/






















Теги: шлифование сферические поверхности альбом
Год: 1971




Текст
НИИИНФОРМТЯЖМАШ
ПРИСПОСОБЛЕНИЯ
ДЛЯ ОБРАБОТКИ
СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
А5-70
(Дополнение)
Альбом является дополнением к ранее выпущенному альбому
,Приспособления для профильного шлифования" А5-70 и рассылается
подписчикам 1970 г.
В альбоме обобщен опыт ряда предприятий и организаций по раз-
работке и внедрению приспособлений для обработки сферических по-
верхностей на токарных, карусельных, плоскошлифовальных, радйаль-
ношлифовальных и других станках.
Альбом состоит из двух разделов:
приспособления для шлифования сферических поверхностей;
приспособления для механической обработки сферических поверх-
ностей.
В альбоме представлены общие виды чертежей приспособлений и
устройств с краткими описаниями конструкций и основными техни-
ческими параметрами, указаны калькодержатель и номер чертежа
для заказа технической документации.
ПРИСПОСОБЛЕНИЯ ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Приспособление для шлифования поверхностей радиусом до 1000 мм
на плоскошлифовальном станке
Приспособление устанавливается на магнитный стол плоскошлифовального станка.
Оно состоит из основания 10, внутри которого расположено зубчатое колесо 6,
закрепленное на одной оси 7 с маховиком 14. В зацепление с колесом входит зуб-
чатый сектор 8, жестко связанный со штангой 9. В основание 10 запрессован вал
11, являющийся осью вращения штанги 9.
С правой стороны штанги прикреплен груз 12 для уравновешивания приспособле-
ния, с левой стороны - кронштейн 1 с двумя базовыми пальцами 2 для установки
обрабатываемых деталей.
Кронштейн заводится двумя сухарями 3 в паз штанги, передвигается по нему на
заданный размер и закрепляется болтами 4 и гайками 5.
После установки детали вращают маховик 14, зубчатое колесо 6 перемешает сек-
тор 8 со штангой 9, а обрабатываемая деталь получает движение по заданному ра-
диусу.
Ручки 13 служат ограничителем перемещения приспособления.
,, kr П4-441-0
Чертеж № Aige5315g7
Калькодержатель - завод „Калибр* (г. Москва).
4
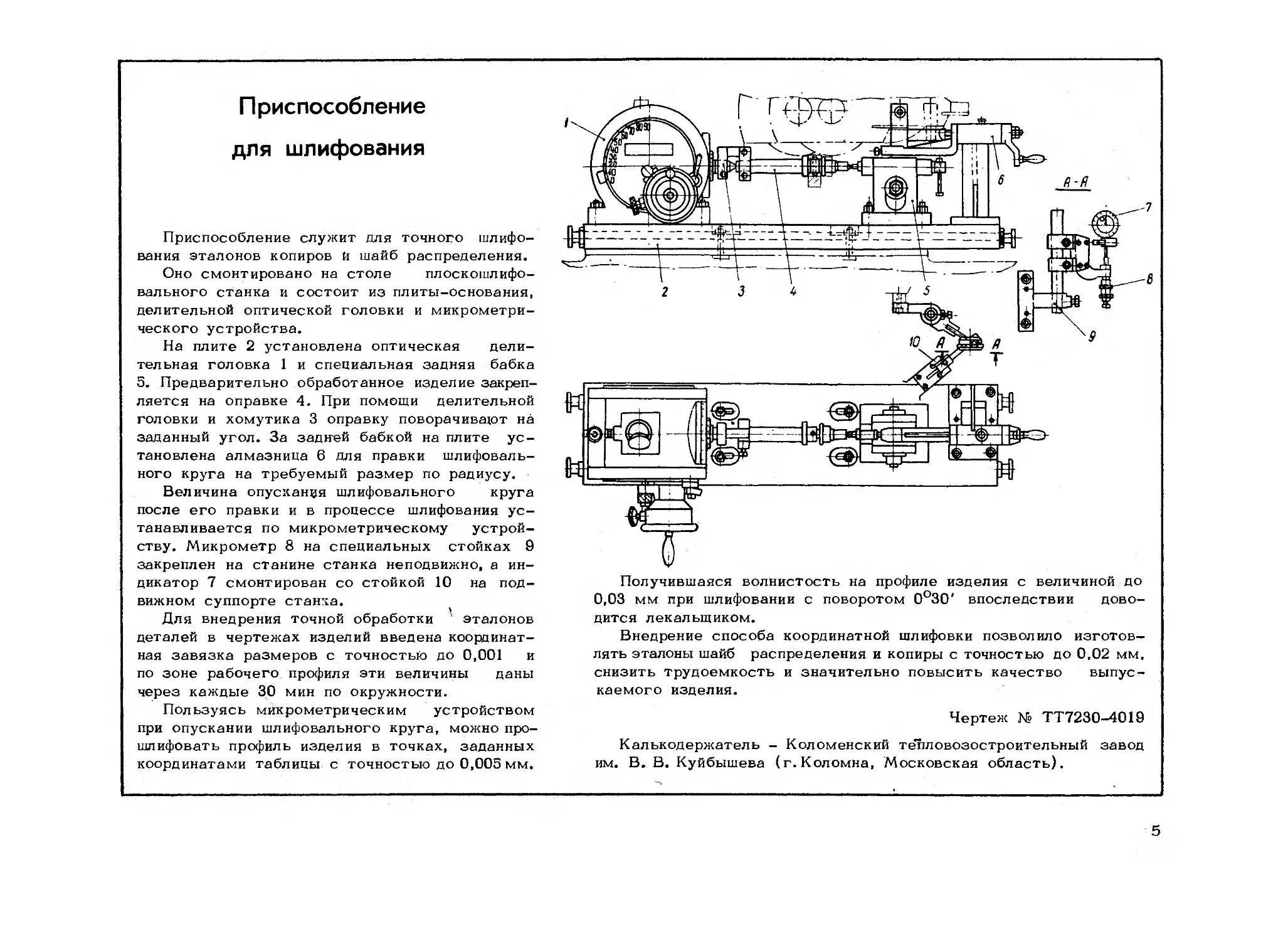
П риспособление
для шлифования
Приспособление служит для точного шлифо-
вания эталонов копиров й шайб распределения.
Оно смонтировано на столе плоскошлифо-
вального станка и состоит из плиты-основания,
делительной оптической головки и микрометри-
ческого устройства.
На плите 2 установлена оптическая дели-
тельная головка 1 и специальная задняя бабка
5. Предварительно обработанное изделие закреп-
ляется на оправке 4. При помощи делительной
головки и хомутика 3 оправку поворачивают на
заданный угол. За задней бабкой на плите ус-
тановлена алмазница 6 для правки шлифоваль-
ного круга на требуемый размер по радиусу.
Величина опускания шлифовального круга
после его правки и в процессе шлифования ус-
танавливается по микрометрическому устрой-
ству. Микрометр 8 на специальных стойках 9
закреплен на станине станка неподвижно, а ин-
дикатор 7 смонтирован со стойкой 10 на под-
вижном суппорте станка.
Для внедрения точной обработки ' эталонов
деталей в чертежах изделий введена координат-
ная завязка размеров с точностью до 0,001 и
по зоне рабочего профиля эти величины даны
через каждые 30 мин по окружности.
Пользуясь микрометрическим устройством
при опускании шлифовального круга, можно про-
шлифовать профиль изделия в точках, заданных
координатами таблицы с точностью до 0,005 мм.
Получившаяся волнистость на профиле изделия с величиной до
0,03 мм при шлифовании с поворотом 0°30* впоследствии дово-
дится лекальщиком.
Внедрение способа координатной шлифовки позволило изготов-
лять эталоны шайб распределения и копиры с точностью до 0,02 мм,
снизить трудоемкость и значительно повысить качество выпус-
каемого изделия.
Чертеж № ТТ7230-4019
Калькодержатель - Коломенский тепловозостроительный завод
им. В. В. Куйбышева (г. Коломна, Московская область).
5
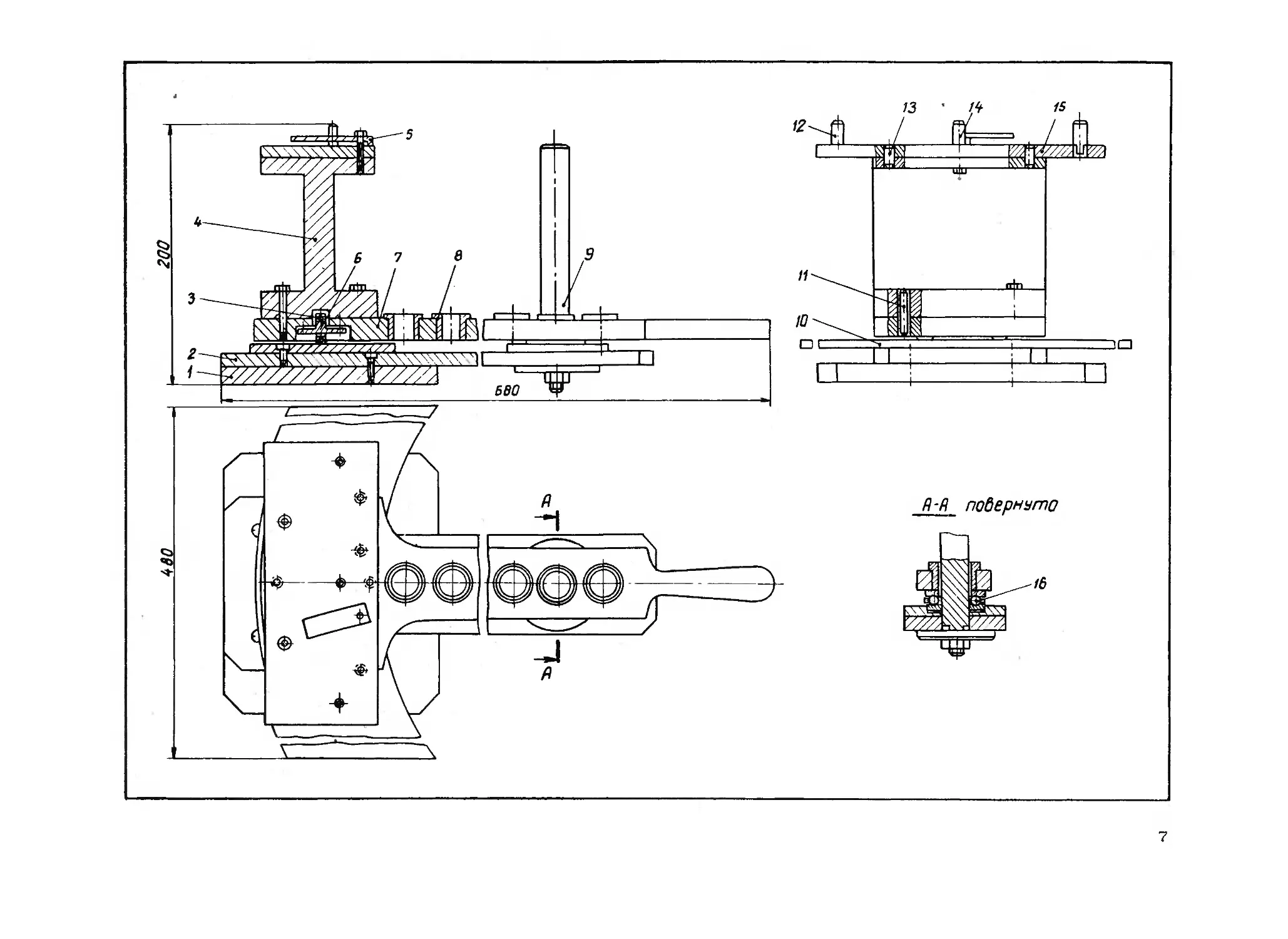
Приспособление для шлифования радиусных поверхностей
в шаблонах
Для обработки выпуклых или вогнутых участков
большого радиуса в шаблонах изготовлено специ-
альное приспособление.
Оно состоит из плиты 1, направляющей планки
2, специальной оси в, шарикоподшипников 3 и 16,
призмы 4, прижимных планок 5 и 15, кулисы 7,
втулок 8, оси 9, специального штифта 12,цилиндри-
ческих штифтов 13, 14 и 11 и секторной планки 10.
С помощью подвижной и неподвижной планок при-
способление устанавливают на магнитную плиту
плоскошлифовального станка.
Шлифование происходит при покачивании подвиж-
ной планки с шаблоном по вертикали.
Величина радиуса контролируется от оси 9 под-
вижной планки.
Технические данные
Размеры обрабатываемых радиусов, мм 150-600
Габаритные размеры приспособления
(длина х ширина х высота), мм ...... 680x480x200
Масса приспособления, кг .................... 10
Чертеж № И П-3323
Калькодержатель - Брянский машиностроитель-
ный завод (г. Брянск).
6
7
Приспособление для шлифования сферических поверхностей
на плоскошлифовальном станке
Приспособление предназначено для шлифова-
ния сферических поверхностей на плоскошлифо-
вальном станке типа ..ЮНГ",
Оно состоит из сварного корпуса 9, гидро-
цилиндра 1, подвижной каретки 7, верхней 4 и
нижней 6 направляющих, обоймы 3, установоч-
ного шаблона 2 и гидроаппаратуры.
Обрабатываемые детали закладывают в
сменную обойму 3 и закрепляют планкой 11 и
винтами 12. Включают шпиндель станка и гид-
ронасос. Стол станка остается неподвижным, а
подвижная каретка 7 с обоймой 3 и деталями
начинает перемещаться, так как гидросистема,
служащая для продольной подачи стола, отклю-
чена и подключена к гидроцилиндру приспособ-
ления. Шток 10 гидроцилиндра соединен штиф-
том с ведомым пальцем 8, осуществляющим
возвратно-поступательное перемещение каретки
по радиусу. Так как шток имеет прямолинейное
движение, а каретка - радиусное, то ведомый
палец 8 имеет возможность продольного пока-
чивания на оси и скольжения вдоль посадочно-
го отверстия подвижной каретки. Подвижная
каретка перемещается по направляющим выпук-
лого или вогнутого профилей. Контакт направ-
ляющим создает пружина 5.
Автоматизация возвратно-поступательного
перемещения по радиусу достигается взаимо-
действием толкателей упоров 13 с переключаю-
щим устройством станка. Такое движение ка-
ретки и изделия под вращающимся шлифоваль-
ным кругом дает возможность снимать
определенный припуск с радиусной поверхности
изделия по всей его длине.
Чертеж № Ц
П4-504-0
29076-0-11
Калькодержатель - завод „Калибр* (г.Моск-
ва).
8
9
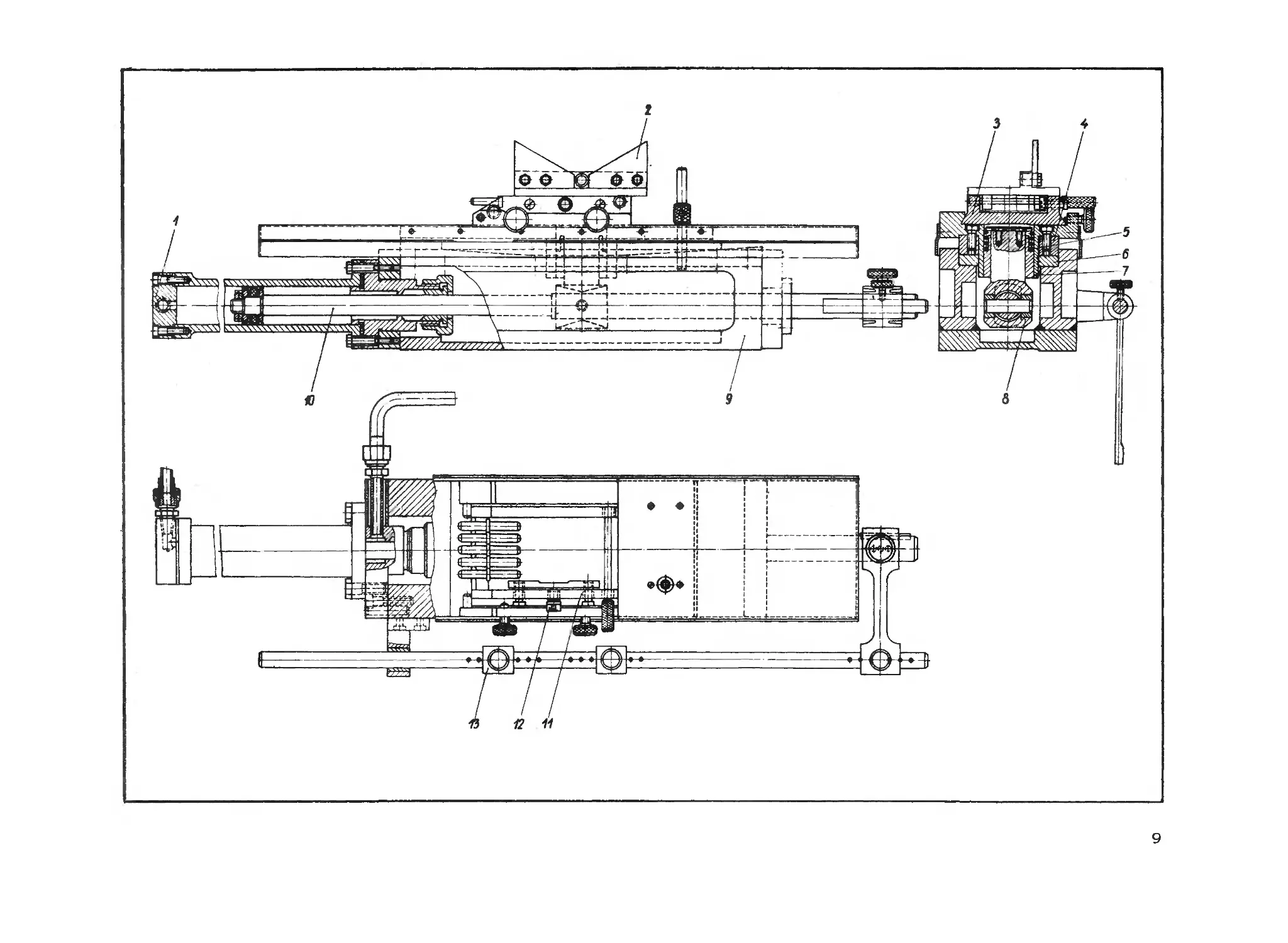
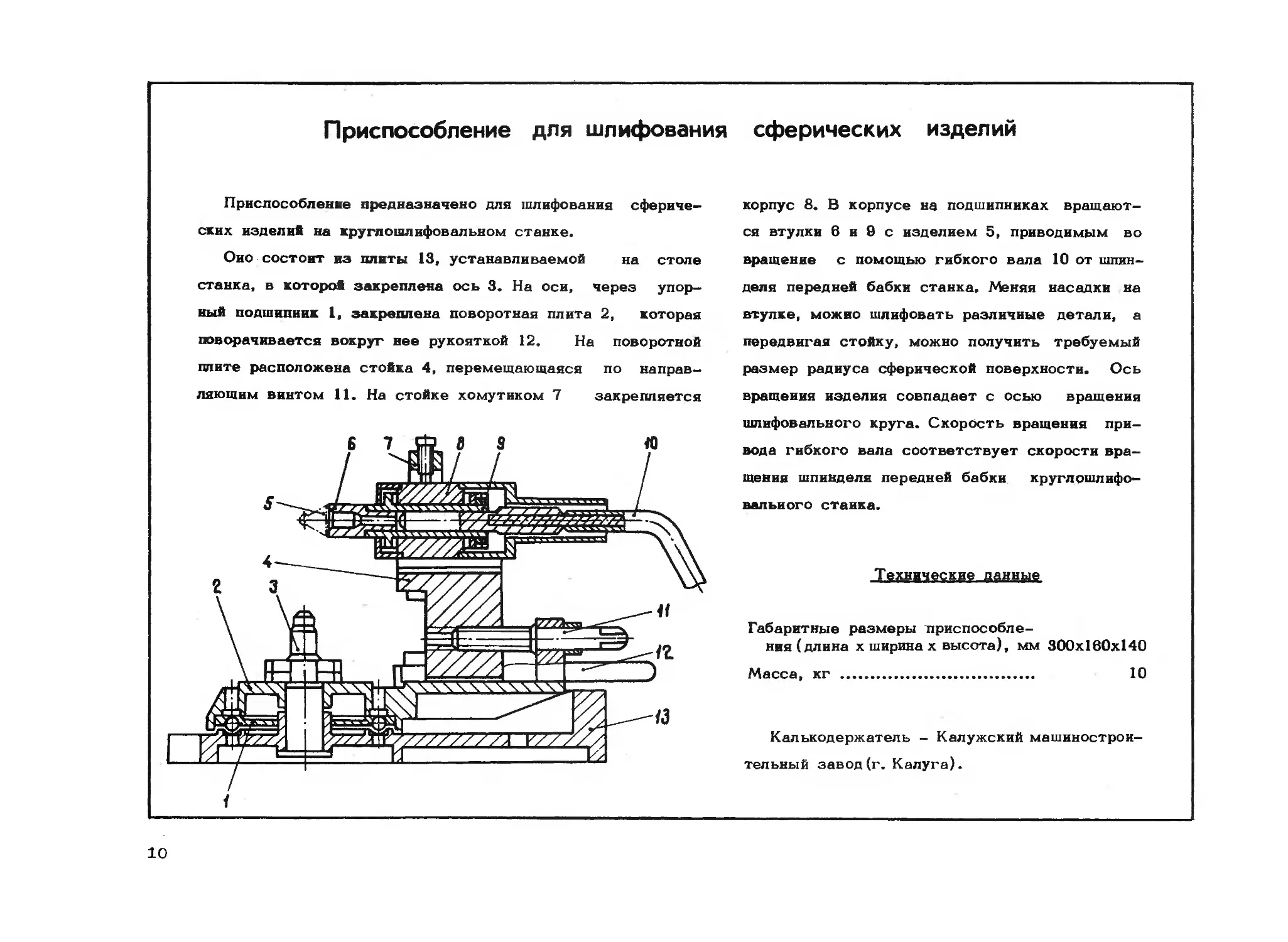
Приспособление для шлифования
сферических изделий
Приспособленке предназначено для шлифования сфериче-
ских изделий на круглошлифовальном станке.
Ойо состоит из плиты 13, устанавливаемой на столе
станка, в которой закреплена ось 3. На оси, через упор-
ный подшипник 1, закреплена поворотная плита 2, которая
поворачивается вокруг нее рукояткой 12. На поворотной
плите расположена стойка 4, перемещающаяся по направ-
ляющим винтом 11. На стойке хомутиком 7 закрепляется
корпус 8. В корпусе на подшипниках вращают-
ся втулки в и 9 с изделием 5, приводимым во
вращение с помощью гибкого вала 10 от шпин-
деля передней бабки станка. Меняя насадки на
втулке, можио шлифовать различные детали, а
передвигая стойку, можно получить требуемый
размер радиуса сферической поверхности. Ось
вращения изделия совпадает с осью вращения
шлифовального круга. Скорость вращения при-
вода гибкого вала соответствует скорости вра-
щения шпинделя передней бабки круглошлифо-
вальиого стайка.
Технические данные
Габаритные размеры приспособле-
ния (длина х ширина х высота), мм 300x160x140
Масса, кг .............................. 10
Калькодержатель - Калужский машинострои-
тельный завод (г. Калуга).
10
Приспособление для шлифования малых отверстий
Приспособление предназначено для шлифования на
внутришлифовальном станке отверстий диаметром от 3
до 10 мм. Оно закрепляется на подвижной бабке стан-
ка вместо шпинделя и применяется в тех случаях, ко-
гда существующие скорости станка не обеспечивают
шлифование малых диаметров отверстий.
Приспособление состоит из корпуса 8, хвостовой ча-
стью закрепленного в подвижной бабке, электрошпин-
деля 4, установленного внутри корпуса и закрепленно-
го кольцом 1 и винтами 5. Для охлаждения электро-
шпинделя при работе на корпусе имеются два штуцера
7, через которые от электропомпы станка подается и
отводится циркулирующая охлаждающая жидкость. На
корпусе винтами 12 и штифтом 13 закреплен кронштейн
10, на котором установлен маслораспылитель 9, пода-
ющий по трубопроводу И распыленное масло в метал-
локерамические подшипники электрошпинделя. Сальни-
ки 2 предотвращают вытекание охлаждающей жидкости
из полости корпуса.
На валу электрошпинделя закрепляется оправка 3
с абразивным инструментом. Для удержания вала при
закреплении шлифовальной оправки применяется специ-
альный съемный ключ 14. Питание электрошпинделя
осуществляется по проводам через трубку 8.
Внедрение приспособления повысило производитель-
ность труда и улучшило качество шлифования отвер-
стий малого диаметра.
Технические дачные
Электрошпиндель:
марка .......................... Э-96-72-60
число оборотов в минуту ......... 120000
Скорость шлифования, м/сек ............. 35
Размеры приспособления (диаметрх
хвысота) ......................... 150x450
Масса, кг .............................. 10
Чертеж № 1842-5
Калькодержатель — Калужский машиностроительный
завод (г. Калуга).
11
Специальный сферошлифовальный станок
Специальный сферошлифовальный станок модели
ХШЗ-45 предназначен для окончательной обработки ра-
бочих поверхностей трубных валков однорадиусного во-
гнутого профиля.
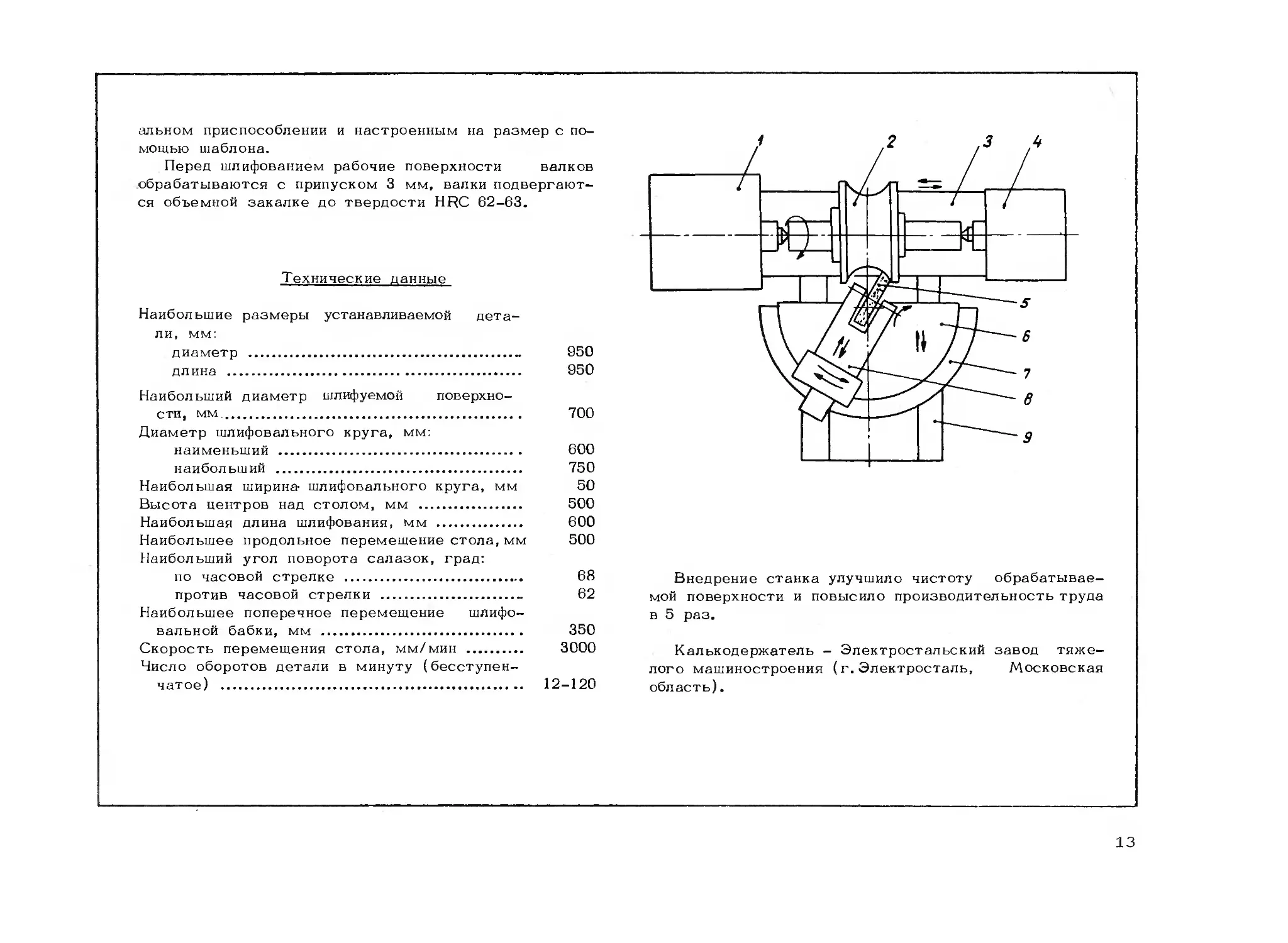
Он состоит из станины 9 и бабок: шлифовальной 8,
передней 1 и задней 4, стола 3, подкладной плиты 6.
Передняя и задняя бабки установлены на столе 3,
имеющем продольное перемещение по направляющим
станины 9. Шлифовальная бабка 8 перемещается по
верхним направляющим подкладной плиты 6, на которой
установлены ось качания и круговые направляющие 7
для поворота шлифовальной бабки.
Обрабатываемая деталь 2 устанавливается на оправ-
ке, закрепляется в центрах станка и получает враще-
ние от электродвигателя через систему клиноременных
передач. Профиль валка обрабатывается шлифовальным
кругом 5, вращение которому передается двухступен-
чатой клиноременной передачей от электродвигателя,
установленного на шлифовальной бабке. Колебательное
движение шлифовальной бабки 8 вокруг оси качания
осуществляется от гидравлического двигателя через
червячный редуктор.
Заданный радиус профиля валка достигается возв-
ратно-поступательным перемещением бабки 8 по верх-
ним направляющим подкладной плиты 6. Ось профиля
валка с осью качания шлифовальной бабки совмещает-
ся возвратно-поступательным перемещением стола
станка.
Заданный диаметр детали достигается перемеще-
нием подкладной плиты 6 по направляющим станины на
заданную величину. После каждого колебания шлифо-
вальной бабки подкладной плите сообщается попереч-
ная подача на глубину шлифования. Диаметр детали
контролируется индикатором, закрепленным в специ—
12
альном приспособлении и настроенным на размер с по-
мощью шаблона.
Перед шлифованием рабочие поверхности валков
обрабатываются с припуском 3 мм, валки подвергают-
ся объемной закалке до твердости HRC 62-63.
Технические данные
Наибольшие размеры устанавливаемой дета-
ли, мм:
диаметр .................................. 950
длина .................................... 950
Наибольший диаметр шлифуемой поверхно-
сти, мм..................................... 700
Диаметр шлифовального круга, мм:
наименьший ............................... 600
наибольший ............................... 750
Наибольшая ширина- шлифовального круга, мм 50
Высота центров над столом, мм ................ 500
Наибольшая длина шлифования, мм .............. 600
Наибольшее продольное перемещение стола, мм 500
Наибольший угол поворота салазок, град:
по часовой стрелке ........................ 68
против часовой стрелки .................. 62
Наибольшее поперечное перемещение шлифо-
вальной бабки, мм .......................... 350
Скорость перемещения стола, мм/мин ........ 3000
Число оборотов детали в минуту (бесступен-
чатое ) ................................. 12-120
Внедрение станка улучшило чистоту обрабатывае-
мой поверхности и повысило производительность труда
в 5 раз.
Калькодержатель - Электростальский завод тяже-
лого машиностроения (г. Электросталь, Московская
область).
13
Приспособление для шлифования сферических
поверхностей у матриц
Приспособление предназначено для шлифования сферических поверхно-
стей небольшого размера на токарных и сферошлифовальных станках и
применяется только в индивидуальном производстве.
На шпиндель станка навинчивается планшайба 1 с закрепленным на
ней угольником 3.
Угольник настраивается по высоте Н винтом 2. Сменный делительный
диск 5 изготовляют для каждой обрабатываемой детали и устанавливают
на угольник, определяя его положение штифтом 7. Деталь укладывают на
диск и зажимают болтом 4. На токарном станке сфера шлифуется при
помощи пневматической машинки, закрепленной в резцедержателе. Сферо-
шлифовальный станок имеет индивидуальный привод шлифовальной головки.
Если в детали несколько сфер, то после обработки одной из них от-
жимают болт 8, вынимают шайбу 8, приподнимают диск 5 и поворачивают
на заданный угол для обработки следующей сферы.
Чертеж № ХЦ-414
Калькодержатель - I Государственный подшипниковый завод (г.Москва).
14
1 2
15
Станок для обработки радиусных поверхностей
Станок служит для обработки радиуснык
поверхностен вагонных и тепловозных тор-
мозных башмаков.
Он состоит из станины 10, плиты 3, элек-
тродвигателя 1, шлифовальной головки 4,
траверсы 6, механизма подачи 5, кронштей-
на 9, катка 7, валика 8 и шкива 2.
Обрабатываемая деталь устанавливается
по шаблону, закрепляется специальными за-
жимами на механизме подачи и подводится к
вращающемуся абразивному камню. Поверх-
ность обрабатывается перемещением травер-
сы по радиусу и постепенной подачей дета-
ли к камню до получения нужной точности.
Технические данные
Ширина обрабатываемой поверхно-
сти, мм ........................... До 100
Радиус обрабатываемой поверхно-
сти, мм ........................ 500-750
Электродвигатель:
тип ......................... А62-6
мощность, квт ..................... 7
число оборотов в минуту ......... 970
Абразивный круг ГОСТ 2424-60:
материал........................ Электро-
корунд
связка ...................... Бакелит
зернистость ...................... 80
твердость .................. СТЗ-Т1
тип ............................. ПП
диаметр, мм ..................... 600
диаметр отверстия, мм ........... 305
ширина, мм ...................... 100
Внедрение станка позволило более чем в
три раза увеличить производительность труда
и повысить качество выпускаемых деталей.
Чертеж № 01-0298-4397А
Калькодержатель - Брянский машинострои-
тельный завод (г. Брянск).
16
10 9 В
17
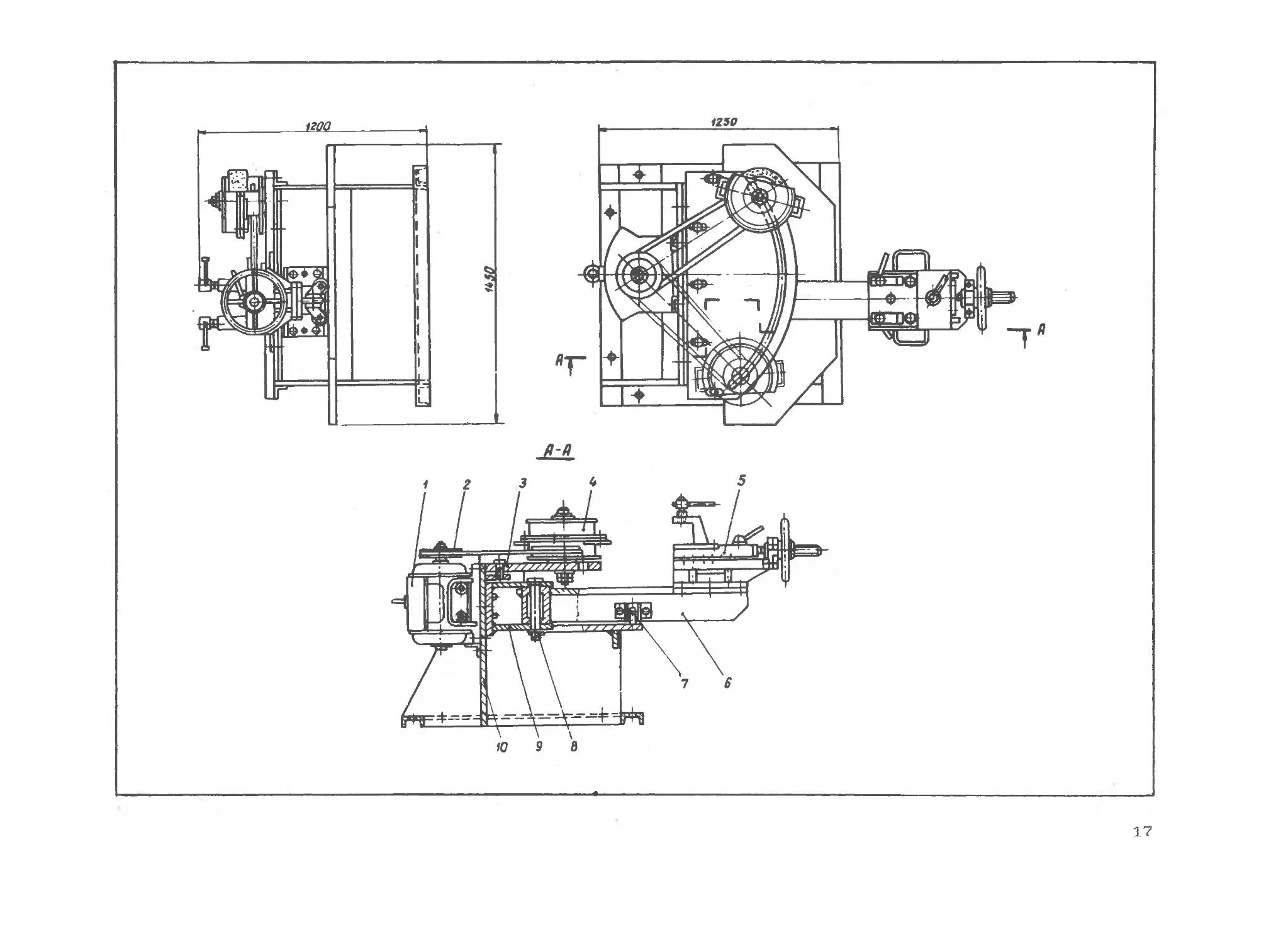
Приспособление шлифовальное со встроенным электродвигателем
к токарному станку
Приспособление для шлифования на токар-
ном станке посадочных мест под подшипники
скольжения на цапфах состоит из корпуса 4,
в который встроен статор 17 и ротор 16, и
шпинделя 9, на одном конце которого закреп-
лен вентилятор 15, а на другом — планшай-
ба 8 со шлифовальным кругом 11.
Передней опорой шпинделя служат шарико-
подшипники 7, а задней — шарикоподшипни-
ки 13, установленные соответственно в крыш-
ках 5 и 14. Зазоры между подшипниками 7 ре-
гулируют гайкой 6.
Для балансировки шлифовального камня
предусмотрены балансиры, расположенные на
фланце 10. Шлифовальный камень закрыт за-
щитным кожухом 12.
Приспособление закрепляют в резцедер-
жателе токарного станка при помощи держав-
ки 1 прямоугольного сечения.
Приспособление можно поворачивать на
180°. Для этого раскрепляют болты 3 и по-
ворачивают шлифовальную головку вокруг
оси 2.
18
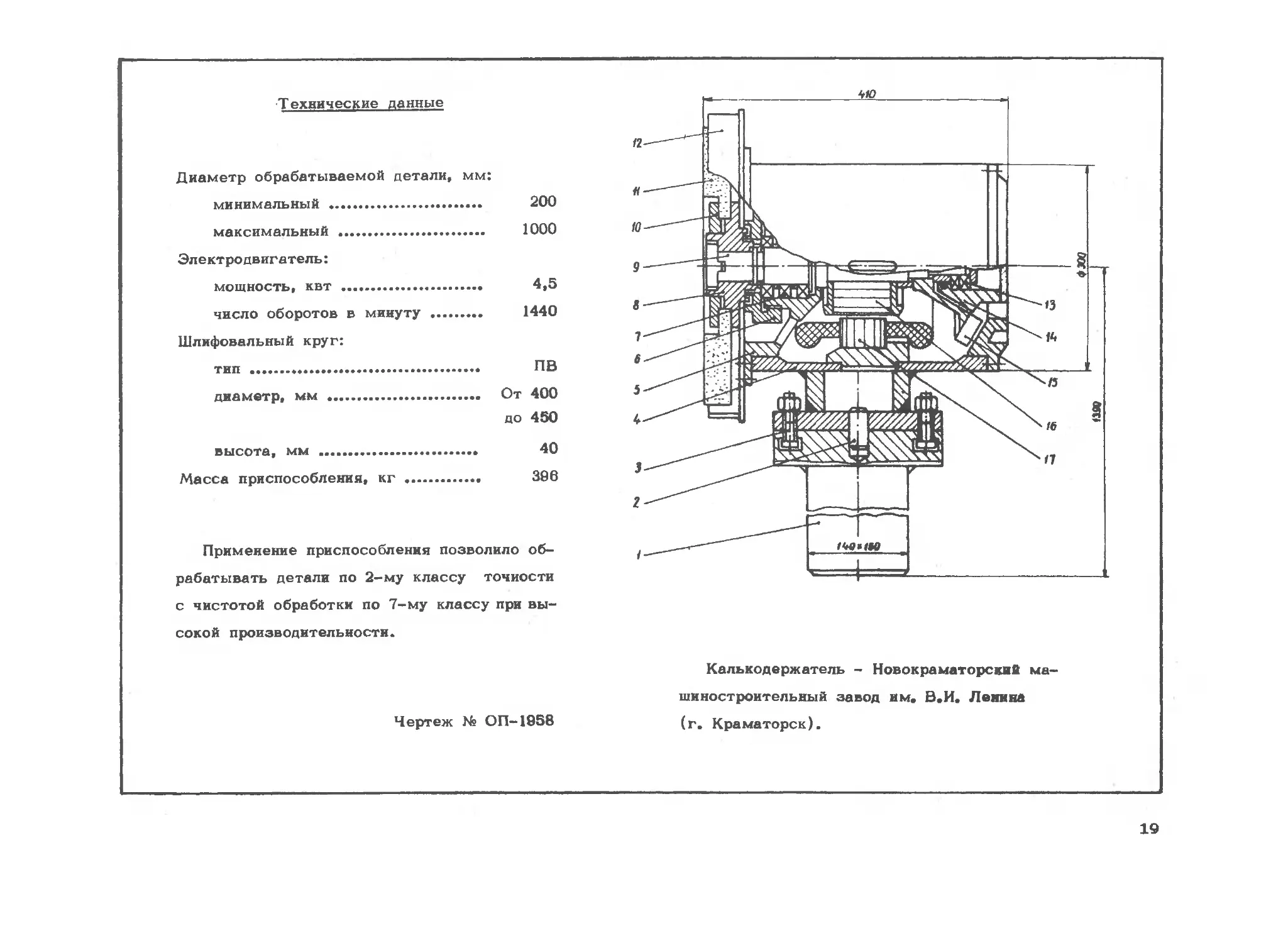
Технические данные
Диаметр обрабатываемой детали, мм:
минимальный ...................... 200
максимальный ................. 1000
Электродвигатель:
мощность, квт .................... 4,5
число оборотов в минуту ....... 1440
Шлифовальный круг:
тип ............................... ПВ
диаметр, мм ................... От 400
до 450
высота, мм ....................... 40
Масса приспособления, кг ......... 396
Применение приспособления позволило об-
рабатывать детали по 2-му классу точности
с чистотой обработки по 7-му классу при вы-
сокой производительности.
Чертеж № ОП-1958
Калькодержатель - Новокраматорский ма-
шиностроительный завод им. В.И. Ленина
(г. Краматорск).
19
Приспособление для шлифования сферической
поверхности диаметром 570-800 мм
Приспособление предназначено для шлифования наружных сферических
поверхностей диаметром 570-800 мм на токарном станке модели 1660.
На сварной стойке 1 установлен стакан 10, внутри которого прохо-
дит шпиндель 4. На одном конце его расположен тарельчатый шлифоваль-
ный круг 3, а на другом - приводной шкив 9. Вращение шпинделю пере-
дается от электродвигателя 5 через ведущий шкив 6, соединенный с
приводным шкивом клиновым ремнем 8. Шлифовальный круг и клиноре-
менная передача ограждены защитными кожухами 2 и 7.
Сварная стойка закрепляется в специальном приспособлении, которое
устанавливается вместо поперечного суппорта токарного станка. Стойка
имеет круговое движение относительно оси детали и шпинделя станка.
Чертеж № 646-69/15
Калькодержатель - Завод тяжелого станкостроения (г.Коломна, Москов-
ская область).
20
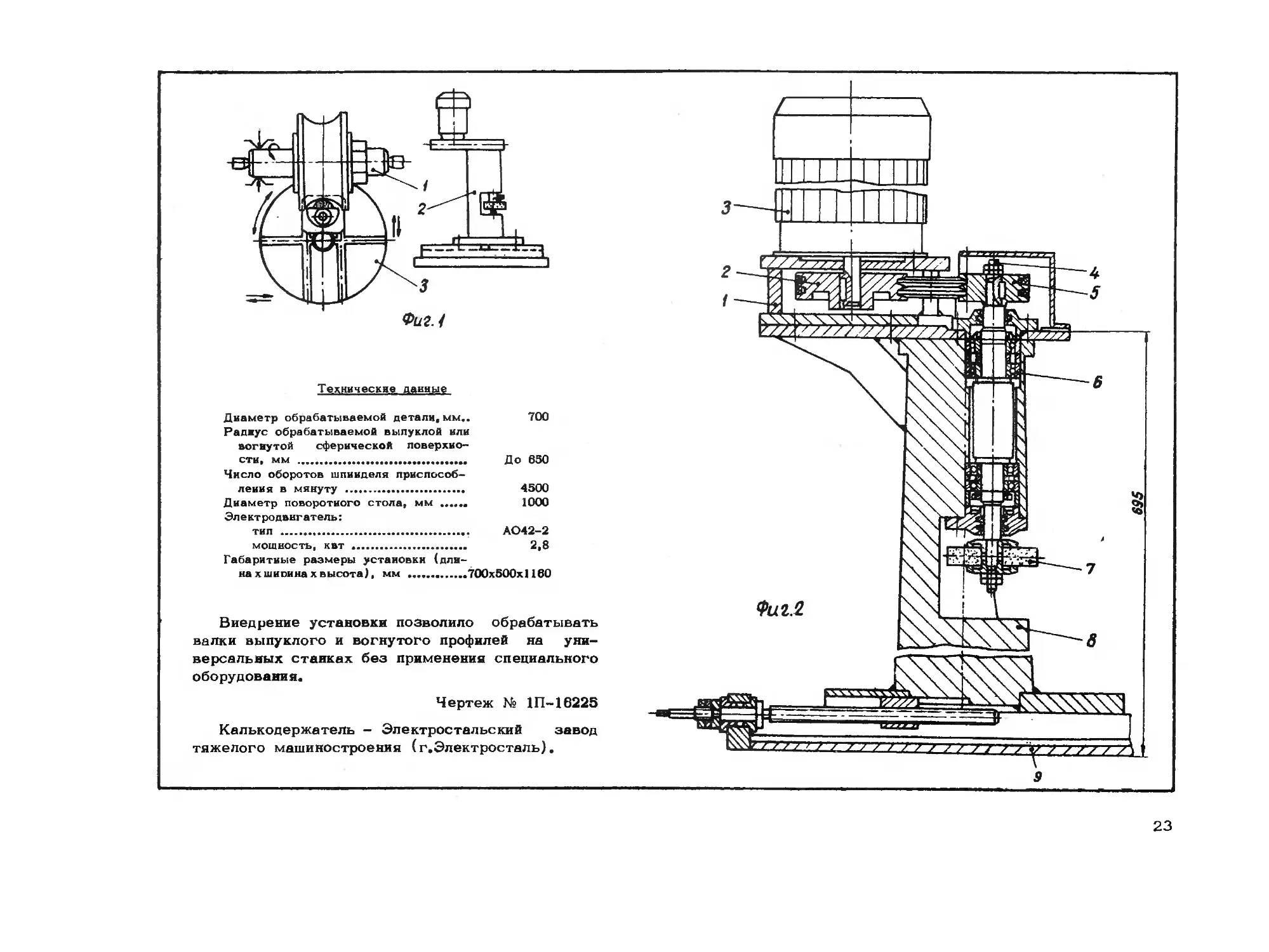
Установка для шлифования радиусных поверхностей
валков на токарном станке
Установка предназначена для шлифования на
токарном станке радиусных поверхностей валков
выпуклого и вогнутого профиля.
Она состоит из поворотного стола 3, оправ-
ки 1 и специального шлифовального приспособле-
ния 2 (фиг. 1).
Шлифовальное приспособление смонтировано
на плите 8 (фиг. 2), установленной на поворот-
ном столе. На стойках 8 на четырех подшипни-
ках качения 8 установлен шпиндель 4, на конце
которого насажен шлифовальный круг 7, вращаю-
щийся от электродвигателя 3 через клиноремен-
ную передачу со шкивами 2 и 5. Электродвига-
тель установлен на раме 1, закрепленной на од-
ной из стоек 8.
Во время обработки оправка 1 (см. фиг* 1) с
деталью закрепляется в центрах станка. Поворот-
ный стол 3, установленный на суппорте станка,
вращается от электродвигателя через коробку
скоростей и от поперечного суппорта получает
возвратно-поступательные продольное и попереч-
ное перемещения. Установочные продольное и
поперечное перемещения необходимы для на-
стройки поворотного стола на заданное межцент-
ровое расстояние между осями стола и оправки,
а также для совмещения оси профиля валка с
осью вращения стола.
Совокупность главного вращательного движе-
ния шлифовального круга, вращения детали, кру-
говой подачи стола и установочных перемещений
позволяет получить заданный профиль детали.
Профили деталей, закаленных до твердости
HR С 56-60, шлифуются абразивным инструментом.
22
Технические данные
Диаметр обрабатываемой детали, мм.. 700
Радиус обрабатываемой выпуклой или
вогнутой сферической поверхно-
сти, мм .............................. До 650
Число оборотов шпинделя приспособ-
ления в минуту ....................... 4500
Диаметр поворотного стола, мм .......... 1000
Электродвигатель:
тип ................................... АО42-2
мощность, квт ....................... 2,8
Габаритные размеры установки (дли-
нах шипина х высота), мм ..... .700x500x1160
Внедрение установки позволило обрабатывать
валки выпуклого и вогнутого профилей на уни-
версальных станках без применения специального
оборудования.
Чертеж № 1П-16225
Калькодержатель - Электростальский завод
тяжелого машиностроения (г.Электросталь).
23
Приспособление для шлифования сферической поверхности
диаметром 120-250 мм
Приспособление предназначено для шлифования сферической поверхно-
сти диаметром 120-250 мм на токарном станке модели 1Д63.
Оно устанавливается на поперечный суппорт станка плитой 6. Люфт
выбирается клином 1, плита фиксируется винтами 2 с контргайками 3.
На плиту устанавливается сварной кдрпус 8, в который вварен стакан 15.
В стакане на четырех шариковых подшипниках смонтирован шпиндель 10.
На одном конце шпинделя гайками 16 закреплена шлифовальная головка,
на другом - приводной шкив 11. На верхней плите корпуса расположен
электродвигатель 14 с ведущим шкивом 13. Вращение от ведущего шки-
ва к ведомому передается через клиновой ремень 12. Натяжение клино-
вого ремня осуществляется при помощи болта 4 и двух гаек 5.
Корпус может поворачиваться вокруг оси пальца 17 на 360°, болты 7
и гайки 0 закрепляют его в заданном положении.
Врезание шлифовального инструмента в изделие происходит при про-
дольном и попеоечном перемещении суппорта. ।
Чертеж № ЛК 9668—50001
Калькодержатель - Ленинградский завод подъемно-транспортного обо-
рудования им. С*М. Кирова (г. Ленинград).
24
25
Приспособление для шлифования сферических
поверхностей на токарном станке
Приспособление предназначено для шлифования внутренней сферической
поверхности на токарном станке.
Оно устанавливается на поперечном суппорте, люфт выбирается при помо-
щи клина 11.
Приспособление состоит из основания 6, связанного гайкой 7 с винтом 10
станка. На основании закреплены электродвигатель 5 и на кронштейне 4 шли-
фовальная головка 2 с абразивными сегментами 1. Шпиндель шлифовальной
головки приводится во вращение от электродвигателя через клиноременную
передачу 3. Натяжение ремней осуществляется при помощи шпилек 12 при
освобождении болтов 13 крепления электродвигателя.
Приспособление настраивается по размерам А и Б при помощи контроль-
ной планки 8. Глубина шлифования определяется по лимбу 9.
Технические даиные
Число оборотов изделия в минуту ....................... 3,42
Число оборотов шлифовальной головки в минуту .......... 1500
Скорость резания по периферии, м/сек .................. 22,1
Масса приспособления, кг ............................... 673
Чертеж № А 807.83.49
Калькодержатель - Ленинградский Металлический завод
им. ХХП съезда КПСС (г. Ленинград).
26
27
Головка шлифовальная для сферических
вогнутых поверхностей
Головка предназначена для шлифования вогнутых сферических поверх-
ностей в торце детали на токарном станке.
Она состоит из корпуса 2, устанавливаемого на поперечный суппорт
станка, на котором шпильками 10 закреплен подвижный кронштейн 5. В
нем размещен шпиндель, на одном конце которого расположен приводной
шкив, а на другом - шлифовальная головка 1. Вращение шпинделю пере-
дается от электродвигателя 3, установленного на корпусе, через пару
шкивов и клиновые ремни 6. Натяжение ремней осуществляется при по-
мощи упорного болта 8 при освобождении гаек 4 крепления электродви-
гателя.
Шлифовальная головка с абразивными сегментами 11 настраивается
по высоте гайкой 7, навинченной на резьбовую шпильку 8 и упирающуюся
в кронштейн 5. При этом гайки 10 освобождаются.
Вращение абразивного инструмента по окружности сферической по-
верхности осуществляется ручной подачей при повороте суппорта на за-
данный угол.
Чертеж № КХ 6694-1002
Калькодержатель - Харьковский турбинный завод им, С.М, Кирова
(г. Харьков).
28
29
Поворотное приспособление для шлифования
наплавленных клапанов
Приспособление предназначено для шлифования наплавленных клапанов
на токарном станке.
Оно состоит из основания 14, в котором установлена червячная пере-
дача. Червяк 12 и червячное колесо 11 передают вращение поворотной
части 15 приспособления, по которой при помощи винта 7 и гайки 8 пе-
редвигаются салазки 13. На них закреплен кронштейн 3, в котором раз-
мещен шпиндель 2. На одном конце шпинделя болтом 1 закрепляется аб-
разивный инструмент, а на другом - приводной шкив 6. На кронштейне
установлен электродвигатель, на валу которого находится ведущий шкив 4
От него вращение ремнем 5 передается приводному шкиву 6 шпинделя 2.
Обрабатываемую деталь зажимают в трехкулачковом патроне. Врашая
рукоятку 8, совмещают ось шпинделя с осью детали. Суппорт с приспо-
соблением подводят к детали, а в ее отверстие вводят абразивный инст-
румент. Поворотом маховика 10 вращают поворотную часть приспособле-
ния, производя обработку сферической поверхности.
Чертеж № ЛК 9688-1585
Калькодержатель - Кировский завод (г. Ленинград).
30
31
Приспособление для шлифования корпусов
самоустанавливающихся подшипников
Приспособление предназначено для шлифования внутренних сферических
поверхностей корпусов самоустанавливающихся подшипников на токарном
станке.
Оно состоит из корпуса 3, устанавливаемого на поперечный суппорт
станка. В нем размещен шпиндель, на одном конце которого расположен
приводной шкив 4, а на другом-шлифовальная головка 2 с шестью абразив-
ными сегментами 1.
Вращение шпинделю передается от электродвигателя 6, установленного
на корпусе, через пару шкивов и тексропные ремни 5. Натяжение ремней
осуществляется при помощи шпилек 8 при освобождении болтов 7 крепления
электродвигателя.
Приспособление гайкой 9 связано с винтом станка.
При настройке’ приспособления оси детали и шлифовальной головки сов-
мещают, движение головки осуществляют вращением винта суппорта ручной
подачи. Кроме этого, выверяются размеры А и Б.
Рабочая подача при шлифовании осуществляется винтом поперечного суп-
порта.
Чертеж № 770643
Калькодержатель - Невский машиностроительный завод им. В. И. Ленина
(г. Ленинград).
32
33
Приспособление шлифовальное со встроенным электродвигателем
к карусельному
станку
Усовершенствованное шлифовальное приспособление предна-
значено для шлифования на карусельном станке чаш и конусов
засыпных аппаратов доменных печей, а также отверстий диа-
метром 450 мм.
Приспособление по сравнению с ранее применяемыми имеет
меньшие габариты и вес и может передавать больший крутящий
момент при одинаковой мощности электродвигателя.
Оно состоит из корпуса 7, в пазы которого вварены колод-
ки-опоры статора 11, шпинделя 3 с ротором 10, вентилятора 12
и планшайбы 2 со шлифовальным кругом 5.
Статор 11 и ротор 10 - от электродвигателя типа А52-4.
Передней опорой шпинделя служат шарикоподшипники 9, а
задней - шарикоподшипники 13, установленные соответственно в
крышках 8 и 14. Зазоры между подшипниками регулируют гай-
кой 4.
Вентилятор 12, охлаждающий приспособление во время рабо-
ты, закреплен на шпинделе 3.
Балансировку шлифовального круга производят вместе с
планшайбой до установки на шпиндель. Регулировку дисбалан-
са осуществляют перемещением сухарей 1 в кольцевом пазу
планшайбы 2.
Шлифовальный круг 5 закрыт защитным кожухом 6. Крепеж-
ный фланец 15 съемный и может быть изготовлен под резце-
держатель любого карусельного станка.
Технические данные
Шлифовальный круг:
тип ..................................... ПП
диаметр, мм:
минихмальный .................... 400
максимальный ..................... 500
высота, мм:
минимальная ................... 40
максимальная ...................... 50
34
Скорость шлифования, м/сек:
минимальная ........................ 30,2
максимальная ....................... 37,7
Электродвигатель:
мощность, квт .......................... 7
число оборотов в минуту ............. 1440
Габарит приспособления (диаметр х дли-
на), мм ............................ 300x760
Масса приспособления, кг ............... 181
При замене крепежного фланца приспособление можно при-
менять для шлифовальных работ как на карусельных, так и на
токарных станках.
Чертеж № ОП-1837
Калькодержатель - Новокраматорский машиностроительный
завод им. В.И.Ленина (г.Краматорск).
35
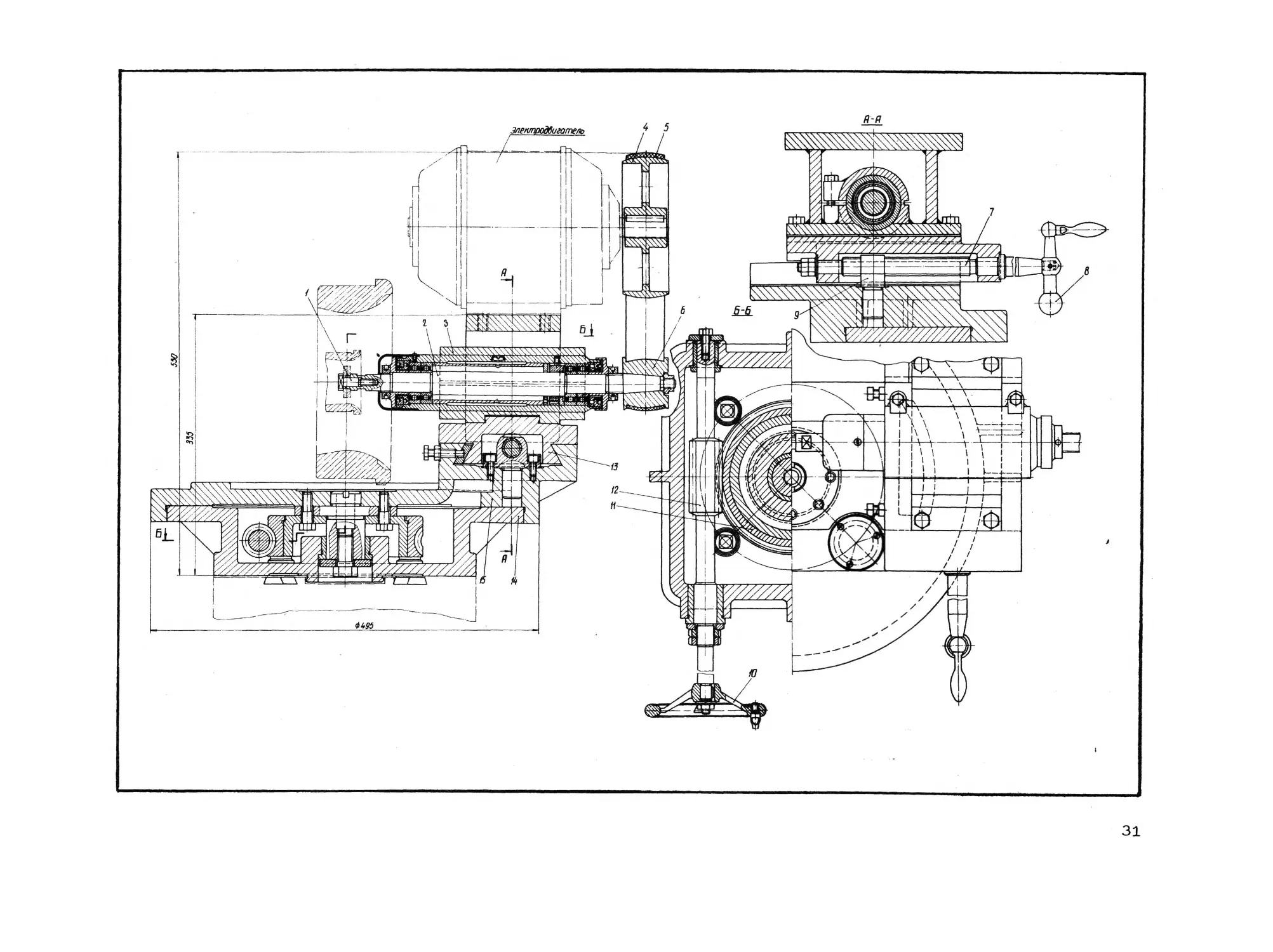
Шлифовальное приспособление, встроенное в суппорт
карусельного станка
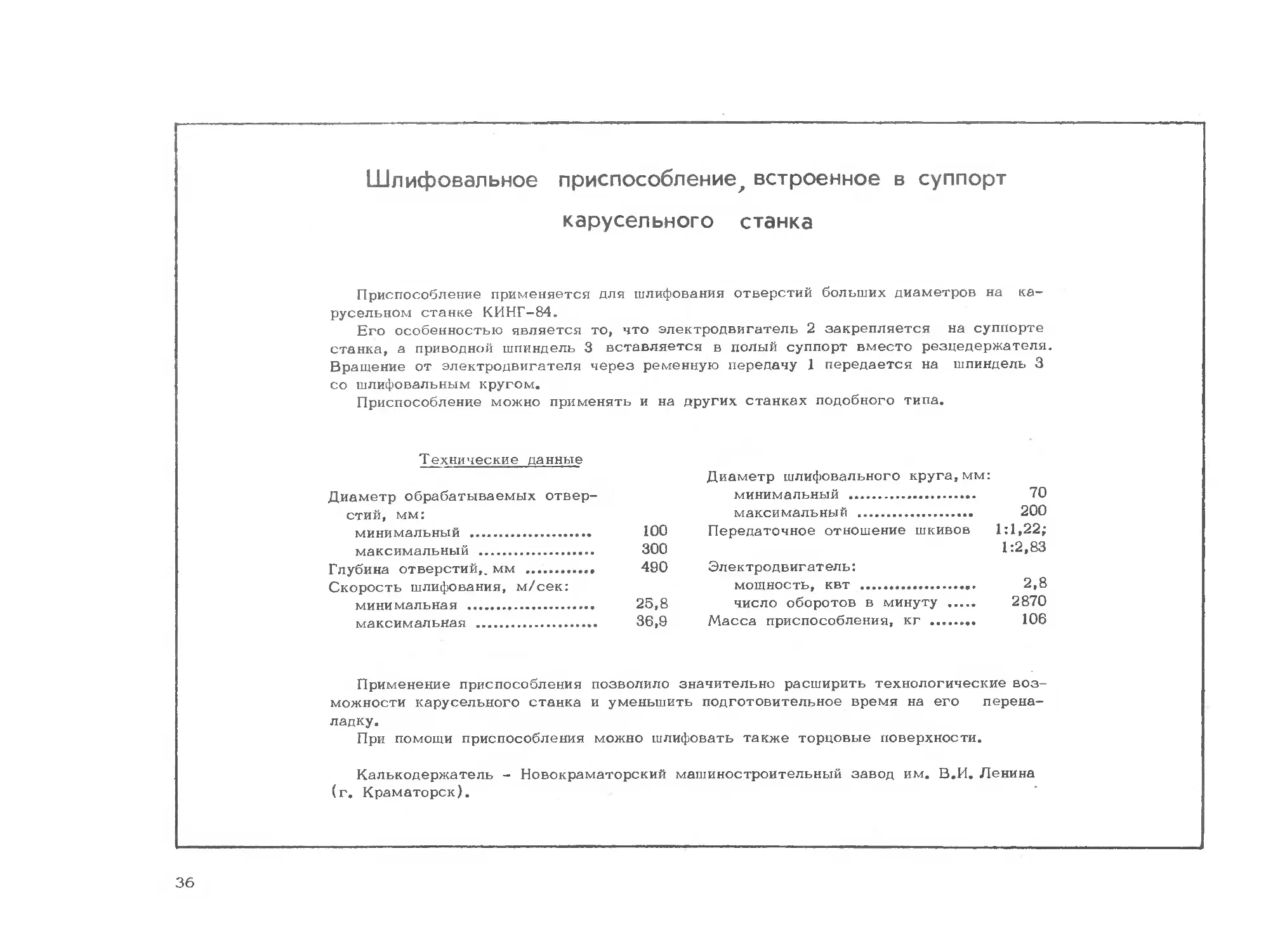
Приспособление применяется для шлифования отверстий больших диаметров на ка-
русельном станке КИНГ-84.
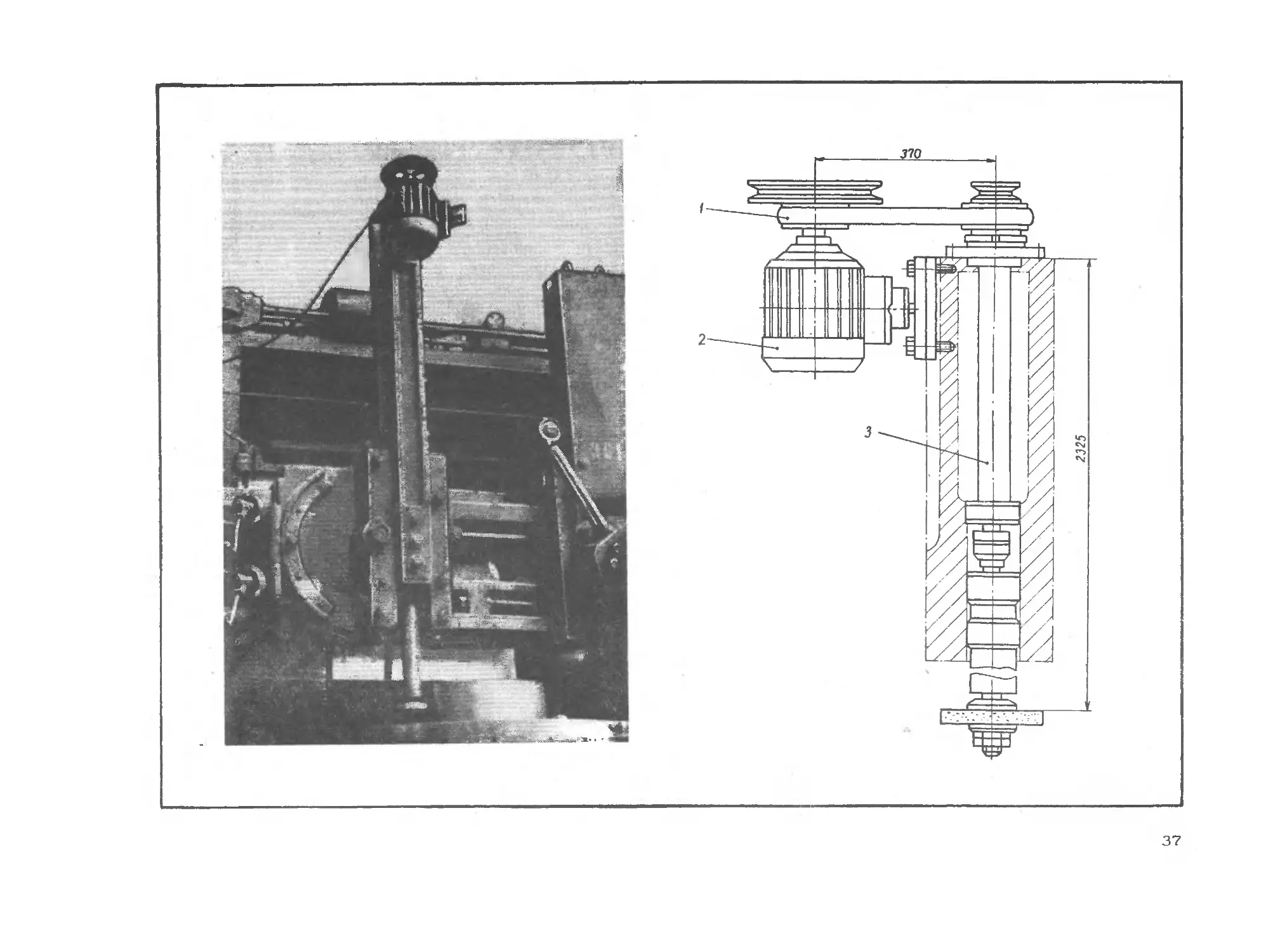
Его особенностью является то, что электродвигатель 2 закрепляется на суппорте
станка, а приводной шпиндель 3 вставляется в полый суппорт вместо резцедержателя.
Вращение от электродвигателя через ременную передачу 1 передается на шпиндель 3
со шлифовальным кругом.
Приспособление можно применять и на других станках подобного типа.
Технические данные
Диаметр шлифовального круга, мм:
Диаметр обрабатываемых отвер- минимальный .. 70
стий, мм: максимальный 200
МИНИМАЛЬНЫЙ 100 Передаточное отношение шкивов 1:1,22;
максимальный 300 1:2,83
Глубина отверстий,, мм 490 Электродвигатель:
Скорость шлифования, м/сек: мощность, квт 2,8
минимальная 25,8 число оборотов в минуту 2870
максимальная 36,9 Масса приспособления, кг 106
Применение приспособления позволило значительно расширить технологические воз-
можности карусельного станка и уменьшить подготовительное время на его перена-
ладку.
При помощи приспособления можно шлифовать также торцовые поверхности.
Калькодержатель - Новокраматорский машиностроительный завод им. В.И. Ленина
(г. Краматорск).
36
37
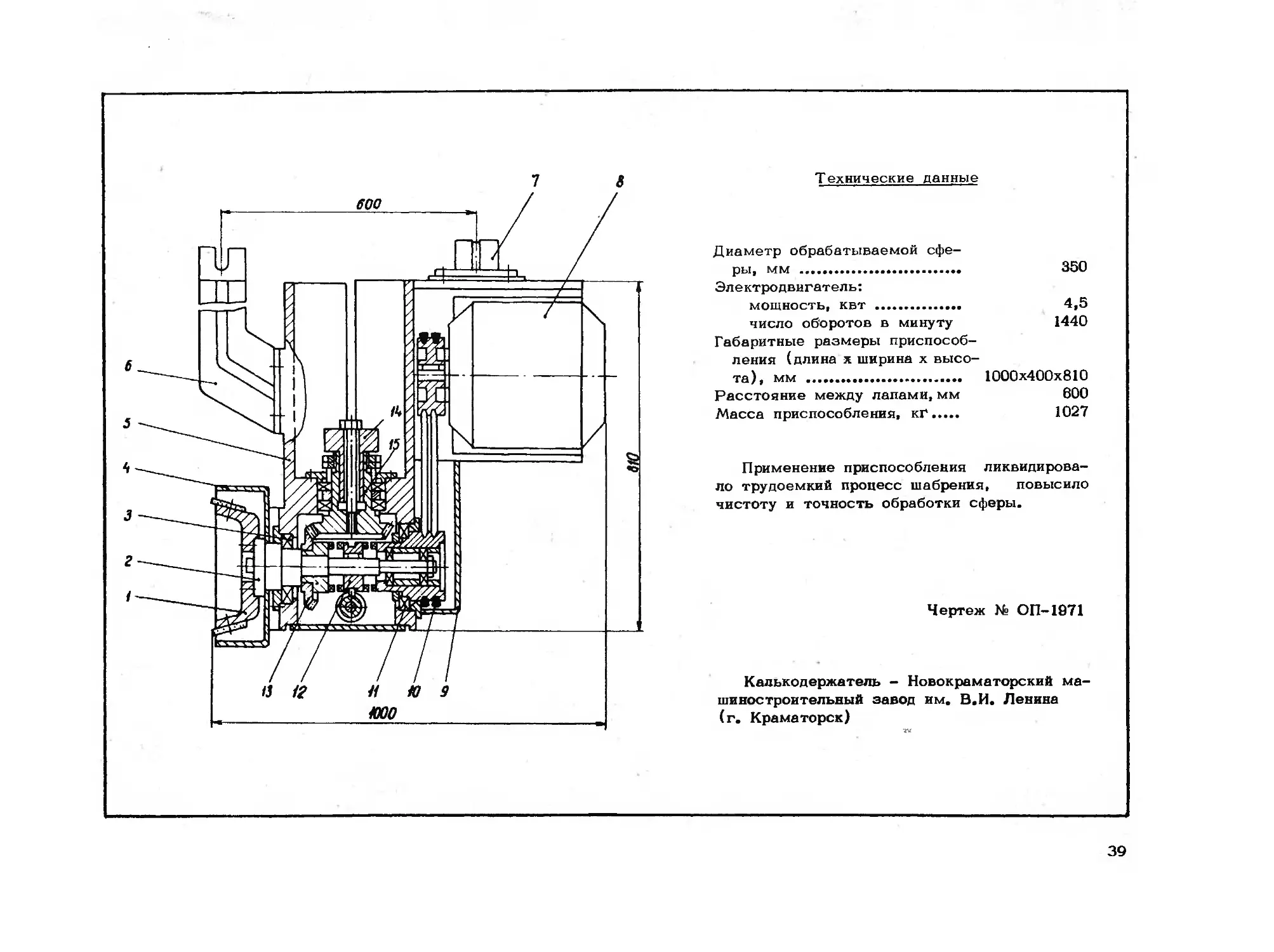
Приспособление для фрезерования и шлифования сферических
поверхностей на продольно-фрезерном станке
Для механизации операций шабрения при довод-
ке шаровых поверхностей вкладыша и обоймы
подшипников внедрено специальное шлифовальное
приспособление к продольно-фрезерному станку
фирмы „Инкерсол", предназначенное для шлифова-
ния как внутренних, так и наружных поверхно-
стей.
Приспособление состоит из шлифовальной го-
ловки 1, шпиндель 2 которой приводится во вра-
щение от индивидуального электродвигателя 8 при
помощи клиноременной передачи 10 и кулачковой
муфты 12.
Опорой ведомого шкива служит радиальный
шарикоподшипник 11. Передняя шейка шпинделя
вращается в коническом радиально-упорном роли-
коподшипнике 3. Электродвигатель с плитой при-
крепляется к корпусу 5. Клиноременная переда-
ча и шлифовальная головка закрыты кожухами
4 и 9.
Шлифовальное приспособление устанавливают
на пиноли фрезерного станка и закрепляют бол-
тами. Лапы 6 и 7 крепят дополнительно в кру-
говых Т-образных пазах суппорта станка. Изде-
лие устанавливают на поворотном столе, вмонти-
рованном в центре стола станка.
При шлифовании внутренней сферы выверяют
перпендикулярность оси шпинделя шлифовальной
головки к оси вращения изделия.
При шлифовании наружных поверхностей ось
шпинделя головки устанавливают к оси изделия
под углом, синус которого равен отношению диа-
метра абразивного инструмента к диаметру ша-
ра. Установку на требуемый угол осуществляют
поворотом суппорта станка. При этом оси враще-
ния изделия и инструмента должны находиться в
одной плоскости, что достигается поворотом го-
ловки на 180° и проверкой зазора между инстру-
ментом и изделием в двух точках.
Для фрезерования сферы шлифовальную голов-
ку заменяют нормальной торцевой фрезой или
специальной резцовой головкой.
Переключая кулачковую муфту, отключают элек-
тродвигатель. Вращение передается от шпинделя
станка через поводок 14 и пару конических ше-
стерен 13 и 15 на шпиндель приспособления.
Обработку производят при медленном враще-
нии изделия.
Скорость вращения шипи юля вьюирают в за-
висимости от диаметра обрабатываемой сф>>р:.1.
Технические данные
Диаметр обрабатываемой сфе-
ры, мм ........................... 350
Электродвигатель:
мощность, квт .................... 4,5
число оборотов в минуту 1440
Габаритные размеры приспособ-
ления (длина х ширина х высо-
та), мм ................... 1000x400x810
Расстояние между лапами, мм 800
Масса приспособления, кг.... 1027
Применение приспособления ликвидирова-
ло трудоемкий процесс шабрения, повысило
чистоту и точность обработки сферы.
Чертеж № ОП-1871
Калькодержатель - Новокраматорский ма-
шиностроительный завод им. В. И. Ленина
(г. Краматорск)
39
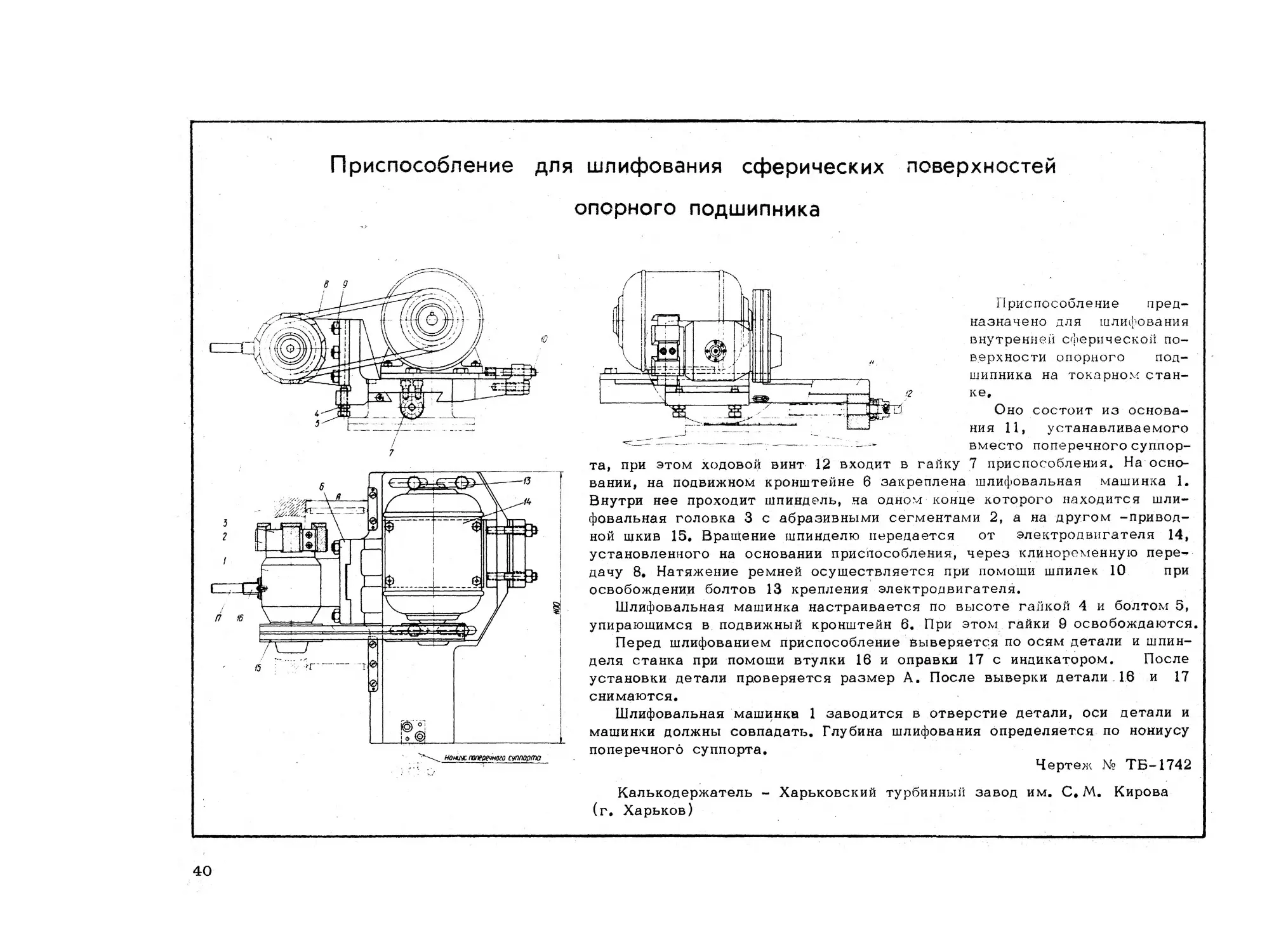
Приспособление для шлифования сферических поверхностей
опорного подшипника
Приспособление пред-
назначено для шлифования
внутренней сферической по-
верхности опорного под-
шипника на токарном стан-
ке.
Оно состоит из основа-
ния 11, устанавливаемого
вместо поперечного суппор-
та, при этом ходовой винт 12 входит в гайку 7 приспособления. На осно-
вании, на подвижном кронштейне 6 закреплена шлифовальная машинка 1.
Внутри нее проходит шпиндель, на одном конце которого находится шли-
фовальная головка 3 с абразивными сегментами 2, а на другом -привод-
ной щкив 15, Вращение шпинделю передается от электродвигателя 14,
установленного на основании приспособления, через клиноременную пере-
дачу 8. Натяжение ремней осуществляется при помощи шпилек 10 при
освобождении болтов 13 крепления электродвигателя.
Шлифовальная машинка настраивается по высоте гайкой 4 и болтом 5,
упирающимся в подвижный кронштейн 6. При этом гайки 9 освобождаются.
Перед шлифованием приспособление выверяется по осям детали и шпин-
деля станка при помощи втулки 16 и оправки 17 с индикатором. После
установки детали проверяется размер А. После выверки детали 16 и 17
снимаются.
Шлифовальная машинка 1 заводится в отверстие детали, оси детали и
машинки должны совпадать. Глубина шлифования определяется по нониусу
поперечного суппорта.
Чертеж № ТБ-1742
Калькодержатель - Харьковский турбинный завод им. С.М. Кирова
(г, Харьков)
40
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
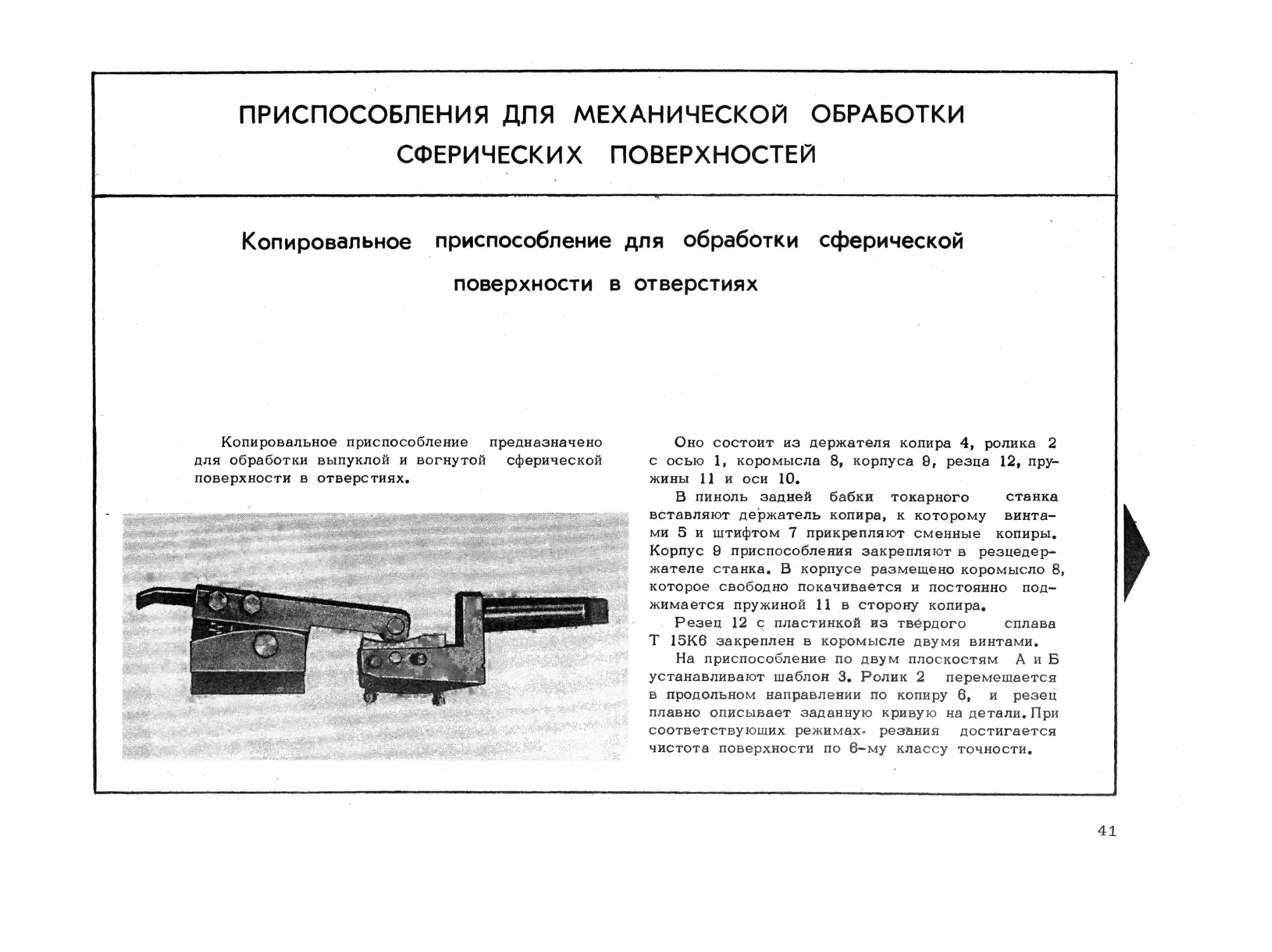
Копировальное приспособление для обработки сферической
поверхности в отверстиях
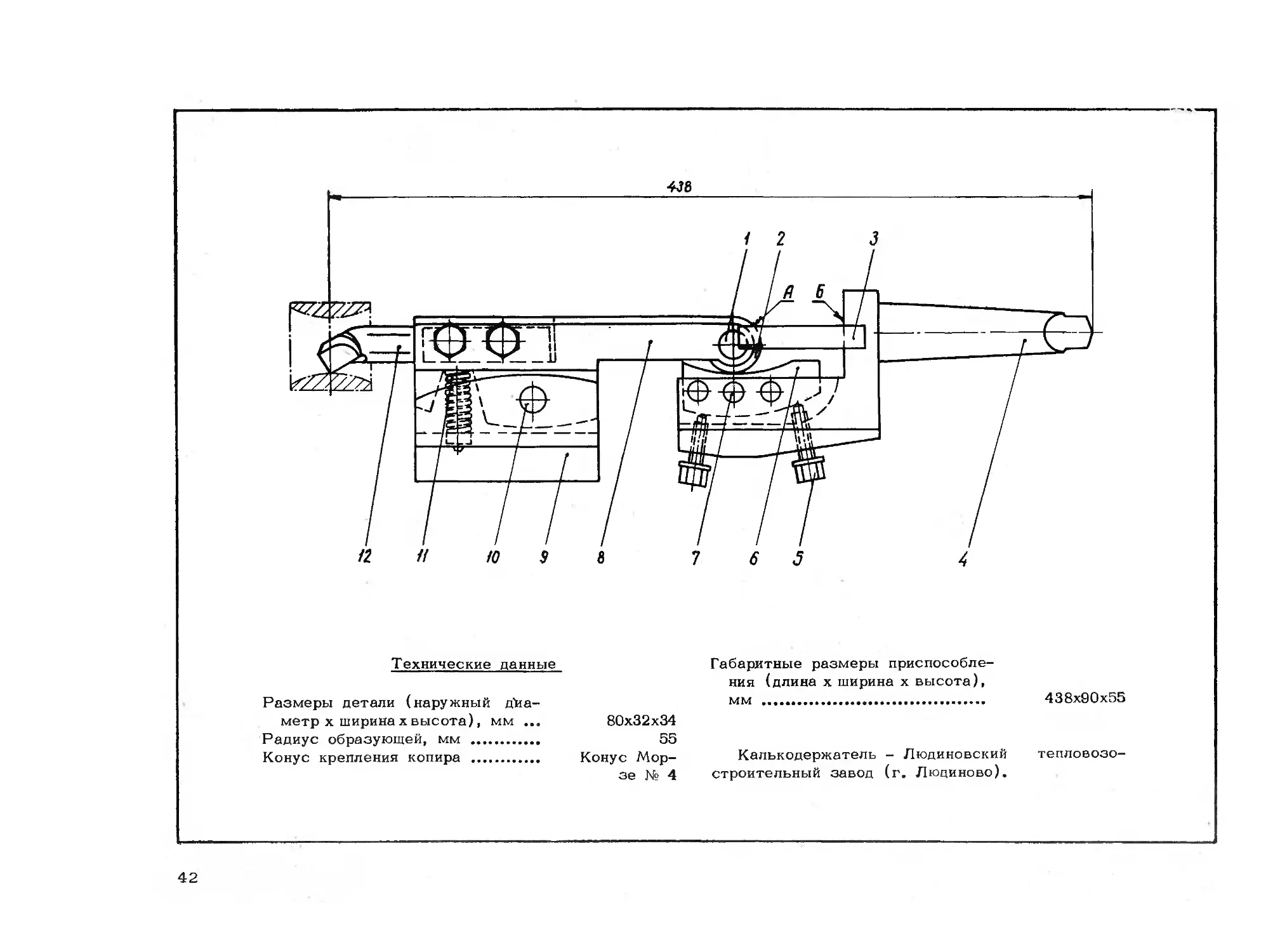
Копировальное приспособление предназначено
для обработки выпуклой и вогнутой сферической
поверхности в отверстиях.
Оно состоит из держателя копира 4, ролика 2
с осью 1, коромысла 8, корпуса 9, резца 12, пру-
жины 11 и оси 10.
В пиноль задней бабки токарного станка
вставляют держатель копира, к которому винта-
ми 5 и штифтом 7 прикрепляют сменные копиры.
Корпус 9 приспособления закрепляют в резцедер-
жателе станка. В корпусе размещено коромысло 8
которое свободно покачивается и постоянно под-
жимается пружиной 11 в сторону копира.
Резец 12 с пластинкой из твердого сплава
Т 15К6 закреплен в коромысле двумя винтами.
На приспособление по двум плоскостям А и Б
устанавливают шаблон 3. Ролик 2 перемещается
в продольном направлении по копиру 6, и резец
плавно описывает заданную кривую на детали. При
соответствующих режимах- резания достигается
чистота поверхности по 6-му классу точности.
41
Технические данные
Размеры детали (наружный диа-
Габаритные размеры приспособле-
ния (длина х ширина х высота),
мм ............................
438x90x55
метр х ширина хвысота), мм ... 80x32x34
Радиус образующей, мм ..................... 55
Конус крепления копира ............ Конус Мор-
зе № 4
Калькодержатель - Людиновский
строительный завод (г. Люциново).
тепловозо-
42
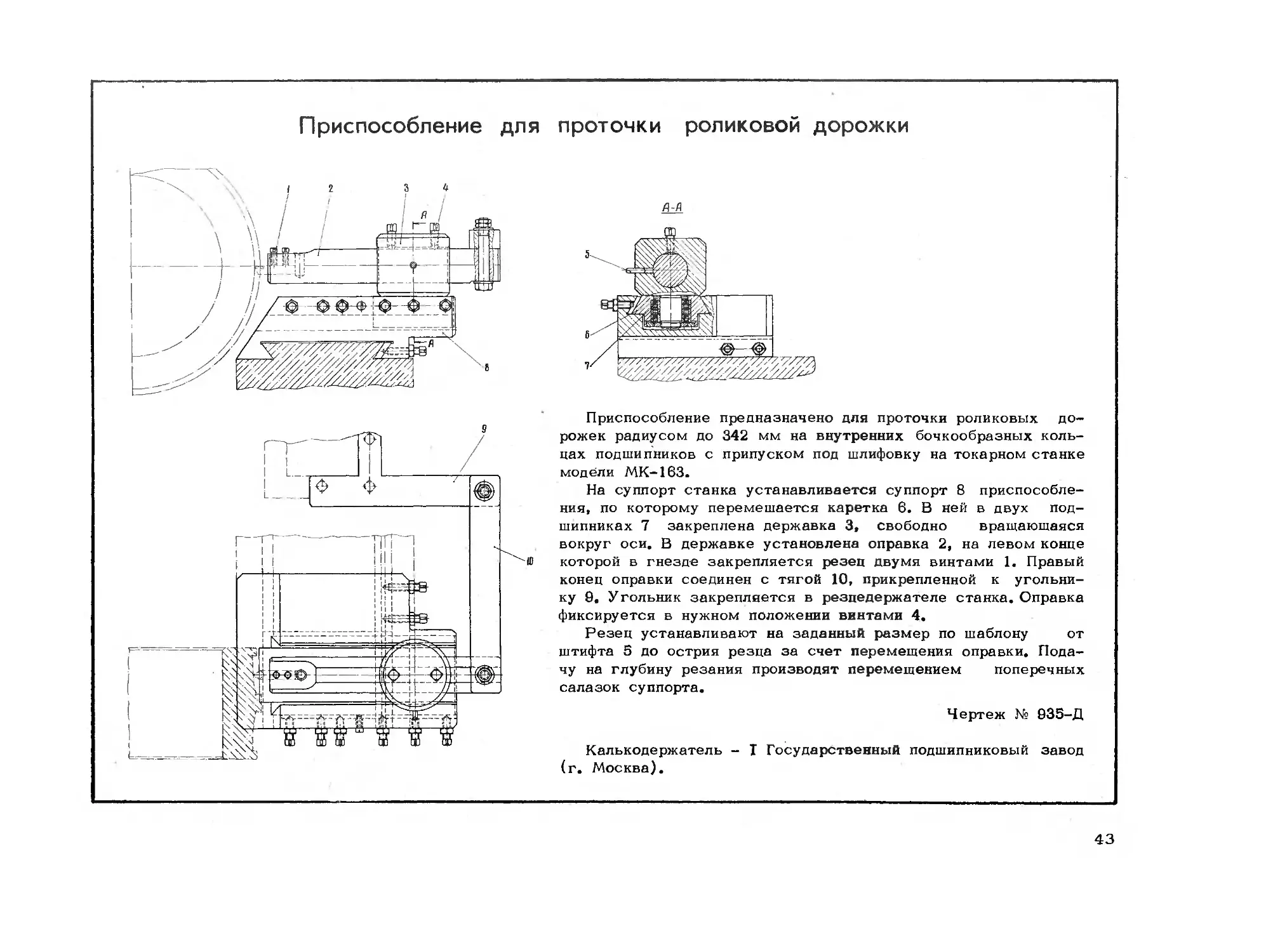
Приспособление для
проточки роликовой дорожки
Приспособление предназначено для проточки роликовых до-
рожек радиусом до 342 мм на внутренних бочкообразных коль-
цах подшипников с припуском под шлифовку на токарном станке
модели МК-163.
На суппорт станка устанавливается суппорт 8 приспособле-
ния, по которому перемешается каретка 6. В ней в двух под-
шипниках 7 закреплена державка 3, свободно вращающаяся
вокруг оси. В державке установлена оправка 2, на левом конце
которой в гнезде закрепляется резец двумя винтами 1. Правый
конец оправки соединен с тягой 10, прикрепленной к угольни-
ку 9. Угольник закрепляется в резцедержателе станка. Оправка
фиксируется в нужном положении винтами 4.
Резец устанавливают на заданный размер по шаблону от
штифта 5 до острия резца за счет перемещения оправки. Пода-
чу на глубину резания производят перемещением поперечных
салазок суппорта.
Чертеж № 935-Д
Калькодержатель - Т Государственный подшипниковый завод
(г. Москва).
43
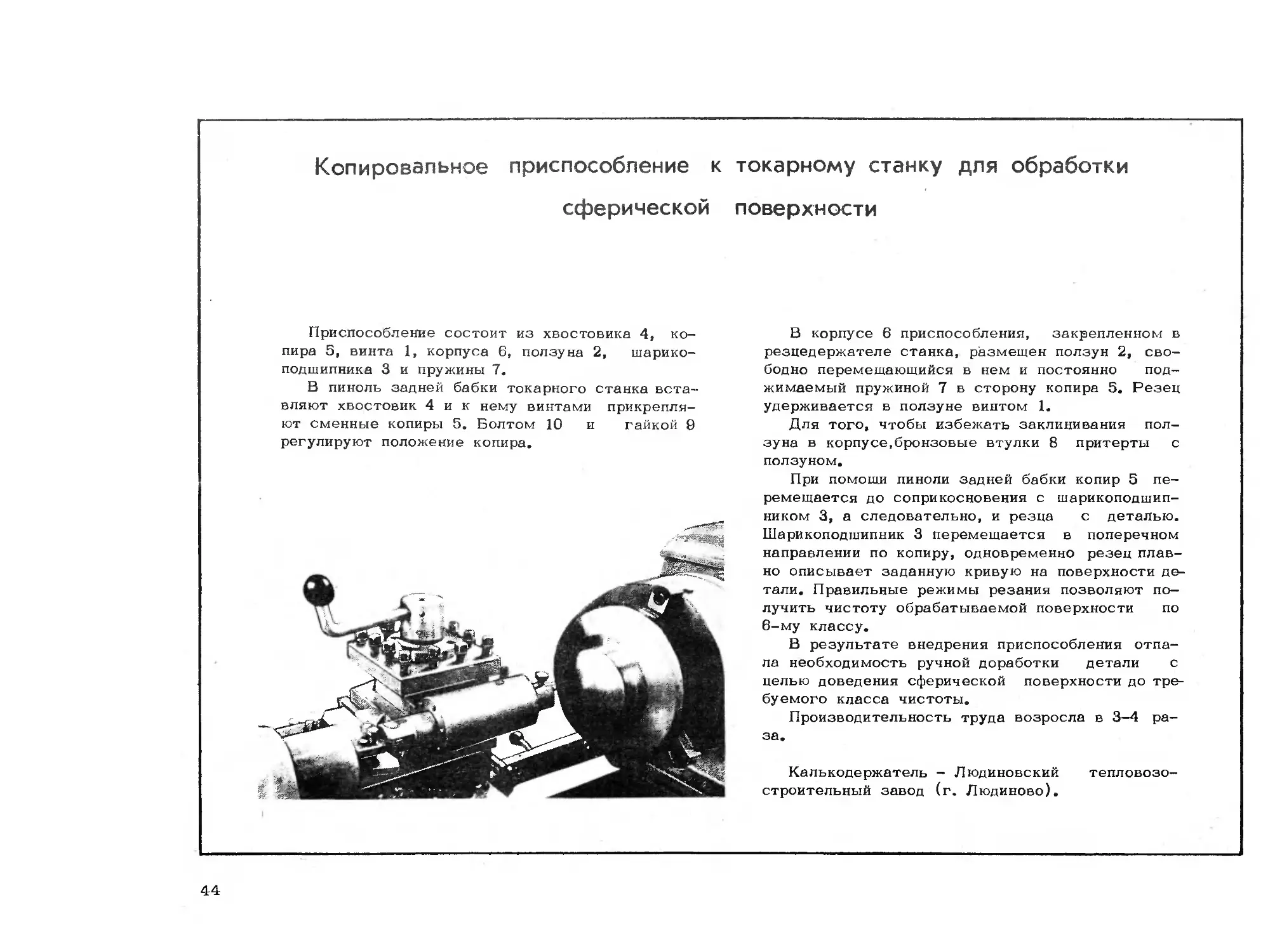
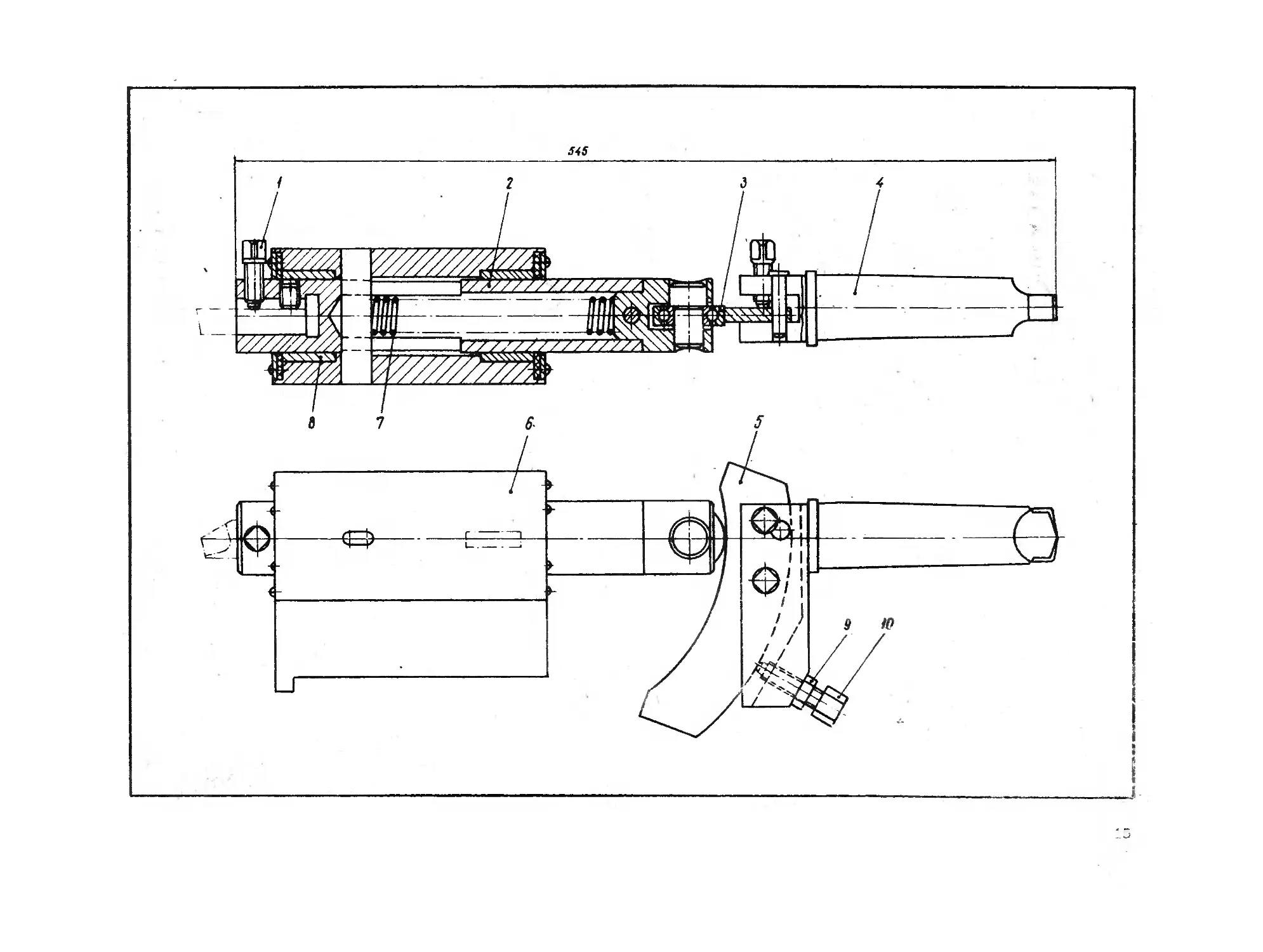
Копировальное приспособление к токарному станку для обработки
сферической поверхности
Приспособление состоит из хвостовика 4, ко-
пира 5, винта 1, корпуса 6, ползуна 2, шарико-
подшипника 3 и пружины 7.
В пиноль задней бабки токарного станка вста-
вляют хвостовик 4 и к нему винтами прикрепля-
ют сменные копиры 5. Болтом 10 и гайкой 9
регулируют положение копира.
В корпусе 6 приспособления, закрепленном в
резцедержателе станка, размещен ползун 2, сво-
бодно перемещающийся в нем и постоянно под-
жимаемый пружиной 7 в сторону копира 5. Резец
удерживается в ползуне винтом 1.
Для того, чтобы избежать заклинивания пол-
зуна в корпусе,бронзовые втулки 8 притерты с
ползуном.
При помощи пиноли задней бабки копир 5 пе-
ремещается до соприкосновения с шарикоподшип-
ником 3, а следовательно, и резца с деталью.
Шарикоподшипник 3 перемещается в поперечном
направлении по копиру, одновременно резец плав-
но описывает заданную кривую на поверхности де-
тали. Правильные режимы резания позволяют по-
лучить чистоту обрабатываемой поверхности по
6-му классу.
В результате внедрения приспособления отпа-
ла необходимость ручной доработки детали с
целью доведения сферической поверхности до тре-
буемого класса чистоты.
Производительность труда возросла в 3-4 ра-
за.
Калькодержатель - Людиновский тепловозо-
строительный завод (г. Людиново).
44
545
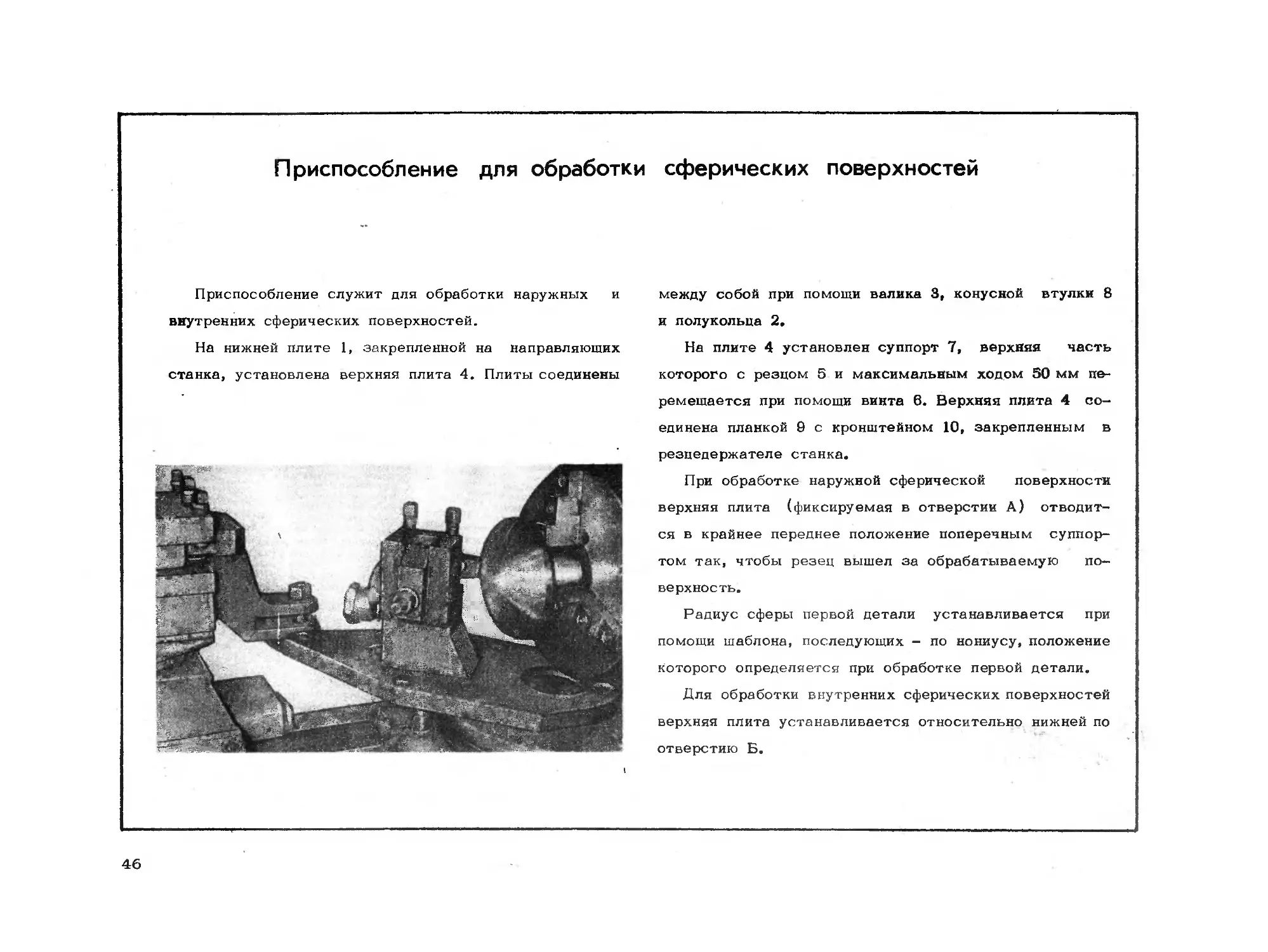
Приспособление для обработки сферических поверхностей
Приспособление служит для обработки наружных и
внутренних сферических поверхностей.
На нижней плите 1, закрепленной на направляющих
станка, установлена верхняя плита 4. Плиты соединены
между собой при помощи валика 3, конусной втулки 8
и полукольца 2.
На плите 4 установлен суппорт 7, верхняя часть
которого с резцом 5 и максимальным ходом 50 мм пе-
ремещается при помощи винта 6. Верхняя плита 4 со-
единена планкой 9 с кронштейном 10, закрепленным в
резцедержателе станка.
При обработке наружной сферической поверхности
верхняя плита (фиксируемая в отверстии А) отводит-
ся в крайнее переднее положение поперечным суппор-
том так, чтобы резец вышел за обрабатываемую по-
верхность.
Радиус сферы первой детали устанавливается при
помощи шаблона, последующих - по нониусу, положение
которого определяется при обработке первой детали.
Для обработки внутренних сферических поверхностей
верхняя плита устанавливается относительно нижней по
отверстию Б.
46
47
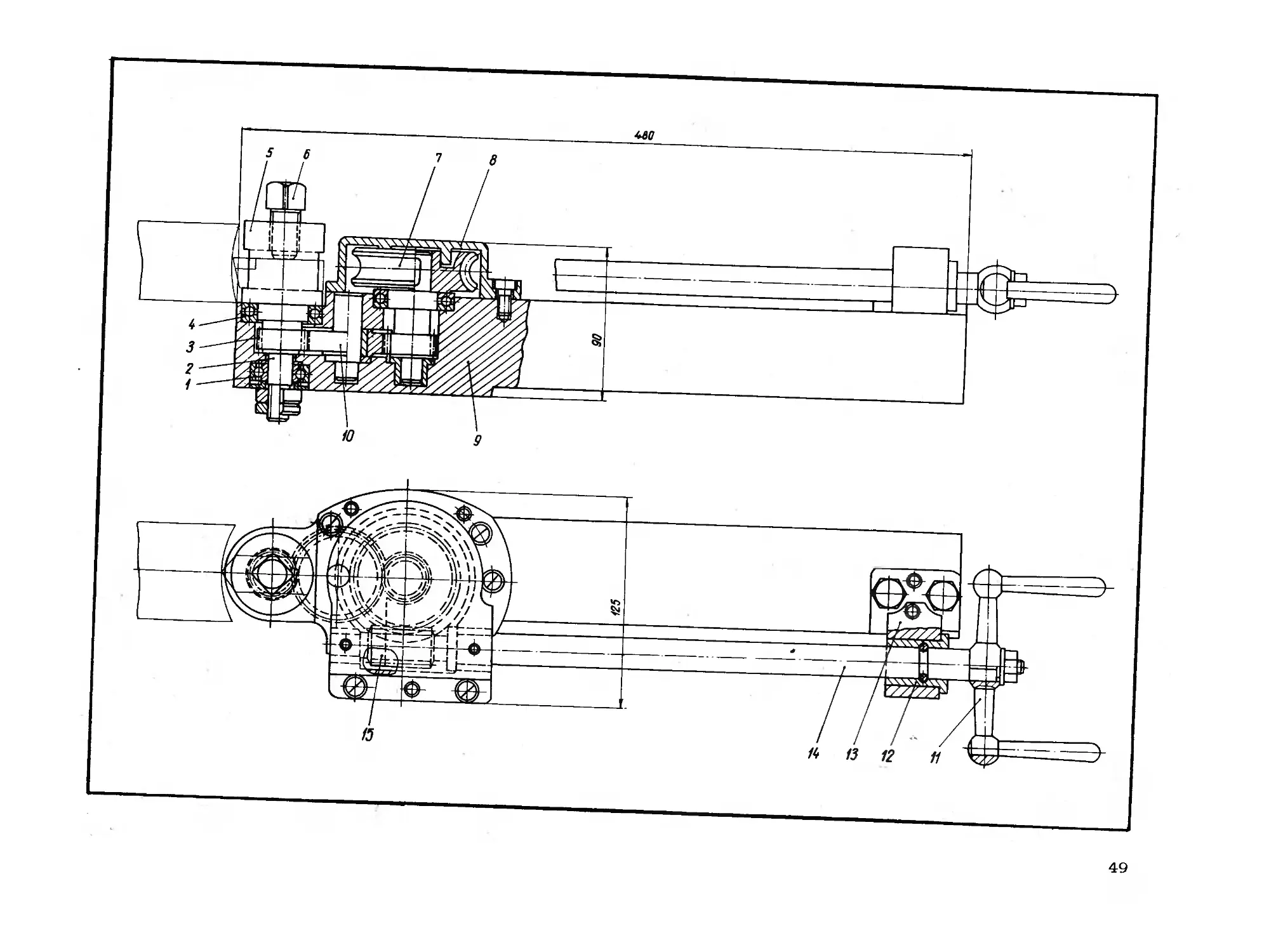
Приспособление для обработки профиля
роликов
Приспособление предназначено для расточки поверхности с наимень-
шим радиусом 27 мм в роликах профилеровочных машин и закрепляется
в резцедоржателе токарного станка.
Оно состоит из корпуса 8, резцедержателя 5, зубчатых колес 3 и 10,
червяка 15, червячного колеса 7- и крышки 8.
Резцедержатель 5 установлен на упорном подшипнике 4, а его ось 2
врашаетсг в шарикоподшипнике 1. На ось насажено зубчатое колесо 3,
получающее вращение от червячного колеса 7 через паразитную шестер-
ню 10. Резец закрепляют в резцедержателе винтом 8.
В крышке 8 корпуса 0 расположен червяк 15, вал 14 которого прохо-
дит через втулку 12 кронштейна 13. На валу закреплена рукоятка 11.
Поворотом рукоятки врашают червяк 15. Вращение передается через чер-
вячное и зубчатые колеса резцедержателю.
Чертеж № П-1212
Калькодержатель - Старокраматорский машиностроительный завод
им. С. Орджоникидзе (г. Краматорск).
48
±80
5 6 7 в
10 9
49
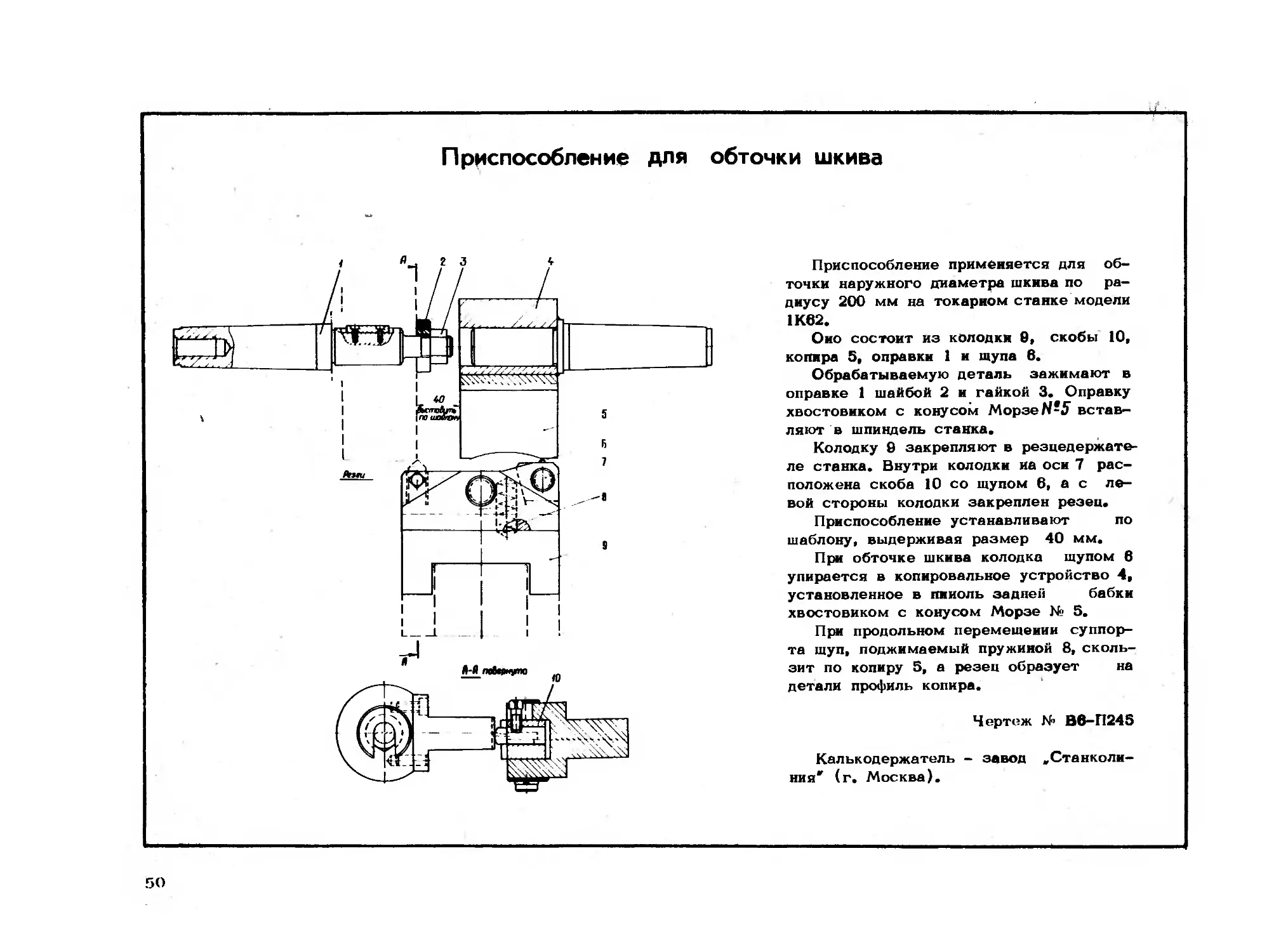
Приспособление для обточки шкива
Приспособление применяется для об-
точки наружного диаметра шкива по ра-
диусу 200 мм на токарном станке модели
1К62.
Оно состоит из колодки 0, скобы 10,
копира 5, оправки 1 и щупа 6.
Обрабатываемую деталь зажимают в
оправке 1 шайбой 2 и гайкой 3. Оправку
хвостовиком с конусом Морзе №5 встав-
ляют в шпиндель станка.
Колодку 9 закрепляют в резцедержате-
ле станка. Внутри колодки иа оси 7 рас-
положена скоба 10 со шупом 6, а с ле-
вой стороны колодки закреплен резец.
Приспособление устанавливают по
шаблону, выдерживая размер 40 мм.
При обточке шкива колодка шупом В
упирается в копировальное устройство 4,
установленное в пииоль задней бабки
хвостовиком с конусом Морзе № 5.
При продольном перемещении суппор-
та шуп, поджимаемый пружиной 8, сколь-
зит по копиру 5, а резец образует на
детали профиль копира.
Чертеж № ВВ-П245
Калькодержатель - завод .Станколи-
ния' (г. Москва).
50
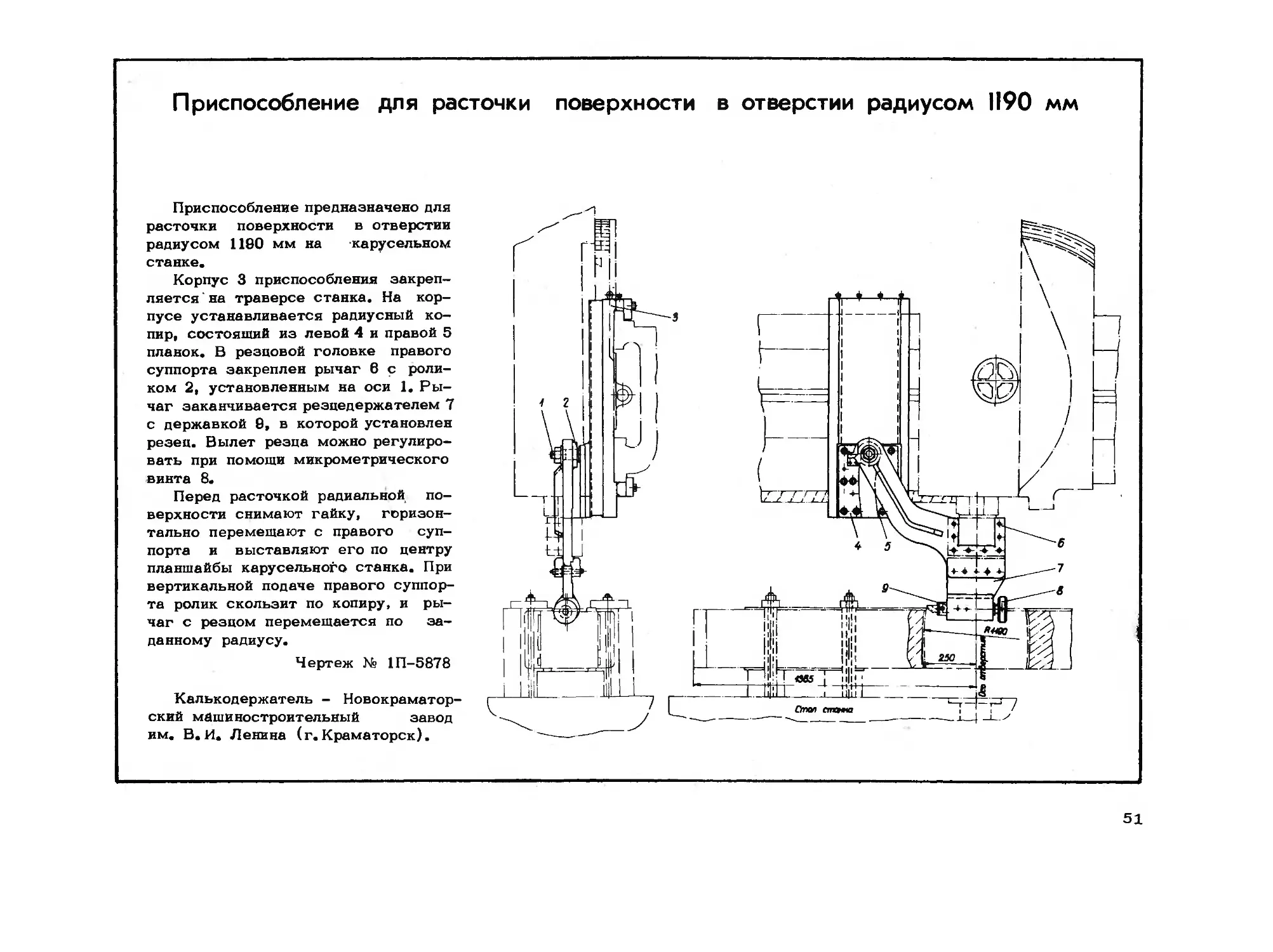
Приспособление для расточки поверхности
в отверстии радиусом 1190 мм
Приспособление предназначено для
расточки поверхности в отверстии
радиусом 1190 мм на карусельном
станке.
Корпус 3 приспособления закреп-
ляется 'на траверсе станка. На кор-
пусе устанавливается радиусный ко-
пир, состоящий из левой 4 и правой 5
планок. В резцовой головке правого
суппорта закреплен рычаг 6 с роли-
ком 2, установленным на оси 1. Ры-
чаг заканчивается резцедержателем 7
с державкой 9, в которой установлен
резец. Вылет резца можно регулиро-
вать при помощи микрометрического
винта 8.
Перед расточкой радиальной по-
верхности снимают гайку, горизон-
тально перемещают с правого суп-
порта и выставляют его по центру
планшайбы карусельного станка. При
вертикальной подаче правого суппор-
та ролик скользит по копиру, и ры-
чаг с резцом перемещается по за-
данному радиусу.
Чертеж № 1 П-5878
Калькодержатель - Новокраматор-
ский машиностроительный завод
им. В. И. Ленина (г.Краматорск).
51
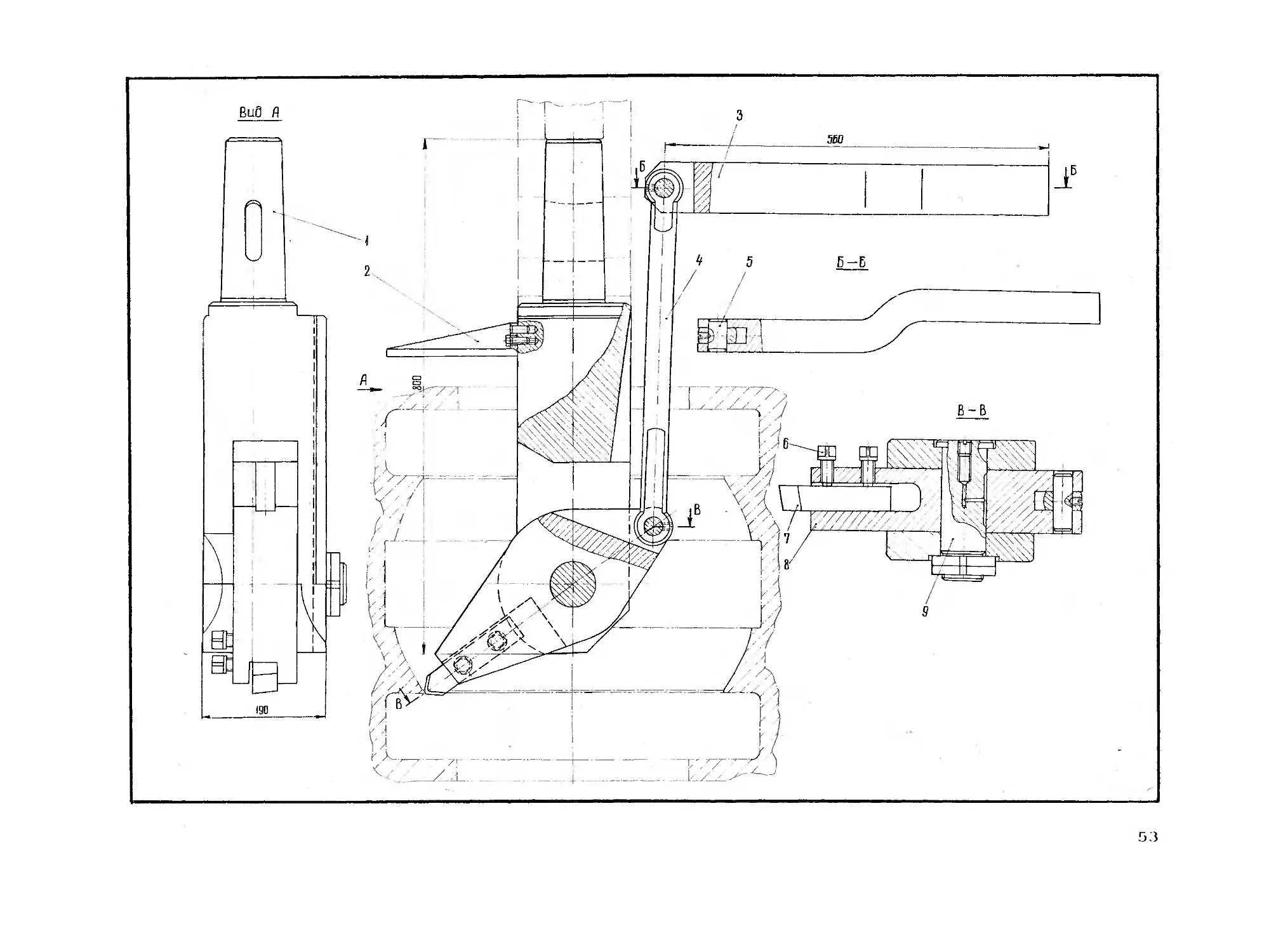
Приспособление для расточки сферы
Приспособление предназначено для расточки на карусельном станке сфе-
рической поверхности диаметром 360-720 мм. .
Оно состоит из оправки 1, которая коническим хвостовиком закреплена на
неподвижной траверсе станка. В нижней части оправки на оси 9 установлен
рычаг - резцедержатель 8 с резцом 7, зажатым винтами 6. Рычаг шарнирно
соединен с тягой 4. Ось 5 соединяет тягу 4 с рычагом 3 подачи, закреплен-
ным в подвижном суппорте станка.
Деталь закрепляют на планшайбе станка и в ее отверстие вводят оправку,
положение которой выверяют по установочному кронштейну 2.
Рабочее движение резцу передается при движении суппорта через тягу и
рычаг.
Чертеж № 9646-023
Калькодержатель - Уралмашзавод (г. Свердловск).
52
Приспособление для обработки вогнутой
сферической поверхности
Приспособление предназначено для обработки вогнутой сферической
поверхности на карусельном станке модели Найльс.
Корпус 3 приспособления с коническим хвостовиком устанавливается в
левый вертикальный суппорт станка так, чтобы плоскость вращения рез-
ца проходила через центр обрабатываемой сферы. Резец закреплен в
резцедержателе 8, который передвигается по спице червячного колеса 1
для установки заданного радиуса обработки. Резец получает вращатель-
ное движение вместе с червячным колесом, находящимся в зацеплении с
червяком 2. Червяк получает вращение через две конические зубчатые
передачи 7 и 6 и цилиндрическое зубчатое колесо 5, находящееся в
зацеплении с рейкой 4. Рейка закреплена на штосселе правого вертикаль-
ного суппорта.
При поступательном движении этого суппорта происходит рабочая
подача резца по окружности сферы.
Чертеж № КЛ-7109-5004А
Калькодержатель - Невский машиностроительный завод им. В.И. Ленина
(г. Ленинград).
54
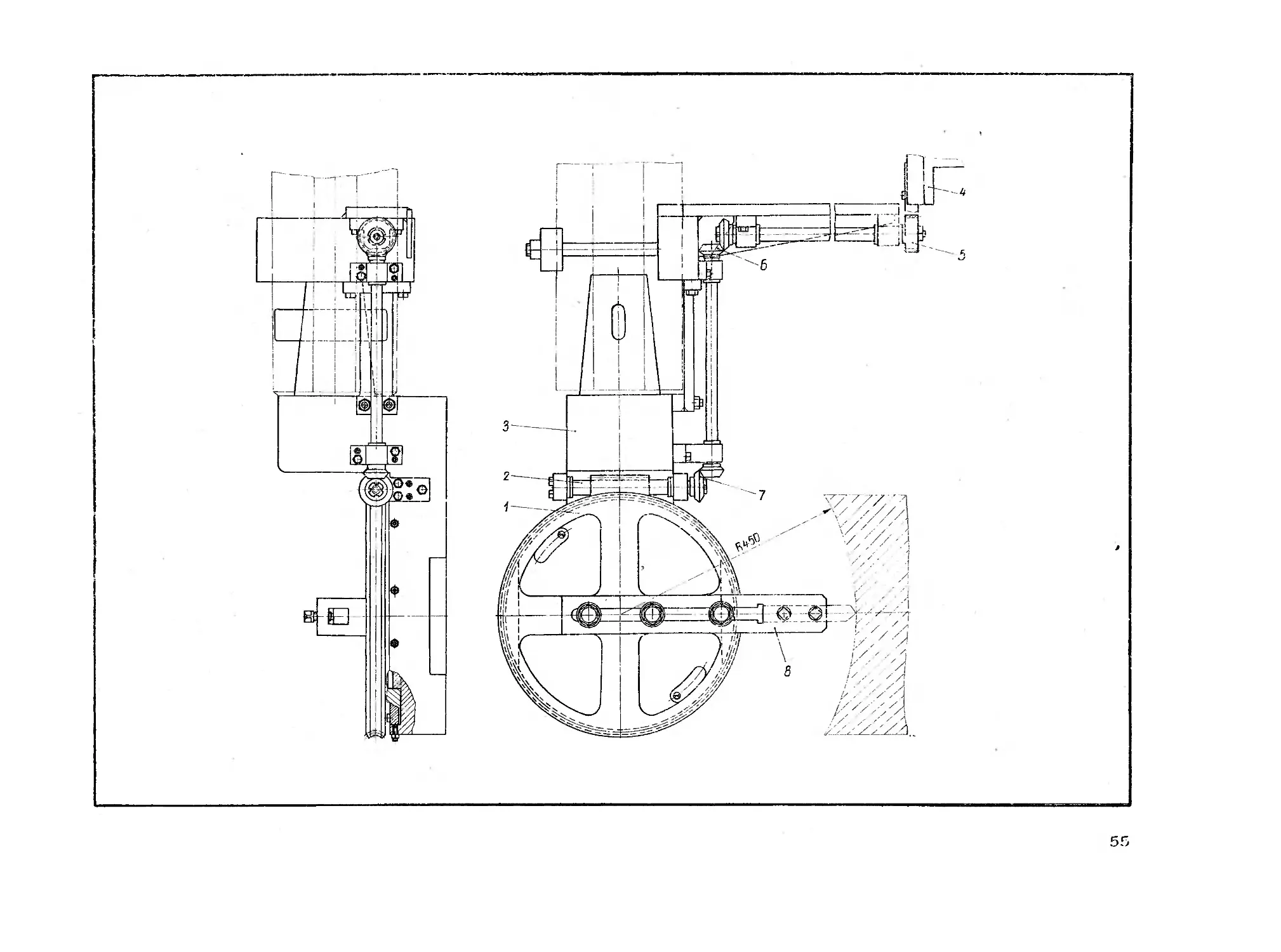
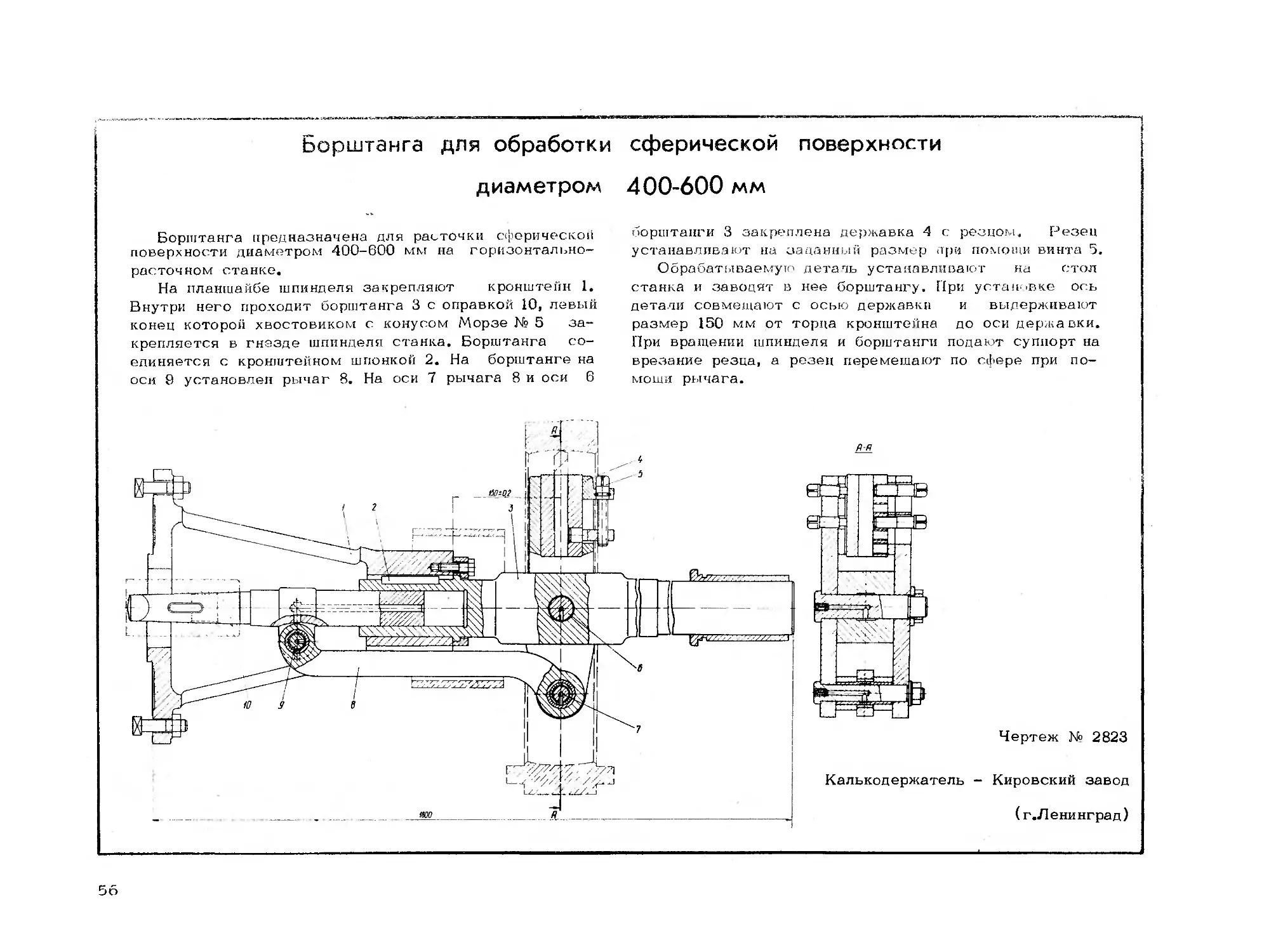
Ьорштанга для обработки сферической
поверхности
диаметром
400-600 мм
Борштанга предназначена для расточки сферической
поверхности диаметром 400-600 мм на горизонтально-
расточном станке.
На планшайбе шпинделя закрепляют кронштейн 1.
Внутри него проходит борштанга 3 с оправкой 10, левый
конец которой хвостовиком с конусом Морзе № 5 за-
крепляется в гнезде шпинделя станка. Борштанга со-
единяется с кронштейном шпонкой 2. На борштанге на
оси 9 установлен рычаг 8. На оси 7 рычага 8 и оси 6
борштанги 3 закреплена державка 4 с резцом. Резец
устанавливают на заданный размер при помощи винта 5.
Обрабатываемую деталь устанавливают на стол
станка и заводят в нее борштангу. При установке ось
детали совмещают с осью державки
размер 150 мм от торца кронштейна
При вращении шпинделя и борштанги
врезание резца, а резец перемешают
и выдерживают
до оси державки,
подают суппорт на
по сфере при по-
мощи рычага.
Чертеж № 2823
Калькодержатель - Кировский завод
(г.Ленинград)
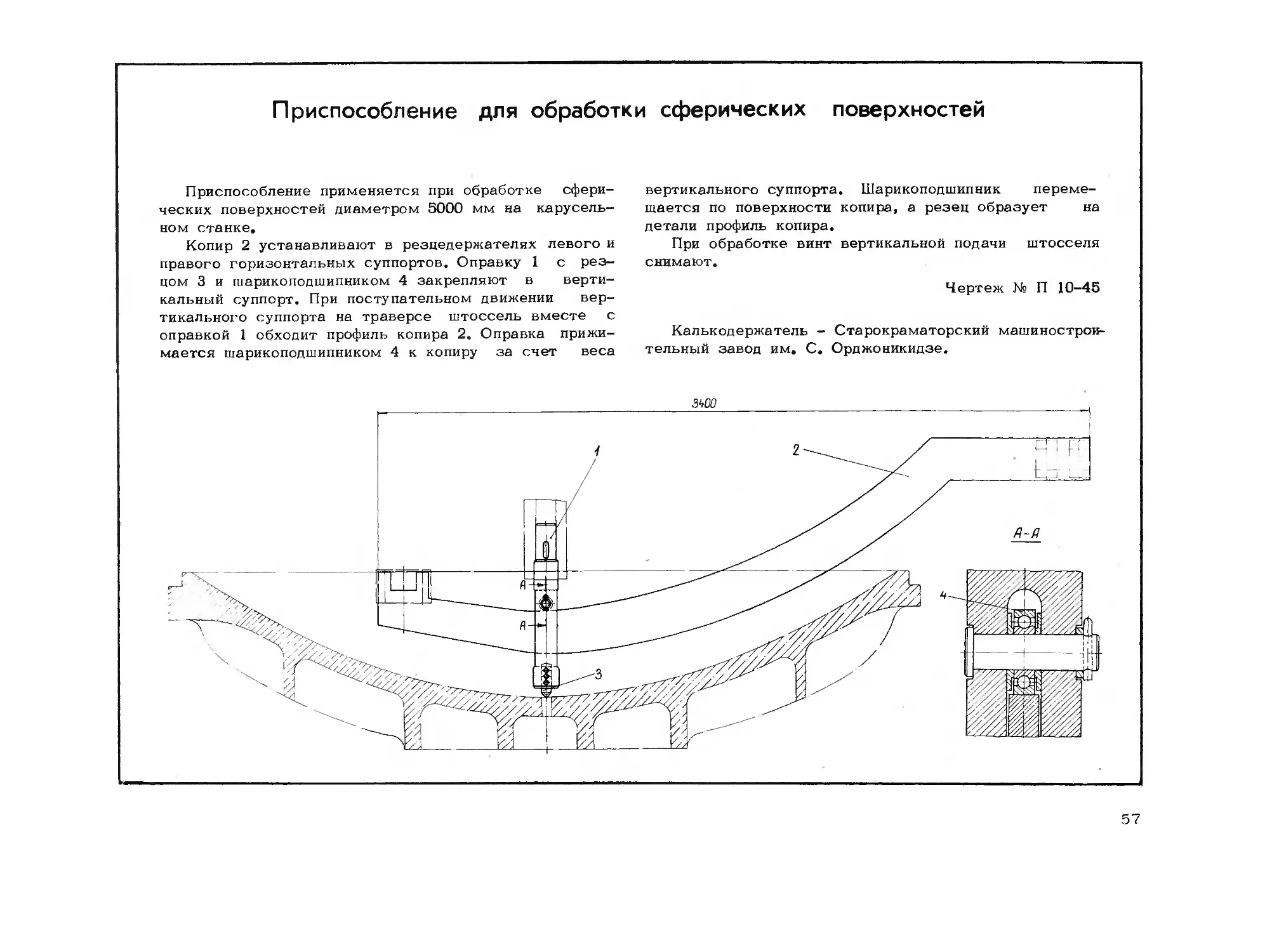
Приспособление для обработки сферических поверхностей
Приспособление применяется при обработке сфери-
ческих поверхностей диаметром 5000 мм на карусель-
ном станке.
Копир 2 устанавливают в резцедержателях левого и
правого горизонтальных суппортов. Оправку 1 с рез-
цом 3 и шарикоподшипником 4 закрепляют в верти-
кальный суппорт. При поступательном движении вер-
тикального суппорта на траверсе штоссель вместе с
оправкой 1 обходит профиль копира 2. Оправка прижи-
мается шарикоподшипником 4 к копиру за счет веса
вертикального суппорта. Шарикоподшипник переме-
щается по поверхности копира, а резец образует на
детали профиль копира.
При обработке винт вертикальной подачи штосселя
снимают.
Чертеж № П 10-45
Калькодержатель - Старокраматорский машинострои-
тельный завод им. С. Орджоникидзе.
3400
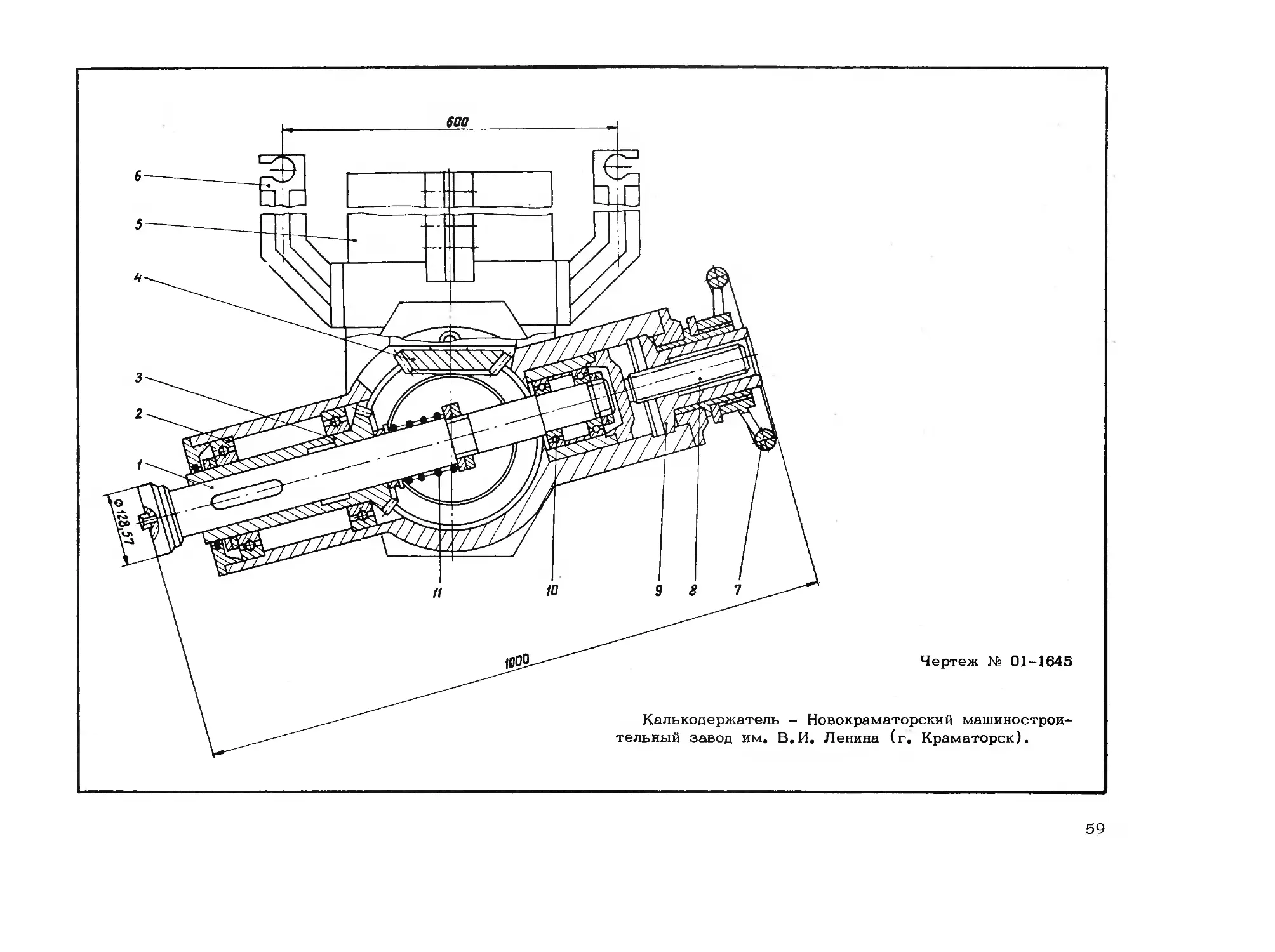
Приспособление для обработки сферических поверхностей
на продольно-фрезерном станке
Приспособление состоит из литого корпуса 5, кони-
ческих зубчатых колес 3 и 4 и узла шпинделя с диф-
ференциальным механизмом.
Приспособление устанавливают на пиноли станка с
дополнительным креплением лап 6 в Т-образных пазах
суппорта. Обрабатываемую деталь центрируют и
закрепляют на поворотном столе станка.
Вращение от шпинделя станка через поводок и ко-
нические зубчатые колеса передается шпинделю 1 при-
способления. Шпиндель вращается в четырех радиаль-
ных шарикоподшипниках 2 и 10 и вмонтирован в кор-
пус.
Вертикальное крепление корпуса, имеющего пазы,
осуществляется болтами.
Скорость вращения шпинделя выбирается в зависи-
мости от диаметра обрабатываемой сферы и заданной
чистоты поверхности. Вращение изделия осуществляет-
ся при небольшом числе оборотов. Применение в узле
шпинделя дифференциального механизма позволяет про-
изводить врезание не перемещением шпинделя станка,
а перемещением шпинделя 1 приспособления.
За счет разности шагов гайки 9 и винта 8 за один
оборот маховика 7 винт, а следовательно, и шпиндель 1
перемешаются на малое расстояние.
Люфты в резьбовых соединениях компенсируются
усилиями пружины 11.
Технические данные
Диаметр обрабатываемой поверхности, мм:
минимальный .............................. 800
максимальный ............................ 2500
Максимальный ход шпинделя приспособле-
ния, мм ....................................... 30
Угол поворота, град ......................... i.15
Длина приспособления, мм .................... 1000
Масса приспособления, кг .................... 1018
Внедрение приспособления улучшило качество обра-
батываемых сферических поверхностей, повысило про-
изводительность труда, расширило технологические воз-
можности станка.
Годовой экономический эффект от внедрения соста-
вил 3100 руб.
58
59
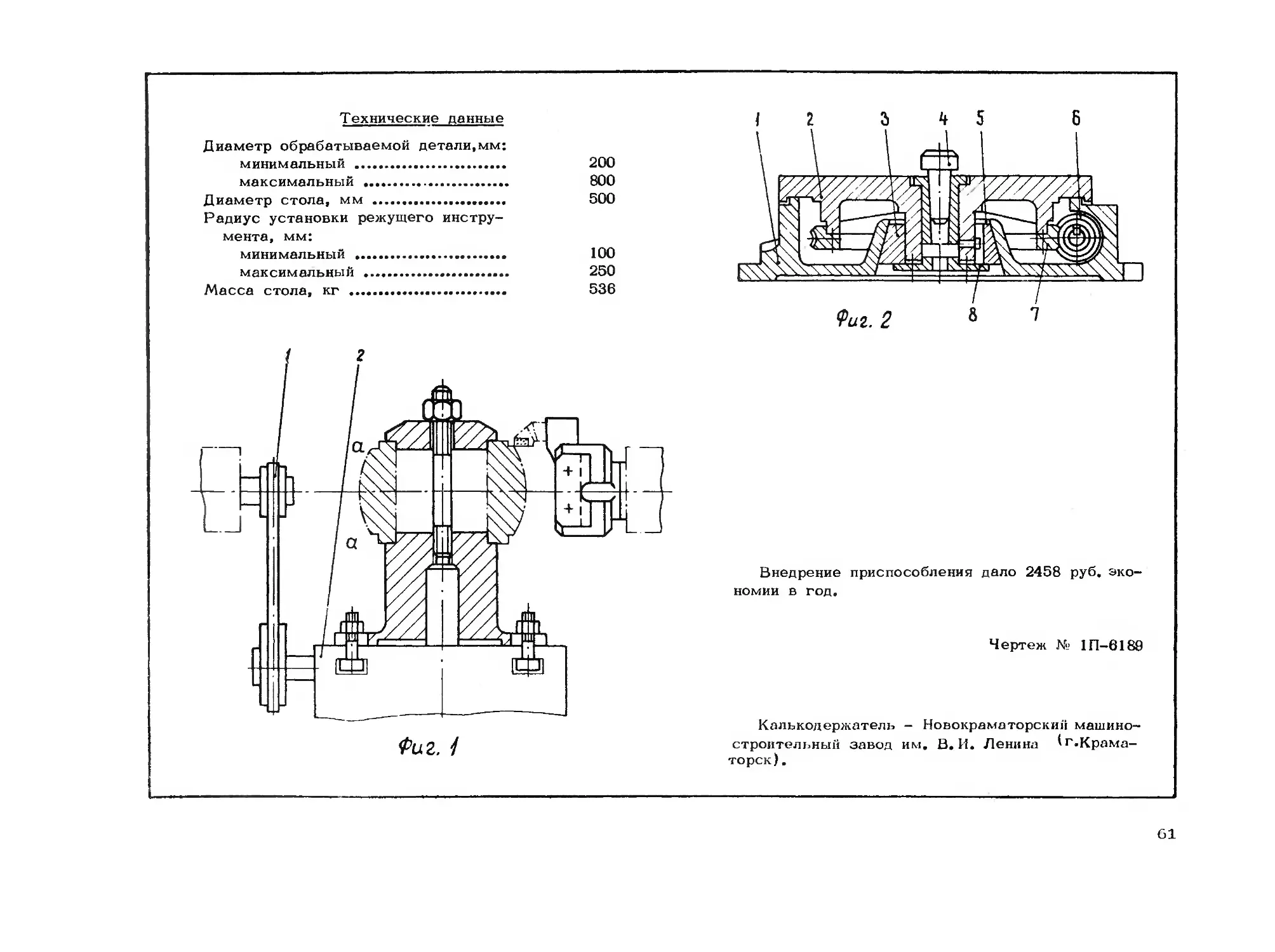
Поворотный стол для обработки сферических поверхностей
на продольно-фрезерном станке
При обработке наружных сферических по-
верхностей на продольно-фрезерном станке для
закрепления и вращения детали применен по-
воротный стол с индивидуальным приводом.
При обработке сферических поверхностей ма-
лых диаметров вращение осуществляется от элек-
тродвигателя и клиноременной передачи 1 (фиг.1),
а при обработке сферических поверхностей боль-
ших диаметров — дополнительно от зубчатой пе-
редачи.
Поворотный стол 2 (фиг. 1) состоит из литого
корпуса 1 (фиг. 2), поворотной плиты 2,конусной
втулки 3, червячного колеса 7 и червяка 6.
От электродвигателя через клиноременную и
червячную передачи вращение передается пово-
ротной плите.
Зазоры между конусной втулкой 3 и корпусом
регулируются прокладкой 5 и крышкой 8. Для
центрирования обрабатываемой детали на плите
в центре стола имеется калибр 4.
Обработку производят при медленном враще-
нии изделия. Скорость вращения режущего инст-
румента выбирают в зависимости от диаметра
обрабатываемой сферы.
При обработке сферических поверхностей на
продольно-фрезерных станках необходимо, чтобы
режущий инструмент был установлен по оси вра-
щения обрабатываемой детали, и оси их пересе-
кались в центре шара; радиус установки режуще-
го инструмента должен быть не меньше половины
хорды „аа" (см. фиг. 1). Несоблюдение этих усло-
вий приводит к искажению геометрических раз-
меров шаровой поверхности, а также к появлению
необработанной зоны.
60
Технические данные
Диаметр обрабатываемой детали,мм:
минимальный ....................... 200
максимальный ..................... 800
Диаметр стола, мм ..................... 500
Радиус установки режущего инстру-
мента, мм:
минимальный ....................... 100
максимальный ................... 250
Масса стола, кг ....................... 536
Внедрение приспособления дало 2458 руб. эко-
номии в год.
Ч ертеж № 1 П-6189
Фиг. /
Калькодержатель - Новокраматорский машино-
строительный завод им. В. И. Ленина г.Крама-
торск).
61
Содержание
Приспособления для шлифования сферических поверхностей
Приспособление для шлифования поверхностей радиусом до 1000 мм
иа плоскошлифовальиом станке .................................. 3
Приспособление для шлифования ........................... ....... 5
Приспособление для шлифования радиусных поверхностей в шаблонах.. 6
Приспособление для шлифования сферических поверхностей на плоско-
шлифовальном станке ............................................ 8
Приспособление для шлифования сферических изделий ............. 10
Приспособление для шлифования малых отверстий ................. 11
Специальный сферошлифовальный станок .......................... 12
Приспособление для шлифования сферических поверхностей у матриц 14
Станок лля обработки радиусных поверхностей .................... 16
Приспособление шлифовальное со встроенным электродвигателем к
токарному станку ............................................. 18
Приспособление для шлифования сферической поверхности диамет-
ром 570-800 мм............................................... 20
Установка для шлифования радиусных поверхностей валков на то-
карном станке ................................................. 22
Приспособление для шлифования сферической поверхности диаметром
120-250 мм .................................................... 24
Приспособление для шлифования сферических поверхностей на то-
карном станке.................... 26
Головка шлифовальная для сферических вогнутых поверхностей..... 28
Поворотно! приспособление для шлифования наплавленных клапанов 30
Приспособление для шлифования корпусов самоустанавливаюшихся
подшипников ................................................... 32
Приспособление шлифовальное со встроенным электродвигателем к
карусельному станку ...................................... _ 34
Шлифовальное приспособление, встроенное в суппорт карусельного
станка ....................................................... 36
Приспособление для фрезерования и шлифования сферических поверх-
ностей на продольно-фрезерном станке ........................... 38
Приспособление для шлифования сферических поверхностей опорного
подшипника ..................................................... 40
Приспособления для механической обработки сферических поверхно-
стей
Копировальное приспособление для обработки сферической поверхно-
сти в отверстиях ............................................... 41
Приспособление для проточки роликовой дорожки .................. 43
Копировальное приспособление к токарному станку для обработки
сферической поверхности ........................................ 44
Приспособление для обработки сферических поверхностей .......... 46
Приспособление для обработки профиля роликов ................... 48
Приспособление для обточки шкива ..............................- 50
Приспособление для расточки поверхности в отверстии радиусом
1190 мм ........................................................ 51
Приспособление для расточки сферы .............................. 52
Приспособление для обработки вогнутой сферической поверхности.... 54
Борштанга для обработки сферической поверхности диаметром 400-
600 мм ...................................................... 58
Приспособление для обработки сферических поверхностей .......... 57
Приспособление для обработки сферических поверхностей на про-
дольно-фрезерном станке ........................................ 58
Поворотный стол для обработки сферических поверхностей на про-
дольно-фрезерном станке ........................................ 60
Ведущий редактор А. Н. Пряхина
Технический редактор Н. М. Кудрешева Корректор Ю. Л. Кренгауз
Т-02549 Подп. к печ, 10/11-71 г. Формат 90x60 ^/3 Печ. л. 7,75 Уч.-изд. л. 5,31
Тираж 1350 экз. . Зак. инет. А5-70 (дополнение) Зак. тип.73 Цена 1 Р- 25 к.
НИИИНФОРМТЯЖМАШ, Москва, И-164, проспект Мира, 106
Производственно-полиграфический отдел НИИЛНФОРМТЯЖМАШа
Цена 1 р 25 коп
шшожтишд