллятора должна составлять десятки микросекунд.
Другим способом бесконтактного возбуждения дуги является применение импульсных генераторов, использующих накопительные емкости, которые заряжаются от специального зарядного устройства и в моменты повторного возбуждения дуги разряжаются па дуговой промежуток. Так как фаза перехода сварочного тока через пуль во время сварки не остается строго постоянной, то для обеспечения падежной рабо ты генератора необходимо устройство, позволяющее синхронизировать разряды емкости с моментами перехода тока дуги через ноль.
Схема такого генератора с электромагнитным коммутирующим устройством показана на рис. 75, б. Конденсаторы С1 и С2 заряжаются от источника постоянного тока. Обмотка управления ОУ мощного поляризованного реле РИ питается непосредственно от сварочного трансформатора СТ. В цепи обмотки ОУ включены индуктивность L1 и сопротивление R4, позволяющие регулиро-
Рпс. 75. Принципиальные электрические схемы сварочного осциллятора (а) и генератора импульсов с электромагнитным коммутатором (б)
139
вать моменты замыкания контактов реле РП. Эти замыкания должны происходить в моменты перехода сварочного тока через нуль или несколько позже.
При замыкании одного из контактов напряжение заряда соответствующего конденсатора оказывается приложенным к электродам дуги и при достаточной его величине вызывает повторное возбуждение дуги и ее подключение к основному источнику питания. Вместо электромагнитного поляризованного реле разработаны также коммутирующие схемы на тиратронах и тиристорах, позволяющих лучше синхронизировать процесс повторного возбуждения.
Надежные повторные возбуждения дуги обеспечиваются при следующих параметрах: Cl = С2 = 10 мкФ; С7зар2?200 В.
§ 3. АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ
Для обеспечения высокого качества сварного соединения, которое выражается в идентичности параметров полученного шва по всей его длине, необходимо, чтобы сварочная аппаратура обеспечивала выполнение следующих операций:
подвод к электроду и изделию сварочного тока;
нагрев электродного или присадочного металла и свариваемых кромок;
подачу в сварочную ванну этого металла со скоростью, равной скорости его плавления;
перемещение электрода вдоль шва с необходимой точностью; защиту зоны сварки от воздействия воздуха.
В зависимости от необходимого конкретного технологического режима аппаратура должна обеспечивать и некоторые вспомогательные операции (колебания электрода, искусственное формирование ванны, засыпку и уборку флюса и т. п.). Эти операции выполняют вручную или с помощью сварочного автомата.
При дуговой сварке качество шва получается стабильным, если на протяжении его выполнения сохраняется установленный заданный режим сварки, т. е. совокупность следующих факторов:
Основные
Сила сварочного тока, А.
Скорость подачи электродной проволоки, м/ч.
Сечение электродной проволоки, мм2.
Напряжение на электроде при холостом ходе и горении дуги, В. Скорость образования шва (скорость сварки), м/ч.
Отклонение электрода от оси шва, мм.
Дополнительные
Поперечное перемещение электрода:
а) размах, мм; б) частота, Гц.
Вылет электрода, мм.
Состав н строение флюса, покрытие электрода.
Температура основного металла, °C.
Наклон электрода или проволоки, град.
Скорость подачи защитного глаза, л/мин.
Положение изделия в месте сварки.
140
Все отклонения от установленного режима или траектории шва устраняют вручную, ориентируясь по показаниям приборов, или с помощью автомата.
В связи с широкой номенклатурой свариваемых изделий в настоящее время разработано и выпускается большое количество оборудования для дуговой сварки плавлением. Кроме серийного и массового оборудования, разработано много узкоспециализированных установок, как правило, с высокой степенью автоматизации.
Однако в основе их работы заложены общие принципы регулирования и стабилизации режима работы, которые используются и в массовом оборудовании. В данном разделе рассмотрены лишь основные типы наиболее массовой аппаратуры для дуговой сварки и приведены характеристики этой аппаратуры.
Основное назначение регуляторов сварочного режима — стабилизация или регулирование тока и напряжения дуги — основных параметров, определяющих тепловложепие в шов.
Регулирующее воздействие при этом оказывают: а) скорость подачи электрода к0; б) напряжение (или э. д. с.) источника питания {/„; в) сопротивление сварочной цепи Zc.
Все регуляторы по сложности систем регулирования делятся на три основные группы: саморегулирование, регулирование одного параметра и регулирование двух параметров.
В основу принципа саморегулирования положена постоянная скорость подачи электродной проволоки вне зависимости от напряжения, тока сварки или длины дуги. Устойчивость процесса сварки обеспечивается изменением скорости плавления электродной проволоки при случайных колебаниях тока дуги, которые происходят при изменении ее длины. Каждой фиксированной скорости подачи электродной проволоки соответствует свой режим горения дуги, при которой скорость подачи равна скорости плавления металла. При небольшом изменении длины дуги меняются режим плавления электрода и упомянутые две скорости. В результате длина дугового промежутка начнет восстанавливаться; скорость этого восстановления
dlR/dt = va — vn,
где /д — длина дуги; vn — скорость плавления электрода.
Такая система хорошо работает при высоких плотностях тока в электроде (проволока диаметром 1—3 мм) и при колебаниях напряжения сети до 8%.
Системы автоматического регулирования применяют тогда, когда плотность тока в электроде недостаточна для быстрого восстановления режима при случайных отклонениях от него. В этом случае к явлению саморегулирования режима горения дуги добавляется изменение теплового режима в том же направлении специальной системой автоматического регулирования путем воздей
141
ствия на одну из следующих величин: напряжение дуги; ток дуги; э. д. с. источника питания.
Установку, в которой автоматизирован только режим горения дуги, принято называть полуавтоматом для дуговой сварки, а в которой еще н перемещение головки вдоль стыка — сварочным автоматом.
Полуавтоматы для дуговой сварки имеют высокие эксплуатационные свойства за счет применения тонкой сварочной проволоки (диаметром до 2,5 мм) при высоких, до 200 А/мм2, плотностях тока. Процесс саморегулирования режима горения дуги происходит достаточно интенсивно и позволяет компенсировать все колебания длины дугового промежутка, возникающие при ручном ведении сварочной головки вдоль стыка. В этих условиях скорость подачи электрода устанавливается в соответствии с необходимым режимом сварки и остается неизменной в течение всего времени выполнения шва.
Сварочная головка состоит из держателя, сквозь который проходит шланговый провод, и мундштука для подвода тока к электродной проволоке. Подающий механизм, состоящий из электродвигателя с редуктором, размещен отдельно, рядом с рабочим местом сварщика, и проталкивает проволоку через гибкий шланг длиной 3—4 м к держателю. Аппаратура контроля и управления размещена в специальном шкафу. Шланг служит не только гибким направляющим каналом для электродной проволоки, в нем размещены также кабели для подвода сварочного тока к мундштуку держателя и провода управления.
В настоящее время при производстве электросварочного оборудования все шире используют принципы унификации и агрегатирования, позволяющие из малого числа составных элементов получать аппараты различного назначения. Этот метод дает большой экономический эффект на всех стадиях: от проектирования аппаратуры, изготовления се, до эксплуатации и ремонта.
Показательна в этом отношении серия унифицированных полуавтоматов для сварки в защитных газах, технические характеристики которых даны в табл. 27. Основное преимущество полуавтоматической сварки — большая гибкость и универсальность при сварке самых различных конструкций — реализуется только при условии возможного изменения компоновочной схемы аппарата.
Переносной полуавтомат (рис. 76, а) отличается малыми габаритными размерами (362 X 234 х 153 мм). В передвижном варианте полуавтомата (рис. 76, б) запас проволоки может быть увеличен до 20 кг, а для работы с тяжелой бухтой проволоки массой до 80—100 кг механизм подачи укрепляют на специальной тележке (рис. 76, в). При стационарной работе полуавтомата механизм подачи устанавливают на поворотной консольной балке, обеспечивая при повороте максимальный радиус действия во всех направлениях (рис. 76, г).
142
Таблица 27. Основные технические характеристики унифицированных полуавтоматов для сварки в защитных газах
Параметр Компоновка
ig -4S
Аппарат /прототип) омина. арочн (род р ПрО' , мм О к д § S о к О й к К о. св И Применение
о -Ч Б? и ч о И о
Сила ного । тока, тока) s ” Hg s $ о S ucg ф & Ф е ф & ф С И св О
ПДГИ-101 125 1.2—1.6 2—20 + + Сварка импульсной дугой
(ПДА-180) (имя.) легких металлов, легированных сталей и сплавов в труднодоступных местах
ПДГИ-302 315 1,2—2,0 2—20 4- 4- 4- Сварка импульсной дугой
(ПДА-300) (пмп.) легких металлов, легированных сталей и сплавов
ПДГ-305 315 0,8—1,4 2—20 + 4- Сварка стали в труднодо-
(пост.) ступпых местах
ПДГ-306 315 0,8—1.4 2—20 + + Сварка стали в труднодо-
(-) (ПОСТ.) ступных местам с многопостовым питанием
ПДГ-502 500 1.2—2,0 2—20 4- + 4- Сварка стали
(ПДПГ-500) (ПОСТ.)
ПДГ-503 500 1,2—2,0 2-20 4- Сварка стали с большим за-
(~) (пост.) пасом проволоки
ПДГ-504 500 1,2—2,0 2—20 + 4- + Сварка стали с многопосто-
(-) (пост.) вым питанием
ПДГ-505 500 1,2—2,0 2—20 4- Сварка стали с большим за-
(пост.) пасом проволоки и с много-
К ) постовым питанием
Наибольшее расстояние между механизмом подачи и источником питания или шкафом управления 15 м.
Электродвигательный привод — единый для всех типов механизмов подачи. Он включает в себя специальный электродвигатель постоянного тока, цилиндрический редуктор и устройство подачи проволоки с ведущими роликами. Механизм подачи снабжают тормозным устройством, па котором закреплены различные унифицированные кассеты с проволокой: КО-01 на 5 кг проволоки, КО-02 на 12 кг и КУ-01 на 20 кг проволоки. При использовании тележки проволоку укладывают в большую кассету КУ-03. 11а механизме подачи может быть размещен выносной пульт управления полуавтоматом.
Полуавтоматическая сварка осуществляется унифицированными горелками, соединенными с механизмом подачи трехметровым шлангом с помощью быстродействующих разъемов.
Наконечники, сопла, разъемы и другие элементы горелок унифицированы между собой, что позволяет в процессе эксплуатации легко выбрать и использовать наиболее удобную в данных условиях сварочную горелку. Полуавтоматы ПДГ-502 и ПДГ-503 укомплектованы универсальным сварочным выпрямителем ИДУ-504, обеспечивающим получение не только жестких, но
143
Рис. 76. Комполовка полуавтомата для дуговой сварки плавящимся электродом:
а— переносного для сварки в труднодоступных местах (механизм подачи МПЗ-1); б — передвижного (МПО-1); в — передвижного с большим запасом проволоки (МПТ-1); г — стационарного;
1 — газовый баллон; 2 — источник питания; з — блок управления; 4 — механизм подачи апектродной проволоки; 5 — горелка; 6 — кассета с электридной проволокой
к падающих внешних характеристик, что позволяет путем замены только сварочной горелки приспособить полуавтомат для сварки год флюсом.
Полуавтоматы ПДГ-306, ПДГ-504 и ПДГ-505 предназначены для работы с многопостовыми источниками питания, к которым они подключаются через промежуточный шкаф управления.
Схема управления полуавтоматом выполнена па полупроводниковых элементах и обеспечивает необходимый цикл работы в режиме сварки и наладки.
Основные пути повышения технико-экономических показателей полуавтоматов, по которым разрабатывали серии унифицированных аппаратов, следующие:
увеличение глубины регулирования и стабильности скорости подачи проволоки с помощью современных схем управления, мощных электродвигателей и специальных ведущих роликов без насечек;
применение в полуавтоматах для сварки легких металлов, легированных сталей и сплавов импульсных источников питания дуги;
144
дистанционное управление режимом сварки с выносного пульта управления;
возможность использования при необходимости большого запаса проволоки в любом исполнении полуавтомата;
возможность установки в кассетах стандартных бухт проволоки без предварительной перемотки;
создание быстродействующих соединительных разъемов, обеспечивающих минимальное время монтажа оборудования, и их унификация по различным группам аппаратов;
исключение из компоновки промежуточного шкафа управления при однопостовом питании благодаря встраиванию аппаратуры управления в источник.
Унифицированные полуавтоматы обеспечивают повышение производительности труда не только благодаря возможности вести сварку па форсированных режимах (при больших скоростях подачи проволоки) и импульсной дугой, ио также благодаря сокращению затрат на подготовительно-заключительные и вспомогательные операции и обслуживание оборудования (табл. 28).
При защите шва газом полуавтомат комплектуют газовым баллоном с регулирующей аппаратурой, при защите флюсом — специальной системой пневматической подачи флюса (рис. 77).
Для автоматической сварки применяют аппараты различных типов. Для сварки крупногабаритных изделий используют неподвижные подвесные головки. Дуга относительно свариваемого шва перемещается при вращательном или поступательном движении изделия с помощью манипулятора.
Таблица 28. Унифицированные узлы в полуавтоматах для дуговой сварки в защитных газах
Полуавтомат Механизм подачи проволоки Кассеты под проволоку Сварочные горелки Блок управления Пульт управления Источник питания Шкаф управ леиия
пдги-ioi МПЗ-1 КО-01 КО-02 КУ-01 ГДПА-101 Г.У-001 ПУ-06 ВДГИ-102 —
ПДГИ-301 M1JO-1 КО-01 КО-02 КУ-01 ГДПА-101 ГДНА-301 БУ-001 ПУ-06 В ДП1-301 —
ПДГ-305 mi ш-1 КО-01 КО-02 КУ-01 ГДПГ-101 ГДПГ-301 БУ-001 ПУ-05-1 ВДГ-302 —
ПДГ-306 МПЗ-1 ко-о1 КО-02 КУ-01 ГДПГ-101 ГДПГ-301 БУ-001 ПУ-05-2 — ШУ-05
ПДГ-502 МПО-1 КО-01 КО-02 КУ-01 ГДПГ-301 ГДПГ-501 БУ-001 ПУ-05 ВДУ-504 —
ПДГ-503 МПТ-1 КУ-03 ГДПГ-301 ГДПГ-501 БУ-001 ПУ-05 ВДУ-504 —
ПДГ-504 МПО-1 КО-01 КО-02 КУ-01 ГДПГ-301 ГДПГ-501 БУ-001 ПУ-05-2 — ШУ-04
ПДГ-505 МПТ-1 КУ-03 ГДПГ-301 ГДПГ-501 БУ-001 ПУ-05-2 — ШУ-04
145
Рпс. 77 Пневматическая подача флюса для защиты сварного шва:
1 — инжектор; 2 — предохранительный клапан;
3 — воздушный редуктор; 4 — воздушный фильтр; 5 — воздушная сеть; 6 — кран; 7 — манометр; 8 — вибратор; 9 — вибрационное сито; 10 — бункер; 11 — сварочная головка
Самоходные сварочные головки перемещаются по специальному рельсу, задающему конфигурацию и направление свариваемого шва. Они могут иметь один электродвигатель (например, САГ-4), от которого движение передается через один редуктор на электрод, а через другой — на привод тележки. Скорость устанавливается, как правило, набором шестерен. Постоянные тепловые параметры дуги поддерживаются в режиме саморегулирования. Более сложные подвесные головки (типа АБС) имеют два электродвигателя: один для подачи электрода, другой — для перемещения головки вдоль шва.
Наибольшее распространение из всех аппаратов для автоматической сварки получили сварочные тракторы, т. е. такие аппараты, которые могут перемещаться но изделию. Тракторы типа ТС подают электродную проволоку с постоянной скоростью, рассчитаны на поддержание горения дуги в режиме саморегулирования. Тракторы типа АДС снабжены автоматическим регулятором напряжения дуги с воздействием па скорость подачи электрода, обладают возможностью плавно изменять скорость сварки. Это обеспечивает легкое регулирование и изменение режимов сварки в широких пределах. Тракторы типа ТС проще по конструкции (табл. 29).
На рис. 78 приведена схема, иллюстрирующая метод преобразования сигнала и воздействия на длину дуги при отклонениях 146
Таблица 29. Технические данные дуговых автоматов для сварки под флюсом
Характеристика TC-17M ТС-32 АДС-500 АД С-1000-2 ТФД-1000 АДСД-500
Сила сварочного тока, А 200—1200 до 900 120—600 400—1200 400—1200 до 500
Диаметр электрода, мм Скорость, м/ч: 1,6—5,0 2,0—5,0 1,6—2,0 3,0—6,0 3-4 200—630 1,6—2,0 150—600
подачи . 52—403 140—290 108—420 30—120
сварки 16—126 24—50 15—70 15—70 17—50 8—40
Масса трактора, кг Регулирование ре- 42 68 30 65 — —
жима горения дуги Саморегулиро- Автоматическое Саморегулиро
ванне регулирование ванне
Число электродов 1 1 1 2 1 2
от установленного режима в автомате АДС-1000. Скорость вращения электродвигателя ДЭ, а значит и скорость подачи электрода, определяются напряжением генератора ГЭ, питающего якорь ДЭ. При неизменной скорости вращения ротора (от асинхронного двигателя Дв) напряжение генератора ГЭ зависит от результирующего магнитного потока в обмотках возбуждения. Он складывается из потока Фо, определяемого величиной опорного напряжения Uo, и потока Фд, определяемого напряжением дуги: Фр = Фп + Фя.
Потоки направлены в разные стороны, и обычно Фп несколько больше, так как в установившемся режиме электрод подается в зону сварки по мере его плавления. При отклонении напряжения Un в ту или иную сторону соответственно изменяется поток Фд, вызывая торможение или ускорение вращения электродвигателя для восстановления режима. Резистор Z?o служит для расширения диапазона регулирования. Скорость сварки в автоматах АДС в процессе сварки не регулируется и остается постоянной.
Рис. 78. Принципиальная схема регулирования напряжения дуги в автомате АДС-1000:
ГН — генератор, питающий электродвигатель подачи электрода (ДЭ); Rq — балластное сопротивление
147
Существуют и конструкции облегченных сварочных автоматов, например: АДФ-500 — для сварки под флюсом, АДПГ-500 и АДНГ-500 — для сварки в среде защитных газов, первый —плавящимся электродом, второй — неплавящимся.
Для направления движения автомата вдоль стыка разработаны различные конструкции указателей положения головки, копирующих роликов и систем слежения за стыком. Указатели, жестко связанные с мундштуком, движутся впереди него по стыку и позволяют оценить отклонение дуги от середины свариваемого стыка. Это отклонение сварщик устраняет вручную. Ручные корректоры обеспечивают точность направления электрода ±1,5 — 2,5 мм и эффективны при скоростях сварки до 60 м/ч.
Ведущие копирные ролики — опорные для тележки трактора автомата — при сварке следуют непосредственно по разделке стыка или шаблону, копирующему форму стыка. Механические копиры просты, надежны в работе, но требуют глубокой разделки, постоянного зазора в стыке или установки специального направляющего шаблона, а также специальных выездных площадок для начала или окончания швов.
Системы слежения за стыком построены таким образом, что датчик, жестко связанный с мундштуком, следует впереди него и вырабатывает сигнал, пропорциональный отклонению от стыка. Электрическая схема, воздействуя па электродвигатель поперечного смещения головки автомата, перемещает ее до тех пор, пока сигнал с датчика не исчезает или не становится минимальным. Надежность и эффективность следящей системы зависит в первую очередь от типа и конструкции датчиков, среди которых наибольшее распространение получили фотоэлектрические (главным образом при сварке под флюсом), электромагнитные, а также контактные и радиоактивные.
Дуговую сварку алюминия и его сплавов наиболее часто выполняют вольфрамовым электродом в среде защитных газов. Основное затруднение при сварке вызывает наличие на поверхности металла тугоплавкой окисной пленки. При дуговой сварке в среде защитных газов на обратной полярности эта пленка разрушается без применения флюсов вследствие катодного распыления. При сварке вольфрамовым электродом возможно питание дуги как постоянным током, так и переменным от сварочного трансформатора. Однако в последнем случае в связи с различием теплофизических свойств электрода и изделия условия существования дугового разряда при смене полярности меняются.
В кривой тока появляется постоянная составляющая, т. е. происходит частичное выпрямление сварочного тока. Это ведет к подмагничиванию сварочного трансформатора, снижению его к. п. д. и в конечном счете ухудшению качества сварного шва. Для подавления постоянной составляющей последовательно с дугой в цепь сварочного тока включают батарею конденсаторов С2 (рис. 79). Так как возбудить дугу касанием электрода к изделию
148
Рпс 79. Электрическая схема установки для аргонодуговой сварки алюминиевых сплавов
невозможно, то в состав установки включают сварочный осциллятор. После установления дугового разряда питание осциллятора отключается, и включается импульсный стабилизатор, который подает па дуговой промежуток импульсы напряжением до 300 В в полупериоды обратной полярности.
В установку входит также ряд дополнительных элементов, обеспечивающих необходимый цикл работы установки: управление газовым клапаном, устройство заварки кратера, медленно снижающее силу тока по окончании сварки, и др.
Па рис. 79 приведена электрическая схема установки типа УДГ, где показаны основные элементы. Сварочный трансформатор ( Т типа ТРПШ позволяет автоматизировать работу установки; режим сварки регулируют путем изменения величины постоянного тока в обмотке подмагничивания ОУ. Управляющим сигналом является потенциал с движка потенциометра R3, который изменяет режим работы транзистора Т1. Ток, пропускаемый этим транзистором, усиленный магнитным усилителем МУ, поступает на обмотку управления ОУ. В случае обрыва дуги на электродах напряжение возрастает до напряжения холостого хода источника ни гания, в результате чего срабатывает реле Р и подключает в работу осциллятор для возбуждения дуги вновь.
Но окончании сварочного процесса сварщик отключает реле РЗ, которое снимает питание, подаваемое с выпрямителя ВС4 на кон-лецсатор С9, и последний начинает разряжаться на сопротивление Н7 R9. Это приводит к запиранию транзистора Т1 (через Т2)
149
и в конечном счете к плавному снижению силы сварочного тока. Происходит заварка кратера на сварном шве. Время вывода кратера регулируется движком потенциометра R9. Установки типа УДГ могут быть также применены для питания сварочных автоматов для сварки алюминия в среде инертных газов (табл. 30).
Таблица 30. Установки для сварки алюминия в инертных газах
Параметры УДГ-101 УДГ-301 УЛГ-501 ИПК-350-4 ИТД-600/1000М ИПИД-150 ШТИД-300
Сила сварочного тока, А ПР, % 50 300 500 300 бое 150 300
60 60 60 65 65 65 65
Пределы регулирования тока, А . . Напряжение холостого хода. В . . 2—80 15—300 40—500 50—300 100—600 5—150 30—350
65 70 70 70 60 65 65
Рабочее напря,ке-нпо дуги, В . . . . 12 8—20 8-20 14—20 4—20 .
Сила тока дежурной дуги, А . . — 1—8 1—8
Длительность импульса н паузы, с Род тока, питающего дугу По- г времени i ЯП Перемен- 0,04—0,4 IlMnyj 0,08—0,5 1БСПЫЙ
стоян-ный ный трехфазный
При сварке алюминиевых сплавов больших толщин и с высокой производительностью применяют трехфазную дугу и пеплавящиеся вольфрамовые электроды. Источники питания для такого вида сварки также имеют падающие внешние характеристики и позволяют регулировать режим с помощью переключателя ступеней или подмагничиваемых шунтов. Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
При сварке иеплавящимся электродом в среде инертных газов часто применяют импульсное питание дуги. Это обеспечивает ввод теплоты в металл импульсами определенной длительности и величины. В паузах дуговой промежуток поддерживается в ионизированном состоянии маломощной непрерывно горящей дежурной дугой для стабильности повторных возбуждений.
Силовая цепь источников питания включает сварочный трансформатор, дроссель насыщения и сварочный выпрямитель. Тира-тронный или тиристорный прерыватель тока формирует импульсы
150
п обмотке управления дросселя насыщения и регулирует их дли телыюсть. Начальное возбуждение дуги также обеспечивает осциллятор.
Основное конструктивное отличие установок для сварки сжатой дугой заключается в конструкции сварочной головки (плазмотрона). В соответствии с характеристиками сжатой дуги для питания таких установок используют источники питания с крутопадающими или даже вертикальными внешними характеристиками па рабочем участке и повышенным напряжением холостого хода и рабочим.
В плазмотронах сжатие дуги чаще всего осуществляется газовым потоком, который, проходя сквозь узкое сопло, ограничивает поперечные размеры дуги (рис. 80). Газ, подаваемый внутрь плазмотрона, выходит сквозь узкое отверстие в сопле, оттесняя дугу от стенок. Для устойчивой работы плазмотрона стенки сопла охлаждаются водой и при работе остаются холодными. Пристеночный охлажденный слой газа изолирует плазму от сопла как в электрическом, так и в тепловом отношении. Поэтому дуговой разряд между электродом внутри горелки и изделием (или соплом) отпшу-ровывается и проходит сквозь центральную часть отверстия в сопле.
Для сжатия дуги также иногда применяют продольное магнитное поле, ось которого совпадает с осью столба дуги. Сжатый в области сопла столб дуги сохраняет свои поперечные размеры па значительном удалении от пего, до расстояния 15—20 мм.
На практике находят применение два основных способа включения плазменных горелок (рис. 80). В первом — дуговой разряд существует между стержневым катодом, размещенным внутри
Рис. 80. Конструкции плазмотронов с аксиальной (а) и тангенциальной (б) подачей газа
151
горелки по оси ее, и нагреваемым изделием. Такие плазмотроны имеют к. и. д. выше, так как мощность, затрачиваемая па нагрев металла, складывается из мощности, выделяющейся в анодной области, и мощности, передаваемой аноду струей плазмы.
Во втором — дуга горит между катодом и соплом, которое подключается к положительному полюсу источника питания. Струей газа, истекающей из сопла, часть плазмы столба дуги сжимается п выносится за пределы плазмотрона. Тепловая энергия этой плазмы, складывающаяся из кинетической и потенциальной энергии ее частиц, используется для нагрева и плавления обрабатываемых изделий. В большинстве случаев общая и удельная тепловые энергии невелики, поэтому такие плазмотроны используют для сварки тонких изделий в микроплазменных установках для пайки и обработки неметаллов, так как изделие не обязательно должно быть электропроводным.
Для надежной стабилизации дуги и оттеснения ее от стенок сопла применяют осевую (рис. 80, а) или тангенциальную (рис. 80, б) подачу газа. Для устранения турбулентностей в осесимметричных потоках их формируют с помощью специальных конструкций сопл и вкладышей. Последние, называемые иногда газовыми линзами, могут быть также из металлических сеток пли минеральной или даже органической ваты, рассеивающих поток.
г1ак как напряжения дуги при сварке или паплавке сравнительно невысокие, то возможно применение обычных источников питания постоянного тока с падающими внешними характеристиками. Так, в комплект установки для сварки УПСР-300-2 входит выпрямитель типа ВД-303. Установка же типа УПС-501 имеет рабочее напряжение 45 В (напряжение холостого хода 90 В).
Аппараты для сварки и наплавки сжатой дугой бывают ручными и механизированными. Кроме необходимой газовой аппаратуры, их комплектуют также механизмами для подачи присадочной проволоки или наплавочного порошка. В автоматах передвижение тележки осуществляется электроприводом с особенно точной стабилизацией скорости и положения головки относительно свариваемого стыка, поскольку свариваются тонкие металлы.
Наиболее распространенная установка для ручной сварки сжатой дугой типа УПСР-300 предназначена для сварки постоянным током конструкций из коррозионно-стойких и пизкоуглеро-дистых сталей толщиной 1 —5 мм. Она состоит из переносного пульта управления,сварочной горелки,сварочного выпрямителя, газовых баллонов с газораспределительным устройством. Электрическая схема обеспечивает автоматическое возбуждение вспомогательной дуги осциллятором, отключающимся сразу же после ее зажигания. При наличии вспомогательной дуги основная сварочная дуга свободно зажигается при приближении сопла к изделию.
В модификации УПСР-300-3 конструкция сварочной головки обеспечивает двойную газовую защиту сварного шва путем центральной подачи аргона и концентрической подачи углекислого газа.
152
Технические данные УПСР-300-3
Напряжение питающей среды, В................. 220 пли 380
Сила номинального сварочного тока (ПР = 60%), А 300 Пределы регулирования силы сварочного тока, А ... 50—300 Напряжение холостого хода источника питания, В . . . 75—85 Диаметр вольфрамового электрода, мм................2—3
Расход защитного газа, л/мип ..................... 1.5
Для плазменной резки выпускают специальные источники питания с повышенным напряжением холостого хода (табл. 31). Возбуждение дуги в плазмотроне происходит в большинстве случаев с помощью осциллятора, а затем между катодом и соплом горит дежурная дуга малой мощности. При поднесении плазмотрона к обрабатываемому металлу между катодом и изделием зажигается основная дуга.
Таблица 31. Характеристики установок для резки стали сжатой дугой
Параметр У11 Р-201 УГЭР-300-2 АИР-402 УП Р-601 УПР-602
Предельная разрезаемая толщина, мм . . . 40 60 160 150 100
Стабилизирующий дугу по- ток Воздух Аргон Воздух (медь 70) Вода
Сила номинального рабочего тока, А 200 300 400 630 630
ПР, % 100 100 100 100 100
Пределы регулирования силы тока, А 150—250 50—500 100—450 200-700 200—700
Напряжение холостого хода, В 180 180 300 300 300
Рабочее напряжение на цуге, В 250 200 200
Номинальная потребляемая мощность, кВА 36 — — 200 200
§ 4. АППАРАТУРА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
При электрошлаковой сварке применяют полуавтоматы и автоматы. Первые мало распространены, так как перемещать по вертикали тяжелую аппаратуру для сварщика утомительно.
Автоматы состоят из следующих узлов: самоходного сварочного аппарата, с которым связаны медные водоохлаждаемые башмаки, формирующие шов; источника питания; бункера с флюсом; кассет с электродной проволокой; аппаратуры управления. Автоматы разделяют на подвесные и самоходные рельсового или безрельсового типа. При сварке в нижнем положении веса самого автомата оказывается достаточно для сцепления ходовых роликов с рельсом или поверхностью изделия. При вертикальном перемещении автоматы снабжают специальными механизмами, удерживающими их на вертикальной плоскости за счет сил трения с пружинным или магнитным прижимом и перемещающими вдоль шва со скоростью,
153
10
Рис. 81. Автомат для электрошла-ковой сварки вертикальных швов тремя проволочными электродами
2 50-180
_1
равной скорости образования шва. Конструкция ходового механизма часто определяет конструкцию автомата.
Па рис. 81 схематически показана конструкция безрельсового автомата для сварки вертикальных швов, где связь между тележкой и изделием обеспечивается действием мощных пружин 7, прижимающих ходовые ролики 5 к обеим сторонам свариваемого изделия 1. Шлаковая ванна 2 формируется ползунами 3, жестко связанными с тележкой. Па тележке же расположен и бункер с флюсом 6. Подающие ролики 8 проталкивают электродную проволоку 4 сквозь мундштуки в шлаковую ванну. С помощью корректи-ров У устанавливают положение сварочных электродов относительно краев ванны. Кассеты 10 непосредственно на тележке или
с проволокой могут размещаться на полу, если установка стационарная. Кроме проволочных, применяют пластинчатые электроды и плавящиеся мундштуки.
Шлаковая ванна, служащая нагрузкой источника питания при электрошлаковой сварке, является нелинейным активным сопротивлением, обладающим большой инерционностью изменения параметров. Питание установок для электрошлаковой сварки может осуществляться как постоянным, так и переменным чоком.
Основные возмущения установленного режима при электрошлаковой сварке следующие: возникновение дугового разряда внутри ванны или над ее поверхностью; колебания скорости подачи электрода в ванну; колебания электрофизических свойств шлака вследствие изменения его состава в процессе сварки; колебания напряжения сети.
Условие устойчивости процесса
| ОРш дРп |
| дТ1Ц дТш |вп = Рш’
где Гщ — температура ванны; Рш — тепловая мощность, выделяемая в ванне; Рп — тепловая мощность, теряемая ванной.
Теплота в ванне расходуется на теплоотвод в металл изделия, в водоохлаждаемые башмаки, на плавление и перегрев основного и электродного металлов, на излучение с поверхности шлаковой ванны и т. н.
154
Для электрошлаковой снарки обычно применяют п л а вящиеся металлические электроды. В этих условиях устойчивый процесс получается при любых внешних характеристиках источника питания — от крутопадающей до жесткой.
Рис. 82. Статические характеристики шлаковой ванны (/) и пологопадающие характеристики источника питания (2). Диаметр электродной проволоки 3 мм; скорости подачи гэ1 =. 144, гЭ2 = = 207, гэз = 430 м/ч
Источники питания с жесткими характеристиками экономически более выгодны, имеют меньшие размеры. Па рис. 82 приведены типичные зависимости устойчивой
работы при электрошлако-
вой сварке. Сварочный ток меняется в очень небольших пределах при изменении напряжения сварки. Источник питания также дол-
жен иметь пониженное напряжение холостого хода для предотвращения возникновения дуги внутри сварочной ванны (табл. 32). Регулировать режим ввиду большой тепловой инерционности шлаковой ванны можно переключением витков вторичной обмотки трансформатора источника питания.
Таблица 32. Характеристики трансформаторов для электрошлаковой сварки
11арамгтр ТШС-600-3 ТШС-1000-1 ТШС.-1000-3 ТШС-3000-3 ТС1П-4000
(’.ила тока (ПР = 100%), А Число фаз Номинальная мощность, кВА Вюричное напряжение, В Число ступеней регулирования соо 3 96 38,1—62,6 18 1000 1 60 38,1—62,6 12 1000 3 175 38,1—62.6 18 3000 3 450 8—63 10 3750 3 550 11,5-49
При неизбежных колебаниях режима сварки при постоянных скоростях подачи электрода и скорости перемещения аппарата при сварке может произойти изменение уровня шлаковой ванны или жидкого металла. Уровень шлаковой ванны поддерживается постоянным путем регулирования подачи флюса при контроле визуальном или с помощью щупа, опускаемого в ванну. Уровень металлической ванны стабилизируется путем воздействия на скорость перемещения аппарата, так как если воздействовать на скорость подачи электрода, то это вызовет изменения сварочного тока, а следовательно, и тепловложения в шлаковую ванну.
На рис. 83 приведена одна из схем регулирования с контактными датчиками уровня металла. Питание контактного датчика осуществляется от вторичной обмотки сварочного трансформатора через дроссель. Напряжение со щупа подается на сопротивление
15b
Рис. 83. Схема автоматического регулирования электрошлаковой сварки
R2 через выпрямитель ВС2. На сопротивление же R1 подается неизменное по величине независимое напряжение с выпрямительного моста ВС1. В цепь сравнения включена обмотка управления ОУ электромашинно-го усилителя ЭМУ, питающего электродвигатель вертикального перемещения сварочного аппарата ДВД.
При замыкании щупа на металл через ОУ протекает ток, ве
личина которого определяется положением движка потенциометра R1, и сварочный аппарат перемещается вверх, пока напряжение со щупа не скомпенсирует напряжение с R1. Вентиль В препятствует реверсированию электродвигателя ДВД, что привело бы к выливанию шлаковой ванны. Такая система устойчиво работает с аппаратом А-372Р и обеспечивает точность поддержания уровня ±2 мм.
Таблица 33. Характеристики элсктрошлаковых сварочных аппаратов
Параметр А-433Р А-372Р А-535 А-501-М А-612 АЭШ-3000
Максимальная толщина свариваемого металла, мм ....... . . 150 450 450 и 800 90 100 too
Сила тока, А 1000 1000 — 750 до 1000 3000
Скорость сварки, м/ч . . 2,6-21 1—10 0,4-9 1—9 0,4—4 до 10
Число электродов . . - 1 — 3 2 1 14-6
Тип электрода Проволока Проволока, пластина Проволока
Способ передвижения По колонке По изделию По колонке
Назначение Стыковые швы Универсальные стыковые и угловые швы Стыковые и угловые швы Стыковые швы
156
Наряду с контактными датчиками в системах регулирования уровня расплава используют термопарные, индукционные и радиоактивные датчики. Кроме специфичных схем автоматического поддержания уровня металлической ванны, для таких аппаратов характерны три рабочих механизма: подачи электродных проволок, вертикального перемещения аппарата, возвратно-поступательного перемещения электродов поперек шва (табл. 33).
§ 5. УСТАНОВКИ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
Для создания электронного луча требуется довольно глубокий вакуум, такой, чтобы средняя длина свободного пробега электронов была больше расстояния от катода, где они образуются, до свариваемого изделия.
Установки для электронно-лучевой сварки состоят из следую щих основных узлов: вакуумной камеры с откачной системой, сварочной электронной пушки, создающей электронный луч, сварочного стола и системы перемещения деталей, источника силового питания электронной пушки, системы управления установкой. В зависимости от размеров свариваемого изделия в электроннолучевых установках используют камеры соответствующих размеров, позволяющих перемещать изделие для получения сварных швов заданной конфигурации.
Часто в камере размещают сварочные манипуляторы на несколько изделий, позволяющие осуществлять их смену, не открывая камеры, это значительно увеличивает производительность уста-
Рис. 84. Блок-схема питания установки для электронно-лучевой сварки
157
новок. Так как поперечные размеры источника сварочной теплоты — электронного луча в этих установках малы, к точности работы манипуляторов предъявляются повышенные требования. Так, отклонение свариваемого стыка от необходимого положения допускается от нескольких микрометров до 0,2 мм; отклонение скорости сварки не должно превышать ±1% от поминала.
Электронный луч — источник теплоты, разогревающий и расплавляющий металл, создается электронной пушкой, питающейся от силового выпрямителя, блока нагрева катода, а управление энергетическими параметрами луча — от блока управления модуляторов! (регулируется сила тока в луче), блока фокусировки (регулируется поперечное сечение луча) и блока отклонения луча (определяется местонахождение луча на детали и перемещение луча по ней) (рис. 84).
Скорость перемещения луча по детали при сварке — скорость сварки определяется скоростью перемещения или вращения самой детали или скоростью отклонения луча. Механизмы сварочного манипулятора питаются от блока питания системы перемещения
Таблица 34. Характеристики сварочных электронных пушек
Класс пушек Тип пушки Ускоряющее напряжение, кВ Сила максимального тока луча, мА Минимальный диаметр луча, мм Конструктивные характеристик и Назначение
Низко- А.852.04 * 25 200 0,4 Триодная пушка, катод из LaB0; подогрев излучением спирали. Диаметр фланца 150 мм, длина пушки 273 мм IIреци зионная сварк а
вольтные (до 30 кВ) Л.852.19 (ЭОСС-2) 25 200 0,4 малогабаритных изделий, в первую очередь в электронной промышленности
У-250А 30 450 0,8-1,0 Триодная пушка, катод изЬаВв; подогрев электронный Для установок универсальных и специализированных с не-
Средне- У-530М ЭП-60 30 50 ОД (ток до 50 мА) 0.6 (ток ;i00 мА) 0,7-0,8 Триодная пушка, катод из LaBe или из Та, подогрев влект-ронный Диодная пушка, на- подвижной и перемещаемой пушкой Для специализиро-
вольтные (40— ЭИ-60 М ЭП-60/2,5 60 Зэ—45 0,8—1,2 тод металлический, нагрев прямым про- ванных универсальных установок с од-
80 кВ) ЭН -00/ ЮМ 60 170 пусканием тока пой или несколькими неподвижными пушками. Работа в импульсном режиме не предусмотрена
Высоковольтные (свыше 100 кВ) У-670 У-670М 60/120 1000/500 0,5 Каскадная пушка, катод из ЬаВ, или Та, подогрев электронный Для установок для сварки металлов больших толщин
* Отклоняющей системы не имеет
158
Рис. 85. Схема электронно-оптической системы:
I — изделие; г — электронный луч; з — катод; 4 — прикатодный — управляющий электрод; 5 — анод; в — кроссовер; 7 — магнитная линза; 8 — система отклонения пучка; S — фокусное пятно; а0 — половинный угол расхождения луча; os, — половинный угол сходимости луча на изделии; <?кр — диаметр кроссовера; <?ф.п — диаметр луча в фокусе
детали. Система питания вакуумных насосов и система измерения степени вакуума в различных частях установки также выделены в отдельный блок общей схеме электропитания.
Работа всех отдельных блоков общей электросхемы согласуется с помощью блока коммутации и управления.
Электронные пушки. Электроннолучевая пушка предназначена для создания электронного луча, который и служит источником сварочной теплоты. Параметры электронного луча, соответствующие технологическому процессу сварки, определяют основные требования к конструкции электронной пушки (табл. 34). В сварочных установках электронная пушка состоит из следующих основных элементов: катод—источник электронов; анод — электрод с отверстием в середине для пропускания луча к изделию, подключенный к положительному полюсу силового выпрямителя; фокусирующий прикатодный электрод (модулятор), регулирующий силу тока в луче; фокусирующая магнитная линза; отклоняющая магнитная система.
В диодных пушках прикатодный электрод имеет потенциал катода, в триодных — на него подается отрицательный относительно катода потенциал UM для управления силой тока в пушке. Комбинированные, т. е. с электростатической и электромагнитной фокусировкой пучка одновременно, пушки наиболее распространены в сварочных установках (рис. 85). В них применяются термоэлектронные катоды, ток эмиссии которых определяется уравнением Ричардсона
7е = Ле^5ке-ь/1,
где »8'к — эмиттирующая площадь катода; Т — абсолютная температура катода; Ае, b — константы, характеризующие материал катода.
В сварочных установках катоды обычно изготовляют из тугоплавких металлов (тантала, вольфрама) или из гексаборида лан-
159
Рис. 86. Зависимость анодного тока 1Я от величины управляющего напряжения на модуляторе UM (пушка А.825.19, Ua = 20 кВ); /н — ток накала подогрева катода
Um, «в
тана. Конструкции катода уделяется особое внимание, так как условия его работы чрезвычайно тяжелые: высокая температура и интенсивное разрушение под влиянием ионной бомбардировки, а требования к точности и сохранению размеров его при работе очень высокие. От самых незначительных деформаций катода зависят в сильной степени параметры электронного луча. Обычно срок службы катода составляет не более 20 ч непрерывной работы, редко до 50 ч.
Мощность электронного луча определяется произведением Рл = иа1л и регулируется путем изменения тока в нем (7Л), что в любых электронных пушках достигается изменением температуры нагрева
Но такой способ очень инерционен и неудобен тем, зависимость нелинейна. Новый тепловой режим, а сле-
катода, что эта дователыю, и новое значение тока, устанавливаются лишь через несколько секунд.
Более распространен метод регулирования тока путем подачи отрицательного, относительно катода, потенциала на управляющий катод UM величиной 1—3 кВ (рис. 86). Скорость установления тока луча при импульсном открывании электронной пушки А.852.19 составляет примерно 2 мА/мкс. Для импульсного управления током луча в электрической схеме установки предусмотрены специальные электронные схемы, которые вырабатывают сигнал, подаваемый на модулятор. Обычно схема позволяет также плавно управлять величиной тока в луче.
Плотность тока в луче можно регулировать, меняя его диаметр на изделии без изменения величины общего тока, с помощью магнитной линзы. Такая линза представляет собой катушку с током, ось которой совпадает с осью луча. Для повышения эффективности работы ее помещают в ферромагнитный экран. В этом случае магнитное поле концентрируется в узком немагнитном зазоре. Фокусное расстояние линзы (/, см) — расстояние от середины этого зазора до минимального сечения прошедшего сквозь линзу пучка —
160
определяется конструкцией линзы, анодным напряжением пушки и током, протекающим по обмотке линзы, 7МЛ:
9&Я1Л, f = —— /мл-№
где R — радиус немагнитного зазора, см; N — число витков в катушке.
Фокусное расстояние линейно зависит от анодного напряжения установки, но не зависит от силы тока в луче. Параметры сварного шва непосредственно зависят от постоянства энергетических характеристик электронного луча, в том числе его диаметра, так как его величина определяет jдельную мощность луча. Поэтому в электронно-лучевых установках особое внимание уделяется постоянству анодного напряжения. Применяют специальные меры для стабилизации его, что позволяет устранить влияние колебания напряжения сети, пульсаций силового выпрямителя и т. п.
Отклоняющие системы применяют для установки луча па шов или некоторой корректировки его положения относительно стыка, перемещения луча вдоль оси стыка при выполнении сварного шва; периодического отклонения луча при сварке с поперечными или продольными колебаниями луча и при слежении за стыком во время сварочной операции. Магнитное поле направлено поперек направления движения электронов, а сила, отклоняющая траекторию электрона, действует перпендикулярно оси луча и направлению магнитного поля. Угол (рад) отклонения определяется выражением
eM = 2,96-^U , Ж
где 11 — напряженность магнитного поля, А/м; I — длина пути электрона в магнитном поле, м.
Поскольку электронный пучок при отклонении расфокусируется, то в сварочных установках отклонение его осуществляется на небольшие углы, не более 7—10 град.
При сварке толстолистовых металлов, а также при сварке в промежуточном вакууме и при атмосферном давлении неизбежно повышение ускоряющего напряжения, так как этим путем прежде всего можно заметно уменьшить рассеяние пучка. Однако повышение ускоряющего напряжения затрудняет совмещение луча со стыком, требует специальной защиты персонала от рентгеновского излучения; аппаратура усложняется.
Рабочие камеры. Ввиду необходимости вакуума в камере, где образуется и формируется поток электронов, в большинстве случаев при электронно-лучевой сварке и само изделие размещают внутри вакуумной камеры, чтобы устранить рассеяние электронов на атомах и молекулах газов. Это также обеспечивает хорошую защиту металла шва. Но с другой стороны, это существенно ограничивает возможности применения такого способа сварки главным
6 А. И- Акулов и др.
161
ооразом вследствие ограничения размеров свариваемых изделии и малой производительности процесса, так как много времени уходит па подготовку деталей к сварке. Поэтому наряду с высоковакуумными установками разрабатывают и такие, где электронный луч выводится из камеры пушки, в которой поддерживается высокий вакуум, и сварка производится в низком вакууме (КНИГ1 мм рт. ст.).
Специальные установки разрабатывают для микросварки в производстве модульных элементов и различного рода твердых радиосхем. Особенности заключаются в первую очередь в точном дозировании тепловой энергии, перемещении луча по изделию с помощью отклоняющих электрических и магнитных полей, совмещении нескольких технологических функций, выполняемых электронным лучом в одной камере. Поскольку вакуумные камеры и вакуумные системы стоят наиболее дорого, рациональности выбора их конструкций уделяется большое внимание.
Все из существующих конструкций можно разделить условно на следующие группы: 1) универсальные установки для сварки изделий средних размеров; 2) универсальные и специализированные для микросварки малогабаритных деталей; 3) специализированные установки для сварки изделий малых и средних размеров; 4) установки для сварки крупногабаритных изделий с полной их герметизацией; 5) установки для сварки крупногабаритных изделий с частичной герметизацией места стыка; 6) установки для сварки в промежуточном вакууме (табл. 35).
Установки первой группы предназначены в основном для использования в исследовательских и заводских лабораториях, а также в промышленности при единичном и мелкосерийном производстве. Они имеют вакуумные камеры объемом 0,001—4,0 м3 и манипуляторы для перемещения свариваемых деталей, позволяющие осуществлять возможно более универсальные перемещения при выполнении сварных швов. Такие установки снабжают также системами наблюдения за областью сварки. Электронная пушка стационарная или перемещается внутри камеры с целью начальной установки луча на стык.
Установки для сварки крупногабаритных деталей отличаются наличием дорогостоящих вакуумных камер большого объема, куда детали помещаются целиком. Часто электронные пушки, которые имеют гораздо меньшие размеры, чем изделие, размещают внутри камеры. Сварной шов выполняется при перемещении самой электронной пушки. Иногда, особенно при сварке обечаек кольцевыми швами, на камере размещают несколько пушек, позволяющих за счет ликвидации продольного перемещения изделия также уменьшить размеры камеры.
Для снижения затрат на оборудование и повышения производительности установок последние выполняют иногда лишь с местным вакуумированием в области свариваемого стыка. Тогда откачиваемый объем сокращается, размеры установки в целом также
162
'аблица 35. Характеристики некоторых отечественных электронно-лучевых сварочных установок
6*
163
получаются меньше, чем в том случае, если все изделие помещать в камеру. Иногда, например при сварке трубопроводов непосредственно при их укладке, без местного вакуумирования, задачу решить не представляется возможным.
В некоторых случаях рабочая камера установки может быть откачана лишь до промежуточного вакуума (10-1—И)'2 мм рт. ст.). Диффузионный насос для откачки рабочей камеры становится ненужным (для камеры пушки он по-прежпему необходим, но малой мощности и малогабаритный). В таких установках лучепровод, соединяющий камеру пушки с камерой детали, проектируют с учетом создания необходимого перепада давлений между камерами; иногда в лучепроводе предусматривают даже промежуточную ступень откачки.
В электронно-лучевых установках особо важное значение приобретает точность изготовления и сборки свариваемых деталей и слежение за положением луча относительно свариваемого стыка. В системах слежения используют вторично-эмиссионные датчики, сигнал с которых преобразуется и направляет электронный луч на стык с помощью отклоняющих катушек.
Принцип работы такой системы заключается в следующем. При попадании электронного луча па поверхность металла из последнего выбиваются вторичные электроны, летящие в обратном направлении в камеру. Поставленынй на их пути датчик выделяет сигнал, пропорциональный их количеству, и передаст его в систему управления положением луча. Число вторичных электронов зависит от состояния и формы поверхности металла, на которую попадает луч. Их число максимально при гладкой поверхности, перпендикулярной лучу, и уменьшается, если луч пересекает неровности. При попадании луча в глубокие полости число вторичных электронов уменьшается практически до нуля, так как все они поглощаются стенками полости.
Разработанная для контроля за положением луча относительно стыка система типа «Прогноз» работает следующим образом. Луч, сваривающий металл, периодически с частотой 20—50 Гц выводится из вапны, на большой скорости пересекает стык перед
Рис. 87. Схема движения луча по детали при работающей системе наведения луча на стык (а) и график тока вторичных электронов Z2 при пересечении стыка лучом (б). Показаны мгновенные положения луча и соответствующие им значения тока на графике
164
сварочной ванпой (на расстоянии 5—7 мм) и мгновенно возвращается обратно (рис. 87, а). Вывод луча из ванны столь кратковременен, что на параметрах шва это не сказывается.
При пересечении лучом стыка происходит скачкообразное изменение сигнала вторичных электронов,- как это показано на рис. 87, б. Положение этого импульса сравнивается с положением луча при отсутствии тока в отклоняющей системе и при необходимости автоматически корректируется непосредственно в процессе сварки. Такая система обеспечивает точность слежения за стыком, исчисляемую сотыми долями миллиметра, и является исключительно быстродействующей.
В систему «Прогноз» заложены блоки, позволяющие управлять перемещениями луча, необходимыми в технологическом отношении: вести сварку с продольными, поперечными и кольцевыми колебаниями луча, выполняемыми с различной заданной скоростью и по различному закону.
§ 6. АППАРАТУРА ДЛЯ СВАРКИ СВЕТОВЫМ ЛУЧОМ
Источником света в таких установках служит либо мощная дуговая лампа высокого давления, либо квантовый генератор. С помощью зеркал и оптических линз свет фокусируется на свариваемом изделии в пятно диаметром от 2—3 мм до 20—50 мкм.
Схема конструкции установки с дуговой лампой как источником нагрева показана на рис. 88. Источником света служит дуговая ксеноновая лампа высокого давления, мощностью 5—10 кВт. Для фокусировки пучка па детали используют только отражательную оптику, которая обеспечивает меньшее поглощение света, чем линзовая. Точное выполнение поверхности рефлектора позволяет получить пятно нагрева диаметром 5—6 мм при плотности выделяемой энергии до 2500 Дж/см2.
Важное преимущество таких установок — нагрев без контакта с нагревателем, выделение в изделии значительной мощности в статическом режиме сварки и возможность нагрева не только металлов, но и непроводящих материалов.
В качестве другого источника световой энергии при сварке применяют квантовый генератор (лазер). Генерирование световой энергии происходит в материале активного элемента в результате оптической накачки. Когда монокристалл, такой как рубин (А12О3 с примесью 0,03—0,07% Сг), облучается мощной импульсной дуговой лампой, некоторая часть этой энергии абсорбируется атомами хрома в кристалле и переводит эти атомы в возбужденное состояние. Возвращаясь в основное состояние, атом испускает фотон. Эти фотоны, проходя через лазерный кристалл, в свою очередь, стимулируют другие атомы к разрядке. При этом также испускаются фотоны, имеющие ту же фазу колебаний.
Процесс происходит лавинообразно, при этом получается интенсивный монохроматичный когерентный световой поток, обладаю-
165
полупрозрачное зеркало
щий высокой параллельностью. Такой кристалл, дополненный строго параллельными полностью и частично поглощающими зеркалами, представляет собой энергетический узел установки. Луч света, выходящий сквозь полупрозрачное зеркало, фокусируется и направляется на свариваемую деталь (рис. 89, а).
Для сварки также часто применяют газовые лазеры, рабочим телом которых является смесь газов. Такие лазеры возбуждаются электрическим разрядом. Типичной конструкцией такого лазера является заполненная смесью газов трубка, ограниченная с двух сторон строго параллельными зеркалами: непрозрачным и полупрозрачным (рис. 89, б). В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые переводят газовые молекулы на возбужденные уровни. Возвращаясь в основное состояние, эти молекулы образуют кванты света совершенно так же, как и в твердотельном лазере.
Таблица 36. Технические характеристики лазеров, применяемых при сварке
Материал лазера Режим работы Длина волны, мим Максимальная частота следования импульсов, Гц Длительность импульсов, мс Пиковая выходная мощность, кВт Энергия в импульсе, Дж Энергия квант i излучения, эВ
Рубин Импульсный 0,694 2 0,8—10 1,5—19 15 1,8
Неодимовое стекло То же 1.06 0,5 0,8—10 1,0—75 60 за 0,8 мс 20 за 10 мс 1,17
Алюмоиттрие-вый гранат с неодимом » » 1,06 60 0,3—1,0 5—17 5 1,17
Непрерывный 1,06 — — 0,3 — 1,17
СО2 —N2 —Не Импульсный 10,6 5000 0,2—1000 3,0 0,6 за 0,2 мс 0,117
Непрерывный 10,6 — — 1,0 — 0,117
Из многих существующих типов лазеров для сварки используют только те, что приведены в табл. 36. Из них в режиме непрерывной генерации могут работать лишь два — твердотельный на алюмоиттриевом гранате, активированном атомами неодима 1%), и газовый, содержащий CO2—N2—He-плазму 6%
СО2, 18% N2 и 76% Не).
167
Для оценки сварочных параметров лазерной сварочной установки пользуются зависимостью удельной мощности (Вт/см2) в луче
Р = ..*w
11 л/W '
где W — энергия импульса, Дж; / — фокальная длина объектива, см; о — угол расхождения луча лазера, рад; т — длительность импульса, с.
Типовые установки для лазерной сварки, кроме квантового генератора и источника силового питания, содержат еще замкнутую систему охлаждения, оптическую систему фокусировки лазерного луча на детали, оптическую систему наблюдения за процессом, координатный сварочный стол, при необходимости систему освещения свариваемого изделия и систему подачи инертного газа в зону сварки для защиты нагреваемого металла от окисления.
При использовании рубина в качестве рабочего тела частота повторения импульсов достигает 60 Гц. Неодимовое стекло способно создать большую выходную мощность в луче, но частота следования импульсов меньше — пе выше 0,5 Гц, так как теплопроводность этого материала в 17 раз ниже теплопроводности рубинового монокристалла. Коэффициент полезного действия наиболее высок у лазера на СО2, где он составляет около 10% (у рубинового лазера он едва достигает 0,5%).
Поскольку частота следования импульсов у сварочных лазеров невелика, высокую производительность при выполнении швов получить не удается, скорость сварки не превышает 5—10 мм/мин. Некоторых успехов можно достичь, применяя цилиндрическую оптику, так как в этом случае луч на изделии имеет прямоугольное сечение с соотношением сторон до 10 : 1 и более.
Таблица 37. Коэффициент поглощения различных материалов
Материал Температура, °C Коэффициент поглощения
X = 1 мкм X =» 10 мкм
Титан 20 0.4—0,55 0,09—0.12
500 0,53—0,6 0.12—0,15
Коррозионно-стойкая сталь: 750 0,5—0,75 0.2—0.25
электропилированная .... 650 0.3 0.13
опескоструенная 650 0.33 0.41
Молибден 1000—1200 0,27—0,35 0,09
Тантал ... 1200 0,3 0.1
Вольфрам 950 0.38 0,06
1050 0,42 0,99
Алюминий 20 0,07 0.02
Серебро 20 0,0064 0.0047
Золото 20 0,014 0.0061
168
Сварочные лазеры, работающие в непрерывном режиме (на алюмоиттриевом гранате и газовые), неодинаковы по своему тепловому воздействию па материал. Так, при одинаковых параметрах сварного шва газовый лазер обеспечивает примерно втрое меньшую скорость сварки, чем на активированном неодимом гранате. Это объясняется различной поглощательной способностью материала, которая для длины волны излучения 1,06 мкм намного выше, чем для 10,6 мкм (табл. 37). Остальная зпергия отражается от поверхности детали.
Угол расхождения луча 6 пропорционален длине волны излучения, и таким образом минимальные размеры пятна также возрастают пропорционально увеличению длины волны. Предельная плотность энергии от твердотельного лазера в 100 раз выше, чем от газового лазера (длина волны, а следовательно, и 0 увеличиваются в 10 раз).
Выбор рабочей длины волны лазера для сварки полупроводников может иметь важное технологическое значение. Полупроводниковые материалы характеризуются энергией активации собственной проводимости и>, которая численно равна ширине запрещенной зоны. Для различных материалов она различна. Так, для наиболее широко распространенных полупроводников она составляет: для теллура 0,36 эВ; германия 0,72 эВ; кремния 1,1 эВ; арсенида галлия и сульфида кадмия 2,4 эВ. Энергия кванта лазерного излучения
Wa = /iv,
где h = 6,62 • 10~34 Дж-с — постоянная Планка; v — частота излучения, Гц.
Для сварки полупроводниковых материалов, имеющих различную ширину запрещенной зоны (w± и w2), выбирают лазер с энергией квантов W„, отвечающей условию ivt < Ц7Л < и?2.
При сварке, например, германия = 0,72 эВ) с сульфидом кадмия (ш2 = 2,4 эВ) луч лазера направляется сквозь последний и фокусируется на границе раздела полупроводников. Если сварку проводить рубиновым лазером с длиной волны 0,694 мкм (И7.,, = = 1,8 эВ), то поглощающая способность германия на этой длине волны составляет 104 см-1, а сульфида кадмия всего лишь 2,7 см-1. Луч лазера пройдет сквозь пластину из сульфида кадмия с незначительными потерями, но вызовет локальный нагрев поверхностного слоя германия и, как результат, плавление пластины и соединение полупроводников.
Устройства для закрепления свариваемых изделий в лазерных установках представляют собой, как правило, координатные столы с высокой точностью установки и перемещения изделий под световым лучом. Для увеличения точности сборки для каждого типа изделий изготовляют специальные оправки, в которых детали пред-варител ьпо собирают.
169
Для защиты сварочной ванны от окисления установки комплектуют системами подачи инертного защитного газа к месту сварки.
Таблица 38. Основные характеристики сварочных лазерных установок (длина волны излучения 1,06 мкм, длительность импульса 2 и 4мс)
Установка Активное вещество Максимальная энергия, Дж Частота повторения, Гц
СЛС-10-1 Квант-10 Квант-12 Стекло с неодимом То же Алюмоиттриевый гранат .... 8,0 20,0 8,0 0,5 0.5; 1,0 1—50
В табл. 38 приведены эксплуатационные данные типовых отечественных лазерных установок.
V МЕТОДЫ РАСЧЕТНО-
ЭКСПЕРИМЕНТАЛЬНОГО
ГЛАВА ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РЕЖИМА СВАРКИ
§ 1. ЗАДАЧИ РАСЧЕТНО-ЭКСПЕРИМЕНТАЛЬНЫХ МЕТОДОВ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РЕЖИМА
При разработке технологического процесса сварки конструкции либо изделия из определенного материала необходимо выбрать способ сварки, оборудование для сварки, сварочные материалы, конструктивный тип соединения и элементы подготовки кромок, режимы сварки, методы и нормы контроля качества сварных швов, предусмотреть мероприятия по предупреждению или уменьшению сварочных деформаций.
К технологическим расчетам, относящимся непосредственно к разработке технологии дуговой сварки плавлением, нужно отнести расчеты, связанные с оценкой ожидаемой геометрической формы и размеров, химического состава и механических свойств сварного шва и соединения в целом.
В связи с этим необходимо учитывать условия, в которых осуществляется технологический процесс сварки: химический состав, размеры и толщину свариваемого металла; температуру окружающего воздуха; режим сварки, определяющий долевое участие основного металла в формировании шва; скорость охлаждения металла шва и зоны термического влияния (з. т. в.); химический состав присадочных материалов; их долевое участие в формировании шва, характер протекающих в капле, дуге и сварочной ванне реакций; величину пластических деформаций растяжения, возникающих в металле шва, и з. т. в. при его охлаждении.
Из-за сложности процесса сварки невозможно иметь точные аналитические зависимости, которые позволяли бы рассчитывать упомянутые характеристики сварных соединений по режиму сварки с учетом всех технологических условий. Практическое получение информации, отражающей тонкости явления, а также позволяющей учитывать большое многообразие частных условий, возможно только на основе применения экспериментальных методов. Поэтому технологический процесс сварки, как правило, рас считывают по приближенным формулам, полученным на основе обобщения и аппроксимации результатов экспериментальных исследований.
171
При разработке технологического процесса сварки в зависимости от требований можно рассчитывать все или только отдельные промежуточные и выходные характеристики:
а) температуру и скорость охлаждения металла шва и з. т. в., длительность его выдержки в опасном интервале температур шах» И-’оХЛ, ^в)>
б) долевое участие основного металла в формировании шва, определяемое расчетом величин Fnp, Flt и коэффициента у0;
в) химический состав металла шва для всех легирующих элементов;
г) геометрические размеры шва—глубину проплавления Н, ширину е, высоту усиления h, коэффициенты формы провара фпр и валика фв;
д) механические свойства металла шва: предел прочности ов ш, предел текучести от ш, относительное удлинение 6Ш, относительное поперечное сужение фш, ударную вязкость ан ш-
Расчеты по пунктам а и б обычно выполняют для всех сталей. Для конструкционных низкоуглеродпстых и низколегированных сталей имеются приближенные формулы для расчетов по пунктам г и д. Для закаливающихся сталей можно выполнять расчет по пунктам а—г; кроме того, с помощью термокинетических или изотермических диаграмм распада аустенита оценить ожидаемую структуру металла шва и з. т. в., возможность возникновения закалочных структур и трещин.
Для хромоникелевых аустенитных сталей проводят расчет по пунктам а—г; после расчета эквивалентного содержания никеля Ni3 и хрома Сгэ и суммарного времени выдержки металла в критическом интервале температур 2т0П оценивают фазовый состав металла по диаграмме Шеффлера и вероятность образования межкристаллитной (м. к. к) и общей коррозии.
Строгое математическое обоснование имеют только формулы по расчету процессов нагрева и охлаждения металла при сварке. До настоящего времени наиболее широко практикуется выбор параметров режима сварки по различным таблицам и номограммам, построенным на основании большого числа экспериментов. Использование этих данных позволяет выбрать все параметры режима сварки I, U, vCB, ипл, 1Э. При атом можно быть уверенным, что будут обеспечены необходимое проплавление свариваемых кромок, удовлетворительная форма внешней части шва, механические свойства металла шва на уровне основного металла. Однако номограммы и таблицы не содержат информации о таких важных и интересных для технолога сведениях, как: 1) какие размеры имеет шов (Н, е, h, фпр, фв); 2) каковы величины гпр, FH и у0; 3) какие механические характеристики будет иметь металл шва (ов. ш, от ш, 6Ш, фш). Только наличие указанных сведений позволяет из нескольких вариантов выбрать оптимальный, обеспечивающий не только отсутствие дефектов, но и наиболее благоприятные прочностные и эксплуатационные качества при наибольшей
172
производительности и минимальном расходе сварочных материалов, электроэнергии, зарплаты, накладных и других расходов.
Выбор оптимальных режимов сварки должен базироваться на сравнении указанных количественных показателей нескольких вариантов, а это наиболее просто, дешево и объективно можно сделать расчетным путем. Именно это и определило стремление многих исследователей па основе накопления фактических опытных данных, их научной систематизации, обобщения и математической обработки разработать расчетные алгоритмы, т. е. математические модели, с той или иной точностью отображающие сущность интересующих технологов процессов сварки.
В настоящее время математическая модель исследуемого объекта или процесса становится необходимой частью экспериментальных исследований, так как без нее трудно правильно и с наименьшими затратами осуществить экспериментальное исследование и статистическую обработку полученных результатов.
Классический однофакторный эксперимент предусматривает, что при выполнении его все независимые переменные, за исключением одной, полагаются постоянными, а одна переменная изменяется во всем выбранном диапазоне своих значений. Затем аналогичные опыты повторяются для других факторов и делается попытка суммирования результатов однофакторных экспериментов.
Реализация такого плана экспериментов не вызывает затруднений, однако она связана с увеличением продолжительности, затратой больших количеств материалов и средств, дает невысокую точность, не позволяет учитывать одновременное и совместное действие нескольких факторов.
По указанной причине в настоящее время планирование экспериментальных исследований осуществляют на базе математических моделей, процессов и явлений, которые основаны на идеях теории подобия, либо многофакторного планирования экспериментов.
Если на основании анализа физической сути изучаемого процесса и теории подобия удается получить критерии подобия и комплексные параметры или так называемые обобщенные координаты этого процесса, можно успешно и с высокой степенью точности обобщить результаты различных экспериментов, отвечающих условиям подобия.
Переход от обычных физических параметров к обобщенным безразмерным или размерным комплексам (которые включают наиболее характерные параметры процесса) очень удобен, так как при этом уменьшается число варьируемых параметров, более четко выявляются внутренние закономерности изучаемого процесса, сокращаются время и материальные затраты на проведение экспериментальной части, появляется возможность накопления данных различных экспериментов на одной обобщенной базе сравнения.
При невозможности использования теории подобия для получения более обширной информации о совместном влиянии отдельных параметров процесса, а также для сокращения числа необ
173
ходимых экспериментов и целенаправленной их постановки используют метод многофакторного планируемого эксперимента. В основу этого метода положен множественный корреляционный анализ, позволяющий получить эмпирическую зависимость между результатами наблюдений и независимыми переменными па основе небольшого числа запланированных опытов в форме функциональной зависимости различной степени, которая учитывает раздельное влияние отдельных параметров, а также их совместное действие. В этом случае внутренняя физическая природа протекающих процессов пе вскрывается, но формальное влияние тех или иных параметров на ход процесса может быть установлено количественно с учетом одновременного действия нескольких независимых переменных (параметров).
При использовании этого метода значительно сокращается число опытов, необходимых для нахождения функциональной зависимости, и, кроме того, полученные решения могут быть использованы как интерполяционные формулы, которые характеризуют количественную сторону изучаемого явления.
Таким образом, возможности расчетов по пунктам а—д различны и применение их обусловлено наличием уже существующих приближенных расчетных формул и умением правильно построить необходимое экспериментальное исследование с целью получения таких формул. Именно такой подход, основанный на использовании количественного анализа вариантов, при выборе и обосновании режимов сварки представляется наиболее правильным.
Рассмотрим вопросы построения критериев подобия по методу анализа размерностей и основы теории многофакторного эксперимента. Формулы для выбора режимов сварки и приближенного расчета геометрических размеров сварных швов и их механических свойств приведены только для механизированной сварки под флюсом и только для низкоуглеродистых и низколегированных сталей. Для этих сталей и метода сварки указанные формулы прошли многократную опытную проверку и дают надежные результаты с точностью до ±10—12%.
§ 2. МЕТОДИЧЕСКИЕ ОСНОВЫ РАЗРАБОТКИ ЭКСПЕРИМЕНТАЛЬНО-РАСЧЕТНЫХ МЕТОДОВ
При сварке действует много факторов, влияющих в различной степени на конечные размеры и свойства шва и сварного соединения. К ним относятся сила тока, напряжение, скорость сварки, размеры и химический состав металла электродной проволоки или стержня, вид и состав защитной среды, размеры и химический состав основного металла, температура окружающего воздуха.
По этой причине бывает трудно оценить воздействие каждого фактора и тем более их совместное влияние, т. е. привести результаты исследования в определенную систему и установить количественные связи и соотношения.
При использовании теории подобия и анализа размерностей на основе апализа физического существа явления отыскивают совокупности факторов
174
(комплексы), совместно влияющих па исследуемую функцию. Эти комплексы представляют собой устойчивые комбинации из факторов, существенных для изучаемого процесса, поэтому имеют ясный физический смысл. Заданное значение комплекса может быть получено при большом числе комбинаций из входящих в него величин, поэтому комплексы являются новыми, обобщенными переменными (параметрами) в исследуемом процессе.
В связи с тем,что определенным значениям комплекса отвечает множество совокупностей входящих в него факторов, решение задачи в этих переменных будет справедливым не только для данного конкретного опыта, но п для бесконечного множества других опытов, объединенных некоторой общностью свойств (подобием явлений) и характеризуемых указанными комплексами. Так, например, для процесса электродуговой сварки в защитных газах функциональную зависимость между размерными физическими параметрами можно представить в виде
f 1 U, ос13, 6, X, су, 6*, Q, /э)—О
или на основании л-теоремы в виде уравнения с безразмерными комплексами
/1 (лц л2, л3, ..., л,)=0,
(1)
где 1 — сила сварочпого тока, A; U — напряжение дуги, кг-м2/А-С3; vCB — скорость сварки, м/с; 6'ил — теплосодержание единицы объема расплавленного основного или электродного металлов, кг/м-с2; d3 — диаметр электрода, м; Ь — ширила зазора под сварку, м; X — коэффициент теплопроводности, кгм/°С-с; су — объемная теплоемкость, кг/с-м°С; $’ — толщина свариваемого металла, м; Q — расход газовой защитной среды, м3/с; /а — вылет электрода при сварке, м; а = Х/су — коэффициент температуропроводности, м2/с; л,, л2, lxi — безразмерные комплексы, составленные из размерных величин.
Число выбранных размеров параметров п определяет число безразмерных критериев к по выражению
к — п—т,
где т — число основных физических единиц.
В рассматриваемом случае т = 5 (кг, м, Ас, °C) и к = 11 — 5 = 6.
Если принятые параметры процесса разбить па группы, которые имеют определенное физическое толкование, Tait, чтобы в каждой группе параметров п было на единицу больше, чем единиц измерений т, можно записать:
М2 '>1/2
~с /
Вообще же их комбинации могут быть самыми разнообразными. Поскольку размерность безразмерной величины выражается единицей, то комбинация физических величин в группах (2) — (4) будет безразмерной,
175
если неизвестные л1, г, у, .г1? л*2, уи у2 являются корнями соответствующих систем:
Ч-Т = 0;
2+^+z —? = 0;
—1+» = 0;
— 3 — у—2у =0;
3 + a.i + z/i^O; |
-1-У1=0; J
1 Ч" Зг/г=0; (
— 1—У2=0. J
(5)
(6)
(7)
После решения систем уравнений (5) — (7) с учетом выражений (2) — (4) получаем безразмерные комплексы л.;, которые можно назвать критериями подобия рассматриваемого процесса:
IU _ Q __________________псвЬ
6'ш^сгЛ2 ’ 2 ПсвЬ2 ’ 3 а
В свою очередь, пз этих соотношений можно получить и другие безразмерные критерии, так как существо их не изменяется при умножении, делении и возведении критериев в произвольную степень. Согласно уравнениям (1) и (7) функциональную зависимость процесса сварки данного вида можно записать в форме
/ 1U
\ ^НЛ^СВ^'
Q . нгвЬ \ uCn&2 ’ ° /
(8)
В выражение (8) с целью расширения его критерпалыюсти можно включить следующие симплексы: S, = Ь/йэ; S2 = l3/da; S3 = Ъ/Ъ, включающие такие характеристики, как Z3, da, 6, Ь, имеющие важное значение для описания процессов расплавления электродного металла, расхода газов и т. п. С учетом этих симплексов критериальное уравнение будет иметь вид
f ( IU • g . Ve.Bb . ь . Z, . 6\_
A Wn”cE&2 ’ 1’свЬ2’ « ’ ~b)~U’
где l3 — вылет электрода, м; 6 — толщина изделия, м.
Функциональная зависимость или критериальное уравнение (9) характеризует в целом выбранный процесс сварки (газоэлектрическая сварка но узкому зазору), заданной параметрами уравнения (1). При увеличении числа задаваемых параметров число критериев увеличивается, поэтому вопрос о достаточности критериев в каждом конкретном случае должен решаться отдельно.
При опытном подборе режима сварки нужно обрабатывать полученные результаты в виде зависимости между безразмерными критериями, что позволяет распространить полученные данные па все подобные явления.
Раскрывая содержание любого из критериев л<, например критерия л2 = Q/vCBb2, можно критериальное уравнение (9) представить в виде
С = псвЬ2<р(лп л3, Slt S2, *У3).
где л2 = tp(.nj, л3, ,9lt S2, Sa) — неизвестная критериальная функция от всех пли только от отдельных критериев и комплексов. Вид критериальной функции, как правило, определяется опытным путем, по ограниченному числу опытов, по сама функция охватывает подобные явления для бесчисленного числа других опытов, которые можно характеризовать тем же обобщенным параметром, т. е выбранным безразмерным комплексом.
176
При экспериментально -статистических методах исследования наиболее распространен одпофакторный эксперимент, при котором для выяснения влияния отдельного фактора па искомую функцию эксперимент проводят таким образом, чтобы при переходе от одного опыта к другому изменялся только этот фактор, а все остальные оставались постоянными (что трудно бывает осуществить практически). .Это может внести значительные погрешности и результаты исследования и, кроме того, требует большого числа экспериментов для выявления роли каждого из факторов (при остальных факторах постоянных).
Результаты экспериментов обобщают в виде липни регрессии, вид которой определяется обычно по методу наименьших квадратов, методу подбора пли другому подходящему методу. В ряде случаев результаты оформляют в виде графиков и номограмм, по которым в дальнейшем рассчитывают значения функции для искомого параметра. Общий анализ п числовая оценка явления из-за наличия большого числа зависимостей, имеющих частное значение, часто оказываются весьма затруднительными.
В связи с отмеченным недостатком в последние годы все шире применяется метод планируемого многофакторного эксперимента. На основе множественного корреляционного анализа зависимость между искомой функцией отклика У и независимыми факторами X находится в форме полинома той или иной степени:
п п п п п п
Y^h + ^btXi + 2 £ bijXiXj + 2 2 S bijhXiXjXh + ...
i i 3 i з h
n n
+ --- + 2 "Sbi •" lnXi •” m <10)
i ni
при i ф 7 к Ф ... ф m.
Так, например, для трехфакторного эксперимента полином будет иметь вид
У = bo-Т biAfi-[-2 + 63X3 + ^12^1^20 б23А 2-Уз“Ь ^1з А1Х3+b12gXiX2Xs, (11)
где ?>0, b2... Ь12Э — коэффициенты регрессионного уравнения, определя-
емые пл формуле
где / = О, 1, 2..., к — номер фактора (пуль записан для фактора Хо и вычисления Ло); i — номер опыта.
Коэффициенты, учитывающие совместное влияние, определяют по формуле
N
2 Г^ХИ
где и, j — 1, 2,..., к — номер фактора (и =/=/).
Адекватность полученного полинома, т. е. математической модели процесса, экспериментальным данным проверяется па основе регрессионного анализа по критерию Фишера.
Цель данного метода пайти оптимум функции по минимально необходимому числу опытов. Число опытов зависит от числа независимых факторов к и числа уровней п, которые может принимать каждый фактор:
Л’ = п'!.
Наиболее часто ограничиваются двумя уровнями — верхним, условно обозначаемым величиной « +1» или просто «+», и нижним, обозначаемым
177
величиной « —1» или просто « — ». На первом этапе работы определяют число опытов и условий их проведения, составляют матрицу планирования экспериментов, которая представляет собой все возможные комбинации сочетаний факторов, находящихся па разных уровнях.
Прп трех независимых факторах ау, ж2, xs и двух уровнях их изменения (максимальном и минимальном) наименьшее число опытов будет равно N = 23 == 8 и матрица планирования будет иметь вид, представленный в табл. 39. В таблице тп — фиктивная переменная (для определения коэффициента 6С), и соответствующий столбец всегда имеет знак плюс. Столбцы zjXg, г2а-3, V^'j учитывают эффект взаимодействия факторов, их знаки определяются перемножением соответствующих столбцов.
Таблица 39. Матрица планирования
№ опыта х2 хэ Л’хХз ХхХдЛ’з
1 + + + + + +
9 + + — — + —
3 + + “Г — + — —-
4 + — + — +
э 4- + + — + — — —-
6 + + -— + —• +
+ + — — — + *п—
8 + — — — + + + —
Для использования методов регрессионного анализа с вычислением дисперсий желательно, чтобы для каждого номера опыта было выполнено не мепее трех опытов. Прп большем числе опытов линия регрессии будет более точно отражать экспериментальные данные.
Для того чтобы оценить пригодность полученного уравнения, необходимо проверить ряд статистических гипотез регрессионного анализа. Приступать к регрессионному анализу можно только в том случае, если дисперсии в каждом опыте однородны. Дисперсия в каждом опыте определяется по формуле
N
™ * = 1
где Yq — результат отдельного опыта; Y — среднее арифметическое всех параллельных опытов; п — 1 — число степеней свободы, равное числу параллельных опытов, минус единица.
Дисперсия всего эксперимента получается в результате усреднения дисперсий всех опытов и определяется по формуле
Л'
2/^
*S{v} =-,
2а
i
где Sf — дисперсия в каждой строке матрицы; Ц — число степеней свободы в i-м опыте; / — п — 1.
Затем проверяют гипотезу об однородности дисперсии по критерию Кохрена или Бартлета. После проверки однородности дисперсий проверяют, с какой степенью правдоподобия полученное уравнение описывает изучаемое явление; такая проверка называется проверкой адекватности получен-
178
кого регрессионного уравнения. Проверяют также значимость его коэффициентов. Сначала определяют дисперсию адекватности:
w V „гду?
‘5'ад = —-—j----,
где щ — число повторных опытов в t-й строке матрицы;
дуг(у;-уО2;
— среднее арифметическое из п параллельных опытов; — результат, предсказанный по уравнению регрессии; f — число степеней свободы;
/=Л-(* + 1),
Л’ — число опытов; к — число коэффициентов, которые вычислены по результатам этих опытов независимо друг от друга.
В статистике адекватность (максимум правдоподобия) обычно проверяют по критерию Фишера (Г-крптерию):
F= 6ад/6’|у),
где 5 ’д — дисперсия адекватности; —дипсерсия эксперимента (функции отклика).
Если критерий Фишера, полученный по экспериментальным данным, меньше табличного его значения, то уравнение регрессии адекватно.
Значимость коэффициентов проверяют по критерию Стыодепта или t-критерию.
t=
где Ibjl — абсолютная величина коэффициента регрессии;
- +
квадратичная ошибка коэффициента регрессии;
=‘s’b')/yv-
Если критерий Стьюдеита, подсчитанный по экспериментальным данным, больше табличного его значения (соответствующего данному числу степеней свободы п выбранной вероятности), коэффициент уравнения будет значимым.
Наиболее целесообразно все расчеты по регрессионному анализу выполнять па ЭВМ. В этом случае значимость коэффициентов определяют в процессе расчета — по программе рассчитывают все коэффициенты уравнения регрессии, проверяют их значимость по критерию Стыодепта при вероятностях р = 0,90; 0,95; 0,98; 0,99. Переменную с минимальным уровнем значимости исключают из уравнения и расчет повторяют до исключения всех незначимых переменных.
Указанная математическая модель может служить для поиска оптимальных решений путем так называемого движения по максимальному градиенту, чтобы новые опыты проводить только в этом направлении, либо может быть использована в качестве интерполяционной модели изучаемого явления.
Полином типа (10) позволяет выявить влияние каждого отдельного фактора и совместное их влияние. Степень влияния каждого фактора на функцию отклика легко устанавливается, если рассчитать уравнение регрессии при последовательном исключении факторов х1, х2, х3. Остаточная дисперсия •Sq будет характеризовать отклонение расчетного значения функции отклика от ее экспериментального значения. Чем больше величина .S’jj, тем большее влияние имеет исключенный из уравнения фактор.
179
параметрам:
х _____х
imax imin
2
При использовании уравнений типа (11) в качестве интерполяционной модели под величинами х2, xs понимается отношение фактической величины фактора к одному из предельных его значений. Это делает уравнение менее удобным для качественного анализа, который легко осуществить, если уравнение привести к натуральным р
р
где Xj — параметр в натуральном масштабе; Х,о — значение этого параметра для основного уровня (нулевого); Ximax и Xinlin — максимальное и минимальное значения параметра в натуральном масштабе; р — интервал варьирования.
Точность статистических моделей, естественно, возрастает с увеличением числа опытов.
Ниже приведены приближенные методы расчета режимов сварки, геометрических размеров сварных швов, механических свойств металла шва и з. т. в., полученные различными исследователями по экспериментальным данным при их обработке статистическими методами.
§ 3. РАСЧЕТ РЕЖИМОВ И РАЗМЕРОВ ШВА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, формы и качества. При ручной дуговой сварке
это диаметр электрода, сила сварочного тока, напряжение дуги, площадь поперечного сечения шва, выполняемого за один проход дуги, число проходов, род тока, полярность и др.
Определение режима сварки обычно начинают с выбора диаметра электрода, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже.
Толщина деталей при
сварке встык, мм . . . 1,5—2 3 4—8 9—12 13—15 16—20 20
Диаметр электрода, мм 1.6—2 3 4 4—5 5 5—6 6—10
Катет шва при сварке угловых и тавровых соединений, мм.......................... 3 4—5 6—9
Диаметр электрода, мм................... 3 4 5
При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами диаметром не более 5 мм, чаще всего диаметром 4 мм, так как применение электродов большего диаметра не позволяет в необходимой степени проникнуть в глубину разделки для провара корня шва.
При сварке угловых и тавровых соединений, как правило, за один проход выполняют швы катетом не более 8—9 мм. При необходимости выполнения шва с большим катетом применяется сварка за два прохода и более.
180
При определении ч и с л а п р о х о д о в следует иметь в виду, что максимальное поперечное сечение металла, наплавленного ла один проход, не должно превышать 30—40 мм2. Для определения числа проходов при сварке угловых и тавровых соединений общая площадь поперечного сечения наплавленного металла может быть вычислена по формуле
FH = M2/2, (12)
Рис. 90. Форма поперечного сечения наплавленного металла (стыковой шов с V-образной разделкой)
где FH — площадь поперечного сечения наплавленного металла, мм2; ку — коэффициент увеличения, учитывающий наличие зазоров и выпуклость («усиление») шва; к — катет шва, мм.
Значения ку выбирают в зависимости от катета шва:
Катет шва, мм .... 3—4 5—6 7—10 12—20 20—30 30
ку.................... 1,5 1,35 1,25 1,15 1,10 1,05
При сварке швов стыковых соединений площадь поперечного сечения (мм2) металла, наплавляемого за один проход, при которой обеспечиваются оптимальные условия формирования, должна составлять:
для первого прохода (прп проварке корня шва)
=(б ->8)4;
(13)
для последующих проходов
Fn = (8->12)4. (14)
Для определения числа проходов при сварке швов стыковых соединений с разделкой кромок необходимо рассчитать общую площадь поперечного сечения наплавленного металла (рис. 90):
FH = 2F'+F'+F"' (15)
или
FH = A2tgy + b5 + |9(2/itg| + b + 6). (16)
Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного металла при первом и каждом последующем проходах (13) и (14), найдем число проходов
/г = 2д^_ + 1.
у’п
181
Сила сварочного тока при ручной дуговой сварке может быть определена в зависимости от диаметра электрода и допустимой плотности тока:
где <?э — диаметр электрода (стержня), мм; / — допускаемая плотность тока, Л/мм2 (табл. 40).
Таблица 40. Значения допускаемой плотности тока / в электроде при ручной дуговой сварке
Виды покрытия Допускаемая плотность (А/мм2) при d тока в электроде эл <мм)
3 1 4 1 5 G
Рудно-кислое, рутпловое 14—20 11,5—16 10—13,5 9,5—12.5
Фтористо-кальциевые 13—18,5 10—14,5 9—12,5 8,5-12,0
При приближенных подсчетах величина сварочного тока может быть также определена по одной из следующих эмпирических формул:
/св = /г^а; (1/)
I — /г d1,5,
/св = а’э(/>'2 + «4)-
где — 20 25; /г2 = 20; а = 6 — коэффициенты, определен-
ные опытным путем.
Наиболее удобно при определении силы сварочного тока пользоваться формулой (17). Значение к в ней выбирают в зависимости от диаметра электрода:
Диаметр электрода, мм 2 3 4 5 6
к . ................ 25—30 30—45 35—50 40—55 45—60
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах и при проектировании технологических процессов сварки выбирается на основании рекомендаций паспорта на данную марку электродов.
Для вычисления величины сварочных деформаций и некоторых других расчетов бывает необходимо учесть тепловое воздействие на свариваемый металл, определяемое погонной энергией qn. Погонной энергией называется отношение мощности дуги q к скорости сварки рсв:
q 0,24/ свС^дЦи . „
9п = — = -—----------, (18)
Сев Сев
где Ua — напряжение дуги, В; ц — эффективный к. п. д. дуги.
182
(19)
наплав-сечения
обычно
Скорость сварки может быть определена по формуле _ ап^св св “ 3600уГн ’
где а„ — коэффициент наплавки г/А • ч; у — плотность ленного металла, г/см3; FH — площадь поперечного наплавленного металла за данный проход, см2.
Скорость ручной дуговой сварки
задается и контролируется косвенно по необходимым размерам получаемого шва.
Таким образом, зная режим сварки, погонную энергию можно вычислить по формуле (18). Однако при разработке вариантов технологического процесса по условиям получения сварной конструкции с минимальными конечными деформациями, при технико-экономическОхМ обосновании выбора варианта и других предварительных разработках возникает необходимость оценки величины погонной энергии в зависимости от размеров шва.
Это может быть выполнено, если в уравнение (18) подставить значение гсв согласно формуле (19) и значение всех постоянных обозначить коэффициентом А. Несмотря па существенное различие величин коэффициентов наплавки для электродов различных марок, отношение UK/aH изменяется в относительно узких пределах. Тогда значение погонной энергии будет пропорциональным площади поперечного сечения наплавленного металла:
Qn = AFa.
Для различных марок электродов среднее значение коэффициента А = 14 500. Поэтому при приближенных подсчетах величины погонной энергии можно пользоваться формулой
7п = 14 500Аи,
где FH — площадь поперечного сечения металла, наплавленного за данный проход, см2.
При ручной дуговой сварке плавящимся электродом размеры сварного шва в большинстве случаев определяются размерами разделки кро.мок соединений, подготовленных под сварку. Поэтому необходимости определения глубины провара при ручной дуговой сварке, как правило, не возникает. Исключение может составлять только сварка стыковых соединений без разделки кромок, диапазон толщин которых согласно ГОСТ 5264—69 ограничен. Этим ГОСТом регламентированы также конструктивные элементы подготовки кромок соединений различных видов исходя из условий получения необходимой величины проплавления и формы шва при использовании режимов сварки в широком диапазоне.
При необходимости глубина провара при наплавке валика на лист с достаточной для практических целей степенью
183
Рис. 91. Схема заполнения разделки многослойного шва при ручной сварке
точности может быть определена следующим образом. Максимальную температуру на расстоянии г рассчитывают по формуле
Т ______ 2?п
max пеСуГ2 >
(20)
откуда расстояние г до изотермы Т пл
(21)
Г лесуТ^л к >
Если в формулу (21) подставить значения всех констант для низкоуглеродистых или низколегированных конструкционных сталей, то расстояние до изотермы Тпл = 1500° С
г = 0,0112
Так как действительные условия ввода теплоты в изделие при ручпой дуговой сварке отличаются от расчетной схемы, принятой при выводе формулы (20), то глубина провара Н = (0,5 4-~ 0,7) г. При технологических расчетах иногда возникает необходимость определения высоты заполнения разделки одним или несколькими проходами (С, рис. 91). Эго
Рпс. 92. График для определения площади наплавленного металла в шве:
а — стыковом; б — угловом
184
может быть достигнуто решением квадратного уравнения вида
С2 + пС-|-т--=0,
где
п = — (2с— ;
\ tg а/2 )
Площадь поперечного сечения наплавленного металла в зависимости от типа соединения и условий проведения сварки может быть рассчитана по формулам (12)— (16) или (19).
При Х-образной разделке площадь поперечного сечения наплавленного металла подсчитывают для каждой стороны отдельно и результаты суммируют.
С целью упрощения расчетов построены графики и номограммы (рис. 92 и 93). Для определения числа проходов по номограмме рис. 93 сначала по графикам рис. 92 или по формулам (16) или (12) находят общую площадь поперечного сечения наплавленного метал-
Рпс. 93. Номограмма для определения числа проходов при ручной сварке
Толщина металла, мм Положение шва в пространстве Площадь поперечного сечения валика F , мм2
Первый валик и подварка Второй валик и последующие
С—10 S=12 Нижнее 20-30 30-60 40—60
6—10 =sl2 Вертикальное 20-40 40—60 40-70
6-10 12 Горизонтальное 20-30 20—40 30-40
6—10 == 12 Потолочное 20-30 20-40 30—40
ла, а затем для данного значения площади сечения одного прохода, рассчитанного по формулам (13) или (14), определяют необходимое число проходов.
§ 4. РАСЧЕТ РАЗМЕРОВ ШВА ПРИ МЕХАНИЗИРОВАННОЙ
ДУГОВОЙ СВАРКЕ
Основные параметры режима механизированной сварки (автоматической и полуавтоматической) под флюсом и в защитных газах, оказывающие существенное влияние на размеры и форму швов, — сила сварочного тока, плотность тока в электроде, напряжение дуги, скорость сварки, химический состав (марка) и грануляция флюса, род тока и его полярность.
При определении режима сварки необходимо выбрать такие параметры его, которые обеспечат получение швов заданных
185
Рис. 94. Условия обеспечения полного провара при сварке стыковых соединений
и эксплуатационной
размеров, формы и качества. Основное условие получения сплошности провара сечения при двусторонней автоматической пли полуавтоматической сварке стыкового соединения (рис. 94)
H^H^S + k,
где Нг и Н2 — глубина провара при сварке с одной и другой стороны; S — толщина свариваемых листов; к — перекрытие.
Однако это условие недостаточное для определения качества шва. Для того чтобы швы обладали высокой технологической прочностью, необходимо получить опреде
ленные значения и других размеров шва, а именно, его ширины е и высоты валика g.
Отношение ширины шва к глубине провара называют коэффициентом формы провара фпр, а отношение ширины шва к высоте усиления — коэффициентом формы усиления фв. Для автоматической и полуавтоматической сварки значения фпр должны составлять 0,8—4. При меньшем значении будут получаться швы, склонные к образованию горячих трещин, при больших — слишком широкие швы с малой глубиной провара, что нерационально с точки зрения использования теплоты дуги и приводит к увеличенным деформациям.
Значения фв для хорошо сформированных швов не должны выходить за пределы 7—10. Малые значения фв имеют место при узких и высоких швах; такие швы не имеют плавного сопряжения с основным металлом и обладают неудовлетворительной работоспособностью при переменных нагрузках. Большие значения фв соответствуют широким и низким усилениям; такие швы нежелательны по тем же причинам, что и швы с чрезмерно большим значением фпр, а также в связи с возможным уменьшением сечения шва по сравнению с сечением основного металла из-за колебаний уровня жидкой ванны.
Для получения швов оптимальной формы необходимо установить связь между параметрами режима сварки и основными размерами шва.
Размеры и форма шва определяются количеством теплоты, введенной в изделие, и характером ввода этой теплоты. При действии точечного быстродвижущегося источника квадрат расстояния до изотермы плавления согласно (20) определяется как
Р2 ______
лесрУпл’
При расчетном определении по схеме точечного быстродвижущегося источника теплоты площадь, ограниченная той или иной 186
изотермой в поперечном сечении, представляет собой полуокружности радиуса г (кривая 7, рис. 95). Поэтому площадь провара (площадь, ограниченная изотермой плавления TDlt)
р лг2 _ л 27u _ 1
пр- 2 2 лесуТц,, есуТцл /п' { >
Однако фактическая форма провара Р||С- °5- Очертания площа-при автоматической и полуавтомати- ди пРоваРа ческой сварке в большинстве случаев отличается от полуокружности: при сварке на больших силах тока и низких напряжениях фпр < 2 (кривая 2, рис. 95), а при сравнительно небольших силах тока и высоких напряжениях фпр > 2 (кривая 3, рис. 95).
В. И. Дятлов предложил сделать допущение, что фактическая форма провара представляет собой полуэллипс, площадь которого равна площади полуокружности, определенной по формуле (22). Площадь полуэллипса, одна из полуосей которого равна е/2, а другая И может быть определена,
е Н л е IF лф1|рН2 flip — Л 2 ~2 — ~
Приравнивая правые части уравнений (22) и (22а) и решая относительно Н, получим
Для низкоуглеродистых и низколегированных сталей при сварке под флюсом низкоуглеродистой проволокой А — 0,0156, поэтому ______
Н = 0,0156 У^ц/фцр. (23)
При сварке в углекислом газе низкоуглеродистых и низколегированных сталей электродной проволокой марок Св-08Г2С и Св-08ГС А — 0,0165. Тогда глубина провара Н для этих условий ______
Н = 0,0165 У 7п/фпр-
Таким образом, для расчета глубины провара необходимо определить погонную энергию
0,24/CBt7 д*1]и Qn = ~
('СП
и знать коэффициент формы провара, который зависит главным образом от величины сварочного тока, диаметра электрода и напряжения дуги. Зависимости фпр = / (Uw 1С11) для разных
187
диаметров электродной проволоки, полученные экспериментально для сварки на переменном токе под кислыми высокомарганцовистыми флюсами (типа ОСЦ-45 и АН-348А), приведены на рис. 96.
Обработка экспериментальных данных, накопленных в течение многих лет, позволила установить следующую зависимость коэффициента формы провара от основных параметров режима сварки:
фпр = Л'(19-0,01/св)4^-, (24)
1 св
где к' — коэффициент, величина которого зависит от рода тока и полярности; d9 — диаметр электродной проволоки, мм.
Величина коэффициента к' при плотности тока / 120 А/мм2
при сварке постоянным током обратной полярности
к' =0,367j0-1925;
при сварке постоянным током прямой полярности
к' = 2,82//°-192Б.
При / 120 А/мм2 величина коэффициента к' остается неиз-
менной (для постоянного тока обратной полярности к' = 0,92, прямой полярности к' = 1,12). При сварке переменным током во всем диапазоне плотностей тока к' = 1 = const.
Зная глубину провара и фпр, можно определить ширину шва
е — фпр-^1 *
Для вычисления высоты валика g сначала рассчитывают площадь поперечного сечения наплавленного металла по формуле (19). Значение коэффициента наплавки схн при определении Fu по формуле (19) принимают по экспериментальным данным (рис. 97), а также расчетом. Ввиду незначительных потерь электродного
Рис. 96. Зависимость ipnp от сила тока и напряжения (ток переменный):
a) <L = 2 мм; б) с! = 5 мм 9 9
188
Рис. 97. Зависимость ар от режима сварки:
а — постоянный тон обратной полярности; б — переменный тон; в — постоянный ток прямой полярности; 2—6 — диаметры электродов, мм
металла при механизированной сварке под флюсом с достаточной для практических расчетов степенью точности можно принять, что коэффициент наплавки ан равен коэффициенту расплавления ар.
Величина коэффициента расплавления ар состоит из двух слагаемых:
ар = а'р+Аар,
(25)
где ар — составляющая коэффициента расплавления, обусловливаемая тепловложением дуги, г/А-ч; Аар — составляющая коэффициента расплавления, зависящая от тепловложепия вследствие предварительного нагрева вылета электрода протекающим током, г/А-ч.
При сварке постоянным током обратной полярности удельное количество теплоты, выделяющееся в приэлектродпой области, изменяется в небольших пределах, и составляющая коэффициента расплавления ар = 11,6 ± 0,4.
При сварке постоянным током прямой полярности и переменным током
ар = А -|- В1св, (26)
где А и В — коэффициенты.
Анализ экспериментальных данных позволил установить значение коэффициентов А и В для условий выполнения сварки на переменном и постоянном токе прямой полярности низкоуглеродистой проволокой под кислыми высокомарганцовистыми флюсами. Если подставить эти значения в формулу (26), то расчетные формулы примут вид:
при сварке постоянным током прямой полярности
ар = 6,3 ф
70,2 - IO”3 Й.Л-035
^св>
189
при сварке переменным током
Величина второй составляющей коэффициента расплавления [см. формулу (25)1 может быть рассчитана по уравнению
Да,, = -2^ 3600,
где *2п.п — количество теплоты, расходуемое на предварительный подогрев вылета электродной проволоки протекающим по нему током; q3 — количество теплоты, необходимое для расплавления 1 г электродной проволоки (для низкоуглсродистой проволоки q3 = 500 кал/г).
Значение (Дц, можно рассчитать по формуле
Qn.n = 0,1 Wpod| Г-^ -1) - 1 (
L Pi J
где / — плотность тока в электроде, А/см2; р0 — удельное электросопротивление электродной проволоки при 0° С (для низкоуглеродистой проволоки р() = 14 - 10 е Ом • см); d3 — диаметр электродной проволоки, см; v3 — условная скорость подачи электрода, см/с (скорость плавления электродной проволоки при нулевой] вылете); а — коэффициент температуропроводности, см2/с; а — температурный коэффициент электрического сопротивления (для низкоуглеродистой стали а 0,0083° С"1); р — коэффициент, равный 0,24у~2 р0/яс/; с — теплоемкость, кал/г • ° С; 7 — плотность, г/см3; If — вылет электрода, см; Тп — температура плавления проволоки; 7’0 — начальная температура проволоки; Pi и Рг — коэффициенты;
При механизированных способах сварки под флюсом ар ан. При сварке в защитных газах величина коэффициента наплавки может существенно отличаться от величины коэффициента расплавления в связи с потерями электродного металла:
«н = ОСр (1 - ф),
где ф — коэффициент потерь, под которым понимают отношение количества металла, потерянного в виде брызг и угара, к полному количеству расплавленного электродного металла;
ф = 1 — GK/Gp.
Анализ экспериментальных данных, полученных при сварке в среде углекислого газа электродной проволокой марки Св-08Г2С, показал, что величина коэффициента потерь (%) для сварки при
190
оптимальных напряжениях дуги зависит от плотности тока в электроде:
Ч|, = — 4,72+ 17,6 10 */-4,48-10 4/2. (27)
Уравнение (27) позволяет рассчитать ожидаемую среднюю величину коэффициента потерь в диапазоне плотностей тока 60—320 А/мм2. Средняя квадратичная ошибка при этом составляет 2,96%. Таким образом, найдя значение а„, по формуле (19) определяют площадь наплавки FH.
При наплавке или сварке стыковых соединений без скоса кромок с нулевым зазором наплавленный металл располагается в виде валика над поверхностью листов. Площадь поперечного сечения такого валика
AB = FH = egpB,
где g и е — высота и ширина валика; рв — коэффициент полноты валика, т. е. отношение площади поперечного сечения валика к площади прямоугольника, основание и высота которого равны ширине и высоте валика.
Опытные данные показывают, что в условиях автоматической и полуавтоматической сварки под флюсом, а также в среде углекислого газа, в диапазоне режимов, обеспечивающих удовлетворительное формирование, коэффициент полноты валика рв изменяется в узких пределах и практически имеет устойчивое значение нв — 0,73.
g = AH/0,73e. (28)
При наличии разделки кромок размеры глубины провара и высоты валика будет отличаться от размеров, полученных при сварке стыковых соединений без разделки на одинаковом режиме. Однако наличие разделки, зазоров, тип шва влияют главным образом на соотношение долей участия основного и наплавленного металла, а контур провара и общая высота шва С при неизменном режиме сварки остаются практически одинаковыми (рис. 98). Поэтому
Рис. 98. Влияние типа шва, зазоров и разделки на поперечное сечение шва при наплавке
191
Рис. 99. К расчету высоты усиления при наличии разделки
с достаточной для практических целей степенью точности можно считать, что для неизменного режима С = II -]- g = const. (29) Зная общую высоту шва С при наплавке можно определить глубину провара Н' при наличии зазора и разделки:
H' = C-g', (30)
где Н' — глубина проплавления (расстояние от поверхности листов до наиболее удаленной точки, лежащей на изотерме плавления) при наличии разделки, зазора в стыке или зазора и разделки; g' — высота валика при наличии разделки, зазора в стыке или зазора и разделки.
Высоту g' при наличии разделки и зазора (рис. 99) можно определить так:
F„-hUg^--Cb
S = 0,73е —Z> '•
Формулы (23)—(31) позволяют определить основные размеры шва в зависимости от применяемого режима сварки. Пользуясь этими зависимостями, можно решить и другую задачу: рассчитать режим сварки, обеспечивающий требуемые размеры зоны проплавления. В зависимости от типа соединения последовательность расчета режима сварки различна.
§ 5. РАСЧЕТ РЕЖИМОВ МЕХАНИЗИРОВАННОЙ СВАРКИ СОЕДИНЕНИЙ РАЗЛИЧНЫХ ТИПОВ
Последовательность расчета реяшма сварки двусторонних швов стыковых бесскосных соединений следующая.
1. Устанавливают требуемую глубину провара при сварке с одной стороны:
H^S/2. (32)
Иногда глубину провара при сварке с одной стороны задают на 2—3 мм больше или меньше половины сечения.
2. Выбирают силу сварочного тока, обеспечивающую заданную глубину проплавления:
/св = Д100,
где Нг — необходимая глубина провара при сварке с одной стороны, мм; kh — коэффициент пропорциональности, величина которого зависит от условий проведения сварки. Значения коэффи-
192
циента kh, характерные для средних значений тока при механизированной сварке проволокой данного диаметра под кислыми высокомарганцовистыми флюсами ОСЦ-45 и АН-348А, а также в среде углекислого газа, приведены в табл. 41.
Таблица 41. Значения kh в зависимиети от условий проведения сварки
мм/100 А hh мм/100 А
Марка флюса Диаметр электрод- Пере- Постоянный ток Марка флюса Диаметр электродной Пере- Постоянный ток
или защитный газ ной проволоки, мм мен-ный ток прямая полярность обратная полярность пли защитный газ проволоки, мм мойный ток прямая полярность обратная полярность
ОСЦ-45 2 3 4 1.30 1.15 1,05 1,15 0.95 0,85 1,45 1.30 1,15 АН-348А 5 6 0.95 0,90 0,85 1,05
5 6 0.95 0.90 0,75 1,10 Угле- 1,2 1,6 2,0 3.0 4,0 5,0 — — 2.10 1.75 1,55 1.45 1,35 1,20
AII-348A 2 3 4 1.25 1,10 1,00 1,15 0,95 0.90 1,40 1,25 1,10 кислый газ — —
3. Выбирают диаметр электродной проволоки. Ориентировочно диаметр электродной проволоки может быть определен по формуле
<4 = 1,13/7^77,
где / — допускаемая плотность тока.
Допускаемая плотность тока при автоматической сварке стыковых швов без скоса кромок зависит от диаметра электрода:
йэ, мм................. 2 3 4 5 6
7, А/мм2............... 65—200 45—90 35—60 30—50 25—45
4. Для сохранения геометрического подобия сварочной ванны необходимо, чтобы коэффициент формы ванны оставался неизменным:
Л
<р = — = const,
где L — длина ванны; е — ширина ванны.
Если в это уравнение подставить значения L и е, определенные согласно теории распространения теплоты при сварке, то получим
ф=i / “ А' * =const-
7 Л. И. Акулов и др.
193
Это означает, что для сохранения геометрического подобия ванны произведение /СЕксв должно поддерживаться в определенных пределах ICBvCB = Л. Поэтому при выборе скорости сварки можно воспользоваться формулой
vCB = A/ICB. (33)
Установлено, что для получения швов требуемой формы, обладающих высокой технологической прочностью, значения А в формуле (33) следует принимать в пределах, приведенных ниже:
d3, мм ... 1,2 1,6 2,0
А, А-м/ч... (2-т-5)х103 (5-ь8)хЮ3 (8-ь12)хЮ3
d3, мм... 3,0 4,0 5,0 6,0
А, А-м/ч ... (12-ь 16)Х103 (16-Ь20)X103 (20-ь25)хЮ3 (25-Ь 30)хЮ3
5. Для принятого диаметра электрода и силы сварочного тока определяют оптимальное напряжение дуги
С/д = 20+^-^-/св±1. (34)
«э
6. Рассчитывают погонную энергию и по формуле (23)—(28) определяют основные размеры шва. Если глубина провара и другие размеры шва удовлетворяют поставленным требованиям, то аналогично рассчитывают режим сварки с другой стороны шва. В случае необходимости проводят корректировку режима.
Последовательность расчета режима сварки швов стыковых соединений со скосом кромок аналогична предыдущему.
Выбирают режим сварки по формулам (32)—(34) и определяют основные размеры шва для сварки без разделки. После этого по формуле (30) находят глубину провара при наличии разделки, определив сначала g' по формуле (31). Если шов стыкового соединения с разделкой кромок выполняют за несколько проходов, то первоначально определяют режим сварки одним проходом с одной стороны (при двусторонних швах). Главная задача при этом — получение требуемой величины проплавления притупления Н'о (рис. 100), которую желательно иметь максимально возможной. Однако при сварке одним проходом на чрезмерно больших токах можно получить очертания провара, создающие неблагоприятные условия кристаллизации, приводящие к образованию горячих трещин. Поэтому допускаемую плотность тока в электроде ограничивают меньшей величиной. Так, при da — 5 мм / ^46 А/мм2; при dB = 6 мм /э 40 А/мм2.
Поэтому, выбрав для сварки одним проходом диаметр электрода, по допускаемой плотности рассчитывают силу сварочного тока, затем по формуле (34) находят оптимальное напряжение дуги и по выражению (24) — коэффициент формы провара. Скорость сварки определяют по формуле (33). После этого по форму-
104
лам (23)—(28) определяют основные размеры шва, которые имели бы место при сварке на принятом режиме стыкового бесскоспого соединения, и по формуле (29) — общую высоту шва.
Полагая, что при сварке на принятом режиме с разделкой общая высота шва С остается неизменной, можно определить Но (рис. 100):
H'0=C-g',
Рис. 100. К определению глубины проплавления притупления
где g’ — высота заполнения разделки одним проходом (рис. 100);
FK-Cb tg а/2 '
(35)
где Fn — площадь поперечного сечения металла, наплавленного за данный проход; b — зазор в стыке; С — общая высота шва; а — угол разделки.
Режим сварки одним проходом с другой стороны шва выбирают исходя из условий обеспечения провара притупления:
Н', + Щ = с+к.
Режим сварки последующими проходами и их число выбирают исходя из условий заполнения разделки и получения поверхности шва, имеющей плавное сопряжение с основным металлом.
Последовательность выполнения режима сварки швов тавровых соединений, свариваемых в лодочку, с некоторым приближением можно определить так же, как для стыковых соединений с углом разделки а = 90°.
Однако режим сварки угловых швов необходимо выбирать с учетом специфических особенностей их формирования. При получении плоских или выпуклых тнвов ширина шва всегда должна быть равна расстоянию по горизонтали между свариваемыми деталями (рис. 101, а). Если ширина шва будет больше
Рис. 101. Формирование углового шва по ширине при сварке в лодочку:
а — удовлетворшельное; б — подрезы
195
этого расстояния, то неизбежны подрезы (рис. 101, б). Поэтому коэффициент формы шва таврового соединения, равный отношению ширины шва к общей высоте его (ф = е/С), должен быть не больше 2. Вместе с этим слишком глубокие и узкие швы (с малым коэффициентом формы) склонны к образованию горячих трещин из-за неблагоприятных условий кристаллизации.
Практикой установлено, что удовлетворительное формирование угловых швов получается на режимах, при которых плотность тока в электроде находится в пределах, указанных ниже.
Диаметр электрода, мм . . . .
Допустимая плотность тока, А/мм2 .... ...
5 4 3 2
30—40 35—55 45—85 60—150
В некоторых случаях возможны незначительные отклонения за пределы вышеуказанных диапазонов.
При расчете режима сварки технолог должен обеспечить получение катета шва, назначенного конструктором при расчете прочности или по конструктивным соображениям. По заданному катету шва определяют площадь поперечного сечения наплавленного металла при получении плоского шва:
Л, = Л2/2.
Выбрав диаметр электрода по допускаемой плотности, определяют величину сварочного тока и скорость сварки, обеспечивающую при данной величине сварочного тока требуемую площадь наплавки F„ по формуле (19).
Получение швов с плоской вогнутой или выпуклой поверхностью зависит от соотношения между величиной сварочного тока и скоростью сварки. При сравнительно невысоких токах и больших скоростях сварки получаются вогнутые швы; наоборот, при сварке на больших токах и невысоких скоростях получаются выпуклые швы. На рис. 102, построенном в координатах сила тока — скорость, область режимов, при которых получаются выпуклые швы, отделена от области
Усв
Рис. 102. Влияние силы тока и скорости сварки на форму поверхности угловых швов
режимов, дающих вогнутые швы, прямой линией, описываемой уравнением
/Кр = /о Ч- (36)
где /1ф — критический ток, т. е. такой сварочный ток, при котором для данной скорости сварки получается тпов с плоской поверхностью; 70 — условный критический ток при нулевой скорости сварки; для автоматической и полуавтоматической
196
сварки Io — 350 А; т — коэффициент, характеризующий наклон прямой (36).
Диаметр электрода, мм........... 2 3 4 5
т, А ч/м...................... 2 4,5 7 10
Если 1СВ = /кр, то получается шов с плоской поверхностью; если 1СВ <Z /кр — шоп с вогнутой поверхностью; если /св > 1ар — шов с выпуклой поверхностью.
По формуле (34) находят значение напряжения дуги и по (24) коэффициент формы провара, при этом необходимо иметь в виду, что напряжение дуги следует выбирать ближе к нижнему пределу диапазона оптимальных значений. Определив погонную энергию qn, находят глубину провара и другие размеры шва при сварке стыкового бесскосного соединения на принятом режиме.
Полагая, как и в предыдущих случаях, что общая высота шва при наплавке и сварке с разделкой кромок остается при данном режиме неизменной, полученное значение С и будет общей высотой углового шва.
Тогда можно определить глубину проплавления Но (рис. 101):
Н0 = С-С’;
высота наплавленного металла С (полагая а — 90°)
Зная Но, можно определить глубину проплавления вертикальной стенки тавра п = (0,8 — 1,0) Но.
Если предъявляется требование обеспечить сплошной провар стенки тавра, а при максимально допустимой плотности тока обеспечить требуемую глубину проплавления невозможно, то прибегают к разделке кромок. Если весь наплавленный одним
проходом металл размещается в разделке, общую высоту заполнения можно рассчитать по формуле (35). Если же наплавленный металл при выполнении сварки одним проходом не размещается в разделке, то общая высота наплавленного металла с = с\ + с'.г (рис. 103). Согласно этому
/п_= /г/cos а, где h — глубина разделки.
с[ = т cos ; Fr — (с()2 lg ;
F2=FH-Fl.
Рис. 103. Поперечное сечение наплавленного металла при сварке углового шва с разделкой кромок
197
Так как площадь F2 представляет собой трапецию, то
F2 = ^+^c;: (37)
Cj = 2 in sin ;
«2 = ?i + c' [ tg (90- 2 , + |•
После подстановки значений и e2 в уравнение (37) получим формулу
2ел + с', ^90 — “ j + tg 1 j
^2 ~' 2 — С2’
которая преобразуется в уравнение вида
•4 (са)2 Н~ Вс2 -[- D = 0, (38)
где коэффициенты А, В и D при отсутствии зазора 4=tg(90-|Utgf = ^; (39)
\ ! Cj J3111 cc
B = 2ci; Z) = — 2F2. (40)
Если между стенкой тавра и полкой имеется зазор величиной Ь, то коэффициент Л и В в уравнении (38) определяют по формулам (39) и (40), а коэффициент D — по формуле
B==-^r + m2sinf -2ВН. cos 2
Суммируя cj и с'г, находят высоту наплавленного металла С', а зная общую высоту шва С (рассчитанную при наплавке на данном режиме), определяют глубину проплавления притупления и тем самым решают вопрос о пригодности принятого режима для обеспечения сплошного провара стенки тавра.
§ 6. РАСЧЕТНАЯ ОЦЕНКА ОЖИДАЕМЫХ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛА ШВА
Прочность и работоспособность сварного соединения зависят от его формы и соотношения механических свойств металла шва, околошовной зоны (обычно зоны термического влияния) и основного металла.
При оценке ожидаемых механических свойств металла шва необходимо учитывать действие следующих технологических факторов: долю участия основного металла в формировании шва и его химический состав; тип и химический состав сварочных материалов; метод и режим сварки; тип соединения и число проходов (слоев) в сварном шве; размеры сварного соединения; вели
198
чину пластических деформаций растяжения в металле шва при его остывании.
Влияние элементов, входящих в основной металл, участвующий в образовании шва, может быть значительным. Не учитывать это влияние нельзя. Роль химического состава сварочных материалов очевидна — подбором сварочных материалов можно регулировать химический состав и механические свойства металла шва в самых широких пределах.
Метод сварки определяет тип защиты, ее химическую активность, а режим сварки изменяет долю основного металла, объем жидкого флюса, участвующих в химических реакциях, что, естественно, влияет на химический состав металла шва и его свойства.
Тип соединения и число слоев влияют на химический состав металла шва, так как они определяют долю участия сварочных материалов в формировании шва и характер химико-металлургических процессов в зоне сварки.
Размеры сварного соединения влияют на характер температурного поля и термического цикла, определяя также существенные для формирования механических свойств металла шва характеристики: наибольшую температуру нагрева Ттах, длительность выдержки металла в интервале температур выше критических tB и скорость его охлаждения шохл.
Пластические деформации растяжения влияют в основном только на величину предела текучести металла шва, повышая отношение от ш/ов ш до величины 0,75—0,8 вместо обычных для прокатной стали отношений 0,65—0,7.
В связи с этим недостаточно выбирать режим сварки и наплавки только по показателям сплошности, правильного формирования, отсутствия дефектов, устойчивости и производительности процесса. Необходимо выбирать такие режимы, которые, обеспечивая указанные выше требования, способствовали бы также получению благоприятных структур и механических свойств металла шва и з. т. в.
На основании изучения всех факторов, влияющих на механические свойства металла шва, разработаны приближенные способы оценки ожидаемых механических свойств, многократная проверка которых показала, что расчетные характеристики металла шва по сравнению с экспериментальными определяются с точностью ± 10—15%.
При сварке пизкоуглеродистых сталей обычными методами химический состав металла шва, характеризуемый эквивалентным содержанием углерода Сэи1, незначительно отличается от химического состава основного металла, характеризуемого также эквивалентным содержанием углерода Сэо- Для этих сталей Сэ0 = 0,21 -4- 0,35%иСэш = 0,20 -4- 0,30%. Механические свойства металла шва зависят в основном только от скорости его охлаждения и пластических деформаций растяжения, возникающих в металле шва при его остывании.
1У9
Существенное влияние скорости охлаждения металла шва на его механические свойства связано с известными в металловедении особенностями распада переохлажденного аустенита, с образованием вместо равновесного перлита (содержащего 0,83% С) псевдоэвтектоида, имеющего неравновесный состав и более мелкую структуру. Кроме того, наряду с уменьшением количества углерода в псевдоэвтектоиде феррит обогащается углеродом,
Рпс. 104. Изменение относительных характеристик механических свойств металла шва в зависимости от скорости его охлаждения
становится также неравновесным и изменяет свои свойства. Измельчаются зерна псевдоэвтектоида и феррита.
Таким образом, с увеличением скорости охлаждения металла шва вместо сравнительно мягких равновесных структур ферритно-перлитной стали происходит образование неравновесных, мелкодисперсных структур сорбита, тростита и бейнита, что приводит к заметному повышению прочности и уменьшению пластичности металла шва. Аналогичное явление происходит в сталях, которые с целью повышения их прочности подвергают процессу так называемого термического упрочнения.
Используя график, приведенный на рис. 104, па котором показано изменение безразмерных коэффициентов, влияющих на характеристики металла шва/(///?), /(ов), (f от) и /(ф) в зависимости от скорости остывания шва, можно рассчитать ожидаемые характеристики металла шва. Зная механические свойства основного металла и режим сварки, рассчитывают скорость охлаждения шохл» по графику7 определяют соответствующие безразмерные коэффициенты и определяют ожидаемые механические свойства металла шва по очевидным формулам:
Ов. ш — / (о*в) Ов_ oj <Тт. щ -— f (о?) <JT> 0J Фш = /(Ф) фо» ВВШ = f (о>в) ПВ0-, 6Ш = 0,43фш,
где стГ1П, отш, фш, НВШ, 6Ш — соответствующие характеристики металла шва, а ов 0, от0, ф0, ВВ0 — предел прочности, предел текучести, относительное поперечное сужение и твердость основного свариваемого металла.
Для легированных сталей необходимо учитывать более точно химический состав металла шва (рис. 105). Изучая комплексное легирование металла шва с пределом легирования:
200
Рис. 405. Влияние легирующих элементов на свойства стали
С <0,3%; Si <1,0%; Мп < 2,5%; Сг < 3,0%;
Ni <3,0%; Мо <1,0%; Си < sS 3,0%; Al < 0,75%; Ti <
0,35%; W < 2,0%, установлено, что для данного диапазона легирования изменение механических свойств металла шва пропорционально концентрации легирующих элементов и что при комплексном их легировании действие всех элементов подчи
няется закону аддитивности.
Непосредственное определение механических характеристик металла швов позволило установить коэффициенты влияния каждого элемента и составить эмпирические уравнения для расчета ожидаемых механических характеристик металла сварных низколегированных швов в следующем виде:
для предела прочности шва, кгс/мм2
ов ш = 4,8 + 50С + 25,2Mn +17,5Si + 23,9Cr + 7,7Ni + + 8W + 70Ti + 17,6Сп 4- 29А1 + 16,8Мо (41)
для относительного удлинения шва, %
бш = 50,4 - [21,8С + 15Мп + 4 9Si + 2,4Ni + 5,8Сг + 4-6,2Cu4-2,2W4-6,6Ti] -1-17,1 Al 4- 2,7Мо (42)
201
Рис. 106. Коэффициенты, учитывающие влияние скорости остывания низколегированного металла шва на его механические свойства
для ударной вязкости шва при Т = 20° С, кгс • м/см1 2
ав ш = 23,3 — [25,7С-]-6,4Мп + -|-8,4Si-|-2,4Cr-}- l,6Ni 4-
4- 4Cu + 0,5W 4-1,4Mo + + 15,4Ti] + 18AI (43)
для предела текучести шва
°т. ш — 6, 7о<тв ш; (44)
для относительного поперечного сужения
фш = 2,326ш. (45)
В этих формулах значение каждого компонента принято в процентах.
Формулы (41)—(45) справедливы при условии, что концент
рация отдельных элементов лежит в указанных выше пределах, суммарное содержание всех легирующих элементов не превышает 5% и скорость охлаждения металла шва не превышает 2° С/с (т. е. отсутствует эффект закалки). Кри больших скоростях охлаждения необходимо учитывать эффект закалки, используя данные рис. 106, на котором эффект закалки в зависимости от скорости охлаждения приведен для двух эквивалентных содержаний углерода С8 = 0,26 и Сэ = 0,57. Для промежуточных значений Св реко-
Рпс. 107. Зависимость полного теплового к. п. д. от скорости сварки и плотности тока в электроде (механизированная сварка под флюсом):
1 — 25 А/мм2; 2 — 30 А/мм2; 5 — 40 А/мм2; 4 — 80 А/мм2; 5 — 160 А/мм2;
6 — 250 А/мм2
202
лептпое содержание углерода в шве подсчитывают по формуле
r, г, , Мп , Сг , \ , Mo , Ni , Си , Р
5 + -5 + 4 + 15 "Г 13 + 2 '
где С, Мп, Cr, V, Мо и т. д. — процентное содержание легирую-
щих элементов в металле шва. Медь и фосфор учитывают только в том случае, если концентрация меди больше 0,5%, а фосфора больше 0,05 %. Для определения химического состава металла шва можно воспользоваться правилом смешения.
Площадь наплавки можно рассчитать но уравнению (19), а площадь провара — по формуле
= 0,95-10-*.
lcb
Полный тепловой к. п. д. цПр зависит главным образом от скорости сварки и плотности тока в электроде (рис. 107).
VI
ГЛАВА
ТЕХНОЛОГИЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ И НИЗКОУГЛЕРОДИСТЫХ НИЗКОЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
§ 1. СОСТАВ И СВОЙСТВА
Сталь — это железный сплав, содержащий до 2% С. В углеродистых конструкционных сталях, широко используемых в машиностроении, судостроении и др., содержание углерода обычно составляет 0,06—0,9%. Углерод является основным легирующим элементом и определяет механические свойства этой группы сталей. Повышение его содержания в стали усложняет технологию сварки и затрудняет возможности получения равнопрочного сварного соединения без дефектов.
По степени раскисления сталь изготовляют кипящей, спокойной и полуспокойной (соответствующие индексы «кп», «сп» и «нс»). Кипящую сталь, содержащую не более 0,07% Si, получают при неполном раскислении металла. Сталь характеризуется резко выраженной неравномерностью распределения серы и фосфора по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Кипящая сталь склонна к старению в околошовной зоне и переходу в хрупкое состояние при отрицательных температурах. В спокойной стали, содержащей не менее 0,12% Si, распределение серы и фосфора более равномерно. Эти стали менее склонны к старению. Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталью.
Стали с содержанием до 0,25% С относятся к низкоуглеродистым. По качественному признаку углеродистые стали разделяют на две группы: обыкновенного качества и качественные.
Сталь обыкновенного качества поставляют без термообработки в горячекатаном состоянии. Изготовленные из нее конструкции обычно также не подвергают последующей термообработке. Эта сталь поставляется по ГОСТ 380—71 на сталь углеродистую обыкновенного качества, ГОСТ 5520—69 на сталь для котлостроения, ГОСТ 5521—76 на сталь для судостроения и т. д. (табл. 42).
204
Таблица 42. Химический состав некоторых низкоуглеродистых конструкционных сталей, %
Марка стали гост С Мп Si
ВСт1кп 380- 71 0,06—0,12 0.25 -0,50 не более 0,05
ВСт1пс 0,06 -0,12 0,25—0.50 0.05—0,17
ВСт1сп 0.06—0,12 0,25—0.50 0.12—0,30
ВСт2кп 0.09—0,15 0.25 -0.50 по более 0,07
ВСт2пс 0,09-0,15 0,25-0,50 0,05—0,17
БСт2са 0,09—0.15 0,25-0.50 0.12—0,30
ВСтЗпс 0,14—0.22 0,40—0.65 0,05—0.17
ВСтЗсп 0,14—0,22 0,40—0,65 0,12—0,30
10 1050 74 0,07—0.14 0.35 -0.65 0.17—0.37
15 0.12—0.19 0,35—0,65 0.17—0,37
20 0,17—0,24 0,35 —0,65 0,17—0,37
15Г 1050 74 0.12—0.19 0.70—1,00 0.17—0.37
20Г 0,17—0.24 0,70- 1,00 0,17—0,37
12К 5520—69 0,08—0.16 0.40—0.70 0.17-0.37
15К 0.12—0.20 0.35—0.65 0.15 -0.30
16К 0,12—0,20 0.45—0.75 0,17—0.37
18К 0 14—0.22 0,55—0.85 0.17 -0,37
20К 0,16—0,24 0,35-0,55 0,15—0,30
С 5521—67 0,14 0,20 0,50—0,80 0,12-0,35
Примечания: 1. Содержание фосфора не более 0,04%, в стали 10 не более 0,035%. 2. Содержание серы в сталях группы ВСт не более 0,05%, в сталях остальных групп нс более 0,04%. 3. Содержание хрома, никеля, меди в сталях группы ВСт и К нс более 0,30%, в сталях марок 15 и 20, 15Г и 2СГ содержание никеля и хрома 0,25%. В стали 10 содержание хрома 0,15%, никеля 0,25%. 4. Содержание мышьяка не более 0,05%. В сталях, выплавленных на базе керченских руд, допускается содержание мышьяка до 0,15%, фосфора до 0,05%.
Углеродистая сталь обыкновенного качества в соответствии с ГОСТ 380—71 подразделяется на три группы. Сталь группы А для производства сварных конструкций не используют. Сталь группы Б поставляют по химическому составу, а группы В — по химическому составу и механическим свойствам. Сталь марок ВСт1, ВСт2, ВСтЗ всех степеней раскисления и ВСтЗпс, а по требованиям заказчика и сталь марок БСт1, БСт2 всех степеней раскисления и БСтЗГпс поставляют с гарантией свариваемости. Обычно для ответственных конструкций используют сталь группы В. Углеродистую качественную сталь с нормальным и повышенным (марки 15Г и 20Г) содержанием марганца поставляют по ГОСТ 1050—74 (табл. 42). Она содержит пониженное количество серы. Стали этой группы для изготовления конструкций обычно приме
205
няют в горячекатаном состоянии и в меньшем объеме — после термообработки, нормализации или закалки с отпуском (термоупрочнение). Механические свойства этих сталей зависят от термообработки (табл. 43 и 44).
Таблица 43. Механические свойства некоторых нпзкоуглеродистых сталей в холодном состояшш
Марка стали Временное сопротивление ов, кгс/мм2 Предел текучести o,f, (кгс/мм2) для толщин, мм Относительное удлинение С5 (%), для толщин, мм
До 20 20-40 40-100 Свыше 100 До 20 20-40 Свыше 40
BCtIkh 31 -40 35 34 32
BCtIiic BCrlcn 32-42 — — — — 34 33 31
ВСт2кп 33—42 22 21 20 19 33 32 30
ВСт2пс ВСт2сп 34-44 23 22 21 20 32 31 29
ВСтЗкп 37-47 24 23 22 20 27 26 24
ВСтЗсп 38-49 25 24 23 21 26 25 23
ВСтЗГпс 38 50 25 24 23 21 26 25 23
10 34 21 — — — 31 —.
15 38 23 — — — 27 —
20 42 25 — —. — 25 — —
15Г 42 25 — — —- 26 — —,
20Г 46 28 — — — 24 — —
Примечание. Для сталей марок из нормализованных заготовок.
10, 15, 20, 16Г и 20Г определены на образцах
Таблица 44. Ударная вязкость некоторых низкоуглеродистых конструкционных сталей
Марка стали Вид проката стали Расположение образца относительно проката Толщина, мм Ударная вязкость пн (не менее), кге • м/см2
При температуре °C после механического старения
+20 -20
ВСтЗпс Листовая Поперек 5—9 8 4 4
10-25 7 3 3
26—40 5 — —
ВСтЗсп Широкополое- Вдоль 5-9 10 5 5
пая 10-25 8 3 3
26- -40 7 —
Листовая Поперек 5—9 8 4 4
10-30 7 3 3
31—40 5 — —
ВСтЗГпс Широкополое- Вдоль 5—9 10 5 5
ная 10 -30 8 3 3
31-40 7 — —
206
Легированными называются стали, содержащие специально введенные элементы. Марганец считается легирующим компонентом при содержании его в стали более 0,7% по нижнему пределу, а кремний свыше 0,4%. Поэтому углеродистые стали марок ВСтЗГпс, 15Г и 20Г (табл. 42) с повышенным содержанием марганца соответствуют низколегированным конструкционным сталям. Легирующие элементы, вводимые в сталь, вступая во взаимодействие с железом и углеродом, изменяют ее свойства. Это повышает механические свойства стали и, в частности, снижает порог хладноломкости. В результате появляется возможность снизить массу конструкций.
Таблица 45. Химический состав некоторых низкоуглеродпетых низколегированных конструкционных сталей
Марка стали ГОСТ Химический состав, % Тип стали
с Si Мн Прочие
14Г 19Г 09Г2 14Г2 18Г2 5058—65 0,12—0,18 0,16—0.22 0,12 0,12-0,18 0,14—020 0.17-0.37 0.17-0,37 0.17-0,37 0.17-0 Д7 0,25-0,55 0,7-1,0 ОД—1.15 1,4-1,8 1.2-1,6 1,2-1,6 Сг < 0,3 Ni < 0,3 Марганцевые
12ГС 16ГС 17ГС 0020 10Г2С1 5058—65 0,09—0,15 0,12—0,18 0,14-0.20 0,12 0,12 0.5-0,8 0,4-0,7 0,4-0.6 0.5—0,8 0.0—1.2 0.8-1,2 0,9—1,2 1,0-1,4 1,3-1.7 1,3—1,65 Сч < ОД Кремнемарганцовые
10Г2С1Д 5521—76 0,12 0,8-1,1 1,3-1,65 Си = 0.15 — 0,3 N <0,3 Сг < ОД Кремнемар-гапцово-медистые
15ГФ 5058—65 0,12-0,18 0,17-0,37 0,9-1,2 V = 0,05 4- 0,10 Маргапцово-ванадиевая
14ХГС 5058—65 0,11-0,16 0,4-0,7 0,9-1,3 Сг = 0,5 — 0,8 Ni < ОД Си < ОД Хромокремне-марганцовая
10ХСНД 15ХСНД 5058-65 < 0,12 0,12—0,18 0,8-1,1 0,4-0,7 0,5—0,8 0,4-0,7 Сг = 0,6 —0,9 Ni = 0,5 — 0,8 Си = 0,4 —0,65 Сг = 0.6 —0,9 Ni = 0.3 —0,6 Си = 0,2 4- 0,4 Хромокремне-никеле-медистые
Примечание: Содержание серы и фосфора не Солее 0,035%.
При производстве сварных конструкций широко используют пизкоуглеродистые низколегированные конструкционные стали (табл. 45 и 46). Суммарное содержание легирующих элементов в этих сталях обычно не превышает 4,0%, а углерода 0,25%. Низколегированные стали в зависимости от вводимых в сталь
207
легирующих элементов разделяют на марганцевые, кремнемарганцевые, хромокремнепикелемедистые и т. д.
Таблица 46. Механические свойства некоторых низкоуглеродистых низколегированных конструкционных сталей в состоянии поставки
Марка стали ап при температуре —40 °C, кгс - м/см2 °в; «т Св, % Марка стали а при температуре -40 °C, кгс м/см2 °в °т С„, %
Нс менее, кгс/мм2 Нс м кгс енее, 'мм2
14Г 3.5 46 29 21 09Г2С 4,0 50 35 21
19Г 3.5 48 32 22 10Г2С 4,0 52 38 21
09Г2 3.0 45 31 21 15ГФ 4,0 52 38 21
14Г2 3,5 47 34 21 10Г2С1Д — 50 35 18
18Г2 4,0 52 36 21 14ХГС 4,0 50 35 22
12ГС — 47 32 26 10ХСНД 5.0 54 40 19
16ГС 4.0 50 33 21 15ХСНД 3,0 50 35 21
Примечал и е. Прокат толщиной 4—10 мм.
Наличие марганца в сталях повышает ударную вязкость и хладноломкость, обеспечивая удовлетворительную свариваемость. По сравнению с другими низколегированными сталями марганцевые позволяют получить сварные соединения более высокой прочности при знакопеременных и ударных нагрузках. Введение в низколегированные стали небольшого количества меди (0,3— 0,4%) повышает стойкость стали против коррозии атмосферной и в морской воде. Для изготовления сварных конструкций низколегированные стали используют в горячекатаном состоянии. Термообработка значительно улучшает механические свойства стали, которые однако зависят от толщины проката. При этом может быть достигнуто значительное снижение порога хладноломкости. Поэтому в последние годы некоторые марки низколегированных сталей для производства сварных конструкций используют после упрочняющей термообработки.
§ 2. ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВНОЙ ЗОНЫ
В сварочной ванне расплавленные основной и, если используют, дополнительный металлы перемешиваются. По мере перемещения источника теплоты вслед за ним перемещается и сварочная ванна. В результате потерь теплоты на излучение, теплоотвод в изделие, а при электрошлаковой сварке — и в формирующие ползуны в хвостовой части ванны происходит понижение температуры расплавленного металла, который, затвердевая, образует сварной шов. Форма и объем сварочной ванны зависят от способа сварки и основных параметров режима. Ее объем может составлять от миллиметров до сотен кубических сантиметров.
208
15 результате этого изменяются и условия затвердевания (кристаллизации) металла сварочной ванны, которые также зависят от условий теплоотвода, т. е. от толщины свариваемого металла, типа сварного соединения, способа сварки, наличия шлака на поверхности сварочной ванны и т. д. Таким образом, названные выше условия определяют и неодинаковое время существования в расплавленном со-
Затвердевший. металл
Жидкий металл
Основной металл
Граница сплавления
Рис. 108. Строение зоны плавления
различных участках
металла сварочной с нерасплавившимся
стоянии металла в сварочной ванны.
Кристаллизация ванны у границы основным металлом (границы сплавления) протекает очень быстро. По мере удаления от нее к центру ванны длительность пребывания металла в расплавленном состоянии увеличивается. Переход металла из жидкого в твердое состояние —
первичная кристаллизация на границе сплавления начинается от частично оплавленных зерен основного или ранее наплавленного металла (рис. 108) в виде дендритов, растущих в направлении, обратном теплоотводу, т. е. в глубь сварочной ванны. Таким образом, возникают общие зерна. При многослойной сварке, когда кристаллизация начинается от частично оплавленных зерен предыдущего шва, возможно прорастание кристаллов из слоя в слой — образуется транскрпсталлитиая структура.
В различные этапы кристаллизации металла сварочной ванны и роста дендритов состав кристаллизующего жидкого металла не одинаков. Первые порции металла менее загрязнены примесями, чем последние. В результате образуется зональная и впут-ридепдритиая химическая неоднородность металла. Неоднородность химического состава в различных участках одного дендрита, когда его поверхностные слои более загрязнены примесями — внутридендритная ликвация, имеет преимущественное развитие в сварном шве. Ликвация в сварном шве зависит от его химического состава, формы сварочной ванны и скорости кристаллизации. Способ сварки оказывает существенное влияние
па развитие ликвации.
Первичная кристаллизация металла сварочной ванны имеет прерывистый характер, вызванный выделением перед фронтом кристаллизации скрытой теплоты кристаллизации. Это приводит к характерному слоистому строению шва и появлению ликвации в виде слоистой неоднородности, которая в наибольшей степени проявляется вблизи границы сплавления. Слоистая ликвация также зависит от характеру и скорости кристаллизации металла сварочной ванны. Слоистая и дендритная ликвации уменьшаются при улучшении условий диффузии ликвирующих элементов в твердом металле.
209
Образовавшиеся в затвердевшем металле шва в результате первичной кристаллизации столбчатые кристаллиты имеют аустенитную микроструктуру (диаграмма состояния системы Fe—С сплавов на рис. 109, справа). При дальнейшем охлаждении металла, при температуре аллотропического превращения Ас3 начинается процесс перестройки атомов пространственной решетки — перекристаллизация. В результате перекристаллизации происходит распад части аустенита и превращение его в феррит. Так как растворимость углерода в феррите меньше, чем в аустените, выделяющийся углерод вступает в химическое соединение с железом, образуя цементит.
Дальнейшее охлаждение стали ниже температуры превращения Лсг приводит к образованию эвтектоидной смеси феррита и цементита — перлита. Вторичная кристаллизация сопровождается значительным увеличением числа зерен, так как в пределах первичного зерна аустенита образуется несколько зерен перлита и феррита. Это благоприятно влияет на механические свойства стали. С увеличением в стали содержания углерода количество перлита возрастает. Одновременно может наблюдаться и рост величины зерен. Количество и строение перлитной фазы зависит также от скорости охлаждения металла шва.
Жидкость
Участок перегрева
Участок неполной перекристаллизации
Участок нормализации (перекристаллизации )
НизкоцглероВистая сталь
Металл шва
Участок неполного расплавления
Ас.
Низколегированная сталь
Участок § закалки | * g
Рис. 109. Строение зовы термического влияния сварного шва при дуговой сварке пизкоуглеродпетой и низколегированной сталей
Участок отпуска
Участок рекристаллизации
Участок старения
Аустенит
210
При некоторых условиях может образоваться видманштеттова структура, характеризующаяся выделением феррита из аустенита не только по границам зерен, но и ио кристаллографическим плоско-сгям отдельных кристаллитов. Видманштеттова структура в сварных соединениях не желательна, так как снижает их механические свойства. Металл шва при комнатной температуре и обычных для сварки скоростях охлаждения в области температур перекристаллизации имеет ферритно-перлитную или сорбитообразную структуру.
Теплота, выделяемая при сварке, распространяется вследствие теплопроводности в основной металл. Этот процесс характеризуется термическим циклом. В каждой точке околошовной зоны температура вначале нарастает, достигая максимума, а затем снижается. Чем ближе точка расположения к границе сплавления, тем быстрее происходит нагрев металла в данном участке и тем выше максимальная температура, достигаемая в нем. При значительном удалении от шва нагрев основного металла практически не происходит.
Таким образом, различные участки основного металла характеризуются различными максимальными температурами и различными скоростями нагрева и охлаждения, т. е. подвергаются своеобразной термообработке. Поэтому структура и свойства основного металла в различных участках сварного соединения различны. Зону основного металла, в которой под воздействием термического цикла при сварке произошли фазовые и структурные изменения, называют зоной термического влияния. Характер этих превращений и протяженность зоны термического влияния зависят от состава и теплофизических свойств свариваемого металла, способа и режима сварки, типа сварного соединения и т. п.
На рис. 109 слева показаны поперечное сечение стыкового сварного соединения при однослойной сварке низкоуглеродистой стали, кривая распределения температур по поверхности сварного соединения в момент, когда металл шва находится в расплавленном состоянии, и структуры различных участков зоны термического влияния шва после сварки, образованные в результате действия термического цикла сварки. Эта схема — условная, так как кривая распределения температур по поверхности сварного соединения во время охлаждения меняет свой характер.
На участке неполного расплавления объемы металла нагревались в интервале температур между солидусом и ликвидусом, что приводило к частичному расплавлению (оплавлению) зерен металла. Пространство между нерасплавившимися зернами заполнено жидкими прослойками, связанными с металлом сварочной ванны. Поэтому в него могли проникать и элементы, вводимые в металл сварочной ванны. В результате состав металла на этом участке может отличаться от состава основного металла, а за счет иерасплавившихся зерен основного металла — и от состава металла шва.
211
Слоистая ликвация способствует увеличению химической неоднородности металла на этом участке по сравнению с металлом шва. Состав и структура металла в этой зоне зависят также от диффузии элементов, которая может проходить как из основного нерасплавившегося металла в жидкий металл, так и наоборот. Этот участок по существу и является местом сварки. Его протяженность зависит от состава и свойств металла, способа сварки и обычно не превышает 0,5 мм, но свойства металла в нем могут оказывать решающее влияние на свойства всего сварного соединения.
На участке перегрева металл нагревался в интервале температур от 1100—1150°С до линии солидуса. Металл, нагревавшийся выше температуры Ас3, полностью переходит в состояние аустенита, при этом происходит рост зерна, размеры которого увеличиваются тем больше, чем выше температура металла. Даже непродолжительное пребывание металла при температурах свыше 1100° С приводит к значительному увеличению размера зерен. Крупнозернистая структура металла на этом участке перегрева после охлаждения может привести к образованию неблагоприятной видманштеттовой структуры. Металл, нагретый незначительно выше температур Аса, имеет мелкозернистую структуру с высокими механическими свойствами. Этот участок называется участком нормализации (перекристаллизации). На участке неполной перекристаллизации металл нагревался до температуры между Аг и Ас3. Поэтому он характеризуется почти неизменным ферритным зерном и некоторым измельчением и сфероидизацией перлитных участков.
Металл, нагревавшийся в интервале температур 500—550° С до Асг (участок рекристаллизации), по структуре незначительно отличается от основного. Если до сварки металл подвергался пластической деформации, то при нагреве в нем происходит сращивание раздробленных зерен основного металла — рекристаллизация. При значительной выдержке при этих температурах может произойти значительный рост зерен. Механические свойства металла этого участка могут несколько снизиться вследствие разупрочнения ввиду снятия наклепа.
При нагреве металла в интервале температур 100—500° С (участок старения) его структура в процессе сварки не претерпевает видимых изменений. Однако в некоторых сталях, содержащих повышенное количество кислорода и азота (обычно кипящих), их нагрев при температурах 150—350° С сопровождается резким снижением ударной вязкости и сопротивляемости разрушению.
Многослойная сварка ввиду многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет строение и структуру зоны термического влияния. При сварке длинными участками после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску.
212
Рис. 110. Строение металла шва при электро-шлаковой сварке
1 i У
в) S)
При сварке короткими участками шов и околошовная зона длительное время находятся в нагретом состоянии. Помимо изменения структур, это увеличивает и протяженность зоны термического влияния. Последующие слои термически воздействуют на ранее наплавленные швы, имеющие структуру литого металла, и создают в них зову термического влияния, строение и структура которой значительно отличаются от зоны термического влияния в основном металле, подвергавшемся прокатке. Эта зона на участке перегрева обычно не имеет крупного зерна и характеризуется мелкозернистыми структурами с повышенными пластическими свойствами.
Структура металла швов при электрошлаковой сварке может характеризоваться наличием трех зон (рис. 110, с): зона 1 крупных столбчатых кристаллов, которые растут в направлении, обратном отводу теплоты; зона 2 тонких столбчатых кристаллов с меньшей величиной зерна и несколько большим их отклонением в сторону теплового центра; зона 3 равноосных кристаллов, располагающаяся посередине шва. В зависимости от способа электрошлаковой сварки, химического состава металла шва и режима сварки может быть получено различное строение швов. Повышение содержания в шве углерода и марганца увеличивает, а уменьшение интенсивности теплоотвода уменьшает ширину зоны 1.
Направленность кристаллизации зависит от коэффициента формы шва. При его увеличении за счет уменьшения скорости подачи электродной проволоки (рис. 110, б) происходит отклонение роста кристаллов в сторону теплового центра сварочной ванны. Подобные швы имеют повышенную стойкость против кристаллизационных трещин. Медленное охлаждение швов при электрошлаковой сварке в интервале температур фазовых превращений способствует тому, что их структура характеризуется грубым ферритно-перлитным строением с утолщенной оторочкой феррита по границам кристаллов.
Термический цикл околошовной зоны при электрошлаковой сварке характеризуется длительным ее нагревом и выдержкой при температурах перегрева и медленным охлаждением. Поэтому
213
в ней могут образовываться грубые видманштеттовы структуры, которые по мере удаления от линии сплавления сменяются нормализованной мелкозернистой структурой. В зоне перегрева может наблюдаться падение ударной вязкости, что устраняется последующей термообработкой (нормализация с отпуском). Термический цикл электрошлаковой сварки, способствуя распаду аустенита в области перлитного и промежуточного превращений, благоприятен при сварке низколегированных сталей, так как способствует подавлению образования закалочных структур.
Основным фактором, определяющим после окончания сварки конечную структуру металла в отдельных участках зоны термического влияния, является термический цикл, которому подвергался металл этого участка при сварке. Решающими факторами термического цикла сварки являются максимальная температура, достигаемая металлом в рассматриваемом объеме, и скорость его охлаждения. Ширина и конечная структура различных участков зоны термического влияния определяются способом и режимом сварки, составом и толщиной основного металла. Общая протяженность зоны термического влияния может достигать 30 мм. При более концентрированных источниках теплоты протяженность зоны меньше.
Рассмотренное разделение зоны термического влияния — приближенно. При переходе от одного структурного участка к другому имеются промежуточные структуры. Кроме того, диаграмму железо — углерод мы рассматривали статично, в какой-то момент существования сварочной ванны. В действительности температура в точках зоны термического влияния изменяется во времени в соответствии с термическим циклом сварки.
Повышение прочности низколегированных сталей достигается легированием их элементами, которые растворяются в феррите и измельчают перлитную составляющую. Наличие этих элементов при охлаждении тормозит процесс распада аустенита и действует равносильно некоторому увеличению скорости охлаждения. Поэтому при сварке в зоне термического влияния на участке, где металл нагревался выше температур Aclt при повышенных скоростях охлаждения могут образовываться закалочные структуры. Металл, нагревавшийся до температур значительно выше Лс3, будет иметь более грубозернистую структуру.
При сварке термически упрочненных сталей на участках рекристаллизации и старения может произойти отпуск металла с образованием структуры сорбита отпуска и понижением прочностных свойств металла. Технология изготовления сварных конструкций из низколегированных сталей должна предусматривать минимальную возможность появления в зоне термического влияния закалочных структур, способных привести к холодным трещинам, особенно при сварке металла больших трещин. При сварке термически упрочненных сталей следует принимать меры, предупреждающие разупрочнение стали на участке отпуска.
214
§ 3. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Рассматриваемые стали обладают хорошей свариваемостью. Технология их сварки должна обеспечивать определенный комплекс требований, основные из которых — обеспечение надежности и долговечности конструкций (особенно из термически упрочняемых сталей, обычно используемых при изготовлении ответственных конструкций). Важное требование при сварке рассматриваемых сталей — обеспечение равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном шве. Для этого механические свойства металла шва и околошовной зоны должны быть не ниже нижнего предела соответствующих свойств основного металла.
В некоторых случаях конкретные условия работы конструкций допускают снижение отдельных показателей механических свойств сварного соединения. Однако во всех случаях, особенно при сварке ответственных конструкций, швы не должны иметь трещин, непроваров, пор, подрезов. Геометрические размеры и форма швов должны соответствовать требуемым. Сварное соединение должно быть стойким против перехода в хрупкое состояние. Иногда к сварному соединению предъявляют дополнительные требования (работоспособность при вибрационных и ударных нагрузках, пониженных температурах и т. д.). Технология должна обеспечивать максимальную производительность и экономичность процесса сварки при требуемой надежности конструкции.
Таблица 47. Средний химический состав металла шва, %
Металл с Si Мп
Основной, типа ВСтЗ 0,14—0,22 0,05- 0,30 0,40—0,45
Шва при сварке: покрытыми электродами 0,08—0,13 0.20-0.25 0,30—0.90
под флюсом 0,12—0,18 0.15—0,40 0,65—0,75
в среде углекислого газа 0.10—0.16 0.20—0,47 0.57—0.79
электрошлаковой 0,10—0,16 0,07-0,16 0.45—0,60
Основной, низколегированная сталь 19Г 0,16—0,22 0,17—0,37 0,80—1,15
Шва при сварке: покрытыми электродами 0,09—0,15 0,20-0,30 0,40—1.20
под флюсом 0,10—0.14 0,15-0,30 0,90—1.80
Механические свойства металла шва и сварного соединения зависят от его структуры, которая определяется химическим составом, режимом сварки, предыдущей и последующей термообработкой. Химический состав металла шва при сварке рассматриваемых сталей незначительно отличается от состава основного металла (табл. 47). Это различие сводится к снижению содержа -
215
ния в металле шва углерода для предупреждения образования структур закалочного характера при повышенных скоростях охлаждения. Возможное снижение прочности металла шва, вызванное уменьшением содержания в нем углерода, компенсируется легированием металла через проволоку, покрытие или флюс марганцем, кремнием, а при сварке низколегированных сталей — также и за счет перехода этих элементов из основного металла.
Таким образом, химический состав металла шва зависит от доли участия основного и дополнительного металлов в образовании металла шва и взаимодействий между металлом, шлаком и газовой фазой. Повышенные скорости охлаждения металла шва также способствуют повышению его прочности (рис. 111), однако прп этом снижаются его пластические свойства п ударная вязкость. «Это объясняется изменением количества и строения перлитной фазы. Критическая температура перехода металла однослойного шва в хрупкое состояние практически не зависит от скорости охлаждения. Скорость охлаждения металла шва определяется толщиной свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия.
Влияние скорости охлаждения в наибольшей степени проявляется при дуговой сварке однослойных угловых швов и последнего слоя многослойных угловых и стыковых швов при наложении их на холодные, предварительно сваренные швы. Металл многослойных швов, кроме последних слоев, подвергающийся действию повторного термического цикла сварки, имеет более благоприятную мелкозернистую структуру. Поэтому он обладает более низкой критической температурой перехода в хрупкое состояние.
Рис. 111. Зависимость между скоростью охлаждения и механическими свойствами металла шва прп дуговой сварке пизкоуглеродистых сталей
Рис. 112. Влияние скорости охлаждения при температуре 550° С па механические свойства сталей:
1 — ВСтЗС; 2 — 19Г; 3 — 14Г2
216
Таблица 48. Влияние термообработки на механические свойства стали
Марка Вид термообработки ат> КГС/ММ2 °в-кгс/мм2 % ’Г, %
ВСтЗкв Отжиг Нормализация Закалка в масле Закалка в воде 19,4 25,5 3J.8 42,1 39,3 41.8 50,6 58,8 35.9 32,8 29.4 18,2 61,0 64.1 68,5 67.9
19Г Отжиг . Нормализация Закалка в масле Закалка в воде 26.7 31,9 43.7 47,4 48 53,3 62,2 67,6 34.9 29.8 28.1 16,0 62,9 73.2 53,1
14Г2 Отжиг Нормализация Закалка в масле Закалка в воде 29.4 33,8 52,8 88 50.3 53.2 73.9 101.4 34,9 30,1 23.4 13,6 67.2 65.5 61,6 50,4
Пластическая деформация, возникающая в металле шва под воздействием сварочных напряжений, также повышает предел текучести металла шва.
Обеспечение равнопрочности металла шва при дуговых способах сварки низкоуглеродистых и низколегированных нетермо-упрочпепных сталей обычно не вызывает затруднений. Механические свойства металла околошовной зоны зависят от конкретных условий сварки и от вида термообработки стали перед сваркой.
При сварке низкоуглеродистых горячекатаных (в состоянии поставки) сталей при толщине металла до 15 мм па обычных режимах, обеспечивающих небольшие скорости охлаждения, структуры металла шва и околошовной зоны примерно такие, как было рассмотрено выше (рис. 109). Повышение скоростей охлаждения при сварке па форсированных режимах металла повышенной толщины, однопроходных угловых швов, при отрицательных температурах и т. д. может привести к появлению в металле шва и околошовной зоны закалочных структур на участках перегрева и полной и неполной рекристаллизации.
Как видно из данных табл. 48 и рис. 112, скорость охлаждения для низкоуглеродистых сталей оказывает большое влияние на их механические свойства. При повышении содержания марганца это влияние усиливается. Поэтому даже при сварке горячекатаной низкоуглеродистой стали марки ВСтЗ при указанных выше условиях не исключена возможность получения в сварном соединении закалочных структур. Если сталь перед сваркой прошла термическое упрочнение — закалку, то в зоне термического влияния шва на участках рекристаллизации и старения будет наблюдаться отпуск металла, т. е. снижение его прочностных свойств. Уровень
217
изменения этих свойств зависит от погонной энергии, типа сварного соединения и условий сварки.
При сварке низколегированных сталей изменение свойств металла шва и околошовной зоны проявляется более значительно. Сварка горячекатаной стали способствует появлению (см. рис. 109) закалочных структур на участках перегрева и нормализации. Уровень изменения механических свойств металла больше, чем при сварке низкоуглеродистых сталей. Термообработка низколегированных сталей, наиболее часто — закалка (термоупрочнение) с целью повышения их прочностных показателей при сохранении высокой пластичности (табл. 48) усложняет техно-
логик» сварки. На участках рекристаллизации и старения происходит разупрочнение стали под действием высокого отпуска с образованием структур преимущест-Таблица 49. Влияние погонной энергии венпо троостита ИЛИ сварки на предел прочности сорбита отпуска. Это ов (кге/мм2) сварных соединении 1 J _ термоупрочиенной стали 14ХГС разупрочнение тем боль-. _ _ nie. чем ныптр быпя
Толщина стали, Сталь Сварное соединение при сварке с q/v, кал/см прочность основного металла, полученная по-
мм 4000 2000 еле термообработки. При температурах выше Ас3 разупрочнение обусловлено совместно протекающими процессами
12 20 93,5 100.9 65.1 73,4 73,6 77,6
высокого отпуска и фазовой перекристаллизации. В этих процессах решающее значение имеют скорость охлаждения металла шва (рис. 112) и в первую очередь погонная энергия при сварке (табл. 49).
Таким образом, при сварке низколегированных сталей (особенно термоупрочненных) получение равнопрочного сварного соединения вызывает некоторые трудности и поэтому требует применения определенных технических приемов (сварка короткими участками петермоупрочпенных сталей и длинными термоупрочненных и др.). Протяженность участков зоны термического влияния, где произошло заметное изменение свойств основного металла под действием термического цикла сварки (разупрочнение или закалка), зависит от способа и режима сварки, состава и толщины металла, конструкции сварного соединения др.
Повышение погонной энергии сварки (рис. 113) сопровождается расширением разупрочненной зоны и снижением твердости металла в ней. Это вызвано увеличением объема металла, подвергавшегося высокому сварочному нагреву, и замедлением темпа охлаждения. Кроме того, повышение погонной энергии уменьшает скорость охлаждения в субкритическом интервале температур, что уменьшает количество неравновесных структур (снижает твердость) в прилегающих к шву участках перегрева и полной нерекристал-
218
Рис. 113. Влияние погонной энергии на распределение твердости металла по поперечному сечению шва на стали 14ХГС: a) q/v — 2100 кал/см; 6) q/v = 11 800 кал/см; 1 — шов; II — зона перекристаллизации; 111 — основной металл
лизации. Околошовная зона, где наиболее резко выражены явления перегрева и закалки, — вероятное место образования холодных трещин при сварке низколегированных сталей.
В процессе изготовления конструкций из низкоуглеродистых и низколегированных сталей на заготовительных операциях и при сварке в зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. Попадая при наложении последующих швов под сварочный нагрев до температур около
300е С, эти зоны становятся участками
деформационного старения, приводящего к снижению пластических и повышению прочностных свойств металла и возможному возникновению трещин, особенно при низких температурах или в концентраторах напряжений.
Высокий отпуск при температурах 600—650° С в этих случаях служит эффективным средством восстановления свойств металла (рис. 114). Высокий отпуск применяют и для снятия сварочных напряжений. Нормализации подвергают сварные конструкции
для улучшения структуры отдельных участков сварного соединения и выравнивания их свойств. Термообработка, кроме закалки сварных соединений, в которых шов и околошовная зона
охлаждались с повышенными скоростями, приведшими к образованию на некоторых участках неравновесных структур закалочного характера (угловые однослойные швы, последние проходы, выполненные на полностью остывших предыдущих), приводит к снижению прочностных и повышению пластических свойств металла в этих участках (табл. 48 и 50).
При сварке короткими участками по горячим предварительно наложенным швам
Рис. 114. Свойства стали ВСтЗкп в зависимости от термообработки и деформационного старения:
1 — исходное горячекатаное состояние; 2 — после 10 %-пой деформации растяжением при 250° С; 3 — то же и последующего отпуска при 650° С
219
замедленная скорость охлаждения металла шва и околошовпой зоны способствует получению равновесных структур. Влияние термообработки в этом случае сказывается незначительно. При электрошлаковой сварке, когда скорость остывания металла шва околошовпой зоны сопоставима со скоростями охлаждения при термообработке, последующая термообработка мало изменяет механические свойства металла рассматриваемых зон. Однако нормализация приводит к резкому возрастанию ударной вязкости.
Таблица 50. Влияние термообработки на механические свойства металла шва при сварке низкоуглероднстой стали
Примечание. Состав металла шва: при сварке под флюсом 0,12% С; 0,75% Мп; 0,22% Si; при электрошлаковой сварке 0,14% С; 0,80% Мп; 0,07% Si.
Швы, сваренные на низкоуглеродистых сталях всеми способами сварки, обладают удовлетворительной стойкостью против образования кристаллизационных- трещин. Это обусловлено низким содержанием в них углерода. Однако для низкоуглеродистых сталей, содержащих углерод по верхнему пределу (свыше 0,20%), при сварке угловых швов и первого корневого шва в многослойных швах, особенно с повышенным зазором, возможно образование кристаллизационных трещин, что связано в основном с неблагоприятной формой провара (узкая глубокая форма провара с коэффициентом формы 0,8—1,2). Легирующие добавки в низколегированных сталях могут повышать вероятность образования кристаллизационных трещин.
Низкоуглеродистые и низколегированные стали хорошо свариваются практически всеми способами сварки плавлением.
220
| 'i. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
('пирные соединения для фиксации входящих в них деталей опюсительно друг друга и выдерживания необходимых зазоров веред сваркой собирают в сборочных приспособлениях или при помощи прихваток. Длина прихваток зависит от толщины и изменяется в пределах 20—120 мм при расстоянии между ними 500— КОО мм. Сечение прихваток равно примерно 1/3 сечения шва, но не более 25—30 мм2. Прихватки выполняют обычно покрытыми электродами или полуавтоматами в углекислом газе. Их рекомендуется накладывать со стороны, обратной наложению основного однопроходного шва или первого слоя в многопроходных швах. При сварке прихватки следует переплавлять полностью, так как и них могут образовываться трещины ввиду высокой скорости теплоотвода. Поэтому перед сваркой прихватки тщательно зачищают и осматривают. При наличии в прихватке трещины ее вырубают или удаляют другим способом.
При электрошлаковой сварке детали, как правило, устанавливают с зазором, расширяющимся к концу шва. Взаимное положение деталей фиксируют скобами, установленными па расстоянии 500—1000 мм друг от друга и удаляемыми по мере наложения шва. При автоматических способах дуговой сварки и электрошлаковой сварке в начале и конце шва устанавливают входные и выходные планки для обеспечения сварки начала шва с установившимся термическим циклом (требуемыми размерами шва) и вывода кратера с основного шва.
Сварку стыковых швов вручную или полуавтоматами в защитных газах и порошковыми проволоками обычно выполняют па весу. При автоматической сварке предусматривают применение приемов, обеспечивающих предупреждение прожогов и качественный провар корпя шва. Для предупреждения образования в швах пор, трещин, непроваров и других дефектов свариваемые кромки перед сваркой тщательно зачищают от шлака, оставшегося после термической резки, ржавчины, масла и других загрязнений.
Дуговую сварку ответственных конструкций лучше проводить с двух сторон. Более благоприятные результаты получаются при многослойной сварке. В этом случае, особенно на толстом металле, достигаются более благоприятные структуры в металле шва и околошовной зоне. Однако выбор способа заполнения разделки при многослойной сварке зависит от толщины металла и термообработки стали перед сваркой. При появлении в швах дефектов (пор, трещин, непроваров, подрезов и т. д.) металл в месте дефекта удаляется механическим путем, газопламенной, воздушно-дуговой или плазменной строжкой и после зачистки подваривается.
Следует помнить, что при сварке низколегированных сталей выбор техники и режима сварки влияет на форму провара, долю участия основного металла в формировании шва, а также на его состав и свойства.
221
Ручная дуговая сварка покрытыми электродами
В зависимости от назначения конструкций и типа стали электроды можно выбирать согласно табл. 51. Режим сварки выбирают в зависимости от толщины металла, типа сварного соединения и пространственного положения сварки.
Таблица 51. Марки электродов, применяемых при сварке нпзкоуглеродистых и низколегированных сталей
Назначение электродов Марки электродов Примечание
Сварка пизкоуглеро-дистых сталей ОММ-5, АНО-3, АНО-4. АНО-5, АНО-6, ЦМ-7, ОЗС-З, ОЗС-4, 03C-G, СМ-5, МР-1, РБУ-5, ЭРС-2, КПЗ-32Р АНО-1, ДСК-50, ВСП-1,
Сварка низкоуглеро- Электроды: а) ДСК-50 для
дистых н низколегиро- ВСЦ-2, К-5А, УОНИ-13/45, сталей нпзкоуглеродистых
ванных сталей Сварка ответственных конструкций из низко-углеродистых сталей УП-2/45, СМ 11, ОЗС-2, ОМА-2 МР-3, ЭРС-1 и 14ХГС, 15ХСНД; б) АНО-1 для нпзкоуглеродистых и 09Г2
Сварка ответственных ОМА-2, УОНИ-13/55, УП-1/45, УП-1/55, УП-2/55, Электроды:
конструкций из низко- а) УОН14-13/65 для ста-
углеродистых и низко- АН-7, Э-138/45Н, Э-138/5ОН, лей нпзкоуглеродистых и
легированных сталей ВСН-3, К-5А, ДСК-50 14ХГС; б) Э-138/45Н, Э-138/50Н для ппзко-углеродистых и низколегированных в судостроении; в) ВСН-3 для трубопроводов из стали 10Г2
При сварке корневых швов в разделке па металле толщиной 10 мм и более используют электроды диаметром 3—4 мм. Рекомендуемые для данной марки электрода значения сварочного тока, его род и полярность выбирают согласно паспорту электрода, в котором обычно приведены и его сварочно-технологические свойства, типичный химический состав шва и механические свойства. Рядовые и ответственные конструкции из низкоуглеродистых сталей сваривают электродами типа Э42 и Э46 (табл. 51 и 52).
Прп сварке этих сталей обычно обеспечиваются достаточно высокие механические свойства сварного соединения и поэтому в большинстве случаев не требуются специальные меры, направленные на предотвращение образования в нем закалочных структур. Однако при сварке угловых швов на толстом металле и первого слоя многослойного шва для повышения стойкости металла против кристаллизационных трещин может потребоваться предварительный подогрев до температуры 120—150° С.
222
Таблица 52. Соответствие марок электродов типу электродов
Тип ялектрида по ГОСТ 9467-75 Марки электродов
342 ОММ-5, СМ-5, ЦМ-7, КПЗ-32Р, АНО-1, АНО-5, АНО-6, ОМА-2, ВСН 1, ВСЦ-2
Э42А 346 УОНИ-13/45, СМ-11, УН-1/45, УП-2/45, ОЗС-2 АНО-3, АПО-4, МР-1, МР-3, ОЗС-З, ОЗС-4, ОЗС-6, ЭРС -1; ЭРС-2, РВУ-4, РВУ 5
Э46А 350 Э50А Э-138/45Н ВСН-3 УОНИ-13/55, УП-1/55, УП-2/55, ДСК-50, К-5А, Э-138/50Н
Для сварки рядовых конструкций из низколегированных сталей обычно применяют электроды типа Э42А, а ответственных — типа Э50А. Это обеспечивает получение металла швов с достаточной стойкостью против кристаллизационных трещин и требуемыми прочностными и пластическими свойствами. Легирование металла шва за счет провара основного металла легирующими элементами, входящими в основной металл, и повышенные скорости охлаждения позволяют получить металл шва с более высокими, чем при сварке низкоуглеродистых сталей, прочностными показателями.
Техника заполнения швов и определяемый ею термический цикл сварки зависят от предварительной термообработки стали. Сварка толстого металла каскадом и горкой, замедляя скорость охлаждения металла шва и околошовной зоны, предупреждает образование в них закалочных структур. Это же достигается при предварительном подогреве до температуры 150—200 °C. Поэтому эти способы дают благоприятные результаты на нетермоупрочнен-ных сталях. При сварке термоупрочнеппых сталей для уменьшения разупрочнения стали в околошовной зоне рекомендуется сварка длинными швами по охлажденным предыдущим швам.
Следует выбирать режимы сварки с малой погонной энергией. При этом достигается и уменьшение протяженности зоны разу-прочненного металла в околошовной зоне. При исправлении дефектов в сварных швах низколегированных и низкоуглеродистых сталей повышенной толщины швами малого сечения вследствие значительной скорости охлаждения металл подварочного шва и его околошовной зоны обладает пониженными пластическими свойствами. Поэтому дефектные участки следует подваривать швами нормального сечения длиной не менее 100 мм или предварительно подогревать до температуры 150—200 °C.
Сварка под флюсом
Автоматическую сварку обычно выполняют электродной проволокой диаметром 3—5 мм, полуавтоматическую проволокой диаметром 1,2—2 мм. Равнопрочность соединения достигается за
223
счет подбора соответствующих составов флюсов и электродных проволок и выбора режимов и техники сварки. При сварке низ коуглеродистых сталей в большинстве случаев применяют флюсы марок АН-348-А и ОСЦ-45 и низкоуглеродистые электродные проволоки марок Св-08 и Св 08А. При сварке ответственных кон струкций, а также ржавого металла рекомендуется использовать электродную проволоку марки Св-08ГА.
Использование указанных материалов позволяет получить металл шва с механическими свойствами, равными или превышающими свойства основного металла. При сварке низколегированных сталей используют те же флюсы и электродные проволоки марок Св-08ГА, Св-10ГА и Св-10Г2. Легирование металла шва марганцем за счет проволок и кремнием за счет провара основного металла при подборе соответствующего термического цикла (погонной энергии) позволяет получить металл шва с требуемыми механическими свойствами. Использованием указанных материалов достигается высокая стойкость металла швов против образования пор и кристаллизационных трещин.
В конструкциях из низкоуглеродистых и низколегированных сталей наряду со сваркой с разделкой кромок широко применяется сварка стыковых швов и швов без разделки кромок. Увеличение доли основного металла в металле шва, характерное для этого случая, и некоторое увеличение содержания в нем углерода могут повысить прочностные свойства и понизить пластические свойства металла шва.
Таблица 53. Режимы снарки под флюсом
Толщина металла или катет шва, мм Подготовка кромок Тип шва и способ сварки Диаметр электродной проволоки, мм Сила тока, А Напря жение дуги, В Скорость сварки, м/ч
А. Автоматическая Сиарка стыковых гиеоь
8 Без разделки, зазор 2—4 мм Односторонний 4 550—600 26—30 48—.50
12 То же Двусторонний 5 650—700 30—34 30—32
Свыше 16 V-образные Односторонний 5 1-й проход 750—800 2-й проход 800—900 30—35 20—22
Б. Автоматическая и полуавтоматическая сварка угловых твое
5 Без разделки Наклонным электродом 2 260—280 28—30 23 30
7 То же То же 3 500—530 30—32 44— 46
8 2> В лодочку 3 550-600 32-34 28-30
12 П р и 1 и с ч а в и е. Т То же о к постоянной обр 4 атной поля 600—650 рности. 32—34 18—20
224
Технология сварки низкоуглеродистых и низколегированных сталей отличается незначительно. Режимы сварки зависят от конструкции соединения, типа шва и техники сварки (табл. 53). Свойства металла околошовной зоны зависят от термического цикла сварки. При сварке угловых однослойных швов и стыковых и угловых швов па толстолистовой стали типа ВСтЗ па режимах < малой погонной энергией в околошовной зоне возможно образование закалочных структур с пониженной пластичностью. Предупредить это можно увеличением сечения швов пли применением двухдуговой сварки.
Для низколегированных термоупрочпепных сталей с целью предупреждения разупрочнения шва в зоне термического влияния следует использовать режимы с малой погонной энергией, а для нстермоупрочпенных — наоборот, с повышенной. Для обеспечения пластических свойств металла шва и околошовной зовы на уровне свойств основного металла, во втором случае следует выбирать режимы, обеспечивающие получение швов повышенного сечения, применять двухдуговую сварку или проводить предварительный подогрев металла до температуры 150—200 °C.
В зависимости от условий сварки и охлаждения свойства сварных соединений па низкоуглеродистых и низколегированных сталях изменяются в широких пределах.
('варка в защитных газах
При сварке низкоуглеродистых и низколегированных сталей для защиты расплавленного электродного металла и металла сварочной вапны широко используют углекислый газ. В последние годы в качестве защитных газов находят применение смеси углекислого газа с кислородом (до 30%) и аргоном (до 50%). Добавки кислорода, увеличивая окисляющее действие газовой среды па расплавленный металл, позволяют уменьшать концентрацию легирующих элементов в металле шва. Это иногда необходимо при сварке низколегированных сталей. Кроме того, несколько уменьшается разбрызгивание расплавленного металла, повышается его жидкотекучесть. Связывая водород, кислород уменьшает его влияние на образование пор.
Добавки в углекислый газ аргона (иногда в эту смесь вводят кислород) изменяют технологические свойства дуги (глубину проплавления и форму шва, стабильность дуги и др.) и позволяют регулировать концентрацию легирующих элементов в металле шва.
Аргон и гелий в «чистом» виде в качестве защитных газов находят ограниченное применение — только при сварке конструкций ответственного назначения.
Сварку в углекислом газе и его смесях выполняют плавящимся электродом. В некоторых случаях для сварки в углекислом газе используют неплавящийся угольный или графитовый электрод.
8 А. И. Акулов и др.
225
Однако этот способ находит ограниченное применение, например при сварке бортовых соединений низкоуглеродистых сталей гол щиной 0,3—2 мм (канистр, корпусов конденсаторов и т. д.). 'Гик как сварка выполняется без присадки, содержание кремния и марганца в металле шва невелико. В результате прочность сооди нения обычно составляет 50—70% прочности основного металла.
При автоматической и полуавтоматической сварке плавя щимся электродом швов, расположенных в различных прострлц ственных положениях, обычно используют электродную проно локу диаметром до 1,2 мм; при сварке в нижнем положении — диаметром 1,2—3,0 мм. Для сварки низкоуглеродистых и низко легированных сталей используют легированные электродные про волоки марок Св-08ГС и Св-08Г2С. Проволоку марки 12ГС можно использовать для сварки низколегированных сталей 14ХГС, 10ХСНД и 15ХСНД и спокойных низкоуглеродистых сталей марок ВСт1 и ВСт2. Однако с целью предупреждения значительного повышения содержания углерода в верхних слоях многопроход ных швов эту проволоку обычно применяют для сварки одно-трех-слойных швов.
Повышение коррозионной стойкости швов в морской воде до стигается использованием электродной проволоки марки Св-08ХГ2С. Структура и свойства металла шва и околошовпой зоны на низкоуглеродистых и низколегированных сталях зависят от марки использованной электродной проволоки, состава и свойств основного металла и режима сварки (термического цикла сварки, доли участия основного металла в формировании шва и формы шва). Влияние этих условий сварки и технологические рекомендации примерно такие же, как и при ручной дуговой сварке и сварке под флюсом.
Таблица 54. Режимы полуавтоматической и автоматической сварки в углекислом газе
Стыковые швы
1,2—2,0 3—5 — 0,8—1,0 1,6—2,0 1—2 1-2 0,8—1,0 1,6—2,0 70—100 180—200 18-20 28—30 18—24 20—22 10-12 14—16
6-8 —. 1.8—2,2 1—2 2,0 250—300 28—30 18—22 16- 18
8—12 — 1,8—2,2 2—3 2,0 250—300 28- 30 16—20 18—20
'Угловые швы
1,5—2,0 1,2—2,0 — 1 0,8 60—75 18—20 16—18 6—8
3,0—4,0 3,0—4,0 — 1 1,2 120—150 20—22 16—18 8- 10
5,0—6,0 5,0—6,0 — 1 2,0 260—300 28—30 29—31 16 18
226
Па свойства металла шва значительное влияние оказывает качество углекислого газа. При повышенном содержании азота и водорода, а также влаги в швах могут образоваться поры. Сварка и углекислом газе менее чувствительна к отрицательному влиянию ржавчины. Увеличение напряжения дуги, повышая угар легирующих элементов, приводит к снижению механических свойств шва. Некоторые рекомендации по режимам сварки приведены в табл. 54.
Сварка на повышенных силах тока приводит к получению металла швов с пониженными показателями пластичности и ударной вязкости, что вероятно объясняется повышенными скоростями охлаждения. Свойства металла шва, выполненного на обычных режимах, соответствуют свойствам металла шва, выполненного электродами типа Э50А. В промышленности находит применение и сварка в углекислом газе порошковыми проволоками. Технология этого способа сварки и свойства сварных соединений примерно те же, что и при использовании их при сварке без дополнительной защиты.
( парка порошковой проволокой и проволокой сплошного сечения без дополнительной защиты
(’.парка открытой дугой порошковой проволокой является одним из перспективных способов. В настоящее время в промышленности находят применение порошковые проволоки марок ПП-1ДСК, 1111-2ДСК, ПП-АНЗ, ПП-АН4 и ЭПС-15/2. Использование проволоки ПП-1ДСК при сварке угловых и стыковых швов с зазором между кромками может привести к получению в швах пор. Пропал ока ЭПС-15/2 для получения швов без пор требует соблюдения режимов в узком диапазоне. Большие рабочие токи ограничивают применение этой проволоки для сварки металла малых толщин. Проволоки ПП-АН7 и ПП-2ДСК имеют хорошие сварочно-технологические свойства в широком диапазоне режимов (табл. 55).
Таблица 65. Оптимальные реяшмы сварки порошковыми проволоками (нижнее положение)
Марка проволоки Диаметр проволоки, мм Стыковой шов Угловой шов в лодочку
Сила тока, А Напряжение дуги, В Скорость подачи проволоки, м/ч Сила тока, А Напряжение дуги, В Скорость подачи проволоки, м/ч
НИ 1ДСК 1,8 200—350 25—30 2Q0—300 20-31
НН-2ДСК 2,3 400—450 25-31 382 340—380 29—32 382
1111 Л113 3,2 450—525 26—32 265 450-560 27—31 265
1111 ЛГ14 2,3 500-600 28—20 3?2 440—475 30-34 382
JIIC-15/2 2,2 320—360 29—32 337 320—330 29—32 337
8*
227
Таблица 56. Механические свойства швов при сварке пизкоугт,еродистых сталей порошковыми проволоками
Марки проволоки °т> кгс/мм8 °в> кгс/мм8 «5. % ан (кгс-м/см2) при температуре, °C
4-20 —20 -40 -60
ПП-1ДСК — 53,6 26.0 7.8 4,3 0,8 0,6
ПП-2ДСК 36,0 48.1 30.1 16,0 13,9 12,3 8,4
ПП-АЫЗ 39,5 51,4 30.2 — 12.6 9.2 2,7
ПП-АН4 41.6 53,0 26.7 .—- 11.1 12,9 2,7
ПП-АН7 — 52,0 28.4 19.9 14,3 2,6 1.2
ЭПС-15/2 41,6 50,1 26,6 16,3 14,0 6,3 0,7
Приведенные в табл. 56 данные показывают, что механические свойства металла швов при сварке порошковыми проволоками находятся примерно на уровне свойств соединений, выполненных электродами типа Э50А по ГОСТ 9467—75. Для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей можно рекомендовать проволоки ПП-2ДСК и ПП-АН4, обеспечивающие хорошие показатели хладноломкости швов.
Начинает применяться способ сварки электродными проволоками без специальной защиты. Для сварки нпзкоуглеродистых сталей этим способом используют проволоки марок Св-15ГСТЮЦА и Св-20ГСТЮА. Технологические свойства дуги при сварке этим способом несколько хуже. Поверхность швов покрыта толстой пленкой окислов, плотно сцепленных с поверхностью. Механические свойства металла швов находятся на уровне свойств шва, выполненного электродом типа Э50.
Электрошлаковая сварка
Электрошлаковую сварку широко применяют при изготовлении конструкций из толстолистовых низкоуглеродистых и низколегированных сталей. При этом равнопрочность сварного соединения достигается за счет легирования металла шва через электродную проволоку и перехода элементов из расплавляемого металла кромок основного металла. Последующая термообработка, помимо снижения остаточных напряжений, благоприятно влияет и па структуру и свойства сварных соединений.
При электрошлаковой сварке рассматриваемых сталей используют флюсы АН-8, АН-8М, ФЦ-1, ФЦ-7 и АН-22. Выбор электродной проволоки зависит от состава стали. При сварке спокойных низкоуглеродистых сталей с содержанием до 0,15% С хороших результатов достигают при использовании проволок марок Св-08А и Св-08ГА. Для предупреждения образования газовых полостей и пузырей при сварке кипящих сталей, содержащих мало кремния, рекомендуется электродная проволока Св-08ГС с 0,6—0,85%
228
Si. При сварке сталей марок ВСтЗ и некоторых марок низколегированных сталей удовлетворительные результаты получают при использовании электродных проволок марок Св-08ГА, Св-10Г2 и < в-08ГС, а стали 10ХСНД — и Св-08ХГ2СМА (табл. 57, а также см. табл. 47 и 50).
/ аблица 57. Ориентировочные режимы электрошлаковой сварки низкоуглеродистых сталей
Голщина металла, мм Сила тока на один электрод, А Напряжение сварки, В Число электродов Диаметр (сечение) электродов, мм Расстояние между электродами, мм Скорое подачи электро- дов ть, м/ч сварки
Проволочный электрод
30 350—370 32—34 1 2,5 — 172 0,9—1,0
70 650 47 — 371—400 1,0—1,1
90 600—620 42—46 45—50 300 1,6
150 450—500 44—50 2 3,0 65 220—240 0,8—0,9
200 550 4S—48 90 250 0,5
250 500—550 50—55 125 230—250 0,4—0,5
340 400—450 46—48 3 110 200—220 0,3
Пластинчатый электрод
100 1000—1200 28—30 1 10x90 — 1,6 0,5
200 1000—1200 28—30 2 10X90 — 1,6 0,5
300 1500—1800 30—32 3 10X135 — 1,6 0,45
VII
ГЛАВА
ТЕХНОЛОГИЯ СВАРКИ
НИЗКО- II СРЕДНЕЛЕГИРОВАННЫХ ЗАКАЛИВАЮЩИХСЯ СТАЛЕЙ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ УГЛЕРОДА
Низколегированные стали обладают небольшой чувствительностью к термическому циклу сварки; регулированием режима сварки (термического цикла) удается обеспечить получение необходимых свойств в околошовной зоне. Это связано с невысоким содержанием углерода и низкой степенью легирования. Обычно в сталях этой группы содержание углерода не превышает 0,25%, а суммарное легирование — 4%.
Для изготовления различных изделий в машиностроении используют также углеродистые и низколегированные стали, содержание углерода в которых увеличено по сравнению с содержанием углерода в низкоуглеродистых и низколегированных конструкционных сталях общего назначения, что при соответствующей термообработке позволяет существенно повысить их прочность. В зависимости от режима термообработки временное сопротивление этих сталей составляет 60—150 кгс/мм2. Содержание углерода в них равно 0,25—0,5% при суммарном легировании до 3—4%. Примерами марок сталей этой группы могут служить 35Х, 40Х, 35Г2, 40Г2, 50Г2, ЗОХГТ, 30ХГНА, ЗОХГСА и др. По чувствительности к термодеформационному циклу сварки к этой же группе можно отнести углеродистые стали, например марок 30, 35, 40, 45, 50 и др., а также теплоустойчивые молибденовые, хромомолибденовые и хромомолибденованадиевые стали, например марок 20М, 20ХМ, ЗОХМА, 38ХМЮА, 25Х1М1Ф и др.
Повышение содержания углерода, а также степени легирования стали увеличивает склонность стали к резкой закалке, в связи с чем такие стали обладают высокой чувствительностью к термическому циклу сварки и околошовная зона оказывается резко закаленной, а следовательно, непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва.
Для снижения скорости охлаждения околошовной зоны с целью получения в ней структур, обладающих некоторым запасом пластичности, достаточным для предотвращения образования трещин под действием термодеформационного цикла, при сварке этих
230
Рис. 115. Диаграмма изотермического распада аустенита
Рис. 116. Смещение критических точек при непрерывном охлаждении
сталей необходим предварительный подогрев свариваемого изделия.
Закаливаемость стали можно оценить, изучая кинетику распада аустенита. На рис. 115 представлена схема диаграммы изотермического распада аустенита и нанесены кривые, соответствующие различным скоростям охлаждения металла. Скорость охлаждения, выраженная кривой 2, характеризует максимальную скорость охлаждения, повышение которой приведет к частичной закалке стали. Ее называют первой критической скоростью охлаждения. При скорости охлаждения по кривой 3 наступает полная закалка (100% мартенсита). Ее называют второй критической скоростью охлаждения. Кривая 1 характеризует скорость охлаждения, при которой отсутствует закалка.
Характер кривых изоте£ мического распада аустенита и их расположение на диаграмме зависят от химического состава стали, однородности аустенита и размера его зерна. Почти все легирующие элементы увеличивают период распада аустенита, т. е. сдвигают кривые изотермического распада вправо.
При переохлаждении аустенита ниже Ат\ длительность инкубационного периода будет зависеть от температуры переохлаждения. При некоторой температуре Тт наблюдается наименьшая устойчивость аустенита, и через время fmin при выдержке при этой температуре полностью заканчиваются все превращения. При всех других температурах переохлаждения время инкубационного периода больше, поэтому температуру Тт называют температурой наименьшей устойчивости аустенита. При использовании кривых изотермического распада аустенита для оценки закаливаемости стали в условиях непрерывного охлаждения при сварке необходимо в эти кривые внести некоторые поправки.
При непрерывном охлаждении температура наименьшей устойчивости аустенита Тт снижается в среднем на 55°, а наименьшая
231
длительность распада finin увеличивается в 1,5 раза по сравнению с тем, что наблюдается при изотермическом распаде (рис. 116). При одном и том же химическом составе рост зерна аустенита замедляет время его распада. Например, если средняя площадь зерна углеродистой стали с содержанием 0,9% С увеличивается в 10 раз, то длительность распада увеличивается примерно вдвое.
Пользуясь диаграммой изотермического распада, можно приближенно рассчитать скорость охлаждения в субкритическом интервале температур, обеспечивающую полное или частичное отсутствие закалки металла околошовпой зоны. Для получения в околошовпой зоне металла, в котором будут отсутствовать структуры закалки, необходимо, чтобы средняя скорость охлаждения в интервале температур от Тг до (Т,п — 55) не превышала предельного значения:
_ Л-(Тт-55) ШКр— —-дТ——— О11П1П
где — температура, соответствующая точке Ас±; Tm — температура минимальной устойчивости аустенита; Zlllin — минимальная продолжительность полного изотермического распада аустенита, с.
Коэффициент 3 в знаменателе состоит из двух множителей: 1,5 и 2. Первый из них вводит поправку на непрерывность охлаждения, второй учитывает замедление распада аустенита из-за роста зерна, сопутствующего сварочному нагреву.
Исследованиями особенностей превращения аустенита при сварке плавлением установлено, что скорость нагрева в интервале температур Ас± — Ас3 и длительность пребывания металла око-лошовной зоны при температуре выше Ас3 оказывают существенное влияние на процесс гомогенизации аустенита и роста зерна. В условиях сварки наблюдаются две противоположные тенденции: высокая температура нагрева металла околошовпой зоны способствует росту зерна, особенно при большой длительности пребывания металла при температуре выше Ас3, и одновременно увеличивает устойчивость аустенита; быстрый нагрев и малая длительность пребывания металла выше температуры Ас3 понижают степень гомогенизации и устойчивость аустенита.
В сталях без карбидообразующих элементов или с малым их содержанием преимущественное развитие получает первая тенденция, что приводит к смещению области частичной закалки в сторону меньших скоростей охлаждения. В сталях, легированных карбидообразующими элементами, возможно смещение области частичной закалки в сторону больших скоростей охлаждения вследствие проявления второй тенденции.
В табл. 58 и 59 приведены цифры, характеризующие устойчивость аустенита и распределение структурных составляющих в сталях 45 и 40Х при сварке и термообработке.
232
Диаграммы анизо- Т7 аблица термического превращения, построенные для 58. Устойчивость аустенита в сталях 45 и 40Х при сварке и термообработке
условий термообработки, не могут быть использованы без СущеСТ- Марка венной корректировки при расчетах реши- Скорость охлаждения при Тт (град/с), соответствующая
100% мартенсита появлению феррита 50% мартенсита
ма сварки (рис. 117). Вместе с этим построе- 45 ние специальных диаг- 40Х рамм апизотермическо- 1'0 превращения не к те пР) всегда оправдано, так как требует больших трудозатрат и учета большого р охлаждения для придания им yi 67 (80) 36 (22) I м с ч а н и е. 5работкс азнообрази гиверсальн 37 (56) 11 (4) Цифры в ско( я условий ОСТИ. 11 (16) 1 (6) >ках относятся нагрева и
Таблица 50. Распределение структурных составляющих в сталях 45 и 40Х при сварке и термообработке
Примечание. Цифры в скобках относятся к термообработке.
Поэтому при проверке пригодности принятого режима и определении температуры подогрева при сварке закаливающихся сталей достаточно использовать результаты стандартных испытаний стали по методике ИМЕТ-1 или валиковой пробы, на основании которых можно получить зависимости изменения конечных механических свойств металла околошовной зоны от скорости охлаждения и длительности пребывания выше Ас3. По этим данным можно установить интервал скоростей охлаждения, ограничивающий область частичной закалки стали в зоне термического влияния, и выбрать расчетное значение по допускаемому проценту мартенсита в структуре и благоприятному сочетанию механических свойств.
233
Рис. 117. Диаграмма анизотермического превращения аустенита для стали:
а — 45; б — 40Х;
------- — при сварке;----------------при термообработке; 1—7 — кривые, характеризующие скорость охлаждения
В практике сварки сталей повышенной прочности содержание мартенсита в структуре металла зоны термического влияния обычно ограничивают 20—30%. Больший процент содержания мартенсита (иногда до 50%) допускают лишь при сварке изделий с малой жесткостью при обязательной последующей термообработке.
Теория распространения теплоты при сварке позволяет рассчитывать скорости охлаждения и время пребывания металла зоны термического влияния в определенном интервале темпера
234
тур. Скорость охлаждения при наплавке валика на массивное тело при температуре минимальной устойчивости аустенита Тт и точках, расположенных на оси шва (они незначительно отличаются от скоростей охлаждения металла зоны термического влияния, нагревавшейся до температуры 700 °C и выше),
w ____2л7. (Тт—Та)*
woxn — ~ ,
чп
при однопроходной сварке листов встык со сквозным проплавлением
при наплавке валика на лист толщиной 6
^ОХЛ —
2лА (Гто-70)2 ?п
(46)
и’охл — мгновенная скорость охлаждения при температуре °С/с; X — коэффициент теплопроводности, кал/см-с-°C; су — объемная теплоемкость, кал/см3 • °C; То — начальная температура 0„ 0,247 гв17дЦи .
изделия, С; дп —--------------погонная энергия сварки, кал/см;
Сев
со = о ^,XJlgn— ~ безразмерный критерий процесса.
4ЛЛ (J m-1 о)
Безразмерный критерий о зависит от другого безразмерного критерия 1/0:
где
Т * mi
1 _______________
О “ л52су (Тт—Т0) •
(47)
Для определения со построен график со = / (1/0). приведенный на рис. 118. Для расчета мгновенной скорости охлаждения при
Рис. 118. Расчетный график для определения мгновенной скорости охлаждения:
J — полу бесконечное тело; 2 — плоский слой; 3 — пластина; у/а характеризует относительную толщину слоя наплавленного металла при многослойной сварке
Рис. 119 Номограмма для расчета скорости охлаждения при Тт — То=^ = 500°С
235
наплавке валика на лист по формуле (47) определяют 1/е, затем по графику рис. 118 находят значение со, после чего по формуле (46) рассчитывают скорость охлаждения.
С целью возможности быстрого определения фактической скорости охлаждения при наплавке валика на лист для некоторых частных случаев расчеты могут быть номографированы. На рис. 119 приведена номограмма для расчета скорости охлаждения около-шовной зоны при толщине металла 5—36 мм. Для многослойной сварки стыковых и угловых швов скорость охлаждения при сварке 1-го слоя шва может быть определена по формуле (46); однако для приближения расчетной схемы к действительной картине ввода теплоты в изделие при сварке 1-го слоя необходимо для погонной энергии ввести поправочный коэффициент к1г учитывающий разделку шва, и коэффициент приведения толщины к2 (табл. 60). При сварке 1-го слоя шва стыкового соединения
1 W
—Л'2— 180° —а° •
где а — угол разделки кромок.
Таблица 60. Коэффициенты приведения для расчета и>охл при сварке 1-го слоя шва
Проводимые величины Соединение
Стыковое а = 60° Тавровое Крестовое
Погонная энергия (коэффициент % 2/з v2
Толщина металла (коэффициент /г2) 3/г 1 1
Для расчета скорости охлаждения при сварке 1-го слоя шва в формулы (46) и (47) следует подставлять не истинные значения погонной энергии qB и толщины металла S, а приведенные
?п. прив = ^19п> ^прив = k2S.
В некоторых случаях при проектировании технологического процесса сварки закаливающихся сталей возникает необходимость расчета времени пребывания металла шва и различных участков зоны термического влияния при температуре выше Т. При наплавке валика на массивное изделие длительность нагрева выше температуры Т определяют по формуле
—fa ?П—z а
л k2 max 2 о)
и при однопроходной сварке со сквозным проплавлением листов толщиной S
t __j _____(?п/£)2___
Н h XCV(Zmax-Z0)2 • (49)
236
где Утах — максимальная температура нагрева металла в рассматриваемой точке. При наплавке па массивное тело максимальная температура может быть определена по формуле
Т • -- -max аге суг2
0,234 суг2
а при однопроходной сварке встык
7’-х = 0,484А
1
2а }’
где гну — расстояние от рассматриваемой точки до оси шва, см; а — коэффициент температуропроводности (а = Х/су), см2/с.
Двучлен в скобках учитывает интенсивность теплоотдачи с поверхности; коэффициент b = 2p/cy<S' 1/с; р — коэффициент теплоотдачи, кал/см2 • с • °C; /2 в /3 — коэффициенты, пропорциональные безразмерным длительностям нагрева, определяемые по номограмме (рис. 120) в зависимости от безразмерной температуры 0:
е = (7’-Г0)/(7’тах-7’0).
Таким образом, для определения длительности нагрева выше температуры Т сначала рассчитывают максимальную температуру ^тах» Д° которой нагревался металл в данной точке. Затем вычисляют безразмерную температуру о и по номограмме рис. 120 находят /3 или /2. После этого, определив предварительно qu, соответствующую принятому режиму сварки или наплавки, по формуле (48) или (49) определяют длительность нагрева ta. Многочисленные исследования позволили определить диапазон скоростей охлаждения металла зоны термического влияния Дшохл, в котором не возникают трещины и получается удовлетворительное сочетание механических свойств (табл. 61).
Сварка на режимах, при которых скорость охлаждения околошовной зоны выше верхнего предела, вызывает резкое снижение пластичности металла зоны термического влияния за счет ее закалки; режимы, приводящие к слишком малой скорости охлаждения (ниже нижнего предела, указанного в табл. 61), снижают пластичность и вязкость вследствие чрезмерного роста зерна. Если сталь подвержена резкой закалке, то может оказаться, что при всех скоростях охлаждения в околошовной зоне образуется мартенситная структура в таком количестве, при котором пластичность металла будет низкой.
Уменьшение скорости охлаждения ниже некоторого предела, не предупреждая образования мартенсита, приводит к значительному росту зерен, вызывающему резкое снижение пластичности. Следовательно, чрезмерно высокий подогрев не только не принесет пользы, а наоборот, может вызвать заметное ухудшение свойств
237
(прежде всего ударной вязкости) металла зоны термического влияния, особенно на участке высокого отпуска (см. рис. 117).
В этих случаях скорость охлаждения должна быть не выше скорости, при которой гарантируется отсутствие трещин (wR). Например, для стали ЗОХМ скорость охлаждения не должна превышать 8 °C. Для восстановления свойств околошовной зоны
необходима последующая термообработка, причем время до ее проведения должнб быть строго регламентировано.
Таким образом, при установлении режима сварки закаливающихся сталей необходимо рассчитать режим сварки по условиям получения швов заданных геометрических размеров и формы; рассчитать действительную скорость охлаждения шохл металла зоны термического влияния (в зависимости от условий проведения сварки) и результаты расчета сравнить с данными о допустимых скоростях охлаждения для данной стали; если действительная скорость охлаждения металла зоны термического влияния при сварке на принятом
Таблица 61. Допустимые скорости охлаждения металла зоны термического влияния для некоторых закаливающихся сталей
Марка стали О О О S \ 11 ₽S Г мЬч 8 £ < н Марка стали ^^ОХЛ’ °С/с при Т = 500° Марка стали А^ОХЛ’ °С/С при Т = 500°
35ХГСА 40Х 45ХМА 2,5—6,0 2,5-3,7 0,7* зог 25ХН2 25НЗ 3,0—7.0 2,0—3,7 0,8—11,0 ЗОХМ 35ХВФА 8* 1,0—5,0
* Время после окончания сварки до проведения термообработки жестко регламентировано.
режиме окажется выше верхнего предела Допустимых скоростей (табл. 61), то необходимо рассчитать температуру предварительного подогрева или применить некоторые технологические приемы заполнения
Рие. 120. Номограмма для определения коэффициентов /8 и /з для .расчета продолжительности нагрева выше данной температуры
238
разделки кромок (двухдуговая сварка раздвинутыми дугами, каскадом, горкой и др.).
Если сталь склонна к значительному росту зерна, а действительная скорость охлаждения металла зоны термического влияния но расчету оказалась меньше нижнего предела допустимых, следует увеличить число слоев в шве и сварить их длинными швами. При выборе новых режимов следует определить действительные скорости охлаждения.
При выборе марки стали на стадии проектирования сварной конструкции может возникнуть необходимость ориентировочной оценки необходимости подогрева перед сваркой. Для приближенной оценки влияния термического цикла сварки на закаливаемость околошовной зоны и ориентировочного определения необходимости снижения скорости охлаждения за счет предварительного подогрева можно пользоваться так называемым эквивалентом углерода. Если при подсчете эквивалента углерода окажется, что Сэ < 0,45%, то данная сталь может свариваться без предварительного подогрева; если Сэ 0,45%, то необходим предварительный подогрев, тем более высокий, чем выше значение С8.
При сварке металла относительно небольшой толщины (до 6—8 мм) и сварных узлов небольшой жесткости предельное значение Сэ, при котором нет необходимости в предварительном подогреве, может быть повышено до 0,55%.
Оценка закаливаемости стали в условиях сварки по эквиваленту углерода весьма приближенна, так как не учитывается много существенных факторов (толщина свариваемой стали, тип соединения, режим сварки, исходное структурное состояние и др.).
В случае необходимости подогрева металла перед сваркой температура его может быть оценена по методике, учитывающей химический состав свариваемой стали и ее толщину. Согласно этой методике полный эквивалент углерода | С | э определяют по формуле |С |Э = |С |х + |С|р, (50)
где Сх — химический эквивалент углерода; Ср — размерный эквивалент углерода.
360 jC = 3601 С |4-40 [ Мн | + 40|Сг | + 201 Ni| 4-28 |Мо|;
| С |р = 0,0055 | С |х, (51)
где S — толщина свариваемой стали, мм.
Если в уравнение (50) подставить значение Ср из формулы (51), то полный эквивалент углерода
|С|В = |С|Х (1+0,0055).
Определив полный эквивалент углерода, необходимую температуру предварительного подогрева находят по формуле
7п = 3501/|С|э-0,25.
239
Полученная температура предварительного подогрева должна быть проверена и откорректирована путем определения действительных скоростей охлаждения ш0Хл при сварке на принятых режимах и сопоставления результатов расчета с рекомендуемым для данной марки стали диапазоном допустимых скоростей охлаждения.
К сталям, закаливающимся в условиях сварки, могут быть отнесены также низко- и среднелегированные теплоустойчивые стали, т. е. такие, которые длительное время сохраняют высокие прочностные свойства при работе в условиях повышенных (450— 580 °C) температур, оцениваемые пределом ползучести и длительной прочностью.
Теплоустойчивость сталям придает введение в качестве легирующего элемента молибдена или молибдена в сочетании с некоторыми другими элементами, например с хромом и ванадием (хром повышает жаростойкость сталей). Примерами таких сталей могут служить 15М, 20ХМ, 12Х1МФ, 15Х1М1Ф, 15Х2МФБ, 12Х5МА, 20Х2МА и др. Так как теплоустойчивые молибденовые, хромомолибденовые и другие стали склонны к резкой закалке металла в зоне, прилегающей к шву, то они, так же как и рассмотренные конструкционные низколегированные стали повышенной прочности, свариваются с предварительным и сопутствующим подогревом, температура которого может быть рассчитана по приведенной методике. В зависимости от состава стали и ее толщины Т — 150 ~ 400 °C.
Для получения сварных соединений, обладающих высокой работоспособностью, после сварки, как правило, необходима термообработка для восстановления свойств металла в зоне термического влияния. Режим термообработки определяется применительно к данной марке теплоустойчивой стали. Исключение составляют сварные соединения из молибденовых и хромомолибденовых сталей толщиной менее 10 мм и из хромомолибденованадие-вых толщиной менее 6 мм.
§ 2. ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВНОЙ ЗОНЫ ПРИ СВАРКЕ СРЕДНЕЛЕГИРОВАННЫХ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Для изготовления сосудов высокого давления, тяжело нагруженных машиностроительных изделий и других ответственных конструкций используют среднелегированные высокопрочные стали, которые после соответствующей термообработки обладают временным сопротивлением 100—200 кгс/мм2 при достаточно высоком уровне пластичности. Для сталей этой группы характерно содержание углерода до 0,5% при комплексном легировании в сумме 5—9%. В связи с весьма высокой чувствительностью к термическому циклу сварки стали со столь высоким содержанием углерода для изготовления сварных конструкций применяют только в особых случаях. В то же время более широкое применение
240
в промышленности находят сталп с таким же уровнем прочности, по со значительно меньшим содержанием углерода (0,12—0,17%), что существенно улучшает их свариваемость.
Достижение необходимого уровня прочности при сохранении высокой пластичности достигается комплексным легированием стали различными элементами, главные из которых хром, никель, молибден и др. Эти элементы упрочняют феррит и повышают про-каливаемость стали. Высокие механические свойства этих сталей (прочностные и пластические) достигаются после соответствующей теплообработки (закалки с низким или высоким отпуском). Примерами марок среднелегированных высокопрочных сталей могут служить ЗЗХЗНВФМА, 43ХЗСНВФМА, 30ХН2МФА, АК-25, АК-27 и др.
Увеличение степени легирования при повышенном содержании углерода повышает устойчивость аустенита, и, практически, при всех скоростях охлаждения околошовной зоны, обеспечивающих удовлетворительное формирование шва, распад аустенита происходит в мартенситной области. Подогрев изделия при сварке не снижает скорости охлаждения металла зоны термического влияния до значений, меньших, чем шкр, более того, способствует росту зерна, что вызывает снижение деформационной способности и при водит к возникновению холодных трещин.
Поэтому такие стали, как правило, сваривают без предварительного подогрева, но с использованием специальных технологи ческих приемов, обеспечивающих увеличение времени пребывания металла шва и околошовной зоны в субкритическом интервале температур и «автотермообработку» закаленных зон участков, прилегающих к шву. Время пребывания околошовной зоны в интервале субкритических температур можно увеличить путем выполнения сварки каскадом, блоками, короткими или средней длины участками, а также путем использования специальных устройств, подогревающих выполненный шов и тем самым увеличивающих время пребывания его в определенном температурном интервале.
Особенность термического цикла многослойной сварки указанными методами состоит в том, что теплота второго и последующих слоев не позволяет металлу околошовной зоны 1-го слоя охладиться ниже определенной температуры. После сварки 2-го и последующих слоев околошовная зона охлаждается значительно медленнее, чем после сварки одного 1-го слоя (рис. 121, а). При наложении 1-го слоя температура точки 1 резко возрастает, превышая температуру Ас3, а затем резко падает. В момент, когда температура в точке 1 понизится до допустимого значения Т,. (Тв > > Гм), тепловая волна от наложения 2-го слоя осуществит повторный нагрев металла околошовной зоны 1-го слоя, по до температуры более низкой, чем при сварке 1-го слоя.
При сварке 3-го слоя снова происходит некоторый подогрев, причем по мере выполнения последующих слоев температурные
241
Рис. 121. Термический цикл металла околошовной зоны прп многослойной сварке короткими участками:
а — б точке 1 у корня шва; б — в точке 2 у поверхности
воздействия ослабевают и процесс стремится к установившемуся температурному состоянию. По окончании сварки металл околошовной зоны медленно охлаждается.
На рис. 121, б показано изменение температуры в точке 2, находящейся у поверхности листов. При выполнении каждого последующего слоя температура в точке 2 нарастает, при выполнении последнего слоя достигает максимума и после этого начинает снижаться. По прошествии t„ (время пребывания металла в интервале температур Тас„ — Ты) температура точки 2 снижается до температуры мартенситного превращения и, если за это время не успеет произойти распад аустенита, то образуется мартенситная структура.
Для увеличения времени пребывания металла околошовной зоны при температуре выше точки мартенситного превращения накладывают так называемый отжигающий валик, границы которого не выходят за пределы металла шва и тем самым не нагревают подверженный закалке металл околошовной зоны до температуры выше Ас3. Наплавка отжигающего валика увеличивает время пребывания металла околошовной зоны в субкритическом интервале температур с tB до 4-
При многослойной сварке короткими участками необходимо определить длину участка, при которой температура околошовной зоны до прихода тепловой волны от каждого последующего слоя не успеет понизиться ниже допустимой величины ZB.
Длину участка, при которой металл в околошовной зоне после сварки 1-го слоя охладится до температуры Тв, определяют по формуле
I--------
4лХс752Р(Тв-2’п)а • ' >
242
Если учесть отличие расчетной схемы (быстродвижущийся линейный источник в пластине без теплоотдачи) от действительного процесса поправочным коэффициентом к9 и принять, что при сварке сталей этой группы X — 0,09 кал/см-с-°С, а су = 1,25 кал/см3 • °C, то уравнение (52) примет вид
<М>
где кг — коэффициент горения дуги, т. е. отношение чистого времени горения дуги (/г) к полному времени сварки участка; tc = tr + tn, ta — время перерывов; при ручной дуговой сварке кг = 0,6 -т- 0,8, при полуавтоматической сварке в СО2 кг = = 0,8 4- 0,9; Тв — допустимая температура охлаждения, °C, которую принимают на 50—100 °C выше температуры мартенситного превращения 7'м; То — температура подогрева изделия перед сваркой, °C (при сварке без подогрева равна температуре окружающего воздуха); к3 — поправочный коэффициент, определяемый путем сопоставления расчетной температуры охлаждения 1-го слоя с опытной: для стыкового соединения ка = 1,5; при тавровом и внахлестку к3 = 0,9; при крестовом соединении к3 = 0,8; S — толщина свариваемого металла, см; v — скорость сварки, см/с.
Время сварки участка выбранной протяженности (рис. 121, а) tc = Hvkr.
Для того чтобы при сварке в околошовной зоне получить такие структуры, которые обеспечат деформационную способность металла, достаточную для предотвращения образования трещин при охлаждении и вылеживании изделия до проведения соответствующей термообработки, необходимо, чтобы общее время выдержки в субкритическом интервале температур было бы достаточным для полного распада аустенита. Это время определяют по диаграмме изотермического распада аустенита стали данной марки.
Длительность нагрева выше определенной температуры может быть рассчитана в следующем порядке.
1. Определяют значение расчетной мощности дуги
где q — эффективная тепловая мощность дуги, кал/с; кт — коэффициент горения дуги (0,6—0,8); kq — коэффициент приведения мощности дуги, учитывающий тип соединения (для стыка kq = 1; для таврового соединения и нахлестки kq = 0,67; для крестового соединения кд = 0,6).
2. Рассчитывают относительную температуру
с 2KSlVЬ/а ,т т , И =--------(/ —/о),
где S — толщина листов, см; I — длина участка, см; а — к/су — коэффициент температуропроводности, см2/с; Ъ = 2 y/cyS — коэф
243
фициент, учитывающий поверхностную теплоотдачу, 1/с: р — коэффициент теплоотдачи, кал/см2-с°С.
3. Находят относительное расчетное расстояние околошовной зоны
Pi = Vb/a | х
где | х | — расчетное расстояние околошовной зоны от плоского источника, равное: для стыковых швов половине ширины разделки поверху, для валиковых швов половине длины катета шва.
4. Определяют относительную продолжительность действия источника, принимаемую за длительность полной заварки рассматриваемого участка многослойного шва, включая и перерывы:
где v — скорость сварки слоя, см/с; п — число слоев.
5. По вычисленным значениям р, 6 и Ыс по номограммам рис. 122 находят относительную длительность нагрева btB и вычисляют длительность нагрева околошовной зоны 1-го слоя выше температуры Т по формуле
<bi = bt^Jb.
6. Определяют длительность нагрева околошовной зоны последнего слоя выше температуры 7’; приближенно длительность нагрева выше температуры Т для околошовной зоны последнего слоя может быть получена из соотношения
= >В1 + tc-
Время пребывания металла околошовной зоны выше температуры Т должно быть больше, чем время изотермического распада аустенита при этой температуре для стали данной марки.
Однако, если сваривается среднелегированная сталь с повышенным содержанием углерода, то даже при многослойной сварке короткими участками практически не удается избежать закалки металла околошовной зоны на мартенсит, так как длительность распада аустенита значительно больше, чем время пребывания металла при температурах выше температур мартенситного превращения в процессе сварки.
В этом случае необходимо, чтобы объемные изменения, сопутствующие образованию мартенсита, не могли привести к появлению трещин до того, как он будет отпущен, т. е. чтобы температура зоны закалки в процессе сварки не опускалась ниже 120—150 °C. Это условие можно удовлетворить расчетом соответствующей длины участка по формуле (53).
При наложении последующих слоев необходимо также обеспечить «автотермообработку» (отпуск) всего металла на участке зоны термического влияния, закаленного при сварке предыдущего слоя. В условиях скоростей нагрева при сварке и непродол-
244
Рис. 122. Номограмма для расчета продолжительности нагрева выше определенной температуры различных сечений при сварке короткими участками каскадным методом в зависимости от продолжительности действия btz источника:
а) р, = 0; б) Pi — 0,11 в) р, = 0,2
нштельной выдержке при высоких температурах происходит отпуск только тех слоев мартенсита, которые нагреваются до температуры (500—700 °C. Отпущенная при этом режиме зона термического влияния приобретает троостосорбитную или сорбитную структуру с твердостью НВ 360—410.
Для того чтобы закаленные прослойки пе сохранились, необходимо так рассчитать режим каждого последующего слоя, чтобы обеспечить распространение температур отпуска (600—700 °C) на всю глубину закалки от предыдущего слоя. Схема выполнения сварки слоями, полностью обеспечивающими отпуск закаленных зон, приведена на рис. 123. После наплавки 1-го валика образуется зона закалки. При наплавке 2-го валика — зона закалки и зона отпуска, частично охватывающая зону закалки от 1-го валика (рис. 123, а). При наплавке 3-го валика со скоростью, несколько меньшей, чем при наплавке 1-го и 2-го валиков, образуется зона отпуска также определенных размеров (рис. 123, б). При наплавке 4-го валика должен быть принят такой режим, при котором зона отпуска полностью охватит зону закалки, не отпущенную предыдущими слоями (рис. 123, в).
Расстояния, на которые распространяется температура Aclt могут быть определены на основании теории распространения теплоты при сварке. Приняв су = 1,25, получим
г - 0,433 l/'-^Л—. (54)
’ max
245
л
2
5
Рпс. 123. Схема выполнения сварки валиками, обеспечивающими отпуск закаленных зон: о — при наплавке 1-го и 2-го валинов; б — при наплавке 3-го валика;
в — при наплавке 4-го валика: зона отпуска от 2-го валика; 4 — зона
б)
1 — 1-й валик; 2 — 2-й валик; з —_____ ___в___________________ _ ____
закалки от 1-го и 2-го валиков; 5 — 3-й валик; 6 — зона отпуска от 2-го
и 3-го валиков; 7 — 4-й валик; £ — зона отпуска от 4-го валика
При сварке встык максимальная температура на расстоянии от оси стыка без учета поверхностной теплоотдачи может быть определена по формуле
т _ 0,484g max vcyS2y •
откуда расстояние у до изотермы температуры _ 0,484g
У~ vcyS2Tma^ •
Если принять су = 1,25, то
^ = 0’193^--ю шах
Так же как и при определении длины участка, при которой околошовная зона 1-го слоя в металле с температурой То охладится до температуры Тв [формула (53)], введен поправочный коэффициент ks, учитывающий отступление расчетной схемы от действительного процесса.
Тогда расстояние у до изотермы 7’гпах у = 0,193^-.
Сравнение результатов расчета с экспериментальными данными показывает, что расстояние до заданной изотермы при сварке последующих слоев можно определить с достаточной для практики степенью точности по формуле (54), считая, что теплота вводится на поверхности предыдущего слоя.
Наряду с потерей пластичности металлом околошовной зоны из-за резкой подкалки или чрезмерного роста зерна, на образо-
246
вапие трещин при сварке закаливающихся, а особенно средиеле-гированных высокопрочных сталей оказывает водород, при определенных условиях попадающий в сварочную ванну. Для того чтобы избежать трещин при охлаждении сварного соединения, необходимо использовать такие сварочные материалы, которые обеспечат получение металла шва, обладающего большой деформационной способностью. Это может быть достигнуто, если наплавленный металл и металл шва будут в меньшей степени легированы, чем свариваемая сталь. При этом шов будет представлять собой как бы мягкую прослойку с временным сопротивлением меньшим, чем временное сопротивление свариваемой стали, но с повышенной деформационной способностью.
Для обеспечения технологической прочности сварных швов, выполненных низколегированными сварочными материалами, содержание углерода в шве не должно превышать 0,15%. Уменьшенное, по сравнению с содержанием в свариваемой стали, количество углерода и легирующих элементов приводит к снижению температуры у -» a-превращения, которую можно оценить уравнением
Т = 550 - [360С 4- 40 (Мн ф- Сг) + 20Ni + 28Мо],
где химические символы означают процентное содержание этих элементов в металле.
Поэтому у -> a-превращение в низколегированном металле шва будет происходить при более высоких температурах, чем в около-шовной зоне среднелегироваппой стали.
В металле сварочной ванны всегда имеется некоторое количество растворенного водорода, попадающего в ванну из влаги, ржавчины и других загрязнений. Наибольшей растворимостью водород обладает в жидком металле. При затвердевании металла растворимость водорода резко снижается, но его растворимость в твердом металле зависит от температуры и структурного состояния. От этих факторов зависит и диффузионная способность (проницаемость) водорода (табл. 62).
Как следует из данных табл. 62, растворимость водорода в аустените значительно больше растворимости водорода в феррите. Одновременно с этим
диффузионная подвижность его в феррите значительно превышает диффузионную способность в аустените. Поэтому при температурах у -> а превращения в шве образуется свободный диффузионно-подвижный водород, который начинает относительно свободно пере- Таблица ( '2. Влияние температуры и структурного состояния на растворимость п проницаемость водорода
Температура, СС Растворимость водорода, см8/100 г металла П роницаемость, см3/мм2 ч
Аустенит Феррит Аустенит Феррит
500 100 4,0 0,9 0,75 0,2 18 • 10~з 34 •10-9 26 • 10-2 26 10-s
247
мещаться также и в сторону околошовной зоны, имеющей при этих температурах структуру аустенита. В связи с малой проницаемостью водорода в аустените граница сплавления оказывается как бы барьером, у которого накапливается большое количество водорода, поступающего в иесплошности, ассоциирующего в молекулы и перестающего быть диффузионно-подвижным. Постепенно в таких песплошностях возрастает давление молекулярного водорода в связи с дальнейшим поступлением атомарного водорода и образованием новых молекул.
Накопление диффузионно-подвижного, а также молекулярного водорода в песплошностях отрицательно сказывается на сопротивляемости стали разрушениям и способствует образованию трещин — отколов по зоне сплавления.
§ 3. ВЫБОР СВАРОЧНЫХ МАТЕРИАЛОВ
Для обеспечения эксплуатационной надежности сварных соединений необходимо, чтобы швы обладали не только заданным уровнем прочности, но и высокой пластичностью. Поэтому при выборе сварочных материалов необходимо стремиться к получению швов такого химического состава, при котором их механические свойства имели бы требуемые значения. Легирование металла шва элементами, входящими в основной металл, всегда повышает его прочностные характеристики, одновременно снижая пластичность.
Это всегда следует учитывать при выборе сварочных материалов для легированных конструкционных сталей. Так, например, при сварке низколегированной стали с временным сопротивлением 50 кгс/мм2 применение электродов типа Э50А может привести к значительному повышению временного сопротивления металла шва и существенному снижению пластичности и ударной вязкости. Это происходит ввиду легирования металла элементами, содержащимися в основном металле при проплавлении последнего. Характер изменения этих свойств зависит от доли участия основного металла в формировании металла шва. Поэтому, как правило, следует выбирать такие сварочные материалы, которые содержат легирующих элементов меньше, чем основной металл.
Легирование металла шва за счет основного металла позволит повысить свойства шва до необходимого уровня. Однако следует помнить, что доля участия основного металла в металле шва, а значит, и степень легирования зависят от способа сварки, применяемого режима сварки и других технологических приемов. Поэтому при разработке технологического процесса сварки необходима расчетная проверка ожидаемых механических свойств металла шва для принятых режимов сварки и сварочных материалов (см. гл. V, § 6).
Для обеспечения технологической прочности сварных швов, выполненных низколегированными сварочными материалами, со-248
держание углерода в них не должно превышать 0,15%, так как дальнейшее увеличение содержания углерода резко повышает склонность металла швов к образованию горячих трещин, а также существенно снижает пластичность и особенно ударную вязкость металла шва в эксплуатационных условиях. Необходимых прочностных характеристик металла шва достигают легированием его элементами, которые, повышая прочность, не снижают существенно его деформационную способность и ударную вязкость.
Высокую технологическую прочность и работоспособность можно получить, если содержание легирующих элементов в низколегированном металле шва не превысит (в %): 0,15 С; 0,5 Si; 1,5 Мп; 1,5 Сг; 2,5 Ni; 0,5 V; 1,0 Мо; 0,5 Nb. Комбинируя различные легирующие элементы в указанных пределах, можно получить швы с временным сопротивлением до 60—70 кгс/мм2 в исходном после сварки состоянии и 85—145 кгс/мм2 после соответствующей термообработки. При сварке низколегированных сталей повышенной прочности не предъявляют требований к идентичности состава металла шва и основного металла; основным критерием выбора служит получение гарантированных механических свойств металла шва, что и предусмотрено действующим ГОСТ 9467-75.
При выборе сварочных материалов для молибденовых, хромомолибденовых и хромомолибденованадиевых теплоустойчивых сталей, кроме обеспечения необходимых механических свойств при температуре +20 °C, требуется гарантировать работоспособность швов при повышенных температурах, для которых предназначена свариваемая сталь. Это требование может быть выполнено только в том случае, если и шов будет легирован в необходимых количествах теми элементами, которые придают стали теплоустойчивость. Это также предупредит развитие диффузионных процессов между металлом шва и основным металлом. Поэтому при выборе сварочных материалов для этих сталей необходимо создавать композицию легирующих элементов, позволяющую получить шов, близкий к составу свариваемой стали. Это предусмотрено действующим ГОСТ 9467—75.
При механизированных способах сварки необходимо выбирать электродную проволоку, содержащую элементы, придающие шву жаропрочность. В ГОСТ 2246—70 приведен ряд таких электродных проволок, например Св-08ХМ, Св-08МХ, Св-08ХМФА, Св-08ГСМФА и др.
При сварке средиелегированных глубокопрокалпвающихся высокопрочных сталей необходимо выбрать такие сварочные материалы, которые обеспечат получение швов, обладающих высокой деформационной способностью при минимально возможном количестве водорода в сварочной ванне. Это может быть достигнуто применением низколегированных сварочных электродов, не содержащих в покрытии органических веществ и подвергнутых высокотемпературной прокалке (низководородистые электроды).
249
Одновременно при выполнении сварки необходимо принимать меры для исключения других источников насыщения сварочной ванны водородом (влаги, ржавчины, органических загрязнений на кромках и др.).
Наиболее широко для сварки этих сталей применяют аустенитные сварочные материалы. В большинстве случаев в шве стремятся получить высоколегированную аустенитную хромоникелевую или хромоникелемаргапцовпстую сталь. Такой металл обладает высокой пластичностью и не претерпевает полиморфных превращений, т. е. сохраняет аустенитную структуру во всем диапазоне температур, вследствие этого растворимость водорода в шве с понижением температуры изменяется незначительно, а проницаемость его мала. Для механизированной сварки и изготовления стержней электродов в ГОСТ 2246—70 предусмотрены проволоки марок Св-08Х20П9Г7Т и Св-08Х21Н10Г6, а в ГОСТ 10052—75 электроды типа ЭА-1Г6 и др. Электродные покрытия применяются вида Ф, а для механизированной сварки — основные флюсы, например 48-ОФ-6.
§ 4. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
Ручная дуговая сварка покрытыми электродами. Конструктивные элементы подготовки кромок для ручной дуговой сварки штучными электродами такие же, как и для сварки углеродистых сталей, т. е. в соответствии с рекомендациями ГОСТ 5264—69. Для сварки низколегированных сталей повышенной прочности выбирают электроды типов Э50А—Э85 и др. по ГОСТ 9467—75; для низколегированных теплоустойчивых сталей — электроды типов Э-М—Э-Х5МФ, в зависимости от состава и свойств свариваемой стали.
Для сварки среднелегированных высокопрочных сталей используют электроды типов ЭА-1Г6, ЭА-2Г6, ЭА-ЗМ6 по ГОСТ 10052—75 (табл. 63).
Температуру предварительного подогрева при сварке низколегированных сталей с повышенным содержанием углерода назначают в соответствии с результатами расчета, выполненного по методике, изложенной в § 1 данной главы. Расчетную скорость охлаждения при температуре наименьшей устойчивости аустенита принимают для стали данной марки в зависимости от характера термообработки до и после сварки и требований к свойствам сварного соединения.
Если сталь перед сваркой подвергают термообработке на высокую прочность (нормализации или закалке с отпуском), а после сварки — отпуску для снятия напряжений и выравнивания механических свойств сварного соединения с целью обеспечения его равнопрочности с основным металлом, то критерием расчетного определения температуры предварительного подогрева будет скорость охлаждения шд, при которой имеет место частичная
250
закалка околошовной зоны, по гарантируется отсутствие трещин в процессе сварки и до проведения последующей термообработки.
Таблица 63. Некоторые электроды, применяемые для сварки низко- и среднелегированпых закаливающихся сталей
Тип по ГОСТ 9467—75 пли ГОСТ 10052-75 Марка
Э50А Э355А Э70 УОНИ-13/55; ДСК-50; УП-1/55; К-5А; Э-138/5ОН УОНИ-13/55У; ЛКЗ-70
Э85 VOHK 13'85- 18ХГС 18ХГС УОНИ 13,85, цЛ 18 НИАТ-ЗМ 08ХМ „„ т,„ 08ХМ
Э-ХМ УОНИ 13/45 ЦЛ Ж’ JIKa /UM’ ЦЛ-30
Э-ХМФ ЦЛ-20А; ЦЛ-39; ЛКЗ-70МФ-2
Э-ХМФБ S, ЦЛ-27Л ЦЛ-Z/b
Э-Х2МФБ 08Х2МФБ ЦЛ-26М
Э-Х5МФ 10Х5М ЦЛ17
ЭА-1Г6 08Х21Н10Г6 08Х21Н10Г6 08Х20Н9Г71 УОНИ 13/НЖ-2 ЭНФ-1 С Л-16
ЭА-2Г6 13Х25Ш8 13Х25Н18 30Х25Н16ГЭ ОЗЛ-9 ОЗЛ-9-1 ОЗЛ-9А
ЭА-ЗМФ 10Х16Н25АМ6 ,„д 10Х16Н25АМ6 10Х16Н25АМ6 ' 48А-9К ; <ЭЛ395<'9К); НИАТ-5 ЦТ-10 ' '
Если сталь перед сваркой подвергают термообработке, но после сварки отпуск невозможен из-за крупных размеров конструкции, то сталь данной марки можно использовать для изготовления такой конструкции только в том случае, если не предъявляется жестких требований к равнопрочности сварного соединения и основного металла в условиях статического нагружения. Для обеспечения свойств сварного соединения, гарантирующих требуемую его работоспособность, критерием необходимой температуры подогрева будет диапазон скоростей охлаждения Дшопт, обеспечивающий необходимый уровень механических свойств в околошовной зоне.
Аустенитными электродами обычно сваривают без предварительного подогрева, но при этом регламентируется время с момента окончания сварки до проведения термообработки изделия. Если сваривают среднелегированные стали с невысоким содержанием углерода (0,12—0,17%), то последующую термообработку проводят в исключительно редких случаях. Разделку заполняют
251
каскадом или горкой, причем длину участков рассчитывают согласно указаниям, изложенным в § 2 данной главы. Температура охлаждения зоны термического влияния в процессе сварки допускается не ниже Тъ = 150 -ь 200 °C.
Если термообработка сваренного изделия не может быть выполнена (например, из-за крупных размеров), то на кромки детали, подлежащие сварке, наплавляют аустенитными или низкоуглеродистыми (низководородистыми) электродами неза наливающийся слой металла такой толщины, при которой температура стали под слоем в процессе выполнения сварки нс превысит температуру отпуска при термообработке деталей с наплавленными кромками. Необходимая для соблюдения этого условия толщина слоя аустенитной или низкоуглеродистой наплавки может быть рассчитана по уравнению (54). При этом расчете принимают Ттах — = Топт. Детали с наплавленными кромками сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и последующей термообработки. Режимы сварки принимают в соответствии с рекомендациями для аустенитных электродов.
Механизированная сварка под флюсом. Конструктивные элементы подготовки кромок под автоматическую и полуавтоматическую сварку под флюсом выполняют такими же, как и при сварке углеродистых и низколегированных незакаливающпхся конструкционных сталей, т. е. в соответствии с рекомендациями ГОСТ 8713—70. Однако в диапазоне толщин, для которого допускается сварка без разделки и со скосом кромок, последней следует отдать предпочтение. Наряду с затруднениями, связанными с образованием холодных трещин в околошовпой зоне и получением металла шва и других зон сварного соединения со свойствами, обеспечивающими высокую работоспособность сварных соединений, при механизированной сварке под флюсом швы имеют повышенную склонность к образованию горячих трещин. Это связано с тем, что при данном способе сварки доля основного металла в металле шва достаточно велика.
В связи с этим в шов с расплавленным основным металлов! поступают легирующие элементы, содержащиеся в свариваемой стали, в том числе и углерод, концентрация которого в сталях этой группы достаточно высока. Влияние содержания углерода, серы и марганца в шве на склонность к образованию горячих трещин схематически представлено на рис. 124. Линия 1 служит границей раздела составов с низким содержанием углерода [С]мШ, при которых образуются или не образуются горячие трещины. При повышенном содержании углерода [С]^ц такой границей будет линия 3, в этом случае даже при низком содержании серы и большой концентрации марганца в шве могут возникнуть горячие трещины. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве будет минимальной.
252
Рис. 124. Влияние содержания углерода, серы и марганца в металле шва на склонность к образованию горячих трещин (схема):
^м.ш > ^]м.ш > [Йм.ш
Рис. 125. Влияние различных условий проведения механизированной сварки встык под флюсом на долю участия основного металла в шве (Y<>) •
Гиг — соединения без разделки кромок; з и 4 — соединения с разделкой кромок-Г и 3 — сварка при больших силах тока; г и 4 — сварка при малых силах тока
На рис. 125 показано влияние силы сварочного тока и скорости сварки на долю участия основного металла в образовании шва. Доля участия у(1 растет с увеличением силы тока и скорости сварки. Для уменьшения сварку следует проводить на минимально возможных силах тока и скоростях сварки, обеспечивающих получение швов заданных размеров и формы. Кроме того, для уменьшения у0 следует отдавать предпочтение разделке кромок под сварку.
При использовании для сварки низкоуглеродистых проволок в полной мере можно реализовать преимущество сварки под флюсом; получать швы с глубоким проплавлением, используя при однопроходной сварке стыковых соединений без разделки кромок повышенный сварочный ток и скорость сварки. Необходимый состав металла шва будет обеспечиваться повышением доли основного металла в шве, которую при выборе режима сварки во избежание перелегирования шва следует проверять расчетом.
Сварочные материалы (электродную проволоку и флюс) выбирают в зависимости от состава и назначения свариваемой стали. Для низколегированных сталей повышенной прочности (например 40Х, ЗОХГС, ЗОХНМ, ЗОХМА и им подобным) в зависимости от требований, предъявляемых к сварным соединениям, используют низкоуглеродистую проволоку Св-08А и легированные проволоки, например Св-10ГН, Св-08ГСМТ, Св-18ХГС и др.
Флюс выбирают в зависимости от марки электродной проволоки. При использовании низкоуглеродистой проволоки или низколегированной, не содержащей достаточного количества элементов раскислителей, сварку выполняют под кислыми высоко-
253
или среднемарганцовистыми флюсами (в зависимости от состава свариваемой стали). При использовании низколегированных проволок, содержащих элементы-раскислители в достаточном количестве, лучшие результаты (по механическим свойствам металла шва) обеспечивает применение низкокремнистых, низкомарганцовистых флюсов, например АН-15, АН-24, АН 20. При сварке теплоустойчивых сталей используют электродные проволоки, легированные молибденом или комплексно хромом, молибденом и ванадием, например Св-08ХМ, Св-08МХ, Св-08ХМФА и другие по ГОСТ 2246-70.
Сварку среднелегированных высокопрочных сталей аустенитной сварочной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Г19Г7Т выполняют только под слабо окислительными или безокислительными основными флюсами, предназначенными для сварки высоколегированных хромоникелевых сталей, например 48-ОФ-6, АН-20 и др. При этом режимы сварки должны обеспечивать требуемые размеры и форму швов и минимально возможное проплавление основного металла. С этой целью в некоторых случаях применяют сварку трехфазной дугой под плавлеными или керамическими основными флюсами.
Температуру предварительного подогрева при сварке низколегированных сталей с повышенным содержанием углерода рассчитывают по методике, изложенной в § 1 данной главы, причем расчетную скорость охлаждения Ашопт или в зависимости от характера термообработки до и после сварки и требований к свойствам сварных соединений выбирают на тех же основаниях, что и при ручной дуговой сварке.
Сварка в среде защитных газов. Сварка в среде защитных газов находит широкое применение прп изготовлении тонколистовых конструкций из низколегированных и среднелегированных высокопрочных сталей и конструкций из металла средней и большой толщины. Конструктивные элементы подготовки кромок под сварку в среде защитных газов следует выполнять в соответствии с требованиями ГОСТ 14771—69.
В зависимости от разновидности способа сварки в защитных газах подготовка кромок должна быть различной. Так как при сварке в защитных инертных газах расплавленный металл изолирован от атмосферного воздуха, то в сварочной ванне могут протекать металлургические процессы, связанные с наличием в нем растворенных газов и легирующих элементов, внесенных из основного или дополнительного металла. При использовании смесей инертных с активными газами возникают металлургические взаимодействия между элементами, содержащимися в расплавленном металле, и активными примесями в инертном газе.
Если в сварочной ванне содержится некоторое количество кислорода, то при высоких концентрациях углерода будет протекать реакция окисления его. Если концентрация углерода в сварочной ванне в период кристаллизации будет достаточно высокой,
254
то при отсутствии или недостатке других раскислителей реакция образования СО будет продолжаться, что может вызвать порообразование. Возникновению пор способствует также и водород, содержание которого при малой степени окислеиностп ванны может быть достаточно высоким.
Для подавления реакции окисления углерода в период кристаллизации металла шва в сварочной ванне должно содержаться достаточное количество раскислителей, например кремния или марганца. Наряду с этим устранение пор при отсутствии раскислителей при сварке с защитой аргоном может быть достигнуто некоторым повышением степени окисленности ванны за счет добавки к аргону кислорода (до 5%) пли углекислого газа (до 25%) в смеси с кислородом (до 5%). При этом интенсифицируется окисление углерода в зоне высоких температур (в головной части сварочной ванны), усиливается его выгорание, вследствие чего концентрация углерода и содержание кислорода в сварочной ванне к моменту начала кристаллизации уменьшаются и тем самым прекращается образование СО.
Интенсивное окисление углерода вызывает энергичное кипение сварочной ванны в головной ее части, за счет которого пузырьки окиси углерода, интенсивно выделяясь из ванны, захватывают и уносят выделяющийся из раствора водород, как бы очищая ванну. При сварке низколегированных закаливающихся сталей в инертных газах и их смесях с активными можно использовать любую из тридцати марок легированной проволоки, предусмотренных ГОСТ 2246—70; ту или иную марку необходимо выбирать в зависимости от состава и свойств свариваемых сталей и от требуемого состава металла шва. Так, например, при сварке молибденовых, хромомолибденовых и хромомолибденованадиевых сталей следует использовать одну из марок проволок, содержащих молибден, хром и молибден или хром, молибден и ванадий (например, Св-08МХ, Св-08ХМ, Св-08ХМФА и др.), в зависимости от состава свариваемой стали.
При сварке в углекислом газе — активном окислителе ванны — в составе проволоки обязательно, кроме других легирующих элементов, должны присутствовать раскислители — кремний и марганец (а иногда и титан). Поэтому для сварки в углекислом газе можно использовать только те проволоки, в составе которых содержатся эти элементы, т. е. в маркировке обозначены «Г» и «С», например Св-08Г2С, Св-08ГСМТ, Св-08ХГСМА, Св-08ХГСМФА и др. в зависимости от состава свариваемой стали и требований к механическим свойствам металла шва.
При сварке среднелегированных высокопрочных сталей в защитных газах (в большинстве случаев инертных или их смесях с активными) используют низкоуглеродистые легированные и аустенитные высоколегированные проволоки, например Св-10ХГСН2МТ, Св-ОЗХГНЗМД, Св-08Х20Н9Г7Т, Св-10Х16Н25-АМ6, Св-Х21Н10Г6. Однако равнопрочности ме-
255
талла шва и свариваемой стали получить не удается; обеспечить агрегатную равнопрочность сварного соединения и основного металла можно за счет эффекта контактного упрочнения мягкого металла шва. В этом случае работоспособность сварного соединения при данном соотношении свойств мягкой прослойки — шва и основного металла определяется относительной толщиной мягкой прослойки.
В наиболее полной степени эффект контактного упрочнения может быть реализован при применении так называемой щелевой разделки, представляющей собой стыковые бесскосные соединения с относительно узким зазором.
Отсутствие толстой шлаковой корки на поверхности шва позволяет выполнять пол уавтоматическую сварку в защитных газах короткими и средней длины участками (каскадом, горкой), сократить до минимума перерыв между наложением слоев многослойного шва, а также выполнять автоматическую двух- или многодуговую сварку дугами, горящими в различных плавильных пространствах таким образом, чтобы тепловое воздействие от выполнения последующего слоя на околошовную зону предыдущего происходило при необходимой температуре. Все это позволяет регулировать термический цикл наилучшим образом, добиваясь наиболее благоприятных структур в околошовной зоне.
Электрошлаковая сварка. Применение электрошлаковой сварки низколегированных сталей с повышенным содержанием углерода и среднелегированных глубокопрокаливающихся сталей наиболее рационально для соединения толстолистовых конструкций. Основные типы и конструктивные элементы сварных соединений и швов, выполняемых электрошлаковой сваркой, должны соответствовать требованиям ГОСТ 15164—69, который регламентирует основные типы соединений, выполняемых всеми разновидностями электрошлаковой сварки.
Для электрошлаковой сварки низколегированных сталей повышенной прочности и среднелегированных высокопрочных сталей применяют флюсы марок ЛН-8, АН-22 и др. При выборе электродной проволоки для электрошлаковой сварки следует исходить из требований к составу металла шва. Флюс практически мало влияет на состав металла шва вследствие малого его количества. Поэтому только в случае необходимости легирования шва элементами, обладающими большим сродством к кислороду (например Ti, Al), следует применять флюсы на основе фторидов или системы CaF2—СаО—А12О3.
Электродные проволоки при сварке проволочными электродами и плавящимся мундштуком в зависимости от состава свариваемой стали и требований, предъявляемых к шву, выбирают из числа групп легированных или высоколегированных проволок по ГОСТ 2246—70, например Св-08ХГ2С, Св-08ГСМТ, Св-18ХМА, Св-10Х5М и др. Пластины при сварке плавящимся мундштуком и пластинчатыми электродами изготовляют из аналогичных сталей.
256
Рис. 126. Направленность столбчатых кристаллитов в шве, выпол-понном электрошлаковой сваркой: а — при узкой и глубокой металлической ванне; б — при нормальной ширине ванны
Высокие значения погонной энергии при электрошлаковой сварке позволяют в ряде случаев выполнять ее без предварительного подогрева, даже при сварке низко
легированных сталей с повышенным содержанием углерода. Однако при неблагоприятных условиях и при электрошлаковой сварке могут возникать горячие трещины в шве и горячие и холодные трещины типа отколов в околошовной зоне. Трещины-отколы возникают преимущественно в начале шва и на участках возобновления процесса из-за случайных перерывов.
Для предупреждения горячих трещин в шве необходимо выполнять сварку на режимах, обеспечивающих получение относительно неглубокой и широкой металлической ванны. При этом столбчатые кристаллиты по мере приближения их к оси изгибаются кверху, вследствие чего отсутствует резко выраженная встреча кристаллитов (рис. 126, б). Наоборот, при сварке на режимах, при которых образуется узкая и глубокая сварочная ванна, столбчатые кристаллиты, растущие от противоположных кромок, почти не изменяют своего направления, и при их встрече образуется резко выраженная плоскость слабины (рис. 126, а). Для предупреждения трещин в околошовной зоне при сварке жестко закрепленных элементов необходимо применять предварительный подогрев до температуры 150—200 °C.
Низкие скорости охлаждения околошовной зоны при электрошлаковой сварке приводят к длительному пребыванию ее в области высоких температур, вызывающих рост зерна и охрупчивание металла. Поэтому после электрошлаковой сварки низколегированных сталей с повышенным содержанием углерода и среднелегированных высокопрочных сталей необходима высокотемпературная термообработка сваренных изделий для восстановления механических свойств до необходимого уровня. Время с момента окончания сварки до проведения термообработки должно быть регламентировано.
9 А. И. Акулов и др.
VIII
ГЛАВА
ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ МАРТЕНС ПТНЫХ, МАРТЕНСИТНО-ФЕРРИТНЫХ И ФЕРРИТНЫХ СТАЛЕЙ
§ 1. СОСТАВ II СВОЙСТВА
Хром от точки плавления до низких температур пмеет решетку объемно-центрированного куба, изоморфную «-железу. В связи с этим легирование железа хромом сужает область у-растворов (рис. 127). По влиянию хрома на положение у-области в сплавах Fe—Сг, а также хромистых сталях, содержащих углерод, условье можно выделить три группы сплавов: 1) с у «-превращением; 2) без у a-превращения; 3) с частичным превращением.
Хром придает сплавам с железом ряд специфических свойств. Так, при наличии в растворе ~'/8 атомов хрома (~12% Сг по массе) возникающая при окислении поверхностная пленка приводит к пассивации этой поверхности. Сталь становится коррозионно-стойкой при относительно невысокой температуре. Для обеспечения окалиностойкости при более высоких температурах (800—1050° С) относительная часть хрома в сталях должна быть увеличена (примерно до 30% по массе). Для обеспечения коррозионной стойкости применительно к различным агрессивным средам концентрация хрома в сталях может быть различной.
Хром ио отношению к кислороду обладает несколько большим сродством, чем железо, и образует окисел Сг2О3 с высокой температурой плавления. Хром также обладает большим сродством к углероду, чем железо, и является карбидообразующим элементом. Он может входить в состав карбидов типа цементит (Fe, Сг)3С и образует карбиды типов Сг7С3 и Сг23Св (иногда с частичной заменой атомов хрома другими, в частности железа, например (Fe, Сг)23С6]. Карбиды хрома термически более стойкие по сравнению с карбидом железа, они растворяются медленнее и при более высоких температурах. В связи с этим для гомогенизации твердых растворов Fe—Сг—С требуется более высокая температура (рис. 128) и более длительная выдержка, чем для углеродистых сталей (~900° С).
Температурная область существования у-растворов в хромистых сталях значительно изменяется в зависимости от содержания в них хрома и углерода (рис. 129), хотя в меньшей степени
258
она зависит от содержания в сплаве и других элементов — никеля, молибдена и пр. Хромистые стали при содержании менее 0,2% С и более 16% Сг не имеют у-фазы при любых температурах от комнатной до плавления и являются ферритными.
Наличие хрома в сталях в связи с замедлением процессов распада у —> а значительно снижает критические скорости охлаждения Поэтому мартенсит в результате бездиффузиоп-ного превращения аусте
Рис. 127. Структурная диаграмма системы Fe—Сг
нита в хромистых сталях
может быть получен при значительно меньшем содержании угле
рода и меньших скоростях охлаждения, чем в пелегированных углеродистых сталях (рис. 130). При более высоком содержании хрома (рис. 130, в) устойчивость аустенита настолько высока, что даже при температуре его наименьшей устойчивости (-~700°С) для его распада требуется около 300 с. При непрерывном охлаждении, как это имеет место в условиях сварки, скорости охлаждения в области температур 800—650° С даже ~0,2% °С/с приводят к получению полностью мартенситной
структуры.
Оптимальные механические свойства, т. е. высокую прочность при достаточно высокой пластичности такие хромистые стали
Рис. 129. Область существования у-фазы в хромистой стали в зависимости от содержания хрома и углерода
Ряс. 128. Зависимость твердости хромистой стали от температуры гомогенизации и концентрации углерода:
1 — 12% Сг; 0,3о% С; 2 — 12% Сг; 0,12% С;
3 — 12% Сг; 0,05% С; 4 — 12% Сг; 0,01% G1 5 — 13% Сг; 0,01% С
9*
259
Рис. 130. Диаграммы изотермического превращения хромистых сталей с различным содержанием хрома:
а — 0,4% С; 0 % Сг; б — 0,4% С; -3,5% Сг; в — 0,11% С; 12,2% Сг
получают после двойной термообработки: закалки и высокого отпуска.
Высоколегированные хромистые стали (обычно с содержанием 10,5 — 12% Сг) при их дополнительном легировании молибденом, вольфрамом, ниобием, ванадием, а иногда и никелем обладают повышенным сопротивлением ползучести при работе под напряжением при повышенных температурах. Их используют как жаропрочные применительно к температурам эксплуатации до ~600° С.
Ряд высокохромистых сталей в зависимости от режима термообработки и температуры эксплуатации изделия могут изменять свои структуру и свойства, в основном приобретая хрупкость. В зависимости от химического состава стали и влияния термического воздействия в хромистых сталях наблюдаются: 475°-ная хрупкость; хрупкость, связанная с образованием о-фазы; охрупчивание феррита, вызываемое нагревом до высоких температур. 475°-ная хрупкость появляется в хромистых сплавах и сталях при содержании 15—70% Сг после длительного воздействия температур 400—540° С (особенно ~175° С). Добавки титана и ниобия ускоряют процесс охрупчивания при 475°.
При небольших концентрациях хрома в сталях тепловая выдержка при температурах —-600—880° С не вызывает появления хрупкой при более низких температурах о-фазы. Содержание более 20—25% Сг вызывает довольно интенсивное выпадение сг-фазы. Марганец, молибден и некоторые другие легирующие элементы способны расширять область существования о-фазы и интенсивность ее образования.
Выпадение о-фазы, а также процессы, вызывающие появление 475°-ной хрупкости, приводят к понижению и коррозионной стойкости хромистых сталей. Кроме того, о-фаза снижает сонротивле-
260
пие ползучести при высоких температурах. Исключить вредное влияние 475°-ной хрупкости и выпадения сг-фазы возможно нагревом выше температур их образования (соответственно выше 550° С и примерно 900° С) с последующим быстрым охлаждением до 400° С или более низкой температуры.
Высоколегированные хромистые стали, находящиеся в ферритном состоянии, при температурах выше 1150° С обладают склонностью к быстрому росту зерна. Так как в таких сталях обычно присутствует и карбидная фаза, то при быстром нагреве и охлаждении, характерном для условий сварки, растворяющиеся карбиды обогащают углеродом только микрообъемы металла, прилегающие к ним, без общей гомогенизации, в результате чего в этих участках создаются условия протекания в них превращений а —> у, а прп охлаждении — у —> а. Наиболее вероятны эти процессы вблизи границ зерен. В результате таких процессов и создающихся при этом локальных напряжений металл после быстрого охлаждения становится малопластичным прп обычных температурах. Улучшения пластичности можно достичь последующим отжигом или высоким отпуском при температуре 730—790° С (в зависимости от состава стали).
При испытаниях надрезанных образцов на удар хрупкие разрушения переходят в вязкие при повышении температур испытания. Снижает температурный интервал перехода в хрупкое состояние некоторое увеличение содержания в стали углерода и для ферритных сталей — азота (примерно в количествах 1/1()0 от концентрации хрома). Такие добавки уменьшают склонность к росту зерна при высоких температурах и улучшают сварочные свойства сталей.
В соответствии с влиянием хрома и углерода (при обычном содержании сопутствующих примесей) на кристаллическую ре-
261
тетку по структуре при обычных (близких к комнатной) температурах хромистые стали различают как мартенситные, мартеп-ситпо-ферритные и ферритные (рис. 131). Влияние хрома и углерода на выклинивание у-области для наиболее распространенных составов высокохромистых сталей показано на рис. 132.
Таблица 64. Составы, основные свойства высокохромистых сталей
Марка стали Содержание элементов, % по
С Si Мп Сг W Мо V
08X13 <0,08 <0,80 <0,80 11,0—13,0 — — —
13Х11Н2ВМФ 0,10—0.16 <0,60 <0,60 10,5—12,0 1,6—2,0 0,35—0,50 0,18—0,30
15Х11МФ 0,12—0.19 <0,50 <0,70 10,0—11,5 — 0,6—0,80 0,25—0,40
18Х12ВМФБР 0,15—0,22 <0,50 с 0,50 11,0—13,0 0,40—0,70 0,50—0,70 0,15-0,30
12X13 0,09—0,13 <0.80 <0,80 12,0—14,0 — — —
10Х12НД <0,10 <0,40 0,30—0,50 12,0—13.5 — — —
20X13 0,16—0,25 <0,80 <0,80 12,0—14,0 — — —
12X17 С 0,12 <0,80 <0,80 16,0—18,0 — - —
08Х17Т <0,08 <0,80 <0,80 16,0—18,0 — — —
14Х17И2 0,11—0,17 <0,80 <0,80 16,0—18,0 — — —
15Х18СЮ <0,15 1,0-1,5 <0,8 17,0—20,0 — — —
15X28 <0,15 <1,0 <0,80 27,0—30,0 — — —
Средне- и высоколегированные хромистые стали (до 12—13% Сг и С 0,05 -т- 0,06%), имеющие область аустенита при высоких температурах, после охлаждения даже с умеренными скоростями при комнатной температуре приобретают мартенситную структуру.
При более высокой концентрации хрома (больше ~16% при 0,06% С) сталь в процессе нагрева не будет целиком переходить в состояние аустенита, а будет иметь некоторое количество непре-вращепиой ферритной фазы. Последующее ее охлаждение приведет к получению смешанной мартенсптно-ферритной структуры, причем увеличение содержания хрома в стали (при С = const) способствует относительному увеличению ферритной составляющей в структуре.
262
Дальнейшее увеличение содержания хрома при малой концентрации углерода приведет к тому, что сталь при любых температурах сохранит ферритную структуру. Такая структура получается и при любой скорости охлаждения. Различие может быть только в относительном количестве выпавших карбидов.
массе Структурный класс Основные свойства Назначение
Ni Прочие
— — Феррито-мартенсит Коррозионно-стойкая Химическая аппаратура, цилиндры газовых турбин
1,5-1,8 Мартенсит Мартснситно-феррптный Жаропрочная до 600 °C окалиностойкая до 750 °C Жаропрочная до 500 °C Диски компенсаторов, лопатки и другие нагруженные детали Рабочие и направляющие лопатки паровых турбин
— Nb=0,20 — 0,40 » Жаропрочная до 600 °C Роторы, диски, лопагки, болты
— — » Кор ро зионно-стой -кая, жаропрочная до 550 °C Лопатки паровых турбин, клапаны, трубы, болты
1,0—1.5 Си = 0,8-М,3 » Коррозионно-стойкая, кавитационностойкая Лопатки гидротурбин
— — Мартенситный Кор рози онио-стойка я, жаропрочная до -500 СС Лопатки паровых турбин, клапаны, трубы, болты
— Ti = 5C 4*0,8 Ферритный » Кислотостойкая, жаростойкая Коррозионно-стойкая, жаростойкая Оборудование азотнокислотных и консервных заводов Оборудование азотнокислотных заводов, детали в средах средней агрессивности
1,5-2,5 — Мартенситный Коррозионно-стойкая, окалиностойкая Оборудование азотнокислотных консервных заводов, бытовые детали
— Al = 0,74-1,2 Ферритный Коррозионно-стойкая, жаростойкая Жаростойкая до 1100 °C Некоторые элементы котельных установок
Аппаратура для гипохло-рида натрия, азотной и фосфорной кислот
Таким образом, при ~0,05—0,06% С стали с содержанием до 12—13% Сг будут относиться к мартенситному классу; при 13— 16% Сг — к мартенситно-ферритному, а при Сг > 16% — к ферритному. При большей концентрации углерода соответственно граничные значения по хрому смещаются в область его больших концентраций.
Свариваемость хромистых сталей и свойства сварных соединений в значительной степени зависят от того, к какому классу относится свариваемый металл. Свариваемость мартенситно-феррит-ных сталей практически приближается к сталям мартенситного класса. Составы наиболее распространенных высоколегированных хромистых сталей, выпускаемых в СССР и их примерное назначение, приведены в табл. 64.
263
§ 2. ВЫБОР ВИДОВ СВАРКИ И СВАРОЧНЫХ МАТЕРИАЛОВ
Свойства сварных соединений высокохромистых сталей, наиболее близкие к свойствам катаного или кованого основного металла, могут быть получены только в тех случаях, если химический состав металла швов подобен свойствам свариваемого металла и после сварки возможна термообработка в виде высокого отпуска. Однако это не всегда выполнимо, особенно в условиях монтажа или ремонта.
Применение швов состава, аналогичного свариваемому, без усложнения технологии (предварительного и сопутствующего подогрева) и последующей термообработки во многих случаях приводит к появлению в сварных швах п в золе термического влияния трещин и к низкой деформационной способности сварных соединений.
Поэтому в таких случаях приходится отказываться от получения швов, подобных по составу свариваемой хромистой стали. Более работоспособные сварные соединения получаются при аустенитной или аустенитно-ферритпой структуре металла сварных швов, обычно хромоникелевых с достаточным количеством аустенизаторов, в основном никеля и марганца. При таких швах последующая термообработка по режиму, благоприятному для измененного сварочным термодеформационным циклом основного металла, как правило, ухудшает свойства металла шва и вызывает резкие перепады остаточных напряжений вблизи границы сплавления. Поэтому термообработку для таких сварных соединений обычно не применяют.
Однако даже при получении швов состава, подобного составу основного металла, необходимо учитывать, что часть наиболее ценных свойств сварных соединений может быть получена, когда шов по составу несколько отличается от свариваемой стали, например имеет меньшую концентрацию углерода, содержит некоторое количество титана и т. д. В связи с тем, что такое регулирование состава металла шва легче обеспечивается при дуговой сварке, эти виды сварки наиболее распространены при изготовлении и ремонте изделий из высокохромистых сталей. До последнего времени большинство сварочных работ с этими сталями выполняют ручной дуговой сваркой стальными покрытыми электродами. Наряду с этим используют дуговую сварку плавящимся электродом в углекислом газе, в инертных газах (аргоне, аргоно-гелиевых смесях) и сварку под специальными флюсами.
В связи с тем, что растворяющийся при сварке в расплавленном металле водород значительно усиливает склонность к образованию холодных трещин в хрупком металле швов и околошовпой зоны, для ручной сварки высокохромистых сталей не следует применять электродные покрытия, содержащие в качестве газообразующих органические соединения. В этом случае используют электродные покрытия фтористокальциевого тина1 при которых
264
газовая защита сварочной зоны образуется за счет распада карбонатов покрытия, в основном мрамора.
Образующиеся при этом высококальциевые шлаки благоприятны для удаления из сварочной ванны серы и фосфора — вредных примесей, ограничиваемых в высокохромистых сталях в большей степени, чем в обычных углеродистых (см. табл. 64). Окислительное влияние газовой фазы (СО2 и продуктов ее распада) компенсируется использованием электродов, содержащих раскислители в металлическом стержне или чаще в покрытии.
Для уменьшения возможного поглощения водорода при сварке электроды перед сваркой следует прокаливать при повышенных температурах (450—500° С, длительность 2 ч). Сварку выполняют постоянным током обратной полярности.
Весьма благоприятные металлургические условия при сварке высокохромистых сталей создает сварка в инертных защитных газах, как правило, в аргоне и в некоторых смесях на его основе. Причем в основном используют сварку иеплавящимся вольфрамовым электродом, а присадочный материал подбирают аналогичным желаемому составу наплавленного металла. При этом виде сварки в шов удается вводить почти без потерь такие весьма активные элементы (улучшающие свойства металла шва), как титан и алюминий. Однако по причинам понижения производительности сварки и ее низкой экономичности применение этого метода обычно ограничивается изготовлением изделий малых толщин и выполнением корневого валика в многослойных швах металла больших толщин, например в изделиях турбостроения.
В связи с тем, что ценный для свойств металла шва азот (для большинства таких сталей) при содержании его более 0,08% может вызывать пористость, его количество в металле шва следует ограничивать, обеспечивая хорошую газовую защиту расплавленного металла от воздуха, и не допускать большего его количества в защитном газе.
Сварка плавящимся электродом в углекислом газе хотя и обеспечивает обычно достаточное оттеснение воздуха от сварочной зоны, однако оказывает значительное окислительное воздействие на металл. Для борьбы с недопустимым окислением металла шва в электродную проволоку необходимо вводить специальные раскислители в количествах, достаточных для предохранения от выгорания основных элементов, определяющих свойства металла шва. Принципиально возможна и разработка порошковых проволок для сварки рассматриваемых сталей.
Сварка под флюсом также требует разработки специальных сварочных материалов. Широко применяемые окислительные высо-кокремпистые, высокомарганцовистые флюсы не пригодны для сварки высокохромистых сталей в связи с происходящими при этом процессами окисления не только активных легирующих
265
элементов, по п основного легирующего элемента — хрома. Так, развитие реакций
4 [Сг] фЗ (SiO2) 2 (Сг2О8) + 3 [Si];
2 [Сг] + 3 (МпО) (Сг2О3) 3 [Мп] приводит и к выгоранию хрома (иногда в количествах до 2%) и появлению в металле швов дополнительных количеств кремния, марганца и окислов. В ряде случаев повышение концентрации кремния, а также марганца в высокохромистом металле вредно для его свойств, в частности уменьшает его пластичность и вязкость.
Фторидные бескислородные флюсы не обеспечивают достаточно хорошего формирования швов. Поэтому для сварки высокохро-мистых сталей рекомендуется применение либо безокислительного, высокоосновного флюса 48-ОФ-6, почти не изменяющего в процессе плавления состава электродной проволоки, либо слабо-окислителыюго (за счет введения в нпзкокремнпстый флюс некоторого количества окислов железа) флюса АН-17 в комбинации со специальными проволоками 15Х12НМВФБ и 15Х12ГНМВФ. В связи с тем, что при флюсе 48-ОФ-6 выгорание легирующих элементов меньше, чем прп флюсе АН-17, прочность и длительная прочность металла швов, выполненных с флюсом 48-ОФ-6, выше, но при мепыней длительной пластичности. Для увеличения их длительной пластичности требуется в этом случае менее легированная электродная проволока.
При выборе вида сварки, сварочных материалов и режимов сварки высокохромистых сталей, особенно жаропрочных, необходимо учитывать, что даже небольшие отклонения в химическом составе металла швов (по ряду элементов в пределах десятых долей процента) могут приводить к значительному изменению их служебных свойств. Причиной этому, как правило, является гетерогенность структуры металла (например, наличие зерен структурно-свободного феррита в сорбитной основе отпущенного мартенсита).
При использовании аустенитного или аустенитно-ферритного наплавленного металла обязательно необходимо учитывать и долю основного металла, попадающего в металл шва и тем самым влияющего па его состав, структуру и свойства.
§ 3. СВАРКА МАРТЕНСИТНЫХ И МАРТЕНСИТНО-ФЕРРИТНЫХ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
Стали мартенситного класса в условиях сварочного термического цикла в участках зоны термического влияния (а также и в металле шва, если он подобен по составу свариваемому металлу) закаливаются на мартенсит. Высокая твердость и низкая деформационная способность металла с мартенситной структурой в результате
266
деформаций, сопровождающих сварку, а также длительного воздействия высоких остаточных и структурных напряжений, всегда имеющихся в сварных соединениях в исходном состоянии после сварки, приводят к возможности образования холодных трещин. Они, как правило, образуются на последней стадии непрерывного охлаждения (обычно при температурах 100° С и более низких) или при выдержке металла при комнатных температурах. Водород, находящийся в металле сварного соединения и диффундирующий в него даже при низких температурах, значительно способствует образованию холодных трещин.
Крупнозернистый металл швов и в зоне термического влияния более склонен к образованию трещин, чем мелкозернистый. Поэтому модифицирование металла швов, предупреждающее рост зерпа (например, титаном), и применение более жестких режимов (с меньшей погоипой энергией) являются мерами, уменьшающими вероятность образования трещин.
Повышение жесткости свариваемых изделий увеличивает вероятность образования трещин, причем тем в большей степени, чем меньшей деформационной способностью обладает закаленный металл (больше содержания в нем углерода). Так, сварка в углекислом газе без предварительного подогрева в изделиях небольшой жесткости не вызывает трещин при толщине сталей 08X13 до 18 мм, 12X13 до 10—12 мм и 20X13 до 8—10 мм.
Радикальная мера предотвращения трещин — применение предварительного и сопутствующего сварке подогрева. Обычно для хромистых сталей мартенситного и мартенеитно-ферритных классов рекомендуется общий (пли иногда местный) подогрев до температуры 200—450° С. Температуру подогрева повышают с увеличением склонности к закалке (в основном с увеличением концентрации углерода в стали) и жесткости изделия. Однако возможно и даже предпочтительней не нагревать металл до температур, вызывающих повышение хрупкости, например в связи с синеломкостью, и ограничивать температуру сопутствующего сварке подогрева.
Так, для стали 08X13 такой температурой оказывается 100— 120° С. Соответственно могут быть ограничены и температуры подогрева для других сталей, например 12X13, 20X13. Верхний предел сопутствующего подогрева следует ограничивать переходом стали к отпускной хрупкости или синеломкости, т. е. температурой для различных сталей в интервале 200—250° С. При любом виде сопутствующего подогрева чрезвычайно опасны резкие охлаждения ветром или сквозняками, так как при этом весьма вероятно появление трещин.
Ни низкий, ни достаточно высокий подогрев не предохраняют от прохождения распада по мартенситному механизму. Поэтому в состоянии после сварки с характерным для этих условий быстрым охлаждением сварные соединения имеют высокую твердость и достаточно низкую вязкость (рис. 133). Сталь 08X13 при верх
267
нем пределе по углероду и нижнем по хрому приближается к сталям мартенсптно-ферритного класса, но имеет все же более низкую твердость и более высокое значение ударной вязкости. Для сталей 20X13 и 12X13 ударная вязкость в основном металле вблизи шва падает с 8—18 до 1—3 кгс-м/см2 соответственно.
Для улучшения структуры и свойств необходим высокий отпуск (рис. 134). Структура после отпуска характеризуется обычно сорбитом отпуска, с тем или иным количеством свободного феррита. Более высокие свойства получатся при почти полном и полном отсутствии в структуре свободного феррита. Однако термообработка не может проводиться вне временной связи со сварочной операцией. Если непосредственно после сварки остудить изделие до комнатных температур, то образуется структура мартенсита. Последующий ее высокий отпуск при термообработке
приведет к получению хорошей сор-битной структуры. Однако за период охлаждения при температурах ниже 100° С и за период вылеживания изделия до начала термообработки в сварных соединениях могут образовываться трещины, выходящие па поверхность, и внутренние падрывы размером 1—4 мм, которые потом могут начать развиваться.
Рис. 133. Твердость п ударная вязкость основного металла в зоне термического влияния при сварке сталей 08X13 (7), 12X13 (2), 20X13 (5) в исходном состоянии после сварки (штриховые линии) и после отпуска при 700° С 3 ч (сплошные линии)
Рис. 134. Изменение твердости и ударной вязкости основного металла зоны термического влияния вблизи границы сплавления. Сварные соединения сталей 14Х17Н2 (а) и 20X13 (б) толщиной 4 мм после сварки и отпуска
268
Рис. 135. Термический цикл основного металла в зоне термического влияния при сварке и последующей термообработки закаливающихся хромистых сталей:
сплошные линии — сопутствующий подогрев ~380° С;
1 — после сварки охлаждение до комнатной температуры; 2 — после сварки посадка в печь; з — после сварки подстуживание и выдержка до термообработки; 4 — сопутствующий подогрев ~160° G, после сварки «отдых» при -^100° С 4 ч и затем термообработка
Если же после сварки с подогревом выше верхней мартенситной точки изделие посадить сразу в печь, не снижая температуры, то мартенситного превращения не произойдет, трещины в соединениях не образуются, но конечная структура будет грубозернистой ферритно-карбидной. Металл с такой структурой обладает и малой прочностью и низкой вязкостью. Наилучшие свойства могут быть получены при «подстуживании» примерно до 120—100° С после сварки с температур сопутствующего подогрева, выдержке при этих температурах ч (для завершения распада аустенит-мартенсит, без образования трещин) и посадке в печь всего изделия на термообработку.
Такие же результаты могут быть получены, если при температуре 100—120° С дать металлу в районе сварных соединений «отдых» (изотермическую выдержку) в течение 10 ч. Тогда изделие может быть охлаждено далее до комнатной температуры и вылеживаться до термообработки в течение достаточно длительного времени. Трещин после такого отдыха не наблюдается, а структура и свойства после термообработки — отпуска получаются оптимальными. Схема термических режимов, обеспечивающих получение сварных соединений без трещин и с благоприятными конечными структурами и свойствами приведена на рис. 135.
Свойства сварных соединений с точки зрения равнопрочности с основным металлом зависят не только от режима термообработки после сварки, но и от режима термообработки изделия перед сваркой. Так, если отпуск после закалки перед сваркой проводили при температурах ниже тех, которые используют при термообработке
269
Рис. 136. Влияние режима термообработки на твердость основного металла в зоны высокого отпуска стали 15Х12ВМФ при исходной твердости:
I — высокой (отпуск до сварки при <580° С); 2 — низкой (отпуск до сварки прп 700° С) О — твердость основного металла; @ — то же, участка высокого отпуска при сварке
после сварки, то обычно в сварных соединениях обнаруживается наиболее слабая зона в нескольких миллиметрах от границы сплавления (до 4—5 мм), в которой прп сварке достигались температуры наиболее разупрочпяющего отпуска. Термообработка после сварки в таких случаях не восстанавливает свойств металла в этой зоне до свойств основного металла (рис. 136). Для обеспечения равнопрочности рекомендуется отпуск после сварки при температуре на ~20с С ниже отпуска заготовок до
сварки.
Термообработка сварных соединений после сварки влияет не только па механические свойства, но и ряд специальных свойств — коррозионную стойкость, жаропрочность и др. Так, например,
контактирование закаленного металла шва и зоны термического влияния с незакаленным (отпущенным) основным металлом приводит к появлению избирательной коррозии металла закаленной зоны в сварных соединениях из стали 14Х17Н2. Прп этом коррозионная стойкость зависит и от соотношения поверхностей, взаимодействующих с агрессивной средой (рис. 137).
Хромистые стали ферритные и мартенситно-ферритные обладают некоторой склонностью к межкристаллитной коррозии (м. к. к.). Особо высокую склонность к м. к. к. они приобретают после быстрого охлаждения с высоких температур. Для восстановления стойкости против м. к. к. возможно применение
высокого отпуска, причем
его температура и длительность для различных сталей различна.
Применение видов сварки, в основном ручной дуговой, обеспечивающих получение наплавленного металла с аустенитно-ферритной
Рис. 137. Влияние соотношения поверхностей незакаленпой (ом) и закаленной (з. т. в.) стали 14Х17Н2на скорость коррозии в кипящей 56 %-ной азотной кислоте:
1 — скорость коррозии закаленного металла;
2 — то же, незакаленного металла
270
структурой, для получения соединений хромистых сталей мартенситного и мартенситно-ферритного классов, как правило, не обеспечивает равнопрочности сварных соединений и может быть рекомендовано только для условий работы прп статической нагрузке с не очень большими напряжениями (табл. 65, 66).
Таблица 65. Сварочные материалы для сварки мартенситных и мартенситпо-фсрритных хромистых сталей
Марка стали Виды сварки
Ручная покрытыми электродами В углекислом газе Автоматическая под флюсом
Электроды Марка проволоки ЭЛРКТрОДНОГО стержня Электродная проволока Электродная проволока Флюс
12X13; 20X13 УОНИ- 13.1X13 СН-10Х13 Св-08Х14ГНТ (Св-10Х13) Ш1-08Х14ГТ Св-0(!Х13 Св-08Х14ГТ АН-30 АН-17, АН-18
15X11МФ KTII-9 СВ-10Х11МФН — — —
15Х12ВНМФ; Х11ЛБ кти-10 Св-ЫХ11ВМФП Св-10Х11ИВФМ — —
15X11МФБ; ХИЛА кти-io Св-1С1Х11ВМФН Св-15Х12НМВФБ Св-15Х12ГНМФБ Св-ЮХИВМФБ АН-10 АН-17
13Х11В2МФ ПЛ-32 Св-10Х11ВМФН Св-15Х12НМВФБ 15Х12ГНМФБ Св-15Х12НМВФБ Св-10Х12НВФМ (48-ОФ-6) АН-17
14Х17Н2 ЭА-898/21 АНВ-2 СВ-08Х19Ш0Б СВ-08Х18П2ГТ СВ-08Х18Н2ГТ (СВ-08Х14ГНТ) — —
§ 4. СВАРКА ВЫСОКОХРОМИСТЫХ ФЕРРИТНЫХ СТАЛЕЙ
К ферритным высокохромистым сталям относятся стали с 13% Сг при очень низком содержании углерода (например, па нижнем уровне углерода в стали 08X13) ряд нпзкоуглеродистых сталей с 17% Сг и добавками титана, а также молибдена (марки 12X17, 08Х17Т, типа 08Х17М2Т), а также с 25—30% Сг (например, марки 15Х25Т). Общей характеристикой для этих сталей служит их склонность к росту зерна при высокотемпературной обработке, в том числе и в результате сварочного нагрева в зоне термического влияния и в металле швов (при их составе, аналогичном ферритным сталям). При крупном зерне такие стали теряют пластичность и вязкость при комнатных и более низких температурах
На рис. 138 показано изменение ударной вязкости в зависимости от температуры испытания стали О8Х17Т и металла зоны термического влияния при автоматической сварке под флюсом. При этом вакуумный и электрошлаковый переплавы высокохромистых сталей хотя и позволяют за счет уменьшения содержания газов и неметаллических включений повысить ударную вязкость основного металла, но они не исключают понижения вязкости около-шовных зон сварных соединений.
271
tc Таблица 66. Состав и свойства наплавленного металла при ручной дуговой сварке покрытыми электродами и сварке м и углекислом газе хромистых сталей с использованием наиболее распространенных сварочных материалов
Сварочные материалы Содержание основных легирующих элементов в наплавленном металле Режим отпуска Механические свойства при 20° С Длительная прочность
О02» кге/мм2 i о а в, % % aiV кге -м/см2 Температура испытания, °C ад- п (на 1(F)
УОНИ-13/1Х13 0,09—0.13 % С 11.0—13,0 % Ст 760 °C, 4 ч 58 86 14,0 54 6 480 600 16 1,7
Электроды КТИ-9 0.10—0.13% С; 0,6—0.9% Мо: 0.60—0.90% Ni; 9,5—11.5% Сг; 0,2—0,4% V 730 °C, 5 ч 60 75 15 56 5 550 15
КТИ-10 0.10—0.13% С; 0,6—0.9% Мо; 0,6—0.9% Ni; 9.5—11.5% Сг; 0,2—0.4% V; 0,8—1,3% W 730 °C, 5 ч 60 75 15 55 5 580 12—13
ЦЛ-32 0.12—0.16% С; 0.9—1.2% Мо; 0.8—1.10% Ni; 10,0—12,0% Сг; 0,2—0,4% V; 0,9—1.2% W 730 °C, 7 ч 60 75 12 40 4 600 12
Электродная проволока при сварке в углекислом газе Св 08Х14ГНТ ~ 0,12% С; ~ 12,5% Сг 700 °C, 3 ч 58 74 18 52 6,5 500 14
15Х12НМВФБ ~ 0.15% С; ~ 0.55% Мо; ~ 0.75% Ni; ~ 11.0% Сг; ~ 0.25% V;~0.6% W; ~ 0,15% Nb 720 °C, 2 ч 83 97 12 39 5,5 600 11—13
ue-e
Продолжение табл. 66
Сварочные материалы Содержание основных легирующих элементов в наплавленном металле Режим отпуска Механические свойства при 20° С Длительная прочность
S gg Ой ств-кгс/мм2 а, % кге • м/см2 Температура испытания, °C °Д. п (на 10е)
15Х12НМВФБ Флюс 48-ОФ-6 0,15% С; 0.83% Мо; 0.67% Ni; 11.23% Сг; 0.40% V; 1.12% W; 0,11% Nb; 1,53% Si 71.7 48,6 86.0 51,3 14,7 17,6 42,е 66,6 5.8 13,7 600 и
Сварочные материалы прп сварке подфлю- Флюс АН-17 ~ 0.12% С; 0,85% Мо; 0.70% Ni; 10.340/0 Сг; 0,37% V; 1,18% W; 0.09% Nb; 0,79% Si 750 °C, 5 ч* 60.0 41.3 78,5 47.3 18.1 20.0 44,7 69,4 5.5 17,0 600 и
сом стали марки ВХ11В2МФ (металл шва) 15Х12ГНМВФ Флюс 48-0 Ф-6 0.16% С; 0.89% Мо; 0.9ч% Ni; 11.0% Сг; 0.37% V; 0,80% W; 0,30% Si 71,8 40.5 84,3 42,5 14,6 19,4 47,5 75,8 7,1 17,5 600 10
Флюс АН-17 0.11% С; O.75o/o Мо; O,89o/0 Ni; 10.0% Сг; 0,30% V; 1,12% W; 0.23% Si 58.8 39,2 74,0 42.2 18,4 19.3 60,5 74.9 7,8 16,0 600 8
* В числителе свойства при 20, а в знаменателе — при 600 °C.
Рис. 138. Зависимость ударной вязкости стали 08Х17Т толщиной 10 мм (ом) п металла зоны термического влияния (з. т. в.) от температуры испытания
При отсутствии титана или при I Ti малом его количестве „ , < 7
\С-]-6/7Г'1 )
в сталях нагрев выше температуры ~ 950 °C и быстрое охлаждение приводят к ухудшению их общей коррозионной стойкости и появлению склонности к межкристаллитной коррозии. Отпуск при температуре 760—780° С улучшает и пластичность и коррозионную стойкость основного металла и сварных соединений.
В целях максимального ограничения роста зерен при сварке предпочтительны методы с сосредоточенными источниками теплоты (например, дуговая сварка предпочтительней газовой) и малой погонной энергией. Наиболее распространены
ручная дуговая сварка покрытыми электродами и механизированная в углекислом газе и под флюсом Для малых толщин иногда
применяют аргонодуговую сварку неплавящимся электродом.
При ручной дуговой сварке и сварке в углекислом газе применяют сварочные материалы, позволяющие получить металл шва, по составу подобный основному, или обеспечивающие получение металла шва с аустенитной или лучше аустенитно-феррптной структурой, иногда с большим содержанием ферритной составляющей.
В первом случае хрупкость, связанная с крупным зерном, представляет опасность не только для околошовпой зовы, но и для металла сварного шва. В некоторой степени она может быть уменьшена, если применять сварочные материалы, дающие состав металла швов, который при сварочных скоростях охлаждения позволяет получить не чисто ферритную структуру, а с некоторым содержанием мартенситной составляющей. Это возможно при сварке сталей, содержащих Ст 18%, и достигается введением в металл шва углерода, азота, никеля, марганца. В зависимости от свойств такого закаленного при сварке металла шва выбирают и режим последующей термообработки. Обычно появление такой гетерогенной структуры снижает коррозионную стойкость сварных соединений в ряде химически агрессивных сред.
Аустенитпо-ферритпые швы получают, используя сварочные материалы, дающие хромоникелевый или хромоникеле-марганцо-вый металл. При этом необходимо учитывать и участие в формировании металла шва проплавленного основного. Так как при автоматической сварке под флюсом доля расплавленного основного металла в шве, как правило, больше, чем при ручной дуговой сварке., количество аустенитизаторов в электродной проволоке
274
при автоматической сварке должно быть больше, чем в электродах для ручной сварки.
Так, например, при ручной сварке могут применяться элект роды со стержнями типа X25II13, а при автоматической сварке — электродные проволоки типа Х25Н18. При этом приходится учитывать, что в некоторых агрессивных средах коррозионная стойкость сварных соединений хромистых сталей с хромоникелевыми швами может оказаться ниже стойкости основного металла. Последующая термообработка таких сварных соединений (высокий отпуск при температурах 650— 800е С) далеко не всегда благоприятна для улучшения их эксплуатационных характеристик.
В тех случаях, когда по условиям эксплуатации для сварных соединений допустима невысокая пластичность, для исключения возможности появления при сварке трещин, особенно при доста точно большей жесткости свариваемого изделия, применяют предварительный и сопутствующий подогрев при температурах 120— 180° С и последующую термообработку.
Для сварки высокохромистых ферритных сталей с получением такого же типа наплавленного металла применяют электроды с покрытиями фтористокальциевого типа с большим количеством в покрытии ферротитана и алюминия (табл. 67).
Таблица 67. Типичный состав наплавленного металла электродами, используемыми для сварки хромистых ферритных сталей, %
Марка электрода Проволока электродного с гержня Состав, % (по массе)
С Si Мп Cl Ni Ti, Nb
ЦЛ-10 Св-10Х17Т 0,08 0,3—0.5 0.4—0,8 14.0—16,0 0,25
НЗЛ Х17 Св-10Х17Т 0,12 0,4 0,5 15,0—17.0 — —
нзл/хзо Типа 10X29 0.07 ~ 0.5 0,3 —30.0 0.25 ~0.25 Ti
ЦЛ-9 Св-07Х25Н13 ~0,10 0.4—1.1 1,0—2.0 19,0—23.0 10—12.5 —0,25 Nb
ЦЛ-8 Св-13Х25Н18 0,12 0,4—0,6 1.2—1,8 23.0—26.0 18—21 —
Технические свойства электродов из высокохромистых сталей определяют и свойства металла швов сварных соединений из сталей подобного состава. При применении хромоникелевых электродов, в связи с отличием химического состава наплавленного металла от основного, свойства металла шва значительно отличаются от свойств как основного, так и наплавленного металлов (табл. 68).
Механизированные процессы сварки ферритных хромистых сталей (сварка в углекислом газе, а также под флюсом) при использовании сварочных материалов, дающих ферритные швы, не обеспечивают улучшения вязкости швов даже после высокого отпуска, хотя отпуск несколько улучшает коррозионные характеристики сварных соединений сталей типа 08Х17Т. Более распространены
275
электродные проволоки из хромоникелевых сталей, относящиеся к аустенитному и аустенитно-ферритному классам. При этом для обеспечения коррозионной стойкости, например в азотной и уксусной кислотах, сопоставимой со стойкостью основного металла, швы должны содержать титан или ниобий. Для сварки стали 08Х17Т в углекислом газе, удовлетворительные результаты могут быть получены при электродных проволоках марок Св-08Х20Н917Т или Св-06Х25Н12ТЮ. Однако наиболее удовлетворительное качество сварных соединений может быть получено при использовании проволоки типа 08Х20П15ФБЮ (табл. 69, 70).
Таблица 68. Механические свойства наплавленного металла и сварных соединений, выполненных электродами для сварки ферритной высокохромистой стали 08Х17Т толщиной 10 мм
Марка электрода Состояние испытуемого металла Механические свойства
°т’ кгс/мм2 %-кгс/мм2 б, % Ч>, % °Н’ кге* м/см2 Угол изгиба град.
ЦЛ-10 НЗЛ'ХЗО Исходное после сварки После отпуска при 650 °C Исходное поело сварки . . . После нагрева прп 800 °C п охлаждения на воздухе . . . 64,0 46,0 72,0 65.0 55—58 55—59 X рункпй излом 6,0 8,0 10—15 40—45
18 48
ЦЛ-9 Исходное после сварки Наплавленный металл 38,0 68,0 39 55 9,0 —
Сварное соединение 08Х17Т** . 41,3 69,0 41,9 42 9,4* 1,6 90—100
* В числителе — металл шва, в знаменателе — металл околошовной зоны.
** Механические свойства при сварке стали 15Х25Т электродами марки ЦЛ-9 практически такие же.
Таблица 69. Состав электродной проволоки и металла шва при механизированной сварке стали 08Х17Т толщиной 10 мм, % по массе
Металл с Мп Si Сг Ni V Nb Al
Проволока типа 08Х20Н15ФБЮ Шов, сварка под флюсом АН-26 Шов, сварка в углекислом газе 0.08 0.08 0,09 1,63 1,10 0,95 0.42 0,86 0,32 20,1 18,6 18,5 14,5 8,3 8,9 0.87 0,45 0,49 1,15 0.70 0.68 0,42 0,06 Следы
Коррозионная стойкость таких сварных соединений в азотной кислоте различной концентрации сопоставима со стойкостью стали 08Х17Т. Для сварки сталей, содержащих Ст 25%, исполь-
276
иуемых в основном как жаростойкие (окалиностойкие), в сварных швах должна быть обеспечена примерно такая же концентрация хрома. Прп механизированных процессах в швах, как правило, стремятся получить аустенитно-ферритные или ферритно-аустенитные структуры (табл. 71).
Гиблица 70. Механические свойства металла шва
и сварных соединений стали 08X17Т толщиной 10 мм при сварке проволокой типа 08Х20Н15ФБЮ
Сварка Металл шва Угол изгиба сварного соединения, град
кгс/мм2 °в> кгс/мм2 «, % Ф, % GH’ кгс-м/см2
Под флюсом АН-26 34,0 67,5 31,6 45.5 9,8 160
Н среде углекислого газа 32,6 67,0 40,1 48,1 10.1 170
Габлица 71. Состав металла шва, полученного при сварке стали 15Х25Т, %
Вид сварки, сварочные материалы с Мп Si Сг Ni Nb Ti Al Микроструктура металла шва
Автоматическая сварка проволокой Св-07Х25П136, флюс АН-26 . . . 0,08 0,70 1,10 24,0 6,6 0,12 Ферритпо-аусте-
То же, проволока Св-06Х25Н12ТЮ . . . 0,08 1,08 1,05 24,5 6,5 0,30 Следы питпая (~50% феррита) То же (~55%
Го же, проволока Св-13Х25Н18 0,11 0,88 0,52 24,0 8,6 0,13 феррита) Аустепштю-фер-
Ручная электродами ЦЛ-9 0,09 1,2 0,7 24,3 8,0 0,8 0,1 рптиая (—30% феррита) То же (~30%
феррита)
Механические свойства сварных соединений, сваренных приведенными выше сварочными материалами, кроме ударной вязкости в зоне термического влияния, соответствуют свойствам основного металла. Швы, выполненные автоматической сваркой под флюсом электродной проволокой марки Св-13Х25Н18 (а также и при ручной дуговой сварке электродами на этой проволоке, например марки ЦЛ-8), оказываются склонными к межкристаллитной коррозии, определяемой, видимо, повышенным содержанием углерода и отсутствием стабилизирующих элементов.
277
При выборе сварочных материалов для сварки ферритных высокохромистых сталей необходимо учитывать возможное отрицательное проявление различия в коэффициентах теплового расширения основного металла и металла швов. Заметное различно коэффициентов теплового расширения основного металла и металла швов приводит к накоплению локальных деформаций после каждого цикла нагрева и охлаждения.
В связи со значительными трудностями в изготовлении крупногабаритных сварных изделий из высокохромистых сталей их часто заменяют хромоникелевыми ферритно-аустенитными, имеющими <—50% ферритной составляющей в структуре.
IX
ГЛАВА
ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ
АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ
§ 1. СОСТАВ И СВОЙСТВА
Высоколегированные аустенитные стали имеют повышенное содержание основных легирующих элементов — хрома и никеля (обычно не ниже 16 и 7% соответственно), придающих им соответствующую структуру и необходимые свойства (табл. 72). Для сокращения высоколегированные стали можно обозначать в соответствии с содержанием основных легирующих элементов цифрами, например 18-8, 25-20 и др. Первая цифра обозначает содержание хрома, вторая — никеля.
Никель — дефицитный и дорогой легирующий элемент и поэтому в тех случаях, когда условия работы конструкции позволяют, используют стали с пониженным его содержанием или без-никелевые хромистые стали. В сплавах на железоникелевой основе содержание никеля еще выше, чем в хромоникелевых сталях. В никелевых сплавах никель служит основой, а железо — легирующей присадкой. Эти сплавы благодаря своим свойствам находят применение в ответственных конструкциях, работающих в сложных и специфических условиях.
Высоколегированные стали и сплавы по сравнению с менее легированными обладают высокой хладостойкостью, жаропрочностью, коррозионной стойкостью и жаростойкостью. Этиважнейшие материалы для химического, нефтяного, энергетического машиностроения и ряда других отраслей промышленности используют при изготовлении конструкций, работающих в широком диапазоне температур: от отрицательных до положительных. Несмотря на общие высокие свойства высоколегированных сталей, соответствующий подбор состава легирования определяет их основное служебное назначение. В соответствии с этим их можно разделить па три группы: коррозионно-стойкие, жаропрочные и жаростойкие (окалиностойкие). Благодаря их высоким механическим свойствам при отрицательных температурах высоколегированные стали и сплавы применяют в ряде случаев и как хладостойкие.
Коррозионно-стойкие стали при соответствующем легировании и термообработке обладают высокой коррозионной стойко-
279
'аблица 72. Состав некоторых марок высоколегированных аустенитных и аустенитно-фсрритных сталей и сплавов (ГОСТ 5632—72), применяемых для изготовления сварных конструкций, %
S ВВШ1ОЙП -odi.-ж + ++ +++
ювное щ пение НВОДОЮ ++ + ++
ввяцохэ 1__| I 1 1 1 [ I | +
о -oddo.4 1 1 1i1 i 1 1 1 Г -г
Прочие элементы — 0,02) 5 S3 0,7 X 5) 5:0,6 -2,5; Ti = 0.34-0,6 . X 8) 1,20 -—0,02) 5 Ss 0,6 3-0.6 3-0,4; Мо = 1,8-з-2,5 3-1,3 -3-2.75; Nb = 0,9-3-1,3; оо •1- °-11 1 1 ОЛ 1 1 v/z СЧ 1О .|. 1О со •I-со о Г II о «1 сяг£ .1. .1. Г-3,5 | 4-0,35; А1^0,15; Ге <6,0 Fe<5.0 Г 2.8; А1 = 1,0—1,5 -5,0; Мо = 4.0-3-5,0 В <0.01; Се= ?0.01
а 3 g UU 1 UU ’ <2^ '—•—-О О о О1 II Н И 11 II II II I! II о о О СЧ v/ll со2 Q. С й: с т г т о о сч II II II ННи to С) X С Ю LO 1 Т •- СЧ О О со сч•<* II II II II V/
ироеанные с о о о с о о __: р-5' 10^00.10 ю q Х-Н co'uS СО 1"-‘сЧ 1 1 1 1 1 1 1 1 1 1 О О, О О. О lQ.0Q.lQ LQ о оГ стГ —‘H’-ToW ю’ со об ’гЧ -«гЧ -ч-1 12,5—145 17.0—20.0 18,0—21,0 £ 2 g | 35,0—39.0 26,0—29,0 никелевой Основа > »
<5 Высоколег О О О ОО ООО о о Q Q O оо'сз'ю'с'! с4 СОЮ ’г-’ т-< т-и СЧ СЧ 'г- 1 1 1 1 1 1 1 1 1 1 оооооооооо |<t< со 1< са’о О о со т-1хНт-*-г<’г<'НС'\1(М^1Н 15.0—17,0 22/0—25,0 24,0—27.0 I с? Д Г 20.0—23.0 2.2.0—25.0 е X S to <3 ч к С) 19,0—22.0 28.0—31.0 17,0—20,0
S о <А,<^ Ilq' ооо сч сч сч сч сч оз со со сч 1 1 1 1 1 1 о®<= 1 2-S2S°®-V/ V/V/2- TH О О ю ’Н СЧ -ен V/V/V/ Е: I е£0.70 1 <0,80 ООО Г- iqii; О О О V/V/V/
й оооооооооо 00 СО 00 00 СО 00 СО со со о оообОООО оо V/V/V/V/V/V/V/V/V/V/ О <—.. СО О СО о --’ I V/V/2- оо со со о о V/V/ ООО со со о ООО V/V/V/
о сч OOC4COOOOOoOCOO'rt О'НО’^О'-НОООО о’ о' о о о о" О О О 1 V/V/V/V/V/V/V/V/V/8 О 0,06—0.12 ==£0.20 ==£0,20 1 0,06—0.12 1 <0,06 СЧ 00 ООО V/V/V/
Марка Л Н н г. м £2 К ti . Н ЙИД ^So₽5 t-о Нс* Н <7 д о O-^Ol^TH'cDcDr-^ Д со К о- со СЧ Г— Xм О0'^СО'т-<’^^СЧСЧ'«Н’^ C4KSOCOOCOOOOO О^О^О-ПОООО 08Х16Н13М2Б 20Х23Н18 20Х25Н20С2 ХН38ВТ 06ХН28МДТ ХН78Т ХН70Ю ХН67МВТЮ
280
cri.io при комнатных и повышенных до 800° С температурах как и а тмосферной и газовой среде, так и в чистых и водных растворах кислот и щелочей, жидкометаллпческих средах и т. д. Харак-к-рное отличие этих сталей — пониженное содержание углерода, обычно не превышающее 0,12%, оказывающее решающее влияние па стойкость их к межкристаллитной коррозии (м. к. к.). Благодаря этим свойствам их используют при изготовлении трубопроводов и аппаратов для химической и нефтяной промышленности.
Жаропрочные стали и сплавы обладают высокими механическими свойствами при повышенных температурах и способностью сохранять их в данных условиях в течение длительного времени. Для придания этих свойств сталям и сплавам их обычно легируют элементами-упрочпителями, молибденом и вольфрамом (до 7% каждого). Важной легирующей присадкой, вводимой в некоторые стали и сплавы, является бор. В ряде случаев к этим металлам предъявляется требование и высокой жаростойкости.
Одна из основных областей применения этих сталей — энергетическое машиностроение (трубопроводы, детали и корпуса газовых и паровых турбин и т. д.), где рабочие температуры достигают 750° С и выше. Жаростойкие стали и сплавы обладают стойкостью против химического разрушения поверхности в газовых средах при температурах до 1100—1150“ С. Обычно их используют для деталей слабонагруженных (нагревательные элементы, ночная арматура, газопроводные системы и т. д.). Высокая окали-постойкость этих сталей и сплавов достигается легированием их алюминием (до 2,5%) и вольфрамом (до 7%). Эти легирующие элементы и кремний способствуют созданию прочных и плотных окислов на поверхности деталей, предохраняющих металл от непосредственного контакта с газовой средой.
После соответствующей термообработки высоколегированные стали и сплавы обладают высокими прочностными и пластическими свойствами (табл. 73). В отличие от углеродистых при закалке эти стали приобретают повышенные пластические свойства. Структуры высоколегированных сталей очень разнообразны и зависят в основном от их химического состава, т. е. содержания основных элементов: хрома (ферритизатора) и никеля (аустенитп-затора). На структуру влияет также содержание и других легирующих элементов-ферритизаторов (Si, Мо, Ti, Al, Nb, W, V) и аустенитпзаторов (С, Со, Ni, Си, Nn, В).
Для приближенного определения характера структуры обычно пользуются диаграммой Шеффлера, предварительно подсчитав эквивалентные содержания никеля и хрома. На структуру этих сталей оказывает влияние также термообработка, пластическая деформация и другие факторы. Поэтому положение фазовых областей на диаграммах состояния определено для немногих систем в виде псевдобинарных разрезов тройных систем, обычно Fe—Сг—Ni с углеродом.
281
Таблица 73. Механические свойства некоторых марок высоколегированных аустенитных и аустенитно-ферритных сталей и сплавов
Марка стали Термообработка °в- КГС/ММ2 °Т> КГС/ММ2 б. %
08Х18Н10 Закалка при 1050—1100 °C, охлаждение на воздухе, в масле или воде 48 20 40
12Х18Н12Т То же 55 20 40
10Х17Н13М2Т » » ...... 52 22 40
08Х18Н12Б » » 50 18 40
10Х14Г14Н4Т Закалка при 1000—1080 С, охлаждение на воздухе, в масле или воде 65 25 35
08Х22Н6Т Закалка прп 950—1050 °C, охлаждение на воздухе .... 55 35 25
08X21Н6М2Т Закалка при 1000—1080 °C, охлаждение на воздухе . 70 45 25
09Х17Н7Ю Закалка при 1030—1070 °C, охлаждение на воздухе. Первый отпуск прп 740—760, повторный при
550—600 °C. охлаждение на воздухе 85 70 10
20Х23Н18 Закалка прп 1100—1150сС. охлаждение на воздухе, в масле или воде 50 20 35
20Х25Н20С2 То же 60 30 35
ХН78Т Закалка при 980—1020 СС, охлаждение на воздухе или в воде 70 27,5
XH67MBTIO Закалка прп 1200‘С, охлаждение па воздухе, старение прп 850 С 15 ч 100—110 55—75 20—30
Рассмотрим фазовые области для одной из таких систем (штриховая линия на рпс. 139) при содержании 0,05% С. При очень медленном охлаждении и затвердевании (точка I на линии ликвидус) из расплава вначале начинают выпадать кристаллы хромоникелевого феррита, имеющего решетку 6-железа, а по мере охлаждения — и кристаллы хромоникелевого аустенита, имеющего решетку у-железа. После затвердевания всего расплава (температура ниже точки 2 на линии солидус) сталь имеет аусте-нитно-ферритпую структуру. При дальнейшем охлаждении в точке 3 происходит превращение 6 -> у, и сталь приобретает аустенитную структуру.
Углерод в аустенитно-ферритной и аустенитной сталях при температурах выше линии SE (выше точки 4) находится в твердом растворе в виде фаз внедрения. Медленное охлаждение стали ниже точки 4 приводит к выделению углерода из твердого раствора в виде химического соединения — карбидов хрома типа Сг23С6, располагающихся преимущественно по границам зерен. Дальнейшее охлаждение ниже точки 5 способствует выпадению по границам зерен вторичного феррита. Таким образом^ сталь при мед-
282
лепном охлаждении при комнатной температуре имеет аустенитную структуру со вторичными карбидами п ферритом.
В зависимости от скорости охлаждения с температур, лежащих выше линии SE, углерод частично или полностью выделяется из твердого раствора в виде карбидов. Этот процесс оказывает решающее влияние па свойства сталей. Прп быстром охлаждении (закалке) распад
от содержания угле-Сг, 8% Ni, 74% Fe
Рпс. 139. Псевдобпнарпая диаграмма состояния в зависимости рода для сплава 18%
твердого раствора не успевает произойти, и аустенит фиксируется в пересыщенном и неустойчивом состоянии. Количество выпавших карбидов хрома, охлаждения, зависит и от количества углерода содержании менее 0,02—0,03%, т. е. ниже предела его раствори
помимо скорости в стали. При его
мости в аустените, весь углерод остается в твердом растворе.
Ускоренное охлаждение стали в некоторых композициях аустенитных сталей может привести к фиксации в их структуре пергпч-пого 6-феррита, в некоторых случаях необходимого с точки зрения предупреждения горячих трещин. Холодная деформация, в том числе и наклеп закаленной стали, в которой аустенит зафиксирован в неустойчивом состоянии, способствует превращению -у —► а. Феррит, располагаясь тонкими прослойками по границам аустенитных зерен, блокирует плоскости скольжения и упрочняет сталь (рис. 140). Упрочнение стали тем выше, чем ниже температура деформации. Обычно тонколистовые хромоникелевые стали в состоянии поставки имеют повышенные прочностные и пониженные пластические свойства. Это объясняется их повышенной деформацией при прокатке и пониженной температурой окончания прокатки.
Если сталь, в которой не произошло выпадения карбидов и углерод зафиксирован в твердом растворе, медленно нагревать, подвижность атомов увеличивается. В соответствии с этим увеличивается и способность их к диффузии и восстановлению равновесия в твердом растворе, в котором аустенит зафиксирован в пересыщенном и неустойчивом состоянии, что приводит к образованию и выделению карбидов из пересыщенного твердого раствора. Этот процесс начинается при температуре 400—500е С, но вследствие малой скорости диффузии идет медленно с образованием карбидов преимущественно по границам зерен.
283
Стпеиь oixtamuf
Рис. 140. Изменение механических свойств хромоникелевой стали (18% Сг, 8% Ni; 0,17% С) в записи мости от степени холодной деформации (обжатия)
Вследствие того что скорость диффузии хрома значительно ниже, чем углерода, связываемый в карбид хром извлекается из ближайших к границе областей зерна, т. е. происходит местное обеднение твердого раствора хромом. При работе в коррозионной среде эти участ
ки зерна растворяются, что приводит к нарушению связи между отдельными зернами. Этот процесс называется межкристаллитной коррозией (м. к. к.).
При температурах 600—700° С скорость диффузии более высокая и образование карбидов идет быстрее, в большем количестве и более крупных. Прп температуре 800—900° С карбиды образуются еще быстрее и коагулируют. Ввиду достаточно высокой скорости диффузии хром, связываемый в карбид, извлекается из более глубоких областей зерна, и местное обеднение границ зерна хромом уменьшается. При температурах выше 900° С (выше температур линии SE) наряду с коагуляцией карбидов начинается обратный процесс их растворения с переходом углерода в твердый раствор и образованием однородной массы аустенита. Быстрое охлаждение этой стали (закалка) опять фиксирует структуру аустенита в пересыщенном и неустойчивом состоянии с углеродом, находящимся в твердом растворе. Как видно из рис. 139, температура закалки для получения подобной структуры (линия SE) тем выше, чем больше содержание углерода в стали. Подобная термообработка называется закалкой па гомогенный твердый раствор (аустенитизация) и для сталей типа 18-8 проводится с температур 1050—1100° С.
Межкристаллитная коррозия вызывается местным обеднением хромом металла зерна возле границы, вследствие более низкой скорости диффузии хрома по сравнению с углеродом, при температурах ниже 900° С. Однако, если сталь прп этих температурах
выдерживать достаточно длительное время, несмотря на малую скорость диффузии хрома, его концентрация по объему зерна (периферийная и центральная) будет выравниваться и склонность стали к м. к. к. уменьшится. Такая термообработка называется
284
с габплпзирующим отжигом. Его проводят обычно при температуре Н.г>0—900° С в течение 2—3 ч.
В целом зависимость м. к. к. от времени и температуры можно представить схемой на рис. 141. Левая ветвь схемы (кривая 7) показывает температурно-временные условия появления в швах склонности к м. к. к. Прп температурах до 650° С скорость обра-нования карбидов хрома возрастает при небольшой скорости диффузии хрома. В результате время выдержки металла при рассматриваемой температуре до появления м. к. к. сокращается и при температуре 650° С (<кр) может достигать нескольких минут.
Повышение температуры, увеличивая скорость диффузии хрома, уменьшает местное обеднение границ зерен хромом и склонность швов к м. к. к. Выдержка стали в рассматриваемом интервале температур в течение /пм и более, приводя к диффузионному выравниванию содержания хрома по объему зерна, способствует приобретению металлом повторной стойкости к м. к. к. (правая ветвь схемы — кривая 2). Уменьшение в стали содержания углерода, легирование ее более сильными, чем хром, карбидообразо-вателями (титан, ниобий и др.) сдвигает вправо кривую 1 начала появления склонности металла к м. к. к. Процессы, протекающие при образовании карбидов, влияют не только на появление такой склонности, по и сильно изменяют механические свойства сталей при комнатных и высоких температурах.
Изменение в стали содержания легирующих элементов влияет на положение фазовых областей. Основными легирующими элементами в рассматриваемых сталях служат хром и никель. 13 зависимости от их соотношения стали иногда разделяют на стали с малым (% Ni /% Сг 1) и большим запасом аустенитпости (1% Ni /% Сг > 1).
Титан, ниобий, вольфрам и ванадий — карбидообразователи. Поэтому в стали могут образовываться не только карбиды хрома, по и карбиды этих элементов (TiC, NbC, VC). При определенных содержаниях [Ti 2== (С — 0,02) 5 и Nb ЮС] весь свободный, выше предела его растворимости (0,02%), углерод может выделиться не в виде карбидов хрома, а в виде карбидов титана или ниобия. Выпадение карбидов повышает прочностные и понижает пластические свойства сталей.
Упрочнение, связанное с выделением карбидов, зависит от степени дисперсности — оно увеличивается с уменьшением размеров карбидов. Это свойство карбидов используют для
Рпс. 141. Зависимость появления склонности к межкристаллитной коррозии (м. к. к.) металла швов на аустенитной стали от температуры и времени
285
дисперсионного упрочнения жаропрочных сталей, проводимого обычно в комплексе с интерметаллпдным упрочнением [упрочняющие частицы — интерметаллиды Ni3Ti, Ni3(AJ, Ti), Fe2W и др.[. К интерметаллпдным соединениям относят и о-фазу, которая образуется в хромоникелевых сталях при длительном нагреве или медленном охлаждении при температурах ниже 900—950“ С. Она обладает ограниченной растворимостью в а- и у-твердых растворах и, выделяясь преимущественно по границам зерен, резко снижает пластические свойства и ударную вязкость металла.
Повышенные концентрации в стали хрома (16—25%) и элементов, способствующих образованию феррита (молибдена, кремния и др.), вызывают образование при температурах 700—850° С о-фазы. Выделение этой фазы происходит преимущественно с образованием промежуточной фазы феррита (у —> а —> о) или преобразованием б-феррита (б —> о). Однако возможно ее выделение и непосредственно из твердого раствора (у —> о). Холодная деформация, приводя к появлению дополнительных плоскостей сдвига, увеличивает количество выделившейся п-фазы. Выделение о-фазы резко снижает служебные характеристики жаропрочных и жаростойких сталей.
§ 2. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Свариваемость рассматриваемых сталей и сплавов затрудняется многокомпопептностью их легирования и разнообразием условий эксплуатации сварных конструкций (коррозионная стойкость, жаростойкость пли жаропрочность). Общей сложностью сварки является предупреждение образования в шве и околошовной зоне кристаллизационных горячих трещин, имеющих межкристаллитный характер, наблюдаемых в виде мельчайших микронадрывов и трещин. Горячие трещины могут возникнуть и при термообработке или работе конструкции при повышенных температурах. Образование горячих трещин наиболее характерно для крупнозернистой структуры металла шва, особенно выраженной в многослойных швах, когда кристаллы последующего слоя продолжают кристаллы предыдущего слоя.
Концентрационное и термическое переохлаждение способствует развитию дендритной или микроскопической ликвации. В аустенитных швах направленность столбчатых кристаллов выражена наиболее четко. Повышенное сечение и поэтому малая поверхность столбчатых кристаллов способствуют образованию межкристаллитных прослоек повышенной толщины, что и увеличивает вероятность образования горячих трещин. Применение методов, способствующих измельчению кристаллов и дезориентации структуры, утоньшая межкристаллитные прослойки, несколько повышает стойкость швов против горячих трещин.
Один из таких методов — получение швов, имеющих в структуре некоторое количество первичного б-феррита. Положительное
286
действие феррита в аустенитно-ферритных швах па предупреждение образования в них горячих трещин связано с характером процесса первичной кристаллизации металла сварочной ванны. (»^повременное выпадение из жидкой фазы кристаллов аустенита п первичного 6-феррита приводит к измельчению и дезориентации структуры, т. е. уменьшению сечения столбчатых кристаллов и утонению межкристаллитных прослоек, разделенных участками первичного 6-феррпта. В результате вероятность образования горячих трещин по местам расположения прослоек уменьшается.
Элементы, способствующие ферритпзацви металла, оказывают п обессеривающее действие на сварочную ванну, уменьшая количество легкоплавкой сульфидной эвтектики. Благоприятное действие 6-феррита может быть объяснено п большей растворимостью и нем примесей, уменьшающей их ликвацию. Получение аустс-иптно-ферритиых швов достигается их дополнительным легированием ферритообразующими элементами, такими как хром, кремний, алюминий, молибден и др. В изделиях, работающих как коррозионно-стойкие прптемпературахдо400° С, допускается содержание феррита до 20—25%. В швах на жаропрочных и жаростойких сталях, работающих прп более высоких температурах, возможно образование сг-фазы с соответствующим ухудшением служебных характеристик шва. С целью предупреждения сигмати-зацпи швов количество 6-феррита в швах на жаропрочных и жаростойких сталях ограничивают 4—5%.
В сталях с большим запасом аустенитности получение швов с аустенптпо-ферритной структурой затруднено необходимостью легирования их повышенным количеством ферритизаторов. Возможность предотвращения в швах на них, а также на аустенитно-ферритных сталях горячих трещин достигается ограничением содержания в швах вредных (фосфора, серы) и ликвирующих примесей, образующих легкоплавкие эвтектики, располагающиеся па завершающейся стадии кристаллизации по границам столбчатых кристаллов. Это достигается применением сварочных материалов, минимально засоренных вредными и ликвирующими элементами, например электродных проволок, изготовленных из сталей вакуумной выплавки, электрошлакового переплава и т. д. Ограничивается также проплавление основного металла.
В некоторых случаях повышение стойкости швов против горячих трещин, наоборот, достигается повышением ликвирующих примесей до концентраций, обеспечивающих получение при завершении кристаллизации сплошной пленки легкоплавкой эвтектики на поверхности кристаллита. Это может быть достигнуто легированием стали бором (0,3—1,5%). Повышенная литейная усадка и значительные растягивающие напряжения, действующие при затвердевании на сварочную ванну, также способствуют образованию горячих трещин. Снижение действия силового фак
287
тора (ограничение силы тока, заполнение разделки валиками небольшого сечения, рациональная конструкция соединения и др.) способствует предупреждению горячих трещин.
Помимо сложности получения на аустенитных высоколегированных сталях и сплавах швов без горячих трещин, имеются и другие трудности, обусловленные спецификой их использования. К сварным соединениям на жаропрочных сталях предъявляется требование сохранения в течение длительного времени высоких механических свойств при повышенных температурах. Большие скорости охлаждения металла шва ври сварке приводят к фиксации неравновесных по отношению к рабочим температурам структур. Во время эксплуатации при температурах выше 350° С в результате диффузионных процессов в стали появляются новые структурные составляющие, приводящие обычно к снижению пластических свойств металла шва.
Термическое старение при температурах 350—500° С может привести к появлению 475°-ной хрупкости, причины которой до сих пор не выяснены. Выдержка аустенитпо-ферритных швов при температуре 500—650° С приводит к старению в основном за счет выпадения карбидов. Одновременно идет процесс образования ц-фазы. Легирование сталей титаном и ниобием приводит к дисперсионному упрочнению стали за счет образования их прочных карбидов. Являясь ферритизаторами, титан и ниобий, способствуя образованию в шве ферритной составляющей, увеличивают количество <т-фазы в металле. Выдержки при температуре 700—850° С значительно интенсифицируют образование о-фазы с соответствующим охрупчиванием металле при более низких температурах и снижением предела ползучести прп высоких температурах При этих температурах возрастает роль и интерметал-лидного упрочнения за счет образования, в частности, интерме-таллидных фаз железа с титаном и ниобием.
В чисто аустенитных швах в процессах теплового старения ведущее место занимают процессы карбидного и интерметаллид-ного упрочнения. Одно из эффективных средств уменьшения склонности сварных соединений жаростойких и жаропрочных сталей к охрупчиванию в результате выпадения карбидов — снижение в основном металле и металле шва содержания углерода. Наклеп, способствуя увеличению в шве содержания ферритной фазы, усиливает возможность их охрупчивания.
Ввиду высокого коэффициента теплового расширения суммарная внутренняя пластическая деформация металла шва и около-шовной зоны при сварке высоколегированных сталей выше, чем в низколегированных сталях. В результате при сварке многослойных швов (многократная пластическая деформация), жестких соединений и т. п. околошовная зона и нижние слои металла шва могут заметно упрочниться. Самонаклеп также увеличивает количество ферритной фазьц а значит1 и вероятность охрупчивания (сигматизации) швов.
288
В зоне термического влияния некоторых жаропрочных аустенитных сталей под действием термического цикла сварки сни-каются пластические и прочностные свойства, что может повести к образованию в этой зоне трещин. Подобные изменения свойств основного металла вызываются развитием диффузионных процессов, приводящих к повышенной концентрации в металле около-шовной зоны элементов (углерода, кислорода и др.), которые совместно с вредными примесями могут образовывать легкоплавкие эвтектики. При длительной эксплуатации в этой зоне могут выделяться мелкодисперсные карбиды и иитерметаллиды, коагуляция которых приводит также к охрупчиванию металла. При сварке этих сталей для предупреждения образования горячих трещин в шве часто получают металл шва, по составу отличающийся от основного и имеющий двухфазную структуру.
В процессе высокотемпературной эксплуатации происходит карбидное и пптерметаллидпое упрочнение металла шва и соответствующее снижение его пластических свойств, что приводит к локализации в околошовпой зоне деформаций и образованию в ней трещин. Этому способствует и высокий уровень остаточных сварочных напряжений в сумме с рабочими напряжениями. Предотвращение подобных локальных разрушений достигается термообработкой — аустенитизацией прп температуре 1050—1100° С для снятия остаточных сварочных напряжений и самопаклепа и придания сварному соединению более однородных свойств. В ряде случаев аустенитизация сопровождается последующим стабилизирующим отжигом при температуре 750—800° С для получения относительно стабильных структур за счет выпадения карбидной и иптерметаллидпой фаз.
При сварке высокопрочных сталей в околошовной зоне возможно образование холодных трещин. Поэтому до сварки рекомендуется их аустенитизация для получения высоких пластических свойств металла, а после сварки — упрочняющая термообработка. Подбор химического состава металла шва, получение в нем благоприятных структур за счет выбора режима сварки и термообработки, снижение уровня остаточных напряжений за счет уменьшения жесткости сварных соединений или термообработки — основные путл предотвращения охрупчивания сварных соединений и образования в них холодных трещин. Предварительный или сопутствующий подогрев до температуры 350—450Q С служит этой же цели.
При сварке жаростойких сталей под воздействием температуры в металле швов могут наблюдаться такие же структурные изменения, как и при сварке жаропрочных сталей. Высокая коррозионная стойкость жаростойких сталей в газовых средах при повышенных температурах определяется возможностью образования и сохранения па их поверхности прочных и плотных пленок окислов. Это достигается легированием их хромом, кремнием, алюминием. Поэтому во многих случаях необходимая жаростой-
10 А. И. Акулов и др.
28S
и) б) 6)
Рпс. 142. Схемы межкрп сталлптиой коррозии сварных соединений аустенитных сталей:
а — в основном металла; б — в металле шва; в — пожевал коррозия
кость сварного соединения достигается максимальным прибли жением состава шва к составу основного металла. Во многих случаях к сварным соединениям жаростойких сталей предъявляется требование стойкости к газовой межкристаллитной коррозии.
Большинство жаростойких сталей и сплавов имеет большой запас аустепитности в поэтому при нагреве и охлаждении при сварке фазовых превращений не претерпевает, кроме карбидного и интерметаллидного дисперсионного твердения. При сварке этих сталей возможно образование холодных трещин в шве и около-шовной зоне, предупреждение которых в ряде случаев может быть достигнуто предварительным подогревом сталей до температуры 250-550° С.
Высоколегированные аустенитные стали и сплавы наиболее часто используют как коррозионно-стойкие. Основное требование, которое в этом случае предъявляется к сварным соединениям. — стойкость к различным видам коррозии. Межкристаллитная коррозия может развиваться в металле шва и основном металле у линии сплавления (ножевая коррозия) или на некотором удалении от шва (рис. 142). Механизм развития этих видов коррозии одинаков. Однако причины возникновения названных видов межкристаллитной коррозии различны.
Межкристаллитная коррозия в металле шва (рис. 142, б) возникает в результате выделения под действием термического цикла сварки из аустенита карбидов хрома, приводящее к местному обеднению границ зерен хромом. Основная причина этого — повышенное содержание в металле шва углерода и отсутствие или недостаточное содержание титана или ниобия. Неблагоприятный термический цикл сварки — длительное пребывание металла шва в интервале критических температур (I > /кр, рпс. 141) приводит к появлению склонности к межкристаллитной коррозии шва. Шов может потерять стойкость против межкристаллитной коррозии в результате воздействия критических температур при эксплуатации изделия. Аустенитно-ферритные швы с дезориентированной структурой имеют и повышенную стойкость против межкристаллитной коррозии по сравнению с аустенитными.
Увеличение протяженности границ зерен за счет их измельчения увеличивает поверхности, на которых выделяются карбиды. Выделяющиеся карбиды более дисперсны, и местное обеднение объема зерна хромом происходит на меньшую глубину. Кроме того, процессы диффузии в феррите протекают значительно быст
290
рее, и выравнивание концентрации хрома в обедненных участках и центральных участках зерна происходит достаточно быстро.
Межкристаллитная коррозия основного металла на некотором удалении от шва (рис. 142, а) вызывается также действием термического цикла сварки в той части основного металла, где находилась изотерма критических температур.
Предупреждение склонности стали и швов к межкристаллитной коррозии достигается: снижением содержания углерода до пределов его растворимости в аустените (до 0,02—0,03%), легированием более энергичными, чем хром, карбидообразующими элементами (стабилизация титаном, ниобием, танталом, ванадием и др.); аустенитизацией (закалкой) с температур 1050—1100" С, однако при повторном нагреве в интервале критических температур (500—800е С) сталь повторно приобретает склонность к межкристаллитной коррозии; стабилизирующим отжигом при температуре 850—900° С в течение 2—3 ч; созданием аустенитно-ферритной структуры с содержанием феррита до 20—25% путем дополнительного легирования хромом, кремнием, молибденом, алюминием и др. Однако такое высокое содержание в структуре феррита может понизить стойкость металла к общей коррозии. Эти же меры способствуют и предупреждению ножевой коррозии.
Ножевая коррозия имеет сосредоточенный характер (рис. 142, в) и поражает основной металл. Этот вид коррозии развивается в сталях, стабилизированных титаном и ниобием, обычно в участках, которые нагревались до температур выше 1250° С. При этом карбиды титана и ниобия растворяются в аустените. Повторное тепловое воздействие на этот металл критических температур 500—800° С (например, при многослойной сварке) приведет к сохранению титана и ниобия в твердом растворе и выделению карбидов хрома.
Общая коррозия представляет собой растворение металла в коррозионной среде и может развиваться преимущественно в металле шва, различных участках зоны термического влияния илипре-нмуществеппо в основном металле. В некоторых случаях она может развиться равномерно в основном металле и сварном соединении.
Наблюдается еще один вид коррозионного разрушения — коррозионное растрескивание, возникающее под совместным действием растягивающих напряжений и агрессивной среды. Разрушение развивается как межкристаллитное, так и транскристаллит-ное. Снижение уровня остаточных сварочных напряжений — одна из основных мер борьбы с этим видом коррозионного разрушения.
§ 3. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
Высоколегированные аустенитные стали и сплавы обладают комплексом положительных свойств. Поэтому одну и ту же марку стали иногда можно использовать для изготовления изделий различного назначения, например коррозионно-стойких, хладостой-
10’
291
a)
Ряс. 143. Температурные поля прп одинаковой погонной энергии и толщине металла при сварке углеродистой (о) и высоколегированной (б) сталей
ких, жаропрочных и т. д. В связи с этим и требования к свойствам сварных соединений будут различными. Это определит и различную технологию сварки (сварочные материалы, режимы сварки, необходимость последующей термообработки и т. д.), направленную на получение сварного соединения с необходимыми свойствами, определяемыми составом металла шва и его структурой.
Характерные для высоколегированных сталей топлофизиче-ские свойства определяют некоторые особенности их сварки. Пониженный коэффициент теплопроводности, равный примерно 0,4 кал/см • с (для углеродистых сталей 0,096 кал/см • с) при равных остальных условиях, значительно изменяет распределение температур в шве и околошовной зоне (рис. 143). В результате одинаковые изотермы в высоколегированных сталях более развиты, чем в углеродистых. Это увеличивает глубину проплавления основного металла, а с учетом повышенного коэффициента теплового расширения возрастает и коробление изделий.
Поэтому для уменьшения коробления изделий из высоколегированных сталей следует применять способы и режимы сварки, характеризующиеся максимальной концентрацией тепловой энергии. Примерно в 5 раз более высокое, чем у углеродистых сталей, удельное электросопротивление обусловливает больший разогрев сварочной проволоки в вылете электрода или металлического стержня электрода для ручной дуговой сварки. При автоматической и полуавтоматической дуговой сварке следует уменьшать вылет электрода и повышать скорость его подачи. При ручной дуговой сварке уменьшают длину электродов и допустимую плотность сварочного тока.
Одна из основных трудностей при сварке рассматриваемых сталей и сплавов — предупреждение образования в швах и околошовной зоне горячих трещин. Предупреждение образования этих дефектов достигается:
а) ограничением (особенно при сварке глубоко аустенитных сталей) в основном и наплавленном металлах содержания вредных (серы, фосфора) и ликвирующих (свинца, олова, висмута) примесей, а также газов — кислорода и водорода. Для этого следует применять режимы, уменьшающие долю основного металла в шве, и использовать стали и сварочные материалы с минимальным содержанием названных примесей. Техника сварки должна обес-
292
почивать минимальное насыщение металла шва газами. Этому способствует применение для сварки постоянного тока обратной полярности. При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах, предупреждая подсос воздуха, следует поддерживать коротким вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов. Необходимо также принимать меры к удалению влаги из флюса и покрытия электродов, обеспечивая их необходимую прокалку. Это уменьшит также вероятность образования пор, вызываемых водородом;
б) получением такого химического состава металла шва, который обеспечил бы в нем двухфазную структуру. Для жаропрочных и жаростойких сталей с малым запасом аустепитности и содержанием никеля до 15% это достигается получением аустенитно-фер-ритной структуры с 3—5% феррита. Большее количество феррита может привести к значительному высокотемпературному охрупчиванию швов ввиду их сигматизации. Стремление получить аустенптпо-ферритпую структуру швов на глубокоаустепитных сталях, содержащих более 15% Ni, потребует повышенного их легирования ферритообразующпми элементами, что приведет к снижению пластических свойств шва и охрупчиванию ввиду появления хрупких эвтектик, а иногда и о-фазы.
Поэтому в швах стремятся получить аустенитную структуру с мелкодисперсными карбидами и интерметаллидами. Благоприятно и легирование швов повышенным количеством молибдена, марганца и вольфрама, подавляющих процесс образования горячих трещин. Количество феррита в структуре швов на коррозионно-стойких сталях может быть повышено до 15—25%. Высоколегированные стали содержат в качестве легирующих присадок алюминий, кремнии, титан, ниобий, хром и другие элементы, обладающие большим сродством к кислороду, чем железо. Поэтому при наличии в зоне сварки окислительной атмосферы возможен их значительный угар, что может привести к уменьшению содержания или к полному исчезновению в структуре шва ферритной и карбидной фаз, особенно в металле с небольшим избытком фер-рптизаторов.
Для сварки рекомендуется использовать неокислительные низкокремнистые, высокоосновпые флюсы (фторидные) и покрытия электродов (фторпстокальциевые). Сварка короткой дугой и предупреждение подсоса воздуха служат этой же цели. Азот — сильный аустенитизатор, способствует измельчению структуры за счет увеличения центров кристаллизации в виде тугоплавких нитридов. Поэтому азотизация металла шва способствует повышению их стойкости против горячих трещин.
Высокоосновные флюсы и шлаки, рафинируя металл шва и иногда модифицируя его структуру, повышают стойкость против горячих трещин. Механизированные способы сварки, обеспечи-
293
Рис. 144. Влияние направления роста кристаллитов на вероятность образования в швах горячих трещин: а — направление роста кристаллитов и растягивающих напряжений совпадает (трещина возможна по оси встречи кристаллов); б -направление растягивающих усилий под углом к направлению роста кристаллов (трещины между осями кристаллов более вероятны, а но оси их встречи менее вероятны); в и г — наличие зазора в угловом соединении [дезориентируя структуру шва за счет уменьшения интенсивности теплоотвода, уменьшает вероятность образования горячей трещины; атому способствует и отсутствие концентратора напряжений в соединении с зазором (г)]
вая равномерное проплавление основного металла по длине шва и постоянство термического цикла сварки, позволяют получить и более стабильные структуры на всей длине сварного соединения;
в) применением технологических приемов, направленных на изменение формы сварочной ванны и направления роста кристаллов аустенита. Действие растягивающих сил, перпендикулярное направлению роста столбчатых кристаллов, увеличивает вероятность образования горячих трещин (рис. 144). При механизированных способах сварки тонкими электродными проволоками поперечные колебания электрода, изменяя схему кристаллизации металла шва, позволяет уменьшить его склонность к горячим трещинам;
г) уменьшением силового фактора, возникающего в результате термического цикла сварки, усадочных деформаций и жесткости закрепления свариваемых кромок. Снижение его действия достигается ограничением силы сварочного тока, заполнением разделки швами небольшого сечения и применением соответствующих конструкций разделок. Этому же способствует хорошая заделка кратера при обрыве дуги.
Кроме перечисленных общих особенностей сварки высоколегированных сталей и сплавов, есть специфические особенности, определяемые их служебным назначением* При сварке жаропрочных и жаростойких сталей обеспечение требуемых свойств во многих случаях достигается термообработкой (аустенитизацией) при температуре 1050—1110° С, снимающей остаточные сварочные напряжения, с последующим стабилизирующим отпуском при температуре 750—800° С. При невозможности термообработки сварку иногда выполняют с предварительным или сопутствующим подогревом до температуры 350—400° С. Чрезмерное охрупчивание швов за счет образования карбидов предупреждается снижением содержания в шве углерода. Обеспечение необходимой окалиностойкости достигается получением металла шва, по составу идентичного основному металлу. Это же требуется и для получения швов, стойких к общей жидкостной коррозии.
294
I [ри сварке коррозионно-стойких сталей различными способами для предупреждения межкристаллитной коррозии не следует допускать повышения в металле шва содержания углерода за счет ши рязпепия им сварочных материалов (графитовой смазки проволоки и т. д.), длительного и многократного пребывания металла сварного соединения в интервале критических температур.
В связи с этим сварку необходимо выполнять при наименьшей погонной энергии, используя механизированные способы снарки, обеспечивающие непрерывность получения шва. Повторные возбуждения дуги при ручной сварке, вызывая нежелательное ген левое действие па металл, могут вызвать появление склонности его к коррозии. Шов, обращенный к агрессивной среде, по возможности следует сваривать в последнюю очередь, чтобы предупредить его повторный нагрев, последующие швы в многослойных швах — после полного охлаждения предыдущих. Следует принимать меры к ускоренному охлаждению швов. Брызги, попадающие на поверхность основного металла, могут быть впоследствии очагами коррозии. Следует тщательно удалять с поверхности швов остатки шлака и флюса, так как взаимодействие их в процессе эксплуатации с металлом может повести к коррозии или снижению местной жаростойкости.
Для повышения стойкости швов к межкристаллитной коррозии и создания в их металле аустенитно-ферритной структуры при сварке их обычно легируют титаном или ниобием. Однако титан обладает высоким сродством к кислороду и поэтому при способах сварки, создающих в зоне сварки окислительную атмосферу (ручная дуговая сварка, сварка под окислительными флюсами), выгорает в количестве 70—90%. Легирование швов титаном возможно при сварке в инертных защитных газах, при дуговой и электрошлаковой сварке с использованием фторидных флюсов. В металле швов содержание титана должно соответствовать соотношению Ti/C>5. Ниобий при сварке окисляется значительно меньше и его чаще используют для легирования шва при ручной дуговой сварке. Его содержание в металле шва должно соответствовать NL/C > 10. Однако он может вызвать появление в швах горячих трещин.
Ручная дуговая сварка. Это — высокоманевренный способ. При сварке высоколегированных сталей сварочные проволоки одной по ГОСТу марки имеют достаточно широкий допуск по химическому составу. Различие типов сварных соединений, пространственного положения сварки и т. п. способствует изменению глубины проплавления основного металла, а также химического состава металла шва. Все это заставляет корректировать состав покрытия с целью обеспечения необходимого содержания в шве феррита и предупреждения, таким образом, образования в шве горячих трещин. Этим же достигаются и необходимая жаропрочность и коррозионная стойкость швов.
295
Применением электродов с фтористокальцпевым покрытием, уменьшающим угар легирующих элементов, достигается получение металла шва с необходимым химическим составом и структурами. Уменьшению угара легирующих элементов способствует и поддержание короткой дуги без поперечных колебаний электрода. Эго снижает вероятность появления дефектов на поверхности основного металла в результате попадания па него брызг.
Тип покрытия электрода диктует необходимость применения постоянного тока обратной полярности (при переменном или постоянном токе прямой полярности дуга неустойчива). Тщательная прокалка электродов, режим которой определяется их маркой, способствует уменьшению вероятности образования в швах мор и вызываемых водородом трещин. Некоторые данные о режимах и выборе электродов для ручной дуговой сварки приведены в табл. 74 и 75, а о свойствах сварных соединений — в табл. 76 и на рис. 145.
Таблица 74. Ориентировочные режимы ручной дуговой сварки аустенитных сталей
Толщина материала, мм Электрод Сила сварочного тока (А) при положении сварки
тг Диаметр, мы Длина, мм нижнем вертикальном ПОТОЛОЧНОМ
До 2,0 2 150—200 30—50
2,5—3,0 3 225—250 70—100 50—80 45—75
3,0—8,0 3-4 250—300 85—140 75—130 65—120
8,0—12,0 4—5 300—400 85—160 75—150 65—130
Сварка под флюсом. Этот один из основных способов сварки высоколегированных сталей толщиной 3—50 мм имеет большое преимущество перед ручной дуговой сваркой покрытыми электродами ввиду стабильности состава и свойств металла по всей длине шва при сварке с разделкой и без разделки кромок. Это достигается отсутствием частых кратеров, образующихся при смене электродов, равномерностью плавления электродной проволоки и основного металла по длине шва (при ручной сварке меньшая скорость плавления электрода вначале его использования и большая в конце изменяет долю основного металла в игве, а значит, и его состав), более надежной защитой зоны сварки от окисления легирующих компонентов кислородом воздуха и др.
Рис. 145. Длительная прочность аустепптно-феррптпых сварных швов при температуре 600— 650° С:
1 — сталь XH70BMIOT, электроды КТИ-5; 2— сталь 12Х18Н12Т, электроды ЦТ-15; 3 —сталь 08Х22Н6Т, электроды ЦТ-26
296
Гпблица 75. Некоторые марки электродов для сварки высоколегированных сталей и сплавов
Марка стали Марка электродов Тип электродов по ГОСТ 10052—75 Наплавленный металл, структура
КоГ 1КШ18Н10, 0Х18ПЮТ, ГЛХ18Н10Т, 08Х18Н12Т, О8Х18Н12Б. 08Х22Н6Т и подобные, работающие в агрессивных средах: к металлу шва предъявляются требования по стойкости к м. к. к. фОЗИОШЮ-ЦЛ-11 стойкие стали Э-04Х20Н9 Э-07Х20Н9 Э-08Х19Н10Г2Б Аустепптпо-фер -ратная с 2,5—7% а-фазы
к металлу шва предъявляются жесткие требования по стойкости к м. к. к. ОЗЛ-7 Э-02Х19Н9Б Аустенптно-фер-ритная с 5,0—10% а-фазы
Те же стали, работающие прп температурах до 600 сС в жидких агрессивных средах; к металлу шва предъявляются требования по стойкостп к м. к. к. Л-38М Э-О2Х19Н9Б Аустенптио -ферритная с 3,0—5,0% а-фазы
10Х17Н13М2Т, 10X17H13M3T, 08Х18П12Б, 08Х21Н6М2Т о подобные, работающие прп температурах до 700 °C: к металлу шва предъявляются требования по стойкостп к м. к. к. СЛ-28 Э-08Х19Н10Г2МБ Э-09Х19Н10Г2М2Б Аустенптно-фер-рптная с 4,0—5,0% а-фазы
к металлу шва предъявляются жесткие требования по стойкости к м. к. к. НЖ-13 3-09X191И0Г2М2Б Аустенитпо-фер-ритпая с 4,0—8,0% а-фазы
12Х18Н9, 12X1817101, 08Х18Н12Т, работающие прп температурах до 800 °C Жаропроч ЦТ-26 ные стали ЭА-1М2 3-08X16Н8М2 Э-08Н17Н8М2 Аустенитно-фер-ритная с 2,0—4% феррита
10Х23Н18 и подобные, работающие при температурах выше 850 °C ОЗЛ-4 ОЗЛ-6 Э-10Х25Н13Г2 Аустенитно-фер-ритная с содержанием феррита не менее 2,5%
297
Продолжение табл. 75
Марка стали Марка электродов Тип электродов по ГОСТ 10052—75 Наплавленный металл, структура
Жаростойкие стали
Х20Н14С2, 0Х20Н14С2, 20Х 25Н 20С2, работающие при температурах 900—1100 °C ОЗЛ Э-12Х24Н14С2 Аустенптно-фер-ритная с 3—10% а-фазы
20Х25Н20С2,4Х18Н25С2, работающие при температурах до 1050 °C; к металлу шва предъявляются требования жаростойкости и жаропрочности ОЗ Л-9-1 Э-28Х24Н16Г6 Аустопитно-кар-бидная
Таблица 76. Типичные механические свойства металла шва при комнатной температуре
Марка электрода СТ’ кге/мм2 °в-кге/мм2 б, % “и-кгсм/см2 Марка электрода кге/мм2 «в-кге/мм2 6, % °Н» кгс-м/см”
Коррозионпо-CToiiiaic стали Жаростойкие стали
ЦЛ И ОЗЛ-7 36 40 60 64 24 25 7 10 ОЗЛ-5 35 60 25 6
Л-38М Л-40М 30 35 60 60 30 24 9 7 ОЗЛ-6 35 57 33 10
СЛ-28 ИЖ-13 45 60 60 38 26 12 10 ОЗЛ-9-1 50 65 12 5
Хорошее формирование поверхности швов с мелкой чешуйча-тостью и плавным переходом к основному металлу, отсутствие брызг на поверхности изделия заметно повышают коррозионную стойкость сварных соединений. При этом способе уменьшается трудоемкость подготовительных работ, так как разделку кромок выполняют на металле толщиной свыше 12 мм (при ручной сварке свыше 3—5 мм). Возможна сварка с повышенным зазором и без разделки кромок стали толщиной до 30—40 мм. Уменьшение потерь на угар, разбрызгивание и огарки электродов па 10—20% снижает расход дорогостоящей сварочной проволоки.
Однако при сварке под флюсом некоторых марок жаропрочных сталей требование обеспечения в металле шва регламентированного количества ферритной фазы не всегда может быть достигнуто. Это объясняется трудностью получения необходимого состава металла шва за счет выбора только сварочных флюсов и проволок (последние имеют значительные колебания химического состава в пределах стали одной марки) при сварке металла различ-
298
поп толщины (различная форма разделки п, значит, доля участия основного металла в формировании шва).
Отличие техники сварки высоколегированных сталей и силанов от техники сварки обычных низколегированных сталей заключается в уменьшении вылета электрода в 1,5—2 раза ввиду повышенного электросопротивления сварочных проволок. Для предупреждения перегрева металла и связанного с этим огрубления структуры, возможности появления трещин и снижения эксплуатационных свойств сварного соединения многослойные швы повышенного сечения рекомендуется сваривать швами небольшого сечения. Зто предопределяет использование сварочных проволок диаметром 2—3 мм. Аустенитные сварочные проволоки в процессе изготовления сильно наклепываются и имеют высокую жесткость, что затрудняет работу правильных, подающих и токоподводящих узлов сварочных установок, снижая срок их службы. Легировать шов можно через флюс (табл. 77) или проволоку (табл. 78).
Таблица 77. Флюсы для электродуговой и электрошлаковой сварки высоколегированных сталей
Назначение
Марка флюса
Автоматическая злектродуговая сварка аустепптпо-фер-ритными швами
Автоматическая электродуговая сварка сталей с небольшим запасом аустенитности аустеиитпо-ферритными швами
Автоматическая электродуговая сварка сталей с большим запасом аустенитное™ чисто аустенитными швами
Автоматическая злектродуговап и електрошлаковая сварка сталей с большим запасом аустенитности чисто аустенитными швами
Электрошлаковая сварка сталей с большим запасом аустенитности чисто аустенитными швами
АНФ-14; АНФ-16; 48-ОФ-Ю;
К-8
АН-26
А НФ-5 ФЦК
48-ОФ-6
АНФ-1; АНФ-6; АНФ-7 АП-29; АН-292
Легирование через проволоку более предпочтительно, так как обеспечивает повышенную стабильность состава металла шва. При сварке используют безокислительные низ ко кремнистые фторидные и высокоосновные флюсы, создающие в зоне сварки безокислительные или малоокислительные среды, способствующие минимальному угару легирующих элементов. Остатки шлака и флюса на поверхности швов, которые могут служить очагами коррозии сварных соединений на коррозионно- и жаростойких сталях, необходимо тщательно удалять. Тип флюсов предопределяет преимущественное использование для сварки постоянного тока обратной полярности. При этом достигается и повышенная
299
глубина проплавления. Некоторые данные о механических свойствах металла сварных швов и соединений приведены в табл. 79, 80.
Таблица 78. Некоторые марки сварочных проволок для электродуговой сварки под флюсом и электрошлаковой сварки высоколегированных сталей
Марка стали Марка проволоки (ГОСТ 2246—70)
Коррозионно-стойкие стали 12X18119, 08Х18Н10. 12X18II10T, 12Х18Н9Т и подобные; к металлу шва предъявляются требования стойкости к м. к. к. Св-01 X19II9 Св-04Х 19119 Св-06Х19Н9Т Св-07Х18Н9ТЮ СВ-04Х19И9С2 Св-05Х19Н9ФЗС2
12Х18Н10Т, 0Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б и подобные, работающие при температурах выше 350 С или в условиях, koi да к металлу шва предъявляются требования стойкости к м. к. к. Св-07Х19Н10Б Св-05Х20Н9ФБС
10X17H13M3T, 08Х18Н12Б и подобные; к металлу шва предъявляю тел жесткие требования стойкости к м. к. к. 08Х18Н10. 12Х18И10Т, 12Х18Н9Т и подобные, свариваемые в углекислом газе; к металлу шва предъявляется требование стойкости к м. к. к. Св-08Х19Н10МЗБ Св-06Х20Н11МЗТБ Св-08Х25Н13БТЮ
Жаропрочные стали 12Х18Н9 с аустепптпо-феррптнымп швами СВ-04Х19Н19
12Х18Н9Б, 08Х18И12Т и др. с аустештгно-феррит-иыми швами Св-08Х18Н8Г2Б
Х15Н35В4Т Св-06Х19Н10МЗТ
Жаростойкие стали 20Х23Н13, 08Х20Н14С2 и подобные СВ-07Х25Н13
20Х23Н18 и подобные, работающие при температурах 900—1100СС Св-07Х25Н12Г2Т Св-06Х25Н12ТЮ Св-08Х25Н13БТЮ
ХН35ВЮ, 20Х25Н20С2 и подобные, работающие прп температурах до 1200°С Св-08ХН50
Электрошлаковая сварка. Важнейшая особенность способа — пониженная чувствительность к образованию горячих трещин, что позволяет получать чисто аустенитные швы без трещин. Это объясняется специфическими особенностями электрошлаковой сварки: малой скоростью перемещения источника нагрева и ха
300
рактером кристаллизации металла сварочной ванны, отсутствием в стыковых соединениях угловых деформаций. Однако малая концентрация нагрева и скорость сварки, повышая длительность пребывания металла шва и околошовной зоны при повышенных температурах, увеличивают его перегрев и ширину околошовной зоны.
Таблица 79. Кратковременные механические свойства при температуре 4 20 °C металла шва и сварного соединения высоколегированных сталей п сплавов
Марка металла (ГОСТ !>(>32—72) S g о й Ь s Марка проволоки Сварка Испытуемый образец °Т> кгс/мм3 g S И Сн о к <О
20X23118 X1135 ВТ 12 Св-13Х25Н8 CB-30X15H35B3B3T Электро-дуговая под флюсом А11Ф-5 Металл шва * 66,5 79,7 5,9
То же, под флюсом АНФ-17 Металл шва Металл гпва** 46,3 47,4 65,4 78,4 24,7 15,8
ХН77ТЮР 100 Св 081150 Электро-шлаковая, пластинчатым электродом, флюс АНФ-7 Металл шва * 58,7 76.2 18,0
ХН78Т 125 Св-081150 То же, под флюсом АНФ-1 Металл шва 28,8 63,8 17,4
* Термообработка: аустенитизация при 1080 “С 2 ч на воздухе и старение при С 16 ч.
** Термообработка: старение при 800 °C 10 ч.
Длительное пребывание металла при температурах 1200— 1250° С, приводя к необратимым изменениям в его структуре, снижает прочностные и пластические свойства. Это повышает склонность сварных соединений теплоустойчивых сталей к локальным (околошовным) разрушениям в процессе термообработки или эксплуатации при повышенных температурах. При сварке коррозионно-стойких сталей перегрев стали в околошовной зоне может привести к образованию в ней ножевой коррозии. Для пре
301
дупреждения этих дефектов необходима термообработка сварных изделий (закалка или стабилизирующий отжиг). Применение нео-кислительпых флюсов, особенно при сварке жаропрочных сталей и сплавов, не исключает угара легкоокисляющихся легирующих элементов (титана, марганца и др.) за счет проникновения кислорода воздуха через поверхность шлаковой ванны. Это вызывает необходимость в ряде случаев защищать поверхность шлаковой ванны путем обдува ее аргоном.
Таблица 80. Длительная прочность сварных соединений высоколегированных сталей и сплавов
Марна металла Сварка Марка проволоки Условия испытания
Температура, °C Постоянное напряжение, кгс/мм2 Время до разрушения, ч
12Х18Н9Т Под флюсом В аргоне В углекислом газе Св-01Х19Н9 600 30 1.5 3.0 4.0
12Х18Н9Т Под флюсом В аргоне В углекислом газе Св-06Х19П9Т 600 30 35.0 21,0 218,0
12Х18И9Т Под флюсом В аргоне В углекислом газе Св-07Х19Ш0Г. 600 30 33 86 320
12Х18Н9Т Электрошлаковая пластинчатым электродом Св-06Х19П9Т 700 18 42.0
XH77TIOP * То же Св-08Н50 700 40 116,0
20Х23Н8 Под флюсом Св-13Х25Н8 700 40 46—79
ХН78Т** Аргонодуговая вольфрамовым электродом — 700 21 125- 161
Примечание. Термообработка сварного соединения: * Аустенитизация при 1080° С 8 ч и старение при 700 °C 16 ч.
** Аустенитизация прп 1050 °C 15 мин и старение при 700 °C 16 ч
Электрошлаковую сварку можно выполнять проволочным или пластинчатыми электродами (табл. 81). Изделия большой толщины со швами небольшой протяженности целесообразнее сваривать пластинчатым электродом. Изготовление пластинчатого электрода более простое. Но сварка проволокой позволяет в более широких пределах, варьируя режим, изменять форму металлической ванны
302
и характер кристаллизации металла шва, а это один из действенных факторов, обеспечивающих получение швов, свободных от । орячих трещин. Однако жесткость сварочной проволоки затрудняет длительную и надежную работу токоподводящих и подающих узлов сварочной аппаратуры.
Таблица 81. Типовой режим электрошлаковой сварки высоколегированных сталей п сплавов
Толщина металла, мм Электрод, мм Марка флюса Глубина шлаковой ванны, мм Скорость подачи электрода, м/ч Сила тока, А Напряжение, В Зазор, мм
100 Проволока АНФ-7 25 35 330 600-800 40- 42 28 32
100 Пластина 10x100 АНФ-7 15- 20 2,4 1200—1300 24—26 28—32
200 Пластина 12x200 АНФ 1 15-20 1,9 3500—4000 22—24 38-40
200 Пластина 12x200 АНФ-6 15—20 1,9 1800-2000 26—28 38-40
Сварка в защитных газах. В качестве защитных используют инертные (аргон, гелий) и активные (углекислый газ) газы, а также различные смеси инертных или активных газов и инертных с активными. Этот способ сварки по сравнению с рассмотренными выше имеет ряд существенных преимуществ. Его можно использовать для соединения металлов широкого диапазона толщин — от десятых долей до десятков миллиметров. Прп сварке толстых металлов в некоторых случаях этот способ сварки может конкурировать с электрошлаковой сваркой.
Применение инертных газов существенно повышает стабильность дуги. Значительное различие теплофизпческих свойств защитных газов и применение их смесей, изменяя тепловую эффективность дуги и условия ввода теплоты в свариваемые кромки, значительно расширяют технологические возможности дуги. При сварке в инертных газах наблюдается минимальный угар легирующих элементов, что важно при сварке высоколегированных сталей. При сварке в защитных газах возможности изменения химического состава металла шва более ограничены по сравнению с другими способами сварки и возможны за счет изменения состава сварочной (присадочной) проволоки или изменения доли участия основного металла в образовании металла шва (режим сварки), когда составы основного и электродного металлов значительно различаются.
При сварке плавящимся электродом появляется возможность изменения характера металлургических взаимодействий за счет значительного изменения состава защитной атмосферы, например
303
создания окислительных условий в дуге, путем применения смеси газов, содержащих кислород, углекислый газ и др. Этим способом можно выполнять сварку в различных пространственных положениях, что делает ее целесообразной в монтажных условиях по сравнению с ручной дуговой сваркой покрытыми электродами. Сварку в защитных газах можно выполнять неплавящимся вольфрамовым или плавящимся электродом.
Вольфрамовым электродом сваривают в инертных газах или их смесях. Для сварки высоколегированных сталей используют аргон высшего или 1-го сорта по ГОСТ 10157—73. Обычно сварку вольфрамовым электродом технически и экономически целесообразно использовать при сварке для металлов толщиной до 7 мм (при толщине до 1,5 мм применение других способов дуговой сварки практически невозможно из-за образования прожогов). Однако в некоторых случаях, например при сварке неповоротных стыков труб, сварку вольфрамовым электродом применяют па сталях и больших толщин.
Высокое качество формирования обратного валика вызывает необходимость применения этого способа и при сварке корневых швов в разделках при изготовлении ответственных толстостенных изделий. В зависимости от толщины стали и конструкции сварного соединения сварку выполняют с присадочным материалом или без него вручную с использованием специальных горелок или автоматически. Сварку ведут на постоянном токе прямой полярности. Исключение составляют стали и сплавы с повышенным содержанием алюминия, когда для разрушения поверхностной пленки окислов, богатой алюминием, следует применять переменный ток.
Сварку можно выполнять непрерывно горящей или импульсной дугой. Импульсная дуга благодаря особенностям ее теплового воздействия позволяет уменьшить протяженность околошовной зоны и коробление свариваемых кромок, а также сваривать металл малой толщины при хорошем формировании шва. Особенности кристаллизации металла сварочной ванпы при этом способе сварки способствуют дезориентации структуры, уменьшая вероятность образования горячих трещин. Однако эта же особенность может способствовать образованию околошовных надрывов при сварке высоколегированных сталей. Для улучшения формирования корня шва используют поддув газа, а при сварке корневых швов на металле повышенных толщин — специальные расплавляющиеся вставки.
При сварке погруженной дугой особенности процесса, определяющие увеличение доли теплоты, идущей на расплавление основного металла, позволяют без разделки кромок за один проход сваривать металл повышенной толщины. Однако уменьшение концентрации нагрева приводит к термическому циклу сварки, сходному с термическим циклом при электрошлаковой сварке. В результате расширяется зона термического влияния и
304
возникает опасность перегрева в пен основного металла, т. е. в ней возможны те же дефекты, что и при электрошлаковой сварке.
Для высоколегированных сталей начинает применяться и плазменная сварка. Большое ее преимущество — малый расход защитного газа. Получение плазменных струй различного сечения (круглого, прямоугольного и т. д.) и значительное изменение расстояния от плазменной горелки до изделия значительно расширяют технологические возможности этого способа. Плазменную сварку можно использовать для весьма тонких металлов и для металла толщиной до 12 мм. Применение ее для соединения сталей большой толщины затрудняется возможностью образования в швах подрезов.
Сварку плавящимся электродом выполняют в инертных, активных газах или их смесях. При сварке высоколегированных сталей, содержащих легкоокисляющпеся элементы (алюминий, титан и др.), следует использовать инертные газы, преимущественно аргон. При сварке в инертных газах возможен капельный и струйный перенос электродного металла. При струйном переносе дуга имеет наиболее высокую стабильность и значительно улучшается перенос электродного металла в сварочную ванну; практически исключается разбрызгивание металла. Это особенно важно прп сварке швов в вертикальном и потолочном положениях.
Отсутствие разбрызгивания и связанных с этим очагов коррозии благоприятно прп сварке коррозионно-стойких и жаростойких сталей. Однако струйный перенос возможен на токах выше критического, при которых возможно образование прожогов при сварке тонколистового металла. Добавка в аргон до 3—5% кислорода уменьшает величину критического тока. Кроме того, создание при этом окислительной атмосферы в зоне дуги, уменьшает и вероятность образования пор, вызванных водородом. Последнее достигается и применением смеси аргона с 15—20% углекислого газа. Это позволяет уменьшить и расход дорогого и дефицитного аргона. Однако при указанных добавках газов увеличивается угар легирующих элементов, а при добавке углекислого газа возможно и науглероживание металла шва. Добавкой к аргону 5—10% азота может быть повышено его содержание в металле шва. Азот, являясь сильным аустенитизатором, позволяет изменять структуру металла шва.
При сварке в углекислом газе низкоуглеродпстых высоколегированных сталей с использованием низкоуглеродистых сварочных проволок, если исходная концентрация углерода в сварочной ванне менее 0,10%, происходит науглероживание металла па 0,02—0,01%. Этого достаточно для резкого снижения стойкости металла шва к межкристаллитной коррозии. Одновременно окислительная атмосфера, создаваемая в дуге за счет диссоциации углекислого газа, способствует угару до 50% титатпа и алюминия.
305
Несколько меньше выгорают марганец, кремний и др. Поэтому при сварке коррозионно-стойких сталей в углекислом газе применяют сварочные проволоки, содержащие раскиляющие и кар-бидообразующпе элементы (алюминий, титан и ниобий).
Науглероживание металла шва в некоторых случаях может оказать благоприятное действие при сварке жаропрочных сталей. Прп наличии в металле шва энергичных карбидообразователей (титана и ниобия) его науглероживание при увеличении в структуре количества карбидной фазы повышает жаропрочность. Недостатком сварки в углекислом газе является большое разбрызгивание металла (потерн достигают 10—12%) и образование на поверхности шва плотных пленок окислов, прочно сцепленных с металлом. Это может резко снизить коррозионную стойкость и жаростойкость сварного соединения.
Таблица 82. Примерные режимы аргонодуговой сварки вольфрамовым электродом высоколегированных сталей
Толщина металла, мм Тип соединения Сила тока, А Расход аргона, л/мин Скорость сварки, м/ч
Ручная сварка
1 С отбортовкой 35- 60 3,5-4
2 75-120 5—6 —
3 100-140 6—7 —
1 Встык без разделкп кромок 40—70 3,5-4 —
2 с присадкой 80—130 5-6 —
3 120- 160 6—7 —
Автоматическая сварка
1 Встык с присадкой 80—140 4 30—60
2 140- 240 6—7 20—30
4 200- 280 7 -8 15—30
1 Встык без присадки 60—120 4 35—60
2,5 110—200 6—7 25 -30
4 130- 250 7-8 25—30
Примечание. Диаметр присадочной проволоки 1,6—2 мм; ток постоянный прямой полярности.
Для уменьшения возможности налипания на основной металл брызг следует применять специальные эмульсин, наносимые па кромки перед сваркой. Применение импульсной сварки также позволяет несколько снизить разбрызгивание. Наличие на поверхности швов трудноудаляемой пленки окислов делает практически невозможной сварку в углекислом газе многопроходных
306
швов. Сварку плавящимся электродом в защитных газах выполняют полуавтоматически или автоматически на постоянном токе обратной полярности (табл. 82—84).
Таблица S3. Ориентировочные режимы аргонодуговой сварки встык плавящимся электродом высоколегированных сталей в нижнем положении
Толщина ме-'laji.ia, мм Подготовка кромок Числи слоев Диаметр сварочной проволоки, мм Сила тока, А Скорость сварки, М'*Ч Расход аргона, л/мин
Автоматическая сварка
2 Без разделки 1 1 200—210 70 8—9
5 V-образная разделка под углом 50° 1 1 260—275 44 8-9
10 То же 2 2 330—440 15-30 12—17
Полуавтоматическая сварка
4 Без разделки 1 1.0-1,6 160- 300 —. 6—8
8 V-образная разделка . . 2 1,6—2,0 240—360 — 11 -15
Таблица 84. Ориентировочные режимы дуговой сварки высоколегированных сталей без разделки кромок плавящимся электродом в углекислом газе
Толщина ме-т алла, мм Шов Диаметр сварочной проволоки, мм Вылег электрода, мм Сила тока, А Напряжение дуги, В Скорость сварки, М;Ч Расход углекислого газа, л/мин
1 Одной о- 1 — 80 16 80 10—12
3 ровшш То же 2 15 230—240 24-28 45 50 12—15
6 Двусто- 2 15 250-260 28- 30 30 12—15
рошши 3 15 350-360 30—32
8 То же 2 15-20 380—400 30—32 30 12—15
3 20-25 430—450 33—35 — —
10 2 15—20 420—440 30—32 30 12—12
3 25—30 530—560 34-36 — —
Другие способы сварки. Сварку угольным электродом применяют очень редко — при изготовлений тонкостенных неответственных конструкций. Это объясняется опасностью науглероживания шва и повышенным короблением изделий ввиду малой концентрированности угольной дуги как источника теплоты.
Перспективно для сварки высоколегированных сталей использование электронного луча. Возможность за один проход сварить
307
без разделки кромок металл большой толщины с минимальной протяженностью околошовпой зоны — важное технологическое преимущество этого способа. Однако и при этом способе возможно образование в шве и околошовной зоне горячих трещин и локальных разрушений. Наличие вакуума, способствуя удалению вредных примесей и газов, увеличивает испарение и полезных легирующих элементов. При глубоком и узком проваре часть газов может задержаться растущими кристаллами в шве и образовать поры. Сварка металла большой толщины затруднена из-за непостоянства глубины проплавления. Сложность п дороговизна аппаратуры и процесса определяют возможность применения электронно-лучевой сварки только прп изготовлении ответственных конструкций.
ГЛ АВ Л
ТЕХНОЛОГИЯ СВАРКИ
РАЗНОРОДНЫХ СТАЛЕЙ
При эксплуатации сварных конструкций зачастую условия работы разных узлов оказываются различными. Отдельные части конструкций, например, работают при высоких температурах и в агрессивных средах и поэтому должны быть изготовлены из материалов, обладающих жаропрочностью и коррозионной стойкостью. К другим узлам этой же конструкции таких требований не предъявляется, они должны обладать только определенным уровнем прочности при нормальных температурах и в неагрессивных средах.
Естественно, что во всех случаях изготовление всей конструкции из дорогостоящих сталей с особыми свойствами нецелесообразно Поэтому при проектировании и производстве таких конструкций для их узлов используют различные материалы, в связи с чем возникает необходимость их сварки.
Номенклатура сталей, применяемых для комбинированных конструкций, весьма широка и включает большинство сталей, технология сварки которых рассмотрена в предыдущих главах. В комбинированных сварных конструкциях рассмотренные стали могут встречаться в самых различных сочетаниях.
§ 1. ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВПОЙ ЗОНЫ
Прп сварке разнородных сталей в образовании шва, кроме дополнительного (электродного) металла, участвуют еще два других основных металла, зачастую существенно отличающихся по составу и свойствам.
Поэтому при сварке разнородных сталей необходимо учитывать дополнительные факторы, от которых зависит выбор основного и присадочного металлов и работоспособность сварного соединения: изменение состава шва в участках, примыкающих к основному металлу; образование в зоне сплавления разнородных материалов (линия сплавления и примыкающие к пей участки металла основного и шва) малопрочных и пепластичиых кристаллизационных и деформационных прослоек переменного состава;
309
наличие остаточных сварочных напряжений в сталях разного структурного класса; эти напряжения в большинстве случаев не могут быть сняты термообработкой ввиду различных оптимальных условий термообработки сталей различного типа и различия величин коэффициентов линейного расширения.
Таким образом, сварные соединения разнородных сталей имеют значительную химическую, структурную и механическую неоднородность. При многослойной сварке разнородных сталей может наблюдаться химическая неоднородность металла шва, т. е. неодинаковый химической состав металла различных слоев шва. Химический состав каждого слоя шва определяется долями участия наплавленного и проплавленного основного металла Toi и Тог со стороны каждой из свариваемых сталей.
Прп сварке второго и последующего слоев в состав металла данного слоя определенной долей будет входить металл предыдущего choht}1_j, в связи с чем содержание элемента, переходящего в шов из одной или другой свариваемой стали, будет несколько уменьшаться, а содержание элементов, переходящих в шов из наплавленного металла, немного увеличится (табл. 85).
Таблица 85. Доля участия основного металла при сварке перлитной и аустенитной сталей
Тип соединения Структурный класс стали Доля участия у0 при сварке
ручной дуговой под флюсом электро-шлаковый
Однослойное стыковое Перлитная Аустенитная 0,20—0.40 0,30—0,50 0,25—0,50 0,40—0,60 0,20—0,4 0,30—0,5
Многослойное стыковое и угловое, корневые швы Перлитная Аустенитная 0,25—0,50 0,35—0,60 0,35-0.60 0,40-0,70 —
В результате несовершенства перемешивания наплавляемого металла с основным у границы сплавления со стороны шва возникают прослойки металла переменного состава. Протяженность этих прослоек обычно составляет 0,2—0,6 мм. При соединении сталей одного структурного класса и перлитных сталей с хромистыми (12% Сг) свойства этих прослоек в большинстве случаев имеют промежуточные значения между свойствами основного металла и металла шва (если шов выполнен электродами, обеспечивающими получение наплавленного металла того же структурного класса, что и основной металл). Наличие подобных прослоек обычно не оказывает заметного влияния на работоспособность соединения.
Если же сварку выполняют сварочными материалами, обеспечивающими получение металла шва аустенитного класса, то в рас-310
сматрвваемои зоне у границы сплавления со стороны стали другого структурного класса образуются прослойки переменного состава, содержащие 3—12% Сг и 2—8% Ni, имеющие мартенситную структуру и обладающие высокой твердостью. Протяженность таких прослоек тем больше, чем меньше запас аустенитностп металла шва. Поэтому при выборе сварочных материалов для выполнения подобных соединений целесообразно использовать такие электроды, которые обеспечивают получение наплавленного металла с большим запасом аустенитности.
Существенное влияние на строение зоны сплавления и свойства сварного соединения оказывает развитие в ней переходных прослоек, обусловленных диффузией углерода из нелегировапного металла в металл, содержащий в большом количестве энергичные карбпдообразующие элементы. Такие диффузионные прослойки возникают при сварке разнородных перлитных сталей, и особенно в соединениях перлитных с высоколегированными мартенситными, ферритными и аустенитными сталями. В зоне сплавления со стороны менее легированной стали или шва образуется обезуглероженная зона, со стороны легированной составляющей — прослойка науглерожепного металла высокой твердости, содержащего большое количество карбидов.
Протяженность таких прослоек зависит от разницы в легировании контактируемых материалов и достигает наибольшей величины в зоне сплавления углеродистой стали с аустенитной. В исходном состоянии (после сварки) размеры этих прослоек невелики. Наибольшего развития они достигают при нагреве до температуры 800° С и выдержке при этой температуре. Диффузия углерода в зоне сплавления вызывается разной термодинамической стойкостью карбидов в коптактпруемых материалах и связана с реакцией образования на границе раздела стойких карбидов за счет углерода, поступающего из нелегированной стали.
Интенсивность развития диффузионных прослоек зависит от прочности связи углерода в карбид в коптактпруемых материалах. При контакте высоколегированного шва с углеродистой сталью диффузионные прослойки образуются при наличии в шве таких карбидообразующих элементов, как хром, молибден, вольфрам, ванадий, марганец, ниобий, титан.
Количество углерода в менее легированном металле определяет ширину науглероженной и обезуглероженной прослоек. При меньшем содержании углерод диффундирует из более отдаленных объемов металла, и ширина обезуглероженной прослойки увеличивается. Повышение содержания углерода увеличивает и протяженность науглерожеппой прослойки. Интенсивность этого процесса зависит также от температуры и времени. Влияние длительности и температуры старения на размеры образующейся обезуглероженной прослойки в зоне сплавления углеродистой стали с аустенитным хромоникелевым швом со стороны основного металла может быть охарактеризовано рис. 146.
311
Рис. 146. Влияние длительности и температуры старения на размеры обезуглероженной прослойки в зоне сплавления углеродистой стали ([С] = 0,36%); шов типа Х16Н10
Интенсивность процесса диффузии углерода, а следовательно, и степень химической неоднородности у границы сплавления можно снизить за счет замены углеродистой стали низколегированной с малым содержанием углерода и наличием элемеитов-карби-дообразователей в количестве, до
статочном для полного связывания углерода.
В соединениях метастабильных перлитных сталей с высоколегированной сталью уменьшить химическую неоднородность вблизи границы сплавления можно пред
варительной облицовкой кромок перлитной стали более стабиль
ным перлитным наплавленным металлом; включением промежуточных конструкционных элементов из более стабильной перлитной стали; ограничением температуры эксплуатации в месте соединения перлитной стали с аустенитной путем рационального проектирования конструкции; отказом от термообработки сваренного изделия или снижением температуры отпуска до значений, при которых ширина обезуглероженной прослойки будет иметь минимальные размеры; промежуточной наплавкой на кромки перлитной стали высоконикелевого слоя.
Наличие диффузионных прослоек влияет на работоспособность сварных соединений. Вероятность разрушений по зоне сплавления свазана с появлением в этой зоне объемного напряженного состояния и увеличением хрупкости пограничных участков шва. Кроме этого, может произойти разрушение по металлу обезуглероженной прослойки со стороны менее легированной стали ввиду его мепыней прочности при воздействии коррозионной среды и напряжений, а также коррозионное растрескивание по обезуглероженной прослойке.
§ 2. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ СТАЛЕЙ ОДНОГО СТРУКТУРНОГО КЛАССА
В практике производства сварных конструкций встречается необходимость сварки сталей одного структурного класса, но разного легирования. В таких случаях к швам не предъявляется требований повышенной прочности или особых свойств, характерных для более легированной стали. Поэтому при выборе сварочных материалов и технологии сварки следует отдать предпочтение материалам и технологии, обычно применяемым для менее легированной стали (табл. 86).
312
Технологические режимы сварки и температуру подогрева следует выбирать (рассчитывать) по свойствам более легированной стали. При необходимости исключить подогрев осуществляют предварительную наплавку кромок деталей из более легированной стали (с подогревом) электродами типа Э42А. Толщина наплавленного слоя должна исключать при сварке основного шва распространение температуры, превышающей Act, за пределы толщины наплавленного слоя.
Таблица 9в. Рекомендация по выбору сварочных материалов для соединений из разнородных перлитных сталей
Марки свариваемых сталей Метод сварки Сварочные материалы Режим термообработки
СтЗ, 10, 20 11 другие низкоуглеродистые 15ХМ, 12MX 20ХМЛ, ЗОХМА Ручная дуговая покрытыми электродами Электроды типа Э42А-Ф Без отпуска или отпуск при температуре 630—650 °C
Под флюсом Проволока Св-08А
Конструкционные пизколегп-рованные попы-шейной прочности Ручная дуговая покрытыми электродами Электроды тина Э42А-Ф
В углекислом газе Проволока Св-08ГС или СВ-08Г2С
15ХМ, I2MX 20ХМЛ 12Х1МФ, 15Х1М1Ф, Х5М, Х5МФ Ручная дуговая покрытыми электродами Электроды типа Э-ХМ Отпуск при температуре 670-700 °C
Под флюсом Проволока Св-10 ХМ
В углекислом газе Проволока Св-08 ХГСМА
При сварке между собой высокохромистых мартенситных, ферритных и ферритно-аустенитных сталей выбор сварочных материалов должен основываться па необходимости получения швов без трещин и без хрупких участков в них (табл. 87). Так как в этих сталях содержится большое количество энергичного карбидо-образователя — хрома, ожидать заметного развития диффузионных прослоек в зоне линии сплавления пе следует.
Режим подогрева выбирают по характеристикам более закаливающейся стали из входящих в рассматриваемое сочетание. Как и при сварке однородных соединений из мартенситных пли ферритно-мартенситных хромистых сталей, сваренное изделие следует помещать в печь для нагрева под отпуск, не дожидаясь пол
313
ного охлаждения (температура подстуживапия и зависимости от сочетания марок сталей должна составлять 150—200° С).
Таблица 87. Рекомендации по выбору сварочных материалов для разнородных высокохромистых сталей мартенситного, ферритного и ферритно-аустенитного классов
Условия работы Марки свариваемых сталей Метод сварки Сварочные материалы Режим термообработки
Температура до 600 °C 12%-ные хромистые коррозионно-стойкие (12X13, 20X13, 08X13) 12%-ные хромистые жаропрочные (15Xt 1 МФ, 15Х12ВМФ, 18X11 МФБ, 15Х11В2МФ) Ручная дуговая покрытыми электродами Электроды типов ЭФ-Х13, эф-х 1 1мнф, ЭФ-ХНВМНФ, ЭВ-Х12БМНФ Отпуск при температуре 700- 76(1 °C
Под флюсом Проволока CB-66X14, Св-08Х14ГНТ
В углекислом газе СВ-08Н14ГНТ
I коррозионная среда и температура до 600 °C Высокохром истые ферритные (15Х25Т, 14Х17Н2) п ферритно-аустенитные (12Х21Н5Т, Х25Н5ГМФ и др.) Ручная дуговая покрытыми электродами Электроды типов ЭАФ-1МФ, ЭА-2, ЭА-2Г6 Отпуск при температуре 700—750 СС (ускоренное охлаждение)
Под флюсом Св-0СХ24Н6ТАФМ Св-06 Х21Н5Т
Коррозионная среда и температура до 300 °C Высокохро-мистые ферритные (Х17Т, 15Х26Т, X28AH и ДР.) Высоко-хромистые ферритноаустенитные (12Х21Н5Т, Х25Н5ТМФ и др.) Ручная дуговая покрытыми электродами Электроды типа ЭЛФ-1ФМ Отпуск при температуре 700-850 °C в зависимости от сочетания сталей, ускоренное охлаждение
Электроды типов ЭА-2 и ЭА-2Г6
При сварке 12%-ных хромистых мартенситных сталей с высо-кохромистыми ферритными и ферритно-аустенитными предпочтительнее выбирать сварочные материалы ферритно-аустенитного класса, так как применение ферритных сварочных материалов (например, ЭФ-Х17) приводит к получению швов с крупным верном и низкой пластичностью в исходном состоянии после сварки. В ходе термообработки следует принимать меры к ускоренному охлаждению для предупреждения 475°-ной хрупкости. Так как коэффициенты линейного расширения высокохромистых сталей различных марок и ферритно-аустенитных швов близки, то термообработка приводит к почти полному устранению сварочных напряжений. При использовании аустенитных сварочных материалов с помощью термообработки нельзя снять сварочные напряжения из-за существенной разницы в величинах коэффициентов линейного расширения шва и основного металла.
314
Таблица 88. Рекомендации по выбору сварочных материалов для сварки соединений из разно]х>дных аустенитных сталей
Условия работы Марки свариваемых сталей Метод сварки Сварочные материалы Структурное состояние шва
Неагрессивные среды 12X18HHIT (запас аустенит-ности сталей Ni/Cr < I) 12Х18Н12Т, 10Х17Н13М2Т, 10X17H13M3T, 08Х17Н16МЗТ Ручная дуговая покрытыми электродами ЭА-1, ЭА-1а* Аусте-нитно-феррит-ный
Под флюсом Проволока Св-04Х19Н9 То же
В углекислом газе Проволока Св-04Х19Н9С2 »
Ручная дуговая покрытыми электродами ЭА-1Б, ЭА-1Ба* »
Под флюсом Проволока СВ-05Х1Я1ЮФЗС2. Св-08 Х19Н9Ф2С2 »
Температуры свыше 300 °C 12Х18Ш2Т, 20Х25Н20С2, 1Х16Н14В2БР Ручная дуговая покрытыми электродами ЭА-1Ба, ЭА-1Б** »
1Х16Н13М2Б, 20Х23Н18, Х25Н13 То же ЭА-1М2Фа ЭА-1М2Ф** »
Температуры до 700 °C 09Х14Н18М2БР (запас аустенит-ности сталей Ni,Cr > 1) 1X15H35B3T Х15Н35В5ТР » ЭА-4ВЗБ2, 2Х14Н8Б Аусте- ПИТНО-карбид-вый
Под флюсом Проволока 06Х15Н35Г7В7МЗТ Аустенитный
Коррозионные среды I2X18H10T 10Х17Н13М2Т 12Х21Н5Т Х25Н5ТМФ Ручная дуговая покрытыми электродами ЭАФ-1МФ Фер-ритно-аусте-нитный
* Для конструкций, термообрабатываемых после сварки
•’ Для сварки корневых швов
315
Продолжение табл. 88
Условия работы Марки свариваемых сталей Метод сварки Сварочные материалы Структурное состояние шва
Высокие температуры 12X18HST 09Х14Ш8В2БР X25H35B3T X20H8UT2IO Ручная дуговая покрытыми электродами То же ЭА-4ВЗБ2, 2Х14Н18Б ЭА-4ВБ2 ЭА-ЗМ6 Аустс-нитно-карбидпый Аусте-нитно-ка обидный, аустенитный
При сварке разнородных аустенитных сталей следует иметь в виду повышенную склонность аустенитных швов к образованию горячих трещин. Поэтому при выборе сварочных материалов следует прежде всего исходить из необходимости надежного предотвращения возникновения горячих трещин в шве. Технология сварки этих сталей зависит от соотношения содержания в металле хрома и никеля (запаса аустенитности). Если сваривают разнородные стали с малым запасом аустенитности, то можво использовать электроды, рекомендуемые для сварки как одной, так и другой стали. При этом предупреждение образования в шве горячих трещин обеспечивается получением металла шва с аустенитно-фер-ритной структурой с регламентированным количеством феррита.
При сварке между собой сталей с большим запасом аустенитности необходимо использовать сварочные материалы, позволяющие получить в шве однородную аустенитную или аустенитно-карбидную структуру (табл. 88) при обязательном дополнительном легированно элементами, повышающими стойкость против образования трещин (например, электроды типа ЭА-4РЗБ2 пли ЭА-ЗМ6). При использовании электродов ЭА-ЗМ6 для сварки сталей, в составе которых имеется свыше 0,5% Nb, могут образоваться горячие трещины в участках шва у границы сплавления.
Вид термообработки сварных соединений из разнородных аустенитных сталей определяется условиями их работы, типом конструкции и марками свариваемых сталей. При сварке конструкций из термически неупрочняемых сталей, предназначенных для работы в интервале умеренных температур при отсутствии требований к снятию сварочных остаточных напряжений, термообработку можно не проводить. Если же по условиям работы конструкции необходимо снятие остаточных сварочных напряжений, то проводят стабилизацию при температуре 800— 850° С. Если конструкция предназначена для работы прп высоких температурах, то предпочтительнее аустенитизация при температуре 1100—1150е С.
316
ft 3. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ СТАЛЕЙ РАЗНОГО СТРУКТУРНОГО КЛАССА
Возможные сочетания сталей различных структурных классов и сварных соединениях можно подразделить па две группы: I — сварные соединения перлитных сталей с высокохромистыми < талями мартенситного, мартенситпо-ферритного и ферритного классов; II — сварные соединения перлитных сталей с аустенитными хромоникелевыми коррозионно-стойкими и жаропрочными сталями.
Прп сварке перлитных сталей с 12%-ными хромистыми сталями с целью обеспечения наибольшей пластичности шва применяют сварочные материалы перлитного класса. В этом случае в переходных участках со стороны высоколегированной стали с содержанием до 5% Сг сохраняется высокая пластичность и вязкость. Для снижения размеров диффузионных прослоек перлитный наплавленный металл должен легироваться определенным количеством карбидообразующпх элементов. При сварке деталей больших толщин целесообразно электродами типа Э-ХМ делать наплавку на кромки высоколегированной стали, а заполнение разделки осуществлять без подогрева электродами типов .')42А или ЭбОА в зависимости от требований к прочности перлитного шва.
Температуру предварительного подогрева соединения следует выбирать (рассчитывать) по характеристикам высоколегированной (12%-пой хромистой) стали так же, как и режим термообработки, но для уменьшения размеров диффузионных прослоек температура отпуска должна быть принята минимально возможной.
При сварке перлитных сталей с 17—28%-пыми хромистыми сталями использование электродов перлитного класса нецелесообразно из-за чрезмерного легирования шва хромом из высоко-хромистой стали и потери им вследствие этого пластичности. Поэтому наиболее подходящими будут сварочные материалы ферритно-аустенитного класса, обеспечивающие достаточную стабильность металла шва даже при наличии значительного проплавления перлитной стали. При таких сочетаниях сталей могут быть также допущены аустенитные электроды, однако при этом следует учитывать структурную неоднородность соединения (табл. 89). Термообработка после сварки в этом случае не нужна.
При сварке перлитных сталей с аустенитными всегда следует применять аустенитные сварочные материалы, обеспечивающие получение наплавленного металла с таким запасом аустенитности, чтобы с учетом расплавления п участия в формировании шва низколегированной составляющей (перлитной стали) обеспечить в высоколегированном шве аустенитную структуру. Приблизительно необходимый состав наплавленного металла для получения шва, обладающего такой структурой^ может быть определен no
317
Таблица 89. Рекомендации по выбору сварочных материалов для разнородных соединений сталей перлитного класса с высокохромпстыми
Предельная температура, °C Марки свариваемых сталей Метод сварки Сварочные материалы Отпуск при темне ратуре. СС
300—350 Низкоуг.тсродп-стые (20, 15К, СтЗ и др.) и низколеги рован-пыс конструкционные 12%-пыс хромистые (08X13, 12X13, 20X13, 15Х11МФ, 15Х12ВМФ, 15Х11МФБ) Ручная дуговая покрытыми электродами Электроды типа Э-ХМ 650-680
Под флюсом Проволока Св-08 ХМ
400-450 Хромомолибденовые (15ХМ, 12ХМ, ЗОХМ) Ручная дуговая покрытыми электродами Электроды типа Э-ХМФ
Под флюсом Проволока Св-08ХМФА 650—700
В углекислом газе Проволока Св-08ХГСМФА
500—520 X ромомолибдено-ванадиевые (12Х1МФ, 12Х1М1Ф) То же Ручная дуговая покрытыми электродами Электроды типа Э-ХМФ 700—720
В углекислом газе Проволока СВ-08ХГСМФА
580 Ручная дуговая покрытыми электродами Облицовка кромок 12%-ной хромистой стали электродом типа Э-ХМФБ; сварка шва электродами типа Э-ХМФ
300 Хромомолибденовые (Х5М, Х5МФ) 12%-ныс хромистые То же Электроды типа Э-Х5М 700—740
Низкоуглеродистые и низколегированные конструкционные Высоко-хромистые Х17Т, 15Х25Т, Х28АН, Х25Н5ТМФ Электроды шпон ЭАФ-1МФ, ЭА-2
318
Рис. 147. Диаграмма Шеффлера
А — аустенит; М — мартенсит; Ф — феррит; ------------линии диаграммы для нап-
лавленного металла (металла шва);
------------границы полностью аустенитной области для кованых металлов;
I — зона образования горячих трещин; 11 — о-фа.за, охрупчивание после термообработки при 500—900° С; III — зова роста зерна при температуре выше 1150° С, низкие показатели ударной вязкости при комнатной температуре, IV — трещины в мартенсите (ниже 400° С), необходим предварительный подогрев
диаграмме Шеффлера (рис. 147) с учетом участия в формировании шва долей основного и дополнительного металлов.
Большой запас аустенитности металла шва позволяет предотвратить образование малоиластпчиых участков с мартенситной структурой в корневых швах и слоях, примыкающих к перлитной стали (табл. 90). Разнородные соединения из перлитной и аустенитной сталей термообработке, как правило, не подвергают, так как режимы термообработки, улучшающие свойства зоны термического влияния одной из свариваемых сталей, не оказывают положительного действия на другую сталь или ухудшают те или иные ее свойства.
Кроме того, из-за разности коэффициентов линейного расширения перлитной и аустенитной сталей высокий отпуск приведет лишь к перераспределению остаточных напряжений, а не к их снятию. При изготовлении сварных узлов из металла большой толщины, обладающих высокой жесткостью, могут произойти хрупкие разрушения по зоне сплавления перлитной стали с аустенитным швом. Для предотвращения этих разрушений необходимо применять сварочные материалы с повышенным содержанием никеля (например, электроды типа ЭА-ЗМ6, ЭА-4ВЗБ2), электроды со стержнем из никелевого сплава.
Если сваривается перлитная закаливающаяся сталь с аустенитной, то на кромки закаливающейся стали проводят наплавку аустенитными электродами с предварительным или сопутствующим подогревом^ обеспечивающим необходимую скорость охлаж
319
дения околошовной зоны. При этом сварочные материалы должны обеспечить получение наплавленного металла с повышенным содержанием никеля. Затем проводят отпуск деталей с наплавленными кромками для устранения закалки в околошовной зоне.
Таблица SO. Рекомендации по выбору сварочных материалов для разнородных сварных соединении перлитных и мартенситных сталей с аустенитными п аустенитно-ферритными
Предельная температура, °C Марки свариваемых сталей Метод сварки Сварочные материалы
350* Н из коу глер од истые и низколегированные конструкционные Аустенитные I группы: 12Х18Н9Т, 12Х18П12Т, 12Х18Н12Б, I0X17H13M2T, Х16Н13М2Б, 20Х23Н18, Х25Н13Т, Х17Н15В2Б Ручная дуговая покрытыми электродами Электроды типов: ЭА-2. ЭА-1М2Ф, ЭА-2Г6, ЭА-ЗМФ, ЭА-4ВЗБ2 на никелевой основе**
400* Хромомолибденовые (12МХ, 15 ХМ, ЗОХМ, 20ХМЛ)
520 X ромомолибдено-вападиевыс (12Х1МФ, 12Х1М1Ф) Под флюсом и аргонодуговая Проволоки*** СВ-07Х25Н13, Св-08 Х20Н9Г7Т Проволоки * * * * Св-0725Н12Г2Т. СВ-06Х25Н12ТЮ Св-06Х21)Н11МЗТБ
580 X ромомоли бденовые (Х5М) и хромо-мо л пбденова на дие-вые (Х5МФ, 25ХЗВМФ, 15Х2М2ФБС)
Предельные температуры и марки перлитных сталей те же, что и для соединений с аустенитными сталями I группы Аустенитные П группы: Х14Н18В2БР, X15H35B3T, Х16Н25М6 Ручная дуговая покрытыми электродами Электроды типов: ЭА-ЗМ6, ЭА-ЗМ9, ЭА-4ВЗБ2 на никелевой основе**
350 Низкоуглеродистые и низколегированные конструкционные Ферритно-аустенитные Ручная дуговая покрытыми электродами Электроды типов ЭА-ЗМ6, ЭАФ-1МФ
* Температура эксплуатации может быть повышена до предельной для перлитной стали при использовании промежуточных элементов или защитных облицовочных слоев перлитными стабилизированными электродами.
* * Предпочтительны для сварки конструкций, работающих при температуре выше 400—450 °C.
* ** При сварке среднеуглсродистых сталей с аустенитными.
* *** При требованиях стойкости шва против межкристаллитной коррозии.
После этого детали из перлитной стали с наплавленными кромками сваривают с аустенитной сталью на режимах, оптимальных для последней без предварительного подогрева. При такой технологии отпадает необходимость в последующем отпуске.
XI
ГЛАВА
ТЕХНОЛОГИЯ СВАРКИ
ЧУГУНА
§ 1. СОСТАВ И СВОЙСТВА
К чугунам относятся сплавы железа с углеродом, содержание которого превышает 2,11% (2,14%). В этих сплавах обычно присутствует также кремний и некоторые количества марганца, серы и фосфора, а иногда и другие элементы, вводимые как легирующие добавки для придания чугуну определенных свойств. К числу таких легирующих элементов можно отнести никель, хром, магний и др.
В зависимости от структуры чугуны подразделяют на белые и серые. В белых чугунах весь углерод связан в химическое соединение карбид железа Fe3C — цементит. В серых чугунах значительная часть углерода находится в структурно-свободном состоянии в виде графита. Если серые чугуны хорошо поддаются механической обработке, то белые обладают очень высокой твердостью и режущим инструментом обрабатываться не могут. Поэтому белые чугуны для изготовления изделий применяют крайне редко, их используют главным образом в виде полупродукта для получения так называемых ковких чугунов. Получение белого или серого чугуна зависит от его состава и скорости охлаждения.
В зависимости от структуры чугуны классифицируют на высокопрочные (с шаровидным графитом) и ковкие. По степени легирования чугуны подразделяют на простые, низколегированные (до 2,5% легирующих элементов), средпелегированные (2,5— 10% легирующих элементов) и высоколегированные (свыше 10% легирующих элементов). Шпре всего используют простые и низколегированные серые литейные чугуны.
Чугун получил широкое распространение как конструкционный материал в машиностроительной, металлургической и других отраслях промышленности в связи с рядом преимуществ перед другими материалами, среди которых в первую очередь надлежит упомянуть следующие: невысокая стоимость, хорошие литейные свойства Изделия, изготовленные из него, имеют достаточно высокую прочность и износостойкость при работе на трение и характеризуются меньшей, чем сталь, чувствительностью к кон-
11 А. И. Акулов и др.
321
Рис. 148. Влияние различных легирующих элементов па процесс графитизации углерода в чугунах
Рпс. 149. Псевдобппарпая диаграмма состояний Fe—С—Si сплавов стабильной (графитной) системы: Ж — жидкость; а и у—феррит и аустенит; Г — графит
центраторам напряжений. Наряду с перечисленными преимуществами изделия из серого литейного чугуна хорошо обрабатываются режущим инструментом. Последнее вместе с хорошими литейными свойствами позволяет оценить чугун как весьма технологичный материал.
Главный процесс, формирующий структуру чугуна, — процесс графитизации (выделение углерода в структурно-свободном виде), так как от него зависит не только количество, форма и распределение графита в структуре, но и вид металлической основы (матрицы) чугуна. В зависимости от степени графитизации матрица может быть перлитпо-цемептитной (П Ц), перлитной (П), перлитно-ферритной (П 4- Ф) и ферритной (Ф). Цементит перлита называют эвтектоидным, остальной цементит — структурно-свободным. Некоторые элементы, вводимые в чугун, способствуют графитизации, другие — препятствуют. На рис. 148 знаком «—» обозначена графитизирующая способность рассматриваемых элементов, знаком « Н» задерживающее процесс графитизации действие (отбеливание). Как следует из приведенной схемы, наибольшее графитизирующее действие оказывают углерод и кремний, наименьшее — кобальт и медь.
Наиболее сильно задерживают процесс графитизации (оказывают отбеливающее действие) сера, ванадий, олово. Поэтому в серых литейных чугунах всегда содержится значительное количество кремния. На рис. 149 приведена нсевдобинарная диаграмма состояний Fe — С — Si стабильной (графитной) системы, отвечающая постоянному содержанию кремния 3,0% Si.
Из рис. 150 следует, что при данном содержании углерода увеличение содержания кремния при прочих равных условиях 322
способствует графитизации чугуна и уменьшению количества цементита в базовой структуре (П —> Ф).
Чугун маркируется буквами СЧ и цифрами, первая из которых характеризует предел прочности чугуна данной марки при растяжении, вторая — при изгибе (кг/мм2). Наибольшее распространение получили чугуны марок: СЧ 12-28; СЧ 15-32; СЧ 18-36; СЧ 21-40; СЧ 24-44; СЧ 28-48; СЧ 32-52; СЧ 38-60,
Рис. 150. Совместное влияние углерода и кремния на структуру чугуна:
П — перлит; Ф — феррит; Ц — цементит; Г — графит
причем первые пять марок
имеют перлитио-ферритную металлическую основу, последние три — перлитную. Прочность серых чугунов всех марок при сжатии значительно превышает прочность при растяжении. Например, для чугуна марки СЧ 24-44, имеющего предел прочности при растяжении 24 кгс/мм2, предел прочности при сжатии составляет 85 кгс/мм2. Для увеличения прочности чугуна графитовым включением придают шарообразную форму путем введения магния в ковш перед разливкой. При этом чугун приобретает и некоторую пластичность. Высокопрочные чугуны маркируют
Толщина стенки
буквами ВЧ и цифрами, первая из которых характеризует временное сопротивление чугуна при растяжении (кгс/мм2), вторая — относительное удлинение (%). Например, ВЧ 60-2 или ВЧ 40-10.
Ковкие чугуны маркируют буквами КЧ и цифрами, обозначающими временные сопротивления при растяжении (кгс/мм2) и относительное удлинение (%). Примерами марок ковких чугунов могут служить КЧ 38-8; КЧ 35-10; КЧ 37-12; КЧ 30-6 с ферритной металлической основой и КЧ 45-6; КЧ 50-4 g и КЧ 60-3, имеющие феррит- "г но-перлитную основу. й
При данном составе струк- ‘ тура чугуна в большей степени зависит от скорости охлаждения. На рис. 151 приведена схема, характери
зующая зависимость струк-
турного состояния чугуна от толщины стенки песчаной формы, с увеличением которой замедляется скорость охлаждения после заливки.
Рпс. 151. Влияние толщины стенки формы (скорости охлаждения) па структуру чугуна:
1 — чугун цементитный; 11 — чугун перлитный; Ill — чугун нерлитно-ферритный; П т Ф, 11 Ц - промежуточные структуры
11'
323
При данном составе чугуна, например при постоянстве суммарного содержания углерода и кремния, а также других элементен, входящих в его состав, можно получить цементитный, перлитный а также перлитно-ферритный чугун.
§ 2. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
И ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ
Сварочный нагрев и последующее охлаждение настолько изменяют структуру и свойства чугуна в зоне расплавления и околошовной зоне, что получить сварные соединения без дефектов с необходимым уровнем свойств оказывается весьма затруднительно. В связи с этим чугун относится к материалам, обладающим плохой технологической свариваемостью. Тем не менее сварка чугуна имеет очень большое распространение как средство исправления брака чугунного литья, ремонта чугунных изделий, а иногда и при изготовлении конструкций. Качественно выполненное сварное соединение должно по меньшей мере обладать необходимым уровнем механических свойств, плотностью (непроницаемостью) и удовлетворительной обрабатываемостью (обрабатываться режущим инструментом). В зависимости от условий работы соединения к нему могут предъявляться и другие требования (например, одноцветность, жаростойкость и др.).
Причины, обусловливающие затруднения в получении качественных сварных соединений, следующие.
1. Высокие скорости охлаждения металла шва и зоны термического влияния, соответствующие термическому циклу сварки, приводят к отбеливанию чугуна, т. е. появлению участков с выделениями цементита той или иной формы в различном количестве. Высокая твердость отбеленных участков практически лишает возможности обрабатывать чугуны режущим инструментом.
2. Вследствие местного неравномерного нагрева металла возникают сварочные напряжения, которые в связи с очень незначительной пластичностью чугуна приводят к образованию трещин в шве и околошовной зоне. Наличие отбеленных участков, имеющих большую плотность (7,4—7,7 г/см3), чем серый чугун (6,9—7,3 г/см3), создает дополнительные структурные напряжения, способствующие трещинообразованию.
3. Интенсивное газовыделение из сварочной ванны, которое продолжается и на стадии кристаллизации, может приводить к образованию пор в металле шва.
4. Повышенная жидкотекучесть чугуна затрудняет удержание расплавленного металла от вытекания и формирование шва.
5. Наличие кремния, а иногда и других элементов в металле сварочной ванны способствует образованию на ее поверхности тугоплавких окислов, приводящих к образованию непроваров.
324
Рис. 152. Структурные превращения в зоне термического влияния при сварке чугуна
Для оценки влияния термического цикла сварки на структуру и свойства различных зон сварного соединения рассмотрим псевдобипарную диаграмму состояний Fe — С — Si, связав ее с распределением температур в шве и околошовной зоне (рис. 152). Шов представляет собой металл, полностью расплавлявшийся. В зависимости от скорости охлаждения структура его будет представлять собой белый или серый чугун, с различным количеством структурно-свободного углерода.
Участок 1 (неполного расплавления) характеризуется наличием в нем одновременно жидкой и твердой фаз. Твердая фаза представляет собой аустенит с предельным содержанием углерода (до 2,14%). После быстрого охлаждения жидкая фаза образует белый чугун, в аустенитных участках возможно образование мартенсита.
Участок 2 ограничен эвтектической и эвтектоидной темпе-
ратурами. Структура его в значительной мере зависит от исходной структуры чугуна и может состоять из аустенита и цементита или аустенита и графита (в зависимости от скорости охлаждения и состава чугуна). При быстром охлаждении металлическая основа приобретает структуру закалки.
Участок 5 (неполной перекристаллизации) вследствие быстрого нагрева и кратковременности пребывания металла в этом интервале температур феррит — основа структурной составляющей чугуна при комнатной температуре — не успевает полностью раствориться. После охлаждения в этом участке может наблюдаться некоторое измельчение зерна. При быстром охлаждении металлическая основа может приобрести частичную закалку.
Участок 4 представляет собой ту часть околошовной зоны, которая нагревалась от 500° С до температуры Лсх. При длительном пребывании в этом интервале температур может происходить графитизация за счет частичного распада цементита и сферо-
325
Рис. 153. Влияние скорости охлаждения па структуру металла шва и око-лошовпой зоны
пдизацпи карбидов. Однако в условиях сварочного нагрева в этой области заметных структурных изменений не наблюдается.
Участок 5 характеризуется исходной структурой свариваемого чугупа.
Влияние скорости охлаждения на структуру металла шва и околошовной зоны может быть охарактеризовано схемой, представленной на рис. 153. В случае низких скоростей охлаждения в чугунном шве и участке околошовной зоны может быть обеспечено сохране
ние структуры серого чугуна при определенном его составе (и’о-хл < к’охл)- На схеме рис. 153 обозначено наибольшее
значение скорости охлаждения металла шва и высокотемпературного участка зоны термического влияния (участок 2, рис. 152) при эвтектической температуре, если чугун сваривали без предварительного подогрева. Практически при любом составе чугуна в шве и участке 2 околошовной зоны будет иметь место отбеливание. Сварка чугуна с подогревом (300—400° С) уменьшает скорость охлаждения (шоХЛ па рис. 153). При такой скорости охлаждения в шве и на участке 2 околошовной зоны в зависимости от количества графитизаторов может быть получен либо белый, либо серый чугун.
При высоком подогреве (600—650° С) скорость охлаждения при эвтектической температуре снижается до ШоХЛ, при которой отбеливания не происходит. Замедление охлаждения приводит к распаду аустенита с образованием ферритной или перлитно-ферритной металлической основы. Таким образом, наиболее эффективное средство предотвращения отбеливания металла шва и высокотемпературного участка околошовной зоны, а также резкой закалки на участке околошовной зоны, нагревавшейся выше температуры Ас3, — высокий предварительный или сопутствующий подогрев чугуна до температуры 600—650° С. Сварку с таким подогревом называют горячей сваркой чугуна. Высокий подогрев и замедленное охлаждение способствуют также ликвидации трещин и пористости за счет увеличения времени существования жидкой ванны и лучшей дегазации ее, а также уменьшения температурного градиента, термических напряжений.
Сварку с подогревом до температур 300—400° С называют полугорячей, а без предварительного подогрева — холодной сваркой чугуна. При полугорячей и холодной сварке чугуна широко
32?
используют металлургические и технологические средства воздействия на металл с целью повышения качества сварных соединений. К их числу относятся:
легирование наплавленного металла элементами-графитизато-рами, с тем чтобы при данной скорости охлаждения получить в шве структуру серого чугуна;
легирование наплавленного металла такими элементами, ко торые позволяют получить в шве перлитно-ферритпую структуру, характерную для пизкоуглеродпстой стали, путем связывания избыточного углерода в карбиды, более прочные, чем цементит, и равномерно распределенные в металле;
введение в состав сварочных материалов кислородосодержащих компонентов с целью максимального окисления углерода (выжигания его) и получения в металле шва пизкоуглеродпстой стали;
применение сварочных материалов, обеспечивающих в наплавленном металле получение различных сплавов цветных металлов: медпо-никелевых, медно-железпых, железоникелевых и др., обладающих высокой пластичностью и имеющих температуру плавления, близкую к температуре плавления чугуна.
Горячая сварка чугуна
Наиболее радикальным средством борьбы с образованием отбеленных п закаленных участков шва и околошовной зоны и образованием пор и трещин служит подогрев изделия до температуры 600—650Q С и медленное охлаждение его после сварки. Технологический процесс горячей сварки состоит из следующих элементов: 1 — подготовка изделия под сварку; II — предварительный подогрев деталей; III — сварка; IV — последующее охлаждение.
Подготовка под сварку зависит от вида исправляемого дефекта. Однако во всех случаях подготовка дефектного места заключается в тщательной очистке от загрязнений и в разделке для образования полостей, обеспечивающих доступность для манипулирования электродом и воздействия сварочной дуги. Для предупреждения вытекания жидкотекучего металла сварочной ванны, а в ряде случаев для придания наплавленному металлу соответствующей формы, место сварки формуют. Формовку выполняют в зависимости от размеров и местоположения исправляемого дефекта с помощью графитовых пластинок, скрепляемых формовочной массой, состоящей из кварцевого песка, замешенного па жидком стекле, или другими формовочными материалами, а также в опоках формовочными материалами, применяемыми в литейном производстве (рис. 154).
После формовки необходима просушка формы при постепенном подъеме температуры от 60 до 120е С, затем проводят дальнейший подогрев под сварку со скоростью 120—150° в час в печахл горнах
327
Рис. 154. Формовка места сварки для горячей сварки чугуна: а — несквозной раковины; б — недолива кромки детали; в — облицовка формы графитовыми пластинами; 1 — деталь; 2 — формовка; з — графитовые пластины
или временных нагревательных устройствах. Замедленное охлаждение после сварки достигается при укрывании изделий теплоизолирующим слоем (листами асбеста и засыпкой песком, шлаком или др.) или при охлаждении вместе с печами, горнами.
Способы нагрева и нагревательные устройства применяют в зависимости от характера производства (устранение литейных дефектов, ремонтная сварка и т. д.). Например, при массовом производстве в литейных цехах автомобильных и тракторных заводов целесообразно использовать конвейерные печи; для ремонтных работ удобен нагрев в муфельных печах или в горнах с открытым кожухом; для разовых ремонтных работ крупногабаритных изделий изготовляют временные нагревательные устройства из огнеупорного кирпича, в том числе печи-ямы в земляном полу цеха. Для сварки используют плавящиеся электроды со стержнями из чугуна марок А или Б (табл. 91).
Таблица 91. Состав чугунных стержней для сварки чугуна
(ГОСТ 2671—70), %
Марка С Si Мп р S Сг Ni Назначение
А Б 3,0—3,5 3,0—3,4 3,5—4,0 0,5—0,8 02—0,4 0,3—0,5 До 0.08 До 0,05 До 0,3 Для горячей сварки Для горячей и полугоря чей сварки
В состав покрытия, наносимого на литые прутки, диаметром 5—20 мм, входят стабилизирующие и легирующие материалы. В качестве последних обычно используют графит, карборунд, ферросилиций, силикокальций, силикомагний и другие, содержащие элементы-графитизаторы (табл. 92). Горячую сварку чугуна выполняют па больших силах тока [ZCB = (60 н- 100)<7э1 без пере
328
рывов до конца заварки дефекта, при больших объемах завариваемого дефекта два сварщика, работающие поочередно. Электро-додержатель для горячей сварки должен обеспечивать хороший контакт с чугунным электродом и иметь щиток для защиты руки сварщика от теплового ожога.
Таблица 92. Составы покрытии чугунных электродов, применяемых для горячен сварки чугуна
Состав покрытия Марки электродов
ОМЧ-1 вч-з Станколит эпч
Мрамор или мел . 25 10 14 —
Графит 41 — —— 30
Ферромарганец 9 — 36 —
Полевой пшат 25 — — —-
Ферросилиций — 30 — 30
Карборунд — 60 28 —
Плавиковый пшат — — 12 —
Маршалит . — — 10 —
Ферротитан — — — 15
Феррофосфор — — — 10
Сплпкокальцнй — — — 15
Жидкое стекло (к сумме сухих ком-
попептов . 30—35 30—35 30 30—35
Примером одной из возможных конструкций может служить электроде держатель завода «Стаиколит» (рис. 155). В этом держателе электрод приваривают к стальному стержню. Для горячей
сварки чугуна можно использовать дуговую сварку угольным электродом. По возможности маневрирования тепловым воздействием па свариваемый металл сварка угольным электродом занимает промежуточное положение между газовой сваркой и сваркой плавящимся электродом. Сваривают на постоянном токе прямой полярности угольными электродами диаметром 8—20 мм.
Диаметр электрода и силу сварочного тока выбирают в зависимости от толщины свариваемого металла (табл. 93).
Таблица 93. Выбор режима сварки
Толщина металла, мм Диаметр угольного электрода, мм Сила тока, А
6—10 8—10 280—350
10—20 10—12 300—400
20—30 12—16 350—500
30 ц более 16—18 350—600
Рпс. 155. Электрододержатель для горячей сварки чугуна:
1 — электрод; 2 — стальной стержень диаметром 12 мм; 3 — крепление (приварка) токоподвода к стержню; 4 — щиток; 5 — рукоятка; 6 — кольцо; 7 — сварочный кабель
329
В качестве присадочного материала используют прутки марок Л и Б. Для перевода тугоплавких окислов в легкоплавкие соединения применяют флюсы на борной основе, чаще всего техническую безводную (прокаленную) буру.
Горячая сварка чугуна ручным способом, особенно массивных изделий — тяжелый труд. Весьма прогрессивный способ, облегчающий труд и повышающий производительность, — механизированная сварка порошковой проволокой. В состав шихты вводят такие компоненты, которые позволяют получать состав металла шва, представляющий собой чугун. Состав порошковой проволоки марки ППЧ-3 для горячей сварки чугуна приведен в табл. 94.
Таблица 94. Состав* порошковой проволоки ППЧ-3 и наплавленного металла, %
Материал с Si Al Ti
Порошковая проволока Наплавленный металл 4,5—5,0 3,0—3,8 3,3—4,0 3,0—3,8 0,1—0,3 До 0,1 0.1—0.3 До 0,1
* Остальное Ге.
Горячая сварка чугуна позволяет получать сварные соединения, равноценные свариваемому металлу (по механическим характеристикам, плотности, обрабатываемости и др.), однако это трудоемкий и дорогостоящий процесс. Вместе с этим в ряде случаев практически к сварным соединениям чугуна не предъявляется таких требований. Часто, например, достаточно обеспечить только равнойрочность или только хорошую обрабатываемость или плотность сварных швов. С помощью различных металлургических и технологических средств можно получить сварные соединения чугуна с теми или иными свойствами при сварке с невысоким подогревом или вовсе без предварительного подогрева (т. е. с помощью полугорячей или холодной сварки).
Холодная и полугорячая сварка чугуна электродами, обеспечивающими в металле шва получение серого чугуна
Холодная сварка чугуна электродами, составы которых приведены в табл 92, положительных результатов не обеспечивает, так как при больших скоростях охлаждения, соответствующих данным условиям проведения сварки, образуется структура белого чугуна в шве и высокотемпературной области околошовпой зоны, а также происходит резкая закалка металлической основы участков зоны термического влияния, нагревающихся в процессе сварки выше температуры Ас3. Возникающие при этом деформа
ЗЗО
ции превышают деформационную способность металла шва и око-лошовной зоны, в результате чего образуются трещины.
Для предупреждения отбеливания необходимо обеспечить такой состав металла шва, для которого в этих условиях будет получаться структура серого чугуна с наиболее благоприятной формой графитных включений. Это может быть достигнуто путем введения в наплавленный металл достаточно большого количества графитпзаторов и легирования чугуна элементами, способствующими сфероидизации карбидов (магнием). Примером таких электродов могут служить электроды марки ЭМЧ, стержень которых представляет собой чугун с повышенным (до 5,2%) содержанием кремния, покрытие двухслойное: первый слой — легирующий, второй — обеспечивает газовую и шлаковую защиту:
1-й слой
Графит.................. 41%
Силикомапшй.............. 40%
2-й слой
Железная окалина......... 14%
Алюминий (порошок) .... 5%
Мрамор.................... 50%
Плавиковый шпат........... 50%
Относительная масса каждого слоя ................15—20%
При сварке этими электродами чугунных деталей с толщиной стенки до 12 мм без предварительного подогрева удается получить швы и околошовную зону без отбеливания и закалки. Некоторому замедлению скорости охлаждения при эвтектической температуре способствует реакция между железной окалиной и алюминиевым порошком, протекающая с выделением теплоты. При сварке этими электродами массивных деталей для получения бездефектных сварных соединений приходится их подогревать до температуры 400° С в зависимости от толщины чугуна и жесткости изделий. Для улучшения обрабатываемости и некоторого повышения пластичности металла шва используют электроды из никелевых чугунов, например нирезиста или никросилаля (табл. 95).
Таблица 95. Состав * электродных стержней из никелевых чугунов, %
Чугун с N1 S1 Си Мп
Нирезист 2,0 29 1,3 7,6 0,4
Никросилаль 2,0—2,3 19—22 5,2—6,4 — 0,5
* Остальное Fe.
Электроды из никелевых чугунов обеспечивают получение швов, обладающих хорошей обрабатываемостью. Покрытие, наносимое на стержни из никелевых чугунов рекомендуется следующего состава: карборунд 55%; углекислый барий 23,7%; жидкое стекло 21,3%. Толщина покрытия должна составлять 0,5—0,8 мм на сторону при использовании стержней диаметром
331
7—8 мм. Сварку выполняют в несколько слоев при возвратно-поступательном перемещении электрода. Основной недостаток электродов из никелевых чугунов — повышенная склонность к образованию горячих трещин.
Получить в наплавленном металле и металле шва серый чугун можно, применяя специальные сварочные материалы, которые обеспечивают легирование через электродное покрытие. Примером таких материалов могут служить электроды, стержень которых изготовлен из низкоуглеродистой проволоки, например, марок Св-08 или Св-08А по ГОСТ 2246—70, а в легирующем покрытии содержится достаточное количество элементов графитизаторов — углерода и кремния. Наиболее характерны электроды марки ЭМЧС, стержень которых состоит из пизкоуглеродпстой электродной проволоки, а покрытие из трех слоев:
1-й слой
2-й слой
Графпт.................. 50%
Си.чпкомагшш............ 41 %
Гематит ................... 6%
Алюминий (порошок) .... 1.5%
Бентонит................. 1,5%
Мрамор- ................... 50%
Плавиковый шпат..........47,5%
Бентонит.................. 2,5%
3-й слой
Графит......................100%
Электроды изготовляют путем последовательного нанесения обмазки, замешенной на жидком стекле, причем толщина каждого слоя должна обеспечивать относительную массу 1-го слоя 25— 30% 2- п 3-го — по 10—15%. Как видно из приведенного состава покрытия, 1-й слой является легирующим, 2-й шлако- и газообразующим, 3-й — газозащитным. Графит и силикомагпий, входящие в состав 1-го слоя, служат графитизаторами, причем магний в некоторой степени способствует сфероидизации графита; гематит и алюминий, вступая во взаимодействие, способствуют некоторому снижению скорости охлаждения прп эвтектической температуре и тем самым получению в шве структуры серого чугуна.
Применение этих электродов при сварке чугунных изделий с относительно небольшой толщиной свариваемого металла (до 8— 10 мм) позволяет получить качественные сварные соединения без предварительного подогрева изделия; при больших толщинах необходимо применять полугорячую сварку. Для холодной и полу-горячей сварки чугуна автоматами, и главным образом полуавтоматами, используют специальные порошковые проволоки, обеспечивающие получение в шве серого чугуна. Для холодной сварки изделий с относительно небольшой толщиной стенок (в месте сварки) рекомендуется проволока марки ППЧ-1, для полугорячей сварки—проволока ППЧ-2 (табл. 96).
Механизированная сварка порошковой проволокой позволяет получать наплавленный металл и металл шва, близкие по составу и структуре к свариваемому чугуну. При заварке дефектов в крупных чугунных отливках, для исправления которых необходимо наплавить большой объем металла, а также при изготовлении
332
крупногабаритных массивных изделий из высокопрочных чугунов с шаровидным графитом можно использовать электрошлаковую сварку пластинчатыми электродами, представляющими собой литые чугунные пластины соответствующего состава с содержанием элементов-графитизаторов (углерода и кремния), равном содержанию последних в электродных стержнях марок А и Б, и 0,04— 0,08% Mg.
Таблица 96. Составы порошковых проволок и наплавленного ими металла для холодной и полугорячаЗ сварки чугуна, %
Материал С Si Мп Ti А1 Назначение
Порошковая проволока ППЧ-1 . . Наплавленный металл (1-й слой) . . 6,5—7,0 4,5—5,5 3,8—4,2 3,5—4,2 0,4—0,6 0,5—0,9 0,4—0,6 0,3—0,5 0,7—1,0 0,5—0,8 Для холодной сварки чугуна
Порошковая проволока ППЧ-2 . . Наплавленный металл 5,7—6,5 3,5—4,5 3,3—4,0 3,0—3,8 0,4—0.6 0,5—0,9 О о Ъо Л* 1 1 О Р СП О 0,6-0,9 0,3—0,6 Для полугорячей сварки чугуна
При электрошлаковой сварке чугуна применяют фторидные обессеривающие и неокислительные флюсы. Замедленное охлаждение металла шва и околошовной зоны, характерное для электрошлаковой сварки, позволяет получать сварные соединения без отбеленных и закаленных участков, трещин, пор и других дефектов. Электрошлаковая сварка обеспечивает вполне удовлетворительные механические свойства сварных соединений из чугуна и хорошую их обрабатываемость.
Кроме общего подогрева, применяемого при полугорячей сварке различными способами, в ряде случаев, когда жесткость изделия сравнительно невелика, можно ограничиться местным подогревом до нужной температуры. В процессе сварки необходимо обращать внимание на то, чтобы изделие в районе сварки не охлаждалось ниже заданной температуры иодогрева.
Холодная сварка чугуна электродами, обеспечивающими получение в наплавленном металле низкоуглероднстой стали
Если выполнить наплавку на чугун электродами, предназначенными для сварки углеродистых или низколегированных конструкционных сталей, то в 1-м слое даже при относительно небольшой доле участия основного металла получится высокоуглеродистая сталь, которая при скоростях охлаждения, имеющих место в условиях сварки без предварительного подогрева изделия^ прнобре-
333
тает резкую закалку. Поэтому металл 1-го слоя будет иметь высокую твердость, низкую деформационную способность и окажется подверженным образованию холодных трещин, а также пористости. Во 2-м слое, естественно, доля участия чугуна уменьшится, однако содержание углерода в нем будет находиться еще на высоком уровне, что также приведет к закалке и возможному образованию трещин. В последующих слоях доля участия чугуна окажется незначительной, и металл шва будет обладать определенным уровнем пластичности.
В связи со сказанным такие стальные электроды можно применять только для декоративной заварки небольших по размерам дефектов, если к сварному соединению не предъявляются требования обеспечения прочности, плотности и обрабатываемости режущим инструментом. С целью уменьшения доли участия основного металла в шве, а также размеров зоны термического влияния, в том числе и участков отбеливания и закалки, применяют электроды небольших диаметров (для 1-го слоя 3 мм, для 2-го и последующих 3—4 мм), на малых токах [7СВ = (20 -ь 25) не перегревая основной металл.
Сначала выполняют облицовку 1-м слоем. Сварку выполняют короткими участками, валиками небольших сечений [FH = (6 -5--г- 8)с?э] вразброс с перерывами для охлаждения шва и околошовной зоны до температуры 50—60° С. На 1-й слой наносят 2-й поперечными валиками, затем 3-й. После 3-го слоя можно применять режимы с несколько большей погонной энергией, но также с перерывами, чтобы зона разогрева чугуна была небольшой. Для уменьшения напряжений полезно применять проковку средних слоев.
При сварке чугуна низкоуглеродистыми электродами общего назначения наиболее слабое место сварного соединения — около-шовная зона у границы сплавления. Хрупкость этой зоны и наличие в ней трещин нередко приводят к отслаиванию шва от основного металла. Для увеличения прочности сварного соединения, когда к нему не предъявляется других требований (например, при ремонте станин, рам, кронштейнов и других несущих элементов толстостенных конструкций), применяют стальные шпильки, которые частично разгружают наиболее слабую часть сварного соединения — линию сплавления.
Шпильки имеют резьбу, пх ввертывают в тело свариваемой детали. Размеры шпилек обычно зависят от толщины свариваемых деталей. Практикой установлены следующие рекомендации: диаметр шпилек 0,3—0,4 толщины деталей, но не более 12 мм; глубина ввертывания шпилек 1,5 диаметра их, но не более половины толщины свариваемых деталей; высота выступающей части 0,75—1,2 диаметра шпильки. Шпильки располагают в шахматном порядке на скошенных кромках деталей и в один ряд на поверхности детали с каждой стороны стыка, причем расстояние между ними должно быть равно 4—6 диаметрам шпильки.
334
Сварку выполняют в следующем порядке. Сначала обваривают каждую шпильку и облицовывают поверхности кромок электродами диаметром 3 мм па малых токах. Затем на облицованные кромки п шпильки наплавляют валики и заполняют разделку, как в предыдущем случае. Для снижения содержания углерода в металле шва предложено выполнять сварку по слою флюса, содержащего до 30% железной окалины (например, буры 50%, каустической соды 20%, железной окалины 30%). Углерод, попадающий в сварочную ванну, в высокотемпературной ее части активно окисляется и выводится из нее в виде окиси углерода, не растворимой в металле. В результате концентрация углерода к моменту затвердевания сварочной ванны снижается. Твердость металла шва уменьшается, деформационная способность возрастает.
Однако для более полного эффекта выжигания углерода необходимо применять режимы сварки, характеризующиеся относительно большой погонной энергией, что, однако, отрицательно сказывается на околошовной зоне: в ней образуются значительные по размерам участки отбеливания и закалки, приводящие к образованию трещин. Прп сварке чугуна с достаточно высоким содержанием элементов-графитпзаторов при небольшой толщине стенки свариваемых деталей можно получить положительные результаты.
Более удачным оказался другой путь. В металл шва вводят сильный карбидообразователь — ванадий. В этом случае в основном образуются карбиды данного элемента, не растворяющиеся в железе и имеющие форму мелкодисперсных нетвердых включений. Металлическая основа прп этом оказывается обезуглероженной и достаточно пластичной. Примером могут служить электроды марки ЦЧ-4 со стержнем из пизкоуглеродистой проволоки марок Св-08 или Св-08А и покрытием следующего состава: мрамор 12%, плавиковый шпат 10%, феррованадий 66%, ферросилиций 4%, поташ 2%, жидкое стекло 30% массы сухой смеси.
Металл, наплавленный этими электродами, имеет следующий состав: до 0,15% С; до 0,6% Si; 0,5% Мп; 8,5-10,5% V; серы и фосфора до 0,04% каждого. Этими электродами сначала облицовывают кромки на малых токах [7СВ (20 ч- 25) d3J. Сварку выполняют параллельными валиками с перекрытием каждого предыдущего на половину его ширины. После 2-го слоя силу тока увеличивают на 15—20%; окончательно разделку заполняют электродами УОНИ-13/45.
Область применения таких электродов — сварка поврежденных деталей и заварка дефектов в отливках из серого и высокопрочного чугуна. В случае необходимости можно также сваривать соединения серого и высокопрочного чугуна со сталью. Сварные соединения, выполненные этими электродами, имеют удовлетворительную обрабатываемость, плотность и достаточно высокую прочность. К способам, обеспечивающим получение в наплавленном металле пизкоуглеродистой стали, можно также отнести механи-
335
зированную сварку короткими участками электродной проволоки!! марок Св-08ГС или Св-08Г2С диаметром 0,8—1 мм в углекислом газе. Сила сварочного тока составляет 50—75 А, напряжение дуги 18—21 В, скорость сварки 10—12 м/ч.
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов
Для получения швов, обладающих достаточно высокой пластичностью в холодном состоянии, применяют электроды, обеспечивающие получение в наплавленном металле сплавов на основе меди и никеля. Медь и никель но образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Поэтому, попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того, пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в зоне термического влияния. Для сварки чугуна используют медножелезпые, медно-никелевые и железоникелевые электроды.
Существует несколько типов меди о-железных электродов.
1. Медный стержень с оплеткой из жести толщиной 0,25— 0,3 мм, которую в виде ленты шириной 5—7 мм навивают на стержень по винтовой линии. Па электрод наносят ионизирующее или толстое покрытие. Электрод со стержнем, изготовленным из комбинированной проволоки, представляющий собой сердечник из стальной проволоки, плотно запрессованный в медную трубку, изготовляют на станках для производства порошковой проволоки.
Может быть также и другой вариант: медный сердечник со стальной оболочкой. Во всех разновидностях содержание железа в наплавленном металле но должно превышать 10—15%, так как в противном случае в шве образуются (в большом количестве) очень твердые включения железа с высоким содержанием углерода, ухудшающие обрабатываемость и снижающие пластичность шва.
2. Пучок электродов, состоящий из одного или двух медных стержней и стального электрода с защитным покрытием любой марки. Пучок связывают в четырех-пяти местах медной проволокой и на конце, вставляемом в электрододержатель, прихватывают для надежного контакта между всеми стержнями.
3. Наиболее совершенные из числа медно-железных электродов — электроды марки ОЗЧ-1, представляющие собой медный стержень диаметром 4—5 мм, на который нанесено покрытие, состоящее из сухой смеси покрытия УОНИ-13 (50%) и железного порошка (50%), замешенных на жидком стекле.
Медно-железный сплав в шве получается также при сварке медными электродами по слою специального флюса, который состоит из прокаленной буры (50%), каустической соды (20%), 336
железной окалины (15%) и железного порошка (15%). Флюс насыпают слоем толщиной около 10 мм, расплавляют дугой; далее по море перемешивания дуга горит между медным электродом и расплавленным флюсом.
Сварку медно-железнымн электродами всех типов следует выполнять таким образом, чтобы не допускать сильного разогрева свариваемых деталей: на минимально возможных токах, обеспечивающих стабильное горение дуги, короткими участками вразброс, с перерывами для охлаждения свариваемых деталей.
Основное преимущество этих электродов — возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как прп этом уменьшается опасность образования трещин в около-иювной зоне.
Общий недостаток медпо-железных электродов — неоднородная структура шва: мягкая медная основа и очень твердые включения железной составляющей, затрудняющие обработку и препятствующие получению высокой чистоты обработанной поверхности. Несколько лучшей обрабатываемостью обладают швы, выполненные электродами марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтористокальциевого типа.
Наиболее рационально применять медпо-железпые электроды для заварки отдельных несквозных Пороков или небольших неплотностей, создающих течи на отливках ответственного назначения, в том числе работающих под давлением (фланцы, подшипники).
Медно-никелевые электроды в производстве применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твердости недопустимо. Положительные свойства таких электродов в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твердость после нагрева и быстрого охлаждения. Отбеливание зоны частичного расплавления при небольших ее размерах практически отсутствует, так как медь и никель — элементы-графптизаторы, проникая в этот участок, оказывают положительное действие: в то же время никель и железо обладают неограниченной растворимостью, способствуя надежному сплавлению.
Для изготовления электродов используют и медно-никелевые сплавы: монель-металл, содержащий 65—75% Ni, 27—30% Си, 2—3% Fe и 1,2—1,8% Мп (например, НМЖМц 28-2,5-1,5); константан, содержащий 60% Ni и 40% Си (МНМц 40-1,5); нихром (Х20Н80).
Недостатки этих сплавов — их высокая стоимость и дефицитность, а также большая усадка, приводящая к образованию горячих трещин. Горячие трещины иногда имеют вид сплошной сетки, что снижает прочность сварного соединения. В связи с этим
337
данные сплавы не рекомендуется применять для заварки трещин в изделиях, которые несут силовую нагрузку. Заварка же отдельных мелких раковин позволяет получить хорошие результаты,, так как обеспечивает возможность последующей механической обработки.
Находят применение в промышленности электроды марок МНЧ-1 со стержнем из монель-металла и МНЧ-2 со стержнем из константана. Обе марки имеют электродные покрытия вида Ф. Сварку выполняют электродами диаметром 3—4 мм, ниточным швом, короткими участками при возвратно-поступательном движении электрода, не допуская перегрева детали, для чего рекомендуются перерывы для охлаждения. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами легкого молотка. Для заварки отдельных небольших дефектов па обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна, пороков, выявленных па механически обработанных поверхностях изделий и при ремонте оборудования из чугунного литья, используют также железоникелевые электроды с стержнем из сплава, содержащего 40—60% Ni и 60—40% Fe.
При сварке такими электродами обеспечивается достаточно высокая прочность и некоторая вязкость металла шва. Железо-пикелевые электроды обладают определенными преимуществами, к числу которых, кроме высокой прочности, можно отнести меньшую, чем у медно-никелевых сплавов, литейную усадку, одноцветность наплавки с чугуном. Примером электродов такого типа могут служить электроды марки ЦЧ-ЗА с стержнем из проволоки Св-08Н50 и покрытием из доломита (35%), плавикового шпата (25%), графита черного (10%) и ферросилиция (30%), замешенных на жидком стекле.
Необходимо всегда иметь в виду, что все электроды, содержащие никель, дефицитны и могут применяться для сварки чугуна ограниченно, например для заварки небольших раковин, вскрытых на последних операциях механической обработки, в деталях больших размеров и большой жесткости.
XII
ГЛАВА
ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ II СПЛАВОВ ПА ИХ ОСНОВЕ
§ 1. СОСТАВ П СВОЙСТВА
В современной технике объем применения цветных металлов и сплавов па их основе непрерывно растет. В связи с бурным развитием авиастроения, ракетной и атомной техники, химической промышленности в качестве конструкционных материалов в настоящее время стали применять такие металлы (и сплавы на их основе), как титан, цирконий, никель, молибден и даже ниобий, гафний и др. В сварных конструкциях значительно расширился ассортимент сплавов на основе алюминия, магния, титана.
Области применения отдельных цветных металлов и сплавов на их основе весьма разнообразны.
Медь и ее сплавы широко используют в химическом машиностроении, для изготовления трубопроводов самого различного назначения, емкостей, различных сосудов в криогенной технике и т. п.
Алюминий и его сплавы применяют для изготовления различных емкостей в химической и пищевой промышленности. Сплавы на основе алюминия широко применяют для самолетов, ракет, судов, в строительстве и т. п. в связи с их сравнительно высокой прочностью при малой плотности, высокой коррозионной стойкостью в некоторых агрессивных средах и высокими механическими свойствами при низких температурах.
Сплавы титана получают все более широкое применение в качестве конструкционного материала в самолетостроении, для изготовления ракет, емкостей в химическом машиностроении, судостроении и в атомной энергетике.
Тантал, ниобий, гафний, цирконий используют в химическом машиностроении и атомной энергетике, молибден — в высокотемпературных камерах горения, в ракетной технике и т. д.
Цветные металлы и сплавы на их основе имеют ряд общих и специфических особенностей, связанных с их свойствами (табл. 97), которые осложняют и затрудняют процесс сварки плавлением.
339
Таблица 97. Физике-механические свойства некоторых цветных металлов (чистые металлы)
Группа элементов
Элемент
Плотность г/см3...........
Температура плавления, °C Температура кипения, °C . . Коэффициент линейного расширения 10е 1/°С . . . . Коэффициент теплопроводности, кал/см • с • °C . . . . Удельная теплоемкость, кал/см3 - С............
Предел прочности, кгс/мм3 Относительное удлинение, % Модуль упругости,
кгс/см1 2 3 4 5 • 10 в ...
Температура плавления
окислов, °C ..............
J II ш IV V VI VII
Си Mg Al Ti Zr HI Nb Ta Mo Ni
8,94 1,74 2,7 4,54 6.4 13,3 8,57 16,6 10,2 8.9
1083 650 660 1665 1850 2222 2465 2990 2622 14э5
2595 1107 2000 3200 3580 5400 4927 5425 5560 3000
16,5 26,1 23,5 8.3 5.8 5,8 7,1 6,6 5,2 13,3
0,94 0,38 0,57 0,04 0,04 0,053 0,125 0,13 0,33 0.22
0,09 0.23 0,22 0,13 0,07 0,035 0,06 0,036 0,065 0.11
20-24 19 8 11 30-32 34-48 40 -46 38—35 35—52 60-90 28—30
45—55 5-18 18-20 40-50 34-47 2,5-30 30-50 30-50 5—15 40-50
1,1 0,54 0,71 1,12 0,96 1,4 0,87 1,9 3,2 2Д
1235-CU2O, 1336— СиО 2500— MgO 2050- A12O3 — 2800- ZrO2 — — — 1480 MoOa 2090— NiO
Примечание. Характеристики механических свойств даны для отожженного состояния.
1. Большое сродство указанных металлов к кислороду. Так, по убывающей степени сродства к кислороду (прп Т — 1600° С) металлы располагаются в ряд: Al, Zr, Ti, Mo, W, Ni, Си и т. д. Из этого ряда видно, что это такие элементы (алюминий, цирконий, титан), которые в обычной металлургии и сварочной практике используют в качестве раскислителей.
2. Как правило, эти металлы образуют систему окислов, более тугоплавких, чем сам металл, что приводит к засорению металла шва этими окисламп. В некоторых случаях окислы имеют более низкую температуру плавления, и возникает опасность образования легкоплавких эвтектик, приводящих к кристаллизационным трещинам.
3. Некоторые металлы (медь, магний, алюминий) обладают сравнительно высокими теплопроводностью и удельной теплоемкостью, что способствует быстрому охлаждению места сварки, требует применения более мощных источников теплоты при сварке, а в ряде случаев предварительного подогрева детали.
4. Для некоторых сплавов цветных металлов велика разница между температурами плавления и кипения отдельных компонентов по сравнению с температурой плавления сплава. Так, например, при температуре плавления цинка 419° С и олова 232° С латунь и бронза имеют температуру плавления 800—950° С. Возникает опасность испарения легкоплавких компонентов.
5. Для некоторых металлов (медь, алюминий, магний) и их сплавов наблюдается довольно резкое снижение механических свойств при нагреве, в результате чего в этом интервале температур металл легко разрушается от ударов, либо сварочная ванна
340
даже проваливается под действием собственного веса (алюминий, бронза).
6. Все цветные сплавы прп нагреве в значительно больших объемах, чем черные металлы, растворяют газы окружающей атмосферы и химически взаимодействуют со всеми газами, кроме инертных. Особенно активные в этом смысле более тугоплавкие и химически более активные металлы: титан, цирконий, ниобий, тантал, молибден. Эту группу металлов часто выделяют в группу тугоплавких, химически активных металлов.
В результате взаимодействия металлов с кислородом, азотом, водородом свойства их могут очень резко ухудшаться. Все отмеченные особенности цветных металлов должны быть учтены при разработке технологии их сварки. Возможности варьирования способов сварки плавлением для цветных металлов различны и зависят в первую очередь от особенностей физико-химических свойств металла.
Медь, никель, алюминий, магний и сплавы на их основе успешно сваривают дуговой сваркой толстопокрытыми электродами, угольным и металлическим электродом с применением флюса, в среде инертных защитных газов с использованием неплавящегося (вольфрамового) и плавящегося электрода, а алюминий — еще и электрошлаковой сваркой. Для этих металлов выбор способа сварки определяется возможностями завода — наличием соответствую щего оборудования, сварочных материалов, квалифицированных сварщиков и технологов, а также технической и экономической целесообразностью. Наиболее эффективный способ сварки, находящий самое широкое применение, — аргонодуговая сварка не-плавящимся и плавящимся электродом с использованием стандартного оборудования и приспособлений.
Для группы тугоплавких, химически активных металлов пригодные методы сварки резко ограничены необходимостью очень тщательной защиты зоны сварки от вредного действия окружающего воздуха. В этом случае применяют дуговую сварку в инертных газах с дополнительной защитой зоны сварки с помощью развитой системы насадок, укрепляемых на горелке, и защитой обратной стороны шва, либо используют камеры с контролируемой атмосферой. Достаточно эффективна электронно-лучевая сварка в вакууме.
При использовании дополнительных насадок инертный газ должен защищать не только дугу и расплавленный металл, но и твердый нерасплавляющийся основной металл и закристаллизовавшийся металл шва. Например, титан и цирконий, нагретые до температур выше 400—500° С, способны к поглощению больших объемов активных газов из окружающей среды. Для ниобия и тантала опасная зона еще ниже (200—300° С). Защита обратной стороны шва может быть осуществлена через неподвижную подкладку, укрепляемую на свариваемом изделии, либо подвижную, перемещаемую вспомогательным рабочим.
341
§ 2. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
Медь it ее сплавы
К физико-механическим характеристикам меди, указанным в табл. 97, следует добавить такие ее технические характеристики, как высокая стойкость по отношению к воздействию различных химических веществ, сохранение высоких механических свойств в условиях глубокого холода, высокие показатели теплопроводности и электропроводности.
Техническая медь в зависимости от марки может иметь различное количество примесей: Bi, Sb, As, Fe, Ni, Рв, Sn, S, Zn, P, О. В наиболее чистой меди марки MOO примесей может быть до 0,01%, марки М4 — до 1% (табл. 98). Сплавы на медной основе в зависимости от состава легирующих элементов относятся к латуням, бронзам, медно-никелевым сплавам.
Таблица 98. Химический состав некоторых типовых марок меди и ее сплавов, %
Марка Легирующие элементы Примеси пе более Марка Легирующие элементы Примеси не более
Техническая медь: Бронза: оловянная Sn = 3,54-4,0 0,2
МО Си 99.95 0,05 Бр. ОЦ 4—3 Zn = 2,7 4-3.3
Ml Си 99,9 ОД оловянная Sn=94-H 1,0 0,4
М2 Латунь: Си 99,7 0,3 Бр. ОЦ 10—2 кремнистая Zn=24-4 Мп = 1-4-1.5
Л62 Си = 60.5 4 63,5 Бр. КМц 3—1 Si = 2.75-5-3,5
Si =0,3-4-0,7 Zn остальное — алюминиевая Бр. АМц 9—2 Al=8 4-10 Mn = 1.5-4-2,5 1,7
ЛМц 58—2 Си = 75 -4- 60 Бе = 1 марганцевая Бр. Мц 5 Mn=4,5 4- 5,5 0,9
Мп — 1 4- 2 Zn остальное 1,1 бериллиевая Бр. Б2 Бе = 1,9 4-2,1 0,5
Л80 Си = 79 -4- 81 Zn остальное — хромистая Бр. ХО 5 Cr = 0,44-l,0 0,3
Латунями называют сплавы меди с цинком (простые латуни); содержание цинка может достигать 42%. Если, помимо цинка, сплав содержит и другие легирующие элементы (Al, Fe, Ni, Si), сплав относят к сложным латуням. Латуни имеют повышенную прочность по сравнению с чистой медью (ов до 50 кгс/мм2). Однако при содержании свыше 20% Zn появляется склонность сплава к коррозионному растрескиванию и образованию трещин при местном нагреве. Латуни широко применяют в качестве конструкционного материала, обладающего высокой коррозионной стойкостью и более прочного, чем медь.
Сплавы на медной основе, в которых цинк не является основным легирующим элементом, называют бронзами. Название бронзы
342
уточняется по главному легирующему элементу, благодаря которому бронза приобретает те или иные свойства. Широкое применение находят бронзы оловянные (2—10% Sn), алюминиевые (4—11,5% Л1), кремнистые (0,5—3,5% Si), марганцевые (4,5— 5,5% Мп), бериллиевые (1,9—2,2% Be), хромистые (0,4—1% Сг).
Оловянные бронзы имеют хорошую коррозионную стойкость и антифрикционные свойства. Поэтому они широко применяются при изготовлении коррозионно-стойкой арматуры, для различных трубопроводов, вкладышей подшипников и т. д. Бропзы алюминиевые и кремнистые имеют высокие механические свойства и хорошую коррозионную стойкость. Оив более дешевы. Если позволяют условия работы, их широко используют взамен оловянных. Марганцовистые бронзы помимо хорошей коррозионной стойкости обладают повышенной жаропрочностью. Бериллиевые бронзы имеют высокую коррозионную стойкость и после термообработки становятся немагнитными с очень высокой прочностью, соответствующей прочности стали. Из этих бронз изготовляют различные гибкие, прочные элементы в приборах и различных устройствах
Медно-никелевые сплавы могут содержать до 30% Ni, а также железо, марганец. Сплав МПЖ 5-1, прочный и коррозионностойкий, широко используют как конструкционный для изготовления трубопроводов и сосудов, работающих в агрессивных средах (морской воде, растворах солей, органических кислотах). Сложная композиция сплавов на медной основе, наличие разнообразных компонентов в виде примесей в технической меди обусловливают определенные трудности при сварке этих металлов.
Необходимо учитывать следующие особенности меди и ее сплавов, влияющие на технологию сварки.
1. В связи с высокой температурой и теплопроводностью, затрудняющими локальный разогрев, требуются более концентрированные источники нагрева и повышенные режимы сварки. Однако в связи со склонностью меди к росту зерна при сварке многослойных швов металл каждого прохода для измельчения зерна проковывают при температурах 550—800° С.
2. Легкая окисляемость меди при высоких температурах приводит к засорению металла шва тугоплавкими окислами. Закись меди растворима в жидком металле и ограниченно — в твердом. С медью закись образует легкоплавкую эвтектику Си—Сн2О (температура плавления 1064° С), которая сосредоточивается по границам зерен и снижает пластичность меди, что может привести к образованию горячих трещин.
Как следует из диаграммы состояния медь — кислород, незначительная концентрация кислорода снижает температуру плавления меди, при содержании кислорода 0,38% (что соответствует 3,4% Сн2О) образуется эвтектика с температурой плавления 1064° С. В связи с указанным и ввиду ограниченной по времени возможности металлургической обработки металла сварочной ванны (малое время существования из-за большой теплопроводности меди)
343
необходимо введение энергичных раскислителей — фосфора, марганца, кремния и др. при ограничении содержания кислорода до 0,03%; в особо ответственных конструкциях (например, судовые трубопроводы, сосуды и т. п.) содержание кислорода допускается не более 0,01%.
Раскисление меди (при содержании до 0,3% Р, либо марганца и кремния с общим содержанием до 1—3%) проходит по реакциям
2Р + 5Сп2О = 10Сп + P2O5f;
Р2О6 + ЗСи2О = Р2ОЬ (Сн2О)з — в шлак;
2Сп2О Si = 4Сп SiO2;
Сп2О 4- Мн — 2Сн 4- МпО;
SiO2 4-Мп — MnO SiO2 — в шлак.
Для разрушения тугоплавких окислов, образующих пленку на поверхности сварочной ванны, применяют флюсы на основе буры (95% Na2B4O7 и 5% Mg), которые способствуют химической очистке, переводя тугоплавкие окислы в легкоплавкие комплексные соединения:
СпО 4- Na2B4O7 = 2NaBO2 CuO В2О3.
Однако применение фосфора для целей раскисления следует ограничивать, так как он также дает легкоплавкие эвтектики. Раскислитель, участвуя в металлургическом процессе сварки, не только раскисляет металл, но одновременно и легирует его, что может снизить его коррозионную стойкость и электропроводность.
3. Наличие некоторых примесей может способствовать склонности сварных соединений к образованию трещин. Так, например, висмут, образующий ряд окислов BiO, Bi2O3, Bi2O4, Bi2O5, дает легкоплавкую эвтектику с температурой плавления 270° С, а свинец, образующий окислы РЬО, РЬО2, РЬ2О3, дает легкоплавкую эвтектику с температурой плавления 326° С. По указанной причине должно быть резко ограничено содержание этих примесей (Bi < 0,002%; Pb < 0,005%), либо они должны быть связаны в тугоплавкие соединения введением в сварочную ванну таких элементов, как церий, цирконий, играющих одновременно роль модификаторов.
При сварке алюминиевых бронз легко образуется тугоплавкий окисел А12О3, засоряющий сварочную ванну, ухудшающий сплавление металла и свойства сварного соединения.Для его разрушения применяют флюсы, состоящие из фторидов и хлоридов, щелочных и других металлов.
4. При сварке латуней возможно испарение цинка (температура кипения 907° С, т. е. ниже температуры плавления меди). Образующийся окисел цинка ядовит, поэтому при сварке требуется хорошая вентиляция. Испарение цинка может привести к пористости металла шва. Это осложнение удается преодолеть предва-
344
a — прочность и пластичность;
а) б — растворимость в меди водо-
рода
рительным подогревом металла до температуры 200—300° С и повышением скорости сварки, уменьшающим растекание жидкого металла и испарение цинка.
Высокий коэффициент линейного расширения (в 1,5 раза больше, чем у стали) может вызвать при сварке повышенные температурные и остаточные сварочные напряжения и деформации. Сочетание высоких температурных напряжений со снижением механических свойств (рис. 156, а) может способствовать образованию трещин. Для уменьшения деформации конструции сварку ведут в жестком закреплении, по прихваткам. При повышенной толщине металла регулируют величину зазора.
5. Медь в расплавленном состоянии поглощает значительные количества водорода. При кристаллизации металла сварочной ванны с большой скоростью ввиду высокой теплопроводности меди и резким уменьшением растворимости водорода в металле (рис. 156, б) атомарный водород не успевает покинуть металл за счет десорбции. Закись меди восстанавливается водородом с образованием паров воды:
Cu2O -f- 2Н —► 2Сп Д- Н2О,
что приводит к образованию в шве пор и трещин.
В околошовной зоне диффузионно-подвижный водород взаимодействует с Си2О, располагающейся по границам зерен; образующиеся пары воды, которые не растворяются в меди и не могут из нее выйти, создают в металле значительные напряжения, приводящие к образованию большого числа микротрещин. Это явление получило название водородной болезни меди. Для предупреждения водородной болезни меди следует снижать количество водорода в зоне сварки (прокалка электродов и флюсов, применение осушенных защитных газов) Окись углерода также может участвовать в раскислении меди по реакции
Cu2O4-CO->2Cu4-CO2,
345
что также способствует образованию пор. Сродство меди к азоту весьма мало, поэтому азот можно использовать при сварке меди в качестве защитного газа.
6. Повышенная жидкотекучесть расплавленной меди и ее сплавов (особенно бронзы) затрудняет сварку в вертикальном и потолочном положениях, поэтому чаще всего сварку ведут в пижнем положении. Для формирования корпя шва без дефектов необходимы подкладки.
Для меди и сплавов на ее основе могут быть использованы все основные способы сварки плавлением.
Сварка в защитных газах. Этот способ позволяет получать сварные соединения с наиболее высокими свойствами (механическими, коррозионными и т. д.), так как металл шва содержит минимальное количество примесей.
Сварку выполняют неплавящимся (вольфрамовым) и плавящимся электродами. Используют инертные по отношению к меди газы: аргон всех сортов по ГОСТ 10157—73, гелий (чистотой 99,9%), азот (с дополнительным его осушением и очисткой сели-кагелем). Эти газы в меди не растворяются и с ней не взаимодействуют. Целесообразно использование газовых смесей типа 70 -s--и 80% Аг 4- 20 4- 30% N2 для экономии аргона и увеличения производительности (повышается глубина проплавления).
Используют вольфрамовые лантапированные или иттрировап-ные электроды диаметром до 6 мм. В качестве присадочного металла при сварке плавящимся и пеплавящимся электродом пригодна проволока из меди и ее сплавов, которые но составу идентичны основному металлу, но содержат раскислители (медь марок МО, Ml, М2; медно-кремнистая бронза БрКМц 3—1; хромистая бронза БрХ 0,7).
Свариваемые кромки и сварочную проволоку тщательно очищают от окислов и загрязнений: кромку — механическим путем (наждаком, металлической щеткой и т. и.), проволоку — травлением в растворе, состоящем из азотной, серной и соляной кислот, с последующей промывкой в воде, щелочи, воде и сушкой горячим воздухом.
В ряде случаев (сварка в азоте) для улучшения качества применяют флюс па борной основе, который наносят на присадочный металл, либо закладывают в канавку подкладки.
Подготовка кромок зависит от толщины металла. При толщине металла 6 <; 5 мм — без скоса кромок, при 6 = 6 -т- 12 мм — V-образная и при большей толщине — Х-образная разделка с углом раскрытия 70—90° для неплавящегося электрода и 60— 70° для плавящегося без притупления. Детали под сварку собирают на прихватках (шаг до 400 мм) или в специальных жестких приспособлениях, обеспечивающих меньшие деформации. Для формирования корня шва используют подкладки из предварительно прокаленного графита или меди (в этом случае с водяным ее охлаждением). Металл толщиной до 5 мм сваривают с подогревом до темпе
346
ратуры 350° С. С увеличением толщины металла подогрев увеличивают до температуры 600—800° С.
При неплавящемся электроде сварку выполняют на переменном токе или на постоянном токе прямой полярности. При сварке плавящимся электродом используют постоянный ток обратной полярности. Выбор диаметра вольфрамового электрода и присадки зависит от толщины свариваемого металла.
Толщина металла, мм........ 1—1,5 2—3 4—6 7—10 11—16 16
Диаметр вольфрамового элек-
трода, мм............ . 1,6—2 3—4 4—5 4—5 5—6 6
Диаметр присадочной проволо-
ки, мм...................... 2 3 4 5 5—6 6
Сварочный ток при сварке вольфрамовым электродом выбирают в зависимости от диаметра электрода, рода тока и защитного газа.
При сварке в азоте или смеси азота с гелием силу тока уменьшают на 10—15%, а напряжение повышают на 15—20%.
Прп сварке плавящимся электродом в инертных газах используют обычные полуавтоматы для сварки в защитных газах и сварочную проволоку диаметром 1—2 мм; сила сварочного тока 150— 200 А для проволоки диаметром 1 мм и 300—450 А для проволоки диаметром 2 мм; напряжение дуги 22—26 В; скорость сварки зависит от сечеппя шва. При сварке латуней, бронз и медно-никелевых сплавов наиболее широко используют вольфрамовый электрод, так как при сварке плавящимся электродом происходит более интенсивное испарение цинка, олова и др.
При использовании плавящегося электрода небольшого диаметра (0,8—1,4 мм) достаточно хорошо свариваются латуни и медно-никелевые сплавы. В связи с меньшей теплопроводностью этих сплавов предварительный подогрев (до 100—150° С) требуется прп толщине металла свыше 12 мм.
Другие способы сварки. Среди других способов сварки меди и ее сплавов наиболее важное значение имеют ручная дуговая сварка плавящимся толстопокрытым электродом и механизированная дуговая сварка под флюсом.
Механизированная сварка под флюсом возможна пеплавящимся угольным или графитовым электродом (рис. 157) и по обычной схеме плавящимся электродом. При сварке угольным электродом кромки 1 собирают на графитовой подкладке 2, поверх стыка накладывают полоску латуни 5, которая служит присадочным металлом. Дуга горит между угольным электродом 4, заточенным в виде плоской лопаточки, и изделием под слоем флюса 5. Обычно используют флюс марки ОСЦ-45; раскислителем служит цинк, содержащийся в присадочном металле.
Способ пригоден для сварки металла толщиной до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напряжение дуги 18—21 В, скорость сварки 6—25 м/ч. Сварку выполняют на постоянном токе обратной полярности. Предварительный подогрев
347
Рпс. 157. Схема механизированной сварки меди угольным электродом под флюсом
осуществляют закорачиванием электрода на изделие перед началом сварки.
Для механизированной сварки плавящимся электродом под флюсом используют стандартные автоматы типа АДС-1000 и флюсы типа ОСЦ-45, АН-348А п АН-20. Сварочная проволока диаметром 3—5 мм из меди марок Ml, М2 или бронзы КМц 3-1, БрОЦ 4—3 и др., содержащих раскислители.
Однопроходную сварку и первые слои при многопроходной сварке выполняют на графитовой подкладке или флюсовой подушке. В связи
с отсутствием предварительного подогрева начало шва располагают па выводной планке. При толщине листов до 15 мм соединение без скоса кромок; при большей толщине — V-образная разделка с углом раскрытия 90е, притупление 2—5 мм, без зазора.
При использовании сдвоенного (расщепленного) электрода металл толщиной до 30 мм можно сваривать без разделки кромок с расположением электродов поперек шва. Сварку ведут на постоянном токе обратной полярности сварочной проволокой диаметром до 5 мм без предварительного подогрева кромок (табл. 99).
Таблица 99. Режимы механизированной сварки меди плавящимся электродом под флюсом
Толщина металла, мм Разделка Диаметр электрода, мм Число проходов Сила тока, А Напряжение дуги. В Скорость сварки, м/ч
2—6 Без разделки 1,4—2,0 1 140—340 30—35 25
8 V-образная 3,0 2 360—410 35—38 20
10 То же 3,0 2 470—560 35—38 20
12 3,0 2 510—600 35—40 20
15 > 4,0 2 570—680 35—40 20
Флюс, используемый для сварки и подкладки перед сваркой, должен быть прокален при температуре 300—400° С. При использовании для сварки присадочной медной проволоки состав металла шва и его свойства незначительно отличаются от свойств основного металла. Легирование металла шва раскислителями при сварке с использованием присадочного металла из бронз сильно снижает его тепло- и электропроводность.
Для сварки латуней используют флюсы марок АНФ-5 или МАТИ-5 и электроды из медной проволоки, что уменьшает угар
348
цинка Положительные результаты при сварке меди и ее сплавов достигаются при использовании керамических флюсов К-13 (МВТУ) и ИСМ-1.
Для ручной дуговой сварки толстопокрытыми электродами используют электроды марок «Комсомолец 100», ЗТ и Л ПИ-1. Для стержней электродов марки «Комсомолец» применяют медь марки Ml и М2; толстое покрытие имеет состав: плавиковый шпат 15%, полевой пшат 12,5%, кремнистая медь 25%, ферромарганец 47,5% (жидкое стекло 20% от массы сухих компонентов). Толщина покрытия 0,4 мм, его наносят окунанием, последующей просушкой и прокалкой при температуре 300е С в течение 2 ч. В электродах ЗТ используют стержень из бронзы БрКМцЗ—1.
Сварку ведут электродами диаметром 4—6 мм короткой дугой без поперечных колебаний на постоянном токе обратной полярности. Сила сварочного тока I = (50 ч- 60) da. Сварка покрытыми электродами позволяет получить швы с хорошими прочностными свойствами, но ввиду применения раскислителей происходящее легирование металла шва ухудшает его теплофизические и электрические свойства (электропроводность шва составляет 20—25 % электропроводности основного металла).
Угольные электроды применяют ограниченно; графитовые или угольные стержни имеют диаметры 4—20 мм, в качестве присадочного металла используют прутки из проволоки диаметром 3—5 мм из меди марок МО или Ml или бронзы Бр.КМц 3—1. Сварку можно выполнять без специальной защиты или с применением флюса в виде буры или борного шлака. Флюс можно предварительно наносить на присадочные прутки окунанием его в раствор жидкого стекла или па кромки в виде пудры.
Листы толщиной до 4 мм сваривают без разделки кромок, при большей толщине необходима разделка с углом раскрытия 70— 90° Сварку ведут на постоянном токе прямой полярности длинной дугой (7/д 40 В), что необходимо для предотвращения наугле-
роживания металла при образовании СО и пористости. Перед началом сварки необходим подогрев начальных участков до температуры 250° С. Сила сварочного тока / = (45 -ь 55)/<?э; напряжение дуги U — 40 -т- 50 В.
Сварка осуществима только в нижнем положении, после сварки рекомендуется проковка шва при температуре 550—800° С и последующее охлаждение в воде, так как быстрое охлаждение предотвращает сегрегацию Сп2О по границам зерен и охрупчивание металла.
Из других способов для сварки меди иногда используют дуговую плазму (толщина металла до 50 мм) и электронный луч.
Магний, алюминий и их сплавы
Сварка магния и его сплавов. Магний в чистом виде из-за малой коррозионной стойкости и прочности для изготовления конструкций непригоден. В технике для этой цели используют сплавы
349
магния, так как легирование его некоторыми элементами заметно повышает его механические свойства без увеличения веса.
Основные легирующие элементы: марганец, алюминий, цинк и добавки — цирконий, церий. Предел прочности сплавов марок MAI, МА8, легированных в основном марганцем (1,3 4- 2,5%), достигает 21—23 кгс/мм2 при относительном удлинении 10% и условном пределе текучести 9—11 кгс/мм2. Предел прочности сплавов марок МА2, МА21, М3, М5, более сложнолегированных (до 7—9% А1, до 1,5% Zn, до 0,8% Мп), достигает 26—30 кгс/мм2, предел текучести 14—15 кгс/мм2, относительное удлинение 5—8%. Прокат из сплавов этого типа используют в отожженном состоянии.
Сплавы магния МЛ4, МЛ5 и др. (буква Л указывает на то, что сплавы литейные) используют для получения отливок. Сваркой устраняют дефекты литья. Эти сплавы имеют повышенную склонность к образованию в швах горячих трещин, пор и усадочных рых-лот. Сплавы на основе магния активно окисляются на воздухе. Пленка собственных окислов магния на поверхности металла рыхлая и непрочная. Поэтому поверхность магниевых сплавов искусственно защищают пленкой из солей хромовой кислоты. По указанной причине перед сваркой с кромок и прилегающей поверхности основного металла (на ширину до 30 мм) травлением или механическим путем тщательно удаляют защитную пленку, окислы и другие загрязнения. После сварки на поверхность сварного соединения вновь наносят защитную пленку.
Сплавы магния находят применение в авиастроении, ракетостроении, судостроении, для изготовления различных емкостей под керосин, минеральные масла, для изготовления различных кассет и т. и.
Трудности сварки магния связаны со следующими его особенностями.
1. Образующаяся прп сварке тугоплавкая пленка окисла магния MgO (7’пл = 2500° С) затрудняет процесс сварки. Для ее разрушения необходимо применять флюс либо использовать эффект катодного распыления при сварке вольфрамовым электродом в среде инертных защитных газов (ток переменный).
2. Склонность к появлению кристаллизационных трещин связана с возможностью образования легкоплавких эвтектик: MgCu (Пл = 485° С); MgAl (7ПЛ = 436° С); MgNi (Тпл = 508° С). Поэтому начало и конец сварных швов необходимо располагать на выводных планках. Последовательность сварки: после сварки длинных швов и швов с большим сечением следует сваривать более короткие швы и швы с меньшим сечением.
3. Склонность сплавов, особенно содержащих марганец, к росту зерна металла в зоне термического влияния не допускает значительный перегрев металла (например, при скоплении в одном месте сварных швов, при многослойной сварке без перерыва для охлаждения металла и т. и.).
350
4. Повышенное поглощение активных газов жидким металлом порождает склонность его к образованию пор, что также требует надежной зоны сварки от окружающего воздуха.
5. Высокий коэффициент линейного расширения магниевых сплавов приводит к значительному короблению сварных конструкций.
Основной способ сварки магниевых сплавов — дуговая сварка вольфрамовым электродом в среде ипертпых защитных газов. Такие способы сварки, как газовая, угольным и металлическим электродом с покрытием, при которых обязательно применение фторидно-хлоридпых флюсов различных составов (например, флюс состава 34% KF и 6G% LiCl или состава 40% LiCl, 20% CaF2 п 40% NaCl), в настоящее время в промышленности применяют редко. Остатки флюсов и шлаков на поверхности швов вызывают коррозию магниевых сплавов, поэтому по окончании сварки их остатки необходимо смывать горячей водой.
Сварку в среде инертных газов (аргон высшего и первого сортов, гелий повышенной чистоты) вольфрамовым лантаиированпым или итерированным электродом выполняют на переменном токе. Присадочная проволока по составу близка к основному металлу либо имеет примеси (например, церий), обеспечивающие более пластичный металл шва.
Сварка осуществима для любых видов соединений. При сборке необходима тщательная подгонка кромок. Металл толщиной до 3 мм сваривают без скоса кромок, при толщине листов 3—6 мм необходима V-образная разделка и при толщине более 6 мм — Х-образная с притуплением 1,5—2 мм.
Для предупреждения попадания в металл окисной пленки с обратной стороны кромок сварку следует вести с полным проплавлением кромок, па подкладках из металлов с малой теплопроводностью (обычно из высоколегированной стали). Они также служат и для защиты обратной стороны шва. С этой точки зрения нахлесточные, угловые и тавровые соединения менее технологичны.
Для ручной сварки металла толщиной до 3 мм применяют вольфрамовый электрод диаметром 2—3 мм, ток 1СЪ = (30 ч- 40)/dw при расходе аргона 7—9 л/мин. Автоматическая сварка возможна для металла толщиной от 1 мм п выше вольфрамовым электродом диаметром 2—6 мм на сварочном токе 1СВ = (40 ч- 75) dw при расходе аргона 6—10 л/мин. Диаметр присадочного прутка 1,5— 3 мм. Для уменьшения перегрева следует вести сварку на повышенной скорости.
Длину дуги поддерживают минимальной (1,0—1,5 мм), так как в этом случае обеспечивается энергичное разрушение окисной пленки за счет катодного распыления и улучшается защита зоны сварки инертным газом. Основной и присадочный металлы перед сваркой должны быть тщательно очищены от окисной пленки и загрязнений механическим или химическим способом. При аргонодуговой сварке прочность сварного соединения по сравнению
351
g Таблица 100. Химический состав и механические свойства некоторых типовых марок алюминия и его сплавов
6, % о ю ST СО со СЧ о се СЧ -г- 00 ю м О
ё ,т о g S ° |_6'ф с* f-. К U0 чН СО ю о с\ т—f Ю чгн сч 32-36 ХГ м*
S S Ь* О О М ЮСО со VF Ь СЧ о Я О с О’ г сч 1Q
Про- I чие примеси, не более 0,3 1,0 о о с > о о о o'4
S.S Е Н ь га g И. g 1 1 1 МО Ю । Ф О Ф О 1 ио.до, о о 23 СО г 7 °0 1 ,г> и 1 <4 и'-’.о ° 1
ь 1 1 сч с о с с 0,02—0,10 О
массе ф Ён 1 1 о Ю Lf о с st* > О г— о О' о 3 LO
ский состав, % по д N 1 1 о СЧ с\ о с сч со о со 5,0—7,0
S 1 1 о о 0,5—0,8 ns i. О о 0,5—1.2 LD о
ф сг S S S И с й 1 1 1—1,6 0,3—0,6 П г,—П R J. °9 Г о o' °0 о 1 хГ О с Г с с о с э 5
й 1 1 0,05 1 3,2—3.8 4 R—К R 5.8—6.8 о? О 1 ос si 0( о а 3 ]
э и 1 1 СЧ О' о с Г о 3,8—4,8 LT О а )_ Г с о s! Г
< 99.7 99,0 Основа А Л A R> А
Марка сплава АД00 АО АМц АМгЗ ДМг5 АМгб Ч st < 1Г а сс
Схема легирования сплава Технический алюминий Алюминиево-марганцевый Алюминиево-магниевый < П. JinJlVin и п ис V-магниево-мед-ный (дюраль) Алюминиево-кремнистый Алюмпнпево-магниево-пинковый
с прочностью основного металла достигает 85—90%, при дуговой сварке угольным и металлическим электродом 70—80% и при газовой только 60—75%.
Сварка алюминия и его сплавов. В сварных конструкциях используют чистый алюминий и его сплавы (табл. 100). Сплавы можно разделить на две группы: деформируемые, применяемые в виде проката, поковок и т. п., и литейные, применяемые для отливок. Сварку алюминиевых литейных сплавов (обозначение АЛ) используют при исправлении дефектов литья. Деформируемые сплавы разделяют на нетермоупрочняемые (система легирования А1—Мп марки АМц, А1—Mg марки АМг) и термоупрочняемые более сложной системы легирования (А1—Mg—Си; А1—Zn—Mg; Al— Si—Mg). Все нетермоупрочняемые сплавы поставляют в отожженном состоянии и поэтому воздействие термического цикла сварки не вызывает разупрочнения металла в зоне термического влияния.
При сварке термоупрочненных сплавов вследствие выпадения интерметаллидов под действием термического цикла сварки металл в зоне термического влияния разупрочпяется (прочность сварного соединения в этой зопе составляет 60—70% прочности основного металла). Поэтому применение сплавов этой группы для сварных конструкций нецелесообразно. Если после завершения сваркц возможно осуществить двойную термообработку (закалку и искусственное старение) для восстановления исходных свойств металла в разупрочненном металле зоны термического влияния, применение их для сварных конструкций целесообразно. Эффект естественного старения недостаточен для полного восстановления исходных свойств металла в этой зоне.
Трудности сварки алюминия и его сплавов следующие.
1. Наличие и возможность образования тугоплавкого окисла А12О3 (7пл = 2050° С) с плотностью больше, чем у алюминия, затрудняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки. Перед сваркой для удаления пленки следует очищать поверхности кромок и прилегающего основного металла и особенно тщательно поверхность присадочного металла (в связи с большой поверхностью и относительно малым объемом), травлением или механическим путем.
Окисную пленку, образующуюся при сварке, удаляют либо катодным распылением, либо применяя флюсы, которые обеспечивают ее растворение или разрушение с переводом в летучее соединение. Так, например, при использовании флюсов состава 50% КС1; 15% NaCl; 35% Na3AlF2 происходит разрушение А12О3 по реакции
А12О3 + 6KCI = 2А1С13| + ЗК2О
и растворение А12О8 в криолите Na3AlF2 с образованием легкоплавкого шлака (NaCl снижает температуру плавления криолита). Криолит не только растворяет А12О3, но, изменяя поверхностное натяжение металла, способствует образованию мелкокапельпого
12 А. И. Акулов и др.
353
Рис. 158. Некоторые свойства алюминия в зависимости от температуры: а — механические; б — растворимость водорода
переноса электродного металла. Остатки флюса и шлака (едкие щелочи) способствуют коррозии алюминия. Поэтому при применении флюсов и покрытых электродов после сварки необходимо смывать остатки флюса и шлаки горячей водой.
2. Резкое падение прочности при высоких температурах (рис. 158, а) может привести к разрушению (проваливанию) твердого металла нерасплавившейся части кромок под действием веса сварочной ванны. В связи с высокой жидкотекучестью алюминий может вытекать через корень шва. Размеры сварочной ванны трудно контролировать, так как алюминий при нагреве практически пе меняет своего цвета. Для предотвращения провалов пли прожогов при однослойной сварке или сварке первых слоев многопроходных швов па большой погонной энергии необходимо применять формирующие подкладки из графита или стали.
3. В связи с большой величиной коэффициента линейного расширения и низким модулем упругости сплав имеет повышенную склонность к короблению. Поэтому необходимо прибегать к жесткому закреплению листов с помощью грузов, а также пневмо- или гидравлических прижимов на специальных стендах для сварки полотнищ и секций из этих сплавов. Ввиду высокой теплопроводности алюминия приспособления следует изготовлять из материалов с низкой теплопроводностью (легированные стали и т. и.).
4. Необходима самая тщательная химическая очистка сварочной проволоки и механическая очистка и обезжиривание свариваемых кромок, так как сварку осложняет не только окисная пленка. В связи с резким повышением растворимости газов в нагретом металле и задержкой их в металле при его остывании
354
возникает интенсивная пористость, обусловленная водородом, приводящая к снижению прочности и пластичности металла. Водород, растворенный в жидком металле (рис. 158, б), должен в количестве 90—95% своего объема выделиться из металла в момент его затвердевания. Этому препятствует пленка тугоплавких окислов и низкий коэффициент диффузии водорода в алюминии.
Поры образуются преимущественно в металле шва; часто наблюдают поры у линии сплавления в связи с диффузией водорода из основного металла под действием термического цикла сварки. Предварительный и сопутствующий подогрев до температуры 150— 250° С при сварке толстого металла замедляет кристаллизацию металла сварочной ванны, способствуя более полному удалению газов и уменьшению пористости. Наибольшей склонностью к порам обладают сплавы типа АМг.
5. Вследствие высокой теплопроводности алюминия необходимо применение мощных источников теплоты. С этой точки зрения в ряде случаев желательны подогрев начальных участков шва до температуры 120—150° С или применение предварительного и сопутствующего подогрева.
6. Металл шва склонен к возникновению трещин в связи с грубой столбчатой структурой металла шва в выделением по границам зерен легкоплавких эвтектик, а также развитием значительных усадочных напряжений в результате высокой литейной усадки алюминия (7%).
Легкоплавкая эвтектика на основе кремния (7’пл = 577° С) приводит к появлению трещин, если содержание кремния невелико (до 0,5 %); при содержании кремния свыше 4—5% образующаяся эвтектика «залечивает» трещины. При обычном содержании кремния (0,2—0,5%) в металл шва вводят железо (Fe^Si), что приводит к связыванию кремния в тройное соединение Fe—Si—Al входящей в состав тугоплавкой перитектики. Это препятствует растворению кремния в жидком ликвате.
При сварке сплавов системы Al—Zn—Mg возможно замедленное разрушение — образование холодных трещин через некоторое время после сварки, обусловленное действием сварочных напряжений первого рода и выпадением и коагуляцией интерметаллидов.
Алюминий и его сплавы можно сваривать многими способами дуговой сварки, угольным электродом, металлическим покрытым электродом, плавящимся электродом по слою флюса, вольфрамовым и плавящимся электродом в среде инертных защитных газов и электрошлаковой сваркой. Наиболее важное значение в настоящее время имеет ручная и механизированная сварка в инертных газах.
В среде инертных газов сварку выполняют неплавящимся (вольфрамовым) и плавящимся электродами. Вольфрамовые электроды лантанированные или иттрированные. Инертные газы: аргон 1-го и 2-го сортов по ГОСТ 10157—73, гелий повышенной чистоты и смесь аргона с гелием. Сварка вольфрамовым электро
12*
355
дом диаметром 2—6 мм целесообразна для металла толщиной до 12 мм. Присадочный металл выбирают в зависимости от марки сплава: для технического алюминия — проволоку марок АО, АД или АК, для сплавов типа АМг — проволоки той же марки, по с увеличенным (на 1—1,5%) содержанием магния для компенсации его угара. Диаметр присадочных проволок 2—5 мм.
Ручную аргонодуговую сварку вольфрамовым электродом ведут на переменном токе на установках типа УДГ-300, УДГ-500, при расходе аргона 6—15 л/мин. Сварку можно выполнять не только в аргоне, но и в гелии при расходе гелия в 1,8—2,2 раза выше, чем аргона. Напряжение дуги при сварке в аргоне 15—20 В,
Таблица 101. Рекомендуемые режимы сварки вольфрамовым электродом при сварке в гелпп (табл. 101) 25—30 В. При толщине листов
Толщина металла Диаметр, мм Сила тока, А до 3 мм сварку можно
вольфрамового электрода присадочной проволоки в аргоне в гелии вести за один проход на подкладке, металл толщиной 4—6 мм можно сваривать без скоса кромок за два прохода с двух сторон. При толщине металла свыше 6 мм необходима V-образная раздел-
1—2 4—6 4—6 6—10 11—15 2 3 4 5 6 1—2 2—3 3 4 50—70 100—130 160—180 220—300 280—360 30—40 60—90 110—130 160—240 220—300
ка и увеличение числа проходов до четырех (6 = 8 ч- 15 мм). Возможна также Х-образ-ная разделка. Сварка вольфрамовым электродом легко механизируется установкой горелки на каретку или механизированной подачей присадочной проволоки, как это сделано в специализированном автомате для сварки вольфрамовым электродом типа АДСВ-2.
Производительность сварки вольфрамовым электродом можно повысить в 3—5 раз, если использовать трехфазную дугу. Это повышает мощность источника и позволяет за один проход (на подкладке) сваривать металл толщиной до 30 мм (рис. 159, а). В специальной горелке с увеличенными размерами сопла 1 расположены два вольфрамовых электрода 2 и 3. В качестве защитных газов используют аргон или смесь аргона и гелия. Электроды и изделие 4 подключают к трехфазному трансформатору (либо используют два однофазных трансформатора).
Совокупность трех дуг — двух зависимых (горящих между электродами и изделием) и одной независимой (горящей между вольфрамовыми электродами) позволяет нагревать металл непрерывно, так как постоянно существует одна из разновидностей дуг. При ручной сварке металла толщиной 5—6 мм используют вольфрамовые электроды диаметром 1,5—3 мм. Сила сварочного тока /св — 40djy; диаметр присадочной проволоки 2—3 мм; скорость сварки 8—12 м/ч.
356
Процесс легко механизируется; для этого вида сварки существует специализированный автомат АДТГ-600. Толщина свариваемого за один проход металла 8—30 мм (рис. 159, б); диаметр вольфрамовых электродов 8—10 мм; сила сварочного тока 1СВ = 60 4-4- 65dw; диаметр присадочной проволоки 2—2,5 мм; скорость сварки от 30 м/ч (6 = 8 мм) до 4 м/ч (6 = 30 мм). Сварка вольфрамовым электродом позволяет получить соединения наиболее высокого качества.
Сварка плавящимся электродом возможна в чистом аргоне, либо в смеси из аргона и гелия (до 70% Не) на постоянном токе обратной полярности проволокой диаметром 1,5—2,5 мм (табл. 102). Разделка кромок V-образная и Х-образная с углом раскрытия 70—90°, либо рюмкообразная с углом раскрытия 30°; притупление 6 мм. Такое раскрытие кромок необходимо для размещения в разделке наконечника горелки (рис. 160, а). Порядок заполнения разделки показан на рис. 160, б. Угловые швы свариваются проволокой диаметром 1,5—2 мм при силе сварочного тока 200—300 А, напряжении дуги 16—24 В, расходе аргона до 15 л/мин.
Рис. 160. Сварка толстолистовых алюминиевых сплавов плавящимся электродом
357
Таблица 102. Рекомендуемые режимы сварки алюминиевых сплавов АМг
Толщина металла, мм Тин разделки Число проходов Дна-метр электрода, мм Первый проход Последующие проходы
Сила тока, А Напряжение, В Скорость сварки, м/ч Сила тока, А Напряжение, В Скорость сварки, М;Ч
10 _ 2 2 250—300 22—24 20—25 370—390 28—30 20
15 V-образпыи 4 2 250—300 24—26 20—25 370—390 28—30 20
25 То же 8 2,5 4(10—440 26—28 40—45 400—440 27—29 15—20
40 Х-образный 20 2,0 280 25—27 35 370—390 27—29 27
50 То же 15 2,5 400 24—26 16 420—440 26—28 23
Примечание. Расход аргона 15—20 л/мин.
Скорость сварки определяется сечением шва и может достигать 30—40 м/ч. Хотя для сварки используют стандартное оборудование, необходимо обеспечить скорость подачи проволоки до 400 м/ч. При использовании газовой смеси из 30% Аг и 70% Не удается за один проход (на подкладке) сваривать металл толщиной до 16 мм, за два прохода — до 30 мм, так как при этом составе смеси увеличивается и ширина и глубина провара (табл. 103). В этом случае форма шва приобретает более благоприятную форму (рис. 160, в).
Таблица 103. Рекомендуемые режимы сварки технического алюминия плавящимся электродом в смеси газов
Толщина металла, мм Тип соединения Элементы разделки Дна-метр проволоки, мм Сила тока, А Напряжение, В Скорость сварки, м/ч Скорость подачи проволоки, м/ч
16 Без скоса односторонний Без зазора 2,5—3 450—500 27—32 12—22 160—230
16 Без скоса двусторонний То же 2,5—3 380—430 28—32 12—22 140—210
22 То же 3,0 420—470 30—33 12—18 210—250
22—30 Х-образиая разделка двусторонний а—0, а=60°, р=18мм 4.0 480—530 33—35 12—16 170—220
Примечание. Расход аргона 15—20 л/мин, гелия 30—40 л/мин.
Механизированная сварка плавящимся электродом может быть выполнена с использованием фторидно-хлоридных флюсов марок АН-А1 и АН-А4. Флюс марки АН-А1 используют для сварки технического алюминия, флюс марки АН-А4, пе содержащий TSJaGl, — для алюминисво-магниевых сплавов. Для сплавов этого типа наличие NaCl во флюсе недопустимо, так как за счет маг-
358
ния и алюминия из флюса восстанавливается натрин; он попадает в шов, в результате в металле возникает пористость и снижается пластичность (6, ф).
Механизированную сварку листов ведут по слою флюса (рис. 161). так как даже нерасплавленный флюс обладает боль-
шой электропроводностью, шун-
тирует дугу И нарушает ста- Рис. 161. Схема сварки алтоми-бпльпость процесса. Толщина и ипевых сплавов по слою флюса ширина слоя насыпаемого флюса
зависят от толщины свариваемого металла (обычно 10—16 мм). Возможна сварка одиночным п сдвоенным электродом на постоянном токе обратной полярности. С обратной стороны шва для предотвращения протеков жидкого металла необходима стальная формирующая подкладка (табл. 104).
Таблица 10-1. Рекомендации к выбору режимов однопроходной сварки по слою флюса одиночным электродом на формирующей подкладке
Толщина металла, мм Диаметр электродной проволоки» мм Плотность тона, А/мм3 Напряжение ДУГИ, В Скорость сварки, м/ч Толщина металла, мм Диаметр электродной проволоки, мм Плотность тока, А/мм* Напряжение дуги, В Скорость сварки, м/ч
4 1.0 130—150 27—30 24—26 16 2,5 75—90 38—40 16—17
8 1,5 100—120 29—32 20—22 20 3,0 70—75 39—41 14—15
12 2,0 100—110 35—37 18—19 25 3,5—4,0 30—40 40—42 12—13
Из-за малой жесткости проволоки, колебания ее конца отклонения от оси шва могут привести к непроварам. В этом случае болеее благоприятные результаты дает сварка сдвоенным электродом, так как увеличиваются размеры сварочной ванны и время пребывания металла в жидком состоянии, а следовательно, улучшается дегазация и уменьшается пористость. Автоматы типа ТС-17МА, приспособленные для сварки алюминия, имеют дозаторы флюса и водоохлаждаемые мундштуки. В последние годы разработаны флюсы, при использовании которых дуга горит под слоем флюса.
С использованием флюсов марок АН-А301 и АН-А302 в ряде случаев осуществляют электрошлаковую сварку алюминия и алюминиевых сплавов толщиной 50—250 мм на переменном токе пластинчатым электродом или плавящимся мундуштуком. Прочность соединений не менее 80—90% прочности основного металла.
359
Ручную дуговую сварку покрытыми электродами применяют при толщине металла свыше 4 мм, сварку ведут на постоянном токе обратной полярности, как правило, без поперечных колебаний.
При сварке технически чистого алюминия и сплавов АМц металлический стержень электрода изготовляют из проволок состава, близкого к составу основного металла. Для сплавов типа АМг следует применять проволоку с повышенным содержанием магния (1,5—2%) для компенсации его угара при сварке. Основу покрытия электродов составляют криолит, хлористые и фтористые соли натрия и калия.
При толщине металла свыше 10 мм необходима V-образная разделка кромок с углом раскрытия 60° и притуплением 1—2 мм. При сварке алюминия необходим предварительный подогрев металла до температуры 100—200е С (особенно в начале шва). Диаметр электродов 4—8 мм; сила сварочного тока /св = (45ч-55)с7э.
Ручную дуговую сварку угольным электродом используют только для неответственных конструкций (в основном для алюминия). Сварочный ток прямой полярности. Диаметр угольного электрода dy = 10-г 20 мм; сила сварочного тока I — (20ч-25)йу; напряжение 25—35 В. Присадочный пруток из алюминия марки А1 или сплава марки АК5 (с кремнием, уменьшающим опасность кристаллизационных трещин) диаметром 2—5 мм. На присадочный пруток предварительно наносят слой флюса многократным окунанием прутка в водный раствор флюса подходящего состава (смеси фторидно-хлоридных солей) или флюс в виде пасты наносят на свариваемые кромки.
Никель и его сплавы
Специальные свойства никеля: жаропрочность, высокая коррозионная стойкость, высокое электросопротивление — обусловили достаточно широкое применение технического никеля марок от Н-0 до Н-4, в котором количество примесей не превышает 2,4% (сгв = 30-ь77 кге/мм®); 6 = 2ч-50% в зависимости от термообработки и степени деформации), монель-металла (53—60% Ni; 27—29% Си; 2—3% Fe; 1,2—4,8% Мп), а также группы жаропрочных сплавов.
В данном параграфе рассмотрены особенности сварки только технического никеля и сплавов типа монель-металла, которые применяют в основном в химическом машиностроении. Монель-металл по структуре относится к сплавам типа твердых растворов, так как медь и никель обладают неограниченной растворимостью. Особенности сварки никеля и монель-металла общие.
Трудности сварки этих материалов обусловлены следующими факторами.
1. Большая склонность к образованию пор связана с резким изменением растворимости кислорода, азота и водорода при 360
переходе металла из твердого в жидкое состояние (рис. 162). При попадании в сварочную ванну этих газов могут проходить реакции типа
NiO4-2Hit Ni + H2O;
NiO + C^Ni + CO
с образованием продуктов, нерастворимых в металле и способствующих в процессе кристаллизации металла образованию пор в металле шва. Азот, попадая в сварочную ванну, частично образует нестойкие нитриды типа Ni3N и частично — газовую фазу, также способст-
вующую образованию пор. Рве. 162. Растворимость во-
По указанной причине технология дорода в никеле в зависи-сварки должна обеспечивать надежную мости от температуры защиту зоны сварки от атмосферного
воздуха, хорошее раскисление сварочной ванны и хорошую дегазацию сварочной ванны. Эффективная мера предотвращения пористости — сварка короткой дугой (до 1,5 мм), что резко уменьшает подсос газов из атмосферы.
2. Высокая склонность металла к образованию кристаллизационных трещин связана с образованием по границам крупных
зерен, имеющих транскристаллитное строение, легкоплавких эвтектик типа Ni3S + Ni (7ПЛ = 645°С), Ni3P + Ni (Тпл = 880сС). Для предотвращения возникновения таких трещин в основном металле и сварочных материалах ограничивают содержание вредных примесей и вводят элементы, связывающие серу в более тугоплавкие соединения: до 5% Мп и до 0,1% Mg.
Для ограничения роста зерна сварку ведут на ограниченной погонной энергии и вводят в небольшом количестве в металл шва модификаторы (титан, алюминий, молибден), измельчающие его структуру. Прп многопроходной сварке последующие швы необходимо накладывать после полного охлаждения предыдущих.
3. При сварке никеля и его сплавов металл в сварочной ванне менее жидкотекуч, чем при сварке стали, и проплавляется на меньшую глубину, поэтому необходимо несколько увеличивать
угол разделки кромок.
При выборе способа и разработке технологии сварки основное внимание уделяют обеспечению необходимых эксплуатационных свойств соединений. Поэтому даже для одного и того же сплава технология может быть различной.
При дуговой сварке никеля и его сплавов нет необходимости всегда добиваться для шва того же химического состава, что и основной металл, так как для технического никеля, например, при совпадении химического состава в шве не удается избежать пор, трещин и других дефектов. Для предотвращения этих дефек
361
тов и получения необходимых свойств шва приходится прибегать к комплексному легированию.
Для соединения никеля в настоящее время применяют в основном дуговую сварку вольфрамовым и плавящимся электродом в среде защитных газов и механизированную сварку плавящимся электродом под флюсом. Возможна также ручная сварка толстопокрытыми электродами и сварка угольной дугой.
Дуговую сварку вольфрамовым электродом выполняют на постоянном токе прямой полярности с использованием аргона 1-го сорта (ГОСТ 10157—73) и присадочной проволоки марки НМц2,5 (2,3—3,3% Мп), реже марки НМц5. Дуговую сварку плавящимся электродом обычно применяют для металла толщиной свыше 4—5 мм с использованием тех же сварочных материалов.
Механизированную сварку под флюсом осуществляют на постоянном токе обратной полярности. Флюсы должны быть без-окислительными или бескислородными типа 48-ОФ-6, АНФ-5 ит. п. В ряде случаев для никеля используют керамические флюсы, например марки ЖН-1 (мрамор 12%, плавиковый шпат 60%, глинозем 15%, марганец 5%, титан 2%, алюминий 6%, жидкое стекло 20% к массе сухой смеси) и проволоки из никеля марок Н-0, НП-1 и НП-2. При использовании проволоки НМц2,5, вносящей в сварочную ванну достаточное количество раскислителей. следует применять флюсы без раскислителей.
Для предупреждения роста зерна сварку стремятся вести швами небольшого сечения. Ввиду высокого электросопротивления проволоки вылет электрода устанавливают в 1,5—2 раза меньше, чем при сварке низколегированной стальной проволокой.
Ручную дуговую сварку толстопокрытыми электродами выполняют па постоянном токе обратной полярности. Стержень электрода марки НМц2,5 или из чистого никеля марок НПО и НП1, покрытие типа Б (например, марки электродов Н-10, Н-37, «Прогресс-50»),
Дуговую сварку угольным электродом используют при необходимости только для топкого металла с обязательным применением флюса на борной основе и присадочных прутков марки НМц2,5. В отдельных случаях для улучшения качества шва во флюс добавляют небольшое количество порошка алюминия, феррованадия, ферротитана.
С учетом дополнительных указаний режимы сварки выбирают те же, что и для стали.
Титан и его сплавы
Титан обладает высокой прочностью до температур 450—500° С при малой плотности, высокой коррозионной стойкостью во многих агрессивных средах и все шире применяется в качестве конструкционного материала в сварных конструкциях различного назначения.
.362
Раздельное или совместное легирование технического титана небольшими добавками некоторых элементов, например 3—6,5% Л1, до 2% Мп, 3,5—4,5% V, до 2,5 Сг, 2—3% Sn, значительно увеличивает его прочность (до 100—140 кгс/мм2) прп достаточной пластичности.
Титан имеет полиморфное превращение при температуре 882° С и две аллотропические формы: а-тптан с гексагональной решеткой при температуре до 882° С и [3-титан с объемно-центрированной решеткой при температурах выше 882° С.
Ряд элементов, в частности алюминий, олово, азот, кислород, повышают температуры полиморфного превращения, расширяют область а-титапа и называются «-стабилизаторами. Такне элементы, как молибден, ванадий, марганец, хром, способствуют сохранению при нормальной температуре высокотемпературной структуры [3-титана и называются [3-стабилизаторами. В зависимости от комбинаций легирующих компонентов сплавы титана могут быть а-сплавами, [3-сплавами на-}- [3-сплавами.
Сплавы со стабильной при различных температурах структурой (технический титан ВТ1, сплавы ВТ5 и ВТ5-1) термообработкой не упрочняются, поэтому они обладают хорошей свариваемостью. Сплавы со стабильной [3-структурой (типа ВТ11) также имеют высокую термическую стабильность, высокую прочность, пластичность и также хорошо свариваются.
Двухфазные сплавы, где [3-фаза существует при повышенных температурах (типа ОТ4), термообработкой не упрочняются, а сплавы, где [3-фаза может сохраняться при охлаждении до комнатной температуры (сплавы ВТ6, ВТ14), упрочняются термообработкой и свариваются хуже; термообработка (закалка + искусственное старение) позволяет довести их прочность до 140 кгс/мм2 при удовлетворительной пластичности.
Основные затруднения при сварке титана связаны с его высокой химической активностью по отношению к газам при нагреве и расплавлении. Так, при температурах 350° С и выше титан активно поглощает кислород с образованием структур внедрения, имеющих высокую прочность, твердость (может быть в 2 раза выше, чем у титана) и малую пластичность. Кислород стабилизирует a-фазу прп его взаимодействии по реакции Ti -[- 02 = — TiO2 с образованием поверхностного слоя большой твердости, который называется альфированным слоем.
При иагреве до температуры 550° С и выше титан энергично растворяет азот, химически взаимодействует с ним, в результате часто образуются малопластичные фазы внедрения (нитриды):
Ti-4-0,5N2 = TiN либо 6Ti + N2 = 2Ti3N.
Азот, находящийся в титане в виде нитридов и элементов внедрения, повышает твердость и снижает его пластичность. Поверхностный слой титана насыщается повышенным количеством азота и кислорода (альфпрованный слой). Попадание частиц этого слоя
363
Рис. 163. Влияние кислорода и азота в титане на его свойства и растворимость водорода в титане
в сварной шов приводит к хрупкости металла и образованию холодных трещин, в связи с чем перед сваркой его следует полностью удалять.
На рис. 163, а показано изменение механических свойств
титана при насыщении его кислородом или азотом в % от исходного состояния. Столь резкое повышение прочности и снижение пластичности обусловило жесткое ограничение допустимого содержания этих газов в титане: кислорода до 0,15% и азота до 0,05%.
Водород даже при малом содержании наиболее резко ухуд шает свойства титана. Хотя содержание водорода с увеличением температуры падает (рис. 163, б), водород находящийся в твердом пересыщенном растворе выделяется и образует отдельную фазу — гидриды титана (TiH2), которая сильно охрупчивает титан и способствует образованию холодных трещин через длительное время после сварки (замедленное разрушение). Кроме того, водород способствует образованию пор. В связи с этим обстоятельством допустимое содержание водорода в металле ограничивается до 0,01 %, и принимаются все меры к устранению возможности наводороживания металла (например, сварочную проволоку подвергают вакуумному отжигу).
В ряде случаев пригодность титана для сварки предварительно оценивают по величине расчетной твердости, определяя ее по эмпирической формуле
ЯВ = 40 4-310 K[OL,
где 1О]а — эквивалентное содержание кислорода;
[О]э = [ %О(+ 2 [ %N] 4- 2/а [%С];
IO], [N], [С] — процентное содержание в титане соответственно кислорода, азота и углерода.
Если Я В 200 и содержание водорода не превышает 0,01 % г
технический титан обладает хорошей свариваемостью,
364
Отрицательное влияние насыщения нагретого и расплавленного металла газами требует тщательной защиты при сварке не только расплавленного металла, но и участков твердого металла, нагретого до температуры 400° С и выше. Обычно это достигается применением флюсов, специальных газовых насадок, а также применением с обратной стороны шва газовых защитных подушек, флюсовых и металлических подкладок. Защита считается надежной, если после сварки поверхность металла имеет блестящую поверхность.
Титан и его сплавы чувствительны к термическому циклу сварки, при нагреве и охлаждении металла в области р-фазы наблюдается рост зерна. Этому способствует и низкая теплопроводность титана. При охлаждении и старении могут образовываться хрупкие фазы. В результате этих процессов снижаются пластические свойства металла и появляется неоднородность свойств сварного соединения.
При сварке титана и его сплавов используют присадочный металл, близкий по составу к основному металлу. Во многих случаях положительные результаты получаются при использовании проволоки ВТ1-00. Для удаления водорода проволоку обычно подвергают диффузионному (вакуумному) отжигу. Подготовку кромок ведут механическим путем, газокислородной или плазменной резкой с последующим удалением металла насыщенных газами кромок механической обработкой. Перед сваркой поверхности кромок и прилегающего основного металла, а также электродной проволоки тщательно очищают механическим путем или травлением.
В связи с низкой теплопроводностью титана стыковые швы
при сварке плавящимся электродом в аргоне имеют характерную конусообразную форму (рис. 164, а) с малым фпр = В!II, что вызывает необходимость для некоторых конструкций наложения галтельных швов (рис. 464, б) либо перехода к сварке в гелии с целью улучшения формы внешней части усиления шва (рис. 164, в). Удельное электросопротивление титана примерно в 4 раза больше, чем у железа, поэтому вылет плавящегося электрода должен быть относительно небольшим.
Основные способы сварки титана — дуговая сварка в среде инертных газов, под флюсом, электрошлаковая и электронным
лучом.
Дуговая сварка в среде инертных газов титана и его сплавов может быть осуществлена пеплавящимся ланта-нированным или итерированным вольфрамовым электродом п плавящимся электродом.
Рис. 164. Формы проплавления нри сварке титана плавящимся электродом
365
Применяют аргон только высшего сорта по ГОСТ 10157—73 или гелий высокой чистоты. Сварку выполняют с использованием удлиненных насадок на сопле (длиной до 500 мм) с подачей газа с обратной стороны через специальные подкладки, а также в камерах с контролируемой атмосферой.
Титан небольшой толщины (до 4 мм) вольфрамовым электродом сваривают на обычных установках для автоматической аргонодуговой сварки неплавящпмся электродом (табл. 105). Присадочный пруток подают только при толщине металла более 1,5 мм. Возможна также ручная сварка на постоянном токе прямой полярности. Без подачи присадочного прутка прочность соединения равна прочности основного металла. При подаче прутка его нагретая поверхность адсорбирует некоторое количество газов атмосферы, что приводит к снижению пластичности металла шва на 40—50%.
Таблица 105. Режимы аргонодуговой сварки, рекомендуемые для титана небольшой толщины
Толщина металла, мм Диаметр, мм Сила тока, А Скорость сварки, м/ч Примечание. Подача аргона через горелку 13— 18 л/мин, с обратной стороны шва 2—2,5 л/мин.
присадочного прутка вольфрамового электрода
0,3—0.7 0,8—1,2 1.5—2,0 2,5—3,5 2.0—2,5 2,0—2,5 1.6 1,6 2,0 3.0 40 60—80 80—120 150—200 55 40—50 35—40 35—40
При толщине металла свыше 4 мм применяют разделку кромок V-, Х-образную и рюмкообразную. Для увеличения глубины проплавления при сварке вольфрамовым электродом применяют флюсы-пасты типа АН-ТА, которые наносят тонким слоем на поверхность кромок. Они позволяют без разделки кромок сваривать металл толщиной до 12 мм на меньших, чем при обычных способах, сварочных токах. Эта технология снижает деформации сварных конструкций и уменьшает пористость швов, а также способствует частичному рафинированию металла шва.
При сварке погруженной дугой, без разделки кромок также можно соединять металлы повышенной толщины.
При сварке плавящимся электродом за два прохода (с двух сторон) можно сваривать металл без скоса кромок толщиной до 36 мм. В качестве защитного газа используют аргон и гелий (табл. 106). При сварке за два прохода в аргоне швы получаются относительно более узкими (рис. 164, а), а в гелии — более широкими (рис. 164, в), что связано с физическими свойствами защитных газов: при сварке в гелии требуется более высокое напряжение дуги. Сварку ведут на постоянном токе обратной полярности.
366
Таблица 106. Режимы сварки титана и его сплавов плавящимся электродом в защитных газах
Диаметр электрона, мм Сила сварочного тока, А Диапазон свариваемых встык листов (без разделки кромок), мм Напряжение, В Скорость сварки, м/ч Вылет электрода, мм Расход аргона, л/мин
Сварка в аргоне
0,6—0.8 150—250 4—8 22—24 30—40 10—14 20—30
1,0—1,2 280—320 5—10 24—28 30—40 17—20 25—35
1.6—2,0 340—520 8—12 30—34 20—25 20—25 35—45
3,0 480—750 14—34 32—34 18—22 30—35 40—50
4,0 680—980 16—36 32—36 115—18 35—40 50—60
5,0 780—1200 16—36 34—38 14—16 40—45 50—60
Сварка в гелии
0,6—0,8 150—250 4—6 28—32 30—40 10—14 30—40
1.0—1.2 280—320 4—8 32—36 30—40 17—20 35- 45
1,6—2,0 340—520 5—10 38—40 20—25 20—25 70—90
з,о 480—750 10—28 42—48 18—22 30—35 80—100
4,0 680—980 12—32 46—50 16—18 40—50 100—120
5,0 780—1200 12—32 46—52 14—16 45—55 100—120
Механические свойства металла сварных швов и прочность соединения в целом зависят от марки титана, марки присадочной проволоки и могут быть доведены до соответствующих показателей основного металла. Для автоматической сварки по этой схеме используют модернизированные автоматы АДС-500 М, АДС-1000-24, для сварки угловых швов — автоматы АСУ-ИМ и полуавтоматы типа ПГТ-2.
При модернизации серийного оборудования (для сварки сталей) внимание уделяется повышению скорости подачи проволоки (вместо обычных 50—600 м/ч ее доводят до 2500—3000 м/ч) и созданию условий для полноценной защиты металла прп сварке. Источники питания — с жесткой характеристикой.
С точки зрения уменьшения расхода дефицитных и дорогих материалов и повышения производительности сварки важное значение имеет способ сварки титана по узкому зазору — щелевой разделке, выполняемый неплавящимся вольфрамовым или плавящимся электродом. В первом случае листы собирают с зазором а = 6 ч-12 мм; диаметр вольфрамового электрода dw = Зч-4 мм; диаметр присадочной проволоки 1,5—2 мм; сила сварочного тока 200—300 А; расход аргона 9—12 л/мин через горелку и 2—3 л/мин с обратной стороны. При полуавтоматической сварке используют проволоку диаметром 1,6—2 мм при том же расходе аргона, силе сварочного тока 360—420 А и напряжении 32—36 В.
При сварке под флюсом и электрошлаковой сварке используют бескислородные флюсы (АН-Т1 и АП-Т2), основные компо
367
ненты которых — фториды (CaF2, Na2F) и хлориды (КС1, NaCl). Для уменьшения опасности попадания водорода в металл шва требуется, чтобы содержание влаги во флюсе не превышало 0,05%.
Таблица 107. Режимы сварки титана плавящимся электродом под флюсом АН-Т1 (скорость сварки 50 м/ч)
Толщина металла, ММ Диаметр электродной проволоки, мм Сила тока, А Напряжение, В Скорость подачи проволоки, м/ч
Односторонняя сварка на остающейся подкладке
2—2.5 2 1S0—220 34—36 167—175
4—4.5 2 300—320 34—38 221—239
4—5 3 310—340 30—32 95—111
Толщина металла, мм Диаметр электродной проволоки, мм Сила тока, А Напряжение, В Скорость подачи проволоки, м/ч
Д вусто ронняя сварка
8 3 310—330 30—32 135—140
10 3 340—360 30—32 150—155
12 3 350—400 30—32 160—165
15 3 390—420 30—32 175—180
Титан сваривают под флюсом на обычном оборудовании на постоянном токе обратной полярности. Этот способ экономически
Таблица 108. Режимы электрошлаковой сварки поковок из титана пластинчатым электродом (флюс АН-Т2, напряжение 16—18 В)
Толщина металла, мм Зазор, мм Толщина пластинчатого электрода, мм Сила тока, А
30—50 23—25 8—10 1200—1600
50—80 23—25 8—10 1600—2000
80—100 24—26 10—12 2000—2400
100—120 24—26 10—12 2400—2800
эффективен при соединении металла толщиной свыше 6—8 мм, хотя сваривают металл и меньшей толщины (табл. 107). Прочность и пластичность сварных соединений получают не ниже, чем у основного металла. При электрошлаковой сварке (табл. 108) для защиты шлаковой ванны и осты
вающего металла осу
ществляют поддув аргона через специальные каналы в ползунах из расчета 5—12 л/мин для металла толщиной 30—120 мм.
Тугоплавкие и химически активные металлы
Рассмотрим только те тугоплавкие и химически активные металлы, которые могут быть использованы в качестве конструкционных материалов: цирконий, гафний, ниобий, тантал, молибден. Такие материалы, как ванадий, вольфрам, хром, используют в качестве конструкционных значительно реже и только в комбинированных сварных соединениях.
Сварка рассматриваемых материалов затрудняется высокой температурой их плавления, большим сродством к газам: кислороду, азоту и водороду, что приводит к образованию в шве пор
368
и снижению его пластических свойств (рис. 165), склонностью к росту зерна при нагреве. С точки зрения особенностей поведения отдельных металлов при сварке необходимо отметить следующее.
Цирконий имеет две аллотропические модификации: а-фазу с гексагональной плотпоупако-вапной решеткой, существующую до температуры превращения 865° С, и 0-фазу с кубической, объемно-центрированной решеткой, существующую выше 865° С.
В связи с тем, что металл обладает полиморфпостью, в зоне термического влияния и в шве происходит закалка с образованием p-фазы. Образование смешанной двухфазной структуры может привести к образова
от исходного состояния)
нию макрогальвапопар и вызвать локальную коррозию сплава. Для устранения такой опасности сварное изделие подвергают вакуумному отжигу прп температуре 575° С для выравнивания структуры.
При повышении температуры свыше 800° С цирконий энергич-но взаимодействует с азотом, образуя нитриды (ZrN), а при температурах 300—1000° С он интенсивно поглощает водород, образуя гидриды (ZrH2).
Находят применение сплавы циркония с оловом, железом, никелем и хромом, имеющие прочность 44—54 кгс/мм2 и высокую коррозионную стойкость.
Гафний — полиморфный металл с температурой превращения 1760° С. До этой температуры гафний имеет гексагональную плотноупаковапную решетку a-фазы, при более высоких температурах — объемно-центрированную решетку p-фазы. Прп нагревании гафний взаимодействует с атмосферой воздуха, образуя двуокись HfO2, нитриды.
Ниобий и тантал-металлы, близкие по своим физическим свойствам, полиморфных превращений не имеют. Обладают особо высокой стойкостью при действии наиболее коррозионно-активных веществ (жидких металлов-теплоносителей) и используются в отдельных конструкциях реакторов. Тантал применяют также в медицине, в хирургии; изготовленные из него стержни, скобки и тому подобные детали могут долгое время находиться в тканях человеческого тела, не вызывая в нем значительных воспа
13 А. И. Акулов и др.
369
лений. В технике применяют также сплавы ниобия с небольшим количеством легирующих добавок (молибдена, вольфрама, циркония, ванадия, титана) и сплавы тантала с добавкой вольфрама, ванадия, ниобия (до 10%).
При нагревании эти металлы энергично поглощают газы атмосферы: при температуре свыше 300° С — кислород, свыше 350° С — водород, свыше 400° С — азот. В результате в металле образуются окислы, нитриды, гидриды, металл упрочняется, а его пластичность резко падает (рис. 165). При сварке этих металлов в металле шва и зоны термического влияния возможны также рост зерна и охрупчивание металла, которое может быть усилено образованием по границам зерен карбидов (Nb2C, Та2С), если в металле есть примеси углерода.
Молибден, имеющий высокую температуру плавления, высокие значения механических свойств и модуля упругости, используют в виде листов небольшой толщины для отдельных элементов камер сгорания, турбокомпрессоров и т. п. В некоторых средах он имеет высокую коррозионную стойкость. Металл не имеет полиморфных превращений.
Трудности сварки его связаны с повышенной склонностью к образованию кристаллизационных трещин в связи с образованием различных легкоплавких эвтектик (МоО3 < МГ)О2 + Мо; Тпп — 780° С), а также охрупчиванием металла шва и околошовной зоны из-за возможного попадания газов атмосферы либо других загрязняющих веществ. Чуствительность молибдена к загрязнениям различного рода видна на рис. 166, па котором показано изменение критической температуры перехода в хрупкое состояние в зависимости от содержания кислорода, азота и углерода. Наиболее резко влияет кислород; всего 0,0002% О2 повышает Ткр до 200° С.
Воздействие термического цикла сварки приводит к росту этом происходит утолщение межзеренных прослоек, обогащение их примесями и резкое охрупчивание основного металла в этой зоне. При наличии в металле углерода возможно образование пор (в связи с реакцией МоО3 + ЗС = Мо + ЗСО), которые располагаются по оси шва и линии сплавления.
Поэтому наряду с тщательной очисткой основного металла и сварочных материалов предъявляются особенно жесткие требования к чистоте основного металла (кислорода <0,0002%, азота <0,0001%, углерода
Рис. 166. Влияние на температуру перехода литого молибдена в хрупкое состояние:
1 — кислорода; 8 — азота; 3 — углерода
370
< 0,003%); в сварочную ванну вводят активные раскислители: 0,5—1% Ti; до 0,1% Се; до 0,25% Zr, сварку ведут при минимальной погонной энергии.
По свариваемости рассматриваемые материалы можно разделить на две группы. Металлы первой группы (цирконий, гафний, ниобий и тантал) при соблюдении технологических условий сварки обладают хорошей свариваемостью. Сварка металлов второй группы (молибден, вольфрам) вызывает большие трудности ввиду их высокой чувствительности к примесям, охрупчивающим металл. Подогрев молибдена до температуры 200—315Q С и снятие остаточных напряжений после сварки (при нагреве до 980е С) снижает вероятность образования холодных трещин.
Основные пути получения сварных соединений с удовлетворительными свойствами: уменьшение содержания вредных примесей в основном и присадочном металле; снижение временных (температурных) и остаточных напряжений в сварных соединениях; предупреждение загрязнения металла шва и околошовной зоны при сварке, особенно газами атмосферы.
Поэтому сварка рассматриваемых металлов выполняется в основном электронным лучом в вакууме или в камерах с контролируемой атмосферой. В последнем случае используют аргон и гелий высокой частоты, которые дополнительно осушают от газов, пропуская их через селикагель, алюмогель и нагретую до 900— 1000° С титановую стружку. Сварку выполняют вольфрамовым электродом на постоянном токе прямой полярности.
Для уменьшения загрязнения металла шва сварку, как правило, выполняют без присадочного металла. В некоторых случаях сварку выполняют и на воздухе, но применяют горелки с дополнительными насадками для подачи защитного газа, и с поддувом с обратной стороны. Прочностные и пластические свойства сварных соединений находятся па уровне 80—95% свойств основного металла.
При электронно-лучевой сварке в камерах с вакуумом 10-4 рт. ст. содержится в сотни раз меньше примесей, чем в наиболее чистом аргоне высшего сорта. Прп этом способе сварки появляется возможность очистить свариваемый металл от газов нагревом кромок расфокусированным электронным лучом. При дегазации наиболее успешно удаляется водород, в меньшей мере кислород и азот и только из поверхностных слоев.
Наиболее распространенным способом сварки рассматриваемых материалов является дуговая в защитных газах и электроннолучевая. Дуговой сваркой циркониевые сплавы наиболее успешно сваривают в камерах с контролируемой средой, заполняемых гелием, после предварительной откачки воздуха до 0,03 мм рт. ст. Материал присадочной проволоки соответствует составу сплава: циркалой-2 или циркалой-3 (табл. 109).
Имеются сведения о режимах сварки ниобия и тантала малых толщин вольфрамовым электродом на постоянном токе прямой
13*
371
полярности с использованием струйной защиты с дополнительной подачей газа через насадки и с обратной стороны шва (табл. 110).
Таблица 109. Ориентировочные режимы сварки сплавов циркония в камере, заполненной гелием
Толщина металла, мм Разделка кромок Сила тока, Л Hail ряжение, В Скорость сварки, м ч Число проходов Примечание. Ток постоянный прямой полярности, диаметр вольфрамового прутна и присадочной проволоки 3,2 мм.
3 60° гУ~1 70 16.5 15 ' 1
6 60° cSti 100 16,5 15 2
60° Первый проход
175 15 12—15
Таблица 110. Режимы аргоно-дуговой сварки ниобия и тантала
Свариваемый металл Толщина металла, мм Диаметр вольфрамового электрода, мм Сила тока, А Скорость сварки, м/ч Расход* аргона, л/мин Свариваемый металл Толщина металла, мм Диаметр вольфрамового электрода, мм Сила тока, А Скорость сварки, м/ч Расход * аргона, л/мин
Ниобий 0.3 1.6 40 30,5 6/2 Тантал 0,3 1.6 45 30.5 5/2
0.5 1.6 80 38,0 7/2
0,5 1,6 60 30.5 7/2 0.76 1,6 100 38,0 7/2
1.0 2.1 125 3(>,5 7/2
0.76 1.6 80 30,5 7/2 1.3 2.4 150 30,5 7/2
1.5 3.2 160 30.5 7/2
1,5 3,2 190 30,5 7/2 2.0 3.2 180 30,5 7/2
* В числителе — расход через горелку, в знаменателе — с
обратной стороны шва.
Сварку молибдена с использованием струйной защиты можно успешно вести с использованием гелия высокой чистоты вольфрамовым и плавящимся электродом.
Молибден толщиной до- 3 мм сваривают вольфрамовым электродом диаметром 3 мм на постоянном токе прямой полярности на режиме: I = 425 A; U = 18 В; и = 18 м/ч. Диаметр сопла горелки 15 мм, расход гелия через горелку и приставку 20 л/мин,
372
с обратной стороны 5 л/мин. Сварку молибдена большей толщины можно вести плавящимся электродом диаметром 1—1,2 мм на постоянном токе обратной полярности на режиме: I — 4004-500 А; U = 32 В; нсв = 30-^40 м/ч; кпп = 600-4-900 м/ч, подача гелия через горелку и приставку 140 л/мин, с обратной стороны 20 л/мин. Электродная проволока предварительно активируется покрытием ее хлористым цезием.
Известна технология сварки гафния в камере, заполненной гелием или аргоном, вольфрамовым электродом диаметром 3,2 мм на режиме: I = 125-4-135 A; U — 14-4-18 В; и = 10 м/ч; ток постоянный, полярность прямая.
При электронно-лучевой сварке соединение осуществляется путем переплавления основного металла. Наряду со сваркой встык возможна сварка внахлестку со швами типа прорезных и пробочных. Для тугоплавких и химически активных металлов большое значение имеет возможность их предварительной очистки дегазацией в вакууме (табл. 111). Принципиально электроннолучевая сварка за два прохода позволяет сваривать металл толщиной до 100 мм.
Таблица 111. Рекомендуемые режимы электронно-лучевой сварки молибдена
Толщина ме-1а лла, мм Сила тока, мА Ускоряющее напряжение, кВ Скорость сварки, м/ч
1 70—90 18—20 60
2 100—120 20—22 40
3 200—250 20—22 30
Таблица 112. Рекомендуемые режимы электронно-лучевой сварки ниобиевого сплава (ускоряющее напряжение 17—17,5 кВ)
Толщина металла, мм Сила тона луча, мА Скорость сварки, м/ч
0,5 25—30 20—30
0,8 45—50 30—40
1,0 65—70 30
1,5 85 30
Имеются указания на режимы электронно-лучевой сварки трубок из циркония толщиной 0,3 и 0,5 мм, которые тщательно собирают (зазор не более 0,1—0,2 мм); сила тока луча I = 4-4-12 мА; Пуск = 19-4-20 кВ; v = 27 м/ч.
Для ниобиевого сплава (добавки 3,5—4,7% Мо; 0,5—0,9% Zr; С =с0,05%) рекомендуемые режимы электронно-лучевой сварки указаны в табл. 112.
XIII
ГЛАВА
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ И МЕТАЛЛОВ С НЕМЕТАЛЛАМИ
Несмотря на значительные трудности сварки, конструкции из разнородных металлов и сплавов в современной технике изготовляют во все большем объеме. Это обусловлено значительными техническими и экономическими преимуществами, которые имеют конструкции из разнородных металлов и сплавов в некоторых технических сооружениях (криогенная техника, энергетические установки, ракетная техника, судостроение, радиоэлектроника).
В конструкциях либо элементах конструкций используют различные комбинации из стали, меди и ее сплавов, алюминия и его сплавов, титана и его сплавов, молибдена, ниобия, тантала.
Таблица 113. Физические и механические свойства некоторых сплавов, неволь
Свойству Железо и сплавы на его основе
Железо Армко СтЗсн (19Г2 10ХСНД
Плотность, г/см3 Температура плавления, °C Коэффициент линейного расширения 10«-1/°С Коэффициент теплопроводности (прп 20 С), кал/см • с • °C Твердость НВ ........... Предел прочности, кгс/мм2 Предел текучести, кгс/мм2 ...... Относительное удлинение, % Модуль упругости, кг/мм2 10-3 . . . 7,80 1535 11,0 0,19 80 25 12 40—50 20 7.85 1520 11,1 0,16 120—150 38—50 22—36 20—32 20,1 7,85 1530 12,0 0,12 140—180 46—52 34—38 18—26 21,5 7,85 1530 12,1 0,11 170—190 56—64 42—50 16—24 21,5
* В числителе — свойства до термообработки, в знаменателе — после термообработки.
Наиболее успешно в комбинированных конструкциях используют следующие материалы: стали низкоуглеродистые (типа СтЗ, Ст4), низколегированные (09Г2, 10ХСНД)2 высоколегиро-374
ванные (12Х18Н9Т, 12Х18Н10Т); медь марок МО, Ml, М2, М3 и бронзы марок БрАМц 9—2, БрКМц 3—1, БрХ0,8, медпо-никелевые сплавы типа МНЖКТ; алюминий марок А00, АД1, сплавы алюминия типа АК4, АМц, АМгб, АМг5В, АМг61; титановые сплавы марок ВТ1, ОТ4, ВТ14, ВТ15; молибден чистый и молибденовые сплавы ЦМ2А, ВМ2; ниобий чистый и ниобиевый сплав BII2; тантал чистый.
Для различных пар металлов применяют сварку плавлением и наплавку: дуговую в среде защитных газов пеплавящимся и плавящимся электродом, плазменной струей, толстопокрытыми электродами, под слоем флюса, электронно-лучевую, лазерную.
До настоящего времени технология сварки разнородных металлов в значительной степени носит поисково-экспериментальный характер и описана главным образом в журнальных статьях. По этой причине изложение данной главы носит обзорный характер.
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Для большинства свариваемых пар разнородных металлов или сплавов характерны существенные различия в температуре плавления, плотности, коэффициентах теплофизических свойств, особенно в коэффициентах линейного расширения. Отличаются также и кристаллографические характеристики — тип решетки и ее параметры (табл. 113).
зуемых прп сварке разнородных металлов
Сплавы алюминия Сплавы меди
12Х18Н9Т А Мп АМгб В АМгб БрАМц 9—2 БрКМц 3—1 БрБ2
7,9 1450 16,6 0,04 58—65 24—30 55—70 20,3 2,73 650 23,2 0,45 30 10—15 5,0 20 7,1 2,65 570—640 23,9 0,30 65 28—30 15,0 18 7,0 2,65 630 24,0 0,29 70 32—38 16—18 15—20 7,2 8,2 1050 17,0 0,17 80—100 45—50 15—20 20—35 9,2 8,4 1080 15,8 0,11 75—90 35—40 22—26 30—40 10,4 8,2 1050 16,6 0,2 100/330* 50/125* 25/115* 35/24 * 13,0
Для таких металлов, как титан, ниобий, тантал, молибден, дополнительные трудности возникают в связи с тем, что при нагреве эти металлы активно взаимодействуют с газами атмосферы.
375
При поглощении газов резко ухудшаются свойства сварных соединений. В большинстве случаев при ограниченной взаимной растворимости для основных комбинаций свариваемых металлов чрезвычайно трудно избежать образования стойких интерметаллических фаз, обладающих высокой твердостью и хрупкостью (табл. 114).
Таблица 114. Основные варианты свариваемых пар разнородных металлов
Соединяемые металлы Применяемые способы сварки плавлением Основные особенности физико-химического взаимодействия
Образование растворов Образование стойких интерметаллических соединений
Сталь + алюминий, сплавы алюмтгпия Аргонодуговая До 33% А1 в a —Fe FeAl3; Fp2A1d; Fe2Al7; FeAl
Сталь-|-медь, сплавы меди Аргоподуговая, под флюсом, электро-шлаковая, плазменной струей, электронным пулом До 8% Си в у —Fe До 1.4% Си в а —Fe —
Сталь-]-титан Аргоподуговая 0,5% Fe в а —Ti До 25% Fe в Р-Ti FcTi; Fe,Ti
Сталь молибден До 6,7% Мо в а— Fe FeMo; Fe2Mo8
Сталь + ниобий » До 1.8% Nb в а — Fe До 1% Nb в у—Fe FeNb; Fe2Nb; Fe6Nb3
Алюминий -|- медь Аргонодуговая, по слою флюса До 9.8 А1 в Сп CuA12
Алюминий -|- титан Аргоподуговая До 6% А! в а — Ti TiAl; TiAl.,
Титан+тантал х> Непрерывный ряд —
Медь-|-тптан » 2.1% Си в к—Ti До 17% Си в Р —Ti TiCu; Ti2Cu; Ti.,Cu3
Медь молибден Электронным лучом Ограниченная растворимость —
Так, в паре Fe — Al образуются соединения FeAla, Fe2Al5, Fe2Al7, FeAl, которые имеют микротвердость порядка 800— 900 кгс/мм2. Наиболее хрупкая фаза Fe2AlB. В паре Al — Ni при сварке сталей 18-8 и алюминия образуются интерметаллиды NiAl и Ni3Al, обладающие большой хрупкостью.
376
Пластичность фазы NiAl может быть увеличена, например, нагревом и гомогенизацией фазы при температуре 1150° С 48 ч, либо прп температуре 1315° С б ч, а также за счет измельчения зерна этой фазы при добавке 0,5% Мо. На рис. 167 в качестве примера показаны некоторые типовые прослойки, получающиеся при сварке алюминия со сталью и алюминия с никелем.
В паре Fe — Ti образуются хрупкие фазы FeTi и Fe2Ti, а в паре Ti — Al — хрупкие фазы TiAl и TiAl3. Эти фазы представляют собой химические соединения и резко отличаются от соединяемых металлов но всем характеристикам. Например, фаза FeAl3 обладает ромбической решеткой с параметрами а = 47,43 А; Ъ = 15,46 А; с = 6,08 А, совершенно отличной от структуры Fe и А1.
В связи с отмеченными особенностями и трудностями сварки разнородных металлов и их сплавов успешно сварить удается отдельные пары металлов способами и приемами, при которых: 1) обеспечивается минимальное время контактирования соединяемых металлов в жидком состоянии, что уменьшает размеры прослоек хрупких интерметаллидов либо даже предотвращает их возникновение; 2) создается падежная защита металла ври сварке плавлением от взаимодействия с окружающим воздухом; 3) предотвращается образование хрупких интерметаллидов подбором промежуточных однородных или комбинированных из разных металлов вставок, хорошо
Рис. 167. Прослойки интерметаллидов при сварке алюминия со сталью:
а — при сварке по алитированной стали; б — то же, по оцинкованной стали; в — при наплавке алюминия на никель
377
Рис. 168. Изменение прочности сварного соединения в процессе физического (Л) и химического (Б) взаимодействия контактирующих поверхностей и при дальнейшем контакте этих поверхностей (В):
1 — процесс растворения; 2 — процесс образования химического соединения
сваривающихся с каждым элементом пары, например ванадия, тантала, ниобия, бронзы; 4) подавляется рост интерметаллических хрупких фаз легированием металла шва некоторыми компонентами. В ряде случаев подавить рост интерметаллических фаз удается легированием металла шва такими компонентами, как кремний,
цинк, никель.
Процесс образования прочных связей в сварном соединении можно разбить па две стадии; 1) подготовительная стадия — сближение соединяемых металлов
на расстояния, при которых может возникнуть междуатомпоо взаимодействие, что достигается: а) в процессе смачивания твердой поверхности жидкой фазой; б) за счет совместной пластической деформации двух твердых веществ; в) за счет диффузионных процессов;
2) конечная стадия — образование прочного соединения, когда определяющую роль играют квантовые процессы электронного взаимодействия, приводящие к возникновению либо металлической связи (чистые металлы), либо ковалентной связи (металлы, химические соединения, окислы).
Для первой фазы характерны физическое взаимодействие (этап А на рис, 168) и химическое взаимодействие (этап Б на рис. 168), длительность и условия протекания которых определяют прочность сварного соединения, а также возможность появ-
ления химических соединений.
Протекание в контакте соединяемых элементов процессов электронного взаимодействия указанных типов требует определенной энергии для активации поверхности. Эта энергия может быть тепловой (термическая активация), механической (механическая активация) или радиационной (радиационная активация).
При сварке плавлением разнородных металлов сближение
атомов происходит в результате смачивания менее тугоплавким металлом и активации поверхности более тугоплавкого металла за счет тепловой энергии источника нагрева.
В случае соединения разнородных металлов из-за периода релаксации энергии процессы диффузии затруднены, и химическое взаимодействие происходит с опозданием (замедлением или ретардацией).
378
Рпс. 169. Изменение потенциальной анергии системы атомов:
п — у поверхности кристалла; б — на границе твердой и жидкой фаз в начальный период их контакта
Это замедление обусловлено тем, что на свободной поверхности твердого или жидкого металла атомы оказываются неуравновешенными из-за отсутствия связи (вакуум) или ослабления связи, вызванного другими свойствами окружающей среды. Это приводит к повышению энергии поверхности слоя Еп (рис. 169, «) по сравнению с энергией Ео, необходимой атому для перемещения внутри тела. Аналогичное явление возникает и при сварке разнородных металлов, когда из-за быстрого образования физического
контакта жидкого металла с твердым, более тугоплавким (стадия А), на границе фаз образуется пик межфазной энергии Ег (рис. 169, б), так как переход атомной системы в новое состояние осуществляется не мгновенно, а за некоторый конечный промежуток времени. Указанное явление и определяет период ретардации.
Если длительность контактирования жидкого и твердого металлов в разнородном соединении меньше периода ретардации (замедления), вполне возможно получение соединения разнородных металлов с ограниченной растворимостью без промежуточных хрупких прослоек. Время ретардации можно рассчитать по формуле
где тр — время ретардации (т. е. время жизни атома перед потенциальным барьером), с; т0 — время инкубационного периода для неактивпруемого процесса (Ет Е,к = 0), с; е — заряд электрона; Ет, Ew — энергии активации диффузии в твердой и жидкой фазах; к — постоянная Больцмана; Т — температура, К
При сварке пары Al + Ti, при взаимодействии жидкого алюминия с твердым нагретым титаном, период ретардации (при котором в соединении отсутствуют хрупкие фазы) составит: при температуре алюминия 700е С 170 с, при температуре алюминия 800° С 9 с, при 900° 1 с. Для пары Al Т Fe при температуре 700° G это время составит 4 с. Указанные расчеты осложнены отсутствием надежных данных о величине необходимой энергии активации поверхности для различных металлов.
Практическое осуществление сварки без хрупких фаз во многих случаях затруднено тем., что в реальных сварных соедине-
379
пиях площади контакта велики и сам контакт происходит не по всей поверхности одновременно, в результате чего, если исходить только из так называемого периода ретардации и стремления избежать хрупких фаз, практически можно получить соединение с «разрывным» контактом, т. е. имеющим связи только в отдельных местах. Прочность такого соединения может быть совершенно неудовлетворительной. Поэтому в ряде случаев, особенно при крупногабаритных деталях, приходится выбирать время контактирования, когда заведомо образуется плотный и равномерный слой иптерметаллидов, осуществляющий достаточно надежную связь соединяемых металлов, по с пониженным уровнем прочности.
Наиболее тонкое регулирование нагрева более тугоплавкого металла свариваемой пары и степени нагрева легкоплавкого металла достигается только при использовании нагрева независимым источником: плазменной струей и дугой косвенного действия (наплавкой независимой дугой).
Для осуществления быстрого в равномерного контакта свариваемых жидкого легкоплавкого металла и нагретого тугоплавкого металла важное значение имеет состояние поверхности последнего. Невозможно получить соединение, если поверхность тугоплавкого металла загрязнена, окислена и т. и. Предохраняет поверхность от окисления при нагреве, уменьшает анергию активации, улучшает смачиваемость и стабилизирует контакт между жидким легкоплавким металлом и нагретой поверхностью предварительное покрытие этой поверхности поверхностно активным слоем.
При сварке стали и алюминия могут быть применены покрытия: цинковое толщиной 30—50 мкм, наносимое гальваническим путем либо горячим цинкованием; алюминиевое из чистого алюминия толщиной 0,1—0,2 мм, наносимое алитированием; комбинированное медно-цинковое; комбинированное никель-цинковое.
Важное значение для регулирования толщины соединительных прослоек, имеющих в своем составе пнтерметаллиды, и регулирования прочности всего соединения имеет способ, связанный с легированием металла шва некоторыми элементами. Эффективность этого способа показана для сварных соединений из алюминиевых сплавов АМц и АМгб и оцинкованной стали.
Так, при введении через присадочную проволоку легирующих элементов толщина прослойки интерметаллидов в соединительном слое составила: при 1 % Si 18—20 мкм, при 4—5% Si 3—5 мкм; при 1% Си 28—30 мкм, при 2,5% Си 10—12 мкм; введение 1—3% Ni не изменило толщину прослойки, которая составляла 16— 22 мкм; при 2% Zn 28—30 мкм, при 7% Zn 10—12 мкм; при дальнейшем увеличении содержания цинка толщина прослойки растет, а ее прочность резко падает Зависимость прочности сварного соединения от толщины интерметаллической прослойки показана на рис. 170.
380
целки промни стальной детали; в — толщины интернета л ли дпой прослойки и скорости сварки
Угол слоев кромок
' 6)
Практически регулировать длительность нагрева и контактирования свариваемых металлов можно смещением источника теплоты на один из элементов, обычно легкоплавкий (см. рис. 171, б) применением теплоотводов и т. и.
С точки зрения надежной защиты металлов от действия окружающего воздуха наиболее универсальным для многих металлов оказался способ аргонодуговой сварки, но для таких металлов, как титан, ниобий, тантал, молибден, наилучшие условия обеспечивает сварка в вакууме электронным лучом.
§ 2. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
Сталь с алюминием, медью, титаном и их сплавами
Сварка стали с алюминием и его сплавами. Процесс затруднен физико-химическими свойствами алюминия. Выполняется в основном аргонодуговая сварка вольфрамовым электродом. Подготовка стальной детали под сварку предусматривает для стыкового соединения двусторонний скос кромок с углом 70°, так как при таком угле скоса прочность соединения достигает максимальной величины (см. рис. 170, б). Свариваемые кромки тщательно очищают механически пли пескоструйным способом, или химическим травлением, затем па них наносят активирующее покрытие. Недопустимо применение дробеструйной очистки, так как на поверхности металла остаются окисные включения. Наиболее дешевое покрытие — цинковое, наносимое после механической обработки.
Процессу гальванического и горячего цинкования должны предшествовать обезжиривание детали, промывка и сушка, трав
381
ление в растворе серной кислоты с последующей промывкой и сушкой. При горячем цинковании, перед опусканием детали в цинковую ваппу, имеющую температуру 470—520° С, необходимо флюсование детали в насыщенном растворе флюса. Простейший флюс состоит из двух компонентов: 50% KF +50% КС1. Совершенно недопустимо нанесение цинкового пли алюминиевого покрытия по методу шоопирования, так как прп этом частицы покрытия успевают окислиться и удовлетворительно сварить алюминий со сталью не удается.
При гальваническом нанесении покрытия слой цинка должен достигать 30—40 мкм, при горячем цинковании 60—90 мкм. В последнем случае значительно облегчается процесс нанесения слоев алюминия, особенно на мелких деталях. Для сталей аустенитных (12Х18Н9Т и т. и.) алитирование возможно после механической очистки без применения флюса. Оптимальный (по прочности соединения) режим алитирования — температура алюминиевой ванны 750—800° С. Время выдержки при алитировании — до 5 мин в зависимости от размеров детали. Возможно также алитирование стальных деталей с применением токов высокой частоты.
Технология сварки предусматривает использование стандартных сварочных установок типа УДГ-300 с применением лаптани-рованных вольфрамовых электродов диаметром 2—5 мм и аргона 1-го и 2-го сортов по ГОСТ 10157—73.
Особенностью сварки алюминия со сталью по сравнению с обычным процессом аргонодуговой сварки алюминиевых сплавов является расположение дуги; в начале наплавки первого шва — на присадочном прутке, а в процессе сварки — на присадочном прутке и образующемся валике (рис. 171, а), так как
Рис. 171. Техника аргоиодуговой наплавки алюминия на сталь: а — ведение дуги при аргонодуговой наплавке; б — то же, при сварке встык, в — д — последовательность наложения валиков в зависимости от типа соединения
382
при длительном воздействии теплоты дуги па поперчпосгь с гили происходит преждевременное выгорание покрытия, что иршпи ствует дальнейшему процессу сварки. После появления началi ной части валика дугу нужно зажигать вновь (после перерыва) на алюминиевом валике. При сварке встык дугу ведут по кромке алюминиевой детали, а присадку — по кромке стальной детали таким образом, что жидкий алюминий натекает на повер'носн. стали, покрытой цинком или алитированной (рис. 171, б).
При толщине свариваемого металла до 3 мм сила сварочною тока 110—130 А, при толщине стали 6—8 мм 130—160 А, при толщине 9—10 мм 180—200 А; только в этом случае обеспечивается достаточный разогрев деталей и образование необходимой соединительной прослойки.
В качестве присадочного материала применяется проволока марки АД1 (чистый алюминий с небольшой присадкой кремния, благоприятно влияющего па формирование стабильного качества диффузионной прослойки). Присадку из сплава АМгб применять не следует, так как в этом случае в формировании пптерметаллид ного слоя принимает участие магний, снижающий прочность соединения. По-видимому, наличие атомов магния вместо атомов алюминия в кристаллической решетке одной из фаз обсуловливаст наличие слабых связей — магний практически нерастворим в железе. Магний резко ускоряет рост прослойки из хрупких интерметаллидов, интенсифицирует развитие процессов реактивной диффузии.
В зависимости от типа соединения при сварке необходимо соблюдать последовательность наложения валиков шва, показанную на рис. 171, в, г и д, обеспечивающую необходимое перекрытие. Чередование валиков с лицевой и обратной стороны предотвращает перегрев стальной детали и преждевременное выгорание цинка с ее поверхности.
Важное значение имеет правильный выбор скорости сварки, так как она определяет время взаимодействия жидкого алюминия со сталью, т. с. определяет толщину и стабильность интерметал-лидной прослойки (см. рис. 170, в). Для первых слоев скорость сварки назначают в интервале 7—10 м/ч, для последующих (когда сталь достаточно разогрета) в пределах 12—15 м/ч. При рассмотренных условиях сварки статическая прочность соединения при разрыве соответствует прочности технического алюминия (10 кге/мм2).
Повысить прочность соединения можно увеличением рабочего сечения шва либо применением комбинированных покрытий. Получающиеся сварные соединения пригодны для восприятия статической нагрузки и имеют высокую усталостную прочность при действии знакопеременной изгибающей нагрузки (рис. 172). Предел выносливости образцов при базе 10’ циклов равен 5— 6 кге/мм2, т. е. на уровне, обычном для сплава АМгб. Разрушение образцов, как правило, происходит на сплаве АМгб у внеш-
383
I
Рис. 172. Результаты усталостных испытании сварных соединений из сплава АМгб и стали
него концентратора. Только при высоких напряжениях отдельные образцы разрушаются по шву. Сварные соединения имеют также высокую плотность при гидравлических, пневматических и вакуумных испытаниях, а также высокие коррозионные свойства в морской воде при наличии на их поверхности лакокрасочных покрытий.
Применение комбинированных покрытий стали — медно-цип-кового и никель-цинкового повышает прочностные свойства сварного соединения. В этом случае наносят слой меди или никеля толщиной 4—5 мкм и второй слой цинка толщиной 30—40 мкм. Соединительная прослойка интерметаллидов сложного состава получается несколько меньшей толщины и твердости. Статическая прочность сварного соединения (при наличии усиления шва) 14—22,3 кгс/мм2.
При сварке высоколегированной стали типа 18-8 с алюминием, если на стали имеется только цинковое покрытие толщиной 50 мкм, достигается прочность соединения 21,3—28,7 кгс/мм2. Если же по подслою цинка толщиной 25—30 мкм производят алитирование по указанной ранее технологии, достигается прочность соединения 29,5—32,8 кгс/мм2.
Процесс аргонодуговой сварки алюминия и его сплавов со сталью может быть легко механизирован.
Сварка стали с медью и ее сплавами. В равновесном состоянии при комнатной температуре медь растворяется в ос — Fe в количестве до 0^3%2 а железо в меди в количестве до 0,2%.
384
Хрупких интерметаллидов не образуется. В связи с большими скоростями охлаждения при сварке в переходном слое образуется пересыщенный твердый раствор меди с железом, но при содержании до 2—2,5% Fe структурно-свободное железо не обнаруживается. Граница сплавления между сталью и медью — резкая, с включениями фазы, обогащенной железом различного размера. Со стороны стали, примыкающей ко шву, размер зерна увеличивается в пределах зоны шириной 1,5—2,5 мм. Микро-твердость зоны сплавления достигает 580—620 кгс/ммI 2.
Ухудшает взаимную растворимость железа и меди наличие в стали углерода, а улучшает марганец и кремний. Марганец снижает критическую точку А3 и расширяет область «-твердого раствора, в котором медь растворяется в значительно большем количестве, а кремний раскисляет сварочную ванну и упрочняет зерна твердого раствора.
Затруднения при сварке и наплавке меди па сталь связаны с ее физико-химическими свойствами, высоким сродством меди к кислороду, низкой температурой плавления меди, значительным поглощением жидкой медью газов, различными величинами коэффициентов теплопроводности, линейного расширения и т. д. Одним из основных возможных дефектов прп сварке следует считать образование в стали под слоем меди трещин, заполненных медью пли ее сплавами (рпс. 173, а). Указанное явление объясняют расклинивающим действием жидкой меди, проникающей в микронадрывы в стали по границам зерен при одновременном действии термических напряжений растяжения.
Fe.%
1 П Ш ZV У VI “> %
Рис. 173. Наплавка меди на сталь:
I — наплавка плазменной струей с токоведущей присадочной проволокой и двойной независимой дугой; II — наплавка расплавлением облицовки (вольфрамовым электродом); III — автоматическая наплавка ленточным электродом под
флюсом; IV — наплавка лежачим электродом под слоем флюса; V — наплавна покрытым электродом типа «Комсомолец»; VI — автоматическая наплавка электродной проволокой под флюсом
385
В углеродистых и низколегированных сталях (СтЗ, 10ХСНД и т. п.) трещин мало и размеры их невелики, а в сталях, имеющих аустенитную структуру, в частности типа 18-8, количество и размеры трещин резко возрастают. Для сталей типа 18-8 эффективным барьером для упомянутых трещин является введение ферритной фазы. При содержании феррита свыше 30% в стали типа 18-8 проникновение меди в сталь не наблюдается; это объясняется тем, что феррит не смачивается медью и проникновения меди в микронадрывы не происходит.
Для уменьшения опасности образования указанных трещин рекомендуется вести сварку на минимальной погонной энергии, в качестве присадочного металла применять никелевый сплав МНЖ 5-1 или бронзу БрАМц 9—2. Наличие никеля и алюминия снижает активность воздействия жидкого металла в микронадрывах на стали, что уменьшает опасность образования глубоких трещин в стали.
Медь, латунь и бронза успешно свариваются со сталью всеми способами сварки плавлением на тех же режимах, что и стальные детали соответствующих сечений, но дугу со стыка несколько смещают в сторону меди или ее сплавов.
Для сварки меди, бронз БрАМц 9—2, БрКМц 3—1, латуни Л90 со сталями типа СтЗсп; Ст4сп; 10; 09Г2 применяют: а) для ручной сварки — электроды с покрытием типа «Комсомолец»; б) для сварки под флюсом — флюсы ОСЦ-45, АН-26 и др. и проволоку марки Ml, М2 и БрКМц 3—1 и др.; в) для сварки в среде инертных защитных газов — проволоки марок БрКМц 3—1, БрАМц 9—2, МНЖ 5-1. В ряде случаев необходим предварительный подогрев изделия.
Сплав МНЖ 5-1 сваривается с углеродистыми и низколегированными сталями электродами со стержнем из сплава МНЖ 5-1 с покрытием ЗТ, а при сварке под флюсом ОСЦ-45 или в защитных газах — электродной проволокой марки М11Ж 5-1.
При сварке обеспечивается равнопрочность сварного соединения (по цветному металлу) прп действии статической нагрузки. Сварные соединения обладают удовлетворительной пластичностью. Так, для соединения меди МЗр или сплава МНЖ 5-1 со сталью Ст4сп при ручной сварке угол изгиба составляет 40— 85°, а при аргонодуговой 110—180°.
Более высокое качество сварных соединений при аргонодуговой сварке сплавами МНЖ 5-1 объясняется тем, что в этом случае в металле шва содержание железа не превышает 8—10%, а при ручной сварке достигает 50—55%.
На рис. 173, б показано содержание железа в наплавленном металле при различных способах наплавки. Оптимальные условия наплавки меди на сталь требуют, чтобы не было расплавления стали, чтобы опа хорошо смачивалась (для этого ее температура превышала 1100° С) и длительность контактирования меди со сталью при этой температуре была бы не менее 0,01—0,015 с.
386
Для соединения меди и ее сплавов со сталью рекомендуется применять аргонодуговую сварку вольфрамовым электродом, а для наплавки цветных металлов на сталь — наплавку плазменной струей с токоведущей присадочной проволокой. Сварные соединения имеют достаточно высокую усталостную прочность.
Сварка стали с титаном. Одной из основных задач при сварке титана со сталями является выбор таких сварочных материалов, методов и режимов сварки, при которых предотвращалось бы или резко подавлялось образование хрупких интерметаллических фаз FeTi и FeaTi.
Непосредственная сварка титана со сталью не дает положительных результатов. Практическое применение находит сварка в аргоне вольфрамовым электродом и сварка через промежуточные вставки. Хорошие результаты получены при использовании комбинированной вставки, состоящей из технического тантала (<ув = 70 кгс/мм2) и термообрабатываемой бронзы БрБ2 (см. табл. 113).
Бронза сваривается с углеродистой или аустенитной сталью аргонодуговой сваркой пеплавящимся электродом, а тантал с титаном — в камерах с контролируемой атмосферой. Предел прочности соединения по бронзе 49 кгс/мм2, при закалке бронзы 60,5 кгс/мм2 (закалка до сварки).
Комбинированные вставки из бронзы БрБ2 и ниобия используют для аргонодуговой сварки вольфрамовым электродом в камере с контролируемой атмосферой титана ОТ4-1 толщиной 0,8 и 2 мм. Прочность соединения при толщине 0,8 мм ов — = 53 ч-66 кгс/мм2, угол изгиба 72—180°; при толщине 2 мм пв = = 40ч-45 кгс/мм2, угол изгиба 41—61°.
Разнородные цветные металлы и сплавы
Сварка алюминия и его сплавов с медью. Кроме значительного различия физико-химических свойств алюминия и меди, сварка этих металлов затруднена образованием хрупкой интерметал-лидной фазы.
Обычно сварку выполняют вольфрамовым электродом в аргоне и по слою флюса. Для улучшения процесса сварки на медь после ее очистки необходимо наносить слой покрытия, который активирует поверхность более тугоплавкого металла, улучшает смачиваемость поверхности меди алюминием. Наилучшим является цинковое покрытие толщиной 50—60 мкм, наносимое гальваническим методом. Технология сварки алюминия с медью такая же, как и алюминия со сталью, т. е. дугу смещают на более теплопроводный металл, в данном случае на медь, на 0,5—0,6 толщины свариваемого металла (табл. 115).
Прочность соединения равна прочности технического алюминия (8—10 кгс/мм2), удельное электросопротивление шва несколько выше (0,037 Ом-мм2/м), чем у алюминия (0,0313 Ом-мм2/м). Свар
387
ные соединения не меняют свою прочность при длительном нагреве до температуры 150° С. При более высоком нагреве прочность соединения падает в связи с резким увеличением слоя хруп кп х интермета л лидов.
Таблица 115. Рекомендуемые режимы сварки алюминия е медью
Сварка Толщина металла, мм Сила тока, А Напряжение, В Скорость сварки, м/ч Смещение электрода от стыка на медь, мм Диаметр, мм Расход аргона, л/мин Число слоев
электрода присадочной проволоки
Аргоподуговая 3 160—180 14—15 10—12 1.5—2 4 2 7—8 2
вольфрамовым 6 270—290 15—16 7—8 3—4 5 2,5 8—10 2
электродом 8 320—330 16—18 6—7 4—5 6 3 10—12 2
Автоматическая но 10 380—400 38—40 21.5 5—6 2,5 2,5 1
слою флюса АН А1 12 390—410 39—42 21.5 6—7 — — 1
На границе соединения со стороны меди образуется прослойка иптерметаллидов (CuAl,) толщиной 3—10 мкм, со стороны алюминия полоска твердого раствора меди в алюминии такого же размера. Микротвердость прослойки иптерметаллидов, примыкающих к меди, достигает 450—550 кгс/мм2. Наличие этой зоны обусловливает относительно низкую прочность соединения. Если толщина пнтерметаллидной прослойки меньше 1 мкм, опа не влияет на прочность соединения.
Прочность соединения, так же как и в сталеалюминпевых соединениях, повышается прп легировании металла шва кремнием (4—5%) и цинком (6—8%), так как эти элементы подавляют рост пнтерметаллидной прослойки.
Для обеспечения стабильной прочности сварных соединений по свариваемой кромке меди необходим скос под углом 45—60° (рис. 174, а). При сварке меди Ml с аллюминием марки А5 по слою стандартного флюса, применяемого для сварки алюминия (АН-А1) при толщине металла до 20 мм, используют проволоку марки АД1 диаметром 2,5 мм (см. табл. 115). При сварке электрод необходимо смещать от скоса на 5—7 мм в сторону меди. При сварке по слою флюса прочность сварного соединения равна 7—8 кгс/мм2, электропроводность сохраняется на уровне электропроводности алюминия.
Сварка алюминиевого сплава с титаном ОТ4. Обычно применяют аргоподуговую сварку вольфрамовым электродом, перед которой кромки титана очищают от a-слоя и загрязнений и алитируют в чистом алюминии при температуре алюминия 800— 830° С в течение 1—3 мин. В этом случае период образования
388
Рис 174 Сварка алюминия с медью и титаном:
а — прочность соединения алюминия с медью в зависимости от разделки медной кромки: 1 — V-образная; 2 — К-образная: б — подготовка кромок титана для сварки его с алюминиевым сплавом
соединения между алюминием и титаном меньше, чем период ретардации (см. рис. 168), и хрупкие иптерметаллиды по липин соединения не успевают образоваться.
Кромки предварительно разделывают согласно рис. 174, б. До сварки па алитированные кромки наплавляют слой чистого аиомипия (5—8 мм) с использованием проволоки марки АВОО диаметром 5—8 мм. Соединение сваривают обычным методом, как алюминиевый сплав. Предел прочности сварного соединения сплавов ОТ4 + АМгб зависит от слоя алюминия и составляет 11—27 кгс/мм2, угол изгиба 17—30°.
Сварка титана с медью и ее сплавами. Сварка затруднена большим различием свойств и образованием хрупких интерметаллидов (см. табл. 114). Наиболее успешна сварка плавлением прп использовании промежуточных вставок из специально выплавленных сплавов титана, легированного молибденом, ниобием или титаном, которые понижают температуру превращения а р и обеспечивают получение однородного титанового сплава со стабильной структурой, не очень отличающейся от структуры меди. Можно использовать комбинированные вставки из сплавов Ti + + 30% Nb и сплавов ВТ15.
Эти сплавы при сварке с медью М3 обеспечивают предел прочности соединения 22—22,5 кгс/мм2 и угол изгиба 140—180°, а при сварке с бронзой 26—28 кгс/мм2 и угол изгиба 100—160°. В прослойке по линии соединения твердость достигает 470— 480 кгс/мм2 при твердости бронзы БрХ 0,8 120 кгс/мм2.
38В
Сварка ниобия, тантала и молибдена со сталью и сплавами цветных металлов. Принципиальная возможность сварки ниобия, тантала и молибдена со сталями и цветными сплавами частично показана выше, так как эти металлы используют в качестве промежуточных вставок при сварке титана со сталью, алюминием и медью.
Тантал и ниобий по свойствам близки к титану и при сварке с ним образуют твердые растворы без хрупких соединений. Ниобий также удовлетворительно сваривается с медью и медными сплавами, с которыми образует ограниченные растворы. Тантал с медью растворов и соединений не образует. Обычно применяют бериллиевую бронзу БрБ2. Сварку выполняют вольфрамовым электродом в среде инертных защитных газов, часто в камерах с контролируемой атмосферой и электронным лучом.
Сварка биметаллов. В настоящее время известно применение биметаллических заготовок из углеродистой и коррозионно-стойкой стали с алюминиевыми сплавами, из стали и медпо-нике-левого сплава МПЖ 5-1, из стали 12Х18Н9Т и титанового сплава ОТ4, ОТ4-1 для сварки разнородных металлов.
В биметаллическом прокате из углеродистой и низколегированной стали и алюминиевых сплавов АМгЗ и АМгб соотношение толщин в пакете 1 : 1 и 1,5 : 1. Алюминиевый сплав соединяется со сталью при прокате по подслою из чистого алюминия. Предел прочности биметалла на срез 7—9 кгс/мм2 и на отрыв 10—15 кгс/мм2.
На рис. 175 показаны рекомендуемые варианты различных соединений с применением биметалла. Прочность сварного соединения в большой степени зависит от прочности сцепления слоев биметалла и, следовательно, от площади биметаллической вставки. Однако неконструктивность узлов соединения и отсутствие средств контроля качества сцепления слоев биметалла часто приводят к тому, что соединения этого типа не обладают вакуумной плотностью.
Для предотвращения появления хрупких интерметаллидов внутри биметалла при нагреве в процессе сварки необходимо строго выдержать режим сварки. Для биметалла толщиной 10— 12 мм рекомендуется следующий режим: со стороны алюминиевого сплава аргонодуговая сварка вольфрамовым электродом на режиме I — 1404-160 A, UB = 144-18 В, оСв = = 6 4-7 м/ч; со стороны стали сварка в СО2 на режиме 1004-130 А, t/д = 184-20 В, псв = 174-20 м/ч.
Рпс. 175. Варианты сварных соединений при использовании вставок из проката биметалла
390
Наиболее вероятно образование хрупких интерметаллидов в биметалле СтЗсп, 12Х18П9Т и сплава АМгб при нагреве линии соединения выше температуры 450° С. При нагреве до температуры 550° С и выше биметалл расслаивается. Рекомендуется сварку начинать со стороны алюминия и после охлаждения всего узла — со стороны стали.
Металлы с неметаллами
Современное развитие радиоэлектроники и других отраслей техники потребовало разработки достаточно эффективных методов соединения не только разнородных металлов, но и металлов с неметаллами. В качестве неметаллических материалов известно использование стекла (на котором монтируются полупроводниковые системы), керамики, графита.
Используемая в технике керамика в своей основе имеет либо чистый окисел алюминия, и тогда опа пригодна для работ при температурах 1000° С и выше, либо наряду с окислом алюминия имеет стеклофазу и в этом случае эксплуатационная температура не превышает 500—600“ С. Известно также применение металлокерамического порошка состава 96% Fe, 3% Си, 1% С с пористостью 15—20%, который используют для изготовления шарнирных втулок крышки багажника автомобиля «Москвич-412». Эти втулки сваривают с кронштейнами из стали 20.
Углеграфитовые материалы используют в качестве электродов, нагревателей, торцовых уплотнителей. В зависимости от условий эксплуатации к соединению углеграфитовых материалов с металлами предъявляются требования достаточной прочности (по углеграфитовому элементу), герметичности, малого электросопротивления в зоне контакта, в ряде случаев повышенной коррозионной стойкости. Диэлектрики в электронных микросхемах служат в качестве подложки, на которую в вакууме наплавляют тонкие металлические пленки, к которым затем присоединяют металлические проводники. В качестве диэлектриков используют ситаллы различных марок: фотоситаллы, кварцевое стекло, стекла С41, на которые в вакууме напыляются медные пленки толщиной 4000—4500 А по адгезионному подслою хрома или титана толщиной 500 А.
В некоторых устройствах круглое мерное стекло необходимо соединить с металлической трубчатой частью из коррозионно-стойкой стали. Это удается сделать через переходник из ковара, который может быть соединен сваркой со стеклом. В ряде конструкций регуляторов для защиты графита от коррозионных разрушений на его поверхность наплавляют слой коррозионно-стойкого циркония. -<
Выбор методов сварки неметаллических материалов с металлами зависит от размеров деталей, физических особенностей материала ит. п. Так, например, различные металлические выводы,
391
присоединяемые к диэлектрикам, имеющим на своей поверхности топкую металлическую пленку, или к полупроводниковым кристаллам, используемым в микроэлектронике, наиболее часто сваривают контактной, термокопрессионной или ультразвуковой сваркой, заменившей пайку.
Микросварку давлением осуществляют при температурах, при которых образуется эвтектика соединяемых пар—металла проводника и металлической пленки диэлектрика. Соединение возникает за счет межатомных сил связи на тех участках, где вследствие выдавливания эвтектики образовался контакт ювенильных поверхностей, либо па участке кристаллизации эвтектики. Однако эти способы сварки сильно деформируют проводник в зоне сварки, снижают механическую прочность соединения и дают соединение с высоким переходным сопротивлением. Поэтому в настоящее время для этих целей успешно применяют сварку плавлением, используя луч лазера.
Цирконий с графитом соединяют по методу аргоподуговой наплавки вольфрамовым электродом. При этом способе на графите образуется промежуточный слой толщиной до 2,5 мм, пропитанный цирконием и содержащий образовавшиеся карбиды. На поверхности этого слоя располагается чистый цирконий, имеющий структуру литого металла, который образует плотную коррозионно-стойкую поверхность на графите.
Прп сварке плавлением металлических проводников с металлической пленкой, имеющейся на диэлектрической подложке, растворение подслоя пленки не уменьшает прочности контакта. Исследователи этого процесса предполагают, что при сварке плавлением в переходном слое образуются химические соединения металла со стеклом, которые обладают высокой прочностью.
Сварку лучом лазера медпых проводников диаметром 50 мкм с медной пленкой толщиной 4000—4500 А на адгезионном подслое хрома толщиной 500 А выполняли на лазерных установках СУ-1 и УЛ-2. Образцы сваривали внахлестку (рис. 176, а). Разрушающее усилие при срезе в зависимости от материала подложки колебалось в пределах 10—15 гс с разрушением подложки из стекла С41 и до 56 гс подложки из кварца. Такая разница в прочности объясняется тем, что при использовании петермо-стойкого стекла С41 в подложке образовались трещины с глубиной залегания 45—50 мкм, по которым и происходило разрушение. В термостойкой кварцевой подложке трещин не наблюдалось. На термостойком стекле СО-21 получены такие же разрушения, как и па кварцевой подложке.
Известно применение сварки электронным лучом для соединения керамики на основе окиси алюминия с трубчатыми деталями из стали 12Х18Н10Т. Детали собирали согласно схеме на рис. 176, б. Керамическая втулка 1 длиной 15 мм наружным диаметром 10 мм и внутренним 4 мм служит основой для соединения
392
Рис. 176. Соединения металлов с неметаллами:
а — соединение медного проводника диаметром 50 мкм с медной фольгой и поперечное сечение соединения; б — сборка керамических (7) и стальных (2, 3) трубчатых элементов под сварку электронным лучом; в — соединение металлокерамической втулки (I) со сталью (2)\ г — соединение наплавленного слоя циркония с графитом: 1 — графит; 2 — цирконий; 3 — пленка карбида циркония
металлических деталей 2 и 3, собираемых с зазором 0,3—1 мм; толщина ^стенки в месте сварки 0,5 мм.
Сварку выполняли по следующей технологии: после нагрева узла до температуры 1200° С (со скоростью 40—60° С/мин) и выдержки 4—5 мил сваривали один из швов при выключенном нагревателе, в связи с чем температура к концу сварки падала до 30—40° С. Затем вновь узел подогревали до температуры 1200° С н сваривали второй шов. Для получения стабильного процесса сварки луч смещали от кромки в сторону металлической детали на 1,5—2 мм. Сваренные по такой технологии узлы выдерживали длительное внутреннее давление до 10 кгс/см2, гидравлические удары до 40 кгс/см2, обеспечивали вакуумную плотность до 10~8 мм рт. ст., сохраняли работоспособность прп контакте с агрессивной средой до 120 суток.
Металлокерамические втулки автомобильного багажника (96% Fe; 3% Си и 1%С) сваривали с кронштейнами из стали 20 угловым швом по схеме на рис. 176, в. Втулку с наружным диаметром 20 мм толщиной стенки 5 мм сваривали со сталью толщиной 3 мм. Из-за низкой теплопроводности металлокерамики опа растворяется быстрее, в связи с чем сварочную ванну смещают на стальную деталь и делают швы возможно большего размера (5 мм). Сварку ведут в углекислом газе проволокой Св-08Г2С диаметром 1,2 мм. Прочность п вибростойкость соединения обеспечивается при заданном числе циклов нагружения (свыше 8 • 105 циклов).
Схема соединения наплавленного слоя циркония с графитом показана на рис. 176, г. При наплавке вольфрамовым электродом в среде аргона с подачей присадочной проволоки диаметром 3 мм производительность процесса составляет 5,5—6 кг/ч (/ = 400 4- 450 A; U — 27 4- 33 В) при ширине наплавленного
393
слоя 15—20 мм и толщине 4—5,5 мм. Соединение .характеризуется тем, что на поверхности графита 1 образуется промежуточный слой 3 плотной пленки карбида циркония толщиной 0,02—0,04 мм, на которой и располагается однородный слой циркония 2, имеющего структуру литого металла.
Наплавка циркония при подаче защитного газа через сопло горелки вызывает загрязнение циркония азотом и кислородом (1,18% О2; 1,35% N2) с образованием пластинчатой структуры сс-фазы, обладающей высокой твердостью и затрудняющей обработку наплавленного слоя. При наплавке в камере с контролируемой средой металл получается значительно чище (0,126% О2; 0,01 % N2), с образованием структуры a-фазы и большим количеством мелких игольчатых включений, но без крупных пластинчатых включений а'-фазы. Наплавленный по этому варианту металл не затрудняет механическую обработку.
ГЛАВА
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ С ОСОБЫМИ СВОЙСТВАМИ
§ 1. ФОРМИРОВАНИЕ СВОЙСТВ НАПЛАВЛЕННОГО МЕТАЛЛА
Процессы наплавки занимают важное место в сварочной технике при ремонте и восстановлении первоначальных (необходимых) размеров и свойств изделий (деталей), изготовлении новых изделий в целях обеспечения надлежащих свойств конкретных поверхностей и т. и.
В первом случае (при восстановлении, ремонте) наплавку выполняют примерно тем же металлом, из которого изготовлено изделие, однако такое решение не всегда целесообразно. Иногда при изготовлении новых деталей (и даже при ремонте) целесообразней на поверхности получить металл, отличающийся от металла детали.
Действительно, в ряде случаев условия эксплуатации поверхностных слоев значительно отличаются от условий эксплуатации всего остального материала изделия. Так, например, если деталь (изделие) должна определять общую прочность, которая зависит от свойств металла и его сечения, то поверхностные слои часто дополнительно должны работать на абразивный или абразивноударный износ (направляющие станин, зубья ковшей землеройных орудий, желоба валков канатно-подъемных устройств и др.). Условия работы могут усложняться повышенной температурой, эрозионно-коррозионным воздействием окружающей среды — морской воды, различных реагентов в химических производствах и др. В качестве примера можно указать клапаны двигателей, уплотнительные поверхности задвижек, поверхности валков горячей прокатки и т. п.
Иногда такие детали и изделия целиком изготовляют из металла, который обеспечивает и требования к эксплуатационной надежности работы его поверхностей. Однако это не всегда наилучшее и, как правило, не экономичное решение. Часто оказывается целесообразней все изделие изготовлять из более дешевого и достаточно работоспособного металла для конкретных условий эксплуатации и только па поверхностях, работающих в особых условиях, иметь необходимый по толщине слой другого материала. Иногда
395
это достигается применением биметаллов (низкоуглеродистая сталь + коррозионно-стойкая сталь, сталь -|- титан и др.), а также поверхностным упрочнением (поверхностной закалкой, электроискровой обработкой и др.), нанесением тонких поверхностных слоев (металлизацией, напылением и пр.) или наплавкой слоев значительной толщины на поверхность.
В последнем случае для изготовления деталей обычно применяют относительно простые стали (например,низкоуглеродистые), а на рабочие поверхности наплавляют, например, бронзу, заменяя тем самым целиком бронзовую деталь, кислотостойкую сталь (для работы в условиях воздействия соответствующей химически агрессивной среды) или материал, хорошо работающий на истирание (при наличии трения с износом) и т. и.
Такие слои можно наносить на наружные поверхности деталей (например, валы, валки прокатного оборудования, рельсовые крестовины и др.) или внутренние поверхности — обычно цилиндрических изделий (корпуса химических и энергетических реакторов, оборудование химических производств и др.).
Наплавку осуществляют нанесением расплавленного металла на поверхность изделия, нагретую до оплавления или до температуры надежного смачивания жидким наплавленным металлом. Наплавленный слой образует одно целое с основным металлом (металлическая .связь). При этом как правило (кроме некоторых случаев ремонтной наплавки, применяемой для восстановления исходных размеров деталей), химический состав наплавленного слоя может значительно отличаться от состава основного металла.
Толщина наплавленного металла, образованного одним или несколькими слоями, может быть различной: 0,5—10 мм и более.
Необходимые свойства металла наплавленного слоя зависят от его химического состава, который, в свою очередь, определяется составом основного и дополнительного металлов и долями их участия в образовании шва. Влияние разбавления слоев основным металлом тем меньше, чем меньше доля основного металла в формировании слоя (у0). В связи с этим для случаев (а их большинство), когда желательно иметь в наплавленном слое состав, максимально приближающийся к составу наплавляемого металла, необходимо стремиться к минимальному проплавлению основного металла, т. е. к уменьшению у0.
При многослойной наплавке состав каждого слоя различен, так как различна доля участия основного металла (на который наплавляют) в об}, азованпи наплавленного слоя. Если при наплавке 1-го слоя основной металл непосредственно участвует в формировании шва, то при наплавке 2-го и последующих слоев он участвует косвенно, определяя состав предыдущих слоев. При наплавке большого числа слоев при некоторых условиях наплавки состав металла поверхностного слоя может быть идентичен дополнительному наплавляемому металлу.
396
Доля участия основного металла в формировании наплавленного металла зависит как от принятого способа, так и от режима наплавки.
Различные дуговые методы наплавки отличаются друг от друга тепловой подготовкой основного и наплавляемого металлов. Так, например, при плазменной наплавке с токоведущей присадочной проволокой тепловложение преимущественно осуществляют в присадочную проволоку, основной металл подогревается достигающими его поверхности остывающими потоками плазмы дуги и теплотой перегретого жидкого наплавляемого металла. Проплавление основного металла в этом случае может быть заметно уменьшено.
Наоборот, при дуге прямого действия, когда на основном металле располагается катодное или анодное пятно дуги, ограничить расплавление основного металла значительно труднее, особенно при значительном сосредоточении дугового разряда (уменьшении диаметра плавящегося электрода, увеличении плотности тока в электроде). Рассредоточение тепловложения в основной металл, например при ленточном электроде, когда дуга перемещается по торцу ленты от одного конца к другому и иногда возникает одновременно в нескольких местах, может заметно снизить долю расплавляемого основного металла.
При ручной дуговой наплавке покрытыми электродами, а особенно при механизированной наплавке плавящейся электродной проволокой в среде защитных газов или под флюсом, доля основного металла в наплавленном слое у0, как правило, не может быть, без опасности получения непровара, снижена менее чем на 0,2.
Сопоставление долей участия основного металла в 1-м слое применительно к наплавке хромоникелевой аустенитной стали на низкоуглеродистую различными способами наплавки на обычных режимах приведено в виде диаграммы на рис. 177.
Естественно, что у0 зависит также от свойств основного и наплавляемого металлов, в частности от их температуры плавления. Например, дуговая наплавка покрытыми электродами, обеспечивающими наплавленный металл типа алюминиевой бронзы (7'пл «ь 1000° С), на пизкоуглеродистую сталь дает меньшую долюуо, чем показано на рис. 177 для того же способа наплавки, но высоколегированной стали (7’пл = 1420° С). Определенную роль в этом снижении уо играет и увеличение коэффициента наплавки а„ (г/А • ч), который йри бронзовых электродах составляет ''-'18 г/А • ч, а при электродах из высоколегированной стали ~ 13 г/А • ч.
Аналогично может влиять и применение при наплавке, выполняемой под флюсом или в защитных газах, электродной ленты, спрессованной из порошков, по сравнению с прокатной. Большее электрическое сопротивление спрессованной ленты и ее меньшая теплопроводность приводят к более быстрому ее расплавлению (большему а„ при том же, как при прокатанной ленте, режиме
397
риЮ. 178. Влияние толщины металла и режима наплавки на до;лю основного металла в оди-пояиом валике (у0) при наплавке ме^но-никелевыми электродами на бр(°нзу:
1 —~ф 4 мм, /св = 140 А; 2 — ф 5 мм, Гсв, = 190 А; 3 — ф 6 мм, JCB — 210 А
Рис. 177. Доля участия основного металла в первом слое наплавки (хромоникелевая аустенитная сталь), выполненной различными способами на обычных режимах:
1 — автоматическая под флюсом; 2 — ручная дуговая покрытыми электродами;
3 — автоматическая под флюсом с дополнительной присадочной проволокой; 4 — автоматическая под флюсом ленточным электродом; 5 — плазменной струей с токоведущей проволокой
наплавки) и возможному уменьшении? доли основного металла в наплавленном слое.
Естественно, что на долю основного металла в наплавленном слое влияет и интенсивность теплоотвода в наплавляемом изделии, который зависит от теплофизических свойств металла этого изделия, его геометрических размеров (в частности, толщины металла вблизи наплавляемой поверхности), а также наличия искусственного регулирования термического режима наплавляемой детали (сопутствующего наплавке подогрева или интенсификации охлаждения различными приемами)- На рис. 178 показано влияние на величину уо толщины наплавляемой детали (алюминиевой бронзы) при наплавке монель-металла покрытыми электродами разного диаметра. При увеличении толщины детали усиливается теплоотвод и уменьшается проплавление основного металла.
Обеспечение в наплавленном металле (особенно при однослойной наплавке) требуемого состава С некоторых случаях может потребовать использования дополнительных (присадочных электродных) металлов таких составов, при которых ухудшается их деформируемость. Поэтому оказывается невозможным из таких сплавов изготовить электродную проволоку, прокатать ленту. В этом случае наплавочные материалы могут быть получены в порошкообразном либо зернообразном виде.
Использование порошков и зерен затрудняет наплавку, в частности в связи с возможным раздуванием порошков и отсутствием стабильности легирования по дзпЩС наплавки из-за сепарации частиц получить необходимый состав металла даже в 1-м слое (правда, в основном для небольшой пДощади наплавки на дета-
398
Рис. 179. Схемы основных способов дуговой п электрошлаковой наплавки:
а — угольным (графитовым) электродом (1) расплавлением слоя сыпучего зернистого наплавочного сплава (2)\ б — ручной дуговой покрытым электродом (I) с легирующим покрытием (г); в — йен давящимся вольфрамовым электродом (I) в защитных инертных газах с подаваемым в дугу присадочным прутком (2); г — плавящимся электродом проволокой (1) в защитных (инертных, активных) газах; д — механизированная (автоматическая, полуавтоматическая) дуговая плавящейся электродной (обычно легированной) проволокой (I) под флюсом (5); е — плавящейся лентой (I) катаной, литой или прессованной из порошков в защитных газах или под флюсом; ж — расплавлением плазменной струей плазмотрона (1), предварительно наложенного литого или спеченного из порошков кольца {2) наплавочного материала; 3 — электрошлаковая наплавка плавящимися электродами (1) с перемещаемым составным медным ползуном (2); во всех случаях; 3 — наплавляемая деталь; 4 — наплавленный слой
лях малых размеров) можно наложением на наплавляемую поверхность предварительно спрессованных из порошков (иногда спеченных или скрепленных какой-нибудь связующей добавкой) наплавочных заготовок (колец и пр.) с последующим их расплавлением и подплавлением располагающегося под заготовкой основного металла.
Для этого наиболее часто в качестве источника нагрева используют дугу с пеплавящимся, обычно вольфрамовым, электродом, плазму или токи высокой частоты (т. в. ч.). При соответствующем подборе режима основной металл, получающий подогрев за счет теплопередачи через наплавочный металл, может расплавляться ограниченно, не приводя к большим значениям у0 в наплавленном слое.
Значительно менее стабильные результаты получаются при наплавке зернистых твердых сплавов угольной дугой.
Схемы наиболее распространенных способов наплавки приведены на рис. 179.
В зависимости от условий эксплуатации поверхностных слоев различных изделий требования к наплавленному слою (его химическому составу, свойствам и пр.) различны. Наибольшее распространение получили наплавочные слои, которые можно клас
399
сифицировать в основном по пяти группам: 1 — стали (углеродистые и высокоуглеродистые, хромомарганцевистые, хромистые и высокохромистые, хромоникелевые, высоковольфрамовые и молибденовые); II — специальные сплавы на основе железа (высокохромистые чугуны, сплавы с хромом и бором, сплавы с кобальтом, молибденом и вольфрамом); III — сплавы на основе никеля и кобальта (хромоникелевые сплавы с бором и кремнием, никелевые сплавы с молибденом, кобальтовые сплавы с хромом и вольфрамом); IV — карбидные сплавы (с карбидами вольфрама, ванадия, хрома); V — сплавы на медной основе (бронзы алюминиевые, оловянно-фосфористые).
Внутри каждой из этих групп имеется большое количество различных вариантов составов, которые обеспечивают те или иные характеристики, требуемые для конкретных условий эксплуатации изделия. Как правило, задача наплавки — получение достаточно однородного по требуемым характеристикам (техническим условиям) слоя наиболее экономичными и производительными методами.
Обычно наплавляют на конструкционные углеродистые пли низко- и среднелегированные стали.
При наплавке мартенситных сталей, аустенитных сталей на низкоуглеродистые или низколегированные возможно образование хрупких прослоек промежуточных составов, зон с выпадением твердых и малопластичпых иитерметаллидов, зон с ослабленными границами зерен в связи с прониканием жидкого наплавляемого металла, малорастворимого в основном металле (при наплавке медных сплавов на ряд сталей).
При наличии таких прослоек возможны хрупкие разрушения (образование трещин, отслаивание слоя от основного металла) еще при изготовлении изделия. В результате часто приходится отказываться от выполнения наплавки одним составом наплавляемого материала (обеспечивающего требуемые свойства поверхности), и применять усложненную технологию — предварительно паплавлять подслой, т. е. промежуточный слой из другого наплавочного материала, который может обеспечить падежные свойства в зоне сплавления с основным материалом детали, а затем тот матерпал, который требуется на поверхности наплавленной детали по условиям ее надежной эксплуатации.
При наплавке медных сплавов на ряд сталей могут образоваться межзерепные трещины в основном металле, распространяющиеся обычно перпендикулярно границе сплавления. Применение подслоя из хромоникелевой ферритно-аустенитной стали (с содержанием в структуре не мепее 40% ферритной фазы) полностью исключает возникновение подобных трещин при последующей наплавке па такой подслой сплавов па медной основе.
Иногда необходимость подслоя может вызываться и другими причинами. Например, при эксплуатации наплавленной детали в условиях частых теплосмев в результате различных значений коэффициентов линейного расширения основного металла и металла
400
первого слоя в зоне сплавления возникают иногда очень большие термические напряжения, вызывающие после воздействия определенного числа циклов разрушения в результате термической усталости.
В целях уменьшения локализации напряжений целесообразно предварительно на основной металл наплавлять подслой с промежуточным значением коэффициента линейного расширения. Такой подслой ограничивает развитие диффузионных прослоек (обезуглероживание в углеродистой стали и появление карбидной прослойки в более легированной аустенитной стали возле линии оплавления), которые после длительной работы наплавленной детали при высоких температурах (пли после термообработки изделия) в некоторых случаях могут снижать эксплуатационные характеристики изделия.
Таким образом, в различных случаях при наплавке необходимо комплексно решать ряд сложных вопросов: выбор материала, обеспечивающего соответствующие условиям эксплуатации свойства; возможность наплавки этого материала непосредственно на основной металл детали или подбор материала для наплавки подслоя; выбор способа и режима наплавки, формы и методов изготовления наплавочных материалов; выбор термического режима для выполнения наплавки (сопутствующего подогрева для исключения получения хрупких подкаленных зон в металле детали или в хрупком наплавленном слое; интенсификации охлаждения наплавляемой детали, когда для металла нежелательно длительное пребывание при высоких температурах); установление необходимости последующей термической (общей или местной) обработки (для получения необходимых эксплуатационных характеристик или возможности промежуточной механической обработки).
При возможности получения желаемых результатов путем использования нескольких способов наплавки (если необходимо — и последующей механической обработки) важны и технико-экономические показатели сопоставляемых способов.
§ 2. МЕТОДЫ ЛЕГИРОВАНИЯ
Получение наплавленного слоя с особыми свойствами, как правило, связано с получением сплавов со значительным количеством легирующих элементов. При дуговой наплавке плавящимся или неплавящимся электродом, в среде защитных инертных газов, плазменной наплавке химический состав наплавленного металла по всем основным легирующим элементам примерно соответствует химическому составу электродного материала. Дополнительного устойчивого легирования наплавленного металла в результате металлургических взаимодействий наплавляемого металла с газовой фазой (например, азотом или кислородом, которые можно добавлять к инертному газу, — как правило., аргону) обычно достичь не удается.
14 А. И. Акулов и др.
401
Прп наплавке плавящимся электродом в углекислом газе приходится считаться с потерями легирующих элементов за счет их окисления, хотя и несколько меньшего, чем при дуговой сварке без защиты от воздуха.
При сварке в среде защитных газов легирование наплавленного металла достигается в основном выбором соответствующего присадочного металла (электродная проволока сплошного сечения, порошковая и др.) или применением дополнительных наплавочных материалов (паст, перед сваркой наносимых на кромки, или присадочных прутков, порошков, засыпаемых на поверхность перед сваркой или вдуваемых в сварочную ванну, дополнитель-
Таблица 116. Характеристики некоторых марок наплавочных электродов
Марка электрода Марка электродной проволоки Состав шихты покры
Мрамор Плавиковый шпат Графит серебристый Алюминий Ферромарганец Ферросилиций Феррохром
огм-н Св-ОбНЗА 28 20 2,0 — — — 50,0
03H-350 Св-08 пли Св-08А 53,6 20 — 3,0 22,5 — —
ЦИ-1М То же 23,0 16,0 1,6 1,0 1,5 1,4 10,2
Т-590 10,0 — — 65,0
ЦН-2 Сплав ВЗК 54,0 32,0 2,0 12,0 —
ЦН-3 Св-04Х19Н9 или Св-06Х18П9Т 15,0 9,0 5,0 — 2,0 — 69,0
402
ных проволок, прутков, укладываемых на поверхность или подаваемых в сварочную ванну, и др.).
Наплавка электродами, имеющими специальные покрытия, позволяет получить довольно значительное легирование через составляющие электродного покрытия (обычно вводимые в покрытия в виде порошков металлов, сплавов или углеродистых составляющих) или посредством выбора состава металлического стержня электрода.
Переход легирующих элементов из стержня и покрытия электрода зависит от свойств элемента (его сродства к кислороду, температуры испарения и др.), от композиции электрод-
тин, % Количе-ство жидкого стекла в % к шихте Твердость термообработки Области применения
Ферровольфрам Феррованадий Ферробор Сода каль-цини-рован-нал Поташ
— — — 1.0 — 30,0 1-й слой НВ 220—250 3-й слой НВ 250—290 Изношенные детали из сталей марок 110Г13 и 1ЮГ13Л
— — — — 1,0 32,0 3-й слой (промежуточное охлажденное) НВ 320—380 Осп, палы, автотракторные детали
40,4 5,3 — — — 20,0 HRC 57—62 Режущий инструмент, штампы для горячей штамповки вытяжки, осадки, прошивки
— — 25,0 — 20,0 HRC 58—62 Детали, поверхности которых подвергаются абразивному ~ износу: зубья ковшей, лопатки дымососов, колеса насосов
— — — — 30,0 HRC 45—52 Уплотнительные поверхности арматуры котлов, нефтяной аппаратуры, работающей до 600°C, седла, шпиндели и др.
— — — — — 20,0 HRC 40—50 Арматура котлов, работающих до 540 °C, седла, шпиндели и др.
14*
403
пого покрытия и металла стержня электрода, а также от коэффициента массы покрытия (табл. 116). Варьируя составами электродного стержня, количеством и составом покрытия, можно получить множество составов наплавленного металла, легированных различными элементами и, следовательно, обладающими различными свойствами в исходном состоянии после наплавки или после последующей термообработки.
При наплавке покрытыми электродами состав наплавленного металла весьма незначительно зависит от режима наплавки (главным образом усиливается выгорание углерода при значительном увеличении силы сварочного тока и напряжения дуги).
При ручной наплавке покрытыми электродами стабильность качества очень зависит от квалификации сварщика, низка производительность наплавки (0,5—2,0 кг/ч).
Значительно более высокая производительность наплавки достигается при механизированных способах, в частности при дуговой автоматической наплавке под флюсом. Для наплавки применяют плавленые и керамические флюсы. Легирование наплавленного металла определяется составом электродной проволоки и металлургическими взаимодействиями между расплавленным металлом и флюсом-шлаком или дополнительно вводимыми в сварочную ванну компонентами в виде насыпаемой на поверхность изделия крупки, содержащей легирующие элементы, или в виде пасты с легирующими составляющими, наносимой на поверхность.
Наиболее распространены методы легирования при наплавке под флюсом путем использования следующих материалов.
1. Углеродистой или легированной электродной проволоки сплошного сечения, металлической холоднокатаной, литой или спрессованной из порошков ленты и нелегирующпх или слаболегирующих, относительно слабоокислительных плавленых и реже керамических флюсов (хотя иногда для наплавки углеродистых и низколегированных сталей используют высококремнистые, высокомарганцовистые флюсы, приводящие к окислению ряда легирующих элементов при наплавке).
2. Порошковой проволоки (порошковых лент) при тех же флюсах, позволяющей вводить до 40% легирующих металлических составляющих к общей массе проволоки. В ленты сложной формы (рис. 180) может быть введено до 70% легирующих металлических составляющих. Флюсы такие же, как в варианте 1.
3. Легирующих флюсов, в основном керамических, содержащих легирующие металлические добавки, и флюсов-смесей. Из керами-
Рис. 180. Конструкции порошковых электродных лент
404
Рис. 181. Влияние силы сварочного тока на глубину проплавления и долю основного металла у0 прп наплавке низкоугле-родпстой проволокой: €7Л = 30 В; и = 17 м/ч; сплошные линии — (Ьлюс КС-Х12Т; штриховые — ОСЦ-45П
ческих флюсов максимально удается ввести в наплавленный металл до 30—35 % легирующих элементов. Металлические наплавочные материалы — низкоуглеродистые и низколегированные или такие же, как в варианте 1, реже — в варианте 2.
4. Предварительной засыпки и дозированного нанесения или
введения порошка, укладки на наплавляемую поверхность легированных прутков и др.; флюс обычно не легирующий,как в варианте 1.
5. Дополнительной проволоки, вводимой в дугу и подключенной в сварочную цепь параллельно основному металлу. Масса такой расплавляемой дополнительной проволоки может доходить до 0,8 массы расплавляемой основной проволоки. Этот метод одновременно уменьшает и количество расплавляемого при наплавке основного металла (уменьшает у0).
Влияние режима при наплавке под флюсом на химический состав наплавленных слоев значительно большее, чем при наплавке покрытыми электродами. Это определяется значительно большим проплавлением основного металла и большим влиянием режима на относительную массу переплавляемого флюса (т. е. количества переплавляемого флюса на 1 кг расплавляемой электродной проволоки).
Влияние режима сварки и насыпной массы флюса па глубину проплавления /?пр и долю основного металла у0 при наплавке на низкоуглеродистую сталь проволокой типа Св-08А показано на рис. 181, а на относительную массу шлака ф при применении ке-
Рис. 182. Влияние силы сварочного тока и напряжения дуги на относительную массу шлака при наплавке под легирующими керамическими флюсами КС-Р9Р и КС-Х12Т низкоуглеродистой электродной проволокой
405
Рис. 183. Области режимов наплавки, в пределах которых состав наплав лепного металл а в допустимой мере отклоняется от среднего:
I — наплавка проволокой ЭН 701 под флюсом АН-20; II — наплавка порошковой проволокой ПП-ЗХ2В8 под флюсом АН-20; III — наплавка низкоуглеродистой проволокой под легирующим флюсом на основе АН-20; IV— наплавка низкоуглеродистой проволокой под флюсом АН-20 по насыпанному слою порошка ферросплава
рамических флюсов — на рис. 182. При керамических флюсах, в большинстве случаев легирующих, влия
ние режима на относительную массу переплавляемого флюса, и следовательно, на химический состав
наплавленного металла оказывается особенно сильным. Однако и при использовании плавленых флюсов необходимо считаться с влиянием режима (рис. 183).
Наиболее распространенные проволоки сплошного сечения, применяемые для механизированной наплавки, регламентированы ГОСТ 10543—75. В определенных случаях можно использовать другие проволоки, в частности сварочные по ГОСТ 2246—70.
Применение в качестве плавящегося электрода ленты весьма целесообразно. При этом уменьшается уо (меньшее число слоев позволяет получить желаемый состав), ослабляется влияние
режима на относительную массу переплавляемого шлака, достигается более ровная наплавленная поверхность.
В качестве наплавочных применяют обычно ленты холоднокатаные толщиной 0,4—1 мм и шириной 20—100 мм, а также ленты, получаемые прокаткой залитого в охлаждаемые валки жидкого металла (например, чугуна) и спрессованные холодной прокаткой из порошков и дополнительно спеченные — металлокерамические (табл. 117).
Весьма разнообразные составы наплавленного металла могут быть получены посредством порошковых проволок, изготовляв мых из низкоуглеродистой ленты и сердечника, состоящего из смеси металлических порошков или смеси металлических порошков и газошлакообразующих.
Примеры химического состава наплавленного металла при наплавке порошковыми проволоками под флюсом и открытой дугой, а также при применении порошковых лент (см. рис. 180) приведены в табл. 118. При наплавке чаще всего используют плавленые флюсы марок АН-20 (в сочетании с низколегированными и высоколегированными проволоками), АН-60 (при больших скоростях наплавки прп низкоуглеродистой и низколегированной проволоках). Флюсы 48-ОФ-6, АН-26 применяют в сочетании с высоколегированными проволоками. При наплавке чугунной лентой используют флюсы АН-28 и АН-27, которые позволяют дополнительно легировать металл хромом до 1 %.
и ф и
й л к EI © &
ё а
и S
Прочие элементы -Ti = (C—0,03) 5, но <0,8% SuP < 0,10 SuP < 0,04 СО Ю о© СР СО || О О II II >>
О 1 1 1 1 1 0,7—0.9 0,4—0,6
£ 1 1 1 I 1 LQC4 77 СОСО' 3,5—4,5 3,0—4,2
Й < 0.30 <0.60 8—11 1 II II
о < 0,30 12—14 17—20 7 4,5—5,5 3,8—4,5 4,2—5,0 2,5—3,1
я S 0,9—1.2 <0.6 <2,0 0,6-1.5 <0.9 1.2—1,6 О',6—1.0 0,7—1,0 0,7—1,1
и 0.17—0,37 <0.6 <0,8 1.2—1,8 0,4—0,8 СО Ю О О V/V 0,7—0,9 1,0—1,2
и 0,6—0,7 <0,15 <0,12 LOCO со о 1 1 СО CD СЧ О 0.6—0,8 0,4—0,6 0,9—1,3 0,6—0,8
Марка ленты 65Г 1X13 1Х18Н9Т ЛЛ-УЗОГС ЛЛ-4Х13 ЛМ-5Х4ВЗФ Наплавленный металл (флюс АН-20) ЛМ-70ХЗМ Наплавленный металл (флюс АН-20)
Состояние поставки Холоднокатаные Литые Металлокерамические
407
406
Керамические флюсы обычно используют при наплавке низкоуглеродистой и низколегированной проволокой. Так, керамический флюс АПК-18 (~ 6,5% СаСО3; ~ 27% CaF2; ~ 28% MgO; -18% АКО3; —2,5 NaaO + К2О; -6% Сг; -2,5% Мп; -0,16% С; -2% А1; -0,25 Ti; -0,25% Si и 3,5% Fe) при использовании нелегированной проволоки марки Св-08А по ГОСТ 2246—70 при оптимальных режимах обеспечивает получение наплавленного металла состава 0,15—0,25% С; 0,2—0,4% Si; 1-1,8% Мп; 3-5% Сг; S <0,04%; Р <0,03%; HRC 35-45.
При . электрошлаковой наплавке легирование осуществляется за счет электродного материала, в качестве флюса обычно используют флюсы АНФ-1 и электропроводный в твердом состоянии АН-25 (в основном для начала электрошлакового процесса).
При использовании дуги с неплавящимся электродом (угольным без защиты от воздуха или вольфрамовым с защитой инертными газами) легирование обеспечивается в основном только наплавляемым материалом и его перемешиванием с основным металлом. При ручном процессе можно применять стержни из проволок сплошного сечения (согласно ГОСТ 10543—75 пли 2246—70 или другого состава), литые прутки из недеформируемых сплавов (высокохромистые чугуны — сормайт № 1, сормайт № 2, а также кобальтовые стеллиты типа ВЗК и др ), порошковые присадки (трубка с сердечником из твердых термически стойких карбидов — ликар), а также порошкообразные (размером 100— 750 мкм) и зернистые наплавочные материалы (сталинит — смесь феррохрома, ферромарганца, чугунной стружки и нефтяного кокса).
Некоторые характеристики литых прутков для аргонодуговой наплавки неплавящимся электродом приведены в табл. 119.
Таблица 119. Литые присадочные прутки для наплавки
Присадочные прутки Размеры, мм Состав, %
«в Б ф Чя С Si Мп Сг Ni W Со Fe
Сормайт . . . 6—7 400—450 2,5—3,3 2,8—3,5 <1,5 25-31 3—5 — — Остальное
Сплав ВНХ-1 6-8 > 100 0,5-1,2 1,5-2,5 <0,5 35-40 50—60 — <5
Сплав ВЗК . - 6-8 >100 0,9—1,3 1,7—2,7 — 28-32 <2,0 4—5 58—63 <3
Б ряде случаев механизированной наплавкой аргонодуговым методом вольфрамовым электродом можно расплавлять уложенные па место наплавки заготовки наплавочного материала, выполненного в виде литья или из прессованных порошков. При достаточно хорошо подобранном режиме такая наплавочная заготовка (брикет, кольцо и пр.), расплавляясь, нагревает лежащую под
408
жидким металлом поверхность до оплавления, в результате чего расплав соединяется с основным металлом.
По такой схеме можно получать наплавленные слои любой композиции, хотя при этом необходимо учитывать и возможность образования трещин в слое или по зоне сплавления. В качестве присадки при аргоиодуговой наплавке можно использовать спеченные из порошков прутки. Аналогично получается соединение и при плазменной наплавке при горении дуги на проволоке из наплавляемого сплава (например, медной пли бронзовой). В этом случае перегретый металл расплавленной проволоки осуществляет необходимую тепловую подготовку к оплавлению поверхности не включенной в цепь дуги наплавляемой детали.
Имеются плазмотроны, в которых через дугу, горящую между электродом и соплом плазмотрона, вдувается мелкий порошок (обычно с размером частиц до 100 мкм) наплавляемого материала; он расплавляется, перегревается до необходимой температуры и, поступая на наплавляемую поверхность в виде капель, приводит к оплавлению основного металла и установлению металлической связи (свариванию) наплавляемого металла с основным.
Возможности регулирования химического состава наплавляемого металла при таких способах очень широки.
§ 3. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ НАПЛАВКИ
Выбор рационального способа и технологических приемов наплавки определяется необходимостью получения детали с требуемыми размерами и наплавленного слоя с требуемыми свойствами. При этом должна быть обеспечена максимальная производительность и экономичность процесса.
Технологические приемы и режимы дуговой наплавки зависят от формы и размеров изделий и весьма важны для получения надлежащего качества и состава наплавленного слоя. При этом приходится учитывать разбавление наплавленного металла основным. Такое разбавление необходимо ограничивать. Это может быть достигнуто выбором перекрытия валиков при наплавке каждого (особенно первого) слоя. Так, при наложении 1-го слоя согласно рис. 184, а без перекрытия (т/6->1) доля основного металла у0 составляет 0,65, а при перекрытии по ширине т/b —
Рис. 184. Влияние шага наплавки на долю основного металла в составе наплавленного слоя:
а — шаг m близок к ширине валика 6; Vo = 0,65; б — шаг т = 0,46 Ь, у0 — 0,45
409
Рис. 185. Напряжение дуги и зависимости от силы сварочного тока при наплавке под флюсом. Заштрихован оптимальный диапазон
уменьшена величина т/b при или несколькими плавящимися
= 0,46 эта доля уменьшается до ~ 0,45. В связи с этим такой метод перекрытия весьма распространен при наплавке.
При ручной наплавке т/b ?чз0,35, при автоматической под флюсом проволоками кругового сплошного сечения т/b = 0,4 4-0,5. Увеличение т/b может привести к неблагоприятной форме усиления валика и непровару места перехода от предыдущего валика к последующему. Заметно может быть наплавке ленточным электродом электродами, обеспечивающими
в один проход достаточно широкий слой.
В связи с тем, что в большом числе случаев наплавленный слой необходимо подвергать механической обработке, наплавка лишнего металла нецелесообразна. Следует стремиться к тому, чтобы припуск па обработку не превышал 1,5—2 мм и после наплавки поверхность была бы достаточно ровной, без значитель-
ных наплывов и провалов между валиками.
Для обеспечения такой поверхности необходимо наплавку выполнять на оптимальных режимах с применением соответствующих технологических приемов. Если при ручной наплавке это достигается манипуляциями электродом или горелкой, то при сварке под флюсом рекомендуются определенные соотношения между 7СВ и ид (рис. 185). При этом увеличение напряжения позволяет получать более широкие валики с плавными перехо-
прн наплавке под флюсом тел
висимости от диаметра наплавляемого изделия:
Рис. 186. Оптимальные диапазоны силы сварочного тока 1(a) и скорости перемещения дуги гя (б) вращения по винтовой линии в за-
1 — одним электродом ф 3—3,5 мм; 2 — ю же, ф 4—5 мм; 3 — трема электродами ф 3—3,5 мм
410
дамп у границы сплавления, хотя превышение напряжения выше оптимального создает трудности в обеспечении необходимого
провара.
Режимы наплавки определяются также размерами и формой наплавляемой детали. Так, при наплавке цилиндрических (и конических) деталей небольшого диаметра но винтовой линии (наиболее распространенная технология) приходится учитывать и возможность стекания ванны, усиливающееся с увеличением ее длины, что ограничивает выбор режимов по силе тока и напря
жению.
Рекомендации выбора этих параметров режима для автоматической наплавки под флюсом приведены на рис. 186. При диаметрах наплавляемой поверхности более 500—600 мм эти ограничения становятся несущественными. При диаметрах детали менее 50 мм даже при всех применяемых ограничениях режима (1Св
100 A; dB — 1,2 мм; ид 24 В; смещение электрода с зенита навстречу вращению) получить удовлетворительное формирование валиков практически не удается. При вибродуговой наплавке возможна наплавка деталей с диаметром и менее 50 мм.
Определенные технические трудности возникают при наплавке вблизи торца детали и в местах перехода от меньшего диаметра к большему. Для удержания расплавленных шлака и металла у торца иногда приходится прикреплять (приваривать) к нему диск-фланец большого диаметра, а в местах перехода к большому диаметру наплавлять валик, захватывающий проваром стенку
этого перехода.
При наплавке плоских поверхностей небольшой ширины (например, торцов ножей ножниц блюмингов) приходится ограничивать стекание шлака и металла в процессе наплавки дополнительными устройствами, хотя иногда этого удается избежать подбором режима (уменьшением /св и Un и увеличением гсв).
При наплавке больших плоских поверхностей, когда повышение производительности наплавочной операции становится весьма важным, наиболее целесообразно использование многоэлектродных автоматов или ленточных электродов. В частности, эти способы благоприятны для уменьшения деформаций наплавляемой детали, особенно при ее небольшой толщине.
При применении одноэлектродной наплавки целесообразно зигзагообразное перемещение электрода (рис. 187). При этом амплитуда поступательно-возвратных движений до 400 мм (в зависимости от режима) позволяет избежать операции удаления шлака перед подходом дуги. Необходимость удаления
Рис. 187. Наплавка плоской поверхности впгзагообраз-ным движением электрода
411
шлака в ряде случаев ограничивает производительность наплавки, наличие шлака к моменту подхода дуги может отрицательно сказаться на формировании поверхности наплавляемого слоя и его качестве.
Детали со сложным профилем наплавляемой поверхности, как правило, требуют применения ручной дуговой наплавки, иногда полуавтоматической и реже автоматической при наличии дополнительных устройств или специальных манипуляторов, позволяющих по ходу выполнения наплавки поворачивать и наклонять изделие в положение, допускающее падежное выполнение наплавки па высоких режимах. Полуавтоматическую наплавку выполняют под флюсом, по чаще в углекислом газе. При этом допускается отклонение наплавляемой плоскости от нижнего положения в значительно большей степени, чем при автоматической наплавке под флюсом.
Прп наплавке меди и некоторых марок бронз на сталь, а также хромоникелевых сталей на углеродистые и низколегированные с успехом применяется плазменная наплавка с токоведущей плавящейся наплавочной проволокой. При высокой производительности (3—4 кг/ч) этот процесс характеризуется возможностью минимального проплавления основного металла и получения необходимого состава наплавки уже в первом слое.
При этом способе наплавки также требуется выполнение определенных технических приемов и режимов наплавки. Так как в этом случае тепловая подготовка основного металла преимущественно осуществляется передачей теплоты от перегретого жидкого наплавляемого металла, следует избегать значительного непосредственного воздействия плазменных струй на наплавляемую поверхность. Подогрев газовой фазой (или в аналогичных случаях дугой, например при наплавке неплавящимся электродом) должен осуществляться через слой жидкого наплавляемого металла, т. е. он должен подтекать вперед с некоторым опережением действия источника теплоты.
При плазменной наплавке с токоведущей наплавочной проволокой это достигается выбором расстояния от плазмотрона и плавящейся проволоки до наплавляемой поверхности, наклоном плазмотрона, выбором режима с крупнокапельным переносом металла в ванну. При необходимости поперечных колебаний плазмотрона и проволоки по отношению к наплавляемой поверхности амплитуду колебаний подбирают в связи с режимом наплавки и теплоотводом наплавляемой детали.
При плазменной наплавке (а также аргонодуговой неплавящимся электродом) по наложенному на поверхность основного металла наплавочному кольцу (пластине и пр.) режим следует подбирать также с обеспечением прогрева основного металла за счет перегрева жидкого наплавляемого металла.
В связи с тем, что в таких процессах наплавки стремятся избежать непосредственного воздействия высокотемпературного
412
сварочного источника теплоты на наплавляемую поверхность, а соединение наплавляемого слоя с основным металлом осуществляется при минимальном иодплавлении наплавляемой поверхности, к чистоте этой поверхности при подготовке к наплавке предъявляются весьма высокие требования.
В целом наплавка требует тщательной отработки техники и режимов, различных для конкретных решаемых задач.
§ 4. СУЩНОСТЬ И ТЕХНИКА ОСОБЫХ СПОСОБОВ НАПЛАВКИ
Кроме описанных выше основных способов наплавки, достаточно широко применяемых в промышленности, имеется ряд других, имеющих ограниченное применение. Это наплавка с разделенными процессами тепловой подготовки наплавляемого металла и наплавляемой детали, наплавка токами высокой частоты, вибро-дуговая, дуговая лежачим электродом и вакуумнодуговая испаряющимся электродом. Наплавку с разделенными процессами тепловой подготовки применяют в основном прп наплавке более легкоплавкого сплава (например, па основе меди) на сталь.
В настоящее время процесс реализуется в виде выливания расплавленного в тигле наплавляемого металла на предварительно наформованную (для соответствующего фиксирования месторасположения жидкого наплавляемого металла) деталь, предварительно отдельно подогретую в печи. Для обеспечения смачивания и сцепления наплавляемого металла с деталью наплавляемую поверхность при нагреве детали в печи защищают от окисления флюсом. Способ трудно поддастся механизации, трудоемкий, но обеспечивает хорошее качество наплавленного слоя.
Наплавка токами высокой частоты осуществляется расплавлением наложенной па наплавляемую поверхность смеси флюса и порошка наплавочного сплава (например, зернистого сормайта) посредством подводимого индуктора, обеспечивающего выделение достаточной тепловой мощности. Сормайт нагревается до температуры его плавления (~ 1150° С). Толщина получаемого слоя более 0,4 мм. Производительность наплавки довольно высока.
Вибродуговую наплавку выполняют вибрирующим электродом диаметром 1,5—2 мм, причем в результате его вибрации механическим путем или при помощи электромагнита с частотой
Рис. 188. Впбродуго-вая наплавка:
1 — наплавляемое изделие; 2 — сопло для подачи охлаждающей изделие жидкости; з — то же, для подачи жидкости в зону сварки; 4 — электродная проволока; 5 — электродоподающие ролики; 6 — электромагнитный вибратор; 7 — пружина
413
Рис. 189. Нал лавка лежачим пластинчатым электродом:
а — схема наплавки лежачим пластинчатым электродом; I — подвод тока; 2 — медная плита; 3 — электрод; 4 — легирующая обмазка; 5 — флюс; 6 — изделие;
б — пример применения наплавки лежачим электродом для восстановления изношенной проушины трака; 1 — стержень; 2 — покрытие
до 30—100 1/с и амплитудой 0,5—1 мм дуга закорачивается па наплавляемое изделие и снова возбуждается. При каждом коротком замыкании часть наплавляемого электрода остается на поверхности. Толщина слоя получается небольшой. Так как в зону наплавки все время подаются охлаждающая жидкость (обычно раствор щелочи) или потоки воздуха, изделие прогревается и деформируется очень мало. Ускоренное охлаждение способствует повышению твердости наплавленного металла. Наиболее часто этот способ применяют при наплавке цилиндрических изделий небольшого диаметра (рис. 188). Выполняют вибродуговую наплавку и под флюсом.
Дуговую наплавку лежачим электродом или пластиной осуществляют посредством зажигания дуги между наплавляемым изделием и пластиной, наложенной па него над прослойкой гранулированного флюса тощиной 3—5 мм (рис. 189, а). Дуга по мере оплавления пластины перемещается, вызывая ее расплавление и наплавление соответствующего количества металла на изделие. При надлежащей подготовке процесс происходит достаточно устойчиво. По аналогичной схеме возможна наплавка во внутренних полостях деталей по образующей (рис. 189, б).
Разработаны способы наплавки в вакууме испаряющимся и полым накаливающимся электродом.
ГЛАВА
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ СВАРОЧНЫХ РАБОТ
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ И НОРМАТИВНЫЕ МАТЕРИАЛЫ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ПРИ СВАРКЕ ПЛАВЛЕНИЕМ
В ГОСТ 12.0.002—74 даны следующие определения: «Техника безопасности — это система организационных и технических мероприятий и средств, предотвращающих воздействие на работающих опасных производственных факторов» и «Охрана труда — это система законодательных актов и соответствующих им социально-экономических, технических и гигиенических и организационных мероприятий, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда».
В Советском Союзе вопросам техники безопасности и охраны труда уделяется огромное внимание в государственном масштабе; они регламентированы многими стандартами и обязательными постановлениями, которые согласуются с органами ВЦСПС как по отраслям, так и в целом по стране.
Рассмотренные методы сварки требуют соблюдения определенного комплекса правил техники безопасности и охраны труда, которые должны находить отражение в технологических картах и строго соблюдаться при выполнении сварочных работ. Для всех указанных методов сварки плавлением в той или ипой степени существует возможность опасных воздействий на сварщика в связи со следующими факторами:
1) поражение электрическим током при прикосновении человека к токоведущим частям электрической цепи;
2) поражение лучами электрической дуги глаз и открытой поверхности кожи;
3) ожоги от капель металла и шлака при сварке;
4) отравление вредными газами, выделяющимися при сварке и при загрязнении помещений пылью и испарениями различных веществ;
5) взрывы из-за неправильного обращения с баллонами сжатого газа либо из-за производства сварки в емкостях из-под горючих веществ, либо выполнения сварки вблизи легковоспламеняющихся и взрывоопасных веществ;
415
6) пожары от расплавленного металла и шлака в процессе сварки;
7) травмы различного рода механического характера при подготовке тяжелых изделий к сварке и в процессе сварки.
Как показывают статистические данные, 80% травм сварщиков связано с транспортными операциями тяжелых металлических изделий.
Предотвращение опасности поражения электрическим током. Прп сварке плавлением используют источники тока с напряжением холостого хода 77хх = 45 4- 80 В при постоянном токе, С7ХХ — 55 4- 75 В при переменном токе, С7ХХ = 180 4- 200 В при плазменной резке. Поэтому источники питания должны иметь автоматические устройства, отключающие их в течение не более 0,5 с при обрыве дуги.
Учитывая непостоянную величину электрического сопротивления человеческого тела (так, при сухой коже, например, сопротивление составляет 8000—20 000 Ом, а при влажных руках, повреждениях кожи сопротивление снижается до 400—1000 Ом), безопасным считают напряжение не выше 12 В (переносное освещение). Если сварщик работает в тесном помещении, может иметь большую площадь контакта с металлической поверхностью, с целью уменьшения опасности поражения электрическим током необходимо соблюдение следующих мероприятий:
1. Надежная изоляция всех проводов, связанных с питанием источника тока и сварочной дуги, устройство геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов (рис. 190, а). Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651—69). Электрододержа-тель должен иметь высокую механическую прочность и выдерживать не менее 8000 зажимов электродов.
4. Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6—12 В.
5. При работе на электронно-лучевых установках предотвращение опасности поражения лучами жесткого рентгеновского 416
Рис. 190. Методы уменьшения опасности травматизма:
а — схема заземления корпусов сварочного оборудования; б — схема вентиляции на рабочем месте сварщика
излучения в связи с использованием ускоряющего напряжения 20—22 кВ и выше.
Наряду с соблюдением указанных в п. 1—5 требований, с целью предотвращения поражения электрическим током, запрещается притрагиваться к клеммам и зажимным болтам цепи высокого напряжения; снимать крышки клеммников электродвигателей подающего и ходового механизмов автоматов и полуавтоматов; открывать дверцы аппаратного ящика и трансформаторов и регулировать их и т. п.
Предотвращение опасности поражения лучами электрической дуги. Сварочная дуга является источником световых лучей, яркость которых может вызвать ожог незащищенных глаз при облучении их в течение всего 10—15 с. Болес длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи, подобные ожогам при прямом действии ярких солнечных лучей, инфракрасное может вызвать помутнение хрусталика глаза.
Воздействие излучения дуги вредно не только для сварщиков, но и для подручных рабочих-сборщиков. Для предотвращения опасного поражения глаз обязательно применение защитных стекол — наиболее темных для сварщиков и более светлых для
417
вспомогательных рабочих, что должно обеспечить значительное (почти полное) поглощение вредных излучений, связанных с горением дуги (табл. 120). Особую опасность в смысле поражения глаз представляет световой луч квантовых генераторов (лазеров), так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, по при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Таблица 120. Характеристики защитных стекол (по ГОСТ 9497—60)
Классификационный номер Обозначение светофильтра Проницаемость для лучей *, % Рекомендации по применению
видимых инфракрасных
9 3-1 0,03—0,08 1,о Прп сварке на силе тока 30—75 А
10 3-2 0,0035—0,015 0,3 При сварке на силе тока 75—200 А
11 3-3 0,0005—0,002 0,1 При сварке на силе тока 200—400 А
12 3-4 0,0005—0,002 0,1 При сварке па силе тока свыше 400 А
2—4 В-1 0,2—0,6 3—4 Для работ па открытых площадках при ярком освещении и для вспомогательных рабочих при сварке
3 В-2 0,2—0,6 3—4 Для вспомогательных рабочих при электросварке в цехах
* Для ультрафиолетовых лучей 0 %.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла — фибры, файеры и по форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361—69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения окружающих, работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака. Образующиеся при дуговой сварке брызги
418
расплавленного металла имеют температуру до 1800° С, при которой одежда из любой ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) из брезентовой или специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися прп сварке. Высокая температура дуги (6000— 8000° С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которой по дисперсности приближаются к дымам и легко попадают в дыхательную систему сварщиков. Эти аэрозоли представляют главную профессиональную опасность труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов (табл. 121 и 122).
Таблица 121. Состав электросварочной пыли
Марка электродов, тип покрытия МпО, SiO2 Fe3O3 CrOg NiO TiOz
УОНИ-13/45, «Б» 1,1—8,8 4,2 7,03—7,1 7,06 33—62,2 47,2 0,002—0,02 0,0013 — —
Аустенитные, «Б» 1,5—6,3 3,4 — 31,3—61,3 43,2 2,3—4,6 3,4 2,0 0,16
С меловым покрытием — 0,29—0,39 0,33 89,9—96,5 93,1 — — —
Примечание. В числителе указаны минимальные и максимальные значения, в знаменателе — средние.
Наряду с пылью при дуговой сварке также образуются и выделяются газообразные продукты — окислы азота, окись углерода; при сварке электродом с покрытием «Б» и под флюсами — фтористые соединения.
419
Таблица 122. Количество выделяющихся вредных веществ в зависимости от вида сварки и применяемых материалов
Спариваемые материалы Отделяемые вещества Количество вредных и роизводствеииых выделений
г/кг прсдельн'о допустимая концентрация ИДК, мг/м3
Сварка плавящимся электродом в аргоне или гелии
Алюминиевые сплавы Пыль ... Окись азота Окись магния Озон ... 20,0 2,5 3.0 ОД 2,0 5,0 0,1
Сплавы титана Пыль Озон 5.0 0,1 6,0 0,1
Сплавы на основе меда, проволока МНЖКТ 5-1-0,2-0,2 Пыль Медь (металл п окислы) Окислы никеля .... Окись цинка 18,0 11,0 0,7 0,02 1,0 0,5 5,0
Сварка неплавящимся электродом в аргоне или гелии
Алюминиевые сплавы Пыль Соединения вольфрама Окись магния Озон . 5,0 1,5 0,75 0,08 2,0 6,0 0,1
Сплавы титана Пыль Озон 3,5 0,08 6,0 0,1
Сварка в углекислом газе
Сталь углеродистая и низколегированная (проволока Св-08Г2С, ZCB = 120-j- 300 А) Пыль Окись марганца Окись хрома Окислы никеля Окись углерода . . . 8,0 0,5 0,02 0,03 5,0 4,0 0,3 0,1 0,5 30,0
Сталь углеродистая и низколегированная (проволока Св-08Г2С, /св = 3504-450 А) Пыль Окись марганца ..... Окпслы хрома Окислы никеля Окись углерода 14,0 0,8 0,03 0,03 6,0 4,0 0,3 0,1 0,5 30,0
Сталь высокопрочная и аустенитная (проволока Св-08Х19Н9Ф2С2, 7СВ = = 300 А) Пыль Окпслы марганца .... Окислы хрома Окислы никеля Окись углерода .... 8,0 0,2 0,6 0,1 5,0 4,0 0,3 0,1 0,5 30,0
420
В зоне дыхания сварщиков концентрация этих газов может достигать (мг/л): N,O5 0,009—0,018; SiF4, HF до 0,004 каждого, СО до 0,46. При сварке цветных металлов и их сплавов в зоне дыхания сварщика могут наблюдаться такие вредные газообразные соединения, как ZnO, SnO2, MnO2, SiO2 и т. д.
Наиболее опасны для здоровья сварщиков аэрозоли марганца, так как отравление марганцем может вызвать длительное и стойкое поражение центральной нервной системы вплоть до параличей. Острые отравления парами цинка и свинца могут вызвать литейную лихорадку, а отравление хромовым ангидридом — бронхиальную астму. Длительное отложение ныли в легких может вызвать пневмоконикозы.
Таблица 123. Нормы обмена воздуха при вентиляции
Характер сварочных работ Расчетная единица расходуемого сварочного материала Расчетный воздухообмен, м3
Дуговая сварка под флюсом и электрошлаковая 1 кг электродной проволоки а) стали— 500 б) цветные металлы — 1000
Сварка в углекислом газе То же 3000—5000
Сварка электродами с покрытием «Р» 1 кг расплавленных электродов 12000
Сварка электродами с покры тием «Б» То же 6 000
Сварка меди и ее сплавов То же 7 000
Сварка титана и его сплавов а) 1 кг присадочной проволоки при вольфрамовом электроде б) 1 кг проволоки при плавящемся электроде 600 1000
Сварка алюминия и его сплавов а) 1 кг присадочной проволоки при вольфрамовом электроде б) 1 кг проволоки прп плавящемся электроде 2 300 10 000
Все указанные поражения могут возникнуть, если сварку выполняют с грубым нарушением правил техники безопасности и охраны труда, касающихся обеспечения общей и местной вентиляции, применения индивидуальных средств защиты (масок, респираторов), особенно при сварке цветных металлов и их сплавов, а также при сварке в тесных, замкнутых отсеках при недостаточной вентиляции и т. и. (табл. 123).
421
Существуют строгие требования в области вентиляции при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах, а где это возможно, и на нестационарных нужно устанавливать местные отсосы в виде вытяжного шкафа, вертикальной пли наклонной панели равномерного всасывания, стола с подрешеточным отсосом и др. (рис. 190, б). При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, электрошлаковой сварке применяют устройства с местным отсосом газов.
Если в цехе расход сварочных материалов превышает 0,2 г/ч на 1 м3 объема здания, должна быть устроена механическая, общеобменная вентиляция. При работе па нестационарных сварочных постах в замкнутых и полузамкнутых пространствах (отсеках) следует применять местные отсасывающие устройства типа эжекторов, высоковакуумных установок с обеспечением объема удаляемого воздуха от одного сварочного поста 400— 500 м8/ч, но не менее 100—150 м3/ч, что обеспечивает допустимый уровень загрязненности воздуха.
Предотвращение опасности взрывов. Опасность взрывов возникает при неправильной транспортировке, хранении и использовании баллонов со сжатыми газами, при проведении сварочных работ в различных емкостях без предварительного контроля степени их очистки и наличия в них остатков горючих веществ и т. д.
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не хранить вместе баллоны с кислородом и горючими газами, баллоны хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 отогревать его только через специальный электроподогреватель или обкладывая тряпками, намоченными в горячей воде. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
При производстве сварочных работ на емкостях, ранее использованных, требуется выяснение типа хранившегося продукта и наличие его остатков. Обязательна тщательная очистка сосуда от остатков продуктов и 2—3-кратная промывка 10%-ным раствором щелочей, необходима также последующая продувка сжатым воздухом для удаления запаха, который может вредно действовать на сварщика.
Категорически запрещается продувать емкости кислородом, что иногда пытаются делать, так как в этом случае попадание кислорода на одежду и кожу сварщика при любом открытом источнике огня вызывает интенсивное возгорание одежды и приводит к ожогам со смертельным исходом.
Взрывоопасность существует и при выполнении работ в поме-
422
щеииях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляций для производства сварочных работ в таких помещениях требуется специальное разрешение пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке: отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств; неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т. п., отсутствие защитных очков при очистке швов от шлака; отсутствие спецодежды и других защитных средств.
Меры безопасности в этом случае: все указанные средства и инструменты следует периодически проверять; такелажные работы должны производить лица, прошедшие специальный инструктаж; от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах; использование средств индивидуальной вентиляции (где это необходимо) и т. д. Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
§ 2. ОБЩАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ТРЕБОВАНИЙ
ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
ПРИ РАЗЛИЧНЫХ МЕТОДАХ СВАРКИ ПЛАВЛЕНИЕМ
При ручной дуговой сварке мелких изделий рабочее место сварщика и сборщика: кабина 2x2 или 2 X 3 м с подвижной брезентовой занавеской. Кабина оборудуется (рис. 191, а) поворотным столом 1, рабочими местами сборщика 2 и сварщика 3, сварочным аппаратом 4, стеллажом для деталей 5, помостом для готовых изделий 6.
Рабочее место сварщика во многих случаях выполняют в виде манипулятора (рис. 191, б), позволяющего сварщику легко поворачивать изделие в удобное для сварки положение. Кабина должна иметь местную вентиляцию. В кабине должен быть комплект инструмента сварщика1 запас электродов. Корпус сварочного
423
Рис. 191. Устройства, улучшающие условия работы сварщика:
а — рабочее место сварщика и сборщика при сварке большого числа мелких деталей; б — сварочный манипулятор
аппарата заземляется, все провода тщательно изолируются и защищаются от механических повреждений. Сварщик должен работать в спецодежде и рукавицах и пользоваться защитной маской.
При дуговой сварке в монтажных условиях особое внимание нужно обращать па тщательную изоляцию токоведущих проводов, при сварке внутри металлических конструкций — на хорошую вентиляцию места сварки. Сварщики должны пользоваться резиновой подстилкой, хорошей спецодеждой. При работе в тесных местах, плохо проветриваемых, сварщики должны периодически выходить из отсека для отдыха, их пребывание в отсеке должно подстраховываться подручными.
В монтажных условиях целесообразно размещение сварочного оборудования в комплекте, в специальных контейнерах, расположенных ближе к месту производства работ и легко транспортируемых кранами прп смене места работы. Целесообразна также установка оборудования на стационарных энергоплощадках с дистанционным управлением. Эти меры снижают непроизводительные потери времени на различные переходы и уменьшают опасность производственного травматизма.
При механизированных процессах сварки должны соблюдаться все правила, указанные ранее. Кроме того, необходимо обеспечить удобные и безопасные условия труда сварщиков.
1. Сборку и сварку крупногабаритных секций следует выполнять на специализированных местах, постелях, стендах, при этом должны быть обеспечены достаточные проходы с каждой стороны конструкции.
2. При сварке объемных секций на высоте необходимо устраивать леса с расположением сварочного оборудования вне рабочего места сварщика.
3. Все оборудование, которое при неисправном состоянии может оказаться под напряжением, должно иметь индивидуальное заземление с выводом к общему защитному заземлению.
424
4. Все сварочные установки должны находиться под наблюдением наладчика-монтера. Исправлять дефекты электросварочного оборудования имеет право только монтер-наладчик.
5. При сварке крупногабаритных изделий следует применять защитные щиты-ширмы, ограждающие место сварки со стороны общих проходов.
При электрошлаковой сварке меры техники безопасности общие, связанные с использованием электроэнергии и выделением вредных газов, но вместо щитка достаточно пользоваться защитными очками для защиты от яркого света шлаковой ванны, а также от выплесков шлака и отскакивания кусочков остывающей шлаковой корки. Необходим также тщательный контроль всех водяных коммуникаций ползуна, так как малейшее попадание влаги в шлаковую ванну с мгновенным парообразованием может привести к бурным выплескам шлака и тяжелым ожогам оператора.
При сварке в защитных газах, кроме соблюдений мер, общих для всех способов сварки, необходимо учитывать, что углекислый газ и аргон в 1,5—2 раза тяжелее воздуха. Эти газы могут скапливаться в нижней части отсека, помещения, в связи с чем устройства вытяжной вентиляции нужно устанавливать не только в зоне дыхания сварщика, но и в нижней части помещения. Выбрасывать воздух нужно за пределы рабочих зон. Мощность вытяжной вентиляции на 1 кг наплавленного металла не менее 150 м3/ч.
При сварке меди и ее сплавов, для уменьшения количества вредных аэрозолей и газов, во всех случаях, где это целесообразно, сварку рекомендуется вести неплавящимися электродами.
При электронно-лучевой сварке основная опасность связана с возникновением рентгеновского излучения при торможении пучка электронов на изделии. Оно возникает при ускоряющем напряжении свыше 20 кВ, но устройство камер с толщиной стенок 15—20 мм и применение свинцовистых стекол в окнах наблюдателя устраняет эту опасность.
Технологическая карта, разрабатываемая на сварочные работы, выполняемые любыми методами сварки, должна содержать и указания мер по охране труда, которые учитывают общесоюзные постановления и правила, действующие в данной отрасли промышленности, непосредственно для данного сварочного процесса.
СПИСОК ЛИТЕРАТУРЫ
1. Ерохин А. А. Основы сварки плавлением. М., «Машиностроение», 1973. 447 с.
2. Патон Б. Е., Лебедев В. К. Электрооборудование для дуговой и шлаковой сварки. М., «Машиностроение», 1966. 359 с.
3. Петров Г. Л. Сварочные материалы. Л., «Машиностроение», 1972. 277 с.
4. Потаньевский А. Г. Сварка в защитных газах плавящимся электродом. М., «Машиностроение», 1974. 237 с.
5. Технология электрической сварки металлов и сплавов плавлением. Под ред.
Б. Е. Патона. М., «Машиностроение», 1974. 767 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
л
Автоматы сварочные 145
Азот 45, 66, 120, 364, 370
Алюминий и его сплавы:
сварка 353, 358
состав и свойства 354
Аппаратура для сварки:
дуговой 140
световым лучом 165
электронно-лучевой 157, 163
электрошлаковой 153
Аргон 45, 66, 356, 367
В
Ванна шлаковая 71, 154
Водород 45, 66, 364
Выпрямители 133
Г
Газы защитные 45, 46, 120
— плазмообразующие 66
Гафний 369
Гелий 45, 121, 356, 367, 372
Генераторы импульсные 139
— сварочные 129
Головка сварочная. См. Сварочная
головка
ГОСТ 380—71 204, 205
1050—74 205
1361—69 418
1415—70 95
2246—70 86, 87, 92, 249, 250,
254, 255, 256, 300, 332, 408
2671—70 328
4416—73 95
4417—75 95
4421—73 95
4755—70 95
4761—67 95
5058—65 207
5264—69 12, 13, 183, 250
ГОСТ 5520—69 204, 205
5521—76 204, 207
5632—72 280, 301
7871—75 86, 88, 114
8050—76 121
8713—70 12, 13, 252
9087—69 116, 117, 118
9466—75 103, 105, 106, ПО, ИЗ
9467—75 95, 98, 104, 105, 106, 107, 249, 258, 251 9497—60 418
10051—75 105, 112, 113
10052—75 105, НО, 111, 112, ОКП 9^1 9Q7
’ 10157—73 120, 304, 346, 355, 362, 366, 382
10543—75 86, 88, 408
10594—74 129
11533—75 12
11534—75 12
13078—67 95
14651—69 416
14771—69 12, 13, 14, 254
14806—69 12
15164—69 12, 14, 256
16037—70 12
16038—70 12
16098—70 12
16138—72 87, 88, 113
2.312—72 12
12.0.002—74 415
Д
Диаметр электрода 180
Длина дуги 18, 19
Доля участия основного металла 85
Дуга:
длина 18, 19
зажигание 19, 42, 136
поддержание горения 19, 34, 136
свойства 47
426
3
Зажигание дуги 19, 42, 136
Зона термического влияния 210, 238, 325
И
Изготовление электродов 99
Источники питания:
выпрямители 133
генераторы сварочные 129
динамические свойства 127
импульсные 136
области применения 128
трансформаторы 130
К
Камеры рабочие 161
Кислород 45, 80, 364, 369, 370
Классификация сварных соединений 7
Коэффициент массы покрытия 94
— наплавки 94
— потерь 94, 127
— расплавления 94
Кратер 20
Л
Лазер 165
Луч лазера 69
— электронный 67, 158
М
Магний и его сплавы:
сварка 351
состав и свойства 349
Матрица планирования 178
Медь и ее сплавы:
сварка 346
состав и свойства 342
Металлы активные 45, 67, 368
— тугоплавкие 45, 67, 368
— химически чистые 340
Методы легирования 401
Молибден 370, 373
Н
II 'jn пота •
дуговая 112, 382, 385, 395, 409
особые способы 413
электрошлаковая 73, 399
Напряжение дуги 182
Насадка 60
Никель и его сплавы:
сварка 362
состав и свойства 360
Ниобий 369, 372, 373
О
Образование шва 208, 240
Осцилляторы 138
П
Параметры режима сварки 34, 44, 51, 73, 79, 171, 185, 192
Перемещение электрода 20, 21
Перенос электродного металла 55
Плазма 64
Плазмотроны 151
Погонная энергия 182, 218
Подготовка кромок 14, 15
Поддержание дуги 19, 34, 136
Поддув 53, 62
Подкладки 24, 40, 53
Повышение производительности сварки
27, 58
Поле магнитное 51, 57, 81
Положение швов в пространстве 18
— электрода и изделия при сварке 24, 26
Полуавтоматы 43, 142
Предотвращение опасности взрывов 422
— пожаров 423
— травм 423
Провар 53, 61, 183
Проволока для наплавки 88, 402
— порошковая 62, 86, 89, 227, 333, 404
— сварочная 36, 86, 300
Пруток присадочный 54, 74, 86, 408
Р
Разделка кромок 11, 14, 372
Размеры шва 34, 36, 51, 180
Расчеты технологические:
глубина провара 1/63
диаметр электрода 180
задачи методов 171
металл шва 198
напряжение дуги 182
оценка ожидаемых свойств 198
погонная энергия 182
сила сварочного тока 182
скорость сварки 183
число проходов 181
Резка дуговая 77
— плазменной струей 64, 153
— под водой 78
Ролики копирующие 148
С
Сборка кромок 11, 27
Свариваемость 215, 230, 286, 324, 375
Сварка автоматическая 38, 54, 61, 306, 307
— в вакууме 45
— в защитных газах 14, 45, 225, 254, 272, 303, 307, 346
— дугой, вращающейся в магнитном поле 81
— лазерная 69
427
— механизированная под флюсом 13, 223, 252, 276, 296
— плазменной струей 64
— под водой 78
— полуавтоматическая 41, 54, 307
— по слою флюса 359
— ручная дуговая 13, 17, 32, 61, 62, 222, 295
— электронным лучом 67, 307, 371, 373 — электрошлаковая 14, 70, 228, 300, 368
Сварной шов:
определение 7
положение в пространстве 17
размеры 34, 84
форма разделки 15
Сварочная головка 142, 145 Сварочные материалы:
газы защитные 120
проволока 86, 300
флюсы 114, 146
электроды покрытые 92
Сварочные тракторы 146
Свойства дуги 47
— защитных газов 46
Сила сварочного тока 36, 48, 182
Система слежения 148
Скорость сварки 37, 183
Состав шлаков 98
Сплавы алюминиевые 119, 148, 353 — магниевые 349
— медные 342
— никелевые 360
— титановые 15, 119, 362
— цветные 15, 68, 339
Способы выполнения сварки 21
Стали высоколегированные аустенитные:
свариваемость 286
склонность к межкристаллитной
коррозии 285, 290
состав и свойства 271
термообработка 282
технология и техника сварки 291 — высокохромистые мартенситные и ферритные:
выбор сварочных материалов 264 диаграмма изотермического превращения 260
состав и свойства 258
термообработка 269
технология и техника сварки 266 — низко- и среднелегированные:
выбор сварочных материалов 248
зона термического влияния 238 образование шва 240 свариваемость 230 термообработка 233
технология и техника сварки 250 — низкоуглеродистые:
428
зона термического влияния 210 образование шва 208 свариваемость 215
состав и свойства 204
строение металла шва 213
термообработка 217
технология и техника сварки 221
— разнородные:
образование шва 309
сварочные материалы 313, 318
Стекла защитные 418
Стержни чугунные 328, 331
Строжка 78
Т
Тантал 369, 372
Термообработка 217, 233, 269, 282
Техника безопасности 415, 423
Техника сварки 17, 22, 25, 29, 41,47 54, 59, 63, 66, 67, 69, 72, 76, 221, 250, 266, 291, 313, 342, 381
Технология сварки биметаллов 390
-----металлов с неметаллами
-----разнородных металлов: наплавка 382, 385 свариваемые пары 376 технология и техника сварки 381, 387
----- сталей:
высоколегированных аустенитных 291
высокохромистых мартенситных и ферритных 258
низко- и среднелегированных 230 низкоуглеродистых 221 разнородных 309
-----цветных металлов:
алюминия 354
магния 349
меди 342
никеля 360
титана 362
тугоплавких и химически активных 368
-----чугуна:
горячая 327
холодная и полугорячая 330, 333, 336
Типы сварных соединений 7, 69, 75
— электродов 104, 111
Титан и его сплавы:
сварка 366
состав и свойства 362
Трансформаторы для сварки дуговой 130
--------электрошлаковой 155
Трещины 257, 294
У
Углекислый газ 121
Устойчивость процесса 56
Ф
Флюс:
безокислительный 119
керамический 114
обозначение 118
плавленый 115
подача 146
применение 39, 71, 299
Флюсовая подушка 39
Форма шва 15, 21, 23, 34, 365
Формирование обратной стороны валика 24, 39
Ц
Цирконий 369, 372
Ч
Число проходов 181
Чугун:
зона термического влияния 325
свариваемость 324
сварка горячая 327
— холодная и полугорячая 330, 333, 336
состав и свойства 321
Ш
Шлак 71, 95
Э
Электроды:
вольфрамовые 45, 47, 49, 91, 356
графитовые 30, 91
для дуговой наплавки 112, 402 изготовление 99
классификация и характеристика 103
металлические с покрытием 17, 54, 222, 251, 297
пластинчатые 86
специальные 28
угольные 30, 47, 91, 348
условное обозначение 105 чугунные 329
Электрозаклепки 43, 59
Электрозаклепочник 43
Электронная пушка 159
Элементы конструктивные 11, 16
ОГЛАВЛЕНИЕ
Предисловие................................................... 3
Введение...................................................... 4
Глава I. Типы сварпых соединений и швов. Конструктивные элементы сварных соединений............................... 7
§ 1. Классификация сварпых соединений и швов.............. 7
§ 2. Конструктивные элементы сварных соединений при дуговой и электрошлаковой сварке............................. 11
§ 3. Конструктивные элементы сварных соединений при плазменной, электронно-лучевой, лаверпой сварке.............. 16
Глава II. Сущность и техника различных способов электрической сварки плавлением............................................ 17
§ 1. Ручная дуговая сварка металлическими электродами с покрытием.............................................. 17
§ 2. Дуговая сварка угольным электродом без защиты .... 30
§ 3. Дуговая сварка под флюсом........................... 32
§ 4. Дуговая сварка в защитных газах.................... 44
§ 5. Дуговая сварка порошковыми проволоками ............ 62
§ 6. Сварка и резка плазменной струей................... 64
§ 7. Сварка электронно-лучевая и лазерная................ 67
§ 8. Электрошлаковая сварка.............................. 70
§ 9. Особые случаи применения сварочной дуги............. 76
Глава III. Сварочные материалы............................... 83
§ 1. Назначение сварочных материалов..................... 83
§ 2. Сварочная проволока, электродные стержни и прутки, порошковая проволока, пеплавящиеся электроды .... 86
§ 3. Сварочные покрытые электроды для дуговой сварки и наплавки............................................... 92
§ 4. Флюсы сварочные ................................... 114
§ 5. Защитные газы...................................... 120
Глава IV. Сварочное оборудование для ручной и механизированной сварки плавлением......................................... 123
§ 1. Технологические требования к оборудованию для сварки плавлением ............................................. 123
§ 2. Источники питания сварочной дуги................... 129
§ 3. Аппаратура для дуговой сварки...................... 140
§ 4. Аппаратура для электрошлаковой сварки, ........... 153
430
§ 5. Установки для электронно-лучевой сварки............. 157
§ (5. Аппаратура для сварки световым лучом................ 165
Глава V. Методы расчетно-экспериментального определения параметров режима сварки . .................. 171
§ 1. Задачи расчетно-экспериментальных методов определения параметров режима......................................... 171
§ 2. Методические основы разработки экспериментально-расчетных методов............................................ 174
§ 3. Расчет режимов и размеров шва при ручной дуговой сварке.................................................... 180
§ 4. Расчет размеров шва при механизированной дуговой сварке ................................................... 185
§ 5. Расчет режимов механизированной сварки соединений различных типов........................................... 192
§ 6. Расчетная оценка ожидаемых механических свойств металла шва............................................... 198
Глава VI. Технология сварки низкоуглеродистых и нпзкоуглеродистых низколегированных конструкционных сталей 204
§ 1. Состав и свойства ................................... 204
§ 2. Образование шва и околошовной зоны................... 208
§ 3. Основные сведения о свариваемости.................... 215
§ 4. Особенности технологии и техники сварки.............. 221
Ручная дуговая сварка покрытыми электродами .... 222
Сварка под флюсом................................... 223
Сварка в защитных газах............................. 225
Сварка порошковой проволокой и проволокой сплошного сечения без дополнительной защиты.............. 227
Электрошлаковая сварка.............................. 228
Глава VII. Технология сварки низко- и среднелегированных закаливающихся сталей ............. 230
§ 1. Основные сведения о свариваемости низколегированных сталей с повышенным содержанием углерода.................. 230
§ 2. Образование шва и околошовной зоны при сварке среднелегированных высокопрочных сталей......................... 240
§ 3. Выбор сварочных материалов .......................... 248
§ 4. Особенности технологии и техники сварки.............. 250
Глава VIII. Технология сварки высокохромистых мартенситных, мартепсито-ферритпых и ферритных сталей...................... 258
§ 1. Состав и свойства ................................... 258
§ 2. Выбор видов сварки и сварочных материалов............ 264
§ 3. Сварка мартенситных и мартенситно-ферритных высоко-хромнетых сталей........................................ 266
§ 4. Сварка высокохромистых ферритных сталей.............. 271
Глава IX. Технология сварки высоколегированных аустенитных сталей и сплавов.............................................. 279
§ 1. Состав и свойства.................................... 279
§ 2. Основные сведения о свариваемости.................... 286
§ 3. Особенности технологии и техники сварки.............. 291
Глава X. Технология сварки разнородных сталей................. 309
§ 1. Образование шва или околошовной зоны................. 309
§ 2. Особенности технологии и техники сварки сталей одного структурного класса....................................... 312
§ 3. Особенности технологии и техники сварки сталей разного структурного класса....................................... 317
431
Глава XI. Технологии сварки чугуна......................... 321
§ 1. Состав и свойства................................. 321
§ 2. Основные сведения о свариваемости и технологические рекомендации.............................................. 324
Горячая сварка чугуна ............................. 327
Холодная и полугорячая сварка чугуна электродами, обеспечивающими в металле шва получение серого чугупа ............................................ 330
Холодная сварка чугуна электродами, обеспечивающими получение в наплавленном металле низкоуглеродистой стали....................................... 333
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов............................................ 336
Глава XII. Технология сварки цветных металлов и сплавов на их основе........................................................ 339
§ 1. Состав и свойства................................... 339
§ 2. Особенности технологии и техники сварки............. 342
Медь и ее сплавы................................... 342
Магний, алюминий и их сплавы....................... 349
Никель и его сплавы................................ 360
Титан п его сплавы................................. 362
Тугоплавкие и химически активные металлы........... 368
Глава XIII. Технология сварки разнородных металлов и сплавов и металлов с неметаллами...................................... 374
§ 1. Основные сведения о свариваемости................... 375
§ 2. Особенности технологии и техники сварки............. 381
Сталь с алюминием, медью, титаном и их сплавами 381
Разнородные цветные металлы и сплавы............... 387
Металлы с неметаллами.............................. 391
Глава XIV. Техника и технология наплавки слоев с особыми свойствами.................................................... 395
§ 1. Формирование свойств наплавленного металла.......... 395
§ 2. Методы легирования.................................. 401
§ 3. Особенности технологии и техники наплавки........... 409
§ 4. Сущность и техника особых способов наплавки........ 413
Глава XV. Техника безопасности при производстве сварочных работ......................................................... 415
§ 1. Общие положения и нормативные материалы по технике безопасности при сварке плавлением........................ 415
§ 2. Общая характеристика основных требований по технике безопасности при различных методах сварки плавлением 423
Список литературы .......................................... 425
Предметный указатель ........................................ 426