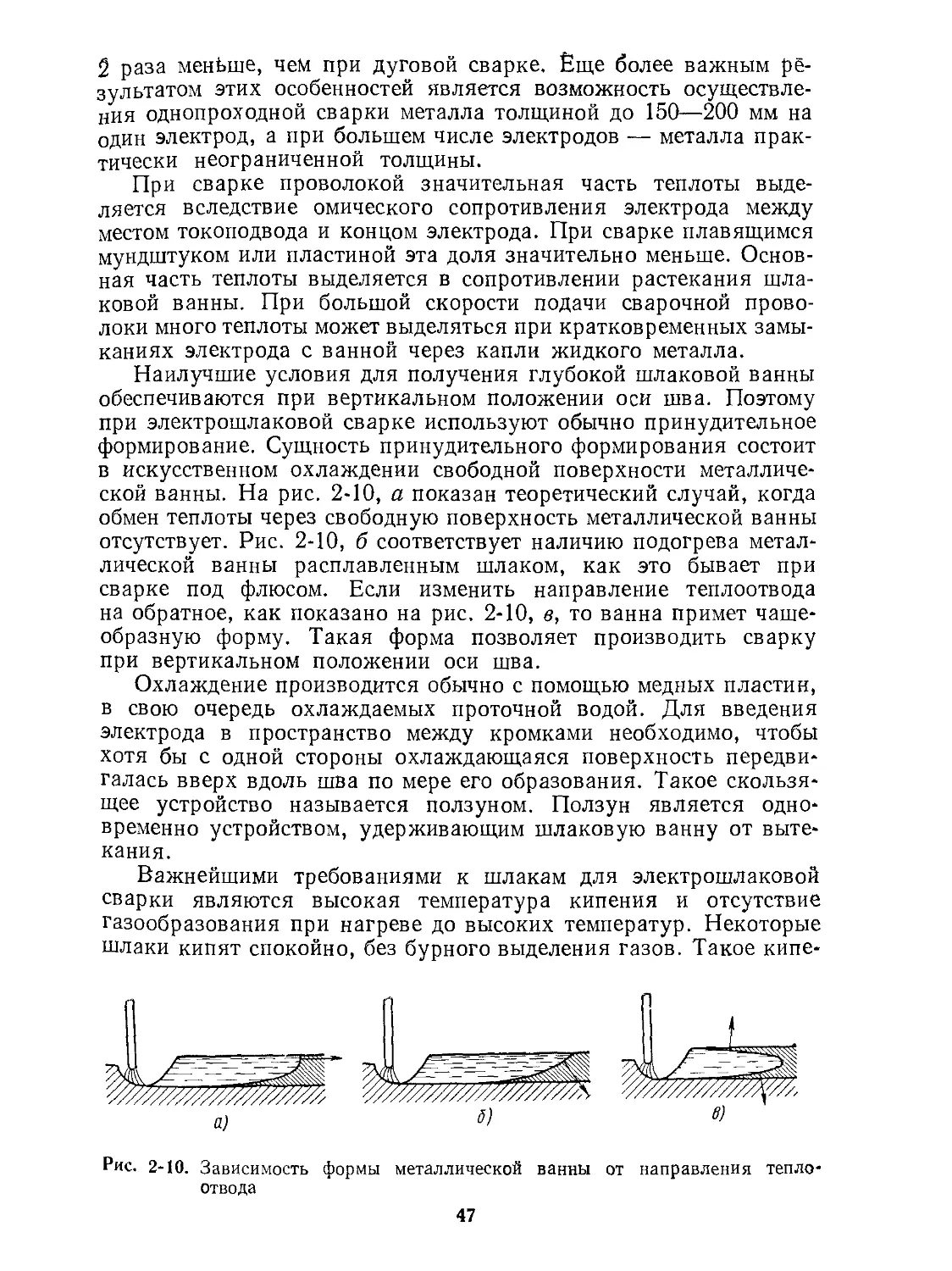
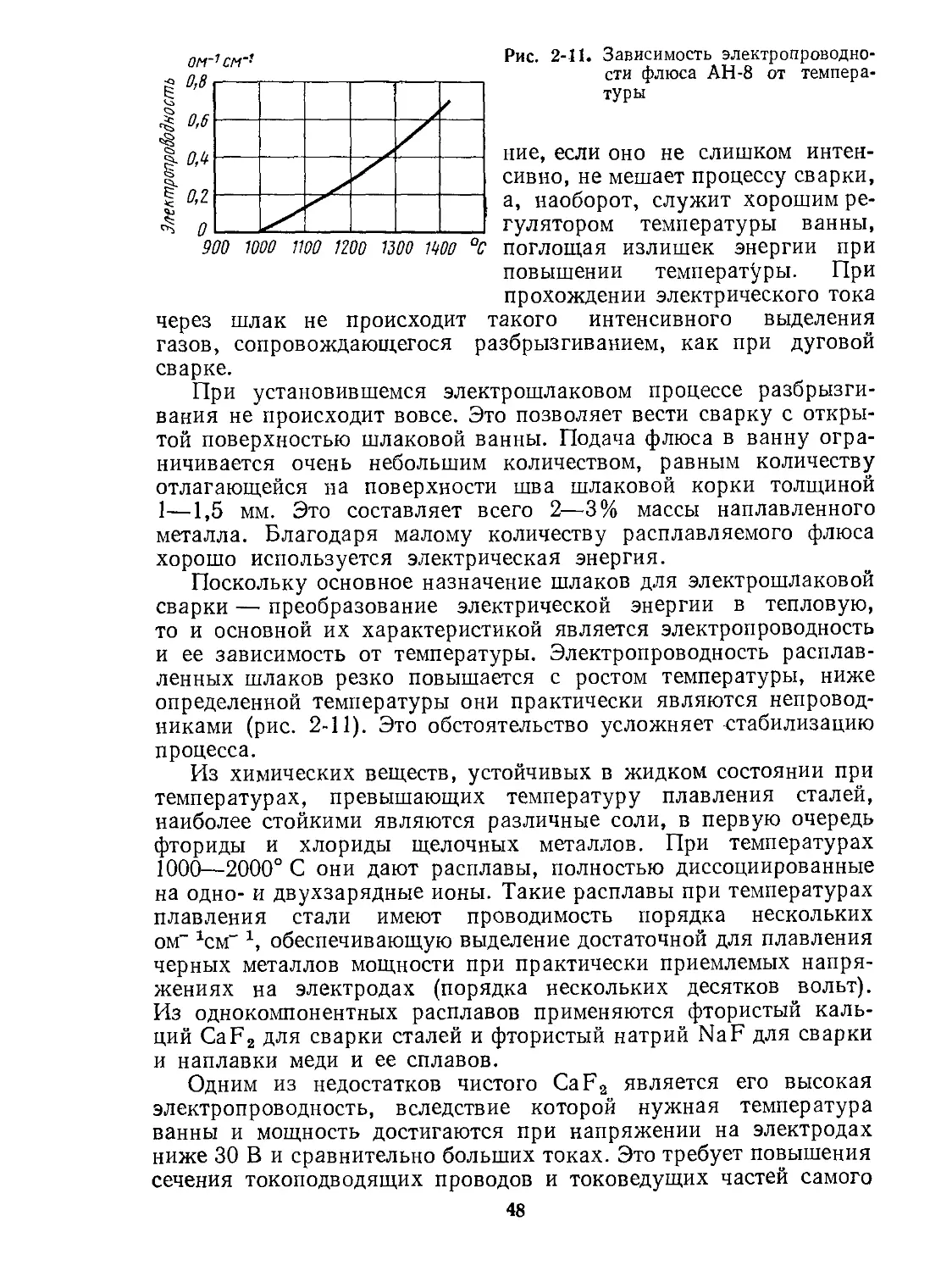
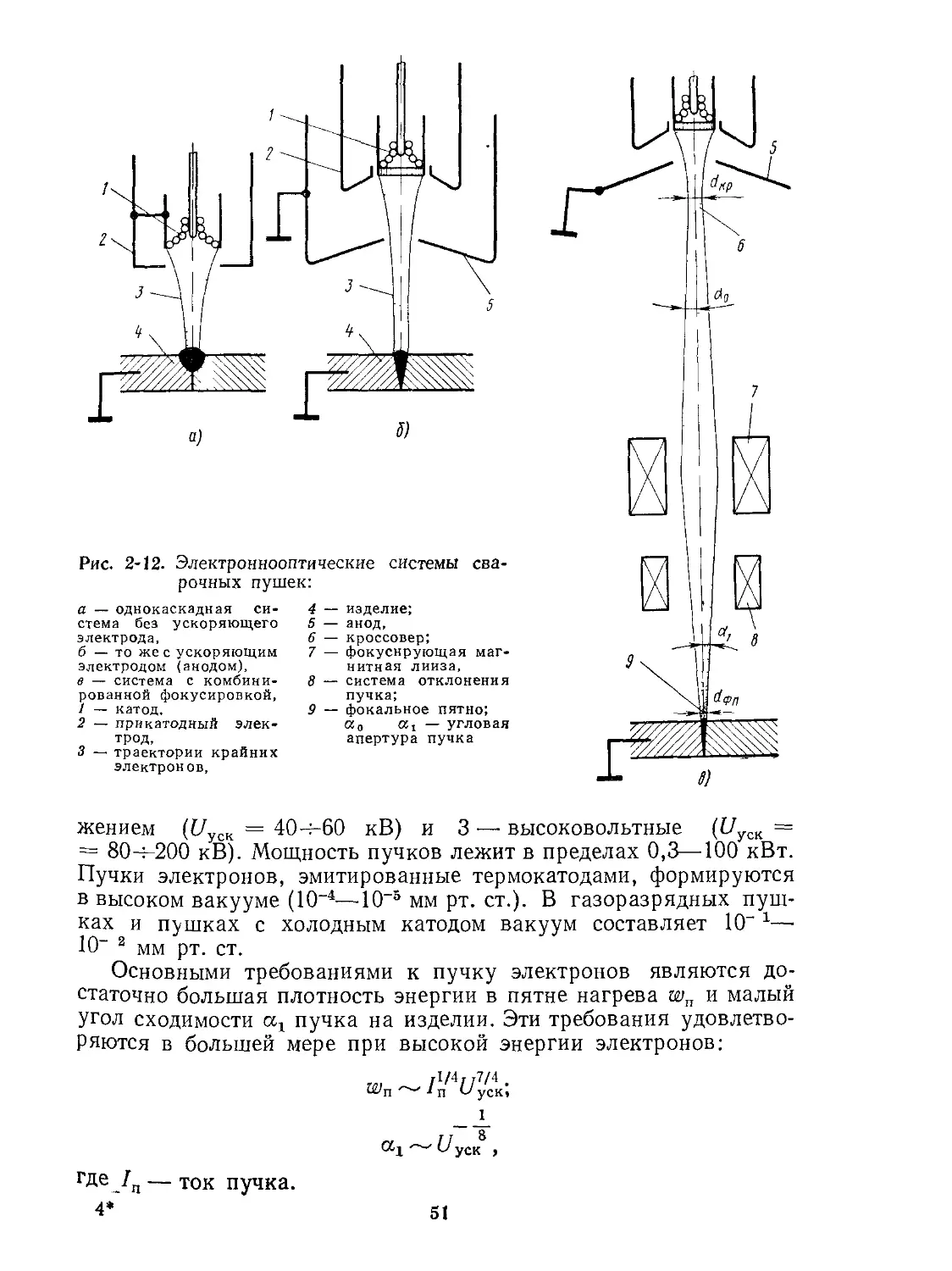
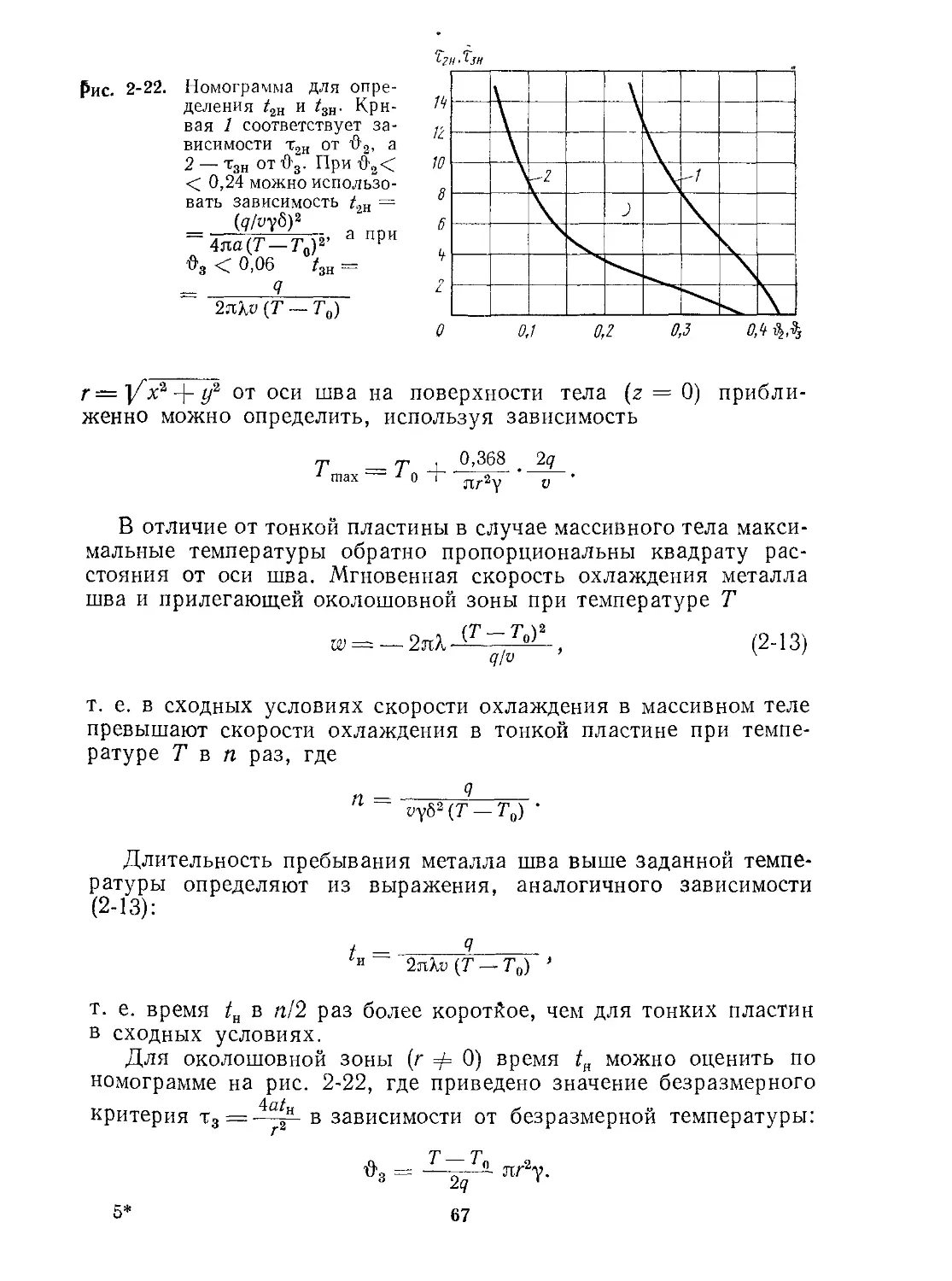
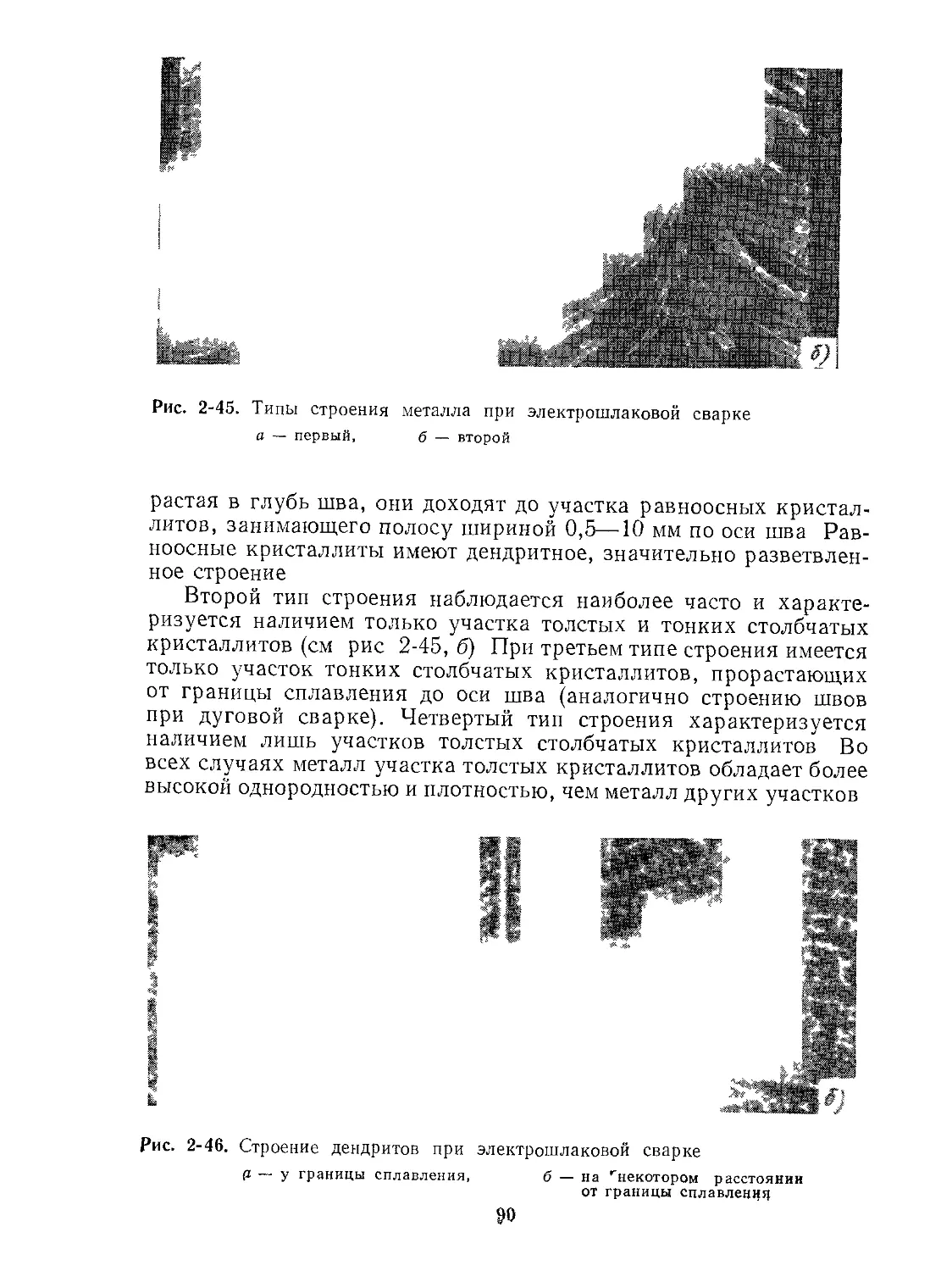
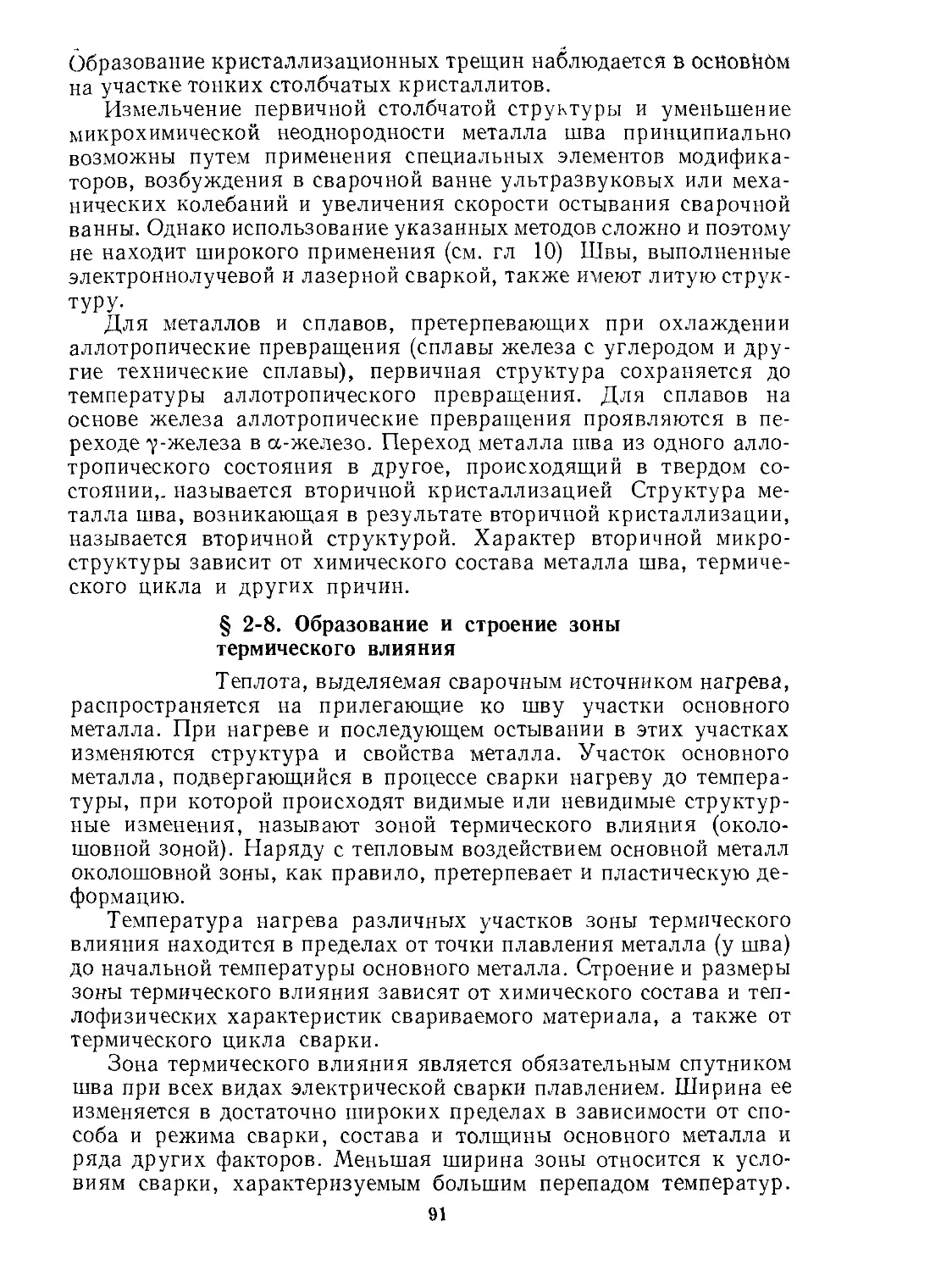
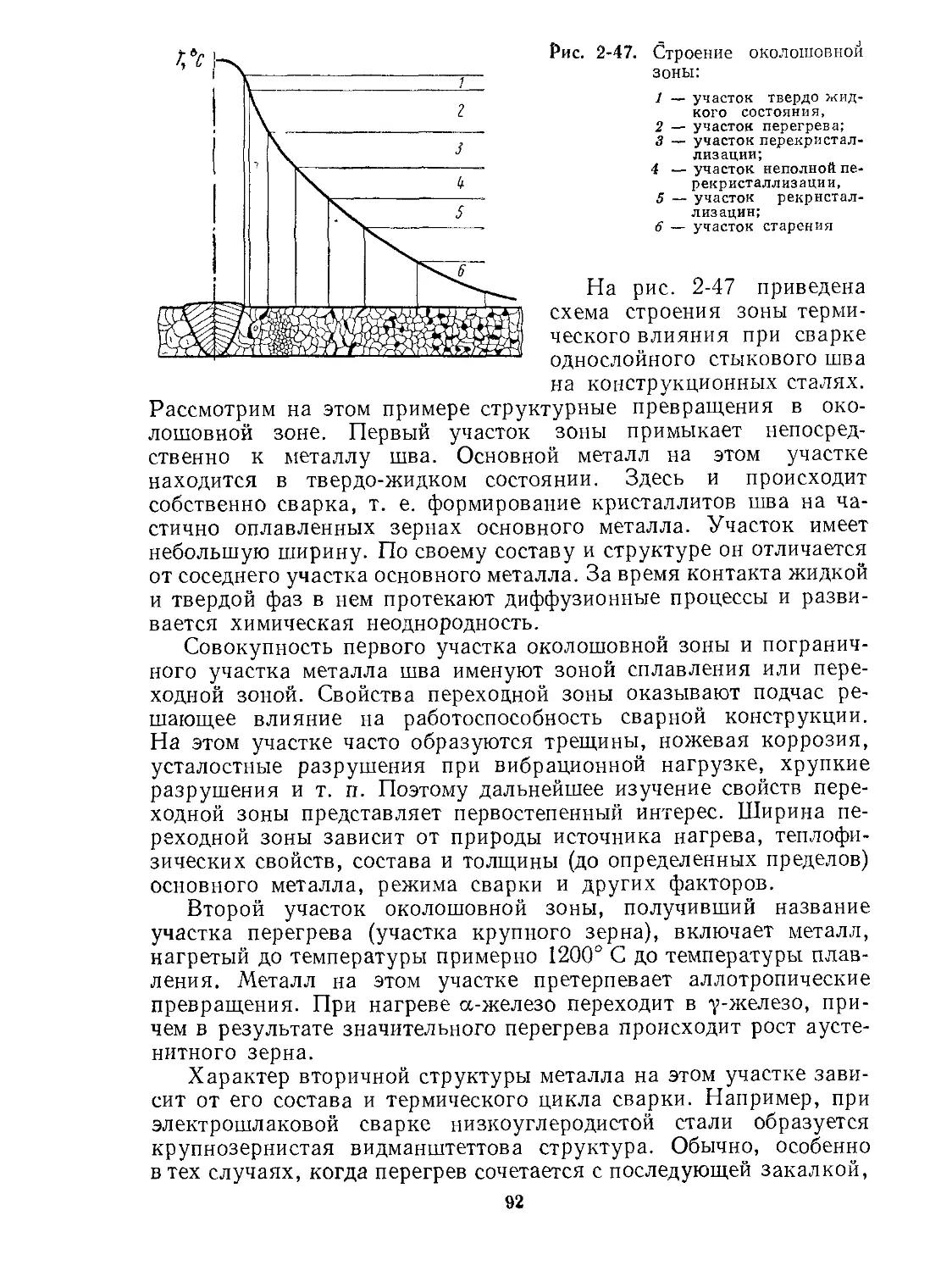
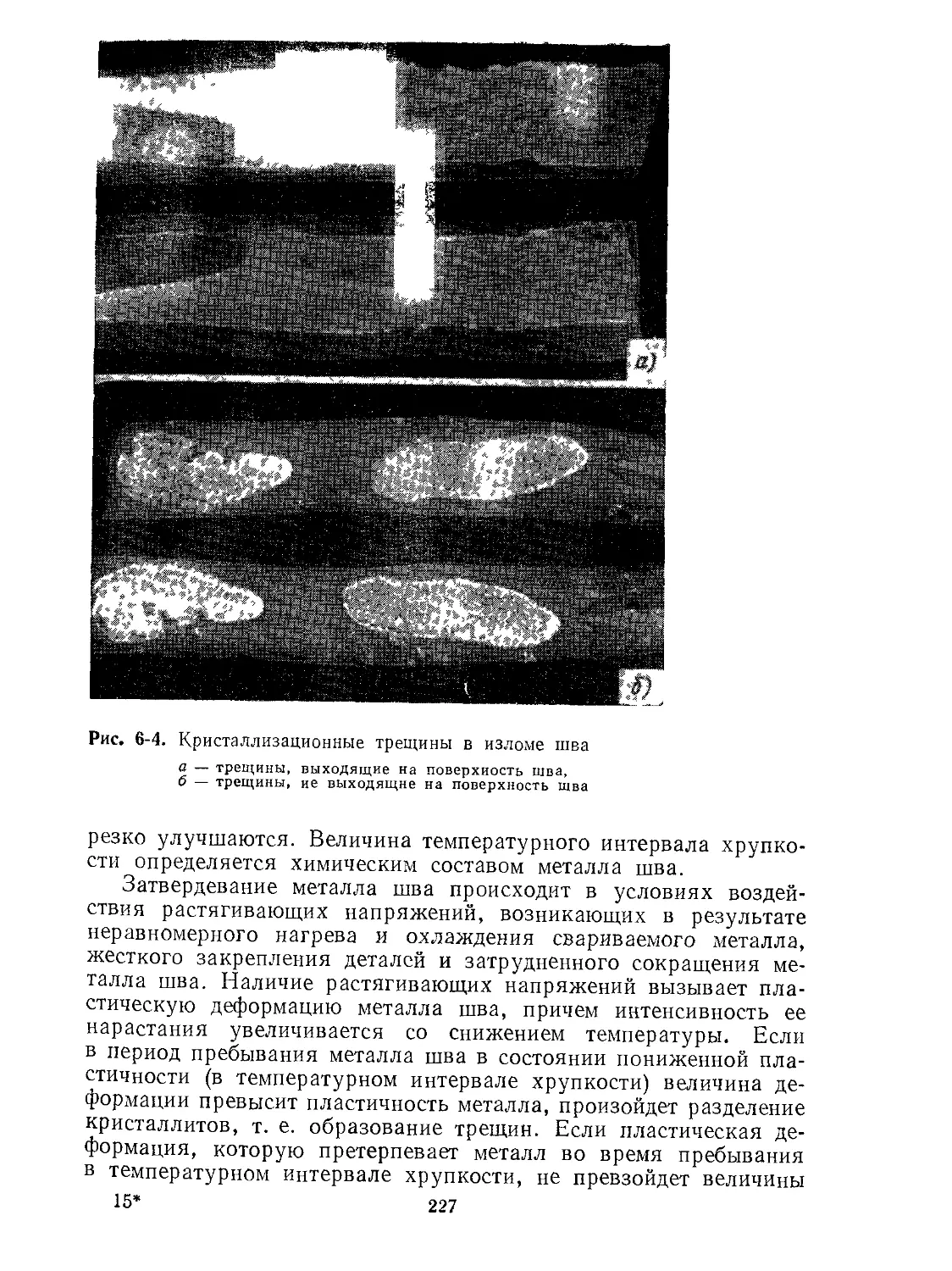
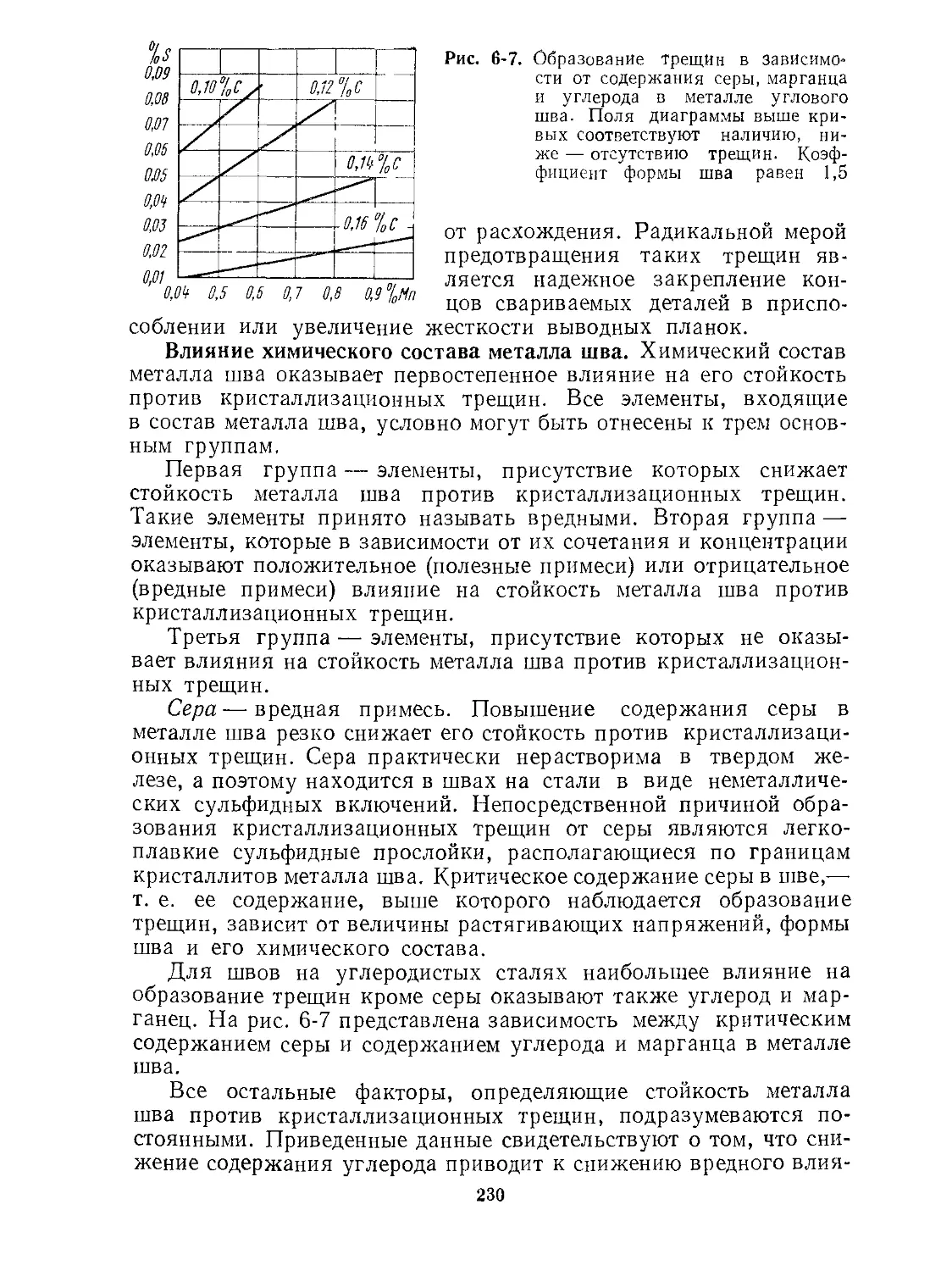
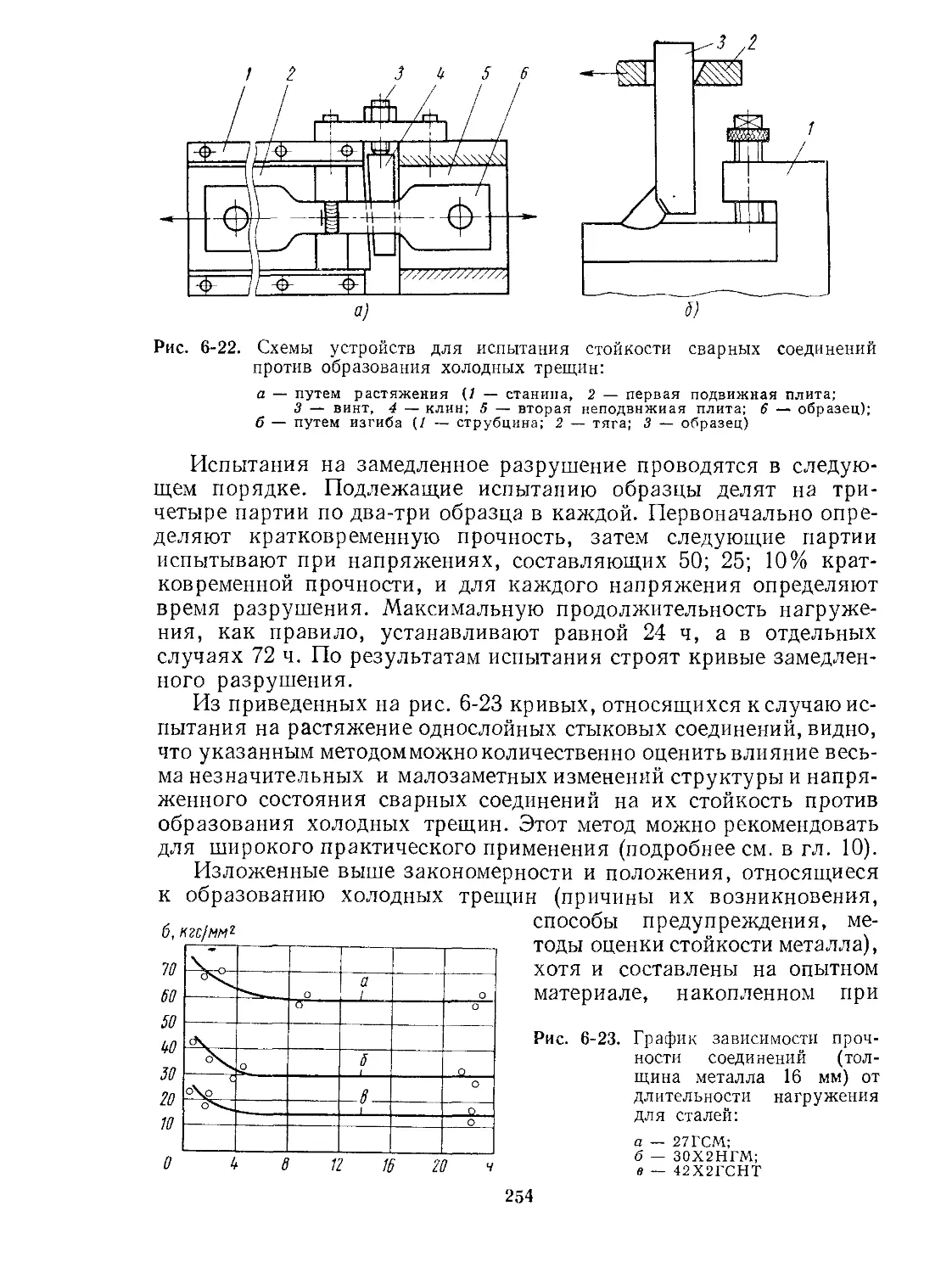
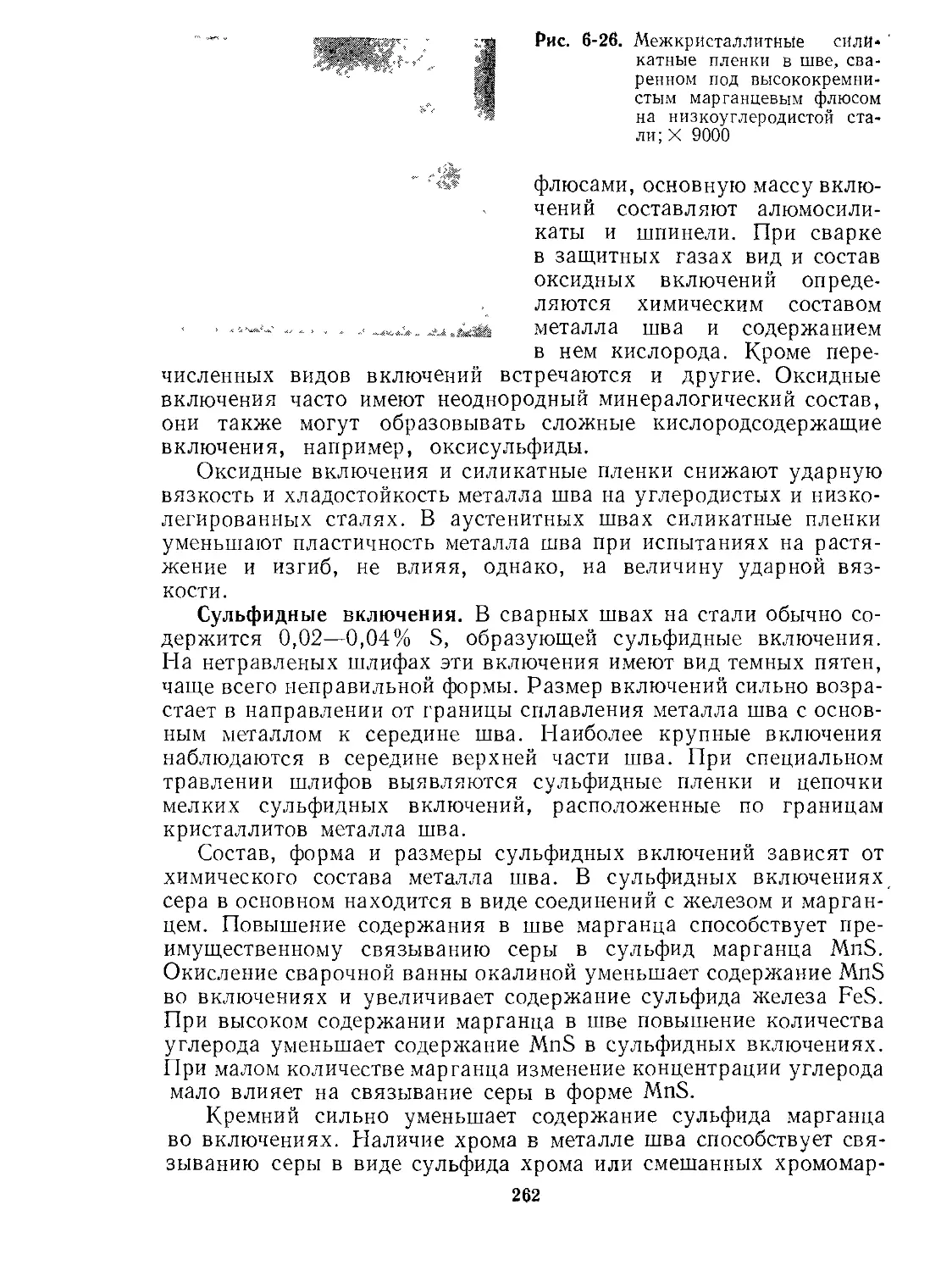
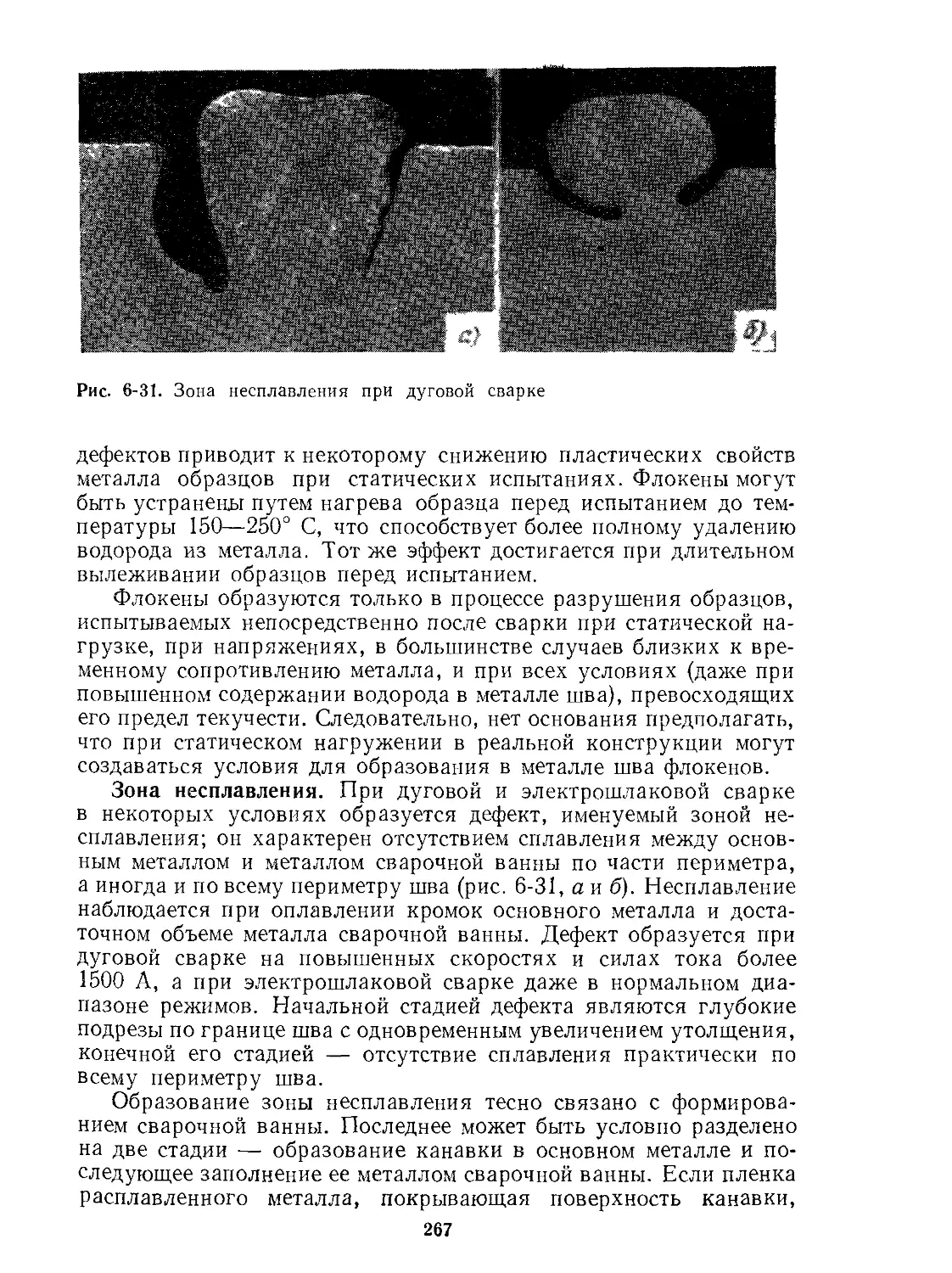
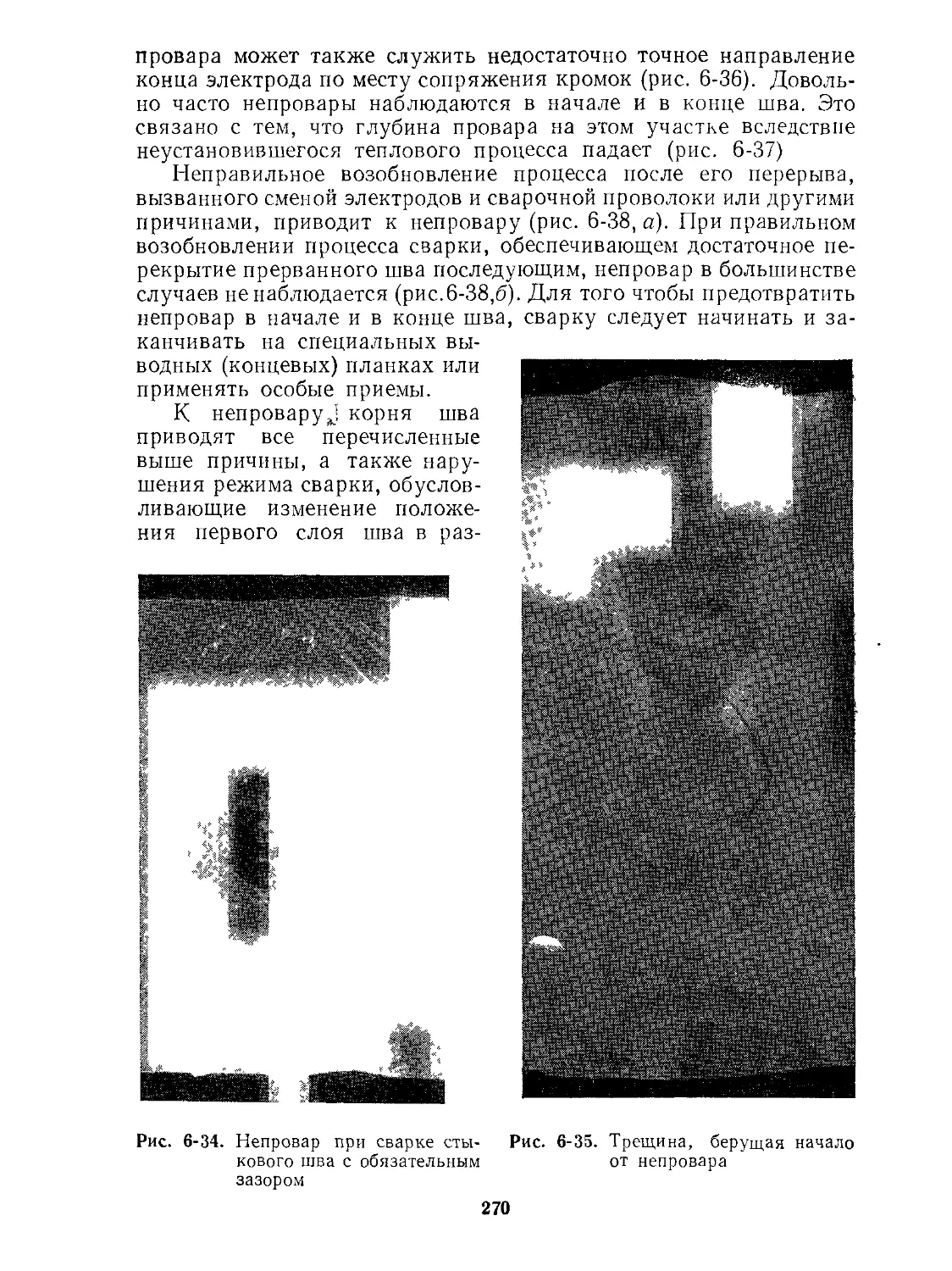
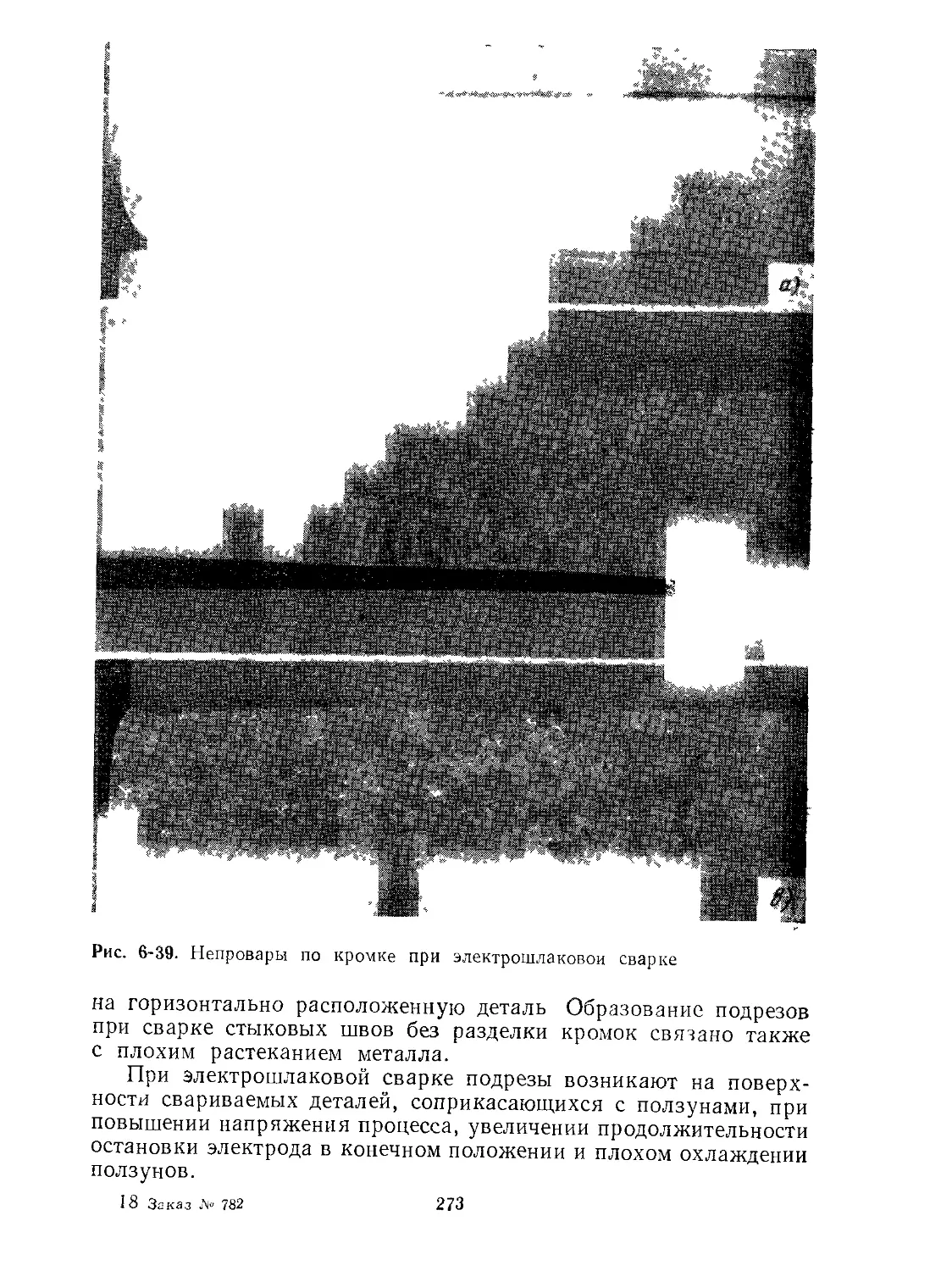
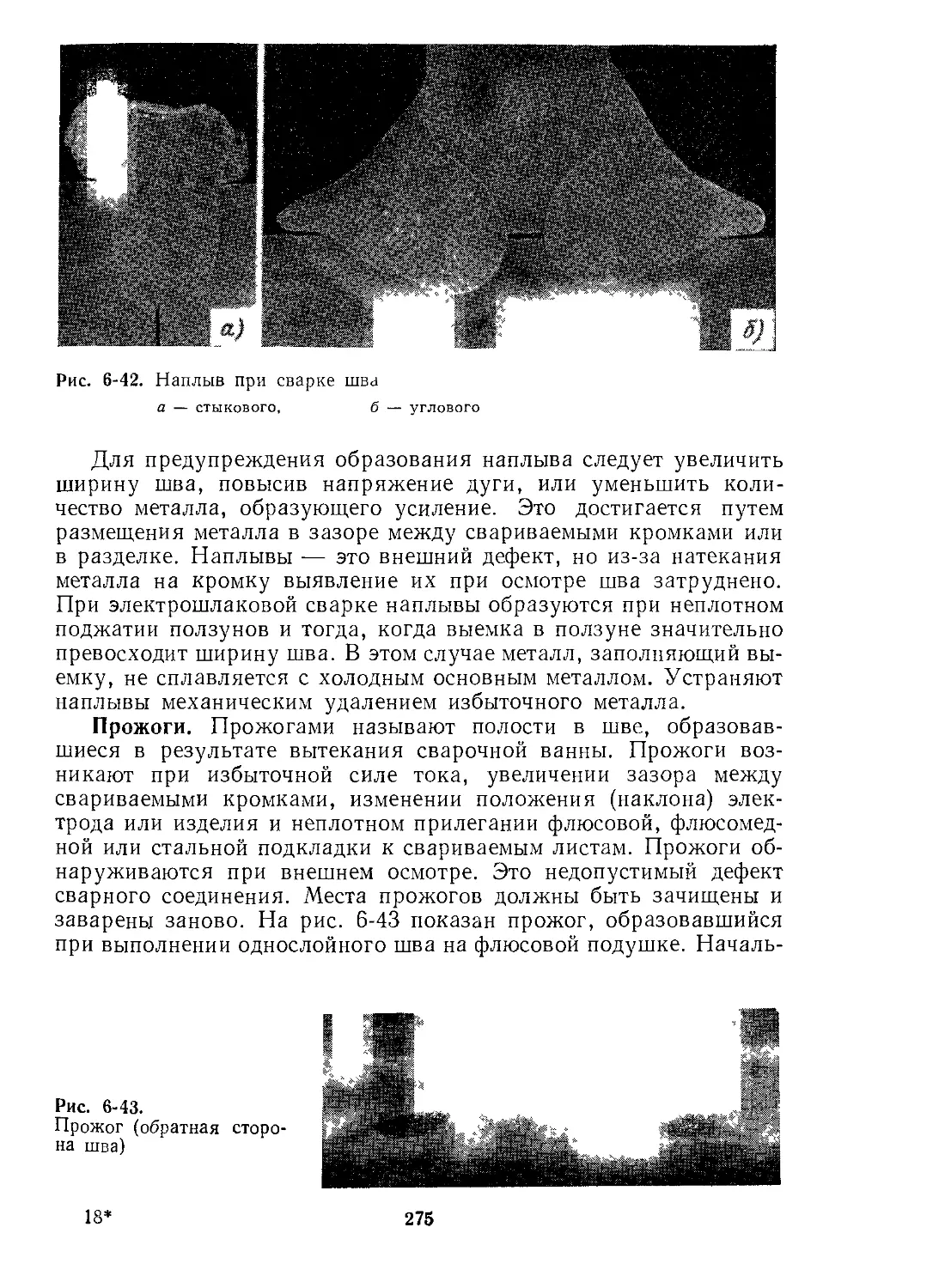
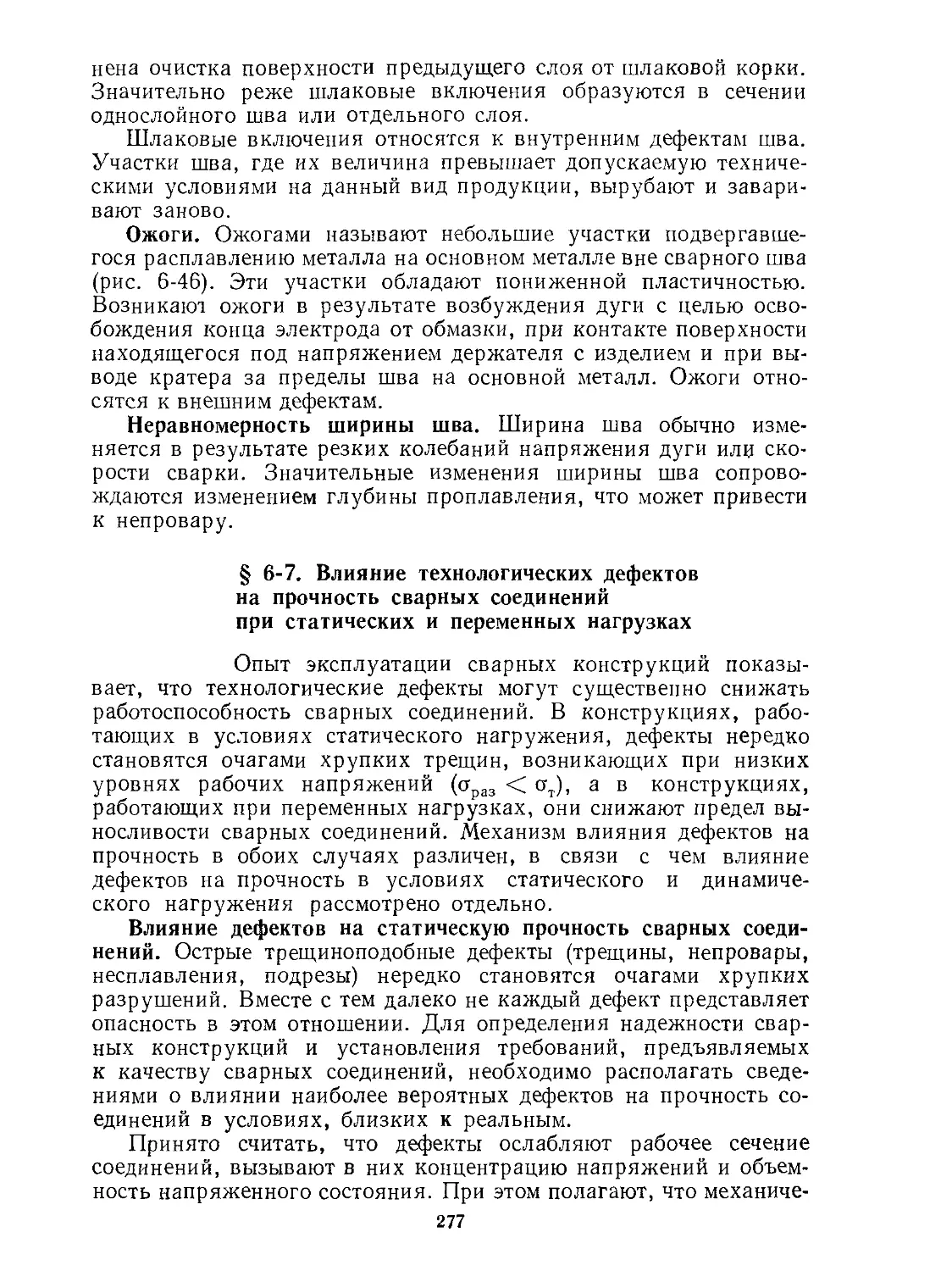
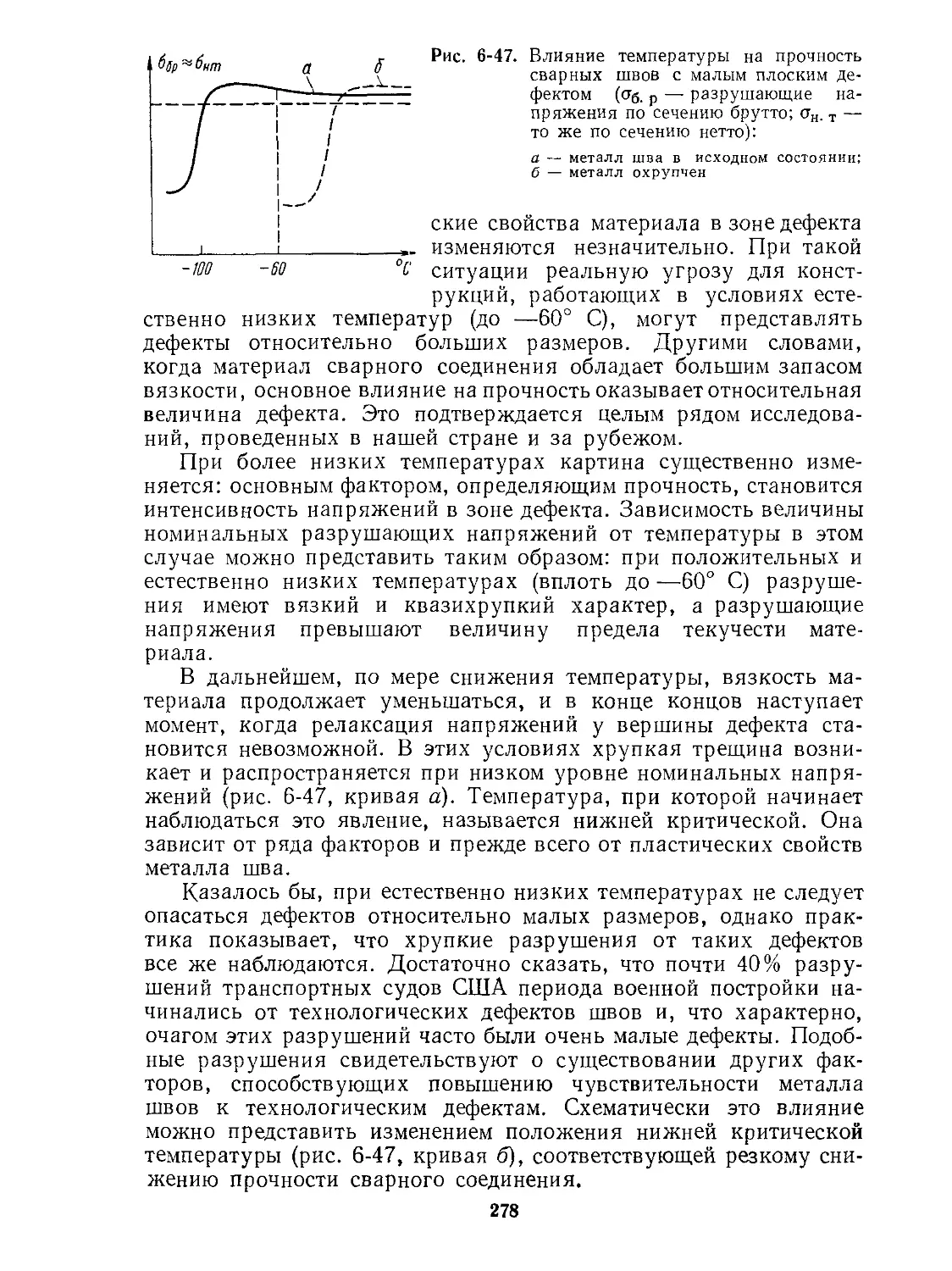
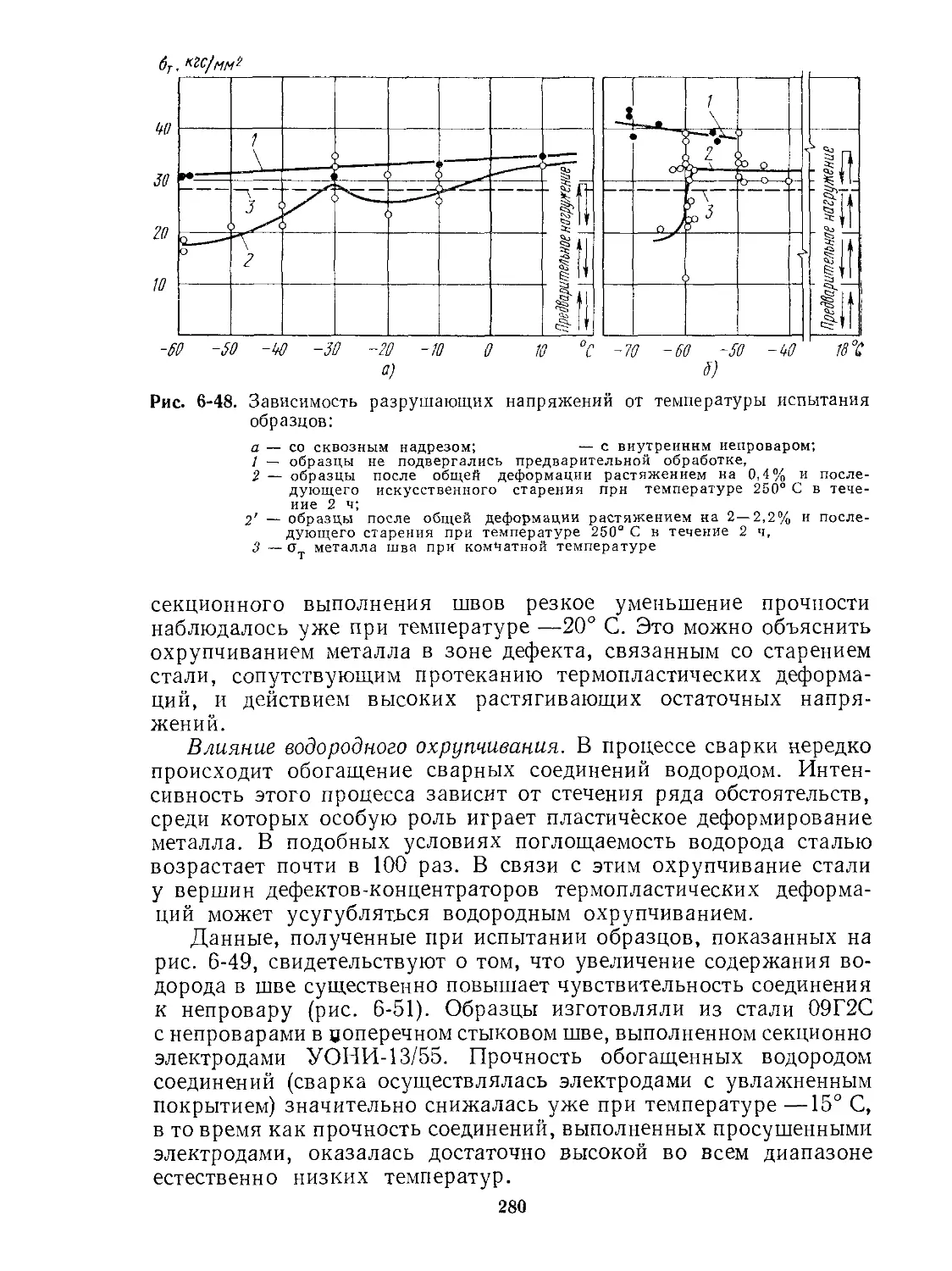
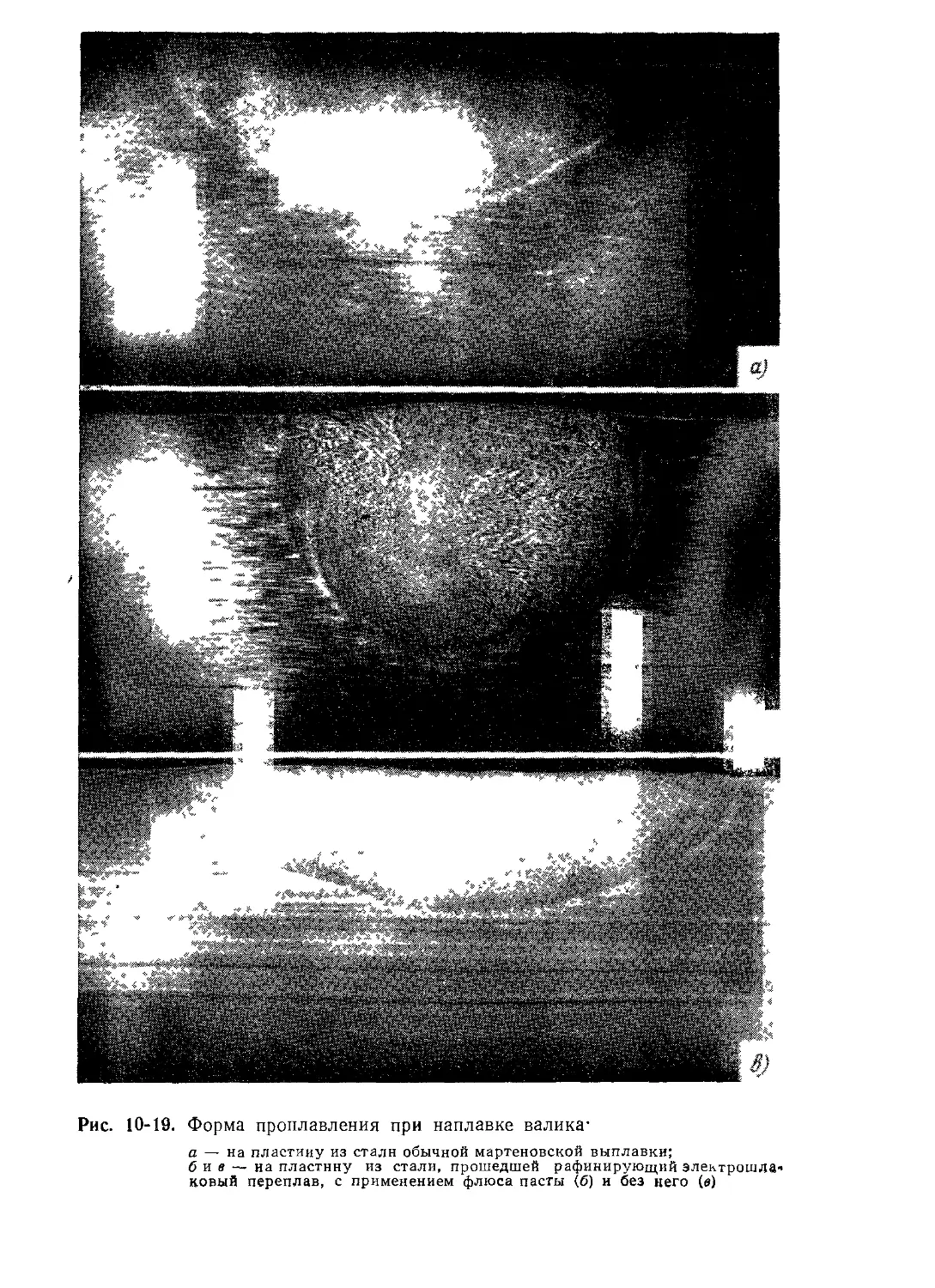
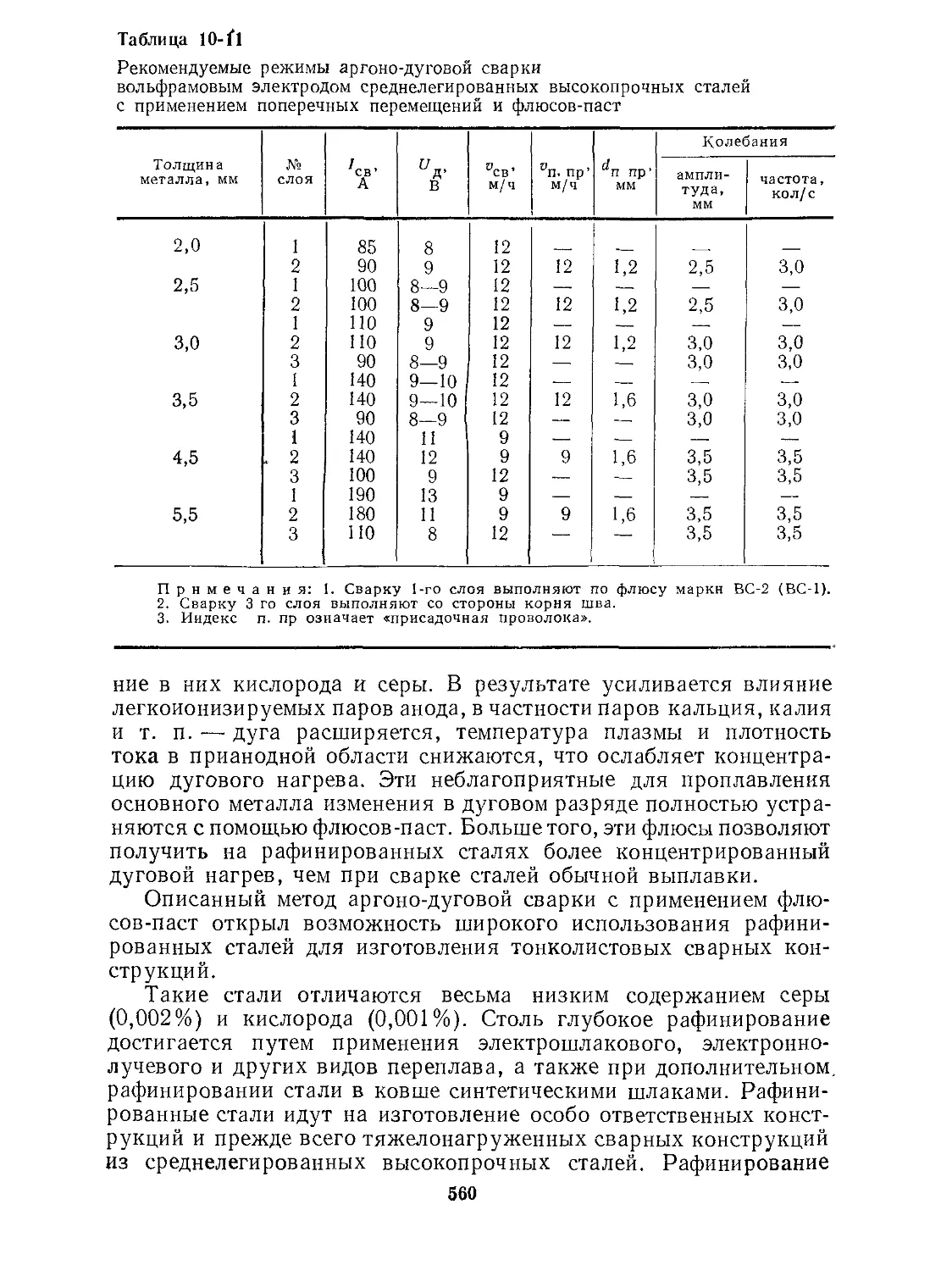
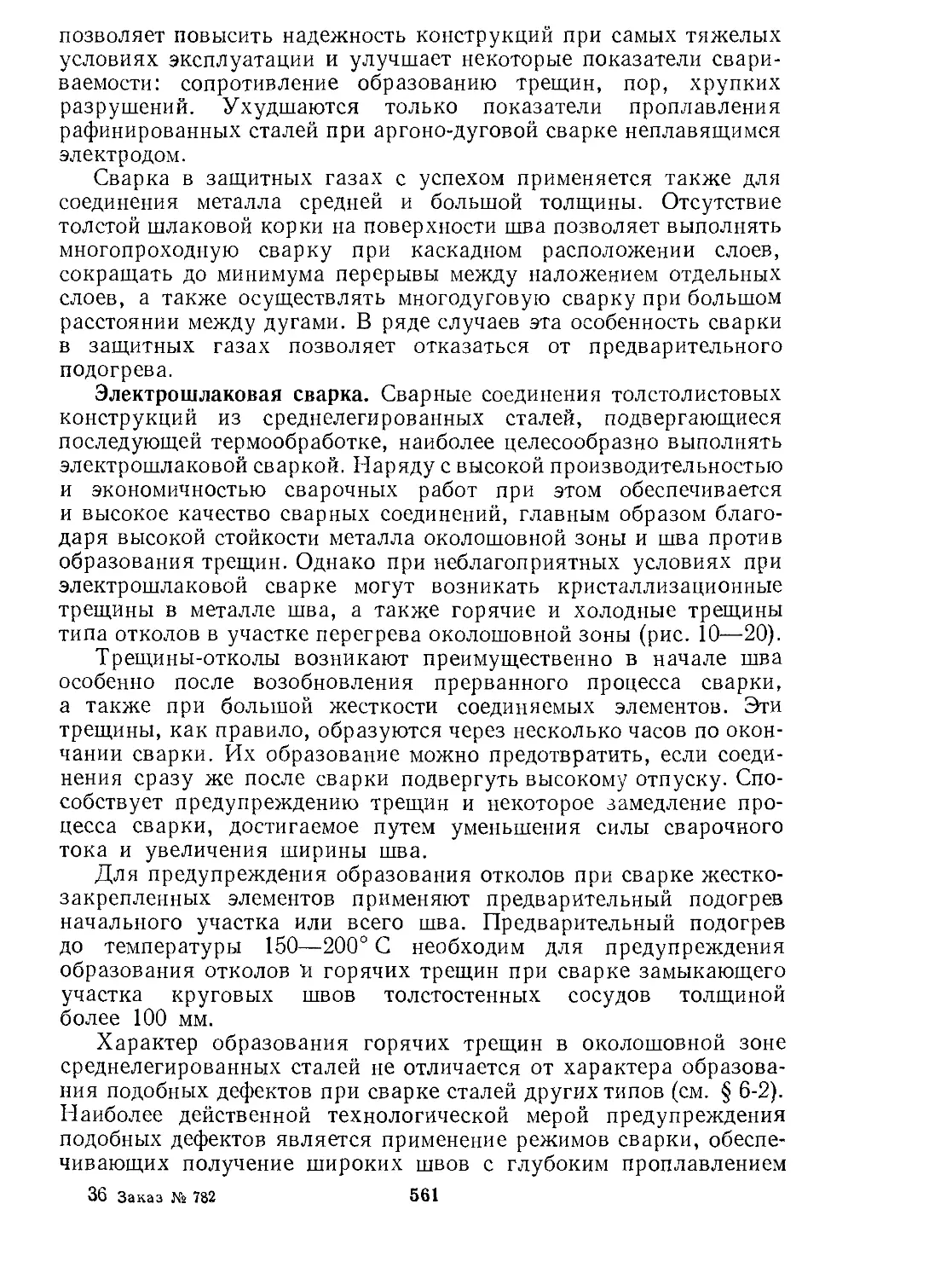
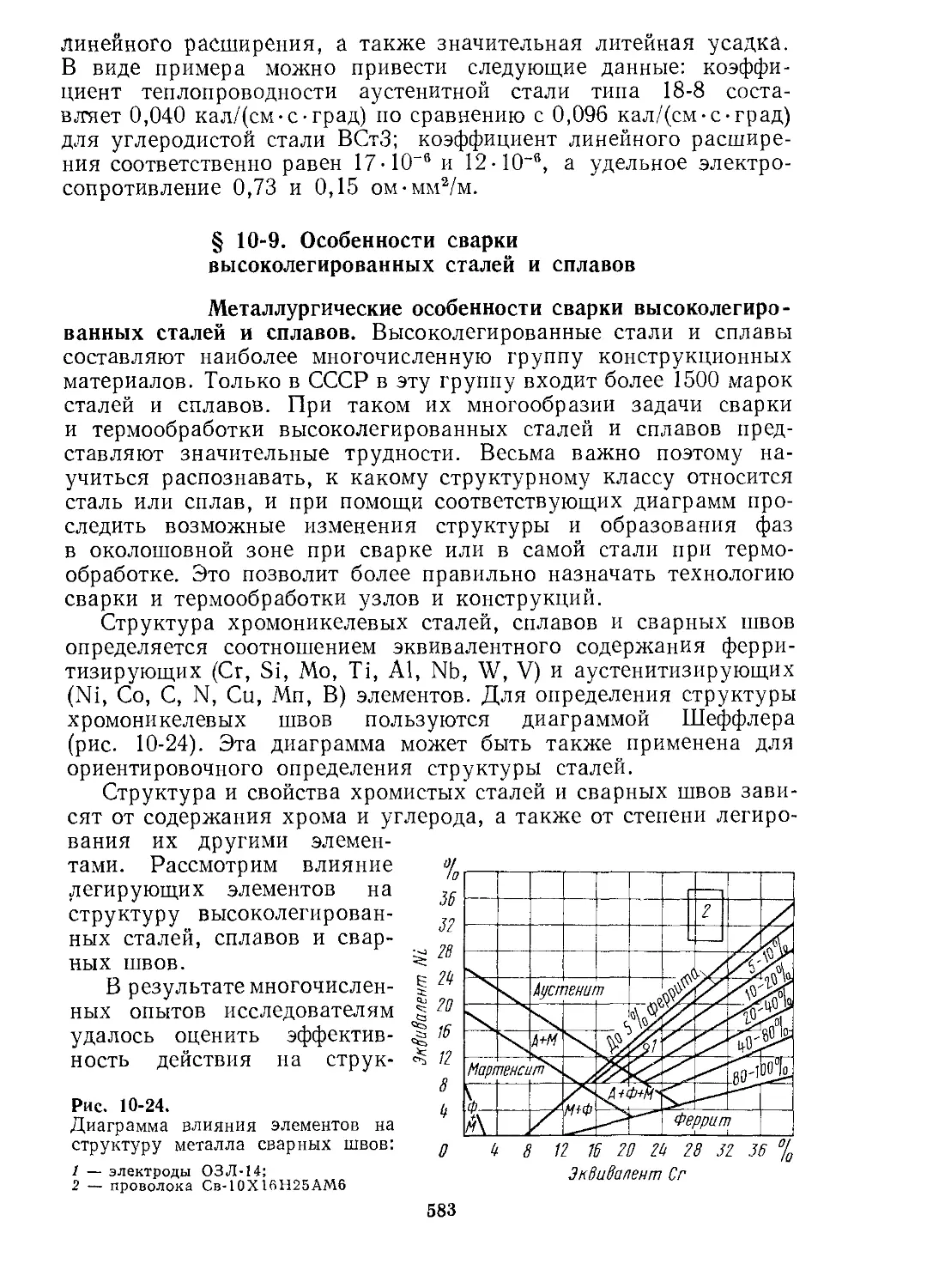
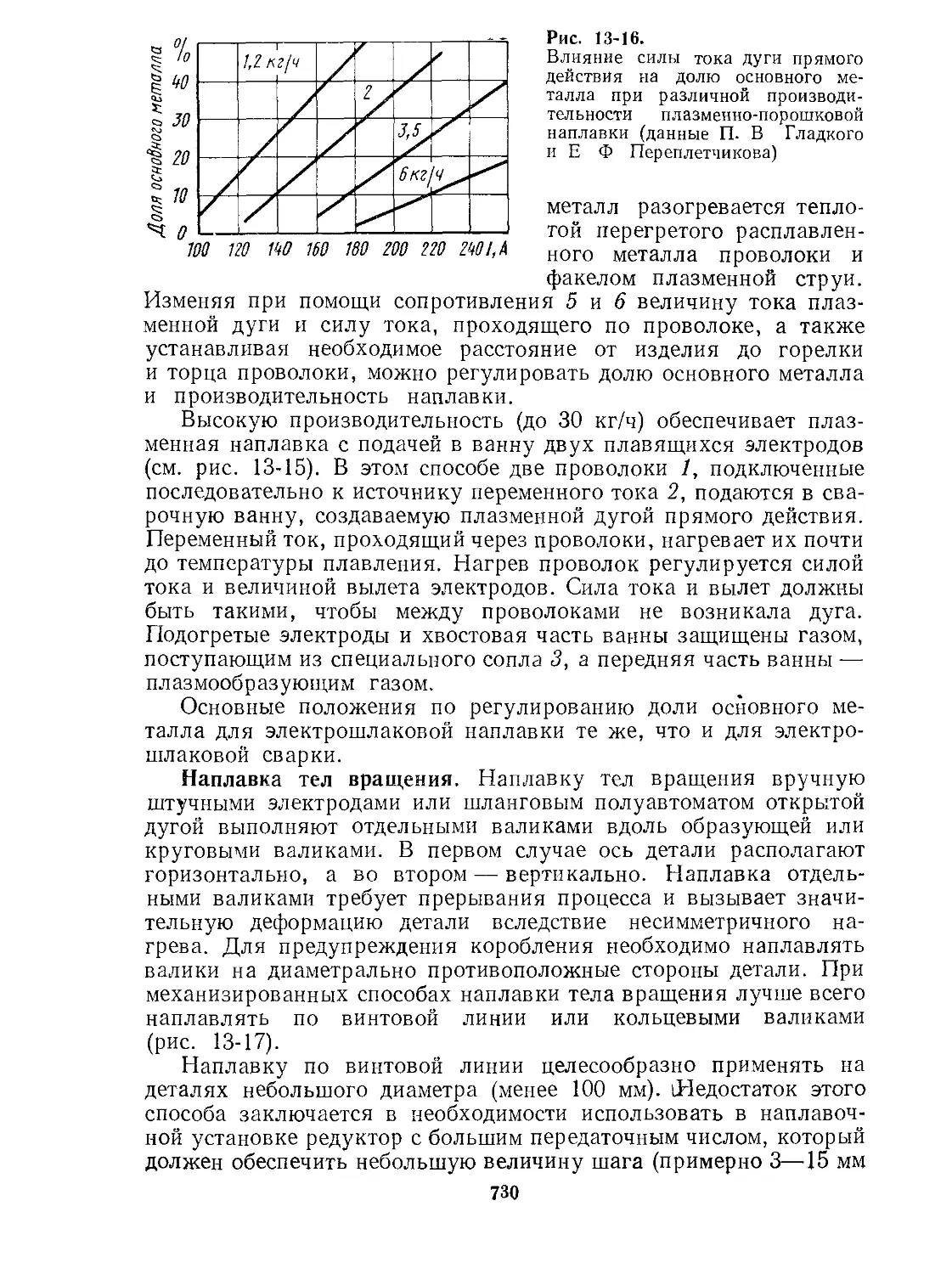
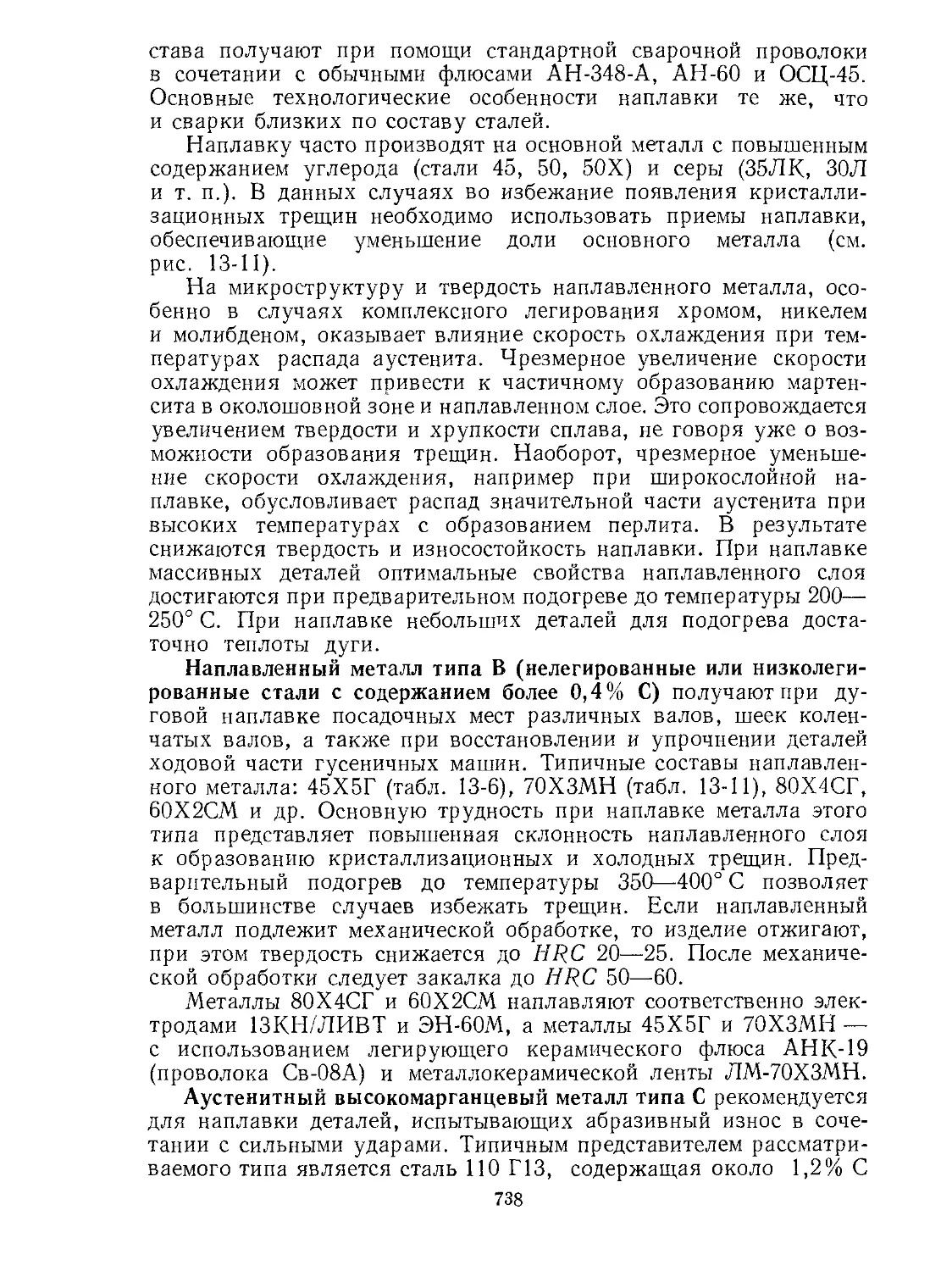
/






































































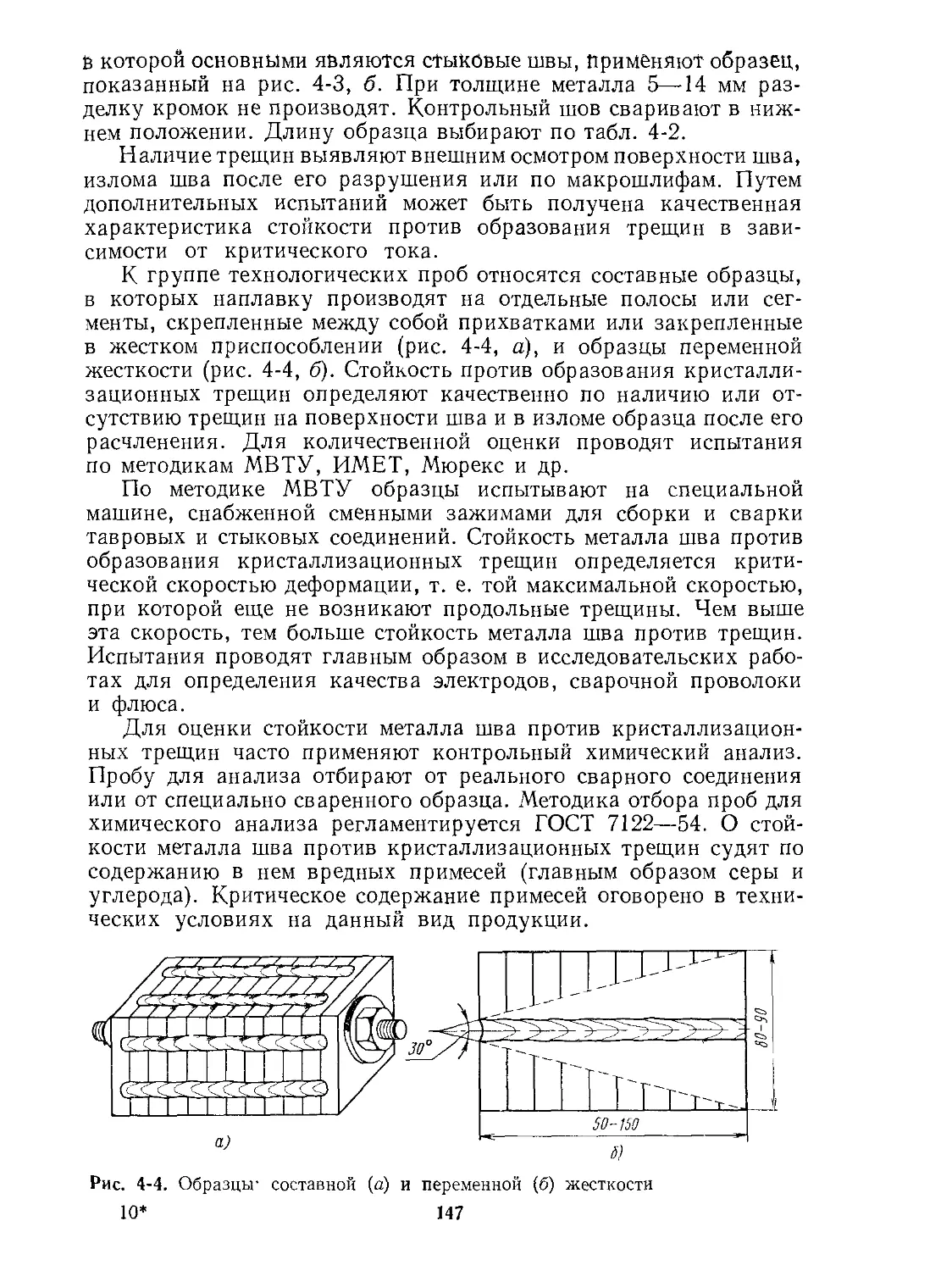
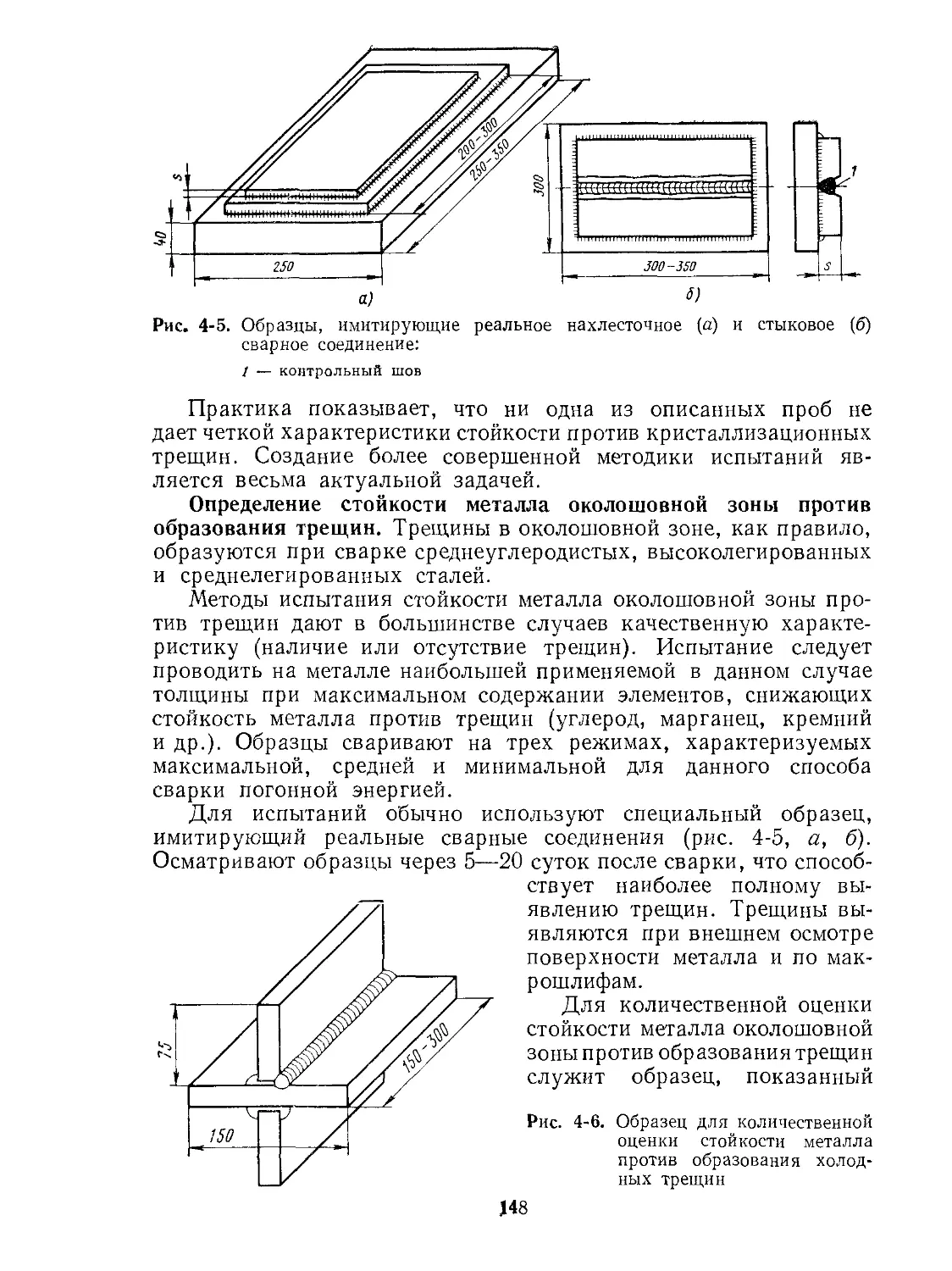







































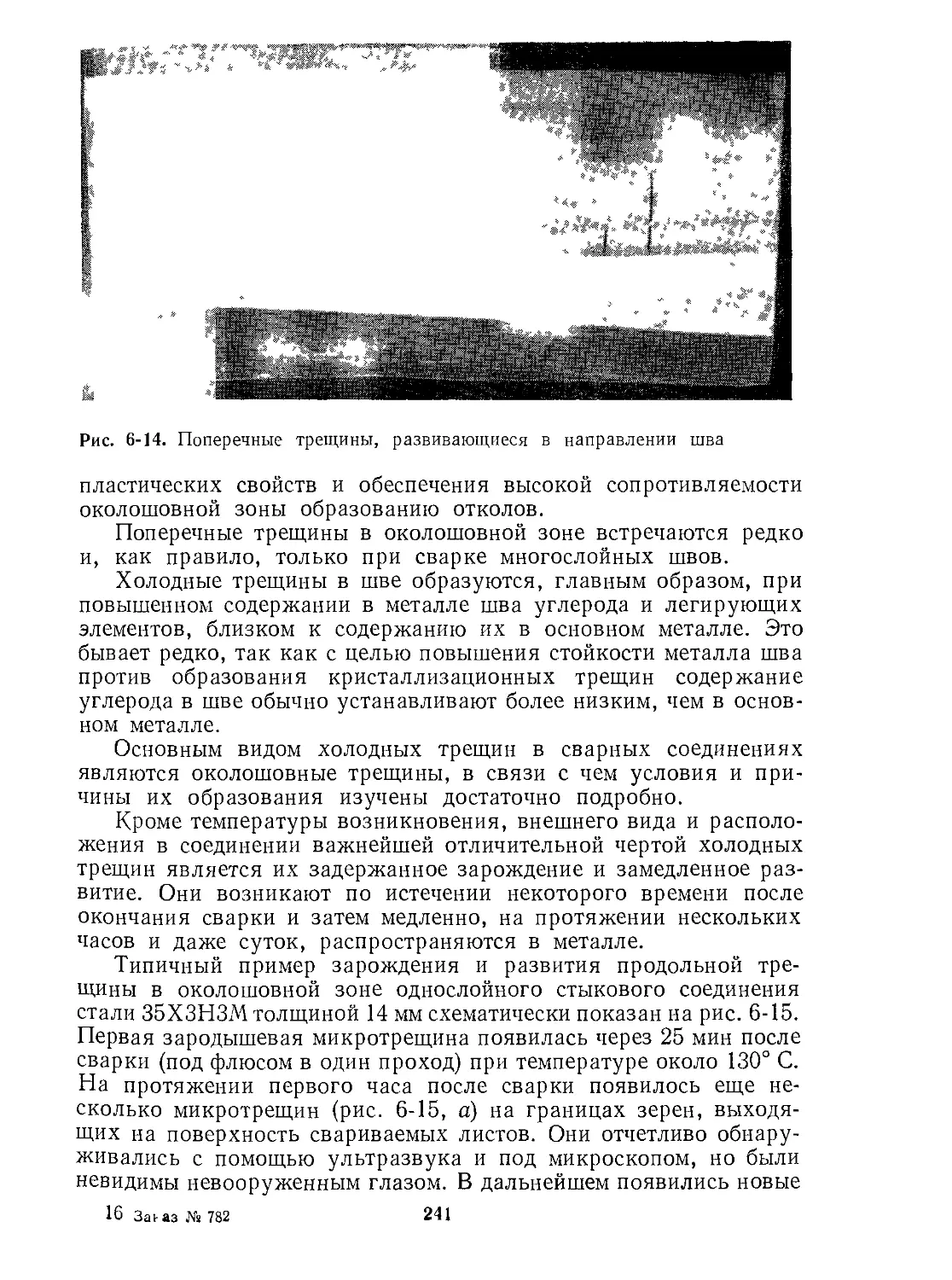























































































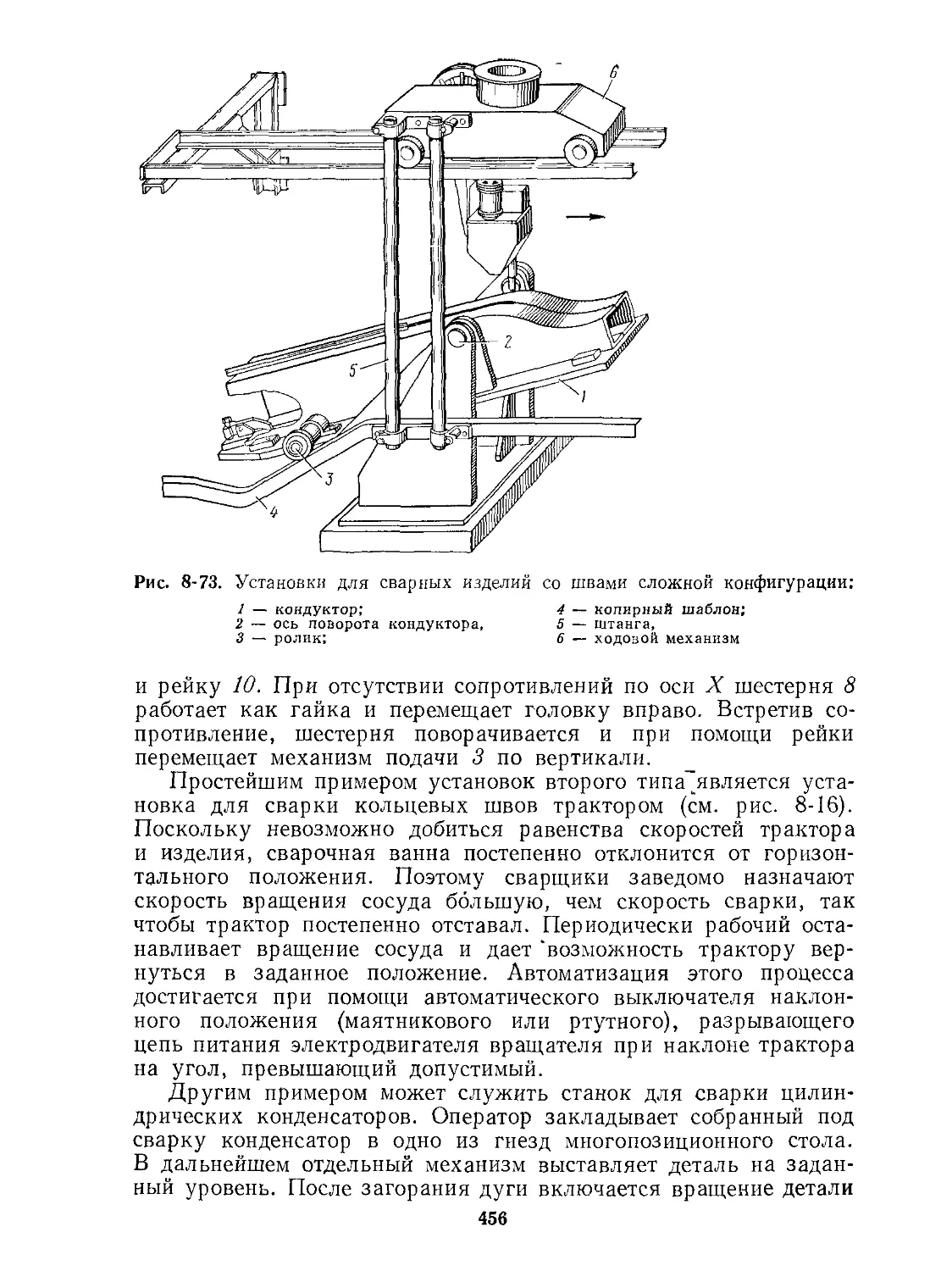







































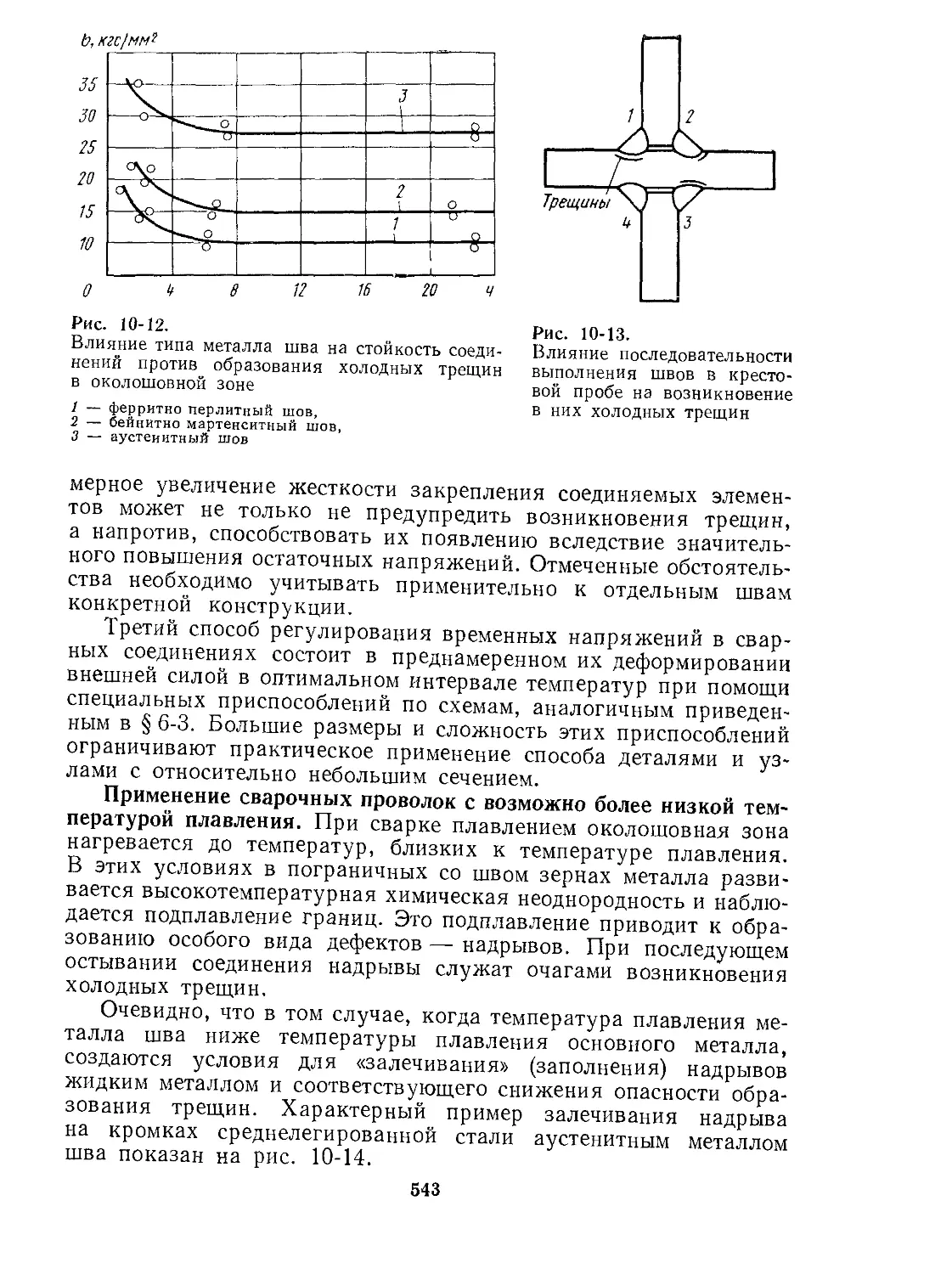

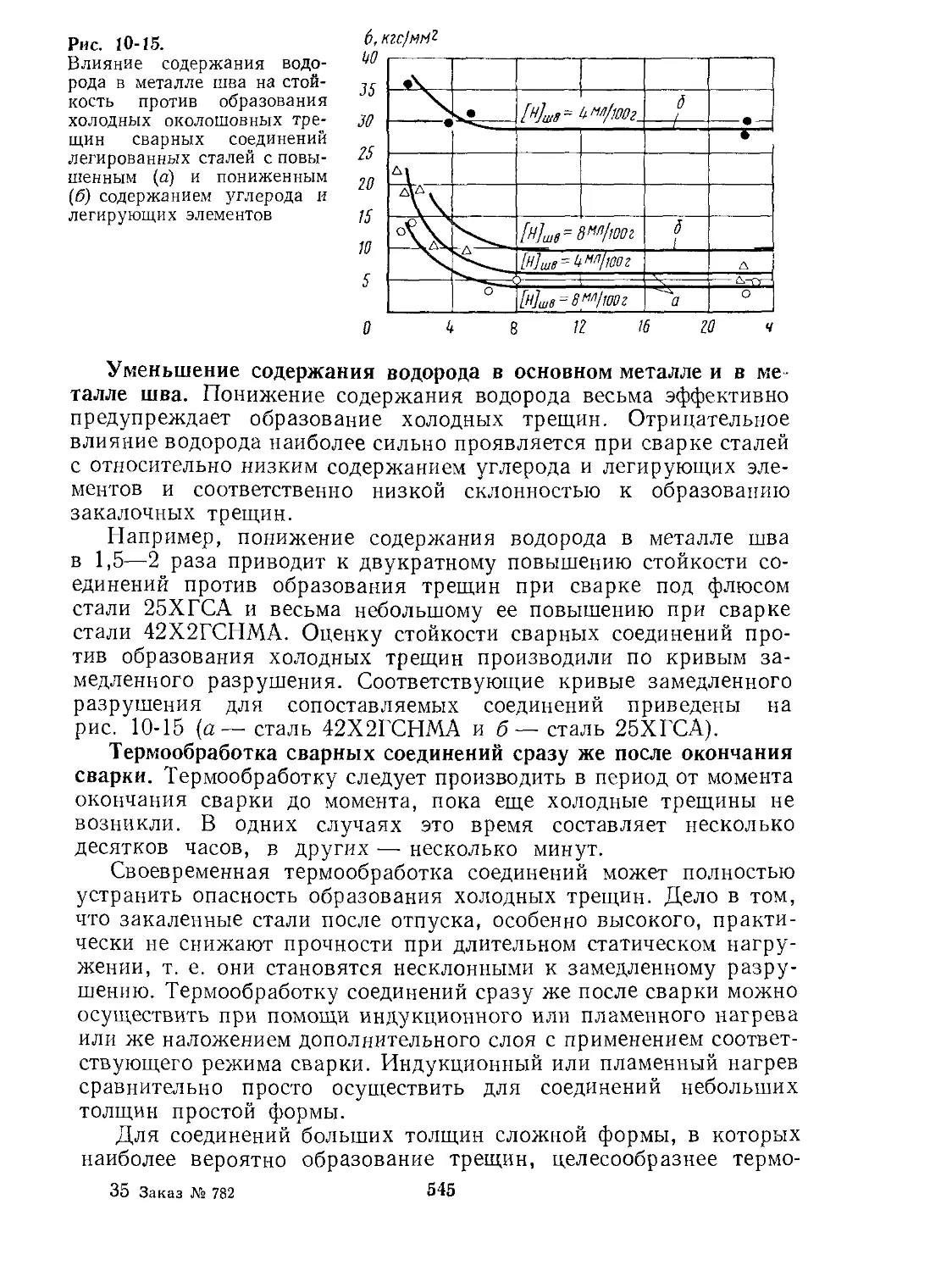

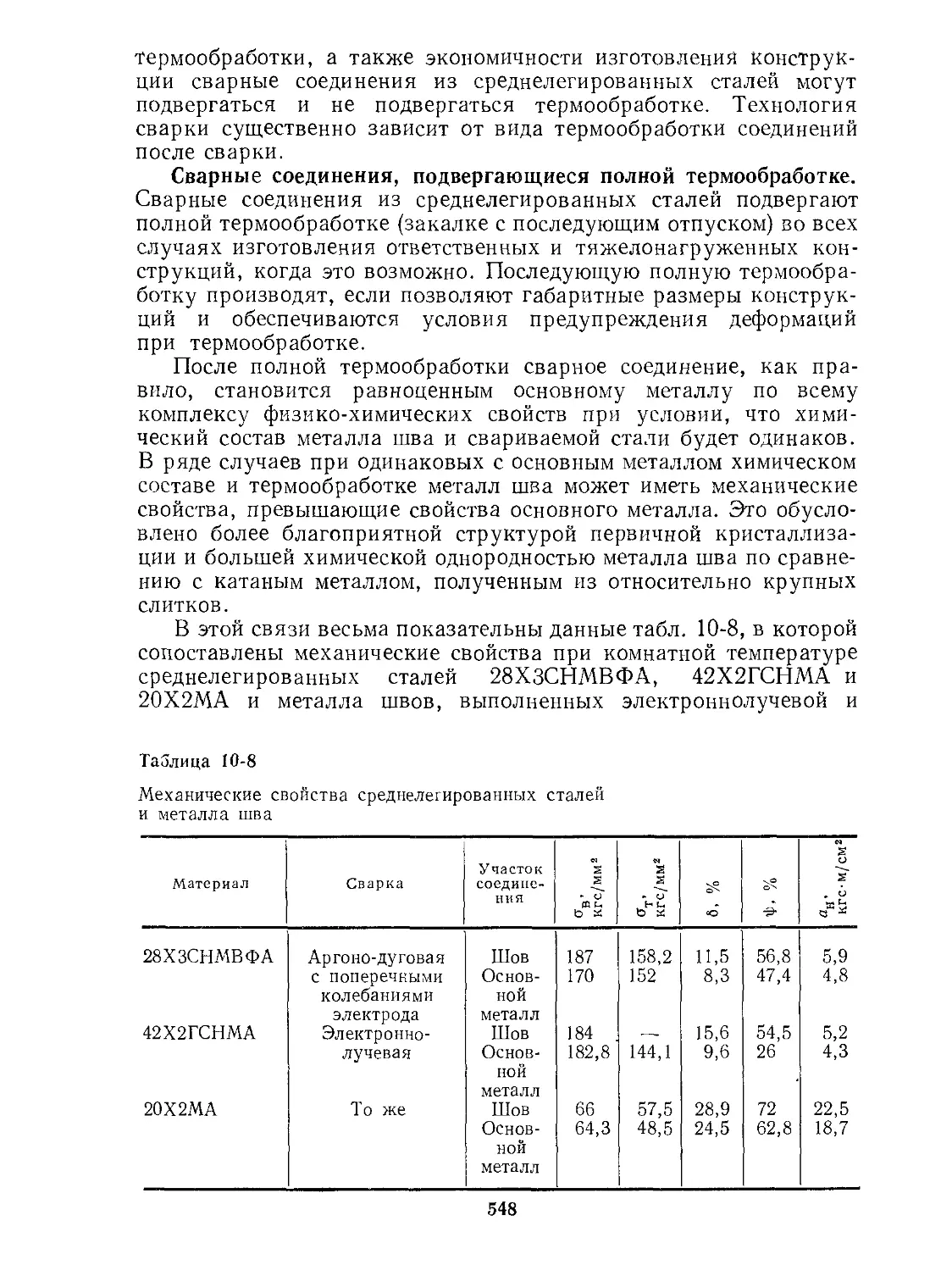






































































































Текст
ТЕХНОЛОГИЯ
ЭЛЕКТРИЧЕСКОЙ
СВАРКИ
МЕТАЛЛОВ И СПЛАВОВ
Технология
электрической
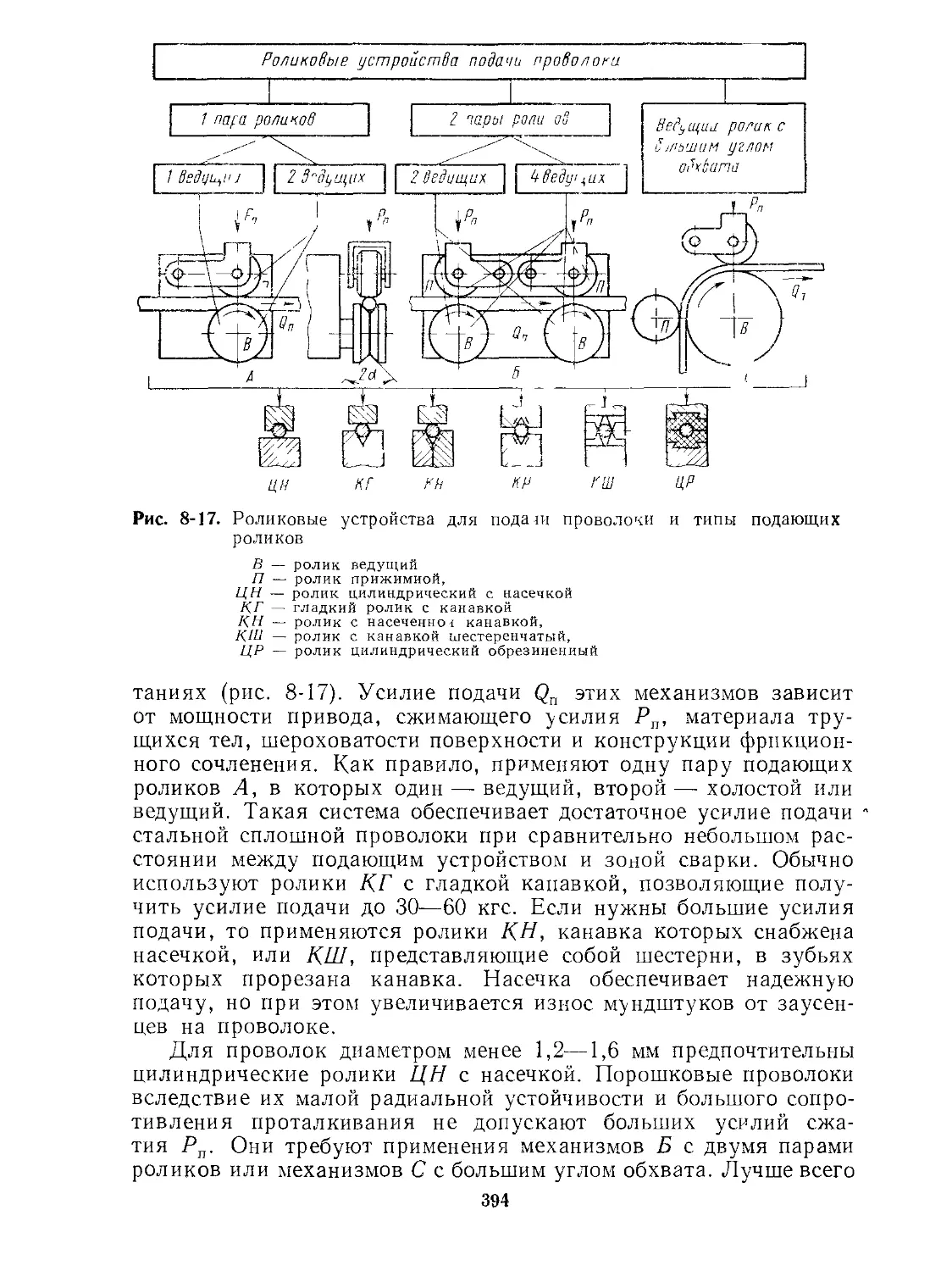
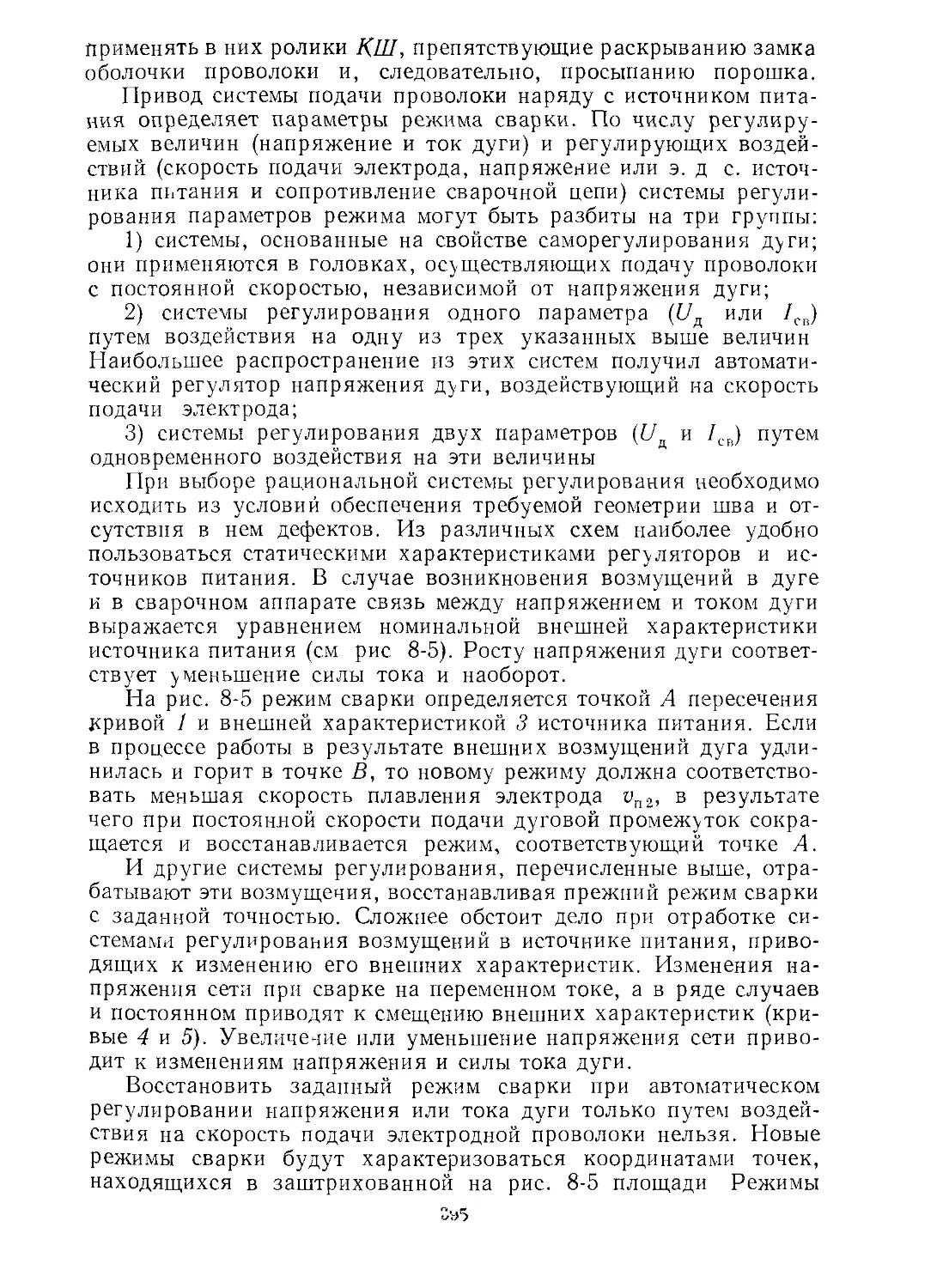
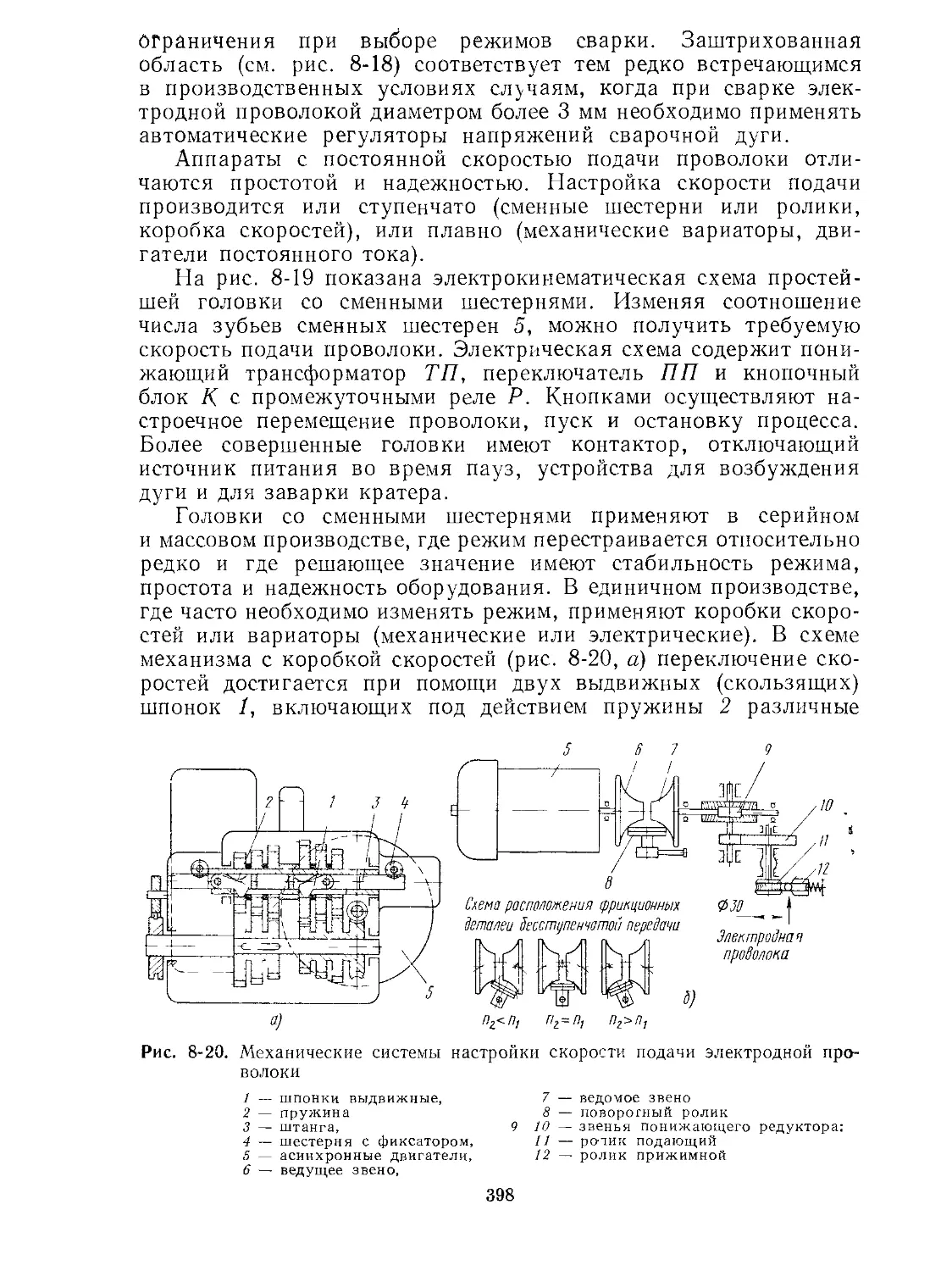
сварки
металлов и сплавов
плавлением
Под редакцией
академика
Б. Е. ПАТОНА
Москва
«МАШИНОСТРОЕНИЕ»
1974
6П4.3
Т38
УДК 621.791.7
Технология электрической сварки металлов и спла-
вов плавлением. Под ред. акад Б. Е. Патона М.,
«Машиностроение», 1974. 768 с.
В книге приведены классификация сварочных про-
цессов и сравнительная характеристика различных
способов сварки. Рассмотрены вопросы сваривае-
мости основного металла и причины возникновения
дефектов в сварных соединениях. Даны сведения о сва-
рочных материалах, оборудовании и режимах, приме-
няемых при сварке и наплавке разнообразных кон-
струкций из углеродистых, низколегированных и
легированных сталей, легких металлов и сплавов
Даны сведения о способах неразрушающего контроля
качества сварных соединений
Книга предназначена для научных и инженерно-
технических работников предприятий и научно-иссле-
довательских организаций 171 табл.; 442 ил.; список
лит 35 назв.
31206-060
Т 038 (01 )-74 06°-74
© Издательство «Машиностроение», 1974 Г.
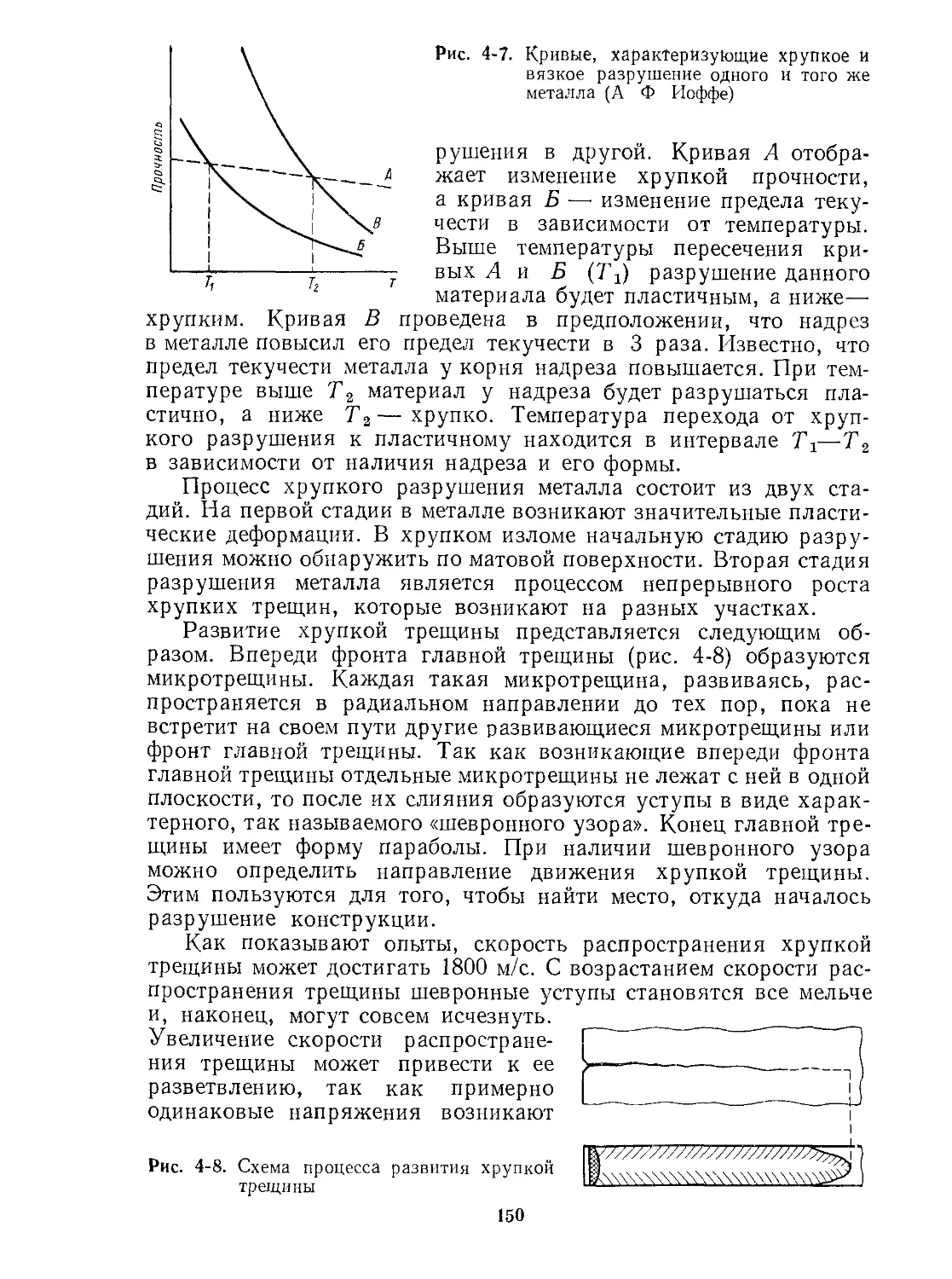
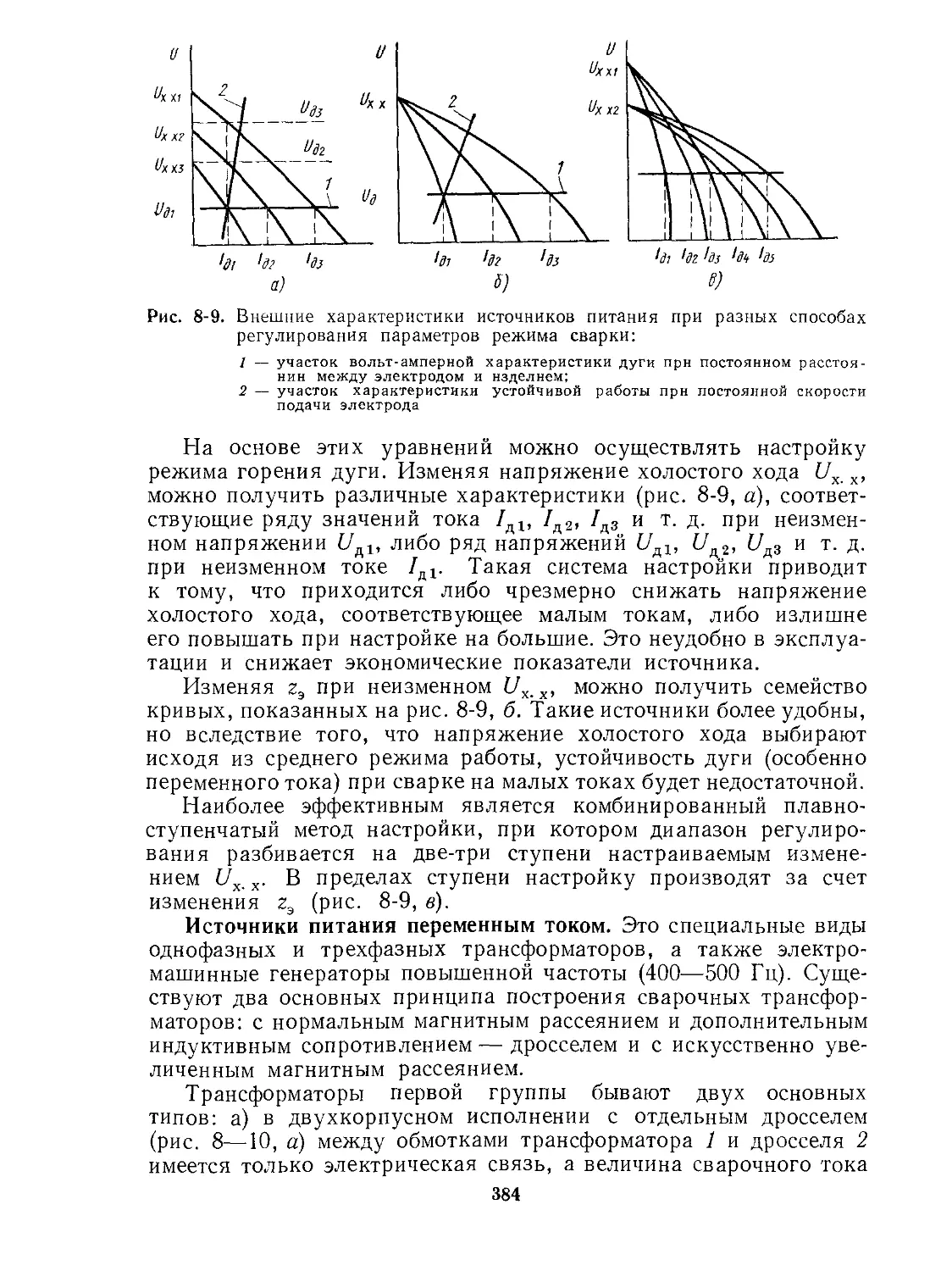
В предлагаемой вниманию читателей книге рассмот-
рен один из наиболее актуальных вопросов свароч-
ной науки и техники — технология электрической
сварки металлов и сплавов плавлением.
В работе над книгой участвовало более тридцати
специалистов, что обусловлено широким кругом рас-
сматриваемых вопросов.
Книгу подготовили сотрудники Института элек-
тросварки имени Е. О. Патона АН УССР:
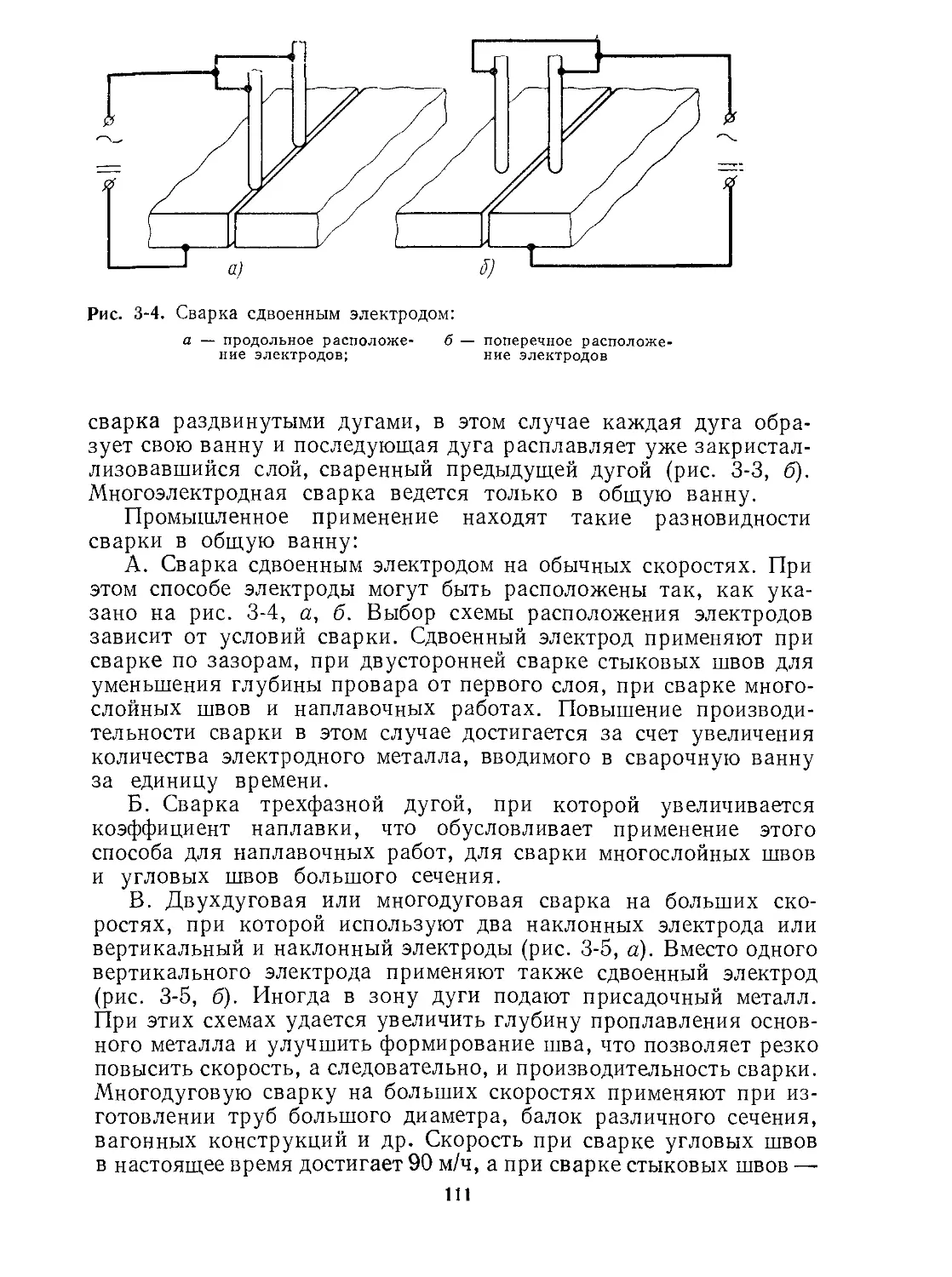
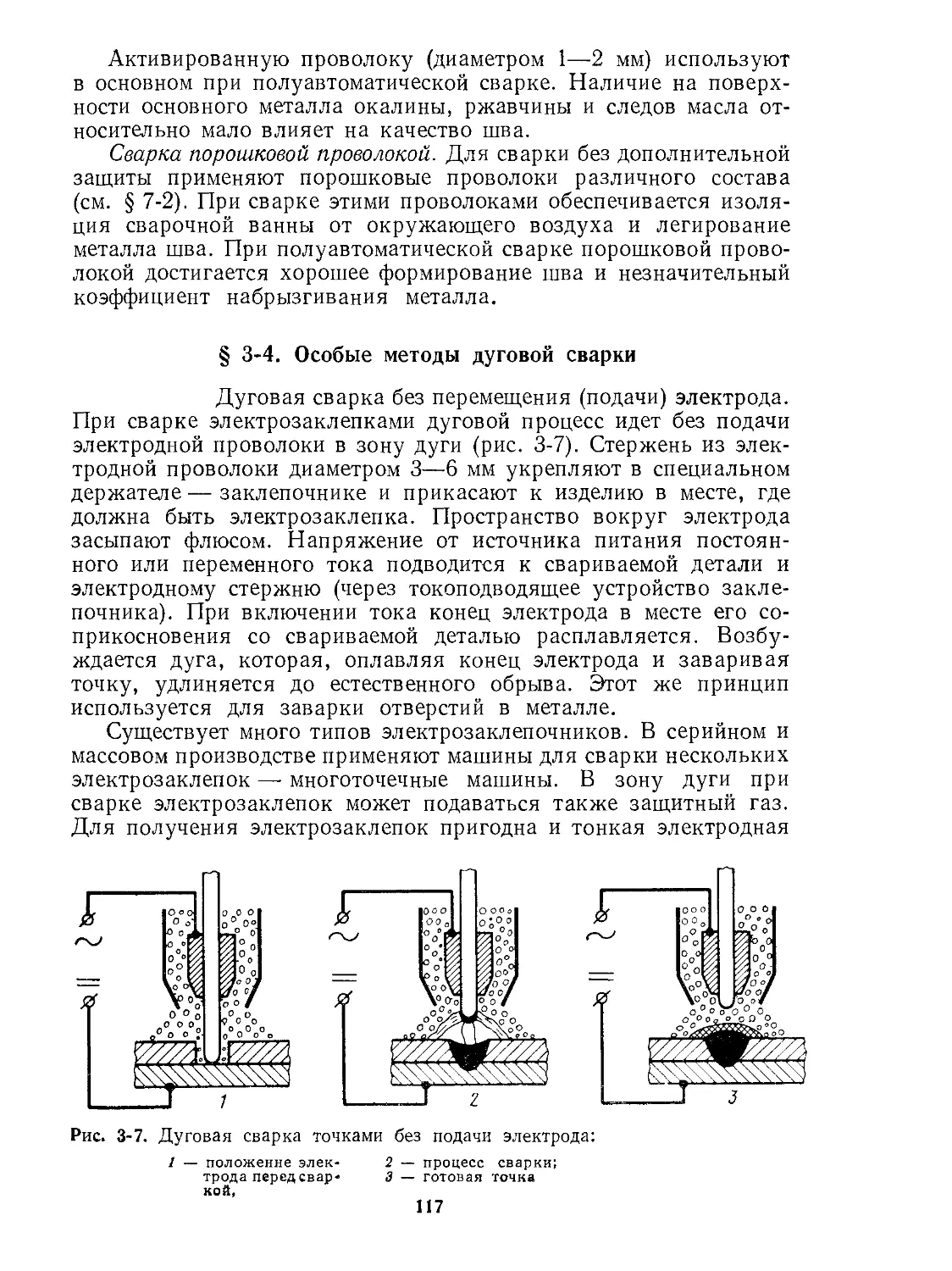
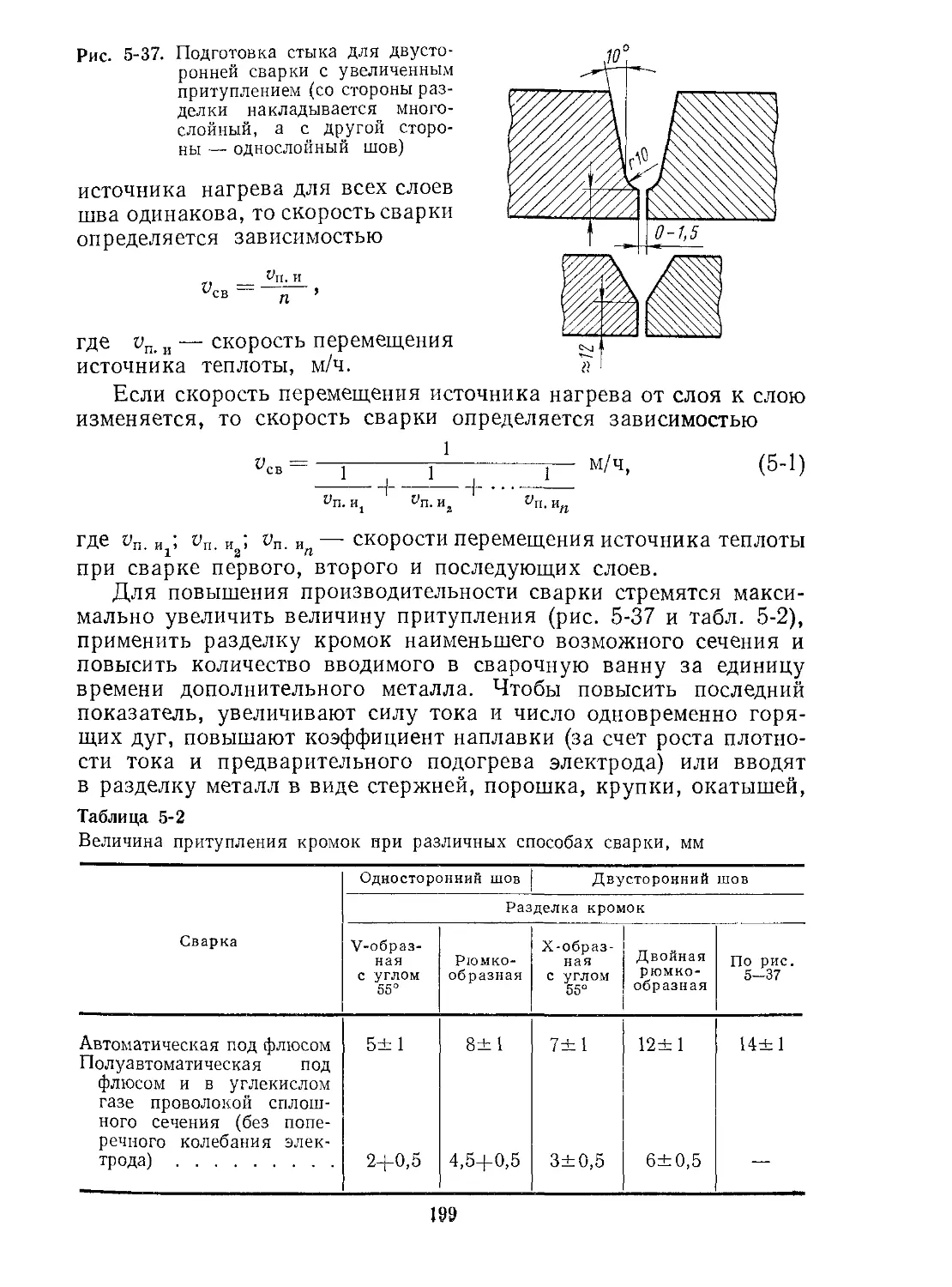
§ 1-1, 1-2, 2-7 —2-8, 3-1—3-4, 5-1—5-6, 6-1, 6-6 и
12-3 канд. техн, наук С. А. Островская;
§ 1-3 — акад. Б. Е. Патон;
§ 2-1 — д-р техн, наук Г. И. Лесков;
§ 2-2 и 3-5 — д-р техн, наук Г. 3. Волошкевич;
§ 2-3 и 3-6 — канд. техн, наук О. К. Назаренко;
§ 2-4 и 3-7 — канд. техн, наук В. П. Гаращук и
инж. О. А. Величко;
§ 2-5 — канд. техн, наук В. И. Махненко;
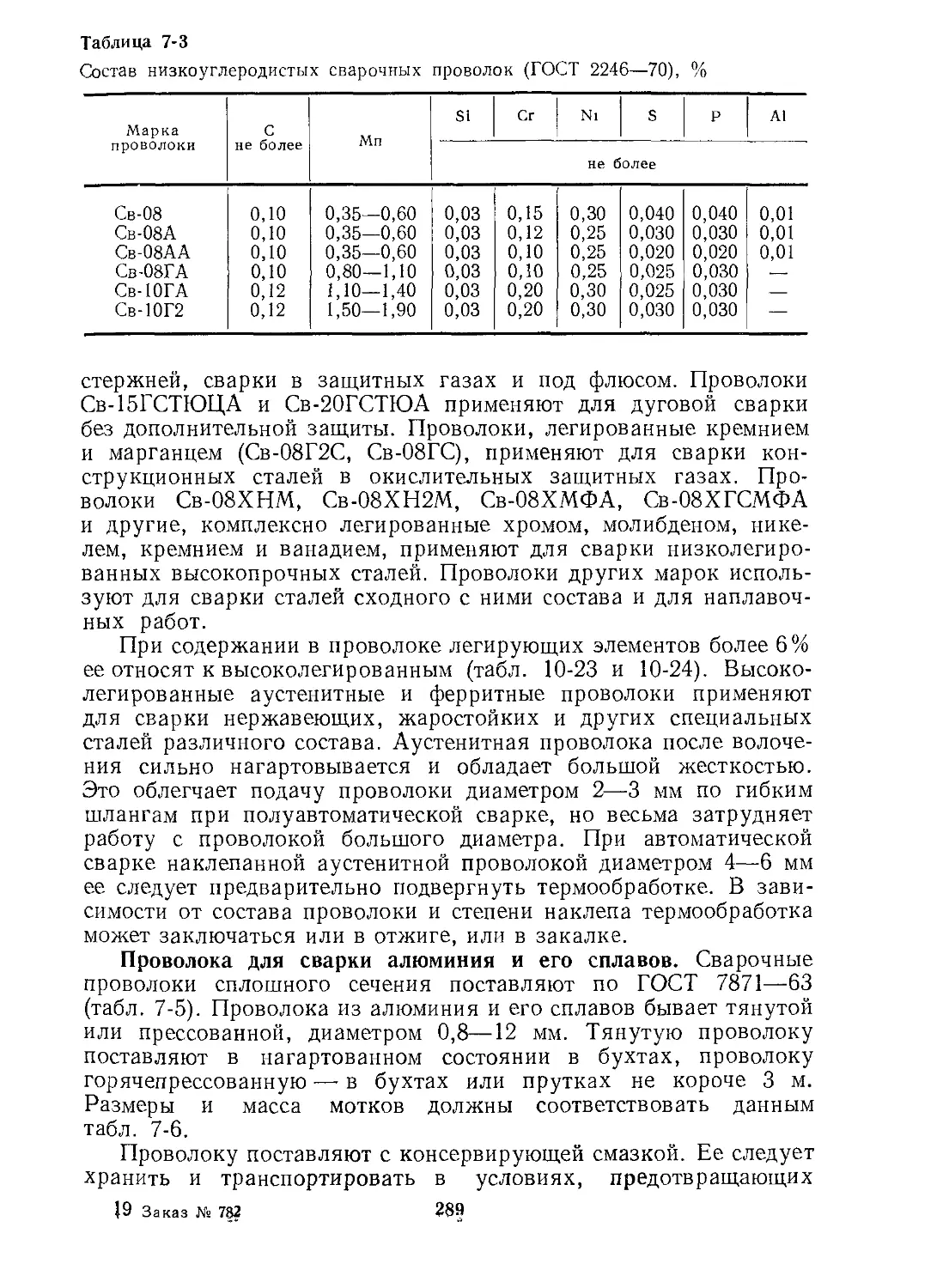
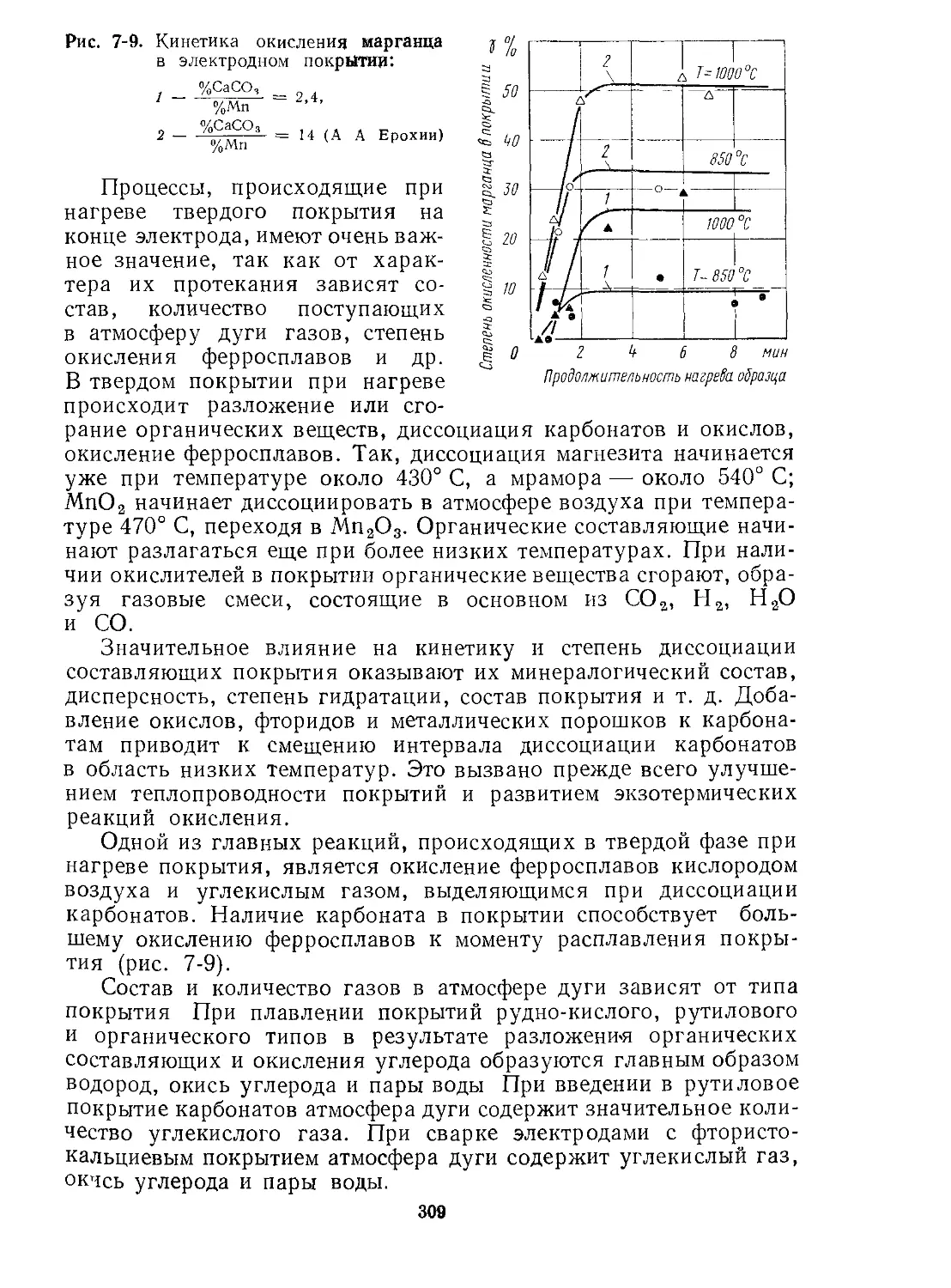
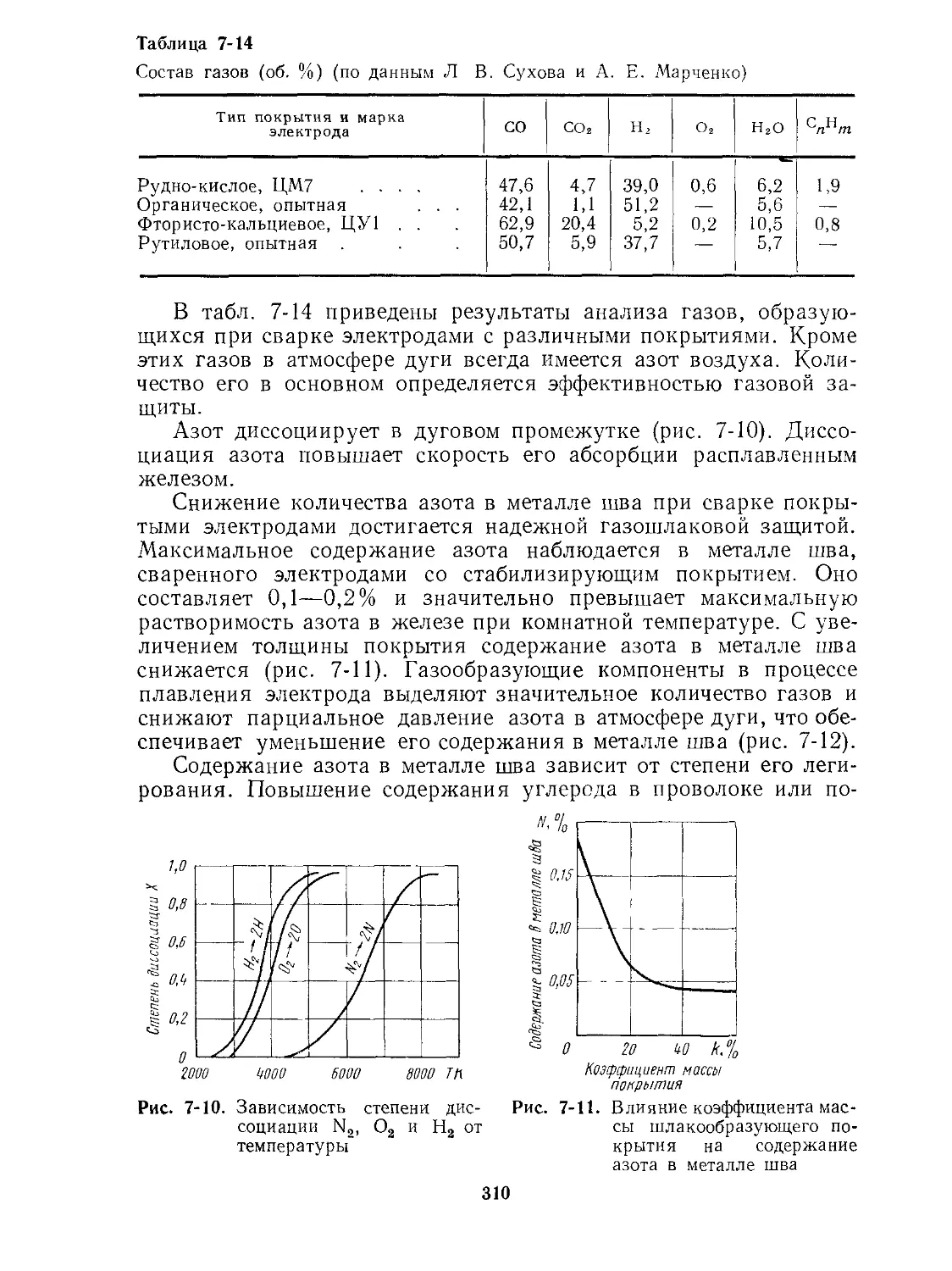
§ 2-6 и 7-3 —член.-корр. АН УССР И. К. Походня
и канд. техн, наук И. Р. Явдощин;
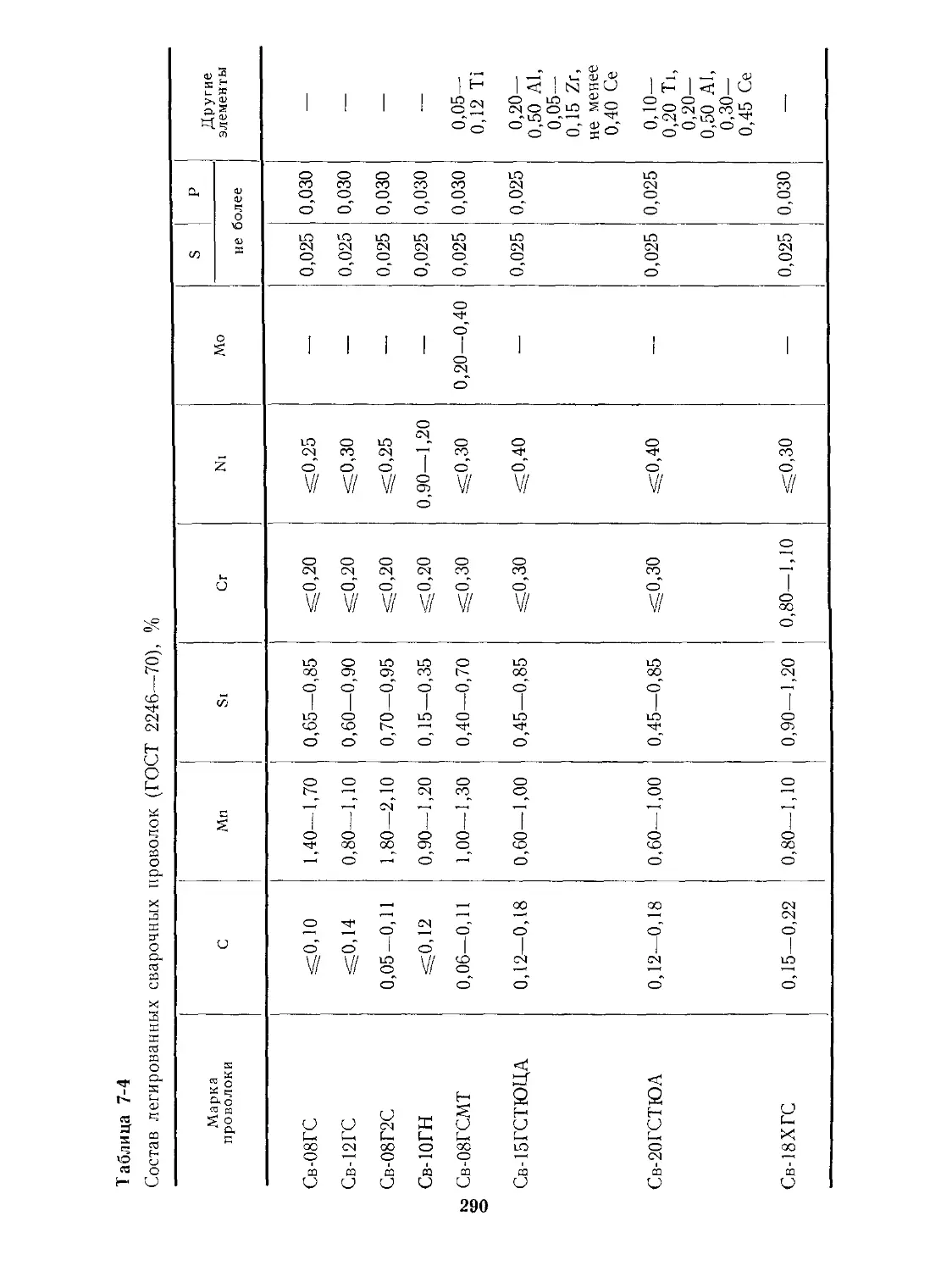
§ 2-9, 6-5, 7-1, 7-4 и 7-5 — д-р техн, наук В. В. Под-
гаецкий (часть § 7-4 «Флюсы для сварки вы-
соколегированных сталей и сплавов» — акад.
АН УССР Б. И. Медовар и канд. техн, наук
Д. В. Чекотило;
§ 4-1, 4-4—4-6 — д-р техн, наук А. Е. Аснис;
§ 4-2 и 4-3 — д-р техн, наук А. Е. Аснис и канд.
техн, наук С. А. Островская (часть § 4-3 «Опре-
деление стойкости металла против перехода
в хрупкое состояние» — канд. техн, наук
В. В. Шеверницкий);
3
§ 6-2 и 6-4 — канд. техн, наук С. А. Островская
и д-р техн, наук В. В. Подгаецкий;
§ 6-3 и 10-3 — 10-7 — член.-корр. АН УССР
А. М. Макара;
§ 6-7 — канд. техн, наук Г. В. Жемчужников, ин-
женеры Э. В. Котенко и А. В. Бабаев;
§ 7-2 — член.-корр. АН УССР И. К. Походня и
канд. техн, наук А. М. Суптель;
§ 8-1 и 8-11 — акад. Б. Е. Патон и канд. техн, наук
М. Г. Бельфор;
§ 9-1, 9-2, 10-1 и 10-2 — канд. техн, наук С. Л. Ман-
дел ьберг;
§ 9-3 — канд. техн, наук Т. М. Слуцкая;
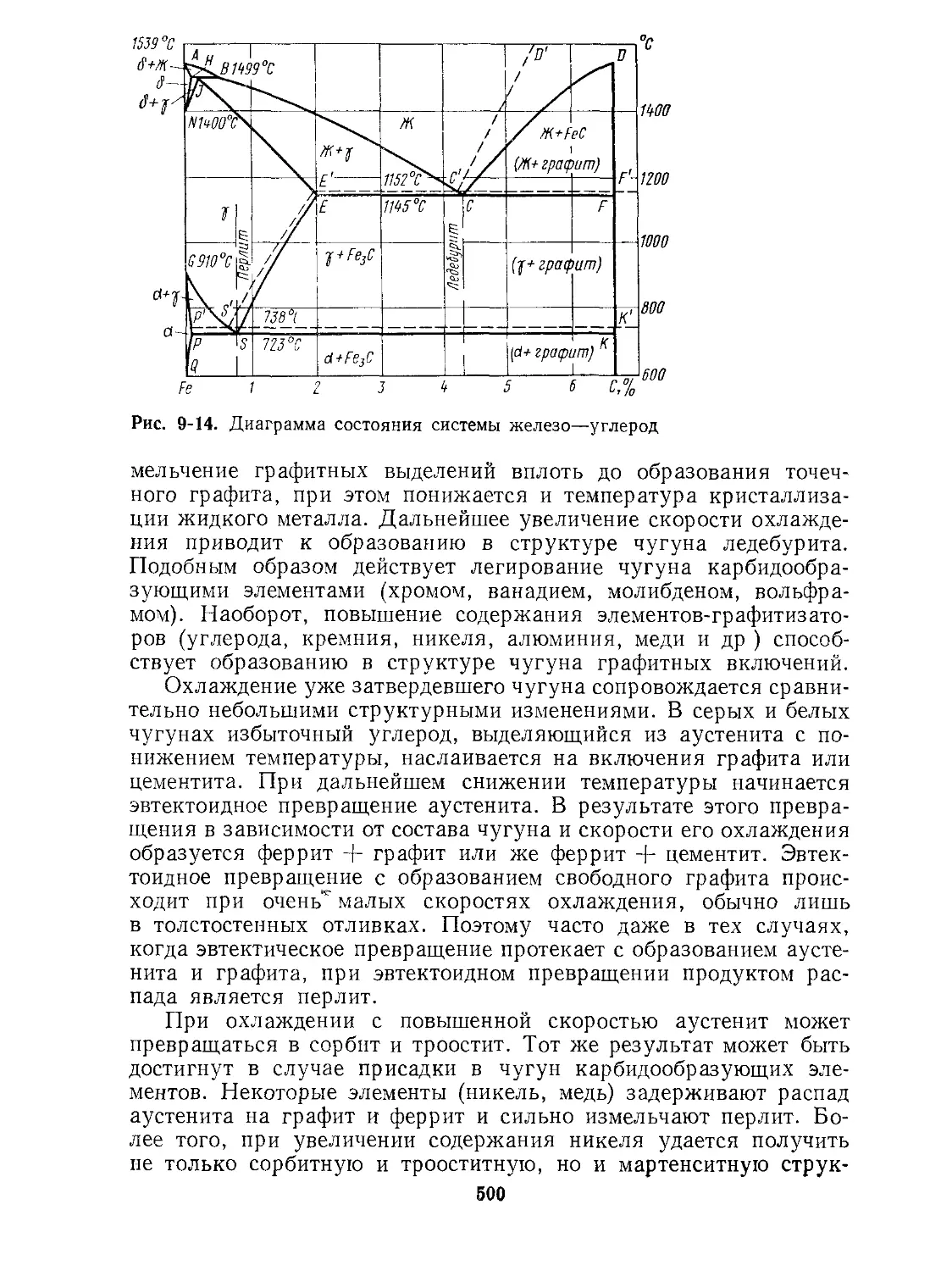
§ 9-4 — д-р техн, наук Ю. А. Стеренбоген;
§ 10-8—10-11 — акад. АН УССР Б. И. Медовар
и канд. техн, наук Л. В. Чекотило;
§ 10-12 — канд. техн, наук — Ю. Н. Готальский;
§ 11-1 —11-8 — доктора техн, наук С. М. Гуревич
и Д. М. Рабкин;
§ 12-1 — акад. АН УССР К- К. Хренов;
§ 12-2 — канд. техн, наук — В. Ф. Лапчинский;
§ 13-1—13-5 — канд. техн, наук Ю. А. Юзвенко;
§ 14-1—14-3 — инж. В. А. Цечаль.
Введение
Сварка —• один из наиболее широко распространен-
ных технологических процессов. К сварке относятся
собственно сварка, наплавка, сваркопайка, сварка,
склеивание, пайка, напыление и некоторые другие
операции.
С помощью сварки соединяют между собой раз-
личные металлы, их сплавы, некоторые керамиче-
ские материалы, пластмассы, стекла и разнород-
ные материалы. Основное применение находит сварка
металлов и их сплавов при сооружении новых кон-
струкций, ремонте различных изделий, машин и
механизмов, создании двухслойных материалов. Сва-
ривать можно металлы любой толщины. Прочность
сварного соединения в большинстве случаев не усту-
пает прочности целого металла.
Сварку можно выполнять на земле и под водой
в любых пространственных положениях. Возмож-
ность выполнения сварки в космосе была доказана
советскими летчиками-космонавтами Т. С. Шониным
и В. Н. Кубасовым. На борту космического корабля
«Союз-6» они впервые осуществили сварку корро-
зионностойкой стали и титанового сплава в усло-
виях космического вакуума и невесомости.
Соединение при сварке достигается за счет воз-
никновения атомно-молекулярных связей между эле-
ментарными частицами соединяемых тел. Сближению
атомов мешают неровности поверхностей в местах,
где намечено осуществить соединение деталей, и
наличие на них загрязнений в виде окислов, органи-
ческих пленок и адсорбированных газов.
В зависимости от методов, примененных для
устранения причин, мешающих достижению проч-
ного соединения, все существующие разновидности
сварки (а их насчитывается около 70) можно отнести
б
к трем основным группам —• сварка давлением (сварка в твер-
дом состоянии), сварка плавлением (сварка в жидком со-
стоянии) и сварка плавлением и давлением (сварка в жидко-
твердом состоянии).
При сварке плавлением соединение деталей достигается путем
локального расплавления металла свариваемых элементов —
основного металла — по кромкам в месте их соприкосновения
или основного и дополнительного металлов и смачивания твер-
дого металла жидким. Расплавленный основной или основной
и дополнительный металлы самопроизвольно (спонтанно) без
приложения внешнего усилия сливаются, образуя общую так
называемую сварочную ванну. По мере удаления источника
нагрева происходит затвердевание—кристаллизация металла
сварочной ванны и формирование шва, соединяющего детали
в одно целое. Металл шва при всех видах сварки плавлением
имеет литую структуру.
Для расплавления металла используют мощные источники
нагрева. В зависимости от характера источника теплоты разли-
чают электрическую и химическую сварку плавлением: при элек-
трической сварке начальным источником теплоты служит элек-
трический ток, при химической в качестве источника теплоты
используют экзотермическую реакцию горения газов (газовая
сварка) или порошкообразной горючей смеси (термитная
сварка).
В данной книге освещены вопросы, касающиеся только элек-
трической сварки плавлением металлов и их сплавов.
Впервые мысль о возможности практического применения
«электрических искр» для плавления металлов высказал в 1753 г.
академик Российской Академии наук Г. Р. Рихман, выполнивший
ряд исследований атмосферного электричества. Практической
проверке такого мнения способствовало создание итальянским
ученым А. Вольта гальванического элемента (вольтова столба).
В 1802 г. профессор Санкт-Петербургской военно-хирургической
академии В. В. Петров, используя мощный гальванический эле-
мент, открыл явление электрической дуги. Он также указал
возможные области ее практического применения. Независимо
от В. В. Петрова, но несколько позже (1809 г.), электрическую
дугу получил английский физик Г. Деви.
Для практического осуществления электрической сварки ме-
таллов потребовались многие годы совместных усилий физиков
и техников, направленных на создание электрических генерато-
ров. Важную роль сыграли открытия и изобретения в области
магнетизма и электричества.
Первые электромагнитные генераторы были созданы в 70-х
годах XIX в. До этого имели место лишь отдельные попытки
осуществления электрической сварки металлов с помощью галь-
ванических элементов. Так, в 1849 г. американец К. Стэт по-
лучил английский патент на соединение металлов с помощью
6
электричества. Однако этот патент не был реализован на прак-
тике. Глубокая разработка вопросов электрической сварки метал-
лов началась позже.
В 1882 г. русский изобретатель Н. Н. Бенардос предложил
способ прочного соединения и разъединения металлов непосред-
ственным действием электрического тока. Он практически осуще-
ствил способы сварки и резки металлов электрической дугой
угольным электродом. Ему также принадлежит много других
важных изобретений в области сварки (спиральношовные трубы,
порошковая проволока и др.). Электрическая дуговая сварка
получила дальнейшее развитие в работах Н. Г. Славянова. В спо-
собе Н. Г. Славянова (1888 г.) в отличие от способа Н. Н. Бенар-
доса металлический стержень одновременно является и электродом,
и присадочным металлом. Н. Г. Славянов разработал технологи-
ческие и металлургические основы электродуговой сварки. Он
применил флюс для защиты металла сварочной ванны от воздуха,
предложил способы наплавки и горячей сварки чугуна, органи-
зовал первый в мире электросварочный цех. Н. Н. Бенардос и
Н. Г. Славянов положили начало автоматизации сварочных про-
цессов, создав первые устройства для механизированной подачи
электрода в дугу.
Дальнейшее развитие электрической дуговой сварки несколько
замедлилось в связи с конкуренцией газовой сварки кислородно-
ацетиленовым пламенем. В начале XX в. этот способ обеспечивал
более высокое качество сварных швов, чем дуговая сварка голым
электродом.
Положение изменилось, когда в 1907 г. шведский инженер
О. Кьельберг применил металлические электроды с нанесенным
на их поверхность покрытием. Это покрытие предохраняло металл
шва от вредного воздействия воздуха (окисления и азотирования)
и стабилизировало горение дуги. Применение покрытых электродов
обеспечило резкое повышение качества сварных соединений.
Ручная электродуговая сварка плавящимся электродом начала
широко применяться на заводах США, Англии, Австро-Венгрии
и других стран.
Отсталая промышленность дореволюционной России так и не
смогла в должном объеме использовать дуговую сварку. Про-
мышленное применение этого вида сварки в нашей стране началось
только после победы Великой Октябрьской социалистической
революции. Уже в начале 20-х годов под руководством В. П. Во-
логдина были изготовлены сварные котлы, а несколько позже —
суда и другие ответственные конструкции. В конце первой
четверти XX в. ручная дуговая сварка плавящимся электро-
дом стала основным способом сварки в нашей стране и во всем
мире.
Все время развиваясь и совершенствуясь, ручная дуговая
сварка не утратила своего ведущего положения и в настоящее
время.
7
Освоена сварка специальных сталей, цветных и легких метал-
лов и других материалов, и для этих условий достигнута рав-
нопрочность сварного соединения с основным металлом.
Наряду с внедрением и совершенствованием ручной дуговой
сварки во всех странах проведены работы по изысканию новых
способов защиты зоны дуги от окружающего воздуха и по меха-
низации основных сварочных операций. Уже в начале 20-х годов
в различных странах были созданы специальные механизмы —
автоматы для сварки и наплавки плавящимся электродом с на-
носимыми на их поверхность или вводимыми внутрь стержня
специальными веществами или же с окружающей дугу газовой
защитой.
Однако эти автоматы не получили промышленного применения,
так как обеспечивали лишь небольшое повышение производитель-
ности труда по сравнению с ручной сваркой.
Новый этап в развитии механизированной дуговой сварки
в нашей стране начался в конце 30-х годов, когда на основе идей,
выдвинутых еще Н. Г. Славяновым, коллективом Института
электросварки АН УССР под руководством академика АН УССР
Евгения Оскаровича Патона был разработан новый способ сварки,
получивший название — автоматическая сварка под флюсом.
В середине 40-х годов сварка под флюсом была применена и для
полуавтоматического процесса.
Сварка под флюсом за счет увеличения мощности сварочной
дуги и надежной изоляции плавильного пространства от окружа-
ющего воздуха позволяет резко повысить производительность
процесса, обеспечить стабильность качества сварного соединения,
улучшить условия труда и получить значительную экономию
материалов, электроэнергии и средств.
Высокое качество сварного соединения и равнопрочность его
с основным металлом предопределяют применение сварки под
флюсом при изготовлении конструкций и аппаратуры, работаю-
щих в условиях глубокого холода, высоких температур, сверх-
высоких давлений, агрессивных жидких и газовых сред и ней-
тронного излучения. Способ используют для соединения боль-
шинства находящих промышленное применение металлов и
сплавов.
Особенно широко сварка под флюсом применяется в Совет-
ском Союзе, который по техническому уровню развития и по
глубине научной разработки основ этого способа сварки зани-
мает ведущее положение. Возможности автоматической сварки
под флюсом еще далеко не исчерпаны, и,можно ожидать даль-
нейшего ее развития и совершенствования.
Способ сварки под флюсом за рубежом впервые появился
в США (фирма Линде). Пути развития этого способа в зарубежных
странах несколько отличались от отечественных. Различие в основ-
ном заключалось в конструкциях сварочных установок и в при-
меняемых сварочных материалах.
8
В конце 40-х годов получил промышленное применение способ
дуговой сварки в защитных газах. Газ для защиты зоны сварки
впервые использовал американский ученый А. Александер еще
в 1928 г. Однако в те годы этот способ сварки не нашел серьезного
промышленного применения из-за сложности получения защит-
ных газов. Положение изменилось после того как для защиты
были использованы пригодные для массового применения газы
(гелий и аргон в США, углекислый газ в СССР) и различные
смеси газов.
Сварку неплавящимся (угольным) электродом в углекислом
газе впервые осуществил Н. Г. Остапенко. Затем усилиями кол-
лективов ЦНИИТМАШа, Института электросварки им. Е. О. Па-
тона и ряда промышленных предприятий был разработан способ
дуговой сварки в углекислом газе плавящимся электродом.
Использование дешевых защитных газов, улучшение качества
сварки и повышение производительности процесса обеспечили
широкое применение этого способа главным образом при полу-
автоматической сварке различных конструкций. Объем приме-
нения полуавтоматической сварки в защитных газах из года в год
возрастает. Ее широко используют вместо ручной сварки покры-
тыми электродами и полуавтоматической сварки под флюсом.
Для полуавтоматической сварки находят применение также по-
рошковая и активированная проволоки, не требующие дополни-
тельной защиты. Интенсивные работы ведутся по исследованию
и промышленному применению разновидности дугового процес-
са — так называемой сварки сжатой (плазменной) дугой.
Серьезным достижением отечественной сварочной техники
явилась разработка в 1949 г. принципиально нового вида элек-
трической сварки плавлением, получившего название электро-
шлаковой сварки. Электрошлаковая сварка разработана сотруд-
никами Института электросварки им. Е. О Патона в содружестве
с работниками заводов тяжелого машиностроения. Разработка
этого вида сварки позволила успешно решить весьма важные
для дальнейшего развития промышленности вопросы качествен-
ной и производительной сварки металла практически неограни-
ченной толщины и механизации сварки вертикальных швов.
На основе электрошлакового процесса в Советском Союзе
создан новый способ рафинирования металла, получивший назва-
ние электрошлакового переплава.
Развитие сварочной техники неразрывно связано с изыска-
нием новых источников теплоты для плавления металла. Одним
из таких источников является концентрированный поток электро-
нов в вакууме, на основе которого в конце 50-х годов француз-
скими учеными был создан новый вид сварки, получивший на-
звание электроннолучевого процесса. Электроннолучевая сварка
находит достаточно широкое практическое применение при со-
единении тугоплавких химических активных металлов и сплавов
и ряда специальных сталей.
§
В последнее десятилетие для сварки начали применять опти-
ческие квантовые генераторы —• лазеры. В ближайшие годы можно
ожидать дальнейших серьезных успехов в развитии и промышлен-
ном применении лучевых сварочных процессов.
Электрическая сварка плавлением достигла высокого уровня
развития и стала ведущим технологическим процессом, позволя-
ющим создавать рациональные конструкции для всех без исклю-
чения отраслей промышленности из любых практически приме-
няющихся металлов и сплавов различной толщины. Технология
электрической сварки плавлением строится на серьезной научной
основе, использующей и обобщающей огромный опыт ученых,
работников производства и научных коллективов — представи-
телей различных стран и различных научных школ и направлений.
Большой вклад в развитие научных основ технологии элек-
трической сварки металлов и сплавов плавлением внесли совет-
ские ученые в области сварки. К ним принадлежат созданный
Е. О. Патоном коллектив Института электросварки им. Е. О. Па-
тона, коллективы: МВТУ им. Н. Э. Баумана, ИМЕТа им.
А. А. Байкова, ЦНИИТМАШа, ВНИИАВТОГЕНМАШа, ленин-
градская школа сварщиков, а также многочисленные кафедры
сварки технических вузов страны.
Значительные успехи, достигнутые в развитии электрической
сварки плавлением в нашей стране, стали возможными благодаря
огромному вниманию, которое Коммунистическая партия и Со-
ветское правительство уделяли и уделяют этому вопросу.
Е. О. ПАТОНА
1
Общие сведения
об электрической
сварке плавлением
§ 1-1. Схема процесса сварки
Сваркой называют технологический процесс полу-
чения неразъемных (сварных) соединений из метал-
лов, их сплавов и других материалов (пластмасс,
стекла) или разнородных материалов (стекла и ме-
талла и т. п.). В настоящей книге рассмотрены во-
просы, касающиеся только сварки металлов и их
сплавов.
Соединение, полученное при сварке, характе-
ризуется непрерывной структурной связью и моно-
литностью строения, достигаемыми за счет образо-
вания атомно-молекулярных связей между элемен-
тарными частицами сопрягаемых деталей. Для того
чтобы произошла сварка, нужно сблизить соединяе-
мые элементы на расстояние порядка величины атом-
ного радиуса (10"8 см). При этом между поверхност-
ными атомами твердых тел становится возможным
межатомное взаимодействие и происходит сопро-
вождаемое диффузией химическое взаимодействие.
Неразъемное монолитное соединение, образуемое
при сварке, называется сварным соединением.
При сварке плавлением под сварным соединением
понимают участок, включающий собственно шов,
металл зоны термического влияния и основной ме-
талл, не претерпевший под влиянием сварки никаких
изменений. Шов является литым сплавом основного
и дополнительного металлов, а зона термического
влияния представляет собой участок основного ме-
талла с измененными в результате сварки свойствами
(рис. 1-1).
Сваркой плавлением можно соединять практи-
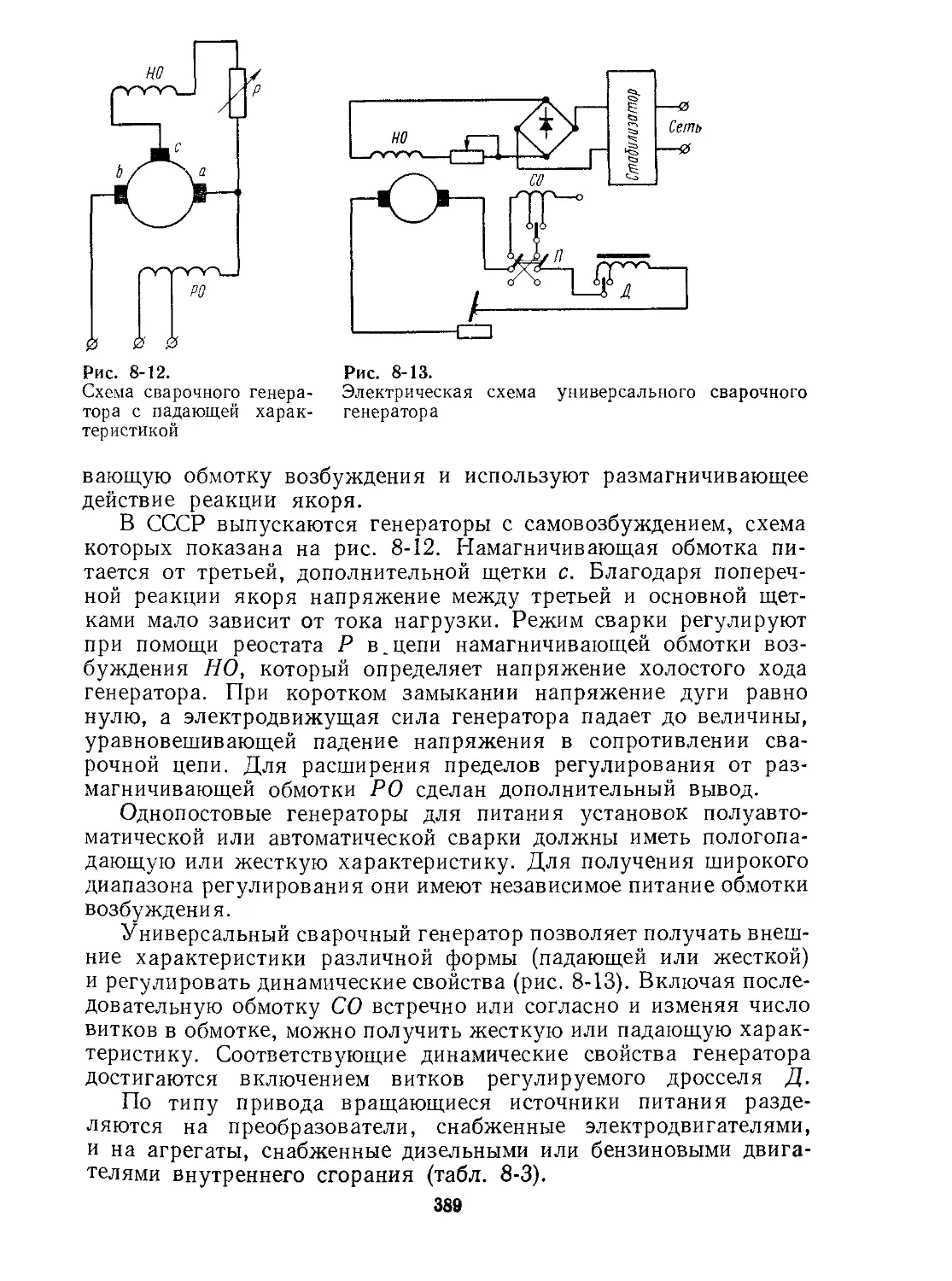
чески все используемые для изготовления конструк-
ций металлы и сплавы любой толщины. Возможна
сварка разнородных металлов и сплавов.
11
Рис. 1-1. Сварное соединение
1 — металл шва 2 — металл
зоны термического влияния 3 —
основной металл
Рис. 1-2. Сварные швы
В процессе изготовления конструкции с использованием
сварки плавлением источник теплоты в большинстве случаев
передвигается вдоль свариваемого изделия, что позволяет сва-
ривать объекты с неограниченными размерами. Сварку плавле-
нием, в том числе и электрическую, ранее называли автоген-
ной — самопроизвольной сваркой. Затем этот термин начал при-
меняться для обозначения кислородно-ацетиленовой сварки.
Сейчас он почти не применяется.
При сварке плавлением металл в месте сварки доводится до
жидкого состояния. Локальное расплавление основного металла
осуществляется по кромкам соединяемых элементов. Сварка может
осуществляться только за счет расплавления основного металла
(рис 1-2, а) или за счет расплавления основного и дополнитель-
ного металлов (рис. 1-2, б). В практике преимущественное приме-
нение находит второй вариант. Расплавленные основной или
основной и дополнительный металлы самопроизвольно без при-
ложения внешних сил сливаются в общую сварочную ванну, сма-
чивающую оставшуюся твердой поверхность соединяемых элемен-
тов. При этом происходит сближение атомов металла сварочной
ванны и основного металла до расстояния, при котором возникают
атомно-молекулярные связи. В процессе расплавления металла
устраняются неровности поверхности, органические пленки, адсор-
бированные газы, окислы и другие загрязнения, мешающие сбли-
жению атомов. Межатомному сцеплению способствует повышен-
ная подвижность атомов, обусловленная высокой температурой
расплавленного металла.
По мере удаления источника нагрева жидкий металл остывает
и происходит его затвердевание — кристаллизация. Начинается
она от частично оплавленных зерен основного металла, что при-
водит к образованию общих кристаллитов. После завершения
кристаллизации сварочной ванны образуется монолитный, име-
ющий литую структуру шов, соединяющий в единое целое ранее
разобщенные детали.
В процессе сварки наблюдаются испарение и окисление неко-
торых элементов, поглощение и растворение жидкой ванной газов.
Происходят также изменения и в зоне термического влияния.
Эти процессы обусловливают отличие металла шва и зоны терми-
12
ческого влияния от основного металла. При сварке возникают
деформации конструкции и создается поле остаточных напряже-
ний, что может нарушить проектные ее размеры и форму и ска-
заться на прочности сварного соединения.
При сварке плавлением требуется локальный нагрев неболь-
шого участка металла, окруженного со всех сторон значительным
объемом холодного металла, до температуры, превосходящей
температуру его плавления. Это приводит к необходимости ис-
пользования для электрической сварки большинства металлов
и сплавов источников нагрева, имеющих температуру не ниже
3000° С и тепловую мощность, достаточную для образования сва-
рочной ванны.
При электрической сварке плавлением источником нагрева
служит электрический ток. Наиболее широкое применение нахо-
дит электродуговая, электрошлаковая и электроннолучевая
сварка. В значительно меньшем объеме используется пока лазер-
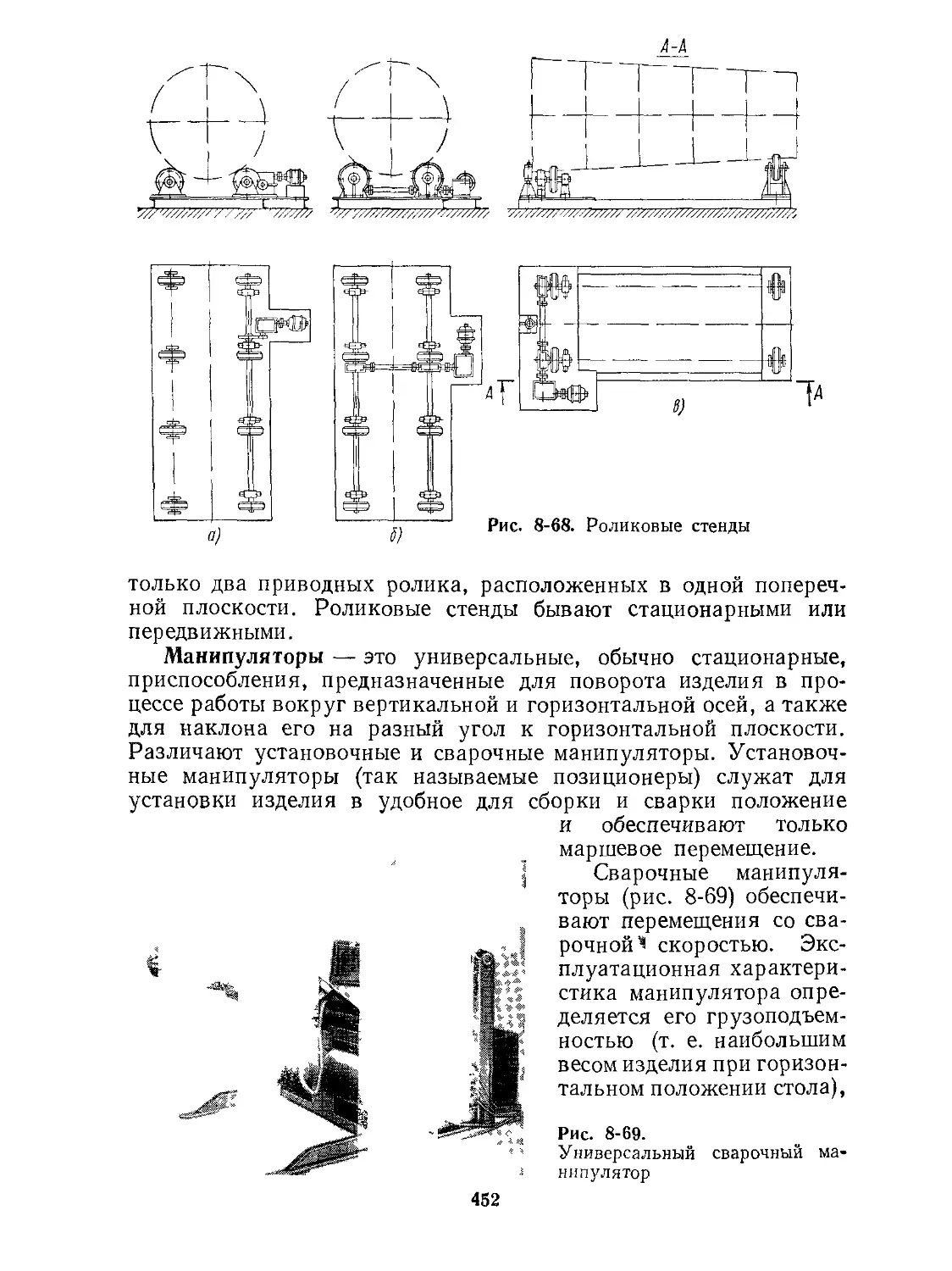
ная сварка. Однако масштабы ее применения с каждым годом
увеличиваются.
При электрической дуговой сварке нагрев и плавление ме-
талла осуществляются энергией, выделяемой дуговым разрядом.
При электрошлаковой сварке необходимая для сварки теплота
получается при прохождении тока через шлаковую ванну, обра-
зуемую при расплавлении флюса. Нагрев и плавление металла
при электроннолучевой сварке достигаются за счет интенсивной
бомбардировки свариваемого металла быстродвижущимися элек-
тронами. При лазерной сварке необходимая для плавления ме-
талла теплота выделяется световым пучком, являющимся весьма
концентрированным источником теплоты.
В настоящее время ведущее положение среди различных видов
электрической сварки плавлением занимает электрическая дуго-
вая сварка. Возможности этого вида сварки еще далеко не исчер-
паны, и можно ожидать дальнейшего ее совершенствования и
развития.
К сварке плавлением относится и наплавка металлов, на-
шедшая широкое применение в промышленности. Наплавкой назы-
вают процесс нанесения слоя металла на доведенную до расплав-
ления поверхность изделия. Цель наплавки сводится к восста-
новлению размеров детали после износа, устранению дефектов
литья, поковок и проката или созданию на поверхности детали
слоя металла, обладающего особыми свойствами (стойкость против
износа или коррозии, жаропрочность и др.). В дальнейшем при
изложении общих вопросов под термином «сварка» мы будем
понимать как собственно сварку, т. е. соединение отдельных
деталей, так и наплавку.
Сварка — технологический процесс, широко применяемый во
всех отраслях народного хозяйства для изготовления новых и
ремонта эксплуатируемых конструкций и механизмов. Преиму-
щества сварных конструкций в настоящее время общепризнаны,
13
Такие конструкции повсеместно применяют взамен литых, кле-
паных и кованых изделий. Эти преимущества сводятся к уменьше-
нию расхода металла, снижению затрат труда, упрощению обо-
рудования, сокращению сроков изготовления и увеличению съема
продукции без увеличения производственных площадей. Значи-
тельно расширяются также возможности механизации основных
технологических операций. Однако все преимущества сварки могут
быть реализованы только при обеспечении необходимого качества
сварных соединений, гарантирующих длительную и надежную
работу их в условиях эксплуатации. Это достигается на основании
глубокого изучения вопросов технологии сварки и установления
связи ее с конструктивными формами и особенностями изготовляе-
мой продукции.
§ 1-2. Краткая характеристика основных
видов сварки
Электрическая дуговая сварка. При электрической дуговой
сварке, или коротко-дуговой сварке, нагрев и плавление
металла осуществляется дуговым разрядом, возникающим между
электродами. Энергию, необходимую для образования и поддер-
жания дугового разряда, получают от источников питания по-
стоянного или переменного тока. Широкое практическое при-
менение находит дуга прямого действия (рис. 1-3, а), горящая
между свариваемым металлом и специальным стержнем-электро-
дом. Для сварки используется теплота, выделяемая в столбе дуги
и на электродах.
Значительно меньшее применение находит дуга косвенного
действия, горящая между двумя стержнями-электродами. В этом
случае для расплавления основного металла, который не включен
в электрическую цепь, используется теплота, выделяемая при
соприкосновении свариваемой поверхности со столбом (плазмой)
дуги, и теплота, получаемая за счет излучения и конвекции.
Сварку дугой косвенного действия можно выполнять как с при-
садочным металлом, так и без него. Ограниченное применение
Рис. 1-3. Сварочные дуги
14
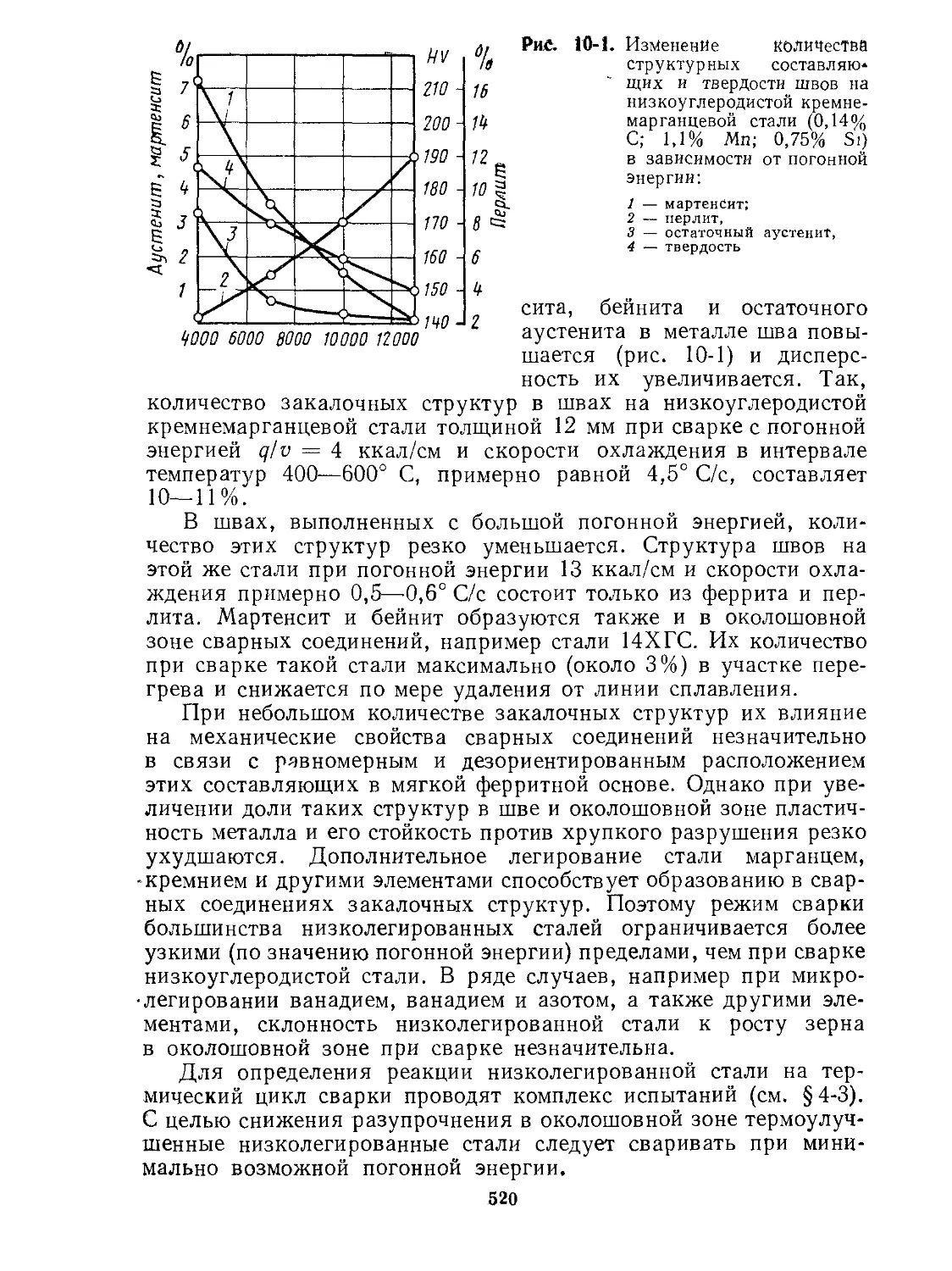
дуги косвенного действия обусловлено ее меньшей эффективно-
стью. Возможно использование комбинированной дуги, включен-
ной в сварочную цепь по схеме, приведенной на рис. 1-3, б, или
по трехфазной схеме (рис. 1-3, в). В этих случаях дуговой разряд
возникает между электродами и между электродами и основным
металлом.
Дуговую сварку можно выполнять неплавящимся и плавя-
щимся электродом. Сварку неплавящимся электродом осуще-
ствляют дугой прямого или косвенного действия. Шов образуется
за счет плавления основного металла или основного и присадоч-
ного металлов. Материал электрода не участвует в образовании
шва, к. п. д. дуги прямого действия достигает 0,3—0,4, к. п. д.
дуги косвенного действия — 0,2—0,3.
При сварке угольным электродом питание дуги, как правило,
осуществляется от источника постоянного тока при прямой поляр-
ности — электрод соединен с отрицательным, а основной металл
с положительным полюсом (зажимом) источника питания. Сварка
угольным электродом при обратной полярности (основной металл
соединяется с отрицательным, а электрод—с положительным
полюсом источника питания) не находит практического приме-
нения из-за перегрева электрода, а при сварке стали — также
из-за значительного науглероживания металла шва. При сварке
на прямой полярности науглероживание основного металла не
наблюдается. Сварку вольфрамовым электродом ведут на постоян-
ном токе при прямой полярности или на переменном токе с обя-
зательной защитой области дуги инертным газом, предохраня-
ющим электрод от окисления.
При сварке плавящимся электродом дуга горит между основ-
ным металлом и металлическим стержнем заданного химического
состава, подаваемым в зону дуги по мере плавления. В состав
шва входит расплавленный основной металл и металл плавя-
щегося электрода — электродный металл, а в некоторых случаях
еще и присадочный металл.
В качестве плавящегося электрода используют сварочную
(электродную) проволоку круглого сечения, порошковую про-
волоку, электродную ленту и специальные электроды более слож-
ной формы. Питание дуги осуществляется от источника перемен-
ного или постоянного тока при прямой либо обратной полярности.
В некоторых случаях (например, при сварке на больших скоро-
стях несколькими дугами) применяют комбинированное питание
от источников постоянного и переменного тока.
В зависимости от числа электродов различают сварку одним,
двумя и тремя электродами. Возможна сварка и большим числом
электродов. Сварку, при которой все электроды подсоединены
к одному полюсу источника питания, называют двухэлектродной
(многоэлектродной) сваркой, или сваркой сдвоенным (строенным)
электродом. Если каждый из электродов получает независи-
мое питание, процесс называют двухдуговым (многодуговым).
15
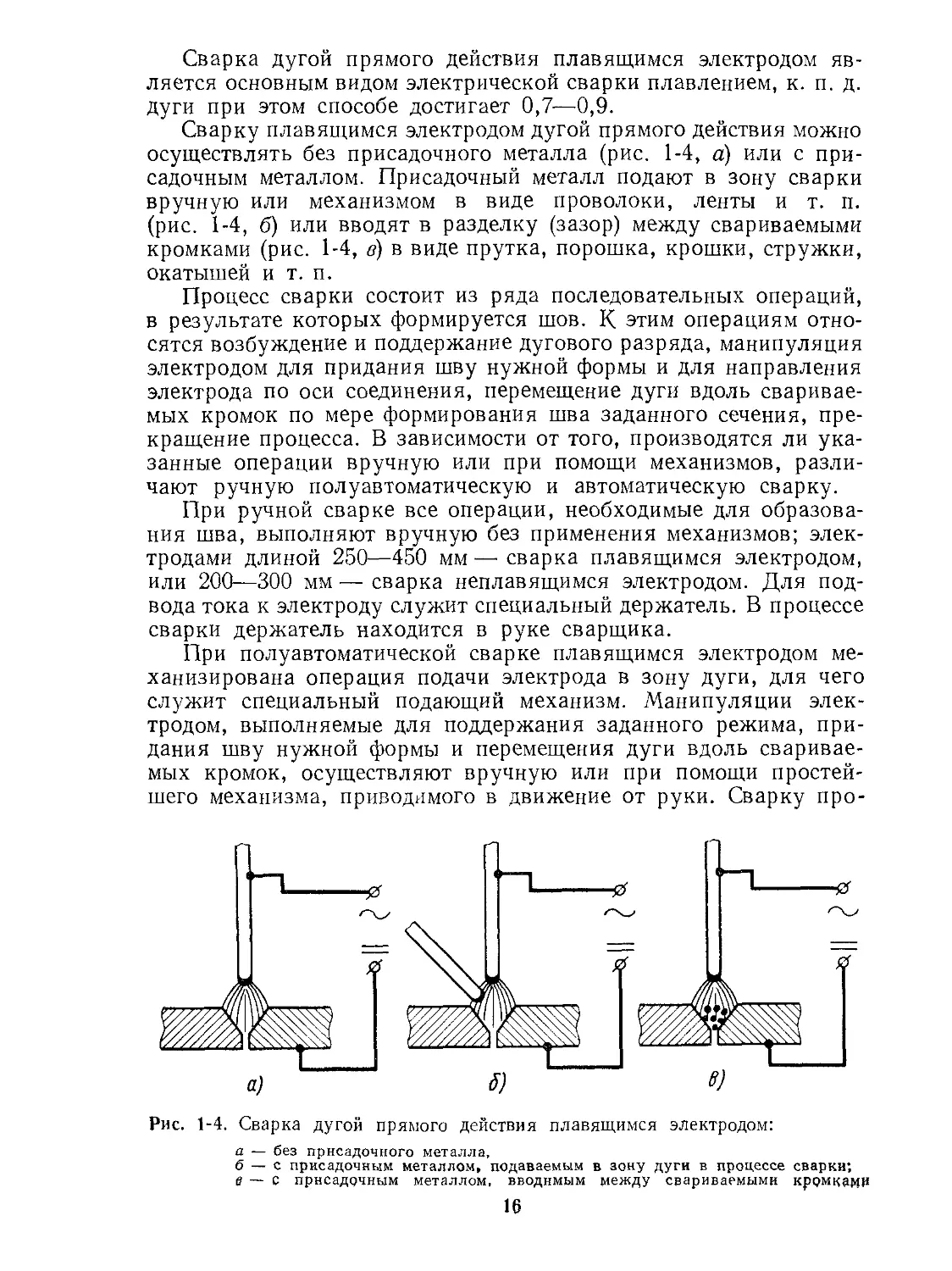
Сварка дугой прямого действия плавящимся электродом яв-
ляется основным видом электрической сварки плавлением, к. п. д.
дуги при этом способе достигает 0,7—0,9.
Сварку плавящимся электродом дугой прямого действия можно
осуществлять без присадочного металла (рис. 1-4, а) или с при-
садочным металлом. Присадочный металл подают в зону сварки
вручную или механизмом в виде проволоки, ленты и т. п.
(рис. 1-4, б) или вводят в разделку (зазор) между свариваемыми
кромками (рис. 1-4, в) в виде прутка, порошка, крошки, стружки,
окатышей и т. п.
Процесс сварки состоит из ряда последовательных операций,
в результате которых формируется шов. К этим операциям отно-
сятся возбуждение и поддержание дугового разряда, манипуляция
электродом для придания шву нужной формы и для направления
электрода по оси соединения, перемещение дуги вдоль сваривае-
мых кромок по мере формирования шва заданного сечения, пре-
кращение процесса. В зависимости от того, производятся ли ука-
занные операции вручную или при помощи механизмов, разли-
чают ручную полуавтоматическую и автоматическую сварку.
При ручной сварке все операции, необходимые для образова-
ния шва, выполняют вручную без применения механизмов; элек-
тродами длиной 250—450 мм — сварка плавящимся электродом,
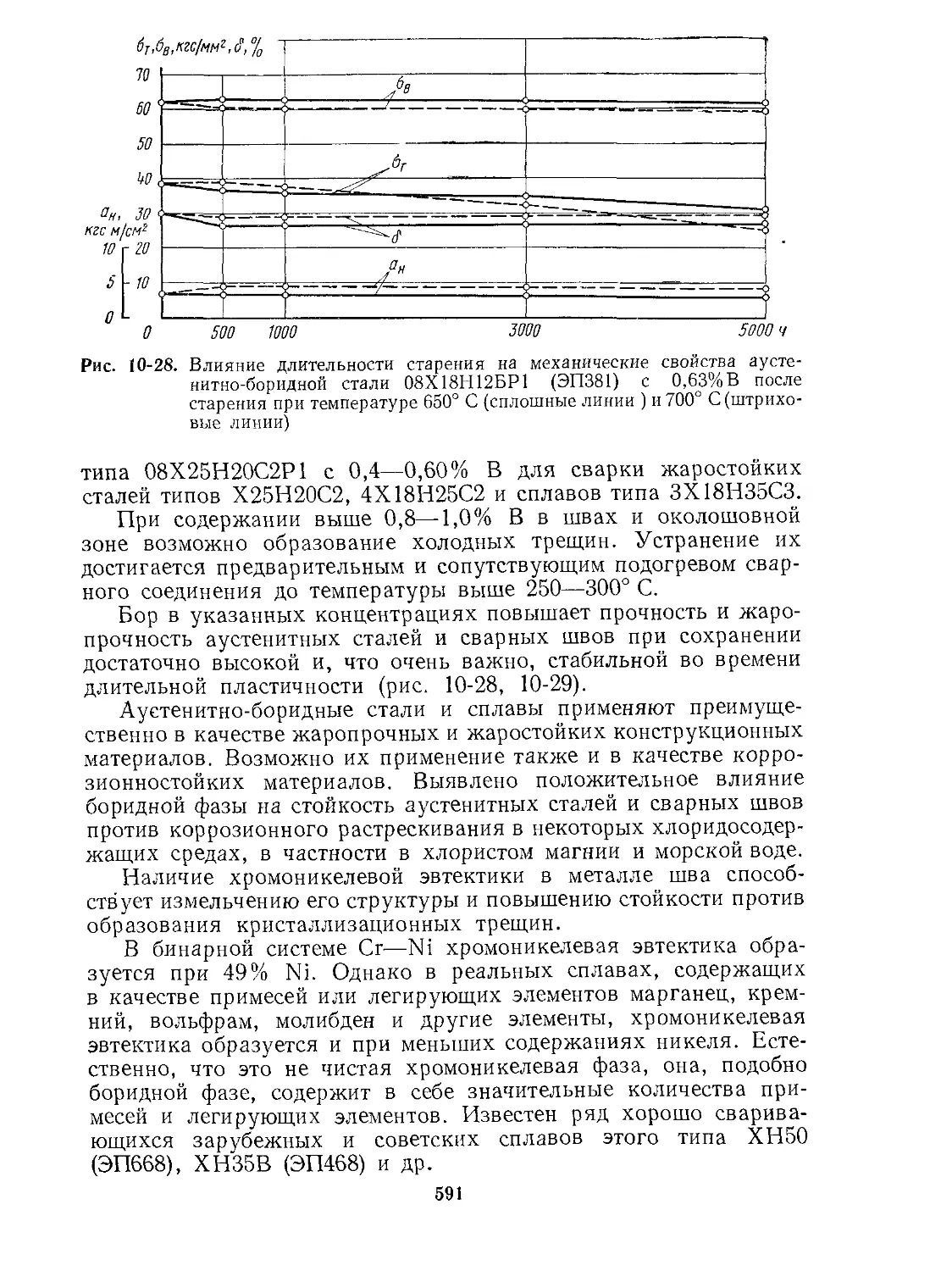
или 200—300 мм — сварка неплавящимся электродом. Для под-
вода тока к электроду служит специальный держатель. В процессе
сварки держатель находится в руке сварщика.
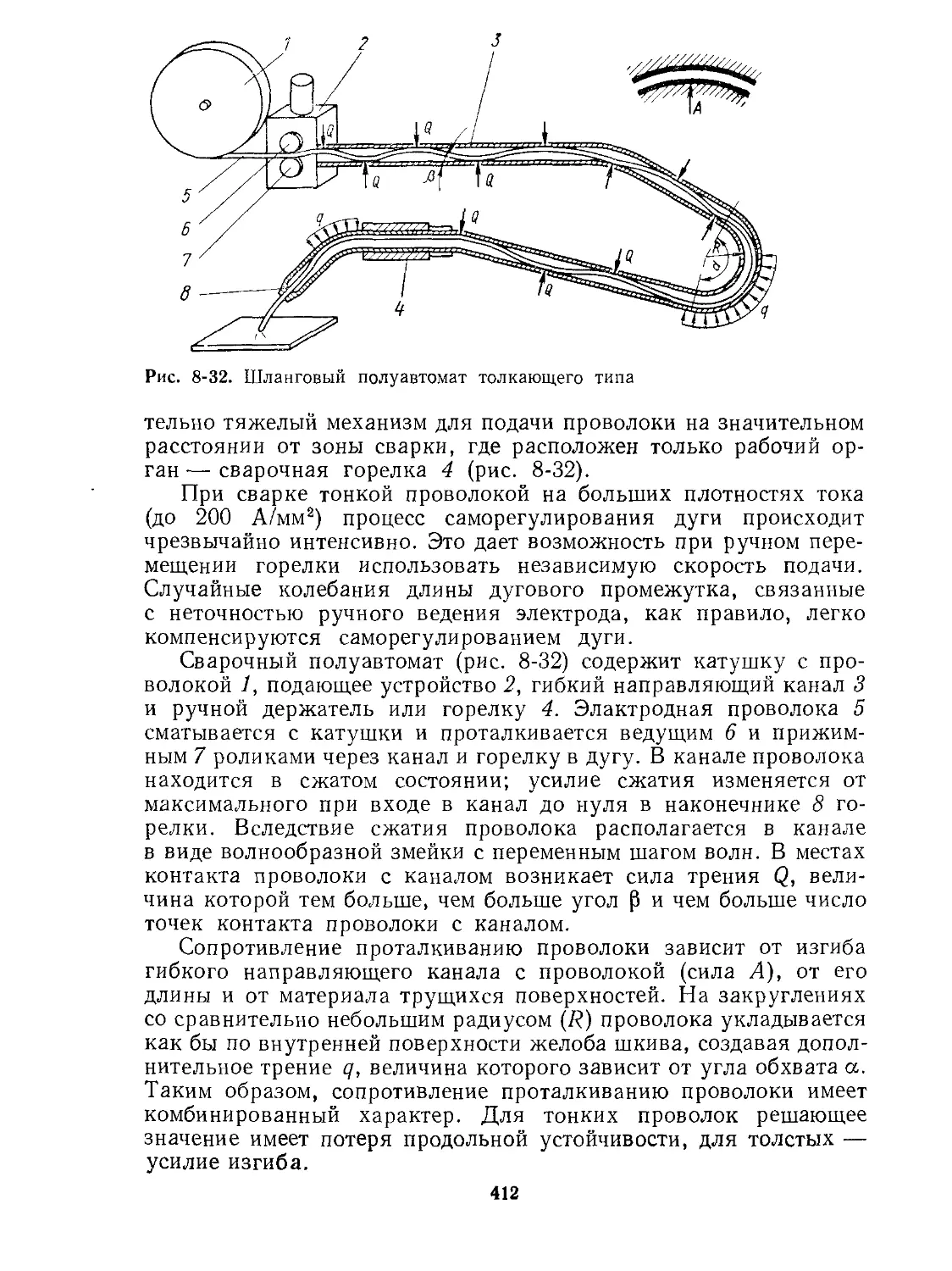
При полуавтоматической сварке плавящимся электродом ме-
ханизирована операция подачи электрода в зону дуги, для чего
служит специальный подающий механизм. Манипуляции элек-
тродом, выполняемые для поддержания заданного режима, при-
дания шву нужной формы и перемещения дуги вдоль сваривае-
мых кромок, осуществляют вручную или при помощи простей-
шего механизма, приводимого в движение от руки. Сварку про-
Рис. 1-4. Сварка дугой прямого действия плавящимся электродом:
а — без присадочного металла,
б — с присадочным металлом, подаваемым в зону дуги в процессе сварки;
е — С присадочным металлом, вводимым между свариваемыми кромками
16
изводят сварочной проволокой сплошного сечения или порошко-
вой проволокой, подаваемыми из кассеты или непосредственно
из бухты. Для подвода тока к электроду служит держатель.
Сварочная проволока от подающего механизма к держателю
в большинстве случаев поступает по гибкому шлангу. Поэтому
полуавтоматическую сварку иногда называют шланговой.
При автоматической сварке операции по возбуждению и под-
держанию дугового разряда осуществляются сварочной головкой,
а перемещение дуги (по мере отложения шва заданного сечения)
вдоль свариваемых кромок — сварочной тележкой. Рабочий не
принимает непосредственного участия в образовании шва, а
управляет процессом сварки при помощи вспомогательных уст-
ройств (пульт управления, корректор). Автоматическая сварка
является не полностью автоматизированным, а лишь механизи-
рованным процессом. Однако термин «автоматическая» (и полу-
автоматическая) сварка общепринят в отечественной и иностран-
ной литературе.
Автоматическую сварку плавящимся электродом ведут в боль-
шинстве случаев сварочной проволокой сплошного сечения диа-
метром 1—6 мм. Проволока так же, как и при полуавтоматиче-
ской сварке, подается из специальной кассеты или из бухты.
Возможно применение порошковой проволоки и ленты. При авто-
матической сварке обеспечивается постоянство режима сварки
(сила тока, напряжение, скорость сварки и др.), что обусловливает
однородность качества шва по всей его длине. Автоматическая
сварка обладает меньшей мобильностью, чем полуавтоматическая
и ручная сварка, требует наличия специального оборудования
и большей точности подготовки и сборки деталей под сварку, так
как возможности изменения режима сварки на ходу в зависимо-
сти от колебания величины зазора, угла разделки кромок и т. п.
весьма ограничены.
При сварке неплавящимся электродом из-за малого расхода
электрода в процессе сварки нет необходимости в механизации
операции его подачи в зону дуги. Эту операцию легко осуще-
ствляют вручную. При полуавтоматической сварке механизирована
только операция передвижения дуги вдоль свариваемых кромок.
При дуговой сварке происходит энергичное взаимодействие
находящегося в расплавленном состоянии металла сварочной
ванны с кислородом и азотом воздуха, что приводит к изменению
химического состава и ухудшению механических, коррозионных
и других свойств металла шва. Поэтому возникает необходимость
в защите зоны сварки от окружающего воздуха. Применявшаяся
в первые годы развития сварочной техники сварка голым элек-
тродом и электродом со стабилизирующим покрытием сейчас
используется в весьма ограниченном объеме и в книге не рассмо-
трена.
Широкое применение находит защита зоны сварки при по-
мощи специального состава, наносимого на поверхность элек-
2 Заказ № 782 17
о
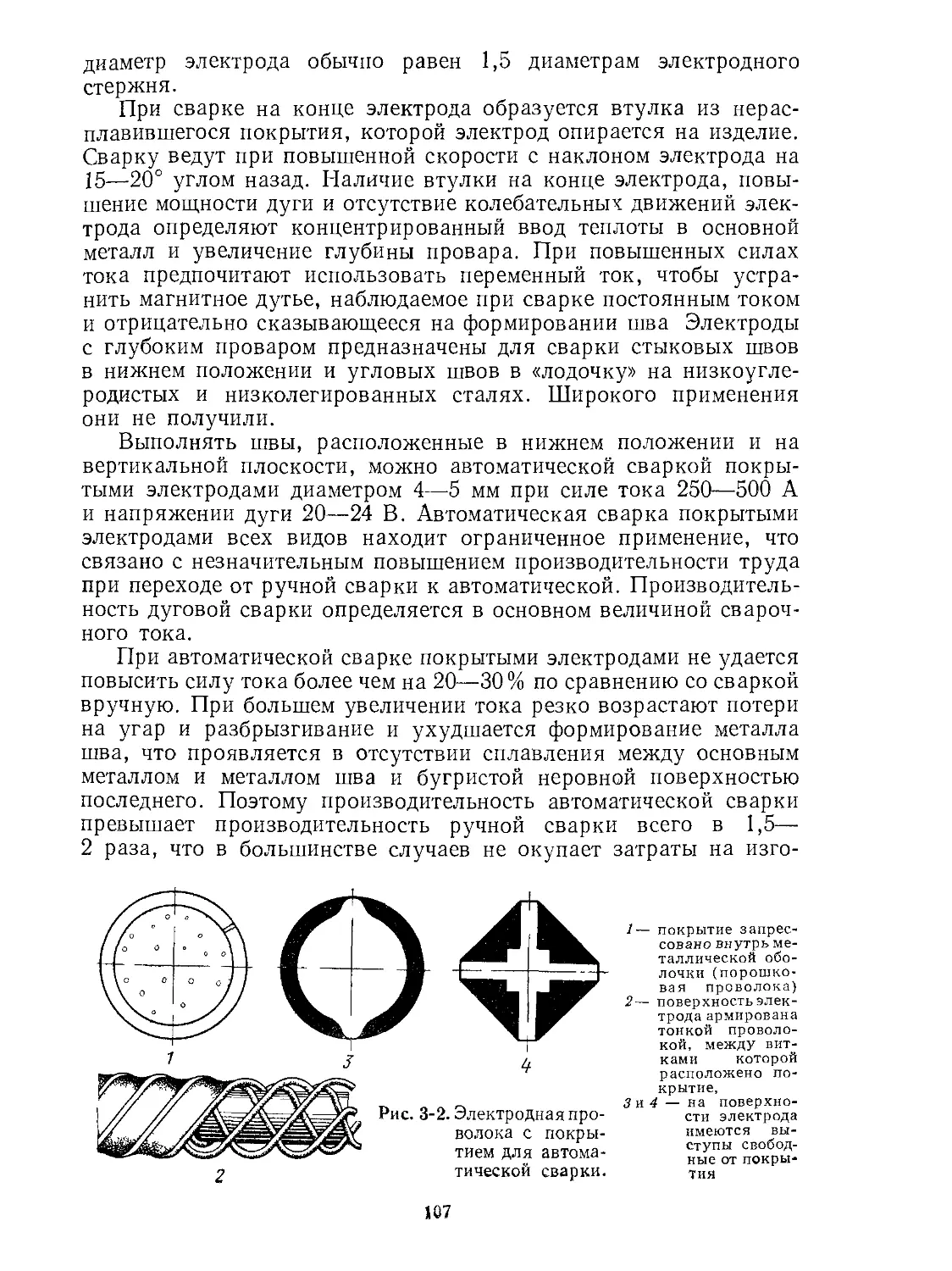
Рис. 1-5. Электроды со специальным составом, наносимым на поверхность
электродного стержня (а) или размещенным внутри специального по-
лого электродного стержня (б и в)
тродной проволоки (покрытый электрод) (рис. 1-5, а) или вводи-
мого внутрь полого или имеющего специальную форму электрода
(рис. 1-5, б и в). Последний называют порошковой проволокой.
Роль покрытия сводится к защите зоны сварки от воздействия
окружающего воздуха, легированию металла шва полезными
элементами (а иногда и удалению из сварочной ванны вредных
примесей) и к стабилизации дугового разряда.
При сварке покрытым электродом расплавляющееся по мере
плавления стержня 1 покрытие 2 в зависимости от состава обра-
зует газовую или газошлаковую защиту 3, изолирующую зону
дуги и сварочную ванну от атмосферного воздуха (рис. 1-6).
По мере удаления дуги происходит остывание и кристаллизация
металла сварочной ванны 4 и формирование шва 5. Расплавив-
шееся покрытие всплывает на поверхность и после остывания
образует шлаковую корку 6.
Как правило, покрытие наносят на электрод до сварки.
При ручной сварке для обеспечения возможности подвода тока
к электродному стержню на один из его концов на длине 20—
35 мм покрытие не наносят. Покрытая электродная проволока
для автоматической сварки имеет специальную конструкцию,
обеспечивающую возможность подвода к ней тока.
Широкое применение при автоматическом процессе находит
защита зоны сварки гранулированным покрытием — флюсом
(рис 1-7). При этом способе
флюс 1 подается в зону дуги от-
дельно от голой электродной
проволоки 2. Флюс создает
главным образом шлаковую за-
щиту. Дуга горит между элек-
тродом и основным металлом в
пузыре 3, образованном па-
пами и газами, выделяемыми
Рис. 1-6. Сварка покрытым электро-
дом Направление сварки
указано стрелкой
18
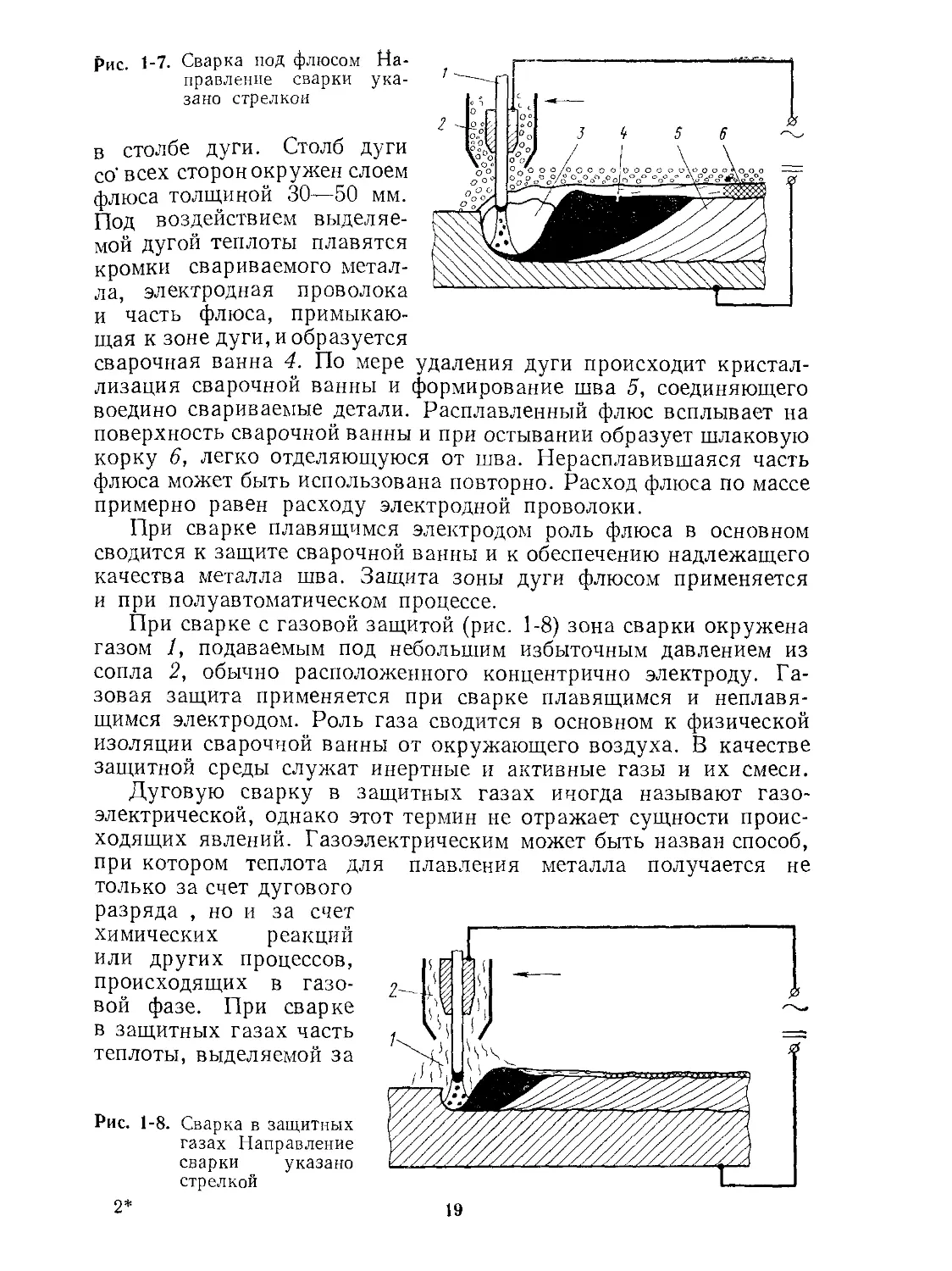
Рис. 1-7. Сварка под флюсом На-
правление сварки ука-
зано стрелкой
в столбе дуги. Столб дуги
со' всех сторонокружен слоем
флюса толщиной 30—50 мм.
Под воздействием выделяе-
мой дугой теплоты плавятся
кромки свариваемого метал-
ла, электродная проволока
и часть флюса, примыкаю-
щая к зоне дуги, и образуется
сварочная ванна 4. По мере удаления дуги происходит кристал-
лизация сварочной ванны и формирование шва 5, соединяющего
воедино свариваемые детали. Расплавленный флюс всплывает на
поверхность сварочной ванны и при остывании образует шлаковую
корку 6, легко отделяющуюся от шва. Нерасплавившаяся часть
флюса может быть использована повторно. Расход флюса по массе
примерно равен расходу электродной проволоки.
При сварке плавящимся электродом роль флюса в основном
сводится к защите сварочной ванны и к обеспечению надлежащего
качества металла шва. Защита зоны дуги флюсом применяется
и при полуавтоматическом процессе.
При сварке с газовой защитой (рис. 1-8) зона сварки окружена
газом 1, подаваемым под небольшим избыточным давлением из
сопла 2, обычно расположенного концентрично электроду. Га-
зовая защита применяется при сварке плавящимся и неплавя-
щимся электродом. Роль газа сводится в основном к физической
изоляции сварочной ванны от окружающего воздуха. В качестве
защитной среды служат инертные и активные газы и их смеси.
Дуговую сварку в защитных газах иногда называют газо-
электрической, однако этот термин не отражает сущности проис-
ходящих явлений. Газоэлектрическим может быть назван способ,
при котором теплота для
только за счет дугового
разряда , но и за счет
химических реакций
или других процессов,
происходящих в газо-
вой фазе. При сварке
в защитных газах часть
теплоты, выделяемой за
Рис. 1-8. Сварка в защитных
газах Направление
сварки указано
стрелкой
плавления металла получается не
2*
19
Рис. 1-9. Сварка с контролируемой атмо-
сферой:
1 — приспособление для перемеще-
ния свариваемой детали;
2 — труба для подсоединения воз-
душного насоса, 3 — канал
для подачи защитного газа;
4 — смотровое окно
счет химических реакций, в общем
балансе теплоты весьма незначи-
тельна. Некоторое исключение
представляют атомноводородная
сварка, которая находит весьма
ограниченное практическое при-
менение, и сварка сжатой дугой.
Разновидностью сварки в за-
щитных газах является сварка
с контролируемой атмосферой (рис. 1-9). Сварка происходит в ка-
мере, где сначала создается вакуум, затем камера заполняется
аргоном, гелием или смесью газов (создается контролируемая
атмосфера). При этом обеспечивается более полная защита сва-
рочной ванны. Этот метод применяют при дуговой сварке непла-
вящимся электродом химически активных металлов и сплавов
автоматом, полуавтоматом или вручную. В некоторых случаях
сварку в вакууме ведут без создания специальной атмосферы.
Принципиально возможна, но находит весьма ограниченное
применение сварка с комбинированной защитой, при которой газ
и покрытие наносят на поверхность электродной проволоки при
помощи электромагнитных сил (магнитное покрытие) или вводят
внутрь электрода до сварки либо в процессе ее. Сварку с комби-
нированной защитой можно использовать как при полуавтомати-
ческом, так и при автоматическом процессе.
В последние годы находит применение полуавтоматическая
сварка активированной проволокой сплошного сечения и порош-
ковой проволокой без дополнительной защиты. В состав активи-
рованной проволоки вводят элементы-раскислители и элементы,
связывающие азот в стойкие нитриды, оказывающие незначитель-
ное влияние на качество металла шва, имеющего ферритную
структуру. В сердечник порошковой проволоки вводят железный
порошок, нитридо- и шлакообразующие составляющие.
Разновидностью дуговой сварки является плазменная сварка
(сварка сжатой дугой). При сварке столб дуги имеет более высо-
кую температуру. Это обусловливается свойством дугового раз-
ряда, заключающимся в том, что при искусственном сжатии столба
дуги и охлаждении его наружных слоев наблюдается повышение
температуры. Сжатая дуга образуется в дуговом разряде, возника-
ющем в узком канале.
Если дуговой разряд возникает между вольфрамовым или
медным электродом и основным металлом, то такая дуга назы-
20
вается дугой прямого действия, иногда именуемой проникающей
дугой (рис. 1-10, а). Если одним из электродов служит сопло (оно
может конструктивно совпадать с каналом, в котором создается
столб плазмы), то такая дуга называется дугой косвенного дей-
ствия или плазменной струей (рис. 1-10, б). Струя плазмы в этом
случае выделяется из столба дуги в виде факела.
Для образования сжатой дуги вдоль ее столба через канал
в сопле пропускается нейтральный одноатомный газ (аргон, ге-
лий) или двухатомный газ (азот, водород, окись углерода или
другие газы и их смеси). Газ сжимает столб дуги, что приводит
к повышению его температуры до 16 000° С при дуге косвенного
действия и до 33 000° С при дуге прямого действия, и образует
так называемую холодную плазменную струю. Сжатая дуга яв-
ляется весьма концентрированным источником теплоты (удельная
мощность более 500 кВт/см2). Газ в столбе сжатой дуги характе-
ризуется высокой степенью ионизации, при которой он обладает
весьма значительной электропроводностью, приближающейся
к электропроводности проводника (например металла).
Для защиты плавильного пространства от окружающего воз-
духа вокруг сжатой дуги подается дополнительный защитный газ
(аргон, углекислый газ), а иногда флюс. Для получения сжатой
дуги служат специальные устройства —• плазмотроны.
Сжатую дугу используют также для резки металла и на-
пыления.
Для сварки находит применение микроплазменный процесс,
при котором нагрев металла осуществляется высокотемператур-
ной тонкой струей — лучом плазмы, обеспечивающей весьма
высокую концентрацию энергии.
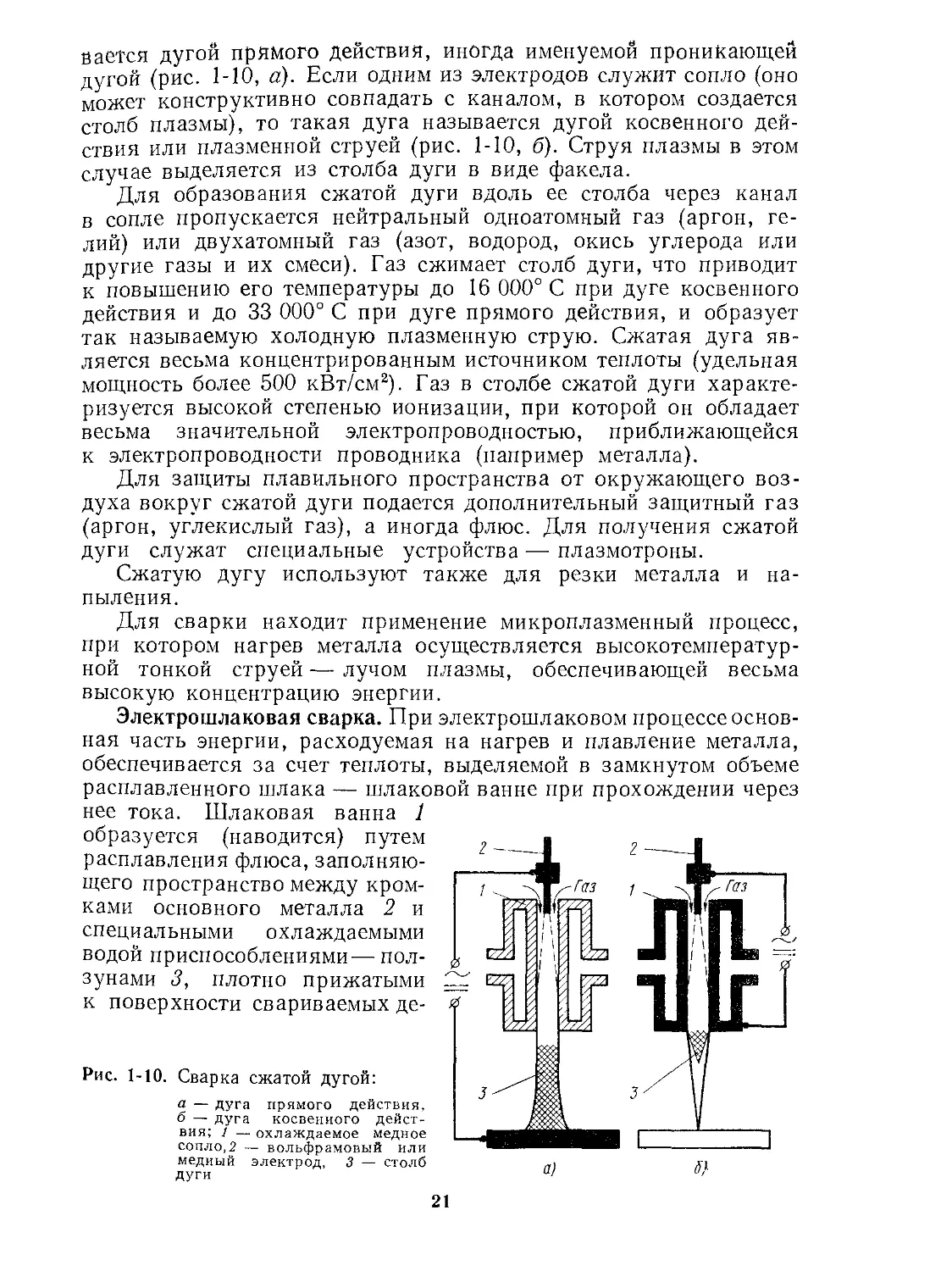
Электрошлаковая сварка. При электрошлаковом процессе основ-
ная часть энергии, расходуемая на нагрев и плавление металла,
обеспечивается за счет теплоты, выделяемой в замкнутом объеме
расплавленного шлака — шлаковой ванне при прохождении через
нее тока. Шлаковая ванна 1
образуется (наводится) путем
расплавления флюса, заполняю-
щего пространство между кром-
ками основного металла 2 и
специальными охлаждаемыми
водой приспособлениями—пол-
зунами 3, плотно прижатыми
к поверхности свариваемых де-
Рис. 1-10. Сварка сжатой дугой:
а — Дуга прямого действия,
б — дуга косвенного дейст-
вия; у — охлаждаемое медное
сопло,2 — вольфрамовый или
медный электрод, 3 — столб
Дуги
21
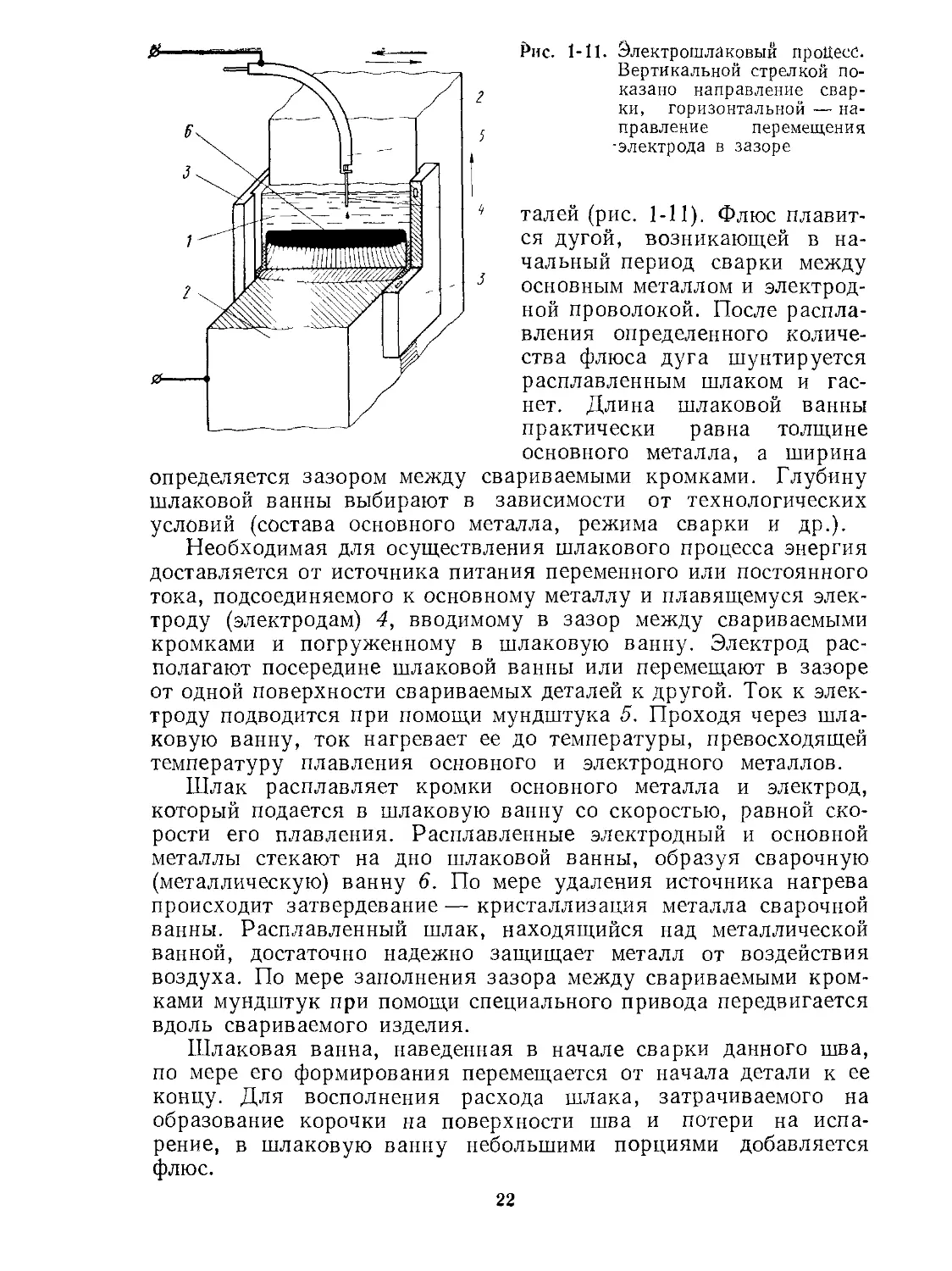
Йис. 1-11. Электрошлаковый процесс.
Вертикальной стрелкой по-
казано направление свар-
ки, горизонтальной — на-
правление перемещения
-электрода в зазоре
талей (рис. 1-11). Флюс плавит-
ся дугой, возникающей в на-
чальный период сварки между
основным металлом и электрод-
ной проволокой. После распла-
вления определенного количе-
ства флюса дуга шунтируется
расплавленным шлаком и гас-
нет. Длина шлаковой ванны
практически равна толщине
основного металла, а ширина
определяется зазором между свариваемыми кромками. Глубину
шлаковой ванны выбирают в зависимости от технологических
условий (состава основного металла, режима сварки и др.).
Необходимая для осуществления шлакового процесса энергия
доставляется от источника питания переменного или постоянного
тока, подсоединяемого к основному металлу и плавящемуся элек-
троду (электродам) 4, вводимому в зазор между свариваемыми
кромками и погруженному в шлаковую ванну. Электрод рас-
полагают посередине шлаковой ванны или перемещают в зазоре
от одной поверхности свариваемых деталей к другой. Ток к элек-
троду подводится при помощи мундштука 5. Проходя через шла-
ковую ванну, ток нагревает ее до температуры, превосходящей
температуру плавления основного и электродного металлов.
Шлак расплавляет кромки основного металла и электрод,
который подается в шлаковую ванну со скоростью, равной ско-
рости его плавления. Расплавленные электродный и основной
металлы стекают на дно шлаковой ванны, образуя сварочную
(металлическую) ванну 6. По мере удаления источника нагрева
происходит затвердевание — кристаллизация металла сварочной
ванны. Расплавленный шлак, находящийся над металлической
ванной, достаточно надежно защищает металл от воздействия
воздуха. По мере заполнения зазора между свариваемыми кром-
ками мундштук при помощи специального привода передвигается
вдоль свариваемого изделия.
Шлаковая ванна, наведенная в начале сварки данного шва,
по мере его формирования перемещается от начала детали к ее
концу. Для восполнения расхода шлака, затрачиваемого на
образование корочки на поверхности шва и потери на испа-
рение, в шлаковую ванну небольшими порциями добавляется
флюс.
22
Электрошлаковую сварку, как правило, ведут при вертикаль-
ном положении изделий. Кромки расположены вертикально или
под углом до 30° к вертикали.
Электрошлаковый процесс применяют для сварки углероди-
стых и легированных конструкционных сталей, специальных
сталей, алюминия, титана и других металлов и сплавов. Возможна
сварка металла практически неограниченной толщины.
В монтажных условиях часто возникает необходимость сварки
вертикальных швов металла толщиной 10—-12 мм. В этом случае
из-за малого объема шлаковой ванны имеет место не шлаковый,
а дуговой процесс. Этот процесс, получивший название дуговой
сварки с принудительным формированием, в настоящее время
находит ограниченное практическое применение. Дуговую сварку
вертикальных швов с принудительным формированием выпол-
няют также в защитных газах и порошковой проволокой. Обору-
дование и технология дуговой сварки с принудительным форми-
рованием мало отличаются от применяемых при электрошлаковой
сварке.
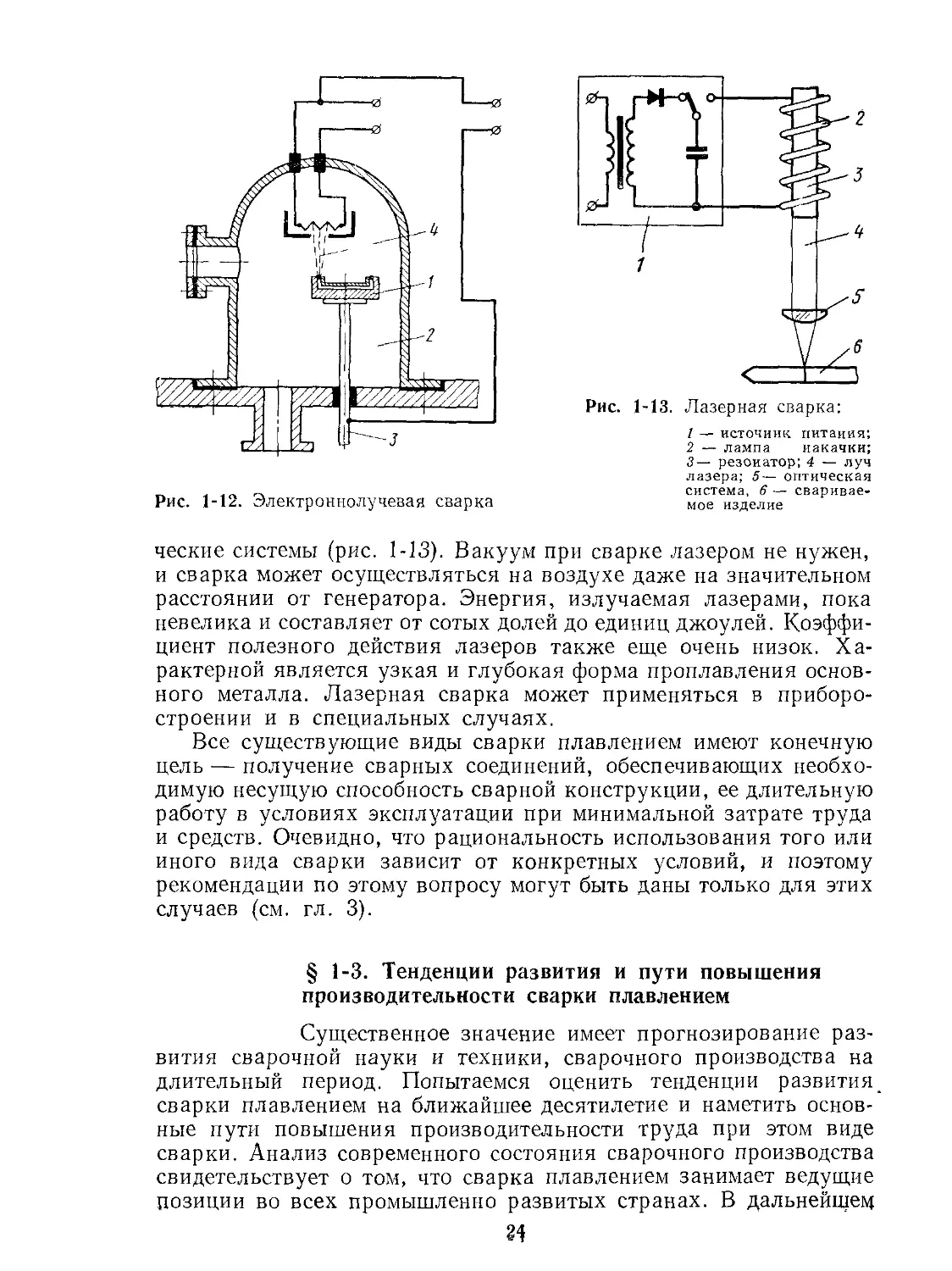
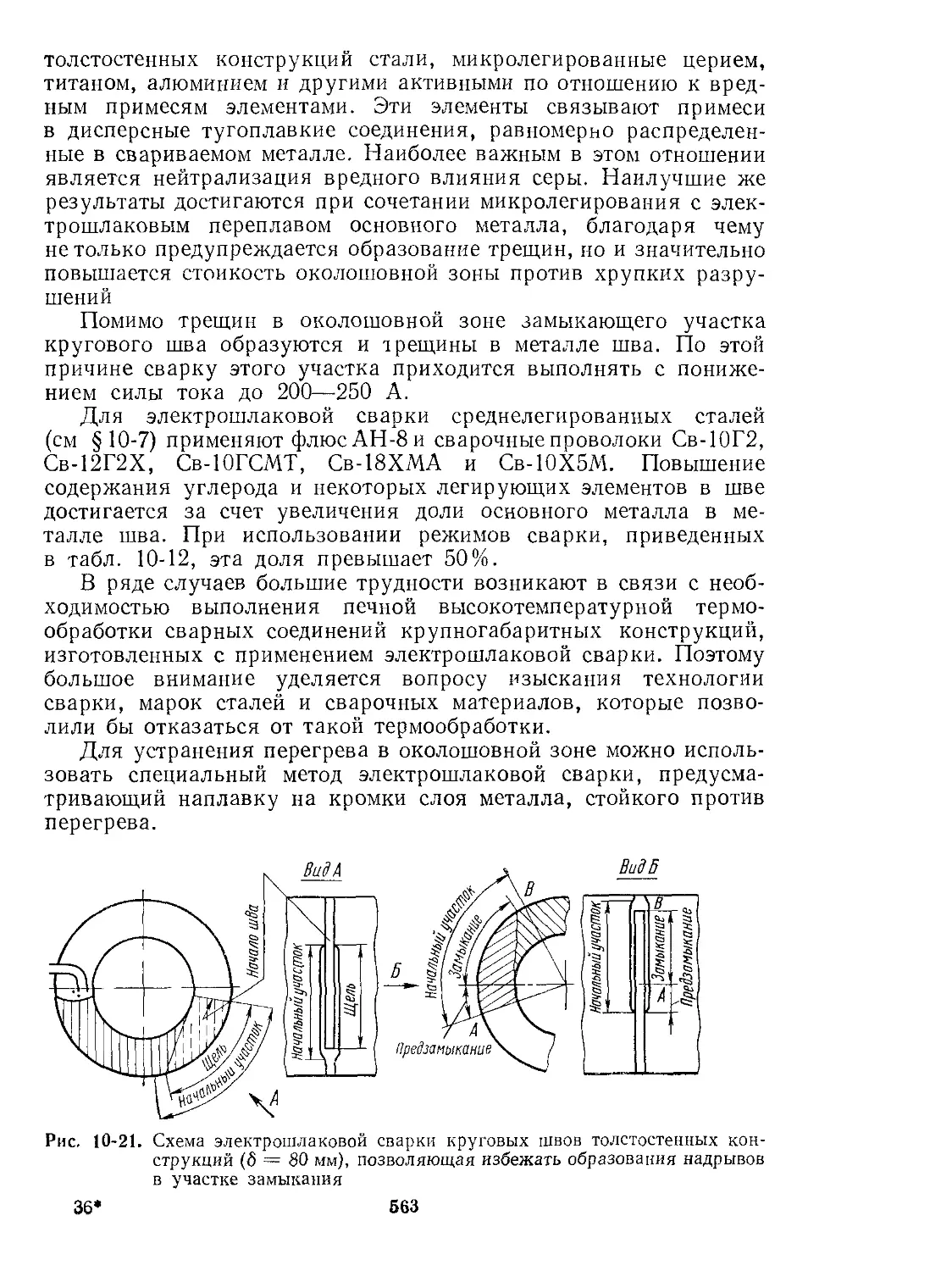
Электроннолучевая сварка. При этом способе сварки для на-
грева и расплавления основного металла используется энергия,
получаемая в результате интенсивной бомбардировки его быстро-
движущимися в вакууме электронами. При попадании на поверх-
ность свариваемых деталей электроны тормозятся и происходит
превращение кинетической энергии в тепловую (рис. 1-12). Сва-
риваемая деталь 1, помещенная в специальную герметическую
камеру 2, в которой откачивающие воздух насосы обеспечивают
требуемый вакуум, при помощи механизма 3 передвигается со
скоростью сварки. Сварка производится электронным лучом 4,
представляющим собой сфокусированный поток электронов.
Комплекс устройств, служащих для формирования и фоку-
сировки электронного луча, называют сварочной электронной
пушкой. В процессе сварки кинетическая энергия электронов
превращается в тепловую, которая расходуется на плавление
кромок свариваемых деталей. По мере удаления источника на-
грева происходит затвердевание сварочной ванны и образование
шва. Металл шва, так же как и при других видах сварки плавле-
нием, имеет литую структуру. Концентрация энергии электронно-
лучевой сварки очень высока, что обеспечивает получение узкого
и глубокого шва и узкой околошовной зоны. Провар при этом
виде сварки, как правило, имеет форму острого клина. Оператор,
осуществляющий сварку в зависимости от размеров камеры, на-
ходится за ее пределами или в самой камере.
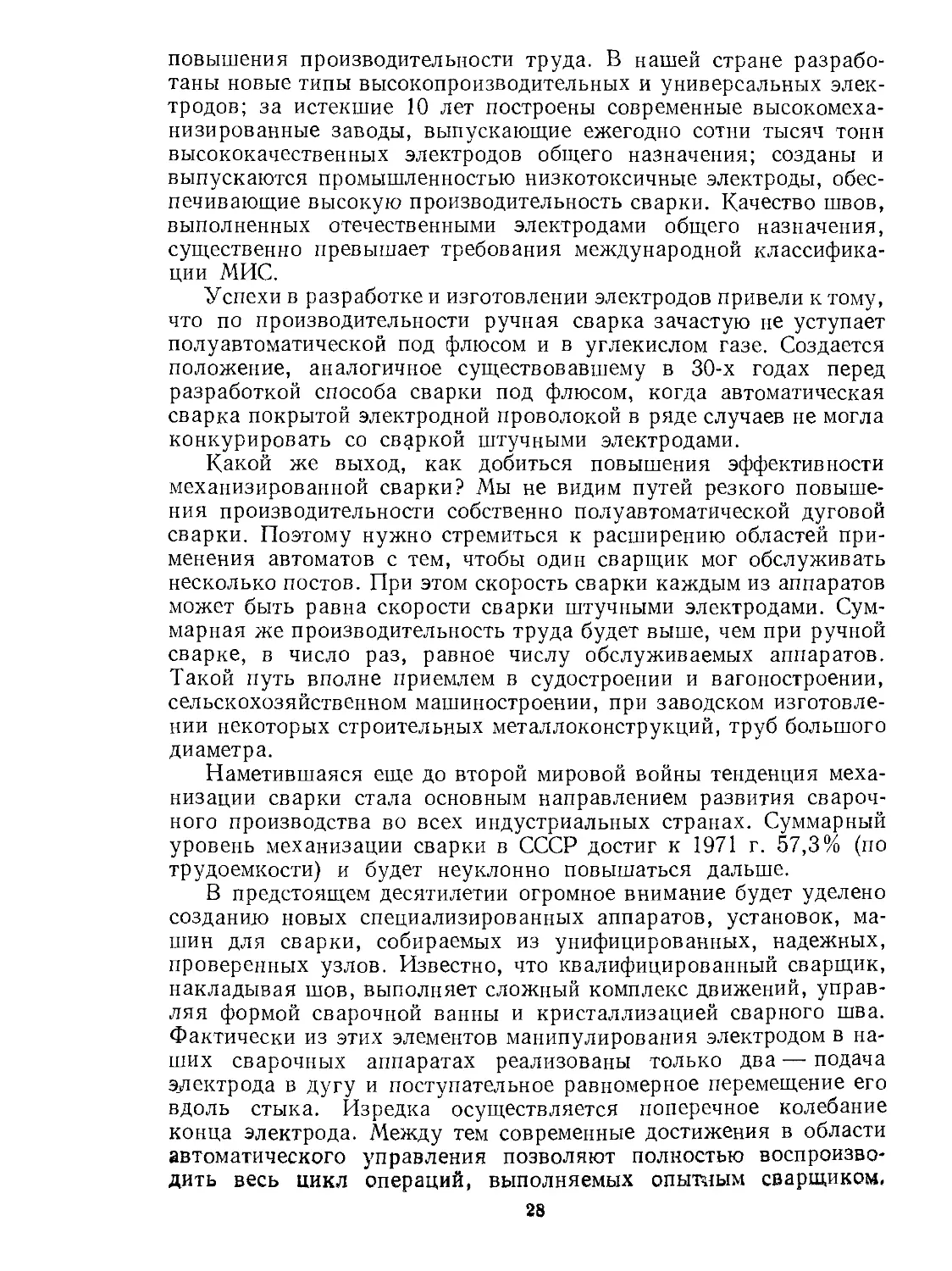
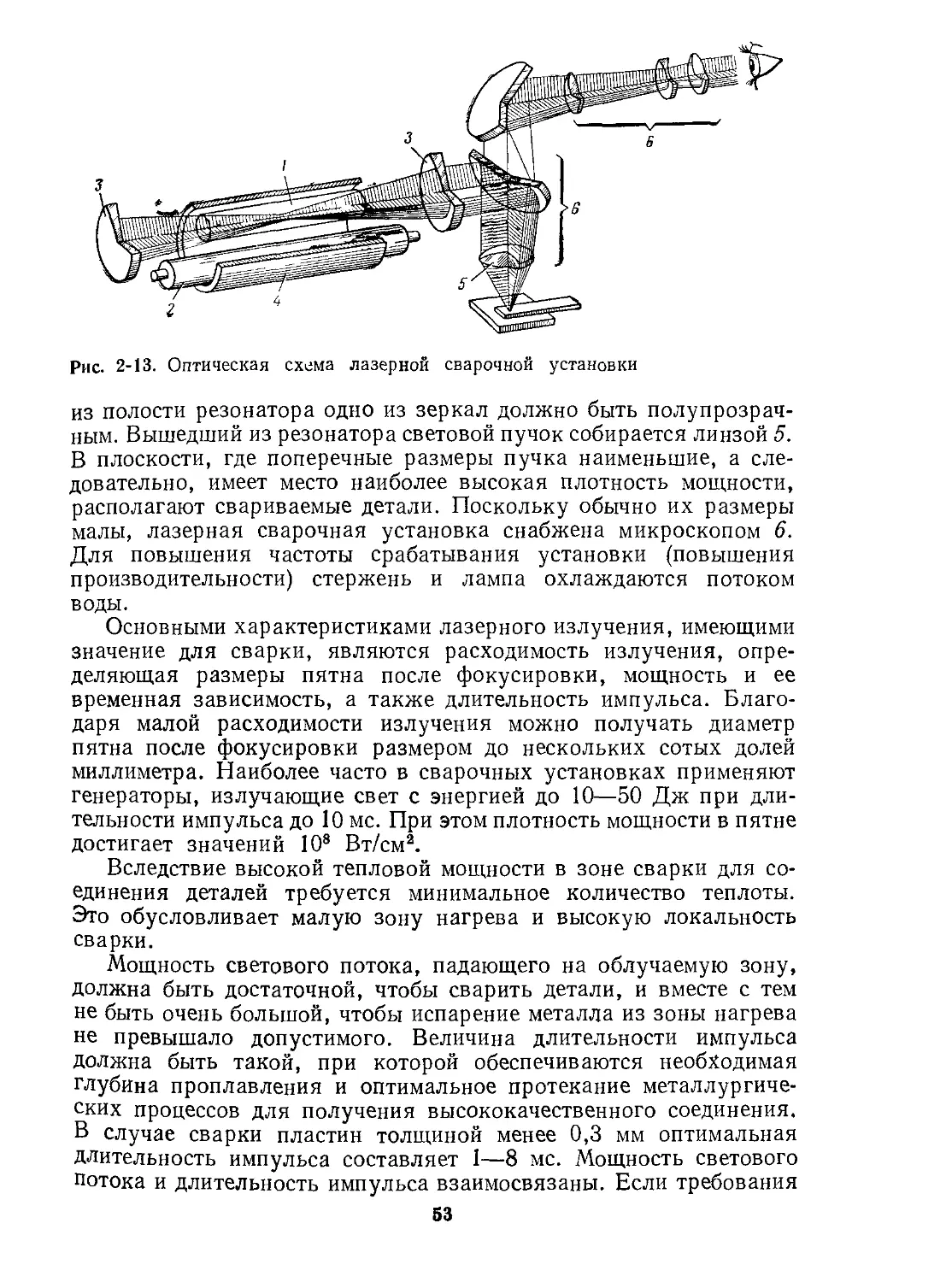
Лазерная сварка. В последнее время в сварочной практике
находят применение оптические квантовые генераторы, так назы-
ваемые лазеры. При лазерной сварке нагрев и плавление металла
осуществляются мощным световым лучом, получаемым от спе-
циальных твердых или газовых излучателей. Для управления
сформированного излучателем луча служат специальные опти-
23
Рис. 1-12. Электроннолучевая сварка
Рис. 1-13. Лазерная сварка:
Z — источник питания;
2 — лампа накачки;
3— резонатор; 4 — луч
лазера; 5— оптическая
система, 6 — сваривае-
мое изделие
ческие системы (рис. 1-13). Вакуум при сварке лазером не нужен,
и сварка может осуществляться на воздухе даже на значительном
расстоянии от генератора. Энергия, излучаемая лазерами, пока
невелика и составляет от сотых долей до единиц джоулей. Коэффи-
циент полезного действия лазеров также еще очень низок. Ха-
рактерной является узкая и глубокая форма проплавления основ-
ного металла. Лазерная сварка может применяться в приборо-
строении и в специальных случаях.
Все существующие виды сварки плавлением имеют конечную
цель — получение сварных соединений, обеспечивающих необхо-
димую несущую способность сварной конструкции, ее длительную
работу в условиях эксплуатации при минимальной затрате труда
и средств. Очевидно, что рациональность использования того или
иного вида сварки зависит от конкретных условий, и поэтому
рекомендации по этому вопросу могут быть даны только для этих
случаев (см. гл. 3).
§ 1-3. Тенденции развития и пути повышения
производительности сварки плавлением
Существенное значение имеет прогнозирование раз-
вития сварочной науки и техники, сварочного производства на
длительный период. Попытаемся оценить тенденции развития
сварки плавлением на ближайшее десятилетие и наметить основ-
ные пути повышения производительности труда при этом виде
сварки. Анализ современного состояния сварочного производства
свидетельствует о том, что сварка плавлением занимает ведущие
позиции во всех промышленно развитых странах. В дальнейшем
роЛь этого вида сварки будет уменьшаться вследствие интенсив-
ного развития сварки в твердой фазе. Однако еще долгое время
сварка плавлением будет оставаться основным видом сварки ме-
таллов. Постоянное стремление к повышению производительности
и эффективности сварки плавлением проявилось в непрерывном
повышении мощности источников сварочного нагрева и увеличе-
нии концентрации энергии в зоне плавления металла. Появление
и развитие плазменно-дуговой и электроннолучевой сварки слу-
жит иллюстрацией к сказанному. Но радикальные изменения
коснулись и классического способа — сварки электрической
дугой.
Самый распространенный способ механизированной сварки
сталей и сплавов под флюсом в ряде случаев уступает позиции
сварке в углекислом газе. Абсолютные цифры, характеризующие
объемы применения сварки под флюсом, правда, постоянно воз-
растают. Полуавтоматическая сварка в углекислом газе разви-
вается поистине стремительно благодаря простоте и эффективно-
сти этого технологического процесса.
Применение порошковой проволоки открыло новые возможно-
сти перед способами сварки в защитных газах. Немаловажное
значение имеет и тот факт, что сварочная дуга, горящая в потоке
газов, вновь стала видимой. (Это звучит, может быть, парадок-
сально, но при всех преимуществах погруженной во флюс закры-
той дуги проявляется и ее недостаток — затруднительность ве-
дения дуги вдоль линии сварки, особенно при выполнении криво-
линейных швов). Упрощается и техника выполнения вертикаль-
ных и горизонтальных швов без принудительного формирования,
совершенно необходимого при сварке под флюсом. Со сваркой
в защитных газах в ряде случаев конкурирует сварка порошко-
вой и сплошной проволокой незащищенной дугой. Это особенно
важно для выполнения сварочных работ в полевых условиях.
У процесса сварки порошковой проволокой большое будущее.
Однако возможности сплошной сварочной проволоки еще да-
леко не исчерпаны. В частности, использование редкоземельных
элементов открыло большие перспективы создания новых компо-
зиций проволок для сварки в защитных газах и без дополнительной
защиты дуги.
За истекшие годы, казалось бы, вполне устоялись наши пред-
ставления о возможностях электрошлаковой сварки толстого
металла. Немало было сделано в нашей стране и за рубежом,
в частности в Великобритании, для устранения основного пре-
пятствия на пути этого прогрессивного способа сварки — необ-
ходимости нормализации сварного соединения. К сожалению,
будучи довольно эффективными в применении к нелегированным
сталям, все эти средства оказались недостаточными в случае леги-
рованных сталей, для которых неизбежное разупрочнение ме-
талла околошовной зоны требует восстановления его свойств
высокотемпературной термообработкой.
25
Новое направление применения электрошлаковой сварки —
укрупнение заготовок под ковку пли прессование Если заготовка,
сваренная электрошлаковым способом, подвергается ковке или
прессованию, нет необходимости заботиться о снятии последствий
перегрева в околошовной зоне или о нежелательных деформа-
циях. Шов, полученный электрошлаковым способом, после де-
формирования становится совершенно неотличимым от сваривае-
мого металла.
Прогресс, естественно, коснулся и сварки под флюсом — по-
высились скорости и производительность процесса благодаря
многоэлектродным аппаратам, комбинированию дуг постоянного
и переменного тока, предварительному подогреву вылета элек-
трода или присадочной проволоки, введению железного порошка
в разделку или сварочный зазор. Замена проволочных электродов
ленточными оказалась весьма эффективной при выполнении на-
плавочных, а иногда и сварочных работ. Есть ли будущее у сварки
под флюсом в условиях конкуренции со сваркой в защитных газах?
Несомненно, есть и в первую очередь при выполнении достаточно
протяженных швов, в производстве наплавочных работ.
За истекшие годы в нашей стране и за рубежом достаточно
большое развитие получила электроннолучевая сварка. Этим
способом в первую очередь выполняют различные соединения
тонкого металла в электронной промышленности, приборострое-
нии, а также в авиа- и ракетостроении. Интенсивно ведутся
работы по освоению электроннолучевой сварки сравнительно
толстых трудносвариваемых сталей и сплавов. Дальнейшее раз-
витие электроннолучевой сварки будет, по-видимому, идти по
пути повышения ускоряющего напряжения (вплоть до 150 кВ)
и увеличения единичной мощности электронных пушек (до 30—
50 кВт). Все большее внимание будет уделено сварке в форва-
кууме. Расширится применение различных накидных камер для
создания местного вакуума. Будут разработаны подлинные станки-
автоматы с использованием сварки электронным лучом.
Вместе с тем широкое распространение получат и установки
с большими и сверхбольшими камерами, что обусловлено созда-
нием и освоением промышленного выпуска надежных вакуумных
насосов чрезвычайно высокой производительности. Таким обра-
зом, перспективы электроннолучевой сварки — сварка толстого
металла в изделиях самого ответственного назначения: роторах
турбин и генераторов, сосудах высокого давления и т. и.
В ближайшие годы целесообразно резко усилить исследования
в области физики сварочной дуги, источников питания и управле-
ния. Здесь еще скрыты большие резервы и возможности, о чем
убедительно свидетельствует опыт разработки и применения
плазменно-дуговых источников нагрева.
Создание оборудования и технологии микроплазменной дуго-
вой сварки тонкого металла является одним из важных достиже-
ний последних лет. За короткий срок наша промышленность
26
освоила около тысячи комплектов аппаратуры для этого способа,
и спрос на нее неудержимо растет. Микроплазменная дуга успешно
соединяет тонколистовую сталь, алюминиевые сплавы. Сварка
микроплазмой вытесняет электроннолучевую при выполнении
соединений металла толщиной 1 мм и менее. Однако пока еще
не определились рациональные области распространения плаз-
меннодуговой сварки с использованием достаточно мощных плазмо-
тронов. Видимо, вскоре появятся способы рационального исполь-
зования плазменной дуги с высокой концентрацией энергии.
Новый способ сварки когерентным световым лучом исполь-
зуется пока ограниченно, прежде всего в электронной промышлен-
ности Еще продолжаются поисковые работы по определению
рациональных областей применения этого способа Однако интен-
сивное развитие исследований с целью создания все более мощных
лазеров, импульсных и непрерывного действия, может в короткое
время привести к совершенно новым решениям, к применению
сварки световым лучом в достаточно прозаических, по нынешним
представлениям, областях промышленности.
Истекшие годы характерны тем, что некоторые так называемые
старые способы сварки плавлением получили в сегодняшних усло-
виях вторую жизнь, так, например, гравитационная сварка,
исключительно быстро получившая широкое распространение
в Японии. Речь идет о сварке наклонным электродом методом
А. Силина, предложенным в СССР еще в начале 30-х годов. Нечто
подобное происходит и со сваркой лежачим электродом.
На новой ступени развития сварочного производства может
найти применение и оказаться целесообразной так называемая
многоголовочная сварка. На заре механизации наплавочных и
сварочных работ предлагались аппараты и установки с несколь-
кими головками, затем с появлением сварки под флюсом и резким
повышением скорости перемещения дуги идея эта была в значи-
тельной степени забыта Теперь, когда трудно рассчитывать на
дальнейшее существенное повышение скорости сварки под флю-
сом металлов средних толщин, следует вспомнить о многоголовоч-
ной сварке. Нетрудно увидеть, что разбив, например, продольный
шов трубы длиной 12 м на четыре участка и поставив на каждом
из них по аппарату, можно сварить трубу вчетверо скорее, чем
это делается в настоящее время одним аппаратом.
Для реализации этого способа повышения производительности
сварки требуется решить, по крайней мере, три задачи: синхрони-
зации возбуждения равноудаленных дуг, точного направления
по стыку нескольких дуг, стабилизации режима горения каждой
из них и, наконец, бездефектного перекрытия каждой последу-
ющей дугой начальной части шва, выполненного предыдущей
головкой, с надежной заваркой кратера. Возможно, в таких мас-
совых отраслях промышленности, как трубная, судо- и вагоно-
строительная, резервуаростроение, многоголовочная сварка ока-
жется в недалеком будущем достаточно эффективным средством
27
повышения производительности труда. В нашей стране разрабо-
таны новые типы высокопроизводительных и универсальных элек-
тродов; за истекшие 10 лет построены современные высокомеха-
низированные заводы, выпускающие ежегодно сотни тысяч тонн
высококачественных электродов общего назначения; созданы и
выпускаются промышленностью низкотоксичные электроды, обес-
печивающие высокую производительность сварки. Качество швов,
выполненных отечественными электродами общего назначения,
существенно превышает требования международной классифика-
ции МИС.
Успехи в разработке и изготовлении электродов привели к тому,
что по производительности ручная сварка зачастую не уступает
полуавтоматической под флюсом и в углекислом газе. Создается
положение, аналогичное существовавшему в 30-х годах перед
разработкой способа сварки под флюсом, когда автоматическая
сварка покрытой электродной проволокой в ряде случаев не могла
конкурировать со сваркой штучными электродами.
Какой же выход, как добиться повышения эффективности
механизированной сварки? Мы не видим путей резкого повыше-
ния производительности собственно полуавтоматической дуговой
сварки. Поэтому нужно стремиться к расширению областей при-
менения автоматов с тем, чтобы один сварщик мог обслуживать
несколько постов. При этом скорость сварки каждым из аппаратов
может быть равна скорости сварки штучными электродами. Сум-
марная же производительность труда будет выше, чем при ручной
сварке, в число раз, равное числу обслуживаемых аппаратов.
Такой путь вполне приемлем в судостроении и вагоностроении,
сельскохозяйственном машиностроении, при заводском изготовле-
нии некоторых строительных металлоконструкций, труб большого
диаметра.
Наметившаяся еще до второй мировой войны тенденция меха-
низации сварки стала основным направлением развития свароч-
ного производства во всех индустриальных странах. Суммарный
уровень механизации сварки в СССР достиг к 1971 г. 57,3% (по
трудоемкости) и будет неуклонно повышаться дальше.
В предстоящем десятилетии огромное внимание будет уделено
созданию новых специализированных аппаратов, установок, ма-
шин для сварки, собираемых из унифицированных, надежных,
проверенных узлов. Известно, что квалифицированный сварщик,
накладывая шов, выполняет сложный комплекс движений, управ-
ляя формой сварочной ванны и кристаллизацией сварного шва.
Фактически из этих элементов манипулирования электродом в на-
ших сварочных аппаратах реализованы только два — подача
электрода в дугу и поступательное равномерное перемещение его
вдоль стыка. Изредка осуществляется поперечное колебание
конца электрода. Между тем современные достижения в области
автоматического управления позволяют полностью воспроизво-
дить весь цикл операций, выполняемых опытным сварщиком.
28
Над созданием таких аппаратов работают специалисты многих
стран.
В последние годы удалось осуществить управление переносом
металла в дуге посредством наложения периодических импульсов
на сварочный ток. Но это только первый шаг. На очереди созда-
ние новых систем, которые позволят надежно управлять как
переносом металла, так и формой шва, а в некоторых случаях
и ходом физико-химических реакций в плавильной зоне. Все
сказанное в равной мере относится к сварке под флюсом и в за-
щитных газах. Следовательно, мы вправе ожидать появления
аппаратов, которые смогут успешно решать задачу оптимизации
всех операций, связанных с дуговой сваркой.
В Советском Союзе неизменно увеличивается производство
сварных конструкций, а также увеличивается доля используемого
для этого металла в общем объеме выплавки стали. Эта тенденция
будет наблюдаться и в будущем. Все больше стали, алюминия,
титана и их сплавов будет применяться в виде сварных конструк-
ций из листов, труб, прокатных и гнутых профилей.
Нет сомнений, что значительная доля общего выпуска сварных
конструкций по-прежнему будет приходиться на единичное про-
изводство. Позиции ручной дуговой сварки здесь очень прочны.
Правда, за последние годы ее удалось немного потеснить с по-
мощью полуавтоматов для сварки в защитных газах. Но далеко
не всегда сравнение здесь в пользу полуавтомата. Только каче-
ственный скачок может в корне изменить сложившуюся ситуацию.
Этот скачок станет возможным, если будет создан новый способ
получения сварного соединения, основанный, вероятно, на исполь-
зовании нового мощного концентрированного источника тепловой
энергии, более эффективного, чем нынешняя сварочная дуга.
В случае разработки такого способа будет решена задача суще-
ственного повышения производительности труда в единичном
производстве, а также при выполнении строительно-монтажных
работ в полевых условиях.
Говоря о перспективах развития сварочной техники на бли-
жайшие годы, следует особо остановиться на ее применении в мас-
совом и крупносерийном производстве. Здесь целесообразна воз-
можно большая степень механизации и автоматизации не только
собственно сварки, но и всего комплекса предшествующих и
следующих непосредственно за ней технологических операций.
Основная трудность в решении этой проблемы связана с отсут-
ствием в настоящее время надежных замкнутых систем контроля
качества сварных соединений.
Несмотря на известные достижения в создании физических
методов неразрушающего контроля, все они еще остаются пассив-
ными. Мы научились пользоваться автоматами для расшифровки
рентгенограмм, что еще нельзя сказать об ультразвуковой дефекто-
скопии. Началось освоение статистических методов обработки
результатов контроля. Все это хорошо, но уже недостаточно.
29
Нам нужно создать замкнутые системы контроля качества сварных
соединений с обратными связями.
Процесс сварки металлов представляет собой далеко не про-
стой объект для физического моделирования и построения мате-
матических моделей. Тем не менее необходимо не откладывать
решение этой сложной задачи. Следовало бы начать с разработки
соответствующих датчиков, способных накапливать необходимую
информацию о данном технологическом процессе сварки. Проблема
обработки этой информации и, возможно, оптимизации выдавае-
мых решений с использованием в ряде случаев электронных вы-
числительных устройств должна быть решена в недалеком бу-
дущем. Если удастся создать системы управления с обратными
связями, обеспечивающие контроль за геометрическими разме-
рами швов, за ходом физико-химических реакций, тепловых про-
цессов и усадочных явлений в зоне сварки, будет сделан шаг
вперед на пути дальнейшего прогресса сварочной техники.
В наплавочной технике достаточно высок уровень механизации,
создана прогрессивная технология как электродуговой, так и
электрошлаковой наплавки. В частности, замена проволочных
электродов ленточными при наплавке под флюсом и электродами
большого сечения при электрошлаковой наплавке способствовали
значительному повышению производительности труда и качества
наплавочных работ. Однако пока наплавка все еще используется
преимущественно в ремонтном деле. Между тем имеются вполне
реальные возможности создавать готовые изделия с поверхност-
ным слоем, обладающим заданными свойствами, например, износо-
стойкостью, сопротивляемостью воздействию коррозионных сред
и т. д. Посредством наплавки следует изготовлять износостойкий
биметалл, столь необходимый для сельскохозяйственного и до-
рожного машиностроения, производства металлургического обо-
рудования и т. д.
Классические методы дуговой наплавки, несомненно, будут
потеснены новыми, более производительными. Среди них следует
упомянуть литейные методы, основанные на нанесении слоя
жидкого металла заданного состава Весьма перспективным пред-
ставляется новый метод нанесения армированного твердыми ча-
стицами слоя металла. Эффективными способами нанесения ме-
талла также являются намораживание из расплава, оплавление
различных паст и покрытий с помощью плазменной дуги, элек-
тронного луча или индукционного нагрева.
Все сказанное отнюдь не уменьшает значение классических
методов наплавки. Использование таких достижений электро-
шлаковой технологии, как переплав неподвижных электродов
большого сечения, специальные подвижные формирующие кри-
сталлизаторы, бифилярная схема подключения электродов,
жидкий старт и т. п., открывает новые возможности повышения
эффективности наплавочных работ, выполняемых электрошлако-
вым способом.
30
Огромное внимание будет уделено сварке разнородных ме-
таллов. Сочетания соединяемых материалов значительно расши-
рятся, все большие требования будут предъявляться к конструк-
тивной прочности соединений. Появится необходимость выпол-
нять соединения без так называемых переходников. Это суще-
ственно усложнит задачу.
Как это ни парадоксально, чистые стали оказались более
капризными при сварке, чем загрязненные серой, фосфором и
другими примесями. В связи с этим уже сейчас можно вполне
определенно считать, что в недалеком будущем сварщикам и
металлургам предстоит преодолеть немало трудностей, связанных
с использованием в сварных конструкциях чистых сталей и спла-
вов. Но этот нелегкий труд окупится сторицей, ибо будет достиг-
нута главная цель — надежность, долговечность сварных кон-
струкций из рафинированных сталей возрастет во много раз!
Физико-металлургические
процессы при сварке
плавлением
Процессы, происходящие при сварке плавлением,
достаточно сложны и имеют существенное значение,
так как определяют качество сварного соединения.
При этом виде сварки применяются различные
источники теплоты, обладающие специфическими
свойствами. Эги источники оказывают тепловое и
химическое воздействие на основной и присадочный
металлы, от чего зависят состав и свойства металла
шва, а также структура околошовной зоны. В ре-
зультате нагрева, осуществляемого этими источни-
ками теплоты, металл плавится, образуя сварочную
ванну, а затем затвердевает в виде сварного шва.
В зоне сварки происходит взаимодействие жидкого
металла со шлаком и газом. Перечисленные процессы
являются общими для всех способов сварки плавле-
нием.
§ 2-1. Сварочная дуга
Сварочная дуга является электрическим разрядом
в газах сравнительно высокого давления (не ниже
50 тор). Она характеризуется высокой плотностью
тока в электропроводном газовом канале и низким
напряжением между электродами. Электропровод-
ность газа дуги обусловлена заряженными части-
цами — электронами и ионами, возникающими в ре-
зультате его термической ионизации. Образующаяся
смесь нейтральных атомов, электронов и ионов но-
сит название плазмы.
В электрической дуге энергия источника ее пита-
ния преобразуется в кинетическую и потенциальную
энергию частиц плазмы, которая, в свою очередь,
передается электродам и частично превращается
в электромагнитное излучение — фотоны, покида-
ющие зону дуги.
Электропроводный газовый канал, соединяющий
электроды, имеет форму усеченного конуса или ци-
32
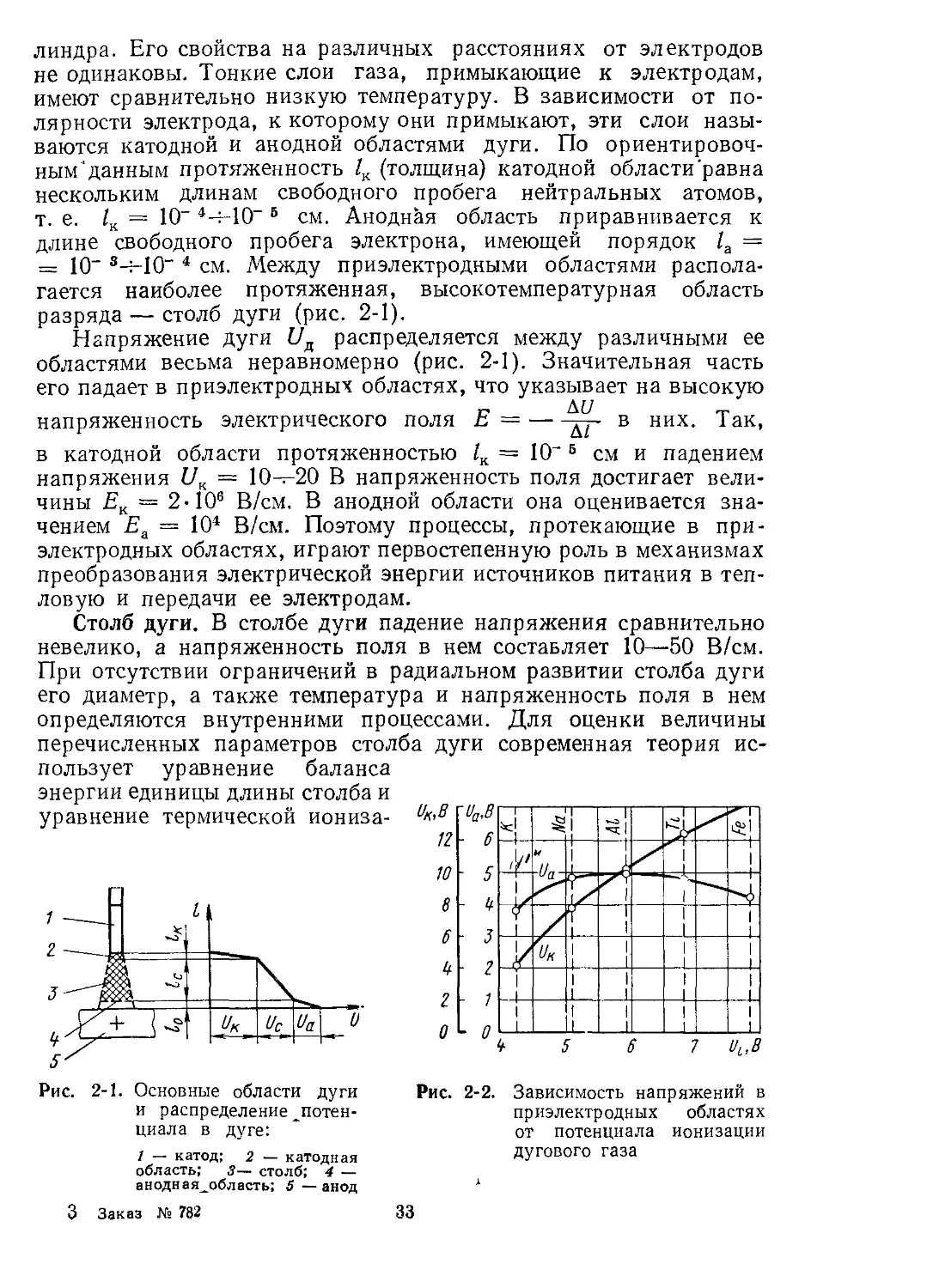
линдра. Его свойства на различных расстояниях от электродов
не одинаковы. Тонкие слои газа, примыкающие к электродам,
имеют сравнительно низкую температуру. В зависимости от по-
лярности электрода, к которому они примыкают, эти слои назы-
ваются катодной и анодной областями дуги. По ориентировоч-
ным'данным протяженность /к (толщина) катодной области'равна
нескольким длинам свободного пробега нейтральных атомов,
т. е. /к = 10“ 4-н10"8 см. Анодная область приравнивается к
длине свободного пробега электрона, имеющей порядок 1а =
= 10" ®-М0" 4 см. Между приэлектродными областями распола-
гается наиболее протяженная, высокотемпературная область
разряда — столб дуги (рис. 2-1).
Напряжение дуги £/д распределяется между различными ее
областями весьма неравномерно (рис. 2-1). Значительная часть
его падает в приэлектродных областях, что указывает на высокую
напряженность электрического поля Ь =------в них. 1ак,
в катодной области протяженностью 1К — 10"8 см и падением
напряжения UK — 10—20 В напряженность поля достигает вели-
чины Ек = 2-10® В/см. В анодной области она оценивается зна-
чением Еа = 104 В/см. Поэтому процессы, протекающие в при-
электродных областях, играют первостепенную роль в механизмах
преобразования электрической энергии источников питания в теп-
ловую и передачи ее электродам.
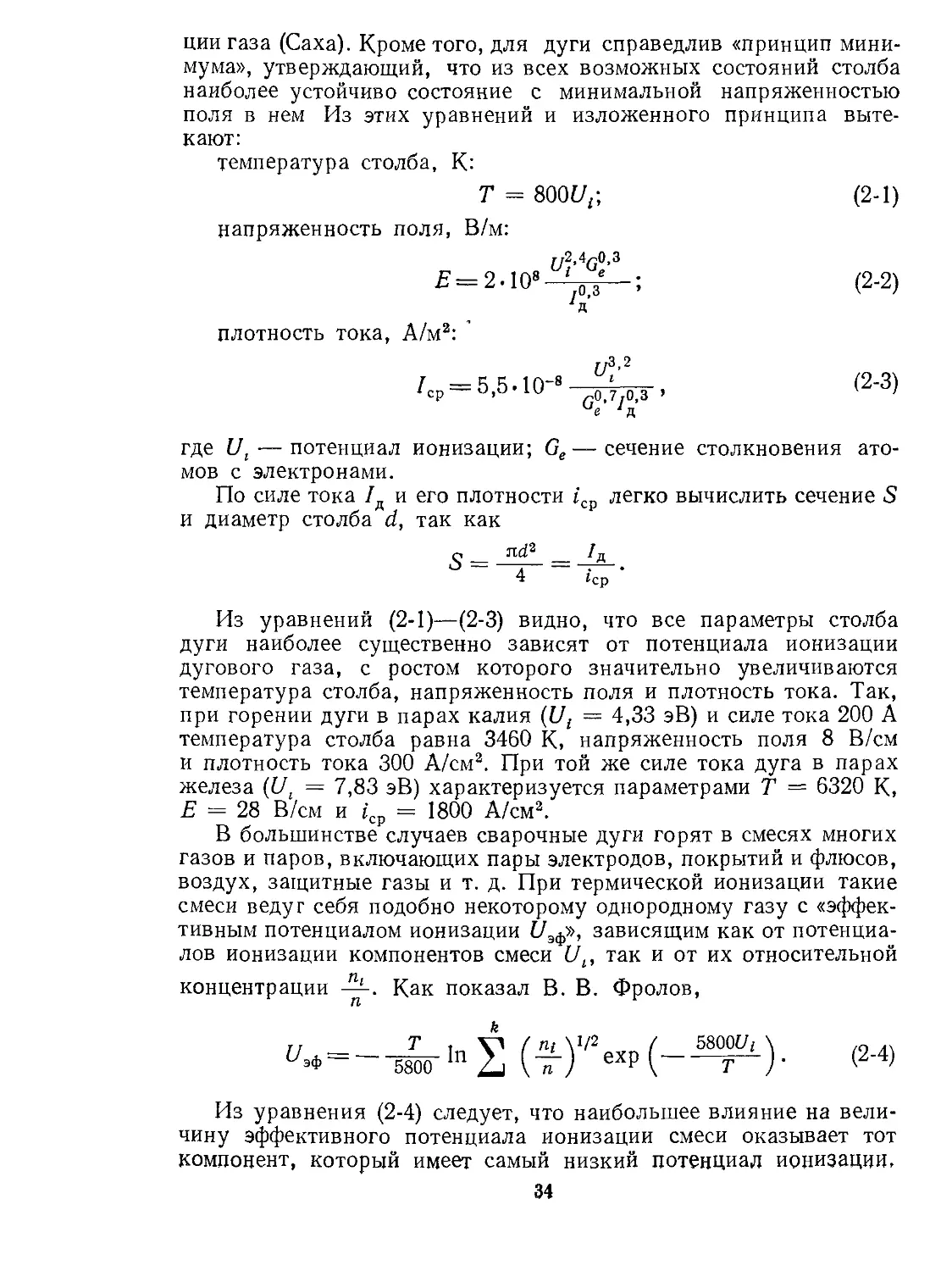
Столб дуги. В столбе дуги падение напряжения сравнительно
невелико, а напряженность поля в нем составляет 10—50 В/см.
При отсутствии ограничений в радиальном развитии столба дуги
его диаметр, а также температура и напряженность поля в нем
определяются внутренними процессами. Для оценки величины
перечисленных параметров столба дуги современная теория ис-
пользует уравнение баланса
энергии единицы длины столба и
Рис. 2-2. Зависимость напряжений в
приэлектродных областях
от потенциала ионизации
дугового газа
Рис. 2-1. Основные области дуги
и распределение^потен-
циала в дуге:
1 — катод; 2 — катодная
область; з— столб; 4 —
анодная^область; 5—анод
3 Заказ № 782 33
ции газа (Саха). Кроме того, для дуги справедлив «принцип мини-
мума», утверждающий, что из всех возможных состояний столба
наиболее устойчиво состояние с минимальной напряженностью
поля в нем Из этих уравнений и изложенного принципа выте-
кают:
температура столба, К:
Т = 800£7f; (2-1)
напряженность поля, В/м:
£=2.1O«-J7S^-; (2-2)
плотность тока, А/м2: ’
и3,2
/ср = 5,5-10~8 ‘о-у, (2-3)
е ‘л
где Ut — потенциал ионизации; Ge—сечение столкновения ато-
мов с электронами.
По силе тока /д и его плотности гср легко вычислить сечение S
и диаметр столба d, так как
_____ Iд
4 г’ср
Из уравнений (2-1)—(2-3) видно, что все параметры столба
дуги наиболее существенно зависят от потенциала ионизации
дугового газа, с ростом которого значительно увеличиваются
температура столба, напряженность поля и плотность тока. Так,
при горении дуги в парах калия (f/z = 4,33 эВ) и силе тока 200 А
температура столба равна 3460 К, напряженность поля 8 В/см
и плотность тока 300 А/см2. При той же силе тока дуга в парах
железа ((/( = 7,83 эВ) характеризуется параметрами Т — 6320 К,
Е = 28 В/см и icp = 1800 А/см2.
В большинстве случаев сварочные дуги горят в смесях многих
газов и паров, включающих пары электродов, покрытий и флюсов,
воздух, защитные газы и т. д. При термической ионизации такие
смеси веду г себя подобно некоторому однородному газу с «эффек-
тивным потенциалом ионизации ЙЭф», зависящим как от потенциа-
лов ионизации компонентов смеси Ut, так и от их относительной
концентрации Как показал В. В. Фролов,
k
,, Т , V ( П1 \!/2 ( 580077/ \ ,о
^ = -T580<rln2j Ш еХР(----------------Т-/ * (2'4)
Из уравнения (2-4) следует, что наибольшее влияние на вели-
чину эффективного потенциала ионизации смеси оказывает тот
компонент, который имеет самый низкий потенциал ионизации,
34
'Так, смесь паров калия (Ut = 4,33 эВ) и железа (Ut = 7,83 эВ)
при одинаковой их концентрации — = 0,5 и температуре 5800 К
характеризуется эффективным потенциалом ионизации 1/эф =
— 4,61 эВ. В большинстве случаев введение в газ столба 5—8%
присадок с низким потенциалом ионизации уже существенно сни-
жает ^/эф смеси и в соответствии с уравнениями (2-1)—(2-3)
оказывает сильное воздействие на все параметры столба: снижается
температура и напряженность поля в нем, увеличивается диаметр.
При сварке металлов неплавящимися электродами в среде
защитных газов концентрация различных компонентов смеси
неодинакова по длине дуги. Так, при сварке алюминия в среде
аргона дугой с вольфрамовым электродом наиболее высокая кон-
центрация паров алюминия наблюдается у поверхности изделия,
наименьшая —• у вольфрамового электрода. В результате столб
сильно расширен у алюминиевого и сжат у вольфрамового элек-
тродов Температура, плотность тока и напряженность поля в раз-
личных его сечениях неодинаковы. Это, в свою очередь, приводит
к появлению интенсивных потоков плазмы.
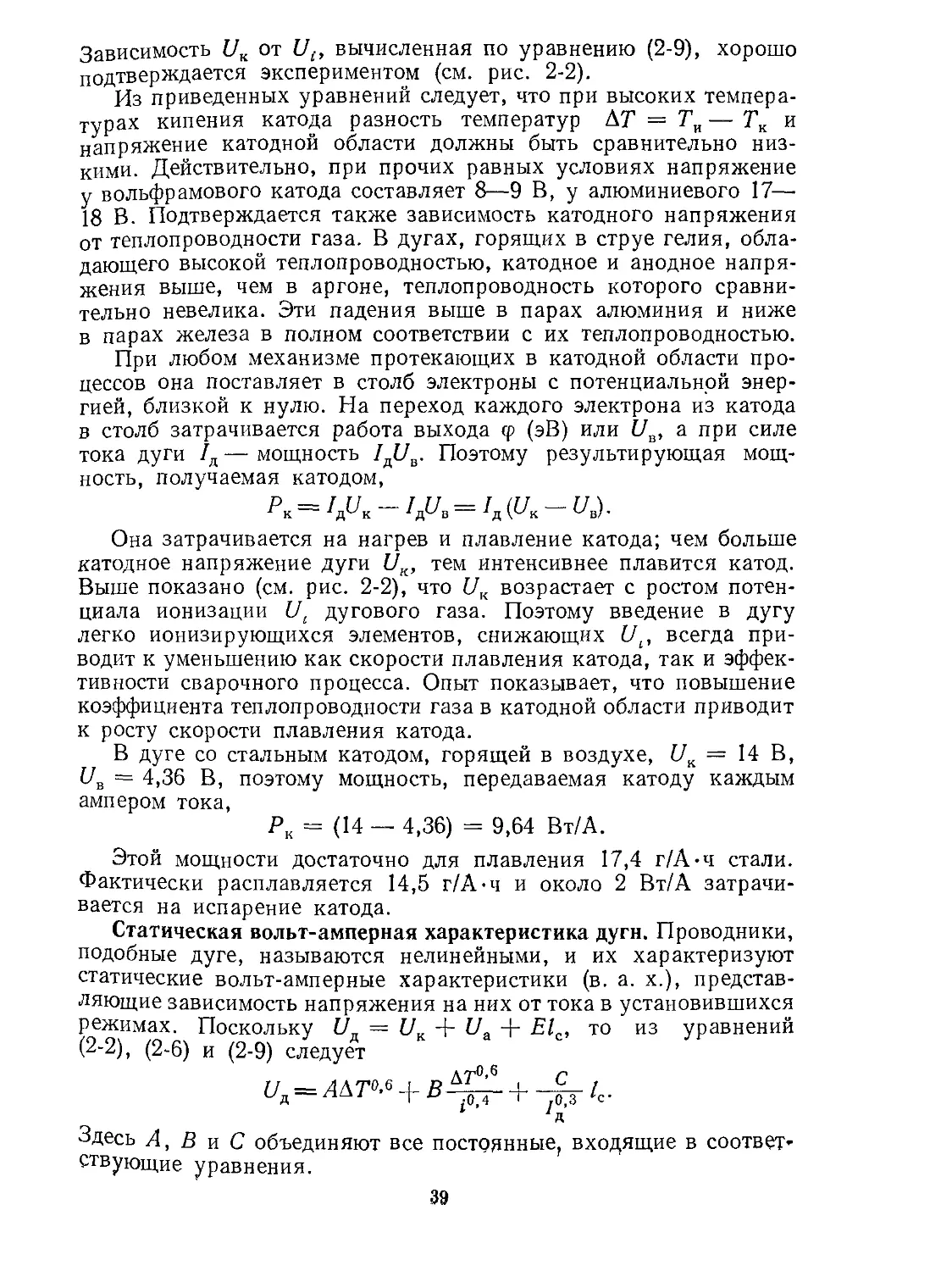
Мощность, теряемая столбом дуги,
Рс = ЕПС
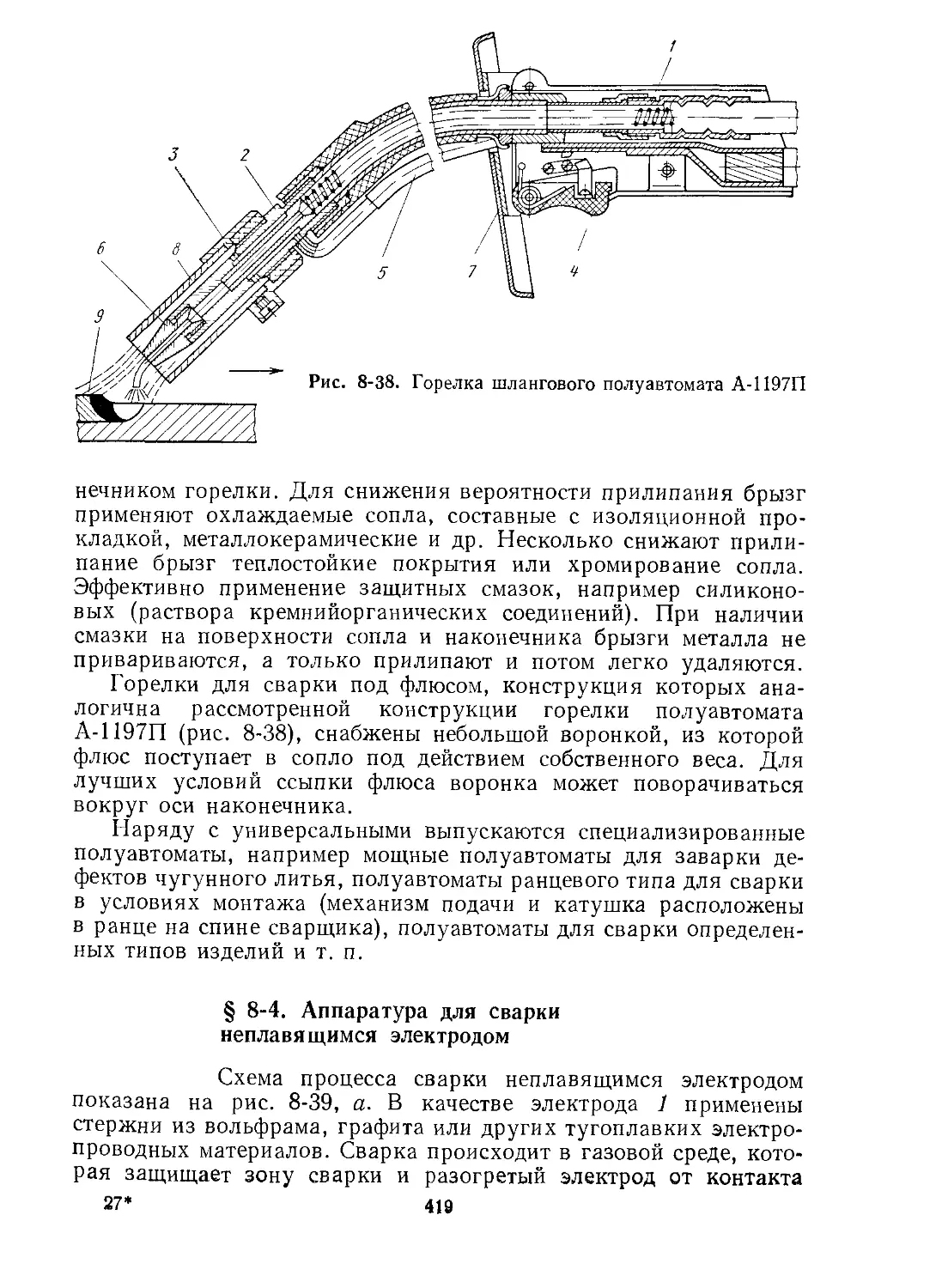
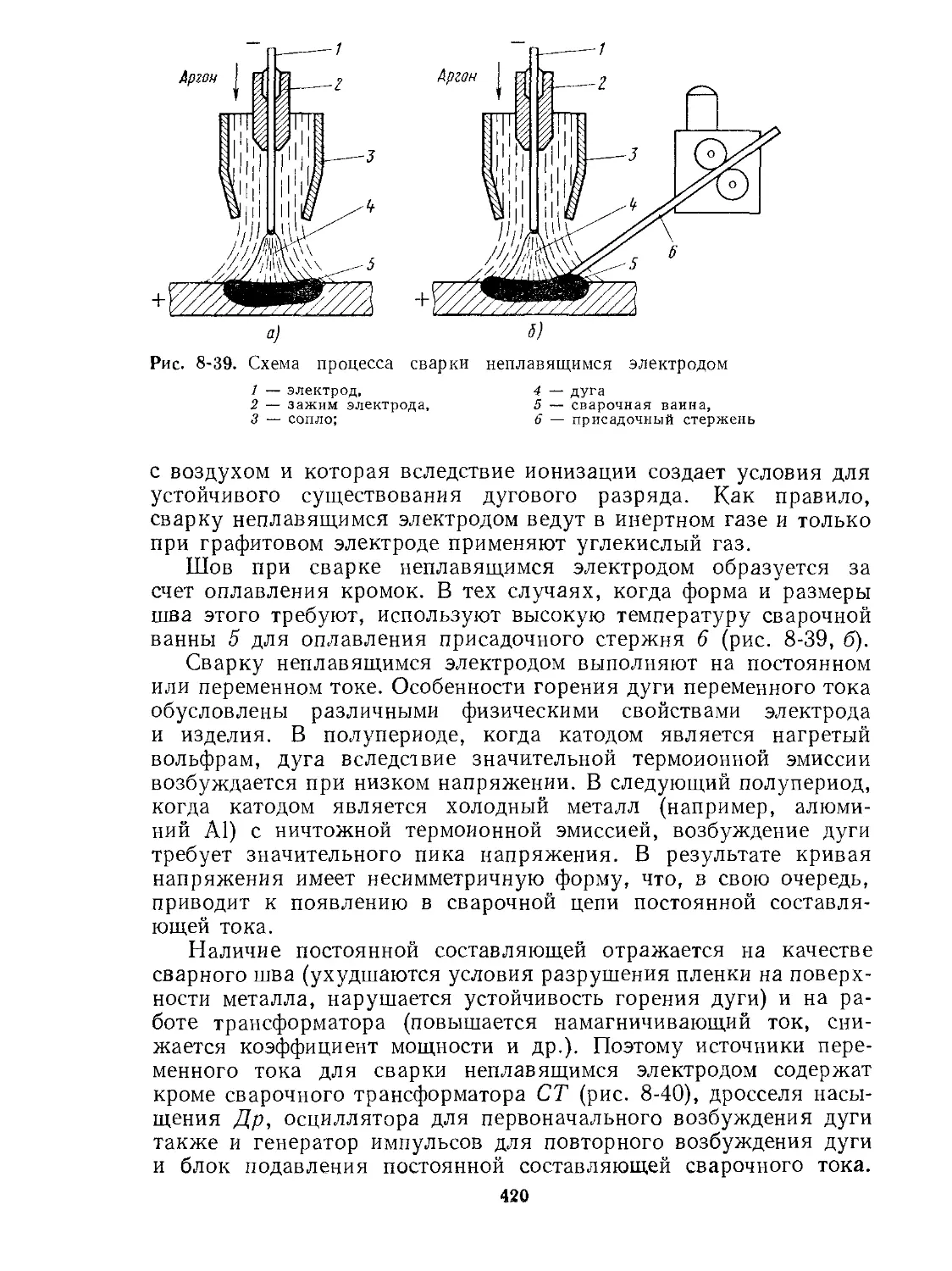
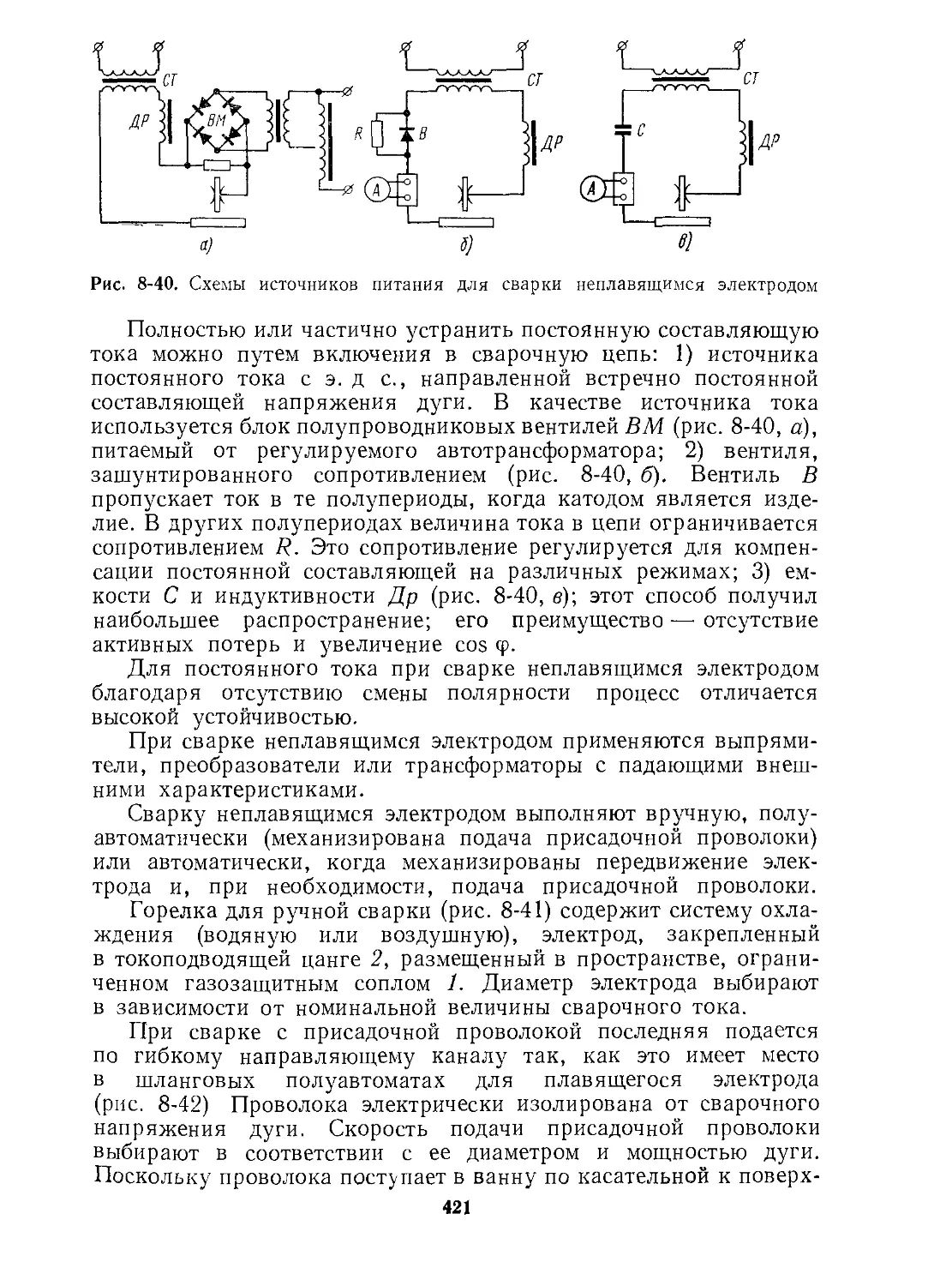
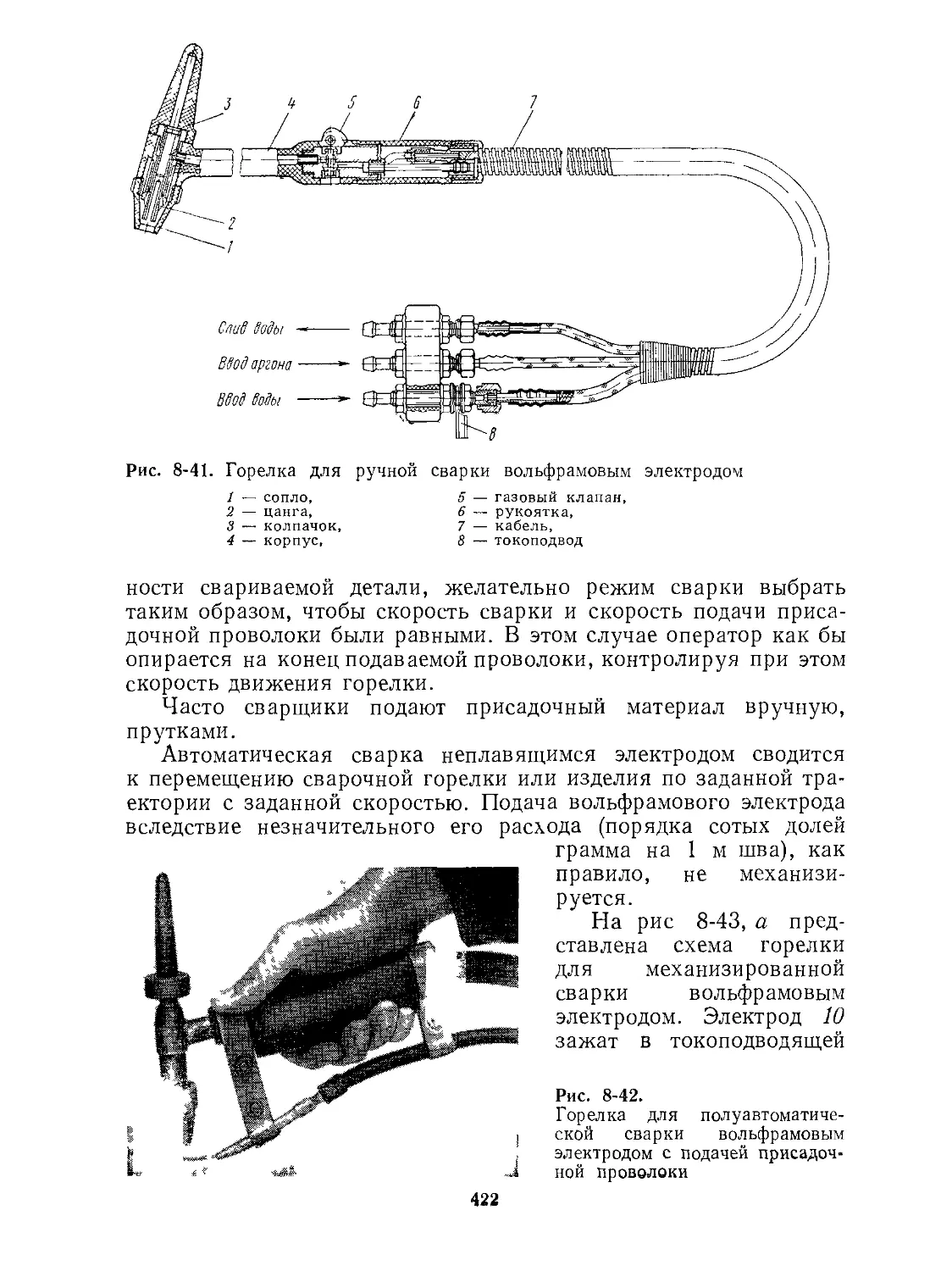
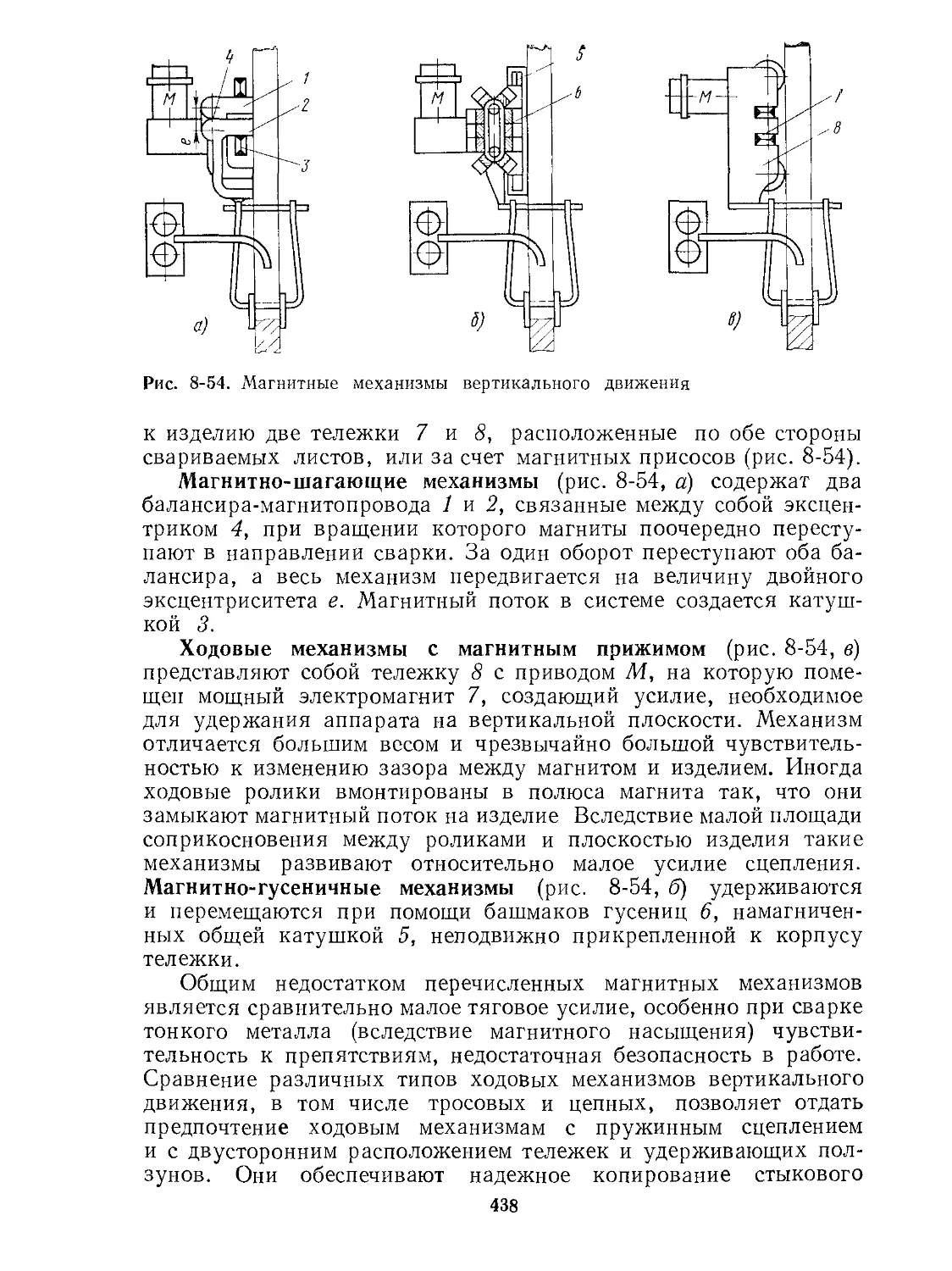
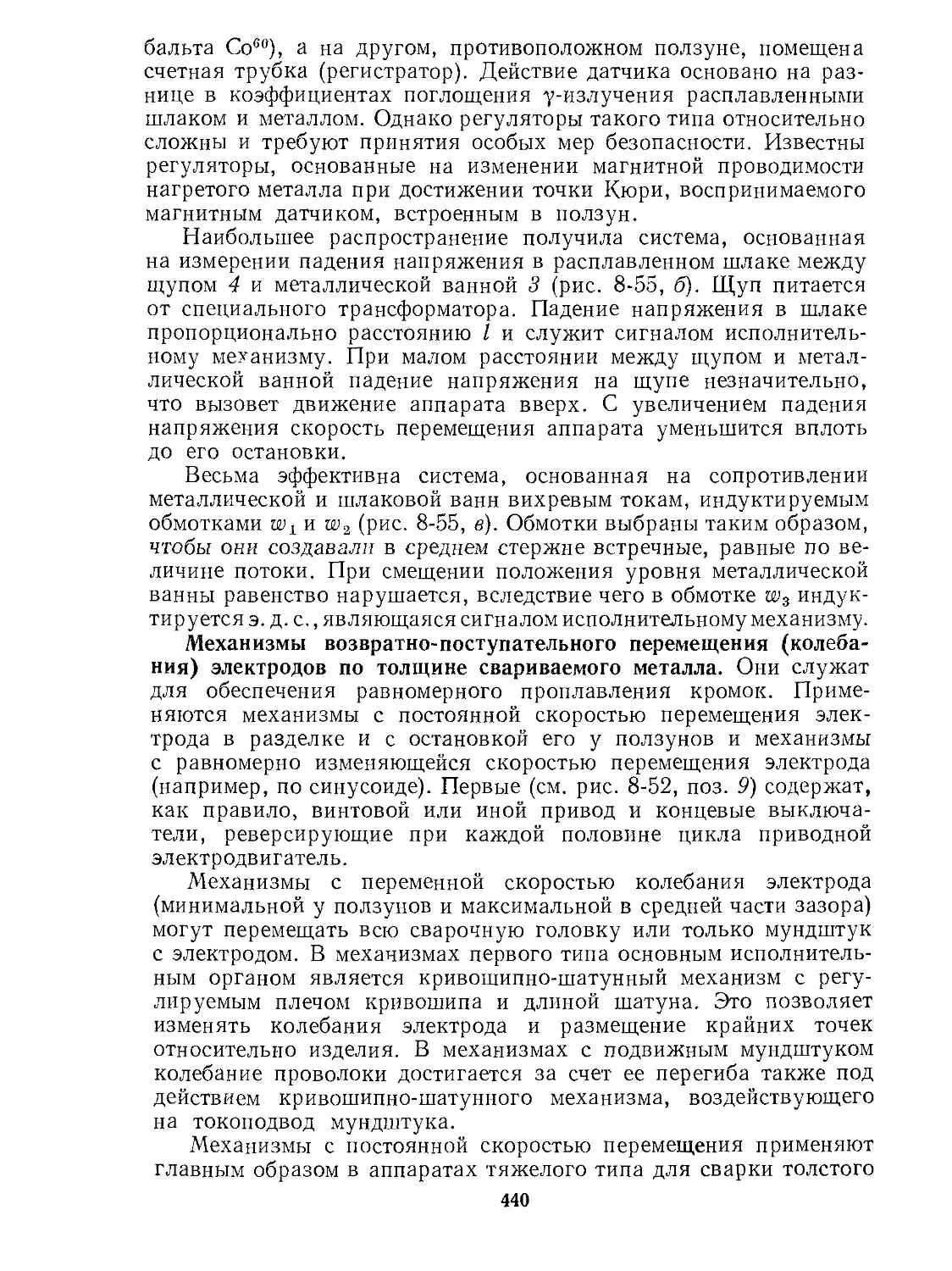
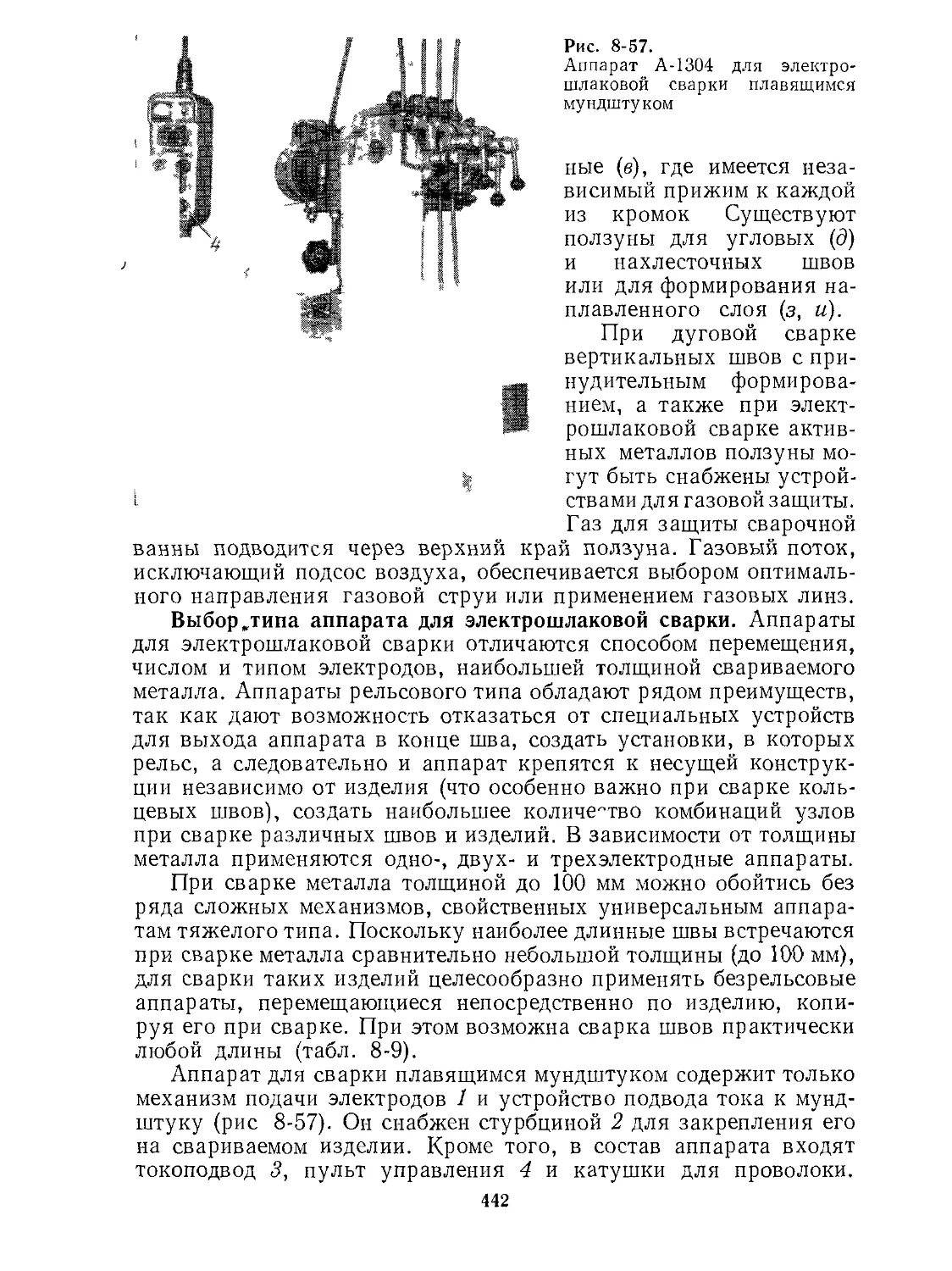
частично передается электродам дуги, частично излучается в про-
странство. Чем больше дуга углубляется в свариваемый металл,
тем меньше потери излучения столба.
Анодная область. Температура газа в этой области падает
на несколько тысяч градусов от температуры столба Тс до темпе-
ратуры поверхности активного пятна анода. Активной назы-
вается лишь та часть поверхности анода, на которую течет ток
дуги. Большинство металлических анодов, кипящих при темпе-
ратурах ниже 4000 К, испаряется в зоне активных пятен под
действием теплоты дуги, поэтому перепад температур АТ в анод-
ных областях в таких случаях может быть найден с достаточной
определенностью из уравнения
АТ = Тс - Тк,
где Тк — температура кипения материала анода.
При протяженности анодной области 10~4 см и АТ = 3-104 К
дт
градиент температуры в ней имеет значение —= 3-10’ К/см.
Это вызывает интенсивный тепловой поток Q в сторону анода:
ДГ с
Q=~ Vi-r-Ff,
*а
где — коэффициент теплопроводности газа; Ft — площадь актив-
ного пятна на аноде.
Стационарное состояние анодной области возможно при вос-
полнении этого потока выделяющейся внутри нее мощностью
3* 35
тока UJ^, где Ua — падение напряжения в анодной области.
Отсюда баланс энергии анодной области выражается соотношением
= (2-5)
Сравнительно низкая средняя температура анодной области
указывает на весьма малую вероятность термической ионизации
заполняющего ее газа. Поэтому основными заряженными части-
цами, находящимися в этой области, являются электроны, пере-
носящие ток от столба к аноду. Электроны создают здесь простран-
ственный отрицательный заряд плотностью Ре, который и
определяет характер изменения напряженности поля в анодной
области. С учетом этого заряда и переносимого им тока можно из
уравнения (2-5) найти величину падения напряжения в анодной
области:
АТ®-®!!®’®
, (2-6)
1 °е
где i — средняя плотность тока в анодной области; Ье — подвиж-
ность электронов.
Заметное влияние на величину Ua оказывает коэффициент
теплопроводности газа, заполняющего анодную область. В газах
с высокой теплопроводностью сравнительно велико падение на-
пряжения в анодной области. Вследствие сравнительного постоян-
ДТ°’®
ства соотношения —6 в широком диапазоне изменений потен-
циала ионизации газа столба и тока дуги анодное напряжение
относительно постоянно (см. рис. 2-2). По многочисленным изме-
рениям в дугах сварочного режима t/a составляет 4—6 В.
Мощность иа1л, выделяющаяся в анодной области, передается
аноду и расходуется на его нагрев и плавление. Кроме того, при
пересечении электронами границы газ—металл их потенциальная
энергия уменьшается на величину работы выхода металла <р,
которая также передается аноду. При силе тока /д и работе вы-
хода UB эта разность составит UBIR. В результате общая переда-
ваемая аноду мощность равна
Ра = (^а + ^в)/д-
В дуге со стальным анодом Ua =4,2 В, a UB = 4,36 В, поэтому
каждым ампером тока аноду передается мощность (4,2 + 4,36) X
X 1 = 8,56 Вт. Ее достаточно, чтобы за 1 ч расплавить и нагреть
до температуры 2933 К (температура капель, покидающих сталь-
ной анод) около 14,5 г/А-ч металла. По многочисленным изме-
рениям фактически плавится 11,5 г/А-ч металла, так как часть
передаваемой аноду мощности затрачивается на его испарение.
Расчеты и измерения показывают, что эта мощность составляет
около 2 Вт на каждый ампер тока.
36
Катодная область. Недостаток данных о физических процессах
в катодной области заставляет исследователей пользоваться рядом
гипотез об их сущности и на этой основе выяснять важные для
практики сварки закономерности. Основное затруднение воз-
никает при объяснении процессов стекания электронного тока
высокой плотности с катодов дуги, кипящих при сравнительно
низких температурах (холодных катодов).
Расчет термоэлектронного тока 1е производят по уравнению
Ричардсона—Дешмана:
Д = АТ2ехр (----,
где А — постоянная; Т — температура поверхности катода; k —
постоянная Больцмана.
Такие расчеты дают максимальную величину плотности термо-
электронного тока на стальных, медных, алюминиевых, никелевых
и других холодных катодах 1е — 20-^50 А/см2. Эксперимен-
тально же измеренная плотность тока в активных пятнах таких
катодов достигает нескольких тысяч ампер на квадратный санти-
метр. Следовательно, термоэлектронной эмиссией нельзя объяс-
нить процессы на холодных катодах.
Электростатическая гипотеза объясняет механизм стекания
электронов действием у катода поля высокой напряженности
(Е = 1О’-н1О8 В/см), создаваемого объемным положительным
зарядом ионов. Она удовлетворительно согласуется с основными
представлениями и уравнениями современной физики, описыва-
ющими явления на границе металл—газ в аналогичных условиях.
Однако эта гипотеза пока не разработана в такой мере, чтобы
выяснить основные параметры катодной области и определяющие
их факторы.
Термическая гипотеза предполагает существование у катода
небольшой области газа — ионизационного пространства, нагре-
той до температуры немного более высокой, чем температура
столба. В этой области в результате интенсивной термической
ионизации образуется необходимое количество электронов и
ионов, которые движутся соответственно заряду в столб (элек-
троны) и к катоду (ионы). Рекомбинируя у поверхности катода,
ионы вызывают стекание с него тока электронов соответствующей
силы. На основе термической гипотезы получены некоторые под-
тверждаемые экспериментом закономерности, описывающие ка-
тодную область дуги.
Принимается, что температура ионизационного пространства
постепенно убывает в направлении катода от некоторого макси-
мального значения Тк до температуры кипения материала ка-
тода Тк, поскольку скачки температуры и, следовательно, бес-
конечные градиенты падения температуры невозможны.
В катодной области разность температур АТ = Тл — Т& может
37
Дос'гига'гь нескольких тысяч градусов, а ее градиент —j— —
= 108 К/см. При этом тепловой поток в сторону катода достигает
значительной величины, определяемой уравнением
АТ
= (2-7)
Как и в анодной области, стационарное состояние газа у ка-
тода возможно при соблюдении баланса его энергии:
(2-8)
1К
В уравнениях (2-7), (2-8) FK обозначает площадь катодной
области, через которую проходит ток дуги, и равную ей площадь
активного пятна на катоде. В слое газа, непосредственно примы-
кающем к катоду и имеющем сравнительно низкую температуру,
термическая ионизация практически невозможна. Поэтому элек-
трический ток через него переносится главным образом ионами,
движущимися из ионизационного пространства к катоду. Ионы
создают здесь объемный положительный заряд значительной
плотности.
Расчеты показывают, что электроны, обладающие весьма вы-
сокой по сравнению с ионами подвижностью, практически не
влияют на плотность объемного заряда у катода, даже если их
ток составляет половину общего тока дуги. С учетом объемного
заряда у катода, определяемой им напряженности поля и плот-
ности тока, полученной из уравнения (2-8) баланса энергии ка-
тодной области, получают выражение для катодного падения
напряжения
С/к = 2,3.10>^Х-, (2-9)
к и1
где bi — подвижность ионов; гк—плотность тока в катодной
области.
В катодной области почти всегда наблюдается сужение элек-
тропроводного газового канала. Это можно рассматривать как
результат малой взаимной зависимости процессов, определяющих
плотности токов в столбе и катодной области. Поэтому для катод-
ной области отношение —0 4 , входящее в уравнение (2-9), не
г'к
является постоянным и существенно зависит от разности темпе-
ратур в ее пределах. В связи с этим по мере роста потенциала
ионизации газа столба увеличиваются температура Тк и разность
АТ1 = Ти — Тк, поскольку температура активного пятна огра-
ничена температурой кипения катода Тк и остается постоянной.
В соответствии с уравнением (2-9) это приводит, при прочих
равных условиях, к увеличению напряжения катодной области.
38
Зависимость UK от Ut, вычисленная по уравнению (2-9), хорошо
подтверждается экспериментом (см. рис. 2-2).
Из приведенных уравнений следует, что при высоких темпера-
турах кипения катода разность температур AT = Tw — Тк и
напряжение катодной области должны быть сравнительно низ-
кими. Действительно, при прочих равных условиях напряжение
у вольфрамового катода составляет 8—9 В, у алюминиевого 17—
18 В. Подтверждается также зависимость катодного напряжения
от теплопроводности газа. В дугах, горящих в струе гелия, обла-
дающего высокой теплопроводностью, катодное и анодное напря-
жения выше, чем в аргоне, теплопроводность которого сравни-
тельно невелика. Эти падения выше в парах алюминия и ниже
в парах железа в полном соответствии с их теплопроводностью.
При любом механизме протекающих в катодной области про-
цессов она поставляет в столб электроны с потенциальной энер-
гией, близкой к нулю. На переход каждого электрона из катода
в столб затрачивается работа выхода <р (эВ) или UB, а при силе
тока дуги /д — мощность /д£/в. Поэтому результирующая мощ-
ность, получаемая катодом,
Она затрачивается на нагрев и плавление катода; чем больше
катодное напряжение дуги UK, тем интенсивнее плавится катод.
Выше показано (см. рис. 2-2), что UK возрастает с ростом потен-
циала ионизации [/( дугового газа. Поэтому введение в дугу
легко ионизирующихся элементов, снижающих Ut, всегда при-
водит к уменьшению как скорости плавления катода, так и эффек-
тивности сварочного процесса. Опыт показывает, что повышение
коэффициента теплопроводности газа в катодной области приводит
к росту скорости плавления катода.
В дуге со стальным катодом, горящей в воздухе, UK = 14 В,
UB ~ 4,36 В, поэтому мощность, передаваемая катоду каждым
ампером тока,
рк = (14 _ 4,36) = 9,64 Вт/А.
Этой мощности достаточно для плавления 17,4 г/А-ч стали.
Фактически расплавляется 14,5 г/А-ч и около 2 Вт/А затрачи-
вается на испарение катода.
Статическая вольт-амперная характеристика дуги. Проводники,
подобные дуге, называются нелинейными, и их характеризуют
статические вольт-амперные характеристики (в. а. х.), представ-
ляющие зависимость напряжения на них от тока в установившихся
режимах. Поскольку = U„ + LL + EL, то из уравнений
(2-2), (2-6) и (2-9) следует
57-0,6 р
Здесь А, В и С объединяют все постоянные, входящие в соответ-
ствующие уравнения.
39
При малых токах тепловые потоки от приэлектродных областей
к активным пятнам электродов невеликими последние не могут быть
разогреты до температуры кипения. Поэтому разность темпера-
тур и, следовательно, напряжения в этих областях при малых
токах значительны. Велико при этом и падение напряжения
в столбе. В этих условиях дуга характеризуется высоким напря-
жением горения.
По мере роста силы тока разогрев электродов увеличивается,
разности температур в приэлектродных областях, а также напря-
жение столба уменьшаются. В итоге общее напряжение дуги
с увеличением силы тока уменьшается и вольт-амперная харак-
теристика становится падающей. Однако при некотором значении
тока катодное пятно дуги занимает весь торец электрода и даль-
нейшее его увеличение становится невозможным. Увеличение
силы тока дуги после этого происходит не за счет увеличения
площади проводящего канала у катода, а вследствие увеличения
концентрации зарядов в нем. Последнее происходит при повыше-
нии температуры канала и, следовательно, увеличении разности
температур в катодной области. В итоге увеличивается катодное
напряжение и характеристика дуги становится сначала незави-
симой, затем возрастающей. Чем меньше диаметр электрода, тем
при меньших силах тока падающая характеристика дуги стано-
вится независимой и затем возрастающей. Две такие характери-
стики для горящих в воздухе дуг длиной 1С = 5 мм со стальными
электродами диаметром 2 и 4 мм показаны на рис. 2-3.
Газовые потоки в дуге. Мощные потоки ионизированного газа
с преимущественным направлением вдоль оси обнаружены экс-
периментально во всех дугах. Как правило, они появляются при
токах выше 50 А по истечении не более 10“ 6 с после возбуждения
дуги. Их скорости в сварочной дуге со стальными электродами
достигают 75—150 м/с. Потоки обладают значительной тепловой
мощностью и влияют на баланс энергии всех областей дуги.
Так, по измерениям Н. Н. Рыкалина, И. Д. Кулагина и А. В. Ни-
колаева, при силе тока свыше 300 А мощность, передаваемая
потоком газа свариваемому изделию, составляет 40% получаемой
через активное пятно дуги.
Газовые потоки оказывают также силовое воздействие на
электроды, определяя при сварке глубину проплавления и высоту
валика Потоки сообщают «жесткость» дуге вблизи электродов,
поддерживая направление столба перпендикулярно поверхности
активных пятен. Причинами возникновения потоков являются
сжатие плазмы столба собственным магнитным полем (пинч-
эффект) и испарение электродов.
В столбе дуги действует магнитное поле с концентрическими
линиями индукции, как вокруг всякого линейного проводника
(рис. 2-4). Поскольку ток di в различных элементах столба проте-
кает почти перпендикулярно индукции поля В, на них действует
сила Ампера df, направленная к центру столба и вызывающая
40
Рис. 2-3. Статические вольт-ампер-
ные характеристики от-
крытой дуги с катодами
различных диаметров
Рис. 2-4 Элемент тока di
в магнитном поле
столба
его сжатие.^ Когда столб представляет собой цилиндр, сжатие
во всех его сечениях одинаково и осевой поток газа отсутствует.
В случае наличия даже местных сужений столба наибольшее
сжатие, как показывает анализ, наблюдается в его самых малых
сечениях. В результате газ перетекает из зоны большего сжатия
в соседние зоны, т е. в сторону уширения столба. Поскольку ука-
занные местные сужения наблюдаются главным образом у катода,
то там и зарождаются потоки газа.
Испарение электродов объясняется тем, что передаваемая
дугой их активным пятнам удельная мощность не может быть
отведена от пятен теплопроводностью и лучеиспусканием даже
при предельно возможной температуре пятен (кипении). Анализ
имеющихся экспериментальных данных показывает, что интен-
сивность испарения электродов и вызываемые им эффекты растут
по мере увеличения передаваемой электродам мощности и плот-
ности тока в активных пятнах. Обе эти величины быстро растут
по мере увеличения потенциала ионизации дугового газа Осо-
бенно интенсивные потоки истекают из пятен электродов, кипящих
при низких температурах.
Распределение энергии по активным пятнам дуги. Как пока-
зывает опыт, мощность, передаваемая активным пятнам дуги и
расходуемая на нагрев, плавление и испарение электродов, рас-
пределена по площади пятен неравномерно. Максимальна она
в центральных зонах пятен и уменьшается к краям. Кроме того,
электроды-пластины, которыми чаще всего служат свариваемые
изделия, получают от дуги часть мощности излучения и газовых
потоков столба теми точками, которые расположены за пределами
активных пятен. Пятна, в свою очередь, перемещаются (блу-
ждают) по поверхностям электродов. Все это приводит к увеличе-
нию ширины и уменьшению глубины проплавления металла, что
снижает эффективность дуги в сварочном процессе.
*Для уменьшения зоны блуждения пятна дуги на электроде-
пластине столб дуги помещают в продольное магнитное поле либо
41
Таблица 2-1
Энергетические и технологические характеристики дуг
Параметр Потенциал ионизации U •
высокий НИЗКИЙ
Напряжение дуги Высокое Низкое
Активный к. п. д., % 55—65 55—65
Падение напряжения, В: анодного 4—6 4—6
катодного Высокое Низкое
Плотность тока на аноде и на катоде . . . Высокая Низкая
Скорость плавления стальной проволоки, г/А -ч: анода 11—12 11—12
катода Высокая Низкая
Погружение активных пятен в ванну: анодного Малое Малое
катодного Большое »
Блуждание катодного пятна по электродам Интенсивное Слабое
Эластичность дуги Малая Большая
на пластины наносят пленки вещества, затрудняющего горение
Дуги.
Зону действия газовых потоков уменьшают сужением сечения
столба дуги у электродов-пластин путем уменьшения длины дуги
и увеличения потенциала ионизации ее газа. Общие характери-
стики дуг с высоким и низким потенциалом ионизации дугового
газа приведены в табл. 2-1.
Особенности дуг переменного тока. При питании дуги пере-
менным током частотой / каждый из электродов / раз в секунду
поперечнно бывает катодом и анодом. За каждый период ток
дважды принимает нулевое значение, при котором дуга гаснет.
Затем, по мере увеличения тока, она снова возбуждается. Опыт
и теоретические расчеты показывают, что даже после весьма
кратковременных погасаний дуги газ столба охлаждается, деиони-
Рис. 2-5. Осциллограмма тока и напряжения дуги переменного тока
42
зируется и каждое повторное возбуждение дуги происходит в усло-
виях, требующих кратковременного повышения напряжения на
электродах. В результате в начале каждого полупериода на кри-
вой напряжения дуги появляется пик, называемый пиком зажи-
гания (рис. 2-5).
Чем выше потенциал ионизации дугового газа, тем выше тем-
пература столба дуги [см. уравнение (2-1) ], тем быстрее он теряет
энергию и охлаждается перед повторными возбуждениями. Если
для повторных возбуждений дуги требуются напряжения более
высокие, чем амплитуда напряжения холостого хода сварочного
трансформатора, дуга повторно не возбуждается и процесс пре-
кращается.
Для облегчения повторных возбуждений дуг с высоким потен-
циалом ионизации дугового газа используют осцилляторы и
специальные генераторы импульсов, повышающие напряжение
на электродах после перехода тока дуги через нулевые значения.
На возбудившейся дуге в течение всего полупериода тока уста-
навливается постоянное напряжение, и она горит устойчиво.
При использовании в качестве электродов металлов с различной
температурой кипения дуга приобретает выпрямляющее свойство,
отрицательно влияющее на формирование сварных швов и работу
источников питания. Это свойство выражается в различии величин
напряжения и тока дуги в соседних полупериодах (рис. 2-6).
Так, при сварке алюминия вольфрамовым электродом в среде
аргона напряжение дуги длиной 4 мм в тот полупериод, когда
катодом является вольфрам, равно 12 В. В другом полупериоде,
когда катодное пятно располагается на алюминиевом изделии,
напряжение повышается до 22 В. Это вызывает соответствующее
уменьшение тока.
Выпрямляющее свойство описанных дуг определяется разли-
чием температур кипения катодов, от которых, в свою очередь,
зависят разность температур ДТ и катодные напряжения UK дуг
[см. уравнение (2-9)]. Так, при расположении катодного пятна
на вольфраме, температура поверхности которого достигает
3500 К, разность температур ДТ в катодной области дуги в парах
алюминия (U{ = 5,95 эВ) будет 2260 К. Когда же катодное пятно
находится на алюминии, кипящем при температуре 2333 К, то
разность температур в катодной области ДТ будет 3427 К- По
I д Uj
Рис. 2-6. Осциллограмма тока и напряжения дуги при сварке вольфрамовым
и алюминиевым электродами
43
уравнению (2-6) приведенное различие в разности температур
обусловливает различие в катодных падениях напряжения на 9 В.
Сжатые дуги. При ограничении области существования дуги
в радиальном направлении применением электродов малых диа-
метров или специальных ограничивающих сопл она приобретает
новые свойства, отражаемые названием «сжатая дуга». Сжатие
столба соплом уменьшает площадь анодного пятна и зону его
блуждания, что приводит к концентрации энергии на аноде и
увеличению глубины его проплавления. Струя плазмы, истека-
ющая из сопла, повышает также давление на жидкий мёталл ванны
и вызывает увеличение глубины проплавления анода. Однако
при некоторых критических скоростях струй жидкий металл
выдувается и сварка становится невозможной. Зато интенсивно
протекает процесс разделительной резки, имеющий важное зна-
чение в промышленности.
Мощность Ра, затрачиваемая на нагрев и плавление анода,
складывается из мощности ((/а + Us) /д, передаваемой дугой
активному пятну, и мощности Рп, передаваемой аноду струей
плазмы: Ра = ((7а + UB) /д + Ра.
§ 2-2. Шлаковая ванна
Шлаковой ванной называют объем жидкого шлака,
в котором при сварке электрическая энергия преобразуется в теп-
ловую. Вместе с тем шлаковая ванна защищает расплавленный
металл от воздействия кислорода и азота воздуха, растворяет
окислы и загрязнения на поверхности основного и электродного
металлов и в некоторых случаях легирует металл шва. По хими-
ческому составу шлаковая ванна обычно представляет собой рас-
плав различных окислов или солей.
В отличие от дугового разряда при электрошлаковых процессах
нет явно выраженных приэлектродных областей. Ток переходит
с электрода в шлаковую ванну сразу после того, как на его по-
верхности растворятся окислы. Обычно это происходит на глу-
бине около 1 см от поверхности ванны. Еще несколькими милли-
метрами глубже начинается плавление электрода. Оно заканчи-
вается на глубине 20—30 мм в зависимости от скорости подачи
электрода. Оплавляемый конец электрода все время сохраняет
коническую форму, точнее форму параболоида вращения (рис. 2-7).
Электродный металл переносится в ванну каплями. Частота
переноса капель возрастает с возрастанием скорости подачи элек-
трода. При большой скорости подачи электрода, низком напряже-
нии и малой глубине шлаковой ванны капли металла могут со-
единяться с металлической ванной раньше, чем отделятся от
электрода. Такое металлическое соединение электрода с ванной
существует очень короткое время; оно почти мгновенно разру-
шается под действием электродинамических усилий, возника-
ющих в проводнике и резко увеличивающихся с возрастанием
44
плотности тока. Однако вследствие большой частоты замыканий
(несколько сотен в секунду) среднее время прохождения тока
через металл может составлять значительную долю общего вре-
мени сварки. Это явление не носит характера короткого замыка-
ния Обшая проводимость зоны сварки в момент замыкания воз-
растает всего в 1,5—1,7 раза. Мощность в зависимости от харак-
теристики источника питания или изменяется незначительно,
или несколько возрастает.
В отличие от дуговой сварки под флюсом при электрошлаковой
сварке почти вся электрическая мощность передается шлаковой
ванне, а от нее — электроду и основному металлу. Условием
стабильности процесса является постоянство температуры шла-
ковой ванны, иначе говоря, равенство получаемой и отдаваемой
ею теплоты. На рис. 2-8 показаны примерные зависимости выде-
ляемой в шлаке и отдаваемой им мощности от средней температуры
шлаковой ванны. При низких температурах кривая отдаваемой
мощности всегда лежит выше кривой выделяемой мощности, так
как теплоотдача происходит при всех температурах, превыша-
ющих температуру окружающей среды, а заметное выделение
мощности в шлаке начинается при температуре, близкой к 1000° С.
Характер кривой отдаваемой мощности зависит от геометри-
ческих размеров полости, некоторой происходит сварка; глубины
шлаковой ванны; коэффициентов теп-
лопередачи от шлака к основному
металлу и к охлаждающим устрой-
ствам; характера плавления основ-
ИК , ного металла; мощности, расходуе-
ИЦ мой на испарение летучих компонен-
* тов шлака; количества подаваемого
в зону сварки присадочного металла
и других факторов.
2-8. Влияние средней температуры
шлаковой ванны на выделяе-
мую (--------) в шлаке и отдавае-
мую (--------) мощность
Рис. 2-7. Рис.
Форма конца проволочного
электрода при электро-
шлаковой сварке:
о — напряжение сварки 39 В,
б напряжение сварки 43 В
45
На характер кривой выделяемой мощности влияют зависи-
мость электропроводности шлака от температуры, внешняя харак-
теристика источника питания и глубина погружения электрода
в шлак. В том случае, когда кривые выделяемой и отдаваемой
мощности не пересекаются, процесс вообще невозможен (кривая а).
Если кривые пересекаются в одной точке (кривая б), то процесс
не может быть устойчивым: влево от точки пересечения (точка Л)
температура и мощность будут непрерывно падать, а вправо —
расти. При наличии второй точки пересечения (точки Б на кри-
вой а) процесс будет устойчивым.
Кривая б получается при жесткой характеристике источника
питания и размерах межэлектродного пространства, мало или
медленно изменяющихся с температурой ванны. Это бывает при
большом сечении расплавляемого электрода, особенно когда оно
соизмеримо с сечением образующегося шва. Чтобы получить
кривую в, нужно либо уменьшить жесткость характеристики
источника, либо изменить характер зависимости проводимости
ванны от температуры.
С повышением температуры растет удельная электропровод-
ность шлака, но уменьшается глубина погружения электрода, что
снижает проводимость ванны. Этот фактор действует тем сильнее,
чем меньше сечение плавящегося электрода, так как при малых
сечениях электрода изменение линейных размеров больше при
том же изменении количества расплавляемого металла. При малом
сечении электрода изменения формы межэлектродного простран-
ства достаточно для стабилизации температуры ванны Процесс
идет устойчиво даже при совершенно жесткой характеристике
источника питания и пазличных составах шлаковой ванны.
Вследствие вертикального положения оси шва поверхность
металлической ванны оказывается расположенной ниже места
плавления кромок (рис. 2-9). Расплавленный металл стекает
вниз. Кромки 2 свободно омываются горячим шлаком 3 и интен-
сивно плавятся. Благодаря интенсивному перемешиванию шлака
плавление кромок происходит на большем расстоянии от элек-
трода 1, чем это возможно при дуговой сварке. Более раннему
плавлению свариваемых кромок способствует также интенсивный
подвод теплоты от металлической ванны 4, показанный на рис. 2-9
стрелками. В результате удаленный от кром-
ки основной металл плавится несколько
раньше, чем сама кромка.
Практическим следствием этих особенно-
стей является малый расход флюса, соста-
вляющий, с учетом потерь на рассыпание,
в среднем 5% массы наплавленного ме-
талла, и малый расход электрической энер-
гии на 1 кг наплавленного металла — в 1,5—
Рис. 2-9. Форма шлаковой ванны
46
2 раза меньше, чем при дуговой сварке. Еще более важным ре-
зультатом этих особенностей является возможность осуществле-
ния однопроходной сварки металла толщиной до 150—200 мм на
один электрод, а при большем числе электродов — металла прак-
тически неограниченной толщины.
При сварке проволокой значительная часть теплоты выде-
ляется вследствие омического сопротивления электрода между
местом токоподвода и концом электрода. При сварке плавящимся
мундштуком или пластиной эта доля значительно меньше. Основ-
ная часть теплоты выделяется в сопротивлении растекания шла-
ковой ванны. При большой скорости подачи сварочной прово-
локи много теплоты может выделяться при кратковременных замы-
каниях электрода с ванной через капли жидкого металла.
Наилучшие условия для получения глубокой шлаковой ванны
обеспечиваются при вертикальном положении оси шва. Поэтому
при электрошлаковой сварке используют обычно принудительное
формирование. Сущность принудительного формирования состоит
в искусственном охлаждении свободной поверхности металличе-
ской ванны. На рис. 2-10, а показан теоретический случай, когда
обмен теплоты через свободную поверхность металлической ванны
отсутствует. Рис. 2-10, б соответствует наличию подогрева метал-
лической ванны расплавленным шлаком, как это бывает при
сварке под флюсом. Если изменить направление теплоотвода
на обратное, как показано на рис. 2-10, в, то ванна примет чаше-
образную форму. Такая форма позволяет производить сварку
при вертикальном положении оси шва.
Охлаждение производится обычно с помощью медных пластин,
в свою очередь охлаждаемых проточной водой. Для введения
электрода в пространство между кромками необходимо, чтобы
хотя бы с одной стороны охлаждающаяся поверхность передви-
галась вверх вдоль шва по мере его образования. Такое скользя-
щее устройство называется ползуном. Ползун является одно-
временно устройством, удерживающим шлаковую ванну от выте-
кания.
Важнейшими требованиями к шлакам для электрошлаковой
сварки являются высокая температура кипения и отсутствие
газообразования при нагреве до высоких температур. Некоторые
шлаки кипят спокойно, без бурного выделения газов. Такое кипе-
Рис. 2-10. Зависимость формы металлической ванны от направления тепло-
отвода
47
Рис. 2-11. Зависимость электропроводно-
сти флюса АН-8 от темпера-
туры
ние, если оно не слишком интен-
сивно, не мешает процессу сварки,
а, наоборот, служит хорошим ре-
гулятором температуры ванны,
поглощая излишек энергии при
повышении температуры. При
прохождении электрического тока
через шлак не происходит такого интенсивного выделения
газов, сопровождающегося разбрызгиванием, как при дуговой
сварке.
При установившемся электрошлаковом процессе разбрызги-
вания не происходит вовсе. Это позволяет вести сварку с откры-
той поверхностью шлаковой ванны. Подача флюса в ванну огра-
ничивается очень небольшим количеством, равным количеству
отлагающейся на поверхности шва шлаковой корки толщиной
1—1,5 мм. Это составляет всего 2—3% массы наплавленного
металла. Благодаря малому количеству расплавляемого флюса
хорошо используется электрическая энергия.
Поскольку основное назначение шлаков для электрошлаковой
сварки — преобразование электрической энергии в тепловую,
то и основной их характеристикой является электропроводность
и ее зависимость от температуры. Электропроводность расплав-
ленных шлаков резко повышается с ростом температуры, ниже
определенной температуры они практически являются непровод-
никами (рис. 2-11). Это обстоятельство усложняет стабилизацию
процесса.
Из химических веществ, устойчивых в жидком состоянии при
температурах, превышающих температуру плавления сталей,
наиболее стойкими являются различные соли, в первую очередь
фториды и хлориды щелочных металлов. При температурах
1000—2000° С они дают расплавы, полностью диссоциированные
на одно- и двухзарядные ионы. Такие расплавы при температурах
плавления стали имеют проводимость порядка нескольких
ом- хсм" х, обеспечивающую выделение достаточной для плавления
черных металлов мощности при практически приемлемых напря-
жениях на электродах (порядка нескольких десятков вольт).
Из однокомпонентных расплавов применяются фтористый каль-
ций CaF2 для сварки сталей и фтористый натрий NaF для сварки
и наплавки меди и ее сплавов.
Одним из недостатков чистого CaF2 является его высокая
электропроводность, вследствие которой нужная температура
ванны и мощность достигаются при напряжении на электродах
ниже 30 В и сравнительно больших токах. Это требует повышения
сечения токоподводящих проводов и токоведущих частей самого
48
аппарата. Кроме того, расплав чистого фтористого кальция очень
текуч, а это затрудняет удержание шлаковой ванны. Чаще при-
меняются многокомпонентные шлаки, в состав которых входят
CaO, MnO, CaF2 и другие соединения (см. гл. 7).
§ 2-З.^Электронный^луч
Электронным лучом (пучком) называют острофокус-
ный поток ускоренных электронов. Поток электронов, эмитирован-
ный катодом, ускоряется в вакууме разностью потенциалов между
катодом и анодом, а затем фокусируется в пятно малых размеров
(диаметр от сотых долей до нескольких миллиметров).
При торможении ускоренных электронов вблизи поверхности
металлического тела их кинетическая энергия превращается
в тепловую. Чем больше плотность мощности в месте торможения
пучка, тем достигается больший локальный разогрев. По концен-
трации мощности электронный пучок уступает лишь лучу опти-
ческого квантового генератора (табл. 2-2).
Открытие термоэлектронной эмиссии, использование магнит-
ных и электростатических аксиально-симметричных полей для
фокусировки электронных пучков, развитие вакуумной техники —
основные вехи на пути развития электроннолучевой сварки.
Промышленное применение электроннолучевой сварки началось
в конце 50-х годов нашего столетия.
В зависимости от ускоряющего напряжения и свойств металла
электроны могут проникать в вещества на глубину нескольких
десятков микрометров. Электрон испытывает многократные столк-
новения и теряет энергию, причем меняются скорость и направ-
ление его движения. Угол вероятного отклонения электрона
после соударения возрастает с уменьшением скорости электрона,
в результате на конечном участке пути электрон растрачивает
основную часть своей энергии. Таким образом, электронный на-
грев происходит в самом веществе в отличие от обычных, широко
Таблица 2-2
Сравнительные характеристики источников сварочного нагрева
Источник теплоты Наименьшая пло- щадь пятна иагрева, см2 Наивысшая плот тость мощности в пятне, Вт/см2
Кислородно-ацетиленовое пламя . . . МО'2 5-10*
Электрическая дуга 1.10-3 1.106
Электронный луч Световой луч оптического квантового ыо-’ 5-10s
генератора ... ... 1.10-’ 1.10е
4 Заказ № 782
49
применяемых в сварке источников Теплоты, нагревающих по-
верхности металла. Наиболее интенсивное тепловыделение на-
блюдается на глубине пробега электрона.
Сварочная ванна испытывает реактивное воздействие испа-
ряемого металла, теплового и рентгеновского излучения, воздей-
ствие потока электронов, а также давление отдачи вторичных
и тепловых электронов. Сила давления испаряемого металла со-
ставляет основную часть общего силового воздействия на ванну,
ее величина может достигать нескольких граммов.
Электронный луч с требуемыми свойствами формируется
в электронной пушке. Для фокусировки электронного луча зна-
чительной мощности в пятно возможно меньшего сечения сводят
к минимуму влияние погрешностей электронной оптики, взаим-
ного отталкивания электронов в пучке, тепловых скоростей элек-
тронов, рассеивания электронов на молекулах остаточных и
выделяющихся в процессе сварки газов и паров. Добиваются
сохранения высокой удельной мощности пучка на большом рас-
стоянии от пушки.
В каждой электроннолучевой пушке указанные условия фор-
мирования сварочных электронных пучков обеспечиваются в раз-
личной степени в зависимости от предъявляемых к ней требова-
ний. В первых пушках для электроннолучевой сварки пучок
электронов формировался только с помощью прикатодного элек-
трода, без применения дополнительных фокусирующих систем
(рис. 2-12, а). Анодом пушки являлось само изделие. Такая одно-
каскадная электростатическая система фокусировки не может
обеспечить формирования интенсивного электронного пучка с вы-
сокой плотностью энергии. Поэтому с ее помощью возможно соеди-
нение металлов сравнительно небольшой толщины (1—2 мм).
Близость прожектора в зоне сварки повышает опасность электри-
ческих пробоев. Технологические и электроннооптические харак-
теристики пушки с однокаскадной электростатической фокуси-
ровкой повышаются при введении в конструкцию ускоряющего
электрода, имеющего потенциал изделия (рис. 2-12, б). При этом
уменьшается возможность электрических пробоев и разрядов,
а для питания пушки можно использовать даже невыпрямленное
ускоряющее напряжение.
Наиболее широко для формирования сварочных пучков элек-
тронов применяется комбинированная электростатическая и элек-
тромагнитная фокусировка. В пушках с комбинированной фоку-
сировкой пучка прожектор, состоящий из катода, прикатодного
электрода и ускоряющего электрода-анода, формирует сходя-
щийся пучок электронов. Минимальное сечение пучка проекти-
руется (обычно с уменьшением) на свариваемое изделие с помощью
электромагнитной фокусирующей системы (рис. 2-12, в).
Сварочные пушки можно разделить по величине ускоря-
ющего напряжения на три основных класса: 1 — низковольтные
(Пуск = 5-ъЗО кВ); 2 — с промежуточным ускоряющим напря-
50
Рис. 2-12. Электроннооптические системы сва-
рочных пушек:
а — однокаскадная си-
стема без ускоряющего
электрода,
б — то же с ускоряющим
электродом (анодом),
в — система с комбини-
рованной фокусировкой,
/ — катод.
2 — прикатодяый элек-
трод,
3 — траектории крайних
электрон ов,
4 — изделие;
5 — анод,
6 — кроссовер;
7 — фокусирующая маг-
нитная лииза,
8 — система отклонения
пучка;
9 — фокальное пятно;
а0 «1 — угловая
апертура пучка
жением (Пуск = 40—60 кВ) и 3 — высоковольтные (Пуск =
= 80-v 200 кВ). Мощность пучков лежит в пределах 0,3—100 кВт.
Пучки электронов, эмитированные термокатодами, формируются
в высоком вакууме (10-4—10"5 мм рт. ст.). В газоразрядных пуш-
ках и пушках с холодным катодом вакуум составляет 10" 1—
10- 2 мм рт. ст.
Основными требованиями к пучку электронов являются до-
статочно большая плотность энергии в пятне нагрева wn и малый
угол сходимости пучка на изделии. Эти требования удовлетво-
ряются в большей мере при высокой энергии электронов:
г«еЛ — ток пучка.
4*
,1/4,,7/4
^П 'П Uуск!
I
л 8
CCj U уСК ,
51
В то же время защита обслуживающего персонала от рентге-
новского излучения, возникающего при торможении электронов
на изделии, усложняется с ростом энергии электронов. Сложнее
становятся сама пушка и ее источник питания.
§ 2-4. Лазерное излучение
Оптическое излучение, т. е. инфракрасная, видимая
и ультрафиолетовая области спектра электромагнитного излуче-
ния, представляет известный интерес при сварке как источник
нагрева. Такой источник — бесконтактный, и поэтому сварку
можно вести в прозрачных для данного излучения средах или
в закрытых баллонах. Весьма важно также, что в зону нагрева
не вносятся примеси других веществ.
Несмотря на перечисленные преимущества, до недавнего вре-
мени сварку с использованием оптического излучения не приме-
няли из-за отсутствия источников с высокой яркостью света.
Применение света для сварки стало практически возможным с соз-
данием оптических квантовых генераторов (ОКГ, лазеров), яр-
кость которых чрезвычайно высока. Создаваемая ими плотность
тепловой мощности в зоне облучения достаточна для расплавления
(и испарения) всех известных материалов, что позволяет решать
многие сварочные задачи технически и экономически более эффек-
тивно, чем другими существующими методами.
В настоящее время созданы лазерные устройства импульсного
и непрерывного действия, обеспечивающие достаточную для плав-
ления металлов мощность. Установки импульсного действия раз-
работаны еще в начале 60-х годов, тогда как лазеры непрерывного
режима высокой мощности (лазеры на углекислом газе) созданы
лишь недавно. Поскольку разработка аппаратуры и технологии
непрерывной лазерной сварки еще не вышла из стадии лаборатор-
ных испытаний, то предметом рассмотрения будет только импульс-
ная лазерная сварка.
Принципиальная оптическая схема лазерной сварочной уста-
новки показана на рис. 2-13. Стержень активного материала 1,
например рубина, и импульсная лампа накачки 2 размещены
в зеркальной полости осветителя 4. Электрическая энергия, на-
копленная в батареях конденсаторов, преобразуется лампой 2
в световую. Чтобы увеличить длительность импульса или сформи-
ровать его, в батарею конденсаторов включают индуктивности
(наиболее часто применяют однородные длинные линии). Под
воздействием света лампы накачки активный материал переходит
в состояние, в котором он способен усиливать и генерировать свет
определенной длины волны.
Для улучшения условия генерации стержень активного ве-
щества помещают между двумя высококачественно отъюстирован-
ными по отношению к его оси зеркалами 3, которые совместно
со стержнем образуют резонатор ОКГ. Для вывода излучения
52
Рис. 2-13. Оптическая схема лазерной сварочной установки
из полости резонатора одно из зеркал должно быть полупрозрач-
ным. Вышедший из резонатора световой пучок собирается линзой 5.
В плоскости, где поперечные размеры пучка наименьшие, а сле-
довательно, имеет место наиболее высокая плотность мощности,
располагают свариваемые детали. Поскольку обычно их размеры
малы, лазерная сварочная установка снабжена микроскопом 6.
Для повышения частоты срабатывания установки (повышения
производительности) стержень и лампа охлаждаются потоком
воды.
Основными характеристиками лазерного излучения, имеющими
значение для сварки, являются расходимость излучения, опре-
деляющая размеры пятна после фокусировки, мощность и ее
временная зависимость, а также длительность импульса. Благо-
даря малой расходимости излучения можно получать диаметр
пятна после фокусировки размером до нескольких сотых долей
миллиметра. Наиболее часто в сварочных установках применяют
генераторы, излучающие свет с энергией до 10—50 Дж при дли-
тельности импульса до 10 мс. При этом плотность мощности в пятне
достигает значений 108 Вт/см2.
Вследствие высокой тепловой мощности в зоне сварки для со-
единения деталей требуется минимальное количество теплоты.
Это обусловливает малую зону нагрева и высокую локальность
сварки.
Мощность светового потока, падающего на облучаемую зону,
должна быть достаточной, чтобы сварить детали, и вместе с тем
не быть очень большой, чтобы испарение металла из зоны нагрева
не превышало допустимого. Величина длительности импульса
должна быть такой, при которой обеспечиваются необходимая
глубина проплавления и оптимальное протекание металлургиче-
ских процессов для получения высококачественного соединения.
В случае сварки пластин толщиной менее 0,3 мм оптимальная
длительность импульса составляет I—8 мс. Мощность светового
потока и длительность импульса взаимосвязаны. Если требования
53
к размерам зоны нагрева нежесткие, всегда полезно увеличить
длительность и несколько уменьшить мощность импульса.
Для увеличения глубины проплавления желательно иметь
экспоненциально спадающий импульс света. При этом скорость
уменьшения интенсивности должна быть такой, чтобы поддержи-
вать максимально допустимую температуру облучаемой поверх-
ности. Однако в связи с техническими затруднениями в большин-
стве сварочных установок изменение импульса света близко
к прямоугольному.
Необходимо иметь в виду, что импульс излучения твердотель-
ных лазеров состоит из отдельных импульсов длительностью около
1 мкс с периодом следования в несколько микросекунд (т. е.
пичковая структура импульса). Наличие такой структуры при-
водит к превышению в несколько раз пиковых значений тепло-
вого потока в свариваемой детали по сравнению со средним его
значением. При этом могут быть легко созданы условия для интен-
сивного испарения металла. Действие пичковой структуры лазер-
ного излучения можно существенно ослабить, применив сфериче-
ский резонатор в ОКГ вместо плоскопараллельного. При опреде-
ленной геометрии сферического резонатора можно даже получить
беспичковую структуру излучения.
Рассмотрим тепловое воздействие света на металлы. Металли-
ческая поверхность поглощает часть падающего на него светового
потока, а другую часть отражает. Она безвозвратно теряется
для использования. Поглощение света металлом происходит
в тонком поверхностном слое толщиной в несколько длин волны.
Поглощенная доля светового потока называется поглощательной
способностью А. Она зависит от рода металла и состояния поверх-
ности — чистоты механической обработки и степени окисленности.
Для тщательно полированных металлических поверхностей А
изменяется от 0,05 для серебра до 0,3—0,5 для большинства ме-
таллов.
§ 2-5. Тепловые процессы при сварке
плавлением
Под тепловыми процессами при сварке принято под-
разумевать повышение температуры свариваемых изделий (и при-
садочного материала) под влиянием источников сварочного на-
грева, распространение теплоты по изделию и отвод ее в окружа-
ющую среду. Изменение температуры определяет, помимо явлений
плавления и кристаллизации металла, прохождение целого ряда
сопутствующих процессов в материале изделия — структурные
превращения, объемные изменения, упруго-пластические дефор-
мации и т. д. Эти процессы оказывают значительное влияние на
качество сварного соединения и всей конструкции в целом.
Значительные заслуги в разработке фундаментальных основ
теории тепловых процессов при сварке принадлежат главным
64
образом советским ученым и в первую очередь академику Н. Н. Ры-
калину.
Подводимая к свариваемому изделию (присадочному металлу)
теплота характеризуется величиной тепловой мощности и законом
распределения ее в пространстве и времени. Эти характеристики
во многом зависят от способа и условий сварки, формы соедине-
ния и других факторов. Рассмотрим эти вопросы применительно
к наиболее типичным способам сварки плавлением.
Дуговая сварка. Подводимая к сварочной дуге электрическая
энергия частично расходуется на протекающие в дуге процессы
(см. § 4), частично же отдается окружающей среде путем кон-
дуктивной, конвективной и радиационной теплоотдачи, светового
излучения, звуковых колебаний и т. п. Поскольку доля нетепло-
вых видов энергии в энергетическом балансе дуги сравнительно
невелика, дугу по праву считают преобразователем электрической
энергии в тепловую. Тепловую мощность дуги можно принимать
пропорциональной тепловому эквиваленту электрической энер-
гии, т. е.
q =
где U, I — соответственно средние значения падения напряжения
на дуге и силы тока в цепи; ф — коэффициент мощности или форм-
фактор. Наиболее вероятные значения коэффициента ф находятся
в пределах 0,8—-0,95.
Часть теплоты сварочной дуги бесполезно теряется в окру-
жающей среде, а большая часть идет на нагрев и плавление при-
садочного и основного металлов, электродного покрытия либо
флюса и на химические реакции в зоне сварки. Величина тепловой
мощности дуги, теряемой в окружающее пространство, как и ве-
личина <р, зависит от многих трудноучитываемых параметров
режима сварки. В связи с этим значения основных составляющих
теплового баланса дуги принято определять, пользуясь понятием
эффективного к. п. д., например, эффективный к. п. д. нагрева
изделия дугой т]и, нагрева электрода дугой 1%, нагрева флюса
дугой Т]ф и т. д.
Величины эффективных к. п. д. определяются обычно экспе-
риментальным путем и представляют собой отношение тепловой
мощности данной статьи теплового баланса к тепловому эквива-
ленту электрической энергии дуги. Калориметрическими опытами
установлено, что эффективный к. п. д. процесса нагрева изделия
сварочной дугой т]и зависит главным образом от условий ее горе-
ния (табл. 2-3).
Коэффициент т]и уменьшается с увеличением длины дуги и
повышается с увеличением скорости сварки и углублением дуги
в сварочную ванну. На величину т]и влияет и форма детали в зоне
сварки — так называемый геометрический фактор. Например,
при наплавке валика открытой дугой в разделку шва значения т]и
на 5—10% выше, чем при наплавке на плоскость. Повышение т]и
55
Таблица 2-3
Значения т|и для различных сварочных дуг
Способ сварки
Под флюсом............................................
Плавящимся электродом с качественным покрытием........
В углекислом газе ....................................
В углекислом газе с порошковой проволокой.............
В аргоне неплааящимся электродом .....................
В аргоне плавящимся электродом .......................
Вибрирующим электродом в струе жидкости ..............
0,80—0,95
0,70—0,85
0,58—0,72
0,70—0,85
0,50—0,60
0,70—0,80
0,60—0,70
при углублении дуги в сварочную ванну связано с улучшением
теплообмена между дугой и изделием, а также с уменьшением по-
терь теплоты с разбрызгивающимся электродным материалом.
Опыт показывает, что в дугах, мало погруженных в металл
изделия, скорость плавления электродов не зависит от длины
дуги. Это означает, что плавление происходит главным образом
за счет энергии, получаемой электродами от примыкающих к ним
областей дуги и потенциальной энергии электронов. В этих слу-
чаях к. п. д. дуги приближенно может быть найден из соотношения
Т]и==^к±^> (2.10)
иД
где £7К, Ua и UR — падения напряжения в катодной области, анод-
ной области и общее падение напряжения дуги соответственно.
Дуги, сильно погруженные в металл изделия (например, при
сварке под флюсом), нагревают и плавят металл частично и энер-
гией столба Д£7С, поэтому их к. п. д.
Расчет по уравнению (2-10) для большинства открытых дуг
длиной 3—6 мм дает к. п. д. 50—65%. При полном погружении
дуги, когда потери излучения столба возможны только через за-
зоры между поверхностью ванны и стержневым электродом,
к. п. д. по уравнению (2-11) оценивается примерно в 75—85%.
Теплота, затрачиваемая дугой на нагрев электрода, флюса
или защитного газа (жидкости), также во многом зависит от ха-
рактеристики дуги, условий и режима сварки. В табл. 2-3 при-
ведены отдельные данные для этих величин, дающие представле-
ние о количестве теплоты, расходуемой дугой на нагрев электрода,
флюса и защитного газа.
Характерно, что сумма всех эффективных коэффициентов (с уче-
том т]и), как правило, заметно больше единицы (за исключением
сварки неплавящимся электродом). Это связано с наличием не-
бе
Таблица 2-4
Значения эффективного к. п. д.
для различных составляющих теплового баланса дуги
Статья теплового баланса дуги Источник информации
Нагрев электрода (i -> э) Нагрев флюса (i -> ф) Нагрев защитного газа (i -> г) ... 0,20—0,40 0,10—0,20 0,05—0,15 А. А. Ерохин Н. Н. Рыкалин Д. Вилкинсон и Д. Мил- нер
прерывного теплообмена между отдельными потребителями теп-
ловой энергии сварочной *дуги. Например, для случая сварки
плавящимся электродом под флюсом теплота, затраченная на на-
грев электрода и флюса, участвует затем в нагреве основного
металла, что в определенной степени оказывает влияние на ха-
рактер ввода теплоты сварочной дуги в изделие. Согласно наи-
более распространенной схеме, теплота непосредственно пере-
дается изделию через эффективное пятно дуги, конвективными
потоками плазмы вдоль столба дуги и радиационным излучением.
Распределение удельного теплового потока q таких дуг прибли-
женно можно выразить кривой Гаусса (нормальным законом рас-
пределения):
Ч = qmt~kr‘,
где qm — наибольший тепловой поток в центре пятна, Вт/см2;
k— коэффициент сосредоточенности источника, 1 /см2; г—• радиаль-
ное расстояние от оси дуги, см.
Наиболее близко такой схеме соответствуют дуги сравнительно
небольшой мощности при сварке покрытыми электродами с не-
большим количеством шлакообразующих в покрытии, а также дуги
с неплавящимся электродом, горящие в среде аргона. При сварке
мощными дугами электродами с качественным покрытием либо
под флюсом значительная часть теплоты вводится в изделие через
присадочный материал, шлак или флюс (см. рис. 2-14), что приво-
дит к существенно более сложному распределению теплового по-
тока.
Электрошлаковая сварка. Выделение теплоты при электро-
шлаковом процессе происходит в результате прохождения электри-
ческого тока через расплавленный шлак. Выделяемое в шлаковой
ванне в единицу времени количество теплоты q0 пропорционально
тепловому эквиваленту подводимой электрической энергии. Дру-
гие источники теплоты столь невелики, что ими можно пренебречь.
Эффективная мощность источника теплоты при электрошлаковой
сварке всегда меньше q0, так как она не включает часть теплоты,
теряемой шлаковой ванной на теплоотдачу в окружающую среду
И в формирующее устройство (рис. 2-15). Теплота поступает в из-
57
Рис. 2-14. Схема ввода теплоты в изделие сварочной дугой:
а — открытая дуга небольшой мощности; б — дуга большой мощности под слоем
флюса
делие с расплавленным электродным металлом и в результате
конвективного теплообмена между шлаковой ванной и поверх-
ностью основного металла.
Перенос теплоты в ванне приближенно можно представить
следующей схемой. Сварочный ток в основном проходит через зону
шлаковой ванны, ограниченную усеченным конусом, верхнее
основание которого имеет диаметр электрода (активный конус
шлаковой ванны). Максимальная температура этой зоны более
2000° С. По мере приближения к металлической ванне температура
активной зоны несколько снижается вследствие уменьшения плот-
ности тока и наличия интенсивных конвективных потоков.
Металлическая ванна аккумулирует значительную долю теп-
лоты, выделяемой в шлаковой ванне. Таким образом, по сравнению
с дуговой сваркой при электрошлаковой сварке в передаче теп-
лоты от источника нагрева к основному металлу участвуют зна-
чительные массы жидкой среды (расплавленного шлака и металла),
распределение теплоты в которой в большой степени определяется
конвективными потоками.
Рис. 2-15. Тепловой баланс электро-
шлаковой сварки стали тол-
щиной ~100 мм:
1 — плавление проволоки,
2 — плавление основного ме-
талла,
3 — потери на излучение;
4 — нагрев кромок излуче-
нием;
5 — перегрев металла ванны;
6 — нагрев ползунов шлаком,
7 — нагрев ползунов метал-
лом
58
Электроннолучевая сварка. Энергия илй мощноМь электрон-
ного луча, выходящего из электромагнитной системы Ц7Св, может
быть представлена в виде суммы
^св=^о.с+^и,
где 1FO с — потери теплоты в оптической системе; — энергия,
подведенная к изделию и составляющая примерно 75—90%*
всей подводимой энергии 1ГСв.
Энергия IFCB равна
^св =
где I — сила тока пучка электронов, мА; U — ускоряющее напря-
жение, кВ.
Эффективность нагрева изделия существенным образом зависит
от уноса энергии, обусловленного испарением материала изделия,
отражением излучения в окружающую среду, вторичной и термо-
электронной эмиссией электронов, а также электромагнитным из-
лучением. Электроннолучевая сварка характеризуется весьма
малыми размерами пятна нагрева (до 10~5 мм2), значительно мень-
шими, чем у сварочной дуги (около 1 мм2). С увеличением плот-
ности подводимой энергии возрастают потери теплоты, связанные
с испарением металла в зоне нагрева. Это определяет границу
предельной интенсивности для электронного луча при сварке
плавлением примерно в пределах 102—104 кВт/см2.
Характерным для электроннолучевой сварки является глу-
бинный подвод тепловой энергии к свариваемому изделию. По-
следнее объясняется свойством электронов луча проникать на
определенную глубину (пробег электрона), теряя энергию на всем
пути торможения. Значительное влияние на глубинный характер
источника нагрева при электроннолучевой сварке оказывает дав-
ление луча, способствующее вытеснению жидкого металла из зоны
активного пятна. Давление луча на жидкий металл в 5—10 раз
превышает давление дуги при аргоно-дуговой сварке в сходных
условиях и обусловливается испарением металла.
Сварка лазерным лучом. Эффективный к. п. д. нагрева изделия
при лазерной сварке весьма невелик, что вызвано главным образом
низким к. п. д. лампы накачки и кристалла рубина. Баланс энер-
гии лазера при сварке ясен из рис. 2-16.
Рассмотренные выше источники теплоты являются наиболее
характерными, однако далеко не исчерпывают возможных типов
источников, используемых при сварке плавлением. При сварке
плавлением теплота не только подводится к изделию, но и непре-
рывно отводится от него. Это происходит за счет естественных
и искусственных стоков теплоты. Естественными являются стоки
теплоты, связанные с излучением и конвекцией от нагретой по-
верхности изделия в окружающую среду. Искусственные стоки
осуществляются путем специальных технологических мер, заклю-
чающихся, например, в создании интенсивного конвективного
59
Рис. 2-16. Тепловой баланс лазера:
1 — потери в лампе накачки;
2 — потери в оптической си-
стеме;
3 — потери иа унос материала
и отражение лучей;
4 — полезная энергия иа про-
плавление материала
теплообмена между определен-
ными участками поверхности
изделия и охлаждающей жидкой
либо газообразной средой.
При теплообмене излучением
теплота переносится между уда-
ленными друг от друга нагревае-
мой деталью ?и окружающими
предметами посредством электромагнитного излучения в соответ-
ствии с законом Стефана-Больцмана, т. е. тепловой поток про-
порционален разности четвертых степеней абсолютных темпера-
тур поверхностей, участвующих в теплообмене. При конвективном
теплообмене теплота с поверхности изделия уносится жидкостью
или газом, движение которых создается принудительно, а при
естественной конвекции это движение обусловлено различием
в плотности нагретых и ненагретых объемов.
Величину теплового потока конвективного теплообмена
между поверхностью тела с температурой Т и охлаждающей средой
с температурой Tz оценивают по правилу Ньютона:
9к = ак(Г-Тс), (2-12)
где ак — коэффициент конвективной теплоотдачи, определяе-
мый экспериментально.
В обычных условиях сварки при отсутствии заметных воздуш-
ных потоков величина ак составляет примерно 0,002—
0,005 Вт/см2° С. Выражение (2-12) часто используют и для описа-
ния общей суммарной теплоотдачи с поверхности изделия путем
лучеиспускания и конвекции. Это возможно, поскольку погреш-
ность от такого описания существенно проявляется только в зоне,
нагретой выше 700—800’ С, где радиационные тепловые потоки
значительно превышают конвективные. При температурах поверх-
ности 400° С и ниже роль лучеиспускания в теплоотдаче по сравне-
нию с конвекцией невелика.
Распространение теплоты в изделии происходит преимуще-
ственно по законам теплопроводности, хотя определенное влия-
ние на перенос теплоты вблизи сварочной ванны оказывают кон-
вективные потоки в жидком металле. Их роль тем сильнее, чем
больше объем сварочной ванны.
Конвективные потоки в жидком металле сварочной ванны при-
водят к достаточно сложным перераспределениям подводимой
тепловой мощности в пространстве и времени. Для понимания
60
особенностей распространения теплоты в изделии разъясним сущ-
ность принципов местного и временного влияния. В соответствии
с принципом местного влияния характер распределения теплоты
в теплопроводящем теле в пределах некоторой области с харак-
терным размером а практически не оказывает влияния на темпе-
ратуру в зоне, удаленной от центра указанной области на расстоя-
ние больше (2-3) а. Принцип временного влияния утверждает
следующее: «характер распределения тепловой мощности во вре-
мени на отрезке AZ = Д — tr оказывает незначительное влияние
на температуру теплопроводящего тела, обладающего достаточно
высокой теплоемкостью, для времени t > t2 + (2-4-3) AZ».
На основе указанных принципов местного и временного влия-
ния можно считать, что особенности тепло- и массопереноса в жид-
ком металле сварочной ванны, так же как и кратковременные от-
клонения эффективной мощности источника от среднего значения,
оказывают ограниченное влияние на температурное поле и только
в основном вблизи мгновенного положения сварочной ванны.
Анализ температурного поля в изделии при движении источ-
ника сварочного нагрева обычно принято производить в системе
пространственных координат, перемещающейся с источником сва-
рочного нагрева. Это удобно, поскольку через некоторый период
времени от начала движения при постоянной скорости и эффектив-
ной тепловой мощности сварки наступает так называемое квази-
стационарное состояние, когда подвижное температурное поле
практически не меняется.
Длительность наступления квазистационарного состояния
(длительность периода теплонасыщения) зависит от скорости
сварки, расстояния рассматриваемого объема от источника на-
грева и интенсивности отвода теплоты от него. Период теплона-
сыщения сокращается с уменьшением расстояния от источника
нагрева, увеличением скорости сварки и теплопроводности мате-
риала, ростом массы изделия и интенсивности отдачи теплоты
в окружающую среду, а также с уменьшением теплоемкости мате-
риала. На рис. 2-17 и 2-18 приведены изолинии температурного
поля предельного (квазистационарного) состояния в тонкой пла-
стине в зависимости от режима сварки (рис. 2-17) и теплофизи-
ческих свойств материала (рис. 2-18).
Результаты исследования такого типа данных показывают
следующее. При постоянной эффективной мощности соответствую-
щие определенным температурам изотермы уменьшаются по длине
и ширине примерно пропорционально увеличению скорости
сварки V. С возрастанием эффективной мощности источника q
нагретые выше определенной температуры области увеличиваются
быстрее по длине, чем по ширине. Однако увеличение по ширине
опережает рост величин q. Одновременное увеличение q и v при
постоянной погонной энергии qlv сварки приводит в основном
к увеличению длины изотерм. Ширина изотерм также увеличи-
вается, но стремится к определенному пределу. Увеличение теп-
61
О
~20 -18 -16 -1У -12 -10 -8 -6 -О ~2
U х,см
1 6000 Д^/с" с>оо° 806 Jill
у = 0,5 см/ с
9°
/00 °C
I
у, см
9
d = 200ОД*/с т— 500^ 200 °с '
0,1 см/с
600°- —
I
I
о
Рис. 2-17. Влияние режима сварки на температурное поле квазистационар-
ного состояния в стальной пластине толщиной 1 см; X = 0,38 Вт/см,
су = 4,8 Дж/см3-град, а = 0,08 см2/с.
а — изменение скорости сварки о;
б — изменение мощности источника теплоты q,
в — изменение мощности и скорости при q/v = const
Рис. 2-18. Влияние теплофизических свойств материала на характер темпера-
турного поля в пластине толщиной 1 см, q = 4200 Вт, и = 0,2 см/с:
а — сталь низкоуглеродистая,
X, = 0,38 Вт/см*град,
а = 0,08 см2/с,
б — сталь хромоникелевая,
Х=0,25 Вт/см«град,
а = 0,053 см2/с,
в — алюминий, к=2,7 Вт/см*град,
а = 1,0 см2/с,
г — медь, X = 4,2 Вт/см* град,
а = 0,95 см2/с
лопроводности материала, при прочих равных условиях, спо-
собствует заметному укорочению изотерм и некоторому их су-
жению. Уменьшение теплоемкости металла су оказывает примерно
такое же влияние, как и уменьшение скорости сварки.
Для массивных тел влияние перечисленных параметров ре-
жима сварки и свойств материала на температурное поле квази-
стационарного состояния качественно такое же, как и при сварке
пластин. Однако, в отличие от сварки пластин, изменение скорости
сварки в основном влияет только на ширину изотерм, а не на их
длину.
Термический цикл. Изменение температуры данной точки тела
во времени называется термическим циклом. При однопроходной
сварке (наплавке) имеет место простой термический цикл, цока-
63
Рис. 2-19. Схемы сварочных циклов:
а — простого, б — сложного
занный на рис. 2-19, а. При многопроходной сварке термический
цикл сложный (рис. 2-19, б). Основными параметрами простого
термического цикла являются максимальная температура, ско-
рость нагрева и скорость охлаждения, а также длительность пре-
бывания материала выше заданной температуры. Эти характери-
стики зависят от режима сварки, теплофизических свойств мате-
риала, конфигурации изделия, условий его охлаждения, темпера-
туры предварительного подогрева.
Заметное влияние на термические циклы металла шва и около-
шовной зоны оказывает также и способ сварки, особенно, если
сравниваются электрошлаковая и дуговая сварка или же сварка
электронным лучом. На рис. 2-20 приведены характерные терми-
ческие циклы для околошовной зоны с максимальной температурой
нагрева 1300° С при сварке стального изделия. Кривая 1 отно-
сится к однопроходной электрошлаковой сварке пластин толщи-
ной 100 мм на режиме /св = 450 A, U = 38—40 В, v = 0,7 м/ч;
Рис. 2-20. Сопоставление термических циклов точек околошовной зоны
64
кривая 2 соответствует электро-
дуговой сварке под флюсом
стальной пластины толщиной
12 мм на режиме /св = 730 А,
U = 46 В, v = 40,5 м/ч (сварка
без разделки кромок с двух сто-
рон); кривая 3 соответствует
электроннолучевой сварке та-
кой же пластины на режиме
/св = 250 мА, U = 30 кВ; v =
=в24 м/ч. В табл. 2-5 приве-
дены данные о мгновенных ско-
ростях охлаждения при темпе-
ратуре 500° С и длительностях
выдержки металла (в рассматри-
ваемом участке околошовной
зоны Тшах = 1300° С) при тем-
пературах выше 1000° С для
Таблица 2-5
Сравнение термических циклов
сварки стальных пластин
толщиной 100 мм
Способ сварки Мгновен- ная скорость охлажде- ния при 500° С, °С/с Длитель- ность выдерж- ки при темпера- турах выше 1000° С, с
Электро- шлаковая 0,4 175
Дуговая под флюсом 4,3 14,5
Электронно- лучевая 40 1,5
указанных способов сварки.
Представление о влиянии теплофизических свойств материала
и массивности изделия на температурные циклы в околошовной
зоне дают кривые на рис. 2-21, а и б, относящиеся соответственно
к однопроходной дуговой сварке тонких пластин (б = 12 мм)
и многослойной дуговой сварке толстых пластин (б = 100 мм)
из перлитной (кривая /) и аустенитной (кривая 2) сталей при-
мерно на одном и том же тепловом режиме, характеризуемом ве-
личиной эффективной тепловой энергии q = 4050 кал/с и ско-
ростью сварки v = 16 м/ч.
Из этих данных следует, что снижение теплопроводности ма-
териала уменьшает скорость изменения температуры точек около-
а) S)
Рис. 2-21. Сопоставление термических циклов точек околошовной зоны при
однопроходной сварке тонких пластин (а) и многопроходной сварке
толстых пластин (б) из перлитной стали (/) и аустенитной стали (2)
5 Заказ № 7§2
65
шовной зоны как на стадии нагрева, так и особенно на стадии охла-
ждения. Этот эффект несколько повышается с увеличением тол-
щины (массивности) свариваемых изделий. Значительное влияние
на температурные циклы точек околошовной зоны при одинаковом
режиме сварки оказывает массивность изделия.
Широкое применение для оценки основных параметров терми-
ческого цикла точек околошовной зоны получили расчетные ме-
тоды теории тепловых процессов при сварке. Подробное изложение
этих методов дано в специальной литературе. Ниже приведены
расчетные зависимости для двух характерных случаев сварочного
нагрева: тонкой пластины и массивного тела.
Тонкая пластина. Максимальные температуры Тшах в около-
шовной зоне на расстоянии у от центра шва могут быть прибли-
женно оценены с помощью следующей зависимости:
гр , <7/0-0,478 /. ау \2
шах — 1 0 + у.2у Д Хб J ’
где То — начальная температура пластины; q/v — эффективная
погонная энергия; у — объемная теплоемкость; 6 — толщина пла-
стины; X — теплопроводность пластины; а —- коэффициент поверх-
ностной теплоотдачи.
Из рис. 2-24 следует, что при малых произведениях ау макси-
мальная температура прямо пропорциональна удельным тепло-
вложениям q/v8 и обратно пропорциональна теплоемкости и рас-
стоянию от оси шва. Мгновенная скорость охлаждения металла
шва и прилегающей околошовной зоны при данной температуре Т
о . (Т - Т0)з
w = — 2ллу -х . .
1 (7/гб)2
Длительность пребывания металла шва выше заданной темпе-
ратуры Т приближенно можно оценить из выражения
/ 1 f <7 V
н 4ла (Т — Tts)“ \ гбсу /
в зависимости от безразмерной
Для околошовной зоны (у 3 0) величину времени /н можно
оценить по номограмме на рис. 2-22, где приведено значение без-
размерного критерия т3 =
температуры •0г:
р_р
—-—vyySvn
(использована принятая в теории тепловых процессов индексация,
при которой индекс 1 относится к стержням, 2 — к пластине,
3 — к массивному изделию).
Массивное тело. Рассмотрим полубесконечное тело (г > 0).
Максимальные температуры в околошовной зоне на расстоянии
Рис. 2-22.
Номограмма для опре-
деления /2Н и /зн- Кри-
вая 1 соответствует за-
висимости т2Н от &3, а
2 —тзн от Ф3. При f>2<
< 0,24 можно использо-
вать зависимость t„a =
(q/vy8)2
“4ла(7 —То)2’ а При
Ф3 < 0,06 /зн =
2лХу (Т — То)
r=]/'x2jry2 от оси шва на поверхности тела (г = 0) прибли-
женно можно определить, используя зависимость
т — Т Л. °’368 . 2?
max 0 “Г лг2у у
В отличие от тонкой пластины в случае массивного тела макси-
мальные температуры обратно пропорциональны квадрату рас-
стояния от оси шва. Мгновенная скорость охлаждения металла
шва и прилегающей околошовной зоны при температуре Т
= —2л%- ^~Г°)2 , (2-13)
/7/71 7 4 ’
т. е. в сходных условиях скорости охлаждения в массивном теле
превышают скорости охлаждения в тонкой пластине при темпе-
ратуре Т в п раз, где
п_________1____
~ vy^(T-T0) •
Длительность пребывания металла шва выше заданной темпе-
ратуры определяют из выражения, аналогичного зависимости
(2-13):
t =_______?____
и 2лЬ (Т — То) ‘
т. е. время /н в п!2 раз более короткое, чем для тонких пластин
в сходных условиях.
Для околошовной зоны (г + 0) время /и можно оценить по
номограмме на рис. 2-22, где приведено значение безразмерного
критерия т3 = —в зависимости от безразмерной температуры:
Л Т — Тп 2
Ф» = —~~ лгу.
3 2д ’
5* 67
При многослойной сварке или наплавке поверхностей смеж-
ными валиками тепловые воздействия отдельных слоев (соседних
валиков) складываются и создают сложный термический цикл для
точек околошовной зоны. Режим такой сварки является более
гибким, поскольку он содержит большее число независимых пара-
метров. Например, при многослойной наплавке режим содержит
три независимых параметра, варьируя которыми, можно регули-
ровать термические циклы в широких пределах. Такими пара-
метрами являются погонная энергия отдельных слоев, длина уча-
стка и температура дополнительного подогрева.
§ 2-6. Плавление и перенос электродного
металла при дуговой сварке
Характер плавления и переноса электродного ме-
талла оказывает большое влияние на производительность сварки,
взаимодействие металла со шлаком и газами; от него зависят
устойчивость горения дуги, потери металла, формирование шва
и другие технологические факторы.
Плавление электрода. Плавление электрода происходит глав-
ным образом за счет тепловой энергии дуги. Основной характе-
ристикой плавления электрода являются линейная или массовая
скорости плавления, измеряемые длиной или массой расплавлен-
ного электрода (проволоки) в единицу времени. Скорость плавле-
ния зависит от состава сварочной проволоки, покрытия, флюса,
защитного газа, режима сварки, плотности и полярности тока,
вылета электрода и ряда других факторов. Но и для одних и тех же
условий сварки скорость плавления электрода не остается постоян-
ной, а может постепенно изменяться. Поэтому на практике ис-
пользуют в качестве характеристики среднюю скорость плавления
электрода, которая обычно определяется за некоторый произволь-
ный, но значительно превосходящий длительность периода ка-
пельного перехода промежуток времени.
Поскольку средняя скорость плавления сильно зависит от
режима сварки, при оценке влияния различных факторов на плав-
ление электрода иногда удобнее пользоваться удельным (отне-
сенным к единице тока) значением этой характеристики, полу-
чившим название коэффициента расплавления. Скорость плавле-
ния электрода Gp связана с коэффициентом расплавления ар
выражением
Gp = kapl,
где k — коэффициент, зависящий от выбора единиц измерения.
Важнейшими показателями, характеризующими процесс плав-
ления электрода, являются также коэффициент наплавки ан и
коэффициент потерь ф. Коэффициент наплавки, как и коэффициент
расплавления, представляет собой удельное значение скорости
68
йаплавки. Скорость найЛавки 6Н связана с коэффиЦиён^бм ЙЗ-
плавки выражением
GH = kanI.
Коэффициент потерь характеризует относительные потери
электродного металла на угар и разбрызгивание и определяется
из выражения
ф = gp ~ g» .; (2-14)
gp
где gp и gn — соответственно массы расплавленного и наплавлен-
ного металла.
Выражение (2-14) справедливо лишь для электродов, не со-
держащих металлических присадок (железного порошка или фер-
росплавов) в покрытии.
При наличии металлических присадок в покрытии коэффи-
циент ф может получать отрицательные значения. В таких слу-
чаях он представляет собой разность между количеством потерян-
ного металла и количеством металла, перешедшего из покрытия.
Для электродов подобного типа суммарный коэффициент потерь
можно определить из выражения
,ф _ (gCT + gnp) — gn |____gH
get + gnp get + gnp ’
где gCT — масса расплавленного металла стержня; gB — масса
присадок металла из покрытия.
С помощью рассмотренных показателей можно определить
такие характеристики, как выход наплавленного металла kc
и выход годного металла k3.
Выход наплавленного металла kc представляет собой отношение
массы наплавленного металла к массе расплавленной части элек-
тродного стержня:
k = =* аи
с gP “р
Для электродов с металлическими присадками в покрытии этот
показатель может быть значительно больше единицы (или больше
100%).
Выход годного металла k3 представляет собой отношение массы
наплавленного металла к массе расплавленной части электрода:
и _ gn ________кн___
э gs ар(1 + ^п)
где ёэ — масса расплавленной части электрода; kn — коэффи-
циент массы покрытия, представляющий собой отношение массы
покрытия к массе покрытой части электродного стержня.
Скорость плавления электрода при всех способах дуговой
сварки плавящщуся электродом возрастает с увеличением силы
69
тока (рис. 2-23). В широком диапазоне режимов наблюдается про-
порциональность между скоростью плавления электрода и силой
сварочного тока. Однако в области малых и больших токов про-
порциональность нарушается, что связано с изменением энергети-
ческих характеристик дуги, размера активных пятен и плотностей
тока в них, нагревом электрода током. Увеличение скорости плав-
ления электрода при больших плотностях тока вызвано также
подогревом стержня электрода проходящим током. Нагрев элек-
трода на вылете пропорционален квадрату силы тока, сопротив-
лению проволоки и длине вылета.
Скорость плавления электрода в основном определяется усло-
виями выделения и передачи теплоты в анодной и катодной об-
ластях и зависит от полярности тока. При сварке на обратной
полярности коэффициент расплавления практически не зависит
от состава проволоки, покрытия, флюса или защитного газа. При
сварке же на прямой полярности коэффициент расплавления изме-
няется в широких пределах в зависимости от состава и состояния
поверхности проволоки, составов покрытия, флюса или защитного
газа (рис. 2-24). Соответственно изменяется и напряжение дуги.
В практике обычно пользуются значением номинального напря-
жения дуги (/н — напряжения, характерного для данной марки
электрода, проволоки, флюса или защитного газа при рабочей
длине дуги.
Скорость плавления электрода можно регулировать, изменяя
силу тока или величину катодного падения напряжения. Возмож-
ность увеличения скорости плавления покрытых электродов за
счет увеличения силы тока
ограничена в связи с перегре-
вом стержня электрода. При
автоматических и полуавтома-
тических способах сварки это
Рис. 2-23. Влияние силы тока
на скорость распла-
вления электрода;
электрод с рутиловым
покрытием, ток по-
стоянный прямой по-
лярности (К- Джек-
сон)
Рис. 2-24. Зависимость коэф-
фициента расплав-
ления от номи-
нального напря-
жения дуги при
сварке на прямой
(/77/) и обратной
(ОП) полярности
(А. А. Ерохин)
70
ограничение менее существенно из-за малых вылетов прово-
локи.
Введение в проволоку, покрытие или флюс веществ, повышаю-
щих катодное падение напряжения (а следовательно, и номиналь-
ное напряжение дуги), способствует повышению скорости плавле-
ния проволоки на прямой полярности. Изменение состава защит-
ного газа оказывает сравнительно небольшое влияние на скорость
плавления проволоки. Нанесение на сварочную проволоку не-
больших количеств солей щелочных или щелочноземельных ме-
таллов резко понижает скорость плавления катода. Это явление
иногда используется для так называемого активирования про-
волоки с целью замедления скорости плавления и получения мел-
кокапельного переноса металла на прямой полярности.
При сварке покрытыми электродами скорость плавления элек-
трода зависит и от толщины покрытия. Утолщение покрытия при-
водит к дополнительным затратам теплоты на его плавление,
а также к увеличению мощности, выделяемой в столбе дуги. У элек-
тродов без металлических добавок в покрытии увеличение тол-
щины покрытия ведет к бесполезным затратам на его плавление.
Вводя в покрытие металлические добавки или железный порошок,
можно существенно увеличить скорость наплавки. Увеличение
толщины покрытия и повышение содержания в нем железного
порошка позволяют значительно повысить плотность тока без
опасения перегрева стержня электрода. Все эти факторы способ-
ствуют увеличению производительности сварки.
Основные показатели переноса электродного металла. При
плавлении на торце электрода образуется капля жидкого металла.
Большая удельная поверхность и высокие температуры капель при
дуговой сварке плавлением способствуют интенсивному взаимо-
действию металла с окружающей средой. Поэтому характер пе-
реноса электродного металла оказывает значительное влияние на
кинетику процессов взаимодействия металла со шлаком и газами.
Основными показателями, характеризующими процесс пере-
носа электродного металла через дуговой промежуток, являются
— масса капли на торце электрода перед переходом, т0 — масса
остающейся на электроде части капли, р — масса переходящей
части капли, т — время между переходом отдельных капель (время
роста капли), N — частота перехода капель, р = и £ =
тк.
.... Р
--------соответственно доли оставшейся на торце электрода и
оторвавшейся части капли.
Полнота протекания реакций взаимодействия металла капли
с окружающей средой зависит от удельной поверхности капли
(отношения площади поверхности капли к ее массе) и времени
взаимодействия. При установившемся процессе сварки масса
капли в момент перед очередным переходом равна;
«к = то + р,
71,
Средняя масса капли жидкого металла я?ср, существующей на
торце электрода в течение времени т, определяется выражением
/7?ср Т" 2 ’
Для кинетических расчетов пользуются усредненным по массе
капли временем взаимодействия тк, которое определяется из
выражения
Тк = (дг + ^)Т-
Данные о характере плавления и переноса электродного ме-
талла при сварке плавящимся электродом в атмосфере защитных
газов получают с помощью скоростной киносъемки, а при сварке
толстопокрытыми электродами и под флюсом —• с помощью ско-
ростной рентгеновской киносъемки.
Силы, действующие на каплю. Характер переноса электрод-
ного металла зависит от соотношения сил, действующих на каплю
металла на торце электрода. Основные из них: сила тяжести, сила
поверхностного натяжения, электромагнитная сила, электроста-
тическая сила, сила реактивного давления паров и нейтрализо-
вавшихся на катоде ионов, аэродинамическая сила. Величины
отдельных сил и направление их равнодействующей зависят от
режима сварки, полярности тока, состава электродного металла
и газовой среды, состояния поверхности проволоки и ее диаметра.
Общепризнано, что сила тяжести оказывает существенное
влияние на перенос металла лишь при сварке на малых токах.
Роль силы тяжести в переносе электродного металла зависит от
положения электрода в пространстве. При сварке в нижнем поло-
жении она способствует переходу капли в ванну, а в потолочном
положении — удержанию ее на торце электрода.
Сила поверхностного натяжения удерживает каплю на торце
электрода. Она определяется величиной поверхностного (межфаз-
ного) натяжения на границе металл—-газ или на границе металл—
шлак и геометрическими параметрами капли:
п 2ст
г а — ЯГ о >
где ст —• коэффициент поверхностного натяжения, эрг/см2; го —
радиус электрода, см; R — радиус кривизны поверхности
капли, см.
По мере увеличения размеров капли сила поверхностного на-
тяжения уменьшается.
Величина поверхностного натяжения жидкого металла ст
оказывает существенное влияние на характер переноса электрод-
ного металла. Увеличение поверхностного натяжения, при прочих
равных условиях, способствует увеличению размеров капель, об-
78
разующихся на торце электрода и переносимых через дуговой про-
межуток.
Величина поверхностного натяжения жидкого металла зави-
сит от его химического состава и температуры. Наличие небольших
количеств поверхностно-активных веществ может привести к зна-
чительному снижению поверхностного натяжения. Наибольшей
поверхностной активностью в жидкой стали обладают кислород
и сера. Поэтому различные технологические факторы, оказываю-
щие влияние на содержание этих примесей в металле (степень
раскисленности металла, состав шлака и др ), оказывают воздей-
ствие на характер переноса металла. Увеличение температуры
капель приводит к снижению поверхностного натяжения сплавов
на основе железа и может способствовать уменьшению размера
переносимых капель.
Значительное влияние на перенос металла оказывает электро-
магнитная сила. Она обусловлена взаимодействием проводника
с током и магнитного поля, создаваемого этим током. При проте-
кании тока через проводник, каковыми являются капля жидкого
металла и столб дуги, возникают силы, которые стремятся дефор-
мировать проводник в радиальном направлении. Величина силы
сжатия пропорциональна квадрату силы тока. Если сечение про-
водника переменное (в случае сварки плавящимся электродом,
включающее электрод—каплю—активное пятно—-столб дуги), то
возникает осевая составляющая электромагнитной силы, направ-
ленная от меньшего сечения к большему. Если размеры активного
пятна меньше, чем диаметр электрода (шейки), то осевая сила
будет препятствовать переносу, и наоборот (рис. 2-25).
Величина осевой силы определяется формулой (В. И. Дятлов)
РЭуК — АР (1+2,3 lg-M=A/2 (1+4,6 lg-М,
где А — коэффициент пропорциональности, равный 0,005 дин/А2;
г'э и + — плотность тока в электроде и столбе, А/см2; гст и гэ —
радиусы столба дуги и электрода, см.
Электростатическая сила Рэ равна произведению индуци-
рованного поверхностного заряда и напряженности поля, созда-
Рис. 2-25.
Направление осевой составляющей
электромагнитной силы в зависи-
мости от соотношения площадей
активного пятна на поверхности
капли и сечения шейки:
/ — осевая составляющая электродина-
мической силы,
2 — активное пятно,
3 — столб дуги,
4 — капля,
£ — электрод,
6 — расхождение линий тока;
7 — схождение линий тока
73
ваемой на поверхности электрода объемным зарядом. Эта сила
приложена перпендикулярно поверхности активного пятна и
направлена в сторону столба дуги. Действие электростатической
силы частично компенсируется силой ионного давления. Однако,
как показывают расчеты, нескомпенсированная электростатиче-
ская сила по величине не уступает другим силам, действующим на
каплю.
Одной из важных сил, оказывающих влияние на характер
переноса металла, является реактивное давление паров. Испарение
металла с поверхности капли и химическое взаимодействие жидкого
металла со шлаком или газовой фазой, вызывающее образование
и выделение газа, приводят к возникновению реактивных сил.
Испарение металла происходит главным образом в области ак-
тивных пятен. Считают, что равнодействующая реактивных сил
приложена к центру активного пятна. Перемещение пятен вызы-
вает изменение положения места приложения реактивных сил
и значительную подвижность капель.
Величина реактивных сил Рп (дин/см2) зависит от размеров
активных пятен, плотности тока в них, от теплофизических свойств
материала электрода и может быть приближенно рассчитана по
уравнению (В. И. Дятлов)
р __ / ДСэ;а, п \2 ,
п \ gn J “ ’
где£)—коэффициент пропорциональности, равный 3,02 • 10~3 А 2 ’
U3 — эффективное падение напряжения у электрода, В; gu— скры-
тая теплота испарения, Вт-с/г; i’a.п— плотность в активном пятне,
А/см2; vK — удельный объем пара металла при температуре ки-
пения, см3/г.
Поскольку плотность тока в катодном пятне значительно выше,
чем в анодном, влияние реактивного давления в большей мере
проявляется на прямой полярности. Сжатие дуги приводит к уве-
личению плотности тока в пятнах, что вызывает повышение ре-
активного давления паров.
В металлах с высоким давлением паров (магний, цинк, кадмий)
отталкивание капель реактивными силами наблюдается на обеих
полярностях, а в металлах с низким давлением паров — главным
образом на прямой полярности.
При сварке на прямой полярности реактивное давление ионов,
нейтрализующихся на поверхности катода, может оказывать не-
которое влияние на характер переноса металла.
Роль аэродинамической силы проявляется в тех случаях, когда
возникают мощные плазменные (газовые) потоки. Величина аэро-
динамической силы определяется аэродинамическим торможением
капли в газовом потоке и магнито-кинетическими силами, обуслов-
ленными несбалансированностью гидростатического давления
внутри капли и на поверхности раздела жидкость—газ. Сила аэро-
74
Рис. 2-26. Влияние силы тока на время
между переходами т капель с
торца электрода в ванну; элек-
троды УОНИ-13/45, обратная по-
лярность, UR = 26-?28 В
динамического торможения пропор-
циональна плотности газа, его ско-
рости и эффективной площади сече-
ния капли, спроектированной на на-
правление газового потока.
В зависимости от соотношения сил
действующих на каплю,
характер переноса электродного металла может существенно
изменяться. Рассмотрим особенности переноса электродного ме-
талла при различных способах дуговой сварки.
Сварка покрытыми электродами. При сварке покрытыми элек-
тродами наблюдается несколько типов переноса: крупнокапель-
ный, мелкокапельный, туманообразный. Тип переноса зависит
от состава и толщины покрытия, режима сварки, рода тока и
полярности.
Для электродов с фтористо-кальциевым покрытием характерен
крупнокапельный перенос металла в широком диапазоне режимов
сварки. Такой характер переноса обусловлен, во-первых, высоким
поверхностным натяжением металла на границе со шлаком, по-
скольку и шлак, и металл хорошо раскислены, и, во-вторых, дей-
ствием электромагнитной силы. В атмосфере дуги при сварке элек-
тродами с фтористо-кальциевым покрытием содержится около
30 об. % СО2. Диссоциация СО2 вызывает сжатие столба дуги и
активных пятен. В связи с этим осевая составляющая электро-
магнитной силы препятствует отрыву капель. Увеличение силы
тока приводит к уменьшению как времени между переходами от-
дельных капель т (рис. 2-26), так и усредненного времени взаимо-
действия металла и шлака тк.
При малом напряжении (короткая дуга) перенос металла мо-
жет осуществляться путем коротких замыканий, поскольку сво-
бодный рост капель затруднен. В момент коротких замыканий
происходит перетекание металла с торца электрода в ванну.
С удлинением дуги масса переносимых капель увеличивается,
так как создаются условия для свободного роста капли на торце
электрода. Дальнейшее удлинение дуги приводит к увеличению
парциального давления кислорода за счет подсоса воздуха, что
вызывает окисление металла и снижение его поверхностного на-
тяжения. Эти обстоятельства приводят к уменьшению тк, р и т.
Изменение состава фтористо-кальциевого покрытия не оказывает
существенного влияния на характер переноса.
Для сварки электродами с рудно-кислым и рутиловым покры-
тиями характерен мелкокапельный перенос. Малый размер ка-
пель обусловлен сравнительно низким межфазным натяжением на
75
границе металла со шлаком, поскольку шлак и металл содержат
значительное количество кислорода. Размер капель при плавлении
электродов с рутиловым и рудно-кислым покрытиями существенно
зависит от силы тока. При очень малых плотностях тока металл
переносится сравнительно крупными каплями. При увеличении
плотности тока масса переносимых капель резко уменьшается.
Уменьшается также время (тк) взаимодействия капли с окружаю-
щей средой (шлаком, газовой фазой). Этому способствуют более
высокая температура капель и сравнительно низкое межфазное
натяжение на границе металла со шлаком. При высоких плотно-
стях тока наблюдается чрезвычайно мелкокапельный (так назы-
ваемый туманообразный) перенос металла (рис. 2-27).
Изменение напряжения дуги в практически целесообразных
диапазонах не оказывает существенного влияния на перенос ме-
талла у электродов с рутиловым и рудно-кислым покрытиями.
По характеру влияния коэффициента массы (толщины) покры-
тия электроды можно разбить на две группы. У рудно-кислых и
рутиловых электродов с увеличением толщины покрытия наблю-
дается повышение содержания кислорода в каплях и уменьшение
их размеров. Уменьшению размеров капель способствуют также
аэродинамические силы. При увеличении толщины покрытия уве-
личиваются размеры втулочки из покрытия и поток газов приоб-
ретает более направленный характер. У фтористо-кальциевых
электродов содержание кислорода в каплях с увеличением тол-
щины покрытия снижается, что способствует увеличению размеров
т„,г капель. Таким образом, влия-
ние толщины покрытия опреде-
ляется в основном содержанием
кислорода в каплях, которое
оказывает большое влияние на
силы поверхностного натяже-
ния, удерживающие каплю на
торце электрода.
Сварка под флюсом. При
сварке под флюсом наблюдает-
ся капельный перенос металла.
Перенос капель часто происхо-
дит в потоке шлака без непо-
С,<’С Рис. 2-27. Влияние плотности, поля-
1,6
1,2
0,8
0,0
О
Ь 1 8 9 10 11 ’12 13 1,А/ммг
рности и рода тока на по-
казатели переноса и взаи-
модействия капель металла
при сварке электродами с
рутиловым покрытием (элек-
троды АНО-4):
1 — обратная полярность;
2 — прямая полярность;
3 — переменный ток
76
Рис. 2-28. Влияние силы тока:
а — на массу РСр и число N переходя-
щих капель;
1 — прямая полярность;
б — иа время взаимодействия капель Т
С7Д = 40 В; флюс АН-20;
2 — обратная полярность
средственного контакта со столбом дуги. Капли могут также
лететь внутри флюсового пузыря. Существенное влияние на
характер переноса оказывают режимы сварки и полярность
тока.
При сварке на обратной полярности с увеличением силы тока
уменьшается масса переходящей части капли Рср и возрастает
число переходящих капель N. Время взаимодействия капель
с окружающей средой тср уменьшается. На больших токах дуговой
промежуток мал и подвижная сварочная ванна захватывает капли
металла на торце электрода, не давая им возможности достигнуть
больших размеров. При сварке на прямой полярности масса пере-
ходящей части капель и число переходов с ростом силы тока изме-
няются мало. Объясняется это увеличением плотности тока в ак-
тивном пятне и возрастанием действия сил реактивного давления
паров, которые способствуют удержанию капли на торце электрода
(рис. 2-28). Под действием этих сил капли на торце сильно дефор-
мируются и вытесняются иногда на его боковую поверхность.
С увеличением напряжения дуги при сварке на прямой и обрат-
ной полярности возрастает масса переходящей части капли Рср
и снижается число переходящих капель N (рис. 2-29, а). Время
между переходами т также растет (рис. 2-29, б). При удлинении
Дуги создаются более благоприятные условия для свободного роста
капли; вероятность коротких замыканий и непосредственного пе-
ретекания металла в ванну снижается. Установлено, что проте-
кание реакций между металлом и флюсом зависит от времени их
взаимодействия на торце электрода.
Сварка в защитных газах. Наиболее полно особенности пере-
носа металла изучены при сварке в аргоне. Для этого способа
77
Рис. 2-29. Влияние напряжения дуги:
а — на массу и число N переходя-
щих капель;
б — иа время взаимодействия капель
1 ~ прямая полярность, /св » 470 Ч-
4- 550 А; *
2 — обратная полярность, / = 610 -г
<-630 А, усв = 46 м/ч
сварки наиболее характерным является капельный перенос ме-
талла с монотонным снижением размеров капель по мере возра-
стания силы тока. При достижении определенного значения тока,
называемого критическим, размер капель резко уменьшается и
перенос становится струйным (рис. 2-30).
Изменение характера переноса связано с изменением соотно-
шения сил, действующих на каплю. Увеличение силы тока при-
водит к возрастанию температуры жидкого металла на торце
электрода. При достижении критического тока капли металла
нагреваются до температуры кипения. Возрастание температуры
жидкого металла приводит к значительному уменьшению силы
поверхностного натяжения и увеличению испарения электродного
металла. Повышение парциального давления паров металла в дуге
способствует увеличению сечения столба дуги и размеров активных
пятен. Благодаря увеличению размеров активного пятна на
электроде осевая составляющая электромагнитной силы меняет
направление и способствует отрыву ка-
пель. Величина этой силы с ростом тока
возрастает. Уменьшение силы поверх-
ностного натяжения и изменения напра-
вления и величины осевой составляющей
электромагнитной силы являются основ-
Рис. 2-30. Влияние силы тока на диаметр капель
электродного металла при сварке в
аргоне, алюминиевая проволока диамет-
ром 1,6 мм, полярность обратная
(С. J. Соокзеу и др.)
78
Рис. 2-31. Изменения тока и на-
пряжения дуги при им-
пульсно-дуговой сварке
ной причиной изменения ха-
рактера переноса при сварке
в аргоне. Большое влияние
на перенос оказывают и
плазменные потоки, которые
возникают в мощных дугах
и направлены вдоль оси
дуги.
Величина критического тока зависит от вылета и диаметра
электрода: чем меньше диаметр электрода и больше вылет, тем
меньше критический ток.
Если металл имеет высокую теплопроводность (алюминий,
медь), размер капель уменьшается без изменения геометрии пе-
реноса. Если теплопроводность металла низкая, конец электрода
приобретает коническую форму и металл стекает в виде струи,
так как электромагнитные силы вынуждают жидкость течь вниз.
При очень большой величине и плотности тока наблюдается
струйно-вращательный перенос металла. Его возникновение свя-
зывают с реактивным действием плазменного потока на электрод.
В результате перегрева электрод размягчается по длине вылета
и сила реакции струи изгибает его. При изгибе электрода изме-
няется направление струи и действие реактивной силы, что при-
водит к новому смещению электрода.
При аргоно-дуговой сварке швов в вертикальном, горизон-
тальном и потолочном положениях практически невозможно
добиться направленного переноса металла. Зачастую при сварке
в диапазоне докритических токов образовавшаяся на электроде
крупная капля (при обрыве дуги либо при коротком замыкании)
отделяется и летит вниз, не попадая в ванночку. В последние годы
был разработан способ активного воздействия на процессы плав-
ления и переноса электродного металла —• так называемый способ
импульсно-дуговой сварки.
Сущность его заключается в том, что на дугу постоянного
тока накладываются мощные кратковременные импульсы тока,
обеспечивающие формирование капли на торце электрода и пере-
нос ее на изделие (рис. 2-31). В промежутках между импульсами
электрод плавится при небольшой силе сварочного тока. При на-
ложении импульса тока большой величины резко возрастают элек-
тродинамические силы. Скачкообразно возрастающее радиальное
усилие способствует почти мгновенному образованию шейки, а
быстрое увеличение осевого усилия ведет к интенсивному пере-
мещению капли вдоль оси электрода в направлении ванночки
жидкого металла с последующим отрывом ее и переходом в ван-
79
ночку. Принудительный перенос может происходить при сварке
во всех пространственных положениях.
Изменение состава защитного газа может привести к суще-
ственному изменению характера переноса. Перенос металла при
сварке в углекислом газе совершенно отличен от переноса при
сварке в аргоне. Он характерен переходом крупных капель. В за-
висимости от режимов сварки переход капель осуществляется
с короткими замыканиями или без них.
Основной причиной такого переноса является сжатие столба
дуги и активных пятен, вызванное диссоциацией углекислого
газа. При этом возрастает действие отталкивающих сил реактив-
ного давления паров и осевой составляющей электромагнитной
силы, способствующих укрупнению капли и увеличению раз-
брызгивания металла. Потери металла от разбрызгивания зависят
главным образом от режима сварки, диаметра проволоки и харак-
теристик источника питания. С повышением напряжения дуги
разбрызгивание повышается.
Большое влияние на величину разбрызгивания металла ока-
зывают сила сварочного тока и диаметр проволоки (рис. 2-32).
На малых токах (область А на рис. 2-32) перенос металла осу-
ществляется с короткими замыканиями. При этом потери металла
определяются в основном динамическими свойствами источника
питания — величиной тока короткого замыкания и темпом его
нарастания. В диапазоне средних токов (область Б) часть капель
переходит в ванну при коротких замыканиях дуги, а часть — без
коротких замыканий. В этом диапазоне наблюдается максимум
разбрызгивания за счет выброса крупных капель. В диапазоне
больших токов (область В) перенос электродного металла про-
исходит без коротких замыканий. Разбрызгивание металла при
сварке на больших токах невелико и происходит в основном за
счет выброса мелких брызг, образующихся при перегорании шейки
между каплей и электродом и при кипении ванны.
С целью уменьшения разбрызгивания при сварке проволокой
малого диаметра процесс сварки осуществляют с короткими за-
мыканиями, используя источники с оптимальными динамическими
свойствами. При сварке проволокой большого диаметра мини-
Рис. 2-32. Влияние силы тока и диаметра проволоки на потери металла при
сварке в среде СО2, полярность обратная (А. Г. Потапьевский,
В. Я- Лаврищев)
80
маЛьноГо разбрызгивания добиваются путем подбора оптимаЛьнь!Х
режимов сварки, изменяя величину тока и напряжения.
Сварка порошковой проволокой. Общие закономерности пере-
носа металла, установленные при сварке покрытыми электродами,
справедливы и для порошковых проволок с соответствующими ти-
пами сердечников. Более высокие плотности тока, конструкции
проволок и условия контактирования с атмосферой вносят неко-
торые количественные коррективы.
Наиболее полно изучен перенос металла при сварке проволо-
ками с сердечником рутилового типа. С увеличением силы тока
несколько уменьшается средняя масса переносимых капель Рср,
растет число капель N и снижается время их существования тср.
Малое влияние тока на массу капель связано, по-видимому, с дей-
ствием реактивных сил, вызванных сжатием столба дуги и актив-
ных пятен вследствие диссоциации водорода и паров воды. Источ-
ником этих газов являются составляющие сердечника порошковой
проволоки —• органические вещества и кристаллизационная
влага некоторых минералов.
Увеличение напряжения дуги вследствие ее удлинения при-
водит к значительному повышению парциального давления кис-
лорода в атмосфере дуги из-за подсоса воздуха. При этом увели-
чивается окисление капель, снижается поверхностное натяжение
металла, а следовательно, уменьшаются масса капель и время их
существования. Подобный эффект достигается и при введении
в сердечник сильных окислителей. Увеличение вылета проволоки
приводит к преждевременному выгоранию органических состав-
ляющих сердечников и окислению капель, что также способствует
их измельчению.
§ 2-7. Образование сварочной ванны,
формирование н кристаллизация
металла шва
При сварке плавлением доводятся до жидкого со-
стояния кромки соединяемых элементов и дополнительный металл.
При сварке без дополнительного металла расплавляется только
основной металл. Плавление происходит в зоне сварки — пла-
вильном пространстве. Расплавленные основной и дополнитель-
ный металлы, сливаясь, образуют общую сварочную ванну, на-
ходящуюся в состоянии непрерывного движения и перемешивания.
Границами ванны служат оплавленные участки основного металла
и ранее образовавшегося шва. Механизм переноса электродного
металла в сварочную ванну рассмотрен выше.
В процессе сварки источник теплоты перемещается вдоль со-
единяемых кромок, а вместе с ним движутся плавильное про-
странство и сварочная ванна. При сварке под флюсом сварочная
ванна окружена оболочкой (пузырем) из расплавленного флюса-
шлака, который полностью закрывает ореол дуги, делая его не-
6 Заказ № 782 81
видимым для глаз. При сварке с газовой защитой сварочная ванна
окружена прозрачной оболочкой из газа, а при применении
покрытых электродов сварочная ванна защищена шлаком и га-
зом. В обоих случаях ореол дуги хорошо виден. При электрошла-
ковой сварке и дуговой сварке под флюсом вертикальных швов
сварочная ванна изолирована от окружающего воздуха слоем
шлака, расположенным над ее поверхностью.
При дуговой сварке плавильное пространство можно условно
разделить на два участка (рис. 2-33): головной, где происходит
плавление основного и дополнительного металлов, и хвостовой,
где располагается сварочная ванна и начинается ее кристалли-
зация. Форма сварочной ванны при дуговых процессах в этом
случае характеризуется ее длиной, шириной, толщиной и глуби-
ной проплавления основного металла (рис. 2-34). Она ограничи-
вается изотермической поверхностью, имеющей температуру плав-
ления основного металла.
Объем сварочной ванны в зависимости от способа и режима
сварки изменяется от 0,1 до 10 см3. В плане сварочная ванна имеет1
эллипсовидное вытянутое вдоль направления сварки очертание
(рис. 2-35). В поперечном сечении в зависимости от режима и усло-
вий сварки форма сварочной ванны изменяется в широких преде-
лах. Наиболее характерной для дуговой сварки является форма
провара, приближающаяся к полуокружности. При лучевых спо-
собах сварки форма ванны напоминает острый клин-кинжал.
Время пребывания металла сварочной ванны в жидком со-
стоянии для различных ее участков неодинаково. Приближенно
среднюю продолжительность существования сварочной ванны
/св (с) можно определять из
где L — длина ванны, мм;
v — скорость перемещения
источника нагрева, мм/с.
Рис. 2-33. Строение сварочной ванны
1 — головной участок,
2 — хвостовой участок
Рис. 2-34. Форма сварочной ванны.
L — длина,
b — ширина,
И — толщина;
h — глубина
82
рис. 2-35. Различные очертания сва-
рочной ванны в плане при
сварке на токах-
а — малых, б — средних, в— больших
Для сварочной ванны при
дуговом процессе характерно
неравномерное распределение
температуры (рис. 2-36). В го-
ловной части ванны, где под
воздействием источника теплоты
происходит плавление металла
и наиболее интенсивно проте-
кает взаимодействие металла со
шлаком и газами, металл на-
грет значительно выше темпе-
ратуры его плавления. В хво-
стовой части ванны температура
приближается к температуре
плавления основного металла.
в)
Средняя температура свароч-
ной ванны при сварке под флюсом конструкционных низко-
углеродистых сталей составляет около 1800° С. Максимальная
температура для этих условий достигает 2300° С.
Столб дуги, расположенный в головной части сварочной ванны,
оказывает механическое воздействие — давление на поверхность
расплавленного основного металла. Это давление является резуль-
татом совместного действия упругого удара заряженных частиц
о поверхность металла, давления газов, находящихся в дуговом
промежутке, и дутья дуги, обусловленного электродинамиче-
скими усилиями. Такой направленный поток наблюдается только
при несимметричной дуге, т. е. дуге, горящей между электродами
малого и большого сечений, в нашем случае между электродом или
сварочной проволокой и основ-
ным металлом.
Давление приводит к вытес-
нению жидкого металла из-под
основания дуги и к погружению
столба дуги в толщу основного
металла, что обусловливает уве-
личение глубины проплавления.
Давление, оказываемое дугой на
поверхность металла, пропор-
ционально квадрату тока, проте-
кающего в дуге. Давление может
Рис. 2-36. Распределение температуры
по длине ванны
6:
83
быть повышено за счет увеличения концентрации источника на-
грева, например путем повышения плотности тока в электроде,
применения флюса или тугоплавкого покрытия, образующего вту-
лочку на конце электрода (сварка электродами для глубокого
провара). Очевидно, что чем больше давление, оказываемое дугой
на поверхность расплавленного металла, тем больше глубина
погружения столба дуги в его толщу. Для понижения давления
применяют сварку наклонным электродом углом вперед, сварку
несколькими дугами и другие приемы.
Жидкий металл, вытесненный из-под основания дуги действую-
щими на поверхность сварочной ванны силами, по мере передви-
жения дуги отбрасывается в хвостовую часть плавильного про-
странства. При плотности тока в электроде до 15 А/мм2 это пере-
мещение невелико и проявляется в образовании не заполненного
металлом углубления —• кратера. При повышенных плотностях
тока в электроде наблюдается достаточно заметное перемещение
металла сварочной ванны вплоть до полного удаления жидкого
металла из головного участка. Этим обусловливается различие
уровней жидкого металла в головной и хвостовой части плавиль-
ного пространства (рис. 2-37). Для поддержания такой разности
уровней должно существовать равенство между давлением дуги Рд
и гидростатическим давлением жидкого металла и шлака Рг.
Если Рд < Рг, то металл и шлак заполняют образовавшееся углуб-
ление, что имеет место в конце процесса сварки. Если Рд > Рг,
то нарушается нормальное формирование шва.
После перемещения расплавленного металла в головной части
плавильного пространства остается углубление — канавка.
Поверхность ее покрыта тонкой пленкой жидкого металла, удер-
живаемой силами поверхностного натяжения. По мере передви-
жения дуги перемещающийся из последующего головного участка
жидкий металл заполняет канавку. При этом происходит взаимное
слияние поступившего металла с жидкой пленкой и дополни-
тельное оплавление основного металла за счет теплоты, накоплен-
ной в перегретой сварочной ванне. При удалении источника на-
грева в хвостовой части плавильного пространства начинает
преобладать отвод теплоты в массу холодного металла над при-
током теплоты и начинается затвердевание — кристаллизация
сварочной ванны. В процессе затвердевания по границе расплав-
ления образуются общие кристаллиты, что и обеспечивает моно-
литность соединения.
Рис. 2-37. Расположение жидкого
металла в головной и
хвостовой частях сва-
рочной ванны
84
Рис. 2-38. Зональная ликвация в металле шва
При электрошлаковом процессе сварочная ванна в плане
преимущественно имеет прямоугольное или близкое к прямоуголь-
ному очертание с постоянной шириной. Такая форма ванны опре-
деляется возвратно-поступательным перемещением электрода
(электродов) и наличием над поверхностью ванны значительного
количества жидкого перегретого шлака. Объем металлической
ванны достигает в этом случае 80 см3 и более. Форма ванны в по-
перечном сечении приближается к полуокружности или полуэл-
липсу.
Переход металла сварочной ванны из жидкого состояния
в твердое называют первичной кристаллизацией. Процесс первич-
ной кристаллизации заканчивается образованием столбчатых кри-
сталлитов Структуру металла шва, сформировавшуюся в резуль-
тате первичной кристаллизации, именуют первичной.
При затвердевании металла в нем развиваются диффузионные
процессы, стремящиеся выравнять состав различных участков
образовавшихся кристаллитов. Однако из-за значительной ско-
рости остывания металла и медленного протекания процессов
диффузии в твердых растворах не происходит полного выравни-
вания состава металла шва. Это определяет наличие зональной
ликвации, т. е. неравномерного распределения элементов по се-
чению металла шва и внутридендритной неоднородности, заклю-
чающейся в неравномерном распределении элементов в пределах
отдельных кристаллитов. Характер и степень микроскопической
неоднородности оказывают существенное влияние на стойкость
металла шва против образования трещин и на его механические
свойства.
Преимущественное развитие в сварных швах получает внутри-
дендритная химическая неоднородность. Зональная ликвация про-
является в значительно меньшей степени в виде небольшого обо-
гащения серой и некоторыми другими элементами поверхности
шва при широкой форме провара (рис. 2-38, б) или по его оси при
узкой форме провара (рис. 2-38, а). Степень дендритной и зональной
ликваций в значительной мере зависит от условий остывания
(кристаллизации) металла шва и его химического состава.
85
Степень внутридендритной химической неоднородности свя-
зана со скоростью остывания сварочной ванны сложной зависи-
мостью. Однако изменения скорости остывания металла сварочной
ванны в пределах, характерных для кристаллизации реальных
швов, не влияют на степень ликвации.
Значительное влияние на качество сварного соединения ока-
зывают диффузионные процессы, протекающие в зоне сплавления.
Здесь, вследствие различной растворимости элементов в жидкой
и твердой фазах, возникает существенная разница в химическом
составе пограничного участка основного металла и прилегающего
к нему участка металла шва.
В ряде случаев наблюдаются значительные изменения хими-
ческого состава по длине шва и на отдельных его участках (мак-
роскопическая неоднородность). Эти изменения обычно связаны
с колебаниями режима сварки, изменениями состава сварочных
материалов и другими технологическими причинами.
В металле сварных швов наблюдается также физическая не-
однородность, связанная с возникновением вторичных, так на-
зываемых полигонизационных границ, проходящих по участкам,
где сосредоточены несовершенства кристаллической решетки.
Физическая неоднородность оказывает заметное влияние на стой-
кость сварного шва против перехода в хрупкое состояние, против
межкристаллитной коррозии и на другие свойства.
Первичная кристаллизация сварочной ванны при всех видах
дуговой сварки начинается от частично оплавленных зерен основ-
ного металла или столбчатых кристаллитов предыдущего слоя
(при многопроходной сварке), являющихся готовыми центрами
кристаллизации. Видимая граница между металлами исчезает.
Условную поверхность раздела между зернами основного металла
и кристаллитами шва именуют границей шва или границей сплав-
ления (рис. 2-39).
При сварке аустенитных сталей величина столбчатых кри-
сталлитов в большинстве случаев совпадает с величиной зерна
основного металла. При сварке других металлов и сплавов эта
закономерность выражена не столь четко.
Процесс первичной кристаллизации металла шва при электро-
шлаковой сварке не имеет принципиальных отличий от кристал-
лизации многослойных швов, полученных дуговой сваркой с не-
большим перерывом между выполнением слоев. Только в примы-
кающих к ползунам участках металлической ванны кристаллиты
растут перпендикулярно к поверхности охлаждения, прорастая
на 10—20 мм в глубь шва. Наличие дополнительных охлаждаемых
поверхностей при сварке металла толщиной до 30 мм приводит
к радиально-осевой направленности кристаллитов (рис. 2-40).
С увеличением толщины свариваемого металла свыше 50 мм кри-
сталлизация основной части шва приобретает обычный характер,
и только у ползунов наблюдается специфическая направленность
роста кристаллитов (рис. 2-41).
86
Рис. 2-39. Граница сплав-
ления А
Рис. 2-40. Направление роста
кристаллитов при
электрошлаковой
сварке металла тол-
щиной до 40 мм
Первичная кристаллизация металла сварочной ванны, так же
как кристаллизация слитков и отливок, носит прерывистый ха-
рактер. Швы, выполненные сваркой плавлением, имеют слоистое
строение (рис. 2-42). Толщина кристаллизационного слоя при
дуговой сварке обычно составляет десятые доли миллиметра.
При электрошлаковой сварке слой имеет большую толщину и
выявляется более четко.
Слоистое строение металла шва, вероятно, обусловлено со-
вместным действием ряда причин, к которым относятся выделение
скрытой теплоты кристаллизации металла сварочной ванны, волно-
образное поступление металла в хвостовую часть плавильного
пространства, наблюдаемые в реальных условиях колебания ре-
жима сварки и другие факторы.
Прерывистость характера первичной кристаллизации сварочной
ванны влияет еще на один вид ликвации в металле шва, а именно
слоистую неоднородность. Кристаллизационный слой состоит из
трех характерных участков. Нижний участок обогащен, а верхний
обеднен ликвирующими примесями по сравнению со средним уча-
стком.
Металл швов, выполненных сваркой плавлением, имеет столб-
чатое строение (рис. 2-43). Столбчатые кристаллиты отличаются
сравнительно крупными размерами и легко различимы при изу-
чении макроструктуры. В зависимости от способа и режима сварки
размеры столбчатых кристаллитов изменяются в достаточно широ-
ких пределах. Так, при дуговой сварке их размер обычно равен
0,3—3 мм в поперечнике. Для электрошлаковой сварки характерны
значительный объем сварочной ванны и длительное пребывание
расплавленного металла при высоких температурах. Соответ-
ственно этому размер столбчатых кристаллитов достигает 3—7 мм
в поперечнике. Рост кристаллитов происходит нормально к кри-
волинейной поверхности раздела основного металла и металла
сварочной ванны, а при многопроходной сварке — к границе
87
00
00
Рис. 2-41.
Направление ро-
ста кристаллитов
при электрошла-
ковой сварке ме-
талла толщиной
100 мм
Рис. 2-42.
Слоистое строе-
ние металла
шва:
а “-дуговая свар-
ка под флю-
сом;
б — электрошла-
ковая сварка
Рис. 2-43. Столбчатое строение металла шва:
а — дуговая сварка, б — электрошлаковая сварка
раздела между металлом ранее закристаллизовавшегося слоя и
металлом кристаллизующегося слоя.
При дуговой однослойной сварке столбчатые кристаллиты
прорастают через кристаллизационные слои, не изменяя своего
направления. При многопроходной сварке рост кристаллитов
последующего слоя начинается от частично оплавленных кристал-
литов предыдущего. Направления кристаллитов отдельных слоев,
как правило, не совпадают, так как конфигурация слоев различна
(рис. 2-44).
Столбчатый кристаллит представляет собой группу неполно-
гранных дендритов. У границы сплавления дендриты, как правило,
имеют только стволы и малоразвитые ветви первого порядка.
По мере удаления от границы сплавления дендриты разветвляются,
выбрасывая ветви второго и третьего порядков.
При электрошлаковой сварке в зависимости от ее режима,
химического состава и толщины свариваемого металла наблюдается
четыре типа макростроения металла шва. Первый тип макрострое-
ния характерен наличием трех участков (рис. 2-45, а). У границы
сплавления и у ползунов располагается участок толстых столб-
чатых кристаллитов. Каждый такой кристаллит является коло-
нией дендритов, имеющих стволы и слабовыраженные оси первого
порядка (рис. 2-46, а). На некотором расстоянии от границы сплав-
ления толстые столбчатые
кристаллиты переходят в
более тонкие кристаллиты,
представляющие собой коло-
нии развитых имеющих оси
второго и третьего порядка
Дендритов (рис. 2-46, б). Про-
Рис. 2-44. Направление кристал-
литов в слоях много-
слойного шва
§9
Рис. 2-45. Типы строения металла при электрошлаковой сварке
а — первый, б — второй
растая в глубь шва, они доходят до участка равноосных кристал-
литов, занимающего полосу шириной 0,5—10 мм по оси шва Рав-
ноосные кристаллиты имеют дендритное, значительно разветвлен-
ное строение
Второй тип строения наблюдается наиболее часто и характе-
ризуется наличием только участка толстых и тонких столбчатых
кристаллитов (см рис 2-45, б) При третьем типе строения имеется
только участок тонких столбчатых кристаллитов, прорастающих
от границы сплавления до оси шва (аналогично строению швов
при дуговой сварке). Четвертый тип строения характеризуется
наличием лишь участков толстых столбчатых кристаллитов Во
всех случаях металл участка толстых кристаллитов обладает более
высокой однородностью и плотностью, чем металл других участков
Рис. 2-46. Строение дендритов при электрошлаковой сварке
(1 — у границы сплавления, б — на гнекотором расстоянии
от границы сплавления
£0
Образование кристаллизационных трещин наблюдается в осйовйбм
на участке тонких столбчатых кристаллитов.
Измельчение первичной столбчатой структуры и уменьшение
микрохимической неоднородности металла шва принципиально
возможны путем применения специальных элементов модифика-
торов, возбуждения в сварочной ванне ультразвуковых или меха-
нических колебаний и увеличения скорости остывания сварочной
ванны. Однако использование указанных методов сложно и поэтому
не находит широкого применения (см. гл 10) Швы, выполненные
электроннолучевой и лазерной сваркой, также имеют литую струк-
туру.
Для металлов и сплавов, претерпевающих при охлаждении
аллотропические превращения (сплавы железа с углеродом и дру-
гие технические сплавы), первичная структура сохраняется до
температуры аллотропического превращения. Для сплавов на
основе железа аллотропические превращения проявляются в пе-
реходе у-железа в a-железо. Переход металла шва из одного алло-
тропического состояния в другое, происходящий в твердом со-
стоянии,. называется вторичной кристаллизацией Структура ме-
талла шва, возникающая в результате вторичной кристаллизации,
называется вторичной структурой. Характер вторичной микро-
структуры зависит от химического состава металла шва, термиче-
ского цикла и других причин.
§ 2-8. Образование и строение зоны
термического влияния
Теплота, выделяемая сварочным источником нагрева,
распространяется на прилегающие ко шву участки основного
металла. При нагреве и последующем остывании в этих участках
изменяются структура и свойства металла. Участок основного
металла, подвергающийся в процессе сварки нагреву до темпера-
туры, при которой происходят видимые или невидимые структур-
ные изменения, называют зоной термического влияния (около-
шовной зоной). Наряду с тепловым воздействием основной металл
околошовной зоны, как правило, претерпевает и пластическую де-
формацию.
Температура нагрева различных участков зоны термического
влияния находится в пределах от точки плавления металла (у шва)
до начальной температуры основного металла. Строение и размеры
зоны термического влияния зависят от химического состава и теп-
лофизических характеристик свариваемого материала, а также от
термического цикла сварки.
Зона термического влияния является обязательным спутником
шва при всех видах электрической сварки плавлением. Ширина ее
изменяется в достаточно широких пределах в зависимости от спо-
соба и режима сварки, состава и толщины основного металла и
ряда других факторов. Меньшая ширина зоны относится к усло-
виям сварки, характеризуемым большим перепадом температур.
91
Рис. 2-47.
Строение околошовнои
зоны:
1 — участок твердо жид-
кого состояния,
2 — участок перегрева;
3 — участок перекристал-
лизации;
4 — участок неполной пе-
рекристаллизации,
5 — участок рекристал-
лизации;
6 — участок старения
На рис. 2-47 приведена
схема строения зоны терми-
ческого влияния при сварке
однослойного стыкового шва
на конструкционных сталях.
Рассмотрим на этом примере структурные превращения в око-
лошовной зоне. Первый участок зоны примыкает непосред-
ственно к металлу шва. Основной металл на этом участке
находится в твердо-жидком состоянии. Здесь и происходит
собственно сварка, т. е. формирование кристаллитов шва на ча-
стично оплавленных зернах основного металла. Участок имеет
небольшую ширину. По своему составу и структуре он отличается
от соседнего участка основного металла. За время контакта жидкой
и твердой фаз в нем протекают диффузионные процессы и разви-
вается химическая неоднородность.
Совокупность первого участка околошовнои зоны и погранич-
ного участка металла шва именуют зоной сплавления или пере-
ходной зоной. Свойства переходной зоны оказывают подчас ре-
шающее влияние на работоспособность сварной конструкции.
На этом участке часто образуются трещины, ножевая коррозия,
усталостные разрушения при вибрационной нагрузке, хрупкие
разрушения и т. и. Поэтому дальнейшее изучение свойств пере-
ходной зоны представляет первостепенный интерес. Ширина пе-
реходной зоны зависит от природы источника нагрева, теплофи-
зических свойств, состава и толщины (до определенных пределов)
основного металла, режима сварки и других факторов.
Второй участок околошовной зоны, получивший название
участка перегрева (участка крупного зерна), включает металл,
нагретый до температуры примерно 1200° С до температуры плав-
ления. Металл на этом участке претерпевает аллотропические
превращения. При нагреве a-железо переходит в у-железо, при-
чем в результате значительного перегрева происходит рост аусте-
нитного зерна.
Характер вторичной структуры металла на этом участке зави-
сит от его состава и термического цикла сварки. Например, при
электрошлаковой сварке низкоуглеродистой стали образуется
крупнозернистая видманштеттова структура. Обычно, особенно
в тех случаях, когда перегрев сочетается с последующей закалкой,
92
металл на втором участке околошовной зоны обладает Худшими
свойствами (меньшая пластичность, меньшая стойкость против
перехода в хрупкое состояние), чем основной металл вне зоны тер-
мического влияния. Задача выбора рациональной технологии
сварки сводится в первую очередь к обеспечению наименьшего
ухудшения свойств металла на этом участке.
Третий участок околошовной зоны получил название уча-
стка перекристаллизации (нормализации). Он включает ме-
талл, приобретший в процессе нагрева полностью аустенитную
структуру.
Четвертый участок околошовной зоны, получивший название
участка неполной перекристаллизации, включает металл, нагретый
от температуры, при которой во время нагрева начинаются алло-
тропические превращения (~720° С), до температуры около 880° С.
Металл на этом участке подвергается только частичной перекри-
сталлизации. Поэтому здесь наряду с зернами основного металла,
не изменившимися в процессе сварки, присутствуют зерна, обра-
зовавшиеся при перекристаллизации. Изменения структуры ме-
талла на этом участке значительно меньше влияют на качество
сварного соединения углеродистых конструкционных сталей, чем
изменения, происходящие в первых трех участках.
На пятом участке околошовной зоны, именуемом участком
старения при рекристаллизации, металл нагревается от темпера-
туры примерно 500° С до температуры несколько ниже темпера-
туры 720° С. Здесь происходит сращивание раздробленных при
нагартовке (ковке, прокатке) зерен основного металла и некоторое
разупрочнение его по сравнению с исходным состоянием. Снижение
прочности наблюдается также при сварке основного металла, под-
вергшегося упрочняющей термообработке. На этом же участке
околошовной зоны при сварке углеродистых конструкционных
сталей с содержанием до 0,3% С при некоторых условиях наблю-
дается снижение пластичности и ударной вязкости и повышение
прочности металла. Можно предположить, что это обусловливается
старением после закалки и дисперсионным твердением.
Старение после закалки является результатом фиксирования
в состоянии пересыщенного твердого раствора при быстром ох-
лаждении металла от температуры 720° С до комнатной темпера-
туры примесей (углерода и азота) в количествах, соответствующих
их максимальной растворимости при температуре 720° С. В про-
цессе последующего вылеживания происходит распад пересы-
щенного твердого раствора и выделение избыточного количества
углерода и азота в виде тонкодисперсных карбидов и нитридов,
скапливающихся вокруг участков решетки.
Тонкодисперсные выделения и скопления атомов уменьшают
величину пластической деформации, что приводит к повышению
прочности и снижению пластичности металла. На практике сле-
дует учитывать возможное для стареющих металлов и сплавов по-
нижение пластичности на этом участке околошовной зоны. Умень-
93
шение пластичности при некоторых условиях может стать йриЧй-
ной снижения работоспособности конструкции. Следует учитывать
также некоторое разупрочнение металла, если он до сварки был
подвергнут упрочняющей термической или механической (наклеп)
обработке.
Далее расположен участок, нагретый от температуры около
100° С до температуры 500° С. Этот участок в процессе сварки не
претерпевает видимых структурных изменений. Однако при сварке
низкоуглеродистых сталей, содержащих повышенное количество
газов, на узком участке, нагретом до температуры 100—300° С
(рис. 2-47, участок 6), наблюдается резкое падение ударной вяз-
кости; оно вызвано, вероятно, старением металла после холодной
деформации. Так как этот участок расположен вне зоны концен-
трации напряжений, наличие его в большинстве случаев не пред-
ставляет непосредственной опасности для работоспособности кон-
струкции.
Выше была описана схема строения зоны термического влияния
при однопроходной сварке конструкционных сталей. При сварке
других металлов и сплавов характер структур в околошовной
зоне может быть другим.
При многопроходных швах строение околошовной зоны другое.
При сварке длинными участками, когда ко времени формирования
последующего прохода металл успел остыть до температуры окру-
жающей среды, различие проявляется в менее четком строении
околошовной зоны по всему сечению, кроме участка, расположен-
ного у последнего слоя. Это обусловлено повторным термическим
воздействием источника нагрева при наложении последующего
слоя. При сварке короткими участками околошовная зона дли-
тельное время находится при малоизменяющейся температуре,
что приводит к замедленному ее остыванию и соответствующему
изменению ширины и строения.
При многопроходной сварке околошовная зона размещается
не только в основном металле (см. рис. 2-44), но и в металле шва
(рис. 2-48). Строение околошовной зоны, расположенной в пределах
металла шва, значительно отличается от строения ее при распо-
ложении в основном металле.
В этом случае в интервале
первых трех участков в по-
давляющем большинстве слу-
чаев наблюдается образова-
ние мелкозернистых, обла-
дающих повышенной пла-
стичностью структур. Зона
крупного зерна вообще от-
Рис. 2-48. Околошовная зона в ме-
талле шва
94
сутствует, что, по-видимому, связано с наличием между столбча-
тыми кристаллитами прослоек, препятствующих дальнейшему их
росту.
Под влиянием теплового и деформационного воздействия сва-
рочного процесса может наблюдаться ухудшение свойств металла
зоны термического влияния по сравнению со свойствами основного
металла. Принятый технологический процесс сварки должен обес-
печивать по возможности оптимальные условия формирования
этой зоны и получение необходимого и достаточного качества ме-
талла на этом участке, от которого в значительной мере зависит
работоспособность сварных конструкций.
§ 2-9. Металлургические процессы
при сварке плавлением
Под термином «металлургические процессы» пони-
мают высокотемпературные процессы взаимодействия фаз, имею-
щие целью получение металла. Они, как правило, сопровождаются
переходом вещества из одной фазы в другую и могут являться ре-
акциями перехода, замещения и распределения элементов между
фазами. Так как металлургические процессы могут оказывать су-
щественное влияние на качество сварного соединения, их необ-
ходимо учитывать и по возможности использовать при сварке.
Для случаев сварки плавлением взаимодействующими фазами
являются жидкий и твердый металл, газ и жидкий шлак. Послед-
ний образуется при расплавлении шлакообразующих веществ
электродного покрытия или флюса, а также в результате взаимо-
действия металла и газа.
Процессы сварки плавлением обязательно включают нагрев
свариваемого и присадочного металла до расплавления, их
последующее охлаждение и затвердевание. В связи с этим взаимо-
действие фаз сперва идет в условиях повышения, а затем пони-
жения температуры. Это взаимодействие может быть эндотерми-
ческим, проходящим с поглощением теплоты, или экзотермиче-
ским, сопровождающимся выделением теплоты. Повышение
температуры усиливает эндотермические процессы и ослабляет
экзотермические. При понижении температуры имеет место про-
тивоположная тенденция.
При постоянных условиях (температура, давление и др.) ре-
акции взаимодействия фаз с течением времени стремятся дости-
гнуть равновесного состояния, при котором скорости прохождения
этих реакций в одном направлении становятся равными скоростям
их прохождения в противоположном направлении. Состояние
равновесия реакций взаимодействия фаз зависит от температуры.
Ввиду того, что температура в зоне сварки постоянно изменяется,
реакции взаимодействия фаз могут изменять как направление,
так и степень своего прохождения. При этом равновесие между реа-
гирующими веществами, как правило, не успевает устанавли-
ваться.
95
При всех способах сварки плавлением сварочная зона может
быть разделена на высокотемпературную и низкотемпературную
части. В высокотемпературной части сварочной зоны происходит
нагрев металла, в низкотемпературной — его охлаждение. При
дуговых способах сварки к высокотемпературной части зоны от-
носятся сварочная дуга и прилегающие к ней области, а именно
передняя часть сварочной ванны, конец электрода и капли элек-
тродного металла. К низкотемпературной относится хвостовая
часть сварочной ванны. При электрошлаковой сварке к высоко-
температурной части сварочной зоны следует отнести область
вблизи конца (торца) электрода, к низкотемпературной — осталь-
ной объем сварочной ванны. Имеются высокотемпературная и низ-
котемпературная части зоны и при других способах сварки плав-
лением.
Наиболее интенсивное взаимодействие фаз имеет место при
газовой и электродуговой сварке, когда длительность существо-
вания металла в жидком состоянии относительно велика. Вслед-
ствие большой концентрации энергии и малой площади пятна на-
грева при электроннолучевой и импульсной лазерной сварке дли-
тельность существования металла в жидком состоянии мала.
Скорость плавления, охлаждения и затвердевания металла ве-
лика, что затрудняет взаимодействие фаз. При электрошлаковой
сварке газовая атмосфера с металлом сварочной ванны непосред-
ственно не контактирует, вследствие чего основное значение имеет
лишь взаимодействие металла со шлаком.
Процессы взаимодействия фаз в зоне сварки протекают одно-
временно, однако для удобства описания сначала рассмотрим
взаимодействие металла с газовой фазой, а затем со шлаком.
Одной из главных задач при сварке плавлением является пре-
дупреждение вредного воздействия воздуха на металл. Эта задача
обычно решается с помощью газовой или шлаковой защиты зоны
сварки. Благодаря такой защите предупреждается доступ воздуха
и взаимодействие составляющих его азота и кислорода с жидким
металлом. Существенную роль при сварке может также играть
водород. Перечисленные газы при взаимодействии с металлом
могут физически в нем растворяться или же реагировать с ним
с образованием химических соединений. В первом случае металл
поглощает теплоту, во втором обычно происходит выделение теп-
лоты. Химические реакции в зависимости от растворимости
в жидком металле образовавшихся соединений можно разделить
на три подгруппы: реакции, продукты которых хорошо растворимы
в расплаве, реакции со средней их растворимостью и реакции,
дающие нерастворимые соединения.
В табл. 2-6 приведены характеристики растворимости водорода,
азота и кислорода в жидких металлах при их температуре плавле-
ния. В жидких, промышленно важных металлах, водород раство-
ряется физически, тогда как азот и кислород преимущественно
вступают с ними в химическое взаимодействие.
96
Таблица 2-6
Растворимость водорода, азота и кислорода в жидких металлах
(Дж. Ф. Ланкастер)
Характер взаимо- действия Растворимость н N 0
Не обра- зуется соединение (эндотер- мическое растворе- ние) Газ растворяется в металле Ag, Al, Be, Са, Со, Сг, Си, Fe, Mg, Мп, Mo, N1, Pb, Pd, Pt, Rh, Ru, Sn, W, Zn —- Ag
Газ не растворяется в металле Au, Hg Pb, Cr, Си, Ag, Au, Zn, Pb, металлы платиновой группы Au, металлы платиновой группы
Образуется соединение (экзотер- мическое растворе- ине) Соединение хорошо растворимо в металле Редкоземель- ные металлы Sc, Y, Ti, Zr, Hf, Th, V, Nb, Ta, U Ti, Zr, Hf, Th, V, Nb, Ta, U Ti, Zr, Hf, Th, V, Nb, Ta
Соединение средне растворимо в металле Li, Na, K, Rb, Cs, Ca, Sr, Ba Co, Cr, Fe, Mn, Mo, W Li, Na, K, Rb, Cs, Ca, Sr, Ba, Cu, Co, Cr, Fe, Mn, Mo, Ni, Pb, Sn, W
Соединение нерастворимо в металле — Li, Na, K, Ba, Mg, Ca, Zn, Al Al, Mg, Ca, Sr, Ba, Zn, Cd
Водород, кислород и азот в газовой фазе находятся в молеку-
лярном виде Н2, N2 и О2. В жидком же металле перечисленные
газы растворяются в виде атомов (ионов) или же химических
соединений, содержащих один атом соответствующего газа. Об
этом свидетельствует установленная экспериментально зависимость
между парциальным давлением этих газов р в газовой фазе и ид
содержанием S в металле:
S = Kp1/’-.
Форма зависимости указывает, что газ растворяется в металле
в диссоциированном на атомы состоянии, например по реакции
И2^2 [Н ].
Так как водород растворяется в металлах с поглощением теп-
лоты, то с повышением температуры его растворимость возрастает.
7 Заказ Ns 782 §7
талла. С повышением температуры
Рис. 2-49.
Диаграмма растворимости водорода
и азота в железе
Однако затем следует сни-
жение растворимости водо-
рода, т. е. кривые раство-
римости водорода, а также
некоторых других газов
имеют восходящую и нисхо-
дящую ветви (см. рис. 2-49).
Такой характер зависимости
растворимости обусловлен
влиянием паров самого ме-
упругость паров металла по-
вышается, что соответственно снижает парциальное давление газа.
При температуре кипения металла атмосфера над ним полностью
состоит из паров металла, а парциальное давление газа равно
нулю. Поэтому в кипящем металле водород и другие газы не
растворяются.
При температуре плавления металла наблюдается резкое из-
менение растворимости газа. Ввиду того, что в твердом металле
растворимость газа меньше, чем в жидком, при затвердевании
металла газ должен из него удаляться. При неблагоприятных
условиях это выделение может сопровождаться образованием по-
ристости (см. § 35).
Большинство промышленно важных металлов взаимодействуют
с кислородом и азотом с образованием химических соединений,
которые или растворяются в металле, ухудшая его качество, или
же удаляются в шлак. Поэтому весьма важно обеспечить надежную
защиту зоны сварки от доступа воздуха. Особенно тщательной
должна быть защита таких химически активных металлов, как
титан, алюминий и их сплавы. С этой целью рекомендуется при-
менять инертную атмосферу или инертный флюс. Такую же за-
щиту рекомендуется применять при сварке сталей и сплавов, со-
держащих химически активные элементы. При сварке титана и его
сплавов необходимо защищать не только зону сварки, но и участки
металла, нагретые до температуры свыше 300° С.
Кроме кислорода воздуха жидкий металл может окисляться
водяным паром, двуокисью углерода и другими кислородсодер-
жащими газами, присутствующими в зоне сварки. При электро-
шлаковой сварке кислород, а также водород могут передаваться
металлу из окружающей атмосферы через жидкий шлак.
Испаряясь, металл, в свою очередь, влияет на состав газовой
фазы, изменяя этим условия прохождения дугового разряда, а
также электронного или лазерного излучения. Это испарение
носит избирательный характер, причем интенсивнее испаряются
элементы с более высокой упругостью пара. При сварке стали,
98
например, наиболее интенсивно испаряется Марганец, при сйарке
латуни — цинк. В результате избирательного испарения заметно
снижается концентрация летучих элементов в металле шва, что
необходимо учитывать при разработке технологии сварки.
Длительность взаимодействия жидких шлака и металла при
сварке плавлением обычно невелика. При дуговой сварке она
может колебаться от 10 с до 1 мин, а при электрошлаковой сварке
достигать нескольких минут. Это взаимодействие прекращается
после затвердевания металла и шлака.
Несмотря на относительную кратковременность, реакции взаи-
модействия шлака и металла при электродуговой сварке могут
проходить довольно энергично, что обусловлено высокими тем-
пературами нагрева металла и шлака, большими поверхностями
их контактирования и сравнительно большим относительным коли-
чеством шлака. Последнее в среднем составляет 30—40% массы
металла сварочной ванны при сварке под флюсом и до 10% — при
сварке по флюсу. Примерно такие же количества шлака образуются
и при ручной дуговой сварке качественными электродами. В связи
с весьма небольшим расходом флюса при электрошлаковой сварке
металл и шлак взаимодействуют слабее, чем при дуговой.
Происходящие между жидким шлаком и металлом реакции
взаимодействия являются или реакциями замещения, т. е. вытес-
нения из шлака в металл одного элемента другим, или же реак-
циями распределения элемента между металлом и шлаком. Реак-
ции замещения могут быть записаны в молекулярной или ионной
форме в зависимости от принятых взглядов на строение жидкого
шлака. Так, например, реакции восстановления кремния и мар-
ганца из шлака железом, при принятии молекулярной теории
строения шлаков, записывают так:
(SiO2) + 2 [Fe] 2 (FeO) + [Sil; (2-15)
(MnO) + [Fe] (FeO) + [Mn],
Символы в квадратных скобках здесь и далее обозначают ме-
таллическую фазу, в круглых скобках — шлаковую фазу. В ион-
ной форме указанные реакции имеют вид
(Si4+) + 2 [Fe] 2 (Fe2+) + [Si];
(Mn2+) + [Fe] (Fe2+) + [Mn],
Различие между молекулярной и ионной формой записи ре
акций замещения состоит в том, что принимают существующими
в шлаке и реагирующими с металлом или молекулы свободных
окислов, или ионы. Стрелки в уравнениях реакций показывают,
что взаимодействие может идти в обоих направлениях. При вы-
соких температурах указанные реакции преимущественно идут
слева направо (восстановление кремния и марганца из шлака).
При снижении температуры равновесие этих реакций смещается
справа налево, т. е. марганец и кремний окисляются и переходят
7* 99
Из металла в шлак. Направление прохождения реакции зависит
также от концентраций (вернее активностей) реагирующих ве-
ществ.
Реакции распределения записывают так:
[FeS] (FeS).
В данном случае сера распределяется между шлаком и метал-
лом путем перехода через межфазную границу молекул сульфида
железа. Такой характер распределения серы наблюдается при взаи-
модействии с жидкой сталью кислого шлака.
Ввиду существенной зависимости взаимодействия фаз от тем-
пературы рассмотрим характер изменения температуры металла
в процессе сварки. Термические циклы, которые проходят основ-
ной и электродный металлы при сварке, неодинаковы. Капли рас-
плавленного электродного металла пролетают через дуговой про-
межуток или переходят через шлаковую ванну. При этом поверх-
ность их нагревается до высоких температур (при переходе через
дуговой промежуток •— до температуры кипения металла). Затем
капли попадают в сварочную ванну. Основной металл свариваемых
кромок подвергается менее интенсивному воздействию дуги или
шлаковой ванны, а поэтому меньше перегревается над температу-
рой плавления. Последующее охлаждение попавших в сварочную
ванну основного и электродного металлов происходит совместно.
В связи с этим металлургические реакции между металлом и шла-
ком в разных частях сварочной зоны проходят по-разному.
О характере прохождения металлургических реакций в разных
частях сварочной ванны можно судить по химическому составу
металла на конце электрода. После прекращения сварки на
конце электродной проволоки обычно остаются капли затвердев-
шего металла. Они представляют собой оплавленный, но не про-
шедший через дугу электродный металл. В табл. 2—7 приведены
данные о составе капель на конце электродной проволоки и ме-
талла шва, сваренного под флюсом АН-348 независимой дугой,
непдавящимся и плавящимся электродами. В качестве основного
металла использовали кипящую низкоуглеродистую сталь, элек-
тродного — сварочную проволоку Св-08А. В результате взаимо-
действия жидких флюса и металла последний обогащается крем-
нием и марганцем.
Как видно из табл. 2-7, больше всего кремния и марганца
содержится в металле шва, сваренного независимой дугой. Это
свидетельствует о том, что интенсивнее всего реагирует с флюсом
электродный металл, попадающий в шов через дуговой промежу-
ток. Однако и в других участках зоны сварки, находящихся вблизи
дуги, — на конце электрода, в передней части сварочной ванны,
металлургические реакции идут в том же направлении. При пони-
жении температуры металла и флюса реакции идут в обратном
направлении. Это позволяет условно разделить зону сварки на две
области. Первая из них находится вблизи дуги, где плавятся ме-
100
Таблица 2-7
Содержание кремния и марганца в основном, электродном
и наплавленном металлах, %
Металл Si Мп
Основной металл 0,01 0,45
Сварочная проволока 0,01 0,52
Капля на конце электрода 0,15 0,63
Шов, сваренный независимой дугой (металл элек- трода, переплавленный дугой) 0,20 0,86
Шов, сваренный неплавящимся электродом (пере- плавленный основной металл) 0,04 0,56
Шов, сваренный в обычных условиях дугой пря- мого действия 0,10—0,15 0,60—0,65
талл и флюс, и вторая — в хвостовой части ванны, где понижается
температура металла и шлака. Наиболее интенсивно взаимодей-
ствуют в сварочной ванне шлак и металл в жидком состоянии,
менее интенсивно действует жидкий шлак на затвердевший ме-
талл. Это происходит в течение сравнительно короткого времени,
когда шов уже затвердел, а шлак еще находится в жидком состоя-
нии. Интервал температур, в котором может происходить указан-
ное действие, с одной стороны ограничен температурой плавления
шлака, а с другой — температурой плавления металла. Например,
для сварки низкоуглеродистой стали под высококремнистым
марганцевым флюсом этот интервал температур составляет 300—
400° С, время взаимодействия жидкого шлака и твердого металла
шва для обычных режимов сварки не превышает 15—30 с. Вслед-
ствие взаимодействия со шлаком в поверхностном слое затвердев-
шего шва могут происходить окислительные процессы, причем
составы поверхностного слоя и основной массы шва не успевают
выравниваться (за счет диффузии).
С понижением температуры раскисляющая сила элементов
возрастает. Поэтому, если при высоких температурах возможен
переход кремния и марганца из шлака в металл, то при понижении
температуры эти легирующие элементы в стали окисляются и пере-
ходят в шлак. Слои металла на поверхности шва окисляются шла-
ком с образованием окисной пленки, которая прочно удерживается
на поверхности металла и способствует сцеплению с этой поверх-
ностью слоя шлака. При значительной величине силы сцепления
шлак с поверхности шва удаляется с трудом, при ее отсутствии
или малой величине шлаковая корка самопроизвольно отделяется
от шва.
Жидкие шлаки, в том числе и сварочные, являются электро-
литами. При прохождении через них электрического тока они
подвергаются электролитической диссоциации, что может влиять
на взаимодействие шлака и металла. Наиболее вероятно такое
101
ЁЛияние при электрошлаковой сварке, когда весь сварочный ток
проходит через жидкий шлак. При дуговой сварке под флюсом
доля тока, проходящего через шлаковую перемычку, невелика,
и поэтому возможное влияние электролиза мало.
При сварке переменным током ввиду частой смены полярности
влияние электролиза на химический состав металла шва незна-
чительно. Существенное значение электролиз может иметь лишь
при электрошлаковой сварке на постоянном токе. Например, в ре-
зультате применения постоянного тока при электрошлаковой
сварке и электрошлаковом переплаве можно достигнуть очистки
металлической ванны от таких нежелательных примесей, как
сера или водород.
В сварных швах всегда находятся неметаллические включения—
микроскопически малые частицы неметаллического вещества. Они
могут состоять из окислов, сульфидов, соединений фосфора,
нитридов и др. Большинство неметаллических включений имеет
эндогенное происхождение, т. е. образуются в металле свароч-
ной ванны или металле шва из растворенных загрязняющих эле-
ментов. Лишь небольшая часть неметаллических включений имеет
экзогенное происхождение, представляя собой мелкие частицы
застрявшего в металле шлака.
Основная причина образования неметаллических включений —
уменьшение растворимости загрязняющих элементов в металле
при снижении температуры. Это характерно для металлов и
в жидком, и в твердом состоянии. Резкое падение растворимости
примесей имеет место при кристаллизации жидкого металла. Рас-
творимость загрязняющих элементов изменяется и при фазовых
превращениях металла в твердом состоянии (см. § 36).
В отличие от неметаллических включений шлаковые включения
являются достаточно крупными частицами шлака, попавшими в ме-
талл шва вследствие резких нарушений технологического про-
цесса сварки.
В зависимости от состава основного металла и предъявляемых
к сварному соединению требований выбирают оптимальный хими-
ческий состав металла шва. Требуемый состав шва может быть
получен путем введения в него легирующих элементов из основ-
ного и электродного металлов, электродного покрытия или флюса.
При условии постоянства режима сварки химический состав ме-
Таблица 2-8
Значение коэффициента усвоения, %
Сварка ДМп ASi АС ДР
Под флюсом . . . +(0,17-5-0,18) +(0,12-5-0,13) —(0,03-5- 0,035) +0,008
Электрошлаковая +(0,05-5- 0,07) Практически не изменяется
102
талла шва может быть рассчитан заранее. При этом исходят из
доли основного и электродного металлов в металле шва и их хими-
ческого состава, а также учитывают взаимодействие металла с га-
зовой фазой и шлаком. Расчетное содержание элементов в металле
шва определяют по формуле
= Ъл + (1 - Тэл) Wo] ± М (2-16)
где [7?эл ] — аналитическое содержание элемента в электродном
металле, %; уэл — доля участия электродного металла в металле
шва; [До] — аналитическое содержание элемента в основном ме-
талле, %; АТ? —• коэффициент усвоения, определяющий переход
данного элемента из составляющих покрытия, флюса или из газа
в металл шва (+) или из металла шва в окружающую среду
или шлак (—).
Величину АТ? определяют опытным путем. Для примера
в табл. 2-8 приведены значения А/? при сварке низкоуглеродистой
стали низкоуглеродистой проволокой под флюсом АН-348-А
(сварка под флюсом) и под флюсом АН-8 (электрошлаковая сварка).
Из приведенных в табл. 2-8 данных и уравнения (2-16) видно,
что при заданном химическом составе основного металла состав
металла шва можно регулировать главным образом за счет из-
менения состава сварочной или присадочной проволоки и долей
основного и электродного металлов в металле шва. Требуемое
легирование металла шва при сварке качественными электродами
осуществляется в основном за счет входящих в покрытие ферро-
сплавов. Степень легирования шва может быть при этом настолько
велика, что, например, с применением обычной низкоуглероди-
стой проволоки можно получить высоколегированный наплавлен-
ный металл.
Чтобы обеспечить постоянство химического состава металла
шва и стабильность качества сварного соединения, необходимо
гарантировать постоянство состава и качества сварочных мате-
риалов.
Т ехнологические
особенности
основных процессов
сварки плавлением
§ 3-1. Сварка покрытыми электродами
Покрытые электроды применяют в основном при
ручном процессе. Сварку можно выполнять во всех
пространственных положениях и в условиях монтажа.
Сваривают черные и цветные металлы и различные
сплавы практически любой толщины. Покрытые
электроды находят достаточно широкое применение
и при наплавке. Основной объем работ при ручной
сварке выполняется электродами диаметром 2—6 мм
при силе тока 100—-400 А и напряжении дуги 18—
30 В. В ряде случаев используют электроды мень-
шего или большего диаметра.
При сварке покрытыми электродами металл шва
формируется главным образом за счет вводимого
в шов электродного металла, и поэтому производи-
тельность процесса определяется количеством элек-
тродного металла, переходящего в шов за час, смену
или сутки Это количество пропорционально коэффи-
циенту наплавки ан, величине тока и чистому вре-
мени горения дуги. Значение сс. зависит от физико-
химических свойств покрытия, рода тока и его по-
лярности, состава электрода, режима сварки и из-
меняется обычно в пределах 8—12 г/А-ч.
При расчете количества электродного металла,
расходуемого на сварку данного шва, исходят из
коэффициента расплавления электрода ар (см. § 2-6).
Коэффициент расплавления зависит от рода и по-
лярности тока, состава покрытия (при других спо-
собах сварки — от состава флюса или защитного
газа), величины тока и напряжения, плотности тока
в электроде и состава электродного стержня (или
электродной проволоки).
Коэффициент наплавки меньше коэффициента
расплавления на количество металла, теряемого на
104
разбрызгивание и испарение. Отношение количества бесполезно
затрачиваемого расплавленного металла ко всему количеству
расплавленного металла называется коэффициентом потерь
(см. § 2-6). Его значения изменяются в зависимости от плотности
тока в электроде, состава покрытия и режима сварки. Некоторые
усредненные значения коэффициента потерь для покрытых элек-
тродов и других видов защиты (для сравнения) следующие:
покрытые электроды 5—10%, углекислый газ 5—-12%, флюс
1—3%.
Если учесть, что при сварке покрытыми электродами до 15—•
20% длины стержня электрода теряется в виде неиспользуемых
отходов —• огарков, то общие потери на угар, разбрызгивание и
огарки составят до 30% стержня.
Выраженное в процентах отношение количества расплавлен-
ного металла, оседающего в виде брызг на основном металле,
к количеству перешедшего в шов электродного металла называют
коэффициентом набрызгивания. Чем выше значение этого коэффи-
циента, тем больше труда необходимо затратить для удаления
брызг со сварной конструкции.
Существует много методов повышения производительности
ручной сварки покрытыми электродами. Наиболее эффективным
из них является введение в состав покрытия железного порошка,
что приводит к повышению коэффициента наплавки до 18 г/А-ч
и позволяет значительно повысить производительность процесса
по сравнению со сваркой обычными электродами. В этом случае
в образовании шва принимает участие не только металл электрод-
ного стержня, но и металл, вводимый в состав покрытия в виде
железного порошка. Электроды данного типа получили название
высокопроизводительных. Коэффициент потерь для них имеет
положительную величину, так как при определении значения
коэффициента расплавления учитывается только металл, полу-
ченный от расплавления стержня, а при определении коэффициента
наплавки учитывается и металл, перешедший из покрытия.
Сварку высокопроизводительными электродами можно вы-
полнять переменным и постоянным током (прямой полярности),
преимущественно в нижнем положении. Источники питания
должны иметь повышенное напряжение холостого хода.
Из методов повышения производительности ручной сварки
следует указать также сварку сдвоенным электродом, пучком
электродов, трехфазной дугой и сварку с глубоким проваром.
При сварке сдвоенным электродом процесс ведут двумя стерж-
нями, соединенными между собой контактной точечной сваркой
(рис. 3-1). Дуга перебрасывается (блуждает) с электрода на элек-
трод, попеременно оплавляя их. Производительность процесса
в случае применения сдвоенных электродов повышается на 20—
40% по сравнению со сваркой одним электродом. Повышение про-
изводительности достигается в результате некоторого увеличения
коэффициента наплавки за счет подогрева электрода проходящим
105
Рис. 3-1. Сварка спаренным электродом
током при горении дуги на втором элек-
троде, увеличения периода горения дуги
и снижения затрат времени на смену элек-
тродов.
При сварке пучком,т. е. одновременно
несколькими покрытыми электродами,
соединенными между собой прихватками
в месте крепления их в электрододер-
жателе в общий пучок, ток через элек-
трододержатель подводится ко всем входящим в пучок элек-
тродам. Так же, как при сварке сдвоенным электродом, дуга
возбуждается на электроде, находящемся на более близком рас-
стоянии от свариваемого изделия. При обгорании этого электрода
дуга перебрасывается на другой электрод, расположенный в дан-
ный момент ближе к свариваемому изделию, чем предыдущий, и
так далее. Электроды, расположенные вокруг плавящегося элек-
трода, подогреваются теплотой излучения сварочной дуги. Про-
изводительность сварки пучком электродов повышается на 40—•
50% за счет некоторого повышения коэффициента наплавки и уве-
личения коэффициента использования сварочного поста.
При сварке трехфазной дугой обычно применяют два электрода,
к которым подводятся две фазы от источника питания. Третья
фаза подводится к детали. Электроды можно закреплять раз-
дельно в двух обособленных держателях или располагать в одном
держателе. Применение трехфазной дуги позволяет повысить
производительность сварки на 50—60%.
При всех упомянутых способах повышения производитель-
ности процесса существенно затрудняется манипуляция электро-
дом вследствие утяжеления электрододержателя, увеличения
сечения электродов и, кроме того, несколько ухудшается форми-
рование шва, что и определяет ограниченное применение этих
методов.
Значительным резервом увеличения производительности руч-
ной сварки является проведение организационных мероприятий,
обеспечивающих повышение коэффициента использования сва-
рочного поста и выбор разделки, предопределяющий минималь-
ное сечение шва.
При сварке с глубоким проваром (сварка с опиранием, сварка
ультракороткой дугой) повышение производительности процесса
достигается не столько за счет увеличения силы тока (на 20—40%)
и коэффициента наплавки, сколько за счет обеспечения большей
глубины провара основного металла. Это позволяет уменьшить
глубину разделки кромок и сварить более толстый металл без
разделки кромок с большей скоростью. Сварку выполняют без
колебаний электрода поперек шва. При этом методе используют
электроды с несколько увеличенной толщиной покрытия. Внешний
106
диаметр электрода обычно равен 1,5 диаметрам электродного
стержня.
При сварке на конце электрода образуется втулка из нерас-
плавившегося покрытия, которой электрод опирается на изделие.
Сварку ведут при повышенной скорости с наклоном электрода на
15—20° углом назад. Наличие втулки на конце электрода, повы-
шение мощности дуги и отсутствие колебательных движений элек-
трода определяют концентрированный ввод теплоты в основной
металл и увеличение глубины провара. При повышенных силах
тока предпочитают использовать переменный ток, чтобы устра-
нить магнитное дутье, наблюдаемое при сварке постоянным током
и отрицательно сказывающееся на формировании шва Электроды
с глубоким проваром предназначены для сварки стыковых швов
в нижнем положении и угловых швов в «лодочку» на низкоугле-
родистых и низколегированных сталях. Широкого применения
они не получили.
Выполнять швы, расположенные в нижнем положении и на
вертикальной плоскости, можно автоматической сваркой покры-
тыми электродами диаметром 4—5 мм при силе тока 250—500 А
и напряжении дуги 20—24 В. Автоматическая сварка покрытыми
электродами всех видов находит ограниченное применение, что
связано с незначительным повышением производительности труда
при переходе от ручной сварки к автоматической. Производитель-
ность дуговой сварки определяется в основном величиной свароч-
ного тока.
При автоматической сварке покрытыми электродами не удается
повысить силу тока более чем на 20—30% по сравнению со сваркой
вручную. При большем увеличении тока резко возрастают потери
на угар и разбрызгивание и ухудшается формирование металла
шва, что проявляется в отсутствии сплавления между основным
металлом и металлом шва и бугристой неровной поверхностью
последнего. Поэтому производительность автоматической сварки
превышает производительность ручной сварки всего в 1,5—•
2 раза, что в большинстве случаев не окупает затраты на изго-
1— покрытие запрес-
совано внутрь ме-
таллической обо-
лочки (порошко-
вая проволока)
2— поверхность элек-
трода армирована
тонкой проволо-
кой, между вит-
ками которой
расположено по-
крытие,
5н 4 — на поверхно-
сти электрода
имеются вы-
ступы свобод-
ные от покры-
тия
107
товление и эксплуатацию специального оборудования. Для ав-
томатической сварки покрытыми электродами применяют спе-
циальные электродные проволоки. Конструкции некоторых из
них показаны на рис. 7-3.
Ручную сварку рационально применять для коротких швов,
расположенных в различных пространственных положениях и при
мелкосерийном характере производства. На монтаже применение
ручной сварки оправдано при небольшом объеме работ даже для
более протяженных швов. Целесообразно использовать ручную
сварку при ремонте.
Ручная сварка рациональна для выполнения прихваток при
сборке конструкций под сварку и при исправлении дефектных
участков шва небольшой протяженности. Тенденция развития
сварочной техники свидетельствует о том, что объем использования
ручной дуговой сварки будет сокращаться, но она еще долгое
время не потеряет своего значения.
§ 3-2. Сварка под флюсом
Сварка под флюсом в большинстве случаев исполь-
зуется как автоматический процесс. Полуавтоматическая сварка
под флюсом применяется в значительно меньшем объеме, чем ав-
томатическая. Процесс ведется преимущественно в нижнем по-
ложении. Объем работ, выполняемых при помощи сварки под
флюсом, из года в год увеличивается. Интенсивное развитие ав-
томатической сварки под флюсом обусловлено высокой произво-
дительностью этого способа, стабильным качеством сварки, малым
расходом электродного металла и электроэнергии и хорошими
условиями труда.
При сварке под флюсом производительность процесса по ма-
шинному времени повышается в 6—12 раз, что даже при коэффи-
циенте использования сварочной установки 0,5 в 3—6 раз пре-
восходит производительность ручной сварки покрытыми элек-
тродами. При сварке на специальных, так называемых форсиро-
ванных режимах, применяемых при изготовлении труб большого
диаметра и широкополых двутавровых балок, производительность
повышается в 15—20 раз. За счет повышения коэффициента ис-
пользования сварочной установки можно добиться значительного
дальнейшего роста производительности сварки под флюсом. По-
вышение производительности при автоматической сварке под
флюсом достигается за счет использования больших токов и повы-
шения плотности тока в электроде (табл. 3—1).
Резкое повышение абсолютной величины тока и плотности тока
в электроде без увеличения потерь на угар и разбрызгивание и
без ухудшения формирования шва возможно благодаря наличию
плотного слоя флюса вокруг зоны сварки; это предотвращает
выдувание жидкого металла шва из сварочной ванны и сводит
потери на угар и разбрызгивание до 1—3%. Увеличение силы тока
108
Таблица 3-1
Сила и плотность тока в электроде
при сварке покрытыми электродами и под флюсом
Диаметр электродного стержня или проволоки, мм Сварка покрытыми электродами вручную Автоматическая сварка под флюсом
Сила тока, А Плотность тока, А/мм2 Сила тока, А Плотность тока, А/мма
5 190 -350 10—18 700—1000 35—50
4 125—200 10—16 500—800 40—63
3 80—130 11—18 350—600 50—85
2 50—65 16—20 200—400 63—125
позволяет сваривать металл значительной толщины без разделки
кромок с одной или двух сторон (производительность сварки для
этого случая определяется в основном глубиной проплавления
основного металла) и увеличивать количество наплавляемого
в единицу времени металла. Коэффициент наплавки при сварке
под флюсом составляет 14—18 г/А-ч против 8—12 г/А-ч при
сварке покрытыми электродами. Повышение силы тока, увеличе-
ние глубины провара и коэффициента наплавки позволяют по-
высить производительность и при сварке многослойных швов.
Отсутствие брызг — также серьезное преимущество сварки под
флюсом, так как отпадает надобность в трудоемкой операции
очистки от них поверхности свариваемых деталей.
При сварке под флюсом обеспечивается высокое и стабильное
качество сварки. Это достигается за счет надежной защиты ме-
талла шва от воздействия кислорода и азота воздуха, однород-
ности металла шва по химическому составу, улучшения формы
шва и сохранения постоянства его размеров. В результате обеспе-
чивается меньшая вероятность образования непроваров, подрезов
и других дефектов формирования шва и отсутствие перерывов
в процессе сварки, вызванных необходимостью смены электродов.
За счет уменьшения доли электродного металла в металле
шва в среднем с 70% при сварке покрытыми электродами до 35%
при сварке под флюсом и уменьшения потерь на угар, разбрызги-
вание и огарки снижается расход электродного металла и электро-
энергии. Отпадает необходимость в защите глаз и лица рабочего
и несколько уменьшается количество выделяемых в процессе
сварки вредных газов, что улучшает условия труда. Для приоб-
ретения квалификации автосварщика необходимо затратить зна-
чительно меньше времени и средств, чем для овладения специаль-
ностью сварщика, работающего вручную.
Автоматическую и полуавтоматическую сварку под флюсом
применяют в заводских и монтажных условиях для выполнения'"
швов, расположенных в нижнем положении, обычно при толщине
109
металла 2—100 мм. Сваривают стали различного состава, медь,
титан, алюминий и сплавы на их основе. Сварку алюминия ведут
не под флюсом, а по флюсу (см. гл. 11). За рубежом под флюсом
сваривают и горизонтальные швы, расположенные на вертикаль-
ной плоскости. В отечественной промышленности этот способ из-за
трудности удаления шлаковой корки и удержания флюса не на-
ходит практического применения. Сварку под флюсом широко
используют и при наплавочных работах. Автоматическую сварку
под флюсом ведут сварочной проволокой сплошного сечения диа-
метром 1—6 мм при силе тока 150—2000 А и напряжении дуги
22—55 В, полуавтоматическую—-сварочной проволокой диаме-
тром 0,8—2 мм при силе тока 100—500 А и напряжении дуги
22—38 В. В обоих случаях возможно применение активированной
и порошковой проволок.
Основным методом автоматической и полуавтоматической
сварки под флюсом является сварка одной дугой. С целью повы-
шения производительности труда при сварке многослойных швов
одной дугой в разделку вводят металлические наполнители в виде
порошка, проволоки, окатышей и других материалов. В некото-
рых случаях наполнители вводят не только для увеличения про-
изводительности, но и для улучшения качества шва.
Для повышения коэффициента расплавления электрода можно
применять автоматическую и полуавтоматическую сварку под
флюсом с увеличенным вылетом электрода. При этом достигается
предварительный нагрев электродной проволоки на участке
вылета.
Повысить производительность процесса и качество сварного
соединения можно путем автоматической сварки под флюсом двумя
и более электродами. Различают многоэлектродную и многодуго-
вую сварку. При многоэлектродной сварке все электроды при-
соединены к одному полюсу источника питания. При многодуго-
вой сварке каждый из электродов подсоединен к отдельному источ-
нику питания и они электрически изолированы друг от друга.
Существуют две разновидности многодуговой сварки: сварка
в общую ванну, когда расплавляемый всеми дугами металл обра-
зует единую ванну, кристаллизующуюся как одно целое
(рис. 3-3, а); сварка в раздельные ванны, или, как ее называют,
Рис. 3-3. Сварка двумя дугами (стрелкой показано направление сварки):
а — в общую ванну, б =* в раздельные ванны
по
Рис. 3-4. Сварка сдвоенным электродом:
а — продольное расположе- б — поперечное расположе-
ние электродов; ние электродов
сварка раздвинутыми дугами, в этом случае каждая дуга обра-
зует свою ванну и последующая дуга расплавляет уже закристал-
лизовавшийся слой, сваренный предыдущей дугой (рис. 3-3, б).
Многоэлектродная сварка ведется только в общую ванну.
Промышленное применение находят такие разновидности
сварки в общую ванну:
А. Сварка сдвоенным электродом на обычных скоростях. При
этом способе электроды могут быть расположены так, как ука-
зано на рис. 3-4, а, б. Выбор схемы расположения электродов
зависит от условий сварки. Сдвоенный электрод применяют при
сварке по зазорам, при двусторонней сварке стыковых швов для
уменьшения глубины провара от первого слоя, при сварке много-
слойных швов и наплавочных работах. Повышение производи-
тельности сварки в этом случае достигается за счет увеличения
количества электродного металла, вводимого в сварочную ванну
за единицу времени.
Б. Сварка трехфазной дугой, при которой увеличивается
коэффициент наплавки, что обусловливает применение этого
способа для наплавочных работ, для сварки многослойных швов
и угловых швов большого сечения.
В. Двухдуговая или многодуговая сварка на больших ско-
ростях, при которой используют два наклонных электрода или
вертикальный и наклонный электроды (рис. 3-5, а). Вместо одного
вертикального электрода применяют также сдвоенный электрод
(рис. 3-5, б). Иногда в зону дуги подают присадочный металл.
При этих схемах удается увеличить глубину проплавления основ-
ного металла и улучшить формирование шва, что позволяет резко
повысить скорость, а следовательно, и производительность сварки.
Многодуговую сварку на больших скоростях применяют при из-
готовлении труб большого диаметра, балок различного сечения,
вагонных конструкций и др. Скорость при сварке угловых швов
в настоящее время достигает 90 м/ч, а при сварке стыковых швов —
111
Рис. 3-5. Расположение электродов при сварке на больших скоростях:
а — вертикальный и на- б — сдвоенный верти-
клонный электроды; кальный н наклон-
ный электроды
300 м/ч. Работы по изысканию путей дальнейшего повышения
скорости сварки продолжаются.
При сварке в раздельные ванны электроды располагают так,
как показано на схеме рис. 3-5, а. Минимальное расстояние между
дугами определяется длиной сварочной ванны, а максимальное —
длительностью пребывания шлака в жидком состоянии. Сварку
второй дугой следует вести по жидкому шлаку. При затвердева-
нии шлака процесс становится неустойчивым.
Сварка раздвинутыми дугами позволяет значительно повысить
пластические свойства сварного соединения за счет снижения
скорости остывания металла шва и околошовной зоны и повысить
производительность процесса за счет увеличения количества на-
плавляемого за единицу времени электродного металла. Способ
применяется при сварке швов на сталях, склонных к закалке,
и при сварке многослойных швов на толстом металле.
При сварке раздвинутыми дугами удается повысить стойкость
металла шва против кристаллизационных трещин. Этот эффект
обусловлен снижением доли основного металла в металле шва
и предварительным подогревом, достигаемым за счет действия пер-
вой дуги. Кроме того, вторая дуга почти полностью переплавляет
слой металла, образовавшийся за счет действия первой дуги.
При этом устраняются трещины, которые могли возникнуть
в первом слое.
§ 3-3. Сварка в защитных газах
Сварка в защитных газах обеспечивает достаточно
надежную изоляцию сварочной ванны при работе в заводских
условиях. При сварке на монтаже должны быть предусмотрены
Меры против нарушения газовой защиты потоками воздуха. На
112
эффективность газовой защиты влияют тин сварного соединения
и скорость сварки. С увеличением скорости сварки стабильность
защиты снижается.
Для обеспечения надежной защиты зоны сварки и сварочной
ванны от окружающего воздуха важное значение имеют расстоя-
ние сопла от изделия, размер сопла и расход защитного газа.
Чрезмерное приближение к изделию увеличивает забрызгивание
сопла, а удаление приводит к нарушению защиты зоны сварки.
При существующем оборудовании расстояние сопла от изделия
обычно выдерживают в пределах 7—25 мм.
Находит применение ручная и полуавтоматическая сварка не-
плавящимся (вольфрамовым или угольным) электродом и ручная,
полуавтоматическая и автоматическая сварка плавящимся элек-
тродом.
Сварку неплавящимся электродом тонкого металла без зазора
между кромками ведут без присадочного металла, сварку более
толстого металла выполняют с присадкой. Возможна сварка во
всех пространственных положениях.
Сварку в защитных газах, как правило, выполняют при напря-
жении 22—34 В. При этом обеспечивается надежная защита пла-
вильного пространства от окружающего воздуха и снижается
угар элементов, входящих в состав электродной проволоки. При
сварке неплавящимся электродом применяют стержни диаметром
0,8—25 мм и силу тока 400—300 А, при сварке плавящимся элек-
тродом — электродную проволоку сплошного сечения диаметром
0,5—4 мм (сила тока 50—700 А) и порошковую проволоку.
Газы, применяемые для защиты дугового промежутка, можно
отнести к таким основным группам: а) инертные газы; б) активные
газы; в) смеси газов.
Сварка с защитой инертными газами находит достаточно широ-
кое применение. Инертные газы не растворяются в металле сва-
рочной ванны и не образуют химических соединений с элемен-
тами, входящими в его состав. Серьезным недостатком этого
способа является высокая стоимость и дефицитность инертных
газов. Из инертных газов наиболее широко распространены в про-
мышленности аргон и гелий, обеспечивающие высокую устой-
чивость дугового разряда. Для сварки меди используют азот,
являющийся по отношению к ней инертным газом. В отечественной
практике наиболее широко применяется сварка в аргоне.
Сварку в аргоне (аргоно-дуговую сварку) ведут дугой пря-
мого действия неплавящимся, в основном вольфрамовым электро-
дом или плавящимся электродом, по составу близким к составу
свариваемого металла на переменном или постоянном токе прямой
полярности. Этот способ сварки применяют преимущественно
при изготовлении конструкций и аппаратуры из тонколистовых
высоколегированных сталей, титановых и алюминиевых сплавов.
Для обеспечения направленного переноса металла во всех про-
странственных положениях используют сварку с наложением
8 Заказ № 782 1 13
дополнительных импульсов. При сварке с защитой активными
газами наиболее широко используют углекислый газ. Некоторое
применение находит также водород.
Активные газы или продукты их диссоциации в процессе
сварки взаимодействуют с металлом сварочной ванны, раство-
ряются в нем или образуют с элементами, входящими в его состав,
химические соединения.
Сварка в углекислом газе осуществляется главным образом
плавящимся электродом, а иногда угольным электродом. В ка-
честве плавящегося электрода служат низколегированные сва-
рочные проволоки сплошного сечения и порошковые проволоки.
Сварку низколегированными проволоками сплошного сечения
ведут постоянным током обратной полярности.
При сварке постоянным током прямой полярности вследствие
более высокого содержания в металле шва водорода наблюдается
интенсивное образование пор. Сварка активированной проволокой
сплошного сечения возможна и на прямой полярности. Питание
дуги переменным током возможно при сварке порошковой прово-
локой, в состав которой введены стабилизирующие дугу вещества.
Использование вольфрамового электрода нецелесообразно, так
как углекислый газ при высоких температурах является энергич-
ным окислителем, приводящим к сгоранию электрода. Защита
углекислым газом применима в основном при полуавтоматической
сварке низкоуглеродистых и низколегированных сталей и в не-
которых специальных случаях, о чем будет сказано в главах,
посвященных технологии сварки различных сталей.
Полуавтоматическую сварку в углекислом газе можно выпол-
нять во всех пространственных положениях. Расширение области
ее применения идет за счет замены ручной сварки и полуавтомати-
ческой сварки под флюсом. Широкое использование полуавтомати-
ческой сварки в углекислом газе взамен ручной сварки покрытыми
электродами обусловлено большей производительностью, лучшими
условиями труда и меньшими требованиями к квалификации ра-
бочих. Перед полуавтоматической сваркой под флюсом ее преиму-
щества заключаются в возможности визуального наблюдения за
расположением электрода, отсутствии операций по удержанию и
удалению флюса и возможности выполнения швов во всех про-
странственных положениях.
Объем автоматической сварки в углекислом газе пока ограни-
чен, и в большинстве случаев она не может конкурировать со
сваркой под флюсом. Серьезным еще не устраненным недостатком
сварки проволокой сплошного сечения в углекислом газе является
интенсивное разбрызгивание металла, вызывающее засорение
аппаратуры и свариваемых деталей. Распространенные на прак-
тике методы снижения прилипания брызг пока нельзя считать
достаточно рациональными. Некоторые положительные результаты
в этом отношении достигаются при применении порошковой про-
волоки.
114
Рис. 3'6. Двойное сопло для сварки в смеси
газов:
1 н 2 — каналы для подачн первого
и второго компонентов смеси
В настоящее время еще нет доста-
точных данных для определения ра-
циональности применения того или
иного типа электродной проволоки.
Выбирать проволоку следует в зави-
симости от условий сварки. Повы-
сить производительность полуавто-
матической сварки в углекислом газе
можно путем применения форсиро-
ванных режимов сварки при увеличенном вылете электродной
проволоки и использования сварочной проволоки большего диа-
метра.
Сварка в водороде (атомноводородная сварка). Обычно сварку
ведут независимой дугой, возникающей между двумя вольфрамо-
выми электродами, подсоединенными к источнику питания пере-
менного тока с напряжением холостого хода примерно 300 В.
Струя водорода подается в зону дуги вдоль электродов. Сварку
ведут на длинной (звенящей) дуге при напряжении 70—150 В.
Расход водорода 1—3 м3/ч. Свариваемый металл нагревается за
счет теплоты, выделяемой в столбе дуги, и некоторого количества
теплоты, выделяемой при диссоциации и последующей рекомби-
нации атомов водорода на поверхности свариваемого металла.
Сварка в водороде, сперва получившая достаточно широкое
применение для соединения металла толщиной до 3 мм, в настоя-
щее время вытеснена другими способами и в первую очередь ар-
гоно-дуговой сваркой. Малое развитие этого метода определяется
взрывоопасностью водорода, необходимостью в источниках пита-
ния с высоким напряжением холостого хода и значительным ко-
роблением свариваемых деталей.
Сварка в газовых смесях. В практике применяют смеси инерт-
ных газов, смеси инертных и активных газов и смеси активных
газов. Для получения смесей используют баллоны с заранее
приготовленной смесью, специальные смесители, а в некоторых
случаях двойное сопло (рис. 3-6). Преимущества защиты смесью
газов сводятся к улучшению технологических и металлургических
свойств защитной атмосферы и к экономии дорогих газов. Защита
смесью газов применяется главным образом при полуавтоматиче-
ской сварке. Сварку можно вести во всех пространственных поло-
жениях. Для сварки цветных и активных металлов и специальных
сплавов наиболее эффективна аргоно-гелиевая смесь. Соотноше-
ние этих инертных газов в смеси может быть различным. Сварка
углеродистых и низколегированных сталей этим методом экономи-
чески нецелесообразна.
ь
И5
Известны двойные и тройные смеси инертных и активных газов
на основе аргона. Это двойные смеси Аг + О2; Аг + СО2; Аг + N3
и Аг + Н2. В тройных смесях обычно используют в разных соот-
ношениях аргон, углекислый газ и кислород. Смеси инертных
и активных газов в нашей стране не нашли широкого промышлен-
ного применения. В литературе имеются данные о возможности
использования многокомпонентных смесей.
Для сварки пригодны смеси активных газов СО2 + О2 и
СО2 + N2, но особенно смесь СО2 + О2, которую используют для
изготовления конструкций из низкоуглеродистых и низколеги-
рованных сталей. Добавление к углекислому газу кислорода в ко-
личестве до 30% несколько снижает разбрызгивание, улучшает
формирование шва и снижает стоимость защитной атмосферы.
Немного повышается стойкость металла шва против образования
пор, вызванных водородом. По остальным показателям качество
швов, выполненных в смеси углекислого газа и кислорода, не
уступает качеству швов, выполненных в углекислом газе. Для
сварки в рассматриваемой смеси применяют стандартные прово-
локи сплошного сечения, что и для сварки в углекислом газе.
Сварка в смеси СО2 + О2 возможна во всех пространственных
положениях.
Сварка без дополнительной защиты. Практическое применение
находит сварка активированной проволокой сплошного сечения
и порошковой проволокой. Сварку можно вести во всех простран-
ственных положениях.
Сварка активированной проволокой. При сварке в атмосфере
воздуха проволоками сплошного сечения из низкоуглеродистой
стали расплавленный металл обогащается азотом и кислородом,
что приводит к образованию пор и резкому снижению качества
металла шва. В состав активированной проволоки в связи с этим
кроме легирующих элементов вводят раскислители и элементы,
понижающие растворимость азота в жидком металле. Эти эле-
менты (алюминий, титан, церий, цирконий и др.) связывают азот
в стойкие нитриды, относительно мало влияющие на пластичность
и вязкость металла шва с ферритной структурой. При сварке акти-
вированной проволокой удается обеспечить требуемое качество
шва без дополнительной защиты.
В настоящее время практическое применение находит прово-
лока Св-20ГСТЮА с церием и проволока Св-15ГСТЮЦА. Первая
пригодна для сварки арматуры из углеродистой стали во всех про-
странственных положениях, кроме потолочного, на постоянном
токе обратной полярности. Проволока Св-15ГСТЮЦА служит для
сварки конструкций из углеродистых и марганцовистых сталей
во всех пространственных положениях на постоянном токе пря-
мой полярности. Преимущество сварки активированной проволо-
кой — возможность выполнения работ в любых атмосферных усло-
виях. Наличие ветра, сквозняка, осадков не влияет на стабиль-
ность защиты.
116
Активированную проволоку (диаметром 1—2 мм) используют
в основном при полуавтоматической сварке. Наличие на поверх-
ности основного металла окалины, ржавчины и следов масла от-
носительно мало влияет на качество шва.
Сварка порошковой проволокой. Для сварки без дополнительной
защиты применяют порошковые проволоки различного состава
(см. § 7-2). При сварке этими проволоками обеспечивается изоля-
ция сварочной ванны от окружающего воздуха и легирование
металла шва. При полуавтоматической сварке порошковой прово-
локой достигается хорошее формирование шва и незначительный
коэффициент набрызгивания металла.
§ 3-4. Особые методы дуговой сварки
Дуговая сварка без перемещения (подачи) электрода.
При сварке электрозаклепками дуговой процесс идет без подачи
электродной проволоки в зону дуги (рис. 3-7). Стержень из элек-
тродной проволоки диаметром 3—6 мм укрепляют в специальном
держателе—заклепочнике и прикасают к изделию в месте, где
должна быть электрозаклепка. Пространство вокруг электрода
засыпают флюсом. Напряжение от источника питания постоян-
ного или переменного тока подводится к свариваемой детали и
электродному стержню (через токоподводящее устройство закле-
почника). При включении тока конец электрода в месте его со-
прикосновения со свариваемой деталью расплавляется. Возбу-
ждается дуга, которая, оплавляя конец электрода и заваривая
точку, удлиняется до естественного обрыва. Этот же принцип
используется для заварки отверстий в металле.
Существует много типов электрозаклепочников. В серийном и
массовом производстве применяют машины для сварки нескольких
электрозаклепок — многоточечные машины. В зону дуги при
сварке электрозаклепок может подаваться также защитный газ.
Для получения электрозаклепок пригодна и тонкая электродная
Рис. 3-7. Дуговая сварка точками без подачи электрода:
1 — положение элек- 2 — процесс сварки;
трода перед свар- 3 — готовая точка
кой,
117
Рис. 3-8.
Вибродуговая наплавка
1 — наплавляемая деталь,
2 — сопло для подачн охлаж-
дающей жидкости на де-
таль;
3 — сопло для подачи охлаж-
дающей жидкости в зону
ДУГИ,
4—электродная проволока,
5 — механизм подачн прово-
локи,
6 — механизм вибрации
проволока, закрепляемая в обычных держателях для полуавто-
матической сварки. Процесс сварки в этом случае отличается от
процесса сварки швов только отсутствием перемещения дуги
вдоль свариваемого изделия.
Вибродуговая наплавка. Разновидностью стационарного дуго-
вого процесса является используемый в сварочной технике преры-
вистый дуговой процесс, получивший название вибродугового
(рис. 3-8). При помощи электромагнитного или другого меха-
низма тонкая электродная проволока подается к изделию и
отводится от него с частотой до 100 раз в секунду. При этом конец
электрода претерпевает возвратно-поступательное перемещение
с амплитудой 0,5—3 мм.
К электроду и изделию подводится напряжение от источника
питания постоянного или переменного тока. В конечный момент
подачи электрода к изделию происходит короткое замыкание
электрической цепи. В этот период за счет теплоты, выделяемой
в месте контакта электрода с изделием, образуется перемычка
из жидкого металла.
В следующий момент, при принудительном отходе электрода
от изделия, перемычка разрывается и возникает дуговой разряд.
В период дугового разряда происходит плавление основного
и электродного металлов и перенос жидкого электродного металла
на изделие. По мере отхода конца электрода от изделия дуга
растягивается и обрывается. Продолжительность горения дуги
может изменяться в зависимости от характеристики источника
питания. Дойдя до крайнего положения, электрод начинает снова
приближаться к изделию, пока вновь не наступит короткое замы-
кание. Далее процесс повторяется. Для охлаждения детали и
защиты сварочной ванны от окружающего воздуха на деталь
через специальные сопла подается струя жидкости (обычно ра-
створ кальцинированной соды или 25%-ный раствор техниче-
ского глицерина в воде). Возможен процесс с флюсовой защи-
той. Так как длительность существования дугового разряда
составляет всего —20 % времени общего цикла и чередуется с пе-
риодами полного отсутствия выделения теплоты (период холостого
хода) и периодом малого его выделения (период короткого замы-
кания), при вибродуговом процессе обеспечиваются неглубокий
118
провар основного металла, большие скорости остывания металла
сварочной ванны и наплавка слоя малой толщины (0,5—3 мм).
Зона термического влияния невелика.
Наличие охлаждающей жидкости позволяет увеличить скорость
охлаждения металла сварочной ванны и околошовной зоны, т. е.
повысить его прочность и уменьшить деформации. Эти особенности
вибродугового процесса послужили основанием для его приме-
нения при наплавке на детали небольшого размера с малой толщи-
ной стенок тонкого слоя металла, к качеству которого не предъяв-
ляются высокие требования, например при восстановлении термо-
обработанных деталей (осей, шеек валов малого диаметра, шпин-
делей токарных станков, автотракторных деталей).
Режим наплавки: сила тока 100—250 А, напряжение дуги 18—
25 В. Производительность процесса составляет 1—2 кг наплавлен-
ного металла в час. Структура и свойства металла шва не всегда
однородны.
Сварка короткой дугой. Для соединения тонкого металла во
всех пространственных положениях находит применение сварка
в защитных газах короткой дугой электродной проволокой диа-
метром 0,7—1,2 мм при силе тока 50—175 А и напряжении дуги
12—18 В. Характерной особенностью процесса, обусловленной
малым напряжением дуги, являются периодические (с частотой
20—200 раз в секунду) замыкания дугового промежутка, во время
которых происходит перенос электродного металла в сварочную
ванну. Процесс, несмотря на малую мощность дуги, весьма
устойчив и обеспечивает равномерное проплавление основного
металла.
Для сварки короткой дугой необходимы специальные источ-
ники питания с постепенным нарастанием тока короткого замы-
кания, обеспечивающие устойчивое возбуждение дуги. Если это
условие не соблюдено, то происходит взрыв жидкой перемычки
и дуга повторно не возбуждается. Наилучшие результаты для
защиты Дуги дает применение смеси из нескольких газов (аргона
и гелия, углекислого газа и аргона и др.). Сварка в чистом угле-
кислом газе затруднена из-за нестабильного повторного возбужде-
ния дуги и разбрызгивания металла.
Ваннодуговая сварка. Для соединения деталей небольшого сече-
ния прямоугольной и цилиндрической формы и, в частности, для
сварки арматуры железобетона находит применение ваннодуговая
сварка, являющаяся разновидностью дуговой сварки. Источни-
ком теплоты при ваннодуговой сварке служит дуга, горящая
между покрытым электродом и металлической ванной. Шов имеет
небольшую протяженность, а процесс ведется непрерывно, в ре-
зультате чего образуется металлическая ванна значительного
объема. Расплавление кромок свариваемого металла для этого
случая достигается не только за счет непосредственного воздей-
ствия сварочной дуги, но и за счет теплоты, выделяемой металли-
ческой ванной.
119
Рис. 3-9. Ваннодуговая сварка:
а — сварка одним электродом на остающейся подкладке,
б — сварка несколькими электродами на съемной подкладке
Для удержания жидкого металла служат остающиеся стальные
или съемные керамические и медные подкладки-формы (рис.
3-9, а, б), с трех сторон охватывающие место стыка. Подача элек-
трода по мере его плавления в зону дуги осуществляется вручную
или полуавтоматом. При некоторых условиях дуговой процесс
может переходить в электрошлаковый. Источником теплоты в этом
случае служит металлическая или шлаковая (образовавшаяся
за счет плавления покрытия электродов) ванна. В зависимости от
количества электродов различают одноэлектродную и многоэлек-
тродную (двумя электродами, пучком, гребенкой) ваннодуговую
сварку. Многоэлектродная сварка может осуществляться от одно-
фазных или трехфазных источников питания.
Сварка лежачим и наклонным электродом. В последнее время
достаточно широкое применение нашли давно известные, но мало
используемые ранее способы сварки наклонным (гравитационная
сварка, рис. 3-10) и лежачим электродом. Интерес к этим способам
обусловлен усовершенствованием оборудования и улучшением
качества электродов. Это позволяет одному рабочему обслуживать
три-четыре поста, что обеспечивает повышение производитель-
ности труда даже по сравнению
с полуавтоматической сваркой.
Электроды, применяемые для
сварки лежачим электродом, со-
стоят из внутреннего стержня,
нанесенного на него слоя покры-
тия и наружной оболочки круг-
Рис. 3-10. Сварка наклонным элек-
тродом:
1 — электрод;
2 — штатив Стрелкой ука-
зано направление пере-
мещения втулки штатива
120
лой или другой формы, имеющей продольный паз. Наличие паза
приводит к концентрации дуги на противоположной ему поверх-
ности электрода и стабилизации процесса сварки. Ток подво-
дится к внутреннему стержню и наружной оболочке. При
сварке наклонным и лежачим электродами обеспечивается хоро-
шее формирование шва.
§ 3-5. Электрошлаковая сварка
Электрошлаковую сварку производят при вертикаль-
ном или близком к нему положении оси шва (с углом наклона
до 30° к вертикали). Благодаря совпадению оси шва с направле-
нием силы тяжести значительно облегчается всплывание газовых
пузырей, шлака и других легких примесей и удаление их из
металла. Улучшается заполнение металлом междендритных пу-
стот. В результате склонность к образованию пор и других неплот-
ностей при электрошлаковой сварке во много раз ниже, чем при
дуговой сварке в нижнем положении: меньше чувствительность
к влажности шлака, ржавчине и загрязнениям кромок.
Вследствие благоприятного направления роста кристаллов
в большинстве случаев отсутствует так называемая зона слабины,
наблюдаемая в швах большого сечения, сваренных в нижнем по-
ложении. Это же обстоятельство значительно снижает склонность
швов к образованию горячих трещин. Температурные условия
в околошовной зоне характеризуются как большей погонной
энергией по сравнению с отдельным слоем многослойной сварки,
так и предварительным подогревом, создаваемым шлаковой ван-
ной. Нагрев кромок начинается на уровне поверхности шлаковой
ванны, а плавиться они начинают в непосредственной близости
от металлической ванны. Между началом подогрева и плавлением
проходит 2—3 мин и более, вследствие чего снижаются скорости
нагрева и последующего охлаждения металла.
Так как электрошлаковая сварка толстого металла произво-
дится в один проход, то устраняется наиболее распространен-
ный дефект многослойной сварки — шлаковые включения от не-
удаленного сварочного шлака. Металл любой толщины сваривают
без снятия фасок; разделка образуется зазором между прямыми
кромками. Благодаря этому стоимость подготовки кромок сни-
жается в несколько раз. Подготовку кромок производят, как пра-
вило, машинной газовой резкой. Однако и механическая обработка
кромок под электрошлаковую сварку обходится значительно де-
шевле, чем под дуговую. При прогибе длинной пластины или не-
точной форме обечайки получение заданного скоса кромки меха-
нической обработкой сильно затруднено, прямые же кромки
легко обрабатываются при любых искривлениях. Значительно
облегчается строгание кромок пакетом.
Благодаря симметричности разделки и положения в ней элек-
тродов отсутствуют угловые деформации свариваемых листов.
1?1
При электрошлаковой сварке следует различать расчетные,
сборочные и сварочные зазоры. Расчетный зазор — это фиктивная
величина, на основании которой подсчитывают размеры сваривае-
мых деталей. Величины расчетных зазоров приведены в ГОСТ
15164—-69. Сборочный зазор превышает расчетный на величину
ожидаемой деформации. Он обычно не одинаков по длине стыка и
расширяется кверху. Сварочный зазор — это зазор в месте сварки.
Он является элементом режима, так как от него зависит скорость
сварки.
Электрошлаковый процесс возможен при различных сечениях
и формах электродов, начиная с проволок диаметром меньше
миллиметра и кончая пластинами сечением в десятки квадратных
сантиметров. Наиболее часто применяют проволоки диаметром
3 мм или пластины толщиной 8—12 мм и шириной на 15—20 мм
меньше толщины свариваемого металла.
При большом диаметре сварочной проволоки и толщине ме-
талла до 60—100 мм мундштук может оставаться вне разделки.
Проволока проходит через аппарат, изгибается и подается в раз-
делку по дуге окружности с таким расчетом, чтобы на уровне по-
верхности металлической ванны ось проволоки совпадала с осью
шва. Этим обеспечиваются постоянство положения электрода
относительно оси разделки при колебаниях уровня металлической
ванны и непрерывный подогрев поверхности металлической ванны.
При больших толщинах металла и малом диаметре электрода такая
схема не обеспечивает точного направления электрода, мундштук
приходится вводить внутрь разделки. При этом электрод
выпрямляется внутри разделки, чем обеспечивается совпадение
осей шва и электрода независимо от положения металлической
ванны.
При сварке проволокой формирование лицевой стороны шва
(со стороны аппарата) выполняется скользящим ползуном. Для
обратной стороны шва применяют ползуны, неподвижные медные
подкладки или стальные привариваемые подкладки. Во всех
случаях, где это возможно, предпочтение следует отдавать пол-
зуну. Он требует меньше времени на установку, меньшего расхода
меди и затрат на изготовление, не требует дополнительных уст-
ройств для крепления, обеспечивает хороший обзор сварочного
пространства, позволяет продолжать сварку при выходе из строя
верхнего мундштука. Медную подкладку и остающуюся под-
кладку применяют в недоступных при сварке местах или при очень
неровной поверхности изделия.
При сварке плавящимся мундштуком и пластиной основным
элементом формирующего устройства является медная подкладка.
Однако в доступных местах при удовлетворительной поверхности
ее следует заменять ползунами. Привариваемая подкладка удобна
там, где ее можно использовать как сборочную. Однако применять
ее следует осторожно, так как создается концентрация напряже-
ний (особенно при угловых швах) и могут возникнуть трещины.
122
Кроме того, привариваемая подкладка требует большого расхода
металла, а подгонка ее к неровной поверхности затруднительна.
Ввиду неэлектропроводности твердого шлака для начала
электрошлакового процесса его необходимо расплавить и довести
до высокой температуры, при которой процесс идет устойчиво.
Практически нагрев осуществляется электрической дугой, воз-
буждаемой между электродом и изделием внутри разделки. По мере
расплавления шлак шунтирует дугу, гасит ее, и процесс пере-
ходит в электрошлаковый. Так как условия устойчивости электро-
шлакового процесса во многом противоположны условиям стаби-
лизации дугового разряда, то возбуждение дуги и наплавление
шлаковой ванны сопряжены с известными трудностями.
Заметно облегчить начало сварки можно уменьшением скорости
подачи электродной проволоки в начале процесса до 100—120 м/ч.
С этой целью механизмы подачи аппаратов для электрошлаковой
сварки имеют электродвигатели с регулируемой частотой враще-
ния. Еще больше облегчает начало сварки засыпка на дно вход-
ного кармана железного порошка слоем около 20 мм. При сварке
электродом большого сечения и отсутствии железного порошка
можно применять специальный флюс, электропроводный в твердом
состоянии.
Сварку начинают с горизонтально расположенной пластины
одинаковой толщины со свариваемыми листами (входная планка).
Во избежание образования в начале шва дефектов в пластине
делают вырез глубиной до 50 мм. За время заполнения выреза
металлом успевает установиться процесс и несколько подогре-
ваются кромки изделия. Перед началом сварки головку и ползун
устанавливают в такое положение, чтобы сварка началась на 30—•
50 мм ниже нормального уровня ванны. Вырез в начальной планке
заваривается без подъема аппарата. После того, как уровень ме-
таллической ванны займет заданное режимом положение отно-
сительно ползуна, включается вертикальное перемещение. Повы-
шенный вылет электрода в начале сварки ускоряет установление
электрошлакового процесса.
В начале сварки часто происходит короткое замыкание элек-
трода и его выгибание к передним или задним кромкам. Чтобы из-
бежать при этом повреждения ползуна или подкладки, их реко-
мендуется защищать тонкими полосками из жести, завернутыми
для изоляции в бумагу, или же тонкими деревянными пластин-
ками. Сварку следует начинать на повышенном напряжении.
После оплавления кромок изделия напряжение снижают до вели-
чины, заданной режимом.
В конце шва обычно образуется усадочная раковина глубиной
до 20—30 мм. Для вывода ее за пределы шва над разделкой уста-
навливают выводные планки высотой не менее 80 мм. Сварку
продолжают до переливания шлака через выводные планки. Дан-
ные, приведенные в табл. 3-2, действительны для низкоуглеро-
дистых сталей. Для высокоуглеродистых и легированных сталей
123
Таблица 5-2
Предельная толщина металла,
свариваемого электрошлаковым
способом, мм
Число электро- дов (прово- лок) Без колебаний электродов С колеба- ниями электродов
1 16—60 До 150
2 60—130 » 350
3 110—200 » 600
выгоднее сваривать дуговой
йределы могут быть уже. Ме-
талл толщиной 16—40 мм свари-
вается одним электродом с не-
подвижной осью, а толщиной
40—70 мм — одним электродом
с колебаниями. Электрошлако-
вую сварку металла толщиной
меньше 40 мм применяют только
взамен ручной сварки верти-
кальных швов, кантовка кото-
рых в нижнее положение невоз-
можна или невыгодна,
гих случаях такой
сваркой под флюсом.
По экономическим соображениям число электродов
увеличивать раньше, чем будет достигнут технический
свариваемой толщины. Однако производительность сварки растет
В дру-
металл
следует
предел
не пропорционально числу электродов, а значительно медленнее.
Если при меньшем числе электродов скорость подачи электродной
проволоки была принята максимально допустимой по условиям
отсутствия горячих трещин в шве, то, увеличивая их число, при-
ходится снижать скорость подачи.
Металл толщиной 70—150 мм выгодно сваривать двумя элек-
тродами, причем для металла толщиной свыше 85 мм следует при-
менять колебания электродов. В интервале толщин 70—85 мм
размах колебаний слишком мал, и осложнять процесс колебаниями
нецелесообразно. Металл толщиной свыше 150 мм сваривают, как
правило, тремя электродами с колебаниями. При сварке мундшту-
ками, вводимыми сбоку, больше трех электродов не применяют.
При сварке несколькими электродами их включают в трехфазную
систему питания. При этом для большей равномерности загрузки
сети и оборудования число электродов желательно выбирать
кратным трем.
§ 3-6. Электроннолучевая сварка
Высокая концентрация мощности в электронных
пучках и практически идеальные защитные свойства вакуума
открыли возможности разработки принципиально нового свароч-
ного процесса — электроннолучевой сварки. Ее применение при
изготовлении изделий из тугоплавких и химически активных
материалов (молибдена, вольфрама, ниобия, тантала и др.) позво-
ляет получить сварные соединения с узкой зоной термического
влияния и малыми деформациями без обогащения металла шва
вредными примесями. При сварке высокотеплопроводных мате-
риалов— меди, алюминия и их сплавов обеспечиваются высокий
термический коэффициент плавления и возможность получения
узких и глубоких швов при сравнительно малой мощности элек-
124
Рис. 3-11. Схема электроннолучевой сварки
толщины:
металлов малой (а) и большой (б)
1 — направление перемещения из-
делия;
2 — фронт кристаллизации,
3 — пучок электронов,
4 — направление испарения ме-
талла,
5 — направление выноса металла
в верхней части сварочной
ванны,
6 — поперечная усадка металла
сварного шва
тронных пучков. При сварке изделий из сталей обеспечивается
большая глубина проплавления и, следовательно, высокая произ-
водительность процесса при изготовлении конструкций из толсто-
стенных заготовок.
Параметрами процесса электроннолучевой сварки являются
ускоряющее напряжение (Пуск); сила тока пучка (/п); расстояние
от пушки до изделия (d) и от пушки до плоскости фокусировки
пучка (&); скорость сварки (псв); вакуум (р). Изменяя перечислен-
ные параметры процесса сварки, удается в широких пределах
изменять форму проплавления.
Сварку тонколистовых металлов (6 1—3 мм) обычно вы-
полняют расфокусированным пучком электронов при небольших
значениях удельной мощности в пятне нагрева. По термодеформа-
ционному циклу такая сварка почти не отличается от аргоно-
дуговой сварки неплавящимся электродом (рис. 3-11).
При сварке толстолистовых металлов используют острофокус
ные пучки электронов. Процесс сварки толстолистового металла
состоит из следующих этапов. В начале ввиду высокой концен-
трации энергии в пятне нагрева и высокого температурного гра-
диента происходит преимущественное испарение металла. Далее,
по мере нагрева, металл плавится и образуется сварочная ванна.
Потоки паров, истекая в вакуум, силой реакции воздействуют
на жидкий металл, вытесняя его из зоны нагрева. При этом ого-
ляемые глубинные слои металла, воспринимая энергию электро-
нов, плавятся, испаряются и вытесняются, пока не наступает
Динамическое равновесие всех сил, действующих на жидкий ме-
талл. В результате в его толще образуется канал с большим отно-
125
шением глубины к диаметру. Воспринимающая энергию электрон-
ного пучка боковая поверхность канала имеет площадь, во много
раз превышающую сечение пучка. Канал устойчив, так как при
заполнении хотя бы части его жидким металлом резко увеличи-
вается количество поглощаемой этим металлом энергии, он вски-
пает и испаряется.
Характерной особенностью электроннолучевой сварки при
высокой плотности мощности являются большие скорости переноса
жидкого металла из зоны плавления в зону кристаллизации.
В верхней части сварочной ванны жидкий металл выносится на
поверхность свариваемого изделия и образует усиление, площадь
поперечного сечения которого достигает 10—15% общей площади
поперечного сечения проплавления. Колебания глубины про-
плавления присущи электроннолучевой сварке толстого металла,
но при правильной фокусировке и стабильных параметрах пучка
они не превышают 5% общей глубины проплавления.
При недофокусированном пучке увеличивается плотность энер-
гии в основании канала. Сварные швы получаются нестабильными
по глубине проплавления, в корне шва образуется много дефектов.
При перефокусировке пучка канал может иметь местное сужение,
что затрудняет удаление газов и вызывает пористость шва. Опти-
мальной в большинстве случаев является фокусировка пучка
несколько выше заданной глубины проплавления. При этом глу-
бина проплавления близка к максимальной, а изменения ее вели-
чины не превышают 5%.
В ряде случаев целесообразно колебать пучок электронов по-
перек стыка, вдоль стыка или разворачивать его по окружности.
Колебания расширяют технологические возможности и могут
быть рекомендованы для улучшения структуры, механических
свойств и сплошности металла шва; предотвращения частичного
несплавления кромок с обратной стороны шва, особенно при сварке
металлов больших толщин; сварки разнородных металлов; соеди-
нения трудносвариваемых металлов через переходной металл.
Для поступательного переноса пучка электронов необходимы спе-
циальные отклоняющие катушки, осуществляющие двойное пре-
ломление траектории электрона.
Сварка тугоплавких металлов. Электронным лучом свариваются
тугоплавкие металлы толщиной от нескольких десятых милли-
метра до 10 мм и более. Сварку следует выполнять на режимах
с минимальной погонной энергией, что обеспечивает мелкозерни-
стую структуру металла шва и минимальные размеры зоны терми-
ческого влияния. Приспособления для сварки не должны препят-
ствовать усадке сварного соединения при кристаллизации и охла-
ждении металла.
Перед сваркой изделия необходимо его тщательно зачищать
вблизи шва и околошовнои зоны и подвергать травлению для уда-
ления окисных пленок. Расслоения на свариваемых кромках сле-
дует удалять шлифованием. Перед сваркой целесообразно очищать
126
поверхность зоны шва, нагревая ее расфокусированным электрон-
ным лучом.
При электроннолучевой сварке тантала и ниобия удается по-
лучать сварные соединения, которые при температурах выше
1100° С практически равнопрочны основному металлу. Ниобий
и тантал обладают неограниченной взаимной растворимостью и
поэтому хорошо свариваются между собой.
Удовлетворительно свариваются технический ванадий, сплавы
ванадия с вольфрамом (до 12% W).
При сварке изделий из молибдена и вольфрама возникают опре-
деленные трудности ввиду низкой пластичности сварных швов при
нормальной температуре, склонности их к образованию трещин и
хрупкому межкристаллитному разрушению.
Сварка разнородных металлов. Электроннолучевую сварку эф-
фективно используют для соединения изделий из разнородных
металлов. Параметры электронного луча в процессе сварки не-
обходимо строго контролировать, а распределение мощности
между свариваемыми кромками регулировать с помощью откло-
няющей системы.
Благодаря возможности сварки-пайки без оплавления более
тугоплавкого металла сводится к минимуму образование интерме-
таллических соединений. Толщина интерметаллической прослойки
по плоскости спая при этом не превышает нескольких десятков
микрометров, и поэтому интерметаллические прослойки не ока-
зывают существенного влияния на прочность и пластичность
сварного соединения.
В начале процесса сварки большая мощность электронного
луча затрачивается на предварительный высокотемпературный
нагрев более тугоплавкого металла, а затем электронный луч
переводится преимущественно на оплавляемый металл.
Типичными примерами соединений разнородных металлов
являются соединения меди с ниобием или молибденом, вольфрама
с ниобием, меди с нержавеющей сталью. При невозможности
непосредственного соединения разнородных металлов применяют
специальные многослойные вставки, изготовляемые, например,
на станах вакуумной прокатки. Ввиду малого коэффициента формы
шва при электроннолучевой сварке удается до минимума снизить
ширину вставки. Для соединения титановых сплавов с нержаве-
ющей сталью используют многослойные, вставки с крайними ком-
понентами из титана и стали и промежуточными слоями из вана-
дия и меди.
Сварка сталей. Применение электроннолучевой сварки для
соединения трудносвариваемых высоколегированных сталей и
сплавов аустенитного класса позволяет повысить стойкость швов
против образования горячих трещин. Сварку необходимо выпол-
нять со средней или небольшой скоростью и максимально дости-
жимой удельной мощностью в пятне нагрева. При хорошо свари-
вающихся сталях электроннолучевую сварку применяют для
127
осуществления соединений в труднодоступных местах (например,
на дне глубокой и узкой разделки кромок) или в случае, когда
допускается только присущее электроннолучевой сварке глубо-
кое и узкое проплавление с минимальными размерами зоны тер-
мического влияния и минимальными деформациями.
Возможно соединение высокопрочных сталей в термоупроч-
ненном состоянии без последующей термообработки. Для этого
следует обеспечить минимальное тепловложение в шов, достаточ-
ное лишь для получения полного проплавления, а также макси-
мальную скорость сварки (табл 3-3).
Сварка алюминиевых сплавов. Присутствие поверхностных
тугоплавких окисных пленок затрудняет получение хорошего
сварного соединения на сплавах алюминия. Хорошие результаты
дает применение для сварки алюминия и его сплавов импульсно-
модулированного по амплитуде пучка электронов. В процессе
импульсной сварки теплота выделяется во внутренних слоях ме-
талла под поверхностным слоем окислов, вследствие чего внутрен-
ние слои металла быстро расплавляются и частично испаряются.
Этот процесс действует подобно взрыву — окисные пленки ме-
талла не препятствуют сплавлению кромок.
Из всех источников сварочного нагрева плавлением только
электронный луч позволяет получать соединения термически
упрочняемых и нагартованных сплавов систем А1—Mg, Al—Zn—
Mg—Cu, Al—Си—Mn без существенного разупрочнения около-
шовной зоны. Коэффициент прочности сварных соединений на
сплаве АМгб 0,95—1,00; на сплавах АЦМ, Д20 и В95 0,75—0,85,
что на 15—-25% выше соответствующих значений для дуговых
способов сварки.
При подборе режимов сварки необходимо учитывать, что при
наличии легирующих элементов с высокой упругостью паров
(цинка, магния) наблюдается резкое повышение глубины про-
плавления по сравнению со швами на сплавах алюминия с медью
и марганцем.
Таблица 3-3
Режим сварки и результаты механических испытаний
сварных соединений некоторых сталей
Металл Толщина, мм Режим сварки Свойства соединений
а* 2 ь/и ‘тЛ 2 2 - о кгс/мм2 б, % % ‘Ф- 2 о 2 » о
Сталь 20ХЗМВФ 15 74,1 84,3 12,8 58,0 4,5
Шов — 30 180 20 77,8 87,6 12,0 54,2 11,2
Сталь ВНС2
(Х15Н5Д2Т) 10 — — — 118,8 130,4 15,6 57,0 13,2
Шов — 25 400 70 108,5 113,5 И.7 62,4 12,6
128
Таблица 3-4
Режимы сварки и механические свойства швов
на некоторых алюминиевых сплавах
Металл Толщина, мм Режим сварки Свойства соединений
UyCK’ кВ %- мА V , у св’ м/ч кгс/мм2 ан’ кгс«м/см2 а, гра- дусы
3+3 15 70 90 32,8 3,0 90
АМгб 10+10 20 140 72 33,0 3,2 —
30+30 23 180 30 31,0 2,8 —
2,5+2,5 20 80 90 33,1 2,1 78
4,5+4,5 22 150 60 35,5 1,8 65
В95 ю+ю 23 195 72 44,8 0,8 —
Для уменьшения пористости швов свариваемые кромки не-
обходимо подвергать химическому полированию или химическому
травлению с последующим шабрением. Химически полированные
поверхности менее склонны к дальнейшему окислению и гидрата-
ции, что позволяет выдерживать их более длительное время от
момента обработки до сварки. Присадочную проволоку также
следует подвергать химическому полированию.
Сварку алюминиевых сплавов необходимо выполнять на высо-
кой скорости (60—-90 м/ч), что повышает плотность соединения и
снижает потери легколетучих легирующих элементов (табл. 3-4).
Основные типы сварных соединений и техника их выполнения.
Для электроннолучевой сварки характерны как обычные типы
соединений, так и принципиально новые. Общее требование ко
всем типам соединений — точная сборка деталей перед сваркой.
Обычно отклонение оси пучка электронов от сварного стыка
в процессе сварки не должно превышать 0,2—0,3 мм. При толщине
свариваемых пластин до 5 мм допустимая величина зазора, как
правило, не превышает 0,05—0,07 мм. При увеличении толщины
пластин до 20 мм допустимая величина зазора возрастает до 0,1 мм,
но не более.
При увеличении зазоров свыше указанных пределов получить
удовлетворительное формирование стыковых швов без подрезов
практически невозможно. Наиболее эффективным способом устра-
нения подрезов является подача присадочной проволоки или же
сварка по технологическим буртикам, оставляемым при механи-
ческой обработке стыков. Сварка с присадочной проволокой
позволяет увеличить допустимый зазор в стыке до 0,5 мм, кроме
того, становится возможным металлургическое вмешательство
с целью предупреждения возникновения трещин. При сварке без
зазоров доля проволоки в металле шва при толщине основного
металла до 20 мм составляет около 25%. Изменяя величину
9 Заказ -N0 782 129
зазора в стыке и скорость подачи проволоки, можно довести долю
присадочного металла до 50%.
Электроннолучевую сварку с отбортовкой кромок на телах
вращения применяют преимущественно в радиоэлектронике и
приборостроении. В торцовых и стыковых соединениях с отбор-
товкой кромок допустимы зазоры до 0,5—0,7 мм и превышение
кромок до 1—2 мм. Однако в этом случае для обеспечения удо-
влетворительного формирования шва диаметр пятна на изделии
должен несколько превышать величину зазора.
Сварку металлов, значительно отличающихся по толщине
(например, приварка мембраны к корпусу и т. п.), выполняют
с предварительной разделкой кромок металла большей толщины
для выравнивания теплового поля в соединяемых деталях и до-
стижения симметричного проплавления.
Импульсную электроннолучевую сварку благодаря малому
тепловложению применяют при наличии в непосредственной бли-
зости от места сварки спаев металла со стеклом или керамикой.
Она способствует получению определенной ориентации кристалли-
тов металлов сварного шва, обеспечивающей вакуумную плот-
ность сварных соединений в течение длительного времени эксплуа-
тации. При тех же погонной энергии и скорости сварки проплав-
ление в импульсном режиме глубже, чем в непрерывном, особен-
но для тонколистовых материалов.
Сварка в узких разделках и труднодоступных местах
(рис. 3-12, а) является одним из преимуществ электроннолуче-
вой сварки перед известными способами сварки плавлением и
возможна благодаря малым размерам пучка в сечении, его длин-
Рис. 3-12. Некоторые типы соединений при электроннолучевой сварке:
а — сварка в узких разделках
и труднодоступных местах,
б — однопроходная сварка прони-
кающим лучом;
в — сварка через ребро жесткости;
г — вварка заглушек
130
нофокусности и автономности по отношению к свариваемому ма-
териалу. Однопроходную сварку расположенных на различной
высоте стыков проникающим пучком (рис. 3-12, б) выполняют
в редких случаях, так как она не обеспечивает достаточно стабиль-
ного формирования швов. В некоторых конструкциях теплообмен-
ников (рис. 3-12, б) сварку выполняют внедренным пучком через
ребро жесткости. Для исключения концентраторов напряжения
в корне проплавления, предотвращения дефектов в нем, а также
для выхода парогазовой фазы при вварке заглушек необходимо
подготовлять соединения в соответствии с рис. 3-12, г.
§ 3-7. Сварка лазерным излучением
Влияние параметров на размеры сварочной ванны.
Режим импульсной лазерной сварки определяется вводимой
в свариваемые детали энергией лазерного излучения Q, длитель-
ностью импульса t и радиусом светового пятна на облучаемой
поверхности свариваемых деталей г;. От перечисленных параме-
тров зависит освещенность в пятне Е = —----------обобщенный
nrft
и усредненный по длительности импульса и площади пятна энер-
гетический параметр. С учетом поглощательной способности по-
верхности металла А плотность тепловой мощности в пятне Fo —
= А —%-. Полную характеристику режима сварки дают сочета-
nrft
ния параметров Q, t, rt или Е, t, rf.
Влияние технологических параметров на геометрические раз-
меры сварочной ванны определяется как величиной самих пара-
метров, так и формой и размерами свариваемых деталей, а также
и теплофизическими характеристиками основного металла.
Зависимость глубины проплавления h тантала от длитель-
ности импульса, показанная на рис. 3-13, получена при беспичко-
вом режиме генерации. Особенность этой зависимости состоит
в том, что при малых значениях длительности светового им-
пульса t глубина проплавления растет медленно, а при значе-
ниях t выше некоторого, характерного для данного значения Е,
рост h. существенно увеличивается и становится примерно про-
порциональным t. Кривая 2 на рис. 3-14 содержит эти два участка
зависимости. С увеличением Е длина медленно растущего участка
резко сокращается.
Зависимость глубины проплавления от освещенности в пятне,
при прочих равных условиях, может быть различной. При малых
значениях освещенности наблюдается медленное возрастание
глубины проплавления, а при больших — быстрое возрастание.
В случае беспичковой структуры генерации переход между этими
двумя участками весьма резкий.
С увеличением освещенности в области плавления металла
(исключая область сверления) диаметр расплавленной зоны
9*
131
Рис. 3-13. Зависимость глубины про-
плавления металла от дли-
тельности импульса излу-
чения при значениях осве-
щенности:
Рис. 3-14. Зависимость диаметра зоны
проплава (/) и коэффициен-
та формы проплава (2) от
средней освещенности в све-
товом пятне
1 — 0,78- 10е Вт/см2,
2—1,04-10» Вт/см2,
3—1,25-10» Вт/см2,
4 — 1,51- 10» Вт/см2
монотонно возрастает, а коэффициент формы проплавления со-
ответственно уменьшается (см. рис. 3-14).
Влияние расфокусировки на глубине проплавления металла
зависит от того, где размещено наименьшее сечение светового
пучка — под облучаемой поверхностью (положительная расфо-
кусировка) или над ней (отрицательная расфокусировка). В об-
ласти положительных расфокусировок эта зависимость имеет
максимум и глубина обработки изменяется более резко, чем при
отрицательных расфокусировках (рис. 3-15).
Несмотря на большую глубину проплавления, достигаемую
при положительных расфокусировках, практически использовать
указанное преимущество трудно, так как глубина проплавления
в этом случае более чувствительна к изменению величины расфо-
кусировки, чем в случае отрицательных расфокусировок, а это
приводит к нестабильности ре-
жима сварки.
Подбор оптимального режима
сварки осуществляется измене-
нием энергии излучения, диаметра
пятна излучения и длительности
Рис. 3-15. Влияние на глубину проплав-
ления никеля удаления наи-
меньшего сечения сфокусиро-
ванного пучка от облучаемой
поверхности Участок, распо-
ложенный между стрелками,
соответствует разрушению ме-
талла
132
импульса. Энергия излучения регулируется изменением напря-
жения накачки, диаметра отверстия диафрагмы и набором
оптических фильтров. Последние расположены перед фокусиру-
ющей линзой. Два первых метода регулирования технологически
менее удобны, чем третий, при котором проплавление металла прак-
тически прямо пропорционально плотности мощности в пятне.
Наиболее невыгодно варьировать напряжение накачки, так как
при этом изменяются длительность и пичковая структура лазер-
ного излучения.
Применение поляризационных ослабителей (например, призмы
Глана или стопы из плоскопараллельных пластин) в сварочных
установках с рубиновым лазером позволяет осуществить плавную
регулировку выходной энергии без изменения других параметров
сварочного режима. Недостатком этого метода являются высокая
стоимость поляризационных призм, большие габаритные размеры
стопы пластин.
Диаметр светового пятна на поверхности детали можно регу-
лировать, изменяя фокусное расстояние фокусирующей линзы,
или же расфокусируя излучение. Технологически более удобным
является последний метод.
Технологические особенности. Лазерную сварку можно с успе-
хом применять для получения различных типов сварных соедине-
ний из многих однородных и разнородных металлов. При сварке
стыковых соединений возможны три технологические схемы
нагрева:
1. Фокусировка пятна нагрева на стык соединения при при-
мерно сходных теплофизических свойствах свариваемых металлов.
В результате получается практически симметричный сварной шов.
2 Смещение пятна нагрева в сторону более тугоплавкого
металла. Эту схему применяют в том случае, когда один из свари-
ваемых металлов значительно более тугоплавкий. При этом про-
исходит преимущественный нагрев и плавление более тугоплав-
кого металла. Плавление менее тугоплавкого металла осуще-
ствляется за счет теплоты, передаваемой его кромке от ра-
сплава.
3. Сварка с преимущественным нагревом менее тугоплавкого
металла. В этом случае сварное соединение образуется в резуль-
тате процесса сварки-пайки.
Импульсная лазерная сварка стыковых соединений требует
тщательной подгонки кромок свариваемых деталей. Необходимо
обеспечить отсутствие скоса и повреждений кромок. В противном
случае шов получится ослабленным (в результате отсутствия при-
садочного материала) либо при чрезмерно большом зазоре кромки
оплавятся без образования общей сварочной ванны.
Сварка нахлесточных соединений возможна по двум схемам:
1. Сварное соединение образуется в результате плавления
обоих металлов. Схема применяется, если теплофизические свой-
ства металлов близки или верхний из металлов, нагреваемый
133
непосредственно лазерным излучением, имеет значительно боль-
шую температуру плавления (при достаточной его толщине).
2. Сварное соединение образуется только в результате процесса
сварки-пайки с плавлением верхнего листа, если верхний лист
менее тугоплавкий либо имеет значительно меньшую толщину,
чем нижний Увеличение жесткости режима сварки не позволяет
получить общую для двух металлов сварочную ванну, а приводит
к выплеску жидкого металла и образованию отверстия в верх-
ней детали без плавления нижней
При сварке нахлесточных соединений из тонких листов необ-
ходим хороший тепловой контакт между ними. Допустимая вели-
чина зазора мржду листами возрастает с увеличением толщины
верхнего листа и повышением жесткости нагрева при снарке.
Она зависит также ст свойств свариваемых металлов.
Количество энергии, поглощаемой металлом при лазерной
сварке, зависит от состояния поверхности. Поглощение энергии
возрастает с ухудшением обработки деталей Это влияние суще-
ственно и должно учитываться при выборе режимов сварки тон-
ких деталей (0,15 мм менее). Так, например, при сварке стыковых
соединений из тонкого металла необходимо обеспечить одинаковую
чистоту обработки кромок по всей длине шва, чтобы предупредить
выплески или непровары.
При сварке разнородных металлов наблюдается большая
структурная неоднородность металла шва и его неравномерная
микротвердость.
Качество шва зависит во многом от режима нагрева металла.
При сварке с малой освещенностью в пятне металл шва плотный
Рис. 3-16. Структуры швов в стыковых соединениях никелевых пластин, сва-
ренных на воздухе (а) и в среде аргона (б); хИ5
134
и хорошо сформированный. Сварка в режиме глубокого проплав-
ления ведет к частичному вытеснению жидкого металла, его ин-
тенсивному перемешиванию, нагреву металла сварочной ванны до
температур, близких к температуре кипения, и т. д. В результате
в сварном шве образуются поры, раковины и другие дефекты,
количество и размеры которых пропорциональны жесткости на-
грева (величине освещенности в пятне). Как правило, раковины
располагаются в корне шва, но могут образовываться также в дру-
гих его участках. Поры обычно располагаются на границе сплав-
ления с основным металлом (например, при сварке никеля).
С увеличением температуры жидкого металла и площади его
соприкосновения со сварочной атмосферой возрастает концентра-
ция поглощенных им газов. В некоторых случаях это способствует
образованию межкристаллитных микротрещин и повышению хруп-
кости металла шва. Результаты металлографического исследова-
ния показывают, что количество и размеры микротрещин
в шве на молибдене пропорциональны жесткости его нагрева.
Рис. 3-17. Структуры стыковых швов на молибдене толщиной 0,3 мм, выполнен-
ных лазерной сваркой.
а — без технологической вставки;
б — с технологической вставкой из никеля, X 115
135
Применение защитной атмосферы (аргона) способствует умень-
шению количества и размеров микротрещин.
Защита аргоном способствует также уменьшению пористости
швов. На рис. 3-16 показано стыковое соединение никелевых пла-
стин (толщиной 0,5 мм), выполненное шовной лазерной сваркой
в режиме глубокого проплавления. В шве имеются поры, рако-
вины, а его поверхность бугристая с окисной пленкой. Примене-
ние струйной защиты места сварки аргоном позволяет избежать
указанных дефектов. Поэтому качество и прочность сварных соеди-
нений, полученных на стали, титане, тантале и других металлах
с защитой инертными газами, выше, чем при сварке на воздухе.
Это различие увеличивается с возрастанием жесткости нагрева.
Исследования показали, что при лазерной сварке различных
металлов и сплавов, таких как алюминий, титан, медь, ниобий,
тантал, бронза, стали 08кп и Х18Н9Т, их сварные соединения
обладают достаточно хорошими механическими свойствами. Ис-
ключение составляют соединения стали с титаном и некоторых
тугоплавких металлов, например молибдена с вольфрамом, швы
которых имеют микротрещины и часто разрушаются под действи-
ем остаточных сварочных напряжений.
При лазерной сварке вольфрама и молибдена (например дета-
лей электровакуумных приборов) возможно использование тех-
нологических вставок, при сплавлении которых с основным ме-
таллом образуется сплав с более высокими механическими свой-
ствами. На рис. 3-17, а видно, что при лазерной сварке в аргоне
листов молибдена образовалась продольная межкристаллическая
трещина. Применение в этом случае никелевой вставки позво-
лило получить сварное соединение (рис. 3-17, б) с пределом проч-
ности при растяжении <тв = 40 кгс/мм2 и углом изгиба ф = 60°.
В настоящее время лазерная сварка металлов находится на
стадии внедрения в промышленность. Предполагается, что
этот метод микросварки найдет применение в приборостроении,
электровакуумной промышленности и микроэлектронике в основ-
ном для сварки анодно-катодных узлов, экранов и сеток ламп,
контактов микрореле, тонколистовых контактных элементов,
печатных схем и др.
Основной металл,
свариваемость,
напряжения
и деформации
при сварке
§ 4-1. Выбор основного металла
От правильного выбора металла для сварных кон-
струкций в значительной мере зависят их эксплуа-
тационная надежность и экономичность. В настоя-
щее время сварные конструкции в основном изго-
товляют из углеродистых и низколегированных ста-
лей, а также из алюминиевых и титановых сплавов.
Ниже изложены краткие характеристики металлов
различных классов и рекомендации по их выбору
для изготовления сварных изделий.
Конструкционные стали выплавляют в марте-
новских печах или конверторах. В зависимости от
степени раскисления они могут быть кипящими, спо-
койными и полуспокойными.
Значительная часть мягких углеродистых сталей
являются кипящими. При их разливке, вследствие
быстрого охлаждения, у стенок изложницы обра-
зуется наружный слой (корка) почти чистого железа.
В процессе охлаждения и дальнейшего затвердевания
жидкого металла происходит выделение газов, при-
водящее к образованию пузырей под затвердевшей
наружной коркой. В сердцевине такого слитка
скапливаются ликвирующие примеси — фосфор, сера
и углерод. После прокатки слитков кипящей стали
отчетливо различаются чистая наружная зона и
внутренняя ликвационная зона, в которой наблю-
даются участки с повышенным содержанием серы и
фосфора, так называемые сульфидные строчки.
Спокойные стали затвердевают без кипения, что
обусловлено введением в их состав элементов-рас-
кислителей.
Важной особенностью спокойной стали является
ее однородное строение. Вредные примеси — сера
и фосфор распределяются в ней более равномерно,
Чем в кипящей стали. Вследствие раскисления и
|37
одновременного частичного связывания азота спокойные стали
менее чувствительны к хрупкому излому, чем кипящие. Присад-
кой достаточного количества алюминия, который наряду с кис-
лородом связывает также азот, удается значительно снизить
их восприимчивость к старению. Образующиеся при этом мелко-
дисперсные нитриды приводят одновременно к уменьшению раз-
мера зерен и тем самым к уменьшению склонности стали к хлад-
ноломкости.
В полуспокойной стали добавлено такое количество раскисли-
телей, при котором газов выделяется меньше, чем при затвердева-
нии кипящей стали. Благодаря меньшей степени загрязнения
ликвирующими примесями головной части слитка при полуспокой-
ной стали обеспечивается несколько больший выход годного ме-
талла, чем при кипящей стали. Слитки полуспокойной стали
имеют меньшую химическую неоднородность, чем кипящей.
В связи с этим следует расширять применение полуспокойных
сталей. Исследования показали, что полуспокойную низкоугле-
родистую сталь СтЗпс (группы Б и В по ГОСТ 380—71) в листовом,
фасонном и полосовом прокате толщиной до 10 мм включительно
и в сортовом (круг, квадрат, арматура) размером до 16 мм можно
применять для сварных конструкций наравне со спокойной сталью
без каких-либо ограничений по температурным условиям эксплуа-
тации и виду нагрузок. Прокат больших толщин из полуспокойной
стали рекомендуется использовать в сварных конструкциях при
любых нагрузках, но с некоторыми ограничениями по температуре
эксплуатации. С целью снятия этих ограничений взамен толстого
проката из спокойной стали ВСтЗ следует применять сталь
ВСтЗГпс (ГОСТ 380—71) с повышенным содержанием марганца
(до 1,1%). Это обеспечивает высокие механические свойства и
ударную вязкость сварных соединений.
Основное количество стали выплавляют мартеновским спосо-
бом. В последнее время находят широкое применение конвертор-
ные стали. Конверторные процессы выплавки стали имеют
несколько разновидностей. Бессемеровскую и томасовскую конвер-
торные стали выплавляют с продувкой воздухом, они характе-
ризуются повышенным содержанием азота (0,01—0,02%). В тома-
совской стали также много фосфора (0,05—0,07%). Высокое со-
держание этих примесей отрицательно сказывается на стойкости
металла против перехода в хрупкое состояние и стойкости против
старения. Поэтому стали, выплавленные этими способами, не
применяют для сварных конструкций. В настоящее время разви-
вается производство сталей в конверторах с основной футеровкой
и продувкой кислородом сверху. При этом содержание азота
в готовом прокате не превышает 0,008%.
Низкоуглеродистые кислородно-конверторные стали в состоя-
нии поставки практически равноценны выплавленным в мартенов-
ских печах. По динамической (вибрационной и ударной) прочности
сварные соединения из такой стали, выполненные под флюсом,
138
6 углекислом газе и штучными электродами, также не отличаютсй
от изготовленных из мартенситной стали. Эти основные положи-
тельные показатели служебных свойств конверторных сталей
позволяют рекомендовать их применение для сварных конструк-
ций наравне с мартеновскими. В связи с этим в ГОСТ 380—71
способ выплавки сталей (мартеновский или конверторный) не
указывается и решается металлургическими заводами в зависи-
мости от производственных возможностей.
Состав и свойства низкоуглеродистых сталей регламентируются
ГОСТ 380—71, 1050—60 и 6713—53 и подробно рассмотрены
в гл. 9.
Низколегированные стали повышенной прочности поставляются
по ГОСТ 5058—65 и 5520—69, а также по различным техническим
условиям. Повышение предела прочности и текучести углероди-
стой стали обеспечивается только увеличением концентрации
углерода, что ухудшает свариваемость. Нередко в швах конструк-
ций из стали с повышенным содержанием углерода (свыше 0,3%)
возникают кристаллизационные трещины, которые в процессе
эксплуатации могут развиваться и быть причиной разрушения.
В связи с этим вместо сталей с повышенным содержанием угле-
рода ВСт4, БСт5, 30, 40 и других целесообразно во многих случаях
применять низколегированные стали повышенной прочности
с содержанием до 0,18—0,20% С. Требуемые высокие прочностные
характеристики таких сталей обеспечиваются за счет их допол-
нительного легирования другими элементами. Стойкость против
хрупкого разрушения сварных конструкций из сталей с повышен-
ным содержанием углерода ниже, чем из низкоуглеродистых и
низколегированных. Низколегированные стали целесообразно
применять в строительных конструкциях, краностроении, ваго-
ностроении, локомотивостроении, судостроении и т. п.
Для ответственных сварных конструкций, эксплуатирующихся
в районах, где температура может быть ниже —40° С, следует
рекомендовать легкосвариваемые низколегированные стали
09Г2С, 14Г2АФ, 16Г2АФ, 15Г2АФДпс, 18Г2АФпс, 09Г2, 10Г2Б,
16Г2Б, 15ХСНД и 16ГС, а для конструкций, работающих при
более высоких температурах,— 10ХСНД, 14Г2, 15ГС, 14ХГС
и др. Временное сопротивление этих сталей для толщин до 60 мм
составляет 45—55 кгс/мм2, а предел текучести 30—40 кгс/мм2.
Напомним, что предел текучести стали ВСтЗ составляет всего
23—24 кгс/мм2. Низколегированные стали должны удовлетворять
специальным требованиям по ударной вязкости при нормальной
и низких температурах, зависящим от условий эксплуатации.
В последние годы все более широкое применение находят стали
с пределом текучести свыше 60 кгс/мм2 и временным сопротивле-
нием до 100 кгс/мм2. Они характеризуются повышенной концен-
трацией марганца, содержат молибден (до 0,6%) и бор (0,002—•
0,006%). Как правило, эти стали имеют бейнитную структуру и
поставляются в термообработанном состоянии (закалка и отпуск).
139
Таблица 4-1
Относительная удельная прочность
при растяжении алюминиевых сплавов
по сравнению со сталями
Алюминиевый сплав СО О 15ХСНД 10ХСНД
АМг5В 2,0 1,4 1,2
АМгб 2,5 1,8 1,5
АМг61 2,7 1,9 1,6
Конструкции из бейнитнЫХ ста-
лей весьма стойки против хруп-
кого разрушения. В Советском
Союзе к этому типу принад-
лежат стали 14ХМНДФР и
14Х2ГМР. Разработана техно-
логия их ручной дуговой, по-
луавтоматической и автомати-
ческой сварки. Эти стали нахо-
дят применение в экскаваторах,
шахтных подъемниках, резер-
вуарах для хранения горючих
веществ, напорных гидропри-
водах и т. п.
Алюминиевые сплавы все шире применяют в качестве замени-
теля стали благодаря следующим преимуществам (табл. 4-1):
более высокой удельной прочности (отношение временного сопро-
тивления к объемной массе); высоким механическим свойствам,
в частности ударной вязкости при низких и весьма низких тем-
пературах; более высокой стойкости против коррозии.
Удельная прочность алюминиевых сплавов значительно выше,
чем сталей, и особенно низкоуглеродистой стали СтЗ. Весьма
важной особенностью алюминиевых сплавов является их высокая
технологичность при обработке прессованием, прокаткой и ков-
кой. При проектировании имеется возможность выбирать наи-
более эффективные и рациональные профили проката (рис. 4-1),
обеспечивающие дополнительную экономию металла и снижение
трудоемкости. При этом резко сокращаются объем сварочных
работ и количество наплавленного металла.
Для ответственных сварных конструкций могут быть рекомен-
дованы алюминиево-магниевые сплавы АМг, АМгЗ, АМг5В,
АМгб, АМг61 с пределом прочности соответственно 14, 20, 26, 32
и 34 кгс/мм2. При сварке этих сплавов околошовная зона практи-
чески не разупрочняется. Более прочные дюралюминиевые термо-
обрабатываемые сплавы для сварных конструкций применять
пока нецелесообразно, так как при сварке прочность околошовной
зоны снижается. Восстановить полностью прочность путем есте-
ственного старения не удается. К недостаткам алюминиевых
сплавов можно отнести сравнительно низкий модуль упругости
(в 3 раза меньше, чем у стали) и
более высокий коэффициент тем-
пературного расширения. Этим
обусловлены большие деформации
при сварке.
Рис. 4-1. Профили из алюминиевых
сплавов
140
На рис. 4-2 приведены кривые
значения ударной вязкости, полу-
ченные при испытании алюминиевого
сплава АМгб, низкоуглеродистой
стали ВСтЗкп и низколегированной
стали 15ГФ. Характерно, что с пони-
жением температуры ударная вяз-
кость алюминия почти не снижается.
Исследования статической проч-
ности различных типов сварных сое-
динений из алюминиевого сплава
АМгб показали, что несмотря на
значительную концентрацию напря-
жений, вызываемую накладками,
статическая прочность сварных сое-
динений с понижением температуры
до —60° С не отличается от прочно-
Рис. 4-2. Ударная вязкость ме-
таллов:
1 — АМгб,
2 — ВСтЗкп;
3 — 15ГФ
сти при нормальной температуре. Приближения предела текучести
к пределу прочности с понижением температуры практически не
наблюдается, что свидетельствует о малой склонности сплава
к переходу в хрупкое состояние. Испытания сварных соединений
на ударную прочность при различных температурах также под-
твердили преимущества алюминиевого сплава перед низкоугле-
родистой и низколегированными сталями.
При усталостных испытаниях сварных соединений установлена
повышенная чувствительность алюминиевых сплавов к концен-
трации напряжений. Однако при обеспечении плавного перехода
от шва к основному металлу прочность сварных соединений при
переменных нагрузках практически такая же, как и самого сплава.
Из изложенного видны значительные преимущества алюми-
ниево-магниевых сплавов перед низкоуглеродистой сталью и ста-
лями повышенной прочности. Меньший эффект получается при
применении алюминиевых сплавов в конструкциях вместо сталей
высокой прочности с пределом текучести 50—60 кге/мм2 и более.
Однако эти стали пока еще очень мало используются. Таким об-
разом, имеются все основания широко применять алюминиевые
сплавы для сварных конструкций, в частности, эксплуатиру-
ющихся в северных районах, где температура может быть ниже
—50° С.
Титан и его сплавы среди новых конструкционных материалов
занимают значительное место. Титан и его сплавы обладают
сравнительно малой плотностью и поэтому могут быть отнесены
к числу легких металлов.
Чистый титан не находит широкого применения, так как обла-
дает небольшой прочностью — около 25 кге/мм2. В отличие от
чистого технический титан содержит ряд примесей, из которых
важнейшими являются азот, кислород, водород, а также углерод.
Эти примеси повышают прочность, однако несколько снижают
141
пластичность металла. Такой титан с временным сопротивЛёниём
40—55 кгс/мм2 и относительным удлинением 20—30% находит
применение в качестве конструкционного материала. При по-
вышенных температурах прочность технического титана падает,
однако даже при температуре 500° С все еще достигает 30 кгс/мм2.
Холодная обработка оказывает большое влияние на механи-
ческие свойства титана: она снижает пластичность и повышает
прочность и твердость металла. Так, 10 %-ное обжатие приводит
к повышению временного сопротивления на 20—25% и снижению
относительного удлинения при разрыве на 25—30%.
Титан и его сплавы обладают замечательными свойствами.
Они сочетают большую прочность при нормальной и высоких тем-
пературах с весьма большой коррозионной стойкостью. Благодаря
этому они являются ценнейшим конструкционным материалом
в авиационной промышленности, судостроении, химическом ма-
шиностроении и других отраслях промышленности.
Титан, так же как и алюминий, весьма чувствителен к кон-
центрации напряжений. Поэтому при работе сварной конструкции
в условиях переменных нагрузок следует обеспечивать плавный
переход от шва к основному металлу. Это достигается путем ме-
ханической обработки либо оплавления кромок аргоно-дуговой
горелкой.
§ 4-2. Свариваемость металлов и сплавов
Совокупность технологических характеристик основ-
ного металла, определяющих его реакцию на изменения, проис-
ходящие при сварке, и способность при принятом технологиче-
ском процессе обеспечивать надежное в эксплуатации и экономич-
ное сварное соединение, объединяют в понятие «свариваемость».
Свариваемость не является неотъемлемым свойством металла или
сплава, подобным физическим свойствам. Кроме технологических
характеристик основного металла свариваемость определяется
способом и режимом сварки, составом дополнительного металла,
флюса, покрытия или защитного газа, конструкцией сварного
узла и условиями эксплуатации изделия.
В зависимости от марки основного металла и условий эксплуа-
тации конструкции изменяется и совокупность показателей, опре-
деляющих понятие свариваемости. Так, под хорошей сваривае-
мостью низкоуглеродистой стали, предназначенной для изготов-
ления конструкций, работающих при статических нагрузках, по-
нимают возможность при обычной технологии получить сварное
соединение, равнопрочное с основным металлом, без трещин
в металле шва и без снижения пластичности в околошовной зоне.
Металл шва и околошовной зоны в рассматриваемом случае дол-
жен быть стойким против перехода в хрупкое состояние при тем-
пературе эксплуатации конструкций и при концентрации напря-
жений, обусловленной формой узла.
142
При сварке легированных сталей, применяемых для изготовле-
ния химической аппаратуры, под свариваемостью кроме указан-
ных выше показателей подразумевают также стойкость против
образования трещин и закалочных структур в околошовной зоне
и обеспечение специальных свойств (коррозионной стойкости,
прочности при высоких или низких температурах). При наплавке
деталей, работающих на истирание, особое значение приобретает
стойкость металла шва против эрозии, т. е. постепенного раз-
рушения его вследствие механического износа.
С развитием техники одновременно с усложнением условий
работы конструкций, применением высокопрочных конструкцион-
ных материалов и предъявлением повышенных требований к рабо-
тоспособности изделия увеличивается и число показателей, входя-
щих в понятие свариваемости.
В начальный период развития сварочной техники все материалы
и сплавы в зависимости от их способности образовывать сварные
соединения необходимого и достаточного качества разделяли на
обладающие хорошей, удовлетворительной и неудовлетворитель-
ной свариваемостью. Для сталей в основном эта характеристика
была связана с содержанием в них углерода. Современные знания
о природе сварочных процессов позволяют утверждать, что все
однородные металлы и сплавы могут образовывать при сварке
плавлением сварные соединения удовлетворительного качества.
Разница между металлами, обладающими хорошей и плохой сва-
риваемостью, заключается в том, что для соединения последних
необходима более сложная технология сварки (предварительный
подогрев, ограничение погонной энергии сварки, последующая
термообработка, сварка в вакууме, облицовка кромок и т. п.).
Усложнение технологии и применение специальных сварочных
материалов делает изготовление сварных конструкций из этих
материалов во многих случаях экономически нецелесообразным.
По мере усовершенствования существующих и разработки новых
сварочных процессов и сварочных материалов сокращается коли-
чество металлов и сплавов, изготовление сварных конструкций
из которых не обеспечивает необходимой работоспособности и
экономически нецелесообразно.
Оценку свариваемости, как правило, производят не по абсо-
лютным величинам, а по сравнению со свойствами ранее приме-
нявшихся материалов или со свойствами основного металла. Ре-
зультаты испытания на свариваемость признают удовлетвори-
тельными в том случае, если они соответствуют нормативам, уста-
новленным техническими условиями на данный вид продукции.
Ввиду того, что свариваемость определяется многими показа-
телями, не удается создать единую методику испытания, позво-
ляющую однозначно описать эту комплексную технологическую
характеристику. Поэтому для оценки свариваемости применяют
ряд испытаний. Выбор методов испытания обусловлен назначе-
нием конструкции и свойствами основного металла или сплава,
ИЗ
Под влиянием сварки происходят изменения структуры и
свойств металлов шва и околошовной зоны по сравнению с основ-
ным металлом. В процессе кристаллизации металла шва под воз-
действием возникающих при сварке растягивающих напряжений
возможно образование кристаллизационных трещин, являющихся
весьма серьезным дефектом (см. § 6-2). Стойкость металла шва
против кристаллизационных трещин является одним из важней-
ших показателей свариваемости. В металле шва могут появиться
и холодные трещины. Образование их при сварке низкоуглероди-
стых и низколегированных сталей наблюдается относительно
редко.
Под воздействием применяемого при сварке источника теплоты
в околошовной зоне изменяется структура основного металла, что
может привести к образованию околошовных холодных трещин
(см. §6-3). Стойкость металла околошовной зоны против образо-
вания трещин является вторым показателем свариваемости. Об-
разцы, применяемые в этом случае, служат и для выявления хо-
лодных трещин в металле шва.
Под воздействием сварки в металле сварного соединения про-
исходят процессы, которые могут привести к снижению стойкости
его против перехода в хрупкое состояние. Поэтому проводят
испытания стойкости металла околошовной зоны и шва, а также
сварного соединения в целом против перехода в хрупкое состояние.
Обычно металл шва по химическому составу и структуре за-
метно отличается от основного металла. Заметные изменения про-
исходят также в металле околошовной зоны. Это может при-
вести к существенному отличию прочностных и других специаль-
ных характеристик металла шва и околошовной зоны от свойств
основного металла. Поэтому в комплекс определения сваривае-
мости входит проверка механических свойств металла шва и свар-
ного соединения при различных температурах, а также стойкости
против коррозии, износостойкости и других специальных харак-
теристик.
§ 4-3. Основные методы
определения свариваемости
Применяемые на практике методы определения сва-
риваемости используются для проверки свойств основного металла
и выяснения пригодности данной технологии сварки или сварочных
материалов (электродов, сварочной проволоки, флюсов, защитных
газов) для изготовления конструкции, соответствующей требова-
ниям эксплуатации.
Все испытания, проводимые для определения показателей
свариваемости, условно можно разделить на две основные группы.
К первой группе относятся испытания, применяемые при разра-
ботке новых марок стали, новых способов сварки и сварочных
материалов, новых типов конструкций и при выборе марки стали,
144
которая при данной технологии обеспечивает возможность полу-
чения качественной конструкции. Эту группу испытаний прово-
дят, как правило, исследовательские организации в лаборатор-
ных условиях. Ко второй группе относятся испытания, приме-
няемые при проверке кондиционности данной уже изученной марки
стали или данного сварочного материала и при проверке пригод-
ности изученной марки стали для изготовления новых конструк-
ций. Вторую группу испытаний, как правило, производят в за-
водских условиях.
Методы определения показателей свариваемости можно раз-
делить на прямые, при которых оценку производят путем сварки
образцов заданной конструкции, и на косвенные, при которых
сварочный процесс заменяют другим, имитирующим его процес-
сом. Косвенные методы испытания следует рассматривать только
как предварительные. Результаты их в большинстве случаев
должны быть проверены путем прямых испытаний. Методы опре-
деления показателей свариваемости весьма разнообразны и много-
численны. В литературе описано более 200 таких методик. Тип
образца обычно выбирают исходя из стремления максимально
приблизить условия его испытания к условиям эксплуатации
конструкции.
Определение стойкости металла шва против образования кри-
сталлизационных трещин. Для определения стойкости металла
шва против кристаллизационных трещин используют ряд техно-
логических проб.
Наибольшее распространение находят образцы, имитирующие
реальные сварные соединения (тавровые, стыковые). Форму и раз-
меры таврового образца для испытания угловых швов выбирают
в соответствии с данными, приведенными на рис. 4-3, а и
Рис. 4-3. Образцы для определения стойкости металла шва против образова-
ния кристаллизационных трещин
а — тавровое соединение, б — стыковое соединение, $ — толщина металла,
= Л — 40 мм, В — 180 мм
Ю Заказ № 782 $46
в табл. 4-2. Образцы (не менее
трех) испытывают при опреде-
лении качества основного ме-
талла и сварочных материалов,
а также при проверке пригод-
ности новых видов и режимов
сварки в исследовательских
работах и при приемочных
испытаниях. Сварку следует
проводить на основном металле
толщиной 8 мм и более, содер-
жащем максимально допусти-
Таблица 4-2
Основные размеры таврового образца
для испытаний стойкости металла шва
против кристаллизационных трещин
Сварка та та — X " J s 2 е • R. о -J
Автоматическая . . . 400
Полуавтоматическая . . . 300
Ручная . • . 200
мое для данного материала
количество вредных в отношении образования трещин элементов
(углерод, сера, кремний, никель, фосфор).
Контрольный шов сваривают на режиме, оптимальном для дан-
ного способа сварки, марки стали и толщины металла. При про-
верке новых режимов сварки контрольный шов сваривают на раз-
рабатываемом режиме. В табл. 4-3 для примера приведены режимы
автоматической сварки под флюсом проволокой диаметром 5 мм
низкоуглеродистых сталей с содержанием до 0,23% С и низколе-
гированных сталей с содержанием до 0,18% С.
Трещины выявляют внешним осмотром поверхности контроль-
ного шва после его сварки, излома шва после его разрушения или
вырезанных из шва макрошлифов. При проведении испытаний по
описанной методике можно получить только качественную харак-
теристику стойкости против образования кристаллизационных
трещин (наличие или отсутствие трещин). Количественную ха-
рактеристику можно получить, проводя сварку контрольного шва
на различных токах. Чем больше сила тока, при которой еще не
наблюдается образования кристаллизационных трещин, тем лучше
свойства испытуемого материала.
Для контроля основного металла и сварочных материалов и
определения пригодности принятых режимов сварки конструкции,
Таблица 4-3
Режимы * сварки контрольных швов
Толщина основного металла, мм Катеты шва, мм ^св’ А Ид, в Ксв, м/ч
8—10 8 650—700 28—32 30± 1,5
11—20 9 700—750 30—34 25± 1,0
21—60 10 750—800 32—36 20± 1,0
* При ручной сварке тех же сталей покрытыми электродами диаметром 5 мм сила
тока равна 200—220 А.
Кб
ё которой основными являются стыковые швы, Применяют образец,
показанный на рис. 4-3, б. При толщине металла 5—14 мм раз-
делку кромок не производят. Контрольный шов сваривают в ниж-
нем положении. Длину образца выбирают по табл. 4-2.
Наличие трещин выявляют внешним осмотром поверхности шва,
излома шва после его разрушения или по макрошлифам. Путем
дополнительных испытаний может быть получена качественная
характеристика стойкости против образования трещин в зави-
симости от критического тока.
К группе технологических проб относятся составные образцы,
в которых наплавку производят на отдельные полосы или сег-
менты, скрепленные между собой прихватками или закрепленные
в жестком приспособлении (рис. 4-4, а), и образцы переменной
жесткости (рис. 4-4, б). Стойкость против образования кристалли-
зационных трещин определяют качественно по наличию или от-
сутствию трещин на поверхности шва и в изломе образца после его
расчленения. Для количественной оценки проводят испытания
по методикам МВТУ, ИМЕТ, Мюрекс и др.
По методике МВТУ образцы испытывают на специальной
машине, снабженной сменными зажимами для сборки и сварки
тавровых и стыковых соединений. Стойкость металла шва против
образования кристаллизационных трещин определяется крити-
ческой скоростью деформации, т. е. той максимальной скоростью,
при которой еще не возникают продольные трещины. Чем выше
эта скорость, тем больше стойкость металла шва против трещин.
Испытания проводят главным образом в исследовательских рабо-
тах для определения качества электродов, сварочной проволоки
и флюса.
Для оценки стойкости металла шва против кристаллизацион-
ных трещин часто применяют контрольный химический анализ.
Пробу для анализа отбирают от реального сварного соединения
или от специально сваренного образца. Методика отбора проб для
химического анализа регламентируется ГОСТ 7122—54. О стой-
кости металла шва против кристаллизационных трещин судят по
содержанию в нем вредных примесей (главным образом серы и
углерода). Критическое содержание примесей оговорено в техни-
ческих условиях на данный вид продукции.
Рис. 4-4. Образцы составной (а) и переменной (б) жесткости
10* 147
a) V
Рис. 4-5. Образцы, имитирующие реальное нахлесточное (а) и стыковое (б)
сварное соединение:
1 — контрольный шов
Практика показывает, что ни одна из описанных проб не
дает четкой характеристики стойкости против кристаллизационных
трещин. Создание более совершенной методики испытаний яв-
ляется весьма актуальной задачей.
Определение стойкости металла околошовной зоны против
образования трещин. Трещины в околошовной зоне, как правило,
образуются при сварке среднеуглеродистых, высоколегированных
и среднелегированных сталей.
Методы испытания стойкости металла околошовной зоны про-
тив трещин дают в большинстве случаев качественную характе-
ристику (наличие или отсутствие трещин). Испытание следует
проводить на металле наибольшей применяемой в данном случае
толщины при максимальном содержании элементов, снижающих
стойкость металла против трещин (углерод, марганец, кремний
и др.). Образцы сваривают на трех режимах, характеризуемых
максимальной, средней и минимальной для данного способа
сварки погонной энергией.
Для испытаний обычно используют специальный образец,
имитирующий реальные сварные соединения (рис. 4-5, а, 6).
Осматривают образцы через 5—20 суток после сварки, что способ-
ствует наиболее полному вы-
явлению трещин. Трещины вы-
являются при внешнем осмотре
поверхности металла и по мак-
рошлифам.
Для количественной оценки
стойкости металла околошовной
зоны против образования трещин
служит образец, показанный
Рис. 4-6. Образец для количественной
оценки стойкости металла
против образования холод-
ных трещин
148
йа рис. 4-6. Образец собран из трех пластин толщиной не менее
4 мм с зазором не более 0,5 мм. Сварку проводят при нескольких
заданных нормативными документами температурах. После сварки
каждого шва образец доводят до заданной температуры, затем
сваривают последующий шов. Наличие трещин проверяют по
макрошлифам. Качественную оценку проводят по наличию или
отсутствию трещин, количественную—по минимальной тем-
пературе, при которой еще не наблюдается образования трещин.
Кроме прямых методов испытаний стойкости против образо-
вания околошовных трещин применяют и косвенные методы.
К ним относится определение углеродного эквивалента:
С — С + Мп- 4- — + 4- Сг 4- Ч_____— (4-1)
6 । 24 г 10 г 5 '4 ’14 ' '
Символ каждого элемента обозначает максимальное содержа-
ние его в металле (по техническим условиям или стандарту)
в процентах. Если углеродный эквивалент Сэк > 0,45%, то для
обеспечения стойкости околошовной зоны против образования
околошовных трещин и закалочных структур следует применять
предварительный подогрев до температуры 100—200° С. При
сварке металла небольшой толщины предельное значение Сэк
может быть повышено до 0,55%.
Определение стойкости металла против перехода в хрупкое
состояние. Любая, в том числе и низкоуглеродистая сталь в зави-
симости от условий эксплуатации может разрушаться пластично
или хрупко. В обоих случаях происходит транскристаллическое
разрушение, т. е. разрушение по телу зерна.
Для пластичного разрушения стали характерны следующие
признаки: поверхность излома обычно расположена наклонно
(приблизительно под углом 45°) по отношению к направлению
главных нормальных напряжений; поверхность излома матовая;
края разрушенного участка значительно деформированы. Для
хрупкого разрушения характерны следующие признаки: поверх-
ность излома обычно расположена перпендикулярно к направле-
нию главных нормальных напряжений; поверхность излома бле-
стящая; края разрушенного участка деформированы мало.
При нормальных температурах сталь имеет объемноцентри-
рованную кубическую решетку. Пластическая деформация яв-
ляется результатом сдвигов, вызванных касательными напряже-
ниями, и происходит в кристалле по плоскостям, проходящим по
диагоналям куба. Разрушения от касательных напряжений назы-
вают разрушением путем среза. Хрупкое разрушение проходит
по граням кубической решетки и обусловлено нормальными на-
пряжениями. Оно называется разрушением путем отрыва.
В соответствии с двумя видами разрушения можно говорить
о двух типах сопротивления разрушению: сопротивление срезу и
сопротивление отрыву (хрупкая прочность). Приведенная на
рис. 4-7 схема объясняет механизм перехода одного типа раз-
149
\ Рис. 4-7. Кривые, характеризующие хрупкое и
\ вязкое разрушение одного и того же
\ металла (А Ф Иоффе)
S \ \
§ _ \ \ рушения в другой. Кривая А отобра-
| рГ ’—жает изменение хрупкой прочности,
। х. I \ а кривая Б —• изменение предела теку-
। чести в зависимости от температуры.
I Выше температуры пересечения кри-
—р----------------- вых А и Б (7\) разрушение данного
’ 2 материала будет пластичным, а ниже—•
хрупким. Кривая В проведена в предположении, что надрез
в металле повысил его предел текучести в 3 раза. Известно, что
предел текучести металла у корня надреза повышается. При тем-
пературе выше Т2 материал у надреза будет разрушаться пла-
стично, а ниже Т2 — хрупко. Температура перехода от хруп-
кого разрушения к пластичному находится в интервале 7\—Т2
в зависимости от наличия надреза и его формы.
Процесс хрупкого разрушения металла состоит из двух ста-
дий. На первой стадии в металле возникают значительные пласти-
ческие деформации. В хрупком изломе начальную стадию разру-
шения можно обнаружить по матовой поверхности. Вторая стадия
разрушения металла является процессом непрерывного роста
хрупких трещин, которые возникают на разных участках.
Развитие хрупкой трещины представляется следующим об-
разом. Впереди фронта главной трещины (рис. 4-8) образуются
микротрещины. Каждая такая микротрещина, развиваясь, рас-
пространяется в радиальном направлении до тех пор, пока не
встретит на своем пути другие развивающиеся микротрещины или
фронт главной трещины. Так как возникающие впереди фронта
главной трещины отдельные микротрещины не лежат с ней в одной
плоскости, то после их слияния образуются уступы в виде харак-
терного, так называемого «шевронного узора». Конец главной тре-
щины имеет форму параболы. При наличии шевронного узора
можно определить направление движения хрупкой трещины.
Этим пользуются для того, чтобы найти место, откуда началось
разрушение конструкции.
Как показывают опыты, скорость распространения хрупкой
трещины может достигать 1800 м/с. С возрастанием скорости рас-
пространения трещины шевронные уступы становятся все мельче
и, наконец, могут совсем исчезнуть.
Увеличение скорости распростране-
ния трещины может привести к ее
разветвлению, так как примерно
одинаковые напряжения возникают
Рис. 4-8. Схема процесса развития хрупкой
трещины
150
Рис. 4-9. Образцы для испытания на ударный изгиб с полукруглым (а), остро-
угольным (б) и ключевидным (в) надрезами:
I, II, III — профили надрезов
по широкой дуге трещины. Скорость распространения хрупкой
трещины настолько велика, что на ее распространение не успе-
вают влиять внешние силы. Поэтому надо считать, что энергия,
необходимая для образования новой поверхности трещины, по-
ступает из накопленной в металле упругой энергии.
Различные стали в зависимости от их химического состава
и структуры имеют разную стойкость против перехода в хрупкое
состояние. Чтобы судить о сопротивляемости данной стали пере-
ходу в хрупкое состояние, принято испытывать несколько одина-
ковых образцов при разных температурах. Та сталь, которая
имеет более низкую температуру перехода в хрупкое состояние,
считается лучшей.
В настоящее время широко распространено испытание на попе-
речный изгиб стандартных образцов с условным надрезом.
На рис. 4-9, а—в показаны образцы с полукруглым, остроуголь-
ным и ключевидным надрезами, применяемые для испытания на
ударный изгиб. Образцы вырезают из подлежащего исследованию
металла поперек или вдоль прокатки и испытывают при разных тем-
пературах. При понижении температуры наступает такой момент,
когда значение ударной вязкости резко падает. На рис. 4-10 видно,
что в интервале температур Тг—Т2 имеет место рассеяние резуль-
татов испытаний. Температура 7\ называется верхней, а Т2 —
нижней критическими температурами перехода в хрупкое со-
стояние.
151
Рис. 4-10. Изменение ударной вязкости в за-
висимости от температуры
Вырезая из стыкового соединения
образцы для ударного изгиба так,
чтобы разрез располагался в металле
шва, околошовной зоне или основном
металле, и испытывая эти образцы
при различных температурах, можно
определить для каждого участка ме-
талла температуры Тi и Т2. Сравнение этих температур показы-
вает, какой из участков стыкового соединения имеет более вы-
сокую критическую температуру. Эти испытания были предложены
в конце XIX в. и благодаря их простоте нашли весьма широкое
распространение. Однако описанный метод имеет существенные не-
достатки, которые не позволяют использовать его для решения
ряда возникающих в технике задач. Основные недостатки метода
испытания надрезанных образцов на ударный изгиб следующие:
1. Образец имеет малые размеры и надрез произвольно вы-
бранной формы. При других размерах и форме надреза результаты
испытаний образца будут другими. Поэтому получают только
сравнительные характеристики сталей. На основании таких испы-
таний нельзя предвидеть температуру, при которой может про-
изойти хрупкое разрушение стали при работе ее в определенной
конструкции.
2. Величина ударной вязкости состоит из работы, затрачивае-
мой на образование первой стадии хрупкого разрушения, на про-
текание второй стадии разрушения и на пластическую деформа-
цию сжатого участка образца. Так как в различных сталях энер-
гия, затрачиваемая на каждую из указанных стадий разрушения,
может быть различна и соотношение между этими энергиями также
может быть разное, нельзя быть уверенным в том, что получаемые
при испытаниях данные дадут правильную сравнительную оценку
исследуемых сталей.
В последнее время разработан ряд способов испытания образ-
цов на ударный изгиб с определением энергии, необходимой для
зарождения и распространения трещин. Усилия многих ученых
направлены на создание методик, обеспечивающих получение
достоверных и воспроизводимых результатов таких испытаний.
Сопротивление распространению трещины может служить объек-
тивной характеристикой склонности материала к хрупкому раз-
рушению. Эти способы испытаний, вероятно, найдут широкое при-
менение.
Большое количество хрупких разрушений сварных морских
судов типа «Либерти», наблюдавшихся в 1942—1945 гг. в США,
а также ряд аварий больших резервуаров для хранения жидкостей
и газов и других конструкций в значительной степени способ-
ствовали изысканию методов испытаний, позволяющих судите
15?
Рис. 4-11. Адмиралтейский образец для испытаний на растяжение и изгиб (а)
и образец Кинцела для испытания иа изгиб (б)
о надежности стали в условиях работы конструкции. В настоящее
время имеется более 30 типов образцов разнообразной формы
с надрезами различных видов, которые при испытаниях подвер-
гаются растяжению, изгибу и другим видам нагрузки при различ-
ных температурах.
На рис. 4-11, а изображен образец для испытания на растяже-
ние и изгиб, представляющий собой пластину размером 126Х
X 75x5 мм с надрезом на одной стороне. На рис. 4-11, б изображен
другой тип образца для испытания на изгиб. При испытании ука-
занных образцов исследуют различные критерии определения пе-
рехода металла в хрупкое состояние. Такие критерии, как угол
изгиба при максимальной нагрузке, сужение площади попереч-
ного сечения и удлинение, характеризуют пластичность стали
перед тем, как начнет распространяться трещина, т. е. характе-
ризуют наступление первой стадии разрушения. Такие критерии,
как внешний вид излома и работа после максимальной нагрузки,
отражают поведение стали при распространении в ней трещины.
Если эти две группы критериев отражают различные свойства
стали, то можно ожидать, что температура перехода стали в хруп-
кое состояние, установленная на основании этих критериев для
одной и той же стали, будет различна. Проведенные исследова-
ния показали, что могут быть две температуры перехода металла
в хрупкое состояние. Первую из них определяют на основании
критерия внешнего вида излома. Этот критерий устанавливает
температуру, ниже которой наблюдается хрупкая по внешнему
виду поверхность излома стали. Вторую температуру определяют
на основании критерия пластичности (угол изгиба, относительное
удлинение и т. п.). Этот критерий устанавливает температуру,
при которой сталь снижает свою пластичность ниже определенной
условной величины.
Температура перехода стали в хрупкое состояние, определяе-
мая на основе критерия пластичности, меняется в зависимости от
условий сварки, остроты и глубины надреза. При изменении ука-
153
Рис. 4-12. Образец для определения способности стали сопротивляться распро-
странению хрупкой трещины (Т. С. Робертсон):
а — общий вид образца;
б — кривая изменения напряжений в зависимости от температуры металла
занных факторов в неблагоприятную сторону температура пере-
хода стали в хрупкое состояние повышается и приближается
к температуре, установленной на основании критерия внешнего
вида поверхности излома. С учетом этого можно считать, что кри-
терий внешнего вида отражает поведение стали при самых небла-
гоприятных условиях, т. е. при наличии бесконечно острого над-
реза.
Для изучения способности различных сталей сопротивляться
распространению хрупкой трещины предложен образец, изобра-
женный на рис. 4-12, а. На одном конце образца высверлено от-
верстие, в котором сделан надрез. Образец устанавливают в раз-
рывной машине. Конец образца с отверстием охлаждают жидким
азотом, противоположный конец образца нагревают. После уста-
новления стабильного перепада температуры образец нагружают
до постоянной величины поперечных напряжений. Затем наносят
удар крупнокалиберной пулей по охлажденному концу. Удар
вызывает образование хрупкой трещины, которая под действием
поперечных напряжений распространяется в образце и на каком-то
расстоянии останавливается. Фиксируется температура участка
образца, где остановилась трещина.
Испытания ряда образцов при разных нагрузках позволяют
построить кривые (рис. 4-12, б), показывающие, как в зависимости
от температуры стали изменяются критические поперечные напря-
жения, т. е. напряжения, при которых идет распространение
хрупкой трещины. Область, лежащая выше и левее кривой,
характеризует условия (напряжения и температуру), при которых
однажды возникшая хрупкая трещина будет распространяться и
пересечет весь образец. Ниже и правее кривой находится область,
154
характеризующая условия, при которых однажды возникшая
трещина остановится и не будет распространяться в металле.
Каждая марка стали в зависимости от ее химического состава,
структуры и толщины имеет свою, характерную для нее кривую.
Для подобных кривых типично наличие почти горизонтального
участка, расположенного на уровне сравнительно невысоких по-
перечных напряжений, и почти вертикального участка.
Процесс хрупкого разрушения имеет две стадии. По вопросу
о том, какую стадию разрушения нельзя допускать, существуют
две точки зрения. Согласно первой из них, в любой металлической
конструкции, а тем более в сварной конструкции, неизбежно на-
личие различного рода дефектов (подрезов, трещин, шлаковых
включений и т. и.). Эти дефекты являются резкими концентра-
торами напряжений, от которых могут брать начало хрупкие
трещины. Для того чтобы образовались первые трещины, всегда
найдутся случайные причины, как-то: удары, резкое изменение
температуры, корродирующая среда и т. п. Поэтому важно не
образование первых хрупких трещин, а предотвращение их рас-
пространения. Этого можно достичь, если металл будет обладать
достаточным сопротивлением распространению хрупкой трещины.
Следовательно, необходимо выбирать сталь исходя из ее способ-
ности гасить образовавшуюся хрупкую трещину.
Вторая точка зрения заключается в том, что сталь должна
предупреждать зарождение хрупкой трещины. Так как хрупкая
трещина возникает всегда у резких концентраторов напряжений,
то можно сказать, что сталь должна быть малочувствительной
к острым надрезам. Сторонники второй точки зрения обычно ука-
зывают, что для зарождения хрупкой трещины требуется больше
энергии, чем для распространения уже начавшейся трещины.
Рассмотренные образцы и методы определения температуры
перехода стали в хрупкое состояние можно разделить на три
группы:
1. Определение порога хладноломкости с помощью испытания
на поперечный изгиб на маятниковом копре образцов с различными
типами надреза. Эти испытания дают результаты, которые могут
служить только для сравнения между собой различных сталей,
сварочных материалов, способов и режимов сварки.
2. Определение температуры перехода в хрупкое состояние
с помощью специальных образцов. В процессе испытания этих
образцов были определены две температуры в зависимости от
принятого критерия: одна температура — начала возникновения
хрупкой трещины (первая стадия разрушения), а другая — рас-
пространения хрупкой трещины (вторая стадия разрушения).
3. Определение сопротивления стали распространению хруп-
кой трещины (вторая стадия разрушения).
Испытания второй и третьей групп имеют целью охарактери-
зовать поведение металла в реальной конструкции. Поэтому
результаты испытания всех образцов всегда сравнивают с данными
155
наблюдаемых случаев хрупкого разрушения конструкций. Эти
сравнения показывают достаточное совпадение критической тем-
пературы перехода стали в хрупкое состояние, определенной на
том или ином типе образца, с температурой, при которой про-
изошла авария.
Образцы для испытаний второй и третьей групп имеют значи-
тельные размеры, и использование их представляет определенные
трудности. Поэтому были затрачены значительные усилия, чтобы
установить корреляцию между испытаниями больших специаль-
ных образцов и испытаниями стандартных малых образцов на
ударный изгиб. Полной корреляции установить пока не удалось,
однако для отдельных групп сталей такая корреляция намечается.
Так, установлено, что в судах типа «Либерти» хрупкие разрушения
наблюдались при температурах, при которых малые образцы
с остроугольным надрезом, вырезанные из листов разрушенных
судов, имели ударную вязкость не более 1,2 кгс/см2.
Образцы для испытаний второй и третьей групп можно приме-
нять в исследовательских работах. Для практических же задач
контроля качества металла следует пользоваться стандартными
образцами с полукруглым или острым надрезом, испытываемыми
на ударный изгиб.
С целью повышения стойкости основного металла против
перехода в хрупкое состояние следует применять для ответствен-
ных сварных конструкций стали с пониженным содержанием угле-
рода. Значительное влияние на стойкость против перехода в хруп-
кое состояние оказывают тип электродов, состав флюса, режим
сварки и другие технологические факторы. При разработке техно-
логии сварки ответственных конструкций все это следует учи-
тывать.
Комплексные методы испытания металла околошовной зоны.
Кроме описанных выше и в § 6-3 методов испытаний, которые ста-
вят перед собой задачу выяснения только одного из показателей,
входящих в общее понятие свариваемости, при проведении ла-
бораторных исследований находят также применение комплекс-
ные методы оценки свойств околошовной зоны. Эти методы позво-
ляют выбрать режим сварки, обеспечивающий благоприятные
свойства металла в околошовной зоне, и установить зависимость
между этими свойствами и режимом сварки.
Наиболее широко из этой группы испытаний при исследовании
и поисковых работах применяют валиковую пробу. Она служит
для определения структурного состояния и механических свойств
металла околошовной зоны. Бруски-заготовки испытываемого
металла толщиной, равной толщине стали, шириной 13—18 мм
и длиной 200—250 мм собирают в специальном зажимном приспо-
соблении в единую составную пластину (рис. 4-13). Образцы со-
бирают так, чтобы сверху располагалась обработанная поверх-
ность металла (ширина бруска равна толщине металла). Число
брусков в составной пластине предусмотрено программой испы-
156
Рис. 4-13. Составной образец для валиковой пробы, s — толщина металла
таний. Число составных пластин определяется количеством режи-
мов сварки. Обычно сваривают пять пластин при следующих зна-
чениях погонной энергии (кал/см): 1) 1000—1500; 2) 3000—4000;
3) 6000—7000; 4) 9000—10 000; 5) 13 000—14 000.
На собранную пластину вдоль ее продольной оси наплавляют
валик. Затем пластину освобождают от закрепления и она остывает
на воздухе до температуры окружающей среды. Затем усиление
валика сострагивают заподлицо с основным металлом и бруски
отделяют друг от друга. Из брусков изготовляют образцы (см.
рис. 4-9), в которых вершина надреза расположена в околошовной
зоне на заданном расстоянии от границы сплавления.
На основании испытания этих образцов на ударный и стати-
ческий изгиб при различных температурах, а также металло-
графического исследования определяют следующие характери-
стики основного металла.
1. Зависимость между критической температурой перехода
в хрупкое состояние металла околошовной зоны и режимом сварки.
За критическую температуру обычно принимают ту, при которой
ударная вязкость хотя бы одного из испытываемых образцов была
менее 2 кгс/см2.
2. Зависимость между ударной вязкостью металла околошов-
ной зоны и режимом сварки, которая позволяет судить о струк-
турных изменениях, происходящих в околошовной зоне (перегрев,
закалка) при различных режимах сварки.
3. Зависимость между твердостью металла в околошовной
зоне и режимом сварки и зависимость между твердостью металла
в околошовной зоне и мгновенной скоростью остывания при тем-
пературе наименьшей устойчивости аустенита. Можно также
судить о структурных изменениях, происходящих в околошовной
зоне.
Проба ИМЕТ позволяет определять структурное состояние и
механические свойства металла околошовной зоны на протяжении
всего термического цикла сварки. Испытания проводят на двух
образцах для металлографических исследований и образце для
определения механических свойств. Образцы укрепляют в зажи-
мах специальной автоматической машины, где в соответствии
157
с заданным термическим циклом они нагреваются проходящим то-
ком, а затем охлаждаются. Нагрев образца регулируется изме-
нением величины тока, а охлаждение его — обрызгиванием водой
или обдувом газом. Контроль за соответствием между заданным и
действительным термическими циклами осуществляется путем
записи на осциллографе значения э. д. с. термопары, приварен-
ной к центральной части образца.
В любой заданной точке термического цикла можно автомати-
чески прекратить нагрев образца и мгновенно его освободить.
После этого образец или попадет в воду, или может быть быстро
разорван с регистрацией диаграммы изменения усилия и удлине-
ния его во времени. При быстром охлаждении образца в воде в нем
фиксируется размер зерна, соответствующий данной температуре.
Механические испытания позволяют установить значения предела
прочности, текучести и относительного удлинения металла об-
разца в условиях быстрого растяжения при заданной температуре.
Проба ИМЕТ позволяет изучить кинетику изменения фазового
состава, структуры и механических свойств металла в процессе
нагрева и охлаждения по заданному термическому циклу сварки.
Испытания дают возможность установить интервал, в котором
происходит резкое падение пластичности, судить о характере пре-
вращения аустенита в металле околошовной зоны и об опасности
хрупкого разрушения в ней в условиях охлаждения при данном
термическом цикле.
По результатам испытания можно определить режимы сварки,
обеспечивающие получение в зоне термического влияния структур,
стойких против перехода в хрупкое состояние и против образо-
вания трещин. Методика в основном применяется при разработке
новых марок сталей и сплавов.
Определение служебных характеристик металла шва и сварного
соединения. Для обеспечения нормальной работы конструкции
металл шва и сварного соединения должен обладать необходимой
и достаточной прочностью и пластичностью, коррозионной стой-
костью и другими свойствами. При современном уровне развития
сварочной техники это условие удовлетворяется в подавляющем
большинстве случаев.
Для определения прочности и пластичности металла шва и
сварного соединения применяют комплекс испытаний, в том числе
при статических и ударных нагрузках. Испытания механических
свойств металла шва и сварного соединения при статических и
ударных нагрузках (ГОСТ 6996—66) проводят при текущем
контроле качества продукции и при исследовательских работах.
Аналогичные испытания механических свойств сварных соедине-
ний проводят и в большинстве зарубежных стран.
Испытания, регламентируемые ГОСТ 6996—66, предусматри-
вают отбор образцов из реальных конструкций или из специаль-
ных образцов, сваренных в условиях, полностью повторяющих
условия сварки реальной конструкции. Испытания обычно про-
158
водят при комнатной температуре. Однако по требованиям тех-
нических условий на данный вид продукции их можно проводить
как при пониженных, так и при повышенных температурах.
Выбор видов испытаний из числа предусмотренных стандартом,
а также дополнительных, не вошедших в стандарт испы-
таний, устанавливается стандартами или техническими усло-
виями на данный вид продукции. ГОСТ 6996—66 предусмат-
ривает:
а) испытание металла шва на растяжение. Целью его яв-
ляется определение физического от или условного о012 предела
текучести металла, его временного сопротивления при растяже-
нии ов, относительного удлинения 65 и сужения ф. Для исследова-
ния отдельных участков металла шва и околошовной зоны при-
меняют не предусмотренные стандартом малые образцы с диаме-
тром рабочей части 0,8; 1,0 или 1,2 мм. Испытания подобных об-
разцов ца растяжение проводят на специальных машинах с записью
кривой усилие—деформация. Результаты испытаний малых об-
разцов сравнивают с результатами испытаний аналогичных об-
разцов, вырезанных из основного металла. Параллельно испыты-
вают не менее двух образцов;
б) испытание сварного соединения на растяжение. Целью его
является определение прочности сварного соединения в целом или
прочности металла шва в сварном соединении. Полученные при
испытании результаты сравнивают с результатами испытания
основного металла;
в) испытание металла шва и металла отдельных участков
околошовной зоны на ударный изгиб (на надрезанных образцах).
Целью его является определение ударной вязкости испытуемого
металла. Результаты, полученные при испытании, сравнивают
со значением того же показателя для основного металла или с ве-
личиной, регламентированной стандартами или техническими
условиями на данный вид продукции. Испытания, как правило,
проводят при одной температуре и перед ними не ставится задача
определения стойкости металла против перехода в хрупкое со-
стояние. Они служат для текущего контроля правильности вы-
бора технологии сварки и материалов. Для испытания применяют
образец с полукруглым профилем надреза (надрез по Менаже)
или с острым клиновидным надрезом (надрез по Изоду). Испыта-
ния образцов с надрезами различных типов дают несравнимые
результаты.
Кроме приведенных видов испытаний ГОСТ 6996—66 преду-
сматривает испытания на изгиб при продольном и поперечном
расположении шва. Эти испытания не дают четких данных о пла-
стических или прочностных свойствах сварного соединения и по
существу относятся к разряду технологических проб.
Для определения изменения свойств в отдельных участках
сварного соединения и степени неоднородности металла шва,
околошовной зоны и основного металла замеряют твердость ме-
159
Талла на этих участках. Твердость сварного соединения опреде-
ляют на макрошлифах поперечного сечения шва на приборах
типа Виккерса или Роквела.
§ 4-4. Напряжения и деформации при сварке
Напряжения и деформации при сварке подробно
рассмотрены в специальной литературе (труды Г. А. Николаева,
Н. О. Окерблома, В. А. Винокурова и др.). Ниже приведены
лишь общие положения и некоторые данные по этим вопросам.
В результате местного (неравномерного) нагрева металла,
обусловленного воздействием концентрированного источника теп-
лоты, в сварной конструкции возникают временные и остаточные
сварочные напряжения. Временные сварочные напряжения на-
блюдаются только в определенный момент сварки в процессе
изменения температуры. Напряжения, существующие после окон-
чания сварки конструкции и полного ее остывания, называют
остаточными сварочными напряжениями или сварочными напря-
жениями. Они возникают в результате затруднений расширения
и сжатия металла при его нагреве и остывании.
Затрудненность расширения и сжатия металла обусловлена
тем, что нагретый участок со всех сторон окружен холодным
металлом, размеры которого не претерпевают никаких изменений.
Реактивные остаточные напряжения возникают в связи с допол-
нительным закреплением свариваемых деталей (в приспособлении,
при жестком закреплении и т. и.), также препятствующим нор-
мальному протеканию процессов расширения и сжатия. Реактив-
ные напряжения характеризуются неуравновешенной эпюрой
напряжений.
Структурные напряжения возникают в конструкции вслед-
ствие структурных превращений участков металла околошовной
зоны, нагретых в процессе сварки до температуры выше критиче-
ских точек. Значительные по величине структурные напряжения
возникают при сварке закаливающихся сталей, при охлаждении
которых после сварки в околошовной зоне образуются мартенсит-
ные, имеющие наибольший удельный объем структуры.
Различают сварочные напряжения трех родов. В сварных
конструкциях из низкоуглеродистых и низколегированных ста-
лей в основном развиваются сварочные напряжения первого рода.
Они действуют и уравновешиваются в значительных, соизмеримых
с размерами конструкции или отдельных ее деталей, объемах.
При определенных условиях возможно возникновение сварочных
напряжений второго и третьего родов — действующих и уравно-
вешивающихся в пределах отдельных зерен металла.
В зависимости от пространственного расположения и взаимо-
действия различают сварочные напряжения: линейные или одно-
осные, действующие только по одной оси в одном направлении
(рис. 4-14, а), плоскостные или двухосные, действующие в двух
160
направлениях (рис. 4-14, б), и объемные или трехосные, действу-
ющие в трех направлениях (рис. 4-14, в). По направлению дей-
ствия различают продольные и расположенные поперек оси шва
линейные сварочные напряжения (рис. 4-15).
Практика эксплуатации сварных конструкций показывает, что
в большинстве случаев сварочные напряжения не снижают несу-
щей способности конструкций. По вопросу о влиянии, оказы-
ваемом сварочными напряжениями на работоспособность сварной
конструкции, нет единого мнения. Большинство исследователей
приходит к выводу о том, что линейные сварочные напряжения
не снижают прочности сварных конструкций ни при одном из
видов нагрузок (статической, вибрационной, ударной), если ме-
талл, из которого изготовлена конструкция, в процессе ее экс-
плуатации находится в пластическом состоянии. Однако, если
металл находится в хрупком состоянии, т. е. не способен к пла-
стическому деформированию, наличие даже линейных сварочных
напряжений может привести к снижению несущей способности
конструкции.
Даже такой пластичный металл, как низкоуглеродистая сталь,
при определенных условиях (низкая температура, резкая кон-
центрация напряжений, наличие дефектов) может находиться
в хрупком состоянии (см. § 38). Недостаточно ясно также влияние
на прочность конструкции сварочных напряжений с плоскостным
и объемным характером распределения. Большинство исследо-
вателей считают, что и при этом не происходит снижения проч-
ности конструкции при статической (в чистом виде) нагрузке
и пластичном состоянии металла.
Технологию сварки и сборки конструкции следует разрабаты-
вать с учетом обеспечения минимальной величины сварочных
напряжений, и там, где это диктуется условиями работы кон-
струкции, предусматривать снятие этих напряжений. При этом
следует учитывать, что снятие сварочных напряжений — весьма
трудоемкая и сложная операция, и к ней следует прибегать
Рис. 4-14. Различные виды напряженного состоя-
ния; напряжения:
а — линейные; б — плоскостные,
в — объемные сварочные
И Заказ № 782 161
Рис. 4-15.
Продольные (/) и попе-
речные (2) напряжения
в сварном соединении
Рис. 4-16. Угловая деформация при
сварке стыкового соедине-
ния
только при действительной, технически обоснованной необходи-
мости. Если значения сварочных напряжений достигнут предела
текучести металла, они вызовут его пластическую деформацию,
а следовательно, и изменения размеров и формы свариваемой
конструкции, т. е. ее деформацию (коробление).
Возникающие при сварке деформации разделяют на времен-
ные, существующие только во время сварки конструкции, и оста-
точные, остающиеся после завершения сварки и остывания кон-
струкции. Важное значение для практики имеют остаточные сва-
рочные деформации. В зависимости от характера, формы и раз-
меров свариваемых деталей различают деформацию в плоскости
и деформацию из плоскости соединяемых элементов. Деформация
в плоскости проявляется в изменении (уменьшении) размеров
конструкции, с чем необходимо считаться при заготовке деталей
и сборке под сварку, предусматривая припуск на изменение раз-
меров.
Деформация из плоскости (угловая деформация) проявляется
в образовании выпучин («хлопунов»), местном изгибе листов
(рис. 4-16), в так называемом грибовидном изгибе пояса при сварке
элементов тавровых и двутавровых сечений (рис. 4-17), а также
в других изменениях формы изделий. Величина и характер оста-
точных деформаций в значительной степени определяются тол-
щиной и свойствами основного металла, режимом сварки, после-
довательностью наложения швов, конструктивными формами сва-
риваемых деталей и формой шва. При увеличении толщины свари-
ваемого металла деформации снижаются, что связано с большей
жесткостью конструкции.
Существенное влияние на величину деформации оказывает
значение коэффициента линейного расширения металла. При по-
вышении коэффициента линейного расширения величина остаточ-
ных деформаций увеличивается, например при сварке конструк-
ций из высоколегированных нержавеющих сталей, что значи-
тельно затрудняет сварку металлоконструкций и изделий из этого
металла. Опыт эксплуатации показал, что в стальных конструк-
циях, в которых не возникают структурные напряжения, в боль-
шинстве случаев величина и характер оста-
точных деформаций с течением времени по- ""
чти не изменяется. В конструкциях, изго-
товленных из сталей, при сварке которых
возникают структурные напряжения, раз-
Рис. 4-17. Угловая деформация (грибовидность) при
сварке таврового соединения
162
меры и формы элемента могут изменяться с течением вре-
мени .
Изменение размеров и формы сварной конструкции в некото-
рых случаях снижает ее работоспособность и портит ее внешний
вид. Если остаточные деформации достигают заметной величины
они могут привести к неисправимому браку. При разработке,
технологии сборки и сварки конструкции следует учитывать необ-
ходимость снижения остаточных деформаций до величины, при
которой они не отражаются на работоспособности и внешнем
виде конструкции и не затрудняют сборку отдельных элементов.
Если величина остаточных деформаций выходит за допускаемые
пределы, следует проводить правку конструкции. Правка кон-
струкции является весьма трудоемкой операцией, требует высокой
квалификации рабочих, и ее так же, как и снятие сварочных на-
пряжений, следует проводить только в случае действительной
необходимости.
§ 4-5. Предотвращение и снижение
сварочных напряжений и деформаций
Величина и характер сварочных напряжений и де-
формаций определяются рядом факторов. Рассмотрим влияние
некоторых из них.
Вид и способ сварки. Значительное влияние на величину сва-
рочных деформаций оказывает степень концентрации теплоты.
Высокая концентрация теплоты способствует сужению зоны,
подвергающейся пластическим деформациям, и уменьшению де-
формаций конструкций. Это подтверждается опытом применения
автоматической сварки под флюсом.
При практически одной и той же погонной энергии сварка
под флюсом благодаря большей скорости перемещения дуги (изо-
термы вытянуты и сдвинуты в область, уже пройденную дугой)
вызывает меньшие остаточные деформации, чем ручная дуговая
сварка. Снизить величины остаточных деформаций можно также,
заменив ручную дуговую сварку покрытыми электродами авто-
матической или полуавтоматической сваркой в углекислом газе,
аргоне, порошковой проволокой или активированной проволокой
без дополнительной защиты. Применение полуавтоматической
сварки в углекислом газе позволило упростить технологию изго-
товления ряда тонколистовых конструкций (кузова тепловозов,
электровозов и пр.) и сократить расходы на последующую правку.
Влияние конфигурации шва. От конфигурации шва в известной
мере зависят величина и характер остаточных деформаций.
При прочих равных условиях Х-образная подготовка кромок
благодаря симметричному расположению шва относительно ней-
тральной оси вызывает меньшую угловую деформацию, чем V-
образная. С целью уменьшения деформаций в некоторых случаях
целесообразно применять двустороннюю сварку. При сварке под
11* 163
Рис. 4-18. Зависимость между тол-
щиной металла, формой
и сечением разделки
флюсом меньшие деформации
происходят в соединениях
без скоса кромок. В случае
электрошлакового процесса,
где сама техника выполнения
сварки предопределяет сим-
метричное расположение шва
относительно нейтральной
оси, угловые деформации
весьма невелики. Эффектив-
ной мерой уменьшения де-
формаций является умень-
шение сечения шва за счет
применения сварочных мате-
риалов, обеспечивающих бо-
лее высокую прочность ме-
талла шва. Как показали исследования, при сварке соединения
с угловыми швами сечение может быть уменьшено до 40%.
Режим сварки. Величина и характер сварочных напряжений
и остаточных деформаций находятся в прямой зависимости от
погонной энергии сварки, которая определяется режимом сварки
и зависит от сечения шва или слоя. Увеличение сечения шва или
слоя приводит к заметному росту величины остаточной деформа-
ции. Для обеспечения минимальной деформации сварной кон-
струкции следует назначать наименьшие (допустимые из условий
прочности конструкции) сечения швов и не допускать их увели-
чения в процессе изготовления конструкции. В отношении умень-
шения сечения шва наиболее рациональной является двусторон-
няя рюмкообразная разделка (рис. 4-18). На зависимости между
величиной остаточной деформации и режимом сварки (погонной
энергией) основан расчетный метод определения остаточных де-
формаций.
Порядок сварки и закрепление свариваемых деталей. На вели-
чину возникающих при сварке остаточных деформаций и напря-
жений существенно влияет порядок наложения шва по его длине
и сечению. Наибольшие остаточные деформации образуются при
сварке на проход, т. е. при наложении шва от начала до конца
без длительных перерывов. При ручной сварке для уменьшения
величины деформации швы накладывают от середины к концам.
Этот метод эффективен при выполнении шва двумя сварщиками.
При правильном выборе длины ступени обратноступенчатая
сварка (см. гл. 5) резко уменьшает величину напряжений и дефор-
маций. При этом способе шов следует разбивать на участки таким
образом, чтобы к началу сварки последующего участка темпера-
164
Рис. 4-19.
Укладка свариваемых деталей
для предотвращения угловой
деформации при стыковом сое-
динении
Рис. 4-20. Обратный изгиб свариваемых де-
талей для предотвращения угло-
вой деформации при стыковом
соединении
тура металла составляла 200—300° С. При однослойной сварке
это условие обеспечивается, если длина ступени равна участку,
образованному за счет расплавления одного электрода (при се-
чении шва, равном 1,2 сечения стержня электрода). Уменьшение
деформаций и напряжений при обратноступенчатой сварке свя-
зано с тем, что ее выполняют по увеличенному зазору. При охла-
ждении одновременно с уменьшением ширины шва уменьшается
и предварительно расширенный зазор, что способствует умень-
шению реактивных напряжений и деформаций.
Для уменьшения величины остаточных напряжений и деформа-
ций при сварке многопроходных швов применяют каскадный
метод сварки (см. гл. 5). Существенное влияние на величину на-
пряжений и остаточных деформаций оказывает направление
сварки отдельных швов. Эффективной мерой снижения остаточных
деформаций является закрепление свариваемых деталей в спе-
циальных приспособлениях-кондукторах.
Предварительный изгиб свариваемых деталей. В производ-
ственных условиях для борьбы с деформациями часто применяют
предварительный обратный изгиб свариваемых деталей. Этот
метод используют для борьбы с угловыми деформациями при
сварке стыковых и нахлесточных соединений. При сварке листов
небольшой ширины с V-образной разделкой кромок их распо-
лагают с предварительным выгибом в сторону, обратную ожидае-
мой деформации (рис. 4-19). Листы большой ширины можно укла-
дывать с предварительным изгибом свариваемых кромок
(рис. 4-20). Монтажные стыки с закрепленными [листами реко-
мендуется сваривать с предва-
рительноотогнутыми кромками,
что достигается при помощи
Рис. 4-21. Обратный изгиб сваривав- Рис. 4-22. Обратный изгиб пояса для
мых кромок в местах мои- предотвращения грибовид-
тажных стыков ной деформации
165
Рис. 4-23. Обратный изгиб балки
домкратов или специальных
приспособлений (рис. 4-21).
Для предотвращения деформа-
ций из плоскости тавровых или
двутавровых сечений произво-
дят упругую или пластическую
деформацию пояса (рис. 4-22).
С целью устранения продоль-
ных деформаций в плоскости при сварке тавровых балок приме-
няют приспособления, которые изгибают балку в сторону, обрат-
ную ожидаемой деформации (рис. 4-23).
Предварительный обратный изгиб можно создать с помощью
наклепа кромок и стенки балок либо нагревом до температуры
700—750° С (рис. 4-24). Эффективной мерой предотвращения
выпучивания стенки в двутавровой балке, вызываемой сваркой
поясных швов, является сборка с предварительным натяжением
стенки. Для натяжения стенки используют сборочные стенды
с домкратным устройством. Повысить жесткость тонких листов
в сварных конструкциях с целью уменьшения деформаций можно
путем гофрирования. При помощи прессов на тонких листах пред-
варительно выдавливают узоры жесткости или гофры. Мерой
уменьшения сварочных напряжений может быть предварительное
растяжение или сжатие элемента с помощью продольно сжима-
ющей силы.
Резкое охлаждение свариваемых деталей. При резком охлажде-
нии сварного соединения нагреваемый при сварке участок, в ко-
тором возникают пластические деформации, сужается, что при-
водит к уменьшению остаточных деформаций и напряжений.
На рис. 4-25 схематически показаны характер распределения тем-
пературы и размеры участков пластических деформаций при искус-
ственном охлаждении и без него. При охлаждении участок пла-
стической деформации значительно короче, чем при сварке в обыч-
Рис. 4-25. Характер распределения
температуры при сварке
стыкового соединения:
ных условиях.
Рис. 4-24. Место нагрева (или наклепа)
кромки вертикальной стен-
ки тавровой балки для со-
здания обратного изгиба
I — область нагрева или на*
клепа
а — с искусственным охлаж-
дением,
б — без охлаждения
166
Однако искусственное охлаждение Применимо ТоЛьКО Прй
сварке низкоуглеродистых сталей. Для уменьшения остаточных
деформаций и напряжений при сварке сталей с повышенным содер-
жанием углерода и легированных закаливающихся сталей метод
искусственного охлаждения неприменим, так как он может приве-
сти к образованию малопластичных закалочных структур. Некото-
рое влияние на величину сварочных деформаций оказывает также
и начальная температура изделия. При сварке в условиях естест-
венных низких температур деформации снижаются весьма мало.
Влияние подогрева свариваемых деталей. При предварительном
или сопутствующем подогреве уменьшается перепад температур
между участками сварного соединения, благодаря чему несколько
снижаются напряжения. Установлено, что при подогреве до тем-
пературы 200° С остаточные напряжения по сравнению со сваркой
без подогрева снижаются на 30%. При более высокой температуре
подогрева достигаются еще более благоприятные результаты.
Значительный эффект дает и сопутствующий подогрев. При
сварке можно проводить как общий, так и местный сопут-
ствующий подогрев. Общий подогрев назначают при сварке
деталей небольших размеров или непластичных материалов, на-
пример чугуна. При местном подогреве нагревают участок шири-
ной не менее 40—50 мм по обе стороны от шва. Нагрев только
свариваемых кромок не дает заметного эффекта. При сварке
с предварительным или сопутствующим подогревом в большин-
стве случаев не требуется последующей термообработки (отпуска)
конструкции. Подогрев можно осуществлять индукционным спо-
собом, газовым пламенем и электрическими нагревателями.
Температура предварительного подогрева зависит от химиче-
ского состава и толщины металла, а также жесткости конструкции.
С увеличением содержания углерода и легирующих примесей,
толщины металла и жесткости конструкции необходим подогрев
до более высоких температур.
При изготовлении особо ответственных конструкций из низко-
углеродистых сталей при толщине металла выше 40 мм иногда
применяют предварительный подогрев до температуры 100-—
120° С. При сварке среднеуглеродистых и низколегированных
конструкционных сталей целесообразно применять предваритель-
ный подогрев до температуры 150—200° С при толщине металла
более 30 мм. Вопрос о температуре подогрева при сварке (и на-
плавке) средне- и высоколегированных и высокоуглеродистых
сталей рассмотрен в гл. 10 и 13.
§ 4-6. Методы снижения сварочных напряжений
и устранения остаточных деформаций
Если меры предотвращения образования сварочных
напряжений и деформаций оказываются недостаточными, появ-
ляется необходимость в устранении (снятии) возникших напряже-
ний и деформаций.
167
СнятиеМварочных напряжений путем термообработки. Для пол-
ного снятия напряжений сварные соединения подвергают термо-
обработке. С этой целью при сварке углеродистых конструкцион-
ных сталей проводят общий высокий отпуск конструкции (нагрев
до 630—650° С с выдержкой при этой температуре в течение 2—
3 мин на 1 мм толщины металла). Охлаждение должно быть мед-
ленным для того, чтобы при его прохождении снова не возникли
напряжения. Режим охлаждения в основном зависит от химиче-
ского состава стали. Чем больше содержание элементов, способ-
ствующих закалке, тем меньше должна быть скорость охлажде-
ния. Во многих случаях деталь охлаждают до температуры 300° С
с печью, а затем на спокойном воздухе.
При высоком отпуске сварочные напряжения снимаются вслед-
ствие того, что при температуре 600° С предел текучести металла
близок к нулю и материал практически не оказывает сопротивле-
ния пластической деформации, в процессе которой происходит
релаксация сварочных напряжений. При температуре отпуска
600—620° С наблюдается некоторое охрупчивание металла, порог
хладноломкости перемещается в сторону положительных тем-
ператур. Особенно это проявляется на сталях, содержащих ва-
надий. Снижение температуры отпуска до 550—560° С устраняет
указанный недостаток.
В ряде случаев можно ограничиться высоким отпуском отдель-
ных элементов конструкции. Так, при изготовлении сферических
резервуаров для хранения различных продуктов ограничиваются
только отпуском лепестков с приваренными люками. Отпуск
отдельных узлов применяют также при изготовлении сварных
рам тележек вагонов и локомотивов. Такие операции значительно
проще, чем отпуск всей конструкции, и, как показал опыт, обес-
печивают требуемую эксплуатационную надежность.
Высокий отпуск является дорогой операцией, удлиняющей
технологический процесс изготовления конструкции, и его сле-
дует применять в действительно необходимых случаях. Если
механическая обработка проводится на детали, не прошедшей
отпуска, то в связи с перераспределением напряжений может
произойти изменение ее размеров. В большинстве случаев при
сварке изделий из стали с повышенным содержанием углерода
и легирующих элементов можно ограничиться только предвари-
тельным местным или общим подогревом и не проводить последу-
ющей термообработки (см. гл. 10).
Термопластический метод снятия напряжений. Метод основан
на создании пластических деформаций в зоне шва, что осуще-
ствляется путем нагрева смежных со швом участков основного
металла.
При этом достигается тот же эффект, что и при растяже-
нии внешними силами. Снятие напряжений достигается только
при тщательной регулировке источника нагрева и определенной
скорости перемещения его вдоль шва.
168
Рис. 4-26. Макроструктура металла после оплавления
Снятие сварочных напряжений с помощью аргоно-дуговой
обработки. Одной из мер снятия сварочных напряжений является
расплавление участка перехода от шва к основному металлу
неплавящимся электродом в аргоне (рис. 4-26). При этом нару-
шается равновесие внутренних сил напряженного поля вследствие
перехода части металла в жидкое и пластическое состояние.
Естественно, что при кристаллизации расплавленного металла
будут вновь возникать напряжения, однако они сравнительно
малы, так как количество этого металла во много раз меньше, чем
металла шва. Расплавление небольшого количества основного
металла и металла шва приводит к уменьшению напряжений на
60—70%. Получаемый при этом плавный переход от шва к основ-
ному металлу способствует значительному повышению прочности
сварных соединений при переменных нагрузках (рис. 4-27).
Снятие сварочных напряжений путем проковки металла шва
и околошовной зоны. Сварочные напряжения могут быть сняты
почти полностью, если в шве и околошовной зоне создать допол-
нительные пластические деформации. Это достигается проковкой
швов. Проковку производят в процессе остывания металла при
температурах 450° С и выше либо
от 150° С и ниже. В интервале
температур 400—200° С в связи
с пониженной пластичностью ме-
талла при ее проковке возможно
образование надрывов. Специаль-
10Г2Б
Рис. 4-27. Кривые выносливости сварных
образцов из стали
с накладками:
; — швы оплавлены;
£ ~ швы не обработаны
ныи нагрев сварного соединения для выполнения проковки,
как правило, не требуется. Удары наносят вручную молотком
массой 0,6—1,2 кг с закругленным бойком или пневматическим
молотком с небольшим усилием. При многослойной сварке про-
ковывают каждый слой, за исключением первого, в котором от
удара могут возникнуть трещины. Этот прием применяют для
снятия напряжений при заварке трещин и замыкающих швов
в жестких конструкциях. Проковка сварного соединения так-
же способствует повышению усталостной прочности конструк-
ции.
Снятие сварочных напряжений путем нагружения конструк-
ции до напряжений, равных пределу текучести металла. Эффек-
тивной мерой снятия сварочных напряжений в конструкциях,
изготовляемых из незакаливающихся сталей, является воздей-
ствие на сварную конструкцию внешних сил, от которых в ней
возникают напряжения, равные пределу текучести металла.
Нагружение конструкции должно быть статическим и проводиться
в условиях, когда металл находится в пластическом состоянии
(при положительной температуре). Такой метод снятия напряже-
ний особо следует рекомендовать для конструкций, работающих
в тяжелых условиях эксплуатации (низкие температуры, большие
скорости приложения нагрузок) перед вводом их в работу.
Если в первый период эксплуатации конструкция работает
в условиях, когда металл находится в пластическом состоянии,
происходит смягчение остроты концентраторов напряжений.
При этом сварочные напряжения не повлияют на статическую
прочность конструкции при тяжелых условиях ее эксплуатации.
При снятии напряжений этим способом не все элементы конструк-
ции могут быть нагружены до предела текучести. Поэтому напря-
жения снимаются только в элементах, наиболее нагруженных
от прилагаемых нагрузок, в остальных, например в участках
с приваренными ребрами, фланцами и т. и., они остаются почти
без изменений.
Нагружение до предела текучести конструкций, при сварке
которых возможно образование малопластических закалочных
структур в околошовной зоне, не приводит к снятию сварочных
напряжений. В этом случае сварочные напряжения могут быть
сняты только высоким отпуском. Выполнен ряд исследовательских
работ по уменьшению либо полному устранению сварочных на-
пряжений при помощи ультразвука.
Устранение деформации путем термической правки. При тер-
мической правке нагрев производят газокислородным пламенем
либо электрической дугой неплавящимся электродом. Темпера-
тура нагрева деформированного участка при термической правке
составляет 750—850° С. Нагретый участок стремится расши-
риться, однако окружающий его холодный металл ограничивает
возможность расширения, в результате чего возникают пластиче-
ские деформации сжатия. После охлаждения линейные размеры
170
Рис. 4-28. Правка деформированной тавровой балки нагревом (кружками
и полосками указаны места нагрева):
а — правка при вогнутой полке, б — правка при сложной деформации,
в — правка при выпуклой полке
нагретого участка уменьшаются, что приводит к уменьшению
или полному устранению деформаций
На рис. 4-28, а показаны деформированная балка с приварен-
ными косынками и места, подлежащие нагреву при правке. Если
балка таврового сечения деформируется после сварки в сторону
пояса, ю рекомендуется править ее, как показано на рис. 4-28, в,
и нагревать ряд участков самого пояса. В практике часто наблю-
дается сложная деформация стенки и пояса (рис. 4-28, б).
Для устранения такой деформации производят нагрев как верти-
кальной стенки, так и пояса.
Для правки сварных конструкций требуется определенный
навык. Поэтому, если в производственных условиях неизбежна
правка конструкций, то для выполнения термической правки
необходимо специально обучать рабочих В случае деформации
тонкого листа, приваренного к массивной раме, правку можно
осуществлять путем нагрева в симметрично расположенных точ-
ках с выпуклой стороны листа. Нагрев следует начинать от центра
выпуклости.
Устранение деформации путем механической правки. Для устра-
нения деформации механическую правку можно осуществлять на
прессах или при толщине металла до 3 мм вручную ударами мо-
лотка. Этот вид правки менее целесообразен, чем термическая
правка, и его применение следует ограничивать. При механической
правке образуется местный наклеп, повышающий предел текуче-
сти металла. Пластические свойства металла резко снижаются,
особенно у кипящей стали. Вызываемая наклепом неоднородность
механических свойств сказывается отрицательно на статической
прочности конструкции и при эксплуатации конструкции под
переменными нагрузками.
Общие сведения
о сварных соединениях
§ 5-1. Требования к сварным соединениям
В зависимости от типа и назначения изделия видо-
изменяются и конкретизируются требования,
предъявляемые к сварным соединениям. Поэтому
их нельзя сформулировать в общем виде. Можно
лишь утверждать, что любому сварному соединению
должна быть обеспечена достаточная работоспособ-
ность при минимальной трудоемкости его изготов-
ления. Под достаточной работоспособностью свар-
ного соединения в большинстве случаев подразуме-
вают сохраняемую в течение всего срока эксплуата-
ции необходимую и достаточную прочность, вынос-
ливость и устойчивость при заданных виде нагруже-
ния и рабочей среде. Прочность сварного соединения
определяется механическими свойствами металла
шва и околошовной зоны, надлежащей для данных
условий согласованностью свойств этих участков и
основного металла, стойкостью против перехода
в хрупкое состояние, конфигурацией шва и его раз-
мерами, наличием и характером дефектов.
Требования к пластическим и прочностным ха-
рактеристикам металла шва должны быть различ-
ными в зависимости от типа соединения и условий
работы конструкции. Обычно их задают равными
аналогичным свойствам основного металла. Это де-
лают скорее по традиции, чем исходя из обоснован-
ных данных, что не всегда оправдано. Тот же подход
(т. е. равноценность соответствующим характери-
стикам основного металла) сохраняется и в отноше-
нии стойкости металлов шва и околошовной зоны
против перехода в хрупкое состояние. В большин-
стве случаев регламентируют или величину ударной
вязкости при заданной температуре испытания,
или значение критической температуры перехода
в хрупкое состояние.
172
Выполнение указанных требований для литого металла шВа
и металла околошовной зоны в состоянии после сварки весьма
затруднительно и, как правило, требует значительного услож-
нения технологического процесса и применения специальных
сварочных материалов. В некоторых случаях для выполнения
таких требований приходится поступаться другими, иногда даже
более существенными характеристиками металла шва (стойкость
против образования пор и трещин, форма усиления и состояние
поверхности шва).
Для стыковых швов в подавляющем большинстве случаев
должны быть обеспечены полный провар соединяемых элементов
и форма усиления с плавным переходом от основного металла к ме-
таллу шва. Наличие плавного перехода от шва к основному ме-
таллу положительно сказывается на прочности сварного соедине-
ния при динамических нагрузках, изгибе и технологических опе-
рациях, связанных с вальцовкой и правкой. Для угловых швов
необходимо выдерживать определенные расчетом размеры шва
или минимальные размеры, назначаемые по технологическим
соображениям. При назначении минимального сечения углового
шва по технологическим соображениям исходят из возможности
качественного выполнения такого шва в производственных усло-
виях. Если сечение шва, определяемое по расчету, меньше сече-
ния шва, назначаемого по технологическим соображениям, то
оно должно быть доведено до величины последнего. Оптимальной
считается вогнутая (рис. 5-1, а) или нормальная форма поверхности
углового шва (рис. 5-1, б) с плавным переходом к основному металлу.
Плавное очертание поверхности шва предопределяет снижение
концентрации напряжений, в результате чего существенно повы-
шается выносливость при вибрационных нагрузках. Выпуклая
форма поверхности шва нежелательна из соображений прочности,
а также и по экономическим соображениям. При выпуклом шве
нерационально расходуется дополнительный металл.
Большое влияние на прочность сварного соединения оказы-
вают трещины, непровары, охрупчивание металла околошовной
а — вогнутая,
Рис. 5-1. Форма поверхности углового шва:
б — нормальная
173
Зоны и другие возникающие йри сварке дефекты. Поэтому при
разработке технологического процесса сварки особое внимание
должно быть уделено выбору таких приспособлений, материалов,
способов и режимов сварки, при которых минимальна вероятность
образования дефектов. В процессе формирования сварного соеди-
нения возникают деформации и создается поле остаточных на-
пряжений, которые могут снизить прочность конструкции в це-
лом.
Нарушения размеров и формы сварного соединения, вызван-
ные возникшей в результате сварки деформацией, могут суще-
ственно изменить условия его работы и привести к резкому уве-
личению напряжений. Правка покоробленных при сварке эле-
ментов является весьма трудоемкой операцией, резко повышающей
стоимость изготовления изделия. Поэтому при разработке тех-
нологического процесса сборки и сварки следует стремиться
к максимально возможному, исходя из требования сохранения
высокого качества, уменьшению сечения швов и ширины около-
шовной зоны (см. гл. 4). Надлежащее качество сварного соеди-
нения может быть достигнуто только при свободном доступе к ме-
сту сварки.
§ 5-2. Типы сварных соединений и швов
В зависимости от взаимного расположения сваривае-
мых элементов различают следующие виды соединений.
Стыковое соединение. Образовать стыковое соединение могут
элементы одинаковой (рис. 5-2, а) или различной толщины
(рис. 5-2, б). Толщина металла неограничена. Если сопрягают
листы различной толщины, то на более толстом из них делают
скос с одной или с двух сторон до толщины меньшего листа. Если
разница в толщине сопрягаемых элементов не превышает 2—5 мм
(в зависимости от толщины свариваемого металла), скос не про-
изводят. Разновидностью стыкового соединения является соеди-
нение с отбортовкой кромок (рис. 5-3), применяемое при сварке
металла толщиной до 3 мм.
Тавровое соединение. Угол между полкой и стенкой может
быть прямым (рис. 5-4), острым или тупым. Сочетание толщин
может быть разнообразное.
Нахлесточное соединение (рис. 5-5). Условно к нахлесточному
соединению относят пакет из двух элементов (рис. 5-6). Нахле-
сточное соединение обычно образуют из металла толщиной до
20 мм.
Рис. 5-2. Стыковое соединение листов:
а — одинаковой толщины;
б — различной толщины
Рис. 5-3.
Соединение с отбортовкой
кромок
174
Рис. 5-4.
Тавровое соединение
Рис. 5-5.
Нахлесточное соединение
Рис. 5-6.
Пакет из двух элементов
Угловое соединение. Угол между сопрягаемыми деталями мо-
жет быть прямым (рис. 5-7), острым или тупым. Изредка приме-
няют соединение впритык (рис. 5-8).
Стыковое соединение в наибольшей степени соответствует спе-
цифике сварки и обеспечивает оптимальные условия передачи
усилий от одного элемента к другому. При нахлесточном соеди-
нении создаются неблагоприятные условия для передачи усилий,
так как в результате несоосности приложения нагрузки возни-
кает изгибающий момент. Кроме того, увеличиваются расход
металла и длина швов. Нахлесточное соединение имеет очень
низкий предел выносливости. К преимуществам нахлесточного
соединения относят значительно более низкие требования к точ-
ности заготовки элементов, а при металле толщиной до 4 мм —
также возможность сварки без обработки кромок путем соедине-
ния листов в состоянии после прокатки.
Шов, соединяющий детали в стыковом соединении, называют
стыковым, а в тавровом и нахлесточном соединениях — угловым.
Угловые швы могут быть сплошными или прерывистыми. Преры-
вистый шов выполняют отдельными отрезками — шпонками или
отдельными точками. Отрезки прерывистого шва могут быть
расположены друг против друга или в шахматном порядке
(рис. 5-9). При нахлесточном соединении применяют так называе-
мый прорезной шов. Он может быть сплошным (рис. 5-10, а, б),
шпоночным или состоять из отдельных точек-электрозаклепок
(рис. 5-11). Сплошной прорезной шов характерен для электронно-
лучевой, шпоночный и электрозаклепочный — для дуговой сварки.
При дуговой сварке шпоночный и электрозаклепочный швы
можно выполнять (в зависимости от толщины верхнего листа)
с образованием отверстия перед сваркой или без него.
Рис. 5-7.
Угловое соединение с пря-
мым углом между сопря-
гаемыми элементами
Рис. 5-8.
Соединение впритык
Рис. 5-9.
Расположение точеч-
ного шва в шахматном
Порядке
175
а} 6}
Рис. 5-10. Прорезной шов:
а — дуговая сварка,
б — электроннолучевая сварка
Рис. 5-11.
Прорезной шов, выполнен-
ный отдельными электроза-
клепками
Различают прямолинейные, круговые и спиральные швы и
швы более сложной конфигурации.
В зависимости от положения шва в пространстве и расположе-
ния источника нагрева по отношению к свариваемым кромкам
различают сварку в нижнем, вертикальном, горизонтальном,
потолочном и наклонном положениях. При дуговой сварке сты-
кового шва в нижнем положении соединяемые детали распо-
лагают в горизонтальной плоскости (рис. 5-12, а), а при электро-
шлаковом процессе и дуговой сварке с принудительным удержа-
нием жидкой ванны — в вертикальной плоскости (рис. 5-12, б).
При выполнении угловых швов в нижнем положении дуговым
способом детали располагают так, как это представлено на
рис. 5-12, в (сварка в «лодочку»). При толщине верхнего листа
до 12 мм возможна сварка с оплавлением кромки.
При сварке в нижнем положении электродный металл по мере
его плавления переносится в сварочную ванну сверху вниз
(в направлении силы тяжести), а поверхность сварочной ванны
Рис. 5-12. Сварка в нижнем положении:
а — дуговая сварка стыковых швов;
б — электрошлаковая сварка стыковых швов;
в — сварка швов таврового соединения «в лодочку»
176
занимает горизонтальное положение. В этом случае создаются
наиболее благоприятные условия для формирования шва. Сварку
в нижнем положении можно выполнять всеми способами сварки
плавлением. При сварке в нижнем положении под флюсом на-
клон продольной оси шва по отношению к горизонтальной пло-
скости не должен превышать 4°, при других способах дуговой
сварки наклон может достигать 8—10°.
Для современного уровня развития сварочной техники ха-
рактерно выполнение большинства швов в заводских условиях
в нижнем положении. Эго достигается путем рационального про-
ектирования конструкций и применения манипуляторов или дру-
гих приспособлений, позволяющих устанавливать детали под
сварку всех швов в удобном положении. В условиях монтажа
следует стремиться к выполнению в нижнем положении макси-
мального количества швов, применяя для этого укрупнительную
сборку и сварочные манипуляторы.
При сварке в вертикальном положении кромки соединяемых
элементов располагают вертикально на вертикальной плоскости.
Перенос дополнительного металла в сварочную ванну обычно
осуществляется в направлении, перпендикулярном к силе тя-
жести (рис. 5-13, а). В связи с указанными особенностями удовле-
творительное формирование шва достигается только при неболь-
шом объеме сварочной ванны. В этих условиях силы поверхност-
ного натяжения удерживают жидкий металл от стекания. Сварку
в вертикальном положении можно выполнять покрытыми элек-
тродами вручную или механизированным способом в защитном
газе на режимах, обеспечивающих малый объем сварочной ванны.
Сварку ведут, как правило, снизу вверх. Применяется также
сварка сверху вниз.
Путем манипуляций электродом можно приблизить характер
переноса металла при сварке в вертикальном положении к сварке
в нижнем положении (рис. 5-13, б). Источник теплоты при сварке
в вертикальном положении располагают перпендикулярно в вер-
тикальной плоскости или с небольшими отклонениями от такого
положения.
Рис. 5-14.
Сварка горизонтального
шва на вертикальной
плоскости
Рис. 5-13. Перенос металла при сварке в верти-
кальном положении:
а — горизонтальное положение электрода;
б — наклонное положение электрода
12 Заказ № 7§2”'
177
Рис. 5-15. Сварка шва в угол Рис. 5-16. Сварка в потолочном положении
При сварке горизонтальных стыковых швов кромки сваривае-
мых деталей расположены так, как показано на рис. 5-14. Перенос
металла в сварочную ванну осуществляется перпендикулярно
к направлению силы тяжести. Путем манипуляций концом элек-
трода и соответствующей разделки кромок в этом случае также
стремятся максимально приблизить характер переноса металла
к переносу в нижнем положении.
При сварке угловых швов тавровых и нахлесточных соедине-
ний в положении не в «лодочку» перенос металла в сварочную
ванну осуществляется под углом 45° к направлению силы тяжести
(рис. 5-15), т. е. сварка в этом случае производится, в сущности,
в полугоризонтальном положении. Такая техника выполнения
шва получила название сварки в угол или наклонным электродом.
Сварку стыковых и угловых швов в горизонтальном положе-
нии выполняют преимущественно покрытыми электродами вруч-
ную или механизированным способом в защитных газах. Сварку
угловых швов в положении не в «лодочку» производят при се-
чении шва (или слоя) не более 40 мм2. При большем сеченйи
наблюдается стекание металла на горизонтально расположенный
элемент. Сварка стыковых швов в горизонтальном положении
под флюсом принципиально возможна, но находит пока ограни-
ченное применение из-за сложности удаления шлаковой корки
и плохого формирования поверхностных слоев металла, связан-
ного с трудностью удержания шлака и жидкого металла.
Создание высокопроизводительного способа сварки стыковых
горизонтальных швов является серьезной проблемой сварочной
техники. Наличие таких швов неизбежно при монтаже крупных
листовых конструкций.
При сварке в потолочном положении свариваемые кромки
располагают так, как изображено на рис. 5-16. Перенос металла
с электрода в сварочную ванну осуществляется снизу вверх, т. е.
против силы тяжести, что препятствует нормальному формирова-
нию шва. Из-за сложности ведения сварки в потолочном положении
(шов расположен над головой сварщика) и ухудшения условий
дегазации ванны (пузырьки газов, всплывая, попадают в корень
шва) качество металла шва снижается. Сварку в потолочном поло-
жении выполняют главным образом вручную покрытыми элек-
тродами, короткой дугой. Возможна сварка таких швов в защит-
17?
нЫХ Газах. Сварку в Потолочном положении, как правило, При»
меняют только при монтаже крупных конструкций, при сварке
неповоротных стыков труб и при выполнении ремонтных работ.
Кроме нижнего, горизонтального и вертикального положений
возможно наклонное положение швов. В зависимости от распо-
ложения кромок наклонные швы могут быть полупотолочными,
полувертикальными и полугоризонтальными. Наклонные швы
всех видов сваривают вручную покрытыми электродами и меха-
низированными способами в защитных газах. Швы, расположен-
ные под углом от 45 до 80° к горизонтальной плоскости, можно
сваривать электрошлаковым способом. Сварка под флюсом при
наклонном положении шва не применяется.
При лучевых способах сварки возможно выполнение швов
во всех пространственных положениях, но практическое приме-
нение находит в основном сварка в нижнем положении.
§ 5-3. Подготовка и сборка деталей
под сварку
Точность подготовки деталей к сварке, их чистота
и качество сборки оказывают весьма существенное влияние на
несущую способность и экономичность сварной конструкции.
Недостаточно тщательное выполнение заготовительных и сбороч-
ных операций приводит к резкому возрастанию вероятности появ-
ления дефектов в сварных соединениях.,и в конструкции в целом.
Анализ дефектов, возникающих при сварке, однозначно показы-
вает, что значительную долю брака следует отнести за счет пло-
хого качества подготовки и сборки. Исправление брака в готовом
изделии не всегда приводит к полному восстановлению заданных
свойств сварного соединения и является трудоемкой и технически
сложновыполнимой операцией.
Отсюда очевидно, что значительно рациональнее устранять
дефекты, появившиеся при заготовке и сборке, до проведения опе-
рации сварки. Однако не следует предъявлять излишние и подчас
трудновыполнимые требования к точности заготовок и их сборке
под сварку, значительно удорожающие изготовление конструк-
ции. Применяемые на практике способы сварки позволяют полу-
чать качественные сварные соединения при некоторых допусти-
мых колебаниях точности заготовки деталей и сборки. Это воз-
можно, безусловно, следует использовать.
Для получения заготовки, подлежащей сборке, необходимо
выполнять ряд операций. Предварительно прокат, из которого
будет изготовлена деталь, подвергают правке и зачистке с целью
устранения загрязнений и неровностей, образовавшихся при
прокатке, транспортировке и хранении металла. Правку листо-
вого материала осуществляют в правильных станах, зачистку —-
в дробеметной установке или в специальных ваннах для травления
и пассивирования.
12* 179
Затем выполняют разметку или наметку деталей: разметку —
путем перенесения размеров заготовки с чертежа непосредственно
на металл, кернения металла по линии будущего реза и марки-
ровки детали; наметку — путем перенесения на металл необходи-
мых для изготовления заготовки размеров с шаблона, специально
изготовленного из тонколистового металла, фанеры или картона.
Чертилкой обводят контуры шаблона, после чего его удаляют,
вдоль всей линии реза наносят керны и деталь маркируют. Вы-
резку заготовок производят на ножницах, автоматическими газо-
пламенными машинами или ручными резаками. В последнее
время начинает применяться резка сжатой дугой.
В некоторых случаях для удаления наклепанного металла,
образовавшегося по кромкам при резке на ножницах, устранения
неровностей, характерных для ручной газовой резки, кромки
подвергают механической обработке на кромкострогальных стан-
ках. В случае необходимости используют холодную гибку металла
или гибку в нагретом состоянии. Выбор того или иного способа
определяется толщиной металла и радиусом кривизны неровности.
В зависимости от толщины свариваемого металла и формы раз-
делки кромки подготовляют обрезкой на ножницах, строганием
или газовой резкой. Наибольшее применение находит механизи-
рованная (машинная) кислородная резка, обеспечивающая вы-
сокую производительность и достаточную в большинстве случаев
точность подготовки кромок. Последующая механическая обра-
ботка при качественном резе для сталей большинства марок не
требуется. Необходимая точность подготовки кромок определяется
типом шва, способом и режимом сварки. Отклонения от заданных
размеров могут привести к снижению качества шва или повыше-
нию трудоемкости работ.
Основной металл до сборки в местах сварки должен быть очи-
щен от ржавчины, масла, влаги, рыхлого слоя окалины и других
загрязнений, могущих привести к образованию пор и других
дефектов в швах. Особое внимание должно быть уделено зачистке
металла при механизированных способах сварки. На рис. 5-17
показаны места, подлежащие зачистке перед дуговой сваркой для
соединений различных типов. Особо тщательно следует зачищать
торцы соединяемых элементов.
Зачистку производят до сборки узла механически (песко-
струйным или дробеструйным способами, металлическими щет-
ками, абразивом) или химически (травлением, газопламенной
очисткой). Следует удалять с поверхности металла рыхлый слой
ржавчины и окалины, а также грязь и лед даже в том случае,
если загрязнение расположено вне места сварки. Это необходимо
для того, чтобы при транспортировке и кантовке конструкции
загрязнения не попали в место расположения будущего шва.
Зачистка собранного узла в большинстве случаев безрезультатна,
так как не достигается основная цель — очистка свариваемых
кромок, а иногда даже и вредна в связи с тем, что продукты за-
180
Рис. 5-17. Участки металла, зачищаемые перед сваркой (указаны жирной
линией)
чистки, попадая в зазор (особенно после сварки первого шва
таврового соединения), задерживаются там.
Имеет смысл только прожигание места сварки газовым пла-
менем или продувка сухим сжатым воздухом непосредственно
перед сваркой. При этом удаляются попавшие в зазор уже после
сборки влага и грязь. Эта операция достигает цели при прожига-
нии металла толщиной 10—12 мм с одной стороны и 18—20 мм
с двух сторон. При электрошлаковой сварке в большинстве слу-
чаев зачистки кромок не требуется.
Сварке всегда предшествует сборка конструкции, т. е. уста-
новление и фиксация деталей в предусмотренном проектом по-
ложении. Сборка под сварку является одной из трудоемких и
наименее механизированных операций. Она должна обеспечи-
вать возможность качественной сварки конструкции. Для этого
необходимо выдержать заданный зазор между соединяемыми
деталями, установить детали в проектное положение и закрепить
между собой так, чтобы взаиморасположение деталей не наруши-
лось в процессе сварки и кантовки, а если необходимо,— и транс-
портировки. Должен быть обеспечен свободный доступ к месту
сварки. При электрошлаковой сварке детали, как правило, соби-
рают с расширяющимся к концу шва зазором, что позволяет ком-
пенсировать усадку металла шва.
В подавляющем большинстве случаев взаимное расположение
деталей перед дуговой сваркой фиксируется при помощи коротких
отрезков швов, называемых прихватками (рис. 5-18, а). Сечение
181
a)
Рис. 5-18. Способы закрепления деталей перед сваркой
а — прихватки, б — гребенки, в — концевые планки
прихваток не должно превышать V3 сечения шва. Их максимальное
сечение не более 25—30 мм2, длина 20—120 мм, расстояние между
ними 300—800 мм. Прихватки выполняют покрытыми электро-
дами, в защитных газах или под флюсом. В ряде случаев, особенно
при сварке жестких узлов, прихватки заменяют сплошным швом
небольшого сечения (беглым швом), что значительно повышает
стойкость металла шва против кристаллизационных трещин и
уменьшает вероятность нарушения заданного взаимного распо-
ложения деталей в процессе сварки вследствие растрескивания
прихваток Беглый шов сваривают вручную или механизирован-
ным способом.
Прихватки и беглый шов рекомендуется выполнять со стороны,
обратной наложению первого рабочего шва или слоя. Беглый шов
кроме скрепления деталей служит для удержания флюса и ме-
талла сварочной ванны в зазоре. При сварке ответственных кон-
струкций вручную или в защитных газах на режимах, обеспечи-
вающих малую глубину провара основного металла, прихватки
и беглый шов следует удалять при наложении рабочего шва путем
расчистки корня шва. При сварке под флюсом и в защитных газах
на режимах, обеспечивающих достаточное проплавление основ-
ного металла, эта операция излишняя.
Для скрепления деталей перед сваркой и в процессе нее при-
меняют специальные планки-гребенки, удаляемые по мере форми-
рования шва (рис. 5-18, б). Недостатками гребенок являются за-
траты металла на их изготовление и необ-
ходимость сварки и последующей зачистки
остатков прихваток, расположенных на
основном металле.
Для закрепления деталей широко
применяют струбцины, клинья, стяжные
уголки и другие механические приспособ-
ления. В некоторых случаях при массо-
Рис 5-19. Сборка стыковых соединений при элект-
рошлаковой сварке
182
вом характере производства используют специальные кондук-
торы, в которых осуществляется сборка и сварка.
По концам детали обычно устанавливают специальные планки
для вывода начала и конца шва за его пределы (рис. 5-18, в).
Эти же планки служат и для скрепления деталей. При сварке
с обязательным зазором в верхнюю часть зазора вводят короткие
прокладки, которые соединяют с листами при помощи прихваток.
При электрошлаковой сварке для фиксации деталей применяют
скобы (рис. 5-19), устанавливаемые на расстоянии 500—1000 мм
друг от друга. Иногда применяют вставки, удаляемые при под-
ходе сварочного аппарата. Для вывода начала шва за пределы
соединения при электрошлаковой процессе применяют выводные
планки, имеющие ту же толщину, что и основной металл. Они
также служат элементом, скрепляющим детали между собой.
§ 5-4. Конструктивное оформление и техника
выполнения стыковых швов
Стыковое соединение обеспечивает возможность пе-
редачи усилия непосредственно от одной детали к другой без
использования промежуточных элементов. Оно является опти-
мальным по количеству затрачиваемого металла и условиям ра-
боты соединения под нагрузкой. Стыковой шов должен гаранти-
ровать провар металла по всей его толщине. Наиболее рационален
стыковой шов, образованный за счет расплавления только основ-
ного металла На практике такие швы применяют в небольшом
объеме из-за ограничения предельной глубины проплавления при
используемых источниках сварочного нагрева, невозможности
сборки соединяемых деталей без зазора, а при наличии зазора —
из-за"потребности дополнительного металла для его заполнения.
Наиболее характерен такой тип шва для электроннолучевой
Рис. 5-20, Односторонний шов
Q — ОДНОСЛОЙНЫЙ,
б — многослойный
сварки, однако отсутствие дополнительного металла ограничивает
область применения и этого способа. Поэтому ведутся работы
по сварке электронным лучом с дополнительным металлом.
В зависимости от количества слоев (проходов), необходимых
для образования стыкового шва с полным проваром основного
металла, различают однослойные и многослойные стыковые швы.
При сварке изделия с одной стороны швы называют односторон-
ними (рис. 5-20, а, б), с двух сторон — двусторонними (рис 5-21,
а—в). Односторонние и двусторонние швы могут быть однослой-
ными и многослойными (рис. 5-20 и 5-21).
Если сечения обоих швов при двусторонней сварке примерно
равны между собой, то такой шов называют симметричным
(рис. 5-21, а, б), если сечение шва с одной стороны больше сечения
шва с другой стороны —несимметричным (рис 5-21, в) Слой боль-
шего сечения называют основным, а слой меньшего сечения — под-
варочным. Какой из швов должен быть сварен первым, зависит
от конкретных условий сварки. Один из швов в несимметричном
шве может быть многослойным, а другой — однослойным
(рис. 5-21, в).
181
Рис. 5-22. Основные параметры (однослойного
стыкового шва при дуговой сварке
Стыковые однослойные швы. Наи-
более целесообразно выполнять стыко-
вые швы в один слой. Конфигурация
однослойного стыкового шва характе-
ризуется следующими параметрами
(рис 5-22)- общая толщина шва Н\ глубина провара h\ ширина
провара Ь; максимальная высота усиления а. Кроме этих основ-
ных параметров конфигурация стыкового шва характеризуется
углом перехода от металла шва к основному металлу; сечением
шва, образованным за счет расплавленного основного металла
и вводимого в сварочную ванну дополнительного металла; суммар-
ной площадью шва, коэффициентом формы шва (отношение ши-
рины шва к глубине проплавления) и коэффициентом формы уси-
ления (отношение ширины шва к высоте усиления).
Сварку однослойных швов можно вести без зазора, в этом
случае максимальная величина зазора определяется точностью
подготовки кромок и колеблется в пределах 0—3 мм с обязатель-
ным зазором или со скосом кромок (рис. 5-23, а—в).
Толщина металла, при которой возможна дуговая сварка
стыковых швов без разделки кромок, зависит от мощности источ-
ника нагрева и от возможности обеспечения нормального форми-
рования шва (табл. 5-1)
Как видно из табл. 5-1, предельная толщина металла, при
которой возможна сварка в один слой с одной или двух сторон,
может быть увеличена за счет применения обязательного зазора
между свариваемыми кромками или скоса кромок. Это дости-
гается за счет увеличения глубины проплавления на величину,
равную усилению (рис 5-23, а—в). Конфигурация разделки может
быть любой, но она не должна выходить за пределы проплавления,
типичные для данного режима Глубина провара определяется
условиями равновесия между давлением дуги и гидростатическим.
Рис. 5-23. Подготовка кромок при дуговой сварке однослойных швов
а — без зазора б — с обязательным зазором в — со скосом кромок,
1 — введенный в шов дополнительный металл 2 — подверг
шийся расплавлению основной металл
185
Таблица 3-1
Максимальная толщина (мм) металла,
свариваемого в один слой с одной или двух сторбй
Сварка Односторонний шов Двусторонний шов
с обязатель- ным зазором нлн скосом кромок без зазора с обязатель- ным зазором нли скосом кромок без зазора
Вручную покрытыми электро- дами. обычное покрытие . . . 3 2 5 3
покрытие, обеспечивающее глубокий провар . . 5 4 8 6
Полуавтоматическая в углекис- лом газе или под флюсом про- волокой сплошного сечения 10 8 16 12
Автоматическая под флюсом 22 18 42 32
давлением, оказываемым жидкими металлом и шлаком. Следо-
вательно, на сколько снизится точка Аг по сравнению с точкой А,
на столько же снизится и точка Бг относительно точки Б. Вели-
чина Н при этом останется постоянной (рис. 5-23).
Недостатком сварки с разделкой кромок, по сравнению со
сваркой с обязательным зазором, является большая стоимость
работ по подготовке деталей к сварке. Ее преимущество заклю-
чается в улучшении условий формирования шва за счет равно-
мерного отвода теплоты от его корня при сварке первого слоя
двусторонних швов, что снижает вероятность образования кри-
сталлизационных трещин и шлаковых каналов (§ 6—6), наблюдае-
мых при сварке с обязательным зазором.
Хорошее формирование шва обеспечивается при сечении раз-
делки или зазора, равном 50—70% сечения вводимого в шов элек-
тродного металла. При этом избыточный дополнительный металл
образует небольшое усиление, обеспечивающее плавность пере-
хода от шва к основному металлу (рис. 5-24, а). Если сечение
разделки или зазора равно сечению вводимого в шов электрод-
ного металла, то шов формируется без усиления, заподлицо
с основным металлом (рис. 5-24, б). Если сечение разделки или
а) Б) в)
Рис. 5-24. Формирование шва при различной площади_разделкп или зазора:
а — площадь разделки равна ~60% площади, вводимого в шов электрод-
ного металла,
б — то же 100%; е — то же более 100%
186
зазора больше сечения вводимого в шов электродного металла,
то толщина шва будет меньше толщины основного металла
(рис. 5-24, в).
При автоматической и полуавтоматической сварке однослой-
ных швов форму разделки определяют по нижеприведенной схеме.
Исходя из принятого режима сварки, при котором обеспечивается
необходимая глубина проплавления основного металла, рассчи-
тывают сечение вводимого в шов электродного металла (при одно-
сторонней или двусторонней сварке) по формуле
р __ р
Я эл Уев ’
где Гэл — сечение электродной проволоки, мм2; иэл — скорость
подачи электродной проволоки, м/ч; исв — скорость сварки, м/ч.
Сечение разделки определяют по формуле
где ky —• коэффициент, учитывающий усиление шва, обычно рав-
ный 1,4—1,6.
По площади сечения разделки, задаваясь углом раскрытия
кромок 50—70° (в зависимости от ширины шва), определяем ее
глубину. Глубина разделки должна быть меньше глубины про-
вара. Ширину зазора а при сварке с обязательным зазором опре-
деляют по формуле
При односторонней сварке п равно толщине свариваемого ме-
талла; при двусторонней сварке п равно 0,7 этой толщины. Одно-
слойная сварка под флюсом наиболее целесообразна для соеди-
нения металла толщиной 5—42 мм. Дальнейшее увеличение тол-
щины металла, свариваемого в один слой, ограничивается слож-
ностью обеспечения нормального формирования шва большого
сечения, а не отсутствием источников нагрева необходимой мощ-
ности. Плохое формирование шва проявляется в неравномерном
бугристом очертании его поверхности, узком и глубоком проваре,
способствующем снижению стойкости металла шва против обра-
зования кристаллизационных трещин.
Для предупреждения появления шлаковых каналов при сварке
с обязательным зазором рекомендуется заполнять зазор металли-
ческим наполнителем (железным порошком, рубленой проволо-
кой, окатышами и др.). Это обеспечивает существенное уменьше-
ние вероятности образования шлаковых каналов и несколько
улучшает металлургическую обработку сварочной ванны. Однако
стоимость шва вследствие относительно высокой цены напол-
нителя и дополнительной операции по его засыпке в зазор повы-
шается. Применение наполнителя обычного состава не дает воз-
187
можности повысить линейную скорость сварки, увеличить макси-
мальную толщину металла, свариваемую за один проход, и сни-
зить вероятность появления кристаллизационных трещин. По-
этому более перспективна сварка без зазора со скосом кромок.
Первый слой двусторонних швов можно сваривать любым
способом, обеспечивающим удержание сварочной ванны в зазоре
между кромками, применяя ручную подварку, временную под-
кладку, флюсовую подушку, заделку зазора асбестом, ременную
или медную подкладку и др. Шов со второй стороны сваривают
«на весу». Выполнение первого слоя «на весу» возможно для руч-
ной и полуавтоматической сварки при зазоре не более 2 мм, а
для автоматической сварки под флюсом — при зазоре не более
1 мм. Ручную подварку не удаляют, а переваривают в процессе
наложения последующего шва.
При двусторонней сварке оба слоя, как правило, сваривают
с одинаковым проваром, составляющим 60—70% толщины основ-
ного металла. Это обеспечивает достаточно большое перекрытие
проваров. При необходимости можно сваривать двусторонние
швы так, чтобы провар одного слоя составлял 30—35% толщины
металла, а второго— 70—80%. Такой способ используют в том
случае, если первый слой сваривают вручную покрытыми элек-
тродами, полуавтоматом под флюсом или в углекислом газе, а
второй — автоматом под флюсом. Дальнейшее уменьшение глу-
бины провара первого шва недопустимо, так как если глубина
провара при сварке второго шва, который выполняют «на весу»,
превысит 80% толщины металла, неизбежен прожог соединения,
что связано со скачкообразным нарастанием глубины проплавле-
ния.
Сварка односторонних швов с полным проваром металла и
качественным формированием обратного валика представляет
сложную, до сих пор не решенную до конца задачу. При сварке
односторонних швов для обеспечения полного провара кромок
металл необходимо доводить до расплавления на всю толщину
свариваемых деталей. Если не принять специальных мер, то ни-
чем не удерживаемая сварочная ванна вытечет из стыка и вместо
шва образуются прожоги. Для предотвращения вытекания сва-
рочной ванны под стык устанавливают специальные приспособле-
ния, получившие название подкладок и подушек. В зависимости
от материала различают медные, флюсо-медные, флюсо-керами-
ческие и стальные подкладки и подушки. Находят также приме-
нение подкладки из стекловолокна и других материалов.
Сварка с полным проваром без принятия специальных мер
для удержания сварочной ванны, т. е. «на весу», возможна для
тонкого металла с подачей аргона со стороны корня шва. Аргон
резко увеличивает поверхностное натяжение жидкого металла,
способствуя удержанию сварочной ванны. Возможна сварка
покрытыми электродами на малой погонной энергии, когда сва-
рочная ванна удерживается силами поверхностного натяжения.
188
Флюсо-медная подкладка представляет собой медную полосу,
поджимаемую к основанию стыка, на поверхность которой в спе-
циальную канавку обычно треугольной формы насыпают слой
флюса. Подкладку устанавливают стационарно или передвигают
по мере сварки шва (скользящая подкладка). Флюс улучшает
формирование обратного валика и предохраняет подкладку от
непосредственного воздействия дуги.
Стальные подкладки приваривают к свариваемым деталям
(остающиеся подкладки) или удаляют после сварки (временные
или технологические подкладки). Толщина стальной подкладки
должна составлять 30—40% толщины свариваемого металла (а
при многослойной сварке — толщины слоя). Непременным усло-
вием для качественной сварки является точная подгонка под-
кладок. Зазор между стыком и подкладкой любого типа не должен
превышать 1 мм. Медная и флюсо-медная подкладки, остающиеся
и временные стальные подкладки служат не только для механиче-
ского удержания жидкой сварочной ванны, но и изменяют ха-
рактер теплоотвода от основания сварочной ванны, как бы уве-
личивая толщину свариваемого металла.
Флюсовая подушка не изменяет характера теплоотвода от
основания сварочной ванны и служит только для механического
удержания жидкого металла путем принудительного поджатия
флюса к основанию стыка. Поэтому при сварке на флюсовой
подушке полное проплавление основного металла достигается
при меньшей силе тока, чем при сварке на подкладках. Это свя-
зано с тем, что при ограниченном теплоотводе от основания сва-
рочной ванны глубина провара скачкообразно увеличивается
до полного проплавления кромок. Флюсовые подушки бывают
однородными и комбинированными.
При сварке на стальной привариваемой подкладке изменяется
характер кристаллизации металла шва в его корне (рис. 5-25, а)
по сравнению с характером кристаллизации этого участка при
сварке на флюсовой подушке (рис. 5-25, б) или флюсо-медной
подкладке. Это, как указывалось выше, благоприятно отражается
на стойкости металла против возникающих по оси шва кристалли-
зационных трещин. При сварке на остающейся подкладке иногда
наблюдаются трещины, берущие начало от щели между сопрягае-
мыми элементами.
Рис. 5-25. Характер кристаллизации корня
а — на остающейся подкладке;
в — при соединении «в замок»
шва при сварке:
б — на флюсовой подушке;
189
Сварка стыковых швов при соединении в замок (рис. 5-25, в)
не обеспечивает полного провара основного металла. Соединение
«в замок» применяется в круговых швах толстостенных труб и со-
судов. Характер кристаллизации тот же, что и при сварке на
остающейся подкладке, но возможно образование трещи ны от щели.
Применение подкладок и подушек позволяет получать одно-
сторонние швы. Однако, несмотря на большое количество исполь-
зуемых для этой цели технологических приемов и приспособлений,
не всегда удается обеспечить надлежащее и стабильное формиро-
вание обратного валика. Бывают случаи, когда форма обратного
валика даже в пределах одного стыка изменяется в широких
пределах. Поэтому стыковые швы ответственных конструкций,
как правило, сваривают с двух сторон. При этом качество сварки
значительно более стабильное и возможно получение однослойных
(двусторонних) швов на металле большей толщины (см. табл. 5-1).
Переход на одностороннюю сварку пока оправдан только
в случае действительной необходимости, например при изготов-
лении громоздких узлов, когда затруднена или вообще невозможна
их кантовка, или для изделий, размеры которых не позволяют
проводить сварку со второй стороны. При односторонней сварке
следует в большем объеме проводить контроль качества. Возра-
стает время, затрачиваемое на исправление дефектов, а при не-
которых условиях и на правку конструкций.
При автоматической сварке однослойных швов любой длины
и при сварке коротких швов (до 300 мм) вручную их заваривают
от начала до конца — напроход. При ручной сварке швов средней
длины для уменьшения сварочных деформаций и напряжений
их заваривают двумя участками (рис. 5-26, а), или так называемым
обратноступенчатым способом (рис. 5-26, б), или же от середины
к концам шва (рис. 5-26, в). При обратноступенчатом способе
сварки весь шов разбивают на отдельные участки длиной 100—
300 мм. Сварку каждого участка (ступени) выполняют в направ-
Рис. 5-26. Последовательность сварки однослойных швов вручную и полуавто-
матом. Длинной стрелкой указано общее направление сварки, ко-
роткой — направление сварки данной ступени (/—7 — последова-
тельность сварки)
190
Ленин, обратном общему направлений сйарки (рис. 5-26, б).
При этом конец каждой последующей ступени совпадает с нача-
лом предыдущей. При полуавтоматической сварке под флюсом
применяют как сварку напроход, так и сварку ступенями.
Производительность при выполнении однослойных стыковых
швов определяется линейной скоростью сварки, равной скорости
перемещения источника нагрева, и величиной коэффициента
использования сварочной установки. Максимальная скорость,
при которой возможно качественное выполнение стыкового одно-
слойного шва, зависит от вида и режима сварки, толщины свари-
ваемого металла, возможной точности направления конца элек-
трода по месту стыка и от формы сварочной ванны. Она практи-
чески не зависит от количества вводимого в шов за единицу вре-
мени дополнительного металла. Важные показатели для этого
случая — проплавляющая способность источника теплоты и
возможность качественного выполнения швов на повышенных
скоростях, для чего широкое применение находит многодуговой
процесс.
При однослойной сварке необходимы тщательная зачистка
металла и точная сборка под сварку, повышенная стабильность
режима, точное направление электрода, применение только кон-
диционных сварочных материалов, т. е. наличие высокой куль-
туры производства. Поэтому на практике подчас даже вопреки
технической целесообразности применяют многослойную сварку,
при которой дефекты, образовавшиеся в одном из слоев, устра-
няются при наложении последующих.
Стыковые многослойные швы. Если проплавляющая способ-
ность источника теплоты не обеспечивает возможности провара
основного металла с одной или двух сторон на всю толщину, то
производят специальную подготовку свариваемых кромок. В этом
случае между соединяемыми элементами оставляют пространство,
позволяющее приблизить источник теплоты к самой отдаленной
от поверхности точке основного металла. Достигается это за счет
скоса кромок с оставлением небольшого нескошенного участка —•
притупления, которое проплавляется в процессе сварки (рис. 5-27,
а—а).
К многослойной сварке со
скосом кромок даже для тол-
щин, которые могут быть сва-
рены в один слой, прибегают и
в тех случаях, когда отсутст-
Рис. 5-27. Форма разделки кромок,
применяемая при дуговой
сварке многослойных швов:
а — V образная;
б — рюмкообразная;
в — Х-образная,
г — двойная рюмкообразная
191
a) 5) S)
Рис. 5-28. Размещение шва при различной подготовке кромок.
а — без скоса кромок, б — с малым углом скоса кромок,
в — с оптимальным углом скоса кромок
вуют источники питания достаточной мощности, необходимо
уменьшить долю основного металла в металле шва (например
при сварке среднеуглеродистых, среднелегированных и других
марок стали), создать благоприятный термический цикл или
снизить вероятность образования дефектов и пр. Очевидно,
что такое решение вопроса менее целесообразно, чем сварка
без разделки кромок, так как в этом случае искусственно
удаляется часть основного металла, а образовавшаяся полость
заполняется другим, более дорогим, электродным или присадоч-
ным металлом. При этом металл шва на 60—80% состоит из
электродного и только на 20—40% из основного металла. Произ-
водительность сварки существенно снижается.
Условия, благодаря которым осуществляется провар корня
шва при многослойной сварке, ясны из схем, приведенных на
рис. 5-28. При сварке без разделки кромок при данной мощности
источника нагрева шов будет формироваться так, как показано
на рис. 5-28, а. Если раздвинуть кромки на расстояние, превос-
ходящее ширину шва, то при той же мощности источника нагрева
шов погрузится в разделку до такого положения, при котором
ширина его совпадет с шириной разделки (рис. 5-28, б).
При увеличении угла раскрытия кромок произойдет дальней-
шее понижение уровня сварочной ванны и при той же мощности
источника нагрева и форме шва будет достигнут провар соединя-
емых деталей в корне шва (рис. 5-28, в). При малом угле раз-
делки кромок трудно обеспечить провар и при многослойном шве.
Кромки под сварку разделывают путем удаления части ме-
талла по плоскости, расположенной под некоторым углом к вер-
тикальной оси (V-образная разделка кромок, рис. 5-27, а), или же
по специально подобранной криволинейной поверхности (рюмко-
образная разделка кромок, рис. 5-27, б). Характер подготовки
кромок под сварку при V-образной разделке определяется углом
раскрытия кромок а или углом скоса кромок-^-, величиной
притупления р и расстоянием (зазором) между свариваемыми
деталями а (см. рис. 5-27, а).
Угол раскрытия кромок выбирают с таким расчетом, чтобы
были обеспечены провар вершины угла притупления и оптималь-
ный коэффициент формы провара. При малом угле раскрытия
192
возможны непровар вершины угла (см. рис. 5-28, б) и возникнове-
ние кристаллизационных трещин. Последнее связано с тем, что
для достижения провара при этих условиях слой должен иметь
малый коэффициент формы. Угол раскрытия кромок практически
не зависит от толщины свариваемого металла и мало зависит от
способа сварки. При любой толщине необходимо создать условия
для качественного выполнения первого слоя.
Форма подготовки кромок при рюмкообразной разделке опре-
деляется величиной притупления р и величиной зазора а, назна-
чаемыми из тех же соображений, что и для V-образной разделки,
радиусом г, изменяемым в пределах 5—8 мм, и углом скоса кро-
мок а, равным 10—14°. По условиям формирования металла пер-
вого слоя и по сечению разделки предпочтительна рюмкообразная
подготовка кромок. Однако в этом случае увеличивается сложность
подготовки под сварку и требуется более точное направление
электрода по оси соединения для обеспечения провара кромок.
Для уменьшения сечения разделки применяют двустороннюю
V-образную разделку, называемую Х-образной (см. рис. 5-27, в),
и двустороннюю рюмкообразную разделку (см. рис. 5-27, г). Они
могут быть симметричными и несимметричными по отношению
к горизонтальной оси.
Применение двусторонней разделки позволяет на 30—40%
сократить сечение шва. Благодаря симметричности сечения шва
при двусторонней разделке значительно уменьшается угловая
деформация конструкции по сравнению со сваркой односторон-
него многослойного шва. Недостатками двусторонней разделки
кромок является трудность провара вершины угла, особенно при
сварке вручную, и сложность обеспечения совпадения притупле-
ния в обеих кромках.
Величина зазора зависит от толщины металла, способа сварки
и диаметра электрода. Опыт показал, что для обеспечения высокого
качества сварного соединения важно не столько абсолютное зна-
чение зазора, сколько постоянство его по длине соединения.
При значительных колебаниях ширины зазора трудно обеспечить
стабильность провара, постоянство сечения шва и хорошее его
формирование. Величина притупления определяется глубиной
проплавления металла, достигаемой при сварке первого слоя.
Она зависит от способа сварки, режима сварки и формы подго-
товки кромок. С разделкой кромок можно сварить металл любой
толщины.
Иногда применяют одностороннюю или двустороннюю раз-
делку только одной кромки (рис. 5-29). В этом случае сечение
разделки уменьшается незначительно, так как угол скоса одной
кромки практически равен углу раскрытия при симметричной
разделке, а доступ к вершине шва и направление электрода по
оси соединения значительно затруднены. Поэтому такой вид под-
готовки кромок следует рекомендовать только для специальных
случаев, например при сварке швов в горизонтальном положении
13 Заказ № 78? l$J3
Рис. 5-29. Форма соединения при сварке горизонтальных швов со скосом только
одной из кромок
(рис. 5-30). Наличие нижней нескошенной кромки облегчает фор-
мирование шва.
Параметры различных видов разделки и выбор способов под-
готовки кромок для различных методов дуговой сварки регламен-
тированы ГОСТ 8713—70, 14771—69 и 5264—69. Однако эти
рекомендации не всегда бывают оптимальными, и поэтому следует
продолжать работы по уточнению существующих и созданию
новых вариантов подготовки кромок. Для автоматической сварки
многослойных швов в защитных газах возможно применение
сварки с щелевой разделкой (рис. 5-31). Опыт ее использования
еще невелик. Первые данные свидетельствуют о повышенной
вероятности образования дефектов. При толщине металла до 60 мм
сварка с щелевой разделкой по производительности процесса и
расходу электродной проволоки не имеет преимуществ перед
автоматической сваркой под флюсом с двусторонней рюмкообраз-
ной подготовкой кромок.
Общий принцип, который должен быть положен в основу вы-
бора формы разделки кромок для данных конкретных условий,
сводится к применению разделки минимального сечения, обеспе-
чивающей необходимое качество шва при принятом способе
сварки и имеющемся сварочном оборудовании.
Рис. 5-30.
Подготовка кромок при
сварке горизонтальных швов,
расположенных на верти-
кальной плоскости
194
Рис. 5-31. Щелевая разделка
Сборка с зазором между
кромками типична для электро-
шлаковой сварки. Величина
зазора в этом случае опреде-
ляется конструкцией и разме-
рами токоподводящих мунд-
штуков и необходимостью
создания шлаковой ванны
оптимального объема. Если тре-
буется сварить шов электро-
шлаковой сваркой без полного
провара при отсутствии доступа
со стороны внутренней поверх-
ности шва, то иногда приме-
няют разделку кромок. Параметры разделки кромок для элект-
рошлаковой сварки выбирают в соответствии с ГОСТ 15164—69.
Сварку многослойных швов вне зависимости от толщины ме-
талла следует, как правило, выполнять на одних и тех же режимах.
Толщина металла сказывается только на количестве слоев. Все
слои, кроме первого, рекомендуется выполнять на одном режиме.
Это особенно важно при автоматической и полуавтоматической
сварке: при этом отпадает необходимость в переналадке режима.
При наложении первого слоя требуются такие же меры для удер-
жания сварочной ванны, как и при однослойных швах. Форми-
рование обратного валика при односторонней сварке многослой-
ных швов тоже не отличается стабильностью.
Сечение слоя при сварке многослойных швов выбирают исходя
из необходимости стабильного провара корня шва и хорошего
формирования остальной его части. Сечение слоя определяется
положением шва в пространстве и способом сварки. Во всех слу-
чаях следует стремиться к максимальному сечению слоя, что
дает возможность уменьшить число слоев, снизить затраты вре-
мени на зачистку шлака, установку автомата и другие вспомога-
тельные работы. При сварке стыковых швов вручную площадь
поперечного сечения первого слоя (в мм2) выбирают по следующей
установленной практически зависимости:
FC1 = (6-8)d3J1,
где d3]1 — диаметр электрода, мм. Площадь сечения первого слоя
не должна превышать 30—35 мм2. Для обеспечения провара корня
шва сварку первого слоя следует выполнять электродом диаме-
тром не более 4 мм. Площадь сечения последующих слоев опре-
деляют по формуле
Гс = (8ч-12)4л-
При автоматической сварке под флюсом площадь сечения слоя
обычно не превышает 70—80 мм2, однако может достигать 100 мм2
13*
195
Рис. 5-32. Наложение первых слоев двусторонних многослойных швов:
а — первый слой, б — второй слой с той же стороны,
в — первый слой с другой стороны
и более. Число слоев при всех методах сварки определяют по
формуле
n = k
п Ry рс >
где ky — коэффициент, учитывающий усиление шва, принимают
равным 1,2—1,3; Fp — площадь сечения разделки, мм2.
При многослойной дуговой сварке особенно тщательно сле-
дует выполнять первый проход, обеспечивающий провар корня
шва. При всех способах сварки его накладывают строго по оси
соединения без колебательных движений конца электрода. Сме-
щение шва на одну из кромок повышает стойкость против обра-
зования кристаллизационных трещин, но при этом возможны
непровары.
При сварке под флюсом ответственных конструкций режим
обычно выбирают так, чтобы первый слой, в котором наиболее
вероятно возникновение дефектов, при двусторонней сварке пол-
ностью, а при односторонней сварке почти полностью перевари-
вался последующими слоями (рис. 5-32, а—в и 5-33, а, б). Сечение
и форма первого слоя должны обеспечивать возможность погру-
жения его в разделку (см. рис. 5-28, в) Второй, а иногда и третий
слой также накладывают по оси соединения Все последующие
слои выполняют со смещением электрода от оси соединения на
одну из кромок с таким расчетом, чтобы каждый последующий
Рис. 5-33. Наложение первых слоев одностороннего многослойного шва
а — первый слой, б — второй слой
196
Рис. 5-34. Сварка широкими слоями
слой перекрывал предыдущий при-
мерно на х/3 его ширины. В такой
последовательности сварку ведут
до полного заполнения разделки.
При автоматической сварке под
флюсом расчистку кромок корня
тпва перед сваркой со второй сто-
роны не производят.
При сварке вручную кроме
схемы наложения слоев, приведен-
ной на рис. 5-20, б, применяют
схему, показанную на рис. 5-34.
Для получения уширенных слоев
конец электрода перемещают в по-
перечном направлении (рис. 5-35).
При автоматической сварке
все слои многослойного шва вы-
полняют напроход последователь-
но один за другим. При ручной
сварке с целью уменьшения сва-
рочных деформаций, снижения
скорости остывания металла шва
и околошовной зоны и умень-
шения возможности образования
трещин, связанных с недостаточным сечением слоя, применяют
сварку секциями, каскадом и горкой (выполненную двумя свар-
щиками). Сущность этих методов ясна из схем, приведенных на
рис. 5-36, а—в. Длина каждой ступени в зависимости от состава
основного металла колеблется в пределах 300—600 мм. Каждый
последующий слой накладывают на еще не успевший остыть
предыдущий слой. Скорости охлаждения околошовной зоны и
металла шва невелики, так как нагрев основного металла при
наложении каждого слоя является как бы предварительным подо-
гревом перед сваркой последующего слоя. В наихудших терми-
ческих условиях находится первый слой, поэтому длину ступени
Рис. 5-35. Перемещение конца электрода
197
Рис. 5-36. Последовательность выполнения многослойных швов при ручной
и полуавтоматической сварке:
а — секциями;
б — каскадом;
в — горкой
и режим сварки выбирают так, чтобы перед наложением второго
слоя первый не успел остыть ниже температуры 200° С.
При сварке склонной к закалке стали толщиной более 30—
40 мм перед наложением первого слоя кромки подогревают.
Подогрев до температуры 200—250° С обычно осуществляют га-
зовыми горелками или индукторами. При сварке низкоуглероди-
стых, не склонных к закалке сталей длина ступеней значительно
увеличивается. При сварке секциями или горкой каждый слой
металла шва и окружающий его металл околошовной зоны про-
ходят цикл закалки (нагрев при сварке и охлаждение после нее)
и цикл отпуска (нагрев и охлаждение при сварке последующего
слоя). После сварки последнего слоя шва по границе сплавления
с основным металлом накладывают дополнительный, так назы-
ваемый отжигающий валик.
Сварку вертикальных швов с двусторонней подготовкой кро-
мок обычно ведут с двух сторон одновременно (сварка в две дуги).
При сварке вертикальных и горизонтальных швов силу тока
обычно снижают на 15—20% по сравнению с силой тока при сварке
в нижнем положении. Применяют электроды диаметром не более
5 мм, обеспечивающие получение сварочной ванны небольшого
размера. При сварке потолочных швов с целью облегчения пере-
носа электродного металла используют электроды диаметром не
более 4 мм и снижают силу тока на 20—25% по сравнению с силой
тока при сварке в нижнем положении. Сварку ведут при низком
напряжении дуги — короткой дугой.
Производительность процесса при выполнении многослойных
швов определяется скоростью сварки, которая зависит от вели-
чины притупления, сечения разделки, количества вводимого
в шов за единицу времени дополнительного металла и коэффи-
циента использования установки. Если скорость перемещения
198
Рис. 5-37. Подготовка стыка для двусто-
ронней сварки с увеличенным
притуплением (со стороны раз-
делки накладывается много-
слойный, а с другой сторо-
ны — однослойный шов)
источника нагрева для всех слоев
шва одинакова, то скорость сварки
определяется зависимостью
где ип. и — скорость перемещения
источника теплоты, м/ч. д' ।
Если скорость перемещения источника нагрева от слоя к слою
изменяется, то скорость сварки определяется зависимостью
fCB = —----•---р--------— м/ч, (5-1)
vn. И, УП. И2 Уп. Ига
где fn. nJ fn. и2; ^п. нп — скорости перемещения источника теплоты
при сварке первого, второго и последующих слоев.
Для повышения производительности сварки стремятся макси-
мально увеличить величину притупления (рис. 5-37 и табл. 5-2),
применить разделку кромок наименьшего возможного сечения и
повысить количество вводимого в сварочную ванну за единицу
времени дополнительного металла. Чтобы повысить последний
показатель, увеличивают силу тока и число одновременно горя-
щих дуг, повышают коэффициент наплавки (за счет роста плотно-
сти тока и предварительного подогрева электрода) или вводят
в разделку металл в виде стержней, порошка, крупки, окатышей,
Таблица 5-2
Величина притупления кромок при различных способах сварки, мм
Односторонний шов | Двусторонний шов
Разделка кромок
Сварка V-образ- ная с углом 55° Рюмко- образная Х-образ- ная с углом 55° Двойная рюмко- образная По рис. 5—37
Автоматическая под флюсом 5±1 8±1 7±1 12±1 14±1
Полуавтоматическая под флюсом и в углекислом газе проволокой сплош- ного сечения (без попе- речного колебания элек- трода) 2+0,5 4,5+0,5 3±0,5 6±0,5 —
199
полос и т п Иногда дополнительный металл вводят во флюс или
в покрытие электродов Все эти меры имеют свои преимущества
и недостатки и повышают производительность процесса (по основ-
ному времени) примерно на 30—40% Выбор наиболее пригод-
ного способа увеличения количества вводимого за единицу вре-
мени дополнительного металла зависит от конкретных условий
сварки.
§ 5-5. Конструктивное оформление и техника
выполнения угловых швов и швов
других типов
Угловые швы могут быть однослойными и много-
слойными (рис 5-38, а, в) В некоторых случаях в угловых швах
тавровых соединений требуется полный провар одного из соединяе-
мых элементов (рис 5-39, а—в) Прочность углового шва зависит
от его длины, механических свойств металла шва и величины рас-
четного параметра, определяющего наименьшее сечение, по ко-
торому происходит разрушение соединения
Однослойные угловые швы. Эти швы получают за счет вводи-
мого в сварочную ванну дополнительного металла, заполняющего
угол между сопрягаемыми деталями (так называемая внешняя
часть шва), и основного металла, образующего внутреннюю часть
шва (рис 5-40) Отношение между этими частями зависит от спо-
соба и режима сварки Наиболее часто применяют однослойные
угловые швы без полного провара Конфигурацию однослойного
углового шва определяют такие параметры, как катеты внешней
части шва k, глубина проплавления по месту сопряжения сваривае-
С — многослойный
200
Рис 5-39. Угловой шов с полным проваром одного из элементов
а — двусторонний однослойный,
б — двусторонний многослойный несимметричный,
в — двусторонний многослойный симметричный
мых деталей s, расчетный параметр шва h, толщина шва Н, ши-
рина шва Ь, коэффициент формы шва ф (рис 5-41), площадь про-
плавления основного металла, площадь внешней части шва и
суммарная площадь шва.
При сварке вручную покрытыми электродами и полуавтомати-
ческой сварке в углекислом газе и под флюсом на токах до 250 А
сечение шва образуется в основном за счет его внешней части
(рис 5-42, а). При этом расчетный параметр шва равен 0,7k,
а коэффициент формы шва приближается к 2
При полуавтоматической сварке под флюсом и в углекислом
газе проволокой сплошного сечения на токах более 250 А без
поперечного колебания электрода и при сварке специальными
покрытыми электродами, обеспечивающими глубокое проплавле-
ние основного металла, на характерных для рассматриваемых
случаев режимах шов формируется за счет внешней части и про-
вара основного металла (рис 5-42, б). Расчетный параметр такого
шва равен 0,85£, а коэффициент формы шва изменяется в преде-
лах 1,5—1,6. При автоматической сварке под флюсом на харак-
терных для этого случая режимах глубина проплавления увели-
чивается (рис. 5-42, в) и расчетный параметр достигает значения
l,0fe Коэффициент формы шва составляет 1,3—1,4 Характер
формирования и разрушения швов, сварных различными спо-
собами, ясен из рис 5-43 Зависимость между расчетным пара-
метром и катетом швов, выполненных
различными способами (рис. 5-44), рас-
пространяется на многослойные и одно-
слойные швы, сваренные вручную, и
однослойные швы, сваренные под флюсом
и в углекислом газе. Штриховой линией
Рис 5-40 Строение однослойного углового шва
• — часть, образованная за счет расплав-
ления основного металла
201
Рис. 5-4].
Основные параметры одно-
слойного углового шва
на рис. 5-44 обозначены случаи," когда однослойный шов может
быть выполнен только в положении в «лодочку». Для нормального
формирования угловых швов при сварке в угол максимальные
размеры катетов не должны превышать 9 мм. В случае сварки
в «лодочку» максимальные размеры катетов составляют 16 мм
при автоматической сварке под флюсом и 12 мм при полуавто-
матической сварке под флюсом и в углекислом газе и при руч-
ной дуговой сварке. Швы большого сечения сваривают в не-
сколько слоев.
Путем применения специальных режимов сварки величину
расчетного параметра шва можно довести до l,3fe, для данного
случая фя«1. Швы со столь малым значением коэффициента
формы даже при сварке низкоуглеродистых и низколегированных
конструкционных сталей обладают пониженной стойкостью против
образования кристаллизационных трещин. Поэтому режимы
сварки, обеспечивающие такое формирование шва, не находят
пока практического применения. Все сказанное справедливо для
случая сварки сталей, для которых увеличение доли участия основ-
ного металла в металле шва не оказывает отрицательного влияния
на его свойства (стойкость против трещин, механические свойства
и др.).
Увеличение проплавления основного металла при механизиро-
Рис. 5-42. Конфигурация угловых швов
а — сварка покрытыми электродами;
б — сварка на режимах, характерных для полуавтоматических процессов,
в сварка на режимах, характерных для автоматической сварки под
флюсом
202
Рис. 5-43. Характер разрушения однослойного углового шва
а — сварка вручную покрытыми электродами,
б — автоматическая сварка под флюсом
ванных способах сварки позволяет уменьшить сечение внешней
части шва, что дает значительный экономический эффект. Дан-
ные о размерах внешних катетов швов, при которых обеспе-
чивается равнопрочность однослойных угловых швов, выполнен-
ных различными способами дуговой сварки на типичных для
них режимах, приведены на рис. 5-44. Швы сваривают в поло-
жении в «лодочку» или в угол (рис. 5-45, а—в).
При сварке угловых швов трудно обеспечить поджатие флюсо-
медной, асбестовой или другой подкладки к основанию шва.
Сварку, как правило, несмотря на принципиальную возможность
применения подкладок, ведут «на весу». Поэтому зазор между
деталями при сварке в положении в «лодочку», вручную покры-
тыми электродами и полуавтоматом под флюсом и в защитном газе
не должен превышать 2 мм, а при автоматической сварке под флю-
сом 1,5 мм. При сварке шва в угол зазор не должен превышать
3 мм. Места с увеличенным зазором
обычно подваривают беглым швом вруч-
ную или же механизированным спосо-
бом со стороны, обратной наложению
первого шва Подварочный слой пере-
варивают при наложении основного шва
При автоматической сварке нахле-
сточного соединения при толщине верх-
него листа до 8 мм возможна сварка
Рис. 5-44. Зависимость между расчетным пара-
метром h и катетом шва k
1 — сварка вручную покрытыми элект
родами,
2 — полуавтоматическая сварка под
флюсом н в углекислом газе про-
волокой сплошного сечеиия,
3 автоматическая сварка под флюсом
к, мм
13
1г
11
ю
з
8
7
6
5
if
3
I 3 If S $ 7 8 9 108,мм
203
Рис. 5-45. Различные методы сварки угловых швов:
б — в несимметричную «лодочку»,
г — с оплавлением кромки
а — в симметричную «лодочку*;
в — в угол;
углового шва вертикальным электродом с оплавлением кромки
(рис. 5-45, г). При механизированной сварке прерывистые швы
заменяют, как правило, сплошными швами меньшего сечения.
При двусторонней автоматической сварке под флюсом угловых
швов тавровых соединений за счет выбора режима можно обеспе-
чить полный провар стенки без разделки кромок при толщине
ее до 14 мм при однодуговой сварке и до 18 мм при многодуговой
сварке (см. рис. 5-39, а). При большей толщине стенки и выпол-
нении шва в один слой необходимо прибегать к разделке кромок
или установлению обязательного зазора. Эти меры позволяют
увеличить толщину провариваемого листа до 17 и 21 мм соответ-
ственно.
При полуавтоматической сварке под флюсом и в углекислом
газе проволокой сплошного сечения можно достичь полного про-
вара при толщине металла до 8 мм без разделки кромок и до 11 мм
при разделке кромок или обязательном зазоре. Получение гаран-
тированного провара стенки в производственных условиях —
весьма сложная задача. Для направления участка максимального
провара по месту сопряжения деталей рекомендуется сдвигать
ось электрода на стенку или выполнять сварку в положении не-
симметричной лодочки (см. рис. 5-45, б). Для повышения произ-
водительности следует увеличивать провар основного металла,
количество вводимого в шов за единицу времени дополнительного
металла и учитывать реальные механические свойства однослой-
ных угловых швов, которые при сварке обычными сварочными
проволоками значительно превосходят учитываемые при расчете.
Многослойные угловые швы. Многослойные угловые швы
в большинстве случаев также выполняют без полного провара
одного из элементов. Для многослойных угловых швов, свари-
ваемых вручную и механизированными способами на токах до
250 А, расчетный параметр шва определяют из зависимости й =
— 0,7А Для швов, выполняемых механизированной сваркой на
токах более 250 А, сечение шва может быть несколько уменьшено
204
д 12 16 20 20 20 мм 12 16 20 20 20 мм
Катеты многослойных швов, Катеты многослойных швов,
выполненных покрытыми электродами выполненных покрытыми электродами
а] в)
Рис. 5-46. Соотношение катетов при ручной и механизированной сварке:
а — сварка в положении в угол; б — сварка в «лодочку»,
/ — полуавтоматическая сварка под флюсом и в углекислом газе про*
волокой сплошного сечения,
2 — автоматическая сварка под флюсом
за счет провара, обеспечиваемого по месту сопряжения соединяе-
мых элементов при наложении первого слоя.
Зависимость между катетами равнопрочных многослойных
угловых швов, выполненных на низкоуглеродистых и низколеги-
рованных сталях вручную и механизированными способами,
приведена на рис. 5-46, а, б. Размеры катетов первого слоя при-
няты в соответствии с данными, приведенными на стр. 202. Много-
слойный шов, сваренный вручную, на участке, обозначенном
штриховой линией, может быть заменен однослойным швом,
выполненным механизированными способами. При электрошла-
ковом процессе угловые швы тавровых соединений любого сечения
сваривают за один проход с полным (рис. 5-47) или неполным
проваром стенки.
Техника сварки многослойных угловых швов при положении
в «лодочку» не отличается от сварки стыковых швов. При выпол-
нении швов в угол техника сварки значительно усложняется,
так как требуется точное ведение электрода по оси соединения.
Отклонение конца электрода в этом случае не должно превышать
±1 мм. Угол наклона электрода поперек шва обычно составляет
20—30° к вертикали. Резкое смещение электрода в сторону вер-
тикального элемента вызывает образование подрезов и наплывов.
При смещении электрода в другую сторону наблюдается натек
металла па горизонтально расположенный элемент.
205
Рис. 5-47. Конфигурация углового шва с полным проваром стенки при электро-
шлаковом процессе
Для угловых швов число слоев определяют по формуле
_ F ВН k?ky
Fe ~ Fc >
где FBll — площадь сечения части шва, образованного за счет
электродного металла, мм2; Fc — площадь сечения слоя, мм2;
ky—коэффициент, учитывающий увеличение сечения шва за
счет зазоров, обычно равный 1,2.
Максимальное значение Fc выбирают по технологическим
соображенийм.
В некоторых случаях при сварке тавровых соединений, рабо-
тающих в условиях знакопеременных нагрузок, проектом преду-
смотрен полный провар стенки. Чтобы добиться полного провара
стенки (кроме условий, оговоренных ранее), производят разделку
кромок и заварку образовавшейся полости в несколько слоев
(см. рис. 5-39, б, в).
Односторонняя разделка кромок и наличие выступающей
полки затрудняют проплавление вершины соединения и получе-
ние благоприятной в отношении стойкости против кристаллиза-
ционных трещин формы провара. Поэтому достижение надлежа-
щего и стабильного качества при сварке тавровых и угловых соеди-
нений с полным проваром является сложной задачей, требующей
весьма тщательного выполнения всех (особенно первого) слоев.
При электрошлаковом процессе техника выполнения углового шва
с полным проваром стенки сходна с техникой сварки стыкового шва.
206
Производительность по основному бремени при сварке уТловыХ
швов, так же как для стыковых швов, характеризуется временем,
затрачиваемым на его выполнение, или скоростью сварки. При
однослойной сварке скорость ее равна скорости передвижения
источника теплоты. При многослойной сварке скорость опреде-
ляется по формуле (5-1). Повышения производительности при
сварке однослойных угловых швов можно достичь путем умень-
шения внешней части шва за счет увеличения глубины проплав-
ления по месту сопряжений полки и стенки (величина s на
рис. 5-41), увеличения количества вводимого в шов за единицу
времени дополнительного металла и учета реальной прочности
металла шва, которые, как показывают статистические данные, зна-
чительно превышают расчетные. Пути повышения производитель-
ности при сварке угловых многослойных швов те же, что и при
стыковых многослойных швах (см. рис. 5-10).
Прорезные швы. При сварке прорезных швов должно быть
обеспечено плотное прижатие листов друг к другу. Если зазор
превышает 1,0—1,5 мм, возможны прожог верхнего листа и
вытекание сварочной ванны в зазор между соединяемыми эле-
ментами. Выполнение прорезных швов возможно при автомати-
ческой сварке под флюсом при толщине верхнего листа не более
12 мм. Сложность сборки под сварку (необходимость обеспечить
малый зазор между листами) и трудности контроля качества и
исправления дефектных участков приводят к тому, что прорезные
швы находят весьма ограниченное применение Хорошие резуль-
таты получают при выполнении прорезных швов электроннолу-
чевым процессом.
Электрозаклепки. При сварке электрозаклепками нахлесточ-
ного соединения зазор между сопрягаемыми листами нс должен
превышать 1 мм. Диаметр отверстия в верхнем листе должен
не менее чем на 4—5 мм превышать диаметр сварочной проволоки.
Возможна сварка электрозаклепками без образования отверстия
в верхнем листе. Диаметр электрозаклепки обычно принимают
равным двум-четырем толщинам свариваемого металла. Сварку
электрозаклепок производят с подачей проволоки или без нее.
Во втором случае дуга горит до естественного обрыва. При сварке
тонколистовых конструкций применяют точечные угловые швы,
состоящие из отдельных, расположенных друг от друга на опре-
деленных расстояниях точек. Сварку таких швов выполняют
полуавтоматом под флюсом или в углекислом газе. Держатель
перемещают от точки к точке без обрыва дуги.
§ 5-6. Влияние режима сварки
на форму и состав шва
Размеры и конфигурация шва или слоя (при много-
слойной сварке) определяются рядом величин (см. рис. 5-22 и 5-41).
Размеры и форма шва в значительной степени предопределяют
207
Рис. 5-48. Форма шва (слоя) при сварке угло-
вого шва и первого слоя много-
слойного шва при угле разделки
90°
стойкость его против возникнове-
ния кристаллизационных трещин,
плавность перехода от основного
металла к металлу шва и вероят-
ность образования подрезов, непро-
варов, наплывов и других дефектов,
а также экономичность процесса.
Установлено, что размеры шва и форма провара не зависят
от типа шва. Например, форма и размеры углового шва таврового
соединения, свариваемого в «лодочку», практически полностью
совпадают с формой и размером первого слоя многослойного
стыкового шва с углом раскрытия кромок 90° (рис. 5-48). Форма
валика, наплавляемого на пластину, практически идентична
форме первого слоя стыкового шва при рюмкообразной подготовке
кромок (рис. 5-49) и т. п.
Рассмотрим условия формирования шва при дуговой сварке.
Форма шва для этого случая зависит от режима, способа сварки
и положения шва в пространстве. Под понятием режим сварки
подразумевают совокупность факторов, определяющих условия
протекания процесса сварки. Сами факторы называют элемен-
тами (составляющими, параметрами) режима сварки. К основным
элементам режима дуговой сварки обычно относят величину, род
и полярность тока, диаметр (или сечение) электрода, напряжение
дуги, скорость перемещения дуги, вид защиты.
При автоматической сварке под флюсом с постоянной ско-
ростью подачи сварочной проволоки часто вместо величины тока
оперируют скоростью подачи сварочной проволоки, определя-
ющей в этих условиях величину тока. Чем выше скорость подачи,
тем больше должна быть сила тока для того, чтобы обеспечить
расплавление подаваемой в зону сварки проволоки. Из приведен-
ных на рис. 5-50 данных видно, что коэффициент наплавки уве-
личивается с увеличением плотности тока в электроде и падает
с увеличением напряжения дуги.
При ручной дуговой сварке важным элементом режима яв-
ляется величина поперечного перемещения конца электрода.
Рис. 5-49. Форма валика и первого слоя многослойного шва при рюмкообраз-
ной подготовке кромок
208
Рис. 5-50. Зависимость между величиной
тока и скоростью подачи сва-
рочной проволоки Св-08, свар-
ка под флюсом АН-348-А,
вылет проволоки 50 мм:
а — проволока диаметром 4 мм,
б — то же 5 мм,
в — то же 6 мм,
1 — напряжение дуги 30 — 32 В,
2 — то же 40 — 42 В,
3 — то же 50 — 52 В
Рис. 5-51. Зависимость между величиной
тока и глубиной провара при
напряжении дуги.
/ — низком; 2 — среднем;
3 — высоком
Существенное влияние на формирование шва оказывают вылет
электрода, положение электрода или сварочной проволоки в про-
странстве (вертикальное, наклонное) и положение изделия при
сварке.
Рассмотрим влияние различных факторов на размеры и форму
шва при дуговой сварке одним электродом. Сварка двумя и более
электродами, сварка электродной лентой или пластиной, сварка
с глубоким проваром и другие специальные приемы имеют свои
особенности. Однако общая закономерность влияния, оказывае-
мого элементами режима и условиями сварки на размеры и форму
шва, остается той же, что и при сварке одним электродом.
При рассмотрении влияния одного из элементов режима все
остальные элементы принимают постоянными.
Все установленные закономерности относятся к случаю, когда
глубина провара не превышает 0,7—0,8 толщины основного
металла. Если глубина провара превышает 0,7—0,8 толщины
основного металла, резко изменяются условия теплоотвода от
нижней части сварочной ванны, что приводит к скачкообразному
нарастанию провара вплоть до сплошного проплавления свари-
ваемого металла и к заметному изменению конфигурации и раз-
меров шва.
Величина, род и полярность тока. Изменение величины тока
связано с глубиной провара прямой зависимостью. С ростом силы
14 Заказ № 782 2 09
тока глубина провара увеличивается, с уменьшением — умень-
шается (рис 5-51) Такое влияние тока па глубину провара обус-
ловлено изменением давления, оказываемого столбом дуги на
поверхность сварочной ванны, и увеличением или уменьшением
погонной энергии сварки. Глубина провара h связана с величиной
тока практически линейной зависимостью
==
где k„—коэффициент пропорциональности, мм/А; /св—сила
тока, А
Значение коэффициента пропорциональности зависит от рода
тока, диаметра электрода, скорости сварки и определяется опыт-
ным путем. Существенное влияние на величину коэффициента
пропорциональности оказывает плотность основного металла.
С увеличением плотности металла значение kn падает и, следова-
тельно, для обеспечения той же глубины провара необходимо
увеличить силу тока. С уменьшением плотности металла наблю-
дается обратная зависимость. Этим явлением обусловлен обще-
известный факт увеличения глубины провара при сварке алюми-
ния по сравнению со сваркой стали при той же силе тока. Путем
изменения величины тока в большинстве случаев изменяют в же-
лаемом направлении глубину провара основного металла. На ши-
рину шва изменение величины тока оказывает незначительное
влияние, которое при решении практических вопросов можно
не учитывать.
Род и полярность тока также сказываются на глубине и ши-
рине провара. При сварке постоянным током обратной полярности
глубина провара примерно на 40—50% больше, чем при сварке
постоянным током прямой полярности При сварке переменным
током глубина провара на 15—20% ниже, чем при сварке постоян-
ным током обратной полярности. В этом случае полярность тока
изменяется 100 раз в секунду, что приводит к уменьшению выде-
ления теплоты на основном металле за тот период, когда он яв-
ляется анодом. При сварке постоянным током при прямой поляр-
ности ширина шва уменьшается по сравнению со сваркой постоян-
ным током обратной полярности и, следовательно, по сравнению
со сваркой переменным током. Наиболее существенно снижение
ширины шва в зависимости от полярности тока проявляется при
повышенном напряжении дуги и поэтому имеет практическое зна-
чение только при сварке под флюсом.
Уменьшение диаметра электрода при том же токе приводит
к снижению подвижности столба дуги и, как следствие, к увели-
чению глубины провара. Особенно четко влияние диаметра элек-
трода на глубину провара сказывается при сварке на небольших
токах При возрастании силы тока влияние диаметра электрода
несколько сглаживается. Ширина шва растет с увеличением диа-
метра электрода, что вызвано повышением подвижности столба
дуги.
210
Рис. 5-52.
Изменение ширины шва
в зависимости от напря-
жения дуги (ток пере-
менный)
а — 30 — 32 В,
б — 40 — 42 В,
в — 50 — 52 В
Из приведенных данных следует, что заданная глубина про-
вара может быть достигнута при уменьшении диаметра электрода
при более низкой силе тока. Однако применение электрода
малого диаметра приводит к уменьшению коэффициента формы
шва, затруднению точного направления электрода по шву (при
механизированных способах сварки) и ухудшению формы усиле-
ния.
Напряжение дуги. При дуговом процессе напряжение дуги
мало влияет на глубину провара Ширина шва связана с напряже-
нием прямой зависимостью. С увеличением напряжения дуги
в практически применяемых пределах ширина шва увеличивается.
Для иллюстрации этого положения на рис. 5-52, а, б, в приведены
зависимости между шириной шва и напряжением дуги при сварке
под флюсом Из всех элементов режима напряжение дуги оказы-
вает наибольшее влияние на ширину шва и является элементом
режима, за счет которого при механизированных способах сварки
изменяют ширину шва в желаемом направлении.
При сварке вручную покрытыми электродами напряжение
дуги изменяется в узких пределах (18—22 В) и поэтому не яв-
ляется элементом режима, за счет которого можно изменять ши-
рину шва в нужном направлении. При ручной сварке ширина
шва изменяется путем поперечного перемещения (колебания)
конца электрода.
Скорость сварки. Влияние скорости сварки на глубину погру-
жения дуги носит сложный характер. При малых скоростях
(порядка 10—12 м/ч при сварке под флюсом и 1,0—1,5 м/ч при
ручной дуговой сварке) глубина провара минимальна. Это обус-
ловлено уменьшением интенсивности вытеснения сварочной ванны
из-под основания дуги при характерном для этих случаев верти-
кальном ее расположении. У основания дуги образуется слой
жидкого металла, который препятствует проплавлению основного
металла.
Повышение скорости сварки до некоторого значения, завися-
щего от конкретных условий, приводит к увеличению глубины
провара Так, при сварке под флюсом увеличение скорости сварки
от 10 до 25 м/ч приводит к увеличению глубины провара. Даль-
нейшее увеличение скорости сварки вызывает снижение глубины
провара за счет уменьшения погонной энергии (рис. 5-53).
Ширина шва связана со скоростью сварки обратной зависи-
мостью Увеличение скорости сварки приводит к уменьшению
ширины шва, что обусловлено уменьшением подвижности дуги
14* 211
Рис. 5-53 Изменение глубины и ширины
провара в зависимости от ско-
рости сварки
при повышении скорости ее пере-
движения Указанная закономер-
ность сохраняется при всех значе-
ниях скорости сварки (рис 5-53)
Изменение скорости сварки яв-
ляется весьма эффективным сред-
ством изменения ширины шва при
всех способах дуговой сварки.
Поперечное перемещение кон-
ца электрода позволяет значи-
тельно изменять ширину шва и
глубину провара Этот метод ши-
роко применяется при ручной
сварке При увеличении ампли-
туды перемещения конца элект-
рода снижается глубина провара
и значительно увеличивается ши-
рина шва, что связано с умень-
шением концентрации источника
нагрева При механизированных
способах сварки поперечное пере-
мещение электрода также при-
водит к изменению ширины шва
и глубины проплавления. Ана-
логичные изменения формы шва
наблюдаются при сварке сдвоен-
ным электродом и электродной
лентой
При увеличении вылета электрода возрастает интенсивность
его плавления, в результате чего снижается сила тока, а следова-
тельно, и глубина провара. При сварке электродной проволокой
диаметром 3 мм и выше изменение величины вылета в пределах
± (6—8) мм, часто наблюдаемое на практике, не оказывает за-
метного влияния на формирование шва При сварке проволокой
диаметром 0,8—2 мм такие колебания вылета электрода могут
привести к некоторому изменению конфигурации шва.
Химический состав и строение флюса. Чем меньше объемная
масса флюса, тем больше объем полости, образующейся вокруг
столба дуги, и тем большей подвижностью обладает дуга
При этом ширина шва увеличивается, а глубина провара умень-
шается. Однако изменения глубины и ширины провара при при-
менении флюсов стандартных марок столь невелики, что не тре-
буют существенных изменений режима сварки и легко нивели-
руются за счет небольшой корректировки напряжения дуги.
212
Увеличение толщины электродного покрытия и введение в его
состав тугоплавких веществ, способствующих образованию на
конце электрода козырька, снижают подвижность столба дуги и,
как следствие, уменьшают ширину шва и увеличивают глубину
провара Глубина и ширина провара при сварке под флюсом
АН-348-А и в углекислом газе, при прочих равных условиях, с
достаточной для решения практических задач точностью могут
быть признаны одинаковыми.
Изменение начальной температуры. В пределах естественных
изменений, связанных со сваркой на морозе или с нагревом ме-
талла на солнце, начальная температура свариваемого изделия
(—60—|-80о С) не оказывает практического влияния на глубину
провара и ширину шва Подогрев основного металла до темпера-
туры 100—400° С приводит к незначительному увеличению глу-
бины провара и ширины шва Существенные изменения ширины
и глубины провара имеют место при температуре предваритель-
ного подогрева от 500° С и выше, причем ширина провара увели-
чивается более интенсивно, чем его глубина С предварительным
подогревом связано увеличение ширины последних слоев при
сварке многослойных швов и при наплавке
Положение электрода в пространстве. На практике сварку
ведут вертикальным электродом и с наклоном электрода вдоль
шва углом вперед или назад по отношению к направлению сварки
(рис 5-54, а, б, в) При сварке углом назад происходит более ин-
тенсивное, чем при сварке вертикальным электродом, вытеснение
металла сварочной ванны из-под основания столба дуги, что
приводит к некоторому увеличению глубины провара и умень-
шению ширины шва. Сварка с наклоном электрода углом назад
находит практическое применение главным образом при сварке
электродами для глубокого провара
При сварке с наклоном электрода углом вперед столб дуги
стремится занять положение, совпадающее с осью электрода
При этом столб дуги большей своей частью располагается над
поверхностью основного металла. Давление столба на поверх-
ность сварочной ванны уменьшается, что приводит к заметному
уменьшению глубины провара и увеличению ширины шва по
сравнению со сваркой вертикальным электродом. Сварка элек-
тродом с наклоном углом вперед применяется для повышения
Рис 5-54.
Положение электрода при
сварке
а — вертикальное
б — углом вперед
в — углом назад Направ
ление сварки указано
стрелкой
213
скорости сварки при одно- и многодуговой автоматической сварке
под флюсом.
Наклон изделия относительно горизонтальной плоскости.
При сварке сверху вниз (на спуск) разность уровней расплавлен-
ного металла в головной и задней частях плавильного простран-
ства уменьшается, несмотря на неизменное давление, оказываемое
столбом дуги. Это приводит к увеличению толщины слоя жидкого
металла, расположенного под основанием дуги, и к уменьшению
глубины провара. Блуждание дуги по поверхности сварочной
ванны при этом усиливается, что приводит к увеличению ширины
шва. Поэтому при сварке на спуск уменьшается глубина провара
и увеличивается ширина шва.
При сварке снизу вверх (на подъем) разница уровней расплав-
ленного металла в головной и задней частях плавильного простран-
ства увеличивается, а толщина слоя жидкого металла под основа-
нием столба дуги уменьшается. При этом происходит более глубо-
кое проплавление основного металла, т. е. глубина провара не-
сколько увеличивается. Ширина шва при уменьшении блуждания
столба дуги заметно уменьшается.
Нормальное, характерное для сварки в нижнем положении
формирование шва достигается при механизированной сварке
для угла наклона не более 3—4° и при ручной сварке покрытыми
электродами не более 8—10°. При больших углах наклона на-
рушается нормальное формирование шва из-за подтекания
жидкого металла под основание дуги при сварке на спуск и из-за
непроваров и подрезов по кромкам при сварке на подъем.
Изменение формы шва путем сварки на спуск или на подъем
мало применяется из-за сложности установки изделия под сварку
и небольшой эффективности. Практическое применение сварка
на спуск находит при выполнении круговых швов труб и сосудов
малого диаметра. В этом случае электрод смещается от зенита
с таким расчетом, чтобы сварка велась на спуск. При этом умень-
шается опасность прожогов, улучшается формирование шва и
предотвращается возможность стекания жидкого металла свароч-
ной ванны. Сварку на подъем применяют для увеличения глубины
проплавления при ручной сварке с глубоким проваром.
При дуговой сварке и наплавке значение коэффициента формы
шва может изменяться от 0,8 до 20. Все изменения элементов
режима, вызывающие уменьшение ширины шва и увеличение
глубины провара, вызывают уменьшение, а все изменения эле-
ментов режима, увеличивающие ширину шва и уменьшающие
глубину провара,— увеличение коэффициента формы шва.
Увеличение силы тока приводит к резкому возрастанию глу-
бины провара и практически не отражается на ширине шва, а
следовательно, приводит к снижению коэффициента формы шва.
Увеличение скорости сварки уменьшает ширину шва и суще-
ственно не влияет на глубину провара. Следовательно, увеличение
скорости сварки приводит к уменьшению коэффициента формы
214
шва, а уменьшение скорости сварки — к повышению его значе-
ния. Увеличение напряжения дуги приводит к заметному увели-
чению ширины провара, к незначительному изменению глубины
провара и, как следствие, к увеличению коэффициента формы
шва. Уменьшение диаметра электрода или сварочной проволоки
приводит к возрастанию глубины провара и уменьшению ширины
шва, а следовательно, к довольно резкому уменьшению коэффи-
циента формы шва. Наклон электрода углом вперед увеличивает
коэффициент формы шва вследствие увеличения ширины шва
и уменьшения глубины проплавления.
На значение коэффициента формы шва оказывают влияние
и другие элементы сварочного режима, однако они сказываются
в значительно меньшей степени, чем перечисленные выше.
При сварке стыковых однослойных швов, всех слоев много-
слойного шва, кроме первого и второго, и при наплавочных работах
коэффициент формы шва можно изменять в желаемых пределах
(рис. 5-55, а, б). При сварке угловых однослойных швов и первого
слоя многослойных угловых или стыковых швов коэффициент
формы шва или слоя, при котором обеспечивается удовлетвори-
тельное формирование, определяется геометрией соединения и
может изменяться в весьма узких пределах (рис. 5-55, в, г). Уве-
личение его значения выше определенной величины приводит
в этих условиях к подрезу кромок или к непровару притупления.
Коэффициент формы шва при сварке угловых швов и первого
слоя многослойного шва должен находиться в пределах 1,4—2,3.
Ограниченные возможности увеличения коэффициента формы шва
в значительной степени определяют трудность обеспечения стой-
кости металла этих швов против кристаллизационных трещин,
особенно при сварке основного металла с повышенным содержа-
нием углерода.
Рис. 5-55. Изменение формы провара для швов различного типа:
а — стыковой однослойный шов и все слои многослойного стыкового шва,
кроме первого и второго;
б — валики при наплавке,
в — первый слой многослойных стыковых швов;
г — угловой однослойный шов и первый слой углового многослойного шва
215
Нормальная форма поверхности шва обеспечивается при коэф-
фициенте формы усиления более 5. При меньшем значении этого
коэффициента не достигается плавности перехода от металла шва
к основному металлу. Все изменения режима, уменьшающие
ширину шва и увеличивающие количество вводимого в шов элек-
тродного металла (это прежде всего увеличение силы тока, умень-
шение диаметра электрода и напряжения дуги), приводят к умень-
шению коэффициента формы усиления (табл. 5-3).
Влияние режима на размеры и форму шва при электрошлаковой
сварке. Размеры и форма металлической ванны при электрошла-
ковой сварке характеризуются шириной шва Ь, глубиной метал-
лической ванны h и отношением ширины шва и глубины металли-
ческой ванны, так называемым коэффициентом формы металли-
ческой ванны Ф = (рис. 5-56). В зависимости от режима
сварки ширина шва и глубина металлической ванны, а следо-
вательно, и коэффициент формы могут несколько изменяться по
длине сварочной ванны. Однако при правильном выборе режима
сварки ширина шва изменяется мало. Глубина металлической
ванны может претерпевать более значительные изменения, но,
как правило, достигает максимума посредине (по толщине ме-
талла). В дальнейшем изложении под шириной шва, глубиной
металлической ванны и ее коэффициентом формы мы будем при-
нимать значения этих величин по середине шва.
Форма и размеры металлической ванны оказывают существен-
ное влияние на качество сварного соединения и определяются
режимом сварки. Режим электрошлаковой сварки характери-
зуется величиной тока (или скоростью подачи электрода), напря-
жением сварки, скоростью сварки и толщиной металла, прихо-
дящейся на электрод (частное от деления толщины свариваемого
металла на число электродов). На процессе формирования могут
сказаться величина зазора, состав флюса, глубина шлаковой
ванны, скорость поперечного перемещения электрода, вылет и
диаметр сварочной проволоки. Обычно эти параметры режима
изменяются мало.
При сварке электродной проволокой глубина шлаковой ванны
в зависимости от силы тока составляет 25—70 мм, скорость попе-
речного перемещения 30—40 м/ч, сухой вылет электрода 60—70 мм
и диаметр электрода 4—2 мм. Такие колебания не приводят к изме-
нениям условий формирования шва. Более значительные откло-
нения указанных параметров, вызванные нарушением режима
сварки, могут привести к изменению формы и размеров шва.
При электрошлаковой сварке одной электродной проволокой
глубина металлической ванны и ширина шва зависят от всех
элементов режима. Наибольшее влияние на этот параметр оказы-
вает величина тока. С увеличением силы тока глубина металли-
ческой ванны увеличивается. Это, вероятно, обусловлено изме-
нением погонной энергии сварки. Ток является тем элементом
216
217
Таблица 5-3
Влияние элементов режима дуговой сварки на размеры, форму и состав шва
Параметр Изменение параметра при увеличении
силы тока диаметра электрода "д’ в °св- М/Ч
24-34 36—46 до 17 17-40 свыше 40
Глубина провара Интенсивно увеличивается Уменьшается Незначительно увеличивается Незначительно уменьшается Несколько увеличи- вается Практически не изменяется Умень- шается
Ширина шва Незначительно увеличивается Увеличивается Увеличивается Интенсивно увеличивается Уменьшается
Высота усиления Интенсивно увеличивается Уменьшается Уменьшается Незначительно увеличивается
Коэффициент формы шва Интенсивно уменьшается Увеличивается Интенсивно увеличивается Незначительно уменьшается
Коэффициент формы усиления То же » Увеличивается Уменьшается
Доля основ- ного металла в металле шва (для однослой- ных швов) Интенсивно увеличивается Уменьшается Незначительно увеличивается Интенсивно увеличивается
Примечание. Влияние отдельных элементов режима сварки на размеры, форму и состав шва оценивали при условии неиз-
менности остальных элементов режима
Рис 5-56. Основные параметры металлической
ванны при электрошлаковой сварке
режима, за счет которого в сварочной
практике изменяют в желаемом направ-
лении глубину металлической ванны.
На ширину шва величина тока влияет
мало.
Увеличение напряжения при элект-
рошлаковой сварке приводит к увели-
чению глубины металлической ванны
в связи с повышением погонной энер-
гии. С ростом напряжения в применяе-
мых пределах ширина шва также увеличивается. На практике
ширину шва изменяют в желаемом направлении путем изменения
напряжения сварки.
При электрошлаковой сварке шов формируется в основном
из дополнительного металла. Для заполнения зазора между
свариваемыми кромками необходимо ввести строго определенное
количество дополнительного металла. Поэтому увеличение ско-
рости сварки достигается за счет повышения силы тока (скорости
подачи сварочной проволоки) или увеличения числа электродов
и всегда приводит к увеличению глубины металлической ванны.
Изменение ширины шва в зависимости от скорости подачи сва-
рочной проволоки (следовательно, и скорости сварки) имеет более
сложный характер. Увеличение скорости сварки сначала приво-
дит к увеличению ширины шва, а затем к снижению ее.
Увеличение толщины свариваемого металла, приходящейся
на один электрод, приводит к уменьшению ширины шва и глубины
металлической ванны, что связано с изменением погонной энергии.
Электропроводность флюса заметно влияет на глубину метал-
лической ванны и ширину шва. Снижение электропроводности
флюса, при прочих равных условиях, приводит к росту глубины
металлической ванны и ширины шва в результате увеличения
теплоты, выделяемой в ванне.
Коэффициент формы металлической ванны находится в обрат-
ной зависимости от величины тока и скорости сварки и в прямой
зависимости от напряжения на электродах и толщины металла,
приходящейся на электрод Общие данные о характере влияния
элементов режима сварки на размеры и форму шва при электро-
шлаковой сварке приведены в табл 5-4
Сварка двумя и более сварочными проволоками и электродной
пластиной имеет свои особенности Однако общие закономерности
остаются теми же, что при сварке одной сварочной проволокой.
Для повышения производительности электрошлаковой сварки про-
цесс стремятся вести при минимальном зазоре между свариваемыми
кромками. В металлическую ванну вводят дополнительный металл
(порошок, крупку и др.) и увеличивают коэффициент наплавки.
218
Таблица 5-4
Влияние элементов режима электрошлаковой сварки на форму и состав шва
Параметр Изменение параметра при увеличении
величины тока толщина металла иа электрод напряжен ия сварки скорости поперечного перемещения электродной про волоки глубины шлаковой ванны величины сухого вылета электрода величины зазора
до 400 А более 400 А
Глубина металлической ванны Увеличивается Уве- личи- вается Умень- шается Незначи- тельно увеличи- вается Не изменяется Незначи- тельно умень- шается Умень- шается Не изме- няется
Ширина шва » Умень- шается Незначи- тельно умень- шается Увеличи- вается Уменьшается Умень- шается Не изме- няется Увеличи- вается
Коэффициент формы металлической ванны Незначительно уменьшается То же Увеличи- вается То же То же Незначи- тельно увеличи- вается То же
Доля основ- ного металла в металле шва Незначительно увеличивается » Незначи- тельно умень- шается » » » Не изме- няется »
Зависимость между режимом сварки и составом шва при ду-
говой и электрошлаковой сварке. При сварке неплавящимся элек-
тродом без присадочного металла шов полностью состоит из рас-
плавленного основного металла. При сварке плавящимся элек-
тродом или неплавящимся электродом с присадочным металлом
металл шва представляет собой сплав основного и дополнительного
(электродного или присадочного) металлов. Состав шва опреде-
ляется долями участия того и другого металла в металле шва,
зависящими от режима сварки, характера подготовки кромок
и изменений, происходящих в составе шва при взаимодействии
электродного металла и металла сварочной ванны с газами и
шлаком. Долю участия основного и дополнительного металлов
определяют обычно по поперечному макрошлифу. При дуговой
однослойной сварке долю участия дополнительного металла
определяют по формуле
доп________^’доп
FШ Л, “Ь Fдоп *
(5-2)
где Ffton-—площадь сечения части шва, образовавшейся за счет
электродного и присадочного металла; Fm — общая площадь
сечения шва; Fo — площадь сечения части шва, образовавшейся
за счет расплавления основного металла.
При ручной сварке Fflon определяется как сумма площадей
разделки или зазора и усиления шва. При механизированной
сварке с постоянной скоростью подачи сварочной проволоки Fnon
определяют по формуле
Р =р Г д0п
д°п пр VcB
где Fnp — площадь сечения сварочной проволоки; г'эл — скорость
подачи сварочной проволоки; осв— скорость сварки.
Общая площадь сечения шва определяется путем замера ее
планиметром или подсчета площади фигуры по очертаниям, при-
ближающимся к очертаниям провара.
При дуговой сварке многослойных швов для определения
доли дополнительного металла обычно пользуются формулой
(5-2), хотя она и не отражает действительного положения, так
как в этом случае кроме основного и дополнительного металлов
имеется еще и металл нижележащих слоев, который по своему
составу отличается и от основного, и от дополнительного металлов.
При электрошлаковой сварке долю электродного металла
в металле шва уэл с достаточной для практики точностью опре-
деляют по формуле
.. __ Fan sa __ а
Уэл Fm sb b ’
где s—толщина основного металла; а—ширина зазора; b —
ширина шва.
220
Долю участия основного металла в меГалДе intel уо Арй ббёх
методах сварки определяют по формуле
То' ’ 1 Тдоп-
Доля участия основного металла при используемых режимах
сварки плавящимся электродом составляет 15—80%. Меньшая
цифра относится к вибродуговой наплавке, а большая — к сварке
на больших скоростях под флюсом. Доля участия основного и
электродного металлов в металле однопроходного шва зависит от
элементов режима сварки.
При дуговой сварке повышение силы тока приводит к увели-
чению количества расплавляемого основного металла и вводимого
в шов электродного металла, при этом количество расплавляе-
мого основного металла растет более интенсивно, что приводит
к увеличению доли основного металла в металле шва. При элек-
трошлаковой сварке повышение силы тока всегда сопровождается
увеличением скорости сварки, что приводит к уменьшению ши-
рины провара и снижению доли основного металла в металле шва.
Увеличение напряжения дуги и напряжения сварки приводит
к незначительному уменьшению количества вводимого в шов
электродного металла (за счет снижения коэффициента наплавки)
и к увеличению количества расплавляемого основного металла.
Следовательно, увеличение напряжения приводит к повышению,
а уменьшение — к снижению доли основного металла в металле
шва.
Увеличение скорости при дуговой сварке приводит к умень-
шению количества вводимого в шов электродного и расплавляе-
мого основного металлов. Количество электродного металла сни-
жается более интенсивно, чем количество расплавляемого основ-
ного металла, поэтому доля основного металла в металле шва
с увеличением скорости сварки увеличивается. При электрошла-
ковой сварке наблюдается обратная зависимость.
Увеличение диаметра электрода приводит к снижению доли
основного металла в металле шва.
Состав сварочной проволоки оказывает существенное влияние
на величину коэффициента плавления электрода. Так, высоко-
легированная проволока обладает более высоким коэффициентом
плавления, чем низкоуглеродистая. Низкоуглеродистая прово-
лока, содержащая кремний, имеет несколько более высокий коэф-
фициент плавления, чем такая же проволока без кремния. Уве-
личение коэффициента плавления проволоки приводит к неко-
торому возрастанию доли электродного металла в металле шва.
Тип шва и характер подготовки кромок оказывают существен-
ное влияние на долю участия основного металла в металле шва.
Характер этого влияния ясен из схемы, приведенной на рис. 5-23.
При наплавке валика или сварке стыкового шва без разделки
кромок электродный металл используется только для создания
усиления. Наличие обязательного зазора или разделки кромок
221
при сварке стыковых или угловых швов Приводит к тому, что
электродный металл расходуется на образование расчетного
сечения шва и располагается на месте удаленного в процессе
разделки кромок основного металла. В результате доля основ-
ного металла в металле шва снижается.
При сварке постоянным током прямой полярности несколько
уменьшается глубина провара основного металла и увеличивается
коэффициент плавления электродного металла. Это приводит
к заметному снижению доли основного металла в металле угло-
вого шва и в наплавке по сравнению со сваркой переменным
током или постоянным током обратной полярности.
Во многих случаях приобретает первостепенный интерес умень-
шение доли основного металла в металле шва. Это важно при
сварке основного металла, содержащего повышенные количества
элементов, снижающих стойкость металла шва против кристал-
лизационных трещин и ухудшающих другие свойства металла
шва (стойкость против перехода в хрупкое состояние, коррозион-
ную стойкость). Особенно это относится к сварке под флюсом,
где доля основного металла в металле шва при типичных режимах
достигает 70%. Для снижения доли основного металла в метал-
ле шва кроме изменения в желаемом направлении перечислен-
ных выше элементов режима прибегают также к многослойной
сварке (вместо однослойной), сварке двумя дугами, сварке по при-
садочной проволоке, сварке с наполнителями и другим техно-
логическим приемам.
Выбор режима сварки. Элементы режима сварки оказывают
существенное влияние на форму и состав шва, и путем изменения(
их значения можно достичь желаемого результата при различном
их сочетании. Основная задача, возникающая перед технологом
при выборе режима сварки, сводится к определению такого соче-
тания элементов режима, при котором обеспечивается требуемое
качество сварного соединения при максимальной производитель-
ности и минимальной стоимости процесса.
Для данного способа сварки, марки основного металла и типа
шва существует оптимальный режим, который в зависимости от
конкретных условий может изменяться только в узких пределах.
При разработке технологии оптимальный режим подбирают экс-
периментальным путем или путем расчета на основе приведенных
выше уравнений распространения теплоты при сварке. Если
из-за отсутствия источников питания необходимой мощности,
плохой подготовки под сварку, отсутствия электродов нужного
диаметра и других технических причин нельзя применить опти-
мальный режим сварки, то приемлемый для данных условий ре-
жим выбирают опытным путем.
Дефекты сварных
соединений
§ 6-1. Типичные дефекты
и их классификация
Качество сварных соединений в значительной мере
определяет эксплуатационную надежность и эко-
номичность конструкций. Наличие в сварных соеди-
нениях дефектов — отклонений от заданных свойств,
формы и сплошности шва, свойств и сплошности
околошовной зоны может привести к нарушению
герметичности, прочности и других эксплуатацион-
ных характеристик изделия, а при некоторых обстоя-
тельствах вызвать аварию его в процессе изготовле-
ния, монтажа или работы. В реальных условиях
производства дефекты возникают достаточно часто.
Количество их — объективный показатель рацио-
нальности принятого технологического процесса,
пригодности и кондиции используемых сварочных
материалов и основного металла, квалификации
кадров, наличия необходимого комфорта для работы
сварщиков, оптимальности и технического состоя-
ния оборудования и оснастки и общей культуры
производства, характерной для данного предприя-
тия.
Работы по контролю качества изделия, выявле-
нию и устранению дефектов трудоемки и существенно
влияют на стоимость продукции. Снижение вероят-
ности образования дефектов даже за счет увеличения
затрат на вспомогательные и основные технологи-
ческие операции экономически целесообразно. Ме-
тоды контроля качества сварных соединений весьма
разнообразны (см. гл. 14). Задача контроля качества
все более сводится к предупреждению возникнове-
ния, а не к обнаружению уже имеющихся дефектов.
Дефекты, появляющиеся в сварных соединениях,
различаются по месту расположения (наружные и
внутренние) и причинам возникновения. В зависи-
223
мости от причин возникновения их можно разделить на две
группы. К первой группе относятся дефекты, связанные с метал-
лургическими, термическими и гидродинамическими явлениями,
происходящими в процессе образования, формирования и кри-
сталлизации сварочной ванны и остывания сварного соединения.
Это кристаллизационные и холодные трещины в металле шва и
околошовной зоне, поры, шлаковые каналы, флокены, зона не-
силавления, утяжины, отклонения от необходимых прочностных
и пластических свойств металла шва и сварного соединения,
а также неблагоприятные изменения свойств металла околошов-
ной зоны.
Ко второй группе дефектов, которую назовем дефектами фор-
мирования швов, относятся непровары, подрезы, наплывы, про-
жоги, кратеры, несимметричность расположения угловых швов,
уменьшение размеров швов и др. Возникновение подобных де-
фектов обычно обусловлено неправильным технологическим про-
цессом, нарушением режима сварки, неисправностью оборудова-
ния, низкой квалификацией рабочих, плохой подготовкой и сбор-
кой под сварку элементов конструкции, неточным расположением
конца электрода по отношению к свариваемым кромкам, недо-
ступностью места сварки и возникающим из-за этого неудобством
выполнения сварочных манипуляций, а также другими причи-
нами, связанными с культурой производства.
В процессе изготовления сварных конструкций наблюдаются
изменение формы отдельных элементов или всей конструкции
и отступления от предусмотренных проектом размеров. Эти откло-
нения, являющиеся также дефектами, вызваны деформацией
(короблением) изделия и усадкой швов (см. гл. 4).
§ 6-2. Кристаллизационные трещины
в металле шва
Кристаллизационными трещинами называют макро-
скопические и микроскопическиенесплошности, имеющие характер
надреза и зарождающиеся в процессе первичной кристаллизации
металла шва. Эти трещины могут затем развиваться при остыва-
нии металла в твердом состоянии. Характерной особенностью
кристаллизационных трещин является межкристаллический вид
разрушения. Они тесно связаны с первичной структурой металла
шва и расположены вдоль направления роста столбчатых кристал-
литов.
В зависимости от ориентации по отношению к оси шва кри-
сталлизационные трещины бывают продольными и поперечными
(рис. 6-1, а, б). Продольные трещины могут располагаться по
оси шва в месте стыка столбчатых кристаллитов или между со-
седними кристаллитами, поперечные трещины — между сосед-
ними кристаллитами. Иногда наблюдаются дефекты, являющиеся
комбинацией продольных и поперечных трещин (рис. 6-1, в).
224
Рис. 6-1. Кристаллизационные трещины в металле шва
а — продольная,
б — поперечная
в — продольная н поперечные
При дуговой сварке кристаллизационные трещины выходят
(рис. 6-2, а) или не выходят (рис. 6-2, б) на поверхность шва.
При электрошлаковой сварке трещины образуются, как правило,
в середине сечения шва и не выходят на его поверхность (рис. 6-3,
а, б). Поверхности трещин, выходящих наружу шва, обычно окра-
шены в цвета побежалости, так как покрыты тонкой пленкой
окислов (рис. 6-4, а). Поверхность не выходящих наружу трещин
имеет серо-белый цвет без металлического блеска (рис. 6-4, б),
что обусловлено отсутствием окисляющего действия воздуха на
металл.
Трещины, выходящие на поверхность шва, обнаруживаются
при внешнем осмотре и с помощью магнитного порошка. Трещины,
не выходящие на поверхность шва, обнаруживаются просвечива-
нием швов рентгеновскими или гамма-лучами, проверкой швов
ультразвуком, при разрушении шва по его излому или по макро-
и микрошлифам.
Трещины в подавляющем большинстве случаев являются
недопустимым дефектом, так как могут послужить причиной
(очагом) хрупкого, усталостного и коррозионного разрушения кон-
струкции или детали в процессе изготовления, а также эксплуа-
тации. Кристаллизационные трещины являются одним из основ-
ных видов брака при сварке.
Процесс образования кристаллизационных трещин может
быть описан такой схемой. При затвердевании металл шва про-
ходит через так называемый эффективный интервал кристалли-
зации, в котором металл находится в твердо-жидком состоянии,
J(5 Заказ № 7§2 225
Рис. 6-2. Расположение кристаллизационной трещины по сечению шва (ду-
говая сварка):
а — трещина, выходящая на поверхность шва,
б — трещина, не выходящая на поверхность шва
Этот интервал начинается с переплетения и срастания дендритов
в жесткий каркас и заканчивается полным затвердеванием ме-
талла. Твердо-жидкое состояние металла характеризуется повы-
шенной хрупкостью, в связи с чем эффективный интервал кристал-
лизации называют также температурным интервалом хрупкости-
При переходе через нижний предел интервала хрупкости (тем-
пература реального солидуса) пластические свойства металла
Рис. 6-3. Расположение кристаллизационных трещин (электрошлаковая сварка)
а — по осн шва, б — между ветвями столбчатых кристаллов
226
Рис, 6-4. Кристаллизационные трещины в изломе шва
а — трещины, выходящие на поверхность шва,
б — трещины, ие выходящие на поверхность шва
резко улучшаются. Величина температурного интервала хрупко-
сти определяется химическим составом металла шва.
Затвердевание металла шва происходит в условиях воздей-
ствия растягивающих напряжений, возникающих в результате
неравномерного нагрева и охлаждения свариваемого металла,
жесткого закрепления деталей и затрудненного сокращения ме-
талла шва. Наличие растягивающих напряжений вызывает пла-
стическую деформацию металла шва, причем интенсивность ее
нарастания увеличивается со снижением температуры. Если
в период пребывания металла шва в состоянии пониженной пла-
стичности (в температурном интервале хрупкости) величина де-
формации превысит пластичность металла, произойдет разделение
кристаллитов, т. е. образование трещин. Если пластическая де-
формация, которую претерпевает металл во время пребывания
в температурном интервале хрупкости, не превзойдет величины
15* 227
Ьластичности самого металла, то кристаллизационные трещины
не образуются.
Таким образом, стойкость металла шва против кристаллиза-
ционных трещин определяется рядом взаимосвязанных факторов.
Основными из них являются величина температурного интервала
хрупкости (чем шире этот интервал, тем больше вероятность обра-
зования трещин), пластичность металла в этом интервале и интен-
сивность нарастания пластических деформаций по мере снижения
температуры металла (темп деформации).
При разработке технологии сварки принимают, что стойкость
металла шва против кристаллизационных трещин (технологиче-
ская прочность металла шва) зависит от следующих факторов:
величины и скорости нарастания действующих в процессе кристал-
лизации металла шва растягивающих напряжений; химического
состава металла шва, определяющего свойства его в период кри-
сталлизации и длительность пребывания в состоянии, характе-
ризуемом пониженной пластичностью, формы сварочной ванны,
определяющей направление роста столбчатых кристаллитов, ха-
рактер их смыкания между собой, расположение межкристаллит-
ных участков по отношению к растягивающим напряжениям и
характер изменения пластической деформации; величины первич-
ных кристаллитов.
Влияние растягивающих напряжений. В реальных условиях
сварки практически невозможно полностью устранить влияние
растягивающих напряжений на кристаллизующийся металл сва-
рочной ванны. Поэтому задача сводится к уменьшению величины
этих напряжений, к отдалению момента возрастания их до зна-
чения, которое может вызвать пластическую деформацию металла
шва, приводящую к его разрушению. Это может быть достигнуто
путем рационального конструирования узлов и элементов, умень-
шения количества и сосредоточения швов, выбора оптимальной
формы разделки кромок, устранения излишней жесткости узлов
и других мер.
Уменьшение влияния растягивающих напряжений за счет
технологических мер достигается путем предварительного подо-
грева, рационального порядка наложения швов и выбора способов
и режимов сварки, обеспечивающих минимальную величину этих
напряжений. Положительное влияние подогрева обусловлено
отдалением момента возникновения растягивающих напряжений
и снижением скорости их нарастания в период, когда металл шва
обладает пониженной пластичностью.
Предварительный подогрев является весьма эффективной ме-
рой повышения стойкости металла шва против кристаллизацион-
ных трещин при сварке конструкционных и других сталей. Тем-
пература предварительного подогрева, при которой не наблю-
дается образования трещин, зависит от химического состава ме-
талла шва, конструкции и сечения деталей, а также других фак-
торов и обычно изменяется в пределах 150—500° С. Для иллю-
228
Рис. 6-5. Зависимость межДу критическим
содержанием углерода в метал-
ле шва и температурой подо-
грева, коэффициент формы про-
вара равен 4 (Е. И. Лейначук)
страции сказанного на рис. 6-5
приведена зависимость между зна-
чением температуры подогрева и
критическим содержанием углеро-
да в металле шва.
При рациональном порядке на-
ложения швов возможна сварка
деталей с оптимальным их закреп-
лением, что приводит к снижению растягивающих напряжений.
На практике достаточно часто, особенно при сварке под флюсом
низколегированных и среднелегированных сталей, наблюдается
образование трещин в участках шва, непосредственно прилегаю-
щих к сборочным прихваткам, и у планок, служащих для вы-
вода начала и конца шва за пределы соединения (рис. 6-6).
При расплавлении сборочной прихватки зазор между свари-
ваемыми кромками стремится увеличиться, в результате чего соз-
даются значительные растягивающие напряжения. Эти напряже-
ния и приводят в некоторых случаях к образованию трещин
в неуспевшем закристаллизоваться участке шва. Для устранения
этого рекомендуется ставить прихватки со стороны, обратной
наложению первого слоя (при двусторонней сварке), или умень-
шать расстояние между прихватками.
Образование трещин в начале и конце шва обусловлено тем,
что нежесткие выводные пленки не могут удержать концы листов
Рис. 6-6. Продольная трещина у выводной планки
229
соблении или увеличение
Рис. 6-7. Образование трещин в зависимо-
сти от содержания серы, марганца
и углерода в металле углового
шва. Поля диаграммы выше кри-
вых соответствуют наличию, ни-
же — отсутствию трещин. Коэф-
фициент формы шва равен 1,5
от расхождения. Радикальной мерой
предотвращения таких трещин яв-
ляется надежное закрепление кон-
цов свариваемых деталей в приспо-
жесткости выводных планок.
Влияние химического состава металла шва. Химический состав
металла шва оказывает первостепенное влияние на его стойкость
против кристаллизационных трещин. Все элементы, входящие
в состав металла шва, условно могут быть отнесены к трем основ-
ным группам.
Первая группа — элементы, присутствие которых снижает
стойкость металла шва против кристаллизационных трещин.
Такие элементы принято называть вредными. Вторая группа —
элементы, которые в зависимости от их сочетания и концентрации
оказывают положительное (полезные примеси) или отрицательное
(вредные примеси) влияние на стойкость металла шва против
кристаллизационных трещин.
Третья группа — элементы, присутствие которых не оказы-
вает влияния на стойкость металла шва против кристаллизацион-
ных трещин.
Сера — вредная примесь. Повышение содержания серы в
металле шва резко снижает его стойкость против кристаллизаци-
онных трещин. Сера практически нерастворима в твердом же-
лезе, а поэтому находится в швах на стали в виде неметалличе-
ских сульфидных включений. Непосредственной причиной обра-
зования кристаллизационных трещин от серы являются легко-
плавкие сульфидные прослойки, располагающиеся по границам
кристаллитов металла шва. Критическое содержание серы в шве,—•
т. е. ее содержание, выше которого наблюдается образование
трещин, зависит от величины растягивающих напряжений, формы
шва и его химического состава.
Для швов на углеродистых сталях наибольшее влияние на
образование трещин кроме серы оказывают также углерод и мар-
ганец. На рис. 6-7 представлена зависимость между критическим
содержанием серы и содержанием углерода и марганца в металле
шва.
Все остальные факторы, определяющие стойкость металла
шва против кристаллизационных трещин, подразумеваются по-
стоянными. Приведенные данные свидетельствуют о том, что сни-
жение содержания углерода приводит к снижению вредного влия-
230
ния серы (критическое содержание серы повышается). Марганец
в определенных пределах снижает вредное действие серы.
Сера переходит в металл шва из основного и дополнительного
(присадочного) металлов и из материалов, входящих в состав
электродного покрытия или флюса. Согласно действующим стан-
дартам содержание серы в конструкционных сталях не должно
превышать 0,05%, а обычно составляет 0,03—0,04%. Снижение
содержания серы в стали в сравнении с этими количествами воз-
можно, но связано с повышением стоимости выплавки стали.
Из экономических соображений целесообразнее снижать со-
держание серы в сварочных материалах, в частности в сварочной
проволоке. ГОСТ 2246—70 ограничивает содержание серы в низко-
углеродистой и легированной сварочной проволоке в пределах
0,04—0,02%. В некоторых марках высоколегированной проволоки
это ограничение составляет 0,015%. Жестко ограничено содержа-
ние серы в электродных покрытиях и сварочных флюсах. Значи-
тельный практический интерес представляет обессеривание сва-
рочной ванны за счет применения специальных флюсов и покры-
тий, при которых достигается переход серы из металла сварочной
ванны в шлак.
Фосфор часто оказывает вредное влияние на стойкость металла
шва против кристаллизационных трещин и приводит к резкому
снижению ударной вязкости металла, особенно при пониженных
температурах. Интенсивность влияния фосфора на образование
кристаллизационных трещин пропорциональна содержанию легко-
плавких фосфорсодержащих включений на границах кристалли-
тов металла шва. Возможность образования таких включений тем
больше, чем выше концентрация фосфора и ниже его раствори-
мость в твердом металле.
Так как растворимость фосфора в аустените меньше, чем
в феррите, опасность образования кристаллизационных трещин
от фосфора значительно больше в аустенитных швах. Наиболее
Опасен фосфор для швов с чисто аустенитной структурой. Если же
на ранних стадиях кристаллизации металла шва кроме аустенита
образуется и феррит, опасность образования трещин значительно
уменьшается, так как большая часть фосфора растворяется в ме-
талле. Фосфор является потенциальной причиной кристаллиза-
ционных трещин и в швах на некоторых среднелегированных
сталях.
Влияние фосфора и серы на образование кристаллизационных
трещин взаимно усиливается тем, что места ликвации этих эле-
ментов в металле шва совпадают. Углерод также усиливает вред-
ное влияниефосфора. При обычных концентрациях фосфор в низко-
углеродистых и низколегированных швах кристаллизационных
трещин не вызывает.
Фосфор попадает в металл шва из основного и электродного
металлов и из материалов, входящих в состав покрытий и флюсов.
В конструкционных углеродистых сталях содержание фосфора
23J
допускается не более 0,055%, а в легированных сталях— не
более 0,03%. Согласно ГОСТ 2246—70 содержание фосфора в сва-
рочной проволоке не должно превышать 0,04%. В электродное
покрытие и флюс фосфор попадает в основном с марганцевой рудой.
У глерод является важнейшим элементом, определяющим струк-
туру и свойства металла шва, его прочность и поведение при экс-
плуатации. Вместе с тем углерод оказывает резко отрицательное
влияние на стойкость металла шва против кристаллизационных
трещин. В швах на углеродистых и низколегированных сталях
углерод усиливает вредное действие серы. При сварке высоко-
легированных сталей углерод способствует образованию по гра-
ницам кристаллитов легкоплавких пленок карбидного происхо-
ждения, что снижает стойкость швов против кристаллизационных
трещин. Критическое содержание углерода зависит от конструк-
ции узла, наличия или отсутствия предварительного подогрева,
формы шва и содержания в нем других элементов, в первую оче-
редь серы (см. рис. 6-7).
Углерод попадает в металл шва из основного и электродного
или присадочного металлов. Чтобы снизить содержание углерода
в металле шва, применяют сварочную проволоку и электродные
стержни с низким содержанием углерода, уменьшают долю основ-
ного металла в шве. За счет взаимодействия металла с газовой
и шлаковой фазами может происходить окисление (угар) угле-
рода, что также снижает его содержание в шве.
Так как углерод является наиболее дешевым и недефицитным
элементом, повышающим прочность металла шва, задача рацио-
нальной технологии сварки должна заключаться в сохранении
в металле шва возможно более высокого количества углерода,
еще не вызывающего снижения стойкости против трещин.
Кремний способствует образованию кристаллизационных тре-
щин в швах на углеродистых сталях. Однако его вредное действие
в этом отношении значительно слабее, чем углерода. В чисто
аустенитных хромоникелевых швах кремний более опасен в отно-
шении образования кристаллизационных трещин, чем в швах
углеродистой стали. Это обусловлено выделением на границах
кристаллитов пленок силицидов и других легкоплавких неметал-
лических соединений. Появление ферритной составляющей в струк-
туре аустенитных швов повышае! их стойкость против образова-
ния трещин.
Кремний переходит в шов из основного и дополнительного
металла и за счет восстановления его из электродного покрытия
или флюса. Рациональная технология сварки должна обеспечи
вать присутствие в шве кремния в количестве, повышающем стой-
кость его против пор (см. ниже), но не вызывающем снижения
стойкости против образования трещин. Растворяясь в феррите,
кремний повышает его прочность, что весьма желательно. Опти-
мальное содержание кремния зависит от способа сварки, типа
шва и состава основного металла и при сварке углеродистых ц
83?
низколегированных конструкционных сталей колеблется в пре-
делах 0,15—0,6%.
Никель при небольших концентрациях в металле шва не
оказывает влияния на стойкость его против возникновения кри-
сталлизационных трещин. При высоких концентрациях (свыше
1—2%) никель усиливает вредное влияние серы, способствуя
этим образованию кристаллизационных трещин. Это влияние
никеля обусловлено образованием легкоплавких включений суль-
фида никеля.
Никель является ценным легирующим элементом. Растворяясь
в феррите, он повышает прочность и ударную вязкость металла
шва при обычных и пониженных температурах при сохранении
высокой пластичности. Однако ввиду сравнительно высокой стои-
мости никель применяют лишь там, где замена его другим, более
дешевым элементом, не дает нужного эффекта. При сварке угле-
родистых и низколегированных конструкционных сталей никель
попадает в шов из основного и дополнительного металлов в коли-
чествах, не оказывающих отрицательного влияния на стойкость
металла шва против образования трещин.
Марганец уменьшает вредное влияние серы, повышая стой-
кость шва на углеродистых, низколегированных и хромоникелевых
аустенитных сталях против образования кристаллизационных
трещин. Марганец обладает более высоким, по сравнению с же-
лезом, химическим сродством к сере. При достаточно высокой
его концентрации в металле шва сера связывается в тугоплавкий
сульфид марганца, включения которого менее опасны в отношении
возникновения трещин, чем включения сульфида железа.
При высоком содержании марганца в металле шва в присут-
ствии углерода возможно возникновение кристаллизационных
трещин, вызванных легкоплавкой карбидной эвтектикой. В связи
с этим в зависимости от концентрации марганец оказывает двой-
ственное влияние на стойкость швов против образования кристал-
лизационных трещин. Так, например, для швов, содержащих
0,10—0,12% С, повышение содержания марганца до 2,5% оказы-
вает положительное влияние на стойкость металла шва против
образования трещин. Повышение содержания марганца от 2,5
до 4% не оказывает влияния, а дальнейшее повышение его содер-
жания уменьшает стойкость металла шва против образования
трещин. При повышении содержания углерода в металле шва
полезное влияние марганца сказывается в более узких пределах
концентраций. Так, при содержании 0,13—0,2% С полезное влия-
ние марганца отмечается при содержании его до 1,8%.
Марганец является постоянной составляющей стали; раство-
ряясь в феррите, он повышает его прочность. Марганец поступает
в металл шва из основного и дополнительного металлов, а также
из материалов, входящих в состав покрытия или флюса.
Хром, подобно марганцу, уменьшает вредное влияние серы,
повышая стойкость швов против образования кристаллизацион-
233
пых трещин. Обладая более высоким, чем железо, химическим
сродством к сере, хром связывает ее в тугоплавкий сульфид хрома.
Растворяясь в феррите, хром повышает прочность металла.
При высоком содержании хрома и повышенном содержании угле-
рода возможно образование кристаллизационных трещин по
легкоплавким карбидным прослойкам. Хром поступает в металл
шва из основного и дополнительного металлов.
Кислород повышает стойкость швов против образования кри-
сталлизационных трещин, вызываемых серой. Вместе с тем повы-
шение содержания кислорода снижает ударную вязкость металла
шва на углеродистых и низколегированных конструкционных
сталях и уменьшает пластичность аустенитных швов. Кислород
может попадать в металл шва из основного и дополнительного
металлов, электродного покрытия, флюса, защитного газа или
воздуха.
Одним из наиболее широко применяемых технологических
методов повышения стойкости шва против образования кристал-
лизационных трещин является уменьшение в нем содержания
вредных и увеличение полезных элементов. Изменения химиче-
ского состава металла шва в желаемом направлении обычно до-
стигают применением дополнительного металла с низкой концен-
трацией вредных примесей и содержащего полезные легирующие
элементы, уменьшением доли участия основного металла в ме-
талле шва, а также выбором типа покрытия или флюса, при ме-
таллургическом взаимодействии которых с металлом сварочной
ванны происходит очищение его от вредных и легирование полез-
ными элементами.
Долю основного металла в шве уменьшают за счет применения
соответствующих методов и режимов сварки (сварки на малых
токах, двумя дугами, по присадочной проволоке и т. п.). Наиболее
действенный метод предотвращения возникновения трещин в ме-
талле шва за счет применения основного металла с низким содер-
жанием вредных элементов не всегда оправдан, так как ведет
к повышению стоимости основного металла.
Для конструкций, работающих при повышенных температурах,
необходимо стремиться к тому, чтобы металл шва по химическому
составу был близок к основному металлу. Следует избегать раз-
личного легирования шва и основного металла, могущего привести
в результате протекающих при этих температурах процессов
диффузии к образованию в сварном соединении зоны с изменен-
ными свойствами (например, обезуглероженной зоны). Наличие
структурной неоднородности может вызвать резкую концентра-
цию напряжений и преждевременный выход конструкции из строя.
Влияние формы сварочной ванны. Изменение способа и ре-
жима сварки приводит к изменению формы сварочной ванны
(формы шва) и, как следствие, к изменению направления роста
столбчатых кристаллитов и характера их взаимного срастания.
Конфигурация шва характеризуется коэффициентом формы —
234
Рис. 6-8. Направление роста кристаллитов в зависимости от формы провара:
а — узкая; б — чашеобразная; в — плоская
отношением ширины шва к глубине проплавления. При узком
и глубоком проваре (коэффициент формы шва 0,8—1,2) кристал-
литы растут навстречу друг другу и встречаются между собой
торцами под углом 180° или близким к нему (рис. 6-8, а). При
чашеобразной форме провара (коэффициент формы шва 1,3—5)
кристаллиты растут под острым углом друг к другу и встречаются
торцами или боковыми гранями (рис. 6-8, б). При широком и
неглубоком проваре (коэффициент формы шва более 5) кристал-
литы растут параллельно друг другу и, не встречаясь, выходят
на поверхность шва (рис. 6-8, в).
Влияние формы шва на стойкость его против образования
кристаллизационных трещин наблюдается при дуговой, электро-
шлаковой и электроннолучевой сварке. Увеличение коэффициента
формы шва до определенного предела (примерно 6) приводит
к повышению стойкости металла шва против образования кристал-
лизационных трещин. Дальнейшее увеличение коэффициента
формы шва снова приводит к снижению стойкости металла шва
против образования кристаллизационных трещин. Швы с таким
большим значением коэффициента формы встречаются главным
образом при наплавке, выполняемой электродной лентой, и при
сварке последнего прохода многослойного шва.
На рис. 6-9 приведена зависимость между критическим содер-
жанием углерода в металле шва и коэффициентом формы шва
для дуговой сварки под флюсом углеродистых конструкционных
сталей. Все остальные факторы, оказывающие влияние на стой-
кость шва против образования трещин, практически постоянны.
Содержание кремния в металле шва до 0,4%, содержание серы —
до 0,04%. С увеличением коэффициента формы шва до определен-
ного предела критическое содержание углерода возрастает. В за-
висимости от значения коэффициента формы шва данное содержа-
ние углерода может быть выше или ниже критического.
Такая же взаимосвязь существует между коэффициентом формы
шва и критическим содержанием других элементов и распростра-
няется па другие виды сварки плавлением. Неблагоприятные
условия в отношении формы сварочной ванны создаются при
235
сварке первого слоя многослойного шва и углового шва с раздел-
кой кромок, где требование обеспечения провара вершины угла
предопределяет необходимость применения швов с малым коэф-
фициентом формы (рис. 6-10, а, б). Из практики известно, что
подобные швы обладают пониженной стойкостью против образо-
вания кристаллизационных трещин. Для улучшения условий
формирования первого слоя многослойных швов увеличивают
угол разделки и уменьшают величину притупления.
Неблагоприятные условия для кристаллизации металла шва
создаются при сварке стыковых односторонних швов с полным
проваром на флюсовой подушке. При этом в результате ограни-
ченного теплоотвода от основания сварочной ванны столбчатые
кристаллиты растут навстречу друг другу, что определяет боль-
шую вероятность появления трещин (рис. 6-11).
Изменение формы провара — один из широко применяемых
технологических методов повышения стойкости металла шва
против образования кристаллизационных трещин. Более высокое
значение коэффициента формы шва, наряду с другими факторами,
определяет большую стойкость против образования кристал-
Рис. 6-10.
Первый слой многослой-
ного шва:
а — стыкового;
б — углового, с разделкой
кромок
236
(Рис. 6-11. Трещина в одностороннем шве
.лизационных трещин швов, выполненных , --4 .
.дуговой сваркой покрытыми электродами и ' /. '
-электрошлаковой сваркой, по сравнению со аМИЯВИИИ
швами, сваренными под флюсом. При ти-
пичных для первых двух способов режимах
>сварки коэффициент формы шва изменяется в пределах 2,5—5,0
против 1,0—2,5 при сварке под флюсом. Повышению стойкости
швов против образования кристаллизационных трещин при
ручной дуговой сварке способствует снижение доли основного
металла в металле шва, а при электрошлаковой сварке — и на-
личие сопутствующего подогрева.
В сварочной практике существует мнение, что швы с выпуклой
формой поверхности обладают более высокой стойкостью против
образования кристаллизационных трещин, чем швы с вогнутой
формой поверхности. Это мнение не соответствует действительно-
сти. При прочих равных условиях стойкость металла того и дру-
гого шва против образования кристаллизационных трещин оди-
накова. Только, как это видно на рис. 6-2, в выпуклых швах тре-
щины не выходят, а в вогнутых швах выходят на их поверхность.
Влияние величины первичных кристаллитов. Стойкость ме-
талла шва против образования кристаллизационных трещин
может быть повышена путем измельчения первичной структуры
металла шва и изменения характера первичной кристаллизации.
Измельчение первичной структуры способствует уменьшению
степени химической неоднородности, т. е. уменьшению концен-
трации вредных примесей по границам кристаллитов.
Измельчение первичной структуры металла шва может быть
достигнуто за счет увеличения скорости кристаллизации. Для этого
уменьшают погонную энергию сварки путем снижения силы сва-
рочного тока, повышения скорости сварки, увеличения числа
проходов. Однако при этом снижается производительность сва-
рочных работ. Указанного недостатка лишен способ введения
дополнительного металла с присадочной проволокой, приводящей
к охлаждению металла сварочной ванны и уменьшению размеров
кристаллитов.
Измельчению первичной структуры металла шва способствует
мелкозернистая структура основного металла, так как рост столб-
чатых кристаллитов начинается с оплавленной поверхности основ-
ного металла. Измельчение зерен основного металла достигается
в процессе его производства. Наклеп кромок деталей перед свар-
кой также замедляет рост зерен основного металла под влиянием
сварочного нагрева. Положительный эффект может быть достиг-
нут и при соответствующей наплавке кромок перед сваркой.
Измельчение первичных кристаллитов и дезориентированное
строение металла шва могут быть достигнуты введением в свароч-
ную ванну модификаторов. Модификаторами называют вещества,
247
присутствие малых количеств которых изменяет процесс кристал-
лизации. Модификаторы могут быть двух типов. К первому типу
относятся поверхностно-активные модификаторы, молекулы ко-
торых, адсорбируясь на гранях растущих кристаллитов металлу,
задерживают их рост и изменяют форму. Модификаторы второго
типа образуют в жидком металле мельчайшие тугоплавкие ча-
стицы, являющиеся зародышами кристаллитов. Эти частицы
должны иметь кристаллическую структуру, близкую к таковой
модифицируемого металла. Эффект модифицирования при сварке
стали наблюдается, например, при введении титана через кера-
мический флюс или через электродное покрытие. Для аустенит-
ного шва модифицирование имеет место при выделении карбидов
ниобия или ферритной фазы.
Измельчить первичную структуру металла шва можно путем
механических колебаний сварочной ванны в процессе ее кристал-
лизации, механической вибрации электрода, электромагнитных
колебаний и т п. Подобный эффект дает также наложение ультра-
звуковых колебаний. Все эти способы вызывают дробление кри-
сталлитов и перемешивание расплава, в результате чего первичная
структура измельчается.
Горячие трещины в околошовной зоне. В околошовной зоне
сварных соединений конструкционных сталей и сплавов иногда
наблюдаются горячие трещины, проходящие по границам зерен
основного металла (рис. 6-12). Эти трещины могут распростра-
няться в металл шва или другие участки околошовной
зоны.
Горячие трещины образуются в околошовной зоне в процессе
сварки при температурах ниже точки плавления основного ме-
талла. При этом на границах зерен собираются поверхностно-
активные элементы, в том числе вредные примеси. В результате
на межзеренных границах образуются легкоплавкие включения
и прослойки. Величина взаимного проскальзывания зерен и
относительное количество межзеренных границ, по которым оно
происходит, значительно снижаются с уменьшением размера
зерен. Поэтому при мелкозернистом основном металле стойкость
против образования трещин в околошовной зоне больше, чем
при крупнозернистом В связи с этим катаные и кованые стали и
сплавы по способности противостоять возникновению и развитию
горячих трещин превосходят литые стали и сплавы.
Под воздействием процесса сварки неметаллические включе-
ния основного металла также претерпевают существенные изме-
нения, сопровождающиеся образованием опасных в отношении
возникновения горячих трещин пленообразных включений суль-
фидов и фосфидов.
Снижение опасности образования горячих трещин может быть
достигнуто путем рационального легирования стали или сплава,
совершенствования методов их изготовления, использования спо-
собов и режимов сварки с минимальным выделением теплоты.
238
Рис. 6-12. Горячая трещина в околошовной зоне
В основном металле следует ограничивать содержание вредных
примесей, в особенности серы и фосфора, прибегать к связыванию
этих элементов в тугоплавкие соединения, а также способствовать
измельчению и равномерному распределению их в основном ме-
талле
§ 6-3. Холодные трещины
В отличие от кристаллизационных трещин холодные
трещины образуются в сварных соединениях при остывании их
до относительно невысоких температур, как правило, ниже
200° С К этому времени металл шва и околошовной зоны при-
обретает высокие упругие свойства, присущие ему при нормаль-
ных температурах. Холодные трещины являются типичным де-
фектом сварных соединений из среднелегированных и высоко-
легированных сталей перлитного и мартенситного классов. Зна-
чительно реже они возникают в соединениях из низколегирован-
ных ферритно-перлитных сталей и высоколегированных сталей
аустенитного класса. Ввиду преимущественного возникновения
холодных трещин в соединениях из восприимчивых к закалке
мартенситных и перлитных сталей трещины этого типа иногда
называют закалочными. Холодные трещины наиболее часто по-
ражают околошовную зону и реже металл шва.
Выявляют трещины внешним осмотром, с помощью ультра-
звука, по макро- и микрошлифам, а также по излому образцов.
239
По внешнему виду Холодные трещины отличаются от кристалли-
зационных и горячих трещин меньшей шириной, что четко про-
является на слабо протравленных макро- и микрошлифах.
В зависимости от расположения в сварном соединении раз-
личают продольные и поперечные трещины, залегающие в ме-
талле шва и околошовной зоне (рис. 6-13). Особо выделяют про-
дольные трещины, залегающие в зоне сплавления шва с основным
металлом (рис. 6-13, б), которые называют отрывами. Продольные
трещины, расположенные в околошовной зоне, называют отко-
лами (рис. 6-13, а). Часто встречаются также поперечные и про-
дольные трещины, переходящие из околошовной зоны в шов.
Переход трещин из шва в околошовную зону встречается значи-
тельно реже. Поперечные трещины, зародившиеся в околошовной
зоне и перешедшие в шов, показаны на рис. 6-14. Трещины отме-
ченных видов могут выходить и не выходить на поверхность сва-
риваемого металла. В зависимости от этого их называют наруж-
ными или внутренними трещинами.
Отколы являются наиболее общим и частым дефектом сварных
соединений. Отрывы встречаются, как правило, в сварных соеди-
нениях из закаливающихся сталей, в которых металл шва имеет
аустенитную структуру. Такую структуру получают путем соот-
ветствующего легирования швов с целью придания им высоких
Рис. 6-13. Холодные трещины
а — продольные^околошовные (отколы),
б — продольные вазоне сплавления (отрывы);
в — поперечные в металле шва
е — поперечные околошовные
240
Рис. 6-14. Поперечные трещины, развивающиеся в направлении шва
пластических свойств и обеспечения высокой сопротивляемости
околошовной зоны образованию отколов.
Поперечные трещины в околошовной зоне встречаются редко
и, как правило, только при сварке многослойных швов.
Холодные трещины в шве образуются, главным образом, при
повышенном содержании в металле шва углерода и легирующих
элементов, близком к содержанию их в основном металле. Это
бывает редко, так как с целью повышения стойкости металла шва
против образования кристаллизационных трещин содержание
углерода в шве обычно устанавливают более низким, чем в основ-
ном металле.
Основным видом холодных трещин в сварных соединениях
являются околошовные трещины, в связи с чем условия и при-
чины их образования изучены достаточно подробно.
Кроме температуры возникновения, внешнего вида и располо-
жения в соединении важнейшей отличительной чертой холодных
трещин является их задержанное зарождение и замедленное раз-
витие. Они возникают по истечении некоторого времени после
окончания сварки и затем медленно, на протяжении нескольких
часов и даже суток, распространяются в металле.
Типичный пример зарождения и развития продольной тре-
щины в околошовной зоне однослойного стыкового соединения
стали 35X3H3M толщиной 14 мм схематически показан на рис. 6-15.
Первая зародышевая микротрещина появилась через 25 мин после
сварки (под флюсом в один проход) при температуре около 130° С.
На протяжении первого часа после сварки появилось еще не-
сколько микротрещин (рис. 6-15, а) на границах зерен, выходя-
щих на поверхность свариваемых листов. Они отчетливо обнару-
живались с помощью ультразвука и под микроскопом, но были
невидимы невооруженным глазом. В дальнейшем появились новые
16 Заьаз № 782 241
a) S) В) г)
Рис. 6-15. Схема зарождения и развития холодных околошовных трещин в сты-
ковом соединении стали 35X3H3M:
а — зарождение первых микротрещин;
б — зарождение новых микротрещин н развитие ранее возникших через 6 ч
после сварки;
в — наличие микротрещин через 18 ч после сварки;
г — образование сквозных микротрещин через 72 ч после сварки;
д — зарождение микротрещин по границам зерен; Х100
и развивались ранее возникшие микротрещины (рис. 6-15, б, в).
Этот процесс происходил медленно — макроскопическая трещина
образовалась лишь на третьи сутки (рис. 6-15, г). Если начальное
развитие холодных трещин идет по границам зерен, то в дальней-
шем оно может проходить как по границам, так и по телу зерна
(рис. 6-15, д).
Описанная выше картина зарождения и развития холодных
трещин может существенно изменяться в зависимости от химиче-
242
ского состава основного металла, размеров и толщины соединяе-
мых деталей, условий их закрепления перед сваркой, способов
и режимов сварки и других факторов. Факторы, понижающие
сопротивляемость сварных соединений образованию холодных
трещин, ускоряют их зарождение и развитие, а факторы, повы-
шающие эту сопротивляемость, замедляют.
Большое разнообразие условий для возникновения холодных
трещин в реальных сварных конструкциях приводит к тому, что
в одних случаях макроскопические холодные трещины появляются
через несколько минут после сварки, а в других — после не-
скольких часов и суток. Известны примеры, когда трещины воз-
никали даже по истечении нескольких десятков суток. Они могли
образоваться только вследствие развития начальных микротре-
щин, возникших в соединении в первые часы после сварки и затем
прекративших свой рост ввиду недостаточной величины свароч-
ных напряжений или других причин. Впоследствии при хранении
конструкций могли произойти неблагоприятные изменения внеш-
них условий, способствующие развитию микротрещин в макро-
трещины. В условиях монтажа и эксплуатации сварной конструк-
ции дополнительным фактором, который мог вызвать не только
возобновление роста микротрещин, но и их образование, является
суммирование сварочных напряжений с напряжениями от внеш-
них нагрузок.
Холодные трещины чаще всего развиваются прерывисто (скач-
кообразно), причем одновременно может развиваться несколько
микротрещин. Если же в соединении при сварке накопилась
большая энергия упругой деформации, то после начального
периода замедленного развития холодная трещина растет мгно-
венно (взрывообразно) и со значительным звуковым и механиче-
ским эффектом распространяется на все сечение соединения.
Отдельные детали при этом расходятся в стороны.
Объяснить причины образования холодных трещин весьма
трудно. При испытании на растяжение поперечных образцов
сварного соединения, склонного к образованию отколов, разру-
шение происходит вне околошовной зоны по основному металлу
или шву при весьма высоких напряжениях (более 50 кгс/мм2).
Вместе с тем замер поперечных сварочных напряжений в этих
соединениях показал, что они низки (порядка 10—20 кгс/мм2).
Было непонятно, почему такие низкие напряжения вызывают раз-
рушение наиболее прочного участка сварного соединения — ме-
талла околошовной зоны.
Понадобились многолетние исследования, прежде чем были
выяснены основные закономерности образования холодных трещин
при сварке и было установлено, что основными факторами, опре-
деляющими их возникновение и развитие в сварных соединениях,
являются закалочные явления, суммарные напряжения (свароч-
ные и от внешних нагрузок) и водород. Для изложения основных
результатов этих исследований рассмотрим водородную и зака-
16* 243
лочную гипотезы образования холодных трещин, предложенные
еще в 1944 г. и непрерывно развивающиеся до настоящего времени.
В соответствии с водородной гипотезой основным фактором,
определяющим стойкость околошовной зоны против образования
трещин, является водород, поступающий в околошовную зону из
металла шва. Гипотеза основывалась на экспериментальных фак-
тах, свидетельствующих о том, что применение низководородных
и аустенитных электродов приводит к заметному повышению со-
противляемости соединений образованию отколов.
Согласно гипотезе, попадающий при сварке в металл шва во-
дород диффундирует в околошовную зону. Здесь, скапливаясь
в микропустотах и несовершенствах атомной решетки и превра-
щаясь из атомарного в молекулярный, он создает громадное дав-
ление, под действием которого и происходит разрушение металла,
т. е. образование трещин. Высокую сопротивляемость образованию
околошовных трещин соединений с аустенитным швом объясняли
тем, что швы с аустенитной структурой в условиях сварочного
термического цикла удерживают практически весь водород и пере-
мещения водорода в околошовную зону не происходит.
Водородная гипотеза долгое время была общепринятой, хотя
и не основывалась на прямых данных о связи отколов с содержа-
нием водорода в околошовной зоне. Однако экспериментальные
данные, полученные методом вакуум-нагрева отдельных участков
сварного соединения (рис. 6-16, б, г), а также путем наблюдения
за выделением из сварного соединения диффузионного водорода
(рис. 6-16, а, в), показали, что при одинаковых условиях сварки
содержание водорода в околошовной зоне при аустенитной струк-
туре металла шва значительно выше, чем при ферритной струк-
туре. На рис. 6-16, а, в видно, что диффузионный водород из около-
Рис. 6-16. Распределение водорода по сечению ферритной (а, б) и аустенитной
(в, г) наплавок, выполненных на стали ЗОХГС под флюсом АН-15
в одинаковых условиях.
а, в — выделение диффузионною водорода непосредственно после сварки,
е, д —- распределение содержания водорода (диффузионного 4- остагоч
ного) по сечению наплавки
244
шовной зоны выделяется только при аустенитном наплавленном
металле. В этих опытах производилась однослойная наплавка
валиков под флюсом на сталь ЗОХГС толщиной 30 мм. Данные
о высоком содержании водорода в околошовной зоне соединений
с аустенитным швом также получены и с помощью локального
спектрального анализа.
Наряду с этим имеются многочисленные сведения о значитель-
ном повышении стойкости околошовной зоны против образования
трещин при снижении содержания водорода в металле шва. Так,
например, при снижении содержания водорода в металле шва
в 1,5—2 раза, достигаемом при использовании постоянного тока
взамен переменного, заметно повышается стойкость околошовной
зоны против образования холодных трещин при сварке низколе-
гированной ферритной проволокой сталей типа 25ХГС.
Таким образом, водород в одних случаях существенно влияет
на стойкость околошовной зоны против образования трещин,
в других же, например при сварке среднелегированных сталей
аустенитной проволокой, его роль второстепенна. Это позволяет
заключить, что водород не является главным и тем более единствен-
ным фактором, определяющим образование холодных трещин
в сварных соединениях. Его влияние на их образование необхо-
димо рассматривать совместно с действием других факторов, обу-
словленных преимущественно закалочными явлениями в околошов-
ной зоне и сварочными напряжениями. В соединениях с аустенит-
ным швом положительное действие других факторов значительно
преобладает над отрицательным действием водорода.
Закалочная гипотеза холодных трещин основана на большом
экспериментальном материале исследований закалочных явлений
в металле вообще и в сварных соединениях в частности. При этом
особое значение имеют исследования, установившие наличие и
сущность замедленного разрушения закаленных сталей и металлов.
Согласно этой гипотезе, механизм образования холодных тре-
щин можно описать следующим образом. В процессе охлаждения
в околошовной зоне сварного соединения закаливающихся сталей
образуется характерная мартенситная структура металла и слож-
ное напряженное состояние, обусловленное суммированием сва-
рочных и структурных напряжений. Для большинства конструк-
ционных сталей, при сварке которых наблюдается образование
холодных трещин, структурные превращения в околошовной зоне
заканчиваются в основном при охлаждении до температур порядка
150° С. К этому моменту завершается и формирование напряжен-
ного состояния в сварных соединениях из этих сталей.
Характерной и отличительной особенностью напряженного
состояния сварных соединений, закаливающихся сталей с феррит-
ным или аустенитным швом является возникновение сложного
распределения продольных сварочных напряжений (рис. 6-17);
это распределение характеризуется наличием сравнительно вы-
соких напряжений сжатия в участке зоны на границе со швом и
245
Рис. 6-17. Распределение продольных (а) и поперечных (б) напряжений’, свар-
ных соединениях закаливающихся сталей с ферритным и аустенитным
швами
высоких напряжений растяжения в соседнем участке этой зоны,
а также в сварном шве. Такое распределение продольных напря-
жений обусловлено значительным увеличением объема металла
околошовной зоны, непосредственно граничащего со швом, вслед-
ствие мартенситного превращения. В поперечном направлении
возникают небольшие растягивающие напряжения в средней
части соединения (по длине) и напряжения сжатия по краям (см.
рис. 6-17). В результате на границе раздела шов—основной металл
появляются большие скалывающие напряжения, способствующие
замедленному разрушению закаленной стали и образованию хо-
лодных трещин типа отколов.
Замедленное разрушение происходит вследствие снижения
прочности некоторых металлов под влиянием длительного стати-
ческого нагружения при близких к комнатным температурах.
В отдельных случаях это снижение прочности очень значительное.
Так, например, для стали с повышенным содержанием углерода
и легирующих элементов (типа 35ХГС) непосредственно после
закалки с высоких температур (1200° С) длительная прочность
может составить всего 10% кратковременной прочности. Причины
замедленного разрушения перегретой закаленной стали заклю-
чаются в особой ее структуре.
Типичная структура закаленной стали, склонной к замедлен-
ному разрушению, наблюдается в участке перегрева околошовной
зоны (рис. 6-18). Она характеризуется крупным зерном и соответ-
ственно крупными мартенситными иглами, выходящими своими
торцами на границы зерен. В результате изменений в пограничных
объемах зерен искажается атомное кристаллическое строение ме-
талла. Можно предполагать, что по строению и свойствам эти
пограничные участки зерен приближаются к аморфным телам.
Как известно, аморфные тела могут претерпевать значительную
деформацию во времени под действием постоянной нагрузки, недо-
статочной для сколько-нибудь заметного деформирования тел
при кратковременном ее действии. В свете современных представ-
246
Рис. 6-18. Структура
35X3H3M
металла околошовной зоны, участок перегрева, сталь
лений о строении мартенсита отмеченное искажение кристалли-
ческой решетки следует связывать также с тем, какой мартенсит
образуется в околошовной зоне — дислокационный, относительно
пластичный, или двойниковый, весьма хрупкий. Последнее опре-
деляется содержанием углерода в стали и температурой мартен-
ситного превращения (см. гл 6).
Исходя из замедленного характера разрушения сварных со-
единений и учитывая приведенные выше сведения о напряженном
состоянии и структуре околошовной зоны, способствующих такому
разрушению, зарождение и развитие холодных трещин можно опи-
сать следующей схемой (рис 6-19). Еще в процессе завершения
структурных превращений крупнозернистый металл околошовной
зоны с грубыми мартенситными иглами, как бы подготовленный
к замедленному разрушению по границам зерен, подвергается воз-
действию сложнонапряженного состояния. Этот металл подвер-
гается естественному испытанию на стойкость против замедлен-
ного разрушения непосредственно в процессе сварки.
Рассмотренное выше сложнонапряженное состояние на пред-
лагаемой схеме отражено следующим образом: в околошовной зоне
у границы со швом действуют продольные напряжения сжатия Qi
и поперечные напряжения растяжения о2 В примыкающем участке
шва у этой границы действуют продольные напряжения растяже-
ния ох и те же поперечные напряжения растяжения о2. При этих
условиях на границе раздела возникают значительный перепад
продольных напряжений (—(тх)—(+ах) и значительные напряже-
ния сдвига. По границам зерен околошовной зоны, направленным
247
Рис. 6-19. Схема зарождения околошов-
ной трещины по границам
зерен
под углом 45° к оси шва, возни-
кают значительные касательные
напряжения т. Такое напряжен-
ное состояние способствует за-
рождению трещины замедленного
разрушения на стыке трех зерен
(см. рис. 6-19), которая в дальней-
шем постепенно развивается в пол-
ном соответствии с изложенными
выше представлениями.
Так зарождаются околошовные
трещины всех видов — продоль-
ные (отрывы и отколы) и поперечные (собственно околошовные
и переходящие в шов). Направление дальнейшего развития заро-
дившейся трещины зависит от способности металла того или иного
участка сварного соединения противостоять ее развитию, а также
от конкретного сочетания продольных и поперечных напряжений и,
в частности, от величины перепада напряжений на границе шов—
околошовная зона. При этом, как правило, начальная стадия раз-
вития холодных трещин связана с границами крупных зерен.
Образованию отрывов в соединениях легированных сталей
с аустенитным швом помимо перепада напряжений и наличия круп-
ных зерен в околошовной зоне способствуют низкая пластичность
и прочность зоны сплавления. Следует также учитывать, что такие
причины замедленного разрушения (развития холодных трещин),
как перегрев металла и большой перепад продольных напряжений,
действуют одновременно и совместно только на границе шов—
околошовная зона. Поэтому отмеченная граница в наибольшей
степени подвержена образованию продольных трещин. Кроме
того, металл околошовной зоны вблизи шва часто ослабляется раз-
витием высокотемпературной химической неоднородности и не-
благоприятным видоизменением неметаллических включений,
обусловленным нагревом до высоких температур, близких к точке
плавления.
Образование поперечных трещин также начинается в около-
шовной зоне на участке перегрева и обычно свидетельствует о вы-
соком уровне продольных напряжений в соединении. В сравни-
тельно редких случаях, преимущественно в соединениях с много-
слойными швами, поперечные холодные трещины могут заро-
ждаться в околошовной зоне на некотором расстоянии от участка
перегрева, в местах, где развиваются весьма высокие напряже-
ния растяжения (см. рис. 6-17). Возможно также зарождение
поперечных трещин в самом металле шва. Обычно это имеет ме-
сто в многослойных малопластичных швах.
248
Выше было рассмотрено возникновение зародышей холодных
трещин по границам зерен вследствие нарушения по этим границам
атомного строения металла. В реальных металлах возможен и
другой механизм образования зародышей таких трещин, связан-
ный с наличием неметаллических включений’. Последние могут
располагаться в металле по границам и телу зерен. Зародышами
холодных трещин могут стать неметаллические включения при
их неблагоприятных форме, химическом составе и расположении, а
также горячие трещины — надрывы, возникающие в участке круп-
ного зерна околошовной зоны. В результате неизбежного нагрева
этого участка до температур, близких к солидусу, в нем проис-
ходят значительные изменения исходных неметаллических вклю-
чений основного металла. Это имеет существенное значение при
электрошлаковой и дуговой однослойной сварке толстого металла.
Отмеченные изменения происходят в наибольшей степени в тех
участках соединения, где максимальный перегрев околошовной
зоны сочетается с высокими временными напряжениями растяже-
ния при температурах, близких к солидусу. Такое неблагоприят-
ное сочетание условий имеет место при сварке кольцевых швов
толстостенных сосудов.
На рис. 6-20 показаны примеры зарождения холодных трещин
от пленообразного неметаллического включения и от горячих тре-
щин-надрывов.
При помощи электрошлакового и электроннолучевого пере-
плавов можно существенно уменьшить общее количество неметал-
лических включений в основном металле, предельно ограничить
содержание легкоплавких включений сульфидного происхождения
и перевести их в более тугоплавкие соединения, а также достичь
равномерного и мелкодисперсного распределения неметалличе-
ских включений в металле. При этом значительно повышается
стойкость сварных соединений против образования холодных тре-
щин. Аналогичные результаты можно получить, применив предва-
рительную наплавку подлежащих сварке кромок.
Если наплавку выполнить металлом такого же химического
состава, что и металл кромок, то стойкость соединения против
образования холодных трещин обычно на 20—30% превысит
стойкость соединения без наплавки. В этом случае эффект дости-
гается вследствие благоприятных изменений состава и распреде-
ления неметаллических включений в наплавленном металле.
Если же применить наплавку незакаливающимся металлом, на-
пример аустенитным, то можно почти полностью устранить опас-
ность возникновения в соединениях холодных трещин.
Изложенное позволяет, с точки зрения закалочной гипотезы,
объяснить влияние многочисленных и разнообразных факторов на
стойкость соединений против образования холодных трещин.
Рассмотрим этот вопрос на примере сварных соединений средне-
легированных сталей. Исходным в этом объяснении является по-
ложение о том, что стойкость соединений против образования
?4Я
Рис. 6-20. Зарождение холодной трещины в участке перегрева с развитой высоко-
температурной неоднородностью от пленообразного неметалличе-
ского включения (а) и надрыва (б): X 1000
250
холодных трещин определяется, с одной стороны, сопротивляе-
мостью металла замедленному разрушению, и, с другой —напря-
женным состоянием в сварном соединении. При этом принципи-
ально важно учитывать, во-первых, влияние различных факторов
на изменение условий локальной пластической деформации по
границам зерен и, во-вторых, их влияние на стойкость участков
сварного соединения развитию холодных трещин.
Все факторы, вызывающие упорядочение атомного строения
по границам зерен, затрудняющие образование сдвигов по этим
границам и способствующие вовлечению в пластическую дефор-
мацию тела зерна, повышают стойкость металла против образо-
вания холодных трещин, затрудняя их зарождение. Такое же
влияние оказывают факторы, исключающие или ослабляющие воз-
можность образования зародышей холодных трещин от неметал-
лических включений, микроскопических горячих трещин-над-
рывов ит. п.
В связи с изложенным решающее влияние на стойкость свар-
ных соединений среднелегированных сталей против образования
холодных трещин оказывают перегрев в околошовной зоне, тем-
пературный интервал мартенситного превращения в этой зоне,
а также в металле шва и скорость охлаждения околошовной зоны
и металла шва в этом интервале. Чем меньше перегрев, выше тем-
пература мартенситного превращения и медленнее охлаждение,
тем меньше нарушается атомное строение на границах зерен и
соответственно затрудняется зарождение трещин. Кроме того,
чем выше пластичность мартенсита, тем выше его сопротивляемость
развитию трещин.
Образование трещины затрудняется еще и тем, что как повы-
шение температуры мартенситного превращения, так и замедле-
ние охлаждения, уменьшая перепад продольных напряжений на
границе околошовная зона—шов, смягчают напряженное состоя-
ние в участке, где их возникновение наиболее вероятно. Если огра-
ничить перегрев и предупредить образование мартенсита или до-
статочно высоко сместить температурный интервал его образо-
вания, то возникновения холодных трещин можно не опасаться.
Их не будет и в том случае, если достаточно сильно замедлить охла-
ждение в мартенситном интервале температур. Мартенсит при та-
ком охлаждении в среднелегированных сталях отпускается (са-
моотпускается) и становится не склонным к замедленному раз-
рушению.
Отсюда следует, что наиболее простой и эффективный способ
борьбы с холодными трещинами заключается в регулировании
термического цикла сварки путем выбора соответствующих ме-
тодов и режимов сварки, а также использования в необходимых
случаях предварительного подогрева.
Идеальный термический цикл, обеспечивающий наивысшую
стойкость против образования холодных трещин, приведен на
рис. 6-21. Для сравнения на этом же рисунке показаны обычные
251
Рис. 6-21.
Сварочные термические
циклы:
а — идеальный, обеспечиваю-
щий наивысшую сопротив-
ляемость соединений обра-
зованию холодных трещин;
б — при электродуговой сварке,
в — при электроннолучевой
сварке
термические циклы для электроннолучевой и электродуговой
сварки. При таком идеальном термическом цикле перегрев не
развивается вследствие быстрого нагрева и охлаждения металла
при температурах выше точки At.
Медленное охлаждение при температурах ниже точки А х
способствует развитию в соединениях из среднелегированных
сталей перлитного и промежуточного превращений переохлажден-
ного аустенита в околошовной зоне и металле шва и устранению
или смещению мартенситного превращения в область высоких
температур. Другими словами, уменьшается закалка металла
сварного соединения, что повышает сопротивляемость стали за-
медленному разрушению и стойкость против образования холод-
ных трещин.
Этому также способствует, причем весьма активно, замедлен-
ное охлаждение сварного соединения в область температур мар-
тенситного превращения (ниже 350° С). В результате самоот-
пуска мартенсита при этих температурах упорядочивается кри-
сталлическое строение металла в объемах, примыкающих к гра-
ницам зерен, повышается пластичность металла в целом и затруд-
няется возникновение и развитие холодных трещин. Реальные
термические циклы, близкие к идеальным, можно получить при
электроннолучевой сварке с предварительным подогревом или при
многослойной дуговой сварке толстого металла с предварительным
подогревом.
Кроме отмеченных выше основных факторов, оказывающих
решающее влияние на стойкость сварных соединений против обра-
зования холодных трещин, имеются дополнительные и производ-
ные факторы, которые также могут оказывать влияние на эту
стойкость. К ним относятся содержание углерода и легирующих
элементов в основном металле и шве, качество основного металла,
деформационный цикл сварки, термообработка после сварки и др.
(см. гл. 10).
Остановимся кратко на методах оценки стойкости сварных
соединений против образования холодных трещин. Различают
252
Методы качественной и количественной оценки стойкости сбарнЫХ
соединений против образования холодных трещин.
Качественную оценку проводят при помощи технологических
проб на сварных образцах, в которых создают условия, способ-
ствующие образованию холодных трещин. Обычно прибегают
к закреплению соединяемых элементов на жестком основании —•
плите большой толщины и т. п.
Внешним осмотром и по макрошлифам устанавливают нали-
чие или отсутствие в контрольном шве технологической пробы
холодных трещин, определяют их вид и протяженность. По этим
показателям приблизительно предполагают, будут ли в реаль-
ных сварных соединениях возникать трещины и какие, т. е. опре-
деляют пригодность тех или иных марок стали, сварочных материа-
лов, методов, режимов и других условий сварки для изготовле-
ния конкретной сварной конструкции.
Оценка стойкости с помощью технологических проб весьма
приближенная. В одних случаях она приводит к излишнему запасу
этой стойкости и обусловливает неоправданное снижение проч-
ности основного металла вследствие чрезмерного ограничения
содержания углерода и легирующих элементов, неоправданному
применению таких дорогих и трудноосуществимых технологи-
ческих методов повышения стойкости, как предварительный по-
догрев и последующая термообработка соединений и т. п.
В других случаях оценка с помощью технологических проб
может быть причиной недостаточной стойкости против образова-
ния холодных трещин. Последнее обычно обусловлено тем, что
в ряде случаев напряженное состояние и деформации реальной
конструкции оказываются намного большими, чем в технологи-
ческой пробе.
В последние годы разрабатываются и находят практическое
применение методы количественной оценки стойкости металла
против образования холодных трещин, основанные на испыта-
ниях сварных соединений путем замедленного разрушения. Сущ-
ность метода, предложенного Н. Н. Прохоровым, состоит в том,
что с помощью специальных машин или устройств серия сварных
образцов сравнительно небольших размеров подвергается испыта-
нию на длительное растяжение или изгиб сразу же по окончании
сварки. Сварка образцов обычно осуществляется в этих же устрой-
ствах. Испытания на растяжение, как и другие виды «мягких»
нагружений, например кручение, заслуживают предпочтения,
как более полно и точно выявляющие склонность металлов к за-
медленному разрушению.
Преимущества испытаний на изгиб заключаются в большей
простоте испытательных устройств, так как на них необходимо
создавать значительно меньшие усилия, чем на устройствах для
растяжения (рис. 6-22). При выборе способа нагружения следует
учитывать реальные условия работы испытываемого соедине-
ния.
253
Рис. 6-22. Схемы устройств для испытания стойкости сварных соединений
против образования холодных трещин:
а — путем растяжения (/ — станина, 2 — первая подвижная плита;
3 — винт, 4 — клин; 5 — вторая неподвижная плита; 6 — образец);
б — путем изгиба (/ — струбцина; 2 — тяга; 3 — образец)
Испытания на замедленное разрушение проводятся в следую-
щем порядке. Подлежащие испытанию образцы делят на три-
четыре партии по два-три образца в каждой. Первоначально опре-
деляют кратковременную прочность, затем следующие партии
испытывают при напряжениях, составляющих 50; 25; 10% крат-
ковременной прочности, и для каждого напряжения определяют
время разрушения. Максимальную продолжительность нагруже-
ния, как правило, устанавливают равной 24 ч, а в отдельных
случаях 72 ч. По результатам испытания строят кривые замедлен-
ного разрушения.
Из приведенных на рис. 6-23 кривых, относящихся к случаю ис-
пытания на растяжение однослойных стыковых соединений, видно,
что указанным методом можно количественно оценить влияние весь-
ма незначительных и малозаметных изменений структуры и напря-
женного состояния сварных соединений на их стойкость против
образования холодных трещин. Этот метод можно рекомендовать
для широкого практического применения (подробнее см. в гл. 10).
Изложенные выше закономерности и положения, относящиеся
к образованию холодных трещин (причины их возникновения,
способы предупреждения, ме-
тоды оценки стойкости металла),
хотя и составлены на опытном
материале, накопленном при
Рис. 6-23. График зависимости проч-
ности соединений (тол-
щина металла 16 мм) от
длительности нагружения
для сталей:
а — 27ГСМ;
б — 30Х2НГМ;
в — 42Х2ГСНТ
сварке легированных закаливающихся сталей, имеют общий
характер и могут быть распространены также на стали и сплавы
других классов с определенными уточнениями.
В частности, эти положения полностью пригодны для анализа
процессов образования холодных трещин в сварных соединениях
высоколегированных сталей, в околошовной зоне которых обра-
зуется мартенсит. Они также могут быть распространены и на
случай образования холодных трещин в соединениях сплавов
титана с высоким пределом текучести. При сварке таких сплавов
в околошовной зоне и швах имеет место низкотемпературное пре-
вращение высокотемпературной фазы 0 в фазу а'.
Повышение содержания в фазе 0 алюминия 0-стабилизирую-
щих примесей (О, N) свыше определенных пределов может при-
вести к значительной локализации пластической деформации по
границам зерен околошовной зоны (см. рис. 6-19).
В сварных соединениях титана вследствие более высокой
температуры и меньшего объемного эффекта 0 —► «'-превращения
(по сравнению с мартенситным у —> «-превращением в стали)
замедленное разрушение развивается значительно менее интен-
сивно и требует более высокого уровня напряжений. Так, напри-
мер, если в сварных соединениях крестовой пробы из закаливаю-
щихся сталей процесс развития трещины завершается на протя-
жении суток, то в случае сплавов титана с высоким пределом те-
кучести он длится неделями и даже месяцами. Минимальные на-
пряжения, вызывающие замедленное разрушение сварных соеди-
нений титана, особенно при низком содержании газов, по своей
величине значительно ближе к пределу текучести, чем у закали-
вающихся сталей.
§ 6-4. Поры в сварных швах
Порами называют заполненные газом полости в швах,
имеющие округлую, вытянутую или более сложную форму. Они
возникают при первичной кристаллизации металла сварочной
ванны в результате выделения газов. Поры располагаются по оси
шва или по его сечению, а также вблизи от границы сплавления.
При дуговой сварке поры выходят или не выходят на поверхность
шва (рис. 6-24, а, б), располагаются цепочкой по оси шва
(рис. 6-24, а) или отдельными группами (рис. 6-24, в). Поры, вы-
ходящие на поверхность шва, иногда называют свищами. При
электрошлаковой сварке и дуговой сварке с принудительным фор-
мированием поры не выходят на поверхность шва (рис. 6-24, г),
что обусловлено более ранним затвердеванием примыкающей
к формирующим устройствам части металла сварочной ванны.
Поры могут быть микроскопическими (несколько микрометров)
и крупными (4—6 мм в поперечнике). Выходящие на поверхность
поры выявляются при внешнем осмотре. Поры, не выходящие на
поверхность, выявляются теми же методами, что и не выходящие
255
Рис. 6-24. Поры в металле шва
а — выходящие на поверхность шва,
б — не выходящие на поверхность шва,
в — групповое расположение пор,
? — распрложение пор при электрошлаковой сварку
на поверхность трещины. Поры — недопустимый дефект сварных
швов для аппаратуры, работающей под давлением и под вакуумом
или предназначенной для хранения и транспортировки жидких
и газообразных продуктов. Для других конструкций поры не яв-
ляются столь серьезным дефектом, как трещины. Однако наличие
пор при всех условиях нежелательно. Вопрос о допустимости пор
решается в зависимости от условий эксплуатации конструкции.
1/Основной причиной возникновения пор при сварке стали яв-
ляются водород, азот и окись углерода. Роль остальных газов
(Н2О, СО2 и др ) незначительна.\Пористость швов при сварке
алюминия и его сплавов в основном вызывается водородом. В швах
на меди поры образуются преимущественно при выделении паров
воды.
Если образование и выделение газов при сварке происходит
в период, когда металлическая ванна находится в жидком состоя-
нии, и протекает интенсивно, то пузырьки газов успевают пол-
ностью выделиться Их выделение не только не приводит к обра-
зованию пор, но оказывает рафинирующее действие на сварочную
ванну, снижая ее газонасыщенность. Если же образование и вы-
деление газов происходит в период затвердевания ванны и про-
ходит вяло, пузырьки газа не успевают всплыть и остаются в ме-
талле в виде пор.
Образование пор в швах на стали от выделения водорода и
азота обусловлено резким снижением их растворимости в процессе
затвердевания металла сварочной ванны. Находящиеся в жидком
состоянии железо и его сплавы могут растворять значительные
количества водорода и азота. По мере остывания металла раство-
римость этих газов снижается. При уменьшении температуры
вплоть до температуры плавления растворимость снижается по-
степенно и образовавшиеся пузырьки свободно всплывают на
поверхность жидкой ванны. При затвердевании металла снижение
растворимости водорода и азота происходит скачкообразно.
Например, при затвердевании низкоуглеродистой стали раство-
римость азота снижается в 4 раза, а водорода в 1,7 раза.
Более низкая растворимость водорода и азота в твердом ме-
талле по сравнению с растворимостью их в жидком металле ведет
к обогащению расплава этими газами, что способствует зарожде-
нию газовых пузырьков на поверхности раздела жидкого и твер-
дого металлов. При резком увеличении количества выделившегося
газа не все пузырьки успевают всплыть на поверхность сварочной
ванны, часть их остается в шве.
/Поры от окиси углерода возникают при недостаточной раскис-
ленности металла сварочной ванны. Растворенные в жидкой стали
углерод и кислород реагируют между собой по реакции
[С] + [01 = СО. (6-1)
Образующаяся при этом окись углерода может давать начало
зародышам газовой фазы или же выделяться в уже существующие
17 Заказ Ks 782 2 5 7
пузырьки других газов. Для возникновения зародышей окиси
углерода необходимы определенный избыток содержаний углерода
и кислорода над равновесным и благоприятные условия для за-
рождения газовой фазы.
В реальных условиях сварки пористость швов обычно вызы-
вается совместным действием нескольких газов. Если в процессе
затвердевания металла сварочной ванны сила внутреннего давле-
ния в газовом зародыше или пузырьке заметно превышает баро-
метрическое давление, металл будет кипеть и в шве появятся
поры. Сила внутреннего давления в газовом зародыше или пу-
зырьке состоит из парциальных давлений отдельных газов.
Водород поступает в атмосферу дуги, а из нее в сварочную
ванну из ржавчины, влаги и других загрязнений, находящихся
на поверхности свариваемых кромок и присадочного металла, из
защитного газа или из материалов, входящих в состав покрытия
или флюса.
Уменьшить растворение водорода в металле сварочной ванны
можно ограничением доступа водорода и водяного пара в зону
сварки; снижением парциального давления водорода и водяного
пара в атмосфере дуги за счет связывания водорода в HF и раз-
бавления его другими газами; снижением растворимости водорода
в жидком металле вследствие окисления или легирования послед-
него; уменьшением растворения водорода в металлической ванне
технологическими способами (применением постоянного тока, из-
менениями режима сварки, применением соответствующих сва-
рочных материалов и т. и.); удалением водорода из металличе-
ской ванны при ее кипении; увеличением времени удаления во-
дорода из металлической ванны.
Основным способом ограничения поступления водорода и во-
дяного пара в зону сварки является очистка свариваемых кромок
от ржавчины, влаги, масла, краски и других водородсодержащих
веществ. При низкой температуре кромки следует также очищать
от инея и влаги и просушивать. Чтобы избежать концентрации
влаги на свариваемых кромках, рекомендуется их нагревать до
температуры 100° С и выше. Ржавчину, масло или краску можно
выжигать кислородно-ацетиленовой горелкой или резаком. Сва-
рочную проволоку следует очищать от следов волочильной смазки
и других загрязнений, избегать операции травления проволоки
при ее волочении (лучше производить светлый отпуск). Сварочные
электроды необходимо надежно упаковывать и хранить в сухом
помещении. Защитный газ следует применять с минимальной влаж-
ностью. Флюс должен быть хорошо прокален.
Азот поступает в зону сварки, а из нее в сварочную ванну из
окружающей атмосферы, а также из расплавляемых основного
и дополнительного металлов. Избежать пористости от азота можно
путем ограничения растворения азота в жидком электродном
металле и металлической ванне до величин, меньших раствори-
мости азота в твердом металле; повышения растворимости азота
258
в твёрдом металле; связывания азота в металле шва в стойкие
нитриды.
Растворение азота в металле ограничивают применением газо-
вой или шлаковой защиты зоны сварки от доступа воздуха. Кроме
того, нужно исключить все другие возможности поступления азота
в зону сварки. Содержание азота в основном металле и сварочной
проволоке не должно превышать допустимого. Нельзя выполнять
прихватки, монтажные и подварочные швы электродами со стаби-
лизирующим покрытием или покрытыми электродами с отбитой
обмазкой. Содержание азота в защитных газах должно быть ми-
нимальным.
Повышение растворимости азота в твердом металле и связы-
вание его в стойкие нитриды требуют дополнительного легирова-
ния металла шва элементами, обладающими большим химическим
сродством к азоту. К таким элементам принадлежат титан, алю-
миний, церий, цирконий и др. Вводить в металлическую ванну
нитридообразующие элементы целесообразно лишь тогда, когда
нет возможности ограничить доступ азота в зону сварки.
К металлургическим способам предупреждения пористости от
азота принадлежит также дегазация жидкого металла при его
кипении. В частности, этот способ применяют при сварке и на-
плавке под флюсом металла с повышенным содержанием азота.
Для этого иногда используют сварочную проволоку с повышенным
содержанием углерода.
Среди кислородных соединений окись углерода и водяной пар
отличаются тем, что при температурах существования жидкой
стали они находятся в газообразном состоянии. В связи с этим
одной из важнейших задач раскисления сварочной ванны является
предупреждение образования этих газов во время затвердевания
металла. Чтобы избежать пористости от выделения газообразных
кислородных соединений, в зону сварки вводят элементы с высоким
химическим сродством к кислороду, образующие твердые или
жидкие окислы. Соединяясь с кислородом, эти элементы тормозят
реакции образования окиси углерода и водяного пара. Эффек-
тивность действия элементов-раскислителей характеризуется их
раскислительной способностью, т. е. их способностью снижать
концентрацию кислорода в стали.
О раскислительной способности элементов можно судить по
рис. 6-25, на котором показано количество кислорода, находя-
щегося в равновесии с данным количеством элемента. Количество
растворенного в жидком металле кислорода будет тем меньше, чем
выше химическое сродство к кислороду данного элемента и больше
его концентрация в расплаве. Небольшие присадки титана и алю-
миния могут подавлять реакцию образования окиси углерода
в жидкой стали.
Кремний при достаточной его концентрации в расплаве также
способен подавить образование окиси углерода. Раскисляющая
сила углерода практически не изменяется с изменением темпера-
17* 259
Рис. 6-25. Раскислительная способ-
ность элементов при тем-
пературе 1600° С (А. М.
Самарии)
туры, тогда как раскисляющая
сила кремния при снижении
температуры возрастает. В рав-
новесных условиях при темпе-
ратуре затвердевания стали
кремний является лучшим рас-
кислителем, чем углерод. По-
этому кремний способен оста-
новить реакцию образования
окиси углерода и успокоить
кипение твердеющей стали. Свя-
занный с титаном, алюминием,
кремнием и другими сильными
раскислителями кислород уже не может взаимодействовать с уг-
леродом.
При сварке плавлением раскисление осуществляется путем
введения элементов-раскислителей в сварочную ванну из основ-
ного металла, сварочной проволоки, электродного покрытия,
керамического флюса и т. п. При наличии достаточного количества
сварочного шлака раскисление может осуществляться за счет
восстановления кремния и марганца из шлаковой фазы.
На пористость швов существенно влияет скорость кристалли-
зации сварочной ванны. При большой скорости кристаллизации
металла рост кристаллитов обгоняет рост и всплывание пузырька
газа, и пузырек запутывается в металле, в результате чего обра-
зуется пора. Снижение скорости сварки, увеличение объема сва-
рочной ванны, уменьшение теплоотвода в основной металл и уве-
личение его начальной температуры снижают скорость кристалли-
зации металла и уменьшают пористость швов. Некоторое влияние
оказывает и форма сварочной ванны. Повышение значения коэффи-
циента формы шва приводит к уменьшению вероятности возник-
новения пор, так как при этом улучшаются условия для всплы-
вания пузырьков в результате выдавливающего действия расту-,
щнх дендритов.
§ 6-5. Неметаллические включения
в сварных швах
Неметаллические включения не относятся к числу
дефектов сварных швов, но оказывают заметное влияние на их
качество и свойства. Рассмотрим различные типы неметалличе-
ских включений, встречающихся в сварных швах на стали.
Оксидные включения. В металле шва может содержаться
до 0,1% кислорода, находящегося в виде неметаллических оксид-
260
пых или смешанных включений. Химический и минералогический
составы этих включений зависят от химического состава металла
шва. При низком содержании кремния и марганца в металле шва
и отсутствии других легирующих элементов оксидные включения
содержат в основном FeO, остальное — SiO2 и МпО.
При повышении содержания кремния и марганца в металле
шва заметно увеличиваются концентрации окислов этих элементов
в составе оксидных включений, соответственно уменьшается
содержание в них окислов железа. Общее количество оксидных
включений в шве при этом также уменьшается. С увеличением
соотношения [% Si) : [% Мп] в металле шва содержание SiO2
во включениях растет, а МпО уменьшается.
Введение алюминия в металл шва уменьшает общее количество
оксидных включений и ведет к появлению в их составе герци-
нита FeO-Al2O3. Дальнейшее повышение содержания алюминия
сопровождается образованием включений глинозема А12О3. При
наличии хрома в шве образуются включения хромита FeO-Cr2O3;
продуктом раскисления сварочной ванны ванадием является-окись
ванадия V2O3. Низкая концентрация титана в металле шва ведет
к образованию включений титаната железа FeO-Ti2O3, при
высоком его содержании образуется оксид титана Ti2O3.
Выявленные в швах ручной дуговой сварки оксидные вклю-
чения по минералогическому составу можно разделить на сле-
дующие главные типы: 1) смешанные железо-марганцевые оксиды,
представляющие собой непрозрачные включения преимущественно
шарообразной формы. Их образованию способствует высокая окис-
ленность металла шва при низком содержании кремния и отсут-
ствии других активных раскислителей; 2) железо-марганцевые
силикаты, имеющие вид полупрозрачных округлых включений
с вкраплениями темных частиц; 3) стекловидный кремнезем (про-
зрачные частицы шарообразной или неправильной формы), встре-
чается преимущественно в хорошо раскисленных кремнием швах.
При сварке под флюсом вид и состав оксидных включений
зависят от состава флюса. В швах, сваренных под высококрем-
нистыми марганцевыми флюсами, включения преимущественно
представлены высококремнистыми и железо-марганцевыми си-
ликатами. Это округлые, прозрачные и сравнительно крупные
(0,002—0,02 мм) оксидные включения. Кроме того, в таких швах
много межкристаллитных силикатных пленок. На рис. 6-26 по-
казаны межкристаллитные силикатные пленки, выявленные в низ-
коуглеродистом шве при исследовании под электронным микро-
скопом. Пленки расположены на границах между кристаллитами
металла шва и иногда сливаются с круглыми оксидными вклю-
чениями.
При высококремнистых безмарганцевых флюсах во включениях
преобладают округлые бесцветные выделения стекловидного крем-
незема, наблюдаются и межкристаллитные силикатные пленки.
В швах, сваренных под низкокремнистыми и бескремнистыми
261
' • । Рис. 6-26. Межкристаллитные силй*
, катные пленки в шве, сва-
ренном под высококремни-
стым марганцевым флюсом
на низкоуглеродистой ста-
ли; X 9000
" флюсами, основную массу вклю-
чений составляют алюмосили-
каты и шпинели. При сварке
в защитных газах вид и состав
оксидных включений опреде-
ляются химическим составом
. . ... металла шва и содержанием
в нем кислорода. Кроме пере-
численных видов включений встречаются и другие. Оксидные
включения часто имеют неоднородный минералогический состав,
они также могут образовывать сложные кислородсодержащие
включения, например, оксисульфиды.
Оксидные включения и силикатные пленки снижают ударную
вязкость и хладостойкость металла шва на углеродистых и низко-
легированных сталях. В аустенитных швах силикатные пленки
уменьшают пластичность металла шва при испытаниях на растя-
жение и изгиб, не влияя, однако, на величину ударной вяз-
кости.
Сульфидные включения. В сварных швах на стали обычно со-
держится 0,02—0,04% S, образующей сульфидные включения.
На нетравленых шлифах эти включения имеют вид темных пятен,
чаще всего неправильной формы. Размер включений сильно возра-
стает в направлении от границы сплавления металла шва с основ-
ным металлом к середине шва. Наиболее крупные включения
наблюдаются в середине верхней части шва. При специальном
травлении шлифов выявляются сульфидные пленки и цепочки
мелких сульфидных включений, расположенные по границам
кристаллитов металла шва.
Состав, форма и размеры сульфидных включений зависят от
химического состава металла шва. В сульфидных включениях
сера в основном находится в виде соединений с железом и марган-
цем. Повышение содержания в шве марганца способствует пре-
имущественному связыванию серы в сульфид марганца MnS.
Окисление сварочной ванны окалиной уменьшает содержание MnS
во включениях и увеличивает содержание сульфида железа FeS.
При высоком содержании марганца в шве повышение количества
углерода уменьшает содержание MnS в сульфидных включениях.
При малом количестве марганца изменение концентрации углерода
мало влияет на связывание серы в форме MnS.
Кремний сильно уменьшает содержание сульфида марганца
во включениях. Наличие хрома в металле шва способствует свя-
зыванию серы в виде сульфида хрома или смешанных хромомар-
262
Рис. 6-27. Цепочка сульфидных в клю- ’у*. *4"
чений и сульфидная плен- ’* -•*♦» , 4 '* »•- !
ка, послужившая причиной " ’
возникновения кристалли-
зационной трещины; X 1500
ганцевых сульфидов. Повыше-
ние содержания углерода в ме-
талле шва заметно увеличивает
размер сульфидных включений.
В зависимости от степени
раскисленности металла свароч-
ной ванны образуются суль-
фидные включения трех типов.
При окисленном металле, а так-
же в присутствии марганца, хрома и кремния преимущественно
образуются шаровидные оксисульфидные включения. Под влия-
нием небольших добавок сильных раскислителей (алюминия,
титана, циркония и др.) сульфидные включения приобретают вид
пленок и цепочек, расположенных по границам кристаллитов
металла шва. Введение алюминия и циркония в количествах,
больших необходимого для полного раскисления стали, может
вызвать превращение пленок и цепочек во включения угловатой
неправильной формы.
Наиболее опасными в отношении образования кристаллиза-
ционных трещин в сварных швах являются сульфидные пленки
и цепочки. На рис. 6-27 показаны расположенные по границам
кристаллитов низкоуглеродистого шва сульфидная пленка и це-
почка сульфидных включений. Сульфидная пленка дала начало
кристаллизационной трещине.
В связи с большей растворимостью серы в жидкой стали по
сравнению с кислородом в процессе охлаждения и затвердевания
металла сварочной ванны сульфидные включения образуются при
более низких температурах, чем оксидные. Поэтому сера может
выделяться на уже существующих оксидных включениях с обра-
зованием оксисульфидов. Аналогично образуются карбосульфид-
ные и другие сложные сульфидные включения.
Фосфорсодержащие включения. Содержание фосфора в свар-
ных швах на стали, как правило, невысокое — не больше 0,04—
0,06%. В швах на углеродистых и низколегированных сталях
фосфор преимущественно находится в твердом растворе, а не
в виде неметаллических включений. Это обусловлено низкой кон-
центрацией фосфора в металле швов и относительно высокой его
растворимостью в феррите. В связи с низкой растворимостью фос-
фора в аустените фосфорсодержащие включения значительно чаще
встречаются в швах с аустенитной структурой. В этих включениях
фосфор может находиться в виде фосфидов, фосфидных эвтектик
и фосфатов.
263
f
/ & *•
•8
_ ъ * фДНдД,
Рис. 6-28. Фосфидная эвтектика и горячая трещина на границе зерен основного
металла; X 800
Фосфидные включения имеют червевидную форму и распола-
гаются по границам кристаллитов металла шва. В зависимости от
направления сечения на шлифах они имеют вид межкристаллитных
прослоек или включений округлой формы. Фосфидные эвтектики
находятся в виде прослоек по границам кристаллитов металла шва
или зерен основного металла в околошовной зоне. Фосфидная эв-
тектика в зоне термического влияния марганцевой аустенитной ста-
ли Г13, показанная на рис. 6-28, расположена на границе двух
зерен, между которыми проходит горячая трещина.
Вредное влияние фосфора на свойства сварных соединений
заключается в снижении высокотемпературных характеристик
металла шва вследствие ослабления межкристаллитных границ
(при выделении легкоплавких включений) и в ухудшении механи-
ческих свойств швов при нормальной и низких температурах. По-
следнее обусловлено снижением пластичности металла в резуль-
тате растворения фосфора и наличием на границах кристаллитов
хрупких неметаллических прослоек. Так как растворимость фос-
фора в аустените ниже, чем в феррите, опасность образования кри-
сталлизационных трещин и снижения механических свойств ме-
талла шва значительно больше для швов с аустенитной структурой.
Для среднелегированных сталей вредное влияние фосфора и
серы в отношении образования кристаллизационных трещин уси-
ливается тем, что места ликвации этих элементов в металле шва
совпадают. Обогащенные фосфором участки феррита лежат по
границам первичных кристаллитов, где скапливаются и сульфид-
ные включения.
Нитридные включения. В зависимости от надежности защиты
зоны сварки от воздуха содержание азота в металле шва состав-
ляет 0,01—0,1%. Нитридные включения в сварных швах ветре-
264
чаются значительно реже, чем оксидные или сульфидные. Это
обусловлено низким содержанием азота в швах и меньшей стой-
костью нитридов при высоких температурах. Образование отдель-
ной нитридной фазы в жидкой стали возможно лишь в присут-
ствии сильных нитридообразующих элементов (титана, циркония).
В основном нитридные включения выделяются в процессе охла-
ждения или термообработки сварных соединений. Для их обра-
зования необходимо наличие в металле шва сравнительно высокой
концентрации азота, что возможно, например, при сварке откры-
той дугой без защиты или же при повышенном содержании азота
в основном металле.
Обычно в связи с быстрым охлаждением и низкой концентра-
цией азот в металле швов фиксируется в виде твердого раствора.
Если этот твердый раствор перенасыщен азотом, то при работе
сварных соединений в нормальных условиях или при нагреве
из него выделяются включения нитридов. Этим обусловлено так
называемое старение металла шва. Ввиду малой скорости диф-
фузии азота в твердом металле этот процесс проходит медленно.
В швах низкоуглеродистой стали с повышенным содержанием
азота иногда обнаруживаются иголки нитрида железа Fe4N
и железонитридный эвтектоид, так называемый браунит. Нитрид-
ные иголки наблюдаются лишь в швах, сваренных на воздухе
голым электродом или электродом с тонким покрытием.
§ 6-6. Прочие дефекты сварных соединений
Шлаковые каналы. Дефект представляет собой за-
полненную шлаком несплошность (рис. 6-29, а, б). Канал, как
правило, не выходит на поверхность шва. Ширина канала совпа-
даетсширинойзазорамежду свариваемыми кромками (рис. 6-29, а).
Расстояние между дефектами во многих случаях равно или кратно
длине сварочной ванны. Образуются шлаковые каналы главным
образом при сварке под флюсом в первом проходе двусторонних
стыковых швов, выполняемых на флюсовой или флюсомедной
подкладках. Иногда наблюдаются при сварке односторонних швов
с полным проваром кромок, значительно реже — при сварке угло-
вых швов.
Вероятность образования дефектов возрастает с увеличением
зазора. При зазоре до 3 мм дефекты подобного типа наблюдаются
весьма редко. После наложения шва со второй стороны канал
при малом его проникновении в толщу первого прохода полностью
заваривается, а при более глубоком залегании частично остается
в металле шва в виде округлого (рис. 6-29, в) или вытянутого по
высоте слоя шлакового включения.
Механизм образования шлаковых каналов еще недостаточно
ясен, что затрудняет изыскание рациональных путей их устра-
нения. На практике для снижения вероятности появления шлако-
вых каналов обычно прибегают к тем же средствам, что и для пре-
265
Рис. 6-29. Шлаковые каналы'
a — после сварки с одной стороны — разрез поперек шва.
б — то же — разрез вдоль шва,
в — после сварки с двух сторон
дупреждения образования пор. Очень похожие по конфигурации,
но не заполненные шлаком дефекты наблюдаются и при сварке в за-
щитных газах и покрытыми электродами.
Флокены. После разрушения образцов, вырезанных из металла
шва и испытанных на растяжение или изгиб, в изломе иногда обна-
руживают серебристые пятна круглой или овальной формы, на-
зываемые флокенами и имеющие более крупнокристаллическое
строение, чем остальная часть излома. В большинстве случаев по
середине флокена находится пора или шлаковое включение, яв-
ляющееся центром зарождения дефекта (рис. 6-30). Такой дефект
получил название «рыбий глаз». Образование флокенов связано
со снижением пластичности металла шва под влиянием водорода.
Швы на низколегированных хромоникелевых и хромоникеле-
молибденовых сталях менее стойки против образования флокенов,
чем швы, сваренные на углеро-
дистых конструкционных сталях.
В швах, сваренных на высоколеги- !
рованных хромоникелевых и мар-
ганцовистых сталях, образование
подобных дефектов не наблю-
дается. Наличие рассматриваемых
Рис. 6-30. Флокен ЙГ 5
266
Рис. 6-31. Зона несплавления при дуговой сварке
дефектов приводит к некоторому снижению пластических свойств
металла образцов при статических испытаниях. Флокены могут
быть устранены путем нагрева образца перед испытанием до тем-
пературы 150—250° С, что способствует более полному удалению
водорода из металла. Тот же эффект достигается при длительном
вылеживании образцов перед испытанием.
Флокены образуются только в процессе разрушения образцов,
испытываемых непосредственно после сварки при статической на-
грузке, при напряжениях, в большинстве случаев близких к вре-
менному сопротивлению металла, и при всех условиях (даже при
повышенном содержании водорода в металле шва), превосходящих
его предел текучести. Следовательно, нет основания предполагать,
что при статическом нагружении в реальной конструкции могут
создаваться условия для образования в металле шва флокенов.
Зона несплавления. При дуговой и электрошлаковой сварке
в некоторых условиях образуется дефект, именуемый зоной не-
сплавления; он характерен отсутствием сплавления между основ-
ным металлом и металлом сварочной ванны по части периметра,
а иногда и по всему периметру шва (рис. 6-31, а и б). Несплавление
наблюдается при оплавлении кромок основного металла и доста-
точном объеме металла сварочной ванны. Дефект образуется при
дуговой сварке на повышенных скоростях и силах тока более
1500 А, а при электрошлаковой сварке даже в нормальном диа-
пазоне режимов. Начальной стадией дефекта являются глубокие
подрезы по границе шва с одновременным увеличением утолщения,
конечной его стадией — отсутствие сплавления практически по
всему периметру шва.
Образование зоны несплавления тесно связано с формирова-
нием сварочной ванны. Последнее может быть условно разделено
на две стадии — образование канавки в основном металле и по-
следующее заполнение ее металлом сварочной ванны. Если пленка
расплавленного металла, покрывающая поверхность канавки,
267
к моменту ее заполнения жидким металлом успела затвердеть,
а запас теплоты, накопленный в сварочной ванне, недостаточен
для повторного расплавления основного металла, смачивание
металлом сварочной ванны основного металла не происходит и
образуется зона несплавления
Для предотвращения появления подобных дефектов прибе-
гают к мерам, обеспечивающим уменьшение разрыва по времени
между образованием и заполнением канавки (сварка на спуск,
сварка наклонным электродом углом вперед, сварка двумя и тремя
дугами, сварка с подогревом и др ), а также получение благоприят-
ной формы провара. Обычно коэффициент формы шва, при котором
не наблюдается образование зоны несплавления, увеличивается
с возрастанием скорости сварки.
В большинстве случаев зазор, образовавшийся между основ-
ным металлом и металлом шва, заполнен затекшим туда шлаком.
Зону несплавления следует отличать от непровара и подреза,
имеющих другие причины появления.
Утяжины. При сварке под флюсом на больших скоростях
двумя и более дугами наблюдается образование своеобразных де-
фектов, получивших название утяжин. Утяжины представляют
собой расположенные друг от друга на расстояниях, примерно
равных длине сварочной ванны, усадочные рыхлости (трещины),
распространяющиеся на 2—3 мм в глубь шва и на 5—8 мм вдоль
его оси. Строение утяжин совпадает со строением усадочных рых-
лостей, образующихся в кратере шва. Можно предположить, что
появление утяжин связано с нарушением волнообразного поступ-
ления металла в хвостовую часть ванны.
Непровары. Непроваром называют местное отсутствие сплав-
ления между свариваемыми элементами, между металлом шва и
основным металлом или отдельными слоями при многослойном
шве. В зависимости от расположения и характера различают не-
провар по толщине основного металла (рис. 6-32, а—в, сварка
стыковых швов). При сварке стыковых швов с разделкой кро-
мок и угловых швов с разделкой и без разделки кромок на-
блюдается непровар вершины угла (рис. 6-33, а, б) и непровар по
кромке (рис. 6-33, в). При многослойной сварке швов всех типов
изредка встречается непровар между отдельными слоями. Место
непровара в большинстве случаев заполнено шлаком, который
благодаря жидкотекучести и более низкой температуре плавле-
ния заполняет образовавшуюся при непроваре несплошность
(рис. 6-33—6-34).
Непровар уменьшает сечение шва и вызывает значительную
концентрацию напряжений, что иногда может привести к образо-
ванию трещины (см. рис. 6-35). Непровар по толщине свариваемого
металла может быть вызван неправильным выбором режима сварки,
не предусматривающим достаточный запас глубины проплавления,
или нарушением режима сварки в процессе выполнения данного
шва (главным образом уменьшением силы тока). Причиной не-
268
Рис. 6-32. Непровар по толщине металла при сварке стыковых швов:
а — однослойный односторонний шов,
б — многослойный односторонний шов,
в — однослойный двусторонний шов
Рис. 6-33. Непровары вершины угла (а, б) и по кромке (в)
269
провара может также служить недостаточно точное направление
конца электрода по месту сопряжения кромок (рис. 6-36). Доволь-
но часто непровары наблюдаются в начале и в конце шва. Это
связано с тем, что глубина провара на этом участке вследствие
неустановившегося теплового процесса падает (рис. 6-37)
Неправильное возобновление процесса после его перерыва,
вызванного сменой электродов и сварочной проволоки или другими
причинами, приводит к непровару (рис. 6-38, а). При правильном
возобновлении процесса сварки, обеспечивающем достаточное пе-
рекрытие прерванного шва последующим, непровар в большинстве
случаев не наблюдается (рис.6-38,6). Для того чтобы предотвратить
непровар в начале и в конце шва, сварку следует начинать и за-
канчивать на специальных вы-
водных (концевых) планках или
применять особые приемы.
К непровару^ корня шва
приводят все перечисленные
выше причины, а также нару-
шения режима сварки, обуслов-
ливающие изменение положе-
ния первого слоя шва в раз-
Рис. 6-34. Непровар при сварке сты-
кового шва с обязательным
зазором
Рис. 6-35. Трещина, берущая начало
от непровара
270
Рис. 6-36. Непровар, возникший из-за неточного
направления дуги по оси соединения
делке. Наклон изделия или резкое измене-
ние скорости при сварке с разделкой кро-
мок может также вызвать непровар корня
шва. В этом случае жидкий металл зате-
кает перед дугой, что препятствует сплавлению его с холодным
основным металлом.
Непровар по кромке обычно является следствием изменения
формы шва из-за уменьшения напряжения дуги или увеличения
скорости сварки. Это приводит к несовпадению формы шва или
слоя с формой разделки или пространства, образовавшегося между
слоями. К тому же ведет недостаточно точное направление элек-
трода по отношению к свариваемым кромкам или слою (при этом шов
смещается на одну сторону, вторая кромка или слой не оплав-
ляются дугой), а также неправильная последовательность наложе-
ния слоев при многослойной сварке. Во всех случаях основной
металл не расплавляется, в результате чего образуется непро-
вар.
При электрошлаковой сварке наблюдаются непровары по двум
кромкам (рис. 6-39, а), по одной кромке (рис. 6-39, б) и местные
непровары у поверхности соединяемых элементов (рис. 6-39, в)
или по середине шва. Непровар по двум кромкам вызван малой
шириной шва, что связано с низким напряжением или высокой
скоростью сварки. Непровар по одной кромке вызван неточным
ведением электрода по оси соединения, из-за чего шов смещается
на одну из кромок, а вторая кромка не оплавляется.
Непровар у поверхности свариваемых деталей возникает при
увеличении расстояния от конечного положения электрода до
ползуна и при малой продолжительности остановки электрода
в конечном положении. Непровар по середине деталей по их тол-
щине при сварке двумя подвижными электродами является след-
ствием излишне большого расстояния между последними или
«виляния» конца электрода из-за его перегрева. Участок шва
с непроваром, превосходящим регламентируемую соответствую-
щими техническими документами величину, должен быть удален
и заварен заново.
Рис. 6-37. Уменьшение провара в начале (а) и конце (б) шва
271
Рис. 6-38. Конфигурация провара при неправильном (а) и правильном (6)
возобновлении процесса сварки
Подрезы. Подрезом называют местное уменьшение толщины
основного металла у границы шва. Подрез приводит к резкой
концентрации напряжений в тех случаях, когда он расположен
перпендикулярно к направлению главных напряжений, действую-
щих на сварное соединение Для конструкций, работающих при
вибрационных нагрузках, подрез существенно снижает прочность
сварного соединения. Наиболее часто подрезы возникают при
сварке угловых швов и первых слоев многослойных стыковых
швов (рис. 6-40).
Значительно реже подрезы образуются при сварке однослойных
стыковых швов с разделкой и без разделки кромок. Подрезы
могут быть двусторонними, т. е. располагаться с двух сторон шва,
или односторонними, т. е. располагаться с одной стороны шва.
Типичными являются двусторонние подрезы. При сварке угловых
швов наклонным электродом или с оплавлением кромки иногда
наблюдается односторонний подрез с наплывом металла на гори-
зонтально расположенную деталь (рис 6-40, в).
В большинстве случаев подрез является следствием излишне
высокого напряжения дуги или недостаточно точного ведения
электрода по оси соединения. В первом случае часть канавки, вы-
плавленной дугой в основном металле, не заполняется металлом
сварочной ванны Если же ширина канавки меньше, чем ширина
шва, который может сформироваться при данном количестве до-
полнительного металла, образуется выпуклый шов (рис. 6-41).
При неточном ведении электрода происходит более глубокое про-
плавление одной из кромок и металла сварочной ванны не хватает
для полного заполнения образовавшейся канавки. При сварке
наклонным электродом или вертикальным электродом с оплавле-
нием кромки образование подреза облегчается стеканием металла
272
Рис. 6-39. Непровары по кромке при электрошлаковой сварке
на горизонтально расположенную деталь Образование подрезов
при сварке стыковых швов без разделки кромок связано также
с плохим растеканием металла.
При электрошлаковой сварке подрезы возникают на поверх-
ности свариваемых деталей, соприкасающихся с ползунами, при
повышении напряжения процесса, увеличении продолжительности
остановки электрода в конечном положении и плохом охлаждении
ползунов.
18 Заказ 782 2 73
Рис. 6-40. Подрезы:
а — двусторонний при сварке углового шва;
б — двусторонний прн сварке первого слоя многослойного стыкового шва;
в — односторонний с наплывом на вторую кромку при сварке углового шва
Если размеры подреза превосходят допускаемые, острую грань
его следует сглаживать механическим путем для создания плав-
ного перехода от основного металлами металлу шва. Если глубина
подреза превосходит 1—2 мм (в зависимости от толщины основного
металла), то дефектный участок заваривают. Заваривать следует
швом достаточного сечения. Подрезы, образовавшиеся в глу-
бинных слоях многослойного шва, если они не были заварены
при наложении последующих слоев, являются внутренним де-
фектом. Такие подрезы, как правило, заполнены шлаком, затек-
шим в образовавшуюся при подрезе полость.
Наплывы. Наплывом называют натекание металла шва на по-
верхность основного металла без сплавления с ним. Наплывы на-
блюдаются преимущественно при сварке однослойных стыковых
швов без разделки кромок и при сварке угловых швов наклонным
электродом или с оплавлением кромки и при наплавке (рис. 6-42).
Наплыв, изображенный на рис. 6-42, а, иногда называют грибо-
видностью. Возникают наплывы при неправильном выборе режима
сварки или наличии на свариваемых кромках толстого слоя
окалины.
Рис. 6-41. Выпуклый шов:
а — угловой;
б — стыковой
274
Рис. 6-42. Наплыв при сварке шва
а — стыкового, б — углового
Для предупреждения образования наплыва следует увеличить
ширину шва, повысив напряжение дуги, или уменьшить коли-
чество металла, образующего усиление. Это достигается путем
размещения металла в зазоре между свариваемыми кромками или
в разделке. Наплывы — это внешний дефект, но из-за натекания
металла на кромку выявление их при осмотре шва затруднено.
При электрошлаковой сварке наплывы образуются при неплотном
поджатии ползунов и тогда, когда выемка в ползуне значительно
превосходит ширину шва. В этом случае металл, заполняющий вы-
емку, не сплавляется с холодным основным металлом. Устраняют
наплывы механическим удалением избыточного металла.
Прожоги. Прожогами называют полости в шве, образовав-
шиеся в результате вытекания сварочной ванны. Прожоги воз-
никают при избыточной силе тока, увеличении зазора между
свариваемыми кромками, изменении положения (наклона) элек-
трода или изделия и неплотном прилегании флюсовой, флюсомед-
ной или стальной подкладки к свариваемым листам. Прожоги об-
наруживаются при внешнем осмотре. Это недопустимый дефект
сварного соединения. Места прожогов должны быть зачищены и
заварены заново. На рис. 6-43 показан прожог, образовавшийся
при выполнении однослойного шва на флюсовой подушке. Началь-
Рис. 6-43.
Прожог (обратная сторо-
на шва)
18*
275
Рис. 6-44. Провисание шва
Рис. 6-45. Трещина в кратере шва
ной стадией прожога является провисание шва, наблюдаемое
при односторонней сварке (рис. 6-44). При сварке тонкого металла
иногда образуются специфические дефекты, внешне похожие на
прожоги, но не связанные с вытеканием сварочной ванны Природа
их образования пока не выяснена.
Кратер. Кратером называют углубление, образующееся после
обрыва дуги в конце шва. На участке кратера шов имеет умень-
шенное сечение. В кратере, как правило, обнаруживаются усадоч-
ные рыхлости, часто переходящие в трещину (рис. 6-45). Длина
кратера в зависимости от режима сварки составляет 20—200 мм.
При механизированных видах сварки кратер образуется только
в конце данного шва, который, как правило, выводят на выводную
планку. При сварке вручную кратер возникает в конце участка
шва, сваренного каждым отдельным электродом.
Для того чтобы заполнить кратер и переварить его участок,
в котором возможно возникновение трещин, процесс сварки сле-
дует вести так, как это представлено на рис. 6-38, б. В особо от-
ветственных конструкциях металл шва на участке кратера сле-
дует удалять механическим путем или выплавлять. Если сварку
вручную ведут без выводных планок, то кратер в конце шва не-
обходимо тщательно заваривать и обрывать дугу на заваренном
участке шва. Не следует выводить кратер на основной металл,
так как это приводит к образованию подрезов и ожогов.
Шлаковые включения. Шлаковыми включениями называют
видимые невооруженным глазом округлые или вытянутые вклю-
чения шлака, расположенные в металле шва как у границы сплав-
ления, так и между отдельными слоями или в вершине провара.
Они обычно образуются в результате заполнения сварочным шла-
ком цесплошностей, возникающих
при непроварах или подрезах.
При многопроходной дуговой
сварке шлаковые включения иногда
обнаруживаются на участках, где
недостаточно тщательно была выпол-
Рис. 6-46. Ожоги на поверхности основною
металла
276
йена очистка поверхности предыдущего слоя от шлаковой корки.
Значительно реже шлаковые включения образуются в сечении
однослойного шва или отдельного слоя.
Шлаковые включения относятся к внутренним дефектам шва.
Участки шва, где их величина превышает допускаемую техниче-
скими условиями на данный вид продукции, вырубают и завари-
вают заново.
Ожоги. Ожогами называют небольшие участки подвергавше-
гося расплавлению металла на основном металле вне сварного шва
(рис. 6-46). Эти участки обладают пониженной пластичностью.
Возникают ожоги в результате возбуждения дуги с целью осво-
бождения конца электрода от обмазки, при контакте поверхности
находящегося под напряжением держателя с изделием и при вы-
воде кратера за пределы шва на основной металл. Ожоги отно-
сятся к внешним дефектам.
Неравномерность ширины шва. Ширина шва обычно изме-
няется в результате резких колебаний напряжения дуги или ско-
рости сварки. Значительные изменения ширины шва сопрово-
ждаются изменением глубины проплавления, что может привести
к непровару.
§ 6-7. Влияние технологических дефектов
на прочность сварных соединений
при статических и переменных нагрузках
Опыт эксплуатации сварных конструкций показы-
вает, что технологические дефекты могут существенно снижать
работоспособность сварных соединений. В конструкциях, рабо-
тающих в условиях статического нагружения, дефекты нередко
становятся очагами хрупких трещин, возникающих при низких
уровнях рабочих напряжений (страз < от), а в конструкциях,
работающих при переменных нагрузках, они снижают предел вы-
носливости сварных соединений. Механизм влияния дефектов на
прочность в обоих случаях различен, в связи с чем влияние
дефектов на прочность в условиях статического и динамиче-
ского нагружения рассмотрено отдельно.
Влияние дефектов на статическую прочность сварных соеди-
нений. Острые трещиноподобные дефекты (трещины, непровары,
несплавления, подрезы) нередко становятся очагами хрупких
разрушений. Вместе с тем далеко не каждый дефект представляет
опасность в этом отношении. Для определения надежности свар-
ных конструкций и установления требований, предъявляемых
к качеству сварных соединений, необходимо располагать сведе-
ниями о влиянии наиболее вероятных дефектов на прочность со-
единений в условиях, близких к реальным.
Принято считать, что дефекты ослабляют рабочее сечение
соединений, вызывают в них концентрацию напряжений и объем-
ность напряженного состояния. При этом полагают, что механиче-
277
fa ъ б х Рис. 6-47. Влияние температуры на прочность
1 Cf нт ? сварных швов с малым плоским де-
Г_____________________~ фектом (ag. р — разрушающие на-
I / пряжения по сечению брутто; ан. т —
j J то же по сечению нетто):
| / а — металл шва в исходном состоянии:
| / б — металл охрупчен
1—/7
I ские свойства материала в зоне дефекта
।_______I__________>. изменяются незначительно. При такой
-100 -SO °C ситуации реальную угрозу для конст-
рукций, работающих в условиях есте-
ственно низких температур (до —60° С), могут представлять
дефекты относительно больших размеров. Другими словами,
когда материал сварного соединения обладает большим запасом
вязкости, основное влияние на прочность оказывает относительная
величина дефекта. Это подтверждается целым рядом исследова-
ний, проведенных в нашей стране и за рубежом.
При более низких температурах картина существенно изме-
няется: основным фактором, определяющим прочность, становится
интенсивность напряжений в зоне дефекта. Зависимость величины
номинальных разрушающих напряжений от температуры в этом
случае можно представить таким образом: при положительных и
естественно низких температурах (вплоть до —60° С) разруше-
ния имеют вязкий и квазихрупкий характер, а разрушающие
напряжения превышают величину предела текучести мате-
риала.
В дальнейшем, по мере снижения температуры, вязкость ма-
териала продолжает уменьшаться, и в конце концов наступает
момент, когда релаксация напряжений у вершины дефекта ста-
новится невозможной. В этих условиях хрупкая трещина возни-
кает и распространяется при низком уровне номинальных напря-
жений (рис. 6-47, кривая а). Температура, при которой начинает
наблюдаться это явление, называется нижней критической. Она
зависит от ряда факторов и прежде всего от пластических свойств
металла шва.
Казалось бы, при естественно низких температурах не следует
опасаться дефектов относительно малых размеров, однако прак-
тика показывает, что хрупкие разрушения от таких дефектов
все же наблюдаются. Достаточно сказать, что почти 40% разру-
шений транспортных судов США периода военной постройки на-
чинались от технологических дефектов швов и, что характерно,
очагом этих разрушений часто были очень малые дефекты. Подоб-
ные разрушения свидетельствуют о существовании других фак-
торов, способствующих повышению чувствительности металла
швов к технологическим дефектам. Схематически это влияние
можно представить изменением положения нижней критической
температуры (рис. 6-47, кривая б), соответствующей резкому сни-
жению прочности сварного соединения.
278
Вероятно, это связано с Тем, что Локальные механические
свойства материала в зонах дефектов претерпевают изменения.
Наиболее часто эти изменения связаны с деформационным старе-
нием стали, значительно снижающим ее сопротивление возник-
новению хрупкой трещины. Иногда уменьшение вязкости мате-
риала обусловлено водородным охрупчиванием. В связи с этим
рассмотрим наиболее характерные условия, способствующие ло-
кальному охрупчиванию швов в зоне дефектов, и их влияние на
прочность сварных соединений.
Влияние предварительного нагружения. Ухудшение пласти-
ческих свойств стали у вершин дефекта на практике может быть
связано с естественным старением металла в зонах концентрации
пластических деформаций, возникающих при предварительной
перегрузке конструкций. Характерным примером может служить
экспандирование сварных труб, когда общие деформации сравни-
тельно невелики (1,2—1,6%), в то время как местные деформации
могут достичь значительной величины (10% и более).
В качестве примера на рис. 6-48 показана зависимость вели-
чины номинальных разрушающих напряжений от температуры,
полученная при испытании образцов-пластин из стали ВСтЗсп
(рис. 6-49) со стыковыми швами, выполненными электро-
дами ОММ5. Примерно одинаковые размеры непроваров в этих
образцах обеспечивались увеличением притупления кромок в цен-
тральной части пластин. Охрупчивание металла вследствие пла-
стического деформирования и последующего старения стали по-
вышает чувствительность сварного соединения к технологи-
ческим дефектам и увеличивает опасность образования разрушений
от них.
Влияние термопластических деформаций. Во время остывания
сварного соединения в зоне дефекта могут возникать термопла-
стические деформации, вызывающие динамическое старение ме-
талла. В результате происходит локальное охрупчивание и,
как следствие, снижение сопротивляемости металла возникнове-
нию хрупких трещин. Подобные условия наблюдаются, например,
в том случае, когда дефект расположен на участке замыкания коль-
цевых швов или ступеней при обратноступенчатой сварке. Наряду
с протеканием термопластических деформаций в подобных случаях
возникают и высокие растягивающие остаточные напряжения.
Более опасными с точки зрения возникновения хрупких разруше-
ний являются непровары, подвергающиеся повторному нагреву.
В качестве примера на рис. 6-50 представлены результаты
испытания двух серий образцов из стали ВСтЗсп с непроварами
в поперечном стыковом шве, выполненном электродами ОММ5.
Образцы первой серии сварены напроход, в образцах второй серии
первоначально сварены крайние участки шва, а после их осты-
вания — средний участок (см. рис. 6-49). Прочность образцов
в случае сварки напроход оказалась достаточно высокой во всем
диапазоне температур испытаний (включая —60° С), а в случае
279
6т, кЪС/мм‘г
Рис. 6-48. Зависимость
образцов:
разрушающих напряжений от температуры испытания
а — со сквозным надрезом; — с внутренним непроваром;
1 — образцы не подвергались предварительной обработке,
2— образцы после общей деформации растяжением на 0,4% и после-
дующего искусственного старения прн температуре 250° С в тече-
ние 2 ч;
2' — образцы после общей деформации растяжением на 2 — 2,2% и после-
дующего старения при температуре 250° С в течение 2 ч,
3 — О’ металла шва при комнатной температуре
секционного выполнения швов резкое уменьшение прочности
наблюдалось уже при температуре —20° С. Это можно объяснить
охрупчиванием металла в зоне дефекта, связанным со старением
стали, сопутствующим протеканию термопластических деформа-
ций, и действием высоких растягивающих остаточных напря-
жений.
Влияние водородного охрупчивания. В процессе сварки нередко
происходит обогащение сварных соединений водородом. Интен-
сивность этого процесса зависит от стечения ряда обстоятельств,
среди которых особую роль играет пластическое деформирование
металла. В подобных условиях поглощаемость водорода сталью
возрастает почти в 100 раз. В связи с этим охрупчивание стали
у вершин дефектов-концентраторов термопластических деформа-
ций может усугубляться водородным охрупчиванием.
Данные, полученные при испытании образцов, показанных на
рис. 6-49, свидетельствуют о том, что увеличение содержания во-
дорода в шве существенно повышает чувствительность соединения
к непровару (рис. 6-51). Образцы изготовляли из стали 09Г2С
с непроварами в поперечном стыковом шве, выполненном секционно
электродами УОНИ-13/55. Прочность обогащенных водородом
соединений (сварка осуществлялась электродами с увлажненным
покрытием) значительно снижалась уже при температуре —15° С,
в то время как прочность соединений, выполненных просушенными
электродами, оказалась достаточно высокой во всем диапазоне
естественно низких температур.
280
сварки
Влияние охрупчивания, связанного с увеличением содержания
углерода в швах. При сварке среднеуглеродистых сталей наблю-
даются случаи повышения содержания углерода в металле швов,
в частности при некачественной очистке кромок после воздушно-
дуговой резки угольным электродом. С повышением содержания
углерода уменьшается вязкость металла, и можно ожидать, что
чувствительность швов к технологическим дефектам в этом случае
будет повышенной. Испытания образцов из стали 17ГС с острым
искусственным надрезом в поперечном стыковом шве (см. рис. 6-49),
сваренном специальными электродами, подтвердили такое пред-
положение. С увеличением содержания углерода чувствительность
шва к острым концентраторам напряжений возрастает (рис. 6-52).
Это проявляется как в повышении температуры, соответствующей
переходу металла из вязкого в хрупкое состояние, так и в повы-
шении критической температуры, при которой прочность сварного
соединения начинает резко снижаться.
Так обстоит дело, если сварные соединения, включающие ост-
рые трещинообразные дефекты, работают в условиях статического
нагружения при положительных и естественно низких темпера-
турах. Что касается других дефектов, таких как поры и шлаковые
281
Рис. 6-50.
Зависимость прочности от тем-
пературы испытания образцов:
а — с внутренним непроваром
в шве, выполненном напро-
ход,
б — то же при секционной сварке;
в — предел текучести металла шва
при комнатной температуре
включения, их влияние
на прочность становится
существенным только при
значительном ослаблении
рабочего сечения или при
значительном уменьшении пластичности сварных соединений.
Влияние дефектов на усталостную прочность сварных соеди-
нений. При значительных переменных напряжениях прочность
сварных соединений определяется их сопротивлением усталостным
разрушениям. Последние обычно характеризуются пределом вы-
носливости, который зависит от концентрации напряжений, соз-
даваемой формой соединения или дефектом сварки, от величины
и знака остаточных напряжений, а также от свойств применяемых
материалов. Технологические дефекты — подрезы, непровары,
несплавления и трещины создают значительную концентрацию
напряжений и снижают долговечность соединений. При опреде-
ленных условиях дефекты типа пор и шлаковых включений,
не опасных при статическом нагружении, могут вызвать прежде-
временные усталостные разрушения. Ниже приведены данные
Рис. 6-51.
Зависимость прочности от темпера-
туры образцов с внутренним непро-
варом, выполненных секционной
сваркой:
а — электродами УОНИ-13/55, просу-
шенными перед сваркой;
б — электродами с увлажненным по-
крытием;
в — предел текучести металла шва при
комнатной температуре
Рис. 6-52.
Зависимость величины номинальных
разрушающих напряжений от темпера-
туры образцов со сквозным надрезом
при содержании углерода в шве:
а — 0,10%;
б — 0,18%;
в — 0,30%;
г — ат металла шва при 20’ С
282
О влиянии непроваров, подрезов и пор на усталостную прочность
сварных соединений с учетом упомянутых факторов.
Влияние непроваров. Непровары создают резкую концентрацию
напряжений и вызывают существенное снижение выносливости
стыковых соединений. Так, например, составляя всего 10% тол-
щины сечения, непровар может понизить усталостную прочность
соединения наполовину, а при глубоких непроварах, занимающих
40—50% толщины шва, пределы выносливости для стали сни-
жаются, например, с 15 до 6,0 кгс/мм2 (рис. 6-53). Долговечность
возрастает с уменьшением глубины непровара и увеличением ра-
диуса его вершины.
Дополнительное влияние могут оказывать остаточные напря-
жения. Один и тот же дефект по-разному изменяет усталостную
прочность соединения в зависимости от того, в каком поле оста-
точных напряжений он находится. Располагаясь в поле сжимаю-
щих остаточных напряжений, непровар в меньшей степени снижает
усталостную прочность по сравнению с тем случаем, когда он на-
ходится в поле растягивающих остаточных напряжений (рис. 6-54).
Совпадение места залегания непровара с участком поля вы-
соких растягивающих остаточных напряжений приводит к даль-
нейшему снижению усталостной прочности. Пределы выносливости
стыкового соединения на сталях снижаются до 5,0 кгс/мм2 при
Рис. 6-53.
Влияние глубины непровара на
предел выносливости стыковых сое-
динений:
а — непровар в швах с Х-образной
разделкой на стали СтЗ, 6 =
= 18 мм; испытания на растяже-
ние при г — 0,2;
б — непровар в корне стыкового шва
образцов из стали СтЗ; испытания
на изгиб при сим метричном цикле
пульсирующих напряжениях и до
2,5 кгс/мм2 при знакопеременных
напряжениях. В этом случае
Рис. 6-54.
Влияние остаточных напряжений на пре-
дел выносливости стыковых соединений
с непроваром при пульсирующих циклах,
сталь 09Г2С, электроды УОНИ-13/45:
а — непровар расположен в поле сжимающих
остаточных напряжений, равных 8 —
11 кгс/мм2;
б — непровар расположен в поле растяги-
вающих остаточных напряжений, рав-
ных 1—5 кгс/мм2,
в — непровар расположен в поле высоких
растягивающих остаточных напряжений
свыше 16 кгс/мм2 а
283
влияние размеров дефекта несущественно. Малый непровар ста-
новится столь же опасным, как и большой (рис. 6-55).
При прочих равных условиях сопротивление дефектных соеди-
нений усталостным разрушениям предопределяется свойствами
металла шва и, в частности, содержанием в нем остаточного во-
дорода. В этой связи предпочтения заслуживают электроды с ос-
новным покрытием или другие сварочные материалы, обеспечи-
вающие низкое содержание водорода в металле шва.
Иллюстрацией могут служить результаты испытания однотип-
ных образцов, сваренных электродами 48Н-1 и УОНИ-13/45
с основным покрытием и электродами АНО-4 с рутил-карбонатным
покрытием. Стыковые образцы в средней части шва имели не-
провары глубиной 5 мм и протяженностью 50 мм. Соединения,
выполненные электродами с основным покрытием, имеют более
высокий предел выносливости, чем сваренные электродами с рутил-
карбонатным покрытием, хотя данные на рис. 6-56 для электро-
дов 48Н-1 несколько завышены. Этот эффект следует исполь-
зовать с целью увеличения долговечности и предотвращения преж-
девременных усталостных разрушений сварных соединений, если
в них нельзя гарантировать отсутствия дефектов.
Рис. 6-56. Влияние свойств металла шва на предел выносливости стыковых
соединений с непроварами:
а — электроды 48Н-1, класс Э60А; в — электроды АНО-4
б — электроды УОНИ-13/45;
284
Рис. 6-57.
Влияние подрезов на предел выносли-
вости стыковых соединений из стали
09Г2С, сваренных проволокой Св-08ГА
под флюсом АН-348А:
а — шов без дефектов;
б — шов с подрезом глубиной 1 —1,5 мм,
остаточные растягивающие напряже
ния ниже 1000 кгс/см2;
в — образцы с подрезами глубиной 2—
3,5 мм, остаточные напряжения ни-
же 1000 кгс/см2,
г — образцы с подрезами глубиной 2 —
3,5 мм, остаточные напряжения
1500 — 2000 кгс/см2,
О — образцы толщиной 20 мм, • — об-
разцы толщиной 30 мм
Подрезы. Усталостная прочность швов с подрезами зависит
от глубины подреза, уровня остаточной напряженности и вида
соединения. В случае стыковых соединений влияния концентрации
напряжений и остаточных напряжений могут быть соизмеримыми.
На рис. 6-57 приведены результаты испытания образцов с под-
резами различной глубины, расположенными в зонах высокой и
сравнительно низкой остаточной напряженности. Под влиянием
изменения глубины подреза с 1—1,5 мм до 2—3,5 мм предел вы-
носливости снижается дополнительно на 15%. Падение предела
выносливости такого же порядка наблюдалось и в результате
изменения растягивающих остаточных напряжений с 5,0 до
20 кгс/мм2. Суммарное влияние этих факторов может привести
к снижению предела выносливости соединения вдвое.
Поры. Для проявления влияния пор существенное значение
имеет вид соединения. В длинных продольных швах растягиваю-
щие остаточные напряжения достигают обычно предельных зна-
чений и пора может быть единственным концентратором напряже-
ний. Такое сочетание может оказаться более опасным, чем нахо-
ждение поры в коротких поперечных швах, поскольку остаточные
напряжения в них невелики. В этой связи поры становятся очагами
усталостных разрушений чаще всего в соединительных угловых
и стыковых швах, а также в поперечных стыках на участках вы-
соких растягивающих остаточных напряжений. В то же время
пористость практически не влияет на выносливость нахлесточных
соединений, форма которых и без того создает высокую концен-
трацию напряжений. Размеры пор играют меньшую роль в изме-
нении долговечности сварного соединения, чем место нахождения
поры. Внутренние поры опаснее выходящих на поверхность.
Предел выносливости швов с порами на участках высоких
растягивающих остаточных напряжений составляет 11 кгс/мм2
при пульсирующем цикле и 5 кгс/мм2 при симметричном цикле
(стали низкоуглеродистые и низколегированные).
Сварочные
материалы
Сварочными или присадочными называются мате-
риалы, обеспечивающие возможность протекания сва-
рочных процессов и получение качественного свар-
ного соединения. При электрической сварке плавле-
нием применяются сварочные материалы различной
формы, состава и назначения. Рассмотрим наиболее
широко применяемые из них.
§ 7-1. Сварочные проволоки,
стержни и пластины
Сварочные проволоки, а также плавящиеся и непла-
вящиеся электродные стержни другой формы служат
для подвода электрического тока в зону сварки.
Кроме того, сварочные проволоки, плавящиеся элек-
тродные стержни, пластины и ленты, расплавляясь
в процессе сварки, служат дополнительным метал-
лом, участвующим в образовании шва.
Стальные сварочные проволоки. При дуговой
сварке под флюсом и в защитных газах, а также при
электрошлаковой сварке применяют сварочную про-
волоку без покрытия, так называемую голую свароч-
ную проволоку. Для ручной дуговой сварки про-
волоку рубят на стержни длиной 350—400 мм, затем
на их поверхность наносят покрытие. Плавящийся
электродный стержень с нанесенным на его поверх-
ность покрытием называют сварочным электродом
(см. § 41). При сварке цветных металлов, чугуна
и в некоторых специальных случаях применяют
также литые электродные стержни.
Поверхность сварочной проволоки должна быть
чистой и гладкой, без окалины, ржавчины, масла
и других загрязнений. По виду поверхности прово-
лока подразделяется на неомедненную и омеднен-
ную. Омеднение поверхности проволоки улучшает
электрический контакт между проволокой и токо-
286
подводящим устройством, а также снижает возможность ее ржав-
ления. Для предотвращения загрязнения проволоку упаковы-
вают в водонепроницаемую бумагу. Обернутые в бумагу мотки,
бухты или катушки проволоки упаковывают при диаметре про-
волоки 0,3—0,8 мм в жесткую тару, выложенную слоем водо-
непроницаемой бумаги; при диаметре проволоки более 0,8 мм—
в полимерную или полиэтиленовую пленку или же в тарную
ткань.
Сварочную проволоку следует транспортировать в чистых
крытых вагонах, контейнерах или автофургонах, предохраня-
ющих ее от загрязнения и воздействия атмосферных осадков.
Хранить ее необходимо в сухом, закрытом помещении в условиях,
не допускающих ее ржавления, загрязнения и механических по-
вреждений. В случае загрязнения сварочной проволоки ее очи-
щают опескоструиванием, травлением или протягиванием через
очистные устройства. Каждая партия проволоки снабжена серти-
фикатом завода-изготовителя, в котором указаны марка прово-
локи, результаты химического анализа и других испытаний,
масса и номер партии и т. д.
Стальную сварочную проволоку изготовляют по ГОСТ 2246—70
и по специальным техническим условиям. В зависимости от хими-
ческого состава проволока, выпускаемая по ГОСТ 2246—70,
разделяется на низкоуглеродистую, легированную и высоколеги-
рованную. Всего в этот ГОСТ включено 77 марок сварочной про-
волоки диаметром 0,3—12 мм. Проволока диаметром до 5 мм вклю-
чительно предназначена для механизированных способов сварки,
поставляется в мотках прямоугольного сечения, пригодных для
непосредственного (без перемотки) использования в сварочных
автоматах и полуавтоматах. Размеры мотков в зависимости от
диаметра проволоки должны соответствовать нормам, приведенным
в табл. 7-1.
В условные обозначения марок проволоки входит индекс Св
(сварочная) и следующие за ним цифры и буквы. Цифры, следу-
ющие за индексом Св, указывают среднее содержание углерода
в сотых долях процента. Так же, как и при обозначении марок
стали, легирующие элементы, входящие в состав проволок, обо-
значены буквами в соответствии с табл. 7-2.
Таблица 7-1
Размеры мотков проволоки для механизированной сварки
Размеры мотков, мм Диаметр проволоки, мм
0,8—1,6 1,6—2,0 2,0—3,0 3,0 1,6—5,0
Наружный диаметр 175 250 320 320 600
Внутренний диаметр 100 175 220 260 400
Высота 50 85 85 90 90
287
Таблица 7-2
Условные обозначения легирующих элементов
Элемент Условное обозна- чение элемента при мар- кировке про- волоки Элемент Условное обозна- чение элемента при мар- кировке про- волоки 1 Элемент Условное обозна- чение элемента при мар- кировке про- волоки
Азот А * Кобальт к Никель н
Алюминий Ю Кремний с Ниобий Б
Бор Р Марганец г Селен Е
Ванадий Ф Медь д Титан Т
Вольфрам В Молибден м Хром X
* Только в высоколегированных проволоках. Ставить в конце обозначения марки
не допускается.
Цифры, следующие за буквенными обозначениями химических
элементов, указывают среднее содержание элемента в процентах.
Если содержание легирующего элемента менее 1%, то ставится
только соответствующая буква. Буква А на конце условных
обозначений марок низкоуглеродистой и легированной проволок
указывает на повышенную чистоту металла по содержанию серы
и фосфора. В проволоке марки Св-08АА содержится не более
0,02% S и не более 0,02% Р. Условное обозначение сварочной
проволоки состоит из цифры, обозначающей диаметр проволоки
в миллиметрах, букв Св, условного обозначения марки проволоки
и номера ГОСТа. Например, проволока сварочная диаметром 3 мм
марки Св-08А, предназначенная для сварки (наплавки), с неомед-
ненной поверхностью: проволока 3 Св-08А ГОСТ 2246—70.
Если проволока поставляется с омедненной поверхностью, то
после марки проволоки ставится буква О. Буква Э обозначает,
что проволока предназначена для изготовления электродов.
Буквы Ш, ВД или ВИ обозначают, что проволока изготовлена
цз стали, выплавленной электрошлаковым или вакуумнодуговым
переплавом или же в вакуумноиндукционных печах.
Проволоки Св-08, Св-08А и Св-08АА изготовляют из кипящей
стали. Остальные три марки низкоуглеродистой сварочной про-
волоки изготовляют из полуспокойной стали. Как видно из
табл. 7-3, низкоуглеродистые сварочные проволоки в основном
отличаются друг от друга содержанием марганца, серы и фосфора.
В сварочных легированных проволоках может содержаться
до шести легирующих элементов, а их общее количество дости-
гает 6% (табл. 7-4). Эти проволоки применяют для различных
видов сварки углеродистых и легированных сталей. Так, напри-
мер, их можно использовать для изготовления электродных
288
Таблица 7-3
Состав низкоуглеродистых сварочных проволок (ГОСТ 2246—70), %
Марка С Si Сг N1 S р Л,
проволоки не более не более
Св-08 0,10 0,35—0,60 0,03 0,15 0,30 0,040 0,040 0,01
Св-08А 0,10 0,35—0,60 0,03 0,12 0,25 0,030 0,030 0,01
Св-08АА 0,10 0,35—0,60 0,03 0,10 0,25 0,020 0,020 0,01
Св-08ГА 0,10 0,80—1,10 0,03 0,10 0,25 0,025 0,030 .—.
Св-ЮГА 0,12 1,10—1,40 0,03 0,20 0,30 0,025 0,030 —
Св-10Г2 0,12 1,50—1,90 0,03 0,20 0,30 0,030 0,030 —
стержней, сварки в защитных газах и под флюсом. Проволоки
Св-15ГСТЮЦА и Св-20ГСТЮА применяют для дуговой сварки
без дополнительной защиты. Проволоки, легированные кремнием
и марганцем (Св-08Г2С, Св-08ГС), применяют для сварки кон-
струкционных сталей в окислительных защитных газах. Про-
волоки Св-08ХНМ, Св-08ХН2М, Св-08ХМФА, Св-08ХГСМФА
и другие, комплексно легированные хромом, молибденом, нике-
лем, кремнием и ванадием, применяют для сварки низколегиро-
ванных высокопрочных сталей. Проволоки других марок исполь-
зуют для сварки сталей сходного с ними состава и для наплавоч-
ных работ.
При содержании в проволоке легирующих элементов более 6%
ее относят к высоколегированным (табл. 10-23 и 10-24). Высоко-
легированные аустенитные и ферритные проволоки применяют
для сварки нержавеющих, жаростойких и других специальных
сталей различного состава. Аустенитная проволока после волоче-
ния сильно нагартовывается и обладает большой жесткостью.
Это облегчает подачу проволоки диаметром 2—3 мм по гибким
шлангам при полуавтоматической сварке, но весьма затрудняет
работу с проволокой большого диаметра. При автоматической
сварке наклепанной аустенитной проволокой диаметром 4—6 мм
ее следует предварительно подвергнуть термообработке. В зави-
симости от состава проволоки и степени наклепа термообработка
может заключаться или в отжиге, или в закалке.
Проволока для сварки алюминия и его сплавов. Сварочные
проволоки сплошного сечения поставляют по ГОСТ 7871—63
(табл. 7-5). Проволока из алюминия и его сплавов бывает тянутой
или прессованной, диаметром 0,8—12 мм. Тянутую проволоку
поставляют в нагартованном состоянии в бухтах, проволоку
горячепрессованную — в бухтах или прутках не короче 3 м.
Размеры и масса мотков должны соответствовать данным
табл. 7-6.
Проволоку поставляют с консервирующей смазкой. Ее следует
хранить и транспортировать в условиях, предотвращающих
19 Заказ № 782 289
Таблица 7-4
Состав легированных сварочных проволок (ГОСТ 2246—70), %
290
Марка проволоки С Мп Si Сг
Св-08ГС <0,10 1,40—1,70 0,65-0,85 <0,20
Св-12ГС <0,14 0,80—1,10 0,60—0,90 <0,20
Св-08Г2С 0,05-0,11 1,80—2,10 0,70—0,95 <0,20
Св-ЮГН ==50,12 0,90—1,20 0,15—0,35 <0,20
Св-08ГСМТ 0,06—0,11 1,00—1,30 0,40—0,70 <0,30
Св-15ГСТЮЦА 0,12—0,18 0,60—1,00 0,45—0,85 <0,30
Св-20ГСТЮА 0,12—0,18 0,60—1,00 0,45—0,85 <0,30
Св-18ХГС 0,15—0,22 0,80—1,10 0,90—1,20 0,80—1,10
Ni Мо S р Другие элементы
не олее
<0,25 —. 0,025 0,030 —
<0,30 0,025 0,030 —
<0,25 — 0,025 0,030 —
0,90—1,20 — 0,025 0,030
<0,30 0,20—0,40 0,025 0,030 0,05— 0,12 Ti
<0,40 — 0,025 0,025 0,20— 0,50 Al, 0,05— 0,15 Zr, не менее 0,40 Се
<0,40 — 0,025 0,025 0,10— 0,20 Ti, 0,20— 0,50 А1, 0,30— 0,45 Се
<0,30 — 0,025 0,030 —
Продолжение табл. 7-4
Марка проволоки с Мп Si Сг N1 Мо S р Другие элементы
не )олее
Св-ЮНМА 0,070,12 0,40—0,70 0,12—0,35 <0,20 1,00—1,50 0,40—0,55 0,025 0,020 —
Св-08МХ 0,06—0,10 0,35—0,60 0,12—0,30 0,45—0,65 <0,30 0,40—0,60 0,025 0,030 —
Св-08ХНМ <0,10 0,50—0,80 0,12—0,35 0,70—0,90 0,80—1,20 0,25—0,45 0,025 0,030 —
Св-08ХМФА 0,06—0,10 0,35—0,60 0,12—0,30 0,90—1,20 <0,30 0,50—0,70 0,025 0,025 0,15— 0,30 V
Св-ЮХМФТ 0,07—0,12 0,40—0,70 <0,35 1,40—1,80 <0,30 0,40—0,60 0,030 0,030 0,05— 0,12 Т1 0,20— 0,35 V
Св-08ХГ2С 0,05—0,11 1,70—2,10 0,70—0,95 0,70—1,00 <0,25 — 0,025 0,030 —
Св-08ХГСМА 0,06—0,10 1,15—1,45 0,45—0,70 0,85—1,15 <0,30 0,40—0,60 0,025 0,025 —
Св-10ХГ2СМА 0,07—0,12 1,70—2,10 0,60—0,90 0,80—1,10 <0,30 0,40—0,60 0,025 0,025 —
Св-08ХГСМФА 0,06—0,10 1,20—1,50 0,45—0,70 0,95—1,25 <0,30 0,50—0,70 0,025 0,025 0,20— 0,35 V
Св-08ХН2М <0,10 0,55—0,85 0,12—0,30 0,70—1,00 1,40—1,80 0,20—0,40 0,025 0,030 —
Св-ОбНЗ <0,08 0,40—0,70 <0,30 <0,30 3,00—3,50 — 0,025 0,030 —
Св-10Х5М <0,12 0,40—0,70 0,12—0,35 4,00—5,50 <0,30 0,40—0,60 0,025 0,030 —
Таблица 7-5
Состав проволок для сварки йлюмйнйя й его Сплавов, %
Марка проволоки А1 Mg Мп Fe Si
СвАВОО <99,97 <0,015 5=0,015
СвА-1 <99,5 — 0,20—0,35 0,10—0,35
СвАМц 5=0,05 1,0—1,5 0,3—0,50 0,2—0,4
СвАМгб 4,8—5,8 0,5-0,8 <0,4 5=0,4
СвАМгб Осталь- 5,8—6,8 0,5—0,8 5=0,4 5=0,4
СвАМг7 ное 6,5—7,5 0,5—0,8 5=0,4 5=0,4
СвАН5 .— — 5=0,6 4,5—6,0
Св АН 10 5=0,10 — <0,6 7,0—10,0
Св АН 12 — — 5=0,3 11,5—13,5
Марка проволоки Ti Be Zr Примеси не более, %
Zn Си g 5 S Ф 5® С е Сумма примесей
СвАВОО 0,005 0,01 0,08
СвА-1 — — — — 0,015 0,05 0,5
СвАМц — — — 0,1 0,2 0,1 1,35
СвАМгб 0,1—0,2 0,002—0,005 — 0,2 0,05 0,1 1,4
СвАМгб 0,1—0,2 0,002—0,005 — 0,2 0,1 0,1 1,2
СвАМг7 — 0,002—0,005 0,2—0,4 — — — —
СвАН5 — — — Zn-|-Sn 0,1 0,2 0,1 1,0
СвАНЮ — — — Zn-|-Sn 0,2 0,1 0,1 1,1
СвАН12 — — 0,05—0,25 — 0,2 0,1 0,6
нарушение целостности упаковки и предохраняющих поверхность
проволоки от коррозии, загрязнений и механических повреждений.
Таблица 7-6
Размеры и масса мотков
алюминиевой проволоки
Диаметр проволоки, мм Внутренний диаметр мотка, мм Масса мотка проволоки, не более
0,8 150—300 1,5
1,0—2,2 250—400 10
2,5—3,5 350—500 25
4.0—6,0 <600 40
7,0—12,0 <750 40
Проволока для сварки меди
и ее сплавов (табл. 7-7). Для
сварки под флюсом применяют
проволоки МТ, Бр.Х0,7 и
Бр.ХТ0,6-0,5, для газоэлект-
рической сварки — проволоки
МНЖКТ5-1-0,2-0,2и Бр.НМцЗ-1.
Проволока для сварки ти-
тана и его сплавов. Сварочные
проволоки изготовляют из ти-
тановых сплавов различного
состава и поставляют по ве-
домственным техническим усло-
виям. Для сварки титана ис-
пользуют проволоку из сплава
292
Таблица 7-7
Состав проволок для механизированной сварки мёДи и хромовой бронзы, %
Марка проволоки Сг Ti Ni Fe
мт
Бр.Х0,7 0,4—0,9 — — —
Бр.ХТО.6-0,5 0,4—0,8 0,4—0,6 — —
МНЖКТ5-1-0,2-0,2 — 0,1—0,3 5,0—6,5 1,0—1,4
Бр.КМцЗ-1 —• —• —- —
Марка проволоки Si Mn Си примесеи
мт 99,95—99,99 0,01—0,05
Бр.Х0,7 — — Остальное sg0,3
Бр.ХТ0,6-0,5 — — » sg0,2
МНЖКТ5-1-0,2-0,2 0,15—0,30 0,3—0,8 » s=0,7
Бр.КМцЗ-1 2,75—3,5 1,0—1,5 » ==sl,l
ВТ1, содержащую до 0,05% С; до 0,3% Fe; до 0,05% S; до 0,15%
кислорода; до 0,04% азота и до 0,01% водорода. Химический
состав сварочной проволоки для сварки титановых сплавов вы-
бирают исходя из соображений обеспечения прочностных и дру-
гих свойств сварных соединений.
Другие плавящиеся электродные стержни. К плавящимся элек-
тродным стержням кроме рассмотренных выше сварочных прово-
лок сплошного сечения относятся ленты и пластины сплошного
сечения, порошковые проволоки и ленты (см. гл. 13), применяе-
мые при различных способах дуговой сварки и наплавки, а также
сварочные электроды с покрытиями различных типов. Кроме
того, при электрошлаковой сварке используют комбинированные
электроды (плавящиеся мундштуки), состоящие из пластин и про-
волок.
При помощи плавящихся электродных стержней соответ-
ствующего химического состава можно изменять в желаемом на-
правлении состав металла шва или наплавки, легировать его
нужными элементами, снижать содержание вредных примесей.
Неплавящиеся электродные стержни. Неплавящиеся электрод-
ные стержни изготовляют из чистого вольфрама, вольфрама
с активирующими присадками окислов тория, лантана и иттрия,
электротехнического угля и синтетического графита. Наиболее
широко используют стержни из вольфрама и вольфрама с активи-
рующими присадками, что обусловлено тугоплавкостью воль-
фрама (температура плавления 4500° С, температура кипения
5900° С), его высокой электропроводностью и теплопроводностью.
293
Вольфрамовые электроды Рредназначены для дуговой сварки
в среде инертных газов, атомно-водородной сварки, а также для
плазменных процессов сварки, резки, наплавки и напыления.
Их изготовляют из чистого вольфрама (марки ЭВЧ), вольфрама
с присадками окиси лантана (марок ЭВЛ-10 и ЭВЛ-20), вольфрама
с присадкой окиси тория (марки ЭВТ-15) и вольфрама с присад-
ками окиси иттрия и металлического тантала (марки ЭВИ-30).
Цифры в обозначении марки вольфрамового электрода указывают
количество активирующей присадки в десятых долях процента.
Например, в электроде ЭВЛ-20 содержится 1,5—2,0% окиси
лантана, остальное вольфрам. Суммарное содержание других
примесей в вольфрамовых электродах не должно превышать 0,09%.
Изготовляют вольфрамовые электроды диаметром 0,2—12 мм.
Электроды диаметром 0,2—2,5 мм включительно выпускают тяну-
тыми, электроды большего диаметра изготовляют из кованых
прутков, доводимых шлифованием до требуемого диаметра. Их
длина составляет 75, 140 и 170 мм.
Добавка к вольфраму окислов лантана, тория или иттрия
снижает эффективный потенциал ионизации, в результате чего
облегчается зажигание дуги, увеличивается устойчивость дуго-
вого разряда и повышается стойкость электрода. Появляется воз-
можность значительно повысить плотность тока, так как при этом
конец электрода не изменяет формы в процессе сварки (табл. 7-8).
Для предупреждения окисления вольфрамовые электроды
используют только при сварке с защитой области дуги инертным
газом. Электроды из чистого вольфрама обычно применяют для
сварки переменным током, а электроды из вольфрама с активи-
рующими присадками для сварки как на переменном, так и на
постоянном токе прямой и обратной полярности. Чтобы умень-
шить расход электродов, подачу инертного газа следует начинать
до включения сварочного тока, а прекращать после включения
тока и остывания электрода до его потемнения. Включать и вы-
ключать ток следует плавно.
Затачивать конец электрода для сварки переменным током
рекомендуется в виде сферы, для сварки постоянным током —
в виде конуса. Расход электродов из чистого вольфрама значи-
тельно выше, чем из вольфрама с активирующими присадками.
Все работы с электродами из вольфрама с присадкой окиси
тория, а также транспортировку и хранение их следует выполнять
в соответствии с санитарными правилами работы с радиоактив-
ными веществами.
Графитовые и угольные электроды отличаются малой тепло-
проводностью. Они имеют круглое сечение диаметром 5—25 мм
и длину 200—300 мм. Конец электрода затачивают на конус.
Графитовые электроды по сравнению с угольными обладают боль-
шей электропроводностью и большей стойкостью против окисле-
ния при высоких температурах. Это заметно снижает удельный
расход электродов и позволяет производить сварку на повышенных
294
Таблица 7-8
Рекомендуемые величины сварочного тока, А
Марка электро- да Род тока Диаметр электрода, мм
2 3 4 5 6 7 8 9 10
Постоянный, пря- мая полярность 50 170 370 470 560 — — — —
эвч Постоянный, об- ратная поляр- ность 30 40 55 65 85 110 130 160 180
Переменный 20 50 80 220 260 310 370 450 500
Постоянный, пря- мая полярность 100 250 500 710 1000 — — — —
ЗИЛ Постоянный, об- ратная поляр- ь есть 35 45 60 80 100 125 150 175 200
Переменный 70 180 210 280 340 410 500 600 720
плотностях тока. Подвод тока к графитовым и угольным электро-
дам осуществляется при помощи специальных электрододержа-
телей. С целью стабилизации положения дуги применяют уголь-
ные электроды с фитилем; фитиль —• это канал, расположенный
по центру электрода и заполненный порошкообразной массой,
содержащей легкоионизируемые вещества.
§ 7-2. Порошковые проволоки
Порошковая проволока — это непрерывный элек-
трод, состоящий из металлической оболочки и порошкообразного
наполнителя (сердечника). Последний представляет собой смесь
газообразующих и шлакообразующих материалов, ферросплавов
и металлических порошков.
Отношение массы сердечника к массе проволоки называется
коэффициентом заполнения Л',. Величина Л'3 зависит от типа,
конструкции, назначения проволоки и обычно составляет 15—40%.
Эффективность защиты расплавленного металла от воздуха
зависит от количества защитных материалов сердечника Q3,
состава сердечника, конструкции проволоки, режима сварки и ха-
рактеризуется содержанием азота
в металле шва. С увеличением Q3
содержание азота в металле шва
сначала снижается (рис. 7-1). Даль-
нейшее повышение Q3 приводит
Рис. 7-1. Зависимость содержания азота в на-
плавленном металле от количества
защитных материалов в сердечнике
295
Рис. 7-2. Характер плавления сер-
дечника и оболочки труб-
чатой порошковой прово-
локи
к отставанию плавления сердеч-
ника от плавления металличе-
ской оболочки (рис. 7-2) и сни-
жению эффективности защиты
металла от воздуха. Нераспла-
вившиеся частицы сердечника,
попадая в сварочную ванну,
засоряют ее неметаллическими
включениями.
Уменьшение отставания плавления сердечника достигается
следующими путями: 1) увеличением электропроводности сердеч-
ника за счет повышения содержания железного порошка. При
сохранении оптимального количества газо- и шлакообразующих
материалов этого эффекта можно достичь уменьшением толщины
ленты; 2) понижением температуры плавления сердечника за счет
применения шлаковых систем эвтектического состава с низкой
температурой плавления или же введением в сердечник плавней,
3) разделением сердечника проволоки на части металлическими
перегородками, электрически связанными с оболочкой проволоки
Наиболее распространенные конструкции порошковых про-
волок приведены на рис. 7-3. Проволоки простых трубчатых кон-
струкций (а—в) обычно используют для сварки в углекислом газе.
Проволоки сложных конструкций — с одним и двумя загибами
г)
Рис. 7-3. Конструкции порошковой проволоки
а—в — простые трубчатые; д — с двумя загибами оболочки;
е — с одним загибом оболочки, е — двухслойная
?96
Рис. 7-4. Зависимость содержания азота
в металле шва от напряжения
дуги
1 — проволока трубчатой конструк-
ции,
2 — проволока двухслойной конст-
рукции
кромок (г, <?), а также двухслойные
(е) применяются без дополнительной
защиты. ^Проволоки двухслойной
конструкций позволяют более надежно защитить расплавленный
металл от воздуха (рис. 7-4). Эффективность защитыметалла сни-
жается при повышении напряжения дуги (рис. 7-4).j
Порошковые проволоки различают по назначению, способу
защиты металла и составу сердечника. Наиболее широкое распро-
странение получили проволоки для сварки низкоуглеродистых
и низколегированных конструкционных сталей. В последнее
время порошковые проволоки находят все большее применение
для сварки легированных сталей, чугуна, цветных металлов
и сплавов.
По способу защиты порошковые проволоки делятся на само-
защитные (защита расплавленного металла осуществляется с по-
мощью составляющих сердечника проволоки) и используемые
с дополнительной защитой зоны сварки газом или флюсами. Наи-
более часто в качестве защитной среды употребляют углекислый
газ.
По составу сердечника порошковые проволоки, выпускаемые
в настоящее время промышленностью, делятся на пять типов:
рутил-органические, карбонатно-флюоритные, флюоритные, ру-
тиловые и рутил-флюоритные Название типа проволоки опреде-
ляется наименованием основных составляющих сердечника. Про-
волоки первых трех типов применяют, как правило, без дополни-
тельной защиты. Проволоки рутилового и рутил-флюоритного
типов используют для сварки в углекислом газе.
Самозащитные проволоки. Проволоки рутил-органического
типа предназначены для сварки низкоуглеродистых сталей Сер-
дечник их состоит в основном из рутилового концентрата и алю-
мосиликатов (полевой шпат, гранит, слюда и др ). В качестве
раскислителей использован ферромарганец, а газообразующих —
органические материалы (крахмал, целлюлоза). При расплавле-
нии проволок образуются кислые шлаки, содержащие преимуще-
ственно окислы титана и кремния Такие шлаки можно отнести
к системам TiO2—SiO2—А12О3 или TiO2—SiO2—MgO
Наплавленный металл по химическому составу близок к ки-
пящей или полуспокойной низкоуглеродистой стали и содержит
значительное количество водорода, азота и неметаллических
включений. Это отрицательно сказывается на механических свой-
ствах металла шва и сварного соединения С увеличением силы
тока металл сварочной ванны более интенсивно поглощает газы,
297
главным образом водород и азот. Для предупреждения пористости
швов при сварке проволоками этого типа ограничивают силу
тока, что снижает производительность сварки.
Проволоки рутил-органического типа обладают удовлетвори-
тельными сварочно-технологическими свойствами и в широком
диапазоне напряжений дуги обеспечивают получение плотных
швов.
Металл швов, выполненных проволоками этого типа, в диа-
пазоне рекомендованных режимов сварки мало склонен к образо-
ванию пористости при увлажнении сердечника или наличии ржав-
чины и окалины на поверхности свариваемого металла. Склонность
к пористости повышается при сварке металла с большим содержа-
нием кремния.
Рутил-органические проволоки ПП-АН1, ПП-1ДСК, ПВС-1Л
нашли применение при изготовлении и монтаже неответственных
конструкций в строительстве, машиностроении, речном судострое-
нии и т. п. Основные технические данные самозащитной порошко-
вой проволоки ПП-АН1, а также состав и свойства наплавленного
металла приведены в табл. 7-9, 7-10 и 7-11. Подобные характе-
ристики имеют и проволоки ПП-1ДСК и ПВС-1Л.
Проволоки карбонатно-флюоритного типа предназначены для
сварки ответственных конструкций из низкоуглеродистых и низ-
колегированных сталей. Шлакообразующую часть сердечника
составляют флюоритовый и рутиловый концентраты, алюмоси-
ликаты и окислы щелочноземельных металлов. В качестве газо-
образующих материалов использованы карбонаты кальция, маг-
ния и натрия. Раскислителями служат ферромарганец, ферро-
силиций, ферротитан и ферроалюминий.
Наплавленный металл по составу представляет собой кремне-
марганцевую сталь. Содержание газов в нем зависит от состава
и конструкции проволок, а также от режимов сварки.
При расплавлении проволок карбонатно-флюоритного типа
образуются основные шлаки, составы которых приближенно
можно отнести к системам СаО—CaF2—TiO2, CaO—CaF2—A12O3,
CaO—CaF2-—SiO2 и др. Шлаки, образующиеся при сварке прово-
локами карбонатно-флюоритного типа, плохо защищают распла-
вленный электродный металл и металл сварочной ванны. Вслед-
ствие этого при удлинении дуги в ряде случаев имеет место интен-
сивное поглощение азота расплавленным металлом. Нейтрализа-
ция вредного влияния азота достигается введением в сердечник
нитридообразующих элементов — титана или алюминия. При
высоких напряжениях дуги в металле швов, легированных тита-
ном и алюминием, фиксируются значительные количества азота
в виде нитридов титана или нитридов алюминия, что резко сни-
жает пластические свойства металла (рис. 7-5, 7-6). Недостаточ-
ное количество нитрообразующих элементов приводит к образо-
ванию пор, поэтому их содержание в металле шва необходимо
строго контролировать.
298
Таблица 7-9
Характеристика самозащитных порошковых проволок
Проволока Тип сердечника Конструк- ция * Положение сварки ** Рекомендуемые режимы сварки Производи- тельность наплавки, к /ч
Марка Диаметр, мм 'св- А в
ПП-АН1 . . . . 2,8 Рутил-ор ганический б Н 200—350 24—28 2—5
ПП-АНЗ .... 3,0 Карбонатно-флюоритный е Н 300—500 25—30 5—9
ПП-АН7 .... 2,0; 2,3 То же е II, Вр Г 160—300 20—26 3-6
ПП-АНН . . . . 2,0; 2,4 » е н, в2, Г, п 150—350 20—26 3—7
ЭПС-15/2 .... 2,5 » д II 320—420 24—30 5-8
ПП-2ДСК .... 2,3 Флюоритный г н 340—450 25—32 6—8
* Конструкция проволоки указана в соответствии с обозначениями на рис. 7-3.
** Обозначения: и — нижнее; Bi — вертикальное «снизу вверх»; в2 — вертикальное — «сверху вниз»;
г — горизонтальное; п
299
по-
Таблица 7-10
Состав швов и содержание газов в металле, наплавленном самозащитными порошковыми проволоками, %
Марка проволоки с Мп Si [N], не более [°]сум ТОсум’ см3/100 г
ПП-АН1 . 0,06—0,10 0,6—0,8 0,07—0,15 0,04 0,06—0,10 20-30
ПП-АНЗ 0,07—0,12 0,7—1,3 0,20—0,45 0,03 0,04—0,06 4,5—7,0
ПП-АН7 . 0,08—0,13 0,7—1,3 0,20—0,50 0,03 0,04—0,06 5,5—8,0
ПП-АН11 0,09—0,14 0,9—1,5 0,25—0,50 0,025 о;оз—0,04 4,0—5,5
ЭПС-15/2 0,08—0,12 0,6—0,8 0,07—0,15 0,025 0,03—0,04 5—8
ПП-2ДСК 0,09—0,13 0,6—1,1 0,13-0,40 0,03 0,03—0,04 6—10
Существенное повышение эф-
фективности защиты металла от
Таблица 7-11
Механические свойства металла швов,
выполненных самозащитными
порошковыми проволоками
(при комнатной температуре)
Марка проволоки S S б, % а , и’ кгс«м/см2
ПП-АН1 50-56 18—24 8—12
ПП-АНЗ 50—56 24—30 14—18
ПП-АН7 50—55 21—26 13—17
ПП-АН11 52—56 23—28 14—18
ЭПС-15/2 52—58 22—26 14—18
ПП-2ДСК 48—52 22—30 14—17
воздуха достигается примене-
нием проволоки двухслойной
конструкции. Снижение погло-
щения азота расплавленным
металлом в этом случае позво-
ляет значительно расширить
диапазон напряжений дуги,
при которых обеспечиваются
удовлетворительные механиче-
ские свойства металла шва, и
отказаться от легирования ти-
таном и алюминием.
Проволоки с сердечником
карбонатно-флюоритйото типа
требуют тщательного хранения, не допускается их увлажнение,
ржавление и наличие слоя волочильной смазки на поверхности.
Влага и следы смазки служат источниками водорода, который
в дуге интенсивно поглощается расплавленным металлом. Это
является причиной образования пор и снижения пластических
свойств металла швов. Удаление влаги и следов волочильной
смазки путем прокалки проволоки при температуре 250° С позво-
ляет резко снизить содержание водорода и уменьшить склонность
к образованию пористости. Существенного уменьшения содержа-
ния водорода в металле достигают введением в сердечник фтори-
стого кальция и кремнефтористого натрия. Этому же способствует
увеличение вылета проволоки благодаря предварительному ее
нагреву. Во избежание образования пористости требуется очистка
свариваемого металла от ржавчины и загрязнений.
Сварку порошковой проволокой карбонатно-флюоритного типа
выполняют на постоянном токе обратной полярности при питании
от источника сварочного тока с жесткой внешней характеристи-
Рис. 7-5.
Ударная вязкость металла швов,
легированных титаном; содер-
жание титана:
Z — 0,01%; 3 — 0,26%;
2 - 0,12%; 4 — 0,42%
Рис. 7-6.
Ударная вязкость металла швов,
легированных алюминием; со-
держание алюминия:
1 — 0,05%; 3 - 0,57%;
2 — 0,18%; 4 — 0,90%
300
кой. Металл шва хорошо раскислен, содержание газов в нем неве-
лико. Механические свойства металла швов находятся на уровне,
достигаемом обычно при сварке электродами фтористо-кальцие-
вого типа. Проволоки карбонатно-флюоритного типа высоко-
производительны и допускают применение большой плотности
тока.
Порошковые проволоки для сварки в углекислом газе. Сварка
в углекислом газе проволокой сплошного сечения Св-08Г2С наряду
с известными преимуществами, обусловившими ее массовое при-
менение, имеет ряд недостатков. Важнейшие из них: повышенное
разбрызгивание электродного металла и посредственный внешний
вид швов при сварке проволокой диаметром 1,6—2,0 мм в диапа-
зоне наиболее употребляемых сварочных токов (340—400 А). В ряде
случаев наблюдается недостаточная пластичность металла шва.
Применение порошковой проволоки позволяет устранить эти
недостатки. Введение в сердечник проволоки шлакообразующих
составляющих и раскислителей в сочетании с дополнительной
защитой углекислым газом позволяет хорошо раскислить металл
сварочной ванны, интенсивно обработать его шлаком и снизить
содержание в нем газов и неметаллических включений (табл. 7-12).
При этом существенно повышается пластичность металла швов.
При сварке порошковой проволокой нагрев основного металла
менее концентрированный, чем при сварке сплошной проволокой.
Это дает возможность получить благоприятную форму швов
при высоких скоростях плавления металла. Введением в сердеч-
ник проволоки материалов, активно влияющих на характеристики
дуги, достигается высокая стабильность дугового процесса и ми-
нимальное разбрызгивание электродного металла.
Основу сердечника проволок, используемых с дополнительной
защитой углекислым газом, составляют шлакообразующие мате-
риалы, ферросплавы и железный порошок. Наиболее распростра-
нены шлаковые системы ТЮ2—SiO2, TiO2—CaF2, MgO—TiO2—
CaF2, CaO—TiO2—CaF2 и др. До 60% массы сердечника соста-
вляет железный порошок. Его вводят с целью увеличения про-
изводительности сварки и придания проволоке благоприятных
сварочно-технологических свойств.
Таблица 7-12
Содержание газов в металле, наплавленном в углекислом газе, %
Марка проволоки [N] 1°1сум [HJcyM. см3/100 г
ПП-АН8 .... 0,008—0,015 0,06—0,085 6,5—8,4
ПП-АН10 . . 0,008—0,015 0,04—0,07 4,4—6,6
ПП-АН4 .... 0,008—0,015 0,025—0,040 3,0—6,3
ПП-АН9 .... 0,008—0,013 0,03—0,045 3,7—6,0
Св-08Г2С . . . 0,010 0,04—0,08 4,05
301
В качестве шлакообразующих материалов в сердечник прово-
лок рутилового типа вводят рутиловый концентрат, алюмосили-
каты и руды. Раскисление металла в основном осуществляется
ферромарганцем. Содержание кремнезема в сердечнике проволок
этого типа необходимо ограничивать с целью предупреждения раз-
вития реакции восстановления кремния:
2 [Mn] + (SiO2) Z± [Si] + 2 (MnO). (7-1)
При понижении температуры в ванне реакция идет влево.
Продукты реакции, не успевая всплыть из ванны, остаются в ней
в виде неметаллических включений и могут снизить пластичность
швов. Проволоки с рутиловым сердечником обеспечивают устой-
чивое горение дуги в широком диапазоне токов, отличное формиро-
вание швов, малое разбрызгивание электродного металла. Металл
шва и сварные соединения, выполненные проволоками рутилового
типа на низкоуглеродистых и низколегированных сталях, отве-
чают требованиям, предъявляемым к электродам типа Э50А.
Основу шлакообразующей части сердечника проволок рутил-
флюоритного типа составляют рутиловый и флюоритовый концен-
траты. Раскисление осуществляется ферромарганцем и ферро-
силицием. Проволоки этого типа обычно не содержат кремнезема.
Входящий в состав сердечника фтористый кальций, являясь флю-
сующим реагентом, обеспечивает минимальное содержание неме-
таллических включений в металле шва и исключительно высокую
его пластичность, превосходящую пластичность швов, выпол-
ненных электродами типа Э50АФ.
В промышленности для сварки низкоуглеродистых и низколе-
гированных сталей нашли широкое применение рутиловые прово-
локи марок ПП-АН8 и ПП-АН10 и рутил-флюоритные проволоки
марок ПП-АН4 и ПП-АН9 (табл. 7-13).
Таблица 7-13
Характеристика порошковых проволок для сварки в углекислом газе
Марка проволоки Сердечник Диаметр, мм Рекомендуемые режимы сварки Механические свой- ства металла шва (при комнатной температуре)
3 СП S S to * б, % 1г J11 *
ПП-АН8 Рутиловый 2,0; 2,2, 2,5, 3,0 150—550 20—38 52—56 25—30 14—20
ПП-АН10 » 2,0; 2,3 130—500 22—37 52—56 25—30 14—20
ПП-АН4 Рутил- флюоритный 2,0, 2,2, 2,5 230—550 25—35 50—55 27—30 16—25
ПП-АН9 То же 2,0, 2,2; 2,5 240—530 25—35 50—55 27—30 16—25
302
Рутиловые проволоки применяют при изготовлении большой
номенклатуры деталей и узлов машин, строительных металле-,
конструкций и особенно на тех объектах, где к внешнему виду
швов предъявляются повышенные требования. Проволоки рутил-
флюоритного типа рекомендуются для сварки особо ответственных
конструкций, эксплуатируемых в сложных климатических усло-
виях при значительных динамических и знакопеременных нагруз-
ках.
Применение порошковых проволок позволяет значительно
повысить производительность сварки. Производительность полу-
автоматической сварки порошковой проволокой в 2—4 раза выше,
чем ручной сварки покрытыми электродами, и на 10—15% выше,
чем проволокой Св-08Г2С (рис. 7-7).
Себестоимость металла, наплавленного порошковыми прово-
локами, на 20—30% ниже, чем металла, наплавленного покрытыми
электродами. При сварке в углекислом газе себестоимость на-
плавленного порошковыми проволоками металла несколько выше,
чем проволокой Св-08Г2С. При изготовлении ответственных ме-
таллоконструкций обычно требуется механическая обработка
швов для придания им благоприятной формы и очистки конструк-
ций от брызг. В этом случае применение порошковых проволок
благодаря их отличным сварочно-технологическим свойствам
и минимальному разбрызгиванию металла более эффективно,
чем проволоки сплошного сечения марки Св-08Г2С. Так, на-
пример, применение порошковой проволоки ПП-АН8 на экска-
ваторных заводах позволило снизить трудоемкость сварочных
работ на 25—30%, а на заводах сельхозмашиностроения на
30—40%.
На Ждановском заводе металлоконструкций широкое внед-
рение сварки порошковой проволокой позволило уменьшить
в 2 раза количество постов для ручной сварки. Это увели-
чило среднюю производительность сварщиков на 46%. Замена
электродов УОНИ-13/45 проволокой ПП-АН8 позволило полу-
чить 281 руб. экономии на каждой тонне израсходованной про-
волоки.
Порошковые проволоки для специальных целей. Порошковые
проволоки нашли также применение для сварки вертикальных
и горизонтальных швов с принудительным формированием, сварки
электрозаклепками, ванной сварки и др.
При электродуговой сварке вертикальных швов с принуди-
тельным формированием порошковая проволока подается в зазор,
образованный кромками изделий и ограниченный ползунами
(рис. 7-8). Кромки свариваемого металла оплавляются за счет
излучения дуги, горящей между концом электрода и сварочной
ванной. Расплавленный металл защищен от воздуха шлаком и га-
зом, образующимися при плавлении проволоки. С боков ванна
жидкого металла охлаждается и формируется медными ползу-
нами. Сварку порошковой проволокой с принудительным форми-
303
Рис. 7-8.
Схема процесса сварки порошковой проволокой
вертикальных швов с принудительным форми-
рованием:
Рис. 7-7.
Производительность сварки
различными сварочными ма-
териалами:
I — УОНИ-13/55, 0 6 мм;
2 — АНО-1, 0 5 мм,
3 ПП-АНЗ, 0 3 мм;
4 — Св-08Г2С, 0 2 мм;
5 — ПП-АН8, 0 3 мм
а — сварка в углекислом газе;
б — сварка самозащитной проволокой,
1 — порошковая проволока, 4 — ползуны;
2 — свариваемый металл, 5 — сварочная ванна;
3 — шлак; 6 — шов
рованием рекомендуется применять для соединения металла тол-
щиной 8—30 мм. Сварку можно выполнять как самозащитной
проволокой (ПП-АНЗС, ПП-АН7, ПП-2ДСК), так и с дополни-
тельной защитой углекислым газом (ПП-АН5).
Проволока ПП-АНЗС имеет двухслойную конструкцию и сер-
дечник карбонатно-флюоритного типа. Металл толщиной 10—
20 мм рекомендуется сваривать на режиме /св = 400-н450 А,
= 24-н27 В, УСЕ = 4-7 м/ч, зазор между кромками 10—•
12 мм. Проволока ПП-АН5 с сердечником флюоритного типа
допускает сварку на токах до 500 А. Ее широко применяют
при сварке монтажных стыков корпусов морских судов, при
этом производительность труда сварщиков повышается в 5—
7 раз.
Полупринудительное формирование сварочной ванны преду-
сматривает частичное удержание жидкого металла на вертикаль-
ной плоскости скользящим или перекатывающимся ползуном.
Ползун ограничивает массу свободной части ванны, что позволяет
увеличить мощность сварочной дуги, а следовательно, и произво-
дительность сварки. Для сварки с полупринудительным форми-
рованием используют самозащитные проволоки ПП-АНЗС и
ПП-АН7. Сварку одной дугой проволокой ПП-АНЗС производят
на токах до 500 А, а двумя дугами — до 900 А. Применение
этого способа сварки особенно эффективно для конструкций
с горизонтальными швами большой протяженности, напри-
мер цилиндрических резервуаров, кожухов доменных печей
и т. п.
304
§ 7-3. Сварочные электроды
Из всех сварочных материалов, выпускаемых в на-
шей стране, покрытые электроды по объему применения занимают
ведущее место. Ими сваривают свыше двух третей изготовляемых
в СССР металлоконструкций. Такое положение объясняется про-
стотой, большой маневренностью и универсальностью процесса
сварки покрытыми электродами, а также высоким качеством вы-
полненных ими сварных швов. Благодаря непрерывному повыше-
нию технического уровня и производительности электродов
сварка покрытыми электродами еще длительное время будет одним
из основных способов сварки плавлением.
Общие сведения об электродах. Покрытый электрод пред-
ставляет собой металлический стержень, на поверхность которого
методами окунания или опрессовки под давлением нанесено
специальное покрытие. В зависимости от назначения к электроду
предъявляют различные требования.
Общие требования для всех типов электродов: обеспечение
устойчивого горения дуги; хорошее формирование шва; полу-
чение металла шва определенного химического состава и свойств,
свободного от дефектов; спокойное и равномерное плавление
электродного стержня и покрытия в процессе сварки; минималь-
ные потери электродного металла от угара и разбрызгивания;
высокая производительность сварки; легкая отделимость шла-
ковой корки с поверхности шва; достаточная прочность покры-
тия; сохранение физико-химических и технологических свойств
электродов в течение определенного промежутка времени; мини-
мальная токсичность при изготовлении и сварке.
К электродам предъявляют ряд специальных требований:
получение швов заданной формы (вогнутая поверхность шва,
глубокий провар и др.); возможность сварки в различных про-
странственных положениях, возможность сварки определенным
способом (сварка опиранием, сварка вертикальных швов способом
сверху вниз и др.); получение металла шва со специальными
свойствами (повышенной прочности, износоустойчивости, кор-
розионной стойкости, жаропрочности, окалиностойкости и т. п.).
Для удовлетворения всех этих требований (общих и специаль-
ных) в покрытия электродов вводят определенные вещества —
шлакообразующие, газообразующие, раскислители, легирующие,
стабилизирующие, связующие, а также применяют стержни раз-
личного состава.
Шлакообразующие составляющие — основная часть большин-
ства покрытий. Это — полевой шпат, кремнезем, каолин, слюда,
тальк, ильменитовый и рутиловый концентраты, марганцевая
руда, гематит, мрамор, магнезит, плавиковый шпат и др. Эти
составляющие покрытий при расплавлении образуют шлак, кото-
рый защищает капли электродного металла и сварочную ванну
от непосредственного контакта с газами окружающей атмосферы.
20 Заказ № 782 305
Газообразующие составляющие вводят в электродное покры-
тие в виде органических веществ (оксицеллюлозы, крахмала,
древесной муки, декстрина) или в виде карбонатов (мрамора,
мела, известняка, доломита, магнезита, сидерита). Органические
составляющие покрытия и карбонаты при нагревании разла-
гаются и образуют газы, которые оттесняют воздух от дугового
промежутка.
На определенных этапах процесса сварки расплавленный ме-
талл контактирует со шлаком, атмосферой дуги и воздухом,
в результате чего окисляется. Для получения высокого качества
шва металл необходимо раскислить, т. е. восстановить находя-
щиеся в расплаве окислы. С этой целью в покрытие вводят эле-
менты-раскислители, чаще всего в виде ферросплавов: ферромар-
ганца, ферросилиция, ферротитана и др. Иногда в качестве рас-
кислителя применяют алюминий или графит. Если электроды
имеют стержень из легированной стали, то раскисление частично
осуществляется за счет легирующих элементов стержня.
Для получения повышенной прочности, износоустойчивости,
коррозионной стойкости и многих других специальных свойств
металла шва его необходимо легировать марганцем, кремнием,
вольфрамом, молибденом, хромом, никелем, ниобием, бором,
титаном и другими элементами. Легировать металл шва можно
через проволоку или через покрытие. Возможно одновременное
использование обоих способов легирования. Наиболее стабильные
химический состав, механические и другие свойства металла шва
(особенно при сварке и наплавке высоколегированных сплавов)
получаются при легировании через проволоку.
Для стабилизации горения дуги в покрытия вводят соединения
щелочных и щелочноземельных металлов (калия, натрия, кальция,
бария), обладающих низкими потенциалами ионизации и малой
работой выхода электронов. В качестве стабилизирующих соста-
вляющих используют силикаты натрия и калия, поташ, кальци-
нированную соду, полевой шпат, мел, мрамор и углекислый
барий.
Для повышения пластичности обмазочной массы в состав по-
крытия вводят пластификаторы — бентонит, каолин, тальк, слюду,
целлюлозу, карбоксиметилцеллюлозу и другие вещества.
В качестве связующих материалов при изготовлении покрытых
электродов чаще всего используют натриевое, калиевое или
натриево-калиевое жидкое стекло В покрытиях некоторых элек-
тродов для связки применяют лаки и порошкообразные пласт-
массы. Многие составляющие покрытия выполняют одновременно
несколько функций. Например, мрамор, магнезит и доломит
являются и газообразующими и шлакообразующими составля-
ющими; полевой шпат, слюда, жидкое стекло — шлакообразу-
ющими и стабилизаторами; ферросплавы— раскислителями и ле-
гирующими. Состав покрытия выбирают в зависимости от назна-
чения электродов и требуемых состава и свойств металла шва.
306
Классификация электродов. Электроды для ручной дуговой
сварки классифицируют по следующим основным признакам:
по назначению — для сварки стали, чугуна, алюминия, для на-
плавочных работ и т. п ; по типу покрытия — целлюлозные,
рутиловые, фтористо-кальциевые, ильменитовые, рудно-кислые
и др.; по механическим свойствам металла шва; по способу нане-
сения покрытия — окунанием или опрессовкой; по количеству
покрытия, нанесенного на стержень, — голые электроды, тонко-
покрытые, толстопокрытые.
Все эти признаки тесно взаимосвязаны. Группы тех или иных
признаков положены в основу классификации электродов в нацио-
нальных стандартах различных стран. Электроды для сварки и на-
плавки сталей в зависимости от назначения в соответствии
с ГОСТ 9466—60 подразделены на ряд классов: для сварки угле-
родистых и легированных конструкционных сталей; для сварки
легированных теплоустойчивых сталей; для сварки высоколегиро-
ванных сталей с особыми свойствами; для наплавки поверхност-
ных слоев с особыми свойствами.
Электроды для сварки конструкционных и теплоустойчивых
сталей согласно ГОСТ 9467—60 классифицированы по механиче-
ским характеристикам металла шва и сварного соединения, вы-
полненных этими электродами. Электроды для сварки теплоустой-
чивых сталей классифицированы, кроме того, и по химическому
составу металла шва. ГОСТ 9467—60 устанавливает в зависимости
от состава следующие виды покрытий электродов для сварки кон-
струкционных и теплоустойчивых сталей: рудно-кислое, обозна-
чаемое буквой Р; рутиловое— Т; фтористо-кальциевое—Ф;
органическое — О.
Электроды для сварки высоколегированных сталей с особыми
свойствами по ГОСТ 10052—62 подразделены на ряд типов в зави-
симости от химического состава наплавленного металла и механи-
ческих свойств металла шва. Каждому типу может соответство-
вать одна или несколько марок электродов. Марка электродов
характеризуется определенным составом покрытия и электрод-
ного стержня, технологическими свойствами и свойствами металла
шва.
Механические свойства, регламентируемые стандартом или
техническими условиями для электродов данной марки, отно-
сятся к случаю наплавки металла или сварки стыкового шва
сравнительно небольшой длины. В зависимости от условий сварки
механические свойства металла шва реальной сварной конструк-
ции могут отличаться от свойств электродов, указанных в стан-
дарте или паспорте.
Наиболее полно свойства каждой конкретной марки электро-
дов отражены в паспорте. Паспорт содержит следующие сведения:
условное обозначение электродов, их назначение, марку свароч-
ной проволоки и данные о покрытии электродов. К последним
относятся состав, номера стандартов или технических условий
20* 307
йа составляющие покрытий, соотношение массы покрытия и массы
стержня, толщина покрытия в зависимости от диаметра стержня,
режимы сушки и прокалки, а также условия хранения электро-
дов. В паспорте содержатся также краткие технологические ука-
зания по сварке, характеристики расплавления электродов, хими-
ческий состав и свойства наплавленного металла, металла-шва
или сварного соединения.
Общие требования, предъявляемые к электродам, регламенти-
рованы ГОСТ 9466—60. Это размеры и допуски отклонений от
номинальных размеров, качество покрытия, влагостойкость покры-
тия, требования к технологическим и металлургическим свойствам
электродов. Этим же стандартом обусловлены правила приемки
электродов, методы испытаний швов и сварных соединений,
условия маркировки и упаковки, данные о документации на элек-
троды.
Условное обозначение электродов для дуговой сварки сталей
и наплавки состоит из обозначения марки и типа электрода,
диаметра стержня и номера стандарта. В условном обозначении
электродов для сварки конструкционных и теплоустойчивых ста-
лей указан также вид покрытия. Например, условное обозначение
электрода АНО-7 Э50А-5,0-Ф ГОСТ 9467—60 расшифровывается
следующим образом: АНО-7 — марка электрода; Э50А — тип
электрода (Э— электрод для дуговой сварки, 50'— минимальное
гарантируемое временное сопротивление металла шва в кгс/мм2;
А — гарантирование получения повышенных пластических
свойств металла шва); 5,0 — диаметр электродного стержня в мм;
Ф — фтористо-кальциевое покрытие; ГОСТ 9467—60— номер стан-
дарта на данный электрод.
Металлургические процессы, происходящие при сварке покры-
тыми электродами. Металлургические процессы при дуговой
сварке покрытым электродом характеризуются малыми количе-
ствами реагирующих веществ, кратковременностью и высокими
температурами взаимодействия фаз. От характера и интенсивности
металлургических реакций существенно зависит химический со-
став, а следовательно и механические свойства металла шва.
Перенос электродного металла через дуговой промежуток
в основном осуществляется каплями. Расплавленное покрытие
частично переносится через дуговой промежуток в виде шлаковой
оболочки вокруг капель металла, а частично непосредственно
стекает в ванну. В процессе сварки наблюдается значительное
перемешивание металла и шлака, что увеличивает межфазную
поверхность металл-шлак. На торце электрода и в дуговом про-
межутке капли металла и шлака нагреваются до температуры
2100—2300° С, а средняя температура металла в сварочной ванне
составляет примерно 1700—1800° С. Температура газов (плазмы)
в столбе дуги достигает 5000—6000° С. Большие межфазные
поверхности и высокая температура обеспечивают при сварке
интенсивное взаимодействие металла со шлаком и газами.
308
Рис. 7-9. Кинетика окисления марганца
в электродном покрытии:
14 (А А Е₽охии)
Процессы, происходящие при
нагреве твердого покрытия на
конце электрода, имеют очень важ-
ное значение, так как от харак-
тера их протекания зависят со-
став, количество поступающих
в атмосферу дуги газов, степень
окисления ферросплавов и др.
В твердом покрытии при нагреве
происходит разложение или сго-
рание органических веществ, диссоциация карбонатов и окислов,
окисление ферросплавов. Так, диссоциация магнезита начинается
уже при температуре около 430° С, а мрамора — около 540° С;
МпО2 начинает диссоциировать в атмосфере воздуха при темпера-
туре 470° С, переходя в Мп2О3. Органические составляющие начи-
нают разлагаться еще при более низких температурах. При нали-
чии окислителей в покрытии органические вещества сгорают, обра-
зуя газовые смеси, состоящие в основном из СО2, Н2, Н2О
и СО.
Значительное влияние на кинетику и степень диссоциации
составляющих покрытия оказывают их минералогический состав,
дисперсность, степень гидратации, состав покрытия и т. д. Доба-
вление окислов, фторидов и металлических порошков к карбона-
там приводит к смещению интервала диссоциации карбонатов
в область низких температур. Это вызвано прежде всего улучше-
нием теплопроводности покрытий и развитием экзотермических
реакций окисления.
Одной из главных реакций, происходящих в твердой фазе при
нагреве покрытия, является окисление ферросплавов кислородом
воздуха и углекислым газом, выделяющимся при диссоциации
карбонатов. Наличие карбоната в покрытии способствует боль-
шему окислению ферросплавов к моменту расплавления покры-
тия (рис. 7-9).
Состав и количество газов в атмосфере дуги зависят от типа
покрытия При плавлении покрытий рудно-кислого, рутилового
и органического типов в результате разложения органических
составляющих и окисления углерода образуются главным образом
водород, окись углерода и пары воды При введении в рутиловое
покрытие карбонатов атмосфера дуги содержит значительное коли-
чество углекислого газа. При сварке электродами с фтористо-
кальциевым покрытием атмосфера дуги содержит углекислый газ,
окчсь углерода и пары воды.
309
Таблица 7-14
Состав газов (об. %) (по данным Л В. Сухова и А. Е. Марченко)
Тип покрытия и марка электрода СО со2 н2 о2 Н2О Д'%
Рудно-кислое, ЦМ7 .... 47,6 4,7 39,0 0,6 6,2 1,9
Органическое, опытная . . . 42,1 1,1 51,2 — 5,6 —
Фтористо-кальциевое, ЦУ1 . . 62,9 20,4 5,2 0,2 10,5 0,8
Рутиловое, опытная 50,7 5,9 37,7 — 5,7 —
В табл. 7-14 приведены результаты анализа газов, образую-
щихся при сварке электродами с различными покрытиями. Кроме
этих газов в атмосфере дуги всегда имеется азот воздуха. Коли-
чество его в основном определяется эффективностью газовой за-
щиты.
Азот диссоциирует в дуговом промежутке (рис. 7-10). Диссо-
циация азота повышает скорость его абсорбции расплавленным
железом.
Снижение количества азота в металле шва при сварке покры-
тыми электродами достигается надежной газошлаковой защитой.
Максимальное содержание азота наблюдается в металле шва,
сваренного электродами со стабилизирующим покрытием. Оно
составляет 0,1—0,2% и значительно превышает максимальную
растворимость азота в железе при комнатной температуре. С уве-
личением толщины покрытия содержание азота в металле шва
снижается (рис. 7-11). Газообразующие компоненты в процессе
плавления электрода выделяют значительное количество газов и
снижают парциальное давление азота в атмосфере дуги, что обе-
спечивает уменьшение его содержания в металле шва (рис. 7-12).
Содержание азота в металле шва зависит от степени его леги-
рования. Повышение содержания углерода в проволоке или по-
Рис. 7-10. Зависимость степени дис-
социации N,, О2 и Н2 от
температуры
покрытия
Рис. 7-11. Влияние коэффициента мас-
сы шлакообразующего по-
крытия на содержание
азота в металле шва
310
Рис. 7-12. Влияние количества газов,
выделяющихся при рас-
плавлении электрода, на
содержание азота в наплав-
ленном металле (Ф. Рихтер)
Рис. 7-13. Влияние напряжения дуги
на содержание азота и
кислорода в металле шва
при сварке покрытыми
электродами
крытии приводит к снижению содержания азота в металле шва.
Углерод снижает растворимость азота в железе. Кроме того, окис-
ление углерода способствует уменьшению абсорбции азота вслед-
ствие снижения парциального давления азота у реакционной
границы газ—металл. Марганец в небольших количествах сни-
жает содержание азота в металле шва, а с повышением концен-
трации увеличивает его содержание, что связано с образованием
нитридов и изменением структуры металла.
Кремний снижает растворимость азота в стали. Значительно
увеличивает содержание азота легирование швов хромом и молиб-
деном. Увеличение содержания титана (свыше 0,2%) и алюми-
ния (свыше 1%) в наплавленном металле приводит к росту содер-
жания азота. При высоких содержаниях этих элементов практи-
чески весь азот в металле шва находится в виде нитридов.
Большое влияние на содержание азота в металле шва оказы-
вает режим сварки. Повышение напряжения дуги (удлинение
дуги) приводит к ухудшению газовой защиты расплавленного
металла и возрастанию концентрации азота в металле шва
(рис. 7-13). Увеличение содержания азота в металле шва, вызван-
ное удлинением дуги, особенно заметно при недостаточно надеж-
ной шлаковой защите металла.
С увеличением силы тока увеличивается температура капель.
В сталях типа 18-8 это приводит к снижению растворимости азота,
а в низкоуглеродистой стали — напротив, к увеличению раство-
римости. Поэтому увеличение силы тока вызывает снижение со-
держания азота при сварке сталей типа 18-8, а при сварке низко-
углеродистой стали содержание азота сначала растет, а затем
начинает снижаться вследствие интенсивного испарения металла
и уменьшения парциального давления азота у реакционной гра-
ницы газ—металл. Содержание азота в металле шва при сварке
постоянным током на прямой полярности, как правило, выше,
зп
капель или ванны, NO
Рис. 7-14. Влияние Легирующих элементов на
растворимость водорода в сплавах
железа 4
чем на обратной. Это связано с более
благоприятными условиями контакти-
рования металла с азотом при сварке
на прямой полярности, а также более
низкой температурой капель и меньшим
испарением металла.
Большое влияние на процесс погло-
щения азота металлом при сварке ока-
зывает содержание кислорода в атмо-
сфере дуги. Кислород в дуге взаимо-
действует с молекулярным азотом
с образованием NO. Попадая на металл
диссоциирует. Образующиеся при этом
атомарные азот и кислород активно растворяются в металле.
Водород, как и азот, оказывает вредное воздействие на каче-
ство металла шва. В зависимости от температуры водород может
находиться в молекулярном, атомарном или ионизированном
состоянии. Степень диссоциации водорода зависит от темпера-
туры (см. рис. 7-10). В столбе дуги подавляющее количество
водорода находится в атомарном состоянии. При дуговой сварке
покрытыми электродами содержание водорода в металле шва
в ряде случаев может превышать величину растворимости его
в железе при равновесных условиях и температуре кристаллиза-
ции. Растворимость водорода в жидких сплавах железа зависит
от концентрации легирующих элементов (рис. 7-14).
Кислород является элементом, наиболее активно препятству-
ющим поглощению водорода жидким железом. С повышением
содержания кислорода в металле растворимость водорода пони-
жается. Раскислители (марганец, кремний, титан, алюминий),
связывая растворенный в стали кислород, могут тем самым кос-
венно влиять на содержание в ней водорода.
При сварке покрытыми электродами главным источником
водорода является покрытие. В процессе нагрева покрытия элек-
трода и при его плавлении происходит разложение органических
составляющих, диссоциация карбонатов и окислов, взаимодей-
ствие между составляющими покрытия и другие реакции, которые
определяют парциальное давление водорода и паров воды в атмо-
сфере дуги, а следовательно, и их содержание в металле шва.
Характер протекания этих процессов определяется главным обра-
зом составом и влажностью покрытия (рис. 7-15).
Увеличение количества органических составляющих в покры-
тии приводит к повышению содержания водорода в металле шва.
Введение карбонатов в покрытие снижает парциальное давление
водорода в атмосфере дуги и количество водорода в металле
312
CM3/W0i
Рис. 7-15.
Влияние влажности покрытия на
содержание водорода в наплавлен-
ном металле:
/ _ рутиловое покрытие,
2 — фтористо-кальциевое покрытие
Влияние силы тока и диаметра электрода
на содержание водорода в наплавленном
металле; электроды АНО-4, обратная
полярность
1 — 0 3 мм, з — 0 5 мм,
2 — 0 4 мм, 4 — 0 6 мм
шва. Наличие фтористых соединений в составе покрытия способ-
ствует снижению концентрации водорода в металле благодаря
связыванию его в химически прочное и нерастворимое в металле
соединение HF.
Содержание водорода в металле шва зависит и от режимов
сварки. С увеличением силы тока концентрация водорода в шве
возрастает (рис. 7-16). Объясняется это увеличением температуры
дуги и капель электродного металла. Увеличение напряжения
дуги приводит к снижению концентрации водорода в металле
шва. Удлинение дуги вызывает подсос воздуха из окружающей
атмосферы, снижение парциального давления водорода в атмо-
сфере дуги и повышенное окисление металла. В результате погло-
щение водорода расплавленным металлом снижается.
Процесс поглощения водорода металлом идет преимущественно
на стадии капли. Этому способствуют более высокая температура
и большая удельная поверхность расплавленного металла.
Газы атмосферы дуги окисляют расплавленный электродный
металл. При сварке электродами со стабилизирующим покрытием
расплавленный металл окисляется главным образом кислородом,
попадающим в атмосферу дуги из окружающего воздуха. Кисло-
род при температуре дуги в значительной степени диссоциирован
(рис. 7-10). Окисление металла с участием атомарного кислорода
идет более интенсивно, чем молекулярного.
При сварке толстопокрытыми электродами количество кисло-
рода, попадающего в атмосферу дуги из окружающего воздуха,
незначительно и расплавленный металл окисляется преимуще-
ственно водяным паром и углекислым газом, образующимися при
нагреве и расплавлении покрытия. Состав газов в атмосфере дуги
зависит и от режима сварки. Увеличение длины дуги приводит
к ухудшению защиты капель расплавленного металла, подсосу
3|3
Рис. 7-17. Влияние содержания
кислорода на механиче-
ские свойства металла
шва
Рис. 7-18. Изменение вязкости шлаков,
образующихся при плавлении
покрытий различных типов,
в зависимости от температуры
(А Гледхилл)
воздуха из окружающей атмосферы и повышению окисления
металла (см. рис. 7-13).
Кислород в металле резко ухудшает его механические и техно-
логические свойства (рис. 7-17). С повышением содержания кисло-
рода снижаются временное сопротивление, предел текучести,
ударная вязкость, ухудшаются ковкость, коррозионная стой-
кость, жаропрочность и другие свойства металла шва. Выделение
азота и водорода, а также окиси углерода из сварочной ванны
является в основном причиной образования пор (см § 6-4)
Получение плотных швов может быть достигнуто либо путем
снижения содержания газов в сварочной ванне ниже предела рас-
творимости при температуре кристаллизации (плавления), либо
обеспечением процесса дегазации металла сварочной ванны до
момента кристаллизации. Первый способ обеспечения плотных
швов реализуется при сварке электродами с фтористо-кальциевым
покрытием. Высокая температура прокалки, введение фторидов
и карбонатов в покрытие, хорошее раскисление ванны обеспечи-
вают низкое содержание водорода, азота и кислорода в металле
шва.
При сварке электродами с рудно-кислым, рутиловым и орга-
ническим покрытиями сварочная ванна содержит большое количе-
ство газов (водорода, кислорода). Благодаря этому образование
и выделение пузырьков газа (кипение ванны) происходит, когда
металл находится в жидком состоянии и имеет малую вязкость.
В этих условиях пузырьки свободно удаляются до момента кри-
сталлизации металла и поры не образуются.
Взаимодействие металла со шлаком. При плавлении элек-
тродного покрытия образуется шлак. Сварочные шлаки характе-
ризуются рядом свойств, к которым относят плотность, темпера-
турный интервал плавления, вязкость, поверхностное натяжение,
314
коэффициент линейного расширения и др. Свойства шлаКЙ
определяются его химическим составом (табл. 7-15 и 7-16).
Для обеспечения необходимых технологических характери-
стик электрода, химического состава металла шва и его качества
шлак должен удовлетворять определенным требованиям. Необ-
ходимо, чтобы шлак хорошо покрывал капли жидкого металла
и сварочную ванну, что возможно лишь при хорошем смачивании
металла шлаком. Смачиваемость зависит от поверхностного натя-
жения шлака и металла. Поверхностное натяжение сварочных
шлаков и межфазное натяжение на границах шлак—металл и
металл—газ оказывают значительное влияние на формирование
швов и размеры капель электродного металла в дуговом проме-
жутке.
Слой расплавленного шлака должен хорошо пропускать газы,
выделяющиеся из сварочной ванны в процессе кристаллизации.
При этом температурный интервал затвердевания шлака должен
находиться ниже температуры кристаллизации металла.
Одним из важнейших технологических свойств электродов
является возможность проведения сварки во всех простран-
ственных положениях. Эта возможность в значительной степени
зависит от вязкости шлака в расплавленном состоянии (рис. 7-18).
Шлаки с большим содержанием кремнезема (кривая 1) яв-
ляются «длинными», возрастание вязкости их с понижением тем-
пературы происходит медленно. Большие значения вязкости
этих шлаков обусловлены наличием крупных кремнекислородных
анионов типа [SiJD^ ]г~, отличающихся малой подвижностью.
Шлаки покрытий фтористо-кальциевого типа содержат, как
правило, малое количество кремнезема и являются «короткими».
Возрастание вязкости со снижением температуры у них происхо-
дит быстро. Количество и размеры кремнекислородных анионов
в шлаках этого типа невелико, и они обладают значительно мень-
шей вязкостью (кривые 3 и 4), чем шлаки с высоким содержанием
кремнезема. Для шлаков, основанных на рутиле (кривая 2),
вязкость резко уменьшается при снижении температуры.
Таблица 7-15
Примерный состав шлака некоторых электродных покрытий, % по массе
Рудно кислое
Рутиловое
Органическое
Фтористо кальциевое
37,2 —
27,0 43,2
18,8 29
15 9
1,7
0,3
2
27
4,0
3,0
8
4
5
2
315
Таблица ?-1ё
Свойства шлаков электродов с различными покрытиям^
(по данным Окада и Фукая)
Свойства шлака Тип покрытия
Органиче- ское Рутиловое Фтористо- кальциевое Рудно- кнслое
Условная температура плавления (точка пе- региба на кривой ох- лаждения), °C 1153 1218 1157 1138
Вязкость при температу- ре 1500° С, Пз 10 10 7 10
Поверхностное натяже- ние при температуре 1500° С, дин/см 350—400 350—400 350—400
Коэффициент линейного расширения от темпе- ратуры 200° С до точки перегиба, 1/°С 11,5 - 10-е 4,3-10-6 9,9-10-6 10,0 10-е
Удельная электрическая проводимость, Ом-1 - см-1. при 1000°С 6,7 6,9 2,0 3,0
при 1500° С 9,8 11,0 6,5 5,6
Т епл опроводность, кал/см' °C с при 100°С 2,8 2,7 2,9 2,7
при 400° С 5,8 2,0 8,0 4,4
Плотность, г/см3 при комнатной тем пературе 3,6 3,3 3,1 3,9
при 1300° С (жид кий) 2,2 2,2 2,0 3,1
Электроды, покрытия которых при расплавлении дают «длин-
ные» шлаки, пригодны в основном для сварки в нижнем положе-
нии. Электроды с «короткими» шлаками применяют при сварке
во всех пространственных положениях. При небольшом снижении
температуры вязкость «короткого» шлака резко возрастает и шлак
препятствует стеканию металла, находящегося в жидком состоя-
нии. Получение шлака необходимой вязкости достигается подбо-
ром различных составляющих покрытия. Лучшие электроды для
сварки в вертикальном и потолочном положении имеют покрытия
рутилового типа.
Хорошая отделимость шлаковой корки с поверхности металла
шва достигается применением шлаков, коэффициент линейного
расширения которых существенно отличается от коэффициента
линейного расширения металла. Кроме того, для хорошей отде-
лимости шлака весьма важно, чтобы он имел малую окислитель-
ную способность и не содержал в своем составе шпинелеобразую-
щих окислов.
316
Важной характеристикой состава шлака является оснОЁнОсТк
Коэффициент основности шлака определяется обычно как соотно-
шение количества основных окислов к кислым:
к __ (%СаО) + (%MgO) + (%FeO) + (%МпО) + (%К2О) + (%NaaO)
Лосн (%SiO2) + (%TiO2)
В соответствии с ионной теорией строения шлаков мерой
основности служит концентрация свободных ионов кислорода
в жидком шлаке. В оксидном расплаве ионы кислорода могут
быть связаны с двумя ионами кремния (Si—О—Si), с одним ионом
кремния и одним ионом металла (Si—О—Me) или с двумя ионами
металла (Me—О—Me). Свободными, т е. оказывающими окисля-
ющее действие на металл, являются в сущности лишь ионы кисло-
рода, связанные с ионами металла. Отсюда мерой основности
компонентов шлака может быть принята их способность увели-
чивать концентрацию кислородных ионов в шлаке путем разру-
шения кремнекислородных комплексных соединений.
Взаимодействие между металлом и шлаком происходит на всех
стадиях процесса сварки: при расплавлении стержня и покрытия
на торце электрода; в дуговом промежутке; при всплывании частиц
шлака в сварочной ванне, на поверхности раздела жидкий шлак —
жидкий металл и жидкий шлак—твердый металл.
Одним из главных процессов взаимодействия является окис-
ление расплавленного металла и ферросплавов.
В покрытиях рудно-кислого и органического типов окисление
металла и ферросплавов происходит в результате их взаимодей-
ствия с окислами железа и марганца, находящимися в шлаке.
В покрытии фтористо-кальциевого типа окисление ферросплавов
происходит за счет взаимодействия с углекислым газом и обра-
зующимися в процессе плавления окислами железа. При сварке
электродами с рутиловым покрытием в зависимости от состава
покрытия возможно окисление металла и ферросплавов окислами
шлаков, углекислым газом и парами воды. Процессы окисления
расплавленного металла и ферросплавов шлаком можно описать
следующими реакциями:
(FeO) + [Мп] (МпО) + [Fe]; (7-2)
2 (FeO) + [Si] (SiO2) + [Fe]; (7-3)
2 (FeO) + [Ti] (TiO2) + 2 [Fe], (7-4)
(Fe2O8) + 3 [Mn] 3 (MnO) + 2 [Fe]; (7-5)
(Fe2O3) + 2 [All (A12O3) + 2 [Fe] (7-6)
Если в покрытие введено сразу несколько ферросплавов, то
в первую очередь окисляются элементы, имеющие большее срод-
ство к кислороду. По степени убывания сродства к кислороду
элементы, вводимые в состав электродных покрытий, можно рас-
положить в следующий ряд: Са, Al, Ti, Si, Mn, Fe Каждый пре-
317
Рис. 7-19.
Изменение содержания марганца
и углерода в металле, наплав-
ленном электродами с покры-
тием фтористо-кальциевого и руд-
нокислого типов с различным со-
держанием ферромарганца
(Д. Сефериан)
Рис. 7-20.
Зависимость между содержанием закиси
железа в шлаках и содержанием кислорода
в металле шва (в виде FeO):
1 — покрытие фтористо -кальциевого типа;
2 — покрытие рудно-кислого типа (Л. М. Яро
винский н В. В. Баженов)
дыдущий элемент этого ряда будет восстанавливать окислы после-
дующих элементов при температурах, до которых нагреваются
жидкие шлак и металл в процессе сварки.
Направление реакций (7-2) — (7-6) зависит от концентрации
реагирующих веществ, температуры и активности отдельных соста-
вляющих покрытия. Например, при сварке электродами с рути-
ловым покрытием реакция (7-3) может протекать влево, при этом
кремний восстанавливается железом и переходит в металл шва.
Этот процесс в общем виде может быть описан реакцией
(SiO2) +2 [Me] [Si] + 2 (МеО),
где Me—Fe, Мп, Ti, Al и др.
При сварке покрытыми электродами кремневосстановитель-
ный процесс получает развитие преимущественно на стадии капли,
когда металл и шлак имеют высокую температуру. В жидкой
ванне, особенно в хвостовой части, в результате охлаждения
металла происходит окисление кремния. Интенсивность проте-
кания кремневосстановительного процесса в большой степени
зависит от состава шлака и его основности. Увеличение основ-
ности шлака способствует подавлению кремневосстановительного
процесса вследствие снижения активности SiO2.
Степень окисления ферросплавов зависит от состава покры-
тия. На рис. 7-19 приведены данные об изменении содержания
марганца и углерода в металле, наплавленном электродами с по-
крытиями фтористо-кальциевого и рудно-кислого типов, содер-
жащими различное количество низкоуглеродистого ферромар-
ганца. Окислительная способность рудно-кислого покрытия зна-
чительно выше, чем фтористо-кальциевого.
318
В зависимости от количества окислов железа в шлаке изме-
няется содержание кислорода в наплавленном металле. Соот-
ношение между концентрацией окислов железа в шлаке и кон-
центрацией кислорода в жидком металле определяется законом
распределения. Константа распределения зависит от состава
шлака и температуры и описывается уравнением
г _ [FeO]
FeO — (Fe0) .
На рис. 7-20 приведены данные о содержании кислорода
в металле при различном содержании закиси железа в шлаке
фтористо-кальциевого и рудно-кислого типов. Даже небольшие
количества закиси железа в.шлаке электродов с фтористо-каль-
циевым покрытием приводят к растворению в металле шва значи-
тельного количества кислорода, тогда как окисляющая способ-
ность закиси железа в шлаке электродов рудно-кислого типа зна-
чительно меньше. В шлаках фтористо-кальциевого типа закись
железа находится в свободном состоянии и обладает большой
активностью, в шлаках рудно-кислого типа она связана преиму-
щественно в виде силикатов железа.
Окисленный во время сварки металл необходимо раскислить,
т. е. удалить из него кислород, находящийся в металле в виде
различных окислов. Процессы раскисления и окисления происхо-
дят при сварке одновременно. Наиболее полно процесс раскисле-
ния произойдет в том случае, если окислы, попадая в шлак,
связываются в сложные соединения, не растворимые в стали
(силикаты, алюмосиликаты). В связи с большой скоростью кри-
сталлизации сварочной ванны значительная часть образующихся
окислов — продуктов раскисления не успевает всплыть и остается
в металле шва в виде неметаллических включений. Полнота уда-
ления продуктов раскисления из жидкого металла в большой
степени зависит от их состава и свойств. Количество кислорода,
находящегося в металле шва в виде неметаллических включений,
зависит от состава покрытия (рис. 7-21).
Приведенные в табл. 7-17 данные показывают, что наиболее
полное удаление продуктов раскисления имеет место при сварке
электродами с фтористо-кальциевым и рутиловым покрытиями.
Рис. 7-21. Зависимость содержания общего [О] и
растворенного кислорода [FeO] в на-
плавленном металле от молярной доли
[FeO] в покрытии электродов различ-
ного типа:
1 — фтористо-кал ьциевое;
2 — рутиловое,
3 — органическое,
4 — ильменитовое,
5 — рудно-кислое
319
Таблица 7-17
Общее и истинное содержание марганца и кремния в металле,
наплавленном электродами с покрытиями различных типов, %
Тип покрытия д- \о о 7? g О S с g О о g \о о ““(is] О
Мпист g \о о 1 g \о С/5
Рудно-кислое 0,41 0,33 80 0,08 0,04 50
Рутиловое 0,69 0,65 94 0,04 0,37 93
Органическое .... 0,33 0,28 85 0,14 0,09 64
Фтористо-кальциевое 0,78 0,75 96 0,54 0,52 96
Весьма вредными примесями в металле шва являются сера
и фосфор. В металл шва сера и фосфор попадают из основного
металла, электродного стержня и покрытия. Коэффициенты пере-
хода серы из основного металла, электродного стержня и покры-
тия неодинаковы. Из основного металла сера почти полностью
переходит в металл шва. Переход серы из стержня меньше, чем
из основного металла, но значительно больше, чем из покрытия.
Это свидетельствует о неодинаковой интенсивности взаимодей-
ствия расплавленных основного и электродного металлов со
шлаком.
Сварочные шлаки вследствие своей сравнительно низкой основ-
ности не способны связать значительное количество фосфора
и серы. Ввиду этого для получения металла шва высокого каче-
ства с малым содержанием серы и фосфора следует применять
электродные стержни и составляющие покрытия с минимальным
содержанием этих элементов.
Электроды для сварки углеродистых и низколегированных
сталей. Для сварки углеродистых и низколегированных сталей
применяют преимущественно электроды с рудно-кислым, рутило-
вым, органическим и фтористо-кальциевым покрытиями. Наи-
большее распространение в нашей стране получили электроды
с рутиловым покрытием. Доля электродов с рутиловым покры-
тием в настоящее время составляет около 70% общего выпуска
электродов. Для сварки особо ответственных конструкций при-
меняют главным образом электроды с фтористо-кальциевым покры-
тием. Доля отечественных электродов с органическим покрытием
невелика. Эти электроды применяют главным образом при строи-
тельстве магистральных трубопроводов. Все более широкое рас-
пространение получают высокопроизводительные электроды с же-
лезным порошком в покрытии на рутиловой и фтористо-кальциевой
шлакообразующей основе.
Все указанные электроды изготовляют с использованием сва-
рочной проволоки Св-08 и Св-08А. Легирование металла шва
•Ж
при сварке электродами этой группы осуществляется путем вве-
дения легирующих составляющих в покрытие.
Электроды со стабилизирующим покрытием. Стабилизирующее
покрытие наносят на электродный стержень тонким слоем. Масса
покрытия составляет обычно 1—2% массы стержня.
Повышение устойчивости горения дуги достигается введением
в состав покрытия соединений калия и натрия (хромата, бихро-
мата, силиката, карбоната и др.), а также карбонатов кальция,
магния или бария. Наличие в покрытии солей щелочных и щелоч-
ноземельных металлов приводит к уменьшению энергии, выделя-
емой на катоде при сварке постоянным током прямой полярности,
вследствие чего резко снижается скорость плавления электрода.
Из-за больших потерь от угара и разбрызгивания, малой ско-
рости расплавления, отсутствия возможности производить сварку
на повышенных токах электроды со стабилизирующим покрытием
обладают весьма низкой производительностью.
Механические свойства металла шва, сваренного электродами
со стабилизирующим покрытием, низкие и практически не отли-
чаются от свойств металла шва, сваренного голой проволокой.
Вследствие этого электроды со стабилизирующим покрытием
применяют чрезвычайно редко, лишь для сварки неответствен-
ных изделий.
Электроды с рудно-кислым покрытием. Шлакообразующую
основу рудно-кислого покрытия составляют окислы железа и мар-
ганца (преимущественно в виде руд) и различные алюмосиликаты
(полевой шпат, пегматит, гранит и др.). Газовая защита распла-
вленного металла в основном обеспечивается за счет разложения
органических составляющих покрытия (оксицеллюлозы, крах-
мала, декстрина, древесной муки). Раскисление металла осуще-
ствляется марганцем, который вводят в покрытие в виде ферро-
марганца. При сварке электродами с рудно-кислым покрытием
активно протекают реакции окисления марганца (7-2) и железа:
Fe2O3 + Fe = 3FeO. (7-7)
Реакция (7-7) приводит к обогащению жидкого металла кисло-
родом. Значительное количество теплоты, выделяющейся при
окислении марганца, обеспечивает высокую скорость расплавле-
ния электрода. Основная часть марганца в ферромарганце в про-
цессе сварки окисляется, и лишь небольшая часть переходит в ме-
талл шва. Металл, наплавленный электродами с рудно-кислым
покрытием, по химическому составу чаще всего соответствует
кипящей стали и содержит до 0,12% С, до 0,10% Si, 0,6—0,9% Мп,
до 0,05% S и до 0,05% Р. Содержание газов обычно находится
в следующих пределах: 0,09—0,12% кислорода, 0,015—0,025%
азота, 20—25 см3/100 г водорода.
Электроды с рудно-кислым покрытием позволяют производить
сварку переменным и постоянным током. При нормальной тол-
щине покрытия (коэффициент массы покрытия 30—40%) эти элек-
троды пригодны для сварки во всех пространственных положе-
21 Заказ № 782 321
Таблица 7-18
Технологические характеристики электродов
с покрытием рудно-кислого типа
Марка электрода Коэффициент наплавки, г/А»ч Коэффициент потерь, % Коэффициент набрызгивания, %
ОММ-5 6,5—7,2 15—20 10—14
ЦМ7 9,0—10,0 10—20 8—15
ЦМ7с 10,0—12,5 5—15 —
ЦМ8 9,0—11,0 8—10 —
ниях. При большой толщине покрытия электроды применяются
только для сварки в нижнем положении. В табл, 7-18 приведены
некоторые технологические характеристики электродов с рудно-
кислым покрытием.
Металл швов, выполненных электродами с рудно-кислым по-
крытием, склонен к образованию кристаллизационных трещин.
Это обусловлено высоким содержанием в нем газов и неметалли-
ческих включений.
Шлаки, образующиеся при расплавлении рудно-кислых по-
крытий, обладают сравнительно небольшой способностью обессе-
ривать металл шва. По вышеизложенным причинам электроды
с рудно-кислым покрытием не рекомендуется применять для
сварки сталей с повышенным содержанием серы и углерода,
а также для сварки жестких конструкций, в которых могут воз-
никать значительные напряжения.
Электроды с рудно-кислым покрытием позволяют сваривать
металл с ржавыми кромками и окалиной, вести сварку удлинен-
ной дугой и обеспечивают при этом получение плотных швов.
Поры при сварке электродами этого типа могут возникать при
чрезмерно высокой температуре их прокалки, при повышенном
содержании марганца в покрытии, при сварке сталей с высоким
содержанием кремния или серы.
Высокотемпературная прокалка рудно-кислого покрытия спо-
собствует снижению парциального давления водорода и паров
воды в атмосфере дуги, а следовательно, и снижению содержания
водорода в сварочной ванне. В результате степень пересыщения
металла газом уменьшается и при снижении температуры расплав-
ленного металла процесс дегазации идет медленно. Вялое кипение
не обеспечивает дегазации металла до момента кристаллизации,
и в металле образуются поры.
Высокотемпературная прокалка электродов и чрезмерное рас-
кисление марганцем способствуют развитию кремневосстанови-
тельного процесса и повышению концентрации кремния в жидком
металле. Кремний, будучи поверхностно-активным элементом,
адсорбируется на поверхности металла и ухудшает условия дега-
зации. Выделение газов при этом протекает медленно, что вызы-
322
вает образование пор. Аналогичное влияние на условия дегазации
металла оказывает сера, которая также обладает поверхностной
активностью.
По механическим свойствам металла шва и сварного соедине-
ния электроды с рудно-кислым покрытием, как правило, относятся
к типу Э42 (ГОСТ 9467—60). До недавнего времени электроды
с рудно-кислым покрытием были наиболее массовыми. Наличие
в покрытии значительного количества окислов железа и ферро-
марганца при сварке этими электродами обусловливает выделе-
ние в зону дыхания сварщика большого количества токсичных
соединений марганца. В связи с повышенной токсичностью объемы
выпуска электродов с рудно-кислым покрытием в последние годы
резко сократились. Их заменили электроды с рутиловым покры-
тием.
Электроды с рутиловым покрытием. Шлакообразующую основу
рутиловых покрытий составляют рутиловый концентрат, различ-
ные алюмосиликаты (слюда, полевой шпат, каолин и др.) и кар-
бонаты (мрамор, магнезит). Газовая защита расплавленного ме-
талла обеспечивается за счет разложения органических состав-
ляющих покрытия, а также карбонатов. Раскисление металла
осуществляется главным образом марганцем, вводимым с ферро-
марганцем.
Известные рутиловые покрытия условно можно разделить
на две подгруппы: рутилалюмосиликатные и рутилкарбонатные.
Шлакообразующую основу покрытий первой подгруппы соста-
вляют рутил и различные алюмосиликаты. Содержание карбона-
тов в них, как правило, не превышает 5%. Покрытия второй под-
группы содержат 10—15% карбонатов. В рутиловых покрытиях
основными окислителями являются пары воды и углекислый газ.
Важное значение имеют окислительно-восстановительные реак-
ции марганца и кремния, в значительной мере определяющие
наличие силикатных неметаллических включений в металле шва,
а следовательно, и его механические свойства. При сварке элек-
тродами с рутилкарбонатным покрытием кремневосстановитель-
ный процесс получает меньшее развитие, чем при сварке электро-
дами с рутилалюмосиликатным покрытием. Этому способствуют
более высокие основность шлака и окислительный потенциал
атмосферы дуги.
С увеличением основности шлака снижается количество неме-
таллических включений и кислорода в металле шва (рис. 7-22),
повышаются его пластические свойства и стойкость против об-
разования кристаллизационных трещин. На рис. 7-23 приве-
дена зависимость ударной вязкости металла шва от основности
шлака.
Благодаря указанным факторам электроды с рутилкарбонат-
ным покрытием обеспечивают более высокое качество металла
шва, чем электроды с рутилалюмосиликатным покрытием. Рутил-
карбонатные покрытия имеют отечественные электроды марок
21* 323
Основность шлака
Рис. 7-22. Влияние основности рути-
лового шлака на содер-
жание кислорода и крем-
ния в металле шва
ан^гсн/см?
Основность шпака
Рис. 7-23. Влияние основности шлака
рутиловых электродов на
ударную вязкость металла
швов
АНО-3, АНО-4, АНО-5, АНО-12, МР-1, МР-3; рутилалюмосили-
катные покрытия — электроды АНО-1, ОЗС-З, ОЗС-4, ОЗС-6,
ЦМ-9.
Металл, наплавленный электродами с рутиловым покрытием,
по химическому составу соответствует полуспокойной или спо-
койной стали и содержит до 0,12% С; 0,5—0,8% Мп; 0,10—
0,30% Si; до 0,05% S и до 0,05% Р. Содержание газов в металле
швов, выполненных электродами с рутиловым покрытием, обычно
находится в следующих пределах: 0,05—0,10% кислорода, 0,015—
0,025% азота, 25—30 см®/100 г водорода.
Электроды с рутиловым покрытием обладают высокими сва-
рочно-технологическими свойствами: обеспечивают отличное фор-
мирование швов с плавным переходом к основному металлу,
малые потери металла от разбрызгивания, легкую отделимость
шлаковой корки, стабильное горение дуги при сварке на пере-
менном и постоянном токе любой полярности. Металл шва, сва-
ренного электродами с рутиловым покрытием, мало склонен
к образованию пор при колебаниях длины дуги, при сварке влаж-
ного и ржавого металла, при сварке по окисленным поверхностям.
Причины образования пор при сварке электродами этого типа та-
кие же, как и при сварке электродами с рудно-кислым покрытием.
Стойкость металла швов против образования кристаллизацион-
ных трещин несколько выше, чем у электродов с рудно-кислым
покрытием.
В зависимости от толщины покрытия электроды могут быть
предназначены для сварки либо во всех пространственных поло-
жениях, либо только в нижнем положении; от толщины покрытия
зависят и технологические свойства электродов. По технологи-
ческим свойствам и содержанию железного порошка в покрытии
электроды условно могут быть разделены на три группы
(табл, 7-19).
324
Таблица 7-19
Технологические характеристики отечественных электродов
с рутиловым покрытием
Показатель Группа
I II Ш
Количество железного по- рошка в покрытии, % 0—20 30—35 50—65
Марки электродов АНО-4, АНО-3, АНО-5, ОЗС-6, АН0-1, ОЗС-З,
МР-3, АНО-12, ЗРС-2, РБУ-5 ЗРС-1
Положение швов в про- странстве ОЗС-4, МР-1, РБУ-4, ЦМ-9, ОЗС-12 Любое Любое, Нижнее,
Коэффициент массы покры- тия, % Коэффициент наплавки, г/(А-ч) 35—50 преимуще- ственно нижнее 50—65 наклонное 100—180
8,0—9,0 9,0—12,0 12,0—18,0
Производительность на- плавки для электрода диа- метром 4 мм, г/мин . . . 23—30 35—40 65—70
В покрытиях электродов первой группы железный порошок
введен в небольших количествах (до 15—20%) с целью улучше-
ния сварочно-технологических свойств электродов, а именно:
устойчивости горения дуги, равномерного плавления покрытия,
снижения разбрызгивания расплавленного металла и т. д. Произ-
водительность электродов при этом возрастает мало. Основное
назначение электродов первой группы — сварка металлов сред-
ней толщины (3—12 мм) в монтажных и заводских условиях, где
преобладают короткие и криволинейные швы, расположенные
в различных пространственных положениях.
В покрытиях электродов второй группы железный порошок
содержится в количестве 30—35%. Введение в покрытие такого
количества железного порошка с одновременным увеличением
толщины покрытия (до определенных пределов) позволяет не
только улучшить сварочно-технологические свойства электродов,
но и повысить их производительность. Электроды второй группы
называют универсальными электродами повышенной произво-
дительности.
Этими электродами можно сваривать во всех пространствен-
ных положениях, но наиболее эффективно их применение в за-
водских условиях, где большинство швов сваривают в нижнем
положении. Электроды второй группы следует применять при
326
Рис. 7-24.
Количество пыли и окислов мар-
ганца, выделяющихся при сжи-
гании 1 кг электродов с рути-
ловым и рудно-кислым покры-
тиями
сварке швов большой про-
тяженности с большим ка-
тетом при толщине основ-
ного металла 10—20 мм.
Электроды третьей
группы (с высоким содер-
жанием железного порош-
Злектроды ка) называют высоко-
производительными. Эти
электроды пригодны для сварки конструкций только в нижнем
или наклонном положениях. Рекомендуются главным образом для
заводской сварки при наличии швов большой протяженности.
В отличие от рудно-кислых рутиловые покрытия обеспечивают
более благоприятные санитарно-гигиенические характеристики
электродов. На рис. 7-24 приведены данные о выделении пыли
и токсичных окислов марганца при сварке электродами с рути-
ловым и рудно-кислым покрытиями различных марок.
По механическим свойствам металла шва и сварного соедине-
ния электроды с рутиловым покрытием чаще всего относятся
к типам Э42-Э46 и предназначены для сварки ответственных кон-
струкций из низкоуглеродистых и низколегированных сталей
(табл. 7-20).
Благодаря высоким сварочно-технологическим свойствам, меха-
ническим свойствам металла шва и благоприятным санитарно-
гигиеническим характеристикам электроды с рутиловым покры-
тием получили очень большое распространение в различных отрас-
лях народного хозяйства. Широкое внедрение этих электродов
взамен электродов с рудно-кислым покрытием позволило корен-
Таблица 7-20
Механические свойства металла швов,
выполненных отечественными электродами с рутиловым покрытием
Марка электрода Тип покрытия V кгс/мм2 ffB, кгс/мм2 в, % ян, кгс«м/см* при температуре
4-20° с —40» С
АНО-4 Рутил- карбонатное 38—40 47—49 25—28 14—16 9—11
АНО-5 То же 35—38 45—50 24—28 12—15 8—10
МР-3 » 37—39 47—49 24—28 14—16 8—10
ОЗС-4 Рутил-алюмо- силикатное 37—39 47—50 22—24 10—13 6—8
326
НЫМ образом улучшить сйнитарно-ГиРиенийескиё усЛобия Труда
сварщиков и рабочих смежных профессий и дало народному
хозяйству большой экономический эффект.
Электроды с ильменитовым покрытием. Название это покрытие
получило от минерала ильменита (FeO-TiO2). Концентрат ильме-
нита является основной составляющей покрытия, в которое могут
входить также марганцевая руда, алюмосиликаты, карбонаты,
ферросплавы и органические составляющие.
В нашей стране к этой группе можно отнести электроды ма-
рок ОММ-5 и СМ-5, покрытия которых иногда относят к рудно-
кислому типу. Шлакообразующую основу этих покрытий соста-
вляет ильменитовый концентрат Кусинского месторождения, со-
держащий до 50% окислов железа. Указанные электроды имеют
ряд серьезных недостатков — повышенное разбрызгивание ме-
талла, неблагоприятные гигиенические характеристики и т. п.,
что обусловлено высоким содержанием окислов железа в покры-
тии. Использование ильменитового концентрата Самотканского
месторождения, содержащего не более 30—35% окислов железа,
позволило создать новые электроды.
Низкое содержание окислов железа в покрытии позволило
улучшить сварочно-технологические и гигиенические характе-
ристики электродов и качество выполняемых ими швов. Новые
электроды с ильменитовым покрытием, которым присвоена
марка АНО-6, предназначены для сварки низкоуглеродистых ста-
лей во всех пространственных положениях. Они рекомендованы
для работы в монтажных условиях и для заводской сварки.
По сварочно-технологическим свойствам электроды АНО-6 при-
ближаются к электродам с рутиловым покрытием. По механи-
ческим свойствам металла шва они относятся к типу Э42 по
ГОСТ 9467—60. Производительность электродов АНО-6 на 15—
20% выше, чем электродов типа ОММ-5. Они выпускаются в боль-
ших количествах и применяются в различных отраслях промыш-
ленности.
Электроды с фтористо-кальциевым покрытием. Шлакообра-
зующую основу фтористо-кальциевого покрытия составляют пла-
виковый шпат (CaF2) и карбонаты кальция и магния (мрамор,
мел, магнезит). Газовая защита расплавленного металла обеспе-
чивается за счет углекислого газа, образующегося при разложе-
нии карбонатов. Раскисление металла осуществляется марган-
цем, кремнием, титаном или алюминием, вводимыми в покрытие
в виде соответствующих ферросплавов или металлических по-
рошков.
Главным окислителем при сварке электродами с фтористо-
кальциевым покрытием является газовая фаза. Шлаки имеют низ-
кую концентрацию окислов железа и поэтому не играют суще-
ственной роли в окислении жидкого металла. Применение актив-
ных раскислителей (кремния, титана, алюминия) обеспечивает
низкое содержание кислорода в жидком металле. Хорошая рафи-
327
пирующая способность фтористо-кальциевых шлаков, обуслов-
ленная их высокой основностью и низкой вязкостью, способствует
почти полному удалению из расплавленного металла продуктов
раскисления. Благодаря этому содержание кислорода в металле
шва составляет 0,03—0,05 %, а количество неметаллических вклю-
чений не превышает 0,1%.
Содержание азота в металле шва при этом находится в пре-
делах 0,010—0,015%. Однако при удлинении дуги содержание
азота в металле шва значительно возрастает. Объясняется это
тем, что фтористо-кальциевые шлаки плохо покрывают капли
электродного металла и сварочную ванну и не обеспечивают на-
дежной шлаковой защиты металла от воздуха. Электроды с фто--
ристо-кальциевым покрытием обеспечивают низкое содержание
водорода (5—7 см3/100 г) в металле. Поэтому их часто называют
«низководородными».
Удлинение дуги ухудшает газовую защиту, вследствие чего
в расплавленном металле увеличивается содержание азота, кото-
рый, выделяясь при кристаллизации сварочной ванны, вызывает;
пористость швов. Для предупреждения пористости необходимо
производить сварку короткой дугой.
Металл, наплавляемый электродами с фтористо-кальциевым
покрытием, по химическому составу соответствует спокойной
стали. Содержание марганца и кремния зависит от назначения
электродов и колеблется в пределах 0,5—1,5% Мп и 0,3—0,6% Si.
Содержание серы и фосфора не превышает 0,035% каждого. Низ-
кое содержание этих элементов обусловлено повышенной рафини-
рующей способностью фтористо-кальциевых шлаков. Благодаря
малому содержанию газов, неметаллических включений и вредных
примесей металл швов, выполненных электродами с фтористо-
кальциевым покрытием, стоек против старения, имеет высокие
показатели ударной вязкости как при положительных, так и при
отрицательных температурах и обладает повышенной стойкостью
против образования кристаллизационных трещин. Эти электроды
особенно пригодны для сварки металла большой толщины, жест-
ких конструкций из литых углеродистых, низколегированных
высокопрочных сталей и сталей с повышенным содержанием серы
и углерода.
Металл, наплавленный электродами с фтористо-кальциевым
покрытием, весьма чувствителен к образованию пор при наличии
ржавчины или масла на кромках свариваемых изделий, а также
при увлажнении покрытия и удлинении дуги. Для получения
плотного металла необходимо, чтобы влажность фтористо-каль-
циевого покрытия, определенная после прокалки при темпера-
туре 400° С, не превышала 0,2%. Поскольку при транспортировке
и хранении электроды могут адсорбировать влагу из окружающей
атмосферы, перед сваркой их необходимо подвергать прокалке
при температуре 300—350° С. Кромки металла следует очищать
от ржавчины и загрязнений.
328
Таблица 7-21
Сварочно-технологические характеристики отечественных электродов
с фтористо-кальциевым покрытием
Марка электрода Род тока и полярность Коэффи- циент наплавки, г/(А-ч) Коэффи- циент потерь, % Коэффи- циент набрызгива- ния, %
УОНИ-13/45 Постоянный, обрат- 8—9 5—9 3—6
ной полярности
АНО-7 То же 8—9 3—7 1,5—3
СМ-11 » 9—10 — 1,5—3
Примечание. Коэффициент массы покрытия электродов 30—40%
В зависимости от назначения электроды с фтористо-кальциевым
покрытием можно применять для сварки во всех пространствен-
ных положениях или только в нижнем положении. Сварку этими
электродами производят, как правило, постоянным током обрат-
ной полярности. Разработано несколько марок электродов этого
типа для сварки переменным током. В покрытие таких электродов
введены обычно соединения калия (поташ, калиевое стекло
и др.). Наибольшее распространение получили электроды марок
УОНИ-13/45 и УОНИ-13/55. Однако эти электроды, как и многие
другие электроды с фтористо-кальциевым покрытием, недоста-
точно технологичны в изготовлении. В последние годы созданы
новые марки электродов этого типа АНО-7 и АНО-8 с покрытиями,
более технологичными в изготовлении (табл. 7-23).
Регулирование механических свойств металла шва осуще-
ствляется введением в покрытие различного количества ферро-
марганца и ферросилиция, чем достигается изменение степени
легирования металла марганцем и кремнием. При необходимости
металл шва легируют также
хромом, молибденом и другими
элементами. Путем сравнитель-
но небольшого легирования
можно изменять механические
свойства металла шва в широ-
ких пределах (табл. 7-22).
Электроды с органическим
покрытием. Покрытия органи-
ческого типа содержат боль-
шое количество органических
составляющих, разлагающихся
в процессе плавления электрода
и обеспечивающих- газовую за-
щиту расплавленного металла.
329
Таблица 7-22
Влияние легирующих элементов
на механические свойства
металла шва
Содержание, %
я
в
с
Si
Мп
Сг
Мо
о «
0,08
0,08
0,08
0,08
0,12
0,15
0,5
0,5
0,5
0,5
0,5
0,5
0,5
1,5
0,7
1,5
0,8
0,8
1,0
1,0
0,6
0,5
0,5
0,2
48
55
60
70
80
90
35
30
25
25
15
12
Таблица 7-23
Механические свойства швов, выполненных некоторыми электродами
с фтористо-кальциевым покрытием
Марка электрода Тип электро- да по ГОСТ 9467—60 кгс/мм2 кгс/мм2 6. % аи, кгс-м/см2 при температуре, °C
4-20 —40
УОНИ-13/45 . Э42А 35—38 45—50 25—30 22—26 16—20
У ОНИ-13/55 . . . Э50А 40—44 52—54 24—28 18—22 12—16
СМ-11 Э42А 36—38 48—50 26—29 20—25 14—17
АНО-7 Э50А 40—44 52—56 26—30 20—25 14—16
АНО-8 .... Э46А 37—40 48—52 28—33 22—27 15—20
Шлакообразующими добавками являются рутил, титановый кон-
центрат, марганцевая руда, алюмосиликаты и карбонаты. Рас-
кислителем служит ферромарганец. Электроды этого типа имеют,
как правило, небольшую толщину покрытия (коэффициент массы
покрытия — 15—25%) и при сварке образуют небольшое коли-
чество шлака. Эти электроды особенно пригодны для сварки во
всех пространственных положениях (на монтаже) и при недоста-
точно хорошей сборке конструкций. Они могут применяться при
сварке постоянным и переменным током.
Особенностью электродов этого типа являются очень боль-
шие (до 20%) потери расплавленного металла от разбрызгивания.
Органическое покрытие не допускает перегрева в процессе сушки
и при сварке. Выгорание органических составляющих покрытия
при его перегреве приводит к изменению химического состава
металла шва по его длине. Металл, наплавленный электродами
с органическим покрытием, по химическому составу соответствует
полуспокойной или спокойной стали. Содержание газов обычно
находится в следующих пределах: 0,04—0,10% кислорода, 0,01—
0,02% азота, 25—35 см3/100 г водорода. По механическим свой-
ствам металла шва электроды с органическим покрытием соот-
ветствуют типам Э42—Э50.
В нашей стране электроды с органическим покрытием приме-
няют главным образом для сварки трубопроводов в монтажных
условиях. Наибольшее распространение получили электроды
ВСЦ-4 и ВСЦ-4А, специально предназначенные для сварки первого
слоя шва поворотных и неповоротных стыков трубопроводов из
низкоуглеродистых и низколегированных сталей (табл. 7-24).
Электроды для сварки с глубоким проваром. Покрытие элек-
тродов этого вида содержит значительное количество оксицеллю-
лозы (5—30%), двуокиси титана (чаще всего в виде рутила) и кар-
боната железа (FeCO3); его наносят на стержень слоем большой
толщины (коэффициент массы покрытия достигает 80—100%).
В качестве шлакообразующей основы часто используют также
ззо
Таблица 7-24
Механические свойства металла шво5,
выполненных электродами ВСЦ-4 и ВСЦ-4А
Марка электрода Тип элек- трода по ГОСТ 9467—60 2 2 еГ « SWW/OJH во .. б. % ан, кгс-м/см2 при темпера- туре, °C
20+ -20 —40 -60
ВСЦ-4 . . . Э42-0 35—49 44—52 20—28 11—16 9—13 7—10 4—6
ВСЦ-4А Э50-0 40—48 51—60 18—28 10—16 9—14 7—9 4—5
покрытие рудно-кислого типа. Для электродов с глубоким про-
варом характерна большая втулочка из нерасплавившегося по-
крытия на конце электрода. При нагреве органических соста-
вляющих покрытия происходит их разложение с образованием
газов. Большое количество выделяемой в дуге энергии и мощный
газовый поток обеспечивают глубокое проплавление металла.
Высокопроизводительные электроды. Характерной особенно-
стью высокопроизводительных электродов является высокое со-
держание железного порошка в покрытии (40—60%) и большая
толщина покрытия (коэффициент массы покрытия составляет
120—180%). Высокая производительность электродов достигается
за счет дополнительного металла, содержащегося в покрытии,
снижения потерь металла от разбрызгивания и более высоких
допустимых сварочных токов.
На рис. 7-25 приведены данные по производительности элек-
тродов, содержащих различное количество железного порошка
в покрытии. При сварке на оптимальных токах производитель-
ность электродов с содержанием 50% железного порошка в 1,5—-
2 раза выше, чем электродов без порошка. Существенную роль
в увеличении производительности процесса играет и более высо-
кая мощность сварочной дуги.
Плавление покрытия высокопроизводительных электродов со-
провождается образованием на торце электрода глубокой втулочки
из неоплавившегося покрытия
(рис. 7-26), которая, экранируя
столб дуги, увеличивает его дли-
ну и мощность. В результате
Рис. 7-25. Производительность рутило-
вых электродов с разным со-
держанием железного порошка
в покрытии:
1 - 50%:
2 - 30%;
3 — 0% железного порошка.
Значения допустимых то-
ков — на пересечении пря-
мых с линией АВ (Д. Л
Матиас)
331
Рис. 7-26.
Влияние толщины по-
крытия на размеры вту-
лочки и длину дуги
мощность столба дуги, роль которого в плавлении тонкопокрытых
электродов невелика, оказывает существенное влияние на ско-
рость плавления и на производительность электродов с железным
порошком в покрытии и большим коэффициентом массы покры-
тия. Коэффициент наплавки высокопроизводительных электродов
с железным порошком составляет в зависимости от диаметра
стержня, режима сварки и коэффициента массы покрытия 12—•
20 г/А-ч. В электродах некоторых марок масса наплавленного
металла в 1,5—-2 раза превышает массу электродного стержня.
В качестве шлакообразующей основы высокопроизводитель-
ных электродов используют покрытия рудно-кислого, фтористо-
кальциевого или рутилового типов. В нашей стране наибольшее
распространение получили высокопроизводительные электроды
с рутиловым покрытием (табл. 7-25).
Для сварки высокопроизводительными электродами зачастую
необходимы источники питания с повышенным напряжением
холостого хода. На рис. 7-27 приведена зависимость напряжения
дуги от силы тока при сварке высокопроизводительными электро-
дами и обычными электродами с рудно-кислым покрытием. По ме-
ханическим свойствам металла шва и сварного соединения
высокопроизводительные электроды чаще всего соответствуют
типу Э42—Э50 (рутиловая или рудно-кислая шлакообразующая
основа) и Э50А (фтористо-кальциевая шлакообразующая основа).
Их рекомендуется применять для сварки в заводских условиях
Таблица 7-25
Технологические свойства некоторых высокопроизводительных электродов
Марка электрода Тип элек- трода по ГОСТ 9467—60 Вид покрытия Коэффи- циент наплавки, г/(А.ч) Коэффи- циент набрызгива- ния, % Выход наплавлен- ного металла, %
АНО-1 АН0-10 Э42 Э50А Рутиловое Фтористо-каль- циевое 15—17 12—13 1,5—3,5 2,0—3,5 150—180 140—160
332
Рис. 7-27. Зависимость напряжения Дугй от сй-
лы тока при сварке электродами раз-
личных типов:
/ — 3 — высокопроизводительные элек-
троды с диаметром стержня со-
ответственно 3,25, 4 и 5 мм,
4—7 — обычные электроды с рудно-
кислым покрытием и диаметром
стержня соответственно 3 25, 4,
5 и 6 мм
конструкций из низкоуглеродистых и низколегированных сталей,
где преобладают швы большой длины.
Электроды для сварки вертикальных швов способом сверху
вниз. Ручную дуговую сварку вертикальных швов выполняют,
как правило, способом снизу вверх. Сила сварочного тока обычно
не превышает 140—160 А, что вызвано необходимостью ограни-
чения объема и жидкотекучести сварочной ванны. Возможности
электрода при этом используются не полностью, производитель-
ность сварки снижается. Способ сварки сверху вниз позво-
ляет значительно повысить силу тока и производительность
(рис. 7-28).
Для сварки способом сверху вниз необходимо обеспечить
такие физико-химические свойства шлака и металла (вязкость,
межфазное натяжение на границе раздела шлак—металл и др.),
которые способствовали бы малой жидкотекучести сварочной
ванны, хорошему формированию металла шва, получению необ-
ходимого провара.
К этой группе относятся электроды марки АНО-9 (тип Э50А-Ф).
Они рекомендуются специально для высокопроизводительной
сварки способом сверху вниз угловых, нахлесточных и стыковых
швов, находящихся на вертикальной плоскости. При этом обеспе-
чиваются отличное формирование металла шва, незначительные
потери металла от разбрызгивания и самопроизвольное отделение
шлаковой корки. Провар умеренный. Линейная скорость сварки
однопроходных швов электродами АНО-9 в 1,8—2 раза, а много-
проходных в 1,2—1,3 раза больше, чем скорость сварки однотип-
ных швов способом снизу вверх известными
электродами типа Э50А-Ф.
Электроды для сварки вертикальных швов
хх способом сверху вниз применяются в судо-
] строении, вагоностроении и других отраслях
промышленности.
7 Электроды для сварки легированных ста-
J лей. Электроды для сварки легированных теп-
лоустойчивых сталей подразделены в соответ-
ствии с ГОСТ 9467—60 на семь типов, отличаю-
Рис. 7-28. Схема сварки вертикальных швов способом
—" сверху вниз
333
щихся механическими свойствами после термообработки и химиче-
ским составом металла шва (табл. 7-26). Электроды этой группы
имеют обычно фтористо-кальциевое покрытие. Исключение состав-
ляют электроды ЦЛ-6 иЦЛ-14, которые имеют рудно-кислые покры-
тия. Легирование металла шва осуществляется как через покрытие,
так и через стержень. В связи с наличием структурных превраще-
ний и закалочных явлений в основном металле сварку электро-
дами этой группы, как правило, следует выполнять с предвари-
тельным и сопутствующим подогревом изделий. После сварки
необходима термообработка сварных соединений или изделия
в целом, чаще всего в виде высокотемпературного отпуска, а иногда
нормализации с отпуском (табл. 7-27).
Электроды для сварки среднелегированных высокопрочных
сталей. Особенностью сварки сталей этой группы является боль-
шая склонность швов и сварных соединений к образованию кри-
сталлизационных и холодных трещин, а также к хрупкому раз-
Таблица 7-26
Свойства металла швов, выполненных электродами
для сварки теплоустойчивых сплавов (ГОСТ 9467—60)
Типы электродов Содержание, %
с Si Mn Cr Мо
э-м э-мх э-хм Э-ХМФ Э-ХМФБ . . . . Э-Х2МФБ . . . . Э-Х5МФ . . . . 0,06—0,12 0,06—0,12 0,06—0,12 0,08—0,13 0,08—0,13 0,08—0,13 0,08—0,13 ==£0,35 ==£0,35 0,15—0,45 0,15—0,45 0,15—0,45 0,15—0,45 0,15—0,45 0,4— 0,4— 0,5— 0,5— 0,5— 0,5- 0,5- 0,8 0,8 0,9 0,9 0,9 0,9 0,9 0,3—0,6 0,7—1,0 0,8—1,2 1,0—1,4 2,4—3,0 4,5—5,0 0,4—0,7 0,4—0,7 0,4—0,7 0,4—0,7 0,7—1,0 0,7—1,0 0,4—0,7
Содержание, % Механические свой- ства при температуре 4-20° С
Типы электродов Nb s P S 2
He более • о и t- О « <о - о
э-м э-мх э-хм Э-ХМФ Э-ХМФБ .... Э-Х2МФБ .... Э-Х5МФ .... 0,10—0,35 0,15—0,40 0,25—0,50 0,10—0,35 0,10—0,25 0,35—0,65 0,05 0,04 0,04 0,04 0,04 0,04 0,04 0,05 0,04 0,04 0,04 0,04 0,04 0,04 50 50 50 50 55 55 55 18 18 16 16 14 14 14 8 8 8 8 6 6 6
Примечание. Нормы механических свойств указаны после термообработки,
соответствующей паспорту иа электроды.
334
Таблица 7-27
Типичные механические свойства металла швов,
выполненных электродами для сварки теплоустойчивых сталей
Марка электрода Тип электрода по ГОСТ 9467—60 Темпера- тура ис- пытаний, °C ат- кгс/мм2 кгс/мм2 6. % Ф. % ЙН’ кгс-м/см2
ЦЛ-14 Э-МХ-Р 20 40,1 51,0 25,7 69,8 15,0
550 26,9 36,5 22,6 66,0 4,8
ГЛ-14 Э-МХ-Ф 20 38 53 19 —. 9
ЦЛ-30-63 Э-ХМ-Ф 20 50 65 16 50 12
ЦЛ-20-63 Э-ХМФ-Ф 20 48 59 20 67 14,4
540 36 48 17,4 66 9,3
ЦЛ-17-63 Э-Х5МФ-Ф 20 44 65 18 76 15
450 38,6 46,8 16,8 63,8 25,4
рушению. Для сварки высокопрочных сталей используют элек-
троды аустенитного и ферритного классов. Электроды аустенит-
ного класса применяют для сварки сталей в закаленном состоянии
без подогрева и последующей термообработки. Эти электроды
позволяют свести к минимуму опасность образования трещин при
сварке. Электроды ферритного класса служат для сварки высоко-
прочных сталей с подогревом (табл. 7-28) и в сочетании с после-
дующей термообработкой обеспечивают высокую конструктивную
прочность сварных изделий (см. гл. 10).
Практически все современные электродные покрытия для
сварки высокопрочных сталей относятся к фтористо-кальциевому
типу, что диктуется весьма высокими требованиями к чистоте
металла шва по содержанию водорода и неметаллических включе-
ний. Покрытие наносят на стержни, изготовленные из легиро-
ванной или высоколегированной стали. Химический состав стерж-
ней определяется требованиями к составу и структуре металла
шва.
Учитывая особо опасное влияние водорода на склонность
металла шва и околошовной зоны к образованию холодных тре-
щин и хрупкому разрушению, электроды для сварки высокопроч-
ных сталей перед использованием необходимо подвергать про-
калке при температуре около 400° С в течение 1—2 ч.
Электроды для сварки высоколегированных сталей с особыми
свойствами. Высоколегированные стали широко применяют в про-
изводстве современного оборудования для химического и энерге-
тического машиностроения и других отраслей техники. Разно-
образие свойств высоколегированных сталей определяет области
их применения (табл. 7-29). Эти стали классифицируют в зависи-
мости от основного применения на коррозионностойкие (нержа-
веющие), жароупорные (окалиностойкие) и жаропрочные
(см. § 10-8).
335
Таблица 7-28
Характеристики некоторых электродов,
применяемых для сварки среднелегированных высокопрочных сталей
Марка электрода Тип электро- да по ГОСТ 9467—60 или 10052—62 Марка проволоки для стержней Механические свой- ства металла шва при температуре 4-20° Свариваемые стали
ав’ кгс/мм2 б. % S *2
ЭА-464/5А ЭА-1М2 Св-10Х20Н15 >58 30 10 Средне- легированные высокопроч- ные стали
ЭА-395/9 ЭА-ЗМ6 Св-ЮХ16Н25М6 >62 30 12 То же
НИАТ-5 — Св-10Х16Н25М6 2-60 30 >ю ЗОХГСА, ЗОХГСНА и др.
ЦЛ-18-63 Э85-Ф Св-18ХГСА 92 13 8,5 20ХГСА, 25ХГСА, ЗОХГСА
ВИ-10-6 Э100-Ф Св-18ХМА 2:- ЮО >10 >5 Низколегиро- ванные кон- струкционные стали
В связи с большой склонностью металла швов и сварных соеди-
нений к образованию кристаллизационных и холодных трещин
электроды для сварки высоколегированных сталей имеют фто-
ристо-кальциевое покрытие. Они обеспечивают легирование на-
плавленного металла хромом или хромом с никелем. С целью рас-
кисления сварочной ванны, а также для снижения окисления
хрома в покрытие вводят активные раскислители — ферросили-
ций, ферротитан или алюминий. Кроме того, для дополнитель-
ного легирования металла шва в состав покрытия вводят различ-
ные ферросплавы или металлические порошки, например хром,
марганец, алюминий, молибден. Чтобы воспрепятствовать окисле-
нию примесей из электродного стержня, в состав покрытия вводят
небольшое количество легкоокисляющихся примесей, например
алюминия или титана.
Сварку электродами этой группы ведут постоянным током
обратной полярности. Использование постоянного тока опреде-
ляется наличием в составе покрытия большого количества фто-
ристого кальция, препятствующего стабильному горению дуги
на переменном токе. В состав покрытия иногда вводят небольшое
количество двуокиси титана, которая способствует измельчению
капель электродного металла. Это особенно важно для электро-
дов, предназначенных для сварки в вертикальном и потолочном
положениях.
336
22 Заказ № 782
Таблица 7-29
Назначение некоторых электродов для сварки высоколегированных сталей с особыми свойствами (по ГОСТ 10052—62)
Тип электрода Марки электродов- представителей Рекомендуемая марка электродно- го стержня по ГОСТ 2246—70 Тип металла шва Примерное назначение электрода
ЭА-1 ОЗЛ-14 Св-02Х19Н9 1Х20Н9 Для сварки сталей 0Х18Н10, Х18Н9, Х18Н9Т и им подобных, работающих при температу- рах до 350° С
ЭА-1а ОЗЛ-8 Св-04Х19Н9 09Х19Н10Б Для сварки сталей 0Х18Н10, Х18Н9, Х18Н9Т и им подобных, работающих при температу- рах от —253° до 800° С при отсутствии жидкой агрессивной среды
ЭА-1 Б ЦЛ-11, ОЗЛ-7, ЦТ-15-1 Св-08Х19Н10Б 1Х21Н9Б Для сварки коррозионностойких сталей Х18Н9Т, 0Х18Н12Т, Х14Г14НЗТ, 1Х21Н5Т и им по- добных с содержанием до 16% Ni, работаю- щих в агрессивных средах при температурах до 450° С
ЭА-1 Ба ЗИО-З, ЦТ-15 Св-08Х19Н10Б 1Х19Н10Б Для сварки жаропрочных и коррозионностой- ких сталей типа 18-8 и им подобных с содер- жанием до 16% Ni, работающих в агрессив- ных средах при температурах до 800° С
.ЭА-1В2Б ЦТ-16-1 Св-08Х19Н10Б 09Х19Н9В2Б Для сварки жаропрочных сталей 1Х16Н14В2БР и им подобных с содержанием до 16% Ni для работы при температурах до 700° С
Тип электрода Марки электродов - представителей Рекомендуемая марка электродно- го стержня по ГОСТ 2246—70
ЭА-1Г6 ЗИФ-1 Св-08Х20Н10Г6
ЭА-2Б ЗИО-7 Св-07Х25Н13
ЭА-ЗМ6 ЭА-395/9, НИАТ-5 Св-10Х16Н25М6
ЭАФ-1 ЦЛ-33 Св-04Х19Н9
ЭФ-ХИВМНФ КТИ-10-62 Св-ЮХНМФН
Продолжение табл. 7-29
Тип металла шва Примерное назначение электрода
Х19Н10Г6 Для сварки конструкционных низколегирован- ных специальных сталей, а также для сварки этих сталей с аустенитными. Для сварки ста- лей типа 18-8, работающих при температурах до —253° С
1Х23Н13Б Для сварки двухслойного металла со стороны высоколегированного слоя из сталей Х18Н9Т, 0X13
1Х16Н26М6 Для сварки низкоуглеродистых и низколегиро- ванных конструкционных сталей с аустенит- ными, работающими при повышенных темпе- ратурах, а также для сварки жаропрочных сталей ряда марок, содержащих до 25—35% N1, для работы при температурах до 700° С
1Х22Н8 Для сварки аустенитно-ферритных сталей, а также сталей типа 1Х18НЗГЗД2 и им подоб- ных, работающих в условиях эрозионного и кавитационного износа при температуре до 80° С
1Х10НМВ Для сварки жаропрочной стали 1Х12ВНМФ и ей подобных, предназначенных для работы при температуре до 580° С
§ 7-4. Сварочные флюсы
Флюсы применяют при многих способах сварки и на-
плавки плавлением при электродуговой сварке под флюсом,
сварке по флюсу, сварке с магнитным флюсом и при электрошла-
ковой сварке. В процессе сварки флюс защищает зону сварки
от доступа воздуха и выполняет ряд других важных функций.
Флюсы можно классифицировать по следующим основным призна-
кам: назначению, способу изготовления, химическому составу,
строению и размеру частиц.
Современные флюсы в зависимости от их назначения и пре-
имущественного применения разделяются на флюсы, предназна-
ченные для дуговой и электрошлаковой сварки и для наплавки;
флюсы, предназначенные для механизированной сварки и на-
плавки углеродистых сталей, легированных сталей и цветных
металлов и сплавов. Такое разделение в известной степени услов-
ное, поскольку флюсы, преимущественно применяемые для сварки
и наплавки одной группы металлов или сплавов, могут быть с успе-
хом использованы для сварки и наплавки металлов другой группы.
Вместе с тем флюсы, предназначенные для сварки одних цветных
металлов или легированных сталей одних марок, могут оказаться
непригодными для сварки других цветных металлов или леги-
рованных сталей других марок.
Различают флюсы общего назначения и специальные. Флюсы
общего назначения предназначены для механизированной дуговой
сварки и наплавки углеродистых и низколегированных сталей угле-
родистой и низколегированной сварочной проволокой. Флюсы спе-
циальные предназначены для отдельных способов и целей сварки:
электрошлаковой сварки, сварки легированных сталей и т. п.
По способу изготовления флюсы разделяют на плавленые
и неплавленые. Плавленые флюсы получают сплавлением компо-
нентов шихты в электрических или пламенных печах. Неплавле-
ные флюсы изготовляют скреплением частиц флюсовой шихты
без их сплавления. К числу неплавленых флюсов относятся кера-
мические флюсы, спеченные флюсы, флюсы-смеси.
Керамические флюсы изготовляют из смесей порошкообраз-
ных материалов, скрепляемых при помощи клеющих веществ,
главным образом жидким стеклом. Спеченные флюсы изготовляют
спеканием компонентов шихты при повышенных температурах
без их сплавления. Полученные комки затем измельчают до ча-
стиц требуемого размера. Флюсы-смеси изготовляют механиче-
ским смешением крупинок различных материалов или флюсов.
Большим недостатком механических смесей является склонность
к разделению при транспортировке и в процессе сварки вслед-
ствие разницы в плотности, форме и размере крупинок. Поэтому
механические смеси не имеют постоянных составов и технологи-
ческих свойств и недостаточно надежно обеспечивают стабильное
качество сварных швов.
22* 339
По химическому составу сварочные флюсы могут быть разде-
лены на три группы: оксидные, солевые и солеоксидные. Оксид-
ные флюсы состоят из окислов металлов и могут содержать до 10%
фтористых соединений. Их преимущественно применяют для
сварки углеродистых и низколегированных сталей. Флюсы соле-
вого типа состоят из фтористых и хлористых солей металлов,
а также из других не содержащих кислород химических соедине-
ний. Их используют для сварки активных металлов, таких как
алюминий, титан и др., а также для электрошлакового переплава.
Флюсы солеоксидного типа состоят из фторидов и окислов метал-
лов. Их преимущественно применяют при сварке и наплавке вы-
соколегированных сталей.
По химическому составу шлакообразующей части оксидные
флюсы могут быть разделены на кислые, нейтральные и основ-
ные. Это определяется содержанием в их составе кислых и основ-
ных окислов. К кислым (кислотообразующим) окислам относят
SiO2 и Т1О2, к основным —CaO, MgO, МпО, FeO. Окись алюми-
ния А12О3 и окись железа Fe2O3 имеют амфотерный характер.
Если в составе флюса много кислого окисла SiO2, А12О3 ведет себя
как основной окисел, если же флюс содержит много основных
окислов, А12О3 ведет себя как кислый окисел. Фториды и хло-
риды относятся к химически нейтральным соединениям.
Плавленые флюсы в зависимости от содержания в них SiO2
разделяют на высококремнистые, низкокремнистые и бескремни-
стые. К высококремнистым относятся флюсы, содержащие свыше
37—40% SiO2 При меньшем содержании SiO2 флюсы относятся
к низкокремнистым. В бескремнистых флюсах SiO2 содержится
только в качестве примеси (не более 4%). Флюсы, предназначен-
ные для сварки низкоуглеродистой и низколегированной стали
низкоуглеродистой проволокой, как правило, высококремнистые.
Низкокремнистые флюсы обычно применяют для сварки легиро-
ванных сталей.
По содержанию МпО плавленые флюсы разделяют на безмар-
ганцевые и марганцевые. К первым относятся флюсы, содержащие
не более 1 % МпО. При более высоком содержании МпО флюс отно-
сится к марганцевым.
По строению частиц плавленые флюсы разделяют на стекло-
видные, пемзовидные (рис. 7-29) и кристаллические. Стекловид-
ный флюс представляет собой прозрачные зерна. Они бесцветные
или же окрашены в зависимости от состава в различные цвета —
от светло-синего до черного. Пемзовидный флюс представляет
собой зерна пенистого материала белого или светлых оттенков
желтого, зеленого и других цветов. Кристаллический флюс
характеризуется кристаллическим строением зерен, окрашенных
в те же цвета, что и пемзовидный флюс. Объемная масса пемзо-
видных флюсов 0,6—1 г/см3, стекловидных и кристаллических
1,4—1,8 г/см3, промежуточную объемную массу имеют флюсы
полупемзовидного строения.
340
Рис. 7-29. Строение зерен флюса
б — пемзовидного
а — стекловидного,
Согласно рекомендации СЭВ по стандартизации сварочных
плавленых флюсов РС2205—69, флюс подразделен по величине
зерен (табл. 7-30).
Определяющими при выборе флюса являются состав основного
металла и принятый способ сварки.
Флюсы для дуговой сварки углеродистых конструкционных
сталей. Для сварки углеродистых сталей следует применять
флюсы, удовлетворяющие основным требованиям- обеспечение
устойчивости процесса сварки; отсутствие кристаллизационных
трещин и пор в шве; обеспечение требуемых механических свойств
металла шва и сварного соединения в целом; хорошее формиро-
вание шва; легкая отделимость шлаковой корки; минимальное
выделение вредных газов при сварке; низкая стоимость флюса
и возможность промышленного изготовления.
Устойчивость процесса дуговой сварки в первую очередь
зависит от устойчивости (стабильности) горения дуги. Под по-
следней обычно понимают постоянство во времени основных элект-
рических характеристик дуги,
а именно: постоянство значе-
ний напряжения дуги и силы
тока.
Сварочная дуга является
одним из видов электрического
разряда в газах, а поэтому
устойчивость ее горения, при
прочих равных условиях, опре-
деляется составом атмосферы
дуги. При нагреве теплотой
дуги флюс выделяет газы и
пары, изменяя этим состав атмо-
сферы дуги. Наличие в составе
флюса соединений щелочных
и щелочноземельных металлов
Таблица 7-30
Зернистость флюсов согласно
рекомендации СЭВ
Флюс Обозна- чение зернис- тости Величина зерна, мм
Тонко- зернистый / Пыль — 0,8
Мелко- зернистый k 0,1—1,6
Средне- зернистый tn 0,25—3,0
Крупно- зернистый g 0,35—5,0
341
повышает устойчивость Процесса сварки, тогДа как фторйсТЫё
соединения уменьшают ее.
Стойкость швов против образования кристаллизационных тре-
щин зависит от химического состава металла шва. Изменяя содер-
жание в металле шва углерода, серы и марганца, флюс оказывает
влияние на стойкость швов против кристаллизационных трещин.
При сварке флюс расплавляется, превращаясь в шлак, и вза-
имодействует с жидким металлом. Длительность их взаимодей-
ствия очень невелика и в зависимости от режима сварки может
составлять от 10—15 с до 1 мин. Затем, когда металл и шлак
затвердеют, их взаимодействие прекращается. Несмотря на кратко-
временность, взаимодействие жидких металла и шлака происхо-
дит довольно энергично. Это обусловлено высокими температу-
рами, до которых нагреваются металл и шлак, большими поверх-
ностями их контактирования и сравнительно большим относитель-
ным количеством шлака, составляющим в среднем 30—40% массы
металла.
Реакции, протекающие между жидкими металлом и шлаком
в процессе их взаимодействия, являются реакциями вытеснения
одного элемента из шлака в металл другим или же реакциями
распределения элемента между металлом и шлаком.
Так, при сварке углеродистой стали под плавленым высоко-
кремнистым марганцевым флюсом (например, АН-348-А) марга-
нец и кремний частично вытесняются железом из шлака и пере-
ходят в металл сварочной ванны [см. реакции (7-2) и (7-3))].
Стрелки указывают, что реакции могут идти в обоих направле-
ниях: слева направо в зоне высоких температур вблизи дуги
(восстановление марганца и кремния) и справа налево в затверде-
вающей части сварочной ванны (окисление марганца и кремния).
Направление реакций зависит также от концентрации реагиру-
ющих веществ. При большом содержании марганца или кремния
в металле сварочной ванны, отсутствии МпО и SiO2 или большом
содержании FeO в шлаке окисление марганца и кремния может
происходить и в зоне высоких температур сварочной ванны.
Величина перехода кремния пропорциональна содержанию
SiO2 во флюсе (рис. 7-30). При одинаковом содержании SiO2
величины перехода кремния могут быть разными: чем больше FeO
и СаО во флюсе, тем переход меньше. В том же направлении дей-
ствует повышение содержания кремния в сварочной проволоке
и основном металле. Переход крем-
ния из флюса в металл сварочной
ванны предупреждает возникно-
вение пористости швов от выде-
ления СО на кипящей и полу-
Рис. 7-30. Переход кремния из флюса
в металл шва в зависимости
от содержания во флюсе SiO2
342
Рис. 7-31. Переход серы из высококрем-
нистого марганцевого флюса
в металл шва в зависимости
от содержания во флюсе МпО
спокойной углеродистой стали и
уменьшает опасность появления
пористости швов на успокоенной
углеродистой стали.
Переход марганца из флюса
в металл сварочной ванны тем
выше, чем больше содержание
окислов марганца во флюсе. Увеличение содержания марганца
в металле за счет прохождения реакции (2—9) повышает стойкость
сварных швов на углеродистой стали против образования кри-
сталлизационных трещин. При сварке под высококремнистым без-
марганцевым флюсом происходит окисление содержащегося в ме-
талле марганца вследствие прохождения реакции (7-1). Для обе-
спечения необходимого содержания марганца в металле шва при
сварке под этими флюсами применяют низкоуглеродистую мар-
ганцовистую проволоку, содержащую 1,5—3,0% Мп.
От состава шлака зависит реакция распределения серы между
шлаком и металлом:
Q - >
ишл ч— ° мет
Сера оказывает резко отрицательное влияние на стойкость
металла шва против образования кристаллизационных трещин,
поэтому следует снижать ее содержание в металле шва. При
флюсах с высоким содержанием SiO2, TiO2 и А12О3 — так назы-
ваемых кислых окислов сера переходит из флюса в металл. Чем
больше окислов марганца в высококремнистом марганцевом флюсе
и меньше FeO, тем меньше переход серы в металл. На рис. 7-31
показано влияние содержания МпО в плавленом высококремни-
стом марганцевом флюсе на величину перехода серы в металл
шва. При содержании 25% МпО и более сера почти не переходит
из флюса в металл шва. Данные на рис. 7-31 относятся к флюсам,
содержащим около 0,1% S и 40—45% SiO2.
Повышение содержания марганца в металле сварочной ванны
и введение в нее алюминия и титана препятствует переходу серы
из шлака в металл. При сварке под основными флюсами сера
переходит из металла в шлак.
Реакция окисления углерода проходит в металле сварочной
ванны без участия флюса. Однако интенсивность прохождения ее
зависит от состава флюса — основного источника поступления
кислорода в металл. Углерод окисляется более интенсивно при
сварке под флюсами, содержащими значительные количества FeO,
МпО и SiO2. Окисление углерода ведет к уменьшению его кон-
центрации в металле шва, что повышает стойкость шва против
образования кристаллизационных трещин.
343
Другой опасный дефект швов, сваренных под флюсом, — по-
ристость. При сварке под флюсом основными причинами возникно-
вения пор в швах могут быть загрязнение основного металла и сва-
рочной проволоки ржавчиной, маслом и т. п., влажный флюс
и др. Роль флюса в предупреждении появления пор заключается
в защите металла сварочной ванны от доступа воздуха; выделении
в атмосферу дуги газов и паров, снижающих концентрацию в ней
водорода путем разбавления; выделении в атмосферу дуги газо-
образных соединений фтора, образующего с водородом нераство-
римый в жидкой стали фтористый водород; окислении металла
сварочной ванны.
Для уменьшения пористости швов в состав флюса вводят фто-
ристый кальций или фтористый натрий, флюс тщательно прока-
ливают перед сваркой и т. д. Так как наиболее эффективно свя-
зывает водород в виде HF газообразный фтористый кремний,
то чем больше в составе флюса CaF2 и SiO2 и меньше CaO, Na2O
и К2О, тем больше в атмосфере дуги находится водорода в виде Н F.
Для получения плотных швов на кипящей и полуспокойной
стали важное значение имеет кремниевосстановительный процесс
и поступление кремния в металл сварочной ванны из других источ-
ников.
Требуемые механические свойства металла шва и сварного
соединения в целом обеспечиваются путем получения швов нуж-
ного химического состава и без дефектов. Для механических
свойств металла шва существенное значение имеет реакция вос-
становления фосфора
Р2О5(шл) -ф 5Реметщ± 5РеОшл -ф 2Рмет. (7-8)
При сварке под флюсами, содержащими значительные количе-
ства кислых окислов, эта реакция во всех частях сварочной ванны
идет в правую сторону, т. е. фосфор восстанавливается из флюса
в металл. Так как фосфор является вредной примесью, для умень-
шения прохождения этой реакции необходимо максимально сни-
жать содержание фосфора во флюсе. Окисление фосфора и пере-
ход его из металла в шлак может иметь место только при сварке
под основными окислительными флюсами и то лишь в небольшой
степени.
Реакции взаимодействия шлака и металла зависят от соот-
ношения между количествами реагирующих флюса и металла.
Чем больше соотношение между флюсом и металлом, тем сильнее
взаимодействие. Изменяя режим сварки, можно изменять соотно-
шение между расплавляемыми флюсом и металлом, влияя этим
на интенсивность их взаимодействия.
В шихту для изготовления высококремнистых марганцевых
флюсов обязательно входит марганцевая руда, которая вместе
с тем является главным источником загрязнения флюса фосфором.
В связи с этим во флюсах данного типа содержание фосфора мо-
жет быть чрезмерно высоким (до 0,2%). При сварке углеродистой
344
Рис. 7-32. Переход фосфора из высокб-
кремнистого марганцевого
флюса в металл шва в зави-
симости от содержания фос-
фора во флюсе
или низколегированной стали под
высококремнистым марганцевым
флюсом фосфор в результате про-
хождения реакции (7-8) интенсив-
но переходит из флюса в металл
шва.
На рис. 7-32 показан график влияния содержания фосфора во
флюсе на величину перехода фосфора из плавленого высококрем-
нистого марганцевого флюса в металл шва. Различие величин
перехода фосфора при одном и том же содержании его во флюсе
обусловлено влиянием исходного содержания фосфора в свароч-
ной проволоке и основном металле и влиянием степени окислен-
ности флюса и его состава. Чем больше содержится фосфора в сва-
рочной проволоке и основном металле, тем меньше его перейдет
из флюса в металл шва, потому что будет задерживаться прохо-
ждение реакции (7-8). В том же направлении действует повыше-
ние степени окисленности флюса и увеличение содержания
в нем FeO.
Формирование шва прежде всего зависит от режима сварки,
т. е. от длины дуги, ее подвижности и т. п. В одинаковых усло-
виях длина дуги и ее подвижность зависят от размеров зерен
флюса. При сварке под крупным флюсом дуга более подвижна
и ширина шва больше, чем при сварке под мелким флюсом. Соот-
ветственно этому глубина провара больше при сварке под мелким
флюсом, чем под крупным.
Внешний вид шва в значительной мере зависит от равномер-
ности отложения металла, зависящей от состояния сварочной
ванны. «Кипение» сварочной ванны вследствие выгорания угле-
рода и выделения растворенных в металле газов может значи-
тельно ухудшить внешний вид шва. Повышение окисленности
флюса, способствующее интенсивному окислению углерода, также
ухудшает внешний вид шва. Введение в сварочную ванну вместе
с флюсом раскислителей успокаивает ее и способствует образо-
ванию швов с более мелкими чешуйками на поверхности.
Если при температуре затвердевания металла вязкость флюса
очень высокая, то шов имеет форму затвердевшей шлаковой
корки. Чрезмерно жидкоплавкий флюс также ухудшает формиро-
вание швов. В данном случае образуется много шлака, затрудня-
ющего процесс сварки. Хорошее качество формирования швов
обеспечивается при средних величинах вязкости флюса.
Хорошо сформированные кольцевые швы при сварке изделия
малого диаметра образуются в том случае, если отсутствует
стекание расплавленного шлака. Жидкий шлак, стекая в процессе
345
Рис. 7-33. Изменение вязкости флюса в зависимо»
сти от температуры:
1 — короткий флюс, 2 — длинный флюс
сварки, тянет за собой жидкий металл и
в результате образуются плохо сформиро-
ванные бугристые швы с натеками ме-
талла, подрезами и т. п. Характер фор-
мирования швов зависит от свойств при-
меняемого флюса. На рис. 7-33 показано
изменение вязкости в зависимости от тем-
пературы для двух жидких флюсов. Для «короткого» флюса
нисходящая ветвь кривой вязкости круто падает вниз, что
указывает на быстрое уменьшение вязкости флюса с повыше-
нием температуры. Для «длинного» флюса изменение вязкости
происходит значительно медленнее.
Для сварки кольцевых швов малого диаметра, а также для
наплавки небольших деталей цилиндрической формы значительно
больше подходят «короткие» флюсы, потому что при них шлак
твердеет быстро и надежно удерживает сварочную ванну от расте-
кания. В связи с этим для сварки кольцевых швов, особенно коль-
цевых швов малого диаметра, желательно применять специальные
флюсы, например ФЦ-1.
Плавленые флюсы для сварки углеродистых сталей. Получения
качественных швов на углеродистых и низколегированных кон-
струкционных сталях в настоящее время практически достигают
применением следующих сочетаний флюсов и сварочных про-
волок: 1) плавленый высококремнистый марганцевый флюс и
обычная низкоуглеродистая сварочная проволока; 2) плавленый
высококремнистый безмарганцевый флюс и низкоуглеродистая
марганцовистая сварочная проволока; 3) керамический флюс
и обычная низкоуглеродистая сварочная проволока.
Общим для первых двух сочетаний является применение высо-
кокремнистых флюсов и проволоки из кипящей или полуспокой-
ной стали. Успокоить металл сварочной ванны и предупредить
появление пористости при сварке кипящей стали можно путем
введения некоторого количества кремния из флюса. Легируют
металл шва марганцем с целью повышения стойкости против обра-
зования кристаллизационных трещин или через флюс (первое
сочетание), или через проволоку (второе сочетание).
Сравнение этих сочетаний флюса и проволоки показывает,
что сварочные свойства высококремнистых марганцевых флюсов
несколько лучше, чем высококремнистых безмарганцевых. Поло-
жительным свойством высококремнистых марганцевых флюсов
является высокая стойкость сварных швов против образования
кристаллизационных трещин. Это обусловлено малым переходом
серы из флюсов данного типа в металл шва и сравнительно силь-
ным выгоранием углерода из металла сварочной ванны. Кроме
346
того, положительно влияет более низкое по сравнению с содер-
жанием в марганцовистой проволоке содержание углерода в низ-
коуглеродистой сварочной проволоке, используемой в сочетании
с высококремнистыми марганцевыми флюсами.
При сварке под высококремнистыми марганцевыми флюсами
пористость сварных швов меньше, чем при сварке под высококрем-
нистыми безмарганцевыми флюсами.
Преимуществом высококремнистых безмарганцевых флюсов
является лучшая отделимость шлака с поверхности шва в связи
с меньшим окислительным действием флюса на затвердевающий
металл шва, вследствие чего образование окисной пленки на
поверхности шва происходит медленнее и затрудняется сцепле-
ние шлака с этой поверхностью. В швах, сваренных под высоко-
кремнистыми безмарганцевыми флюсами, содержится меньше
фосфора, потому что в шихте для их выплавки нет марганцевой
РУДЫ.
По выделению вредных газов оба рассматриваемых сочетания
равноценны. Первое сочетание хуже в отношении выделения
в атмосферу соединений марганца.
На начальном этапе развития автоматической сварки в СССР
использовали -почти исключительно первое сочетание флюса
и проволоки. Кроме технологических преимуществ первого соче-
тания это было вызвано также некоторыми трудностями изгото-
вления сварочной проволоки с высоким содержанием марганца
и низким — углерода, в то время как обычная низкоуглеродистая
сварочная проволока не была дефицитной. Кроме того, выплавка
высококремнистого марганцевого флюса не представляла затруд-
нений в связи с наличием в нашей стране больших залежей высо-
кокачественной марганцевой руды.
К высококремнистым марганцевым флюсам относятся АН-348-А,
АН-348-АМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 и др., предназ-
наченные для механизированной сварки и наплавки углеро-
дистых и низколегированных сталей низкоуглеродистой и низ-
колегированной сварочной проволокой. Из них наиболее широко
применяются флюсы АН-348-А, АН-60 и ОСЦ-45. С согласия по-
требителей допускается поставка флюса марки АН-348-АМ с со-
держанием фтористого кальция до 5,5% для автоматической сварки
проволокой диаметром не более 3 мм. Это связано как с тенденцией
значительного расширения применения при автоматической сварке
под флюсом тонкой сварочной проволоки, так и тем, что при авто-
матической сварке опасность выделения вредных фтористых газов
меньше, чем при полуавтоматической.
Как видно из табл. 7-31, флюсы АН-348-А и АН-348-AM отли-
чаются от флюсов ОСЦ-45 и ОСЦ-45М содержанием CaF2. Боль-
шое содержание CaF2 в высококремнистом марганцевом флюсе
повышает стойкость металла шва против образования пор
(рис. 7-34). Чем выше содержание CaF2, тем больше ржавчины
может находиться в зоне сварки без опасности появления
347
Таблица 7-31
Состав сварочных плавленых флюсов, % по массе
Марка S1O, МпО СаО MgO A12O3 NagO CaF2 Fe2O3 S р с
флюса и КгО не более
АН-348 А 41,0—44,0 34,0—38,0 <6,5 5,0—7,5 <4,5 — 4,0—5,5 2,0 0,15 0,12 —
ОСЦ-45 38,0—44,0 38,0—44,0 <6,5 <2,5 <5,0 — 6,0—9,0 2,0 0,15 0,15 —
АН-348-АМ 41,0—44,0 34,0—38,0 <6,5 5,0—7,5 <4,5 — 3,5—4,5 2,0 0,15 0,12
ОСЦ-45М 38,0—44,0 38,0—44,0 <6,5 <2,5 <5,0 — 6,0—9,0 2,0 0,15 0,10 __
АН-60 42,5—46,5 36,0—41,0 3,0—11,0 0,5—3,0 <5,0 — 5,0—8,0 1,5 0,15 0,15 —
ФЦ-9 38,0—41,0 38,0—41,0 <6,5 <2,5 10,0—13,0 — 2,0—3,0 2,0 0,10 0,10 —
АН-8 33,0—36,0 21,0—26,0 4,0—7,0 5,0—7,5 11,0—15,0 — 13,0—19,0 1,5—3,5 0,15 0,15 —
АН-20С, АН-20СМ, АН-20П 19,0—24,0 <0,5 3,0—9,0 9,0—13,0 27,0—32,0 2,0—3,0 25,0—33,0 1,0 0,08 0,05 —
АН-22 18,0—21,5 7,0—9,0 12,0—15,0 11,5—15,0 19,0—23,0 1,0—2,0 20,0—24,0 1,0 0,05 0,05 —
АН-26С, АН-26СП, АН-26П 29,0—33,0 2,5—4,0 4,0—8,0 15,0—18,0 19,0—23,0 — 20,0—24,0 1,5 0,10 0,10 0,05
Примечание Индексы в ианмеиованни марки флюса имеют следующие значения: С — стекловидный, П — пемзовидный;
М — мелкий
Рис. 7-34. Влияние содержания CaF8
в высококремнистом марганце-
вом флюсе на стойкость швов
против образования пор
пористости швов. Более высо-
кое содержание CaF2 во флю-
сах ОСЦ-45 и ОСЦ-45М, в сравне-
нии с флюсами АН-348-А и
АН-348-АМ, вызывает более ин-
тенсивное выделение в атмосферу „
дуги фтористых соединений, пре- 0 12 2 <,6 саРг, /,
дупреждающих образование пор от водорода. Вместе стемухудша
ются устойчивость горения дуги и гигиенические условия труда.
За длительное время практического применения флюсов упо-
мянутых марок определилась номенклатура производств и изде-
лий, где при сварке преимущественно применяют ту или иную
марку флюса. В машиностроении, вагоностроении и ряде других
отраслей промышленности в основном применяют флюсы АН-348-А
и АН-348-АМ, в судостроении же обычно используют флюсы
ОСЦ-45 и ОСЦ-45М.
Согласно ГОСТ 9087—69 «Флюсы сварочные плавленые»,
приведенные в табл. 7-31, флюсы следует поставлять в виде одно-
родных по строению зерен без включений инородных частиц,
в том числе нерастворившихся частиц сырьевых материалов, угля,
кокса, стружки и т. п. Как исключение допускается содержание
частиц инородных материалов в навеске 10 г не более 10 шт.
Допускается также наличие во флюсах АН-348-А и АН-348-АМ
не более 10% белых и желтых непрозрачных зерен, во флю-
сах ОСЦ-45 и ОСЦ-45М не более 5% зерен черного цвета. Строе-
ние и цвет зерен флюсов, согласно ГОСТ 9087—69, должны соот-
ветствовать указанным в табл. 7-32. При этом все промежуточные
оттенки также допустимы.
Размеры зерен флюса должны соответствовать указанным
в табл. 7-33. Стекловидный флюс с размером зерен не более 2,5
или 3 мм и пемзовидный флюс с размером зерен не более 4 мм
предназначены для автоматической сварки проволокой диаметром
не менее 3 мм. Стекловидный флюс с размером зерен не более
1,6 мм предназначен для автоматической и полуавтоматической
сварки проволокой диаметром не более 3 мм.
Флюсы поставляют партиями, состоящими из флюса одной
марки. Масса партии не должна превышать 60 т. Флюс упаковы-
вают в бумажные мешки или другую тару, обеспечивающую его
сохранность при транспортировке. Для перевозки малыми пар-
тиями в сборных вагонах или автотранспортом флюс должен быть
упакован в деревянную или металлическую тару. По соглашению
с потребителем допускается отгрузка флюса в крытых вагонах
насыпью. Влажность отправляемого потребителям флюса не
должна превышать 0,10% (для флюса АН-60 не более 0,05%).
349
Таблица 7-32
Строение и цвет сварочных плавленых флюсов
Марка флюса Строение зерен Цвет зерен
АН-348-А, АН-348-АМ ОСЦ-45, ОСЦ-45М ФЦ-9 Стекловидное Желтый и коричневый всех оттенков Светло-серый, желтый и коричне- вый всех оттенков Светло-желтый всех оттенков и коричневый всех оттенков
АН-60 АН-20П АН-26П Пемзовидное Белый, желтый всех оттенков и светло-коричневый Белый и светло-серый Светло-серый
АН-8 АН-20С, АН-20СМ АН-22 АН-26С Стекловидное Желтый и коричневый всех оттенков Светло-серый и светло-голубой Желтый всех оттенков и светло- коричневый Серый всех оттенков и светло-зе- леный
АН-26СП Смесь стекловид- ных и пемзо- видных зерен Серый всех оттенков и светло-зе- леный
Объемная масса сварочных плавленых флюсов согласно ГОСТ
9087—69 должна соответствовать указанной в табл. 7-34. Малая
объемная масса пемзовидного флюса обеспечивает высокую по-
движность сварочной дуги, потому что на его плавление затрачи-
вается меньше тепловой энергии дуги, чем на плавление такого же
объема стекловидного флюса. Вследствие высокой подвижности
дуги при сварке под пемзовидным флюсом при том же режиме
формируются более широкие швы с меньшей высотой утолщения,
чем при сварке под стекловидным флюсом. При такой форме шва
Таблица 7-33
Размер зерен сварочных плавленых флюсов
Марка флюса Размеры зерен, мм Марка флюса Размеры зерен, мм
АН-348-А, ОСЦ-45, АН-20С, АН-26П АН-348-АМ, ОСЦ-45М, ФЦ-9, АН-20СМ 0,35—3,00 0,25—1,60 АН-8, АН-22, АН-26С АН-60, АН-20П АН-26СП 0,25—2,50 0,35—4,00 0,25—4,00
350
Таблица 7-34
Объемная масса сварочных плавленых флюсов
Марка флюса Объемная масса, кг/дм3 Марка флюса Объемная масса, кг/дм3
АН-8, АН-22 АН-348-А, АН-348-АМ, ОСЦ-45, ОСЦ-45М, АН-26С, ФЦ-9 1,5—1,8 1,3—1,8 АН-20С, АН-20СМ АН-60, АН-20П, АН-26П АН-26СП 1,2—1,7 0,7—1,0 0,9—1,3
меньше опасность несплавления шва с основным металлом, что
особенно важно при сварке на большой скорости.
Пористость сварных швов тем меньше, чем больше фтористого
кремния находится в атмосфере дуги. Фтористый кремний обра-
зуется при сварке вследствие взаимодействия кремнезема с фто-
ристым кальцием. Фтористый кремний — это газ со специфиче-
ским резким запахом. Он образуется на поверхности частиц
флюса, содержащих в своем составе кремнезем и фтористый каль-
ций и нагретых до температуры выше 600° С. Количество выделен-
ного фтористого кремния тем больше, чем выше температура на-
грева частиц флюса, больше их поверхности и выше содержа-
ние SiO2 и CaF2.
Так как пемзовидный флюс имеет значительно большую по-
верхность зерен, чем стекловидный, то при одинаковом химиче-
ском составе во время сварки под пемзовидным флюсом выделяется
значительно больше фтористого кремния, чем под стекловидным.
Соответственно этому пористость швов, сваренных под пемзовид-
ным флюсом, меньше чем швов, сваренных под стекловидным флю-
сом. Испытание на стойкость швов против образования пор от
ржавчины проводили при скорости сварки 30 м/ч. На рис. 7-35
видно, что флюс АН-60, объемная масса которого составляет
0,8—1,0 г/см3, допускает без опасности образования пор в 2—
2,5 раза больше ржавчины, чем стекловидный флюс такого же
химического состава с объемной массой 1,6 г/см3.
Из флюсов пемзовидного строения наиболее широко приме-
няют АН-60 и в основном при изготовлении стальных труб боль-
шого диаметра для газопроводов. Он
предназначен для сварки с большой
скоростью. Его высокие технологи-
ческие свойства (хорошее формиро-
вание шва и большая стойкость шва
против образования пор) обусловлены
пемзовидным строением зерен. При-
Рис. 7-35. Зависимость пористости швов от
ржавчины и объемной массы плав-
леного флюса
351
дание флюсу стекловидного или пемзовидного строения дости-
гается соответствующим способом ведения плавки и грануляции
флюса.
Для полуавтоматической сварки углеродистых и низколеги-
рованных сталей используют флюс ФЦ-9, разработанный
в ЦНИИТМАШе. Флюс обладает хорошими технологическими
свойствами и выделяет мало фтористых газов, что связано с низ-
ким содержанием в его составе CaF2. Эта особенность очень важна
при полуавтоматической сварке, когда сварщик находится ближе
к дуге, чем при автоматической. Поэтому к флюсам, предназна-
ченным для полуавтоматической сварки, предъявляют более
жесткие требования в отношении выделения вредных газов, чем
к флюсам для автоматической сварки.
Наиболее простой и надежный способ значительного уменьше-
ния выделения вредных газов при сварке под флюсом — это при-
менение флюсов, вовсе не содержащих фтористых соединений.
Однако ввиду отсутствия в составе флюса фтористых соединений
стойкость сварных швов против образования пор очень низкая.
Такие флюсы имеют хорошие стабилизирующие свойства и в про-
цессе сварки мало выделяют вредных газов, однако они обес-
печивают плотные швы только на чистом металле. В связи с низ-
кой стойкостью против образования пор применение бесфтористых
флюсов весьма ограниченное.
Высококремнистые безмарганцевые флюсы находили и нахо-
дят применение в зарубежных странах. Они предназначены для
сварки углеродистых и некоторых низколегированных сталей
сварочной проволокой с повышенным содержанием марганца.
В табл. 7-35 приведены составы высококремнистых безмарганце-
вых флюсов, применявшихся в США (UM20, UM30) и ФРГ (Blau).
Там же дан состав отечественного флюса АН-5, разработанного
в Институте электросварки имени Е. О. Патона.
Для сварки стали большой толщины на мощных режимах раз-
работаны флюсы ФЦ-4 и ФЦ-5 (табл. 7-35). Имея высокие стабили-
зирующие свойства, эти флюсы обеспечивают длинную дугу,
необходимую при однопроходной сварке металла большой тол-
щины. Тенденция применения флюсов с высокими стабилизи-
рующими свойствами в зарубежных капиталистических странах
обусловлена стремлением работать на возможно более мощных
режимах. Однако это целесообразно только в случае сварки тол-
стого металла. При сварке же стали малой и средней толщины
это сопряжено с необходимостью тщательной очистки поверхности
свариваемого металла от ржавчины и загрязнений вследствие
более низкой стойкости против образования пор флюсов с высо-
кими стабилизирующими свойствами.
Для повышения производительности сварки под флюсом сты-
ковых швов все шире применяется однопроходная сварка с обрат-
ным формированием валика на флюсовой или флюсомедной
подушке. Чтобы избежать образования в таких швах шлаковых
352
Таблица 7-35
Состав зарубежных и отечественных плавленых флюсов, % по массе
Марка флюса S1O2 МпО СаО MgO А12Оз Na2O н К2О Т1О2 CaFa FezO3
UM20, Blau 50-53 <0,6 30—31 9—10 4—6 2—4,5 0,5
UM30 54 — 28 8 5 — 5 0,5
АН-5 50—52 — 26—30 10—14 — <1,0 — 5—6 <1,0
ФЦ 1 * 45 14,5 18 12,5 <2,0 — — 6,0 <1,0
ФЦ4 * 45 33,0 5,0 <2,0 3,5 5,5 3,0 <2,0
ФЦ-5 -1- 44 45,0 <3,5 <1,0 3,5 1,5 — 3,0 <1,5
ФЦ-7 46—48 24—26 <3,0 16—18 — 0,6—0,8 — 5—6 <1,5
* Вместо допусков по химическому составу флюса приведен расчетный состав
флюсовой шихты
каналов, необходимо, чтобы подкладочный флюс был достаточно
тугоплавким.
Керамические флюсы для сварки углеродистых сталей. Приори-
тет разработки керамических флюсов принадлежит Советскому
Союзу. Впервые керамические флюсы для дуговой сварки пред-
ложил К. К- Хренов.
Каждое зерно керамического флюса состоит из прочно соеди-
ненных мелких частичек и содержит все компоненты флюса в опре-
деленном соотношении. Зерна флюса имеют одинаковый химиче-
ский состав, плотность и строение. Благодаря этому исключена
возможность разделения составляющих частей керамического
флюса при его использовании. Отсутствие операции плавления
при изготовлении флюсов этого типа позволяет вводить в их
состав минералы, руды, ферросплавы, металлы, углеродистые
вещества и другие материалы независимо от их взаимной рас-
творимости, что значительно эффективнее влияет на состав и
структуру металла шва.
При сварке под плавлеными высококремнистыми марганце-
выми флюсами металл шва легируется только кремнием и марган-
цем. С помощью керамических флюсов металл шва можно леги-
ровать и другими элементами, причем в большом количестве.
Для сварки углеродистых конструкционных сталей в Совет-
ском Союзе нашли достаточно широкое применение лишь керами-
ческие флюсы на основе марганцевой руды и песка. Состав шихты
для изготовления флюсов этой группы подобен составу шихты
таких плавленых флюсов, как ОСЦ-45, АН-348-А и др. В качестве
примера рассмотрим флюсы К-П и КВС-19 (табл. 7-36).
Зерна флюсов К-Н и КВС-19 черного цвета. Эти флюсы обла-
дают хорошими технологическими свойствами. Они обеспечи-
вают нормальное формирование швов, легкую отделимость шла-
ковой корки с поверхности шва и достаточно высокую стойкость
швов против образования кристаллизационных трещин. Меха-
23 Заказ № 782 353
Таблица 7-36
Состав шихты керамических флюсов, % по массе
Материал к И КВС-19
Руда марганцевая 60 54
Песок кварцевый 20 30
Шпат плавиковый 10 7
Ферросилиций (ФС75) 10 7
Ферротитан — 2
Натриевое жидкое стекло (в процен-
тах от массы сухой смеси) . 15 15—17
нические свойства сварных швов и соединений, выполненных под
флюсами К-И и КВС-19 на углеродистой стали, несколько усту-
пают таковым, сваренным под плавлеными флюсами АН-348-А
и ОСЦ-45, вследствие повышенного содержания в них фосфора.
Вместе с тем флюсы К-И и КВС-19 значительно превосходят плав-
леные флюсы АН-348-А и ОСЦ-45 по стойкости швов против обра-
зования пор. Им равноценен в этом отношении только плавленый
пемзовидный флюс АН-60.
Плавленые флюсы с примесью ферросплавов. К плавленым
флюсам ферросплавы можно примешивать механически в виде
измельченных частиц, вводить в жидкий флюс в процессе его
плавки или же примешивать к плавленому флюсу в составе кера-
мического флюса. При автоматической сварке в Советском Союзе
ранее широко применяли механические смеси шлакового
флюса АШ с измельченным ферромарганцем (АШМА) и с плави-
ковым шпатом (АШПАТ). При сварке под этими смесями обеспе-
чивалось получение плотных и хорошо сформированных швов
на низколегированной стали. Недостатком таких смесей является
разделение их составляющих по плотности, форме и величине
зерен. Во время подачи, транспортировки и других операций
более тяжелые частички ферросплава перемещаются вниз, что
приводит к повышению содержания ферросплава в одних объемах
флюса и снижению в других. Вследствие различия формы и вели-
чины зерен происходит отделение частиц плавикового шпата
от флюса. Результатом возникающей неоднородности состава
флюса является непостоянство химического состава и качества
сварных швов. В связи с этим механические смеси плавленых
флюсов с ферросплавами и минералами не применяют.
Ферросплавы могут быть введены во флюс в процессе его
плавки. Чтобы уменьшить возможность оседания ферросплавов
на дно печи, их вводят в измельченном виде перед выпуском флюса
из печи при перемешивании расплава. Недостатком такого спо-
соба введения является неравномерность распределения ферро-
сплавов в массе флюса вследствие различия плотности расплав-
ленного флюса и ферросплавов.
354
Кроме того, при наличии в составе флюса таких окислов,
как FeO, МпО, SiO2 и других флюс интенсивно реагирует с входя-
щими в состав ферросплавов элементами. Поскольку для раз-
личных плавок флюса время от загрузки ферросплава до грану-
ляции флюса может быть разным, окончательный состав нахо-
дящегося во флюсе ферросплава может значительно отличаться.
Этим вызвано непостоянство легирующего действия и технологи-
ческих свойств такого флюса.
Из плавленых и керамических флюсов можно изготовлять
флюсы-смеси. Входящие в состав керамического флюса ферро-
сплавы вместе с ним равномерно распределяются между зернами
плавленого флюса. Для уменьшения возможности разделения
составляющих смеси необходимо, чтобы объемная масса и форма
частиц смешиваемых плавленого и керамического флюсов были
по возможности близкими. Лучшие результаты достигаются
в том случае, если плавленый флюс имеет пемзовидное строение.
Использование шлаковых корок. При механизированных сварке
и наплавке под флюсом в результате расплавления флюса обра-
зуется значительное количество шлаковых корок, которые обычно
не используют. Вместе с тем в сущности составы и свойства шлака
и флюса отличаются мало. Разница состоит в небольшом измене-
нии химического состава флюса в процессе сварки и наличии
в шлаке металлических капель различного размера.
В шлаке по сравнению с исходным флюсом обычно содержится
несколько больше окислов железа и окиси кальция и несколько
меньше CaF2. Поэтому шлак по сравнению с флюсом имеет не-
сколько пониженную стойкость против образования кристалли-
зационных трещин и пор в металле шва и не может служить полно-
ценной заменой флюса при сварке. Однако во многих случаях
можно механически примешивать к флюсу некоторое количество
измельченной шлаковой корки,'не ухудшая этим заметно качество
металла шва или наплавки.
При определении количества измельченной шлаковой корки,
которое можно примешивать к флюсу, следует учитывать, на-
сколько высока в данных конкретных производственных условиях
стойкость сварных швов против образования пор и кристаллиза-
ционных трещин. Необходимо также принимать во внимание
и другие возможные стороны влияния такого примешивания на
качество сварных соединений. Чем выше стойкость швов против
образования пор и кристаллизационных трещин, тем большей
может быть примесь к флюсу измельченной шлаковой корки.
Необходимым условием использования шлаковых корок в ка-
честве примеси к флюсу является предупреждение загрязнения
их землей, смазкой и т. д., так как эти вещества ухудшают ка-
чество швов. Размер частиц измельченной шлаковой корки дол-
жен быть таким же, как и зерен флюса. На предприятиях, имею-
щих собственные флюсовые мастерские, использовать шлаковые
корки можно, добавляя их к шихте для выплавки флюса
23* 355
Флюсы для сварки и наплавки легированных сталей. Боль-
шинство требований, предъявляемых к флюсам для сварки угле-
родистых сталей, действительны и для флюсов, предназначенных
для сварки легированных сталей. Дополнительное требование —
минимальное окисление легирующих элементов, вводимых в шов
из основного металла и сварочной проволоки. Имеют место также
трудности в обеспечении хорошей отделимости шлака с поверх-
ности швов, содержащих ванадий или ниобий, а также хром.
Отделимость шлаковой корки зависит от окисляющего действия
жидкого флюса на поверхность затвердевшего шва. Длитель-
ность этого действия очень невелика и составляет для обычных
режимов электродуговой сварки 20—30 с. Жидкий шлак, содер-
жащий значительные количества FeO, МпО, SiO2 и ТЮ2, окис-
ляет поверхность затвердевшего металла шва. Образующаяся
весьма тонкая окисная пленка прочно удерживается на его поверх-
ности. Если поверхность металла окислена, а в составе шлака
находятся соединения, прочно сцепляющиеся с окисной пленкой
на шве (А12О3, Сг2О3 и др.), следует ожидать прочного удержива-
ния шлака на поверхности металла.
Введение в сварочную ванну небольших количеств сильных
раскислителей значительно улучшает отделимость шлака. Проч-
ность удерживания шлака возрастает при содержании в нем
заметных количеств окислов ванадия, ниобия, хрома и алюминия,
что приводит к образованию в ближайшем ко шву слое шлака
соединений, имеющих такую кристаллическую решетку, которая
достраивает решетку закиси железа. Для улучшения отделимости
шлаковой корки с поверхности шва следует принимать меры, за-
трудняющие образование и рост окисной пленки.
Выполнение требований, предъявляемых к флюсу как в отно-
шении минимального окисления примесей, так и легкой отдели-
мости шлака, обеспечивается применением флюсов с низким
содержанием окислов железа, марганца, кремния и титана, т. е.
с пониженными окислительными свойствами.
Снижение содержания SiO2 во флюсе для автоматической
и полуавтоматической дуговой сварки с целью уменьшения окис-
ляющего действия ухудшает его формирующие свойства. При
сварке под флюсом качество формирования швов остается удовле-
творительным, если уменьшение содержания SiO2 во флюсе ком-
пенсируется соответствующим повышением содержания А12О3,
способного подобно SiO2 придавать флюсу вязкость, делать его
«длинным». Поэтому в составе флюсов для сварки легированных
сталей обычно много окиси алюминия, причем ее концентрация
тем выше, чем меньше содержание SiO2.
Плавленые флюсы для сварки и наплавки легированных сталей
(см. табл. 7-31). Сведения о строении, цвете и размере зерен,
а также объемной массе приведены в табл. 7-32—7-34. Флюсы
АН-20С, АН-20СМ и АН-20П имеют одинаковый химический состав
и отличаются лишь по размеру и строению зерен. Эти флюсы
356
предназначены для дуговой автоматической наплавки легирован-
ных сталей и сварки легированных сталей соответствующими
сварочными проволоками.
Флюс АН-22 предназначен для электрошлаковой сварки и ду-
говой автоматической сварки и наплавки легированной сварочной
проволокой; флюсы АН-26С, АН-26П и АН-26СП — для авто-
матической и полуавтоматической сварки нержавеющих, корро-
зионностойких и жаропрочных сталей соответствующими свароч-
ными проволоками. Индекс СП указывает, что флюс состоит из
зерен стекловидного и пемзовидного строения. При надлежащем
выборе технологии низкокремнистые флюсы перечисленных выше
марок можно применять для сварки и наплавки иных типов стали
в сочетании с соответствующими сварочными проволоками.
Из силикатов, алюминатов и алюмосиликатов магния состо-
ит флюс 48-ОФ-Ю. В его составе много CaF2. Флюс предназна-
чен для дуговой наплавки лентой и сварки легированных
и низколегированных сталей. Для наплавки легированных ста-
лей и чугуна предназначен флюс АН-28. Суммарное содержа-
ние SiO2 и А12О3 в нем составляет 43—53%, СаО и CaF2 47—53%.
Флюс имеет пемзовидное строение и цвет от белого до темно-
серого. Высокие стабилизирующие свойства флюса АН-28 позво-
ляют надежно вести наплавку не только проволокой, но и широкой
лентой. Для сварки легированных сталей предназначен и флюс
АВ-5 (табл. 7-37).
Проведенные в ИЭС им. Е. О. Патона исследования показали,
что введение в состав низкокремнистых флюсов окислов железа
способствует значительному улучшению механических свойств
металла шва. С этой целью разработаны флюсы АН-17, АН-17М
и другие, имеющие стекловидное строение и черный цвет.
Разработка составов низкокремнистых флюсов за рубежом
вызвана необходимостью при сварке углеродистых сталей умень-
шить окисление вводимого с проволокой марганца. Высококрем-
Таблица 7-37
Состав плавленых низкокремнистых флюсов, % по массе
Марка флюса SiO2 А12Оз СаО МпО MgO Ca F2 Na2O и K2O FeO
48-ОФ-10 9—12 28—34 < 8 11—14 35—45
АН-28 5—10 36—45 35—44 <2 5—15 1—2 <2
АВ-5 * 15—20 18—23,5 12—18 — — 35—45 3 —
'АН-17 17—21 21—25 14,5—18,5 4—6 9—12 19—23 — 7,5—9,5
Rot 35 20 31 — 10 3 — <1
Grim ** 32 16 29 6 9 4 2 s£0,5
-UM90 ** 33 20 7 28 2 5 — <2
Примечание. Дополнительно содержат * 4 — 5% NaF, ** 1% TiO2.
357
нистые безмарганцевые флюсы типа UM20 или UM30, содержа-
щие около 50% SiO2, вследствие развития кремневосстановитель-
ного процесса значительно уменьшают содержание марганца
в металле сварочной ванны. Меньшего окисления марганца до-
стигли заменой части SiO2 окисью алюминия — флюс Rot, а также
введением в состав флюса окислов марганца — флюсы UM90
и Grun (см. табл. 7-38).
Хотя окислительное действие низкокремнистых флюсов, осо-
бенно не содержащих окислов марганца, на металл сварочной
ванны невелико, все же оно достаточно, чтобы полностью или
в значительной степени окислить и перевести в шлак такие эле-
менты, как титан, алюминий, цирконий и др. Недо татком этих
флюсов является также плохая отделимость шлака от поверх-
ности швов, содержащих ванадий и ниобий, вследствие окисления
поверхности шва жидким шлаком. Низкокремнистые флюсы
мало пригодны для получения стабильноаустенитных швов и
сварки высоконикелевых жаропрочных сплавов ввиду недопу-
стимо высокой окислительной способности, загрязнения металла
шва неметаллическими силикатными включениями и значитель-
ного перехода кремния в шов.
Перечисленные недостатки низкокремнистых флюсов вызвали
необходимость разработки и применения бескремнистых, безмар-
ганцевых флюсов, не содержащих в своем составе SiO2, МпО
и других непрочных окислов или же содержащих их только в ка-
честве загрязняющей примеси. Бескремнистые флюсы состоят
из таких прочных окислов, как А12О3, СаО и MgO, а также из
фторидов щелочных и щелочноземельных металлов (табл. 7-38).
Флюс 48-ОФ-6 применяют при автоматической дуговой сварке
и наплавке легированных сталей. Состоящий из фтористого каль-
ция и прочных окислов (см. табл. 7-38), он мало влияет на хими-
ческий состав металла шва. Гранулированный по мокрому спо-
собу флюс 48-ОФ-6 с целью возможно более полного удаления
из него влаги обязательно прокаливают при высокой темпера-
туре.
Для автоматической дуговой наплавки легированных сталей
предназначены флюсы АН-30 и АН-70 (см. табл. 7-38). Флюс АН-30
имеет стекловидное строение зерен, флюс АН-70 — пемзовидное.
К бескремнистым относятся флюсы АНФ-6 и АНФ-7, нашедшие
Таблица 7-38
Состав плавленых бескремнистых флюсов, % по массе
Марка флюса CaF2 NaF А12Оз СаО MgO S1O2 FeO
не б олее
48-ОФ-6 45—60 20—27 16—23 <3 4 1,5
АН-30 19—23 — 39—44 16—20,5 13—16 2—5 1,0
АН-70 15—25 1—3 35—45 25—35 — 8 1,0
358
Таблица 7-39
Состав плавленых флюсов, применяемых при свйркё
высоколегированных сталей и сплавов, % по массе
Марка флюса CaF2 NaF А12Оз СаО MgO S102
АНФ-Ш 92—96 4—6 <1,5
АНФ-5 75—80 17—25 — — —.
АНФ-7 65—75 — — 18—30 — <2
АНФ-8 .... 45—55 — 25—35 12—18 — <2
АНФ-23 61—64 21—25 10—13 —. <2
АНФ-22 86—92 — — 2—3 — —
АНФ-17 48—55 — 22—26 3—5 — Следы
АНФ-14 60—65 .—. 10—12 С 0,8 4—8 14—16
АНФ-16 . . 50—55 5—7 23—32 » 5 5—9 <5
АН-29 . . 10—15 — 40—50 35—45 — Следы
АН-292 . . — — 58—61 33—37 4—7 <1,5
Примечание. В состав флюса АНФ-22 входит также 8 —12% В2О3, а в состав
флюса АНФ-17 — 4 — 8% К2О и 9—13% МпО.
преимущественное применение при электрошлаковой переплаве
Зерна этих флюсов имеют камневидное строение.
Плавленые флюсы для сварки высоколегированных сталей
и сплавов. Для сварки высоколегированных сталей и сплавов
преимущественно применяют флюсы с высоким содержанием
фтористых соединений (фторидные флюсы). По химическому со-
ставу они относятся к солевому или солеоксидному типам. Кроме
того, для сварки высоколегированных сталей и сплавов находят
применение низкокремнистые флюсы и так называемые высоко-
основные флюсы.
Сварку высоколегированных сталей под низкокремнистыми,
бескремнистыми и фторидными флюсами, как правило, ведут
на постоянном токе обратной полярности. Сварка на пере-
менном токе дает отрицательные результаты как в отношении
устойчивости дугового процесса, так и в отношении качества
получаемых швов.
В зависимости от характера воздействия на металл сварочной
ванны фторидные флюсы подразделяют на бескислородные, без-
окислительные и окислительные (табл. 7-39).
Основой фторидных бескислородных флюсов (АНФ-1П, АНФ-5,
АНФ-24) является фтористый кальций, в качестве добавок исполь-
зуются фториды натрия (АНФ-5), магния (АНФ-24), бария и др.
При сварке достигается высокое усвоение таких легирующих
элементов, как титан, алюминий, бор, так как бескислородные
флюсы их почти не окисляют. Кроме того, снижается содержание
серы в металле шва. Вместе с тем эти флюсы не лишены технологи-
ческих недостатков: ухудшенное формирование сварных швов
и способность шунтировать дугу расплавленным шлаком, в ре-
359
Эультате чего нарушается устойчивость дугового процесса. Бес-
кислородные флюсы применяют преимущественно для сварки
аустенитными швами сталей и сплавов, содержащих легкоокис-
ляющиеся элементы.
Фторидные безокислительные флюсы (АНФ-7, АНФ-8, АНФ-23)
имеют фторидную основу (до 50%) и содержат некоторое коли-
чество прочных окислов, например СаО, MgO или А12О3. Введение
этих окислов продиктовано в основном стремлением улучшить
формирующие свойства фторидных флюсов. Безокислительные
фторидные флюсы рекомендуется применять для сварки аусте-
нитных швов.
Фторидные окислительные флюсы также имеют фторидную
основу, но содержат наряду с прочными окислами такие непроч-
ные кислородные соединения, как окислы марганца (флюсы
АНФ-15, АНФ-17), окись бора (флюс АНФ-22). Флюс АНФ-17
предназначен для сварки чистоаустенитных швов, не содержащих
титана, алюминия и бора, флюс АНФ-22 — для сварки аустенитно-
боридных швов.
Сварка под фторидными окислительными флюсами, содержа-
щими окислы марганца и бора, сопровождается окислением крем-
ния, серы, фосфора и легированием металла шва марганцем и бо-
ром. Марганец и бор (при содержании более 0,2%) положительно
влияют на стойкость чистоаустенитных швов против образования
кристаллизационных трещин. Естественно, что при этом наблю-
дается значительный угар титана и алюминия. Чтобы компенси-
ровать потерю этих элементов и связанное с этим снижение проч-
ности металла шва, используют сварочные проволоки, дополни-
тельно легированные ниобием, молибденом и вольфрамом.
Интенсивность окислительно-восстановительных процессов
при сварке под фторидными окислительными флюсами увеличи-
вается с ростом напряжения дуги и уменьшением величины сва-
рочного тока.
Фторидные окислительные флюсы АНФ-14, АНФ-16 и АНФ-25
(система CaF—А12О3—СаО—MgO—SiO2) рекомендуют для сварки
аустенитно-ферритных швов и швов на хромистых коррозионностой-
ких сталях. Для тех же сталей применяют низкокремнистые флюсы
48-ОФ-Ю и АН-26. Низкокремнистые окислительные флюсы при-
годны также и для сварки аустенитных сталей. Так, хорошие
результаты получены при сварке стабильноаустенитной стали
ЭИ943 и других под флюсом АН-18, содержащим окислы железа.
К высокоосновным относятся окисные флюсы на основе
устойчивых окислов СаО, MgO, А12О3. Они могут содержать
также некоторое количество фторидов (флюс АН-29). Высокоос-
новные флюсы сочетают в себе хорошие металлургические и тех-
нологические свойства. Их особенность состоит в том, что во избе-
жание образования пор сварку под ними необходимо выполнять
на постоянном токе прямой полярности, тогда как при исполь-
зовании фторидных и низкокремнистых флюсов — на постоянном
360
токе обратной полярности. Под высокоосновными флюсами АН-29,
АН-292 и т. п. рекомендуется сваривать чистоаустенитные швы
(см. табл. 7-39).
При выплавке в восстановительных условиях в высокооснов-
ных флюсах образуются карбиды кальция и магния. Такие кар-
бидные флюсы рекомендуется применять при сварке аустенитно-
карбидных швов. При сварке под карбидными флюсами повы-
шается стойкость металла шва против образования кристалли-
зационных трещин и пор.
Во избежание пор в швах фторидные флюсы необходимо про-
каливать в интервале температур 500—900° С в течение 1—2 ч.
Флюсы стекловидного строения, например АН-26С, можно про-
каливать и при более низких температурах, соответственно уве-
личив время выдержки.
Керамические флюсы для сварки легированных сталей. В соче-
тании с керамическими флюсами для сварки легированных ста-
лей используют как низкоуглеродистую, так и легированную
и высоколегированную сварочную проволоку. В первом случае
введение в металл шва всех необходимых легирующих элементов
обеспечивается за счет керамического флюса и основного металла.
Во втором случае с керамическим флюсом в металл шва доба-
вочно вводят только элементы, отсутствующие или почти отсут-
ствующие в составе сварочной проволоки и основного металла.
В зависимости от того, для сварки какой стали и в сочетании
с какой проволокой применяется керамический флюс, подбирают
состав его металлических составляющих.
По составу шлакообразующих веществ керамические флюсы
для сварки легированных сталей преимущественно являются
высокоосновными. Благодаря этому сводится к минимуму окисле-
ние легирующих элементов свариваемого металла, проволоки
и самого флюса в процессе сварки.
В зависимости от шлакообразующих компонентов различают
керамические флюсы для сварки легированных сталей на
основе:
1) мрамора, содержащие флюорит и прочные окислы (TiO2,
MgO); 2) магнезита (MgO), глинозема и флюорита, содержащие
небольшие количества карбонатов и других веществ окислите-
лей; 3) фторидов и глинозема (типа ФЦК).
Флюсы первой группы выделяют большое количество газов
в процессе сварки и обеспечивают недостаточно хорошее формиро-
вание сварных швов. Наличие большого количества мрамора
в их составе ведет к интенсивному выделению углекислого газа.
В качестве вяжущего вещества при их изготовлении используют
жидкое стекло, содержащее SiO2. Углекислый газ и двуокись
кремния окисляют металл сварочной ванны, в особенности легко
окисляемые элементы (алюминий, титан и др.). В связи с этим
в состав флюсов приходится вводить относительно большие коли-
чества легирующих компонентов и раскислителей.
361
Керамические флюсы второй группы отличаются хорошими
технологическими свойствами в широком диапазоне режимов
сварки и обеспечивают высокую хладостойкость швов при сварке
низколегированных сталей.
Шлакообразующей основой керамических флюсов типа ФЦК
являются фториды и хлориды щелочных и щелочноземельных ме-
таллов, а также глинозем. Последний вводят для улучшения
качества формирования швов. Флюсы типа ФЦК изготовляют
спеканием смесей порошкообразных материалов при высоких
температурах без введения в их состав жидкого стекла. В связи
с особенностями состава и технологии изготовления эти флюсы
практически полностью пассивны по отношению к легкоокисляе-
мым элементам.
Флюсы для сварки цветных металлов и сплавов. Дуговая
сварка под флюсом и электрошлаковая сварка находят все боль-
шее применение при получении неразъемных соединений цвет-
ных металлов и сплавов. Во многих случаях эти способы сварки
имеют преимущество перед дуговой сваркой в среде защитных
газов. Рассмотрим отдельно флюсы для сварки алюминия, титана
и меди.
Флюсы для сварки алюминия и его сплавов. К флюсам для сварки
алюминия и его сплавов предъявляют следующие требования:
химическая нейтральность или небольшая химическая активность
по отношению к жидкому металлу сварочной ванны и к металлу
шва; легкоплавкость, так как температуры плавления алюминия
и его сплавов очень низкие (для алюминия она равна 600° С);
малая плотность, так как плотность алюминия в 3 раза меньше
плотности стали. Этим требованиям удовлетворяют флюсы, со-
стоящие из фторидов и хлоридов щелочных и других металлов.
Ввиду высокой склонности швов на алюминии и его сплавах
к образованию пор сварка под флюсом этих металлов не нашла
практического применения.
В небольшом объеме используют сварку по флюсу. При этом
способе металл сварочной ванны защищают от действия воздуха
пары флюса, образующиеся при нагревании жидкого флюса тепло-
той дуги. Для сварки по флюсу алюминия и его сплавов, не содер-
жащих магния, применяют флюс АН-А1. Состав флюса: 50%
хлористого калия, 30% криолита и 20% хлористого натрия. Коли-
чества КО может колебаться во флюсеот 40 до 50%, a NaCl от 15 до
30% без вреда для устойчивости процесса сварки и качества
металла шва. Флюс АН-А1 изготовляют сплавлением входящих
в его состав солей или механическим их смешиванием.
Для сварки алюминиевомагниевых сплавов флюс АН-А1
непригоден, потому что натрий из флюса частично восстанавли-
вается и поступает в шов. Это повышает пористость швов и зна-
чительно уменьшает пластичность металла шва. Для сварки алю-
миниево-магниевых сплавов применяют флюс АН-А4, не содержа-
щий солей натрия.
362
Для электрошлаковой сварки алЮмййия и efo сплавов раз-
работано несколько специальных флюсов, содержащих 20—
60% КС1, 10—40% LiCl, 5—30% ВаС12 и 2—20% LiF.
Флюсы для сварки титана и его сплавов. Титан и его сплавы
обычно сваривают под флюсом или в среде защитного газа. Флюс
для сварки титана и его сплавов должен защищать зону сварки
от доступа воздуха, а при взаимодействии с титаном не загрязнять
его вредными примесями. Положительные результаты в отноше-
нии устойчивости процесса сварки, формирования швов, их плот-
ности и химического состава получены при применении бескисло-
родных флюсов, состоящих из наиболее тугоплавких фторидов
щелочных и щелочноземельных металлов.
Весьма важной металлургической особенностью сварки титана
и его сплавов под флюсом является взаимодействие флюса с ме-
таллом, в результате чего возможно восстановление титаном
натрия из фтористого натрия, чем, по-видимому, и объясняется
измельчение структуры металла шва при сварке под флюсами
с фтористым натрием. Фтористый натрий и фтористый кальций
могут реагировать с окислами титана. Кроме того, фтористые
соединения могут растворять окислы титана.
С точки зрения наиболее полного металлургического взаимо-
действия флюса с титаном и его окислами, з состав флюса жела-
тельно вводить больше фтористых соединений и меньше хло-
ристых. Из фторидов в качестве компонентов флюса наиболее
подходят те, которые вместе с высокой температурой плавления
способны лучше реагировать с окислами титана. Однако флюс,
состоящий только из фтористых соединений, не обладает необхо-
димыми технологическими свойствами, поэтому часть фтористых
соединений заменяют хлористыми.
Для сварки титана и его сплавов разработан ряд флюсов
серии АН-Т, изготовляемых сплавлением смеси порошкообразных
фторидов и хлоридов щелочных и щелочноземельных металлов.
Компонентами шихты для выплавки этих флюсов служат чистые
химические реактивы. По химическому составу флюсы для сварки
титана и его сплавов — это двух- или трехкомпонентные солевые
сплавы, главной составляющей которых является CaF2. Их сле-
дует хранить в сухом месте в герметически закрытой посуде,
а перед сваркой просушивать при температуре 200—300° С.
Содержание влаги во флюсе не должно превышать 0,05%.
При электрошлаковой сварке титана хорошие результаты
получены при использовании однокомпонентного флюса АН-Т2.
Однако чтобы предупредить загрязнение металла шва азотом,
кислородом и водородом, одной шлаковой защиты недостаточно.
Газы в шов могут проникнуть из воздуха через шлаковую ванну,
поэтому при электрошлаковой сварке титана поверхность шлако-
вой ванны необходимо защищать от воздуха инертным газом.
Флюсы для сварки меди и ее сплавов. Вследствие небольшой
химической активности меди и ряда ее сплавов при их сварке
363
применяют флюсы, используемые для сварки стали (АН-26, АН-20,
АН-348-А). При сварке на постоянном токе обратной полярности
эти флюсы обеспечивают удовлетворительную устойчивость дуго-
вого процесса. Флюс АН-348-А и другие высококремнистые мар-
ганцевые флюсы рекомендуется применять только при сварке
меди толщиной не свыше 8 мм. Для сварки более толстого металла
используют флюсы АН-26 или АН-20 стекловидного строения.
Хотя интервал температур плавления перечисленных флюсов
(1100—1250° С) лежит выше температуры плавления меди (1083° С)
и ее сплавов (900—1050° С), при сварке под ними обеспечивается
удовлетворительное формирование сварных швов. Отделимость
шлака с поверхности шва вполне удовлетворительная. Шлак
с поверхности швов на латуни отделяется лучше, чем с поверхности
швов на меди и бронзе.
Для повышения стойкости швов против пористости при сварке
меди большой толщины рекомендуется механическая смесь флю-
сов АН-26П (80%) и АН-60 (20%). Для электрошлаковой сварки
меди разработаны флюсы на основе фтористых солей щелочно-
земельных металлов.
Флюсы для электрошлаковой сварки. Вследствие принци-
пиальных отличий процесса электрошлаковой сварки от электро-
дуговой флюсы для электрошлаковой сварки углеродистых и ле-
гированных сталей следует рассмотреть отдельно. Особые требо-
вания, предъявляемые к флюсам для электрошлаковой сварки,
обусловлены, с одной стороны, необходимостью обеспечить устой-
чивый электрошлаковый процесс и, с другой — наличием устройств
для удержания шлаковой и металлической ванн.
Флюс для электрошлаковой сварки должен соответствовать
следующим требованиям: обеспечивать быстрое и легкое начало
электрошлакового процесса и поддерживать устойчивое его про-
хождение, в особенности при малой глубине шлаковой ванны
и большой скорости подачи сварочной проволоки; обеспечивать
удовлетворительное формирование поверхности шва без подрезов
и наплывов, не отжимать ползуны от свариваемых пластин и не
вытекать в зазоры между ползунами и кромками при достижимой
на практике точности сборки свариваемых изделий; образовывать
легко отделяющийся с поверхности шва шлак; иметь высокую
температуру кипения.
Эти требования в основном удовлетворяются при соответ-
ствующих значениях электропроводности и вязкости флюса.
Все флюсы, применяемые при электрошлаковой сварке (см.
табл. 7-1, 7-3 и 7-39), плавленые. По химическому составу их
можно разделить на несколько групп: высококремнистые марган-
цевые (ФЦ-7, АН-348-А); низкокремнистые марганцевые (АН-8,
АН-22); бескремнистые (48-ОФ-6, АН-25); фторидные (АНФ-1П,
АНФ-5 и др.).
Устойчивость электрошлакового процесса возрастает с повы-
шением электропроводности флюса в жидком состоянии. Чем
334
Рис. 7-36. Изменение вязкости некоторых
флюсов в зависимости от темпера-
туры
меньше электропроводность флюса,
тем при более высоком напряжении
необходимо проводить электрошла-
ковую сварку. Соответственно этому
напряжение сварки при флюсе
АНФ-Ш обычно составляет 25—30
В, при флюсе АН-8 — около 40 В,
а при флюсе ФЦ-7— 45—50 В.
не должен быть слишком
Флюс для электрошлаковой сварки
тугоплавким или коротким, в противном случае будет иметь
место отжимание ползунов, приводящее при сварке швов большой
протяженности к вытеканию сварочной ванны и прекращению
процесса сварки. Вместе с тем, чтобы флюс не вытекал в зазоры
между ползунами, он не должен быть чрезмерно жидкотеку-
чим.
При электрошлаковой сварке требуется оптимальная вязкость
флюса, при которой не произойдет ни отжимания ползунов от
свариваемых кромок, ни вытекания шлака в зазоры. Если шов
формируется без применения ползунов (сварка с неподвижной
подкладкой), вязкость флюса играет второстепенную роль и основ-
ным требованием, предъявляемым к физическим свойствам флюса,
является высокая электропроводность.
Флюсы АН-348-А, АН-8, АН-22 и АНФ-Ш заметно отличаются
как по характеру изменения вязкости (рис. 7-36), так и по абсо-
лютной ее величине при температуре плавления стали. Наиболее
длинным является флюс АН-8, а наиболее коротким — флюс
АНФ-1П. Флюс АН-8 расплавляется при наиболее низкой темпера-
туре, затем идут флюсы АН-22 и АН-348-А. Наиболее тугоплавкий
флюс — флюс АНФ-Ш. В связи с этим наибольшая опасность
отжимания формирующих устройств и вытекания шлаковой ванны
возникает при флюсе АНФ-1П.
Опыт электрошлаковой сварки показывает, что лучшими тех-
нологическими свойствами при сварке углеродистой и низколеги-
рованной сталей низкоуглеродистой или низколегированной про-
волокой протяженными швами с применением формирующих пол-
зунов обладает флюс АН-8. Флюсы ФЦ-7 и АН-348-А мало при-
годны для сварки таких швов; процесс сварки под этими флюсами
характеризуется меньшей устойчивостью, особенно при повышен-
ных скоростях подачи проволоки и малой глубине шлаковой ванны.
Флюс АН-22 обеспечивает очень хорошие результаты при электро-
шлаковой сварке низколегированных и легированных ста-
лей.
Для электрошлакового переплава сталей лучшими являются
флюсы на основе CaF2, А12О3 и СаО (АНФ-6, АНФ-Ш и др.).
565
Для начала электрошлакового процесса служит флюс АН-25,
электропроводный в твердом состоянии. Другие флюсы, предназ-
наченные для электрошлаковой сварки, находясь в твердом со-
стоянии, электрического тока не проводят. Для обеспечения на-
чала электрошлакового процесса при применении флюса АН-25
кусочки его помещают между свариваемым изделием и электродом.
Проводя сварочный ток, они нагреваются, а затем образуют
ванночку шлака, позволяющую начать электрошлаковый процесс.
Состав флюса АН-25 следующий (по массе %): 35—40 TiO2, 33—
40 CaF2, 12—15 CaO, 6—9 SiO2, 2—4 MgO, до 2 A12O3, до 1 FeO.
Чтобы начать электрошлаковую сварку без флюса АН-25,
сперва возбуждают электрическую дугу с целью создания ван-
ночки жидкого флюса, позволяющей перейти к электрошлако-
вому процессу. В жидком состоянии все флюсы проводят электри-
ческий ток.
Электрошлаковая сварка характеризуется весьма небольшим
расходом флюса, примерно в 20 раз меньшим, чем при дуговой
сварке под флюсом. Ввиду малого обмена шлака в процессе сварки
в шлаковой ванне постепенно накапливаются продукты взаимо-
действия шлака и металла, в первую очередь окислы железа.
В результате тормозится прохождение кремние- и марганце-
восстановительных процессов, усиливается окисление углерода
и таких легирующих элементов, как титан, алюминий, хром.
Это ведет к некоторому изменению химического состава металла
шва по его длине.
§ 7-5. Защитные газы
В качестве защитных газов при сварке плавлением
применяют инертные газы, активные газы и их смеси.
Инертные газы. Инертными называют газы, не способные
к химическим реакциям и практически не растворимые в металлах.
Это одноатомные газы, атомы которых имеют заполненные электро-
нами наружные электронные оболочки, чем и обусловлена их хи-
мическая инертность. Из инертных газов для сварки используют
аргон, гелий и их смеси.
Аргон — негорючий и невзрывоопасный газ. Он не образует
взрывчатых смесей с воздухом. Будучи тяжелее воздуха, аргон
обеспечивает хорошую газовую защиту сварочной ванны. Аргон
газообразный чистый поставляется согласно ГОСТ 10157—62
трех марок: А, Б и В (табл. 7-40). Содержание влаги для газооб-
разного аргона всех трех марок не должно превышать 0,03 г/м3.
Аргон марки А рекомендуется применять для сварки и плавки
активных и редких металлов (титана, циркония и ниобия) и спла-
вов на их основе, а также для сварки особо ответственных изделий
из других материалов на заключительных этапах изготовления.
Аргон марки Б предназначен для сварки и плавки плавящимся
и неплавящимся вольфрамовым электродом сплавов на основе
366
алюминия и магния, а также других сплавов, чувствитель- ных к примесям растворимых в металле газов. Аргон марки В рекомендуется для сварки и плавки хромоникелевых корро- зионностойких и жаропрочных сплавов, легированных сталей различных марок и чистого алюминия. Таблица 7-40 Состав газообразного аргона (ГОСТ 10157—62), об %
Содержание А Б В
Аргона Кислорода Азота 99,99 0,003 0,01 99,96 0,005 0,04 99,90 0,005 0,10
Аргон следует хранить и
транспортировать в стальных цельнотянутых баллонах, соответст-
вующих требованиям ГОСТ 949—57. В баллоне при давлении
150 ат содержится около 6 м3 газообразного аргона. Баллон для
хранения чистого аргона окрашен в нижней части в черный,
а в верхней части — в белый цвет. На верхней части баллона
черными буквами нанесена надпись «Аргон чистый».
Аргон в основном получают из воздуха, в котором он содер-
жится в относительно небольшом количестве (1,28% по массе).
Производство аргона осуществляется на кислородных установках
с аргонными приставками. В этих приставках сырой аргон очи-
щается до необходимой степени чистоты от азота и кислорода.
Гелий подобно аргону химически инертен, но в отличие от
него значительно более легок Гелий легче воздуха, что услож-
няет защиту сварочной ванны и требует большего расхода защит-
ного газа. По сравнению с аргоном гелий обеспечивает более
интенсивный нагрев зоны сварки, что обусловливается большим
градиентом падения напряжения в дуге.
Гелий поставляют по МРТУ 51—77—66 двух сортов — гелий
высокой чистоты и гелий технический (табл. 7-41). Хранят и транс-
портируют гелий в стальных
Таблица 7-41 цельнотянутых баллонах при
Состав газообразного гелия
(МРТУ 51-77—66), об. %
Содержание Гелий высокой чистоты Гелий техни- ческий
Гелия (не менее) Водорода (не бо- 99,985 99,8
лее) 0,0025 0,06
Азота (не более) Кислорода (не бо- 0 005 0,12
лее) Углеводородов (не 0,002 0,005
более) 0,003 0,005
Неона (не более) Точка росы (не 0,002 0,005
выше) -55° С —50° С
давлении до 150 ат. Баллоны
с гелием окрашены в коричне-
вый цвет с надписью белыми
буквами «Гелий». Баллоны
должны соответствовать требо-
ваниям ГОСТ 949—57.
Гелий добывают из природ-
ных углеводородных газов пу-
тем их охлаждения в специаль-
ных установках. При этом газо-
образные метан, этан и другие
углеводороды сжижаются, а ге-
лий остается в газообразном
состоянии, так как имеет очень
низкую температуру сжижения
(—269° С). Особенно богаты
367
гелием природные газы в США, что определяет широкое приме-
нение гелия для сварки в этой стране. В небольшом количестве
гелий содержится в воздухе, и его подобно аргону получают
в качестве побочного продукта в кислородных установках.
Инертные газовые смеси состоят, как правило, из аргона
и гелия. Обладая большей плотностью, чем гелий, такие смеси
лучше защищают металл сварочной ванны от воздуха. Особенно
хорошими защитными свойствами обладает инертная газовая
смесь, состоящая из 70 об. % аргона и 30. об.% гелия. Плотность
такой смеси близка к плотности воздуха. Для сварки химически
активных металлов находит применение инертная смесь, содержа-
щая 60—65 об. % гелия, а остальное аргон. Инертные газовые
смеси хотя заметно дороже, чем аргон, но превосходят его по ин-
тенсивности выделения теплоты электрической дуги в зоне сварки.
Это имеет существенное значение при сварке металлов с высокой
теплопроводностью.
Инертные газовые смеси требуемого состава обычно получают
путем смешивания газов, поступающих из двух отдельных балло-
нов, при помощи специальных смесителей. Некоторые зарубеж-
ные фирмы поставляют в баллонах готовую аргоно-гелиевую
смесь требуемого состава.
Д Смеси инертных и активных газов находят все более широкое
применение при сварке плавящимся электродом сталей различ-
ных классов ввиду их технологических преимуществ: меньшей
по сравнению с активными газами интенсивностью химического
воздействия на металл сварочной ванны, высокой устойчивости
дугового процесса, благоприятного характера переноса электрод-
ного металла через дугу. По сравнению с чистым аргоном смеси
инертных и активных газов имеют преимущества при сварке
конструкционных сталей. Известно, что при плавящемся элек-
троде лучшие характеристики процесса сварки обычно достигаются
на постоянном токе обратной полярности. Однако при сварке
стали применение в качестве защитного газа чистого аргона сопро-
вождается нестабильностью положения катодного пятна на по-
верхности изделия. В результате получаются плохо сформиро-
ванные сварные швы.\|
Добавка к аргону небольшого количества кислорода или
другого окислительного газа существенно повышает устойчивость
горения дуги и улучшает качество формирования сварных швов.
Наличие кислорода в атмосфере дуги способствует более мелко-
капельному переносу электродного металла. Это обусловлено
поверхностно-активным действием кислорода на железо и его
сплавы. Растворяясь в жидком металле и скапливаясь преимуще-
ственно на поверхности, кислород значительно снижает его по-
верхностное натяжение. В результате облегчается образование
отдельных капель металла, а их размер уменьшается. Поэтому
для сварки стали применяют не чистый аргон, а смеси с кисло-
родом и углекислым газом Аг—О2, Аг—СО2, Аг—СО2—Ог.
368
Рис. 7-37. Форма провара при сварке в за-
щитных газах:
а — в аргоне;
б — в углекислом газе
Для сварки аустенитных сталей а) 3)
плавящимся электродом рекомен-
дуется применять аргон с добавкой 1 об. % кислорода. Такая
газовая смесь обеспечивает устойчивый процесс сварки и вместе
с тем слабо окисляет металл сварочной ванны. Смесь аргона
с 2 или 5 об. % кислорода целесообразно применять при сварке
ферритных сталей, когда требуется струйный перенос электрод-
ного металла. При сварке в таких газовых смесях качество форми-
рования швов высокое, а разбрызгивание электродного металла
очень невелико. Недостатками упомянутых смесей аргона с кисло-
родом являются интенсивное излучение дуги и характерное для
аргона пальцевидное проплавление основного металла.
V В этом отношении значительно лучшими являются смеси,
содержащие углекислый газ. При сварке в смесях Аг +20% СО2
и Аг + (15-ь 30%) СО2 + 5% О2 интенсивность излучения столба
дуги относительно невелика, а форма проплавления основного
металла такая же, как и у углекислого газа (рис. 7-37). Вместе
с тем эти смеси по химическому воздействию на металл сварочной
ванны приближаются к углекислому газу. \j
Из табл. 7-42 видно, что наиболее неблагоприятные изменения
химического состава металла сварочной ванны происходят при
защите углекислым газом. Металл науглероживается, а содержа-
ние марганца, ниобия и кремния заметно снижается. В резуль-
тате снижается коррозионная стойкость металла шва, характе-
ризуемая соотношением концентраций ниобия и углерода. Металл
шва, сваренный в смеси Аг +1 % О2, наименее отличается по хими-
ческому составу от исходной сварочной проволоки. Швы, сва-
ренные в газовых смесях, содержащих углекислый газ, занимают
в этом отношении промежуточное положение. Вместе с тем окисле-
ние металла сварочной ванны входящими в состав газовых смесей
Таблица 7-42
Состав металла шва, сваренного аустенитной проволокой, % не менее
Защитная среда С Si Мп Ni Сг Nb Соотно- шение Nb . С
со2 ... 0,13 0,46 0,51 8,3 18,3 0,63 4,8
Аг + 1% О2 .... 0,06 0,60 0,65 8,3 18,6 0,79 13,2
Аг -р 20% СО2 .... 0,10 0,56 0,62 8,3 18,5 0,79 7,9
Аг + 15% СО2 + 5% О2 0,08 0,57 0,60 8,3 18,5 0,83 10,2
Состав проволоки . . . 0,06 0,62 0,70 8,3 18,6 0,83 13,8
24 Заказ № 782
369
активными газами имеет и положительное значение, о чем уже
говорилось выше.
Аргоно-водородную смесь (до 20 об. % Н2) применяют при
микроплазменной сварке Наличие водорода в смеси обеспечивает
сжатие столба плазмы, делает его более острым, сконцентриро-
ванным. Кроме того, водород создает в зоне сварки необходимую
в ряде случаев восстановительную атмосферу.
При транспортировке баллонов с газом и работе с ними необ-
ходимо соблюдать правила обращения с баллонами высокого дав-
ления Вследствие высокого внутреннего давления стенки балло-
нов находятся в напряженном состоянии и всякое местное возра-
стание напряжений может служить причиной разрушения недоста-
точно высококачественного баллона. Поэтому баллоны со сжатыми
газами нельзя бросать и подвергать ударам и нагреву. Особую
осторожность следует соблюдать зимой. У рабочего места баллон
должен быть размещен вертикально и обязательно закреплен.
Активные газы. Активными защитными газами называют газы,
способные защищать зону сварки от доступа воздуха и вместе
с тем химически реагирующие со свариваемым металлом или
физически растворяющиеся в нем. При дуговой сварке стали
в качестве защитной среды применяют углекислый газ Ввиду
химической активности его по отношению к вольфраму сварку
в этом газе ведут только плавящимся электродом. Применение
углекислого газа обеспечивает надежную защиту зоны сварки
от соприкосновения с воздухом и предупреждает азотирование
металла шва. Углекислый газ оказывает на металл сварочной
ванны окисляющее, а также науглероживающее действие (см.
табл. 7-42) Из легирующих элементов ванны наиболее сильно
окисляются алюминий, титан и цирконий, менее интенсивно —
кремний, марганец, хром, ванадий и др
Препятствием для применения углекислого газа в качестве
защитной среды прежде являлись поры в швах. Поры вызывались
кипением затвердевающего металла сварочной ванны от выделе-
ния СО вследствие недостаточной его раскисленности. Примене-
ние сварочных проволок с повышенным содержанием кремния
устранило этот недостаток, что позволило широко использовать
углекислый газ в сварочном производстве
Углекислый газ (двуокись углерода) бесцветен, не ядовит,
тяжелее воздуха. При давлении 760 мм рт ст. и температуре 0° С
плотность углекислого газа равна 1,97686 г/л, что в 1,5 раза
больше плотности воздуха. Углекислый газ хорошо растворяется
в воде. Жидкая углекислота — бесцветная жидкость, плотность
которой сильно изменяется с изменением температуры. Вследствие
этого она поставляется по массе, а не по объему. При испарении
1 кг жидкой углекислоты в нормальных условиях (760 мм рт. ст.,
0° С) образуется 509 л углекислого газа.
В промышленном масштабе углекислоту получают в специаль-
ных установках путем извлечения ее из дымовых газов, образу-
370
ющихся при сжигании топлива, из гаЭов брожения в спиртовой
промышленности и газов, получающихся при обжиге известняка.
Углекислоту транспортируют в жидком состоянии в стальных
баллонах или изотермических емкостях. В стальных баллонах
углекислота находится под давлением до 50 ат, откуда отбирается
в газообразном состоянии. Баллоны должны соответствовать тре-
бованиям ГОСТ 949—57, быть окрашенными в черный цвет с над-
писью «СО 2 сварочный», нанесенной желтой масляной краской.
В обычный стандартный баллон емкостью 40 л заливают 25 кг
углекислоты, при испарении которой образуется 12 600 л газа.
Углекислота поставляется по ГОСТ 8050—64 (углекислый газ
сжиженный) четырех сортов (табл. 7-43)
В углекислом газе не должны содержаться минеральные
масла, глицерин, сероводород, соляная, серная и азотная кислоты,
спирты, эфиры, органические кислоты и аммиак. В баллонах
со сварочной углекислотой, кроме того, не должно быть воды.
Ввиду дефицитности сварочной углекислоты I сорта для сварки
находит применение сварочная углекислота II сорта и пищевая.
Повышенное содержание водяных паров в такой углекислоте
может при сварке привести к образованию пор в швах и снизить
пластические свойства сварного соединения.
Влажность газа повышается в начале и конце отбора газа
из баллона, поэтому в этих случаях чаще всего появляются де-
фекты в швах. Чтобы снизить содержание влаги в поступающем
на сварку углекислом газе до безопасного уровня, на его пути
устанавливают осушитель. Для улавливания влаги осушитель
заполнен хлористым кальцием, силикагелем или другими поглоти-
телями влаги.
При выпуске газа из баллона вследствие эффекта дроссели-
рования и поглощения теплоты при испарении жидкой угле-
кислоты газ значительно охлаждается. При интенсивном отборе
газа возможна закупорка редуктора замерзшей влагой, содержа-
щейся в углекислоте, а также сухим льдом. Во избежание этого
рекомендуется подогревать выходящий из баллона углекислый
газ.
Для сварки может быть применена и твердая двуокись угле-
рода (сухой лед), поставляемая по ГОСТ 12162—66 двух марок —
пищевая и техническая По содержанию примесей пищевая дву-
окись углерода соответствует требованиям, предъявляемым к жид-
кой сварочной углекислоте, тогда как техническая двуокись
углерода загрязнена минеральными маслами. Сухой лед выраба-
тывают в виде блоков цилиндрической или прямоугольной формы.
В последние годы находит промышленное применение при
сварке низкоуглеродистых и низколегированных конструкцион-
ных сталей газовая смесь углекислого газа с кислородом (СО2 +
+ О2). В Советском Союзе применяют смесь, содержащую 30 об. %
кислорода, в Японии — смесь с меньшим количеством кислорода
(не более 20 об %) Смесь СО2 + О2 оказывает более интенсивное
24* 371
Таблица 7-45
Состав углекислоты, об %
Содержание Сорт
Сварочная, I сорт Сварочная, II сорт Пищевая Техни- ческая
СО2 (не менее) СО (не более) Водяных паров при 760 мм рт ст и 20° С (не более), 1 /м3 99,5 0 0,178 99,0 0 0,515 98,5 0 Не про 98,0 0,05 иеряется
окисляющее действие на жидкий металл, чем чистый углекислый
газ. Благодаря этому повышается жидкотекучесть металла, что
улучшает формирование шва и снижает привариваемость капель
металла к поверхности изделия. Кроме того, кислород дешевле
углекислого газа, что делает смесь экономически выгодной.
Смесь СО 2 + 30% О 2 изготовляют из чистых углекислого газа
и кислорода с помощью специальных смесителей.
Кислород входит в состав газовых смесей СО2 + О2 и Аг + О2.
Это бесцветный газ без запаха, поддерживает горение. Газообраз-
ный кислород получают из атмосферного воздуха путем глубокого
охлаждения или в результате электролиза воды. Кислород газо-
образный технический и медицинский поставляют по ГОСТ
5583—68. В зависимости от содержания кислорода и примесей
технический газообразный кислород изготовляют трех сортов.
Содержание кислорода в первом сорте должно быть не менее
99,7 об.%, во втором — не менее 99,5 об.% и в третьем — не ме-
нее 99,2 об.%.
Содержание паров воды в техническом кислороде всех трех
сортов не должно превышать 0,005 г/м3, что соответствует точке
росы — 63° С. Технический газообразный кислород, получаемый
электролизом воды, не должен содержать более 0,7 об. % водорода.
Газообразный кислород поставляют в стальных баллонах под
давлением 150 или 200 кгс/см2. Баллоны должны соответствовать
требованиям ГОСТ 949—57, быть окрашенными в синий цвет
с надписью «Кислород», нанесенной черной краской. На баллонах
с кислородом, полученным электролизом воды, должна быть над-
пись «Кислород электролизный».
Водород применяется при атомно-водородной сварке. Водород
не имеет цвета, запаха и является горючим газом. Ввиду того,
что смеси водорода с воздухом или кислородом взрывоопасны,
при работе с ним необходимо соблюдать правила пожарной без-
опасности и специальные правила техники безопасности. В зави-
симости от способа получения технический водород выпускают
четырех марок: А, Б, В и Г.
Наиболее чистым является технический водород марки А,
полученный электролизом воды. Содержание водорода в нем
372
должно быть не менее 99%, остальное в основном кислород. Тех-
нический водород поставляют в стальных баллонах при давлении
до 150 ат, резино-тканевых газгольдерах и почтрубопроводам.
Баллоны с водородом окрашены в темно-зеленый цвет с тремя
красными полосами по окружности.
Азот — бесцветный газ, без запаха, не горит и не поддерживает
горение. Азот не растворяется в расплавленной меди и не взаимо-
действует с ней, а поэтому может быть использован при сварке
меди в качестве защитного газа. Согласно ГОСТ 9293—59, азот
поставляют четырех сортов: газообразный электровакуумный,
газообразный 1-го сорта, газообразный 2-го сорта и жидкий.
Содержание азота в этих сортах должно быть соответственно не
менее об. %: 99,9; 99,5; 99 и 96. Главной примесью является
кислород.
Азот получают из атмосферного воздуха путем его сжижения
и ректификации. Газообразный азот транспортируют в стальных
баллонах под давлением до 150 ат. Баллоны окрашены в серый
цвет с коричневой полосой и надписью желтыми буквами «Азот»
на верхней цилиндрической части. Жидкий азот перевозят
в металлических сосудах Дьюара и в транспортных емкостях.
При нормальных условиях (давление 760 мм рт. ст. и темпера-
тура 20° С) 1 кг жидкого азота соответствует 0,86 м3 газообраз-
ного азота.
Оборудование
для сварки и наплавки
Для выполнения сварочных работ необходим ком-
плекс оборудования, обеспечивающего при том или
ином участии сварщика получение швов заданного
качества и конфигурации. К этому оборудованию
предъявляются многочисленные и разнообразные
требования, так как на условия выполнения сварки
больше, чем на какой-либо другой технологический
процесс обработки металлов (резание, ковка и др.),
влияют размеры и форма заготовок, качество и точ-
ность сборки, а также изменение в процессе работы
размеров деталей вследствие тепловых деформаций
и изменения многочисленных параметров режима
сварки.
Комплект технологически связанного между со-
бой оборудования, необходимого для выполнения
сварочных работ, принято называть сварочным по-
стом или сварочной установкой. В состав поста
или установки в зависимости от степени их оснащен-
ности входят: а) сварочное оборудование, к кото-
рому относятся источник питания и сварочный
аппарат с приборами управления и регулирования
процесса; б) технологические сборочно-сварочные
приспособления, позволяющие осуществить быструю
и точную сборку деталей под сварку, удержать их
в нужном положении во время работы и предотвра-
тить или уменьшить при этом коробление сваривае-
мого изделия; в) механическое и вспомогательное
оборудование, предназначенное для манипулирова-
ния свариваемым изделием в процессе наложения
шва и для крепления и перемещения сварочных
аппаратов; г) инструмент — совокупность орудий,
употребляемых в сварочном производстве: электродо-
держатели, щетки, рубильные молотки и т. п.
В каждом отдельном случае установка или сва-
рочный пост может иметь все перечисленные эле-
менты или некоторые из них. Стационарный пост
374
для ручной сварки — это участок производственной площади,
снабженный источником сварочного тока, необходимыми техно-
логическими приспособлениями и инструментом (рис. 8-1). Для
защиты окружающих от излучения дуги участок огорожен бре-
зентовыми шторами, перегородками или щитками. При сварке
крупногабаритных изделий главным образом на монтаже исполь-
зуют передвижные посты, содержащие только источник питания,
инструмент и легкие переносные средства защиты сварщика
и окружающих.
Установка для автоматической сварки, показанная на рис. 8-2,
содержит устройства для укладки, сборки и вращения сваривае-
мого изделия, площадку для сварщика и другое оборудование.
В ней механизированы, по крайней мере, две основные операции
сварочного процесса: подача электрода и перемещение дуги вдоль
свариваемых кромок. Установки, где механизирована только одна
из этих операций, принято называть установками для полуавто-
матической сварки (рис. 8-3).
В составе поста или установки всегда присутствуют сварочное
оборудование и инструмент. В зависимости от особенностей свари-
ваемых изделий и характера производства собственно процесс
сварки имеет различный удельный вес. Значительное время рас-
ходуется на вспомогательные, сборочные и дополнительные
работы, что снижает эффективность применения современных вы-
сокопроизводительных способов сварки. Поэтому сокращение
Рис. 8-1. Стационарный пост для ручной сварки:
/ — источник питаиня,
2 — сварочный стол;
3 — газоотсос;
4 — ящик для инструмента,
5 — электрододержатель;
6 — ящик с электродами
375
1
Рис. 8-2. Установка для автоматической сварки:
1 сварочный аппарат;
2 — источник питания;
3 — шкаф с аппаратурой управления;
4 — тележка с колонкой;
5 — свариваемое изделие,
6 — рельсовый путь тележки,
7 — стенд для укладки и вращения изделия 5;
8 — сварочный провод,
9 — провод управления,
10 — площадка сварщика
Рис. 8-3. Установка для полуавтоматиической сварки:
/ — сварочный аппарат;
2 — гибкий направляющий каиал для электродной проволоки;
3 — ручная горелка;
4 — платформа;
5 — катушка с электродной проволокой;
6 — подвеска полуавтомата;
7 — консоль с рельсом
цикла производства и высокое качество сварных швов могут быть
достигнуты только при комплексной механизации сварочных,
сборочных и вспомогательных операций. Уровень комплексной
механизации обусловливает наличие в составе установки техно-
логических приспособлений, механического, вспомогательного
и другого оборудования (транспортного, контрольного и т. п.).
§8-1. Аппаратура и источники питания
для дуговой сварки и наплавки
Процесс образования сварного соединения состоит
из трех этапов: I — начала сварки (зажигание дуги и установле-
ние устойчивого дугового разряда); II — поддержания разряда
и перемещения дуги вдоль кромок; III — прекращения сварки.
Каждый из этапов предусматривает выполнение одновременно
или в заданной последовательности ряда операций, в том числе:
подвод к электроду и кромкам сварочного напряжения, возбужде-
ние электрической дуги, нагрев кромок и присадочного материала,
подача в зону дуги присадочного материала со скоростью, рав-
ной скорости его плавления, защита зоны сварки от соприкосно-
вения с воздухом, перемещение дуги вдоль кромок, заварка кра-
тера в конце шва и др.
На рис. 8-4 в качестве примера показана циклограмма про-
цесса дуговой автоматической сварки плавящимся электродом
в защитной газовой среде. По команде оператора включается сва-
рочное напряжение на предварительно закороченный на изделие
электрод. Одновременно электрод отрывается от изделия и вклю-
чается подача защитного газа. За время tr происходит возбужде-
ние дуги. К моменту t2 заканчивается установление дугового
процесса: напряжение и ток достигают рабочей величины, начи-
нается подача электрода в сторону изделия, образуется свароч-
ная ванна и начинается движение дуги вдоль кромок. Время t2—
ts соответствует основному этапу образования шва. Команда на
прекращение сварки вызывает остановку подачи электрода и пре-
кращение движения вдоль кро-
мок. Дуга растягивается до
естественного обрыва (Q, сила
тока падает до нуля, сварочное
напряжение отключается. Еще
Рис. 8-4. Последовательность выпол-
нения операций при сварке
плавящимся электродом в за-
щитной газовой среде:
/ — сварочное напряжение;
// — сварочный ток;
III — скорость и направление
подачи электрода,
IV — подача газа,
V — движение вдоль кромок
I
//
///
IV
V
377
некоторое время (4) продолжается подача газа для защиты от
воздуха горячего металла.
Для различных способов сварки существуют свои цикло-
граммы, определяющие последовательность операций. Эти опе-
рации могут выполняться вручную или механизированным путем,
сварочным аппаратом, содержащим соответствующие механизмы
и устройства для их выполнения.
Форма шва и качество соединения определяются параметрами
режима сварки (/св, UR, vCB и др.), а также точностью направле-
ния электрода по стыку, что достигается настройкой аппарата.
Поскольку в процессе сварки вследствие внешних возмущений
возможны отклонения от заданных режима или траектории, то
источник питания и сварочный аппарат должны обеспечить воз-
можность восстановления первоначальной настройки, осуще-
ствляемого вручную или автоматически.
Основные требования к источникам питания сварочной дуги.
Сварочная дуга питается от специальных трансформаторов, гене-
раторов или выпрямителей. Режим ее горения характеризуется
силой тока /св, напряжением (7Д и длиной дуги /д, а также взаим-
ной связью между ними. Дуга как потребитель энергии и источ-
ник питания образует взаимосвязанную энергетическую систему.
Физические явления, происходящие в сварочной дуге, в основ-
ном освещены в гл. II. Установлено, что напряжение дуги при
неизменном токе зависит от расстояния между электродами и имеет
линейный характер (см. рис. 2-1). Напряжение дуги Uд зависит
также от величины сварочного тока /св. Эту зависимость при по-
стоянной длине дуги принято называть вольт-амперной характери-
стикой дуги (см. рис.2-3). Различают три участка кривой: крутопа-
дающий, горизонтальный и возрастающий. Практическое значение
имеют режимы горения дуги, соответствующие последним двум
участкам. Режимы горения, соответствующие первому участку,
относительно неустойчивы и поэтому трудно осуществимы при
безопасных для работы напряжениях источников питания. С уве-
личением длины дуги расположение характеристики изменяется
(рис. 8-6, кривые 5 и 6). Приведенная зависимость справедлива для
сварки неплавящимся и плавящимся электродами. Однако в связи
с тем, что в последнем случае металл попадает в ванну в виде от-
дельных капель, длина дуги непрерывно меняется, что вызывает
колебания ее тока и напряжения.
Для объяснения многих процессов, происходящих при сварке
плавящимся электродом, удобнее пользоваться характеристикой,
снятой при постоянной скорости подачи электродной проволоки
(рис. 8-5, кривые 1 и 2), называемой характеристикой устойчивой
работы. Каждой скорости подачи (цп1, оп2- • •) соответствует
очень небольшой диапазон токов, в котором дуга горит устойчиво
и электродная проволока плавится стабильно. При этом очень
небольшие изменения тока вызывают большие изменения напря-
жения.
378
Рис. 8-5.
Вольт-амперная характеристика (/ и 2)
дуги при постоянной скорости подачи
проволоки (характеристика устойчи-
вой работы) и внешняя характери-
стика (3—5) источника питания
Рис. 8-6.
Внешние характеристики источников
питания (1—4, 7) и статические вольт-
амперные характеристики сварочной
дуги (5, 6)
Указанные выше закономерности справедливы и для постоян-
ного, и для переменного тока, так как род тока не оказывает
влияния на форму вольт-амперных характеристик электрической
дуги. Влияние оказывают геометрия и материал электродов, усло-
вия охлаждения столба дуги и характер среды, в которой суще-
ствует разряд.
Устойчивость горения дуги и стабильность режима сварки
зависят от условий существования дугового разряда, свойств
и параметров источников питания и электрической цепи. Внеш-
ней характеристикой источника питания называют зависимость
напряжения на его зажимах от силы тока нагрузки (кривые 3, 4
и 5 на рис. 8-5). Каждая внешняя характеристика соответствует
вполне определенному положению регулировочного устройства
источника питания.
Различают следующие внешние характеристики источников
питания (рис. 8-6): падающую 1, пологопадающую 2, жесткую 3
и возрастающую 4. Выбор источника питания по типу внешней
характеристики производится в зависимости от способа сварки.
Условия устойчивого горения дуги будут выполнены, если в те-
чение длительного времени дуговой разряд существует непре-
рывно при заданных значениях напряжения и тока. Установив-
шийся режим работы системы сварочная дуга—источник пита-
ния определяется точкой пересечения внешней характери-
стики источника питания и вольт-амперной характеристики
5 дуги.
Равновесие по току и напряжению имеет место в двух точках А
и Б. Дуга будет гореть устойчиво в той точке, для которой раз-
379
ность производных уравнений характеристики дуги и источника
питания будет положительной. Коэффициент устойчивости
h _ ( дЦд_____див, п \ „
> \д!ев
Если статическая характеристика дуги падающая < 0 ),
то для обеспечения устойчивого горения внешняя характеристика
источника питания тока должна быть падающей, причем в точке А
она должна иметь большую крутизну, чем статическая характе-
ристика дуги. Физически это можно объяснить следующим обра-
зом. Если по какой-либо причине ток в дуге, соответствующий
точке А, уменьшится, напряжение ее окажется меньше установив-
шейся величины напряжения источника питания; это приведет
к увеличению силы тока, т. е. к возврату в точку А. Наоборот,
при случайном увеличении силы тока установившееся напряжение
источника питания оказывается меньше напряжения дуги; это
приводит к уменьшению тока и, следовательно, к восстановлению
режима горения дуги. Из аналогичных рассуждений ясно, что
в точке Б дуга горит неустойчиво ---------п < 0^ . Всякие
случайные изменения тока развиваются до тех пор, пока ток
не достигает величины, соответствующей точке устойчивого равно-
весия А или до обрыва дуги. При пологопадающей внешней харак-
теристике (кривая 2) устойчивое горение дуги также происходит
в точке А.
При работе на падающем участке вольт-амперной характе-
ристики дуги внешняя характеристика источника в рабочей точке
должна быть более крутопадающей, чем статическая характери-
стика дуги. При возрастающих характеристиках дуги внешние
характеристики источника могут быть жесткими или даже воз-
растающими. При изменении характеристики дуги (например,
кривая 6) или при изменении внешней характеристики источника
питания (например, кривая 7, соответствующая другому регули-
ровочному положению источника 1) дуга будет гореть устойчиво
при других параметрах тока и напряжения (точки В и Д'). Ана-
логично определяются условия существования дуги при постоян-
ной скорости подачи электрода (точка А, рис. 8-5).
В реальных условиях, особенно при ручной сварке, возможны
резкие изменения длины дуги, поэтому она должна обладать
достаточным запасом устойчивости (эластичностью). Очевидно,
что эластичность дуги тем больше, чем меньше отклонение тока
от заданного значения при колебаниях длины дуги. При возра-
стающей статической характеристике дуги эластичность наиболь-
шая и при падающей — наименьшая. При прочих равных усло-
виях эластичность тем больше, чем больше крутизна падения
внешней характеристики источника питания. Поэтому для руч-
ной сварки применяют источники с падающими характеристиками.
380
Это дает возможность сварщику удлинять дугу, не опасаясь ее
обрыва, или уменьшать дуговой промежуток без чрезмерного
увеличения тока.
При автоматической или полуавтоматической сварке плавя-
щимся электродом последний подается в зону сварки со скоро-
стью V, равной скорости его плавления ипл. При случайном умень-
шении дугового промежутка (точка В кривой 6 на рис. 8-6) уве-
личивается ток. Поскольку скорость плавления электрода, в пер-
вом приближении, пропорциональна току дуги, то проволока
начинает плавиться быстрее. В итоге дуговой промежуток посте-
пенно удлинится и приобретет первоначальную длину. Аналогич-
ный процесс произойдет при случайном удлинении дуги.
Описанное явление называют саморегулированием дуги, так
как восстановление исходного режима происходит без воздей-
ствия внешнего автоматического регулятора. Это явление про-
является тем значительнее, чем положе внешняя характеристика
источника питания (характеристика, соответствующая точке Е
на кривой 2) и больше скорость подачи электрода (см. рис. 8-5).
Для систем саморегулирования рационально применять источ-
ники с пологопадающей или жесткой характеристикой. Однако
напряжение холостого хода таких источников невелико и может
быть меньше рабочего напряжения дуги, что затрудняет ее перво-
начальное возбуждение. В этих случаях желательно применение
источников питания, у которых внешняя характеристика в рабочей
части будет жесткой или пологовозрастающей, а напряжение
холостого хода несколько повышенное, как это показано штри-
ховой линией на рис. 8-6.
Сварочная дуга переменного тока предъявляет дополнитель-
ные требования к источникам питания в части надежного повтор-
ного возбуждения дуги. Для этого напряжение холостого хода
источника питания должно быть выше напряжения зажигания.
Наиболее простым способом получения непрерывного устойчи-
вого дугового разряда является включение в сварочную цепь
реактивного сопротивления. Благодаря
возбуждения дуги напряжение на дуге
(рис. 8-7) до значения напряжения
зажигания U3. Кривая Uxx харак-
теризует напряжение источника пи-
тания при холостом ходе. При на-
грузке в связи с наличием реактив-
ного сопротивления сварочный ток
отстает от напряжения на угол ср.
Если формирование разряда при
повторном возбуждении дуги задер-
Рис. 8-7. Изменение напряжения холостого
хода источника питания Ux, х
тока /д и напряжения дуги Ид во
времени-
ему в момент повторного
может резко увеличиться
381
Рис. 8-8.
Зависимость силы тока и
напряжения дуги от времени
и отдельные стадии перехода
капли с электрода в ванну
t3 — время восстановления на-
пряжения после разру-
шения шейки капли,
/ — средняя величина тока,
t/д — напряжение дуги
жалось, т. е. электрическая цепь разорвалась, напряжение на
дуговом промежутке должно подняться до величины, соответ-
ствующей мгновенному значению напряжения холостого хода
источника питания Ux. х. Благодаря сдвигу фаз это напряжение
оказывается достаточным для повторного возбуждения дуги t/3.
Перенос металла в дуге и требования к динамическим свой-
ствам источников питания. Динамические характеристики си-
стемы дуга — источник питания обусловлены механизмом перво-
начального возбуждения и в последующем, при горении дуги, —
характером переноса электродного металла в сварочную ванну.
Капли расплавленного металла периодически замыкают дуговой
промежуток, периодически изменяя силу тока и длину дуги
(рис. 8-8): происходит переход от холостого хода к короткому
замыканию, далее к рабочему режиму — горению дуги (образо-
вание и рост капли) — тх, потом к короткому замыканию, которое
происходит при контакте между каплей и ванной — т2. При этом
ток резко увеличивается до /гаах, что приводит к сжатию капли
и перегоранию мостика между каплей и электродом. В дальнейшем
напряжение почти мгновенно возрастает и дуга вновь возбу-
ждается, после чего процесс периодически повторяется.
Смена режимов происходит в течение долей секунд. Поэтому
источник питания должен обладать высокими динамическими
свойствами, обеспечивающими достаточно большую скорость по-
вышения напряжения при разрыве цепи и нужную скорость нара-
стания тока. От динамических свойств источника зависит коли-
чество брызг при сварке.
При малой скорости нарастания тока в ванну поступает нерас-
плавленная проволока. Она сравнительно медленно разогре-
вается на большом участке длины, затем разрушается. Если ток
возрастает очень быстро, мостик между ванной и каплей электрод-
ного металла быстро перегревается и разрушается со взрывом.
Часть расплавленного металла разбрызгивается, не попадая
в шов. С увеличением плотности тока уменьшаются размеры
капель вплоть до струйного стекания металла в сварочную ванну.
382
Величину ТоКа, при Которой происходит Этот переход, Для Данной
проволоки и среды называют критическим током.
Для управления процессом переноса металла на основной
режим сварки иногда накладывают электрические импульсы,
параметры которых (ток, напряжение, мощность) изменяются
во времени по определенной программе. В этом случае параметры
режима выбирают таким образом, что теплота, выделяемая дугой,
питаемой от основного источника в промежутке между импуль-
сами, недостаточна для плавления электрода при заданной ско-
рости подачи. Вследствие этого длина дугового промежутка
уменьшается. Во время действия импульса тока образуется капля
металла и возрастает величина электродинамической силы, сжи-
мающей перешеек капли у проволоки и отбрасывающей каплю
строго в направлении оси электрода. Скорость плавления элек-
трода во время импульса больше, чем скорость его подачи, вслед-
ствие чего длина дуги восстанавливается.
Условием стабильного течения процесса является равенство
скорости подачи и общей скорости плавления электрода за один
цикл (импульс + пауза). Поэтому при импульсном источнике
питания мелкокапельный перенос получается при меньших плот-
ностях тока, чем для обычного процесса. При этом параметры
импульсов, частота которых находится в пределах 90—100 Гц,
обеспечивают перенос одной капли за импульс.
Общие сведения об источниках питания и их технологических
свойствах. Конструктивные и электрические особенности источ-
ников питания описаны в специальной литературе, посвященной
электросварочному оборудованию. В настоящей книге изложены
лишь общие сведения, необходимые для понимания технологи-
ческих вопросов сварки плавлением.
Для питания сварочной дуги применяют источники перемен-
ного и постоянного тока. К источникам переменного тока отно-
сятся сварочные трансформаторы и генераторы переменного тока.
Сварочные генераторы и выпрямители, а также импульсные
источники составляют группу источников питания постоянным
током. Источники питания могут быть однопостовыми, питаю-
щими один сварочный пост, и многопостовыми, питающими одно-
временно несколько сварочных постов.
Из общего упрощенного уравнения внешней характеристики
источника питания
= X. X АУэ>
где [/и — напряжение на клеммах источника при данном токе
/д; ^х х — напряжение холостого хода; z3 — эквивалентное
сопротивление источника или схемы, следует, что
I = ^х- х — Сд п у _ и const
д гэ г д н
или
„ — /„Z, при Д = const,
д л. л д э 1 д
383
Рис. 8-9. Внешние характеристики источников питания при разных способах
регулирования параметров режима сварки:
1 — участок вольт-амперной характеристики дуги прн постоянном расстоя-
нии между электродом и изделием;
2 — участок характеристики устойчивой работы прн постоянной скорости
подачи электрода
На основе этих уравнений можно осуществлять настройку
режима горения дуги. Изменяя напряжение холостого хода t/x х,
можно получить различные характеристики (рис. 8-9, а), соответ-
ствующие ряду значений тока /д1, /д2, /д3 и т. д. при неизмен-
ном напряжении UR1, либо ряд напряжений Ual, [/д2, Пд3 и т. д.
при неизменном токе /д1. Такая система настройки приводит
к тому, что приходится либо чрезмерно снижать напряжение
холостого хода, соответствующее малым токам, либо излишне
его повышать при настройке на большие. Это неудобно в эксплуа-
тации и снижает экономические показатели источника.
Изменяя гэ при неизменном t/x. х, можно получить семейство
кривых, показанных на рис. 8-9, б. Такие источники более удобны,
но вследствие того, что напряжение холостого хода выбирают
исходя из среднего режима работы, устойчивость дуги (особенно
переменного тока) при сварке на малых токах будет недостаточной.
Наиболее эффективным является комбинированный плавно-
ступенчатый метод настройки, при котором диапазон регулиро-
вания разбивается на две-три ступени настраиваемым измене-
нием t/x х. В пределах ступени настройку производят за счет
изменения гэ (рис. 8-9, в).
Источники питания переменным током. Это специальные виды
однофазных и трехфазных трансформаторов, а также электро-
машинные генераторы повышенной частоты (400—500 Гц). Суще-
ствуют два основных принципа построения сварочных трансфор-
маторов: с нормальным магнитным рассеянием и дополнительным
индуктивным сопротивлением — дросселем и с искусственно уве-
личенным магнитным рассеянием.
Трансформаторы первой группы бывают двух основных
типов: а) в двухкорпусном исполнении с отдельным дросселем
(рис. 8—10, а) между обмотками трансформатора 1 и дросселя 2
имеется только электрическая связь, а величина сварочного тока
384
3
i)
e}
ж)
2
3
4
5
6
7
8
9
Рис. 8-10. Сварочные трансформаторы:
/ — основной трансформатор;
" — дроссель;
— зазор магнитопровода дросселя;
— первичная обмотка;
— вторичная обмотка;
— подвижный магнитный шунт;
— охватывающая обмотка; ,
— неподвижный шунт; < я
— обмотка подмагничивания
изменяется путем изменения воздушного зазора 3 в магнитопро-
воде дросселя; б) в однокорпусном исполнении (рис. 8-10, б)
между обмотками трансформатора и дросселя существует как
электрическая, так и магнитная связь; трансформаторы этого
типа экономичнее и удобнее в эксплуатации.
В трансформаторах второй группы (в однокорпусном исполне-
нии) необходимые внешние характеристики создаются за счет
изменения реактивного сопротивления трансформатора. Это до-
стигается за счет принудительного изменения расстояния между
первичной 4 (рис. 8-10, в) и вторичной 5 обмотками или за счет
изменения величины рассеяния магнитосиловых линий при по-
мощи магнитного подвижного шунта 6 (рис. 8-10, г), вводимого
в зазор между удаленными друг от друга обмотками 4 и 5. На
рис. 8-10, д показана схема трансформатора, в котором наряду
с основными обмотками 4 и 5, размещенными на различных стерж-
нях магнитопровода, имеется дополнительная обмотка 7, охва-
тывающая обе основные обмотки. Включая дополнительную
обмотку 7 встречно или согласно основным, изменяют сопротивле-
ние трансформатора и его характеристику. Выпускаются транс-
25 Заказ № 782 385
форматоры с шунтом 8 (рис. 8-10, е), магнитное устройство кото-
рых регулируется подмагничивающей катушкой 9, а также транс-
форматоры с магнитной коммутацией потоков (рис. 8-10, ж).
В этом случае часть витков вторичной обмотки 5 вынесена в верх-
нее окно, что позволяет регулировать и наклон характеристик.
В СССР нашли распространение и изготовляются трансфор-
маторы всех описанных типов (табл. 8-1).
Источники питания постоянным током. Сварочные выпрями-
тели. Эти источники состоят из трансформатора и блока вентилей.
Иногда в комплект выпрямителя входит также дроссель, вклю-
ченный в цепь постоянного тока для получения нормального
переноса электродного металла в дуге.
Таблица 8-1
Технические данные наиболее распространенных сварочных трансформаторов
Т рансформатор Сила номиналь- ного сварочного тока, А Продолжитель- ность работы, % Пределы регу- лирования силы тока, А Номинальное вторичное на- пряжение, В Напряжение холостого хода, В Потребляемая мощность, кВ А К- П д Коэффициент мощности Масса, кг
I. Трансформаторы с отдельным дросселем
СТЭ-24 . . . I — I 65 I 70—5001 — I 65 I 30 I 0,83 I 0,52 I 230
СТЭ-34 . . | — | 65 | 150—700 | — | 60 | 42 | 0,85 [ 0,52 | 320
II. Трансформаторы однокорпусные с подвижным сердечником
СТН-500 ТСД-500-1 500 500 64 60 150—700 200—600 45 60 80 38,5 48,5 0,85 0,87 0,54 0,55 270 450
ТСД-1000-4 1000 60 400—1200 42 69 и 78 76,0 0,90 0,62 534
III ТС-300 .... Тран 300 сфор» 60 шторы с 110—385 1ОДВИЖ 30 ными об 59,5— моткам 23,5 и 0,85 0,51 180
ТС-500 .... 500 60 160—650 30 62,0 55,5— 37,0 0,86 0,53 245
ТД-300 .... 300 60 60—400 30 59,5 61—79 19,4 0,86 0,51 137
ТД-500 .... 500 60 85—700 30 60—76 32,0 0,87 0,53 210
IV. Трансформаторы с подвижным шунтом
СТШ-300 . . 300 60 110—405 ] 30 63 | 20,5 0,88 0,52 158
СТШ-500 500 60 145—650 30 60 33,0 । 0,90 0,53 220
СТШ-500/80 . 500 60 60—800 1 50 80 I 44,5 1 0,92 323
V. Трансформаторы с ярмовым рассеянием
ТСМ-250 ... | 250 | 20 | 92—250 | 25 | 60 | 16,0 | 0,69 | 0,55 | 33
VI. Трансформаторы с подмагничиваемым шунтом
ТДФ-1000 . I 1000 1 100 1400—12001 44 168—71 82 | 0,87 — | 740
ТДФ-1600 . . 1600 100 600—1800 60 95—105 182 0,88 — 1000
386
Рис. 8-11. Электрическая схема трехфазного мо*
стового выпрямителя
В основном применяют многофазные
выпрямители. В выпрямителях с полого-
падающей характеристикой используют
трансформаторы с малым сопротивлением
короткого замыкания. Для получения па-
дающей характеристики необходимы
трансформаторы с дросселями или с раз-
витым магнитным рассеянием, аналогич-
ные ранее описанным. В современных
выпрямителях применяют преимуществен-
но кремниевые вентили, а в ряде случаев
селеновые. Селеновые выпрямители об-
ладают большой перегрузочной способ-
ностью и необходимы для источников спа-
дающей или жесткой характеристиками.
Кремниевые выпрямители применяют главным образом в источ-
никах с падающими характеристиками. Они отличаются малым
размером и, как следствие, очень напряженным тепловым режимом
работы.
Схема выпрямителя с трехфазным трансформатором и выпря-
мительным блоком, собранным по трехфазной мостовой схеме,
показана на рис. 8-11. При этой схеме каждый выпрямительный
элемент проводит ток в прямом направлении в течение х/3 периода,
что исключает резкие пульсации тока. Применяют выпрямители
шестифазные, а также выпрямители, в которых внешняя характе-
ристика создается полупроводниковыми приборами. Современные
выпрямители часто содержат схемы автоматического регулиро-
вания и стабилизации напряжения при наличии внешних возму-
щений (табл. 8-2).
Сварочные генераторы. Это специальные виды электрических
машин постоянного тока. Заданные внешние характеристики
могут быть получены различными путями.
1. Применением генератора постоянного тока с жесткой ха-
рактеристикой и последовательным включением в сварочную цепь
балластных сопротивлений. Такая схема используется в много-
постовых генераторах.
2. Применением генераторов с магнитным потоком, изменя-
ющимся в зависимости от изменения величины сварочного тока.
Эти генераторы могут быть разделены на три основные группы:
а) с обмоткой независимого возбуждения и размагничивающей
последовательной обмоткой; ампер-витки последней направлены
встречно ампер-виткам обмотки независимого возбуждения; б) с са-
мовозбуждением; ампер-витки параллельной намагничивающей
и последовательной размагничивающей обмоток направлены
встречно; в) с самовозбуждением; генераторы имеют намагничи-
25* 387
Таблица 8-2
Технические данные наиболее распространенных сварочных выпрямителей
Выпрямитель Сила номиналь- ного сварочно- го тока, А Продолжитель- ность работы, % Пределы регу- лирования силы тока, А Номинальное вторичное на- пряжение, В Пределы регу- лирования на- пряжения, В Напряжение хо- лостого хода, В К- П. д. Масса, кг Число свароч- ных постов
I. Выпрямители с падающей внешней характеристикой
(для ручной сварки)
ВД-101 . . . 125 60 20—125 25 — — 0,60 170 1
ВСС-120-А . . 120 65 15—130 25 — 63 0,68 180 1
ВСС-300-3 . . 300 65 40—320 30 — 65 0,66 240 1
В Д-301 . . . 300 60 45—300 32 — 65—68 0,70 230 1
II. Выпрямители с пологопадающей внешней характеристикой
для полуавтоматической и автоматической сварки
ВС-300 .... 270 100 30—300 30 20—40 — 0,715 250 1
ИПП-300 . . . 300 65 50—300 — 16—40 40 0,75 255 1
ВДГ-301 . . . 300 60 40—300 30 15—32 — 0,72 210 1
ВС-600 .... 500 60 100—500 16—41 16—41 21—53 0,75 350 1
ВС-1000 . . . 1000 60 — 17—48 17—48 28—63 0,78 600 1
ВС-1000-2 . . . 1000 60 — 20—68 20—65 38—85 0,78 650 1
В КС-500-1 500 60 90—500 40 — 78 0,75 385 1
III. Выпрямители универсальные
С падающей и пологопадающей характеристиками
ВСУ-500 * 350 60 50—360 30 — 67 0,60 440 1
500 100—550 40 20—40 49—68 0,67
ВДУ-504 * 500 AQ 100—500 30 24—45 0,82 400 1
— 18—50
IV. Выпрямители с жесткой характеристикой, многопостовые
В кем-1000-1 . 1000 100 До 6 постов по 300 А 60 70 0,88 550 6
ВДМ-1601 . . 1600 100 До 9 постов по 300 А 60 — 68 0,88 750 9
В ДМ-3001 . . 3000 100 До 18 постов по 300 А 60 — 68 0,88 1750 18
ВМГ-5000 . . . 5000 100 До 30 постов по 300 А 60 30—60 68 0,94 2700 30
* Значения, приведенные в числителе, относятся к падающей характеристике
в знаменателе — к жесткой.
388
Рис. 8-12.
Схема сварочного генера-
тора с падающей харак-
теристикой
Рис. 8-13.
Электрическая схема универсального сварочного
генератора
вающую обмотку возбуждения и используют размагничивающее
действие реакции якоря.
В СССР выпускаются генераторы с самовозбуждением, схема
которых показана на рис. 8-12. Намагничивающая обмотка пи-
тается от третьей, дополнительной щетки с. Благодаря попереч-
ной реакции якоря напряжение между третьей и основной щет-
ками мало зависит от тока нагрузки. Режим сварки регулируют
при помощи реостата Р в.цепи намагничивающей обмотки воз-
буждения НО, который определяет напряжение холостого хода
генератора. При коротком замыкании напряжение дуги равно
нулю, а электродвижущая сила генератора падает до величины,
уравновешивающей падение напряжения в сопротивлении сва-
рочной цепи. Для расширения пределов регулирования от раз-
магничивающей обмотки РО сделан дополнительный вывод.
Однопостовые генераторы для питания установок полуавто-
матической или автоматической сварки должны иметь пологопа-
дающую или жесткую характеристику. Для получения широкого
диапазона регулирования они имеют независимое питание обмотки
возбуждения.
Универсальный сварочный генератор позволяет получать внеш-
ние характеристики различной формы (падающей или жесткой)
и регулировать динамические свойства (рис. 8-13). Включая после-
довательную обмотку СО встречно или согласно и изменяя число
витков в обмотке, можно получить жесткую или падающую харак-
теристику. Соответствующие динамические свойства генератора
достигаются включением витков регулируемого дросселя Д.
По типу привода вращающиеся источники питания разде-
ляются на преобразователи, снабженные электродвигателями,
и на агрегаты, снабженные дизельными или бензиновыми двига-
телями внутреннего сгорания (табл. 8-3).
389
Таблица 8-3
Технические данные наиболее распространенных
сварочных преобразователей и агрегатов
Источник питания Сила номиналь ного сварочного тока А Продолжитель ность работы % Пределы регу лирования силы тока А Номинальное вторичное на пряжение В Пределы регу лироваиия на пряжения, В Кпд Мощность при водного двига теля кВт Масса, кг
I Преобразователи с падающей внешней характеристикой
(для ручной сварки)
ПСО 120 120 65 30—120 25 — 0,46 4 155
ПСО-ЗОО 1 300 65 65—340 30 —. 0,58 7,5 400
ПСО 300-3 300 65 75—320 30 — 0,52 14 400
ПС 500 500 65 120—500 40 — 0,55 28 940
ПСО 500 500 65 140—500 40 — 0,54 28 780
II Преобразователи с пологопадающей внешней характеристикой
(для полуавтоматической и автоматической сварки)
ПСГ 500 500 65 50—500 35 15—40 0,65 28 500
ПСУ 500 500 60 60—500 40 16—40 0,59 30 545
III Агрегаты с падающими характеристиками с бензиновыми двигателями
АСБ 300 2 300 65 65—340 30 - - 850
АСБ 300 4 300 65 75—320 30 — 800
IV Агрегаты с падающими характеристиками с дизельными двигателями
АСД 3-1 500 65 120—600 40 — — 60 л с —
А ДСП-500 500 60 120—500 40 — — 60 л с —
Источники питания импульсной дуги (рис 8-14) Такие источ-
ники содержат генератор постоянного тока ГПТ, генератор
импульсов Г И и блок управления БУ. Генератор импульсов может
быть построен по принципу накопления энергии в конденсаторах,
которая в дальнейшем по команде блока управления расходуется
в виде кратковременных импульсов Величину и длительность
импульса можно настраивать путем изменения емкости батареи
конденсаторов либо путем выделения определенных отрезков
синусоиды тока Генераторы импульсов рассчитывают обычно
на частоту, кратную частоте сети (50, 100 Гц) В качестве ГПТ
могут быть использованы выпрямители или вращающиеся преоб-
разователи В последнем случае последовательно в цепь якоря
генератора включают полупроводниковый вентиль, предупре-
ждающий шунтирование дуги якорем.
Области применения источников питания различных типов
(табл 8-4) При выборе источника питания нет оснований отда-
вать предпочтение какой-либо из схем генераторов, трансформа-
торов или выпрямителей. Эксплуатационные их свойства зависят
390
Рис. 8-14. Блок схема источника питания импульсной дугой
t — время цикла,
Б У — блок управления
ГИ — генератор импульсов,
ГПГ — генератор постоянного тока,
/и — ток импульса,
/п — ток в паузе между импульсами,
/ — ток дуги
Таблица 8-4
Области применения источников питания
Род тока Источник питания Внешняя характери стика Область применения
Переменный Трансформаторы пере менного тока про- мышленной частоты Падающая Ручная сварка, сварка в защитных газах алю- миниевых сплавов
Полого- падающая Сварка под флюсом на токах более 300 А
Электромашинные пре образователи и агре гаты с генераторами повышенной частоты (400—500 Гц) Падающая Ручная сварка тонкого металла (применение ограничено)
Постоянный Электромашинные пре образователи, агрега- ты с двигателями внутреннего сгора- ния, выпрямители Падающая Ручная сварка, сварка под флюсом, сварка в защитных газах не- плавящимся электро- дом
Полого падающая Сварка под фпюсом, свар- ка в защитных газах плавящимся э пектро- дом
Жесткая Сварка в защитных газах плавящимся электро дом (тонкой проволо- кой)
391
6 основном от правильности расчета и конструирования и от ка-
чества изготовления.
Сварочные трансформаторы — наиболее экономичные и деше-
вые источники питания. Однако они чувствительны к колебаниям
напряжения сети. Кроме того, переменный ток применим далеко
не для всех способов сварки.
Наиболее перспективны выпрямители, характеризующиеся
высокими к. п. д. и cos <р, бесшумностью работы. Они экономичны,
так как могут выключаться во время пауз в работе. Как правило,
у выпрямителей мощность холостого хода меньше, чем у преобра-
зователей. Однако выпрямители чувствительны к климатическим
условиям и колебаниям напряжения сети, хотя уже имеются вы-
прямители, снабженные устройствами, обеспечивающими постоян-
ство напряжения дуги при колебании параметров сети.
Генераторы постоянного тока эффективны при использовании
в монтажных условиях, особенно в комплекте передвижных
агрегатов с двигателями внутреннего сгорания.
§ 8-2. Аппаратура для автоматической сварки
плавящимся электродом
Сварочным аппаратом называют комплекс механиз-
мов и электрических приборов, необходимых для механизации
процесса выполнения сварного соединения. На рис. 8-15 показан
один из таких аппаратов. Он состоит из сварочной головки 1,
ходового механизма 2, системы 3 для подачи флюса и отсоса его
нерасплавляющейся части, механизма 14 перемещения головки
по вертикали и катушки 5.
Основным узлом аппарата
является сварочная головка.
Она содержит приводной меха-
низм 6 с двигателем 7 и систе-
мой роликов, токоподводящий
мундштук 15 с устройствами 12
для защиты дуги флюсом или
газом. Проволока, зажатая меж-
ду подающим 8 и прижимным
9 роликами, сматывается с ка-
тушки 5 и проталкивается
в зону сварки через правильный
механизм 11 и токоподводящий
мундштук 15. Для корректи-
ровки положения электрода от-
носительно стыка служат по-
Рис. 8-15. Аппарат А-1401 для авто-
матической сварки под
флюсом
392
Рис. 8-16. Установка для автоматической сварки кольцевых швов сварочным
трактором ТС-17-Р
перечный 13, вертикальный и другие корректоры. Для на-
правления электрода по стыку служит световой указатель 10.
Аппараты, содержащие кроме сварочной головки механизм
движения по рельсовому пути 4, расположенному вдоль сварива-
емых кромок, принято называть самоходными. Самоходные аппа-
раты, которые в процессе сварки движутся непосредственно по
свариваемому изделию, копируя его, называют сварочными
тракторами (рис. 8-16).
Существует множество универсальных и специализированных
аппаратов для дуговой сварки. Независимо от назначения они
содержат в той или иной компоновке все или некоторые из пере-
численных выше элементов и устройств. Ниже рассмотрены прин-
цип их действия и характерные особенности.
Сварочная головка. Основные функции сварочной головки —
подача в зону дуги электродной проволоки и подвод к ней свароч-
ного напряжения, поддержание в процессе сварки неизменными
силы тока и напряжения дуги или изменение их по заданной
программе. Кроме того, сварочная головка обеспечивает возмож-
ность настройки указанных параметров режима. Рассмотрим
основные механизмы сварочных головок.
Механизм подачи электрода — основной узел сварочной го-
ловки — состоит, как правило, из системы подающих проволоку
роликов и привода. Один из роликов 8 (см. рис. 8-15), связанный
с выходным валом привода, является ведущим, другой 9, прижи-
мающий под действием пружины проволоку к ролику 8, — при-
жимным.
Современные механизмы подачи содержат два или несколько
Подающих роликов различной конструкции и в различных соче-
393
Рис. 8-17. Роликовые устройства для подави проволоки и типы подающих
роликов
В — ролик ведущий
П — ролик прижимной,
ЦН — ролик цилиндрический с насечкой
КГ — гладкий ролик с канавкой
КН — ролик с насеченное канавкой,
K1U — ролик с канавкой шестеренчатый,
ЦР — ролик цилиндрический обрезиненный
таниях (рис. 8-17). Усилие подачи Qn этих механизмов зависит
от мощности привода, сжимающего усилия Рп, материала тру-
щихся тел, шероховатости поверхности и конструкции фрикцион-
ного сочленения. Как правило, применяют одну пару подающих
роликов А, в которых один — ведущий, второй — холостой или
ведущий. Такая система обеспечивает достаточное усилие подачи
стальной сплошной проволоки при сравнительно небольшом рас-
стоянии между подающим устройством и зоной сварки. Обычно
используют ролики КГ с гладкой канавкой, позволяющие полу-
чить усилие подачи до 30—60 кгс. Если нужны большие усилия
подачи, то применяются ролики КЯ, канавка которых снабжена
насечкой, или KZZZ, представляющие собой шестерни, в зубьях
которых прорезана канавка. Насечка обеспечивает надежную
подачу, но при этом увеличивается износ мундштуков от заусен-
цев на проволоке.
Для проволок диаметром менее 1,2—1,6 мм предпочтительны
цилиндрические ролики ЦН с насечкой. Порошковые проволоки
вследствие их малой радиальной устойчивости и большого сопро-
тивления проталкивания не допускают больших усилий сжа-
тия Рп. Они требуют применения механизмов Б с двумя парами
роликов или механизмов С с большим углом обхвата. Лучше всего
394
применять в них ролики КШ, препятствующие раскрыванию замка
оболочки проволоки и, следовательно, просыпанию порошка.
Привод системы подачи проволоки наряду с источником пита-
ния определяет параметры режима сварки. По числу регулиру-
емых величин (напряжение и ток дуги) и регулирующих воздей-
ствий (скорость подачи электрода, напряжение или э. д с. источ-
ника питания и сопротивление сварочной цепи) системы регули-
рования параметров режима могут быть разбиты на три группы:
1) системы, основанные на свойстве саморегулирования дуги;
они применяются в головках, осуществляющих подачу проволоки
с постоянной скоростью, независимой от напряжения дуги;
2) системы регулирования одного параметра (U или /св)
путем воздействия на одну из трех указанных выше величин
Наибольшее распространение из этих систем получил автомати-
ческий регулятор напряжения дуги, воздействующий на скорость
подачи электрода;
3) системы регулирования двух параметров (£/ и /св) путем
одновременного воздействия на эти величины
При выборе рациональной системы регулирования необходимо
исходить из условий обеспечения требуемой геометрии шва и от-
сутствия в нем дефектов. Из различных схем наиболее удобно
пользоваться статическими характеристиками регуляторов и ис-
точников питания. В случае возникновения возмущений в дуге
и в сварочном аппарате связь между напряжением и током дуги
выражается уравнением номинальной внешней характеристики
источника питания (см рис 8-5). Росту напряжения дуги соответ-
ствует уменьшение силы тока и наоборот.
На рис. 8-5 режим сварки определяется точкой А пересечения
кривой 1 и внешней характеристикой 3 источника питания. Если
в процессе работы в результате внешних возмущений дуга удли-
нилась и горит в точке В, то новому режиму должна соответство-
вать меньшая скорость плавления электрода ип2, в результате
чего при постоянной скорости подачи дуговой промежуток сокра-
щается и восстанавливается режим, соответствующий точке А.
И другие системы регулирования, перечисленные выше, отра-
батывают эти возмущения, восстанавливая прежний режим сварки
с заданной точностью. Сложнее обстоит дело при отработке си-
стемами регулирования возмущений в источнике питания, приво-
дящих к изменению его внешних характеристик. Изменения на-
пряжения сети при сварке на переменном токе, а в ряде случаев
и постоянном приводят к смещению внешних характеристик (кри-
вые 4 и 5). Увеличение или уменьшение напряжения сети приво-
дит к изменениям напряжения и силы тока дуги.
Восстановить заданный режим сварки при автоматическом
регулировании напряжения или тока дуги только путем воздей-
ствия на скорость подачи электродной проволоки нельзя. Новые
режимы сварки будут характеризоваться координатами точек,
находящихся в заштрихованной на рис. 8-5 площади Режимы
сварки, соответствующие Системам саМорёГуЛирОЁанйй Дуги,
определяются точками Г и Д на кривых 4 и 5. Таким образом,
системы саморегулирования по своим свойствам сходны с систе-
мами автоматического регулирования тока дуги. Изменения
сопротивления сварочной цепи также приводят к соответствующим
изменениям внешних характеристик. Здесь остаются справедли-
выми приведенные выше рассуждения.
Таким образом, можно сделать вывод о нецелесообразности
применения систем автоматического регулирования тока дуги,
так как в них нельзя согласовать регулирующие воздействия для
отработки различных возмущений (см. рис. 8-5), что резко ухуд-
шает динамические свойства таких систем. По этим же причинам
нецелесообразно применять обычные системы автоматического
регулирования двух параметров — напряжения и тока дуги.
Рассмотренные возмущения могут быть вполне удовлетвори-
тельно отработаны системами автоматического регулирования
напряжения дуги путем воздействия на сопротивление сварочной
цепи. Однако при падении напряжения в сети значительно ухуд-
шаются условия повторных возбуждений дуги вследствие умень-
шения напряжения холостого хода сварочной цепи.
Наиболее целесообразна и экономична система автоматиче-
ского регулирования напряжения дуги путем воздействия на
напряжение сварочной цепи. Необходимая величина тока дуги
в таких системах задается скоростью подачи электродной прово-
локи. Эти системы обеспечивают неизменные условия повторных
возбуждений дуги, так как напряжение холостого хода не падает
ниже заданной величины. При достаточно высоких динамических
свойствах автоматического регулятора напряжения дуги такая
система одинаково хорошо отрабатывает все возможные возму-
щения во всем диапазоне режимов сварки.
Экспериментальные и расчетные данные и длительный производ-
ственный опыт эксплуатации сварочных аппаратов с постоянной
скоростью подачи электродной проволоки, использующих само-
регулирование дуги, показали, что существуют предельные зна-
чения тока, ниже которых процессы установления заданного
режима сварки за счет саморегулирования дуги при его случай-
ных изменениях недопустимо затягиваются
(кривая А на рис. 8-18), и предельные
значения токов, ниже которых устойчи-
вость горения дуги становится недоста-
точной для получения качественных свар-
ных соединений (кривая Б). Приведен-
ные кривые соответствуют сварке под
флюсами марок АН-348-А и ОСЦ-45 на
переменном токе.
Рис. 8-18. Кривые зависимости силы тока дуги
от диаметра проволоки
396
Рис. 8-19. Электрокинематическая схема сварочной головки с асинхронным
электродвигателем:
1 — ролик прижимной;
2 — ролик подающий»
3, 4 — червячные шестерни;
5 — сменные шестерни;
Д — электродвигатель подачи электродной проволоки
Значения тока, лежащие выше кривой А, обеспечивают хоро-
шие результаты при сварке аппаратами с постоянной скоростью
подачи электродной проволоки. Для значений токов, находящихся
ниже кривой Б, устойчивый процесс сварки под флюсом на пере-
менном токе вообще невозможен. При питании дуги постоянным
током кривая Б несколько опускается, т. е. саморегулирование
происходит устойчиво для более низких значений тока. Заштри-
хованное между кривыми А и Б пространство соответствует тем
значениям токов, при которых нельзя получить устойчивый про-
цесс сварки при постоянной скорости подачи электродной про-
волоки.
Из приведенных данных видно, что при сварке под флюсом
на переменном токе электродами диаметром 3 мм и менее аппараты
с постоянной скоростью подачи проволоки могут работать при
всех применяемых на практике значениях тока. Следовательно,
для сварки электродной проволокой диаметром 1—3 мм целесооб-
разно применять только сварочные аппараты с постоянной ско-
ростью подачи проволоки. При сварке электродными проволо-
ками диаметром 4—6 мм и выше следует вводить определенные
397
ограничения при выборе режимов сварки. Заштрихованная
область (см. рис. 8-18) соответствует тем редко встречающимся
в производственных условиях случаям, когда при сварке элек-
тродной проволокой диаметром более 3 мм необходимо применять
автоматические регуляторы напряжений сварочной дуги.
Аппараты с постоянной скоростью подачи проволоки отли-
чаются простотой и надежностью. Настройка скорости подачи
производится или ступенчато (сменные шестерни или ролики,
коробка скоростей), или плавно (механические вариаторы, дви-
гатели постоянного тока).
На рис. 8-19 показана электрокинематическая схема простей-
шей головки со сменными шестернями. Изменяя соотношение
числа зубьев сменных шестерен 5, можно получить требуемую
скорость подачи проволоки. Электрическая схема содержит пони-
жающий трансформатор ТП, переключатель ПП и кнопочный
блок А с промежуточными реле Р. Кнопками осуществляют на-
строечное перемещение проволоки, пуск и остановку процесса.
Более совершенные головки имеют контактор, отключающий
источник питания во время пауз, устройства для возбуждения
дуги и для заварки кратера.
Головки со сменными шестернями применяют в серийном
и массовом производстве, где режим перестраивается относительно
редко и где решающее значение имеют стабильность режима,
простота и надежность оборудования. В единичном производстве,
где часто необходимо изменять режим, применяют коробки скоро-
стей или вариаторы (механические или электрические). В схеме
механизма с коробкой скоростей (рис. 8-20, а) переключение ско-
ростей достигается при помощи двух выдвижных (скользящих)
шпонок 1, включающих под действием пружины 2 различные
Рис. 8-20. Механические системы
волоки
настройки скорости подачи электродной про-
1 — шпонки выдвижные,
2 — пружина
3 — штанга,
4 — шестерня с фиксатором,
5 — асинхронные двигатели,
6 — ведущее звено,
7 — ведомое звено
8 — поворотный ролик
9 10 — звенья понижающего редуктора;
11 — ро-тик подающий
12 — ролик прижимной
398
Рис. 8-21. Электрические системы настройки скорости подачи электродной
проволоки
шестерни в кинематической цепи. Шпонки совместно со штан-
гами 3 с кольцевыми рейками перемещаются при помощи веду-
щих шестерен 4 Такие механизмы нашли ограниченное примене-
ние вследствие сравнительно большой массы и размеров. Вариа-
торы (рис. 8-20, б) сложны в эксплуатации, так как фрикционные
элементы быстро изнашиваются, нестабилен их коэффициент
трения, они чувствительны к загрязнениям.
Наиболее удобны головки с электродвигателями переменного
тока. Однако привод головок, основанных на явлении саморегу-
лирования, должен иметь достаточно жесткие механические
характеристики Поэтому малопригодны системы, где частота
вращения электродвигателя регулируется за счет изменения силы
тока в обмотке якоря или в обмотке возбуждения. Кроме того,
последняя схема имеет малый диапазон регулирования. Широ-
кое распространение получила схема (рис. 8-21, а) питания элек-
тродвигателя fl от регулируемого источника переменного тока
(автотрансформатора АТ или секционированного трансформатора)
через выпрямительные блоки В}1 и ВВ.
Достаточно большой диапазон регулирования дает привод
(рис. 8-21,6), работающий по схеме генератор — электродвига-
тель Д, отличающийся, однако, громоздкостью и высокой стои-
мостью. На рис 8-21, в показан привод с магнитным усилителем
Такой привод имеет диапазон регулирования 1 : 10 и жесткость
механических характеристик в среднем до 20% при изменении
нагрузки на валу электродвига-
теля от 0 до 100% от номинальной.
Блок-схема регулятора напря-
жения дуги (рис. 8-22) состоит
Рис. 8-22. Б чок схема регулятора напря-
жения дуги
399
Рис. 8-23. Схема регулятора напряжения дуги
в сварочной головке АДС-1000-2:
1 — прижимной ролик;
2 — подающий ролик
из устройства СУ, сравнивающего на-
пряжение дуги Нд с эталонным напря-
жением U0 и усилителя У, передающего
разность напряжений Uo— U на при-
вод Д механизма подачи. Таким обра-
зом, скорость подачи является функ-
цией напряжения дуги. Если на рабо-
чем участке характеристики значение
dUo
велико, то регулятор поддержи-
вает заданное напряжение с высокой
точностью.
Известно большое количество различных конструкций регу-
ляторов напряжения дуги, поддерживающих заданное напряже-
ние соответствующим воздействием на скорость подачи электрод-
ной проволоки. Наибольшее распространение получили регуля-
торы непрерывного действия. В качестве примера на рис. 8-23
приведена схема регулятора сварочной головки аппарата
АДС-1000-2. Якорь ДГ электродвигателя подачи проволоки пи-
тается от генератора ГГ, в котором имеются три обмотки возбужде-
ния ГГ1, ГГ2 и ГГЗ. Первая обмотка питается от независимого
источника через потенциометр. Обмотка ГГ2 включена парал-
лельно сварочной дуге. Магнитные потоки обмотки ГГ1 и ГГ2
направлены встречно. При нормальном напряжении дуги поток
обмотки ГГ2 преобладает над потоком обмотки ГГ1 и электро-
двигатель вращается в направлении подачи проволоки к изделию.
Понижение напряжения дуги вызывает уменьшение скорости
подачи вплоть до остановки электродвигателя. Дальнейшее пони-
жение напряжения дуги приводит к реверсированию электродви-
гателя ДГ. Последовательная обмотка ГГЗ служит для повыше-
ния вращающего момента электродвигателя при увеличении на-
грузки на его валу.
Токоподводящие мундштуки предназначены для направления
электрода в сварочную ванну и для подвода к нему тока. Мунд-
штуки бывают роликовыми, колодочными, втульчатыми и Сапож-
ковыми. Роликовый мундштук (рис. 8-24, а) имеет два или три
контакта 1, укрепленных на токоведущем корпусе 2. Для надеж-
ного токоподвода один из контактов прижат пружиной 3. Коло-
дочный мундштук (рис. 8-24, б) состоит из двух контактных
колодок 4 и 5 со вставками 6. Колодка 5 может перемещаться на
штыре 7 под действием пружины 8. Ток подводится к неподвиж-
ной колодке 4. Принцип действия сапожкового мундштука ясен
из рис. 8-24, в.
400
Рис. 8-24. Токоподводящие мундштуки
Перечисленные мундштуки применяют при сварке проволокой
диаметром 3—6 мм. Для тонкой проволоки (1,6—-2,5 мм) исполь-
зуют трубчатые мундштуки (рис. 8-24, г). Они представляют
собой прямую или изогнутую направляющую или трубку 9,
на конец которой при помощи накидной гайки 10 прикреплен
эксцентрически расположенный наконечник 11. В этом случае
контакт обеспечивается за счет упругих сил в изогнутой прово-
локе.
При износе контактирующих деталей вследствие трения, элек-
троэрозии и подгорания нарушается точность направления элек-
трода в зону сварки и ухудшается токоподвод. Износ компенси-
руется поворотом контактирующих деталей 1 или И при замене
деталей 6, 12 или 13.
Правильные механизмы предназначены для увеличения точ-
ности направления электрода. Необходимость в правке вызвана
тем, что поставляемая в бухтах проволока имеет собственную
кривизну, а иногда и местные прогибы, причем кривизна в пре-
делах одного мотка переменна. Для правки электрод пропускают
через систему свободно вращающихся роликов, расположенных
таким образом (см. рис. 8-15), что проволока, проходя между
ними, изгибается, приобретая стабильную кривизну. В дальней-
шем, перегибая проволоку в обратную сторону с заданной стре-
лой прогиба, ее выпрямляют.
Приспособления для защиты зоны сварки от соприкосновения
с воздухом закреплены, как правило, на мундштуке, образуя
единый узел. На рис. 8-24, а показано приспособление для сварки
под флюсом, где последний подается через воронку 14, располо-
26 Заказ № 7§2 401
щитных устройств обусловлена
Рис. 8-25.
Газовая струя при сварке в за-
щитной газовой среде:
а — соосно оси электрода,
б — под углом к оси электрода;
J — сопло,
2 — мундштук,
3 — ламинарный поток
4 — турбулентный поток,
5 — зона завихрения
6 — смесь газа с воздухом,
7 — отражатель
женную концентрично
электроду. Флюс может
также подаваться по от-
дельной трубке, располо-
женной впереди мунд-
штука.
Эффективность газоза-
характером истечения газовой
струи из сопла, жесткостью струи и величиной сварочного тока.
Турбулентный поток газа приводит к подсосу воздуха и, следо-
вательно, к загрязнению металла шва. Поэтому конструкция
сварочной горелки должна обеспечить получение ламинарного
потока газа или турбулентного потока, окруженного ламинар-
ным слоем. Последний возникает в результате трения газа
о стенки сопла. Толщина ламинарного слоя зависит от конфи-
гурации сопла, от соотношения длины его цилиндрической
части I (рис. 8-25) к диаметру d и от характера ввода газа
в камеру сопла. Достаточная толщина ламинарного потока обес-
печивается в цилиндрическом сопле при отношении l/d > 1.
При этом лучше всего, если газ поступает в камеру сопла через
рассекатель, отверстия которого направлены перпендикулярно
стенкам сопла, или если камера сопла снабжена отражателем.
При выходе из сопла толщина ламинарного потока постепенно
снижается из-за наличия в окружающем воздухе факторов, раз-
рушающих газовый поток. Это более ощутимо при малом расходе
газа, когда поток нежесткий. Увеличение расхода газа приводит
к ужесточению потока. При излишнем расходе газа происходит
его завихрение.
Эффективным средством создания ламинарного потока является
применение газопроницаемых сеток — газовых линз, предста-
вляющих собой набор из нескольких сеток с мелкими отвер-
стиями (60—900 отверстий на 1 см2). Сопла могут иметь естествен-
ное воздушное или принудительное газовое или водяное охла-
ждение.
Ходовой механизм. Механизм предназначен для перемещения
дуги относительно свариваемого стыка по траектории, необходи-
мой для получения швов заданной конфигурации, со скоростью,
равной скорости сварки. Передвижение дуги можно выполнять
402
двумя способами: при неподвижном изделии и при неподвижном
сварочном аппарате. Наиболее универсальной при сварке про-
дольных швов является первая схема, при сварке кольцевых —
вторая.
Сварочный аппарат может перемещаться по рельсовому пути,
расположенному параллельно свариваемым кромкам и повторя-
ющим, по возможности, их конфигурацию (см. рис. 8-15), либо
непосредственно по изделию (см. рис. 8-16). Ходовые механизмы
указанных аппаратов представляют собой тележки, мощность
привода которых расходуется на преодоление сопротивлений
движению собственно аппарата, кабелей и шлангов. В ряде слу-
чаев тележка кроме рабочей скорости может передвигаться со
скоростью маршевой для сокращения времени холостых пробегов.
Сварочные головки закреплены на ходовом механизме при
помощи системы суппортов, позволяющих корректировать поло-
жение электрода относительно стыка. Корректировочные системы
могут быть предназначены для слежения по стыку и для пере-
мещения электрода по запрограммированной траектории. При
слежении за стыком возможны отклонения поперек шва и по вер-
тикали (совместно с мундштуком). Эти отклонения возникают
вследствие некоторой неизбежной непараллельности между швом
и рельсом, вследствие непрямолинейности в определенных пре-
делах шва и рельса и вследствие неточности сборки изделия.
Отклонение электрода поперек шва приводит к искажению
формы шва или к непровару одной из кромок. При сварке угловых
швов «в лодочку» и особенно наклонным электродом это может
привести также к подрезам и наплывам. В связи с этим сварочный
аппарат должен быть снабжен механизмом, отрабатывающим
указанные неточности. Следует учесть, что существующие си-
стемы обеспечивают только соблюдение траектории мундштука
вдоль стыка. Дуга же вследствие износа мундштука, некачествен-
ной правки электрода или наличия магнитного дутья может иметь
иную траекторию движения, отличную от траектории мунд-
штука.
Ручное направление электрода по шву осуществляется при
помощи механических 13 (см. рис. 8-15) или электрических коррек-
торов. При сварке под флюсом для наблюдения за положением
электрода применяют механический или световой указатели.
Первый 15 (см. рис. 8-24) закреплен при помощи изоляционных
прокладок на воронке 14 мундштука таким образом, что его поло-
жение можно регулировать. Так как механический указатель
находится на определенном расстоянии от шва, при корректи-
ровке в зависимости от угла зрения допускаются определенные
погрешности. Световой указатель 10 (см. рис. 8-15) содержит
осветитель и систему линз, проектирующую узкий световой пу-
чок в виде точки или короткой линии на поверхность изделия.
Это снижает погрешность наблюдения, "однако световой указа-
тель неприменим при интенсивном освещении зоны сварки.
26* 403
Для ручной корректировки используют такие средства наблю-
дения за дугой, как промышленное телевидение и т. п. Ручные
корректоры обеспечивают точность направления электрода в пре-
делах ±1,5—-2,5 мм в зависимости от расстояния между указа-
телем и электродом, от скорости сварки и тренированности свар-
щика. Практикой доказано, что ручная корректировка эффективна
при скорости сварки ниже 60—80 м/ч. При больших скоростях
сварщик не всегда успевает среагировать на отклонение траек-
тории шва.
Механические копирующие системы представляют собой регу-
ляторы прямого действия, где рабочий орган (мундштук /)
(рис. 8-26, а) жестко связан с механическим копирующим элемен-
том 2 в виде ролика или костыля, перемещающихся по сваривае-
мым кромкам или по копиру и повторяющих конфигурацию шва.
Мундштук или головка имеют по крайней мере одну степень сво-
боды (вокруг оси 4) для перемещения поперек шва совместно с ко-
пиром. Системы такого типа отличаются простотой и надежностью,
но они могут быть использованы только для сварки тех соедине-
ний, где имеется гарантированный зазор между кромками или
другая база для механического копирования (угол, нахлестка
и т. п.). Кроме того, вследствие расположения копира на опре-
деленном расстоянии I от электрода возникает погрешность сле-
жения А/, которая тем больше, чем больше расстояние I и чем
больше отклонение а между линией направления движения ходо-
вого механизма и линией шва.
Частично этот недостаток может быть устранен за счет при-
менения самоустанавливающихся копиров с двумя-тремя роли-
404
ками 2, 3 и 6 (рис. 8-26, б), которые могут поворачиваться вокруг
оси мундштука 1 на рычаге 5, образуя всегда с мундштуком пря-
мую линию. Это исключает погрешность слежения А/. Наличие
трех роликов позволяет сохранить прямую линию при прохожде-
нии копира через сборочные прихватки.
Механические копиры весьма эффективны в аппаратах трак-
торного типа, так как копирующим элементом в этом случае
является весь сварочный аппарат. На рис. 8-27 показаны различ-
ные настройки широко распространенного трактора ТС-17-Р.
При настройке а ходовая тележка трактора опирается на четыре
колеса. В настройке б передние колеса заменены двумя клино-
видными роликами, размещенными в зазоре между кромками
и прижатыми к изделию весом трактора. При сварке угловых
швов точное направление электрода может быть достигнуто при
условии копирования обеих деталей, образующих угол. При
сварке «в лодочку» это достигается заменой одного из передних
колес копирным роликом и установкой на уровне задних колес
бокового упорного ролика (настройка в). При сварке наклонным
электродом (настройка а) прижим трактора к вертикальной стенке
достигается вследствие некоторого перекоса ходового механизма
в сторону направления сварки. Трактор как бы наезжает на вер-
тикальную стенку, прижимаясь к ней, и движется с некоторой
горизонтальной пробуксовкой роликов.
405
1
Рис. 8-28. Схема действия бесконтактных следящих систем
Перечисленные системы непригодны для сварки швов, пред-
ставляющих собой ломаную линию или линию переменной кри-
визны. В некоторых случаях такие швы могут быть сварены при
помощи механических шаблонов, повторяющих конфигурацию
шва (рис. 8-26, в).
Следящие системы косвенного действия (бесконтактные) при-
меняют в тех случаях, когда невозможно использовать механи-
ческие копиры (стыковые швы без зазора и разделки кромок,
швы непрямолинейные и др.). Как правило, такие системы со-
держат датчик Д (рис. 8-28), регистрирующий отклонение шва 1,
усилитель-преобразователь УП, перерабатывающий информацию,
исполнительный механизм ИМ, воздействующий на положение
мундштука М. При компоновке а, когда датчик установлен впе-
реди мундштука, система обладает рядом недостатков, свойствен-
ных механическим копирам.
Более точное копирование достигается при компоновке б
по так называемой опорной линии 2 или установленному шаблону.
Опорной линией может служить риска, нанесенная параллельно
кромкам одновременно с обработкой последней, линия, проведен-
ная краской (или окраска кромок), наклейка цветной полосы
и др. Однако нанесение опорной линии связано с выполнением
дополнительной операции и снижает производительность процесса.
Эффективное решение задачи копирования — применение за-
поминающего устройства ЗУ (рис. 8-28, в). Датчик Д, располо-
женный на расстоянии I впереди мундштука М, передает через
усилитель УП сигнал записывающему устройству ЗУ. Сигнал
записывается на магнитной или бумажной ленте. Лента движется
относительно записывающей 3 и считывающей Ч головок со ско-
ростью, равной скорости сварки. Таким образом, за то время,
пока мундштук пройдет путь I, сигнал, записанный в точке а,
попадает под считывающую головку Ч, которая через усилитель
передает команду исполнительному механизму ИМ. Надежность
и эффективность следящей системы зависят в первую очередь
от типа и конструкции датчика.
Фотоэлектрический датчик основан на изменении величины
фототока в элементе 1 (рис. 8-29, а) в зависимости от интенсив-
406
Рис. 8-29. Схема действия бесконтактных датчиков слежения за стыком:
а — фотоэлектрического, б — электромагнитного
ности отраженного опорной линией 2 светового потока, излучае-
мого осветителем 3 и сфокусированного оптической системой 4.
При отклонении луча от опорной линии интенсивность потока
изменяется, что передается через усилитель 5 к исполнительному
механизму 6 следящей системы. Недостатком этого способа копи-
рования является чувствительность фотодатчика к посторонним
источникам света, в том числе к бликам дуги.
Электромагнитный датчик основан на изменении магнитной
проницаемости сплошного тела и тела, собранного из двух частей
(рис. 8-29, б). При расположении среднего стержня электро-
магнита против стыка (х = 0) магнитный поток в обеих ветвях
магнитопровода одинаков. Так как магнитные потоки в каждой
из ветвей направлены встречно, суммарная э. д. с. системы равна
нулю. При смещении системы поперек шва (х 4= 0) равенство
двух магнитных потоков нарушается. Электромагнитные датчики
весьма чувствительны к величине зазора и отсутствию зазора,
а также к превышению кромок. Определенное влияние оказывает
окалина, присутствующая на поверхности свариваемых кромок.
Существуют датчики, основанные на использовании излучения
радиоактивных изотопов, состоящие из источника а-, [5- или
у-излучения и приемника излучения, расположенных по обе
стороны стыка. Свариваемое изделие ослабляет интенсивность
излучения, пропуская только узкий пучок лучей против стыка.
Кроме того, существуют пневматические и другие датчики, кото-
рые практически не получили распространения.
Системы косвенного действия для направления электрода по
стыку получили относительно небольшое распространение из-за
малой их универсальности, сложности и чувствительности к раз-
личным внешним помехам. Они применяются главным образом
в массовом производстве, в специализированных установках
и аппаратах (при сварке труб, при сварке швов большой протя-
женности и др.).
407
Рис. 8-30. Электромеханический регулятор
вылета электрода *
Отклонение мундштука по верти-
кали приводит к изменению вылета
электрода, в результате чего изме-
няется настройка системы дуга—
источник питания, температура пред-
варительного разогрева электрода и,
следовательно, скорость его плавле-
ния. Это может вызвать непровар
кромок, искажение формы шва и
другие изменения. Увеличение вы-
лета приводит к блужданию электрода относительно стыка, умень-
шение — к излишнему нагреву мундштука.
В аппаратах рельсового типа применяют ручные или механи-
зированные с ручным управлением корректоры для изменения
или поддержания вылета электрода. При механическом копиро-
вании весь сварочный аппарат или только головку подвешивают
таким образом, что они могут плавать по вертикали, упираясь
в одну из свариваемых кромок. Устройства такого типа применяют
в тех случаях, когда вес плавающей части аппарата сравнительно
невелик и когда есть площадка для выхода упорного ролика или
устройство для его фиксации в конце шва.
В аппаратах тяжелого типа часто применяют релейно-контакт-
ные системы регулировки вылета электрода (рис. 8-30). Зазор I
между кнопками выключателя определяет величину допустимых
колебаний вылета электрода. При минимально допустимом вы-
лете h под действием ролика 2 рычаг 3 нажимает на концевик 4
и по команде усилителя У электродвигатель М поднимает всю
систему 1 на заданный шаг. То же происходит при предельном
увеличении вылета электрода.
Сравнение различных ходовых механизмов, применяемых
в аппаратах, показанных на рис. 8-15, 8-16 и др., позволяет сде-
лать вывод, что во всех случаях, где это возможно, следует отда-
вать предпочтение сварочным тракторам, которые обеспечивают
лучшее копирование шва и изделия и равномерность движения.
В громоздких высокомеханизированных установках предпочти-
тельны аппараты самоходного типа, снабженные ручными или
механическими копирами.
В СССР выпускается широкая номенклатура универсальных
и специализированных аппаратов, в том числе подвесные или
самоходные аппараты и тракторы (табл. 8-5).
Подвесные аппараты применяют главным образом в тех слу-
чаях, когда в процессе сварки передвигается изделие или когда
аппарат закреплен на ходовой тележке установки. Чаще всего
в качестве подвесных аппаратов применяют отдельные узлы само-
ходных аппаратов и тракторов.
408
Самоходные сварочные аппараты находят широкое применение
В промышленности. Приведенный на рис. 8-15 самоходный универ-
сальный аппарат А-1401 так же, как широкоизвестный аппа-
рат АБС, предназначен для сварки под флюсом продольных и кру-
говых швов стыковых, угловых и нахлесточных соединений. Он
состоит из трех узлов, каждый из которых специализирован на
выполнение определенных операций: сварочная головка; штанга
с флюсоаппаратом и подъемным механизмом для передвижения
головки в вертикальной плоскости; самоходная тележка, осуще-
ствляющая передвижение головки вдоль свариваемого изделия со
скоростью сварки или с маршевой скоростью. Используя только
первые два узла, можно получить тяжелую подвесную головку.
Аппарат А-1401 может быть укомплектован различными при-
ставками, позволяющими осуществлять сварку в защитных газах,
сварку на повышенных токах, наплавку и т. п. Он рассчитан на
работу в составе высокомеханизированных установок при повы-
шенных нагрузках.
На рис. 8-16 и 8-27 показан самоходный сварочный трактор
ТС-17-Р для сварки прямолинейных и круговых швов. Минималь-
ный внутренний диаметр сосудов при сварке круговых швов —
1200 мм. Сварка может осуществляться вертикальным или наклон-
ным электродом. Характерная особенность трактора ТС-17-Р—
наличие только одного электродвигателя, который приводит в дей-
ствие механизм подачи электрода и ходовой механизм. Оба меха-
низма смонтированы комплектно с электродвигателем в одном
блоке, служащем несущим корпусом трактора, на котором закре-
плены остальные узлы и механизмы. Универсальность трактора
(рис. 8-27) достигается благодаря комплекту сменных узлов и
деталей.
Трактор снабжен асинхронным электродвигателем и имеет
простую схему управления. Настройку режима осуществляют
сменными шестернями. Преимущество трактора в простоте схемы
и конструкции, компактности, малой массе, большой надежности,
удобстве сварки угловых швов и сварки внутри сосудов. К недо-
статкам относится длительность перестройки режима сварки.
Такие тракторы удобны в массовом и крупносерийном производ-
ствах.
На рис. 8-31 показан трактор АДС-1000-2. Наличие отдельных
электродвигателей механизмов подачи проволоки и сварочного
движения приводит к усложнению и утяжелению конструкции
и схемы, но зато увеличивает универсальность трактора, позво-
ляет плавно настраивать режим и использовать автоматическое
регулирование скорости подачи.
Сварочный трактор АДС-1000-2 содержит четырехколесную
тележку, которая движется по рельсовому пути или по изделию.
Верхняя часть трактора поворотная, что позволяет настраивать
аппарат на сварку швов, расположенных на разном расстоянии
от рельсового пути.
409
Таблица 8-5
Технические данные наиболее распространенных аппаратов для автоматической сварки плавящимся электродом
Аппарат Диаметр электродной проволоки мм 'св "Рн ПВ 65% А гп м/ч °св м/4 Источник питания Габаритные разме ры аппарата мм Масса аппарата кг
I Тракторы для автоматической сварки под флюсом
ТС 17 МУ 1 6—5 0 200—1200 52—403 16—126 ТСД 1000 740 > 350 Х520 42
ТС 17 Р 1 6—5 0 200—1200 56—435 16—126 ТСД 1000 740 >< 300 X 520 42
ТС 35 1 6-5 0 До 1000 50—500 12—120 ТСД 1000 850X530X490 45
АДС 1000 2 3 0—6 0 » 1000 30—120 15—70 ТСД 1000 1010X344X662 65
АДС 1000 4 2 0—5 0 400—1200 — 12—120 ТДФ 1001 1010X370X665 65
АДФ 500 1 6—2 5 До 500 150—720 15—70 ПСО 500 590X265X425 28
ТС 32 2 0-50 » 900 137—284 24—50 — 805X495X440 45
ТС 42 2 0—5 0 » 1000 60—1000 12—120 ТДФ 1001 700X310X450 40
II Тракторы для автоматической сварки в защитных газах
АДПГ 500 1 0 8—2 5 I До 500 I 150—720 I 15—70 1 ПСГ 500 1 570X265X425 1 22
ТС 42 | 1 2—3 0 | » 500 1 100—1000 12—120 | ПСГ 500 570X310X440 | 36
III Самоходн ые аппараты для сварки под флюсом
АБС I 2 0—6 0 | 300—1200 | 28—220 | 14—110 | ТСД 1000 | 760X710X 1750 1 160
IV Самоходные и подвесные аппараты для сварки в защитных газах
АДСП 2 АГП 2 1 0—2 5 1 0—2 5 400 400 100—800 100 800 | 10—80 _ 1 560X600X480 300X600X440 63 24
V Многоэтектродные сварочные аппараты (сварка под флюсом)
ДТС 38 2 0—5 0 2Х 1500 58—580 I 16—160 900X410X930 85
А 639 2 0—6 0 2Х 1500 28—220 14—110 1 1450Х680Х 1950 250
Рис 8 31 Сварочный трактор АДС 1000 2
Наряду с перечисленными промышленность выпускает универ
сальные и специальные аппараты для сварки в защитной газовой
среде или в смеси газов и т д В последнее время получили рас-
пространение аппараты для сварки предварительно подогретой
проволокой Предварительный подогрев достигается за счет уве-
личения вылета электрода или за счет пропускания через элек-
тродную проволоку подогревающего тока от отдельного низко-
вольтного источника В первом случае во избежание блуждания
проволоки с большим выпетом после токоподвода устанавливают
дополнительную направляющую втулку, изолированную от мунд-
штука
§ 8-3. Аппаратура для полуавтоматической
сварки плавящимся электродом
При полуавтоматической сварке механизирована
только операция подачи электродной проволоки, а передвижение
дуги вдоль свариваемого шва осуществляется вручную (рис 8 3)
Для того чтобы полуавтоматическая сварка могла успешно сопер-
ничать с прогрессивными методами ручной сварки, она должна
сочетать преимущества автоматической сварки с маневренностью,
универсальностью и гибкостью ручной
Высокие эксплуатационные свойства современных сварочных
полуавтоматов достигаются за счет применения тонкой электрод-
ной проволоки, подаваемой к электрической дуге по гибкому на-
правляющему каналу, который позволяет разместить относи-
411
Рис. 8-32. Шланговый полуавтомат толкающего типа
тельно тяжелый механизм для подачи проволоки на значительном
расстоянии от зоны сварки, где расположен только рабочий ор-
ган •— сварочная горелка 4 (рис. 8-32).
При сварке тонкой проволокой на больших плотностях тока
(до 200 А/мм2) процесс саморегулирования дуги происходит
чрезвычайно интенсивно. Это дает возможность при ручном пере-
мещении горелки использовать независимую скорость подачи.
Случайные колебания длины дугового промежутка, связанные
с неточностью ручного ведения электрода, как правило, легко
компенсируются саморегулированием дуги.
Сварочный полуавтомат (рис. 8-32) содержит катушку с про-
волокой 1, подающее устройство 2, гибкий направляющий канал 3
и ручной держатель или горелку 4. Элактродная проволока 5
сматывается с катушки и проталкивается ведущим 6 и прижим-
ным 7 роликами через канал и горелку в дугу. В канале проволока
находится в сжатом состоянии; усилие сжатия изменяется от
максимального при входе в канал до нуля в наконечнике 8 го-
релки. Вследствие сжатия проволока располагается в канале
в виде волнообразной змейки с переменным шагом волн. В местах
контакта проволоки с каналом возникает сила трения Q, вели-
чина которой тем больше, чем больше угол Р и чем больше число
точек контакта проволоки с каналом.
Сопротивление проталкиванию проволоки зависит от изгиба
гибкого направляющего канала с проволокой (сила А), от его
длины и от материала трущихся поверхностей. На закруглениях
со сравнительно небольшим радиусом (/?) проволока укладывается
как бы по внутренней поверхности желоба шкива, создавая допол-
нительное трение <7, величина которого зависит от угла обхвата а.
Таким образом, сопротивление проталкиванию проволоки имеет
комбинированный характер. Для тонких проволок решающее
значение имеет потеря продольной устойчивости, для толстых —
усилие изгиба.
412
Рис. 8-33. Гибкие направляющие каналы:
а — типа КШПЭ; б — типа КН
С возрастанием внешнего механического сопротивления (из-
гиб, прихватывание в наконечнике и др.) возрастает частота волн
и, следовательно, сопротивление движению. Поскольку вели-
чина внешнего сопротивления не является постоянной, то и про-
волока может подаваться с переменной скоростью. Это особенно
ощутимо в тех случаях, когда оболочка канала обладает малой
жесткостью в продольном направлении.
Направляющие каналы любой конструкции (рис. 8-33, а и б)
состоят из трубки ] (монолитной или в виде спирали), защитного
слоя 2, концентрично расположенной оболочки 5, которая препят-
ствует растяжению внутренней трубки, и наружного защитного
слоя 6. В ряде случаев трубку можно вынимать из оболочки.
В каналах типа КШПЭ (рис. 8-33, а) вокруг спирали размещены
токоведущие жилы 3 и провода управления 4.
Для порошковых проволок, проволок из титана и алюминия
сопротивление проталкиванию намного выше, чем для стальных
проволок сплошного сечения, что требует значительного увели-
чения силы проталкивания подающего механизма. Это часто при-
водит к деформации проволоки и к ее поломке у входа в канал.
Для снижения сопротивления проталкиванию применяют каналы,
изготовленные из материалов с малым коэффициентом трения,
или обычные каналы, смазанные нейтральной смазкой (напри-
мер, дисульфидом молибдена). Последний снижает сопротивление
проталкиванию в 1,5—2 раза. Применение спиралей из бронзы
снижает это сопротивление в 2—3 раза, спиралей из фторо-
пласта— в 6—10 раз. Однако каналы из синтетических материа-
лов дороги, поэтому их применение целесообразно только в исклю-
чительных случаях (сварка алюминия, титана и др.).
Для мягких проволок или проволок из металла с высоким
коэффициентом трения, а также для проволок малого диаметра
(менее 0,8 мм) полуавтоматы толкающего типа неприменимы.
В этом случае применяются полуавтоматы тянущего типа, т. е.
с механизмом подачи, расположенным в рукоятке горелки
(рис. 8-34). Однако при наличии двух-трех изгибов, что неизбежно
при длинном шланге и большой зоне обслуживания, сопротивле-
ние движению проволоки вследствие силы трения q резко возра-
413
Рис. 8-34. Шланговый полуавтомат тянущего типа.
1 — подающие ролики,
2 — ручная горелка,
3 — катушка с проволокой,
4 — гибкий канал
Л! — электродвигатель механизма протягивания
стает. Поэтому должна быть увеличена мощность привода меха-
низма подачи, что приводит к утяжелению горелки.
Сварку со шлангами большой длины можно осуществлять
путем применения так называемых систем тяни-толкающего типа
(рис. 8-35). Они содержат механизм подачи 1, проталкивающий
проволоку через канал 3, и тянущий ее механизм 2 При такой
схеме подачи в канале устраняется волнообразное расположе-
ние проволоки, снижается число точек трения между проволокой
и каналом.
Условием работоспособности систем тяни-толкающего типа
является равенство скоростей подачи в тянущем v1 и толкаю-
щем v.2 механизмах. Поскольку обычными средствами это дости-
гается трудно, как правило, один из приводов (например тяну-
щий) должен иметь очень мягкую характеристику, т. е. в зави-
симости от нагрузки частота его вращения должна изменяться
в широких пределах, а скорость подачи проволоки в этом меха-
низме должна быть несколько большей, чем в толкающем. В ре-
зультате проволока будет находиться в натянутом состоянии.
Скорость ее подачи толкающим механизмом будет определять
число оборотов тянущих роликов вследствие снижения частоты
вращения привода с мягкой характеристикой (например пневма-
тического).
Размещение тянущего механизма в ручной горелке излишне
ее утяжеляет. Поэтому такие устройства применяют в исключи-
тельных случаях.
В соответствии с назначением полуавтоматы бывают : 1) ста-
ционарными (рис. 8-36, а), где в одном блоке сосредоточены
источник питания, аппаратура управления, механизм подачи
414
Рис. 8-35. Шланговый полуавтомат тяни толкающего типа
проволоки, держатель со шлангом, в ряде случаев газовая аппа-
ратура, автономная система охлаждения, фигурка с проволокой
и т. д. Зона обслуживания такого полуавтомата лимитируется
длиной шланга; 2) передвижными (рис. 8-36, б), состоящими
из двух блоков; в одном размещен источник питания, пускорегу-
лирующая и другая громоздкая аппаратура, во втором — те-
лежка с механизмом подачи, бухтой для проволоки, держатель
со шлангом. Тележка передвигается на колесах или переносится.
Зона обслуживания лимитируется длиной гирлянды проводов
и длиной шланга; 3) легкими, переносными (рис. 8-36, в); они
снабжены легким подающим механизмом и малой катушкой
с проволокой; 4) шпулечного типа (рис. 8-36, г), предназначенные
для сварки в защитной газовой среде, под флюсом или откры-
той дугой без внешней защиты.
Различают полуавтоматы для сварки под флюсом, в среде
инертных или защитных газов, а также открытой дугой без флю-
совой или газовой защиты (табл. 8-6). Наибольшее распростра-
нение получили аппараты для полуавтоматической сварки в за-
щитной газовой среде. По сравнению со сваркой под флюсом такие
Рис. 8-36. Компоновочные схемы различных полуавтоматов для дуговой сварки
415
Таблица 8-6
Технические данные наиболее распространенных шланговых полуавтоматов
Полуавтомат Защита зоны сварки Диаметр элек- тродной проволо- ки, мм ^св при /75 = 65%, А оп, м/ч Источник питания 2 s я 5 « ^3 Габаритные размеры механизма подачи, мм Масса меха- низма пода- чи, кг Компо- новка по рис. 8-36
I. Полуавтоматы толкающего типа
А-547У Углекислый газ 0,8—1,2 До 200 100—250 ВС-300 1,2 и 2,5 350Х 118X245 6 в
А-1230М .... » в 0,8—1,2 » 315 140—670 ВС-300 3,0 364 X 280X130 11 в
ПД Г-301 » » 0,8—1,2 » 300 180—720 ПСГ-500 3,0 450X240X275 6 в
Л ПДГ-302 05 » » 0,8—2,0 в 300 180—720 ПСГ-500 3,0 380X330X 100 5 Ран- цевый
ПДГ-303 в в 0,8—1,2 в 300 180—720 ВДГ-301 3,0 450X240X275 7 в
ПДГ-304 » в 0,8—1,6 в 300 180—720 В Д Г-301 3,0 380X330X100 7 Ран- цевый
А-825 » в 1,0—1,2 » 250 120—620 ВС-300 2,5 900X660X420 20 в
ПШП-21 .... Углекислый аргон газ, 0,8—2,0 » 300 100—1000 ИПП-300 — 650 X 180X398 14,5 в
ПШ-5-1 Флюс 1,6—2,0 » 630 80—600 Пост. 3,5 440X300X340 20 в
ПШ-54 » 1,6—2,0 » 500 80—600 или перем. 3,5 330X280X325 23 в
ПДШМ-500 . . . » 1,6—2,5 в 500 100—420 ПСО-500 4,0 400X345X343 13 в
ПДШР-500 . . . » 1,6—2,5 в 500 100—420 ПСО-500 4,0 400X345X343 13 в
ПДП Г-500 .... Углекислый газ 0,8—2,0 в 500 150—720 ПСГ-500 3,5 625X425X350 10,5 в
А-537У » » 1,6—2,0 в 520 80—600 ПСГ-500 3,5 330X280X325 25 в
27 Заказ
Продолжение табл. 8-6
Полуавтомат Защита зоны сварки Диаметр элек- тродной проволо- ки, мм 7св ПВ = 65%, А “п’ М/4 Источник питания S м 03 X я я я е; =: Габаритные размеры механизма подачи, мм Масса меха- низма пода- чи, кг Компо- новка по рис. 8-36
А-1035 Углекислый газ или флюс 1,6—3,5 » 450 58—580 ПСГ-500 3,5 900X660X420 25,5 б
А-1197П . . . . То же 1,6—3,0 » 500 90—900 В ДУ-504 3,0 960X660X560 35 б
А-1197С » 1,6—3,0 » 500 92—920 ВДУ-504 3,0 960 X 660 X 560 35 б
А-765 Без внешней за- щиты 1,6—2,0 » 450 58—580 ПСГ-500 3,5 760X500X550 52 б
А-1114М . . . . То же 1,6—2,0 » 500 106—428 ПСГ-500 2,5 364Х290Х 130 10,5 в
А-1503П . . . . Углекислый газ 1,6—3,0 » 630 90—920 ПСГ-500 3,0 960X660X560 25,5 а
II. Полуавтоматы шпулечного типа
ПШП-31 .... ПДА-180-2 . . . Углекислый газ и аргон Аргон 0,4—0,8 1,0—1,2 До 120 » 180 300—1000 180—660 ГСР-150 — 295X56X160 0,8 0,95 —
III. Полуавтоматы тянущего типа
ПШП-10 .... Аргон, углекис- лый газ 1,0—2,5 До 300 160—650 Постоян- ный ток 325X85X200 17
VI. Полуавтоматы тяни-толкающего типа
ПДА-300 .... Аргон 1,6—2,0 » 300 120—420 625X425X350 10,4 —
Рис. 8-37. Шланговый полуавтомат А-1197П
полуавтоматы обеспечивают возможность наблюдения во время
работы за сварочной ванной, возможность сварки швов с различ-
ным положением в пространстве. Горелка таких полуавтоматов
легче и маневренней, чем при сварке под флюсом.
На рис. 8-37 показан полуавтомат А-1197П для сварки в угле-
кислом газе сплошной и порошковой проволоками на токе силой
до 500 А. Аппарат снабжен механизмом подачи с двумя парами
ведущих роликов на передвижной тележке, на которой располо-
жена также «фигурка» для проволоки. Рабочий инструмент полу-
автомата —• горелка (рис. 8-38) содержит изогнутый мундштук 5
с переходной втулкой 2 и наконечником 6, рукоятку 1 с гашет-
кой 4 пусковой кнопки, защитный щиток 7 и сопло 8 для созда-
ния вокруг зоны сварки защитной атмосферы 9. Сопло электри-
чески изолировано от наконечника и может легко заменяться.
Переходная втулка имеет ряд отверстий 3, расположенных пер-
пендикулярно направлению подачи проволоки и предназначен-
ных для подвода в зону сопла защитного газа. Это обеспечивает
получение ламинарного газового потока.
При сварке в углекислом газе выделяющиеся брызги прили-
пают к соплу и наконечнику, ухудшая газовую защиту зоны
сварки и образуя токоведущую перемычку между соплом и нако-
418
нечником горелки. Для снижения вероятности прилипания брызг
применяют охлаждаемые сопла, составные с изоляционной про-
кладкой, металлокерамические и др. Несколько снижают прили-
пание брызг теплостойкие покрытия или хромирование сопла.
Эффективно применение защитных смазок, например силиконо-
вых (раствора кремнийорганических соединений). При наличии
смазки на поверхности сопла и наконечника брызги металла не
привариваются, а только прилипают и потом легко удаляются.
Горелки для сварки под флюсом, конструкция которых ана-
логична рассмотренной конструкции горелки полуавтомата
А-1197П (рис. 8-38), снабжены небольшой воронкой, из которой
флюс поступает в сопло под действием собственного веса. Для
лучших условий ссыпки флюса воронка может поворачиваться
вокруг оси наконечника.
Наряду с универсальными выпускаются специализированные
полуавтоматы, например мощные полуавтоматы для заварки де-
фектов чугунного литья, полуавтоматы ранцевого типа для сварки
в условиях монтажа (механизм подачи и катушка расположены
в ранце на спине сварщика), полуавтоматы для сварки определен-
ных типов изделий и т. п.
§ 8-4. Аппаратура для сварки
неплавящимся электродом
Схема процесса сварки неплавящимся электродом
показана на рис. 8-39, а. В качестве электрода 1 применены
стержни из вольфрама, графита или других тугоплавких электро-
проводных материалов. Сварка происходит в газовой среде, кото-
рая защищает зону сварки и разогретый электрод от контакта
27* 419
Рис. 8-39. Схема процесса сзарки неплавящимся электродом
1 — электрод, 4 — дуга
2 — зажим электрода, 5 — сварочная ванна,
3 — сопло; 6 — присадочный стержень
с воздухом и которая вследствие ионизации создает условия для
устойчивого существования дугового разряда. Как правило,
сварку неплавящимся электродом ведут в инертном газе и только
при графитовом электроде применяют углекислый газ.
Шов при сварке неплавящимся электродом образуется за
счет оплавления кромок. В тех случаях, когда форма и размеры
шва этого требуют, используют высокую температуру сварочной
ванны 5 для оплавления присадочного стержня 6 (рис. 8-39, б).
Сварку неплавящимся электродом выполняют на постоянном
или переменном токе. Особенности горения дуги переменного тока
обусловлены различными физическими свойствами электрода
и изделия. В полупериоде, когда катодом является нагретый
вольфрам, дуга вследствие значительной термоионной эмиссии
возбуждается при низком напряжении. В следующий полупериод,
когда катодом является холодный металл (например, алюми-
ний А1) с ничтожной термоионной эмиссией, возбуждение дуги
требует значительного пика напряжения. В результате кривая
напряжения имеет несимметричную форму, что, в свою очередь,
приводит к появлению в сварочной цепи постоянной составля-
ющей тока.
Наличие постоянной составляющей отражается на качестве
сварного шва (ухудшаются условия разрушения пленки на поверх-
ности металла, нарушается устойчивость горения дуги) и на ра-
боте трансформатора (повышается намагничивающий ток, сни-
жается коэффициент мощности и др.). Поэтому источники пере-
менного тока для сварки неплавящимся электродом содержат
кроме сварочного трансформатора СТ (рис. 8-40), дросселя насы-
щения Др, осциллятора для первоначального возбуждения дуги
также и генератор импульсов для повторного возбуждения дуги
и блок подавления постоянной составляющей сварочного тока.
420
Рис. 8-40. Схемы источников питания для сварки неплавящимся электродом
Полностью или частично устранить постоянную составляющую
тока можно путем включения в сварочную цепь: 1) источника
постоянного тока с э. д с., направленной встречно постоянной
составляющей напряжения дуги. В качестве источника тока
используется блок полупроводниковых вентилей ВМ (рис. 8-40, а),
питаемый от регулируемого автотрансформатора; 2) вентиля,
зашунтированного сопротивлением (рис. 8-40, б). Вентиль В
пропускает ток в те полупериоды, когда катодом является изде-
лие. В других полупериодах величина тока в цепи ограничивается
сопротивлением R. Это сопротивление регулируется для компен-
сации постоянной составляющей на различных режимах; 3) ем-
кости С и индуктивности Др (рис. 8-40, в); этот способ получил
наибольшее распространение; его преимущество — отсутствие
активных потерь и увеличение cos <р.
Для постоянного тока при сварке неплавящимся электродом
благодаря отсутствию смены полярности процесс отличается
высокой устойчивостью.
При сварке неплавящимся электродом применяются выпрями-
тели, преобразователи или трансформаторы с падающими внеш-
ними характеристиками.
Сварку неплавящимся электродом выполняют вручную, полу-
автоматически (механизирована подача присадочной проволоки)
или автоматически, когда механизированы передвижение элек-
трода и, при необходимости, подача присадочной проволоки.
Горелка для ручной сварки (рис. 8-41) содержит систему охла-
ждения (водяную или воздушную), электрод, закрепленный
в токоподводящей цанге 2, размещенный в пространстве, ограни-
ченном газозащитным соплом 1. Диаметр электрода выбирают
в зависимости от номинальной величины сварочного тока.
При сварке с присадочной проволокой последняя подается
по гибкому направляющему каналу так, как это имеет место
в шланговых полуавтоматах для плавящегося электрода
(рис. 8-42) Проволока электрически изолирована от сварочного
напряжения дуги. Скорость подачи присадочной проволоки
выбирают в соответствии с ее диаметром и мощностью дуги.
Поскольку проволока поступает в ванну по касательной к поверх-
421
Рис. 8-41. Горелка для ручной сварки вольфрамовым электродом
1 — сопло,
2 — цанга,
3 — колпачок,
4 — корпус,
5 — газовый клапан,
6 — рукоятка,
7 — кабель,
8 — токоподвод
ности свариваемой детали, желательно режим сварки выбрать
таким образом, чтобы скорость сварки и скорость подачи приса-
дочной проволоки были равными. В этом случае оператор как бы
опирается на конец подаваемой проволоки, контролируя при этом
скорость движения горелки.
Часто сварщики подают присадочный материал вручную,
прутками.
Автоматическая сварка неплавящимся электродом сводится
к перемещению сварочной горелки или изделия по заданной тра-
ектории с заданной скоростью. Подача вольфрамового электрода
вследствие незначительного его расхода (порядка сотых долей
грамма на 1 м шва), как
правило, не механизи-
руется.
На рис 8-43, а пред-
ставлена схема горелки
для механизированной
сварки вольфрамовым
электродом. Электрод 10
зажат в токоподводящей
Рис. 8-42.
Горелка для полуавтоматиче-
ской сварки вольфрамовым
электродом с подачей присадоч-
ной проволоки
422
Рис. 8-43. Головки для автоматической
сварки неплавящимся электродом
цанге 2 при помощи маховика 7. Для изменения положения
электрода относительно сопла 1 служит маховик 5, при враще-
нии которого охлаждаемая проточной водой обойма 6 передви-
гается в корпусе 4. Цанга 2— сменная деталь, предназначенная
для электродов определенного диаметра. Газ поступает через
штуцер 8 по зазору между обоймой и корпусом 9.
Требования к конструкции сопл и характеру истечения газа
при сварке неплавящимся электродом такие же, как и при сварке
плавящимся электродом, однако отсутствие брызг позволяет ши-
роко применять керамические сопла и газопроницаемые сеточные
вкладыши 3 (газовые линзы) для получения ламинарного потока
газа.
При сварке неплавящимся электродом качество шва в большой
степени зависит от величины дугового промежутка. В большин-
стве случаев достаточно применения ручных корректоров или
механических копирных устройств, аналогичных ранее описан-
ным. Когда дуговой промежуток должен соблюдаться с большой
точностью, применяют автоматические регуляторы, реагирующие
на изменение напряжения дуги, интенсивность ее светового излу-
423
чения или на изменение расстояния между изделием и электро-
магнитным щупом.
Автоматическую сварку с подачей присадочной проволоки
выполняют головками (рис. 8-43, б), снабженными кроме го-
релки 1 механизмом 2 подачи проволоки, катушкой 3, направля-
ющим шлангом 4 с наконечником 5 и системой корректоров 6—8.
Последние определяют положение наконечника 5 относительно
горелки 1. В ряде случаев для надежного прижатия проволоки
к свариваемым кромкам служит ролик. Иногда по технологи-
ческим соображениям (например, для повышения производитель-
ности сварки или наплавки) присадочную проволоку предвари-
тельно подогревают при помощи твч или пропусканием через
участок проволоки электрического тока.
Для сварки неплавящимся электродом используют сварочный
трактор АДСВ-2, предназначенный для сварки в аргоне нержаве-
ющих, жаропрочных и конструкционных сталей толщиной 0,8—
4 мм и алюминиевых и магниевых сплавов толщиной 1—6 мм на
силе тока до 400 А. Диаметр вольфрамового электрода 1—6 мм,
диаметр присадочной проволоки 1—2,5 мм.
В аппаратах для сварки неплавящимся электродом механизмы
подачи присадочной проволоки и ходовые механизмы имеют
принципиально такую же конструкцию, как аналогичные устрой-
ства для сварки плавящимся электродом. В этих аппаратах элек-
трическая схема обеспечивает зажигание дуги пробоем дугового
промежутка высокочастотной дугой осциллятора и заварку кра-
тера при прекращении сварки путем постепенного уменьшения
силы сварочного тока. Подача защитного газа начинается до на-
чала сварки и прекращается через несколько секунд после ее
окончания, т. е. после остывания вольфрама.
Головки для сварки графитовым электродом в связи с более
высоким расходом графита, чем вольфрама (около 1 мм в минуту),
снабжены механизмами подачи электрода. Поскольку при гра-
фитовом электроде дуга обладает повышенной эластичностью,
электрод подают вручную или электроприводом периодического
или непрерывного действия.
§ 8-5. Аппаратура для сварки дугой,
сжатой газовым потоком
При обычной дуговой сварке дуга горит свободно
между электродом и изделием. Однако если при помощи каких-
либо приемов не дать возможность дуге занять ее естественный
объем, принудительно сжать ее, то температура дуги значительно
повысится. В частности, можно ограничить диаметр столба дуги,
пропустив ее через сопло малого диаметра (рис. 8-44, а). При этом
плазмообразующий газ, который подается в камеру 1 горелки,
вытекая через сопло 2, сжимает дугу. Часть газа, проходя через
столб дуги, нагревается, ионизируется и выходит из сопла в виде
424
Рис. 8-44. Схемы горелок для сварки плазменной дугой
плазменной струи. Наружный слой, омывающий столб дуги,
остается относительно холодным и создает электрическую и тепло-
вую изоляцию между дугой и соплом, предохраняя его от разру-
шения. Способ сварки сжатой дугой часто называют также плаз-
менно-дуговой сваркой.
Поскольку дуга горит между электродом 3 (катод) и изделием 4
(анод), это дуга прямого действия. При другой разновидности
процесса (рис. 8-44, б) дуга горит между электродом 3 и соплом 2.
Нагретый и в значительной мере ионизированный газовый поток
выдувается из сопла горелки в виде яркого, концентрированного
пламени —• это дуга косвенного действия.
В связи с высокой скоростью истечения высокотемпературная
струя частично увлекает с собой в зону сварки газы из окружа-
ющей атмосферы. Поэтому в большинстве случаев нужна допол-
нительная защита зоны сварки газом, подводимым через газоза-
щитное сопло 5. На рис. 8-44, а, б показана схема подключения
электродов и плазмообразующих сопл к источнику питания 6.
В горелках прямого действия непосредственное возбуждение
дуги между электродом и изделием через узкий канал сопла осу-
ществить трудно. Поэтому при помощи осциллятора или уголь-
ного стержня возбуждается вспомогательная дуга между элек-
тродом и соплом, которая питается от того же источника, через
ограничивающее сопротивление R, а затем, как только разогре-
тая струя коснется изделия, автоматически зажигается основная
дуга и выключается вспомогательная.
Плазменную дугу постоянного тока можно представить в виде
ряда участков, последовательно расположенных вдоль ее оси.
Дуга прямого действия состоит из катодной области UK, досопло-
вого (Йкс), внутрисоплового (t/c), засоплового (t/ca) участков
столба и из анодной области (t/a). Соответственно напряжение
дуги является суммой падений напряжения на этих участках.
425
Аналогична структура дуги косвенного действия, однако она
не имеет засоплового участка. Вольт-амперная характеристика
плазменной дуги при прочих равных условиях имеет такую же
конфигурацию, как и характеристика обычной дуги.
По сравнению с обычной дугой плазменная дуга имеет ряд
дополнительных характеристик, позволяющих воздействовать на
режим сварки. К этим характеристикам относятся диаметр сопла,
расход и состав газа, в значительной мере влияющие на напряже-
ние и температуру дуги, а следовательно, на положение вольт-
амперной характеристики по отношению к координатным осям.
Чем интенсивнее обжата дуга, тем выше ее напряжение и тем
меньше сила тока, при которой вольт-амперная характеристика
переходит в независимую или даже возрастающую.
Таким образом, напряжение сжатой дуги зависит от конструк-
тивных размеров элементов горелки-плазмотрона: диаметра сопла,
расстояния между электродом и соплом, длины сопла, силы тока
дуги, состава и расхода рабочего газа, величины расстояния
от торца сопла до изделия и, наконец, от внешней характеристики
источника питания. В обычных источниках питания для дуговой
сварки сила тока уменьшается с увеличением напряжения дуги,
причем величина отклонения зависит от разности динамических
сопротивлений дуги и источника. При автоматической сварке
плавящимся электродом такая зависимость обеспечивает возмож-
ность саморегулирования длины дуги.
В дуговых процессах с неплавящимся электродом изменение
силы тока при изменении напряжения дуги приводит к неравно-
мерности глубины проплавления металла и нарушению стабиль-
ности процесса. Поэтому при плазменно-дуговой сварке оптималь-
ными внешними характеристиками источника питания являются
крутопадающие или даже вертикальные характеристики, позво-
ляющие значительно изменять напряжение при постоянстве
силы тока. Источники питания с вертикальными характеристи-
ками появились сравнительно недавно, применительно к плаз-
менно-дуговым процессам металлов.
Существует специальное оборудование для ручной и механи-
зированной плазменно-дуговой сварки и наплавки. Оно отличается
от ранее описанных сварочных устройств конструкцией горелки-
плазмотрона. Существует множество горелок, отличающихся кон-
струкцией электрода-катода (стержневой, полый, дисковый), спо-
собом охлаждения (водой, воздухом), способом стабилизации
дуги (газом, водой, магнитным полем), родом тока, составом плаз-
мообразующей среды и т. д.
Поскольку эффективность использования мощности плазмен-
ной дуги связана с ростом напряженности внутрисопловой части
столба дуги, лимитирующим и наиболее нагруженным элементом
горелки является сопло. В плазмотронах косвенного действия
величина тока ограничена величиной максимально допустимой
тепловой нагрузки на сопло (выше которой оно разрушается)
426
й явлением шунтирований дуги в канале сопла, а в плазмотроне
прямого действия — возникновением двойной дуги при электри-
ческом пробое прослойки газа. Как правило, сопла изготовляют
из материала с повышенной теплопроводностью (чаще всего из
меди) и охлаждают водой. Сопла малоамперных горелок могут
иметь воздушное охлаждение. Формирующие сопла являются
сменными элементами горелок и поэтому должны быть, по воз-
можности, простыми и дешевыми.
Для лучшей стабилизации плазменной дуги желательно,
чтобы рабочий газ поступал по винтовой линии, для чего многие
горелки снабжены завихрителями.
К соплам для газовой защиты 5 (см. рис. 8-44, б) предъявляют
те же требования, что и для горелок, предназначенных для сварки
обычной дугой. С увеличением скорости истечения плазменной
струи нарушается ламинарность потока. Кроме того, в засопло-
вом участке степень обжатия столба дуги уменьшается В связи
с этим в последние годы получают все большее распространение
горелки с вторичным фокусирующим и защитным потоком газа
(рис. 8-44, в). Газ подается под углом к оси горелки и как бы омы-
вает столб дуги, интенсивно охлаждая его, благодаря чему при
удалении от сопла несколько уменьшается диаметр столба дуги.
При этом высокая концентрация плазменного потока достигается
при сравнительно малой скорости истечения. Такие горелки,
называемые иглоплазменными или микроплазменными, позво-
ляют получить остроконечную плазменную дугу в области малых
токов (0,5—30 А).
§ 8-6. Аппаратура
для
многоэлектродной
сварки
Существуют раз-
личные схемы процесса много-
электродной дуговой сварки
(см. гл. I и II), применяемые
с целью повышения скорости
сварки, для наплавочных работ
и для других специальных за-
дач. Электроды могут быть
электрически изолированы друг
от друга и подключены к раз-
дельным источникам питания
или к общему источнику; сварка
Рис. 8-45. Самоходный аппарат А-639
для автоматической дуго-
вой сварки под флюсом
427
Рис. 8-46. Мундштук для сварки и наплавки расщепленным электродом
может производиться дугами, горящими в общем плавильном''
пространстве или раздвинутыми так, что вторая дуга плавит за-
твердевший, но не остывший металл шва, полученный при горе-
нии первой дуги. Существенным преимуществом многоэлектрод-
ных аппаратов является также и то, что они позволяют приме-
нять схему трехфазного питания с симметричной загрузкой сети.
Аппараты для многоэлектродной сварки в большинстве слу-
чаев представляют собой комплект из двух или трех одноэлектрод-
ных сварочных головок, смонтированных на общей траверсе
(рис. 8-45). Головки можно устанавливать на различных расстоя-
ниях, при различном расположении мундштуков, что существенно
влияет на характер процесса сварки.
428
При трехфазной сварке, когда первостепенное значение при-
обретает не только дуговой промежуток, но и расстояние между
электродами, взаимное положение электродов должно регулиро-
ваться не только в процессе настройки, но и в процессе сварки.
С этой целью аппараты для трехфазной сварки снабжают ручными
или автоматическими корректорами положения электродов.
Для сварки и наплавки расщепленным электродом (гребенкой
электродов, расположенных вдоль или поперек направления
сварки) могут быть использованы многоэлектродные аппараты
перечисленных групп с параллельным подключением мундшту-
ков к общему источнику питания или специальные головки.
Характерной особенностью мундштука для сварки расщепленным
электродом (рис. 8-46) является то, что он позволяет регулиро-
вать кривизну каждого электрода в отдельности, а также изме-
нять (в том числе во время работы) расстояние между проволо-
ками и тем самым воздействовать на режим сварки (см. табл. 8-5).
Многоэлектродная сварка неплавящимся электродом (незави-
симой дугой, атомно-водородная и трехфазной дугой) получила
сравнительно небольшое распространение, поэтому аппаратура
здесь не рассмотрена.
§ 8-7. Аппаратура для дуговой наплавки
Наплавку изношенных поверхностей или нанесе-
ние слоев с определенными свойствами на новые детали можно
осуществлять обычными сварочными аппаратами либо аппара-
тами, специализированными для выполнения определенных тех-
нологических приемов. > При наплавке больших поверхностей
задача заключается в получении
широкого слоя за один проход.
Для этой цели выполняют на-
плавку «гребенкой» — параллель-
но расположенными электродами,
подаваемыми в зону наплавки
многоэлектродными механизмами
(см., например, рис. 8-46).
Наплавочная головка может
быть снабжена механизмом, со-
вершающим поперечные движе-
ния при перемещении электрода
в направлении наплавки. Наплав-
ку широкого слоя можно осуще-
ствить путем применения ленточ-
ного электрода (сплошного или
Рис. 8-47. Мундштук для широкослойной
наплавки ленточным электро-
дом
429
Рис. 8-48. Схема головки для плазменной наплавки металлическим порошком:
1 — источник питания дуги прямого действия;
2 — сопротивление;
3 — источник питания дуги косвенного действия;
4 — осциллятор,
5 — сопло для плазмообразующего газа;
6 — корпус,
7 — ввод защитного газа;
8 — питатель для подачи порошка;
9 — подача газа для транспортировки порошка
порошкового). Головка для наплавки лентой содержит два широ-
ких цилиндрических подающих ролика с прямолинейной накат-
кой или насечкой и подпружиненные токоведущие шины с кон-
тактирующими планками (рис. 8-47). Поворачивая головку во-
круг оси, совпадающей с направлением подачи ленты, получают
наплавленный слой разной толщины.
Весьма совершенным методом нанесения различных покрытий
является наплавка и напыление плазменной дугой (рис. 8-48).
Наплавляемый металл, приготовленный в виде мелкогранулиро-
ванного порошка, подается при помощи дозатора и газовой струи
в зону плазменной дуги, где порошок нагревается и расплавляется.
Плазмообразующий газ переносит подогретые частицы на обраба-
тываемое, обогретое плазменной дугой изделие. Защита наплавлен-
ного слоя от воздействия окружающей среды обеспечивается по-
током инертного газа.
В настоящее время выпускаются универсальные и специали-
зированные аппараты для полуавтоматической и автоматической
наплавки (табл. 8-7).
§ 8-8. Аппаратура и источники питания
для электрошлаковой сварки и наплавки
Процесс электрошлаковой сварки имеет ряд особен-
ностей, предопределяющих необходимость создания аппаратуры,
существенно отличающейся от аппаратуры для дуговой сварки.
430
Таблица 8-7
Технические данные наиболее распространенных наплавочных аппаратов
Аппарат Защита зоны наплавки Элек Прово- лока (диаметр, мм) трод Лента (ширина, мм) ^св при пв=юо%, А »п’ М/4 Скорость наплавки, м/ч Габаритные разме- ры аппарата, мм Масса аппара- та , кг
I. Подвесные аппараты для наплавки под флюсом
А-580М А-384МК .... Флюс » 1—3 3—5 15—100 400 1000 48—410 24—228 — 425 X 1200Х 1250 610X700X1846 84 135
А-985 2—5 — 1000 17—230 — 870X600X2320 310
А-1406 Флюс или углекис- лый газ 2—5 20 1000 53—530 — 1300X1300X1700 250
II. Подвесные аппараты для наплавки под флюсом и в углекислом газе
А-1407 .... Углекислый газ 1—2 10 500 I 53—530 — 1350Х700Х 1500 170
А-1408 Флюс и углекислый газ 1—2 — 300 53—530 — 1265Х 1285Х 1470 230
III. Самоходные аппараты для наплавки под флюсом
А-874Н Флюс 2—7 15—100 1000 5—90 5—116 1100X810X2000 285
А-1004М .... Флюс или без защиты — 20 1200 20—150 5—60 1650X820X1600 250
А-1235 » » » » 2—5 20—70 1000 50—490 6,2—62 975X850X1730 290
IV- Самоходный аппарат для наплавки плазменной дугой
А-1299М .... Инертный газ 500 0,7—10,5 1000 X 750X 2300 250
Рис. 8-49.
Вольт-амперная характери-
стика шлаковой ванны
Рис. 8-50.
Кривые устойчивой работы при постоянной
скорости подачи электрода (У) и внешние ха-
рактеристики источника питания (2)
К числу этих особенностей следует отнести: наличие в зазоре
между кромками сварочной ванны, содержащей значительное
количество расплавленного шлака и металла; вертикальное или
близкое к вертикальному расположение швов; сварку в один про-
ход металла практически неограниченной толщины (см. гл. III).
В связи с этим аппаратура для электрошлаковой сварки со-
держит устройства для принудительного удержания сварочной
ванны в зазоре между кромками; механизмы для перемещения
сварочной головки и других систем по вертикали, вдоль сварива-
емых кромок; источники питания, характеристики и параметры
которых обеспечивают устойчивость процесса; механизмы пере-
мещения электродов вдоль зеркала сварочной ванны для равно-
мерного ее прогрева и, следовательно, для получения равномер-
ного провара кромок.
Основные требования к источникам питания шлаковой ванны.
Шлаковую ванну можно рассматривать как инерционное нели-
нейное активное сопротивление. Однако в связи с ее высокой те-
пловой инерционностью нелинейность не отражается на мгновен-
ных значениях тока и напряжения.
Статическая вольт-амперная характеристика шлаковой ванны
при постоянном расстоянии между концом электрода и ванны
представляет собой падающую кривую (рис. 8-49), что объяс-
няется зависимостью проводимости шлака от его температуры.
Форма вольт-амперной характеристики при постоянной скорости
подачи электродной проволоки имеет такой же вид, как и при дуго-
вой сварке (рис. 8-50), т. е. каждой скорости подачи соответствует
определенный интервал значений токов, в котором плавление
электродной проволоки происходит устойчиво. Поэтому для ин-
тенсификации саморегулирования процесса плавления электрода
применяют (как и при дуговой сварке) источники питания пере-
менным или постоянным током с жесткими внешними характе-
ристиками. Возможность применения источников переменного
тока с жесткими характеристиками обусловлена тем, что шлако-
432
Сеть ~ 3808
Рис. 8-51.
Схема трансформатора ТШС-1000-3
с секционированными обмотками:
К1 — Кб — контакторы силовые;
РП1 — РП6 —- реле промежуточные,
Д — двигатель вентилятора,
ПН — переключатель ступеней напря-
жения,
ТП — трансформатор понижающий
Сеть ~380в
вая ванна представляет собой активное сопротивление и пере-
мена направления тока в ней не сопряжена с какими-либо допол-
нительными явлениями вроде повторного возбуждения дуги.
Трансформаторы с жесткими внешними характеристиками
обладают, по сравнению с трансформаторами с падающими харак-
теристиками для дуговой сварки, меньшей массой при более высо-
ком к. п. д. и близким к единице коэффициентом мощности.
Сварка толстого металла несколькими электродами позволяет
применять трехфазные трансформаторы с равномерной загрузкой
питающей сети.
Основная особенность трансформаторов для электрошлаковой
сварки — широкий диапазон регулирования вторичного напря-
жения. По способам регулирования напряжения трансформаторы
можно разделить на три группы: с секционированными обмотками
(рис. 8-51); с дополнительными регулировочными (вольтодобавоч-
ными) трансформаторами малой мощности; с плавным регулиро-
ванием напряжения при помощи магнитной коммутации. Пере-
ключение секционированных обмоток или вольтодобавочных
трансформаторов можно выполнять при помощи контакторов,
контролеров или других приспособлений одновременно во
всех фазах или в каждой фазе раздельно (табл. 8-8). В качестве
28 Заказ № 782 4 3 3
Таблица 8-8
Технические данные наиболее распространенных трансформаторов для электрошлаковой сварки
(характеристика — жесткая)
Трансформатор Номи- нальная мощ- ность, кВА Число фаз ^СВ (фазный) при ПВ=100%, А U* X’ В Пределы регулирова- ния напря- жения, в Охлаждение Габаритные разме- ры трансформато- ра, мм Масса, кг
I. Трансформаторы с секционированными обмотками
ТШС-1000-1 . . . 56 1 1 000 38—62 Воздушное 980X690X1150 510
ТШС-1000-3 170 3 1 000 (2 000) 38—62 » 1470X900x1715 1400
ТШС-3000-1 138 1 3 000 (6 000) 13,5—46 Водяное 960X706X780 600
ТШС-3000-3 . 500 3 3 000 (6 000) 8—63 » 1360Х1335Х 1505 2200
ТШС-10000-1 410 1 10 000 28—41 » 1370Х 1300X900 1050
ТШП-10-1 . . . . 724 1 10 000 36—61 (40—72) » 1740Х 1100X1840 3050
ТШП-20-1 . . 760 1 21 000 21—54 » 1800X 1050X1380 3100
ТШП-15-3 . . . 1370 3 15 000 14—50 » 1450X 1300X1300 3250
II. Трансформаторы с регулируемой магнитной коммутацией
ТРМК-3000-1 I 170 I 1 I 3 000 I 34—61 I 31—57 I Воздушное I 1060X1040X1050 I 1100
источников постоянного тока могут быть использованы преоб-
разователи или выпрямители с жесткими характеристиками.
Аппаратура для автоматической и полуавтоматической элек-
трошлаковой сварки. Электрошлаковая сварка вертикальных швов
предусматривает одновременное выполнение следующих опера-
ций: нагрев шлаковой ванной свариваемых кромок и присадоч-
ного материала до температуры их плавления; подачу в зазор
между кромкой электродного и дополнительного металла; подвод
к электроду сварочного тока; удерживание сварочной ванны в за-
зоре; перемещение источника нагрева и формирующих устройств
по мере образования шва; возвратно-поступательное переме-
щение источника нагрева в зазоре для равномерного проплавле-
ния кромок толстого металла и др. Указанные операции выпол-
няет комплекс механизмов, образующих сварочный аппарат.
В зависимости от назначения и от степени механизации такой
аппарат может содержать механизмы, способные выполнять все
перечисленные функции (автоматическая сварка) или только
некоторые из них (полуавтоматическая сварка).
Как и для дуговой сварки, рассматриваемые в настоящем
разделе аппараты по способу перемещения разделяются на само-
ходные (рельсовые и безрельсовые) и подвесные (рис. 8-52). Кон-
струкция сварочного аппарата зависит также от типа электрода:
для сварки проволочными и пластинчатыми электродами или
плавящимся мундштуком. Многие элементы аппаратов анало-
гичны устройствам того же назначения в аппаратах для дуговой
сварки.
Головки для электрошлаковой сварки. Головки для электро-
шлаковой сварки проволочными электродами так же, как и го-
ловки для дуговой сварки, содержат привод, роликовый механизм
и другие рассмотренные ранее узлы. Однако токоподводящие
мундштуки отличаются тем, что они должны обеспечивать ввод
электрода в глубокий зазор между кромками и его вертикальное
расположение в зазоре на участке сварочной ванны. Такие мунд-
штуки (рис. 8-53) могут быть расположены вне зазора между
кромками (а) или в зазоре (б). Первые позволяют уменьшить
зазор и, следовательно, повысить производительность процесса
сварки. Однако с увеличением толщины металла растет вылет
электрода и снижается точность его направления. Это может
привести к непровару одной из кромок, искажению формы шва
и прожогу ползунов. Поэтому мундштуки для толстого металла
располагают в зазоре и снабжают приспособлениями 7, корректи-
рующими направление проволоки.
Привод систем подачи проволочных электродов снабжен,
как правило, электродвигателями постоянного тока с регули-
руемой частотой вращения. Это позволяет регулировать прово-
димость шлаковой ванны, облегчает ее разведение и переход
Дугового процесса в шлаковый. Первоначальный прогрев кромок
происходит лучше всего при малой скорости подачи электрода.
28* 435
Рис. 8-52. Аппараты для электрошлаковой сварки:
Л — рельсовые аппараты для сварки проволочным (а) или пластинчатым
(б) электродами;
5 — безрельсовый аппарат,
В — подвесной аппарат для сварки плавящимся мундштуком
Наряду с аппаратами для сварки проволочными электродами
применяют аппараты для подачи пластин или лент. Рельсовые
механизмы подачи пластин (см. рис. 8-52, б) содержат зажимные
приспособления для одного или нескольких электродов и суп-
порт, передвигающийся по направляющей под действием рееч-
ного, винтового или иного привода. К суппорту прикреплены
зажимные приспособления.
Аппараты для электрошлаковой сварки имеют постоянную
скорость подачи, не зависимую от напряжения дуги. Это связано
с интенсивным процессом саморегулирования скорости плавле-
ния электрода.
Ходовые механизмы вертикального движения. При сварке
в нижнем положении собственный вес аппарата обеспечивает
436
Рис. 8-53. Мундштуки для электрошлаковой сварки вертикальных щвов:
/ — трубка направляющая;
2 — токоподвод,
3 — подающие ролики;
4 — механизм подачи,
5 — формирующие ползунки;
6 — электродная проволока,
7— корректировочный винт
необходимое сцепление ведущих бегунков с рельсом или изде-
лием. При сварке вертикальных швов вес аппарата противодей-
ствует его движению. Поэтому аппараты для электрошлаковой
сварки снабжают специальными механизмами, удерживающими
их на вертикальной плоскости и перемещающими вдоль шва
со скоростью, соответствующей скорости образования шва. Ходо-
вые механизмы должны обеспечивать надежное и равномерное
перемещение по вертикальной плоскости, точное направление
аппарата по стыку, возможность регулировки на ходу скорости
движения (в зависимости от зазора между кромками), быструю
установку на изделии, безопасность в работе и т. п.
В зависимости от способа передвижения ходовые механизмы
и, следовательно, сварочные аппараты бывают рельсового типа
(рис. 8-52, а), движущиеся по рельсовому пути 1, установлен-
ному параллельно свариваемым кромкам 2; безрельсового типа
(рис. 8-52, б), движущиеся непосредственно по свариваемому
изделию; комбинированные, в которых часть аппарата движется
по рельсу, а другая, соединенная с первой гибкой связью, дви-
жется по изделию.
Ходовые механизмы могут быть снабжены электрическим при-
водом 7И вертикального движения (автоматическая сварка) либо
ручным приводом (полуавтоматическая сварка). Аппараты рель-
сового типа чаще всего имеют жесткую связь между рельсом
и ходовым механизмом. Например, тележка 3 последнего
(рис. 8-52, а) снабжена приводной шестерней 4, которая нахо-
дится в зацеплении с рейкой 5 рельса. На тележке 3 крепятся
все элементы аппарата, в том числе головка и механизм колеба-
ния 9.
В числе безрельсовых распространение получили механизмы,
в которых связь между тележкой и изделием достигается за счет
Действия мощной пружины 6 (см. рис. 8-52), прижимающей
437
Рис. 8-54. Магнитные механизмы вертикального движения
к изделию две тележки 7 и 8, расположенные по обе стороны
свариваемых листов, или за счет магнитных присосов (рис. 8-54).
Магнитно-шагающие механизмы (рис. 8-54, а) содержат два
балансира-магнитопровода 1 и 2, связанные между собой эксцен-
триком 4, при вращении которого магниты поочередно пересту-
пают в направлении сварки. За один оборот переступают оба ба-
лансира, а весь механизм передвигается на величину двойного
эксцентриситета е. Магнитный поток в системе создается катуш-
кой 3.
Ходовые механизмы с магнитным прижимом (рис. 8-54, в)
представляют собой тележку 8 с приводом М, на которую поме-
щен мощный электромагнит 7, создающий усилие, необходимое
для удержания аппарата на вертикальной плоскости. Механизм
отличается большим весом и чрезвычайно большой чувствитель-
ностью к изменению зазора между магнитом и изделием. Иногда
ходовые ролики вмонтированы в полюса магнита так, что они
замыкают магнитный поток на изделие Вследствие малой площади
соприкосновения между роликами и плоскостью изделия такие
механизмы развивают относительно малое усилие сцепления.
Магнитно-гусеничные механизмы (рис. 8-54, б) удерживаются
и перемещаются при помощи башмаков гусениц 6, намагничен-
ных общей катушкой 5, неподвижно прикрепленной к корпусу
тележки.
Общим недостатком перечисленных магнитных механизмов
является сравнительно малое тяговое усилие, особенно при сварке
тонкого металла (вследствие магнитного насыщения) чувстви-
тельность к препятствиям, недостаточная безопасность в работе.
Сравнение различных типов ходовых механизмов вертикального
движения, в том числе тросовых и цепных, позволяет отдать
предпочтение ходовым механизмам с пружинным сцеплением
и с двусторонним расположением тележек и удерживающих пол-
зунов. Они обеспечивают надежное копирование стыкового
438
шва и надежное удержание аппарата на вертикальной пло-
скости
Скорость вертикального движения не является самостоятель-
ным элементом режима сварки, а зависит от площади сечения
электрода, скорости его подачи и площади сечения зазора между
кромками. Поскольку в процессе сварки возможны изменения за-
зора между кромками, изменения скорости подачи и другие воз-
мущения, то необходимая скорость вертикального движения вос-
станавливается путем регулирования частоты вращения привода
вручную или автоматически.
Ручное регулирование не гарантирует высокого качества свар-
ного соединения, хотя медленное нарастание отклонений режима
сварки позволяет сварщику вмешиваться в ход процесса. Авто-
матическое регулирование затруднено тем, что нет простых
и надежных способов определения уровня металлической ванны
относительно края ползуна, поскольку она покрыта слоем рас-
плавленного шлака. Регулирование уровня металлической ванны
по электрическим параметрам режима сварки (i/CB, /сп) не полу-
чило практического применения из-за малой зависимости послед-
них от положения ванны.
Для получения непосредственной информации о положении
металлической ванны могут быть использованы дифференциаль-
ные термопары 1, впаянные в ползун 2 (рис. 8-55, а) и образу-
ющие две встречно-включенные пары: константан—медь и медь—
константан Один спай располагают выше требуемого уровня
металлической ванны, другой — ниже. Результирующая э. д. с.
пропорциональна разности температур в местах спая и равна
нулю, когда уровень металлической ванны находится между точ-
ками припайки термопар. Колебания уровня нарушают баланс
э. д. с. и выдают через блоки управления БУ сигнал исполни-
тельному механизму на повышение или понижение скорости дви-
жения. Регуляторы такого типа чувствительны к интенсивности
охлаждения ползуна, расстоянию между электродом и ползуном
и к толщине шлаковой корки.
Применяются системы, в которых перед одним из ползунов
размещен контейнер с излучателем (например, изотоп ко-
Рис. 8-55. Схемы действия датчиков регулирования уровня металлической
ванны
439
бальта Сов0), а на другом, противоположном ползуне, помещена
счетная трубка (регистратор). Действие датчика основано на раз-
нице в коэффициентах поглощения у-излучения расплавленными
шлаком и металлом. Однако регуляторы такого типа относительно
сложны и требуют принятия особых мер безопасности. Известны
регуляторы, основанные на изменении магнитной проводимости
нагретого металла при достижении точки Кюри, воспринимаемого
магнитным датчиком, встроенным в ползун.
Наибольшее распространение получила система, основанная
на измерении падения напряжения в расплавленном шлаке между
щупом 4 и металлической ванной 3 (рис. 8-55, б). Щуп питается
от специального трансформатора. Падение напряжения в шлаке
пропорционально расстоянию I и служит сигналом исполнитель-
ному механизму. При малом расстоянии между щупом и метал-
лической ванной падение напряжения на щупе незначительно,
что вызовет движение аппарата вверх. С увеличением падения
напряжения скорость перемещения аппарата уменьшится вплоть
до его остановки.
Весьма эффективна система, основанная на сопротивлении
металлической и шлаковой ванн вихревым токам, индуктируемым
обмотками и w2 (рис. 8-55, в). Обмотки выбраны таким образом,
чтобы они создавали в среднем стержне встречные, равные по ве-
личине потоки. При смещении положения уровня металлической
ванны равенство нарушается, вследствие чего в обмотке ws индук-
тируется э. д. с., являющаяся сигналом исполнительному механизму.
Механизмы возвратно-поступательного перемещения (колеба-
ния) электродов по толщине свариваемого металла. Они служат
для обеспечения равномерного проплавления кромок. Приме-
няются механизмы с постоянной скоростью перемещения элек-
трода в разделке и с остановкой его у ползунов и механизмы
с равномерно изменяющейся скоростью перемещения электрода
(например, по синусоиде). Первые (см. рис. 8-52, поз. 9) содержат,
как правило, винтовой или иной привод и концевые выключа-
тели, реверсирующие при каждой половине цикла приводной
электродвигатель.
Механизмы с переменной скоростью колебания электрода
(минимальной у ползунов и максимальной в средней части зазора)
могут перемещать всю сварочную головку или только мундштук
с электродом. В механизмах первого типа основным исполнитель-
ным органом является кривошипно-шатунный механизм с регу-
лируемым плечом кривошипа и длиной шатуна. Это позволяет
изменять колебания электрода и размещение крайних точек
относительно изделия. В механизмах с подвижным мундштуком
колебание проволоки достигается за счет ее перегиба также под
действием кривошипно-шатунного механизма, воздействующего
на токоподвод мундштука.
Механизмы с постоянной скоростью перемещения применяют
главным образом в аппаратах тяжелого типа для сварки толстого
440
Рис. 8-56. Подвижные и неподвижные формирующие устройства для электро-
шлаковой сварки
металла с большим размахом колебаний электрода. Механизмы
с переменной скоростью применяют в легких аппаратах для
сварки металла относительно небольшой толщины.
Формирующие ползуны. Ползуны служат для удержания шла-
ковой и металлической ванны до затвердевания последней. Они
представляют собой медные, охлаждаемые водой пластины, пере-
двигающиеся вдоль изделия по мере образования шва. В ряде
случаев, например при сварке алюминия, применяются графито-
вые и даже железные ползуны.
Размеры и конфигурация ползунов (рис. 8-56) зависят от ти-
пов швов, состояния кромок, качества сборки и теплосодержания
ванны. При сварке тонкого металла и при хорошем качестве
сборки стыка применяют жесткие ползуны (а, е, ж). При перекосе
кромок или превышении одной кромки над другой предпочти-
тельны гибкие ползуны: шарнирные (б), составные (г) или надрез-
441
Рис. 8-57.
Аппарат А-1304 для электро-
шлаковой сварки плавящимся
мундштуком
ные (е), где имеется неза-
висимый прижим к каждой
из кромок Существуют
ползуны для угловых (<3)
и нахлесточных швов
или для формирования на-
плавленного слоя (з, и).
При дуговой сварке
вертикальных швов с при-
нудительным формирова-
нием, а также при элект-
рошлаковой сварке актив-
ных металлов ползуны мо-
гут быть снабжены устрой-
ствами для газовой защиты.
Газ для защиты сварочной
ванны подводится через верхний край ползуна. Газовый поток,
исключающий подсос воздуха, обеспечивается выбором оптималь-
ного направления газовой струи или применением газовых линз.
Выбор.типа аппарата для электрошлаковой сварки. Аппараты
для электрошлаковой сварки отличаются способом перемещения,
числом и типом электродов, наибольшей толщиной свариваемого
металла. Аппараты рельсового типа обладают рядом преимуществ,
так как дают возможность отказаться от специальных устройств
для выхода аппарата в конце шва, создать установки, в которых
рельс, а следовательно и аппарат крепятся к несущей конструк-
ции независимо от изделия (что особенно важно при сварке коль-
цевых швов), создать наибольшее количество комбинаций узлов
при сварке различных швов и изделий. В зависимости от толщины
металла применяются одно-, двух- и трехэлектродные аппараты.
При сварке металла толщиной до 100 мм можно обойтись без
ряда сложных механизмов, свойственных универсальным аппара-
там тяжелого типа. Поскольку наиболее длинные швы встречаются
при сварке металла сравнительно небольшой толщины (до 100 мм),
для сварки таких изделий целесообразно применять безрельсовые
аппараты, перемещающиеся непосредственно по изделию, копи-
руя его при сварке. При этом возможна сварка швов практически
любой длины (табл. 8-9).
Аппарат для сварки плавящимся мундштуком содержит только
механизм подачи электродов 1 и устройство подвода тока к мунд-
штуку (рис 8-57). Он снабжен стурбциной 2 для закрепления его
на свариваемом изделии. Кроме того, в состав аппарата входят
токоподвод 3, пульт управления 4 и катушки для проволоки.
442
Таблица 8-9
Технические данные наиболее распространенных аппаратов для электрошлаковой сварки
Аппарат Наиболь шая толщина мета тла мм Дв при ПВ=100% А Электрод Сп м/ч исв м/ч Габаритные размеры аппарата, мм Масса, кг
Проволока (диаметр, мм) Пластина (ширина, мм)
I Аппараты рельсового типа
А-820К 70 700 2,5-3 — 58—580 4—15 350X250X650 20
А 433Р 150 1 000 3 — 68-353 2,6—17,5 392X440X800 75
А-535 450—800 ЗХ 1 000 3 85—200 100—500 0,4—9 1600Х820Х 1070 380
II Аппараты безрельсового типа
А-612 20—100 1 000 3 — 125—500 0,4-4 530X370X870 70
А-501 До 90 750 2,5 — 100—300 1,0—9 220X280X420 25
А-1150М 8—30 500 2,5—3,5 — — 3—10 470X220X875 31,6
III Аппараты для сварки плавящимся мундштуком
А-645 200—450 2 000—6 000 3 — 60—120 — 380X440X500 35
А-1304 50—400 3 000—4 000 3—6 — 14—306 — 500X400X600 46
IV Аппараты для сварки пластинчатым электродом
А-550У До 200 3 000—10 000 — До 20X2000 0 8—10 (2,5—30) — 1200Х575Х Хдо 3800 До 440
Механизм подачи позволяет подавать по каналам плавяще-
гося мундштука одну—четыре проволоки Для точной установки
мундштука относительно зазора между кромками струбцина 2
обеспечивает аппарату пять степеней свободы. Струбцина элек-
трически изолирована ог аппарата.
Аппарат можно подвешивать над свариваемым изделием или
закреплять на консольной или портальной стационарной уста-
новке.
§ 8-9. Сварочные и сборочно-сварочные
технологические приспособления
В процессе изготовления сварных конструкций
должны быть обеспечены заданные технологическим процессом
взаимное положение соединяемых деталей и условия, наиболее
благоприятные для образования качественного соединения. Это
достигается применением технологических приспособлений и
оснастки.
Технологические приспособления делятся на сборочные, пред-
назначенные для сборки под сварку и фиксации деталей при по-
мощи прихваток или простейших механических устройств; сва-
рочные, предназначенные для сварки заранее собранных деталей
с зафиксированным взаимным положением; сборочно-сварочные,
позволяющие совместить операции сборки и сварки.
Тип технологического приспособления выбирают в зависи-
мости от производственной программы (единичное, серийное или
массовое производство), конструкции изделия (листовые или
решетчатые конструкции, детали машин и др ), технологии и сте-
пени точности изготовления заготовок (механическая обработка,
газовая резка и т. д ) и технологии сборки и сварки (необходимость
в зазорах, допустимые их изменения или допустимые превышения
кромок и т д ).
Сварочные приспособления должны допускать свободное пере-
мещение отдельных элементов конструкции вследствие нагрева
и последующего остывания зоны сварки, а при необходимости
уменьшить или по возможности исключить деформации, возни-
кающие в сварном изделии и в самом приспособлении вследствие
температурных воздействий При сварке крупногабаритных кон-
струкций, обладающих малой жесткостью (рамные, решетчатые,
листовые), приспособления должны обеспечивать фиксацию от-
дельных свариваемых кромок, а не всего изделия в целом. При
проектировании приспособления необходимо предусмотреть до-
ступ к местам сварки и прихватки, быстрый отвод теплоты от мест
интенсивного нагрева, сборку узла с минимального числа уста-
новок, свободный доступ для проверки размеров изделия и сво-
бодный съем собранного или сваренного изделия.
Технологические приспособления могут быть специализи-
рованными (для сварки определенного типа изделий) или универ-
сальными В качестве примера на рис 8-58 показан специализи-
444
Рис. 8-58.
Специализированный стенд с по-
стоянными фиксаторами для сварки
рамных конструкций
рованный стенд для сборки
и сварки рамной конструк-
ции. Универсальное приспо-
собление для аналогичных
целей (рис. 8-59) содержит
ряд плит с пазами В зави-
симости от конфигурации
свариваемого изделия к пли-
те прикрепляют устройства
для базирования свариваемых
деталей (фиксаторы и т. п )
и для прижатия деталей
к базовым поверхностям (прижимы, стяжки, распорки и т. п.).
В ряде случаев для прижима может быть использован вес сва-
риваемых деталей.
Фиксаторы. Это элементы, определяющие положение свари-
ваемой детали относительно всего приспособления. К фиксаторам
(рис. 8-60) относятся карманы (а), упоры: постоянные (б), съем-
ные (в) и откидные (г); установочные пальцы и штыри: постоян-
ные (д'), съемные (е); призмы, жесткие и регулируемые (ж) и ша-
блоны (з).
Рис. 8-59. Универсальные сборочно-сварочные стенды из нормализованных
элементов
445
Съемные упоры применяют в настраиваемых по типу деталей
приспособлениях или при сварке деталей, съем которых невоз-
может из-за упоров. Как правило, упоры служат и опорными ба-
зами, а в некоторых случаях шаблонами для приварки сопря-
женных деталей. Пальцы или штыри обеспечивают более точную
установку деталей и применяются при наличии в деталях обра-
ботанных поверхностей. Призмы регулируемые и жесткие приме-
няются для сварки труб, профилей и т. п.
Шаблоны предназначены для фиксирования устанавливаемых
при сборке деталей по другим деталям в этом узле или по каким-
либо опорным контурам изделия. В этом случае само изделие
является несущим элементом приспособления.
Прижимы. Это элементы приспособлений, обеспечивающие
прижимы деталей к фиксаторам или другим несущим поверхно-
стям приспособлений. Различают прижимы механические, пневма-
тические, магнитные и гидравлические.
Механические прижимы являются наиболее простыми и по-
этому наиболее распространенными (рис. 8-61, а—д'). Клиновые
прижимы (рис. 8-61, в, г) служат для поджима одного собираемого
элемента к другому, для выравнивания кромок и т. д. Аналогично
действуют эксцентриковые самотормозящиеся прижимы. Наи-
более универсальные прижимы винтовые (рис. 8-61, а, б). Однако
их применяют в основном в ручных приспособлениях. Это связано
446
Рис.^8-61. Прижимы
с тем, что винты работают на упор и что они не являются быстро-
действующими. Увеличение шага винта может нарушить его са-
мотормозящие свойства и потребовать большие усилия на прижим
детали. Пружинные прижимы применяются главным образом для
зажатия небольших, тонких деталей.
Наряду с перечисленными применяют комбинированные при-
способления (винт с клином, винт с пружиной и т. д ). Рычаж-
ные прижимы представляют собой рычаги 1-го и 2-го рода или
их комбинацию и используются как усилители приводов зажима.
Пример такого рычажного зажима показан на рис. 8-62. На оси 2
стойки 1 имеются ведущий рычаг 3 и промежуточное звено 4,
действующие на силовой рычаг 5. Прижим детали осуществляется
упором 6.
Пневматические прижимы по сравнению с механическими
имеют ряд существенных преимуществ, в том числе быстродей-
ствие, возможность управления рядом прижимов с одного места,
возможность подвода сжатого воздуха к прижимам, занимающим
различное положение в пространстве (через цапфу приспособле-
ния или по гибким шлангам), и т. д. Пневматический прижим
обладает определенной упругостью, что компенсирует деформа-
ции свариваемых деталей.
В качестве рабочего органа прижима могут служить пневмо-
цилиндры, пневмокамеры и пневмошланги. Пневмоцилиндры
Рис. 8-62. Рычажный прижим
Рис. 8-63. Пневматические прижимы
447
Рис. 8-64. Электромагнитные прижимы:
а — общий вид магнита,
1 — корпус магнита;
2 — сердечник;
3 — днище;
4 — обмотка;
5 — выключатель;
б—г — схемы применения;
6 — скоба;
7 — электромагнитный стенд;
8 — упор;
9 — винтовой прижим
(рис. 8-63, а) могут быть одностороннего или двустороннего дей-
ствия. Шток цилиндра может действовать непосредственно на
фиксируемую деталь или через рычаг. К недостаткам пневмоци-
линдров относятся износ уплотнений и громоздкость.
В случаях, когда ход штока невелик, предпочтение заслужи-
вают пневмокамеры (рис. 8-63, б), снабженные вместо поршня
резиновой диафрагмой на тканевой основе, зажатой между крыш-
кой и корпусом камеры. Часто в сварочных приспособлениях
применяется шланговый прижим (рис. 8-63, в). При подаче воз-
духа в шланг последний воздействует на опорные поверхности
клавишного рычажного прижима. Пневмоприжимы применяют
главным образом в массовом и крупносерийном производстве
и в высокомеханизированных установках.
Магнитные прижимы отличаются быстродействием, простотой
и маневренностью. Их используют для выравнивания кромок
(рис. 8-64, е) и прижатия их к флюсовой подушке (рис. 8-64, б).
Наиболее распространены электромагниты, хотя в последнее
время находят применение и постоянные магниты.
Гидравлические прижимы используют в сварочных приспособле-
ниях довольно редко. По-видимому, перспективны прижимы,
построенные на основе гидропластов — вязких смесей, облада-
ющих достаточно высокой текучестью. В отличие от гидравличе-
ских прижимов прижимы с гидропластами не требуют сложных
и дорогих уплотнений, обеспечивая равномерное распределение
прижимающего усилия между плунжерами. Они допускают да-
вление до 500 кгс/см2.
448
Рис. 8-65. Стягивающее (а) и распорное
1 — рычаг основной;
2 — скоба;
3 — гайка;
4 — винт стягивающий;
5 — рычаг;
(б) приспособления:
6 — винт зажимной;
7 — винт распорный;
8 — основание;
9 — подпятник
29 Заказ № 782
449
Рис. 8-66. Кондуктор для сварки балок
Стягивающие и распорные приспособления (стяжки, распорки
и домкраты). Они предназначены для стягивания при сборке двух
или нескольких деталей или узлов, для выравнивания кромок
и вмятин, для разжима цилиндров (рис. 8-65).
Сборочно-сварочные приспособления могут быть универсаль-
ными или специализированными. На рис. 8-59 показано универ-
сальное приспособление для сварки громоздких и сложных про-
странственных конструкций.
Для сборки и сварки плоских листовых конструкций служат
электромагнитные стенды, представляющие собой плоскую или
лекальную постель со встроенными электромагнитами, между
которыми расположены флюсомедная или флюсовая подушка
с пневматическим прижимом. Электромагниты, расположенные
вдоль шва, плотно притягивают кромки стыкуемых листов к сбо-
рочному стенду и воспринимают реакцию от давления флюсовой
подушки. Расположение магнитов и флюсоподушек определяется
раскроем листов и их числом в секции.
На рис. 8-66 показан кондуктор с винтовыми зажимами, при-
меняемый для сборки элементов двутаврового сечения высотой
400—1800 мм. Сварка элементов в этом кондукторе осуществляется
сварочным трактором наклонным электродом.
§ 8-10. Механическое и вспомогательное
оборудование сварочных установок
Решающее значение для комплексной механизации
процесса сварки имеет наличие в составе сварочной установки
механического и вспомогательного оборудования. К этому обору-
дованию относятся приспособления и механизмы: для укладки,
450
Рис. 8-67. Кантователя
наклона и вращения свариваемых изделий (стенды, кантователи,
манипуляторы и др.); для крепления и перемещения сварочных
аппаратов (рельсовые пути, колонны, тележки и др.); для обслу-
живания зоны сварки (лифты, балконы, люльки и др.).
Стенды, стеллажи и плиты — простейшие устройства для
укладки и фиксации в удобном для сварки положении предва-
рительно собранных под сварку изделий.
Кантователи — стационарные приспособления для поворота
свариваемого изделия. Кантователи бывают роликовыми (рис.
(рис. 8-67, а) или цевочными. Последние снабжены ведущей звез-
дочкой (рис. 8-67, б). Это позволяет кантовать изделия, центр
тяжести которых значительно отдален от оси вращения. Рычаж-
ные кантователи (рис. 8-67, в) применяют главным образом для
плоских деталей, центровые (рис. 8-67, а) — для сравнительно
коротких изделий при повороте их на 360°. Цепные кантова-
тели (рис. 8-67, д) применяют для сварки громоздких изделий
большой длины.
Роликовые стенды служат для вращения цилиндрических из-
делий при выполнении кольцевых швов и для установочных пере-
мещений. Роликовый стенд (рис. 8-68, а) имеет два ряда роликов,
из которых один ведущий, другой — холостой. Ведущие ролики
снабжены, как правило, резиновыми бандажами. На рис. 8-68, б
показан стенд со всеми приводными роликами для вращения изде-
лий с эксцентрично расположенными массами. На рис. 8-68, в
Дана схема стенда, применяемого для вращения конических или
ступенчатых изделий сравнительно небольшой длины. Он имеет
29* 451
только два приводных ролика, расположенных в одной попереч-
ной плоскости. Роликовые стенды бывают стационарными или
передвижными.
Манипуляторы — это универсальные, обычно стационарные,
приспособления, предназначенные для поворота изделия в про-
цессе работы вокруг вертикальной и горизонтальной осей, а также
для наклона его на разный угол к горизонтальной плоскости.
Различают установочные и сварочные манипуляторы. Установоч-
ные манипуляторы (так называемые позиционеры) служат для
установки изделия в удобное для сборки и сварки положение
и обеспечивают только
маршевое перемещение.
Сварочные манипуля-
торы (рис. 8-69) обеспечи-
вают перемещения со сва-
рочной скоростью. Экс-
плуатационная характери-
стика манипулятора опре-
деляется его грузоподъем-
ностью (т. е. наибольшим
весом изделия при горизон-
тальном положении стола),
Рис. 8-69.
Универсальный сварочный ма-
нипулятор
452
наибольшими габаритными размерами изделия и числом степеней
свободы его перемещения. При наклоне планшайбы и при смеще-
нии центра тяжести изделия величина его допустимого веса сни-
жается. Свариваемые детали крепят к планшайбе при помощи
универсальных или специальных приспособлений.
Большинство сварочных установок содержат устройства, по-
зволяющие располагать аппарат над свариваемым изделием (на-
пример для сварки кольцевых швов), перемещать его по высоте
или в плоскости ит д. На рис 8-2 показана универсальная несу-
щая колонна к сварочным установкам, состоящая из вертикаль-
ной штанги, крестообразного суппорта с ручным или механиче-
ским приводом и выдвижной консоли, к которой прикреплена
сварочная головка. Колонна может быть установлена неподвижно
или на тележке
При работе самоходными аппаратами можно использовать го-
ризонтальные рельсовые пути и приспособления, позволяющие
выставить рельс параллельно свариваемым кромкам Рельсовые
пути бывают стационарными и переносными.
Применение стандартных, централизовано изготовляемых уз-
лов механического сварочного оборудования позволяет легко
и в сжатые сроки создавать установки для сварки различных
изделий.
§ 8-11. Установки для сварки и наплавки
Установки для сварки и наплавки подразделяют
на отдельные группы в зависимости от типа свариваемых швов
(продольных, кольцевых, сложной конфигурации), от типа изде-
лий (плоскостных секций, балок, цилиндров, фланцев), от степени
комплексной механизации процесса и т. д.
Установки для сварки плоскостных секций из отдельных
листов бывают трех разновидностей: 1) с подвесным аппаратом
(рис. 8-70), содержащие тележку 2, сварочный аппарат /, кату-
чую балку 3, по которой движется тележка и путь 4 для переме-
щения балки от одного шва к другому. В первую очередь свари-
вают поперечные швы, после чего всю секцию поворачивают
на 90° для выполнения продольных швов. При двусторонней
сварке вся секция кантуется; 2) с самоходным аппаратом, в отли-
чие от предыдущих установок отсутствует тележка для пере-
мещения аппарата; 3) со сварочным трактором (рис. 8-71), содер-
жащие только стеллажи для укладки изделий; вместо применения
тяжелой катучей балки переход от одного шва к другому осуще-
ствляется перекатыванием или переносом легкого сварочного
трактора.
Установки для сварки балок могут быть укомплектованы под-
весным или самоходным аппаратом, или сварочным трактором.
В первых случаях эксплуатация установки усложняется тем, что
балку необходимо укладывать очень точно по отношению к рель-
453
Рис. 8-70. Установка с подвесной головкой для сварки плоскостных секций
совому пути. Установка со сварочным трактором (см. рис. 8-66)
содержит только стеллаж или кантователь для балок.
По такому же принципу могут быть укомплектованы установки
для сварки цилиндрических сосудов, позволяющие сваривать как
изнутри, так и снаружи сосуда. Вследствие неизбежной некон-
центричности обечаек во время сварки кольцевого шва наблю-
дается перемещение («плавание») точки сварки в пространстве,
что приводит к вертикальным и поперечным отклонениям элек-
трода от шва. Это требует ручной корректировки или применения
сложных копирующих систем (рис. 8-72). Значительно проще
решается задача копирования шва при применении сварочных
тракторов. При этом шов сваривается при вращении сосуда на
роликовом стенде со скоростью, равной и встречно направленной
по отношению к скорости движения трактора, опирающегося
на сосуд. Вследствие этого трактор надежно копирует изделие
(см. рис. 8-16).
Круговые швы сосудов малого диаметра сваривают на уста-
новках с центровыми вращателями, снабженными подвесными ап-
паратами. Сварку круговых швов на изделиях типа фланцев,
колес, шестерен целесообразно проводить на станках карусель-
ного типа, снабженных горизонтальными или наклоняющимися
планшайбами для закрепления и вращения изделия.
Установки с управляемым циклом сварки представляют собой
группу более совершенных установок, предназначенных для се-
f-=T f/^X ж ф- I ф- ф- | у у -Ж...,,, рийного или массового производ- ства. Такие установки обеспечи- вают движение электрода по слож- ной траектории, задают после- довательность наложения несколь- ких швов на одном изделии и т. д. Различают установки с заранее Рис. 8-71. Установка с трактором для сварки плоскостных секций
454
Рис. 8-72. Установка с роликовым вращателем для сварки продольных
и цилиндрических швов сосудов
обусловленной программой управления и установки, в которых
программа управления зависит от факторов, изменяющихся в про-
цессе сварки.
В качестве примера приведены несколько установок первого
типа: в установке для сварки изделий со швами сложной конфи-
гурации (рис. 8-73) изделие зажато в плавающем кондукторе I,
снабженном копирным шаблоном 4, конфигурация которого соот-
ветствует конфигурации шва. При движении головки вдоль шва
связанный с ней копирный шаблон поворачивает ролик 3 вместе
с кондуктором и изделием. Таким образом, соблюдается постоян-
ство вылета электрода, а сварочная ванна занимает положение,
близкое к горизонтальному.
Установка для сварки корпусов шахтерских ламп (рис. 8-74)
выполняет без перерыва два кольцевых и один продольный шов
корпуса. Первый кольцевой шов сваривается при неподвижной
головке и вращающемся изделии. После окончания этого шва
подается сигнал на сварку продольного шва при неподвижном
изделии и движущейся головке. Наконец, сваривается второй
кольцевой шов. Переключение механизмов происходит автома-
тически, без обрывов дуги, при помощи системы концевых выклю-
чателей.
Установка для наплавки валков блюминга снабжена упро-
щенным копировальным устройством (рис. 8-75), в котором два
движения — вдоль образующей и перпендикулярно ей — осуще-
ствляются одним приводом через палец 1, упирающийся в свя-
занный с головкой шаблон 2. Головка снабжена двумя суппор-
тами — вертикальным 4 и горизонтальным 5. Она приводится
в движение от общего привода 6 через винт 7, шестерни 8 и 9
455
Рис. 8-73. Установки для сварных изделий со швами сложной конфигурации:
/ — кондуктор; 4 — копирный шаблон;
2 — ось поворота кондуктора, 5 — штанга,
3 — ролик; 6 — ходовой механизм
и рейку 10. При отсутствии сопротивлений по оси X шестерня 8
работает как гайка и перемещает головку вправо. Встретив со-
противление, шестерня поворачивается и при помощи рейки
перемещает механизм подачи 3 по вертикали.
Простейшим примером установок второго типа~является уста-
новка для сварки кольцевых швов трактором (см. рис. 8-16).
Поскольку невозможно добиться равенства скоростей трактора
и изделия, сварочная ванна постепенно отклонится от горизон-
тального положения. Поэтому сварщики заведомо назначают
скорость вращения сосуда большую, чем скорость сварки, так
чтобы трактор постепенно отставал. Периодически рабочий оста-
навливает вращение сосуда и дает ‘возможность трактору вер-
нуться в заданное положение. Автоматизация этого процесса
достигается при помощи автоматического выключателя наклон-
ного положения (маятникового или ртутного), разрывающего
цепь питания электродвигателя вращателя при наклоне трактора
на угол, превышающий допустимый.
Другим примером может служить станок для сварки цилин-
дрических конденсаторов. Оператор закладывает собранный под
сварку конденсатор в одно из гнезд многопозиционного стола.
В дальнейшем отдельный механизм выставляет деталь на задан-
ный уровень. После загорания дуги включается вращение детали
456
Рис. 8-74. Станок для сварки корпусов Рис. 8-75. Копировальное устрой-
шахтерских ламп ство для наплавки ка-
либров прокатных вал-
ков
и подача угольного электрода по мере его сгорания. Готовая де-
таль автоматически выталкивается в приемный лоток.
Сборочно-сварочные установки охватывают большой комплекс
производственных операций, так как сборка изделий выполняется
с нужной для сварки точностью. Это позволяет отказаться от
прихваток, от поиска начала шва и других операций. К сборочно-
сварочному оборудованию могут быть отнесены все сварочные
установки, снабженные механизированными сборочными кондук-
торами, с одинарными и дублированными рабочими местами (где
на одном рабочем месте идет сборка, на другом — сварка). В каче-
стве примера более сложных установок можно назвать следующие.
В станке для изготовления кузовов шахтных вагонеток
(рис. 8-76) совмещены сварка, сборка и вальцовка боковины ваго-
нетки. На первом этапе кондуктор неподвижен, а движется го-
ловка. После окончания прямолинейного участка движение го-
ловки прекращается и начинается вращение кондуктора и валь-
цовка листа. Через пол-оборота после остановки кондуктора во-
зобновляется движение головки.
В станке изготовления стальных шаров (рис. 8-77) питатель
подает в зону сварки две полусферы. Задающий нож, к которому
457
Рис. 8-76. Сборочно-сварочный станок для изготовления кузовов шахтных ваго-
неток:
1 — прижим;
2 — ходовой механизм
3 — сварочная головка;
4 — концевой выключатель:
5 — валки;
6 — боковина вагонетки;
7 — кондуктор
с двух сторон прижимаются полусферы пневмоприжимами, опре-
деляет положение стыка относительно электрода. В дальнейшем
нож убирается, полусферы прижимаются друг к другу, включается
вращение изделия, и начинается сварка.
Станок для сварки лент в процессе прокатки металла вклю-
чает операции одновременной обрезки кромок под сварку, их сов-
мещение, поджим формирующей подкладки и сварку. Для этого
станок (рис. 8-78) снабжен гильотинным ножом.
Существуют сборочно-сварочные установки для изготовления
статоров двигателей, где совмещены операции сжатия пакета
и сварки, для изготовления шахтных стоек и др.
Поточные, механизированные и автоматизированные линии
позволяют добиться полной комплексной механизации процесса
Рис. 8-77. Сборочно-сварочный
станок для изготовления пустотелых шаров:
/ — лоток питателя;
2 — патрон;
3 — задающий нож;
4 — вращатель;
5 — пневмоприжим;
б — сварочная головка;
7 — выталкиватель;
8 — захват;
9 — пневмоцнлиндр поворота задающего ножа;
10 — пневмоклапан;
// — выталкиватель;
12 — коммутатор
458
Рис. 8-78. Схема работы станка для сборки и сварки лент в процессе непрерыв-
ной прокатки:
I — протягивание предыдущей ленты, зажимы / подняты;
II — фиксация предыдущей ленты по ползуну 3, ее центровка и зажим,
столы 2 раздвинуты;
III — подача последующей ленты, ее центровка;
IV — зажим последующей ленты;
V — обрезка кромок ножами 5 и 6\
VI — сведение лент столами 2, движущихся по станине 4, и поджим
подкладки 7;
VII — сварка головкой 3;
VIII — снятие зажимов I и отвод столов 2;
IX — подъем ползуна 3
изготовления сварных конструкций. Именно линии, а не отдель-
ные машины позволяют достичь наибольшего эффекта в механиза-
ции процесса. Такие линии охватывают ряд смежных со сваркой
операций, например заготовительных, правильных, формовку,
очистку, окраску и др. Линии предусматривают выполнение меж-
операционного транспорта и контроль качества.
Поточная линия производства труб большого диаметра вклю-
чает изготовление листовых заготовок, их гибку в гидравли-
ческих прессах, сварку наружных, а потом внутренних продоль-
ных швов, калибровку труб с помощью гидравлических экспан-
деров, контроль отделки и сдаточные испытания. Сборка и сварка
наружных швов производится на стане, который в процессе
сварки обжимает трубу и тем самым плотно прижимает друг
к другу свариваемые кромки. В процессе сварки направление
электрода по шву осуществляется следящей системой по опорной
линии, нанесенной параллельно одной из кромок в процессе
изготовления листовой заготовки.
Линия производства крупнопрофильных балок содержит сбо-
рочный стан, где собираются пояса и стенка. При этом стенка
предварительно растягивается для предотвращения развития
459
в ней высоких остаточных напряжений и деформаций выпучи-
вания Сварка выполняется при помощи высокопроизводитель-
ных трехэлектродных автоматов. Кроме того, линия содержит
оборудование для обработки листов и готовой^балки, для их
правки, отделки, транспортировки и т. д.
В автоматической линии производства задних мостов легко-
вых автомобилей только заготовки закладывают вручную. В кон-
дукторе эти заготовки сжимаются и прихватываются точечной
сваркой. В дальнейшем свариваются два продольных шва и после
кантовки моста — еще два шва. Сварка выполняется под флюсом,
в связи с чем в линии имеется вибратор для удаления шлаковой
корки и система подачи и отсоса флюса.
Существуют линии изготовления деталей вагонов, автомоби-
лей и многие другие.
Технология сварки
углеродистых
конструкционных сталей
Углеродистыми конструкционными (машиноподелоч-
ными, или строительными) называют стали, содер-
жащие 0,1—0,7% С. Углерод определяет прочность
этой группы сталей. В углеродистых сталях присут-
ствует также некоторое количество так называемых
постоянных (нормальных) примесей, попадающих
в металл или специально вводимых в него в процессе
производства (плавки) стали. Обычно количество
постоянных примесей в углеродистых сталях не
превышает (по верхнему пределу) 0,8% Мп, 0,35% Si,
0,04% Р, 0,05% S, 0,05% О2- К постоянным приме-
сям относят также некоторое остаточное содержание
водорода и азота.
Помимо постоянных примесей в металле могут
находиться в небольшом количестве случайные при-
меси, попадающие в сталь из шихтовых материалов
(медь, мышьяк) или из скрапа (хром, никель). Содер-
жа гие этих элементов обычно не превышает 0,3% Си,
0,08% As, 0,3% Сг, 0,3% Ni.
Углеродистые конструкционные стали классифи-
цируют по способу изготовления, по качеству и сте-
пени раскисленности стали. В сварочной технике
их классифицируют также и по содержанию угле-
рода.
Слиток кипящей стали характерен резко выра-
женной зональной сегрегацией. Неравномерность
содержания примесей сохраняется в прокате, где
имеются участки металла с повышенным содержа-
нием серы и в меньшей степени фосфора. Места ско-
пления серы называют сульфидными строчками.
Представление о неоднородности структуры кипя-
щей стали дает отпечаток распределения сернистых
включений по Бауману (рис. 9-1, а). Местная кон-
центрация серы может намного превысить среднее
ее содержание и привести к образованию кристал-
лизационных трещин в металле шва и горячих тре-
461
Рис. 9-1. Сульфидные включения в стали.
а — кипящей; б — спокойной
щин в околошовной зоне (рис. 9-2). Опыт эксплуатации сварных
конструкций показал, что кипящая сталь, в том числе и мар-
теновская, склонна к старению в околошовной зоне и к пере-
ходу в хрупкое состояние при работе на морозе.
Слиток спокойной стали обычно имеет однородное плотное
строение. Вредные примеси — сера, фосфор распределены в нем
более равномерно (рис. 9-1, б), чем в слитке кипящей стали. Спо-
койная мартеновская сталь значительно менее склонна к старе-
нию, чем кипящая сталь. При сварке стали, успокоенной алюми-
нием, эффект старения металла околошовной зоны либо вовсе
не проявляется, либо проявляется гораздо слабее, чем при сварке
кипящей стали.
Полуспокойная сталь занимает промежуточное положение
между кипящей и спокойной сталями. Эта сталь раскисляется
несколько большим количеством присадок по сравнению с кипя-
щей сталью, благодаря чему обеспечивается меньшее выделение
газов при остывании и кристаллизации слитка.
Углеродистая конструкционная сталь обыкновенного качества
поставляется по ГОСТ 380—71 и другим стандартам (ГОСТ 5521—67
на сталь для судостроения,
ГОСТ 5520—69 на сталь для
котлостроения, ГОСТ 6713—53
на сталь для мостостроения).
Углеродистая сталь обыкновен-
ного качества, поставляемая
в соответствии с ГОСТ 380—71,
Рис. 9-2. Трещины в металле шва и
околошовной зоне, вызван-
ные сульфидными включе-
ниями
462
подразделяется на три группы: А — поставляемую по меха-
ническим свойствам, Б — поставляемую по химическому со-
ставу. В — поставляемую по механическим свойствам и химиче-
скому составу.
В зависимости от нормируемых показателей сталь каждой
группы подразделяется на категории. Сталь группы А имеет три
категории, для каждой из которых установлены обязательные
показатели и нормы механических свойств. Для сварных кон-
струкций сталь этой группы не применяется. Сталь группы Б
подразделяется на две категории. В первой нормируется содержа-
ние углерода, марганца, кремния, фосфора, серы, мышьяка,
азота. Во второй категории дополнительно нормируется содер-
жание хрома, никеля, меди. Сталь этой группы находит ограни-
ченное применение для сварных конструкций. Сталь группы В
имеет шесть категорий (табл. 9-1).
Как правило, для сварных конструкций применяют сталь
марок ВСт2 и ВСтЗ всех степеней раскисления. Для ответствен-
ных конструкций используют спокойные стали группы В наи-
более высоких категорий.
Сталь марки СтЗ групп Б и В выплавляется как полуспокой-
ная, может содержать обычное (0,4—0,65%) и повышенное (0,8—•
1,1 %) количество марганца. В обозначении марки стали, содержа-
щей повышенное количество марганца, введена буква Г. Стали
этого типа также применяют для изготовления сварных конструк-
ций.
Таблица 9-1
Нормируемые показатели стали группы В по ГОСТ 380—71
Категории стали Марка стали Химический со- став % % б Изгиб в холод- ном состоянии ан
при темпе- ратуре, °C сС X о 1) и к Sox я 1) О 1) Ч £ о. о S' S3 О X f- с я о
-j-20 -20
1 ВСт2—ВСтб + + — + + — — —
2 + + + + + — — —
3 ВСтЗ—ВСт4 + + + + + + —
4 ВСтЗ + + + + + — + —
5 6 + + + + + — + +
+ + + + + —- — +
Примечание Знак «4~» обозначает, что показатель нормируется, знак «—» —•
показатель не нормируется.
463
В обозначении стали указаны группа, условный номер марки
в зависимости от химического состава и механических свойств,
степень раскисления, категория стали. Например, ВСтЗспб обо-
значает сталь марки СтЗ группы В, спокойная, категория 5.
Обозначение ВСтЗГпс4 расшифровывается как сталь марки СтЗ
группы В, полуспокойная, с повышенным содержанием марганца,
четвертой категории. Следует отметить, что группа А и первая
категория в обозначении стали не указываются.
Углеродистая конструкционная качественная сталь поста-
вляется по ГОСТ 1050—60 и отдельным стандартам, разработан-
ным на основе этого стандарта. К этой же группе условно отне-
сены стали с повышенным содержанием марганца, микролегиро-
ванные бором (в пределах 0,002—0,006%), и сталь марки С (для
судостроения) по ГОСТ 5521—67. Механические свойства сталей
установлены в зависимости от характера термообработки.
Углеродистую конструкционную сталь применяют для изгото-
вления сварных конструкций в основном в состоянии поставки
(горячекатаном) и в меньшем объеме после термообработки (нор-
мализации) и в еще меньшем —• в состоянии после термического
улучшения (после закалки и отпуска). Термическое улучшение
является весьма эффективным способом повышения прочности
стали без снижения пластичности и вязкости. Поэтому ожидается
увеличение объема использования для сварных конструкций
стали, поставляемой в таком состоянии.
В сварочной технике в зависимости от содержания углерода
углеродистые конструкционные стали условно разделяются натри
группы: низкоуглеродистые, среднеуглеродистые и высокоугле-
родистые. Технология сварки этих сталей различна.
Даже для стали одной марки в зависимости от ее плавочного
состава и условий эксплуатации сварной конструкции технология
сварки может претерпевать значительные изменения.
§9-1. Низкоуглеродистые конструкционные стали
Краткие сведения о составе и свойствах сталей. К низко-
углеродистым конструкционным сталям, из которых в на-
стоящее время изготовляют большинство сварных конструкций,
по принятой в сварочной технике классификации относят стали
с содержанием до 0,25% С. Данные о составе и свойствах некото-
рых низкоуглеродистых конструкционных сталей, широко приме-
няемых для изготовления сварных конструкций в виде листов
и фасонного проката, приведены в табл. 9-2, 9-3 и 9-4. Примерно
такой же состав имеют низкоуглеродистое стальное литье и по-
ковки, применяемые для изготовления сварно-литых и сварно-
кованых конструкций.
Особенности сварки. Низкоуглеродистые стали относятся
к числу хорошо сваривающихся металлов. Для этих сталей техно-
логию сварки выбирают из условий обеспечения комплекса тре-
464
Таблица 9-2
Состав низкоуглеродистых сталей, применяемых для сварных конструкций, %
ГОСТ Марка стали с Мп Si Р S Сг Ni Си As
не более
380—71 ' БСт2кп ВСт2кп 0,09— 0,15 0,25— 0,50 =С0,07 0,04 0,05 0,30 0,30 0,30 0,08
БСт2пс ВСт2пс 0,09— 0,15 0,25— 0,50 0,05— 0,17 0,04 0,05 0,30 0,30 0,30 0,08
БСт2сп ВСт2сп 0,09— 0,15 0,25— 0,50 0,12— 0,30 0,04 0,05 0,30 0,30 0,30 0,08
БСтЗкп ВСтЗкп 0,14— 0,22 0,30— 0,60 =С0,07 0,04 0,05 0,30 0,30 0,30 0,08
БСтЗпс ВСтЗпс 0,14— 0,22 0,40— 0,65 0,05— 0,17 0,04 0,05 0,30 0,30 0,30 0,08
ВСтЗсп ВСтЗсп 0,14— 0,22 0,40— 0,65 0,12— 0,30 0,04 0,05 0,30 0,30 0,30 0,08
БСтЗГпс ВСтЗГпс 0,14— 0,22 0,80— 1,10 ^0,15 0,04 0,05 0,30 0,30 0,30 0,08
L5521—67 С 0,14— 0,20 0,50— 0,80 0,12— 0,35 0,04 0,04 0,30 0,30 0,30
1050—60, 15Г 0,12— 0,19 0,70— 1,00 0,17— 0,37 0,04 0,04 0,25 0,25 — —
20Г 0,17— 0,24 0,70— 1,00 0,17— 0,37 0,04 0,04 0,25 0,25 — —
Примечание. Для сталей группы В, выпускаемых по ГОСТ 380—71, не допу-
скается превышение углерода в готовом прокате по сравнению с верхним пределом мароч-
ного состава. Для стали марки С по ГОСТ 5521 — 67 и сталей по ГОСТ 1050—60 превыше-
ние углерода в готовом прокате допускается на 0,01 % Допускаемые отклонения плавоч-
ного состава и состава металла готового проката указаны в соответствующих ГОСТах.
бований, главные из которых достижение равнопрочности свар-
ного соединения с основным металлом и отсутствие дефектов
в сварном соединении. Для этого механические свойства металла
шва, околошовной зоны и сварного соединения в целом должны
быть не ниже минимальных механических свойств основного
металла. В ряде случаев с учетом конкретных условий работы кон-
струкции допускается снижение требований к отдельным показа-
телям механических свойств сварного соединения по сравнению
с требованиями, предъявляемыми к основному металлу.
В металле швов не должно быть трещин, непроваров, пор,
подрезов и других дефектов, они должны иметь требуемые по чер-
30 Заказ № 782 4 65
Таблица 9-3
Механические свойства низкоуглеродистых сталей, применяемых для сварных конструкций
гост Марка стали Др кгс/мм2 ст» кгс/мм3, для толщин, мм 6 для толщин, мм Дополнительные испытания и требования
<20 20—40 40—100 свыше 100 <20 20—40 свыше 40
Не менее
380—71 о ВСт2кп 33—42 22 21 20 19 33 32 30 Изгиб на 180° (а — толщина образца, d —• диаметр оправ- ки), для толщин до 20 мм для стали Ст2 d = 0 (без оправ- ки), для стали СтЗ d — 0,5 а, для толщин свыше 20 мм диа- метр оправки увеличивается на толщину образца
ВСт2пс ВСт2сп 34—44 23 22 21 20 32 31 29
ВСтЗкп 37—47 24 23 22 20 27 26 24
ВСтЗпс ВСтЗсп 38—49 25 24 23 21 26 25 23
ВСтЗГпс 38—50 25 24 23 21 26 25 23
5521—67 С горячеката- ная или нор- мализованная 41—50 24 — — — 24 — — Изгиб на 120°, d — 2а и догиб на 180° без поломки, 30% во- локна в изломе при статиче- ской нагрузке
1050—60 15Г нормализо- ванная 42 Для толщин до 80 мм 25 | 26 Относительное сужение для стали 15Г — 55%, для стали 20Г — 50%
20Г нормализо- ванная 46 28 24
Таблица 9-4
Ударная вязкость стали марки ВСтЗ категорий 3, 4, 5, 6 и стали марки С
гост I Марка стали Вид проката Расположение образца относи тельно проката Толщина мм ан, кгс м/см2 не менее
при темпе ратуре °C га х о _ V fc. СК Sos * я <1> о I) сх и у в О S н к я о
4-20 -20
7 ВСтЗпс ВСтЗсп Листовая сталь Широкополосная сталь Сортовой и фасон- ный прокат Поперек Вдоль » 5—9 10—25 26—40 5-9 10—25 26—40 5—9 10—25 26—40 8 7 5 10 8 7 10 9 7 4 3 5 3 5 3 4 3 5 3 5 3
со со ВСтЗГпс Листовая сталь Широкополосная сталь Сортовой и фасон- ный прокат Поперек Вдоль » 5—9 10—30 31—40 5-9 10—30 31—40 5—9 10—30 31—40 8 7 5 10 8 7 11 10 9 4 3 5 3 5 3 4 3 5 3 5 3
| 5521—67 1 С горячека- таная или нормализо- ванная Листовая и фасон- ная сталь Поперек 16—20 — — —
Примечания 1 Допускаемые отклонения механических свойств указаны
в соответствующих ГОСТах
2 Ударная вязкость стали марки С не менее 3 кгс м/см2 прн температуре —40° С
тежу размеры и форму. Сварное соединение должно быть стойким
против перехода в хрупкое состояние (см § 34) Изменение формы
и размеров (деформация) конструкции должно находиться в допу-
стимых, не отражающихся на ее работоспособности пределах
В некоторых случаях дополнительно вводят требования высо-
кой коррозионной стойкости сварных соединений, их работо-
способности в условиях вибрационных и ударных нагрузок,
повышенных или пониженных температур и другие специальные
требования
Механические свойства металла шва и сварного соединения
зависят от его структуры, определяемой химическим составом,
условиями остывания сварной конструкции и термообработкой.
При сварке низкоуглеродистой стали металл шва незначительно
30* 467
отличается По состабу от основного металла. Это отлиЧие в Основ-
ном сводится к снижению содержания в металле шва углерода
(так как металл электродного стержня или электродной проволоки
содержит меньше углерода, чем основной металл) и повышению
содержания марганца и кремния (табл. 9-5).
Снижение прочности металла шва вследствие уменьшения
содержания в нем углерода при дуговой сварке полностью ком-
пенсируется за счет увеличения скорости его остывания и легиро-
вания металла через проволоку, покрытие или флюс марганцем
и кремнием. В сварочной практике обеспечение равнопрочности
металла шва при дуговой сварке низкоуглеродистой стали не вы-
зывает затруднений. При электрошлаковой сварке для обеспе-
чения равнопрочности металла шва с основным металлом обычно
применяют низколегированную проволоку марки Св-10Г2.
Остановимся несколько более подробно на влиянии скорости
остывания на механические свойства металла шва. Изменение
скорости остывания вызывает изменение количества и строения
перлитной фазы (рис. 9-3), что существенно сказывается на меха-
нических свойствах металла шва (рис. 9-4). Увеличение скорости
остывания приводит к возрастанию предела текучести и времен-
ного сопротивления и к снижению относительного удлинения
и относительного сужения металла шва. Под влиянием скорости
остывания изменяется также ударная вязкость металла шва
(рис. 9-5). Увеличение скорости остывания приводит к уменьше-
нию ударной вязкости при комнатной температуре. Однако крити-
ческая температура перехода в хрупкое состояние практически
не изменяется.
Скорость остывания металла шва определяется толщиной сва-
риваемого металла, режимом сварки и начальной температурой
Таблица 9-5
Средний состав металла шва, полученного на стали ВСтЗ
низкоуглеродистой сварочной проволокой, %
Металл с Si Мп S р
Сталь ВСтЗкп 0,14— 0,22 Следы 0,40— 0,65 До 0,050 До 0,040
Сталь ВСтЗсп Металл шва при сварке под 0,14— 0,22 0,12— 0,30 0,45— 0,65 » 0,050 » 0,40
флюсом Металл шва при сварке по- 0,12— 0,18 0,15— 0,40 0,65— 0,75 0,016— 0,045 0,012— 0,050
крытыми электродами Металл шва при электро- 0,08— 0,13 0,20— 0,25 0,30— 0,90 До 0,030 0,011— 0,030
шлаковой сварке .... 0,10— 0,16 0,07— 0,16 0,45— 0,60 0,017— 0,04 0,013— 0,041
468
Рис. 9-3. Микроструктура металла шва; X 450:
а — при высокой скорости остывания;
б — при низкой скорости остывания (автоматическая сварка под флюсом,
химический состав металла шва: 0,11% С, 0,8% Мп, 0,25% Si)
изделия. Изменение механических свойств металла шва связано
не только со скоростью остывания, но и с пластической деформа-
цией, возникающей в нем под воздействием сварочных напряже-
ний и вызывающей заметное повышение предела текучести.
Влияние скорости остывания в наибольшей степени прояв-
ляется при дуговой сварке однослойных угловых швов, а также
последнего слоя многослойных стыковых и угловых швов на тол-
стом металле при перерыве между наложением отдельных слоев,
во время которого металл шва предыдущего слоя успел остыть
до температуры окружающей среды. При однослойной сварке
стыковых швов с увеличением толщины основного металла для
Рис. 9-5. Зависимость ударной вязко-
сти металла шва от скоро-
сти остывания при темпе-
ратуре наименьшей устой-
чивости аустенита:
1 — 12» С/с; 2 — 35' С/с
Рис. 9-4. Зависимость механических
свойств металла шва от ско-
рости остывания (С. А.
Островская)
469
обеспечения полного йройара соединяемых деталей необходимо
увеличить силу тока. Поэтому скорость остывания металла шва
с увеличением толщины основного металла изменяется мало.
Металл многослойного шва, особенно при сварке покрытыми
электродами, обладает более низкой критической температурой
перехода в хрупкое состояние, чем металл однослойного шва.
Это связано в основном с измельчением структуры металла шва
под воздействием теплоты, выделяемой при наложении после-
дующих слоев. Термическое воздействие повторного нагрева
сходно с воздействием, оказываемым нормализацией.
При электрошлаковой сварке стыковых швов и угловых швов
с полным проваром стенки скорость остывания невелика, поэтому
изменение режима не оказывает заметного влияния на механи-
ческие свойства металла шва.
Для получения при дуговой сварке металла шва, не уступа-
ющего по пластическим свойствам основному металлу, сечение
углового шва или слоя при многослойной сварке следует назна-
чать в зависимости от толщины свариваемого металла. Зависимость
между толщиной металла и режимом сварки, при котором обеспе-
чивается необходимая пластичность металла шва, устанавли-
вается опытным путем и определяется видом и способом сварки.
Механические свойства металла околошовной зоны при сварке
низкоуглеродистых сталей претерпевают некоторые изменения
по сравнению со свойствами основного металла. Характер этих
изменений зависит от конкретных условий сварки. При всех ви-
дах дуговой сварки изменение свойств основного металла сводится
к его незначительному упрочнению в зоне перегрева. При электро-
шлаковой сварке на этом участке, как правило, образуется вид-
манштеттовая крупнозернистая структура, существенно снижа-
ющая ударную вязкость металла. Заметных изменений прочност-
ных свойств металла не происходит. При дуговой сварке образо-
вание видманштеттовой структуры на этом участке околошовной
зоны наблюдается значительно реже. При сварке стареющих,
например кипящих и полуспокойных низкоуглеродистых сталей,
на участке рекристаллизации околошовной зоны возможно сни-
жение ударной вязкости металла, что при неблагоприятных
условиях может привести к снижению надежности конструкции.
Металл околошовной зоны охрупчивается более интенсивно
при сварке многослойными швами, чем при однослойной сварке.
Это связано с многократно протекающими процессами старения.
Конструкции из низкоуглеродистой стали в некоторых слу-
чаях подвергают термообработке после сварки. Задача термо-
обработки обычно сводится к снятию сварочных напряжений
(для чего проводят высокий отпуск конструкции) или к выравни-
ванию свойств и улучшению структуры отдельных участков свар-
ного соединения. Для этого проводят нормализацию конструкции
(нагрев до температуры 900—940° С, остывание на воздухе)
с последующим высоким отпуском.
470
Таблица 9-6
Влияние термообработки на механические свойства металла шва
при сварке низкоуглеродистой стали
Состояние металла шва после обработки Последний слой многослойного шва (автоматическая сварка под флюсом) Электрошлаковая сварка
S S V кгс/мм2 6, % % 'Ф s s' кгс/ см2 S о е> а 6, % % S и s' «аЁ
Сварки Отпуска при 660° С Нормализации . . Отжига Закалки .... 31,4 25,7 24,0 23,0 34,9 46,3 43,3 38,2 39,6 54,4 25,5 33,1 35,1 35,3 24,4 62,2 69,9 71,2 75,5 10,5 12,5 15,7 13,4 8,0 32,5 31,8 30,7 46,7 46,3 46,4 23,3 24,1 34,7 56,0 56,8 57,3 8,2 7,9 17,9
Примечание Состав металла шва: при сварке под флюсом 0,12% С, 0,75% Мп,
0,22% Si; при электрошлаковой сварке 0,14% С, 0,80% Мп, 0,07% Si.
При дуговой сварке угловых однослойных швов и многослой-
ных швов с перерывом в наложении отдельных слоев все виды
термообработки (кроме закалки) приводят к снижению прочност-
ных и повышению пластических свойств металла шва (табл. 9-6).
Это обусловлено более медленным остыванием металла шва при
термообработке, чем в условиях термического цикла сварки.
При сварке однослойных стыковых швов и многослойных стыко-
вых и угловых швов, свариваемых короткими секциями без пере-
рыва между наложением отдельных слоев, влияние термообра-
ботки сказывается в меньшей степени. Это связано с меньшей
разницей в скоростях остывания при термообработке и при сварке.
При электрошлаковой сварке термообработка, как это видно
из табл. 9-6, мало сказывается на прочностных и пластических
свойствах металла шва, но приводит (при нормализации) к рез-
кому возрастанию ударной вязкости. Неизменность прочностных
и пластических свойств в данном случае определяется близостью
скоростей остывания металла шва в условиях термического цикла
сварки и при термообработке.
Образование пор, непроваров, подрезов, наплывов и прожогов
при сварке низкоуглеродистых сталей рассмотрено в гл. 6. Швы,
сваренные на низкоуглеродистых сталях всеми видами и спосо-
бами сварки плавлением, обладают вполне удовлетворительной
стойкостью против образования кристаллизационных трещин,
что обусловливается низким содержанием в основном металле и,
следовательно, в металле шва, углерода. Однако при сварке низ-
коуглеродистой стали, содержащей углерод по верхнему пределу
(0,21—0,25%), возможно образование кристаллизационных тре-
щин главным образом в угловых швах, первом слое многослой-
471
ного стыкового шва, односторонних
Таблица 9-7
Рекомендуемые режимы сварки
электродами АНО-9
Положение шва, способ сварки Ав (А) при диаметре электрода (мм)
4 5
Вертикальное, 160— 220—
сверху вниз 200 270
Нижнее 160— 180—
190 240
Вертикальное, 130— 160—
снизу вверх 150 180
швах с полным проваром кромок
и первом слое стыкового шва, сва-
ренного с обязательным зазором.
Трещины в этих случаях в большин-
стве своем связаны с неблагоприят-
ной формой провара (см. § 6-2) и
повышенным содержанием углерода.
Низкоуглеродистая сталь свари-
вается практически всеми видами и
способами сварки плавлением.
Сварка покрытыми электродами
и порошковой проволокой. Большой
объем сварки выполняется вручную
покрытыми электродами. В зави-
симости от прочностных показателей
свариваемой стали и требований к сварной конструкции назна-
чается тип электродов (§ 7-3). Наиболее широкое применение
в последние годы для сварки конструкций из низкоуглеродистых
сталей получили электроды типа Э46Т с рутиловым покрытием
(АНО-3, АНО-4, ОЗС-4, МР-3 и др.). Эти электроды благодаря
более благоприятным гигиеническим характеристикам и высоким
технологическим свойствам вытесняют электроды с руднокислым
покрытием (ОММ-5, ЦМ7 и др.).
f Для особо ответственных сварных конструкций применяют
электроды с фтористо-кальциевым и фтористо-кальциеворутило-
вым покрытием типа Э42А, например марок УОНИ-13/45 и СМ-11,
обеспечивающие повышенную стойкость металла шва против
кристаллизационных трещин и более высокие пластические свой-
ства.
Недостатком электродов УОНИ-13/45 является необходимость
проведения сварки только постоянным током (обратная поляр-
ность), а также пониженная стойкость против образования в ме-
талле шва пор при наличии ржавчины на кромках или увлажне-
нии покрытия. Электроды СМ-11 в отличие от электродов
УОНИ-13/45 пригодны для сварки не только постоянным, но
и переменным током.
Широкое применение находят высокопроизводительные элек-
троды с железным порошком в покрытии и электроды для сварки
с глубоким проваром (АНО-5 и др.). Данные о составе и свойствах
электродов этих типов приведены в §7-3. Для высокопроизводи-
тельной сварки вертикальных швов способом сверху вниз исполь-
зуют электроды АНО-9 (тип Э50АФ). Сварку ведут методом опи-
рания, ток переменной или постоянной обратной полярности.
Электроды с таким покрытием пригодны также и для сварки
в других пространственных положениях (табл. 9-7).
Механические свойства металла швов, сваренных покрытыми
электродами, как правило, не уступают основному металлу и в за-
472
висимости от типа покрытия и от условий сварки изменяются
в широких пределах.
Наряду с отечественными марками электродов при сварке низ-
коуглеродистой стали в СССР применяются зарубежные электроды.
Конструкции из низкоуглеродистой стали подготавливают
под сварку в соответствии с общими положениями, приведенными
в §5-3. Режим сварки низкоуглеродистой стали выбирают в зави-
симости от толщины свариваемого металла и типа шва (однослой-
ный, многослойный):
Толщина металла,
мм ........... 0,5—1,0 1,1—2,0 2,1—5,0 5,1—10,0 10,1—20,0 Свыше
20,0
Диаметр электро-
да, мм .... 1,0—1,5 1,5—2,5 2,5—4,0 4,0—5,0 5,0—6,0 6,0—8,0
В табл. 9-8 приведены данные для выбора оптимального зна-
чения тока при сварке электродами различных марок и диаме-
тров. Род и полярность тока выбирают исходя из особенностей
электродного покрытия. При ручной дуговой сварке низкоугле-
родистых сталей на всех практически применяемых режимах
обеспечиваются достаточно высокие пластические свойства ме-
талла околошовной зоны. Поэтому в большинстве случаев не тре-
буется применения специальных технологических мер, направ-
ленных на предотвращение образования на этом участке зака-
лочных структур. Однако при сварке угловых швов на толстом
металле и сварке первого слоя многослойного шва рекомендуется
предварительный подогрев свариваемых деталей до температуры
120—150° С, что обеспечивает повышение стойкости металла шва
против кристаллизационных трещин.
При исправлении дефектных участков швом малого сечения
(беглым швом) в связи со значительными скоростями остывания
металла этот подварочный шов обладает пониженными пласти-
ческими свойствами. Поэтому подварку дефектных участков сле-
дует производить швами нормального сечения длиной не менее
100 мм.
Для уменьшения скорости охлаждения перед исправлением
дефектного участка рекомендуется местный подогрев примерно
до температуры 150° С. Подогрев можно производить любым
способом. Менее эффективны последующие местный отпуск или
нормализация ремонтировавшегося участка шва. Наличие непе-
реваренных прихваток и мест с подваркой беглым швом резко
снижает пластичность металла на этом участке и может привести
к понижению эксплуатационной надежности конструкции.
Механизированные способы сварки покрытыми электродами
применяются в СССР в ограниченном объеме. Наряду с этим полу-
чила распространение полуавтоматическая и автоматическая
сварка порошковыми проволоками. Сварка выполняется с по-
мощью серийных полуавтоматов.
473
Таблица 9-8 Порошковая проволока
Значение токов при сварка электродами марки ПП-АНЗ приме-
различных марок и диаметров няетсядля сварки металла
tu Ч /св (А) при положении ТОЛЩИНОЙ ООЛее 0 ММ (ПО- шва в пространстве СТОЯННЫИ ТОК, ОбрЭТНЯЯ
Марка электрода Диаметр ~ трода, мм нижнем верти- кальном 1 Л 11 W 1 1_1 , llkWllkClll Л.И g рактеристика источника §s питания). Металл шва со- g g ответствует требованиям,
АНО-З АНО-4 3 4 5 6 100— 140 170— 200 200— 270 270— 320 90—110 140— 160 150— 170 предъявляемым к элекхро- 100— дам типа Э50А (режимы 120 сварки см. на рис. 9-6). 140— Сварка под флюсом. 170 Получение равнопрочных ~ сварных соединений при _ сварке низкоуглеродистой стали под флюсом дости- гается в основном за счет
УОНИ-13/45 3 4 5 6 80—110 120— 150 160— 190 190— 230 70—100 100— 130 140— 170 применения высококрем- 7?™100 нистых марганцев флюсов 130 АН-348-А, ОСЦ-45 и т. п. — и низкоуглеродистой сва- рочной проволоки Св-08 — и Св-08А. При этом дости- гается высокая стойкость
СМ-11 ДСК-50 3 4 5 6 100— 130 160— 200 200— 240 240— 290 90—110 140— 180 160— 200 металла шва против обра- 90 по г г зования кристаллизацион- 140— ных трещин и пор. При 180 сварке особо ответствен- — ных сварных конструкций _ эти флюсы применяются в сочетании со свароч- ной проволокой Св-08ГА
(см. гл. 7).
Основной объем работ по автоматической сварке низкоуглеро-
дистой стали выполняется сварочной проволокой диаметром 4 и
5 мм. Для автоматической сварки тонкого металла используется
проволока диаметром 0,8—3 мм. Полуавтоматическая сварка
выполняется проволокой диаметром 0,8—2 мм.
Сварка стыковых швов. В конструкциях из низкоуглеродистой
стали широко применяется сварка стыковых швов без разделки
кромок. Увеличение доли основного металла в металле шва,
характерное для этого случая, не является препятствием для при-
менения такой технологии, так как содержание углерода в основ-
ном металле невелико. Разделка кромок необходима для улучше-
ния формирования шва и в тех случаях, когда толщина основного
металла превосходит толщину, которую можно проплавить без
разделки кромок.
474
Рис. 9-6. Область рекомендуемых режимов
сварки порошковой проволокой
ПП-АНЗ диаметром 3 мм
Режим сварки стыковых соедине-
ний зависит от типа шва (односторон-
ний, двусторонний, однослойный,
многослойный), способа подготовки
кромок (без разделки кромок, с раз-
делкой кромок, с обязательным за-
зором) и от способа удержания сварочной ванны (на флюсовой
подушке, на медной прокладке, с ручной подваркой).
При сварке на флюсомедной или стальной подкладке режим
сварки двусторонних швов такой же, а режим сварки односторон-
них швов отличается несколько большей силой тока (табл. 9-9,
9-10, 9-11).
Таблица 9-9
Типичные режимы автоматической сварки под флюсом стыковых швов
на флюсовой подушке без разделки кромок с обязательным зазором
Толщина метал- ла, мм Зазор, мм Тип шва Диаметр прово- локи, мм м ,7д , в Скорость свар- ки, м/ч
Переменный ток Постоянный ток (обрат- ная поляр- ность)
3 0—1,5 Односторонний 2 275—300 28—30 26—28 48—50
5 0—2 » 2 400—425 28—30 26—28 38—40
4 575—625 28—30 26—28 48—50
8 2—4 » 5 675—725 32—36 26—28 30—32
8 2—4 Двусторонний 4 650—700 34—38 30—32 35—37
5 625—675 34—38 30—32 35—37
10 2—4 Односторонний 5 700—750 34—38 30—32 28—30
10 1—3 Двусторонний 5 650—700 34—38 30—32 32—34
4 625—675 34—38 30—32 32—34
12 4—5 Односторонний 5 750—800 36—40 30—34 25—27
12 2—4 Двусторонний 5 675—725 36—40 30—34 30—32
4 650—700 36—40 30—34 30—32
14 4—6 Односторонний 5 850—900 36—40 30—34 25—27
14 2—4 Двусторонний 5 700—750 36—40 30—34 28—30
4 675—725 36—40 30—34 28—30
16 5—7 Односторонний 5 900—950 38—42 30—34 20—22
16 2—4 Двусторонний 5 725—775 36—40 30—34 27—29
4 700—750 36—40 30—34 27—29
20 5—7 Односторонний 5 950—1000 40—44 32—36 18—20
20 2—4 Двусторонний 5 775—825 38—42 32—36 22—24
4 750—800 38—42 32—36 22—24
30 6—8 » 5 950—1000 40—44 — 16—18
40 8—10 » 5 1100—1200 40—44 — 12—14
50 10—12 » 5 1200—1300 44—48 — 10—12
475
>. Рис. 9-7. Угловой шов между цилиндрической и
VX плоской деталями
I——7 Из табл. 9-12 видно, что металл сты-
//"кового шва, сваренного автоматом и по-
II I _\ луавтоматом под флюсом, обладает проч-
ую I "Т ностыо и пластичностью, равными или
превышающими соответствующие свойства
основного металла.
Стыковые швы на металле толщиной до
3 мм сваривают проволокой диаметром 0,8—2 мм. Применение
тонкой проволоки и постоянного тока позволяет существенно
уменьшить силу сварочного тока (7СВ = 80,-н 150 А) без снижения
стабильности процесса сварки. Снижение мощности дуги приво-
дит к резкому уменьшению объема сварочной ванны и глубины
проплавления основного металла.
Сварка угловых швов под флюсом осуществляется в положе-
нии «в лодочку» и в угол (табл. 9-13, 9-14).
При сварке угловых швов с разделкой кромок или при сварке
угловых швов, соединяющих элементы прямоугольной формы
с цилиндрическими деталями малого диаметра (рис. 9-7), возможно
образование кристаллизационных трещин в швах вследствие
неблагоприятных условий их кристаллизации. При необходи-
мости выполнения подобных швов рекомендуется сваривать их
двумя дугами в раздельную ванну или в два слоя. При сварке
в два слоя первый слой следует выполнять на режиме, обеспечи-
вающем минимальный провар основного металла и максималь-
ное значение коэффициента формы провара.
В зависимости от условий сварки механические свойства ме-
талла шва, сваренного под флюсом, изменяются в довольно ши-
роких пределах. Если необходимо получить металл шва с пласти-
ческими прочностными свойствами, близкими к свойствам основ-
ного металла, сечение углового шва или слоя (при многослойной
сварке) следует назначать в зависимости от толщины сваривае-
мого металла. Опытным путем установлена зависимость между
толщиной основного металла и сечением шва или слоя:
Толщина более толстого листа, мм 8—10 10—22 24—60
Сечение части металла шва или слоя,
образованного за счет электродного
металла, мм2 ....................... 25 35 50
Сварка в защитных газах. Как правило, сварку низкоуглеро-
дистых сталей проводят в углекислом газе, что обусловлено его
малой стоимостью. Сварка в аргоне и его смесях находит пока
ограниченное применение.
Для автоматической и полуавтоматической сварки плавящимся
электродом в углекислом газе металла толщиной 0,8—3 мм и угло-
вых швов с катетами 1—4 мм при любом пространственном поло-
476
Таблица 9-10
Типичные режимы автоматической сварки под флюсом многослойных стыковых швов
Толщина металла, мм Эскиз подготовки кромок Диаметр проволоки, мм № слоя ^СВ’ А Переменный ток В Постоян- ный ток (обратная полярность) Скорость сварки, м/ч
70° 4 5 1-й 750—800 36—38 33—35 20,0—22,0
Более 22 а) 4 5 2-й и последующие 825—875 38—40 33—35 20,0—22,0
0° 4 5 1-й 750-800 36—38 33—35 20,0—22,0
Более 17 Л 4 5 2-й и последующие 825—875 38—40 33—35 20,0—22,0
Примечания: 1. Вылет электрода 40—50 мм.
2. Число слоев в зависимости от толщины металла — до полного заполнения разделки, но не менее двух слоев с каждой стороны.
3. Первые два слоя сваривают на флюсовой подушке.
478
Таблица 9-11
Типичные режимы полуавтоматической сварки под флюсом двусторонних стыковых швов
Толщина металла, мм Диаметр проволо- ки, мм Постоянный ток (обратная полярность) Переменный ток Примечание
/св. А "д’в о*, м/ч “св’ м/ч /св. А °д’в м/ч “св’ “/ч
3 1,6 2,0 180—190 190—200 24—26 26—28 100—105 80—85 30—35 30—35 — — — — Сварка на флюсовой по- душке
5 1,6 2,0 240—260 260—280 28—30 28—30 170—175 140—145 25—30 25—30 250—275 275—300 30—32 32—34 170—175 140—145 20—25 20—25
8 2,0 420—440 32—34 280—290 25—30 425—450 34—36 280—290 20—30 При зазоре не более 1 мм возможна сварка «на весу»
12 2,0 420—440 32—34 280—290 15—20 425—450 34—36 280—290 15—20
16 2,0 420—440 34—36 280—290 12—16 425—450 36—38 280—290 12—16 Разделка кромок с обеих сторон на глубину 4 мм
»п — скорость подачи сварочной проволоки.
Таблица 9-12
Механические свойства металла стыкового шва,
полученного сваркой под флюсом АН-348-А
Металл V кгс/мм2 ств’ кгс/мм2 в, % ан при 20° с, кгс м/см2
ВСтЗспЗ Металл шва Не менее 25 25—35 38—49 44—50 Не менее 26 25—30 Не менее 7 8—14
жении шва применяют сварочную проволоку диаметром 0,5—
1,4 мм. Сварку проволокой диаметром 1,4—4 мм ведут в нижнем
положении и применяют для металла средних толщин, а также
для заварки дефектов литья.
Для обеспечения необходимых механических свойств металла
шва и высокой стойкости его против кристаллизационных трещин
и пор при сварке кипящей и спокойной низкоуглеродистых ста-
лей в углекислом газе применяют сварочные проволоки Св-08ГС
Таблица 9-13
Типичные режимы автоматической и полуавтоматической сварки
под флюсом угловых швов «в лодочку»
Катет шва, мм Диаметр проволоки, мм /св. А ид- в V св’ м/ч
Перемен- ный ток Постоян- ный ток (обратная полярность)
2 360—390 32—34 30—32 26—28
6 3 500—525 34—36 30—32 45—47
4 575—600 34—36 30—32 52—54
2 420—440 32—34 32—34 22—25
8 4 575—625 34—36 32—34 30—32
5 675—725 34—36 32—34 30—32
2 420—440 34—36 32—34 12—15
10 4 650—700 34—36 32—34 23—25
5 725—775 34—36 32—34 23—25
2 420—440 34—36 32—34 8—10
12 4 600—650 34—36 32—34 18—20
5 775—825 36-38 32—34 18—20
Примечание. Полуавтоматическую сварку выполняют сварочной проволо-
кой диаметром 2 мм
479
Таблица 9-14
Типичные режимы автоматической и полуавтоматической сварки
под флюсом угловых швов в угол
Катет шва, мм Диаметр проволоки, мм 'св’ А Цд,в °св’ м/4
4 2 120—200 26—28 28—30
3 350—370 28—30 53—55
2 260—280 28—30 28—30
5 3 450—470 28—30 54—58
4 480—500 28—30 58—60
2 375—400 30—32 28—30
7 3 500—530 30—32 44—46
4 675—700 32—34 48—50
Примечание Постоянный ток обратной полярности или переменный ток.
или Св-08Г2С, легированные кремнием и марганцем. При сварке
спокойной низкоуглеродистой стали применяют также прово-
локу Св-12ГС (см. §7-1). При сварке низкоуглеродистых сталей
с содержанием углерода, приближающимся к верхнему пределу
(0,21—0,25%), следует применять сварочную проволоку Св-08ГС
или Св-08Г2С. При сварке проволокой Св-12ГС в этих условиях
не обеспечивается необходимая стойкость шва против кристал-
лизационных трещин.
Серьезное влияние на свойства металла шва оказывает каче-
ство углекислого газа. Повышенное содержание в нем водяных
паров и воды способствует образованию пор даже при хорошей за-
щите дуги от воздуха и надлежащем количестве кремния и марганца
в сварочной ванне (см. §6-4). При применении углекислого газа
и сварочной проволоки соответствующего состава поры в швах
не образуются. В этом случае отрицательное влияние ржавчины
проявляется меньше, чем при сварке под флюсом. При сварке
проволокой диаметром 0,5—1,4 мм металл капель в сварочной
ванне окисляется в меньшей степени, чем при сварке проволокой
диаметром 1,6—3 мм. Поэтому содержание кремния и марганца
в шве при проволоке диаметром 0,5—1,4 мм может быть несколько
меньшим, чем при проволоке большего диаметра.
Дополнительное легирование проволок для сварки в угле-
кислом газе сильными элементами-раскислителями (титаном,
алюминием, цирконием и др.) приводит к уменьшению разбрызги-
вания при сварке. В настоящее время ведется разработка таких
проволок.
480
Таблица 9-15
Предельные значения тока, напряжения дуги и вылета электрода
при сварке в углекислом газе (ток постоянный, полярность обратная)
Диаметр проволоки мм
Показатель 0 5 0 8 , I 0 1,2 1,4 I 6 2 0 2 5
Сила тока, А 30— 50— 60— 90— 100— 120— 200— 250—
100 150 180 400 500 550 600 700
Напряжение дуги, В 18—20 18—22 18—24 18—42 18—45 19—46 23—40 24—42
Вылет электрода, мм 6—10 8—12 8—14 10—40 10—45 15—50 15—60 17—75
Устойчивое горение дуги при сварке плавящимся электродом
в углекислом газе достигается при плотности тока свыше 100 А/мм2
(табл. 9-15).
При сварке в положениях, отличных от нижнего, применяют
только электродную проволоку диаметром 0,5—1,4 мм Значения
тока и напряжения дуги должны быть минимальными (17—21 В),
однако обеспечивающими устойчивое горение дуги Увеличение
напряжения дуги приводит к резкому возрастанию разбрызги-
вания и нарушению процесса, особенно при сварке горизонталь-
ных швов
Автоматическую сварку в нижнем положении можно выпол-
нять на максимальном токе Полуавтоматическую сварку в ниж-
нем положении выполняют сварочной проволокой диаметром
0,5—2,5 мм при средних значениях тока и минимальном значении
Таблица 9-16
Типичные режимы автоматической и полуавтоматической сварки
угловых швов в углекислом газе
Толщина металла, мм S а о-о f- ч £ о S оз Л О s B.S t(es Катет шва, мм Число слоев и исв одного слоя м/ч Вылет мм Расход газа на один слой, л/мин
1,0—1,3 0,5 1,0—1,2 1 50—60 18—20 18—20 8—10 5—6
1,0—1,3 0,6 1,2—2,0 1 60—70 18—20 18—20 8—10 5—6
1,5—2,0 0,8 1,2—3,0 1 60—120 18-22 16—20 8—12 6—8
1,5—3,0 1,0 1,5—3,0 1 75—150 18—23 16—20 8—12 8—10
1,5—4,0 1,2 2,0—4,0 1 90—180 20—24 14—20 10—15 8—10
3,0—4,0 1,4 3,0—4,0 1 150—250 21—27 20—28 16—22 12—14
5,0—6,0 1,6 5,0—6,0 1 230—360 26—35 26—35 16—25 16—18
5,0—6,0 2,0 5,0—6,0 1 250—380 27—35 28—35 20—30 16—18
Не менее 2,0 7,0—9,0 1 320—380 30—36 20—25 20—30 18—20
катета 2,0 9,0—11,0 2 320—380 30—36 24—28 20—30 18—20
шва 2,0 11,0—13,0 3 320—380 30—36 24—28 20—30 18—20
2,0 13,0—15,0 4 320—380 30—36 24—28 20—30 18—20
31 Заказ № 7§2
481
Таблица 9-17
Типичные режимы полуавтоматической и автоматической сварки
стыковых швов в углекислом газе
Толщина металла, мм Число слоев Зазор, мм Диаметр проволо- ки , мм 7св’ А </д. в ‘'ев ОДНОГО слоя, м/ч Расход газа на один СЛОЙ , л/мин
0,6—1,0 1 0,5—0,8 0,5—0,8 50—60 18—20 20—30 6—7
1,2—2,0 1—2 0,8—1,0 0,8—1,0 70-120 18—21 18—25 10—12
3—5 1—2 1,6—2,0 1,4—2,0 180—320 22—30 20—25 14—16
6—8 1—2 1,8—2,2 2,0 280—380 28—35 18—24 16—18
8—12 2—3 1,8—2,2 2,5 280—450 27—35 16—30 18—20
напряжения, указанных в табл. 9-16 и 9-17. При этом обеспечи-
вается минимальное окисление и разбрызгивание металла.
Сварку стыковых и угловых швов обычно выполняют с пере-
мещением конца электрода (рис. 9-8). Амплитуду колебания
конца электрода выбирают в зависимости от требуемой ширины
валика, толщины металла и формы разделки кромок. При повы-
шенных зазорах между кромками полуавтоматическую сварку
тонкого металла можно производить путем периодических кратко-
временных выключений подачи проволоки. Перерывы процесса
обычно составляют 0,25—0,5 с. При сварке с перерывами ванночка
подстуживается и не вытекает через зазор. Вследствие легкости
возобновления процесса и кратковременности перерывов дефекты
в швах не образуются.
При сварке низкоуглеродистой стали в углекислом газе обес-
печиваются вполне удовлетворительные свойства металла шва
(табл. 9-18).
При сварке в среде углекислого газа используют также сле-
дующие порошковые проволоки: ПП-АН4 и ПП-АН8 диаметром
2,3; 2 и 3 мм. Сварку выполняют при нижнем, наклонном и гори-
зонтальном расположениях на постоянном токе обратной поляр-
ности при питании от источников с жесткой внешней характе-
ристикой (для проволоки диаметром 2
и 2,3 мм /св = 180ч-500 A, Ua = 25-н
—47 В).
Проволоку ПП-АН8 диаметром 3 мм
можно применять при сварке на пере-
менном токе при большой мощности
дуги (/св = 4004-600 А, ил = 25ч-38 В).
При сварке в углекислом газе порош-
ковой проволокой обеспечивается более
пластичный металл шва, улучшается
Рис. 9-8. Перемещение конца электрода при
сварке в углекислом газе
482
Таблица 9-1$
Механические свойства металла швов (не менее)
Марка проволоки по ГОСТ 2246-70 кгс/мм2 'V кгс/мм2 б, % У, % ан, кгс-м/см2 при температуре
—20» G +20° С
Св-08ГС 30 50 22 50 4,5 10,0
Св-08Г2С . . 40 54 20 48 4,0 9,0
Примечание Ударная вязкость после механического старения при темпе-
ратуре + 20° С 4 кгс м/см2.
формирование и уменьшается разбрызгивание по сравнению со
сваркой проволокой сплошного сечения Св-08Г2С.
Получает также применение сварка без защитного газа про-
волоками сплошного сечения и порошковыми, содержащими
нитридообразующие и редкоземельные элементы (титан, алюми-
ний, церий, цирконий и др.). Сварочные проволоки этих марок,
например Св-20ГСТЮА и Св-15ГСТЮЦА (ГОСТ 2246—70), леги-
рованные церием и цирконием, обеспечивают получение меха-
нических свойств металла шва на уровне свойств, обеспечиваемых
электродами типа Э50. При сварке в углекислом газе проволо-
кой 20ГСТЮА улучшаются технологические показатели процесса
по сравнению с проволокой Св-08Г2С: увеличивается стабиль-
ность горения дуги, уменьшается разбрызгивание, а свойства
металла шва удовлетворяют требованиям, обеспечиваемым элек-
тродами типа Э50.
Сварка неплавящимся электродом в углекислом газе находит
ограниченное применение при изготовлении конструкций из стали
толщиной 0,3—2 мм. Сталь большей толщины этим способом
обычно не сваривают, так как с увеличением размеров сварочной
ванны затрудняется защита ее от воздуха, возрастает степень
окисления металла шва, ухудшаются его механические свойства
и снижается стойкость против образования кристаллизационных
трещин. Сварку выполняют угольными или графитовыми элек-
тродами на постоянном токе прямой полярности. Сварка на обрат-
ной полярности недопустима вследствие науглероживания ме-
талла шва. Неплавящимся электродом чаще всего сваривают соеди-
нения с отбортовкой кромок.
Низкое содержание марганца и кремния в составе шва, сва-
ренного неплавящимся электродом в углекислом газе, приводит
к тому, что прочность соединения обычно составляет 50—70%
прочности основного металла. Однако в ряде случаев такие свой-
ства приемлемы.
Для повышения производительности (скорости) сварки наряду
с применением многодуговых процессов (см. гл. 3) в последние
31* 483
годы находят применение способы сварки с поперечными колеба-
ниями электрода, сварка с заполнением разделки металлическими
добавками (рубленой проволокой, металлическими окатышами
и т. п.) подогрев вылета электрода проходящим током или током
от независимого источника, сварка с высокотемпературным подо-
гревом изделия и т. д. Все перечисленные методы повышения
производительности сварки основаны на уменьшении давления
дуги на сварочную ванну и повышении давления жидкого металла
ванны.
Электрошлаковая сварка. Электрошлаковую сварку применяют
при изготовлении конструкций из низкоуглеродистых сталей
большой толщины.
Получение равнопрочного соединения при электрошлаковой
сварке низкоуглеродистой стали достигается за счет легирова-
ния металла шва через проволоку в основном с повышенным со-
держанием марганца (Св-10Г2), а иногда также и кремния
(Св-08ГС).
Для низкоуглеродистой стали с содержанием до 0,18% С равно-
прочность металла шва с основным металлом достигается при
сварке проволокой Св-08ГА. Можно вести сварку двумя и тремя
проволоками разного состава. Обычно применяют флюсы АН-8
или ФЦ-7.
При сварке кипящей низкоуглеродистой стали высокая стой-
кость металла шва против образования пор достигается при при-
менении проволоки Св-10Г2 или Св-08ГС. Сварка проволоками
Таблица 9-19
Зависимость механических свойств металла шва
от содержания углерода в стали и состава сварочной проволоки
Содержание углерода в сваривае- мом металле, % Марка прово- локи по ГОСТ 2246—70 Механические свойства металла шва после нормализации н от- пуска, не менее ян металла, кгс м/см2 (надрез Менаже по осн шва)
гии/эия |JD <ТВ , кгс/мм2 6. % п>. % после сварки после отпуска после норма- лизации илн нормализа- ции н отпуска
4-20°С э cos- 1 4-20°с и о О 04 1 О -ь
До 0,14 Св-08 22,0 38,0 24,0 55,0 1,5 7,0 1,5 7,0 5,0 14,0
Св-10Г2 26,0 42,0 26,0 55,0 1,5 8,0 1,5 8,0 6,0 14,0
0,15—0,20 Св-08 23,0 40,0 24,0 55,0 1,5 7,0 1,5 7,0 4,0 12,0
Св-10Г2 27,0 44,0 22,0 50,0 1,5 7,0 1,5 7,0 5,0 12,0
0,21—0,26 Св-08 26,0 42,0 23,0 55,0 1,0 4,5 1,0 4,5 3,5 8,0
Св-10Г2 30,0 48,0 22,0 50,0 1,0 5,0 1,0 5,0 4,0 10,0
0,27—0,32 Св-10Г2 33,0 54,0 20,0 45,0 0,5 3,0 1,0 3,0 3,0 7,0
0,33—0,40 Св-10Г2 34,0 57,0 18,0 40,0 0,5 2,0 0,5 2,0 2,5 6,0
484
Рис. 9-9. Влияние скорости охлаждения И содер-
жания углерода на структуру металла
(Г. Гинеман, А. Шредер):
а — крупное зерно (выдержка прн темпера
туре 1200° С 2 ч),
б — среднее зерно (выдержка прн темпера
туре Ас3 4- Ю° 10 мнн),
1 — зернистые структуры,
2 — видманштеттова структура,
3 — сетка по границам зерен,
4 — перлит с небольшими участками феррита
Св-08ГА и Св-08 не обеспечивает необхо-
димого качества металла шва — шов по-
ражен порами. Данные табл. 9-19 (для
сравнения приведены результаты для
среднеуглеродистой стали) свидетельст-
вуют о том, что при электрошлаковой
сварке (толщина металла более 60 мм,
флюс АН-8) обеспечивается равнопроч-
ность металла шва и сварного соедине-
ния в состоянии как после сварки, так
5)
и после термообработки. Ударная вязкость металла шва и участка
перегрева околошовной зоны в состоянии после сварки при ком-
натной температуре находится на нижнем уровне требований,
предъявляемых к основному металлу, а при температуре ниже
комнатной обычно не удовлетворяет требованиям, предъявляемым
к основному металлу. Это связано с образованием крупнозер-
нистой видманштеттовой структуры (размер зерен на участке
перегрева превышает размеры, предусмотренные шкалой ГОСТ
5639—65). Металл с видманштеттовой структурой обладает пони-
женной ударной вязкостью и малой стойкостью против перехода
в хрупкое состояние.
Образование видманштеттовой структуры зависит от содер-
жания в металле углерода, размера зерна аустенита и скорости
остывания металла (рис. 9-9). При средней величине зерна и содер-
жании 0,15—0,35% С образование видманштеттовой структуры
происходит при скоростях остывания более 100° С в минуту.
При большей величине зерна образование видманштеттовой
структуры наблюдается даже при весьма малых скоростях осты-
вания.
При электрошлаковой сварке низкоуглеродистых сталей из-за
длительного пребывания металла при температуре аустенизации
образуются крупные аустенитные зерна. Это способствует воз-
никновению видманштеттовой структуры даже при малых скоро-
стях охлаждения металла, имеющих место при этом виде сварки.
Для видманштеттовой структуры характерно выделение феррита
как по границам исходных аустенитных зерен, так и внутри зерна
по определенным кристаллографическим плоскостям и направле-
ниям в виде игл-(рис 9-10). Значение ударной вязкости металла
электрошлакового шва и участка перегрева околошовной зоны
485
пределенного неравномерно и
Рис. 9-10. Структура металла электро-
шлакового шва в состоя-
нии после сварки (низко-
углеродистая сталь); х 150
на уровне свойств основного
металла в большинстве случаев
обеспечивается только после
нормализации сварной конст-
рукции, приводящей к устра-
нению видманштеттовой струк-
туры и измельчению зерна.
После термообработки шов
имеет структуру феррита и
сорбитообразного перлита, рас-
ориентированного по осям столб-
чатых кристаллитов. Размер зерен соответствует номеру 7-8 по
ГОСТ 5639—65.
Высокий отпуск не приводит к повышению значения ударной
вязкости металла шва и околошовной зоны, так как видманштет-
товая структура сохраняется и после отпуска. Некоторое повы-
шение ударной вязкости металла электрошлакового шва дости-
гается путем модифицирования, использования ультразвуковых
колебаний, электромагнитного перемешивания, механической ви-
брации ванны и других приемов. Однако при этом остается нере-
шенной задача повышения ударной вязкости на участке перегрева
околошовной зоны. Поэтому в тех случаях, когда по условиям
эксплуатации конструкции необходимо обеспечить высокую удар-
ную вязкость металла шва и околошовной зоны при температурах
ниже комнатной, ее следует подвергать общей или местной нормали-
зации с последующим общим отпуском для снятия напряжений.
В последние годы разработаны и находят применение более
экономичные, по сравнению с полной нормализацией, приемы
повышения ударной вязкости сварного соединения, выполненного
электрошлаковой сваркой. К их числу относится сварка с пони-
женной погонной энергией и сопутствующей нормализацией ме-
талла сравнительно небольшой толщины (до 40 мм). Эта нормали-
зация состоит в том, что на участке сварного соединения, остыв-
шем примерно до температуры 500° С, устанавливают дополни-
тельные нагреватели (горелки, индукторы и др.). Перемещаясь
со скоростью сварки, они нагревают металл сварного соединения
до температуры нормализации. Находит также применение нор-
мализация сварного соединения в интервале более низких тем-
ператур (Дс3—Асг).
Для предотвращения образования видманштеттовой структуры
при электрошлаковой сварке ведутся также работы по примене-
нию основного металла с наследственно мелким аустенитным зер-
ном и по легированию его элементами, снижающими склонность
стали к перегреву.
486
Рис. 9-11. Изменение критической скорости
подачи электродной проволоки
при электрошлаковой сварке
в зависимости от содержания
углерода в основном металле
(С. А. Островская)
Стойкость металла шва против
образования кристаллизационных
трещин определяется рядом факторов,
подробно рассмотренных в § 33. Из
них при электрошлаковой сварке низ-
коуглеродистой стали решающее зна-
чение имеет направление роста столб-
чатых кристаллитов, определяемое коэффициентом формы шва.
Зависимость между этим коэффициентом и критическим содержа-
нием углерода в металле шва при электрошлаковой сварке совпа-
дает с приведенной на рис. 6-9 в § 33. При коэффициенте формы
шва ф = 1,5 трещины возникают уже при содержании в металле
шва 0,15% С. При ф = 3 содержание углерода в металле шва при
прочих равных условиях может быть повышено до 0,22—0,23%
без опасности образования кристаллизационных трещин. Форма
сварочной ванны определяется режимом сварки (см. гл. 2). По-
этому для обеспечения высокой стойкости металла шва против
образования трещин следует соответствующим образом выбирать
режим сварки и в первую очередь скорость подачи электродной
проволоки, от которой зависит глубина металлической ванны.
Данные о характере изменения критической скорости подачи
электродной проволоки диаметром 3 мм в зависимости от содер-
жания углерода в основном металле при средни значениях на-
пряжения процесса приведены на рис. 9-11. Они относятся к слу-
чаю сварки углеродистой конструкционной стали толщиной 60-—
200 мм. Содержание марганца, кремния и серы находится в пре-
делах, предусмотренных соответствующими стандартами. Зазор
между кромками 25—30 мм. При меньшей толщине металла благо-
даря особому характеру кристаллизации металла шва (§ 10)
величина критической скорости подачи может быть заметно (на
15—25%) повышена. При большей толщине металла скорость по-
дачи должна быть понижена. Степень понижения скорости подачи
определяется опытным путем. Для удобства расчета критическая
скорость подачи отнесена к 1 мм толщины основного металла.
Выбор режима электрошлаковой сварки обычно ведут по такой
схеме. Допустим, необходимо сварить углеродистую сталь с со-
держанием 0,26% С, толщиной S = 120 мм. Из зависимости, при-
веденной на рис. 9-11, определяем, что критическая скорость акр
подачи электродной проволоки при таком содержании углерода
равна 4,25 м/ч на 1 мм. Суммарную скорость подачи электродной
проволоки определяют по уравнению
^л = ИкрЗ = 4,25 х 120 = 510 м/ч. (9-1)
4§7
Сварку металла толщиной 120 мм можно вести двумя или тремя
электродами. Скорость подачи каждой электродной проволоки иэл:
Vе
= (9-2)
где п — число электродов.
Для нашего случая иэл = 255 м/ч при сварке двумя электро-
дами и иэл = 170 м/ч при сварке тремя электродами. Зная крити-
ческую скорость подачи электрода, можно определить скорость
сварки исв по уравнению
= (9-3)
где Fnp — сечение электродной проволоки, мм2; а—ширина
зазора, мм.
Для нашего случая при зазоре между свариваемыми кром-
ками, равном 28 мм, и проволоке диаметром 3 мм
гсв = 4,25= 1,1 м/ч. (9-4)
Остальные параметры режима сварки выбирают в каждом
отдельном случае в зависимости от условий ведения процесса.
Приведенные на рис. 9-11 данные могут служить только для ори-
ентировочного выбора режима и в зависимости от конкретных
условий сварки изменяются в некоторых пределах. Выбор числа
электродов в зависимости от толщины свариваемого металла
производится в соответствии с данными, приведенными в § 3-5.
Ниже для примера приведен применяемый на практике режим
сварки прямолинейных и кольцевых швов конструкций, изгото-
вляемых из низкоуглеродистой стали. Указанный режим отно-
сится к сварке погонной части кольцевого шва. Сварку участка
шва, замыкающего кольцевой шов, ведут при другом режиме.
Зазор между свариваемыми кромками, мм ................ 28±2
Марка проволоки ....................................Св-10Г2
Диаметр проволоки, мм................................. 3
Сухой вылет, мм ...................................... 75±5
Глубина шлаковой ванны (мм) при скорости подачи
сварочной проволоки, м/ч:
200 ................................................. 45—40
300 .............................................. 55—50
400 ............................................ 60—55
Скорость поперечного перемещения сварочных прово-
лок (или проволоки), м/ч............................30—40
Расстояние от крайнего положения сварочной прово-
локи до ползуна, мм .............................. 7—9
Время выдержки у ползуна (с) при толщине металла
на один электрод:
50 мм ....................................... 2—3
100 мм ...................................... 3—4
Расстояние между крайним положением двух соседних
Сварочных проволок, мм...........................12—Ц
488
Скорость подачи сварочной проволоки и величина тока:
при толщине металла иа один электрод 50 мм:
скорость подачи, м/ч ................................
сила тока, А ..................................
при толщине металла на один электрод 80 мм:
скорость подачи, м/ч ............................
сила тока, А ..................................
Напряжение дуги, В ..................................
220—300
450
350—400
675
44—48
При выборе режима сварки пластиной или плавящимся мунд-
штуком основное внимание уделяют обеспечению стойкости ме-
талла шва против кристаллизационных трещин, обеспечивая
оптимальное соотношение между формой шва и содержанием
в нем углерода.
§ 9-2. Среднеуглеродистые
и высокоуглеродистые стали
Краткие сведения о составе и свойствах среднеугле-
родистых конструкционных сталей. К среднеуглеродистым кон-
струкционным сталям по классификации, принятой в сварочной
технике, относятся стали, содержащие 0,26—0,45% С. Отличие
составов среднеуглеродистых от низкоуглеродистых сталей в ос-
новном состоит в различном содержании углерода (табл. 9-20
и 9-21). К этой же группе относится сталь с повышенным содержа-
нием марганца (марок ВСт5Гпс, 25Г, ЗОГ и 35Г).
Для стали ВСт4сп ударная вязкость в зависимости от толщины
листовой стали при расположении образца для испытания на
ударный изгиб поперек направления проката следующая:
Толщина, мм ...................... 5—9 10—25 26—40
ап, кгс-м/см2 ......................... 7 6 4
Для сортовой и фасонной стали ВСт4сп при расположении
образца для испытания на ударный изгиб вдоль направления
проката эта зависимость следующая:
Толщина, мм ....................... 5—9 10—25 26—40
г/н, кгс-м/см2 .................... 10 9 7
Очевидно, что различные плавки стали, содержащие углерод
по нижнему или по верхнему пределу (например для стали Ст5 0,28
или 0,37% С), отличаются свойствами и имеют различную свари-
ваемость. Однако этого обычно не учитывают при выборе техно-
логии сварки, которую рассчитывают на наиболее высокое для
данной марки стали содержание углерода.
Среднеуглеродистые стали находят применение в судострое-
нии, машиностроении и других отраслях промышленности. Для
сварно-литых и сварно-кованых конструкций находят примене-
ние преимущественно стали 35 и 40.
Сварка среднеуглеродистых сталей. Повышенное содержание
углерода предопределяет значительные трудности сварки этих
489
Таблица 9’20
Состав и свойства среднеуглеродистых сталей по ГОСТ 380—71
Марка стали Содержание, % Свойства при растяжении, не менее Изгиб на 180° (а — толщина образца, d — диаметр оправки) при толщине металла до 20 мм
с Мп S1 ав, кгс/мм2 1 (Тт, (кгс/мм2) при толщине металла, мм б (%) при толщине металла, мм
до 20 20—40 40-100 свыше 100 до 20 20-40 свыше 40
БСт4кп ВСт4кп 0,18—0,27 0,4—0,7 Не более 0,07 41—52 26 25 24 23 25 24 22 d — 2а
БСт4пс ВСт4пс 0,18—0,27 0,4—0,7 0,05—0,17 42—54 27 26 25 24 24 23 21
БСт4сп ВСт4сп 0,18—0,27 0,4—0,7 0,12—0,30 42—54 27 26 25 24 24 23 21
БСтбпс ВСтбпс 0,28—0,37 0,50—0,80 0,05—0,17 50—64 29 28 27 26 20 19 17 d= За
БСтбсп ВСтбсп 0,28—0,37 0,50—0,80 0,15—0,35 50—64 29 28 27 26 20 19 17
БСтбГпс ВСтбГпс 0,22—0,30 0,80—1,20 Не более 0,15 46—60 29 28 27 26 20 19 17
Примечания 1. Содержание других элементов не более* 0,04% р, 0,05% S; 0,30% Сг, 0,30% N1, 0,30% Си, 0,08% As
2 При испытании иа изгиб металла толщиной свыше 20 мм диаметр оправки увеличивают иа толщину образца.
Таблица 9-21
Состав некоторых среднеуглеродистых сталей по ГОСТ 1050—60, °о
Марка стали G Мп Марка стали С Мп
25 0,22—0,30 0,50—0,80 25Г 0,22—0,30 0,70—1,00
30 0,27—0,35 0,50—0,80 ЗОГ 0,27—0,35 0,70—1,00
35 0,32—0,40 0,50—0,80 35Г 0,32—0,40 0,70—1,00
40 0,37—0,45 0,50—0,80
Примечание Содержание кремния 0,17—0,37%, содержание других эле-
ментов не более 0,04% Р; 0,04% S; 0,25% Сг, 0,25% N1.
сталей. К ним относятся низкая стойкость металла шва против
кристаллизационных трещин, возможность образования мало-
пластичных закалочных структур и трещин в околошовной зоне
и трудность обеспечения равнопрочности металла шва с основным
металлом.
Для преодоления этих трудностей и в первую очередь для
повышения стойкости металла шва против кристаллизационных
трещин при всех видах сварки плавлением стремятся снизить
содержание углерода в металле шва. Это обычно достигается за
счет применения электродных стержней и электродной проволоки
с пониженным содержанием углерода и уменьшения доли основ-
ного металла в металле шва. Стремятся также обеспечить полу-
чение швов с большим значением коэффициента формы и приме-
няют предварительный и сопутствующий подогрев, двухдуговую
сварку в раздельные ванны и модифицирование металла шва.
Для сварки среднеуглеродистых сталей чаще всего применяют
предварительный подогрев до температуры 250—300° С. За счет
предварительного подогрева удается повысить на 0,01—0,02%
допускаемое содержание углерода в металле шва, при котором
еще не образуются трещины, и предупредить образование зака-
лочных структур в околошовной зоне. Однако сварка с подогре-
вом обладает серьезными эксплуатационными недостатками.
Кроме того, чрезмерный подогрев может вызвать образование
трещин вследствие увеличения провара основного металла и свя-
занного с этим повышения содержания углерода в металле шва.
Для снижения доли основного металла в металле шва дуговую
сварку среднеуглеродистых сталей, как правило, ведут с раздел-
кой кромок на режимах, обеспечивающих минимальное пропла-
вление основного металла и максимальное значение коэффициента
формы шва. Для иллюстрации сказанного на рис. 9-12 показаны
угловые швы, сваренные под флюсом на режимах, типичных для
сварки низкоуглеродистой (а) и среднеуглеродистой (б) стали.
491
Рис. 9-12. Типичная форма углового шва при сварке
под флюсом стали:
а — иизкоуглеродистой;
б — среднеуглеродистой
Для повышения доли электродного ме-
талла в металле шва принимают также
меры по увеличению коэффициента наплавки.
При механизированных способах сварки это
достигается применением сварочной проволоки малого диаметра
(2—3 мм) и минимального сварочного тока. Лучшие результаты
получаются при постоянном токе прямой полярности. Сварку
под флюсом среднеуглеродистых сталей ведут на режимах, не
характерных для этого высокопроизводительного способа, в связи
с чем он не получил широкого применения при изготовлении
конструкций из среднеуглеродистых сталей.
Эффективным и надежным средством достижения равнопроч-
ности металла шва при низком содержании в нем углерода служит
дополнительное легирование элементами, упрочняющими феррит.
При сварке среднеуглеродистых сталей для достижения равно-
прочности достаточно дополнительно легировать шов марганцем
и кремнием. Для сварки под флюсом применяют флюсы АН-348-А
и ОСЦ-45 и сварочную проволоку Св-08А, Св-08ГА и Св-10Г2.
При этом необходимое повышенное содержание в шве кремния
и марганца достигается частично путем восстановления их из
флюса. Этому способствует применение тонкой проволоки и малых
токов, при которых восстановление кремния и марганца про-
текает более интенсивно.
Для ручной сварки среднеуглеродистых сталей применяют
электроды с фтористо-кальциевым покрытием УОНИ-13/55 и
УОНИ-13/45, обеспечивающие достаточную прочность и высокую
стойкость металла шва против образования кристаллизационных
трещин. Чтобы избежать образования малопластичных и хрупких
закалочных структур в околошовной зоне, при сварке средне-
углеродистых сталей следует замедлить остывание изделий путем
снижения скорости сварки, предварительного подогрева металла,
сварки двумя и более раздвинутыми дугами. Чем больше содержа-
ние углерода в стали, тем выше должна быть температура подо-
грева металла при сварке. Даже при использовании всех ука-
занных приемов сварные соединения на среднеуглеродистой стали
чаще всего получаются недостаточно пластичными, так как за-
калка основного металла в околошовной зоне полностью не пред-
отвращается. Если к сварному соединению предъявляются тре-
бования высокой пластичности, то для выравнивания свойств
приходится применять последующую термообработку, чаще всего
закалку с отпуском.
Технология сварки среднеуглеродистых сталей в углекислом
газе, как и сварка их покрытыми электродами и под флюсом,
492
Рис. 9-13. Доля участия основного
металла в металле шва при
коэффициенте формы метал-
лической ванны:
а — большом; б — малом
основана на снижении доли
основного металла в металле
'шва и обеспечении благоприят-
ной формы провара. В произ-
водстве сварка в углекислом а) 5)
газе для изготовления конст-
рукций из среднеуглеродистых сталей применяется мало.
Благодаря возможности в широких пределах изменять коэф-
фициент формы металлической ванны и медленному остыванию
металла околошовной зоны при электрошлаковой сварке со-
здаются благоприятные условия для обеспечения высокого ка-
чества сварного соединения среднеуглеродистой стали. Однако
при сварке металла, содержащего более 0,3% С, рекомендуется
проводить предварительный и сопутствующий подогрев конструк-
ции (особенно при кольцевых швах) до температуры 180—200° С.
Высокая стойкость металла шва против образования кристалли-
зационных трещин обеспечивается при подаче электродной про-
волоки со скоростью, не превышающей критических значений
(см. рис. 9-11).
При электрошлаковой сварке увеличение коэффициента формы
металлической ванны, при прочих равных условиях, приводит
к увеличению содержания в ней углерода (рис. 9-13). При этом,
однако, стойкость металла шва против образования кристалли-
зационных трещин не снижается, так как одновременно с ростом
коэффициента формы металлической ванны растет критическое
содержание углерода.
Серьезной задачей при электрошлаковой сварке сталей с со-
держанием более 0,33% С является обеспечение равнопрочности
металла шва с основным металлом. Эта задача частично решается
путем применения сварочных проволок Св-10Г2 или Св-12ГС
и перехода углерода из основного металла. Содержание углерода
в шве доходит до 0,22—0,24%. Однако даже при этом прочностные
свойства металла шва находятся на нижнем уровне свойств основ-
ного металла (см. табл. 9-19). Для повышения прочности металла
шва рекомендуется применять сварочную проволоку, обеспечи-
вающую многокомпонентное легирование. Высокой ударной вяз-
кости металла шва и участка крупного зерна околошовной зоны
для сталей этой группы так же, как и для низкоуглеродистых ста-
лей, можно достигнуть пока только нормализацией.
Режим электрошлаковой сварки среднеуглеродистых сталей,
кроме скорости подачи проволоки, аналогичен приведенному
выше в §9-1. Скорость подачи сварочной проволоки выбирают
исходя из данных рис. 9-11. Например, если необходимо сварить
493
металл толщиной 120 мм с 0,35% С, суммарная скорость подачи
электродной проволоки составит 324 м/ч (2,7X120). При сварке
двумя проволоками скоро гь подачи каждой из них будет вдвое
меньше и составит 162 м/ч. В случае трех проволок скорость по-
дачи каждой из них равна 108 м/ч. При этом достигается высокая
стойкость металла шва против образования кристаллизационных
трещин при сварке прямолинейных швов и погонной части коль-
цевых швов. Замыкание кольцевого шва желательно производить
с еще несколько меньшей скоростью подачи проволоки и большей
температурой сопутствующего подогрева.
При сварке среднеуглеродистой стали плавящимся мундшту-
ком и электродной пластиной режим выбирают в зависимости от
состава основного металла. Для примера ниже приведен режим
электрошлаковой сварки бандажей цементных печей, изготовляе-
мых из стали 35Л толщиной 300 мм (по данным Г. 3. Волошке-
вича и др.):
Марка флюса........................................ АН-8
Зазор между свариваемыми кромками, мм.............. 26±2
Марка проволоки.................................. Св-10Г2
Диаметр проволоки, мм................................ 3
Число проволок ...................а............. 4
Толщина плавящегося мундштука, мм.................... 5
Число пластин................................... 3
Скорость подачи проволоки, м/ч ................... 140
Расстояние между проволоками, мм................... 85
Напряжение сварки, В............................ 40—45
Сила тока, А.................................... 1800—2000
Скорость сварки, м/ч................................ 0,5
Глубина шлаковой ванны, мм...................... 40—45
Режим электрошлаковой сварки станины прокатного стана
из стали 25Л толщиной 450 и 750 мм электродной пластиной (по
данным Ю. Н. Зайцева и Ю. А. Стеренбогена) приведен ниже:
Марка флюса ................................... АН-8
Зазор между свариваемыми кромками, мм:
низ стыка . ...................... 29—31
верх стыка................................... 33—34
Марка электродной пластины.........................10ХГСНД
Число пластин......................................... 3
Ширина пластины (мм) при толщине металла, мм:
450 .................................. 140
750 ............................................. 235
Расстояние между пластинами, мм ................ 10—14
Скорость подачи каждой пластины, м/ч ................ 0,9
Сила тока (А) прн толщине металла, мм:
450 ........................................... 700—900
750 . . . ................... 1000—1300
Напряжение сварки, В............................. 34—38
Глубина шлаковой ванны, мм....................... 35—40
494
После сварки станину подвергают термообработке (нормали-
зации и высокому отпуску). При этом обеспечивается равнопроч-
ность сварного соединения с основным металлом. В состоянии
после сварки сварное соединение также имеет вполне удовлетво-
рительные механические свойства.
Сварка высокоуглеродистых сталей. К высокоуглеродистым
сталям по принятой в сварочной технике классификации относят
стали с содержанием 0,46—0,75% С. Стали такого состава, как
правило, не применяют для изготовления конструкций, но ши-
роко используют для изготовления деталей машин, подверга-
ющихся наплавке.
Необходимость сварки подобных сталей возникает главным
образом при ремонтных работах. Технология их сварки строится
на той же основе, что и наплавка (см. гл. 13).
§ 9-3. Термоупрочненные углеродистые стали
и стали с защитными покрытиями
Сварка термоупрочненных углеродистых сталей. При-
менение сталей повышенной прочности представляет значитель-
ный интерес с точки зрения уменьшения толщины изделий. Эко-
номически выгодным является использование углеродистых ста-
лей, упрочненных термообработкой с прокатного нагрева.
В Советском Союзе налажено производство термоупрочнен-
ной арматуры периодического профиля ATIV—ATVI согласно
ГОСТ 10884—71 из среднеуглеродистой стали Ст5 и низкоуглеро-
дистой термоупрочненной стали, имеющей следующие механи-
ческие свойства: од >30 кгс/мм2; ®в >44 кгс/мм2; 65 >22%;
при —40° С ан >3,5 кгс-м/см2; НВ 170—180.
Режимы и техника сварки термоупрочненного металла та-
кие же, как и для обычной углеродистой стали того же состава.
Сварочные материалы выбирают с учетом обеспечения равнопроч-
ности металла шва с основным металлом. Так, для ручной сварки
термоупрочненной стали применяют электроды типа Э50-О, а для
термоупрочненной арматуры — типа Э55-Ф. Для сварки под
флюсом могут быть использованы проволоки, обеспечивающие
повышенные прочностные характеристики металла шва, напри-
мер Св-10Г2, Св-ЮГСМТ и др.
Полуавтоматическую сварку в углекислом газе можно произ-
водить проволокой Св-08Г2С, так как металл шва при сварке
этой проволокой имеет повышенную прочность, или же прово-
локой Св-20ГСТЮА.
Основным затруднением при сварке термоупрочненных угле-
родистых сталей является разупрочнение участка околошовной
зоны, подвергавшегося нагреву до температур 400—700° С. Этот
участок имеет более низкую прочность по сравнению со сварным
соединением в целом. Чем больше погонная энергия сварки, тем
шире зона разупрочнения. В связи с этим для термоупрочненного
495
Таблица 9-22
Режимы сварки термоупрочненной стали
Сварка Сварочные материалы 7св> А ^В усв’ м/ч Зона раз- упрочнения
шири- на, мм твер- дость, НВ
Автомати- ческая под флюсом Флюс АН-60, проволока Св-20ГСТЮА 0 2,5 мм 550 (переменный) 40—42 30 1,5 140
Полуавто- матическая в углекислом газе Углекислый газ, проволока Св-08Г2С или Св-20ГСТЮА 0 1,2 мм 190—200 (постоянный, обратная полярность) 25—27 12 1,0 150
Ручная дуговая Электроды марки АН0-1 0 5 мм 270 36—38 12—15 * 1,0 150
* Повышенная скорость сварки электродами АНО 1 объясняется высоким коэф-
фициентом наплавки.
металла рекомендуется применять маломощные режимы сварки
(q/v = до 5000 калием), а также использовать способы сварки
с минимальным теплоотводом в основной металл. В качестве при-
мера в табл. 9-22 показано влияние различных способов сварки
на разупрочнение околошовной зоны при сварке термоупрочнен-
ной стали толщиной 12 мм.
Сварка сталей с защитными покрытиями. В качестве защитных
применяют антикоррозионные покрытия марок ВЛ-02 и ВЛ-03,
а также покрытия на основе эпоксидно-полиамидных смол с цин-
ковой пылью и поливинилбутерол с добавками алюминия и цинка.
Однако наибольшее распространение в настоящее время полу-
чило горячее или гальваническое цинкование, обеспечивающее
максимальную коррозионную устойчивость. Оцинкованная сталь
толщиной до 50 мм применяется для изготовления крупногаба-
ритных конструкций, резервуаров, мостов, телевизионных башен
и других объектов, а также в виде труб для сантехнических
изделий.
Наибольшее применение имеет оцинкованная сталь толщи-
ной 1,6—6,5 мм. Средняя толщина цинкового покрытия соста-
вляет при толщине металла 1,6 мм около 50 мкм, при 3,6 мм —
85—90 мкм, при 6,5 мм и более — 100—НО мкм.
При сварке оцинкованного металла возникает ряд затрудне-
ний: 1) пары цинка чрезвычайно токсичны, в связи с чем сварку
оцинкованного металла можно производить только при наличии
сильной местной вентиляции; 2) при попадании цинка в металл
сварочной ванны существует опасность образования дефектов
496
в виде пор итрещин (особенно это относится к Тавровым соедине-
ниям).
Чтобы избежать образования дефектов, перед сборкой под
сварку кромки пластин следует очищать от покрытия. Удалять
цинк можно механически (строганием или абразивной обработ-
кой) или нагревом газовой горелкой. Однако следы цинка остаются.
Сборку стыковых и тавровых соединений производят с увеличен-
ным зазором, в 1,5 и более раз превышающим зазор при сварке
металла без покрытия. Для дополнительной очистки кромок от
следов цинка сварку рекомендуется производить с колебаниями
электрода вдоль шва, в связи с чем скорость сварки оцинкован-
ного металла по сравнению со скоростью сварки металла без
покрытия уменьшается на 10—20%.
Чтобы повысить стойкость металла шва против образования
трещин, при сварке оцинкованного металла рекомендуется сни-
жать содержание кремния в шве за счет применения специальных
сварочных материалов.
Для ручной дуговой сварки оцинкованной стали можно при-
менять различные электроды, однако предпочтение заслуживают
электроды с рутиловым покрытием, обеспечивающие минималь-
ное содержание кремния в металле шва. Качество швов обеспечи-
вается такое же, как и при сварке металла без покрытия. В послед-
нее время для этой цели начали применять сварку в угле-
кислом газе и активированной проволокой без дополнительной
защиты.
В качестве примера в табл. 9-23 приведены режимы сварки
оцинкованной стали толщиной 1,6—13 мм. Металл толщиной
до 3 мм сваривали встык в один проход без разделки кромок,
металл толщиной 6—13 мм — при V-образной разделке кромок
многослойными швами. Качество и механические свойства ме-
талла шва при сварке оцинкованной стали практически такие же,
как при сварке стали той же марки без покрытия.
После окончания сварочных работ требуется нанести защит-
ный слой на поверхность шва и восстановить его на участке около-
шовной зоны, на котором он был нарушен. Защитный слой дол-
жен удовлетворять следующим условиям: не требовать высокой
квалификации рабочего и сложного оборудования для нанесения;
хорошо удерживаться на основном металле; иметь коррозионную
стойкость не ниже таковой оцинкованного металла. Представлен-
ным требованиям удовлетворяют несколько видов покрытий.
Краска, содержащая не менее 94% цинковой пыли, изготовлена
на неомыляемых смолистых синтетических связывающих веще-
ствах (полистерин, хлорированный каучук, эпоксидная смола
и т. п.). Ее легко наносить кистью, она не стекает на вертикальной
плоскости.
Применяют также наплавку цинково-кадмиевыми прутками
или цинковой проволокой, содержащей 99,99% Zn. Температура
плавления цинково-кадмиевых прутков 270—275° С. Наплавка
32 Заказ № 782 4 9 7
Таблица 9-23
Режимы сварки оцинкованного металла
Толщина металла, мм Сварка Сварочные материалы Тип соединения Положение шва 'св- А </д, В Поляр- ность И род тока
1,6 Полуавтоматическая в углекислом газе Проволока Св-18Г2С 0 1 мм, углекислый газ Стык, тавр Любое нижнее и вертикальное 80—100 20 Обрат- ная
Полуавтоматическая Проволока Св-15ГС1'ЮЦА Стык Любое 60—70 20—21 Прямая
без дополнительной защиты 0 0,6—0,8 мм Нахлестка » 80—90 20—21 »
3 Полуавтоматическая в углекислом газе Проволока Св-08Г2С 0 1 —1,2 мм, углекислый газ Стык, тавр Нижнее и вертикальное 110—150 19—20 Обрат- ная
Ручная штучными электродами Рутиловые электроды 0 3,25 мм Рутиловые электроды 0 2,5 мм » » » » Нижнее Любое 110—125 90 — Пере- менный То же
Полу а втомати ческа я без дополнительной защиты Проволока Св-15ГСТЮЦА 0 1 мм Стык Нахлестка Тавр Любое 100—110 120—130 120—130 21—23 22—23 22—23 Прямая
6—13 Ручная штучными электродами Рутиловые электроды 0 3,25—4 мм Рутиловые электроды 0 2,5 мм Фтористо-кальцевые элек- троды 0 2,5 мм Фтористо-кальцевые элек- троды 0 3,25 мм Стык Тавр Стык, тавр Стык Тавр Нижнее и вертикальное Вертикальное, потолочное Любое » ПО 120 70—90 70—90 90—120 Пере- менный То же »
6 Полуавтоматическая без дополнительной защиты Проволока Св-15ГСТЮЦА 0 1 мм Стык Тавр Любое 110—130 120—140 20—23 22—23 Прямая
производится прутками диаметром 4—10 мм при температуре
300° С. Прутки для восстановления цинкового покрытия изго-
товляют под различными названиями Re—Golv (Франция),
Galvover (Австрия), Golv—weld (США) и др.
Способ восстановления покрытия напылением цинка нашел
сравнительно малое применение, так как плохо защищает от
локальной эрозии.
Все перечисленные способы восстановления цинкового покры-
тия обеспечивают хорошие противоабразивные свойства нане-
сенного слоя, а по коррозионной стойкости не уступают основному
покрытию.
§ 9-4. Чугун
В современном машиностроении, станкостроении,
металлургической промышленности и т. п. до настоящего времени
чугун является одним из основных конструкционных материалов.
Простая и дешевая технология изготовления чугунных изделий,
хорошие литейные свойства чугуна, его высокая износоустойчи-
вость, малая чувствительность к концентраторам напряжений,
способность гасить вибрацию, хорошая обрабатываемость и т. д.
способствуют его широкому применению в народном хозяйстве.
Вместе с тем чугун не лишен отрицательных свойств — это низ-
кая прочность серого чугуна и, практически полное отсутствие
пластичности, обусловленные наличием в металлической матрице
структурно свободного графита. Вредное влияние графитных
включений уменьшается модифицированием чугуна. Изделиями
из модифицированного чугуна во многих случаях заменяют
детали из стали.
Сварка прочно заняла место в чугунолитейном производстве,
главным образом при ремонте вышедшего из строя оборудования
и устранении дефектов чугунных отливок. Однако выполнение
сварочных работ связано со значительными трудностями.
К чугунам относятся железоуглеродистые сплавы с содержа-
нием свыше 2% С (рис. 9-14). Чугуны делятся на доэвтектические,
эвтектические и заэвтектические При затвердевании доэвтекти-
ческих чугунов из расплава кристаллизуется структурно свобод-
ный аустенит в виде дендритов. Затвердевание заэвтектических
чугунов характеризуется выделением в первую очередь высоко-
углеродистой фазы — первичного графита или цементита, а затем
при более низкой температуре — кристаллизацией эвтектики,
состоящей из аустенита и цементита Такая эвтектика называется
ледебуритом.
Характер затвердевания чугуна определяется его составом
и скоростью охлаждения. Замедленное охлаждение способствует
образованию графита, ускоренное охлаждение частично или пол-
ностью подавляет выделение графита и способствует образованию
цементита. С увеличением скорости охлаждения происходит из-
32* 499
Рис. 9-14. Диаграмма состояния системы железо—углерод
мельчение графитных выделений вплоть до образования точеч-
ного графита, при этом понижается и температура кристаллиза-
ции жидкого металла. Дальнейшее увеличение скорости охлажде-
ния приводит к образованию в структуре чугуна ледебурита.
Подобным образом действует легирование чугуна карбидообра-
зующими элементами (хромом, ванадием, молибденом, вольфра-
мом). Наоборот, повышение содержания элементов-графитизато-
ров (углерода, кремния, никеля, алюминия, меди и др ) способ-
ствует образованию в структуре чугуна графитных включений.
Охлаждение уже затвердевшего чугуна сопровождается сравни-
тельно небольшими структурными изменениями. В серых и белых
чугунах избыточный углерод, выделяющийся из аустенита с по-
нижением температуры, наслаивается на включения графита или
цементита. При дальнейшем снижении температуры начинается
эвтектоидное превращение аустенита. В результате этого превра-
щения в зависимости от состава чугуна и скорости его охлаждения
образуется феррит + графит или же феррит + цементит. Эвтек-
тоидное превращение с образованием свободного графита проис-
ходит при очень' малых скоростях охлаждения, обычно лишь
в толстостенных отливках. Поэтому часто даже в тех случаях,
когда эвтектическое превращение протекает с образованием аусте-
нита и графита, при эвтектоидном превращении продуктом рас-
пада является перлит.
При охлаждении с повышенной скоростью аустенит может
превращаться в сорбит и троостит. Тот же результат может быть
достигнут в случае присадки в чугун карбидообразующих эле-
ментов. Некоторые элементы (никель, медь) задерживают распад
аустенита на графит и феррит и сильно измельчают перлит. Бо-
лее того, при увеличении содержания никеля удается получить
не только сорбитную и трооститную, но и мартенситную струк-
500
туру. В нелегированном чугуне это достигает обычно только при
его закалке. Легирование чугуна большим количеством сильных
аустенитизаторов (никелем, марганцем) приводит к получению
аустенитной структуры даже при обычных скоростях охлаждения.
Свойства чугуна, зависящие от структуры, можно изменять
в широких пределах.
Классификация чугуна основана на форме и типе включений
графита По этим признакам чугун может быть разделен на че-
тыре группы (табл. 9-24): 1) серый чугун (пластинчатый графит);
2) высокопрочный или магниевый чугун (шаровидный графит),
3) ковкий чугун (графит хлопьевидной формы), 4) белый чуг^н
(без включений графита).
Все перечисленные выше чугуны обладают плохой сваривае-
мостью. Наиболее широко сварка применяется при ремонте и вос-
становлении изделий из серого чугуна. Это объясняется как рас-
пространенностью серого чугуна, так и наличием способов его
сварки, в том числе и обеспечивающих получение в металле шва
чугуна, близкого по свойствам к основному металлу.
Ковкий и магниевый чугуны свариваются преимущественно
стальными электродами (железо-никелевыми электродами ЦЧ-4)
или же дуговой сваркой в защитных газах тонкой электродной
проволокой. Однако пока не решена задача получения металла
шва, близкого по составу и свойствам к основному металлу.
Поскольку сварку ковкого и магниевого чугунов стальными
Таблица 9-24
Общая характеристика свойств чугуна
Труп
па
Важнейшие преимущества
Основные недостатки
1
2
3
4
Хорошие литейные свойства, высо-
кая циклическая вязкость, относи-
тельно высокая усталостная проч-
ность, малая чувствительность к над-
резам, износостойкость, хорошая об
рабатываемость
Большие значения пределов проч-
ности и текучести, заметная пластич-
ность, высокий модуль упругости,
умеренная (меньшая чем у стали)
чувствительность к надрезам, хоро-
шая циклическая вязкость, хорошая
обрабатываемость
Хорошая циклическая вязкость,
удовлетворительная пластичность
(удлинение)
Очень высокая износостойкость,
в том числе и при абразивном изна-
шивании, высокая коррозионная
стойкость
Малая пластичность и низкая
стойкость при ударном прило-
жении нагрузки
Повышенная объемная усад-
ка, склонность к образованию
холодных трещин, повышенные
требования к шихтовым мате-
риалам и плавильным агрегатам
Длительный цикл термообра-
ботки
Плохая обрабатываемость, по-
ниженные литейные свойства,
повышенная хрупкость
501
электродами во многих случаях производят на тех же режимах
и теми же электродами, что и серого чугуна, особенности сварки
этих чугунов изложены совместно
Некоторые особенности сварки чугуна. Основные затруднения
при сварке чугуна связаны с высокой склонностью к образованию
ледебурита и мартенсита в металле шва, что значительно ухуд-
шает его обрабатываемость и увеличивает склонность к образова-
нию трещин.
Для уменьшения опасности появления трещин при примене-
нии электродов, дающих наплавленный металл, по составу отлич-
ный от чугуна, рекомендуется сварка короткими участками, про-
ковка и другие меры. При сварке чугунными электродами возни-
кают дополнительные трудности, которые обычно связывают
с низкой пластичностью шва и большой его склонностью к обра-
зованию закалочных структур. Кроме того, на склонность к обра-
зованию трещин в сварных швах значительно влияет величина
линейной усадки чугуна. Характер и величина линейной усадки
в условиях повышенных скоростей охлаждения во многом зави-
сят от химического состава металла. Наименьшую склонность
к образованию трещин в одинаковых условиях сварки имеет на-
плавленный металл с высоким содержанием углерода Именно
в таких чугунах величина и интенсивность протекания линейной
усадки наименьшие (рис. 9-15).
Величина линейной усадки может служить важным критерием
тля оценки склонности чугуна к образованию трещин. При этом
определяющее влияние на образование трещин оказывает не аб-
502
солютная величина доперлитной усадки, а алгебраическая сумма
доперлитной усадки и расширения при эвтектическом и эвтекто-
идном превращениях, с одной стороны, и интенсивность проте-
кания усадки на этих этапах, с другой.
Не все чугуны свариваются одинаково. Чугуны с грубой струк-
турой, с большими ферритными зернами и крупными графитными
включениями, а также большим количеством фосфидной эвтек-
тики свариваются очень плохо. Легирование никелем, титаном,
молибденом и некоторыми другими элементами улучшает свари-
ваемость чугуна. Очень плохо свариваются изделия из чугуна,
долгое время находившиеся под воздействием водяного пара или
высоких температур. Для их ремонта приходится принимать спе-
циальные меры. Лучше всего свариваются неокисленные серые
чугуны с мелкими включениями графита, содержащие минималь-
ное количество серы и фосфора
Особенности структуры металла шва и околошовной зоны.
При анализе структурных превращений, протекающих в чугуне
при сварке, следует учитывать значительно большую скорость
охлаждения металла по сравнению со скоростью охлаждения
крупных отливок. В результате этого влияние некоторых эле-
ментов на структуру чугуна и степень графитизации может зна-
чительно изменяться.
Графитизирующее действие элементов при сварке значительно
слабее, чем при производстве чугунных отливок. Наибольшее
графитизирующее действие в условиях сварки оказывает углерод
и в меньшей степени кремний. Для предупреждения образования
в шве ледебурита необходимо обеспечить повышенное содержание
в нем углерода и кремния по сравнению с их содержанием в обыч-
ном литейном чугуне (рис. 9-16). Влияние никеля и меди на гра-
фитизацию в условиях больших скоростей охлаждения выражено
слабо. Такой карбидообразующий элемент как марганец при
содержании его до 1,0—1,2%
ние на процесс графитизации
Он повышает степень графи-
тизации чугуна при низком со-
держании углерода и снижает
ее при высоком его содержании.
Введение в металл шва не-
больших количеств титана,
ванадия и хрома способствует
измельчению графита Дальней-
шее увеличение содержания
этих элементов вызывает обра-
зование в швах ледебурита
Рис. 9-16. Структура металла шва
с повышенным содержанием
углерода и кремния
оказывает специфическое влия-
503
Изменить условия кристаллизаций, сТейень дисперсностй
структурных составляющих, а следовательно, механические и тех-
нологические свойства металла шва можно путем введения в ме-
талл шва модификаторов. Модифицирование можно рассматривать
как воздействие на кристаллизацию металла изменений, вносимых
в процесс зарождения и роста центров кристаллизации. Основ-
ная идея модифицирования чугуна сводится к такому изменению
условий эвтектического превращения, при ^которых образуется
графитная эвтектика с наиболее благоприятной формой и распре-
делением графита.
Для получения в шве серого чугуна, не склонного к трещинам,
необходимо иметь в сварочной ванне достаточное количество таких
элементов, как углерод и кремний, способствующих процессу
графитизации и уменьшению линейной усадки. Кроме того, необ-
ходимо обеспечить такие условия охлаждения металла, при кото-
рых процесс графитизации протекает более полно.
Качество сварного соединения, его механические свойства
обрабатываемость и т. п. зависят не только от свойств наплавлен-
ного металла, но и от структурных превращений, протекающих
в околошовной зоне. В связи с непрерывным изменением темпера-
туры в околошовной зоне основой металл претерпевает различ-
ные структурные превращения. Основными факторами, влия-
ющими на эти превращения, являются структура и химический
состав основного металла; скорость нагрева и охлаждения около-
шовной зоны; химический состав наплавленного металла.
Наиболее заметные структурные превращения претерпевает
так называемый участок неполного расплавления (двухфазная
область твердый — жидкий металл). При сварке чугуна без подо-
грева при скоростях охлаждения более 5° С/с в интервале 300—
500° С у границы сплавления образуются прослойки ледебурита
и мартенсита. На образование прослойки ледебурита влияет
химический состав сварочной ванны. Применение электродов
и сварочной проволоки, содержащих в своем составе никель или
такие графитизаторы, как углерод и кремний, способствует умень-
шению размера ледебуритной прослойки и в определенных усло-
виях (при соответствующей концентрации этих элементов и ре-
жиме сварки) — полному ее устранению (рис. 9-17). Наличие
мартенсита в околошовной зоне и ширина мартенситной прослойки
не зависят от химического состава электродного металла, а опре-
деляются главным образом режимом сварки, т. е. скоростью
охлаждения в интервале наименьшей устойчивости аустенита.
Одной из наиболее действенных мер, способствующих преду-
преждению образования в околошовной зоне ледебурита и мар-
тенсита, является применение предварительного подогрева чу-
гуна перед сваркой.
Способы сварки серого чугуна. При сварке чугуна, ремонте
и восстановлении отливок и чугунных деталей к качеству соедине-
ния могут предъявляться самые разнообразные требования —
504
Рис. 9-17. Структура металла на границе сплавления с различным содержа-
нием элементов графитизаторов
а — 2,5 —3,0% С, 2,0 — 2 5% Si, б — 4,0 —5,0% С, 4,0 —4,5% Si
от декоративной заварки наружных дефектов до получения свар-
ных соединений, равнопрочных с основным металлом. Для серого
чугуна, материала с плохой свариваемостью, естественно, невоз-
можно найти универсальный способ сварки, дающий во всех слу-
чаях хорошие результаты. Это и обусловило появление большого
количества электродов и способов сварки чугуна. Достижения
в области сварки чугуна достаточно широко освещены как в со-
ветской, так и в зарубежной литературе.
В зависимости от применяемых сварочных материалов разли-
чают: 1) способы сварки, обеспечивающие получение в наплавлен-
ном металле чугуна; 2) способы сварки, обеспечивающие получе-
ние в наплавленном металле стали или железных сплавов с высо-
ким содержанием цветных металлов (меди, никеля и др ). Способы
сварки, входящие в каждую из указанных групп, могут быть клас-
сифицированы и по другим признакам, например ручная сварка
и сварка механизированная; сварка с высоким предваритель-
ным подогревом (горячая сварка), с небольшим подогревом (не
выше 300—400° С) и без предварительного подогрева (холодная
сварка).
505
Способы сварки, обеспечивающие получение в наплавленном
металле чугуна. При этих способах сварки чугуна необходимо
обеспечить не только заданный состав наплавленного металла,
но и определенную скорость охлаждения с тем, чтобы избежать
образования в металле шва закалочных структур и появления
трещин. Поэтому сварку чугунными электродами производят
в большинстве случаев с предварительным подогревом изделий.
Одним из наиболее распространенных способов сварки, при кото-
ром обеспечивается получение в наплавленном металле чугуна,
является горячая сварка. Это самый старый способ сварки чу-
гуна, принципиальные основы которого были заложены еще
Н. Г. Славяновым.
Горячая сварка чугуна. Изделие подогревается до температуры
600—700° С. Дуговую или газовую сварку производят чугунными
электродами. По окончании сварки изделие медленно охлаждают
со скоростью не более 50—100° С/ч.
Развитие горячей сварки шло в направлении разработки опти-
мального состава чугунных электродов, увеличения производи-
тельности процесса, совершенствования техники сварки и нагрева.
Отличительной чертой горячей дуговой сварки на современном
этапе ее развития является применение электродов больших диа-
метров (12—14 мм) и повышенного сварочного тока (1200—1300 А).
Сварку ведут при наличии большой жидкой ванны, что обеспе-
чивает хорошие условия для удаления из расплава газов и неме-
таллических включений. Производительность сварки на передо-
вых заводах достигает 8—10 кг/ч наплавленного металла. Дуго-
вую горячую сварку применяют преимущественно при исправле-
нии дефектов крупных размеров (площадью свыше 100 см2) на
необработанном или не полностью обработанном литье.
Газовая сварка уступает по производительности дуговой,
однако в ряде случаев, особенно при ремонте дефектов сравни-
тельно небольших размеров (до 100 см2), применение ее оказы-
вается более целесообразным. Газовой сваркой обычно испра-
вляются дефекты сложных тонкостенных отливок, например бло-
ков автомобильных моторов. В зарубежной практике чаще отдают
предпочтение газовой сварке.
Основными недостатками сварки с предварительным подогре-
вом, особенно с высокотемпературным, являются большая трудо-
емкость и тяжелые условия труда сварщиков. Однако высокое
качество металла делает горячую сварку в ряде случаев един-
ственно возможным способом исправления дефектов. Поэтому
вопрос механизации этого процесса имеет важное значение.
Низкотемпературная сварка-пайка чугунной присадкой. Этот
процесс появился сравнительно недавно, но уже получил распро-
странение. Расплавляется только присадочный пруток и флюс,
основной же металл не доводится до плавления. Подготовленная
под сварку поверхность подогревается пламенем газовой горелки
до 800—850° С, причем индикатором температуры служит флюс,
506
Расплавленный присадочный материал (чугун определенного
состава) не образует жидкой ванны, наплавка осуществляется
отдельными каплями. Способ целесообразно применять для за-
варки некоторых дефектов, например мелких дефектов на обрабо-
танных поверхностях. Недостатками способа являются довольно
сложная техника сварки и низкая производительность.
Известны также и другие способы сварки, обеспечивающие
в наплавленном металле получение чугуна, как, например, спо-
соб сварки чугунными электродами по слою гранулированной
шихты, сварка электродами с графитизирующим покрытием и не-
которые другие. Однако эти способы не нашли широкого приме-
нения из-за сложной техники и нестабильности качества сварки.
Механизированная сварка чугуна порошковой проволокой. В пос-
леднее время все чаще при ремонте дефектов отливок предъяв-
ляется требование однородности наплавленного металла с основ-
ным. Это требование становится особенно актуальным в связи
с быстрым развитием химического машиностроения.
Существующие способы ручной дуговой сварки чугуна чугу-
ном часто не могут быть применены, поскольку не обеспечивают
требуемого качества и имеют низкую производительность. При
разработке нового способа сварки, отвечающего современным
требованиям, было установлено, что изменяя состав металла шва,
можно избежать образования ледебурита не только в шве, но
и на границе сплавления, где тонкий слой жидкого металла не
участвует в конвективном перемешивании. Например, если ско-
рость охлаждения металла в интервале температур 1200—1000° С
составляет примерно 25° С/с, достаточно иметь в шве 4,5—5% С
и 4—4,5% Si, чтобы ледебурит на границе сплавления не появился.
Для предотвращения образования мартенсита в сварных соедине-
ниях достаточно обеспечить охлаждение металла околошовной
зоны со скоростью менее 3,5—4° С/с.
В результате исследований намечен состав наплавленного
металла, обеспечивающего отсутствие отбела при сварке как без
предварительного подогрева, так и с подогревом. Разработаны
составы порошковых проволок, которые позволили не только
получить требуемый состав наплавленного металла, но и механи-
зировать процесс сварки. Наплавляемый металл близок по струк-
туре и свойствам к основному металлу. В большинстве случаев
дополнительной защиты зоны дуги не требуется.
В настоящее время в промышленности применяют порошко-
вые проволоки марок ППЧ-1, ППЧ-2 и ППЧ-3 соответственно
для сварки без предварительного подогрева, с подогревом до тем-
пературы 300—400° С и для горячей сварки. Механизированная
сварка чугуна порошковой проволокой высокопроизводительна.
При наиболее распространенных режимах (скорость подачи про-
волоки 150—250 м/ч, сила тока 350—450 А, напряжение дуги
32—36 В) наплавляется 4—8 кг металла в 1 ч. При горячей сварке
(скорость подачи 450—500 м/ч, сила тока 600—700 А, напряжение
507
дуги 35—37 В) произвоДиТёЛЬнбсТЬ возрастает до 15—20 кг/ч
наплавленного металла.
Механизированный способ сварки и наплавки чугуна порошко-
выми проволоками, особенно марок ППЧ-2 и ППЧ-3, нашел ши-
рокое применение в машиностроительной и металлургической про-
мышленности. Проволокой ППЧ-2 исправляют дефекты литья
с местным или общим подогревом. С помощью этой проволоки
заваривают раковины больших размеров, недоливы, сквозные
отверстия в толстостенных отливках — станинах, корпусах тур-
бин, шпиндельных барабанах станков и других деталях. Наи-
более широкое применение проволока ППЧ-2 нашла в металлур-
гической промышленности при восстановлении чугунных смен-
ных деталей сталеразливочного оборудования (изложниц, под-
донов и др.). Проволока ППЧ-3 применяется в станкостроении
при горячей заварке раковин станин тяжелых станков и других
крупных отливок.
Порошковые проволоки для сварки чугуна имеют сравнительно
невысокую стоимость, так как в их состав входят недорогие
и недефицитные компоненты. Это обстоятельство, в сочетании
с высокой производительностью, обеспечивает низкую стоимость
наплавленного металла.
Контактная сварка. Сварка разработана главным образом для
соединения чугунных труб и выполняется с оплавлением и пред-
варительным подогревом концов труб с целью предупреждения
образования закалочных структур. Структура исходного чугуна
оказывает влияние на качество сварки. Удовлетворительные
результаты получаются при сварке изделий из чугуна с мелким
графитом, например труб центробежной отливки. По качеству
сварные соединения не уступают основному металлу. В зоне свар-
ного соединения в ряде случаев не обнаруживается структурно
свободный цементит, тогда как до сварки в металле труб он встре-
чается в значительных количествах. Сварные соединения полу-
чаются достаточно плотными. Разработаны режимы сварки труб
различного диаметра (табл. 9-25). Изготовлены и успешно внед-
рены на заводах специализированные установки для контактной
сварки чугунных труб.
Электрошлаковая сварка. Способ характеризуется примене-
нием таких режимов, при которых скорость охлаждения наплав-
ленного металла значительно меньше, чем при дуговой сварке.
Отмеченное обстоятельство позволяет успешно использовать этот
способ для сварки чугуна. При этом можно обеспечить сварное
соединение с хорошей обрабатываемостью и высокими механи-
ческими свойствами без предварительного подогрева изделия.
В качестве электродов используют пластины и стержни различ-
ных размеров, близкие по составу к основному металлу или име-
ющие несколько повышенное по сравнению с ним содержание
элементов графитизаторов. Сварку можно также выполнять не-
плавящимся электродом, при этом в качестве присадки исполь-
508
Таблица 9-25
Режимы контактной сварки Труб
Показатель Размеры труб, мм
d =50, 6=4-5 d = 100, 6 = 6 d = 100, 6 = Ю
Вторичное напряжение холостого хо- да, В Суммарный припуск на оплавление и 6 6 7,5
подогрев, мм 10 12 20
Суммарный припуск на осадку, мм Скорость перемещения подвижной 3—3,5 3,5 3,5
плиты, мм/с 1,6 1,6 2,0
Усилие осадки, кгс 3,3 50 130
зуют чугунные прутки, стружку и т. д. Может применяться ком-
бинированный способ электрошлаковой сварки: начинают про-
цесс с помощью графитовых электродов, а затем с помощью чу-
гунных прутков или пластин сварку продолжают до полной
заварки детали.
Режимы электрошлаковой сварки толстостенных чугунных
деталей и режимы заварки дефектов на чугунных отливках выби-
рают в зависимости от толщины свариваемых заготовок или общих
размеров отливок. Так, для электрошлаковой сварки чугунных
плит толщиной 100 мм в качестве электродов используют чугунные
пластины того же состава, что и основной металл. Рекомендуемый
режим сварки: сила тока 600—900 А, скорость подачи электрода
1,8 м/ч, напряжение сварки 36—38 В, зазор между кромками
40—43 мм, сечение пластины 100 X 18 мм. Форма и размер пропла-
вления при электрошлаковой заварке дефектов определяются
параметрами режима сварки, в основном силой сварочного тока.
Напряжение сварки и длительность предварительного нагрева
(/, мин) при массивных деталях мало влияют на ширину и глу-
бину проплавления (табл. 9-26).
В зависимости от размеров дефектов и толщины отливки режим
заварки может изменяться в широких пределах.
Несмотря на ряд преимуществ способа электрошлаковой
сварки, он не получил широкого применения в промышленности
для ремонта и восстановления чугунных деталей. Это объясняется
значительной трудоемкостью подготовительных работ, исполь-
зованием источников питания большой мощности и большим рас-
ходом электроэнергии. Совершенствование этого способа в даль-
нейшем расширит область его применения.
Из всех способов сварки чугуна, дающих в наплавленном ме-
талле чугун, наиболее универсальным и обеспечивающим высо-
кое качество сварочных работ является горячая механизирован-
ная сварка порошковой проволокой. Широкое применение нашла
509
fa&iHija
Влияние режима электрошлаковой сварки на размеры проплавления чугуна
Режим сварки Размеры проплавле- Режим сварки Размеры проплавле-
НИЯ ММ НИЯ , мм
!, А и , В t, ши- глу- I . А U„, в Л ши- глу-
д мин рина бина св Д’ мин рина бина
1500 31—34 20 60 25 1350- -1500 43- 44 20 80 25
1800 31—34 20 90 35 900- -1000 41- -42 40 85 15
2000—2200 31—34 20 НО 50 900- -1000 41- -42 60 75 26
1350—1500 29—30 20 83 30 900- -1000 41- -42 90 92 20
1350—1500 38—39 20 72 24
механизированная сварка порошковой проволокой с предвари-
тельным подогревом деталей до температуры 300—350° С Для
заварки мелких дефектов перспективным способом является
сварка-пайка чугунной присадкой.
Способы сварки, обеспечивающие получение в наплавленном
металле стали или железного сплава с высоким содержанием цвет-
ных металлов. На протяжении ряда лет ведутся работы по изы-
сканию составов электродов, позволяющих значительно снизить
или устранить предварительный подогрев чугунных изделий перед
сваркой. Стремятся получить весьма пластичный наплавленный
металл, который к тому же не подвергался бы закалке при любых
свойственных сварке скоростях охлаждения. Это достигается,
с одной стороны, подбором электродного металла с низкой вели-
чиной временного сопротивления и, с другой стороны, уменьше-
нием доли основного металла в шве. Особенно важно с точки зре-
ния уменьшения склонности швов к закалке снижение содержания
углерода в наплавленном металле. Поскольку очень трудно избе-
жать расплавления основного металла, в качестве электродного
металла чаще всего применяют металлы или сплавы, не раство-
ряющие углерод (электроды на основе меди), растворяющие его
без образования карбидов (электроды на основе никеля) или же свя-
зывающие углерод в трудно растворимые в твердом металле кар-
биды (электроды с сильными карбидообразующими элементами)
Для уменьшения доли основного металла в металле шва и сни-
жения величины сварочных остаточных напряжений процесс
сварки ведут на очень малых режимах (сила тока 90—120 А при
диаметре электрода 3 мм), короткими валиками (40—50 мм),
с охлаждением детали после наложения каждого валика до тем-
пературы 60—70° С. Часто валики проковывают непосредственно
после обрыва дуги. Такая техника сварки обусловливает низкую
производительность процесса.
Существует очень много марок электродов, обеспечивающих
получение в наплавке стали или сплава железа с цветными метал-
510
лами. Рассмотрим наиболее характерные группы таких электро-
дов. На практике часто используют электроды не одной группы,
а комбинации электродов нескольких групп, что позволяет улуч-
шить результаты сварки.
Стальные электроды без специального покрытия. Это обыч-
ные электроды для сварки низкоуглеродистой стали марок
УОНИ-13/45, ОММ-5 и др. Сварку указанными электродами про-
изводят в тех случаях, когда не требуется последующая механи-
ческая обработка, не оговаривается прочность сварного соедине-
ния и т. д. В случае ремонта ответственных изделий с целью полу-
чения соединения с высокой механической прочностью применяют
добавочное крепление стальными ввертышами. При сварке чу-
гуна стальными электродами без специального покрытия тре-
буется особо тщательное соблюдение техники сварки. Процесс
сварки стальными электродами трудоемкий, имеет низкую про-
изводительность и требует высокой квалификации сварщика. Воз-
можности способа сварки низкоуглеродистыми электродами значи-
тельно расширяются в случае применения отжигающих валиков
Стальные электроды с карбидообразующими элементами в по-
крытии. К наиболее характерным представителям этой группы
относятся электроды ЦЧ-4 и СЧС-ТЗ, содержащие в покрытии
титан и ванадий. Поступающий в шов из основного металла угле-
род связывается титаном или ванадием в труднорастворимые
в металле мелкодисперсные карбиды и поэтому в дальнейшем
не участвует в фазовых превращениях. Если карбидообразующие
элементы находятся в избытке по отношению к углероду, струк-
тура шва получается ферритной с включениями мелкодисперсных
карбидов. Обрабатываемость наплавок в этом случае вполне удо-
влетворительная, хотя практически очень трудно избежать зоны
повышенной твердости по границе сплавления.
Для связывания углерода предпочтительнее использование
ванадия, так как титан энергично соединяется с кислородом и азо-
том и шов сильно загрязняется неметаллическими включениями.
Поэтому большее распространение получили электроды ЦЧ-4,
имеющие в покрытии феррованадий. Они в основном применяются
для сварки высокопрочного чугуна, а также для ремонта неболь-
ших дефектов в отливках из серого чугуна площадью не более
100 сма. Сварку электродами ЦЧ-4 нужно производить так,
чтобы ванадий в шве был в избытке по отношению к углероду.
В противном случае твердость металла шва превышает твердость
мартенсита даже при наличии в структуре ванадиевого перлита.
Это влечет за собой снижение обрабатываемости и появление
трещин.
Электроды на основе никеля. Такие электроды очень широко
распространены и в некоторых случаях не имеют равноценного
заменителя.
Никель неограниченно растворим в железе, а никелевый аусте-
нит может содержать много углерода без образования карбидов
511
и имеет высокую пластичность и низкую твердость Эти особен-
ности никелевого аустенита обусловливают хорошую обрабаты-
ваемость сварных соединений чугуна и высокую стойкость швов
против образования трещин. Наименьшую склонность к трещи-
нам имеет металл, наплавленный электродами из железо-никеле-
вого сплава, что объясняется его сравнительно низким пределом
прочности по сравнению с прочностью чугуна. Все же для пол-
ного устранения трещин рекомендуется предварительный подо-
грев свариваемых изделий до температуры 150—300° С.
При сварке железо-никелевыми электродами близкие к свой-
ствам основного металла механические свойства обеспечиваются
только при температуре предварительного подогрева выше 300° С.
При меньшем подогреве механические свойства хуже, чем у основ-
ного металла. Широкое применение за рубежом получили нике-
левые электроды с содержанием свыше 90% Ni. Успешно при-
меняются как в СССР, так и за рубежом медно-никелевые элек-
троды, обычно изготовляемые из монель-металла. Существенным
недостатком электродов на основе никеля является их высокая
стоимость.
Электроды на основе меди. Ме.д.ъ, как и никель, не образует
химических соединений с углеродом. Она практически не раство-
рима в железе. Поэтому при сварке чугуна медными электродами
шов получается неоднородным. В медной основе расположены
включения высокоуглеродистой железной фазы, часто имеющей
мартенситную структуру. Кроме того, по границе сплавления
создается зона повышенной твердости вследствие образования
ледебурита Поэтому обрабатываемость сварных соединений за-
труднена. К числу других недостатков следует отнести повышен-
ную склонность к образованию пор, низкую производительность
и довольно высокую стоимость электродов.
Медно-стальные электроды различной конструкции получили
довольно широкое распространение в основном для ремонта отли-
вок или дефицитных деталей с трещинами. Известны медно-
стальные электроды, в которых вместо низкоуглеродистой при-
менена легированная сталь Примером могут служить аустенитно-
медные электроды, изготовляемые из стальной проволоки 0Х18Н9
и медной оболочки. Металл, наплавленный этими электродами,
обладает меньшей склонностью к образованию пор и трещин,
имеет лучшую обрабатываемость
Как видно из изложенного, в настоящее время имеется боль-
шое количество электродов, правильное использование которых
в каждом конкретном случае позволяет решать многие выдви-
гаемые практикой задачи.
Механизированная сварка. К способам механизированной
сварки и наплавки чугуна относятся дуговая сварка тонкой
стальной проволокой в углекислом газе, автоматическая сварка
высокопрочного чугуна под керамическим флюсом и некоторые
другие. Наиболее широко применяется дуговая сварка в углекир-
51?
лом газе, поскольку позволяет получать небольшой провар основ-
ного металла Состав металла шва, структура и свойства сварных
соединений зависят от режима и техники сварки, состава элек-
тродной проволоки, размеров изделий и т. д Применяя различ-
ные режимы и приемы сварки, можно получить наплавленный
металл с требуемой структурой от мартенситной до перлитно-
ферритной Лучшие результаты обеспечиваются при сварке
проволокой 09Г2СА диаметром 1 мм на режиме: сила тока не более
100—120 А, напряжение дуги 18—21 В, скорость сварки до 12 м/ч.
Способ нашел применение для соединения труб из серого чугуна
(в сантехнике), при ремонте автомобильных и тракторных деталей,
не требующих дальнейшей механической обработки, при сварке
высокопрочного чугуна и чугуна со сталью.
33 Заказ № 782
10^^
Технология сварки
легированных сталей
§ 10-1. Состав и свойства
низколегированных сталей
По принятой классификации низколегированной на-
зывается сталь, легированная одним или несколь-
кими элементами, если содержание каждого из них
не превышает 2%, а суммарное содержание леги-
рующих не превышает 5%. Низколегированные
стали, применяемые для изготовления сварных кон-
струкций, делят на три основные группы: низколеги-
рованные низкоуглеродистые конструкционные
стали, низколегированные теплоустойчивые стали
и низколегированные среднеуглеродистые стали.
Низколегированные низкоуглеродистые конструк-
ционные стали, предназначаемые для сварных кон-
струкций, поставляют в основном в горячекатаном
или нормализованном состоянии. Ряд сталей при-
меняют в термоулучшенном состоянии (после за-
калки и отпуска), что дает возможность повысить
их прочность и стойкость против хрупкого разру-
шения. Содержание углерода в низколегированных
низкоуглеродистых конструкционных сталях не
превышает 0,23%. Стали этого типа легируют ря-
дом элементов, например марганцем, хромом, крем-
нием, ванадием и др., что приводит к некоторому
повышению их прочности. Поэтому их часто назы-
вают низколегированными сталями повышенной
прочности.
В зависимости от легирования стали рассматри-
ваемого типа подразделяют на марганцовистые,
кремнемарганцовистые, хромокремнемарганцови-
стые и др. Расширяется применение стали повышен-
ной прочности на основе нитридного упрочнения,
например с ванадием и азотом (стали 15Г2АФ,
18Г2АФ), а также стали, дополнительно легирован-
ной небольшими количествами (0,02—0,04%) нио-
514
бия (сталь 10Г2Б). Перспективно применение для сварных
конструкций полуспокойных сталей с нитридным упрочнением
типа 18Г2АФпс.
Низколегированные конструкционные стали повышенной
прочности должны обладать высокой устойчивостью против пере-
хода в хрупкое состояние и быть недорогими и экономичными
в производстве. Состав стали должен предопределять возможность
ее сварки без усложнения технологии и обеспечивать высокую
стойкость против образования трещин в металле шва. Использо-
вание дефицитных и дорогих легирующих элементов, например
никеля и молибдена, ограничивается требованием низкой стои-
мости и экономичности производства. Поэтому в применяемых
низколегированных сталях (сталях 15ХСНД и 10ХСНД) -содер-
жание никеля невелико.
Необходимость обеспечения высокой стойкости против пере-
хода в хрупкое состояние и хорошей свариваемости ограничивает
применение легирующих элементов, которые, способствуя повы-
шению прочности стали, в то же время снижают ее стойкость про-
тив перехода в хрупкое состояние и образования кристаллиза-
ционных трещин (например углерода и кремния).
Низколегированные стали поставляют по ГОСТ 5058—65
и специальным техническим условиям. Механические свойства
наиболее широко применяемых в промышленности сталей
(табл. 10-1) следующие: сгн = 44—55 кгс/мма; сгт = ЗО-г-40 кгс/мм2;
при —40° С ан 5г 3 кгс-м/см2. Стали, поставляемые в термоулуч-
шенном состоянии, имеют ств = 52н-60 кгс/мм2; стт = 40-г-
50 кгс/мма и при —70° С а., > 3 кгс-м/см2.
По содержанию серы и фосфора низколегированные низко-
углеродистые конструкционные стали могут быть отнесены к ка-
чественным сталям. В последние годы находят применение стали
с пониженным содержанием серы, например рафинированные
в ковше жидким синтетическим шлаком.
Применение сварных конструкций и изделий из низколегиро-
ванных низкоуглеродистых конструкционных сталей, особенно
в таких отраслях, как транспортное машиностроение, судострое-
ние, гидротехническое строительство и производство сварных
труб большого диаметра, из года в год возрастает.
Низколегированные теплоустойчивые стали должны обладать
повышенной механической прочностью при высоких температурах
и при длительных постоянных нагрузках, а также достаточной
жаростойкостью. Прочность при высоких температурах, кроме
обычных характеристик (временное сопротивление, предел теку-
чести и др.), оценивается особыми критериями механической проч-
ности в нагретом состоянии В большинстве случаев жаропроч-
ность определяется величиной предела ползучести и длительной
прочностью.
Ползучестью называют способность нагретого до определен-
ной температуры металла постепенно пластически деформиро-
33* 515
616
Таблица 10-1
Состав некоторых низколегированных низкоуглеродистых конструкционных сталей,
применяемых для изготовления сварных конструкций, %
Сталь С S1 Мп Сг N1 Си Другие элементы s не p олее
14Г 09Г2 14Г2 12 ГС 17ГС О9Г2С 10Г2С1 14ХГС 15Г2Ф 10ХСНД 15ХСНД 0,12—0,18 ==^0,12 0,12—0,18 0,09—0,15 0,14—0,20 5=0,12 «^0,12 0,11—0,16 0,12—0,18 5^0,12 0,12—0,18 0,17—0,37 0,17—0,37 0,17—0,37 0,50—0,80 0,40—0,60 0,50—0,80 0,90—1,20 0,40—0,70 0,17—0,37 0,80—1,10 0,40—0,70 0,70—1,00 1,40—1,80 1,20—1,60 0,80—1,20 1,00—1,40 1,30—1,70 1,30—1,65 0,90—1,30 0,90—1,20 0,50—0,80 0,40—0,70 ===0,30 5=0,30 5=0,30 5=0,30 5=0,30 5=0,30 ==0,30 0,50—0,80 5=0,30 0,60—0,90 0,60—0,90 5^0,30 ==о,зо 5g0,30 ==о,зо 5=50,30 ==0,30 5g0,30 5g0,30 5g0,30 0,50—0,80 0,30—0,60 5=0,30 =0,30 5=0,30 5=0,30 55=0,30 55=0,30 5=0,30 55=0,30 =0,30 0,40—0,65 0,20—0,40 V 0,05—0,10 0,040 0,035
15Г2СФ 0,12—0,18 0,40—0,70 1,50—1,70 5=0,30 5=0,30 5=0,30 V 0,05—0,10 0,040 0,035
18Г2АФ 0,16—0,22 0,25—0,35 1,30—1,60 5=0,30 5=0,30 =0,30 V 0,08—0,20 N 0,015—0,030 Ti 0,02—0,05 0,035 0,035
15Г2АФ 0,12—0,18 0,17—0,37 1,30—1,70 5^0,30 =0,30 =0,30 V 0,08—0,15 N 0,015—0,030 0,040 0,035
10Г2Б 0,12 0,17—0,37 1,20—1,60 5g0,30 5=0,30 =0,30 Nb 0,02—0,05 0,040 0,040
Таблица 10-2
Состав некоторых низколегированных теплоустойчивых сталей, %
Сталь Температура эксплуата ции °C С Мп Si Сг Мо V S р
не б олее
12ХМ 500—510 0,09—0,16 0,40—0,70 0,15—0,30 0,40—0,80 0,40—0,60 . 0,025 0,03
15ХМ 500—550 0,11—0,16 0,40—0,70 0,17—0,37 0,80—1,10 0 40—0,60 — 0,025 0,03
20ХМ 520—530 0,15—0,25 0,40—0,70 0,17—0,37 0,80—1,10 0,40—0 60 .— 0,035 0,035
12Х1МФ <585 0,08—0,15 0,40—0,70 0,17—0,37 0,90—1,20 0,25—0,35 0,15—0,30 0,025 0,025
15Х1М1Ф <=585 0,10—0,16 0,40—0,70 0,17—0,37 1,10—1,40 0,90—1,10 0,20—0,35 0,025 0,025
20ХМЛ 500—510 0,15—0,25 0,40—0,90 0,17—0,37 0,40—0,70 0,40—0,60 0,04 0,04
20ХМФЛ 510—540 0,18—0,25 0,60—0,90 0,17—0,37 0,90—1,20 0,50—0,70 0,20—0,30 0,03 0,03
Таблица 10-3
Механические свойства некоторых низколегированных теплоустойчивых сталей
Сталь Температура испытания °C ат кгс/м:ма кгс/мм1 6, % М>, % V кгс м/смг Оптимальная термообработка
12ХМ 20 28,4 45,5 31,5 66,5 19,3 Нормализация при 900—930° С,
500 24,0 40,5 22,1 61,5 9,6 отпуск при 650—680° С
15ХМ 20 35,0 54,0 25,5 67,5 27,0 Нормализация при 950—980° С,
520 27,0 42,0 20,0 62—68 — отпуск при 720—750° С
20ХМ 20 45,0 56,5 24,0 68,0 12,0 Отжиг при 850—860° С, закалка
520 34,0 43,5 21,0 73,0 12,5 при 860—880° С, отпуск при 690—700° С
12Х1МФ 20 37,6 54,4 31,5 73,0 20,0 Нормализация при 930—950° С,
560 28,3 38,6 24,8 81,0 13,0 отпуск при 680—730° С
15Х1М1Ф 20 38,0 60,0 23,0 73,0 20,0 Нормализация при 1020—
580 26,0 35,0 19,0 84,0 12'0 1050° С, отпуск при 73Q—- 760° С
20ХМФЛ 20 > 500 30,0—40,0 30,0 48,0—56,0 38,0 12,0—28,0 22,0 27,0—66,0 69,0—75,0 7,0—17,0 7,0 Двойная нормализация при 960—980° С и 920—940° С, от-
J пуск при 710—740° С
ваться (ползти или течь) под воздействием длительных постоянных
нагрузок. Пределом ползучести называется напряжение, при
котором через определенный промежуток времени, например
100 000 ч, при данной температуре деформация ползучести полу-
чает заранее заданную величину, например 1,0—1,5%.
Длительную прочность характеризуют напряжения, вызы-
вающие разрушение металла от действия приложенной стати-
ческой нагрузки при заданной температуре за определенный
отрезок времени.
Жаростойкость представляет собой способность металлов про-
тивостоять химическому разрушению в атмосфере воздуха и кор-
розионных средах при высоких температурах.
Применение теплоустойчивых сталей обеспечивает возмож-
ность нормальной эксплуатации конструкций в условиях высо-
ких температур при значительных напряжениях и в особых сре-
дах, способствующих химическому и механическому разрушению
металла. Наиболее широко теплоустойчивые стали применяют
при изготовлении паровых энергетических установок. Для повы-
шения жаропрочности сталей в их состав вводят легирующие
Таблица 10-4
Состав и механические свойства
некоторых низколегированных среднеуглеродистых сталей
(ГОСТ 4543—71)
Сталь
Содержание, %
Тип Марка с Мп Si Сг
Хромокремнемарган- цевая конструк- ционная Хромомолибденовая конструкционная 20ХГСА 25ХГСА ЗОХГСА 35ХМ 0,17 0,22 0,28 0,32 -0,23 —0,28 -0,35 —0,40 0,80- 0,80— 0,80— 0,40- -1,10 -1,10 -1,10 -0,70 0 0 0 0 ,90—1,20 ,90—1,20 ,90—1,20 ,17—0,37 О о о о со со со со о о о о о о о о
Сталь Содержание, % Механические свойства
Тип Марка Ni не более i S 2 - о и ь- Ь Я (Ут, кгс/мм2 б. % М>, % V в кгс м/см2
Хромокремнемарган- цевая конструк- ционная Хромомолибденовая конструкционная 20ХГСА 25ХГСА ЗОХГСА 35ХМ 0,40 0,60 0,60 0,15— 0,25 80 НО НО 95 65 85 85 85 12 10 10 12 45 40 45 45 7 6 5 8
Примечание. Механические свойства стали приведены для ее состояния
после закалки и отпуска
518
5Лё1лёнТы (Ato, W и V), энергично повышающие температуру
разупрочнения стали при нагреве. Для обеспечения жаростой-
кости жаропрочных сталей в их состав вводят хром, образующий
плотную защитную пленку на поверхности металла.
Существует большое количество сталей с различным уровнем
жаропрочности. Низколегированные стали обладают меньшей
жаропрочностью, чем высоколегированные стали, однако для
определенных условий работы их жаропрочность оказывается
достаточной. В табл. 10-2 и 10-3 приведены данные о составе
и механических свойствах некоторых марок низколегированных
сталей, применяемых для изготовления сварных конструкций
в котлотурбостроении и работающих при температуре 450—
580° С. Эти стали обладают хорошими технологическими свой-
ствами и не склонны к тепловой и отпускной хрупкости.
Низколегированные среднеуглеродистые конструкционные
стали применяют в машиностроении обычно в термообработан-
ном состоянии. Для этой группы сталей характерны содержание
более 0,22% С и склонность к закалке в условиях термического
цикла сварки (табл. 10-4). Технология сварки низколегированных
среднеуглеродистых сталей подобна технологии сварки средне-
легированных сталей (см. §§ 10-5, 10-6, 10-7).
§ 10-2. Сварка низколегированных сталей
Особенности технологии сварки низколегированных
низкоуглеродистых сталей. Низколегированные низкоуглеродис-
тые конструкционные стали, как правило, используют для изго-
товления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низко-
углеродистая сталь мало отличается от обычной низкоуглеро-
дистой. Различия состоят в основном в несколько большей склон-
ности к образованию закалочных структур в металле шва и около-
шовной зоне при повышенных скоростях охлаждения. До недав-
него времени считали, что металл шва низкоуглеродистых низко-
легированных сталей, например 17Г1С, 14ХГС и др., имеет только
феррито-перлитную структуру. Поэтому предполагали, что струк-
турные изменения в шве при разных режимах сварки сводятся
в основном к изменению соотношения между ферритной и пер-
литной составляющими, а также изменению степени дисперсности
структуры.
Более углубленные исследования показали, что при повышен-
ных скоростях охлаждения в швах этих сталей кроме феррита
и перлита присутствуют также мартенсит, бейнит и остаточный
аустенит. Обнаруживаемый в таких швах мартенсит — бесструк-
турный, а бейнит представляет собой феррито-карбидную смесь
высокой дисперсности. Количество указанных структурных со-
ставляющих изменяется в зависимости от температурного цикла
сварки. При уменьшении погонной энергии количество мартен-
519
Рий. ТО-1. Изменение количества
структурных составляю-
щих и твердости швов на
низкоуглеродистой кремне-
марганцевой стали (0,14%
С; 1,1% Мп; 0,75% Si)
в зависимости от погонной
энергии:
/ — мартенсит;
2 — перлит,
3 — остаточный аустенит,
4 — твердость
сита, бейнита и остаточного
аустенита в металле шва повы-
шается (рис. 10-1) и дисперс-
ность их увеличивается. Так.
количество закалочных структур в швах на низкоуглеродистой
кремнемарганцевой стали толщиной 12 мм при сварке с погонной
энергией q/v = 4 ккал/см и скорости охлаждения в интервале
температур 400—600° С, примерно равной 4,5° С/с, составляет
10—11%.
В швах, выполненных с большой погонной энергией, коли-
чество этих структур резко уменьшается. Структура швов на
этой же стали при погонной энергии 13 ккал/см и скорости охла-
ждения примерно 0,5—-0,6° С/с состоит только из феррита и пер-
лита. Мартенсит и бейнит образуются также и в околошовной
зоне сварных соединений, например стали 14ХГС. Их количество
при сварке такой стали максимально (около 3%) в участке пере-
грева и снижается по мере удаления от линии сплавления.
При небольшом количестве закалочных структур их влияние
на механические свойства сварных соединений незначительно
в связи с равномерным и дезориентированным расположением
этих составляющих в мягкой ферритной основе. Однако при уве-
личении доли таких структур в шве и околошовной зоне пластич-
ность металла и его стойкость против хрупкого разрушения резко
ухудшаются. Дополнительное легирование стали марганцем,
•кремнием и другими элементами способствует образованию в свар-
ных соединениях закалочных структур. Поэтому режим сварки
большинства низколегированных сталей ограничивается более
узкими (по значению погонной энергии) пределами, чем при сварке
низкоуглеродистой стали. В ряде случаев, например при микро-
легировании ванадием, ванадием и азотом, а также другими эле-
ментами, склонность низколегированной стали к росту зерна
в околошовной зоне при сварке незначительна.
Для определения реакции низколегированной стали на тер-
мический цикл сварки проводят комплекс испытаний (см. §4-3).
С целью снижения разупрочнения в околошовной зоне термоулуч-
шенные низколегированные стали следует сваривать при мини-
мально возможной погонной энергии.
520
Обеспечение равнопрочности металла шва с основным метал-
лом достигается в основном за счет легирования его элементами,'
переходящими из основного металла. Иногда для повышения
прочности и стойкости против хрупкого разрушения металл шва
дополнительно легируют через сварочную проволоку.
Стойкость металла шва против кристаллизационных трещин;
при сварке низколегированных сталей несколько ниже, чем низ-
коуглеродистых, в связи с усилением отрицательного влияния
углерода некоторыми легирующими элементами, например крем-
нием. Повышение стойкости против образования трещин дости-
гается снижением содержания в шве углерода, серы и некоторых*
других элементов за счет применения сварочной проволоки с по-
ниженным содержанием указанных элементов, а также выбором
соответствующей технологии сварки (последовательность выпол-
нения швов, обеспечение благоприятной формы провара) и рацио-
нальной конструкции изделия.
Технология сварки покрытыми электродами. Технология сварки
низколегированных низкоуглеродистых сталей покрытыми элек-
тродами мало отличается от технологии сварки низкоуглероди-
стых сталей. Характер подготовки кромок, режимы сварки, поря-
док наложения швов практически одинаковы. Прихватки при
сборке необходимо выполнять теми же электродами, что и при-
сварке основного шва, и накладывать только в местах, где распо-
лагается шов.
Низколегированные стали сваривают в основном электродами
с фтористо-кальциевым покрытием типа Э42А и Э50А, обеспечи-
вающими более высокую стойкость против образования кристал-
лизационных трещин и повышенные пластические свойства по
сравнению с электродами других типов. Для сварки сталей с по-
ниженным содержанием углерода (например 09Г2) в ряде случаев
используют электроды с рутиловым покрытием, например АНО-1
(тип Э42Т). Наиболее широко применяют электроды УОНИ-13/45,
СМ-11, АНО-8 (тип Э42А) и УОНИ-13/55, ДСК-50, АНО-7
(тип Э50А), обеспечивающие прочность и пластичность металла
шва на уровне свойств основного металла.
Высокая прочность металла шва при сварке электродами
типа Э42А достигается за счет перехода легирующих элементов
в шов из основного металла и повышенной скорости охлаждения
шва. Для сварки кольцевых швов трубопроводов, работающих
при температурах до —70° С, например из стали 10Г2, находят
применение электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым
покрытием.
Швы, сваренные покрытыми электродами, в ряде случаев
имеют пониженную стойкость против коррозии в морской воде,
что значительно снижает эксплуатационные свойства сварных
сосудов, морских эстакад и других сооружений. Это обусловлено
малым содержанием в поверхностных слоях металла шва леги-
рующих элементов (хрома, никеля, меди) вследствие низкой доли
5Л
участия основного металла в металле этих слоев. Для повышения
коррозионной стойкости металл шва следует легировать хромом.
Технология сварки под флюсом. В большинстве случаев при-
меняют те же сварочные материалы, что и при сварке низкоугле-
родистых сталей: плавленые флюсы АН-348-А, ОСЦ-45 (одноду-
говая сварка), АН-60 (многодуговая сварка с повышенной ско-
ростью), а также сварочные проволоки Св-08ГА и Св-10Г2. Для
сварки микролегированных сталей, например 15Г2АФ, в ряде
случаев применяют низкокремнистый флюс АН-22 в сочетании
с проволоками Св-08ХМ и Св-ЮНМА. Однако при этом швы ме-
нее стойки против кристаллизационных трещин, вследствие чего
сварку рекомендуется выполнять с предварительным подогревом.
Технология сварки низколегированной стали под флюсом
мало отличается от технологии сварки низкоуглеродистой стали
(см. § 9-1).
Для обеспечения пластических свойств металла углового шва
и околошовной зоны на уровне свойств основного металла сечение
шва следует выбирать в зависимости от толщины свариваемого
металла. Иногда сварку выполняют двумя дугами в раздельные
ванны. Многослойные швы на толстом металле также рекомен-
дуется выполнять двумя дугами, а при сварке одной дугой перед
наложением первого слоя производить подогрев основного ме-
талла до температуры 150—200° С. Опытным путем установлена
зависимость между толщиной основного металла и сечением шва
или слоя:
Толщина более толстого листа, мм 10—19 20—29 30—50
Сечение части металла шва или слоя,
образованного за счет электродного
металла, мм2 ................. 50 70 90
Металл швов, сваренных под флюсом, благодаря значительной
доле участия основного металла и достаточному содержанию леги-
рующих элементов обладает более высокой стойкостью против
коррозии в морской воде, чем металл швов, сваренных покрытыми
электродами обычного состава.
Технология сварки в защитных газах. Это в основном полу-
автоматическая сварка в углекислом газе. Технология сварки низ-
колегированных сталей в углекислом газе практически ничем
не отличается от технологии сварки низкоуглеродистой стали.
На практике применяют те же сварочные материалы, что и для
сварки низкоуглеродистой стали. Так, стали 15ХСНД, 14ХГС
и 10ХСНД сваривают сварочной проволокой Св-08Г2С. При одно-
слойной сварке и сварке не более чем в два-три слоя можно при-
менять проволоку Св-12ГС.
Полуавтоматическую сварку в углекислом газе выполняют
также порошковыми проволоками ПП-АН4 и ПП-АН8. Прово-
локу ПП-АН8 можно использовать и при автоматической сварке.
Швы, сваренные проволокой ПП-АН8, например на стали 09Г2,
522
равнопрочны основному металлу и имеют повышенные пласти-
ческие характеристики.
Для повышения коррозионной стойкости сварных соединений
в морской воде применяют сварочную проволоку Св-08ХГ2С,
обеспечивающую дополнительное легирование металла шва
хромом.
Технология электрошлаковой сварки. Наиболее применима
электрошлаковая сварка при изготовлении крупногабаритных
изделий из низколегированных сталей 09Г2С, 16ГС, 15ХСНД
и 14Г2 толщиной 30—100 мм, а в ряде случаев толщиной до 160 мм.
Сварку ведут с применением флюса АН-8 проволоками Св-08ГС,
Св-10Г2, реже Св-12ГС. Металл шва, выполненный проволоками
Св-08А и Св-08ГА, менее прочен, чем основной металл.
Применение усовершенствованных режимов позволяет часто
отказаться от высокотемпературной термообработки (нормализа-
ции) сварных конструкций, выполненных электрошлаковой свар-
кой. Так, например, сталь 16ГС толщиной 50 мм сваривается при
ускоренной подаче сварочной проволоки с увеличенной скоро-
стью поперечных перемещений электрода и большим временем
выдержки у ползунов. Примерный режим сварки следующий:
Сила постоянного тока, А.................................900
Напряжение, В . .................................42
Число электродов .........................................1
Скорость подачи электродной проволоки, м/ч ............. 576
Скорость перемещения электрода, м/ч ......................75
Продолжительность выдержки у ползунов, с ..............6
Глубина шлаковой ванны, мм ...........................50
Сухой вылет электрода, мм ...........................70
Принятый режим перемещения электрода способствует вы-
равниванию глубины сварочной ванны по толщине металла.
В связи с этим скорость подачи сварочной проволоки может быть
значительно повышена без опасности образования в швах кристал-
лизационных трещин. В свою очередь, увеличение подачи прово-
локи и, следовательно, скорости сварки уменьшает перегрев
околошовной зоны. Свойства сварных соединений стали 16ГС,
выполненных проволокой Св-10Г2 под флюсом АН-8 на указанном
режиме и после отпуска при температуре 650° С, практически
такие же, как и при дуговой сварке металла равной толщины.
В табл. 10-5 приведены типичные режимы сварки низколеги-
рованной стали с пониженным содержанием углерода (напри-
мер 09Г2ДТ). Сварку такой стали на приведенных режимах
также можно выполнять без нормализации сварных соеди-
нений.
Технология сварки низколегированных теплоустойчивых ста-
лей. Детали эксплуатируемых в энергостроении машин обычно
характеризуются сложностью формы, разнообразием конструк-
тивных решений и индивидуальным характером производства.
Поэтому наиболее широкое применение находит ручная сварка
523
-Таблица 10-5
Режимы электрошлаковой сварки стали 09Г2ДТ (флюс АН-8)
Толщина металла, мм Число электрод- ных про- волок Толщина металла на каж- дый элек- трод, мм Скорость подачи каждой прово- локи м/ч Расстоя- ние между прово- локами, мм Напря- жение сварки. В Глубина шлако- вой ванны, мм Продол- житель- ность выдержки у ползу- на, с
70 1 70 400 45—47 50—55 6
90 2 45 260 50 42—44 45—50 4
160 3 53 300 55 42—44 45—50 5
Примечания: 1. Зазор между кромками 28—32 мм
2 Сухой вылет 70 мм.
3. Скорость поперечного Перемещения проволоки 39 м/ч.
4. Расстояние от крайнего положения проволоки до ползуна 5 — 7 мл
5. Диаметр проволоки 3 мм.
6. Металл толщиной 160 мм можно сваривать двумя проволоками при соответ-
ствующем увеличении скорости их подачи.
покрытыми электродами и полуавтоматическая сварка в защит-
ных газах и реже автоматическая сварка под флюсом.
Работа конструкций при высоких температурах способствует
протеканию диффузионных процессов. Для того чтобы снизить
интенсивность этих процессов в сварном соединении, стремятся
максимально приблизить состав металла шва к составу основного
металла. Для сварки хромомолибденовых сталей (12ХМ, 15ХМ,
20ХМЛ) применяют электроды типа ЭМХ по ГОСТ 9467—60.
Наибольшее распространение получили электроды с рудно-
кислым покрытием ЦП-14 и электроды ГЛ-14 с фтористо-каль-
"циевым покрытием. Электроды последней марки изготовляют
из проволоки Св-08ХМ.
Хромомолибденовые стали с малым содержанием углерода
Деталь 12ХМ) рекомендуется сваривать с предварительным подо-
‘гревом до 200° С. При более высоком содержании в стали угле-
'рода температуру предварительного подогрева повышают до 250—
300° С.
Хромомолибденованадиевые стали (20ХМФЛ, 12Х1МФ,
15Х1М1Ф) сваривают электродами ЦЛ-20-63 (тип ЭХМФ) со
стержнем из проволоки Св-08ХМФА. В этом случае необходим
предварительный и сопутствующий подогрев до 300—350° С.
После сварки сварные соединения подвергают высокому отпуску
при температуре 700—740° С в течение 2—3 ч.
При сварке в углекислом газе стали 15ХМ и 20ХМ применяют
лсварочную проволоку Св-10ХГ2СМА, состав которой приведен
в §7-1. При использовании этой проволоки прочностные и пласти-
ческие свойства сварных соединений в интервале температур 20—
"525° С практически не отличаются от свойств основного металла.
524
Таблица 10-8
Режимы термообработки конструкций,
изготовленных из низколегированных жаропрочных сталей
Сталь Режим термообработки
15ХМ Посадка в печь при температуре 200° С, нагрев до 610° С со скоростью 40—50° С/ч, выдержка при температуре 600—610° С 3 ч, охлаждение до 200° С со скоростью 40—50° С/ч с после-
20ХМ дующим остыванием на воздухе Посадка в печь при температуре 300° С, нагрев до 680° С со ско- ростью 40—50° С/ч, выдержка при температуре 640—680° С 4 ч, охлаждение до 200° С со скоростью 40—50° С/ч с по- следующим остыванием на воздухе
20ХМФЛ Посадка в печь при температуре 200° С, нагрев до 700° С со ско- ростью 40—50° С/ч, выдержка при температуре 690—700° С 2—7 ч, охлаждение до температуры 200° С со скоростью 40— 50° С/ч с последующим остыванием на воздухе
Автоматическую и полуавтоматическую сварку этих сталей
в углекислом газе проводят с предварительным подогревом до
температуры 250—300° С. Режимы сварки практически не отли-
чаются от режимов сварки низкоуглеродистой стали. После
сварки проводят высокий отпуск конструкции (табл. 10-6).
Теплоустойчивую сталь 20ХМФЛ сваривают в углекислом газе
проволокой Св-08ХГСМФА с предварительным и сопутствующим
подогревом до температуры 300—350° С, что обеспечивает повы-
шение стойкости шва против трещин и снижение твердости ме-
талла шва и околошовной зоны. После окончания сварки кон-
струкцию подвергают термообработке по режиму, приведенному
в табл. 10-6 (по данным Б. С. Касаткина). Сварное соединение
стали 20ХМФЛ, выполненное в углекислом газе проволокой
Св-08ХГСМФА, по всем показателям равноценно основному
металлу.
Автоматическую и полуавтоматическую сварку в углекислом
газе сталей 12Х1МФ и 15Х1М1Ф осуществляют проволокой
Св-08ХГСМФА с предварительным и сопутствующим подогревом
до температуры 250—300° С. После сварки производят высокий
отпуск при температуре 701'1—740° С.
При сварке под флюсом теплоустойчивых сталей, например
12Х1МФ и 15Х1М1Ф, рекомендуется применять проволоку
Св-08ХМФА и флюс АН-22. Сварку осуществляют с предваритель-
ным подогревом. Можно использовать также флюс АН-17М в со-
четании с кремнемарганцовистой проволокой Св-08ХГСМФА. При
указанном сочетании сварочных материалов обеспечивается полу-
чение металла шва, кратковременные и длительные механические
свойства которого (в состоянии после высокого отпуска) при
температуре 20—585° С полностью удовлетворяют установленным
требованиям.
525
| 10-3. Среднелегированные стали
и особенности их сварки
Среднелегированной, согласно ГОСТ 5200—50, на-
зывается сталь, легированная одним или несколькими элементами
при суммарном их содержании 2,5—10%.
Для изготовления сварных конструкций применяют конструк-
ционные (главным образом машиноподелочные) среднелегирован-
ные стали и среднелегированные теплоустойчивые стали. Средне-
легированные конструкционные стали с содержанием до 0,5% С
поставляют в основном по ГОСТ 4543—71 и разделяют на каче-
ственные и высококачественные.
Среднелегированные теплоустойчивые стали обычно содержат
не более 0,25% С и до 6,0% Сг в качестве обязательного легиру-
ющего элемента. Дополнительно сталь может быть легирована
молибденом, ванадием, вольфрамом и ниобием. Никелем стали
этой группы, как правило, не легируют. Химический состав
среднелегированных жаропрочных сталей регламентирован ГОСТ
4543—71 и специальными ТУ.
Главной и общей характеристикой среднелегированных сталей
являются механические свойства. Среднелегированные стали
обладают временным сопротивлением 60—200 кгс/мм2, что зна-
чительно превышает временное сопротивление обычных углеро-
дистых конструкционных сталей.
Для современных марок легированных сталей характерно
многокомпонентное комплексное легирование (табл. 10-7). Леги-
рование этих сталей только одним элементом применяется весьма
редко. Примером современной ^тали, легированной одним эле-
ментом, может служить только стать 06НЗ, предназначенная для
сварных конструкций, работающих з условиях глубокого холода.
Комплексное легирование более экономично и позволяет полу-
чить стали с более высоким уровнем механических свойств.
Среднелегированные стали для сварных конструкций в основ-
ном относятся к перлитному классу. Однако некоторые стали
этой группы, содержащие 5—6% и более легирующих элементов,
относятся к мартенситному классу.
Высокие механические свойства среднелегированных сталей
достигаются легированием элементами, упрочняющими феррит
и повышающими прокаливаемость стали, и надлежащей термо-
обработкой, после которой в полной мере проявляется положи-
тельное влияние легирующих элементов. Поэтому среднелеги-
рованные стали всегда характеризуются как химическим соста-
вом, так и видом термообработки. Среднелегированные стали,
предназначенные для изготовления сварных конструкций, как
правило, подвергаются улучшению (закалке с последующим вы-
соким отпуском) или закалке и низкому отпуску (см. табл. 10-7).
При высоких прочностных свойствах среднелегированные
стали после соответствующей термообработки по пластичности
526
Таблица 10-7
Состав и механические свойства некоторых среднелегированных сталей,
применяемых для изготовления сварных конструкций
Сталь Содержание, % Термоооработка Механические свойства (не менее)
Тип Марка с Мп Si Cr Ni Mo кгс/мм2 SWW/OJM б % гиэ/и эля .Ни
20ХГСА 0,17— 0,23 0,80— 1,10 0,90— 1,20 0,80— 1,10 — — Закалка и отпуск при 480—500° С 80 65 12 45 7
Хромокремнемар- ганцевая кон- струкционная 25ХГСА 0,22— 0,28 0,80— 1,10 0,90— 1,20 0,80— 1,10 —, То же ПО 85 10 40 6
ЗОХГСА 0,28— 0,34 0,80— 1,10 0,90— 1,20 0,80— 1,10 — — Закалка и отпуск при 500—540° С НО 85 10 45 5
Хромокремнемар- ганцевоникеле- вая конструк- ционная ЗОХГСНА 0,27— 0,34 1,00— 1,30 0,90— 1,20 0,90— 1,20 1,40— 1,80 — Закалка и отпуск при 200—300° С 165 140 9 45 6
Сталь Содержание, %
Тип Марка с Мп S1 Сг
Никелевая кон- струкционная 06НЗ 0,04— 0,08 0,50 0,30 —
Хромоникелемо- либденованадие- вая конструк- ционная 30ХН2МФА 0,26— 0,33 0,30— 0,60 0,17— 0,37 0,60— 0,90
Хромомолибдено- вая жаропроч- ная 12Х5МА 0,15 0,5 0,6 4,0— 6,0
Хромоникелемо либденовая жа- ропрочная 20Х2МА 0,18— 0,24 0,3— 0,7 0,17— 0,37 2,1 — 2,4
Продолжение табл. 10-7
Термообработка Механические свойства (не менее)
Ni Мо СТВ’ кгс/мм2 6, % ф, % аН’ кгс м/см2
5,00— 4,00 — Нормализация и отпуск при 600° С 48 32 25 60 16
2,0— 2,5 0,20— 0,30 Закалка и отпуск при 680° С 90 80 10 40 9
— 0,5— 0,6 Закалка и отпуск при 650° С 60 45 — — 12
3,3— 0,7 0,25— 0,35 Нормализация (закалка) и отпуск при 650° С 60 45 16 45 7
и вязкости не только не уступают, но в ряде случаев превосходят
такой пластичный материал, как низкоуглеродистая сталь Высо-
кие прочностные и пластические свойства среднелегированных
сталей обычно сочетаются с высокой стойкостью против перехода
в хрупкое состояние, что и определяет их использование для кон-
струкций, работающих в тяжелых условиях, например при удар-
ных или знакопеременных нагрузках, при низких или высоких
температурах и давлениях, в агрессивных средах и пр.
Среднелегированные стали используют для создания облегчен-
ных высокопрочных конструкций в энергомашиностроении, тяже-
лом и химическом машиностроении, судостроении, самолетострое-
нии и других отраслях техники. Машины и аппараты из средне-
легированных сталей изготовляют с широким применением сварки.
Особенности сварки среднелегированных сталей. В зависимости
от типа конструкции и ее назначения к сварным соединениям
из среднелегированных сталей предъявляются требования необ-
ходимой и достаточной прочности в условиях эксплуатации,
плотности, а также некоторые специальные требования (корро-
зионная стойкость, стойкость против взрывных нагрузок и т. п.).
В связи с особыми физико-химическими свойствами среднелеги-
рованных сталей выполнение этих требований является доста-
точно сложной задачей. Восприимчивость среднелегированных
сталей к закалке, а также высокий уровень механических свойств
обусловливают ряд специфических трудностей, возникающих
при их сварке.
Первой трудностью, наблюдающейся при сварке среднелеги-
рованных сталей, особенно с повышенным содержанием углерода
и легирующих элементов, является предупреждение возникно-
вения холодных трещин в околошовной зоне и в металле шва.
Низкая сопротивляемость околошовной зоны среднелегированных
сталей образованию холодных трещин определяется особенно-
стями происходящих в них структурных превращений, обуслов-
ленных концентрированным местным нагревом металла вплоть
до температур плавления, а также резким отличием в некоторых
сварных соединениях химического состава металла шва от со-
става околошовной зоны.
Можно утверждать, что во всех случаях сварки среднелеги-
рованных сталей, содержащих свыше 0,15% С, следует пред-
усматривать меры, обеспечивающие повышение стойкости свар-
ных соединений против образования холодных трещин. Из приве-
денных в табл. 10-7 марок только сталь 06НЗ обладает высокой
стойкостью против образования холодных трещин. В сварных
соединениях всех остальных марок сталей при тех или иных
условиях сварки холодные трещины могут возникать. Вероят-
ность их образования тем больше, чем больше содержится в стали
углерода и легирующих элементов, повышающих восприимчи-
вость стали к закалке, и чем больше толщина металла. Задача
рационального технологического процесса при сварке среднеде-
?4 Заказ № 782 5 29
тированных сталей сводится прежде всего к тому, чтобы наиболее
простыми приемами обеспечить высокую стойкость металла около-
шовной зоны и металла шва против образования холодных трещин.
Второй трудностью сварки среднелегированных сталей
является предупреждение возникновения кристаллизационных
трещин в металле шва. Методы предупреждения кристаллизацион-
ных трещин при сварке среднелегированных сталей мало отли-
чаются от применяющихся при сварке углеродистых сталей. Для
этого снижают содержание в шве серы, углерода и других элемен-
тов, уменьшающих стойкость металла шва против образования
кристаллизационных трещин, и повышают содержание таких
элементов, как марганец, хром и др., увеличивающих стойкость
металла шва против образования кристаллизационных трещин.
Третья трудность состоит в необходимости получения металла
шва, околошовной зоны и сварного соединения в целом с механи-
ческими свойствами, равноценными или близкими к свойствам
основного металла. Поскольку для повышения стойкости металла
шва против образования холодных и кристаллизационных трещин
ограничивают содержание в нем углерода и некоторых легиру-
ющих элементов, достигнуть равноценности шва с основным ме-
таллом в общем случае весьма затруднительно. Литой металл
шва в отличие от катаных и кованых заготовок не подвергается
обработке давлением — эффективному средству создания благо-
приятной структуры и повышения механических свойств металла.
Термообработка сварного соединения должна быть возможно
более простой и одинаковой для основного металла и металла шва.
В ряде случаев возникают серьезные затруднения с обеспече-
нием надлежащих прочностных и пластических свойств металла,
околошовной зоны и зоны сплавления. Трудности получения каче-
ственной зоны сплавления возникают, например, в случае исполь-
зования для сварки среднелегированных сталей высоколегирован-
ного электродного металла, обеспечивающего получение шва
с аустенитной структурой Большая разница по химическому
составу между металлом шва и основным металлом при опреде-
ленных условиях может привести к образованию в зоне сплавле-
ния непластичной хрупкой прослойки и обезуглероживанию ос-
новного металла в участках, непосредственно примыкающих
к границе сплавления.
Большие трудности могут возникнуть при электрошлаковой
сварке сталей, склонных к перегреву. Для устранения послед-
ствий перегрева в околошовной зоне в таких случаях приходится
разрабатывать специальные режимы термообработки, усложня-
ющие изготовление сварной конструкции, или применять менее
производительные методы сварки.
Совершенно особые трудности возникают, если сварные соеди-
нения среднелегированных сталей вовсе нельзя подвергать термо-
обработке, например сварные соединения судов и других круп-
ных сооружений, а также, если вместо требуемой закалки с по-
530
следующим отпуском приходится применя-fb только отпуск.
В подобных случаях прибегают к ряду особых технологических
приемов (см. § 10 5). Для решения этих задач технолог должен
правильно выбрать режимы сварки и сварочные материалы.
Из всех перечисленных затруднений, возникающих при сварке
среднелегированных сталей, наиболее серьезным и специфичным
является предотвращение образования холодных трещин.
§ 10-4. Технологические методы предупреждения
образования холодных трещин в сварных
соединениях среднелегированиых сталей
Для предупреждения возникновения холодных тре-
щин в сварных соединениях среднелегированных сталей технолог-
сварщик располагает рядом методов. Рассмотрим их последова-
тельно.
Выбор среднелегированных сталей для сварных конструкций.
Для сварных конструкций следует применять марки сталей,
обладающих требуемыми механическими свойствами при возможно
более низком содержании углерода и легирующих элементов,
повышающих восприимчивость стали к закалке. Следует также
ограничивать содержание этих элементов в металле шва. Перво-
степенное влияние углерода на образование холодных трещин
обусловлено тем, что он во многом определяет положение темпе-
ратурного интервала мартенситного превращения аустенита,
в свою очередь определяющего как вероятность зарождения
холодных трещин, так и их развитие.
Различают две разновидности мартенсита: дислокационный
иглообразный, содержащий в иглах только дислокации, и двой-
никовый пластинчатый, в котором пластины содержат двойники
(рис. 10-2). Дислокационный мартенсит образуется при относи-
тельно высоких температурах в сталях с низким содержанием
углерода (С < 0,22%), отличающихся повышенной пластично-
стью и пониженной прочностью. При этом атомные искажения
по границам зерен невелики, в связи с чем такие стали в закален-
ном состоянии менее склонны к замедленному разрушению.
В двойниковом пластинчатом мартенсите, образующемся
в углеродистых сталях с повышенным содержанием углерода
(С > 0,22%), деформация может легко осуществляться только
с увеличением плотности упаковки атомов. Поэтому такой мартен-
сит менее пластичен и более прочен. Он обусловливает возникно-
вение значительных атомных искажений по границам зерен и соот-
ветственно увеличивает склонность к замедленному разрушению
и образованию холодных трещин в сварных соединениях.
Уменьшение в стали 30Х2Н2М содержания углерода всего
на 0,1% в 2 раза повышает ее прочность при длительном нагру-
жении и, следовательно, стойкость против образования трещин
(рис. 10-3). Об этом же свидетельствуют эмпирические формулы
34* 531
Рис. 10-2. Разновидности мартенсита X 40 000:
а — дислокационный,
б — двойниковый
для определения углеродного эквивалента. Из формулы (4-1)
видно, что влияние углерода на стойкость соединений против
образования холодных трещин в 10 и 6 раз больше, чем никеля
или марганца соответственно.
Кроме выбора марки стали в некоторых случаях требуется
определить еще и способ ее производства и рафинирования.
Например, для особо ответственных сварных конструкций, рабо-
тающих в тяжелых условиях нагружения (низкие температуры,
ударная нагрузка) и изготовляемых из толстых листов (крупных
слитков), рекомендуется применять среднелегированные стали,
улучшенные дуплекс-процессом. Этот процесс предусматривает
перелив жидкой мартеновской стали из печи с основной футе-
ровкой в печь с кислой футеровкой.
Весьма эффективно использование сталей, прошедших элек-
трошлаковый и электроннолучевой переплавы, особенно в соче-
тании с дополнительным микролегированием элементами-моди-
а - 0,2% С, б — 0,3% С
532
Рис. 10-4. Влияние выплавки стали на стойкость против образования холодных
трещин:
а — сталь 35Х2Н2М*
1 — обычной мартеновской выплавки,
2 — после электрошлакового переплава
б — сталь 42Х2ГСНМ
1 — обычной выплавки,
2 — после электроннолучевого переплава
включений уменьшается, а стойкость стали против образования
холодных трещин повышается (рис. 10-4)
Регулирование термического цикла сварки. Регулировать сва-
рочный термический цикл можно путем изменения режима сварки
Для большинства марок среднелегированных сталей определение
оптимальных режимов сварки позволяет резко повысить стойкость
сварных соединений против образования холодных трещин и
в ряде случаев полностью устранить их возникновение. Идеаль-
ный термический цикл, обеспечивающий наиболее высокую стой-
кость сварного соединения против образования холодных трещин,
приведен на рис. 6-21.
Практическое осуществление циклов, близких к идеальному,
при дуговой сварке сопряжено с применением весьма малопроиз-
водительных режимов сварки, предварительного, сопутствующего
и последующего подогревов. Следовательно, осуществление
идеального цикла требует больших затрат труда и средств. При
электрошлаковой сварке этот цикл вовсе неосуществим. В прак-
тике термические циклы, близкие к идеальным, применяют редко.
Задача технолога-сварщика состоит в том, чтобы изыскать более
производительные и менее дорогие методы борьбы с холодными
трещинами, чем получение идеального термического цикла сварки.
Для повышения стойкости сварных соединений против обра-
зования холодных трещин необходимо замедлять охлаждение
сварного соединения ниже точки Дх с целью смещения превраще-
ния переохлажденного аустенита в область высоких температур,
а также предупреждать развитие перегрева в околошовной зоне
и возникновение грубой столбчатой структуры в металле шва.
Наиболее просто и экономично можно замедлить охлаждение
ниже точки Др применяя мощные источники нагрева и низкие
скорости сварки. Однако при этом развивается перегрев металла
в околошовной зоне, а первичная структура металла шва стано-
533
Рис. 10-5. Термокинетическая диаграмма превращения переохлажденного аусте-
нита в сварных соединениях:
а — сталь I с пониженным содержанием легирующих элементов (34ХМ
и др );
6 — сталь II с повышенным содержанием легирующих элементов (30Х2Н2М
и др ): А — аустенит, М — мартенсит, Б — бейнит, Ф — феррит,
П — перлит
вится более грубой. Кроме того, не всякое замедление обеспечи-
вает получение в сварных соединениях необходимой вторичной
структуры, повышающей стойкость соединения против образова-
ния холодных трещин.
Влияние термического цикла на стойкость против образования
холодных трещин следует определять с учетом особенностей пре-
вращения переохлажденного аустенита в металле сварного соеди-
нения. Рассмотрим термокинетические диаграммы, описывающие
превращение аустенита при непрерывном охлаждении для двух
типов среднелегированной стали I и II. Сталь I отличается от
стали II пониженной восприимчивостью к закалке и повышенной
стойкостью против образования трещин при сварке (рис. 10-5).
Термокинетические диаграммы строят в координатах время —
температура превращения. В этих координатах наносят семейство
кривых охлаждения и на каждой кривой отмечают точки, соответ-
ствующие началу и концу превращения в каждой из характерных
областей. Соединение этих точек линиями позволяет ограничить
области превращения аустенита при непрерывном охлаждении.
Ход превращения изучают дилатометрическим или магнитометри-
ческим методом в сочетании с металлографическим исследова-
нием образцов, подверженных закалке с определенной темпера-
туры. В последнее время для этой цели успешно применяют
также и метод высокотемпературной металлографии.
На рис. 10-5 нанесены три кривые охлаждения, соответству-
ющие режимам многослойной ручной дуговой сварки толстого
металла (кривая 1), многослойной сварки под флюсом толстого
металла на мощных режимах (кривая 2) и однопроходной электро-
534
шлаковой сварки толстого металла (кривая 3). При сварке стали
типа I превращение проходит в основном в мартенситной области
только при охлаждении по кривой 1. При охлаждении этой стали
в соответствии с кривыми 2 и 3 превращение смещается соответ-
ственно в бейнитную и ферритоперлитную области.
В сварных соединениях из сталей типа I отколы образуются
только при сварке на первом режиме. В соединениях, выполнен-
ных на режимах, соответствующих кривым 2 и 3, трещины воз-
никают только при неблагоприятных условиях. При сварке
стали типа II превращение переохлажденного аустенита проходит
полностью в мартенситной области при охлаждении по кривым 1
и 2; при охлаждении по кривой 3 превращение аустенита захва-
тывает бейнитную область. При сварке стали типа II на режимах
по кривым 1 и 2 возникают отколы, причем образование трещин
при сварке на режиме по кривой 2 может быть даже большим, чем
при сварке на режиме по кривой 1. В случае сварки на режиме
по кривой 3 трещины возникают только при неблагоприятных
условиях.
Следовательно, повышение погонной энергии сварки обычно
целесообразно в случае сварки сравнительно низколегированных
сталей типа I. При этом замедление охлаждения ниже точки Лх
сопровождается благоприятными изменениями в ходе превраще-
ния переохлажденного аустенита, т. е. приводит к образованию
структуры металла, способствующей повышению стойкости свар-
ных соединений против образования трещин. Для сталей типа I
благоприятное влияние этих изменений преобладает над отрица-
тельным влиянием, обусловленным развитием перегрева при повы-
шении погонной энергии сварки.
Для сталей типа II повышение погонной энергии сварки может
быть даже вредным. Благоприятных структурных изменений,
обусловленных смещением превращения переохлажденного аусте-
нита в область высоких температур, при этом может не быть,
а отрицательное влияние перегрева проявится более резко. Для
сталей типа II целесообразны только режимы сварки, обеспечи-
вающие значительно замедленное охлаждение сварных соедине-
ний в области температуры ниже точки Лх (например при электро-
шлаковой сварке), когда и в этих сталях происходит смещение
превращения переохлажденного аустенита в область более высо-
ких температур и получает особо существенное развитие само-
отпуск мартенсита непосредственно в процессе охлаждения со-
единения.
В рассматриваемом случае процесс самоотпуска развивается
вследствие значительного замедления охлаждения соединения
при температурах порядка 300—150° С. Длительность пребывания
сварного соединения при температурах 300—150° С в случае
однопроходной электрошлаковой сварки в десятки раз боль-
ше, чем в случае дуговой многослойной сварки толстого ме-
талла.
535
Рис. 10-6. Влияние способа сварки на
стойкость против образова-
ния холодных трещин сое-
динений, выполненных
электродуговой (ф и элект-
роннолучевой (б) сваркой
Сталь 42Х2ГСНМ
Из сопоставления данных,
представленных на рис 10-6,
следует, что электроннолучевые
соединения по стойкости против
холодных трещин значительно
превосходят аналогичные соеди-
нения, выполненные дуговой сваркой под флюсом Время пребыва-
ния металла зоны при температурах перегрева в случае элек-
троннолучевой сварки во много раз меньше, чем при сварке под
флюсом (рис 10-7). По этому можно прийти к заключению, что
причина отмеченного преимущества электроннолучевых соеди-
нений состоит в резком ограничении перегрева и кратковре-
менной аустенитизации металла околошовной зоны.
Как видно на рис. 10-8, при исходной феррито-перлитной
структуре стали вторичное зерно у линии сплавления осталось
практически таким же, как и в основном металле, т. е. перегрев
отсутствует.
Влияние продолжительности аустенитизации на процесс пре-
вращения аустенита в стали 30Х2Н2М определяли при помощи
высокотемпературной металлографии (рис. 10-9). В образцах
этой стали, нагреваемых по термическому циклу электроннолу-
чевой сварки, превращение переохлажденного аустенита в основ-
ном развивалось при высоких температурах вблизи точки Тм.
При цикле дуговой сварки это превращение растягивается на зна-
чительный интервал температур, лежащий ниже этой точки.
Рис. 10-7. Приближенные термические циклы околошовной зоны при однопро-
ходной электродуговой (а) и электроннолучевой (б) сварке стали
толщиной_Д6 мм
Рис. 10-8. Микроструктура Околошов-
ной зоны на границе со
швом после электроннолу-
чевой сварки стали ЗОХГСА
толщиной 30 мм, X 300
Если стойкость сварных сое-
динений против образования
холодных трещин настолько
низка, что избежать их появ-
ления путем соответствующего
выбора режима сварки не удает-
ся, в отдельных случаях при-
бегают к регулированию тер-
мического цикла путем пред-
варительного и сопутствую-
щего подогревов свариваемых
кромок. Особо высокую стойкость против образования трещин
можно получить, применяя предварительный подогрев до темпе-
ратуры 200—300° С и режимы сварки с низкой погонной энергией.
Соблюдение этих условий приближает реальный термический цикл
сварки к идеальному.
Однако для широко применяемых среднелегированных сталей
даже большой толщины достаточную стойкость против образова-
ния холодных трещин можно получить при использовании подо-
грева до температуры 150—200° С и сравнительно высоких режи-
мов сварки. Так, например, в случае автоматической сварки под
флюсом сталей, приведенных в табл. 10-7, подогрев до темпера-
туры 200° С оказывается достаточным для предупреждения хо-
лодных трещин.
Предварительный подогрев свариваемых кромок целесообразно
осуществлять с помощью индукторов, питающихся электрическим
током промышленной частоты. Соединения из металла сравни-
тельно небольших толщин можно подогревать газовым пламенем.
При сварке металла средних и больших толщин в ряде случаев
образование холодных трещин можно предотвратить путем разо-
грева области шва до температуры 100—150° С в процессе на-
ложения слоев с минимальным перерывом между ними, а также
применяя каскадный и блочный приемы сварки. В этом
отношении весьма эффективна также многодуговая автомати-
ческая сварка в защитных газах при большом расстоянии между
дугами.
Оптимальный термический цикл сварки (режим сварки и по-
догрева), при котором для стали данного состава обеспечивается
отсутствие холодных трещин и малопластичных структур в около-
шовной зоне, можно также определять расчетным путем. Расчет
режима сварки ведут для того, чтобы обеспечить завершение пре-
вращения аустенита в перлитной области с образованием стойких
против холодных трещин структур.
537
Рис. 10-9. Влияние напряжения и температуры их действия на развитие превра-
щения аустенита в стали 30Х2Н2М при термическом цикле дуговой
сварки иохл = 0,3° С/с при Т ~ 5004-300° С; X 140:
а — 20 кгс/мм8 при 600° С; г — 20 кгс/мм2 при 450° С;
б — 20 кгс/мм8 при 500° С; д — 30 кгс/мм2 при 450° С;
в — 30 кгс/мм2 при 500* С; е — 400 кгс/мм2 при 450° С
Однако такой расчет весьма приближенный, так как основан
на экспериментальных данных о превращениях переохлажден-
ного аустенита, не "учитывающих особенностей, вносимых в это
превращение сваркой. В частности, важны особые условия аусте-
нитизации и воздействия временных напряжений и т. п. К тому же
режим такого рода можно пытаться рассчитать только для сталей,
отличающихся низкой восприимчивостью к закалке, когда изме-
нением режима можно перевести превращение в перлитную
область. Для сталей, у которых при всех практически осуще-
ствимых режимах сварки превращение проходит в основном в мар-
тенситной области, нельзя выдержать основное условие расчета
и, следовательно, нельзя рассчитать требуемый режим сварки.
538
Регулирование временных напряжений. Структуру и свойства
сварных соединений из среднелегированных сталей, в частности
их стойкость против образования холодных трещин, можно в оп-
ределенных пределах изменять, регулируя нарастание в них при
охлаждении временных сварочных напряжений. Если при охла-
ждении соединения эти напряжения достигают определенной
величины при температурах, предшествующих развитию бейнит-
ного и мартенситного превращения, то эти превращения сме-
щаются в область высоких температур. В результате стойкость
сварных соединений против образования холодных трещин повы-
шается.
На рис. 10-9 показано, как смещается бейнитное превращение
в стали 30Х2Н2М в область высоких температур в зависимости
от величины напряжений и температуры их приложения для слу-
чая охлаждения образцов из этой стали по конкретному терми-
ческому циклу дуговой сварки. Все приведенные микроструктуры
относятся к моменту, когда в процессе непрерывного охлаждения
температура образцов достигала 320° С. Нагрев, нагружение и
фиксацию развития превращения аустенита в образцах произво-
дили с помощью установки для высокотемпературной металло-
графии ИМАШ-5М.
При температуре 320° С наибольшее смещение превращений
наблюдалось, если при температуре 450° С прикладывали напря-
жения 30 кгс/мм2 (см. рис. 10-9). Увеличение или уменьшение
напряжений при этой температуре, а также изменение темпера-
туры при всех опробованных напряжениях приводили к уменьше-
нию смещения превращений. Напряжения 7 кгс/мм2 и меньше
практически не оказывали никакого влияния на превращение.
Не оказывали влияния на превращение аустенита и напряжения,
приложенные к образцу после того, как в нем превратилось в мар-
тенсит или бейнит больше 50% аустенита.
Таким образом, существуют оптимальные значения темпера-
тур и напряжений, при которых их влияние на превращение наи-
большее. Это положение хорошо согласуется с результатами
исследований Г. В. Курдюмова и его сотрудников, показавших,
что только малые пластические деформации аустенита ускоряют
его превращение при последующем охлаждении, а большие —
напротив его замедляют. Последнее положение подтверждается
проявлением на микроструктуре образцов следов пластической
деформации — двойников, линий сдвига, дробления зерен во всех
случаях, когда к образцам прикладывали высокие для данной
температуры напряжения (рис. 10-9, а, е). При оптимальном соче-
тании температур и напряжений таких следов пластической
деформации не обнаружено (рис. 10-9).
На рис. 10-10 приведены результаты испытаний на длительное
растяжение стыковых соединений стали 30Х2Н2М (б = 16 мм),
сваренных проволокой Св-10ХГСН2МТ. Переохлажденный аусте-
нит в околошовной зоне этих соединений был подвергнут при-
539
Рис. 10-10. Влияние величины про-
межуточных (временных)
напряжений (б) и темпе-
ратуры их действия (а) на
прочность сварного сое-
динения при длительном
нагружении
мерно такому же деформацион-
ному воздействию в процессе
охлаждения после сварки, как
и в предыдущем случае (рис.
10-9). Из сопоставления рис.
10-9 и 10-10 следует, что влия-
ние величины напряжений и температуры их приложения на
превращение аустенита хорошо согласуется с их действием на
стойкость соединений против образования холодных трещин.
В опытах (рис. 10-10) напряжения растяжения, при которых
производили испытание образцов на длительное нагружение,
были равны 50 и 40 кгс/мм2 соответственно, а промежуточные
напряжения в опытах по определению влияния температуры
на длительную прочность соединений устанавливали равными
25 кгс/см2. Температура приложения промежуточных напряже-
ний к образцам по кривой а (рис. 10-10) была равной 420—450° С.
Наибольшее смещение превращения и наивысшая стойкость соеди-
нений против образования холодных трещин имели место в слу-
чае приложения напряжения 30 кгс/мм2 при температуре 450° С.
Изменение стойкости соединений против образования холод-
ных трещин при варьировании величины напряжений и темпера-
туры их приложения описывается зависимостями с четко выра-
женным максимумом (рис. 10-10). Такая же зависимость наблю-
дается и в смещении превращения аустенита в область высоких
температур при изменении этих же факторов (см. рис. 10-9).
Изложенные зависимости в общем справедливы и для других
марок среднелегированных сталей и термических циклов, при
использовании которых в околошовной зоне и металле шва раз-
виваются бейнитное и мартенситное превращения. Однако рас-
пространяя эти зависимости на другие стали и иные условия
сварки, следует иметь в виду, что рассматриваемое влияние на-
пряжений заметно ослабевает по мере повышения устойчивости
аустенита в стали и ускорения охлаждения сварного соедине-
ния. Так, при экспериментальном определении величины смеще-
ния превращения аустенита под влиянием напряжений в сталях
30Х2Н2М, 35X3H3M и 60Х2Н установлено, что это смещение
наибольшее для первой стали, значительно слабее для второй
и практически отсутствует в третьей
Таким образом, рассматриваемый метод борьбы с холодными
трещинами особенно эффективен при сварке среднелегированных
сталей с пониженным содержанием углерода и легирующих эле-
540
ментов и при применении режимов сварки, обеспечивающих
замедленное охлаждение сварных соединений.
Рассмотрим теперь вопрос о том, как практически можно регу-
лировать напряжения в процессе сварки с целью повышения стой-
кости соединений против образования холодных трещин. Ранее
было изложено доказательство возможности влияния на ход пре-
вращений аустенита в околошовной зоне путем регулирования вре-
менных напряжений. Благодаря этому можно существенно повы-
сить стойкость этой зоны против образования холодных трещин.
Наиболее простой и надежный способ такого регулирования
состоит в выборе химического состава металла шва. От него зави-
сят коэффициент линейного расширения, характер и объемный
эффект структурных превращений. Эти факторы оказывают суще-
ственное влияние на развитие временных напряжений в процессе
сварки.
В качестве примера на рис. 10-11 показано развитие временных
поперечных напряжений в однослойных стыковых соединениях
стали 35X3H3M при трех типах металла шва: аустенитном, бей-
нитно-мартенситном и ферритно-перлитном. Швы сваривали под
флюсом с использованием сварочных проволок Св-08Х20Н9Г7Т,
Св-10Х5М и Св-08ГА соответственно. Однопроходным швом со-
единяли между собой узкие пластины (Z = 60 мм) толщиной 16 мм,
предварительно вваренные в жесткую раму (см. рис. 10-11 вверху).
Режим сварки характеризовался относительно низкой скоростью
и высокой погонной энергией (исв = 6 м/ч; /св = 600 A; UR =
= 30 В). Реактивные поперечные напряжения определяли при
помощи специальных деформометров. Деформации измеряли на
базе 100 мм вдали от шва. Применяли искусственное охлаждение
пластин в местах замера деформации.
В соединениях с аустенитным швом по мере его охлаждения
напряжения непрерывно нарастают (рис. 10-11). Перегибы на
кривой 3 соответствуют началу
и окончанию превращения
аустенита в околошовной зоне.
В соединениях с ферритно-
перлитным швом (кривая 1) и
бейнитно-мартенситным (кривая
2) нарастание напряжений на-
блюдается только до темпера-
тур 680 и 340° С соответственно.
При этих температурах начи-
Рис. 10-11. Развитие временных попе-
речных напряжений в свар-
ных соединениях стали
35X3H3M в процессе ох-
лаждения швов:
1 — ферритно-перлнтного,
2 — бейнитно-мартенснтного,
3 — аустеннтнфг©
541
нается ферритно-перлитный распад аустенита в металле шва (кри-
вая 1) и бейнитно-мартенситное превращение аустенита в металле
шва (кривая 2). Последнее превращение сопровождается значи-
тельным объемным эффектом, что и обусловливает в основном от-
меченные изменения в нарастании поперечных напряжений
Если сопоставить данные рис. 10-11 с приведенными выше
сведениями о повышении стойкости против образования холодных
трещин и ускорении превращения аустенита под действием внеш-
них напряжений, можно прийти к следующему заключению:
только в соединениях с аустенитным и бейнитно-мартенситным
швами поперечные напряжения перед бейнитно-мартенситным пре-
вращением в околошовной зоне при температуре 400—450° С
достигают величины (12 кгс/мм2), достаточной для смещения пре-
вращения и повышения их стойкости против образования трещин.
В соединениях с ферритно-перлитным швом величины этих на-
пряжений недостаточны (6 кгс/мм2 при 450° С) для такого сме-
щения
Все изложенное хорошо согласуется с известными данными
о высокой стойкости соединений с аустенитными и бейнитно-
мартенситными швами против образования холодных трещин
и низкой стойкости соединений с ферритно-перлитными швами.
Кривые замедленного разрушения стыковых соединений из
стали 35X3H3M, подтверждающие это положение, приведены
на рис. 10-12.
Второй способ регулирования временных напряжений заклю-
чается в установлении рациональной последовательности выпол-
нения отдельных швов в сварной конструкции (узле). Сущность
его поясним на примере образования трещин в отдельных швах
технологической крестовой пробы, применяемой для оценки со-
противляемости соединений холодным трещинам (рис. 10-13).
Швы этой пробы по нарастанию стойкости против образования
холодных трещин в околошовной зоне расположены в следующий
ряд: 1, 3, 2, 4. В такой же последовательности они располсжены
и по жесткости закрепления соединяемых пластин перед свар-
кой. Шов 1 сварен при свободных пластинах, а шов 4—при наи-
большей жесткости их закрепления ранее выполненными швами.
Можно полагать, что в описанной последовательности про-
является положительное влияние величины временных напряже-
ний на превращение аустенита в околошовной зоне этих швов.
В околошовной зоне шва 1 эти напряжения наименьшие и наи-
большие в шве 4. При сварке реальных узлов, подобных крестовой
пробе, знание отмеченной зависимости позволяет установить
рациональные технологические приемы и последовательность
выполнения отдельных швов. Например, можно предусмотреть,
чтобы швы 1 и 3 выполнялись аустенитными электродами, а швы 2
и 4 — более дешевыми ферритно-перлитными электродами.
Однако при практическом использовании этого способа преду-
преждения холодных трещин необходимо учитывать, что чрез-
542
Рис. 10-12.
Влияние типа металла шва на стойкость соеди-
нений против образования холодных трещин
в околошовной зоне
Рис. 10-13.
Влияние последовательности
выполнения швов в кресто-
вой пробе на возникновение
в них холодных трещин
1 — ферритно перлитный шов,
2 — бейнитно мартенситный шов,
3 — аустенитный шов
мерное увеличение жесткости закрепления соединяемых элемен-
тов может не только не предупредить возникновения трещин,
а напротив, способствовать их появлению вследствие значитель-
ного повышения остаточных напряжений. Отмеченные обстоятель-
ства необходимо учитывать применительно к отдельным швам
конкретной конструкции.
Третий способ регулирования временных напряжений в свар-
ных соединениях состоит в преднамеренном их деформировании
внешней силой в оптимальном интервале температур при помощи
специальных приспособлений по схемам, аналогичным приведен-
ным в § 6-3. Большие размеры и сложность этих приспособлений
ограничивают практическое применение способа деталями и уз-
лами с относительно небольшим сечением.
Применение сварочных проволок с возможно более низкой тем-
пературой плавления. При сварке плавлением околошовная зона
нагревается до температур, близких к температуре плавления.
В этих условиях в пограничных со швом зернах металла разви-
вается высокотемпературная химическая неоднородность и наблю-
дается подплавление границ. Это подплавление приводит к обра-
зованию особого вида дефектов — надрывов. При последующем
остывании соединения надрывы служат очагами возникновения
холодных трещин.
Очевидно, что в том случае, когда температура плавления ме-
талла шва ниже температуры плавления основного металла,
создаются условия для «залечивания» (заполнения) надрывов
жидким металлом и соответствующего снижения опасности обра-
зования трещин. Характерный пример залечивания надрыва
на кромках среднелегированной стали аустенитным металлом
шва показан на рис. 10-14.
543
Рис. 10-14. Надрыв в околошовной зоне,
шва; X 200
«залеченный» аустенитным металлом,
Высокая стойкость соединений легированных сталей с аусте-
нитным и бейнитно-мартенситным швами против образования
холодных околошовных трещин может быть обусловлена не только
интенсивным нарастанием в них временных напряжений, как
это было показано выше, но и низкой температурой плавления
сварочных проволок.
По нарастанию температуры плавления сопоставляемые швы
располагаются в следующий ряд: аустенитный шов (проволока
Св-08Х20Н9Г7Т) — Т„л 1460° С; мартенситно-бейнитный шов
(проволока Св-10Х5М) — Тпл 1510° С; ферритно-перлитный шов
(проволока Св-08ГА) — Тпл 1520° С. В такой же последователь-
ности располагаются соединения с перечисленными швами и по
стойкости против образования холодных трещин в околошовной
зоне.
544
Рис. J О-J 5.
Влияние содержания водо-
рода в металле шва на стой-
кость против образования
холодных околошовных тре-
щин сварных соединений
легированных сталей с повы-
шенным (а) и пониженным
(б) содержанием углерода и
легирующих элементов
Уменьшение содержания водорода в основном металле и в ме-
талле шва. Понижение содержания водорода весьма эффективно
предупреждает образование холодных трещин. Отрицательное
влияние водорода наиболее сильно проявляется при сварке сталей
с относительно низким содержанием углерода и легирующих эле-
ментов и соответственно низкой склонностью к образованию
закалочных трещин.
Например, понижение содержания водорода в металле шва
в 1,5—2 раза приводит к двукратному повышению стойкости со-
единений против образования трещин при сварке под флюсом
стали 25ХГСА и весьма небольшому ее повышению при сварке
стали 42Х2ГСНМА. Оценку стойкости сварных соединений про-
тив образования холодных трещин производили по кривым за-
медленного разрушения. Соответствующие кривые замедленного
разрушения для сопоставляемых соединений приведены на
рис. 10-15 (а— сталь 42Х2ГСНМА и б— сталь 25ХГСА).
Термообработка сварных соединений сразу же после окончания
сварки. Термообработку следует производить в период от момента
окончания сварки до момента, пока еще холодные трещины не
возникли. В одних случаях это время составляет несколько
десятков часов, в других — несколько минут.
Своевременная термообработка соединений может полностью
устранить опасность образования холодных трещин. Дело в том,
что закаленные стали после отпуска, особенно высокого, практи-
чески не снижают прочности при длительном статическом нагру-
жении, т. е. они становятся несклонными к замедленному разру-
шению. Термообработку соединений сразу же после сварки можно
осуществить при помощи индукционного или пламенного нагрева
или же наложением дополнительного слоя с применением соответ-
ствующего режима сварки. Индукционный или пламенный нагрев
сравнительно просто осуществить для соединений небольших
толщин простой формы.
Для соединений больших толщин сложной формы, в которых
наиболее вероятно образование трещин, целесообразнее термо-
35 Заказ № 782 545
Рис. 10-16. Сварка с отжигающим (а) и без отжигающего (б) слоя. Сталь 35X3H3M
обработка путем наложения дополнительного, так называемого
отжигающего слоя. Сущность этого способа состоит в том, что
многослойная сварка шва осуществляется с применением специ-
альных режимов, обеспечивающих термообработку нижележа-
щего слоя и околошовной зоны при наложении последующего
слоя, близкой к высокому, но весьма кратковременному отпуску.
Положительный эффект достигается и в том случае, когда
нижележащий слой околошовной зоны подвергается закалке,
но без перегрева. Двухслойный стыковой шов, в котором второй
слой обеспечил полную перекристаллизацию участка крупного
зерна околошовной зоны от первого слоя, показан на рис. 10-16, а.
Это соединение отличается от обычного (рис. 10-16, б) значительно
большей стойкостью против околошовных трещин.
Если время до возникновения трещин измеряется часами,
то возможно предотвратить образование трещин, прибегая к обыч-
ной печной термообработке.
Предварительная наплавка кромок. Сущность способа состоит
в том, что перед сваркой на кромки наплавляют слой аустенит-
ного или ферритного металла. Способ позволяет предупредить
образование околошовных трещин типа отколов вследствие благо-
приятного напряженного состояния на границе раздела металл
шва — основной металл. При сварке шва наплавленная около-
шовная зона может подвергаться отпуску, что также уменьшает
опасность образования трещин.
Применение наплавки кромок позволяет осуществить и пол-
ную термообработку деталей с наплавленными кромками и пол-
ностью устранить неблагоприятные структурные изменения
в околошовной зоне даже в том случае, когда термообработка
после сварки невозможна или затруднена. Наплавка кромок
металлом того же состава, что и основной металл, или переплав
кромок неплавящимся электродом также значительно повышают
стойкость соединений против образования отколов. В этом случае
положительное влияние наплавки обусловлено мелкодисперсным
546
распределением в переплавленном металле неметаллических
включений и благоприятным изменением их формы и химического
состава. Предварительная наплавка кромок является весьма
трудоемким и дорогим способом предупреждения трещин и поэтому
редко применяется.
Прочие методы борьбы с холодными трещинами. Кроме опи-
санных выше хорошо проверенных методов борьбы с холодными
трещинами известны и разрабатываются еще и такие.
А. Проковка сварных соединений с помощью пневматических
устройств и обработка их ультразвуком сразу же после окончания
сварки, что позволяет в сварных соединениях ослаблять пико-
вые значения напряжений 1-го и 2-го родов.
Б. Понижение температуры сварных соединений ниже 0° С
сразу же после их остывания до комнатной температуры (замора-
живание соединений). Положительный эффект замораживания
следует связывать с повышением сопротивляемости закаленного
металла локальным пластическим деформациям, ответственным
за зарождение и развитие трещин. Следует, однако, иметь в виду,
что после размораживания трещины снова образуются даже
с большей интенсивностью, чем до замораживания. Указанный
способ целесообразно применять лишь в некоторых специфических
условиях, например, для консервации мелких сварных деталей
до термообработки.
В. Предупреждение увлажнения сварных соединений после
окончания сварки. Из специальных опытов, а также из практики
известно, что наличие влаги на сварных соединениях значительно
повышает опасность образования в них холодных трещин. В осенне-
зимний период, а также при сварке на открытом воздухе, когда
вероятность увлажнения соединений значительно увеличивается,
возрастает и опасность образования холодных трещин. Под влия-
нием влаги микродефекты шва и особенно околошовной зоны ста-
новятся очагами зарождения и развития холодных трещин.
Рассмотренные способы предупреждения образования холод-
ных трещин чаще всего применяют совместно. Рациональный
выбор марки стали, как правило, сочетается с надлежащим выбо-
ром термического цикла сварки, состава сварочной проволоки,
способов регулирования временных напряжений, ограничением
содержания водорода в металле шва и т. д. Такое комплексное
использование различных методов позволяет сваривать без тре-
щин практически' все среднелегированные стали, включенные
в табл. 10-7.
§ 10-5. Особенности сварки конструкций
из среднелегированных сталей
при различной термообработке
В зависимости от размеров сварной конструкции,
деформируемости ее при высокотемпературном нагреве, предъ-
являемых к соединениям требований, наличия оборудования для
35* 547
термообработки, а также экономичности изготовления конструк-
ции сварные соединения из среднелегированных сталей могут
подвергаться и не подвергаться термообработке. Технология
сварки существенно зависит от вида термообработки соединений
после сварки.
Сварные соединения, подвергающиеся полной термообработке.
Сварные соединения из среднелегированных сталей подвергают
полной термообработке (закалке с последующим отпуском) во всех
случаях изготовления ответственных и тяжелонагруженных кон-
струкций, когда это возможно. Последующую полную термообра-
ботку производят, если позволяют габаритные размеры конструк-
ций и обеспечиваются условия предупреждения деформаций
при термообработке.
После полной термообработки сварное соединение, как пра-
вило, становится равноценным основному металлу по всему
комплексу физико-химических свойств при условии, что хими-
ческий состав металла шва и свариваемой стали будет одинаков.
В ряде случаев при одинаковых с основным металлом химическом
составе и термообработке металл шва может иметь механические
свойства, превышающие свойства основного металла. Это обусло-
влено более благоприятной структурой первичной кристаллиза-
ции и большей химической однородностью металла шва по сравне-
нию с катаным металлом, полученным из относительно крупных
слитков.
В этой связи весьма показательны данные табл. 10-8, в которой
сопоставлены механические свойства при комнатной температуре
среднелегированных сталей 28ХЗСНМВФА, 42Х2ГСНМА и
20Х2МА и металла швов, выполненных электроннолучевой и
Таблица 10-8
Механические свойства среднелегированных сталей
и металла шва
Материал Сварка Участок соедине- ния S S ® и о а ат’ кгс/мм2 6, % о* -э g s' „ о
28ХЗСНМВФА Аргоно-дуговая Шов 187 158,2 11,5 56,8 5,9
с поперечными колебаниями электрода Основ- ной металл 170 152 8,3 47,4 4,8
42Х2ГСНМА Электронно- Шов 184 —. 15,6 54,5 5,2
лучевая Основ- ной металл 182,8 144,1 9,6 26 4,3
20Х2МА То же Шов Основ- ной металл 66 64,3 57,5 48,5 28,9 24,5 72 62,8 22,5 18,7
548
электродуговой сваркой в среде аргона вольфрамовым электродом
с колебаниями. Химический состав и термообработка сопоставлен-
ных металлов одинаковы. Сталь 42Х2ГСНМА (6 = 4 мм) прохо-
дила закалку и отпуск при температуре 250° С, а сталь 20Х2МА
(6 = 60 мм) — закалку и отпуск при температуре 640° С. Металл
шва, особенно при электроннолучевой сварке высокопрочной
стали 42Х2ГСНМА, превосходит основной металл по показателям
пластичности и вязкости.
Между тем в практике часто бывают случаи, когда металл
шва, близкий к основному металлу по химическому составу,
после термообработки обладает не лучшими, а худшими вязкостью
и пластичностью. Такое ухудшение свойств обычно происходит
вследствие повышения в металле шва содержания газов, серы
и фосфора, образования микродефектов, неполного устранения
химической неоднородности и столбчатой структуры при термо-
обработке, проводимой на режиме, принятом для основного
металла, и других причин.
В связи с этим сварку следует производить плавящимся элек-
тродом того же состава, что и основной металл, или же неплавя-
щимся электродом, ограничивать угар легирующих элементов
и предупреждать загрязнение металла шва газами и вредными
примесями, которые могут проникнуть в зону сварки из окружа-
ющей атмосферы или сварочных материалов. Металлургическое
воздействие при сварке среднелегированных сталей должно
заключаться главным образом в улучшении первичной структуры
металла шва путем ускорения кристаллизации и модифицирова-
ния его присадкой малого количества таких элементов, как титан,
алюминий и др., а также регулирования количества, формы и
распределения неметаллических включений.
Однако иметь одинаковый химический состав металла шва
и основного металла далеко не всегда возможно вследствие опас-
ности возникновения в швах кристаллизационных трещин. Осо-
бенно большие отступления от этого условия приходится допускать
при дуговой сварке среднелегированных сталей средних и больших
толщин с повышенным содержанием углерода, никеля и кремния.
Понижая содержание в шве этих элементов, с целью предупрежде-
ния чрезмерного ухудшения его механических свойств прибегают
к дополнительному легированию элементами, повышающими стой-
кость против образования кристаллизационных трещин (марган-
цем, хромом, титаном). Примером такого решения может быть
использование для сварки стали ЗОХГСНА сварочной проволоки
Св-20Х4ГМА.
Подобный метод повышения стойкости металла шва против
образования кристаллизационных трещин следует применять
совместно с использованием режимов сварки, обеспечивающих
высокое значение коэффициента формы шва, избегать узкой
и глубокой разделки кромок под сварку и в отдельных случаях
применять также предварительный подогрев. Комплексное исполь-
549
зование методов борьбы с кристаллизационными трещинами
позволяет получить соединения со швами, в меньшей степени
отличающимися от основного металла по химическому составу.
При выборе состава проволоки для сварки среднелегированных
сталей нужно учитывать, что часть легирующих элементов и угле-
рода поступает в шов из основного металла в соответствии с его
долей участия в образовании шва. Эта доля определяется методом
и режимом сварки и может изменяться от 15 до 80%.
В сварных соединениях, подвергающихся полной термообра-
ботке, можно меньше считаться с влиянием первичной структуры
на свойства металла шва, чем в соединениях, не подвергающихся
термообработке. Грубозернистая структура участка перегрева
околошовной зоны при термообработке практически полностью
устраняется. Все это позволяет применять для сварки термо-
обрабатываемых конструкций высокопроизводительные режимы
и методы сварки, при использовании которых в сварных соедине-
ниях непосредственно после сварки может образоваться грубо-
кристаллическая структура. К таким методам относится электро-
шлаковая сварка, а также сварка под флюсом при большой погон-
ной энергии.
Термообработка сварных соединений обычно производится
по режимам, установленным для свариваемой стали. Во всех
случаях, когда металл шва отличается по химическому составу
от основного металла, необходимо проверять соответствие этих
режимов конкретным сварным соединениям. В отдельных случаях
может оказаться необходимой некоторая их корректировка.
В частности, если металл шва содержит меньше углерода и леги-
рующих элементов, чем основной металл, для обеспечения полной
перекристаллизации его приходится повышать температуру
нагрева под закалку. Повышение температуры также благоприятно
и для более полного устранения дендритной неоднородности
в металле шва и перегрева околошовной зоны. Контроль пригод-
ности того или иного режима термообработки ведут с учетом меха-
нических свойств и микроструктуры металла сварного соединения.
При необходимости следует также проверять коррозионную
стойкость сварных соединений, их прочность и сопротивляемость
ползучести при высоких температурах, а также другие специаль-
ные свойства (электрические, магнитные и т. п.). Следует учиты-
вать, что сравнительно небольшое отличие химического состава
металла шва от основного металла в отдельных случаях может
привести к заметному снижению некоторых специальных свойств.
Сварные соединения, не подвергающиеся термообработке после
сварки. Большие скорости кристаллизации и остывания металла
шва позволяют при соответствующем легировании и подборе
режима сварки обеспечить его равнопрочность с основным метал-
лом для среднелегированных сталей с временным сопротивлением
до 100 кгс/мм2. При этом пластичность и вязкость металла шва
остаются достаточно высокими. Столь высокие свойства дости-
550
Рис. 10-17. Микроструктура металла шва при сварке среднелегированных
сталей (без термообработки) при недостаточных (а), оптимальных (б)
и чрезмерных (в) содержаниях углерода и легирующих элементов,
и оптимальных скоростях охлаждения соединений; X 110
гаются при условии улучшения не только первичной, но и вторич-
ной структуры металла шва и предупреждения перегрева и разу-
прочнения в процессе сварки металла околошовной зоны.
Вторичную структуру металла шва можно измельчить в про-
цессе сварки и получить при этом оптимальные механические
свойства при условии применения таких термических циклов
сварки, при которых распад переохлажденного аустенита про-
изойдет преимущественно в нижней части температурного интер-
вала ферритно-перлитного превращения. В этой области обра-
зуется мелкозернистая ферритная матрица, в которую вкраплены
весьма мелкодисперсные продукты перлитно-бейнитного превра-
щения (рис. 10-17, а). При этом важно предупредить образование
крупных участков избыточного феррита (рис. 10-17, б), снижающих
прочность и особенно ударную вязкость металла шва при низких
температурах.
Для достижения этого необходимо увеличить в определенных
пределах скорость охлаждения шва и повысить содержание в нем
углерода и стабилизирующих аустенит легирующих элементов.
Эти пределы определяются тем, чтобы не допустить смещения
превращения аустенита в шве в мартенситную область. Швы с боль-
шим количеством мартенсита (рис. 10-17, в) в сварных конструк-
циях недопустимы из-за низких пластичности и вязкости. Кроме
того, весьма трудно предупредить образование холодных трещин
в таких швах.
Примером термически необработанных швов на среднелеги-
рованных сталях типа ЗОХГСА с оптимальной вторичной структу-
рой (рис. 10-17, б) и достаточно высокими показателями прочности,
пластичности и вязкости могут быть швы, полученные при дуго-
вой сварке под флюсом и в среде защитных газов на умеренных
режимах с применением сварочных проволок Св-ЮГСМТ,
551
Св-08ХЗГ2СМ, Св-10ХГСН2МТ. При многослойной сварке таких
сталей с использованием проволоки Св-10ХГСН2МТ и флюса
АН-15 на режиме /св = 500 A, UR = 32 В, исв = 40 м/ч обеспе-
чивается получение металла шва с высокими механическими
свойствами: ств > 80 кгс/мм2; 65 > 20%; ая > 12 кгс-м/см2
при +20° С и 8 кгс-м/см2 при —40° С.
Для повышения производительности при многослойной сварке
соединений, не подвергающихся последующей термообработке,
следует рекомендовать многодуговую сварку раздвинутыми дугами.
При этом наряду с повышением производительности и сохранением
всех преимуществ многослойной сварки в отношении качества
металла шва достигается высокая стойкость сварных соединений
против отколов.
При сварке особо ответственных конструкций, не подвергаю-
щихся последующей термообработке, в тех случаях, когда равно-
прочность не является обязательным условием, используют сва-
рочную проволоку с высоким содержанием легирующих элементов,
обеспечивающих получение металла шва с аустенитной структу-
рой и с временным сопротивлением до 55 кгс/мм2. Обладая гране-
центрированной решеткой, металл шва с аустенитной структурой
отличается высокой пластичностью и вязкостью даже при грубой
литой структуре. Он не теряет этих свойств ни при низких темпе-
ратурах, ни при ударном приложении нагрузки. Сварные соедине-
ния с аустенитными швами применяют в самых ответственных
и тяжелонагруженных конструкциях. Весьма ценным их свой-
ством является высокая стойкость против образования трещин
в околошовной зоне.
Для сварки среднелегированных сталей используют сварочную
проволоку аустенитного класса Св-07Х25Н13 или Св-08Х20Н9Г7Т
(§ 7-1). Повышают долю электродного металла в металле шва
путем применения постоянного тока прямой полярности, трех-
фазной сварки и других приемов. При этих условиях можно
со сравнительно высокой производительностью сваривать сое-
динения аустенитным швом, не опасаясь разбавления аустенит-
ного металла шва основным металлом и снижения его стойкости
против образования кристаллизационных трещин, что имеет
место при применении проволоки с более высоким содержанием
легирующих элементов.
К недостаткам сварки среднелегированных сталей аустенит-
ной сварочной проволокой кроме пониженной прочности металла
шва следует отнести высокую стоимость проволоки и возможность
возникновения отрывов по зоне сплавления.
Сварные соединения, подвергающиеся после сварки только
высокому отпуску. В случаях, если нельзя применить закалку,
конструкции или соединения после сварки, например, из-за опас-
ности деформаций, но необходимо несколько повысить механи-
ческие свойства металла шва и околошовной зоны и снять свароч-
ные напряжения, прибегают к высокому или низкому отпуску
552
сварных конструкций. Высокий отпуск (нагрев до температур
600—650° С) более эффективен, чем низкий, так как обеспечивает
полное снятие сварочных напряжений и устраняет закалку металла
шва и околошовной зоны. При этом прочность металла несколько
понижается, а пластичность и ударная вязкость существенно
повышаются.
Отпуск не обеспечивает перекристаллизации металла и, следо-
вательно, не может устранить ни столбчатой структуры, ни явле-
ний перегрева в околошовной зоне. Поэтому необходимо приме-
нять те же технологические меры по измельчению первичной
и вторичной структур металла шва и околошовной зоны, что
и в случае сварки среднелегированных сталей без последующей
термообработки.
Улучшение пластичности и вязкости металла шва в резуль-
тате отпуска допускает его значительно большее легирование
по сравнению со швами, не подвергающимися термообработке.
В связи с этим в соединениях, подвергающихся отпуску, превра-
щение переохлажденного аустенита в металле шва может проис-
ходить в области бейнитного и мартенситного превращения с обра-
зованием игольчатой структуры (см. рис. 10-17). При отпуске
такой металл приобретает высокую пластичность и вязкость
в сочетании с достаточно высокой прочностью. Если же подверг-
нуть отпуску соединения, не повышая легирования металла шва,
то прочностные и вязкие свойства его могут заметно понизиться.
§ 10-6. Особенности различных видов сварки
плавлением среднелегированных сталей
Дуговая сварка покрытыми электродами. В настоящее
время большинство конструкций из среднелегированных сталей
сваривают вручную. К основным особенностям этого способа
следует отнести использование низководородистых электродов
с фтористо-кальциевым покрытием (см. §7-3), применение постоян-
ного тока обратной полярности, выполнение швов большого
сечения каскадным и блочным методами. Используя перечислен-
ные технологические приемы, стремятся максимально увеличить
разогрев области шва, особенно при сварке сталей большой тол-
щины. Существенно способствует предупреждению трещин повы-
шение температуры разогрева более 150° С. Для достижения такого
разогрева используют, в частности, каскадный метод сварки при
сравнительно небольшой длине его ступени (менее 200 мм).
Режимы дуговой сварки среднелегированных сталей покры-
тыми электродами подбирают в зависимости от типа стержня.
При ферритном стержне они не отличаются от режимов, приме-
няемых при сварке низкоуглеродистых сталей, при аустенитном —
от режимов сварки аустенитных сталей.
Сварка под флюсом. При изготовлении конструкций из средне-
легированных сталей из всех механизированных процессов
553
сварка под флюсом нашла наиболее широкое применение. С ее помо-
щью в настоящее время изготовляют конструкции разнообразного
назначения, преимущественно из металла толщиной 4—50 мм.
В отдельных случаях под флюсом сваривают и более тонкий,
и более толстый металл.
По сравнению с ручной сваркой, а также другими видами меха-
низированной сварки сварка под флюсом обеспечивает более высо-
кую производительность. Особенно значительны ее преимущества
при однопроходной сварке. В этом случае можно наиболее полно
использовать особенности сварки под флюсом для глубокого
проплавления основного металла, применения больших токов,
а также избежания затруднений с удалением шлаковой корки.
Если соединения обладают достаточно высокой стойкостью против
образования трещин и подвергаются последующей термообработке,
однопроходную сварку под флюсом можно производить на режи-
мах, применяемых при сварке низкоуглеродистых и низколегиро-
ванных сталей.
Режимы сварки под флюсом соединений из сталей ЗОХГСА
и ЗОХНМ, не подвергающихся последующей термообработке,
приведены в табл. 10-9.
При сварке сталей и соединений с пониженной стойкостью
против образования трещин (повышенное содержание углерода
и легирующих примесей, большая толщина листов или большая
жесткость их закрепления) приходится применять дополнитель-
ные меры: использование постоянного тока обратной полярности,
предварительный подогрев или разогрев области шва при наложе-
Таблица 10-9
Типичные режимы сварки под флюсом среднелегированпых сталей
низколегированной проволокой
Тип шва Толщина металла, катеты шва мм Диаметр свароч- ной про- волоки, мм 'св’ А В yCB каждого слоя, м/ч Число слоев
6 3 250—280 30—32 25—28 1
Стыко- 10 3 350—380 30—32 17—20 2
ВОЙ 12 3 350—380 30—32 15—18 2
12 и больше 5 500—550 30—32 30—36 2 и больше
4X4 2 180—200 28—30 25—28 1
Угловой 10Х 10 3 350—380 30—32 17—20 2
12Х 12 и больше 5 500—550 30—32 30—36 4 и больше
Примечания: 1 Режимы сварки даны для постоянного тока обратной поляр-
ности, флюсы типа АН-42 и АН-15
2. Стыковые швы на металле толщиной 6 мм н больше сваривают с разделкой кро-
мок под углом 60°.
554
нии многослойного шва, сварку первого слоя по присадочной
проволоке и при увеличенном угле разделки кромок.
Для сварки под флюсом среднелегированных сталей применяют
высококремнистые марганцевые флюсы АН-348-А и ОСЦ-45,
низкокремнистые флюсы АН-15, АН-15М, АН-17М, АН-42, АН-20
и др. (см. §7-4). Под высококремнистыми марганцевыми флюсами
сваривают соединения, к которым не предъявляются высокие
требования по ударной вязкости металла шва. Обычно при исполь-
зовании флюсов этого типа ударная вязкость металла шва на ста-
лях типа ЗОХГСНА не превышает 3—4 кгс-м/см2 даже в соедине-
ниях, подвергающихся термообработке после сварки. К преиму-
ществам сварки под такими флюсами следует отнести повышенную
стойкость швов против образования кристаллизационных тре-
щин.
Низкокремнистые флюсы с небольшим содержанием окислов
марганца позволяют получать сварные соединения со значительно
более высокими показателями ударной вязкости. Так, например,
в сварных соединениях стали ЗОХГСНА, выполненных с примене-
нием флюса АН-15М и проволоки Св-20Х4ГМА, ударная вязкость
металла шва повышается до 6—8 кгс-м/см2 при ств = 130 кгс/мм2.
Отмеченное улучшение качества обусловлено уменьшением содер-
жания в металле шва фосфора и неметаллических включений,
достигаемым за счет низкого содержания во флюсах фосфора
и окислов марганца.
К недостаткам флюсов АН-15, АН-15М и АН-20 следует отне-
сти необходимость выполнения сварки на постоянном токе обрат-
ной полярности. При сварке на переменном токе в швах могут
возникнуть поры. Флюс АН-42, хотя несколько уступает упомя-
нутым флюсам в отношении ударной вязкости металла шва, однако
позволяет производить сварку на переменном токе.
Сварка в защитных газах. Сварка в защитных газах находит
широкое применение при изготовлении конструкций из средне-
легированных сталей. К технологическим особенностям сварки
среднелегированных сталей в защитных газах следует отнести
тщательную осушку газа с целью предельного снижения содержа-
ния водорода в металле шва, а также использование режимов
сварки, обеспечивающих пониженные скорости остывания свар-
ных соединений. Эти меры необходимы для повышения стойкости
сварных соединений против образования трещин. В качестве
защитных газов при сварке среднелегированных сталей применяют
преимущественно углекислый газ и аргон. Для сварки пригодны
режимы, рекомендованные для соединений из низколегированных
сталей со снижением силы тока на 15—20%. В основном исполь-
зуют проволоки Св-ЮГСМТ, Св-10ХГСН2МТ и Св-08ХЗГ2СМ.
Сварку в аргоне производят неплавящимся и в меньшей мере
плавящимся электродом, в основном для изготовления ответствен-
ных конструкций из среднелегированных высокопрочных сталей
(<тв > 150 кгс/мм2).
555
Рис. 10-18. Аргоно-дуговая сварка с поперечными перемещениями вольфрамо-
вого электрода:
а — схема метода;
б — внешний вид шва,
в — термический цикл в околошовной зоне,
г — участок перегрева при сварке с применением колебаний (слева) н без
них (справа),
д — металл шва при сварке с применением колебаний (слева) и без них
(справа)
Для получения сварных соединений, полностью равноценных
по конструктивной прочности основному металлу, рекомендуется
применять автоматическую аргоно-дуговую сварку с поперечными
перемещениями неплавящегося электрода (см. рис. 10-18, а).
Как правило, предусматривают выполнение сварного соединения
в два слоя. При первом слое, выполняемом без поперечных пере-
мещений электрода, обеспечивается полное проплавление свари-
ваемых кромок. При сварке второго слоя электроду придают
низкочастотные поперечные колебания (3—6 колебаний в секунду).
Сварку осуществляют по присадочной проволоке, которая с помо-
щью специального устройства подается в зону дуги. При этом
достигается хорошее формирование шва (рис. 10-18, б).
Поперечные перемещения дуги оказывают многостороннее поло-
жительное влияние на качество сварных соединений, улучшается
формирование шва и обеспечивается плавный переход от шва
556
к основному металлу. Существенно ослабляются столбчатая ори-
ентация структуры металла шва и перегрев в околошовной зоне.
Это достигается вследствие пульсирующего изменения темпера-
туры металла околошовной зоны вблизи линии сплавления
(рис. 10-18, в). Время пребывания околошовной зоны при темпе-
ратурах, превышающих 1000° С, многократно уменьшается,
и перегрев соответственно ослабевает (рис. 10-18, г). Непрерывное
изменение фронта кристаллизации перемещающейся сварочной
ванны способствует изменению направления роста столбчатых
кристаллитов, их дроблению и измельчению (рис. 10-18, д).
Положительное влияние поперечных перемещений дуги про-
является только при определенных режимах сварки. При большом
токе, высоком напряжении дуги, малой амплитуде и большой
частоте поперечных перемещений электрода сварочная ванна
не следует за дугой и описанные выше положительные результаты
не достигаются.
Присадочная проволока применяется диаметром 0,8—1,6 мм.
С ее помощью удается хорошо сформировать усиление шва, а также
регулировать химический состав металла шва и его пластические
и прочностные свойства.
В швах, выполненных при оптимальном режиме перемещений
электрода, наряду с повышенной пластичностью существенно
повышается также и прочность, что обусловлено увеличением
поступления углерода в шов из основного металла. При малой
амплитуде и большой частоте поперечных перемещений электрода
никакого улучшения свойств металла шва не наблюдается (ре-
жимы 2 и 5). При оптимальной амплитуде, но малой частоте пере-
мещений (режим 3) формирование швов неудовлетворительное
(табл. 10-10).
Перемещения дуги положительно влияют на качество сварных
соединений не только при сварке среднелегированных сталей,
но и во всех других случаях, когда с применением аргоно-дуговой
сварки необходимо получить высокие показатели механических
свойств и хорошее формирование шва.
В ИЭС им. Е. О. Патона разработан новый метод увеличения
глубины проплавления основного металла при аргоно-дуговой
сварке неплавящимся электродом. Метод предусматривает нане-
сение на свариваемые кромки тонкого слоя специального активи-
рующего флюса-пасты (доли грамма на погонный метр). Флюс-
пасту приготовляют смешиванием химически чистых компонентов
на жидком парафине. Из замеса формируют цилиндрические
стержни-карандаши, при помощи которых флюс наносят на свари-
ваемые кромки посредством прочерчивания узкой полоски.
Содержащиеся во флюсе фториды и окислы, попадая в дугу,
способствуют существенному повышению концентрации сварочного
нагрева вследствие уменьшения диаметра столба дуги, увели-
чения температуры плазмы и плотности тока в прианодной
области.
557
Таблица 10-10
Механические свойства металла шва (свариваемая сталь 42Х2ГСНМЛ)
при различных режимах поперечных перемещений неплавящегося электрода
№ по пор Режим поперечных перемещений кгс/мм8 «, % % Содер жание углерода в шве, %
1 Без перемещений 171,1 — 173,6 8,26—12 4 44,3—56,6 0,31
173,0 10,2 51,0
2 Амплитуда 2 мм, ча- стота 8 кол/с 175,3—178,7 7,7—11,0 51,0—56 0 0,33
176,3 9,6 53,6
3 Амплитуда 3,5 мм, частота 1 кол/с 183,0—192,0 12,1 — 13,3 58 8—66,0 0,38
186,6 12,7 62,7
4 Амплитуда 3,5 мм, частота 3 кол/с 184,3—189,1 10,3—12,7 54,5—58,8 0,36
187,0 11,5 56,8
5 Амплитуда 3,5 мм, частота 8 кол/с 176,5—177,5 12,1 — 12,4 52,0—59,3 0,34
177,0 12,3 55 1
Примечание В числителе приведены минимальные н максимальные а в зна-
менателе средние значения механических свойств для 5 —6 образцов.
Аргоно-дуговую сварку неплавящимся электродом всегда
выполняют на прямой полярности, поэтому анод расположен
на основном металле. В результате существенно увеличивается
глубина и уменьшается ширина проплавления основного металла
(рис. 10-19, а). Открываются дополнительные возможности умень-
шения перегрева околошовной зоны и улучшения структуры
металла шва вследствие ускорения его кристаллизации и благо-
даря микролегированию через флюс-пасту металла шва титаном,
цирконием, церием и др. Особо высокое качество сварных соедине-
ний можно получить при двухслойной или трехслойной аргоно-
дуговой сварке вольфрамовым электродом с применением флюсов-
паст в первом слое и поперечных перемещений электрода во втором
и третьем (табл. 10-11).
Следует особо отметить принципиальное значение флюсов-
паст для аргоно-дуговой сварки неплавящимся электродом рафи-
нированных сталей. Как показали опыты, глубина проплавления
рафинированных сталей значительно меньше (примерно в 1,2 раза),
а ширина швов более чем в 2 раза больше по сравнению с этими
показателями сталей обычной выплавки (рис. 10-19, б) Повыше-
ние силы сварочного тока без изменения глубины проплавления
увеличивает лишь ее ширину. Кроме того, увеличивается пере-
грев металла в околошовной зоне
Причиной уменьшения глубины проплавления рафинирован-
ных сталей при аргоно-дуговой сварке является низкое содержа-
658
Рис. 10-19. Форма проплавления при наплавке валика'
а — на пластину из стали обычной мартеновской выплавки;
бив — на пластину из стали, прошедшей рафинирующий электрошла-»
новый переплав, с применением флюса пасты (б) и без него (в)
Таблица 10-fl
Рекомендуемые режимы аргоно-дуговой сварки
вольфрамовым электродом среднелегированных высокопрочных сталей
с применением поперечных перемещений и флюсов-паст
Толщина металла, мм № слоя /св, А В w м/ч vn. пр’ м/ч ^п пр’ мм Колебания
ампли- туда, мм частота, кол/с
2,0 1 85 8 12
2 90 9 12 12 1,2 2,5 3,0
2,5 1 100 8—9 12 — — —
2 100 8—9 12 12 1,2 2,5 3,0
1 ПО 9 12 — — — —
3,0 2 НО 9 12 12 1,2 3,0 3,0
3 90 8—9 12 — — 3,0 3,0
1 140 9—10 12 — .— — —
3,5 2 140 9—10 12 12 1,6 3,0 3,0
3 90 8—9 12 — — 3,0 3,0
1 140 11 9 — -— — —
4,5 . 2 140 12 9 9 1,6 3,5 3,5
3 100 9 12 — — 3,5 3,5
1 190 13 9 — — — —
5,5 2 180 11 9 9 1,6 3,5 3,5
3 110 8 12 — — 3,5 3,5
Примечания: 1. Сварку 1-го слоя выполняют по флюсу марки ВС-2 (ВС-1).
2. Сварку 3 го слоя выполняют со стороны корня шва.
3. Индекс п. пр означает «присадочная проволока».
ние в них кислорода и серы. В результате усиливается влияние
легкоионизируемых паров анода, в частности паров кальция, калия
и т. п.—• дуга расширяется, температура плазмы и плотность
тока в прианодной области снижаются, что ослабляет концентра-
цию дугового нагрева. Эти неблагоприятные для проплавления
основного металла изменения в дуговом разряде полностью устра-
няются с помощью флюсов-паст. Больше того, эти флюсы позволяют
получить на рафинированных сталях более концентрированный
дуговой нагрев, чем при сварке сталей обычной выплавки.
Описанный метод аргоно-дуговой сварки с применением флю-
сов-паст открыл возможность широкого использования рафини-
рованных сталей для изготовления тонколистовых сварных кон-
струкций.
Такие стали отличаются весьма низким содержанием серы
(0,002%) и кислорода (0,001%). Столь глубокое рафинирование
достигается путем применения электрошлакового, электронно-
лучевого и других видов переплава, а также при дополнительном,
рафинировании стали в ковше синтетическими шлаками. Рафини-
рованные стали идут на изготовление особо ответственных конст-
рукций и прежде всего тяжелонагруженных сварных конструкций
из среднелегированных высокопрочных сталей. Рафинирование
560
позволяет повысить надежность конструкций при самых тяжелых
условиях эксплуатации и улучшает некоторые показатели свари-
ваемости: сопротивление образованию трещин, пор, хрупких
разрушений. Ухудшаются только показатели проплавления
рафинированных сталей при аргоно-дуговой сварке неплавящимся
электродом.
Сварка в защитных газах с успехом применяется также для
соединения металла средней и большой толщины. Отсутствие
толстой шлаковой корки на поверхности шва позволяет выполнять
многопроходную сварку при каскадном расположении слоев,
сокращать до минимума перерывы между наложением отдельных
слоев, а также осуществлять многодуговую сварку при большом
расстоянии между дугами. В ряде случаев эта особенность сварки
в защитных газах позволяет отказаться от предварительного
подогрева.
Электрошлаковая сварка. Сварные соединения толстолистовых
конструкций из среднелегированных сталей, подвергающиеся
последующей термообработке, наиболее целесообразно выполнять
электрошлаковой сваркой. Наряду с высокой производительностью
и экономичностью сварочных работ при этом обеспечивается
и высокое качество сварных соединений, главным образом благо-
даря высокой стойкости металла околошовной зоны и шва против
образования трещин. Однако при неблагоприятных условиях при
электрошлаковой сварке могут возникать кристаллизационные
трещины в металле шва, а также горячие и холодные трещины
типа отколов в участке перегрева околошовной зоны (рис. 10—20).
Трещины-отколы возникают преимущественно в начале шва
особенно после возобновления прерванного процесса сварки,
а также при большой жесткости соединяемых элементов. Эти
трещины, как правило, образуются через несколько часов по окон-
чании сварки. Их образование можно предотвратить, если соеди-
нения сразу же после сварки подвергуть высокому отпуску. Спо-
собствует предупреждению трещин и некоторое замедление про-
цесса сварки, достигаемое путем уменьшения силы сварочного
тока и увеличения ширины шва.
Для предупреждения образования отколов при сварке жестко-
закрепленных элементов применяют предварительный подогрев
начального участка или всего шва. Предварительный подогрев
до температуры 150—200° С необходим для предупреждения
образования отколов и горячих трещин при сварке замыкающего
участка круговых швов толстостенных сосудов толщиной
более 100 мм.
Характер образования горячих трещин в околошовной зоне
среднелегированных сталей не отличается от характера образова-
ния подобных дефектов при сварке сталей других типов (см. § 6-2).
Наиболее действенной технологической мерой предупреждения
подобных дефектов является применение режимов сварки, обеспе-
чивающих получение широких швов с глубоким проплавлением
36 Заказ № 782 561
Рис. 10-20. Околошовные трещины при электрошлаковой сварке-
а — откол,
б — горячие трещины-надрывы
свариваемых кромок. Такие режимы характеризуются повышен-
ным напряжением сварки.
Особые трудности с предупреждением надрывов в околошовной
зоне возникают при электрошлаковой сварке замыкающего уча-
стка круговых швов толстостенных сосудов. Сварку этого участка
производят в условиях предельно жесткого закрепления соеди-
няемых элементов.
Для предупреждения образования надрывов в этом случае
применяют специальный технологический прием (рис. 10-21).
Начальный участок шва сваривают на повышенном напряжении
и получают шов увеличенной ширины (Ь = 70 —80 мм), затем
напряжение снижают. В процессе сварки погонной части шва
с помощью газовой резки в начале шва прорезают щель шириной
около 30 мм Эта щель служит для последующей сварки участка
замыкания шва На кромках щели остается относительно толстый
слой металла шва (около 20 мм), в котором располагается участок
перегрева околошовной зоны. Высокая стойкость металла шва
против образования надрывов, обусловленная равномерным
и мелкодисперсным распределением неметаллических включений,
и приводит в конечном счете к предупреждению появления этих
дефектов в участке замыкания круговых швов.
Вероятность образования надрывов при электрошлаковой
сварке можно ослабить, если использовать для изготовления
562
толстостенных конструкций стали, микролегированные церием,
титаном, алюминием и другими активными по отношению к вред-
ным примесям элементами. Эти элементы связывают примеси
в дисперсные тугоплавкие соединения, равномерно распределен-
ные в свариваемом металле. Наиболее важным в этом отношении
является нейтрализация вредного влияния серы. Наилучшие же
результаты достигаются при сочетании микролегирования с элек-
трошлаковым переплавом основного металла, благодаря чему
не только предупреждается образование трещин, но и значительно
повышается стойкость околошовной зоны против хрупких разру-
шений
Помимо трещин в околошовной зоне замыкающего участка
кругового шва образуются и трещины в металле шва. По этой
причине сварку этого участка приходится выполнять с пониже-
нием силы тока до 200—250 А.
Для электрошлаковой сварки среднелегированных сталей
(см §10-7) применяют флюсАН-8и сварочные проволоки Св-10Г2,
Св-12Г2Х, Св-10ГСМТ, Св-18ХМА и Св-10Х5М. Повышение
содержания углерода и некоторых легирующих элементов в шве
достигается за счет увеличения доли основного металла в ме-
талле шва. При использовании режимов сварки, приведенных
в табл. 10-12, эта доля превышает 50%.
В ряде случаев большие трудности возникают в связи с необ-
ходимостью выполнения печной высокотемпературной термо-
обработки сварных соединений крупногабаритных конструкций,
изготовленных с применением электрошлаковой сварки. Поэтому
большое внимание уделяется вопросу изыскания технологии
сварки, марок сталей и сварочных материалов, которые позво-
лили бы отказаться от такой термообработки.
Для устранения перегрева в околошовной зоне можно исполь-
зовать специальный метод электрошлаковой сварки, предусма-
тривающий наплавку на кромки слоя металла, стойкого против
перегрева.
Рис. 10-21. Схема электрошлаковой сварки круговых швов толстостенных кон-
струкций (6 = 80 мм), позволяющая избежать образования надрывов
в участке замыкания
36*
563
Таблица 10-12
Типовые режимы электрошлаковой сварки среднелегированных сталей
Параметры Толщина металла, мм
30—60 90-120 180-200
Число электродных проволок (сила тока на каж- дую электродную проволоку 400—450 А) . . . 1 2 3
Напряжение сварки, В: а) прямолинейные швы, погонная и замыкаю- щая части круговых швов 40—46 46—50 46—50
б) начальный участок круговых швов . . . 46—52 52—56 52—56
Скорость поперечного перемещения электродных проволок, м/ч 38—40 38—40 38—40
Зазор между кромками, мм 20—22 28—30 32—34
Ограничения перегрева в околошовной зоне и предупреждения
образования грубокристаллической структуры в металле шва
можно достигнуть также следующими приемами: 1) уменьшением
зазора между кромками, использованием сварочных проволок
малых диаметров (1,6—2 мм) и больших вылетов электрода;
2) осуществлением выделения основной части энергии в зоне
сварки непосредственно у ползунов и ускорением в результате
этого охлаждения соединения. В отдельных случаях такое уско-
рение охлаждения достигается путем опрыскивания соединения
водой при помощи специального устройства; 3) прерывистой
подачей энергии в зону сварки при помощи специальных прерыва-
телей. При этом обеспечивается минимальное, но достаточное
проплавление свариваемых кромок, а ширина участка перегрева
уменьшается.
Особое внимание уделяется металлургическому направлению
исследований проблемы отказа от высокотемпературной термо-
обработки соединений, выполненных электрошлаковой сваркой.
Сущность этого направления состоит в изыскании рационального
легирования сталей и сварочных проволок, а также выборе соста-
вов сварочных флюсов, позволяющих получать достаточно высо-
кие механические свойства околошовной зоны и металла шва
без применения высокотемпературной термообработки.
Проведенные в ИЭС им. Е. О. Патона исследования примени-
тельно к стали 12ХМ показали перспективность рафинирования
и микролегирования основного металла церием, алюминием
и титаном, а также повышенного легирования хромом и допол-
нительного легирования марганцем и никелем. Механические
свойства металла шва можно повысить, дополнительно легируя
его небольшими количествами циркония и применяя флюс АН-22
взамен флюса АН-8. При этом повышение механических свойств
достигается в основном за счет улучшения первичной и вторичной
564
структуры металла шва, а также вследствие уменьшения коли-
чества и улучшения состава и распределения неметаллических
включений.
Для упрочнения и удешевления изготовления сварных кон-
струкций при помощи электрошлаковой сварки используют
местную термообработку. Газопламенные или индукционные на-
греватели располагают с одной стороны при термообработке
соединений толщиной до 80 мм и с двух сторон — толщиной
до 160 мм. По механическим свойствам соединений местная термо-
обработка не уступает печной.
Благодаря применению рассмотренных методов непрерывно
расширяется номенклатура ответственных сварных конструкций,
изготовляемых электрошлаковой сваркой без высокотемператур-
ной обработки вообще или же при замене печной обработки местной
термообработкой соединений.
Электроннолучевая сварка. Этот вид сварки целесообразен
во всех случаях, когда необходимо с высокой производитель-
ностью и при ограниченной термообработке получить сварные
соединения, равнопрочные (равноценные) с основным металлом—•
высококачественной металлургически и термически улучшенной
среднелегированной сталью. Соединения, сваренные электронным
лучом, отличаются высокой стойкостью против образования
холодных трещин, а также минимальной величиной сварочных
деформаций. Отмеченные преимущества способа обусловлены
высокой концентрацией и большой скоростью нагрева, кинжаль-
ной формой проплавления основного металла, большими скоро-
стями кристаллизации и охлаждения сварочной ванны и сварного
соединения в целом.
Погонная энергия однопроходной электроннолучевой сварки
в несколько раз меньше, чем при других видах сварки плавле-
нием (табл. 10-13). Так, в случае стыкового соединения металла
толщиной 30 мм она составляет примерно 3 ккал/см при электрон-
нолучевой и 30 ккал/см при дуговой сварке под флюсом. Благо-
даря большим скоростям нагрева и охлаждения в электронно-
лучевых соединениях формируется весьма мелкозернистая струк-
тура металла шва (рис. 10-22) и предельно ограничиваются
перегрев и разупрочнение околошовной зоны (см. рис. 10-8).
Ширина столбчатых кристаллитов и ликвационных прослоек
по их границам при электроннолучевой сваркезначительно меньше,
чем при дуговой однопроходной сварке стали такой же тол-
щины.
Электроннолучевая сварка с большой скоростью значительно
повышает производительность процесса в особенности при замене
многослойной электродуговой сварки однопроходной электронно-
лучевой. Сопоставление режимов и погонной энергии сварки,
показателей прочности и степени разупрочнения для сварных
соединений высокопрочной стали 42Х2ГСНМА (<тв = 205 кгс/мм2,
6 = 4,5 мм) приведено в табл. 10-14.
565
Таблица 10-13
Типовые режимы
электроннолучевой сварки сталей
([/уск = 25 кВ)
Толщи- на ме талла, мм 'св- мА ГСВ’ м/ч «/и, кал/см
2,2 100 90 240
3,0 140 90 300
4,5 180 90 390
5,0 200 90 430
15,0 240 45 1000
20,0 250 20 2400
30,0 400 20 3900
* «
a
Рис. 10-22. Микроструктура металла
шва при электроннолуче-
вой сварке стали ЗОХГСНА
толщиной 20 мм (без вы-
сокотемпературной обра-
ботки), X 300
сварке
термоупрочненных сталей
сварные соединения практически равноценны основному металлу,
тогда как при аргоно-дуговой сварке эти соединения имеют значи-
тельное разупрочнение. При других способах сварки плавлением
таких показателей достичь также не удается. Указанная разница
в свойствах еще более разко проявляется при испытании соеди-
нений в условиях двухосного растяжения и при оценке конструк-
тивной прочности соединений.
В связи с этим весьма показательны результаты испытаний
сварных соединений стали ЗОХГСНА, выполненных электронно-
лучевой и другими способами сварки, на повторно-статический
изгиб. Эти испытания показали, что качество соединений, выпол-
ненных электроннолучевой сваркой, значительно превосходит
таковое при других способах сварки и практически равноценно
основному металлу.
К трудностям электроннолучевой сварки среднелегированных
сталей средних и больших толщин относится чувствительность
к повышенному содержанию в основном металле углерода, леги-
рующих элементов и газов, в частности кислорода. Так, например,
при сварке сталей толщиной более 30 мм с содержанием более 0,2%С
в швах возникают кристаллизационные трещины. Если содержа-
ние кислорода в стали превышает 0,02%, электроннолучевая
сварка становится практически невозможной из-за повышенного
566
Таблица 10-14
Режимы сварки, прочность и степень разупрочнения
для сварных соединений стали 42Х2ГСНМА (после низкого отпуска)
Сварка ^св’ А U, в yCB’ см/с кал/см ав- кгс/мм2 Степень раз- упроч нения, %
Аргоно дуговая одно проходная 240 27 1,52 611 160 22
Электроннолучевая 0,18 24 000 2,5 373 192 6
разбрызгивания жидкого металла и образования пор в шве.
В то же время при сварке сталей толщиной до 25 мм при соответ-
ствующем выборе режима сварки обеспечивается качественное
соединение без пор и трещин даже при содержании 0,3% С (на-
пример, сварка трубчатых узлов из стали ЗОХГСНА).
При больших толщинах основного металла особо существенное
значение приобретает точность ведения луча по стыку, так как
вследствие кинжальной формы проплавления незначительное
смещение луча от линии сварки или небольшой его перекос при-
водит к образованию непроваров.
§ 10-7. Рекомендуемая технология сварки
некоторых марок среднелегированных сталей
При определении технологии сварки среднелегиро-
ванных сталей нужно исходить из приведенных выше (см. §§ 10-4—
10-6) сведений о зависимости условий сварки от вида термообра-
ботки, а также особенностей различных методов сварки, приме-
няемых для рассматриваемого класса сталей (табл. 10-15).
§ 10-8. Состав и свойства
высоколегированных сталей и сплавов
Высоколегированными называют стали на основе
железа, легированные одним или несколькими элементами в коли-
честве 5—55%.
Высоколегированные сплавы подразделяют на две большие
группы: а) сплавы на железоникелевой основе и б) сплавы на
никелевой основе К железоникелевым отнесены сплавы, струк-
тура которых является твердым раствором хрома и других леги-
рующих элементов в железоникелевой основе (сумма содержаний
никеля и железа более 65% при приблизительном отношении
никеля к железу 1 : 1,5). К никелевым отнесены сплавы, структура
которых является твердым раствором хрома и других легирующих
элементов в никелевой основе (содержание никеля не менее 55%).
567
Таблица 10-15
Сварочные материалы,
применяемые для сварки некоторых среднелегированных сталей,
и механические свойства металла швов
Материал Термообработка сварного соединения Сварка Марки электрода, сварочной проволоки н флюса Механические свойства (не менее)
°В' кгс/мм2 6, % 5 s' а®*
25ХГСА и ЗОХГСА Закалка и высокий отпуск, с>в = = 90 кгс/мм2 Покрытыми электродами ВИ9-6 (Св-18ХМА) 80 18 5
Под флюсом Св-18ХМА, АН-348-А Св-18ХМА, АН-15 Св-20Х4ГМА, АН-15 Св-20Х4ГМА, АН-15Л4 80 80 90 90 18 18 14 15 4 6 7 12
В углекислом газе Св-ЮГСМТ 80 18 6
Электро- шлаковая Св-18ХМА, АН-8 100 — 6
Закалка и средний отпуск, О'в = = 130 кгс/мм2 Покрытыми электродами ВИ-10-6 (Св-18ХМА), НИАТ-ЗМ 100 — 6
Под флюсом Св-18ХМА, АН-348-А Св-18ХМА, АН-15 Св-20Х4ГМА, АН-15 Св-20Х4ГМА, АН-15М 100 100 130 130 8 9 4 6 5 6
В углекислом газе Св-08ХЗГ2СМ ПО 12 5
Электронно- лучевая — 125 11 5
Без термо- обработки Покрытыми электродами ВИ9-6 (Св-08) ВИ9-6 (Св-18ХМА) ВИ12-6 (Св-04Х19Н11МЗ) 70 75 55 — 3 2 10
Электронно- лучевая — 125 12 5
568
Продолжение табл. 10-15
Термообработка сварного соединения Марки электрода, сварочной проволоки и флюса Механические свойства (не менее)
Материал Сварка ств' кгс/мм2 6, % gWO/w-OJH ‘«о
Покрытыми электродами ВИ10-6 (Св-18ХМА) 100— 150 ’ — 6
< к и X Закалка в масле и низкий отпуск, Под флюсом Св-18ХМА, АН-15 Св-20Х4ГМА, АН-15 Св-20Х4ГМА, АН-15М ПО 120 130 16 16 12 6 6 6
4- 180 кгс/мм2 Электронно- лучевая — 170 15 6
Электро- шлаковая Св-18ХМА, АН-8 120 16 4
Без термо- Покрытыми электродами ВИ12-6 (Св-04Х19Н11МЗ) 55 — 12
обработки Под флюсом Св-08Х20Н9Г7Т, АН-22 60 20 9
Закалка и низкий отпуск, ов = 200 ± ± 10 кгс/мм2 Под флюсом Св-20Х4ГМА, АН-15М 180 — 5
£ X и X Аргоно- дуговая Св-28ХЗСНМВФА 190 10 5
О) Электронно- лучевая — 190 10 5
Покрытыми электродами ЦЛ-17 (Св-10Х5М) 55 — 12
< £ О) X (М Нормализация и высокий отпуск Под флюсом Св-10Х5М, АН-15 55 20 12
Электро- шлаковая Св-08ХЗГ2СМ, АН-8 70 18 8
569
Продолжение табл. 10-15
Материал Термообработка сварного соединения Сварка Марки электрода, сварочной проволоки н флюса Механические свойства (не менее)
S S CQ U С) « 6. % кгс м/см2
30ХН2М Закалка и высокий отпуск Электро- шлаковая Св-10ХГСН2Л4Т, АН-8 Св-08 ХЗГ2СМ, АН-8 80 100 18 14 9 9
Без термо- обработки Покрытыми электродами СЛ-16 (Св-08Х20Н9Г7Т) 55 — 9
Под флюсом Св-08Х20Н9Г7Т, АН-22 Св-10ХГСН2МТ, АН-15 60 75 25 20 12 10
В углекислом I азе Св-10ХГСН2МТ 70 20 12
12Х5МА Высокий отпуск Покрытыми электродами ЦЛ-17 (Св-ЮХБМ) 52 20 16
Под флюсом Св-ЮХбМ, АН-15 55 20 12
Без термо- обработки: а) конструк- ции, работаю- щие при температурах до 450° С Покрытыми электродами ЦЛ-9А, ОЗЛ-6, ОЗЛ-1, НИИ-48Г (Св-07Х25Н13) 55 25 8
Под флюсом Св-08Х20Н9Г7Т, АН-22 60 25 12
б) конструк- ции, работаю- щие при температурах выше 450° С Покрытыми электродами АНЖР-2 (ЭП-673) НИАТ-5, ЭА-395/9 (Св 10Х16Н25М6А) 60 30 10
Под флюсом ЭП-673, АН-15 Св-10Х16Н25М6А, АН-26 60 30 10
* Толщина металла соответственно 25 и 5 мм
570
В соответствии с существующими стандартами высоколегиро-
ванные стали и сплавы классифицируют в зависимости от системы
легирования, структуры, свойств и назначения. В зависимости
от свойств высоколегированные стали и сплавы делят на корро-
зионностойкие, жаропрочные и жаростойкие. К коррозионно-
стойким относятся стали и сплавы, способные сопротивляться
коррозии в атмосфере, воде, кислотах, солях, почве. К жаро-
прочным предъявляется требование — сохранять прочность при
повышенных температурах, к жаростойким — стойкость против
окисления на воздухе и в различных средах (например, цемен-
тационной среде) при высоких температурах вплоть до 1200—
1300° С.
Такое деление, естественно, условное. Например, сталь
XI8H10T применяют в качестве коррозионностойкого и жа-
ропрочного материала, а также для изготовления хладостой-
кой аппаратуры. Сталь 0Х20Н14С2 используют как жаростойкий
и коррозионностойкий материал.
По системе легирования высоколегированные стали делят
на хромистые, хромоникелевые, хромомарганцевые, хромоникеле-
марганцевые, хромомарганцеазотистые. Высоколегированные
сплавы делят на хромоникелевые, хромоникелекобальтовые и
хромокобальтовые (табл. 10-16, 10-17 и 10-18).
Главными легирующими элементами являются хром и никель.
Они определяют основные свойства и структуру высоколегирован-
ных сталей и сплавов. Стали и сплавы с содержанием хрома
более 12% являются нержавеющими. В качестве легирующих
элементов применяют также углерод, кремний, вольфрам, молиб-
ден, ниобий, ванадий, титан, алюминий, бор и др., которые сооб-
щают высоколегированным сталям и сплавам особые свойства:
прочность, жаропрочность, жаростойкость, стойкость против
некоторых видов коррозии. Они влияют также на структуру
сталей и сплавов.
Высоколегированные стали и сплавы — важнейший конструк-
ционный материал. Трудно назвать отрасль техники, где бы они
не применялись. Наиболее широко их используют в химической
и нефтехимической промышленности, в авиационной, ракетной
и атомной технике, в энергетике, судостроении, медицине, для
производства цементационных, термических и обжиговых печей,
пищевой аппаратуры. Нержавеющие стали благодаря хорошей
полируемости и антикоррозионным свойствам применяют также
для производства украшений и скульптур.
В зависимости от структуры высоколегированные стали делят
на следующие классы:
мартенситные — Х5, Х5ВФ, 4Х10С2М (ЭИ107), 2X13, 1X13H3,
1Х17Н2 (ЭИ268), 1Х12Н2ВМФ (ЭИ961) и др.;
мартенситно-ферритные— Х6СЮ (ЭИ428), 1Х12В2Л4Ф (ЭИ756),
1X13 (ЭЖ1), 1Х13Н, 1Х13НЗБ, 1Х12ВНМФ (ЭИ802), 1Х11МФ,
2Х12ВМБФР (ЭИ993) и др.;
571
Таблица 10-16
Состав коррозионностойких высоколегированных сталей и сплавов, %
Материал с Сг N1 Т1 Si | Мп S Р Другие элементы Примечание
не более
Мартенситные стали
2X13 (ЭЖ2) 0,16—0,24 12,0—14,0 — — 0,60 0,60 0,025 0,030 — —
1Х17Н2 0,11—0,17 16,0—18,0 1,50—2,50 — 0,80 0,80 0,025 0,030 — Применяется и как жа-
(ЭИ268) ропрочный материал
1Х12Н2ВМФ 0,10—0,16 10,5—12,0 1,50—1,80 — 0,60 0,60 0,025 0,030 1,60— —
(ЭИ961) 2,0 W
0,35—
0,50 Мо
СП 0,18—
го 0,30 V
Мартенситно-ферритные стали
1Х1з (ЭЖ1) 0,09—0,15 12,0—14,0 — — 0,60 0,60 0,025 0,030 — Применяется и как жа- ростойкий и жаро-
прочный материал
Ферритные стали
0X13 (ЭИ496) 0Х17Т (ЭИ645) s=0,08 ==0,08 11,0—13,0 16,0—18,0 — 5 (% С)- 0,80 0,60 0,80 0,60 0,70 0 025 0,025 0 035 0,035 — Применяется и как жа- ростойкий материал
Х25Т (ЭИ439) ;g0,15 24,0—27,0 5 (% С)- 0,80 1,00 0,80 0 025 0,035 — То же
Х28 (ЭИ349) ===0,15 27,0—30,0 — — 1,00 0,80 0,025 0,035 — »
Продолжение табл. 10-16
Материал С Сг Ni Ti Si Мп S Р Другие элементы Примечание
не более
Аустенитно-мартенситные стали
Х16Н6 (ЭП288) Х15Н8М2Ю (ЭП35) 0,05—0,09 0,05—0,10 15,5—17,7 14,2—15,8 5,0—8,0 7,0—8,50 — 0,70 0,70 1,00 0,70 0,020 0,020 0,035 0,030 1,60— 2,40 Мо Применяются как вы- сокопрочные мате-
Х17Н7Ю <0,09 16,0—18,0 6,50—7,50 0,80 0,80 0,025 0,035 1,20— 1,80 А1 0,80— риалы при темпера- турах до 500—550° С Изделия, работающие
(ЭИ973) сл со 1,30 А1 . преимущественно в атмосферных усло- виях, слабых кисло- тах и в ряде органи- ческих веществ и со- лей
Аустенитно-ферритные стали
0Х21Н5Т (ЭП53) <0,08 20,0—22,0 4,80—5,80 0,30—0,60 0,80 0,80 0,025 0,035 — —
0Х21Н6М2Т (ЭП54) <0,08 20,0—22,0 5,50—6,50 0,20—0,40 0,80 0,80 0,025 0,035 1,80— 2,50 Мо —
Х28АН (ЭИ657) <0,15 25,0—28,0 1,0—1,7 — 1,00 1,50 0,025 0,035 0,18— 0,25 N —
0Х20Н14С2 (ЭИ732) <0,08 19,0—22,0 12,0—15,0 2,00 3,00 1,50 0,025 0,035 Применяется и как жаростойкий мате- риал
Продолжение табл 10-16
Материал С Сг N1 Т1 Si Мп | S не более Р Другие элементы Примечание
Аустенитные стали и сплавы
0Х18Н10 Х18Н10Т г о 04 V/ V/ 17,0—19,0 17,0—19,0 9,0—11,0 9,0—11,0 (% с- 0,80 0,80 1,00— 1,20 1,00— 0,020 0,020 0,035 0,035 Применяется п как
0Х18Н12Т * <0,08 17,0—19,0 11,0—13,0 0,02) 5— 0,70 5 (% С)- 0,80 2,00 1,00— 0,020 0,035 жаропрочный териал То же ма-
Х17Н13М2Т <0,10 16,0—18,0 12,0—14,0 0,60 0,30—0,60 0,80 2,00 1,00— 0,020 0,035 1,80—
(ЭИ448) 0Х23Н18 <0,10 22,0—25,0 17,0—20,0 1,00 2,00 2,00 0,020 0,035 2,50 Мо Применяется и как
0Х23Н28МЗДЗТ <0,06 22,0—25,0 26,0—29,0 0,40—0,70 0,80 0,80 0,020 0,035 2,50— жаростойкий териал ма-
(ЭИ943) 000Х16Н40М5ДЗТЗЮ <0,03 14,0—17,0 39,0—42,0 2,5—3,2 0,80 0,80 0,020 0,035 3,0 Мо 2,50— 3,5 Си 4,5—6,0 Мо
(ЭП543) 000Х15Н65М16В <0,03 14,5—16,5 Основа 0,15 1,00 0,020 0,025 0,70— 1,2 А! 2,7—3,2 Си 15,0— Приъ еьяется также
(ЭП567) 17,0 Мо с: 1,5 Fe 3,0—4,5 W в качестве сва- рочной прово- локи
Содержание титана зависит
от содержания углерода.
Таблица 10-17
Состав жаропрочных высоколегированных сталей и сплавов, %
Материал С Сг Ni Ti Si Мп S р Другие элементы Примечание
не бо. тее
1Х12ВНМФ 0,12— 11,0—13,0 Ма 0,40—0,80 этенситно-tj ерритн 0,40 ые стали 0,50— 0,025 0,030 0,70—
(ЭИ802) 1Х12В2МФ 0,18 0,10— 11,0-13,0 0,50 0,90 0,50— 0,025 0,030 1,10 W 0,50— 0,70 Мо 0,15— 0,30 V 1,70—
(ЭИ756) 1Х14Н18В2БР 0,17 0,07— 13,0—15,0 18,0—20,0 Аустенит ные ст 0,60 0,80 али 1,00— 0,020 0,035 2,20 W 0,60— 0,90 Мо 0,15— 0,30 V 2,0— Паропроводные
(ЭИ695Р) 1Х15Н18В4Т 0,12 0,07— 14,0—16,0 18,0—20,0 1,10—1,60 0,50 2,00 0,50— 0,020 0,020 2,75 W 0,90— 1,30 Nb < 0,005 В » 0,020 Се 4,0—5,0 W трубы
(ЭП501) 1Х16Н9В4Б 0,12 0,08— 15,0—16,5 8,5—10,0 0,60 1,00 1,00— 0,030 0,035 0,002— 0,005 В— 0,025 Се (по расчету) 3,0—4,0 W Литые детали тур-
(ЦЖ15) 0,12 1,50 8-(%С)- 1,20 Nb бин
Продолжение табл 10-17
Материал С Сг N1 Т1 Si Мп S Р ДР} гие элементы Примечание
не более
Сплавы на железо-никелевой основе
ХН35ВТ (ЭИ612)
ХН35ВТЮ
(ЭИ787)
14,0—16,0 34,0—38,0 1,10—1,50 0,60 1,00— 2,00
14,0—16,0 33,0—37,0 2,40—3,20 0,60 0,60
0,020 0,030 2,8—3,50 W Применяется также в литом виде
0,020 0,030 2,80— 3,50 W 0,70— 1,40 А1 До 0,020 В
Сплавы на никелевой основе
ХН77ТЮР :<0,06 19,0—22,0 Основа 2,30—2,70 0,60 0,40 0,007 0,015 0,55— —
(ЭИ437Б) 0,95 А1 До 4,0 Fe » 0,01 В » 0,01 Се
ХН67ВМТЮ (ЭИ445Р) г£0,08 17,0-20,0 » 2,20—2,80 0,60 0,50 0,010 0,015 4,0—5,0 W 4,0—5,0 Мо 1,0—1,5 А1 До 4,0 Fe » 0,01 Се » 0,01 В
37 Заказ N» 782
Таблица 10-18
Состав жаростойких высоколегированных сталей и сплавов, %
Материал Сг Ni Ti с Si Мп S р Другие элементы Примечание
не более
Мартенситные стали
4Х10С2М (ЭИ107) 9,0—10,5 - 0,35—0,45 1,90—2,60 0,70 0,025 0,030 0,70— 0,90 Мо
Мартенсита о-ферритные стали
5 Х6СЮ (ЭИ428) 5,50—7,0 — — 0,15 1,20—1,80 0,50 0,025 0,030 0,70— 1,1 А1
1X13 (ЭЖ1) 12,0—14,0 — — 0,09—0,15 0,60 0,60 0,025 0,030 —
Ферритные стали
Х17 (ЭЖ17) 16,0—18,0 — — 0,12 0,80 0,70 0,025 0,035 — Применяется и как
коррозионно- стойкий материал
Аустенитно-ферритные стали
Х23Н13 (ЭИ319) Х20Н14С2 (ЭИ211) 22,0—25,0 19,0—22,0 12,0—15,0 12,0—15,0 0,20 0,20 1,0 2,00—3,00 2,0 1,50 0,025 0,025 0,035 0,035
Материал Cr Ni Ti
4X18H25C2 17,0—19,0 23,0—26,0 —
X23H18 (ЭИ417) X25H20C2 (ЭИ283) 22,0—25,0 24,0—27,0 17,0—20,0 18,0—21,0 —
45Х15Г15СЮ с (ЭП577) 00 14,0—16,0 До 0,50 —
XH38BT (ЭИ703) 5X28H48B5 X20H80 20,0—23,0 26,0—30,0 20,0—23,0 35,0—39,0 46,0—52,0 75,0—78,0 0,70— 1,20
XH78T (ЭИ435) 19,0—22,0 Основа 0,15— 0,35
XH60B (ЭИ 868) 23,5—26,5 » 0,30— 0,70
Продолжение табл. 10-18
с Si Мп S р Другие элементы Примечание
не более
Аустенитные стали
0,32—0,40 0,20 0,20 0,40—0,50 2,00—3,00 1,00 2,00—3,00 1,20—1,80 1,50 2,00 1,50 13,0— 15,0 0,020 0,020 0,020 0,030 0,035 0,035 0,035 0,040 1,20— 1,80 А1 Литые чей Литые чей муфели муфели пе- пе-
А у стеш 0,06—0,12 0,40—0,60 тные сплав 0,80 0,80—1,50 ы 0,70 0,80— 1,50 0,020 0,040 0,030 0,045 2,8—3,50 W До 0,5 А1 4,0—5,0 W —
0,15 0,12 0,40—1,30 0,80 0,70 0,70 0,025 0,015 0,030 0,020 До 0,2 А1 » 1,0 Fe » 0,15 Al » 6,0 Fe Литые тали трубы и де-
0,10 0,80 0,50 0,013 0,013 13,0— 16,0 w До 0,50 Al » 4,0 Fe Применяется также в качестве сва- рочной прово- локи
ферритные—0X13 (ЭИ496), Х14 (ЭИ241), Х17 (ЭЖ17),
0Х17Т (ЭИ645), 0Х17М2Т, Х25 (ЭИ181), Х25Т (ЭИ439), Х28
(ЭИ349) и др.;
аустенитно-мартенситные — Х16Н6 (ЭП288), Х15Н9Ю (ЭИ904),
Х17Н7Ю (ЭИ973), Х15Н8М2Ю (ЭП35), 2X17Н2 и др.;
аустенитно-ферритные—0Х20Н14С2 (ЭИ732), Х20Н14С2
(ЭИ211), 0Х21Н5Т (ЭП53), 0Х21НЗТ (ЭП214), 1Х21Н5Т (ЭИ811),
0Х21Н6М2Т (ЭП54), 0Х16Н4БА (ЭП56), Х23Н13 (ЭИ319), Х28АН
(ЭИ657) и др.;
аустенитные — 000Х18Н10 (ЭП550), 00Х18Н10 (ЭИ842),
0Х18Н10, 0Х18Н10Т (ЭИ914), Х18Н10Т, Х14Г14НЗТ (ЭИ711),
Х17Н13М2Т (ЭИ448), Х17Г9АН4 (ЭИ878), OX 18Н12Т, 1Х18Н12Т,
Х16Н9М2, 1Х14Н14В2М (ЭИ257), 1Х14Н18В2БР (ЭИ695Р),
1Х16Н9В4Б (ЦЖ15), 1Х15Н18В4Т (ЭП501), 1Х15Н25АМ6 (ЭИ395),
0Х18Н5Г11БАФ (ЭП321), 45Х15Г15СЮ (ЭП577), 4Х18Н25С2,
Х23Н18 (ЭИ417), Х25Н20С2 (ЭИ283), 0Х23Н28М2Т (ЭИ628),
0Х23Н28МЗДЗТ (ЭИ943), 00Х23Н28МЗДЗТ (ЭП516) и др.
Подразделение сталей на классы по видам структуры является
условным и произведено в зависимости от основной структуры,
получаемой при их охлаждении на воздухе от высоких температур
(табл. 10-19).
Сплавы на железоникелевой и никелевой основах являются
стабильноаустенитными: ХН35ВТ (ЭИ612), ХН35ВТР (ЭИ725),
ХН38ВТ (ЭИ703), ОХ 16Н40М5ДЗТЗЮ (ЭП543), ХН35ВТЮ
(ЭИ787), ХН77ТЮР (ЭИ437Б), 5Х28Н48В5, 0Х15Н65М16В
(ЭП567), ХН70МВТЮ (ЭИ617), Х20Н80, ХН78Т (ЭИ435),
ХН70МВТЮБ (ЭИ598), ХН60В (ЭИ868), ХН67ВМТЮ (ЭИ445Р)
и др. Они не претерпевают структурных превращений при охлаж-
дении на воздухе от высоких тем-
ператур.
В последнее время разрабо-
таны и нашли применение новые
конструкционные высоколеги-
рованные стали и сплавы
(табл. 10-20): аустенитно-борид-
ные — Х15Н15М2БР1 (ЭП380),
Х18Н12БР1 (ЭП381), Х25Н20С2Р1
(ЭП532), ХН77СР1 (ЭП615) и
др.; мартенситно - стареющие
000Х18К.9М5Т (ЭП637) и др.;
высокохромистые (45—65% Сг)
аустенитные— ХН35ВЮ (ЭП568),
ХН50 (ЭП668) и др.
Основная структура аустенит-
но-боридных сталей и сплавов —•
аустенит и боридная фаза эвтек-
тического строения. Содержание
боридной фазы не нормируется.
Таблица 10-19
Классы высоколегированных сталей
Характеристика
структуры
Класс стали
Мартенситный
Мартенситно-
ферритный
Ферритный
Аустенитно-
мартенситный
Аустенитно-
ферритный
Аустенитный
S79
Мартенсит
Мартенсит ф- фер-
рит (не менее 5—
10%)
Феррит (без
ащ±у-превраш,е-
ния)
Аустенит -f- мар-
тенсит в различ-
ных соотноше-
ниях
Аустенит ф- феррит
(более 10%)
Аустенит
37*
Таблица 10-20
Состав новых конструкционных высоколегированных сталей и сплавов, %
Материал с Сг Ni Si Мп s р Другие эле- менты Характеристика и назначение
не боле е
Аустенитно-боридные стали и сплавы
Х18Н12БР1 (ЭП381) <0,08 17,0—19,0 11,0—13,0 0,80 1,00— 2,00 0,025 0,030 8 (% С)- 1,20 Nb 0,50—0,80 В Коррозионностойкий И жаропрочный мате- риал
Х25Н20С2Р1 (ЭП532) <0,10 24,0—27,0 18,0—21,0 2,50— 3,00 1,50 0,020 0,030 0,40—0,70 В Жаростойкая сталь (до 1050° С)
ХН77СР1 (ЭП615) 0,40— 0,70 13,0—15,0 Основа Мар 2,50— 3,00 тенситно-с 0,40 тареющие 0,015 стали 0,020 0,8—1,2 В До 0,50 А1 » 0,20 Ti » 3,0 Fe » 0,25 Си Литейный жаропроч- ный сплав
000Н18К9М5Т (ЭП637) =50,030 17,7—19,0 Высок 0,10 эхромисты 0,10 з сплавы 0,010 0,010 4,6—5,5 Мо 8,5—9,5 Со 0,50—0,80 Ti До 0,15 А1 » 0,005 В » 0,006 Zr Высокопрочная пла- стичная коррозион- ностойкая сталь
ХН35ВЮ (ЭП468) 0,10 48,0—52,0 35,0—38,0 0,50 0,50— 1,00 0,020 0,035 9,0—11,0 W 1,8—2,5 Al Опоры, конусы, крыль- чатки, работающие при высоких темпе- ратурах (900— 1000° С) в средах, со- держащих V2O5, SO2, NoCi и др.
ХН50 (ЭП668) ===0,05 46,0—50,0 48,0—54,0 0,30 0,30 0,015 0,015 До 0,30 Al » 0,03 Се » 1,0 Fe То же
Структура мартенситно-стареющих сталей — безуглероди-
стый высокопластичный мартенсит. Стали этого класса содер-
жат 8—25% Ni. Упрочнение их достигается в два этапа: получение
мартенситной структуры в результате превращения у — > а и
последующее старение.
Структура высокохромистых (45—65% Сг) никелесодержащих
(35—50% Ni) сплавов'—аустенит и хромоникелевая эвтектика.
При содержании более 60—65% Сг в сплавах этого типа возможно
образование высокохромистого феррита.
До недавнего времени ферритные и мартенситные стали при-
меняли в специальных сварных конструкциях в несравненно
меньших масштабах, чем аустенитные. Теперь в связи с необхо-
димостью экономии никеля разработано и эксплуатируется боль-
шое количество безникелевых и с ограниченным содержанием
никеля сталей этих классов. Широко применяют также аустенит-
ную сталь, в которой никель частично или полностью заменен
марганцем и азотом.
Высоколегированные стали и сплавы принято обозначать
не только в соответствии со стандартом (см. табл. 10-16, 10-17,
10-18), но и более сокращенно, двумя—тремя цифрами: 18-8,
18-10, 15-25, 15-25-6 и др. Первая из них определяет среднее со-
держание хрома, а вторая — содержание никеля. Третья цифра
указывает содержание важнейшего легирующего элемента,
в нашем примере молибдена (1Х15Н25АМ6).
Высоколегированные стали и сплавы различают также по
системе упрочнения: карбидные, боридные, с интерметаллидным
упрочнением и др. Стали и сплавы, легированные углеродом
(обычно в пределах 0,2—1,0%), имеют карбидное упрочнение.
Этот тип упрочнения характерен в основном для жаропрочных
(4Х14Н14В2М, 4Х12Н8Г8МФБ) и жаростойких (4Х18Н25С2)
сталей. Достигается такое упрочнение при выдержке стали в ин-
тервале температур 600—650° С и при образовании в ней в резуль-
тате этого сложных карбидов железа, хрома, ванадия, ниобия,
вольфрама типа Ме23С6, Ме6С, Ме2С, МеС и др.
Никелесодержащие стали и сплавы, легированные титаном
(1,0—3,5%) и алюминием (до 6%), упрочняются вследствие
образования при температуре 650—850° С мелкодисперсных ча-
стиц— интерметаллидов типа Ni3 (Ti, Al), (Ni, Fe)2Ti и др.
Это так называемое интерметаллидное упрочнение характерно
в основном для жаропрочных сталей и сплавов. Например, упроч-
нение стали Х12Н22ТЗМР (ЭПЗЗ) с 2,6—3,2% Ti достигается
образованием интерметаллидов NigTi, сплава ХН55К15МВЮ
(ЭИ867) с 4,2—4,9% А1 — интерметаллидов Ni3Al, а сплава
ХН35ВТЮ (ЭИ787) с 2,8—3,2% Ti и 0,7—1,7% А1 — интер-
металлидов Ni3 (Ti, Al).
Упрочнение аустенитно-боридных сталей достигается в основ-
ном в результате образования боридов железа, хрома, ниобия,
углерода, молибдена и вольфрама.
681
6д, кгс!ммг Рис. 10-23. Изменение предела крат-
ковременной прочности
различных сталей и спла-
вов в зависимости от тем-
пературы испытания (Ф. Ф.
Химушин)
Стали и сплавы в большин-
стве случаев содержат несколь-
ко легирующих элементов, по-
этому упрочнение их обычно
бывает комплексным, например
карбидное (основное) и интер-
металлидное или же интерме-
таллидное (основное) и карбид-
ное.
Предел кратковременной
прочности высоколегированных
сталей и сплавов довольно ши-
рокий, в среднем 50—100 кгс/мм2
(рис. 10-23). Хромистые стали
(5, 13, 17 и 28% Сг) при повы-
„ п шенных температурах значи-
200 зоо ыо 500 бон юо 800 ооо 1000 0 тельно менее прочны, чем хро-
моникелевые аустенитные стали
типов 18-8, 18-14, 25-20 и др. Аустенитные сплавы на железо-
никелевой и никелевой основах, в свою очередь, более прочны,
чем аустенитные стали.
Особую группу составляют мартенситные, мартенситно-ста-
реющие и аустенитно-мартенситные стали. Эти стали при отно-
сительно невысоких температурах (до 250—300° С) значительно
превосходят по прочности аустенитные стали и сплавы. Напри-
мер, 5?6-ная хромистая сталь может быть обработана па проч-
ность 150—220 кгс/мм2, мартенситно-стареющая сталь ЭП637 —
на прочность до 280 кгс/мм2, а прочность хромоникелевого сплава
с высокой степенью легирования титаном, алюминием, вольфра-
мом и молибденом в этих же условиях не превышает 100—
120 кгс/мм2. Однако при высоких температурах по прочности они
заметно уступают аустенитным.
Практикуется также классификация сталей и сплавов по
применению, например инструментальные стали, подшипниковые,
клапанные, турбинные, трубные, лопаточные и др.
Общий термин «высоколегированные стали и сплавы» объеди-
няет группы материалов, существенно отличающиеся друг от
друга не только по химическому составу и структуре, но также
и по назначению и эксплуатационным свойствам.
Общим признаком для большинства высоколегированных ста-
лей является их пониженный по сравнению с углеродистыми
сталями коэффициент теплопроводности, большой коэффициент
582
линейного расширения, а также значительная литейная усадка.
В виде примера можно привести следующие данные: коэффи-
циент теплопроводности аустенитной стали типа 18-8 соста-
вляет 0,040 кал/(см-с-град) по сравнению с 0,096 кал/(см-с-град)
для углеродистой стали ВСтЗ; коэффициент линейного расшире-
ния соответственно равен 17-10-6 и 12-Ю-6, а удельное электро-
сопротивление 0,73 и 0,15 ом-мм2/м.
§ 10-9. Особенности сварки
высоколегированных сталей и сплавов
Металлургические особенности сварки высоколегиро-
ванных сталей и сплавов. Высоколегированные стали и сплавы
составляют наиболее многочисленную группу конструкционных
материалов. Только в СССР в эту группу входит более 1500 марок
сталей и сплавов. При таком их многообразии задачи сварки
и термообработки высоколегированных сталей и сплавов пред-
ставляют значительные трудности. Весьма важно поэтому на-
учиться распознавать, к какому структурному классу относится
сталь или сплав, и при помощи соответствующих диаграмм про-
следить возможные изменения структуры и образования фаз
в околошовной зоне при сварке или в самой стали при термо-
обработке. Это позволит более правильно назначать технологию
сварки и термообработки узлов и конструкций.
Структура хромоникелевых сталей, сплавов и сварных швов
определяется соотношением эквивалентного содержания ферри-
тизирующих (Сг, Si, Mo, Ti, Al, Nb, W, V) и аустенитизирующих
(Ni, Со, С, N, Си, Мп, В) элементов. Для определения структуры
хромоникелевых швов пользуются диаграммой Шеффлера
(рис. 10-24). Эта диаграмма может быть также применена для
ориентировочного определения структуры сталей.
Структура и свойства хромистых сталей и сварных швов зави-
сят от содержания хрома и углерода, а также от степени легиро-
вания их другими элемен-
тами. Рассмотрим влияние
легирующих элементов на
структуру высоколегирован-
ных сталей, сплавов и свар-
ных швов.
В результате многочислен-
ных опытов исследователям
удалось оценить эффектив-
ность действия на струк-
Рис. 10-24.
Диаграмма влияния элементов на
структуру металла сварных швов:
1 — электроды ОЗЛ-14;
2 — проволока Св-10Х16Н25АМ6
583
туру сварного шва различных легирующих элементов, приняв
за основу действие ферритизатора — хрома и аустенитизатора —
никеля. Если принять эффективность действия хрома и никеля
в сварном шве за единицу, эквивалентная концентрация хрома
[Сг] и никеля [Ni] может быть подсчитана по формулам
[Сг ]экв = Cr + l,5Si + 2Мо + 5Ti + 2Nb + 2А1 +
+ 1,5W + V;
[Ni ]экв = Ni + 30C + 30N + 10В + 0,5Мп.
В правой части уравнения химические символы означают
процентное содержание данных элементов в металле шва. Эти
эмпирические формулы являются приближенными. Например,
в некоторых источниках коэффициент ферритизирующего дей-
ствия молибдена оценивается 1, в других— 1,5, в третьих — 3.
Различные коэффициенты также приведены для вольфрама,
ниобия, титана и марганца. Несовпадение данных объясняется
тем, что влияние элементов на смещение границы у-области
зависит не только от абсолютного их содержания, но и от содер-
жания других элементов, термообработки и ряда других факторов.
Тем не менее этими формулами можно пользоваться с доста-
точной для практики точностью. Для примера на диаграмме
Шеффлера (см. рис. 10-24) показаны структурное положение 7
металла, наплавленного электродами ОЗЛ-14 (06Х20Н9), и воз-
можное положение 2 при сварке проволокой Св-10Х16Н25АМ6
без учета угара элементов, имеющего место при сварке. Структура
металла, наплавленного проволокой Св-10Х16Н25АМ6, является
чистоаустенитной; в металле, наплавленном электродами ОЗЛ-14,
содержится около 8% феррита.
На величину эквивалентов [Сг] и [Ni] для сталей и сплавов
оказывают влияние не только соотношение содержаний элементов
и режим термообработки, но и состояние стали (прокат, литье),
величина зерна и др. Для катаных сталей эквиваленты хрома
и никеля выражаются следующими формулами:
[Сг ]экв = Cr + 12А1 + 1IV + 7Ti + 3Si +
+ 4,5Nb + 2Мо + 2W;
[Ni ]экв = Ni + 30C + 26N + 0,7Mn + 0,3Cu.
Эти формулы еще более приближенные, чем формулы для
сварных швов.
Исходя из условий эксплуатации стали назначают технологию
ее сварки. Если сталь Х18Н10Т используют в качестве коррози-
онностойкого материала, для сварки следует применитьэлектроды,
обеспечивающие получение швов с аустенитно-ферритной струк-
турой например ОЗЛ-14). Если же сталь используют для изгото-
вления хладостойкой аппаратуры, предпочтение следует отдать
чистоаустенитным электродам или электродам с ограниченным
584
содержанием феррита, например ЗИФ-1 (08Х18Н9Г6) типаЭА-1Г6.
Естественно, что при выборе технологии сварки учитывают
и другие факторы: стойкость наплавленного металла против
образования трещин, прочность, коррозионную стойкость и др.
К числу основных трудностей, которые приходится преодоле-
вать при сварке высоколегированных сталей и сплавов, отно-
сятся: обеспечение стойкости металла шва и околошовной зоны
против образования трещин; обеспечение коррозионной стойкости
сварных соединений; получение и сохранение в процессе экс-
плуатации требуемых свойств сварного соединения; получение
плотных швов.
Обеспечение стойкости металла шва и околошовной зоны про-
тив образования трещин. При сварке высоколегированных сталей
и сплавов возможно образование горячих и холодных трещин.
Горячим трещинам подвержены в основном аустенитные стали
и сплавы, холодным — закаливающиеся стали мартенситного
и мартенситно-ферритного классов.
Кристаллизационные и горячие трещины при сварке высоко-
легированных сталей и сплавов могут образовываться в шве
и околошовной зоне (рис. 10-25, 10-26). Механизм их образования
такой же, как и при сварке обычных углеродистых конструкцион-
ных сталей (см. § 33). Однако высоколегированные стали и сплавы
f
Рис. 10-25. Кристаллизационные трещины в шве и горячие трещины в около-
шовной зоне при сварке в аргоне неплавящимся вольфрамовым элек-
тродом аустенитного сплава ХН35ВТР (ЭИ725); X 100
585
Рис. 10-26. Влияние второй фазы на предотвращение кристаллизационных
трещин в высоколегированных швах
а — чистоаустенитом 08XI5H35B5T, есть трещины, X 200,
б — аустенитно-ферритном типа 18 8, Х150,
в — аустенитно-карбидном ЗХ15Н35ВЗБЗ (0,28% С), Х100,
г — аустенитио боридном 08Х15Н35В5ТР1 (0,28% В), X 120,
д — типа Х40Н48В12 с хромоникелевой эвтектикой, X 150,
р — типа 08Х15Н35В5Т с присадкой 3,5% Та (по расчету), х 200, нет тре-
щин
более подвержены кристаллизационным трещинам при сварке,
чем углеродистые конструкционные стали.
Это объясняется следующими специфическими особенностями
строения и условий кристаллизации высоколегированных швов’
сильно развитой транскристаллитной направленной первичной
микроструктурой; увеличенной литейной усадкой кристалли-
зующегося металла; значительными растягивающими напряже-
ниями, действующими на сварочную ванну в процессе ее затверде-
вания; многокомпонентным легированием, усиливающим вероят-
ность появления малых количеств легкоплавкой эвтектической
составляющей на границах дендритов в момент завершения
кристаллизации сварочной ванны.
На практике нашли применение следующие пути предот-
вращения кристаллизационных трещин в высоколегированных
швах: создание в металле шва двухфазной структуры, ограниче-
ние в нем содержания вредных примесей и легирование такими
элементами, как молибден, марганец, вольфрам; применение
фтористо-кальциевых электродных покрытий и фторидных сва-
рочных флюсов, применение различных технологических приемов.
Остановимся кратко на характеристике этих путей. Образова-
ние в шве двухфазной структуры (аустенит и первичный феррит,
аустенит и первичные карбиды, аустенит и боридная фаза эвтекти-
ческого происхождения, аустенит и хромоникелевая эвтектика)
способствует ее измельчению (см. рис. 10-26). В результате удается
полностью или частично подавить транскристаллитную первичную
структуру. Такие швы несравненно более стойки против образо-
вания кристаллизационных трещин, чем однофазные чисто-
аустенитные
Чтобы получить двухфазное аустенитно-ферритное строение
металла шва, обеспечивают в нем соответствующее соотношение
содержания ферритизирующих и аустенитизирующих элементов.
Это возможно с помощью структурной диаграммы (рис. 10-24).
Удовлетворительная стойкость против образования кристалли-
зационных трещин достигается при наличии в металле шва 2—3%
первичного 6-феррита.
На этом принципе создано большинство сварочных материалов
(электродов и проволок), предназначенных для сварки корро-
зионностойких аустенитных сталей Х18Н10Т, Х18Н12Т,
Х17Н13М2Т и жаропрочных Х16Н14 (ЭП17), Х16Н16 (ЭП184)
и др.
Сварка аустенитных сталей электродами и проволокой с содер-
жанием феррита до 2—3% связана с определенными трудностями.
Так, при чрезмерном проплавлении основного металла возможно
образование в шве объемов металла с чистоаустенитной структу-
рой, склонного к кристаллизационным трещинам. Поэтому на
практике применяют сварочные материалы, обеспечивающие
получение в металле шва свыше 2—3% феррита. Например,
электроды ОЗЛ-8 (08Х20Н9) обеспечивают получение в на-
587
плавленном металле 3,5—8,5% феррита, электроды ЭА-400/10У
(07Х18Н10Г2) — 2—8%, а проволока Св-06Х19Н10МЗТ — до 10%.
Для сварки корневых валиков многопроходных швов, когда
доля основного металла в шве значительна, применяют присадоч-
ные материалы с более высоким содержанием феррита—порядка
5—10%; например, электроды ЦТ-15-1 (08Х20Н9Г2) дают 5,5—
9,0% феррита; ЦТ-16-1 (08Х20Н9ВБ) — 6,0—9,5% феррита.
В некоторых случаях, например при сварке жаростойких аусте-
нитных сталей типа 2Х25Н20С2, отличающихся исключительно
высокой склонностью к образованию кристаллизационных тре-
щин, для этих целей применяют сварочные электроды со значи-
тельно более высоким содержанием феррита. Так, электроды
марки ГС-1 (10Х25Н9Г6С2), используемые для сварки корневых
валиков этих сталей, дают в наплавленном металле 25—30%
феррита.
Швы с повышенным содержанием первичного феррита более
стойки против межкристаллитной коррозии. Причиной этого вида
коррозии являются фазовые превращения в металле шва, сопро-
вождающиеся обеднением пограничных слоев зерен и кристалли-
тов хромом в результате встречной диффузии углерода и хрома.
Наличие первичного феррита в сварных швах вносит качественные
изменения в этот процесс. Фазовые превращения в этом случае
локализуются в объемах, занимаемых первычным ферритом,
который, как известно, способен растворить больше хрома, чем
аустенит. Вследствие этого обеднения пограничных слоев хромом
до критических концентраций не происходит и такие швы обла-
дают более высокой сопротивляемостью межкристаллитной кор-
розии.
Вместе с тем не следует забывать, что швы и стали с повышен-
ным содержанием феррита более подвержены сигматизации в ин-
тервале температур 450—850° С, а следовательно, и потере пла-
стичности, чем стали и швы с ограниченным содержанием феррита
или чистоаустенитные. Поэтому для обеспечения служебных
характеристик конструкций и узлов, работающих в интервале
критических температур (преимущественно 450—650° С), содер-
жание феррита в шве должно быть ограничено до 2—3%.
Это требование особенно тщательно должно соблюдаться при
сварке конструкций, длительно работающих при этих темпера-
турах, например контуров атомных станций, высокотемператур-
ных химических реакторов, паропроводов, поверхностей нагрева
котлов и др. Для сварки таких конструкций разработаны свароч-
ные проволоки и электроды со строго регламентированным
содержанием феррита в пределах 2—5% (например проволоки
Св-04Х17Н10М2 и Св-02Х17Н10М2-ВИ и электроды 48А-1
и 48А-2, созданные на базе этих проволок).
Измельчение структуры шва путем создания в нем ферритной
фазы нашло широкое применение на практике. Однако этот путь
предотвращения образования кристаллизационных трещин не
588
может быть использован при сварке сталей с большим запасом
аустенитности и тем более сплавов на железоникелевой и никеле-
вой основах. Чтобы при сварке таких сталей и сплавов получить
двухфазные аустенитно-ферритные швы, понадобилось бы ввести
в них чрезмерно большое количество ферритизаторов. Это неиз-
бежно повлекло бы за собой значительное изменение свойств
твердого раствора и резкое падение пластичности металла шва.
Поэтому на практике сварку стабильноаустенитных сталей и
сплавов выполняют в основном чистоаустенитными или двух-
фазными аустенитно-карбидными и аустенитно-боридными швами,
отличающимися более высокой стойкостью против охрупчивания
при длительной эксплуатации. Представляет также значительный
интерес сварка двухфазными швами с хромоникелевой эвтектикой.
Предотвращение образования кристаллизационных трещин
в чистоаустенитных швах достигается: ограничением содержания
вредных примесей — серы, фосфора, свинца, сурьмы, олова,
висмута, а также таких элементов, как кремний, титан, алюминий
и ниобий, способствующих образованию по границам кристалли-
тов легкоплавких прослоек; заменой части никеля марганцем;
легированием шва молибденом, вольфрамом, танталом, азотом,
рением. Положительное действие этих элементов на стойкость
чистоаустенитных швов против образования кристаллизационных
трещин широко освещено в специальной литературе.
Перечисленные пути предотвращения образования кристал-
лизационных трещин в чистоаустенитных швах используют при
разработке сварочных материалов. В качестве примера можно
привести нашедшие применение на практике сварочные
проволоки Св-08Х21Н10Г6, Св-08Х20Н9Г7Т, 1Х16Н14Г7В2Б
(ЭП462), Св-10Х16Н25АМ6 с 0,1—0,2% азота, 06Х15НЗОГ8В7МЗТ
(ЭП235), 08Х25Н55В15Т (ЭИ868), Св-06Х15Н60М15 и создан-
ные на их базе сварочные электроды ЗИФ-1 (13Х20Н9Г6Т),
ЦТ-23 (16Х15Н15Г6В2Б), ЭА-395/9 (09Х15Н25АМ6), ЦТ-22
(06Х15Н35В7Г6ТЮ), НИАТ-7 (06Х21Н55М10В12), ЦТ-28
(08Х13Н65М15В4) и др.
Создание в металле шва двухфазной аустенитно-карбидной
или аустенитно-боридной структуры как средства борьбы с кри-
сталлизационными трещинами также довольно широко приме-
няется на практике. Чтобы металл шва приобрел двухфазное
аустенитно-карбидное строение, его легируют углеродом. Однако
углерод оказывает резко отрицательное действие на коррозионную
стойкость высоколегированных сталей, сплавов и сварных швов.
Поэтому к указанному средству повышения стойкости шва против
образования кристаллизационных трещин при сварке нержа-
веющих сталей можно прибегать только при условии одновремен-
ного легирования их такими элементами, как ниобий и титан,
способными связать углерод в прочные карбиды.
На практике аустенитно-карбидные композиции нашли приме-
нение преимущественно при сварке жаропрочных и жаростойких
589
Рис. 10-27. Влияние соотношения концентраций углерода и кремния на появ-
ление трещин в аустенитно-карбидных швах:
с — при ручной сварке сплава типа 15-35;
б — при сварке под флюсом стали типа 25-20
сталей. На этом принципе, например, построены электроды
КТИ-7-62 типа ЭА-4ВЗБ2 (наплавленный металл ЗХ15Н35ВЗБ2
с 0,25—0,32% С) для сварки жаропрочного сплава ХН35ВТ
(ЭИ612), электроды ОЗЛ-9-1 (наплавленный металл ЗХ25Н18
с 0,15—0,25% С) и сварочная проволока Св-30Х25Н16Г7 для
сварки жаростойких сталей типа 25-20.
В аустенитно-карбидных швах, так же как в чистоаустенит-
ных, для повышения их стойкости против образования кристал-
лизационных трещин ограничивают содержание кремния до 0,3—
0,4%, а также снижают содержание серы и фосфора. Содержания
углерода и кремния при этом рекомендуется поддерживать в опре-
деленных соотношениях (рис. 10-27).
Для создания в шве двухфазной аустенитно-боридной струк-
туры достаточно легировать его бором в количестве более 0,2%.
Важным преимуществом аустенитно-боридных швов является
возможность повышения в них содержания кремния без боязни
образования в них кристаллизационных трещин. Например,
в чистоаустенитных швах типа Х14Н18В2Б кристаллизационные
трещины обычно образуются уже при содержании 0,3—0,35% Si.
Легирование этих швов бором в количестве 0,32—0,36% позволило
повысить в них содержание кремния до 0,56%, и трещины при
этом не образовывались. Критическая скорость деформации
швов первого состава при испытании их по методике ИМЕТ-Н
оказалась равной нулю, а второго—-возросла до 3,5 мм/мин.
Чем больше кремния в шве, тем выше должна быть концентрация
бора. Так, для предотвращения образования кристаллизационных
трещин в швах типа Х25Н20С2 с 2,5—3% Si содержание бора
должно быть в пределах 0,4—0,7%.
На этом принципе созданы сварочная проволока 08Х25Н20СЗР1
(ЭП532) и электроды ОЗЛ/АНЖ-16, дающие наплавленный металл
590
Рис. 10-28. Влияние длительности старения на механические свойства аусте-
нитно-боридной стали 08Х18Н12БР1 (ЭП381) с 0,63%В после
старения при температуре 650° С (сплошные линии ) и 700° С (штрихо-
вые линии)
типа 08Х25Н20С2Р1 с 0,4—0,60% В для сварки жаростойких
сталей типов Х25Н20С2, 4Х18Н25С2 и сплавов типа 3X18H35C3.
При содержании выше 0,8—1,0% В в швах и околошовной
зоне возможно образование холодных трещин. Устранение их
достигается предварительным и сопутствующим подогревом свар-
ного соединения до температуры выше 250—300° С.
Бор в указанных концентрациях повышает прочность и жаро-
прочность аустенитных сталей и сварных швов при сохранении
достаточно высокой и, что очень важно, стабильной во времени
длительной пластичности (рис. 10-28, 10-29).
Ауетенитно-боридные стали и сплавы применяют преимуще-
ственно в качестве жаропрочных и жаростойких конструкционных
материалов. Возможно их применение также и в качестве корро-
зионностойких материалов. Выявлено положительное влияние
боридной фазы на стойкость аустенитных сталей и сварных швов
против коррозионного растрескивания в некоторых хлоридосодер-
жащих средах, в частности в хлористом магнии и морской воде.
Наличие хромоникелевой эвтектики в металле шва способ-
ствует измельчению его структуры и повышению стойкости против
образования кристаллизационных трещин.
В бинарной системе Сг—N1 хромоникелевая эвтектика обра-
зуется при 49% N1. Однако в реальных сплавах, содержащих
в качестве примесей или легирующих элементов марганец, крем-
ний, вольфрам, молибден и другие элементы, хромоникелевая
эвтектика образуется и при меньших содержаниях никеля. Есте-
ственно, что это не чистая хромоникелевая фаза, она, подобно
боридной фазе, содержит в себе значительные количества при-
месей и легирующих элементов. Известен ряд хорошо сварива-
ющихся зарубежных и советских сплавов этого типа ХН50
(ЭП668), ХН35В (ЭП468) и др.
591
Рис. 10-29. Длительная прочность аустенитно-боридной стали 08Х18Н12БР1
(ЭП381) с 0,57% В при различной температуре (цифрами у точек указано
относительное удлинение)
Сварочная проволока из сплава ЭП668 обеспечивает получение
двухфазных (аустенит и хромоникелевая эвтектика) швов, стойких
против образования кристаллизационных трещин.
Высокохромистые сплавы и сварные швы коррозионностойки
при высоких температурах вплоть до 1000—1200° С в серосодер-
жащих (H2S, SO2 и др.) средах, в топочных газах, имеющих
в своем составе V2O5 (вызывает так называемую ванадиевую
коррозию), и в некоторых средах, содержащих активные азот
или хлор, например, в хлористом нитрозиле NOC1.
Применение фтористо-кальциевых электродных покрытий и
фторидных сварочных флюсов способствует измельчению струк-
туры металла шва и повышению в результате этого его стойкости
против образования кристаллизационных трещин. Электроды
с основным покрытием и фторидные флюсы по этой причине нашли
преимущественное применение при сварке высоколегированных
сталей и сплавов.
Помимо перечисленных чисто металлургических средств на-
ходят применение некоторые технологические приемы повышения
стойкости высоколегированных швов против образования кристал-
лизационных трещин. Эти приемы в основном рассчитаны на
изменение формы шва и характера кристаллизации металла.
Особенность дуговой сварки высоколегированных сталей за-
ключается в том, что в ряде случаев стойкость металла шва
против образования кристаллизационных трещин падает с увели-
чением коэффициента формы шва (рис. 10-30). При электрошлако-
вой сварке пластинчатым электродом некоторых высоконикеле-
Рис. 10-30.
Влияние коэффициента
формы провара на стой-
кость металла шва про-
тив кристаллизационных
трещин1
а — коэффициент провара 2,
трещины есть,
б — коэффициент провара
1,3, трещин иет
592
вых сплавов (ЭИ435 и др.), наоборот, уменьшение коэффициента
формы шва приводит к образованию кристаллизационных трещин,
аналогично тому, что наблюдается при сварке углеродистых
и низколегированных сталей. Металл шва в этом случае кристал-
лизуется в виде елочки и кристаллиты в осевой его части сопри-
касаются торцами. В этом месте чаще всего образуются кристал-
лизационные трещины. При большом коэффициенте формы шва
(порядка 2,5—3,5) кристаллиты растут в перпендикулярноосевом
направлении и трещины в таком шве не образуются.
При дуговой сварке тавровых соединений из высоколегирован-
ных сталей и сплавов увеличение зазора при сборке до 1,5—2 мм
благоприятно влияет на характер кристаллизации металла в корне
шва. В результате образования кристаллизационных трещин
в корне шва не происходит (рис. 10-31). Аналогичное явление
наблюдается при сварке соединений типа клавишной пробы.
Например, увеличение зазора между лопатками газотурбинного
ротора позволяет повысить стойкость шва против образования
поперечных трещин, идущих от зазора. Узкий зазор в этих слу-
чаях играет роль острого надреза, инициирующего трещину.
Опыт показывает, что влияние предварительного и сопут-
ствующего подогревов сварного соединения высоколегированных
сталей и сплавов может быть различным и зависит от их состава
и свойств. В общем можно признать, что подогрев не оказывает
сколько-нибудь заметного влияния на стойкость высоколегирован-
ных швов против образования кристаллизационных трещин.
Рис. 10-31.
Влияние зазора в корне шва
на стойкость аустенитного
углового шва против обра-
зования кристаллизацион-
ных трещин.
а, в — сварка без зазора, тре-
щины есть,
б, г — сварка с зазором, тре
щи и нет
а) 6)
38 Заказ № 782
593
Более того, в ряде случаев он вреден вследстве увеличения про-
вара основного металла и повышения в шве (в результате раз-
бавления его основным металлом) концентрации кремния, серы,
фосфора, ниобия и других элементов, вызывающих образование
кристаллизационных трещин.
Подогрев полезен при сварке низкопластичных и литых высоко-
легированных сталей для предотвращения образования в сварных
соединениях холодных трещин.
Большое влияние на образование кристаллизационных трещин
в высоколегированных швах оказывает режим сварки. Швы,
выполненные тонкой проволокой диаметром 1,2—2 мм на умерен-
ных режимах при минимально возможных значениях погонной
энергии сварки, обладают повышенной стойкостью против образо-
вания кристаллизационных трещин.
Во всех случаях сварки, независимо от структурного класса
высоколегированных сталей и сплавов, предпочтение следует
отдать сварочным материалам (проволокам, электродным стерж-
ням и покрытиям, флюсам) повышенной чистоты.
При сварке трудносвариваемых аустенитных сталей и сплавов
обязательным является минимальное проплавление основного
металла с целью недопущения повышения в шве концентрации
кремния, меди, серы, фосфора, бора (речь идет о концентра-
циях до 0,1%), могущих вызвать в нем кристаллизационные тре-
щины.
Большую опасность для эксплуатационной надежности кон-
струкций представляют околошовные трещины, образующиеся
при сварке плавлением высоколегированных сталей и сплавов.
Сварщики научились получать качественные швы без трещин
при сварке материалов этой группы. Однако значительно труднее
предупредить образование околошовных трещин; как будет пока-
зано ниже, основная роль в решении этой задачи принадлежит
металлургам, а не сварщикам.
При сварке плавлением высоколегированных сталей и сплавов
в околошовной зоне возможны горячие строчечные, холодные
и локальные трещины.
Горячие трещины (рис. 10-25, 10-32, 10-33, а) появляются
в результате частичного расплавления в околошовной зоне по
границам зерен или кристаллитов легкоплавких прослоек эвтек-
тического происхождения и воздействия на околошовную зону
напряжений, возникающих в результате сварочного нагрева.
Таким трещинам особенно подвержены стали и сплавы с повышен-
ным содержанием серы, фосфора, кремния, марганца в сочетании
с медью, ниобия, легкоплавких примесей олова, сурьмы, свинца,
до 0,1% бора (концентрация, при которой в стали еще не обра-
зуется сетка боридной фазы) и других элементов, способствующих
образованию на границах зерен легкоплавких прослоек.
Мелкозернистые стали и сплавы менее подвержены околошов-
ным горячим трещинам, чем крупнозернистые (см. рис. 10-32).
594
Рис. 10-32. Влияние величины зерна в сплаве ХН35ВТ (ЭИ725) на образова-
ние околошовных горячих трещин; X 100:
а — баллы 5 — 6 преимущественно, трещин нет;
б — балл 1 и крупнее, трещины есть
Особенно большие трудности в этом отношении встречает сварка
крупнозернистых литых аустенитных сталей, например запорной
энергетической арматуры из жаропрочных сталей типа 15-15,
печных муфелей и катков из высококремнистых жаростойких
сталей и сплавов 15Х25Н19С2Л, 20Х21Н46В8Л, 3X18H35C3 и др.
К мерам борьбы с околошовными горячими трещинами отно-
сятся:
а) создание в околошовной зоне двухфазной структуры — ау-
стенит и первичный феррит, аустенит и боридная фаза (рис. 10-33,6),
аустенит и хромоникелевая эвтектика; применение этого способа
связано с изменением композиции свариваемой стали и далеко
не всегда возможно; б) повышение чистоты сталей и сплавов от
вредных примесей (серы, фосфора) и ограничение или исключение
в них элементов, инициирующих образование околошовных
горячих трещин; в) применение чистых сварочных материалов
с ограниченным содержанием элементов, вызывающих горячие
трещины; г) применение мелкозернистых (с баллом 7—8 и мельче)
сталей и сплавов.
38*
595
Рис. 10-33. Предотвращение появления околошовных горячих трещин в сплаве
ХН77ТЮР путем создания в нем двухфазной аустенитно-боридной
структуры; X 150.
а — в сплаве 0,005% В, трещины есть;
б — в сплаве 0,5% В, трещин нет
Для создания в околошовной зоне мелкозернистой структуры
рекомендуется проковка кромок. Эта операция трудноконтроли-
руема и недостаточно эффективна, однако в ряде случаев все-таки
может быть использована.
Строчечные околошовные трещины обусловлены повышенной
загрязненностью сталей и сплавов неметаллическими включе-
ниями и, преимущественно, строчечным их залеганием. Трещины
этого типа, по-видимому, могут быть как горячими, так и холод-
ными; носят они в основном межкристаллический характер
(рис. 10-34, а, б).
Радикальным средством предотвращения образования около-
шовных строчечных трещин является повышение чистоты сталей
и сплавов в отношении неметаллических включений. Эффективным
средством борьбы с околошовными строчечными, а также и горя-
чими трещинами в основном металле является электрошлаковый
переплав (рис. 10-34, в, г). В этом отношении электрошлаковый
переплав превосходит вакуумно-дуговой переплав, который не
596
Рис. 10-34. Предотвращение околошовных горячих и строчечных трещин пу-
тем повышения чистоты сплава методом электрошлакового переплава:
а, б — исходное состояние, трещины есть,
в, г, — после электрошлакового переплава, трещин нет,
а, в — сплав ХН77ТЮР (ЭИ437Б), Х70,
б, г — сплав ХН35ВТР (ЭИ725); Х150
позволяет полностью избавиться от строчечного скопления не-
металлических включений.
Образование холодных трещин в шве и околошовной зоне
возможно при сварке мартенситных и мартенситно-ферритных
сталей, а также малопластичных сложнолегированных сталей
и сплавов. Предварительный и сопутствующий подогревы до
температур свыше 250—300° С предотвращают образование холод-
ных трещин.
Ряд чистоаустенитных сталей (особенно легированных ниобием,
титаном или с повышенным содержанием углерода) подвержены
так называемым локальным разрушениям. Локальные разруше-
ния — это трещины в околошовной зоне, возникающие в процессе
длительной эксплуатации изделий при температурах старения
сталей (550—700° С). Одной из причин их возникновения является
снижение межзеренной пластичности аустенитной стали в резуль-
тате воздействия сварочного нагрева.
Предложен ряд способов повышения стойкости аустенитных
сталей против локальных разрушений: снижение содержания
углерода в стали вплоть до предела его растворимости (0,02—
0,03%); исключение из состава стали ниобия; повышение запаса
пластичности стали, например, с помощью электрошлакового
переплава; применение присадочных материалов, обеспечивающих
получение высокопластичных и менее прочных, чем основной
металл, швов.
Обеспечение коррозионной стойкости сварных соединений.
В качестве коррозионностойких материалов (табл. 10-16) широко
применяют хромоникелевые аустенитные и 13-, 17- и 28%-ные
хромистые стали, а также хромомарганцевые аустенитные, хромо-
никелевые аустенитно-ферритные, аустенитно-мартенситные и
аустенитно-боридные стали.
Оценку коррозионной стойкости металлов по ГОСТ 13819—68
производят по потере массы (пятибалльная шкала) или по глубин-
ному показателю (десятибалльная шкала) (табл. 10-21).
Обладая высокой коррозионной стойкостью, аустенитные и
хромистые стали подвержены опасному виду коррозионного
разрушения межкристаллитной коррозии.
После воздействия на сталь или шов критических температур
(500—800° С) выпадают комплексные карбиды железа и хрома.
Выпадение этих карбидов влечет за собой обеднение хромом
(ниже 10—12%) пограничных слоев зерен или кристаллитов
твердого раствора и соответствующую потерю коррозионной
стойкости металла. Существует также предположение, особенно
в отношении хромистых сталей, что причиной межкристаллитной
коррозии служат не обеднение хромом, а местные напряжения
высшего порядка, возникающие на границах зерен в результате
выпадения карбидов. Считают также, что карбиды эти богаты
скорее железом, чем хромом. Поэтому разрушаются агрессивной
жидкостью сами карбиды, а не обедненный хромом твердый раствор.
598
Таблица 10-21
Классификация коррозионной стойкости металлов
по пяти- и десятибалльной шкалам
Пятибалльная шкала Балл Десятибалльная шкала
Группа стойкости металла Потери массы, г/м2 ч Группа стойкости металла Скорость коррозии, мм/год
Весьма стойкий <0,10 1 Совершенно стой- кий <0,001
Стойкий Сравнительно стойкий 0,10-0,1 1,0—3,0 2 3 Весьма стойкий 0,001—0,005 0,005—0,01
Малостойкий Нестойкий 3,0—10,0 >10,0 4 5 Стойкий 0,01—0,05 0,05—0,10
6 7 Пониженностой- кий 0,10—0,50 0,50—1,0
8 9 Малостойкий 1,0—5,0 5,0—10,0
10 Нестойкий >10,0
В процессе сварки отдельные участки околошовной зоны под-
вергаются нагреву до температур, могущих вызвать распад твер-
дого раствора и выпадение карбидов. Впоследствии в этих уча-
стках может развиваться межкристаллитная коррозия. Меж-
кристаллитная коррозия может поразить также участки шва,
подвергавшиеся повторному воздействию сварочного нагрева,
а именно места пересечения швов (рис. 10-35, а), места возобно-
вления сварки после смены электродов (рис. 10-35, б), первый
шов при двусторонней сварке (рис. 10-35, в, г). Этот вид коррозии
может наблюдаться и на грани-
це шов — основной металл в виде
так называемой ножевой корро-
зии, охватывающей по ширине
всего несколько зерен. Ножевая
Рис. 10-35. Межкристаллитная коррозия
в результате сварочного на-
грева:
а — при сварке пересекающихся
швов;
б — при возобновлении сварки
после смены электродов,
в, г — прн двустороннем шве;
/С — места выпадения карбидов,
подверженные коррозии
599
коррозия наблюдается преимущественно в сталях, стабилизиро-
ванных титаном или ниобием.
Известны следующие средства борьбы с межкристаллитной
коррозией при сварке высоколегированных сталей и сплавов.
1. Снижение содержания углерода в основном металле и
металле шва до 0,02—-0,03%, т. е. до предела его растворимости
в аустените. При столь малой концентрации углерод остается
в твердом растворе при любой температуре, и выпадение карбидов
хрома исключается.
2. Легирование сталей и швов титаном, ниобием, танталом,
цирконием, ванадием. Обладая большим сродством к углероду,
чем хром, эти элементы дают устойчивые карбиды. В результате
карбиды хрома не образуются, и развитие межкристаллитной
коррозии исключается.
3. Закалка (для сталей типа 18-10 от 1050—-1100° С). При
нагреве под закалку карбиды хрома растворяются в аустените,
а быстрое остывание фиксирует однородное строение стали или
сплава. Повторное воздействие критических температур в про-
цессе сварки, естественно, может снова привести металл в состояние
склонности к межкристаллитной коррозии.
4. Стабилизирующий отжиг в течение 2—3 ч при темпера-
туре 850—900° С с охлаждением на воздухе (для хромистых сталей
отжиг при 760—780° С). Нагрев при указанных температурах
приводит к наиболее полному выпадению карбидов и стабилиза-
ции их состава. При последующем воздействии более низких
критических температур обеднения хромом вследствие выпадения
карбидов не произойдет.
5. Повышение в швах содержания феррита до 20—-25% путем
дополнительного легирования их хромом и такими элементами,
как кремний, алюминий, ванадий, молибден, вольфрам.
Для предупреждения ножевой коррозии применяют также
некоторые технологические приемы, направленные на недопуще-
ние или уменьшение перегрева металла в околошовной зоне.
К ним относятся: сварка короткой дугой на максимальных ско-
ростях; сварка очередного валика после полного остывания пре-
дыдущего; сварка слоя, обращенного к агрессивной среде, в по-
следнюю очередь; охлаждение сварного соединения со стороны
ранее заваренного шва и др. Термообработка сварных изделий
далеко не всегда возможна, поэтому наиболее эффективными
средствами предупреждения межкристаллитной коррозии
являются снижение содержания в стали и шве углерода и легиро-
вание их такими энергичными карбидообразователями, как титан
и ниобий.
Общая жидкостная коррозия шва и околошовной зоны возни-
кает в результате воздействия агрессивного реагента на сварное
соединение. Основными методами уменьшения этого вида коррозии
являются сварка изделий швами идентичного с основным метал-
лом состава и правильный выбор режима термообработки.
600
Аустенитные стали подвержены еще одному виду коррозии,
так называемому коррозионному растрескиванию. Коррозионное
растрескивание стали и сварных швов возникает в результате
совместного воздействия растягивающих напряжений и агрессив-
ных реагентов, в частности, хлоридных солей (MgCl2, NaCl)
морской воды, бидистиллата, некоторых кислот.
Находят применение следующие меры предупреждения кор-
розионного растрескивания сталей и сварных швов: повышение
в них содержания никеля более 40%; создание двухфазной аусте-
нитно-ферритной или аустенитно-боридной структуры (содер-
жание не менее 0,5—0,8% В); предупреждение коробления и
наклепа сварного изделия, способствующих возникновению растя-
гивающих напряжений в отдельных объемах металла.
Наклеп сварных конструкций и узлов из высоколегированных
сталей и сплавов нежелателен. В местах наклепа коррозионная
стойкость металла изменяется. Наклеп заметно повышает стой-
кость металла против межкристаллитной и общей коррозии в оки-
слительных средах (азотная и хромовая кислоты), но может резко
снизить ее в неокислительных средах (серная кислота). Избежать
наклепа в производственных условиях трудно, поэтому термо-
обработка сварных узлов в этих случаях желательна.
Обеспечение жаростойкости сварных соединений. Способность
сталей, сплавов и сварных швов противостоять образованию
окалины под действием высоких температур определяется их
химическим составом и прежде всего содержанием хрома (см.
табл. 10-17 и 10-18). При выборе системы легирования металла
шва необходимо иметь в виду, что кремний и алюминий также
энергично повышают жаростойкость металла, а ванадий и бор
ее снижают. Вольфрам и молибден несколько ослабляют спо-
собность металла шва сопротивляться окалинообразованию. Мар-
ганец в пределах до 4—6% не оказывает заметного влияния на
жаростойкость металла шва.
В общем случае при сварке жаростойких сталей и сплавов
нужно стремиться приблизить композицию металла шва к составу
основного металла.
Обеспечение стойкости металла шва против образования пор.
Азот хорошо растворяется в высоколегированных сталях, по-
этому пор в сварных швах не вызывает.
Основным возбудителем пор при сварке высоколегированных
сталей и сплавов является водород, поступающий в сварочную
ванну в основном из флюса, электродного покрытия или защит-
ного газа. Эффективное средство предупреждения пор — удале-
ние влаги из флюсов, электродных покрытий и газов. Флюсы и
электроды необходимо прокаливать непосредственно перед свар-
кой, а газ осушать в процессе сварки.
Сварку высоколегированных сталей и сплавов под фторид-
ными флюсами и электродами с фтористо-кальциевым покры-
тием производят обычно на постоянном токе обратной полярности,
601
что позволяет резко уменьшить опасность появления пор в швах
(§ 35).
• ) При сварке в аргоне некоторых аустенитных сталей и сплавов
иногда наблюдается образование пор по границе сплавления.
Возбудителем этих пор, по-видимому, служит водород, попавший
в основной металл при электролитическом- травлении. Добавка
к аргону 2—5% кислорода предупреждает образование пор в этом
случае.
В остальном требования к высоколегированным сталям и
сплавам в отношении предотвращения пор в швах такие же, как
и при сварке обычных углеродистых сталей.
Получение и сохранение в процессе эксплуатации заданных
свойств сварного соединения. Выполнение этих требований при
сварке высоколегированных сталей вызывает значительные труд-
ности. Чтобы обеспечить получение аустенитных швов без тре-
щин, часто приходится прибегать к применению присадочных
материалов, отличающихся по композиции от основного металла.
В ряде случаев это делается даже в ущерб свойствам сварного
соединения. Например, для сварки высокожаропрочных сложно-
легированных аустенитных сплавов типа ХН77ТЮ (ЭИ437А)
и ХН70ВМЮТ (ЭИ765) применяют сварочную проволоку ЭП367
(ХН60М15) и электроды ЦТ-28 (08Х13Н65М15В4) на базе этой
проволоки или электроды ИМЕТ-4П (09Х14Н60М24), которые
обеспечивают получение швов без трещин, но с более низкими,
чем у основного металла, жаропрочными свойствами.
Имеются определенные трудности и со сваркой хромистых
коррозионностойких сталей. В околошовной зоне этих сталей
в результате воздействия сварочного термического цикла про-
исходит значительное укрупнение зерна. Это одна из причин
резкого падения вязкости металла околошовной зоны. Высоко-
температурный отпуск при 760—780° С значительно повышает
пластичность металла околошовной зоны на этих сталях.
Еще труднее сохранить полученные свойства сварных соеди-
нений при длительной эксплуатации. В результате более или
менее длительного пребывания при высоких температурах (500—
850° С) высоколегированные швы в значительной мере лишаются
своей первоначальной пластичности: происходит так называемое
охрупчивание металла. Известны три вида охрупчивания металла
высоколегированных швов: тепловая хрупкость, сигматизация
и старение.
Тепловая или, как ее иногда называют, 475-градусная хруп-
кость, не сопровождается явными структурными изменениями.
Она является своего рода старением, обусловленным, по-видимому,
выпадением субмикроскопических частиц на границах зерен
твердого раствора. Явление тепловой хрупкости возникает в ре-
зультате нагрева при температурах 350—500° С высокохромистых
(более 15% Сг) ферритных и аустенитно-ферритных швов, содер-
жащих более 15—20% сложнолегированного феррита. Тепловому
602
охрупчиванию способствуют хром, ванадий, ниобий, кремний,
в меньшей мере титан и алюминий. Радикальным средством пре-
дотвращения тепловой хрупкости является ограничение содер-
жания феррита в двухфазных сварных швах.
Сигматизация — появление в металле шва при длительной
выдержке в интервале температур 550—875° С хрупкой струк-
турной составляющей — интерметаллида типа FeCr, известного
под названием о-фазы. Чаще всего о-фаза образуется в аустенит-
но-ферритных швах и хромистых швах независимо от их струк-
туры. Она может образоваться также и в аустенитных швах
с повышенным содержанием хрома (порядка 25% и более).
Эффективным средством предотвращения образования о-фазы
является нагрев сварных соединений до температуры 1050—•
1100° С с последующим быстрым охлаждением.
Применительно к двухфазным аустенитно-ферритным швам
сигматизацию можно предупредить также ограничением в них
содержания первичного феррита (менее 20%). Чтобы предотвра-
тить сигматизацию чистоаустенитных швов, необходимо по воз-
можности ограничивать в них содержание молибдена, ванадия,
вольфрама, хрома и кремния, а также повышать концентрацию
углерода и азота.
Падение пластичности швов и основного металла в результате
старения происходит при длительной эксплуатации сварных
соединений при повышенных температурах (500—750° С). Оно
сопровождается выделением по границам зерен вторичных кар-
бидов и интерметаллидов. Находят применение следующие сред-
ства борьбы с этим видом охрупчивания: снижение в металле шва
содержания углерода и нагрев сварного соединения до темпера-
тур выше 900° С, при которых происходит распад вторичных кар-
бидов и интерметаллидов.
Технологические особенности сварки высоколегированных ста-
лей и сплавов. Технология сварки высоколегированных сталей
такая же, как и углеродистых конструкционных сталей. Вместе
с тем имеется ряд специфических особенностей, присущих только
этой группе материалов. Пониженная теплопроводность и высо-
кий коэффициент линейного расширения обусловливают усилен-
ное коробление конструкций и узлов из высоколегированных
сталей и сплавов. Поэтому для их сварки применяют режимы,
которые характеризуются минимальной концентрацией нагрева.
В этом смысле лучшие результаты дает механизированная сварка
под флюсом и в среде защитных газов.
Аустенитные стали и сплавы обладают большим электрическим
сопротивлением. Это обусловливает более высокий коэффициент
наплавки аустенитной проволоки по сравнению с этим коэффи-
циентом для низкоуглеродистой. Поэтому необходимо выполнять
их сварку при уменьшенном вылете электрода (при ручной дуго-
вой сварке применяют укороченные электроды), уменьшают также
скорость подачи проволоки при механизированной сварке.
603
При одной и той же силе тока глубина провара аустенитной
стали больше, чем углеродистой. Поэтому для получения задан-
ной глубины провара снижают величину тока на 10—15%.
Высоколегированные сварочные проволоки и электродные
стержни содержат титан, ниобий, хром и другие элементы, обла-
дающие большим химическим сродством к кислороду и азоту.
Поэтому сварку высоколегированных сталей и сплавов необходимо
выполнять короткой дугой без колебаний конца электрода. Такая
технология позволяет уменьшить угар элементов и в значитель-
ной мере предотвратить загрязнение металла шва оксидными
и нитридными включениями, сохранить постоянство химического
состава металла шва. С этой точки зрения преимущество снова
остается за механизированной сваркой.
Ряд дополнительных специфических требований характерен
для коррозионностойких сталей. В частности, при сварке не до-
пускается попадание брызг присадочного металла или металли-
ческой ванны на основной металл. В месте приварки брызг обычно
образуются очаги межкристаллитной коррозии или коррозион-
ного растрескивания. По этой же причине запрещается возбуж-
дать дугу на основном металле шва. Особое внимание необходимо
обращать на крепление сварочного кабеля к свариваемой кон-
струкции. При плохом контакте сталь подгорает, подплавляется,
нередко обогащаясь в этом месте медью. Это также потенциальные
очаги коррозионного разрушения и межкристаллитной коррозии.
Лучшей коррозионной стойкостью обладают гладкие швы
с плавным переходом к основному металлу. В этом еще одно
преимущество механизированной сварки под флюсом и в среде
инертных газов.
Складки на поверхности шва, углубления между чешуйками,
щели или непровары в корне шва при воздействии агрессивной
среды могут явиться возможными очагами сосредоточенной и
щелевой коррозии. В связи с этим в сварных конструкциях из
коррозионностойких сталей, если корень шва соприкасается
с агрессивной средой, совершенно недопустимы стыковые соеди-
нения в замок или на остающейся подкладке. В данном случае
должно быть отдано предпочтение стыковым соединениям с пол-
ным проваром корня шва. Если доступ к корню шва затруднен
или невозможен (например в стыках трубопроводов), необходимо
ориентироваться на газоэлектрическую сварку с расходуемыми
вставками и полным их расплавлением.
Во избежание усиленной коррозии остатки шлаковой корки
на поверхности швов и основного металла после сварки должны
быть тщательно удалены. Очистка пневматическим зубилом и
другими способами, при которых образуются вмятины и забоины,
нежелательна. В этих местах может произойти коррозионное
растрескивание металла.
Из сказанного следует, что получение надежно работающих
конструкций и узлов из высоколегированных сталей и сплавов
604
требует от сварщиков весьма тщательного и грамотного к ним
подхода. Технологию сварки необходимо назначать с учетом всех
возможных условий эксплуатации сварных соединений. Кон-
струировать изделия из высоколегированных сталей и сплавов
следует с учетом конкретной возможной технологии их сварки.
§ 10-10. Сварка плавлением
высоколегированных сталей и сплавов
При изготовлении изделий из высоколегированных
сталей и сплавов применяют все виды сварки плавлением: под
флюсом, покрытыми электродами, в среде защитных газов, плаз-
менную, контактную, электрошлаков ую, электроннолучевую,
а также специальные виды сварки: диффузионную в вакууме,
сварку трением и др. Значительную часть узлов из жаропрочных
сталей и сплавов изготовляют пайкой.
Сварка под флюсом. Сварка под флюсом является ведущим
технологическим процессом в производстве химической и нефте-
химической аппаратуры из коррозионностойких сталей. Находит
применение она и при производстве изделий из жаропрочных
сталей и сплавов.
Столь широкое применение сварки под флюсом обусловлено
рядом существенных преимуществ ее перед ручной сваркой.
При сварке под флюсом, как и при других методах механизиро-
ванной сварки плавлением, можно получать швы практически
любой длины без перерывов. При этом резко уменьшается число
кратеров. Это имеет большое значение, так как на высоколеги-
рованных швах возможность образования кристаллизационных
трещин в кратерах значительно выше, чем на углероди-
стых.
Но самое большое значение имеет постоянство условий сварки
под флюсом и, как следствие, постоянство химического состава
и свойств металла шва. Это очень важно в отношении высоколе-
гированных сталей и сплавов, потому что незначительное изме-
нение химического состава металла шва может привести к обра-
зованию в нем кристаллизационных трещин или существенному
ухудшению его коррозионных или жаропрочных свойств. Напри-
мер, повышение в металле аустенитного шва количества углерода
на 0,02—0,03% в ряде случаев может привести к потере его кор-
розионной стойкости, а повышение содержания кремния на
0,2—0,3% может быть причиной образования кристаллизацион-
ных трещин и т. д.
Сварка под флюсом дает возможность получать гладкие швы
практически без чешуек с плавным переходом к основному ме-
таллу. Такие швы отличаются более высокой коррозионной
стойкостью по сравнению со швами, выполненными вручную.
Это еще одно немаловажное преимущество сварки под флюсом
перед всеми видами ручной сварки.
60S
Техника сварки под флюсом высоколегированных сталей и
сплавов практически не отличается от техники сварки обычных
углеродистых сталей. Имеется, однако, ряд специфических осо-
бенностей, характерных только для высоколегированных сталей
и сплавов.
К числу этих особенностей относится преимущественное ис-
пользование постоянного тока. Это вызвано тем, что для сварки
высоколегированных сталей и сплавов применяют фторидные и
высокоосновные бесфтористые флюсы, сварка под которыми на
переменном токе затруднена. Сварку под фторидными флюсами
независимо от их окислительной способности производят постоян-
ным током обратной полярности, а под высокоосновными бесфто-
ристыми флюсами — постоянным током прямой полярности
(см. § 42).
Сварку под флюсом высоколегированных сталей и сплавов
выполняют швами относительно небольшого сечения (более стойки
против кристаллизационных трещин), что предопределило пре-
имущественное использование в этом случае тонкой проволоки.
Наиболее широко применяют проволоку диаметром 2—3 мм,
в то время как при сварке углеродистых сталей предпочтительна
более толстая проволока (диаметром 3—5 мм). В связи с этим
при сварке высоколегированной проволокой приходится значи-
тельно уменьшать вылет электрода.
Проволока из аустенитных сталей и сплавов из-за пониженной
теплопроводности и высокого электрического сопротивления при
прочих равных условиях плавится быстрее, чем обычная низко-
углеродистая проволока. Поэтому для получения сварных швов
с хорошим формированием вылет электрода приходится еще
больше уменьшать (примерно в 1,5—2 раза по сравнению с вылетом
обычной стальной проволоки). Так, при сварке аустенитной про-
волокой диаметром 2—3 мм вылет электрода не должен превы-
шать 20—30 мм.
Температура плавления аустенитных сталей и сплавов на
50—150° С ниже, чем обычных углеродистых. Поэтому для полу-
чения провара такой же глубины, как и на углеродистых сталях,
при сварке под флюсом, а также и других видах сварки плавле-
нием аустенитных сталей и сплавов величину тока следует умень-
шать на 10—30%.
Особое внимание при механизированной сварке сталей и
сплавов этой группы необходимо обращать на состояние токо-
подводящих мундштуков. Из-за более высокого коэффициента
трения высоколегированной проволоки по меди и медным сплавам
мундштуки быстро изнашиваются. В результате нарушается
электрический контакт между мундштуком и проволокой и ухуд-
шается формирование шва; возможно образование дефектов типа
непроваров, подрезов и др.
Для сварки под флюсом высоколегированных сталей и спла-
вов используют почти все сварочные проволоки, предусмотренные
600
ГОСТ 2246—70 (табл. 10-22). Кроме того, для сварки сталей
и сплавов этой группы применяют довольно большое количество
сварочных проволок, выпускаемых по ведомственным техническим
условиям (табл. 10-23).
Высоколегированные жаропрочные стали и сплавы сваривают
в основном под фторидными безокислительными флюсами АНФ-1П,
АНФ-5, АНФ-8, АНФ-23, АНФ-24, 48-ОФ-6, а также окисли-
тельными бескремнистыми флюсами АНФ-17 (система CaF3—
А12О3—МпО) и АНФ-22 (система CaF2—В2О3). Для сварки
коррозионностойких сталей наибольшее применение получили
низкокремнистые флюсы АН-26, 48-08-10 и АНФ-14 (см. § 42).
Практически все флюсы для сварки высоколегированных ста-
лей и сплавов способны гидратироваться. Поэтому во избе-
жание образования пор в швах их необходимо прокаливать
непосредственно перед сваркой.
Флюсы, используемые для сварки коррозионностойких сталей,
подлежат обязательному контролю на углерод. Содержание его
во флюсе не должно превышать 0,2%, а в случае сварки сверх-
низкоуглеродистых сталей содержание углерода во флюсе же-
лательно ограничить до 0,1%.
Современные фторидные флюсы в сочетании с высоколеги-
рованными проволоками позволяют успешно сваривать ответ-
ственные конструкции из высоколегированных сталей и сплавов.
Ручная дуговая сварка. Высоколегированные стали и сплавы
вручную сваривают так же, как и обычные конструкционные
стали. Вместе с тем имеется ряд специфических особенностей,
главные из которых: преимущественное применение электродов
с фтористо-кальциевым покрытием; сварка на постоянном токе
обратной полярности-; сварка короткой дугой без поперечных
колебаний конца электрода; сварка сравнительно короткими
электродами на небольших токах.
В соответствии с ГОСТ 9466—60 и 10052—62 типы электро-
дов для сварки высоколегированных сталей и сплавов обозна-
чаются индексами Э, ЭАФ, ЭФ и ЭА (табл. 10-24).
Размеры и общие технические требования к указанным элек-
тродам регламентированы ГОСТ 9466—60. Условное обозначение
электродов в соответствии с этим ГОСТом должно включать
марку электрода, тип электрода, диаметр сварочной проволоки
и номера ГОСТов.
Для примера приведем условное обозначение электродов
ОЗЛ-7 типа ЭА-1 Б диаметром 4 мм, применяемых для сварки
сталей типа Х18Н10Т: ОЗЛ-7 — ЭА-1Б-4,0 ГОСТ 10052—62
и ГОСТ 9466—60.
Ряд марок электродов для сварки высоколегированных сталей
и сплавов предусмотрен также ведомственными техническими
условиями.
Для сварки коррозионностойких аустенитных сталей типа
18-10 и 17-13, жаропрочных сталей типа 14-14 и 14-16 и жаро-
607
Таблица 10-22
Состав проволок для сварки высоколегированных сталей и сплавов, % (ГОСТ 2246—70)
Марка проволоки С Mn Si Cr Ni Ti S P Другие эле- менты
не 6 олее
Св-12Х11НМФ . . . 0,08—0,15 0,35— 0,65 0,25—0,55 10,5—12,0 0,6—0,9 — 0,025 0,030 0,25—0,50 V 0,6—0,9 Mo
Св-12Х13 0,09—0,14 0,30— 0,70 0,30—0,70 12,0—14,0 s£0,6 — 0,025 0,030 —
Св-10Х17Т scO,12 sc0,7 =g0,8 16,0—18,0 scO,6 0,2—0,5 0,025 0,035
Св-13Х25Т ss0,15 scO,8 s£l,0 23,0—27,0 s£0,6 0,2—0,5 0,025 0,035
Св-04Х19Н9 . . . . sc0,06 1,0—2,0 0,5—1,0 18,0—20,0 8,0—10,0 — 0,018 0,025
Св-06Х19Н9Т . . . . 5^0,08 1,0—2,0 0,4—1,0 18,0—20,0 8,0—10,0 0,5—1,0 0,015 0,030
Св-07Х19Н10Б . . . 0,05—0,09 1,5—2,0 s£0,7 18,5—20,5 9,0—10,5 — 0,018 0,025 1,2—1,5 Nb
Св-05Х19Н9ФЗС2 sg0,07 1,0—2,0 1,3—1,8 18,0—20,0 8,0—10,0 0,025 0,030 2,2—2,7 V
© Св-08Х20Н9С2БТЮ 00 ==£0,10 1,0—2,0 2,0—2,5 19,0—21,0 8,0—10,0 0,6—1,0 0,020 0,035 0,6—1,0 Nb 0,3—0,7 Al
Св-06 Х19Н10МЗТ sc0,08 1,0—2,0 0,3—0,8 18,0—20,0 9,0—11,0 0,5—0,8 0,018 0,025 2,0—3,0 Mo
Св-10Х16Н25АМ6 0,08—0,12 1,0—2,0 ss0,60 15,0—17,0 24,0—27,0 — 0,018 0,025 5,5—7,0 Mo 0,1—0,2 N
Св-ЗОХ15Н35ВЗБЗТ 0,27—0,33 0,5—1,0 s£0,60 14,0—16,0 34,0—36,0 0,2—0,7 0,015 0,025 2,5—3,5 W 2,8—3,5 Nb
Св-07Х25Н13 . . . . . ^0,09 1,0—2,0 0,5—1,0 24,0—26,5 12,0—14,0 — 0,018 0,025 —
. Св-13Х25Н18 .... =g0,15 1,0—2,0 sc0,50 24,0—26,5 17,0—20,0 0,015 0,025
ГСв-08Х25Н13БТЮ scO, 10 ss0,55 0,6—1,0 24,0—26,0 12,0—14,0 0,5—0,9 0,020 0,030 0,7—1,1 Nb 0,4—0,9 Al
Св-01 Х23Н28МЗДЗТ sg0,03 sg0,55 sg0,55 22,0—25,0 26,0—29,0 0,5—0,9 0,018 0,030 2,5—3,0 Mo 2,5—3,5 Cu
Св-06Х15Н60М15 =g0,08 1,0—2,0 s£0,50 14,0—16,0 Основа — 0,015 0,015 14,0—16,0 Mo До 4,0 Fe
Св-06Х24Н6ТАФМ scO,08 sc0,80 scO,70 23,0—25,0 5,5—6,5 0,08— 0,20 0,018 0.030 0,06—0,12 Mo 0,08—0,15 V 0,10—0,20 N
39 Заказ я? п?
Таблица 10-23
Состав высоколегированных сварочных проволок, %
Марка проволоки с Si Мп Сг Ni Ti Nb Mo Другие элементы
не б олее
ЭП88 0,10 0,35 6,0—8,0 14,0—16,0 22,0—25,0 —. — 2,0—3,0 6,0—8,0 W
ЭП467 0,08 0,5 0,5—1,0 14,5—16,5 23,0—25,0 1,5—2,2 — — 4,0—5,0 W 0,4—0,7 В
ЭП235 0,08 0,35 7,0—8,5 14,0—16,0 34,0—36,0 1,3—1,8 — 3,0—4,0 7,5—8,5 W
ЭП497 0,10 0,35 6,0—8,0 14,0—16,0 22,0—25,0 —. —- 6,0—8,0 <0,3 W
ЭП532 0,10 2,5—3,0 <1,5 24,0—27,0 18,0—21,0 — — — 0,4—0,7 В
ЭП550 0,020 0,40 1,0—2,0 17,0—19,0 9,5—11,0 — — — —
ЭП551 0,020 0,40 <0,8 16,0—18,0 13,5—15,0 —. — 2,0—3,0 —
ЭП552 0,020 0,40 1,0—2,0 17,0—19,0 9,5—11,0 — 0,20—0,40 .—. —
ЭП554 0,020 0,20 1,5—2,5 23,0—26,0 20,0—22,0 — — — —
ЭП499 0,40—0,50 0,6 13,0—15,0 14,0—16,0 <0,5 —_ — — 1,2—1,8 Al
ЭП577 0,40—0,50 1,2—1,8 13,0—15,0 14,0—16,0 <0,5 — — — 1,2—1,8 Al
Таблица 10-24
Электроды для сварки высоколегированных сталей и сплавов
Электрод Тип наплавленного металла Содержа- ние а фазы в наплавлен- ном металле, % Механические свойства 20° С Свариваемые стали и сплавы
Тип (ГОСТ 9466—60) Марка (ГОСТ 10052—62) S 5. м £ Ю а: «о S • и Ж U Q £
Э-Х5МФ-Ф . . . ЦЛ-17-63 10Х5МФ Не норми- руется 55,0 14,0 6,0 Мартенситные Х5, Х5М, Х5ВФ и им подобные
ЭАФ-1 ЦЛ-33 07Х22Н8 12—20 65,0 20,0 7,0 Аустенитно-ферритные 1Х21Н5Т (ЭИ811)
ЭАФ-1МФ . . . 08Х25Н5ТМФ H-48 12Х25Н5МФ 40—60 70,0 18,0 4,0 0Х21Н5Т (ЭП53), Х25Н5ТМФ (ЭИ954) и им подобные
610
Продолжение табл. 10-24
Электрод Тип наплавленного металла Содержа- ние а фазы в наплавлен- ном металле, % Механические свойства при 20°С Свариваемые стали и сплавы
Тип (ГОСТ 9466—60) Марка (ГОСТ 10052-62) S S СП и е> ь- £ % '9 кгс-м/см2
ЭФ-Х12ВМНФ КТИ-10-62 15Х11ВМНФ Не норми- руется 75,0 12,0 4,0 Мартенситно-ферритные 1X11МФ, 15Х12ВМФ, Х11Л-А, Х11Л-Б
ЭФ-Х17 . . . УОНИ/ЮХ17Т 14Х17Н2 То же 65,0 Не норми- руется Мартенситные типа 1Х17Н2
ЭА-1 ОЗЛ-14 08Х20Н9 6,0—10,0 58,0 36,0 12,0 Аустенитные 0Х18Н10, 0Х18Н0Т и им подобные, ра- ботающие при температурах до 350° С
ЭА-1М2Б .... СЛ-28 13Х19Н10МЗБ 4,0—5,0 60,0 38,0 12,0 Аустенитные X17H13M3T, Х17Н16МЗТ, 1Х16Н13М2Б и аустенитно-ферритные типа 0Х21Н6М2Т, работающие при температуре до 350° С
ЭА-2Б ЗИО-7 08Х24Н13Б Не менее 2,5 60,0 25,0 7,0 Ферритные типа Х25Т, рабо- тающие в агрессивных средах с требованием стойкости про- тив межкристаллитной корро- зии, применяются также для сварки высоколегированного слоя типа Х18Н10Т, 0X13 двухслойных сталей
ЭА-ЗМ6 ЭА-395/9 15Х15Н25М6 Нет 62,0 30,0 12,0 Жаропрочные аустенитные с со- держанием 25—35% Ni. Аустенитные с неаустенитными
ЭА-4ВЗБ2 .... КТИ-7-62 32Х15Н35ВЗБ2 » 62,0 30,0 12,0 Жаропрочные типа ХН35ВТ
Стойких сталей типа 25-20 ГОСТ 10052—62 и рядом технических
условий рекомендуется довольно много однотипных электродов.
Ту или иную марку электродов необходимо выбирать в зависи-
мости от конкретных условий эксплуатации сварных соединений.
Режимы сварки высоколегированных сталей и сплавов аусте-
нитными электродами назначают с таким расчетом, чтобы отно-
шение величины тока к диаметру электрода не превышало 25—
30 А/мм (табл. 10—25). При сварке аустенитными электродами
в вертикальном или потолочном положении силу тока уменьшают
на 10—30% по сравнению с этим параметром при сварке в ниж-
нем положении. Электроды перед сваркой во избежание образо-
вания пор в металле шва надлежит прокаливать при темпера-
туре 250—400°С в течение 1—1,5 ч.
Газоэлектрическая сварка в аргоне и гелии. Газоэлектрическая
сварка заняла прочные позиции в производстве сварных кон-
струкций из высоколегированных сталей и сплавов. Наряду
с такими старыми способами сварки, как аргоно- и гелиево-дуго-
вая, успешно применяют также сварку в углекислом газе и в раз-
личных газовых смесях.
Замечательной особенностью аргоно- и гелиево-дуговой сварки
является стабильность дуги, высокое качество сварных швов,
обусловленное хорошей защитой зоны сварки от воздуха, и, что
особенно важно, возможность наложения швов, занимающих
произвольное положение в пространстве. При аргоно-дуговой
сварке защита дуги и сварочной ванны от воздуха более надежна,
чем в случае использования гелия, так как аргон тяжелее воздуха.
Аргоно-дуговую сварку высоколегированных сталей и сплавов
производят плавящимся и неплавящимся (вольфрамовым) элек-
тродами. В первом случае применяют постоянный ток обратной
полярности, во втором—прямой.
Сварку вольфрамовым электродом сталей и сплавов с высоким
содержанием алюминия с целью разрушения окисной пленки
рекомендуется выполнять на переменном токе.
При выполнении швов вольфрамовым электродом возможно
попадание в металл шва частиц вольфрама. Наиболее частая
причина разрушения электрода—неправильный выбор силы
тока (чаще всего чрезмерно большая сила тока для данного диа-
метра электрода). Для получения качественных, ровных, хорошо
сформированных швов необходимо своевременно затачивать воль-
фрамовый электрод. Это исключает перемещение активного пятна
по торцу электрода; шов становится ровнее, без искривлений,
с практически одинаковой глубиной провара по всей длине.
Сварку в аргоне и гелии вольфрамовым электродом выполняют
без присадочной проволоки (преимущественно при изготовлении
конструкций из тонколистовых сталей) и с присадочной прово-
локой, вручную и на автомате (табл. 10-26 и 10-27). Сварку вруч-
ную необходимо выполнять так, чтобы конец присадочной про-
волоки все время находился в струе защитного газа.
39* 611
612
Таблица 10-25
Типичные режимы ручной электродуговой сварки покрытыми электродами высоколегированных сталей и сплавов
Электроды Сила сварочного тока (А) при сварке в нижнем положении электродами диаметром, мм Коэффициент наплавки, г/(А-ч) Расход электро- дов на 1 кг наплавленного металла, кг Возможное по- ложение сварки в пространстве Свариваемые стали и сплавы
Тип Марка 2 3 4 5
Э-Х5МФ-Ф ЦЛ-17-63 — 80—120 130—160 180—210 10,5 1,6 Любое Мартенситные Х5, Х5М, 15Х5МФА и им подоб- ные
ЭАФ-1 ЦЛ-33 — 80—110 100—140 160—200 13,0 1,5 » Аустенитно-феррптные и кавитационностойкие типа 10Х18МЗГЗД2Л
ЭФ-Х13 УОНИ/ЮХ13 — 90—120 160—200 200—250 11,0 1,6 » Хромистые 0X13, 1X13, 2X13, Х14
ЭА-1 Б ЦЛ-11 40—55 70—90 110—130 140—160 12,5 1,8 » Аустенитные Х18Н10Т, 0Х18Н12Т и им подоб- ные
ЭА-2 ОЗЛ-6 30—50 60—80 120—140 140—160 11,5 1,6 » Жаростойкие Х23Н13 (ЭИ319), Х23Н18 (ЭИ417), Х25Т, Х28, Х28АН и им подобные
ЭА-ЗМ6 НИАТ-5 30—50 50—80 100—140 130—170 12,5 1,8 Нижнее и верти- кальное Жаропрочные типа ЭИ395, высокопрочные типа ЗОХГСНА
Э^-4ВЗБ2 КТИ-7-62 — 80—100 110—130 140—160 11,2 1,6 Нижнее Жаропрочные типа ХН35ВТ (ЭИ612)
ЦТ-28 80—100 110—140 10,5 1,75 Любое Жаропрочные ХН78Т (ЭИ435), ХН77ТЮ (ЭИ437А), ХН70ВМЮТ (ЭИ765) и им подобные
Таблица 10-26
Режимы ручной дуговой сварки вольфрамовым электродом в аргоне
Материал Вид соедине- ния и толщина металла, мм Род тока 7СВ’ А ^СВ’ м/ч Характеристика аргона (расход 3—4 л/мин)
*
Коррозионностой кая Встык Переменный 35—75 15—33 Технический
сталь 1,0 Постоянный 30—60 12—28 »
Встык Переменный 45—85 14—31 »
1,5 11ОСТОЯННЫЙ 40—75 9—19 »
Втавр 1,5 Переменный 40—60 7—9 »
Жаропрочные сплавы на никелевой осно- Встык 1,0 » 40—70 15—30 Чистый
ве Встык 1,5 » 45—60 7—9 »
Примечание Диаметр присадочной проволоки 1,6 мм.
Аргоно-дуговая сварка плавящимся электродом имеет свои
особенности, отличающие ее от сварки под флюсом и покрытыми
электродами. Эта особенность состоит в том, что перенос металла
в дуге должен быть струйным, а не капельным. Струйный процесс,
как известно, возможен только при сварке на токах большой
плотности. Например, при сварке проволокой типа 18-10 диа-
метром 1 мм струйный процесс устанавливается при силе тока
порядка 190 А, а для проволоки диаметрами 1,6 и 2 мм— при
силе тока не менее 240 и 320 А соответственно.
Таблица 10-27
Режимы механизированной сварки вольфрамовым электродом в аргоне
(расход 3,4 л/мин)
Материал Тип шва Толщина металла, мм Диаметр присадочной проволоки, мм со о О' S со Примечание
Сталь Стыковой 1,0 1,5 75 44 Сварка по присадоч-
типа 18-8 Угловой 1,0 62 30 ной проволоке Сварка без присадки
Бортовой 1,5 — 70 32 » » »
Сплав Стыковой 1,5 1,5 100 50 Сварка по присадоч-
на никелевой основе ХН78Т Угловой 1,0 65 45 ной проволоке Сварка без присадки
(ЭИ435) Бортовой 1,0 — 85 45 » » »
613
Известна разновидность аргоно-дуговой сварки плавящимся
электродом, так называемой пульсирующей (периодически зажи-
гаемой) дугой. При этом процессе дуга растягивается, сила тока
падает и становится возможной сварка стали малой толщины
(менее 0,5 мм).
При сварке высоколегированных сталей и сплавов, преиму-
щественно аустенитных, применяют еще один вид сварки в ар-
гоне — плазменно-дуговую.
Для сварки сталей и сплавов в инертных газах используют
сварочные проволоки тех же составов, что и для сварки под
флюсом (см. табл. 10-22 и 10-23).
Для сварки высоколегированных сталей и сплавов, легирован-
ных титаном и алюминием, рекомендуется аргон марки А,
а в остальных случаях помимо марки А — также аргон ма-
рок Б и В.
Сварка в углекислом газе. При сварке высоколегированных
сталей и сплавов плавящимся электродом в углекислом газе
хром практически не окисляется. Переход титана из сварочной
проволоки достигает 50% против 85% при сварке в аргоне и
65—70% при сварке под фторидными флюсами. Если проволока
содержит до 0,10% С, возможно науглероживание шва на 0,02—
0,04%, что приводит к снижению его стойкости против межкри-
сталлитной коррозии.
Если несколько повысить содержание в шве элементов-стаби-
лизаторов (титана, ниобия) и элементов-ферритизаторов (кремния,
алюминия, хрома), то, несмотря на науглероживание, может
быть обеспечена требуемая коррозионная стойкость. На этом
принципе создан ряд сварочных проволок для сварки высоколе-
гированных аустенитных и хромистых сталей. Например, для
сварки в углекислом газе сталей типа 18-10 (Х18Н10Т) приме-
няется сварочная проволока Св-08Х20Н9С2БТЮ, для сталей
типа 18-12 (Х18Н12Т) — проволока Св-08Х25Н13БТЮ, а для
хромистых сталей типа 1Х17Н2— проволока 07Х18Н2Т (ЭП157).
Эти проволоки имеют повышенное содержание хрома и допол-
нительно легированы кремнием, ниобием, титаном и алюминием.
Для примера в табл. 10-28 приведены ориентировочные режимы
сварки в углекислом газе нержавеющей аустенитной стали аусте-
нитной проволокой. Недостатком сварки в углекислом газе при-
менительно к коррозионностойким сталям является довольно
интенсивное разбрызгивание расплавленного металла (в среднем
10—12%) и образование очагов коррозии в месте приваривания
брызг к металлу. Использование тонкой проволоки диаметром
1,0—1,5 мм и сварка на малых вылетах уменьшают разбрызги-
вание. Чтобы брызги не приваривались к металлу, рекомендуется
его перед сваркой покрывать меловым раствором, замешанным
на воде, или другим защитным слоем.
Недостатком сварки в углекислом газе является также обра-
зование на поверхности высоколегированного шва прочной
614
Таблица 10-28
Режимы сварки в углекислом газе
коррозионностойкой аустенитной проволокой
Толщина металла, мм Диаметр провопоки, мм Ав- А В исв- ы-'4 Вылет элект- рода, мм Расход газа, л/мин
1,0 0,5 30—40 17 30—40 5 6
1,5 0,8 40—80 17—18 30—40 6 6—7
2,0 0.8—1,2 100—140 18-20 25—40 6—9 6—8
2,5 1,0—1,2 110—150 18—20 20—35 7—9 6—8
3,0 1,2 140—160 19—20,5 20—35 9—10 8—9
3,0 1,6 150—170 23—27 20—35 15 9—12
3,0 2,0 180—190 25—28 25—30 15-20 12—17
пленки окислов. Прочность сцепления этой пленки со швом тем
больше, чем больше она содержит окислов хрома. В качестве
одного из весьма эффективных средств борьбы с появлением
окисной пленки при сварке в углекислом газе аустенитных сталей
является подача в дугу небольшого количества фторидного сва-
рочного флюса, например АНФ-5.
При сварке в углекислом газе на малых токах, так же как
и при сварке в аргоне, удается выполнять швы, занимающие
произвольное положение в пространстве. Это открывает большие
перспективы для механизации сварочных работ на монтаже тру-
бопроводов и других сооружений из коррозионностойких и жаро-
прочных сталей.
Электрошлаковая сварка. Применительно к высоколегирован-
ным сталям и сплавам особо ценные технологические свойства
электрошлакового процесса — это возможность сварки без раз-
делки кромок, повышение стойкости металла шва против обра-
зования кристаллизационных трещин и сравнительно небольшие
коробления при сварке стыковых швов. Недостаток электрошла-
ковой сварки состоит в чрезмерном перегреве металла в около-
шовной зоне. В ряде случаев это отрицательно сказывается на
свойствах сварных соединений. Так, сварные соединения из
коррозионностойких сталей по этой причине необходимо обяза-
тельно подвергать термообработке, в противном случае возможно
возникновение ножевой коррозии.
Сварку коротких швов рекомендуется выполнять пластинча-
тым электродом, сварку длинных — проволокой. Рациональность
применения пластины связана со сложностью изготовления ка-
либрованной сварочной проволоки из высоколегированных ста-
лей и сплавов, многие из которых отличаются плохой деформи-
руемостью. Получение пластины требуемого химического состава
не представляет особых трудностей (табл. 10-29 и 10-30).
Для электрошлаковой сварки высоколегированных сталей
и сплавов используют в основном фторидные флюсы систем CaF3—
615
Таблица 10-29
Режим электрошлаковой сварки аустенитной стали
проволочным электродом *
Параметр Параметр
Сила постоянного тока об- ратной полярности (на одном электроде), А . . . 400—420 Число электродов ... 2 Напряжение сварки, В 30—35 Диаметр электродов, мм 3 Глубина шлаковой ванны, мм 40—50 Сухой вылет электрода, мм 40—45 Расстояние между электро- дами, мм 35—40 Приближение электрода к ползунам, мм • .... 7—10 Длительность выдержки электрода у ползунов, с 3—4 Скорость поперечных коле- баний, м/ч 40
- Сталь Х18Н10Т толщиной 100 ии, флюс АНФ-8 (система CaF2—СаО — А12О3).
СаО—А12Оа, CaF2—СаО, CaF2—А12Оа, CaF2—СаО—А12Оа—•
MgO—SiO2, а также чистый CaF2 без добавок. Применение для
электрошлаковой сварки даже фторидных безокислительных флю-
сов не всегда гарантирует хорошее усвоение сварочной ванной
элементов, обладающих большим сродством к кислороду. Поэтому
в ряде случаев приходится защищать шлаковую ванну инертным
газом (аргоном).
Электроннолучевая сварка. Важной технологической особен-
ностью этого способа сварки является возможность получения
швов с очень малым коэффициентом формы (кинжальный провар),
и минимальным термическим воздействием сварочного нагрева
на основной металл в околошовной зоне. Сварные соединения
отличаются повышенной стойкостью против коррозии и высо-
кими прочностными свойствами.
Электроннолучевая сварка в последние годы нашла широкой
применение при изготовлении узлов из жаропрочных сталей и
сплавов. При сварке этим способом малопластичных сложно-
легированных сталей и сплавов возможно образование попереч-
ных по высоте шва трещин.
Таблица 10-30
Режимы электрошлаковой сварки аустенитных сталей и сплавов
пластинчатым электродом
Металл Свариваемое сечение, мм2 Сечение электро- да, мм2 Марка флюса Ав. А усв- В Ширина зазора между кромками, мм
Х18Н10Т . . . ХН78Т (ЭИ435) 50X50 125Х 125 6X50 10Х 125 АНФ-1П АНФ-1П 900 1800 24—26 23—24 25 J 30^
616
§ 10-11. Особенности сварки
высоколегированных сталей и сплавов
различных групп
Сварка хромистых сталей связана с некоторыми
специфическими особенностями. Находят применение хромистые
стали следующих типов: 1) 5—8%-ные мартенситные (Х5М,
1Х8ВФ и др.) и 5—8%-ные мартенситно-ферритные (Х6СЮ и
др.) жаропрочные и коррозионностойкие; 2) 8—10%-ные силь-
хромы мартенситного класса (4Х10С2М, 4Х9С2 и др.); 3) 11—
12%-ные мартенситные (1Х12Н2ВМФ и др.) и мартенситно-фер-
ритные (1Х11МФ, 1Х12В2МФ и др.) жаропрочные; 4) 13-, 17-,
25- и 28%-ные мартенситные (2X13, 1Х17Н2 и др.), мартенситно-
ферритные (1X13 и др.) и ферритные (0X13, Х17, 0Х17Т, Х25Т,
Х28 и др.) жаропрочные, коррозионностойкие и жаростойкие.
Хромистые стали сваривают по двум технологическим ва-
риантам: с применением присадочных материалов такого же или
сходного с основным металлом химического состава; с исполь-
зованием присадочных материалов аустенитного или аустенитно-
ферритного классов. В первом случае сварное соединение отли-
чается структурной однородностью и высокой прочностью после
соответствующей термообработки. Во втором случае соединение
отличается структурной неоднородностью, усугубляемой диффу-
зионными процессами, происходящими при эксплуатации изделий
в области повышенных температур. При этом равнопрочность
сварных соединений, как правило, не достигается.
Все хромистые стали сваривают с подогревом. Однако в отдель-
ных случаях можно отказаться от подогрева. Так, низкоугле-
родистые ферритные и даже мартенситные стали толщиной до
8—10 мм удается сваривать без подогрева. Иногда можно обойтись
без подогрева при использовании аустенитных и аустецитно-
ферритных электродов. Не требуется также подогрев при электро-
шлаковой сварке. Чем больше толщина свариваемой стали и чем
выше степень ее легирования, особенно углеродом, тем выше
должна быть температура подогрева. Низкоуглеродистые хро-
мистые ферритные стали толщиной более 10 мм желательно сва-
ривать с подогревом до температуры 150—180° С, жаропрочные
11—12%-ные мартенситные—с подогревом не ниже, чем до
температуры 250—300° С.
Если сварку производят электродами или проволокой с обра-
зованием в шве мартенситной или мартенситно-ферритной струк-
туры, изделие во избежание образования в шве и околошовной
зоне холодных трещин незамедлительно после сварки следует
подвергать высокому отпуску при температуре 750—800° С (для
хромистых 5%-ных сталей при 840—860° С).
При сварке ферритными швами, когда появление мартенсита
в металле шва исключено, и при использовании аустенитных
электродов отпуск с целью повышения пластичности сварного
617
соединения можно производить не сразу после сварки. По этим
причинам сварка аустенитными электродами нашла широкое
применение, особенно в монтажных условиях.
Оптимальные механические свойства жаропрочных 5—6- и
11—13%-ный хромистых сталей и их сварные соединения полу-
чают только после двойной термообработки: закалки или норма-
лизации с последующим отпуском. Длительный нагрев хромистых
сталей и сварных швов с содержанием более 15% Сг в интервале
температур 400—550° С сообщает им так называаемую 475-гра-
дусную отпускную хрупкость, а в интервале температур 650—
800° С в них образуется о-фаза.
При сварке ферритных хромистых сталей (Х17, Х25Т, Х28
и др.) в результате нагрева металла до высоких температур на-
блюдается интенсивный рост зерна в околошовной зоне, сопро-
вождающийся потерей пластичности металла.
Хромистые ферритные стали, подобно хромоникелевым аусте-
нитным, подвержены межкристаллитной коррозии в околошов-
ной зоне. Отпуск при температуре 730—780° С возвращает стали
стойкость против межкристаллитной коррозии. Одновременно
повышается пластичность металла в околошовной зоне, вызванная
его перегревом при сварке.
Для предупреждения склонности хромистых сталей к меж-
кристаллитной коррозии их легируют титаном и снижают в них
содержание углерода (0Х17Т, 0Х17М2Т).
Сварка хромоникелевых аустенитных сталей и сплавов. Хро-
моникелевые аустенитные стали сваривают в основном двухфаз-
ными аустепитно-ферритными швами, аустенитные сплавы и не-
которые аустенитные жаропрочные стали типа 14-14, 15-25 и
коррозионностойкие стали типа 23-28 — аустенитными швами.
Аустенитные стали и сплавы сваривают в гомогенизированном
(отожженном) состоянии, жаропрочные стали и сплавы — иногда
и в упрочненном (состаренном) состоянии.
Для предупреждения образования холодных трещин в этом
случае прибегают к некоторым технологическим приемам: по-
догреву, применению более пластичного, чем основной металл,
шва и др.
Сварка аустенитно-мартенситных сталей. Стали этого типа
обладают двухфазным строением и свариваются, как правило,
двухфазными аустенитно-ферритными швами. Поэтому появле-
ния кристаллизационных трещин при сварке таких сталей можно
не опасаться. Главная трудность заключается в сохранении в ме-
талле шва алюминия, титана и бора, требующихся для его дис-
персионного упрочнения. Если упрочнение достигается за счет
молибдена или ниобия, свдрка указанных сталей заметно упро-
щается.
Стали этого класса также рекомендуется сваривать в гомоге-
низированном состоянии. Для получения оптимальных свойств
соединения после сварки подвергают многоступенчатой термо-
618
Рис. 10-36. Последовательность (1—5) сварки двухслойной стали с разделитель-
ным слоем:
а — подготовка кромок под сварку;
б — сварка основного металла;
в — сварка облицовочного металла
обработке — закалке и старению при положительных и отри-
цательных температурах.
Сварка аустенитно-ферритных сталей. Аустенитно-ферритные
стали, содержащие менее 8% Ni (0Х21Н6М2Т и др.), и стали
типа 13-13 (0Х20Н14С2) и другие при расплавлении образуют
двухфазный аустенитно-ферритный металл. Поэтому при их
сварке кристаллизационные трещины не образуются ни в шве,
ни в околошовной зоне. При сварке отливок крупного сечения
и толстого катаного металла иногда требуется подогрев до тем-
пературы 100—150° С во избежание трещин, обусловленных по-
ниженной пластичностью стали.
Сварка двухслойных сталей. Двухслойные стали широко при-
меняются в качестве коррозионностойких в химическом и нефте-
химическом производстве. Для облицовочного слоя двухслойных
сталей применяют аустенитные стали Х18Н10Т, Х18Н12Т,
Х17Н13М2Т, Х23Н28МЗДЗТ и другие и хромистые типа 0X13.
Основной слой изготовляют из обычных углеродистых сталей
Таблица 10-31
Сварочная проволока, применяемая для сварки двухслойных сталей
с высоколегированным коррозионностойким облицовочным слоем
из сталей типа 18-8, 18-10, 18-12 (Х18Н10Т, 0Х18Н10Т, Х18Н12Т,
0Х18Н12Т, 0Х18Н12Б и т. п )
Марка проволоки (ГОСТ 2246-70) Марка флюса Число слоев при сварке тон- кого металла Марка проволоки (ГОСТ 2246-70) Марка флюса Число слоев при сварке тон- кого металла
Св-07Х25Н13 АН-26, АНФ-14, 48-ОФ-Ю 2 Св-06Х25Ш2ТЮ 48-ОФ-6, АНФ-14 2
Св-08Х25Н13БТЮ АН-26, 48-ОФ-Ю, 48-ОФ-6, АНФ-14 1—2
Св-07Х25Н12Г2Т АН-26, 48-ОФ-Ю 2
619
Таблица 10-32
Электроды для сварки высоколегированного слоя двухслойного металла
Электрод Наплавленный металл Марка высоколегирован- ного слоя
Марка Тип по ГОСТ 10052—62 Тип Структура
ЗИО-7 ЭА-2Б 08Х24Н13Б Аустенитно- ферритная; До 2,5% а-фазы Типа 18-10, когда к метал- лу шва предъявляются требования стойкости против межкристаллит- ной коррозии
СЛ-25 ЭА-2 09Х25Н12Т 09Х25Н12ТЮ Аустенитно- ферритная; 4,0—5,0% а-фазы Х18Н10Т, 0X13, когда к металлу шва не предъ- являются требования стойкости против меж- кристаллитной корро- зии. Сварка неаустенит- ных сталей с аустенит- ной Х18Н10Т, а также хромистой 0X13
ЗИО-8 ЭА-2 07Х24Н12 Аустенитно- ферритная; 2,5—5,0% а-фазы Типа 18-10, когда к метал- лу шва не предъявляют- ся требования стойко- сти против межкристал- литной коррозии Свар- ка несиловых конструк- ций из стали 0X13 без последующей термооб- работки, а также сварка стали Х18Н10Т с низко- углеродистыми неаусте- нитными сталями
ЦЛ-9 ЭА-2Б 12Х21Н11Б Аустенитно- ферритная; более 2,5% а-фазы Х18Н10Т, 0X13 и им по- добные, работающие в агрессивных средах, когда к металлу шва предъявляются требо- вания стойкости против межкристаллитной кор- розии. Используются для сварки стали Х25Т и ей подобных
620
Таблица 10-33
Режимы сварки сдвоенной проволокой коррозионностойкого слоя
(толщиной 3—5 мм) двухслойного металла (подготовка кромок
по рис. 10-36)
Диаметр одной про- волоки, мм Расстояние между элек- тродными проволоками в свету, мм Вылет элек- трода, мм 'св’ А "д’ в 1>п м/ч
3 9—10 35—38 450-600 38—40 70—95
4 10—11 40—45 480—600 38—40 35—55
Примечание. Скорость сваркн 16—18 м/ч.
типа ВСтЗ, а также из качественных, например 10, 15ХМ и др.
Облицовочный высоколегированный слой обычно расположен
внутри корпусной аппаратуры или трубы.
Сварку двухслойных сталей производят раздельно. Основной
слой сваривают по обычной для данной конструкционной стали
технологии, а коррозионностойкий слой — в один или несколько
проходов в зависимости от его толщины (рис. 10-36, табл. 10-31
и 10-32).
Чтобы обеспечить минимальное разбавление аустенитного и
неаустенитного металлов при переходе от основного слоя к обли-
цовочному и наоборот, сварку производят с принятием мер, обес-
печивающих наименьшее проплавление нижележащего слоя. К та-
ким мерам относятся, например, сварка сдвоенным (табл. 10-33)
или ленточным электродом, сварка на спуск, применение пемзо-
видного флюса, сварка постоянным током прямой полярности и др.
При сварке толстого биметалла с целью предотвращения обра-
зования в переходной зоне металла с пониженной пластичностью
(например с мартенситной структурой) практикуется наплавка
разделительного слоя (рис. 10-37 и 10-38) проволокой из низко-
углеродистого армко-железа или Св-08 в сочетании с сильно окис-
лительным флюсом, аустенитной проволокой Св-10Х16Н25АМ6
или электродами типа ЭА-ЗМ6.
Рис. 10-37.
Шов на двухслойной стали с разде-
лительным слоем:
1 — разделительный слой;
2 — слой со стороны основного металла;
3 — слой со стороны облицовочного ме-
талла
Рис. 10-38.
Наплавка разделительною слоя
при разделке кромок:
а — со стороны основного металла,
б —Юо_стороны облицовочного слоя
621
Аппаратуру из двухслойных сталей обычно термически не
обрабатывают. В случае необходимости термообработку выпол-
няют с учетом обеспечения требуемой коррозионной стойкости
облицовочного слоя.
§ 10-12. Сварка разнородных сталей
Высоколегированные стали содержат дорогие, дефи-
цитные элементы, что обусловливает необходимость их эко-
номии.
Одним из путей экономии высоколегированных сталей является
изготовление установок, машин и механизмов комбинированными.
Такое изготовление вполне возможно, так как во многих случаях
в условиях, требующих специальных сталей, работает не вся
конструкция, а лишь отдельные ее узлы или детали. Остальная
часть конструкции находится в обычных условиях и может быть
изготовлена из среднелегированной, низколегированной или даже
обычной углеродистой стали.
„ В комбинированной конструкции необходимо соединять между
собой отдельные ее части. Для работы в агрессивной среде или
в условиях высокой температуры это соединение целесообразно
выполнять при помощи сварки. Однако при этом необходимо
сваривать между собой стали, существенно отличающиеся друг
от друга своими физико-химическими свойствами, в связи с чем
довольно трудно получить качественное и надежно работающее
в особых условиях сварное соединение.
Сварка высоколегированных сталей со средне- или низколе-
гированными и обычными углеродистыми явилась настолько
трудной задачей, что составила самостоятельную проблему, из-
вестную как проблема сварки разнородных сталей.
Первая трудность сварки разнородных сталей заключается
в том, что в процессе изготовления сварного соединения или
при его эксплуатации в шве часто образуются трещины, кото-
рые проходят по его середине или у границы сплавления
(рис. 10-39).
Вторая и основная трудность сварки разнородных сталей
обусловлена тем, что в зоне их сплавления может происходить
изменение структуры с образованием прослоек, существенно
отличающихся от структуры сплавляемых металлов (рис. 10-40, б).
Термин «сплавляемые металлы» здесь и далее применен для
упрощения выражения «основной металл и металл шва». Измене-
ние структуры сплавляемых металлов может быть настолько
сильным, что существенно снизятся их прочностные и пластиче-
ские характеристики (рис. 10-40, а). В результате возможно
преждевременное (аварийное) разрушение весьма ответственной
конструкции.
Указанное изменение структуры в зоне сплавления разнород-
ных сталей принято считать образованием в ней структурной
622
Рис. 10-39. Вид трещины, расположенной по середине шва (а) и у зоны сплавле-
ния (б и в):
а — соединение аустенитной стали с низкоуглеродистой сталью СтЗ (боль-
шой провар иеаустенитной стали);
б — соединение перлитной стали Х5М аустенитным швом типа 18-8 (малый
запас аустеиитности),
в — микроструктура места разрушения сварного соединения, показан
ного на рис. б
неоднородности. Сварные соединения разнородных сталей, в ко-
торых структура сплавляемых металлов не изменяется до границы
сплавления, являются вполне технологичными и могут надежно
работать во всех тех условиях, для которых они предназначены.
Для отличия этих соединений от тех, в которых наблюдается
указанное выше изменение структуры, зону сплавления в них
следует считать структурно однородной, хотя соединенные ме-
таллы обладают разной структурой.
Образование структурной неоднородности возможно не только
в соединениях собственно разнородных сталей, но и в биметалле,
соединениях неаустенитных сталей с аустенитным швом, а также
в зоне сплавления различного рода высоколегированных напла-
вок на средне- или низколегированную сталь. Поэтому конструк-
ции из катаного и наплавленного биметалла и из неаустенитных
сталей с аустенитным швом также следует относить в конструк-
циям из разнородных сталей.
Сварка разнородных сталей затруднена еще и тем, что они
в подавляющем большинстве случаев отличаются друг от друга
величиной коэффициентов линейного расширения. В силу этого
сварные соединения таких сталей остаются напряженными даже
623
Рис. 10-40. Структурная неоднородность металла зоны сплавления разнород-
ных сталей и распределение в ней твердости; X 100
после их термообработки. Более того, в сварных соединениях
разнородных сталей, подвергнутых термообработке или эксплуа-
тируемых в условиях высоких температур, из-за существенного
различия коэффициентов линейного расширения сплавляемых
металлов в зоне сплавления создается резкое изменение (скачок)
напряжений, нередко даже с переменой знака. Это усугубляет
напряженное состояние зоны сплавления — этого наиболее слабого
участка сварных соединений. Поэтому сварные соединения раз-
нородных сталей нецелесообразно подвергать термообработке
даже в случаях, когда она желательна по другим соображениям.
624
Отмеченные трудности обусловили особенности сварки разно-
родных сталей, заключающиеся в том, что для получения каче-
ственных и надежно работающих в специфических условиях
сварных соединений необходимо применять технологию сварки,
которая предотвращает образование трещин в металле шва,
исключает изменение в зоне сплавления химического состава и
структуры сплавляемых металлов, приводящее к образованию
указанной выше структурной неоднородности, и обеспечивает
получение сварных соединений с возможно более близкими коэф-
фициентами линейного расширения сплавляемых металлов.
Возникновение трещин в швах сварных соединений разнород-
ных сталей обусловлено появлением в них мартенситной струк-
туры, снижающей пластичность металла. Швы с мартенситной
структурой образуются, прежде всего, при чрезмерном разбавле-
нии высоколегированного металла менее легированным, что имеет
место в случае большого проплавления свариваемого металла.
Непластичные структуры могут образовываться также вследствие
того, что в зоне сплавления металлов, сильно отличающихся
друг от друга по химическому составу, неизбежно возникновение
переходного слоя. В последнем концентрация элементов посте-
пенно изменяется от содержания их в одном из сплавляемых
металлов до их содержания в другом. Увеличение этого слоя до
определенной ширины и приводит к появлению трещин, наблю-
даемых у границы сплавления.
Уже накоплено немало сведений о природе и механизме обра-
зования в металле шва указанных трещин. Поэтому предотвра-
щение их возникновения не вызывает особых затруднений. Зна-
чительно труднее получить сварные соединения разнородных
сталей, стойкие против образований в зоне сплавления струк-
турной неоднородности.
Наблюдаемая в зоне сплавления разнородных сталей струк-
турная неоднородность состоит из обезуглероженной прослойки
со стороны менее легированной стали и науглероженной про-
слойки со стороны более легированной стали. Эти прослойки
образуются вследствие перемещения углерода из первой во вто-
рую (рис. 10-41).
Появление структурной неоднородности и степень ее развития
определяются всеми факторами, способствующими перемещению
углерода из менее легированного металла в более легированный.
Решающие из них: последующий нагрев сварного соединения до
температур, вызывающих заметную миграцию углерода; время
выдержки сварного соединения при этих температурах и химиче-
ский состав сплавляемых металлов, в особенности содержание
в них углерода и карбидообразующих элементов.
В состоянии после сварки, особенно в соединении с однослой-
ным швом, если даже он выполнен на довольно мощном режиме,
в зоне сплавления не обнаруживается перераспределения
углерода, характерного для структурной неоднородности
40 Заказ № 782 625
Рис. 10-41. Обезуглероженная прослойка низкоуглеродистой стали ВСтЗ
в Зоне сплавления с аустенитной сталью Х25Н13 (после выдержки
в течение 300 ч при температуре 600° С); Х600
(рис. 10-42, а, б). В таких соединениях структурная неоднород-
ность не обнаруживается и тогда, когда менее легированной сталью
в них является обычная углеродистая сталь СтЗ, которая совер-
шенно не содержит элементов, связывающих углерод в прочные
карбиды (рис. 10-40, 10-41, 10-42, в, г).
Структурная неоднородность в зоне сплавления разнородных
сталей возникает лишь при нагреве сварного соединения до
температуры 350° С (рис. 10-43, а). Однако существенное разви-
тие она получает при более высоких температурах (около 500° С).
Наиболее интенсивно развивается эта неоднородность при тем-
пературе 600—800° С. До температуры 350° С характерной струк-
турной неоднородности не наблюдается даже в случае применения
в качестве менее легированного металла обычной низкоуглеро-
дистой стали ВСтЗ.
Увеличение продолжительности выдержки также усиливает
степень структурной неоднородности (рис. 10-43, б), однако не
столь интенсивно, как повышение температуры. Более того, после
длительной выдержки с дальнейшим увеличением ее длитель-
ности интенсивность развития структурной неоднородности сни-
жается. Особенно сильно она снижается при температурах ниже
600° С. Вместе с тем при нагреве до температур выше 600° С
структурная неоднородность получает заметное развитие даже
при выдержках, исчисляемых минутами. Из изложенного следует,
что термообработка сварных соединений разнородных сталей
нежелательна также из-за возможного при этом образования
в зоне сплавления характерной структурной неоднород-
ности.
Если в высоколегированном металле отсутствуют сильные
карбидообразующие элементы, структурная неоднородность не
образуется даже в зоне сплавления его с обычной углеродистой
сталью. Наличие же карбидообразующих элементов вызывает
появление этой неоднородности и в том случае, если менее леги-
626
0,5
1,0
1,5
Z.,0
Z, 5
3,0
3,5 I, мм
О
рованный металл является технически чистым железом. Обра-
зуется она также тогда, когда высоколегированный металл со-
держит значительно (в 5—10 раз) больше углерода, чем менее
легированный. Последнее объясняется тем, что перемещение
углерода в зоне сплавления разнородных сталей вызывается
различием не общего содержания углерода в наплавленном ме-
талле, а различием его термодинамических активностей, опре-
деляемых количеством этого элемента в твердом растворе.
Влияние карбидообразующих элементов на образование струк-
турной неоднородности в зоне сплавления разнородных сталей
зависит от типа элемента и его содержания (рис. 10-44), причем
влияние типа элемента сказывается сильнее, чем его количества.
Интенсивность влияния карбидообразующего элемента усили-
вается с возрастанием его сродства к углероду и располагается
40* 627
Рис. 10-43. Влияние температуры нагрева (а) и времени выдержки при ней (б)
на образование и степень развития структурной неоднородности
(обезуглероженного слоя) в зоне сплавления аустенитной стали
Х25Н13 с низкоуглеродистой сталью ВСтЗ
в следующей последовательности: Fe, Mn, Сг, W, V, Nb, Ti.
Однако такая последовательность имеет место лишь при выра-
жении концентрации карбидообразующего элемента в атомных
процентах, а не процентах по массе (рис. 10-45, б). Поэтому
принято считать, что перемещение углерода в зоне сплавления
разнородных сталей определяется не общим содержанием карбидо-
образующих элементов, а свободным (не связанным с углеродом)
их количеством.
Изменение количества карбидообразующего элемента сказы-
вается неравномерно на развитии структурной неоднородности
в зоне сплавления разнородных сталей. После некоторого предела,
различного для каждого из карбидообразующих элементов, сте-
Рис. 10-44. Влияние типа и количества карбидообразующих элементов в аусте-
нитной стали на ширину (х) обезуглероженной прослойки низко-
углеродистой стали ВСтЗ в зоне сплавления:
а — координаты х — С, С — в % по массе; выдержка 300 ч при 600* С;
б — координаты х — Ме/С, С — в ат.%; выдержка 100 ч при 700* С
628
Рис. 10-45. Влияние содержания хрома в более легированном (а) и менее леги-
рованном металле (б) на ширину обезуглероженной прослойки в зоне
сплавления аустенитной стали с неаустенитной после выдержки
при температуре 595° С (экстраполяция на выдержку 106 ч)
пень влияния элемента сильно уменьшается, причем для боль-
шинства из них это эффективное количество сравнительно неве-
лико, например для хрома оно близко к 6% (рис. 10-45, а). По-
этому при необходимости вполне возможно повышать содержа-
ние карбидообразующего элемента в высоколегированном ме-
талле за пределы его эффективной концентрации без опасения
заметного усиления структурной неоднородности в зоне сплав-
ления.
Отмеченная закономерность влияния количества карбидообра-
зующих элементов сохраняется и в случае их введения в менее
легированную сталь (рис. 10-45, б). В связи с этим предотвратить
образование структурной неоднородности в зоне сплавления
разнородных сталей можно путем увеличения в менее легирован-
ном металле количества карбидообразующих элементов до такой
степени, при которой еще сохраняются приемлемыми его свой-
ства.
Развитию структурной неоднородности в зоне сплавления раз-
нородных сталей способствуют также напряжения, вызываемые
различием коэффициентов линейного расширения сплавляемых
металлов.
Из изложенного можно сделать вывод, что разнородные стали
необходимо сваривать с минимальным их проваром. Во многих
случаях даже при минимальном проваре для обеспечения допу-
стимого разбавления наплавленного металла необходимо при-
менять соответствующие сварочные материалы. Например, не-
аустенитные стали с аустенитными не следует сваривать электро-
дами типа ЭА-1, так как они обеспечивают получение наплавлен-
ного металла, содержащего 18% Сг и лишь 8% Ni, в связи с чем
он обладает весьма малым запасом аустенитности. В данном
случае целесообразно применять электроды, обеспечивающие
металл шва с более высоким запасом аустенитности.
Для предотвращения трещин, возникающих в металле шва
у линии сплавления, разнородные стали необходимо сваривать
629
так, чтобы ширина переходного слоя была минимальной. Это
достигается снижением силы сварочного тока и напряжения дуги,
а также увеличением скорости сварки. Повышение степени леги-
рования металла шва также уменьшает ширину прослойки мало-
пластичных структур в переходном слое.
Что касается предупреждения образования структурной не-
однородности в зоне сплавления разнородных сталей, то общим
в решении этой задачи является выполнение сварки с примене-
нием мер, снижающих разницу термодинамической активности
углерода в сплавляемых металлах. Одним из вариантов практи-
ческого решения указанной задачи может быть применение в ка-
честве менее легированного металла такой низко- или среднеле-
гированной стали, которая содержит достаточное количество
энергичных карбидообразующих элементов. В такой стали угле-
род будет связан в стойкие карбиды, и, следовательно, суще-
ственно уменьшится вероятность перемещения его в более леги-
рованную сталь.
Если в изготовляемой конструкции менее легированной
является сталь, в которой карбидообразующие элементы недо-
статочно связывают углерод, сваривать ее с высоколегированной
сталью можно через вставку из стабилизированной стали, т. е.
стали, содержащей более сильные карбидообразующие элементы
или большее их количество.
Однако практически осуществить указанные рекомендации не
всегда возможно, так как выбор низко- или среднелегированных
сталей, содержащих требуемые карбидообразующие элементы,
весьма ограничен. Более приемлемой в этом отношении может
быть предварительная облицовка свариваемых кромок исполь-
зуемой низко- или среднелегированной стали слоем металла,
содержащего нужные карбидообразующие элементы. Однако и
это нельзя признать способом, полностью решающим проблему
сварки разнородных сталей. Обусловлено это тем, что во многих
случаях для предупреждения миграции углерода металл обли-
цовочного слоя получается такого состава, при котором в нем
неизбежно образуются трещины либо в процессе выполнения
облицовки, либо при последующей сварке.
В связи с изложенным основным путем решения вопроса
сварки разнородных сталей следует признать применение сва-
рочных материалов, способствующих получению аустенитного
металла шва с высоким содержанием никеля, который, как пока-
зала практика, обеспечивает вполне стабильную зону сплавления.
Преимущество высоконикелевого металла состоит также в бли-
зости его коэффициента линейного расширения к этому коэффи-
циенту низко- и среднелегированных сталей. В связи с тем, что
никель является дефицитным и довольно дорогим элементом,
а также элементом, способствующим образованию горячих тре-
щин в сварных швах, в металле последних целесообразно иметь
лишь то количество никеля, которое необходимо для предупреж-
630
Рис. 10-46. Зависимость содержания никеля в высоколегированном металле,
необходимого для предотвращения структурной неоднородности
в зоне сплавления с перлитными сталями:
а — от температуры нагрева (перлитная сталь СтЗ);
б — от допустимой для данной перлитной стали температуры эксплуа-
тации
дения образования структурной неоднородности в зоне сплавления
с менее легированной сталью.
Необходимая концентрация никеля в металле шва суще-
ственно зависит от температуры нагрева сварного соедине-
ния (рис 10-46, а). Следовательно, эта концентрация зависит
от класса используемой в данном сварном соединении менее
легированной стали, который и определяет допустимую темпе-
ратуру его эксплуатации (рис. 10-46, б). Это обстоятельство
позволяет дифференцировать содержание никеля в металле шва
и тем самым более экономно его расходовать.
Исходя из изложенного, сварные соединения разнородных
сталей предложено разделить на четыре группы: 1) соединения,
работающие при температурах до 350° С (содержат в качестве
менее легированной стали обыкновенную низкоуглеродистую
сталь, допустимая температура эксплуатации которой не пре-
вышает 350° С); 2) соединения, работающие при температурах
350—450° С (с качественными углеродистыми и обычными низко-
легированными сталями); 3) соединения, работающие при тем-
пературах 450—550° С (с низко- или среднелегированными хромо-
молибденовыми сталями); 4) соединения, работающие при тем-
пературах выше 550° С (с низко- или среднелегированными хро-
момолибденованадиевыми сталями).
Как видно из рис. 10-46, содержание никеля в металле шва,
необходимое для предотвращения структурной неоднородности
в зоне сплавления его с менее легированной сталью, в каждой
из указанных групп существенно отличается. Для сварных соеди-
631
Таблица 10-34
Состав проволок, предназначенных для сварки разнородных сталей, %
Марка Ni Мо S р
проволоки не более
ЭП622 ЭП673 ЭП606 23,5—26,5 38,5—41,5 58,5—61,5 2,5—4,0 6,5—8,0 9,0—11,0 0,015 0,015 0,01 0,02 0,02 0,015
П о и м е ч а н и е Содержание в проволоке других элементов 1,2 — 2,0% Мп,
23 5 — 26,5% Сг не более 0,08% С, не более 0,4% S1
нений первой группы оно не превышает 10%. В соединениях вто-
рой группы никеля в металле шва должно быть около 19%,
третьей—31% и четвертой—-47%. Столь сильное изменение
требуемого содержания никеля в металле шва обусловливает
целесообразность применения для каждой из указанных групп
сварных соединений своих сварочных материалов (проволоки,
электродов). Эти материалы должны отличаться прежде всего
содержанием никеля.
Стандартные сварочные проволоки могут быть применены
только для сварных соединений первой группы. Что касается
соединений второй, третьей и четвертой групп, т е. соединений,
работающих при температурах выше 350° С, то для них необ-
ходимы новые сварочные материалы. В качестве одного из
вариантов их могут быть использованы разработанные в ИЭС
им. Е. О. Патона проволоки ЭП622, ЭП673 и ЭП606 (табл. 10-34)
Первая из этих проволок предназначена для сварки конструкций,
эксплуатируемых при температурах 350—450° С, вторая •— 450—
550° С и третья — выше 550° С. Каждая из этих проволок может
Таблица 10-35
Рекомендуемая сила сварочного тока
для сварки электродами АНЖР-1, АНЖР-2, АНЖР-3, ЦТ-36 и ЦТ-28, А
Электрод Положение шва в пространстве
Диаметр Марка нижнее вертикальное потолочное
3 АНЖР-1 и др ЦТ-36 ЦТ 28 85—95 80—100 80—100 70—90 70—90 70—90 60—85 70—90 60—80
4 АНЖР 1 и др ЦТ 36 ЦТ 28 110—130 110—140 110—140 100—120 100—125 100—120 90—110 100—125 90—120
5 АНЖР 1 и др ЦТ 28 140—160 150—180 130—150 130—150 —
632
rc. 10-47. Микроструктура металла зоны сплавления’ X150’
а — сталь 45 проволока ЭП622, выдержка 5140 ч при 450° С,
б — сталь Х5М проволока ЭП673, выдержка 2000 ч при 550° С
в — сталь 12ХМФ, проволока ЭП606, выдержка 1990 ч при'580°С
633
быть использована и при изготовлении конструкций, работающих
при более низких температурах, однако это не экономично.
При сварке разнородных сталей указанными проволоками под
флюсами АН-26 или АН-15 получается металл шва, стойкий
против образования кристаллизационных трещин, несмотря на
чисто аустенитную структуру и высокое содержание в нем ни-
келя. Он также не склонен к сигматизации, сравнительно мало
охрупчивается при старении и обладает требуемыми механиче-
скими свойствами как в обычных условиях, так и в условиях
длительного воздействия высоких температур. Металл зоны
сплавления в соединениях, выполненных этими проволоками,
обладает вполне стабильной структурой (рис. 10-47) и свойствами,
если они содержат менее легированную сталь и эксплуатируются
при температуре, соответствующей той группе, для которой пред-
назначена используемая проволока.
Ручную сварку разнородных сталей в соединениях первой
группы также можно производить существующими электродами.
Не следует лишь применять электроды типа ЭА-1. Для соединений
второй, третьей и четвертой группы рекомендуются электроды
АНЖР-1, АНЖР-2 и АНЖР-3.
Для заварки дефектов в деталях энергетического оборудова-
ния, которое согласно указанной выше рекомендации можно
отнести к сварным соединениям четвертой группы, ЦНИИТМАШ
предлагает применять электроды ЦТ-36, а ЦКТИ им. И. И. Пол-
зунова и Ленинградский металлический завод— электроды ЦТ-28
(табл. 10-35).
В остальном технология сварки разнородных сталей такая же,
как и сварки других сталей.
11
Mo
Технология снарки
цветных металлов
Производство цветных металлов, и в особенности
алюминия, неуклонно возрастает, опережая рост
выпуска стали. С каждым годом увеличивается
число металлов и сплавов, используемых в качестве
конструкционных материалов для производства свар-
ных изделий. Наряду с конструкциями из алюминия,
меди, никеля, титана в сварном исполнении в на-
стоящее время изготовляют изделия из циркония,
серебра, платины, бериллия и других металлов,
числящихся в категории редких или драгоценных.
Недалеко то время, когда практически все исполь-
зуемые в технике цветные металлы найдут приме-
нение в сварочном производстве.
По своим физико-химическим свойствам многие
цветные металлы резко отличаются от стали, что
необходимо учитывать при выборе способа и техно-
логии сварки. Наибольшее значение для оценки
свариваемости того или иного металла имеют сле-
дующие свойства: сродство к газам воздуха, тем-
пературы плавления и кипения, теплопроводность,
плотность, механические характеристики при вы-
соких и низких температурах. По совокупности
этих свойств рассматриваемые металлы можно
условно разделить на такие группы: легкие (алю-
миний, магний, бериллий); активные и тугоплавкие
(титан, цирконий, ванадий, вольфрам, молибден,
ниобий); тяжелые цветные и драгоценные (медь,
серебро, платина и др.).
Для сварки металлов первой и второй групп,
отличающихся большой теплопроводностью либо вы-
сокой температурой плавления, предпочтительны
источники нагрева с высокой концентрацией энер-
гии (сварочная дуга, электронный луч). Поскольку
эти металлы характеризуются также большим срод-
ством к кислороду и азоту воздуха, нагретую в про-
цессе сварки до высоких температур область металла
635
требуется изолировать от окружающей атмосферы, помещая ее
в инертную среду или вакуум.
При сварке сплавов, содержащих значительные количества
элементов с низкой температурой кипения, например цинка,
вследствие интенсивного его испарения затруднено использование
плавящегося электрода. В связи с разбрызгиванием жидких ка-
пель плавящийся электрод не применяется также при изготовле-
нии изделий из драгоценных металлов, например платины. В том
и другом случае обычно используют неплавящийся — вольфра-
мовый электрод.
Для сварки металлов третьей группы (кроме драгоценных),
например меди и ее сплавов, находят применение почти все совре-
менные методы сварки плавлением. В большем объеме, чем для
стальных изделий, для изделий из цветных металлов используют
механизированные способы сварки, обеспечивающие получение
изделий не только с точными размерами, но, что особенно важно,
более высокого качества.
§ 11-1. Легкие металлы и их сплавы
Сварка алюминия и его сплавов. Применение алюми-
ния в технике обусловлено его малой плотностью (2,7 г/см3),
примерно в 3 раза меньшей, чем у стали, повышенной хладо-
стойкостью, коррозионной стойкостью в окислительных средах
и на воздухе. Чистый алюминий обладает малой прочностью
((jb -C 10 кгс/мм2), поэтому из него изготовляют изделия, для
которых требуется только высокая коррозионная стойкость.
Алюминий и его сплавы обладают низкой температурой плав-
ления (температура плавления чистого алюминия 660° С), высо-
кой тепло- и электропроводностью, повышенным по сравнению
со сталью коэффициентом линейного расширения и более низким
значением модуля упругости.
Алюминий и его сплавы делят на две основные группы: де-
формируемые, применяемые в прессованном, катаном и кованом
состояниях, и литейные (недеформируемые), используемые в виде
литья (табл. 11-1). Деформируемые сплавы, в свою очередь, делят
на термически не упрочняемые, к которым относятся технический
алюминий и сплавы его с марганцем и магнием, и термически
упрочняемые, к которым относятся сплавы алюминия с медью,
цинком и другими элементами. К литейным относятся сплавы со
значительным содержанием кремния или меди.
Большинство сварных конструкций изготовляют из деформи-
руемых термически не упрочняемых сплавов алюминия в ненагар-
тованном виде. В последние годы для изготовления сварных кон-
струкций все в большем объеме начинают применять термически
упрочняемые сплавы. Затруднение при сварке этих сплавов вы-
зывает снижение прочности металла в околошовной зоне.
Ранее для получения конструкций на этих сплавов применяли
636
Таблица 11-1
Состав некоторых марок алюминия и его сплавов, применяемых для изготовления сварных конструкций, %
Стандарт Сплав А1 Си Mg Мп Fe S1 Zn Ti Другие элементы
Система Марка не менее не более или пределы
гост 11069—64 Деформи- руемые, термиче- ски не упроч- няемые А1 A95 АДО 99,95 99,50 0,01 0,02 0,05 0,025 0,030 0,30 0,030 0,30 0,005 0,1 0,002 0,1 0,05
ГОСТ 4784—65 А1—Мп АМц АМцС Основа » 0,2 0,1 0,05 0,05 1,0—1,6 1,0—1,4 0,7 0,25— 0,45 0,6 0,15— 0,35 0,1 0,1 0,2 0,1 0,1 0,1
Al—Mg АМгЗ АМг5 АМгб Основа » » 0,1 0,1 0,1 3,2—3,8 4,8—5,8 5,8—6,8 0,3—0,6 0,5—0,8 0,5—0,8 0,5 0,4 0,4 0,5—0,8 0,5 0,4 0,2 0,2 0,2 0,02— 0,10 0,02— 0,10 0,1 0,1 0,2
Деформи- руемые, термиче- ски упроч- няемые Al—Mg—Si АД31 АВ Основа » 0,1 0,1—0,5 0,4—0,9 0,45— 0,9 0,1 0,15— 0,35 0,5 0,5 0,3—0,7 0,5—1,2 0,2 0,2 0,15 0,15 0,1 0,1
Al— Zn—Mg Al—Cu—Mn 1915 * Д20 Основа » 6,0—7,0 1,5 0,3 0,4—0,8 0,2 0,3 0,3 3,7 0,1 Zr 0,17 Zr 0,2 0,1
ГОСТ 2685—63 Литейные Al—Si АЛ2 Основа 0,8 0,1 0,5 — 10—13 0,3 — 2,3
В сплаве содержится около 0,1% Сг.
Исключительно контактную точечную и стыковую сварку. В на-
стоящее время научились применять также аргоно-дуговую
и электронно-лучевую сварку.
Литейные сплавы находят ограниченное применение в сварных
конструкциях. Сварку их выполняют преимущественно при
исправлении дефектов литья и при соединении литейных деталей
с узлами из деформируемых сплавов.
Постоянными примесями в техническом алюминии и его
сплавах являются железо и кремний.
Особенности сварки алюминия и его сплавов. Плотная туго-
плавкая окисная пленка, образующаяся на поверхности алюми-
ния, препятствует сплавлению металла сварочной ванны с основ-
ным металлом и, оставаясь в шве, образует неметаллические
включения. Удаление пленки в процессе сварки достигается дей-
ствием тока при горении дуги или воздействием составляющих
флюса или покрытия электрода на окись алюминия.
При сварке постоянным током обратной полярности очища-
ющее действие тока имеет место на протяжении всего процесса
горения дуги, а при сварке переменным током—в основном
в те полупериоды, когда изделие является катодом. Способ удале-
ния пленки действием тока используется при сварке в защитных
газах. Наиболее вероятный механизм действия электрического
тока состоит в том, что движущиеся с большой скоростью поло-
жительные ионы, попадая на поверхность металла, разрушают
окисную пленку и в результате так называемого катодного рас-
пыления удаляют ее. При электроннолучевой сварке окисная
пленка удаляется частично действием пучка электронов и выры-
вающегося из основания пятна нагрева потока жидкости, газов
и паров металла.
Действием тока может быть разрушена сравнительно тонкая
пленка окиси. Толстую пленку окиси алюминия необходимо перед
сваркой удалять механическим или химическим путем.
Механизм действия составляющих флюсов и покрытий на
окись алюминия сложен. Предполагается, что они, смачивая
пленку, разрыхляют ее, смывают и уносят в шлак. Этому про-
цессу способствует выделение газов, образующихся в результате
взаимодействия флюса с жидким металлом. Во избежание корро-
зии сварных соединений остатки флюса и шлака по окончании
процесса сварки удаляют.
Большое затруднение при сварке алюминия и его сплавов
вызывает образование пор в металле шва. В отличие от стали
поры в алюминии располагаются преимущественно внутри шва
вблизи границы сплавления его с основным металлом и у поверх-
ности шва. Принято считать, что основным возбудителем пор
в алюминиевых швах является водород.
Борьба с пористостью при сварке алюминия — первостепен-
ная задача, стоящая перед технологами. Для предупреждения
пористости удаляют окисную (гидроокисную) пленку и жировые
638
загрязнения. Для удаления жира, покрывающего листы алю-
миния, их промывают горячей водой или органическими раство-
рителями. Во избежание отравления фосгеном, образующимся
в процессе сварки, нельзя применять хлорсодержащие органиче-
ские вещества.
При ручной дуговой сварке толстолистового металла приме-
няют предварительный и сопутствующий подогрев до темпера-
туры 200—400° С. Подогрев облегчает удаление газовых пузырь-
ков из сварочной ванны, а пленка окиси алюминия препятствует
дальнейшему поступлению водорода в жидкий металл. При
сварке толстолистовых алюминиевомагниевых сплавов допу-
скается нагрев до температуры не свыше 100—150° С. При сварке
подогретого металла получаются низкие механические свойства
соединений. Азот практически не растворяется в алюминии,
а дает переходящий в шлак нитрид алюминия и поэтому не вызы-
вает появления пор.
Серьезные затруднения при сварке алюминия и его низколеги-
рованных сплавов создаются из-за возникновения кристаллиза-
ционных трещин. Образование трещин при сварке технически
чистого алюминия и алюминиевомарганцевого сплава АМц за-
висит от содержания железа и кремния в металле шва. Увеличе-
ние содержания кремния до 0,6% приводит к снижению стой-
кости шва против образования кристаллизационных трещин.
Увеличение содержания железа в пределах до 0,7% приводит
к повышению стойкости металла шва против образования кри-
сталлизационных трещин. При этом 0,1% Si уже достаточно для
образования трещин, а 0,1 % Fe еще недостаточно для их пре-
дупреждения. Поэтому наименьшей стойкостью против образо-
вания кристаллизационных трещин обладают алюминий и сплав
АМц, содержащие по 0,1 (0,05н-0,15)% железа и кремния.
Такому составу соответствует алюминий марки А85 (ГОСТ
11069—64).
Среди алюминиевомагниевых сплавов наименьшей стойкостью
против образования кристаллизационных трещин обладает сплав
АМг2 (ГОСТ 4784—65). Действие магния в данном случае анало-
гично действию железа. Более стойки к образованию подобных
трещин сплавы АМгб и АМгб, содержащие 5—6% Mg. Подогрев
и в особенности локальный нагрев до температуры 200—250° С
в отличие от сварки стали не способствует предотвращению кри-
сталлизационных трещин, так как приводит к существенному
увеличению размеров кристаллитов и росту напряжений и де-
формаций.
Дополнительные затруднения при сварке легированных спла-
вов алюминия создаются из-за холодных трещин. При сварке так
называемых самозакаливающихся (алюминий-цинк-магниевых)
сплавов подобные трещины возникают спустя определенный про-
межуток времени после сварки. Такой вид трещин часто именуют
задержанным разрушением. Для борьбы с задержанным разру-
639
шением применяют нагрев сварных соединений до температуры
200—220° С (перестаривание).
При таком нагреве происходит заблаговременное частичное
выделение и коагуляция части интерметаллидных фаз из твер-
дого раствора, снижаются сварочные и структурные напряжения.
Показатели механической прочности при этом снижаются незна-
чительно. Вследствие высокого коэффициента линейного расши-
рения алюминия при его сварке необходимо применять специаль-
ные меры для борьбы с деформациями (сварка в кондукторах,
применение источников сосредоточенного нагрева и др ).
Структура и свойства сварного соединения. Металл шва свар-
ного соединения алюминия, так же как и стали, имеет столбчатое
строение (рис. 11-1). Однако поперечные размеры кристаллитов
намного больше В околошовной зоне в процессе сварки проис-
ходит рекристаллизация металла преимущественно в направле-
нии проката. Рекристаллизация сопровождается некоторым сни-
жением твердости (рис. 11-2) Кроме основы-—твердого раствора
алюминия, содержатся отдельные интерметаллические соедине-
ния алюминия с железом и кремнием. При сварке алюминиево-
магниевых сплавов обнаруживаются соединения алюминия с мар-
ганцем и магнием, а также фазы более сложного состава, содер-
жащие примеси железа и кремния (рис. 11-3).
Макроструктура металла шва при сварке сплава АМц отли-
чается более тонким строением. Еще более мелкое строение ме-
талла шва получается при сварке алюминиевомагниевых сплавов,
а также сплавов, содержащих большое количество легирующих
элементов, что связано с влиянием примесей (рис 11-4).
Металл шва при сварке алюминия по прочности близок к отож-
женному основному металлу (сг = 6—8 кгс/мм2). Металл шва
при сварке сплава АМц по меха-
ническим свойствам прибли-
жается к основному металлу
(ав = 12—14 кгс/мм2). Труднее
получить равнопрочное соеди-
нение при сварке алюминиево-
Рис. 11-1. Макроструктура сварного
соединения алюминия А7,
полученного аргоно-дуго-
вой сваркой
Рис. 11-2. Микроструктура металла
шва на алюминии А7;
ХЗОО
640
Рис. 11-3. Микроструктура сварного
соединения сплава АМгб,
полученного автоматиче-
ской аргоно-дуговой свар-
кой, Х300
магниевых сплавов. Трудности
обычно возрастают с увеличе-
нием содержания магния. Сни-
жение прочности для алюми-
ниевомагниевых сплавов осо-
бенно проявляется при замед-
ленном остывании кристалли-
зующегося металла, что свя-
зано с обеднением магнием
твердого раствора. Для повы-
шения прочности соединений
применяют источники концентрированного сварочного нагрева
(аргоно-дуговая сварка неплавящимся электродом, электронно-
лучевая сварка и др.).
Еще труднее обеспечить равнопрочное соединение при сварке
термически упрочняемых сплавов без последующего полного
термического цикла — закалки и старения. При сварке терми-
Рис. 11-4. Макроструктура сварного соединения сплава АМгб, полученного
электрошлаковой сваркой
41 Зацдз № 782 641
чески упрочненного металла вследствие выпадения интерметал-
лидов заметно разупрочняется околошовная зона, а коэффициент
прочности сварного соединения не превышает 0,6—0,7 (исходя
из величины crj для исходного (до сварки) состояния основного
металла.
По коррозионным свойствам в атмосферных условиях сварные
соединения алюминия и его сплавов незначительно уступают
основному металлу. Иначе ведут себя соединения алюминия
в агрессивных средах. Близкое по коррозионной стойкости к основ-
ному металлу в азотной кислоте соединение получается на алю-
минии весьма высокой чистоты. С увеличением содержания при-
месей железа и кремния коррозионная стойкость металла шва
падает в большей степени, чем у основного металла. Коррозион-
ную стойкость загрязненного примесями металла шва удается
повысить нагартовкой в горячем состоянии в результате отжига
сварного соединения.
Сварка вручную угольным или графитовым электродами. Сварка
алюминия угольным или графитовым электродами сохранилась
только для неответственных изделий. Ее интенсивно вытесняют
другие более эффективные способы. Сварку производят постоян-
ным током прямой полярности. Удаление окисной пленки дости-
гается применением флюса типа АФ-4а (см. ниже). Сварку ме-
талла толщиной до 2 мм ведут без присадочной проволоки и без
разделки кромок. Стыковые соединения металла толщиной более
2 мм сваривают с обязательным зазором величиной 0,5—0,7
толщины свариваемых листов или с разделкой кромок. Зазор
или разделку заполняют за счет плавления присадочной про-
волоки. Недостатки сварки угольным и графитовым электродами:
тяжелые условия труда сварщика вследствие мощного излучения
ярко горящей дуги, близко расположенной к рабочему, значи-
тельная деформация изделия и пр.
Сварка вручную покрытыми электродами. Ручная дуговая
сварка также постепенно вытесняется более производительными
способами. Она сохраняется еще для изделий из технически чи-
стого алюминия, алюминиевомарганцевого сплава и алюминиево-
магниевых сплавов, содержащих не более 5% Mg, а также при
сварке узлов из силумина.
Ручную дуговую сварку выполняют при толщине листов от
4 мм и более. Металл толщиной 10 мм и выше предварительно
подогревают. Температуру предварительного подогрева выбирают
в зависимости от толщины металла в интервале 100—400° С.
Сварку производят постоянным током (силой 60 А на 1 мм диа-
метра электрода) обратной полярности, как правило, без колеба-
ний конца электрода. Электроды применяют диаметром 5—8 мм.
Металл толщиной до 20 мм сваривают без разделки кромок.
В отличие от сварки угольным электродом зазор в стыке не дол-
жен превышать 0,5—1 мм. Сварку выполняют, как правило,
с двух сторон. Угловые швы имеют катеты не менее 6x6 мм,
642
что вызвано трудностями сварки электродами малого сечения
вследствие высокой скорости их плавления.
При сварке технически чистого алюминия и сплава АМц
обычно используют проволоку, близкую по составу к сваривае-
мому металлу. Для получения коррозионностойких соединений
алюминия в агрессивных средах, например в азотной кислоте,
применяют проволоку, легированную цирконием, хромом или
титаном.
Для сварки алюминиевомагниевых сплавов целесообразно
применять проволоку с несколько большим содержанием магния,
чем в основном металле, с целью компенсации улетучивания и
угара магния и повышения прочности металла шва. Например,
для сварки сплавов АМгЗ и АМг5 можно применять проволоку
СвАМгб и СвАМгб.
Электроды для сварки алюминия, сплава АМц и силумина.
Основу электродных покрытий для сварки алюминия, сплава АМц
и силумина составляют галоидные соли щелочных и щелочно-
земельных металлов и криолит. Наибольшее распространение
получили такие два типа покрытий. Покрытие I состоит из 65%
флюса АФ-4а и 35% криолита (Na3AlFe). Состав флюса АФ-4а:
50% КО; 14% L1C1; 8% NaF и 28% NaCl. В чистом виде этот
флюс используют для газовой сварки алюминиевых сплавов.
Покрытие II состоит из 50% КО, 30% NaCl и 20% Na3Ale.
Наличие криолита в составе покрытия электродов способ-
ствует мелкокапельному переносу электродного металла и устой-
чивому горению дуги.
Покрытие замешивают на воде или на растворе поваренной
соли. В качестве электродных стержней применяют проволоку,
состав которой близок к составу свариваемого металла. Если
к качеству металла шва не предъявляются повышенные требова-
ния по пластичности, то для электродных стержней может быть
использована проволока, содержащая 5—10% Si (см. § 39).
Электроды для сварки алюминиевомагниевых сплавов, в осо-
бенности с относительно высоким содержанием магния типа АМгб,
широкого применения не получили.
Автоматическая сварка по флюсу. При производстве сосудов
из алюминия и алюминиевомарганцевого сплава АМц автомати-
ческую сварку производят не под флюсом, а при наличии тонкого
дозированного слоя флюса впереди дуги, который, не закрывая
дугу, обеспечивает достаточно надежную защиту сварочной ванны
и удаление окисной пленки. Поэтому данный способ получил
название сварка по флюсу или сварка полуоткрытой дугой.
Выделяющиеся газы и пары металла изолируют дуговой проме-
жуток от проникновения воздуха.
Необходимость такой технологии обусловлена тем, что флюсы
для сварки алюминия обладают высокой электропроводностью.
В расплавленном состоянии они легко шунтируют дугу, что нару-
шает устойчивость ее горения. При тонком слое флюса это явление
41* 643
исключается. При сварке алюминия под флюсом путем примене-
ния очень короткой дуги или менее электропроводных шлаков не
удается обеспечить высокого качества формирования и физико-
химических свойств металла шва.
Для сварки алюминия и его сплавов (не содержащих магния)
применяют флюс АН-А1 (см. § 7-4) и электродные проволоки,
химический состав которых приведен в § 7-1. Основные преиму-
щества сварки по флюсу — большая производительность, незна-
чительная деформация конструкции и высокая экономичность
по сравнению с другими способами сварки алюминия. Основной
недостаток — необходимость удаления шлака после сварки. Вслед-
ствие этого сваркой по флюсу выполняют преимущественно
стыковые швы, где удаление шлака встречает меньше затруд-
нений.
Автоматическую сварку по флюсу применяют для металла
толщиной 10—35 мм. Возможна сварка одной и двумя проволо-
ками, чаще — сдвоенной электродной проволокой, обеспечива-
ющей более высокую стойкость металла шва против образования
пор. Кроме прямых электродов используют также зигзагообраз-
ные. Односторонние швы во избежание вытекания сварочной
ванны сваривают на временной стальной подкладке. Двусторон-
ние швы при всех условиях сваривают на подкладке. Сварку
ведут постоянным током обратной полярности без предваритель-
ного подогрева металла. Расход флюса составляет 15—20% по
отношению к расходу проволоки. Полный провар кромок при
сварке алюминия достигается при токе, примерно в 3 раза мень-
шем, чем при сварке стали, что связано в основном с меньшей
плотностью алюминия.
Аппаратура для автоматической сварки алюминия по флюсу
отличается от аналогичной аппаратуры, используемой при сварке
стали, наличием водоохлаждаемого мундштука, дозатора флюса
и некоторыми другими особенностями.
Электрошлаковая сварка. Электрошлаковая сварка алюминия
длительное время не удавалась. Это было обусловлено низкой
температурой кристаллизации алюминия, что вынуждает при-
менять легкоплавкие, обычно весьма электропроводные шлаки.
Выделение теплоты в сварочной ванне при этом ниже, чем при
сварке стали. Применяемые при дуговой сварке флюсы, состоя-
щие из смесей фтористых и хлористых солей щелочных и щелочно-
земельных металлов, легко вскипают с образованием летучих
соединений, что вынуждает сваривать при низких напряжениях
процесса. В результате этого также снижается количество выде-
ляющейся в шлаковой ванне теплоты. Все эти затруднения были
в свое время преодолены и получена возможность сваривать
металл принципиально любой толщины за один проход.
Практически электрошлаковым способом сваривают металл
толщиной 50—200 мм. Скорость сварки независимо от толщины
металла составляет 6—8 м/ч. Производительность по наплавлен-
644
ному металлу, например при сварке алюминия толщиной 100 мм,
составляет не менее 50 кг/ч. Это в 10—20 раз превышает соответ-
ствующие показатели при дуговой сварке в несколько проходов.
При электрошлаковой сварке, несмотря на сравнительно
большие размеры ванны и малую скорость кристаллизации,
имеются благоприятные металлургические факторы, способству-
ющие получению высококачественных сварных соединений, —
направление кристаллизации снизу вверх, электрошлаковое ра-
финирование металла шва и др. Электрошлаковым способом сва-
ривают массивные заготовки прямоугольного и криволинейного
сечения, фасонные пресспрофили, пакеты тонких пластин и пр.
(рис. 11-5).
Для электрошлаковой сварки алюминия и различных его
сплавов разработаны флюсы АН-А301, АН-А302 и АН-А304,
обеспечивающие качественную сварку изделий без тщательной
подготовки поверхности соединяемых кромок. Расход флюса
составляет ориентировочно 10% массы присадочного металла.
Сварку выполняют переменным током аппаратами А-550М
и А-1304 с применением, соответственно, пластинчатых или ком-
бинированных электродов. Последние представляют собой не-
подвижный плавящийся мундштук (пластину с отверстиями),
по которому в сварочную зону подается несколько проволок или
лента. Пластинчатыми электродами сваривают заготовки шино-
проводов и другие изделия толщиной 50—150 мм при длине
швов до 600 мм. Сварку плавящимся мундштуком применяют
для соединения металла толщиной до 250 мм большой протяжен-
ности. При этом есть возможность получать криволинейные швы
и швы на изделиях с возрастающей толщиной свариваемых кро-
мок длиной до 1000 мм. В качестве источника сварочного тока
используют трансформаторы ТШС-3000-1 и ТШС-10000-1.
Швы, полученные при электрошлаковой сварке, характери-
зуются плотной структурой и достаточно высокими механиче-
скими свойствами. Коэффициент прочности швов на алюминии
равен 1, на сплаве АМц 0,9—0,95, на сплаве АМгб 0,8—0,9.
Электрошлаковую сварку целесообразно применять для со-
единения алюминия и его сплавов толщиной более 40—50 мм.
Экономический эффект в среднем составляет более 50% затрат,
идущих на многослойную дуговую сварку. С увеличением тол-
щины свариваемых изцелий, как и при -сварке других металлов,
технико-экономическая эффективность данного процесса воз-
растает.
Сварка в инертных газах. Алюминий и его сплавы сваривают
неплавящимся вольфрамовым электродом или плавящимся элек-
тродом. Сварку вольфрамовым электродом в зависимости от кон-
струкции соединения ведут с присадочной проволокой либо без
нее. Состав электродной или присадочной проволоки близок
к составу сваливаемого металла. В качестве защитного газа при-
меняют аргон марок А и Б, смесь аргона и гелия и гелий повы-
645
Рис. 11-5. Соединения алюминия, полученные аргоно-дуговой (а), микроплаз-
менной (б) и электрошлаковой (в) сваркой
646
шенной чистоты, содержащий не менее 99,8% основного газа.
В Советском Союзе в большем объеме применяется аргон. Защита
гелием или смесью его с аргоном используется при автоматической
сварке.
Дуговая сварка неплавящимся электродом. Для сварки непла-
вящимся электродом применяют вольфрам с добавками тория
марки ВТ-15, лантана (ВЛ-10), иттрия (ВИ) и других элементов.
Использование чистого вольфрама (ВЧ) не рекомендуется. Отме-
ченные примеси придают электроду повышенную стойкость,
обеспечивают большую плотность тока и другие преимущества.
Применение вольфрама ВТ-15 ограничивают из соображений
радиационной безопасности при изготовлении электродов и при
сварке. Сварку вольфрамовым электродом широко используют
при изготовлении конструкций из алюминиевых сплавов, что
обеспечивает высокое качество сварных соединений без исполь-
зования флюса. Однако окисную пленку и загрязнения на по-
верхности металла для сварки в инертных газах требуется уда-
лять более тщательно, чем при применении флюсов.
Питание дуги чаще всего осуществляется от источника пере-
менного тока. Необходимость сварки переменным током вызвана
тем, что при сварке постоянным током обратной полярности легко
происходит расплавление вольфрамового электрода, а при сварке
постоянным током прямой полярности затруднено удаление оки-
ной пленки с поверхности алюминия.
Удаление окисной пленки преимущественно происходит в том
случае, если основной металл является катодом. Удаление окис-
ной пленки при сварке на прямой полярности в связи с большим
тепловыделением облегчается при замене аргона гелием. Сварка
вольфрамовым электродом осуществляется вручную или авто-
матом (табл. 11-2, 11-3). При сварке в среде гелия напряжение
повышается на 7—10 В, при этом дуга укорачивается, сила тока
снижается на 10—15%. Расход газа при использовании гелия
увеличивается в 1,8—2,2 раза. Ручная сварка ведется на меньших
Таблица 11-2
Допустимые значения сварочного тока
при сварке вольфрамовым электродом, А
Марка электрода
Марка электрода
с2 ц
И
и
и
и
и
и
S
и
S
и
s ё 2
s £ 2
4 180 190 200 220 200 220 300 350 0 10 8 360 390 450 500 440 500 490 590
6 240 300 300 410 0 10 450 600 620 650
260 340 340 480 10 500 650 660 750
о
10
о
10
го о «
х 5 го
К S Р
647
Таблица 11-3
Режимы однопроходной автоматической аргоно-дуговой сварки
стыковых соединений алюминиевых сплавов неплавящимся
(вольфрамовым) электродом
Толщина металла, мм Диаметр вольфрамо- вого элект- рода, мм Диаметр присадочной проволоки, мм Ав’ А vn. пр м/ч РСВ’ м/ч Расход аргона, л/мин
1,5 4 2 80—110 40—45 15—20 7—8
2,0 4 2 100—120 40—45 15—20 7—8
2,5 4 2 110—130 36—42 15—20 8—9
3,0 4 2 150—170 36—40 10—16 12—16
5,0 6 2 240—260 30—35 10—14 12—16
8,0 10 2—3 480—490 — 12 28—30
10 10 2—3 480—520 — 9 28—30
14 10 2—3 550—600 — 6 28—30
16 10 2—3 640—660 — 6 28—30
значениях тока в один, два и более проходов в зависимости от
толщины.
Неплавящийся вольфрамовый электрод расходуется в неболь-
шом количестве вследствие небольшого испарения и других
причин. Расход электродов марки ВИ составляет около 0,04 г
в 1 ч. Расход электродов других марок выше, а для чистого воль-
фрама он составляет 0,4—0,5 г в 1 ч и более. Существенное улуч-
шение технологических характеристик (допустимая плотность
тока, расход электродов), в особенности для электродов большого
диаметра, достигается введением постоянной составляющей сва-
рочного тока (до 10—15% общей величины сварочного тока).
При этом уменьшается промежуток времени, в течение которого
вольфрамовый электрод находится в режиме анода.
В настоящее время при сварке вольфрамовым электродом до-
стигаются наиболее высокие механические свойства сварных
соединений. Так, например, временное сопротивление сварного
соединения сплава АМгб достигает 30—32 кгс/мм2, что соответ-
ствует коэффициенту прочности 0,9—0,95.
Плазменно-дуговая сварка неплавящимся электродом. Техно-
логические характеристики процесса повышаются при исполь-
зовании плазменной сварки вместо обычной дуговой. Особенно
широко в настоящее время применяется так называемая микро-
плазменная сварка для соединения тонколистового алюминия
толщиной 1 мм и менее. При аргоно-дуговой сварке тонколисто-
вого алюминия неплавящимся электродом из-за прожогов и
провисаний металла шва не удается получить качественного соеди-
нения. Снижение силы сварочного тока до 10 А и менее при-
водит к нарушению стабильности дуги. Наблюдаемое при этом
блуждание дуги вызывает необходимость сваривать при корот-
ком дуговом промежутке, в результате чего возможно замыкание
648
вольфрамового электрода на присадочный металл и попадание
вольфрама в шов. Применение очень тонкого вольфрамового
электрода с целью повышения устойчивости дуги также затруд-
нено из-за недостаточной его жесткости.
Если затруднить диффузию плазмы и развитие процесса иони-
зации в радиальном направлении, то плотность тока и простран-
ственная устойчивость дуги могут быть существенно повышены.
С этой целью применяют интенсивное охлаждение периферийных
слоев плазмы и специальные сопла, ограничивающие диаметр
столба дуги.
Для микроплазменной сварки алюминия применяют вольфра-
мовые электроды ВЛ-10 диаметром 0,8—1,2 мм. В качестве плаз-
мообразующего газа используют аргон чистотой не менее 99,6%,
в качестве защитного газа — гелий. Защитный газ выполняет
одновременно две функции: охлаждает периферийные слои плазмы
и защищает жидкий металл сварочной ванны от воздействия воз-
духа.
При сварке тонколистового алюминия лучшие результаты
получаются при бортовых и стыковых соединениях с отбортовкой
кромок. Высота борта кромки 0,5—2 мм в зависимости от толщины
металла.
Сварка плавящимся электродом. При изготовлении конструк-
ций из металла толщиной более 4 мм сварку ведут постоянным
током обратной полярности. В данном случае должно происхо-
дить более полное удаление окисной пленки, чем при прямой
полярности или на переменном токе. Однако при сварке плавя-
щимся электродом в связи с капельным переносом металла через
дуговой промежуток труднее обеспечить надежную защиту сва-
рочного пространства от попадания воздуха. Сварку плавящимся
электродом выполняют полуавтоматом или автоматом.
Большее применение имеет полуавтоматическая сварка, осо-
бенно с использованием импульсов (табл. 11-4). Наложение им-
пульсов тока заданных параметров на основной сварочный ток
сокращает промежуток времени пребывания капли на торце
электрода и позволяет осуществлять устойчивый процесс при
относительно малом среднем значении тока. Этим облегчается
сварка в различных пространственных положениях и несколько
повышаются механические свойства соединений.
Электроннолучевая сварка. Применительно к алюминиевым
сплавам повышенной прочности этот вид сварки обладает рядом
ценных преимуществ по сравнению с другими видами сварки
плавлением: высокая плотность энергии благодаря малому диа-
метру луча и его стабильности, малое тепловложение и относи-
тельно высокая скорость процесса. В результате достигается
минимальное разупрочнение металла в околошовной зоне. Кроме
того, в вакууме порядка 1-10” 4 мм рт. ст. сохраняется высокая
чистота окружающей среды на два порядка выше, чем, напри-
мер, при дуговой сварке в аргоне марки А.
649
Таблица 11-4
Режимы полуавтоматической импульснодуговой сварки
алюминиевых сплавов плавящимся электродом в аргоне
Тип сварного соединения Толщина металла, мм Положение шва в про- странстве Диаметр электродной проволоки, мм g И ST СП Расход арго- на, л/мин Частота им- пульсов, Гц
Стыковое односто- 4 1,6 130—150 18—20 20—25 10—12 50
роннее с обрат- 5 Нижнее 1,6 140—170 18—20 20—25 10—13 50
ным формирова- 6 1,6 160—190 19—21 20—25 12—14 50
иием шва на
стальной под-
кладке
Стыковое двусто- 6 2,0 140—160 18—20 20—30 12—14 50
роннее без раз- 8 Нижнее 2,0 160—180 22—24 25—30 12—14 100
делки кромок 10 2,0 220—280 24—26 25—30 14—16 100
4 1,6 120—150 20—21 25—30 9—10 50
6 Нижнее 2,0 180—210 21—22 25—30 10—12 50
8 2,0 200—250 22—23 25—30 12—15 50
Нахлесточное и
тавровое без разделки кро- 4 Верти- 1,6 120—150 19—21 25—30 10—12 50
мок 6 кальное 2,0 150—180 19—21 25—30 12—14 50
и пото-
лочное
Нахлесточное и 8 2,0 180—250 21—22 20—25 12—14 100
тавровое со ско- 10 То же 2,0 200—260 22—24 20—25 14—16 100
сом кромок 14—15 2,0 240—300 24—26 10—20 16—28 100
Электроннолучевая сварка обеспечивает минимальное короб-
ление изделия вследствие малой ширины шва. Поверхности алю-
миниевых деталей под электроннолучевую сварку следует под-
готавливать травлением с последующим шабрением кромок не-
посредственно перед загрузкой заготовки в вакуумную камеру.
В отличие от всех других методов сварки плавлением электронно-
лучевую сварку алюминиевых сплавов благодаря малому объему
сварочной ванны и узкому шву можно выполнять как «на весу»,
так и на подкладках. Сварку сплавов, содержащих легко испа-
ряющиеся элементы (магний, цинк и др.), предпочтительнее вы-
полнять «на весу», так как в этом случае облегчается удаление
паров металла и повышается плотность сварных швов.
Погонная энергия при электроннолучевой сварке значительно
меньше, чем при дуговой. Так, например, при сварке сплава
АМгб толщиной 10 мм (ускоряющее напряжение 20 кВ, сила
тока луча 140 мА, скорость сварки 72 м/ч) погонная энергия
650
в 10 раз меньшё, чем при аргоно-дуговой (напряжение дуги 18 В,
сила тока 480 А, скорость сварки 12 м/ч). Механические свойства
соединений, полученных электроннолучевой сваркой, либо пре-
вышают, либо равны соответствующим свойствам соединений,
полученных аргоно-дуговой сваркой.
Электроннолучевая сварка позволяет выполнять соединения
различных типов: стыковые, угловые (тавровые и нахлесточные),
с отбортовкой кромок и др.
§ 11-2. Сплавы на основе магния
Чистый магний из-за малой коррозионной стойкости
и малой прочности для сварных конструкций непригоден. В ка-
честве конструкционного материала применяют сплавы магния
с алюминием, марганцем, церием и др. (табл. 11-5). Из всех кон-
струкционных материалов магниевые сплавы отличаются наи-
меньшей плотностью (в 4 раза меньше, чем у стали), что обуслов-
ливает их применение для конструкций, у которых масса является
основным показателем. В отличие от алюминиевых сплавы на
основе магния и их сварные соединения имеют меньшую пластич-
ность.
Маркируют магниевые сплавы буквой М с другой рядом стоя-
щей буквой А для обрабатываемых сплавов и Л для литейных
сплавов.
Собственная окисная пленка слабо защищает металл от воз-
действия атмосферы и влаги даже при комнатной температуре.
Таблица 11-5
Состав и свойства магниевых сплавов,
наиболее часто применяемых при сварке
Марка сплава Содержание элементов (не более) или пределы, %
Mg Мп А1 С1 Си Be Ni
МА-1 Основа 1,3—1,5 0,3 0,05 0,02 0,01
МА 2 » 0,15— 0,5 3—4 — 0,05 0,02 0,005
МА-3 » 1,5—2,5 0,3 0,15— 0,5 0,05 0,02 0,01
Марка сплава Содержание элементов (не более) или пределы, % Механические свойства
Zn Si Fe Другие элементы ав- кгс/мм2 ао,2- кгс/мм2 б %
МА-1 0,3 0,15 0,15 0,2 19—21 10—12 3—5
МА-2 0,2—0,8 0,1 0,1 0,3 24 14 5
МА 3 0,3 0,15 0,05 0,2 22—23 13—14 12—14
651
Проникая сквозь рыхлую пленку, кислород непрерывно взаимо-
действует с внутренними слоями металла. Для повышения кор-
розионной стойкости его поверхность покрывают искусственной
хроматной защитной пленкой.
При повышении температуры окисление магния резко усили-
вается, что затрудняет его сварку. Магниевые сплавы необходимо
тщательно очистить от окиси магния и защитной пленки до начала
сварки, а затем нанести защитную пленку на поверхность свар-
ного соединения. Длительное хранение металла после зачистки
до сварки ухудшает качество швов.
Наиболее широкое распространение при изготовлении сварных
конструкций из магниевых сплавов имеет аргоно-дуговая сварка
вольфрамовым электродом. При этом процессе легче осуществ-
ляется надежная защита сварочного пространства от воздействия
воздуха. Ранее применявшиеся сварка угольным электродом с по-
дачей в сварочную ванну флюсов и сварка покрытыми электро-
дами в настоящее время потеряли свое значение.
Сварку в аргоне магниевых сплавов, так же как и алюминие-
вых, производят преимущественно переменным током, при этом
обеспечивается достаточно полное удаление окисной пленки.
Стыковые соединения сваривают на стальной подкладке с неболь-
шой канавкой для формирования обратного валика. При сварке
поддерживают возможно более короткую дугу. В данном случае
полнее реализуются преимущества аргоно-дугового процесса —
удаление окисной пленки действием электрического тока и на-
дежная защита жидкого металла от окисления. Прочность свар-
ных соединений составляет 60—90% прочности основного металла.
Аргоно-дуговым способом также заваривают дефекты магниевого
литья. Во избежание холодных трещин сваренные узлы обычно
подвергают отжигу при температуре 250° С в течение 0,5—1 ч.
§ 11-3. Бериллий и его сплавы
Новый конструкционный металл — бериллий при
малой плотности (1,84 г/см8) обладает исключительно большим
модулем упругости (30 000 кгс/мм2), что обусловливает примене-
ние его в конструкциях, к которым предъявляются требования
высокой жесткости и легкости. Бериллий имеет достаточно высо-
кую температуру плавления (1283° С) и хорошую коррозионную
стойкость во многих средах. Окисная пленка на бериллии также
плотна, как и на алюминии, и в отличие от магния надежно защи-
щает металл от окисления. Бериллий обладает достаточно высо-
кой прочностью при нормальной (ов = 40-ъбО кгс/мм2) и повы-
шенной температурах.
Бериллий преимущественно производят металлокерамическим
способом; он содержит в большом количестве кислород в виде
окиси бериллия (1—3%), а также другие примеси. Эти примеси,
хотя и повышают прочность металла, но существенно снижают
652
его пластичность, вызывая в сварных швах образование холод-
ных трещин. Для обеспечения удовлетворительной свариваемости
в техническом бериллии ограничивается содержание вредных
примесей до следующих количеств (в % по массе): ВеО до 0,3%;
Fe до 0,04 %; А1 до 0,02%; Si до 0,02%.
Увеличение содержания окиси бериллия ухудшает формиро-
вание и повышает пористость швов. Однако и при наличии сравни-
тельно небольшого количества примесей вследствие особенностей
кристаллического строения (гексагональная решетка) бериллий
малопластичен, поскольку в его деформации участвует мало
плоскостей скольжения. В этом отношении бериллий уступает
не только алюминию, но и магнию.
Для соединения деталей из бериллия находит применение
аргонодуговая сварка вольфрамовым электродом и электронно-
лучевая сварка. Предпочтительны соединения с отбортовкой
кромок. При сварке стыковых соединений требуется введение
в ванну присадочной проволоки.
Сварку неплавящимся электродом в инертных газах — аргоне,
гелии и их смесях производят преимущественно в камерах с кон-
тролируемой атмосферой вольфрамовым электродом на переменном
токе. Техника и сварочная аппаратура те же, что и при сварке
алюминия.
В процессе сварки заметно вырастает зерно в околошовной
зоне, прочность сварного соединения составляет 0,5—0,6 проч-
ности основного металла.
Техника электроннолучевой сварки также близка к технике
сварки алюминиевых сплавов. Однако высокое давление паров
бериллия создает определенные трудности в обеспечении устой-
чивого сварочного процесса.
§ 11-4. Титан и его сплавы
Среди новых конструкционных металлов весьма
перспективны титан и сплавы на его основе, которые имеют два
основных преимущества по сравнению с другими материалами:
высокую удельную прочность (т. е. прочность, отнесенную к плот-
ности) вплоть до температур 450—500° С и отличную коррозион-
ную стойкость во многих агрессивных средах. Непрерывно рас-
ширяются области применения титана и титановых сплавов в хи-
мическом машиностроении, авиапромышленности и других отрас-
лях производства.
Весьма 'чистый титан (названный по способу его получения
иодидным) находит ограниченное применение, например, в ра-
диоэлектронике.
Технический титан содержит примеси внедрения, в том числе
газы — кислород, азот и водород, которые в разной степени
повышают прочность и снижают пластичность и вязкость металла.
В сварных швах они вызывают образование холодных трещин,
653
Поэтому свариваемый технический титан должен содержать огра-
ниченное количество примесей'—газов (табл. 11-6). За послед-
ние годы металлургическая промышленность освоила изготовле-
ние из технического титана листового проката различной тол-
щины, поковок, проволоки, труб и других полуфабрикатов.
Легирование титана позволяет получать свариваемые сплавы,
обладающие повышенной прочностью при достаточной пластич-
ности и вязкости.
Легирующие элементы по-разному оказывают влияние на фа-
зовый состав сплавов на основе титана. Такие элементы как
алюминий, олово, цирконий и другие не изменяют кристалличе-
ского строения технического титана, для которого при нормальной
температуре характерна a-фаза. Поэтому они называются «-ста-
билизаторами. Большая группа элементов — марганец, молиб-
ден, ванадий, хром и другие — при добавлении в титан может
сохранить при нормальной температуре высокотемпературную
(3-фазу. Изменяя количество таких Р-стабилизаторов, можно по-
лучить двухфазный (а + Р)-сплав или даже однофазный р-сплав.
Сплав последнего типа получается при высоком содержании эле-
ментов Р-стабилизаторов.
Технический титан и однофазные (a-фаза) сплавы титана не
упрочняются в результате термообработки. Двухфазные и одно-
фазные метастабильные р-сплавы титана воспринимают упрочня-
ющую термообработку, состоящую из закалки с последующим
отпуском (старением). Прочность таких сплавов, подвергнутых
термообработке, может быть доведена до 140 кгс/мм2 и более при
удовлетворительной пластичности и вязкости.
Таблица 11-6
Состав и свойства технического титана и некоторых его сплавов
Марка сплава Пределы содержания примесей газов, % Содержание элементов, % ств- кгс/мм8
N, о2 н2 А1 Другие элементы
ВТ 1-00 0,04 0,10 0,008 30—45
ВТ 1-0 0,04 0,12 0,010 } Технический титан 45—50
ВТ1-1 0,05 0,15 0,012 50—55
ВТЗ-1 0,05 0,18 0,015 4,0—5,2 1,5—2,5 Сг 2,0—3,0 Мо 95—110
ВТ5 0,05 0,20 0,015 4,3—6,0 — 70—95
ВТ5-1 0,05 0,15 0,015 4,0—5,5 2,0—3,0 Sn 80—100
ВТ6 0,05 0,20 0,015 5,0—6,5 3,5—4,5 V 90—110
ВТ8 0,05 0,15 0,015 5,8—6,8 2,8—3,8 Мо 105—120
ОТ4 0,05 0,15 0,010 2,5—4,2 0,8—2,0 Мп 70—90
ВТ14 0,05 0,15 0,015 3,5—5,5 2,5—3,8 Мо 0,01—0,1 Zr 125—130 *
* Максимальное
обработки — закалки
значение временного сопротивления после упрочняющей термо-
и старения.
654
Сварка технического титана и однофазных а-сплавов. Боль-
шая химическая активность титана при высоких температурах и
особенно в расплавленном состоянии по отношению к газам
(кислороду, азоту и водороду) затрудняет сварку этого металла.
Обязательным условием получения качественного соединения
при сварке плавлением является надежная защита от газов атмо-
сферы не только сварочной ванны, но и остывающих участков
металла шва и околошовной зоны вплоть до температуры 400° С.
Необходимо также тщательно защищать и обратную сторону
(корень) шва, даже в том случае, если слои металла не расплав-
лялись, а только нагревались выше этой температуры.
Дополнительные затруднения при сварке создает большая
склонность титана к росту зерен при нагреве до высоких темпе-
ратур, особенно в области 0-фазы (выше 880° С). Низкая тепло-
проводность титана способствует увеличению времени пребыва-
ния шва и околошовной зоны при высоких температурах. Напри-
мер, время пребывания околошовной зоны на титане выше тем-
пературы а —-> р превращения превосходит аналогичный пара-
метр для стали в 2,5—3 раза. Чтобы преодолеть указанное затруд-
нение, сварку выполняют при минимально возможной погонной
энергии.
На качество сварных соединений титана оказывает влияние
состояние поверхности кромок и присадочного металла. Окисно-
нитридная пленка, которая образуется после горячей обработки
полуфабрикатов (ковки, штамповки, прокатки на воздухе и др.),
удаляется механической обработкой или путем пескоструйной
обработки и последующего травления металла в смеси солей
с кислотами или щелочами. Находит применение травление в те-
чение 5—10 мин при температуре 60° С в растворе следующего
состава: 350 см8 технической соляной кислоты, 50 г фтористого
натрия, 650 см3 воды.
При неполном удалении пленки окислов на поверхности ти-
тана может сохраниться альфированный слой. Такое название
этот слой получил вследствие повышенной концентрации в нем
газов (азота, кислорода), стабилизирующих a-фазу, и способности
сохранять непревращенную a-фазу при закалке от температур
несколько выше температуры фазового превращения.
Наиболее частыми дефектами сварных швов являются поры и
холодные трещины. В сварных титановых швах механизм обра-
зования пор, располагающихся по оси шва и у границ сплавле-
ния, практически такой же, как и для стали.
Возбудителями пор являются газы и среди них в первую оче-
редь водород. Скачкообразное резкое уменьшение растворимости
водорода в твердом титане по сравнению с жидким приводит
к интенсивному выделению этого газа при кристаллизации сва-
рочной ванны, что, в свою очередь, может при неблагоприятных
условиях вызвать образование газовых полостей — пор. Уже
известны пути борьбы с пористостью в титановых швах. В первую
655
очередь необходимо обеспечить требуемую чистоту основного
металла и сварочных материалов, сварку выполнять на оптималь-
ных режимах.
В последние годы широкое применение нашел способ сварки
титана под флюсом (содержащим фториды щелочных и щелочно-
земельных металлов), разработанный в ИЭС им. Е. О. Патона.
При таком способе сварки связывание водорода в зоне дуги во
фтористый водород полностью исключает возможность образова-
ния пор в металле шва.
Холодные трещины в сварных соединениях возникают при
пониженной пластичности разных его участков. К этому приводит
чрезмерное содержание в основном металле и шве примесей вне-
дрения — газов. Трещины такого типа могут возникать сразу же
после сварки, а также в результате процесса замедленного раз-
рушения со временем после вылеживания сварных изделий. Основ-
ной причиной такого процесса является выделение водорода из
твердого раствора с образованием гидридов титана, связанное
с охрупчиванием титана и возникновением в шве больших вну-
тренних напряжений. Для предохранения шва от загрязнения
водородом применяют сварочную или присадочную проволоку,
предварительно подвергнутую вакуумному отжигу. Содержание
водорода в такой проволоке не превышает 0,002—0,004% по
массе.
Вследствие высокой химической активности титана не все
известные способы сварки плавлением используют для этого
металла. Так, например, до настоящего времени не разработан
надежный способ сварки титана вручную покрытыми электродами.
Для соединения деталей из титана и его сплавов применяют
дуговую сварку неплавящимся и плавящимся электродами с за-
щитой инертным газом, дуговую сварку под флюсом и электро-
шлаковую сварку, а в последнее время — и новые способы:
электроннолучевую и сварку сжатой дугой, в том числе микро-
плазменную.
Сварку неплавящимся электродом в защитных газах ведут
вручную или автоматом. Большое распространение для сварки
неплавящимся электродом получил аргон (табл. 11-7). Удовле-
творительное качество сварных соединений можно получить,
используя чистый аргон марки А (ГОСТ 10157—62). Сварку воль-
фрамовым, обычно лантанированным электродом выполняют по-
стоянным током прямой полярности. Источник питания дуги
и аппаратура мало отличаются от используемых при сварке дру-
гих металлов.
Характерно применение специальных приспособлений, позво-
ляющих защитить зону сварки, остывающие участки шва и око-
лошовную зону, а также корень шва. К ним относятся удлинен-
ные насадки с отверстиями, защитные козырьки, ползушки
(рис. 11-6) и другие приспособления, обеспечивающие защиту
металла шва и участков основного металла, подвергнутых нагреву.
656
Таблица 11-7
Режимы автоматической дуговой сварки титана
вольфрамовым электродом в аргоне
Толщина металла, мм Диаметр элект- рода, мм Длина дуги, мм ZCB’ А "f V СВ’ м/ч Расход аргона, л/мин
для зтщиты зоны сварки и шва для защиты обратной стороны шва
1,0 1,5—2,0 1,5—2,0 60—80 8—10 25—30 14—17 3—4
1,5 1,5—2,0 1,5—2,0 80—100 10—12 25—30 15—18 3—4
2,0—2,5 2,0—2,5 2,0—2,5 120—200 12—14 20—25 18—22 4—5
2,5—3,0 2,5—3,0 2,0—2,5 200—220 12—14 20—25 22—26 4—5
Защиту корня шва можно осуществить несколькими способами:
при небольшой протяженности стыковых соединений — плотным
поджатием кромок свариваемых деталей к медной или стальной
подкладке; подачей инертного газа в подкладку с отверстиями
или изготовленную из пористого материала. При сварке сосудов
или труб инертный газ пропускают внутрь изделия.
В производственных условиях достаточно надежно удается
защитить короткие прямолинейные швы. Качественная сварка
изделий сложной конфигурации со швами, расположенными в раз-
ных плоскостях с местной защитой шва, на воздухе весьма за-
труднена. Поэтому для сварки находят применение герметичные
камеры с контролируемой атмосферой инертного газа (рис. 11-7).
Сварку в камерах можно выполнять автоматами или вручную.
Камеры для ручной сварки имеют окна, в которых закреплены
резиновые перчатки. Оператор выполняет сварку, продевая руки
в перчатки и находясь вне камеры.
Перед заполнением камеры инертным газом при небольшом
избыточном давлении (до 0,1 ат) ее вакуумируют до разрежения
1 • 10" 8 мм рт. ст. Сварку в камерах
выполняют на режимах, аналогичных
тем, которые используют при сварке г
в среде инертного газа на воздухе
В последнее время в связи с уве- '
личением габаритных размеров и массы
конструкций из титана и его сплавов
находят применение большие так на-
зываемые обитаемые камеры с инерт-
ной атмосферой. В этом случае опера-
тор выполняет сварку, находясь внутри
$
Рис. 11-6. Защитный козырек с горелкой для .. ЩДИаида. » __
сварки титана неплавящимся элект-
родом в среде инертного газа
42 Заказ № 782 657
Рис. 11-7. Герметичная камера для сварки
ного газа
в контролируемой атмосфере инерт-
камеры в специальном скафандре. Камеры такого типа обору-
дованы системами шлюзования, регенерации инертного газа,
обеспечения сварщика воздухом и др.
О надежности газовой защиты в процессе сварки и при после-
дующем охлаждении сварного соединения при всех видах сварки
в инертных газах можно судить по внешнему виду шва. Блестя-
щая серебристая поверхность свидетельствует о хорошей защите.
Появление на шве цветов побежалости указывает на нарушение
стабильной защиты, а серых налетов — на плохую защиту.
Достаточно простым критерием оценки степени загрязнения шва
примесями внедрения — газами (азотом и кислородом) служит
твердость металла шва и околошовной зоны.
При хорошей защите твердость металла шва не превосходит
исходной твердости основного металла. При этом сварные соеди-
нения равнопрочны основному металлу и имеют достаточно вы-
сокие пластические свойства. Так, стыковое соединение сплава
ВТ1 толщиной 1—2 мм, выполненное сваркой без присадки, имеет
временное сопротивление 45—56 кгс/мм2, угол изгиба 180°,
а сплава ВТ5 — 75—90 кгс/мм2 и 70—90° соответственно.
При сварке неплавящимся электродом технического титана
и низколегированных титановых сплавов толщиной более 1,5—
2 мм для получения полномерного шва применяют присадочный
материал—титановую проволоку ВТ1-00, подвергнутую ваку-
умному отжигу для снижения содержания водорода до 0,002—
0,004%. Более стабильное качество швов удается получить при
автоматической подаче присадочной проволоки в зону сварки.
658
Рис. 11-8. Микроструктура металла г®’. ' ' «; ~~
шва при сварке техническо-
го титана в среде аргона;
Х300
Поэтому такой способ сварки
заслуживает предпочтения по
сравнению с присадкой вруч-
ную.
Швы, сваренные на техни-
ческом титане и низколегиро-
ванных а-сплавах, имеют круп- • <•
некристаллическую макро- и
микроструктуру (рис. 11-8).
Для металла шва и околошов-
ной зоны характерна микро-
структура игольчатой а'-фазы,
образование которой связано " '
с полным превращением вы-
сокотемпературной 0-фазы при
быстром остывании. Игольча- " j
тость фазы свидетельствует ,
о мартенситной кинетике пре-
вращения. Структурные участки
околошовной зоны на титане аналогичны таким же участкам на
стали. Непосредственно к металлу шва примыкают участки
крупного зерна или перегрева, затем следуют участки полной
перекристаллизации с увеличенными размерами зерен по сравне-
нию с основным металлом (рис. 11-9). Околошовная зона очерчена
ярко выраженной границей с неизменившим микроструктуру
основным металлом.
Важным условием предотвращения охрупчивания металла шва
и околошовной зоны с мартенситоподобной игольчатой микро-
структурой является обеспечение чистоты металла и выбор ре-
жимов сварки с оптимальными термическими циклами.
Термообработку сварных соединений из титана и его низколе-
гированных сплавов проводят лишь с целью снятия сварочных
напряжений. Температуру нагрева принимают до 600—650° С,
время выдержки 30—40 мин, остывание с печью.
Для сварки титана малых толщин (менее 1,5—2 мм) находит
применение имсульсно-дуговая сварка неплавящимся электро-
дом.
Так, при длительности импульса 0,2—0,3 с и паузы ОД-
ОД с удается выполнять сварку как бы точками с их перекрытием.
При этом заметно уменьшается перегрев металла, снижаются
сварочные деформации, а в ряде случаев несколько повышается
пластичность швов. При импульсно-дуговой сварке титана не-
плавящимся электродом без присадки деформации по сравнению
с деформациями при обычной аргоно-дуговой сварке снижаются
42* 659
Рис. 11-9. Структурные участки околошовной зоны на техническом титане;
X 300:
а —• участок крупного зерна;
б — участок полной перекристаллизации
в зависимости от толщины металла: для толщины 0,5 мм — на
30%; для 1,0 мм — на 25% и для 2 мм — на 15%.
Весьма эффективен новый отечественный способ аргоно-дуго-
вой сварки неплавящимся электродом с применением флюсов-
паст. Этот способ использует преимущества сварки титана под
флюсом, достигаемые введением в зону сварки фторидов и хло-
ридов щелочных и щелочноземельных металлов. Первоначально
такой способ, предложенный О. А. Маслюковым, применяли лишь
для устранения пористости швов. Это достигалось нанесением
весьма тонкого слоя специального однокомпонентного реагента
на поверхность свариваемых кромок.
В дальнейшем исследования, выполненные в ИЭС имени
Е. О. Патона, показали, что использование специальных флю-
сов при сварке неплавящимся электродом позволяет заметно
снизить затраты погонной энергии, получить более узкие швы
при значительном увеличении глубины проплавления, частично
рафинировать и модифицировать металл шва.
Для сварки титана находят применение флюсы-пасты серии
АН-ТА (АН-Т17А и др.). Сварка с такими флюсами дает возмож-
ность выполнять за один проход без разделки кромок соединения
из титана толщиной до 12 мм узкими швами на токах в 2,5—
3 раза меньших по сравнению с токами при обычной аргоно-
дуговой сварке неплавящимся электродом. Рис. 11-10 иллюстри-
рует снижение погонной энергии при сварке металла толщиной
2—6 мм с использованием флюса. Одним из важных преимуществ
такого способа сварки является снижение деформаций сварных
конструкций.
Способ сварки неплавящимся электродом углубленной или
погруженной дугой, разработанный для титана А. П. Горячевым,
660
Рис. 11-10.
Значения погонной энергии при
сварке неплавящимся электродом
титана разных толщин.
О — без флюса, • — с флюсом
также позволяет за один про-
ход сваривать металл сред-
них толщин. Однако к его
основным недостаткам отно-
сятся чрезмерная ширина
шва и большие размеры око-
лошовной зоны.
Сварку плавящимся электродом в среде инертных газов про-
изводят постоянным током обратной полярности на режимах,
обеспечивающих мелкокапельный перенос металла. Отклонение
от оптимальных режимов приводит к разбрызгиванию электрод-
ного металла, нарушению газовой защиты зоны сварки, ухудше-
нию формирования швов. Для сварки используют сварочную
проволоку диаметром 2—5 мм в зависимости от толщины основ-
ного металла. Применяют скользящие водоохлаждаемые защит-
ные приспособления, обеспечивающие изоляцию шва от атмо-
сферы. Более стабильное качество соединений получается при
сварке плавящимся электродом в камерах с контролируемой
инертной атмосферой.
При сварке в монтажных условиях соединений из титана,
расположенных в разных пространственных положениях (напри-
мер, стыковка труб и колонн в химическом машиностроении и
др.), находит применение метод импульсно-дуговой сварки пла-
вящимся электродом в среде аргона. Полуавтоматическая сварка
титановой проволокой диаметром 1,2—2 мм с питанием от генера-
тора импульсов (например ИИП-2) обеспечивает перенос одной
капли металла при каждом импульсе тока.
Принудительный, направленный перенос электродного ме-
талла при сварке титана значительно улучшает формирование
швов, выполняемых полуавтоматом, и делает возможной полу-
автоматическую сварку в среде аргона в вертикальном и даже
потолочном положении.
При сварке без импульсов на токах силой 150—300 А электрод-
ный металл разбрызгивается, условия защиты зоны сварки ухуд-
шаются, при сварке вертикальных швов процесс нестабилен.
Применение импульсно-дуговой сварки позволяет в определенных
пределах управлять переносом металла, практически полностью
устраняет разбрызгивание, стабилизирует проплавление основ-
ного металла, упрощает технику полуавтоматической сварки
вертикальных швов. Имеются различия в микроструктуре швов,
сваренных обычным аргоно-дуговым способом и с наложением
импульсов. Металл шва, выполненного импульсно-дуговой свар-
661
кой, отличается измельченной внуТризерённой структурой
а'-фазы.
Для титана и его сплавов толщиной более 2,5—3 мм находит
применение способ сварки под флюсом, разработанный в ИЭС
им. Е. О. Патона. Из-за большой химической активности металла
при высоких температурах, особенно в расплавленном состоя-
нии, к флюсу для сварки титана предъявляются особые требования.
Он должен обеспечивать надежную защиту зоны сварки от вред-
ного воздействия воздуха и не оказывать окислительного действия
на металл шва. Важно, чтобы флюс предохранял шов от загряз-
нения водородом.
Технический титан имеет сравнительно высокую температуру
плавления. Поэтому флюс для сварки титана должен быть более
тугоплавким, чем флюсы для сварки стали. Этим требованиям
удовлетворяют бескислородные фториднохлоридные флюсы сухой
грануляции серии АН-Т. Для сварки титана толщиной 2—8 мм
применяют флюсы АН-Т1 и АН-ТЗ; для сварки металла больших
толщин — флюс АН-Т7.
Сварку выполняют постоянным током при обратной поляр-
ности электродом того же состава, что и основной металл. Так как
титан обладает большим электросопротивлением, чем сталь, то
при большом вылете электрода, обычном для стальной сварочной
проволоки, он перегревается, нарушается устойчивость процесса
сварки, ухудшается формирование сварных швов. Поэтому сварку
следует выполнять при малых вылетах электрода. Ниже при-
ведены оптимальные значения вылета электрода для проволоки
разного диаметра:
Диаметр электрода, мм ....... 2—2,5 3—4 5
Вылет электрода, мм ......... 14—16 17—19 20—22
Под флюсом сваривают стыковые, угловые и нахлесточные швы
(табл. 11-8, рис. 11-11). Сварку стыковых швов листового титана
выполняют на медной подкладке с канавкой, на флюсовой по-
душке, а также на остающихся подкладках. Последний способ
наиболее удобен для металла небольшой толщины (2—3 мм).
В табл. 11-9 приведены состав и механические свойства основ-
ного металла марки ВТ1 толщиной 4 мм, сварочной проволоки
диаметром 3 мм и шва, выполненного под флюсом.
Титан толщиной более 30—40 мм целесообразно сваривать
электрошлаковым способом. Одной из главных особенностей
такого способа сварки применительно к титану является исполь-
зование тугоплавкого бескислородного флюса АН-Т2.
Однако одной лишь шлаковой защиты при сварке титана не-
достаточно. При открытой поверхности шлаковой ванны вслед-
ствие контакта расплавленного шлака с воздухом металл шва
загрязняется газами атмосферы. Увеличение глубины шлаковой
ванны не улучшает защиты. Возникает необходимость в допол-
нительной газовой защите, которая осуществляется подачей
662
Таблица 11-8
Режимы автоматической сварки под флюсом стыковых швов на титане
без разделки кромок
Толщина металла, мм Сварка Диаметр прово- локи, мм ^СВ’ А В ип’ м/ч исв’ м/ч
2,5 На остающейся под-
кладке 2,0 180—200 30—32 150—170 45—55
3 То же 2,0 190—210 28—30 150—170 45—55
3 » 2,5 240—260 30—32 150—170 45—55
4 » 2,5 270—290 30—32 170—190 45—55
4 На медиой подкладке 3,0 340—360 32—34 145—155 45—55
5 На остающейся под-
кладке 3,0 350—380 32—34 150—160 45—55
5 На медной подкладке 3,0 370—390 32—34 160—170 45—55
6 На остающейся под-
кладке 3,0 420—450 32—34 200—210 45—55
6 На медной подкладке 3,0 390—420 30—32 170—180 45—55
6 Двусторонняя 2,5 240—260 30—32 160—170 45—55
8 » .... 3,0 350—380 32—34 160—170 45—55
8 На медной подкладке 4,0 590—600 30—32 90—100 40—50
10 Двусторонняя .... 3,0 440—460 32—34 180—190 45—55
12 » .... 3,0 450—500 32—34 90—100 40-45
16 » . . . 4,0 590—600 30—32 90—100 40—45
18—20 » 4,0 600—610 32—34 90—100 40—50
чистого аргона над поверхностью шлаковой ванны. Для этой
цели медные водоохлаждаемые ползуны или кокили в верхней
части имеют каналы с отверстиями для подачи аргона. Защитные
козырьки обеспечивают минимальный расход газа.
Поковки из титана при длине швов до 200—250 мм сваривают
пластинчатым электродом (табл. 11-10). Швы большей протя-
женности сваривают плавящимся мундштуком или проволочными
электродами.
Для электрошлаковой сварки деталей из технического титана
и низколегированных титановых сплавов пластинчатые элек-
Рис. 11-11. Макроструктура сварного соединения технического титана толщи-
ной 10 мм (сварка под флюсом в один слой)
663
Таблица 11-9
Состав и свойства сварного соединения из титана ВТ1
Металл Содержание примесей, % Механические свойства
О X О кгс/мм2 б. % Угол изгиба, град.
Основной металл . . 0,032 0,007 0,007 0,04 51,2 22,5 180
Сварочная проволока 0,028 0,008 0,004 0,04 52,3 20,9 8 перегибов
Шов 0,030 0,008 0,006 0,05 51,8 21,8 180
троды изготовляют из листового металла той же марки толщиной
8—12 мм. Ширина пластинчатого электрода должна соответство-
вать толщине свариваемых деталей.
Так как при электрошлаковой сварке проволочным электродом
необходим большой вылет, для титана применяют проволоку диа-
метром 5 мм. Швы, сваренные электрошлаковым способом на ти-
тане, имеют крупнокристаллическое строение. Использование
чистых сварочных материалов обеспечивает получение качествен-
ного сварного соединения со сварными швами, равнопрочными
основному металлу и обладающими удовлетворительной пластич-
ностью.
Сварка сплавов титана повышенной проч-
ности. Низколегированные двухфазные сплавы с пределом
прочности до 90 кгс/мм2 (суммарная концентрация [3-стабилиза-
торов до 3%) свариваются так же удовлетворительно, кака-сплавы.
Сварные соединения более прочных двухфазных термически
упрочняемых сплавов в состоянии после сварки нередко
имеют пониженную пластичность и склонны к образованию хо-
лодных трещин.
Для таких сварных соединений обязательна последующая
термообработка. Оптимальный режим термообработки выбирают
в зависимости от системы легирования, концентрации легирующих
Таблица 11-10
Режимы электрошлаковой сварки поковок из титана пластинчатым электродом
Толщина металла, мм Зазор между кромками, мм Толщина электрода, мм 'св- А Масса засыпаемого флюса, г Расход аргона на защиту шлаковой ваины, л/мин
30—50 23—25 8—10 1200—1600 80—120 5—7
50—80 23—25 8—10 1600—2000 120—160 7—10
80—100 24—26 10-12 2000—2400 160—210 10—12
100—120 24—26 10—12 2400—2800 210—250 12—14
664
элементов, толщины металла и др. Термообработку производят
как с непрерывным остыванием от максимальных температур
нагрева в двухфазной области (850—900° С), так и ступенчато.
Чтобы сохранить прочность шва на уровне прочности основ-
ного металла, сварку выполняют с использованием легированной
проволоки (например ОТ4-1, ВТбсв, СПТ-2 системы алюминий—
ванадий—цирконий и др.). Упрочняющая термообработка свар-
ных соединений состоит из закалки и последующего старения.
Сварное соединение из сплава ВТ6 толщиной 4 мм, выполнен-
ное под флюсом АН-Т1 проволокой диаметром 3 мм того же со-
става, что и основной металл, после сварки имеет стЕ —
= 104,2 кгс/мм2, 6 = 12,6%, ф = 31,5%, ап = 4,3 кгс/см2. Это же
соединение после термообработки (закалка в воду от 850° С,
старение при 500° С 2 ч) имеет ств = 123,1 кгс/мм2, 6 = 8,2%,
ф = 16,3%, ап = 3,6 кгс/см2. Повышение прочности шва на
сплаве ВТ6 после упрочняющей термообработки сопровождается
снижением пластичности и в меньшей мере— ударной вязкости.
§ 11-5. Медь и ее сплавы
Медь и сплавы на ее основе находят применение
в технике для изготовления специальной аппаратуры (теплооб-
менные аппараты, электрораспределительные устройства и др.)
благодаря специфическим физико-химическим свойствам: высокой
тепло- и электропроводности, химической стойкости и устойчи-
вости против перехода в хрупкое состояние при температурах
глубокого холода (табл. 11-11). В последние годы медные сплавы
широко применяют в спецэлектрометаллургии для изготовления
водоохлаждаемых кристаллизаторов печей вакуумно-дуговой,
электрошлаковой, электроннолучевой и плазменной плавки ме-
таллов и сплавов.
При сварке меди встречаются затруднения, вызванные сле-
дующими особенностями металла.
1. Легкая окисляемость меди в расплавленном состоянии.
Образующаяся в результате этого процесса закись меди раство-
рима в жидком и весьма ограниченно в твердом металле. Она дает
с медью легкоплавкую составляющую (эвтектику), которая,
сосредотачиваясь по’границам кристаллитов, снижает стойкость
металла шва против образования кристаллизационных трещин.
В меди, предназначенной для изготовления сварных конструкций,
содержание кислорода не должно превышать 0,03%, а для ответ-
ственных изделий — 0,01 %.
Опасными примесями меди в отношении снижения стойкости
против образования кристаллизационных трещин в сварных швах
являются также висмут и свинец. Поэтому содержание висмута
в меди допускается не более 0,003%, а свинца — не более 0,03%.
2. Пониженная стойкость металла шва против возникновения
пор, обусловленная выделением водяного пара и, возможно, водо-
665
Таблица 11-11
Состав и свойства меди и некоторых ее сплавов
Сплав Содержание элементов, % Механические свойства
группа марка Си Мп другие эле- менты примеси не более Ъ 2 м £ 6. %
МБ 99,95 0,05 20—22 50
Ml 99,90 — — 0,1 22—24 50
Медь М2 99,70 — — 0,3 22—24 50
МЭС 99,5 — — 0,5 22—24 50
Бр Х08 Основа — 0,4—0,7 0,5 23—25 30—40
Л90 88—91 Zn — остальное 0,2 26 44
Латунь Л62 60,5— 63,5 — Zn — » 0,5 30 40
ЛМц58-2 57—60 1,0—2,0 Zn — » 1,2 36 24
ЛК80 3 79—81 — 2,5—4,0 Si, Zn — остальное 1,5 30—50 15—40
Бр КМцЗ-1 Основа 1,0—1,5 2,75—3,5 Si 1,1 35 15
Бронза Бр АМц9 2 » 1,5—2,5 8—10 Al 1,7 40 25
Бр АЖМц 10-3-1,5 » 1,0—2,0 9—11 Al, 2—4 Fe 1,75 50 20
рода из кристаллизующегося металла шва. Сродство меди к азоту
весьма мало. В связи с этим азот не является возбудителем пор
и даже может быть использован в качестве защитной атмосферы
при сварке меди.
В отношении стойкости против возникновения пор предпочти-
тельны односторонние стыковые швы со сквозным проплавлением
кромок. Сварка угловых швов таврового и нахлесточного соеди-
нений вызывает значительные затруднения из-за пористости
металла шва.
3. Высокая теплопроводность меди (в 6 раз выше, чем у же-
леза), что предопределяет необходимость применения концентри-
рованных источников нагрева и во многих случаях предваритель-
ного и сопутствующего подогрева основного металла при сварке.
4 Высокий коэффициент линейного расширения меди и ее
сплавов (для меди коэффициент линейного расширения в 1,5 раза
больше, чем у стали), что предопределяет необходимость принятия
дополнительных мер против деформации конструкций.
5. Повышенная жидкотекучесть металла затрудняет сварку
меди в вертикальном и особенно в потолочном положении. Встре-
чаются трудности также при сварке кольцевых швов.
666
При изготовлении сварных
конструкций из меди наиболь-
шее распространение получили
следующие способы электри-
ческой сварки плавлением:
электродуговая угольным элект-
родом, плавящимся покрытым
электродом, под флюсом и в за-
щитных газах В последние
годы для сварки изделий из
тонколистовой меди и ее спла-
вов находит применение элект-
роннолучевая сварка, а для
сварки меди большой тол-
щины — сварка сжатой дугой.
Электродуговая сварка уголь-
ным электродом. Этот вид
Таблица 11-12
Режимы электродуговой сварки
стыковых соединений меди
графитовым электродом
сварки находит ограниченное применение преимущественно для
малоответственных изделий. Сварка осуществляется вручную
угольным, чаще графитовым электродом постоянным током пря-
мой полярности. Плотность тока на электроде обычно составляет
200—400 А/см2 (табл. 11—12). Углекислый газ, выделяющийся
при сварке, недостаточно защищает расплавленный металл от
окислений. Поэтому применяют присадочный металл с раскисли-
телем— фосфором, а также флюс (94—96% прокаленной буры,
6—4% металлического магния). Флюс наносят на смоченную
жидким стеклом поверхность прутка или на свариваемые кромки
в виде пудры и просушивают на воздухе
При толщине металла до 5 мм стыковые соединения сваривают
без разделки кромок, металл большей толщины —• с разделкой
кромок под углом 70—90°. Сборку деталей под сварку ведут на
графитовой или асбестовой подкладке с зазором между сваривае-
мыми кромками не более 0,5 мм В процессе сварки электрод
наклоняют углом вперед на 10—20° к вертикали. После сварки
рекомендуется проковка швов. Соединения из металла толщиной
до 5 мм проковывают без подогрева, при большей толщине ме-
талла — с подогревом до температуры 800° С и последующим
быстрым охлаждением.
Стыковые швы рекомендуется сваривать в один слой с одной
стороны. Повторное воздействие термического цикла сварки на
металл шва, наблюдаемое при сварке многослойных и двусторон-
них швов, приводит к снижению его прочности.
Сварка вручную покрытыми электродами. Для сварки приме-
няют электроды ЗТ и «Комсомолец 100». В электродах «Комсо-
молец 100» в качестве стержня использована медная проволока Ml
и М2; в электродах ЗТ — стержень из бронзы Бр.КМцЗ-1.
Сварку меди покрытыми электродами ведут постоянным током
обратной полярности. Без подогрева и разделки кромок свари-
667
вают медь толщиной до 4 мм. При толщине металла 5—10 мм необ-
ходимы предварительный подогрев до температуры 250—300° С
и односторонняя разделка кромок с углом 60—70° и притуплением
кромок 1,5—3 мм. При больших толщинах рекомендуется Х-об-
разная разделка. На меди толщиной более 20 мм хорошее качество
швов можно получить при подогреве металла до температуры
700—750° С.
Сварку выполняют короткой дугой электродами диаметром
4—6 мм без колебаний конца электрода. Силу сварочного тока
подбирают в зависимости от диаметра электрода: /св = 50d3JI.
Стыковые соединения сваривают на графитовых или металличес-
ких подкладках.
Механические свойства металла шва и сварного соединения
на меди, полученного электродами «Комсомолец 100», достаточно
высокие: ов = 20 —24 кгс/мм2, 6 = 18-н20%, ан = 6—8 кгс-м/см2,
угол изгиба 120—180°. Однако электропроводность шва соста-
вляет лишь 20—22% такого же показателя для основного металла.
Значительное повышение электропроводности шва до уровня
90—95% для основного металла достигается при сварке в среде
инертного газа с присадкой, а также под флюсом. Это обусловлено
добавкой в металл шва лишь небольших количеств кремния
(около 0,2%).
Сварка под флюсом. Автоматическая сварка меди под флюсом
имеет ряд важных преимуществ по сравнению с ручной сваркой
покрытыми электродами. Главное из них — возможность выпол-
нения сварки без предварительного подогрева свариваемых кро-
мок благодаря тому, что дуга горит во флюсовом пузыре и потери
теплоты на излучение минимальны. Кромки подогревают только
для начала сварки.
Сварку меди под флюсом производят постоянным током обрат-
ной полярности с применением плавленых флюсов АН-20, АН-26,
а также АН-348-А и ОСЦ-45 (для металла толщиной до 20 мм),
а также керамического флюса ЖМ-1 и сварочной проволоки Ml
и М2. В отдельных случаях используют сварочную проволоку
из бронзы марки Бр КМцЗ-1. Швы, сваренные этой проволокой,
обладают высокой прочностью, однако имеют пониженную тепло-
проводность и электропроводность.
Сварку стыковых соединений выполняют без разделки кромок
и без зазора, за один проход с полным проваром. При толщине
металла более 15 мм рекомендуется применять сдвоенный (рас-
щепленный) электрод (табл. 11-13). Такое расположение элек-
тродов обеспечивает полное проплавление стыкуемых кромок,
улучшает формирование швов и при общей ванне расплавленного
металла позволяет избежать образования в сварном шве пор, шла-
ковых включений и кристаллизационных трещин.
На рис. 11-12 показана макроструктура соединения меди Ml
толщиной 30 мм, сваренного под флюсом АН-26 двумя сварочными
проволоками диаметром 5 мм на режиме: сила сварочного тока
668
Таблица 11-13
Режимы автоматической сварки меди под флюсом
Толщина металла, мм Диаметр электрода, мм Расстояние между электродами, мм 'св А в fCB-
6 4 520- 540 40—42 40
8 4 — 600- 620 40—42 40
10 5 — 700- 720 42—44 23
12 5 — 800- 820 42—44 16
18 4 12 1050- 1100 44—46 10,8
22 4 18 1200- 1250 46—48 9,3
30 4 24 1650- 1700 46—48 6,3
1150—1200 А, напряжение дуги 48—50 В, скорость сварки
5,3 м/ч.
При сварке меди Ml толщиной 20—30 мм сварочной проволо-
кой такой же марки под флюсом АН-26 металл шва характери-
зуется такими свойствами: стЕ = 17н-19 кгс/мм2, ат = 8 —
—9 кгс/мм2, 6 = 38-М2 %.
Сварка в защитных газах. Сварку меди выполняют неплавя-
щимся и плавящимся электродом. В качестве защитных газов для
сварки меди применяют аргон, гелий, азот или их смеси. Возможна
также сварка меди в среде водорода. Наибольшее распростране-
ние получила сварка меди неплавящимся вольфрамовым электро-
дом в аргоне высокой чистоты марок А и Б по ГОСТ 10157—62
(табл. 11-14). Металл толщиной более 4 мм сваривают с предва-
рительным подогревом до температуры 800° С. Чем больше тол-
Рис. 11-12. Макроструктура однопроходного сварного соединеиня меди Ml
669
Таблица 11-14
Режимы сварки стыковых соединений меди неплавящимся электродом
в среде аргона
Подготовка кромок
£ щ
/ о
s 4
Т о
У х
“ о S
Ssaa
о
Че а ч
3 1-й 3
2-й 4
Подва- 4
рочный
250-300
300—350
300—350
6—8
6—8
6—8
10
1-й
2-й
3-й
Подва-
рочный
300—350
350—400
350—400
300—350
6—8
8—10
8—10
8—10
1-й 3 300—350 6—8
2-й 5 350—400 8—10
3-й 5 350—400 8—10
4-й 5 350—400 8—10
Подва- 3 300—350 6—8
рочный
щина металла, тем выше должна быть температура предваритель-
ного подогрева.
В качестве присадочного металла применяют сварочную про-
волоку из хромистой бронзы Бр.Х07 или бронзы Бр.КМцЗ-1.
Основной и присадочный металлы очищают травлением в растворе,
состоящем из 75 см3/л азотной кислоты, 100 см3/л серной кислоты
и 1 см3/л соляной кислоты.
Для повышения качества шва при сварке в среде защитных
газов рекомендуется применять флюсы на основе борного анги-
дрида с добавками раскислителей (алюминиевый порошок, ферро-
фосфор, ферромарганец и др.).
Сварку плавящимся электродом выполняют постоянным током
обратной полярности. Широкое распространение для меди тол-
щиной более 4—5 мм получает многослойная полуавтоматическая
сварка проволокой малого диаметра (1,2—2,4 мм). Сила свароч-
ного тока достигает 400 А. Металл толщиной до 10 мм можно сва-
670
ривать лишь с подогревом в начале шва (иногда достаточно до
температуры 200—300° С). Детали большей толщины сваривают
с начальным и сопутствующим.подогревом. При сварке исполь-
зуют проволоку из бронзы Бр.КМцЗ-1.
Сварка сжатой дугой. Это эффективный способ соединения
деталей из меди больших толщин (30—40 мм и более), что обусло-
влено возможностью введения в сварочную ванну тепловых пото-
ков весьма большой величины без ухудшения условий формирова-
ния сварного шва и нарушения стабильности горения дуги.
Сварку сжатой дугой меди больших толщин осуществляют
без разделки кромок, с двух сторон. В табл. 11-15 приведены
механические свойства сварного стыкового соединения из бронзы
Бр. Х08 толщиной 40 мм, полученного сжатой дугой (режим сварки:
сила тока 1100—1200 А, напряжение сжатой дуги 55—60 В,
скорость сварки 3 м/ч).
Электроннолучевая сварка. Электроннолучевая сварка меди
в основном применяется при изготовлении электровакуумных
приборов (табл. 11-16). В этом случае обеспечиваются высокие
физико-механические свойства соединений, в том числе вакуум-
ная плотность.
Электроннолучевая сварка меди связана с определенными
затруднениями, главные из которых — интенсивное испарение
металла в вакууме и необходимость значительного тепловложе-
ния из-за высокой теплопроводности.
При превышении определенного значения удельной мощности
в пятне нагрева получить удовлетворительное качество сварного
соединения меди не удается. Поэтому для меди разработана спе-
циальная техника сварки. Так, сварку меди толщиной до 2—-3 мм
выполняют неостросфокусированным пучком, или перефокусиро-
ванным, т. е. с расположением фокуса пучка несколько выше
уровня поверхности изделия.
Сварка сплавов на основе меди. Основной трудностью сварки
латуни является то, что в процессе сварки цинк значительно испа-
Таблица 11-15 Механические свойства стыкового соединения из бронзы Бр.Х08, полученного сжатой дугой Таблица 11-16 Режимы сварки меди электроннолучевым способом
Металл °В’ кгс/мм2 6, % я S к а $ и £ Я - о 2 Л о S о а
Основной .... Шов Околошовная зона Сварное соединение П'р и ме ч а н и образцов толщиной 40 23 26,2 24,5 25,8 ол нзгнба 30°. 25 32,5 26,5 сварных Д S ч f=t О Н S Уско напр кВ Я Я Ч S- S и ч Д. О Я a ffl U о
е. Уг мм 1 1 2 4 6 14 16 18 20 70 120 200 250 20 20 18 18
671
ряется и сгорает, что снижает содержание цинка в металле шва
и ухудшает его качество (появляется пористость, снижается проч-
ность). Особенно интенсивно цинк выгорает из электродного ме-
талла. При этом загрязняется окружающее пространство вред-
ными для здоровья человека парами цинка и его окислов.
Латунь небольшой толщины сваривают графитовым электро-
дом на постоянном токе прямой полярности короткой дугой без
присадки с погружением конца электрода в расплавленный металл.
При этом дуга горит в пузыре, образующемся вокруг электрода
из паров цинка. Такой метод ведения сварки снижает угар цинка.
С увеличением количества цинка в латуни длину дуги уменьшают,
что ведет к уменьшению испарения и выгорания цинка. Так, для
латуни Л90 рекомендуется поддерживать длину дуги около 20 мм,
а для латуни ЛК80-3 — не более 8 мм.
При сварке латуней толщиной более 10 мм необходим пред-
варительный подогрев до температуры 300—350° С. Для пред-
отвращения прожогов используют подкладки. При толщине ме-
талла 3—16 мм сварку ведут с разделкой кромок под углом 70°
с небольшим притуплением (1,5—2 мм). При сварке листов тол-
щиной более 16 мм применяют рюмкообразную разделку кромок.
При сварке латуни графитовым электродом используют флюсы.
Получил распространение флюс следующего состава: 35% крио-
лита, 12,5% натрия хлористого, 50% калия хлористого, 2,5% дре-
весного угля. Флюс наносят на стержни из присадочного металла
марки ЛК80-3 диаметром 6—8 мм. Сварные соединения, выпол-
ненные с такой присадкой, отличаются высокими механическими
свойствами. Так, на сплавах Л63 и ЛО62-1 ств сварного соедине-
ния 36—40 кгС/мм2, угол изгиба 170—-180°.
Сварка покрытыми электродами находит применение в основ-
ном для исправления брака литья. При такой сварке наблюдается
наиболее интенсивное по сравнению с другими способами испаре-
ние и выгорание цинка. Сварку покрытыми электродами следует
применять в том случае, когда не могут быть использованы дру-
гие способы сварки — угольным электродом, под флюсом, в среде
защитных газов.
Для сварки латуни применяют электроды с покрытием ЗТ.
В связи со значительным содержанием плавикового шпата в по-
крытии сварку ведут постоянным током обратной полярности.
Сварку выполняют без колебаний конца электрода при возможно
более короткой дуге, что снижает угар цинка. Под стыком устана-
вливают прокаленную асбестовую подкладку. Зазор между сва-
риваемыми кромками 0,5—1,5 мм. При толщине металла до 4 мм
сварку ведут без разделки кромок. При большей толщине ме-
талла (4—10 мм) выполняют V-образную, а при толщине металла
более 10 мм Х-образную подготовку кромок с углом раскрытия
60—70°.
Для автоматической сварки латуни используют сварочную
проволоку из бронзы Бр.ОЦ 4-3 и флюс АН-20. Временное сопро-
672
тивление сварйкх соединений из латуни Л62, ЛМц58-2,
ЛО62-1, ЛС59-1 толщиной 4—12 мм, выполненных с использо-
ванием таких материалов, составляет 25—35 кгс/мм2, угол из-
гиба до 180°.
Сварку латуни в среде защитных газов можно выполнять
вольфрамовым и плавящимся электродами. В качестве при-
садочного материала используют прутки из бронзы Бр.ОЦ4-3 и
Бр.КМцЗ-1, а также латунную проволоку ЛК62-0.5 (38% Zn,
0,5% Si).
Предварительный подогрев необходим лишь при сварке ла-
туни толщиной более 10 мм и при сварке деталей, резко отлича-
ющихся по толщине свариваемых кромок. В этом случае подогре-
вают деталь большей толщины.
Бронзы разделяют на деформируемые и литейные. К первым
относят сплавы с содержанием до 6—7% Sn (оловянные деформи-
руемые бронзы) или до 6—8% А1 (безоловянные деформируемые
бронзы). Ко вторым относятся сплавы с большим содержанием
легирующих элементов. Свариваемость бронз зависит от их со-
става. Деформируемые бронзы в изделиях толщиной до 4 мм сва-
ривают всеми способами дуговой сварки без предварительного
подогрева.
Литейные бронзы сваривают с подогревом. Чрезмерный подо-
грев вреден, в особенности при сварке оловянных бронз. Он
может вызвать плавление избыточного олова, расположенного
по границам зерен, и вследствие этого разрушение свариваемой
детали. В большинстве случаев бронзы сваривают угольным
или покрытым электродом. В качестве присадки или электродного
стержня используют бронзы того же состава, что и свариваемый
металл. Флюсы и покрытия для сварки оловянных бронз изгото-
вляют на борной основе.
Для сварки безоловянных бронз используют флюсы, содер-
жащие хлористые и фтористые соли щелочных и щелочноземель-
ных металлов и криолит, удаляющие окись алюминия либо пре-
пятствующие ее образованию.
§ 11-6. Никель и его сплавы
Высокая стойкость против коррозии в ряде агрессив-
ных сред, жаропрочность, большое омическое сопротивление
и некоторые другие специальные свойства никеля и его сплавов
обусловливают применение этих материалов в химическом маши-
ностроении, электрохимической и других отраслях промышлен-
ности. При изготовлении сварной аппаратуры для химической
промышленности используют преимущественно никель марки НО
(не менее 99,93% Ni). В среднем для этого никеля в отожженном
состоянии временное сопротивление 38—45 кгс/мм2, относитель-
ное удлинение 32—50%. В сварных изделиях применяют сплавы
никеля с медью, хромом, алюминием и другими элементами.
43 Заказ № 782 673
По технологии и Технике сварки никель и его сплавы близки
к стали и особенно к коррозионностойкой. При выборе метода
и разработке технологии сварки наряду с предотвращением дефек-
тов металлургического характера (пор и кристаллизационных
трещин) необходимо особое внимание уделять получению требуе-
мых эксплуатационных свойств соединений. При изготовлении
никелевых конструкций наиболее широкое применение получила
аргоно-дуговая сварка вольфрамовым электродом. Этот метод
благодаря большой универсальности и обеспечению высокого
качества соединений вытесняет ручную дуговую сварку покры-
тыми электродами, газовую сварку и даже сварку под флюсом.
В малом объеме применяется также аргоно-дуговая сварка пла-
вящимся электродом. Аргоно-дуговая сварка вольфрамовым элек-
тродом осуществляется постоянным током прямой полярности.
Вредными примесями в никеле являются кремний, железо,
медь, сера, висмут, свинец, фосфор, цинк, кадмий.
Главной причиной появления кристаллизационных трещин
в металле никелевого шва является образование легкоплавкой
сульфидной эвтектики Ni—NiS. Поэтому в основном металле
содержание серы ограничивается 0,001%, что в 10—50 раз ниже,
чем допустимое содержание ее в стали. Наличие марганца, свя-
зывающего серу в тугоплавкое соединение MnS, ослабляет ее
вредное влияние. На этом основано применение присадочных
проволок НМц2,5 и НМц5, содержащих около 2,5 и 5% Мп
соответственно.
Введение марганца в никель снижает его коррозионную стой-
кость в щелочных средах. Поэтому использование подобных про-
волок допустимо только в тех случаях, когда содержащие марга-
нец никелевые швы удовлетворяют требованиям эксплуатации.
Весьма эффективно введение в проволоку небольших количеств
титана для борьбы с трещинами в металле шва.
В отношении пористости швов никель существенно отличается
от алюминия и меди, а также от железа (стали), с которыми он
находится в одной подгруппе периодической системы элементов.
Наиболее чувствителен никель к образованию пор при наличии
азота. Уже содержание 0,05% азота в аргоне может вызвать по-
ристость. Тот же эффект получается при наличии в аргоне 2%
кислорода или еще большего количества водорода. Однако при
малом содержании водород может уменьшать пористость, вызы-
ваемую азотом, усиливая кипение сварочной ванны до ее затвер-
девания.
§ 11-7. Химически активные тугоплавкие металлы
(цирконий, ниобий, тантал, молибден и др.)
В связи с развитием новых отраслей техники рас-
ширяется применение тугоплавких металлов и сплавов на их ос-
нове: циркония, ниобия, тантала, молибдена и др. Эти металлы
674
обладают высокой жаропрочностью, коррозионной стойкостью
в ряде агрессивных сред и другими специальными свойствами.
При сварке тугоплавких металлов возникают серьезные за-
труднения, вызываемые их высокой температурой плавления,
большим сродством к газам атмосферы при повышенных темпе-
ратурах, охрупчивающим действием этих газов (прежде всего
кислорода), склонностью к росту зерен при нагреве и др.
На основании выполненных за последние годы исследований
свариваемости таких металлов их можно условно разделить на
две группы. В первую группу удовлетворительно сваривающихся
плавлением металлов можно отнести цирконий, ниобий, тантал
и ванадий. Металлы второй группы — молибден, вольфрам и
хром — свариваются значительно хуже. Сварные соединения
этих сплавов весьма склонны к образованию трещин, малопла-
стичны при нормальной температуре.
Сплавы на основе тугоплавких металлов, полученные методом
порошковой металлургии, плохо свариваются: в швах образуются
поры, сварные соединения склонны к образованию трещин. По-
этому для сварных конструкций применяют металлы и сплавы,
выплавленные в контролируемой атмосфере инертных газов (дуго-
вой метод плавки) или в вакууме (электроннолучевой метод
плавки).
Уменьшение содержания вредных примесей в исходном ме-
талле — одна из основных задач металлургии химически активных
тугоплавких металлов. Весьма важно в процессе сварки исклю-
чить загрязнение металлов примесями внедрения. Поэтому для
соединения рассматриваемых металлов применяют методы электро-
дуговой сварки в среде инертных газов, главным образом в каме-
рах с контролируемой атмосферой, и электроннолучевую сварку.
Дуговую сварку неплавящимся электродом выполняют по-
стоянным током прямой полярности. Повышенные требования
предъявляются к чистоте инертных газов. Перед заполнением
камер газ подвергают очистке от влаги пропусканием через сили-
кагель марки КСМ и ШСМ (ГОСТ 3956—54) и алюмогель. Приме-
няют также разные методы дополнительной очистки газа от кисло-
рода, из которых наиболее простой — пропускание газа через
нагретую до температуры 900—1000° С титановую стружку или
губку.
Для тугоплавких металлов в ряде случаев отдают предпочте-
ние гелию, так как при гелие-дуговой сварке эффективная мощ-
ность дуги значительно больше, чем при сварке в среде аргона.
Помимо этого содержание вредных примесей •— газов в гелии
может быть доведено при очистке до меньших величин, чем при
очистке аргона. Чтобы избежать загрязнения шва, сварку, как
правило, выполняют неплавящимся электродом без присадки.
Поэтому применение находят в основном стыковые и нахлесточ-
ные соединения без разделки кромок. При сварке вне камеры необ-
ходимы специальные устройства для защиты зоны сварки, осты-
43* 675
вающих участков шва и околошовной зоны, а также обратной
стороны шва.
Так как наиболее совершенная защита шва от газов атмо-
сферы достигается при электроннолучевой сварке в вакууме,
этот метод наиболее эффективен для соединения химически актив-
ных тугоплавких металлов. Большое значение имеют также и
другие преимущества данного метода и в первую очередь возмож-
ность получения узких зон расплавления и термического влияния
и благодаря этому малых деформаций.
Так, при электроннолучевой сварке молибдена ширина шва
в 2—2,5 раза меньше, чем при дуговой сварке неплавящимся
электродом (табл. 11-17).
Электроннолучевую сварку выполняют при давлении в рабо-
чем объеме камеры не выше 10~5—10-4 мм рт. ст. Предпочтения
заслуживают системы откачки с безмасляными вакуумными на-
сосами (например, титановыми).
Подготовка деталей из тугоплавких металлов под сварку тре-
бует особой тщательности. Соединяемые кромки и прилегающие
к ним околошовные участки до сварки необходимо очищать от
загрязнений и подвергать травлению в специальных реактивах
для удаления поверхностных пленок окислов и обезжиривания.
Так как расслоения на кромках могут служить источником до-
полнительных загрязнений сварного шва, кромки необходимо
тщательно осматривать и удалять шлифованием обнаруженные
расслоения. Должны быть обеспечены минимальные зазоры и сме-
щения кромок.
Во многих случаях существенное влияние на качество швов
оказывает тепловложение при сварке. В связи с этим для каждого
изделия в зависимости от типа соединения и толщины металла
следует выбирать оптимальные параметры процесса сварки.
Сварка циркония. Цирконий по свариваемости близок к ти-
тану. Поэтому для него применимы та же техника сварки и прак-
тически те же режимы, что и для титана. Перед сваркой
кромки деталей подвергают травлению в растворе, состоящем из
45% HNO3, 10% HF и 45% Н2О.
Таблица 11-17
Размеры структурных участков соединения из молибдена толщиной 3 мм,
сваренного разными способами
Сварка Максимальная ширина участка, мм Общая ширина участков металла, претерпевших структурные изменения
Шов Околошовиая зона
Электродуговая неплавя- 2,1 8,4
щимся электродом . . . 4,2
Электроннолучевая .... 1,5 0,8 3,1
676
Прочность соединений из технического нелегированного цир-
кония близка к таким же свойствам основного металла. Однако
пластические свойства швов на цирконии и особенно его сплавах,
выполненных автоматической дуговой сваркой в среде инертного
газа без присадки, заметно снижаются по сравнению с пластич-
ностью металла (табл. 11-18).
Сварка ниобия. Для обеспечения удовлетворительной свари-
ваемости ограничивают содержание в металле вредных примесей —
газов. Так, в сплаве ВН-2АЭ, выплавленном электроннолучевым
методом (Мо—3,5—4,7%; Zr—0,5—0,9%; Nb — основа), до-
пускается следующее предельное содержание примесей (% по
массе): 0,0202; 0,03N2; 0,005Н2. Травление кромок перед сваркой
производят в реактиве следующего состава: 22% HF; 8% HNOS;
15% H2SO4; 55% Н2О.
В табл. 11-19 приведены режимы дуговой сварки тонколисто-
вого ниобия и его сплава с танталом и вольфрамом в камере с кон-
тролируемой атмосферой (избыточное давление 0,1 ат, предвари-
тельный вакуум 1-10“ 4 мм рт. ст.), а также механические свой-
ства сварных соединений.
Технология сварки тантала. Для очистки кромок тантала
перед сваркой хорошие результаты дает травитель: 90% HF
и 10% HNO3.
При сварке плавлением технического тантала и некоторых его
сплавов с ниобием, ванадием и вальфрамом сварные соединения
получаются пластичные и равнопрочные с основным металлом.
Режимы сварки тантала приведены в табл. 11-20.
Таблица 11-18
Механические свойства стыковых соединений из циркония и его сплавов
Сплав Метод сварки Толщина металла, мм Основной металл Сварное соединение
* S S и и е> а б, % %- кгс/мм2 б, %
Технический цирконий В камере с гелием 3,2 47,1 22 46,7 12
Zr + 2,5% Sn Струйная защита гелием 3,2 48,7 25 51,3 16
В камере с гелием 3,2 48,7 25 51,7 15
Zr + 5% Sn То же 3,2 60,5 12 63,2 4
Zr + 3% Nb -4- + 1% Sn В камере с аргоном 0,9 52 21 66 10
677
Таблица 11-19
Режимы сварки и свойства стыковых соединений ниобия и его сплава
Металл Толщина и состояние металла Режим сварки <тв, кгс/мм2
Основной металл Сварное соедине- ние
Технический б = 0,8 мм, деформированный Скорость сварки 30 м/ч; сила тока 125 А; напряжение дуги 10 В 70,0 50,1
ниобий То же, отожженный при 1200° С 1 ч Скорость сварки 50 м/ч; сила тока 170 А; напряжение дуги 10 В 55,8 49,7
Сплав Nb— 3% Та—6% W 6=1 мм, деформированный Скорость сварки 30 м/ч; сила тока 185 А; напряжение дуги 10 В 77,5 53,5
Примечание. Угол изгиба основного металла н сварных соединений не ме-
нее 180°.
Прочность сварного шва тонколистового технического тан-
тала (толщиной 1,5—2 мм) составляет около 50 кгс/мм3 при угле
изгиба 180°.
Сварка ванадия (табл. 11-21). Прочность сварных швов техни-
ческого ванадия и некоторых его сплавов (например, V — 12% W)
близка к прочности основного металла. Угол изгиба основного
металла и сварного соединения 180°.
Технология сварки молибдена и его сплавов. Перед сваркой
кромки деталей из молибдена подвергают травлению в растворе
Таблица 11-20
Режимы автоматической сварки тонколистового тантала
неплавящимся электродом
Толщина металла, мм Диаметр электрода, мм 7СВ’ А ид' В »св. м/ч Расход аргона, л/мнн
на зону сварки на обратную сторону шва
0,3 1,0 45—60 8—10 35—40 12—14 3—4
0,5 1,0 70—80 8—10 30—35 12—14 3—4
1,0 1,5 130—140 10—12 25—30 14—16 4—5
1,5 1,5 160—180 12—14 25—30 14—16 4-5
678
Таблица 11-21
Режимы сварки стыковых соединений ванадия
Сварка Толщина металла, мм 7СВ’ А Ид. в ИСВ' м/4
Аргоно-дуговая непла- 1 140 9—10 50
вящимся электродом 2 320 16—18 50
Электроннолучевая 1 0,06—0,67 12 500—12 900 60
2 0,09—0,010 12 500—12 900 60
фосфорной и азотной кислот (1 : 1), разбавленном водой до плот-
ности 1,37—1,38. Молибденовые сплавы, свариваемые плавле-
нием, должны содержать кислорода не более 0,001% по массе
(табл. 11—22).
При сварке плавлением технического молибдена сварные швы
имеют крупнокристаллическое строение (рис. 11-13, а), что
обусловливает их хрупкость. Склонность сварных швов молиб-
дена к хрупкому межкристаллитному разрушению при нормаль-
ных температурах может быть существенно уменьшена путем ле-
гирования их определенными элементами в количествах, доста-
точных для создания пересыщенного твердого раствора при
высоких температурах и выделения второй мелкодисперсной фазы
в процессе кристаллизации сварного шва.
Поэтому для сварных изделий применяют только низколеги-
рованные сплавы на основе молибдена с добавками элементов,
раскисляющих и модифицирующих металл (углерода, циркония,
титана, ванадия, ниобия и др.). На рис. 11-13, б показана микро-
структура сварного шва на сплаве ЦМ-2А.
Прочность сварных швов молибдена, как правило, ниже проч-
ности основного металла. Повышение прочности и пластичности
металла шва достигается применением легированной присадки,
например из сплава 50% Мо—• 50% Re. В табл. 11-23 приведены
данные о прочности стыковых соединений из низколегированного
молибденового сплава ВМ-1 (си-
стемы Мо—С—Zr—W) толщи-
ной 1 мм.
Пластичность сварных сое-
динений из известных молибде-
новых сплавов при нормальной
температуре невелика. Так, на-
пример, угол изгиба соедине-
ния из сплава ВМ1 толщиной
1 мм не превышает 60°. При
повышении температуры пла-
стичность соединений возра-
стает. В рассматриваемом
679
Таблица 11-22
Режимы электроннолучевой сварки
молибдена и его
низколегированных сплавов
Толщина
металла,
мм
7св' мА
Ускоряю-
щее на-
пряже-
ние, кВ
м/ч
1
2
3
70—900
100—120
200—250
18—20
20—22
20—22
60 I
40 <
30 1
Рис. 11-13. Микроструктура стыковых соединений из металла толщиной 1 мм,
полученных электроннолучевой сваркой; X 100:
а — технический молибден; б — сплав молибдена с 0,1% С
примере угол изгиба соединения достигает 180° при нагреве до
200° С.
Весьма сложной задачей является получение достаточно пла-
стичных соединений при сварке плавлением молибденовых спла-
вов с критической температурой перехода швов в хрупкое состоя-
ние, близкой к такому же показателю для основного металла.
Для ее решения идут, с одной стороны, по пути создания удовле-
творительно свариваемых сплавов на основе молибдена, облада-
ющих повышенной пластичностью и вязкостью и в минимальной
степени загрязненных вредными примесями — газами, и с дру-
гой, по пути изыскания оптимальных условий сварки таких спла-
вов, включающих выбор термических циклов сварки, присадоч-
ных материалов и др.
Таблица 11-23
Прочность стыковых соединений, выполненных сваркой плавлением
Сварка Температура испытаний, °C V кгс/мм2
Аргоно-дуговая в камере неплавящимся 20 41,5
электродом без присадки 1000 33,5
То же с присадкой из сплава 50% Мо— 20 62
50% Re 1000 34 ,
20 39
Электроннолучевая без присадки 1200 33,5
1500 22
1600 14
680
Сварка вольфрама. Сварные соединения вольфрама при нор-
мальной температуре хрупки и весьма склонны к образованию
трещин. Поэтому сварку выполняют с предварительным подогре-
вом основного металла до температуры не менее 500° С. Чтобы
предупредить образование трещин, детали рекомендуется свари-
вать без их жесткого закрепления. Пластичность сварных соедине-
ний вольфрама можно несколько повысить после термообработки:
нагрев до температуры 1800° С, выдержка 1 ч, охлаждение с печью.
Сварка хрома. При нормальной температуре сварные соедине-
ния малопластичны. Временное сопротивление соединений тонко-
листового технического хрома (б = 1-4-2 мм) достигает 30 кгс/мм2
(прочность основного металла около 40 кгс/мм2) при относитель-
ном удлинении до 7%. При электроннолучевой сварке хрома
встречаются затруднения вследствие сильной возгонки хрома
в вакууме, что вызвано высокой упругостью его паров, достига-
ющей при плавлении около 60 мм рт. ст. В связи с этим для сварки
хрома требуется создавать разрежение в камере с давлением
не выше (6-н8)-10~ 6 мм рт. ст.
§ 11-8. Разнородные металлы
Оптимальные эксплуатационные свойства ряда кон-
струкций можно получить, применяя составные комбинированные
узлы из разнородных металлов. В этом случае наиболее полно
реализуются преимущества каждого из них и экономятся цветные
металлы. Естественно, сварка разнородных металлов предста-
вляет более сложную задачу, чем сварка однородных.
Количество относительно легкосвариваемых сочетаний разно-
родных металлов весьма ограничено. К числу таких сочетаний
относятся композиции металлов, дающих полную или достаточно
широкую область взаимной растворимости в твердом состоянии,
например, медь — железо, титан — ванадий, алюминий — се-
ребро. Между тем уже сейчас необходимо сваривать алюминий
и его сплавы со сталью, титаном, медью; титан, ниобий, цирко-
ний и его сплавы — со сталью и другими металлами.
Сварка алюминия со сталью находит применение в судострое-
нии и других отраслях промышленности; палубные надстройки
длиной в несколько десятков метров состоят из алюминиевого
сплава АМг5, а корпус судна — из стали. Ряд деталей —- трубы,
трапы, мачты, леера изготовляют из алюминиевых сплавов и кре-
пят к стальному корпусу. Сталеалюминиевые конструкции можно
изготовлять, применяя прокладки-переходники из биметалла
сталь—алюминий (или сплава алюминия). По известным техно-
логическим процессам сваривают однородные металлы, например,
алюминий с алюминиевой плакировкой биметалла и сталь со сталь-
ным слоем биметалла.
Таким способом можно соединять разнородные металлы встык,
В тавр, в угол и внахлестку. Режимы сварки однородных металлов
G81
выбирают исходя из минимальной погонной энергии, чтобы обес-
печить непродолжительный разогрев места контакта сталь—алю-
миний в биметалле. В случае перегрева данного места происходит
интенсивное взаимодействие алюминия со сталью с образованием
хрупких интерметаллидов.
Более сложно осуществлять сварку плавлением алюминия
и его сплавов со сталью без биметалла. Непосредственная сварка
алюминия со сталью, как правило, не дает положительных ре-
зультатов. Шов получается хрупким вследствие образования
интерметаллидов и большого различия физико-химических свойств
соединяемых металлов. Удовлетворительное соединение алюминия
со сталью возможно с применением цинкового покрытия. Наличие
цинка на поверхности стали улучшает растекание алюминиевой
присадки. Слой цинка толщиной до 30 мм предварительно наносят
на сталь гальванически или горячим погружением.
При аргоно-дуговой сварке оцинкованной углеродистой стали
с алюминием временное сопротивление сварного соединения не
превышает 9—10 кгс/мм2. При испытании на разрыв образцы раз-
рушаются хрупко по цинковому покрытию, в изломе часто наблю-
даются поры. Наличие цинка на поверхности стали не исключает
образования значительной интерметаллической прослойки между
сталью и алюминием в результате их взаимодействия в условиях
сварки.
Лучшие результаты получаются при нанесении на сталь ком-
бинированного медно-цинкового или никель-медь-цинкового по-
крытия. Отличительной чертой техники выполнения стыковых
и нахлесточных сталеалюминиевых соединений является необхо-
димость точного ведения дуги в течение всего процесса сварки
по кромке алюминиевого листа на расстоянии приблизительно
1—2 мм от линии стыка. Присадочную алюминиевую проволоку
подают либо по линии стыка, либо немного смещенной в ванночку.
При смещении дуги в сторону стали возрастает опасность оплавле-
ния последней. При избыточном смещении дуги в противополож-
ную сторону возможно несплавление соединяемых металлов.
В сущности, описанное соединение стали с алюминием является
сваркой-пайкой. Для алюминия оно является сваркой, а для
стали — пайкой.
В случае необходимости соединения коррозионностойкой стали,
например 0Х18Н10Т, с алюминиевым сплавом техника подго-
товки поверхности металла усложняется. На сталь наносят слой
алюминия. Свариваемое изделие алитируют (покрывают алюми-
нием) в расплаве алюминия А85. Техника сварки сохраняется
та же, что и при сварке углеродистой стали с алюминием. Вре-
менное сопротивление сварных соединений стали 0Х18Н10Т
с алюминиевым сплавом АМц находится на уровне временного
сопротивления сплава в отожженном состоянии (11—12 кгс/мм2).
Для сплава АМгб временное сопротивление соединения соста-
вляет 30—32 кгс/мм2.
682
Сварка плавлением алюминия с медью представляет сложную
задачу. Достаточно наличия 4—5% Си в алюминии, чтобы в ме-
талле шва появились горячие трещины. При более высоком содер-
жании меди (6—8% и выше) горячие трещины исчезают, а металл
шва становится малопластичным, появляются холодные трещины.
Для предупреждения трещин необходимо предотвратить образо-
вание хрупкой составляющей и максимально ограничить посту-
пление в шов меди. Достигается это путем придания медной кромке
формы, соответствующей изотерме плавления основного металла,
а также электролитическим покрытием кромки меди оловом,
цинком или серебром, препятствующим непосредственному взаимо-
действию меди с алюминием. Кроме того, обеспечивается хорошее
смачивание твердой меди жидким алюминием.
Технология и техника сварки алюминия с медью такие же,
как и при сварке алюминия со сталью. Соединения алюминия
с медью обладают хорошей электропроводностью, их прочность
близка к прочности алюминия.
Технология сварки
в особых условиях
Как правило, технологию сварки конкретных изде-
лий целесообразно выбирать исходя из состава
основного металла. Однако имеются исключения
из этого правила, когда определяющими при выборе
технологии сварки становятся внешние условия.
Особенно это относится к сварке под водой, в косми-
ческих условиях, при пониженных температурах
и т. д.
§ 12-1. Сварка под водой
Для подводных работ пока удалось использовать
только дуговую сварку плавящимся электродом.
Возможна сварка и неплавящимся электродом. Дуго-
вую сварку под водой впервые разработал К. К. Хре-
нов в 1932 г. Способ основан на открытии, что
дуга, несмотря на интенсивное охлаждающее дей-
ствие окружающей воды, нагревает и плавит металл
практически столь же легко, как и на воздухе.
При соблюдении несложных дополнительных усло-
вий дуга горит в воде вполне устойчиво при питании
от обычных источников постоянного или перемен-
ного тока, применяемых для работ на воздухе.
Как правило, используют постоянный ток. Дуга
горит в газовом пузыре, образуемом и непрерывно
возобновляемом в результате испарения и разло-
жения воды. Устойчивое горение дуги под водой
можно объяснить принципом минимума энергии
Штеенбека или саморегулированием дуги. Если
усилить охлаждение какого-либо участка дуги, то
выделение энергии на нем увеличится и компенси-
рует усиленное охлаждение. У сварочной дуги под
водой напряжение на 6—7 В больше, чем на воздухе,
этот избыток напряжения компенсирует охлажда-
ющее действие воды.
684
Для получения устойчивого горения дуги под водой на Элект-
род из низкоуглеродистой сварочной проволоки наносят толстый
слой покрытия, по составу сходного с покрытиями, применяе-
мыми для сварки на воздухе. Слой покрытия должен быть
водонепроницаемым: проникшая в покрытие вода испаряется при
горении дуги и срывает его, кроме того, идет электролиз воды
с бурным выделением водорода, окончательно разрушающий по-
крытие. Необходимую водонепроницаемость покрытия создают
пропиткой его различными лаками.
При горении дуги выступающий конец покрытия образует
козырек, способствующий удерживанию газового пузыря вокруг
дуги и устойчивому ее горению. Непрерывно образующийся газ
поднимается на поверхность воды отдельными пузырьками, пре-
имущественно состоящими из водорода. Дуга испаряет металл
и электродное покрытие, пары которых, соприкасаясь с водой,
конденсируются и образуют в ней коллоидальный раствор преиму-
щественно окислов железа. Эта взвесь долгое время не осаждается,
мешая наблюдению за дугой. Силу тока обычно устанавливают
в пределах 180—240 А, напряжение дуги 30—35 В.
Дуга под водой легко расплавляет основной металл и образует
валик, отличающийся грубой чешуйчатостью. Глубина расплавле-
ния несколько больше, чем при работе на воздухе. Под водой
можно выполнять все обычные виды сварных соединений в лю-
бом пространственном положении.
Наплавленный металл отличается пониженным содержанием
таких легко окисляющихся элементов, как, например, углерод,
кремний и марганец, и повышенным содержанием водорода. Зона
термического влияния сужена, структура металла шва указывает
на ускоренное охлаждение. Металл шва имеет достаточно высокий
предел прочности, но низкие угол изгиба, относительное удлине-
ние и ударную вязкость.
Ручная подводная сварка очень трудна для водолаза-сварщика,
стесненного тяжелым и неудобным для движений водолазным
снаряжением и находящегося в неустойчивом положении при
плохой видимости. Поэтому при подводной сварке часты дефекты,
не известные при работах на воздухе: смещение с оси шва, про-
пуски, нерасплавление одной из кромок шва и т. п. Излучение
дуги ослабляется слоем воды и сварщик часто может не пользо-
ваться защитным стеклом.
Сварка возможна в пресной речной и соленой морской воде.
В последнем случае необходима тщательная изоляция держателя
электрода, так как нарушение изоляции может вызвать значи-
тельную утечку тока. В морской воде все металлические предметы
оказываются соединенными между собой и присоединенными
к источнику тока через воду. Можно зажечь дугу на любом метал-
лическом предмете в зоне сварки, хотя бы он и не был присоединен
проводом к источнику тока. Основное затруднение при подводной
дуговой сварке состоит в том, что человек плохо переносит пре-
685
бывание под водой. Поэтому главной проблемой сварки под водой
является максимальная механизация и автоматизация процесса
сварки и сведение к минимуму времени пребывания человека
под водой.
Долгое время (1932—1970 гг.) для подводных работ приме-
няли только ручную дуговую сварку штучными электродами.
При этом способе затруднительны смена электродов и смыкание
шва в местах их смены. Несмотря на примитивность и неудобство,
ручную дуговую сварку широко применяют для ремонта подвод-
ной части кораблей и судов, прокладки трубопроводов, постройки
подводных сооружений и пр. Преимуществом способа является
его простота, все оборудование обычное стандартное, электроды
легко изготовить. Сварка под водой принципиально возможна
и на больших глубинах. С увеличением глубины и давления
устойчивость дуги сохраняется, а глубина расплавления металла
возрастает. Однако практическое выполнение сварки на сколько-
нибудь значительных глубинах, например более 40—50 м, натал-
кивается на неприспособленность человеческого организма. При
глубине 100 м работа почти невозможна.
Со времени разработки способа сварки под водой делались
многочисленные попытки механизации и автоматизации процесса.
Наиболее существенные результаты в лабораторных условиях
достигнуты со шланговыми полуавтоматами, работающими сталь-
ной проволокой со вдуванием в зону дуги аргона или углекислого
газа или без их вдувания. Имеются также положительные резуль-
таты плазменной сварки, но все это не нашло производственного
применения.
ИЭС им. Е. О. Патона разработан новый полуавтомат, рабо-
тающий специальной проволокой. Металл шва проходит при
сварке необходимую металлургическую обработку, улучшающую
его химический состав, структуру и механические свойства. Дуга
горит весьма устойчиво, отмечается незначительное образование
мути, почти не мешающее наблюдению за дугой. Внешний вид
швов удовлетворительный, металл шва соответствует нормам
для металла, наплавленного электродами типа Э42 на воздухе.
Несравненно благоприятнее условия работы сварщика, который
работает непрерывно, не меняя электродов. Производительность
труда возрастает в несколько раз, значительно выше и качество
сварки. Ввиду этого сварку под водой можно применять для
изготовления ответственных конструкций.
§ 12-2. Сварка в космосе
Основные отличия космических условий от земных —
прежде всего глубокий вакуум (до 10“ 12 мм рт. ст.) при практи-
чески неограниченной скорости диффузии газов из зоны сварки;
широкий интервал температур, при которых может находиться
свариваемое изделие (ориентировочно от +130 до —150° С);
686
невесомость. Кроме этого, ряд второстепенных факторов в опре-
деленной степени влияет на качество сварки, например ограни-
ченная подвижность оператора, наличие в окружающем простран-
стве различного рода излучений и т. д.
При выборе наиболее перспективных для космоса методов
сварки следует руководствоваться общепринятыми для косми-
ческой техники критериями оценки (например, высокая надеж-
ность, малая энергоемкость и малая масса оборудования) и спе-
цифически сварочными критериями (работоспособность в косми-
ческих условиях, универсальность метода, простота и безопас-
ность оборудования в обращении, возможность выполнения
не только сварки, по и резки и т. д.).
Из всего многообразия существующих способов сварки по
этим критериям на первом этапе отобраны следующие: электронно-
лучевая; дуювая принудительно сжатой дугой плавящимся и не-
плавящимся электродом; контактная; холодная; диффузионная.
На основании накопленного в земных условиях опыта можно
было полагать, что такие способы сварки, как диффузионная,
холодная и контактная, не связанные с наличием газов в зоне
сварки, с интенсивным нагревом и расплавлением больших объ-
емов металла, окажутся вполне работоспособными в условиях
космического вакуума и невесомости. Поэтому использование
их в космосе не потребует проведения каких-либо специальных
технологических исследований. Однако область применения этих
способов ограничивается малой универсальностью и необходи-
мостью тщательной подготовки свариваемых поверхностей.
В то же время такие достаточно универсальные и простые
способы, как электроннолучевая и дуговая сварка, отличаются
относительно большим объемом расплавляемого металла и выде-
лением в зоне сварки различных газов и паров, что делает их ис-
пользование в космосе проблематичным. Поэтому перед опробо-
ванием этих способов сварки непосредственно в космосе их необ-
ходимо тщательно исследовать в условиях, имитирующих косми-
ческие.
Имитация одновременно всех отмеченных выше основных
особенностей космоса требует чрезвычайно сложного и громозд-
кого оборудования. Это заставляет проводить исследования
в несколько этапов. Влияние глубокого вакуума и перепада тем-
ператур может быть изучено на Земле в специальных термобаро-
камерах с большим объемом рабочего пространства. Исследование
комплексного влияния вакуума и невесомости необходимо прово-
дить в летающих лабораториях.
Эксперименты подтвердили принципиальную возможность вы-
полнения сварки в вакууме концентрированными источниками
нагрева при перепаде температур примерно от —50° до +60° С.
В то же время большой объем вакуумных камер неблагоприятно
сказывается на дуговых методах сварки, связанных с подачей
плаз ообразующего газа. При большой скорости откачки посту-
687
пающий из сопла горелки плазмообразующий газ чрезвычайно
быстро диффундирует в остаточную атмосферу камеры, осложняя
тем самым установление стабильной дуги.
Для исследований в условиях невесомости разработаны и из-
готовлены специальные испытательные стенды, устанавливаемые
в салоне самолета—летающей лаборатории. Они позволяют
выполнять сварку в вакууме или в контролируемой атмосфере
инертных газов. Многочисленные опыты, проведенные в летающих
лабораториях, позволили установить основные технологические
особенности сварки в условиях невесомости. По-видимому, суще-
ствует предельный объем ванны жидкого металла, который может
образовывать сварной шов в невесомости при наличии силового
воздействия со стороны источника нагрева (электронного луча
или сжатой дуги).
Величина этого предельного объема зависит от условий сма-
чивания по границе жидкой и твердой фаз, поверхностного натя-
жения жидкого металла и давления источника нагрева. При ухуд-
шении смачивания, уменьшении поверхностного натяжения ме-
талла и увеличении давления источника нагрева величина этого
предельного объема металла уменьшается.
При сварке в невесомости алюминиевых и титановых сплавов,
а также нержавеющих сталей концентрированным источником
нагрева мощностью до 1,2 кВт сварочная ванна объемом 0,05—
0,07 см3 совершенно устойчива и стабильно образует сварной шов
как в вакууме, так и в атмосфере аргона. Это позволяет надежно
выполнять в невесомости сварку перечисленных металлов при
толщине листов до 3 мм. При электроннолучевой резке этих ме-
таллов в невесомости выплавляемый из полости реза металл силой
поверхностного натяжения удерживается на кромках реза и кри-
сталлизуется в виде валика или капель.
Дегазация сварочной ванны при сварке в вакууме и невесо-
мости, как правило, не отличается от того, что наблюдается на
Земле. Лишь при электроннолучевой сварке сплава АМг-6 в не-
весомости отмечена несколько повышенная пористость. По-види-
мому, при небольшом объеме сварочной ванны и интенсивном
перемешивании металла давлением источника нагрева влияние
невесомости на выделение газов незначительно. Не обнаружено
также существенного влияния невесомости на структуру металла
шва. Лишь с применением электронного микроскопа можно заме-
тить некоторые отличия в структуре первичных фаз. Процесс
сварки плавящимся электродом в невесомости изучали в контро-
лируемой атмосфере аргона при давлении 760 мм рт. ст. и в ва-
кууме с разрежением до 10“ 4 мм рт. ст. Мощность дуги не превы-
шала 1,2 кВт при диаметре электродной проволоки 1 мм. При
сварке в аргоне на токе силой 50—60 А со свободным формирова-
нием капель электродного металла капли металла могут достигать
очень больших размеров, необычных для такого режима сварки на
Земле. Например, при сварке в невесомости высоколегированной
689
стали перенос капли происходит через 3—5 с, что в 15—30 раз
реже, чем в обычных условиях при одинаковом режиме сварки.
Капли переходят при случайных касаниях металлической ванны,
поэтому увеличение длины дуги может привести к получению
капель еще больших размеров. Форма капель, как правило, сфе-
рическая, что свидетельствует об отсутствии действия на каплю
других значительных сил, кроме силы поверхностного натяжения.
При таком крупнокапельном переносе не удается получить
качественных швов. Для улучшения формирования швов необ-
ходимо применять специальные технологические приемы, обеспе-
чивающие мелкокапельный перенос металла. Это, прежде всего,
сварка при малой длине дуги с короткими замыканиями дуго-
вого промежутка и импульсно-дуговая сварка. При импульсно-
дуговой сварке обеспечивается высокая частота переноса капель
электродного металла, не отличающаяся от наблюдаемой на
Земле, а качество сварных швов вполне удовлетворительное.
При сварке с короткими замыканиями дугового промежутка в не-
весомости и вакууме также удается получать хорошие швы. Однако
при этом необходимо применять специальные меры принудитель-
ной фокусировки дуги.
Приведенные выше данные получены в условиях кратковре-
менной невесомости, обеспеченных в летающей лаборатории.
Ввиду того, что за короткое время различные процессы при сварке
не успевают стабилизироваться, наблюдался большой разброс
в характеристиках сварных швов. Только опыты по сварке в усло-
виях длительной невесомости могут достаточно полно охаракте-
ризовать особенности космоса как среды для сварочных работ.
Такой эксперимент был проведен летчиками-космонавтами
Г. А. Шониным и В. Н. Кубасовым на космическом корабле
«Союз-6» 16 октября 1969 г. Они подтвердили сделанные ранее
предположения и результаты исследований, полученные в лета-
ющей лаборатории. Как отмечают академик Б. Е. Патон и лет-
чик-космонавт В. Н. Кубасов: «процесс плавления и резки элек-
тронным лучом в космосе протекает стабильно, обеспечиваются
необходимые условия для нормального формирования сварного
соединения и реза».
Основные параметры режима сварки плавящимся электродом
на корабле «Союз-6», а также структура шва и околошовной зоны
оставались практически такими же, как при сварке на Земле
и в летающей лаборатории, при этом достигнуто необходимое
проплавление соединяемого металла. Металл швов плотный,
без газовых и шлаковых включений; удаление газов из рас-
плавленного металла в процессе кристаллизации удовлетвори-
тельное. Существенных отклонений от заданного химического
состава металла шва и переплавленного электродного металла
не обнаружено. Исследование дуговой сварки плавящимся элек-
тродом показало, что в условиях продолжительной невесомости,
несмотря на высокую скорость откачки, возможно образование
44 Заказ № 782
длительного устойчивого дугового разряда в парах материала
электрода.
Сварка плазменной дугой низкого давления в космосе не дала
ожидаемых результатов. По-видимому, скорость диффузии плаз-
мообразующего газа в атмосферу корабля превысила ожидаемую
и его концентрация в дуговом промежутке оказалась недостаточ-
ной для контрагирования сжатой дуги. В то же время высокая
скорость откачки газов через люк космического корабля оказала
положительное влияние при электроннолучевой резке. Наблю-
дающееся при этом выделение газов не сказалось на надежности
работы электроннолучевого оборудования.
Проведенный эксперимент явился первым шагом сварочной
техники в космос. Можно ожидать, что следующие шаги откроют
новые возможности и дальнейшие перспективы использования
сварки при освоении Человеком космического пространства.
§ 12-3. Сварка при низких температурах
На территории Советского Союза в ряде случаев
возникает необходимость проведения сборочных и сварочных ра-
бот при температуре окружающего воздуха и начальной темпера-
туре свариваемого металла вплоть до —50° С.
Специально проведенные исследования показали, что сниже-
ние начальной температуры металла в пределах, наблюдаемых
в естественных условиях, не оказывает существенного влияния
на механические свойства металла шва. По мере снижения темпе-
ратуры прочность шва несколько повышается, а пластичность
снижается, однако абсолютное изменение этих величин неве-
лико. Структура и форма металла шва и околошовной зоны не
претерпевают заметных изменений. Понижение температуры при-
водит к некоторому снижению стойкости металла шва против
образования кристаллизационных трещин и пор.
Понижение температуры отрицательно сказывается на физио-
логическом состоянии рабочего, снижая его трудоспособность.
Ухудшаются условия работы аппаратуры. Это повышает вероят-
ность возникновения дефектов формирования шва. Со снижением
начальной температуры возрастает вероятность хрупкого разру-
шения конструкции в процессе ее изготовления, монтажа или ре-
монта. Поэтому необходимо стремиться к выполнению сварочных
работ при нормальных температурах или небольших морозах.
При больших морозах следует проводить укрупнительную сборку
в отапливаемых помещениях, расчленять ремонтируемые узлы
на транспортабельные элементы, свариваемые в цехах, широко
применять рулонные заготовки и т. п. Сборку и сварку на морозе
должны выполнять организации, специально подготовленные
для работы в этих условиях.
Сущность дополнительных мероприятий, которые необходимо
проводить при сварке на морозе, сводится к следующему. Жела-
690
тельно применять основной металл, специально предназначенный
для конструкций, работающих при низких температурах. Такой
металл в состоянии поставки имеет повышенную стойкость про-
тив перехода в хрупкое состояние и мало изменяет свои свойства
в околошовной зоне под воздействием процесса сварки. Транспор-
тировать и хранить металл следует в условиях, исключающих
его деформацию и повреждение поверхности.
При проектировании конструкций необходимо избегать рез-
кого изменения сечения сопрягаемых элементов и сосредоточения
большого числа швов в одном месте. Это может привести к значи-
тельной концентрации напряжений и повысить вероятность хруп-
кого разрушения в процессе изготовления конструкции при низ-
ких температурах. Особое внимание следует обращать на доступ-
ность швов, правильный выбор режимов сварки и типа подго-
товки кромок. Стыковые швы, как правило, должны быть дву-
сторонними. При односторонних стыковых швах необходимо обес-
печить возможность полного провара кромок. Применение пре-
рывистых швов и электрозаклепок не рекомендуется.
Следует производить тщательный контроль качества покрытых
электродов, флюса и сварочной проволоки и строго соблюдать
правила их хранения и подготовки для сварки. Марку электродов,
флюсов и сварочной проволоки выбирают в зависимости от кон-
кретных условий. Для ручной сварки во всех случаях предпочте-
ния заслуживают электроды с фтористо-кальциевым покрытием.
Хранить сварочные материалы вне рабочего места необходимо
в сухом отапливаемом помещении при температуре не ниже 15° С.
К рабочему месту покрытые электроды и флюс подают непосред-
ственно перед сваркой в плотно закрывающейся таре. Сварочную
проволоку сразу же устанавливают на аппарат.
Сварочное оборудование должно быть специально приспо-
соблено для работы при низких температурах. Механизмы сма-
зывают специальными маслами. Перед работой все применяемые
для сварки механизмы (кантователи, сварочные установки и др.)
любым способом, не приводящим к их повреждению, разогревают
до температуры, при которой обеспечивается нормальная их
эксплуатация. Следует применять источники питания постоян-
ного тока.
Рабочий и место сварки должны быть защищены от ветра и
осадков. Желательно во всех случаях, где это возможно, оборудо-
вать специальные тепляки. Непосредственно у рабочего места
должно быть устройство для обогрева рук. Желательно приме-
нение одежды с электрическим подогревом. При температуре
воздуха ниже •—40° С для дыхания сварщика следует подавать
подогретый воздух. Периоды работы на морозе необходимо чере-
довать с периодами отдыха в теплом помещении с температурой
22—24° С. Сварщик, впервые приступающий к работе при низкой
температуре, должен пройти специальную тренировку и испы-
тание.
44*
691
Йе следует применять правку деталей в холодном состоянии.
В проектное положение элементы надлежит устанавливать без
ударов в условиях, предупреждающих деформацию. Подгонку
элементов при их сборке желательно выполнять газовой резкой
или шлифованием. Вырубку металла зубилом можно проводить
только после подогрева. Закреплять детали при сборке желательно
струбцинами, стяжками, клиньями и другими временными эле-
ментами.
Непосредственно перед сборкой металл в месте наложения шва
очищают любым способом от ржавчины, льда, масла и других
загрязнений. Прихватки, если они необходимы, выполняет квали-
фицированный сварщик. Желательна замена прихваток сплош-
ным слоем малого сечения, перевариваемым в процессе выполне-
ния шва.
Кантовать и транспортировать собранную под сварку кон-
струкцию не рекомендуется. В случае крайней необходимости
эти операции следует выполнять при закреплении деталей, исклю-
чающих их изгиб и нарушение взаиморасположения. Поступаю-
щие на монтаж элементы должны быть полностью сварены, про-
контролированы и исправлены.
Сварку при низких температурах можно проводить только при
отсутствии сильного ветра, снегопада и тумана или при наличии
условий, предохраняющих рабочего, аппаратуру и место сварки
от их влияния. Для конструкций из низкоуглеродистых и низко-
легированных сталей последовательность операций должна обес-
печивать сварку швов с минимальным закреплением. В первую
очередь сваривают швы, дающие максимальную усадку (напри-
мер, поперечные стыковые швы). Начало и конец шва следует,
как правило, выводить на специальные планки.
Непосредственно перед сваркой место наложения шва должно
быть очищено от льда, масла и других загрязнений и особенно
тщательно — торцы свариваемых кромок. Все швы заваривают
без перерыва. Нельзя прекращать сварку до выполнения проект-
ного размера шва и оставлять незаваренными отдельные его
участки.
Сохраняются режимы, применяемые для сварки анало-
гичных соединений при нормальных температурах. При выполне-
нии участка замыкания круговых швов всех типов и первых двух
слоев при сварке многослойных швов (на всем их протяжении)
необходим предварительный и сопутствующий подогрев основного
металла до температуры 180—200° С. При дуговой сварке много-
слойных швов на металле толщиной более 60 мм подогревать ре-
комендуется все слои для повышения стойкости против образо-
вания кристаллизационных трещин.
Расчистку корня шва (если она предусмотрена технологическим
процессом), осуществляют выплавкой или шлифованием. Удалять
металл зубилом можно только после подогрева до температуры
692
166—1206 С. Цель подогрева—поЬышейие стойкости металла
против перехода в хрупкое состояние.
Швы малого сечения на металле толщиной более 18 мм реко-
мендуется сваривать с подогревом до температуры 220—240° С
для повышения пластичности металла шва. Ручной и полуавто-
матический процессы следует выполнять методом сварки горкой.
Двусторонние швы рекомендуется сваривать одновременно с двух
сторон.
Дефектные участки шва следует заваривать только с предва-
рительным и сопутствующим подогревом до температуры 180—
200° С. Желательно применять те же режимы и способы сварки,
которыми выполняли ремонтируемый шов. При заварке дефект-
ных участков вручную предпочтение заслуживают электроды
с фтористо-кальциевым покрытием.
Кантовку, транспортировку, погрузку, разгрузку и склади-
рование готовых конструкций и монтажных элементов следует
проводить в условиях, исключающих их деформацию и удары.
Сбрасывание конструкции при их разгрузке, транспортировка
путем волочения, свисание конструкции за пределы транспортных
средств недопустимы.
При транспортировке элементов, имеющих гибкие узлы, необ-
ходимо применять приспособления, обеспечивающие жесткое
закрепление их на время транспортировки и установки. Нельзя
проводить правку конструкций в холодном состоянии. В случае
необходимости правку выполняют только после подогрева ме-
талла. При низкой температуре не следует проводить вальцовку,
калибровку и штамповку элементов со сварными соединениями.
13
Технология наплавки
Наплавка — это процесс нанесения при помощи
сварки слоя металла на поверхность изделия. Путем
наплавки получают изделия с износостойкими, кис-
лотоупорными, жаростойкими, антифрикционными
и тому подобными свойствами. Наплавку применяют
при изготовлении новых и восстановлении изношен-
ных деталей. В первом случае технический и эконо-
мический эффект достигается в результате получения
биметаллических изделий с оптимальным сочетанием
свойств металлов наплавленного и основного. При-
мером таких изделий могут служить сосуды атомных
энергетических установок, клапаны двигателей вну-
треннего сгорания, детали газовой, нефтяной и водя-
ной трубопроводной арматуры, конусы и чаши
загрузочных устройств доменных печей и т. п. На-
плавка в ремонтном деле эффективна благодаря тому,
что восстановленная деталь часто в несколько раз
дешевле новой детали и при правильно выбранной
технологии восстановления не уступает ей по работо-
способности.
Наплавка может быть осуществлена многими спо-
собами. Наиболее широко для этой цели применяют
различные виды и приемы дуговой сварки.
§ 13-1. Выбор состава наплавленного металла
Современная сварочная техника использует для
наплавки сплавы весьма различного состава. На-
плавленный металл можно классифицировать по раз-
ным признакам: структуре, химическому составу,
назначению и т. п. В табл. 13-1 приведен проект
классификации наплавленного металла по химиче-
скому составу, предложенный Международным инсти-
тутом сварки (МИС). Каждому типу наплавленного
металла соответствует много конкретных составов
металла. Наиболее важные из них рассмотрены ниже.
694
Таблица 13-1
Тип наплавленного металла в зависимости от его химического состава
Тип Условное обозначение Содержание элементов, % Примерная твердость в рабочем со- стоянии, нцс
с Mn Cr Ni w V Mo Co Прочие
Нелегированные или низколегированные стали (<0,4% С) . . . А <0,4 0,5—3 0—3 0—3 0—1 40
Нелегированные или низколегированные стали (>0,4% С) . . . В <0,4 0,5—3 0—5 0—3 0-1 60
Аустенитные высокомар- ганцевые стали С 0,5—1,2 11—16 0—1 0—3 0—1 50
Аустенитные хромони- келевые стали .... D <0,3 1—8 13—30 5—25 0—1 Ti 0—1,5 Nb 40
Хромистые стали . . . Е 0,2—2,0 0,3—1,5 5—30 0—5 0—1,5 0—0,5 0—1 — — — 45
Быстрорежущие стали F 0,6—1,5 <0,5 4—6 — 1,5—18 0—3 0—10 0—15 — — 62
Высокохромистые спе- циальные чугуны . . . G 1,5-5 0—6 25—35 0—4 0—5 0—1 0—3 0—5 0—1,5 Ti 0—1,5 В 60
Хромовольфрамовые теплостойкие стали Н 0,2—0,5 <1,0 1—5 0—5 1—10 0,15—1,5 0—4 45
Кобальтовые сплавы с хромом и вольфрамом N 0,7—3,0 <0,4 25—33 0-3 3—25 0—3 30—70 <6 Fe — 40
Никелевые сплавы с хро- мом и бором . . <1,0 8—18 65—85 1—1,5 2—5 Si 2—5 В 55
Никелевые сплавы с мо- либденом <0,12 0—18 60—80 0—20 0,2—0,6 8—35 0—2,5 4—7 Fe — 200*
Карбидные сплавы зер- нистые спеченные Р >2,0 — — >45 — — — —, >67
Твердость по Бринелю {НВ).
Для характеристики наплавленного металла данных только
о химическом составе и твердости недостаточно. В зависимости
от скорости охлаждения, режима термообработки и, наконец,
от ориентации первичных кристаллитов по отношению к разру-
шающим нагрузкам наплавленный металл одного и того же хими-
ческого состава обладает разной работоспособностью.
Тип наплавленного металла выбирают на основе анализа усло-
вий службы рабочих поверхностей наплавляемой детали. Поэтому
важнейшим свойством наплавленного металла является способ-
ность его сопротивляться определенным видам изнашивания.
Однако пока не существует стандартных методов определения
износостойкости материалов, подобных тем, при помощи которых
определяют такие характеристики, как предел прочности, удар-
ную вязкость, твердость и т. п. Изнашивание как процесс посте-
пенного изменения размеров детали очень чувствителен к изме-
нению условий внешнего воздействия, т. е. к условиям испыта-
ний. Поэтому в литературе по вопросам износостойкости различ-
ных материалов содержится большое количество несопоставимых
и противоречивых данных. Кроме того, условия службы раз-
личных деталей весьма разнообразны, часто одна и та же деталь
подвергается одновременно нескольким видам изнашивания.
Эти обстоятельства, с одной стороны, затрудняют лаборатор-
ную оценку износостойкости наплавленного металла, а с другой —•
усложняют выбор оптимального металла для определенных усло-
вий эксплуатации. Натурные же испытания наплавленных дета-
лей, которые дают наиболее достоверные результаты, очень тру-
доемки и требуют много времени. Для приближенной оценки из-
носостойкости наплавленного металла ниже приведены данные
по износу отдельных типов металла, полученные при помощи
сравнительно распространенных методик испытаний. Износостой-
кость наплавленного металла рассмотрена для типов металла
в соответствии с классификацией МИС.
Абразивный износ обусловлен наличием абразивной среды
в зоне трения; разрушение поверхностей трения происходит в ре-
зультате местного пластического деформирования, микроцара-
пания и микрорезания абразивными частицами. Абразивный
износ испытывают многие детали почвообрабатывающих машин,
загрузочных и разгрузочных устройств строительных и дорожных
машин. Стойкость наплавленного металла против абразивного
износа оценивали на машинах Х4-Б и НК, разработанных
М. М. Хрущовым, М. А. Бабичевым и Е. С. Берковичем.
Машина Х4-Б (рис. 13-1, а) снабжена вращающимся диском
с шлифовальным полотном /, к которому усилием Р прижат обра-
зец 2. Держатель образца имеет специальный привод радиального
перемещения. За один оборот диска образец перемещается к центру
на величину, равную половине диаметра образца. Машина НК
(рис. 13-1, б) имеет неподвижное медное кольцо 3, по которому
скользят образцы 4. Образцы закреплены в специальных держав-
§96
Рис. 13-1 Лабораторные машины Х4 Б (а) и НК (б) для испытаний сплавов
при абразивном изнашивании
ках вращающейся поперечины 5. Медное кольцо расположено
на дне кольцевого сосуда 6, в котором находится вода с кварце-
вым песком. Условия испытаний: удельная нагрузка, нормальная
к поверхности изнашивания, 0,1 кгс/мм2, скорость трения
—0,6 м/с, средний размер зерен абразива 0,06—0,08 мм (на элек-
трокорундовом шлифовальном полотне машины Х4-Б) и 0,05—•
0,25 мм (на машине НК). В качестве эталона использовали отто-
жженную сталь 45, относительную износостойкость е определяли
как отношение потери массы образца-эталона к потере массы
наплавленного образца.
Как видно на рис. 13-2, наивысшей износостойкостью обла-
дает наплавленный металл типов F и Р, т. е. с высоким содержа-
нием вольфрама. В тип Р включены также композиционные
сплавы, полученные пропиткой литого карбида вольфрама вязким
сплавом-связкой. Несколько уступает упомянутым типам напла-
вленный металл типа G, но он значительно дешевле высоковоль-
фрамовых сплавов. Среди сплавов типа G более высокой износо-
стойкостью обладают заэвтектические высокохромистые чугуны
с бором.
Рис. 13-2. Относительная износостойкость неплавленного металла при испыта-
ниях па машинах Х4-Б (толстые линии) и НК (тонкие линии)
697
Многие детали (ножи дорожных машин, лемехи плугов, рабо-
тающие в почве с валунами, била дробилок и т. п.) испытывают
абразивный износ с ударами. Интенсивность этих ударов о напла-
вленную поверхность при эксплуатации весьма неопределенная.
Поэтому встречающиеся в литературе термины «незначительные»,
«умеренные», «значительные» и тому подобные ударные нагрузки
условны, так как они не основаны на каких-либо объективных
методах испытаний, отражающих реальные условия службы
деталей. Наплавленный металл, предназначенный для работы
в абразивной среде, условно разделен на три группы, отличаю-
щиеся по склонности к выкрашиванию, оцененной на основании
опыта эксплуатации наплавленных деталей. Сплавы группы I
наиболее, а группы III наименее хрупки; сплавы группы II зани-
мают промежуточное место (табл. 13-2).
Металлы У30Х14СМФ, 70X11НЗ, 70Х20РЗТ и Г13Н4 приме-
няются для наплавки деталей, изготовленных не только из угле-
родистых сталей, но и из аустенитной стали 110Г13Л.
Газоабразивный износ вызывается механическим действием
твердых частиц, перемещаемых потоком газа. Разрушение поверх-
ности происходит в результате срезания, выкрашивания, выби-
вания и многократного пластического деформирования поверх-
ностных микрообъемов. Этому виду износа подвергаются детали
трасс пневмотранспорта, лопатки пылевых вентиляторов и насо-
сов, клапаны, конусы и чаши загрузочных устройств доменных
печей, сопла реактивных двигателей, работающих на твердом
топливе, и т. п.
Интенсивность изнашивания определяется скоростью, свой-
ствами и формой абразивных частиц, температурой и степенью
Таблица 13-2
Наплавленный металл для деталей,
работающих в условиях абразивного износа
Группа Наплавленный металл (марка наплавочного материала)
I У30Х23Р2С2ТГ (Т-620); У30Х25РС2Г (Т-590); У50Х40Н2С2Г (УС-25); У45Х35ГЗР2С (ФБХ-62); У25Х26РС2 (КБХ), Х35Р8 (БХ); 70Х20РЗТ (ПП-АН170); У30Х28Н4С4 (ЦС-1, ПЛ-АН101); У25Х20СЗР (ПЛ-АН-102)
II У20Х12М (ПП-АН-103); У20Х12ВФ (ПП-АН104); У25Х17Т (ПП-АН124); У20Х15СТР (ПП-АН125); У30Х14СМФ (ПП-У30Х14СМФ-0); 80Х5В18Ф1 (ОЗИ-1); У12Х12В12Р (ВСН-8); У19Х19НЗ (ЦС-2)
III 70Х11НЗ (ОМГ-Н); Г13Н4 (ПП-АН105), 25Х5ФМС (ПП-АН130); 25X12 (НЖ-2); 20Г4 (ОЗН-400)
698
Рис. 13-3. Влияние угла атаки на газоабразивный износ наплавленного металла
при испытании кварцем (а) и колошниковой пылью (б):
Z — металлокерамические сплавы Со—WC, остальное см. табл. 13-1.
запыленности газового потока, физико-механическими свойствами
изнашиваемого материала и рядом других факторов. Важнейшим
кинематическим фактором является угол наклона вектора ско-
рости абразивных частиц к поверхности изнашиваемой детали —
угол атаки. Изменение угла атаки сопровождается изменением
процесса разрушения поверхностного слоя и скорости изнаши-
вания. Поэтому газоабразивную износостойкость оценивают при
регламентированном угле атаки.
На рис. 13-3 показаны некоторые обобщенные данные об из-
носе наплавленного металла, полученные при обдувке образцов
запыленным газовым потоком. В качестве абразива использовали
кварцевый песок и колошниковую пыль с размером частиц 0,05—
0,4 мм. Концентрация абразива в потоке составляла 10% по массе,
скорость абразивных частиц 250—350 м/с, температура потока
400° С. Износ w выражали отношением объема изношенного
материала к объему израсходованного абразива.
При испытании кварцевым песком металл типов А, В, G, D
и Н изнашивался примерно одинаково, максимум износа соответ-
ствовал углу атаки 30—45°. Высокохромистые чугуны типа С
обладают преимуществом только при малых углах атаки, при
больших же углах атаки обычная углеродистая сталь изнаши-
вается меньше многих типов высоколегированного наплавленного
металла высокой твердости. В широком диапазоне углов атаки
высокой износостойкостью обладает композиционный сплав на
основе литых карбидов вольфрама при их содержании —50 об. %
и размерах частиц карбидов 0,6—1,5 мм. На рис. 13-3, а этот
сплав условно отнесен к типу Р.
При испытаниях в тех же условиях колошниковой пылью
доменной печи (более мягкий абразив) наиболее распространен-
699
Рис. 13-4. Влияние бора на гидроабразивный износ
наплавленного металла, содержащего
0,6—0,8% С и 20—25% Сг
ный тип наплавленного металла G ока-
зался более износостойким, чем типы А,
В, D, QB, не только при малых углах
атаки, но и при больших (рис. 13-3, б).
Поэтому при выборе наиболее износостой-
кого металла необходимо учитывать не
только угол атаки, но и свойства абра-
зива.
Гидроабразивный износ во многом схо-
ден с газоабразивным, но носителем абра-
зивных частиц является не газ, а жидкость.
Гидроабразивному износу подвергаются рабочие колеса и улитки
земснарядов и песковых насосов, лопасти и камеры гидротурбин,
работающие на реках, несущих большое количество абразивных
частиц, а также пульпопроводы гидротранспорта. Интенсивность
гидроабразивного износа во многом зависит от условий обтекания
детали жидкостью, которые в конечном счете определяют углы
встречи абразивной частицы с изнашиваемой поверхностью.
Для оценки гидроабразивной износостойкости наплавленного
металла в улитку насоса земснаряда, разрабатывавшего песчаные
почвы (концентрация в воде песка 10—30%), вмонтировали кас-
сету с наплавленными образцами. По потере массы образца су-
дили об износостойкости наплавленного металла. В каждую кас-
сету монтировали также образец-эталон из стали СтЗ. Испыты-
вали наплавленный металл типов В, С, D и G.
Наиболее высокой износостойкостью обладали высокохроми-
стые чугуны (тип G). Они в 10—60 раз превосходили износостой-
кость низкоуглеродистой стали. В доэвтектических чугунах уве-
личение количества эвтектики сопровождалось повышением изно-
состойкости. Еще более высокой износостойкостью обладали за-
эвтектические чугуны. Максимальная износостойкость была до-
стигнута для сплава, содержащего 0,7—0,8% С и 20—25% Сг,
при дополнительном легировании его бором до 3,0% (рис. 13-4).
Наплавленный металл типов А, В, С, D обладал низкой износо-
стойкостью и по величине износа мало отличался от обычной низ-
коуглеродистой стали. В дальнейшем качественная сторона ре-
зультатов этих испытаний была полностью подтверждена испыта-
ниями наплавленных деталей землесосов, разрабатывавших пес-
чаные почвы.
Кавитационная эрозия появляется главным образом в резуль-
тате импульсного механического воздействия гидравлических
ударов потока жидкости на поверхность металла. Кавитации
подвержены гребные винты, лопасти и камеры проточного тракта
гидротурбин, рабочие колеса и камеры различных гидромашин.
700
Наличие коррозионной среды ускоряет процесс кавитационного
разрушения. Поэтому для работы в условиях кавитации приме-
няют коррозионностойкие стали.
Высокой стойкостью против кавитационного разрушения обла-
дают хромистые стали с мартенситной структурой (тип Е). При-
менение этих сталей для наплавки затруднено из-за появления
трещин и необходимости предварительного подогрева деталей.
Более технологичны аустенитные хромоникелевые стали 18-8
типа D, но более высокой износостойкостью обладают стали с не-
стабильным аустенитом, который при микроударном нагружении
превращается в мартенсит. К сталям с нестабильным аустенитом
относятся 30Х10Г10, Х15Н8, Х13Н9 и др. Наличие в структуре
6-феррита снижает кавитационную стойкость, поэтому стали
с высоким содержанием хрома (20—25%) хуже противостоят
кавитации, чем стали с 13—15% Сг.
Высокую кавитационную стойкость имеют нержавеющие мар-
тенситостареющие стали 0Х12Н5АМ2Т. Эти стали приобретают
необходимые свойства в результате воздействия термического
цикла сварки и поэтому специальной термообработки не требуют.
Для наплавки гребных винтов из медных сплавов применяют
двухфазные алюминиевые бронзы (10—14% А1). В наплавленных
высокоалюминиевых бронзах образуется метастабильная [3-фаза,
способная под действием микроударных нагрузок превращаться
в мартенситоподобную Р'-фазу, обладающую высокими упругими
свойствами. Это значительно повышает общую кавитационную
стойкость сплава (табл. 13-3).
Термическая усталость — это изменения структуры и формы,
сопровождающиеся разрушением материалов в результате дей-
ствия циклических нагревов и охлаждений. Трещины — наи-
более характерный вид разрушения, вызываемый термической
усталостью. Трещины возникают на поверхности детали после
определенного числа циклов. Их количество непрерывно увели-
Таблица 13-3
состав наплавленного металла
для работы в условиях кавитации, %
Наплавленный металл с Сг Мп Si Ni Ti
Х18Н9Т 0,10 17,0 0,8 0,8 8,5 0,15
1Х15Н2Т 0,15 15,0 0,6 0,2 1,8 0,20
30Х10Г10 0,28 10,0 10,0 0,3 — 0,30
Х15Н8 0,10 15,0 0,5 0,5 8,0 —
2X14 0,20 14,0 0,6 0,5 — —
0Х12Н5АМ2Т * .... 0,07 12,0 1,0 0,8 5,15 0,10
* В сплаве содержится 2,3% Мо и 0,14% N.
701
чивается с возрастанием числа циклов. В результате образуется
сетка трещин, которую часто называют сеткой разгара. Харак-
теристикой сопротивления материалов термической усталости
обычно служит число циклов до появления трещин. Стандартная
методика испытаний на термическую усталость пока отсутствует,
поэтому сравнительные данные получают лишь при определенных
параметрах работы испытательного стенда.
Термической усталости подвержены многие детали оборудо-
вания и различный инструмент: валки горячей прокатки, штампы
для горячей штамповки, пресс-формы для литья под давлением,
хоботы завалочных машин, контейнеры для прессования профи-
лей и т. п. С проблемой термической усталости чаще всего прихо-
дится сталкиваться при решении задач, связанных с наплавкой
прокатных валков и штампов для горячей обработки металлов.
Здесь в качестве наплавленного металла традиционным является
применение штамповых сталей для горячей обработки, которые
в соответствии с классификацией МИС относятся к типу Н
(табл. 13-4). Такие детали, как прокатные валки, штампы и дру-
гой инструмент для горячей обработки, испытывают не только
тепловые удары, которые приводят к трещинам термической
усталости, но подвергаются одновременно и износу истиранием.
Скорость распространения трещин в глубь металла и скорость
истирания могут быть разными. Поэтому на изношенной поверх-
ности детали отразится результат действия процесса, протека-
ющего с большей скоростью, т. е. сетка трещин, либо задиры и
риски. Различные типы наплавленного металла обладают разной
склонностью к образованию трещин термической усталости и со-
противлением износу.
На рис. 13-5 приведены данные о сопротивлении износу и тер-
мической усталости ряда составов наплавленного металла типа Н.
Испытания выполнены на машине, позволяющей оказывать одно-
временное воздействие на поверхность образца циклических тепло-
смен и трения о металл. Испытываемый образец прижимают к вра-
Таблица 13-4
Состав металла для наплавки инструмента,
деформирующего металл в горячем состоянии
Наплавленный металл Содержание элементов, % Твердость после наплавки HRC
с Si Мп Сг W V Ni Ti Mo
ЗХ2В8 0,35 0,8 0,9 2,5 8,5 0,3 48—50
25Х5ФМС .... 0,25 1,1 0,6 5,2 — 0,4 — — 1,20 40—46
4Х4ВЗФ .... 0,40 0,8 0,9 3,8 3,2 0,4 — — 42—48
150ХНМ 1,26 0,65 0,7 1,2 —. 1,26 — 0,35 40—45
ЗХ5Г2М 0,30 0,6 1,8 5,0 —. — 0,1 0,70 40—43
Х20Н10Г7Т . . . 0,10 0,8 7,0 20,0 — — 10,0 0,3 — 18—22
702
Рис. 13-5. Сопротивление износу (а) и термической усталости (б) наплавленного
металла:
1 — ЗХ2В8;
2 — 10Х7М2ФС;
3 — 4Х4В4М2ФС;
4 — ЗХ2М4Ф:
5 — ЗХ4В2М2ФС;
6 — 4ХЗВМФС;
7 — 25Х5ФМС;
8 — сталь 45 после закалки и отпуска на HRC 50
вдающемуся истирающему кольцу с давлением около 10 кгс/мм2,
скорость трения 20—22 м/мин. Истирающее кольцо из стали
Х18Н10Т нагревают газовой горелкой до температуры 950—
1000° С. Образец в течение 40 с истирается об это кольцо, нагре-
ваясь до температуры 680—710° С, затем отводится и охлаждается
струей воды до температуры 180° С, после чего цикл повторяется.
На рис. 13-5, а величина износа указана после 200 циклов.
Термическую усталость образцов определяли на этой же уста-
новке, но нагреву газовой горелкой до температуры 680° С под-
вергали не кольцо, а образец, который затем охлаждался водя-
ным душем. На рис. 13-5, б показано число циклов до появления
первой трещины.
Износ возрастает при уменьшении в наплавленном металле
содержания углерода и легирующих элементов, особенно воль-
фрама. Сопротивление термической усталости вольфрамовой
стали ЗХ2В8 оказалось ниже, чем стали 45 и безвольфрамовой
стали 25Х5ФМС. Между тем согласно исследованиям термических
циклов службы валков стана 120 поперечно-винтовой прокатки,
сопротивляемость образованию трещин наплавленного металла
ЗХ2В8 более высокая, чем стали 45. Это указывает на существен-
ное изменение сопротивления наплавленного металла термической
усталости в зависимости от условий эксплуатации.
Проводя испытания различных материалов по одной методике
и постоянных режимах, можно прийти к ошибочным рекоменда-
циям, если не учитывать конкретных условий службы наплавля-
емых деталей. Между сопротивлением термической усталости,
определяемым числом циклов до появления трещин, и механиче-
скими и теплофизическими характеристиками материалов отсут-
703
повышенных температур и
Рис. 13-6. Горячая твердость наплавленного
металла:
1 — ХН80СР4;
2 — ХН80СРЗ;
3 — ХН65МКВЮ (ЭИ867);
4 — B3R;
5 — сормайт I;
6 — ЗХ2В8;
7 — 150ХНМ;
8 - Сг3С2 — N1 (60% СгаС2и 40% NI)
ствует достаточно простая корреля-
ция. Тем не менее важно рассмотреть
горячую твердость наплавленного
металла при работе деталей в усло-
виях повышенных температур.
На рис. 13-6 показана зависимость
твердости от температуры для на-
плавленного металла тех типов, ко-
торые обычно используют в условиях
высоких давлений. Твердость с повы-
шением температуры для различных составов наплавленного
металла изменяется по-разному. Наиболее высокой твердостью
при температурах 500—700° С обладают кобальтовый стеллит,
карбидная композиция и жаропрочные сплавы. Эти материалы,
как правило, хорошо противостоят износу при повышенных тем-
пературах.
Износ при трении металла о металл при нормальных темпе-
ратурах происходит в подшипниках скольжения (коленчатые
валы, оси, пальцы ковшовых цепей), а также при трении качения
(крановые колеса, детали ходовой части гусеничных машин, скаты
вагонеток и т. п.). В узле трения обычно присутствуют абразив-
ные частицы: окалина, песок, руда, частицы наклепанного ме-
талла и др. На износостойкость трущейся пары влияет много
факторов: соотношение твердости трущихся поверхностей, удель-
ная нагрузка, концентрация и твердость абразива, микрострук-
тура наплавленного слоя. Для наплавки деталей, работающих
в этих условиях, чаще всего используют низколегированные
стали типов А и В по классификации МНС (15Г2Х, ЗОХГСА,
20Х2Г2М, 50Х5ФТ, ЗХ5Г2М), а в тех случаях, где рабочие по-
верхности подвержены большим контактным нагрузкам, — само-
упрочняющиеся стали с нестабильным аустенитом и др.
§ 13-2. Методы легирования наплавленного слоя
Нужные свойства наплавленного слоя обычно полу-
чают легированием, т. е. введением в его состав легирующих при-
месей. Существует много методов легирования. Методы легиро-
вания и способы наплавки взаимосвязаны — выбранный способ
наплавки, как правило, диктует рациональный метод легирова-
ния, и, наоборот, эффективный метод легирования требует при-
704
менения соответствующего способа наплавки. С другой стороны,
основными признаками, по которым следует оценивать метод ле-
гирования, являются: точность (надежность) получения задан-
ного химического состава наплавленного металла при возможных
колебаниях режимов наплавки, однородность состава по объему
наплавленного слоя, экономичность и удобство применения
метода легирования. Что касается экономичности метода леги-
рования, то здесь необходимо учитывать целесообразность при-
менения тех или иных легирующих элементов для данного объекта
наплавки и потери этих легирующих элементов при выборе метода
легирования.
Легировать сварочную ванну можно за счет обменных реакций
между металлом и шлаком (окислами), через газовую среду и пу-
тем введения металлических добавок. Примером легирования
за счет обменных реакций являются известные кремние- и марган-
цевовосстановительные процессы при сварке и наплавке под
флюсами АН-348-А, ОСЦ-45, АН-60 и др. Легирование посред-
ством газовой фазы имеет место при дуговой наплавке плавя-
щимся электродом в атмосфере воздуха или азота, когда напла-
вленный металл содержит заметные количества азота. Благодаря
этому повышается износостойкость хромистых сплавов или регу-
лируется количество аустенитной фазы.
Однако эти два процесса легирования для износостойкой на-
плавки применяют редко, так как они не могут обеспечить необ-
ходимый уровень содержания легирующих элементов. Поэтому
наибольшее распространение получило легирование путем вве-
дения в сварочную ванну металлических сплавов, чистых метал-
лов и металлоподобных соединений. Кинетика растворения метал-
лических добавок и металлоподобных соединений в жидких ме-
таллах изучена еще недостаточно.
При ручной наплавке штучными электродами легирование
осуществляется введением легирующих элементов в покрытие
электрода или в электродный стержень. Применяют и комбини-
рованный метод легирования, когда легирующие примеси вводят
и в стержень, и в покрытие.
Процессы легирования протекают на стадии капли и в свароч-
ной ванне. Концентрация легирующего элемента в наплавленном
на стадии капли достигают насыщения, и дальнейшее увеличение
толщины покрытия не приводит к изменению концентрации эле-
мента в капле (рис. 13-7). Последнее обстоятельство свидетель-
ствует о том, что возрастание концентрации легирующего эле-
мента при увеличении толщины покрытия больше эффективной
происходит за счет процессов в сварочной ванне. Эффективная
толщина покрытия зависит главным образом от его температуры
плавления. Чем больше толщина покрытия отличается (в боль-
шую сторону) от эффективной толщины, тем больше вклад ванны
в процесс легирования.
Визуальное наблюдение за плавлением электрода и данные
скоростной киносъемки показывают, что в этом случае наружные
слои покрытия стекают непосредственно в ванну, минуя каплю.
Такой характер плавления электрода существенно влияет на ре-
зультаты легирования. Металлические легирующие добавки по-
крытия, попадая в хвостовую часть ванны, не успевают полностью
раствориться и равномерно распределиться в расплаве. В резуль-
тате возрастает макрохимическая неоднородность наплавленного
металла.
Описанный выше неблагоприятный процесс плавления покры-
тия электрода можно использовать и для достижения положи-
тельного эффекта. Так, создание многослойного покрытия, в кото-
ром износостойкие частицы расположены в наружном слое, позво-
лит в известной степени избежать их растворения в расплаве,
что уменьшит охрупчивание матрицы сплава и сохранит износо-
стойкие частицы от разрушения при высоких температурах дуги.
Внутренний слой покрытия должен быть достаточно тугоплавким,
чтобы уменьшить эффективную толщину покрытия.
При электродуговой наплавке под флюсом применяют следу-
ющие методы легирования: I — применение легированной элек-
тродной проволоки или ленты (в том числе и металлокерамиче-
ской ленты) и плавленого флюса; II — присадка легирующих
материалов через проволоку или ленту (порошковую проволоку
или ленту, проволоку с армированным легирующим покрытием
и др.), плавленый флюс; III — использование низкоуглеродистой
проволоки или ленты и легирующего флюса (керамического флюса,
механической примеси ферросплавов к флюсу); IV — наплавка
по неподвижной присадке в виде прутка, ленты, порошка, пасты
с полным расплавлением присадки.
Ни один из этих методов не встречается в чистом виде: элек-
тродный материал всегда в какой-то степени взаимодействует
со шлаком и часть элементов переходит в наплавленный металл
из флюса. При использовании легирующего флюса часть примесей
может вноситься электродным материалом.
При наплавке под флюсом изменение параметров режима на-
плавки (силы тока, напряжения дуги, скорости наплавки, диа-
метра и вылета электрода) изменяет количество шлака, приходя-
щееся на единицу массы расплавившегося электрода (относитель-
706
ная масса шлака), а также кинетические условия взаимодействия
металла и шлака на стадии капли. Характер влияния этих изме-
нений на процесс легирования зависит от того, что является основ-
ным источником поступления легирующих элементов — электрод-
ный материал или флюс.
При легировании через проволоку и наплавке под химически
активными флюсами — силикатами (АН-348-А, ОСЦ-45, АН-60)
увеличение относительной массы шлака, происходящее при повы-
шении напряжения дуги или уменьшении силы тока, сопрово-
ждается окислением легирующих элементов и легированием сва-
рочной ванны кремнием и марганцем из флюса. Указанные изме-
нения режима наплавки сопровождаются изменением и кинети-
ческих условий взаимодействия фаз на стадии капли: возрастает
время существования капли и ее взаимодействие с окислительным
шлаком. В результате при изменении режимов наплавки изме-
няется и химический состав наплавленного металла.
При наплавке под менее активными флюсами влияние отно-
сительной массы шлака на процессы окисления и легирования
уменьшается; этому способствует меньшая окислительная спо-
собность флюса и то обстоятельство, что обычно не вся масса
жидкого шлака взаимодействует с металлом. Меньшее влияние
на химический состав наплавленного металла оказывают и кине-
тические условия. Таким образом, при легировании через прово-
локу влияние режима на химический состав наплавленного ме-
талла тем меньше, чем меньше окислительная способность приме-
няемого флюса.
Продолжительность взаимодействия капли с окружающей
средой и относительная масса шлака уменьшаются при увеличе-
нии силы сварочного тока, кроме того, относительная масса шлака
уменьшается при увеличении скорости наплавки. Поэтому изме-
нение химического состава наплавленного металла в зависимости
от изменения режима наплавки меньше в области больших токов
и больших скоростей наплавки. Эти процессы относятся к верхним
слоям многослойной наплавки, когда влияние основного металла
и его доли в наплавленном невелики.
Рассмотрим кратко особенности легирования, когда основным
источником поступления легирующих элементов (в виде металли-
ческих добавок) является флюс. Как и при легировании через
проволоку, наиболее важным является взаимодействие фаз на
стадиях капли и сварочной ванны. При плавлении электрода под
слоем легирующего флюса капли на конце электрода имеют уже
значительный уровень легирования. Доля легирования на стадии
капли (содержание элемента в капле по отношению к его содержа-
нию в наплавленном металле) зависит от концентрации легирую-
щего элемента во флюсе и от режима наплавки.
При увеличении напряжения дуги и уменьшении силы тока,
когда относительная масса шлака возрастает, содержание леги-
рующих элементов в капле остается примерно постоянным.
45* 707
Относительная масса шлака
Рис. 13-8. Зависимость содержания
легирующих элементов в на-
плавленном металле (/) и
капле (2) от относительной
массы шлака при наплавке
под легирующим флюсом
В этих же условиях уровень
легирования наплавленного ме-
талла повышается (рис. 13-8),
и доля легирования на стадии
капли убывает: ВС/АС >
7>В'С7А'С'. Незначительное влияние режима наплавки на состав
капли, по-видимому, связано с тем, что с каплей взаимодействует
сравнительно небольшая и постоянная доля расплавившегося
флюса и что в условиях высоких температур и интенсивного пере-
мешивания взаимодействующих фаз процесс обогащения капли
легирующими элементами успевает пройти достаточно полно.
Таким образом, при наплавке под легирующим флюсом влия-
ние режима наплавки на состав наплавленного металла происхо-
дит, в основном, через процессы, протекающие на стадии ванны.
После расплавления легирующего флюса, состоящего из смеси
ферросплавов и шлакообразующих материалов, ввиду весьма
ограниченной растворимости металлов в шлаке образуется дис-
персная система, в которой дисперсионной средой является шлак,
а дисперсной фазой — металл. Происходит коагуляция и слия-
ние металлических частиц и осаждение их в сварочную ванну,
причем часть частиц успевает достичь сварочной ванны, а часть
застревает и (при соответствующих условиях) окисляется в шлаке.
Потери в шлаковой корке зависят от физико-химических
свойств как шлака, так и осаждающихся частиц. Так, при введе-
нии в виде механической примеси порошков никеля и вольфрама
в малоокислительный флюс 48-ОФ-6 потери никеля выше, чем
вольфрама. Это объясняется большей плотностью вольфрама.
При этом на процесс осаждения частиц из шлака в сварочную
ванну влияет и вязкость шлака. Потери в шлаковой корке нахо-
дятся в обратной зависимости от продолжительности пребывания
шлака и сварочной ванны в жидком состоянии, если шлак обла-
дает малоокислительными свойствами.
Стабильность химического состава наплавленного металла
обеспечивается в том случае, если увеличение расхода источника
легирования, например относительной массы шлака, компенси-
руется повышением потерь легирующих элементов в результате
окисления и застревания в шлаке. Поэтому стабильность хими-
ческого состава наплавленного металла при разных режимах
наплавки можно повысить, применив легирующий флюс с повышен-
ной окислительной способностью, хотя этот путь с точки зрения
экономии легирующих элементов невыгоден. При легировании же
708
через проволоку такое решение ведет к уменьшению стабильности
состава наплавленного металла. Изменение потерь в шлаковой
корке при разных режимах наплавки не всегда происходит в нуж-
ном направлении, и управлять этими потерями с целью получе-
ния стабильного состава наплавленного металла очень трудно.
При наплавке под легирующим флюсом электродной лентой
сила тока и напряжение дуги влияют на относительную массу
шлака незначительно. Поэтому при наплавке электродной лентой
в отличие от наплавки проволочным электродом обеспечивается
более стабильный химический состав наплавленного металла.
Потери легирующих элементов в шлаковой корке существенно
возрастают при их высоком содержании во флюсе, и это свидетель-
ствует о нецелесообразности применения легирующих флюсов
(керамических, флюсов-смесей) для получения высоколегирован-
ного наплавленного металла.
При наплавке плавящимся электродом по неподвижной леги-
рующей присадке в виде порошка, пасты и т. п. количество при-
садки выбирают так, чтобы она вся переплавлялась дугой. На-
плавку обычно производят под плавленым флюсом низкоуглеро-
дистой проволокой. Благодаря энергичному перемешиванию ме-
талла в сварочной ванне примесь, введенная указанным путем,
распределяется равномерно по сечению наплавленного слоя.
При равномерном распределении примеси по длине наплавляемого
валика можно получить наплавленный металл заданного состава.
Если на изделие нанесено заданное количество легирующего
материала, то химический состав наплавленного металла в значи-
тельной мере зависит от скорости подачи электродной проволоки
(силы тока) и скорости наплавки. Это обусловлено тем, что на
единицу массы легирующего элемента будет приходиться разное
количество электродного металла, разбавляющего присадочный.
Кроме того, состав наплавленного металла зависит от напряжения
дуги, что обусловлено изменением относительной массы шлака.
Поэтому заданный химический состав наплавленного металла
можно получить в весьма ограниченном диапазоне режимов.
Для оценки точности получения наплавленного металла за-
данного состава при различных методах легирования и изменении
режимов наплавки И. И. Фрумин предложил диаграмму, построен-
ную в координатах сила тока — напряжение. На эту диаграмму
наносят линии равных концентраций того или иного элемента —
изоконцентраты. Зная предельно допустимые максимальные и ми-
нимальные содержания элементов для данного сплава и нанося
их в виде изоконцентрат на указанную диаграмму, получают
область режимов, характеризующую точность метода легирования.
Чем шире диапазон режимов, при котором обеспечиваются
допустимые отклонения в составе наплавленного металла, тем
надежнее метод легирования. Диаграмма на рис. 13-9 показана
для металла ЗХ2В8, наплавленного под флюсом с использованием
перечисленных выше четырех методов легирования. По уменыпе-
709
Рис. 13-9. Области режимов, в пределах ко-
торых состав наплавленного ме-
талла в допустимой мере откло-
няется от среднего:
I — наплавка легированной про
волокой Нп-60ХЗВ10Ф под
флюсом АН-20,
11 — наплавка порошковой прово-
локой ПП-ЗХ2В8 под флюсом
АН-20,
111 — наплавка низкоуглеродистой
проволокой под легирующим
флюсом на основе АН-20,
IV — наплавка низкоуглеродистой
проволокой под флюсом АН-20
по насыпанному слою порошка
ферросплавов
нию точности и надежности рассматриваемые методы легирования
расположены в таком порядке: I, II, III, IV.
При электрошлаковой наплавке, когда расход флюса невелик,
приемлемы методы легирования I и II. При этом используют ко-
ваные, катаные и литые электроды большого сечения. При меха-
низированной наплавке открытой дугой легирование сварочной
ванны осуществляют легированной или порошковой проволокой,
подаваемой в дугу либо в качестве плавящегося электрода, либо
присадки. Так, при плазменной наплавке в зависимости от при-
мененного способа легирующие примеси вводят в токоведущую
или присадочную проволоку (порошковую и легированную),
в неподвижную присадку (проволоку, ленту, пасту, порошок,
литые или металлокерамические присадки) и в порошок, вдува-
емый в плазму.
Важной характеристикой процесса легирования является одно-
родность химического состава наплавленного металла по объему,
которая обусловлена, в первую очередь, равномерностью распре-
деления легирующих элементов в самом электродном материале.
Так, при исследовании при помощи метода математической ста-
тистики распределения легирующих элементов в наплавленном
слое установлена разная степень однородности состава металла,
наплавленного под флюсом холоднокатаной, металлокерамиче-
ской и порошковой лентами. Металлокерамическая и холоднока-
таная ленты дают наплавленный металл примерно с одинаковой
однородностью. При наплавке порошковой лентой (конструкции,
показанной на рис. 13-10, в) шириной 45 мм наплавленный металл
менее однороден.
При выборе способа легирования необходимо учитывать много
факторов. Так, требования к стабильности и однородности состава
металла при наплавке коррозионностойких слоев и инструмен-
тальных сталей должны быть выше, чем при наплавке, например,
износостойких слоев деталей, перерабатывающих горные породы.
Порошковая проволока и тем более металлокерамическая лента
дороже низкоуглеродистой и среднелегированной проволоки
сплошного сечения. Применение этих сравнительно дорогостоя-
710
щих материалов оправдывается в тех случаях, если необходимо
получить легированный наплавленный металл со стабильным
химическим составом. При наплавке по слою гранулированного
порошка используют сравнительно недорогие материалы (поро-
шок сормайта, сталинита), но этот метод малопригоден для деталей
сложной формы и неприменим в тех случаях, когда требуется
большая стабильность состава наплавленного металла.
Для решения многих задач легирования при дуговой наплавке
особенно перспективны порошковая проволока, а также металло-
керамическая и порошковая ленты.
§ 13-3. Материалы для наплавки
Покрытые электроды. Для наплавки различных де-
талей применяют электроды, предназначенные для сварки различ-
ных сталей и сплавов, и специальные электроды. Общие техни-
ческие требования к металлическим электродам для дуговой
сварки сталей и наплавки регламентированы ГОСТ 9466—60.
ГОСТ 10051—62 предусматривает 25 типов электродов, напри-
мер ЭН-14Г2Х, ЭН-У30Х28С4Н4 и др. В основу деления электро-
дов на типы положен конкретный химический состав наплавлен-
ного металла. Каждому типу может соответствовать несколько
марок электродов, отличающихся составом стержня, покрытия
и сварочно-технологическими свойствами.
Плавленые флюсы. Для механизированной дуговой и электро-
шлаковой наплавки наиболее широко применяют плавленые
флюсы АН-348-А, ОСЦ-45, АН-60, АН-20, 48-ОФ-6, АН-26,
АН-15М, АН-8, АН-25 (§ 42). Как и при сварке, качество напла-
вленного слоя во многих случаях определяется правильным
выбором типа и состава флюса. Высококремнистые марганцевые
флюсы АН-348-А, АН-348-АМ, ОСЦ-45, ОСЦ-45М и АН-60 обес-
печивают хорошее формирование, малую склонность к образова-
нию пор и удовлетворительную отделимость шлаковой корки
при наплавке сталей типов А и В (по классификации МИС).
Пемзовидный флюс АН-60 рекомендуется применять при на-
плавке электродной лентой, а также проволокой на больших
скоростях. При наплавке среднелегированных и высоколегиро-
ванных сталей и сплавов применение высококремнистых марган-
цевых флюсов нецелесообразно, так как они отличаются высокой
окислительной способностью, чрезмерно легируют наплавленный
металл кремнием и марганцем, образуют плохо отделяющуюся
шлаковую корку. В этом случае применяют флюсы АН-26, АН-20,
АН-28, АН-70, 48-ОФ-6, 48-ОФ-Ю и др.
Флюс АН-26 применяют для наплавки аустенитных хромони-
келевых сплавов типа D. Преимуществом этого флюса является
отличное формирование наплавленного валика и малая склон-
ность наплавленного слоя к порам; недостатком — сравнительно
высокая окислительная способность, что приводит в ряде случаев
711
к недопустимому снижению содержания титана и хрома в напла-
вленном слое и к появлению кристаллизационных трещин. Тре-
щины в этом случае можно устранить примесью к флюсу 3—4%
алюминиевой лигатуры (80% А1 и 20% Fe), которая обладает при-
мерно одинаковой с флюсом плотностью.
Из низкокремнистых безмарганцевых флюсов наиболее широко
применяют для наплавки флюс АН-20. Он обеспечивает высокую
стабильность дуги, малую склонность к порам, хорошее форми-
рование валиков. Его недостаток — относительно низкая темпе-
ратура плавления и малая вязкость, что затрудняет наплавку тел
вращения малого диаметра, а также сравнительно высокая актив-
ность кремнезема, что приводит в ряде случаев к нежелательному
обогащению металла кремнием, окислению легирующих элемен-
тов и ухудшению отделимости шлаковой корки. Шлаковая корка
удовлетворительно отделяется при нагреве детали до температуры
не свыше 450° С.
Флюс АН-28 рекомендуется для наплавки высокохромистых
чугунов (тип G), он безмарганцевый и содержит мало кремнезема.
Поэтому не происходит значительного окисления легирующих
элементов, достигается хорошая отделимость шлаковой корки.
Недостатком флюса является плохое формирование валиков при
содержании в наплавленном слое менее 1,0% Si, а также повышен-
ная склонность к порам. Последнее связано с низким содержа-
нием SiO2 и CaF2 во флюсе.
Наиболее химически нейтральны флюсы АН-70 и 48-ОФ-6,
применяемые для наплавки высоколегированных сплавов с высо-
ким содержанием хрома, вольфрама, ванадия и титана. При на-
плавке под этими флюсами велика опасность образования пор.
Если наплавляют порошковой проволокой, то для устранения пор
в сердечник обязательно вводят кремнефтористый натрий.
Для снижения содержания влаги эти флюсы прокаливают при
температуре 900—930° в течение 5 ч. Чтобы флюс не поглощал влагу
из воздуха, его нужно хранить в сухих помещениях. Состав
наплавленного металла изменяется минимально, так как флюс
почти не содержит веществ, вступающих в химическое взаимодей-
ствие с железом и легирующими элементами. Шлаковая корка
удовлетворительно отделяется при нагреве деталей до 600—700° С.
Для электрошлаковой наплавки применяют флюсы АН-8,
АНФ-Ш, АНФ-14 и АН-25. Флюс АНФ-1П обладает высокой
электропроводностью в расплавленном состоянии и обеспечивает
устойчивый электрошлаковый процесс. Низкая окислительная
способность флюса позволяет использовать его для электрошлако-
вой наплавки высоколегированных сплавов. Флюс АН-8 также
обеспечивает высокую устойчивость электрошлакового процесса,
но обладает повышенной окислительной способностью. Поэтому
его следует применять для электрошлаковой наплавки сталей
типов А и В, где потери на окисление легирующих примесей не
сказываются в опасной мере на качестве наплавленного металла.
712
Флюс АН-25 предназначен для
возбуждения электрошлакового
процесса без дуги: он электро-
Таблица 13-5
Флюсы для механизированной
наплавки
проводен в твердом состоянии,
при прохождении тока быстро
нагревается и расплавляется,
образуя начальную ванну жид-
кого шлака (табл. 13-5).
Керамические флюсы. Для
наплавки интерес представляют
легирующие керамические флю-
сы, которые позволяют при
использовании^ стандартных и
недефицитных проволок полу-
чать легированный наплавлен-
ный металл повышенной изно-
состойкости. При наплавке под
Тип
наплав-
ленного
металла
по клас-
сифика-
ции, МИС
А, В
D
Е
F, Н, G
Рекомендуемые флюсы
АН-348-А, ОСЦ-45,
АН-60, АН-8
АН-26, 48-ОФ-6,
48-ОФ-Ю
АН-20, АН-26, АН-70
АН-70, 48-ОФ-6, АН-20
легирующим керамическим флюсом возможно опасное измене-
ние химического состава наплавленного металла при изме-
нении режимов наплавки. Однако этот недостаток относится
в основном к флюсам с высоким содержанием легирующих эле-
ментов, поэтому высокое легирование наплавленного металла
целесообразно осуществлять через проволоку. Наплавка же низ-
колегированного металла возможна и при помощи слаболеги-
рующих керамических флюсов.
Лабораторная разработка рецептур привела к созданию много-
численных марок керамических флюсов: ЖС-400; ЖС-500; ЖСН-1;
ЖСН-2; КС-Х12Т; КС-ЗХ2В8; КС-Р18Б; АНК-18; АНК-19;
ФК-45 и др. Однако заметное применение нашли только флюсы
АН К-18 и АН К-19, изготовляемые промышленностью (табл. 13-6).
Флюс АНК-18 предназначен для механизированной наплавки
проволокой Св-08 и Св-08А колес мостовых кранов, опорных кат-
ков, роликов и натяжных колес гусеничного хода тракторов,
бульдозеров и экскаваторов. Флюс АНК-19 используют для ши-
рокослойной наплавки колеблющимся электродом рабочих кро-
мок ножей бульдозеров, скреперов и грейдеров. Оба флюса обес-
печивают хорошее формирование наплавленного металла, легкую
Таблица 13-6
Состав металла, наплавленного низкоуглеродистой проволокой
под керамическим флюсом
Марка флюса Содержание элементов, % Твердость НВ Тип металла по классифи- кации МИС
с Мп Si Сг
АНК-18 0,2—0,4 1,0—1,8 0,5 2,5—5,0 350—450 А
АНК-19 0,4—0,5 1,0—1,5 0,5 4,0—6,0 500 В
713
отделимость шлаковой корки, высокую стойкость наплавленного
металла против образования пор и трещин и возможность наплавки
на переменном и постоянном токе.
Электродные проволоки и ленты. Основными электродными ма-
териалами для механизированной наплавки являются проволока
сплошного сечения, порошковая проволока, лента холодного
проката, порошковая, литая и металлокерамическая ленты.
С помощью этих электродных материалов можно получить прак-
тически все типы наплавленного металла, указанные в табл. 13-1.
Проволока сплошного сечения. Во многих случаях для на-
плавки под флюсом и в защитных газах может быть использована
стандартная сварочная проволока по ГОСТ 2246—70. Этот ГОСТ
предусматривает поставку 6 марок низкоуглеродистой, 30 марок
легированной и 41 марки высоколегированной проволоки. Про-
волокой по ГОСТ 2246—70 можно наплавить металл типов A, D,
Е и QB.
Особенно велик выбор проволок для восстановительной на-
плавки, наплавки промежуточных слоев (подслоев) и коррозион-
ностойких сталей. Кроме сварочной проволоки для наплавки
часто используют пружинную проволоку, изготовленную из угле-
родистой стали с низким содержанием серы и фосфора. Так,
на ряде ремонтных предприятий применяется углеродистая про-
волока по ГОСТ 9389—60, ГОСТ 1071—67 и ГОСТ 14963—69.
Чаще всего используют проволоку, которая содержит 0,4—0,5% С,
0,17—0,37% Si и 0,35—0,60% Мп. Химический состав металла,
наплавленного этой проволокой, в значительной степени зависит
от типа флюса и режима наплавки; твердость наплавлен-
ного слоя НВ 200—250. Проволоку из пружинных сталей при-
меняют для вибродуговой наплавки с охлаждением жидкостью.
В этом случае твердость наплавленного слоя достигает
HRC 50—55.
Для наплавки реторт трубчатых печей и других деталей, про-
должительное время работающих в окислительной атмосфере при
высоких температурах, можно применять проволоку из жаропроч-
ных сплавов высокого омического сопротивления (Х15Н60,
Х20Н80, Х20Н80Т). ГОСТ 10543-—63 предусматривает выпуск
проволоки диаметром 0,3—6,0 мм, а также катаной проволоки
диаметром 6,5 и 8,0 мм (табл. 13-7), предназначенной пре-
имущественно для наплавки под флюсом. Для наплавки слоя
бронзы на сталь используют проволоку Бр.АЖМц 10-3-1,5,
Бр.АМц 9-2.
Порошковая проволока. Изготовление легированной прово-
локи — дорогой и сложный процесс. Общепринятая технология
волочения с малыми переходами от одного диаметра к другому
и многократным отжигом после почти каждого прохода связана
с большими затратами средств и времени. Поэтому проволока,
например из быстрорежущей стали, примерно в 3 раза дороже,
чем прокат, из которого ее изготовляют. Ряд углеродистых леги-
714
Таблица 13-7
Краткая характеристика наплавочной проволоки по ГОСТ 10543—63
Наплавленный металл
Марка проволоки Тип наплав- ленного металла Твердость Типичные объекты наплавки
Нп-30 Нп-40 Нп-50 Нп-65 Нп-80 Нп-40Г Нп-50Г Нп-65Г Нп-ЮГЗ Нп-ЗОХГСА Нп-ЗОХЗВА Нп-30Х5 Нп-40ХЗГ2ВФ Нп-35Х2Г2В Нп-5ХНМ ) Нп-5ХНТ 1 Нп-5ХНВ ) Нп-50ХФА Нп-105Х Нп-2Х14 Нп-ЗХ13 Нп-4Х13 Нп-45Х4ВЗФ Нп-45Х2В8Т Нп-60ХЗВ10Ф А Н В Е Н НВ 160—220 170—230 180—240 220—300 260—340 180—240 200—270 230—310 250—330 220—300 HRC 33—40 37—42 38—44 37—42 40—50 40—50 40—50 43—50 32—38 32—38 38—45 45—52 38—45 40—46 42—50 Оси, шпиндели, валы » » » Натяжные колеса, скаты теле- жек, опорные ролики Опорные ролики, оси Коленчатые валы, крестовины карданов Оси, шпиндели, ролики, валы Натяжные колеса, опорные ро- лики гусеничных машин Крановые колеса, оси опорных роликов Железнодорожные бандажи, крановые колеса Обжимные прокатные валки, крановые колеса Трефы прокатных валков, детали автосцепки, шлицевые валы Прокатные валки сортопрокат- ных станов Тяжелогр уженные крановые колеса, ролики рольгангов Детали, испытывающие удары и абразивный износ Ковочные и вырубные штампы горячей штамповки, валки ко- вочных машин Шлицевые валы, коленчатые ва- лы двигателей внутреннего сгорания Обрезные штампы холодной штамповки, валы смесителей Уплотнительные поверхности задвижек для пара и воды Плунжеры гидропрессов, шейки коленчатых валов, штампы Опорные ролики тракторов и экскаваторов, детали транс- портеров Валки листопрокатных и сорто- прокатных станов, штампы го- рячей штамповки Ножи для резки горячего метал- ла, прессовый инструмент Валки трубопрокатных и сорто- прокатных станов, штампы го- рячей штамповки
715
Продолжение табл. 13-7
Марка проволоки Наплавленный металл Типичные объекты наплавки
Тип наплав- ленного металла Твердость
Нп-Х15Н60 Нп-Х20Н80Т Нп-ПЗА с НВ 180—220 180—220 220—280 Детали реторт и печей, работаю- щие при высокой температуре Выхлопные клапаны автомо- бильных двигателей Железнодорожные крестовины, щеки дробилок, зубья ковшей
рованных сплавов, например типа G, вообще невозможно изгото-
вить в виде проволоки для автоматической наплавки.
Сравнительно просто задача решается с помощью порошковой
проволоки, которая состоит из оболочки — мягкой ленты (сталь-
ной, медной, никелевой, кобальтовой и т. д.) и сердечника из
порошков легирующих компонентов (ферросплавов, чистых ме-
таллов, карбидов, боридов и т. п.). В сердечник порошковой
проволоки вводят также газо- и шлакообразующие вещества,
раскислители и элементы, обладающие большим сродством к азоту.
В этом случае наплавку можно вести без флюса и защитных газов.
Такую проволоку называют самозащитной.
Разработаны и применяются порошковые проволоки трех
типов: для наплавки под флюсом, в среде защитных газов и от-
крытой дугой в атмосфере воздуха. Хотя разработано много кон-
струкций сечений порошковых проволок, однако для наплавки
оказались наиболее удобными конструкции в виде трубки с плот-
ным стыком и со стыком внахлестку (см. рис. 7-3). Первую при-
меняют для автоматической наплавки под флюсом, вторую — для
шланговой полуавтоматической наплавки.
Технология производства сварочных и наплавочных порош-
ковых проволок практически одинакова. Коэффициент заполне-
ния (отношение массы сердечника к массе оболочки в процентах)
наплавочной порошковой проволоки обычно не превышает 40—
45%. Чаще всего используют порошковую проволоку диаметром
3,6 мм (для наплавки под флюсом) и 2,6—3,2 мм (для полуавтома-
тической наплавки). Для автоматической наплавки под флюсом
крупногабаритных деталей получены положительные результаты
при использовании порошковой проволоки диаметром 6—8 мм.
ИЭС им. Е. О. Патона и другие научно-исследовательские
организации разработали около 50 марок порошковых проволок
различного назначения (табл. 13-8 и 13-9). В Уральском политех-
ническом институте разработаны порошковые проволоки для
наплавки под флюсом и в углекислом газе самоупрочняющихся
сплавов 30Х10Г10, применяемые для упрочнения плунжеров
716
Таблица 13-8
Свойства металла, наплавленного порошковыми проволоками и лентами
Марка проволоки и ленты Содержание элементов, % Твердость после (HRC)
С Сг Мп Si Ni W V Мо Ti в наплавки наклепа отжига закалки и отпуска
ПП-ЗХ2В8 . . . 0,32 2,5 0,8 И 0,6 роволо ка для 8,5 напла 0,3 ЗКИ ПС )Д фл! осом 44—52
ПП-25Х5ФМС 0,25 5,2 0,6 1,1 — — 0,4 1,2 — —- 40—46 — 27—29 42—46
ПП-АН120 . . . 0,18 1,8 1,8 0,6 — — 0,7 — —_ НВ 350—400 — НВ 180 40—42
ПП-АН103 . . . 1,80 12,0 0,6 0,6 — — 0,8 —. — — 40—44 48—56 27—29 60—62
ПП-АН104 . . 1,80 12,0 0,6 0,6 — 1,0 0,25 —. — — 40—44 48—56 27—29 60—62
ПП-АН133 . . . 0,12 17,0 1,2 5,4 8,0 — — — 0,1 — 28—34 — — —
Проволока для наплавки открытой дугой (самозащитные проволоки)
ПП-АН105 . . . 1,00 13,0 0,5 4,2 — — — — — 20—25 40—45
ПП-АН106 . . . 0,20 13,5 0,4 0,4 — — — — 0,2 — 42—48 — НВ 200 32—34
ПП-АН121 . . . 0,18 0,8 1,0 0,6 — — 0,15 — 0,25 — НВ 280—350 -— — —
ПП-АН122 . . . 0,30 4,5 1,6 0,8 — — — 0,6 0,25 —. 50—56 .— 27—32 54—58
ПП-АН124 . . . 2,80 17,0 1,0 0,6 — — — — 0,3 — 42—48 50—56 — —
ПП-АН125 . . . 2,00 15,0 1,0 1,5 — — — -—. 0,3 0,7 50—58 .— — —
ПП-АН130 . . . 0,25 5,0 0,6 1,2 — — 0,4 1,2 — — 40—46 .— — —
ПП-АН138 . . . 0,10 15,0 0,6 0,2 1,8 — — —. 0,2 — НВ 220—250 — — —
ПП-АН170 . . . 0,70 20,0 0,6 0,6 — — — — 0,2 3,0 60—65 — — —
Лента для наплавки под флюсом и открытой дугой
ПЛ-АН 101 . . . 3,00 25,0 1,5 3,0 3,0 — — — — — 50—55 — — —
ПЛ-АН 102 . . . 2,50 20,0 1,0 3,0 — — — — —. 0,5 52-56 — — —
ЦЛ-АНШ . . . 5,50 44,0 0,8 0,8 34 — — — — 0,3 48—55 — — —
718
Таблица 13-9
Назначение наплавочных порошковых проволок и лент
Марка проволоки или ленты Тип наплавленного металла по класси- фикации МИС Диаметр (сечение), мм Способ наплавки Флюс
ПП-АН120 ПП-АН121 ПП-АН122 20Х2Г2М (А) 20ХГТ (А) 30Х5Г2М (В) 3,6 2,8 2,6 ф О О АН-348-А
ПП-АН105 Г13Н4 (С) 2,8 О —
ПП-АН133 1Х18Н9С6Г2 (D) 2,8 3,6 ф АН-28 48-ОФ-Ю АН-20
ПП-АН106 1Х14Т (Е) 2,3 О —
ПП-АН138 08Х15Н2 (Е) 2,8 О —
ПП-АН103 ПП-АН104 У20Х12М (Е) У20Х12ВФ (Е) 3,6 3,6 ф АН-20 АН-20
Типичные объекты наплавки
Крановые колеса, ролики рольгангов, тормозные шкивы,
ролики, катки и натяжные колеса гусеничных машин,
посадочные места различных валов, восстановление
размеров других деталей из углеродистых сталей
Крестовины стрелочных переводов, восстановление раз-
меров и исправление пороков литья деталей из стали
нопзл
Уплотнительные поверхности энергетической арматуры,
работающей при температуре 500 — 540° С и давлении
180 — 200 кгс/см2
Уплотнительные поверхности общепромышленной газо-
вой и нефтяной арматуры, эксплуатируемой ири тем-
пературе до 450° С и давлении 64—100 кгс/см2; плун-
жеры гидросистем
Рабочие колеса, камеры проточного тракта гидротурбин
и другие детали, подвергающиеся кавитационной
эрозии. Возможна наплавка иа вертикальные поверх-
ности
Ролики рольгангов, ножи холодной резки металлов, ра-
бочие элементы смесителей и другие детали, испыты-
вающие абразивный износ с ударами
719
Марка проволоки или ленты Тип наплавленного металла по класси- фикации МИС Диаметр (сечение), мм Способ наплавки Флюс
ПП-АН124 У25Х17Т (G) 3,2 О
ПП-АН125 У20Х15СТР (G) 3,2
ПП-АН170 70Х20РЗТ (G) 3,2 О —
ПЛ-АН 101 УЗОХ25НЗСЗ (G) 4X20 О, Ф АН-15М
ПЛ-АН102 У25Х20СЗР (G) 4X20 О, Ф АН-15М
ПП-ЗХ2ВЗ ЗХ2В8(Н) 3,6 ф АН-20
ПП-25Х5ФМС 25Х5ФМС (Н) 3,6 ф АН-20
ПП-АН130 25Х5ФМС (Н) 2,8 О —
ПЛ-АН111 Cr3C2—Ni ЗХ 10 О, Ф АН-20 АН-15М
• Ф — наплавка под флюсом; О — наплавка открытой дугой.
Продолжение табл. 13-9
Типичные объекты наплавки
Зубья, козырьки и стенки ковшей экскаваторов, колос-
ники грохотов, палеты агломерационных машин, ножи
грейдеров и бульдозеров, била дробилок, грунтозацепы
звеньев и звездочки ходовой части гусеничных машин,
лопасти дымососов и другие детали, работающие в абра-
зивной среде. Наплавка износостойкого слоя на детали
из стали 110Г13Л
Рабочие колеса и улитки грунтовых насосов и рабочие
органы землеройных машин при эксплуатации на пес-
чаных грунтах, шнеки, козырьки многоковшовых экс-
каваторов, драг и другие детали, испытывающие интен-
сивный абразивный износ без сильных ударов
Детали засыпных аппаратов доменных печей, валки
коксовых дробилок, била, футеровка конусных дро-
билок, броневые плиты течек, рештаки транспортеров„
плиты скипов, ножи бульдозеров, гильзы шнековых
насосов и другие детали, работающие в условиях абра-
зивного износа при нормальных и повышенных темпе-
ратурах. Возможна наплавка на стали 110Г13Л
Стальные валки горячей прокатки, ножи горячей резки
металла, прессовый инструмент, бойки молотов и дру-
гие детали, работающие в условиях термической уста-
лости и больших давлений
Контактные и промежуточные пояса конусов и чаш за-
грузочных устройств доменных печей, работающих на
форсированных режимах
гидропрессов, а также наплавки деталей, испытывающих трение
металла о металл с большими удельными нагрузками.
В ЦНИИ МПС разработаны самозащитные порошковые прово-
локи ПП-ТН250, ПП-ТН350 и ПП-ТН500 (цифра указывает твер-
дость наплавленного слоя) для восстановительной и износостой-
кой наплавки различных деталей железнодорожного транспорта.
Характерной особенностью этих проволок является высокая
стойкость наплавленного металла против образования пор при
повторной наплавке на детали, ранее наплавленные электродами
со стабилизирующим покрытием или голой проволокой. Это до-
стигнуто благодаря легированию наплавленного слоя титаном,
который связывает азот в стойкие нитриды. Для наплавки слоя
бронзы на сталь ИЭС им. Е. О. Патона разработаны порошковые
проволоки ПП-Бр.ОС8-21, ПП-Бр.ОЦС6-6-3, ПП-Бр.ОСЮ-ЮА
и ПП-Бр.АЖ9-4 (в названии марки указан тип наплавляемой
бронзы).
Лента для наплавки. Технические требования, предъявляемые
к электродной ленте, еще не стандартизированы. Обычно для на-
плавки используют холоднокатаные ленты из конструкционной,
инструментальной и пружинной стали (ГОСТ 2283—69), сталь-
ную коррозионностойкую ленту (ГОСТ 4986—70) и ленту вы-
сокого омического сопротивления из жаростойких сплавов. Для
наплавки коррозионностойких слоев на корпусах атомных реак-
торов и химической арматуре предложен ряд специальных со-
ставов лент холодного проката.
Исходя из существующей мощности источников питания сва-
рочной дуги наиболее часто используют ленту толщиной 0,4—
0,6 мм и шириной 30—100 мм. Специальные источники питания
позволяют применить ленту и большей ширины, например 300—
400 мм. Холоднокатаная лента не может удовлетворить весьма
разнообразным требованиям. Поэтому разработаны порошковые,
литые и металлокерамические ленты.
Порошковую ленту впервые использовали для автоматической
наплавки ножей дорожных машин. Первоначально порошковую
ленту изготовляли непосредственно наплавочным аппаратом путем
ее формирования специальными роликами с одновременным за-
полнением оболочки соответствующими порошкообразными ком-
понентами (рис. 13-10, а). Объединение операции изготовления
электрода и наплавки в одном агрегате привело к сложной и нена-
дежной конструкции агрегата.
В дальнейшем порошковую ленту стали изготовлять отдельно
на специальных станах, снабженных роликами для формирования
и завальцовки ленты-оболочки. Стан имеет дозирующее устрой-
ство для шихты и клеть валков для уплотнения сердечника.
Процесс волочения отсутствует. На рис. 13-10, б показана порош-
ковая лента, изготовляемая обычно шириной 40—50 мм. Лента,
показанная на рис. 13-10, в, г, имеет сравнительно небольшую
ширину (12—30 мм) и рассчитана на большие коэффициенты за-
720
Рис. 13-10. Порошковая лента:
а — конструкция О. А. Бакши и др.;
б — конструкция ВПТИСтройдормаша;
в, г — конструкции ИЭС им. Е. О. Патона
полнения. При помощи порошковой ленты решаются те задачи
легирования, которые трудно достижимы для порошковой про-
волоки. Сравнительно небольшая ширина порошковой ленты
позволяет более равномерно распределить сердечник по сечению,
устраняет его высыпание, а необходимая ширина наплавленного
слоя достигается поперечным колебанием электрода при наплавке.
Конструкция порошковой ленты, показанная на рис. 13-10, г,
целесообразна при больших коэффициентах заполнения, ее изго-
товляют без процесса волочения. Это имеет важное ^'значение,
так как при тонкой и труднодеформируемой оболочке, например
из никеля или кобальта, существует опасность разрывов ленты-
оболочки при волочении. Характерной особенностью порошковых
лент ПЛ-АН101 и ПЛ-АН102 является их универсальность. Они
предназначены для наплавки под флюсом и открытой дугой.
Порошковые ленты ПЛ-АН101, ПЛ-АН102 и ПЛ-АН111 выпу-
скаются централизованно промышленностью.
В ВПТИСтройдормаше разработаны также порошковые ленты
(см. рис. 13-10, б) ПЛ-У40Х38ГЗРТЮ и ПЛ-УЗОХЗОГЗТЮ для
наплавки под флюсом деталей строительных и дорожных машин,
работающих в условиях абразивного износа: первая — при отсут-
ствии ударов, вторая — с ударами.
Литую ленту (табл. 13-10) изготовляют бесслитковой прокат-
кой жидкого металла. Толщина ленты 0,8—1,0 мм с допуском
0,3 мм. Литая лента поставляется в рулонах в отожженном состоя-
нии, она выдерживает изгиб на 180° на оправке радиусом 20 мм.
46 Заказ № 782 721
Таблица 13-10
Состав литых электродных лент, %
Марка ленты с S1 Мп Сг S р
ЛЛ-УЗОГС 2,8—3,5 1,2—1,8 0,6—1,5 0,10 0,10
ЛЛ-4Х13 0,6—0,8 0,4—0,8 0,9 14,0—17,0 0,04 0,04
Лента ЛЛ-УЗОГС предназначена для наплавки под флюсом АН-28
слоя отбеленного чугуна на детали, работающие в условиях абра-
зивного износа. Твердость наплавленного металла составляет
HRC 40—45. Лентой ЛЛ-4Х13 наплавляют под флюсом детали
машин, работающие в условиях трения металла о металл с абра-
зивной прослойкой: опорные катки и ролики тракторов и т. п.
Преимущество литой ленты —ее относительно низкая стоимость.
Металлокерамическая лента для наплавки предложена ИЭС
им. Е. О. Патона и Институтом проблем материаловедения
АН УССР. Ее изготовляют холодной прокаткой порошков в гори-
зонтальных валках с последующим спеканием в проходной печи
в защитной среде (водород, диссоциированный аммиак). Размер
частиц порошков обычно составляет 70—200 мкм; скорость про-
катки ленты 10—20 м/мин. В результате спекания в течение 30—
45 с при 1200—1300° С, предел прочности ленты в зависимости от
состава достигает 8—20 кгс/мм2. Металлокерамическую ленту
выпускают толщиной 0,8—1,2 мм (допуск ±0,1 мм) и шириной
25—100 мм (допуск ±1 мм).
Преимуществом металлокерамической ленты является повы-
шенная производительность наплавки — на 25—30% больше
по сравнению с холоднокатаной лентой аналогичного состава.
Это обусловлено пористостью электрода, приводящей к соответ-
ствующему увеличению электросопротивления, а следовательно,
и усиленному нагреву вылета электрода. В металлокерамической
ленте легирующие элементы равномерно распределены по ее сече-
нию и длине. Благодаря этому наплавленный металл более одно-
роден, чем при наплавке порошковой лентой. Металлокерами-
ческую ленту можно изготовлять из особо чистых порошков,
например с минимальным содержанием углерода. Эта особенность
очень важна при наплавке аустенитных хромоникелевых сталей
с высокими требованиями к стойкости против межкристаллитной
коррозии (табл. 13-11).
Гранулированные порошки. В качестве присадочного материала
при плазменной и индукционной наплавке используют гранули-
рованные порошки, изготовляемые путем распыления струи
жидкого сплава водой или газом высокого давления. Форма ча-
стиц может быть сферической или осколочной. Сфероидизирован-
ные порошки отличаются хорошей сыпучестью, не застревают
и не зависают в дозирующих устройствах. Для плазменно-порош-
722
Таблица 13-11
* Состав металлокерамической ленты и наплавленного металла, %
Марка ленты Материал с Мп Si Сг Ni Мо Другие элементы
ЛМ-70ХЗМН Лента Наплавленный металл (флюс АН-60) 0,9—1,3 0,70 0,7—1,0 0,8 0,7—0,9 1,0 4,2—5,0 3,0 1,0—1,2 1,0 0,8—1,0 Мо 0,7 Мо —
ЛМ-5Х4ВЗФС Лента Наплавленный металл (флюс АН-60) 0,8—1,0 0,50 =sr0,3 0,8 =$0,3 0,5 5,0—6,0 4,0 — — 3,5—4,5 W; 0,6—0,8 V 3,5 W; 0,4 V
СО ЛМ-00Х21Н9Г Лента Наплавленный металл (флюс АН-26П) sg0,03 0,03 1,0—1,5 1,8 0,3—0,5 0,7 28—30 22,0 11—14 9,0 — —
ЛМ-ДН70ГТЮ Лента Наплавленный металл (флюс АН-60) sg0,02 0,05 1,0—1,5 1,8 ^0,3 0,5 — Остальное » — 28—30 Си; 1,0—1,6 Ti; 0,1 Fe; 26 Си; 0,4 Ti, 4,0 Fe
ЛМ ХН70ГБМТ Лента Наплавленный металл (флюс АН-28) «gO.l 0,1 2,5—3,5 3,0 ^0,2 0,5 22—24 20,0 Остальное 0,8—1,2 1,0 0,8—1,4 Ti; 0,lFe; 2,5—3,5 Nb, 0,5 Ti; 2,5 Nb, 4,0 Fe
ковой наплавки используют сферические порошки с размером
частиц 40—100 мкм. Порошки осколочной формы применяют для
плазменной наплавки по неподвижной присадке и для индукцион-
ной наплавки (табл. 13-12).
Порошки на основе никеля с хромом и бором обеспечивают
наплавленный металл типа Qa и используются для наплавки плун-
жеров водяных и кислотных насосов, уплотнительных поверхно-
стей арматуры, выпускных клапанов дизельных двигателей,
пресс-форм для стекла и т. п. Порошки на основе кобальта позво-
ляют наплавить металл типа N-кобальтовые стеллиты.
Порошок ПН-АНЗО по своему химическому составу соответ-
ствует литым пруткам ВЗК и может заменять их. Порошок
ПН-АН131 содержит бор и дает более твердый и износостойкий,
но несколько менее пластичный металл. После расплавления он
хорошо смачивает наплавляемую поверхность и обеспечивает
отличное формирование валиков. Если требуется получить ко-
бальтовый стеллит повышенной пластичности для деталей, испы-
тывающих резкие теплосмены и знакопеременные нагрузки, то
рекомендуется применять порошок ПН-АН32. Порошок ПН-АНЗЗ
предназначен для плазменной наплавки уплотнительных поверх-
ностей паровой арматуры сверхвысоких параметров.
Составу известного сплава В2К соответствует порошок
ПН-АН20. Металл, наплавленный этим порошком, содержит
по сравнению с другими стеллитами повышенное количество угле-
рода и вольфрама, обладает максимальной твердостью при нор-
мальной и повышенной температурах. Порошкообразный сплав
сормайт 1 (ГОСТ 11545—65) широко используется для индукцион-
ной наплавки рабочих органов почвообрабатывающих машин.
К порошкообразному сплаву сормайт обязательно примешивают
флюсы, обеспечивающие необходимое качество наплавленного
слоя.
Наплавочные смеси. Для дуговой наплавки угольным или гра-
фитовым электродом присадочным материалом являются гранули-
рованные порошки или наплавочные смеси. Широко используется
весьма дешевая наплавочная смесь сталинит, приготовляемая
перемешиванием порошков углеродистого феррохрома, ферромар-
ганца и нефтяного кокса с чугунной стружкой. Эту смесь исполь-
зуют для наплавки ножей бульдозеров, козырьков ковшей экска-
ваторов, листов различных бункеров и транспортеров и других
деталей, испытывающих абразивный износ.
Более износостойкий, но и более хрупкий слой обеспечивает
смесь БХ (50% борида хрома и 50% железного порошка). Замет-
ное применение нашла смесь КБХ—5% карбида хрома (Сг8С2),
5% борида хрома, 60% феррохрома, 30% железного порошка.
Ввиду несовершенства метода легирования, тяжелых условий
труда и малой производительности наплавки, а также в связи
с развитием механизированных способов наплавки применение
наплавочных смесей непрерывно уменьшается.
724
Таблица 13-12
Состав гранулированных порошков
Марка порошка Содержание элементов, % Другие эле- менты Наплавленный металл: тип и твердость HRC
с Si Сг В W Ni
ПГ-ХН80СР2 0,3—0,6 1,5—3,0 12—15 1,5—2,5 Основа 5 Fe Qa; 35—40
ПГ-ХН80СРЗ 0,4—0,8 2,5—4,5 12—16 2,0—3,0 —. » 5 Fe Qa; 45—50
ПГ-ХН80СР4 0,6—1,0 3,0—5,0 13—17 2,5—4,0 —. » 5 Fe Qa; 55—60
ПН-АНЗО 0,9—1,3 1,5—2,5 28—32 — 4-5 2 Со — остальное N; 38—42
2 Fe
ПН-АН31 0,9—1,3 1,5—2,5 28—32 1,2—1,7 4—5 2 С 2 Fe N; 48—50
ПН-АН32 0,7—1,0 1,5—2,5 28—32 — 4—5 12—15 2 Fe N; 37—40
ПН-АНЗЗ 0,9—1,3 2,0—3,0 28—32 — 4—5 2 Со — остальное N; 40—45
5—7 Мо
£ ПН-АН20 1,8—2,5 1,0—2,0 28—32 — 13—15 2 Со — остальное N; 48—55
Порошкообразный сормайт 2,5—3,5 2,9—4,2 25—31 — —• 3—5 Fe — остальное G; 50—56
Таблица 13-13
Состав литых прутков для аргоно-дуговой и газопламенной наплавки, %
Марка сплава с Si Мп Сг Ni w Со Fe
Сормайт прутковый 2,5—3,3 2,8—3,5 1,5 25—31 3—5 Остальное
ВХН-1 0,5—1,2 1,5—2,5 0,5 35—40 50—60 — ——
В2К 1,75—2,25 1,0—2,0 — 28—32 s=2 14—17 48—53 <3
взк 0,9—1,3 1,75—2,75 — 28—32 .<:2 4,0—5,0 58—63 <СЗ
Литые прутки (табл. 13-13). Для газопламенной и аргоно-ду-
говой наплавки, а также иногда в качестве стержней покрытых
электродов используют литые прутки диаметром 6—8 мм и дли-
ной до 400 мм, но не менее 100 мм.
§ 13-4. Техника наплавки
Техника наплавки должна при максимальной произ-
водительности обеспечивать хорошее формирование наплавлен-
ного слоя с целью уменьшения припусков на последующую меха-
ническую обработку наплавленных деталей.
Производительность наплавки и регулирование доли основного
металла. Производительность наплавки обычно оценивают по ко-
личеству металла, наплавленного в единицу времени, например
в кг/ч. Для наплавки плавящимся электродом производительность
zj _ kaICB
и — 1000 ’
где k}l— коэффициент наплавки, г/А-ч; /св—сила сварочного
тока.
Производительность наплавки, выполняемой разными спосо-
бами и приемами, примерно следующая (кг/ч):
Ручная, штучными электродами........................0,8—3
Автоматическая под флюсом:
одним электродом ... ................ 2—15
многоэлектродная................................ 5—30
электродной лентой ............................. 5—30
Автоматическая и полуавтоматическая в углекислом газе 1,5—8
Автоматическая и полуавтоматическая самозащитной
порошковой проволокой:
одним электродом.................... ............... 2—9
двумя электродами .............................. 5—20
Автоматическая самозащитной порошковой лентой:
одним электродом ... ............... 10—20
двумя электродами ..............................До 40
Электрошлаковая:
проволочными электродами..........................20—60
электродом большого сечения ....................До 150
Плазменная:
с токоведущей присадочной проволокой.............. 2—12
по неподвижной присадке ........................1,5—6
плазменно-порошковая............................До 12
с подачей двух плавящихся электродов............ » 30
Механизированная угольным электродом ............... 2—6
Вибродуговая........................................1,2—3
Газоплазменная...................................... До 2
При наплавке лемехов и подобных деталей для их самозатачи-
вания в процессе эксплуатации требуется получение тонких слоев.
В этом случае более удобно производительность наплавки выра-
жать величиной площади, наплавляемой в единицу времени,
например в см2/ч.
726
Приведенные выше значения максим альной производитель-
ности могут быть реализованы не всегда. Например, при наплавке
деталей малого диаметра или тонких деталей нельзя использовать
большую силу тока из-за стекания металла и возможности прожо-
гов. Высокопроизводительная электрошлаковая наплавка или
наплавка лентой часто непригодна для деталей небольшого раз-
мера и сложной формы. Однако достичь более высокой произво-
дительности принципиально возможно при наличии источников
питания соответствующей мощности, более мощных плазменных
горелок и т. п. Но в этом случае при увеличении мощности на-
грева выше определенного предела возрастают до опасных значе-
ний доля основного металла в наплавленном металле и переход
из него вредных примесей, а также увеличивается объем жидкого
металла и укрупняется первичная структура.
В ряде случаев замедленное охлаждение наплавленного слоя
и его отпуск снижают износостойкость и другие качественные
показатели наплавленного слоя. Таким образом, часто возникает
противоречие между возможностью повысить производительность
наплавки за счет увеличения мощности источников нагрева и ка-
чеством наплавленного слоя. При наплавке высоколегированных
сплавов особенно строго должна быть регламентирована доля
основного металла.
Приемы наплавки под флюсом, применяемые для уменьшения
доли основного металла (рис. 13-11), используют при наплавке
открытой дугой. При наплавке электродной лентой достигается
малая глубина проплавления основного металла и появляется
возможность наплавить за один проход валик шириной до 100 мм.
Влияние силы сварочного тока на долю основного металла при
наплавке под флюсом электродной проволокой и лентой показано
на рис. 13-12. Точками А отмечены значения силы тока и доли
основного металла при производительности наплавки около 6 кг/ч.
Сравнивая данные для двух видов электрода, видим, что при рав-
ной производительности при наплавке проволокой доля основного
металла составляет 65%, а при наплавке лентой — всего 20%.
Рис. 13-11. Наплавка под флюсом:
а — электродной лентой;
б — миогоэлектродиая;
в — многодуговая;
г — с поперечным колебанием электрода
727
Рис. 13-12. Влияние силы тока на долю
основного металла при наплавке
под флюсом лентой сечением
0,6X30 мм (/); 0,6X40 мм (2);
0,6X70 мм (3) и проволокой
диаметром 2 мм (4). Точки А со-
ответствуют производительности
6 кг/ч
При многоэлектродной наплавке
в зону дуги одновременно подают
несколько электродов, подключен-
ных к одному полюсу источника сварочного тока. В отличие от
многоэлектродной сварки электроды располагают не вдоль шва,
а в линию перпендикулярно движению наплавочного аппарата.
Дуга периодически перемещается с одного электрода на другой;
при этом образуется общая сварочная ванна с небольшой глуби-
ной проплавления основного металла и формируется широкий
валик.
Повышение производительности при наплавке лентой и не-
сколькими электродами достигается за счет применения большей
силы тока без опасного увеличения глубины проплавления и за
счет формирования широких валиков. При многодуговой наплавке
(рис. 13-11, в) применяется одновременно несколько наплавочных
аппаратов или один аппарат с несколькими изолированными друг
от друга электродами, причем каждый электрод питается от от-
дельного источника тока. Каждая дуга формирует свой валик,
общая ванна не образуется. В этом случае производительность
наплавки повышается за счет применения нескольких сварочных
дуг сравнительно небольшой мощности и обслуживания процесса
одним оператором.
При дуговой наплавке плавящимся электродом для уменьше-
ния доли основного металла также используют такие приемы,
как наплавка на спуск, установка большого вылета электрода,
наклон электрода углом вперед и уменьшение шага наплавки.
При плазменной наплавке также существует ряд приемов,
направленных на уменьшение доли основного металла и увеличе-
ние производительности по сравнению с обычной наплавкой
плазмой прямого действия: плазменно-порошковая наплавка
(рис. 13-13), наплавка с токоведущей присадочной проволокой
(рис. 13-14) и с двумя плавящимися электродами (рис. 13-15).
На этих рисунках обозначено: В — вода, ПГ — плазмообразу-
ющий газ, ЗГ—'Защитный газ, ТГ — транспортирующий газ,
П — присадочный порошок.
При плазменно-порошковой наплавке (рис. 13-13) применяют
специальную горелку с тремя соплами. Во внутреннем рабочем
сопле 2 формируется плазменная струя, по соплу 3 подается при-
садочный порошок, а по соплу 4—защитный газ. Источник 5
служит для зажигания дуги между электродом 1 и соплом 2.
728
Рис. 13-13. Плазменно-порошковая на-
плавка
Рис. 13-14. Плазменная наплавка
с токоведущей присадоч-
ной проволокой
В плазменной струе этой дуги плавится порошок. Источник 6
формирует плазменную дугу прямого действия, которая оплавляет
поверхность изделия и является дополнительным источником
теплоты для плавления присадочного порошка. Регулируя вели-
чину тока обеих плазменных дуг, можно регулировать количе-
ство теплоты, идущей на плавление присадочного порошка и основ-
ного металла. Доля основного металла может регулироваться
в широких пределах.
Для этого процесса наплавки, в отличие от ранее рассмотрен-
ных, меньшая доля основного металла достигается при большей
производительности (рис. 13-16). Это связано с тем, что при уве-
личении подачи гранулированного порошка теплота плазмы рас-
ходуется преимущественно на плавление порошка, а не основного
металла.
Малую долю основного металла и сравнительно высокую
производительность также обеспечивает плазменная наплавка
с токоведущей присадочной проволокой, разработанная в Инсти-
туте металлургии имени А. А. Байкова (см. рис. 13-14). Источни-
ком теплоты для расплавления присадочной проволоки является
двухдуговой разряд. Одна
дуга (маломощная) горит
между вольфрамовым элект-
родом 1 и соплом 2, вторая
(главная) — между вольфра-
мовым электродом и прово-
локой 4. Защитный газ по-
дается по соплу 3. Основной
Рис. 13-15.
Плазменная наплавка с подачей
в ванну двух плавящихся (элек-
тродов
729
Рис. 13-16.
Влияние силы тока дуги прямого
действия на долю основного ме-
талла при различной производи-
тельности плазменно-порошковой
наплавки (данные П. В Гладкого
и Е Ф Переплетчикова)
металл разогревается тепло-
той перегретого расплавлен-
ного металла проволоки и
факелом плазменной струи.
Изменяя при помощи сопротивления 5 и 6 величину тока плаз-
менной дуги и силу тока, проходящего по проволоке, а также
устанавливая необходимое расстояние от изделия до горелки
и торца проволоки, можно регулировать долю основного металла
и производительность наплавки.
Высокую производительность (до 30 кг/ч) обеспечивает плаз-
менная наплавка с подачей в ванну двух плавящихся электродов
(см. рис. 13-15). В этом способе две проволоки 1, подключенные
последовательно к источнику переменного тока 2, подаются в сва-
рочную ванну, создаваемую плазменной дугой прямого действия.
Переменный ток, проходящий через проволоки, нагревает их почти
до температуры плавления. Нагрев проволок регулируется силой
тока и величиной вылета электродов. Сила тока и вылет должны
быть такими, чтобы между проволоками не возникала дуга.
Подогретые электроды и хвостовая часть ванны защищены газом,
поступающим из специального сопла 3, а передняя часть ванны —
плазмообразующим газом.
Основные положения по регулированию доли основного ме-
талла для электрошлаковой наплавки те же, что и для электро-
шлаковой сварки.
Наплавка тел вращения. Наплавку тел вращения вручную
штучными электродами или шланговым полуавтоматом открытой
дугой выполняют отдельными валиками вдоль образующей или
круговыми валиками. В первом случае ось детали располагают
горизонтально, а во втором — вертикально. Наплавка отдель-
ными валиками требует прерывания процесса и вызывает значи-
тельную деформацию детали вследствие несимметричного на-
грева. Для предупреждения коробления необходимо наплавлять
валики на диаметрально противоположные стороны детали. При
механизированных способах наплавки тела вращения лучше всего
наплавлять по винтовой линии или кольцевыми валиками
(рис. 13-17).
Наплавку по винтовой линии целесообразно применять на
деталях небольшого диаметра (менее 100 мм). ^Недостаток этого
способа заключается в необходимости использовать в наплавоч-
ной установке редуктор с большим передаточным числом, который
должен обеспечить небольшую величину шага (примерно 3—15 мм
730
Рис. 13-17. Наплавка тел вращения:
а — по винтовой линии,
б — кольцевыми валиками с прерывистым смещением на щаг;
в — широким валиком
на каждый оборот изделия) ^Поэтому последние конструкции
наплавочных установок, особенно для деталей большого диаметра,
обеспечивают наплавку кольцевыми валиками (рис. 13-17, б).
Подача на шаг осуществляется сравнительно простым электро-
механическим датчиком, который при каждом обороте изделия
дает импульс тока на двигатель тележки, перемещающей напла-
вочный аппарат вдоль оси изделия. Весьма эффективно примене-
ние широкослойной наплавки по схемам, показанным на
рис 13-17, в и 13-11, а, б, г. При средних величинах диаметра
деталей (100—400 мм) целесообразны поперечные колебания
электрода, а при больших — наплавка электродной лентой.
Трудности наплавки тел вращения обусловлены главным обра-
зом опасностью стекания сварочной ванны, которая тем больше,
чем меньше диаметр изделия и чем длиннее сварочная ванна,
(рис. 13-18). Для того чтобы избежать стекания металла, электрод
смещают относительно оси изделия против направления враще-
ния детали и выбирают такой режим наплавки, при котором длина
сварочной ванны не превышает допустимую.
По сравнению с обычной наплавкой одним проволочным элек-
тродом широкослойная наплавка (многоэлектродная, лентой,
с поперечным колебанием электрода) при прочих равных пара-
метрах режима обеспечивает более короткую сварочную ванну.
Поэтому широкослойная наплавка позволяет для данного диа-
метра детали повысить силу тока, а значит повысить и произво-
731
Рис. 13-19. Зависимость оптимальных диапазонов си-
лы тока от диаметра детали, наплавляе-
мой под флюсом:
/ — одним электродом диаметром 3—3.5 мм;
2 — одним электродом диаметром 4 — 5 мм;
3 — тремя электродами диаметром 3—3,5 мм
и лентой сечением 0,5x50 мм
ванны способствует стеканию металла. Кроме
того, при наплавке открытой дугой исклю-
чается операция удаления шлаковой корки,
осуществление которой при наплавке малых
диаметров особенно затруднено.
Величина смещения электрода с зенита
(при наплавке наружных поверхностей) и от
нижней точки (при наплавке внутренних
поверхностей) составляет 10—50 мм; ее выбирают так, чтобы
не происходило ссыпания флюса и затекания шлака вперед (по
направлению вращения детали), а также стекания металла назад.
Окружная скорость составляет 10—60 м/ч (наплавка одним элек-
тродом). Чем меньше диаметр детали, тем меньше должна быть
скорость наплавки. Шаг наплавки (расстояние между осями
двух соседних валиков) назначают в зависимости от толщины
слоя, а также силы тока, напряжения и размеров электрода.
При наплавке одним проволочным электродом шаг наплавки со-
ставляет 3—12 мм. Излишне малый шаг может привести к обра-
зованию подворотов и непроваров, излишне большой — к чрез-
мерно высокой доле основного металла.
Детали малого диаметра на многих предприятиях ремонтируют
при помощи вибродуговой наплавки, которая благодаря вибрации
электрода позволяет вести процесс на малых режимах с периоди-
ческими короткими замыканиями и с переносом электродного
металла мелкими порциями в каждый цикл процесса. Небольшие
размеры сварочной ванны допускают наплавку деталей малого
диаметра с небольшим износом. Подача в дугу или рядом с ней
струи жидкости способствует не только сокращению времени
пребывания металла в жидком состоянии, но и закалке наплавлен-
ного слоя. Сравнительно небольшое тепловложение в деталь при
этом способе позволяет устранить деформации детали.
Металл, наплавленный вибродуговым методом в струе жидко-
сти, имеет дефекты в виде мелких пор и трещин. Из-за этих де-
фектов детали, испытывающие циклическую нагрузку и работа-
ющие на усталость, восстанавливать таким способом недопустимо.
Разработаны и нашли применение разновидности вибродуговой
наплавки под флюсом, в среде углекислого газа, аргона, азота,
водяного пара и в потоке воздуха.
Наплавка конических поверхностей не представляет затруд-
нений, если образующая конуса наклонена по отношению к гори-
зонтальной оси вращения под углом не более 20° (наплавка под
флюсом) и 30—40° (наплавка открытой дугой). При этом наплавку
732
ведут обязательно снизу вверх. При больших углах наклона обра-
зующей конуса наплавку выполняют на специальных станках
и установках, снабженных манипулятором для размещения на-
плавляемой поверхности в горизонтальном положении. Тела
вращения сложной формы можно наплавлять при горизонтальном
положении оси вращения. В этом случае предпочтительно приме-
нение открытой дуги, так как при наплавке под флюсом требуются
специальные флюсоудерживающие приспособления. Наилучшие
результаты все же достигаются при наплавке на специализиро-
ванных станках, позволяющих наклонять ось вращения изделия
так, чтобы наплавляемая поверхность была в горизонтальном или
близком к нему положении.
Наплавку внутренних поверхностей целесообразно выполнять
открытой дугой, так как при этом способе нет необходимости иметь
сложные устройства для подачи и удаления флюса и исклю-
чается чрезвычайно трудоемкая операция удаления шлаковой
корки.
Для наплавки наружных и внутренних цилиндрических по-
верхностей также используют электрошлаковый процесс. По
сравнению с дуговой наплавкой это менее универсальный способ,
но он весьма эффективный в тех случаях, когда на деталь необ-
ходимо наплавить слой металла большой толщины (более 14—
16 мм). Этот способ наплавки, как правило, сочетается с прину-
дительным формированием наплавленного слоя. Поэтому форми-
рующие устройства (кристаллизаторы, ползуны, формы) являются
важнейшим элементом устройств для наплавки, их конструируют
в зависимости от формы и размеров наплавляемой детали
(рис. 13-20).
При электрошлаковой наплавке в качестве электродов исполь-
зуют проволоку, прокатанные или литые стержни и пластины,
а также трубы. Благодаря применению больших токов (несколько
тысяч ампер) и электродов большого сечения достигнута очень
высокая производительность — до 150 кг наплавленного металла
в час. Электрошлаковую наплавку применяют для восстановле-
ния и упрочнения прокатных валков и других деталей.
Рис. 13-20.
Электр ошлаковал наплав-
ка наружных цилиндри-
ческих поверхностей про-
волочным (а) и трубча-
тым (б) электродом:
1 — электрод;
2 — кристаллизатор;
3 — наплавляемая деталь;
4 — наплавленный слой;
5 — сварочная ванна
733
Наплавка плоских поверхностей. При наплавке плоских по-
верхностей, например защитных листов бункерных устройств, но-
жей для резки металла, ножей бульдозеров и т. д., требуется на-
плавить возможно большую площадь при наименьшей глубине про-
плавления основного металла и минимальном короблении деталей.
Простейший способ наплавки под флюсом — наплавка отдель-
ных валиков на таком расстоянии друг от друга, чтобы не нужно
было удалять шлаковую корку отдельно с каждого валика. Шлак
удаляют со всех валиков сразу, затем наплавляют валики в сво-
бодных промежутках, чтобы получить по возможности ровную
поверхность. При таком способе много времени затрачивается
на насыпание и удаление флюса. Провар основного металла
получается глубокий, в результате чего возникает значительное
коробление изделия.
Более совершенна широкослойная наплавка, когда электроду
сообщено поперечное колебательное движение и в каждом крайнем
положении совершается дополнительное движение электрода или
изделия на шаг наплавки. Электрод при этом возвращается к краю
наплавляемой полосы до затвердевания шлаковой корки. В зави-
симости от режима и вязкости применяемого шлака возможна
наплавка полосы шириной до 400 мм без удаления шлаковой корки
и насыпанного флюса. Глубина проплавления в данном случае
может быть уменьшена по сравнению с наплавкой отдельными
валиками, кроме того, меньше затраты времени на удаление
шлаковой корки.
Более производительны многоэлектродная наплавка и на-
плавка электродной лентой (табл. 13-14 и 13-15). Наплавка лен-
той — более надежный процесс благодаря более простой конструк-
ции механизма подачи электрода.
Износостойкую наплавку плоских поверхностей целесообразно
также выполнять порошковой проволокой и лентой открытой
дугой, сообщая электроду поперечные колебания с необходимым
размахом. Так как в данном случае отсутствует шлаковая корка
большой толщины, то размах колебаний электрода практически
Таблица 13-14
Режим трехэлектродной наплавки
под флюсом порошковыми
проволоками ПП-ЗХ2В8 и ПП-АН120
7СВ’ А цд. В Скорость, м/ч
подачи наплавки
500—550 30—32 49 20—25
600—700 30—32 64 26—30
850—900 32—34 83 28—30
неограничен. Это обстоятель-
ство, а также отсутствие затрат
времени на удаление шлаковой
корки и уборку флюса позво-
ляют дополнительно повысить
производительность наплавки.
При наплавке с поперечными
колебаниями электрода наплав-
ляемая полоса может образо-
вываться из общей ванны или
из отдельно сформированных
поперечных валиков.
Наплавку с общей ванной
применяют, если требуется на-
734
Таблица 13-15
Режим наплавки под флюсом электродной лентой
Размер ленты, мм Материал ленты 'св- А UX В Скорость, м/ч
подачи наплавки
0,5X30 Сталь 08кп 500—550 32—34 50,0 6—10
0,5X40 600—650 32—34 43,8 8—12
0,5X40 950—1000 32—36 75,0 10—15
0,5X50 700—750 32—34 43,8 8—12
0,5X50 950—1000 32—35 57,2 10—15
0,5X70 800—850 32—34 32,2 8—12
0,5X70 1200—1300 32—36 50,0 10—12
0,5Х 100 Х18Н9Т 900—950 32—34 50,0 8—12
0,6X65 500—550 30—32 43,0 8—10
1,0X50 Бр АМц 9 4 650—700 35—38 64,0 8—10
0,8Х 100 М-1 1200—1300 30—32 60,0 10—12
плавлять сравнительно узкие полосы (до 100 мм), так как при боль-
ших размерах сварочной ванны во избежание стекания жидкого
металла наплавляемую деталь необходимо устанавливать в строго
горизонтальном положении. Кроме этого, особенно при наплавке
чугуна на сталь, возможно образование трещин с большим рас-
крытием и неблагоприятной ориентацией по отношению к разру-
шающим нагрузкам. При необходимости наплавить за один про-
ход широкие полосы целесообразна наплавка с формированием
отдельных валиков.
На рис. 13-21 представлены границы образования общей
ванны при широкослойной наплавке открытой дугой порошковой
лентой ПЛ-АН101 (см. табл. 13-8 и 13-9) с размахом колебаний
электрода 200 мм. При уменьшении скорости колебаний электрода
и шага наплавки, а также при увеличении силы тока дуги обра-
зуется общая ванна. При прочих равных параметрах режима
этому способствует и уменьшение размаха колебаний. Шагом
наплавки в данном случае называется величина перемещения
электрода в направлении, перпендикулярном к направлению
колебательного движения
электрода. Шаг осущест-
вляется в каждом крайнем
положении электрода.
Рис.' 13-21.
Граница образования общей ванны
при широкослойной наплавке в за-
висимости от силы тока I, скоро-
сти поперечного движения пк и
шага наплавки t
735
Рис. 13-22. Электрошлаковая наплавка пло-
ской (а) и торцовой (б) поверх-
ностей:
1 — электрод,
2 — ползун илн кристаллизатор;
3 — наплавляемая деталь;
4 — наплавленный слой,
5 — сварочная ванна
Электрошлаковую наплавку пло-
ских поверхностей можно произво-
дить при вертикальном, нижнем и
наклонном положениях наплавляе-
мой поверхности. В качестве элект-
родного материала используют про-
волоку сплошного сечения или порошковую, а также прокат
различного профиля и литые стержни (рис. 13-22, а). Попереч-
ные колебания электрода происходят по всей ширине детали.
Для получения устойчивого электрошлакового процесса необхо-
димо, чтобы глубина шлаковой ванны была не менее 30 мм. При
уменьшении глубины ванны до 10—15 мм электрошлаковый про-
цесс переходит в дуговой либо перемежающийся, при этом воз-
можно образование непроваров.
Торцовые поверхности можно наплавлять электродом боль-
шого сечения (рис. 13-22, б). Шлаковая ванна наводится с по-
мощью электропроводного флюса АН-25. Для получения полного
сплавления наплавленного слоя с основным необходимо, чтобы
площадь поперечного сечения электрода была примерно равна
площади наплавляемой поверхности. В противном случае для
получения полного сплавления необходимо применять электрод
переменного сечения либо сообщать электроду соответствующее
перемещение по наплавляемой поверхности.
Наплавка деталей сложной формы. При наплавке деталей
сложной формы возможность визуального наблюдения за дугой
и управление ею имеют большое значение. Наплавка под флюсом,
несмотря на ряд преимуществ, исключает визуальное наблюдение
за формированием валиков, часто требует использования различ-
ных флюсоудерживающих и формирующих устройств, вызывает
пока непреодолимые трудности при работе в различных простран-
ственных положениях.
Еще не найдены надежные и универсальные технические реше-
ния для механизации процесса удаления шлаковой корки, и
в большинстве случаев для выполнения этой операции требуется
тяжелый ручной труд. Поэтому длительное время применялась
малопроизводительная ручная наплавка штучными электродами.
В последние годы при восстановлении и упрочнении многих дета-
лей сложной формы, а также деталей малого диаметра и глубоких
внутренних поверхностей широкое применение нашла автомати-
ческая и полуавтоматическая наплавка самозащитной порошковой
проволокой, разработанной в ИЭС им. Е. О Патона. Простота
736
Рис. 13-23. Стыко-шлаковая наплавка:
1 — изделие;
2 — легированный электрод;
3 — держатель;
4 — медный кокиль. Справа — наплавленное
изделие
процесса, маневренность и возможность по-
лучения практически любого состава наплав-
ленного металла, а также в 3—5 раз более
высокая производительность по сравнению
с наплавкой штучными электродами способ-
ствовали быстрому распространению этого
способа наплавки.
Образующаяся на поверхности валиков
тонкая пленка шлака не мешает наложению
очередных валиков, а значит нет необхо-
димости непрерывно удалять шлаковую корку. Это позволяет
одному оператору обслуживать при автоматической наплавке
несколько аппаратов. При наплавке крупных деталей вместо
порошковой проволоки используют близкую по составу порош-
ковую ленту, что дает дополнительный выигрыш в производи-
тельности. Наплавку сложных деталей также выполняют порош-
ковой или сплошной проволокой в защитных газах.
Для изготовления деталей с торцовой наплавкой сложной
формы используют прием стыко-шлаковой наплавки (рис. 13-23).
Процесс начинается наведением шлаковой ванны на дне водо-
охлаждаемой формы. Электродом служит хвостовик детали с при-
варенной пластиной или прутком из легированного металла,
которые и расплавляются в первую очередь. В момент погружения
хвостовика в шлак скорость подачи сперва уменьшают (для про-
грева торца детали), а затем увеличивают до погружения детали
в металлическую ванну. Происходит сварка хвостовика и отливки.
Таким приемом успешно наплавляют зубья экскаваторов.
§ 13-5. Технология наплавки металла
различного состава
При рассмотрении технологии наплавки наплавлен-
ный металл разделен на типы в соответствии с проектом класси-
фикации МИС.
Нелегированные или низколегированные стали с содержанием
менее 0,4% С типа А в качестве наплавленного металла исполь-
зуют главным образом для восстановления размеров деталей
и образования подслоя при последующей наплавке износостой-
кими сплавами (табл. 13-6, 13-7, 13-8, 13-9). Применяют следу-
ющие способы наплавки: ручную дуговую штучными электродами,
механизированную под флюсом и в защитных газах, реже — элек-
трошлаковую. Типичные составы наплавленного металла: 15ХГ2С,
20Х2Г2М, 20ХГТ, 25ХЗГ2, 08Г, 08ГС и 15Г2С. Последние два со-
47 Заказ Ns 782 737
става получают при помощи стандартной сварочной проволоки
в сочетании с обычными флюсами АН-348-А, АН-60 и ОСЦ-45.
Основные технологические особенности наплавки те же, что
и сварки близких по составу сталей.
Наплавку часто производят на основной металл с повышенным
содержанием углерода (стали 45, 50, 50Х) и серы (35ЛК, ЗОЛ
и т. п.). В данных случаях во избежание появления кристалли-
зационных трещин необходимо использовать приемы наплавки,
обеспечивающие уменьшение доли основного металла (см.
рис. 13-11).
На микроструктуру и твердость наплавленного металла, осо-
бенно в случаях комплексного легирования хромом, никелем
и молибденом, оказывает влияние скорость охлаждения при тем-
пературах распада аустенита. Чрезмерное увеличение скорости
охлаждения может привести к частичному образованию мартен-
сита в околошовной зоне и наплавленном слое. Это сопровождается
увеличением твердости и хрупкости сплава, не говоря уже о воз-
можности образования трещин. Наоборот, чрезмерное уменьше-
ние скорости охлаждения, например при широкослойной на-
плавке, обусловливает распад значительной части аустенита при
высоких температурах с образованием перлита. В результате
снижаются твердость и износостойкость наплавки. При наплавке
массивных деталей оптимальные свойства наплавленного слоя
достигаются при предварительном подогреве до температуры 200—
250° С. При наплавке небольших деталей для подогрева доста-
точно теплоты дуги.
Наплавленный металл типа В (нелегированные или низколеги-
рованные стали с содержанием более 0,4% С) получают при ду-
говой наплавке посадочных мест различных валов, шеек колен-
чатых валов, а также при восстановлении и упрочнении деталей
ходовой части гусеничных машин. Типичные составы наплавлен-
ного металла: 45Х5Г (табл. 13-6), 70ХЗМН (табл. 13-11), 80Х4СГ,
60Х2СМ и др. Основную трудность при наплавке металла этого
типа представляет повышенная склонность наплавленного слоя
к образованию кристаллизационных и холодных трещин. Пред-
варительный подогрев до температуры 350—400° С позволяет
в большинстве случаев избежать трещин. Если наплавленный
металл подлежит механической обработке, то изделие отжигают,
при этом твердость снижается до HRC 20—25. После механиче-
ской обработки следует закалка до HRC 50—60.
Металлы 80Х4СГ и 60Х2СМ наплавляют соответственно элек-
тродами 13КН/ЛИВТ и ЭН-60М, а металлы 45Х5Г и 70ХЗМН —
с использованием легирующего керамического флюса АНК-19
(проволока Св-08А) и металлокерамической ленты ЛМ-70ХЗМН.
Аустенитный высокомарганцевый металл типа С рекомендуется
для наплавки деталей, испытывающих абразивный износ в соче-
тании с сильными ударами. Типичным представителем рассматри-
ваемого типа является сталь ПО Г13, содержащая около 1,2% С
738
Рис. 13-24. Структурные диаграммы марганцевых сталей при быстром (а)
и медленном (б) охлаждении от температуры 1000° С
А — аустенит,
М — мартенсит,
К — карбиды, С — сорбит,
П — перлит, Т — троостит
и 12% Мп. В зависимости от содержания углерода и марганца,
а также скорости охлаждения с высоких температур наплавлен-
ный металл приобретает различную микроструктуру (рис. 13-24)
и свойства.
При быстром охлаждении с температур выше примерно 950° С
стали, содержащие 0,8—1,6% С и 12—20% Мп, приобретают
стабильную аустенитную структуру и отличаются высокой проч-
ностью и пластичностью. Благодаря высокой растворимости
углерода в у-твердом растворе (при большом содержании мар-
ганца) карбиды отсутствуют. В таком состоянии твердость наплав-
ленного металла невелика, всего НВ 180—220.
Примечательным свойством такого наплавленного металла
является способность к упрочнению при холодной деформации
благодаря появлению мартенсита по плоскостям скольжения.
Твердость в деформированной зоне возрастает до НВ 550. Таким
образом, указанные свойства (пластичность сердцевины и высокая
твердость на рабочей поверхности) могут быть реализованы при
условии получения исходной аустенитной структуры и обязатель-
ного воздействия на рабочую поверхность ударов и давлений,
способных вызвать пластическое деформирование. При отсутствии
такого нагружения поверхностный слой не обладает какими-
либо существенными преимуществами и изнашивается подобно
обычной низкоуглеродистой стали.
При медленном охлаждении (см. рис. 13-24) происходит распад
аустенита и выделение карбидов цементитного типа по границам
зерен. Такой наплавленный металл хрупок, склонен к трещинам
и отколам. Выделяются карбиды и при нагреве. Поэтому стали
типа С не рекомендуются для работы при повышенных темпера-
турах, если требуется сохранить их пластичность.
47* 739
Технологию наплавки сталей типа С строят с учетом рассмо-
тренных выше особенностей. Для того чтобы избежать охрупчи-
вания наплавленного слоя и околошовной зоны (при наплавке
на сталь 110 Г13), процесс наплавки необходимо вести с минималь-
ным тепловложением: малые силы тока и напряжения дуги, узкие
валики, повышенная скорость наплавки, периодическое прекра-
щение процесса и изменение места наплавки.
При соблюдении этих условий, а также при наплавке на мас-
сивные детали скорость охлаждения оказывается достаточной
для получения чистоаустенитной структуры. Широкослойную на-
плавку, которая в данном случае создает неблагоприятный тер-
мический цикл, чаще всего применить не удается. Для наплавки
используют штучные электроды и порошковую проволоку.
При наплавке открытой дугой, при прочих равных условиях,
обеспечивается более быстрое охлаждение валиков, чем при на-
плавке под флюсом. Поэтому наибольшее распространение полу-
чила наплавка самозащитной порошковой проволокой, напри-
мер ПП-АН105 (см. табл. 13-8). Наплавленный металл дополни-
тельно легирован никелем (3—4%), при этом увеличивается устой-
чивость аустенита и появляется возможность увеличить крити-
ческую скорость охлаждения. Частым дефектом являются кри-
сталлизационные трещины, которые возникают при повышенном
содержании фосфора. Наплавка стали 110Г13 на углеродистые
стали применяется реже из-за отколов наплавленного слоя.
Технологические особенности наплавки аустенитного хромони-
келевого металла типа D во многом совпадают с особенностями свар-
ки хромоникелевых коррозионностойких сталей (см. гл. 10). При
наплавке на углеродистую сталь важно обеспечить минимальную
долю основного металла и минимальное содержание углерода
в наплавленном слое, если от него требуется повышенная стой-
кость против межкристаллитной коррозии. Поэтому значитель-
ное распространение нашла широкослойная наплавка под флюсом
электродной лентой.
Металлокерамическая лента, изготовляемая из чистых по угле-
роду порошков, позволяет достичь при многослойной наплавке
минимального содержания углерода и высокой стойкости слоя
против межкристаллитной коррозии. Примером такой ленты
является металлокерамическая лента ЛМ-00Х21Н9Г (см.
табл. 13-11), применяемая для наплавки под пемзовидным флю-
сом АН-26 фланцев, патрубков и сосудов химической и нефте-
химической аппаратуры, а также энергетических устройств.
Наплавленный металл типа Е — хромистые стали — в зависи-
мости от содержания углерода и хрома имеет ферритную, полу-
ферритную и аустенитно-мартенситную микроструктуру. При
содержании более 1,0% Си более 10% Сг в структуре появляется
карбидная эвтектика (ледебурит). По своей структуре и свойствам
такие стали приближаются к доэвтектическим высокохромистым
чугунам.
740
Коррозионностойкие хромистые стали применяют для наплавки
деталей общепромышленной газовой и нефтяной трубопроводной
арматуры, работающей при температурах до 400—450° С, плун-
жеров прессов и некоторых видов штампов, а также для наплавки
камер проточного тракта гидротурбин. Для наплавки трубопро-
водной арматуры используют порошковую проволоку с внутрен-
ней защитой ПП-АН106, а для наплавки камер гидротурбин —
порошковую проволоку ПП-АН138 (см. табл. 13-8 и 13-9).
Во избежание образования пор наплавку необходимо выпол-
нять при напряжении дуги не более 24—26 В. Обрезные штампы,
а также уплотнительные поверхности арматуры наплавляют элек-
тродами НЖ-2 (тип ЭН-25Х12-40). При содержании более 0,2% С
наплавленный металл склонен к образованию трещин. Поэтому
применяют предварительный и сопутствующий подогрев до тем-
пературы 300—350° С.
Ледебуритные стали Х12М, Х12ВФ наплавляют под флюсом
порошковыми проволоками ПП-АНЮЗ и ПП-АН104 (табл. 13-8
и 13-9). Наплавка сталей Х12, содержащих 1,8—2,0% С, сопря-
жена с известными трудностями вследствие склонности наплав-
ленного металла к образованию холодных и кристаллизационных
трещин. Если холодные трещины удается устранить подогревом
деталей до температуры 400—550° С и последующим замедленным
охлаждением, то этого не всегда можно достичь в отношении кри-
сталлизационных трещин.
Кристаллизационные трещины в ледебуритных сталях Х12
возникают вследствие выделения в процессе кристаллизации лег-
коплавких карбидных эвтектик. Трещины не возникают при усло-
вии, если наплавленный металл содержит 1,5—2,5% С. При таком
содержании углерода количество эвтектики увеличивается на-
столько, что она свободно перемещается между дендритами аусте-
нита и может «залечивать» трещины. Таким образом, при наплавке
сталей Х12 на низкоуглеродистую сталь необходимо стремиться
к минимальной доле основного металла, в противном случае пер-
вый слой будет поражен кристаллизационными трещинами из-за
недостаточного количества карбидной эвтектики, способной «зале-
чивать» трещины.
Твердость наплавленного металла Х12 сравнительно невысока
и составляет HRC 40—44, что объясняется наличием в структуре
большого количества остаточного аустенита. Твердость можно уве-
личить высоким отпуском при температуре 500—550° С (до
HRC 55—60). Для возможности механической обработки напла-
вленное изделие отжигают. Отжиг заготовок следует выполнять
по изотермическому циклу: нагрев до температуры 870—900° С,
выдержка 1,0—2,0 ч, охлаждение с печью до температуры 700° С,
выдержка 5—8 ч, дальнейшее остывание на воздухе. Твердость
после такого отжига составляет HRC 25—29. Закалку производят
на первичную или вторичную твердость с последующим отпуском
по режимам для инструментальных штамповых сталей типа Х12.
741
Наплавку быстрорежущих сталей типа F применяют преиму-
щественно при изготовлении биметаллического режущего инстру-
мента. Для этого используют штучные электроды марок ЦИ-1М,
ЦИ-1Л, ЦИ-1У (тип ЭН-80В18Х4Ф-60), а также прутки и порош-
ковую проволоку. В связи с развитием производства литого ин-
струмента, при котором широко используют отходы быстрорежу-
щих сталей, изготовление наплавленного инструмента в послед-
ние годы сократилось. Целесообразно наплавлять только много-
лезвийный инструмент больших размеров.
Наплавка быстрорежущих сталей сопряжена с трудностями
из-за склонности наплавленного слоя к образованию трещин. Для
устранения трещин необходимы предварительный и сопутству-
ющий подогрев заготовок до температуры 500—600° С и после-
дующее их охлаждение в печи. Наплавляют в выфрезерованные
в заготовке канавки, расположенные в местах режущих кромок
многолезвийного инструмента. Удаление шлаковой корки из таких
канавок затруднено вследствие заклинивания и высокой темпе-
ратуры заготовки. Поэтому применение наплавки под флюсом
сопряжено со многими неудобствами.
Лучшие результаты могут быть достигнуты при наплавке
порошковой проволокой с внутренней защитой или в защитных
газах. За рубежом ручную наплавку крупных фрез производят,
помещая заготовку в печь с температурой 600—700° С. Печь
снабжена специальным отверстием, через которое имеется доступ
к наплавляемому зубу, причем сварщик защищен от теплового
излучения специальным экраном.
Классический состав быстрорежущей стали, например
марки Р18, выбран исходя из соображений не только высокой
красностойкости, но и хороших технологических свойств (воз-
можности ковки, прокатки и т. п.). Например, увеличение содер-
жания ванадия и углерода в быстрорежущей стали позволяет
увеличить ее красностойкость, но это ухудшает технологические
свойства стали.
При наплавке, когда нет необходимости заботиться о сохране-
нии хорошей пластичности металла в процессе прокатки или ковки,
появляются дополнительные возможности в изменении состава
по сравнению с классическим для получения максимальной красно-
стойкости и износостойкости наплавленного металла. Тем не
менее большая трудоемкость наплавки, трудности механической
обработки наплавленного слоя и его неоднородность по составу
и свойствам сдерживают изготовление и применение наплавлен-
ного инструмента.
Высокохромистые специальные чугуны являются наиболее рас-
пространенным типом наплавленного металла, используемого для
упрочнения деталей, испытывающих абразивный, газоабразивный
и гидроабразивный износ. Более высокой износостойкостью
обладают заэвтектические чугуны, содержащие в структуре пер-
вичные карбиды хрома типа Ме7С3 (рис. 13-25). Дополнительное
742
Рис. 13-25. Упрощенная структурная диа-
грамма наплавленных высоко-
хромистых чугунов
легирование высокохромистого чу-
гуна бором существенно повышает
его абразивную износостойкость, но
снижает ударостойкость.
Высокохромистые чугуны исполь-
зуют для наплавки зубьев экскава-
торов, ножей бульдозеров, деталей загрузочных устройств домен-
ных печей и т. п. Для наплавки металла этого типа разра-
ботано много составов и разновидностей наплавочных мате-
риалов. К ним относятся, например, штучные электроды ЦС-1
и ГН-1 (тип ЭН-У30Х28С4Н4-50), порошковые проволоки
и ленты ПП-АН101, ПЛ-АН101, гранулированные порошки
и др.
Наплавленный металл склонен к образованию холодных тре-
щин, предупредить которые, особенно при наплавке крупных
деталей, очень трудно. Поэтому в большинстве случаев наплав-
ленные детали эксплуатируют с трещинами в наплавленном слое.
Так как эти трещины чаще всего не переходят в основной металл
и мало влияют на абразивную износостойкость и общую работо-
способность детали, то этот дефект часто считается вполне допу-
стимым. Тем не менее при гидро- и газоабразивном износе трещины,
расположенные вдоль потока с абразивными частицами, являются
очагом разрушения наплавленного слоя.
Условия образования холодных трещин при наплавке высоко-
хромистых чугунов исследовали на примере типичного предста-
вителя этого класса — сплава сормайт 1 (300X25H3C3). Наплавку
выполняли порошковой лентой ПЛ-АН 101 одиночными валиками
с поперечными колебаниями на режимах, обеспечивающих фор-
мирование слоя не в общей ванне (см. рис. 13-21). Холодные тре-
щины появляются при температурах ниже 300° С, преимуще-
ственно при 20—250° С, причем скорость охлаждения на темпе-
ратуру образования трещин практически не влияет. Это обусло-
влено близостью величины временных и остаточных напряжений
в наплавленном слое к пределу прочности наплавки при темпе-
ратурах ниже 300° С (рис. 13-26).
Поскольку максимальные напряжения в наплавленном ме-
талле в значительной степени определяются пределом текучести
основного металла о? м, вероятность образования холодных тре-
щин можно в какой-то мере характеризовать отношением Ов/о? м,
где о”— предел прочности наплавленного металла. При о“/о?м > 1
вероятность возникновения трещин невелика. При of/м < 1
трещин тем больше, чем меньше это отношение (см. зоны А и В
на рис. 13-26).
743
A I В
Рис. 13-26.
Зависимость от температуры предела
прочности наплавленного металла <тЕ,
предела текучести основного металла
ат и максимальных продольных напря-
жений в наплавленном слое о2г
А — зона высокой вероятности образова-
ния трещин,
В — зона малой вероятности образования
трещин
Рис. 13-27.
Двухдуговая наплавка порошковой
лентой с поперечным колебанием элект-
рода
о — направление поперечных колебаний
электродов
— направление движения изделия на
шаг наплавки при крайних положе
ииях электродов
Указанные неравенства должны соблюдаться для всего диапа-
зона температур, при которых возможно образование холодных
трещин. Отсюда следует важный практический вывод: для умень-
шения вероятности образования холодных трещин наплавку
необходимо выполнять на основном металле или подслое с воз-
можно низким пределом текучести, применение же подслоя из
легированных сталей с высоким от (что иногда встречается на прак-
тике) приведет к увеличению количества трещин. Предваритель-
ный подогрев деталей до температуры 400—600° С и последующее
замедленное охлаждение в печи позволяют устранить холодные
трещины, но такая технология применима лишь для деталей
небольшого размера и простой формы.
Высокохромистые чугуны обладают повышенной абразивной
износостойкостью при заэвтектической структуре. Поэтому при
наплавке таких чугунов на низкоуглеродистую сталь важно стре-
миться к минимальной доле основного металла, иначе наплавлен-
ный слой из-за разбавления основным металлом будет содержать
мало хрома и углерода и приобретет доэвтектическую или эвтек-
тическую структуру (см. рис. 13-25) с пониженной износостой-
костью.
При наплавке заэвтектического сплава сормайт 1 порошковой
лентой ПЛ-АН 101, сравнительно широко применяемой в про-
мышленности для уменьшения доли основного металла, исполь-
зуют прием, показанный на рис. 13-27. Для того чтобы сохранить
высокую производительность (около 30 кг/ч) при минимальной
доле основного металла, в этом приеме использованы повышенный
вылет электрода, поперечные колебания электрода и умеренные
токи на двух одновременно горящих дугах (рис. 13-28).
Наплавку деталей сложной формы и небольших размеров вы-
полняют шланговыми полуавтоматами порошковыми проволоками
744
с внутренней защитой ПП-АН124, ПП-АН125, ПП-АН170
(табл. 13-8 и 13-9). При наплавке этими проволоками лучшие
результаты по формированию валиков и уменьшению доли основ-
ного металла достигаются при поперечном колебании электрода
с размахом 20—40 мм и вылете электрода 40—70 мм. Силу тока
выбирают в зависимости от размеров и формы детали чаще всего
равной 300—350 А, но возможна наплавка и на токах силой до
500 А. Ток постоянный, обратной полярности. При наплавке
на переменном токе возрастают потери на разбрызгивание.
Хромовольфрамовые теплостойкие стали типа Н используют
для наплавки деталей, подверженных действию больших давле-
ний и теплосмен. Наплавку осуществляют штучными электро-
дами ИН-1 (тип ЭН-ЗОХЗВ8-4О), сплошной и порошковой прово-
локой, а также металлокерамической лентой (см. табл. 13-4,
13-7, 13-8, 13-9, 13-11). Наибольшее распространение получила
наплавка порошковыми проволоками ПП-ЗХ2В8 и ПП-25Х5ФМС
под флюсом АН-20 применительно к восстановлению и упрочне-
нию стальных валков горячей прокатки.
Для предупреждения трещин, снижения внутренних напряже-
ний и получения оптимальной структуры наплавленного металла
необходим предварительный подогрев деталей до температуры
350—400° С. Наиболее удобен индукционный нагрев токами про-
мышленной частоты; массивные детали диаметром свыше 650 мм
целесообразно медленно нагревать в печи. Режим наплавки:
/Св = 300—350 A, U„ = 28—30 В, скорость наплавки 36—•
42 м/ч, шаг 6—8 мм. После наплавки обеспечивают замедленное
охлаждение в утепленном коробе, а для массивных деталей —•
отпуск при температуре 520—540° С и охлаждение вместе с печью.
Наплавку деталей сложной формы и глубоких внутренних
поверхностей выполняют порошковой проволокой с внутренней
защитой (ПП-АН130, ПП-2Х4ВЗФ-0 и др.). Наиболее частым де-
фектом при этом являются поры в наплавленном слое, что связано
с несоблюдением режимов наплавки. Наплавка порошковой про-
волокой с внутренней защитой требует строгого соблюдения реко-
мендуемых для данной проволоки режимов, особенно заданного
напряжения дуги.
При повышении напряжения /:д
дуги ухудшаются условия за- ш
щиты, наплавленный металл обо-
гащается азотом и появляются 900
поры. Проволоке соответствует
700
600
о 20 00 60 S0 100 120 100 мм
Вылет электрода
Рис. 13-28.
Влияние силы тока и вылета элект-
рода на структуру наплавленного
металла Порошковая лента ПЛ-АН 101,
размах колебаний 200 мм, скорость
поперечного перемещения дуги 60 м/ч,
шаг 11—12 мм
745
Рис.
13-29. Влияние напряжения дуги на
содержание азота и образова-
ние пор в металле, наплав-
ленном порошковой проволо-
кой ПП АН130- Д{/т с и
Д(7кр — рабочий и критиче-
ский диапазоны напряжений,
сила тока 300 А
вполне определенный диапазон
напряжений, при котором поры
не образуются (At/Kp). Имеется
также диапазон напряжений, при котором реализуются высокие
наплавочно-технологические свойства проволоки (Д[7Т с): хоро-
шее формирование, минимальное разбрызгивание и т. п. Обычно
проволоку разрабатывают так, чтобы диапазоны ДКкр и ДКТ с
примерно совпадали (рис. 13-29). Применяют постоянный ток
обратной полярности (250—350 А); источник питания должен
иметь жесткую внешнюю характеристику.
Кобальтовые сплавы с хромом и вольфрамом типа N, так назы-
ваемые стеллиты, отличаются замечательными эксплуатационными
свойствами: они способны сохранять твердость при высоких тем-
пературах (см. рис. 13-6), стойки против коррозии и эрозии,
а также имеют отличную износостойкость при сухом трении ме-
талла по металлу. Сам по себе кобальт не обладает высокой жаро-
прочностью, это свойство придают сплавам присадки хрома (25—
35%) и вольфрама (3—30%). Важным компонентом является
и углерод, который образует с вольфрамом и хромом специальные
твердые карбиды, улучшающие сопротивление абразивному из-
носу.
Кобальтовыми сплавами наплавляют клапаны двигателей
внутреннего сгорания, уплотнительные поверхности паровой
арматуры сверхвысоких параметров, матрицы для прессования
цветных металлов и сплавов и др. При наплавке необходимо стре-
миться к минимальному переходу железа из основного металла
в наплавленный, иначе свойства последнего резко ухудшаются.
Наплавленный металл склонен к образованию холодных и кри-
сталлизационных трещин, поэтому наплавку ведут с предвари-
тельным и иногда с сопутствующим подогревом деталей.
Обеспечение минимальной доли основного металла и соблю-
дение необходимых термических условий являются наиболее
важными особенностями технологического процесса наплавки
кобальтовых сплавов. Наплавку осуществляют газовым пламенем
прутками из сплавов В2К и ВЗК, а также покрытыми электро-
дами ЦН-2 (тип ЭН-У18К62Х30В5С2-40) со стержнем из
прутка ВЗК- Так как применяется подогрев деталей до темпера-
туры 600—700° С, то доля основного металла велика (до 30%),
и для получения минимального содержания железа наплавку
приходится выполнять в три слоя. Это увеличивает расход весьма
746
дорогого наплавочного материала и повышает трудоемкость
работ.
Многие трудности устраняются при плазменно-порошковой
наплавке (см. рис. 13-13) с использованием гранулированных
порошков. Благодаря особенностям этого способа наплавки доля
основного металла не превышает 10% и заданный химический
состав наплавленного металла достигается уже в первом слое
(рис. 13-30).
Плазменно-порошковую наплавку выполняют на следующем
режиме: сила тока дуги прямого действия 180—220 А, сила тока
косвенной дуги 70—90 А, скорость наплавки 2—4 м/ч, подачи
порошка 2—3,5 кг/ч, расход плазмообразующего, транспортиру-
ющего и защитного газа (аргона) соответственно 1,5—2, 7—9
и 15 л/мин. Размах и число колебаний горелки соответственно
20—40 мм и 45—60 кол/мин. При существующих конструкциях
горелок производительность наплавки может быть повышена
до 6—8 кг/ч, тогда как при ручной наплавке штучными электро-
дами она составляет 1,5—2 кг/ч. Дополнительный выигрыш полу-
чается и в экономии наплавочного материала, так как нет необхо-
димости производить многослойную наплавку.
Гранулированные порошки во избежание образования пор
и шлаковых включений должны содержать не более 0,08% кисло-
рода. В качестве основного металла при наплавке кобальтовых
сплавов служат хромоникелевые коррозионностойкие стали, жа-
ропрочные сплавы на никелевой основе, а также низколегирован-
ные стали.
Никелевые сплавы с хромом и бором типа Qa сохраняют высо-
кую твердость при нагреве до температуры 600—700° С, обладают
жаростойкостью до температуры 950° С и хорошей коррозионной
стойкостью в борной, хромовой, муравьиной, лимонной, уксусной
и других кислотах, в растворах хлоридов, каустической соде,
Рис. 13-30. Макрошлиф однослойной наплавки Плазменно-порошковая на-
плавка гранулированным порошком ПН-АН132
747
ртути, жидком свинце, расплавленном стекле и прочих агрессив-
ных средах. Эти сплавы применяют для наплавки и металлизации
плунжеров водяных и кислотных насосов, уплотнительных по-
верхностей трубопроводной арматуры для паропроводов, выпуск-
ных клапанов дизельных двигателей, пресс-форм для стекла и т. п.
Используют преимущественно плазменно-порошковую на-
плавку (табл. 13-12). Плазменную наплавку с присадкой по-
рошка ПГ-ХН80СР2 выполняют без подогрева. При наплавке
с присадкой порошков ПГ-ХН80СРЗ и ПГ-Н80СР4 для преду-
преждения трещин необходим предварительный подогрев соответ-
ственно до температур 320—380 и 380—450° С. Крупные заготовки
арматуры из стали 12Х1МФ с этой целью подогревают и до более
высокой температуры. Режимы плазменно-порошковой наплавки
примерно те же, что и для кобальтовых сплавов (см. выше), но
в связи с более низкой температурой плавления присадочных
порошков силу тока дуги прямого действия устанавливают на
20—25% меньше.
При наплавке возможны дефекты в виде пор и шлаковых вклю-
чений. Это в большинстве случаев вызвано повышенным содер-
жанием в присадочных порошках кислорода. Этих дефектов нет,
если порошок содержит менее 0,12% кислорода.
Никелевые сплавы с молибденом типов Qa и QB обладают
высокой жаропрочностью, хорошей стойкостью против терми-
ческой усталости в условиях большого числа теплосмен, мало
склонны к образованию трещин. В зарубежной практике их ис-
пользуют для наплавки контактных поверхностей конусов и чаш
доменных печей (сплав хастелой С). Подобные свойства наплавлен-
ного металла обеспечивает сплав инконель, наплавляемый ме-
таллокерамической лентой ЛМ-ХН70ГБМТ (табл. 13-11) под
флюсом АН-28.
Карбидные сплавы типа Р благодаря высокому содержанию
твердых карбидов вольфрама отличаются особо высокой стой-
костью против абразивного изнашивания. Этими сплавами напла-
вляют буровой инструмент, детали режущих органов землеройных
машин, детали загрузочных устройств доменных печей.
Карбидные сплавы, вернее карбидные композиции, характерны
тем что они не имеют строго определенного химического состава
и при их формировании карбид вольфрама не кристаллизуется
из расплава (подобно, например, карбидной фазе в сплавах
типа G), а вводится в сплав-связку в виде заранее приготовлен-
ных зерен нужного размера и формы. Износ карбидных компози-
ций протекает, как правило, избирательно: матрица сплава изна-
шивается быстрее и выступающие зерна карбидов воспринимают
на себя основную нагрузку.
Технология и техника наплавки карбидных композиций
должны обеспечивать введение в сварочную ванну частиц износо-
стойкой фазы определенною размера и формы, причем эти частицы
должны в минимальной степени растворяться в сплаве-связке
748
и не претерпевать нежелательных превращений в результате тем-
пературного воздействия сварочного цикла.
Обеспечить такие условия при дуговой наплавке плавящимся
электродом в полной мере не удается. Для преодоления этих
трудностей ведутся интенсивные исследования. Указанные выше
примечательные свойства карбидных композиций пока реализо-
ваны более полно при таких сравнительно низкотемпературных
процессах, как индукционная и газопламенная наплавка, а также
при пропитке зерен литого карбида вольфрама легкоплавким
сплавом с использованием печного нагрева. Перспективно приме-
нение плазменной наплавки по схемам, указанным на рис. 13-13
и 13-15.
Наибольшее распространение получила наплавка литым кар-
бидом вольфрама (релитом), который представляет собой эвтекти-
ческий сплав карбидов WC и W2C. Релит выпускают в виде зерен
различного размера (0,2—3 мм) и в виде стальных трубок, запол-
ненных карбидом (трубчато-зернистый сплав, ТЗ). В последнем
случае масса оболочки составляет около 20%, карбидных зерен —
около 60%. Ввиду дефицитности вольфрама ведутся интенсивные
исследования по применению карбидов менее дефицитных метал-
лов и других тугоплавких соединений высокой износостойкости.
Наплавка бронзы, меди и медноникелевых сплавов необходима
при замене крупных бронзовых деталей узлов трения стальными,
наплавленными бронзой. Ручная наплавка бронзы покрытыми
электродами — весьма тяжелый и трудоемкий процесс. Для этой
цели можно применять наплавку под флюсом сплошной проволо-
кой Бр.АЖМц 10-3-1,5, лентой из бронзы Бр.АМц 9-2 (под флю-
сом АН-20), а также порошковыми проволоками ПП-Бр.ОЦС6-6-3
и ПП-Бр.ОС8-21 (под флюсом АН-60). Для наплавки в азоте
разработаны порошковые проволоки ПП-Бр.АЖ9-4А и
ПП-Бр.ОС-Ю-ЮА.
При наплавке слоя бронзы на сталь часто возникают поры,
причиной которых являются водород и пары воды. Алюминиевая
бронза, интенсивно поглощая водород в жидком состоянии, при
кристаллизации выделяет его вследствие снижения растворимости.
Высокая склонность к пористости алюминиевомарганцевой
бронзы Бр.АМц 9-2 обусловлена значительной газонасыщенностью
проволоки, применяемой для наплавки. Для предупреждения
образования пор проволоку следует подвергать вакуумному от-
жигу.
Из существующих флюсов наибольшую стойкость против обра-
зования пористости при наплавке оловянной и свинцовой бронз,
а также меди обеспечивает флюс АН-60. При наплавке цинкосодер-
жащих бронз (типа Бр.ОЦС) пористость устраняется введением
в порошковую проволоку раскислителей. Эффективным раскисли-
телем в данном случае может быть силикокальций.
Уменьшение доли основного металла при наплавке на сталь
обеспечивается применением электродной ленты и многоэлектрод-
749
ной наплавки, при этом доля основного металла в зависимости
от режимов наплавки составляет 5—20%. Минимальная доля
основного металла и небольшая зона переменного состава обеспе-
чиваются при плазменной наплавке по схеме, приведенной на
рис. 13-14.
Наплавку бронзы и меди на сталь с минимальным проплавле-
нием основного металла можно получить и при помощи электро-
шлакового процесса. Специальные флюсы на основе фторидов
позволяют поддерживать устойчивый электрошлаковый процесс
при температурах 1100—1300° С, т. е. ниже температуры плавле-
ния стали. Наплавку выполняют пластинами или плавящимся
мундштуком.
Наплавку медноникелевого сплава типа монель выполняют
металлокерамической лентой ЛМ-ДН70ГТЮ под флюсом АН-60
(табл. 13-11). Основной трудностью при наплавке металла этого
типа на сталь является склонность наплавленного металла к воз-
никновению пор и кристаллизационных трещин. Эти дефекты
устраняют введением в электродную ленту 0,2—0,4% СаА12 (алю-
мокальция) благодаря связыванию азота в стойкие нитриды каль-
ция. Кроме того, кальций, связывая азот, а также кислород
и серу в стойкие и тугоплавкие соединения, рафинирует и моди-
фицирует наплавленный металл, в результате чего увеличивается
стойкость против образования кристаллизационных трещин. На-
плавку металлокерамической лентой сечением 1 Х45 мм выпол-
няют на режиме /св = 800 т-900 A, U„ = 26 -: 28 В, ин = 10 м/ч.
При этом достигается производительность около 30 кг/ч.
Методы неразрушающего
контроля качества
сварных соединений
К неразрушающим методам контроля качества свар-
ных соединений относятся контроль на непроница-
емость (керосином, сжатым воздухом, вакуумирова-
нием, масспектрометрическими течеискателями); ма-
гнитные и электромагнитные; люминесцентный и
цветной, применяемые преимущественно для обна-
ружения дефектов, выходящих на поверхность; ра-
диационные, ультразвуковые и магнитографические,
применяемые для обнаружения скрытых, внутрен-
них дефектов.
Рассмотрим радиационные, ультразвуковые и ма-
гнитографические методы контроля, которые нашли
широкое применение в промышленности.
§ 14-1. Радиационные методы контроля
Наиболее распространенные методы неразрушающего
контроля — радиационные — преимущественно ис-
пользуют для контроля рентгеновские и гамма-лучи.
Для контроля качества сварных соединений при-
меняют переносные рентгеновские установки
РУП-120-5, РУП-200-5, а также передвижные рент-
геновские установки РУП-150/300 и РУП-400-5
(табл. 14-1).
Техника контроля. Существуют следующие методы
регистрации дефектов: фотометод с прямой фиксацией
дефектов на фотопленке; флюроскопический или рент-
геноскопический метод с обнаружением дефектов
по свечению экрана непосредственно или при помощи
электронно-оптического усилителя; ионизационный
метод с фиксацией дефектов ионизационной камерой
и различными счетчиками.
При любом из перечисленных методов пучок рент-
геновских или гамма-лучей направляется на контро-
лируемый сварной шов. Проходя сквозь него, лучи
частично поглощаются и действуют на находящийся
751
Таблица 14-1
Максимальные характеристики рентгеновских установок
Характеристика РУП-150/300 РУП-120-5 РУП-200-5 РУП-400-5
Напряжение, кВ Сила тока, мА Толщина просвечивав- 250 120 200 400
10 5 5 5
мой стали, мм . 60 15 40 80
за швом индикатор-фотопленку, люминесцентный экран или
ионизационный прибор. Дефекты шва вследствие их меньшей
поглощающей способности пропускают больше лучей, чем здо-
ровые участки шва. Различие интенсивности лучей фиксирует
соответствующий индикатор. На фотопленке и экране дефекты
изображены в виде полос и пятен, что позволяет, в отличие от
ионизационного метода, определять их характер.
Наибольшее распространение получил фотометод, позволя-
ющий определять в шве трещины, непровары, поры и шлаковые
включения размером 1% и более толщины контролируемого шва.
Для просвечивания сварных соединений большой толщины при-
меняют жесткое излучение (с малой длиной волны), а для малой
толщины — мягкое излучение.
Чувствительность фотографического метода определяется
минимальной величиной обнаруживаемого дефекта Согласно
ГОСТ 7512—69, чувствительность определяется при помощи
специальных эталонов — проволочных и пластинчатых.
В последнее время начали применять рентгеноскопический
метод контроля с использованием электроннооптических преобра-
зователей и монокристаллических экранов в сочетании с теле-
визионными системами, преобразующими рентгеновское изобра-
жение в видимое. Установки типа РИ (рентгенотелевизионный
интроскоп) отечественного производства позволяют надежно кон-
тролировать сварные соединения с чувствительностью, прибли-
жающейся к чувствительности фотометода, и с более высокой
производительностью. Преимущество этого метода — возмож-
ность механизации процесса контроля.
Рентгенотелевизионные интроскопы (типа РИ-10Т и РИ-20Т)
предназначены для дистанционного визуального обнаружения,
фоторегистрации и фиксации расположения внутренних дефектов
в сварных соединениях, отливках и других изделиях. В процессе
контроля изделие перемещают с определенной скоростью отно-
сительно экрана входного блока интроскопа, преобразующего
прошедшее через контролируемое изделие рентгеновское излу-
чение в оптическое изображение. Это изображение передается
телевизионной системой для воспроизведения его на экране
кинескопа.
752
Интроскопы могут работать с различными источниками тор-
мозного рентгеновского излучения, например с рентгеновским
аппаратом РУП-150-10. Интроскопы обеспечивают воспроизведе-
ние позитивного и негативного изображений контролируемого
участка изделия, позволяют изменять масштаб изображения,
а также поворачивать его на определенный угол.
В качестве индикатора рентгеновских или гамма-лучей можно
применять электрорентгенографическую (ксерографическую) пла-
стину. Такой метод регистрации лучей получил название ксеро-
графического. Процесс получения рентгеновского изображения
на пластине состоит из операции электрической зарядки чувстви-
тельного слоя пластины, экспонирования и проявления изоб-
ражения. В качестве чувствительного слоя применяется
селен; пластины (подложки) изготовляют из алюминиевого
сплава.
После экспонирования на пластине появляется скрытое изобра-
жение, для проявления которого поверхность пластины покры-
вают наэлектризованным порошком. При помощи обычной писчей
бумаги получают отпечаток. Пластины могут быть использо-
ваны многократно. Преимущества ксерографического метода:
дешевизна, высокие производительность и чувствительность.
Методика выявления дефектов. При контроле стыковых соеди-
нений луч направляют перпендикулярно шву. Для выявления
возможных непроваров по скосам кромок луч необходимо напра-
влять по скосам кромок. При контроле нахлесточных и тавровых
соединений лучи направляются под углом 45° к плоскости листа
или полки тавра, а также по скосам кромок. Кольцевые швы
труб и котлов диаметра 500—1500 мм просвечивают за одну экс-
позицию с расположением источника излучения в центре изделия.
Швы труб малого диаметра просвечивают через две стенки (коль-
цевые швы — с трех или более положений) При больших диа-
метрах изделий их просвечивают по частям при расположении
источника внутри или снаружи
Оценка качества сварных соединений. Качество сварных соеди-
нений оценивают по рентгеновским и гамма-снимкам, которые
не должны иметь царапин, пятен, отпечатков пальцев и других
дефектов. По всей длине снимка должно быть четкое изображение
сварного шва, эталона-дефектометра и маркировочных знаков.
Величина и количество дефектов, выявленных снимками
в швах, и степень их допустимости в данном сварном соединении
устанавливаются техническими условиями. Для приемки и браковки
сварных соединений стальных сосудов, работающих под давле-
нием, в СССР разработаны нормы оценки дефектов по трехбалль-
ной системе. Сварные швы, оцененные баллами 3 и 2, считаются
приемлемыми без исправления, а баллом 1 — подлежат испра-
влению.
Рентгеновские и гамма-лучи могут оказывать вредное действие
на человеческий организм, если доза излучения превышает допу-
48 Заказ № 782 753
стимую. Поэтому при радиационной дефектоскопии необходимо
строго соблюдать существующие правила техники безопасности.
§ 14-2. Ультразвуковая дефектоскопия
При ультразвуковой дефектоскопии (УЗД) сварных
соединений дефекты выявляют при помощи ультразвуковых
волн (УЗВ). Ультразвуковыми волнами называются упругие
колебания материальной среды с частотой выше слышимости
человеческого уха, т. е. выше 16 кГц.
Для дефектоскопии сварных швов наиболее широко приме-
няются поперечные (колебание частиц среды происходит перпен-
дикулярно направлению распространения волны) и продольные
(колебание частиц среды происходит вдоль направления распро-
странения волны) ультразвуковые волны.
В УЗД применяют пьезоэлектрический способ получения УЗВ,
заключающийся в преобразовании некоторыми естественными или
искусственными пьезокристаллами механических колебаний
в электрические (прямой пьезоэффект) и электрических в механи-
ческие (обратный пьезоэффект).
Ввод ультразвука перпендикулярно поверхности изделия осу-
ществляется прямыми (нормальными) и наклонными (призмати-
ческими) искателями. В любом искателе пьезопластина излучает
продольную волну. Ультразвуковая дефектоскопия сварных со-
единений осуществляется преимущественно наклонными иска-
телями, посылающими волну под углом к поверхности изделия.
При определенных углах (30, 40 и 50°) в контролируемой среде
распространяются поперечные волны с углом преломления—углом
наклона акустической оси искателя (40, 51, 62° для стали).
Для ввода ультразвука в металл пространство между излу-
чающей плоскостью искателя и поверхностью металла заполняют
контактирующей средой — минеральным маслом или водой (эмуль-
сией). В зависимости от толщины слоя контактирующей среды
различают контактный и иммерсионный способы обеспечения
акустического контакта.
Введенные в изделие в виде зондирующего импульса ультра-
звуковые колебания, встретившись с несплошностью (дефектом)
или поверхностью раздела двух сред, отражаются от нее под
углом, равным углу падения. Часть ультразвуковой энергии после
отражения возвращается к искателю и фиксируется дефектоско-
пом. Величина отраженной энергии при прочих равных условиях
будет зависеть от величины, ориентации и формы (характера)
поверхности отражателя.
Различают три основных метода ультразвуковой дефектоско-
пии: теневой, зеркально-теневой и эхо-метод. Для контроля свар-
ных соединений наиболее широкое применение получил эхо-
метод, при котором признаком обнаружения дефекта является
прием искателем эхо-импульса от самого дефекта.
754
Для выявления дефектов в швах применяют способы прозву-
чивания прямым однократно, двукратно или многократно отра-
женным лучом. Основными измеряемыми характеристиками вы-
явленных дефектов, кроме амплитуды эхо-сигнала и координат,
являются условная протяженность и условная высота дефекта,
условное минимальное расстояние между дефектами, число дефек-
тов на определенной длине шва.
Основные параметры контроля эталонируют при помощи ком-
плекта эталонов согласно ГОСТ 14782—69. Метод УЗД позволяет
автоматизировать процесс контроля с применением специализи-
рованных установок. Для выявления дефектов применяют ультра-
звуковые дефектоскопы ДУК-1 ЗИМ и др.
Дефектоскоп ДУК-13ИМ—специализированный прибор для
контроля сварных швов. Индикация дефектов происходит по
импульсам, возникающим на экране электроннолучевой трубки,
а также по появлению звука в телефонных наушниках. Чувстви-
тельность дефектоскопа регулируется в широких пределах и обес-
печивает выявление дефектов в стали с эквивалентной площадью
2—3 мм2 на глубине до 100 мм. Для определения координат дефек-
тов, а также измерения толщины изделий в дефектоскопе имеется
электронный глубиномер. Благодаря наличию электронной лупы
возможен контроль изделий по слоям. Величина контролируемого
слоя регулируется в пределах 8—500 мм. Прибор работает от
сети переменного тока напряжением 220 или 36 В, а также от
аккумуляторной батареи напряжением 12 В. Масса прибора
около 4 кг.
§ 14-3. Магнитографический метод контроля
Метод основан на обнаружении магнитных полей
рассеяния, возникающих в местах дефектов при намагничивании
контролируемых изделий. Поля рассеяния от дефектов фикси-
руются в виде магнитных отпечатков на эластичном магнитоно-
сителе (магнитной ленте), плотно прижатом к поверхности шва.
Процесс контроля состоит из двух основных операций: нама-
гничивания изделий специальными устройствами, при котором
поля дефектов записываются на магнитную ленту; воспроизведе-
ния или считывания записи с ленты, осуществляемого магнито-
графическим дефектоскопом. Магнитографический метод кон-
троля можно применять для проверки сплошности стыковых
швов, плоских изделий и труб различных диаметров, изготовлен-
ных из ферромагнитных металлов, с толщиной стенки 1—16 мм.
Контролю подвергают швы с равномерным усилением и нор-
мальной чешуйчатостью без видимых наружных дефектов: трещин,
наплывов, подрезов, пор, недопустимых смещений и т. п. Перед
контролем швы и прилегающие зоны очищают от грязи, остатков
шлака и металлических брызг.
Применяют двухслойные магнитные ленты типа МК-1 и МК-2,
состоящие из целлюлозной или другой эластичной основы и ма-
48* 755
гнитного слоя. Ленту магнитным слоем накладывают на контро-
лируемый шов и плотно прижимают к нему резиновым поясом.
Затем шов подвергают намагничиванию с одновременной записью
полей рассеяния на ленту. Ленту снимают со шва, наматывают
на кассету и доставляют к месту, где находится воспроизводящая
аппаратура.
Намагничивающие устройства — это электромагниты, подраз-
деляемые на подвижные и неподвижные. Швы намагничиваются
постоянным магнитным полем, направленным поперек шва.
Воспроизведение магнитной записи осуществляется магнито-
графическим дефектоскопом, основным элементом которого
является воспроизводящая магнитная головка. Последняя пре-
образует зафиксированные на ленте магнитные сигналы. Инди-
кация сигналов осуществляется при помощи электроннолучевых
трубок. Для определения величины дефектов магнитографичес-
кие дефектоскопы настраивают по эталонным лентам, записанным
на контрольных образцах сварных соединений.
Характер дефектов определяют по видеоиндикатору. Форма
изображения на экране соответствует форме дефекта, а степень
почернения характеризует его глубину. Трещины характери-
зуются наличием извилистых темных линий с большой контраст-
ностью, непровары — прямых линий, шлаковые включения —-
темных пятен и т. д.
Применяют магнитографические дефектоскопы типов МД-9,
МД-11, МДУ-1, МГК-1 и др. с комплектом намагничивающих
устройств, предназначенных для магнитографического контроля
качества сварных швов трубопроводов, листовых и других кон-
струкций. В дефектоскопе МД-9 индикация дефектов осуще-
ствляется визуально в виде неподвижных импульсов на экране
электроннолучевой трубки. Дефектоскоп МД-11 с растровой раз-
верткой позволяет получать на экране изображение воспроиз-
водимого участка сварного шва (видеоиндикация). Дефектоскоп
МДУ-1 —• универсальный, позволяет получать на экранах двух
электроннолучевых трубок импульсную и видеоиндикацию маг-
нитограммы полей дефектов. Усовершенствованной модифика-
цией этого дефектоскопа является МДУ-2У, на двухлучевой трубке
которого возникают одновременно телевизионное изображение
участков швов и импульсное изображение сигналов от дефектов.
Наибольшее распространение метод магнитографического кон-
троля получил при проверке качества сварных стыков трубопро-
водов. Результаты этого контроля оценивают в соответствии
с требованиями строительных норм и правил.
Список литературы
1. Алов А. А. Основы теории процессов сварки и пайки.
М., «Машиностроение», 1964, 272 с.
2. Бельфор М. Г., Каленский В. К-, Литвинчук М. Д.
Оборудование для автоматической и полуавтоматической сварки
и наплавки. М., «Высшая школа», 1967, 172 с.
3. Гермаи С. И. Электродуговая сварка теплоустойчивых
сталей перлитного класса. Изд. 2-е, М., «Машиностроение»,
1972, 200 с.
4. Гуревич С. М., Рабкин Д. М. Зварювання кольорових
метал!в i ix сплав!в. Киш, Держтехвидав УРСР, 1964, 120 с.
5. Заруба И. И. и др. Сварка в углекислом газе. Изд. 2-е,
Киев, «Техшка», 1966, 291 с.
6. Земзин В. Н. Сварные соединения разнородных сталей.
М.—Л., «Машиностроение», 1966, 232 с.
7. Касаткин Б. С., Мусияченко В. Ф. Низколегированные
стали высокой прочности для сварных конструкций. Киев,
«Техшка», 1970, 188 с.
8. Каховский Н. И. Сварка нержавеющих сталей. Киев,
«Техшка», 1968, 312 с.
9. Лашко Н. Ф., Лашко С. В. Некоторые проблемы свари-
ваемости металлов, М., Машгиз, 1963, 300 с.
10. Лившиц Л. С., Гринберг Н. А., Куркумелли Э. Г. Ос-
новы легирования наплавленного металла. М., «Машинострое-
ние», 1969, 188 с.
11. Макара А. М., Мосеидз Н. А. Сварка высокопрочных
сталей. Киев, «Техшка», 1971, 140 с.
12. Медовар Б. И. Сварка аустенитных сталей и сплавов.
Киев, «Техника», 1964, 184 с.
13. Медовар Б. И. Сварка жаропрочных аустенитных ста-
лей и сплавов. М , «Машиностроение», 1966. 430 с.
14. Медовар Б. И. и др. Аустенитно-боридные стали и
сплавы для свариваемых конструкций. Киев, «Наукова думка»,
1970, 148 с.
15. Назаренко О. К. и др. Электронно-лучевая сварка.
М., «Машиностроение», 1966, 127 с.
16. Назаров С. Т. Методы контроля качества сварных соеди-
нений. М , «Машиностроение», 1964, 128 с.
17. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет,
проектирование и изготовление сварных конструкций. М.,
«Высшая школа», 1971, 760 с.
18. Патон Б. Е. (ред.) Технология электрической сварки
плавлением, Москва—Киев, Машгиз, 1962, 663 с.
19. Патон Б. Е. (ред.) Электрошлаковая сварка. Изд. 2-е,
Москва—Киев, Машгиз, 1959, 410 с.
757
20. Патон Б. Е., Кубасов В. Н. Эксперимент по сварке металлов в кос-
мосе. — «Автоматическая сварка», 1970, Я» 5, с. 7—12.
21. Патои Б. Е., Лебедев В. К. Электрооборудование для дуговой и шлаковой
сварки. М., «Машиностроение», 1966, 359 с.
22. Патон Е. О. (ред.) Автоматическая электродуговая сварка. Киев—•
Москва, Машгнз, 1953, 396 с.
23. Петров Г. Л., Тумарев А. С. Теория сварочных процессов. М., «Высшая
школа», 1967, 508 с.
24. Пщгаэцький В. В. Пори, включения i трщини в зварних швах. Киев,
«Технпса», 1970, 236 с.
25 Прохоров Н. Н. Физические процессы в металлах при сварке. Т. I,
М., «Металлургия», 1968, 695 с.
26. Рыкалин Н. Н. Расчеты тепловых процессов при сварке. М., Машгиз,
1961, 296 с.
27. Рябоконь Н. Г. Механизация и автоматизация технологических процес-
сов сварочного производства. М., Машгиз, 1963, 276 с.
28. Севбо П. И. Комплексная механизация и автоматизация сварочных про-
цессов. Киев, «Наукова думка», 1964, 87 с.
29. Стеренбогеи Ю. А. и др. Сварка и наплавка чугуна. Киев, «Наукова
думка», 1966, 210 с.
30. Таубер Б. А. Сборочно-сварочные приспособления и механизмы. М.,
Машгиз, 1951, 415 с.
31. Фрумин И. И. и др. Технология механизированной наплавки. М., «Выс-
шая школа», 1964, 304 с.
32. Фрумин Й. И. Автоматическая электродуговая наплавка. Харьков,
Металлургиздат, 1961, 421 с
33. Фролов В. В. (ред.). Теоретические основы сварки. М., «Высшая школа»,
1970, 392 с.
34. Хренов К- К- Сварка, резка и пайка металлов. Изд. 3-е, М., «Машино-
строение», 1970, 408 с.
35. Электроды для дуговой сварки и наплавки. Каталог, Киев, «Наукова
думка», 1967, 440 с.
Предметный указатель
А
Азот 96—98, 310—312, 373, 669
Алюминий и его сплавы:
особенности сварки 128—129, 140—
141, 638
----плазменно-дуговой 648
----по флюсу 643
----электроннолучевой 649
----электрошлаковой 646
----электродами неплавящимися
642, 647—648
------плавящимися 642—643, 649
сварочные проволоки 289, 292
— флюсы 362
свойства сварного соединения 640—•
642
состав 637
Аппаратура для наплавки:
дуговой 429—430
электрошлаковой 430—435
Аппаратура для сварки дуговой:
автоматы 376, 392—409, технические
данные 410
источники питания 377—392
оборудование для электрошлаковой
430—440, технические данные 443
полуавтоматы 411—415, технические
данные 416—417
приспособления сборочно-сварочные
444—453
установки 453—457
Аргон 366—367, 611—614, 648, 650,
657, 669
Б
Баланс теплоты при сварке:
дуговой 57
электроннолучевой 60
электрошлаковой 58
Бериллий и его сплавы, особенности
сварки 652—653
Бронза 292—293, 666—673
В
Ванадий, особенности сварки 678—
679
Ванна:
влияние формы на стойкость против
трещин 234—236
основные параметры 216—218
сварочная, формирование и кристал-
лизация 81—89
шлаковая, форма и кристаллизация
46, 89—91
Включения неметаллические 260:
нитридные 264, 265
оксидные 260—262
сульфидные 262, 263
фосфорсодержащие 263, 264
шлаковые 276
Водород 96—98, 312—313, 372, 669
Вольфрам, особенности сварки 681
Выпрямители сварочные, технические
данные 386—387
Г
Газы защитные активные 370—373:
азот 373, 669
водород 372
смеси 371—372
углекислый газ 370, 372, 481—482,
496, 614—615
----инертные 366—370:
аргон 366—367, 611—614, 648, 650,
657, 669
гелий 367, 611—614, 669—670
смеси 368, 669
Газ углекислый 370, 372, 481, 482,
496, 614—615
Гелий 367, 611—614, 669—670
Генераторы сварочные 378—390
Головка для сварки:
неплавящимся электродом 423
плавящимся электродом 393—411
плазменной дугой 424—427
электрошлаковой 435
759
Горелка для сварки-
неплавящимся электродом 421
плазменной дугой 425
ГОСТ 380—71 138, 139, 462, 463,
465, 466, 467, 490
ГОСТ 949—57 367, 371, 372
ГОСТ 1050—60 139, 464, 465, 466, 491
ГОСТ 1071—67 714
гост 2246—70 231, 232, 288, 289,
290, 338, 607, 608, 714
ГОСТ 2283—69 720
ГОСТ 2685—63 637
ГОСТ 3956—54 675
гост 4543—71 526
гост 4784—65 637, 639
гост 4986—70 720
гост 5058—65 139, 515
гост 5200—50 526
гост 5264—69 194
гост 5520—69 139, 462
гост 5521—67 462, 464, 465, 466, 467
гост 5583—68 372
гост 5639—65 485, 486
гост 6713—53 139, 462
гост 6996—66 158
гост 7122—54 147
гост 7512—69 752
гост 7871—63 281
гост 8050—64 371
гост 8713—70 194
гост 9087—69 349, 350
гост 9293—59 373
гост 9389—60 714
гост 9466—60 607, 610, 711
гост 9467—60 323, 327, 333, 334, 335
гост 10051—62 : 711
гост 10052—62 337, 607, 610, 611
гост 10157—73 366, 367, 656, 669
гост 10543—63 714, 715
гост 10884—71 495
гост 11069—64 637, 639
гост 11545—65 724
гост 12162—66 371
гост 13819—68 598
гост 14771—69 194
гост 14782—69 755
гост 14963—69 714
гост 15164—69 195
Д
Дефектоскоп 755
Дефекты сварных соединений:
включения шлаковые 260
влияние на прочность 277—285
классификация 223
поры 255, 285, способы предупре-
ждения 601
трещины кристаллизационные в алю-
минии 639
----в сталях 145—148, 224—228,
623, 632
•---в титане 653
— горячие 238, 585—598
— холодные 239—255, способы
предупреждения 531—547
Деформации при сварке:
виды 162
методы устранения остаточных де-
формаций 167—171
Дроссель 384—385
Дуга сварочная 32—44:
виды 14
источники питания 378
области дуги 33—39
особенности 42—44
распределение энергии 41—42
тепловой баланс 57
характеристика 39—40, 378—380
Ж
Жаростойкость сварных соединений
601
3
Защитные газы см. Газы защитные
Зоны несплавления 267
Зона термического влияния, строение
91—95
И
Износ металла 696—704
Источники питания для наплавки 430—
431
----для сварки дуговой 377—392:
области применения 390—392
основные требования 378—382
переменного тока 386
постоянного тока 386—387, 421
свойства динамические 382—383
— технологические 383—384
----для сварки электрошлаковой, ос-
новные требования 432, техни-
ческие данные 434
К
Каналы шлаковые 265
Кантователи 451
Кислород 96—98, 313—314, 372
Контроль качества сварных соедине-
ний, методы 751—756
Коррозионная стойкость см. Стойкость
коррозионная сварных соединений
Корка шлаковая, использование 355
Коэффициент формы:
сварочной ванны 234—235, 493
шва 216
760
Кратеры 276
Кристаллизация металла сварочной
ванны 85—91
Л
Латунь 666—673
Лента порошковая 720, литая 721, 722
Линин поточные, механизированные и
автоматизированные 459—460
Луч:
лазерный, характеристика 52—54
электронный 49—52
М
Магний и его сплавы:
особенности сварки 652
состав и свойства 651
Манипуляторы 452
Материалы наплавочные:
лента порошковая литая 720
порошки гранулированные 722, со-
став 725
проволока порошковая 714—720, 734
прутки 725—726
флюсы для легированных сталей,
состав 356—359, 711—713
электроды покрытые 711
— сварочные:
газы защитные 366—373
проволока 286—304
стержни электродные 293
флюсы 339—366
электроды покрытые 305—338
Медь и ее сплавы 665—673:
особенности сварки дуговой в защит-
ных газах 669—670
------неплавящимся электродом 667
------плавящимся электродом 292,
667
------под флюсом 363, 668—669
—-----сжатой дугой 671
---электроннолучевой 671
состав и свойства 666
Методы контроля качества 751—756
Механизмы подачн электрода 393:
правильный 401
ходовой 402—404
Механические свойства сварных соеди-
нений см. Свойства механические
сварных соединений
Молибден и его сплавы 678—680:
прочность соединения 680
режимы электроннолучевой сварки
679
Мундштуки токоподводящие 400—401,
428, 435—437
Н
Наплавка дуговая:
аппараты, технические данные 431
источники питания 430
плазменная металлическим порош-
ком 430
под флюсом порошковой проволо-
кой 734
производительность 726—730
расщепленным электродом 428
технология 737—750
установки 453—457
широкослойная ленточным электро-
дом 429
электродной лентой 735
электрошлаковая 736
Наплавочные материалы см. Материа-
лы наплавочные
Наплывы 274
Напряжения при сварке 160—163:
виды напряженного состояния 161
методы предотвращения и сниже-
ния 163—170
регулирование 539—543
Непровары 268, 283
Ниобий, особенности сварки 677—678
О
Области дуги:
анодная 35—36
катодная 37—39
столб 33—35
Обработка термическая:
влияние на механические свойства
металла шва низкоуглеродистой
стали 471
конструкций из жаропрочных ста-
лей 525
сварных соединений 552—553
среднелегированных сталей 545—550
Ожоги 277
П
Плавление основного металла 81—85
— электрода 68—71
Прижимы 446—450
Приспособления сборочно-сварочные
444-453
Перенос электродного металла 71—81,
382
Подрезы 272, 285
Ползуны формирующие 441—442
Полуавтомат шланговый 412—419
Порошки гранулированные 722, со-
став 725
Порошковая проволока см. Проволока
порошковая
Поры 255, 285, способы предупрежде-
ния 601
Пост для ручной сварки 375
Проволока для наплавки 714, порошко-
вая 714—720, 734
— для сварки порошковая 81, 117,
295, 474:
761
—для сварки в углекислом газе 301
----- сталей 472—474
----- чугуна 507
самозащитная 297—301, характери-
стика 299
специальная 303
Проволока сварочная 619, 632, 634:
из алюминия и его сплавов 289, 292
из меди и ее сплавов 292—293
из титана и его сплавов 292
порошковая 295—304
стальная 286—291, 484, 608—610,
615—616
Прожоги 275
Процессы тепловые при сварке:
дуговой 55—57
лазерной 59—60
электроннолучевой 59
электрошлаковой 57—59
Процесс сварки, схема 11 —14
Процессы физико-металлургические
при сварке плавлением 32—103:
в защитных газах 77—81
дуговой 32—44
лазерной 52—54
под флюсом 76—77
покрытыми электродами 75—76,
308—314
электроннолучевой 49—52
электрошлаковой 44—49
Пушки электроннолучевые, системы
50—51
Р
Режимы сварки стали 207—222, 295:
высоколегированной в среде защит-
ного газа 611—615
— под флюсом 605—607, 608—610
—ручной дуговой 607, 611
— электроннолучевой 616
— электрошлаковой 615
низколегированной под флюсом 522
— покрытыми электродами 521
— электрошлаковой 523—524
разнородной 622—633, режимы 634
среднелегированной 529—531, без
термообработки 550—551
— в защитных газах 555—561
— при различной термообработке
547—550, 552
— под флюсом 553—555
— покрытыми электродами 553
— электроннолучевой 565—567
— электрошлаковой 561—565
С
Свариваемость 144—160:
методы определения 144—145, 253—
255
определение служебных характери-
стик металла 158—160
оценка 142—144
Сварка дуговая 14—21:
особые методы:
ваннодуговой 119—120
вибродуговой 118—119
короткой дугой 119
лежачим или наклонным электро-
дом 120—121
плавление и перенос электродного
металла 68—81
тепловые процессы 55—57
физико-металлургические особен-
ности 32—44
— в особых условиях:
в космосе 686—690
под водой 684—686
при низких температурах 690—693
— лазерная 23—24;
тепловые процессы 59—60
технологические особенности 131—
136
физико-металлургические особен-
ности 52—54
— электроннолучевая 23'
тепловые процессы 59
технологические особенности 124—
126
физико-металлургические особен-
ности 49—52
•—электрошлаковая 21—23:
тепловые процессы 57—59
технологические особенности 121 —
124
физико-металлургические особен-
ности 44—49
Сварка контактная чугуна 508—509
Сварка-пайка низкотемпературная чу-
гунной присадкой 506—507
Сварка плавлением'
основные виды 14—24
схема процесса 11 —14
тенденция развития и пути повыше-
ния производительности труда
24—31
технологические особенности 104—
136
физике-металлургические процессы
32—103
Сварка разнородных металлов 127,
681—683
--- сталей 622—634
Сварные соединения, типы и профили
129—131, 140, 163, 174:
нахлесточные 174
прорезные 207
сборка и подготовка деталей 179—•
183
762
стыковые 174, 185—200, 475-478
тавровые 174
требования 172—174
угловые 175, 200, 204, 476, 481, 492
электрозаклепки 207
Сварочная ванна см. Ванна сварочная
Сварочная дуга см. Дуга сварочная
Сварочные материалы см. Материалы
сварочные
Сварочная проволока см. Проволока
для сварки
Сварочные электроды см. Электроды
сварочные
Свойства механические сварных соеди-
нений 277:
влияние дефектов 277—286
из алюминия и его сплавов 640
из медных сплавов 671
из молибдена и его сплавов 680
из сталей низкоуглеродистых кон-
струкционных 468—471, 483, 484
------среднелегированных 533—547,
558, 568—570
----теплоустойчивых 335
из титана 664
из циркония и его сплавов 677
Системы:
копирующие 404—406
следящие 406—408
Сталь высоколегированная:
жаропрочная 575—576
жаростойкая 577—578
коррозионностойкая 572—574
особенности сварки 583—605
— двухслойная 619, особенности свар-
ки 619—622
— низколегированная 139:
механические свойства 517
особенности сварки 519—526
состав 516—518
— низкоуглеродистая конструкцион-
ная:
механические свойства 466—467
особенности сварки 464—472
состав 465
среднелегированная 334—355:
особенности сварки 529—531
состав и механические свойства
527—528, 548
— среднеуглеродистая и высокоугле-
родистая:
особенности сварки 494
состав и свойства 485—491
— термоупрочнеиная 495 с защитным
покрытием 496
Стенды 451
Стержни электродные:
неплавящиеся 293
плавящиеся 293
Стойкость коррозионная сварных со-
единений, классификация 599
Строение сварного соединения 11 — 12:
границы сплавления 86—87
зона термического влияния 91—95
металл шва 87—91
неметаллические включения 260—
265
Т
Тантал, особенности сварки 677, 678
Тип покрытия электрода 511, 521-
ильменитовый 327
органический 329
рудно-кислый 321—322
рутиловый 323—327
фтористо-кальциевый 327—329
Титан и его сплавы 653:
особенности сварки аргоно-дуговой
141—142, 657
------под флюсом 663
------электрошлаковой 662—664
проволока 292
свойства сварных соединений 664
состав и свойства 654
флюсы для сварки 363, 660, 662
Термическая обработка см. Обработка
термическая
Термический цикл см. Цикл терми-
ческий
Трактор сварочный 403, 408, 411
Трансформаторы сварочные'
схемы 433
технические данные 386
Т рещины кристаллизационные:
в алюминии 639
в сталях 145—148, 224—228, 623, 632
в титане 653
Трещины:
горячие 238, 585, 598
способы предупреждения 531—547
холодные 239
У
Углекислый газ см. Газ углекислый
Утяжины 268
Установки для автоматической и полу-
автоматической сварки 376, 393,
453—548
Установка лазерная сварочная 53
Ф
Фиксаторы 445
Флокены 266
Флюсы для дуговой сварки:
алюминия и его сплавов 362, 643
меди и ее сплавов 363, 668
сталей 339—366 высоколегирован-
ных 605—610, составы 359—361
763
— легированных, составы 356—359,
361, 553—555
— углеродистых 341—354, 475,
477—480, 492, 496, 522
титана и его сплавов 363, 660, 662
— для электрошлаковой сварки 364—
366
Флюсы для наплавки сталей, состав
356—359:
керамические 713
плавленые 711—713
— для сварки:
керамические 339, 353—354, 361—362
плавленые 339—340, 346—353, 356—
361
Форма шва, влияние режима сварки
207—217
X
Характеристика дуги вольт-амперная
39—49, 379
Хром, особенности сварки 681
ц
Цикл термический 63—68, регулиро-
вание 533—538
Цирконий, особенности сварки 676—
677
Ч
Чугун 499:
особенности сварки 502—510
свойства 501
электроды 511 —512
Ш
Шлаковая ванна см. Ванна шлаковая
Э
Электродные стержни см. Стержни
электродные
Электроды для наплавки покрытые 711
— для сварки сталей:
классификация 307
металлургические процессы 75—76,
308—314
общие сведения 305, 306
состав и свойства шлака 315—320
типы 321—329
— плавящиеся для сварки сталей:
высоколегированных 335—338
легированных 333
низкоуглеродистых конструкцион-
ных 472—474
среднелегированных высокопрочных
334, 336, 553
углеродистых и низколегированных
320—321
— специальные:
высокопроизводительные 331
с глубоким проваром 330
Электрододержатель 374, 375
Электрозаклепки 207
Введение
Оглавление
5
1 Общие сведения об электрической сварке плавлением 11
§ 1-1. Схема процесса сварки
§ 1-2. Краткая характеристика основных видов сварки
§ 1-3. Тенденции развития и пути повышения производи-
тельности сварки плавлением
11
14
24
2 Физико-металлургические процессы при сварке плавле-
нием 32
3
§2-1. Сварочная дуга
§ 2-2. Шлаковая ванна
§ 2-3. Электронный луч
§ 2-4. Лазерное излучение
§ 2-5. Тепловые процессы при сварке плавлением
§ 2-6. Плавление и перенос электродного металла при
дуговой сварке
§ 2-7. Образование сварочной ванны, формирование и
кристаллизация металла шва
§ 2-8. Образование и строение зоны термического влияния
§ 2-9. Металлургические процессы при сварке плавлением
Технологические особенности основных процессов сварки
32
44
49
52
54
68
81
91
95
плавлением
4
§ 3-1. Сварка покрытыми электродами
§ 3-2. Сварка под флюсом
§ 3-3. Сварка в защитных газах
§ 3-4. Особые методы дуговой сварки
§ 3-5. Электрошлаковая сварка
§ 3-6. Электроннолучевая сварка
§ 3-7. Сварка лазерным излучением
Основной металл, свариваемость, напряжения и дефор-
мации при сварке
104
104
108
112
117
121
124
131
5
§4-1. Выбор основного металла
§ 4-2. Свариваемость металлов и сплавов
§ 4-3. Основные методы определения свариваемости
§ 4-4. Напряжения и деформации при сварке
§ 4-5. Предотвращение и снижение сварочных напряже-
ний и деформаций
§ 4-6. Методы снижения сварочных напряжений и устра-
нения остаточных деформаций
Общие сведения о сварных соединениях
§ 5-1. Требования к сварным соединениям
§ 5-2. Типы сварных соединений и швов
§ 5-3. Подготовка и сборка деталей под сварку
§ 5-4. Конструктивное оформление и техника выполнения
стыковых швов
§ 5-5. Конструктивное оформление и техника выполнения
угловых швов и швов других типов
§ 5-6. Влияние режима сварки на форму и состав шва
137
137
142
144
160
163
167
172
172
174
179
183
200
207
765
Дефекты сварных соединений
223
§ 6-1. Типичные дефекты и их классификация
§ 6-2. Кристаллизационные трещины в металле шва
§ 6-3. Холодные трещины
§ 6-4. Поры в сварных швах
§ 6-5. Неметаллические включения в сварных швах
§ 6-6. Прочие дефекты сварных соединений
§ 6-7. Влияние технологических дефектов на прочность
сварных соединений при статических и переменных
нагрузках
Сварочные материалы
223
224
239
255
260
265
277
286
§ 7-1. Сварочные проволоки, стержни и пластины
§ 7-2. Порошковые проволоки
§ 7-3. Сварочные электроды
§ 7-4. Сварочные флюсы
§ 7-5. Защитные газы
286
295
305
339
366
8 Оборудование для сварки и наплавки
374
1Л
§ 8-1. Аппаратура и источники питания для дуговой
сварки и наплавки
§ 8-2. Аппаратура для автоматической сварки плавя-
щимся электродом
§ 8-3. Аппаратура для полуавтоматической сварки плавя-
щимся электродом
§ 8-4. Аппаратура для сварки неплавящимся электродом
§ 8-5. Аппаратура для сварки дугой, сжатой газовым
потоком
§ 8-6. Аппаратура для многоэлектродной сварки
§ 8-7. Аппаратура для дуговой наплавки
§ 8-8. Аппаратура и источники питания для электро-
шлаковой сварки и наплавки
§ 8-9. Сварочные и сборочно-сварочные технологические
приспособления
§ 8-10. Механическое и вспомогательное оборудование сва-
рочных установок
§ 8-11. Установки для сварки и наплавки
Технология сварки углеродистых конструкционных сталей
§ 9-1. Низкоуглеродистые конструкционные стали
§ 9-2. Среднеуглеродистые и высокоуглеродистые стали
§ 9-3. Термоупрочненные углеродистые стали и стали с за-
щитными покрытиями
§ 9-4. Чугун
377
392
411
419
424
427
429
430
444
450
453
461
464
489
495
499
Технология сварки легированных сталей
§ 10-1. Состав и свойства низколегированных сталей
§ 10-2. Сварка низколегированных сталей
§ 10-3. Среднелегированные стали и особенности их
сварки
§ 10-4. Технологические методы предупреждения образо-
вания холодных трещин в сварных соединениях
среднелегированных сталей
§ 10-5. Особенности сварки конструкций среднелегиро-
ванных сталей при различной термообработке
514
514
519
526
531
547
766
§ 10-6. Особенности различных видов сварки плавлением
среднелегированных сталей 553
§ 10-7. Рекомендуемая технология сварки некоторых ма- рок среднелегированных сталей 567
§ 10-8. Состав и свойства высоколегированных сталей и сплавов 567
§ 10-9. Особенности сварки высоколегированных сталей и сплавов 583
§ 10-10. Сварка плавлением высоколегированных сталей и сплавов 605
§ 10-11. Особенности сварки высоколегированных сталей и сплавов различных групп 617
§ 10-12. Сварка разнородных сталей 622
11 Технология сварки цветных металлов 635
§ 11-1. Легкие металлы и их сплавы 636
§ 11-2. Сплавы на основе магния 651
§ 11-3. Бериллий и его сплавы 652
§ 11-4. Титан и его сплавы 653
§ 11-5. Медь и ее сплавы 665
§ Ц-6. Никель и его сплавы 673
§ 11-7. Химически активные тугоплавкие металлы (цирко-
ний, ниобий, тантал, молибден и др.) 674
§ 11-8. Разнородные металлы 681
12 Технология сварки в особых условиях 684
§ 12-1. Сварка под водой
§ 12-2. Сварка в космосе
§ 12-3. Сварка при низких температурах
684
686
690
13 Технология наплавки 694
§ 13-1. Выбор состава наплавленного металла
§ 13-2. Методы легирования наплавленного слоя
§ 13-3 Материалы для наплавки
§ 13-4. Техника наплавки
§ 13-5. Технология наплавки металла различного состава
694
704
711
726
737
14
Методы иеразрушающего контроля качества сварных
соединений
§ 14-1. Радиационные методы контроля
§ 14-2. Ультразвуковая дефектоскопия
§ 14-3 ^Магнитографический метод контроля
751
751
754
755
Список литературы
757
Предметный указатель
759
767
Т38 Технология электрической сварки металлов и спла-
вов плавлением. Под ред. акад. Б. Е. Патона. М.,
«Машиностроение», 1974.
768 с. с ил
В книге приведена сравнительная характеристика различных спо-
собов сварки, рассмотрены вопросы свариваемости основного металла
Даны сведения о сварочных материалах, оборудовании и режимах,
применяемых при сварке и наплавке разнообразных конструкций из
различных металлов и сплавов.
Книга предназначена для научных и инженерно-технических работ-
ников предприятий и научно-исследовательских организаций.
31206-060
Т 038(01)-74 060-74
6П4.3
ТЕХНОЛОГИЯ
ЭЛЕКТРИЧЕСКОЙ СВАРКИ МЕТАЛЛОВ
И СПЛАВОВ ПЛАВЛЕНИЕМ
Редактор издательства Т. Е. Черешнева
Технический редактор Н. Ф. Демкина
Корректор В. А. Воробьева
Художник Е. Г. Байтман
Сдано в набор 20/XII 1973 г
Подписано к печати 13/IX 1974 г. Т-16144
Формат 60x90J/ie
Бумага неманская № 1 для глубокой печати
Усл печ л 48 Уч -изд л 51,6
Тираж 28 000 экз. Заказ 782 Цена 3 р 41 к
Издательство «Машиностроение», 107885,
Москва, Б-78, 1-й Басманный пер., 3
Ленинградская типография № 6
Союзполиграфпрома прн Государственном
комитете Совета Министров СССР
по делам издательств, полиграфии и книжной
торговли, 193144. Ленинград, С-144,
ул Моисеенко, 10
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
4 9-я сверху § 8-1 и 8-11 § 8-1—8-11
5 16-я снизу Т. С. Шониным Г. С. Шониным
20 22-я и 23-я газ и покрытие покрытие
снизу
92 10-я снизу ' до температуры примерно от температуры примерно
1200° С 1200° С
93 6-я » участков дефектных участков
113 24-я сверху 400 40
183 4-я » его ее
194 Подрисуноч- горизонтальных швов швов
ная подпись
к рис. 5-29
304 Подрисуноч- 1, 2, 3, 4, 5 5, 4, 3, 2, 1
ная подпись
к рис. 7-7
399 8-я сверху переменного ПОСТОЯННОГО
501 20-я » электродами ЦЧ-4 электродами, ЦЧ-4
536 6-я снизу металлографии (рис 10-9). металлографии.
551 18-я » (рис 10-17, б) (рис. 10-17, а).
19-я » (рис 10 17 а). фис. 10 17, б).
579 12-я » Х25Н20С2Р1 Х25Н20СЗР1
590 4-я » Х25Н20С2 Х25Н20СЗ
599 габл 10-21 0,10—0,1 0,10—1,0
2-я графа
4-я снизу
628» 4-я сверху (рис 10-45, б). (рис. 10-44, б).
643 23-я » 20% Na,Ale. 20% Na3AlFe.
699 13-я снизу G С
11-я » С G
749 17-я сверлу 20% 40%
Колл авт под ред. Б. В. Патона, Заказ № 782.