/
























































































































Автор: Кисаримов Р.А.
Теги: электроэнергетика электротехника сварка
ISBN: 978-5-93037-196-3
Год: 2012



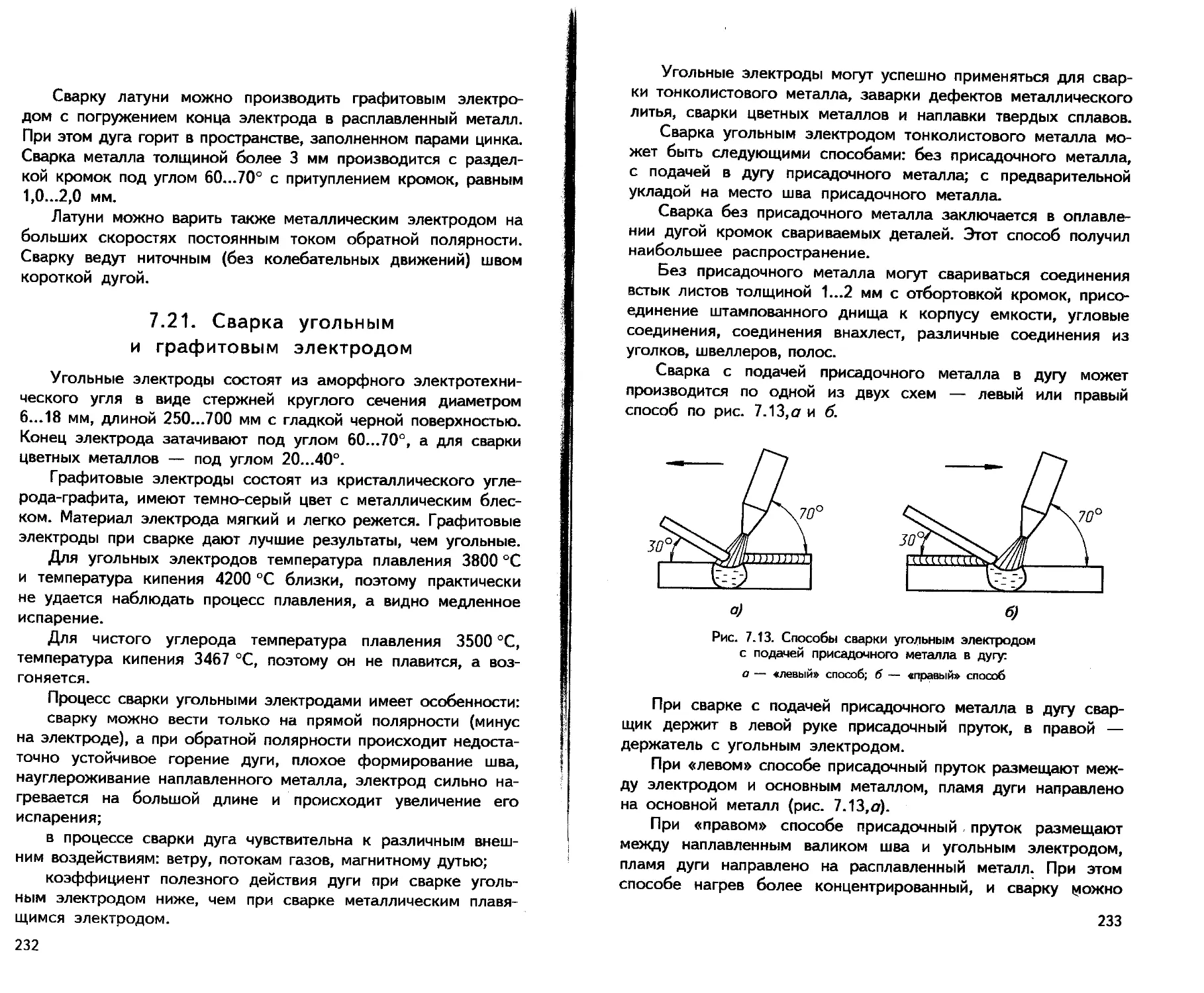
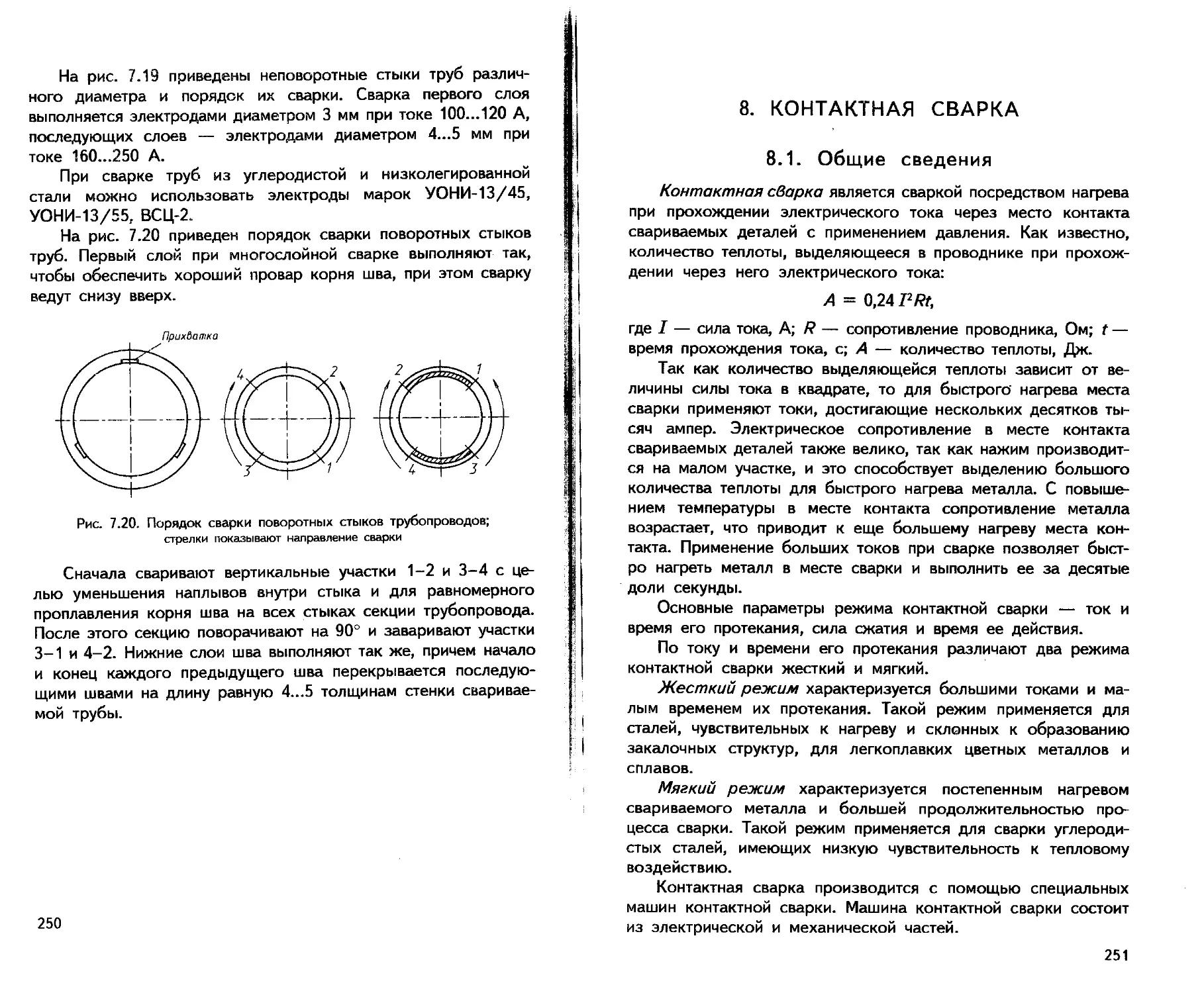
Текст
Т Р.А.КИСАРИМОВ
|рнопн
СВАРЩИКА
ББК31.2
К44
Кисаримов Р. А.
К44 Справочник сварщика.— 2-е изд., стереотип,— М.:
ИП РадиоСофт, 2012,— 288 с.: ил.
ISBN 978-5-93037-196-3
В справочнике рассказывается о принципе действия
электросварки, о процессах в сварочной дуге, о получении
сварного шва и сварных соединениях.
Приводятся данные по электродам, в том числе по видам
покрытия электродов, группам и маркам электродов и их
свойствам в зависимости от назначения.
Рассмотрены основные виды и марки источников свароч-
ного тока. Даны рекомендации по безопасности при свароч-
ных работах. Рассмотрены основы технологии сварочных ра-
бот.
Справочник предназначен для сварщиков, учащихся со-
ответствующих специальностей и для всех интересующихся
данной профессией.
ББК31.2
ISBN 978-5-93037-196-3
© Р. А. Кисаримов, 2012
© Оформление. Издательское
предприятие РадиоСофт, 2012
СОДЕРЖАНИЕ
Предисловие.......................................... 8
1. Общие справочные сведения......................... 9
1.1. Термины и определения....................... 9
1.2. Химические элементы........................ 18
1.3. Единицы измерения.......................... 19
1.4. Виды помещений по условиям среды и в от-
ношении опасности поражения электрическим
током ........................................ 23
1.5. Условные графические обозначения и коды,
применяемые на электрических схемах .... 24
1.6. Изображение и обозначение швов сварных
соединений...................................... 29
2. Принцип действия электродуговой сварки........ 34
2.1. Классификация видов электродуговой
сварки.......................................... 35
3. Процессы, протекающие в электрической дуге .... 38
3.1. Виды эмиссии и ионизации............. . 38
3.2. Свойства сварочной дуги.................... 39
3.3. Условия получения устойчивой сварочной
дуги ........................................... 42
3.4. Действие магнитных полей на электрическую
дугу............................................ 44
3.5. Образование сварного соединения........ 46
3.6. Металлургические процессы дуговой
сварки.......................................... 48
3.6.1. Общие сведения....................... 48
3.6.2. Улучшение свойств металла шва
при сварке.................................. 50
3.6.3. Влияние сварного шва на структуру
прилегающего металла................ 53
3.6.4. Классификация и маркировка сталей . 56
3.6.5. Свариваемость сталей................ 59
3.6.6. Трещины, образующиеся в соединениях
при сварке.................................. 60
3
4. Электроды....................................... 62
4.1. Общие сведения. ........................... 62
4.2. Основные данные по электродам............. 70
4.2.1. Электроды для сварки углеродистых
и низколегированных конструкционных
сталей...................................... 70
4.2.2. Характеристика некоторых электродов
для сварки углеродистых и низколеги-
рованных конструкционных сталей
общего назначения........................... 74
4.2.3. Электроды для сварки углеродистых
и низколегированных конструкционных
сталей специализированного назначе-
ния (табл. 4.2)............................. 80
4.2.4. Свойства электродов для сварки угле-
родистых и низколегированных конст-
рукционных сталей специализиро-
ванного назначения.......................... 81
4.2.5. Электроды для сварки легированных
конструкционных сталей повышенной
и высокой прочности ........................ 88
4.2.6. Характеристики электродов для сварки
легированных конструкционных сталей
повышенной и высокой прочности
(с последующей термической обра-
боткой) .................................... 90
4.2.7. Характеристики электродов для сварки
легированных конструкционных сталей
повышенной и высокой прочности для
получения металла шва с аустенитной
структурой (без последующей терми-
ческой обработки)........................... 92
4.2.8. Электроды для сварки теплоустойчивых
сталей . .................................. 96
4.2.9. Характеристики электродов для сварки
теплоустойчивых сталей...................... 97
4.2.10. Электроды для наплавки поверхност-
ных слоев деталей......................... 101
4.2.11. Характеристики электродов для на-
плавки ..................................... 104
4.2.12. Электроды для сварки и наплавки
чугуна.................................... 115
4
4.2.13. Характеристики электродов для сварки
и наплавки чугуна............................ 116
4.2.14. Электроды для сварки алюминия
и его сплавов............................... 120
4.2.15. Характеристики электродов для сварки
алюминия и его сплавов....................... 121
4.2.16. Электроды для сварки меди и ее
сплавов..................................... 124
4.2.17. Характеристики электродов для сварки
меди и ее сплавов............................ 125
4.2.18. Электроды для сварки никеля и его
сплавов..................................... 130
4.2.19. Характеристики и свойства электродов
для сварки никеля и его сплавов .... 131
4.2.20. Электроды для резки металлов.... 132
4.2.21. Характеристики электродов для резки
металлов..................................... 133
5. Источники тока для сварки........................ 135
5.1. Общие сведения............................. 135
5.2. Вольт-амперные характеристики источников
сварочного тока................................ 135
5.3. Сварочные трансформаторы................... 139
5.3.1. Технические данные сварочных транс-
форматоров ................................. 143
5.3.2. Неисправности сварочных трансфор-
маторов .................................... 148
5.4. Сварочные выпрямители...................... 149
5.4.1. Схемы выпрямления сварочных вы-
прямителей ................................ 153
5.4.2. Технические данные сварочных вы-
прямителей ................................ 158
5.5. Инверторные источники сварочного тока. . . 166
5.6. Резонансные источники сварочного тока. . . 170
5.7. Сварочные агрегаты......................... 171
5.7.1. Особенности эксплуатации свароч-
ных агрегатов.............................. 176
5.7.2. Неисправности сварочных агрегатов .. 180
5.7.3. Безопасность при эксплуатации сва-
рочных агрегатов........................... 185
5.8. Вспомогательные устройства, применяемые
для улучшения качества сварных
соединений..................................... 187
5
5.9. Принадлежности сварочных установок..... 189
5.9.1. Электрододержатели.................. 189
5.9.2. Сварочные кабели.................... 189
5.9.3. Средства защиты глаз и лица сварщика
и окружающих............................... 190
6. Безопасность при сварочных работах.............. 192
6.1. Действие электрического тока на человека . 192
6.2. Первая помощь пострадавшему от электри-
ческого тока................................... 194
6.3. Электробезопасность при сварочных
работах........................................ 196
6.4. Вредные влияния сварочной дуги............ 199
6.5. Средства защиты от вредного действия
сварочной дуги ................................ 200
7. Технология ручной дуговой сварки................ 203
7.1. Типы сварных соединений и сварных швов . 203
7.2. Подготовка к сварке поверхности металла. . 208
7.3. Выбор режима ручной дуговой сварки..... 209
7.4. Приемы сварки ............................ 210
7.5. Сварка швов в нижнем положении............ 212
7.6. Сварка вертикальных швов.................. 214
7.7. Сварка потолочных швов.................... 214
7.8. Сварка с глубоким проплавлением........... 215
7.9. Сварка тонкостенной стали................. 215
7.10. Приварка усиливающих накладок............. 216
7.11. Заварка трещин............................ 217
7.12. Заварка отверстий......................... 218
7.13. Сварка углеродистых и легированных
сталей.......................................... 219
7.14. Сварка оцинкованного металла.............. 220
7.15. Электросварка при низких температурах ... 221
7.16. Сварка чугуна............................. 222
7.17. Сварка алюминия и его сплавов...... 227
7.18. Сварка меди............................... 229
7.19. Сварка бронзы............................. 231
7.20. Сварка латуни............................. 231
7.21. Сварка угольным и графитовым
электродом................................. 232
7.22. Дефекты сварных соединений................ 235
7.23. Способы контроля качества сварных
соединений...................................... 237
6
7.24. Напряжения и деформации, возникающие
при сварке..................................... 239
7.25. Предупреждение и уменьшение деформаций
и напряжений при сварке........................ 241
7.26. Изготовление сварных конструкций....... 244
7.26.1. Виды сварных конструкций и требо-
вания, предъявляемые к ним............... 244
7.26.2. Машиностроительные конструкции .. 246
7.26.3. Строительные металлические конст-
рукции ................................... 247
7.26.4. Сварка арматуры железобетонных
конструкций................................ 248
7.26.5. Изготовление трубопроводов путем
сварки труб по торцам...................... 248
8. Контактная сварка............................... 251
8.1. Общие сведения............................ 251
8.2. Виды контактной сварки.................... 253
9. Электросварка под флюсом........................ 260
9.1. Принцип действия электросварки
под флюсом ................................... 260
9.2. Сварочные флюсы........................... 261
9.3. Оборудование для автоматической сварки
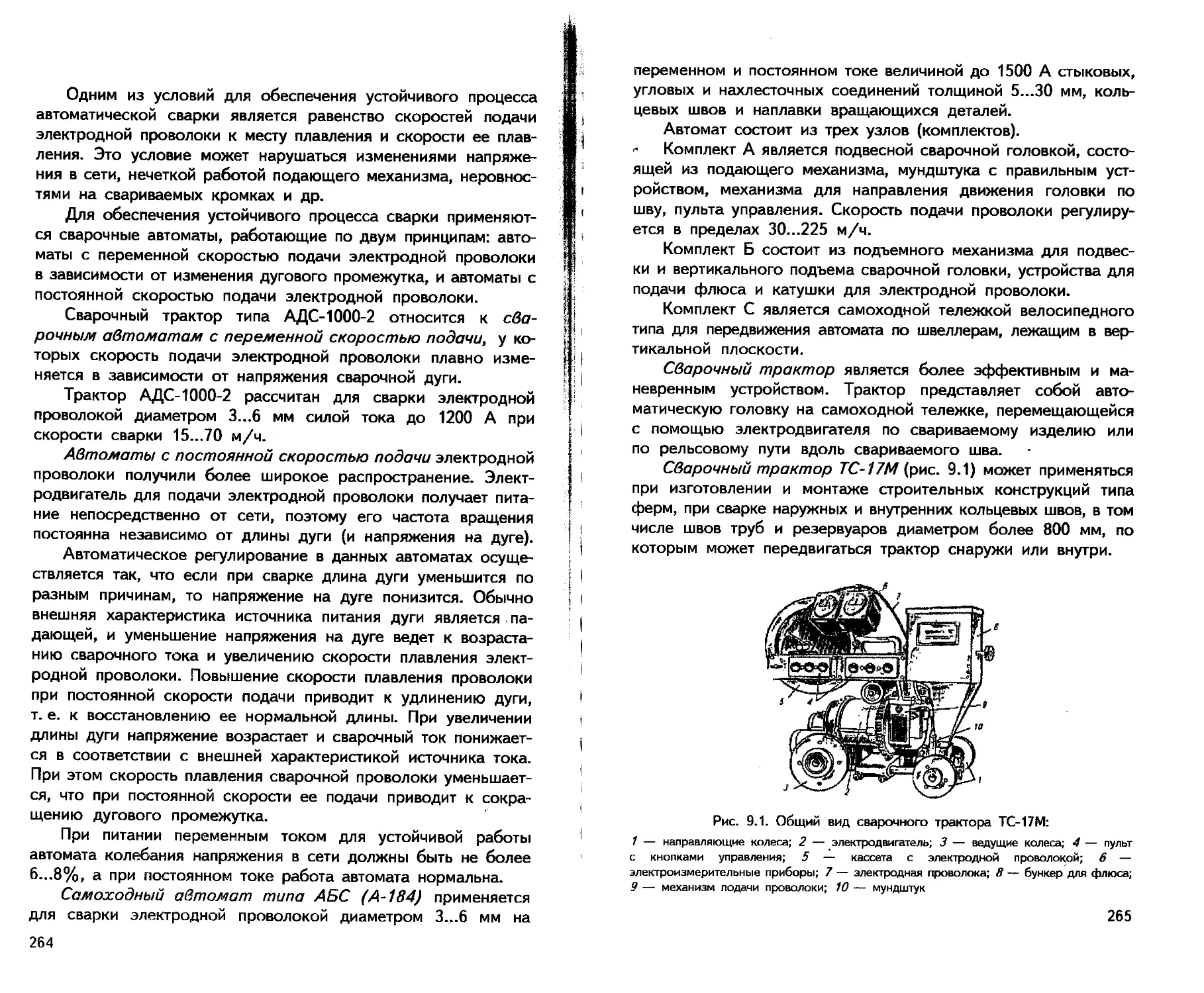
под флюсом.................................... 263
9.4. Технология сварки под слоем флюса..... 269
9.5. Электрошлаковая сварка.................... 271
10. Электродуговая сварка в защитных газах....... 274
10.1. Полуавтоматы и автоматы для сварки в защит-
ных газах...................................... 277
10.2. Особенности электросварки в защитных
газах.......................................... 281
10.2.1. Аргонодуговая сварка.............. 281
10.2.2. Электросварка под углекислым газом 283
Литература......................................... 286
7
ПРЕДИСЛОВИЕ
Ручная дуговая сварка широко применяется во всех отрас-
лях обеспечения жизнедеятельности и производства: личные
и фермерские хозяйства, сельскохозяйственные предприятия,
службы коммунального хозяйства, строительство и производ-
ство, прокладка магистральных трубопроводов, строительство
линий электропередачи.
Поэтому понятно стремление многих понять сущность про-
цесса сварки и овладеть некоторыми навыками сварщика.
Но это не просто, так как нельзя смотреть даже в сторону, где
производится сварка, и не понятно, как получается тот или иной
результат при сварке.
Книг по электросварке немного, и они не все могут ответить
на возникающие вопросы при овладении электросваркой.
Данный справочник дополняет имеющуюся литературу
по электросварке и может разрешить возникающие вопросы
по освоению электросварки, а также и по углублению знаний
электросварщика.
В начале книги приведены общие справочные сведения,
которые могут потребоваться при чтении данной книги и дру-
гой литературы на эту тему.
Далее объясняется принцип действия сварочной дуги, про-
цессы, протекающие в сварочной дуге: химические, физические,
металлургические и процессы образования сварного соединения.
Рассмотрены отечественные электроды для дуговой свар-
ки: виды покрытий и материалы для стержней электродов,
условные обозначения, характеристики электродов для сварки
разных сортов стали, чугуна и цветных металлов.
Объясняется принцип действия и приводятся технические
данные источников сварочного тока: сварочных трансформа-
торов, сварочных выпрямителей, инверторных источников сва-
рочного тока, резонансных источников, сварочных агрегатов.
В конце книги рассмотрены источники опасности при сва-
рочных работах, меры для безопасной работы и технология
сварочных работ.
1. ОБЩИЕ СПРАВОЧНЫЕ
СВЕДЕНИЯ
В первом разделе даются сведения, которые могут потре-
боваться как при чтении данной книги, так и другой литературы
на рассматриваемую тему.
В списке терминов и их определений, которые могут быть не
всем понятны, приводятся необходимые пояснения, а также
названия и обозначения элементов из таблицы Менделеева,
встречающихся в данной книге.
В таблице по единицам измерения системы СИ приведены
названия и обозначения некоторых единиц измерения, наз-
вания и обозначения соответствующих величин. В правой гра-
фе в скобках дана размерность единиц измерения в виде
различных степеней букв латинского алфавита. Эти данные
могут потребоваться при вычислении формул и получении
результата в соответствующих единицах измерения. Сравнив
единицы измерения результата с единицами измерения, кото-
рые должны быть, можно проверить правильность формул
и расчетов.
Для понимания электрических схем, входящих в книгу, при-
ведены условные обозначения и коды элементов электричес-
ких схем.
Приведены изображения и обозначения швов сварных со-
единений.
1.1. Термины и определения
Альфа-железо — состояние железа, в котором оно нахо-
дится при температуре до 769 °C.
Алюмосиликаты — распространенные породообразующие
минералы, в структуре которых кремний и алюминий взаимно
замещаются; к алюмосиликатам относятся полевые шпаты, слю-
ды, минералы глин и др.
Антифриз — низкозамерзающая жидкость для охлажде-
ния двигателей внутреннего сгорания.
Аустенит — одна из структурных составляющих стали
и чугуна, представляющая собой немагнитный твердый раствор
углерода (до 2%) или углеродистого железа в гамма-железе;
устойчив только при температуре выше 723 °C.
9
Аэрозоль — дисперсная система, состоящая из твердых или
жидких частиц, взвешенных в газообразной среде; к аэрозолям
относятся дымы и туманы.
Бета-железо — состояние железа, в котором оно нахо-
дится при температуре между 769 и 960 °C, имеет кристалличес-
кую решетку альфа-железа, но не обладает ферромагнитными
свойствами (парамагнетик).
Бораты — группа минералов, представляющих собой без-
водные и водные борнокислые соединения магния, марганца,
кальция, натрия; к ним относятся бура, гидроборацит и др.;
используются для получения бора и его соединений.
Бура-минерал, водосодержащий борат натрия; применяет-
ся для очистки металлов при пайке, в керамической промыш-
ленности и как микроудобрение.
Временное сопротивление разрыву — усилие на единицу
площади образца при его испытании, при котором образец
разрывается.
Гамма-железо — состояние железа, в котором оно нахо-
дится при температуре между 910 и 1400 °C.
Гидраты — соединения веществ с водой (например, мед-
ный купорос CuSO4-5H2O — гидрат сернокислой меди CuSO4).
К гидратам относятся кристаллогидраты, цеолиты и др.
Гидриды — химические соединения водорода с другими
элементами.
Гидроксил или гидроксильная группа — группа ОН (кисло-
род-водород), входящая в состав воды (Н2О или НОН), основа-
ний (например NaOH), спиртов и других соединений.
Гидролиз — реакция ионного обмена между различными
веществами и водой.
Деионизация — уничтожение ионов в ионизированном газе.
Деформация — изменение размеров деталей под действи-
ем внешних сил или температуры, как при сварке.
Деформация упругая исчезает с прекращением действия сил.
Деформация пластическая остается после прекращения
действия сил.
Дельта-железо — одно из состояний железа, в котором
оно находится при температуре от 1401 до 1528 °C; является
немагнитным и растворяет углерод.
Дизельный двигатель — по имени изобретателя немецко-
го инженера Дизеля — двигатель внутреннего сгорания
с воспламенением жидкого топлива при высокой температуре
от сжатия.
10
Динамическая нагрузка — силовая нагрузка, быстро меня-
ющаяся по величине и направлению.
Диод — полупроводниковый прибор с односторонней про-
водимостью для электрического тока.
Дисперсная система — вещество в виде малых частиц —
дисперсная фаза, вместе с той средой (дисперсионная среда),
в которой они распределены, например, аэрозоли, суспензии,
эмульсии.
Дроссель — катушка индуктивности, которую включают
в электрическую цепь для подавления переменной составля-
ющей тока в цепи, разделения или ограничения электрических
сигналов различной частоты, например, в выпрямителях пере-
менного тока.
Заземление — соединение с землей проводящих электри-
ческий ток частей электроустановок, содержащих электриче-
ские машины, аппараты, каркасы и др. В состав заземления
входят заземлители и заземляющие проводники. Заземлите-
лями могут быть стержень, забитый в землю, или несколько
стержней, соединенных металлическими проводниками в земле
(контур заземления).
Заземляющие проводники соединяют контур заземления
с металлическими корпусами всех составных частей электро-
установки.
Зануление (заземление) — соединение проводящих час-
тей электроустановки, которые могут оказаться под напряжени-
ем, а нормально не должны быть под ним, со специальным
проводником, называемым нулевым, который соединен с нуле-
выми точками (нейтралями) обмоток трансформаторов или ге-
нераторов, которые заземлены.
Зенкерование — чистовая обработка отверстий многолез-
вийным режущим инструментом — зенкером.
Инвертор — устройство для преобразования постоянного
электрического тока в переменный.
Индуктор — 1. В электрической машине — устройство
для образования магнитного поля. 2. Устройство для нагрева
твердых, жидких или газообразных тел возбужденными в них
переменными токами повышенной или высокой частоты.
Ион — электрически заряженная частица, образующаяся
при потере электронов или приобретении избыточных электро-
нов атомами или группами атомов.
Ионизация — превращение нейтральных атомов или мо-
лекул в ионы под влиянием химических процессов, под дейст-
11
вием ионизирующих излучений, высоких температур или других
причин.
Карбиды — соединения углерода с другими элементами;
входят в состав сверхтвердых или тугоплавких сплавов. Карбид
железа — цементит, карбид кремния — карборунд.
Карбонаты — соли угольной кислоты; в природе встреча-
ются в виде минералов (кальцит, малахит и др.), горных пород
(известняки, доломиты и др ).
Каскадная сварка — электросварка слоями, перекрыва-
ющими частично друг друга.
Квант — частица-носитель какого-либо физического поля;
квант электромагнитного поля — фотон.
Конденсатор — система из двух или более проводников
(обкладок), разделенных диэлектриком и способных накапли-
вать электрический заряд.
Коэффициент линейного расширения — отношение раз-
ности длин образца металла при нагреве до некоторой тем-
пературы и при нулевой температуре к произведению длины
образца при нулевой температуре и температуры нагрева:
Ot ~ ^о)/
Коэффициент объемного расширения выражается так же,
но нужно заменить длину образца на его объем.
Крен — наклон в сторону от вертикальной оси машины
или установки (сварочного агрегата).
Легирование — введение в металл или сплав химического
элемента (хром, вольфрам, ванадий, молибден, никель и др.) для
получения металла или сплава с улучшенными свойствами.
Лучи инфракрасные — невидимые глазом лучи, несущие
тепловую энергию.
Лучи ультрафиолетовые — невидимые глазом лучи, отли-
чающиеся сильным химическим и биологическим действием.
Магнитное поле — пространство, в котором обнаружива-
ется действие магнитных сил. Оно представляет собой форму
существования материи, передающую действие одних тел на
другие. Например, магнитная стрелка, свободно подвешенная
в магнитном поле, устанавливается в определенном направле-
нии. При этом магнитное поле в каждой точке направлено туда,
куда направлен северный конец магнитной стрелки. Если во-
образить много магнитных стрелок, то они будут располагаться
в магнитном поле по линиям, называемым силовыми линиями,
12
и будут показывать направление магнитного поля в каждой его
точке.
Магнитное рассеяние — ответвление части магнитного
потока из магнитопровода в окружающее пространство. Эта
часть магнитного потока не участвует в образовании ЭДС.
Магнитопровод — изделие из ферромагнитного материа-
ла, предназначенное для прохождения магнитного потока.
Магнитный поток — поток вектора магнитной индукции
через определенный контур.
В общем случае вектор магнитной индукции не перпендику-
лярен площадке, ограниченной контуром, и поток магнитной
индукции равен произведению вектора В на площадку S, огра-
ниченную этим контуром, и на косинус угла между вектором В
и перпендикуляром к площадке S, т. е.
Ф= BnS,
где Ф — магнитный поток; Д, — проекция вектора В на
направление перпендикуляра к площадке &
Если считать абсолютную величину вектора магнитной ин-
дукции В равной числу силовых линий индукции, проходящих
перпендикулярно площадке, площадь которой равна единице,
то магнитный поток представляет собой общее число силовых
линий, пронизывающих данный контур.
Магнитная индукция — количественная характеристика
магнитного поля в веществе.
Действующее на вещество внешнее магнитное поле вызы-
вает в нем внутреннее поле. В ферромагнитных телах направ-
ления этих полей совпадают. Если напряженность внешнего
магнитного поля Н, то создаваемая этим полем магнитная ин-
дукция в вакууме
Bq - №qH ,
где Цо — магнитная проницаемость вакуума.
Намагниченность, или магнитная индукция, создаваемая в ве-
ществе внутренним полем
ж
J =
где х — магнитная восприимчивость вещества — зависимость
между магнитной поляризацией вещества и напряженностью
внешнего магнитного поля.
13
Магнитная индукция в веществе
В = Во + J = ц0Н + хц0// = ц0//(1 + х) = Цой#,
где 1 + х = |1 — магнитная проницаемость вещества.
Микропроцессор — основной блок вычислительной маши-
ны, выполненный в одной микросхеме в одном кристалле, пред-
назначенный для операций над числами в цифровой форме
изображения.
Модуль — часть устройства, выполненная как самостоя-
тельное изделие и выполняющая определенную функцию в
устройстве.
Напряжение холостого хода — напряжение источника
сварочного тока без зажигания сварочной дуги.
Нитриды — соединения азота с другими элементами, явля-
ющиеся тугоплавкими, устойчивыми при высоких температурах.
Оксиды (окислы) — сложные вещества, состоящие из двух
элементов, одним из которых является кислород.
Оксиды, соответствующие основаниям, или основные: Na2O,
ВаО, СиО.
Оксиды, соответствующие кислотам, или кислотные: Р2О5,
С02, SiO2.
Оксиды амфотерные, проявляющие свойства основных и
кислотных: AI2O3, ZnO, МпО2, ВеО.
Основания — сложные вещества, состоящие из атомов ме-
таллов, соединенных с одной или несколькими гидроксильными
группами ОН.
Основания растворимые (щелочи): NaOH, КОН, Ва(ОН)2
и другие гидроксиды.
Основания нерастворимые: Cu(OH)2, Fe(OH)2, Mg(OH)2,
Cr(OH)2.
Основания особой группы — амфотерные гидроксиды, про-
являющие свойства слабых кислот и оснований: А1(0Н)3, Fe(OH)3,
Zn(OH)2.
Относительное удлинение — увеличение длины испыты-
ваемого образца под действием внешних сил, отнесенное к его
длине (удлинение единицу длины).
Перлит — одна из структурных составляющих стали и
чугуна, представляющая собой смесь феррита и цементита.
Плазма — вещество в сильно ионизированном состоянии.
Пластичность — свойство материала сохранять дефор-
мацию после прекращения действия на него внешних сил.
14
Предел текучести — усилие, приходящееся на единицу
площади поперечного сечения образца при его растяжении,
начиная с которого он быстро удлиняется (начинает течь).
Продолжительность нагрузки (ПН) или продолжитель-
ность включения (ПВ) сварочной установки — доля (в про-
центах) времени работы установки от полного рабочего цикла
при номинальном сварочном токе и температуре окружающей
среды +30 °C:
ПВ = . Ю0%,
tp +
где tP — время работы сварочной установки при нагрузке
(дуге); <h — время паузы.
Реакция якоря — действие магнитного поля якоря элект-
рической машины на магнитное поле обмотки возбуждения
этой машины (обычно машины постоянного тока).
Рутил — минерал — двуокись титана, белый или желтова-
тый до краснобурого, с сильным блеском; применяется, в част-
ности, для покрытия сварочных электродов.
Самоиндукция — возбуждение в проводнике с перемен-
ным током ЭДС, направленной встречно этому току. Индукция
электромагнитная — возбуждение ЭДС в проводнике перемен-
ным магнитным полем.
Сварочный ток обратной полярности — постоянный ток,
который подводится к сварочной дуге так, что провод с элект-
родом присоединяется к положительному зажиму источника
сварочного тока (знак «+»).
Сварочный ток прямой полярности получается с при-
соединением провода с электродом к отрицательному зажиму
источника сварочного тока (знак «-»).
Сульфиды — соединения серы с другими элементами.
Твердость — сопротивление материала проникновению
в него другого более твердого тела. Для определения твердо-
сти существуют методы Бринелля, Роквелла и Виккерса, осно-
ванные на внедрении в поверхность испытываемого металла
стандартных наконечников из твердых недеформирующихся
материалов под действием статических нагрузок.
Значения твердости выражаются числами твердости в раз-
личных шкалах.
При определении твердости по Бринеллю для внедрения
в испытуемую поверхность используют стальной шарик диамет-
15
pa D, который вдавливается с усилием Р. После снятия усилия
на испытуемой поверхности остается шаровой отпечаток диа-
метра d.
Показателем твердости является число твердости по Бри-
неллю НВ, где Н —первая буква английского слова Hardness,
означающего твердость, В — первая буква слова Brinell (Бри-
нелль).
НВ = ^,
где Р —усилие при испытании; F — площадь поверхности
получаемого отпечатка.
Твердость по Бринеллю выражается в кгс/мм2, и значение
твердости НВ дается без указания размерности. Если нагрузка
Р выражена в ньютонах, то твердость НВ выражается в МПа.
Испытание на твердость по Роквеллу проводят вдавлива-
нием наконечника в виде алмазного конуса с углом при верши-
не 120° или стального закаленного шарика диаметром 1,588 мм
в испытуемый образец. Вдавливание производится под действи-
ем двух последовательно прикладываемых нагрузок РО = 98 Н
и основной Р1.
При испытании алмазным конусом отсчеты ведут по шкалам
С и А, при испытании шариком — по шкале В.
Твердость по Роквеллу обозначают HRB, HRC, HRA в зави-
симости от наконечника и нагрузки при испытании.
Число твердости выражается в условных единицах. Напри-
мер, HRC 60 означает, что твердость материала составляет
60 единиц — по Роквеллу при измерении по шкале С с ис-
пользованием алмазного наконечника, HRB 100 означает, что
твердость по Роквеллу составляет 100 единиц при вдавливании
стального шарика.
Определение твердости по Виккерсу производится вдавли-
ванием четырехгранной алмазной пирамиды с квадратным ос-
нованием и углом при вершине 136° под действием нагрузки Р
в пределах от 49 до 1176 Н.
Твердость по Виккерсу определяется отношением нагрузки
Р к площади поверхности отпечатка:
НУ
Числа твердости по Виккерсу имеют такую же размерность,
как и числа твердости по Бринеллю.
16
В настоящее время показатели твердости по Роквеллу HRC
переводят в значения шкалы HRC3, воспроизводимой специаль-
ным эталоном.
Для перевода чисел твердости HRC в HRC3 применяется
таблица ГОСТ 8064-79.
Термическая обработка изделий из металла — измене-
ние структуры металла путем его нагрева при определенной
скорости повышения температуры до определенного ее зна-
чения, выдержки при этой температуре определенное время
и охлаждения при определенной скорости уменьшения тем-
пературы.
К термической обработке относятся процессы различного
вида отжига, отпуска и закалки, производимые по установлен-
ной технологии для каждого вида термической обработки.
Тиристор — полупроводниковый прибор с односторонней
проводимостью, имеющий в отличие от диода третий вывод
(электрод) для управления моментом его открытия.
Транзистор — полупроводниковый прибор с тремя выво-
дами, работа которого основана на управлении потоком энер-
гии через транзистор посредством малого сигнала на его вхо-
де, поэтому транзистор может выполнять роль усилителя.
Трансформатор силовой — трансформатор, от которого
получают питание приемники электроэнергии.
Ударная вязкость — работа, расходуемая для ударного
излома образца материала (в частности, металла сварного шва)
и приходящаяся на единицу площади его поперечного сечения
в месте его надреза; единица измерения ударной вязкости —
Дж/см2 (в системе Си — Дж/м2).
Удельная теплоемкость — количество тепла, которое
нужно сообщить телу единичной массы для повышения его
температуры от t до t + 1 °C.
Феррит — 1) структурная составляющая сплавов железа,
представляющая собой твердый раствор углерода и других
элементов в альфа-железе; 2) ферриты — химические соеди-
нения окислов ряда металлов с окисью железа, по своим маг-
нитным свойствам — ферромагнетики, по электрическим —
диэлектрики.
Ферромагнетик — вещество, обладающее самопроизволь-
ной намагниченностью в сильном магнитном поле в направле-
нии поля и способностью длительно ее сохранять.
Флюс — материал, вводимый в покрытие электрода для
образования шлака определенного состава. Шлак является
17
расплавом, покрывающим поверхность сварочной ванны и за-
щищающим ее от влияния газов воздуха и газов, образующихся
при сварке; шлак состоит из всплывших продуктов реакций
в сварочной ванне.
Целлюлоза — клетчатка-углевод из группы полисахаридов,
состоящий из остатков молекул глюкозы, главная составная
часть оболочек клеток растений. Входит в некоторые покрытия
электродов. (Полисахариды — группа сложных углеводов,
распадающихся при гидролизе на моносахариды. Моносаха-
риды— углеводы, не поддающиеся гидролизу).
Гидролиз — реакция ионного обмена между различными
веществами и водой.
Глюкоза — виноградный сахар, самый распространенный
углевод.
Цементит — карбид железа — соединение железа с уг-
леродом; составляющая стали, придающая ей твердость и хруп-
кость.
1.2. Химические элементы
Таблица 1.1
НАИМЕНОВАНИЯ ХИМИЧЕСКИХ ЭЛЕМЕНТОВ И ИХ СИМВОЛЫ
ПО ТАБЛИЦЕ МЕНДЕЛЕЕВА
Наименование элемента Символ Наименование элемента Символ
Азот N Кобальт Со
Алюминий AI Кремний Si
Бор В Литий Li
Ванадий V Магний Mg
Висмут Bi Марганец Мп
Водород н Медь Си
Вольфрам W Молибден Мо
Галлий Ga Натрий Na
Германий Ge Никель Ni
Железо Fe Ниобий Nb
Кадмий Cd Олово Sn
Калий К Платина Pt
Кальций Ca Свинец Pb
Кислород 0 Сера S
18
Окончание табл 1.1
Наименование элемента Символ Наименование элемента Символ
Серебро Ад Фтор F
Стронций Sr Хлор CI
Тантал Та Хром Сг
Теллур Те Цинк Zn
Титан Ti Сурьма Sb
Углерод С Таллий TI
Фосфор Р
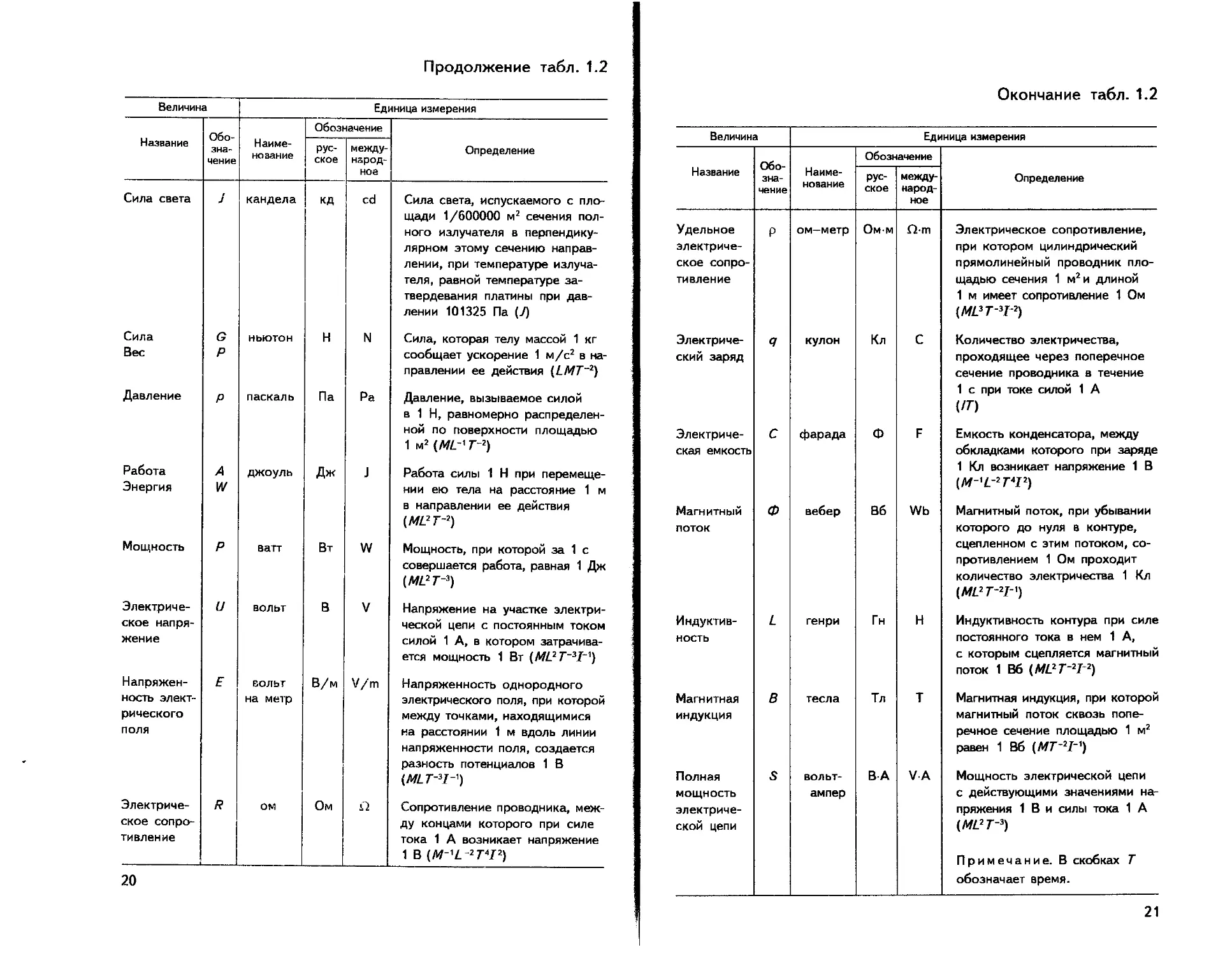
1.3. Единицы измерения
Таблица 1.2
ЕДИНИЦЫ ИЗМЕРЕНИЯ НЕКОТОРЫХ ФИЗИЧЕСКИХ ВЕЛИЧИН
Величина Единица измерения
Название Обо- зна- чение Наиме- нование Обозначение Определение
рус- ское между- народ- ное
Длина L метр м m Длина, равная 1650763,73 длин волн излучения в вакууме, соот- ветствующего переходу между дву- мя уровнями атома криптона (/.)
Масса М кило- грамм кг kg Единица массы представлена мас- сой международного прототипа килограмм (М)
Сила элект- рического тока I ампер А А Сила неизменяющегося тока, проходящего по двум парал- лельным прямолинейным про- водникам бесконечной длины и ничтожно малого поперечно- го сечения, расположенным на расстоянии 1 м один от другого в вакууме, который вызвал бы между этими проводниками силу, равную 2-10~7 Н на метр длины (7)
Темпера- тура т кельвин К К Единица измерения температуры, равная 1 /273 части интервала от абсолютного нуля температур (-273 °C) до температуры таяния льда (0 °C)
t градус Цельсия °C °C То же, что и для Кельвина (0)
19
Продолжение табл. 1.2
Величина Единица измерения
Название Обо- зна- чение Наиме- нование Обозначение Определение
рус- ское между- народ- ное
Сила света у кандела КД cd Сила света, испускаемого с пло- щади 1/600000 м2 сечения пол- ного излучателя в перпендику- лярном этому сечению направ- лении, при температуре излуча- теля, равной температуре за- твердевания платины при дав- лении 101325 Па (J)
Сила Вес G Р ньютон н N Сила, которая телу массой 1 кг сообщает ускорение 1 м/с2 в на- правлении ее действия (£М7“2)
Давление Р паскаль Па Ра Давление, вызываемое силой в 1 Н, равномерно распределен- ной по поверхности площадью 1 м2 (Ж’1 г-2)
Работа Энергия А И/ джоуль Дж J Работа силы 1 Н при перемеще- нии ею тела на расстояние 1 м в направлении ее действия (Ж2Г~2)
Мощность Р ватт Вт W Мощность, при которой за 1 с совершается работа, равная 1 Дж (ML2r~3)
Электриче- ское напря- жение и вольт В V Напряжение на участке электри- ческой цепи с постоянным током силой 1 А, в котором затрачива- ется мощность 1 Вт (Ж2 Г"3/"1)
Напряжен- ность элект- рического поля Е вольт на метр В/м V/'m Напряженность однородного электрического поля, при которой между точками, находящимися на расстоянии 1 м вдоль линии напряженности поля, создается разность потенциалов 1 В (Ж Л3/-1)
Электриче- ское сопро- тивление R ом Ом L1 Сопротивление проводника, меж- ду концами которого при силе тока 1 А возникает напряжение 1 В (M~'L 2r4I2}
20
Окончание табл. 1.2
Величина Единица измерения
Название Обо- зна- чение Наиме- нование Обозначение Определение
рус- ское между- народ- ное
Удельное электриче- ское сопро- тивление р ом—метр Ом-м Пт Электрическое сопротивление, при котором цилиндрический прямолинейный проводник пло- щадью сечения 1 м2и длиной 1 м имеет сопротивление 1 Ом (ML3 Т~3Г2)
Электриче- ский заряд <7 кулон Кл С Количество электричества, проходящее через поперечное сечение проводника в течение 1 с при токе силой 1 А (/Г)
Электриче- ская емкость С фарада Ф F Емкость конденсатора, между обкладками которого при заряде 1 Кл возникает напряжение 1 В (М-Ч-2ТЧ2)
Магнитный поток Ф вебер 86 Wb Магнитный поток, при убывании которого до нуля в контуре, сцепленном с этим потоком, со- противлением 1 Ом проходит количество электричества 1 Кл (ML2 Т-Ч~х)
Индуктив- ность L генри Гн н Индуктивность контура при силе постоянного тока в нем 1 А, с которым сцепляется магнитный поток 1 Вб (ML2T-4 2)
Магнитная индукция В тесла Тл т Магнитная индукция, при которой магнитный поток сквозь попе- речное сечение площадью 1 м2 равен 1 Вб (МТ-2Г')
Полная мощность электриче- ской цепи S вольт- ампер В А V А Мощность электрической цепи с действующими значениями на- пряжения 1 В и силы тока 1 А (ML2T-3} Примечание. В скобках Т обозначает время.
21
Таблица 1.3
ВЫРАЖЕНИЕ ЧЕРЕЗ ЕДИНИЦЫ ИЗМЕРЕНИЯ СИСТЕМЫ СИ
НЕКОТОРЫХ ЕДИНИЦ ИЗМЕРЕНИЯ ДРУГИХ СИСТЕМ
Величина Единица измерения Значение в единицах СИ
Наименование Обозначение
Сила килограмм-сила (стен) сн 10 н
Давление и меха- техническая атмосфера ат 98066,5 Па
ническое напря- жение килограмм-сила на квадратный сантиметр кгс/см2 98066,5 Па
физическая атмосфера атм 101325 Па
Работа и энергия килограмм-сила-метр кгс-м 9,80665 Дж
киловатт-час кВтч 3,6 10е Дж
Мощность лошадиная сила Л. с. 735,499 Вт
Количество элект- ричества ампер-час Ач 3,6 10’ Кл
Электрическая емкость сантиметр СМ 1,11265-10 12 ф
Магнитный поток максвелл Мкс 10-в Вб
Магнитная индукция гаусс Гс 10 4 Тл
Напряженность магнитного поля эрстед Э 79, 5775 А/м
Таблица 1.4
ПРИСТАВКИ И МНОЖИТЕЛИ
ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ
И ДОЛЬНЫХ ЕДИНИЦ ИЗМЕРЕНИЯ
Приставка Обозначение Множитель, на который умножается единица измерения
русское международное
Дека Да da 10
Гекто г h ю2
Кило к К 103
Мега м м 106
Деци д d 10 4
Санти с с 10-2
22
Окончание табл. 1.4
Приставка Обозначение Множитель, на который умножается единица измерения
русское международное
Милли м m Ю-3
Микро мк м 10-*
Нано н п 10-’
Пико п р ю-12
1.4. Виды помещений по условиям среды
и в отношении опасности поражения
электрическим током
Таблица 1.5
ВИДЫ ПОМЕЩЕНИЙ
В ЗАВИСИМОСТИ ОТ УСЛОВИЙ СРЕДЫ В НИХ
Вид помещения Условия среды
Сухие Относительная влажность воздуха не превышает 60%
Влажные Пары и конденсирующаяся влага выделяются временно и относительная влажность воздуха в пределах 60... 75%
Сырые Относительная влажность воздуха длительно превышает 75%
Особо сырые Относительная влажность воздуха близка к 100% (все поверхности покрыты влагой)
Жаркие Температура постоянно или периодически (более 1 сут) превышает +35 *С (сушилки, котельные)
Пыльные По условиям производства выделяется пыль в таком количестве, что она оседает на проводах, проникает внутрь машин и аппаратов. Пыль может быть токопроводящей
Помещения с химически активной средой Содержатся агрессивные пары, газы, жидко- сти, образуются отложения и плесень, дейст- вующие разрушающе на изоляцию и токо- ведущие части
23
Виды помещений в отношении поражения людей
электрическим током
1. Помещения без повышенной опасности, в которых отсут-
ствуют условия повышенной опасности.
2. Помещения с повышенной опасностью, в которых суще-
ствует одно из условий повышенной опасности:
1) сырость или токопроводящая пыль;
2) токопроводящие полы;
3) возможность одновременного прикосновения человека
к имеющим соединение с землей металлоконструкциям, тех-
нологическим аппаратам и т. д. с одной стороны и корпусам
электрооборудования с другой;
4) высокая температура.
3. Особо опасные помещения с наличием одного из следу-
ющих условий:
1) особая сырость;
2) химически активная или органическая среды;
3) одновременно двух или более условий повышенной
опасности.
1.5. Условные графические обозначения
и коды, применяемые на электрических схемах
Таблица 1.6
УСЛОВНЫЕ ГРАФИЧЕСКИЕ ОБОЗНАЧЕНИЯ НА ЭЛЕКТРИЧЕСКИХ СХЕМАХ
24
Продолжение табл. 1.6
Наименование элемента электрической схемы
Конденсатор
постоянной емкости:
общее обозначение
электролитический
проходной
опорный
переменной емкости:
подстроечный
Обмотка
общее обозначение
магнитного усилителя
Дроссель с ферромагнитным
магн итоп ровод о м
Диод
Тиристор
Транзистор
Лампа накаливания
Обозначение
25
Продолжение табл. 1.6
Наименование элемента электрической схемы Обозначение
Контакт электрического аппарата: I
замыкающий (
размыкающий \
Контакты трехфазного электрического I I I
аппарата (рубильника, магнитного пускателя,
автомата)
Контакты кнопочного поста: I
замыкающий
размыкающий •к
Предохранитель плавкий
Заземление:
общее обозначение ни
защитное
Электрическое соединение с корпусом I
(шасси, массой)
Асинхронный электродвигатель
с короткозамкнутым ротором
26
Окончание табл. 1.6
Наименование элемента электрической схемы Обозначение
Трансформатор однофазный двухобмоточный
Трансформатор трехфазный двухобмоточный: с выведенной нейтральной точкой, с соединением обмоток звезда—звезда Трансформатор тока
Ток переменный
Ток постоянный - или =
Сварка постоянным током, плюс на электроде -/+/
Сварка постоянным током, минус на электроде -/-/
Таблица 1.7
БУКВЕННЫЕ КОДЫ ЭЛЕМЕНТОВ ЭЛЕКТРИЧЕСКИХ СХЕМ
Первая буква кода (обяза- тельная) Группа элементов Типы элементов Двухбуквен- ный код
с Конденсаторы — —
Е Элементы разные (осветительные, нагре- вательные) Нагревательный элемент Лампа осветительная ЕК EL
27
Продолжение табл. 1.7
Первая буква кода (обяза- тельная) Группа элементов Типы элементов Двухбуквен- ный код
F Разрядники, предохра- Элемент защиты по току,
нители, устройства за- мгновенного действия FA
щитные Элемент защиты по току,
инерционного действия FP
Предохранитель плавкий Элемент защиты по напря- FU
жению, разрядник FV
G Генераторы, источники Батарея GB
питания
н Устройства сигнальные Прибор звуковой сигнали- зации Прибор световой сигнали- НА
зации HL
к Реле, контакторы, Реле токовое КА
пускатели Реле указательное КН
Реле электротепловое Контактор, магнитный КК
пускатель КМ
Реле времени КТ
Реле напряжения КУ
L Катушки индуктивности, Дроссель LL
дроссели люминесцентного
освещения
м Электродвигатели — __
р Приборы измерительные Амперметр РА
Вольтметр PV
Ваттметр PW
Частотометр PF
Омметр PR
Q Выключатели в силовых Выключатель автомати-
цепях ческий QF
R Резисторы Терморезистор RK
Варистор RU
28
Окончание табл. 1.7
Первая буква кода (обяза- тельная) Г рулла элементов Типы элементов Двухбуквен- ный код
S Выключатели в цепях Выключатель или пере-
управления, сигнализа- ключатель
ции, измерительных Выключатель кнопочный Выключатель автомати- SB
ческий SF
Выключатель температуры SK
т Т рансформаторы, Трансформатор тока ТА
автотрансформаторы Трансформатор напря-
жения TV
Стабилизатор электромаг- нитный TS
V Приборы полупро- Диод VD
водниковые Транзистор VT
Тиристор VS
X Соединения контактные Контакт скользящий ХА
Штырь ХР
Г нездо XS
Соединение разборное XT
Y Устройства механиче- Электромагнит YA
ские с электромагнит- Тормоз YB
ным приводом Муфта YC
1.6. Изображение и обозначение швов
сварных соединений
Сварные швы условно изображают: видимый — сплошной
линией (рис. 1.1, о,в); невидимый — штриховой линией (рис. 1.1,г).
Видимую сварную точку обозначают знаком «+» (рис. 1.1,3),
изображение которого показано на рис. 1.1, д.
Невидимые сварные точки не изображают.
От изображения шва или одиночной точки проводят линию-
выноску, заканчивающуюся односторонней стрелкой (рис. 1.1),
которую предпочтительно проводить от изображения видимо-
го шва.
29
а, б — видимого; г — невидимого; д — размеры изображения сварной точки
При изображении сечения многопроходного шва можно
наносить контуры отдельных проходов с обозначением их про-
писными буквами русского алфавита (рис. 1.2).
Рис. 1.2. Изображение сечения многопроходного шва:
Д Б, В — обозначение отдельных проходов шва
Нестандартный шов изображают с указанием размеров его
конструктивных элементов (рис. 1.3).
Границы шва изображают сплошными основными линиями,
а конструктивные элементы кромок в границах шва — сплош-
ными тонкими линиями.
30
Различные размеры
Рис. 1.3. Обозначение размеров нестандартного шва
Условные обозначения швов сварных соединений
на чертежах
В табл. 1.8. приведены вспомогательные знаки для обозна-
чения сварных швов, которые в условном обозначении шва
выполняются сплошными тонкими линиями, их высота должна
быть одинаковой с цифрами, входящими в обозначение шва.
Таблица 1.8
ВСПОМОГАТЕЛЬНЫЕ ЗНАКИ ДЛЯ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ
Вспомогательный знак Значения вспомогательного знака Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва
с лицевой стороны с оборотной стороны
Q Усиление шва снять О
Наплывы и неровности шва обработать с плавным пере- ходом к основному металлу //
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения
/ Шов прерывистый или точеч- ный с цепным расположением. Угол наклона линий =60° /
Z Шов прерывистый или точеч- ный с шахматным расположе- нием Z
о Шов по замкнутой линии. Диаметр знака — 3...5 мм
Z3 Шов по замкнутой линии. Знак применяют, если распо- ложение шва ясно из чертежа
31
На схеме рис. 1.4 приведена структура условного обозна-
чения стандартного шва или одиночной сварной точки, где
знак К выполняют сплошными тонкими линиями, его высота
должна быть одинаковой с высотой цифр, входящих в обозна-
чение шва.
Рис. 1.4. Структура условного обозначения стандартного шва.
Цифры у прямоугольников обозначают надписи:
1 — вспомогательные знаки шва по замкнутой линии и монтажного шва; 2 —
обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
3 — буквенно-цифровое обозначение шва по стандарту на типы и конструктивные
элементы швов; 4 — условное обозначение способа сварки по стандарту на типы и
конструктивные элементы швов; 5 — знак N и размер катета согласно стандарту
на типы и конструктивные элементы швов; 6 — для прерывистого шва — размер
длины провариваемого участка, знак «/» или Z и размер шага; для одиночной сварной
точки — размер расчетного диаметра точки; для шва контактной точечной сварки или
электрозаклепочного — размер расчетного диаметра точки или электрозаклепки, знак
«/» или Z и размер шага; для шва контактной шовной сварки — размер расчетной
ширины шва; для прерывистого шва контактной шовной сварки — размер расчетной
ширины шва, знак умножения, размер длины провариваемого участка, знак «/» или Z
и размер шага; 7 — вспомогательные знаки
На схеме рис. 1.5 приведена структура условного обозна-
чения нестандартного шва или одиночной сварной точки.
Рис. 1.5. Структура условного обозначения нестандартного шва.
Цифры у прямоугольников обозначают надписи:
1 — вспомогательные знаки шва по замкнутой линии и монтажного шва; 2 — для
прерывистого шва — размер длины провариваемого участка, знак «/» или Z и размер
шага; для одиночной сварной точки — размер расчетного диаметра точки; для шва
контактной точечной сварки или электрозаклепочного — размер расчетного диаметра
точки или электрозаклепки, знак «/» или Z и размер шага; для шва контактной шовной
сварки — размер расчетной ширины шва; для прерывистого шва контактной шовной
сварки — размер расчетной ширины шва, знак умножения, размер длины провари-
ваемого участка, знак «/» или Z и размер шага; 3— вспомогательные знаки
32
Условное обозначение шва наносят:
шов с лицевой стороны — на полке линии-выноски, прове-
денной от изображения шва;
шов с оборотной стороны — под полкой линии-выноски,
проведенной от изображения шва (рис. 1.6,о и б).
Рис. 1.6. Расположение условного обозначения шва
на чертеже:
а — шов с лицевой стороны; б — шов с оборотной стороны
33
2. ПРИНЦИП ДЕЙСТВИЯ
ЭЛЕКТРОДУГОВОЙ СВАРКИ
Сварка — процесс получения неразъемных соединений
деталей из различных материалов посредством установления
межатомных связей между свариваемыми частями при их мест-
ном или общем нагреве или пластическом деформировании.
При электросварке производится нагрев электрической ду-
гой, образующейся между сварочным электродом и деталью из
металла.
Электрическая дуга представляет собой электрический раз-
ряд в газах, характеризуемый большой плотностью тока и ма-
лым катодным падением напряжения (между электродом и
свариваемыми деталями), высокой температурой и давлением
газа. При этом нагретый светящийся газ изгибается в виде дуги,
в связи с чем явление электрического разряда было названо
русским ученым В.В. Петровым «электрической дугой».
На рис. 2.1 приведена схема электродуговой сварки посто-
янным током прямой полярности, когда отрицательный потен-
циал сварочной цепи находится на электроде.
Рис. 2.1. Схема процесса сварки:
1 — стержень электрода; 2 — покрытие электрода; 3 — газовая защита, образующаяся
при горении дуги; 4 — металлическая сварочная ванна; 5 — шлаковая корка; 6 —
сварочный шов; 7 — свариваемый материал; 8 — капли расплавленного металла
электрода
Дуга горит между стержнем электрода и металлом. При
плавлении электрода и металла образуется металлическая сва-
рочная ванна 4. Жидкий металл с электрода переносится
в сварочную ванну через дуговой промежуток. Вместе со стер-
жнем электрода плавится его покрытие 2, образуя газовую
защиту 3 вокруг дуги и жидкую шлаковую ванну на поверхно-
сти расплавленного металла. Металлическая и шлаковая ванны
34
вместе образуют сварочную ванну. По мере движения дуги
и затвердевания металла образуется сварочный шов 6, а жид-
кий шлак образует на поверхности шва твердую шлаковую
корку 5, которая удаляется после остывания.
2.1. Классификация видов
электродуговой сварки
По току для питания дуги сварку можно классифици-
ровать на виды: сварка постоянным током прямой полярности
(минус на электроде); сварка постоянным током обратной по-
лярности (плюс на электроде); сварка переменным током.
В зависимости от типа дуги она может быть дугой прямо-
го и косвенного действия.
Дуга прямого действия горит между электродом и ос-
новным металлом, который является частью сварочной цепи,
и для сварки используется теплота, выделяемая в дуге и на
электродах.
Дуга косвенного действия горит между двумя электро-
дами, а основной металл не является частью сварочной цепи
и расплавляется преимущественно от столба дуги. Такая дуга
имеет ограниченное применение из-за низкого коэффициента
полезного действия.
По свойствам электрода сварка может быть плавящим-
ся и неплавящимся электродом (угольным, графитовым, вольф-
рамовым).
Сварка плавящимся электродом (рис. 2.1) является самым
распространенным способом сварки. При этом способе сварку
можно производить одним или несколькими электродами.
Если два электрода присоединены к одному полюсу источ-
ника питания дуги, то такую сварку называют двухэлектродной,
а если присоединенных к одному полюсу электродов больше,
то сварка называется многоэлектродной пучком электродов.
Если каждый из электродов получает независимое питание,
то сварку называют двухдуговой или многодуговой.
По условиям наблюдения за горением дуги она мо-
жет быть закрытой, открытой и полуоткрытой.
При открытой дуге наблюдение за процессом горения
дуги производится через специальные защитные цветные стек-
ла-светофильтры. Открытая дуга применяется при ручной свар-
ке металлическим и угольным электродом, при сварке в защит-
ных газах и при других способах.
35
Закрытая дуга располагается полностью в расплавленном
флюсе-шлаке в основном металле или под гранулированным
флюсом и является невидимой.
Полуоткрытая дуга характеризуется тем, что одна ее
часть расположена в основном металле и расплавленном флю-
се, а другая — над ними. Наблюдение за дугой производится
через светофильтры. Данный вид дуги используется при авто-
матической сварке алюминия по флюсу.
По роду защиты дуги от окружающего воздуха
сварка может быть:
без защиты (голым электродом, электродом со стабилизи-
рующим покрытием);
со шлаковой защитой (толстопокрытыми электродами, под
флюсом);
со шлакогазовой зашитой (толстопокрытыми электродами);
с газовой защитой (в среде газов);
с комбинированной защитой (газовая среда и покрытие
или флюс).
Стабилизирующие материалы содержат вещества, легко
ионизирующие сварочную дугу. Они наносятся на стержни
электродов (тонкопокрытые электроды), предназначенных для
ручной дуговой сварки.
Защитные покрытия представляют собой смесь различных
материалов, предназначенных для ограждения расплавленного
металла от воздействия воздуха, стабилизации горения дуги,
легирования металла шва.
Средне- и толстопокрытые электроды предназначены для
ручной дуговой сварки и наплавки и имеют наибольшее приме-
нение.
Магнитные покрытия наносятся магнитным порошком в про-
цессе сварки автоматической или полуавтоматической.
Обозначения различных способов сварки:
ММА (Manual Memal Arc) — ручная дуговая сварка штуч-
ными металлическими плавящимися электродами с покрытием;
MIG/MAG (Mechanical Inert/Active Gas) — механизирован-
ная (полуавтоматическая) сварка в среде защитных газов (инерт-
ных или активных);
TIG (Tungsten Inert Gas) — сварка неплавящимся (вольфра-
мовым) электродом в среде инертных защитных газов.
Виды сварочного оборудования:
для ручной дуговой сварки плавящимися электродами с
покрытием (метод ММА): сварочные трансформаторы, выпря-
мители, сварочные генераторы, инверторы;
36
для полуавтоматической сварки металлической проволо-
кой в среде защитных газов (метод MIG/MAG) — сварочные
полуавтоматы, в состав которых входят источник питания, блок
управления, подающий механизм и сварочная горелка;
для автоматической сварки металлической проволокой в
среде защитных газов или под флюсом — сварочные автоматы;
для ручной дуговой сварки неплавящимися электродами
в среде инертных защитных газов (метод TIG) — специализи-
рованные сварочные установки.
37
3. ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ
В ЭЛЕКТРИЧЕСКОЙ ДУГЕ
3.1. Виды эмиссии и ионизации
Как известно, электрическая дуга является электрическим
разрядом в газах. Газ в нормальном состоянии является изоля-
тором, в котором отсутствуют носители тока. Для проведения
тока в газе в нем должно образоваться достаточно большое
количество электрически заряженных частиц — свободных
электронов с отрицательным знаком заряда и положительно
и отрицательно заряженных ионов.
При соприкосновении торца электрода со свариваемым
металлом в контакте выделяется большое количество тепла,
в результате чего ускоряется движение свободных электронов.
При отрыве электрода от металла в межэлектродном про-
межутке электроны сталкиваются с нейтральными атомами газа
и ионизируют их, т. е. разделяют на ионы с разными знаками
заряда. В результате газ становится электропроводным.
Рассмотрим виды эмиссии (выхода) электронов с поверхно-
сти торца электрода.
Термоэлектронная эмиссия — свободное излучение элект-
ронов с катода, нагретого до высокой температуры.
Автоэлектронная эмиссия — излучение свободных элект-
ронов с поверхности катода происходит за счет большой на-
пряженности внешнего электрического поля, создаваемого ис-
точником питания. При этом внешнее электрическое поле сооб-
щает электрону такое количество энергии, которое дает ему
возможность выйти за пределы поверхности металла.
Фотоэлектронная эмиссия — излучение свободных элект-
ронов с поверхности катода под действием световых лучей
электрической дуги.
Эмиссия электронов за счет потока тяжелых ионов —
излучение свободных электронов за счет тепловой и лучи-
стой энергии, выделяемой при ударении по катоду тяжелыми
положительно заряженными ионами. Этот вид эмиссии спо-
собствует созданию мощного потока электронов в сварочной
дуге.
На стабильное горение сварочной дуги оказывают влияние
процессы образования (ионизации) свободных электронов и
ионов в объеме нейтрального газа электрической дуги.
38
Работа ионизации или работа выхода — энергия, необ-
ходимая для отрыва электрона от атома вещества, находящего-
ся в газообразном состоянии. Величина работы выхода зависит
от свойств и температуры поверхности электрода. Щелочные,
щелочноземельные металлы обладают относительно малой
работой выхода. Поэтому в электродные покрытия, флюсы,
порошки вводят соединения калия, кальция, натрия и других
элементов, повышающих устойчивость горения дуги.
Рассмотрим виды ионизации в электрическом газовом разряде.
Ионизация соударением. Движение электронов сильно ус-
коряется под действием электрического поля в катодной обла-
сти, которые встречают на своем пути нейтральные атомы газов,
ударяются о них и выбивают электроны.
Ионизация нагревом (термическая ионизация). Образо-
вание ионов в газовой среде наблюдается при температуре выше
1750 °C. Ионизация нагревом протекает за счет неупругих столк-
новений частиц газа с большим запасом кинетической энергии.
Ионизация облучением (фотоионизация). При этом иони-
зация газов в электрической дуге вызывается воздействием на
газовый промежуток энергии светового излучения. Ионизация
излучением будет происходить в том случае, если энергия све-
товых квантов превысит энергию, необходимую для ионизации
частиц газа.
3.2. Свойства сварочной дуги
Зажигание сварочной дуги начинается с момента касания
электродом свариваемого металла т. е. с короткого замыкания.
На рис. 3.1 приведена последовательность процессов при
зажигании сварочной дуги.
Рис. 3.1. Последовательность зажигания сварочной дуги:
а — короткое замыкание; б — образование перемычки из жидкого металла; в —
возникновение дуги
39
Так как торец электрода и поверхность свариваемого ме-
талла имеют неровности, то контакт между ними при коротком
замыкании происходит в отдельных точках (рис. 3.1,о). Поэто-
му плотность тока в точках контакта достигает больших значе-
ний, металл мгновенно расплавляется, образуя перемычку из
жидкого металла между электродом и свариваемым металлом
(рис. 3.1,6).
При отводе электрода от поверхности металла на некото-
рую длину, называемую длиной дуги I, жидкая перемычка рас-
тягивается с уменьшением сечения, затем в момент достижения
металлом перемычки температуры кипения он испаряется, и
происходит разрыв перемычки (рис. 3.1,3).
Образуется разрядный промежуток, который заполняется
заряженными частицами паров металла, покрытия электрода
и газов. Так возникает сварочная дуга, которая представляет
собой светящийся столб нагретого газа, состоящего из элект-
ронов, ионов и нейтральных атомов.
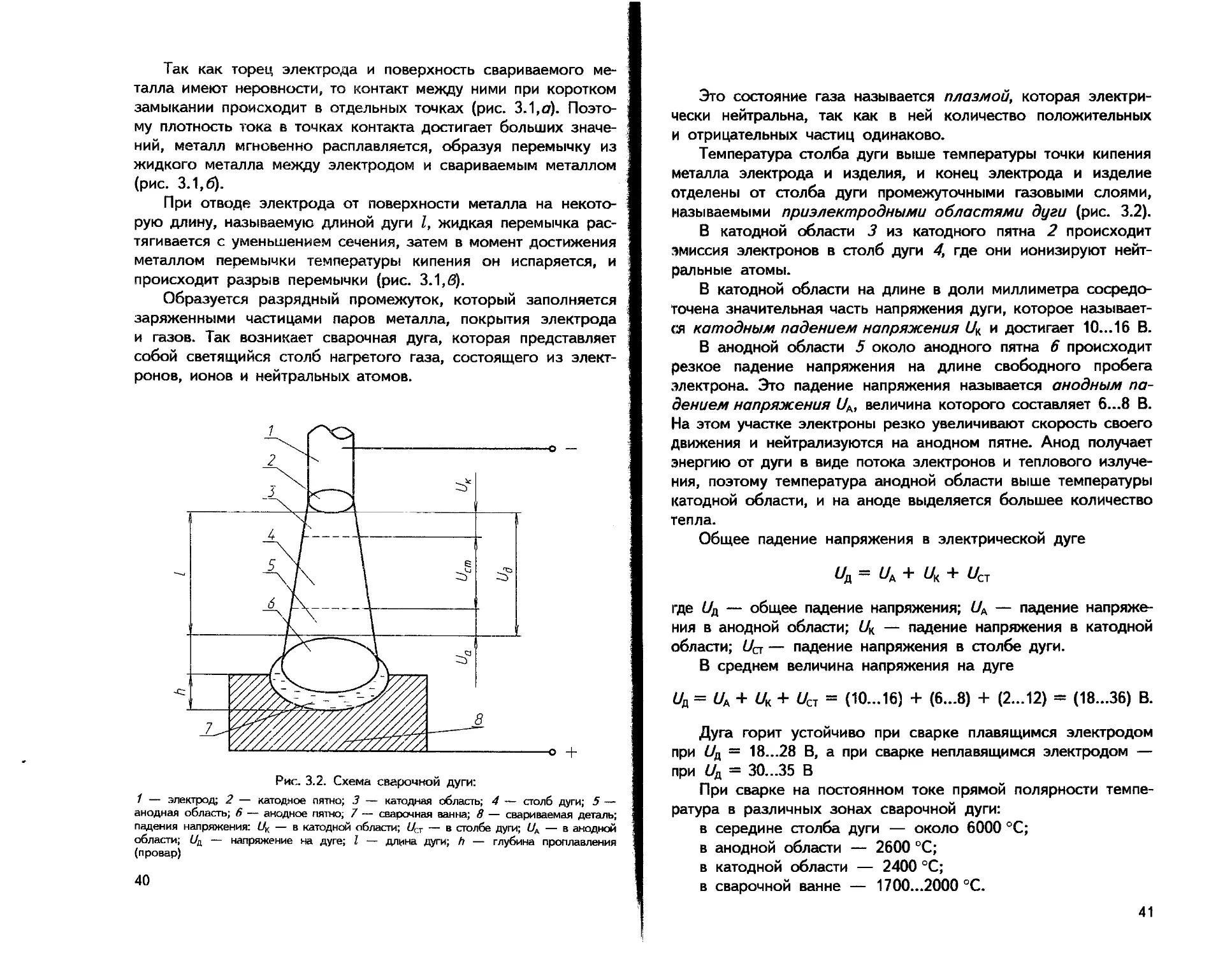
Рис. 3.2. Схема сварочной дуги:
1 — электрод; 2 — катодное пятно; 3 — катодная область; 4 — столб дуги; 5 —
анодная область; 6 — анодное пятно; 7 — сварочная ванна; 8 — свариваемая деталь;
падения напряжения: UK — в катодной области; UCT — в столбе дуги; — в анодной
области; UR — напряжение на дуге; I — длина дуги; Л — глубина проплавления
(провар)
40
Это состояние газа называется плазмой, которая электри-
чески нейтральна, так как в ней количество положительных
и отрицательных частиц одинаково.
Температура столба дуги выше температуры точки кипения
металла электрода и изделия, и конец электрода и изделие
отделены от столба дуги промежуточными газовыми слоями,
называемыми приэлектродными областями дуги (рис. 3.2).
В катодной области 3 из катодного пятна 2 происходит
эмиссия электронов в столб дуги 4, где они ионизируют нейт-
ральные атомы.
В катодной области на длине в доли миллиметра сосредо-
точена значительная часть напряжения дуги, которое называет-
ся катодным падением напряжения UK и достигает 10... 16 В.
В анодной области 5 около анодного пятна 6 происходит
резкое падение напряжения на длине свободного пробега
электрона. Это падение напряжения называется анодным па-
дением напряжения UK, величина которого составляет 6...8 В.
На этом участке электроны резко увеличивают скорость своего
движения и нейтрализуются на анодном пятне. Анод получает
энергию от дуги в виде потока электронов и теплового излуче-
ния, поэтому температура анодной области выше температуры
катодной области, и на аноде выделяется большее количество
тепла.
Общее падение напряжения в электрической дуге
f/д = t/A + ик + и„
где UR — общее падение напряжения; Uk — падение напряже-
ния в анодной области; UK — падение напряжения в катодной
области; t/CT — падение напряжения в столбе дуги.
В среднем величина напряжения на дуге
UR = UK + UK + U„ = (10...16) + (6...8) + (2...12) = (18...36) В.
Дуга горит устойчиво при сварке плавящимся электродом
при t/д = 18...28 В, а при сварке неплавящимся электродом —
при t/д = 30...35 В
При сварке на постоянном токе прямой полярности темпе-
ратура в различных зонах сварочной дуги:
в середине столба дуги — около 6000 °C;
в анодной области — 2600 °C;
в катодной области — 2400 °C;
в сварочной ванне — 1700...2000 °C.
41
При сварке на переменном токе распределение тепла дуги
и температуры в катодной и анодной областях примерно оди-
наково (катодная область на электроде).
3.3. Условия получения
устойчивой сварочной дуги
Устойчивая дуга — равномерно горящая дуга без обры-
вов при изменении длины дуги во время подачи и перемещения
электрода по шву, его колебательных движений при сварке
в различных положениях.
Неустойчивая дуга часто гаснет и обрывается.
На устойчивость дуги оказывают влияние род тока и его
полярность, величина напряжения сварки, состав металла
электрода и его покрытия, длина дуги и другие факторы.
Статическая вольт-амперная характеристика дуги
показывает зависимость между установившимися значениями
тока и напряжения дуги при постоянной ее длине (рис. 3.3).
Рис. 3.3. Статическая характеристика сварочной дуги:
I — участок падающей характеристики; П — участок жесткой характеристики; Ш —
участок возрастающей характеристики; 1, 2, 3 — участки характеристики при различных
способах сварки
Характеристика имеет три области.
Первая область I характеризуется резким падением напря-
жения Ua на дуге с увеличением тока сварки /Св- Такая характе-
ристика называется падающей и вызвана тем, что при увеличе-
нии тока сварки происходит увеличение площади, а следова-
тельно, и электропроводности столба дуги.
42
Во второй области II характеристики увеличения тока
сварки не вызывают изменения напряжения дуги. Характе-
ристика дуги на этом участке называется жесткой. Такое
положение характеристики на этом участке происходит за
счет увеличения сечения столба дуги, анодного и катодного
пятен пропорционально величине сварочного тока. При этом
плотность тока и падение напряжения на протяжении всего
участка не зависят от изменения тока и остаются почти по-
стоянными.
В третьей области III с увеличением сварочного тока воз-
растает напряжение на дуге Ua. Такая характеристика называ-
ется возрастающей.
При работе на этой характеристике плотность тока на
электроде увеличивается без увеличения катодного пятна, при
этом возрастает сопротивление столба дуги и напряжение на
дуге увеличивается.
Участки 1, 2, 3 характеристики на рис. 3.3 соответствуют
статическим характеристикам дуг, применяемых при различных
способах сварки:
участок 1 — ручная дуговая сварка штучными электродами;
участок 2 — автоматическая, полуавтоматическая сварка
под флюсом, электрошлаковая сварка толстой электродной
проволокой диаметром более 2,5 мм на малых и средних плот-
ностях тока;
участок 3 — сварка под флюсом и в среде защитных газов
тонкой электродной проволокой на больших плотностях тока.
Род тока при сварке — постоянный или переменный, по-
лярность на постоянном токе может быть прямой (минус от
источника на электроде), или обратной (минус от источника
присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого
металла легкоплавких сплавов, легированных, специальных
и высокоуглеродистых сталей, чувствительных к перегреву,
при полуавтоматической сварке арматуры и металлоконструк-
ций легированной проволокой сплошного сечения, при сварке
электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и
условия существования дуги периодически изменяются в соот-
ветствии с частотой тока.
На рис. 3.4 приведены зависимости сварочного тока от
сварочного напряжения с течением времени при сварке на
переменном токе.
43
Рис. 3.4. Изменение во времени тока и напряжения при сварке:
UA — напряжение на дуге; 7д — сила тока в дуге; U3 — напряжение повторного
зажигания дуги; t — текущее время; Т — длительность периода переменного
напряжения и тока
В каждом полупериоде ток и напряжение меняют полярно-
сти при переходе синусоиды через нулевое значение. Дуга при
этом угасает, температура активных пятен и дугового проме-
жутка снижается. Повторное зажигание дуги в новом полупе-
риоде происходит при повышенном напряжении — пике зажи-
гания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока до-
бавляют в покрытия электродов и сварочные флюсы такие
материалы, как мел, мрамор, полевой шпат и др., содержащие
калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплав-
ленного металла, оказывают влияние на зажигание дуги перемен-
ного тока. При сварке с инертными газами (гелий, аргон) зажи-
гание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона про-
исходит испарение частиц металла с поверхности сварочной
ванны и ближайших холодных зон, вместе с которыми удаля-
ются и окисные пленки, что улучшает условия сварки и каче-
ство шва.
Углекислый газ при сварке на переменном токе действует
отрицательно, поэтому сварка в углекислом газе применяется
преимущественно на постоянном токе обратной полярности.
3.4. Действие магнитных полей
на электрическую дугу
Магнитные поля могут образовываться вокруг проводника
электрод—дуга—металл. Явление магнитного дутья появ-
44
ляется при отклонении электрической дуги магнитными поля-
ми. На дугу может влиять как собственное магнитное поле, так
и постороннее магнитное поле.
Влияние собственного магнитного поля. При этом дей-
ствие несимметричного подвода тока относительно оси элект-
рода может вызвать отклонение дуги (рис. 3.5).
- 0-
Рис. 3.5. Действие на электрическую дугу
собственного магнитного поля:
а — несимметричный подвод тока и отклонение дуги; б — симметричный подвод тока
и нормальное положение дуги
Можно изменять величину и направление силовых линий
вокруг дуги, создавать равномерное магнитное поле, уменьшать
действие несимметричного поля подбором и регулированием
угла наклона электрода.
Влияние близко расположенных магнитных масс. Фер-
ромагнитные массы, близко расположенные к сварочной дуге,
существенно влияют на отклоне-
ние дуги. Ферромагнитные массы
вызывают направленный магнит-
ный поток, стремящийся сблизить
дугу с массой, и дуга отклоняется
в сторону ферромагнитной массы
(рис. 3.6). Такое явление наблюда-
ется при сварке деталей разной
толщины, при сварке швов вблизи
массивных элементов и др.
Магнитное дутье пропорцио-
нально квадрату тока, и особенно
интенсивно проявляется при сварке постоянным током величи-
ной свыше 300...400 А, при сварке электродами с тонким по-
крытием. Оно проявляется слабее при применении электродов
Рис. 3.6. Действие магнитных
масс на отклонение дуги
45
с толстым покрытием, при сварке под флюсом, а также при
сварке на переменном токе.
Рекомендуется для ослабления действия магнитных полей
на дугу вести сварку короткой дугой, производить присоедине-
ние провода к изделию ближе к месту сварки, выбирать нужный
угол наклона электрода, при этом конец электрода следует
направлять в сторону магнитного дутья.
3.5. Образование сварного соединения
Процесс образования сварного соединения заключается
в переносе капель жидкого электродного металла через дугу
на свариваемое изделие. Этот процесс показан на рис. 3.7.
После зажигания дуги торец электрода начинает расплавлять-
ся (о), и расплавленный слой металла электрода под дейст-
вием сил тяжести и сил поверхностного натяжения образует
каплю (б).
Капля нагревается и вытягивается, образуя тонкую шейку,
увеличивается в размерах и перекрывает столб дуги (б), созда-
вая короткое замыкание в сварочной цепи. После этого пере-
мычка из жидкого металла разрывается, капля остается
на месте сварки, дуга возникает вновь и процесс каплеобразо-
вания повторяется (г, д, е).
Рис. 3.7. Процесс образования сварного соединения:
о — расплавлений торца электрода; 6 — образование капли расплавленного металла;
в — перекрытие каплей столба дуги; г — отрыв капли металла и новое зажигание
дуги; д, е — повторение процесса
Металл электрода может переноситься в сварочную ванну
крупными каплями, достигающими величины диаметра электро-
да, или мелкими каплями величиной до 0,5 мм и очень мелкими
каплями менее 0,1 мм.
46
Образование и перенос капель жидкого металла электрода
через дугу на место сварки происходит под действием сил
тяжести и сил поверхностного натяжения, давления газов, выхо-
дящих из расплавленного металла, электромагнитных сил, на-
пряженности электрического поля и др.
Сила тяжести способствует переносу капель при сварке
в нижнем положении, препятствует переносу при сварке в пото-
лочном положении и частично в вертикальном положении.
Сила поверхностного натяжения проявляется в стрем-
лении жидкости принять сферическую форму под действием
молекулярных сил. Сферическая форма капли сохраняется до
момента соприкосновения ее с поверхностью сварочной ванны
или отрыва от конца электрода. Сила поверхностного натяже-
ния способствует формированию шва, удержанию жидкого ме-
талла ванны при сварке в потолочном положении.
Электромагнитные силы возникают при протекании сва-
рочного тока через электрод. Эти силы оказывают сжимающее
действие на каплю металла на конце электрода, стремясь умень-
шить ее поперечное сечение, они также способствуют образова-
нию капли, отрыву ее от электрода и переносу на место сварки
во всех пространственных положениях шва.
Напряженность магнитного поля является неравномер-
ной вследствие повышения плотности тока на электроде по
отношению к плотности тока на изделии. В результате возника-
ет продольная сила по направлению от более высокой напря-
женности к более низкой — от электрода к изделию, способ-
ствующая вытягиванию капли и переносу через дугу на металл.
Сила внутреннего давления газа возникает при образо-
вании газов в химических реакциях, возникающих в расплав-
ленном металле. При повышении температуры увеличивается
содержание газообразной окиси углерода, объем которой пре-
вышает объем расплавленного металла в несколько раз.
Процесс сопровождается микро взрывам и, способствующи-
ми отрыву, дроблению и переносу капли на изделие с вылетом
некоторой части мелких капель в виде брызг за пределы сва-
рочной ванны.
Сила реактивного действия газов возникает при рас-
плавлении электродного покрытия и превращения его в газо-
образное состояние. При этом появляется реактивная сила
газов, направленная по оси электрода и способствующая пере-
мещению образовавшейся капли электродного металла от
электрода к сварочной ванне.
47
3.6. Металлургические процессы
дуговой сварки
3.6.1. Общие сведения
Металлургические процессы при сварке отличаются от про-
цессов в плавильных печах следующими особенностями:
малый объем расплавленного и нагретого металла;
высокая температура процесса;
быстрый отвод тепла от расплавленного металла при срав-
нительно холодном основном металле.
Высокая температура сварочной дуги значительно уско-
ряет процессы в металле при сварке. Молекулы кислорода,
водорода и азота распадаются на атомы и взаимодействуют
с расплавленным металлом, происходит окисление элементов,
содержащихся в металле, и насыщение его водородом и
азотом.
Металлургические процессы при сварке представляют со-
бой процессы взаимодействия расплавленного и нагретого
металла со шлаками, образующимися при сварке, газами и
воздухом, переход металла шва каплями через сварочную дугу
в сварочную ванну сопровождается выделением газов, которые
остаются в наплавленном металле шва.
Кислород попадает в зону сварки из воздуха, флюса или
электродного покрытия, взаимодействует с металлом жидкой
ванны, окисляя железо и другие элементы, содержащиеся
в стали. В связи с этим он является наиболее вредной приме-
сью, так как образует растворимые в стали окислы, переходя-
щие в металл шва, которые снижают пределы прочности
и текучести, относительное удлинение и ударную вязкость ме-
талла сварного соединения. Это также приводит к снижению
антикоррозионных свойств шва и к образованию горячих и
холодных трещин.
Реакции взаимодействия с кислородом:
2Fe + 02 — 2FeO, Fe + О FeO,
4Fe + 3O2= 2Fe2O3, 3Fe + 2O2 Fe3O4.
При этом получаются:
закись железа FeO,
окись железа Fe2O3,
окись-закись железа Fe3O4.
48
Взаимодействие влаги с железом по реакции:
Fe + H2O^r FeO + Н2.
Закись железа FeO наиболее неблагоприятна, так как при
высокой температуре растворяется в стали до полного насы-
щения и при затвердевании частично остается в шве.
Кислород также вступает в соединение с другими элемента-
ми, входящими в состав стали:
С + О -* СО,
Мп + О — МпО,
Si + 20 — SiO2,
где С, Мп, Si — соответственно углерод, марганец, кремний.
Азот, поступая в зону сварки из воздуха, под действием
высокой температуры нагревается и растворяется в жидком
металле, образуя при охлаждении сварного шва химические
соединения (нитриды) с железом и другими элементами стали.
Медленное охлаждение металла шва способствует удале-
нию азота в атмосферу, быстрое охлаждение — задержанию
его в шве.
Основные нитриды железа образуются по реакциям:
8Fe + 2N = 2Fe4N
4Fe + 2N = 2Fe2N
2Fe4N + 2N = 4Fe2N
Нитриды располагаются в шве в виде азотных игл и повы-
шают твердость и хрупкость металла шва.
Ухудшение свойств низкоуглеродистых сталей наблюдает-
ся при содержании в них азота более 0,05%. При сварке
электродами с толстым покрытием достигается уменьшение
содержания азота в сварном шве до 0,02...0,05%, при сварке
закрытой дугой под флюсом — до 0,008% и применением
сварочных проволок с повышенным содержанием марганца.
Содержание азота в сварном шве уменьшается с увеличением
силы тока и уменьшением дугового промежутка.
Более устойчивыми являются нитриды алюминия, марганца,
титана и кремния:
Al + | N2 — Al N, Ti + | N2 — Ti N,
5Mn + N2 — Mn5N2, 3Si + 2N2 Si3N4.
49
Легирование стали алюминием, марганцем, титаном и крем-
нием, которые связывают азот в стойкие нитриды, позволяет
предупредить старение стали и повышает пластичность соеди-
нения.
Водород может поступать в зону сварки из влаги окружа-
ющего воздуха, покрытий и флюсов, ржавчины кромок металла.
Сварной шов при высоком содержании водорода становится
менее пластичным и хрупким в холодном состоянии. В шве
появляются также газовые пузыри пористости, мелкие трещины
и небольшие светлые пятна с малой полостью в центре, кото-
рые встречаются на поверхности излома. Эти свойства более
выражены при сварке на переменном токе и менее выражены
при сварке на постоянном токе обратной полярности.
Молекулы водорода в сварочной дуге распадаются (диссо-
циируют) на атомы:
н2 н + н.
Диссоциированный водород активно соединяется с кисло-
родом, азотом, серой и фосфором, при этом происходит восста-
новление железа из окислов, нитридов, сульфидов и хлоридов,
что нежелательно.
Против насыщения металла шва газами применяют:
прокаленные электроды и флюсы, хранящиеся в сухом
месте;
кромки металла шва сухие и очищенные от ржавчины;
сварку металла при низких температурах в закрытых поме-
щениях;
защиту свариваемого металла от попадания влаги;
защиту сварочной проволоки от образования ржавчины.
3.6.2. Улучшение свойств металла шва
при сварке
Сварочная ванна и металл шва при сварке должны быть
защищены от влияния кислорода и азота воздуха для полу-
чения заданных механических свойств, химического состава
и стуктуры наплавленного металла. Для этого применяются
электродные покрытия и флюсы с компонентами, обладающи-
ми свойствами раскисления, легирования, шлакообразования,
газообразования.
Сварочный шлак образуется при сварке на поверхности
расплавленного металла и предохраняет металл от действия
кислорода и азота воздуха. Шлак также растворяет в себе
50
закись железа, замедляет процесс охлаждения шва, улучшает
структуру и механические свойства металла шва, а при наличии
стабилизирующих и легирующих компонентов повышает устой-
чивость горения дуги и способствует легированию металла шва.
Основные свойства шлаков:
температура плавления выше температуры образования
окислов;
хорошая вязкость, обеспечивающая высокое качество шва
и легкость отделения шлака от металла;
способность быстрого перехода из жидкого состояния в
твердое;
способность растворять металлы, сульфиды и другие соеди-
нения, связывать окислы в нерастворимые соединения, также
раскислять железо;
в твердом состоянии способность легко отделяться от на-
плавленного металла шва;
в жидком состоянии плотность ниже плотности жидкого
металла.
Выбор состава покрытия электрода зависит от химического
состава свариваемого металла. Для сталей с повышенным со-
держанием кремния, марганца, хрома покрытия должны давать
шлаки с окисью кальция (СаО).
Образуемые шлаки часто представляют собой соединения
окислов типа (FeO, МпО, СаО) — основных, (SiO2, TiO2) — кислых,
(AI2O3, Fe2O3) — амфотерных.
Сварочные шлаки не предохраняют металл полностью от
насыщения кислородом и от образования окислов. Поэтому
для получения качественного сварного соединения производят
раскисление и легирование наплавленного металла.
Раскисление производится:
восстановлением железа из его закиси за счет окисления
других элементов;
соединением кислорода с элементами-раскислителями;
связыванием закиси железа в силикаты и титанаты, нера-
створимые в железе.
Раскисление марганцем и кремнием в виде ферросплавов
(ферромарганец, ферросилиций), входящих в состав обмазок
и флюсов.
Образующаяся закись марганца МпО легко реагирует с
кислыми окислам, например, с кремнеземом силикат марганца
MnO SiO2, переходящий в шлаки, с закисью железа FeO —
в растворы.
51
Окись кремния SiO2 (кремнезем) нерастворима в железе,
легко вступает в комплексные соединения с основными окис-
лами (типа FeO), с закисью железа образует нерастворимый
в металле силикат закиси железа FeO • SiO2, переходящий в
шлак.
Реакции раскисления железа марганцем и кремнием:
FeOMET + МпМЕТ МоОшл *" FeMET,
2FeOMET + SiMET 8Ю2ШЛ + 2FeMET,
где индексы «мет» и «шл» означают «в металле» и «в шлаке».
Раскисление титаном производится введением в состав об-
мазок и флюсов титана в виде ферросплавов (ферротитан).
Реакция раскисления железа титаном:
2FeO + Ti = 2Fe + TiO2.
Окись титана переходит в шлак в составе комплексных
соединений. Титан образует с азотом стойкие соединения —
нитриды титана, не растворимые в металле.
Раскисление алюминием как наиболее сильным раскисли-
телем производится небольшими его количествами для окон-
чательного удаления закиси железа из металла шва или для
уменьшения окисления других раскислителей.
При окислении алюминия образуется его окись А12О3 (гли-
нозем), которая имеет высокую температуру плавления, не ра-
створима в жидком металле и медленно удаляется в шлак,
поэтому сварной шов может быть загрязнен неметаллическими
включениями.
Легирование металла шва производится для восстанов-
ления химического состава и улучшения механических свойств
легирующими элементами, такими как никель, медь, кобальт,
для которых железо играет роль раскислителя, предохраня-
ющего их от окисления.
При ручной дуговой сварке низкоуглеродистых и низко-
легированных сталей применяют марганец и кремний в каче-
стве легирующих элементов, которые входят в состав покрытий
электродов в виде ферросплавов.
Сера в металле шва ухудшает механические свойства ме-
талла шва и является одной из причин красноломкости и
появления трещин в процессе сварки. В наплавленный металл
она может попасть из основного и электродного металлов из
электродного покрытия и флюсов.
52
В металле шва сера может находиться в виде сульфитов
марганца и железа (MnS, FeS), из которых особенно отрица-
тельно действует сульфит железа, растворяющийся в жидком
металле и плохо растворяющийся в шлаках. Сернистое желе-
зо при кристаллизации остается в прослойках между кристал-
лами стали по границам зерен металла.
Для нейтрализации сернистого железа в металле шва в
покрытия и флюсы вводят марганец и известь (СаО), образу-
ющие нерастворимые в жидком металле сульфиты, переходя-
щие в шлак. При этом проходят реакции:
FeS + Мп = MnS + Fe; FeS + СаО = FeO + CaS;
FeO + Мп MnO + Fe.
Фосфор в сварном шве понижает механические свойства,
повышает хрупкость в холодном состоянии и неоднородность
металла шва. Фосфор в стали образует фосфиды железа по
реакциям:
3Fe + Р = Fe3P и 2Fe + Р = Fe2P.
Фосфиды железа частично растворяются в стали при вы-
соких температурах.
В процессе сварки фосфор может удаляться путем его
связывания в прочные химические соединения по реакциям:
2Fe2P + 5FeO = Р2О5 + 9Fe
или
2Fe3P + 5FeO = Р2О5 + 11Fe.
Фосфорный ангидрид Р2О5 переходит в шлаки, и происхо-
дит удаление фосфора из металла.
3.6.3. Влияние сварного шва
на структуру прилегающего металла
При сварке под давлением столба дуги жидкий металл
сварочной ванны вытесняется и столб дуги погружается в ос-
новной металл на глубину, называемую глубиной проплавле-
ния. При движении электрода сварочная ванна движется, про-
исходит расплавление металла перед движущимся электродом
и начало кристаллизации металла за электродом в конце сва-
рочной ванны.
При ручной сварке в результате переноса на шов капель
металла электрода шов получает волнообразную поверхность
53
правильной формы. Происходит рост кристаллов между не
полностью оплавленными зернами твердого металла и метал-
лом шва в направлении от основного металла к центру шва.
На рис. 3.8 показана часть сварного соединения по одну
сторону от шва; на другой стороне шва структура симметрична.
Рис. 3.8. Строение сварного соединения
при ручной дуговой сварке низкоуглеродистой стали:
1 — участок неполного расплавления; 2 — участок перегрева; 3 — 'маскм.
нормализации; 4 — участок неполной перекристаллизации; 5 — участок рекри-
сталлизации
Сварное соединение можно разделить на три зоны, отлича-
ющиеся структурным строением металла:
зона наплавленного металла;
зона термического влияния;
зона основного металла.
Зона наплавленного металла состоит из смеси металла
электрода и основного металла. Сварной шов имеет столбча-
тую структуру кристаллизации разветвленной формы, располо-
жение кристаллов в которой зависит от глубины провара ос-
новного металла и ширины сварного шва. Толщина слоя кри-
сталлизации неодинакова в разных участках шва и зависит от
скорости охлаждения шва, которая имеет наибольшее значение
по краям шва.
Зона термического влияния имеет несколько участков,
отличающихся формой и строением зерен кристалла в зависимо-
сти от температуры, которая меняется в пределах 1500...450 °C.
Участок неполного расплавления — переходный от на-
плавленного металла к основному металлу и представляет
54
собой область (0,1—0,4 мм) основного металла, нагретую до
температуры несколько большей температуры плавления, нахо-
дится в твердожидком состоянии. На участке происходит рост
зерен кристаллов с образованием игольчатой структуры. Этот
участок имеет повышенную хрупкость.
Участок перегрева — область нагретого от 1100 до
1500 °C металла шириной 3...4 мм с крупнозернистой структу-
рой и пониженными механическими свойствами. В сталях
с большим содержанием углерода на участке возможно обра-
зование закалочных структур.
Участок нормализации — область основного металла
шириной 1...4 мм, нагретого в пределах от 900 до 1100 °C,
с высокими механическими свойствами. Это обусловлено пе-
рекристаллизацией со значительным измельчением зерен при
нагреве и охлаждении на этом участке.
Участок неполной перекристаллизации — область ос-
новного металла с нагревом в пределах от 725 до 900 °C
смешанного строения. Состоит из мелких перекристаллизо-
ванных зерен и крупных зерен без перекристаллизации из-за
недостаточного нагрева. Участок имеет пониженные механи-
ческие свойства.
Участок рекристаллизации — область металла шириной
0,5—5 мм, нагретого в пределах от 450 до 725 °C.
На участке восстанавливаются форма и размеры разрушен-
ных зерен металла, ранее подверженного прокатке или ковке
и штамповке.
При ручной сварке электродами с толстым покрытием зона
термического влияния составляет 5—7 мм, при автоматической
сварке под флюсом стали большой толщины — 8—10 мм
и стали малой толщины — 0,5—1 мм.
Зона термического влияния, размеры и структура участков
для других металлов и сплавов будут иными, чем для низкоугле-
родистой стали.
Сварные соединения из среднеуглеродистых и низкоугле-
родистых сталей, которые склонны к закалке, имеют зону тер-
мического влияния, содержащую участки закалки, неполной
закалки и отпуска.
Перед сваркой части таких соединений нужно подогреть,
а после сварки сделать их термическую обработку.
Зона основного металла наблюдается при понижении
температуры ниже 450 °C, где не наблюдается изменение струк-
туры основного металла.
55
Но при сварке низкоуглеродистых сталей, содержащих кис-
лорода и азота более 0,005% и водорода 0,0005%, на участке
нагретом в пределах 400 °C — участок синеломкости — про-
исходит понижение механических свойств — снижение плас-
тичности и вязкости, и этот участок имеет склонность к обра-
зованию трещин.
3.6.4. Классификация и маркировка сталей
Сталь является сплавом железа с углеродом, которого мо-
жет быть до 2%.
По химическому составу сталь разделяется на углеро-
дистую и легированную.
По качеству сталь бывает: обыкновенного качества, ка-
чественная, повышенного качества, высококачественная.
Классификация углеродистых сталей
По назначению стали разделяются на конструкционные
с содержанием углерода в сотых долях процента и инструмен-
тальные с содержанием углерода в десятых долях процента.
Углеродистые стали производятся обыкновенного каче-
ства и качественные.
Углеродистые стали обыкновенного качества подразделя-
ются на группы:
группа А поставляется по механическим свойствам и при-
меняется в случаях, когда изделия из нее подвергаются горячей
обработке (сварка, ковка и др.), при этом могут измениться
регламентируемые механические свойства (СтО, Ст1 и др.);
группа Б поставляется по химическому составу и предназ-
начается для изготовления деталей, при обработке которых
меняются механические свойства, которые определяются также
составом стали (БСтО, БСт1 и др.).
группа В поставляется по механическим свойствам и хими-
ческому составу для производства деталей, подвергаемых свар-
ке (ВСт1, ВСт2 и др.).
Примеры марок стали углеродистой обыкновенного ка-
чества: СтО, Ст1кп, Ст1пс, Ст1сп, Ст2 и СтЗ с теми же индексами
и СтЗГпс, СтГсп, Ст4кп, Ст4лс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, где
Ст — сталь;
цифра — условный номер марки стали в зависимости от
химического состава;
кп, пс, сп — степень раскисления: кп — кипящая, пс —
полуспокойная, сп — спокойная.
56
Кипящая сталь содержит кремния не более 0,07% и по-
лучается при неполном раскислении ее марганцем.
Она характеризуется неравномерностью распределения
вредных примесей — серы и фосфора, по толщине проката из
этой стали.
Повышенная концентрация серы в отдельных местах может
привести к образованию кристаллизационных трещин в шве
и околошовной зоне. В тех же местах сталь склонна к ста-
рению и переходу в хрупкое состояние при отрицательных
температурах.
Спокойная сталь получается при раскислении марганцем,
алюминием и кремнием, содержит кремния не менее 0,12%.
Сталь менее склонна к старению и к отрицательным реакциям
на нагрев при сварке, так как в ней сера и фосфор распределе-
ны более равномерно.
Полуспокойная сталь занимает промежуточное положение
между кипящей и спокойной сталью. Стали с номерами марок
от 1 до 5 выплавляют с нормальным и повышенным содержани-
ем марганца в пределах до 1%, при этом после номера марки
стали ставят букву Г.
Стали группы Б делятся на две категории.
В стали первой категории регламентировано содержание
углерода, кремния и марганца; ограничено содержание серы,
фосфора, азота и мышьяка.
В стали второй категории ограничено дополнительно со-
держание хрома, никеля и меди.
Стали группы В делятся на шесть категорий. Обозначение
стали включает марку, степень раскисления и номер категории,
например, ВСтЗГпсб, где В — сталь группы В, СтЗГ — марка, пс —
полуспокойная, 5 — пятая категория.
Стали группы В имеют такой же состав, как стали группы Б
второй категории.
Углеродистая качественная сталь имеет пониженное содер-
жание серы, отклонение по углероду — 0,03...0,04%. Стали
при содержании углерода до 0,20% могут быть кипящими (кп),
полуспокойными (пс) и спокойными (сп).
Остальные стали — спокойные, при этом буквы «сп» не
ставят.
Углеродистые стали подразделяются на подклассы:
низкоуглеродистые с содержанием углерода до 0,25%;
среднеуглеродистые с содержанием углерода 0,25...0,60%;
высокоуглеродистые с содержанием углерода более 0,60%.
57
Для сварных конструкций применяют в основном низко-
углеродистые стали.
Сталь углеродистая качественная конструкционная по ви-
дам обработки делится на виды: горячекатаная и кованая, ка-
либрованная, круглая со специальной отделкой поверхности.
Классификация легированных сталей
По степени легирования сталь может быть:
низколегированная — до 2,5% легирующих элементов;
среднелегированная — 2,5...10% легирующих элементов;
высоколегированная — 10...50% легирующих элементов.
Высоколегированные стали включают:
коррозионностойкие (нержавеющие) стали и сплавы, стой-
кие против электрохимической и химической коррозии, меж-
кристаллической коррозии, коррозии под напряжением и т. п.;
жаростойкие (окалиностойкие) стали и сплавы, обладающие
стойкостью против химического разрушения в газовых средах
при температуре выше 50 °C, работающие в ненагруженном или
слабонагруженном состоянии;
жаропрочные стали и сплавы, с достаточной жаростойкостью
при работе в нагруженном состоянии при высоких температу-
рах в течение определенного времени.
Таблица 3.1
ОБОЗНАЧЕНИЯ ХИМИЧЕСКИХ ЭЛЕМЕНТОВ В МАРКАХ СТАЛЕЙ
Обозначения элементов Наименование элемента
в марке стали в таблице Менделеева
А Си Медь
Б Nb Ниобий
В W Вольфрам
Г Мп Марганец
Е SE Селен
К Со Кобальт
М Мо Молибден
н Ni Никель
р В Бор
с Si Кремний
Т Ti Титан
ф V Ванадий
X Cr Хром
ц Zr Цирконий
ю Al Алюминий
58
Сталь легированная конструкционная в зависимости от хи-
мического состава может быть: качественная, высококаче-
ственная А, особовысококачественная Ш (электрошлакового пе-
реплава).
По видам обработки сталь может быть: горячекатаная,
кованая, калиброванная, серебрянка (с особой отделкой повер-
хности).
В табл. 3.1 приведены обозначения химических элементов
В марках легированных сталей.
3.6.5. Свариваемость сталей
Сварное соединение по своему качеству зависит от метал-
лов, которые свариваются, металла электрода и вида его обмаз-
ки, режима сварки, температуры нагрева и т. п.
Свариваемость — свойство металлов образовывать свар-
ное соединение при установленной технологии сварки, которое
отвечает требованиям конструкции и эксплуатации изделий.
Различаются физическая, технологическая и эксплуатацион-
ная свариваемость.
Физическая или металлургическая свариваемость опре-
деляется процессами на границе соприкосновения сварива-
емых деталей. При этом на границе соприкосновения сварива-
емых деталей должны произойти физико-химические процес-
сы (химическое соединение, рекристаллизация и т. п.), в резуль-
тате которых и образуется прочное соединение. Протекание
физико-химических процессов на границе свариваемых метал-
лов определяется их свойствами.
Материалы одного химического состава (однородные) с оди-
наковыми свойствами обладают физической свариваемостью.
Сваривание неоднородных материалов может не произойти,
если они не обладают физической свариваемостью.
Технологическая свариваемость — возможность получе-
ния сварного соединения определенным способом сварки. По
технологической свариваемости устанавливаются оптимальные
режимы сварки и способы сварки, последовательность выпол-
нения работ для получения требуемого сварного соединения.
Основными показателями технологической свариваемости яв-
ляются стойкость образуемого при сварке шва против горячих
трещин и против изменений в металле под действием сварки.
Эксплуатационная свариваемость определяет области
и условия допустимого применения металлов в сварных конст-
рукциях и изделиях.
59
На свариваемость стали и сплавов оказывают влияние хи-
мические элементы, входящие в их состав, прежде всего угле-
род и легирующие элементы.
Свариваемость стали определенного химического состава
характеризует эквивалент углерода, определяемый по формуле:
Сэкв%
Мп Ni Cr + Mo + V
20 15 10
где буквы обозначают элементы по таблице Менделеева, со-
держание в %.
По свариваемости стали углеродистые и легированные де-
лятся на следующие группы.
Первая группа — хорошо сваривающиеся, СЭкв не более
0,25. Сварка таких сталей выполняется без предварительного
и сопутствующего подогрева, без последующей термической
обработки, обычно они не дают трещин при сварке.
Вторая группа — стали удовлетворительно сваривающие-
ся, Сэкв в пределах 0,25...0,35. Сварка таких сталей без трещин
возможна в нормальных условиях, когда температура окружа-
ющей среды выше 0 °C, отсутствует ветер и т. п.
В других условиях сварка сталей этой группы возможна
с предварительным подогревом или с предварительной и по-
следующей термообработкой.
Третья группа — стали с ограниченной свариваемостью,
Сэкв в пределах 0,35...0,45; стали в обычных условиях сварки
склонны в образованию трещин. Сварка таких сталей произво-
дится по специальной технологии с предварительной термооб-
работкой и тепловой обработкой после сварки.
Четвертая группа — стали с плохой свариваемостью,
Сэкв более 0,45. Стали этой группы плохо поддаются сварке
и склонные к образованию трещин. Их сварка выполняется
с предварительной термообработкой, подогревом в процессе
сварки и термообработкой после сварки.
Принимается следующая температура подогрева сталей
этой группы в зависимости от Сэкв:
Сэкв
0,58 0,80 0,62 0,74 0,85
Температура подогрева, "С 100 125 150 175 200
3.6.6. Трещины, образующиеся в соединениях
при сварке
В процессе сварки происходит
охлаждение сварного соединения.
резкий местный нагрев и
60
При охлаждении происходит затвердевание и уменьшение
объема металла, вызывающее образование усадочных раковин
и остаточных напряжений. Если величины остаточных напряже-
ний превзойдут предел прочности металла, то образуются тре-
щины в сварном соединении. Трещины могут привести к неисп-
равимому браку сварного соединения.
Гзрячие трещины — микроскопические и макроскопиче-
ские трещины, образующиеся в сварных соединениях и имею-
щие характер несплошности или надреза. Такие трещины об-
разуются при высоких температурах, близких к температуре
плавления при кристаллизации металла. Трещины могут воз-
никнуть из-за жесткого закрепления свариваемых деталей,
удерживающего от усадки металла шва.
Вероятность появления горячих трещин увеличивается
с увеличением в металле шва элементов, которые образуют
химические соединения с низкой температурой затвердевания,
элементов-карбидообразователей и элементов с ограниченной
растворимостью в железе.
Сера и углерод способствуют образованию горячих трещин,
а марганец препятствует, так как обладает способностью связы-
вать серу в тугоплавкое соединение.
Элементы-карбидообразователи — хром, молибден, вольф-
рам, ванадий, титан, которые при кристаллизации шва образуют
карбиды с низкой температурой плавления в виде прослоек
между кристаллами.
Химические элементы с ограниченной растворимостью в
железе, температура плавления которых ниже температуры
плавления железа, располагаясь по границам кристаллов, сни-
жают сопротивление металла шва к образованию горячих тре-
щин; к таким элементам относится медь.
Холодные трещины образуются в сварных соединениях
из среднелегированных и высоколегированных сталей при нор-
мальной температуре и при температурах ниже 200 °C. Они
проявляются после окончания сварки через некоторое время
и распространяются в течение нескольких часов или суток
вдоль и поперек сварного шва и околошовной зоны.
Образование холодных трещин в сварном соединении
можно предупредить предварительным и сопутствующим по-
догревом, использованием сварочных материалов с минималь-
ным содержанием водопроизводящих компонентов, термиче-
ской обработкой после сварки, применением правильной тех-
нологии.
61
4. ЭЛЕКТРОДЫ
4.1. Общие сведения
Электрод — стержень длиной 45 см и менее из специаль-
ного металла с нанесенным на него покрытием определенного
состава. Один его конец свободен от покрытия на длине
около 3 см для захвата электрододержателем и контакта
с цепью сварочного тока, другой конец слегка освобождается
от покрытия для контакта с изделием при зажигании дуги.
При расплавлении электрода в сварочной дуге происходят
сложные металлургические процессы. В результате окисли-
тельно-восстановительных реакций в газовой среде дуги и на
границе ее раздела с металлом, а также между металлом
и шлаком происходит легирование, окисление и раскисление
металла, образующего сварной шов.
Свойства электродов в значительной степени определяют-
ся свойствами шлака, получаемого из шлакообразующей осно-
вы покрытия электродов.
Электрод должен обеспечивать:
легкое зажигание и устойчивое горение сварочной дуги;
равномерное расплавление покрытия электрода;
равномерное покрытие шва шлаком и легкое его удаление
после сварки;
отсутствие в металле шва трещин, пор, непроваров.
Признаки классификации электродов:
материал стержня электрода;
назначение для сварки определенных сталей;
толщина покрытия стержня;
виды покрытия;
характер шлака, образующегося при расплавлении покрытия;
свойства металла шва;
допустимые пространственные положения сварки или на-
плавки;
род и полярность применяемого при сварке тока.
Электроды также подразделяются на группы в зависимости
от свариваемых сталей:
У — углеродистых и низколегированных конструкционных
сталей;
Л — легированных конструкционных сталей;
Т — легированных теплоустойчивых сталей;
В — высоколегированных сталей с особыми свойствами.
62
Основные характеристики электродов — механические
свойства шва и сварного соединения:
временное сопротивление разрыву;
относительное удлинение, ударная вязкость;
угол изгиба.
Согласно ГОСТ 9467-75 электроды классифицируются по
Минимальному временному сопротивлению разрыву
металла шва или сварного соединения на типы:
Э38, Э42, Э46, Э50 — для сварки сталей с временным сопро-
тивлением разрыву до 490 МПа;
Э42А, 346А, Э50А — для сварки тех же сталей, когда
К металлу шва предъявляются повышенные требования по от-
носительному удлинению и ударной вязкости;
955 и Э60 — для сварки сталей с временным сопротивле-
нием разрыву свыше 490 МПа до 590 МПа.
Данным стандартом также регламентируются величины со-
держания серы и фосфора в наплавленном металле.
Назначение электродных покрытий — обеспечение стабиль-
ности горения сварочной дуги и получение металла шва с задан-
ными свойствами.
Стабильность горения сварочной дуги достигается сниже-
нием потенциала ионизации воздушного промежутка между
концом электрода и металлом изделия, которое сваривается.
Шлак, образующийся при расплавлении покрытия электро-
да, служит для защиты расплавленного металла шва от воздей-
ствия кислорода и азота воздуха путем образования шлаковых
оболочек на поверхности капель металла электрода, переходя-
щих через дуговой промежуток на место сварки, и для образо-
вания шлака на поверхности расплавленного металла.
Шлак замедляет охлаждение и затвердевание металла шва,
что дает возможность выхода из него газовых и неметалличе-
ских включений.
Легирование сварного соединения производится для при-
дания ему специальных свойств обычно введением легирую-
щих компонентов в состав покрытия электрода.
В покрытия электродов иногда вводят железный порошок
для повышения производительности сварки.
Для связи компонентов покрытия между собой и с поверх-
ностью стержня электрода применяются связывающие компо-
ненты, наиболее распространенным из которых является жид-
кое стекло.
К обозначению электрода прибавляют букву Ж при нали-
чии в составе покрытия более 20% железного порошка.
63
По видам покрытий электроды подразделяются и обо-
значаются:
А — с кислым покрытием, содержащим окиси железа, мар-
ганца, кремния, титана;
Б — с основным покрытием (по названию химического
соединения — основания), содержащим фтористый кальций
и карбонат кальция. (Сварку электродами с основным покры-
тием производят постоянным током обратной полярности: воз-
можна сварка больших сечений в связи с малой вероятностью
образования трещин);
Р — с рутиловым покрытием, с рутилом в качестве основно-
го компонента. При сварке происходит незначительное раз-
брызгивание металла, горение дуги устойчиво, хорошее форми-
рование швов во всех пространственных положениях;
Ц — с целлюлозным покрытием; основные компоненты —
целлюлоза, мука и другие органические вещества, создающие
газовую защиту при плавлении и тонкий шлак (электроды при-
меняют в основном для сварки стали малой толщины);
П — прочие виды покрытий.
Электроды с кислым покрытием
Основу покрытия этого вида составляют оксиды железа,
марганца и кремния. Металл шва, выполненный электродами
с этим покрытием, имеет склонность к образованию горячих
трещин. Электроды относятся к типам Э38 и Э42 по механиче-
ским свойствам металла шва.
Сварка может выполняться постоянным и переменным током.
Электроды с основным покрытием
Основой покрытия этого вида электродов являются мине-
ралы — карбонаты кальция и магния (мрамор, магнезит, доло-
мит) и плавиковый шпат CaF2, поэтому они также называются
фтористо-кальциевыми.
При высокой температуре дуги карбонаты распадаются с
образованием окислов кальция и магния СаО, МдО, а также
окиси углерода и углекислого газа. При этом происходит обра-
зование газозащитной среды минерального происхождения,
которое не сопровождается выделением водорода, поэтому
наплавленный металл мало насыщается водородом из мате-
риалов покрытия. Фтористый кальций также связывает водо-
род в термически стойкие соединения.
64
По указанным признакам электроды с основным покрытием
называются также низководородными.
Преимущества основных покрытий делают электроды с эти-
ми покрытиями незаменимыми при сварке закаливающихся
сталей, склонных к образованию холодных трещин вследст-
вие влияния водорода, переходящего из металла в околошов-
ную зону.
Покрытия основного вида с малой окислительной способ-
ностью способствуют переходу легирующих элементов из элект-
рода в шов, благодаря чему происходит раскисление и легиро-
вание металла шва.
Эти свойства электродов с основным покрытием использу-
ются также при сварке высоколегированных сталей.
Наплавленный металл с использованием этих электродов
обладает стойкостью против образования горячих трещин, элект-
роды пригодны для сварки жестких конструкций, для швов
большой толщины при многослойной наплавке.
Сварка электродами с основными покрытиями может про-
изводиться во всех пространственных положениях.
Недостатком электродов с основным покрытием является
более низкая стабильность горения дуги по сравнению с элект-
родами с другими покрытиями. Это объясняется наличием в
дуге ионов фтора, являющихся деионизаторами дуги. Поэтому
электроды с основным покрытием применяются преимуще-
ственно для сварки постоянным током обратной полярности
(«+» на электроде).
Недостатком основных покрытий является также склон-
ность к образованию пор в швах при удлинении дуги в процес-
се сварки, при наличии окалины и ржавчины на поверхности
свариваемого металла, так как шлаки этих покрытий не связы-
вают окисли железа, которые попадают в сварочную ванну.
Образование пор в швах при сварке электродами данного
вида происходит также при увлажнении покрытий, в результа-
те чего происходит повышение содержания водорода в наплав-
ленном металле.
На увлажнение электродных покрытий влияют качество
упаковки электродов после их изготовления, условия транспор-
тировки и хранения на складах.
Хранение электродов для сварки особо ответственных кон-
струкций рекомендуется при температуре воздуха не ниже
15 °C и относительной влажности не более 50%. Срок годно-
сти после прокалки — не более 5 суток (для сталей перлитного
класса).
65
По истечении допустимого срока годности электродов по-
сле прокалки они должны быть снова прокалены, но не более
трех раз.
Частые прокалки и увлажнения электродов отрицательно
влияют на качество покрытий электродов.
Если электроды хранятся в закрытых мешках из водоне-
проницаемой полиэтиленовой пленки или в емкостях с крыш-
ками с резиновым уплотнением, или в сушильных шкафах при
температуре 80±20 °C, то сроки их хранения после прокалки не
ограничиваются.
Уровень влаги основных покрытий перед сваркой состав-
ляет 0,3%. Для достижения этого уровня влажности покрытия
необходима прокалка электродов непосредственно перед свар-
кой. Оптимальной температурой прокалки для обеспечения
этого уровня влажности является температура 350 °C и выдерж-
ка при этой температуре в течение двух часов.
Электроды с основным покрытием, нанесенным на стержни
из малоуглеродистой проволоки (Св-08, Св-08А) соответствуют
типам Э42А, Э50А.
Электроды с основным покрытием применяются для сварки
хорошо раскисленных спокойных сталей с повышенным содер-
жанием серы, низколегированных и высоколегированных ста-
лей, для сварки деталей большой толщины, конструкций, рабо-
тающих при больших динамических и знакопеременных на-
грузках, при пониженных температурах.
Электроды с целлюлозным покрытием
Основой покрытия этого типа является целлюлоза. Металл,
наплавленный электродами с покрытием этого типа, содержит
повышенное количество водорода. По механическим свой-
ствам металла шва электроды соответствуют типам Э42, Э46
и Э50. Электроды с целлюлозным покрытием дают возмож-
ность сварки сверху вниз.
Электроды с рутиловым покрытием
Основой рутиловых покрытий является минерал рутил, со-
стоящий из двуокиси титана TiO2. Рутиловые покрытия содер-
жат также алюмосиликаты (полевой шпат, каолин и др.) и кар-
бонаты (мрамор, магнезит).
С увеличением содержания в покрытии карбонатов возрас-
тает основность (щелочность) шлака, что снижает содержание
66
кислорода и кремния в наплавленном металле. Это повышает
ударную вязкость металла и стойкость против образования
горячих трещин.
При гарантированной влажности покрытий достигается зна-
чительное снижение водорода в металле шва и уменьшение
образования пор.
Электроды сушатся при температуре 200 °C в течение 1 ч.
Сварку необходимо выполнять не ранее чем через сутки
после сушки электродов.
При повышенной температуре прокалки электродов могут
появиться поры в шве. Поры могут появиться при превышении
тока при сварке тавровых швов с зазорами и при сварке тонко-
го металла электродами большого диаметра.
При сварке рутиловыми электродами поры не появляются
при сварке сталей, имеющих окалину и ржавчину, при измене-
нии длины дуги, при сварке по грунтовочным покрытиям толщи-
ной 20...25 мкм.
Стойкость против образования горячих трещин больше,
чем при сварке электродами с кислым покрытием.
Рутиловые электроды по технологическим свойствам пре-
восходят электроды с покрытием основного вида, обеспечивая
хорошую стабильность горения дуги при сварке переменным
и постоянным током, имеют низкий коэффициент разбрызгива-
ния металла, легкую отделимость шлаковой корки, являются
лучшими для сварки в вертикальном и потолочном положениях
швов. Это происходит потому, что образующиеся при плавле-
нии рутиловых покрытий соединения титана быстро всплывают
из жидкой ванны на поверхность металла. Также вязкость
шлака титановых покрытий резко возрастает при снижении
Температуры, и такие шлаки называются короткими.
Преимуществом рутиловых электродов является легкость
зажигания дуги, малая склонность к образованию пор при
зажигании и кратковременном удлинении дуги, высокое сопро-
тивление усталости сварных соединений.
Введение в рутиловые покрытия большого количества же-
лезного порошка снижает содержание углерода в шве, умень-
шает неоднородность распределения серы, повышает стойкость
металла шва против образования горячих трещин.
Область применения электродов с рутиловым покрытием —
сварка малоуглеродистых и низколегированных сталей. Их не
рекомендуется применять для сварки конструкций, работаю-
щих при высоких температурах.
67
Материал для стержней электродов
На производство электродов идет сварочная проволока,
которая изготовляется по ГОСТ 2246-70, в котором предусмот-
рены марки и химический состав металла, размеры, технические
требования, маркировка, упаковка, хранение и транспортиро-
вание.
По ГОСТ для сварки и наплавки изготовляют стальную
холоднотянутую проволоку диаметрами 0,3; 0,5; 0,8; 1,0; 1,2;
1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10 и 12 мм.
На изготовление стержней электродов идет проволока диа-
метром от 1,6 до 12 мм.
Марки сварочной проволоки подразделяются на три основ-
ные группы:
углеродистые с содержанием углерода не более 0,12%,
предназначенные для сварки низкоуглеродистых, среднеугле-
родистых и некоторых низколегированных сталей; проволока
протягивается из углеродистой кипящей стали, содержащей
кремния не более 0,03%;
легированные для сварки низколегированных, конструкци-
онных, теплостойких сталей; проволока изготавливается из со-
ответствующих марок легированной стали;
высоколегированные для сварки хромистых, хромоникеле-
вых, нержавеющих и других легированных сталей.
Проволока маркируется буквами Св (сварочная) в сочета-
нии с буквами и цифрами, где буквы обозначают легирующие
примеси (см. выше), первые две цифры указывают содержание
в стали углерода в сотых долях процента, цифры после бук-
вы — количество в процентах данного элемента в составе
проволоки.
Отсутствие цифры после обозначения легирующего эле-
мента означает, что этого элемента менее 1%. Буква А
в конце марки проволоки указывает на пониженное содержа-
ние вредных примесей (серы и фосфора).
Например, проволока марки Св-10ХГ2С содержит 0,10%
углерода, до 1% хрома, до 2% марганца и до 1% кремния.
Химический состав сварочной проволоки должен соответ-
ствовать составу свариваемой стали.
Условные обозначения положений сварки
Каждый вид электродов предназначен для определенных
положений сварки в пространстве.
68
На рис. 4.1 приведены условные обозначения положений
сварки в пространстве.
Рис. 4.1. Условные обозначения положений сварки в пространстве:
1 — потолочное; 2 — угловое и тавровое; 3 — вертикальное вверх; 4 — нижнее; 5 —
горизонтальное на вертикальной плоскости; 6 — вертикальное вниз; 7 — угловое и
тавровое в потолочном положении
Условные обозначения электродов
Электроды, наряду с обозначениями по типу (Э42, Э46, Э50
и др.) и марке (ОЗС-4, АНО-4, ТМЛ-1У и др.) имеют универсаль-
ное условное обозначение в виде дроби, которое дает полные
сведения о характеристиках электрода.
На рис. 4.2 представлена структура условного обозначения
электрода.
Рис. 4.2. Структура условного обозначения электрода
Для примера рассмотрим электрод O3C-23, имеющий обо-
значение:
Э42-ОЗС-23-0-УД
Е410-Р23 ’
й котором:
Э42 — тип электрода;
O3C-23 — марка электрода;
69
0 — знак диаметра;
У — для сварки углеродистых и низкоуглеродистых конст-
рукционных сталей; применяются также обозначения:
Л — для сварки легированных конструкционных сталей;
В — для сварки высоколегированных сталей с особыми
свойствами;
Т — для сварки легированных теплоустойчивых сталей;
Н — для наплавки на поверхность металла;
Д — с толстым покрытием; кроме этого, могут быть обозна-
чения:
М —с тонким покрытием;
С — со средним покрытием;
Г — с особо толстым покрытием;
Е — для ручной дуговой сварки; обозначения для других
видов сварки:
G — газовая сварка;
MF — сварка порошковой проволокой;
TIG —сварка неплавящимся электродом в инертном газе;
MIG—сварка плавящимся электродом в защитном газе;
UP — сварка под флюсом;
410 — группа индексов, указывающих характеристики ме-
талла шва и наплавленного металла;
Р — вид покрытия электрода (рутиловое);
2 — обозначение допустимых пространственных положе-
ний сварки или наплавки;
3 — обозначение рода тока, полярности, номинального
напряжения холостого хода источника переменного тока.
4.2. Основные данные по электродам
Ниже в таблицах приведены марки электродов и их обозна-
чения по ГОСТ, размеры, положения сварки, род тока и назначе-
ние в зависимости от свариваемых металлов.
После таблиц приводятся характеристики некоторых элект-
родов массового применения.
4.2.1. Электроды для сварки углеродистых
и низколегированных конструкционных сталей
К данной группе электродов относятся электроды для свар-
ки углеродистых сталей, содержащих до 0,25% углерода
и низколегированных сталей (табл. 4.1).
70
Таблица 4.1
ЭЛЕКТРОДЫ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ
КОНСТРУКЦИОННЫХ СТАЛЕЙ ОБЩЕГО НАЗНАЧЕНИЯ
(Ухх — НАПРЯЖЕНИЕ ХОЛОСТОГО ХОДА)
Марка электрода Тип по ГОСТ 9467-75 Диа- метр, мм Длина, мм Положение сварки Род тока, ^хх Назначение
ОМА-2 Э42 2,0 2,5 3,0 300 350 350 / =/+/ Сварка конструкций из тонколистовых (толщина 2...3 мм) углеродистых ста- лей во всех пространствен- ных положениях шва пере- менным током и постоянным током обратной полярности
Огонек Э42 2,0 300
ОЗС-23 Э42 2,0 2,5 3,0 300 350 350
УОНИ- 13/45 Э42А 2,0 3,0 4,0 5,0 300 350 450 450 =/+/
УОНИ- 13/45А УОНИ- 13/55М 3,0 5,0 350 450 Для сварки особо ответст- венных конструкции из угле- родистых и низколегирован- ных сталей. Рекомендуется для сварки конструкций, ра- ботающих в условиях пони- женных температур
АНО-4 АНО-6 Э46 Э42 3...8 — 50 Для сварки конструкций из низколегированных сталей марок СтЗ, 10, 20 и др.
АНО-11 Э50А 70 Для сварки ответственных конструкций из углероди- стых и низколегированных сталей, работающих в усло- виях статических и динами- ческих нагрузок
АНО-21 Э46 / 50 Для сварки конструкций из низкоуглеродистых сталей малых толщин СтЗ, 10, 20. Могут применяться для сварки водопроводных труб и газопроводов ма- лого давления
71
Продолжение табл. 4.1
Марка электрода Тип по ГОСТ 9467-75 Диа- метр, мм Длина, мм Положение сварки Род тока, Ухх Назначение
АНО-ТМ АНО- ТМ/Н 2,0 2,5 3,0 3,25 4,0 250 300 350 350 450 —- — Для сварки неповоротных стыков нефтегазопроводов из низкоуглеродистых и низколегированных сталей, конструкций морских ста- ционарных платформ
АНО- тм/сх Э50А =/+/; 70 Для сварки стыковых со- единений магистральных трубопроводов из углероди- стых и низколегированных сталей с пределом прочно- сти 490...590 МПа
АНО- ТМ60 Э60 Для сварки стыковых со- единений магистральных трубопроводов из углеро- дистых и низколегирован- ных сталей с пределом прочности более 588 МПа
АНО- ТМ 70 370 Для сварки стыковых со- единений магистральных трубопроводов из низколеги- рованных сталей с пределом прочности более 685 МПа
ОЗС-З Э46 3,0 4,0 5,0 350 450 450 = /+/ Высокопроизводительная сварка ответственных кон- струкций из углеродистых сталей с временным сопро- тивлением до 450 МПа в нижнем положении шва переменным током и посто- янным током обратной полярности
ОЗС-4 346 3,0 4,0 5,0 350 450 450 / = /-/ Сварка конструкций из угле- родистых сталей с времен- ным сопротивлением до 450 МПа
ОЗС-4И 346 3,0 4,0 350 450 Сварка ответственных кон- струкций из углеродистых сталей с временным сопро- тивлением до 450 МПа. Пригодны для сварки влаж- ного, ржавого и загрязнен- ного металла
72
Продолжение табл. 4.1
Марка электрода Тип по ГОСТ 9467-75 Диа- метр мм Длина, мм Положение сварки Род тока, «хх Назначение
ОЗС-4Т Э46 2Д..6 = /-/ Для сварки конструкций из углеродистых сталей с содер- жанием углерода до 0,25%
/
03С-4А Э46 — = /+/; 70 Для сварки конструкций из углеродистых и низколеги- рованных конструкционных сталей с пределом прочно- сти до 450 МПа
ОЗС-12 Э46 2,0 3,0 4,0 5,0 300 350 450 450 = /-/ Сварка ответственных кон- струкций из углеродистых сталей с временным сопро- тивлением до 450 МПа. При- годны для сварки в трудно- доступных местах и непово- ротных стыков труб, для швов малой протяженности и при- хваток. Возможна сварка электродами малого диаметра от источников питания, вклю- ченных в бытовую сеть
/
03С-12И Э46 3,0 4,0 5,0 350 450 450 То же, что у ОЗС-12, и при- годны для сварки влажного, ржавого и загрязненного металла
/
ОЗС-17Н Э46 4,0 5,0 450 450 — Сварка угловых и тавровых соединений конструкций из углеродистых сталей
ОЗС-ЗЗ Э50А 3,0 4,0 5,0 350 450 450 =/+/ Сварка особо ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 490 МПа при по- вышенных требованиях к ме- таллу шва по пластичности, ударной вязкости и стойкости к образованию трещин
/
АНО-4Т Э46 2,5... 6,0 Для сварки конструкций из углеродистой стали с содер- жанием углерода до 0,25%
МР-3 — =/+/; 60 Для сварки конструкций из низкоуглеродистых сталей марок СтЗ, 10, 20 и др.
73
Окончание табл. 4.1
Марка электрода Тип по ГОСТ 9467-75 Диа- метр, мм Длина, мм Положение сварки Род тока, ^хх
ВН-02-00 =/+/; 50
/
УОНИ- 13/55К Э46А 3,0 4,0 5,0 350 450 450 =/+/
УОНИ- 13/55 Э50А 2,0 3,0 4,0 5,0 300 350 450 450
УОНИ- 13/55СМ 5,0 450
ВСФ-65М 3,0 4,0 5,0 350 450 450
ВСО- 50СКМ 3,0 350
Назначение
Для сварки конструкций из
углеродистых сталей с пре-
делом прочности до 450 МПа
Сварка ответственных конст-
рукций из углеродистых и
низколегированных сталей,
работающих при знакопере-
менных нагрузках и понижен-
ных температурах (дизеле-
строение)
Сварка ответственных конст-
рукций из углеродистых (08,20,
20Л, СтЗ, Ст4) низколегирован-
ных сталей с временным сопро-
тивлением разрыву др 490 МПа
при повышенных требованиях
к металлу шва по пластичности
и ударной вязкости, при пони-
женных температурах________
Для сварки конструкций, ра-
ботающих при пониженных
температурах
Для заварки заполняющих и
облицовочного слоев шва
стыков труб из низкоуглеро-
дистых сталей при строитель-
стве магистральных трубо-
проводов во всех климати-
ческих зонах
Для сварки коренного слоя
шва стыков трубопроводов
из углеродистых и низколеги-
рованных сталей____________
4.2.2. Характеристика некоторых электродов
для сварки углеродистых и низколегированных
конструкционных сталей общего назначения
Электроды марки ОМА-2
Условное обозначение:
Э42-ОМА-2-0-УС
Е410-АЦ16
74
Характеристики электродов:
Покрытие........................................ кисло-целлюлозное
Коэффициент наплавки, г/А ч..................... 8,0
Производительность наплавки для диаметра
3,0 мм, кг/ч................................. 0,7
Расход электродов на 1 кг наплавленного металла, кг . . 1,7
Особые свойства:
Малая проплавляющая способность.
Можно производить сварку по окисленной поверхности.
Необходима прокалка перед сваркой 1 ч при 120 °C.
Рекомендуемые значения сварочного тока:
Диаметр, мм 2,0 2,5 3,0
Ток, А 40...70 50...80 60...120
Механические свойства металла шва:
Временное сопротивление разрыву, МПа............... 465
Угол изгиба, градус......................................... 180
Химический состав наплавленного металла, %:
Углерод.......................................... 0,11
Кремний.......................................... 0,12
Марганец......................................... 0,28
Сера............................................ 0,019
Фосфор.......................................... 0,027
Электроды марки Огонек
Условное обозначение:
Э42-Огонек-0-УС
Е410-Р16
Характеристики электродов:
Покрытие......................................... рутиловое
Коэффициент наплавки, кг/ч....................... 0,4
Производительность наплавки, кг/ч................ 0,4
Расход электродов на 1 кг наплавленного металла, кг . . . 1,9
Особые свойства:
Позволяют выполнять сварку способом сверху вниз.
Сварка производится на средней длине дуги.
Прокалка перед сваркой в течение 0,5 ч при 150 °C.
Рекомендуемое значение сварочного тока:
для диаметра 2 мм, А........................... 45...70
75
Механические свойства металла шва:
Временное сопротивление разрыву, МПа............... 450
Угол изгиба, градус.......................................... 170
Химический состав наплавленного металла, %:
Углерод........................................ 0,10
Кремний........................................ 0,20
Марганец....................................... 0,50
Сера........................................... 0,030
Фосфор......................................... 0,035
Электроды марки ОЗС-4
Условное обозначение:
Э46-ОЗС-4-0-УД
Е430(3)-Р25
Характеристики электродов:
Покрытие......................................... рутиловое
Коэффициент наплавки, г/А ч.................... 9,0
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,4
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Электроды позволяют производить сварку по окисленной поверхности.
Допускается сварка удлиненной дугой.
Прокалка перед сваркой в течение 0,7 ч при 120...160 °C.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 70...120 110...180 15O...25O
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.............. 520
Предел текучести, МПа............................. 430
Относительное удлинение, %........................ 25
Ударная вязкость, Дж/см2.......................... 137
Химический состав наплавленного металла, %:
Углерод........................................... 0,10
Кремний........................................... 0,15
Марганец ......................................... 0,65
Сера............................................. 0,020
Фосфор............................................ 0,026
76
Электроды марки МР-3
Условное обозначение:
Э46-МР-3-0-УД
Е430(3)-Р26
Характеристики электродов:
Покрытие...................................... рутиловое
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,41
Расход электродов на 1 кг наплавленного металла, кг . . 1,7
Особые свойства:
Высокая стойкость металла шва против образования пористости и горячих
трещин.
Перед сваркой прокалка при температуре 180 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр, мм 3,0 4,0 5,0
Положение шва:
нижнее 100...140 160...220 180...260
вертикальное 80... 100 140... 180 160...200
потолочное 80...110 140...180 —
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................. 450
Ударная вязкость, Дж/см2............................. 78
Относительное удлинение, %........................... 18
Химический состав наплавленного металла, %:
Углерод.......................................... 0,10
Кремний.......................................... 0,20
Марганец......................................... 0,50—0,80
Сера............................................. 0,045
Фосфор........................................... 0,04
Электроды марки УОНИ-13/55
Условное обозначение:
Э5ОА-УОНИ-13/55-0-УД
Е514Б20
Характеристики электродов:
11окрытие............................................... основное
Коэффициент наплавки, г/А-ч..................... 9,5
77
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,4
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
Особые свойства:
Металл шва с высокой стойкостью к образованию кристаллизационных трещин.
Чувствительность к образованию пористости при наличии ржавчины и масла
на кромках свариваемых деталей и при удлинении дуги.
Сварка производится на короткой дуге по очищенным кромкам.
Перед сваркой прокалка электродов при 380...400 °C в течение 1,5 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм Положение шва: 3,0 4,0 5,0
нижнее 90-120 130-150 180-210
вертикальное 80-100 110...130 160-180
потолочное 70-90 130-140 —
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 540
Предел текучести, МПа................................. 410
Ударная вязкость, Дж/см2 ............................. 127...260
Относительное удлинение, %............................ 29
Химический состав наплавленного металла, %:
Углерод............................................. 0,11
Кремний............................................. 0,18.-0,50
Марганец............................................ 0,65—1,20
Сера, не более...................................... 0,03
Фосфор, не более.................................... 0,035
Электроды марки ВСФ-65М
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 590
Ударная вязкость, Дж/см2.............................. 98
Относительное удлинение, %............................ 18
Химический состав наплавленного металла, %:
Углерод .......................................
Кремний .......................................
Марганец.......................................
Молибден.......................................
Сера...........................................
Фосфор.........................................
0,11
0,2-0,5
1,0... 1,5
0,2...0,4
0,03
0,035
78
Электроды марки ВСО-50СК-М
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................. 490
Ударная вязкость, Дж/см2.............................. 127
Относительное удлинение, %........................... 20
Химический состав наплавленного металла, %:
Углерод............................................. 0,11
Кремний............................................. 0,1...0,35
Марганец............................................ 0,35—0,65
Сера................................................ 0,03
Фосфор.............................................. 0,03
Электроды марки ОЭС-23
Условное обозначение:
Э42-ОЗС-23-0-УД
Е410Р23
Характеристики электродов:
Покрытие......................................... рутиловое
Коэффициент наплавки, г/Ач....................... 8,5
Производительность наплавки для диаметра 3 мм, кг/ч . . 0,9
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Возможна сварка с источниками питания, присоединяемыми к бытовой сети.
Прокалка перед сваркой при температуре 120...160 °C в течение 0,5 ч.
Рекомендуемые значения сварочного тока:
Диаметр, мм 2,0 2,5 3,0
Ток, А 40...90 50...100 70...120
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 440
Предел текучести, МПа................................. 350
Ударная вязкость, Дж/см2................................ 100
Относительное удлинение, %............................ 20
Химический состав наплавленного металла, %:
Углерод.......................................... 0,09
Кремний.......................................... 0,13
Марганец......................................... 0,50
Сера............................................ 0,020
Фосфор.......................................... 0,025
79
4.2.3. Электроды для сварки углеродистых
и низколегированных конструкционных сталей
специализированного назначения (табл. 4.2)
Таблица 4.2
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ
УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
СПЕЦИАЛИЗИРОВАННОГО НАЗНАЧЕНИЯ
Марка электрода Тип по ГОСТ 9467-75 Диа- метр, мм Длина, мм Положение сварки Род тока, i/xx Назначение
ОЗС-17Н Э46 4 5 450 450 700 — Сварка угловых и тавровых соединений в нижнем поло- жении шва
ОЗС-ЗО 4 5 450 450 / -/+/ Сварка конструкций из угле- родистых сталей с временным сопротивлением до 450 МПа, в том числе ванн горячего цинкования металла
O3C-32 3 4 350 450 Сварка конструкций из угле- родистых, в том числе оцин- кованных сталей, с времен- ным сопротивлением до 450 МПа/см2
ОЗС-18 Э50А 3 5 350 450 -/+/ Сварка конструкций из низко- легированных сталей, стойких к атмосферной коррозии
ОЗС-25 Э50А 2,5 3 4...5 350 350 450 Сварка сталей с обеспечени- ем холодостойкости металла шва до -40 °C
ОЗС-29 Э50А 4...5 440 Сварка сталей с обеспечени- ем холодостойкости металла шва до -60 °C
ОЗС-24М Э60 3 4 340 430 -/+/ Сварка сталей с обеспечени- ем холодостойкости металла шва до -70 °C
УОНИ- 13/55У 355 4; 5 450 Сварка стержней арматуры железобетонных конструкций и рельсов
ВСЦ-4М 342 4 450 / Сварка стыков трубопро- водов
80
Окончание табл. 4.2
Марка
электрода
Тип
по ГОСТ
9467-75
Диа-
метр,
мм
Длина,
мм
Положение
сварки
Назначение
ТМУ-21У Э50А 4; 5 450
Сварка стыков трубопро-
водов
ВСФ-65У Э60
4.2.4. Свойства электродов для сварки углеродистых
и низколегированных конструкционных сталей
специализированного назначения
Электроды марки ОЗС-17Н
Условное обозначение:
Э46-ОЗС-17Н-0-УД
Е430РЖ45
Характеристики электродов:
Покрытие......................................... рутиловое
Коэффициент наплавки, г/А-ч...................... 9,5
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,5
Расход электродов на 1 кг наплавленного металла, кг . . . 1,5
Особые свойства:
Должна быть прокалка электродов перед сваркой при температуре 180 °C
в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 4,0 5,0
Ток, А 150... 160 200...230
Механические свойства металла шва, не менее:
Предел текучести, МПа................................... 415
Ударная вязкость, Дж/см2................................ 140
Относительное удлинение, %.............................. 26
Химический состав наплавленного металла, %:
Углерод.......................................... 0,08
Кремний.......................................... 0,15
Марганец......................................... 0,63
Сера............................................. 0,030
Фосфор........................................... 0,032
81
Электроды марки ОЗС-ЗО
Условное обозначение:
Э46-ОЗС-ЗО-0-УД
Е430(3)Р22
Характеристики электродов:
Покрытие........................................... рутиловое
Коэффициент наплавки, г/А-ч........................ 8
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,2
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Допускают сварку по окисленной поверхности.
Прокалка перед сваркой при температуре 160 °C в течение 1 ч.
Значения сварочного тока:
Диаметр электрода, мм
Ток, А
4,0 5,0
110...180 140...230
Механические свойства металла шва, не менее:
Предел текучести, МПа.................................. 420
Ударная вязкость, Дж/см2................................. 120
Относительное удлинение, %............................. 26
Химический состав наплавленного металла, %:
Углерод......................................... 0,09
Кремний......................................... 0,09
Марганец........................................ 0,55
Сера........................................... 0,020
Фосфор.......................................... 0,025
Электроды марки O3C-32
Условное обозначение:
Э46-ОЗС-32-0-УД
Е430(3)Р26
Характеристики электродов:
Покрытие............................................ рутиловое
Коэффициент наплавки, г/А-ч......................... 8,5
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,3
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
82
Особые свойства:
Допускают сварку по окисленной поверхности, сварку оцинкованного метал-
ла, сварку удлиненной дугой.
Прокалка перед сваркой при температуре 120... 160 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0
Сварочный ток, А 70... 130 120... 190
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................... 510
Предел текучести, МПа................................. 440
Ударная вязкость, Дж/см2............................... 130
Относительное удлинение, %............................ 24
Химический состав наплавленного металла, %:
Углерод.......................................... 0,09
Кремний.......................................... 0,15
Марганец......................................... 0,60
Сера............................................. 0,025
Фосфор........................................... 0,030
Электроды марки ОЗС-18
Условное обозначение электродов:
Э50А-ОЗС-18-0-УД
Е510Б20
Характеристики электродов:
Покрытие .................................... основное
Коэффициент наплавки, г/Ач................... 9,5
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,5
Расход электродов на 1 кг наплавленного металла, кг . . . 1,5
Особые свойства:
Снарка только на короткой или предельно короткой длине дуги.
Прокалка перед сваркой при температуре 250...300 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
t нарочный ток, А 70...130 120...190 130...210
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................... 540
Предел текучести, МПа.................................. 450
83
Ударная вязкость, Дж/см2.................................... 190
Относительное удлинение, %......................... 25
Химический состав наплавленного металла, %:
Углерод......................................... 0,07
Кремний......................................... 0,25
Марганец........................................ 0,85
Никель.......................................... 0,40
Хром ........................................... 1,0
Медь............................................ 0,47
Сера............................................ 0,016
Фосфор.......................................... 0,02
Электроды марки ОЗС-25
Условное обозначение электродов:
Э5ОА-ОЗС-25-0-УД
Е515Б20
Характеристики электродов:
Покрытие....................................... основное
Коэффициент наплавки, г/А ч.................... 9,5
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,4
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Допускается сварка по окисленной поверхности, сварка на короткой дуге.
Прокалка перед сваркой при температуре 250...300 °C в течение 1 ч.
Значения сварочного тока:
Диаметр электрода, мм 2,5 3,0 4,0 5,0
Ток, А 50...90 60...130 110...210 160...230
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа........... 540
Предел текучести, МПа.......................... 400
Ударная вязкость, Дж/см2....................... 180
Относительное удлинение, %..................... 26
Химический состав наплавленного металла, %:
Углерод........................................ 0,10
Кремний........................................ 0,25
Марганец....................................... 0,80
Сера.......................................... 0,020
Фосфор......................................... 0,025
84
Электроды марки ОЗС-24М
Условное обозначение электродов:
Э6О-ОЗС-24М-0-УД
Е-06ГСНЗ-7Б20
Характеристики электродов:
Покрытие .................................. основное
Коэффициент наплавки, г/Ач.................. 9,5
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,4
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Холодостойкость металла шва -70 °C.
Сварка на короткой дуге по очищенным кромкам.
Прокалка перед сваркой при температуре 400 °C в течение 1 ч.
Значения сварочного тока:
Диаметр электрода, мм 3,0 4,0
Ток, А 70...110 90...150
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 650
Предел текучести, МПа................................. 530
Ударная вязкость, Дж/см2............................... 200
Относительное удлинение, %....................... 23
Химический состав наплавленного металла, %:
Углерод.......................................... 0,07
Кремний.......................................... 0,16
Марганец......................................... 0,57
Никель........................................... 3,0
Молибден......................................... 0,13
Кобальт.......................................... 0,18
Сера............................................. 0,012
фосфор........................................... 0,017
Электроды марки У ОН И-13/55У
Условное обозначение электродов:
Э55-УОНИ-1//55У-0-УД
Е513Б26
Характеристики электродов:
Покрытие
основное
Коэффициент наплавки, г/А-ч.................... 10,0
85
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,8
Расход электродов на 1 кг наплавленного металла, кг . . . 1,5
Особые свойства:
Прокалка перед сваркой при температуре 250...300 °C в течение 1 ч.
Значения сварочного тока:
Диаметр электрода, мм 4,0 5,0
Сварочный ток, А 130...200 160...300
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 600
Предел текучести, МПа................................. 450
Ударная вязкость, Дж/см2............................... 170
Относительное удлинение, %............................ 23
Химический состав наплавленного металла, %:
Углерод........................................ 0,12
Кремний........................................ 0,4
Марганец....................................... 1,3
Сера........................................... 0,020
Фосфор......................................... 0,030
Электроды марки ВСЦ-4М
Условное обозначение электродов:
Э42-ВСЦ-4м-0-УС
Е412(3)Ц14
Характеристики электродов:
Покрытие......................................... целлюлозное
Коэффициент наплавки, г/А ч...................... 9,0
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,2
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Можно производить сварку сверху вниз.
Прокалка перед сваркой при температуре 60 °C в течение 1 ч.
Сварочный ток
для диаметра 4 мм, А............................. 90... 140
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.............. 460
Предел текучести, МПа............................ 380
Ударная вязкость, Дж/см2.......................... 120
Относительное удлинение, %....................... 24
86
Химический состав наплавленного металла, %:
Углерод.......................................... 0,10
Кремний.......................................... 0,15
Марганец......................................... 0,45
Сера............................................. 0,025
фосфор........................................... 0,025
Электроды марки ТМУ-21У
Условное обозначение электродов:
Э5ОА-ТМУ-21У-0-УД
Е430Б20
Характеристики электродов:
Покрытие ................................... основное
Коэффициент наплавки, г/Ач................... 9,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,4
Расход электродов на 1 кг наплавленного металла, кг . . . 1,5
Особые свойства:
Сварка на короткой дуге.
Прокалка перед сваркой при температуре 350...400 °C в течение 1 ч.
Значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 60...120 100...180 140...220
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............. 540
Предел текучести, МПа............................ 430
Ударная вязкость, Дж/см2......................... 200
Относительное удлинение, %....................... 24
Химический состав наплавленного металла, %:
Углерод.......................................... 0,09
Кремний.......................................... 0,24
Марганец......................................... 0,80
Сера............................................. 0,018
фосфор........................................... 0,020
Электроды марки ВСФ-65У
Условное обозначение электродов:
Э6О-ВСФ-65У-0-ЛД
Е-11ГМ-5Б20
87
Характеристики и свойства электродов:
Покрытие ........................................... основное
Коэффициент наплавки, г/Ач......................... 9,5
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,4
Особые свойства:
Сварка на короткой дуге.
Прокалка перед сваркой при температуре 300...400 ”С в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 4,0 5,0
Сварочный ток, А 120...180 190...250
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............... 620
Предел текучести, МПа.............................. 510
Ударная вязкость, Дж/см2........................... 180
Относительное удлинение, %......................... 26
Химический состав наплавленного металла, %:
Углерод......................................... 0,09
Кремний......................................... 0,35
Марганец........................................ 1,2
Молибден........................................ 0,35
Сера............................................ 0,025
Фосфор.......................................... 0,028
4.2.5. Электроды для сварки
легированных конструкционных сталей
повышенной и высокой прочности
Сварку конструкций из сталей данной группы проводят по
двум технологическим вариантам: с последующей термической
обработкой после сварки и без последующей термической
обработки.
Для сварки по первому варианту применяют электроды,
характеристиками которых являются механические свойства
металла шва и сварных соединений после соответствующей
термической обработки. По этим характеристикам стандарти-
зованы электроды Э70, Э85, Э100, Э125, Э150. При этом в составе
наплавленного металла содержание серы и фосфора должно
быть соответственно не более 0,030 и 0,035%.
Для сварки данных сталей по второму варианту, т. е. без
последующей после сварки термической обработки, использу-
88
Ют электроды, обеспечивающие получение металла шва с аусте-
нитной структурой. Сварные соединения получаются с высокой
стойкостью против образования трещин, а металл шва —
С повышенными пластичностью и вязкостью. Такие электроды
можно использовать также для сварки разнородных сталей.
В табл. 4.3 приведены характеристики электродов для свар-
ки данной группы сталей по первому варианту, а в табл. 4.4 —
по второму варианту.
Таблица 4.3
ОБЩИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОДАМ ДЛЯ СВАРКИ ЛЕГИРОВАННЫХ
КОНСТРУКЦИОННЫХ СТАЛЕЙ ПОВЫШЕННОЙ И ВЫСОКОЙ ПРОЧНОСТИ
(С ПОСЛЕДУЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ)
Марка ♦лектрода Тип по ГОСТ 9467-75 Диа- метр, мм Длина, мм Положение сварки Род свароч- ного тока Назначение
УОНИ- 13/85 Э85 2 2,5; 3 4; 5 300 350 450 -/+/ Сварка особо ответственных конструкций
НИАТ-ЗТ
ОЗШ-1 Э100 Сварка ответственных конст- рукций
Таблица 4.4
ОБЩИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОДАМ ДЛЯ СВАРКИ ЛЕГИРОВАННЫХ
КОНСТРУКЦИОННЫХ СТАЛЕЙ ПОВЫШЕННОЙ И ВЫСОКОЙ ПРОЧНОСТИ,
ОБЕСПЕЧИВАЮЩИМ ПОЛУЧЕНИЕ МЕТАЛЛА ШВА С АУСТЕНИТНОЙ СТРУКТУРОЙ
(БЕЗ ПОСЛЕДУЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ)
Марка электрода Диаметр, мм Длина, мм Положение сварки Род свароч- ного тока Назначение
ПИАТ-5 2; 2,5 3 4; 5 280 320 360 / -/+/ Сварка ответственных конст- рукций из сталей в термиче- ски упрочненном состоянии
JA-395/9 3 4; 5 320 360 — То же, а также сварка угле- родистых и низколегирован- ных сталей с аустенитными сталями
1А-981/15 3 4; 5 320 370
>А 112/15 2; 2,5 3 4; 5 270 320 370 —
89
4.2.6. Характеристики электродов для сварки
легированных конструкционных сталей
повышенной и высокой прочности
(с последующей термической обработкой)
Электроды марки У ОНИ-13/85
Условное обозначение электродов:
Э85-УОНИ-13/85-0-ЛД
Е-12Г2СМ-0Б20
Характеристики электродов:
Покрытие ........................................ основное
Коэффициент наплавки, г/Ач....................... 10,0
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Металл шва с высокой стойкостью по отношению к кристаллизационным
трещинам и с низким содержанием водорода.
Сварка на короткой дуге по очищенным кромкам.
Прокалка перед сваркой при температуре 250...300 °C в течение 1 ч.
Значения сварочного тока:
Диаметр электрода, мм 2,0 2,5
Ток, А 40...90 50...110
Диаметр, мм Положение шва: 3,0 4,0 5,0
нижнее 90...120 140...170 180...220
вертикальное 80...100 130...150 130...150
потолочное 180...220 150...180 —
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............ 940
Предел текучести, МПа........................... 780
Ударная вязкость, Дж/см2........................ 110
Относительное удлинение, %...................... 15
Химический состав наплавленного металла, %:
Углерод......................................... 0,12
Кремний......................................... 0,75
Марганец ....................................... 1,9
Молибден................. ...................... 0,65
Сера............................................ 0,017
Фосфор.......................................... 0,027
90
Электроды марки НИАТ-ЗМ
Условное обозначение электродов:
Э85-НИАТ-ЗМ-0-ЛД
Е-13Г1ХМ-0Б20
Характеристики электродов:
Покрытие ............................................ основное
Коэффициент наплавки, г/А ч......................... 9,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Металл шва с высокой стойкостью к образованию кристаллизационных тре-
щин и низким содержанием водорода.
Сварка на короткой дуге.
Прокалка перед сваркой при температуре 450...500 °C в течение 2 ч.
Значения сварочного тока:
Диаметр, мм 2,0 2,5 3,0 4,0 5,0
Ток, А 40...80 50...100 70...140 110...180 180...250
Механические свойства металла шва, не менее:
временное сопротивление разрыву, МПа................... 990
Предел текучести, МПа.................................. 790
Ударная вязкость, Дж/см2.............................. 100
Относительное удлинение, %............................ 13
Химический состав наплавленного металла, %:
Углерод......................................... 0,13
Кремний......................................... 0,34
Марганец........................................ 1,37
Молибден........................................ 0,41
Хром ........................................... 0,79
Сера............................................ 0,014
Фосфор.......................................... 0,025
Электроды марки ОЗШ-1
Условное обозначение электродов:
Э1ОО-ОЗШ-1-0-ЛД
Е-16Г2С1Х1М-0Б20
91
Характеристики электродов:
Покрытие ........................................ основное
Коэффициент наплавки, г/Ач....................... 8,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,1
Расход электродов на 1 кг наплавленного металла, кг . . . 1,4
Особые свойства:
Сварка на короткой дуге по очищенным кромкам.
Прокалка перед сваркой при температуре 350 °C в течение 1,5...2 ч.
Значения сварочного тока:
Диаметр, мм 2,0 2,5 3,0 4,0 5,0
Ток, А 40...90 50...110 70...120 100...170 130...220
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............ 1180
Предел текучести, МПа........................... 1100
Ударная вязкость, Дж/см!........................ 85
Относительное удлинение, %...................... 13
Химический состав наплавленного металла, %:
Углерод......................................... 0,15
Кремний......................................... 0,94
Марганец........................................ 1,46
Молибден........................................ 0,77
Хром ........................................... 1,04
Сера............................................ 0,016
Фосфор.......................................... 0,024
4.2.7. Характеристики электродов для сварки легированных
конструкционных сталей повышенной и высокой
прочности для получения металла шва с аустенитной
структурой (без последующей термической обработки)
Электроды марки НИАТ-5
Условное обозначение электродов:
Э-11Х15Н25М6АГ2-НИАТ-5-0-ЛВД
Е-000Б20
Характеристики электродов:
Покрытие.................................... основное
Коэффициент наплавки, г/Ач.................. 12
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
92
Особые свойства:
Сварка на короткой дуге.
Прокалка перед сваркой при температуре 250 °C в течение 1 ч.
Значения сварочного тока:
Диаметр, мм 2,0 2,5 3,0 4,0 5,0
Ток, А 30...60 30...80 50...110 90...160 130...180
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................... 660
Предел текучести, МПа................................. 400
Ударная вязкость, Дж/см2............................... 180
Относительное удлинение, % ....................... 38
Химический состав наплавленного металла, %:
Углерод.......................................... 0,10
Кремний.......................................... 0,23
Марганец......................................... 1,6
Никель........................................... 25,4
Молибден......................................... 5,8
Хром ............................................ 15,4
Азот............................................. 0,12
Сера............................................. 0,011
Фосфор........................................... 0,022
Электроды марки ЭА-395/9
Условное обозначение электродов:
ЭА-395/9-0-ЛД
ЕБ20
Характеристики электродов:
Покрытие......................................... основное
Коэффициент наплавки, г/А ч...................... 11
Производительность наплавки для диаметра 4 мм, кг/ч . . . 1,5
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Сварка на короткой длине дуги.
Прокалка перед сваркой при температуре 200...250 °C в течение 2 ч.
Значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Положение шва: нижнее 80...100 120...150 120...200
вертикальное 70...90 100...130 —
потолочное 70...90 100...130 —
93
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 690
Предел текучести, МПа................................. 470
Ударная вязкость, Дж/см2.............................. 210
Относительное удлинение, %............................ 37
Химический состав наплавленного металла, %:
Углерод........................................ 0,09
Кремний........................................ 0,6
Марганец....................................... 1,2
Никель......................................... 25
Молибден....................................... 5,4
Хром .......................................... 15,5
Ниобий......................................... 0,12
Сера........................................... 0,007
Фосфор......................................... 0,02
Электроды марки ЭА-981 /15
Условное обозначение электродов:
ЭА-981/15-0-ЛД
ЕБ20
Характеристики электродов:
Покрытие ........................................ основное
Коэффициент наплавки, г/А ч...................... 11,5
Производительность наплавки для диаметра 4 мм, кг/ч . . . 1,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Сварка на короткой дуге.
Прокалка перед сваркой при температуре 340...380 °C в течение 1 ч.
Значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 60...110 110...160 130...200
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 720
Предел текучести, МПа................................. 540
Ударная вязкость, Дж/см2............................... 180
Относительное удлинение, %............................ 29
Химический состав наплавленного металла, %:
Углерод........................................ 0,09
Кремний........................................ 0,30
94
Марганец......................................... 2,0
Никель........................................... 24,5
Молибден......................................... 5,7
Хром ............................................ 15,5
Ванадий.......................................... 1,2
Азот............................................. 0,15
Сера............................................ 0,005
Фосфор........................................... 0,017
Электроды марки ЭА-112/15
Условное обозначение электродов:
ЭА-112/15-0-ЛД
ЕБ20
Характеристики электродов:
Покрытие ......................................... основное
Коэффициент наплавки, г/А ч...................... 11,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Сварка на короткой дуге.
Прокалка перед сваркой при температуре 340...380 °C в течение 1 ч.
Значения сварочного тока:
Диаметр, мм 2,0 2,5 3,0 4,0 5,0
Гок, А 30...60 450...80 50...110 90...160 130...180
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............... 700
Предел текучести, МПа.............................. 490
Ударная вязкость, Дж/см2........................... 200
Относительное удлинение, %......................... 29
Химический состав наплавленного металла, %:
Углерод.......................................... 0,09
Кремний.......................................... 0,5
Марганец......................................... 2,1
Никель........................................... 24,5
Молибден......................................... 6,5
Хром ............................................ 15
Ванадий.......................................... 1,3
Азот............................................. 0,08
(ера............................................. 0,015
Фосфор........................................... 0,018
95
4.2.8. Электроды для сварки теплоустойчивых сталей
Теплоустойчивыми называются стали, работающие при
температуре до 550...600 °C. К электродам для сварки тепло-
устойчивых сталей относятся электроды, предназначенные для
сварки низколегированных и легированных теплоустойчивых
сталей. Характеристиками электродов являются механические
свойства металла шва и химический состав наплавленного
металла при нормальной температуре. При выборе электродов
учитывается также максимальная температура, при которой
сохраняется прочность металла шва. При сварке теплоустойчи-
вых сталей также могут применяться электроды, предназначен-
ные для сварки разнородных сталей.
Сварку теплоустойчивых сталей обычно выполняют с пред-
варительным подогревом и последующей термообработкой.
В табл. 4.5 приведены электроды для сварки низколегиро-
ванных и легированных теплоустойчивых сталей.
Таблица 4.5
ОБЩИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОДАМ
ДЛЯ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Марка элект- рода Тип по ГОСТ 9467-75 Диа- метр, мм Дли- на, мм Положение сварки Род свароч- ного тока Рабо- чая темпе- ратура макс,°C Назначение
ЦУ-5 Э50А 2,5 300 / -/+/ 400 Сварка элементов по- верхностей нагрева кот- лоагрегатов, корневых швов стыков
ЦЛ-17 Э-10Х5МФ 3 4 5 350 400 440 450 Сварка конструкций из хромомолибденовых сталей марок 15Х5М, 15Х5МФА, 12Х5МА, рабо- тающих в агрессивных средах
ОЗС-11 Э-09МХ 3 4; 5 350 450 510 Сварка конструкций из теплоустойчивых сталей марок 12МХ, 15МХ и им подобных
ТМЛ-ЗУ 3-09X1 МФ 3 4 5 350 450 450 -/+/ 570 Сварка стыков труб энергооборудования теп- ловых и атомных элект- ростанций из сталей ма- рок 12ХМ, 15ХМ и др. и элементов поверхно- стей нагрева
96
Окончание табл. 4.5
Марка элект- рода Тип по ГОСТ 9467-75 Диа- метр, мм Дли- на, мм Положение сварки Род свароч- ного тока Рабо- чая темпе- ратура макс/С Назначение
ЦЛ-39 Э-09Х1МФ 2,5 300 / -/+/ 585 Сварка элементов по- верхностей нагрева кот- лоагрегатов, корневых швов стыков толстостен- ных трубопроводов из сталей марок 12X1 МФ и 15Х1М1Ф
4.2.9. Характеристики электродов
для сварки теплоустойчивых сталей
Электроды марки ЦУ-5
Условное обозначение электродов:
Э5ОА-ЦУ-5-0-УД
Е413(0)Б20
Характеристики электродов:
Покрытие ........................................ основное
Коэффициент наплавки, г/А ч...................... 9,5
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
Особые свойства:
Сварка без предварительного подогрева и последующей термической обра-
ботки на короткой длине дуги.
Прокалка перед сваркой при температуре 340...380 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 2,5
Ток, А 50... 100
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............... 530
Предел текучести, МПа.............................. 170
Ударная вязкость, Дж/см2........................... 150
')i носительное удлинение, %....................... 24
97
Химический состав наплавленного металла, %:
Углерод........................................ 0,10
Кремний........................................ 0,35
Марганец....................................... 1,30
Сера........................................... 0,35
фосфор......................................... 0,018
Электроды марки ЦЛ-17
Условное обозначение электродов:
Э-1ОХ5МФ-ЦЛ-17-0-ТД
Е00Б20
Характеристики электродов:
Покрытие ........................................... основное
Коэффициент наплавки, г/А ч........................ 10,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,5
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Сварка на короткой длине дуги с предварительным и сопутствующим подо-
гревом до температуры 350...450 °C.
Прокалка перед сваркой при температуре 190...210 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 60...120 100...180 150...220
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 580
Предел текучести, МПа................................... 500
Ударная вязкость, Дж/смг................................ 180
Относительное удлинение, %....................... 23
Химический состав наплавленного металла, %:
Углерод........................................ 0,09
Кремний........................................ 0,17
Марганец....................................... 0,62
Хром .......................................... 4,73
Молибден....................................... 0,44
Ванадий........................................ 0,26
Сера.......................................... 0,014
Фосфор....................................... 0,021
98
Электроды марки ОЗС-11
Условное обозначение электродов:
Э-09М-ОЗС-11-0-ТД
Е03РБ23
Характеристики электродов:
Покрытие............................................ рутилово-основное
Коэффициент наплавки, г/А ч......................... 8,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,2
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Сварку стали толщиной более 12 мм рекомендуется производить с предвари-
тельным и сопутствующим подогревом до температуры 15О...18О°С.
Прокалка перед сваркой при температуре 150... 180 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Ток,А 70...120 110...170 120...220
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 550
Предел текучести, МПа................................. 440
Ударная вязкость, Дж/см2............................... 120
Относительное удлинение, %............................ 22
Химический состав наплавленного металла, %:
Углерод......................................... 0,08
Кремний......................................... 0,17
Марганец........................................ 0,61
Хром ........................................... 0,38
Молибден........................................ 0,47
Сера............................................ 0,015
Фосфор.......................................... 0,025
Электроды марки ТМЛ-ЗУ
Условное обозначение электродов:
Э-09Х1МФ-ТМЛ-ЗУ-0-ТД
Е16Б20
99
Характеристики электродов:
Покрытие ........................................... основное
Коэффициент наплавки, г/А ч........................ 9,5
Производительность наплавки для диаметра 4 мм, кг/ч . . 1,2
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
Особые свойства:
Допускают сварку при узкой разделке с общим углом скоса кромок 15°.
При удлинении дуги высокая стойкость к образованию пор.
Сварка на короткой длине дуги по очищенным кромкам.
Прокалка перед сваркой при температуре 380...400 °C в течение 1,5 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм Положение шва: 3,0 4,0 5,0
нижнее 90... 115 130...170 170...200
вертикальное 75... 100 110...140 140... 170
потолочное 60...90 100...120 —
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................... 490
Предел текучести, МПа.................................. 480
Ударная вязкость, Дж/см2................................ 78
Относительное удлинение, %............................ 16
Химический состав наплавленного металла, %:
Углерод........................................ 0,09
Кремний........................................ 0,25
Марганец....................................... 0,70
Хром .......................................... 1,0
Молибден....................................... 0,55
Ванадий....................................... 0,620
Сера........................................... 0,035
Фосфор..................................... . 0,025
Электроды марки ЦЛ-39
Условное обозначение электродов:
Э-О9Х1МФ-ЦЛ-39-0-ТГ
Е27Б20
Характеристики электродов:
Покрытие ...................................... основное
Коэффициент наплавки, г/А ч................... 9,5
100
Производительность наплавки для диаметра 2,5 мм, кг/ч . . 0,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,65
Особые свойства:
Сварка на короткой длине дуги.
Прокалка перед сваркой при температуре 340...380 °C в течение 2 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм Положение шва:
нижнее вертикальное потолочное
2,5 75...90 70...85 65...85
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................... 490
Предел текучести, МПа.................................. 343
Ударная вязкость, Дж/см2.............................. 78
Относительное удлинение, %............................ 16
Химический состав наплавленного металла, %:
Углерод......................................... 0,09
Кремний......................................... 0,30
Марганец........................................ 0,75
Хром ........................................... 1,0
Молибден........................................ 0,55
Ванадий......................................... 0,20
Сера.......................................... 0,025
фосфор.......................................... 0,03
4.2.10. Электроды для наплавки
поверхностных слоев деталей
Электроды данного вида предназначены для ручной дуго-
вой наплавки поверхностных слоев с особыми свойствами раз-
личных деталей.
Электроды для наплавки могут быть условно разделены на
группы.
1 — электроды для получения низкоуглеродистого низко-
легированного наплавленного металла с высокой стойкостью
при трении и ударных нагрузках;
2 — электроды для получения среднеуглеродистого низко-
легированного наплавленного металла с высокой стойкостью
при трении и ударных нагрузках при температурах до 650 °C;
3 — электроды для получения углеродистого легированно-
го наплавленного металла с высокой стойкостью при абразив-
ном изнашивании и ударных нагрузках;
101
4 — электроды для получения углеродистого высоколеги-
рованного наплавленного металла с высокой стойкостью при
больших давлениях и высоких температурах (до 850 °C);
5 — электроды для получения высоколегированного аусте-
нитного наплавленного металла с высокой стойкостью при кор-
розионном изнашивании и трении при температурах до 600 °C;
6 — электроды для получения высоколегированного на-
плавленного металла с высокой стойкостью к деформациям
при высокой температуре (до 1100 °C).
При наплавке может потребоваться предварительный и со-
путствующий подогрев и термическая обработка для получения
требуемых свойств наплавленной поверхности.
В табл. 4.6 приведены общие данные по электродам для
наплавки.
Таблица 4.6
ОБЩИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОДАМ ДЛЯ НАПЛАВКИ
Марка элект- рода Тип по ГОСТ 10052-75 Диа- метр мм Дли- на, мм Положе- ние сварки Род свароч- ного тока Твердость наплав- ленного металла Назначение
1-я группа
озн- 400М Э-15Г4С 4; 5 450 нижнее -/+/ НВ360-430 Наплавка деталей из углеродистых и низко- легированных сталей (валы, оси)
омг-н 365X11НЗ 4; 5 450 нижнее и наклон- ное HRC3 27-35 Наплавка изношенных участков и заварка де- фектов литья из стали 110Г13Л
2-я группа
ОЗШ-1 Э-16Г2ХМ 3 4; 5 350 450 -/+/ НВ320-365 Наплавка молотовых и высадочных штампов
УОНИ- 13/НЖ/ 20X13 Э-20Х13 3 4 5 310 350 45С нижнее и наклон- ное HRC3 42-50 Наплавка штампов холодной и горячей (400 °C) штамповки
ОЗШ-З Э-37Х9С2 2,5 3 4; 5 350 350 450 HRC3 53-59 Наплавка штампов (до 650 °C)
ЭН-60М Э-7ОХЗСМТ 3 4; 5 350 450 нижнее и полу- зерти- кальное HRC3 53-61 Наплавка штампов всех типов (до 400*0) и деталей станков
102
Продолжение табл. 4.6
Марка элект- рода Тип по ГОСТ 10052-75 Дна- метр мм Дли- на, мм Положе- ние сварки Род свароч- ного тока Твердость наплав- ленного металла Назначение
3-я группа
ОЗН-6 Э-90Х4Г2СЗР 4; 5 450 у -/+/ HRC3 Ъ 58 Наплавка деталей горнодобывающих, строительных и дру- гих машин
озн/ ПСН-9 Э-115Х17НЗГ2СРТ нижнее -/+/ HRC3 > 46 Наплавка деталей землеройных машин, работающих в мерз- лых грунтах
1НУ-2 Э-360Х15ГЗР -/+/ HRC3 > 58 Наплавка стальных и чугунных деталей ма- шин, работающих в условиях абразивного изнашивания при уме- ренных ударных на- грузках
4-я группа
КПИ-РИ-1 — 3 350 нижнее ~, - — Для наплавки загото- вок металлорежущего инструмента. Получе- ние безвольфрамовой быстрорежущей стали
ОЗИ-5 Э-10К18В11М10ХЗСФ 3 4; 5 350 450 -/+/ HRC3 63-67 Наплавка металлоре- жущего инструмента и штампов горячей штамповки (850 °C)
ОЗИ-6 Э-100Х4М8В2СФ 2,5 3 4; 5 350 350 450 нижнее и наклон- ное HRC3 59-64 Наплавка при изготов- лении резцов и друго- го режущего инстру- мента, ремонтная на- плавка штампов, рабо- тающих с нагревом контактных поверхно- стей до 650 °C
5-я группа
ЦН-12М- Э-13Х16НВМ5С5Г4Б 4 5 350 450 нижнее -/+/ HRC3 39,5-51,5 Наплавка уплотнитель- ных поверхностей ар- матуры энергетических установок, работающих при высоких давлени- ях и температуре до 600 °C
103
Окончание табл. 4.6
Марка элект- рода Тип по ГОСТ 10052-75 Диа- метр мм Дли- на, мм Положе- ние сварки Род свароч- ного тока Твердость наплав- ленного металла Назначение
6-я группа
ОЗШ-6 Э-10ХЗЗН11МЗСГ 3; 4 350 нижнее -/+/ HRC3 52-60 Наплавка бойков ко- вочных машин, штам- пов, ножей горячей резки металлов и дру- гих деталей, работа- ющих при температуре до 950 °C
ОЗШ-8 Э-11Х31МЗГООФ 4; 5 нижнее и наклон- ное HRC351 Наплавка тяжелона- груженной кузнечной и штамповочной осна- стки горячего дефор- мирования и деталей металлургического оборудования, рабо- тающих при темпера- туре до 1100 °C
4.2.11. Характеристики электродов для наплавки
Электроды марки 03H-400M
Условное обозначение электродов:
ОЗН-4ООМ-0-НД
Е400/42-1 Б43
Характеристики электродов:
Покрытие ........................................ основное
Коэффициент наплавки, г/А ч...................... 10,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Наплавленный металл с повышенной стабильностью твердости и износостой-
кости при различных скоростях охлаждения наплавляемых деталей.
Прокалка перед сваркой при температуре 300 °C в течение 1 ч.
Твердость наплавленного металла без термообработки: НВ 420.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 4,0 5,0
Ток, А 140... 160 160... 180
104
Химический состав наплавленного металла, %:
Углерод...................................... 0,7
Кремний...................................... 0,25
Марганец..................................... 0,7
Никель....................................... 2,6
Хром ........................................ 11,3
Сера....................................... 0,020
фосфор....................................... 0,013
Электроды марки ОМГ-Н
Условное обозначение электродов:
Э-65Х11НЗ-ОМГ-Н-0-НД
Е300/33-1Б40
Характеристики электродов:
Покрытие ................................... основное
Коэффициент наплавки, г/А ч................ 8,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,1
Расход электродов на 1 кг наплавленного металла, кг . . . 1,5
Особые свойства:
Наплавка при минимально возможном разогреве деталей.
Прокалка перед сваркой при температуре 160...200 °C в течение 1 м.
Твердость наплавленного металла без термообработки: HRC3 31.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 4,0 5,0
Ток, А 120...140 160...180
Химический состав наплавленного металла, %:
Углерод........................................ 0,13
Кремний........................................ 1,7
Марганец....................................... 3,5
Сера........................................... 0,02
Фосфор......................................... 0,03
Электроды марки ОЗШ-1
Условное обозначение электродов:
Э1ОО-ОЗШ-1-0-ЛД
Е16Г2С1Х1М-0Б20
105
Характеристики электродов:
Покрытие ........................................ основное
Коэффициент наплавки, г/А ч...................... 8,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,1
Расход электродов на 1 кг наплавленного металла, кг . . . 1,4
Особые свойства:
Сварка на короткой длине дуги по очищенным кромкам.
Прокалка перед сваркой при температуре 350 °C в течение 1.5...2 ч.
Рекомендуемые значения тока при наплавке:
Диаметр, мм 2,0 2,5 3,0 4,0 5,0
Ток, А 40...90 50...110 70...120 100...170 130...220
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................... 1180
Предел текучести, МПа.................................. 1100
Ударная вязкость, Дж/см2............................... 85
Относительное удлинение, %............................. 13
Химический состав наплавленного металла, %:
Углерод........................................ 0,15
Кремний........................................ 0,94
Марганец....................................... 1,46
Хром .......................................... 1,04
Молибден....................................... 0,77
Сера........................................... 0,016
Фосфор......................................... 0,024
Электроды марки УОНИ-13/НЖ/ 12X13
Условное обозначение электродов:
Э-12Х13-УОН И-13/НЖ/ 12X13-0-ВД
Е000Б20
Характеристики электродов:
Покрытие............................................ основное
Коэффициент наплавки, г/А • ч....................... 8,5
Производительность наплавки для диаметра 4 мм, кг/ч . . . 1,1
Расход электродов на 1 кг наплавленного металла, кг . . . 1,5
Особые свойства:
Сварка с. предварительным подогревом до температуры 200...250 °C.
Прокалка перед сваркой при температуре 190...210 °C в течение 1 ч.
106
Рекомендуемые значения сварочного тока:
Диаметр, мм 2,0 2,5 3,0 4,0 5,0
Ток, А 40...60 50...90 60...100 100...140 110...170
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 650
Предел текучести, МПа................................. 430
Ударная вязкость, Дж/см2............................... 100
Относительное удлинение, %............................ 20
Химический состав наплавленного металла, %:
Углерод.......................................... 0,13
Кремний.......................................... 0,62
Марганец......................................... 0,86
Никель........................................... 0,42
Хром ............................................ 12,2
Сера............................................ 0,013
Фосфор........................................... 0,023
Электроды марки ОЗШ-З
Условное обозначение электродов:
Э-37Х9С2-ОЗШ-3-0-НД
Е650/57-1Б30
Характеристики электродов:
Покрытие ....................................... основное
Коэффициент наплавки, г/А ч..................... 9,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,3
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
Особые свойства:
Наплавленный металл с высокой износостойкостью при работе штампов и
сопротивляемостью ударам.
Прокалка перед сваркой при температуре 300...400 °C в течение 1 ч.
Наплавка с предварительным подогревом до такой же температуры.
Твердость наплавленного металла без термообработки: HRC-, 56.
Рекомендуемые значения тока при наплавке:
Диаметр, мм 2,5 3,0 4,0 5,0
Гок, А 70...110 90...130 110...150 130...180
Химический состав наплавленного металла, %:
Углерод........................................... 0,4
Кремний........................................... 1,9
107
Марганец....................................... 0,5
Хром .......................................... 9,9
Сера........................................... 0,013
Фосфор......................................... 0,021
Электроды марки ЭН-60М
Условное обозначение электродов:
Э-7ОХЗСМТ-ЭН-6ОМ-0-НД
Е650/57-(1,2)Б40
Характеристики электродов:
Покрытие....................................... основное
Коэффициент наплавки, г/А-ч...................... 8,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,1
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Наплавленный металл с высокой износостойкостью при работе штампов хо-
лодной штамповки, с удовлетворительной сопротивляемостью ударам.
Наплавка с предварительным подогревом до температуры 300...400 °C, в не-
сколько слоев толщиной до 10 мм.
Прокалка перед сваркой при температуре 280...300 °C в течение 1 ч.
Твердость наплавленного металла без термообработки: HRC3 55.
Рекомендуемые значения сварочного тока:
Диаметр, мм 2,5 3,0 4,0 5,0 Я
Ток, А 60...75 80.. 100 110...140 140...180
Химический состав наплавленного металла, %: I
Углерод......................................... 0,8 |
Кремний......................................... 1,0 f
Марганец........................................ 0,9 |
Молибден........................................ 0,6
Хром ........................................... 2,7
Титан........................................... 0,1
Сера............................................ 0,013
Фосфор.......................................... 0,022
Электроды марки ОЗН-в
Условное обозначение электродов:
ОЗН-6-0-НД
Е650/57-1БЗЗ
108
Характеристики электродов:
Покрытие ............................................ основное
Коэффициент наплавки, г/А ч......................... 11
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,7
Расход электродов на 1 кг наплавленного металла, кг . . . 1,4
Особые свойства:
Наплавленный металл с повышенной стойкостью к образованию трещин.
Прокалка перед сваркой при температуре 340 °C в течение 1 ч.
Твердость наплавленного металла без термообработки: HRC3 62.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 4,0 5,0
Ток, А 120...160 140...180
Химический состав наплавленного металла, %:
Углерод......................................... 1,0
Кремний......................................... 3,7
Марганец........................................ 2,6
Бор............................................. 0,9
Хром ........................................... 4,4
Электроды марки ОЗН/ВСН-9
Условное обозначение электродов:
ОЗН/ВСН-9-0-НД
Е450/47-1Б40
Характеристики электродов:
Покрытие ........................................ основное
Коэффициент наплавки, г/А ч...................... 8,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,2
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
Особые свойства:
Прокалка перед сваркой при температуре 150...250 °C в течение 1 ч.
Твердость наплавленного металла без термообработки: HRC3 49.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 4,0 5,0
Ток, А 150...160 200...210
Химический состав наплавленного металла, %:
Углерод.......................................... 1,0
Кремний.......................................... 1,3
Марганец......................................... 2,2
109
Никель............................................ 2,5
Бор............................................... 0,25
Хром ............................................. 16,5
Титан............................................. 0,25
Азот.............................................. 0,15
Сера.............................................. 0,012
фосфор............................................ 0,024
Электроды марки ЭНУ-2
Условное обозначение электродов:
ЭНУ-2-0-НД
Е700/59-1П46
Характеристики электродов:
Покрытие.......................................... специальное
Коэффициент наплавки, г/А ч....................... 9,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 2,0
Расход электродов на 1 кг наплавленного металла, кг . . . 1,3
Особые свойства:
Наплавленный металл с хорошей износостойкостью в условиях абразивного
трения.
Склонность наплавленного металла к образованию мелких трещин, не влия-
ющих на его стойкость.
Наплавка стальных деталей не более чем в два слоя, чугунных — в один.
Прокалка перед наплавкой при температуре 160...200 °C в течение 1 ч.
Твердость наплавленного металла без термообработки: HRC3 58.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 4,0 5,0
Ток, А 210...240 240...270
Химический состав наплавленного металла, %:
Углерод....................................... 3,5
Марганец ..................................... 3,0
Бор .................................... 1,0
Хром.................. ....................... 14,5
Электроды марки КПИ-РИ-1
Характеристики наплавленного металла:
Термообработка после наплавки: Твердость HRC-,
отжиг....................................... 26
закалка...................................... 56
двухкратный отпуск............................ 62
110
Химический состав наплавленного металла, %:
Углерод......................................... 0,9... 1,1
Сера............................................ 0,025
Фосфор.......................................... 0,025
Электроды марки ОЗИ-5
Условное обозначение электродов:
Э-10К18В11М1ОХЗСФ-ОЗИ-5-0-НГ
Е850/64-2П40
Характеристики электродов:
Покрытие ........................................ специальное
Коэффициент наплавки, г/А ч...................... 10,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,8
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Наплавленный металл с высокой сопротивляемостью смятию и истиранию
при больших нагрузках и температуре до 850 °C.
Наплавка в один-три слоя общей толщиной до 6 мм или ванным способом
с предварительным подогревом до температуры 400...700 °C.
Прокалка перед наплавкой при температуре 350 °C в течение 1 ч.
Твердость наплавленного металла без термообработки: HRC3 52.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 100...140 140...200 18O...25O
Химический состав наплавленного металла, %:
Углерод......................................... 0,09
Кремний......................................... 0,9
Марганец........................................ 0,4
Молибден........................................ 9,4
Кобальт......................................... 19,0
Ванадий......................................... 0,6
Вольфрам........................................ 9,9
Хром ........................................... 2,2
Сера............................................ 0,015
Фосфор.......................................... 0,020
Электроды марки ОЗИ-6
Условное обозначение электродов:
ОЗИ-6-0-НГ
Е750/61-2Б40
111
Характеристики электродов:
Покрытие......................... .,............... основное
Коэффициент наплавки, г/А ч......................... 10,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,7
Расход электродов на 1 кг наплавленного металла, кг . . . 1,4
Особые свойства:
Наплавленный металл с высокой горячей твердостью (HRC3 = 52 при 620 °C)
и жаростойкостью до температуры 950 ’С.
Наплавка с предварительным и сопутствующим подогревом до температуры
300...400 °C с последующей термообработкой.
Прокалка перед наплавкой при температуре 350 °C в течение 1 ч.
Твердость после отпуска при 560 °C, 3 ч, HRC3 == 62.
Рекомендуемые значения сварочного тока при наплавке:
Диаметр, мм 2,5 3,0 4,0 5,0
Ток, А 60...80 90...110 150...170 17O...19O
Химический состав наплавленного металла, %:
Углерод....................................... 1,1
Кремний....................................... 1,5
Марганец...................................... 0,6
Молибден...................................... 7,5
Титан......................................... 0,20
Ванадий....................................... 1,3
Вольфрам...................................... 2,2
Хром ......................................... 4,3
Алюминий...................................... 0,25
Сера.......................................... 0,017
Фосфор........................................ 0,020
Электроды марки ЦН-12М-67
Условное обозначение электродов:
Э-13Х16Н8М5С5Г4Б-ЦН-12М-67-0-НД
Е450/47-2Б40
Характеристики электродов:
Покрытие.................................. основное
Коэффициент наплавки, г/А ч................ 13,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,8
Расход электродов на 1 кг наплавленного металла, кг . . . 1,5
Особые свойства:
Наплавленный металл стойкий к общей и межкристаллической коррозии и
задиранию.
112
Наплавка с предварительным и сопутствующим подогревом до температуры
500...600 °C с последующей термообработкой.
Прокалка перед наплавкой при температуре 200...220 °C в течение 1 ч.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 4,0 5,0
Ток, А 120...140 160...190
Характеристики наплавленного металла
Вид термообработки после наплавки: Твердость HRC,
отпуск 725 °C, 1 ч с земедленным охлаждением
до 200°С (перлитные стали)............................46
отпуск 850 °C, 1 ч с земедленным охлаждением
до 200 °C (аустенитные стали).........................46
Химический состав наплавленного металла, %:
Углерод......................................... 0,13
Кремний......................................... 4,1
Марганец........................................ 4,0
Молибден........................................ 5,7
Никель.......................................... 7,9
Хром ........................................... 16,3
Ниобий.......................................... 0,8
Сера............................................ 0,009
фосфор.......................................... 0,017
Электроды марки ОЗШ-6
Условное обозначение электродов:
ОЗШ-6-0-НД
Е650/57-2Б40
Характеристики электродов:
Покрытие ............................................ основное
Коэффициент наплавки, г/А ч......................... 13,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,4
Особые свойства:
Наплавленный металл с высокими теплостойкостью и износостойкостью, лег-
ко обрабатывается режущим инструментом.
Наплавка закаливающихся сталей производится с предварительным и сопут-
< твующим подогревом до температуры 300...450 °C.
Наплавка производится вразброс отдельными участками.
Прокалка перед наплавкой при температуре 200 °C в течение 1 ч.
113
Рекомендуемые значения
сварочного тока при наплавке:
Диаметр электрода, мм 2,5
Ток, А 50...70
3,0 4,0
70...90 110... 130
Характеристики наплавленного металла:
Твердость наплавленного металла, HRC3:
без термообработки..............................31
нагрев при 850 °C, 3 ч с охлаждением на воздухе ... 57
Химический состав наплавленного металла, %:
Углерод......................................... 0,08
Кремний......................................... 1,1
Марганец........................................ 1,1
Молибден........................................ 2,5
Никель.......................................... 10,8
Хром ........................................... 33,0
Сера........................................... 0,009
фосфор.......................................... 0,018
Электроды марки ОЗШ-8
Условное обозначение электродов:
ОЗШ-8-0-НД
Е600/54-2Б40
Характеристики электродов:
Покрытие............................................ основное
Коэффициент наплавки, г/А ч......................... 14,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,9
Расход электродов на 1 кг наплавленного металла, кг . . . 1,4
Особые свойства:
Наплавленный металл с высокими жаростойкостью, износостойкостью и кор-
розионной стойкостью в кислотной и щелочной средах, с пониженной склон-
ностью к трещинообразованию.
Наплавка деталей из закаливающихся сталей производится с предваритель-
ным и сопутствующим подогревом до температуры 300...450 °C.
Прокалка перед наплавкой при температуре 200 °C в течение 1 ч.
Рекомендуемые значения тока наплавки:
Диаметр электрода, мм 3,0 4,0
Ток, А
90...100 140...150
Характеристики наплавленного металла:
Твердость наплавленного металла, HRC3:
без термообработки............................. 30
отпуск при 720 С, 3 ч.......................... 54
114
Химический состав наплавленного металла, %:
Углерод......................................... 0,08
Кремний......................................... 1,2
Марганец........................................ 1,2
Молибден........................................ 3,1
Никель.......................................... 10,5
Хром ........................................... 31,5
Ванадий......................................... 0,2
Алюминий........................................ 0,2
Сера............................................ 0,016
Фосфор.......................................... 0,021
4.2.12. Электроды для сварки и наплавки чугуна
Электроды данной группы применяются для устранения
дефектов в чугунных отливках, восстановления изношенных
деталей, при изготовлении сварнолитых конструкций.
Электроды применяются для холодной сварки и наплавки
чугуна (сварки и наплавки, производимых без предваритель-
ного подогрева), особенностью которой является проведение
процесса с минимальным тепловложением валиками шва дли-
ной 25...60 мм с охлаждением каждого валика на воздухе до
температуры не более 60 °C. При необходимости возможна
проковка каждого валика легкими ударами молотка.
Электроды не стандартизованы и их изготавливают по от-
дельным техническим условиям.
В табл. 4.7 приведены данные по электродам для сварки
и наплавки серого, высокопрочного и ковкого чугунов.
Таблица 4.7
ОБЩИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОДАМ ДЛЯ ЧУГУНА
Марка элект- рода Диа- метр, мм Длина, мм Положе- ние сварки Род свароч- ного тока Вид наплав- ленного металла Назначение
ДЧ-4 3 4; 5 350 450 Нижнее -/+/ Сталь леги- рованная Холодная сварка, ремонтная наплавка и заварка дефектов литья в деталях из серого, вы- сокопрочного и ковкого чугу- нов, сварка этих чугунов со сталью. Наплавка на изношен- ные чугунные детали первых одного-двух слоев под наплав- ку специальными электродами
115
Окончание табл. 4.7
Марка элект- рода Диа- метр, мм Длина, мм Положе- ние сварки Род свароч- ного тока Вид наплав- ленного металла Назначение
ОЗЧ-2 3; 4 350 -/+/ Сплав на медной основе Холодная сварка, заварка и наплавка дефектов литья в деталях из серого и ковко- го чугунов
МНЧ-2 3; 4 5; 6 350 450 Сплав медно- никелевый Холодная сварка, заварка и наплавка дефектов литья в деталях из серого, высоко- прочного и ковкого чугунов
озжн 3 350 Сплав железо- никелевый Холодная сварка, наплавка и заварка дефектов литья в деталях из серого и высоко- прочного чугунов
ОЗЧ-З 2,5 280 Сплав на нике- левой основе Холодная сварка и заварка дефектов литья в деталях из серого и высокопрочного чу- гуна, предпочтительно сварка соединений с требованиями по чистоте обрабатываемой поверхности
4.2.13. Характеристики электродов
для сварки и наплавки чугуна
Электроды марки ЦЧ-4
Условное обозначение:
ЦЧ-4-0
Характеристики электродов:
Покрытие ........................................... основное
Коэффициент наплавки, г/А-ч........................ 10,0
Производительность наплавки для диаметра 4 мм, кг/ч . . . 1,1
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Сварка короткими валиками по 25...35 мм с охлаждением на воздухе каждо-
го валика до температуры 60 JC.
Для деталей из ковкого и высокопрочного чугуна длина валика может быть
увеличена до 100 мм.
116
Прокалка перед сваркой при температуре 160...200 °C в течение 1 ч.
Твердость наплавленного металла НВ = 180.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 65...80 90...120 130...150
Химический состав наплавленного металла, %:
Углерод........................................
Марганец.......................................
Кремний .......................................
Железо.........................................
Ванадий .......................................
Сера...........................................
фосфор.........................................
0,13
0,9
0,5
основа
8,6
0,014
0,023
Электроды марки 034-2
Условное обозначение:
ОЗЧ-2-0
Характеристики электродов:
Покрытие ........................................... кислое
Коэффициент наплавки, г/А ч......................... 13,65
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,8
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
Особые свойства:
Сварка короткими валиками длиной 30...50 мм с охлаждением на воздухе
каждого валика до температуры 60 °C и проковкой наложенного валика
легкими ударами молотка непосредственно после отрыва дуги.
Прокалка перед сваркой при температуре 190...200 °C в течение 1 ч.
Твердость наплавленного металла: НВ = 170.
Значения тока при наплавке:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 50...70 70...90 110...130
Химический состав наплавленного металла, %:
Медь............................................
Кремний ........................................
Марганец........................................
Железо..........................................
Никель .........................................
основа
0,2
1,8
10,0
2,0
117
Электроды марки МНЧ-2
Условное обозначение:
МНЧ-2-0
Характеристики электродов:
Покрытие ....................................... специальное
Коэффициент наплавки, г/А ч....................... 11,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,5
Расход электродов на 1 кг наплавленного металла, кг . . . 1,5
Особые свойства:
Получение наплавленного металла для обработки резанием, коррозионно-
стойкого в агрессивных средах и горячих газах.
Сварка короткими валиками длиной 20...30 мм с охлаждением на воздухе
каждого валика до температуры 60 °C и проковкой валика легкими ударами
молотка.
Прокалка перед сваркой при температуре 190...210 °C в течение 1 ч.
Твердость наплавленного металла в исходном состоянии: НВ = 150.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 70... 110 100... 140 140... 190
Химический состав наплавленного металла, %:
Марганец........................................ 2,2
Железо.......................................... 2,9
Никель.......................................... 66,0
Медь................................................. остальное
Электроды марки ОЗЖН-2
Условное обозначение электродов:
ОЗЖН-2-0
Характеристики электродов:
Покрытие.........-.................................. основное
Коэффициент наплавки, г/А ч......................... 10,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,3
Расход электродов на 1 кг наплавленного металла, кг . . . 1,3
Особые свойства:
Сварка короткими валиками длиной 30...50 мм с охлаждением на воздухе
каждого валика до температурь. 60 С и проковкой валика легкими ударами
молотка.
118
Заварка крупных дефектов или наплавка больших объемов металла произво-
дится совместно с электродами марок ОЗЧ-З или МНЧ-2, которыми заварива-
ют первый и последний слои шва, а промежуточные слои — поочередно
с этими электродами и электродами марки ОЗЖН-2.
Прокалка перед сваркой при температуре 350 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
При диаметре 3 мм, А.......................... 90... 150
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа................... 440
Предел текучести, МПа.................................. 340
Ударная вязкость, Дж/см2............................... 190
Относительное удлинение, %............................ 32
Химический состав наплавленного металла, %:
Углерод...........................................
Кремний ..........................................
Марганец .........................................
Молибден .........................................
Никель ...........................................
Кобальт ..........................................
Хром .............................................
Вольфрам..........................................
Железо............................................
Сера..............................................
фосфор ...........................................
0,08
1,0
1,0
2,2
27,0
3,5
5,0
1.3
остальное
0,010
0,010
Электроды марки ОЗЧ-З
Условное обозначение электродов:
034-3-0
Характеристики электродов:
Покрытие ........................................... основное
Коэффициент наплавки, г/А ч......................... 11,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,3
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Наплавленный металл с высокой технологичностью при обработке резанием.
Малая проплавляющая способность.
Сварка короткими валиками длиной 30...50 мм с охлаждением на воздухе
каждого валика до температуры 60 °C и проковкой валика легкими ударами
молотка.
Прокалка перед сваркой при температуре 250...280 °C в течение 1 ч.
119
Рекомендуемые значения сварочного тока:
Диаметр, мм 2,5 3,0 4,0 5,0
Ток, А 50...80 70...110 100...130 120...160
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............ 540
Относительное удлинение, % 24
Твердость наплавленного металла, НВ............. 160
Химический состав наплавленного металла, %:
Углерод......................................... 0,04
Кремний......................................... 0,14
Марганец........................................ 0,1
Медь............................................ 0,06
Никель.......................................... 99,0
Железо.......................................... 0,1
Сера............................................ 0,005
Фосфор.......................................... 0,003
4.2.14. Электроды для сварки алюминия
и его сплавов
На поверхности деталей из алюминия и его сплавов всегда
есть окисная пленка, которая затрудняет сварку, приводит
к появлению непроваров и металлических включений, затрудня-
ет формирование шва, так как она присутствует и на поверхно-
сти сварочной ванны.
При ручной дуговой сварке удаление окисной пленки до-
стигается применением электродов с покрытиями, включающи-
ми хлористые и фтористые соли щелочных и щелочно-земель-
ных металлов. При расплавлении покрытия электрода эти мате-
риалы создают условия для удаления пленки и устойчивого
горения дуги.
Ручная дуговая сварки применяется при изготовлении кон-
струкций и деталей из технического алюминия, деформиру-
емых и литейных алюминиевых сплавов и их ремонте, при этом
толщина элементов конструкций и деталей должна быть не
менее 3 мм. Для сварки алюминия и его сплавов ряд лет
использовались электроды марок ОЗА-1 и ОЗА-2, имеющие
недостатки.
Более совершенными являются электроды серии УАНА.
В табл. 4.8 приведены данные электродов для сварки алю-
миния и его сплавов.
120
Таблица 4.8
ОБЩИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОДАМ ДЛЯ СВАРКИ АЛЮМИНИЯ
Марка электрода Диа- метр, мм Длина, мм Положе- ние сварки Род свароч- ного тока Назначение
ОЗА-1 4 5 350 400 у/ -/+/ Сварка и наплавка деталей и кон- струкций из алюминия технической чистоты
ОЗА-2 4 5 360 390 Заварка брака литья и наплавка деталей из алюминиево-кремнистых сплавов АЛ-4, АЛ-9, АЛ-11
ОЗАНА-1 3 4 5 310 350 400 Сварка и наплавка деталей и кон- струкций из алюминия технической чистоты
ОЗАНА-2 3 4 5 320 380 390 Заварка брака литья и наплавка деталей из алюминиево-кремнистых сплавов АЛ-4, АЛ-9, АЛ-11
УАНА-1 3,15 4; 5 6,3 — -/+/ Сварка сплавов: АД; АДО; АДОО; АД1
УАНА-2 Сварка сплавов: АД31; АД33; АД35; АЛ9; АЛ 11; АЛ34
УАНА-3 Сварка сплавов: АЛ-2; АЛД; АЛЗО
УАНА-4 4; 5 6,3 — Сварка сплавов: АМЦ; АМцС; ММ
УАНА-5 3,15 4; 5 — Сварка сплавов АМг2; АМгЗ; АМг4; АМг5
УАНА-6 Сварка сплавов АМгЗ; АМг4; АМг5; АМгб
4.2.15. Характеристики электродов
для сварки алюминия и его сплавов
Электроды марки ОЗА-1
Условное обозначение:
ОЗ А-1-0
Характеристики электродов:
Покрытие...................................... солевое
Коэффициент наплавки, г/Ач.................... 6,5
121
Производительность наплавки для диаметра 4 мм, кг/ч ... 0,7
Расход электродов на 1 кг наплавленного металла, кг . . . 2
Особые свойства:
Необходима очистка свариваемых кромок до металлического блеска.
Сварка с предварительным местным или общим подогревом до температуры
250...400 °C (в зависимости от толщины свариваемого металла).
Шлак после сварки удаляют промывкой горячей водой с применением метал-
лических щеток.
Прокалка перед сваркой при температуре 150...200 °C в течение 1 ч.
Временное сопротивление разрыву металла шва: 70 МПа.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 4,0 5,0
Ток, А 100...120 120...150
Химический состав наплавленного металла, %:
Алюминий....................................... основа
Кремний........................................ 0,4
Титан.......................................... 0,2
Железо......................................... 0,1
Электроды марки ОЗА-2
Условное обозначение:
ОЗА-2-0
Характеристики электродов:
Покрытие ...................................... солевое
Коэффициент наплавки, г/А ч.................... 6,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 0,7
Расход электродов на 1 кг наплавленного металла, кг . . . 2
Особые свойства:
Сварка с предварительным местным или общим подогревом деталей до тем-
пературы 240...400 С (в зависимости от толщины свариваемого металла).
Необходима очистка свариваемых кромок от загрязнений и окислов до ме-
таллического блеска.
Оставшийся шлак удаляется промывкой горячей водой с помощью стальных
щеток.
Прокалка перед сваркой при температуре 150...200 “С в течение 1 ч.
Временное сопротивление разрыву металла шва: 90 МПа.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 4,0 5,0
Ток, А 100...120 120... 150
122
Химический состав наплавленного металла, %:
Алюминий...................................... основа
Кремний....................................... 5,0
Титан......................................... 0,2
Железо........................................ 0,1
Электроды марки ОЗАНА-1
Условное обозначение:
ОЗАНА-1-0
Характеристики электродов:
Покрытие ........................................... солевое
Коэффициент наплавки, г/А ч........................ 8,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 0,8
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
Особые свойства:
Сварка изделий толщиной до 10 мм без подогрева, при большей толщине —
с предварительным местным или общим подогревом до температуры 200 °C.
Необходима очистка свариваемых кромок до металлического блеска.
Прокалка перед сваркой при температуре 150 °C в течение 0,5 ч.
Временное сопротивление разрыву металла шва: 70 МПа.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм
Ток, А
3,0 4,0 5,0
60...90 90...125 120...150
Химический состав наплавленного металла, %:
Алюминий..................................... основа
Кремний...................................... 0,5
Железо....................................... 0,2
Электроды марки ОЗАНА-2
Условное обозначение:
ОЗАНА-2-0
Характеристики электродов:
Покрытие ........................................... солевое
Коэффициент наплавки, г/А ч........................ 8,0
Производительность наплавки для диаметра 4 мм, кг/ч . . . 0,8
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
123
Особые свойства:
Сварка деталей из металла толщиной до 10 мм производится без подогрева,
деталей толщиной более 10 мм — с предварительным местным или общим
подогревом до температуры 200 °C.
Перед сваркой необходима очистка свариваемых кромок до металлического
блеска.
Прокалка перед сваркой при температуре 150 °C в течение 0,5 ч.
Временное сопротивление разрыву металла шва: 90 МПа.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 60...90 90...120 120...150
Химический состав наплавленного металла, %:
Алюминий..................................... основа
Кремний ..................................... 5
Железо....................................... 0,2
Электроды марки УАНА-1-УАНА-6
Характеристики электродов:
Покрытие ...................................... солевое
Коэффициент наплавки, г/А ч.................... 6,0
Расход электродов на 1 кг наплавленного металла, кг . . . 2,2
Особые свойства:
Высокая стабильность горения дуги; хорошее формирование шва, в том числе
и в вертикальном положении; шлаковая корка легко отделяется.
Не производят разделку свариваемых кромок при толщине свариваемых
деталей до 10 мм.
Стыковое соединение свариваемых кромок является более надежным.
Кромки свариваемого металла рекомендуется подогревать пламенем газовой
горелки или в печи.
Прокалка перед сваркой при температуре 150...200 °C в течение 1,5 ч.
4.2.16. Электроды для сварки меди и ее сплавов
Некоторые свойства меди создают трудности при ее свар-
ке. Активность меди при взаимодействии с кислородом и водо-
родом может быть причиной образования пор в металле шва
и микротрещин, поэтому рекомендуется применять для сварки
раскисленную медь. Медь также обладает повышенной текуче-
стью при расплавлении.
Сварку меди рекомендуется выполнять хорошо прокален-
ными электродами, поверхности деталей в местах наложения
швов должны быть зачищены до металлического блеска.
124
Сварка латуни усложняется испарением цинка, сварка брон-
зы — высокой хрупкостью и малой прочностью в нагретом
состоянии.
В табл. 4.9 приведены общие данные электродов для свар-
ки меди и ее сплавов.
Таблица 4.9
ОБЩИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОДАМ ДЛЯ СВАРКИ МЕДИ И ЕЕ СПЛАВОВ
Марка электрода Диа- метр, мм Длина, мм Положе- ние сварки Род свароч- ного тока Назначение
Комсомо- лец-100 3; 4 5 350 450 нижнее и наклон- ное -/+/ Сварка и наплавка изделий из меди марок М1, М2, М3, сварка меди со сталью
АНЦ/ ОЗМ-2 4 5 350 450 Сварка и наплавка изделий из тех- нически чистой меди
АНЦ/ ОЗМ-З Сварка и наплавка изделий из тех- нически чистой меди, из низколеги- рованных сплавов на основе меди
АНЦ/ ОЗМ-4 Сварка и наплавка изделий из тех- нически чистой меди; возможна сварка и наплавка изделий из низ- колегированных сплавов на основе меди, сварка меди со сталью
ОЗБ-2М 3 4 350 350 Сварка и наплавка оловянисто- фосфористых бронз, заварка де- фектов бронзового литья, наплавка на сталь и заварка дефектов чугун- ного литья. Сварка и наплавка латуней
ОЗБ-З 4 5 350 450 нижнее Наплавка электродов машин кон- тактной точечной сварки
4.2.17. Характеристики электродов
для сварки меди и ее сплавов
Электроды марки Комсомолец-100
Условное обозначение:
Комсомолец-100-0
125
Характеристики электродов:
Покрытие......................................... специальное
Коэффициент наплавки, г/А-ч....................... 14,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,8
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Электропроводность наплавленного металла составляет до 20% электропро-
водности чистой меди.
Сварка с предварительным местным подогревом изделий до температуры
300...700 °C в зависимости от толщины свариваемого металла.
Прокалка перед сваркой при температуре 160...200 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 70... 110 100... 140 150... 190
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.............. 410
Предел текучести, МПа............................. 230
Ударная вязкость, Дж/см’.......................... 50
Относительное удлинение, %........................ 26
Химический состав наплавленного металла, %:
Медь.............................................. основа
Кремний.......................................... 0,75
Марганец ......................................... 5,1
Железо............................................ 0,8
Электроды марки АНЦ/ОЗМ-2
Условное обозначение:
АНЦ/ОЗМ-2-0
Характеристики электродов:
Покрытие ........................................ специальное
Коэффициент наплавки, г/А ч...................... 17,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 4,9
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Электропроводность металла шва составляет не менее 60% электропровод-
ности чистой меди.
Сварка с предварительным подогревом изделий до температуры 150...350 °C
(в зависимости or толщины свариваемого металла) деталей толщиной более
10 мм.
Прокалка электродов перед сваркой при температуре 350...370 ’С в течение 2 ч.
126
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм
Ток, А
4,0 5,0
220...290 350...400
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 200
Предел текучести, МПа.................................. 110
Ударная вязкость, Дж/см2............................... 100
Относительное удлинение, %............................ 26
Химический состав наплавленного металла, %:
Медь.............................................. основа
Кремний........................................ 0,06
Марганец....................................... 0,16
Титан.......................................... 0,005
Алюминий....................................... 0,19
Железо......................................... 0,15
Электроды марки АНЦ/ОЗМ-З
Условное обозначение:
АНЦ/ОЗМ-З-0
Характеристики электродов:
Покрытие ........................................ специальное
Коэффициент наплавки, г/А ч...................... 16,5
Производительность наплавки для диаметра 4 мм, кг/ч . . . 4,6
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Электропроводность металла шва составляет не менее 60% электропровод-
ности чистой меди.
Сварка изделий из металла толщиной более 10 мм производится с предвари-
тельным подогревом до температуры 150...350 “С (в зависимости от толщи-
ны свариваемого металла).
Прокалка электродов перед сваркой при температуре 350...370 °C в течение 2 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 4,0 5,0
Ток, А 220...300 350...400
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.................. 200
Предел текучести, МПа.................................. 100
Ударная вязкость, Дж/см2............................... 100
Относительное удлинение, %............................ 30
127
Химический состав наплавленного металла, %:
Медь............................................ основа
Кремний......................................... 0,05
Марганец........................................ 0,2
Бор............................................. 0,02
Алюминий. . .................................... 0,2
Железо....................................... . 0,2
Электроды марки АНЦ/ОЗМ-4
Условное обозначение:
АНЦ/ОЗМ-4-0
Характеристики электродов:
Покрытие..................................... специальное
Коэффициент наплавки, г/А ч................... 14,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 4,0
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Электропроводность металла шва составляет не менее 50% электропровод-
ности технически чистой меди.
Сварка изделий толщиной более 10 мм производится с предварительным
подогревом до температуры 150...400 °C (в зависимости от толщины металла).
Сварка на короткой длине дуги.
Прокалка электродов перед сваркой при температуре 350...370 °C в течение 2 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 4,0 5,0
Ток, А 220...300 350...400
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............. 200
Предел текучести, МПа............................ 100
Ударная вязкость, Дж/см2......................... 100
Относительное удлинение, %....................... 30
Химический состав наплавленного металла, %:
Медь......................................... основа
Кремний.................... ..................... 0,15
Марганец ........................................ 0,40
Бор.............................................. 0,03
Алюминий......................................... 0,15
Железо...............-........................... 0,15
128
Электроды марки 03Б-2М
Условное обозначение:
ОЗБ-2М -0
Характеристики электродов:
Покрытие ........................................ основное
Коэффициент наплавки, г/Ач....................... 14,0
Производительность наплавки для диаметра 4 мм, кг/ч . . . 2,0
Расход электродов на 1 кг наплавленного металла, кг . . . 1,4
Особые свойства:
Прокалка перед сваркой при температуре 350 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0
Ток, А 90... 120 120... 160
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа.............. 340
Предел текучести, МПа................................. 230
Относительное удлинение, %........................... 10
Химический состав наплавленного металла, %:
Медь..........................................
Никель .......................................
Марганец......................................
Олово ........................................
Железо........................................
Фосфор........................................
основа
0,8
1,0
6,0
0,5
0,35
Электроды марки ОЗБ-З
Условное обозначение:
ОЗБ-З-0
Характеристики электродов:
Покрытие ........................................ специальное
Коэффициент наплавки, г/А ч...................... 12,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 3,5
Расход электродов на 1 кг наплавленного металла, кг . . . 1,8
Особые свойства:
Применение для многократного восстановления электродов машин контакт-
ной сварки.
129
Прокалка перед сваркой при температуре 350 “С в течение 2 ч.
Твердость наплавленного металла, НВ: 120...130.
Рекомендуемые значения тока при наплавке:
Диаметр электрода, мм 4,0 5,0
Ток, А
220...300 350...400
Химический состав наплавленного металла, %:
Медь...........................................
Кремний .......................................
Хром ..........................................
Никель ........................................
Сера...........................................
основа
0,7
1,0
2,5
0,025
4.2.18. Электроды для сварки
никеля и его сплавов
При сварке никеля проявляются его недостатки: высокая
чувствительность к примесям, особенно к растворенным газам
(азоту, кислороду, водороду), высокая склонность к образова-
нию горячих трещин.
Чтобы избежать появления пор и трещин, необходимо при-
менять для сварки металл высокой чистоты и качественные
электроды, готовить к сварке кромки металла и электроды.
В табл. 4.10 приведены основные данные по электродам
для сварки технически чистого никеля и монель-металла (сплав
НМЖМц28-2,5-1,5).
Таблица 4.10
ОБЩИЕ ДАННЫЕ ПО ЭЛЕКТРОДАМ
ДЛЯ СВАРКИ НИКЕЛЯ И ЕГО СПЛАВОВ
Марка
электрода
Диа-
метр,
мм
Длина,
мм
Положе-
ние
сварки
Род
свароч-
ного
тока
Назначение
03Л-32
300
340
Сварка изделий из никеля НП-2, на-
плавка коррозионно-стойких слоев
на углеродистые и высоколегиро-
ванные коррозионно-стойкие стали,
работающие в щелочных и хлор-
содержащих средах, сварка никеля
с углеродистыми и коррозионно-
стойкими сталями
130
Окончание табл. 4.10
Марка электрода Диа- метр, мм Длина, мм Положе- ние сварки Род свароч- ного тока Назначение
В-56У 3 4 340 360 нижнее и полу- верти- кальное -/+/ Сварка изделий из монель-металла и из двухслойных сталей (сталь СтЗсп + монель-металл) со сторо- ны коррозионно-стойкого слоя, на- плавка коррозионно-стойкого слоя на низкоуглеродистые стали. Сварка монель-металла с низкоуг- леродистыми сталями
4.2.19. Характеристики и свойства электродов
для сварки никеля и его сплавов
Электроды марки ОЭЛ-32
Условное обозначение:
ОЗЛ-32-0
Характеристики электродов:
Покрытие...................................... рутилово-основное
Коэффициент наплавки, г/А ч.................... 12,0
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,9
Расход электродов на 1 кг наплавленного металла, кг . . . 1,7
Особые свойства:
Металл шва с высокой коррозионной стойкостью в щелочных и хлорсодер-
жащих средах.
Прокалка перед сваркой при температуре 190...200 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0
Ток, А 110... 140 140... 180
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............... 470
Предел текучести, МПа.............................. 340
Ударная вязкость, Дж/см2........................... 185
Относительное удлинение, %......................... 30
Химический состав наплавленного металла, %:
Углерод......................................... 0,07
Кремний......................................... 1,2
Марганец........................................ 1,8
131
Никель ........................................ 65
Титан.......................................... 1,1
Алюминий....................................... 0,3
Железо......................................... 1,8
Сера........................................... 0,006
Фосфор......................................... 0,009
Электроды марки В-56У
Условное обозначение:
В-56У-0
Характеристики электродов:
Покрытие......................................... рутилово-основное
Коэффициент наплавки, г/А ч....................... 11,5
Производительность наплавки для диаметра 4 мм, кг/ч ... 1,5
Расход электродов на 1 кг наплавленного металла, кг . . . 1,6
Особые свойства:
Металл шва с высокой коррозионной стойкостью в средах с хлористым
водородом и сероводородом при температуре до 200 °C.
Прокалка перед сваркой при температуре 450...460 °C в течение 1 ч.
Рекомендуемые значения сварочного тока:
Диаметр электрода, мм 3,0 4,0
Ток, А 90... 110 120... 140
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа............. 550
Ударная вязкость, Дж/см2......................... 130
Относительное удлинение, %....................... 20
Химический состав наплавленного металла, %:
Углерод.......................................... 0,03
Кремний.......................................... 0,3
Марганец ........................................ 4,1
Никель........................................... 65
Титан............................................ 0,2
Алюминий......................................... 0,2
Железо........................................... 0,9
Сера............................................. 0,008
Медь............................................. остальное
4.2.20. Электроды для резки металлов
Электроды данной группы могут применяться для ручной
дуговой резки сталей всех марок, чугунов и цветных металлов.
132
В табл. 4.11 приведены данные электродов для резки ме-
таллов.
Таблица 4.11
ОБЩИЕ СВЕДЕНИЯ ПО ЭЛЕКТРОДАМ ДЛЯ РЕЗКИ МЕТАЛЛА
Марка
электрода
Диа-
метр,
мм
Длина,
мм
Положе-
ние
сварки
Род
свароч-
ного
тока
Назначение
ОЗР-1
350
ОЗР-2
3
Резка, строжка, прошивка отверстий,
разделка свариваемых кромок
и другие работы при изготовлении,
монтаже и ремонте деталей и кон-
струкций из сталей всех марок, чу-
гуна, алюминия и их сплавов
Резка стержней арматуры диамет-
ром до 40 мм; резка, прошивка от-
верстий, разделка свариваемых
кромок и другие работы при изго-
товлении, монтаже и ремонте дета-
лей и конструкций из сталей всех
марок, чугуна, меди и алюминия и
их сплавов
4.2.2 Т. Характеристики электродов
для резки металлов
Электроды марки ОЗР-1
Условное обозначение:
ОЗР-1-0
Характеристики электродов:
Покрытие ....................................... специальное
Скорость резки (диаметр 4 мм), м/ч:
низкоуглеродистая сталь толщиной 14 мм............ 12
высоколегированная сталь толщиной 12 мм....... 12
Расход электродов на 1 кг наплавленного металла, кг . . 0,6
Особые свойства:
Электроды обеспечивают получение чистого реза.
Резку производят на повышенных режимах с наклоном электрода в сторону,
противоположную направлению резки; электрод должен совершать движе-
ния «туда-обратно» или «сверху-вниз».
Прокалка электродов перед сваркой при температуре 170 С в течение 1 ч.
133
Рекомендуемая сила тока при резке:
Диаметр электрода, мм Положение шва: 3,0 4,0 5,0
нижнее 110... 170 180...260 250...350
вертикальное 110...170 180...260 250...350
потолочное 110...170 180...260 250...350
Электроды марки ОЗР-2
Условное обозначение:
ОЗР-2-0
Характеристики электродов:
Покрытие ....................................... специальное
Скорость резки (диаметр 4 мм), м/ч:
низкоуглеродистая сталь толщиной 14 мм........... 12
высоколегированная сталь толщиной 12 мм...... 12
Расход электродов на 1 кг наплавленного металла, кг . . 0,6
Особые свойства:
Электроды обеспечивают получение чистого реза.
Время резки строительной арматуры диаметром 16 мм — 2...3 с, диаметром
40 мм — 14...16 с.
Резка на повышенных режимах с наклоном электрода в сторону, противопо-
ложную направлению резки; электрод должен совершать движения «туда-
обратно» или «сверху-вниз».
Прокалка электродов перед сваркой при температуре 170 °C в течение 1 ч.
Рекомендуемая сила тока при резке:
Диаметр электрода, мм 3,0 4,0 5,0
Ток, А 150...220 260...300 420...480
134
5. ИСТОЧНИКИ ТОКА ДЛЯ СВАРКИ
5.1. Общие сведения
Источники тока для электросварки разделяются на две
большие группы по виду получаемого от них тока: источники
переменного тока и источники постоянного тока.
К источникам переменного тока относятся сварочные
трансформаторы и резонансные источники сварочного тока.
К источникам постоянного сварочного тока относятся сва-
рочные выпрямители и сварочные генераторы. Буквы в обозна-
чении источников сварочного тока означают:
первая буква — тип источника сварочного тока: Т —
трансформатор, Г — генератор, П — преобразователь, А —
агрегат, В — выпрямитель, У — установка;
вторая буква — вид сварки: Д — дуговая, П — плазменная;
третья буква — способ сварки: Г — в защитных газах,
Ф — под флюсом, У — универсальный;
четвертая буква — вид внешней характеристики: Ж —
жесткая, П — падающая;
пятая буква — количество обслуживаемых постов: М —
многопостовой, однопостовой (без обозначения);
шестая буква — величина номинального тока: одна или
две цифры обозначают округленную величину номинального
сварочного тока в десятках или сотнях ампер;
последняя буква — климатическое исполнение: ХЛ — для
холодного климата, У — умеренный климат, Т — тропический
климат;
последняя цифра — категория размещения для работы:
1 — на открытом воздухе, 2 — под навесом, 3 — в неотаплива-
емом помещении, 4 — в отапливаемом помещении.
5.2. Вольт-амперные характеристики
источников сварочного тока
Зависимость между напряжением и током сварочной дуги
показывает статическая вольт-амперная характеристика сва-
рочной дуги, которая рассмотрена выше (см. рис. 3.3).
Источники питания сварочной дуги имеют также свои вольт-
амперные характеристики, которые могут быть падающими, же-
сткими и возрастающими (рис. 5.1).
135
Рис. 5.1. Вольт-амперные характеристики источников питания
сварочной дуги:
а — падающая; б — жесткая; в — возрастающая
Для стабильного горения дуги необходимо, чтобы было
равенство между напряжениями и токами дуги (t/д, /д) и источ-
ника питания (Un, 1п).
Источники питания с падающей характеристикой приме-
няют при ручной дуговой сварке, с жесткой характеристикой —
при полуавтоматической сварке, с возрастающей — при авто-
матической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в
том случае, когда источник питания сварочной дуги поддержи-
вает постоянным необходимое напряжение при протекании
тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при
наложении статической вольт-амперной характеристики (ВАХ)
сварочной дуги на статическую вольт-амперную характеристи-
ку источника питания (называемую также внешней характерис-
тикой источника питания) — рис. 5.2. При этом напряжение
и ток источника питания и дуги совпадают в двух точках 1 и 2.
Устойчивому горению сварочной дуги соответствует только
точка /.
При уменьшении тока дуги напряжение источника станет
больше напряжения на дуге, так как на характеристике источ-
ника питания рабочая точка сместится влево, избыток напря-
жения источника питания приведет к увеличению тока дуги, т. е.
к возврату процесса в точку 1.
136
Рис. 5.2. Совмещенные вольт-амперные характеристики (ВАХ)
источника питания и сварочной дуги:
ВАХИп — ВАХ источника питания; ВАХД — ВАХ дуги; — напряжение холостого
хода; 7кз — ток короткого замыкания
Если ток дуги увеличится, то напряжение источника снизит-
ся согласно внешней характеристике источника питания и ста-
нет меньше напряжения дуги, и ток дуги уменьшится, режим дуги
восстановится.
Точка 2 соответствует неустойчивому горению дуги, так
как случайное изменение тока дуги происходит вплоть до
обрыва дуги или до тех пор, пока ток не достигнет значения,
соответствующего значению тока в точке 1 устойчивого горе-
ния дуги.
Поэтому устойчивое горение дуги поддерживается только
в той точке пересечения характеристик источника и дуги, где
внешняя характеристика источника питания является более
крутопадающей, чем статическая характеристика дуги.
Ручная электросварка обычно сопровождается значитель-
ными колебаниями длины дуги. При этом дуга должна гореть
устойчиво, а ток дуги не должен сильно изменяться. Также
часто требуется увеличить длину дуги, поэтому дуга должна
иметь достаточный запас эластичности при удлинении, т. е. не
обрываться.
Статическая характеристика сварочной дуги при ручной
сварке обычно является жесткой, и отклонение тока при изме-
нении длины дуги зависит только от типа внешней характери-
137
стики источника питания. При прочих равных условиях эластич-
ность дуги тем выше, а отклонение тока дуги тем меньше, чем
больше наклон внешней характеристики источника питания.
Поэтому для ручной электросварки применяются источники
питания с падающими внешними характеристиками. Это дает
возможность сварщику удлинять дугу, не опасаясь ее обрыва,
или уменьшать длину дуги без чрезмерного увеличения тока.
Также обеспечиваются высокая устойчивость горения дуги и ее
эластичность, стабильный режим сварки, надежное первона-
чальное и повторное зажигание дуги благодаря повышенному
напряжению холостого хода, ограниченный ток короткого за-
мыкания.
Ограничение этого тока имеет большое значение, так как
при ручной дуговой сварке происходит переход капли расплав-
ленного металла электрода на изделие, и при этом возможно
короткое замыкание.
При больших значениях тока короткого замыкания проис-
ходят прожоги металла, прилипание электрода, осыпание по-
крытия электрода и разбрызгивание расплавленного металла.
Обычно значение тока короткого замыкания больше тока дуги
в 1,2-1,5 раз.
Основными данными технических характеристик источни-
ков питания сварочной дуги являются напряжение холостого
хода, номинальный сварочный ток, пределы регулирования сва-
рочного тока.
Напряжение холостого хода источника сварочного тока —
напряжение на его зажимах при отсутствии дуги, номинальный
сварочный ток — допустимый по условиям нагрева источника
питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока
и напряжения на дуге в зависимости от способа первоначаль-
ного возбуждения дуги и при горении дуги — характера пере-
носа электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуго-
вой промежуток, периодически изменяя силу тока и длину дуги,
происходит переход от холостого хода к короткому замыка-
нию, затем к горению дуги с образованием капли расплавлен-
ного металла, которая вновь замыкает дуговой промежуток.
При этом ток возрастает до величины тока короткого замыка-
ния, что приводит к сжатию и перегоранию мостика между
каплей и электродом. Напряжение возрастает, дуга вновь воз-
буждается, и процесс периодически повторяется.
138
Изменения тока и напряжения на дуге происходят в доли
секунды, поэтому исгочник питания сварочной дуги должен
обладать высокими динамическими свойствами, т. е. быстро
реагировать на все изменения в дуге.
5.3. Сварочные трансформаторы
Сварочный трансформатор включает в себя понижающий
трансформатор, присоединяемый к сети 380 или 220 В и раз-
личные устройства для создания требуемой внешней характе-
ристики (для ручной дуговой сварки падающей) и регулирова-
ния сварочного тока, также для ограничения тока короткого
замыкания.
Для получения падающей характеристики и ограничения
тока короткого замыкания необходимо при сварке включать
последовательно с дугой большое сопротивление, которое по
соображениям экономичности должно быть в основном индук-
тивным.
Такое сопротивление можно создать:
отдельной дроссельной катушкой, включаемой последова-
тельно с дугой;
дроссельными катушками, конструктивно объединенными
в одно целое с трансформатором, также включаемыми после-
довательно с дугой;
путем увеличения внутреннего магнитного рассеяния
трансформатора, без дроссельных катушек.
На рис. 5.3 приведена схема сварочного трансформатора
с отдельным дросселем.
На сердечнике 1, набранном из листов электротехнической
стали, находятся обмотка высокого напряжения ВН (первичная)
и обмотка низкого напряжения НН (вторичная). На сердечнике
2 отдельного дросселя находится обмотка дросселя Др, вклю-
ченная последовательно с обмоткой НН. Сердечник дросселя
не сплошной и имеет разрыв о, который может изменяться
подвижной частью сердечника 3, перемещаемой с помощью
винта, имеющего опору против поступательного движения.
Дроссель предназначен для создания падающей внешней
характеристики сварочного трансформатора и для регулиро-
вания величины сварочного тока. При возбуждении дуги (при
коротком замыкании) ток короткого замыкания, проходя через
обмотку дросселя, создает мощный магнитный поток, наводя-
139
щий в дросселе ЭДС самоиндукции (противо-ЭДС), направлен-
ную против напряжения трансформатора. При этом вторичное
напряжение трансформатора полностью поглощается падени-
ем напряжения в дросселе, и напряжение в сварочной цепи
достигает почти нулевого значения.
Рис. 5.3. Схема сварочного трансформатора
с отдельным дросселем:
7 — сердечник трансформатора; 2 — сердечник дросселя; 3 — подвижная часть
сердечника дросселя; 4 — винт; а — зазор; ВН, НН — обмотки высокого и низкого
напряжений; Др — обмотка дросселя
При возникновении дуги величина сварочного тока умень-
шается, что влечет за собой уменьшение ЭДС самоиндукции
дросселя, направленной против напряжения трансформатора.
В сварочной цепи устанавливается рабочее напряжение, мень-
шее напряжения холостого хода, необходимое для устойчиво-
го горения дуги.
Сила тока в сварочной цепи изменяется при изменении
индуктивного сопротивления дросселя изменением величины
зазора а между подвижной и неподвижной частями магнито-
провода дросселя.
При увеличении зазора магнитное сопротивление магнито-
провода дросселя увеличивается, что приводит к ослаблению
магнитного потока, уменьшается ЭДС самоиндукции катушки
дросселя и ее индуктивное сопротивление. Это приводит к уве-
личению сварочного тока.
При уменьшении зазора сила сварочного тока уменьшается.
На рис. 5.4 приведена электрическая схема сварочного
аппарата со встроенным дросселем. Сердечник трансформато-
ра состоит из замкнутой части 7 и части 2 с зазором а, который
можно изменять перемещением подвижной части магнитопро-
вода с помощью винта 4.
140
Рис. 5.4. Схема сварочного трансформатора
со встроенным дросселем:
1 — сердечник замкнутый; 2 — сердечник разомкнутый; 3 — подвижная часть
магнитопровода; 4 — винт; ВН, НН — обмотки высокого и низкого напряжений; Др —
обмотка дросселя
На замкнутой части магнитопровода расположены обмотки
ВН и НН собственно трансформатора, а на части с зазором —
обмотки дросселя Др.
Рис. 5.5. Схема сварочного трансформатора
с повышенным магнитным рассеянием:
1 — сердечник трансформатора; 2 — вмт; 3 — конденсатор; ВН, НН — обмотки
высокого и низкого напряжений
141
Регулирование силы сварочного тока производится изме-
нением зазора а с помощью винта 4 по тому же принципу, как
и в сварочном трансформаторе с отдельным дросселем.
На рис. 5.5 приведена электрическая схема трансформато-
ра с повышенным магнитным рассеянием. На магнитопроводе 1
трансформатора в нижней части расположены две обмотки
высокого напряжения ВН, а в верхней части — две обмотки
низкого напряжения НН, которые могут перемещаться вверх-
вниз при вращении винта 2. Для повышения коэффициента
мощности сварочного трансформатора может устанавливаться
конденсатор 3.
Сварочный ток регулируется изменением расстояния между
обмотками ВН и НН при вращении винта 2. При вращении винта
по часовой стрелке обмотка НН приближается к обмотке ВН.
Магнитный поток трансформатора замыкается в основном
по сердечнику, а магнитный поток рассеяния и индуктивное
сопротивление уменьшаются, сварочный ток возрастает.
При вращении рукоятки против часовой стрелки обмотка
НН удаляется от обмотки ВН, часть магнитного потока замыкает-
ся помимо сердечника, т. е. магнитный поток рассеяния и индук-
тивное сопротивление растут, а сварочный ток уменьшается.
Рис. 5.6. Схема сварочного трансформатора
с подвижным магнитным шунтом:
1 — сердечник трансформатора; 2 — подвижный магнитный шунт; ВН, НН — обмотки
высокого и низкого напряжений; Др — обмотка дросселя
На рис. 5.6 приведена схема сварочного трансформатора
с подвижным магнитным шунтом, который имеет замкнутый
магнитопровод /, на одном стержне его расположены первич-
142
ная ВН и вторичная НН обмотки, а на другом — обмотка
дросселя Др. Между обмотками находится стержень — маг-
нитный шунт, который замыкает магнитные потоки обмотки ВН
и обмотки Др. При этом образуются потоки рассеяния, созда-
ющие значительное индуктивное сопротивление, что обеспечи-
вает падающую внешнюю характеристику.
Регулирование силы сварочного тока производится пере-
мещением шунта вдоль направления магнитного потока. При
выдвижении магнитного шунта рассеяние магнитных потоков
обмоток ВН и Др уменьшается, поэтому уменьшается индук-
тивное сопротивление трансформатора, значение силы свароч-
ного тока возрастает, и наоборот.
5.3.1. Технические данные
сварочных трансформаторов
В обозначениях сварочных трансформаторов могут приме-
няться следующие буквы:
СТЭ — трансформаторы с отдельным дросселем;
СТН, ТСД — трансформаторы с встроенным дросселем;
ТД (ТС, ТСК) — трансформаторы с увеличенным магнитным
рассеянием;
ТДМ (СТАН) — трансформаторы с подвижным магнитным
шунтом;
ТДФ — трансформаторы с подвижным магнитным шунтом
для автоматической и электрошлаковой сварки;
СТШ — трансформаторы с подвижным магнитным шунтом.
В табл. 5.1-5.4 приведены технические данные некоторых
сварочных трансформаторов. Рассмотрим некоторые из них.
Таблица 5.1
ТЕХНИЧЕСКИЕ ДАННЫЕ
СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
Показатели ТДМ-22 ТДМ-140 ТДМ-169 ТДМ-180 ТДМ-121
Переменное напряжение 50 Гц, В 180...240 220 220 220/380 220
Пределы регулирования сварочного тока, А 80...220 40... 140 50... 160 40... 180 40... 140
П родолжительность нагрузки при номинальном сварочном токе, ПВ% 20 15 20 20 20
143
Окончание табл. 5.1
Показатели ТДМ-22 ТДМ-140 ТДМ-169 ТДМ-180 ТДМ-121
Напряжение холостого хода, В 58 50 63 70 49
Потребляемая мощность, кВА 9,0 7,5 13,0 13,0 7,5
Габаритные размеры, мм ЗвОхЗООх х220 270х240х х420 330x160х хЗОО ЗбОхЗбОх х930 185х270х х430
Масса, кг 25 28 30 45 25
Таблица 5.2
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
Показатели Т ДМ-252 ТДМ-303 ТДМ-403 ТДМ-503 ТДМ-602
Напряжение питания, В 220/380 220/380 220/380 380 380
Номинальный сварочный ток, А 250 315 400 500 600
Номинальное рабочее напряжение, В 30 33 36 40 44
Продолжительность включения, ПВ% 40 60 60 60 60
Пределы регулирования сварочного тока,А 50...250 60...315 80... 400 100...500 120... 600
Напряжение холостого хода, В 40... 50 50...60 60...70 60...70 70...80
Габаритные размеры, мм 260х400х х430 350х450х х430 390х480х х470 390х480х х490 440х440х х500
Масса, кг 40 58 86 104 150
Таблица 5.3
ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
Показатели ГДМ-317 ТДМ-411 ТДМ-259 ТДМ-315 ТДМ-505
Напряжение питающей сети, В 220/380 380 220/380 380 380
Пределы регулирования сварочного тока, А 60...360 40...400 40...250 50...325 40...530
144
Окончание табл. 5.3
Показатели ТДМ-317 ТДМ-411 ТДМ-259 ТДМ-315 ТДМ-505
Напряжение холостого хода, В 62; 80 80 30 75 75
Габаритные размеры, мм 555x585* *818 ЗбОхЗбОх *1120 610х320х х455 ЗбОхЗбОх *930 640х530х х830
Масса, кг 130 80 55 60 180
Таблица 5.4
ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
Показатели СТШ-250 СТШ-500 СТШ-250 СТШ-252 СТШ-500
Напряжение питающей сети, В 220/380 220/380 220/380 220/380 380
Пределы регулирования сварочного тока, А 65...260 145...650 70...260 70...260 25... 125
Напряжение холостого хода, В 65 60 65 65 63
Габаритные размеры, мм 420х270х х425 670хбббх х753 424х275х х425 545х400х х560 670х665х х680
Масса, кг 44 220 51 65 63
Сварочный трансформатор малогабаритный
переносной для ручной дуговой сварки типа ТДМ-22
Трансформатор предназначен для ручной дуговой сварки
и резки стали с ручным регулированием сварочного тока в
пределах от 80 до 220 А, питание трансформатора от сети
однофазного переменного тока.
Применяются электроды диаметром от 2 до 5 мм.
Регулирование сварочного тока осуществляется присоеди-
нением сварочных кабелей к соответствующим выводам транс-
форматора: 80 А, 100 А, 120 А, 140 А, 160 А, 200 А, 220 А.
Трансформатор сварочный ТДМ-140
Трансформатор предназначен для ручной дуговой сварки
электродами с рутиловым покрытием малоуглеродистых и низ-
колегированных сталей. Регулировка сварочного тока произ-
водится ручным перемещением магнитного шунта вертикально-
го исполнения.
145
Трансформатор имеет защиту от тепловой перегрузки, лег-
кое зажигание и устойчивое горение дуги, естественное охлаж-
дение.
Трансформатор сварочный ТДМ-169
Трансформатор предназначен для сварки малоуглероди-
стых и низколегированных сталей. Регулировка сварочного
тока осуществляется ручным перемещением магнитного шунта
горизонтального исполнения.
Трансформатор имеет плавную регулировку сварочного
тока в одном диапазоне, естественное охлаждение.
Трансформатор сварочный ТДМ-180
Трансформатор предназначен для ручной дуговой сварки
малоуглеродистых и низколегированных сталей. Регулировка
сварочного тока производится ручным перемещением магнит-
ного шунта вертикального исполнения.
Трансформатор имеет защиту от перегрузки, легкое зажига-
ние и устойчивое горение дуги, принудительное охлаждение.
Трансформатор сварочный ТДМ-121
Трансформатор является малогабаритным и предназначен
для сварки электродами диаметром 2...3 мм низкоуглероди-
стой стали толщиной от 1 до 4 мм при небольших объемах
сварки в различных мастерских и гаражах, при строительстве,
на приусадебных участках и в сельском хозяйстве.
Трансформатор сварочный ТДМ-317
Трансформатор предназначен для сварки, резки и наплав-
ки металлов и может применяться для строительства металло-
конструкций, наплавки изношенных деталей, при ремонтах раз-
личного вида. Может применяться в авторемонтных мастер-
ских и мелких цехах.
Трансформатор имеет два диапазона плавного регулирова-
ния сварочного тока электромеханического принципа действия.
Трансформатор сварочный ТДМ-259
Трансформатор предназначен для ручной дуговой сварки
малоуглеродистых и низколегированных сталей. Регулирова-
ние сварочного тока производится конструкцией на основе
146
магнитного шунта горизонтального исполнения, что уменьшает
время на изменение режима сварки.
В трансформаторе возможна плавная регулировка свароч-
ного тока в одном диапазоне, имеется принудительное охлаж-
дение.
Трансформатор сварочный ТДМ-315
Трансформатор предназначен для ручной дуговой сварки
малоуглеродистых и низколегированных сталей. Регулировка
сварочного тока производится ручным перемещением магнит-
ного шунта вертикального исполнения.
В трансформаторе имеются:
плавная регулировка сварочного тока в пределах двух
ступеней;
защита от тепловой перегрузки;
легкое зажигание и устойчивое горение дуги;
принудительное охлаждение.
Трансформатор сварочный ТДМ-411
Трансформатор предназначен для ручной дуговой сварки
малоуглеродистых и низколегированных сталей. Регулировка
сварочного тока достигается ручным перемещением магнитно-
го шунта вертикального исполнения.
В трансформаторе имеется плавная регулировка сварочно-
го тока в пределах двух ступеней переключения, защита от
тепловой перегрузки, легкое зажигание и устойчивое горение
дуги, принудительное охлаждение.
Трансформатор сварочный ТДМ-505
Трансформатор предназначен для сварки низкоуглероди-
стых и низколегированных сталей. Регулирование сварочного
тока происходит при ручном перемещении магнитного шунта
горизонтального исполнения.
В трансформаторе имеются плавная регулировка свароч-
ного тока в пределах двух ступеней регулирования, защита от
тепловой перегрузки, легкое зажигание и устойчивое горение
дуги, естественное охлаждение.
Трансформатор сварочный СТШ-250
Трансформатор является малогабаритным и предназначен
для ручной дуговой сварки при монтаже металлоконструкций.
147
наплавке изношенных деталей, для ремонтных работ, в том
числе в авторемонтных мастерских и мелких цехах.
Возможна сварка деталей из малоуглеродистых и низколе-
гированных сталей толщиной от 1 мм.
Трансформатор обеспечивает плавное регулирование сва-
рочного тока в одном диапазоне.
Трансформатор сварочный СТШ-500
Трансформатор предназначен для ручной и автоматиче-
ской дуговой сварки, резки и наплавки.
Сварочный ток регулируется с помощью подвижных маг-
нитных шунтов, регулировка плавная. В трансформаторе обес-
печивается устойчивое горение дуги, возможна сварка деталей
из малоуглеродистых и низколегированных сталей. После не-
сложной модернизации по желанию пользователя возможна
сварка алюминия и нержавеющей стали.
Трансформатор сварочный СТШ-250СГД
Трансформатор предназначен для сварки малоуглероди-
стых и низколегированных сталей толщиной от 1 мм электрода-
ми диаметром 2...5 мм.
Имеющийся в трансформаторе блок стабилизации горения
дуги СГД позволяет за счет стабилизирующих импульсов про-
изводить сварку электродами с покрытием типа основного
всех типов и аргонодуговую сварку любых металлов, если до-
пускается начальный поджог дуги контактным способом.
Плавное регулирование сварочного тока осуществляется
за счет перемещения магнитного шунта.
В начале работы трансформатора с холодного состояния
допускается сварка на максимальном токе в течение первых
15...20 мин с продолжительностью нагрузки ПВ = 100% с по-
следующим переходом на режим, рекомендуемый инструкцией.
Трансформаторы СТШ-252СГД, СТШ-500СГД имеют сход-
ные характеристики.
5.3.2. Неисправности сварочных трансформаторов
При включении в работу и при работе сварочных трансфор-
маторов возможны неисправности, задерживающие работу
сварочного поста.
В табл. 5.5 приведены некоторые неисправности сварочных
трансформаторов и их возможные причины. Действительные
причины находятся проверкой возможных причин.
148
Причины неисправностей устраняются ремонтом или заме-
ной неисправных деталей. При повреждениях и замыканиях
обмоток трансформатора его обычно отправляют в капиталь-
ный ремонт, как и при замыканиях в магнитопроводе.
Таблица 5.5
ВОЗМОЖНОЕ НЕИСПРАВНОСТИ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
И ИХ ПРИЧИНЫ
Неисправность Возможные причины
При включении транс- форматора срабатывает защита на его отключе- ние Короткое замыкание в цепи высокого напряжения (между питающими проводами, между проводами и корпусом, между витками катушек, пробой кон- денсаторов и т. д.). Замыкание между листами магнитопровода. Пробой напряжения с обмотки высокого напря- жения на обмотку низкого напряжения. Напряжение подано ошибочно на обмотку низ- кого напряжения
Трансформатор при включении или во время работы сильно гудит и греется Витковое замыкание в катушках обмотки. Замыкание между листами магнитопровода. Ослабление болтов, стягивающих листы магнито- провода. Замыкание между сварочными проводами. Трансформатор перегружен из-за неправильного выбора электродов или при длительной работе
Мал сварочный ток Большое падение напряжения в первичной цепи или в сварочных проводах. Неисправность регулятора сварочного тока
Сварочный ток плохо регулируется Неисправность в винте регулятора. Замыкание в катушке дросселя
Дуга внезапно гаснет, при последующем каса- нии электродом изделия выскакивают мелкие искры Нарушение соединений сварочных проводов. Пробой обмотки высокого напряжения на свароч- ную цепь. Замыкание между сварочными проводами
5.4. Сварочные выпрямители
Сварочные выпрямители являются устройствами для пре-
образования напряжения переменного тока в напряжение по-
стоянного тока для получения сварочной дуги.
149
Сварка на постоянном токе имеет преимущества по сравне-
нию со сваркой на переменном токе: повышается стабильность
горения дуги из-за отсутствия нулевых значений сварочного
тока, увеличивается глубина проплавления свариваемого ме-
талла, снижается разбрызгивание металла, повышается проч-
ность металла шва и снижается количество дефектов шва.
Поэтому сварку ответственных соединений лучше выполнять на
постоянном токе.
Некоторые металлы свариваются на постоянном токе, на-
пример, высоколегированные и теплоустойчивые стали, чугуны,
титан, сплавы на основе меди и никеля.
Элементами сварочного выпрямителя являются силовой
трансформатор, выпрямительный блок на полупроводниковых
приборах, устройства пуска, регулирования, защиты, измерения,
охлаждения.
В сварочных выпрямителях желательно применение трех-
фазного тока, при котором меньше пульсации выпрямленного
напряжения.
Силовые трансформаторы для питания выпрямительного
блока по принципу действия и устройству сходны с трансфор-
маторами для сварки на переменном токе. Для выпрямления
тока используются неуправляемые полупроводниковые вентили-
диоды или управляемые полупроводниковые вентили-тиристоры.
Важными элементами сварочного выпрямителя являются
радиаторы охлаждения вентилей, вентилятор, включающийся
перед пуском выпрямителя, элементы защиты от токовых пере-
грузок и перегрева.
Регулирование сварочного тока в выпрямителях осуществ-
ляется электромеханическим или электрическим методами. При
электромеханическом регулировании изменение тока происхо-
дит до выпрямительного блока, и на выпрямляющие вентили
поступает переменный ток, имеющий заданные параметры. При
этом применяются трансформаторы с увеличенным магнитным
рассеянием или с управляемым магнитным шунтом.
Одним из способов электромеханического регулирования
тока сварки является применение выпрямителей с трансформа-
торами, имеющими секционированные обмотки высшего напря-
жения которые могут включаться последовательно переключа-
телем. При этом происходит ступенчатое изменение тока во
вторичной цепи силового трансформатора. Такие выпрямители
просты в изготовлении и надежны в эксплуатации, их примене-
ние целесообразно для полуавтоматической сварки в среде
150
защитных газов, так как они имеют жесткую внешнюю характе-
ристику.
Ступенчатое изменение силы сварочного тока может про-
изводиться с применением вольтодобавочных трансформа-
торов, обмотки которых включаются согласно или встречно
со вторичными обмоткам силового трансформатора. Плавное
изменение тока в пределах каждой ступени производится из-
менением напряжения в первичной обмотке вольтодобавочно-
го трансформатора.
Электрические схемы регулирования сварочного тока в
сварочных выпрямителях применяются в выпрямительных бло-
ках или после них.
Распространенной схемой регулирования сварочного тока
является схема с применением тиристоров. При этом регулиро-
вание сварочного тока производится изменением времени от-
крытия тиристоров в течение полупериода напряжения, получа-
емого от трансформатора. Это время открытия тиристоров
изменяется системой импульсно-фазового управления (СИФУ)
и называется углом регулирования. Получается плавная регу-
лировка тока сварки, которую можно осуществлять и дистанци-
онно, и получается дуга с высокой стабильностью работы.
На рис. 5.7 приведена электрическая схема, показывающая
принцип действия сварочного трехфазного выпрямителя, кото-
рая является упрощенной. На схеме показаны только свароч-
ный трансформатор и блок полупроводниковых диодов со
сварочной дутой.
Рис. 5.7. Упрощенная принципиальная схема сварочного выпрямителя:
Т— трансформатор понижающий; VDl-VD6—блок выпрямительных вентилей; 1В —
ток вентиля; — выпрямленный ток
151
VD1-VD6
Рис. 5.8. Принципиальная электрическая схема сварочного выпрямителя:
КМ — магнитный пускатель включения выпрямителя; Т1 — трансформатор понижающий; Т2 — трансформатор в цепи управления;
магнитный усилитель; К1 — реле защиты от аварийных режимов; К2 — реле контроля работы вентилятора; М — электродвигатель;
переключатель обмоток трансформатора на схемы «звезда—звезда» или «треугольник—треугольник»
I I
«0
152
На рис. 5.8 приведена принципиальная электрическая схе-
ма сварочного выпрямителя ВД-306. Силовой трансформатор
Т1 включается магнитным пускателем КМ. От трансформатора
получает питание блок выпрямительных вентилей VD1- VD6.
Также получает питание двигатель вентилятора через автомати-
ческий выключатель QF и системы защиты.
Переключение диапазонов изменения сварочного тока осу-
ществляется переключением первичных и вторичных обмоток
трансформатора Т1 в «треугольник—треугольник» (диапазон
больших токов) или в «звезду—звезду» (диапазон малых то-
ков). Такое переключение диапазонов обеспечивает изменение
величины сварочного тока в три раза без дополнительного
расхода активных материалов.
Плавное регулирование тока внутри диапазона производит-
ся за счет изменения расстояния между катушками первичного
и вторичного напряжений трансформатора Т1. Выпрямитель-
ный блок состоит из шести кремниевых вентилей VD1- VD6,
соединенных по трехфазной мостовой схеме выпрямления.
Вентиляция выпрямителя — воздушная принудительная,
работа которой контролируется ветровым реле К2. При отсут-
ствии вентиляции контакт К2 ветрового реле размыкается и
пускатель КМ отключает выпрямитель от сети, так как контакт
реле К2 включен в цепь управления магнитного пускателя КМ.
Выпрямитель имеет также защиту, отключающую его от
сети при выходе из строя одного из вентилей выпрямительного
блока или при пробое на корпус вторичной обмотки трансфор-
матора. Защита состоит из магнитного усилителя А, трансфор-
матора Т2 и реле К1. В нормальном состоянии переменный ток,
текущий по фазным проводам, проходящим через окно магни-
топровода магнитного усилителя, не насыщает магнитопровод,
и все напряжение падает на обмотках усилителя. При аварий-
ных режимах в фазных проводах появляется постоянная со-
ставляющая токов, магнитопровод магнитного усилителя насы-
щается, в цепи реле К1 появляется ток и оно срабатывает,
размыкая цепь управления магнитного пускателя КМ, который
отключает выпрямитель от сети.
5.4.1. Схемы выпрямления сварочных выпрямителей
Трехфазная мостовая схема приведена выше на рис. 5.7.
Схема состоит из трехфазного трансформатора и шести вен-
тилей.
153
Рассмотрим некоторые соотношения величин для этой и
других схем выпрямления.
Линейное напряжение вторичных обмоток трансформатора:
ипг = V3t/2,
где U2 — фазное напряжение вторичной обмотки.
Амплитуда выпрямленного напряжения:
Udm= ^2илг = Ли2-,
его среднее значение:
и d == 2,346/2,
где 3/л — коэффициент пульсации выпрямленного напряжения.
Каждый вентиль проводит ток в течение 1/3 периода, амп-
литуда тока вентиля равна выпрямленному току:
Среднее значение тока вентиля:
где коэффициент заполнения К3 = у показывает, какая часть
периода занята проходящим по элементу схемы током.
Действующий ток вентиля:
4 — ^44т _ 4’
где = 2/3.
Амплитуда тока вторичной обмотки:
4 m — 4 ’
его действующее значение:
154
Ток первичной обмотки:
Ji ZP Jlfd'
где Ктр — коэффициент трансформации трансформатора —
отношение витков первичной и вторичной обмоток.
Расчетная мощность трансформатора:
Smp=3/2£2=3^Id j ^ = 1,05Pd,
где Pti =
Шестифазная схема с уравнительным реактором приве-
дена на рис. 5.9. Она состоит из трехфазного трансформатора
с двумя группами вторичных
обмоток, соединенных в звез-
ду, уравнительного реактора
L и шести вентилей.
Полуобмотки реактора
имеют равное число витков
и намотаны с минимальным
взаимным рассеянием на зам-
кнутом магнитопроводе. Раз-
ность двух встречно направ-
ленных напряжений между
началами обмоток уравни-
тельного реактора делится
пополам и выравнивает сум-
марные напряжения, действу-
ющие в контурах схемы.
В схеме без уравнитель-
ного реактора, называемой
шестифазной звездой, напря-
жение нагрузки имело бы
значение
Ud = ~41Е2 =1,35£2,
л
В схеме с реактором вып-
рямленное напряжение ниже
VD1-VD3
Рис. 5.9. Шестифазная
принципиальная схема выпрямителя
с уравнительным реактором
155
и равно UA = 1,17Е2, но в любой момент времени работают два
вентиля параллельно, по одному из каждой группы в течение
1/3 периода.
Амплитудное, среднее и действующее значения тока венти-
ля выражаются формулами:
^Вт ~ 2 -^ВСР ~ ~ g Al’
1в ~ 4^3 1вт ~
Ток вторичной обмотки трансформатора равен току вентиля:
Коэффициент заполнения для первичного тока Кз = 2/3,
амплитуда первичного тока и первичный ток равны:
I - 1 I
х1т “ /х 12т
Л тр
1в
Расчетная мощность первичных обмоток трансформатора:
= 3/#1ф = 3 • IdKmp = l,05Pd.
f\ Xl l\ »» •
Расчетная мощность вторичных обмоток трансформатора:
S2 = 6T/J2 А = 1,48Pd.
Расчетная мощность трансформатора:
S„P - = 1,26Pd.
Шестифазная кольцевая схема приведена на рис. 5.10.
Схема состоит из трехфазного трансформатора с двумя груп-
156
пами соединенных в звезду вторичных обмоток и шести венти-
лей. Нулевые точки каждой звезды соединены с нагрузкой,
начала обмоток присоединены к вентилям.
Рис. 5.10. Шестифазная кольцевая принципиальная
электрическая схема выпрямителя
Выпрямленное напряжение в любой момент времени равно
линейному напряжению обмоток:
U6 =^-y[&U2.
л
Продолжительность прохождения тока через вентиль равна
1/6 периода, т. е. коэффициент заполнения К3 = 1/6, амплиту-
да тока вентиля ZBm = Zd.
Среднее значение тока вентиля:
-^вср
“ ^3-^Вт
действующее значение:
Вт
Так как каждая вторичная обмотка соединена с двумя
вентилями, последовательно вступающими в работу, длитель-
157
ность тока в обмотках равна 1/3 периода, К3= 1/3, ток вторич-
ной обмотки:
Амплитуда тока первичной обмотки:
'1- >G = 2/3;
А гпр
первичный ток:
Л = ^I'*^'7d-
Расчетная мощность первичных обмоток трансформатора:
Расчетная мощность вторичных обмоток трансформатора:
32 = Ъ12и2 = 6-^. Id • ий = 1,48Pd.
Расчетная мощность трансформатора:
Smp=^-^- = 1,26Pd.
Частота пульсаций у всех схем одинакова и равна 300 Гц.
5.4.2. Технические данные сварочных выпрямителей
В табл. 5.6-5.9 приведены основные технические данные
сварочных выпрямителей. Рассмотрим кратко некоторые типы
сварочных выпрямителей.
Таблица 5.6
ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
Показатели ВД-306 ВД-306С ВД-306Д ВД-306ДК ВД-306М
Напряжение питающей сети, В 380 380 380 380 380
158
Окончание табл. 5.6
Показатели ВД-306 ВД-306С ВД-306Д ВД-306ДК ВД-306М
Максимальный первичный ток, А 35 — — — —
Номинальное рабочее напряжение, В 32 32 32 32 32
Напряжение холостого хода, В 60...70 75 95 95 —
Пределы регулирования сварочного тока, А: диапазон малых токов диапазон больших токов 20...125 125...315 80...400 50...350 50...350 45... 150 130...315
Продолжительность ра- бочего времени (ПВ), % 60 60 60 60 60
Потребляемая мощность, кВА 24 21 25 25 30
Температура срабаты- вания тепловой защиты, откл/вкл, °C 95...105/ 75...85 — — —
Габаритные размеры, мм — 800x300* х850 650х390х хбОО 615х400х хбОО ЗбОхЗбОх х1250
Масса, кг 90 120 125 140 100
Таблица 5.7
ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
Показатели ВД-131 ВД-251 ВД-250 ВД-309 ВД-313
Напряжение питающей сети, В 220/380 220/380 380 380 380
Номинальный сварочный ток, А (ПВ,%) 180(20) 210(100) 250(20) 250 315(60)
Пределы регулирования сварочного тока, А: 38... 180 40...250 60...330 60...330
1-я ступень — — 50...145 — —
2~я ступень — — 125...260 — —
Номинальное рабочее напряжение, В: 27 — 32 32
1-я ступень — — 26 — —
2-я ступень — — 30 — —
159
Окончание табл. 5.7
Показатели ВД-131 ВД-251 ВД-250 ВД-309 ВД-313
Напряжение холостого хода, В 70 85 80 65 65
Потребляемая мощность, кВА 12,5 7 20 — 21
Габаритные размеры, мм ЗбОхЗбОх х930 410x140х х400 ЗбОхЗбОх х930 530х305х хбЗО 645х505х х560
Масса, кг 60 37 73 75 100
Таблица 5.8
ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
Показатели ВДУ-506 ВДУ-506с ВДУ-601С ВДЭ-315 Дуга-318
Напряжение питающей сети, В 380; 220 380 380 380 380
Номинальный сварочный ток, А 500(ПВ60%) 390(ПВ100%) 500(60) 630(60) 315 —
Пределы регулирования сварочного тока, А: 60...500 50...500 30...315 50... 300
для жестких характе- ристик 60...500 — — — —
для падающих характе- ристик 50...500 — — — —
Пределы регулирования рабочего напряжения, В: — 8...33
для жестких характе- ристик 18...50 — — — —
для падающих характе- ристик 22...46 — — — —
Номинальное рабочее напряжение, В — 46 50 33 —
Напряжение холостого хода, В 85 85 85 75 —
Потребляемая мощность, кВА 40 30 40 20 3...10
Габаритные размеры, мм 820х620х 750х650х 750х650х 550х550х 280х360х
х1100 х1150 х1150 х850 х415
Масса, кг 300 260 300 — 45
160
Таблица 5.9
ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
Показатели ВД-506Д ВД-506ДК ВД2-313 ВДМ-1202 ВДМ-бЗОЗс
Напряжение питающей сети, В 380 380 380 380 380
Номинальный сварочный ток, А (ПВ,%) 500(60) 500(60) 315 1250(60) 630(100)
Пределы регулирования сварочного тока, А 8O...5OO 50...500 60...350 50...325 —
Напряжение холостого хода, В 95 95 __ 75 85
Номинальное рабочее напряжение, В 40 40 32 60 70
Потребляемая мощность, кВА 36 36 27 95 60
Габаритные размеры, мм 700х390х х690 615х400х х670 660х505х х710 1050х700х х950 735х605х х950
Масса, кг 165 160 160 450 250
Выпрямитель сварочный ВД-306
Выпрямитель предназначен для ручной дуговой сварки на
постоянном токе, также для резки и наплавки при питании от
трехфазной сети переменного тока.
Выпрямитель сварочный ВД-306С
Выпрямитель предназначен для ручной дуговой сварки на
постоянном токе углеродистых и легированных сталей ответ-
ственных соединений для производственных и ремонтно-вос-
становительных работ. Он может применяться в стационарных
и монтажных условиях на предприятиях машиностроения, судо-
строения, химической промышленности.
Выпрямитель имеет падающую внешнюю характеристику,
обладает повышенной нагрузочной способностью, пониженной
склонностью к разбрызгиванию и газообразованию.
Выпрямитель сварочный ВД-ЗО6УЗ
Выпрямитель предназначен для сварки на постоянном токе,
резки и наплавки при питании от сети трехфазного переменно-
161
го тока. Может применяться в производственных и ремонтных
условиях.
Выпрямитель имеет падающую внешнюю характеристику,
две ступени регулирования сварочного тока с плавным регули-
рованием тока внутри каждой ступени, которое осуществляется
силовым трансформатором с повышенным рассеянием.
У выпрямителя легкое возбуждение дуги, стабильный про-
цесс сварки, хорошее формирование шва при малом разбрыз-
гивании при сварке.
Выпрямитель сварочный ВД-306Д
Выпрямитель предназначен для ручной дуговой сварки
стальных изделий электродами с покрытием. Возможно присо-
единение приставки для аргонодуговой сварки и пульта дистан-
ционного регулирования тока.
Выпрямитель имеет тиристорное регулирование сварочно-
го тока, регулировку тока короткого замыкания, переключатель
крутизны внешних характеристик на три положения, переклю-
чатель сварки электродом с целлюлозным или основным по-
крытием.
Выпрямитель сварочный ВД-306ДК
Выпрямитель предназначен для ручной дуговой, полуавто-
матической и аргонодуговой сварки изделий из стали. Имеется
возможность присоединения приставки для аргонодуговой
сварки, подающих механизмов для полуавтоматической сварки
и пульта дистанционного регулирования тока.
Выпрямитель имеет тиристорное управление, регулирова-
ние тока короткого замыкания, переключатель крутизны вольт-
амперных характеристик, переключатель на три вида сварки
и переключатель сварки электродами с целлюлозным или ос-
новным покрытием. Также выпрямитель имеет высокий уровень
стабилизации сварочного тока при колебаниях напряжения
питающей сети и изменениях температуры в пределах от
-10 до +40 °C, возможность дистанционного регулирования
сварочного тока, малое разбрызгивание и легкий розжиг дуги,
возможность сварки в различных пространственных положени-
ях, принудительное охлаждение.
Сварочный выпрямитель ВД-306М
Выпрямитель предназначен для ручной дуговой сварки
изделий из стали. Регулирование сварочного тока проиходит
162
ручным перемещением магнитного шунта вертикального ис-
полнения с указанием по шкале величины сварочного тока.
Выпрямитель рекомендуется применять для неответственных
работ при монтаже.
В выпрямителе ВД-306М плавная регулировка сварочного
тока в пределах двух ступеней переключения, защита от тепло-
вой перегрузки, принудительное охлаждение.
Сварочный выпрямитель ВД-131
Выпрямитель предназначен для ручной дуговой сварки
покрытыми электродами диаметром 2...4 мм изделий из стали
на постоянном или переменном токе. Выходные клеммы выпря-
мителя для сварки на постоянном токе имеют обозначения DC,
для сварки на переменном токе — АС.
Регулирование сварочного тока производится механическим
перемещением магнитного шунта вертикального исполнения
с указанием сварочного тока по шкале.
Выпрямитель имеет плавную регулировку сварочного тока
и принудительное охлаждение.
Выпрямитель сварочный ВД-251
Выпрямитель является малогабаритным и предназначен
для дуговой сварки плавящимся электродом стальных конст-
рукций толщиной от 0,5 до 12 мм.
Выпрямитель сварочный В Д-2 50
Выпрямитель предназначен для ручной дуговой сварки
покрытыми электродами изделий из стали.
Регулирование сварочного тока осуществляется ручным
перемещением магнитного шунта вертикального исполнения
с указанием тока на шкале. У выпрямителя плавная регулиров-
ка сварочного тока в пределах двух ступеней переключения,
зашита от тепловой перегрузки, принудительное охлаждение.
Выпрямитель сварочный ВД-309
Выпрямитель предназначен для ручной дуговой сварки
покрытыми электродами изделий из стали.
Сварочный ток регулируется ручным перемещением маг-
нитного шунта горизонтального исполнения с указанием тока
на внешней поверхности.
Выпрямитель имеет принудительное охлаждение.
163
Выпрямитель сварочный ВД-313
Выпрямитель предназначен для ручной дуговой сварки
покрытыми электродами изделий из стали.
Сварочный ток плавно регулируется перемещением маг-
нитного шунта горизонтального исполнения с градуировкой
сварочного тока.
Выпрямитель имеет принудительное охлаждение.
Выпрямитель сварочный ВД-506Д
Выпрямитель предназначен для ручной дуговой сварки
изделий из стали. Имеет возможность присоединения пульта
дистанционного регулирования тока сварки и приставки для
аргонодуговой сварки.
У выпрямителя тиристорное управление, имеется регули-
ровка тока короткого замыкания, переключатель крутизны
вольт-амперных характеристик, переключатель для сварки элект-
родом с основным или целлюлозным покрытием, малое раз-
брызгивание при сварке, легкий розжиг дуги и низкое газовы-
деление при сварке; возможна сварка в различных простран-
ственных положениях, имеется принудительное охлаждение.
Выпрямитель сварочный ВД-506ДК
Выпрямитель предназначен для ручной дуговой, полуавто-
матической и аргонодуговой сварки сталей.
Выпрямитель имеет тиристорное управление, регулировку
тока короткого замыкания, переключатель крутизны внешней
характеристики, переключатель на три вида сварки, возмож-
ность дистанционного регулирования сварочного тока, малое
разбрызгивание, легкий розжиг дуги и малое газообразование
при сварке, возможность сварки в различных пространственных
положениях, принудительное охлаждение.
Выпрямитель сварочный ВД2-313
Выпрямитель предназначен для двухпостовой ручной дуго-
вой сварки покрытыми электродами изделий из стали.
Сварочный ток регулируется ручным перемещением маг-
нитного шунта горизонтального исполнения с градуировкой
тока сварки.
Выпрямитель имеет принудительное охлаждение. Рекомен-
дуется для сварки ответственных конструкций.
164
Выпрямитель сварочный ВДМ-1202
Выпрямитель предназначен для питания восьми постов руч-
ной дуговой сварки.
Каждый пост сварки присоединяют к источнику питания
через балластный реостат, обеспечивающий получение падаю-
щих внешних характеристик и регулирование сварочного тока.
Охлаждение трансформатора и диодов — воздушное при-
нудительное.
Выпрямитель сварочный ВДМ-бЗОЗс
Выпрямитель является многопостовым и предназначен для
постов ручной дуговой сварки изделий из стали. Регулирование
тока сварки производится для каждого поста с помощью бал-
ластного сопротивления.
Выпрямитель имеет принудительное охлаждение.
Выпрямитель сварочный ВДУ-506
Данный выпрямитель является универсальным, с помощью
которого можно осуществлять сварку покрытыми электродами,
сварку в среде защитных газов, сварку порошковой проволокой,
сварку под флюсом, воздушно-дуговую резку.
Выпрямитель предназначен для комплектации постов руч-
ной дуговой сварки и для комплектации полуавтоматов для
механизированной, сварки.
Выпрямитель может переключаться на жесткие и падающие
внешние характеристики.
Выпрямитель обеспечивает легкое зажигание и устойчивое
горение дуги при любом токе, имеет высокое качество форми-
рования шва, может работать по заданной программе с манипу-
лятором или в составе робототехнического комплекса.
Плавное регулирование сварочного тока при падающих
и напряжения при жестких внешних характеристиках осуществ-
ляется резистором на блоке управления при местном регулиро-
вании и с полуавтомата или автомата при дистанционном регу-
лировании.
Выпрямитель имеет пульт для дистанционного включения
в работу и регулирования сварочного тока.
Выпрямитель сварочный ВДУ-506с
Выпрямитель является универсальным и предназначен для
ручной дуговой сварки покрытыми электродами, а также
165
для комплектации полуавтоматов и автоматов для сварки стали,
выпрямитель является регулируемым тиристорным, с жесткой
или падающей внешней характеристикой.
Выпрямитель имеет плавное регулирование сварочного тока,
защиту от тепловой перегрузки, принудительное охлаждение.
Выпрямитель сварочный ВДУ-601с
Выпрямитель является универсальным и предназначен для
ручной дуговой сварки покрытыми электродами или для комп-
лектации полуавтоматов и автоматов для сварки стали в среде
защитных газов. Выпрямитель является регулируемым тири-
сторным с жесткой или падающей внешней характеристикой.
У выпрямителя плавное регулирование сварочного тока,
защита от тепловой перегрузки, принудительное охлаждение.
Выпрямитель сварочный ВДЭ-315
Выпрямитель предназначен для ручной дуговой сварки
высокого качества.
Особенностями выпрямителя являются высокая стабиль-
ность горения дуги и пониженное разбрызгивание металла
электрода, что обеспечивается схемой источника питания
и алгоритмом управления тиристорами.
Высокие технологические свойства обеспечиваются при
сварке электродами с основным покрытием диаметром 2...6 мм
во всем диапазоне токов как на прямой, так и на обратной
полярности.
Выпрямитель сварочный Дуга 318
Выпрямитель предназначен для ручной дуговой сварки
различных металлов и сплавов на токе любой полярности
всеми видами электродов, а также в среде защитных газов.
5.5. Инверторные источники
сварочного тока
Такое название источников постоянного сварочного тока
происходит от слова, означающего изменять или преобразо-
вывать.
На рис. 5.11 приведена функциональная схема инвертор-
ного источника сварочного тока. Напряжение питающей сети,
166
в данном случае трехфазное 380 В (может быть и однофазное
220 В), преобразуется входным выпрямителем в постоянное
500 В. Это напряжение поступает на инвертор, преобразуется
в переменное напряжение повышенной частоты (до десятков
килогерц) и поступает на понижающий высокочастотный транс-
форматор.
Вторичная обмотка трансформатора соединена с выпрями-
телем, к выходу которого через сглаживающий дроссель при-
соединены электрод и изделие.
1 — выпрямитель сетевой; 2 — фильтр; 3 — инвертор; 4 — трансформатор; 5 —
выпрямитель выходной; 6 — дроссель
Питание трансформатора напряжением высокой частоты
позволяет снизить массу и объем материалов, идущих на изго-
товление трансформатора, во много раз. Такое снижение рас-
хода материалов уменьшает потери мощности и повышает КПД
источника питания.
Инверторы в первых источниках питания сварочной дуги
были на тиристорах.
Основным недостатком тиристорных схем является срав-
нительно низкая частота преобразования, зависящая от вре-
мени выключения тиристора.
Современные быстродействующие тиристоры позволяют
получить предельную частоту около 5 кГц.
Мощные транзисторы по сравнению с тиристорами имеют
более высокую быстроту преобразования и обеспечивают час-
тоту инвертируемого напряжения и тока до 100 кГц.
Источники сварочного тока с транзисторными инвертора-
ми позволяют перейти с аналогового управления, как в тирис-
торных схемах, на цифровое управление с помощью микропро-
цессоров, что позволяет решать многие технологические зада-
чи при организации процесса сварки.
167
На рис. 5.12 приведена схема однофазного инвертора, со-
держащая два силовых транзисторных ключа (СТК) VT1 и VT2,
высоковольтные диоды VD1 и VD2 первичного контура и низ-
ковольтные диоды вторичного, силовой трансформатор Т и
сглаживающий дроссель L.
Диод VD3 служит для выпрямления тока вторичной обмот-
ки трансформатора, диод VD4 — pjnn поддержания тока дуги
при закрытых СТК.
Элементы-конденсаторы С, диоды VD5 и VD6, разрядные
резисторы R входят в защитные цепи для снижения потерь
переключения СТК.
Двухтактный инвертор состоит из двух однотактных, вклю-
ченных параллельно по питанию на выпрямленное сетевое
напряжение U1 и работающих на единую нагрузку через общий
дроссель.
Рис. 5.12. Принципиальная схема однотактного инвертора
Инверторы небольшой массы могут использоваться при
монтаже особо ответственных металлоконструкций и трубо-
проводов с повышенными требованиями к сварным соедине-
ниям, а условия работы не позволяют применять громоздкое
оборудование. Мощные инверторы позволяют создавать сва-
рочные комплексы, построенные по модульному принципу на
основе одного источника сварочного тока.
168
Инверторы имеют плавную регулировку сварочного тока,
а применяемые в них микропроцессоры позволяют запоминать
несколько режимов сварки.
К инверторным источникам сварочного тока относятся вы-
сокочастотные транзисторные преобразователи типа «Корал»
и «Микроша». Преобразователи снабжены тепловой защитой,
что обеспечивает их надежную работу. Плавная регулировка
сварочного тока позволяет быстро выбирать необходимый
режим сварки. Возможно использование электродов как с
рутиловым покрытием, так и с основным с высоким качеством
сварки.
При использовании преобразователя «Корал-301-2» воз-
можна двухпостовая работа.
«Микроша» является ручным малогабаритным инструмен-
том (РМИ) и состоит из двух отдельных блоков: блока первич-
ного питания, подключаемого к сети переменного тока, и высо-
кочастотного сварочного преобразователя.
В табл. 5.10 приведены технические данные преобразо-
вателей.
Таблица 5.10
ТЕХНИЧЕСКИЕ ДАННЫЕ ИНВЕРТОРНЫХ ИСТОЧНИКОВ СВАРОЧНОГО ТОКА
Показатели «Корал- 154м» «Корал- 163-И» «Корал- 301-2» «Микроша- 3/80»
Напряжение питающей сети, В 220 220 220 220
Максимальный первичный ток, А 18 20 33 6,5
Пределы регулирования сварочного тока, А 5... 140 5...160 10...300 5...80
Напряжение холостого хода, В 55 85 56 55
Коэффициент полезного действия, % 85 85 85 85
Коэффициент мощности 0,85 0,75 0,95 0,80
Продолжительность включе- ния, % 100/60/35 100/60/30 100/60/300 100/60/30
соответственно для токов, А 90/120/ 140 110/130/ 150 220/250/ 300 30/60/80
Габаритные размеры, мм 290х240х х125 290х240х х125 345х270х х250 —
Масса, кг 6,3 5,6 13,8 1,3
169
5.6. Резонансные источники
сварочного тока
Резонансные сварочные источники имеют резонансный
контур в цепи, к которой присоединяется сварочная дуга. Нали-
чие этого контура обуславливает высокие технологические
свойства сварочных источников данного вида, которые имеют
следующие достоинства:
высокий уровень электробезопасности в связи с ограниче-
нием напряжения холостого хода до 38 В (по специальному
заказу — не более 12 В);
отсутствие бросков тока при зажигании дуги, что снижает
концентрацию водорода в сварном шве;
высокий коэффициент полезного действия — до 80%;
получение коэффициента мощности до 0,95 простой на-
стройкой резонансного контура;
минимальный уровень помех в питающей сети и окружаю-
щем пространстве.
Напряжение и частота питающей сети — 220 В и 50 Гц.
Резонансный сварочный источник питания «Хобби-110»
является самым малогабаритным среди источников данного
класса с низким электропотреблением, что позволяет приме-
нять его в слабых однофазных сетях — на дачах, в домах и т. д.
Резонансный сварочный источник питания РСИ-153 может
применяться для сварки стальных металлоконструкций элект-
родами рутилового типа диаметром 1,5—4 мм.
Резонансный сварочный источник питания РСИ-153-ТЗ яв-
ляется специализированным аппаратом для ремонтных служб
города, предназначен для сварки металлоконструкций элект-
родами рутилового типа диаметром 1,5—4 мм. Источник пита-
ния установлен на транспортной тележке с необходимым инст-
рументом. Имеется набор принадлежностей: электрододержа-
тель со сварочным кабелем, обратный кабель, защитный щиток
и перчатки.
Резонансный сварочный источник питания РСИ-160м пред-
назначен для сварки металлоконструкций электродами рути-
лового типа диаметром 1,5—4 мм.
Резонансные сварочные источники питания РСИ-180п и
РСИ-200 предназначены для санитарно-технических служб го-
рода.
Аппараты имеют ручной способ регулирования сварочного
тока ступенями или плавно.
170
Аппарат РСИ-180п имеет плавное регулирование сварочно-
го тока, аппарат РСИ-200 — ручное на 16 ступеней. Масса
аппаратов соответственно 18 и 23 кг.
В табл. 5.11 приведены технические данные резонансных
источников сварочного тока.
Таблица 5.11
ТЕХНИЧЕСКИЕ ДАННЫЕ РЕЗОНАНСНЫХ ИСТОЧНИКОВ СВАРОЧНОГО ТОКА
Показатели Хобби-110 РСИ-153 РСИ-153-ТЗ РСИ-160м РСИ-180п
Максимальный первичный ток, А 12 18 18 16 24
Максимальный вторичный ток, А 110 170 160 160 200
Номинальный вторичный ток, А 100 150 150 150 180
Напряжение холостого хода, В 36 32...36 32...37 38 39(12)
Пределы изменения сварочного тока, А 50... 110 50... 150 50... 150 60... 160 50...200
Масса, кг 10 16 26 18 18
5.7. Сварочные агрегаты
Сварочные агрегаты представляют собой автономные ис-
точники питания сварочной дуги, в состав которых входят гене-
ратор постоянного тока и приводной бензиновый или дизель-
ный двигатель (иногда электрический). Генератор и двигатель
смонтированы на общей раме и соединены муфтой. Имеются
также реостат для регулирования сварочного тока, аккумуля-
торные батареи, топливный бак, пульт управления, капот с кров-
лей и шторками.
Можно выделить следующие виды сварочных агрегатов:
по типу генератора — с коллекторным или вентильным
генератором;
по виду привода — с бензиновым, дизельным или электри-
ческим двигателем;
по способу установки — передвижные или стационарные.
Агрегаты с бензиновыми двигателями дешевле по стоимо-
сти, но для них нужно более дорогое топливо. Агрегаты с ди-
зельным двигателем имеют более высокую стоимость, но рабо-
тают на более дешевом топливе, проще в эксплуатации и надеж-
нее в работе при низкой температуре.
171
Сварочные генераторы постоянного тока
Возможно применение сварочных генераторов постоянно-
го тока двух типов: коллекторных и вентильных.
Рассмотрим принцип действия коллекторного сварочного
генератора на примере генератора самовозбуждения с обмот-
ками параллельной намагничивающей и последовательной
размагничивающей (рис. 5.13). Магнитные потоки, создаваемые
обмотками, направлены навстречу друг другу.
Намагничивающая обмотка присоединена к главной и до-
полнительной щеткам и получает питание от генератора непо-
средственно.
Напряжение питания намагничивающей обмотки неизмен-
но вследствие подмагничивающего действия реакции якоря,
которая компенсирует размагничивающее действие в этой по-
ловине полюса генератора последовательной обмотки. Размаг-
ничивающая обмотка включена последовательно со сварочной
дугой.
Рис. 5.13. Принципиальная
электрическая схема
сварочного коллекторного
генератора постоянного тока:
ОН — обмотка намагничивающая;
ОР — обмотка размагничивающая;
ф, Фр — магнитные потоки намаг-
ничивающий и размагничивающий;
А и В — щетки главные; Z? —
реостат регулировочный
При отсутствии тока в сва-
рочной цепи действует только
одна намагничивающая обмот-
ка возбуждения, образуя магнит-
ный поток Этот поток индук-
тирует ЭДС в якоре, равную на-
пряжению холостого хода, ко-
торое регулируют реостатом.
При зажигании и горении
дуги в сварочной цепи протека-
ет ток, и размагничивающая об-
мотка создает магнитный поток
Фр, пропорциональный числу ее
витков и сварочному току.
Поток Фр направлен встреч-
но магнитному потоку намагни-
чивания Фн и уменьшает его, по-
этому при работе сварочного
генератора при сварке его ЭДС
индуктируется разностью пото-
ков Фн и Фр.
При увеличении сварочного
тока магнитный поток Фр возра-
стает и разность потоков Ф^ -Фр
172
уменьшается, поэтому снижается и напряжение генератора.
Так при ручной сварке обеспечивается падающая внешняя ха-
рактеристика генератора, необходимая для устойчивого горе-
ния дуги.
Крутизну наклона внешней характеристики генератора
можно регулировать изменяя число витков последовательной
обмотки возбуждения ОР. При этом получается ступенчатое
регулирование обычно с двумя ступенями. На ступени с боль-
шим числом витков размагничивающей обмотки ее размагничи-
вающее действие увеличивается, и внешняя характеристика ге-
нератора более крутая, а сварочный ток меньше при том же
напряжении холостого хода генератора.
Плавное регулирование сварочного тока в пределах каж-
дой ступени можно осуществить изменением тока в намагничи-
вающей обмотке ОН при помощи реостата. При этом увеличе-
ние тока возбуждения вызывает увеличение намагничивающе-
го потока Фн, сварочного тока и напряжения холостого хода
генератора.
Регулирование сварочного тока реостатом, включенным
в цепь обмотки возбуждения, имеет недостаток, заключающийся
в том, что при изменении тока возбуждения изменяется на-
пряжение холостого хода. При уменьшении тока возбуждения
напряжение холостого хода также уменьшается и может быть
недостаточным для зажигания дуги. По этой причине в диапа-
зонах малых токов сварочный ток регулируют включением
в цепь якоря генератора дополнительных балластных сопро-
тивлений, увеличивающих крутизну внешних характеристик при
неизменном напряжении холостого хода.
Генератор состоит из корпуса с прикрепленными к нему
полюсами из листов электротехнической стали, на которых
расположены обмотки подшипниковых щитов, якоря с коллек-
тором и токосъемного механизма. Сверху располагается ко-
робка зажимов для отходящих проводов и перемычек регули-
рования тока.
Вентильные генераторы так называются по наличию блока
выпрямительных вентилей, которые выпрямляют переменный
ток, наводимый в обмотках генератора, в постоянный сварочный
ток. Вентильные генераторы обеспечивают высокую стабиль-
ность и эластичность сварочной дуги. У них выше коэффициент
полезного действия и меньше масса по сравнению с другими
генераторами. Их применение позволяет уменьшить разбрыз-
гивание металла при сварке и улучшить качество швов.
173
На статоре генератора расположена трехфазная силовая
обмотка, которая присоединена к блоку выпрямительных вен-
тилей, собранных по трехфазной мостовой схеме. Обмотка
возбуждения прикреплена к станине и находится между двумя
пакетами ротора, размещенными вдоль его оси.
На валу ротора расположены два пакета из электротехни-
ческой стали, имеющих полюсы, без обмоток. Ротор является
индуктором генератора и при своем вращении наводит в обмот-
ке статора ЭДС повышенной частоты.
Магнитный поток, создаваемый обмоткой возбуждения, рас-
пределяется так, что один пакет ротора образует северные
полюсы, а другой — южные.
При вращении ротора витки обмотки статора пронизывают-
ся изменяющимся магнитным потоком, и в фазах обмотки ста-
тора возникает переменная ЭДС, которая преобразуется в по-
стоянную выпрямительным блоком.
На рис. 5.14 приведена принципиальная электрическая схе-
ма вентильного сварочного генератора. На схеме трехфазная
обмотка генератора присоединена к выпрямительному мосту
VD4-VD9, состоящему из силовых кремниевых диодов. К вы-
ходу выпрямительного моста присоединяются кабели, идущие
к сварочному посту.
Рис. 5.14. Принципиальная схема
вентильного сварочного генератора*.
ОЯ — обмотка якоря; ОВ — обмотка возбуждения; TV, ТА — трансформаторы
напряжения и тока; VD1-VD3 — диоды в цепи возбуждения; VD4-VD9 — вентили
силового блока; R — реостат для управления величиной сварочного тока
174
Генератор работает с самовозбуждением от силовой цепи.
После запуска генератора начальное его самовозбуждение
происходит от остаточного магнетизма в массивных магнитных
деталях машины — станине, втулке на валу, и на зажимах
обмоток якоря появляется ЭДС величиной порядка 3...4 В.
Обмотка возбуждения через трансформатор ТУ и выпрямитель
VD1 получает питание, ЭДС на зажимах обмотки якоря начинает
расти, и генератор возбуждается до напряжения холостого
хода. С появлением сварочного тока обмотка возбуждения
начинает получать питание и от трансформатора тока ТА через
выпрямитель VD2.
Так как естественная внешняя характеристика генератора
падающая, то с ростом сварочного тока напряжение на за-
жимах генератора уменьшается, также начинает уменьшаться
составляющая тока возбуждения от трансформатора напряже-
ния TV, а составляющая тока возбуждения от трансформатора
тока ТА увеличивается с ростом нагрузки.
Поскольку мгновенные значения амплитуд вторичных на-
пряжений трансформаторов TV и ТА сдвинуты по фазе, то
при любой нагрузке оба трансформатора через свои выпря-
мители VD1 и VD2 дают питание обмотке возбуждения до
режима короткого замыкания, при котором работает только
трансформатор ТА. Вентиль VD3 служит для разрядки элект-
ромагнитной энергии, накапливаемой в катушках обмотки воз-
буждения.
Реостатом R можно плавно регулировать крутизну внеш-
них характеристик генератора и сварочный ток в пределах
одного диапазона.
Грубое регулирование сварочного тока можно осуществить
переключением схемы обмотки якоря.
Дизельный сварочный агрегат АДД-4001С
Агрегат предназначен для питания одного поста ручной
дуговой сварки, резки и наплавки покрытыми электродами
на постоянном токе в полевых условиях при температуре от
-45 до +45 °C.
В агрегате возможно ступенчатое и плавное регулирование
сварочного тока и дистанционное регулирование сварочного
тока.
В табл. 5.12 приведены технические данные сварочного
агрегата АДД-4001С.
175
Таблица 5.12
ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНОГО АГРЕГАТА АДД-4001С
Показатели Величина
Номинальный сварочный ток при ПВ 60% 400
Пределы регулирования сварочного тока, А 60...450
Номинальное рабочее напряжение, В 36
Напряжение холостого хода, В 100
Тип дизельного двигателя Мощность двигателя, кВт (л.с.) Д144-81 37(50)
Номинальная частота вращения, об/мин 1800
Расход топлива при номинальном режиме, л/ч 5,2
Охлаждение двигателя Воздушное
Габаритные размеры, мм 2240x1000x1300
Масса, кг 820
5.7.1. Особенности эксплуатации
сварочных агрегатов
Особенности эксплуатации сварочных агрегатов обуслов-
лены тем, что они могут применяться в отдаленных местах, где
нет электроэнергии и мастерских для их ремонта, с перевозкой
в эти места. Поэтому они должны быть постоянно готовыми
к работе и надежными в эксплуатации.
Сварочный агрегат должен быть закреплен за грамотным
сварщиком, который должен знать не только свою специаль-
ность, но и устройство и принцип работы двигателей внутрен-
него сгорания и генераторов, основы электротехники и безо-
пасности при работе.
Готовность к работе и надежность сварочных агрегатов
можно обеспечить их правильным техническим обслуживанием,
правильной подготовкой к работе и умением быстро устранять
возможные неисправности.
Техническое обслуживание сварочных агрегатов
Техническое обслуживание сварочного агрегата нужно
производить ежедневно в период его работы и периодически
176
через каждые 100...200 ч работы, но не реже одного раза
в месяц.
Ежедневно необходимо производить внешний осмотр аг-
регата и устранять случайные повреждения: проверять крепле-
ние двигателя, генератора и других узлов, состояние соедини-
тельной муфты, крепление аккумуляторной батареи, плотность
затягивания зажимов токоведущих частей и отсутствие их на-
грева; если есть нагрев провода с наконечником, то наконечник
нужно менять, а при отсутствии запасного наконечника или
возможности его заменить нужно присоединить конец про-
вода без наконечника.
Необходимо проверять натяжение ремней передач в двига-
теле, заземление агрегата, если не планируется его перевозка,
производить пробный пуск агрегата, чтобы убедиться в отсут-
ствии посторонних шумов и стуков, проверять показания прибо-
ров и контрольных ламп на пульте управления.
При давлении масла ниже 0,1 МПа и температуре воды
выше 105 °C необходимо немедленно остановить двигатель,
найти и устранить причины повышения температуры воды.
Необходимо проверять состояние и наличие смазки в ка-
мерах шарикоподшипников, если они не закрытого типа. Смаз-
ку таких шарикоподшипников необходимо менять через
500...600 ч работы, но не реже чем через полгода.
Для замены смазки в подшипниках генератора необходи-
мо снять крышки подшипников на щитах, удалить загрязненную
смазку, промыть подшипники бензином и заполнить смазкой
гнезда подшипников на 1/2.-.1/3 свободного объема. Реко-
мендуется применять консистентную смазку ЦИАТИМ-203, жи-
ровую смазку 1-13 или другие им подобные.
В двигателях после каждых 100...200 ч работы двигателя
необходимо производить спуск конденсата из масляных фильт-
ров, промывку воздушного фильтра и смену масла в нем.
Масло в двигателе полностью заменяют через 500...600 ч его
работы.
Сопротивление изоляции генератора необходимо измерять
после длительных перерывов в работе, при устранениии его
неисправностей, при капитальном и текущем ремонтах. При
этом сопротивление изоляции должно быть не менее 0,5 МОм.
Генератор рекомендуется периодически продувать струей
сжатого воздуха и протирать тряпкой, так как пыль, попадая
в зазоры изоляции, может вызвать снижение величины ее со-
противления.
177
Особо необходимо следить за состоянием коллектора ге-
нератора. При правильной работе коллектор не должен иметь
следов нагара, а коричневый с синеватым отливом цвет коллек-
тора свидетельствует о его нормальной работе. Коллектор при
таком состоянии требует систематического удаления пыли чис-
той тряпкой, смоченной в бензине. Не опасно мелкое искрение
щеток, не оставляющее следов нагара.
При появлении на коллекторе нагара необходимо выяс-
нить и устранить его причину, коллектор прошлифовать мелкой
стеклянной бумагой, натянутой на деревянную колодку цилинд-
рической формы.
Запрещается шлифовать коллектор генератора наждачной
бумагой. Выступающая слюда между пластинами коллектора
вызывает шум и искрение щеток, поэтому выступающую слюду
нужно счищать специальной пилкой на глубину до 1 мм. После
этого нужно убрать заусенцы с краев пластин коллектора
мелким трехгранным напильником и прошлифовать коллектор
при его вращении при поднятых щетках.
Щеточный механизм генератора требует постоянного на-
блюдения. Щетки должны соответствовать паспорту генерато-
ра. Запрещается применение щеток разных сортов на одной
машине, особенно в одном ряду.
Изношенные и поврежденные щетки заменяются новыми,
при этом новая щетка притирается полоской мелкой стеклян-
ной бумаги, подложенной под щетку стеклом к щетке, до тех
пор, пока поверхность щетки не будет полностью облегать
коллектор.
Притирку щеток производят при нормальном нажатии пру-
жины щеткодержателя. После притирки коллектор обдувают
воздухом, обтирают пыль и дают возможность генератору пора-
ботать на холостом ходу для окончательной подгонки щеток.
Должны быть выровнены все щетки одного пальца и свободно
передвигаться в обойме, выступая из нее на 2...3 см в направле-
нии коллектора.
При уходе за двигателем и аккумуляторной батареей не-
обходимо ежедневно очищать их от пыли и грязи, при необ-
ходимости доливать масло в картер двигателя, топливо в топ-
ливный бак и воду или антифриз в радиатор. Необходимо
проверять степень разрядки аккумуляторной батареи.
После 500...600 ч работы агрегата проверяют и подтяги-
вают детали систем питания, охлаждения, смазки, зажигания
178
и пуска двигателя, зазоры между кольцами и канавками в порш-
не, работу двигателя при малых оборотах холостого хода, пра-
вильность установки момента зажигания и легкость пуска,
пропускную способность жиклеров и регулировку уровня топ-
лива в поплавковой камере (карбюраторные двигатели), про-
веряют и регулируют топливный насос и форсунки (дизели),
проверяют генератор и реле-регулятор, стартер и свечи зажи-
гания.
Необходимо следить за состоянием уплотнений, не допус-
кая течи масла, топлива и воды.
Герметичность системы питания дизеля проверяют ежед-
невно на работающем двигателе при оборотах холостого хода
путем определения наличия воздуха в системе, при этом нужно
слегка отвернуть пробку на крышке фильтра тонкой очистки.
Если из-под пробки будет вытекать пена или топливо с пузырь-
ками воздуха, то в системе имеется воздух, и необходимо
устранить неплотности в топливопроводе.
Если манометр на топливопроводе показывает давление
ниже 0,04 МПа, то необходимо промыть фильтры и заменить
элементы фильтра тонкой очистки.
Недопустима работа двигателя с дымным выхлопом, при
этом черный дым свидетельствует о перегрузке двигателя или
его неисправности.
Подготовка агрегатов к работе
Перед работой агрегат устанавливают на ровной горизон-
тальной площадке, предотвращают возможность его переме-
щения, подтягивают крепления всех узлов, проверяют состояние
щеток и коллектора генератора, натяжение ремней передач.
Натяжение ремней должно быть таким, чтобы при нажатии
пальцами на ремень между шкивами генератора и вентилятора
прогиб ремня составлял не более 10... 15 мм, а между шкивами
вентилятора и регулятора оборотов — не более 10...12 мм.
Агрегат заземляют с помощью болта «земля» на корпусе
генератора и присоединяют сварочные провода.
Уровень топлива проверяют мерной линейкой, укрепленной
на пробке топливного бака, и при необходимости доливают
топливо.
Смазочное масло заливают через заливное отверстие в кар-
тере двигателя до верхней отметки масломерного щупа при
помощи воронки.
179
Заливают водой систему водяного охлаждения двигателя.
Если есть вероятность работы агрегата при отрицательных
температурах, то нужно применять антифриз в системе охлаж-
дения двигателя.
Проверяется сопротивление изоляции генератора с по-
мощью мегаомметра, и при его величине менее 0,5 МОм необ-
ходимо просушить генератор в сухом теплом помещении.
Сушку генератора при отсутствии влаги на его обмотках
можно также производить пуском его в режиме короткого
замыкания, при этом температура частей генератора должна
быть не более 90 °C.
Перед пуском генератора необходимо установить регуля-
тор тока в положение минимального тока. По окончании пуска
генератора устанавливают нужный сварочный ток и приступают
к сварке.
При возбуждении генератора от остаточного магнетизма
он может не возбуждаться после пуска. В таком случае можно
закоротить электродом сварочную цепь на 1...3с и резко
оторвать электрод. Генератор должен возбудиться при много-
кратном повторении этой операции. При отсутствии возбужде-
ния операцию можно повторить при выведенном реостате в
цепи возбуждения.
При отсутствии возбуждения и в этом случае можно крат-
ковременно присоединить посторонний источник постоянного
тока напряжением не выше 12 В к обмотке возбуждения (за-
жим «+» источника присоединить к радиаторам диодов, а за-
жим «-» — к выводу среднего диода цепи возбуждения).
Пуск двигателя агрегата при разных температурах внешней
среды производят согласно инструкции по эксплуатации сва-
рочного агрегата.
5.7.2. Неисправности сварочных агрегатов
При пуске сварочных агрегатов и во время их работы
возможны неисправности, которые замедляют сварочные рабо-
ты. При этом для ускорения поисков неисправностей полезно
иметь список возможных неисправностей и способы их устра-
нения.
В табл. 5.13-5.15 приведены списки неисправностей гене-
раторов и двигателей, входящих в состав агрегатов, их причины
и способы устранения.
180
Таблица 5.13
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ СВАРОЧНЫХ ГЕНЕРАТОРОВ
Неисправность Причина Способ устранения
Коллекторные генераторы
Генератор не дает Коллектор загрязнен Прочистить коллектор
напряжения Слаб контакт в цепи возбуждения Проверить зажимы в цепи возбуждения
Чрезмерный нагрев генератора Повышенная нагрузка Загрязнение или искре- ние коллектора Снизить нагрузку генерато- ра до минимальной Прочистить коллектор
Искрение щеток и нагар на всех Щетки плохо прошли- фованы Прошлифовать щетки
пластинах коллектора Щетка заклинена в щеткодержателе Щетка слабо держится Коллектор загрязнен Освободить и притереть щетку Сменить щетку Прочистить коллектор тряп- кой, смоченной в бензине
Обгорание большой группы рядом лежа- щих пластин Поврежден коллектор Обточить коллектор
Искрение щеток, со- Коллектор разошелся, Коллектор отремонтировать.
провождаемое нагаром и выступают отдельные При несильном поврежде-
на отдельных пласти- нах коллектора пластины нии его можно устранить шлифовкой коллектора
Искрение и нагар в одном месте кол- лектора В обмотке якоря обрыв или плохая пайка Проверить якорь генератора
Искрение отдельных Неравномерное распре- Если искрящие щетки хо-
щеток из одного ряда, деление тока между рошо притерты и плотно
искрящие щетки на- греваются щетками сидят в обойме, у неискря- щих щеток проверить контакт между канатиком и щеткой, заменить щетки с плохим контактом
Добавочная щетка Траверса сдвинута с нор- Траверсу установить по
генератора искрит на холостом ходу мального положения меткам
Отдельные пластины коллектора периоди- чески обгорают То же То же
Вентильные генераторы
Генератор не дает напряжения Вышел из строя один из вентилей цепи воз- буждения Заменить вентиль
181
Окончание табл. 5.13
Неисправность Причина Способ устранения
Генератор не дает напряжения Обрыв в цепи возбуж- дения Нарушен контакт в рео- стате дистанционного регулирования свароч- ного тока Пробит один или не- сколько силовых вен- тилей Короткое замыкание на выходе генератора Вышел из строя пере- ключатель диапазонов Устранить обрыв Зачистить и подтянуть за- жимы в реостате Заменить неисправные вентили Устранить короткое замыкание Проверить переключатель
Таблица 5.14
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ
Причина Способ устранения
Дизель не запускается
В баке нет топлива или закрыт кран топливного бака Наполнить бак топливом и открыть кран
Топливо не поступает в топливный насос (засорены топливопровод и фильтр или повреждены трубки) Топливопровод и фильтр промыть, про- дуть сжатым воздухом. Поврежденные трубки заменить
В топливную систему попал воздух Из системы удалить воздух и устранить негерметичность
Топливный насос не подает топливо (заедание и износ поршня и клапанов) Промыть поршень и клапаны насоса, проверить упругость пружин. Заменить изношенные детали
Зависание плунжеров, толкателей или нагнетательных клапанов, поломка пружин плунжера или клапана Заменить плунжерную или клапанную пары. Заменить сломанные пружины
Неисправность распылителя топлива Определить неработающие форсунки, снять и промыть распылитель, прове- рить качество распыления. Заменить неисправный распылитель
Заедание рейки топливного насоса Устранить заедание
Попадание воды в топливо или камеру сгорания Заменить топливо. Подтянуть гайки крепления, заменить прокладки голо- вок цилиндров и выхлопного коллек- тора. Проверить, нет ли трещин в блоке
Двигатель прогрет недостаточно Прогреть двигатель
182
Продолжение табл. 5.14
Причина[Способ устранения
Двигатель работает неравномерно
и не развивает нормальной мощности
Наличие воздуха в топливной системе
Неравномерная подача топлива
секциями насоса
Износ плунжерных и клапанных пар
Плохой распыл топлива
Зависание плунжеров, толкателей
или нагнетательных клапанов
Загрязнен воздухоочиститель
Удалить воздух и устранить негерме-
тичность
Отрегулировать насос
Заменить изношенные пары
Заменить неисправные форсунки
См. выше
Промыть воздухоочиститель
Компрессия в цилиндрах недостаточна
Пружины всасывающих или выхлоп-
ных клапанов сломались или поте-
ряли упругость
Отсутствуют зазоры между коромыс-
лами и клапанами
Стержни клапанов заедают в направ-
ляющих втулках
Неплотное прилегание всасывающих
и выхлопных клапанов к гнездам
Поршневые кольца закоксовались
Большой износ поршневых колец,
поршней, втулок цилиндров
Глухой сту.
Большой угол опережения подачи
топлива
Дана нагрузка непрогретому
двигателю
Пружины заменить
Зазоры отрегулировать
Смазать стержни клапанов
Клапаны притереть
Поршни и кольца очистить от нагара
и промыть в керосине
Заменить изношенные детали
при работе
Угол опережения уменьшить
Уменьшить нагрузку и прогреть
двигатель
Металлический стук при работе двигателя
Звонкий стук в верхней части блока
(увеличен зазор между пальцем
и втулкой шатуна)
Сильный стук в нижней части блока
(при выплавлении или износе корен-
ных и шатунных подшипников)
Дребезжащий стук по всей высоте
цилиндра (изношенные поршни
и втулки цилиндров)
Заменить изношенные детали
Остановить двигатель и заменить
вкладыши подшипников
Заменить изношенные детали
183
Окончание табл. 5.14
Причина | Способ устранения
Дизель дымит
(дым черный)
Изменился угол опережения подачи топлива Отрегулировать угол опережения подачи топлива
Двигатель перегружен Подача топлива по цилиндрам неравномерна Неисправна форсунка Уменьшить нагрузку двигателя Насос отрегулировать на равномер- ность подачи топлива Отрегулировать давление впрыска или заменить форсунку
Распределительные шестерни установлены неправильно Шестерни установить по меткам
(дым синий)
Попадание в камеру сгорания боль- шого количества масла — уровень масла в поддоне выше верхней отметки маслоуказателя Закоксование или износ поршневых колец Слить избыток масла Заменить изношенные детали
Большой зазор между поршнями и втулками цилиндров То же
(дым белый)
Попадание воды в топливо или I См. выше
в камеру сгорания
Дизель идет вразнос
Заедание рейки топливного насоса
или поломка регулятора
Заедание плунжера насоса в поло-
жении максимальной подачи топлива
Проверить топливный насос
и регулятор
Заменить плунжерную пару
Таблица 5.15
НЕКОТОРЫЕ НЕИСПРАВНОСТИ БЕНЗИНОВЫХ ДВИГАТЕЛЕЙ
Неисправность Причина Способ устранения
Двигатель не запускается Нет подачи бензина Богатая горючая смесь Бедная горючая смесь Залить бензин в бак, прове- рить систему подачи топлива Открыть воздушную заслонку Прикрыть воздушную заслонку
184
Окончание табл. 5.15
Неисправность Причина Способ устранения
Двигатель не запускается Зажигание неисправно Стартер проворачивает вал двигателя медленно Проверить свечи зажигания, промыть их в бензине, про- верить магнето, отрегулиро- вать зажигание Проверить аккумуляторную батарею
Двигатель работает с перебоями, не раз- вивает полной мощ- ности Слишком богатая или слишком бедная горючая смесь в цилиндрах дви- гателя Не работает один из цилиндров Проверить топливную си- стему (прочистить воздуш- ный фильтр, промыть фильтр-отстойник и бен- зопровод, продуть жиклеры И т. д. Промыть свечи зажигания, проверить зазоры между их электродами. Проверить пружины клапанов
Перебои в работе цилиндров Зачистить контакты в си- стеме зажигания, проверить конденсатор магнето
Двигатель внезапно остановился Кончился бензин, засори- лась топливная система, обрыв в цепи высокого напряжения Залить бензин, продуть бен- зопровод и жиклеры кар- бюратора, промыть фильтр- отстойник, устранить обрыв в цепи высокого напряжения
5.7.3. Безопасность при эксплуатации
сварочных агрегатов
При работе сварочных агрегатов есть опасности не только
от электрического тока и сварочной дуги, но и от работающих
двигателя и генератора. К обслуживанию двигателя и генерато-
ра сварочного агрегата допускаются только специально подго-
товленные люди после инструктажа по технике безопасности.
При эксплуатации сварочных агрегатов нужно придержи-
ваться инструкций по обслуживанию двигателя и генератора,
правил безопасности при сварочных работах, правил безопас-
ности при работе с электрооборудованием и правил пожарной
безопасности.
Для исключения аварийного повышения частоты вращения
вала бензинового двигателя запрещается работа агрегатов при
ослаблении ремней вентилятора и регулятора, при ненадежном
соединении тяги регулятора оборотов с рычагом и дроссель-
185
ной заслонкой, при трещинах кронштейна регулятора оборотов,
при ослаблении крепления ступицы колеса вентилятора.
Должен быть закрыт защитный кожух генератора со сто-
роны коллектора и снимать его разрешается только при про-
верке работы щеток.
Для предотвращения попадания топлива на щетки генера-
тора и его воспламенения необходимо заправлять агрегат
топливом только при выключенном двигателе. После заправки
нужно вытереть места на агрегате, куда попало топливо. Нуж-
но своевременно устранять течь топлива из бака и трубопрово-
дов. Для проверки уровня топлива нужно пользоваться мерной
линейкой. Запрещается подносить к топливному баку откры-
тый огонь для освещения. В случае воспламенения топлива
пламя нужно засыпать землей, запрещается использовать воду
для тушения пламени.
Может вызвать пожар замыкание проводов с плохой изоля-
цией на корпус и между собой.
Необходимо остановить двигатель в случае его неисправ-
ности. Для остановки бензинового двигателя необходимо
сбросить газ, прикрыв дроссельную заслонку карбюратора, и
выключить зажигание.
Для остановки дизельного двигателя нужно прекратить
подачу топлива и включить декомпрессионный механизм.
Корпус генератора должен быть заземлен.
Приведем наименьшие размеры электродов искусственных
заземлителей:
Диаметр круглых электродов, мм:
не оцинкованных............................. 10
оцинкованных................................ 6
Сечение прямоугольных электродов, мм2........... 48
Толщина прямоугольных электродов, мм............ 4
Толщина полок угловой стали, мм................. 4
В табл. 5.16 приведены минимальные размеры заземляющих
проводников.
Таблица 5.16
МИНИМАЛЬНЫЕ РАЗМЕРЫ ЗАЗЕМЛЯЮЩИХ ПРОВОДНИКОВ
Проводник Медь Алюминий Сталь
в зданиях в наружных установках
Неизолированный: сечение, мм2 диаметр, мм 4 6 5 6
186
Окончание табл. 5.16
Сталь
Проводник Медь Алюминий в зданиях в наружных установках
Изолированный: сечение, мм2 1,5 2,5
Заземляющие жилы кабелей, мм2 Угловая сталь с толщиной полки, мм 1 2,5 2 2,5
Полосовая сталь: сечение, мм2 толщина, мм 24 3 48 4
5.8. Вспомогательные устройства,
применяемые для улучшения качества
сварных соединений
Стабилизатор сварочной дуги СД
Стабилизатор предназначен для поддержания устойчиво-
го горения сварочной дуги при сварке трансформатором пере-
менного тока с напряжением питания 380 В и напряжением
холостого хода 45...80 В.
Стабилизатор может работать под навесом или в помеще-
нии при температуре окружающего воздуха от -45 до +55 °C,
причем в помещениях при сочетании влажности 90% и темпера-
туры 15 °C.
Питание стабилизатора от сети ........................ 380 В, 50 Гц
Амплитуда импульсов стабилизации, В, не более........ 500
Частота импульсов стабилизации, Гц................... 100
Мощность потребления, Вт............................. 250
Масса, кг........................................ 8
Ограничитель-стабилизатор сварочной дуги ТОН2-СД
Стабилизатор может работать с однопостовым сварочным
трансформатором для ручной дуговой сварки с напряжением
холостого хода 45...80 В, обеспечивает устойчивое горение
сварочной дуги и автоматическое снижение напряжения холо-
стого хода до безопасной величины 12 В. При его использова-
нии облегчается зажигание сварочной дуги при наличии на
поверхности изделия ржавчины, окалины, шлака, возможно по-
лучение такого же качества сварного шва, как с использовани-
ем источника постоянного сварочного тока.
187
Для повышения безопасности работы сварщика применена
звуковая и световая сигнализация, срабатывающая при увели-
чении напряжения холостого хода более 12 В и аварийном
отключении трансформатора при неисправности ограничителя-
стабилизатора и при нарушении целостности провода обратно-
го тока.
Устройство стабилизации горения дуги УСГД
Устройство позволяет стабилизировать горение сварочной
дуги при питании ее от сварочного трансформатора. При этом
нестабильность горения дуги вызывается при переходе свароч-
ного тока через нуль в соответствии с частотой тока в сети.
Работа устройства стабилизации горения дуги основана на
том, что оно подает стабилизирующий импульс в момент пога-
сания дуги при переходе тока через нуль. Величина стабилизи-
рующих импульсов до 600 В при частоте 100 Гц.
Устройство позволяет производить сварку электродами с
основным покрытием всех типов, а также аргонодуговую сварку
любых металлов.
Блок снижения напряжения холостого хода ВСН-10
Блок предназначен для безопасности сварочных работ в
особо опасных условиях — резервуарах, колодцах, туннелях
и т. п. Блок позволяет проводить работы на постоянном и пе-
ременном токе.
Блок снижения напряжения холостого хода может приме-
няться со сварочными трансформаторами, имеющими напря-
жение холостого хода не более 80 В и номинальный ток до
500 А или со сварочными выпрямителями с напряжением холо-
стого хода до 100 В и номинальным током до 500 А.
Данные блока:
Сниженное напряжение холостого хода, В............ 8,5... 12
Максимальный сварочный ток при ПВ 35%, А ........ 500
Время выдержки после прекращения сварки, с........ 0,64
Время срабатывания, с............................ 0,04
Расстояние между источником и блоком, м........... 5
Габаритные размеры, мм............................. 355x160x280
Масса, кг........................................ 9
Реостат балластный РБ-302
Реостат предназначен для изменения внешней характери-
стики источника сварочного тока — ее крутизны, а также для
регулирования тока в многопостовых сварочных выпрямителях.
188
Технические данные:
Номинальный ток, А................................ 315
Сопротивление, Ом:
наименьшее..................................... 0,095
наибольшее ................................... 5
Пределы регулирования сварочного тока, А.......... 6...315
Габаритные размеры, мм............................ 605x370x500
Масса, кг......................................... 26
5.9. Принадлежности сварочных установок
5.9.1. Электрододержатели
Электрододержатели предназначены для закрепления в них
электрода и подвода через них сварочного тока к электроду
от сварочного кабеля, прикрепленного к электрододержателю.
Поэтому электрододержатель является основным рабочим ин-
струментом сварщика при ручной дуговой сварке.
На рис. 5.15 приведены некоторые конструктивные схемы
электрододержателей.
Могут применяться электрододержатели пасатижные, рычаж-
ные, защелочные, винтовые и других видов.
в)
Рис. 5.15. Типы электродержателей:
а — вилочный; б — пружинный; в — зажимной; 1 — зажим для электрода; 2 —
рукоятка; 3 — кабель сварочный
У электрододёржателя должна быть удобная рукоятка, ис-
ключающая проскальзывание его в руке, надежные зажимы
для электрода и сварочного кабеля.
5.9.2. Сварочные кабели
Кабели сварочные предназначены для соединения электро-
додержателей с источником сварочного тока, поэтому к ним
предъявляются особые требования. Сварочные кабели должны
быть гибкими, чтобы можно было быстро менять их положе-
189
ние в разных положениях сварщика, поэтому они изготавли-
ваются из тонких медных проволок, их изоляция из гибкой
и прочной, влагостойкой и маслостойкой резины. Сечение жилы
сварочного кабеля должно соответствовать максимальному
сварочному току, получаемому от применяемых источников.
В табл. 5.17 приведены основные данные современных
сварочных кабелей, где в обозначении марки кабеля КГ и КОГ —
кабель гибкий и особо гибкий, 1 — одна жила в кабеле, цифры
после знака умножения — сечение жилы кабеля.
Таблица 5.17
ДАННЫЕ СВАРОЧНЫХ КАБЕЛЕЙ
Марка кабеля Сечение жилы, мм2 Допустимый сварочный ток, А
КГх16 КОГ1Х16 16 80
КГ1х25 КОГ1х25 25 125
КГ1х35 КОГ1х35 35 175
КГ1х50 КОГ1х50 50 25
КГ1х70 КОГ1х70 70 350
КГ1х95 КОГ1х95 95 485
КГ1х120 КОГ1х120 120 600
5.9.3. Средства защиты глаз и лица
сварщика и окружающих
Средством защиты глаз и лица сварщика от излучения
сварочной дуги и брызг металла и шлака является защитная
маска сварщика. Маска изготавливается из материала, не про-
пускающего ультрафиолетовые лучи, не воспламеняющегося
от искр и малотеплопроводного. Обычно маски изготавли-
ваются из листовой фибры, также может применяться пластмас-
са с соответствующими свойствами. Защитное стекло-свето-
фильтр вставлено в прямоугольный вырез в лицевой части
маски. Наружную строну светофильтра закрывает прозрачное
стекло, защищающее светофильтр от брызг расплавленного
металла и шлака.
Светофильтр представляет собой пластинку из темного
стекла, не пропускающего ультрафиолетовые лучи и почти не
пропускающего инфракрасные лучи. Для электросварщиков,
выполняющих работы при ручной дуговой сварке и наплавке,
выпускаются светофильтры серий от Э-1 до Э-4. Для подруч-
190
них сварщиков и других людей, работающих рядом, применяют-
ся защитные очки со стеклами серии от В-1 до В-3.
Удобной для сварщика является защитная маска с совре-
менным светофильтром типа «Хамелеон», прозрачность кото-
рого изменяется в зависимости от интенсивности излучения.
При наличии светофильтра автоматического (АСФ) свар-
щик может выполнять все работы, не поднимая маски. АСФ
«Хамелеон» имеет комбинированное электропитание от литие-
вого элемента и солнечной батареи и потенциометр для плав-
ного регулирования степени затемнения.
Должны применяться общие средства, защищающие окру-
жающих людей от излучения дуги. К таким средствам относят-
ся кабины, если сварочные работы производятся на одном
месте, переносные щиты, если сварочные работы производятся
в одном технологическом потоке или как временные.
Надежной мерой предупреждения ожогов является подача
сигнала о зажигании сварочной дуги.
В масках могут применяться пассивные или электронные
самозатемняющиеся светофильтры.
191
6. БЕЗОПАСНОСТЬ
ПРИ СВАРОЧНЫХ РАБОТАХ
Основную опасность при сварочных работах представляют
электрический ток и излучение сварочной дуги с разбрызгива-
нием расплавленного металла и шлака.
Рассмотрим основные опасности при сварочных работах
и меры защиты от них.
6.1. Действие электрического тока на человека
В зависимости от условий, при которых человек подвергает-
ся действию электрического тока, последствия этого действия
могут быть различны. Но всегда нужно ожидать его действия
на нервную систему, которое наиболее опасно. Как известно,
работа сердца регулируется нервными импульсами, исходя-
щими от нервной системы, под действием которых происходит
его сокращение в определенном ритме. Дыхание также регу-
лируется нервной системой.
Действие электрического тока нарушает воздействие
нервной системы на работу сердца и дыхания, что может приве-
сти к беспорядочному сокращению мышц сердца, называемому
фибрилляцией, что равносильно его остановке, и к остановке
дыхания.
Действие электрического тока на нервную систему выра-
жается в виде электрического удара и шока.
Электрический удар в зависимости от его последствий мож-
но условно разделить на пять степеней:
1 — едва ощутимое сокращение мышц;
2 — судорожное сокращение мышц с сильными болями
без потери сознания, при этом могут быть механические травмы
под действием сокращения мышц;
3 — судорожное сокращение мышц с потерей сознания,
но с сохранившимися работой сердца и дыхания;
4 — потеря сознания с нарушением работы сердца и ды-
хания;
5 — клиническая смерть, когда человек не дышит и у него
не работает сердце и отсутствуют другие признаки жизни. При
своевременной помощи во время клинической смерти челове-
ка можно вернуть к жизни.
Электрический шок имеет фазы возбуждения и торможе-
ния. Фаза возбуждения характеризуется сохранением актив-
192
ности и работоспособности. Потом она переходит в фазу тор-
можения, которая характеризуется понижением давления, уча-
щением пульса, ослаблением дыхания, возникает угнетенное
состояние, а потом клиническая смерть.
Возможны и другие воздействия электрического тока на
человека.
Тепловое воздействие характеризуется различными ожогами.
Химическое воздействие сопровождается электролизом
крови и других растворов в организме, нарушением их химиче-
ского состава и в результате — функций в организме.
Механическое воздействие приводит к различным травмам
частей тела под действием непроизвольного сокращения мышц.
Основное значение при действии на человека имеет величи-
на тока, но влияет и род тока, его частота, путь тока через тело
человека, продолжительность действия тока и индивидуальные
особенности человека.
Различные величины тока частотой 50 Гц действуют на
человека следующим образом:
5... 10 мА — боль в мышцах, судорожные их сокращения,
руки с трудом можно оторвать от токопроводящих частей;
10...20 мА — боль, руки невозможно оторвать от токопро-
водящих частей;
25...50 мА — боль в руках и груди, дыхание затруднено,
возможен паралич дыхания и потеря сознания;
50—80 мА — при длительном воздействии возможна кли-
ническая смерть;
100 мА и более — при длительности более 3 с возможна
клиническая смерть.
Предельно допустимые величины напряжений прикосно-
вения и токов, протекающих через тело человека, нормируются
в зависимости от режима работы электроустановки — нор-
мального или аварийного, вида электроустановок — бытовых
или производственных, от длительности воздействия тока.
В аварийном режиме бытовых электроустановок при дли-
тельности воздействия более 1 с допустимые величины напря-
жения 12 В и тока 2 мА.
В аварийных режимах производственных электроустановок
допустимые величины напряжения прикосновения и тока, про-
ходящего через тело человека, принимаются равными:
Переменный ток 50 Гц 36 В 6 мА
400 Гц 36 В 8 мА
Постоянный ток 40 В 15 мА
193
6.2. Первая помощь пострадавшему
от электрического тока
Первая помощь пострадавшему заключается в освобожде-
нии его от действия электрического тока, определении степени
тяжести положения и последовательности мероприятий по спа-
сению и поддержанию его жизненных функций, вызове меди-
цинского работника или доставке пострадавшего в медицин-
ское учреждение.
Освобождение пострадавшего от действия электрического
тока может быть осуществлено или отключением тока, или
отделением пострадавшего от токопроводящих частей, или от-
делением пострадавшего от земли.
Отключение тока может быть произведено ближайшим вы-
ключателем, снятием предохранителей, рассоединением штеп-
сельного разъема, перерубанием или перерезанием проводов
инструментом с учетом имеющегося напряжения. При этом
если пострадавший находится на высоте, то нужно принять
меры против его падения при выключении тока и освобожде-
нии при этом захвата.
При искусственном освещении нужно быть готовым к его
отключению при снятии напряжения. Отделение пострадавше-
го от токопроводящих частей можно производить отбрасыва-
нием провода от пострадавшего или от проводящих деталей,
за которые он держится, или оттаскиванием пострадавшего
от них.
Отбрасывание провода можно производить любым пред-
метом из непроводящего ток материала, рукой в диэлектричес-
кой перчатке или обмотанной тканью.
Оттаскивание пострадавшего можно производить за его
сухую одежду, а если нет такой возможности, то освобожда-
ющий оттягивает пострадавшего руками, защищенными от дей-
ствия напряжения.
Отделить пострадавшего, стоящего на земле от земли, мож-
но оттянув его ноги изолированным предметом или одеждой
и положив под ноги изолирующий предмет. Степень поражения
пострадавшего и последовательность мероприятий по его спа-
сению определяют по состоянию сознания, цвету кожи и губ,
характеру дыхания и пульса:
при отсутствии у пострадавшего дыхания и пульса нужно
немедленно приступить к его оживлению путем искусствен-
ного дыхания и наружного массажа сердца;
194
пострадавший дышит редко и судорожно, но у него прощу-
пывается пульс — начать делать искусственное дыхание;
пострадавший в сознании с устойчивым дыханием и пуль-
сом — нужно уложить его на одежду или другую подстилку,
расстегнуть одежду, стесняющую дыхание, дать приток свежего
воздуха, согреть при охлаждении и дать прохладу в жару;
пострадавший находится в бессознательном состоянии при
наличии дыхания и пульса — наблюдать за его дыханием;
в случае нарушения дыхания при западении языка выдвинуть
его нижнюю челюсть вперед и поддерживать ее в таком состо-
янии до прекращения западения языка.
Нельзя давать пострадавшему двигаться даже при нор-
мальном его состоянии.
Наиболее эффективным способом искусственного дыхания
является способ «изо рта в рот» или «изо рта в нос». При этом
нужно уложить пострадавшего на спину, расстегнуть стесняю-
щую дыхание одежду, восстановить проходимость верхних ды-
хательных путей, которые могут быть закрыты запавшим язы-
ком, для этого нужно:
встать на колени сбоку от пострадавшего, одну руку поло-
жить под шею пострадавшему, ладонью другой руки нажимать
на его лоб, запрокидывая голову, при этом корень языка подни-
мается и рот открывается, освобождая путь воздуху; после
этого под шею пострадавшему можно подложить валик из
одежды или другой предмет;
наклониться к лицу пострадавшего, сделать глубокий вдох
открытым ртом, охватив губами рот пострадавшего, закрыв его
нос своей щекой или двумя пальцами руки, находящейся на его
лбу, сделать выдох, вдувая воздух в его рот;
при поднимании грудной клетки пострадавшего, что говорит
о входе воздуха, отвернуть лицо для вдоха; при этом интервал
между искусственными вдохами должен составлять 5 с.
Если при вдувании воздуха грудная клетка не поднимается,
что говорит о препятствии для входа воздуха, необходимо
выдвинуть вперед нижнюю, челюсть пострадавшего. Для этого
пальцами обеих рук захватить нижнюю челюсть сзади за углы,
большие пальцы должны упираться в край челюсти ниже рта,
челюсть выдвинуть вперед так, чтобы нижние зубы были впере-
ди верхних.
Показателем эффективности искусственного дыхания явля-
ется порозовение кожных покровов, появление сознания и ды-
хания у пострадавшего.
195
Искусственное дыхание «изо рта в нос» производится
при невозможности открыть рот пострадавшего при стиснутых
зубах.
Наружный массаж сердца делается при проведении искус-
ственного дыхания при отсутствии пульса и бледности кожных
покровов.
После подготовительных мероприятий, приведенных выше,
делаются два вдувания воздуха одним из указанных способов.
Потом оказывающий помощь приподнимается, кладет ладонь
одной руки на нижнюю половину грудины пострадавшего, при-
подняв пальцы, ладонь второй руки кладет на первую и надав-
ливает на руки, помогая весом своего тела, при этом руки
должны быть выпрямлены. Надавливание должно произво-
диться быстрыми толчками, так чтобы грудина смещалась на
4...5 см. Продолжительность надавливаний и интервал между
надавливаниями по 0,5 с, количество надавливаний — 12-15
на каждые два вдувания.
Если помощь оказывают два человека, то вдувания и надав-
ливания производятся одновременно, при этом на одно вдува-
ние можно производить 5 надавливаний в том же темпе.
После восстановления сердечной деятельности массаж сер-
дца прекращается, при слабом дыхании продолжается проведе-
ние искусственного дыхания до восстановления полноценного
дыхания.
При неэффективности мероприятий по оживлению они пре-
кращаются через 30 мин.
6.3. Электробезопасность
при сварочных работах
При сварочных работах электробезопасность обеспечива-
ется выполнением требований должностных инструкций для
сварщиков, инструкций по эксплуатации сварочного обору-
дования, требований соответствующих разделов правил уст-
ройства электроустановок, правил технической эксплуатации
электроустановок потребителей, межотраслевых правил по ох-
ране труда при газопламенной обработке металлов.
Рассмотрим основные требования"правил, от выполнения
которых зависит электробезопасность сварщика и людей, нахо-
дящихся в зоне влияния сварочной установки.
К сварочным работам должны допускаться сварщики, про-
шедшие специальную подготовку, имеющие удостоверение на
196
право производства сварочных работ и удостоверение на груп-
пу по электробезопасности не ниже II.
Основной защитой от напряжения опасной величины, появ-
ляющегося на корпусах источников сварочного тока, является
заземление (зануление) этих корпусов. Большинство электро-
приемников, в том числе и сварочные установки, получают элект-
роэнергию от сетей 220/380 В с заземленной нейтралью транс-
форматора или генератора, и к этой нейтрали присоединяется
четвертый провод сети, называемый нулевым, который присо-
единен к металлическим корпусам распределительных уст-
ройств и электрических аппаратов. К этому проводу нужно
также присоединять корпуса источников сварочного тока. Для
этого на корпусе источника сварочного тока должен быть
специальный болт, к которому присоединяется четвертая жила
кабеля, называемая нулевой. На другом конце кабеля, присо-
единяемом к сети, эта жила соединяется с корпусом выключателя,
силовой сборки и т. п.
Выключателем может быть рубильник, автоматический вы-
ключатель и другие электрические аппараты.
В двухпроводной сети 220 В защита от опасного напря-
жения осуществляется также присоединением источника сва-
рочного тока к нулевому проводу сети, который в этом случае
является и рабочим, так как проводов только два.
На отдельных участках сети могут быть нулевые рабочие
и нулевые защитные проводники. В таких случаях нулевой
защитный проводник нужно присоединять к металлическому
корпусу источника сварочного тока, а нулевой рабочий провод-
ник — к цепи питания источника сварочного тока.
Источники сварочного тока могут присоединяться к сило-
вым сетям напряжением не более 660 В.
Для подвода тока к сварочной дуге должен применяться
специальный сварочный гибкий провод (кабель) с резиновой
изоляцией и в резиновой оболочке, сечение которого должно
соответствовать максимальному сварочному току.
Запрещается применение проводов в изоляции или в обо-
лочке из полимерных материалов, распространяющих горение.
Присоединение источника сварочного тока к сети должно
осуществляться через отключающий и защитный электриче-
ские аппараты. Эти аппараты могут быть объединены в одном,
содержащем защиту от тока короткого замыкания. Длина гиб-
кого кабеля, соединяющего переносной «(передвижной) источ-
ник сварочного тока с включающим аппаратом сети, должна
197
быть не более 15 м. Передвижные сварочные установки на
время их передвижения должны быть отсоединены от сети.
Электросварочные установки с источниками постоянного
или переменного сварочного тока, предназначенные для свар-
ки в особо опасных условиях (внутри металлических емкостей,
в колодцах, туннелях, в котлах, отсеках судов и т. п.) или для
работы в помещениях с повышенной опасностью и особо опас-
ных, должны иметь устройства автоматического отключения
напряжения холостого хода при разрыве сварочной цепи или
его ограничения до безопасного в данных условиях значения.
При сварочных работах в данных условиях сварщик дол-
жен пользоваться кроме спецодежды диэлектрическими пер-
чатками, резиновыми галошами и ковриками. При работе в
замкнутых или труднодоступных пространствах необходимо
одевать защитные каски из полиэтилена, текстолита или вини-
пласта; при этом запрещается пользоваться металлическими
щитками. Работы в таких условиях сварщик должен выполнять
под контролем двух наблюдающих, один из которых должен
иметь группу II по электробезопасности. Наблюдающие долж-
ны находиться снаружи и контролировать безопасное проведе-
ние работ сварщиком. На сварщике должен быть предохрани-
тельный пояс с канатом, конец которого должен находиться
у наблюдающего. При этом сварочная установка должна иметь
устройство для ограничения напряжения холостого хода или
его отключения.
Запрещается производить сварочные работы на закрытых
сосудах, находящихся под давлением (трубопроводы, котлы, бал-
лоны и т. п.), и сосудах, содержащих воспламеняющиеся или
взрывоопасные вещества. Также запрещается электросварка
и резка бочек, баков, цистерн, резервуаров и других емкостей
из-под горючих и легковоспламеняющихся жидкостей и газов
без предварительной тщательной очистки, пропаривания этих
емкостей и удаления из них газов вентилированием.
При проведении сварочных работ в закрытом помещении
должен быть предусмотрен отсос сварочных аэрозолей не-
посредственно вблизи сварочной дуги. Должны быть установ-
лены фильтры в вентиляционных устройствах помещений для
электросварочных работ, исключающие выброс вредных ве-
ществ в окружающую среду.
Присоединение к сети и отсоединение от сети источников
сварочного тока и наблюдение за их исправным состоянием
при эксплуатации должен выполнять электротехнический пер-
198
сонал предприятия, где числится данная сварочная установка,
с группой по электробезопасности не ниже III, а также электро-
сварщик, если он прошел обучение и сдал экзамен на получе-
ние удостоверения на группу III по электробезопасности.
Измерение сопротивления изоляции электросварочных
установок производится после длительного перерыва в их
работе, после перестановки оборудования, но не реже 1 раза
в 6 месяцев.
Ответственность за эксплуатацию сварочного оборудо-
вания, выполнение графика технического обслуживания и ре-
монта, безопасное ведение сварочных работ определяется дол-
жностными инструкциями и утверждается руководителем пред-
приятия.
При наличии на предприятии должности главного сварщи-
ка или главного механика данная ответственность возлагается
на них. Электросварочное оборудование закрепляется за элек-
тросварщиком под роспись.
6.4. Вредные влияния сварочной дуги
Влияния сварочной дуги можно ощутить. Это прежде все-
го излучение, различные газы, шум. Вблизи наблюдается раз-
брызгивание металла и шлака.
Электрическая дуга является мощным источником излуче-
ния ультрафиолетовых, инфракрасных и видимых лучей. Ульт-
рафиолетовое излучение является самым опасным для глаз,
так как вызывает временное повреждение глаз (сварочная
вспышка). Может быть резкая боль в глазах, светобоязнь, воспа-
ление слизистой оболочки глаз. Ультрафиолетовое излучение
может также повредить кожу как при солнечном ожоге.
Инфракрасное излучение несет тепловую энергию, которая
может вызвать покраснение кожи и ожоги различной степени,
повреждение сетчатки глаза и хрусталика.
Видимое излучение оказывает ослепляющий эффект и вре-
менное воздействие на зрение.
Газы при сварочной дуге могут выделяться в виде дыма
и сварочных аэрозолей, содержащих соединения марганца,
кремния, хрома, азота, фтора, титана и другие соединения.
Окисли марганца образуются при сварке сталей, содержа-
щих марганец, или при сварке электродами, содержащими мар-
ганец. Такие окислы попадают в организм через органы дыха-
ния и пищеварения и могут вызывать острые и хронические
199
отравления, поражая нервную систему. Они также действуют
на легкие и печень. При этом могут быть головная боль, голо-
вокружение, изжога, боли в конечностях.
Окислы хрома образуются при сварке сталей, содержащих
хром. Они попадают в организм через органы дыхания и раз-
дражают слизистую оболочку носа, вызывая насморк и легкое
кровотечение.
При больших концентрациях этих окислов возможно по-
вреждение в носу вплоть до прободения хрящевой части носо-
вой перегородки.
Отравление окислами хрома сопровождается головными
болями, слабостью, воспалительными процессами в желудочно-
кишечном тракте.
Двуокись кремния в аэрозолях сварочной дуги появляется
при наличии соединений кремния в покрытиях электродов.
Двуокись кремния вызывает заболевание легких — силикоз.
Фтористый водород может выделяться из покрытий
электродов при сварке и раздражать верхние дыхательные
пути, проявления раздражения — чихание, насморк, носовое
кровотечение, потеря обоняния.
Окислы азота образуются при контакте сварочной дуги
с окружающим воздухом. Попадая в органы дыхания, они кон-
тактируют с их влажной поверхностью, образуя азотную кисло-
ту, которая поражает легкие.
При отравлении окислами азота могут быть кашель, голов-
ная боль, потеря сознания.
Окись цинка и пары образуются при сварке медно-цинко-
вых сплавов, оцинкованных и окрашенных красками с цинком
деталей. Отравление соединениями цинка может вызвать пло-
хой аппетит, сладковатый привкус во рту, повышение температу-
ры тела.
При сварке происходит интенсивное разбрызгивание рас-
плавленного металла и шлака, их брызги могут вызвать ожоги
незащищенных частей тела сварщика.
6.5. Средства защиты
от вредного действия сварочной дуги
Одним из основных средств защиты при сварке является
защитная маска сварщика, которая защищает его лицо от вред-
ных излучений брызг металла и шлака, пыли и частично от
различных газов.
200
Для защиты глаз имеется светофильтр в виде затемненного
стекла, вставленного в вырез маски на ее передней поверх-
ности.
Средства защиты должно иметь и рабочее место сварщика,
организованное определенным образом. Правильная органи-
зация рабочего места обеспечивает безопасность при работе
и способствует повышению производительности труда. Нужно
учитывать, что площадь рабочего места должна быть не менее
4,5 м2 без включения площади под сварочным оборудованием
и площади проходов. Ширина проходов должна быть не менее
1 м, а высота помещения от уровня пола до низа выступающих
конструктивных элементов перекрытия над рабочими места-
ми — не менее 3,2 м.
Некоторые пары и газы, выделяющиеся при сварке, опуска-
ются вниз, а некоторые поднимаются вверх, поэтому не следует
организовывать рабочие места для сварки в подвальных поме-
щениях, на втором и более высоких этажах многоэтажных
зданий.
Полы на рабочих местах сварщиков должны быть из несго-
раемого, нескользкого и слаботеплопроводного материала.
В зимнее время температура на рабочем месте сварщика
должна быть порядка 16...20 °C. Для сварщика должен быть
стул со спинкой и регулируемым по высоте сидением.
Двери на участках сварочных работ должны открываться
наружу, а створки оконных переплетов или фрамуги — внутрь.
Стены, потолки и внутренние конструкции помещений для
сварочных работ рекомендуется покрывать защитной звукопо-
глощающей отделкой и окрашивать в светлые тона, хорошо
поглощающие ультрафиолетовое излучение.
Помещения для сварочных работ должны быть оборудова-
ны грузоподъемными механизмами, если масса поднимаемых
изделий более 15 кг.
В производственных помещениях и на рабочих местах
должна обеспечиваться общеобменная и местная вентиляция,
встроенная в раскроечные столы.
Общеобмённая вентиляция является естественной, при ко-
торой обмен воздуха происходит через неплотности дверей,
окон, форточки и фрамуги. Эффективность естественной венти-
ляции увеличивается при наличии вытяжных шахт, при этом
вентиляции способствует ветер.
При большом выделении вредных веществ применяется ис-
кусственная вентиляция с нагнетанием воздуха вентиляторами.
201
Местная вытяжная вентиляция предназначена для улав-
ливания и удаления сварочного аэрозоля и газов. При этом
оборудуются местные отсосы в виде вытяжных зонтов. Но сле-
дует учитывать, что вредные аэрозоли и газы сначала проходят
сквозь зону дыхания сварщика.
Вентиляционные устройства, отклоняющие поток аэрозолей
от лица сварщика и удаляющие загрязненный воздух, могут
быть местными отсосами с использованием вытяжных панелей
равномерного всасывания.
202
7. ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
7.1. Типы сварных соединений
и сварных швов
Применяются следующие типы сварных соединений (рис. 7.1):
стыковые, нахлесточные, тавровые, угловые, торцовые.
Стыковое сварное соединение — сварное соединение двух
элементов конструкции, примыкающих друг к другу торцовыми
поверхностями.
Нахлесточное сварное соединение — сварное соединение
двух элементов конструкции, в котором сварные элементы рас-
положены параллельно и частично перекрывают друг друга.
Тавровое сварное соединение — сварное соединение,
в котором торец одного элемента конструкции примыкает под
углом к боковой поверхности другого элемента.
Угловое сварное соединение — сварное соединение двух
элементов конструкции, примыкающих под углом друг к другу.
Торцовое сварное соединение — сварное соединение двух
элементов конструкции, в котором их боковые поверхности
примыкают друг к другу, а свариваемые торцы расположены
рядом.
Сварной шов — участок сварного соединения, образовав-
шийся в результате кристаллизации расплавленного металла
электрода и основного металла при сварке.
°) б)
в)
г) д)
Рис. 7.1. Типы сварных соединений:
а — стыковое; б — нахлесточное; в — тавровое; г — угловое; д — торцевое
203
2
Рис. 7.2. Классификация сварных швов
по положению в пространстве:
1 — нижний; 2 — нижний в лодочку; 3 — горизонтальный на вертикальной плоскости;
4 — вертикальный; 5 — потолочный
Сварные швы могут быть стыковыми и угловыми (рис. 7.2).
Стыковой сварной шов — сварной шов стыкового соеди-
нения.
Угловой сварной шов — сварной шов углового, нахлес-
точного или таврового соединения.
Сварной шов торцового сварного соединения можно на-
звать швом на линии примыкания торцов двух плоскостей.
Основные виды сварных швов по положению в простран-
стве (рис. 7.2): нижний, нижний в лодочку, горизонтальный на
вертикальной плоскости, вертикальный, потолочный.
Стыковые швы по форме их наружной поверхности по
отношению к прилегающей поверхности конструкции могут
быть нормальными (плоскими), выпуклыми или вогнутыми.
Плоские и вогнутые швы лучше работают при динамических
и знакопеременных нагрузках, так как у них нет резкого пере-
хода от основного металла к металлу шва.
Соединения с выпуклыми швами лучше работают при стати-
ческих нагрузках, но они неэкономичны из-за большого расхо-
да электродов.
Сварные швы подразделяются также на рабочие, непосред-
ственно воспринимающие нагрузки, и соединительные (связу-
ющие), предназначенные только для соединения деталей кон-
струкции.
Форма разделки кромок свариваемых деталей и их сборка
под сварку характеризуются следующими конструктивными
элементами: зазор, притупление кромок, . угол скоса кромок
(табл. 7.1). Зазор между гранями свариваемых деталей опреде-
ляется их толщиной, маркой стали, способом сварки, формой
подготовки кромок. При сварке плавящимся электродом зазор
составляет 0...5 мм.
204
i
Таблица 7.1
НЕКОТОРЫЕ ТЙПЫ И РАЗМЕРЫ
КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ШВОВ
Тип шва по ГОСТ Наименова- ние сварного соединения и шва Тип конструк- тивных элементов Схема сварного соединения Размер конструктивных элементов, мм
С2 Стыковое без скоса кромок, двухсто- роннее а s=s; в а
3...3,5 4-4,5 8±4 1+0.5- 1>0
5-5,5 6-8 9±4 2+1'5— 1,0
h = 2-3
СЗ Стыковое безскоса кромок, односто- роннее а
С8 Стыковое, V-образ- ный шов со скосом двух кро- мок, двух- сторонний 60° и 5= S/ в
3-8 S+11
2±2 9...14 3+13
15-21 3+15
С9 Тот же, шов одно- сторонний в, = 10±4 = 3-4
С15 Стыковое, Х-образ- ный шов с двумя скосами двух кро- мок, двух- сторонний 60° 3= S1 в h
2±2 12-17 3+3 3
18-29 3+1 4
+F 30-44 3-3
42-50 3-8
51-60 S-11 5
205
Продолжение табл. 7.1
Тип шва по ГОСТ Наименова- ние сварного соединения и шва Тип конструк- тивных элементов Схема сварного соединения Размер конструктивных элементов, мм
У4 Угловое, шов без скоса кромок двухсто- ронний ^22' 3 = 2...30 S1 = 2...30
У5 Угловое, шов без скоса кро- мок одно- сторонний 3 = 1...30 37= 2...30
У7 Угловое, шов со ско- сом одной кромки односто- ронний . й . S в
i ±2 т 1 4-7 3+11
8...11 3+ 13
12...17 3+ 15
18...26 3+ 18
й=3...4; 37 <S
У10 Угловое, шов со ско- сом двух кромок односто- ронний 6012° й в
5) 1 12...14 3+ 12
//Л 24? 16...21 S+ 14
22...26 3+15
ft =3-4; 37=3
Т1 Тавровое, шов без скоса кро- мок двух- сторонний S 5 К
— 3...6 3...4
7—9 5
2 ^4 жж 10...30 6...8
206
Окончание табл. 7.1
Тип шва Наименова- ние сварного Тип конструк- Схема сварного Размер конструктивных
по ГОСТ соединения тивных элементов соединения элементов, мм
и шва
Т8
Тавровый
со скосом
одной
кромки,
двухсто-
ронний
-Ji. s,zs s в h
I...3 □У y^0i5° 4... 7 5+9 3±3
8...11 5+11
12...17 5+13 4±3
18...26 5+16 5±3
e, = 3
Тавровый
со скосом
одной
кромки,
односто-
ронний
T10 Тавровый co скосом двух кро- мок, двух- сторонний . 5 , ±5° S в А
Z 12...17 5+2 3±3
18...25 5 5±3
& ж» 26...35 5-2 6±3
36...47 5-3 9±3
48...51 5-4 11±3
52...60 5-5 12±3
H2 Внахлестку безскоса кромок, двухсто- ронний 5 S, *1 5=2...6O К=3
м/////////лт
1 KWw S’
нз
Внахлестку
электро-
заклепками
S>2 dz2S
207
a)
Рис. 7.3. Основные элементы швов:
а — углового: 7 — корень шва, 2 — провар, 3 — граница наружной поверхности шва,
4 — лицевая поверхность; К — катет шва; h — теоретическая толщина шва, Н —
фактическая толщина шва; б — стыкового: 1 — граница наружной поверхности шва,
2 — лицевая поверхность шва, 3 — усиление шва, 4 — провар, 5 — корень шва, 6 —
провар корня шва
Основные конструктивные элементы шва сварного соеди-
нения: ширина, выпуклость, глубина проплавления (для стыко-
вого шва), катет (для углового шва).
На рис. 7.3 приведены основные элементы сварного шва.
7.2. Подготовка к сварке
поверхности металла
Поверхность свариваемых деталей нужно подготавливать
в сварке, если она загрязнена, покрыта ржавчиной или краской.
При небольших объемах работ это можно сделать ручным
инструментом — молотком и зубилом, металлической щеткой.
Очистку поверхности стали не склонной к закалке и ис-
пользуемой для неответственных сварных конструкций, можно
производить быстрым нагревом поверхности пламенем газовой
горелки. При этом окалина и ржавчина отслаиваются, краска
сгорает без значительного нагрева основного металла. Несго-
ревшие остатки легко удаляются металлической щеткой.
Для нагрева очищаемой поверхности применяют пламя
специальных многопламенных горелок типа ГАО, работающих
с жестким окислительным пламенем со скоростью истечения
смеси из сопел мундштука близкой к скорости отрыва для
увеличения напора пламени на металл.
Угол наклона к горизонту горелки составляет 40...60°, а
скорость ее перемещения — 0,5... 1,0 м/мин, причем наимень-
208
шая скорость перемещения применяется для очистки красок
и лаков, которые не отслаиваются, а обугливаются или сгорают.
В зависимости от состояния поверхности ее очистку делают
в два или три прохода, в перерывах между которыми удаляют
продукты сгорания и окисления и полностью охлаждают по-
верхность металла. Зачистка производится металлическими
щетками после охлаждения поверхности.
Для очистки конструкционных сталей, применяемых для
сварки ответственных конструкций, рекомендуется проводить
пескоструйную обработку.
7.3. Выбор режима ручной дуговой сварки
Режим дуговой сварки — совокупность факторов, обеспе-
чивающих получение сварочного шва хорошего качества и
заданных размеров. К таким факторам относятся род и поляр-
ность сварочного тока, его величина, тип и марка электрода,
его диаметр, напряжение на дуге, положение шва в простран-
стве, скорость сварки.
Род сварочного тока — постоянный или переменный — и его
полярность зависит от марки и толщины свариваемого метал-
ла: эти данные приводятся в таблицах с характеристиками
различных марок электродов (гл. 4). Тип и марку электрода
можно также выбрать по этим таблицам.
Диаметр электрода в зависимости от толщины свариваемых
деталей можно выбрать по табл. 7.2.
0 Таблица 7.2
ВЕЛИЧИНА ДИАМЕТРА ЭЛЕКТРОДА
В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ СВАРИВАЕМОГО МЕТАЛЛА
Толщина металла, мм 1...2 3...5 4...10 12-24 30-60
Диаметр электрода, мм 2...3 3...4 4...5 5-6 6-8
При сварке многослойных швов первый шов сваривают
электродом диаметром не более 4 мм, а при диаметре электро-
да большем этого может быть непровар корня шва.
Диаметр электрода при сварке вертикальных швов не более
5 мм, потолочных — не более 4 мм независимо от толщины
свариваемого металла. При выборе диаметра электрода для
сварки угловых и тавровых соединений принимается во вни-
мание катет шва. Диаметр электрода при катете шва —
3...5-3...4 мм, при катете 6...8-4...5 мм.
209
Величина сварочного тока в зависимости от диаметра элект-
рода печатается на упаковке электродов.
Для сварки в нижнем положении величину сварочного тока
можно определить по формуле:
/св = (40...60И
где 1св — величина сварочного тока, А; 40...60 — коэффициент,
зависящий от типа и диаметра электрода; d — диаметр элект-
рода, мм.
При сварке конструкционных сталей:
для электродов диаметром 3...6 мм величина сварочного тока:
/св = (20 + 6</)ф
для электродов диаметром менее 3 мм:
/св = 30 d,
где /Св — величина сварочного тока, A; d — диаметр электро-
да, мм.
Величина сварочного тока зависит как от диаметра элект-
рода, так и от длины его рабочей части, состава покрытия, его
положения в пространстве сварки.
Количество наплавленного при сварке металла зависит от
величины сварочного тока:
О = ан /Св t,
где Q — количество наплавленного металла, г; ан — коэффи-
циент наплавки, г/(А-ч); /св — сварочный ток, A; t — время
сварки, ч.
Но при сварочном токе, недопустимом для данного диамет-
ра электрода, электрод быстро перегревается, что приводит
к снижению качества шва и разбрызгиванию металла.
При недостаточной величине сварочного тока дуга неус-
тойчива, в шве могут быть непровары.
Напряжение дуги изменяется в интервале 16...30 В.
7.4. Приемы сварки
Зажигание дуги включает в себя следующие этапы: корот-
кое замыкание электрода на деталь; отвод электрода и возник-
новение дуги.
Дуга может возникать или касанием электродом сварива-
емого изделия и отводом конца электрода от изделия пер-
210
пендикулярно вверх на расстояние 3...4 мм или быстрым боко-
вым движением электрода к свариваемому изделию и отводом
его от изделия (как при зажигании спинки). Прикосновение
электрода к изделию должно быть кратковременным, иначе он
может привариться. При сварке необходимо поддерживать
определенную длину дуги, нормальная величина которой нахо-
дится в пределах:
I = (0,5 - 1,1)d,
где I — длина дуги, мм; d — диаметр электрода, мм.
Длина дуги влияет на качество сварки. Короткая дуга горит
устойчиво, обеспечивая высокое качество шва, так как расплав-
ленный металл электрода быстро проходит дуговой промежу-
ток, меньше подвергаясь окислению и соединению с азотом.
Сварка длинной дугой с покрытиями основного типа приводит
к пористости шва. 9
Плавящийся электрод при сварке необходимо держать под
углом 15...20° по отношению к вертикали для получения каче-
ственного шва. Изменением угла наклона электрода можно
регулировать глубину расплавления основного металла и ско-
рость охлаждения сварочной ванны.
При сварке могут быть три вида движения электрода.
Поступательное движение по направлению оси электрода
поддерживает возможно постоянную длину дуги в зависимости
от скорости плавления электрода.
Перемещение электрода вдоль оси валика шва со ско-
ростью, зависящей от величины тока, диаметра электрода и
скорости его плавления, вида шва образует ниточный валик
на 2...3 мм шире диаметра электрода или узкий шов шириной
1,5 диаметра электрода.
Перемещение электрода попе-
рек шва применяется для получе-
ния шва шире ниточного валика,
т. е. уширенного валика.
Поперечные движения электро-
да зависят от формы разделки шва
перед сваркой, его размеров и по-
ложения и от свойств свариваемо-
го материала.
На рис. 7.4 приведены виды по-
перечных колебаний конца элект-
рода для получения широких швов
(1,5—5) диаметра электрода.
Рис. 7.4. Поперечные
движения конца электрода
при ручной дуговой сварке
211
Колебательные движения конца электрода улучшают про-
грев кромок шва, замедляют остывание ванны наплавленного
металла, устраняют непровар корня шва и способствуют получе-
нию однородного шва.
7.5. Сварка швов в нижнем положении
Такие швы свариваются наиболее легко, так как расплав-
ленный металл электрода не вытекает из сварочной ванны,
а газы и шлак выходят на поверхность шва, за швом легко
наблюдать.
Сварку встык сплошным проплавлением производят с од-
ной стороны шва, при этом рекомендуется применять стальные
или медные подкладки. При возможности производят подварку
шва узким валиком и с обратной стороны.
Детали перед сваркой соединяют прихваточными швами-
прихватками, если они не повлияют на качество сварной конст-
рукции. Сечение прихваточного шва составляет примерно 1/3
сечения основного шва, его длина — 30...50 мм.
Угловые швы сваривают «в лодочку» симметричную или
несимметричную, и «в угол» (рис. 7.5). При этом применяют
повышенные величины сварочного тока во избежание непро-
вара шва.
Рис. 7.5. Сварка угловых швов:
а — в симметричную «лодочку»; б — в несимметричную «лодочку»; в — «в угол»
При сварке «в угол» проще подготовка к сварке, но слож-
нее техника сварки, возможны подрезы и наплывы, сварка про-
изводится в несколько слоев.
При сварке встык шва с V-образной разделкой дугу зажига-
ют снизу скоса кромок и наплавляют валик шва. Шов выполня-
ют за один или несколько проходов в зависимости от толщины
металла и диаметра электрода.
212
Каждый слой при многослойной сварке тщательно очища-
ют; толщина слоя — 0,8... 1,2 диаметра электрода.
Сварка Х-образного шва производится попеременным на-
ложением слоев с обеих сторон разделки.
5(S1-S)
Рис. 7.6. Подготовка к сварке встык листов металла разной толщины
На рис. 7.6 показана подготовка листов разной толщины
для сварки встык, на рис. 7.7 — соединение листов внахлестку
фланговыми швами, на рис. 7.8 — соединение листов встык
с одной накладкой. Может быть соединение с двумя накладка-
ми с разных сторон.
Рис. 7.7. Схема соединения листов
внахлестку фланговыми швами
Рис. 7.8. Схема соединения листов
встык с одной накладкой
Порядок заполнения сварных швов влияет на уменьшение
внутренних напряжений и деформаций конструкций, а значит,
на повышение их надежности. При этом имеется в виду поря-
док заполнения шва по длине и по сечению.
По длине сварные швы можно разделить на группы:
короткие — до 300 мм;
средние — 300...1000 мм;
длинные — свыше 1000 мм.
Короткие швы выполняют на проход — от начала шва до
его конца.
Средние швы варят от середины к концам или обратно —
ступенчатым методом, при котором шов заполняется участками,
направление заполнения которых встречно направлению за-
полнения всего шва. Длина каждого участка по 150...200 мм.
Длинные швы выполняют от середины к краям обратно —
ступенчатым способом и вразброс.
213
Сварку соединений большой толщины (более 20...25 мм)
конструкций, для которых необходима большая надежность,
выполняют послойным заполнением швов «горкой» или «кас-
кадным методом».
При сварке «горкой» сначала в раздел-
ке кромок наплавляют первый слой длиной
200...300 мм, после этого — второй, пере-
крывающий первый и имеющий в два раза
большую длину. Третий слой перекрывает
второй и длиннее его на 200...300 мм. Так
слои наплавляются до тех пор, пока не будет
заполнен небольшой участок разделки над
нижним слоем шва. Затем от этой «горки»
Рис. 7.9. Разделка кромки листа
для сварки горизонтального шва
на вертикальной плоскости
Сварка горизонтальных
сварку ведут в разные стороны
тем же способом. При этом ме-
сто сварки все время находит-
ся в горячем состоянии, что пре-
дупреждает появление трещин,
швов на вертикальной плоскости
производится с разделкой кромки верхнего свариваемого ли-
ста, дуга зажигается на кромке нижнего листа, и шов переходит
постепенно на скошенную верхнюю кромку (рис. 7.9).
7.6. Сварка вертикальных швов
Трудности при сварке вертикальных швов заключаются в
том, что расплавленный металл из сварочной ванны и с конца
электрода стремится стечь вниз. Поэтому сварку ведут снизу
вверх, за исключением листов толщиной до 1,5 мм, и короткой
дугой. При сварке снизу вверх дугу зажигают в самой нижней
точке и постепенно передвигают вверх. Для нормального про-
плавления и образования правильного валика шва производят
электродом колебательные движения поперек шва.
Для сварки вертикальных швов рекомендуются электроды
диаметром 4...5 мм при пониженном сварочном токе (150...170 А).
При многослойной сварке первый шов делают сверху вниз,
а остальные — снизу вверх.
7.7. Сварка потолочных швов
Сварка потолочных швов является самой сложной, так как
при этом сварочная ванна расположена дном вверх, и жидкий
214
металл стремится вылиться из нее, а капли с конца электрода
стремятся упасть вниз. Основное правило при сварке потолоч-
ных швов — поддержание возможно короткой дуги. Для свар-
ки применяют электроды небольшого диаметра, а сварочный
ток уменьшают на 15—20% по сравнению с током при сварке
нижних швов. При сварке производят концом электрода зигза-
гообразные движения, приближая или удаляя электрод от сва-
рочной ванны. Желательно применять электроды с тугоплав-
ким покрытием, образующим вокруг электрода «втулочку», ко-
торая содержит направленный газовый потоки, удерживающий
жидкий металл.
7.8. Сварка с глубоким проплавлением
Этот вид сварки является способом, увеличивающим произ-
водительность труда сварщика и снижающим расход электро-
дов. При этом формирование качественного шва обеспечивает-
ся за счет глубокого проплавления основного металла. Для
сварки этим методом углеродистых и низколегированных кон-
струкционных сталей используют электроды с повышенной тол-
щиной покрытия, например, типа ОЗС-З. В этом случае расплав-
ление электродного покрытия несколько отстает от расплавле-
ния стержня электрода, создавая втулочку, внутри которой го-
рит дуга, а электрод опирается на край этого чехла (втулочки),
благодаря чему не возникает короткое замыкание. При этом
сварка ведется короткой дугой, и втулочка на конце электрода
концентрирует поток дуги и повышает ее расплавляющее дей-
ствие. Электрод должен быть наклонен к линии шва под углом
70...80°. Глубина проплавления увеличивается с возрастанием
величины сварочного тока.
Сварка с глубоким проплавлением может применяться при
производстве строительных конструкций, резервуаров и других
изделий из стали толщиной 4...12 мм. Величина силы тока
задается равной 40—45 А на 1 мм толщины свариваемого
металла. Соединения стыковые, угловые и тавровые сваривают-
ся при этом без разделки кромок.
7.9. Сварка тонкостенной стали
При сварке изделий толщиной 3—6 мм основная трудность
заключается при формировании обратной стороны шва, так
как получается непровар сечения при малом подводе тепла
215
к месту сварки и полное расплавление с вытеканием расплав-
ленного металла из шва с образованием прожогов или натеков
при чрезмерном подводе тепла к месту сварки. При сварке
не видна обратная сторона шва, и сварщик, опасаясь прожогов
и натеков, задает режим сварки, вызывающий непровар. При
этом получается трещина, являющаяся центром разрушения
сварного шва.
Устранение непровара — подварка шва с противополож-
ной стороны. Но это бывает трудно выполнить, так как обрат-
ная сторона шва может быть труднодоступна или недоступна,
а подварка увеличивает трудоемкость работ почти наполовину.
Для предупреждения непроваров, прожогов или натеков
применяются подкладки с обратной стороны шва, съемные или
несъемные. Съемные подкладки выполняются из меди, имею-
щей большую теплопроводность, поэтому она не расплавляет-
ся. При возможности применяют несъемные подкладки из
стальной полосы толщиной 3...4 мм и шириной 30...50 мм,
которые остаются приваренными к обратной стороне шва.
irjSSSSSSSSSSSSSSJ
Рис. 7.10. Сварка тонких листов с отбортовкой кромок
Сварка сталей толщиной менее 3 мм является особенно
трудной, поэтому их сваривают без зазора в стыке или с отбор-
товкой кромок, чаще на угол 180° (рис. 7.10). При этом отбор-
тованные кромки листов толщиной до 3 мм часто проплавляют
угольным электродом или графитовым электродом без приса-
дочного материала.
7.10. Приварка усиливающих накладок
Накладки привариваются для усиления сварных соедине-
ний, сваренных встык, а также при заварке трещин. Накладки
могут быть односторонние или двусторонние, плоские, угловые
или коробчатые в зависимости от сечения свариваемых элемен-
тов, со скругленными углами радиусом не менее 30 мм. Толщи-
на односторонней накладки должна быть не менее 0,7 толщи-
ны свариваемого металла, а двусторонней — не менее 0,5
толщины металла.
216
Перед постановкой накладки на сварной шов усиление его
валика должно быть снято вровень с поверхностью основного
металла. Перекрытие плоской накладкой заваренного стыка
или трещины должно быть не менее 100 мм, а при небольших
размерах деталей — не менее 50 мм. Размер двусторонних
плоских накладок принимают таким, чтобы противоположные
швы их приварки на разных сторонах детали были смещены
не менее чем на 30 мм.
Должно быть плотное прилегание накладок к основному
металлу, поэтому для плоских накладок зазоры должны быть
не более 1 мм, для угловых л коробчатых — не более 1,5 мм.
При размере накладки по одной из осей более 300 мм для
плотного прилегания она должна быть предварительно прива-
рена пробочными швами (электрозаклепками) на расстоянии
150...200 мм друг от друга. Для этого в накладке сверлятся
отверстия до постановки ее на место. Швы приварки накладок
лобовые и косые необходимо выполнять при соотношении
вертикального катета к горизонтальному 1:2 при плавном пере-
ходе от наплавленного металла к основному.
7.11. Заварка трещин
Подготовку под сварку кромок трещин и их заварку произ-
водят в соответствии с ГОСТ 5264 и ГОСТ 11534, так как заварка
трещин без требуемой подготовки может привести к их увели-
чению при нагрузках и снижении температуры.
Перед подготовкой трещины к сварке нужно ее осмотреть
и определить ее концы (лучше при нагреве газовой горелкой
до температуры 100... 150 °C), затем накернить их. Концы тре-
щины сверлятся сверлом, диаметром 6... 10 мм, а при толщине
детали более 100... 125 мм — сверлом диаметром 20...25 мм так,
чтобы центр отверстия совпал с концом трещины или был
дальше его на 3...5 мм. Когда отверстия на концах трещины
высверлить невозможно, они прожигаются пламенем газовой
горелки с отступлением от конца трещины на 50...80 мм. Отвер-
стия в конце трещины следует раззенковать на 0,5 толщины
стенки металла.
После этого кромки трещины скашиваются путем выемки
металла под углом к поверхности металла с трещиной как
механически, так и электродуговым способом. Несквозные
трещины нужно разделывать на глубину, большую их глубины
не менее чем на 3 мм.
217
Перед заваркой трещин, не выходящих на кромку детали,
рекомендуется подогревать газовой горелкой места, располо-
женные за концами трещин.
При жесткой конструкции и большой толщине элементов,
при отсутствии специальных сварочных материалов и неболь-
ших размерах конструкции сварочные работы следует произво-
дить с предварительным подогревом до 200...250 °C всей дета-
ли с замедленным охлаждением в песке или с укрытием асбес-
товой тканью.
При длине трещины более 300 мм ее следует заваривать
обратноступенчатым способом, при котором каждую ступень
длиной 150...200 мм заваривают в направлении от кромки дета-
ли с трещиной к концу трещины, а направление заварки ступе-
ней — обратно общему направлению заварки трещины.
После заварки трещины производят подварку с обратной
стороны с предварительным удалением наплывов и шлаков.
Если невозможно подварить шов с обратной стороны, то
при сварке нужно следить за проваром кромок на всю толщину,
применяя несъемные подкладки.
7.12. Заварка отверстий
Отверстия в зависимости от их диаметра и глубины можно
заваривать путем сплошной заливки, вварки вставок и приварки
накладки.
Заварку отверстий диаметром 50 мм и более можно про-
изводить путем вварки конусообразной вставки (рис. 7.11) из
того же металла, что и деталь.
Рис. 7.11. Подготовка к заварке отверстия
с применением конусообразной вставки
218
Перед сваркой вставку нужно прихватить в нескольких ме-
стах и затем обварить по периметру.
Перед заваркой отверстий глубиной больше двух диамет-
ров их необходимо раззенковать или перегородить пластиной
из малоуглеродистой стали; можно также применить металли-
ческую пробку. *
Перед заваркой отверстий диаметром менее 15 мм их нуж-
но рассверлить до диаметра 18...20 мм.
7.13. Сварка углеродистых
и легированных сталей
Сварка и наплавка среднеуглеродистых
и низколегированных сталей
Среднеуглеродистые стали содержат углерода 0,25—0,60%,
низколегированные стали содержат легирующих элементов
до 2,5%. Содержание углерода в стали выше 0,25% приводит
к усилению закаливающих свойств 'стали, к возникновению
закалочных трещин и остаточных напряжений после сварки.
При сварке таких сталей нельзя допускать появления пор, под-
резов, резких переходов от наплавленного слоя к поверхности
металла. Не применяются прихватки, которые полностью не
завариваются, короткие швы длиной менее 100 мм для подвар-
ки дефектов.
При многослойной сварке или наплавке последующий слой
накладывают, если предыдущий не охладился до температуры
менее 200 °C. Перед сваркой подогревают до температуры
200—250 °C сталь, легко поддающуюся закалке, а также перед
сваркой на морозе. Для сварки и наплавки углеродистых и
низколегированных сталей применяют преимущественно элек-
троды типов Э-42 и Э-46 с рутиловым покрытием.
Электроды типа Э-42А с фтористокальциевым покрытием
УОНИ-13, ОЗС-2 дают хорошее качество шва при сварке конст-
рукционных сталей.
Электроды типов Т-590, Т-620 можно применять для на-
плавки быстроизнашивающихся поверхностей, работающих
в абразивной среде, и при требовании повышенной твердости.
Электроды типа ОЗН-400 и ЦП-4 применяют для наплавки
деталей, имеющих цементированные поверхности с высокой
твердостью (кулачки распределительных валов, тарелки толка-
телей клапанов).
219
Сварка среднелегированных сталей
Такие стали содержат легирующих элементов от 2,5 до
10%, обладают высоким временным сопротивлением разрыву
(600...2000 МПа) и стойки против перехода в хрупкое состоя-
ние. Их применяют для тяжелых условий работы: низкие или
высокие температуры, ударные или знакопеременные нагрузки,
агрессивные среды. Многие стали данного вида чувствительны
к нагреву и при сварке могут закаливаться, образуя холодные
трещины.
Среднелегированные стали свариваются электродами с ос-
новным покрытием на постоянном токе с обратной поляр-
ностью многослойными швами.
Подогрев стали до температурь выше 150 °C предупрежда-
ет появление трещин, при этом скорости сварки должны быть
понижены.
Сварка легированных теплоустойчивых сталей
Стали этого класса поставляются после термической обра-
ботки (закалка, термический отпуск, отжиг).
При сварке таких сталей предусматривается предваритель-
ный или сопутствующий местный или общий подогрев сварива-
емого изделия, обеспечивающий структурную однородность
металла шва с основным металлом. Также должна быть терми-
ческая обработка сварного изделия.
Термическая обработка улучшает микроструктуру металла
в сварном изделии. Основные виды термической обработки
легированных сталей — закалка и высокий отпуск, но на прак-
тике чаще применяют высокий отпуск или отжиг с нагревом до
температуры около 800 °C.
Нагрев свариваемого изделия при термической обработке
производится индукционным методом током промышленной или
повышенной частоты. Время выдержки при отпуске — 4...5 мин
на миллиметр толщины стенки свариваемого изделия. Должно
быть медленное охлаждение сварного изделия до температу-
ры предварительного подогрева — 200...450 °C.
7.14. Сварка оцинкованного металла
Нанесение слоя цинка на металл — цинкование применяет-
ся для защиты металла от коррозии. Толщина слоя цинка
220
составляет 3...150 мкм, и толщина слоя цинка на данном метал-
ле указывается в его сертификате.
Температура кипения цинка составляет 906 °C, и при сварке
оцинкованного металла цинк испаряется, загрязняя воздух.
Поэтому при сварке оцинкованного металла необходимо уде-
лять внимание технике безопасности, так как пары цинка могут
привести к удушью.
Рабочее место сварщика « должно быть оборудовано мест-
ной вентиляцией, а помещение, где производятся сварочные
работы — общей вентиляцией.
При сварке цинк попадает в сварочную ванну и способству-
ет образованию пор и трещин в шве. Поэтому должно быть
произведено удаление цинка с поверхности металла перед
сваркой механически — щетками, абразивными кругами или
пламенем газовой горелки. Можно удалять цинк с поверхности
металла химическими способами — кислотой с последующей
нейтрализацией ее щелочью, промывкой водой и сушкой. При
невозможности удаления цинка перед сваркой приходится при-
менять технологические приемы для получения качественного
шва. Большое значение имеет выбор электродов для сварки
оцинкованных сталей.
Рекомендуется использовать для сварки низкоуглероди-
стых сталей электроды с рутиловым покрытием — АНО-4, МР-3,
ОЭС-4, для сварки низколегированных сталей — электроды
с покрытием основного вида — УОНИ-13/45, УОНИ-13/55,
ДСК-50 и др.
Для предотвращения появления пор при сварке стыковых
и угловых швов ток сварки нужно увеличить на 10...15 А по
сравнению с обычным и увеличить зазор между свариваемыми
кромками в 2 раза, снизить скорость сварки на 10...20%. Это
поможет при слое цинка до 15 мкм. При толщине слоя цинка
15...40 мкм применяется специальная техника сварки, при этом
электродом совершается возвратно-поступательное движение
для предварительного выгорания цинка. При сварке стали с
толщиной слоя цинка более 40 мкм необходимо полное удале-
ние цинка для получения бездефектного шва.
7.15. Электросварка при низких температурах
Трудности при сварке в условиях низких температур возни-
кают из-за повышенной скорости охлаждения во время крис-
таллизации металла сварочной ванны и основного металла.
221
При этом затрудняется выход из расплавленного металла газов
и окислов и увеличивается в металле шва содержание водоро-
да, кислорода, азота и различных включений, что может приво-
дить к образованию пор и горячих трещин.
При сварке угловых, тавровых и крестообразных соедине-
ний из металла толщиной более 16 мм могут образовываться
холодные трещины в зоне термического влияния и от них
слоистые трещин. Слоистые трещины могут быть из-за дефек-
тов сварного соединения и качества металла.
При сварке толстолистового проката в условиях низких
температур от повышенного отвода теплоты ухудшается про-
плавление основного металла и образуются непровары.
При низких температурах ухудшаются свойства электродов
в основном за счет попадания влаги, что приводит к дополни-
тельной пористости наплавленного металла.
Для улучшения качества сварных соединений при низких
температурах рекомендуется принимать следующие меры:
защита сварочного поста от атмосферных осадков и его
утепление при наличии вентиляции;
прокалка сварочных электродов и их хранение в специаль-
ных ящиках на рабочем месте;
применение сварочных электродов с основным покрытием;
сварка с предварительным подогревом до 150 °C;
использование сборочно-сварочных приспособлений вмес-
то сварных прихваток;
применение многослойной сварки при таком порядке нало-
жения слоев, который обеспечивает дегазацию расплавленного
металла и освобождение его от неметаллических включений;
работа без перерывов, способствующих охлаждению шва
до температуры 100...120 °C.
7.16. Сварка чугуна
Чугуном является сплав железа с углеродом с содержанием
углерода от 2 до 6,7%. В чугуне содержатся также кремний,
марганец, сера и фосфор, при этом серы и фосфора в чугуне
больше, чем в стали. В легированных чугунах содержатся до-
бавки никеля, молибдена, ванадия, хрома и др.
Чугун по структуре делится на белый, серый и ковкий, по
химическому составу — на легированный и нелегированный.
Белый чугун имеет в своем составе большую часть углеро-
да химически соединенную с железом в виде цементита Fe3C.
222
Цементит имеет белый цвет и обладает большой твердостью
и хрупкостью.
Белый чугун имеет на изломе также почти белый цвет,
не поддается механической обработке и сварке, поэтому имеет
ограниченное применение в качестве конструкционного мате-
риала, а используется для получения ковких чугунов.
Серый чугун имеет в своем составе большую часть углеро-
да в свободном состоянии в виде графита, на изломе имеет
темно-серый цвет. Он хорошо' обрабатывается режущим инст-
рументом, его температура плавления 1100... 1250 °C.
Свариваемость серого чугуна уменьшается при наличии в
нем кремния, марганца более 1,5%, серы более 0,15%. Фосфор
увеличивает жидкотекучесть серого чугуна и улучшает его сва-
риваемость, но понижает температуру затвердевания, повышает
хрупкость и твердость.
Марку серого чугуна обозначают буквами СЧ и двумя чис-
лами, первое из которых выражает величину временного сопро-
тивления при растяжении в МН/м2, а второе — то же при
изгибе.
Ковкий чугун получают из белого чугуна при длительном
выдерживании его при температуре 800...850 °C. При этом в
чугуне углерод выделяется в виде хлопьев, располагающихся
между кристаллами железа.
При нагреве ковких чугунов выше 900 °C графит распадает-
ся и образует цементит Fe3C, что приводит к потере ковкости
чугуна. Это явление затрудняет сварку ковкого чугуна, и для
восстановления структуры ковкого чугуна после сварки его
приходится подвергать циклу термообратки.
Ковкий чугун обозначают буквами КЧ и двумя числами,
первое из которых означает временное сопротивление при
растяжении в МН/м2, второе — относительное удлинение в
процентах.
Легированные чугуны имеют примеси хрома, никеля, мо-
либдена, благодаря которым повышаются их свойства, напри-
мер, прочность при ударных нагрузках, кислотостойкость.
Высокопрочный чугун получают из серого чугуна введени-
ем в жидкий чугун при температуре 1400 °C магния или его
сплавов.
При сварке чугуна как трудносвариваемого сплава нужно
учитывать его свойства: 1
чугун является жидкотекучим, поэтому его сварка осуще-
ствляется в нижнем положении;
223
малая пластичность чугуна при сварке приводит к значи-
тельным внутренним напряжениям и образованию закалочных
структур, способствующих образованию трещин;
при выгорании углерода при сварке образуются поры в
сварном шве;
чугун в расплавленном состоянии окисляется с образова-
нием тугоплавких окислов, температура плавления которых
выше, чем у чугуна.
Сварка чугуна применяется при исправлении литейных де-
фектов при ремонте изношенных деталей и при изготовлении
сварно-литых конструкций.
Сварку чугуна можно разделить на горячую и холодную.
Гзрячая сварка чугуна осуществляется при нагреве детали
перед сваркой и медленном охлаждении после сварки. Темпе-
ратура подогрева детали зависит от ее массы и формы, но не
должна превышать 650 °C. Нагрев до более высокой темпера-
туры вызывает рост графитовых зерен, при нагреве выше 750 °C
происходят химические и структурные изменения. Скорость
охлаждения должна быть не более 4 °C в секунду от начала
затвердевания наплавленного металла до 600 °C. При боль-
шей скорости охлаждения происходит процесс отбеливания
чугуна. До сварки мелких деталей их подогревают до темпера-
туры 150...200 °C. Нагрев деталей производят в горне, электри-
ческих печах или индукционным методом.
Холодная сварка чугуна выполняется различными спосо-
бами с использованием как обычных электродов, так и спе-
циальных.
Сварка чугуна стальными электродами (для сварки ста-
лей) является наиболее доступной, но при этом может быть
низкое качество сварного соединения. Причины заключаются
в плохом соединении стали с чугуном из-за разной их усадки,
в обогащении углеродом наплавленной стали и поэтому ее
хрупкости, податливости к закалке и появлении трещин. В ре-
зультате перешедших из чугуна элементов в металл шва он
представляет собой закаленную высоколегированную сталь со
значительным содержанием таких элементов, как кремний, мар-
ганец, иногда фосфор и сера, что и способствует образованию
трещин в шве.
При быстром охлаждении при холодной сварке происходит
увеличение твердости наплавленного металла и металла зоны
термического влияния, где чугун приобретает структуру белого
чугуна с повышенной твердостью и хрупкостью.
224
В металле шва могут появляться поры из-за повышенного
содержания газов в чугуне, что вместе с трещинами снижает
прочность сварного соединения. В то же время место сварки,
выполненное стальными электродами, не поддается механиче-
ской обработке режущим инструментом.
Недостатки данного метода устраняет многослойная на-
плавка при сварке, при этом уже третий наплавленный слой
становится исходным материалом электрода.
Для улучшения качества сварного соединения применяют
электроды малого диаметра и понижают величину силы тока
для уменьшения теплового воздействия на чугун, при этом
сварку ведут короткими участками вразброс, чтобы меньше
проплавлять чугун.
Перед сваркой сильно нагруженных корпусов, например,
коробок передач, с целью усиления связи наплавленного ме-
талла с чугуном, на разделанные кромки и трещины ставят
стальные шпильки на резьбе в шахматном порядке (рис. 7.12).
Диаметр шпильки рекомендуется принимать равным 0,15—0,20
толщины стенки, но не менее диаметра стержня электрода.
Расстояние между шпильками принимают равным 4...6 диамет-
рам шпильки, глубину посадки — 2 диаметрам шпильки, рассто-
яние от кромок — 1,5...2 диаметрам.
Выступающие части шпилек обваривают по периметру, по-
степенно заполняя весь шов.
Сначала ведется обварка всех шпилек кольцевыми швами
вразброс для избежания сильного местного перегрева. Затем
вокруг места их обварки накладывают кольцевые швы до тех
пор, пока вся поверхность завариваемого участка не будет
покрыта слоем наплавленного металла.
Для обварки шпилек и нанесения слоя наплавленного ме-
талла применяют электроды малого диаметра (3—3,5 мм), а для
окончательной заварки трещины можно применять электроды
диаметром 4—6 мм.
Рис. 7.12. Подготовка к заварке трещины в чугуне
с применением шпилек
225
Толщина слоя наплавленного металла в месте сварки долж-
на быть не больше толщины стенки детали в этом месте, так как
прочность наплавленного металла электрода в два раза боль-
ше прочности чугуна, и при большой толщине слоя наплавлен-
ного металла могут быть усадочные напряжения и опасность
появления трещин.
Не следует допускать нагрев свариваемой детали выше
40...50 °C на расстоянии 100 мм от шва, так как чрезмерный
нагрев приводит к образованию трещин.
Для стойкого соединения наплавленного шва с чугуном
рекомендуется применять электроды типа ЦЧ-4 для первых
слоев в разделке трещины или для обварки шпилек, а для
последующих слоев — электроды типа УОНИ-13/55 или дру-
гие со стержнем из низкоуглеродистой стали.
Для сварки чугуна успешно применяются электроды на
основе никеля, при этом отсутствуют трещины и наплавленный
металл хорошо поддается обработке, так как никель неограни-
ченно растворяется в железе и его соединения содержат угле-
род без образования карбидов.
Электроды типа ОЗЖН-1, содержащие до 48% никеля, пред-
назначены для холодной сварки серого и высокопрочного
чугуна и рекомендуются для устранения дефектов в ответ-
ственных деталях.
Применяются также электроды марок ОЗЧ-З, ОЗЧ-4, содер-
жащие более 90% никеля.
Электроды на основе меди применяются, когда не тре-
буется высокая прочность сварного шва. Медь не образует
соединений с углеродом, но не растворяется в железе, поэтому
наплавленный шов неоднороден и включает высокоуглероди-
стое железо высокой твердости.
Медно-железные электроды ОЗЧ-2, ОЗЧ-6 представляют
собой стержни из меди с фтористо-кальциевым покрытием,
содержащим 50% железного порошка. Такие электроды при-
меняют для заварки трещин в ответственных деталях, например,
в водяных рубашках блоков двигателей.
Перед заваркой трещины ее засверливают по концам и
разделывают под углом 80° на 2/3 толщины детали, края тре-
щины зачищают. Сварка ведется на постоянном токе обратной
полярности короткой дугой с перерывами для охлаждения
детали до температуры 50...60 °C.
Участки длиной 40...60 мм сразу после сварки проковывают
для получения более плотного шва. Наплавленный слой пред-
226
ставляет собой медь, насыщенную железом с вкраплением ста-
ли большой твердости. Шов можно обрабатывать инструмен-
том из твердого сплава.
Медно-никелевые электроды МНЧ-2 представляют собой
стержни из металла, содержащего 28% меди, 2,5% железа, 1,5%
марганца, остальное — никель. Никель электродов не образует
соединений с углеродом, и наплавленный металл получается
малой твердости, почти отсутствует зона отбеленного чугуна,
а зона закаленного чугуна имеет невысокую твердость, которая
может быть снижена небольшим отпуском. В шве меньше пор
и трещин и его легче обрабатывать, но его прочность получа-
ется низкой.
По этим причинам медно-никелевые электроды можно при-
менять с медно-железными электродами, при этом при сварке
первый и последний слои шва наносят медно-никелевыми
электродами, чтобы в первом случае обеспечить плотность, а
в последнем — улучшить обработку, а остальное заплавляют
медно-железными электродами. Способ наплавки медно-нике-
левыми электродами такой же, как и медно-железными элект-
родами.
7.17. Сварка алюминия и его сплавов
Алюминий является одним из легких металлов, его плот-
ность при температуре 20 °C равна 2,7 г/смэ, температура плав-
ления — 657...660 °C, температура кипения — 1800...2000 °C.
Алюминий имеет высокую электропроводность и теплопровод-
ность, высокую химическую активность: легко восстанавливает
большинство металлов из их окислов, соединяется с серой,
фосфором, водородом, углеродом, легко окисляется. На по-
верхности алюминиевых деталей образуется окисная пленка
А12О3, обладающая высокой температурой плавления (2050 °C)
и повышенной плотностью (3,6 г/см3), которая предохраняет их
от дальнейшего окисления.
В различных отраслях промышленности применяется как
чистый алюминий, так и его сплавы.
Сплавы алюминия обладают высокими механическими
свойствами при малой плотности, что достигается их легиро-
ванием марганцем, магнием, кремнием, никелем, хромом и дру-
гими элементами.
Алюминиевые сплавы делятся на группы деформируемых
и литейных.
227
Деформируемые сплавы подразделяются на неупрочня-
емые и упрочняемые термообработкой. К деформируемым не-
упрочняемым сплавам алюминия относятся его сплавы с магни-
ем или марганцем, к термически упрочняемым — дюралюминий
Д1, Д16, сплавы АВ, АК, В-95.
К литейным сплавам относятся силумины, которые получили
наибольшее распространение. Силумины — сплавы алюминия
с кремнием (4...13% кремния); они применяются для изготовле-
ния деталей сложной конфигурации.
Трудности при сварке алюминия и его сплавов сводятся
к следующему:
окисная пленка на поверхности свариваемого металла и
пленка, образующаяся при сварке на поверхности капли метал-
ла, отделяемой от электрода и ванны, препятствует сплавлению
частей металла и загрязняет сварной шов;
затрудняется управление процессом сварки при большой
разнице в температурах плавления окисной пленки и металла;
получаются значительные остаточные деформации из-за
высокого коэффициента линейного расширения алюминия;
повышенная растворимость водорода в алюминии приво-
дит к образованию пор в металле шва в процессе кристаллиза-
ции при большой скорости охлаждения;
большая жидкотекучесть алюминия приводит к образова-
нию подтеков, поэтому при сварке требуется применение под-
кладок и формирующих приспособлений.
Сварка алюминия ручной дуговой сваркой производится
металлическими или угольными электродами.
К электродам для сварки алюминия и его сплавов относят-
ся специальные электроды ОЗА-1 и ОЗА-2, электроды серии
УАНА. Покрытие электродов ОЗА-1 и ОЗА-2 содержит хлори-
стые и фтористые соли лития, калия, которые растворяют
и переводят в шлак окись алюминия.
Сварку ведут постоянным током обратной полярности, при
этом в результате катодного распыления улучшаются условия
разрушения окисной пленки.
Для сварки чистого алюминия применяют электроды ОЗА-1
со стержнем из алюминиевой проволоки марки АД-1 и АВ-2Т,
для сплавов типа силумина — электроды ОЗА-2 со стержнями
из проволоки марки Св-АКЗ или Св-АК10.
Перед сваркой поверхность детали обезжиривают бензи-
ном или ацетоном и очищают механическим способом или
ручным способом стальной щеткой.
228
Во избежание коробления, появления трещин и для улуч-
шения качества сварного соединения детали перед сваркой
нагревают до температуры 200...350 °C (более высокая темпе-
ратура для крупных деталей). При сварке расплавленный алю-
миний удерживается от растекания стальными или глиняными
подкладками.
Для улучшения структуры шва деталь после сварки медлен-
но охлаждают, а шов проковывают. Для снятия внутренних
напряжений после сварки детали нагреваются до температуры
300...350 °C с последующим медленным охлаждением.
Сразу после сварки удаляют шлак со шва, промывая его
горячей водой и обрабатывая стальными щетками, во избежа-
ние разъедания металла.
Электроды ОЗА-1 и ОЗА-2 имеют недостатки: низкая проч-
ность и высокая гигроскопичность покрытия, сильное разбрыз-
гивание металла при сварке, плохая отделяемость шлаковой
корки, невысокое качество шва, необходимость подогрева сва-
риваемого металла.
Электроды серии УАНА являются более совершенными
и применяются для сварки и наплавки деталей и конструкций
из деформируемых и литейных алюминиевых сплавов.
В табл. 4.8 приведены основные характеристики электро-
дов серии УАНА.
Электроды перед применением необходимо прокалить при
температуре 150...200 °C в течение 1...1,5 ч, причем время меж-
ду прокалкой и сваркой не должно превышать 24 ч. Прокален-
ные электрода должны храниться в герметичной упаковке.
Перед сваркой кромки свариваемого металла необходимо
подогреть пламенем газовой горелки или в печи. Сварку реко-
мендуется проводить на постоянном токе обратной полярности,
использовать сварочные выпрямители с круто падающей вольт-
амперной характеристикой и плавной регулировкой напряже-
ния на дуге. Разделку кромок не производят" при двухсторон-
ней сварке металла толщиной до 10 мм, рекомендуемый тип
сварного соединения — стыковое.
7.18. Сварка меди
Медь применяется для изготовления сосудов, трубопрово-
дов для различных машин, токопроводящих частей, химической
аппаратуры и различных деталей.
229
Медь обладает высокой электропроводностью и теплопро-
водностью, устойчива к коррозии, плотность меди 8,93 г/см3,
температура плавления 1083 °C, температура кипения 2360 °C.
Трудности сварки меди вызваны ее склонностью к окисле-
нию с образованием тугоплавких окислов и к поглощению
газов при ее расплавлении, высокой теплопроводностью, боль-
шим коэффициентом линейного расширения при нагревании.
Свариваемость меди ухудшает наличие в ней висмута, свин-
ца, серы и кислорода. Висмут и свинец придают меди хрупкость
и красноломкость, кислород в виде закиси меди Си2О вызывает
образование хрупких прослоек металла и трещин в зоне тер-
мического влияния. На процесс сварки меди также оказывает
влияние кислород, поглощаемый из атмосферы.
При сварке меди применяются специальные флюсы, защи-
щающие расплавленный металл от окисления и растворяющие
образовавшиеся окислы, которые превращаются в шлаки.
Ручная дуговая сварка меди производится угольным или
графитовым электродами, а также металлическим электродом.
При сварке угольным электродом в качестве присадочного
металла используют прутки из меди марки М1, из бронзы
БрОФб6,5-0,15 или медные прутки марки МСр1, содержащие
до 1% серебра, прутки из латуни ЛК62-0.5.
Составы флюсов при сварке меди, %:
1 — буры прокаленной — 68, кислого фосфорнокислого
натрия — 15, кремниевой кислоты — 15, древесного угля — 2;
2 — буры прокаленной — 50, кислого фосфорнокислого
натрия — 15, кремниевой кислоты — 15, древесного угля — 20;
3 — бура с присадкой 4...5% металлического магния.
Листы меди толщиной до 4 мм можно сваривать с отбор-
товкой без присадочного металла, а толщиной более 4 мм —
со скосом кромок под углом 45°.
Ручная дуговая сварка меди металлическим электродом
производится постоянным током обратной полярности элект-
родами марки «Комсомолец-100», АНЦ/ОЗМ-2, АНЦ/ОЗМ-З,
АНЦ/ОЗМ-4, ОЗБ-2М, ОЗБ-З.
При толщине металла 5...12 мм сварку ведут при односто-
ронней разделке кромок под углом 60...70° с притуплением
1.5...3 мм электродами диаметром 5...6 мм на токе 250...500 А
в 2-4 слоя, при толщине металла более 12 мм — с Х-образной
подготовкой кромок электродами диаметром 5...6 мм на токе
450...550 А в 4-6 слоев. Напряжение на сварочной дуге —
30...35 В.
230
Ручная дуговая сварка меди угольным электродом произво-
дится постоянным током прямой полярности. Присадочным
металлом служат прутки из красной меди марки М1. Сварку
ведут под флюсами из буры или смеси буры с борной кислотой,
буры с магнием или с другими составляющими.
7.19. Сварка бронзы
Бронзами называются медные сплавы, содержащие в каче-
стве легирующих элементов алюминий, олово, марганец, крем-
ний и другие элементы. Название бронзы определяет преобла-
дающий легирующий элемент.
Бронзы делятся на оловянные и безоловянные.
В состав оловянных бронз входят олово от 3 до 14%,
фосфор, цинк, никель и другие элементы. Олово снижает темпе-
ратуру плавления бронзы и увеличивает интервал между темпе-
ратурами начала и окончания кристаллизации.
Температура плавления оловянных бронз 900...950 °C, безо-
ловянных — 950...1080 °C.
При сварке оловянной бронзы легкоплавкая часть сплава
перемещается к поверхности шва, что приводит к образованию
на поверхности шва мелких застывших капель.
Сварку бронз выполняют угольным электродом на постоян-
ном токе прямой полярности, под флюсами на основе буры для
оловянистых бронз и на основе хлористых и фтористых ролей
для алюминиевых бронз.
Перед сваркой изделие подогревают до температуры
250...350 °C.
Сварка бронз металлическим электродом проводится с ис-
пользованием для этой цели стержней из бронзы такого же
состава, как и свариваемое изделие.
7.20. Сварка латуни
Латунь — сплав меди с цинком, содержание которого нахо-
дится в пределах 20...55%. Латуни широко применяются для
изготовления емкостей и арматуры в химической промышлен-
ности, при изготовлении различных деталей в изделиях.
Трудности при сварке латуни сводятся к выгоранию цинка,
поглащению газов расплавленным металлом ванны, к повышен-
ной склонности металла шва и околошовной зоны к образова-
нию пор и трещин.
231
Сварку латуни можно производить графитовым электро-
дом с погружением конца электрода в расплавленный металл.
При этом дуга горит в пространстве, заполненном парами цинка.
Сварка металла толщиной более 3 мм производится с раздел-
кой кромок под углом 60...70° с притуплением кромок, равным
1,0...2,0 мм.
Латуни можно варить также металлическим электродом на
больших скоростях постоянным током обратной полярности.
Сварку ведут ниточным (без колебательных движений) швом
короткой дугой.
7.21. Сварка угольным
и графитовым электродом
Угольные электроды состоят из аморфного электротехни-
ческого угля в виде стержней круглого сечения диаметром
6...18 мм, длиной 250...700 мм с гладкой черной поверхностью.
Конец электрода затачивают под углом 60...70°, а для сварки
цветных металлов — под углом 20...40°.
Графитовые электроды состоят из кристаллического угле-
рода-графита, имеют темно-серый цвет с металлическим блес-
ком. Материал электрода мягкий и легко режется. Графитовые
электроды при сварке дают лучшие результаты, чем угольные.
Для угольных электродов температура плавления 3800 °C
и температура кипения 4200 °C близки, поэтому практически
не удается наблюдать процесс плавления, а видно медленное
испарение.
Для чистого углерода температура плавления 3500 °C,
температура кипения 3467 °C, поэтому он не плавится, а воз-
гоняется.
Процесс сварки угольными электродами имеет особенности:
сварку можно вести только на прямой полярности (минус
на электроде), а при обратной полярности происходит недоста-
точно устойчивое горение дуги, плохое формирование шва,
науглероживание наплавленного металла, электрод сильно на-
гревается на большой длине и происходит увеличение его
испарения;
в процессе сварки дуга чувствительна к различным внеш-
ним воздействиям: ветру, потокам газов, магнитному дутью;
коэффициент полезного действия дуги при сварке уголь-
ным электродом ниже, чем при сварке металлическим плавя-
щимся электродом.
232
Угольные электроды могут успешно применяться для свар-
ки тонколистового металла, заварки дефектов металлического
литья, сварки цветных металлов и наплавки твердых сплавов.
Сварка угольным электродом тонколистового металла мо-
жет быть следующими способами: без присадочного металла,
с подачей в дугу присадочного металла; с предварительной
укладой на место шва присадочного металла.
Сварка без присадочного металла заключается в оплавле-
нии дугой кромок свариваемых деталей. Этот способ получил
наибольшее распространение.
Без присадочного металла могут свариваться соединения
встык листов толщиной 1...2 мм с отбортовкой кромок, присо-
единение штампованного днища к корпусу емкости, угловые
соединения, соединения внахлест, различные соединения из
уголков, швеллеров, полос.
Сварка с подачей присадочного металла в дугу может
производится по одной из двух схем — левый или правый
способ по рис. 7.13, а и б.
Рис. 7.13. Способы сварки угольным электродом
с подачей присадочного металла в дугу:
о — «левый» способ; 6 — «правый» способ
При сварке с подачей присадочного металла в дугу свар-
щик держит в левой руке присадочный пруток, в правой —
держатель с угольным электродом.
При «левом» способе присадочный пруток размещают меж-
ду электродом и основным металлом, пламя дуги направлено
на основной металл (рис. 7.13,о).
При «правом» способе присадочный пруток размещают
между наплавленным валиком шва и угольным электродом,
пламя дуги направлено на расплавленный металл. При этом
способе нагрев более концентрированный, и сварку (ложно
233
производить на больших скоростях, но при этом есть вероят-
ность прожогов (рис. 7.13,6).
«Левый» способ чаще применяется на практике, а «правый»
способ используют для сварки металла большой толщины.
Сварка с предварительной укладкой прутков или полосок
может применяться для производства стыковых и угловых
швов из листов большой толщины (рис. 7.14). При этом получа-
ется усиление шва за счет сплавления кромок свариваемых
листов и присадочного прутка или полоски.
Рис. 7.14. Сварка угольным электродом
с предварительной укладкой прутков и полосок:
а — односторонний стыковой шов с укладкой прутка; б — то же, с укладкой прутка
и подкладкой полоски под шов; в — двухсторонний стыковой шов с укладкой полосок
с обеих сторон; г — то же, с укладкой полоски в зазор между свариваемыми листами;
д — односторонний угловой шов с укладкой прутка
При сварке угольным электродом сварочный ток подбира-
ют в зависимсти от толщины металла и вида сварного соедине-
ния, диаметр электрода — в зависимости от толщины сваривае-
мых листов так, чтобы электрод не разогревался по всей длине
до светло-красного каления, когда он быстро расходуется.
В табл. 7.3 приведены примерные режимы сварки угольны-
ми электродами.
Таблица 7.3
РЕЖИМЫ СВАРКИ УГОЛЬНЫМИ ЭЛЕКТРОДАМИ СОЕДИНЕНИЙ
ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Вид соединения Толщина металла, мм Диаметр электрода, мм Сила тока, А Скорость сварки, м/ч
Стыковой шов односго- ронний 2 10 200 20
3 12 300 20
Угловой шов односто- ронний 2 10 150 20
3 10 250 15
С отбортовкой кромок 1 10 130 30
2 10 200 40
234
Таблица 7.4
РЕЖИМЫ СВАРКИ ГРАФИТОВЫМИ ЭЛЕКТРОДАМИ СОЕДИНЕНИЙ
С ОТБОРТОВКОЙ КРОМОК
Толщина металла, мм Диаметр электрода, мм Сила тока, А Скорость сварки, м/ч
1,5 5 90-100 45
2 6 125-135 40
2,5 6...8 100-250 35
3 6...8 250-275 33
Графитовые электроды медленнее расходуются и более
стойки против растрескивания, благодаря высокой электропро-
водности и стойкости против окисления.
В табл. 7.4 приведены режимы сварки графитовыми элект-
родами соединений с отбортовкой кромок.
7.22. Дефекты сварных соединений
При сварке нужно остерегаться дефектов, которые ухуд-
шают надежность сварных соединений и их внешний вид. Рас-
смотрим основные виды дефектов при сварке.
Непровар — местное нарушение сплавления между свари-
ваемыми элементами, между металлом шва и основным метал-
лом или между отдельными слоями шва при многослойной
сварке.
Непровар уменьшает сечение шва и увеличивает напряже-
ния в нем, что снижает прочность конструкции. Участки шва
с непроваром необходимо удалять и заваривать вновь.
Непровар в корне шва происходит при недостаточной силе
тока или при повышенной скорости сварки, непровар кромки
шва — при смещении электрода с оси стыка, непровар межЙУ
слоями — при плохой очистке предыдущих слоев, большом
объеме наплавленного металла.
Подрез — местное уменьшение толщины основного метал-
ла у границы шва. Подрез приводит к уменьшению сечения
металла и концентрации напряжений в месте его образования,
когда это место расположено перпендикулярно действующим
усилиям в конструкции. Подрезы исправляются подваркой.
Наплыв — натекание металла шва на основной металл без
сплавления с ним. Наплывы срубают с последующей проверкой
прочности шва.
235
Прожог — полость в шве, образовавшаяся в результате
вытекания металла сварочной ванны вместе с основным метал-
лом. Прожог исправляется заваркой.
Кратер — незаваренное углубление, образующееся после
обрыва дуги в конце шва. Кратеры снижают рабочее сечение
шва, уменьшают его прочность и могут стать причиной образо-
вания трещин. Кратер исправляют заваркой с предварительной
вырубкой до основного металла.
Шлаковые включения в сварном шве образуются при пло-
хой зачистке свариваемого металла и при неправильном вы-
боре режимов сварки. Они уменьшают сечение шва и приводят
к концентрации напряжений в нем. Такие места вырубают и
заваривают.
Трещины — разрывы сварного шва или околошовной зоны
различных размеров. Они являются наиболее опасными де-
фектами сварных швов.
Трещины подразделяются по происхождению на холодные
и горячие, по расположению — на поперечные и продольные,
по размерам — на макро- и микроскопические, по времени
образования — во время и после сварки.
Трещины могут образоваться при повышенном содержании
в наплавленном металле углерода, серы, фосфора и водорода.
Холодные трещины возникают при температурах 100...300 °C
в легированных сталях и при нормальных температурах в угле-
родистых сталях.
Трещины могут образовываться при несоблюдении техно-
логии и режимов сварки, при неправильном расположении швов
в конструкции, что вызывает концентрацию напряжений в кон-
струкции и ее разрушение.
В сварных швах концы поверхностных трещин засверлива-
ют, вырубают полностью металл и снова заваривают.
Пористость в сварных швах образуется из-за того, что
газы, растворенные в жидком металле, 'не успевают выйти из
него до затвердевания поверхности шва. Поры образуются
при плохой зачистке свариваемых кромок от грязи, ржавчины,
масла, при большом содержании углерода в основном металле,
при большой скорости сварки.
Поры располагаются в виде скоплений размером от сотых
долей миллиметра до нескольких миллиметров, они могут быть
внутренние, наружные и сквозные. Так как поры уменьшают
прочность шва, то участок сварного шва с порами вырубают
до основного металла и заваривают.
236
Перегрев свариваемого металла возникает при большой
силе тока и малой скорости сварки, что увеличивает размеры
зерен в металле шва и в околошовной зоне, снижает механичес-
кие свойства сварного соединения. Перегрев можно устранить
термической обработкой металла.
На рис. 7.15 приведены виды дефектов сварных соединений.
в) г)
Рис. 7.15. Дефекты сварных соединений:
а — наплыв; б — подрез; в — непровар; г — трещины; д — поры и шлак
7.23. Способы контроля качества
сварных соединений
Рассмотрим неразрушающие способы контроля сварных
соединений.
Контроль качества сварных соединений проводят для опре-
деления дефектов сварных швов, плотности и физико-химиче-
ских свойств сварного соединения.
Контроль качества сварных соединений включает методы
контроля, предупреждающие образование дефектов, и методы
контроля, выявляющие дефекты.
Методы контроля, предупреждающие дефекты:
контроль подготовки под сварку, при котором производят
проверку качества свариваемого металла, сварочных материа-
лов, контроль подготовки кромок свариваемых деталей и сбор-
ки их в узел, контроль состояния сварочного оборудования
и оснастки, квалификации сборщиков и сварщиков;
контроль сварочных работ с проверкой режимов сварки,
правильности ведения процесса, порядка наложения швов, зачи-
стки швов и кратеров.
237
Методы контроля, выявляющие дефекты
Внешний осмотр сварного соединения. Внешним осмот-
ром можно выявить наружные дефекты соединения: подрезы,
незаверенные кратеры, наплывы, поверхностные поры, непрова-
ры, трещины, прожоги, наличие смещения сваренных деталей.
Перед осмотром сварной шов и прилегающие поверхности
зачищают от окалины, шлака, брызг металла. Для осмотра мож-
но применить лупу с 5-10-кратным увеличением.
Проверка сварных швов на непроницаемость. Проверка
на непроницаемость проводится для емкостей, работающих
под давлением жидкостей или газов, после проверки наружным
осмотром и устранения дефектов.
Испытание гидростатическим давлением производится
одним из двух способов.
Первый способ заключается в полном или частичном запол-
нении водой для открытых емкостей с временем выдержки
2...24 ч. Емкость считается выдержавшей испытание, если
в течение установленного времени не будет пропусков воды
и не снизится ее уровень.
Второй способ заключается в том, что закрытые сосуды
(котлы, трубопроводы) заполняются водой с созданием избы-
точного контрольного (в 1,5...2 раза выше рабочего) давле-
ния. Изделие выдерживается под избыточным давлением 5 мин,
потом давление снижают до рабочего, околошовную зону
(на 15...20 мм от шва) обстукивают молотком с круглым бойком.
Участки шва с течью в виде капель и запотевания отмечаются
мелом. Вода сливается, а отмеченные участки шва вырубаются
и завариваются, после этого изделие подвергается повторному
испытанию.
Испытание давлением газа применяется для определения
непроницаемости емкостей или трубопроводов, работающих
под давлением.
При проверке испытуемая емкость герметизируется и в нее
подают газ (воздух, азот, инертные газы) до получения в ней
давления, заданного техническими условиями. Затем все свар-
ные швы промазываются мыльным раствором (100 г мыла на
1 л воды). Признаком брака служит появление мыльных пузы-
рей на промазанной поверхности.
Малогабаритные емкости при возможности герметизируют
заглушками, погружают в ванну с водой и подают газ под
238
давлением на 10...20% выше рабочего. Дефекты в швах опре-
деляют по появлению пузырьков газа в воде у швов.
Испытание аммиаком основано на свойстве некоторых
индикаторов (водный раствор азотнокислой ртути или спирто-
водный раствор фенолфталеина) изменять окраску под дей-
ствием сжиженного аммиака. При этом способе контроля свар-
ных швов тщательно очищается поверхность сварного соеди-
нения от шлака, ржавчины и масла. После этого на одну сторо-
ну шва укладывается бумажная лента или ткань, пропитанная
индикатором, а с другой стороны нагнетают воздух с примесью
1% аммиака. Давление воздуха не должно превышать рас-
четного для испытуемой конструкции.
При наличии дефектов в шве аммиак окрашивает бумагу
или ткань с индикатором в серебристо-черный цвет через
1...5 мин.
7.24. Напряжения и деформации,
возникающие при сварке
Как известно, металлы при нагревании расширяются, при
охлаждении сжимаются.
Во время электросварки происходит нагрев отдельных уча-
стков металла при холодных смежных участках, что вызывает
напряжения в отдельных частях свариваемой конструкции и ее
деформации.
Напряжение — сила, приложенная к единице площади
поперечного сечения детали или к единице площади ее поверх-
ности.
Деформация — изменение размеров и формы изделия
под действием механических усилий или температурного воз-
действия.
При сварке в конструкции возникают внутренние напряже-
ния в результате неравномерного нагрева, охлаждения и усад-
ки, которые могут явиться причиной деформации и снижения
надежности конструкции.
Внутренние напряжения при правильных приемах сварки
нарастают медленно и потом остаются постоянными, не превы-
шая допустимых для данной конструкции напряжений, при этом
не происходит деформация конструкции.
Деформации могут быть двух видов: упругая и остаточная,
или пластическая, деформации.
239
Упругая деформация возникает в процессе приложения
силы или нагреве и исчезает при снятии силы или при охлаж-
дении.
При пластической деформации свариваемое изделие не
восстанавливает свои размеры.
На рис. 7.16 показаны продольная и поперечная деформа-
ции при сварке.
Рис. 7.16. Деформации при сварке:
а — продольная; б — поперечная
При поперечных деформациях происходит уменьшение
ширины свариваемых деталей и коробление. Напряжения от
поперечной усадки могут вызвать появление трещин и разрыв
в сварных соединениях.
Продольные внутренние напряжения при сварке вызывают
изгиб пластины, стыкового или таврового соединения относи-
тельно продольной оси сварного соединения. Усадка от про-
дольных швов может вызвать уменьшение длины свариваемого
изделия.
На величину остаточных деформаций при сварке влияет
пластичность свариваемого металла, величина зоны нагрева,
геометрические размеры и форма свариваемого металла,
структурные изменения наплавленного и основного металлов
при сварке, теплопроводность свариваемого металла. Дефор-
мации у металлов с повышенной теплопроводностью и мень-
шим коэффициентом линейного расширения меньше, так как
тепловой поток распределяется более равномерно по сечению
свариваемых деталей.
Нержавеющие стали деформируются при сварке больше,
а алюминий меньше по сравнению с низкоуглеродистой сталью.
Деформации увеличиваются при сварке металла толщиной
16...20 мм встык при низких температурах, при этом могут быть
трещины и разрывы.
240
Трещины и разрывы могут быть также вызваны неправиль-
ным закреплением деталей при сварке, когда затруднено воз-
никновение пластических деформаций.
Деформации увеличиваются при длинных швах большого
сечения, при швах с несимметричным расположением относи-
тельно осей сечений элементов из профильного проката.
Напряжения при сварке не влияют на конструкции из низ-
коуглеродистых сталей или других металлов с высокими плас-
тическими свойствами.
В конструкциях, выполненных из специальных сталей и ме-
таллов с низкими пластическими свойствами, могут возникать
в околошовной зоне закаленные участки, приводящие к возник-
новению трещин в шве и зоне термического влияния.
7.25. Предупреждение и уменьшение
деформаций и напряжений при сварке
Напряжения и деформации можно уменьшить следующими
мероприятиями:
предотвращение возникновения напряжений и деформаций;
снятие возникших напряжений и исправление деформаций.
К мероприятиям первой группы относятся технологические
приемы сварки, сборки конструкций перед сваркой, применение
методов обратной деформации, уравновешивание деформаций,
выбор рациональной технологии сварки.
Выполнение указанных мероприятии зависит от рациональ-
ного проектирования конструкции, ее технологичности и от
применяемых материалов.
Второй группой мероприятий являются технологические
приемы правки отдельных узлов и всей конструкции, термиче-
ская и механическая обработка швов и конструкции.
Технологичность конструкции означает, что при ее раз-
работке изделие комплектуют из отдельных сварных узлов и
подузлов с целью уменьшения сварочных напряжений и де-
формаций.
В отдельных сварных узлах должны предусматриваться
сварные швы с наименьшим объемом наплавленного металла,
при этом в местах, подвергающихся растяжению, ударным
и вибрационным нагрузкам, не следует допускать концентрации
и пересечений сварных швов. Не нужно допускать применения
различных вставок, косынок и накладок, создающих замкнутые
241
контуры, а также резких переходов сечений швов. Должны
предусматриваться стыковые соединения как наиболее техно-
логичные. Швы прерывистые большого сечения нужно заме-
нять на сплошные меньшего сечения.
Рациональная технология сборки частей конструкции под
сварку должна предусматривать технологические приемы со-
единения частей конструкции таким образом, чтобы после сва-
рочных работ напряжения и деформации в конструкции были
минимальными. Для этого производится разбивка конструкции
на узлы с наименьшей концентрацией сварных швов, сборка
конструкции с обратным прогибом или обратной деформацией
(рис. 7.17).
Рис. 7.17. Методы подготовки конструкции к сварке:
а — обратный прогиб; б — обратная деформация; (Зиг — конструкции после сварки
Технология сварки должна предусматривать рациональный
порядок наложения швов по длине и сечению, выбор необхо-
димых типов электродов и тепловых режимов, дающих наибо-
лее пластичный наплавленный металл.
Режим сварки должен выбираться в зависимости от свойств
свариваемого металла, атмосферных условий и конструкции
свариваемого изделия. При изготовлении листовых, цилиндри-
ческих конструкций и балок необходимо производить сварку
таким образом, чтобы было минимальным количество швов,
создающих жесткие контуры в конструкции, и сваривать их
нужно в последнюю очередь. При этом сначала сваривают все
поперечные швы подузлов, а потом соединяют подузлы про-
дольными или кольцевыми швами в сварную конструкцию.
Способ уравновешивания деформаций заключается в том,
что технологией определяется последовательность наложения
швов для уменьшения суммарной деформации.
При сварке сталей, способных к закалке, и сварке при низ-
ких температурах можно применять предварительный или со-
242
путствующии нагрев околошовнои зоны или всего изделия.
Температура нагрева определяется свойствами свариваемых
металлов.
Снятие возникших напряжений в сварном изделии и ис-
правление деформаций производятся после окончания свароч-
ных работ.
Для этого можно применять различные механические спо-
собы: послойная проковка сварных швов тупым зубилом, хо-
лодная и горячая правка сварных изделий домкратами, пресса-
ми и молотами, кувалдой.
При горячей правке нагрев может производиться сварочны-
ми горелками по выпуклой стороне изделия до температуры
пластического состояния.
Устранение внутренних напряжений в сварной конструкции
осуществляется различными способами термической обработки.
Способами термической обработки являются полный отжиг,
нормализация, низкий отжиг или высокий отпуск.
Термическая обработка предназначена для термической
правки, когда происходит уравновешивание деформаций путем
создания в конструкции внутренних напряжений, компенсиру-
ющих первоначальные напряжения, вызвавшие деформацию.
Термическая обработка предназначена также для обеспе-
чения необходимых качеств сварных соединений, выполненных
из высокоуглеродистых и легированных сталей со склонностью
к образованию закалочных зон вблизи сварного шва и при
большой толщине свариваемых деталей.
Полный отжиг заключается в нагреве изделия до темпе-
ратуры около 850...930 °C, выдержке при этой температуре
изделия вместе с печью до 300 °C, а затем на воздухе. Время
выдержки при температуре отжига в среднем 1 мин на 1 мм
толщины изделия, но не менее 30 мин. Охлаждение с печью
производится со скоростью 50...70 °C в час.
Полный отжиг применяют для снятия внутренних напряже-
ний в сварной конструкции, понижения твердости металла, полу-
чения мелкозернистого строения металла шва и повышения
его пластичности и пластичности металла переходной зоны.
Нормализация отличается от полного отжига скоростью
охлаждения. При этом нагретое изделие выдерживают в печи,
а затем охлаждают на воздухе, и в результате быстрого охлаж-
дения получается мелкозернистое строение металла. Металл
шва после нормализации становится более прочным, но менее
пластичным, чем при отжиге.
243
Низкотемпературный отжиг или высокий отпуск заклю-
чается в нагреве металла до температуры 600...670 °C, выдерж-
ке при этой температуре не менее 30 мин и охлаждении вместе
с печью до нормальной температуры. Низкотемпературный
отжиг применяется для снятия или уменьшения остаточных
напряжений в сварных соединениях и после закалки для смяг-
чения структуры и снятия напряжений.
Для снятия деформаций высоким отпуском детали предва-
рительно закрепляют в приспособлениях.
7.26. Изготовление сварных конструкций
7.26.1. Виды сварных конструкций и требования,
предъявляемые к ним
Сварные конструкции по назначению можно разделить на
машиностроительные, строительные и технологические.
К машиностроительным конструкциям относятся сварные
детали машин, механизмов и оборудования.
Строительными сварными конструкциями являются свар-
ные конструкции гражданских и производственных помещений,
резервуаров, мачт, в том числе опор линий электропередач,
гидротехнических сооружений, мостов и т. п.
К технологическим сварным конструкциям относятся конст-
рукции подъемно-транспортного оборудования, в том числе
различных конвейеров, питателей, монорельсовых путей, подвес-
ки технологических трубопроводов, эстакады, ограждения и т. п.
Основные требования к сварным конструкциям:
сварная конструкция должна быть надежной при действии
на нее нагрузок при эксплуатации, агрессивных сред, атмосфер-
ных воздействий, сохранять работоспособность в соответствии
с проектным сроком службы;
сварная конструкция должна иметь возможность ее изго-
товления без применения подгонки, правки и т. д., которые
усложняют процесс ее изготовления, увеличивают время на
изготовление и стоимость изготовления, снижая качество;
проект сварной конструкции должен предусматривать ми-
нимальное содержание металла и наименьшую трудоемкость
при изготовлении, полное использование свойств применяемых
металлов, предусматривать возможность механизированных
и автоматизированных методов изготовления, современных спо-
собов сварки.
244
Условия для выполнения требований к сварным конструкциям:
свойства применяемых материалов должны обеспечивать
прочность, исключать образование трещин и деформаций при
сварке;
технологический процесс сварки должен обеспечивать раз-
меры и форму швов в соответствии с чертежами изделия,
без резких переходов от основного металла к наплавленному,
от одного сечения к другому;
сварные швы конструкций должны удовлетворять действу-
ющим на них усилиям и не должны располагаться в наиболее
нагруженных местах изделия.
Напряжения в металле шва при работе конструкции не
должны превышать разрушающих напряжений для металла
данного шва.
Расчет сварного соединения на прочность производится
в зависимости от вида сварного соединения и прилагаемых
усилий. При этом может производиться расчет на растяжение,
сжатие и срез сварного шва.
Если имеется проект сварного соединения, то в нем выпол-
нены все расчеты и можно принимать заданные размеры свар-
ного соединения, а при отсутствии проекта можно сделать
расчет по приведенны ниже формулам.
На рис. 7.18,а, б,в приведены сварные соединения, работа-
ющие на растяжение, сжатие и срез.
Рис. 7.18. Сварные соединения с прикладываемыми к ним усилиями:
а — растяжение; б — сжатие; в — срез
245
При работе сварного соединения на растяжение расчетное
усилие на нем определяется по формуле:
Р = = [п']рЗ I,
где Р — расчетное усилие, кгс; [ст’]Р — допускаемое напряже-
ние в шве при растяжении, кгс/мм2; F — площадь поперечного
сечения соединяемого элемента, мм2; 3 — толщина основного
металла, мм; I — длина шва, мм.
При работе сварного соединения на сжатие расчетное
усилие находится по формуле:
Р ~ [О’ W = ]сж5/,
где Р — расчетное усилие, кгс; [о']сж — допустимое напряже-
ние на сжатие в шве, кгс/мм2.
Сварные соединения считаются равнопрочными с основ-
ным металлом при условии
]р = [°]р и ]сж =: Меж
где [о]Р и [<з]сж — соответственно допускаемые напряжения
для свариваемого металла при растяжении и сжатии.
При работе соединения на срез (рис. 7.18,5) расчет усилий
производится по формулам:
при одном расчетном шве
Р = [т'] Q.1KI-
при двух расчетных швах
Р= 2[т'] 0,7 КI,
где [т’] — допустимое напряжение наплавленного металла при
срезе, кгс/мм2; I — длина шва, мм; К — катет шва, мм.
7.26.2. Машиностроительные конструкции
Машиностроительные конструкции могут изготавливаться
из листового проката, фасонных профилей, тонкостенных гну-
тых, штампованных и прессованных заготовок из углеродистых,
легированных сталей и цветных металлов и сплавов.
Машиностроительные конструкции могут изготавливаться
при сочетании соединяемых деталей — прокат с использовани-
ем отдельных отливок или поковок, отдельные поковки или
отдельные отливки, штампованные элементы.
246
Из проката свариваются рамы и станины машин, барабаны,
узлы подвижного железнодорожного состава, речных и мор-
ских судов и др.
Из поковок свариваются коленчатые валы, тяги, различные
сосуды.
Сварно-литыми могут быть корпуса редукторов, клети про-
катных станов, узлы лебедок и т. п.
Ручная электросварка применяется в основном при индиви-
дуальном и мелкосерийном производстве.
Рамные конструкции представляют собой объемные конст-
рукции с большим количеством деталей. При их изготовлении
применяются листовой, полосовой и профильный прокат. Свар-
ные узлы конструкций состоят из отрезков профилей и пред-
ставляют собой балки, различные по сечению и конфигурации.
К данным конструкциям относятся рамы автомобилей, кранов,
лифтов, электровозов и вагонов.
7.26.3. Строительные металлические конструкции
Строительные металлические конструкции можно разде-
лить на решетчатые, балочные и листовые.
К решетчатым конструкциям относятся фермы, опоры
линии электропередач, различные мачты.
Основными элементами ферм являются горизонтальные
и наклонные конструкции, соединенные элементами в виде
поясов, а основными элементами мачт — опорные стойки, со-
единенные между собой горизонтальными и наклонными эле-
ментами.
Сварные швы решетчатых элементов имеют небольшую
протяженность и сосредоточены в узлах соединения элемен-
тов. При изготовлении решетчатых конструкций сначала свари-
вают плоские их элементы, а затем соединяют сваркой в про-
странственную конструкцию. При этом широко применяются
различные стенды и приспособления для поворота и переме-
щения конструкций.
К балочным конструкциям относятся балки и колонны,
применяемые при строительстве для изготовления металличе-
ских каркасов зданий и перекрытий. При массовом строитель-
стве однотипных сооружений балки и колонны для них изго-
тавливаются на заводах, а при единичном производстве они
изготавливаются на месте строительства с применением также
различных приспособлений.
247
При монтаже зданий и сооружений соединение балок и
колонн может производиться ручной электросваркой. Для об-
легчения монтажа к балкам и колоннам привариваются соеди-
нительные элементы с отверстиями для болтовых соединений,
производится соединение на болтах, а затем соединения свари-
ваются.
К листовым конструкциям относятся различные резер-
вуары и сосуды для хранения жидкостей, кожухи различных
печей. При их изготовлении ручную электросварку применяют
при выполнении прихваточных швов и заварке коротких швов
в труднодоступных местах, подварке корня шва.
7.26.4. Сварка арматуры железобетонных конструкций
Для арматуры железобетонных конструкций применяются
круглая, полосовая и профильная сталь. Круглая горячекатаная
сталь применяется для изготовления несущих элементов карка-
сов, колонн, сеток. Сталь полосовая и фасонного профиля
применяются при изготовлении закладных деталей и соедини-
тельных элементов.
В строительстве применяется ручная дуговая сварка соеди-
нений внахлестку и встык с накладками и подкладками, а также
ванная сварка.
При сварке арматуры монолитного железобетона применя-
ют дуговую сварку соединений внахлестку и с накладками,
арматуры диаметром 20...30 мм — со стальной подкладкой.
В соединениях арматурных стержней с круглыми накладками
и желобчатыми подкладками длина сварных швов должна быть
не менее длины накладок и подкладок, ширина швов должна
быть равной 0,5 диаметра арматуры, но не менее 8 мм, высота
швов — 0,25 диаметра арматуры, но не менее 4 мм.
При дуговой ванной сварке стержней арматуры между тор-
цами стержней создается ванна расплавленного металла за
счет тепла электрической, дуги. Ванна жидкого металла удер-
живается специальной формой из стальных штампованных про-
кладок и накладок, также съемными медными формами и гра-
фитовыми кубиками.
7.26.5. Изготовление трубопроводов
путем сварки труб по торцам
Сварка трубопроводов включает подготовку труб под свар-
ку в заводских условиях или на специальных площадках, до-
248
ставку труб на трассу и сварку их предварительно в плети и
окончательный монтаж.
При подготовке труб под сварку производится комплекта-
ция деталей, устанавливаемых на данном трубопроводе, об-
работка кромок по торцам труб, очистка кромок, сборка соеди-
нений под сварку и контроль качества этой сборки.
Подготовка торцов труб перед сваркой может производить-
ся механическим способом или газовой резкой. При этом
торцы труб правят специальными расширителями механическо-
го, пневматического или гидравлического принципа действия.
Кромки свариваемых труб должны быть очищены от масла,
грязи и ржавчины специальными щетками, абразивными круга-
ми и другими инструментами.
При сборке трубопроводов под сварку нужно уделять осо-
бое внимание совмещению торцов труб с заданным зазором по
всей окружности, центровке труб и обеспечению нужного на-
правления оси трубопровода. При этом следует применять раз-
личные центраторы.
Перед сваркой собранные трубы прихватывают, количество
и размеры прихваток определяются требованиями техноло-
гического процесса и диаметром труб, но их должно быть не
менее трех.
а)
Рис. 7.19. Порядок сварки неповоротных стыков труб:
а — диаметром 400 мм и более; б — диаметром до 400 мм; в — диаметром до
120 мм; 7—12 — номера участков швов, соответствующие порядку их наложения;
дуга от точки до стрелки указывает направление сварки
249
На рис. 7.19 приведены неповоротные стыки труб различ-
ного диаметра и порядок их сварки. Сварка первого слоя
выполняется электродами диаметром 3 мм при токе 100...120 А,
последующих слоев — электродами диаметром 4...5 мм при
токе 160...250 А.
При сварке труб из углеродистой и низколегированной
стали можно использовать электроды марок УОНИ-13/45,
УОНИ-13/55, ВСЦ-2.
На рис. 7.20 приведен порядок сварки поворотных стыков
труб. Первый слой при многослойной сварке выполняют так,
чтобы обеспечить хороший провар корня шва, при этом сварку
ведут снизу вверх.
Рис. 7.20. Порядок сварки поворотных стыков трубопроводов;
стрелки показывают направление сварки
Сначала сваривают вертикальные участки 1-2 и 3-4 с це-
лью уменьшения наплывов внутри стыка и для равномерного
проплавления корня шва на всех стыках секции трубопровода.
После этого секцию поворачивают на 90° и заваривают участки
3-1 и 4-2. Нижние слои шва выполняют так же, причем начало
и конец каждого предыдущего шва перекрывается последую-
щими швами на длину равную 4...5 толщинам стенки сваривае-
мой трубы.
250
8. КОНТАКТНАЯ СВАРКА
8.1. Общие сведения
Контактная сварка является сваркой посредством нагрева
при прохождении электрического тока через место контакта
свариваемых деталей с применением давления. Как известно,
количество теплоты, выделяющееся в проводнике при прохож-
дении через него электрического тока:
А = 0,24 PRt,
где I — сила тока, A; R — сопротивление проводника, Ом; t —
время прохождения тока, с; А — количество теплоты, Дж.
Так как количество выделяющейся теплоты зависит от ве-
личины силы тока в квадрате, то для быстрого нагрева места
сварки применяют токи, достигающие нескольких десятков ты-
сяч ампер. Электрическое сопротивление в месте контакта
свариваемых деталей также велико, так как нажим производит-
ся на малом участке, и это способствует выделению большого
количества теплоты для быстрого нагрева металла. С повыше-
нием температуры в месте контакта сопротивление металла
возрастает, что приводит к еще большему нагреву места кон-
такта. Применение больших токов при сварке позволяет быст-
ро нагреть металл в месте сварки и выполнить ее за десятые
доли секунды.
Основные параметры режима контактной сварки — ток и
время его протекания, сила сжатия и время ее действия.
По току и времени его протекания различают два режима
контактной сварки жесткий и мягкий.
Жесткий режим характеризуется большими токами и ма-
лым временем их протекания. Такой режим применяется для
сталей, чувствительных к нагреву и склонных к образованию
закалочных структур, для легкоплавких цветных металлов и
сплавов.
Мягкий режим характеризуется постепенным нагревом
свариваемого металла и большей продолжительностью про-
цесса сварки. Такой режим применяется для сварки углероди-
стых сталей, имеющих низкую чувствительность к тепловому
воздействию.
Контактная сварка производится с помощью специальных
машин контактной сварки. Машина контактной сварки состоит
из электрической и механической частей.
251
Рис. 8.1. Схема контактной машины:
1 — переключатель напряжения; 2 — гибкая вставка для соединения подвижных
деталей с неподвижными; 3, 5 — электроды; 4 — свариваемые детали
Электрическая часть машины (рис. 8.1) состоит из транс-
форматора, регулятора тока (переключателя ступеней), регуля-
тора времени, прерывателя тока. Трансформатор имеет секцио-
нированную однофазную обмотку высшего напряжения, позво-
ляющую с помощью переключателя ступеней изменять величи-
ну напряжения вторичной обмотки. При первичном напряжении
220/380 В вторичное напряжение находится в пределах 1...20 В
и сварочный ток достигает нескольких десятков тысяч ампер.
Вторичная обмотка трансформатора у машин малой мощности
имеет воздушное охлаждение, у машин средней и большой
мощности — водяное охлаждение через полые проводники.
Регулятор времени в машине применяется для управления
циклом ее работы. Например, четырехпозиционный регулятор
времени имеет четыре последовательных выдержки времени
для каждого элемента цикла сварки — сжатие, сварка, проковка
и пауза. Диапазон периода сварки имеет пределы 0,03...6,75 с,
диапазоны остальных элементов цикла — 0,03—1,35 с.
В процессе сварки нужно включать и выключать большой
ток десятки раз в секунду. Для этого имеются прерыватели,
установленные на стороне первичной обмотки трансформато-
ра. Для машин небольшой мощности в качестве прерывателей
применяются электромагнитные контакторы, для машин боль-
шой мощности — тиристорные прерыватели.
Механическая часть машины состоит из станины, механиз-
мов, обеспечивающих фиксацию электродов и нажатие на дета-
ли в месте сварки.
Контактная сварка может применяться для стыковых и кре-
стообразных соединений арматуры железобетонных конструк-
ций, для соединения элементов стальных конструкций и труб,
медных и алюминиевых проводов.
252
Рис. 8.2. Общий вид машины для точечной сварки:
1 — система водяного охлаждения; 2 — корпус; 3 — кронштейн; 4 — консоль; 5 —
электрододержатель; 6, 7 — пневматический привод сжатия электродов; 8 —
пневматическое устройство; 9 — сварочный трансформатор; 10 — переключатель
ступеней напряжения; 11 — токоподвод; 12 — аппаратура управления
Основные виды контактной сварки — стыковая, точечная
и шовная.
На рис. 8.2 приведен общий вид контактной машины для
точечной сварки.
8.2. Виды контактной сварки
Стыковая контактная сварка заключается в том, что со-
единение свариваемых деталей происходит по всей поверхно-
сти стыкуемых торцов. При этом сварка может быть выполнена
сопротивлением и оплавлением непрерывным или прерывистым
(рис. 8.3).
253
Рис. 8.3. Схема стыковой контактной сварки:
1 — свариваемые детали; 2 — электроды; 3 — неподвижная контактная пластина; 4—
подвижная контактная пластина
Сварка сопротивлением. При этом виде сварки обработан-
ные поверхности двух детадей для сварки плотно прижимают
и включают сварочный ток. При нагреве стыкуемых поверхно-
стей до пластического состояния производят осадку (сжатие)
и одновременно выключают ток. Таким способом можно сва-
ривать детали из низкоуглеродистой стали круглого или пря-
моугольного сечения площадью до 1000 мм2 и легированной
стали площадью до 20 мм2. Также этим способом можно
сваривать цветные металлы и их сплавы, разнородные метал-
лы — сталь с медью, латунь с медью и различные сорта сталей.
Сварка сопротивлением не получила широкого применения,
так как требуется высокая чистота свариваемых поверхностей
и строгий контроль температуры нагрева.
Сварка непрерывным оплавлением. При этом способе
сварки детали, закрепленные в зажимах на машине, приводят
в соприкосновение плавным перемещением подвижного зажи-
ма при включенном сварочном токе, и происходит оплавление
свариваемых торцов деталей. После этого производят осадку
на определенную величину и отключают ток.
Достоинством этого способа сварки является высокая про-
изводительность, недостатком — потери металла на угар и
разбрызгивание.
Сварка таким способом применяется при соединении тон-
костенных труб, листов, рельсов, разнородных металлов.
254
Сварка прерывистым оплавлением. При этом способе
сварки производится чередование плотного и неплотного кон-
такта свариваемых поверхностей при включенном сварочном
токе. Происходят небольшие возвратно-поступательные дви-
жения подвижного зажима, которые периодически замыкают
сварочную цепь в месте контакта деталей до тех пор, пока
торцы их не нагреются до температуры 800...900 °C. После
этого — оплавление и осадка. Прерывистым оплавлением сва-
ривают низкоуглеродистые стали при недостаточной мощности
машины для сварки непрерывным оплавлением.
Подготовка к сварке. Она зависит от принятого способа
сварки.
Сварка сопротивлением требует высокой точности обра-
ботки свариваемых поверхностей и их плотности прилегания.
При перекосах и зазорах в соединениях происходит неравно-
мерный прогрев деталей, образование окислов и снижение
качества сварного соединения. Допустимые отклонения разме-
ров стыкуемых поверхностей вдоль оси: круглого сечения —
не более 2%, прямоугольного сечения — не более 1,5%. При
этом свариваемые торцы деталей подвергают механической
или химической очистке.
Поверхности соприкосновения деталей с зажимным уст-
ройством машины должны быть также хорошо очищены.
Установочная длина — длина конца свариваемой детали,
выступающая из зажима машины. Она влияет на сварочный
процесс, так как при большей установочной длине выше сопро-
тивление контура с деталями и больше потребляемая мощ-
ность. При этом детали разогреваются на большей длине, осад-
ка и сварка получаются некачественными.
При малой установочной длине значительная часть теплоты
теряется через зажимы машины, и детали разогреваются нерав-
номерно и недостаточно.
Установочная длина должна составлять 0,4...0,7 диаметра
заготовки или стороны квадрата.
Примерная величина установочной длины при сварке лис-
тов толщиной 2...8 мм:
Длина стыка, мм Установочная длина, мм
до 200 10... 12
400...800 13... 16
800... 1000 14... 17
Припуск на сварку расходуется только на осадку и берет-
ся небольшим. Для деталей диаметром или со стороной квад-
255
рата до 50 мм он составляет 0,3...0,5 диаметра, для деталей
диаметром до 100 мм — 0,15...0,2 диаметра.
Давление осадки. Это давление определяется по значению
удельного давления и площади контакта сварки.
Удельное давление осадки составляет на автоматических
машинах 40...60 МПа/мм2, на неавтоматических машинах —
30...40 МПа/мм2.
Электрические параметры процесса сварки зависят от ма-
териала свариваемых деталей и площади стыкуемых поверх-
ностей.
Напряжение холостого хода составляет 1,5—3 В, большее
значение принимают для больших сечений.
Плотность тока принимается в пределах: для низкоуглероди-
стых сталей — 20—60 А/мм2, для цветных металлов и сплавов —
60-150 А/мм2.
Удельная мощность составляет: при сварке сталей сплошного
сечения — 0,12—0,15 кВ А/мм2, для меди — 0,5...1,6 кВ А/мм2,
для алюминия — 0,2...0,6 кВ А/мм2.
Обработка свариваемых поверхностей. Для сварки оп-
лавлением допускается менее тщательная обработка сварива-
емых торцов по сравнению со сваркой сопротивлением, так как
часть прилагаемого металла оплавляется. Детали под сварку
оплавлением могут нарезаться прес-ножницами или кислород-
ной резкой с очисткой от окалины и шлака. Допускаются
отклонения размеров сечений: круглых — до 15%, прямоуголь-
ных — до 12%.
Припуск при сварке оплавлением расходуется на оплавле-
ние и осадку. Для углеродистых и низколегированных сталей
величина припуска зависит от площади сечения свариваемого
металла.
Величина припуска составляет при сечениях до 200 мм2
примерно 60% диаметра или стороны квадрата, при сечениях
более 200 мм2 — до 50% диаметра свариваемых поверхностей.
При этом нужно учитывать величину зазора между сварива-
емыми поверхностями.
Зазор составляет при площади сечения 100—1000 мм2 —
1,5—4 мм, свыше 1000 мм2 — до 8 мм.
При сварке оплавлением плотность сварочного тока со-
ставляет для поверхностей площадью сечения 100—200 мм2 —
10...25 А/мм2.
Удельная мощность при сварке углеродистой стали состав-
ляет 0,04—0,07 кВ-А/мм2.
256
Точечная контактная сварка. При сварке этого вида со-
единение элементов происходит на участках, ограниченных пло-
щадью торцов электродов, которые подводят ток и передают
усилие сжатия.
На рис. 8.4 приведена схема точечной контактной сварки.
Свариваемые детали накладывают друг на друга и зажимают
между электродами, присоединенными к сварочному трансфор-
матору. При замыкании сварочной цепи происходит нагрев
металла, при этом наибольшее количество теплоты выделяется
на участке зажима свариваемых деталей, и металл расплавляет-
ся. После выключения тока и осадки на участке жидкого
металла образуется сварная точка.
а) б)
Рис. 8.4. Схема точечной контактной сварки:
4 2 — электроды; 3 — свариваемые детали; 4 — медная прокладка подкладка
Подготовка поверхностей к сварке заключается в их
очистке с обеих сторон от грязи, масла и окислов механиче-
ски — абразивными материалами, металлической щеткой, песко-
струйными аппаратами или химически травлением.
Цикл сварки включает сжатие свариваемых деталей, вклю-
чение сварочного тока и его выключение, снятие усилия сжатия.
Может быть различное совмещение действия сварочного
тока и давления. Усилие сжатия может увеличиваться после
выключения сварочного тока. При этом происходит хорошее
формирование металла и получается сварная точка повышен-
ной прочности. Этот способ применяют для сварки изделий из
низкоуглеродистой стали большой толщины.
Процесс сварки может быть выполнен при жестком и мяг-
ком режиме.
Мягкий режим характеризуется относительно малой плот-
ностью тока (70...160 А/мм2) и большей длительностью цикла
(2...3 с) при сравнительно малом удельном давлении.
257
Жесткий режим характеризуется большими плотностями
тока (160...360 А/мм2) и удельными давлениями и малой дли-
тельностью процесса (0,2...1,5 с).
Диаметр электрода принимается больше суммарной тол-
щины свариваемых листов на 3...4 мм, диаметр сварной точки
составляет 1...1.5 диаметра электрода.
Режимы точечной сварки. Для низкоуглеродистых сталей
толщиной до 4 мм, используемых в металлических конструкци-
ях, применяют жесткий режим при плотности сварочного тока
до 300...360 А/мм2, продолжительности цикла сварки 0,8... 1,1 с
и удельном давлении 100...120 МПа.
При сварке алюминия и его сплавов применяют жесткие
режимы при плотностях тока до 1600 А/мм2, удельных давле-
ниях до 150 МПа и продолжительности цикла 0,1...0,25 с.
Свариваемые поверхности должны быть очищены от пленки
окислов.
Точечная сварка применяется при изготовлении арматуры
железобетонных изделий, сеток и пространственных каркасов.
При этом сваривают пересекающиеся стержни или стержни,
соприкасающиеся с плоскими элементами. В начальный мо-
мент соприкасаются небольшие поверхности и быстро разо-
греваются. Пластическая деформация металла в месте сварки
приводит к увеличению площадей соприкосновения и их сварки.
Шовная контактная сварка
заключается в том, что соедине-
ние элементов осуществляется
внахлестку в виде непрерывного
или прерывистого шва при дей-
ствии электродов в виде вращаю-
щихся роликов с подводом к ним
тока и усилия сжатия (рис. 8.5).
Возможны три способа шов-
ной сварки: непрерывная, преры-
вистая с непрерывным вращени-
ем роликов и прерывистая с пе-
риодическим вращением роликов,
рка выполняется сплошным швом
при постоянном давлении роликов на свариваемые листы и
включенном сварочном токе. При этом имеют большое значе-
ние однородность химического состава металла, равномерная
толщина листов и тщательная очистка свариваемых поверхно-
стей.
Рис. 8.5. Схема шовной
контактной сварки:
1 — контактные ролики; 2 —
свариваемые детали
Непрерывная шовная
258
При небольших нарушениях подготовки свариваемых кро-
мок сварной шов получается низкого качества с непроварами
и прожогами. Поэтому данный метод сварки не получил рас-
пространения.
Прерывистую сварку с непрерывным вращением роликов
выполняют при периодическом замыкании и размыкании сва-
рочной цепи и постоянном давлении роликов. Шов формирует-
ся в виде сварных точек, перекрывающих друг друга, и получа-
ется более высокого качества.
Прерывистую сварку с периодическим вращением роликов
выполняют при замыкании сварочной цепи в момент остановки
роликов (шаговая сварка), при постоянном давлении сжатия.
При таком способе получается хорошее формирование свар-
ной точки, и шов получается более качественный.
Прерывистая шовная сварка с непрерывным вращением
роликов при постоянном давлении сжатия применяется для
сварки резервуаров и емкостей, конструкций из листового ме-
талла.
Применяют швы с отбортовкой и внахлестку. Для листов
толщиной до 1 мм ширина отбортовки до 12 мм, для листов
толщиной до 2 мм — 20 мм. При соединении внахлестку
ширина нахлеста составляет 10...20 мм.
Шовная сварка может применяться для низкоуглеродистой
стали и тонкой нержавеющей стали.
При суммарной толщине листов низкоуглеродистой стали
до 2 мм сварку производят роликами с шириной контактной
поверхности 6 мм. При этом давление сжатия до 4 кН, продол-
жительность импульсов тока в сварочной цепи составляет
0,04...0,06 с, перерыв между импульсами тока — 0,02...0,04 с,
сварочный ток — 8...16 кА, скорость сварки — 2 м/мин.
При суммарной толщине листов до 4 мм ширина контакт-
ной поверхности роликов составляет 8,5... 10 мм, давление сжа-
тия — 6,5...8,4 кН, продолжительность импульсов тока —
0,08...0,12 с, перерывов — 0,06—0,10 с; сварочный ток до
20 кА, скорость сварки — 1,4...1,6 м/мин.
При сварке нержавеющей стали сварочный ток берется
меньше указанного выше тока на 35...40%.
Сварку листов из алюминия и его сплавов выполняют
при сварочных токах 20...40 кА, при скорости сварки не более
1 м/мин, давлении сжатия — 2,5...5 кН, продолжительности
импульсов сварочного тока, составляющей 15...30% времени
одного цикла сварки.
259
9. ЭЛЕКТРОСВАРКА ПОД ФЛЮСОМ
9.1. Принцип действия электросварки
под флюсом
Сварка под флюсом является электродуговой сваркой, при
которой вместо электродов применяется сварочная проволока
без обмазки, а флюс подается отдельно и покрывает поверх-
ность сварочной ванны для ее защиты от контакта с воздухом.
Сварка под флюсом может быть автоматической и механи-
зированной.
Автоматическая сварка под флюсом производится автома-
тической установкой — сварочной головкой или сварочным
трактором. Установка подает сварочную проволоку и флюс в
зону сварки, поддерживает горение дуги и перемещает ее вдоль
свариваемого соединения. Толщина слоя флюса находится в
пределах 30...50 мм. Ток подводится от источника сварочного
тока к электроду через токопроводящий мундштук, который
находится на небольшом расстоянии от плавящегося конца
сварочной проволоки, благодаря чему можно применять боль-
шие сварочные токи. При горении дуги образуется ванна рас-
плавленного металла, которая сверху закрыта расплавленным
шлаком и флюсом, оставшимся нерасплавленным. Нерасплав-
ленный флюс отсасывается через шланг обратно в бункер.
Газы и пары в зоне сварки образуют замкнутую газовую по-
лость. Возникающее при этом избыточное давление оттесняет
жидкий металл в сторону, противоположную направлению свар-
ки. У основания дуги остается тонкий слой металла, что обеспе-
чивает глубокий провар основного металла. Значительно
уменьшаются потери металла на угар и разбрызгивание и поте-
ри теплоты, так как дуга горит в замкнутом пространстве.
При перемещении сварочной дуги наплавленный металл
остывает и образует сварной шов. Шлак затрудняет его охлаж-
дение.
Продолжительное пребывание металла шва в расплавлен-
ном состоянии и медленное остывание способствует выходу
на поверхность вредных металлических включений и газов и
получению однородного по химическому составу металла шва,
чистого, плотного и однородного.
Преимущества автоматической сварки под флюсом:
высокая производительность, в несколько раз выше произ-
водительности при ручной сварке; это обеспечивается приме-
260
нением больших токов благодаря малой длине конца свароч-
ной проволоки от дуги до мундштука без опасения ее перегре-
ва, более полным использованием теплоты в закрытой зоне
дуги, снижением трудоемкости за счет автоматизации;
высокое качество сварного шва при защите металла сва-
рочной ванны расплавленным шлаком, увеличение плотности
металла шва при его медленном охлаждении под слоем за-
стывшего шлака;
экономия сварочной проволоки при снижении потерь на
угар, разбрызгивание металла и остатки электродов (огарки)
как при ручной сварке;
экономия электроэнергии за счет более полного использо-
вания теплоты дуги;
лучшие условия труда, так как дуга закрыта слоем шлака и
флюса, меньше выделение газов и пыли, нет необходимости
защиты лица от действия дуги.
Недостатки автоматической сварки под флюсом:
ограниченная маневренность сварочных автоматов;
сварка в нижнем положении.
9.2. Сварочные флюсы
Сварочный флюс — неметаллический сыпучий материал,
применяемый при сварке.
Сварочный флюс взаимодействует в процессе сварки с
жидким металлом и влияет на его химический состав и механи-
ческие свойства, также защищает расплавленный металл от
влияния воздуха и быстрого охлаждения.
Обычные флюсы состоят из зерен размером 0,35...3 мм,
флюсы мелкой грануляции — из зерен размером 0,25... 1 мм и
в обозначении их марки в конце имеется буква М.
Флюсы делятся на плавленные и неплавленные по способу
изготовления.
Плавленные флюсы получают сплавлением составляющих
их компонентов, что включает процессы: размалывание сырье-
вых материалов; перемешивание их в определенных соотноше-
ниях; плавка в газовых или электродуговых печах; грануляция
расплава с целью получения зерен флюса определенных раз-
меров. Грануляция производится путем выпуска в воду распла-
ва флюса, где он остывает и растрескивается на мелкие части-
цы. После этого флюс сушат в барабанах или сушильных
шкафах и просеивают через сито.
261
Сырьевыми материалами для производства флюса являют-
ся марганцевая руда, кварцевый песок, плавиковый шпат, глино-
зем, мел и др.
Основными компонентами в составе флюса являются мар-
ганец в виде окисла и кремний в виде кремнезема.
Марганец восстанавливает содержащиеся в наплавленном
металле окислы железа. Также способствует удалению серы в
шлак, образуя сульфид MnS. При сварке низкоуглеродистых и
низколегированных сталей марганцовистые флюсы легируют
металл шва.
Кремний приводит к снижению пористости металла шва, так
как подавляет образование оксида углерода, являющегося од-
ной из причин образования пор в наплавленном металле.
В табл. 9.1 приведены марки плавленных флюсов и облас-
ти их применения.
Таблица 9.1
МАРКИ ПЛАВЛЕННЫХ ФЛЮСОВ И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
Марки флюсов Области применения
АН-348-А, АН-348-АМ АН-348-В, АН-348-ВМ АН-60, ФЦ-9 Механическая сварка и наплавка углеродистых и низколегированных сталей углеродистой и низколегированной сварочной проволокой
АН-8 Электрошлаковая сварка углеродистых и низко- легированных сталей и сварка низколегирован- ных сталей углеродистой и низколегированной сварочной проволокой
АН-15М, АН-18, АН-20С АН-20СМ, АН-20П Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей
АН-26С, АН-26СП АН-26П Для автоматической и полуавтоматической сварки нержавеющих» коррозионностойких и жаропрочных сталей
АН-17М, АН-43 АН-47 Для дуговой сварки и наплавки углеродистых» низко- и среднелегированных сталей повышенной и высокой прочности
Неплавленные флюсы представляют собой механическую
смесь входящих в них материалов. Исходными материалами
являются кремнезем, плавиковый шпат, марганцевая руда, фер-
росплавы и др. Эти материалы дробят, измельчают и смешивают
в определенных соотношениях с водным раствором жидкого
стекла. Затем пропускают через гранулятор и получают шаро-
образные гранулы, которые поступают на сушку и прокалку.
262
Таблица 9.2
МАРКИ И НАЗНАЧЕНИЕ НЕПЛАВЛЕННЫХ ФЛЮСОВ
Марка флюсов Назначение флюса
АНК-35 Сварка низкоуглеродистых сталей
АНК-46 То же низколегированных сталей
АНК-30, АНК-47 Сварка швов высокой хладостойкости
АНК-45 Сварка высоколегированных сталей
АНК-40, АНК-18, АНК-19 Наплавка ниэкоуглеродистой сварочной проволокой
Так как флюсы не плавятся при изготовлении, то можно
вводить в их состав ферросплавы, металлические порошки,
окислы. Эти материалы способствуют легированию и раскисле-
нию наплавленного металла, улучшают структуру и снижают
содержание вредных примесей в металле шва. При таких флю-
сах используется сварочная проволока из обычной низкоугле-
родистой стали.
Недостатком неплавленных флюсов является их гигроско-
пичность, что требует герметичности упаковки и точного со-
блюдения режима сварки, влияющего на процесс легирования
наплавленного металла.
В табл. 9.2 приведены марки и назначение неплавленных
флюсов.
Преимуществом неплавленных флюсов является их относи-
тельно малая чувствительность к ржавчине, окалине и влаге на
свариваемых кромках деталей. Неплавленные флюсы незаме-
нимы для получения сварных швов высокого качества по удар-
ной вязкости при низкой температуре, стойких против образо-
вания пор и трещин и некоторых других специальных швов.
9.3. Оборудование для автоматической сварки
под флюсом
Оборудование для автоматической сварки может быть двух
видов: подвесные как неподвижные, так и самоходные головки;
сварочные тракторы.
Операции, производимые сварочными установками: возбуж-
дение дуги, перемещение сварочной дуги вдоль сварного со-
единения, непрерывная подача в зону дуги электродной прово-
локи и флюса при сварке, гашение дуги.
263
Одним из условий для обеспечения устойчивого процесса
автоматической сварки является равенство скоростей подачи
электродной проволоки к месту плавления и скорости ее плав-
ления. Это условие может нарушаться изменениями напряже-
ния в сети, нечеткой работой подающего механизма, неровнос-
тями на свариваемых кромках и др.
Для обеспечения устойчивого процесса сварки применяют-
ся сварочные автоматы, работающие по двум принципам: авто-
маты с переменной скоростью подачи электродной проволоки
в зависимости от изменения дугового промежутка, и автоматы с
постоянной скоростью подачи электродной проволоки.
Сварочный трактор типа АДС-1000-2 относится к сва-
рочным автоматам с переменной скоростью подачи, у ко-
торых скорость подачи электродной проволоки плавно изме-
няется в зависимости от напряжения сварочной дуги.
Трактор АДС-1000-2 рассчитан для сварки электродной
проволокой диаметром 3...6 мм силой тока до 1200 А при
скорости сварки 15...70 м/ч.
Автоматы с постоянной скоростью подачи электродной
проволоки получили более широкое распространение. Элект-
родвигатель для подачи электродной проволоки получает пита-
ние непосредственно от сети, поэтому его частота вращения
постоянна независимо от длины дуги (и напряжения на дуге).
Автоматическое регулирование в данных автоматах осуще-
ствляется так, что если при сварке длина дуги уменьшится по
разным причинам, то напряжение на дуге понизится. Обычно
внешняя характеристика источника питания дуги является па-
дающей, и уменьшение напряжения на дуге ведет к возраста-
нию сварочного тока и увеличению скорости плавления элект-
родной проволоки. Повышение скорости плавления проволоки
при постоянной скорости подачи приводит к удлинению дуги,
т. е. к восстановлению ее нормальной длины. При увеличении
длины дуги напряжение возрастает и сварочный ток понижает-
ся в соответствии с внешней характеристикой источника тока.
При этом скорость плавления сварочной проволоки уменьшает-
ся, что при постоянной скорости ее подачи приводит к сокра-
щению дугового промежутка.
При питании переменным током для устойчивой работы
автомата колебания напряжения в сети должны быть не более
6...8%, а при постоянном токе работа автомата нормальна.
Самоходный автомат типа АБС (А-184) применяется
для сварки электродной проволокой диаметром 3...6 мм на
264
переменном и постоянном токе величиной до 1500 А стыковых,
угловых и нахлесточных соединений толщиной 5...30 мм, коль-
цевых швов и наплавки вращающихся деталей.
Автомат состоит из трех узлов (комплектов).
- Комплект А является подвесной сварочной головкой, состо-
ящей из подающего механизма, мундштука с правильным уст-
ройством, механизма для направления движения головки по
шву, пульта управления. Скорость подачи проволоки регулиру-
ется в пределах 30...225 м/ч.
Комплект Б состоит из подъемного механизма для подвес-
ки и вертикального подъема сварочной головки, устройства для
подачи флюса и катушки для электродной проволоки.
Комплект С является самоходной тележкой велосипедного
типа для передвижения автомата по швеллерам, лежащим в вер-
тикальной плоскости.
Сварочный трактор является более эффективным и ма-
невренным устройством. Трактор представляет собой авто-
матическую головку на самоходной тележке, перемещающейся
с помощью электродвигателя по свариваемому изделию или
по рельсовому пути вдоль свариваемого шва.
Сварочный трактор ТС-17М (рис. 9.1) может применяться
при изготовлении и монтаже строительных конструкций типа
ферм, при сварке наружных и внутренних кольцевых швов, в том
числе швов труб и резервуаров диаметром более 800 мм, по
которым может передвигаться трактор снаружи или внутри.
Рис. 9.1. Общий вид сварочного трактора ТС-17М:
1 — направляющие колеса; 2 — электродвигатель; 3 — ведущие колеса; 4 — пульт
с кнопками управления; 5 — кассета с электродной проволокой; 6 —
электроизмерительные приборы; 7 — электродная проволока; 8 — бункер для флюса;
9 — механизм подачи проволоки; 10 — мундштук
265
В тракторе имеется один электродвигатель трехфазного
тока, который приводит в движение механизм подачи электро-
дной проволоки и механизм передвижения трактора вдоль
свариваемого шва. Сменные шестерни позволяют изменять
скорость подачи электродной проволоки и скорость передви-
жения трактора. В тракторе имеются два токоподводящих мун-
дштука для проволоки диаметром 1,6...2 мм и для проволоки
большего диаметра. Правильный механизм служит для правки
электродной проволоки.
На тракторе имеются два бункера для флюса: один для
сварки вертикальным электродом и другой для сварки наклон-
ным электродом. Толщину слоя флюса можно регулировать.
Трактор при движении направляется вручную, если сварка
производится без разделки кромок, а если сварка производится
с разделкой кромок, то применяют копир, состоящий из двух
последовательно расположенных роликов, которые при сварке
могут катиться по разделке кромок и направлять трактор вдоль
шва. При сварке угловых швов «в лодочку» применяется специ-
альный ролик, который катится по углу шва и направляет трактор.
На тракторе имеется пульт управления с тремя кнопками
для управления механизмами трактора. Есть дополнительный
пульт управления, применяемый при сварке кольцевых швов на
цилиндрических изделиях для управления стендом.
В табл. 9.3 приведены технические характеристики свароч-
ных тракторов.
Таблица 9.3
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРОЧНЫХ ТРАКТОРОВ
Показатели Автомат АВС Сварочные тракторы
ТС-17М ТС-17Р ТС-26 тс-зз АДС1000-2
Ток, А до 1500 1200...2000 300... 1500 до 800 400... 1200
Диаметр электродной проволоки, мм 2...6 1,6...5 3...6 1...4 3...6
Скорость подачи электродной проволоки, м/мин 0,5...3,65 0,8...6,7 0,9...7,3 0,7... 7,8 3,5... 116 0,5...2
Скорость сварки, м/ч 14...110 16.. .126 9280 8...35 15...7O
Масса, кг АВС 50; 120; 160 42 50 45 65
Примечание. Скорость подачи электродной проволоки постоянна у всех
сварочных тракторов (кроме автомата АВС).
266
Шланговые полуавтоматы. При работе на сварочных
установках данного вида передвижение сварочной дуги осуще-
ствляет сварщик, а полуавтомат производит подачу электродной
проволоки и флюса в зону дуги.
Сварка производится электродной проволокой диаметром
1,2...2,5 мм при плотности сварочного тока до 200 А/мм2, что
повышает температуру при сварке и глубину провара шва.
Поэтому допускается некоторое уменьшение разделки кромок,
повышается производительность, сокращается расход электро-
энергии и электродной проволоки.
Шланговый полуавтомат типа ПШ-54 состоит из ис-
точника тока, шкафа управления, кассеты для электродной про-
волоки, механизма подачи проволоки, гибкого шланга с держа-
телем. Бухта электродной проволоки перед заправкой в кассе-
ту должна очищаться.
Механизм подачи электродной проволоки приводится
во вращение от трехфазного электродвигателя. Скорость по-
дачи электродной проволоки можно изменять в пределах
80...600 м/ч переключением шестерен коробки скоростей.
В шланг длиной 3,5 м и диаметром 27 мм вмонтированы прово-
да для подвода сварочного тока, для включения и выключения
электродвигателя механизма подачи и сварочного тока; цент-
ральный канал шланга служит для подачи сварочной проволо-
ки в зону сварки.
Держатель представляет собой трубчатый мундштук с ру-
кояткой и воронкой для флюса, которая вмещает 1,5 кг флюса
и снабжена пластинчатой заслонкой. Шкаф управления содер-
жит аппараты для управления процессом сварки.
В полуавтомате типа ПШ-54 включение электродвигателя
для подачи электродной проволоки и тока сварочной цепи
производится замыканием сварочной проволоки на изделие,
а прекращение процесса сварки — обрывом сварочной цепи
(дуги).
В полуавтомате типа ПШ-5 указанные включения и вы-
ключения производят пусковой кнопкой на рукоятке.
Шланговый полуавтомат типа ПДШ-500 работает по
принципу зависимости скорости подачи электродной проволо-
ки от напряжения на дуге, и схема автоматического регулирова-
ния режима сварки сходна со схемой автомата АДС-1000.
В табл. 9.4 приведены технические характеристики некото-
рых шланговых полуавтоматов.
267
Таблица 9.4
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ШЛАНГОВЫХ ПОЛУАВТОМАТОВ
ДЛЯ СВАРКИ ПОД ФЛЮСОМ
Показатели Тип полуавтомата
ПШ-5 ПШ-54 ПДШ-500 ПДШМ-500
Диаметр электродной проволоки, мм 1,6...2 1,2...2,5
Сварочный ток, А 150...650 150...600
Скорость подачи электродной проволоки, м/мин 1,5... 10 1,5...7,5 2...1
Подача проволоки С постоянной скоростью С регулируемой скоростью С постоянной скоростью
Настройка скорости подачи проволоки Сменными шестернями Коробкой скоростей Изменением частоты вращения вала электродвигателя
Длина шлангового провода, м 3,5 4
Шланговые автоматы отличаются от шланговых полуав-
томатов тем, что у них вместо держателя для ручного переме-
щения сварочной дуги применена самоходная сварочная го-
ловка с электродвигателем и устройством для ее перемещения
по свариваемому изделию вдоль шва.
Шланговый автомат типа АДШ-500 снабжен двумя
типами самоходных головок: ГСА-1-2 и ГСА-2-2. Головка типа
ГСА-1-2 применяется для приварки к горизонтальной плоско-
сти конструкции различных элементов высотой 50... 160 мм.
Головка типа ГСА-2-2 применяется для тех же работ при высо-
те привариваемых элементов более 160 мм.
Головка прижимается к свариваемому изделию электро-
магнитами, полюсы которых находятся на катках тележки. Для
включения и выключения сварочного тока имеется кнопочный
пульт дистанционного управления, флюс подается в зону сварки
пневматическим устройством. Величина сварочного тока нахо-
дится в пределах 150...600 А, скорость сварки — 10...65 м/ч.
Шланговая многоэлектродная сварка позволяет подавать
в зону дуги одновременно три электродные проволоки диамет-
ром 1,6...2 мм с одинаковой скоростью. При этом сварочный
ток можно повышать до 800... 1000 А и увеличивать произво-
дительность сварки.
Возможно легирование металла шва с применением леги-
рованной сварочной проволоки.
268
Для механизации вспомогательных работ применяются уни-
версальные и специализированные приспособления.
К универсальным относятся установки и приспособления
общего назначения: кантователи и стенды, винтовые стяжки,
правильные скобы, домкраты, хомуты и др.
Специализированные установки и приспособления разра-
батывают при серийном и массовом производстве. Они пред-
ставляют собой установки с подвижными и неподвижными фик-
саторами, имеющими зажимные устройства различного прин-
ципа действия.
9.4. Технология сварки под слоем флюса
Данный вид сварки производится автоматами или полуав-
томатами, которые настраиваются на определенный режим
сварки и не могут учесть все неточности и отклонения в раздел-
ке свариваемых кромок и в сборке изделия под сварку. Поэто-
му подготовка, кромок и сборка изделия под сварку должны
быть более точными, чем для ручной сварки.
Разделку кромок производят на специальных установках,
обеспечивающих точность, газовой резкой, также на металлоре-
жущих станках.
Перед сборкой под сварку свариваемые кромки должны
быть очищены от ржавчины, грязи, масла, влаги и шлаков, так как
загрязнения, попадая в зону сварки, могут привести к образова-
нию пор, раковин и неметаллических включений. Очищается
поверхность деталей шириной 50...60 мм по обе стороны от
шва.
Перед сваркой детали закрепляют на стендах или других
устройствах с помощью приспособлений или прихватывают руч-
ной сваркой. Прихватки делают обычно длиной 50...70 мм на
расстоянии не более 400 мм друг от друга и крайние на
расстоянии не менее 200 мм от края шва. Прихватки должны
очищаться от шлака и застывших брызг металла.
К свариваемым кромкам в начале и конце продольного шва
приваривают вводные и выводные планки для ввода электрода
в шов и вывода его из шва. На планках должны быть разделки
в соответствии с разделкой свариваемых кромок.
Стыковые швы выполняют согласно ГОСТ8713-79 с раздел-
кой или без разделки кромок.
Швы могут быть одно- и двухсторонними, одно- и много-
слойными.
269
Односторонняя стыковая сварка применяется для малоот-
ветственных сварных швов или когда конструкция изделия не
позволяет производить двухстороннюю сварку шва.
При сварке возможно вытекание металла в зазоры и нару-
шение процесса формирования шва при значительном объеме
расплавленного металла, большой глубине проплавления и пе-
регреве сварочной ванны. Поэтому перед сваркой закрывают
обратную сторону шва стальной или медной пластиной, флюсо-
вой подушкой или проваривают обратную сторону шва.
Основные приемы сварки стыковых швов с одной стороны:
сварка на флюсовой подушке, сварка на медной подкладке,
сварка на стальной подкладке, сварка с предварительным нало-
жением шва с противоположной стороны.
Сварка на флюсовой подушке заключается в том, что под
свариваемые кромки деталей подводят слой флюса толщиной
30...70 мм — флюсовую подушку. Флюсовая подушка прижи-
мается к свариваемым кромкам под действием тяжести изделия
или с помощью резинового шланга, наполненного воздухом.
Сварка на медной подкладке применяется для устранения
подтекания металла и для лучшего теплоотвода с целью пре-
дохранения от пережога металла при сварке. Медная подклад-
ка прижимается к шву с помощью механических или пневмати-
ческих приспособлений.
После сварки подкладка легко отделяется от сварного
изделия. При величине зазора между свариваемыми кромками
более 1...2 мм медную подкладку делают с желобком, в кото-
рый насыпают флюс, при этом на обратной стороне шва образу-
ется сварной валик.
Сварка на стальной подкладке применяется тогда, когда
допускается приварка подкладки с обратной стороны шва. При
этом стальная подкладка прижимается к свариваемым плоско-
стям и прихватывается ручной дуговой сваркой короткими шва-
ми. Основной шов выполняют автоматической сваркой, прова-
ривая основной металл и подкладку.
Двухсторонняя стыковая сварка обеспечивает хороший про-
вар шва и делает его более качественным. Такая сварка приме-
няется, в основном, при изготовлении строительно-монтажных
конструкций. При этом способе сварки соединение сваривают
сначала с одной стороны при глубине проплавления равной
60...70% толщины металла шва, с применением автомата. Зазор
между кромками должен быть не бблее 1 мм, при этом не
нужно подкладок и уплотнений с обратной стороны шва. При
270
невозможности выдержать зазор менее 1 мм применяют сварку
на флюсовой подушке, медной или стальной подкладке.
Нахлесточные и тавровые соединения сваривают верти-
кальным электродом при положении шва «в лодочку» или
наклонным электродом при горизонтальном положении одно-
го из листов.
Сварку «в лодочку» выполняют на весу при зазоре между
кромками менее 1 мм, а при больших зазорах — на флюсовой
подушке или на подкладках.
При полуавтоматической сварке перемещение дуги вдоль
свариваемого соединения производится сварщиком на себя
или справа налево. При этом держатель опирается на кромки
свариваемого изделия, чем поддерживается постоянный вылет
электродной проволоки в пределах 15...25 мм. Повышается
устойчивость горения дуги, что позволяет производить сварку
металла толщиной 0,8...1 мм и швов с катетом до 2 мм при
сварочных токах 80...100 А.
9.5. Электрошлаковая сварка
Электрошлаковая свар-
ка— сварка за счет теплоты,
выделяющейся при прохожде-
нии электрического тока через
расплавленный электропрово-
дящий шлак. Этот способ свар-
ки является высокопроизводи-
тельным способом сварки ме-
талла значительной толщины.
На рис. 9.2 приведена схе-
ма электрошлаковой сварки.
Зазор между свариваемыми
кромками удерживается сбо-
рочными скобами и другими
приспособлениями. С боков за-
зор закрывается в месте плав-
ления свариваемого металла
медными ползунами. В образо-
вавшееся пространство вводит-
ся флюс и электродная прово-
лока через токоподводящий
мундштук и подающие ролики.
Рис. 9.2. Схема электрошлаковой
сварки:
1 — свариваемые детали; 2 —
начальная скоба для возбуждения
процесса сварки; 3 — сварочная ванна;
4 — шлаковая ванна; 5 — мундштук
токоподводящий; 6 — сварочная
проволока; 7 — направляющие ролики;
8 — медные формирующие ползуны;
9 — сварочный шов
271
Процесс сварки начинается возбуждением электрической
дуги между электродной проволокой и специальной начальной
скобой.
Электрической дугой расплавляется флюс и электродная
проволока с образованием ванны расплавленного металла, по-
крытая слоем жидкого расплавленного шлака. При этом дуга
гаснет, сварочный ток проходит через расплавленный шлак и
нагревает его до температуры 1600...1700 °C. Происходит без-
дуговой процесс плавки за счет теплоты, выделяемой в шлаке
сварочным током.
Медные ползуны, охлаждаемые проточной водой, переме-
щаются по мере заполнения шва металлом снизу вверх и фор-
мируют сварной шов.
С применением нескольких электродных проволок или
электродов в виде ленты можно сваривать кромки изделия
значительной толщины.
Преимуществом электрошлаковой сварки является возмож-
ность сварки швов различной конфигурации, причем электрод-
ная проволока подается через специальный плавящийся мунд-
штук, форма которого соответствует форме шва. Мундштук
плавится вместе с электродной проволокой и заполняет шов
металлом.
Качество металла шва при электрошлаковой сварке выше,
чем при сварке под флюсом, так как над металлом шва находит-
ся жидкая фаза металла и расплавленного шлака, что способ-
ствует более полному удалению газов и неметаллических вклю-
чений. Мало влияют на качество шва влажность флюса, ржав-
чина и загрязнения свариваемых кромок изделия. Кромки сва-
риваемых листов обрезают кислородной резкой под прямым
углом к плоскости листов.
Преимуществами этого способа сварки является сокраще-
ние удельного расхода электроэнергии, флюса и электродной
проволоки при протекании процесса в замкнутой системе, высо-
кая производительность наплавки — до 27 кг/ч (при автома-
тической сварке под флюсом она составляет 12 кг/ч, при руч-
ной — 2 кг/ч). Уменьшается возможность образования зака-
лочных структур в околошовной зоне при постепенном нагреве
свариваемых кромок и замедленном нагреве околошовной
зоны.
Применение электрошлаковой сварки позволяет создавать
сварно-литые и сварно-кованые конструкции вместо громозд-
ких и тяжелых цельнолитых и цельнокованых конструкций.
272
Для электрошлаковой сварки разработаны следующие ап-
параты:
рельсовые аппараты, перемещаются по вертикальным рель-
сам или специальным направляющим вдоль свариваемого со-
единения (типы А-820М, А-535, А-681;
безрельсовые аппараты, связаны со свариваемым изделием
механическим креплением и движутся по свариваемой конст-
рукции (типы А-304 и А-612);
шагающие магнитные аппараты, перемещаются по сварива-
емой конструкции с помощью системы шагающих электромаг-
нитов (тип А-501М).
Источники питания ‘многоэлектродных аппаратов для элект-
рошлаковой сварки — трехфазные сварочные трансформато-
ры типов ТШС-1000-3 и ТШС-3000-3, обеспечивающие в каждой
фазе сварочный ток 1000 и 3000 А. Вторичное напряжение
трансформаторов можно изменять в пределах 38...54 В за счет
отводов в обмотках. Возможно также применение трансфор-
маторов типов ТСД-500, ТСД-2000, СТН-750.
Для электрошлаковой сварки применяются флюсы марок
АН-8 и АН-22.
Электрошлаковая сварка может применяться для стыковых,
угловых, тавровых и кольцевых соединений.
При изготовлении и монтаже различных металлоконструк-
ций могут применяться малогабаритные одноэлектродные сва-
рочные аппараты типов А-681, А-820.
273
10. ЭЛЕКТРОДУГОВАЯ СВАРКА
В ЗАЩИТНЫХ ГАЗАХ
При этом способе сварки в зону дуги подводится защитный
газ, который обтекает дугу и сварочную ванну, защищая рас-
плавленный металл от окисления и азотирования газами, входя-
щими в атмосферный воздух.
Электросварка в защитных газах имеет преимущества:
высокая производительность (в два-три раза выше обычной);
сварка в любых пространственных положениях, защита
зоны сварки от газов воздуха, поэтому нет необходимости очи-
щать шов от шлаков и его зачистки при многослойной сварке;
небольшая зона термического влияния и относительно
малые деформации изделий;
есть возможность наблюдения за формированием шва;
возможность применения механизации и автоматизации.
Недостатками этого способа сварки являются необходи-
мость применения специальной апппаратуры и газов, принятие
мер против сдувания струи газа при сварке.
Могут быть разновидности при сварке в защитных газах:
сварка в инертных одноатомных газах — аргон, гелий;
сварка в нейтральных двухатомных газах — азот, водород;
сварка в углекислом газе.
Наибольшее применение получили сварка в углекислом
газе и аргонодуговая сварка.
Сварка в углекислом газе получила распространение при
изготовлениии и монтаже конструкций из углеродистых и низ-
колегированных сталей.
Углекислый газ имеет недостатки, так как попадая в зону
дуги, не является нейтральным, а распадается на окись углерода
и свободный кислород. Происходит частичное окисление рас-
плавленного металла сварочной ваннны и металл шва получа-
ется пористым с низкими механическими свойствами.
Для устранения этого явления применяют электродную
проволоку с повышенным содержанием раскисляющих приме-
сей — марганца и кремния.
На рис. 10.1 приведены схемы некоторых способов подво-
да защитного газа к месту сварки. Основные способы защиты
дуги и сварочной ванны основаны на струйной подаче газа
в нужные места. При этом подача газа может быть центральной,
боковой и комбинированной.
274
Рис. 10.1. Схемы подачи защитных газов в зону сварки:
а — центральная одним концентрическим потоком; б — центральная двумя
концентрическими потоками; в — в подвижную камеру (насадку): 1 — электрод; 2 —
направление потока газа; 3 — насадка; 4 — сетка распределительная
При центральной подаче газ подается из сопла горелки,
расположенного симметрично оси электрода, под небольшим
избыточным давлением, и дуга окружена со всех сторон за-
щитным газом. Могут применяться горелки, обеспечивающие
защиту двумя концентрическими потоками газов с целью эко-
номии инертных газов и улучшения свойств защитной среды.
Внутренний поток может образовываться аргоном, а внешний —
углекислым газом.
Иногда необходимо защищать не только расплавленный
металл, но и зону основного металла, нагреваемую от дуги до
температуры выше 300 °C с лицевой и обратной сторон шва.
При этом применяют дополнительные колпаки-приставки, наде-
ваемые на сопло горелки. Для защиты обратной стороны шва
применяется поддув защитного газа.
Камеры с контролируемой атмосферой обеспечивают наи-
более эффективную защиту металла шва и зоны термического
влияния основного металла. Камеры после предварительного
продувания наполняют инертным газом под небольшим давле-
нием.
Электроды для сварки в защитных газах могут быть непла-
вящиеся и плавящиеся. Неплавящиеся электроды служат для
возбуждения и поддержания дуги. Для заполнения кромок
соединения в зону сварки вводят присадочный металл в виде
проволоки или прутков.
В качестве неплавящихся электродов могут применяться
вольфрамовые, угольные и графитовые. Вольфрамовые элект-
роды изготавливают из проволоки марки ВТ-15 диаметром
0,8—6 мм, которая содержит 1,5—2% диоксида тория. Торий
способствует легкому возбуждению и устойчивому горению
дуги, но является радиоактивным, и применение электродов
275
с торием требует соблюдения специальных правил. Электроды
из проволоки марки ВЛ-10 (вольфрам с лантаном) применяют
для сварки алюминия и его сплавов. Лантан снижает расход
вольфрама и повышает устойчивость горения дуги. Угольные
и графитовые электроды не обеспечивают достаточно устойчи-
вое горение дуги, а сварной шов получается пористым, поэтому
их применяют редко.
Плавящиеся электроды применяют в виде специальной сва-
рочной проволоки.
Рассмотрим основные защитные газы.
Аргон — одноатомный инертный газ без запаха и цвета,
получается из воздуха. Аргон может быть высшего и первого
сорта.
Высший сорт содержит 99,992% аргона, азота не более
0,006% и кислорода не более 0,0007%.
Первый сорт содержит аргона 99,987%, азота — до 0,01%
и кислорода не более 0,002%.
Аргон поставляется в газообразном виде в специальных
баллонах под давлением 15 МПа. Баллоны окрашены в серый
цвет с зеленой полосой и зеленой надписью «Аргон чистый».
Аргон применяется при сварке ответственных конструкций
и для сварки высоколегированных сталей, титана, алюминия
и его сплавов.
Гелий — одноатомный инертный газ без цвета и запаха.
Производится гелий двух сортов: высокой чистоты — 99,985%
гелия и технической чистоты (технический!) — 99,8% гелия.
Он поставляется в таких же баллонах, что и аргон, но они
окрашены в коричневый цвет с белой надписью «Гелий».
Углекислый газ СО2 состоит из углерода и кислорода, без
цвета и запаха, получается из продуктов сгорания антрацита
или кокса, при обжиге известняка.
Углекислый газ поставляется в сжиженном состоянии в спе-
циальных баллонах вместимостью 40 л. В баллон вмещается
25 кг углекислоты. Чистота углекислоты первого сорта должна
соответствовать 99,5%, а высшего сорта — 99,8%. Баллоны
с углекислотой окрашены в черный цвет с желтой надписью
«СО2 сварочный».
Углекислый газ применяется при сварке низкоуглеродис-
тых, конструкционных и специальных сталей.
Влага, содержащаяся в углекислоте, ухудшает качество шва,
поэтому для снижения влажности углекислого газа перед свар-
кой рекомендуется установить баллон вентилем вниз и через
276
15 минут осторожно открыть вентиль баллона и выпустить из
баллона влагу.
Перед сваркой баллон нужно установить в нормальное
положение и выпустить из него небольшое количество газа,
чтобы удалить попавший в баллон воздух. Также при выходе
из баллона углекислоты от резкого расширения происходит
снижение температуры, влага отлагается в редукторе баллона
и может закрыть выход газа. Поэтому для предупреждения
замерзания влаги на выходе из баллона устанавливают элект-
рический подогреватель между баллоном и редуктором.
Окончательное удаление влаги на выходе из редуктора
производится специальным осушителем, наполненным медным
купоросом, хромистым кальцием или другим веществом для
осушения.
10.1. Полуавтоматы и автоматы для сварки
в защитных газах
Аргонодуговая сварка может производиться неплавящимся
или плавящимся электродом на постоянном или переменном
токе. На рис. 10.2 приведены схемы сварки в защитных газах.
Рис. 10.2. Схемы сварки в защитных газах:
а — неплавящимся электродом; б — плавящимся электродом; 1 — сварочный
генератор; 2 — горелка; 3 — электрод вольфрамовый; 4 — свариваемые детали; 5 —
баллон с защитным газом; 6 — редуктор-расходомер защитного газа; 7 — катушка
с проволокой; 8 — сварочная проволока; 9 — направляющие ролики
277
Ручная сварка постоянным током производится на ус-
тановке, состоящей из сварочного генератора постоянного тока
или выпрямителя, балластного реостата, баллона с газом, редук-
тора на нем, газоэлектрической горелки и контрольно-измери-
тельных приборов.
Балластные реостаты включают в сварочную цепь для регу-
лирования сварочного тока и повышения устойчивости горения
дуги.
Газоэлектрическая горелка типа ЭЗР получила большое
распространение при сварке, в том числе: горелка типа ЭЗР-66
для сварки током до 150 А, горелка типа ЭЗР-4-68 — до 500 А,
горелка типа ЭЗР-5-71 — до 800 А.
Горелки типов АР-10-3, АР-75, АР-9 применяются для
сварки при больших токах (до 450 А) и снабжены системой
водяного охлаждения.
Электродержатель типа ЭЗР-З-66 состоит из корпуса,
сменного наконечника, рукоятки с устройством включения по-
дачи газа и газотокоподводящего кабеля. Сменные наконечни-
ки имеют диаметр сопла 8... 10 мм, позволяют использовать
электроды диаметром 1,5; 2,0 и 3,0 мм, рассчитаны на свароч-
ные токи до 150 А, расход аргона 120...360 л/ч.
Ручная сварка переменным током производится на уста-
новке, состоящей из источника питания дуги, осциллятора, бал-
ластного реостата, баллона с газом с укрепленным на нем
редуктором, газоэлектрической горелки, контрольно-измери-
тельных приборов.
Источники питания должны иметь повышенное вторичное
напряжение холостого хода для устойчивого горения дуги.
Для этого в сварочную цепь включают два сварочных транс-
форматора с последовательным включением вторичных обмо-
ток. Также применяют трансформатор типа ТСДА с повышен-
ным вторичным напряжением холостого хода.
Осциллятор обеспечивает быстрое возбуждение и устой-
чивое горение дуги. Осциллятор включают непосредственно
в питающую сеть напряжением 220 В. Он состоит из повыша-
ющего трансформатора и колебательного контура. Трансфор-
матор повышает напряжение с 220 до 6000 В. Колебательный
контур состоит из высокочастотного трансформатора, конден-
сатора и разрядника; он служит для выработки тока высокой
частоты.
Контур связан со сварочной цепью индуктивно через
трансформатор высокой частоты, выводы вторичной обмотки
278
которого присоединяют к клемме «земля» и ко второй клемме
через конденсатор и предохранитель.
Гизоэлектрические горелки могут применяться типов
ГРАД-200 массой 0,2 кг на сварочный ток до 200 А, ГРАД-400
массой 0,4 кг на ток до 400 А.
Сварочные установки могут применяться типов УДАР-300
и УДАР-500 на сварочный ток соответственно 300 и 500 А.
Сварочные установки типов УДГ-301 и УДГ-501 применяют
для сварки легких металлов.
Шланговый полуавтомат типа ПШВ-1 применяют для
полуавтоматической сварки неплавящимся электродом. Он со-
стоит из корпуса, рукоятки, сопла, вольфрамового электрода,
механизма подачи сварочной проволоки. Электродвигатель по-
луавтомата через редуктор и гибкий вал, проходящий по шлан-
гу, приводит во вращение ролики, расположенные на горелке,
которые протягивают по шлангу присадочную проволоку и
подают ее в зону дуги. Скорость подачи проволоки диаметром
1...2 мм может регулироваться в пределах 5...50 м/ч. Сварку
можно осуществлять постоянным или переменным током
с включением в сварочную цепь осциллятора. Сварка может
производиться во всех пространственных положениях шва ме-
таллов толщиной 0,5...5 мм.
Полуавтоматы типов ПШПА-6, ПШПА-7 и ПШП-9 при-
меняются для полуавтоматической сварки плавящимся элект-
родом. Полуавтоматы первых двух типов предназначены для
сварки электродной проволокой диаметром 1,6...2,5 мм при
сварочном токе до 300 А, последнего типа — проволокой
диаметром 0,5...1,2 мм при сварочных токах до 180 А металла
малой толщины. Полуавтомат из газоэлектрической горелки
в виде пистолета, механизма подачи электродной проволоки
с кассетой, переносного пульта управления. Электродвигатель
вращает ролики, расположенные в пистолете, через редуктор
с помощью гибкого шланга, в котором расположен гибкий
привод. Ролики вытягивают электродную проволоку из кассеты.
Пистолет полуавтомата типа ПШПА-7 применяется
для сварки многослойных швов деталей из алюминия и его
сплавов с толщиной кромки до 100... 150 мм. Он имеет водя-
ное охлаждение для предохранения от перегрева.
Ранцевый полуавтомат типа ПДГ-304 может укреплять-
ся на спине сварщика и применяется для сварки в монтаж-
ных условиях. Источником питания служит выпрямитель типа
ВДГ-301 со сварочным током 315 А. Диаметр сварочной прово-
279
локи 0,8...2,0 мм, скорость ее подачи — 0,05...0,2 м/с, масса
механизма — 7 кг.
Автоматическая сварка производится неплавящимся и
плавящимся электродами.
Автомат типа УДПГ-300 состоит из сварочной головки,
электродвигателя, механизма подачи проволоки, кассеты с
электродной проволокой, кнопки управления.
Сварочные тракторы типа АДСП-2 применяются для
сварки черных и цветных металлов толщиной более 0,8 мм.
Автоматы типа АТВ применяются для сварки труб раз-
личного диаметра вольфрамовым электродом и присадочной
проволокой диаметром 1,6...2 мм.
Сварка в углекислом газе может производиться полу-
автоматическими и автоматическими аппаратами.
Полуавтоматическая установка включает сварочный
преобразователь постоянного тока, газоэлектрическую горелку,
механизм подачи электродной проволоки, шкаф с электроаппа-
ратурой, баллон с углекислым газом, редуктор и расходомер,
осушитель, подогреватель.
Сварочные преобразователи могут быть типов ПСГ-350 и
ПСГ-500-2.
Гизоэлектрические горелки служат для подачи электрод-
ной проволоки в зону дуги и для подвода сварочного тока
к электродной проволоке, для подвода газа к дуге. Горелки
могут быть для малых сварочных токов (до 300 А) и больших
токов (до 1000 А) — с водяным охлаждением.
Полуавтомат типа А-547 ум (ПДГ-309) предназначен для
сварки листового металла толщиной до 3 мм во всех про-
странственных положениях шва постоянным током обратной
полярности, электродной проволокой диаметром 0,8... 1,2 мм.
Источниками питания дуги служат выпрямители типов ВС-ЗООБ
или ВДГ-301, сварочный ток регулируется в пределах 60...300 А.
Механизм подачи электродной проволоки вмонтирован в че-
моданчик и состоит из электродвигателя постоянного тока,
роликов и катушки с проволокой. Частота вращения электро-
двигателя может плавно регулироваться реостатом, включен-
ным в обмотку двигателя, при этом изменяется скорость подачи
электродной проволоки в пределах 100...340 м/ч.
Сварочные аппараты типов АДПГ-500,АСУ-6 или свароч-
ные тракторы типов АДС-1000-2, ТС-17М, переоборудован-
ные для сварки в углекислом газе, применяются для автомати-
ческой сварки.
280
10.2. Особенности электросварки
в защитных газах
10.2.1. Аргонодуговая сварка
При сварке данного вида постоянным током неплавя-
щимся электродом используют прямую полярность. При этом
дуга горит устойчиво и обеспечивает хорошее формирование
сварочного шва. При обратной полярности подводимого на-
пряжения снижается устойчивость процесса сварки, перегрева-
ется вольфрамовый электрод, что требует снижения сварочно-
го тока, и производительность сварки снижается.
Плавящийся электрод и постоянный ток обратной по-
лярности применяется при автоматической и полуавтоматичес-
кой сварках, при этом обеспечивается высокая производитель-
ность сварки.
При сварке переменным током неплавящимся электро-
дом требуется более высокое напряжение холостого хода
источника сварочного тока для устойчивого горения дуги и
стабилизации процесса сварки.
Но по условиям безопасности применяется допускаемая
величина напряжения с наложением тока высокой частоты от
осциллятора.
При сварке переменным током неплавящимся электродом
происходит частичное выпрямление тока вследствие различной
электронной эмиссии вольфрамового электрода и свариваемо-
го изделия. При этом появляется некоторая составляющая
постоянного тока, что приводит к уменьшению тепловой мощ-
ности дуги и затрудняет разрушение оксидной пленки при
сварке алюминия, магния и их сплавов, способствуя образова-
нию внутренних и поверхностных дефектов.
Для снижения постоянной составляющей переменного сва-
рочного тока в сварочную цепь включают последовательно
конденсаторную батарею емкостью 100 мкФ на 1 А сварочно-
го тока или аккумуляторную батарею (положительный полюс
на электроде).
При ручной сварке неплавящимся электродом на по-
стоянном токе возбуждение дуги производят на угольной
пластинке с разогревом электрода в течение некоторого вре-
мени, а затем переносят дугу в начало разделки кромок.
При сварке переменным током возбуждение дуги про-
изводят с помощью осциллятора без короткого замыкания
электрода на изделие.
281
При полуавтоматической и автоматической сварке возбуж-
дение дуги производят касанием электродной проволокой
вводной планки, устанавливаемой в начале свариваемого шва
для предупреждения дефекта.
При толщине свариваемых листов до 2,5 мм сварку реко-
мендуется производить с отбортовкой кромок.
При толщине листов 0,4...4 мм и малом зазоре порядка
0,1...0,5 мм сварку можно производить без отбортовки и раз-
делки кромок.
Листы толщиной 4...12 мм сваривают с V-образной раздел-
кой кромок и углом разделки 50—70°.
Приводим рекомендуемые соотношения для аргонодуговой
сварки:
Диаметр вольфрамового электрода, мм 1,5...2 2,5...3 3,5—4 4,4...6
Диаметр отверстия сопла, мм 5...7 7...9 9...12 12...14
Расход аргона, л/мин 2...3 4...5 6.-8 10...30
Перед началом сварки шланг и горелка продуваются не-
большим количеством аргона, возбуждение дуги производится
через 3...4 с после подачи аргона в горелку. Струя аргона
должна защищать и обратную сторону шва, а если это невоз-
можно, то применяются подкладки или флюсовая подушка.
Ручную сварку листов малой толщины (до 4 мм) произво-
дят левым способом, т. е. горелка перемещается при сварке
справа налево. При этом ось мундштука горелки должна со-
ставлять с поверхностью свариваемых листов угол 70—80°;
присадочный пруток находится под углом 10... 15° к поверхно-
сти свариваемых листов, т. е. почти перпендикулярно оси мунд-
штука горелки.
Ручную сварку листов большой толщины (более 12 мм)
производят правым способом, т. е. горелка движется слева на-
право. При этом ось мундштука горелки располагается почти
перпендикулярно к поверхности свариваемых листов.
Длина дуги при аргонодуговой сварке составляет 1,5...2,5 мм,
длина выступающего вольфрамового электрода составляет
6—12 мм.
Дуга гасится постепенным увеличением дугового проме-
жутка.
Подача аргона в зону дуги прекращается через 10... 15 с
после гашения дуги с целью защиты металла шва от воздей-
ствия воздуха до его затвердевания.
Полуавтоматическая и автоматическая сварка про-
изводится плавящимся электродом при постоянной скорости
282
подачи электродной проволоки. Длина дуги поддерживается
постоянной саморегулированием.
Электродная проволока применяется диаметром 0,5...2 мм.
Металл толщиной до 5 мм соединяется встык без разделки
кромок, толщиной более 5 мм — с V-образной разделкой с
углом разделки 30...50°.
Глубина проплавления увеличивается, когда с увеличением
сварочного тока капельный перенос металла сменяется струйным.
Критическое значение сварочного тока — величина сва-
рочного тока, при которой металл электрода начинает стекать
в сварочную ванну струей. Критический ток составляет при
сварке сталей 60...120 А на 1 мм2 сечения сварочной про-
волоки, при сварке алюминия — 70 А на 1 мм2 сечения про-
волоки.
Подготовка поверхностей под сварку заключается в обез-
жиривании растворителями, в том числе бензином или ацетоном,
удаление окисной пленки механическим или химическим спо-
собом.
Механическую зачистку производят металлическими щетками.
Химический способ заключается в травлении в течение
0,5—1 мин раствором из 50 г едкого натра технического и 45 г
фтористого натрия технического на 1 л воды, промывке про-
точной водой, нейтрализации в 30%-ном растворе азотной кис-
лоты в течение 2 мин, промывке в проточной воде, затем в
горячей воде, сушке до полного испарения влаги. Обработку
выполняют не более чем за 3 ч до сварки.
10.2.2. Электросварка под углекислым газом
Сварка под углекислым газом проводится во всех про-
странственных положениях при токе обратной полярности. При
токе прямой полярности снижается устойчивость дуги, ухудша-
ется формирование шва, увеличиваются потери металла элект-
рода на угар и разбрызгивание. Но при этом коэффициент
наплавки выше в 1,6...1,8 раза, чем при сварке с обратной
полярностью, что используют при наплавочных работах.
Сварку под углекислым газом можно производить и на
переменном токе при включении в сварочную цепь осциллятора.
Источниками питания сварочной дуги на постоянном токе
являются сварочные выпрямители.
Сварка листов толщиной 0,6... 1 мм производится с отбор-
товкой кромок; допускается сварка и без отбортовки с зазором
между кромками не более 0,3...0,5 мм.
283
Листы толщиной 1...8 мм сваривают без разделки кромок,
при этом зазор между кромками должен быть не более 1 мм.
Сварка листов толщиной 8... 12 мм производится V-образ-
ным швом, а при больших толщинах — Х-образным швом.
Сварка под углекислым газом производится электродной
проволокой диаметром 0,5...2 мм при плотности тока не менее
80 А/мм2.
Применяется сварочная проволока из низкоуглеродистой
стали марок Св-08ГС, Св-08Г2С с повышенным содержанием
кремния и марганца, чистая от смазки, ржавчины и загрязнений,
антикоррозионных покрытий.
Напряжение при сварке устанавливают таким, чтобы полу-
чить устойчивый процесс сварки при короткой дуге в пределах
1,5...4 мм. При большей длине дуги процесс сварки является
неустойчивым, с разбрызгиванием металла и окислением и азо-
тированием наплавляемого металла.
Скорость подачи электродной проволоки устанавливается
такой, чтобы была устойчивой при удовлетворительном форми-
ровании шва и небольшом разбрызгивании металла.
Расстояние от торца мундштука горелки до сварного со-
единения должно быть в пределах 7...15 мм при сварочных
токах до 150 Айв пределах 15...25 мм при сварочных токах
до 500 А.
Полуавтоматическая сварка может вестись острым
углом вперед при перемещении горелки справа налево, и углом
назад при перемещении горелки слева направо.
При сварке методом углом вперед меньше глубина про-
плавления и получается широкий наплавляемый валик.
Данный метод применяют при сварке тонкостенных дета-
лей и при сварке сталей, склонных к образованию закалочных
структур.
При сварке углом назад больше глубина проплавления,
а ширина валика меньше. Наклон горелки к вертикали состав-
ляет 5... 15°.
Вылет электродной проволоки устанавливают в пределах
8...15 мм при ее диаметре 0,5...1,2 мм и 15...35 мм при диамет-
ре проволоки 1,2...3 мм.
Перед началом сварки необходимо, чтобы газ вытеснил
воздух из шланга и каналов сварочной горелки, поэтому нужно
отрегулировать расход углекислого газа и через 30...40 с воз-
будить дугу.
284
Движения электрода при сварке сходны с движениями его
при ручной дуговой сварке.
Первый слой необходимо сваривать при малом сварочном
токе во избежание трещин. Подача газа заканчивается после
прекращения подачи проволоки и выключения тока, после пол-
ного затвердевания металла.
При сварке под углекислым газом выделяющаяся окись
углерода СО действует отравляюще, поэтому в закрытых поме-
щениях, в резервуарах необходимо сваривать при наличии
вентиляции.
285
ЛИТЕРАТУРА
1. Алешин Н.П., Чернышев Г.Г (редакторы). Сварка. Резка. Конт-
роль. Справочник. Т. 1.— М.: Машиностроение. 2004.
2. Кисаримов Р.А. Справочник электрика.— М.: РадиоСофт. 1999.
3. Лихачев В.Л. Электросварка. Справочник.— М.: Солон-Пресс.
2004.
4. Фролов В.А., Пешков В.В., Коломенский А.Б., Казаков В.А. Свар-
ка. Введение в специальность. М.: Интернет Инжиниринг. 2004.
5. Правила устройства электроустановок. Седьмое издание. Раздел 1.
Общие правила. Раздел 7. Электрооборудование специальных
установок.— C.-П.: Деан. 2002.
6. Правила эксплуатации электроустановок потребителей. Пятое из-
дание.— C.-П.: Деан. 2001.
7. Межотраслевые правила по охране труда (правила безопасности)
при эксплуатации электроустановок.— М.: НЦ ЭНАС. 2001.
8. Межотраслевые правила по охране труда при газопламенной
обработке материалов.— C.-П.: Деан. 2002.
9. Николаев А. А., Герасименко А. И. Электрогазосварщик.— Рос-
тов-на-Дону, Феникс, 2005.
10. Рыськова 3. А., Федоров П.Д., Жимерава В. И. Трансформаторы
для электрической сварки.— Ленинград, Энергоатомиздат, Ленин-
градское отделение, 1990.
286
ИЗДАТЕЛЬСТВО «РАДИОСОФТ»
http://www.radiosoft.ru
Отдел реализации
тел./факс: (499) 177-47-20 e-mail: real@radiosoft.ru
Адрес и телефон для заявок на книги по почте:
109125 Москва, Саратовская ул., д. 6/2
Издательство «РадиоСофт»
Тел: (495) 972-36-39 e-mail: post@radiosoft.ru
КИСАРИМОВ
Рудольф Александрович
СПРАВОЧНИК СВАРЩИКА
2-е изд., стереотипное
Ответственный за выпуск
А. А. Халоян
Редактор
М. В. Толмачева
Дизайн обложки
Л. К. Абдрашитова
Компьютерная верстка
О. В. Розанова
Подписано в печать 16.11.2011
Формат 84x108/32. Гарнитура «TextBook»
Бумага офсетная. Печать офсетная
Печ. л. 9. Тираж ЮООэкз.
Издательское предприятие РадиоСофт
109125. Москва, Саратовская ул., д. 6/2