/




































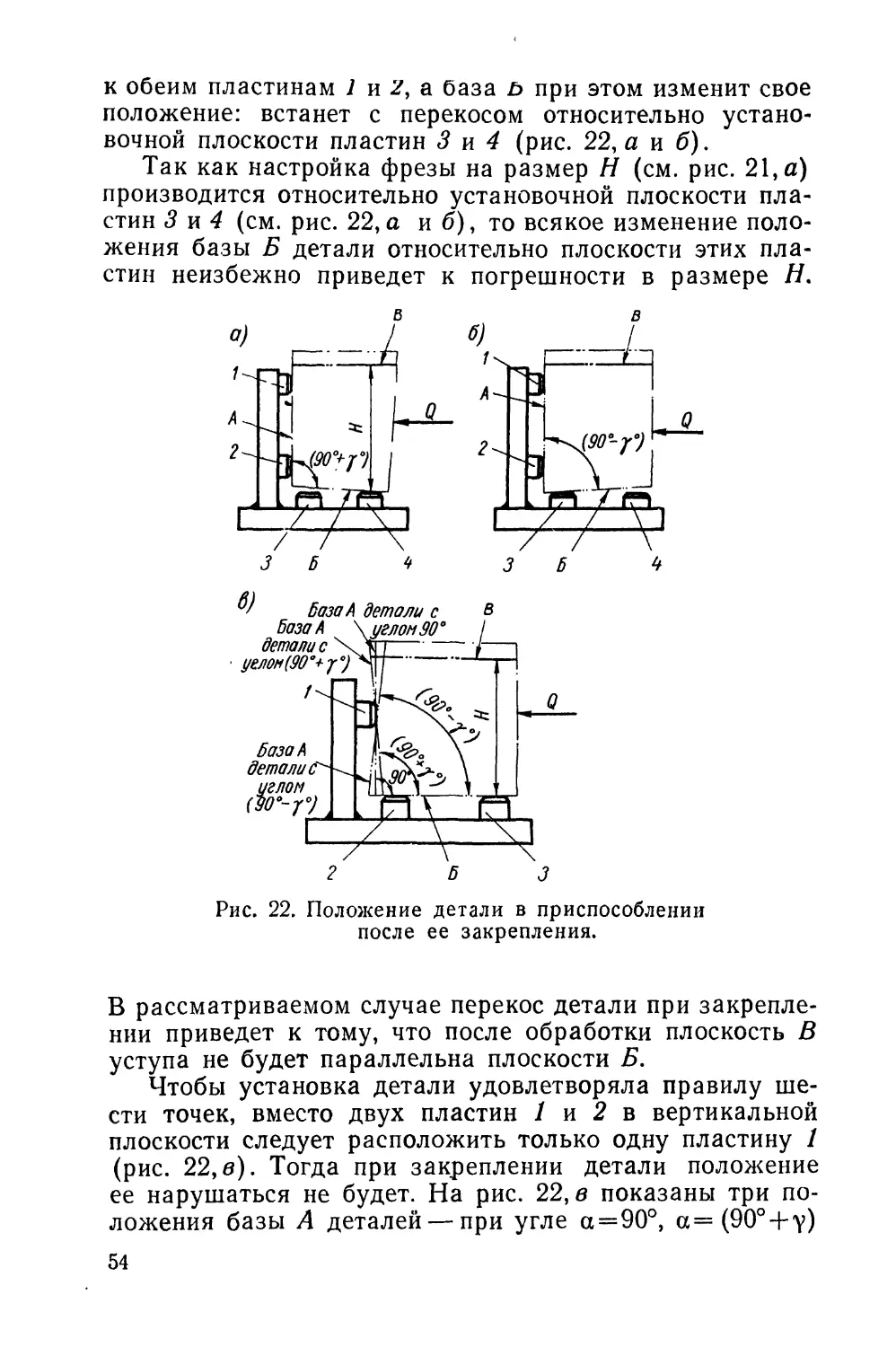


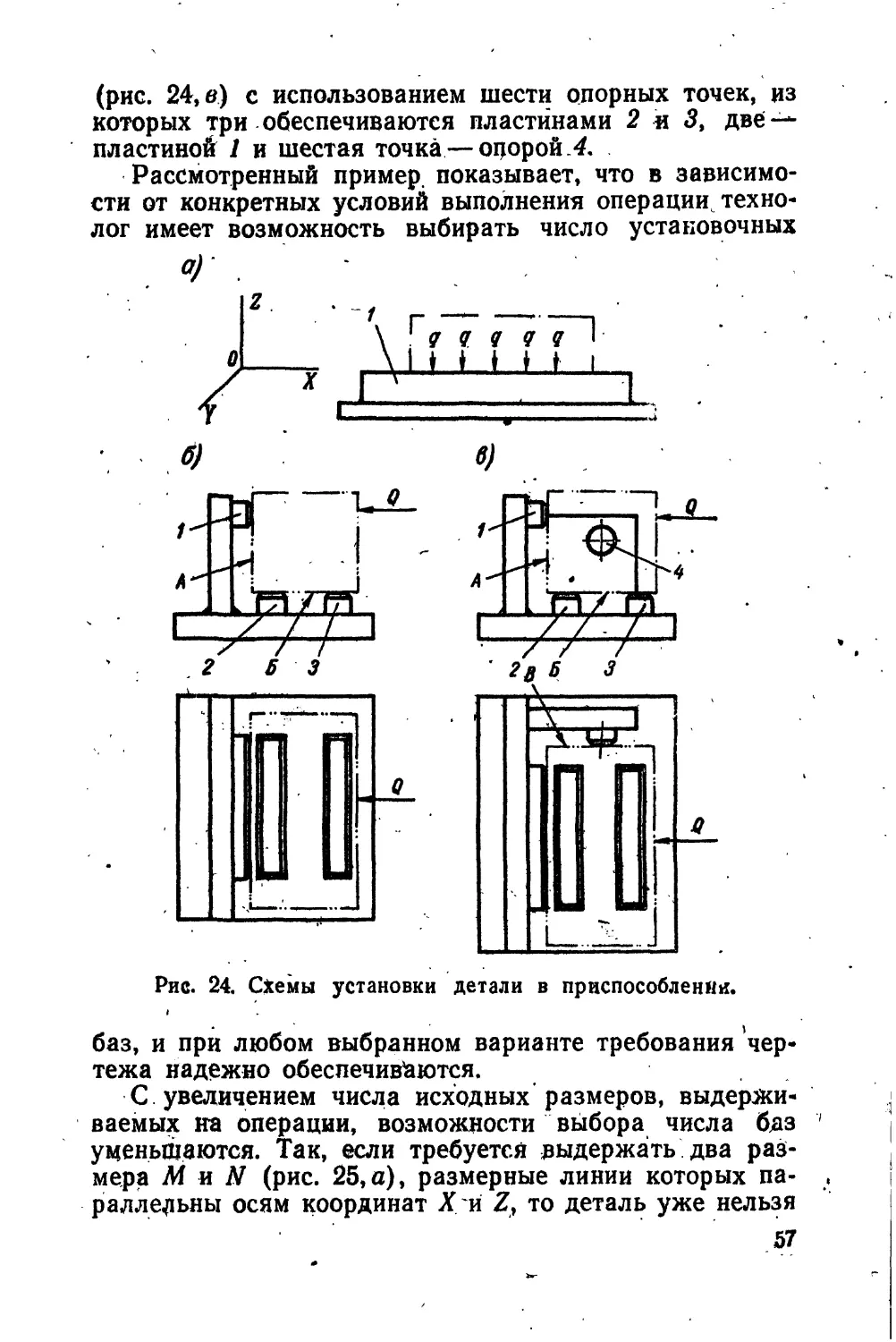


















































































































































































Текст
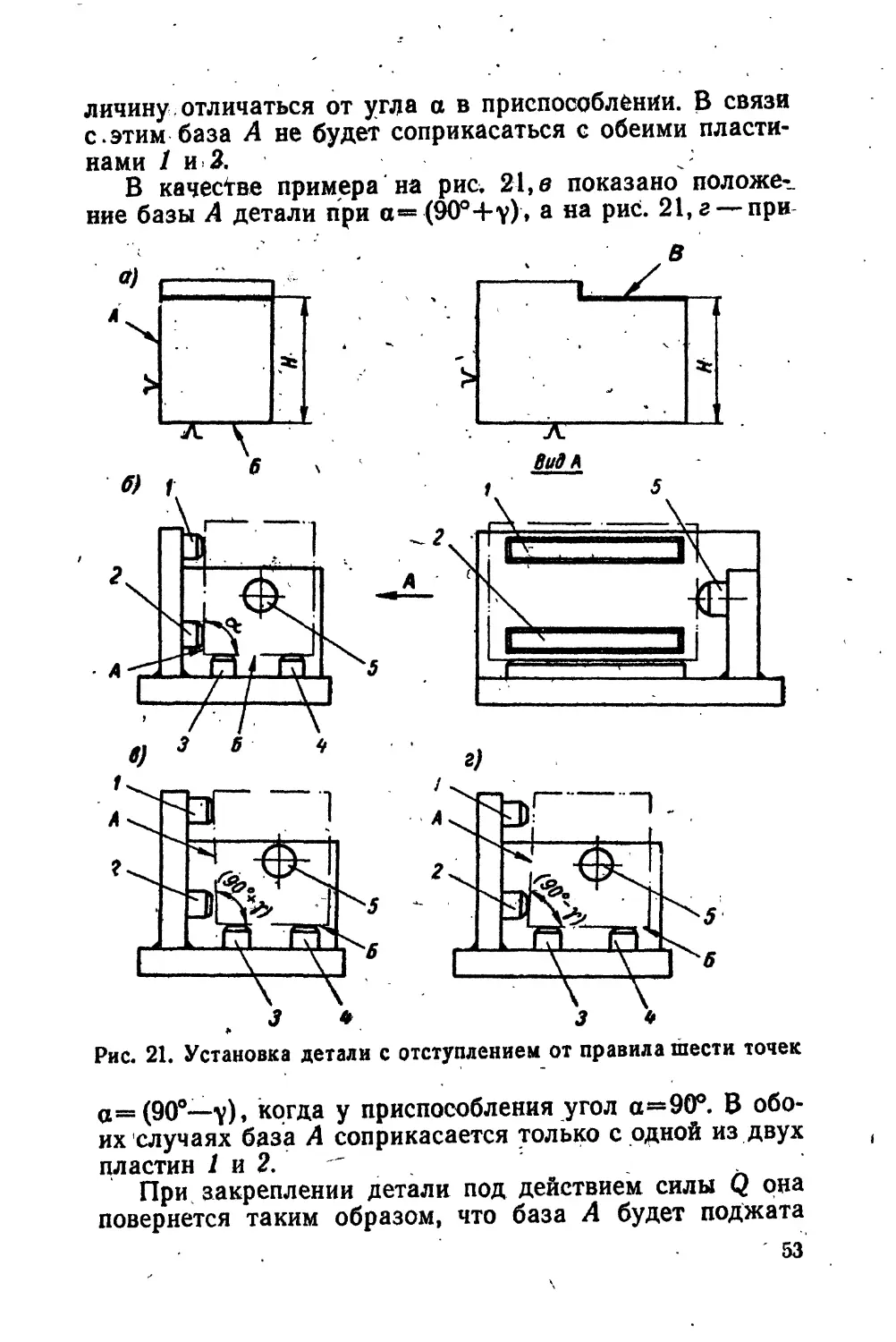
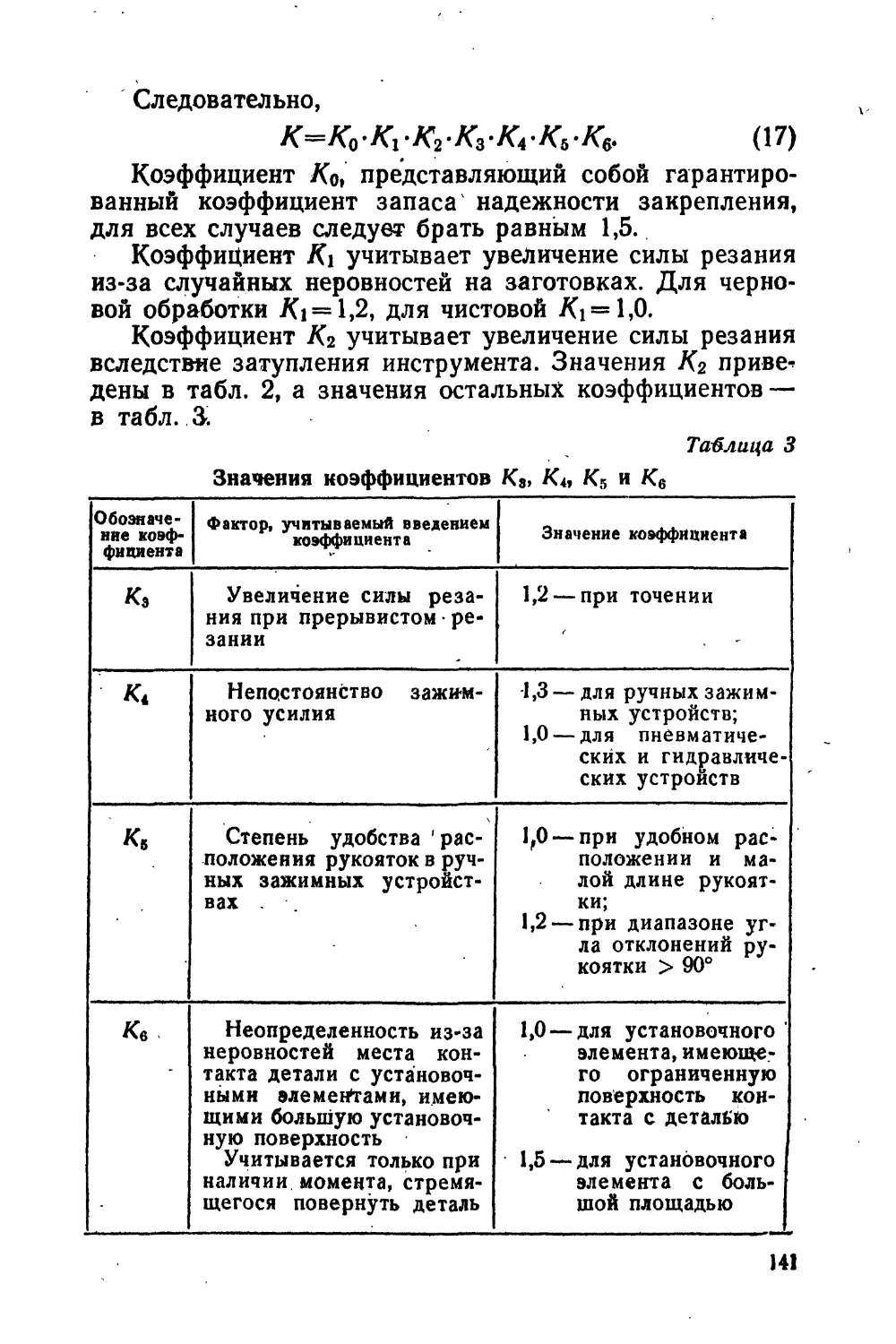
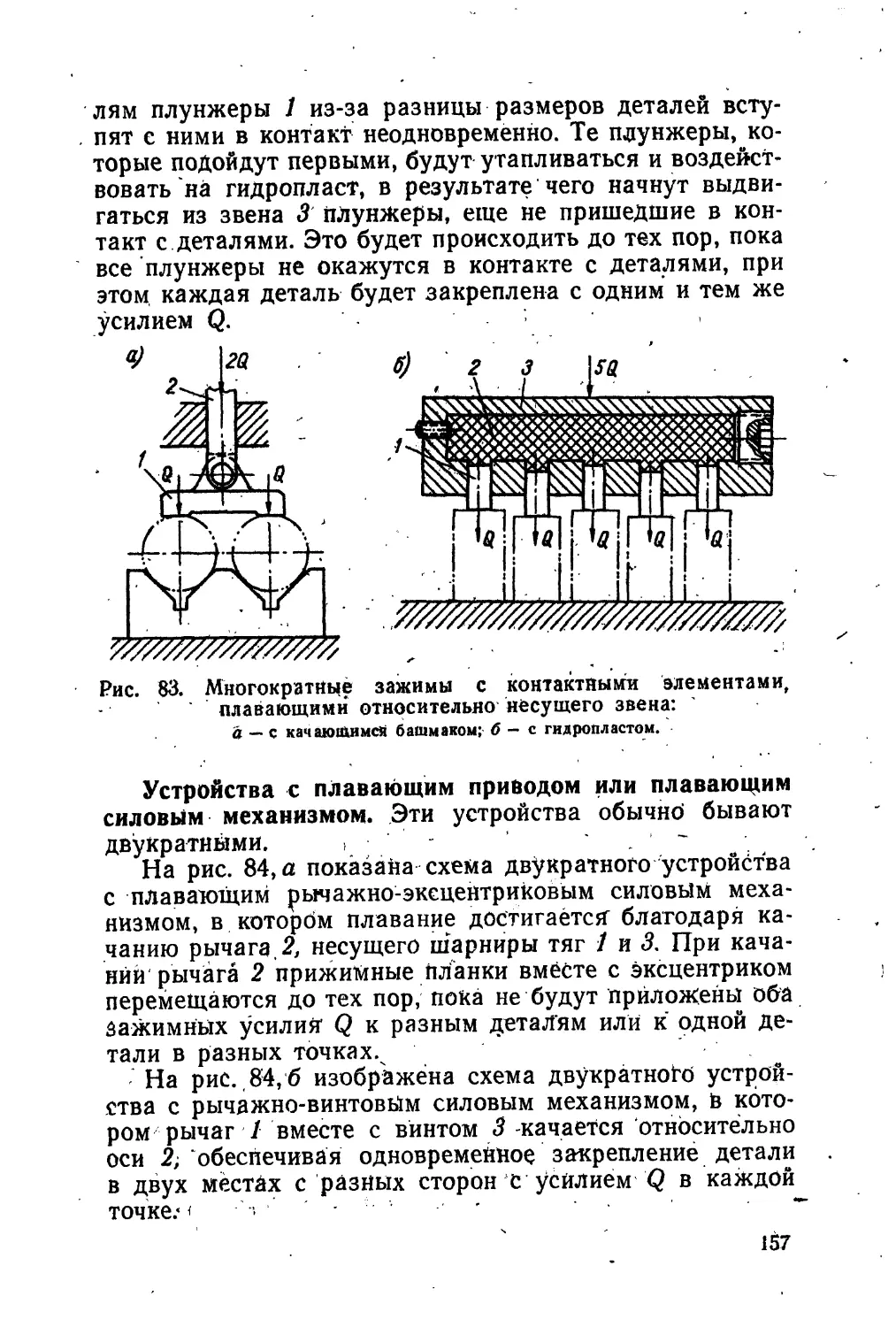
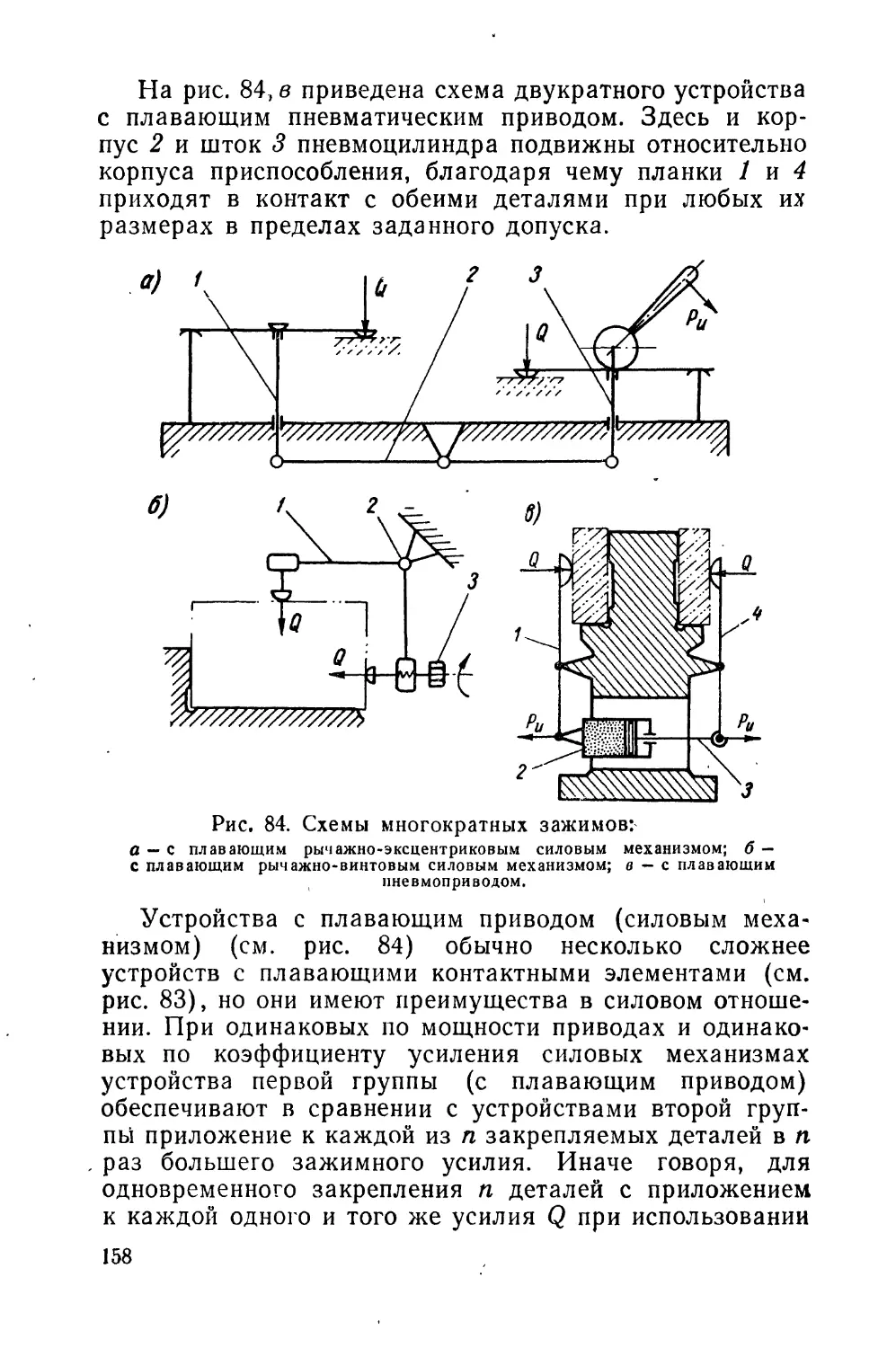
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
W ДЛЯ МОЛОДЫХ РАБОЧИХ
Ш I
ПРИСПОСОБЛЕНИЯ
ДЛЯ
МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
Н. Ф. УТКИН
ПРИСПОСОБЛЕНИЯ
ДЛЯ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
Л Е Н И 3 Д АТ • 1969
В книге изложены основные вопросы проектирова-
ния й эксплуатации приспособлений. Наиболее' полно
освещены вопросы, связанные с выбором баз и установ-
кой деталей; дается общее правило для выбора метода
установки детали, иллюстрированное большим числом
примеров. Особое внимание уделено выявлению и оцен-
ке погрешностей, возникающих при обработке деталей в
приспособлениях. Приведена методика расчетов на точ-
ность, а также технико-экономической эффективности.
Книга написана применительно к программе курса
технологии машиностроения для учащихся профессио-
нально-технических училищ и молодых рабочих, обуча-
ющихся в системе повышения квалификации. Она может
быть также полезна учащимся техникумов и студентам
втузов, изучающим курс проектирования приспособлений
по сокращенной программе.
3—13—4
69—1969
ВВЕДЕНИЕ
Для механической обработки любой детали кроме
металлорежущих станков необходима еще и технологи-
ческая оснастка — различные инструменты и приспособ-
ления.
Производительность обработки во многом зависит от
степени оснащенности производства технологической
оснасткой. Чем больше используется технологической
оснастки и чем выше ее технический уровень, тем выше
и производительность. Степень оснащенности различных
производств неодинакова. В крупносерийном и массо-
вом производстве оснащенность значительно выше, чем в
индивидуальном и мелкосерийном. Этим в основном и
объясняется тот факт, что трудоемкость изготовления
подобных деталей в крупносерийном и массовом произ-
водстве в 2—3 раза, а иногда и в 5 раз меньше, чем в
мелкосерийном и индивидуальном.
Стоимость оснастки высока — она составляет около
80% всех затрат на подготовку производства, поэтому в
условиях индивидуального и мелкосерийного производ-
ства, где часто сменяется номенклатура выпускаемых из-
делий, не представляется возможным иметь высокую сте-
пень оснащенности.
Естественно, что задача снижения стоимости оснастки
и сокращения сроков ее изготовления, а следовательно,
и подготовки производства является одной из наиболее
важных задач современного производства.
Всесоюзным научно-исследовательским институтом
по нормализации в машиностроении (ВНИИНМаш)
3
разработаны классификация и обозначения технологиче-
ской оснастки. По этой классификации вся технологиче-
ская оснастка разделена на 10 групп.
Для механической обработки и сборки отведены сле-
дующие группы:
группа 2 — инструмент для обработки резанием ме-
таллов;
группа 3 — инструмент для обработки резанием неме-
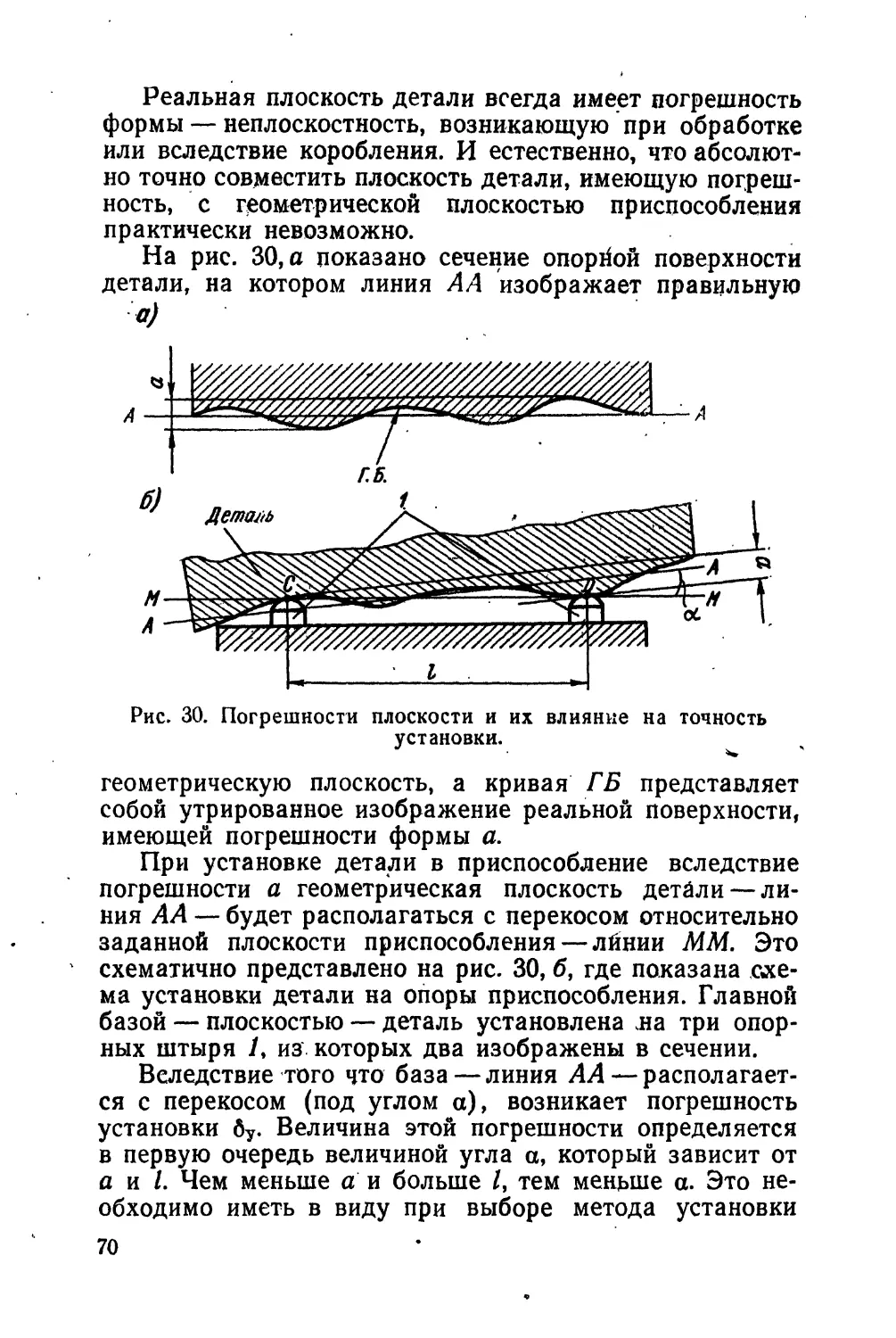
таллических материалов;
группа 6 — инструмент вспомогательный, предназна-
чаемый для закрепления на станке режущего инструмен-
та (втулки переходные, оправки для фрез, державки для
резцов и т. п.);
группа 7 — приспособления для станочных и ручных
работ. К этой группе отнесены приспособления для уста-
новки и закрепления обрабатываемой детали (тиски, кон-
дукторы, оправки, патроны и т. п.), а также другие до-
полнительные устройства и механизмы к станкам, такие,
как многошпиндельные сверлильные головки, копиро-
вальные устройства и т. п.;
группа 8 —средства измерения и контроля (мери-
тельный инструмент, приборы и другие устройства для
контроля размеров, формы и положения).
Настоящая книга посвящена проектированию при-
способлений, применяемых для установки и закрепле-
ния обрабатываемых деталей на станке. Эта разновид-
ность приспособлений является наиболее распространен-
ной— в нее входит до 90% приспособлений, объединен-
ных группой 7.
Глава I
ОБЩИЕ СВЕДЕНИЯ О ПРИСПОСОБЛЕНИЯХ
1. ОСНОВНЫЕ ДЕТАЛИ И УЗЛЫ ПРИСПОСОБЛЕНИЯ
Приспособления необходимы, чтобы установить и
закрепить деталь, обеспечив при этом требуемое на дан-
ной операции взаимное расположение станка, детали и
режущего инструмента.
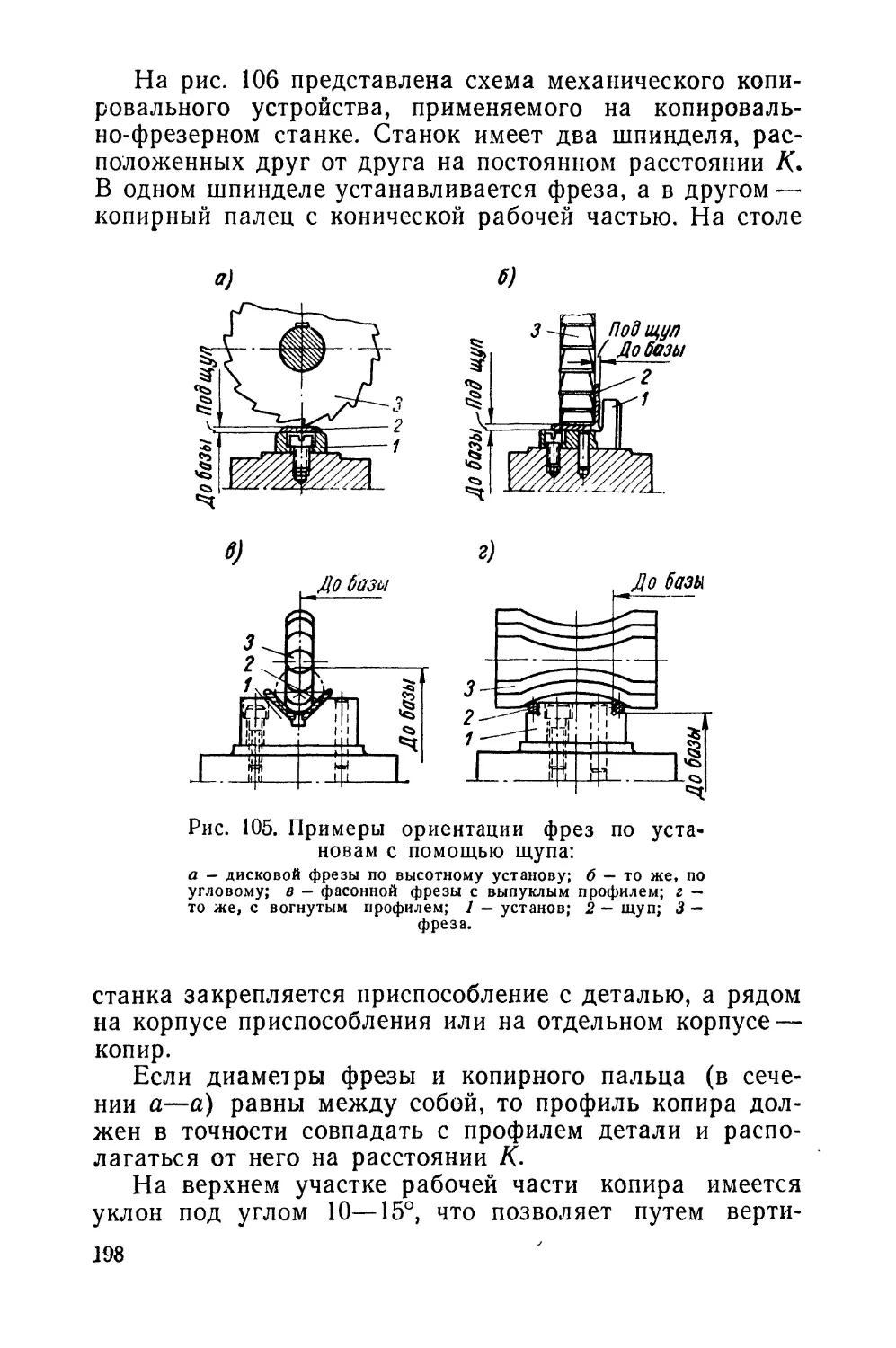
Например, в детали, показанной на рис. 1, а, тре-
буется просверлить с одной установки на вертикально-
сверлильном станке 6 отверстий Б, равномерно располо-
женных по окружности.
На данной операции для обеспечения заданных тре-
бований необходимо:
1) установить деталь относительно горизонтальной
плоскости стола в положение (рис. 1,6), при кото-
ром в процессе обработки отверстия Б будет получен
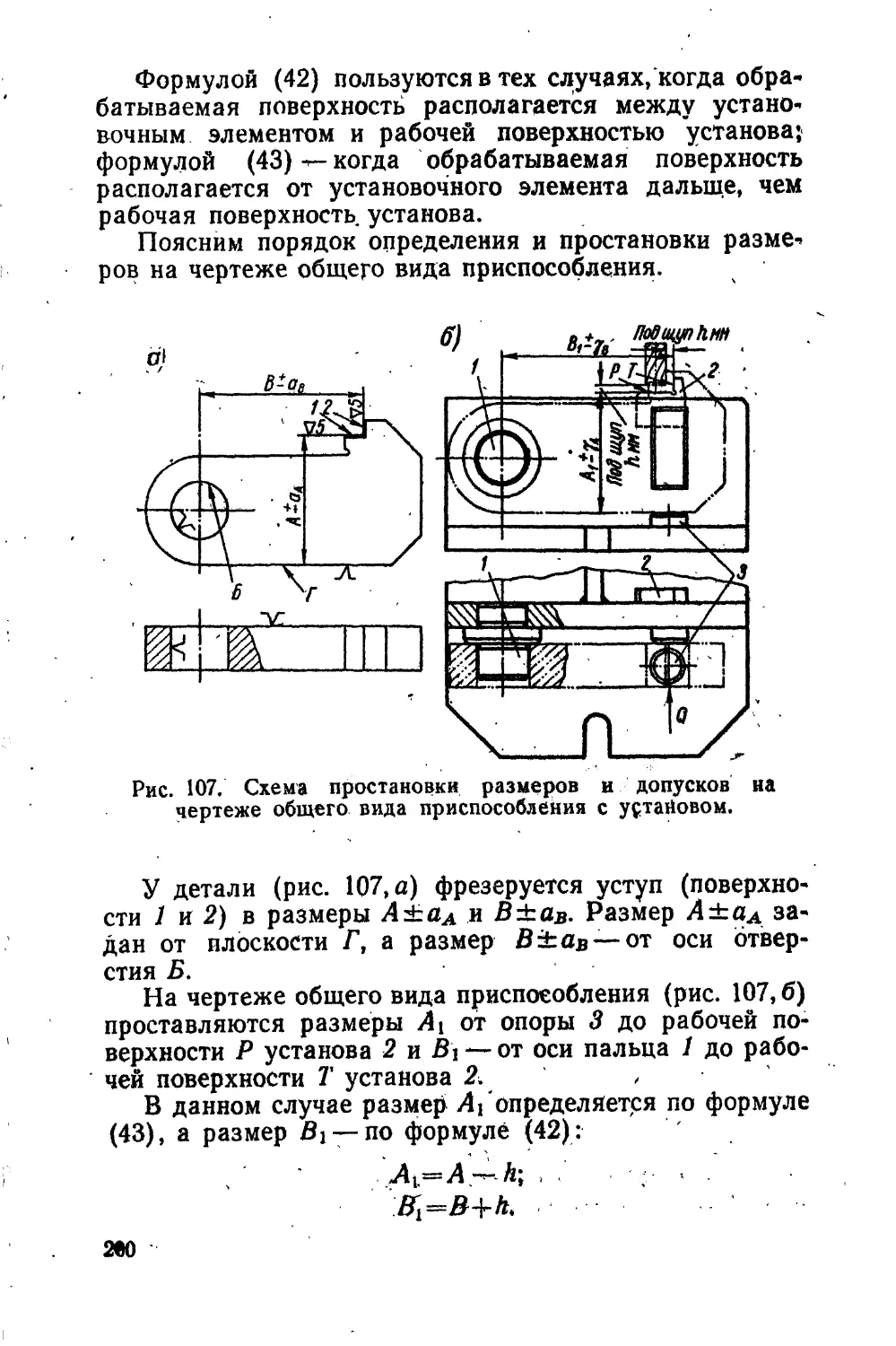
требуемый угол (30°) между осью отверстия Б и
торцом А;
2) расположить деталь на столе станка относительно
оси шпинделя (сверла) таким образом, чтобы при
сверлении отверстия Б его ось пересекла ось главного
отверстия В на заданном расстоянии (10±0,1) от
торца А;
3) поворачивать деталь относительно оси главного
отверстия В, чтобы иметь возможность сверлить пооче-
редно при одной установке детали все 6 отверстий Б,
расположенных на заданном угловом шаге друг от
друга;
4) закрепить деталь для обработки.
3
Все эти условия могут быть обеспечены с помощью
приспособления, предназначенного для данной операции
(рис. 2).
Обрабатываемая деталь 8 устанавливается отвер-
стием на центрирующий палец 10 и фиксируется от про-
Рис. 1. Деталь с шестью
отверстиями, для обра-
ботки которых требуется
приспособление.
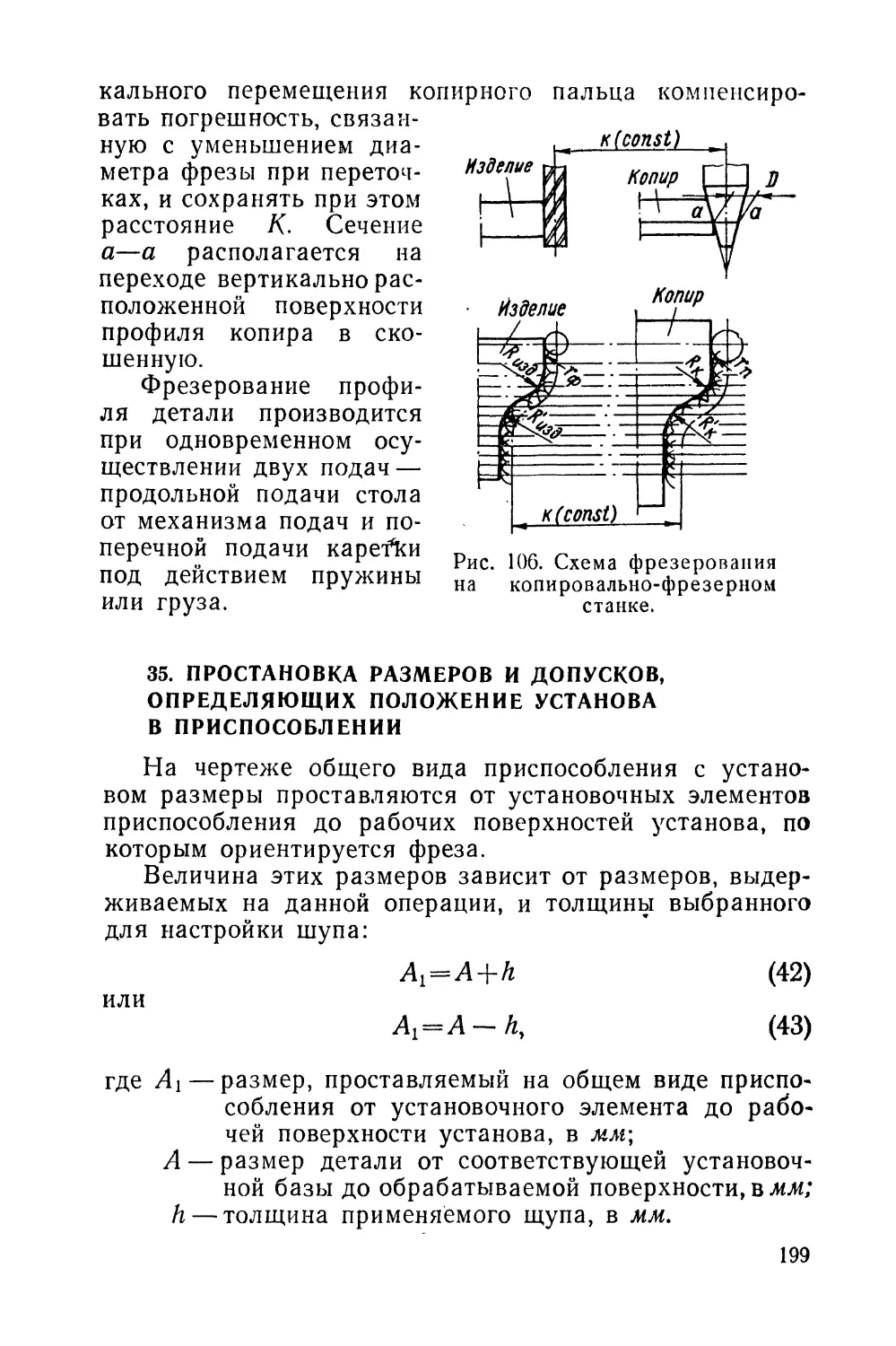
ворота на нем шпонкой 11. Необходимый угол 30°
между осью отверстия и торцом детали обеспечивается
наклоном оси пальца 10 относительно основания корпу-
са 5. Закрепляется деталь поворотом рукоятки-звез-
дочки 1, при этом тяга 3 перемещается в осевом
б ' . .
направлении и своим буртом через быстросменную шай-
бу 12 закрепляет деталь. При вращении звездочки 1 в
обратном направлении пружина 4 освобождает шайбу
и обрабатываемую деталь.
На пальце 10 жестко закреплен делительный диск 7
с шестью пазами, в которые заходит храповик-фиксатор
13, смонтированный в корпусе 5. Храповой механизм
обеспечивает поворот детали вместе с валом и делитель-
ным диском на угловой шаг, позволяя просверлить по-
следовательно все 6 отверстий при одной установке де-
тали. Поворот для деления осуществляется с помощью
штурвала 2.
В верхней части корпуса в планке 6 запрессована
кондукторная втулка 9, которая направляет сверло при
сверлении; она расположена так, чтобы получить задан-
ный на детали размер 10±0,1 мм.
Итак, рассмотренное приспособление обеспечивает:
1) установку детали на станке в требуемое положе-
ние;
2) направление режущего инструмента;
3) закрепление детали;
4) поворот детали для обработки 6 отверстий с одной
установки.
Не всегда, однако, приспособление должно выполнять
одновременно все перечисленные выше функции. Так,
например, поворот детали (деление) в процессе осу-
ществления операции приходится производить сравни-
тельно редко, так как редко встречаются операции, ко-
гда у детали поочередно обрабатываются одинаковые
поверхности, расположенные на определенном шаге друг
от друга.
В ряде случаев от приспособления не требуется, что-
бы оно обеспечивало направление режущего инструмен-
та. Например, при обтачивании на токарном станке
цилиндрической поверхности Б детали 4 (рис. 3), закреп-
ленной в приспособлении (оправке), последнее исполь-
зуется только для установки детали на станке в требуе-
мое положение и закрепления ее с помощью гайки 6 и
шайбы 5. Обрабатываемая деталь устанавливается от-
верстием на цилиндрическую поверхность В оправки 3,
а совмещение оси оправки с осью шпинделя достигается
при установке оправки 3 коническим хвостовиком А в
отверстие шпинделя 2. Расположение же резца относи-
8
тельно оси детали обеспечивается отнюдь не с помощью
приспособления.
Следовательно, приспособление, показанное на рис. 3,
служит только для установки и закрепления детали.
В то же время оно нуждается и в точном расположении
на станке.
Таким образом, в зависимости от конкретных усло-
вий, определяемых требованиями чертежа и технологиче-
Рис. 3. Приспособление для установки и закрепления детали
на токарном станке.
ским процессом, приспособление может обеспечивать вы-
полнение одновременно различных задач. Для этого в
нем предусмотрены детали и узлы с соответствующим
целевым назначением.
В самом общем случае приспособление может иметь
следующие детали и узлы: корпус, установочные элемен-
ты, зажимные устройства, элементы, обеспечивающие
точное расположение приспособления на станке, элемен-
ты для направления и координации инструмента, дели-
тельное устройство. Рассмотрим эти детали и узлы бо-
лее подробно.
Корпус. Каждое приспособление имеет корпус, на ко-
тором монтируются все остальные элементы. Конструк-
тивное оформление корпусов весьма разнообразно. На-
пример, приспособление, показанное на рис. 2, имеет
сборный корпус, состоящий из литого основания 5 и при-
соединенной с помощью винтов и штифтов планки 6,
9
а корпус 3 приспособления, изображенного на рис. 3, со-
стоит из одной детали. Каждый корпус имеет поверхно-
сти, с помощью которых приспособление устанавливает-
ся на станок.
Установочные элементы. Обрабатываемая деталь
своими опорными поверхностями соприкасается с поверх-
ностями приспособления, которые принято называть уста-
новочными. Эти поверхности чаще всего выполняют на
отдельных сменных деталях приспособления, называе-
мых установочными элементами.
Так, например, в приспособлении на рис. 2 установоч-
ными элементами служат центрирующий палец 10 с бур-
том и шпонка 11. Установочными поверхностями в этом
случае будут: цилиндрическая поверхность пальца 10,
торец бурта этого пальца и боковые плоскости шпонки
11. На эти поверхности обрабатываемая деталь устанав-
ливается своими торцом, цилиндрическим отверстием и
шпоночным пазом.
Реже установочные поверхности выполняются непо-
средственно на корпусе приспособления либо совмещают-
ся с рабочими поверхностями зажимных устройств, кото-
рые в этом случае выполняют одновременно две функ-
ции: установки и закрепления.
Например, в приспособлении, изображенном на рис. 3,
установочного .элемента как отдельной детали нет. Уста-
новочные поверхности выполнены непосредственно на
.корпусе 3 и представляют собой торец бурта и цилин-
дрическую шейку В, на которые деталь опирается свои-
ми торцом и отверстием.
Конструкция установочных элементов определяется
формой и размерами опорных поверхностей детали.
А так как эти поверхности весьма разнообразны, то и
конструкции установочных элементов также разнообраз-
ны. Некоторые из элементов стандартизованы или нор-
мализованы, чаще применяются специальные установоч-
ные элементы (например, оправка 3 на рис. 3 и палец 10
на рис. 2).
Установочные элементы размещаются на корпусе при-
способления в строго определенном (фиксированном)
положении. От точности расположения этих элементов в
приспособлении зависит точность обработки детали.
Поверхности установочных элементов должны обла-
дать большой износостойкостью. Поэтому их обычно ИЗ-
10
готовляют из стали марок 15, 20 и 20Х с цементацией на
глубину 0,8—1,2 мм и с последующей закалкой до твер-
дости HRC 50—55. Особо ответственные элементы вы-
полняют из закаливаемых сталей У7А и У8А.
В конструкциях приспособлений часто предусматри-
вается возможность замены установочных элементов в
случае их износа.
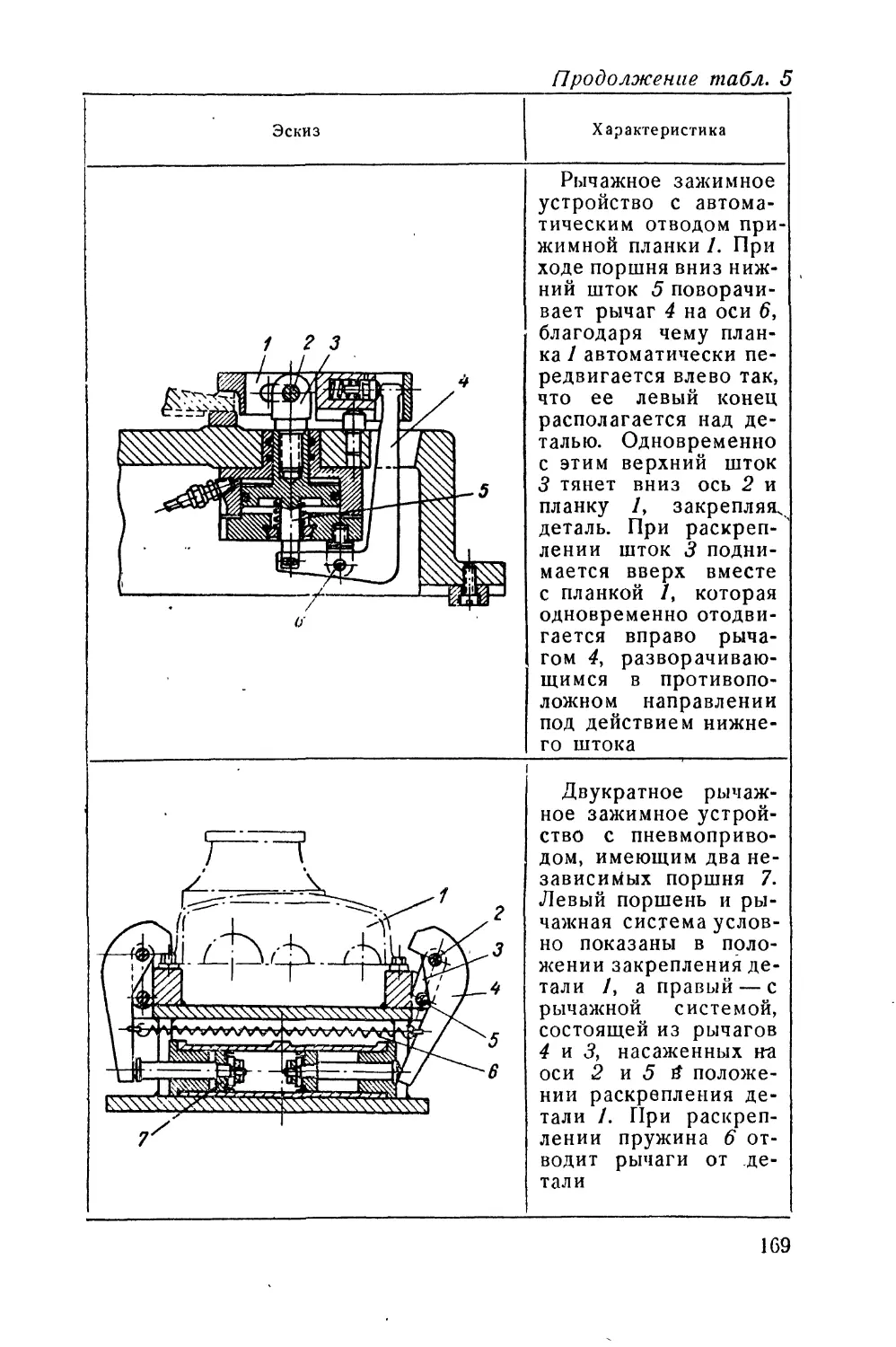
Зажимные устройства. Для закрепления детали в при-
способлении предусматриваются зажимные устройства.
Они приводятся в действие либо с помощью мускульной
силы рабочего (ручные зажимы), либо с помощью при-
вода, использующего энергию сжатого воздуха (пневма-
тические), жидкости, находящейся под давлением (гид-
равлические), и т. д.
Конструкции зажимных устройств весьма разнооб-
разны. Винтовые зажимные устройства показаны на
рис. 2 (звездочка /, тяга 3 и шайба 12) и рис. 3 (гай-
ка 6 и шайба 5).
Многолетняя практика проектирования и эксплуата-
ции приспособлений позволила предприятиям создать хо-
рошо зарекомендовавшие себя типовые конструкции за-
жимных устройств.
Элементы для направления и координации инстру-
мента. Необходимое взаимное расположение режущего
инструмента и детали достигается с помощью элементов,
предназначенных для направления режущего инструмен-
та или настройки его на заданный размер.
В приспособлениях для сверлильных станков такими
элементами являются кондукторные втулки (втулка 9 на
рис. 2), для фрезерных станков — установи для фрез,
для расточных станков — направляющие втулки (см.
гл. IV) и т. п.
Элементы, обеспечивающие точное расположение при-
способления на станке. Такими элементами могут быть
либо специально предусмотренные детали, либо соответ-
ствующей формы поверхности на корпусе приспособле-
ния. Например, в приспособлении, показанном на рис. 3,
оправка 3 центрируется в шпинделе токарного станка с
помощью конического хвостовика А и закрепляется тя-
гой 1. Для точного расположения приспособления на
столе фрезерного станка обычно применяют две шпонки,
закрепляемые на корпусе снизу. Они устанавливаются в
Т-образный паз стола.
11
Делительное устройство. Это устройство также обес-
печивает. требуемое расположение (координацию) дета-
ли и инструмента. Так, например, в тех случаях, когда
поочередно обрабатывается несколько одинаковых по-
верхностей детали при одной ее установке, необходимо
иметь делительное устройство, позволяющее обеспечить
требуемый шаг между обрабатываемыми поверхностя-
ми. Это устройство обычно состоит из делительного дис-
ка, фиксатора и механизма для закрепления поворотной
части приспособления относительно неподвижной после
деления.
Делительное устройство, изображеннЪе на рис. 2,
имеет делительный диск 7 и фиксатор 13.
2. КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИИ'
Наиболее часто приспособления классифицируют по
двум признакам: по группам станков и по степени спе-
циализации.
Классификация по группам станков. Имеется некото-
рая общность в конструктивных элементах приспособле-
ний, применяемых на станках одной и той же или род-
ственных групп. На этой основе и проводится их класси-
фикация. Наиболее характерными и распространенными
являются приспособления для следующих станков: 1) то-
карных, револьверных и круглошлифовальных; 2) свер-
лильных; 3) расточных; 4) фрезерных; 5) протяжных;
6) зубообрабатывающих.
Классификация по степени специализации приспособ-
лений. По степени специализации приспособления можно
разделить на следующие 5 групп:
1) универсальные общего назначения;
2) универсальные наладочные;
3) компонуемые из нормализованных обратимых де-
талей и узлов;
4) специализированные наладочные?
5) специальные.
В методическом отношении удобнее рассмотреть пер-
воначально приспособления первой и пятой групп, как
наиболее отличающиеся по степени специализации.
Универсальные приспособления обще-
го назначения. К этой группе относятся универ-
сальные безналадочные приспособления, которые перед
12
использованием не требуют никакой доработки или уком-
плектования. Они могут быть использованы для установ-
ки и закрепления разнообразных деталей, отличающих-
ся размерами и конфигурацией. Универсальные приспо-
собления обычно изготовляются как принадлежность к
станку заводом-изготовителем станков или специализи-
рованными предприятиями.
Рис. 4. Схема универсального приспособления (а) и его
использование при фрезеровании: лыски на валике (б)\
паза (в); плоскости (г).
Схема универсального приспособления и варианты
его применения приведены на рис. 4. Приспособление
(рис. 4,а), как правило, состоит из корпуса 1 и зажим-
ных устройств 2 с приводом. Установочные поверхно-
сти А остаются неизменными при обработке различных
деталей. Это, естественно, в ряде случаев вызывает из-
вестные трудности — часто требуются предварительная
разметка и выверка детали по разметке при ее установ-
ке, поэтому установку детали в универсальном приспо-
соблении должен производить рабочий высокой квали-
фикации.
Одно и то же универсальное приспособление может
быть использовано для установки и закрепления деталей
на различных операциях, как это показано на
рис. 4,6, в и г. Примерами таких приспособлений явля-
ются: машинные тиски, трехкулачковый патрон, дели-
тельные головки и т. д.
13
Однако в ряде случаев с помощью универсального
приспособления на станке общего назначения либо вооб-
ще нельзя осуществить обработку, либо же невозможно
достигнуть требуемой точности и производительности.
Применяются универсальные приспособления, как
правило, в индивидуальном и мелкосерийном производ-
стве.
Специальные приспособления. Каждое
приспособление этой группы служит для обработки толь-
ко данной детали на одной конкретной операции. На-
пример, приспособление, показанное на рис. 2, предна-
значено только для обработки детали, изображенной на
рис. 1, причем только на операции сверления 6 отвер-
стий.
Специальные приспособления обладают большими
преимуществами. Они позволяют без выверки придать
каждой детали партии требуемое расположение относи-
тельно станка и режущего инструмента. Благодаря это-
му при одной настройке станка можно обрабатывать всю
партию деталей с заданной точностью. А это дает воз-
можность повысить производительность, снизить разряд
работы и облегчить труд станочника, освободив его от
выверки детали и необходимости выполнения пробных
проходов.
Вместе с тем необходимо учитывать, что, во-первых,
расходы на проектирование и изготовление специального
приспособления высоки и относятся лишь к данной де-
тали, что при малых партиях обрабатываемых деталей
существенно повышает их себестоимость; во-вторых,
затраты времени на проектирование и изготовление спе-
циального приспособления удлиняют сроки подготовки
производства; в-третьих, при изменении чертежа детали
или прекращении выпуска данного изделия приспособ-
ление подлежит ликвидации (направляется в шихту на
переплавку).
Указанные недостатки в условиях крупносерийного и
массового производства мало отражаются на себестои-
мости продукции, так как партии обрабатываемых дета-
лей большие и затраты на изготовление приспособления
быстро окупаются. В условиях же индивидуального и
мелкосерийного производства применение специальных
приспособлений часто оказывается экономически нецеле-
сообразным. Вследствие этого оснащенность индивиду-
14
ального и мелкосерийного производства специальными
приспособлениями весьма низка, что отрицательно ска-
зывается на производительности труда.
На протяжении последнего десятилетия проводились
работы, направленные на повышение оснащенности этих
производств путем создания новых типов приспособле-
ний, экономически эффективных при использовании и в
условиях индивидуального, мелкосерийного и серийного
производства и обладающих основными положительны-
ми свойствами специальных приспособлений. Эти изы-
скания осуществлялись в двух направлениях:
1) создание агрегатированных приспособлений с уни-
фикацией и стандартизацией отдельных элементов и мак-
симальной их обратимостью;
2) повышение универсальности специальных приспо-
соблений.
В результате этих работ появились системы перена-
лаживаемых приспособлений — универсальные наладоч-
ные приспособления (УНП), компонуемые из нормализо-
ванных обратимых деталей и узлов, и специализирован-
ные наладочные приспособления.
Универсальные наладочные приспособ-
ления (УНП). К этой группе относятся приспособле-
ния, состоящие из постоянной части / и сменных нала-
док 2 (рис. 5, а). Примеры использования универсальных
наладочных приспособлений схематично даны на
рис. 5,6, в и г. Постоянная часть / здесь во всех случаях
остается неизменной, а сменная наладка 2 — различна,
в зависимости от конкретной обрабатываемой детали 3.
Постоянная часть обычно включает в себя корпус и за-
жимное устройство с приводом (чаще пневматическим).
Иногда в нее встраивают делительное устройство и дру-
гие элементы, кроме установочных и направляющих.
Представляя собой законченную конструкцию целево-
го назначения, постоянная часть УНП может быть изго-
товлена заранее. Перед использованием она нуждается
лишь в смене наладки и иногда в некоторой дообработке.
Она является обратимой частью УНП.
Сменная наладка представляет собой сменяемые
установочные и направляющие элементы. Каждый сме-
няемый комплект наладки относится только к данной де-
тали и к конкретной операции ее обработки и в этом
смысле является специальным.
15
Универсальное приспособление с наладкой позволяет
устанавливать обрабатываемую деталь с такой же точ-
ностью, какую обеспечивает дорогостоящее специальное
приспособление. Следовательно, УНП выполняет функ-
ции специального приспособления. Однако здесь при
прекращении производства данной детали в металлолом
идет только малотрудоемкая наладка, постоянная же
Рис. 5. Схема универсального наладочного приспособления (а)
и его наладки для фрезерования: паза и плоскости у рычага (б)\
уступа в корпусе (в); уступа в рычаге (г).
часть приспособления является обратимой, она обладает
определенной универсальностью. Правда, универсалы
ность здесь несколько ограничена, так как постоянная
часть имеет вполне определенные размеры и поэтому мо-
жет допускать обработку деталей только соответствую-
щих габаритов. Иногда постоянная часть УНП изготов-
ляется применительно к обработке группы однотипных
деталей в пределах определенных габаритов. Тогда с по-
мощью данной постоянной части нельзя обработать де-
тали другой технологической группы деталей.
Постоянные части УНП обычно нормализуются в пре-
делах предприятия или ведомства. Поэтому в литера-
туре УНП иногда называют также нормализованными
16
приспособлениями или приспособлениями, создаваемыми
на базе нормализованных узлов. К этой группе относят-
ся, в частности, и скальчатые кондукторы (см. гл. VIII).
Приспособления, компонуемые из норма-
лизованных обратимых деталей и узлов.
Каждая такая компоновка представляет собой приспо-
собление (рис. 6), обладающее всеми основными свой-
ствами специального приспособления: оно предназна-
Рис. 6. Группа нормализованных деталей и
узлов (а), используемых для компоновки при-
способлений: для сверления отверстия в ры-
чаге (б)', для фрезерования паза в корпусе (в).
чается для обработки определенной детали на конкрет-
ной операции, обеспечивает установку ее без выверки и
требуемую точность. По истечении надобности в таком
приспособлении оно разбирается на составные детали и
узлы, которые могут быть использованы для компоновки
другого приспособления.
На рис. 6, а схематично показана группа нормализо-
ванных деталей 1, 2 и 3 и узел 4, из которых скомпоно-
ваны два различных специальных приспособления 2
2 Н. Ф. Уткин
(рис. 6, б и в): для сверления отверстия в рычаге 1 и для
фрезерования паза в корпусе 1.
При наличии соответствующего комплекта нормали-
зованных, обратимых деталей и узлов можно довольно
быстро и без больших затрат скомпоновать любое спе-
циальное приспособление, что весьма важно с точки
зрения сокращения сроков подготовки производства и
возможности повышения коэффициента оснащенности ин-
дивидуального и мелкосерийного производства. Норма-
лизованные детали и узлы универсальных переналажи-
ваемых приспособлений, как правило, изготовляются
централизованно и продаются предприятиям комплек-
тами.
Недостатком приспособлений этой группы являются
высокая стоимость и сложность изготовлейия комплекта.
Принципы построения комплекта могут быть различ-
ными. В настоящее время наиболее широко применяется
система универсально-сборных приспособлений (УСП),
разработанная советскими ийженерами В. С. Кузнецо-
вым и В. А. Пономаревым.
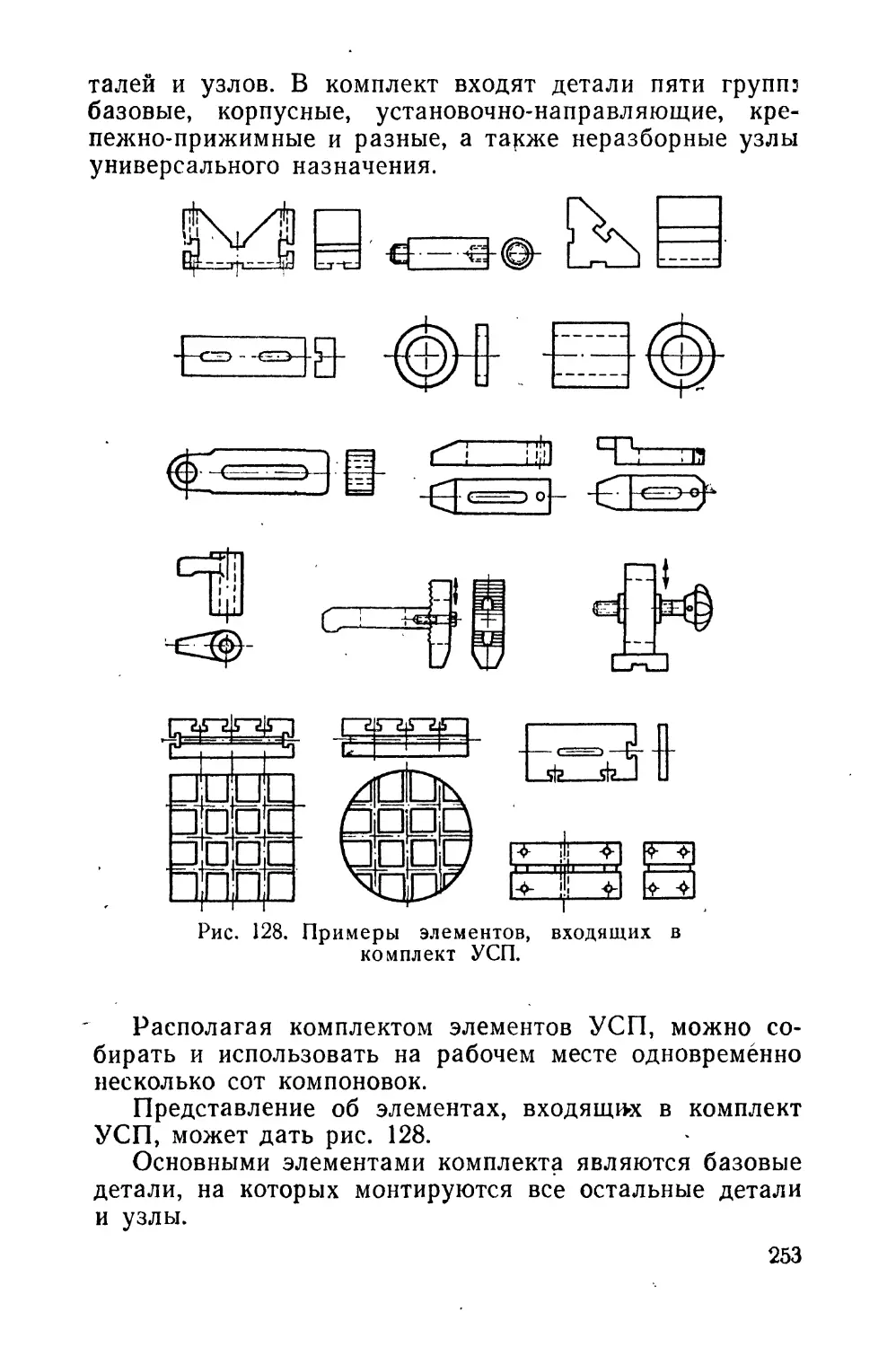
В комплект системы УСП входят 5 групп обратимых
деталей определенного назначения, а также обратимые
неразборные узлы. Каждая группа деталей и узлы имеют
необходимое количество типоразмеров.
В конструкции деталей системы предусмотрена воз-
можность соединения между собой любых деталей с не-
обходимой точностью взаимного расположения. Это до-
стигается наличием соответствующих пазов высокой точ-
ности, обеспечивающих полную взаимозаменяемость де-
талей.
Специализированные наладочные при-
способления — это специальные приспособления,
созданные для обработки деталей одной группы.
Чтобы в одном приспособлении можно было обра-
ботать разные детали одной группы, оно должно обла-
дать определенной универсальностью, что достигается
путем регулирования отдельных функциональных эле-
ментов приспособления. Иногда наряду *с регулирова-
нием осуществляется и смена наладки.
На рис. 7, а и б схематично показано, как. с помощью
одного и того же специализированного приспособления 1
обрабатываются разные по размерам однотипные дета-
ли 2. 'Достигается это путем регулирования положения
18
планки 3 со втулкой, а также плунжеров 5 с помощью
винтов 4.
В заключение еще раз отметим, что приспособления
всех групп, кроме универсальных, используются как спе-
циальные, потому что каждое из них или создано зано-
во, или налажено, или скомпоновано для выполнения
одной операции обработки какой-то конкретной детали.
Каждое из этих приспособлений имеет детали и узлы,
Рис, 7. Схема специализированного наладочного приспособления
для обработки однотипных деталей:
а — с радиусом г; б - с радиусом R.
проектирование которых основано на общих закономер-
ностях. Поэтому в дальнейшем рассмотрение всех основ-
ных вопросов будет проводиться применительнр к спе-
циальным приспособлениям.
3. НАЗНАЧЕНИЕ СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Основным назначением*приспособлений является рас-
ширение технологических возможностей станка или по-
вышение производительности.
Расширение технологических возможностей станка.
В ряде случаев даже в индивидуальном и мелкосерий-
ном производстве бывает невозможно выполнить опера-
цию на станке общего назначения при использовании
универсального приспособления. Технологические воз-
можности станка ограничиваются приспособлением.
Например, на токарном станке, оснащенном трех-
кулачковым самоцентрирующим патроном, можно обра-
батывать только такие детали (рис. 8,а), которые
можно в нем установить, при этом обрабатываемые
2*
19
цилиндрические поверхности детали должны быть соос-
ны ' с поверхностью, которой она устанавливается в
патроне. Обычно такие детали имеют вид втулок, вали-
ков и т. п. (см., например, рис. 8,а). Круг выполняемых
в этом случае работ ограничивается конструкцией само-
центрирующего патрона.
Рис. 8. Детали, обрабатываемые на токарном
станке.
Если станок оснастить еще одним универсальным при-
способлением— четырехкулачковым патроном.с незави-
симым перемещением кулачков, то на таком станке мож-
но будет дополнительно обрабатывать и другие детали,
например, типа показанной на рис. 8,6. Таким образом,
технологические возможности станка расширятся.
Если возникнет необходимость обработать на том же
токарном станке отверстие в детали (рис. 8,в), то для
этого потребуется специальное приспособление, так как
20
с помощью трехкулачкового патрона эту деталь вообще
невозможно установить, а четырехкулачковый патрон не
обеспечит получения заданной точности размера между
плоскостью и осью отверстия.
На предприятиях индивидуального и мелкосерийного
производства, обычно оснащенных станками общего на-
значения, часто приходится применять специальные при-
способления только потому, что без них ка имеющемся
оборудовании невозможно выполнить необходимую ра-
боту. Назначение приспособления здесь — расширить
технологические возможности станка.
В этих случаях представляется целесообразным пере-
водить обработку с дорогих универсальных станков вы-
сокой точности на более дешевое оборудование общего
назначения (с координатно-расточного — на радиалЬно-
сверлилЬный или горизонтально-расточной станок} либо
же при отсутствии в цехе необходимого станка выпол-
нять работу на имеющемся оборудовании общего назна-
чения и отказаться от транспортировки деталей в дру-
гой цех или на другое предприятие, располагающее необ-
ходимыми станками.
Затраты на изготовление специального приспособле-
ния окупаются здесь благодаря экономии на разнице в
стоимости станков либо одновременно на транспорти-
ровке и разнице в стоимости станков, отнесенных к пар-
тии обрабатываемых деталей. Обычно эта экономия бы-
вает небольшой из-за малого количества обрабатывае-
мых деталей. По той же причине мала и экономия, по-
лучаемая при устранении разметки и снижении разряда
работы. /
Поскольку применение приспособлений, предназна-
ченных для расширения технологических возможностей
станка, дает сравнительно небольшую экономию, они
должны быть максимально дешевыми, а следовательно,
и максимально простой конструкции.
Повышение производительности. В крупносерийном и
массовом производстве особое значение приобретает по-
вышение производительности.
Повышение производительности достигается за счет
сокращения времени выполнения операции. Это время
называется штучным и определяется по формуле:
Гщ^о + Гв-^обс + Лтд,
21
где Тт — штучное время, в мин.;
То—основное технологическое (машинное) время,
в мин.;
Тв— вспомогательное время, в мин.;
Т’обс—время на обслуживание рабочего места,
в мин.; . -
Тотд — время перерывов на отдых и естественные
надобности, в мин.
Время на обслуживание рабочего места и отдых рас-
считывается по формуле:
Го6с+Готд= (Го+гв) а”6с±а°и. мин.,
где а обе и аотд— соответственно время на обслужива-
ние рабочего места и -отдых, в % от
оперативного времени (То+Тв)-
Тогда для определения штучного времени можно
пользоваться следующей формулой:'
Гш (То+Гв). (1 + а°бс1^) мин.
Машинное время рассчитывается по формуле:
’где / — длина обрабатываемой поверхности в направ-
лении подачи, в мм;
11 — длина подхода, врезания и перебега инстру-
мента, в мм;
h — длина прохода при взятии пробных стружек,
в мм;
$м — минутная подача, в мм!мин\
i — число проходов.
При работе на настроенных станках обработка ведет-
ся без пробных стружек (/2=0) за один проход (/==,1).
Поэтому
7* ^4" А
Т 0= -г-1 МИН.
Так как 1\ можно представить в виде суммы
/1=У+/,
22
где у — длина врезания, а у' — длина перебега (выхода)
инструмента, то
т _ /+У+У' _ 2_ , _у_ , /
io~ " Sm + SM + МИН- ’
Обозначив Aj=r-, tBp= — и tn=^~, можно вы-
$м
ражение для То записать в таком виде:
Т'о ^о + ^вр + ^п МИН.,
где tQ — время прохождения инструментом пути, рав-
ного длине обрабатываемой поверхности, в
направлении подачи, в мин.;
^вР — время врезания, в мин.;
ta— время перебега (выхода) инструмента, в мин.
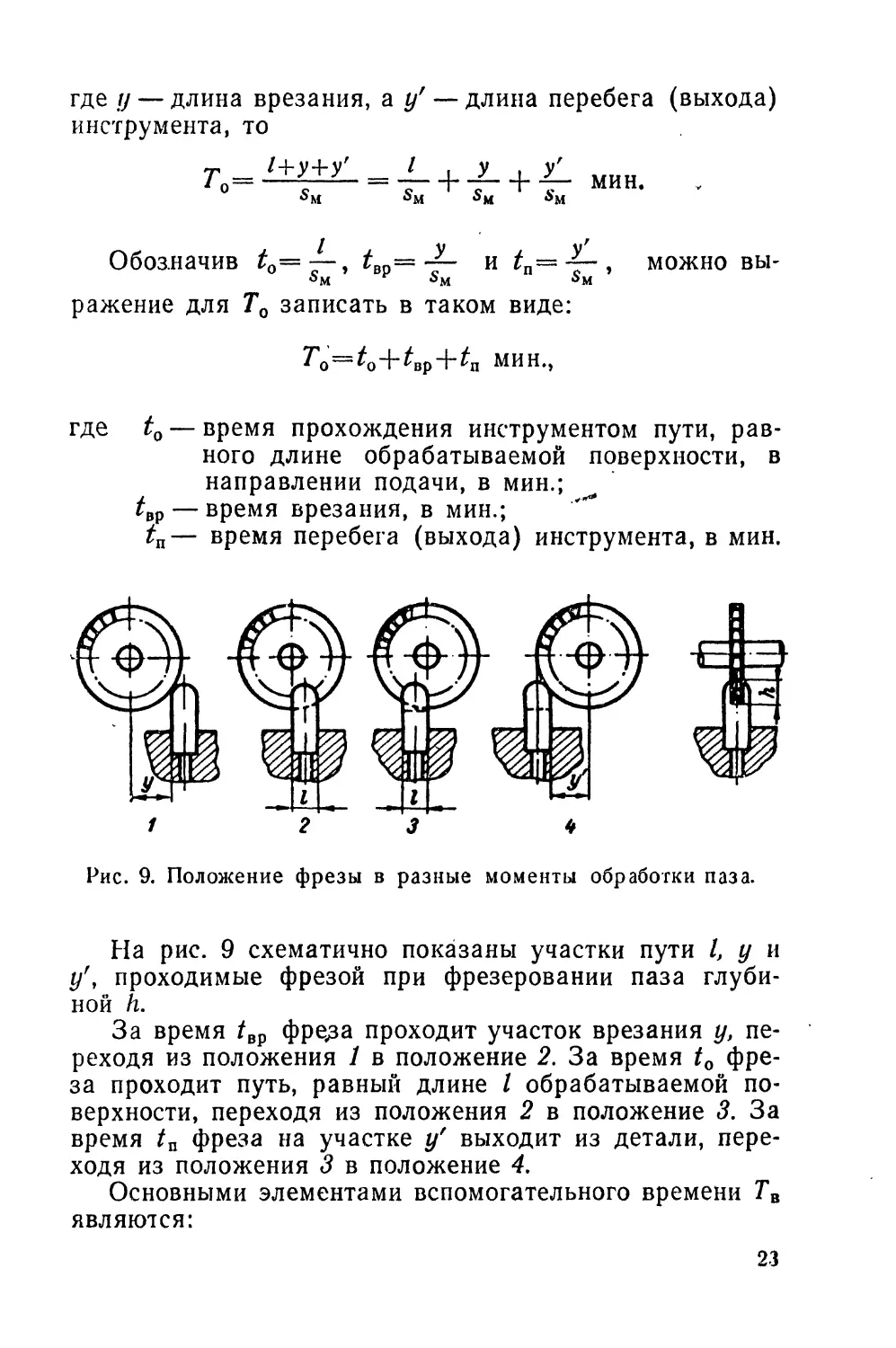
Рис. 9. Положение фрезы в разные моменты обработки паза.
На рис. 9 схематично показаны участки пути I, у и
у', проходимые фрезой при фрезеровании паза глуби-
ной h.
За время /вр фреда проходит участок врезания у, пе-
реходя из положения 1 в положение 2. За время t0 фре-
за проходит путь, равный длине I обрабатываемой по-
верхности, переходя из положения 2 в положение 3. За
время /п фреза на участке у' выходит из детали, пере-
ходя из положения 3 в положение 4,
Основными элементами вспомогательного времени Тв
являются:
23
fjct — время на установку детали в приспособление;
t3aK — время на закрепление и раскрепление детали в
приспособлении;
/Сн— время на снятие детали со станка;
^упр — время на управление станком (пуск, переключе-
ние, выключение и т. п.);
— время на подвод детали к инструменту (или на-
оборот) и отвод от него;
£оч — время на очистку приспособления от стружки.
Таким образом:
7'в==^уст4"^зак“Ь^сн~Ь^упрН_^х. х + ^оч МИН.
Уменьшение Тш возможно за счет сокращения любого
из элементов То и Тв. Но так как в связи с широким
внедрением твердосплавного инструмента в последние
годы машинное время резко сократилось и для ряда опе-
раций оно стало меньше вспомогательного, то дальней-
шее сокращение То дает лишь незначительное уменьше-
ние Тш. Поэтому в первую очередь необходимо добивать-
ся сокращения вспомогательного времени ’путем исполь-
зования многоинструментных наладок и многоместных
приспособлений, повышения быстродействия зажимов,
механизации и автоматизации приспособлений.
При применении многоинструментных наладок сокра-
щается как машинное, так и вспомогательное время.
Вспомогательное время сокращается за счет умень-
шения времени на управление станком, так как в этом
случае ряд' последовательно выполняемых переходов
объединяется в один.
Использование многоинструментных наладок приводит
к возрастанию сил резания, действующих на деталь и
приспособление. Поэтому при создании приспособления
необходимо предусмотреть надежное крепление дета-
ли и необходимую жесткость и виброустойчивость при-
способления.
Особенно эффективным является применение много-
местных приспособлений, предназначенных для одновре-
менного закрепления двух и более (/г) деталей. Исполь-
зование «-местного приспособления вместо одноместного
часто дает n-кратное сокращение То и одновременно
почти такое же уменьшение Тв.
На сокращение времени обработки существенное
влияние оказывают количество и способ размещения де-
24
талей, одновременно закрепляемых в приспособлении.
Чем больше деталей одновременно закрепляется в при-
способлении, тем значительнее сокращается время. Уве-
личение количества деталей лимитируется их габаритами
и технологическими параметрами станка (размером сто-
ла, длиной его хода и т. п.).
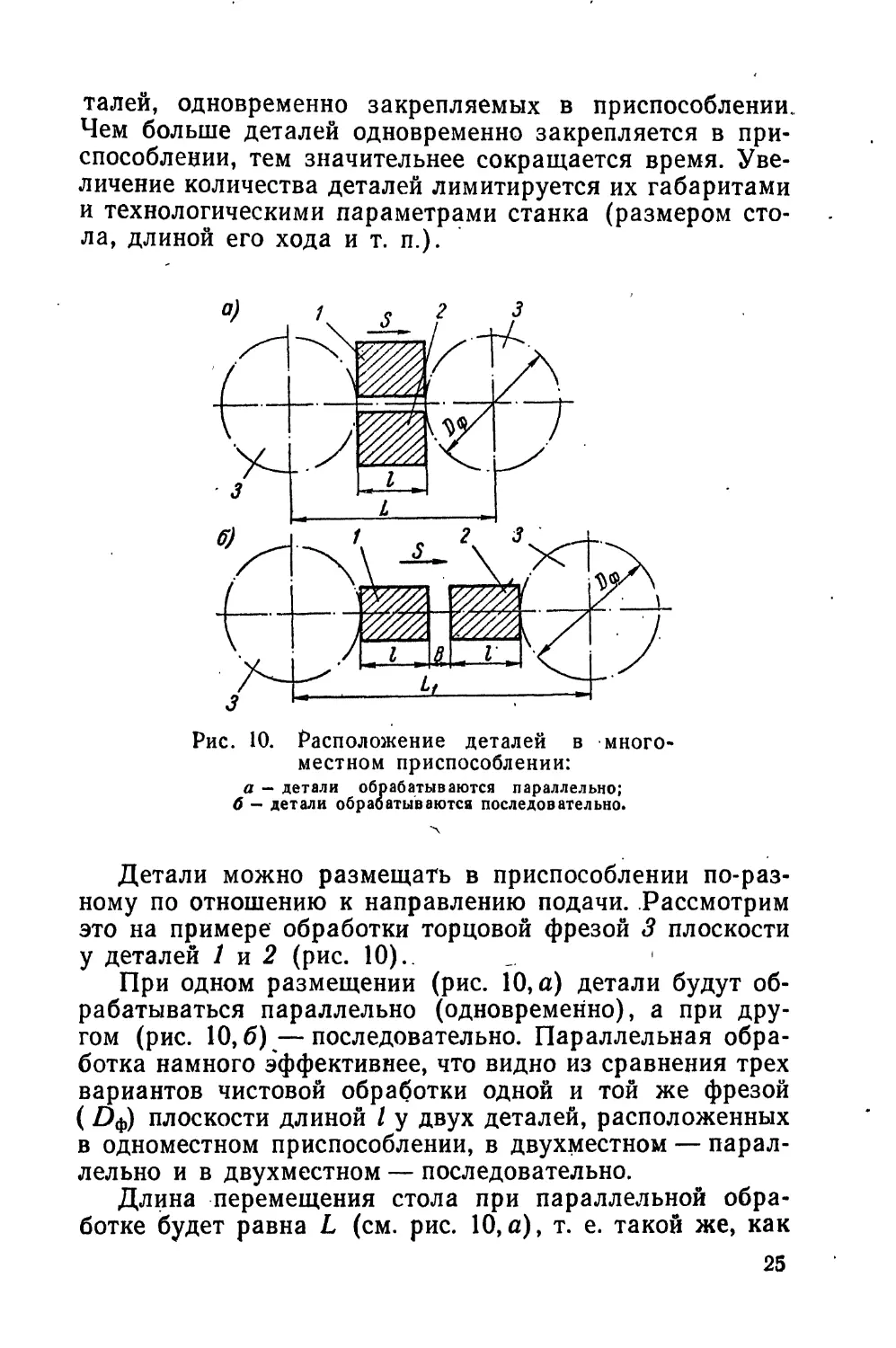
Рис. 10. Расположение деталей в много-
местном приспособлении:
а — детали обрабатываются параллельно;
б - детали обрабатываются последовательно.
Детали можно размещать в приспособлении по-раз-
ному по отношению к направлению подачи. Рассмотрим
это на примере обработки торцовой фрезой 3 плоскости
у деталей 1 и 2 (рис. 10)..
При одном размещении (рис. 10, а) детали будут об-
рабатываться параллельно (одновременно), а при дру-
гом (рис. 10,6)—последовательно. Параллельная обра-
ботка намного эффективнее, что видно из сравнения трех
вариантов чистовой обработки одной и той же фрезой
(£)ф) плоскости длиной I у двух деталей, расположенных
в одноместном приспособлении, в двухместном — парал-
лельно и в двухместном — последовательно.
Длина перемещения стола при параллельной обра-
ботке будет равна L (см. рис. 10,а), т. е. такой же, как
25
и при обработке одной деталй в одноместном приспособ-
лении. Таким образом, машинное время, приходящееся
на одну деталь, при параллельной обработку будет в
2 раза меньше, чем при обработке в одноместном при-
способлении.
При* последовательной обработке длина перемещения
стола больше, чем при параллельной, и равна Li
Хрис. 10,6). Следовательно, и машинное время, отнесен-
ное к одной детали, в этом случае .будет больше, чем
при обработке по схеме на рис. 10, а, но меньше, чем при
обработке детали в одноместном приспособлении (2L>
>Li>£). Сокращение машинного времени здесь дрсти-
гается за счет уменьшения времени на врезание (<,₽) и
перебег (/п) инструмента. Детали следует располагать
как можно ближе друг к другу, по возможности вплот-
ную. Если же расстояние В между обрабатываемыми
поверхностями деталей 1 и 2 будет равно или больше
[(*/+#) (см. рис. 9), то машинное врем}г не уменьшится.
При сочетании этих двух способов размещения дета-
лей осуществляется параллельно-последовательная их
обработка с соответствующим сокращённей То.
При любом способе размещения деталей в многомест-
ном приспособлении будет уменьшаться и вспомогатель-
ное время за счет сокращения в п раз времени на управ-
ление станком (/уср), подвод детали к инструменту и от-
вод от него (?х.х). Затраты времени на эти элементы
(^упр и £х.х) одинаковы при обработке, детали как в од-
номестном, так и в n-местном приспособлении. Однако
в последнем случае они относятся к п деталям, а не к
одной.
При обработке в многоместном приспособлении не-
сколько меньше расходуется времени и на очистку' от
стружки (f04).
При проектировании приспособлений, предназначен-
ных главным образом для повышения производитель-
ности, необходимо предусматривать создание быстро-
действующих зажимов и эксплуатационных удобств,
так как они существенно влияют на сокращение вспомо-
гательного времени (Тв).
Применение быстродействующих зажимов, в особен-
ности позволяющих закреплять деталь одновременно в
нескольких местах или сразу несколько деталей, приво-
дит к сокращению /зак.
26
При использовании приспособления, обладающего
эксплуатационными удобствами, сокращается время на
установку детали (/уст), ее закрепление (/эак ) и снятие
со станка (/св).
Таким образом, конструктор, создавая приспособле-
ние, может предусмотреть существенное сокращение как
вспомогательного, так и машинного времени.
Приспособления, основным назначением которых яв-
ляется повышение производительности, применяются в
крупносерийном и массовом производстве, где даже при
малом сокращении времени на обработку одной детали
может быть получена существенная экономия.
/*
4. ТРЕБОВАНИЯ К ПРИСПОСОБЛЕНИЯМ
К приспособлениям предъявляются три основных тре-
бования:
1) соответствовать своему назначению;
2) обеспечивать заданную точность обработки;
3) быть удобным и безопасным в эксплуатации.
Соответствие назначению. Если основным назначени-
ем приспособления является только расширение техно-
логических возможностей станка, то оно должно быть
максимально дешевым. Этим в основном и определяется
выбор варианта его конструкции. Специальное приспо-
собление должно быть максимально простой конструк-
ции.
Если же приспособление предназначается глав-
ным образом для повышения производительности, то
конструктор при проектировании должен использо-
вать все рассмотренные выше возможные пути ее повы-
шения.
Во всех случаях основным критерием правильности
выбора варианта конструкции приспособления являет-
ся его экономическая эффективность.
Обеспечение точности обработки. В процессе обра-
ботки деталей неизбежно возникают ’ погрешности. Их
величина зависит от ряда факторов, и в том числе от
приспособления. Если погрешности находятся в преде-
лах допустимых отклонений, заданных чертежом или
техническими условиями, то точность обработки будет
обеспечена.
Погрешности можно разделить на две группы:
27
1) погрешности размера и формы самой обрабаты-
ваемой поверхности;
2) погрешности расположения обрабатываемой по-
верхности относительно других поверхностей детали.
Допустимые погрешности первой группы оговари-
ваются:
а) допуском на размер (при обработке замкнутых
поверхностей — цилиндрической наружной и внутрен-
ней и т. п.);
б) особыми указаниями в виде обозначений или
надписей, определяющими величину отклонения формы
(овальность, конусообразность, неплоскостность и т. п.),
выше которой погрешность недопустима.
Погрешности второй группы оговариваются: —
а) допуском на размер, связывающий обрабатывае-
мую поверхность с другой поверхностью детали;
б) особыми указаниями в виде обозначений или
надписей, определяющими величину отклонения располо-
жения обрабатываемой поверхности (неперпендикуляр-
ность, несоосность и т. п.), выше которой погрешность
недопустима. Предельные отклонения расположения по-
верхностей оговариваются ГОСТом 10356-63.
Погрешности первой группы практически почти не
зависят от приспособления. Погрешности же второй
группы в значительной степени зависят от него.
Поясним сказанное на примере обработки в приспо-
соблении отверстия в детали на токарном станке
(рис. 11, а).
Здесь к первой группе относятся только погрешности
самого отверстия: диаметра, овальности, огранки и ко-
нусообразное™. Все они зависят в основном от приня-
того метода обработки.
Ко второй группе относятся погрешность размера
между осью отверстия и плоскостью основания (размер
//±0,05) и непараллельное™ оси отверстия относительно
плоскости основания. Эти погрешности в значительной
мере зависят от конструкции и точности изготовления
приспособления.
Таким образом, предъявляемое к приспособлениям
требование обеспечить заданную точность обработки
распространяется лишь на размеры, связывающие обра-
батываемую поверхность с другими поверхностями дета-
ли, и на отклонения ее расположения.
28
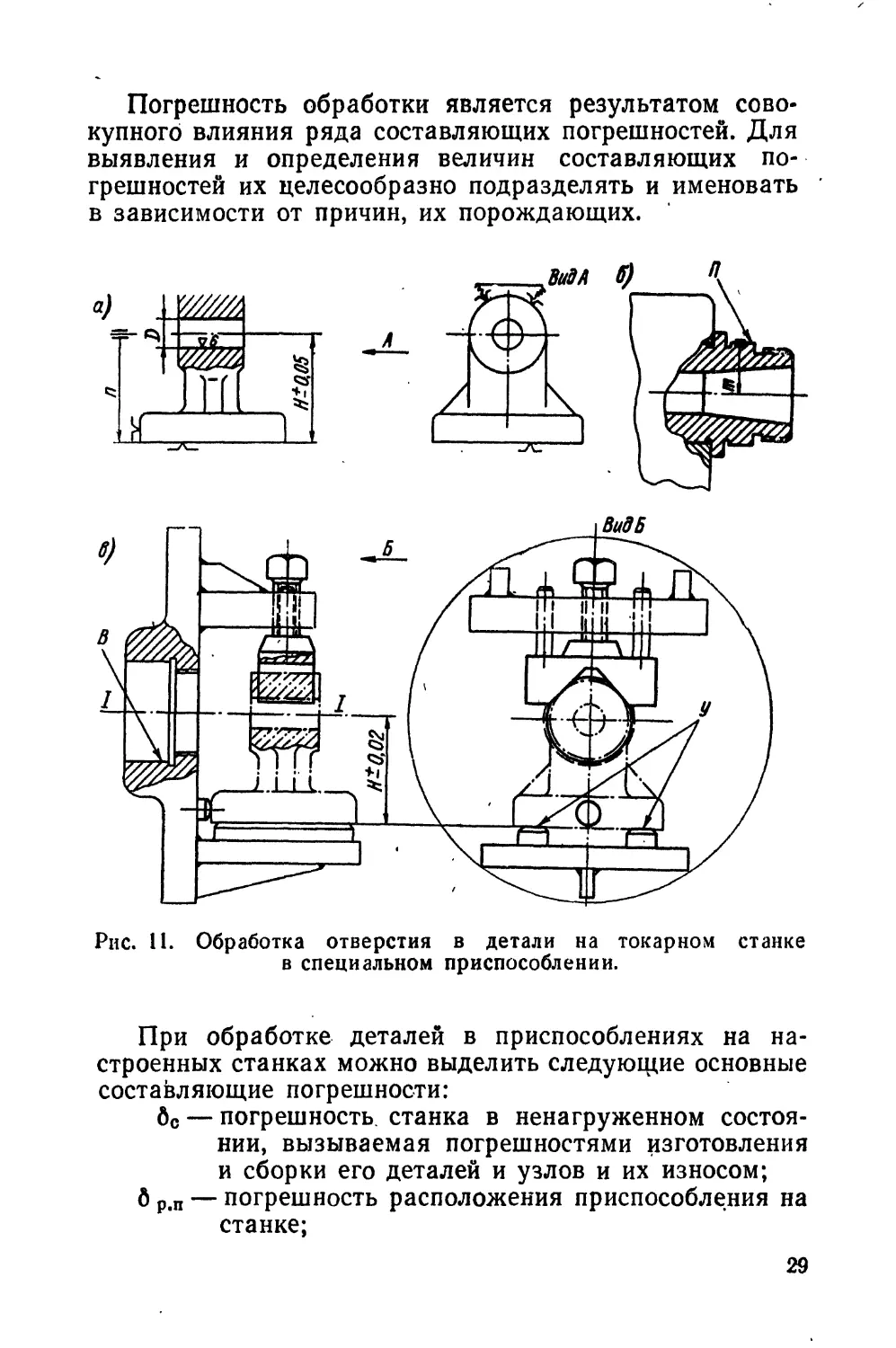
Погрешность обработки является результатом сово-
купного влияния ряда составляющих погрешностей. Для
выявления и определения величин составляющих по-
грешностей их целесообразно подразделять и именовать
в зависимости от причин, их порождающих.
Рис. 11. Обработка отверстия в детали на токарном станке
в специальном приспособлении.
При обработке деталей в приспособлениях на на-
строенных станках можно выделить следующие основные
составляющие погрешности:
бс — погрешность станка в ненагруженном состоя-
нии, вызываемая погрешностями изготовления
и сборки его деталей и узлов и их износом;
б р.п — погрешность расположения приспособления на
станке;
29
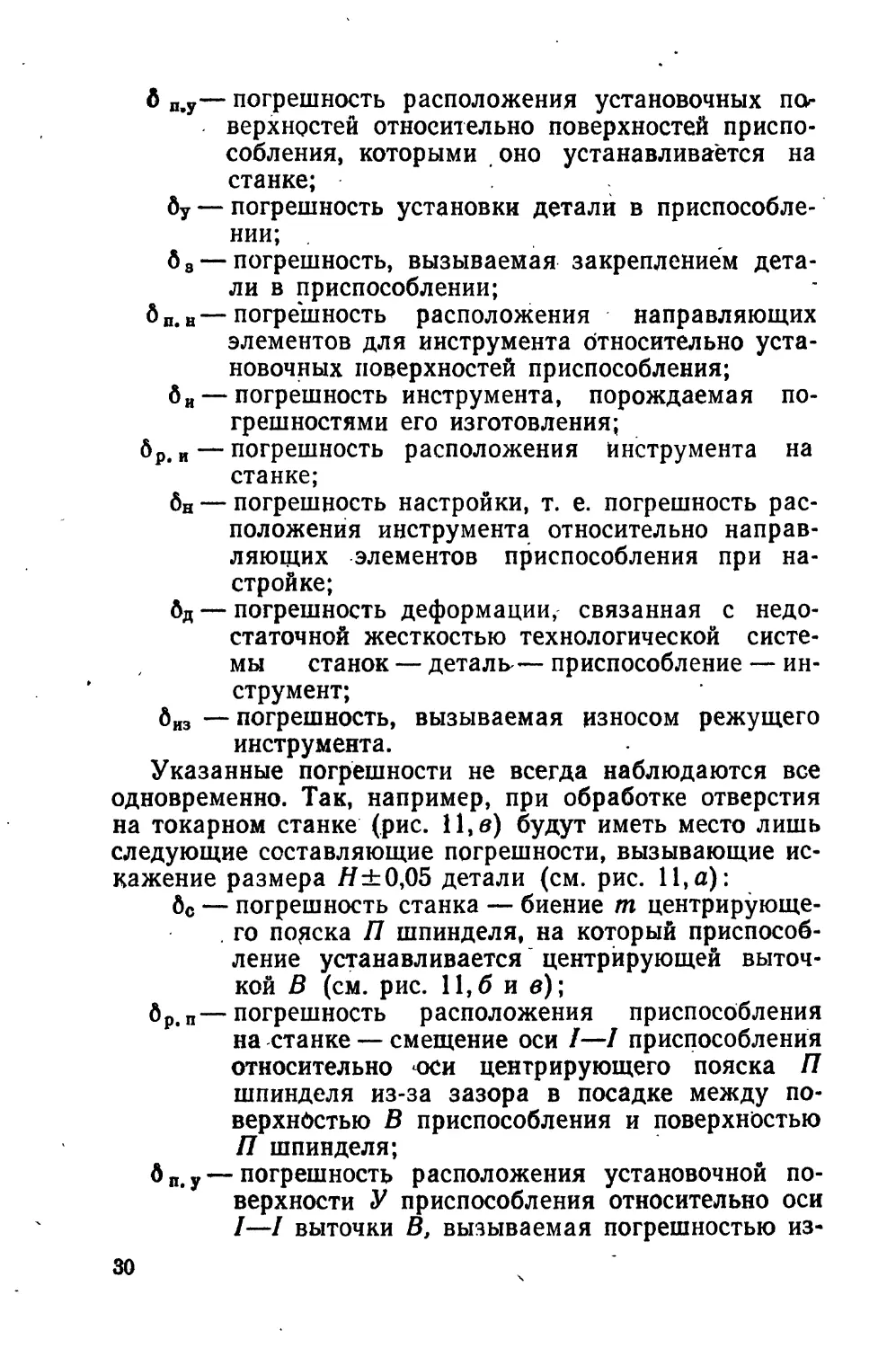
б „.у— погрешность расположения установочных по-
верхностей относительно поверхностей приспо-
собления, которыми оно устанавливается на
станке;
бу — погрешность установки детали в приспособле-
нии;
б 8 — погрешность, вызываемая закреплением дета-
ли в приспособлении;
бп. к—погрешность расположения направляющих
элементов для инструмента относительно уста-
новочных поверхностей приспособления;
ба — погрешность инструмента, порождаемая по-
грешностями его изготовления;
бр. и — погрешность расположения инструмента на
станке;
бн — погрешность настройки, т. е. погрешность рас-
положения инструмента относительно направ-
ляющих элементов приспособления при на-
стройке;
бд — погрешность деформации, связанная с недо-
статочной жесткостью технологической систе-
мы станок — деталь-— приспособление — ин-
струмент;
биз — погрешность, вызываемая износом режущего
инструмента.
Указанные погрешности не всегда наблюдаются все
одновременно. Так, например, при обработке отверстия
на токарном станке (рис. 11, в) будут иметь место лишь
следующие составляющие погрешности, вызывающие ис-
кажение размера Я±0,05 детали (см. рис. 11,а):
бс — погрешность станка — биение т центрирующе-
. го пояска П шпинделя, на который приспособ-
ление устанавливается центрирующей выточ-
кой В (см. рис. 11,6 и в);
бр. п—погрешность расположения приспособления
на станке — смещение оси /—I приспособления
относительно оси центрирующего пояска П
шпинделя из-за зазора в посадке между по-
верхностью В приспособления и поверхностью
П шпинделя;
б п. у — погрешность расположения установочной по-
верхности У приспособления относительно оси
/—I выточки В, вызываемая погрешностью из-
30
готовленая приспособления по размеру
Я ±0,02 и износом поверхности У (см. рис. 11, в);
й3 — погрешность, возникающая при закреплении
детали; при закреплении происходит деформа-
ция на контактной,, поверхности детали и по-
верхности У приспособления и перемещение по-
следней под действием усилия закрепления,
вследствие чего плоскость основания детали
смещается относительно оси I—I приспособле-
ния.
Рис. 12. Обработка отверстия в детали на свер-
лильном стацке в специальном приспособлении.
Совершенно другие погрешности будут наблюдаться
при обработке на вертикально-сверлильном станке
(рис. 12,6) отверстия диаметром d в детали, показан-
ной на рис. 12, а. <
31
Здесь погрешность размера £,±0,1 будет зависеть от
следующих составляющих погрешностей:
бу — погрешности установки детали в приспособле-
нии, выражающейся в смещении ее в направ-
лении размера L вследствие зазора между от-
верстием А в детали (см. рис. 12, а) и цилинд-
рической поверхностью Б установочного паль-
ца 1 (см. рис. 12,6);
Sn. н— погрешности в расположении оси кондуктор-
ной втулки 2 относительно оси установочной
поверхности пальца 1, возникающей из-за не-
точности размера £±0,05 в приспособлении;
бн — погрешности настройки, выражающейся в не-
точной установке оси сверла относительно оси
кондукторной втулки 2 в пределах зазора меж-
ду отверстием втулки и сверлом.
Конструктор должен выявить и оценить все состав-
ляющие суммарной погрешности и с учетом их совокуп-
ного воздействия спроектировать приспособление, обес-
печивающее заданную точность обработки детали на на-
строенном станке.
Заданная точность обработки проверяется соответст-
вующими расчетами, методика выполнения которых при-
ведена в тл. IX. На основании расчета на точность кон-
структор имеет возможность установить предельно до-
пустимые значения таких погрешностей, как 8р п, 8П у,
8у, ^п. и и 8В и сообразно с этим назначить допуски на
изготовление элементов приспособления. Кроме того,
конструктор должен предусмотреть необходимую жест-
кость приспособления, так как от этого зависит погреш-
ность бд. Следует также обеспечивать надежное закреп-
ление детали, чтобы в процессе обработки она сохраняла
неизменное положение.
Эксплуатационные удобства и безопасность в работе.
Конструктор должен предусмотреть эксплуатационные
удобства приспособления, оказывающие большое влия-
ние на производительность труда: удобные установку и
снятие детали, а также расположение рукояток зажим-
ных устройств, легкость очистки приспособления от
стружки, простоту установки era на станке.
Необходимо также обеспечить безопасность приспо-
собления в работе. Особенно это относится к приспособ-
лениям для токарных, револьверных, карусельных и
32
круглошлифовальных станков, где приспособление вра-
щается вместе со шпинделем. Эти приспособления не
должны иметь выступающих частей; как правило, они
требуют специального ограждения.
5. ОСНОВНЫЕ НАПРАВЛЕНИЯ
ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИИ
Характер производства является основным опреде-
ляющим фактором при выборе группы приспособления..и
его конструктивного варианта.
В пределах допустимых затрат может быть создано ‘
несколько конструктивных вариантов приспособления и ’
выбран тот из них, который обеспечит наибольшую эко-
номическую эффективность. Этот выбор может быть сде-
лан на основании расчетов, методика которых будет из-
ложена ниже.
В зависимости от характера производства наметились
и основные направления в проектировании приспособле-
ний.
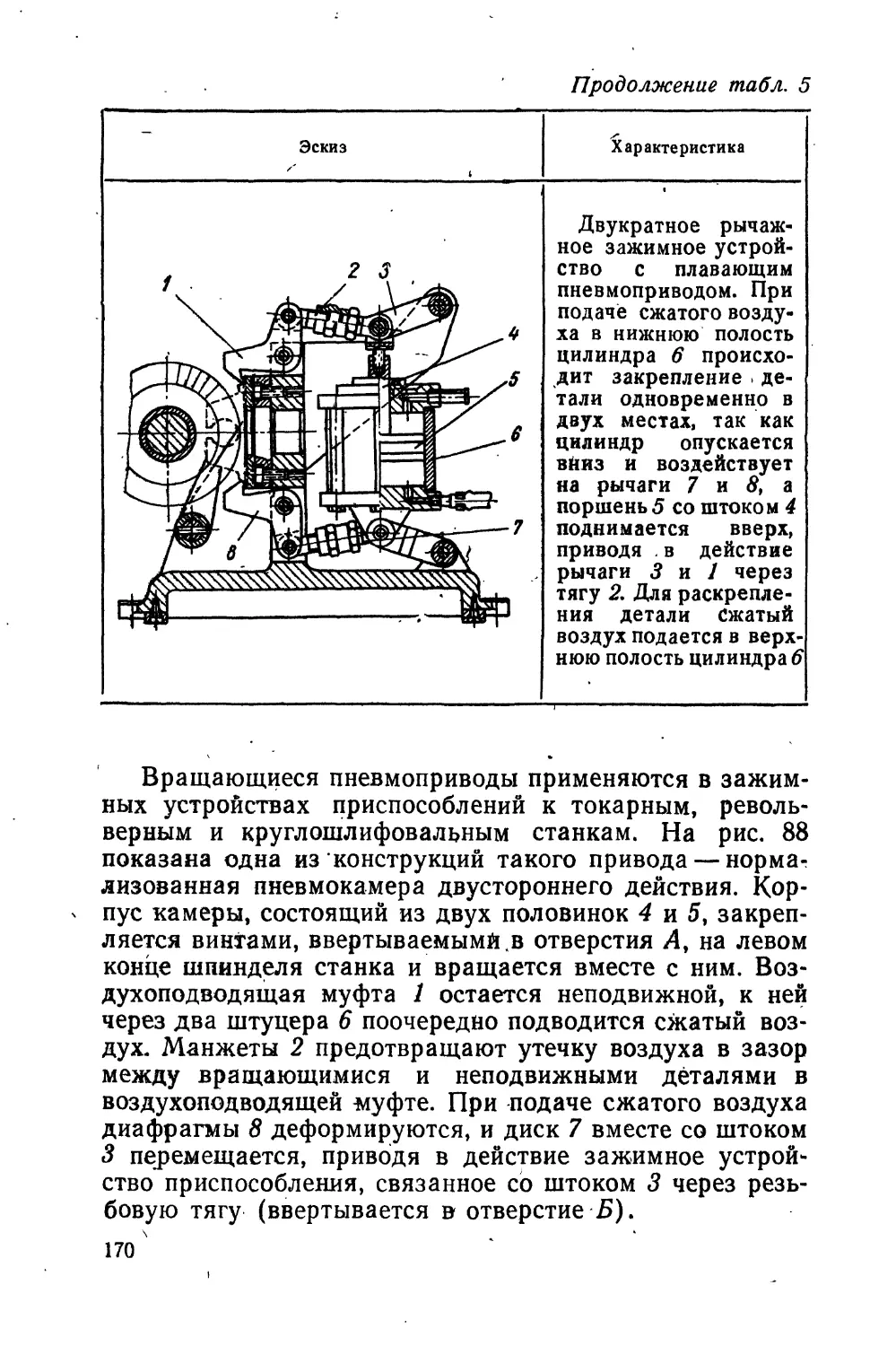
Массовое и крупносерийное производство. Для этих
производств проектируются только специальные приспо-
собления высокой производительности, Это, как правило,
приспособления с зажимными устройствами, приводимы-
ми в действие с помощью быстродействующих приводов
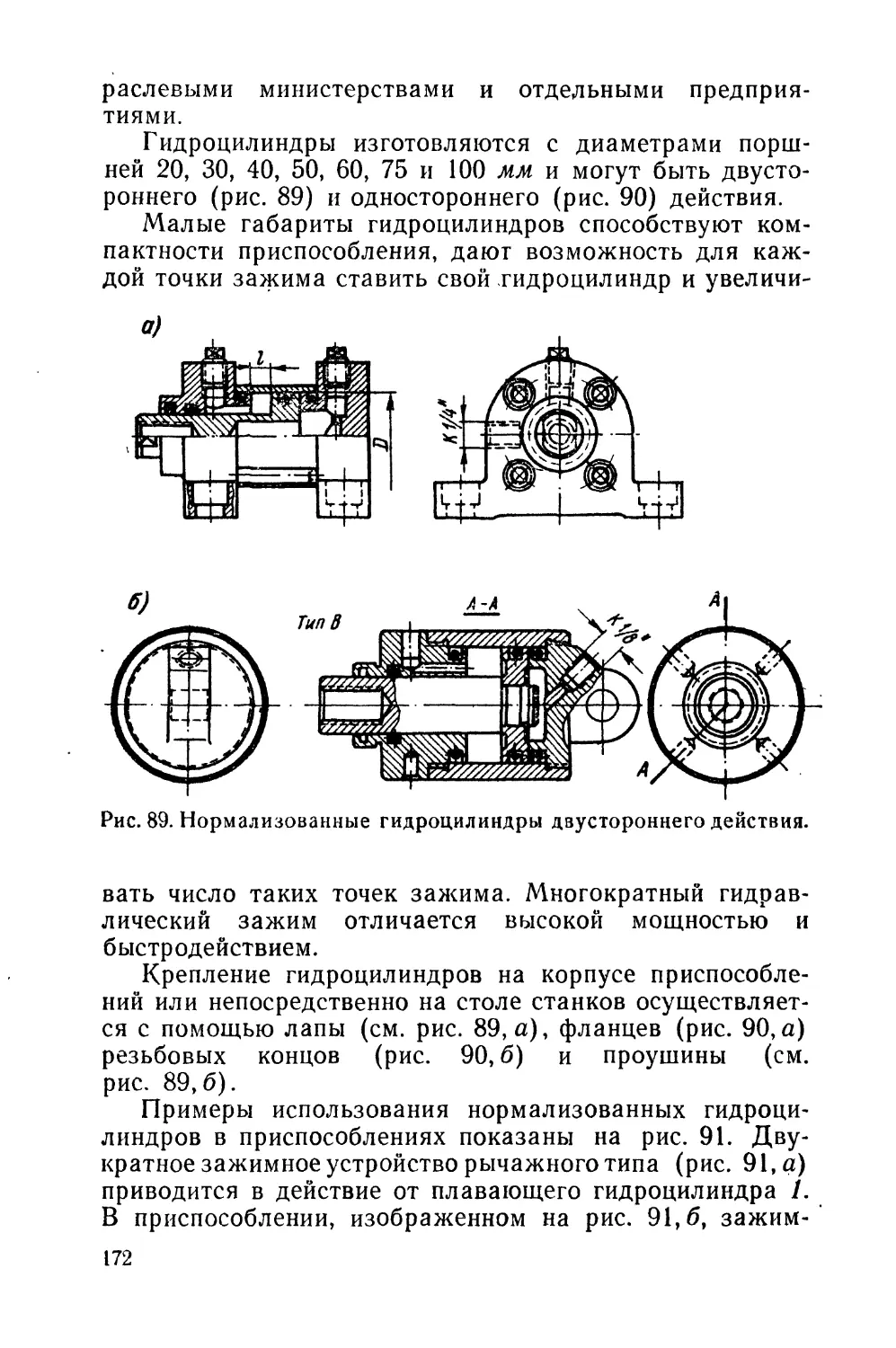
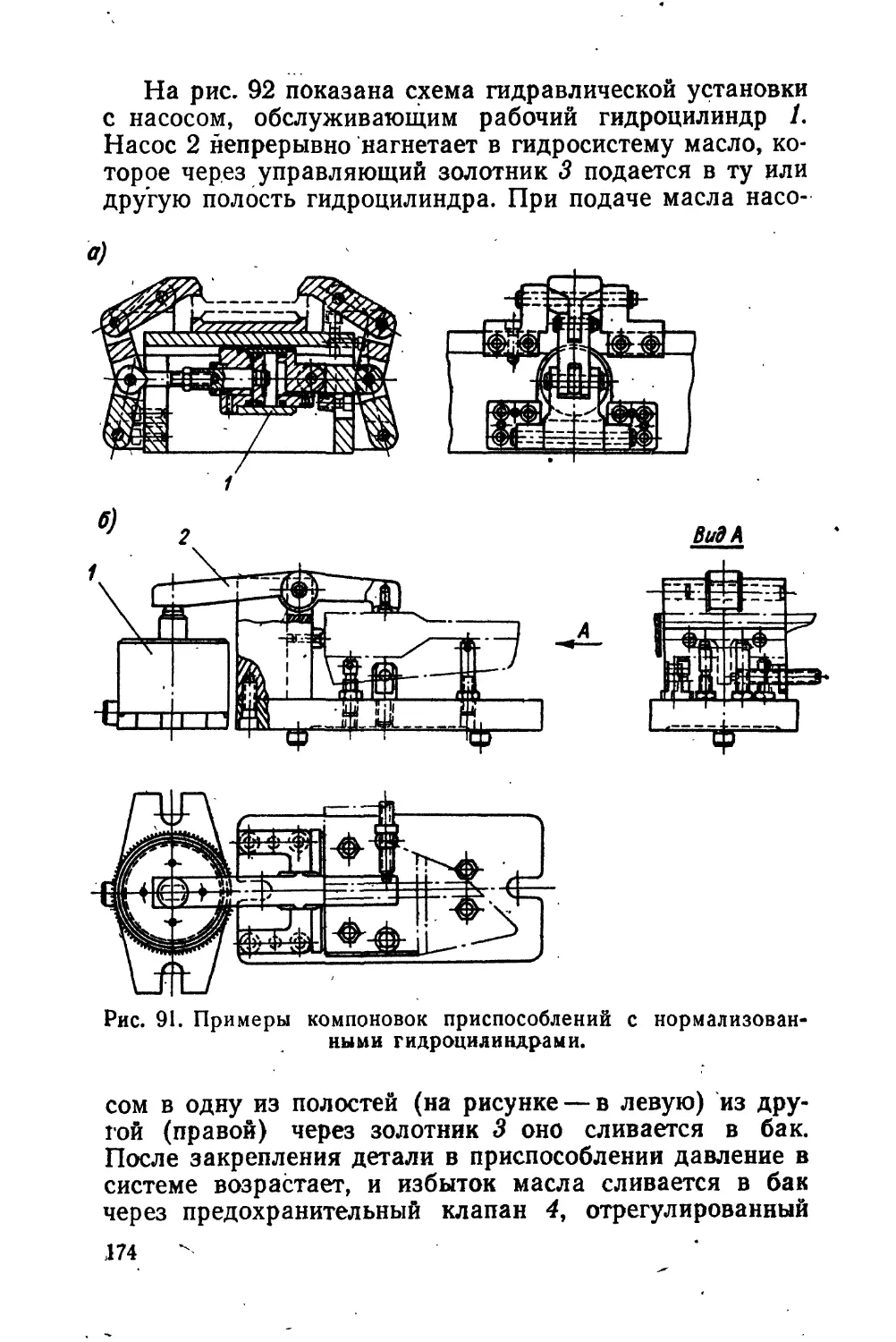
(пневматических и гидравлических). В ряде случаев эти
специальные приспособления автоматизируются и вклю-
чаются в автоматический цикл станка, что позволяет ча-.
стично или полностью освободить рабочего от установки
и закрепления обрабатываемой детали. Многие приспо-
собления выполняются многоместными.
Серийное производство. Специальные приспособления
простой конструкции находят применение и в серийном
производстве. Вместе с тем применительно к серийному
производству бйло разработано и новое направление в
проектировании специальных приспособлений, основан-
ное на методе агрегатирования. Он заключается в деле-
нии специального приспособления на функциональные
узлы и детали, которые могут быть в дальнейшем унифи-
цированы и стандартизованы. При агрегатировании каж-
дое новое специальное приспособление создается из
узлов, многократно используемых, или, как говорят, мно-
гократно обратимых.
3 Н. Ф. Уткин 3®
Опыт применения этих приспособлений в условиях се-
рийного производства показал их высокую экономиче-
скую эффективность. Значительную часть их удалось
подвергнуть нормализации и стандартизации.
Нормализация и стандартизация узлов и деталей по-
зволяют наладить их выпуск большими партиями на спе-
циализированных предприятиях и тем самым значитель-
но уменьшить стоимость изготовления. При этом, естест-
венно, резко сокращается и стоимость создаваемого из
стандартных деталей и узлов специального приспособ-
ления.
Индивидуальное производство. Здесь применяются в
основном универсальные приспособления общего назна-
чения. Наряду с ними широко используются и универ-
сально-сборные приспособления.
Система УСП внедрена в промышленность в 1949 г.
Необходимой предпосылкой для ее внедрения служит на-
личие комплекта деталей и узлов УСП. Снабжение пред-
приятий такими комплектами осуществляется централи-
зованно. Комплекты, составленные с учетом технологи-
ческой потребности предприятия (профилированные
комплекты), передаются ему в аренду. Существует и
другой способ централизованного снабжения предприя-
тий, при котором центральная городская база проката
сдает в аренду заводам по их заявкам не детали и узлы
УСП, а уже собранные компоновки специальных при-
способлений.
Наибольшая эффективность использования системы
УСП достигается на предприятиях с частой сменяемо-
стью объектов производства (опытные цехи и заводы).
Глава II
МЕТОДЫ УСТАНОВКИ.ДЕТАЛЕЙ
И УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ
в. НЕКОТОРЫЕ СВЕДЕНИЯ ИЗ ТЕОРИИ БАЗИРОВАНИЯ
Под базированием понимается определение положе-
ния обрабатываемой на данной операции детали относи-
тельно режущего инструмента. Ниже приводятся основ-
ные понятия из теории базирования, с которыми в той
или иной степени приходится иметь дело как технологу,
так и конструктору приспособлений. Эти понятия иллю-
стрируются рис. 13.
Конструкторская база — это любая поверх-
ность, линия или точка, относительно которой на чертеже
детали координируется положение другой поверхности,
линии или точки.
Конструкционный размер — размер, связы-
вающий рассматриваемый элемент детали (поверхность,
линию или точку) с его конструкторской базой.
Технологические базы — это базы, исполь-
зуемые в технологическом процессе механической обра-
ботки детали. Различают три технологические базы; ис-
ходную, установочную и измерительную. Ниже рассмат-
риваются только две из них: исходная и установочная.
Исходная база — это поверхность, линия или
точка, относительно которой на операционном эскизе
координируется положение обрабатываемой поверхности.
Исходный размер — размер, связывающий об-
рабатываемую поверхность с исходной базой.
Установочными б а з а м и называют такие
поверхности детали, которыми она устанавливается в
определенном положении относительно станка (или при-
способления) и режущего инструмента. Таким образом,
установочной базой следует считать каждую поверхность,
детали, которой она соприкасается с установочными
3* 35
поверхностями приспособления. Именно благодаря кон-
такту с установочными поверхностями приспособления
деталь и получает определенное положение относительно
Чертеж детали Операционный эскиз
А
Конструкторская бека
поверхности б
Б Конструкторская база
поверхности А
Конструкционный
размер
Чертеж детали
Конструкторская база
поверхности в
Операционный эскиз
Рис. 13. Базы детали:
а — призматической; б — цилиндрической^
станка (приспособления) и режущего инструмента. На
операционном эскизе для каждой установочной базы
условно изображаются применяемые для ее установки
установочные элементы. Общепринятой системы таких
условных обозначений установочных элементов пока нет.
Наиболее часто применяемые обозначения приведены
в табл. 1.
36
Таблица 1
Обозначения установочных элементов на операционных
эскизах
Тип установочного элемента Условные обозначения
вид сбоку | | вид в плане
Основная опо- ра постоянная j/\
Основная опора регулируемая й 8
Основная опора самоустанавлива- ющаяся (сблоки- рованная)
/
Вспомогатель- ная опора само- устанавливающая- ся или подводимая
Опора, совме- щенная с зажимом (трехкулачкобые патроны, цанго- вые и другие са- моцентрирующие устройства) 1 "~1г 4
Центры с хому- тиком
—
Люнет непод- вижный ф-
Люнет подвиж- ный л
.
- '
37
Технолог, разрабатывающий технологический про-
цесс, на каждой операции сталкивается с вопросами ба-
зирования, так как ему приходится на операционном
эскизе задавать.положение обрабатываемой поверхности,
при этом он выбирает технологические базы и назначает
исходные размеры, пользуясь чертежом и руководст-
вуясь принятой последовательностью обработки.
Вопросы выбора баз имеют важное значение, и по-
этому они более подробно рассматриваются ниже.
7. ВЫБОР БАЗ. ПОГРЕШНОСТИ,
СВЯЗАННЫЕ С ВЫБОРОМ БАЗ
Конструкторские базы назначаются конструктором
изделия при простановке размеров на рабочем чертеже.
На выбор той или иной схемы простановки размеров на
чертеже влияют как конструктивные, так и технологиче-
ские требования. Схема простановки размеров предопре-
деляет в значительной степени последовательность обра-
ботки и выбор установочных баз, тип режущего инстру-
мента, конструкцию приспособлений и возможность вы-
полнения операции на настроенных станках.
Обычно возможные варианты схем простановки раз-
меров неравноценны в технологическом отношении. Вы-
бирая ту или иную схему, конструктор должен исходить
из соблюдения принципа технологичности конструкции.
Как известно, более технологичной является та конструк-
ция детали, на изготовление которой затрачивается
меньше времени, требуются более простые приспособле-
ния, а заданная точность обеспечивается просто и>на;
дежно. .
При разработке технологического процесса для каж-
дой операции выбираются исходные и установочные
базы. Это—наиболее ответственный этап разработки
технологического процесса. При неправильном выборе
баз заметно увеличивается вспомогательное время на
установку и снятие детали, усложняется конструкция
приспособления и возможен брак детали.
При выборе баз необходимо руководствоваться сле-
дующими правилами.
Во-первых, в качестве исходных следует выбирать
только конструкционные размеры, т. е. задавать положе-
ние обрабатываемой поверхности теми же размерами,
38 ' ,
что проставлены на чертеже детали, и -относительно тех
же ее элементов. В этом случае исходная база будет со-
впадать с конструкторской.
Во-вторых, в качестве установочной следует прини-
мать исходную базу.
о) А 6
L
1 2 ' 3
12 3
Рис. 14. Варианты простановки размеров на чертеже детали ( в(
и варианты технологического процесса обработки детали А-
б — без использования технологического размера; в — с использованием
Технологического размера Г.
На рис. 14, б приведен пример, иллюстрирующий тех-
нологическую последовательность обработки детали А
(рис. 14,а). Здесь соблюдены оба правила на всех- трех
операциях (на операции 1 размер Н\ отличается от кон-
струкционного размера Н на величину припуска на обра-
ботку поверхности В в операции 2).
Однако следует заметить, что в силу ряда причин не
всегда удается строго следовать указанным правилам.
Встречаются два. основных отступления:
1) на операционном эскизе в качестве исходного про-
ставлен не конструкционный размер, а специально вве-
денный так называемый технологический размер. В этом
случае исходная база не совпадает с конструкторской;
2) установочная и исходная базы не совпадают.
То и другое отступление сопровождается возникно-
вение'м погрешностей, связанных с выбором баз.
39
Рассмотрим более подробно оба случая.
Введение технологического размера. Исходная база
не совмещена с конструкторской. При разработке тех-
нологического процесса технолог выбирает установочную
базу и схему простановки размеров на операционном
эскизе и одновременно хотя бы ориентировочно опреде-
ляет способ установки детали и возможные конструктив-
ные варианты приспособления. При этом он должен
стремиться не только получить заданную точность обра-
ботки, но и максимально упростить конструкцию приспо-
собления, обеспечить удобство установки и снятия дета-
ли. Эти последние обстоятельства часто являются ре-
шающими при выборе установочных баз и схемы проста-
новки размеров на операционном эскизе.
Например, в первом варианте технологического про-
цесса обработки детали А (см. рис. 14,6) для операции 3
требуется такое приспособление, в которое деталь не
просто ставится, а первоначально должна заводиться
под установочные элементы и затем подниматься вверх
до соприкосновения с ними установочной базой В (см.
рис. 14,а). Это неудобно. Поэтому технологом разраба-
тывается второй вариант технологического процесса об-
работки той же детали А (рис. 14,в), в котором на опе-
рации 3 введен технологический размер Т. При выдер-
живании размера Т конструкционный размер h получит-
ся сам собой.
В результате введения технологического размера Т
исходная база не совпадает с конструкторской (на чер-
теже детали А для поверхности R конструкторской ба-
зой служит поверхность В, а на операционном эскизе
исходной базой является поверхность Е). Такое отступ-
ление от указанного выше правила сделано для того,
чтобы можно было, приняв за установочную базу поверх-
ность Е, ставить деталь непосредственно на опорную по-
верхность приспособления (например, магнитной плиты).
Принимая второй вариант технологического процесса,
технолог получает экономию за счет сокращения расхо-
дов на приспособление (вместо специального можно ис-
пользовать имеющееся универсальное приспособление
общего назначения), а также уменьшения затрат време-
ни на установку и снятие детали.
Вместе с тем из-за введения технологического разме-
ра Т и несовмещения исходной базы с конструкторской
40
часто бывает невозможно получить размер h с требуе-
мой точностью. В этом случае погрешность размера h бу-
дет складываться из погрешностей двух размеров: Н и
Л т. е.
— &Н + бу, ( 1 )
где б/г — погрешность размера h;
ди — погрешность размера Н;
бг — погрешность размера Т.
В данном случае би является погрешностью, связан-
ной с выбором баз. Максимальное значение ее равно до-
пуску ап на размер Н.
Следовательно, погрешность, связанная с выбором
баз, равна допуску на размер между несовпадающими
базами — исходной и конструкторской.
Заменяя в уравнении (1) погрешности допусками на
те же размеры, получим:
Решая это уравнение относительно ат, будем иметь:
aT = ah — ап.
(2)
Так как допуск ат на технологический размер Т ра-
вен разности допусков на конструкционные размеры h и
Н, то технологический размер Т имеет меньшее поле до-
пуска, чем конструкционный h.
Иногда допуск на технологический размер, вычисляе-
мый по формуле (2), получается настолько малым (либо
даже становится отрицательной величиной), что не мо-
жет быть обеспечен при обработке. Из этого следует, что
не всегда можно вводить технологический размер. Это
должен знать как технолог, так и конструктор приспо-
собления.
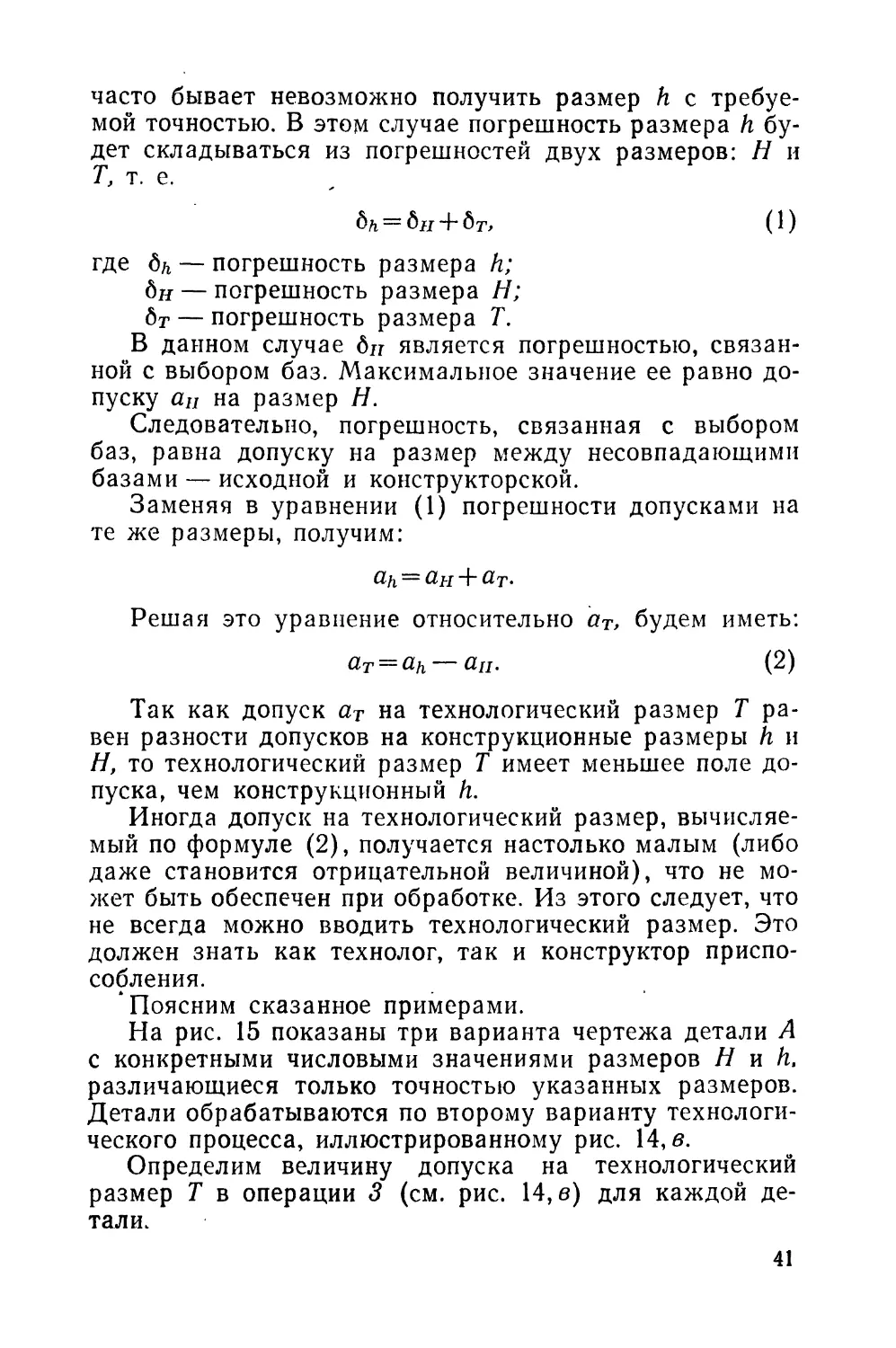
‘Поясним сказанное примерами.
На рис. 15 показаны три варианта чертежа детали А
с конкретными числовыми значениями размеров Н и 1г,
различающиеся только точностью указанных размеров.
Детали обрабатываются по второму варианту технологи-
ческого процесса, иллюстрированному рис. 14, в.
Определим величину допуска на технологический
размер Т в операции 3 (см. рис. 14, в) для каждой де-
тали.
41
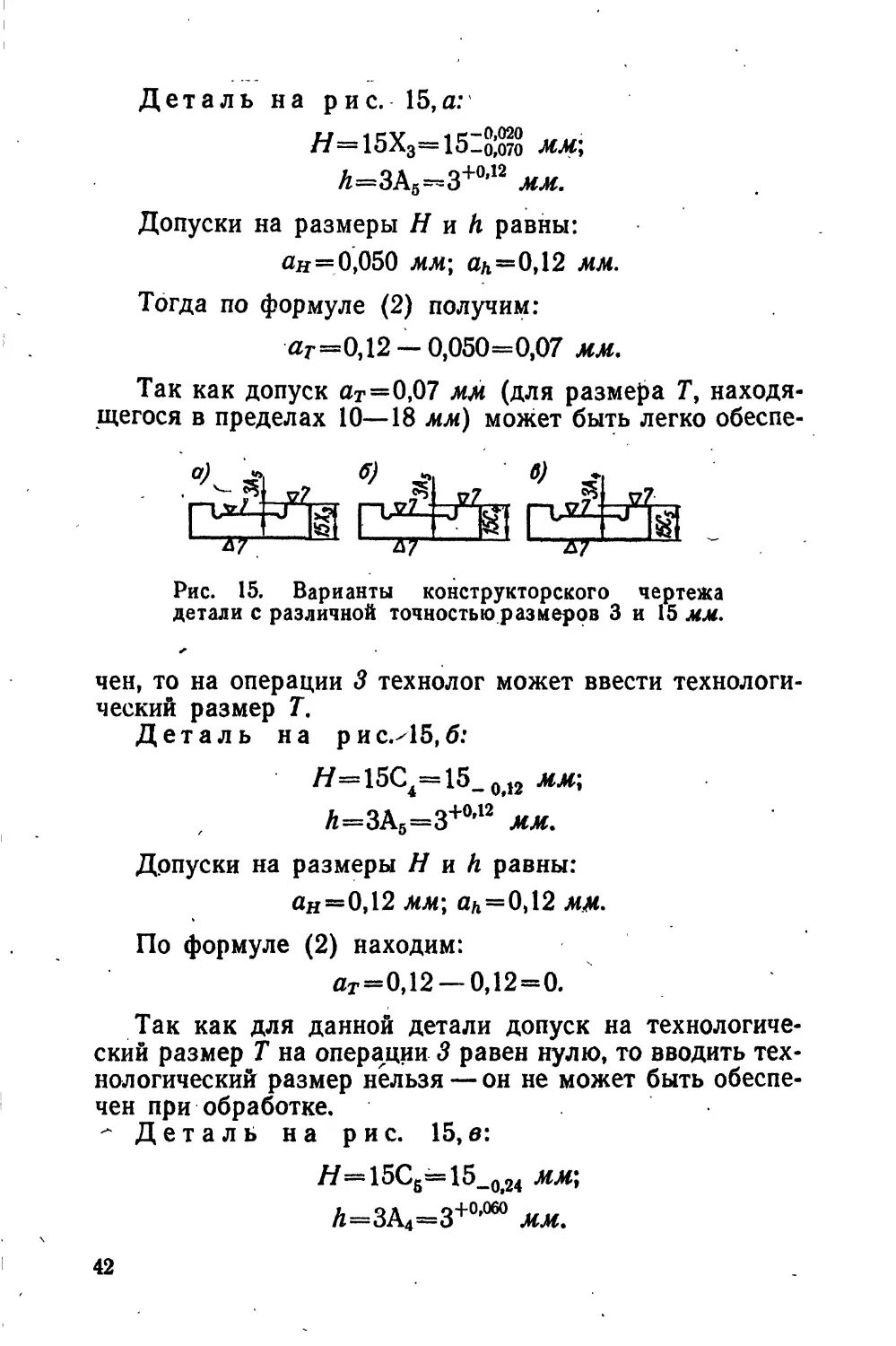
Деталь на рис. 15,а:
/f=15X3=15lg$g мм-,
Л=ЗА6=3+0’12 мм.
Допуски на размеры Н и h равны:
ан=0,050 мм\ ал=0,12 мм.
Тогда по формуле (2) получим:
ат=0,12 — 0,050=0,07 мм.
Так как допуск ат—0,07 мм (для размера Т, находя-
щегося в пределах 10—18 мм) может быть легко обеспе-
Рис. 15. Варианты конструкторского чертежа
детали с различной точностью размеров 3 и 15 мм.
чен, то на операции 3 технолог может ввести технологи-
ческий размер Т.
Деталь на рис.^15,б:
/7=15С4=15_0д2 мм;
Л=ЗА5=3+0’12 мм.
Допуски на размеры Н ah равны:
«н=0,12 мм; аа=0,12 мм.
По формуле (2) находим:
аг=0,12 —0,12=0.
Так как для данной детали допуск на технологиче-
ский размер Т на операции 3 равен нулю, то вводить тех-
нологический размер нельзя — он не может быть обеспе-
чен при обработке.
- Деталь на рис. 15,в:
ТУ — 15Cg== l^„flt24 ММ;
й=ЗА4=3+0’060 мм.
42
Допуски на размеры Н п h равны:
ан = 0,24 мм; мм.
По формуле (2) определяем:
ат = 0,06— 0,24= —0,18 мм.
Допуск на технологический размер Т имеет здесь от-
рицательное значение. Следовательно, на операции 3
вводить технологический размер нельзя.
В тех случаях, когда допуск на технологический раз-
мер имеет отрицательное значение или настолько мал,
что его трудно или даже невозможно обеспечить при об-
работке, прибегают к использованию следующих путей,
позволяющих все-таки вести обработку по второму, эко-
номически более эффективному варианту технологиче-
ского процесса.
Первый путь. Изменить схему простановки размеров
на чертеже детали. Часто это удается сделать. Допустим,
конструктор проставит размеры на чертеже детали А
так, как это показано на рис. 14, а для детали Б. Тогда
деталь можно будет обрабатывать по второму варианту
и на операции 3, так как в качестве исходного будет при-
нят конструкционный размер М.
Второй путь. На операции 2 повысить точность ука-
занного на чертеже детали А размера Н (см. рис. 14, а
и в). Тогда, согласно формуле
(2), при неизменном допуске на ~
размер h будет увеличен допуск ,_______| _____
на технологический размер Т. 1 J
В ряде случаев допуск ат удает- *--7^------------
ся увеличить настолько, что де-
таль А становится ВОЗМОЖНЫМ Рис. 16. Эскиз к опре-
обрабатывать по второму ва- размера0?.’
рианту технологического про-
цесса.
Вводя технологический размер Т, технолог должен не
только убедиться в том, что допуск, приходящийся на
него, может быть обеспечен, но и определить предельно
допустимые значения Т. Для этого пользуются расчетной
схемой, показанной на рис. 16, где приняты следующие
обозначения:
А — конструкционный размер, полученный на одной
из предыдущих операций;
43
Т — технологический размер, выполняемый йа данной
операции;
В — конструкционный размер, получаемый в резуль-
тате выполнения размеров А и Т.
Из схемы видно, что:
В—А — Л
или
о _ д _________________________Т }
^max -‘‘max 1 min I z9t
р ____д _____ Т| '°’
Dmin -‘‘min 7 max )
Пользуясь уравнениями (3), можно вычислить те пре-
дельно допустимые значения технологического размера
Т, при которых конструкционный-размер В будет выдер-
жан в заданных пределах, а именно:
7'т1п==Дтах ‘ ^тах ) ...
'Г ___ д ____ р | V*/
1 max -‘‘min °min )
Эти зависимости (4) и служат для определения пре-
дельно допустимых значений технологического размера.
В качестве примера вычислим предельно допустимые
значения размера Т в операции 3 при обработке по вто-
рому варианту технологического процесса детали, пока-
занной на рис. 15, а.
Согласно принятым обозначениям и размерам детали
имеем:
Д=/7=15Х3=151о,ЬО72о мм;
B^h=3A&=3+0'12 мм.
Подставляя в формулы (4) вместо
-Атах= 14,980 ММ', Дт1п=14,930 мм;
#тах=3,12 ММ', ММ,
получаем:
Гт1п= 14,980 — 3,12=11,860 ММ;
7’шах= 14,930 -3=11,930 мм.
Приняв для Т номинальное значение 12 мм, будем
иметь:
гв= 12 — 11,930=0,070 мм;
гн=12- 11.860=0,140 мм,
где гв и zH — соответственно верхнее и нижнее отклоне-
ния размера Т.
44
Тогда
Г=12_ол4о мм и 6X7=0,07 мм.
Допуск ат, определяемый по формуле (2), также ра-
вен
ат -= 0,120 — 0,050=0,07 мм.
Технолог составляет операционный эскиз, на котором
проставляет технологический размер с отклонениями
(TZz^, и передает его конструктору приспособления.
Конструктор и сам должен уметь решать все вопросы,
связанные с выбором баз.
За установочную базу принята не исходная база.
Принимая за установочную не исходную базу, а какую-
то другую поверхность детали, иногда удается упростить
конструкцию приспособления и получить более удобную
установку детали.
Пример такого решения показан на рис. 13,6, где на
операционном эскизе приняты в качестве исходного кон-
струкционный размер, а за установочную базу — не ис-
ходная база, а цилиндрическая поверхность Б, потому
что по протяженности она больше поверхности А. Это
обеспечивает более удобную установку детали и упро-
щает конструкцию приспособления. Вместе с тем вслед-
ствие несовмещения установочной базы с исходной за-
трудняется получение размера Н при фрезеровании
лыски В.
В качестве второго примера можно привести опера-
цию сверления отверстий в корпусе. На чертеже корпу-
са (рис. 17, а) глубина отверстий задана размером /,
проставленным от верхней плоскости корпуса.
Возможны три варианта операционных эскизов для
обработки отверстий.
Вариант 1 (рис. 17,6). Здесь, как и на операции 3
обработки детали А по первому варианту технологиче-
ского процесса (см. рис. 14,6), преимущества и недо-
статки сводятся к следующему: надежно обеспечивается
точность размера Z, но установка детали получается не-
удобной, а приспособление сложным по конструкции.
Вариант 2 (рис. 17,в). Этот вариант аналогичен опе-
рации 3 обработки детали А по второму варианту техно-
логическою процесса (см. рис. 14,в). Преимущества и
45
недостатки такого варианта также были отмечены выше:
установка детали удобнее-и приспособление проще, чем
при первом варианте, но трудно получить технологиче-
ский размер Т, поле допуска которого сужено из-за по-
грешности, связанной с выбором баз. Кроме того, его
трудно замерять.
Рис. 17. Обработка отверстий в корпусе:
а — эскиз детали; б — установочная база совмещена с конструкторской
и за исходный взят конструкционный размер; в~ выдерживается технологи-
ческий размер Т\ г — в качестве исходного принят конструкционный размер,
но установочная база не совмещена с конструкторской.
Вариант 3 (рис. 17,г). На операционном эскизе в ка-
честве исходного принят конструкционный размер /, но
установочной базой является не исходная база,
Этот вариант во многом сходен с вариантом 2. Здесь
может быть использовано то же приспособление, а также
имеет место погрешность, связанная с выбором баз. Ма-
ксимальное значение этой погрешности, как и при ва-
рианте 2, равно допуску на размер Н между установоч-
ной и исходной базами.
Несмотря на отмеченное сходство, вариант 3 менее
эффективен, чем вариант 2, так как настраивать станок
на операцию здесь сложнее: при варианте 2 настройка
режущего инструмента на размер производится по тех-
нологическому размеру Т, а при варианте 3 размера для
настройки нет и правильность ее можно определить лишь
путем проверки размера I, значение которого зависит от
•фактической величины размера Н (см. рис. 17,а).
48
На рис. 18 показано влияние фактического размера Н
на размер /. Допустим, что настройка на глубину свер-
ления проводилась по детали, имеющей размер Н = Нт.п
(рис. 18,а), и таким образом, что при сверлении отвер-
стий размер / получился равным /шах (в пределах до-
пуска). Тогда рабочий, убедившись, что деталь оказа-
лась годной, и полагая, что настройка проведена пра-
вильно, ставит для обработки новую деталь, например,
с размером H — (рис. 18,6). При неизменной на-
стройке станка размер I у этой детали получится больше
/шах на величину ац=Нта— *, и деталь будет за-
бракована.
1 Предполагается, что влияние остальных погрешностей остается
неизменным.
47
Таким образрм, чтобы убедиться в правильности на-
стройки станка на размер при варианте 3, требуется за-
мерить не только размер /, но еще и размер Н и затем
сделать соответствующие расчеты. Это не только не-
удобно и длительно, но порой и не под силу рабочему и
даже настройщику. Поэтому всегда следует принимать
за установочную базу только исходную базу. Если же по
каким-либо причинам этого сделать нельзя, то изыски-
вают пути, которые позволили бы:
а) устранить указанные выше затруднения, возни-
кающие при настройке станка на размер;
б) исключить влияние погрешности, связанной с вы-
бором баз, из-за которой при настройке приходится
использовать суженное (на величину погрешности) поле
допуска на исходный размер (/ на рис. 17, е) по сравне-
нию с заданным чертежом (/ на рис. 17,а). •
Покажем в качестве примера, как это можно сделать
в случае сверления отверстий в детали по варианту 3
(рис. 17,г). На поступательно перемещающейся гильзе
шпинделя или на корпусе многошпиндельной сверлиль-
ной головки (если сверление осуществляется с ее по-
мощью) устанавливают упор, который будет упираться
в верхнюю плоскость детали (рис. 18, в) и тем самым
ограничит перемещение сверла относительно этой пло-
скости. Тогда станок будет настраиваться на размер пе-
ремещением упора относительно вершины сверла до по-
лучения размера I.
8. ОБЩИЕ СВЕДЕНИЯ ОБ УСТАНОВКЕ ДЕТАЛИ
В ПРИСПОСОБЛЕНИИ. ПРАВИЛО ШЕСТИ ТОЧЕК
Исходным документом для конструктора при проек-
тировании приспособления является операционный эскиз
с выбранными и обозначенными установочными базами.
Конструктор должен спроектировать приспособление,
обеспечивающее выполнение всех функций, обусловлен-
ных данной операцией. Среди них главной является уста-
новка детали, т. е. придание ей требуемого положения в
приспособлении.
Для удобства описания получаемой при установке
ориентации детали относительно приспрсобления будем
пользоваться системой трех взаимнр-перпендикулярных
осей координат X, У и Z (рис. 19).
48
Любое твердое тело (в том числе и обрабатываемая
деталь) имеет шесть степеней свободы: перемещение в
направлении трех координатных осей (X, Y и Z) и вра-
щение (поворот) относительно тех же осей 1. Это поло-
Рис. 19. Эскизы, иллюстрирующие правило шести точек.
жение механики иллюстрируется рис. 19, а, где стрел-
ками х, у и z показаны возможные перемещения тела
по трем координатным осям, а стрелками сох, и от-
вращение его относительно тех же осей.
Чтобы придать детали при ее установке в приспо-
собление вполне определенное положение, необходимо
1 Перемещение тела по оси в ту и другую сторону принимается
за одну степень свободы. Так же рассматривается и вращение.
4 Н. Ф. Уткин 49
лишить ее всех указанных выше шести степеней сво-
боды. Сделать это можно путем расстановки соответ-
ствующим образом опорных точек, которые будут пре-
пятствовать перемещению и вращению детали.
Опорные точки располагаются относительно системы
координат в соответствии с конфигурацией детали и тем
положением, которое требуется придать ей в приспо-
соблении.
Правило шести точек. На основании сказанного и
сформулировано так называемое правило шести точек:
чтобы придать детали вполне определенное положение в
приспособлении, необходимо и достаточно иметь шесть
опорных точек, лишающих деталь всех шести степеней
свободы.
Опорные точки материализуются различными кон-
струкциями установочных элементов. В простейшем слу-
чае — это опора со сферической головкой, контактирую-
щая с деталью одной точкой. Схематично установка де-
тали с использованием опор со сферической головкой
приведена на рис. 19, в. Опоры размещены здесь относи-
тельно детали и системы координат так же, как и опор-
ные точки на рис. 19,6. Группа из трех опор /, 2 и 3,
расположенных в плоскости XOY, выполняет три функ-
ции: ограничивает перемещение детали по оси Z и вра-
щение относительно осей X и Y. Группа из двух опор 4 и
5 осуществляет две функции: ограничивает перемещение
по оси X и вращение относительно оси Z. Опора 6 огра-
ничивает перемещение по оси Y.
В большинстве случаев установочный элемент не так
прост по конструкции, как опора со сферической голов-
кой, и порой бывает трудно определить, сколько опорных
точек заменяет тот или иной установочный элемент. На-
пример, если деталь, показанную штрихпунктирной ли-
нией на рис. 19, в, установить с помощью опорных пла-
стин /, 3 и 4 (рис. 19,г), то для обнаружения указанных
в правиле шести опорных точек потребуются некоторые
дополнительные рассуждения.
При изготовлении приспособления добиваются, чтобы
установочные поверхности У опорных пластин 3 и 4
лежали в одной плоскости (см. рис. 19,г). Устанавливая
на них деталь, полагают, что ее обработанная плоскость
будет соприкасаться с установочными поверхностями У
обеих пластин. А так как положение любой плоскости
50
определяется тремя точками, то считают, что опорные
пластины 3 и 4 заменяет собой три опорные точки. Та-
ким образом, две опорные пластины 3 и 4 выполняют
те же функции, что и группа опор /, 2 и 3 на рис. 19, в.
Опорная пластина 1 (см. рис. 19, г) ориентирует лишь
одну линию детали, расположенную в плоскости базы.
Рис. 20. Установка рычага
по правилу шести точэк.
Это объясняется следующим. Во-первых, вследствие по-
грешности угла а у детали последняя будет соприкасать-
ся с пластиной только по линии. Во-вторых, часто деталь
имеет большую ширину й, по сравнению с которой ши-
рина f пластины представляется узкой полоской, условно
принимаемой за линию. А так как положение любой ли-
нии определяется двумя точками, то считают., что опор-
ная пластина 1 заменяет две опорные точки. Следова-
тельно, она выполняет те же функции, что и группа опор
4 и 5 (рис. 19,в). Опора 2 играет роль шестой опорной
точки.
Рассмотрим еще один пример. На рис. 20, а показана
установка детали типа рычага на шесть опор со сфери-
4* , 51
ческой головкой, из которых четыре используются для
установки цилиндрической поверхности детали, при этом
группа из двух опор 1 и 2 выполняет две функции: ли-
шает деталь возможности перемещаться по оси Z и вра-
щаться относительно оси X. Вторая группа опор 3 и 4
осуществляет тоже две функции: ограничивает переме-
щение детали по оси X и вращение относительно оси Z.
Опора 5 препятствует вращению относительно оси У, а
опора 6 — перемещению по оси Y.
Данную деталь можно установить и другим методом.
Цилиндрическую поверхность её расположить не на че-
тыре штыря, а на призму 1 (рис. 20,6) В этом случае
призма будет выполнять те же функции, что и группа из
четырех опор Г, 2,3 и 4 (см. рис. 20, а)Деталь, установ-
ленная цилиндрической поверхностью на призму, кон-
тактирует с ней двумя образующими, двумя линиями.
Следовательно, призма материализует четыре опорные
точки и лишает деталь четырех степеней свЪбоды: пре-
пятствует перемещению по осям X и Z и вращёнию от-
носительно тех же осей. Назначение опор 2 и 3 такое же,
как и ойор 5 и 6.
Можно ли на практике применять для установки де-
тали больше или меньше шести опорных точек?
Больше шести опорных точек использовать недопу-
стимо. Из-за лишних опорных точек либо вообще не
удастся установить деталь в приспособлении, либо если
и удастся, то при закреплении будет нарушаться ее поло-
жение.
Поясним это на примере. Допустим, что требуется об-'
работать уступ В у детали, показанной на' рис. 21, а,, ко-
торая по недосмотру установлена по схеме рис. 21,6.
Здесь используется семь опорных точек: три обеспечи-
ваются двумя пластинами 3 и 4, еще три —двумя пла-
стинами 1 и 2 и седьмая — опорой 5.
При установке детали в приспособление базой Б на
пластины 3 и 4 база А будет соприкасаться с пласти-
нами 1 и 2 только в том случае, если угол а между ба-,
зами А и Б у детали будет в точности соответствовать
углу а между установочными поверхностями Пластин 1,
2 и 3, 4 в приспособлении (см. рис. 21,6). Однако это
маловероятно. Вследствие погрешности обработки угол а
у детали будет выдержан с какими-то отклонениями
± у, и поэтому он будет хотя бы на незначительную ве-
52
личину отличаться от угла а в приспособлении. В связи
с.этим база А не будет соприкасаться с обеими пласти-
нами 1 н 3.
В качестве примера на рис. 21, в показано положе-_
ние базы А детали при а—(90°+у)> а на рис. 21, г — при
а=(90°—у), когда у приспособления угол а=90°. В обо-
их случаях база А соприкасается только с одной из двух
пластин 1 и 2.
При, закреплении детали под действием силы Q она
повернется таким образом, что база А будет поджата
' 53
к обеим пластинам 1 и 2, а база ь при этом изменит свое
положение: встанет с перекосом относительно устано-
вочной плоскости пластин 3 и 4 (рис. 22, а и б).
Так как настройка фрезы на размер Н (см. рис. 21, а)
производится относительно установочной плоскости пла-
стин 3 и 4 (см. рис. 22,а и б), то всякое изменение поло-
жения базы Б детали относительно плоскости этих пла-
стин неизбежно приведет к погрешности в размере Н.
Рис. 22. Положение детали в приспособлении
после ее закрепления.
В рассматриваемом случае перекос детали при закрепле-
нии приведет к тому, что после обработки плоскость В
уступа не будет параллельна плоскости Б.
Чтобы установка детали удовлетворяла правилу ше-
сти точек, вместо двух пластин 1 и 2 в вертикальной
плоскости следует расположить только одну пластину 1
(рис. 22,в). Тогда при закреплении детали положение
ее нарушаться не будет. На рис. 22, в показаны три по-
ложения базы А деталей — при угле а = 90°, а= (90° + у)
54
и а =(90°—у). Как видно из рисунка, и после закрепле-
ния положение всех трех деталей сохранилось неизмен-
ным, т. е. база Б осталась совмещенной с установочной
поверхностью пластин 2 и 3,
Теперь рассмотрим, можно ли для установки детали
применять меньше шести опорных точек.
На практике довольно часто бывают случаи,, когда
деталь устанавливается на пять, четыре и даже на три
опорные точки. Количество опорных точек определяется
числом установочных баз и их формой.
Во всех случаях, когда для установки детали исполь-
зуется меньше шести опорных точек, т. е. применяются
не три установочные базы, а меньше, положение детали
в приспособлении полностью не ориентировано. При
установке детали двумя базами (на пять опорных точек)
у нее остается одна степень свободы, одной цилиндриче-
ской базой (на четыре точки)—две степени свободы,
при установке одной плоской базой (на три точки) —
три степени свободы.
Количество необходимых установочных баз опреде-
ляется требованиями чертежа и условиями выполнения
операции.
На рис. 23, а показана деталь, у которой требуется об-
работать плоскость Г в размер Н. Чтобы получить раз-
мер И, достаточно при установке детали придать вполне
определенное положение лишь плоскости 5, т. е. можно
установить деталь только одной базой. Вместе с тем
можно обеспечить размер 77, устанавливая деталь двумя
и тремя базами. Возможные варианты операционных
эскизов показаны на рис. 23, б, в и г.
При установке одной базой (см. рис. 23,6) приспо-
соблением служит плита 7, на которую деталь ставится
плоскостью Б и закрепляется, например, с помощью
энергии магнитного поля (условно показано стрелками q
на рис. 24,а). В данном случае магнитная плита 1 обес-
печивает три опорные точки и полностью определяет
положение плоскости Б детали. Вместе с тем у детали
остается три степени свободы: перемещение по осям X
и У и вращение относительно Z.
Если в цехе нет магнитной или вакуумной плиты,
можно выбрать другой способ установки детали. На-
пример, можно обработать плоскость Г, закрепив деталь
в тисках. Тогда она будет устанавливаться двумя база-
55
ми (см. рис. 23, в): плоскостью Б и боковой плоскостью А,
которая будет соприкасаться с неподвижной губкой
тисков. Для данной операции вместо тисков можно при-
менить специальное приспособление, схема которого по-
казана на рис. 24,6. Деталь базой Б ставится на две
опорные пластины 2 и 3, а базой А — на одну опорную
Рис. 23. Варианты выбора установочных баз
при обработке плоскости в размер Я.
пластину 1. Как в тисках, так и в приспособлении деталь
устанавливается на пять опорных точек: на три — ба-
зой Б и на две — базой А. Остается одна степень свобо-
ды— возможность перемещаться вдоль опорных пла-
стин,
И, наконец, можно использовать для установки дета-
ли Три базовые плоскости—А, Би В {см. рис. 23,а).
Здесь деталь устанавливается по уже известной схеме
56 .
(рис. 24, в) с использованием шести опорных точек, из
которых три обеспечиваются пластинами 2 и 3, две —
пластиной 1 и шестая точка — опорой .4.
Рассмотренный пример, показывает, что в зависимо-
сти от конкретных условий выполнения операции, техно-
лог имеет возможность выбирать число установочных
Рис. 24. Схемы установки
детали в приспособлении.
баз, и при любом выбранном варианте требования чер-
тежа надежно обеспечиваются.
С увеличением числа исходных размеров, выдержи-
ваемых на операции, возможности выбора числа баз
уменьшаются. Так, если требуется выдержать. два раз-
мера М и N (рис. 25,а), размерные линии которых па-
раллельны осям координат Х и Z, то деталь уже нельзя
57
Рис. 25. Операционные эскизы, иллюстрирующие выбор
количества установочных баз.
58
устанавливать только одной базовой плоскостью. Как
минимум, необходимы две базы — плоскости А и 5,
чтобы определить положение детали по двум осям коор-
динат X и Z.
Данную операцию можно выполнить и при установке
детали тремя базами — плоскостями А.БиВ (рис. 25,6),
используя для этого приспособление, схематично пока-
занное на рис. 24, в.
Рис. 26. Схема установки валика двумя базами.
Не всегда, однако, технологу представляется возмож-
ность при необходимости выдержать два исходных раз-
мера выбрать для установки детали три базы. Например,
при обработке лыски в размеры М и N согласно опера-
ционному эскизу, показанному на рис. 25, в, для уста-
новки валика можно выбрать только две базы — цилин-
дрическую поверхность А и торец Б, С помощью приспо-
собления, приведенного на рис. 26, валик размещается
на пяти опорных точках (четыре — на призме 2 и одна —
на опоре /). И у него остается одна степень свободы —
возможность вращения относительно оси цилиндрической
поверхности.
Если бы технолог и пожелал использовать для уста-
новки валика три базы, чтобы лишить его всех шести
степеней свободы, то сделать это ему бы не удалось,
так как у данной детали нет такой поверхности, которую
можно было бы принять за третью базу.
Наконец, если на операции выдерживаются три ис-
ходных размера, размерные линии которых направлены
параллельно трем осям координат X, Y и Z (рис. 25,а),
5?
то для установки детали технолог вынужден использо-
вать только три базы — плоскости Д, Б и В. Деталь
можно установить по схеме, показанной на рис. 24, в.
На практике деталь чаще всего устанавливается тре-
мя базами, так как в этом случае она получает полную
ориентировку, что очень важно при обработке на на-
строенных станках. Кроме того, снижается возможность
перемещения детали под действием сил резания.
В заключение отметим, что установка детали сводит-
ся, по существу, к установке- ее баз. В этом легко убе-
диться, если обратиться к только что рассмотренным
примерам (рис. 20—25). Для установки детали в требуе-
мое положение в пространстве (в приспособлении) необ-
ходимо и достаточно придать соответствующее положе-
ние ее установочным базам. Поэтому в дальнейшем пер-
воначально будут рассматриваться методы установки
одной отдельной базы детали и лишь потом методы уста-
новки детали группой баз.
9. ПОГРЕШНОСТИ УСТАНОВКИ
Любая схема установки может обеспечить одинако-
вое положение всех деталей партии только в том слу-
чае, если у них не будет погрешностей в размерах уста-
новочных баз и во взаимном их расположении. В дей-
ствительности же погрешности всегда имеют место, и они
влияют на положение детали в приспособлении.
Практически каждая деталь из партии занимает свое
положение в приспособлении, несколько отличающееся
от положения других. Например, если на призму 1
(рис. 27, а) устанавливаются цилиндрические валики,
то ось валика с наибольшим диаметром D будет нахо-
диться в точке О, а ось валика с наименьшим диаметром
(D—а)—в точке О\. Величина смещения оси валика
(из-за погрешности его диаметра) в направлении плос-
кости симметрии призмы равна отрезку ООр Легко ви-
деть, что в направлении, перпендикулярном плоскости
симметрии призмы, ось валика никогда не смещается. •
Кроме того, различные поверхности и точки детали
при ее установке в приспособление смещаются на разные
величины. Так, например, у того же валика, изображен-
ного на рис. 27, а, ось смещается на величину т, точка
А — на и, а точка В — на /.
60
Смещение детали при установке (и в первую очередь
ее исходных баз) влияет на точность выдерживаемых на
операции размеров. Поэтому в каждом случае необ-
Рис. 27. Погрешность установки валика на призму.
ходимо определять смещение исходной базы при уста-
новке в направлении исходного размера.
Расстояние между возможными крайними положе-
ниями, которые может занимать исходная база у разных
деталей партии при их установке в приспособление,
€1
измеренное в направлении исходного размера, будем
называть погрешностью установки и обозначать
Смещение исходной базы при установке детали по-
рождается погрешностями изготовления не только базы,
но и установочного элемента, а также его износом. Пре-
делы износа элементов должны оговариваться на черте-
же приспособления. В дальнейшем при определении по-
грешности установки влиянием износа элементов будем
пренебрегать, полагая, что он не выходит за пределы
отклонений нд изготовление.
Определение величины погрешности установки бу сво-
дится к решению чисто геометрических задач. Рассмот-
рим несколько примеров.
Пример 1. Найдем величину погрешности установки
оси валика в направлении оси симметрии призмы
' (рис. 27, б).
В прямоугольном треугольнике OO2O1:
OO2 = Hma]i ОО^ = By.
Тогда
gy= мм (5)
Sta-I
Если на призму устанавливаются валики с диамет-
ром О-а, то
D Ап ах & мм»
^хтах 2 ЗГ
п £\nin D — Д
z'min 2 ’ 2
Подставив значения /?шах и /?rain в выражение (5),
после преобразования получим:
Ву= —мм, (6)
2-sinJ-
где а -н- допуск на диаметр валика, в мм;
у — угол между установочными плоскостями призмы,
в град.
На практике обычно применяют призмы с углом
у = ЙО°.
Подставив значение у в формулу (6), будем иметь:
8у« 0,71а мм. (7)
62
Пример 2. На рис. 27, в показана схема установки ва-
лика на призму на операции фрезерования уступа. Опре-
делим величину погрешности установки в направлении
выдерживаемых размеров (3±0,1 и8±0,1). Здесь исход-
ной базой является ось валика. Поэтому задача сводится
к определению погрешности установки оси валика в на-
правлении заданных размеров.
Так как ось валика никогда не смещается с оси сим-
метрии призмы, то погрешность установки оси валика в
направлении размера 3±0,1 равна нулю.
В направлении размера 8±0,1 погрешность можно
вычислить по формуле (7). В данном случае а = 0,17 мм.
Следовательно,
Sy ~ 0,71 а 0,71 -0,17 0,12 мм.
Пример 3. Рассмотрим случай, когда размер задан
не от оси валика, а от образующей (рис. 27,г). У вали-
ков диаметром D_a обрабатывается лыска Б в размер Л1,
заданный от образующей А.
На призму 1 установлены два валика: один с наи-
большим диаметром D, а второй — с наименьшим D—а.
Точки А и Л1 соответствуют крайним положениям исход-
ной базы — образующей А — при установке деталей.
Так как ось валика не смещается относительно оси
симметрии призмы, то смещение образующей А в на-
правлении размера М вызывается только изменением
диаметра валика. Величина смещения исходной базы —
образующей А — в направлении размера М равна отрез-
ку АС—ОА—0141.
Так как 04=-^-, а ОХАХ=^-^, то
д ________________ D D—й ____ л
ли— -g- —2~ — 2 •
Следовательно, погрешность установки исходной ба-
зы А в направлении размера М будет составлять:
8у=ДС=у мм.
Пример 4. На рис. 28, а показана схема установки де-
тали при обработке уступа В с размерами N и М, задан-
ными соответственно от исходных баз А и Б. В дан-
ном случае обе исходные базы совпадают с установоч-
ными.
63
Определим погрешность установки исходной базы Б
в направлении размера М. Так как база Б у всех дета-:
лей всегда остается совмещенной с плоскостью пластин 2
и 3, то смещения ее в направлении размера М не будет,
и, следовательно, <5у=0.
Иначе обстоит дело с базой А. Вследствие погрешно-
сти угла а между базами А а Б, равной ±у, база А при
s
Рис. 28. Эскизы к определению погрешности установки.
установке разных деталей будет занимать: различные по-
ложения. Возможные крайние, положения ее на схеме
обозначены / н 11.
Различные точки базы А смещается в направлении
размера W на разную величину: точка О, контактирую-
щая с пластиной 1, практически не имеет, смещенйд, а
точка С смещается на величину т. На точность разме-
ра N наибольшее влияние оказывает смещение точки С.
Наибольшее смещение этой точки в направлении разме-
ра N равно отрезку CiC2=m.
Следовательно, бу=/п.
64
Для определения величины т воспользуемся тре-
угольником OCCi, из которого СС\ = ОС *tgу.
Так как а 0С=4, то
7r = /'tgT ИЛИ /77 = 2/• tg 7.
Для уменьшения смещения точки С в направлении
размера N необходимо сокращать расстояние ОС=/, т. е,
пластину 1 надо располагать как можно ближе к точ-
ке С (см. рис. 28,а). Если пластину 1 поставить непо-
средственно у точки С (рис. 28,6), то погрешность уста-
новки точки С базы А в направлении размера N прак-
тически будет равна нулю.
. Пример 5. В данном примере установочная база не
совмещена с исходной. При принятом способе установки
детали (рис. 28, в) установочная база Б не имеет сме-
щения в направлении исходного размера N. Поэтому
смещение исходной базы Л в направлении размера N
вызывается только погрешностью, связанной с выбором
баз, т. е. погрешностью размера В между исходной и
установочной базами, выдерживаемого на одной из пред-
шествующих операций. Наибольшее смещение равно до-
пуску на размер В и будет составлять ду = а.
В заключение отметим, что исходные базы могут сме-
щаться в направлении исходных размеров не только при
установке детали, но и при закреплении ее в приспособ-
лении. Под действием усилия закрепления (Q) происхо-
дят деформации приспособления и детали в местах кон-
такта с установочными элементами, что вызывает по-
грешность закрепления.
При рассмотрении погрешности установки влияние
усилия закрепления на смещение исходной базы не рас-
сматривалось. Об этом будет сказано ниже.
10. ГЛАВНАЯ УСТАНОВОЧНАЯ БАЗА
Обычно деталь устанавливается в приспособление
двумя или тремя поверхностями (базами). Однако зна-
чимость их неодинакова. Среди них всегда выделяется
одна — главная установочная база. Деталь, поставлен-
ная этой базой в приспособление, получает почти пол-
ную ориентировку, лишаясь трех или четырех степеней
5 H. Ф. Уткин
65
свободы. Остальные базы будем называть дополнитель-
ными установочными базами.
Если деталь устанавливается только одной базой, то
она и будет выполнять роль главной установочной базы.
Главную базу выбирает конструктор приспособления.
Иногда это делает технолог при разработке операцион-
ного эскиза, указывая значками тип установочного эле-
мента, используемого для установки каждой базы.
За главную установочную базу предпочтительно брать
ту поверхность, которая обеспечивает детали устойчивое
положение при установке ее в приспособление даже
одной этой поверхностью.
Этим требованиям наиболее полно отвечает плоская
поверхность детали, располагающаяся на операции сни-
зу и обладающая достаточной протяженностью.
Если у детали нет такой поверхности, тогда в каче-
стве главной установочной базы выбирают другую по-
верхность достаточной протяженности: либо боковую
плоскость, либо цилиндрическое отверстие, либо цилин-
дрическую наружную поверхность.
При выборе главной базы необходимо учитывать точ-
ность исходных размеров и допускаемых отклонений рас-
положения обрабатываемой поверхности. Поэтому за
главную базу следует принимать по возможности ту по-
верхность, от которой заданы наиболее точные исходные
размеры (или наименьшие отклонения расположения).
На первой операции, когда у заготовки еще нет ни
одной обработанной поверхности, за главную базу при-
ходится принимать необработанную поверхность. На по-
следующих операциях в качестве главной установочной
базы стремятся выбирать обработанные поверхности де-
тали и по возможности обработанные точно и с наи-
меньшей шероховатостью.
Рассмотрим несколько примеров, иллюстрирующих
выбор главной установочной базы.
На рис. 29, а дан операционный эскиз детали для об-
работки двух отверстий диаметром 10А3. Для обеспече-
ния заданных размеров достаточно двух баз: цилиндри-
ческой поверхности А и плоскости ГБ. Кстати сказать, в
данном случае невозможно выбрать третью базу, так как
у детали нет поверхности, которую можно было бы при-
нять за третью базу. Из двух установочных баз за глав-
ную следует принять нижнюю плоскость ГБ, при уста-
66
новке на которую деталь будет занимать устойчивое по-
ложение, лишаясь трех степеней свободы. Еще двух сте-
пеней свободы деталь будет лишаться при установке до-
°)
Рис. 29. Выбор главной установочной базы.
в)
к 1
полнительной базой А. Следовательно, у детали останет-
ся одна степень свободы — возможность поворачиваться
относительно оси цилиндрической поверхности А.
5*
67
На рис. 29,6 приведен операционный эскиз детали
для обработки, верхней, плоскости в размер 12 мм от
плоскости ГБ. Для установки детали технолог выбрал
три базы — три плоскости: А, В и ГБ. За главную базу
следует принять нижнюю плоскость ГБ, имеющую два
участка. Деталь при установке тремя базами лишается
всех шести степеней свободы, причем при установке
главной базой ГБ деталь лишается трех степеней свобо-
ды, приобретая устойчивое положение. В данном случае
заданный размер 12 мм обеспечивается путем установки
детали только одной главной базой.
На рис. 29, в дан операционный эскиз детали для фре-
зерования шпоночного паза. Для установки детали тех-
нолог вобрал три базы: ранее обработанные наружную
цилиндрическую поверхность ГБ, отверстие А и торец В.
Учитывая, что среди выбранных, фаз у детали нет обра-
ботанной плоскости, располагающейся снизу, за главную
базу целесообразно принять ранее обработанную цилин-
дрическую поверхность ГБ, имеющую достаточную про-
тяженность. При установке главной базой ГБ деталь
будет лишаться четырех, степеней свободы. Кроме, того,
при установке каждой из , дополнительных баз А н В
. она будет лишаться еще по одной степени свободы, при
этом получение размера 4Аб и симметричность располо-
жения паза относительно оси.поверхности ГБ обеспечи-
ваются установкой детали главной базой ГБ, размер
, 20 мм — установкой детали дополнйШ1ьной базой В, a
угол-^5°— дополнительной базой А.
На рис 29, г показан операционный эскиз детали для
обработки ступенчатой поверхности, заданной размера-
ми 50±0,2, 10С4, 18С4 и 6Ат. Для установки детали тех-
нолог выбрал три базы: ранее обработанное отверстие
ГБ и две плоскости А нВ. Так как срёди. выбранных баз
также нет плоскости необходимой протяженности, рас-
полагающейся снизу, то за главную базу целесообразно
принять цилиндрическое отверстие ГБ достаточной дли-
ны. При установке главной базой ГБ деталь лишается
четырех степеней свободы, а двух остальных — при уста-
новке дополнительными базами *Л-и Д, при этом полу-
чение размера 50±0,2 'обеспечивается при установке де-
тали главной базой ГБ, а' размер 18G4 — дополнитель-
ной базой В. Получение размеров . 10С4 и 6А7 от приспо-
собления не зависит. . /
68
Главную установочную базу необходимо выделять и
отличать от дополнительных потому, что методы их уста-
новки принципиально отличаются. Например, если в ка-
честве баз на операции используются два отверстия, при-
чем одно из них принято за главную базу, то метод его
установки будет принципиально отличаться от метода
установки второго отверстия, играющего роль допол-
нительной базы.
Вместе с тем для разных деталей может быть исполь-
зован один и тот же метод установки главной базы, если
в качестве ее у всех деталей приняты одинаковые по
форме поверхности. Таким образом, метод установки
главной базы определяется в основном ее формой. На-
пример, если у совершенно разных деталей в качестве
главной установочной базы используется нижняя плос-
кость, то при проектировании приспособлений для всех
деталей может быть использован один и тот же метод
установки плоскости — на две опорные пластины (см.
рис. 24, б и в).
В связи с этим представляется возможным рассма-
тривать типовые методы установки главной базы опре-
деленной формы безотносительно к форме и размерам
детали. А так как круг поверхностей, используемых в
качестве главной базы, ограничен по существу тремя ви-
дами поверхностей — плоскость, цилиндрическое отвер-
стие и цилиндрическая наружная поверхность, то задача
значительно упрощается.
Ниже рассматриваются типовые методы установки
детали с главной базой в виде плоскости, отверстия и
цилиндрической наружной поверхности. Несмотря на то
что для каждой формы главной базы будет рассмотрено
несколько типовых методов ее установки, каждый из ко-
торых широко распространен, в конкретном случае часто
приемлем только какой-то один. Это объясняется кон-
кретными условиями данной операции (расположением
детали, точностью исходных размеров и т. д.).
11. МЕТОДЫ УСТАНОВКИ ДЕТАЛИ С ГЛАВНОЙ БАЗОЙ,
ИМЕЮЩЕЙ ФОРМУ ПЛОСКОСТИ
Установить плоскую главную базу детали — значит
совместить ее с какой-то заданной плоскостью приспо-
собления.
69
Реальная плоскость детали всегда имеет погрешность
формы — неплоскостность, возникающую при обработке
или вследствие коробления. И естественно, что абсолют-
но точно совместить плоскость детали, имеющую погреш-
ность, с геометрической плоскостью приспособления
практически невозможно.
На рис. 30, а показано сечение опорной поверхности
детали, на котором линия АА изображает правильную
а)
Рис. 30. Погрешности плоскости и их влияние на точность
установки.
геометрическую плоскость, а кривая ГБ представляет
собой утрированное изображение реальной поверхности,
имеющей погрешности формы а.
При установке детали в приспособление вследствие
погрешности а геометрическая плоскость детали — ли-
ния АА — будет располагаться с перекосом относительно
заданной плоскости приспособления — линии ММ. Это
схематично представлено на рис. 30, б, где показана схе-
ма установки детали на опоры приспособления. Главной
базой — плоскостью — деталь установлена на три опор-
ных штыря /, из которых два изображены в сечении.
Вследствие того что база — линия АА — располагает-
ся с перекосом (под углом а), возникает погрешность
установки бу. Величина этой погрешности определяется
в первую очередь величиной угла а, который зависит от
а и I. Чем меньше а и больше /, тем меньше а. Это не-
обходимо иметь в виду при выборе метода установки
70
детали и стремиться увеличйвать расстояние I между
точками контакта базы с установочными элементами.
У механически обработанных плоскостей погрешность
формы а обычно настолько мала, что практически по-
грешностью установки можно пренебречь. Поэтому при
расчете приспособлений на точность в случаях, когда за
главную базу принята обработанная плоскость, погреш-
ность установки принимают равной нулю. . -
Для установки детали с главной базой, имеющей вид
плоскости, в приспособлении применяют основные и
вспомогательные опоры.
Рис. 31. Опорные штыри.
Основные опоры. Эти опоры характеризуются тем,
что их высота после изготовления или настройки приспо-
собления не изменяется. Они и образуют в приспособле-
нии ту плоскость, с которой требуется совместить глав-
ную. базу детали при ее установке.
v Имеется несколько разновидностей ‘ основный опор.
Наибольшая их часть стандартизована или нормализо-
вана, а остальные выполняются как специальные.
К основным опорам, имеющим типовую конструкцию,
относятся*: опорные штыри;- основные опоры самоуста-
навливающиеся; регулируемые винтовые опоры; опорные
пластины.
Рассмотрим их конструкции и области прйменения.
Опорные штыри (ГОСТ 4083-57) выполняются с пло-
ской, сферической или насеченной головкой (рис. 31).
71
Опарные площадки в корпусе под штыри должны слегка
выступать; все они обрабатываются одновременно, что
обеспечивает расположение .верхних точек (площадок)
головок штырей в. одной плоскости. Для этого высота
головок Н штырей выполняется с отклонениями посадок
С или Сь Индгда по высоте Н у штырей с плоской го-
ловкой (рис. 31, а) оставляют припуск, чтобы иметь воз-
можность прошлифовать плоскости головок штырей
подле их запрессовки в корпус..
Рис. 32. Расположение постоянных опор при установке
детали плоскостью.
Штыри со сферической и насеченной (рис, 31,6 и в)
головками применяют для установки необработанной
плоскости детали, а с плоской — обработанной’ плос-
кости. Как в том» так и в другом случае при ориентиро-
вании детали главной базой в виде плоскости в приспо-
соблении устанавливают три штыря, размещая их как
можно дальше друг от друга (см. рис. 19, &)•_,
Иногда не представляет&я вбзмржй^м размёстит'ь три
опорных штыря так, чтобы при установке на, них деталь
занимала устойчивое положение. Например', при уста-
новке, детали, показанной1 .рйс._ 32tii. ребро жестко-
сти Л «е позволяет поставить третий опорный, штырр; в
точке Д, как это слледовйло сделать е'^учетом рас-
положения Двух других опорных штырей 7 и 2. Если
штырь 3 поставить в стороне от ребра А так, как это по-
казано на рис. 32,6, то деталь не будет занимать устой-
чивого положения.
72
Четыре опорных штыря применить нельзя, так как
вследствие погрешностей формы базовой поверхности
последняя никогда не будет соприкасаться со всеми че-
тырьмя штырями подобно тому, как на неровном полу
не удается устойчиво поставить стол с четырьмя нож-
ками.
В этих случаях приходится использовать опоры осо-
бой конструкции — самоустанавливающиеся.
Основные опоры самоустанавливающиеся разделяют-
ся по числу установочных поверхностей — рабочих то-
чек— на двухточечные (4 и Б на рис. 33, а и б) и трех-
точечные (4, Б и В на рис. 33,в).
При сборке приспособления все рабочие точки одной
опоры устанавливаются на одной высоте — в плоскости,
с которой требуется совмещать главную базу детали.
Плоскость эта остается неизменной. При опускании од-
ной рабочей точки другая (другие) поднимается. По-
этому основные самоустанавливающиеся опоры иногда
называют сблокированными опорами.
Указанные взаимосвязанные перемещения рабочих
точек опоры осуществляются благодаря различньш эле-
ментам конструкции: качанию равноплечего рычага 1
(рис. 33, а), перемещению штифта 1 со скосами
(рис. 33,6), качанию шаровой пяты 1 (рис. 33, в) и т. п.
Несмотря на то что основная самоустанавливаю-
щаяся опора имеет две или три рабочие точки, при уста-
новке детали она заменяет собой только один опорный
штырь, обеспечивая одну опорную точку.
Благодаря взаимосвязанным перемещениям все рабо-
чие точки опоры будут контактировать с базой несмот-
ря на погрешности ее формы, и, таким образом, базовая
поверхность окажется установленной по высоте практи-
чески на том же уровне, на каком были расположены ра-
бочие точки опоры при сборке приспособления.
Пример применения основной самоустанавливающей-
ся опоры для установки детали показан на рис. 33, г.
Здесь деталь ставится на два опорных штыря 1 и 2 и
одну самоустанавливающуюся опору 3 (см. рис. 33,6).
Основные самоустанавливающиеся опоры используют
вместо опорных штырей еще и в тех случаях, когда
жесткость детали мала и при установке ее на три опор-
ных штыря возможна деформация от сил резания или
зажима. При замене одного, двух или даже всех трех
73
г)
А-А
повернуто
Рис. 33. Установка детали плоскостью с использованием
основных самоустанавливающихся опор.
74
штырей основными самоустанавливающимися опорами
увеличивается число точек контакта детали с установоч-
ными элементами, что повышает сопротивляемость ее де-
формациям от внешних сил. В этих случаях целесообраз-
но применять трехточечные опоры (рис. >33, в).
. Регулируемые вин-
товые опоры (ГОСТ
4084-57, 4085-57,
4086-57, 4740-57). Эти
опоры применяют в
тех случаях, когда ве-
личина припуска на за-
готовках колеблется, и
вследствие этого поло-
жение . плоскости, при-
нятой за главную базу,
смещается относитель-
но других элементов
заготовки. С помощью
регулируемых винто-
вых опор можно изме-
нить положение базы
в приспособлении.
Эти опоры имеют
разное конструктивное
оформление (рис. 34).
Применяются они вме-
сто опорных штырей
для установки деталей
с необработанной пло-
Рис. 34. Регулируемые винтовые
опоры:
а - с лыской под ключ; б - с шестигранной
головкой; в - с круглой головкой; г — уси-
ленные.
СКОСТЬЮ.
В процессе эксплуатации приспособления высоту
опор регулируют по мере надобности перед обработкой
каждой новой партии заготовок. После регулировки по-
ложение опоры по высоте фиксируется контргайкой и
остается неизменным при установке отдельных загото-
вок из партии.. >
Примеры использования регулируемых винтовых опор
показаны на рис. 35.
Опорные пластины (ГОСТ 4743-57) изготовляются
двух типов: плоские (рис. 36, а) и с косыми пазами
(рис. 36,6). Плоские пластины предпочтительнее уста-
навливать на вертикальных стенках корпусов, так как
75
если они размещены в горизонтальной плоскости, то в
углублениях для винтов скапливается стружка и мешает
установке детали. У пластин с косыми пазами установоч-
ные поверхности легче очищаются от стружки.
Опорные пластины используются только для уста-
новки деталей обработанными плоскостями.
Для установки главной базы необходимо и достаточ-
две опорные пластины (см.
рис. 24,6 и в).
На корпусе приспособ-
ления под пластины делают
площадки с возвышением,
которые обрабатываются на
одном уровне. Высота Н
пластин выполняется с от-
но иметь в приспособлении
Рис. 35. Примеры установки
детали на регулируемые вин-
товые опоры.
длина стандартной
клонением по посадке С.
Иногда по высоте Н остав-
ляют припуск, который сни-
мается при совместном шли-
фовании пластин после сбор-
ки. Закрепляются пластины
на корпусе приспособления
винтами (рис. 36,в).
Длину опорных пластин
L выбирают в зависимости
от протяженности плоской
базы: чем больше база, тем
длиннее пластины. При ба-
зах большой протяженности
оказывается недостаточной
и приходится ставить несколько пластин друг за другом
по длине, чтобы их суммарная длина отвечала протя-
женности базы. Базы малой площади устанавливают не
на опорные пластины, а на три опорных штыря с плос-
кой головкой.
Основные опоры специальной конструкции. Рассмот-
ренные выше стандартные основные опоры в некоторых
случаях по конструктивным соображениям не представ-
ляется возможным применить. Тогда приходится проек-
тировать опоры специальной конструкции. Используются
они сравнительно часто.
На рис. 37, а показана установка детали 1 на одну
опорную пластину 2, по площади почти равную площади
76
базы. Подобная установка осуществляется в тех случаях,
.когда база имеет малые размеры и не представляется
возможным разместить две стандартные опорные пласти-
ны или три опорных штыря. Чтобы деталь 1 при уста-
новке на пйастину 2 занимала устойчивое положение,
среднюю часть пластины занижают на 1—2 мм, Остай-
Рис. 37. Основные опоры специальной конструкции,
используемые для установки детали плоскостью.
ляя две полоски по сторонам, заменяющие две Опорные
пластина. • .
Опоры специальной конструкции применяются также
в случаях, когда в качестве главной базы используется
' ' ' - ’' 77
обработанная плоскость в виде торцовой кольцевой по-
верхности фланца детали 1 (рис. 37,6). Для установки
деталей с такими базовыми поверхностями на опоре пре-
дусматривается тоже кольцевая плоская поверхность У
(см. рис. 37,6), выполненная в виде бурта пальца 2. Ци-
линдрическая поверхность этого же пальца использует-
ся для установки дополнительной базы детали 1 — от-
верстия.
Вспомогательные опоры. Если деталь, поставленная
главной базой на основные опоры, не получает достаточ-
ной устойчивости или может деформироваться под дей-
ствием внешних сил, то дополнительно к основным при-
меняют еще вспомогательные опоры. Они подводятся к
поверхностям детали уже после того, как она получила
полную ориентацию при установке на основные опоры.
Количество вспомогательных опор, как дополнительных
к основным, может быть любым. Необходимо только
иметь в виду, что они сложны по конструкции и при их
применении время на установку детали удлиняется.
Различают подводимые и самоустанавливающиеся
вспомогательные опоры. Конструкция тех и других нор-
мализована.
Подводимая опора неудобна тем, что рабочий дол-
жен подводить ее вручную к базовой поверхности, вни-
мательно наблюдая за тем, чтобы не нарушилось поло-
жение базы, и затем стопорить.
Самоустанавливающаяся опора под действием пру-
жины сама подводится к базовой поверхности детали, и
рабочему остается только застопорить ее.
На рис. 38, а показана подводимая клиновая опора
(МН 350-60). Чтобы выдвинуть вверх штырь 3 до контак-
та с базовой поверхностью детали, необходимо переме-
шать влево клин 1 вместе с винтом 5 за звездообразную
рукоятку 6, закрепленную на винте штифтом 7. Когда
штырь 3 подведен к базовой поверхности детали, его сто-
порят вращением винта 5 с помощью рукоятки 6, при
этом шарик 10, перемещаясь влево, выдвигает два ку-
лачка 8 до соприкосновения со стенками отверстия, бла-
годаря чему клин стопорится относительно корпуса при-
способления. Колпак 2 предохраняет опору от попадания
стружки, а втулка 4 — корпус приспособления от износа.
Пружинное кольцо 9 сдвигает кулачки 8 при отвинчива-
нии винта 5. Упор 12, прикрепленный винтом И, ограни-
78
Рис. 38. Вспомогательные опоры:
а — подводимая клиновая; б — самоустанавливающаяся.
чивает перемещение клина I. Для предотвращения, по-
ворота штыря 3 служит стопорный винт 13.
На рис.. 38,6 показана вспомогательная самоуста-
навливающаяся опора (ГОСТ 13159-67). Здесь штырь 1
вместе с защитным колпачком 2 поднимается вверх во
втулке 3 с помощью пружины 8 до соприкосновения с
базовой поверхностью детали. Задень вращением винта 6
за рукоятку 7 перемещают штырь 4 с опорой 5, который
стопорит штырь 1. В скос этого штыря при стопорении
упирается штырь 4, благодаря чему оно получается впол-
не надёжным. В штыре / имеется" также продольный паз,
в который входит конец штыря 4, предотвращая враще-.
ние штыря / и ограничивая его перемещение вверх.
12. МЕТОДЫ УСТАНОВКИ ДЕТАЛИ С ГЛАВНОЙ БАЗОЙ,
ИМЕЮЩЕЙ ФОРМУ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ
ЙОВЕРХНОСТИ
Наружная цилиндрическая поверхность широко ис-
пользуется в качестве, главной установочной базы и наи-
более часто — у деталей типа валика.
Установить цилиндрическую поверхность — это зна-
чит совместить ее ось с какой-то заданной линией в при-
спЪеоблении.
Известно несколько методов установки такой поверх-
ности, различающихся по точности, эксплуатационным
удобствам и области.применения. Наиболее распростра-
нены следующие четыре метода установки: в отверстие;
с помощью двух полуотверстий; на призму; в самоцен-
трирующее устройство.
Установка в отверстие. В качестве установочного эле-
мента в этом случае используется втулка, ось установоч-
ного отверстия которой располагается в приспособлении
в требуемом положении. Деталь вставляется своей базо-
вой поверхностью в отверстие втулки.
- Приспособление для сверления отверстия Д в*дета-
ли 6 типа рычага показано на рис. 39. Деталь устанав-
ливается в приспособление тремя базами. Главная ба-
за—цилиндрическая наружная поверхность ГБ дета-
ли 6 — вставляется в отверстие вТулки 3. Дополнитель-
ная база А — плоскость (торец) детали 6 —устанавли-
вается на торец той же втулки 3. Дополнительная база
В — отверстие детали — устанавливается на срезанный
80
палец 5. После установки деталь закрепляется Г-образ-
ным прихватом 2 с помощью гайки /. Сверло направ-
ляется втулкой 4.
При установке в отверстие ось базовой поверхности
детали не всегда точно совмещается с осью отверстия во
А
Рис. 39. Приспособление
для обработки отверстия
в рычаге.
втулке 3. Вследствие зазора между стенками отверстия
и наружной цилиндрической поверхности ГБ возможно
смещение оси базы относительно оси отверстия в любую
сторону на величину, равную половине’ зазора. Наи-
большее смещение будет при максимальном зазоре smax
и равно ^у\
На рис. 40, а показано смещение оси базы относитель-
но оси 00 отверстия в одну сторону (положение OiOi) на
величину ^у5 и в противоположную (положение О2Оа)
на ту же величину ^у5. .
6 Н. Ф. Уткин
81
Наибольшее расстояние между крайними смещенны-
ми положениями оси базы — погрешность установки оси
.(бу) — будет равно smax, т. е. 6y = smax.
Рис. 40. Схемы установки детали с главной базой, имеющей
вид цилиндрической наружной поверхности, в отверстие.
В пределах зазора smax возможен также и перекос
оси под углом а (рис. 40, б), величина которого зависит
от 5тах и ра сстояния I между крайними точками А и Б
контакта базы с втулкой. Угол а может быть вычислен
по формуле:
a=arctg-Ip2L град.,
где sfflax — максимальный зазор между базой и втулкой,
в мм\
I — длина контакта базы с втулкой, в мм.
Для удобства установки детали предусматривают га-
рантиров; >нный зазор А между отверстием и базой.
Диаметр базы может быть выполнен по любой по-
садке— ходовой, прессовой и т. д.
82
Независимо от посадки диаметр базы можно обозна-
чить так:
где D — наибольший диаметр базы, в мм\
а — допуск на диаметр базы, в мм.
В свою очередь, диаметр отверстия (рис. 40, в) мож-
но обозначить следующим образом:
D+a\
где Dn — наименьший диаметр отверстия, в мм\
ап — допуск на диаметр отверстия, в мм.
Эти обозначения проставлены на рис. 40, в, причем
где А— гарантированный зазор, в мм.
Максимальный зазор между базой и отверстием мо-
жет быть вычислен по формуле:
$tnax “
А так как Sy=smax, то
8у=а+ап+Д. (8)
Практически величину гарантированного зазора А и
допуск на диаметр отверстия а назначают по одной из
подвижных посадок 2-го или 3-го класса точности в си-
стеме вала.
Расчеты по определению диаметра отверстия и его
отклонений можно вести по следующей схеме.
1. Представить диаметр базы в виде D_a. Например,
для базы диаметром 28Д=281ода мм
Д _а=27,992_0014 мм.
Для базы диаметром 40 Пр13 = 4О+о,обо мм
“40,11_о>о5о мм.
Обозначения величин D и а даны выше.
2. Выбрать посадку для отверстия и определить по
таблице его отклонения.
Для рассматриваемых примеров (базы диаметром
28Д и 40Пр1з) примем посадку отверстия по Х3. Тогда
отклонения диаметра отверстия будут:
83
Для базы диаметром 28 мм:
zB=+0,085 мм;
zH=+0,025 мм;
для базы диаметром 40 'мм:
гв— +0,100 мм;
+0,032 мм,
где zB и 2Н — соответственно верхнее и нижнее отклоне-
ние диаметра отверстия втулки.
3. Определить диаметр отверстия и его допуск по
। формулам:.
. £>П=£+Д; ' _
<Zn=ZB ZH,
Необходимо иметь в виду, что Д=2!н- Обозначения ве-
личин D„, D, Д, ав, zB и zH даны выше.
Для рассматриваемых примеров получим: i
для базы диаметром 28Д:
£>„=27,992+0,025=28,017 мм;
а„=0,085 — 0,025=0,060 мм;
для базы диаметром 40Цр13:
D„=40,l 1+0,032=40,142 мм;
а„=0,100 — 0,032=0,068 мм.
4. Записать диаметр отверстия с отклонениями в
удобном для простановки на чертеже приспособления
виде.
Для базы диаметром 28Д диаметр отверстия можно
записать так:
28,О17+о,о6о=28$$7 мм.
После округления имеем: 28+о’шб мм.
Для базы диаметром 40Пр13 соответственно получимз
40,142+0’0®8=40да мм.
После округления имеем: 4О+од<9 мм.
Определим погрешность установки рассмотренных
баз во втулку с полученными размерами.
84
Для базы диаметром 28Д ==28 Zo,o22 мм и отверстия
диаметром 28+o;oi5 мм
Ву=0,097 ^0,1 мм.
Для базы диаметром 4ОПр1з = 4О+о!обо мм и отвер-
стия диаметром 4О+ол4о мм
8у=О,15О мм.
На рис. 40,г показан пример простановки на чертеже
размера отверстия во втулке для базы диаметром 40Пр13.
Установка в отверстие проста и находит широкое
применение. Однако при такой установке базовых по-
верхностей, обработанных с невысокой точностью, полу-
чаются большие погрешности, необработанные же по-
верхности вообще нельзя устанавливать в отверстие. Не
применяют этот метод и для протяженных базовых по-
верхностей, так как их трудно устанавливать в отвер-
стие.
При конструировании установочной втулки приспо-
собления ее длину принимают не менее 1,5 диаметра
базы, в противном случае может появиться значитель-
ный перекос оси базы.
Установка с помощью двух полуотверстий. В каче-
стве установочного элемента в этом случае используют-
ся две полувтулки, из которых одна жестко закрепляет-
ся на корпусе приспособления в требуемом положении.
Вторая полувтулка подвижна и служит одновременно
для установки и закрепления детали.
На рис. 41, а схематично показана установка базовой
поверхности диаметром D_a с помощью двух полувтулок
1 и 2, имеющих отверстие диаметром . Полувтул-
ка 1 закрепляется неподвижно на корпусе приспособле-
ния. Отверстие в полувтулках растачивается в сборе при
зазоре t между полувтулками. Зазор t предусматривает-
ся для того, чтобы можно было закреплять деталь, сбли-
жая подвижную полувтулку 2 с неподвижной 1.
Благодаря тому что полувтулки раскрываются, созда-
ются удобства для установки деталей с длинными ба-
зами и нет необходимости предусматривать гарантиро-
ванный зазор между базой и стенками отверстия в полу-
втулках, поэтому при данном методе установки прини-
мается Z)n=ZZ
85
Отверстие обычно растачивается с отклонениями по
скользящей посадке 2-го или 3-го класса точности в си-
стеме вала.
При установке ось базы совпадает с осью О отвер-
стия в полувтулке 1 только в том случае, когда дейст-
вительный диаметр1 отверстия равен £)п, а базы — D
(рис. 41,6).
В остальных случаях вследствие погрешностей изго-
товления отверстия и базы в пределах допусков и а)
a) \Q 6) 6)
Рис. 41. Установка детали с главной базой, имеющей вид
цилиндрической наружной поверхности, с помощью двух
полуотверстий.
ось базы смещается относительно оси отверстия. Наи-
большее смещение имеет место тогда (рис. 41,в), когда
и отверстие и база изготовлены с предельными отклоне-
ниями (яп и а). В этом случае смещение оси равно
—2— , и ось базы занимает положение Ор
Максимальное по величине смещение оси и будет
представлять собой погрешность установки оси базы.
Следовательно,
(9)
Из сопоставления формул (8) и (9) видно, что при
рассматриваемом методе погрешность установки пример-
но в 2 раза меньше, чем при установке базы в отверстие.
Несмотря на некоторую сложность конструкции при-
способления данный метод применяется достаточно ча-
сто, особенно при установке точно и чисто обработанных
баз.
Полувтулки не нормализованы; их конструкция со-
ответствует конкретным базам. Длина полувтулок выби-
86
рается равной (1,0—1,5)0. При такой их длине обеспе-
чивается установка оси базы без перекоса.
На рис. 42 показано приспособление, в котором ис-
пользуется рассматриваемый метод установки. Деталь
(клапан) 9 устанавливается в приспособление двумя
базами: цилиндрической наружной поверхностью и сфе-
рическим торцом. Перед установкой детали крышка 3
вместе с полувтулкой 4, закрепленной винтами 10, отки-
дывается, поворачиваясь на оси 6, Деталь главной базой
укладывается на полувтулку 5, жестко соединенную вин-
тами 11 с корпусом 7. Дополнительной базой деталь упи-
рается в штырь 8. Затем крышка 3 с полувтулкой 4 на-
кидывается на деталь и с помощью откидного винта 1 и
гайки 2 притягивается к детали и закрепляет ее.
Рассматриваемое приспособление используется на
операции подрезки торца клапана; оно обеспечивает
удобную установку и надежное закрепление детали.
Установка на призму. Призма представляет собой
деталь с двумя установочными плоскостями, располо-
женными под углом у, равным 60, 90 или 120°. Чаще
7=90°.
Установка детали на призму очень проста (см. рис. 26).
Конструкции призм разнообразны (рис. 43). Некото-
рые из них (рис. 43,а) стандартизованы (ГОСТ 12195-66).
При сборке приспособления призму необходимо точ-
но устанавливать в заданном положении, поэтому кроме
крепежных винтов предусматриваются два штифта 2.
Размер Н — между основанием призмы и центром уста-
навливаемой детали с номинальным диаметром D — ис-
пользуется для ориентации положения призмы на кор-
пусе относительно остальных элементов приспособления.
При большой длине цилиндрической базы на кор-
пусе приспособления приходится ставить две стандарт-
ные призмы, располагая их на некотором расстоянии
друг от друга (рис. 43, б) таким образом, чтобы база ло-
жилась на призмы концами. Иногда применяют одну
призму с двумя призматическими участками (рис. 43, в).
Для установки деталей необработанной базой приме-
няют призмы с узкими участками установочных поверх-
ностей (рис. 43,а).
Как было показано выше (см. § 9), погрешность уста-
новки оси базы зависит от направления: в направлении,
перпендикулярном оси симметрии призмы, бу = 0; по оси
87
g
Рис. 42. Приспособление для подрезки торца клапана.
симметрии призмы погрешность определяется форму-
лой (6).
Учитывая, что погрешность установки оси базы раз-
лична в разных
направлениях, стремятся так располо-
жить деталь относительно призмы,
чтобы исходный размер, заданный от
оси базы, был направлен перпендику-
лярно оси симметрии призмы, так как
в этом направлении погрешность уста-
новки оси равна нулю (рис. 44,а).
Если же на операции выдержива-
ются два размера, заданных от оси
базы под углом 90° друг к другу, то
Рис. 43. Конструкции призм.
деталь располагается на призме так (рис. 44,6), чтобы
перпендикулярно ее оси симметрии был направлен бо-
лее точный размер (10±0,05).
Рис. 44. Установка детали с главной базой, имею-
щей вид наружной цилиндрической поверхности,
на призму.
Этот метод установки имеет ряд преимуществ перед
другими методами. Он отличается простотой конструкции
89
установочного элемента и удобством установки как
коротких, так и длинных базовых поверхностей, обеспе-
чивает высокую точность, позволяет устанавливать как
обработанные, так и необработанные базы. Кроме того,
он допускает возможность использовать его для деталей
с базой в виде неполной цилиндрической поверхности
(рис. 44,в).
Благодаря перечисленным преимуществам этот метод
установки получил наиболее широкое распространейие.
Установка в самоцентрярующее устройство. Само-
центрирующим называется устройство, установочные по-
а) б) 6)
Рис. 45. Схема самоцентрирующих устройств:
а - с тремя кулачками; б - с двумя призматическими
кулачками; в — с тонкостенной упруго деформируемой
втулкой.
верхности которого (кулачки) подвижны и связаны меж-
ду собой так, что могут одновременно и с равным пере-
мещением сближаться к оси устройства или удаляться
от нее, при этом кулачки надежно центрируют закреп-
ляемую деталь.
Установочные поверхности самоцентрирующих
устройств могут быть выполнены либо на кулачках
(рис. 45, а и б), либо в виде сплошной цилиндрической
поверхности тонкрстенной втулки, упруго деформируем
мой при действии сил зажима (рис. 45,в).
Для перемещения установочных поверхностей исполь-
зуются различные механизмы, среди которых наиболь-
шее распространение получили спирально-реечные, ры-
чажные, клиновые, винтовые и механизмы с гидропла-
стом.
Спирально-реечный механизм для перемещения ку-
лачков применяется в широко распространенном трехку-
лачковом самоцентрирующем патроне (рис. 46, а).
90
В корпусе 7 патрона имеется диск-шестерня на тор-
це которой нарезана спираль. Три рейки 2, установлен-
ные в Т-образных пазах корпуса 7, сцепляются со спи-
ральными тазами шестерни 1. При повороте шестерни
Рис. 46. Трехкулачковые самоцентрирукицие
патроны:
а - спирально-реечный; б — рычажный.
вращением любой из трех шестерен 5 рейки 2 получают
поступательное перемещение вместе с кулачками 4,
укрепленными на рейках с помощью крестообразной
шпонки и винтов 3. От осевого перемещения шестерня 1
удерживается крышкой 6, а шестерни 5 — штифтами 8.
91
6)
Рис. 47. Клиновые ^самоцентрнрующие патроны:
а - с муфтой, имеющей пазы под углом 15°; б - с цангой.
z Рассмотренная конструкция механизма обеспечивает
большой ход кулачков, благодаря чему патроны нашли
широкое применение в индивидуальном и мелкосерийном
производстве. Они закрепляют различные по диаметру
детали. Недостатком этих патронов является ручной
(ключевой) зажим.
Рычажные устройства для перемещения кулачков по-
зволяют использовать пневматический привод вместо
ручного, но не обеспечивают большого хода кулачков.
На рис. 46, б приведена конструкция самоцентрирую-
щего патрона с рычажным механизмом для перемещения
кулачков. Три рычага 2, поворачиваясь на осях 3 при пе-
редвижении втулки Л перемещают три ползуна 5 по
Т-образным радиальным пазам в корпусе 4. К ползу-
нам 5 с помощью винтов 7 и сухарей 6 прикрепляются
сменные кулачки (на рисунке не показаны). Перемеще-
ние втулки 1 производится от пневмопривода, шток ко-
торого завинчивается в ее резьбу.
Клиновые механизмы применяются в кулачковых кли-
новых и цанговых патронах.
На рис. 47, а показан патрон, в котором кулачки пере-
мещаются с помощью клина. В радиальных пазах кор-
пуса 1 установлены три ползуна 2, на которых винтами 4
с помощью сухарей 3 закрепляются сменные перестав-
ляемые кулачки 5. Ползуны 2 своими клиновыми высту-
пами входят в клиновые пазы а муфты 6. При осевом
перемещении муфты 6 с помощью пневмопривода ползу-
ны 2 с кулачками 5 получают радиальное перемещение.
Клиновое соединение муфты с ползунами выполнено так,
что при повороте ее против часовой стрелки на 15° с по-
мощью ключа, вставляемого в шестигранное отверстие Ь,
ползуны выходят из зацепления и могут быть вынуты из
корпуса 1. В рабочем положении муфта 6 удерживается
подпружиненным фиксатором 9. После выхода из за-
цепления ползуны 2 удерживаются от выпадения фикса-
тором 8. Втулка 7 предохраняет патрон от попадания в
него грязи и имеет коническое отверстие с для установки
центра, упора и т. п.
На рис. 47, б приведен патрон с цангой 6, представ-
ляющей собой разрезную пружинящую втулку с кониче-
ской поверхностью. Цанга 6 имеет три продольные про-
рези под углом 120°, благодаря чему образуются три ку-
лачка с установочными поверхностями А. Цанга встав-
94
ляется в отверстие в корпусе 2. На корпус навинчивает-
ся гайка-кольцо 4, с которым штифтами 3 соединена
муфта 5, имеющая коническое отверстие. При навинчи-
вании гайки 4 на корпус 2 муфта 5 получает перемеще-
ние вдоль оси корпуса 2 и своей конической поверхно-
стью сжимает цангу, центрируя и закрепляя обрабаты-
ваемую деталь. Для фиксации осевого положения дета-
ли служит упор 1.
Цанговые патроны могут быть спроектированы как
с ручным, так и с пневматическим приводом.
Винтовые механизмы перемещают кулачки с по-'
мощью винта с левой и правой нарезками.
На рис. 48, а изображен самоцентрирующий патрон
с винтом 2, смонтированным в корпусе 4. Своей шейкой
винт устанавливается в подшипнике 1, благодаря чему
он лишается осевого перемещения. При вращении вин-
та 2 ключом, вставляемым в квадратное отверстие на его
торце, связанные с винтом резьбой кулачки 3 будут одно-
временно сходиться или расходиться в зависимости от
направления его вращения.
Механизмы с гидропластом применяются довольно
широко.
Гидропласт представляет собой пластическую массу
большой вязкости, состоящую из полихлорвиниловой
смолы, дибутилфталата (пластификатор) и стеарата
кальция (стабилизатор). В гидропласт некоторых марок
входит еще и вакуумное масло.
Чаще используют гидропласт марок СМ, ДМ и
МАТИЧ-4. В частности, гидропласт СМ состоит из по-
лихлорвиниловой смолы марки М (20%), дибутилфта-
лата (78%) и стеарата кальция (2%). Плавится он при
температуре 140° С, а при 120° превращается в студень
(гель). Может работать при температурном режиме от
4-5 до 4-60° С.
Гидропласты всех марок не вытекают в зазоры и
применяются без специальных уплотнений. Они передают
давления на значительные расстояния и во всех направ-
лениях с одинаковой силой.
На рис. 48, б показан патрон с гидропластом и тонко-
стенной втулкой. Гидропласт 6 залит в замкнутую по-
лость, образованную в корпусе / и втулке 5. Давление
на него создается путем вращения винта 2 вручную клю-
чом, вставляемым в шестигранное отверстие. Давление
95
96
от винта через плунжер 3 передается на гидропласт и
далее равномерно на стенки втулки 5, которая при этом
упруго деформируется (сжимается), надежно центри-
руя и закрепляя деталь. Перед заполнением патрона
гидропластом вывертывают винт 4, чтобы воздух мог
выйти из полости.
Основное преимущество самоцентрирующих устройств
состоит в том, что при установке в них детали ду = 0.
Ось поверхности, которой патроны центрируются на
станке, должна совпадать с осью устройства, поэтому
при установке самоцентрирующих патронов на шпиндель
токарного станка их ось совмещается с осью шпинделя.
Однако вследствие погрешностей изготовления эле-
ментов самоцентрирующего устройства и наличия зазо-
ров в их соединениях установочные поверхности (кулач-
ки) сходятся не к оси симметрии устройства, а к какой-
то другой оси. При этом возникает погрешность распо-
ложения установочных поверхностей относительно по-
верхности, которой патрон центрируется на станке (6п.у\
Из-за этой погрешности ось базовой поверхности не со-
вмещается с осью устройства несмотря на то, что ду = 0.
Поэтому при установке цилиндрического валика в само-
центрирующем патроне на токарном станке обычно об-
наруживается биение.
Величина погрешности дп.у (а следовательно, и ве-
личина биения детали) зависит от конструкции устрой-
ства, точности его изготовления, размеров и износа его
деталей.
Практически биение валика, установленного в само-
центрирующих патронах, составляет не более 0,1—
0,15 мм — в винтовом патроне, 0,06—0,12 мм — в спи-
рально-реечном, 0,02—0,05 мм — в цанговом и 0,002 —
0,005 мм — в патроне с гидропластом при тщательном
его изготовлении.
Самоцентрирующие устройства, кроме гидропластных
и цанговых, могут быть использованы для установки де-
талей как с обработанной, так и с необработанной ба-
зовой поверхностью. При необработанной базе может
иметь место погрешность установки из-за погрешности
формы базы (овальности). Устройства с гидропластом
применимы только для установки деталей с базовыми
поверхностями, обработанными по 1—3-му классам точ-
ности.
7 Н. Ф. Уткин
97
13. МЕТОДЫ УСТАНОВКИ ДЕТАЛИ С ГЛАВНОЙ БАЗОЙ,
ИМЕЮЩЕЙ ФОРМУ ЦИЛИНДРИЧЕСКОГО ОТВЕРСТИЯ
Цилиндрическое отверстие весьма часто принимается
за главную установочную базу. Например, втулки и тер-
мически не обработанные шестерни при чистовой обра-
ботке наружных поверхностей и нарезании зуба уста-
навливаются на приспособление отверстием.
Установить деталь отверстием — это значит совме-
стить его ось с какой-то заданной линией в приспособ-
лении.
Применяется несколько методов установки такой
базы. Наибольшее распространение получили установка
на наружную цилиндрическую поверхность, на кониче-
скую поверхность с малой конусностью и с помощью
самоцентрирующего устройства.
Установка на наружную цилиндрическую поверх-
ность. При этом методе деталь надевается отверстием на
цилиндрическую оправку, выполненную1 с такими откло-
нениями, чтобы в сопряжении с деталью получить под-
вижную посадку 2-го или 3-го класса точности.
На схеме установки (рис. 49, а) обозначим диаметр
базовой поверхности £>+а, а диаметр оправки (пальца)
где D — наименьший диаметр базы, в мм;
а — допуск на диаметр базы, в мм;
Dn — наибольший диаметр оправки (пальца), в мм\
ап — допуск на диаметр оправки (пальца), в мм.
Так как база надевается на оправку по подвижной
посадке, то
Dn=D-^
где А — гарантированный зазор, в мм.
Максимальный зазор (smax) между стенками базы и
оправки будет:
^max = ^4”
При данном методе погрешность установки оси базы
будет равна максимальному зазору (рис. 49, б) i
Sy—и -рА -[- мм. (10)
98
Перекос оси базы (рис. 49, в) определяется из геомет-
рических построений по формуле:
a==arctg^~^ град.
Чтобы перекос оси базы не превышал допустимых
пределов, длину I оправки (пальца) принимают равной
1,5 диаметра базы.
Рис. 49. Установка детали с главной базой, имеющей форму
цилиндрического отверстия, на цилиндрическую оправку
(палец).
Рассматриваемый метод установки применяется толь-
ко для деталей с базовыми поверхностями, обработан-
ными по 1—3-му классам точности, иначе получаются
большие погрешности и перекос оси.
Методика определения диаметра оправки (пальца) и
его отклонений аналогична методике, рассмотренной
выше (см. § 12).
На рис. 50 показана оправка для зубофрезерного
станка. Здесь обрабатываемые детали (шестерни) наде-
ваются главной базой (отверстием) на наружную
цилиндрическую поверхность А оправки и закрепля-
ются гайкой 4 через быстросменную шайбу 3. Оправка
7* 99
Рис. 50. Оправка к зубофрезер-
ному станку для фрезерования
зубьев шестерни.
устанавливается на станке коническим хвостовиком и за-
тягивается гайкой 1. Из конусного гнезда она выжи-
мается гайкой 2.
При надевании детали цилиндрическим отверстием
на оправку по подвижной посадке погрешность уста-
новки иногда не позво-
ляет обеспечить задан-
ную точность обработки.
Поэтому в отдельных слу-
чаях используются пере-
ходные и даже неподвиж-
ные посадки детали на
оправку. В этом случае
погрешность установки
практически равна нулю.
На рис. 51 представ-
лена подобная оправка к
токарному станку для об-
работки наружной и тор-
цовых поверхностей дета-
ли. Диаметр рабочей час-
ти У оправки выполняет-
ся с отклонениями Пр, а
приемной части А — с от-
клонениями Л. Деталь,
имеющая отверстие 2-го
класса точности, наде-
вается на приемную часть
оправки и, получив не-
обходимое направление,
перемещается под прес-
сом на ее рабочую часть
в положение, указанное
на рис. 51-
Установка на кониче-
скую поверхность. При
этом методе установки деталь надевается главной ба-
зой— отверстием — на оправку с малой конусностью k
(рис. 52,а).
В зависимости от действительного диаметра базы де-
таль занимает соответствующее положение по длине
оправки, при этом у каждой детали кромка отверстия
всегда контактирует с поверхностью оправки, благодаря
100
Рис. 51. Оправка к токарному станку с прессовой
посадкой детали.
Рис. 52. Установка детали с главной базой, имеющей вид цилин-
дрического отверстия, на наружную коническую поверхность.
101
чему одна из точек оси базы совмещается с осью
оправки.
Чтобы полностью определить положение оси базы,
деталь надевают на оправку с натягом (ударами по тор-
цу оправки или под прессом). В результате обеспечи-
вается контакт базы с оправкой (рис. 52,6) на длине
/к, достаточной для предотвращения перекоса оси
базы.
Таким образом, при данном методе ось базы уста-
навливается без погрешности, т. е. ду = 0.
Главной характеристикой установочной поверхности
оправки является величина конусности k. При уменьше-
нии конусности легче обеспечивается необходимая дли-
на контакта /к, но увеличивается расстояние между край-
ними положениями деталей /см и общая длина оправ-
ки L (см. рис. 52,а).
Практически конусность k принимают в пределах:
6=1:3000- 1:1000,
что соответствует изменению диаметра в пределах
0,033—0,1 мм на 100 мм длины оправки.
Рассматриваемый метод установки применяют только
для деталей с базами, обработанными не грубее 2-го
класса точности, иначе оправки получились бы недопу-
стимо длинными. Благодаря простоте конструкции уста-
новочного элемента и высокой точности установки оси
базы (ду = О) он используется при шлифовании наруж-
ных поверхностей в случаях, когда требуется обеспечить
высокую степень концентричности наружной поверхности
и отверстия. На рис. 52, в показана конструкция оправки
для шлифования профиля червяка.
Из-за разницы в положениях деталей по длине оправ-
ки этот метод установки не применяют при обработке
на настроенных станках.
Установка детали отверстием с помощью самоцентри-
рующего устройства аналогична ранее рассмотренному
методу установки деталей наружной цилиндрической по-
верхностью с помощью самоцентрирующего устройства
(см. § 12). Разница заключается лишь в том, что в пер-
вом случае установочные поверхности (кулачки) само-
центрирующего устройства удаляются от оси устройства
(рис. 53), а во втором — сближаются к оси (см. рис. 45).
102
Для установки деталей отверстием могут быть ис-
пользованы самоцентрирующие устройства тех же конст-
руктивных типов, что и при установке деталей наружной
цилиндрической поверхностью. Необходимо только при
проектировании устройства приспособить установочные
элементы (кулачки) для конкретных условий установки
деталей отверстием.
Кроме изображенных на рис. 53, а и б, применяются
также самоцентрирующие устройства с тарельчатыми
пружинами (см. рис. 54,в).
Рис. 53. Схемы установки детали с главной
базой, имеющей вид цилиндрического отвер-
стия, с помощью самоцентрирующего устрой-
ства:
а — с тремя кулачками; б — с тонкостенной втулкой,
разжимаемой гидропластом.
Рассмотрим некоторые наиболее распространенные
конструкции самоцентрирующих устройств — оправок.
В цанговой самоцентрирующей оправке (рис. 54, а)
деталь надевается на цангу 3, которая разжимается ко-
ническими поверхностями кольца 2 и стакана 7 при пе-
ремещении последнего с помощью тяги 4 от пневмопри-
вода.
Для предотвращения износа корпуса 1 при переме-
щениях стакана 7 предусмотрена сменная втулка 6. От
поворота цанга 3 удерживается стопором 8, а стакан 7 —
стопорным винтом 5, который, кроме того, ограничивает
ход стакана при перемещении штока 4,
В оправке с гидропластом (рис. 54, б) деталь наде-
вается на тонкостенную втулку 2, напрессованную на
корпус 5 оправки и застопоренную кольцом 6. Путем пе-
ремещения вправо (от пневмопривода) штока 1 с плун-
жером создается давление на гидропласт 3, при этом
103
Рис. 54. Самоцентрирующие оправки.
104
тонкие упругие стенки втулки 2 упруго деформируются
и зажимают деталь. Ход штока 1 ограничивается вин-
том 4. При заполнении оправки гидропластом воздух вы-
пускается через отверстие, закрываемое винтом 7.w
В оправке с тарельчатыми пружинами (рис. 54,8) де-
таль надевается отверстием на наружную цилиндриче-
скую поверхность, образованную пакетом тарельчатых
пружин 4. При ввинчивании вручную ключом, винта 5 в
корпус 1 пружины 4 сжимаются между упорным коль-
цом 3 и буртом втулки 2, при этом наружный диаметр
пружин увеличивается, благодаря чему осуществляется
центрирование детали и ее закрепление.
При установке детали отверстием с помощью само-
центрирующего устройства погрешность установки оси
базы равна нулю (ду = 0). Вместе с тем ось базы может
смещаться относительно оси оправки из-за погрешности
sn.y (см. § 12).
При любом из рассмотренных выше методов уста-
новки детали отверстием она лишается четырех степе-
ней свободы. У нее остаются две степени свободы: воз-
можность перемещаться вдоль оси и вращаться относи-
тельно оси базы.
14. ПРАВИЛО УСТАНОВКИ ДЕТАЛЕЙ
ГРУППОЙ УСТАНОВОЧНЫХ БАЗ
Рассмотренные выше методы (см. § 11, 12 и 13) мож-
но применять только для установки деталей главными
базами. Эти методы нельзя использовать без корректи-
ровки для установки дополнительных баз. Применение
их без корректировки будет сопровождаться возникно-
вением больших погрешностей установки, а в ряде слу-
чаев может привести к тому, что отдельные детали из
партии вообще не удастся поставить в приспособление.
Поясним сказанное двумя примерами.
Пример 1. Во втулке (рис. 55, а) требуется расто-
чить отверстие диаметром d, обеспечив перпендикуляр-
ность оси отверстия к торцу Б в пределах 0,05: 100 мм.
На рис. 55,6 показана такая установка втулки, при
которой каждая база установлена с использованием ме-
тода, рекомендуемого д/тя главной базы соответствую-
щей формы: торец Б — на кольцевую поверхность У бур-
та пальца 1, а отверстие А — на цилиндрическую поверх-
Ю5
ность 77 того же пальца длиной, равной примерно двум
ее диаметрам.
Если бы обрабатываемые детали не имели погрешно-
стей во взаимном расположении баз, т. е. если бы у всех
деталей партии ось отверстия А была строго перпендику-
лярна торцу Б, то подобная установка детали была бы
допустима.
а) z 0) 0)
Практически же почти каждая деталь из партии бу-
дет иметь какое-то отклонение от перпендикулярности,
и при ее установке отверстием А на цилиндрическую
поверхность П пальца 1 торец Б будет устанавливаться
с перекосом относительно установочной поверхности У
(рис. 55,в). В результате появится погрешность установ-
ки торца Б детали, из-за которой при обработке отвер-
стия d может быть не обеспечена требуемая перпендику-
лярность его оси к торцу Б.
Пример 2. В кронштейне обрабатывается отверстие
диаметром d, заданное размерами М и N (рис. 56,а).
Каждая база кронштейна установлена (рис. 56, б) ме-
тодом, рекомендуемым для главной базы соответствую-
щей формы: плоскость Б — на две опорные пластины 1
и 2, а отверстие А — на центрирующий палец 5 длиной
около двух его диаметров.
Вследствие того что расстояние И между базами у
обрабатываемой детали может быть выполнено с откло-
106
нениями в пределах ±0,1 мм (см. рис. 56,а), а зазор з
(см. рис. 56, б) между стенками отверстия А и пальцем 3
мал, то ряд деталей из партии с размером Н в пределах
допуска, но больше чем (Я+s), не удастся поставить в
рассматриваемое приспособление (рис. 56,в).
Детали же; имеющие расстояние между базами мень-
ше чем (И—$), будучи надеты отверстием А на палец 3,
Рис. 56. Неправильная установка кронштейна двумя базами.
могут занять в приспособлении такое положение, при ко-
тором плоскость Б детали встанет с перекосом относи-
тельноустановочной плоскости У пластин 1 и 2 (рис. 56, г),
при этом возникнет погрешность установки плоскости Б
детали, из-за которой могут быть не выдержаны исход-
ные размеры М и N.
Поэтому при установке деталей группой баз необхо-
димо учитывать не только погрешности размера и формы
каждой из баз в отдельности, но и погрешности взаим-
ного расположения баз: отклонения от перпендикуляр-
ности (см. рис. 55,а) и параллельности (см. рис. 56,а),
отклонения размеров между базами (см. рис. 56, а) и т. д.
Погрешности взаимного расположения баз можно не
учитывать при выборе метода для главной базы, так как
107
она устанавливается первой из группы. Метод же уста-
новки дополнительных баз должен выбираться с учетом
погрешностей взаимного расположения баз, при этом не-
обходимо руководствоваться следующим правилом.
Правило установки деталей группой баз. При уста-
новке детали группой баз ни один установочный элемент
не должен лишать деталь тех степеней свободы, которых
она уже лишена с помощью других элементов.
Пользуясь этим правилом, разработку метода уста-
новки детали группой баз необходимо вести в следую-
щей последовательности:
1) выбрать из группы баз главную (см. § 10);
2) выбрать метод установки главной базы (из реко-
мендуемых для установки главной базы данной формы,
см. § 11, 12 и 13);
3) определить, каких степеней свободы будет лишена
деталь с помощью элемента, устанавливающего главную
базу, и какие степени свободы у нее останутся;
4) выбрать метод установки дополнительной базы
(элемент, устанавливающий эту базу, не должен дубли-
ровать функций, выполняющихся элементом, устанавли-
вающим главную базу);
5) при установке деталей тремя базами выбрать
метод установки второй дополнительной базы (эле-
мент, устанавливающий эту базу, не должен дублиро-
вать функций, уже выполняемых двумя другими элемен-
тами).
Часто бывает удобнее выбирать метод установки вто-
рой и третьей баз совместно, рационально распределяя
функции между элементами.
Поясним применение правила установки деталей
группой баз на примере установки втулки (по рис.57,а).
1. Выберем главную базу. Из двух баз (плоскости Б
и отверстия Л) за главную базу примем торец Б, пото-
му что, во-первых, требуется обеспечить перпендикуляр-
ность оси обрабатываемого отверстия диаметром d к это-
му торцу и, во-вторых, при установке торцом Б деталь
будет занимать устойчивое положение.
2. Выберем метод установки главной базы. Так как
она представлена торцовой плоскостью втулки, то уста-
новим ее на кольцевую плоскую поверхность У
(см. рис. 37,6). Установка детали главной базой пока-
зана на рис. 57, б.
108
3. Определим оставшиеся степени свободы у детали.
Как известно (см. § 11), при установке главной базой в
виде плоскости деталь лишается трех степеней свободы
(см. рис. 57, б): перемещения вдоль оси Z и вращения
относительно осей X и У. Следовательно, у детали оста-
ются три степени свободы: перемещение по осям X и К
и вращение относительно оси Z.
Рис. 57. Установка втулки в соответствии с правилом
установки деталей группой баз.
4. Выберем метод установки остальных баз. В рас-
сматриваемом случае деталь устанавливается двумя ба-
зами. Третья база на данной операции не требуется, да
и не представляется возможным ее выбрать, так как у
детали нет поверхности, которую можно было бы при-
нять за третью установочную базу. При установке дета-
ли двумя базами у нее всегда остается одна степень сво-
боды (см. § 8), т. е. деталь лишается пяти степеней сво-
боды. В данном случае трех степеней свободы из пяти
деталь была лишена при установке главной базой. По-
этому установочный элемент для второй базы (отвер-
стия Л) может и должен лишать деталь только двух сте-
пеней свободы: ограничить перемещение относительно
осей X и У. Таким элементом может быть цилиндриче-
ский палец 2 с короткой установочной поверхностью П
Хрис. 57, в).
109
Конструктивно вместо
двух установочных эле-
ментов — кольца 1 и
пальца 2 — можно вы-
полнить палец с буртом,
у которого цилиндриче-
ская часть будет осу-
ществлять функцию уста-
новочной поверхности ГЦ
а торец — установочной
поверхности У.
Отверстие Д, являю-
щееся дополнительной ба-
зой, устанавливать на
длинный палец (см.
рис. 55,6) нельзя, так как
он лишает деталь четы-
рех степеней свободы,
вследствие чего будет
иметь место недопусти-
мое дублирование функ-
ций.
Поясним, какой палец
нужно считать коротким,
а какой длинным.
Предположим, что де-
таль (рис. 58, а) устанав-
ливается двумя базами:
отверстием Д, имеющим
диаметр D+a, и торцом Б.
Допустимое отклонение
от перпендикулярности
оси отверстия А к торцу
Б не более п: 100 мм. За
главную базу принят то-
рец Б, который должен
устанавливаться на коль-
цевую торцовую поверх-
ность бурта пальца. Вто-
рая база — отверстие А — устанавливается на цилиндри-
ческую поверхность того же пальца. Предположим, что
палец изготовлен с максимальным диаметром в преде-
лах принятой подвижной посадки и на него надевается
ПО
деталь, имеющая минимально возможный (допустимый)
диаметр отверстия А (рис. 58,6). В этом случае зазор s
между стенками отверстия А и пальцем будет мини-
мальным и равен гарантированному зазору А.
Допустим, что при длине пальца /г (рис. 58,6) он ка-
сается стенок отверстия А, имеющего максимальное от-
клонение от перпендикулярности оси к торцу (п : 100 мм),
в двух сечениях (/—/ и II—II), но при этом не отрывает
главной базы Б от опоры.
Если длина пальца меньше /г, то он будет называться
коротким. Такой палец (рис. 58, в) у любой детали из
партии касается отверстия А только в одном сечении
(например, в I—/), т. е. устанавливает только одну точ-
ку оси отверстия А (в данном случае точку Oi).
Если длина пальца больше /г, то он буд£т называться
длинным. Длинный палец (рис. 58, г) касается стенок
отверстия в двух сечениях (/—I и II—II) и устанавли-
вает две точки (Oi и 0%) оси отверстия А. Он устанав-
ливает направление оси отверстия, изменяя положение
детали, поставленной главной базой — торцом Б — на
кольцевую торцовую поверхность бурта пальца
(см. рис. 58,г).
Длину /г пальца можно определить из геометриче-
ских построений, пользуясь треугольником MNP
(см. рис. 58,6), в котором AW = A, а МР = 1?*
Зная отклонение от перпендикулярности оси отвер-
стия А к торцу (п: 100 мм) и имея в виду, что ось от-
верстия и образующая параллельны, можно написать:
МЛГ:МР=/г:100,
откуда
МР= ~ 100
п
или
/г=4-100лж. (11)
В качестве примера определим /г пальца при уста-
новке детали с отверстием диаметром ЗОАз на палец диа-
метром ЗОХз. Предположим, что у детали допустимое
отклонение от перпендикулярности оси отверстия диа-
метром ЗОАз к торцу не более 0,05: 100 мм.
По таблице допусков находим, что 30Аз = 30+0’050, а
ЗОХз = 3OZo,085, откуда гарантированный зазор А = 0,025 мм.
111
Определим /г по формуле (11):
, 0,025 1АП сп
/г= .ж- 100=50 м,м,.
1 0,05
Следовательно, в данном случае короткий палец дол-
жен иметь длину менее 50 мм, или менее 1,5 диаметра
отверстия.
Короткие пальцы для отверстий диаметром до 50 мм
нормализованы. Их длина находится в пределах от 0,6
до 1 диаметра отверстия.
15. МЕТОДЫ УСТАНОВКИ ДЕТАЛИ С ДОПОЛНИТЕЛЬНОЙ
БАЗОЙ, ИМЕЮЩЕЙ ФОРМУ ОТВЕРСТИЯ
5
Рис. 59. Установка детали
плоскостью и отверстием,
ось которого перпендику-
лярна плоскости.
При установке деталей группой баз отверстие весьма
часто используется в качестве как главной, так и до-
полнительной базы.
Методы установки детали отверстием, выполняющим
роль главной базы, были подробно рассмотрены выше
(см. § 13). Здесь будут разо-
браны методы установки дета-
ли отверстием, являющимся
дополнительной базой.
Если отверстие служит до-
полнительной базой, то метод
установки определяется тем,
как* расположена его ось по
отношению к другой, уже уста-
новленной базе детали. Рас-
смотрим два наиболее часто"
встречающихся случая:
1) ось отверстия перпенди-
кулярна к другой, уже уста-
новленной базе (плоскости, от-
верстию) ;
2) ось отверстия параллельна другой, уже установ-
ленной базе (плоскости, отверстию).
Установка детали плоскостью и отверстием, ось кото-
рого перпендикулярна плоскости. Это сочетание двух
баз — плоскости Б и отверстия А с осью перпендику-
лярной плоскости (рис. 59) может использоваться как
при установке детали только этими двумя базами, так
и при установке ее тремя базами. И в том и в другом
случае обе базы должны быть обработаны.
112
Рис. 60. Установка детали пло-
скостью и отверстием, ось кото-
рого параллельна плоскости.
Так как в рассматриваемом случае отверстие А яв-
ляется дополнительной базой детали 4, то роль главной
базы выполняет плоскость Б, которою можно установить
на две опорные пластины 1 и 3.
Если плоскость уже установлена, то отверстием, яв-
ляющимся дополнительной базой, деталь можно уста-
навливать только на
короткий цилиндриче-
ский палец 2. Обосно-
вание такого метода
установки было приве-
дено выше (см. § 14).
Установка детали
плоскостью и отвер-
стием, ось которого
параллельна плоско-
сти. Такое сочетание
двух баз — плоскости
Б и отверстия А, ось
которого параллельна
плоскости Б (рис.
60,а),— обычно исполь-
зуется при установке'
деталей тремя базами,
при этом базы Б и А
должны быть предва-
рительно обработаны.
Допустим, что плоскостью Б (главной базой) деталь
установлена на две опорные пластины 2 и 3 (рис. 60,6).
Выберем метод установки дополнительной базы — отвер-
стия А.
Выше было показано (см. § 14), что из-за погрешно-
стей во взаимном расположении баз нельзя устанавли-
вать деталь отверстием, выполняющим роль дополни-
тельной базы, на цилиндрический палец, жестко закреп-
ленный в корпусе (см. рис. 56,а и г).
В рассматриваемом случае вместо цилиндрического
пальца необходимо использовать срезанный палец 1
(см. рис. 60,6), устанавливаемый в корпусе приспособле-
ния по легкопрессовой (Пл) посадке на расстоянии Н
от опорных пластин 2 и 3.
Срезанный палец имеет ленточки шириной f, образо-
ванные цилиндрической поверхностью диаметром D„.
8 Н. Ф.-Уткин
113
Этими ленточками палец центрирует ось отверстия дета-
ли в направлении оси X.
Диаметр Dtt и его отклонение а„ выбираются таки-
ми, чтобы между срезанным пальцем и отверстием дета-
ли обеспечивалась подвижная посадка (Д или Х3).
В зависимости от длины контакта пальца с отверсти-
ем он лишает деталь одной либо двух степеней свободы.
Рис. 61 Величина зазора в разных точках цилиндрического
пальце (а) и схема к расчету ширины ленточки срезанного
пальца (б).
Короткий палец (длина контакта <4,5D) лишает де-
таль одной степени свободы — ограничивает перемеще-
ние по оси X; длинный — двух степеней свободы — огра-
ничивает перемещение по оси X и вращение относитель-
но оси Z.
Благодаря тому что срезанный палец / (рис. 61,6)
контактирует с отверстием только узкими ленточками,
между пальцем и стенками отверстия в направлении раз-
мера Я образуется значительное расстояние п, допуска-
ющее установку деталей с погрешностями (±z) во вза-
имном расположении баз.
Величина расстояния п зависит от ширины ленточ-
ки f. В этом Легко убедиться, если проследить за изме-
нением величины расстояния между цилиндрическим
пальцем 1 и отверстием 2 (рис. 61, а) в направлении раз-
114
мера Н в зависимости от положения места измерения
на цилиндрическом пальце.
В точке А, расположенной на диаметре //—II, это
расстояние будет равно т. При приближении точки к
диаметру I—I расстояние будет увеличиваться, и в точ-
ке В оно будет равно п. Легко видеть, что п>т.
Величину п, а следовательно, и ширину ленточки f у
срезанного пальца 1 выбирают сообразно с величиной
погрешности размера Н у детали (±з) и у приспособ-
ления (±гп)Л при этом обеспечивают возможность наде-
вания детали на палец при максимальных значениях
указанных погрешностей, т. е. выбирают п по неравен-
ству:
(12)
Для определения величины f воспользуемся этим не-
равенством и геометрическими построениями, приведен-
ными на рис. 61,6.
Из АОАВ ОА2 = ОВ2 — АВ2- из ,ДОД£ ОА2 =
*=ОЕ2 — АЕ2.
Решая эти уравнения, получим:
О В2 - АВ2—ОЕ2 - АЕ2.
Согласно принятым обозначениям (см. рис. 61,6):
ОВ=^-, АВ=^, ОЕ=^~ и Д£=(4+«),
где Dn — наибольший диаметр срезанного пальца 1 (по
цилиндрическим ленточкам);
- D — наименьший диаметр базы (отверстия 2 дета-
ли).
После подстановки этих значений в последнее урав-
нение будем иметь:
тЧ4)Ч4)Ч4+"Г
или
4 4 “ 4 4 П ‘
Пренебрегая величиной второго порядка малости
(п2), получим:
Z)2 — &
&*
115
откуда
D2-^ _p+D).(D-~D)
4л “ 4л *
С достаточной точностью можно принять £>4-Рп=2£>.
В свою очередь, D—£>П=Д, где Д —гарантированный за-
зор (диаметральный) между отверстием и цилиндриче-
скими ленточками срезанного пальца.
Подставляя эти значения в уравнение (13), получим:
(14)
После подстановки значения п из уравнения (12)
получим формулу, позволяющую рассчитать ширину лен-
точки f срезанного пальца для установки детали пло-
скостью и отверстием, параллельным плоскости:
, БД /1КЧ
(15)
Рассмотренный метод установки применим лишь при
малых отклонениях ±z размера Н у детали, так как при
больших отклонениях ширина ленточки f получается на-
столько малой, что использовать срезанный палец с та-
кой ленточкой нельзя из-за ее быстрого износа.
Установка детали двумя отверстиями с параллельны-
ми осями на цилиндрический и срезанный пальцы. Соче-
тание двух отверстий с параллельными осями (рис. 62)
чрезвычайно часто используется в качестве баз при
установке детали тремя базами.
Допустим, что деталь 2 (рис. 62) отверстием А уже
установлена на цилиндрический палец /, закрепленный
на корпусе приспособления. Требуется выбрать метод
установки второго отверстия БД являющегося дополни-
тельной базой. Этот случай аналогичен рассмотренному
выше (см. рис. 60), где отверстие имело ось, параллель-
ную плоскости. Поэтому и здесь отверстие Б необходимо
установить на срезанный палец 3 (см. рис. 62).
Метод определения ширины ленточки f срезанного
пальца такой же, как и при установке детали плоскостью
и отверстием, параллельным плоскости (см. § 15), т. е.
можно воспользоваться формулой (14):
.БД
116
Однако в данном случае величина п выражается иной
зависимостью, отличающейся от зависимости (12).
Здесь расстояние п между срезанным пальцем 3 и
отверстием Б детали 2 в направлении размера L может
быть меньшим, так как для компенсации погрешности
(±z) размера L у детали 2 и погрешности ±zn в при-
способлении можно использовать также и гарантирован-
ный зазор Д] между отверстием А и пальцем 1. Следова-
тельно,
/г>г+гп — ДР
Рис. 62. Установка детали двумя отверстиями.
Подставляя это значение п в формулу (14), получим
формулу для определения ширины ленточки срезанного
пальца при установке детали двумя отверстиями с па-
раллельными осями:
мм>
где D2 — минимальный диаметр отверстия, устанавли-
ваемого на срезанный палец, в мм;
Д— гарантированный зазор (диаметральный) меж-
ду отверстием и цилиндрической ленточкой сре-
занного пальца, в мм;
г— наибольшее отклонение расстояния между ося-
ми отверстий детали, в мм;
zn — наибольшее отклонение расстояния между ося-
ми пальцев в приспособлении, в мм;
П7
Д1 — гарантированный зазор (диаметральный)
между цилиндрическим пальцем и отверстием
детали, в мм.
Данный метод установки применим при малых по-
грешностях (±z) размера L у детали.
а) Исполнение 1 Исполнение Л Исполнение!!!
Рис. 63. Установочные
пальцы:
а — цилиндрические (ГОСТ
12209-66); б—срезанные
(ГОСТ 12210-66).
Исполнение Ш
Для Л> 16нм
О---------
В заключение можно сформулировать следующие
правила установки детали дополнительной базой, имею-
щей форму отверстия.
Деталь следует устанавливать:
1) на короткий цилиндрический палец, если ось от-
верстия перпендикулярна уже установленной базе;
2) на срезанный палец, если ось отверстия параллель-
на уже установленной базе;
118
3) на короткий срезанный палец, если ось отверстия
одновременно перпендикулярна одной и параллельна
другой уже установленным базам.
Установочные пальцы, применяющиеся в этих слу-
чаях, стандартизованы (рис. 63).
16. ПРИМЕРЫ УСТАНОВКИ ДЕТАЛЕЙ ГРУППОЙ БАЗ
z
Рис. 64. Установка детали
двумя взаимно перпенди-
кулярными плоскостями,
типовым методом (см.
Установка детали двумя базами. При установке дву-
мя базами деталь, как правило, лишается только пяти
степеней свободы. Поэтому установочный элемент, кото-
рый должен устанавливать вторую базу, может лишать
деталь только (5—т) степеней свободы, где т — коли-
чество степеней свободы, которых деталь лишена при
установке главной базой. Например, если при установке
главной базой деталь оказа-
лась лишенной четырех сте-
пеней свободы, то установоч-
ный элемент для второй (до-
полнительной) базы может и
должен лишить деталь только
одной степени свободы.
Рассмотрим несколько кон-
кретных примеров.
Пример 1. Для обработки
паза деталь устанавливается
двумя взаимно перпендикуляр-
ными плоскостями.
За главную базу при-
мем нижнюю плоскость Б
(рис. 64), которую установим
§ И) — на две опорные пластины 2 и 3, при этом деталь
лишается трех степеней свободы: перемещения по оси Z
и вращения относительно осей X и Y. В качестве устано-
вочного элемента для второй (дополнительной) базы при-
нята опорная -пластина /, лишающая деталь перемеще-
ния по оси. X и вращения относительно оси Z. Таким об-
разом, у детали остается одна степень свободы — пере-
мещение по оси У (вдоль пластин), что не отразится на
выполняемых размерах М и N.
Пример 2. Для обработки отверстий диаметром d де-
таль устанавливается плоскостью и отверстием, перпен-
дикулярным плоскости; обе базы обработаны.
119
Если требования параллельности осей отверстий диа-
метрами D2 и d специально не оговорены, то при I: jDj< 1
и достаточном диаметре D\ за главную базу предпочти-
тельнее принять плоскость Б, а при /:£>]>!— отвер-
стие А.
Если же за главную базу принимается плоскость Б, то
деталь устанавливается на кольцевую поверхность бур-
та пальца 1 (рис. 65,6). Тогда отверстием Д, как допол-
нительной базой, деталь устанавливается на короткий
палец 1 (см. рис. 65,6).
Рис. 65. Варианты установки детали плоскостью и
отверстием, ось которого перпендикулярна плоскости.
Если за главную базу принимается отверстие Д, то
деталь устанавливается одним из методов установки,
рекомендуемых для главной базы, имеющей вид отвер-
стия. В данном случае отверстием А деталь можно уста-
новить на наружную цилиндрическую поверхность паль-
ца 1 длиной более 1,5 диаметра отверстия (рис. 65,в),
при этом деталь лишается четырех степеней свободы.
Еще одной, пятой степени свободы она должна быть
лишена при установке второй (дополнительной) базой —
плоскостью Б. В качестве установочного элемента в этом
случае можно использовать бурт того же пальца, но диа-
метр бурта следует взять по возможности меньшим, так
как он предназначается для лишения детали только
одной степени свободы — ограничить перемещение по
оси Z (вдоль оси детали).
120
Оба метода установки обеспечивают выполнение за-
данных размеров О3 и угла 45° (рис. 65,а).
Пример 3. Для обработки отверстий диаметром d де-
таль устанавливается плоскостью и наружной цилиндри-
ческой поверхностью, перпендикулярной плоскости; обе
базы обработаны.
Здесь, как и в предыдущем случае, за главную базу
могут быть приняты две поверхности — А или Б
Рис. 66. Варианты установки детали плоскостью и наружной
цилиндрической поверхностью, бсь которой перпендикулярна
плоскости.
(рис. 66,а). Однако при /:£>>1 за главную базу пред-
почтительнее принимать цилиндрическую поверхность Л,
а при 1:D<1 и достаточном диаметре D — плоскость Б.
На рис. 66,6 показана установка детали 3 с l:D>\
на призму /, когда за главную базу принята цилиндри-
ческая поверхность, при этом деталь лишается четырех
степеней свободы. Еще одной, пятой степени она должна
быть лишена при установке второй (дополнительной) ба-
зой— плоскостью Б на опорный штырь 2 с плоской го-
ловкой.
На рис. 66, в представлена установка детали с /:D<1,
когда за главную базу принята плоскость Б, установлен-
ная на две опорные пластины 2 и 3, при этом деталь
лишается трех степеней свободы. Еще двух степеней
121
свободы она должна быть лишена при установке второй
(дополнительной) базой — цилиндрической поверхно-
стью А, которую устанавливают на короткую призму /.
Эта призма, центрируя лишь одну точку О оси (в сече-
нии I—I), лишает деталь перемещения по осям Хи У, а
опорные пластины — перемещения по оси Z и вращения
относительно осей X и Y.
Рис. 67, Варианты установки детали двумя плоскостями
и отверстием.
При обоих методах установки обрабатываемую де-
таль необходимо располагать по отношению к призме /
так, чтобы линии размеров т и 2т (см. рис. 66, а) были
направлены перпендикулярно оси симметрии призмы;
при этом погрешность установки оси детали, от которой
заданы размеры, равна нулю.
Установка детали тремя базами. Пример 1. Для об-
работки отверстия диаметром 8А< деталь устанавливается
двумя плоскостями и отверстием; все базы обработаны.
На рассматриваемой операции (рис. 67,а) главной
базой может быть либо отверстие А, либо нижняя плос-
кость В. Приняв за главную базу отверстие А, деталь
можно установить так (рис. 67, б): отверстием А на длин-
ный палец 1 (лишается четырех степеней свободы),
плоскостью Б — на бурт того же пальца (одной степе-
ни) и плоскостью В — тга торец втулки 2 (лишается еще
одной степени свободы)^
122
Если же за главную базу принять нижнюю плоскость
В, то метод установки детали будет иным (рис. 67,в).
В этом случае деталь можно установить плоскостью В
на две опорные пластины 2 и 3 (лишается трех степеней
свободы), отверстием А с осью параллельной плоско*
сти В — на длинный срезанный палец 1 (двух степеней)
и плоскостью Б — на торец бурта того же пальца (ли*
шается еще одной степени свободы).
Рис. 68. Установка детали двумя плоскостями
и наружной цилиндрической поверхностью.
Оба метода установки детали могут быть реализова-
ны на практике. Они надежно обеспечивают выполнение
заданных размеров (50±0,1 и 30±0,1). Перпендикуляр-
ность оси отверстия диаметром 8А4 к плоскости В вто-
рой метод (рис. 67, в) обеспечивает лучше.
Пример 2. Для обработки отверстия диаметром ЗОА3
деталь устанавливается двумя плоскостями и наружной
цилиндрической поверхностью; база А не обработана.
На рассматриваемой операции (рис. 68, а) из трех
баз за главную можно выбрать только нижнюю плос-
кость Б, которая устанавливается на опорную пластину 5
(рис. 68,6), при этом деталь лишается трех степеней
свободы. Еще двух степеней ее можно лишить при уста-
новке плоскостью В на одну опорную пластину 4. Нако-
нец, третьей базой — неполной наружной цилиндриче-
ской поверхностью А — ее можно установить на корот-
кую подвижную призму 5, перемещающуюся под воздей-
ствием пружины 1 в пазу планки 2.
123
Рис. 69. Примеры установки деталей плоскостью и двумя
отверстиями/
; 124
Призма 3 подвижна в направлении оси Z, чтобы не
лишать деталь возможности перемещения по этой оси,
так как эта функция уже выполняется опорной пласти-
ной 5. Короткая подвижная призма лишает деталь толь-
ко одной, шестой степени свободы — перемещения по
оси X.
Пример 3. Деталь устанавливается плоскостью и дву-
мя отверстиями с параллельными осями; все базы обра-
ботаны.
При фрезеровании проушины детали типа коробки
(рис. 69, а) за главную базу принято отверстие А. Этим
отверстием деталь установлена на длинный палец 1, а
плоскостью В — на торец бурта того же пальца, при
этом деталь лишается пяти степеней свободы. При уста-
новке третьей базой — отверстием Б — установочный эле-
мент должен лишить ее только одной степени свободы —
вращения относительно оси отверстия А. Таким элемен-
том может быть короткий срезанный палец 2, при этом
ленточки на нем должны быть расположены на диаметре,
перпендикулярном линии, проходящей через оси О и Oi
отверстий.
Л1ежду плоскостью В и торцом бурта у срезанного
пальца 2 должен оставаться зазор 5, необходимый для
того, чтобы плоскость В устанавливалась только буртом
пальца 1.
При обработке паза шириной Р у детали типа серьги
(рис. 69,6) за главную базу принята'нижняя плоскость
В бобышек, при этом поверхности В бобышек могут и
не лежать в одной плоскости. Таким образом, база пред-
ставляет собой ступенчатую плоскость.
Если расстояние между ступенями выдержано с не-
большой погрешностью, а бобышки расположены на зна-
чительном расстоянии друг от друга, то с достаточной
точностью ступенчатую плоскость можно устанавливать
как и обычную. В данном случае деталь допустимо уста-
навливать торцами бобышек на торцы буртов пальцев
1 и 2.
Приняв такой метод установки для базы В, далее
можно устанавливать деталь отверстием А на короткий
цилиндрический палец /, а отверстием Б — на короткий
срезанный палец 2. Короткие пальцы 1 и 2 приняты по-
тому, что оси отверстий А и Б перпендикулярны уже
установленной плоскости В.
125
Рис. 70. Установка детали плоскостью и двумя наружными
' цилиндрическими поверхностями (а), а также плоскостью
и контуром (0).
При обработке отверстий диаметром d у детали типа
коробки (рис. 69, в) за главную базу принята плоскость
В, устанавливаемая на две опорные пластины 1 и 3.
126
В этом случае у детали обработано четыре отверстия в
основании, два из которых, расположенные на большем
расстоянии друг от друга (по диагонали прямоугольника,
проведенной через оси отверстий), взяты в качестве
установочных баз (4 и Б). Так как оси этих отверстий
перпендикулярны уже установленной плоскости В, то
отверстия устанавливаются на короткие пальцы: А — на
цилиндрический 2, а Б — на срезанный 4. Ленточки на
срезанном пальце должны располагаться на диаметре,
перпендикулярном линии, проходящей через оси О и Oi
отверстий А и Б.
Пример 4, При обработке отверстия диаметром d де-
таль устанавливается плоскостью и двумя наружными
цилиндрическими поверхностями; база В не обработана.
За главную базу принята плоскость Б (рис. 70, а),
которая устанавливается на торцы втулок 1 и 2. Наруж-
ная цилиндрическая поверхность А устанавливается в
короткую втулку 1, После этого у детали остается толь-
ко одна степень свободы — вращение относительно оси
цилиндрической поверхности А. Поэтому для установки
третьей базы — неполной наружной цилиндрической по-
верхности В — можно воспользоваться короткой под-
вижной призмой 3. Эта призма должна быть подвижна в
направлении линии, соединяющей оси баз А и В, так как
база А с помощью втулки 1 уже установлена в этом на-
правлении.
Пример 5. Для обработки боковых плоскостей в раз-
мер М деталь устанавливается плоскостью и двумя на-
ружными контурами; контуры не обработаны.
За главную базу здесь принимается нижняя плос-
кость В (рис. 70,6), которая устанавливается на опор-
ную пластину 2. Каждый из контуров А и Б можно упо-
добить наружной цилиндрической поверхности и устано-
вить один на короткую закрепленную на корпусе призму 1,
а другой — с помощью подвижной короткой призмы 3.
* * *
В заключение отметим следующее. При выборе габа-
ритов установочных элементов необходимо иметь в виду,
что установочные базы детали всегда должны пере-
крывать установочные поверхности приспособления.
Только в этом случае износ установочных элементов
будет равномерным по всей поверхности.
Глава III
ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ.
ЗАЖИМНЫЕ УСТРОЙСТВА ПРИСПОСОБЛЕНИЙ
17. ПРАВИЛА ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ
При обработке детали на нее действуют силы реза-
ния. Их величина, направление и место приложения мо-
гут изменяться в процессе обработки одной поверхности.
Изменение величины силы резания может происхо-
дить из-за изменения глубины резания в момент вреза-
ния и выхода инструмента, а также из-за колебаний вели-
чины припуска, затупления инструмента и других причин.
Направление и точка приложения силы резания из-
меняются вследствие перемещения инструмента вдоль
обрабатываемой поверхности и изменения условий об-
работки.
Силы резания и моменты, создаваемые ими, стремят-
ся переместить и повернуть деталь. Между тем, не-
смотря на воздействие переменных сил, деталь в про-
цессе обработки должна сохранять неизменное положе-
ние относительно установочных элементов, иначе будут
возникать дополнительные погрешности и возможна по-
ломка режущего инструмента.
Чтобы деталь сохраняла в процессе обработки неиз-
менное положение, ее необходимо надежно закреплять в
приспособлении. Лишь в редких случаях, когда деталь
имеет значительный вес, а силы резания малы, ее можно
обрабатывать без закрепления.
При закреплении детали в приспособлении должны
соблюдаться следующие основные правила:
1) не должно нарушаться положение детали, достиг-
нутое при ее установке;
2) закрепление должно быть надежным, чтобы во
время обработки положение детали сохранялось неиз-
менным;
128
3) возникающие при закреплении смятие поверхно-
стей детали, а также ее деформация должны быть ми-
нимальными и находиться в допустимых пределах.
Несоблюдение любого из этих правил может приве-
сти к возникновению погрешностей обработки, а измене-
ние положения детали в процессе резания — и к поломке
режущего инструмента.
Выполнение указанных правил закрепления дости-
гается благодаря рациональному выбору схемы закре-
пления и величины зажимного усилия (Q).
18. ВЫБОР СХЕМЫ ЗАКРЕПЛЕНИЯ ДЕТАЛИ
При любой операции расположение детали на стан-
ке относительно режущего инструмента определяется
выбранным методом обработки. Тем же определя-
ется и направление силы резания, действующей на де-
таль.
При конструировании приспособления посредством
выбора метода установки детали можно предусмотреть
различное расположение его установочных элементов от-
носительно детали и направления силы резания. Напри-
мер, на операции фрезерования паза деталь можно уста-
новить либо одной базой — цилиндрической поверхно-
стью на призму 1 (рис. 71,а), либо двумя базами — ци-
линдрической поверхностью на призму 2 и торцом на
опорный штырь 1 (рис. 71,б).
В первом случае под действием силы резания Р де-
таль может беспрепятственно перемещаться вдоль приз-
мы 1. Предотвратить это перемещение можно лишь за-
( Q \ *
креплением (показаны силы у), при этом деталь будет
удерживаться от перемещения только силами трения F,
возникающими на контактных поверхностях валика с
призмой 1 и зажимным устройством.
Во втором же случае (см. рис. 71,6) опорный штырь 1
непосредственно воспринимает силу резания Р и пре-
пятствует перемещению валика в направлении этой си-
лы. Возможен лишь поворот валика относительно точ-
ки О под влиянием момента от силы резания Р, прило-
женной на плече а. Вследствие малости плеча а момент
получается небольшим, и для удержания детали требует-
ся незначительное зажимное усилие Q.
9 H. Ф. Уткин
129
Схема закрепления детали, т. е. точка приложения и
направление зажимного усилия Q, во втором случае от-
личается от схемы закрепления, принятой в первом слу-
чае, что вызвано различием методов установки детали.
Рис. 71. Два варианта установки и закрепления
валика при фрезеровании паза.
Выбор схемы закрепления детали производят одно-
временно с разработкой метода ее установки, при этом
необходимо руководствоваться следующими соображе-
ниями.
130
1. В целях уменьшения величины зажимного усилия 1
при закреплении детали необходимо выбирать такой ме-
тод ее установки, при котором сила резания была бы на-
правлена на какой-либо из установочных элементов, рас-
положенных на линии действия этой силы или вблизи
нее. Такая схема показана на рис. 71,6, где опорный
штырь 1 размещен на расстоянии а от линии действия
силы резания Р.
Рис. 72. Схемы закрепления детали:
а, б, в — правильные; г — неправильная.
2. Для обеспечения контакта детали с установочным
элементом и устранения возможного сдвига ее при за-
креплении зажимное усилие следует направлять перпен-
дикулярно к поверхности установочного элемента
(рис. 72,а). В отдельных случаях зажимное усилие мож-
но направлять так, чтобы деталь одновременно прижи-
малась к поверхностям двух установочных элементов
(рис. 72,6).
1 Уменьшать зажимное усилие желательно потому, что при
этом уменьшаются смятие поверхностей и деформация детали при
закреплении. Кроме того, представляется возможность применить
более компактные зажимные устройства.
9*
131
3. В целях устранения деформации детали при за-
креплении точку приложения зажимного усилия надо
выбирать так, чтобц линия его действия пересекала
установочную поверхность установочного элемента
(рис. 72,в). Лишь при закреплении особо жестких де-
талей можно Допускать, чтобы линйя действия зажимно-
го усилия'проходила между установочными элементами
(см. рис. 72,6).
Неправильное закрепление детали, при котором за-
жимное усилие будет нарушать ее положение и может
деформировать, если в зоне приложения зажимного усй-
Рис. 73. Закрепление тонкостенной детали:
а - неправильное; б — правильное.
лия деталь обладает недостаточной жесткостью, показа-
но на рис. 72, г.
При закреплении нежестких деталей следует также
учитывать размеры сечения детали в месте приложения
зажимного усилия. Для уменьшения деформации зажим-
ное усилие следует прикладывать в местах детали, имею-
щих наиболее устойчивое против деформаций сечение.
Например, при закреплении детали коробчатой фор-
мы С, тонкими стенками (рис. 73, а) нельзя прилагать
зажимное усилие в точке А, так как в этом случае оно
вызовет прогиб верхней горизонтальной стенки детали.
Для уменьшения прогиба стенки вместо зажимного уси-
лия Q, действующего посередине детали, можно при-
ложить два усилия^—в точках Б и В, расположенных
вблизи вертикальных стенок, где жесткость детали боль-
ше (рис. 73,6).
4. Для уменьшения смятия поверхностей детали при
закреплении необходимо уменьшать удельное давление
132
Рис. 74. Контактные элементы:
а — с двумя точками; б — с тремя точками; в — с поверхностью кольцевой формы
Рис. 75. Схемд установки и закрепления детали, обладающей
малой жесткостью.
433
в местах контакта зажимного устройства с деталью пу-
тем рассредоточения зажимного усилия. Это достигается
применением в зажимных устройствах контактных эле-
ментов 1 соответствующей конструкции, которые позво-
ляют распределить зажимное усилие поровну между
двумя (рис. 74, а) или тремя (рис. 74, б) точками, а ино-
гда даже рассредоточить по некоторой протяженной по-
верхности (рис. 74,в).
5. В целях уменьшения вибраций и деформаций де-
тали под действием силы резания необходимо повышать
жесткость системы деталь — приспособление путем уве-
личения числа мест зажатия детали и приближения их
к обрабатываемой поверхности.
На рис. 75 показана схема установки и закрепления
детали, на которой регулируемая опора 1 и зажимное
усилие Q2 максимально приближены к обрабатываемой
поверхности и введены только для повышения жесткости
детали.
/
19. ВЫБОР ВЕЛИЧИНЫ ЗАЖИМНОГО УСИЛИЯ
Во время обработки деталь находится под воздей-
ствием нескольких сил. С одной стороны, это силы ре-
зания, стремящиеся сдвинуть и повернуть деталь, а с
другой — силы, удерживающие деталь, — зажимное уси-
лие, реакции опор и силы трения.
Величину зажимного усилия, необходимого для на-
дежного закрепления детали, можно определить на осно-
ве решения задачи статики, рассматривая равновесие де-
тали под действием приложенных к ней сил.
Можно рекомендовать следующий порядок расчета.
1. Составить расчетную схему, т. е. на схеме установ-
ки изобразить все силы, действующие на деталь: силу
резания, зажимные усилия, реакции опор и силы трения
в местах контакта детали с установочными элементами
и зажимными устройствами.
Расчетную схему следует составлять для наиболее не-
благоприятного варианта местоположения режущего ин-
струмента по длине обрабатываемой поверхности, при
котором для удержания детали от перемещения и пово-
рота под действием силы резания требуется приложить
наибольшее зажимное усилие.
134
2. Составить уравнение сил и моментов из условия
равновесия детали. Для составления уравнения сил не-
обходимо установить направление возможного переме-
щения детали под действием силы резания и определить
величину проекций на направление перемещения силы
резания и сил трения.
Уравнение сил можно составить в таком виде: сумма
проекций всех сил, удерживающих деталь, равна проек-
ции силы резания.
Для составления уравнения моментов необходимо
установить точку, относительно которой возможен пово-
рот детали под действием силы резания, и определить
относительно этой точки моменты сил, удерживающих
деталь, и момент силы резания.
3. Ввести коэффициент надежности закрепления Л,
учитывающий возможное в процессе обработки увеличе-
ние силы резания по сравнению с принятой по таблицам
или формулам.
Увеличение силы резания может произойти из-за за-
тупления инструмента, внезапного изменения твердости
материала и величины припуска.
Коэффициент К учитывает также возможное измене-
ние условий закрепления в процессе обработки.
Для удобства расчетов коэффициент К можно ввести
в полученное уравнение сил путем умножения на К си-
лы резания, сдвигающей деталь, а в уравнение момен-
тов — умножением на К момента силы резания.
4. Определить величину зажимного усилия из полу-
ченных уравнений сил и моментов.
Поясним методику определения зажимного усилия на
примерах.
Пример 1, На операции фрезерования паза (рис. 76, а)
при принятых методе установки и схеме закрепления де-
таль под действием силы резания может перемещаться
вдоль опорных пластин. Составляющая силы резания,
вызывающая перемещение детали, равна Рг.
Реакция опоры составляет:
N=Q+P.
Силы трения 7\ — в местах контакта детали с зажим-
ным устройством и Т2 — с установочными элементами
135
соответственно будут равны:
Л=Л(2;
' 7’2=/2^=/2(Q+P),
где fi — коэффициент трения между деталью и зажимные
ми устройствами;
fz — коэффициент трения между деталью и устано-
вочными элементами.
Рис. 76. Схемы к определению вели-
чины зажимного усилия, удерживаю-
щего деталь:
а — от перемещения; б — от поворота; в — от
перемещения и провертывания; г - от провер-
тывания.
Уравнение сил, составленное из
детали, будет:*...............
условия равновесия
136
После подстановки значений 1\ и Т2 и сведения коэф-
фициента К оно примет вид:
AQ+A(Q+P) = /<Pr,
откуда
КРГ~РР
* fl+fz *
Пример 2. На операции фрезерования плоскости
(рис. 76, б) при принятых методе установки и схеме за-
крепления деталь под действием сил резания может
только поворачиваться относительно точки О.
Из условия равновесия детали (рис. 76,6) уравнение
моментов будет:
Qa+Tl=Pb+Prl.
После подстановки значения T = fQ и введения коэф-
фициента надежности К уравнение примет вид:
Qa+fQl=K(Pb+Prll
откуда
Q K(Pb+Prl)
4 a+fl
где f — коэффициент трения между деталью и зажимны-
ми устройствами.
Обозначения остальных величин даны на рис. 76, б.
Пример 3. При сверлении отверстия в детали, за-
крепленной в трехкулачковом патроне (рис. 76, в), она
может перемещаться вдоль кулачков под*действием силы
резания Рх (усилие подачи) и провертываться в кулач-
ках под действием момента резания Л1кр.
Необходимо, приложить такое зажимное усилие, что-
бы не было ни перемещения, ни провертывания детали
относительно кулачков. В зависимости от формы насечки
на кулачках сопротивление перемещению и провертыва-
нию может быть различным, так как при этом могут
быть разными коэффициенты трения.
Допустим, что при перемещении детали в кулачках
вдоль ее, оси коэффициент трения будет fi, а при про-
вертывании— f2.
Тогда силы трения между кулачком и деталью будут
составлять:
137
при перемещении —
Л=Л<2;
при провертывании —
T2=f2Q.
Определим величину зажимного усилия при условии
недопустимости перемещения детали в кулачках.
Пользуясь принятыми обозначениями (рис. 76, в) и
имея в виду, что у патрона три кулачка, составим урав-
нение сил:
ЗЛ=^. ,
После подстановки значения 1\ и введения коэффи-
циента К уравнение примет вид:
откуда
Теперь' определим величину зажимного усилия при
условии недопустимости провертывания детали в ку-
лачках.
Так как деталь зажата в трех кулачках, уравнение
моментов будет иметь следующий вид:
ЗГ2г=Л/кр,
где Л1кр — момент сил резания, в кГмм\
Т2 — сила трения между кулачком й деталью при
провертывании последней, в кГ;
г — радиус наружной цилиндрической поверхности
детали на участке закрепления ее в кулачках,
в мм.
После подстановки значения Т2 и введения коэффи-
циента К уравнение примет вид:
3f2Qr=KMKp,
откуда
О—
3/2г •
Пример 4. На операции сверления отверстия в дета-
ли, установленной на призму 1 и опорный штырь 2
138
(рис. 76,г), возможен только поворот детали относи-
тельно ее оси под действием момента Л4кр.
При составлении уравнения моментов относительно
оси детали трением детали об опорный штырь 2 можно
пренебречь, так как будем полагать, что усилие резания
Рх полностью воспринимается силами трения на поверх-
ности призмы и реакция опорного штыря равна нулю.
С учетом сказанного уравнение моментов будет:
2Г2г+Лг===^кр>
где г — радиус наружной цилиндрической поверхности
детали на участке контакта с призмой.
Обозначим коэффициент трения между деталью и за-
жимным устройством fi, а между деталью и призмой 1 —
ft-
Тогда
T^f2N.
Так как призма имеет угол у = 90°, то
Q=22V-sin45°,
откуда
После подстановки в уравнение моментов значений Тх,
Т2 и N получим:
/2У2^г+/&г=Мкр.
После введения коэффициента К уравнение получит
следующий вид:
• f2V2-Qr+fxQr=KMKp,
откуда
4 (/2-Ш)т *
При расчетах по определению величины зажимного
усилия для коэффициентов трения 1 детали в местах кон-
1 В данном случае термин «коэффициент трения» принят услов-
но и выражает отношение силы сдвига к нормальной силе.
139
такта с установочными элементами и с зажимными уст-
ройствами можно принимать следующие значения:
/=0,16 — 0,18 —при контакте с гладкой плоской поверхностью;
/=0,18 — 0,30— » , По линии и со сферой;
/ = 0,5 — 03 — , , с рифлеными (насеченными) по-
верхностями.
Значение коэффициента К следует выбирать диффе-
ренцированно в зависимости от конкретных условий вы-
полнения операции и способа закрепления детали.
Величину К можно представить как произведение
первичных коэффициентов (Ко, Ki, Кг, . . Кб), каждый
из которых отражает влияние определенного фактора.
Таблица 2
Значения коэффициента К2
Метод обработки Силы резания Значения коэффи- циента Примечание
Сверление Крутящий мо- мент Л4кр Осевая сила Рх 1,15 1,10 Для чугуна
Предваритель- ное (по корке) зенкерование Крутящий мо- мент Мкр Осевая сила Рх 1,3 1,2 Для чугуна при износе по зад- ней поверхности 1,5 мм
Предваритель- ное точение Тангенциаль- ная сила Р? Радиальная си- ла Ру Сила подачи Рх 1,0 1,4 J,2 1,6 1,25 Для стали и чугуна Для стали Для чугуна Для стали Для чугуна
Цилиндриче- ское предвари- тельное и чис- товое . фрезеро- вание Окружная си- ла Р 1,75—1,90 1,2—1,4 Для вязких ста- лей Для твердых сталей и чугуна
Торцовое пред: варительное и чистовое фрезе- рование Окружная си- ла Р 1,75—1,90 1;2—1,4 Для вязких ста- лей' Для твердых стадей и чугуна
140
Следовательно,
'К* (17)
Коэффициент Ко. представляющий собой гарантиро-
ванный коэффициент запаса надежности закрепления,
для всех случаев следует брать равным 1,5.
Коэффициент Ki учитывает увеличение силы резания
из-за случайных неровностей на заготовках. Для черно-
вой обработки /(1 = 1,2, для чистовой К] = 1,0.
Коэффициент К2 учитывает увеличение силы резания
вследствие затупления инструмента. Значения К2 привел
дены в табл. 2, а значения остальных коэффициентов —
в табл. 3.
Таблица 3
Значения коэффициентов К8> К5 и Ке
Обозначе- ние коэф- фициента Фактор, учитываемый введением коэффициента Значение коэффициента
Кэ Увеличение силы реза- ния при прерывистом • ре- зании 1,2 — при точении
к* Непостоянство зажим- ного усилия 1,3 — для ручных зажим- ных устройств; 1,0 — для пневматиче- ских и гидравличе- ских устройств
к. Степень удобства 'рас- положения рукояток в руч- ных зажимных устройст- вах . 1,0 — при удобном рас- положении и ма- лой длине рукоят- ки; 1,2 — при диапазоне уг- ла отклонений ру- коятки > 90°
Кв Неопределенность из-за неровностей места кон- такта детали с установоч- ными элементами, имею- щими большую установоч- ную поверхность Учитывается только при наличии момента, стремя- щегося повернуть деталь 1,0 — для установочного ’ элемента, имеюще- го ограниченную поверхность кон- такта с деталью 1,5 — для установочного элемента с боль- шой площадью
141
При указанных выше значениях коэффициентов
Ко—Ко величина К, определяемая по формуле (17), мо-
жет колебаться в значительных пределах (1,5—8).
Выбирая значения коэффициентов Ко—Кв в соответ-
ствии с условиями выполнения операции, можно по-
лучить величину К для каждого конкретного случая.
В заключение отметим, что потребные силы зажима
(Q) следует определять с возможно большей точностью,
так как чрезмерное их завышение приводит к неоправ-
данному увеличению габаритов и веса приспособлений,
диаметров пневмоприводов, излишнему расходу сжатого
воздуха, к увеличению деформации детали, а заниже-
ние— к ненадежному закреплению детали.
20. КЛАССИФИКАЦИЯ ЗАЖИМНЫХ УСТРОЙСТВ
Закрепление детали в приспособлении осуществляется
с пбмощью зажимных устройств различной конструкции.
Зажимное устройство состоит из трех основных эле-
ментов: привода, силового механизма и контактного эле-
мента.
Привод, преобразуя определенный вид энергии, раз-
вивает исходное усилие Ри, которое с помощью соответ-
ствующего силового механизма преобразуется в зажим-
ное усилие Q и передается через контактный элемент за-
крёйляемой детали.
Каждый из составных элементов оказывает суще-
ственное влияние на качество работы зажимного устрой-
ств!, поэтому классификация зажимных устройств про-
водится в зависимости от конструктивных особенностей
и Принципа работы его основных элементов.
По виду энергии, преобразуемой в приводе в исход-
ное усилие Ри, зажимные устройства подразделяют на
следующие группы: с ручным приводом, пневматические,
гидравлические, вакуумные, магнитные и приводимые в
действие от привода станка.
По принципу действия силового механизма, преобра-
зующего исходное усилие Ри в зажимное Q, различают
вйЙювые, эксцентриковые, клиновые и рычажные зажим-
ный устройства.
По числу одновременно прилагаемых зажимных уси-
лий (по числу контактных элементов) зажимные устрой-
ства разделяют на однократные и многократные.
142
21. СИЛОВЫЕ МЕХАНИЗМЫ
Силовые механизмы обычно выполняют роль усилите-
ля. Основной характеристикой силового механизма яв-
ляется коэффициент усиления z =-^--передаточное от-
ношение сил. Коэффициент усиления указывает, во
сколько раз усилие Q, развиваемое силовым механиз-
мом, больше исходного усилия Ри.
Силовой механизм наряду с изменением величины
исходного усилия может также изменять его по направ-
лению, разлагать на составляющие и обеспечивать сов-
местно с контактными элементами приложение зажимно-
го усилия в заданной точке. Кроме того, силовые меха-
низмы часто выполняют роль самотормозящего элемента,
препятствуя раскреплению детали в случае внезап-
ного выхода из строя привода. При ручном приводе си-
ловой механизм всегда выполняется самотормозящим,
чтобы в процессе обработки не требовалось удерживать
рукой зажимное устройство.
Силовые механизмы делятся на простые и комбини-
рованные. Простые состоят из одного элементарного ме-
ханизма — винтового, эксцентрикового, клинового или
рычажного. Комбинированные представляют собой ком-
бинацию нескольких элементарных механизмов, напри-
мер: рычажного и винтового, рычажного и эксцентрико-
вого, рычажного и клинового.
Рассмотрим основные разновидности простых меха-
низмов и элементы их расчета. Расчет комбинированных
механизмов основан на расчете простых.
Винтовые механизмы просты в изготовлении и на-
дежны в работе, обладают большим коэффициентом уси-
ления и свойством самоторможения. Используются они в
зажимных устройствах с ручным приводом.
В качестве винтового механизма обычно применяют
винтовую пару с метрической резьбой. Передача усилия
Q осуществляется перемещением винта (рис. 77, а, б, в)
или гайки (рис. 77, а, д).
Диаметр винта d выбирается из условия прочности
по формуле:
d=C 1/г—- мм.
Г [°]р
143
где Q — зажимное усилие, в кГ;
[о]р — допускаемое напряжение при растяжении; для
винтов из стали 45 его'можно брать в пределах
8—10 кГ/мм?-,
С я» 1,4 — для метрической резьбы с крупным шагом.
- Рис. 77. Винтовые механизмы:
а — винт со сферическим концом; б — винт с плоским торцом;
9 — винт с башмаком; г — гайка с опорным торцом D\ Э - гайка-
звездочка.
Чтобы получить требуемое зажимное усилие Q, к го-
ловке винта или к гайке необходимо приложить момент
7W=rcpQ tg (а+<рпр) + AfTP кГмм, (18)
где гСр— средний радиус резьбы, в мм\
«—угол подъема резьбы, в град.;
144
?пр— приведенный угол трения, в град.;
Мгр— момент трения на опорном торце гайки или
в месте контакта торца нажимного винта,
в кГ мм.
Момент трения равен:
М^=^-~^кГмм\ (19)
где f — коэффициент трения;
Da и DB — соответственно наружный и внутренний
диаметры опорного торца гайки или торца
нажимного винта, в мм.
Приняв для метрической резьбы с крупным шагом
среднее значение для а=2°30' (для резьб от М8 до М52),
<рПр =10°30', rcp=0,45d и / = 0,15 и подставив эти значе-
ния в формулы (18) и (19), получим приближенную фор-
мулу для момента:
М «0,WQ+0,05Q^^^ кГмм. (20)
Чтобы создать момент М, необходимо приложить на
плече I исходное усилие Ри, т. е.
М=Рп1. (21)
Подставив в уравнение (20) значение М из уравнения
(21), получим:
D3-D3
Ри/ » 01rfQ+0,05Q кГмм,
откуда будем иметь приближенную формулу, связываю-
щую зажимное усилие Q с исходным Ри:
Р" кГ (22)
0,lrf+0,05-^—
Этой формулой можно пользоваться в практических
расчетах при определении величины зажимного усилия Q,
развиваемого конкретным механизмом.
1 Выводы формул (18) и (19) приведены в книге М. А. Ансеро-
ва [1].
10 Н. Ф. Уткин
145
В соответствии с формулой (22) составим приближен-
ные формулы, позволяющие определить Q для винтовых
механизмов, показанных на рис. 77.
Для винта со сферическим концом (рис. 77,а), где
DH=DB=0,
(23)
Для винта с плоским торцбм (рис. 77,6), гДе DB=0,
a DH=rfb
Q 0,ld+0,05di Р" кР' ' №)
Для винта с башмаком (рис. 77,в), предупреждаю-
щим порчу поверхности детали,
Q----------------гР* кГ> (25)
0,Id+0,15r-ctgy
где г — радиус сферы конца винта;
а — угол конуса в отверстии башмака.
При использовании гайки (рис. 77, г) и гайки-звез-
дочки (рис. 77, д), где DB=d, a DB=D— наибольшему
диаметру опорного торца гайки и гайки-звездочки,
Q
______[_______р иГ
Пз cP Л/ .
(26)
При D = \,7d
кГ,
а при D=2fid
кГ.
Винты рекомендуется выполнять из стали марки 45.
Твердость резьбы винта HRC 30—35.
Эксцентриковые механизмы. Основным элементом
этих механизмов является эксцентрик. Применяются
круглые и криволинейные эксцентрики.
Круглый эксцентрик представляет собой диск 1
(рис. 78) с отверстием, расположенным эксцентрично по
отношению к его наружной цилиндрической поверхности.
В начальном положении (рис. 78, а) эксцентрик рас-
146
полагается так, что его ближайшая к оси точка профиля Л
обращена к зажимаемой поверхности 5, при этом между
эксцентриком и зажимаемой поверхностью Б остается
зазор т, необходимый для удобства установки детали.
Зазор обеспечивается соответствующим выбором разме-
ра Н между установочным элементом приспособления и
осью эксцентрика.
Рис, 78. Эксцентриковый механизм:
а — в начальном положении; б — при закреплении детали
с усилием Q.
Для закрепления детали с усилием Q необходимо по-
вернуть эксцентрик 1 за ручку 2 из начального положе-
ния на угол а (рис. 78, б) и в этом положении затянуть
его с некоторым (исходным) усилием Ри, приложен-
ным на плече /.
Величина угла а зависит от фактического размера N
детали. Так как этот размер может колебаться в преде-
лах допуска, то и эксцентрик при закреплении разных
деталей будет занимать различные положения, отлича-
ющиеся величиной угла а.
Эксцентриситет е выбирается в зависимости от за-
зора т и допуска на размер JV таким образом, чтобы
147
эксцентрик приходилось поворачивать от начального
положения на угол а, не превышающий 150°, при этом в
запасе должен оставаться некоторый участок рабочего
профиля эксцентрика.
Эксцентриковые механизмы просты в изготовлении -и
в сравнении с винтовыми обеспечивают более быстрое
закрепление детали.
Коэффициент усиления у них меньше, чем у винто-'
вых, тем не менее развиваемое ими зажимное усилие
весьма значительно и во многих случаях оказывается до-
статочным для удержания деталей:
Эксцентриковые механизмы используются в зажим-
ных устройствах с ручным приводом, поэтому эксцентри-
ки обязательно должны быть самотормозящими. Эффект
самоторможения зависит от величины эксцентриситета е.
При работе всухую, считая коэффициент трения
f=0,15, для обеспечения самоторможения необходимо
выбирать эксцентриситет, равный
е < 0.05D,
где D — диаметр круглого эксцентрика или диаметр
окружности профиля.
Для определения зажимного усилия Q (рис., 78,6),
развиваемого эксцентриком при приложении к рукоятке
на плече / исходного усилия Р„, можно воспользоваться
следующей приближенной формулой Ч
Q « -м-гЛ-ггй Рч “Г, (27)
е [1+sin (а +т)] и ' '
где 7 — длина плеча, в мм-, '
е — эксцентриситет, в мм-,
<р — угол трения в месте приложения зажимного уси-
лия, в град.;
а'— 180° — а, где а —угол поворота эксцентрика от
начального положения, в град.
При расчете эксцентрикового механизма следует ис-
ходить из неблагоприятного случая, когда механизм раз-
вивает минимальное усилие Q.
1 Вывод формулы приведен в книге В. С. Корсакова [10].
148
Согласно формуле (27), усилие Q будет минималь-
ным при максимальном значении sin (а' + ф), т. е. при
sin (а' + ф) = 1 или при а' + ф=90°.
Так как <р^8° (при / = 0,12—0,15), то а'~82°. Это
значение а' соответствует углу поворота эксцентрика
Рис. 79. Разновидности эксцентриков:
а — круговой; б — круговой с лыской и пазбм; в ~ кулачок эксцентриковый
одинарный; г — кулачок эксцентриковый сдвоенный.
а —100°. Так как обычно для закрепления деталей ис-
пользуется средняя часть рабочего профиля, находящая-
ся вблизи угла а—100°, то для неблагоприятного случая
формула (27) примет вид:
(28)
Этой формулой можно пользоваться и в практических
расчетах.
Имеется несколько разновидностей эксцентриков. Не-
которые из них стандартизованы (например, показанные
149
на рис. 79,ГОСТ 9061-59, на рис. 79,6—ГОСТ
12191-66, на рис. 79,в —ГОСТ 12189-66, на рис. 79, г —
ГОСТ 12190-66).
Рабочий профиль эксцентриковых кулачков (см.
рис. 79,в и г) тоже очерчен по дуге окружности, центр
которой смещен от оси отверстия кулачка. Эксцентрики,
приведенные на рис. 79,8 и б, надеваются на ось и пово-
рачиваются за ручку, скрепленную с эксцентриком, а
эксцентриковые кулачки, показанные на рис. 79, в и г, на-
саживаются неподвижно на валик и поворачиваются
вместе с ним.
Изготовляются эксцентрики из стали 20Х с цемента-
цией и закалкой поверхности до твердости HRC 55—60.
Круглые эксцентрики широко используются в при-
способлениях. В изготовлении они проще криволинейных
(некруглых), однако обладают и отдельными, недостат-
ками: их самотормозящие свойства изменяются по мере
поворота эксцентрика, а наибольший угол поворота
обычно не превышает 150—160°, из-за чего круглые экс-
центрики имеют малый ход (не более 2е).
Рабочая поверхность криволинейных эксцентриков
очерчивается по различным плоским кривым: эвольвенте,
спирали Архимеда или логарифмической спирали. В за-
висимости от вида кривой самотормозящие свойства кри-
волинейного эксцентрика по мере его поворота либо уве-
личиваются (эвольвента, спираль Архимеда), либо оста-
ются постоянными (логарифмическая спираль). Вторым
преимуществом некруглых эксцентриков является боль-
шой угол поворота (практически может достигать 300—
320°), благодаря чему можно получить большой линей-
ный ход.
Клиновые механизмы обычно применяются в качестве
промежуточного звена'* в зажимных устройствах с пнев-
матическим приводом. Они просты в изготовлении, ком-
пактны, легко размещаются в стесненных местах приспо-
собления, позволяют увеличивать и изменять направле-
ние исходного усилия.
На рис. 80, а показан клиновой механизм с наиболее
распространенным в приспособлениях односкосым кли-
ном /. Под действием исходного усилия Ри клин 1 пере-
мещает ползун 2 в направлении, перпендикулярном пере-
мещению клина, при этом клин воздействует на ползун
с усилием Q.
150
Для определения усилия Q можно воспользоваться
следующей формулой:
Q «TTH-r lv Р» кГ, (29)
tg(a + ?) + tg?! И ’ V 7
где Q — усилие, с которым клин воздействует на ползун,
в кГ\
Ри — исходное усилие, приложенное к клину, в кГ\
а — угол клина, в град.;
Ф — угол трения скольжения на наклонной поверх-
ности А клина, в град.;
Ф1 — угол трения скольжения на основании Б кли-
на, в град.
Величины углов трения <р и <pi определяются но
формулам:
<Р = arc tg/;
<Pi = arctg/b
где f — коэффициент трения между клином 1 и плунже-
ром 2;
fi — коэффициент трения между клином 1 и корпу-
сом 3 приспособления.
151
Клиновые механизмы с трением скольжения без роли-
ков обычно выполняются с самотормозящим клином, для
которого условие самоторможения будет составлять:
а < <p + ?i,
а при равенстве углов трения, т. е. при ф = ф1 =
а < 2<р.
Самотормозящие клинья обычно выполняются с ло-
маной наклонной плоскостью, характеризующейся двумя
углами аир (рис. 80, в).
При перемещении по первому скосу клина 1 с углом р
•плунжер 2 быстро подводится к зажимаемой детали; на
втором скосе с углом а осуществляется окончательное
закрепление детали, причем благодаря малому углу ско-
са достигается значительная сила зажима.
Клин и сопряженные с ним детали обычно выполня-
ются из стали со шлифованными поверхностями, для ко-
торых в зависимости от наличия смазки можно принять
коэффициент трения f = fi = O,l — 0,15 и соответствующий
ему угол трения ф=ф1 = 5°43' — 8°30'.
Для уменьшения потерь на трение часто применяют
клиновой механизм с роликами (рис. 80,6). По сравне-
нию с механизмами без роликов он позволяет получить
большие (на 30 — 50%) усилия Q при одной и той же
силе Ри.
Для определения усилия Q, передаваемого клином 1
ролику плунжера 2, Сложно воспользоваться формулой
(29), заменив в ней углы трения скольжения (ф и ф1)
приведенными углами трения качения (фпр и Ф1пр).
Таким образом, для клина с двумя роликами
« " р- кГ- <30>
Для определения приведенных углов трения (фпр и
Ф1пр) следует пользоваться следующими зависимостями:
. . d
tg'Pinp=tg?i7o;
<Рп₽= arctg/-^-,
152
где ф1 — угол трения скольжения на основании клина,
в град.;
D — диаметр ролика, в мм;
d — диаметр оси ролика, в мм;
f — коэффициент трения скольжения на наклонной
плоскости клина.
Рис. 81. Клиноплунжерпые механизмы:
а — с двухопорным плунжером без роликов; б — с консольным плун-
жером без роликов; в — с двух опорным плунжером с роликами;
г — с консольным плунжером с роликом.
Клиновые механизмы с роликами обычно используют-
ся в качестве усилителей и являются несамотормозящи-
м.и. В таких механизмах обычно а^10°.
В приспособлениях клиновые механизмы применяют-
ся в различных! конструктивных исполнениях, в част-
ности в виде клиноплунжерных механизмов без роликов
153
(рис. 81,а и б) ис роликами (рис. 81,в и г), в которых
плунжер может быть двухопорным (см. рис. 81, а и в)
или консольным (см. рис. 81,6 и г).
Усилие Q, развиваемое клиноплунжерным механиз-
мом и передаваемое двухопорным плунжером на зажи-
маемую поверхность А, может быть определено по фор-
муле:
О = - 1 ~~tgУз р „г (зп
У tg(* + ?) + tg?1 Р*к1'
где а — угол клина, в град.;
Ф — угол трения на наклонной плоскости клина,
в град.;
Ф1 — угол трения на основании клина, в град.;
' ф2 — угол трения в направляющих плунжера, в град.;
Ри— исходное усилие, в кГ.
Для расчета Q других механизмов, показанных на
рис. 81, можно пользоваться также формулой. (31), за-
меняя для механизмов с роликами углы трения сколь-
жения приведенными углами трения качения.
Для механизма, показанного на рис. 81,6,
= i--tg(a-i-y) tg?2np
Ц ~ tg (* + <?) + tg <pi и’
где tg?2np=— tg?2.
Для механизма, показанного на рис. 81,в,
'. п = »-tg(«+?np)tg?2
4 tg(«-b<Fnp) + tg<Plnp И’
где <рПр= arctg/'-Jy.
Для механизма, приведенного на рис. 81. а,
l-tg(a + ynp)tgy2np
4 tg (<I + 'Pnp) + tg <Р1
где <pnp=arctg/-£,
. з/ .
tg'P2np=—tg?2.
Рычажные механизмы, состоящие из прижимных пла-
нок либо качающихся рычагов в сочетании с винтовыми
154
и эксцентриковыми механизмами, образуют так называе-
мые прихваты с ручным приводом. Кроме того, рычаж-
ные механизмы применяются в качестве усилителей при-
водов. На рис. 82 показаны некоторые конструкции ры-
чагов.
При принятых на рис. 82 обозначениях плеч рычагов
зажимное усилие Q можно определить по следующим
формулам:
Рис. 82. Рычажные механизмы:
а — с двуплечим изогнутым рычагом; б — с двуплечим прямым рычагом;
в — планка с опорой в середине; г — планка с опорой на конце.
для рычагов, показанных на рис. 82, а, б и в,
«Г;- (32)
для рычага, приведенного на рис. 83, г,
<2=^РякГ. (33)
155
В формулах (32) и (33):
Ри — исходное усилие, приложенное к одному
из плеч рычага, в кГ;
т) — коэффициент полезного действия, учиты-
вающий потери на трение в опорах рыча-
га; т)^0,95;
Zi, /2, I и L — плечи рычагов, в мм.
22. ПРИНЦИП ДЕЙСТВИЯ МНОГОКРАТНЫХ
ЗАЖИМНЫХ УСТРОЙСТВ
Многократными зажимными устройствами называют
такие, которые позволяют при повороте одной рукоятки
(или нажатии на одну кнопку) одновременно закрепить
несколько деталей в многоместном приспособлении или
одну деталь в нескольких местах, благодаря чему резко
сокращаются затраты времени на закрепление детали.
При одновременном закреплении нескольких деталей
необходимо учитывать возможную разницу их размеров,
из-за чего будет иметь место разноудаленность мест за-
жатия. В связи с этим зажимное устройство для одно-
временного закрепления п деталей (n-кратное зажим-
ное устройство) должно иметь подвижные взаимосвязан-
ные контактные элементы, которые бы самоустанавлива-
лись в соответствии с фактическими размерами закреп-
ляемых деталей.
Подвижность контактных элементов достигается дву-
мя путями:
1) за счет введения контактных элементов, плаваю-
щих относительно несущего их звена;
2) за счет применения привода или силового меха-
низма, плавающего совместно с контактными элемента-
ми относительно корпуса приспособления. .
Устройства с контактными элементами, .плавающими
относительно несущего звена. На рис. 83, а показана схе-
ма двукратного зажимного устройства с плавающим
двухточечным контактным элементом-башмаком 1. Пла-
вание здесь обеспечивается качанием башмака 1 на оси
звена 2.
На рис. 83, б приведена схема пятикратного зажим-
ного устройства с плавающими плунжерами /, которые
опираются на гидропласт 2, заполняющий закрытую по-
лость звена 3. При подведении ведомого звена 3 к дета-
156
лям плунжеры 1 из-за разницы размеров деталей всту-
пят е ними в контакт неодновременно. Те плунжеры, ко-
торые подойдут первыми, будут утапливаться и воздейст-
вовать на гидропласт, в результате чего начнут выдви-
гаться из звена 3 плунжеры, еще не пришедшие в кон-
такт с деталями. Это будет происходить до тех пор, пока
все плунжеры не окажутся в контакте с деталями, при
этом каждая деталь будет закреплена с одним и тем же
усилием Q.
Рис. 83. Многократные зажимы с контактными элементами,
' плавающими относительно несущего звена: '
а — с качающимся башмаком; б - с гидропластом.
Устройства с плавающим приводом или плавающим
силовым механизмом. Эти устройства обычно бывают
двукратными. । - ' ~
На рис. 84, а показана схема двукратного устройства
с плавающим рычажно-эксцентриковым силовым меха-
низмом, в котором плавание достигается благодаря ка-
чанию рычага .2, несущего шарниры тяг 1 и 3. При кача-
ний' рычага 2 прижимные Планки вместе с эксцентриком
перемещаются до тех пор, пока не будут приложены оба
Зажимных усилия Q к разным деталям или к одной де-
тали в разных точках.
На рис. 84, 6 изображена схема двукратного устрой-
ства с рычажно-винтовЫм силовым механизмом, В кото-
ром рычаг 1 вместе с винтом 3 -качается относительно
оси 2, обеспечивая одновременное закрепление детали
в двух местах с разных сторон с усилием Q в каждой
точке/ < • • *
157
На рис. 84, в приведена схема двукратного устройства
с плавающим пневматическим приводом. Здесь и кор-
пус 2 и шток 3 пневмоцилиндра подвижны относительно
корпуса приспособления, благодаря чему планки 1 и 4
приходят в контакт с обеими деталями при любых их
размерах в пределах заданного допуска.
Рис. 84. Схемы многократных зажимов:
а — с плавающим рычажно-эксцентриковым силовым механизмом; б —
с плавающим рычажно-винтовым силовым механизмом; в — с плавающим
пневмоприводом.
Устройства с плавающим приводом (силовым меха-
низмом) (см. рис. 84) обычно несколько сложнее
устройств с плавающими контактными элементами (см.
рис. 83), но они имеют преимущества в силовом отноше-
нии. При одинаковых по мощности приводах и одинако-
вых по коэффициенту усиления силовых механизмах
устройства первой группы (с плавающим приводом)
обеспечивают в сравнении с устройствами второй груп-
пы приложение к каждой из п закрепляемых деталей в п
раз большего зажимного усилия. Иначе говоря, для
одновременного закрепления п деталей с приложением
к каждой одного и того же усилия Q при использовании
158
устройств второй группы требуется в п раз более мощ-
ный привод или соответственно более мощный силовой
механизм, чем при применении устройств первой группы.
Например, если для одновременного закрепления каж-
дой из двух деталей с усилием Q применить зажимное
устройство первой группы, то силовой механизм этого
устройства должен развивать усилие Q. Если же исполь-
зовать устройство второй группы, то силовой механизм
в этом случае должен развивать уже усилие 2Q. Это
необходимо учитывать при выборе типа многократного
устройства.
23. ЗАЖИМНЫЕ УСТРОЙСТВА С РУЧНЫМ ПРИВОДОМ
Для приведения в действие зажимных устройств при
закреплении деталей используется и физическая сила ра-
бочего.
При ручном приводе зажимное устройство и все при-
способление получается компактным, простым и деше-
вым. Особенно удобно применять зажимные устройства
с ручным приводом в тех случаях, когда требуется не-
большое зажимное усилие, а само приспособление в про-
цессе выполнения операции приходится перемещать на
столе, поворачивать или перекладывать (например, при
работе на сверлильных станках).
При расчете приспособлений на надежность закрепле-
ния следует принимать следующие максимальные уси-
лия, которые может приложить рабочий: Ри^10 кГ при
приложении усилия к рукоятке, гаечному ключу и т. п.;
РИ«СЗ кГ при приложении усилия к звездочке, барашку
и т. п.
Соответственно моменты, прилагаемые к силовым ме-
ханизмам, будут составлять:
М < 10Z и М < 3Z),
где I — плечо, на котором прилагается усилие Ри к ру-
коятке, ключу и т. п.;
D — диаметр звездочки, барашка и т. п.
Зажимные устройства с ручным приводом бывают
простые, комбинированные (в виде прихватов) и мно-
гократные. Все они выполняются самотормозящими.
Некоторые типовые конструкции зажимных устройств
с ручным приводом приведены в табл. 4.
159
Таблица i
Типовые конструкции зажимных устройств с ручным
приводом
Эскиз
Характеристика
Простой винтовой зажим. При
вращении за рукоятку 1 винт че-
рез башмак 2 закрепляет деталь
Г-образный винтовой прихват.
Закрепление осуществляется с по-
мощью гайки /. При раскреплении
пружина 3 поднимает прихват 2,
который может быть повернут от-
носительно оси для удобства уста-
новки детали
Винтовой прихват с отводимой
планкой 2. Сферическая шайба 1
допускает закрепление детали при
значительных колебаниях ее раз-
мера по высоте в месте закрепле-
ния
160
Продолжение табл. 4
Характеристика
Эксцентрико-
вый прихват, от-
водимый при рас-
креплении вмес-
те с эксцентри-
ком 2 и планкой /
по пазу в под-
кладке 4. Закреп-
ление детали
осуществляется
поворотом экс-
центрика 2 за
рукоятку 3
Зажимное уст-
ройство двукрат-
ного действия с
плавающим вин-
товым силовым
механизмом. При
вращении гайки
2 перемещается
винт 3, благода-
ря чему планки
1 и 4 одновре-
менно закрепля-
ют две детали
Зажимное уст-
ройство двукрат-
ного действия с
плавающим экс-
центриковым си-
ловым механиз-
мом. При пово-
роте эксцентри-
ка / через пла-
вающий толка-
тель 2 усилие
передается вин-
ту 5, при этом
рычаги 4 и 5 од-
новременно по-
ворачиваются на
осях, закрепляя
сразу две детали
11 Н. Ф. Уткин
161
Продолжение табл, 4
Эскиз
Характеристика
Зажимное устрой-
ство двукратного
действия с плаваю-
щим винтовым си-
ловым механизмом.
При вращении гай-
ки 1 Г-образные
прихваты 2 и 6 од-
новременно закреп-
ляют деталь в двух
местах. Это дости-
гается благодаря
качанию коромыс-
ла 3 на опоре 4.
При раскреплении
пружины 5 подни-
мают прихваты 2
и 6
Зажимное устрой-
ство многократного
действия с гидро-
пЛастом 2 и плава-
ющими плунжерами
3. Закрепление де-
талей производит-
ся поворотом гай-
ки 4, которая по-
двигает планку / с
плунжерами 3 к
деталям. Несмотря
на разницу разме-
ров закрепляемых
деталей все они
закрепляются одно-
временно и с оди-
наковым усилием
162
Основные детали зажимных устройств с ручным при-
водом стандартизованы или нормализованы.
24. ЗАЖИМНЫЕ УСТРОЙСТВА
С ПНЕВМАТИЧЕСКИМ ПРИВОДОМ
В качестве пневмопривода применяются цилиндр 1
с поршнем 2 (рис. 85, а и б) или пневмокамера 1 с диа-
фрагмой 2 (рис. 85,в и г).
Как в поршневых, так и в диафрагменных приводах
источником силы служит энергия сжатого воздуха, ко-
торый обычно имеет давление в пределах 3—6 кГ1см2.
Пневмоприводы бывают двустороннего действия
(рис. 85,а и в), в которых шток 3 совершает и рабочий и
холостой ход под воздействием сжатого воздуха, попе-
ременно подводимого к полостям, Л и Б, и односторон-
него (рис. 85,6 и г), когда шток 3 осуществляет рабочий
ход под действием сжатого воздуха, подводимого к по-
лости Л, а холостой — пружины 4.
Пневмоприводы двустороннего действия применяют-
ся для зажимных устройств с самотормозящими элемен-
тами, когда и раскрепление детали требует значительных
усилий на штоке пневмопривода.
Использование пневмоприводов одностороннего дей-
ствия позволяет сократить расход воздуха на 30—40%.
Вместе с тем при равных габаритах пневмоприводы
одностороннего действия развивают'меньшее усилие, так
как часть его (5—20%) поглощается пружиной 4.
Усилие, развиваемое поршневыми пневмоприводами,
определяется по следующим формулам:
для цилиндра одностороннего действия:
р^^-рч — q кг, (34
для цилиндра двустороннего действия при подаче воз-
духа в бесштоковую полость А:
Ри= Т РЪ кГ-, (35)
при подаче воздуха в штоковую полость Б:
(36)
11*
163
В приведенных формулах:
D — диацетр (внутренний) цилиндра, в см\
р — давление воздуха, в кГ1см2\ в расчетах Црини-
мается 4 кГ)см2\
°) 1 2
б)
mmm
Ри
5ПГИ
ZZZZZZZZ
3
Рис. 85. Схемы поршневых и диафрагменных
s приводов.
2 34
т)*«0,85—0,90 — к. п. д. цилиндра, учитывающий
потери на трение;
q—сопротивление возвратной пружины в конце ра-
бочего хода поршня, в кГ;.
d — диаметр штока, в см.
164
Для диафрагменных приводов одностороннего дей-
ствия усилие определяется по следующим формулам:
для пневмокамер с резиновыми диафрагмами:
0,9я£>?
Ри=~р-дкГ, (37)
для пневмокамер с диафрагмами из прорезиненной
ткани:
О 9т-
P^^tD+Dtfp-q кГ. (38)
В приведенных формулах:
О —диаметр окружности (внутренней) защемления
диафрагмы, в см\
Dx—диаметр опорной шайбы, в см\ принимается
равным (0,7—0,8) D\
р — давление воздуха — 4 кГ1см2\
q — сопротивление пружины, в кГ.
Поршневые и диафрагменные приводы могут встраи-
ваться в корпус приспособления или выполняются в виде
отдельных самостоятель-
ных агрегатов нормализо-
ванной конструкции. Эти
нормализованные агрега-
ты либо устанавливаются
на корпусе приспособле-
ния, либо размещаются
на столе станка рядом с
приспособлением (при-
ставные пневмоприводы).
В том и другом случае
шток пневмопривода свя-
зывается соответствую-
щим образом с зажим-
ным устройством приспо-
собления.
На рис. 86 показана
нормализованная пневмо-
6 7
Рис.. 86. Нормализованная
конструкция пневмокамеры.
камера одностороннего
действия фланцевого типа с диафрагмой 5. Эта камера
винтами 6 прикрепляется к корпусу приспособления, при
этом шток 7 скрепляется с зажимным устройством.
165
При подаче воздуха через штуцер 1 диафрагма 5 и
опорная шайба — диск 4 со штоком 7 — перемещаются
вправо, совершая рабочий ход. Холостой ход осуществ-
ляется под действием пружин 2 и 3.
Рис. 87. Нормализованная конструкция приставного пневмо-
цилиндра.
На рис. 87 изображен нормализованный пневмоци-
линдр приставного типа двустороннего действия с порш-
нем 2. При подаче воздуха через штуцер 1 поршень 2 со
штоком 3 перемещается вниз, совершая рабочий ход,
при этом шток воздействует на рычаг-усилитель 4, кото-
рый йередвигает вверх плунжер 5 и оказывает воздей-
166
ствие на зажимное устройство приспособления с исход-
ным усилием Ри.
Нормализованные пневмоприводы, если их изготовить
на предприятии в достаточном количестве и соответ-
ствующих типоразмеров, могут обеспечить значительный
экономический эффект в серийном производстве благо-
даря упрощению конструкции специальных приспособле-
ний. Последние в этом случае будут выполняться без
пневмоприводов и лишь перед использованием на станке
167
укомплектовываться приставными нормализованными
приводами. Таким образом, один и тот же пневмопривод
может использоваться многократно путем перестановки
' его с одного приспособления на другое.
В зависимости от конкретных условий пневмопривод
может выполняться стационарным (табл. 5), плаваю-
щим (см. рис. 84, в), качающимся (см. табл. 5) и вра-
щающимся (рйс. 88).
Таблица 5
Конструкции зажимных устройств с пневмоприводом
Эскиз
Характеристика
Рычажно-кли*
новое зажим-
ное устройство
со встроенным
поршневым
пневмоцилинд-
ром. При пере-
мещении пор-
шня / вниз
клин 7 штока
передвигает
вправо плун-
жер 6, который
через соответ-
ствующим об-
разом отрегу-
лированный
винт 5 повора-
чивает рычаг
2 на оси 3 и
тем самым за-
крепляет де-
тали в при-
способлении.
При раскреп-
лении пружи-
на 4 отводит
рычаг 2 от де-
талей для удоб-
ства их смены
168
Продолжение табл. 5
Эскиз
Характеристика
Рычажное зажимное
устройство с автома-
тическим отводом при-
жимной планки 1. При
ходе поршня вниз ниж-
ний шток 5 поворачи-
вает рычаг 4 на оси 6,
благодаря чему план-
ка / автоматически пе-
редвигается влево так,
что ее левый конец
располагается над де-
талью. Одновременно
с этим верхний шток
3 тянет вниз ось 2 и
планку /, закрепляя,
деталь. При раскреп-
лении шток 3 подни-
мается вверх вместе
с планкой /, которая
одновременно отодви-
гается вправо рыча-
гом 4, разворачиваю-
щимся в противопо-
ложном направлении
под действием нижне-
го штока
Двукратное рычаж-
ное зажимное устрой-
ство с пневмоприво-
дом, имеющим два не-
зависимых поршня 7.
Левый поршень и ры-
чажная система услов-
но показаны в поло-
жении закрепления де-
тали /, а правый — с
рычажной системой,
состоящей из рычагов
4 и 3, насаженных на
оси 2 и 5 £ положе-
нии раскрепления де-
тали /. При раскреп-
лении пружина 6 от-
водит рычаги от де-
тали
169
Продолжение табл. 5
Эскиз
Характеристика
Двукратное рычаж-
ное зажимное устрой-
ство с плавающим
пневмоприводом. При
подаче сжатого возду-
ха в нижнюю полость
цилиндра 6 происхо-
дит закрепление . де-
тали одновременно в
двух местах, так как
цилиндр опускается
вйиз и воздействует
яа рычаги 7 и 8, а
поршень5 со штоком 4
поднимается вверх,
приводя . в действие
рычаги 3 и 1 через
тягу 2, Для раскрепле-
ния детали Сжатый
воздух подается в верх-
нюю полость цилиндра 6
Вращающиеся пневмоприводы применяются в зажим-
ных устройствах приспособлений к токарным, револь-
верным и круглошлифовальным станкам. На рис. 88
показана одна из конструкций такого привода — норма-
лизованная пневмокамера двустороннего действия. Кор-
пус камеры, состоящий из двух половинок 4 и 5, закреп-
ляется винтами, ввертываемыми 4в отверстия 4, на левом
конце шпинделя станка и вращается вместе с ним. Воз-
духоподводящая муфта 1 остается неподвижной, к ней
через два штуцера 6 поочередно подводится сжатый воз-
дух. Манжеты 2 предотвращают утечку воздуха в зазор
между вращающимися и неподвижными деталями в
воздухоподводящей муфте. При подаче сжатого воздуха
диафрагмы 8 деформируются, и диск 7 вместе со штоком
3 перемещается, приводя в действие зажимное устрой-
ство приспособления, связанное со штоком 3 через резь-
бовую тягу (ввертывается в отверстие Б).
170
Для уплотнения воздуха в пневмоцилиндрах приме-
няются манжеты V-образного сечения (см. рис. 85, а и б)
из маслостойкой резины по ГОСТ 6969-54 и кольца
круглого сечения 6 (см. рис. 87) из маслостойкой резины
по ГОСТ 9833-61. Указанные уплотнения пригодны для
поршней и штоков.
Управление работой приводов осуществляется крана-
ми различной конструкции.
Для обеспечения необходимой износостойкости рабо-
чих поверхностей пневмоцилиндров сжатый воздух с по-
мощью встроенных в сеть маслораспылителей насыщает-
ся распыленным маслом.
Для предотвращения аварии при внезапном падении
давления в сети служат обратные клапаны, которые рас-
полагаются в непосредственной близости к пневмопри-
воду.
Примеры использования пневмоприводов в зажимных
устройствах приспособлений приведены в табл. 5.
25. ЗАЖИМНЫЕ УСТРОЙСТВА
С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ
Пневматические приводы широко применяются в кон-
струкциях приспособлений. Они достаточно просты и до-
ступны, так как на современных заводах сжатый воздух
подведен практически к каждому рабочему месту. Вме-
сте с тем из-за низкого давления воздуха (3—6 кГ1см2)
пневмоприводы получаются весьма громоздкими, особен-
но если к зажимным устройствам требуется приклады-
вать большие исходные усилия.
В этих случаях пневматические приводы стремятся
заменить гидравлическими, которые вследствие высоких
давлений рабочей среды, достигающих 100 кГ/сж2, по-
лучаются более компактными.
Гидроприводы зажимных устройств приспособлений
выполняются в виде цилиндров с поршнем. В качестве
рабочей среды используется масло, чаще марки инду-
стриальное-20. Уплотнение обеспечивается кольцами
круглого сечения из маслостойкой резины. Благодаря
самосмазываемости гидроцилиндры обладают высокой
износостойкостью. Они могут выполняться за одно це-
лое с корпусом приспособления или в виде отдельного
агрегата. Конструкции их широко нормализованы от-
171
раслевыми министерствами и отдельными предприя-
тиями.
Гидроцилиндры изготовляются с диаметрами порш-
ней 20, 30, 40, 50, 60, 75 и 100 мм и могут быть двусто-
роннего (рис. 89) и одностороннего (рис. 90) действия.
Малые габариты гидроцилиндров способствуют ком-
пактности приспособления, дают возможность для каж-
дой точки зажима ставить свой тидроцилиндр и увеличи-
Рис. 89. Нормализованные гидроцилиндры двустороннего действия.
вать число таких точек зажима. Многократный гидрав-
лический зажим отличается высокой мощностью и
быстродействием.
Крепление гидроцилиндров на корпусе приспособле-
ний или непосредственно на столе станков осуществляет-
ся с помощью лапы (см. рис. 89, а), фланцев (рис. 90,а)
резьбовых концов (рис. 90,6) и проушины (см.
рис. 89,6).
Примеры использования нормализованных гидроци-
линдров в приспособлениях показаны на рис. 91. Дву-
кратное зажимное устройство рычажного типа (рис. 91, а)
приводится в действие от плавающего гидроцилиндра /.
В приспособлении, изображенном на рис. 91,6, зажим-
172
ное устройство— рычаг 2 — получает усилие от пристав-
ного гидроцилиндра /.
^Усилие, развиваемое гидроцилиндром двустороннего
действия, определяется по формуле:
РИ=^РГ1КГ, , (39)
где D — внутренний диаметр гидроцилиндра, в см\
р — рабочее давление масла в гидроцилиндре, в
кГ!см2\
т] — к. п. д., учитывающий потери на трение в уплот-
нениях гидроцилиндра; т] можно принимать
равным 0,9.
Рис. 90. Нормализованные гидроцилиндры односторон-
него действия.
Рабочее давление масла р в гидроцилиндрах создает-
ся тремя способами: насосами, пневмогидравлическими
усилителями и механогидравлическими усилителями.
Гидравлические установки с насосом могут исполь-
зоваться для ввода в действие приспособлений на одном
станке или на 30—40 станках целого участка. В послед-
нем случае в схему включается гидроаккумулятор.
173
На рис. 92 показана схема гидравлической установки
с насосом, обслуживающим рабочий гидроцилиндр 1.
Насос 2 непрерывно нагнетает в гидросистему масло, ко-
торое через управляющий золотник 3 подается в ту или
другую полость гидроцилиндра. При подаче масла насо-
Рис. 91. Примеры компоновок приспособлений с нормализован-
ными гидроцилиндрами.
сом в одну из полостей (на рисунке — в левую) из дру-
гой (правой) через золотник 3 оно сливается в бак.
После закрепления детали в приспособлении давление в
системе возрастает, и избыток масла сливается в бак
через предохранительный клапан 4, отрегулированный
174
на величину рабочего давления р. Подобная схема ис-
пользуется в гидрофицированных станках.
При отсутствии гидрофицированных станков уста-
новки с насосом целесообразно применять только для
группы станков.
Пневмогидравлические усилители давления служат
для преобразования низкого давления (3—6 кГ/см2),
создаваемого сжатым воздухом, поступающим в усили-
тель из цеховой магистрали, в высокое давление (60—
100 кГ!см2), под действием которого масло направляет-
ся в гидроцилиндры приспособлений. Пневмогидравли-
ческие усилители бывают прямого и последовательного
действия.
На рис. 93, а показана схема пневмогидравлического
усилителя прямого действия, состоящего из полости А —
низкого давления и полости Б — высокого давления.
При подаче сжатого воздуха в полость А на поршень 1
175
будет действовать сила
~ 7t£)2 р,
Q1 4 Рв кГ\
где рв — давление сжатого воздуха, в кГ/см2;
D — диаметр воздушного цилиндра (полости Л),в гм.
Рис. 93. Схемы пневмогидравлических усилителей:
а — прямого действия; б — последовательного действия.
В связи с потерями на трение в уплотнениях што-
ком 2 будет передаваться усилие
Q2=Qi7i.
где т) — к. п. д., учитывающий потери на трение.
176
Если выход масла из полости Б ограничен, то под
действием усилия Q2, передаваемого штоком 2, в полости
Б будет создаваться давление
п
™ nd* •
4
Заменив Q2, получим:
Рм = (-у ) РвЪ КГ1см1. (40)
Из формулы (40) видно, что давление масла будет
тем больше, чем больше перепад диаметров поршня 1
и штока 2.
На рис. 93,6 представлена схема пневмогидравличе-
ского усилителя последовательного действия. Поршень 3
гидроцилиндра приспособления воздействует на закреп-
ляемую деталь в два приема: предварительно с малым
и окончательно — с большим усилием. Управление за-
креплением осуществляется четырехходовым распреде-
лительным краном /.
При первом его положении воздух из сети поступает
в полость А и, действуя на резиновую мембрану 2, пере-
гоняет масло через канал Г из левой кольцевой полости
в цилиндр Б и далее в гидроцилиндр приспособления,
осуществляя подвод штока 3 к детали для ее предвари-
тельного закрепления. В этом случае давление в гидро-
цилиндре равно давлению сжатого воздуха.
При втором положении крана 1 сжатый воздух посту-
пает в полость В усилителя, вследствие чего поршень со
штоком 4 перемещается вправо, при этом канал Г пере-
крывается, и в полости Б давление возрастает до вели-
чины
/ D у
Это давление и используется для окончательного за-
крепления детали.
При третьем положении крана 1 воздух из сети по-
ступает в полость Д и далее через канал Е в левую по-
лость гидроцилиндра, а полости В и А связываются с
атмосферой, при этом штоки 3 и 4 отходят, и деталь рас-
крепляется.
12 H. Ф. Уткин
177
Пневмогидравлические усилители имеют ряд преиму-
ществ перед установками с насосом: проще и компактнее
установка в целом; создается и длительное время под-
держивается высокое давление масла без специальной)
расхода энергии и образования тепла; не требуются до-
рогостоящие золотники.
Рис. 94. Механогидравлический усилитель.
Механогидравлические усилители чаще всего выпол-
няются в виде винтогидравлического усилителя последо-
вательного действия (рис. 94).
Корпус усилителя представляет собой цилиндр 17
с крышками 4 и 12, закрепленный в стойке 18 стягиваю-
щими винтами 19. Через отверстие, закрываемое заглуш-
кой 3, в левую полость цилиндра и в полость крышки 4
заливается масло. При вращении рукоятки 16 начинают
вращаться винт 9 и гайка-винт 8. Передача вращения
винту 8 осуществляется с помощью шпонки 13, располо-
178
женной в пазу винта 9 и входящей в продольный паз
винта 8. В таком положении шпонка 13 удерживается
подпружиненным штифтом 14. Осевое перемещение
винта 8 предотвращается кольцом 11.
При вращении винта 8 гайка 10 и связанный с ней
поршень 6 будут перемещаться влево, вытесняя масло из
левой полости цилиндра через штуцер 1 в гидроцилиндр
приспособления, при этом осуществляется подвод зажим-
ных устройств к закрепляемой детали и ее предваритель-
ный зажим с небольшим усилием. Величина усилия ре-
гулируется винтом 15, изменяющим степень сжатия пру-
жины, толкающей штифт 14. От поворота поршень удер-
живается сухарем 7.
При дальнейшем вращении рукоятки 16 давление в
усилителе возрастает, и шпонка 13 (см. сечение Б—Б)
выжимается из зацепления с винтом 8, после чего он
останавливается и вращается лишь винт 9, перемещаясь
влево вместе с плунжером 5.
Входя в полость в крышке 4, плунжер 5, имеющий
малую площадь сечения, создает большое давление мас-
ла, при котором и осуществляется окончательное закреп-
ление детали. Давление в системе контролируется по ма-
нометру 2.
При усилии в 8 кГ, прилагаемом рабочим вручную на
рукоятке 16, подобные усилители создают давление по-
рядка 60—70 кГ/ск2.
Механогидравлические усилители целесообразно при-
менять на заводах, где отсутствуют компрессорные уста-
новки.
26. ВАКУУМНЫЕ ЗАЖИМНЫЕ УСТРОЙСТВА
В этих устройствах для закрепления детали исполь-
зуется атмосферное давление, непосредственно действую-
щее на деталь.
В приспособлениях с вакуумным зажимным устрой-
ством (рис. 95) образуется некоторая полость Б, связан-
ная каналом В с устройством, создающим вакуум в по-
лости Б. С одной стороны полости Б по периметру об-
разуется установочная поверхность А, на которую ста-
вится закрепляемая деталь, закрывающая полость Б.
При создании вакуума в полости Б деталь 1 нахо-
дится под действием равномерно распределенного атмо-
12* 179
сферного давления, достаточно надежно закрепляющего
деталь в процессе обработки.
При соединении полости Б с атмосферой деталь рас-
крепляется. Для лучшей герметизации соединения дета-
ли 1 с установочной поверхностью А обычно предусмат-
ривают уплотнения различной конструкции: резиновые
кольца 2 круглого сечения (рис. 95, а), резиновую поло-
су 2 (рис. 95,6) и т. п.
Рис. 95. Схемы вакуумных зажимных
устройств:
а — с уплотнением кольцом круглого сечения;
б — с уплотнением листовой резиной.
Сила, прижимающая заготовку, определяется по фор-
муле:
Q=F(l,033 —р) кГ, (41)
где F — активная площадь полости Б приспособления,
в см2, перекрываемая закрепляемой деталью;
р — вакуум6 создаваемый в полости Б приспособле-
ние отсасывающим устройством, в кГ[см2.
- В обычных условиях р принимается равным 0,1—
0,15 кГ!см2. Применение более глубокого вакуума обхо-
дится дорого, а усилие закрепления при этом увеличи-
вается незначительно.
Вакуум в полости Б можно создавать с помощью на-
сосов различной конструкции.
Вакуумные зажимные устройства обеспечивают до-
статочные усилия закрепления, способные удерживать
деталь на операциях чистовой обработки и отделки. Ба-
зовая поверхность детали может быть обработана как
начисто, так и предварительно, но должна быть доста-
точно ровной.
180
27. МАГНИТНЫЕ ЗАЖИМНЫЕ УСТРОЙСТВА
В этих устройствах для закрепления детали исполь-
зуется энергия магнитного поля, создаваемая как элек-
тромагнитами, так и постоянными литыми или керамиче-
скими магнитами.
Приспособления с магнитными зажимными устрой-
ствами особенно широко применяются на плоскошлифо-
вальных станках. За последнее время эффективность
магнитных зажимных устройств значительно повысилась,
и их успешно используют также для закрепления дета-
лей в приспособлениях на строгальных, фрезерных, свер-
лильных и токарных станках.
Распространены две разновидности приспособлений
с магнитными зажимными устройствами — магнитные
плиты и магнитные патроны, относящиеся к группе уни-
версальных приспособлений.
На рис. 96, а показаны схема электромагнитной пли-
ты и принцип ее работы. В полости корпуса 1 размещены
электромагниты, состоящие из катушки 6 и сердечника 5.
Питание к катушкам подводится через проводник 8.
К корпусу 1 сверху привернута крышка 2, в которой
вставлены вставки 3 из материала, обладающего высо-
кой магнитной проницаемостью (железо Армко). Встав-
ки эти устанавливаются на припое 4 из немагнитного ма-
териала (латуни, баббита и т. п.). Сечения сердечника 5
и вставки 3 одинаковы по форме и размерам.
При пропускании через катушку 6 постоянного тока
возникает магнитное поле. Катушки подсоединяют к
источнику тока таким образом, чтобы в соседних сердеч-
никах полюса магнита чередовались. В этом случае маг-
нитные потоки соседних катушек будут суммироваться.
При установке детали 7 базовой плоскостью на зер-
кало плиты (крышки 2) магнитный поток будет прохо-
дить через деталь так, как показано на схеме, и деталь
будет притягиваться к плоскости плиты. Для раскрепле-
ния детали достаточно отключить подачу тока к катуш-
кам 6 плиты.
Находясь в процессе обработки в магнитном поле, де-
тали намагничиваются, поэтому после обработки их
обычно размагничивают на специальных установках.
На рис. 96,6 изображена магнитная плита с постоян-
ными магнитами 2, собранными в магнитный блок, ко-
181
торый скреплен заклепками 6 из немагнитного материа-
ла. В блок кроме магнитов 2 включаются немагнитные
а)
Рис. 96. Схемы универсальных магнитных плит:
а — с электромагнитами; б - с постоянными
положении; в — с постоянными магнитами
магнитами во включенном
в выключенном положении.
з *
изолирующие прокладки 5 и магнитопроводы 4 из же-
леза Армко или стали 20.
Собранный магнитный блок вставляется в полость
корпуса 9, снизу к которому привернута нижняя крыш- .
J82
ка 10. При перемещении в корпусе 9 блок направляется
боковыми стенками. Перемещение осуществляется путем
поворота рукоятки 13, насаженной на валике 12 с экс-
центрично расположенным поводком 11, который связан
тягой 8 с блоком. Сверху на корпусе 9 имеется верхняя
крышка 7 — адаптерная плита. В ней с помощью немаг-
нитного материала (например, быстротвердеющей пласт-
массы 5) закреплены магнитопроводы-полюсники 1.
Для закрепления детали необходимо постоянные маг-
ниты 2 расположить напротив магнитопроводов-полюс-
ников 1 адаптерной плиты 7, при этом магнитный поток
проходит от северного полюса магнита 2 через полюсни-
ки 1 и деталь, перекрывающую два соседних полюса, к
южному полюсу магнита 2, и деталь оказывается надеж-
но закрепленной силами действующего на нее магнит-
ного поля.
Для раскрепления детали поворотом рукоятки необ-
ходимо сдвинуть магнитный блок таким образом, чтобы
изолирующие прокладки 5 блока расположились между
изолирующими слоями 3 в адаптерной плите 7
(рис. 96, в). Тогда магнитный поток пойдет по кратчай-
шему пути, минуя деталь через полюсники 1 в адап-
терной плите 7 и далее через магнитопроводы 4 блока
в нижнюю крышку 10 к магнитам.
28. ЗАЖИМНЫЕ УСТРОЙСТВА, ПРИВОДИМЫЕ
В ДЕЙСТВИЕ ОТ ПРИВОДА СТАНКА
Известны две разновидности таких устройств: одни
приводятся в действие от механизма подачи, а другие —
от привода главного движения.
В устройствах, приводимых в действие от механиз-
ма подачи, предусматривается упругий элемент (чаще
пружина), который в процессе перемещения рабочего ор-
гана станка деформируется и передает усилие на закреп-
ляемую деталь.
На рис. 97, а показано такое устройство. Траверса 1
закрепляется на наружной невращающейся гильзе шпин-
деля. Скалки 4, смонтированные в траверсе, несут на
себе пружины и кондукторную плиту 2 со втулкой для
направления сверла. Концы скалок получают направле-
ние во втулках 3 приспособления. При опускании шпин-
деля плита 2 приходит в контакт с зажимаемой деталью.
183
Дальнейшее опускание шпинделя вызовет сжатие пру-
жин. Возникающее при этом усилие будет передаваться
на плиту 2, которая закрепит обрабатываемую деталь.
Рис; 97. Зажимные устройства, приводимые в
I действие от привода станка:
о — от механизма подачи; б — от привода главного движения.
Для обеспечения правильной работы прйспособления
при сборке необходимо установить плиту 2 с помощью
колец 5 на таком расстоянии от траверсы 1, чтобы пру-
жины получали предварительное поджатие с усилием,
достаточным для закрепления детали в первоначальный
момент обработки.
184
Устройства, приводимые в действие от привода
главного движения, иногда не без оснований назы-
вают устройствами, приводимыми в действие силами
резания.
В качестве примера такого устройства рассмотрим
поводковый патрон для токарного станка (рис. 97,6).
В пазах корпуса 1 патрона, установленного на шпинделе
станка, размещается плавающая доска 2, в которой на
осях 3 смонтированы два эксцентриковых кулачка 4 с на-
сечками. Под действием пружин 5 оба кулачка повора-
чиваются на осях, подходят к детали, установленной в
центрах станка, и благодаря плаванию доски 2 одновре-
менно касаются ее.
При врезании резца в деталь возникают силы реза-
ния, которые стремятся провернуть деталь в кулачках.
Поворачиваясь на осях, кулачки затягиваются и надеж-
но закрепляют деталь.
29. ТРЕБОВАНИЯ К ЗАЖИМНЫМ УСТРОЙСТВАМ
Зажимные устройства должны обеспечивать .закре-
пление деталей с соблюдением необходимых правил
(см. § 17), быть экономически эффективными и удобны-
ми в эксплуатации.
Они должны отвечать следующим требованиям: .
1) обеспечивать приложение зажимного усилия в со-
ответствии с выбранной схемой закрепления детали.
Иначе говоря, развиваемое зажимным устройством уси-.
лие должно прилагаться в выбранной точке и иметь
направление, указанное в схеме закрепления;
2) развивать усилие, требующееся по расчету для на-
дежного закрепления детали;
3) закреплять деталь в минимальное время, Т. е. быть
быстродействующими. Сокращение времени на закрепле-
ние детали достигается не то'лько с помощью быстро-
действующего привода, но и благодаря применению мно-
гократных зажимных устройств, удобному расположению
рукояток и т. п.; . ’
4) быть безопасными в работе, для чего рукоятки уп-
равления следует располагать дальше от вращающегося
инструмента,,не размещать на путй движения руки ра-
бочего деталей, могущих вызвать травмы при ударе о
них, применять рукоятки, соразмерные с рукой рабочего.
. 185
30. ПОГРЕШНОСТИ, ВЫЗЫВАЕМЫЕ ЗАКРЕПЛЕНИЕМ
ДЕТАЛИ В ПРИСПОСОБЛЕНИИ
Возникновение этих погрешностей связано с тем, что
под действием зажимного усилия Q возможны деформа-
ция детали и приспособления, а также смятие их кон-
тактных поверхностей.
На рис. 98, а показана схема закрепления тонкостен-
ной детали в трехкулачковом патроне на токарном стан-
ке. Под действием зажимных усилий Q деталь деформи-
руется, и после обработки и раскрепления она не бу-
дет иметь требуемой цилиндрической формы.
Рис. 98. Деформации детали (а) и приспособления (б) при
закреплении.
На рис. 98,6 представлена схема закрепления де-
тали в приспособлении на операции фрезерования усту-
па в размер А. При настройке фреза устанавливается на
расстоянии А от упора 2. Под влиянием усилия закреп-
ления стенка 1 приспособления деформируется, при этом
перемещается и установочный элемент — упор 2. Таким
образом, положение установочной базы изменяется при
неизменившемся положении фрезы. Естественно, что при
этом возникнет погрешность 6з, и вместо размера А по-
лучается размер Д1 = Д + 6з.
Для уменьшения погрешности б3 необходимо выби-
рать такую конструкцию корпуса приспособления и уста-
новочных элементов, чтобы их деформации от зажимных
усилий Q были минимальными. Для этого следует пре-
дусматривать ребра жесткости и другие средства, по-
вышающие жесткость приспособления.
Глава IV
ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
ДЛЯ НАПРАВЛЕНИЯ И КООРДИНАЦИИ
ИНСТРУМЕНТА
31. ОБЩИЕ СВЕДЕНИЯ О НАПРАВЛЯЮЩИХ ЭЛЕМЕНТАХ
В зависимости от конкретных условий обработки при-
меняемые в приспособлениях элементы для направления
и координации инструмента могут выполнять различные
функции.
В одних случаях эти элементы только предотвра-
щают увод инструмента во время работы. Такое назна-
чение имеют, например, направляющие втулки, исполь-
зуемые для поддержки передней части оправок на ре-
вольверном станке (рис. 99,а). Здесь положение оси
оправки 2 с резцом определяется фиксированным поло-
жением револьверной головки. Для предотвращения
увода консольной оправки под действием сил резания
ее передний конец поддерживают направляющей втул-
кой 1, устанавливаемой в приспособлении, при этом по-
вышается жесткость оправки и уменьшается ее прогиб,
В других случаях рассматриваемые элементы вы-
полняют одновременно две функции: предотвращают
увод инструмента и придают ему требуемое расположе-
ние относительно приспособления. К таким элементам
относятся кондукторные втулки в сверлильных приспо-
соблениях и направляющие — в расточных приспособле-
ниях. На рис. 99,6 показана схема приспособления с кон-
дукторной втулкой 1, обеспечивающей получение раз-
мера А. Для уменьшения увода сверла необходимо со-
кращать расстояние / между втулкой и деталью (см,
стр. 192).
Рассматриваемые элементы, наконец, могут предна-
значаться только для придания инструменту точного по-
ложения относительно приспособления. К таким элемен-
18Z
там относятся установи для фрез и копиры во фрезер-
ных приспособлениях.
В процессе настройки станка на размер с помощью
установа 2 (рис. 99, в) фреза устанавливается относи-
Рис. 99. Приспособления с эле-
ментами для направления инстру-
мента:
а — с направляюще А втулкой; б — с кон-
дукторной втулкой; о - с установом для
фрезы; г — с накладным копиром.
тельио приспособления в положение I и подводится к
щупу 1, помещенному на рабочей поверхности установа.
Благодаря этому она получает требуемое положение от-
аве
носйтельно установочных элементов 3 приспособления, й
станок оказывается настроенным на заданный размер А.
Настройка станка на размер с помощью установов
занимает меньше времени, чем путем пробных проходов,
кроме того, уменьшается вероятность появления брака
из-за неточностей настройки. Поэтому применение уста-
новов весьма целесообразно в условиях серийного про-
изводства, где на станках часто изменяется работа и за-
траты времени на настройку значительны.
Копиры используются, например, для точного рас-
положения фрезы относительно приспособления при фре-
зеровании криволинейных поверхностей. В приспособле-
ниях с накладным копиром 1 (рис. 99, г) направляющая
часть А фрезы 3 имеет непрерывный контакт с копиром,
а ее режущая часть Б выполняет при этом требуемый
профиль на детали 2.
32. КОНДУКТОРНЫЕ И НАПРАВЛЯЮЩИЕ ВТУЛКИ
Втулки, в которых режущий инструмент направляется
рабочей частью, называют кондукторными. Они приме-
няются при обработке отверстий стандартными сверла-
ми, зенкерами и развертками. Поэтому отверстия в кон-
дукторных втулках изготовляют по системе вала, т. е.
необходимая посадка инструмента в отверстии втул-
ки обеспечивается за счет отклонений диаметра отвер-
стия.
Направляющие втулки используются при обработке
отверстий зенкерами, развертками и специальными рас-
точными оправками (борштангами). У инструментов,
предназначенных для работы с направляющими втулка-
ми, выполняется по два направляющих участка (Перед-
нее и заднее направления).
Необходимая посадка инструмента в отверстии на-
правляющей втулки обеспечивается за счет диаметра на-
правляющих участков.
Кондукторные втулки. Наиболее употребительные
конструкции кондукторных втулок стандартизованы.
Различают три вида стандартных втулок: постоянные,
сменные и быстросменные.
Постоянные втулки выполняются без бурта — по
ОСТ 4922 (рис. 100, а) и с буртом — по ОСТ 4923
(рис. 100, б).
1Й
Они применяются при обработке отверстий только од-
ним инструментом (сверлом или зенкером) и запрессо-
А
вываются в кондукторную плиту по посадке j=^.
Сменные втулки выполняются по ОСТ 4924
(рис. 100, в) и используются при обработке отверстий
только одним инструментом в тех случаях, когда необхо-
дима сравнительно частая их замена вследствие износа.
Рис. 100. Стандартные кондукторные втулки:
а — постоянная без бурта; б — постоянная с буртом; в — сменная;
г — быстросменная.
Это обычно бывает в условиях крупносерийного произ-
водства. Кондукторные втулки выдерживают около
10 000—20 000 сверлений.
Сменные втулки 2 устанавливаются в основные втул-
ки 3 по посадке или -д- и от проворачивания и подъ-
ема при обработке закрепляются винтами 1, Основные
190
втулки 3 запрессовываются в кондукторную плиту по
Ai
посадке -р2.
Быстросменные втулки выполняются по ОСТ 4924
(рис. 100, г) и, так же как и сменные, устанавливаются в
Ai А
основные втулки по посадке -ду или д-.
Быстросменные втулки применяются в тех случаях,
когда отверстие обрабатывается последовательно не-
сколькими инструментами: сверлом, зенкером и разверт-
кой. Для направления каждого из них предусматривает-
ся своя быстросменная втулка. Для развертки втулка
иногда не предусматривается.
Буртик у втулок делается высоким и с накаткой для
удобства удержания их при снятии и установке. На бур-
тике имеется сквозной продольный паз, позволяющий
легко вынимать и вставлять втулку при замене, а также
боковой уступ для головки винта, удерживающего ее от
выталкивания стружкой. При снятии втулку поверты-
вают против часовой стрелки до совпадения паза с го-
ловкой винта и поднимают вверх.
Режущий инструмент направляется в отверстия кон-
дукторных втулок по подвижной посадке 2-го класса
точности (системы вала). За номинальный диаметр от-
верстия принимается наибольший диаметр рабочей ча-
сти режущего инструмента. Для сверл и зенкеров выби-
раются посадки Д или X, а для разверток — Д.
Размеры отверстий во втулках с соответствующими
посадке отклонениями проставляются на чертеже общегб
вида приспособления.
Например, для сверла диаметром 8 мм при посад-
ке X отклонения отверстия втулки будут состав-
лять +о,о1з мм. На чертеже следует проставить диаметр
д+0,033
о+о,о1з мм.
Для развертки диаметром 8А, имеющей исполни-
тельные размеры1 8+о,оо5 мм, за номинальный диа-
метр отверстия кондукторной втулки следует принять
наибольший диаметр развертки 8,010 мм. При посадке Д
отклонения втулки составят +^005 мм. Тогда диаметр
1 См. таблицу в справочнике А. К. Горошкина «Приспособле-
ния для металлорежущих станков», «Машиностроение», М., 1965.
191
втулки будет равен 8,010$$^ жж. На чертеже удобнее
д +WB1 1
проставить диаметр 8+0,015 мм.
Высота постоянных и сменных втулок Н (см. рис. 100,
а, б и в) выбирается равной 1,5—2 диаметрам отверстия
под инструмент. Высота быстросменных втулок ' (см.
рис. 100, г) — несколько больше, но в них предусмотрена
выточка глубиной /«благодарякоторой длина контакта
втулки со сверлом остается, та кой же, т. е. (1,5—2)//.
;₽ис. 101. Специальные кондукторные
. ... втулки:
> для сверления на уступе; б * для сверления на
криволинейной поверхности; в — для сверления двух
близко расположенных отверстий.
При Ж 1,54 обычно возрастает возможность увода
инструмента, а при H>2d увеличиваются длина контак-
та и соответственно нагревание втулки вследствие тре-
ния.
, Расстояние I (см.рис.99, б) между торцом втулки и
деталью принимают-равным (0,3—1)4-
192
1)
2 1 3
б)
6
7 8'
_________D
В тех случаях, когда требуется обеспечить точное
расположение оси обрабатываемого отверстия, расстоя-
ние I следует принимать не более 0,5d. Менее' 0,3d рас-
стояние I брать неже-
лательно, так как при
этом угрлрк Б сверла
будет активно исти-
рать втулку в начале
сверления, вызывая на-
диры на ее поверхно-
сти, да и затупление
сверла в этом -случае
будет более интенсив-
ным.
Кондукторные втул-
ки выполняются из сти-
лей марок У10А с ба-
калкой до твердости
HRC 60—65. Для вту-
лок с d>25 мм мате-
риалом обычно служит
сталь 20 с цементацией
и закалкой до твёрдо-
сти HRC 60—65.
Специальные втул-
ки имеют конструкцию,
соответствующую осо-
бенностям детали и
операции. Однако об-
щие соображения о вы-
боре посадки инстру-
мента во. втулке, ее вы-
соты, расстояния ме-
жду втулкой и деталью
остаются теми же, что
и для стандартных вту-
Рис. 102. Направляющие
вращающиеся втулки:
а — на подшипнике скольжения;
б — на подшипнике качения.
ЛОК.
< На рис. 101, а пока-
зана специальная втул-
ка удлиненной формы
для приближения ее к детали, имеющей уступ, а на
рис. 101,6— специальная втулка для сверления отвер-
стия на криволинейной поверхности детали.
13 Н. Ф. Уткин
193
При сверлении отверстий, расположенных близко
друг к другу, иногда не представляется возможным раз-
местить рядом две втулки. В этих случаях применяют
одну специальную втулку 1 с двумя отверстиями, фикси-
руя ее положение штифтом 2 (рис. 101,в).
Направляющие втулки. Обычно эти втулки выполня-
ются вращающимися. Встречаются, впрочем, и непод-
вижные, т. е. не вращающиеся относительно корпуса
приспособления (см., например, рис. 99,а). Неподвиж-
ные втулки проще вращающихся по конструкции, но они
быстрее нагреваются. Поэтому при больших скоростях
резания всегда следует применять вращающиеся втулки
на подшипниках скольжения или качения.
На рис. 102, а показана вращающаяся втулка, уста-
новленная в подшипнике скольжения. В этом случае в
корпус приспособления запрессовывается основная втул-
ка 2, в которой по подвижной посадке располагается
вращающаяся втулка Л удерживаемая от осевого пере-
мещения в одну сторону буртом, а в другую — шайбой с
гайкой. Втулка 1 вращается вместе с инструментом. Тру-
щиеся поверхности защищены от попадания стружки' ко-
зырьком 3. Инструмент своей гладкой цилиндрической
частью направляется отверстием втулки /. Диаметр это-
го отверстия выполняется с отклонениями по А, а диа-
метр инструмента — с отклонениями по Д.
На рис. 102,6 изображена вращающаяся втулка нор-
мализованной конструкции (МН 358-60), смонтирован-
ная в игольчатом роликовом подшипнике. Втулка 1 за-
прессовывается в корпус приспособления по посадке
Вращающаяся втулка 2 устанавливается во втулку 1 на
иглах 6, а по торцу — на шариках 4, заключенных в се-
паратор 3. От осевого перемещения втулка удерживает-
ся шайбой 7 и стопорным кольцом 8. Для защиты от
стружки используется кольцо 5. Отверстие во вращаю-
щейся втулке изготовляется с отклонениями по А.
33. ПРОСТАНОВКА РАЗМЕРОВ И ДОПУСКОВ,
ОПРЕДЕЛЯЮЩИХ ПОЛОЖЕНИЕ ОСИ
КОНДУКТОРНОЙ ВТУЛКИ В ПРИСПОСОБЛЕНИИ
На чертеже общего вида кондуктора размерами от
установочных элементов задается положение оси не-
194
подвижной кондукторной втулки ’. Численно эти размеры
равны размерам детали, проставленным на операцион-
ном эскизе от соответствующих установочных баз до оси
обрабатываемого отверстия. Если в кондукторе несколь-
ко кондукторных втулок (обрабатывается несколько от-
верстий), то координаты их осей могут задаваться как от
установочных элементов, так и от осей других втулок.
Рис. ЮЗ. Схема простановки размеров и допусков на чертеже
общего вида кондуктора.
Например, если в детали (рис. 103, а) требуется обрабо-
тать два отверстия диаметрами d и dit заданные разме-
рами А, В и I, то на чертеже общего вида кондуктора
(рис. 103,6) должны быть проставлены те же размеры.,
при этом размеры А и В проставляются от соответствую-
щих установочных элементов 1 и 2 до осн кондукторной
втулки 3, а размер I — между осями кондукторных вту-
лок 3 и 4.
Допуски ±у на размеры, проставляемые на чертеже
общего вида кондуктора, выбираются в зависимости от
* Поэтому при контроле указанных размеров кондуктора в про-
цессе его изготовления или эксплуатации сменные и быстросмен-
ные втулки из кондуктора вынимаются.
13* ' 195
допусков ±п на соответствующие размеры детали. Обыч-
но допуски на размеры кондуктора принимают меньше
допусков на размеры детали (у<Д5п).
На практике при простановке допусков на размеры
кондукторов часто пользуются некоторыми округлен-
ными значениями (например, ±0,1, ±0,05 и ±0,02 мм)
и из них выбирают то значение, которое находится в пре-
делах от 0,25 до 0,5 допуска на размер детали.
34. УСТАНОВИ ДЛЯ ФРЕЗ. КОПИРЫ
Устиновы для фрез. Как уже было сказано, установи
для фрез упрощают настройку станка на размер и по-
вышают ее точность.
Применяются как стандартные, так и специальные
установи.
На рис. 104, а показаны стандартные высотные уста-
нови (ГОСТ 4091-57), а на рис. 104,6 — стандартные
угловые установы (ГОСТ 4092-57). Для установки
фасонных фрез используются специальные установы
(рис. 105,в и г).
Ориентация фрез по установим производится с по-
мощью стандартных щупов 2 (см. рис. 105), выполняе-
мых по ГОСТ 8926-58 в двух исполнениях: плоскими и
цилиндрическими.
Плоские щупы изготовляют толщиной 1, 3 и 5 мм;
а цилиндрические — диаметром 3 и 5 мм. Толщина и
диаметр щупов выдерживаются с отклонениями по по-
садке С.
Установы (кроме высотного типа I) фиксируются на
корпусе приспособления двумя штифтами и закрепляют-
ся винтами. Располагаются установы на корпусе в сто-
роне от обрабатываемой поверхности детали 4 (см.
рис. 99, в).
Примеры ориентации фрез 3 по установам 1 с помо-
щью щупов 2 приведены на рис. 105. Показанный на
рис. 105, а высотный установ ориентирует фрезу лишь
в одном направлении — по высоте. Остальные установы
(рис. 105,6,в и г) ориентируют фрезу по двум направ-
лениям.
Изготовляются установы из сталей 15 и 20 с цемен-
тацией поверхностей на глубину 0,8—1,2 мм и закалкой
до твердости HRC 55—60.
196
Копиры применяются для фрезерования фасонных
поверхностей на вертикально-фрезерных и копировально-
фрезерных станках.
Рис. 104. Стандартные установи для фрез:
а — высотный; б — угловой.
При обработке на вертикально-фрезерных станках
используются так называемые накладные копиры. Схема
фрезерования по накладному копиру была показана на
рис. 99, г. Фрезерование в этом случае производится при
одновременно осуществляемых продольной и поперечной
подачах.
197
На рис. 106 представлена схема механического копи-
ровального устройства, применяемого на копироваль-
но-фрезерном станке. Станок имеет два шпинделя, рас-
положенных друг от друга на постоянном расстоянии /С.
В одном шпинделе устанавливается фреза, а в другом —
копирный палец с конической рабочей частью. На столе
6)
Рис. 105. Примеры ориентации фрез по уста-
новим с помощью щупа:
а — дисковой фрезы по высотному установу; б — то же, по
угловому; в — фасонной фрезы с выпуклым профилем; г —
то же, с вогнутым профилем; 1 — уставов; 2 — щуп; 3 —
фреза.
станка закрепляется приспособление с деталью, а рядом
на корпусе приспособления или на отдельном корпусе —
копир.
Если диаметры фрезы и копирного пальца (в сече-
нии а—а) равны между собой, то профиль копира дол-
жен в точности совпадать с профилем детали и распо-
лагаться от него на расстоянии К.
На верхнем участке рабочей части копира имеется
уклон под углом 10—15°, что позволяет путем верти-
198
кального перемещения копирного пальца компенсиро-
вать погрешность, связан-
ную с уменьшением диа-
метра фрезы при переточ-
ках, и сохранять при этом
расстояние К. Сечение
а—а располагается на
переходе вертикально рас-
положенной поверхности
профиля копира в ско-
шенную.
Фрезерование профи-
ля детали производится
при одновременном осу-
ществлении двух подач —
продольной подачи стола
от механизма подач и по-
перечной подачи карелки
под действием пружины
или груза.
к (const)
Рис. 106. Схема фрезерования
на копировально-фрезерном
станке.
35. ПРОСТАНОВКА РАЗМЕРОВ И ДОПУСКОВ,
ОПРЕДЕЛЯЮЩИХ ПОЛОЖЕНИЕ УСТАНОВА
В ПРИСПОСОБЛЕНИИ
На чертеже общего вида приспособления с устано-
вом размеры проставляются от установочных элементов
приспособления до рабочих поверхностей установа, по
которым ориентируется фреза.
Величина этих размеров зависит от размеров, выдер-
живаемых на данной операции, и толщины выбранного
для настройки шупа:
A^A+h (42)
или
A^A — h, (43)
где Ai — размер, проставляемый на общем виде приспо-
собления от установочного элемента до рабо-
чей поверхности установа, в мм;
А — размер детали от соответствующей установоч-
ной базы до обрабатываемой поверхности, в мм;
h — толщина применяемого щупа, в мм.
199
Формулой (42) пользуются в тех случаях, когда обра-
батываемая поверхность располагается между устано-
вочным элементом и рабочей поверхностью установа;
формулой (43) — когда обрабатываемая поверхность
располагается от установочного элемента дальше, чем
рабочая поверхность, установа.
Поясним порядок определения и простановки разме-
ров на чертеже общего вида приспособления.
Рис. 107. Схема простановки размеров и допусков на
чертеже общего вида приспособления с устайовом.
У детали (рис. 107, а) фрезеруется уступ (поверхно-
сти 1 и 2) в размеры А±.ал и В±ад. Размер Л±оЛ за-
дан от плоскости Г, а размер В±ав — от оси отвер-
стия Б.
На чертеже общего вида приспособления (рис. 107, б)
проставляются размеры Ai от опоры 3 до рабочей по-
верхности Р установа 2 и Bj — от оси пальца 1 до рабо-
чей поверхности Т установа 2.
В данном случае размер А/определяется по формуле
(43), а размер Bi — по формуле (42) :
. • - 'Л=Л-Л; . .
2ео
Допуски на размеры /11 и В\ принимают в 2—4 раза
меньшими, чем на соответствующие размеры детали, т. е.
у= (0,25—0,5) а.
На чертеже общего вида приспособления дается так-
же указание о толщине щупа, принятого при расчете раз-
меров Д1 и Bi.
36. ПОГРЕШНОСТИ РАСПОЛОЖЕНИЯ ИНСТРУМЕНТА
ОТНОСИТЕЛЬНО ПРИСПОСОБЛЕНИЯ
Режущий инструмент необходимо располагать точно
относительно установочных элементов приспособления.
Однако на точность настройки неизбежно влияет ряд по-
грешностей:
1) погрешности расположения направляющих эле-
ментов относительно установочных элементов — бПеН;
2) погрешности настройки, связанные с погрешно-
стью расположения инструмента относительно направ-
ляющих элементов, — бп.
Рассмотрим эти погрешности применительно к кон-
дукторам и приспособлениям с установами.
Погрешности расположения инструмента в кондукто-
рах. Погрешность dn. н в кондукторе будет зависеть от
имеющейся погрешности расположения рабочей кондук-
торной втулки относительно установочных элементов
приспособления. Рассмотрим общий случай, когда кон-
дуктор имеет быстросменную втулку. В этом случае по-
грешность dn. н будет результатом совокупного влияния
трех погрешностей:
1) dK— погрешности размера от установочного эле-
мента до оси неподвижной втулки;
2) двт — погрешности, связанной с эксцентриситетом
(евт) рабочей (быстросменной) втулки, при этом 5вт=2евт;
3) d$— погрешности, возникающей вследствие зазо-
ра между неподвижной и быстросменной втулками, при
ЭТОМ ds = Srnax.
Если кондуктор имеет только постоянные (неподвиж-
ные) втулки, то погрешность d ПаН будет выражаться
лишь величиной погрешности dK, т. е. dn,H=6K.
Погрешность настройки dH в кондукторе равна
максимальному зазору между инструментом и втулкой.
В новом кондукторе этот зазор определяется принятой
посадкой инструмента во втулку (Д или X).
201
В процессе эксплуатации кондуктора под воздей-
ствием инструмента и стружки кондукторные втулки из-
нашиваются. Отверстие под инструмент в них увеличи-
вается по диаметру, а иногда приобретает овальную
форму. Вследствие этого возрастают зазор между ин-
струментом и втулкой и погрешность настройки 6Н- Из-
ношенные втулки необходимо своевременно заменять но-
выми. Допустимые пределы износа кондукторных втулок
можно определять по формуле:
^изн“ ^нб + ММ,
где dH3B — предельный диаметр отверстия изношенной
втулки, в мм;
dH6 — наибольший предельный диаметр отверстия
новой втулки, в мм;
аВт — допуск на диаметр отверстия втулки, в мм;
К — коэффициент, зависящий от величины отклоне-
ний на размер от базы до оси обрабатываемо-
го отверстия детали; следует принимать К=1
при отклонениях до ±0,1 мм и 7<=2 при от-
клонениях от ±0,1 до ±0,3 мм.
Например, при обработке детали с размером
100±0,075 мм новая втулка под сверло диаметром 8 мм
имеет размер в^одиз мм, а ее износ допустим до 8,050 мм.
Погрешности расположения фрез в приспособлении
с установом. Погрешность 6П. я выражается погрешно-
стью ±у размера от установочного элемента до рабочей
поверхности установа. Максимальное значение этой по-
грешности равно 8„ н=2у.
Погрешность настройки дн в данном случае является
результатом совокупного влияния двух погрешностей:
погрешности изготовления щупа по толщине (по диа-
метру) и погрешности установки фрезы по щупу.
Максимальное значение погрешности изготовления
щупа равно допуску на изготовление щупа по толщине
'(по диаметру). Толщина (диаметр) щупа выдерживает-
ся с отклонениями по С. Для щупов толщиной (диамет-
ром) 1—3 мм абсолютная величина отклонения будет
составлять 0,006 мм, а толщиной 5 мм — 0,008 мм.
Погрешность установки фрезы по щупу зависит от
квалификации рабочего. Рассчитать ее нельзя. Она мо-
жет составлять примерно 0,01—0,02 мм.
Глава V
СПОСОБЫ УСТАНОВКИ И ТОЧНОГО
РАСПОЛОЖЕНИЯ ПРИСПОСОБЛЕНИЙ
НА СТАНКЕ
37. ПОСАДОЧНЫЕ МЕСТА СТАНКОВ
Приспособления могут устанавливаться на станке
(в зависимости от его вида) на шпинделе, на столе либо
на каком-то другом его рабочем органе. Для установки
приспособлений на каждом станке предусматривается
посадочное место.
Как правило, посадочные места станков стандартизо-
ваны. Наиболее распространенные посадочные места
основных групп станков приведены в табл. 6. У револь-
верных станков, кроме приведенных в табл. 6, применя-
ются также посадочные места по ОСТ 428 и ГОСТ
2570-58.
Чтобы быстро и точно установить на станке приспо-
собление, на нем выполняются специальные поверхности,
согласующиеся с посадочными местами станка. Это так на-
зываемые посадочные поверхности приспособления. Кон-
структор, проектирующий приспособление, должен знать,
для какого станка оно предназначается, и иметь все не-
обходимые данные о его посадочном месте. Только после
этого он выбирает способ установки приспособления на
станке и оформляет посадочные поверхности.
38. УСТАНОВКА ПРИСПОСОБЛЕНИЙ
НА ТОКАРНЫХ СТАНКАХ
На токарных станках приспособления устанавлива-
ются на шпинделе (рис. 108). На практике используется
четыре способа установки приспособлений: в центрах;
в отверстие шпинделя, на шпиндель и на переходной
фланец.
203
Посадочные места станков
Таблица б
Эскиз
Характеристика
Токарные станки
Стандартная (ОСТ 428) наиболее
распространенная форма шпинде-
ля. Снаружи шпиндель имеет цен-
трирующий цилиндрический поя-
сок П и метрическую резьбу диа-
метром Di с крупным шагом.
Внутри шпинделя имеется отвер-
стие с конусом Морзе. 3 зависи-
мости от модели станка диаметр D
составляет 46С, 48С, 60С, 62С, /ОС,
78С и 92П, а конус Морзе — № 4,
№ 5 и № 6. Например, у станков
1А62 D=92n, а конус Мор^е № 5.
Шпиндель (ГОСТ 2570-58) имеет
фланец с отверстиями и центри-
рующий конический поясок 77 под
углом 7с7'30". Внутри шпинделя
имеется отверстие с конусом
Морзе
Револьверные станки
Шпиндель снаружи имеетцен-
трирующий поясок /7, начинаю-
щийся с конца шпинделя, и мет-
рическую резьбу Di с крупным
шагом. Внутри шпинделя выпол-
нено коническое отверстие с ко-
нусностью 1:20
Шпиндель снаружи имеет кони-
ческий центрирующий поясок П
с углом 14*15* и фланец с отвер-
стиями. Внутри шпинделя выпол-
нена цилиндрическая выточка В
диаметром d с отклонениями по А
204
Продолжение табл. 6
Эскиз
Характеристика
Кругл о ш л и-
фовальные
станки
Шпиндель сна-
ружи имеет цен-
трирующий поя-
сок диаметром D
и резьбу D\.
Внутри шпинде-
ля имеется ко-
ническое отвер-
стие с конусом
Морзе
Фрезерные
станки
Стол имеет Т-
образные пазы
(по ГОСТ 1574-62)
(см. сечение
Л—А). Ширина а
выполняется у
среднего паза с
отклонениями по
А или А3 и в за-
висимости от
модели станка
может быть 10,
12, 14, 18, 22,28,
36, 42,48 и 54 мм
Зубообраба-
тывающие
станки
Стол 1 (тип I).
с Т-образными
радиальными па-
зами на плоско-
сти применяется
как в зубофре-
зерных, так и в
зубодолбежных
станках.
205
Продолжение табл. 6
Эскиз
Характеристика
Он имеет от-
верстие, в кото-
ром неподвиж-
но установлена
втулка 3 с цен-
трирующим от-
верстием d. Диа-
метр d выполня-
ется с отклоне-
ниями по А. На
столе может ус-
танавливаться
переходной ста-
кан 2, имеющий
отверстие с ко-
нусом Морзе и
резьбу диамет-
ром D
Стол такой фор-
мы (тип II) при-
меняется только
на зубодолбеж-
ных станках. Стол
имеет наружный
центрирующий
поясок П диа-
метром D и от-
верстия с резь-
бой, а внутри —
коническое от-
верстие с конус-
ностью 1: 10. Ко-
ническое отвер-
стие большим
диаметром об-
ращено книзу
Установка в центрах. При установке приспособле-
ния 3 в центрах (рис. 108, а) станок оснащается перед-
ним и задним центрами 2 и 4. При обработке с боль-
шими скоростями или при больших усилиях резания в
заднюю бабку 5 устанавливается вращающийся центр
(по ГОСТ 8742-62).
Посадочными поверхностями приспособления слу-
жат два центровых отверстия Б. Вращение его осуществ-
206
ляется с помощью переходной планшайбы, навинчивае-
мой на шпиндель 1, и хомутика, закрепляемого на лыс-
ке А приспособления.
Рассматриваемый способ установки дает возмож-
ность использовать приспособление на любом токарном
станке, оснащенном центрами. Кроме того, сравнительно
легко обеспечивается высокая точность расположения
приспособления относительно оси шпинделя.
Недостатком способа является необходимость сни-
мать приспособление со станка при замене обработан-
ной детали заготовкой.
207
Установка в отверстие шпинделя. При этой установке
приспособление должно иметь посадочную поверхность
в виде хвостовика Б с конусом Морзе, соответствующим
по размеру конусу отверстия А шпинделя (рис. 108,6).
После установки приспособления — оправки 3 — в
шпинделе 2 оно закрепляется с помощью тяги 1, на ко-
торую с левой стороны шпинделя надевается шайба и
навинчивается гайка. В хвостовике оправки имеется
резьбовое отверстие для тяги.
Так как шпиндели большинства токарных станков
имеют отверстия с конусами Морзе распространенных
размеров, то рассматриваемый способ установки при-
способлений не менее универсален, чем способ уста-
новки в центрах. Смена детали после обработки при
этом способе более удобна, чем при установке в цен-
трах, однако жесткость приспособления, как прави-
ло, невысокая, так как оно располагается на шпинде-
ле консольно. Точность расположения приспособле-
ния относительно оси шпинделя также меньше, чем
при установке в центрах.
Установка на шпиндель. При установке на шпиндель
(рис. 108, в) в приспособлении предусматриваются по-
садочные поверхности, соответствующие наружным эле-
ментам посадочного места шпинделя. Например, если
шпиндель выполнен по ОСТ 428 (см. табл. 6, тип I), то
в приспособлении 2 делаются центрирующая выточка В
и резьба для свинчивания с резьбой шпинделя 1. Диа-
метр выточки В принимается равным диаметру D цен-
трирующего пояска П шпинделя и выполняется с откло-
нениями по Ai или А.
Существенно то, что на шпиндель можно устанавли-
вать универсальные приспособления, а также специаль-
ные больших габаритов для обработки громоздких де-
талей со снятием стружек больших сечений.
Вместе с тем этот способ установки имеет ряд недо-
статков:
1) крайне ограничена возможность использования
приспособления на других станках из-за различия, хотя
бы и незначительного, посадочных мест;
2) технологически сложно выполнять посадочные по-
верхности приспособления;
3) при установке на шпиндель с цилиндрическим
пояском П не удается получить высокую точность рас-
208
положения приспособления относительно оси шпинде-
ля; из-за зазоров между выточкой В приспособления 2
и пояском П шпинделя 1 возможны смещение и пере-
кос приспособления относительно оси шпинделя.
Установка на переходной фланец. Переходные флан-
цы (рис. 109, а и б) имеют слева посадочные поверхно-
Рис. 109. Установка приспособления на
переходной фланец на токарном станке.
сти А, выполненные по форме посадочного места шпин-
деля, а справа — центрирующий буртик Б диаметром
D и высотой Л=2—4 мм для установки приспособления.
Диаметр D рекомендуется выполнять с отклонениями по
Hi или С.
В приспособлении, предназначенном для установки
на переходной фланец, предусматривается центрирую-
щая выточка В по тому же диаметру, что и у буртика Б
14 Н. Ф. Уткин
209
фланца. Диаметр D выточки рекомендуется выполнять с
отклонениями по А или Aj (рис. 109, в).
Для шпинделей по ОСТ 428 переходные фланцы (см.
рис. 109, а) стандартизованы (ГОСТ 3889-63), а для
шпинделей по ГОСТ 2570-38 — нормализованы (см.
рис. 109,6). Диаметр D буртика Б у фланцев выполняет-
ся с размерами 55, 72, 100, 130, 165, 210, 270 и 340 мм.
Пример установки приспособления на переходной
фланец для шпинделей с посадочным местом по ОСТ 428
показан на рис. 109, г. Приспособление 4 после установ-
ки на фланец 2 крепится к фланцу винтами 3. Во избе-
жание самоотвинчивания фланца он стопорится на
шпинделе /.
У фланцев, предназначенных для шпинделей по
ОСТ 428, диаметр Di центрирующей выточки А рекомен-
дуется выполнять с отклонениями по Ai или А. Таким
образом, переходной фланец на шпиндель по ОСТ 428
устанавливается по центрирующему пояску П шпинделя
А» А
с зазором в пределах посадок или .
Переходные фланцы для шпинделей по ГОСТ 2570-58
устанавливаются и центрируются на шпинделе кониче-
ской выточкой Д, благодаря чему их центрирование на
шпинделе осуществляется точнее.
Рассматриваемый способ обладает следующими
преимуществами:
1) дает возможность устанавливать приспособления
больших габаритов для обработки громоздких деталей;
2) позволяет использовать приспособления для лю-
бого другого токарного станка, имеющего переходной
фланец с тем же диаметром центрирующего буртика Б.
Недостатком данного метода установки является
возможность возникновения погрешностей центрирова-
ния приспособления относительно оси шпинделя из-за
зазоров по центрирующим элементам между фланцем и
шпинделем, а также между приспособлением и флан-
цем. Если для выполнения операции требуется высокая
точность совмещения оси приспособления с осью шпин-
деля, то центрирующий буртик фланца обтачивается не-
посредственно на станке. Когда и это не обеспечивает
заданной точности обработки, прибегают к выверке при-
способления на станке по специально предусмотренному
для этой цели контрольному пояску.
210
39. УСТАНОВКА ПРИСПОСОБЛЕНИЙ НА РЕВОЛЬВЕРНЫХ
И КРУГЛОШЛИФОВАЛЬНЫХ СТАНКАХ
Рассмотренные выше способы установки приспособ-
лений на токарных станках находят применение также
на револьверных и круглошлифовальных станках.
Впрочем, на револьверных станках установка в центрах
не производится. Круглое же наружное шлифование
осуществляется главным образом при установке при-
способлений в центрах.
Современные круглошлифовальные станки (кроме
универсальных) имеют невращающийся шпиндель. Это
дает возможность избежать влияния на точность обра-
ботки таких погрешностей, как биение шпинделя стан-
ка. Вращение детали, установленной на неподвижных
центрах, передается через хомутик от планшайбы, на
которой укрепляется поводковый палец, при этом план-
шайба со шпинделем не связана. Она центрируется и
укрепляется на одной из вращающихся вокруг шпинде-
ля деталей передней бабки. Планшайба соприкасается
со шпинделем лишь по одному из его поясков (с зазо-
ром около 1 мм), что позволяет создать уплотнение, пре-
дохраняющее узлы передней бабки от попадания в них
охлаждающей жидкости.
На универсальных круглошлифовальных станках
шпиндель может получать вращение. В этих случаях
приспособление может устанавливаться в коническое
отверстие шпинделя, а также на планшайбу. На шлифо-
вальных станках по такому методу устанавливаются са-
моцентрирующие трехкулачковые патроны.
40. УСТАНОВКА ПРИСПОСОБЛЕНИИ
НА ФРЕЗЕРНЫХ СТАНКАХ
Посадочным местом для установки приспособления
на фрезерном станке является его стол (см. табл. 6).
На корпусе приспособления снизу предусматриваются
посадочные поверхности, которыми оно ориентируется
на плоскости стола (рис. ПО).
В небольших приспособлениях посадочная поверх-
ность имеет вид сплошной плоскости А (рис. ПО,а).
В приспособлениях значительных размеров в средней
части посадочной плоскости А делают неглубокую
14* 211
выемку. В (рис. 110,6) или волость Г (рис; ЦО,в). Бла-
годаря таким выемкам средняя часть корпуса приспо-
собления не соприкасается с плоскостью стола, и при-
способление установится, более устойчиво.
Для закрепления приспособления на станке в осно-
вании его корпуса 1 (см. рис. ПО, а) предусматрива-
ются проушины Б, в которые заводятся крепежные
болты 2. Головки болтов удерживаются в Т-образных
пазах стола. Количество болтов, а следовательно, и про-
ушин, выбирается в зависимости от действующих уси-
лий резвния. В большинстве случаев удается обходиться
Рис. 110. Посадочные поверхности фрезерных' приспособ-
лений. . ’
двумя проушинами и лишь при больших усилиях реза-
ния приходится предусматривать четыре — по две с каж-
дой стороны. При четырех проушинах- шаг t между
ними согласуется с шагом Т-образных пазов стола
станка. . _
Часто требуется придать приспособлению вполне
определенное положение на столе станка по отношению к
направлению продольной подачи стола. В атом случае
ориентацию: приспособлений произвЪдят с помощью шпо-
нок по Т-образным пазам, направление которых точно
совпадает с направлением продольной пддачи стола.
Наиболее широко используются нормализованные
,(МН 4790-63) привинчиваемые шпонки, (рис; 111,а).
Основным размером, шпонки является ширина 0, ко-
торая должна быть равна ширине а Т-образного паза
стола (см. табл. 6). Размер В у шпонок выполняется по
Сз- В. шпонках с канавкой размер Bi (у основания)
принимается .на 0,5—1 мм больше ширины В; этоие-
212
обходимо для пригонки шпонки по Т-образному пазу
стола.
74 остальное
Исполнение!
Исполнение П
Рис. 111. Установка приспособлений с помощью
шпонок на фрезерных станках:
а — конструкции стандартных шпонок; б — способ крепления
шпонок на приспособлении; в — схема установки.
На каждое приспособление ставят по две шпонки.
Шпонка 2 на корпусе 1 приспособления устанавливается
213
снизу в специально для этого предусмотренном пазу Б
и закрепляется винтом 3 (рис. 111,6).
Шпонки располагают на корпусе приспособления та-
ким образом, чтобы обе они входили в один и тот же
Т-образный паз стола — обычно средний, как более точ-
ный (рис. 111,в). Проушины для крепежных болтов раз-
мещают при двух проушинах на оси шпонок, при четы-
рех— слева и справа от оси шпонок так, чтобы для
крепления можно было использовать боковые пазы
стола.
Вследствие износа и последующих ремонтов ширина
пазов на столах часто выходит за пределы допусков, что
приводит к увеличению зазоров между шпонкой при-
способления и пазом стола. В этих случаях для предот-
вращения возможного поворота приспособления на
столе его при установке прижимают шпонками к одной
стороне паза стола и тем самым уменьшают погреш-
ность расположения бр, п-
Ориентация приспособлений на столе с помощью
шпонок по Т-образным пазам осуществляется также на
плоскошлифовальных, строгальных и расточных стан-
ках.
41. УСТАНОВКА ПРИСПОСОБЛЕНИЙ
НА ЗУБОФРЕЗЕРНЫХ И ЗУБОДОЛБЕЖНЫХ СТАНКАХ
Посадочным местом на этих станках является стол
'(см. табл. 6), на котором для центрирования приспособ-
лений предусматривается центрирующая выточка В или
центрирующий поясок П. На некоторых моделях зубо-
долбежных станков имеется также коническое отвер-
стие с конусностью 1:10.
Применяются следующие три способа установки при-
способлений на указанных станках: непосредственно на
столе станка с центрированием по выточке В или по-
яску /7, в переходном стакане и в коническом отверстии
(только на зубодолбежных станках).
На рис. 112, а показана установка приспособления по
центрирующей выточке В на зубофрезерном станке.
В выточку В стола запрессовывается втулка S, в отвер-
стие которой устанавливается приспособление 7 своим
центрирующим буртиком Б. Закрепляется оно с помо-
щью болтов 9, головки которых заведены в Т-образные
214
Рис. 112. Установка приспособ-
лений на зубообрабатываю-
щих станках:
а — на столе с центрированием по
выточке; б — в переходном стакане;
в-в коническом отверстии стола.
215
пазы стола. Деталь — шестерня — устанавливается тор-
цом на чашку 7, а отверстием — на установочную по-
верхность У тонкостенной втулки 5.
Центрирование и предварительное закрепление дета-
ли осуществляются гидропластом, упруго деформирую-
щим тонкие стенки втулки 5, Давление на гидропласт
при этом создают поворотом винта 6. Для окончатель-
ного закрепления детали используют винтовой зажим с
гайкой 3 и специальной шайбой 4.
Приспособление применяется на операции чистового
нарезания зуба. Для установки предварительно обрабо-
танной заготовки по уже прорезанной впадине зуба ис-
пользуется фиксатор 2.
На рис. 112,6 представлена установка на зубофре-
зерном станке приспособления-оправки в переходном
стакане 1. Этот стакан установлен на столе станка так
же, как и приспособление на рис. 112, а. В коническое
отверстие стакана ставится оправка 2 с коническим хво-
стовиком и закрепляется гайкой 7. Шаг наружной
резьбы гайки больше шага ее внутренней нарезки, и,
таким образом, при повороте гайки на один оборот
оправка 2 перемещается вдоль своей оси на величину
разности шагов резьбовых нарезок. Заготовки 5 наде-
ваются отверстием на установочную поверхность А
оправки 2 и закрепляются винтовым зажимом с помо-
щью гайки 3 и шайбы 4. Для защиты оправки и стакана
. от стружки служит козырек 6.
На рис. 112, в показана установка приспособления в
коническое отверстие стола на зубодолбежном станке.
Оправка 6 через окно в станине вводится снизу в отвер-
стие стола. Сверху на оправку надеваются подкладка 5,
обрабатываемая шестерня 4, шайба JS, сферическая
шайба 2 и навинчивается гайка 7, с помощью кото-
рой затягивается оправка в столе и закрепляется
деталь.
На этом станке возможен также и другой способ
установки приспособления — непосредственно на столе
с центрированием по пояску 77.
После установки приспособлений на зубообрабаты-
вающих станках с помощью индикатора проверяют бие-
ние установочной поверхности. Если оно превышает до-
пустимую величину, то производят выверку приспособ-
ления.
216
Допустимые величины биения установочной поверх*
ности приспособления (оправки) задаются в зависимо-
сти от степени точности нарезаемого колеса по ГОСТ
1643-56 в пределах 0,015—0,05 мм,
42* ПРОСТАНОВКА РАЗМЕРОВ И ДОПУСКОВ,
ОПРЕДЕЛЯЮЩИХ ПОЛОЖЕНИЕ ПОСАДОЧНЫХ
ПОВЕРХНОСТЕЙ В ПРИСПОСОБЛЕНИИ
При установке приспособления на станке его устано*
вочные элементы должны занять вполне определенное
положение. Для этого необходимо по возможности точ-
но расположить установочные элементы относительно
посадочных поверхностей приспособления.
У большинства приспособлений, предназначаемых
для токарных, револьверных и круглошлифовальных
станков, а также во всех приспособлениях к зубообраба-
тывающим станкам требуется обеспечить соосность рас-
положения установочных элементов и посадочных по-
верхностей.
Например, в оправке /, устанавливаемой в кониче-
ское отверстие шпинделя станка (рис. 113,а), необходи-
мо обеспечить соосность установочной поверхности У
и конической поверхности А хвостовика. На чертеже об-
щего вида должна быть указала допустимая несоос-
ность 8.
В некоторых случаях в приспособлениях для токар-
ных, револьверных и круглошлифовальных станков уста-
новочные элементы должны быть расположены на неко-
тором расстоянии Н от оси шпинделя (рис. 113,6).
Тогда на чертеже общего вида приспособления про-
ставляется размер Н от оси центрирующей выточки В
(или буртика) до поверхности У установочного эле-
мента 1.
При фрезеровании протяженных поверхностей часто
оказывается необходимым обеспечить параллельность
установочных поверхностей приспособления и оси, опре-
деляющей положение шпонок. На чертеже общего вида
приспособления в этом случае оговаривается допусти-
мая непараллельность (см. и: 100 мм на рис. 113,в).
Величины допустимой в приспособлении несоосности,
погрешности размера или непараллельности выбираются
в зависимости от допуска на соответствующий размер
217
детали; Для приспособлений допустимые отклонения
обычно принимают в 2—4 раза меньше, чем на соответ-
ствующий размер детали.
Рис. ИЗ. Схема простановки размеров и допусков,
определяющих положение посадочных поверхностей
приспособления относительно установочных элементов.
Например, если у шлифуемой детали 2 (см.
рис. 113, а) несоосность наружной поверхности Б и от-
верстия В допускается , до 0,05 жж, то для оправки несо-
осность е принимается равной 0,01—0,025 жж. Если при
растачивании отверстия диаметром d в детали 2 (см.
218
рис. 113,6) размер Н от основания Б до оси отверстия
должен быть выдержан с отклонениями ±0,02 лии, то
в приспособлении допускаемые на размер Н отклонения
±ун могут быть не более ±0,01 мм. Если при фрезе-
ровании уступа в детали (см. рис. 113, в) непараллель-
ность плоскостей Б и Л не должна превышать
0,05:100 мм, то в приспособлении допустимая непарал-
лельность п :100 мм установочной поверхности У пла-
стины 1 и оси ОО, определяющей положение шпонок,
может быть принята в пределах 0,01—0,025 мм на
100 мм длины.
Проставляемые на чертеже общего вида приспособ-
ления допустимые отклонения расположения (несоос-
ность, непараллельность) установочных поверхностей
относительно посадочных поверхностей или допуски на
соответствующие размеры характеризуют собой величи-
ну максимальной погрешности 6П.У (см. гл. И, § 17).
В целях уменьшения этой погрешности 6П. у необхо-
димо уменьшать допустимые отклонения. Однако здесь
имеется известный предел: величина допустимых откло-
нений должна учитывать возможности производства.
43. ПОГРЕШНОСТИ РАСПОЛОЖЕНИЯ ПРИСПОСОБЛЕНИЯ
НА СТАНКЕ
Установленное на станке приспособление может сме-
ститься в пределах зазоров или установиться с переко-
сом относительно посадочного места станка. Например,
ось центрирующего буртика Б приспособления, установ-
ленного на стол зубофрезерного станка (см. рис. 112,а),
может сместиться относительно оси стола. Максималь-
но возможное смещение может достигать в данном слу-
чае половины зазора между буртиком Б и отверстием
во втулке 8.
При установке приспособления со шпонками на столе
фрезерного станка из-за зазора между шпонками и па-
зом стола оно может развернуться на некоторый угол
по отношению к направлению Т-образных пазов.
Как при смещении, так и при перекосе приспособле-
ния относительно посадочного места станка вместе с
ним сместятся и установочные элементы. Смещение их
в направлении исходного размера внесет при обработке
дополнительную погрешность, равную величине этого
219
смещения. Поэтому погрешность установки приспособле-
ния на станке (6Р.П) определяется из геометрических
построений.
Зная схему установки приспособления на станке и
принятую посадку по центрирующим элементам, можно
определить возможные зазоры между приспособлением
и станком. А зная зазоры, можно рассчитать и возмож-
ную величину смещения установочного элемента в на-
правлении исходного размера, т. е. погрешность 60еП.
Например, на операции фрезерования зуба (см.
рис. 112, а) важно обеспечить в пределах нормы биение
основной окружности нарезаемого колеса, которое яв-
ляется следствием влияния ряда факторов и в том чис-
ле биения установочной поверхности У приспособления.
В свою очередь, биение поверхности У может вызывать-
ся рядом причин, в частности погрешностью установки
приспособления на станке, т. е. др, п. Максимальное зна-
чение этой погрешности в направлении, перпендикуляр-
ном оси приспособления, будет равно:
up. п ‘•’max»
где smax—максимальный зазор между цилиндрическим
буртиком Б и отверстием во втулке 8,
Только вследствие этой погрешности установочная
поверхность приспособления будет иметь биение величи-
ной бРвП=этах.
В целях уменьшения погрешности брл1 часто прибе-
гают к выверке приспособлений на станке при их уста-
новке. Выверкой с заданной точностью добиваются
ограничения совокупного влияния ряда погрешностей:
погрешности станка дс, а также дп. у и бр. п.
Глава VI
КОРПУСА ПРИСПОСОБЛЕНИЙ
44. ОБЩИЕ СВЕДЕНИЯ О КОРПУСАХ
Все элементы и узлы приспособления размещаются
и закрепляются на его корпусе, объединяющем их в еди-
ную конструкцию. На корпусе предусматриваются поса-
дочные поверхности, которыми приспособление ориенти-
руется на станке, а также чисто и точно обработанные
поверхности для размещения установочных и направля-
ющих элементов.
Корпус приспособления воспринимает все усилия,
действующие на обрабатываемую деталь в процессе ее
закрепления и обработки, и поэтому должен обладать
достаточной прочностью, жесткостью и виброустойчи-
востью. Эти качества обеспечиваются выбором рацио-
нальной конструкции корпуса и в первую очередь вве-
дением ребер жесткости.
Форма и размеры корпуса зависят от конфигурации
и размеров,, а также от числа деталей, одновременно
устанавливаемых в приспособление, и от того, для како-
го типа станка (токарного, сверлильного, фрезерного
и т. д.) оно предназначается.
На конструктивное оформление корпуса оказывает
влияние и способ его выполнения. Корпуса изготовляют
литьем по индивидуальным моделям, путем сварки из
элементов, вырезанных из листовой стали, сборкой из
отдельных частей, получаемых отливкой или вырезкой
из листовой стали, и дообрабстки стандартных литых
заготовок.
В качестве примера рассмотрим влияние способа из-
готовления на конструктивное оформление корпуса кон-
дуктора (рис. 114). В корпусе плоскость 1 служит поса-
дочной поверхностью, поверхности 2 и 3 предназнача-
221
ются под установочные элементы, а отверстие 4 — под
кондукторную втулку.
На рис. 114, а показан вариант корпуса, получаемого
отливкой. При разработке его конструкции учтены все
требования, предъявляемые к отливкам. Для уменьшения
объема обработки чисто и точно обрабатываемые по-
верхности возвышаются над примыкающими к ним чер-
ными поверхностями. Предусмотрены ребра жесткости,
повышающие прочность и жесткость всего корпуса.
Рис. 114. Варианты конструкции корпуса кондуктора при
разных способах его изготовления.
На рис. 114, б представлен вариант корпуса, изготов-
ляемого путем сварки из отдельных частей. Здесь так-
же предусмотрены ребра жесткости. Чисто и точно обра-
батываемые поверхности располагаются на разных уров-
нях с прилегающими к ним черными или грубо обрабо-
танными поверхностями.
На рис. 114, в изображен сборный корпус, состоящий
из двух частей — стандартной Т-образной литой заготов-
ки и специальной планки. Соединяемые друг с другом
части фиксируются двумя штифтами и скрепляются
винтами (или склеиваются). Сборные корпуса проекти-
руют в тех случаях, когда хотят использовать нормали-
зованные или стандартные заготовки или когда затруд-
нительно обработать отдельные труднодоступные по-
верхности корпуса, если он неразборный.
222
На рис. 114, г показан корпус, выполненный целым
из стандартной литой заготовки.
Применение того или иного способа изготовления
определяется конкретными условиями завода: степенью
загруженности заказами литейного и сварочного цехов,
себестоимостью корпуса при различных способах его
выполнения и т. д.
На практике наибольшее распространение получили
литые и сборные корпуса. Необходимо, однако, иметь в
виду, что жесткость сборных корпусов несколько ниже,
чем цельных литых.
Литые корпуса и части сборных корпусов обычно
отливаются из чугуна марок СЧ12-28 и СЧ 15-32. Реже
применяется стальное литье. Для сварных корпусов ис-
пользуется листовая сталь.
При проектировании корпуса независимо от способа
его изготовления конструктор должен предусмотреть:
обеспечение требований прочности, жесткости и вибро-
устойчивости; достаточные зазоры между деталью и
стенками корпуса, позволяющие свободно ставить и
снимать деталь; возможность легкого удаления стружки.
45. СТАНДАРТИЗАЦИЯ ЗАГОТОВОК КОРПУСОВ
Корпуса являются наиболее трудоемкими деталями
приспособлений. Цикл их изготовления длителен, так
как заготовки корпусов после предварительной механи-
ческой обработки должны подвергаться старению. Для
сокращения сроков подготовки производства и сниже-
ния стоимости приспособлений в последнее время стали
использовать стандартные литые заготовки корпусов.
Путем той или иной дополнительной их обработки удает-
ся сравнительно быстро получить готовый корпус, при
этом отпадает необходимость изготовления индивидуаль-
ных моделей и самой отливки. Из отдельных простых
стандартных заготовок можно собрать более сложные
корпуса.
Стандартные заготовки корпусов отливаются из
чугуна марок СЧ 12-28 и СЧ 15-32 и после предвари-
тельной механической обработки подвергаются старе-
нию.
В табл. 7 приведены стандартные заготовки корпусов
(а) и примеры их применения в приспособлениях (б).
223
Таблица 7
Стандартные заготовки корпусов (а) я примеры их
применения, в приспособлениях (б)
(размеры в мм)
Эскиз
Характеристика
Швеллеры с ребрами по
ГОСТ 4079-48: /7=75 — 300;
В=75— 225; 4=800 и 1000
Тавры по ГОСТ 4080-48;
В= 120 — 400; Н= 120 — 350;
*=20 — 50; 5=40— 70; Ь =
=45 — 80; й=90 —270; г=
= 10 — 30...
224
Продолжение табл. 7
Эскиз
Характеристика
Тавры с реб-
рами по ГОСТ
4081-48: В=200 —
400; 77=120 —
350; *=30 —45;
*2=20 — 35; *> =
= 50 — 90; bi =
= 120—240; / =
= 50 — 80; *! =
= 150—180
Корпуса про-
дольные по ГОСТ
4587-49: Д=80 —
400; В=60 —
150; 77=100-
200; 7,2= 160 —
500; Bi=100 —
280; *>=30 — 95;
/=50 — 80; Л=
=20 — 30; h\
=35 — 80
15 Н. Ф. Уткин
225
Продолжение табл, 7
Эскиз
Характеристика
Планшайбы по ГОСТ 4082-48:
/>=185 — 750; £=30—130; /7=
=60 — 135; А=30 — 50;А=90 —
250; г=10—15
Плиты прямоугольные по
ГОСТ 4073-48: В= 120 — 200;
//=20—60
Стойки по, ГОСТ 4589-49: Я=
=70— 150; £«30 — 80; В=40 —
100; £1=50—110; Bi=80 —
160; Л=15—,25; г=5— 10
226
46. СТАНДАРТИЗАЦИЯ ЭЛЕМЕНТОВ КОРПУСОВ
В результате разработки и введения стандартов на
заготовки корпусов были созданы предпосылки для сни-
жения стоимости, сроков проектирования и изготовления
приспособлений. Однако по-прежнему корпус оставался
деталью одноразового использования, и когда отпадала
необходимость в приспособлении, он направлялся в
шихту на переплавку.
Рис. 115. Типы стандартных элементов корпусов:
а - плиты стальные; б и (в - плиты чугунные без ребер и
с ребрами; гид- коробки; е — швеллеры; ж - трехгранники;
з - четырехгранники; и — угольники; к и л — угольники с реб-
рами; м, н и о — ребра; п — лапки.
Дальнейшим шагом вперед явилась стандартизация
элементов корпусов, что позволило без дополнительной
обработки или с минимальной дообработкой из отдель-
ных стандартных элементов собирать корпуса приспо-
соблений.
Стандартизовано (ГОСТы 12947-67—12961-67) 18типов
(260 типоразмеров) элементов корпусов, из которых
можно собирать наиболее типичные корпуса приспособ-
лений для установки деталей габаритами не'более 400Х>
X 400X700 мм на фрезерных и сверлильных станках.
15* 227
На рис. 115 показаны некоторые типы стандартных
элементов. Все элементы корпусов отливаются из;чугуна
СЧ12-28, кроме плит типа а, которые изготовляются из
стали марки Ст. 3: Рабочие поверхности элементов обра-
ботаны с чйстотой V6; отклонение от параллельности
и перпендикулярности всех обработанных поверхно-
стей — не более 0,03 мм на длине 100 мм.
Рис. 116. Варианты ком-
поновок корпусов из
стандартных элементов.
Плиты (рис. 115, а, б и в) являются основным эле-
ментом корпуса, на них монтируются остальные эле-
менты. Для крепления приспособления на столе плиты
имеют проушины.
Коробки (рис. 115, г и д) могут устанавливаться лю-
бой из шести граней на плиты и непосредственно на стол
станка после присоединения к ним лапок (рис. 115,п),
а также соединяться друг с другом.
228
Швеллеры (рис. 115, е) имеют то же назначение и
применение, что и коробки.
Остальные элементы используются для компоновки
корпусов и в качестве элементов жесткости.
Некоторые варианты компоновок корпусов приспо-
соблений из стандартных элементов показаны на
рис. 116.
Корпус, представленный на рис. 116, а, собран из
плиты и коробки и предназначен для фрезерного приспо-
собления. Корпус, изображенный на рис. 116,6, пред-
назначен для кондуктора и собран из двух плит и швел-
лера. На рис. 116, в приведен корпус фрезерного при-
способления, собранный на плите из угольника и двух
ребер.
Отдельные элементы корпуса соединяются штифтами
и винтами или склеиваются. В тех случаях, когда зажим-
ные устройства монтируют на поверхностях корпусов
без образования на них особых гнезд, представляется
возможность многократно использовать элементы кор-
пусов в других компоновках.
Глава VII
ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
47. ОСНОВНЫЕ ДЕТАЛИ И УЗЛЫ
ДЕЛИТЕЛЬНОГО УСТРОЙСТВА
Делительные устройства предназначены для того,
чтобы при одной установке детали иметь возможность
придать ей несколько позиций с целью обработки ряда
поверхностей, расположенных на заданном шаге относи-
тельно друг друга.
При многопозиционной обработке детали чаще при-
ходится иметь дело с поворотом ее на угловой шаг, чем
с перемещением на линейный шаг. Поэтому в дальней-
шем будут рассматриваться только поворотные дели-
тельные устройства.
Делительное устройство может выполняться в виде
отдельного самостоятельного агрегата, используемого
для закрепления различных приспособлений с целью
их поворота на угловой шаг вместе с обрабатываемой
деталью. К таким агрегатам относятся универсальные
делительные головки, поворотные делительные столы и
стойки. Конструкции их весьма разнообразны, некото-
рые из них нормализованы.
Делительное устройство может входить также в со-
став самого приспособления, обычно специального.
И в том и в другом случае делительное устройство
должно иметь следующие основные детали и узлы: не-
подвижную и поворотную части, делительный диск, фик-
сатор и механизм для скрепления поворотной части с
неподвижной после деления.
Неподвижной частью в делительном устройстве яв-
ляется его корпус. В делительных агрегатах — голов-
ках, столах и стойках — неподвижной частью является
корпус агрегата. В специальных приспособлениях с де-
230
лительным^ устройством неподвижной частью является
корпус самого приспособления (см. рис. 2, корпус 5).
Неподвижная часть, как и всякий корпус приспособ-
ления, имеет посадочные поверхности и центрирующие
элементы для поворотной части.
Поворотная часть обычно монтируется на каком-то
валу, устанавливаемом в центрирующие элементы не-
подвижной части. В зависимости от веса поворотной
части вместе с обрабатываемой деталью она может мон-
тироваться на подшипниках скольжения или качения.
При вертикальной оси вращения поворотные части боль-
шого веса опираются на подшипники качения. В некото-
рых конструкциях поворотная часть с вертикальной
осью опирается на подшипник качения лишь в момент
поворота (деления). Для этого перед поворотом она
несколько приподнимается с гладких кольцевых на-
правляющих с помощью специального подъемного
устройства, а после поворота — опускается.
На поворотной части размещаются установочные
элементы для установки обрабатываемой детали и за-
жимные устройства для ее закрепления (например,
пробка 10 на рис. 2).
В делительных головках, столах и стойках на пово-
ротной части предусматриваются посадочные места для
установки приспособлений.
Делительный диск является основной деталью дели-
тельного устройства. Обычно он монтируется на пово-
ротной части и вместе с ней поворачивается в момент
деления. Делительные диски имеют гнезда, в которые
входит фиксатор (например, фиксатор 13 на рис. 2).
Гнезда располагаются по окружности на таком угловом
шаге (друг от друга), который требуется выдержать у
обрабатываемой детали. В универсальных делительных
агрегатах гнезда размещают таким образом, чтобы
одним диском обеспечить деление окружности на не-
сколько равных частей.
По форме гнезд делительные диски разделяют на две
группы: с отверстиями и с пазами.
На рис. 117, а показаны делительные диски с отвер-
стиями. Диски 1 изготовляются сырыми. В целях умень-
шения износа стенок отверстий в них запрессовывают-
ся термически обработанные до высокой твердости и чи-
сто отшлифованные втулки 2, Отверстие в них под
231
фиксатор 3 выполняется цилиндрическим (тип I) или
ионическим (тип II). Коническое отверстие обеспечивает
более высокую точность деления.
а) , , • . _
Тип! ТипП
Рис. И7. Делительные дискж
а — с отверстиями; б — еп азами;
Величины диаметров d и D диска выбираются кон- ,
структивно.при компоновке всего делительного устрой-
ства. . .
Растачивание отверстий под фиксирующие втулки 2
Производится- на прецизионных станках, что позволяет
получать линейные размеры с точностью до 0,005 мм.
232
Типовые конструкции фиксаторов
Таблица 8
Эскиз Характеристика
1 i/__ ШШгз Фиксаторы для дисков с отверстиями Простейшие фиксаторы с под- пружиненным ша- риком. Втулка 1 имеет гнездо, в которое под дей- ствием пружины 3 западает ша- рик 2
ь/ 2 £ к 3 Вытяжной ци- линдрический фиксатор. При от- тягивании за кнопку 3 штифт 2 скользит по про- дольному пазу на- правляющей втул- ки 1 и после по- ворота фиксатора на 90° удерживает его в вытянутом положении. Вы- полняется по ГОСТ 13160-67
Д 1^234 $1 TunI Тип И ЖА| А-А г Реечный фикса- тор со срезанным (тип I) и кониче- ским (тип II) паль- цами. При пово- роте за рукоятку 5 шестерня 2 пе- ремещает фикса- тор-рейку 1 в на- правляющей втул- ке 3. Фиксатор 1 вводится в отвер- стия под действи- ем пружины 4. Выполняется по ГОСТ 13162-67
233
Продолжение табл 8
Эскиз
Характеристика
Фиксаторы для
дисков с пазами
Рычажные фиксаторы.
При повороте рукоятки I
фиксатор выводится из
паза диска 4 В паз дис-
ка фиксатор вводится под
действием пружины 3 по-
средством штифта 2*
Рычажный фиксатор.
Поворотом рукоятки 3
фиксатор / Выводится йз
паза диска. Под дейст-
вием пружины 2 фикса-
тор / с роликом 4 вво-
дится в паз диска
На рис. 117,6 представлены делительные диски с
лазами. Диски с асимметричным пазом (тип I) лучше,
чем с симметричным (тип II), так как при загрязнении
симметричного паза по любой его плоскости неизбежно
появится погрешность деления. При загрязнении же
асимметричного паза фиксатор удалит грязь с его ра-
бочей поверхности, расположенной по радиусу, а за-
грязнение наклонной поверхности не сказывается на
точности деления.
При равной точности угловых шагов диски с паза-
ми обеспечивают более высокую точность деления, чем
диски с отверстиями. Необходимо, однако, иметь в ви-
ду, что диски с пазами сложнее в изготовлении — окон-
чательную отделку их выполняет рабочий высокой ква-
лификации.
Продолжение табл. 8
Эскиз
Характеристика
Реечный призматиче-
ский фиксатор 5, управ-
ляемый рукояткой /. Ры-
чажок 3, установленный
на оси 2, нижним высту-
пом скользит по скосу
пальца 4 и обеспечивает
соединение фиксатора с
пазом диска без зазора
Фиксаторы предназначаются для точного фиксирова-
ния положения делительного диска. Рабочий профиль
фиксатора определяется профилем гнезда делительного
диска.
Фиксаторы различаются конструкцией механизмов,
применяемых для их перемещения. Некоторые из типо-
вых конструкций фиксаторов приведены в табл. 8.
В направляющей втулке фиксатор перемещается по
посадке а в делительных устройствах повышенной
А
точности — по посадке . С такими же посадками ци-
м
линдрический фиксатор входит в цилиндрическое отвер-
стие фиксирующих втулок 2 (см. рис. 117,а).
235
Механизмы для скрепления поворотной части с не-
подвижной. Для повышения жесткости системы и преду-
преждения вибраций, а также предотвращения износа
и поломки фиксаторов под действием усилий реза-
ния поворотные части делительных устройств скре-
пляют с неподвижной частью после выполнения деле-
ния.
Особенно важно скреплять в процессе обработки по-
воротную часть с неподвижной при фрезерных работах,
где имеют место большие и переменные по величине
усилия резания.
Конструкции механизмов для скрепления разнооб-
разны. На рис. 118, а показан тангенциальный зажим.
При вращении рукоятки 5 головка винта 1 и сухарь 4
сближаются, скрепляя вал 3 поворотной части с непо-
движной частью 2.
На рис. 118,6 представлен эксцентриковый механизм,
используемый для подъема поворотной части при пово-
роте и для закрепления после деления. В положении,
показанном на этом рисунке, эксцентриковый валик 4
через винтовую опору 7, ось 1 и винт 2 скрепляет по-
воротную часть 5 с неподвижной 6, При повороте вали-
ка 4 на 180° он, воздействуя на конец винта 2, будет
поднимать ось /, подшипник 3 и поворотную часть 5
для облегчения ее поворота.
На рис. 118, в изображен сблокированный механизм
фиксатора и закрепления поворотной части. При вра-
щении рукоятки 5 винт 7 через штифт 6 будет вращать
шестерню S, которая вдвинет фиксатор 4 во втулку де-
лительного диска. Одновременно винт 7 будет сжимать
хомут 2, который своими коническими поверхностями
надавит на конические поверхности кольца 3 и через
него прижмет подвижную часть 1 к неподвижной.
48. УНИВЕРСАЛЬНЫЕ ДЕЛИТЕЛЬНЫЕ
ПРИСПОСОБЛЕНИЯ
Делительные головки. Общеизвестные универсальные
делительные головки с лимбами и набором сменных зуб-
чатых колес являются точными, но дорогими делитель-
ными устройствами. Поэтому наряду с ними в производ-
стве широко используются делительные головки упро-
щенной конструкции.
236
в-в
Рис. 118. Механизмы для закрепления по-
движной части делительных устройств:
а - тангенциальный; б - эксцентриковый; в — рееч-
ный.
Одна из Таких головок показана на рис. 119. В сбор-
ном корпусе, состоящем из угольника 3 и плиты 2, уста-
новлен шпиндель 1, на одном конце которого располо-
жен универсальный трехкулачковый патрон для обраба-
тываемых деталей, а на другом гайкой 5 закреплен
фланец 4 с фиксатором.
В угольнике 3 имеется 12 равномерно расположен-
ных по окружности отверстий с запрессованными в них
втулками 11 под фиксатор 8. При-оттягивании втулки 6
Стол
Рис. 119. Универсальная делительная головка упрощенной
конструкции.
посредством Штифта 7 фиксатор S вытягивается из втул-
ки 11, снимая пружину 9. После этого шпиндель может
быть повернут на необходимый угловой шаг. После де-
ления пружина 9 досылает фиксатор во втулку 11.
Скрепление поворотной и неподвижной частей осуще-
ствляется тангенциальным зажимом путем поворота ру-
коятки 10.
С помощью делительной головки рассматриваемой
конструкции может быть осуществлено деление на 2, 3,
4,- 6 и 12 частей.
Делительные столы широко применяются для уста»-
новки приспособлений на фрезерный: я сверлильных
станках. На делительные столы с рунным приводом име-
ются нормали (МН' 1060-60 — МН 1066*^.
На рис. 120 изображен стол, позволяющий с помо-
щью одного делительного диска 4 с 16 отверстиями вы-
полнить деление на 2, 3, 4, 6, 8 и 12 частей. Положение
диска фиксируется фиксатором 8, западающим в соот-
238
Рис. 120, Универсальный делительный стол.
239
ветствующее отверстие диска 4 под действием пружи-
ны 7. Управляется фиксатрр рукояткой 13.
При вращении рукоятки 12 сжимается хомут 5. Воз-
действуя на конические Кольцо 6,: он прижимает по-
движную часть с неподвижной, при этом утапливаются
плунжеры 2 и сжимаются пружины 1.
При раскреплении поворотной части пружины 1 че-
рез плунжеры 2 и подшипник 3 поднимают подвижную
часть,"-облегчая ее поворот.
Настройка делительного устройства на нужное чис-
ло делений производится о помощью кольца 10, наде-
того на делительный диск 4. Кольцо имеет вертикальные
пазы, в которые входит штифт 9, запрессованный в фик-
сатор 8. Фиксатор может войти в отверстие диска 4
только в том случае,-если паз в кольце 10 располагает-
ся на одном радиальном луче с отверстием в_диске 4.
Поворачивая кольцо 10; совмещают Цифру необходимо-
го числа делений да кольце с риской на поворотном,
диске, после чего кольцо фиксируют винтом 11.
На верхней плоскости диска 4 выполнены Т-образ-
ные пазы для установки приспособлений, а в центре
его — коническое отверстие для центрирующего пальца.
Глава VIII
КОНСТРУКЦИИ ПРИСПОСОБЛЕНИИ
49. УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
ОБЩЕГО НАЗНАЧЕНИЯ
К этой группе приспособлений относятся широко ис-
пользуемые в цехах индивидуального и мелкосерийного
производства тиски, патроны, магнитные плиты, дели-
тельные головки, поворотные столы и стойки.
Тиски. Машинные тиски находят применение при вы-
полнении работ на фрезерных и сверлильных станках.
Тиски выполняются с ручным, пневматическим и гид-
равлическим приводами.
На рис. 121 приведена конструкция поворотных тис-
ков с пневмоприводом одностороннего действия. На
круглом основании 1 с проушинами (для -закрепления
тисков на столе станка) установлена поворотная часть 2,
скрепляемая с основанием болтами 16, входящими в
Т-образный круговой паз основания. На поворотной
части смонтированы неподвижная (регулируемая) губ-
ка 5 и подвижная 4.
Неподвижная губка вместе с ползуном 6 с помощью
винта 7 может устанавливаться в различные положения
в зависимости от габаритов обрабатываемой детали. Пе-
ремещение ползуна 6 производится по направляющим С
планки 8.
Подвижная губка 4 совместно с подвижной рамой 3
скользит по направляющим К поворотной части 2. Ра-
ма 3 получает перемещение от диафрагменного пневмо-
привода. При подаче воздуха в верхнюю полость диск//
с диафрагмой 14 и штоком 13 идут вниз, при этом пово-
рачивается рычаг 12, который перемещает толкатель 10
и раму 3 с губкой 4 влево, закрепляя деталь. Для рас-
крепления детали необходимо выпустить воздух из верх-
ней полости, после чего под действием пружины 15 под-
вижная рама <3 с губкой 4 пойдет вправо.
16 Н. Ф. Уткин
241
КЗ
s
А
Пневматический
Диафрагма 14 крепится к поворотной части 2 коль-
цом 9. Щиток 17 служит для предохранения подвижных
соединений от попадания стружки.
При указанных на рис. 121 габаритах и давлении
воздуха 4 кГ!см2 тиски развивают усилие около 4000 кГ.
Максимальный раствор губок—160 мм, ход губок от
пневмопривода — 7 мм.
Патроны применяются при выполнении работ на то-
карных, револьверных, кругло- и внутришлифовальных,
фрезерных и сверлильных станках. Применяются двух-,
трех- и четырехкулачковые патроны. Наибольшее рас-
пространение получили трехкулачковые самоцентрирую-
щие патроны.
Конструкция патронов была рассмотрена выше (см.
гл. II, § 12).
Магнитные плиты. Конструкции , магнитных плит
также были рассмотрены выше (см. рис. 96). Как уже
упоминалось, магнитные плиты используются на плоско-
шлифовальных, строгальных, фрезерных, токарных и
сверлильных станках. Созданы конструкции поворотных
магнитных плит, оснащенных различного рода магнит-
ными блоками, выполняющими роль универсальных
установочных элементов.
50. УНИВЕРСАЛЬНЫЕ НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Приспособления этой группы находят применение на
токарных, фрезерных и сверлильных станках.
Для фрезерных работ наиболее широко использу-
ются тиски со сменными наладками, а для сверлиль-
ных — скальчатые кондукторы.
Тиски переналаживаемые. На рис. 122 показаны уни-
версальные поворотные тисди с цревк^приводом, имею-
щие установочные поверхности для размещения сменных
наладок. Эти поверхности выполйены как на непод-
вижной /, так и на подвижной 4 губках и представ-
ляют собой рабочий стол, снабженный точными попе-
речными и продольными пазами для координации нала-
док и Т-образными пазами для их закрепления. Смен-
ные наладки можно устанавливать и с торцов губок, для
чего у них предусмотрены точные пазы.
Обрабатываемые детали закрепляются подвижной
губкой 4, перемещаемой от пневмопривода с диафраг-
16*
243
А-А
мой 13. При подаче сжатого воздуха с помощью крана 21
в рабочую полость 15 шток 3 идет вверх и поворачивает
рычаг 2, который перемещает влево подвижную губку 4
через посредство фасонной гайки 12, вийта 9 и втулки 8.
Подвижная губка, имеющая вид рамы, передвигается по
двум направляющим 19. При выпуске сжатого воздуха
из полости 15 возвратная пружина 11 отводит губку 4 в
исходное положение. Диафрагма 13 возвращается в ис-
ходное положение с помощью четырех пружин 23.
Ход губки составляет 5—6 мм, а зажимное усилие
при давлении сжатого воздуха 4 кГ[см2 достигает
3600 кГ. . ;
Винт 9 служит для перемещения губки 4 вручную с
целью изменения расстояния между губками от 50 до
100 мм, а также для предварительного поджима (с не-
большим усилием) обрабатываемой детали.
Предварительный поджим иногда является необхо-
димым цри установке по разметке, когда перед оконча-
тельным закреплением требуются выверка и фиксация
положения детали, а также в тех случаях, когда устано-
вочные базы не обеспечивают устойчивого положения
детали при установке и под действием удара, вызывае-
мого пневмойриводом, возможно ее смещение.
Перемещение губки 4 винтом 9 осуществляется по-
средством перекидной рукоятки 6. При вращении ру-
коятки получает вращение и винт 9, вследствие чего он
перемешается в фасонной гайке 12 и передвигает губ-
ку 4 влево или вправо. Если для закрепления детали
требуется отвод губки на значительное расстояние и
нет возможности свободного поворота перекидной ру-
коятки 6 на 360°, то последняя работает с перекидкой
на 180° после каждого полуоборота.
Фиксирование перекидной рукоятки на ступице 17
осуществляется при помощи подпружиненной защел-
ки 16, встроенной внутрь рукоятки. При работе рукоят-
кой с перекидкой, шарик 5 должен, быть отвернут до от-
каза. При небольшом подводе губки или предваритель-
ном поджиме-детали, когда не требуется поворот ру-
коятки более чем на 180°, ее перекидная часть закреп-
ляется завертыванием до отказа шарика 5, при этом за-
щелка 16 входит в гнездо на ступице. 17. При работе ру-
кояткой последняя стопорится на винте 9 винтом 18.
245
7 Если предварительного закрепления заготовки не
требуется, то рукоятку 6 снимают с винта 9 и стопо-
рят его гайками 7 (от самопроизвольного отвертывания
при резком срабатывании пневмопривода).
Подвод воздуха осуществляется через обратный кла-
пан 22, предотвращающий вырыв детали при внезапном
падении давления в сети.
Корпус 14 с губками, пневмоприводом и всеми ме-
ханизмами представляет собой поворотную часть тисков,
смонтированную на основании 10. Поворотная часть мо-
жет поворачиваться относительно основания на 360° и
в нужном положении закрепляется болтами 20. Угол
поворота отсчитывается по круговой шкале на основа-
нии 10.
Для закрепления деталей различных конфигураций
тиски оснащаются сменными наладками.
На рис. 123 в качестве примера приведены две налад-
ки. Одна из них (рис. 123, а) состоит из двух частей 1
и 2, закрепляемых соответственно на неподвижной и
подвижной губках и предназначенных для установки де-
тали при фрезеровании боковых поверхностей крышки
набором фрез.
Другая наладка (рис. 123, б) состоит из трех частей.
Третья часть 3 размещается на неподвижной губке и
служит установочным элементом для ориентации детали
нижним основанием и контуром.
Скальчатые кондукторы. Любой скальчатый кондуктор
состоит из нормализованной постоянной части (рис. 124
и 125) и сменной наладки. В постоянную часть входят
корпус 1, две или три скалки 3, несущие кондукторную
плиту 4, и привод 2 для перемещения скалок при за-
креплении обрабатываемой детали.
Сменные наладки проектируются специально для-
каждой отдельной операции и состоят из двух частей.
Одна часть, устанавливаемая на корпусе, выполняет
роль установочного элемента для ориентации детали,
а другая служит для размещения кондукторных втулок
и укрепляется на кондукторной плите. Иногда вся кон-
дукторная плита выполняется сменной.
Сменные наладки на корпусе и на плите фиксируют-
ся двумя штифтами. Установочные штифты (йальцы 5
и 6 на рис. 125) для координации сменных наладок
могут ставиться по месту в зависимости от конкретной
246
Рис. 123. Сменные наладки для переналаживаемых тисков (по рис. 122):
а — для операции фрезерования боковых плоскостей набором фрез; б - для торцового фрезерования.
наладки либо запрессовываться в неизменном положении
на постоянной части.
Перемещение кондукторной плиты и закрепление об-
рабатываемой детали могут осуществляться с помощью
Рис. 124. Скальчатые кон-
дукторы с ручным при-
водом:
а — консольный; б — порталь-
ный.
ручного или пневматического привода. При ручном при-
воде силовой механизм: должен выполняться самотор-
мозящим. Используется, один из типов самотормозящих
248
силовых механизмов: реечно-конусный, реечно-ролико-
вый, пружинно-кривошипный и т. д.
На рис. 124 показаны скальчатые кондукторы с ре-
ечно-конусным механизмом. Здесь вал-шестерня 5 и
скалки-рейки 3 имеют косые зубцы с углом наклона
зуба 45°. На правом конце вала-шестерни образованы
два конусных участка с углом конуса меньше угла тре-
ния (угол принимается в 5—6°). При повороте вала-ше-
стерни 5 с помощью рукоятки 8 скалки 3 с кондуктор-
ной плитой 4 опускаются до соприкосновения с обраба-
тываемой, деталью. При дальнейшем нажатии на руко-
ятку 8 под действием сил на рейке и шестерне вал-ше-
стерня 5 будет перемещаться влево, вследствие чего его
конус заклинится во втулке 6 и застопорит механизм.
' 249
Для освобождения детали и подъема плиты рукоят-
ку 8 вращают в обратную сторону, при этом вначале
зубцы скалки отодвинут вал-шестерню вправо, раскли-
нив конусный механизм, а затем начнется подъем пли-
А-А
ты. В конце хода плиты косыми зубцами скалки вал-ше-
стерня еще больше сместится вправо, что приведет к
заклиниванию его правого конического участка в кони-
ческом отверстии крышки 7. Благодаря этому кондук-
торная плита будет удерживаться в верхнем положении,
250
Скальчатые кондукторы выполняются консольными
(см, рис. 124,а) и портальными (см. рис. 124,б). Кон-
сольные применяются для обработки мелких деталей.
Рассмотрим два примера наладки скальчатых кон-
дукторов.
/1-4
Рис. 127. Наладка скальчатого кондук-
тора для сверления четырех отверстий
во фланце кронштейна.
На рис. 126 приведена наладка консольного скальча-
того кондуктора. Она состоит из стойки 3, смонтирован-
ной на корпусе кондуктора, и запрессованных на ней
двух пальцев: цилиндрического 2 и ромбического 4.
Обрабатываемая деталь надевается на эти пальцы от-
верстиями Д2 и Д\. На кондукторной плите размещаются
кондукторная втулка для сверления отверстия диамет-
ром d и упор 7, который при опускании плиты своим
251
скосом прижимает деталь торцом Т к бурту цилиндриче-
ского пальца 2, закрепляя ее. Чтобы заусенцы, образую-
щиеся при выходе сверла в отверстие диаметром d, не
мешали снятию детали, в нальце 2 предусмотрена ка-
навка К.
На рис. 127 показана наладка кондуктора, изобра-
женного на рис. 125. На установочных пальцах-штиф-
тах 1 корпуса смонтирована подставка 2, на которую
своим прямоугольным фланцем ставится обрабатывае-
мая деталь. Цилиндрический хвостовик детали поме-
щается в выемке подставки 2. На кондукторной плите 4
на пальцах-штифтах 3 смонтирована сменная кондуктор-
ная плита 5 с четырьмя кондукторными втулками и дву-
мя призмами 6 со скошенными установочными поверх-
ностями.
При опускании основной плиты 4 обрабатываемая
деталь с помощью призм 6 будет устанавливаться по
контуру и одновременно закрепляться.
51. ПРИСПОСОБЛЕНИЯ, КОМПОНУЕМЫЕ
ИЗ НОРМАЛИЗОВАННЫХ ОБРАТИМЫХ
ДЕТАЛЕЙ И УЗЛОВ
К данной группе относятся сборно-разборные приспо-
собления (СРП) и универсально-сборные приспособле-
ния (УСП).
Сборно-разборные приспособления. Эти приспособ-
ления на 80—90% состоят из нормализованных дета-
лей и узлов. Корпуса СРП собираются также из норма-
лизованных элементов (см., например, рис. 115). После
снятия изделия с производства СРП демонтируют на
составные элементы, которые затем направляют на
склад для хранения до повторного использования.
СРП применяют в условиях серийного производства.
Пример конструкции СРП был приведен на рис. 91,6.
Универсально-сборные приспособления. УСП пред-
назначены для использования на предприятиях, имею-
щих опытное и мелкосерийное производство. УСП со-
ставляются полностью из нормализованных деталей и
узлов, входящих в так называемый комплект элемен-
тов УСП.
Полный комплект элементов УСП состоит примерно
из 200 типов и 2000 типоразмеров нормализованных де-
252
талей и узлов. В комплект входят детали пяти группз
базовые, корпусные, установочно-направляющие, кре-
пежно-прижимные и разные, а также неразборные узлы
универсального назначения.
Рис. 128. Примеры элементов, входящих в
комплект УСП.
1+ ' j[...'fl FE3
Т <1 k- 41
Располагая комплектом элементов УСП, можно со-
бирать и использовать на рабочем месте одновременно
несколько сот компоновок.
Представление об элементах, входящих в комплект
УСП, может дать рис. 128.
Основными элементами комплекта являются базовые
детали, на которых монтируются все остальные детали
и узлы.
253
Базовые детали выполняются в виде круглых, квад-
ратных и прямоугольных плит, а также в виде угольни-
ков. Они имеют шпоночные и Т-образные пазы шириной
8, 12 и 16 мм, выполненные по 2-му классу точности.
Ширина пазов и шаг между ними определяются разме-
ром и назначением базовой детали. Допустимые откло-
нения от параллельности и перпендикулярности пазов —
не более 0,01 мм на 100—200 мм длины.
Корпусные детали являются наиболее многочислен-
ными по типам и типоразмерам и важными по значению'.
К ним относятся: подкладки, опоры, угольники, призмы,
планки, накладки и т. д. Они предназначены для обра-
зования корпусов и отдельных узлов. Корпусные детали
также имеют шпоночные и Т-образные пазы, выполнен-
ные с такими же параметрами, как и у базовых деталей.
Установочно-направляющие детали — шпонки, паль-
цы, кондукторные втулки, центры, валики, колонки и
т. д. — выполняют важную роль при компоновке УСП.
Шпонки служат для фиксации элементов УСП относи-
тельно друг друга; пальцы, диски, штыри — для уста-
новки обрабатываемых деталей.
Крепежно-прижимные детали в значительной степе-
ни соответствуют обычным деталям подобного назна-
чения.
К разным деталям относятся все те элементы, кото-
рые по функциональному назначению нельзя отнести ни
к одной из предыдущих групп. Это — пружины, ушки и
вилки, колпачки, планки откидные и др.
На рис. 129, а показана схема сборки кондуктора из
элементов УСП. На базовой детали 1 размещаются
опора 2, направляющая опора 3 и установочные планки
4 и 6. Для направления сверла служат кондукторные
втулки 5, а для закрепления детали — быстросменная
шайба 7 с гайкой. Общий вид компоновки УСП для стро-
гания заготовок в пакете из 10 шт. приведен на рис. 129,6.
Детали и узлы системы УСП выполняются из высо-
косортной стали, подвергаются термической обработке
и шлифуются до высоких классов чистоты и точности.
Этим и объясняется высокая трудоемкость и себестои-
мость заводского комплекта. Срок службы его — около
20 лет. На ежегодное восстановление элементов ком-
плекта расходуется примерно 3,2% его полной стои-
мости.
254
Рис, 129, Схема компоновок кондуктора и строгального
приспособления из элементов УСП.
255
s
3 ti
Рис. 130. Специализированный наладоч-
ный кондуктор для сверления отвер-
стий в валиках диаметром 6—12 мм.
52. СПЕЦИАЛИЗИРОВАННЫЕ НАЛАДОЧНЫЕ
ПРИСПОСОБЛЕНИЯ
Приспособления этой группы предназначаются для
обработки однотипных деталей. Чтобы в одном приспо-
соблении можно было обработать ряд однотипных дета-
лей, необходимо предусмотреть возможность его пере-
наладки путем регулировки положения отдельных эле-
ментов.
Примером такого наладочного приспособления может
служить кондуктор для сверления одного или двух рас-
положенных на расстоянии 30—150 мм друг от друга
отверстий в гладких валиках диаметром 6—12 мм
(рис. 130).
На верхней части корпуса 1 выполнена установоч-
ная поверхность в виде призмы. Положение деталей в
осевом направлении определяется регулируемой опо-
рой 4, ввернутой в планку 2 и фиксируемой контргай-
кой 3,
На боковых сторонах корпуса имеются продольные
Т-образные пазы, в которые входят болты 12 для за-
крепления двух кронштейнов 13 с кондукторными пли-
тами 5. Болтами 11 крепятся два кронштейна 10 с вин-
товыми прихватами. При вращении винта 7, упирающе-
гося в горизонтальную полку кронштейна 10, планка 8
поворачивается на оси 9 и закрепляет деталь. Положе-
ние прихватов на корпусе может меняться в зависимости
от длины валиков.
Кронштейны 13 вместе с кондукторными плитами 5
и быстросменными втулками 6 устанавливаются на
корпусе относительно опоры 4 в зависимости от рас-
положения отверстий в валике по отношению к его
торцу.
53. СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Некоторые из конструкций специальных приспособле-
ний были рассмотрены выше. Так, например, оправки к
токарным станкам показаны на рис. 3, 51, 52, в и 54;
патроны — на рис. 47,6 и 48,6; приспособление типа
угольника — на рис. 42; кондуктор с делительным
устройством для сверления шести отверстий в ступице —
на рис. 2.
17 H. Ф. Уткин
257
Рассмотрим еще одно специальное многоместное при-
способление, имеющее принципиальную особенность его
использования (рис. 131).
Приспособление снабжено сменными кассетами
Хрис. 131,6), в паз.ах которых размещены подвижные
Рис. 131. Многоместное кассетное приспособление для
закрепления цилиндрических деталей при фрезеровании.
призмы для установки и закрепления обрабатываемых
деталей типа валиков.
Две кассеты устанавливаются на буртики пальцев 7,
срезы которых точно фиксируют положение кассет отно-
258
сительно фрез 4 в поперечном направлении (по размеру
56-ода мм).
Для закрепления кассет 5 поворотом рукоятки 1 рас-
пределительного крана 2 в полость А пневмокамеры по-
дается сжатый воздух.
При закреплении кассет одновременно закрепляются
и обрабатываемые детали, так как установочные призмы
свободно перемещаются вдоль кассет. Зажимное уси-
лие к плунжерам 8 передается через траверсу 9 от пнев-
мопривода, с диафрагмой 12 и штоком 13 посредством
системы рычагов 6 и 10.
Боковые поверхности упора 3 и торцовые поверхно-
сти кассет скошены под углом 5°, благодаря чему кас-
сеты надежно прижимаются плунжерами 8 к буртикам
пальцев 7.
При раскреплении полость А соединяется с атмосфе-
рой, и пружинами 11 шток 13 отводится вниз.
В то время когда две кассеты с установленными в
них деталями находятся в приспособлении и произво-
дится обработка деталей, рабочий имеет возможность
заряжать новыми заготовками две другие кассеты; Та-
ким образом значительно сокращается вспомогательное
время.
17*
Глава IX
РАСЧЕТЫ НА ТОЧНОСТЬ
ПРИ ПРОЕКТИРОВАНИИ
ПРИСПОСОБЛЕНИЙ
54. МЕТОДИКА РАСЧЕТОВ
Общие положения. Основное требование, предъявляе-
мое к приспособлению, — обеспечить заданную точность
обработки на настроенном станке. Поэтому еще на ста-
дии проектирования приспособления следует произво-
дить расчеты на точность. Их осуществляют обычно
после того, как уже назначены допуски на изготовление
и износ элементов приспособления. Таким образом, по
существу, эти расчеты являются поверочными.
Заданная точность будет обеспечена, если получаю-
щаяся максимальная погрешность обработки будет мень-
ше допуска. Это значит, что для каждого выдерживае-
мого на операции размера (отклонения расположения
каждой обрабатываемой поверхности) должно соблю-
даться следующее условие:
8s<a, ' (44)
где а — допуск на размер; допуск на отклонение (от со-
осности, параллельности и т. д.) расположения
обрабатываемой поверхности, в мм\
82—максимальная результирующая погрешность об-
работки, в мм.
Составляющие погрешности. Результирующая по-
грешность обработки ds является следствием совокупно-
го влияния различных факторов, порождающих погреш-
ности обработки. К их числу относятся: погрешности из-
готовления и износ элементов станка, приспособления и
инструмента; деформация приспособления и детали под
действием сил резания и т. д. Каждый из факторов по-
рождает свою составляющую погрешность обработки.
260
Выше (см. гл. 1, § 4) были приняты следующие под-
разделения и наименования составляющих погрешно-
стей, имеющих место при обработке детали в приспособ-
лении на настроенном станке:
$с—погрешность станка в ненагруженном состоянии,
вызываемая погрешностями изготовления и сбор-
ки его деталей и узлов и их износом;
8рл1— погрешность расположения приспособления на
станке;
8п у — погрешность расположения установочных поверх-
ностей относительно посадочных поверхностей при-
способления, которыми оно ориентируется на
станке;
8у— погрешность установки детали в приспособлении;
83 — погрешность, вызываемая закреплением детали в
приспособлении;
8ПН— погрешность расположения направляющих эле-
ментов для инструмента относительно установоч-
ных поверхностей приспособления;
8И — погрешность инструмента, порождаемая погреш-
ностями его изготовления;
8р>и — погрешность расположения инструмента на
станке;
8Н — погрешность настройки, т. е. погрешность распо-
ложения инструмента относительно направляющих
элементов приспособления при настройке;
8Д—погрешность деформации, связанная с податли-
востью технологической системы станок — де-
таль — приспособление — инструмент;
8НЗ—погрешность, вызываемая износом режущего ин-
струмента.
Следует отметить, что не всегда при выполнении опе-
рации имеют место все перечисленные выше составляю-
щие погрешности. Чаще приходится иметь дело лишь с
частью погрешностей, так как значения остальных на-
столько малы, что их влиянием можно пренебречь.
Как уже говорилось, расчет на точность проводится
на стадии проектирования приспособления, поэтому
определить действительные значения составляющих по-
грешностей практически невозможно. Можно лишь оце-
нить их максимальные значения, которые определяются
величиной допустимых отклонений на изготовление и
261
износ элементов станка, приспособления и инструмента, а
также допусками на размеры установочной базы детали.
В соответствующих главах книги было показано, как
найти максимальную величину следующих погрешно-
стей: др.п (см. гл. V, § 43); дп.у (см. гл. V, § 42); ду
(см. гл. II, § 9); 8П „ (см. гл. IV, § 36); дв (см. гл. IV,
§ 36).
Погрешность дс можно определять, пользуясь
ГОСТами на нормы точности металлообрабатывающих
станков. Этими ГОСТами регламентированы допусти-
мые погрешности новых станков.
В табл. 9 приведены некоторые данные о точности
новых станков в соответствии с нормами точности по
ГОСТу. В процессе эксплуатации станки изнашиваются,
и их погрешности становятся большими.
В качестве примера в табл. 10 приведены разрабо-
танные на Московском автомобильном заводе им. Ли-
хачева эксплуатационные нормы точности для зубодол-
бежных станков. Величину погрешности дс следует
определять с учетом состояния станка.
Погрешности д3 и дд могут быть рассчитаны по фор-
мулам сопротивления материалов. Однако расчет их
сложен, и поэтому в приводимых ниже приме-
рах (см. § 55) эти погрешности рассматриваться не
будут.
Погрешности ди и др. и лишь в отдельных случаях
влияют на точность размеров, определяющих располо-
жение обрабатываемой поверхности. Их влияние устра-
няется настройкой станка на размер. Ниже на одном
примере будет показано влияние дн и др. и на точность
обработки и рассчитана их величина.
Погрешность диз во многих случаях оказывает влия-
ние на точность размеров детали. Для определения ве-
личины этой погрешности можно пользоваться экспери-
ментальными данными, характеризующими износ ин-
струмента в зависимости от времени его работы. В при-
водимых ниже примерах погрешность диз не учиты-
вается.
Суммирование составляющих погрешностей. Чтобы
определить ожидаемую величину результирующей по-
грешности ds выдерживаемого на операции размера, не-
обходимо суммировать все составляющие погрешности,
262
Таблица 9
Некоторые характеристики точности металлорежущих станков
общего назначения
_________(новых или прошедших капитальный ремонт) _______
Типы станков Проверяемый элемент Допуск, в мм
Токарные Радиальное биение центри- рующего пояска шпинделя (для установки приспособления) для станков с наибольшим диамет- ром обрабатываемого изделия, в мм: до 400 .800 0,010 0,015 (по ГОСТ 42-56)
Радиальное биение оси отвер- стия шпинделя для станков с наибольшим диаметром обраба- тываемого изделия, в мм: до 400: у торца шпинделя . на расстоянии 330 мм от него „ 800: у торца шпинделя . на расстоянии 300 мм от него 0,010 0,020 0,015 0,025 (по ГОСТ 42-56)
Токарно- револьвер- ные Радиальное биение пояска шпинделя, центрирующего пат- рон, и посадочного отверстия в шпинделе под зажимные цанги для станков с наибольшим диа- метром изделия, обрабатывае- мого над станиной, в мм: до 200 св. 200 до 320 . . . , . . . . 320 . 500 0,007 0,010 0,015 (по ГОСТ 17-59)
Фрезерные консольные Параллельность рабочей по- верхности стола направлению его продольного перемещения на всей длине хода, в мм: до 300 . 500 » 1000 св. 1000 0,015 0,020 0,030 0,040 (по ГОСТ 13-54)
263
Продолжение табл, 9
Типы станков Проверяемый элемент Допуск, в мм
Фрезерные консольные Параллельность боковых сто- рон среднего паза стола направ- лению его продольного переме- щения на всей длине хода, в мм\ до 300 . 500 я 1000 св. 1000 0,020 0,030 0,035 0,040 (по ГОСТ 13-54)
Радиальное биение оси кони- ческого отверстия шпинделя: у торца, шпинделя на расстоянии 150 мм от него 0,010 0,015
Перпендикулярность оси вра- щения шпинделя и рабочей по- верхности стола для станков с шириной стола: до 160 мм на диаметре 150 мм св. 160 мм на диаметре 300 мм 0,015 0,020
Зубодол- бежные Радиальное биение шпинделя (центрирующего пояска для уста- новки долбяка) для станков с наибольшим диаметром обраба- тываемого изделия, в мм\ до 80 св. 80 до 200 „ 200 „ 500 0,005 0,006 0,007 (по ГОСТ 658-56)
Радиальное биение контроль- ной оправки, установленной в отверстии стола, для станков с наибольшим диаметром обраба- тываемого изделия, в мм', до 80 св. 80 до 200 . . „ 200 „ 500 У поверхности стола: 0,005 0,006 0,008 (по ГОСТ 658-56)
26#
Продолжение табл. 9
Типы станков Проверяемый элемент 1 Допуск, в мм 1
Зубофре- зерные Радиальное биение контроль- ной оправки, установленной в* отверстии стола, для станков с наибольшим диаметром обраба- тываемого изделия, в мм\ до 125 св. 125 до 320 „ 320 „ 800 У поверхности стола: 0,008 0,010 0,015 (по ГОСТ 659-53)
Кругло- шлифо- вальные / Радиальное биение контроль- ной оправки, установленной в коническое отверстие шпинделя передней бабки, для станков с наибольшим диаметром устанав- ливаемого изделия, в мм: до 200 вкл св. 200 У торца шпин- деля: 0,007 0,01 (по ГОСТ 1450-56)
Таблица 10
. Эксплуатационные нормы точности зубодолбежных станков
Проверяемый элемент Допуск, в мм
Степень точности нарезаемого колеса (по ГОСТ 1643-56)
Ст. 5 | Ст. 7 | Ст. 8 Ст. 9
Радиальное биение цен- трирующего пояска шпин- деля для установки дол- бяка 0,01 0,015 0,03 0,05
Износ центрирующего пояска шпинделя .... —0,01 —0,02 —0,035 —0,04
Радиальное биение сто- ла по центрирующему буртику 0,01 0,02 0,03 0,05
265
влияющие на точность данного размера. Выберем метод
суммирования.
Суммировать составляющие погрешности алгебраи-
чески не представляется возможным, так как на ста-
дии проектирования приспособления еще неизвестно, ка-
кой знак и какое действительное значение будет иметь
каждая из составляющих погрешностей. Можно лишь оце-
нить их максимальные значения.
Суммирование составляющих погрёшностей путем
арифметического сложения их максимальных значений
нельзя признать правильным, так как маловероятно,
чтобы все составляющие погрешности одновременно
имели максимальное значение и один и тот же знак
(одинаково направлены).
На стадии проектирования приспособления состав-
ляющие погрешности следует отнести к разряду случай-
ных погрешностей. При суммировании таких погрешно-
стей можно пользоваться следующей формулой:
= ]/” ^с + ^р. п + ^п. у + ^у + ^з + ^п. н + ^и + ^р. и + ^н + ^д + ^из’
(45)
где К — коэффициент, учитывающий закон распределе-
ния составляющих погрешностей.
В формулу (45) должны подставляться максималь-
ные значения составляющих погрешностей. Значение К
можно принимать в пределах от 1 до 1,2, в зависимости
от числа слагаемых (составляющих погрешностей), име-
ющих место в рассматриваемой операции. Чем больше
слагаемых, тем ближе к единице следует принимать зна-
чения коэффициента К.
Последовательность расчета. Расчет на точность ре-
комендуется вести в следующей последовательности:
1) из размеров, выдерживаемых на операции, выде-
лить те, на точность которых влияет приспособление;
2) для проверки на точность выбрать один из выде-
ленных размеров, в первую очередь размер с минималь-
ным допуском;
3) выявить все составляющие погрешности, которые
влияют на точность проверяемого размера; для этого из
большого числа погрешностей станка, приспособления
и т. д. выбрать только те, которые влияют на точность
проверяемого размера;
266
4) определить максимальное значение каждой из со-
ставляющих погрешностей;
5) вычислить по формуле (45) результирующую по-
грешность ба;
6) сопоставить погрешность ба с допуском а на про-
веряемый размер: если да то точность обеспечи-
вается; если Ss >а, то точность не обеспечивается и не-
обходимо изыскивать пути уменьшения да путем умень-
шения каких-либо составляющих погрешностей.
Пользуясь указанной методикой, по мере надобности
следует проверить расчетом на точность каждый из раз-
меров, выдерживаемых на данной операции.
'Необходимо иметь в виду, что приведенная методика
расчетов является приближенной. Ею можно пользовать-
ся только для прикидочных расчетов на стадии проекти-
рования приспособления. Несмотря на это, такие расче-
ты проводить полезно, так как они дают возможность
проанализировать степень влияния отдельных погрешно-
стей и оценить приспособление с точки зрения обеспе-
чения заданной точности обработки. Рассмотрим не-
сколько примеров расчета на точность.
55. ПРИМЕРЫ РАСЧЕТОВ
Пример 1. Для чистового обтачивания на токарном
станке поверхности А детали (рис. 132, а) спроектирова-
на центровая оправка с установочной поверхностью У,
на которую надевается деталь отверстием диаметром
ЗОА.
Конструктор назначил на диаметр цилиндрической
поверхности У оправки отклонения по скользящей по-
садке 2-го класса точности (ЗОС) и принял допустимое
биение поверхности У относительно оси центровых от-
верстий В 0,01 мм (рис. 132,6). Кроме того, он указал
(в карте технологического процесса), что перед уста-
новкой оправки на станок необходимо проверить биение
центров, которое не должно превышать 0,01 мм-
Произведем поверочный расчет на точность, следуя
рекомендованной выше последовательности.
1. Из размеров, выдерживаемых на операции, выде-
лим те, точность которых зависит от приспособления.
На операции выдерживаются диаметр 55Х3 и допуск на
267
биение 0,05 мм. Приспособление практически не влияет
на точность диаметра 55Х3, а на биение оказывает су-
щественное влияние. Поэтому расчетом на точность бу-
дем проверять только допуск на биение, который обо-
значим через а, Следовательно, проверке подлежит
а=0,05 мм. .. '
2. Выявим составляющие погрешности обработки, по-
рождающие биение поверхности А детали относительно
отверстия Б (рис. 132,а).
Рис. 132. Эскизы к расчету на точность токарной
оправки.
Погрешность бс. Из погрешностей станка выберем те,
которые порождают биение указанной поверхности де-
тали. Такой погрешностью станка будет биение кониче-
ского отверстия шпинделя для установки центров. Но
так как центра при установке их в шпиндель выверя-
ются с тем, чтобы биение не превышало 0,01 мм, то по-
грешность б0 отдельно определять нет необходимости.
Погрешность бс совместно с погрешностью установки
цёнтра в шпиндель и несоосностью конических поверх-
ностей центров приводит к биению их. Поэтому вместо
каждой из этих погрешностей будрм учитывать только
суммарную погрешность — биение центров. Обозначим
ее бв. Величина погрешности бв=0,01 мм.
268
Погрешность др.п=0, так как оправка в центрах
устанавливается без погрешности: ось центровых отвер-
стий оправки не смещается относительно оси конической
поверхности центров.
Погрешность бп.у=0,01 мм, так как допустимое бие-
ние установочной поверхности У оправки относительно
посадочных поверхностей — центровых отверстий — при-
нято в 0,01 мм (рис. 132,6).
Погрешность бу. При установке детали на оправку
ось ее отверстия Б может смещаться в пределах зазора
относительно оси поверхности У оправки.
Максимальное смещение 8 равно где smax —
максимальный зазор между поверхностью У оправки и
отверстием Б детали. В результате смещения е будет
возникать биение обработанной поверхности А относи-
тельно оси отверстия Б детали, которое будет равно 2е.
Таким образом, погрешность установки составит:
иу * 2
Определим Smax. По таблицам допусков находим:
диаметр ЗОА = ЗО+0’023 мм, а диаметр 3OC = 3O_o,oi4 ммч
откуда максимальный зазор будет равен:
smax==0,023+0,014=0,037 мм.
Следовательно, бу = 0,037 мм.
Погрешность д3 можно принять равной нулю, пола-
гая, что усилие закрепления практически не будет вызы-
вать дополнительного смещения оси отверстия Б детали
относительно оси поверхности У оправки сверх того,
которое получается в пределах зазоров и учтено как по-
грешность бу.
Погрешность бп.н=0, так как У оправки нет направ-
ляющих элементов для инструмента.
Погрешность би=0, потому что погрешность изго-
товления резца не порождает биения поверхности А от-
носительно оси отверстия Б детали.
Погрешность бр, и = 0 по тем же причинам, что и по-
грешность би.
Погрешность бн = 0, так как погрешность расположе-
ния резца относительно приспособления (настройка на
269
размер) влияет лишь на диаметр 55Хз и не порождает
биения поверхности А относительно оси отверстия Б.
Погрешность бд можно принять равной нулю, пола-,
гая, что при чистовой обработке припуск мал и почти
одинаков по окружности, и поэтому отжим детали с оп-
равкой и резца также будет почти одинаковым по
окружности.
Погрешность Виз = 0, потому что износ инструмента
влияет на диаметр 55Х3, но не вызывает биения поверх-
ности А относительно оси отверстия Б.
Таким образом, при выполнении рассматриваемой
операции будут иметь место следующие составляющие
погрешности обработки: бв=0,01 мм\ бп.у=0,01 мм и
бу=0,037 мм.
3. Суммирование погрешностей по формуле (45) бу-
дем производить при коэффициенте К =1,2, так как сла-
гаемых только три:
8S=1,2V 0,012 + 0,012 + 0,0372
82=1,2/ 0,001569 =0,047 мм.
4. Сопоставим результирующую погрешность 82 =
=0,047 мм с допуском а=0,05 мм.
Так как 0,047 <0,05, то б2<а.
Следовательно, спроектированная оправка будет
обеспечивать заданную точность обработки.
Пример 2. Для обработки на револьверном станке
ступенчатого отверстия Т детали (рис. 133, а) спроекти-
ровано специальное приспособление (рис. 133,г). Де-
таль устанавливается главной установочной базой —:
плоскостью Е — на две опорные пластины 1 и 2, плоско-
стью М — на опорную пластину 4 и плоскостью И — на
торец втулки 6. Пластины 1, 2 и 4 размещаются на
угольнике «?, приваренном к планшайбе 5. Для баланси-
ровки (уравновешивания) приспособления на планшай-
бе 5 закрепляется противовес 7.
Приспособление устанавливается на шпиндель ре-
вольверного станка (рис. 133,6) с помощью переходного
фланца (рис. 133,в), который центрируется выточкой А
по коническому пояску П шпинделя. Центрирование
приспособления на фланце производится выточкой В
диаметром 165А по буртику Б фланца диаметром 165С.
270
На чертеже общего вида приспособления конструк-
тор проставил размеры 50±0,02 мм и 72±0,05 мм
(рис. 133, г).
Произведем поверочный расчет на точность.
1. При обработке отверстия Т в детали (рис. 133, а)
выдерживается несколько размеров: D, D2, I, 1%, h,
Рис. 133. Эскизы к расчету на Точность приспособления для
револьверного станка.
50±0,05 мм и 75±0,1 мм. Однако приспособление
влияет только на точность размеров 50±0,05 мм и
75 ±0,1 мм.
Так как размер 50±0,05 мм имеет меньший допуск,
чем размер 75±0,1 мм, то проверку начнем с этого раз-
мера. Допуск на этот размер обозначим через а. Вели-
чина а = 0,1 мм.
2. Выявим составляющие погрешности, влияющие на
точность размера 50±0,05 мм. Предположим, что ни фла-
нец, ни приспособление при установке не выверяются.
271
Погрешность бс. В рассматриваемом случае это будет
биение конического пояска Л, шпинделя. Допустим, что
используется новый револьверный станок, позволяющий
обрабатывать над станиной изделия диаметром до
500 мм.
По табл. 9 допуск на биение пояска П составляет
0,015 мм. Следовательно, бс=0,015 мм.
Погрешность бр. п , В данном случае погрешность рас-
положения приспособления на станке будет следствием
двух погрешностей *:
1) биения буртика Б фланца относительно кониче-
ской выточки А; обозначим эту погрешность через бф;
величина бф=0,05 мм (рис. 133,в);
2) смещения оси приспособления относительно оси
фланца в пределах зазора между выточкой В приспо-
собления и буртиком Б фланца; максимальное смеще-
ние е равно , где smax — максимальный зазор в ука-
занном соединении. Обозначим погрешность, вызывав?
мую смещением оси приспособления относительно осн
фланца, через бсм; величина бси =2e=smax. Определим
smax. По таблице допусков диаметр 165А= 165443-940 мм,
а диаметр 165С= 165_о,о27 мм* Таким образом, smaI=
= 0,040+0,027=0,067 мм.
Следовательно, бсм=0,067 мм..
Погрешность бп.у = 0,04 мм, так как на размер 50 мм
от установочной поверхности У пластин 1 и 2 (рис. 133, г}
до оси выточки конструктором заданы отклонения
±0,02 мм.
Погрешность бу=0, так как установка главной базы,
имеющей вид плоскости, производится без погрешности.
Погрешность б3. Ввиду сложности расчет величины
б3 производить не будем. Примем ориентировочно
б3=0,01 мм, т. е. будем считать, что смещение поверх-
ности У опорных пластин 1 и 2 относительно оси выточ-
ки В вследствие деформации угольника 3 под действием
силы Q составит 0,01 мм.
Погрешности бп.н, би, бр.н, би, бд и биз равны нулю
(см. выше пример i).
1 Принимаем, что фланец устанавливается на шпинделе без
погрешности благодаря центрированию по коническому пояску.
272
3. Суммирование составляющих погрешностей по
формуле (45) будем производить при Л=1,2:
ВЕ = 1,2 V0,0152+0,052+0.0672+0,042+0,012;
8,.«0,11 мм.
4. Сопоставим результирующую погрешность
= 0,11 Atjw с допуском а = 0,1 мм-
Так как 0,11>0,1, то >а.
Следовательно, приспособление не будет обеспечи-
вать заданную точность обработки и изготовлять его
нельзя.
Рассмотрим возможности уменьшения ба.
При установке на фланец приспособление можно вы-
верять по отверстию Г во втулке 6 (рис. 133,а), при
этом будет устранено влияние погрешностей бс, бф и
бсм и вместо них будет только одна погрешность бв —
погрешность выверки приспособления по отверстию Г
(биение .отверстия Г), Допустим, что при выверке бие-
ние допускается не более 0,02 мм, т. е. бв = 0,02 мм,
В этом случае будут иметь место следующие состав-
ляющие погрешности обработки: бв = 0,02лс/и, бп. у =
= 0,04 мм и б3==0,01 мм, суммируя которые, получим:
8 s = 1,21/0,022 +0,042 + 0,012;
0,055 мм.
Теперь 32 =0,055 мм меньше допуска а = 0,1 мм, и
приспособление будет обеспечивать заданную точность
обработки.
Размер 75±0,1 мм проверять расчетом на точность
нет необходимости, так как допуск на него в 2 раза боль-
ше, чем на размер 50±0,05 мм, а погрешности бв и б3 бу-
дут такими же.
Пример. 3. Для нарезания зубьев колеса (рис. 134, а)
на зубодолбежном станке спроектирована оправка для
установки в коническое отверстие стола. Колесо наде-
вается отверстием диаметром ЗОА на установочную по-
верхность У оправки диаметром ЗОС (рис. 134,6). Бие-
ние поверхности У относительно конического хвостови-
ка А оправки ограничено величиной 0,01 мм. Произве-
дем расчет на точность.
18 Н. Ф. Уткин
273
1. При нарезании зубьев колес выдерживается ряд
параметров, допуски на которые задаются по ГОСТ
1643-56. Приспособление оказывает существенное влия-
ние лишь на один параметр — радиальное биение зуб-
чатого венца. Для рассматриваемого колеса /п=2,5,
z=40 со степенью точности Ст. 8-Х' (ГОСТ 1643-56), ра-
диальное биение зубчатого венца £о=0,080 мм.
Шпиндель Ф 44,451-00„
Рис. 134. Эскизы к расчету на точность приспособления для
зубодолбежного станка.
Таким образом, допуск, подлежащий проверке рас-
четом на точность, а=£о=О,О8 мм.
2. Как известно, приспособление на зубообрабаты-
вающих станках при установке выверяется. При нареза-
нии колес со степенью точности Ст. 8 рекомендуется вы-
верять оправку на биение по поверхности У с точно-
стью 0,03 мм. Обозначим погрешность, связанную с бие-
нием этой поверхности оправки после установки на ста-
нок, через бв. Величина бв=0,03 мм.
274 -
Погрешность бу при установке детали цилиндриче-
ским отверстием на цилиндрическую наружную поверх-
ность райна максимальному зазору smax между де-
талью и оправкой. По таблицам допусков находим: диа-
метр 30А = 30+0’023 мм, а диаметр 30C = 30_o,ou мм. От-
куда
smax=0,023+0,014=0,037 мм.
Следовательно, бу = 0,037 мм.
Погрешности S3 и бп. и будут равны нулю (см. при-
мер 1).
Погрешность би. Для нарезания колеса со степенью
точности Ст. 8-Х ГОСТ 9323-60 рекомендует применять
долбяк класса В. '
Возьмем дисковый долбяк с номинальным диаметром
делительной окружности 100 мм и z=40, у которого по-
садочное отверстие имеет диаметр 44,443+0’008 мм. Схема
установки долбяка 2 на шпинделе 1 станка приведена
на рис. 134, в. Радиальное биение зубчатого венца дол-
бяка Ео не должно превышать 0,032 мм. Так как и у
нарезаемого колеса и у долбяка z = 40, то при нарезании
зубьев за один оборот колеса долбяк тоже будет совер-
шать один оборот, и все погрешности долбяка будут пе-
реноситься (копироваться) на нарезаемое колесо. По-
этому би = Ео = 0,032 мм.
Погрешность бр, и равна зазору между отверстием
долбяка диаметром 44,443+0’008 мм и пояском шпинделя
диаметром 44,451_о,оп мм '(рис. 134, в):
s 5р. и=0»0Н
Погрешность бс представляет собой биение пояска
шпинделя, на который устанавливается долбяк
(рис. 134,в). Для станка, находившегося некоторое вре-
мя в эксплуатации, величину биения пояска шпинделя
можно взять по табл. 10. При нарезании колес со сте-
пенью точности Ст. 8 можно допускать биение 0,03 мм.
Погрешности бн, 6Д и биз будут равны нулю (см. при-
мер 1).
3. Суммирование составляющих погрешности будем
производить по формуле (45) при коэффициенте /С=1,1:.
ВЕ=1,1У 0,032 + 0,0372 + 0,0322 + 0,0112 +0,032;
оБ 0,072 мм.
18*
275
4. Сопоставление с допуском а показывает, что
результирующая погрешность обработки dj «0,072 мм
меньше (почти равна) допуску а=0,08 мм.
Следовательно, приспособление; будет обеспечивать ,
заданную точность обработки. Однако запас точности
мал. Желательно несколько уменьшить 6S хотя бы пу-
тем более точной выверки оправки на станке (умень-
шить погрешность дв).
Рис. 135. Эскизы к расчету иа точность приспособления
с установой для фрезерного станка.
Пример: 4. Для фрезерования плоскости В детали
типа шатуна (рис. 135, а) спроектировано приспособле-
ние (рис. 135,6) с установом /, закрепленным на стой-
ке 2, приваренной к плите 5.
Деталь устанавливается плоскостью Б иа опорную
пластину 4, а базой А — на призму 5. и закрепляется с
некоторым усилием Q подвижной призмой, не показан-
ной на схеме.
Допустимая непараллёльность поверхностей У пла-
стины 4 и нижней плоскости Г приспособления огово-
рена конструктором величиной 0,01 мм на 100 мм длины,
276
На операции выдерживается один размер 32С4. Произве-
дем расчет на точность.
1. Проверке подлежит допуск а на размер 32С4 =
= 32_о,17 мм, (2 = 0,17 мм,
2. Выявим и определим величины составляющих по-
грешностей.
Погрешность 6С, В данном случае это будет непарал-
лельность рабочей поверхности стола направлению его
перемещения. Из положения, при котором производится
настройка фрезы на размер по установу /, до положе-
ния, при котором фреза наиболее удалена от установа 1
при обработке плоскости В детали, стол проходит рас-
стояние около 300 мм (рис. 135, б). Для фрезерных стан-
ков с ходом стола до 300 мм непараллельность указан-
ных поверхностей на всей длине хода допускается не бо-
лее 0,015 мм (см. табл. 9). Следовательно, 6С = 0,015 мм.
Погрешность бр. п = 0, так как расположение приспо-
собления на столе станка не влияет на точность размера
32С4.
Погрешность дп. у =0,02 мм, потому что конструкто-
ром принята допустимая непараллельность плоскостей
У и Г 0,01 мм на 100 мм длины, а длина обработки при-
близительно равна 200 мм.
Погрешность ду = 0, так как деталь устанавливается
главной базой, имеющей вид плоскости.
Погрешность 63 примем равной нулю.
Погрешность бп,н =0,1 мм, потому что максимальное
значение этой погрешности равно допуску на размер
29-o,i мм между установочной поверхностью У и рабо-
чей поверхностью установа 1.
Погрешности би и бр#и равны нулю, так как их влия-
ние устраняется тем, что при настройке фрезы на раз-
мер по установу с помощью щупа она проворачивается
и будет касаться щупа наиболее удаленным от оси вра-
щения зубом независимо от величины биения зубьев-
Погрешность дн слагается из двух погрешностей:
1) погрешности, допускаемой рабочим при настройке
фрезы на размер по установу с помощью щупа; обозна-
чим эту погрешность через 6Р; примем бр =0,01 мм;
2) погрешности изготовления щупа по толщине; до-
пуск на щуп толщиной 3 мм равен 0,006 мм; обозначив
эту погрешность через получим =0,006 мм.
277
Погрешность 6Д примем равной 0,01 мм (без рас-
чет^).
Погрешность биз примем равной нулю, так как при
небольших размерах партии обрабатываемых деталей,
износ фрезы незначителен.
точность кондуктора.
3. Суммирование составляющих погрешности по фор-
муле (45) будем производить при /<=1,1:
1,1 l/0,0152d-0,022+0,l2+0,012+0,0062+0,012;
Sb «0,115 ММ.
4. Результирующая погрешность бя =0,115 мм мень-
ше допуска а=0,17 мм. Поэтому приспособление будет
обеспечивать заданную точность обработки.
Пример 5. Для обработки отверстия диаметром ЮА3
в детали (рис. 136, а) спроектирован кондуктор с быст-
росменными втулками 5 (рис. 136,6).
278
Деталь устанавливается плоскостью Б на опорные
пластины 2 и 3, отверстием А — на ромбический па-
лец 1 и плоскостью В — на торец пальца 1 и опору (не
показанную на рисунке). Произведем расчет на точ-
ность.
1. На рассматриваемой операции выдерживаются
три размера: 10А3, 50±0,1 и 15±0,1 мм. Приспособление
влияет только на точность размеров 50±0,1 и 15±0,1 мм.
Эти два размера имеют одинаковые допуски (0,2 мм),
однако на размер 50±0,1 мм влияет погрешность уста-
новки. Она равна зазору между отверстием А детали и
ромбическим пальцем 1. Для размера же 15±0,1 мм по-
грешность установки бу = 0. Остальные погрешности оди-
наковы. Поэтому расчетом на точность следует прове-
рять только размер 50±0,1 мм. Допуск на этот размер
а = 0,2 мм.
2. Выявим составляющие погрешности обработки,
влияющие на размер 50±0,1 мм.
Погрешность 6с = 0, так как влиянием погрешностей
станка можно пренебречь.
Погрешности 6Р.П и 6Н. Кондуктору положение на
столе станка придается при настройке путем совмещения
оси сверла с осью кондукторной втулки 5, поэтому по-
грешности 6Р. п и 6Н определяются одной и той же вели-
чиной — зазором между втулкой 5 и сверлом. При рас-
чете на точность следует учитывать какую-то одну из
этих двух погрешностей. Будем учитывать погрешность
6н*
Определим smax между втулкой 5 и сверлом. Для
получения отверстия диаметром 10А3 (рис. 136, а) осу-
ществляют сверление до диаметра 9,8А4 и развертыва-
ние разверткой 10А3. Сверление производят сверлом
диаметром 9,8-о,озб мм Предположим, что конструктор
принял для диаметра отверстия в быстросменной втул-
ке 5 отклонения по X. Тогда диаметр отверстия во втул-
ке 5 равен 9,8X = 9,8+o,oi3 мм. Отсюда максимальный
зазор между отверстием во втулке 5 и сверлом будет
составлять:
1 Отклонение на диаметр сверла принято по справочнику
А. К- Горошкина «Приспособления для металлорежущих станков».
«Машиностроение», М., 1965, стр. 254.
279
sm„=0,033+0,036=0,069 мм.
Следовательно, dH=0,069 мм.
Погрешность бпу =0, так как погрешность располо-
жения оси пальца 1 относительно поверхности Г при-
способления не влияет на размер 50 ±0,1 мм.
Погрешность бу равна максимальному зазору smax
между отверстием А детали и пальцем 1. Положим, что
' отверстие А детали имеет диаметр 12А3= 12+0’035 мм, а
диаметр пальца 1 принят 12Д=122о$?8 мм. Тогда
«inax = 0,035+0,018 =0,053 мм.
Следовательно, ду=0,053 мм.
Погрешность б3= 0,01 мм принята без- расчета.
Погрешность. бп н. Для кондуктора с быстросменными
втулками погрешность бп.и является результатом сово-
купного влияния следующих погрешностей (см. гл. IV,
§ 36): дк, бвт и ds. Определим их величину.
Погрешность бк=0,1 мм, так,как на размер 50 мм
на чертеже кондуктора заданы отклонения ±0,05 мм.
Погрешность бвт=2евт. где еот =0;005-=- 0,01 мм —
эксцентриситет втулки. Примем евт=0,01 мм, тогда
бвт=0,02 мм. ,
Погрешность ба=«тах- Быстросменные втулки уста-
навливаются в неподвижные (основные) по посадке
А А 1
или -д-. Примем посадку -д-. Для сверла диаметром
9,8 мм быстросменная втулка имеет наружный диаметр
15 мм. Тогда для сопряжения быстросменной втулки 5
ч с основной 4 (рис. 136, б) нужно проставить размер
154-
По таблице допусков находим: диаметр 15А=
= 15+о,о19 мм> а 15ДВЙ15 2 Отсюда максимальный
зазор $шах =0,019+0,018=0,037 мм.
Следовательно, да=0,037 мм.
Погрешности би, бр. „ и диз равны нулю, так как они
влияют на точность диаметра 10А3, но практически поч-
ти не влияют на размер 50±0,1 мм.
Погрешность бд. Ввиду различных величин сил реза-
. ния на режущих кромках сверла (из-за неточностей за-
280
точки и других причин) возможен изгиб (увод) сверла,
что приводит к смещению оси обрабатываемого отвер-
стия. При последующей обработке зенкером ось выправ-
ляется. Поэтому влиянием бд пренебрегаем.
3. Суммирование составляющих погрешности по фор-
муле (45) будем производить при К=1, так как сумми-
руется шесть слагаемых:
8в= )/ 0,0692+0,0532+0,012+0,12+0,022+0,0372;
^=0,14 мм,
4. Так как результирующая погрешность (32 =
= 0,14 мм) меньше допуска (а = 0,2 мм), то кондуктор
будет обеспечивать заданную точность обработки.
Глава X
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПРИМЕНЕНИЯ ПРИСПОСОБЛЕНИИ
56. МЕТОДИКА РАСЧЕТОВ
Общие положения. Для выполнения операции могут
быть использованы приспособления, равноценные по
точности, но различные по сложности, стоимости и про-
изводительности. Выбор типа приспособления и варианта
его конструкции производится сообразно с годовой про-
граммой изготовления данной детали. Выбранный ва-
риант следует обосновывать экономическими расчетами.
Расчет экономической эффективности применения
приспособления основывается на сопоставлении затрат
и получаемой экономии.
Затраты слагаются из расходов на амортизацию при-
способления, а также на его содержание и эксплуата-
цию. Расходы на амортизацию (амортизационные от-
Q
числения) определяются величиной у , где С — перво-
начальная стоимость приспособления, в рублях, а Т—
срок амортизации приспособления, в годах. Расходы на
содержание и эксплуатацию (ремонт, регулировка, хра-
нение) исчисляются в процентах от стоимости приспо-
собления.
Экономия достигается благодаря сокращению штуч-
ного времени на данной операции, вследствие чего
уменьшаются прямая заработная плата и доля начис-
ляемых на нее накладных расходов.
Условие' эффективного применения приспособления
выражается формулой:
Э>Р, (46)
где Э — годовая экономия, в руб.;
Р — годовые затраты на приспособление, в руб.
282
Годовая экономия. Для определения годовой эконо-
мии можно воспользоваться следующей формулой:
Э=(7'ш1-Пт)ад (47)
где Гшт — штучное время при обработке детали без
приспособления или в универсальном приспо-
соблении, в мин.;
ГшТ—штучное время на операции после внедрения
приспособления (специального, универсаль-
ного наладочного или универсально-сборно-
го), в мин.;
ам — себестоимость одной станко-минуты, в
руб./мин-;
q — годовая программа, в шт.
Величины Тшт и Тшт определяются по нормативам
времени.
Себестоимость станко-минуты ам определяется по
формуле:
“ ^пер~Ь ^п. п"Ь^пост» (48)
где апер — переменные затраты, пропорциональные из-
менению времени обработки; они включают
в себя заработную плату производственных
рабочих (с начислениями на нее);
ап. п — переменно-постоянные затраты, которые так-
же изменяются пропорционально времени
обработки; сюда входят затраты на амор-
тизацию и эксплуатацию станка и на экс-
плуатацию универсальных приспособлений,
закрепляемых за станком;
Япост — постоянные прочие (косвенные) цеховые
расходы, которые при данном объеме выпу-
ска валовой продукции остаются постоян-
ными независимо от изменения времени об-
работки. Это означает, что если в результа-
те применения приспособления высвобож-
денный полезный фонд времени работы
станка не будет использован для выпуска
дополнительной продукции, то слагаемое
учитывать не следует. Во всех других слу-
чаях следует учитывать полную себестои-
мость станко-минуты.
283
В табл. 11 приведены значения слагаемых формулы
(48) и стоимости одной станцо-минуты, которыми мож-
но пользоваться при расчетах по формуле (47).
Таблица 11
Себестоимость станйо-минуты, в руб./мин.
Виды работы Составля- ющие себе- стоимости станко- минуты Разряд работы
1 < н ' in * IV V
Токарные О. к t? 0,0077 0,0030. 0,0020 0,0130 0,0087 0,0030 0,0023 0,0140 0,0100 0,0030 0,0026. 0,0160 0,0115 0,0030 0,0030 0,0170 0,0133 0,0030 0,0035 0,0200
Фрезерные Лпер дп«п дпост дм . 0,0077 0,0034 0,0020 0,0130 0,0087 0,0034 0,0023 0,0140 0,0100 0,0034 0,0026 0,0160 аоп5 0,0034 0,0030 0,0180 0,0133 0,0034 0,0035 0,0200
Сверлиль- ные Лпер - - дп.п Япост Лм 0,0077 0,0013 0,0020 0,0110 0,0087 0,0013 0,0023 0,0120 0,0100 0,0013 0,0026 0,0130 0,0115 0,0013 0,0030 0,0150 0,0133 0,0013 0,0035 0,0180
Шлифо- вальные дпер ап.п Лпост 0,0077 0,0032 0,0020 0,0130 0,0087 0,0032 0,0024 0,0140 0,0(00 0,0032 0,0026 0,0160 0,0115 0,0032 0,0030 0,0180 0,0133 0,0032 0,0035 0,0200
Годовые затраты на приспособление. Они рассчиты-
ваются различно в зависимости от типа приспособления^
Рассмотрим их расчет для каждого типа приспособления.
Расходы по эксплуатации специального приспособле-
ния слагаются из суммы амортизационных отчислений
и затрат на ремонт. По существующему положению стои-
мость специального приспособления списывается на се-
бестоимость продукции в течение двух лет, т. е. срок
амортизации принимается равным двум годам (7=2).
Расходы по эксплуатации оцениваются приближенно в
размере 8—10% от стоимости приспособления. Поэтому
284
Таблица 12
Классификатор специальных приспособлений
по группам сложности
Группа слож- ности Типы приспособлений Количество наименований деталей
1 Мелкие приспособления простые и сред- ней сложности по принципу действия с про- стыми корпусами и преимущественно с простыми зажимами. К этой группе отно- сятся различные подставки, простые оправ- ки, сменные губки и т. п. До 5
11 Приспособления простые по принципу дей- ствия с простыми корпусами и мелкие с корпусами средней сложности, преимуще- ственно с зажимами простыми и средней сложности. Сюда относятся патроны для ин- струментов, разжимные оправки и т. п. От 3 до 15
III 1. Мелкие приспособления сложные или средней сложности по принципу действия с корпусами средней сложности и с зажи- мами простыми и средней сложности 2. Приспособления мелкие простые по принципу действия со сложными корпусами, средние с двух-трехстенными корпусами или крупные с простыми корпусами с раз- личными зажимами От 10 до 25
IV 1. Приспособления сложные или средней сложности по принципу действия мелкие со сложными корпусами и средние с двух- трехстенными корпусами с зажимами про- стыми и средней сложности 2. Приспособления простые по принципу действия крупные с корпусами средней сложности, а также средние со сложными корпусами с различными зажимами От 20 до 40
285
• Продолжение табл. 12
Группа слож- ности Типы приспособлений Количество наименований деталей
V 1. Средние приспособления сложные по принципу действия со сложными корпусами преимущественно с зажимами сложными и средней сложности 2. Крупные приспособления простые по принципу действия со сложными корпусами с зажимами простыми и средней сложности 3. Крупные приспособления сложные по принципу действия с двух- и трехстенным и корпусами с зажимами средней сложности и простыми От 35 до 55
VI 1. Крупные приспособления преимущест- венно сложные по принципу действия с мно- гостенными корпусами с зажимами слож- ными и средней, сложности 2. Крупные и средние по габаритам при- способления с электромагнитным, пневмати- ческим или гидравлическим принципом дей- ствия, требующие сложных расчетов Св. 50
годовые расходы по эксплуатации специального приспо-
собления можно принимать в размере 60% от его стои-
мости.
Тогда годовые затраты на специальное приспособле-
ние можно определять по формуле:
Лп=0,6Ссп, (49)
где Рсп— годовые затраты на специальное приспособле-
ние, в руб.;
Ссп — стоимость специального приспособления, в руб.
Стоимость специального приспособления Ссп может
быть определена по нормативам, разрабатываемым са-
мим предприятием или ведомством для группы пред-
приятий.
, При составлении нормативов приспособления разби-
ваются на группы сложности в зависимости от степени
их сложности, габаритных размеров и числа наименова-
286
Таблица 13
ний деталей, входящих в
состав приспособления.
На основании опыта про-
ектирования и изготовле-
ния приспособлений со-
здаются укрупненные
нормативы стоимости
специальных приспособ-
лений.
В табл. 12 приведен
классификатор специаль-
ных приспособлений по
группам сложности, а в
табл. 13 — укрупненные
нормативы стоимости, ко-
торыми можно пользо-
ваться при расчетах го-
довых затрат на приспо-
собление.
При использовании
универсальных наладоч-
ных приспособлений
(УНП) годовые затраты
на одно приспособление
будут складываться из
затрат на постоянную
часть УНП, отнесенных к
одному приспособлению,
и затрат на специальную
наладку.
Если принять, что
стоимость постоянной ча-
сти УНП списывается на
себестоимость продукции
так же, как и стоимость
специальных приспособ-
лений, т. е. в течение двух
лет (Т = 2), а затраты на
ремонт составляют около
10% стоимости постоян-
ной части УНП, то годо-
вые расходы на аморти-
зацию и ремонт ее со-
Укрупненные нормативы
стоимости специальных
приспособлений
Группа слож- ности приспо- собле- ния Количество наименований деталей Стоимость приспособле- ний, в руб.
I До 5 До 8,5
II 5—10 10—15 8,5—17 17—30 30—45
III 10—15 15—20 20—25 45—62 62—80 80—95
IV 20—25 25—30 30—35 35—40 125—145 145—175 175—190 190—215
V 35—40 40—45 45—50 50—55 300—335 335—360 360—390 390—415
VI 50—55 55—60 60—65 65—70 70—75 75—80 80—85 85—90 90—95 610—640 640—690 690—735 735—765 765—810 810—850 850—880 880—925 925—965
287
ставят 0,6Су, где Су— стоимость постоянной части УНП,
в рублях.
Так как в течение года постоянная часть УНП ис-
пользуется многократно (т раз) с наладками для раз-
личных операций, то годовые затраты на амортизацию
и ремонт ее, отнесенные к одному приспособлению, бу-
0,6Cv
дут в т раз меньше, а именно —- .
Затраты на амортизацию и ремонт специальной на-
ладки в течение года составят 1,1СН, где Сн —стои-
мость специальной наладки, в рублях. Принято, что
стоимость наладки списывается на себестоимость про-
дукции в течение одного года (Г==1), а затраты на ре-
монт составляют 10% стоимости специальной наладки.
Таким образом, годовые затраты на одно приспособ-
ление, созданное путем наладки постоянной части УНП,
можно определять по формуле:
0,6Cv
Ы,1СН, (50)
где Рунп — годовые затраты на одно приспособление,
созданное путем наладки постоянной части
УНП, в руб.;
Су — стоимость постоянной части УНП, в руб.;
Сн — стоимость специальной наладки, в руб.;
т — число наладок в год, в которых использует-
ся данная постоянная часть УНП.
Для определения стоимости постоянной части УНП
(Су) и специальной наладки (Сн) могут быть созданы
укрупненные нормативы подобно тем, что имеются для
расчетов стоимости специальных приспособлений (Ссп).
Число наладок т постоянной части УНП в год уста-
навливается при запуске в производство нового изделия.
Для этого, пользуясь запроектированными технологиче-
скими процессами обработки деталей изделия, необходи-
мо выяснить число операций т, при выполнении которых
предполагается применить УНП с данной постоянной
частью. Когда предполагается создавать приспособле-
ние УНП на базе уже имеющейся на предприятии по-
стоянной части (затраты на которую уже погашены), то
при определении годовых затрат на одно приспособление
288
Таблица 14
Распределение универсально-сборных приспособлений
по группам сложности
Условия, определяющие группу сложности УСП Типы приспособления
токар- ные Фре- зерные шлифо- валь- ные свер- лиль- ные
Группа сложности
Габариты приспособления: мелкие ' 1 1 1 I
средние II II II II
крупные Ill 111 III III
крупные, составленные из двух плит — — IV
Класс точности обрабатываемой де- ; тали: 2, 2а и 3 Ill II III—II
За—7 I . I 1 4
Расположение установочных баз: параллельно или перпендикулярно к оси станка I I I I
под углом к оси станка III Ill III III
под двумя углами IV IV IV IV
Взаимное расположение обрабаты- ваемых поверхностей или отверстий: в одной плоскости I I I I
в разных плоскостях —• II II II
эксцентричное расположение . . . HI III —• III
радиальное расположение пазов (отверстий), требующее механи- зма переключения ........ III - - III
расположение отверстий на малой площади — III
Количество обрабатываемых отвер- стий: до 1 - 1
св. I до 4 — — II
.4 ,6 . . — — — III
.6 — — — IV
Вид шлифования: плоское или угловое II
профильное — — 1 111 —
Изделия, требующие припиловки Принимается на одну
и создания специальных деталей группу сложности
выше
19 Н. Ф. Уткин
289
УНП следует учитывать только расходы на специальную
наладку, т. е.
Компоновки приспособлений из элементов УСП со-
бираются непосредственно на предприятии либо берутся
напрокат на прокатных базах УСП. Опыт работы Мос-
ковской базы проката оказался положительным, и он,
очевидно, будет распространяться.
Затраты на компоновку УСП можно определить,
пользуясь укрупненными нормативами.
Для расчета затрат рассматриваемую компоновку УСП
необходимо отнести к соответствующей группе сложно-
сти, пользуясь классификатором, приведенным в табл. 14.
Основным критерием для определения группы сложно-
сти следует принимать тот, по которому согласно табл. 14
приспособление относится к наиболее высокой группе
сложности. Так, например, если по всем признакам дан-
ная компоновка относится к I и II группам, но требует
изготовления специальной детали (см. последнюю графу
табл. 14), то она должна быть отнесена к III группе
сложности.
Зная группу слож-
ности компоновки, затра-
ты на ее эксплуатацию
можно определить по
табл. 15.
Когда комплект эле-
ментов УСП на предприя-
тии уже имеется (изго-
товлен или взят в арен-
ду), т. е. единовремен-
ные затраты на него уже
произведены и они будут
погашаться ежегодно в
Таблица 15
Затраты РКОм на эксплуатацию
одной компоновки УСП
Группа слож- ности Затраты Рком, в руб.
с учетом за- трат на амор- тизацию ком- плекта без учета за- трат на амор- тизацию ком- плекта
I 2,3 1,3
II 3,4 2,4
III 4,8 3,8
IV 7,5 6,5
твердом размере, то рас-
ходы на компоновку УСП надо определять по табл. 15
без учета затрат на амортизацию комплекта.
Если единовременно запускаемая партия деталей в п
штук в течение года повторяется КПОв раз, то потре-
буется одну и ту же компоновку повторить Кпов раз.
290
Поэтому годовые затраты на одну компоновку УСП
составят:
^УСП = ^пов^ком’ (51)
где РУСП — годовые затраты на компоновку УСП, в руб.;
Рком — затраты на одну компоновку, собранную на
предприятии или взятую с базы один раз, в
ру6-;
Алов — коэффициент повторяемости запуска партии
деталей в течение года.
Формулы для расчета эффективности. Подставляя в
формулу (46) соответствующие выражения из формул
(47), (49), (50) и (51), получим следующие расчетные
формулы, определяющие условия эффективного приме-
нения приспособления:
специального:
ШТ Ршт) 0,6Ссп. (52)
универсально-наладочного (УНП):
(Т'шт (53)
универсально-сборного (УСП):
(Лит т Лит) ClMq КПОВРком* (54)
Обозначения всех величин приведены выше.
57. ПРИМЕРЫ РАСЧЕТОВ
1. Расчеты для подтверждения экономической целе-
сообразности выбранного варианта конструкции спе-
циального приспособления. Подобные расчеты прово-
дятся после того, как Специальное приспособление уже
спроектировано и необходимо установить, будет ли оно
экономически эффективным. Рассмотрим конкретный
пример.
В производство впервые запускаются детали для об-
работки с годовым выпуском # = 2000 шт. Для операции
фрезерования спроектировано специальное приспособ-
ление средних размеров, со сложным корпусом, слож-
ными зажимами, содержащее 35 наименований деталей.
Операция может выполняться рабочим ПГ разряда.
19* 291
Нормирование показало, что при обработке детали в
универсальном приспособлении с установкой.ее по вы-
верке штучное время составило бы Тшт=26 мин., а при
^выполнении в специальном приспособлении — Тшт =
= 16 мин.
Спроектированное приспособление по классификато-
ру (см. табл. 12) может быть отнесено к V группе слож-
ности, стоимость которого по табл. 13 может быть при-
нята Ссп =300 руб.
Себестоимость станко-минуты фрезерных работ
III разряда по табл. 11 равна ам=0,016 ру&/мин.
Подставив значения величин в формулу (52)
(Т'шт Т'шт) aMq ^>0,6Ссп,
получим: /
(26 — 16) • 0,016 • 2000 > 0,6 • 300 или 320 > 180.
Условия неравенства соблюдаются. Следовательно, в
данном случае применение спроектированного специаль-
ного приспособления экономически целесообразно.
2. Расчеты для подтверждения экономической целе-
сообразности использования, компоновки УСП на опера-
ции, выполняемой с помощью универсального приспособ-
ления.
Подобные расчеты можно выполнять, пользуясь фор-
мулой (54):
(Т'шт Т'шт) auq /Сцов^ком!
в которой сопоставляемся годовая экономия с годовыми
затратами на компоновку УСП.
Можно также сопоставлять экономию с затратами,
отнесенными к одной запускаемой партии- Тогда
Л?пов =1, и формула (54) примет следующий вид:
- (Т'шт 7*шт) й,ип Рко„, (55)
где п — единовременно запускаемая в производство пар-
тия деталей, в шт. '
Рассмотрим конкретный пример. Для обработки на
сверлильном станке партии деталей из 2Q шт. (п=20)
можно взять на базе проката одну компоновку УСП
III группы сложности (см. табл. 14). Это позволит за-
менить- универсальное приспособление, обеспечивающее
292
заданную точность обработки, но требующее выверки
деталей при установке.
Обработка в универсальном приспособлении выпол-
няется с затратами штучного времени Тшт=38 мин. При
использовании компоновки УСП штучное время сокра-
тится до Г"1Т=23 мин. Работа может выполняться ра-
бочим III разряда.
Затраты на компоновку УСП III группы слож-
ности (взятую напрокат) составят Рком =4,8 руб. (см.
табл. 15).
Себестоимость станко-минуты по табл. 12 для свер-
лильных работ III разряда будет равна:
«м==«пер+«п. п = 0,011 руб/мин.
. Подставляя значения величин в формулу (55)
(Т'шт 7"шт) > Рком*
получим:
(38 — 23)-0,011-20 > 4,8 или 3,3 >4,8.
Условия неравенства не удовлетворяются. Следова-
тельно, в рассмотренном случае при партии деталей
20 шт. нецелесообразно брать напрокат компоновку
УСП взамен универсального приспособления.
3. Расчеты для подтверждения экономической эффек-
тивности замены специальных приспособлений компо-
новками УСП-
Если штучное время на операции, выполняемой в
специальном приспособлении, мало отличается от штуч-
ного времени на той же операции, производимой
с помощью компоновки УСП, то расчеты для
подтверждения экономической целесообразности замены
специального приспособления компоновкой УСП можно
вести по следующей формуле:
КпаъРком < РСП* (56)
Рассмотрим конкретный пример.
В детали небольших габаритов типа проушины необ-
ходимо расточить на токарном станке отверстие диа-
метром 32А3. Годовая программа <7=25 шт. Детали из-
готовляются один раз в течение года (^ов = 1)-
По табл. 14 находим группу сложности компоновки
УСП, имея в виду, что габариты детали малые (I группа
293
сложности), класс точности 3-й (III группа сложности),
расположение установочных баз перпендикулярно оси
станка (I группа сложности). Сопоставив полученные
данные, увидим, что компоновку УСП следует отнести
к III группе сложности. Ее стоимость по табл. 15 при-
мем Рком =3,8 руб.
Для этой „же операции потребовалось бы специальное
приспособление II группы сложности, стоимость которо-
го по табл. 13 составляет Сса =40 руб. Затраты на него
Рс„ =0,6Ссп =0,6 -40=24 руб.
Подставив найденные значения в формулу (56), а
также имея в виду, что Кпов = 1, получим 1 -3,8^24, что
соответствует условиям неравенства. Следовательно,
применение компоновки УСП здесь вполне оправдано.
ЛИТЕРАТУРА
1. А н с е р о в М. А. Приспособления для металлорежущих стан-
ков. М., «Машиностроение», 1964.
2. Барский А. Э., Д ы м ш иц М. А. Приспособления к ме-
таллорежущим станкам. Киев, Гостехиздат, УССР, 1963.
3. Баранов Б. А. и др. Техническое нормирование на маши-
ностроительном заводе. М., «Машиностроение», 1964.
4. Блюмберг В. А., Томилина Д. Н. Экономическая эф-
фективность применения универсально-сборных приспособлений. Ле-
нинградский инженерно-экономический институт, 1961.
5. В л а з н е в Е. И. и др. Нормализованные станочные приспо-
собления. Справочник конструктора. М., Оборонгиз, 1959.
6. Г о р о ш к и н А. К. Приспособления для металлорежущих
станков. Справочник. М., «Машиностроение», 1965.
7. Е г о р о в М. Е. и др. Технология машиностроения. М., «Выс-
шая школа», 1965.
8. К о к и ч е в В. Н. и Птицын Г. А. Зуборезные станки,
М.—Л., Машгиз, 1954<
9. К о в а н В. М. и др. Основы технологии машиностроения. М.,
«Машиностроение», 1965.
10. Корсаков В. С. Основы конструирования приспособлений,
М., «Машиностроение», 1965.
11. Костылев Ю. С« Неотложные задачи. «Стандарты и ка-
чество», 1966, № 9.
12. Кузнецов В. С., Пономарев В. А. Система универ-
сально-сборных приспособлений в машиностроении. М., «Машино-
строение», 1964.
13. Кузнецов Ю. И. Нормализованные конструкции гидрав-
лических приспособлений. М. Изд. Комитета стандартов, мер и изме-
рительных приборов при Совете Министров СССР, 1966.
14. М а л к и н Б. М. Магнитные приспособления к металлорежу-
щим станкам. М., «Машиностроение», 1965.
15. М у р а ш е в А. М. Типовые конструктивные схемы агрега-
тирования и унификации приспособлений. «Стандарты и качество»,
1966, № 9.
16. МурашевА. М., Климов Н. А. Высокопроизводительные
приспособления к металлорежущим станкам. М., Оборонгиз, 1959.
17. Михеев Н. В., Ленский А. М. Универсальные перенала-
живаемые приспособления. М., Оборонгиз, 1961.
295
18. Оле ров И. М. Допуски на изготовление и износ деталей
станочных приспособлений. Справочное пособие. М., «Машинострое-
ние», 1965.
19. Ф и р а г о В. П. Проектирование станочных приспособлений.
М., Оборонгиз, 1948.
20. Ф и р а г о В. П. Основы проектирования технологических
процессов и приспособлений. Методы обработки поверхностей. М.,
Оборонгиз, 1963
21. Нормали машиностроения МН 74-59 — МН 81-59. Инстру-
мент и приспособления для машиностроения. Классификация и услов-
ные обозначения. М., Стандартгиз, 1962.
22. Нормали машиностроения МН 3182-62—МН 3201-62. Детали
и узлы станочных приспособлений. М., Стандартгиз, 1963.
23. «Приспособления универсально-сборные (УСП). Руководя-
щий технический материал по применению. РТМ 115-63». М. Изд. Го-
сударственного Комитета стандартов, мер и измерительных прибо-
ров СССР, 1964.
24. «Станки металлообрабатывающие. Нормы точности», М.,
Стандартгиз, 1961.
ОГЛАВЛЕНИЕ
Введение ............................................... 3
Глава 1, Общие сведения о приспособлениях............... 5
1. Основные детали и узлы приспособлений .... 5
2. Классификация приспособлений................. 12
3. Назначение специальных приспособлений .... 19
4. Требования к приспособлениям.................. 27
5. Основные направления проектирования приспо-
соблений ........................................ 33
Глава II, Методы установки деталей и установочные эле-
менты ........................................... . 35
6. Некоторые сведения из теории базирования ... 35
7. Выбор баз. Погрешности, связанные с выбором
баз................<............................. 38
8. Общие сведения об установке детали в приспособ-
лении. Правило шести точек....................... 48
9. Погрешности установки................... . 60
10. Главная установочная база.................... 65
11. Методы установки детали с главной базой, имею-
щей форму плоскости............................... 69
12. Методы установки детали с главной базой, имею-
щей форму наружной цилиндрической поверх-
ности ......................................... 80
13. Методы установки детали с главной базой, имею-
щей форму цилиндрического отверстия............ 98
14. Правило установки деталей группой установоч-
ных баз.......................................... 105
15. Методы установки детали с дополнительной ба-
зой, имеющей форму отверстия..................... 112
16. Примеры установки деталей группой баз .... 119
297
Глава III. Закрепление деталей. Зажимные устройства
приспособлений ..................................... 128
17. Правила закрепления деталей................... 128
18. Выбор схемы закрепления детали................ 129
19. Выбор величины зажимного усилия............... 134
20. Классификация зажимных устройств.............. 142
21. Силовые механизмы , <......................... 143
22. Принцип действия многократных зажимных уст-
ройств . . . . ,.................................. 156
23. Зажимные устройства с ручным приводом . • 159
24. Зажимные устройства с пневматическим приводом. 163
25. Зажимные устройства с гидравлическим приводом. 171
26. Вакуумные зажимные устройства................. 179
27. Магнитные зажимные устройства................. 181
28. Зажимные устройства, приводимые в действие от
привода станка.................................... 183
29. Требования к зажимным устройствам............ 185
30. Погрешности, вызываемые закреплением детали
в приспособлении ................................. 186
Глава IV. Элементы приспособлений для направления и
координации инструмента............................... 187
31. Общие сведения о направляющих элементах. . • 187
32. Кондукторные и направляющие втулки............ 189
33. Простановка размеров и допусков, определяющих
положение оси кондукторной втулки в приспо-
соблении ........................................ 194
34. Установы для фрез. Копиры..................... 196
35. Простановка размеров и допусков, определяющих
положение установа в приспособлении.............. 199
36. Погрешности расположения инструмента относи-
тельно приспособления . 201
Глава V. Способы установки и точного расположения
приспособлений на станке................................ 203
37. Посадочные места станков...................... 203
38. Установка приспособлений на токарных станках . 203
39. Установка приспособлений на револьверных и
круглошлифовальных станках........................ 211
40. Установка приспособлений на фрезерных станках 211
41. Установка приспособлений на зубофрезерных и
зубодолбежных станках............................. 214
298
42. Простановка размеров и допусков, определяющих
положение посадочных поверхностей в приспо-
соблении ....................................... 217
43. Погрешности расположения приспособления, на
станке . ................................... , 219
Глава VI. Корпуса приспособлений..................... 221
44. Общие сведения о корпусах................... 221
45. Стандартизация заготовок корпусов........... 223
46. Стандартизация элементов корпусов........... 227
Глава VII. Делительные устройства.................... 230
47. Основные детали и узлы делительного устройства 230
48. Универсальные делительные приспособления . . • 236
Глава VIII. Конструкции приспособлений............... 241
49. Универсальные приспособления общего назначе-
ния ............................................ 241
50. Универсальные наладочные приспособления • . . 243
51. Приспособления, компонуемые из нормализован-
ных обратимых деталей и узлов................... 252
52. Специализированные наладочные приспособления 257
53. Специальные приспособления................. 257
Глава IX. Расчеты на точность при проектировании при-
способлений ......................................... 260
54. Методика расчетов . ..................... . « 260
55. Примеры расчетов . * • ..................... 26Г
Глава X. Экономическая эффективность применения при-
способлений ......................................... 282
56. Методика расчетов • . • • .................. 282
57. Примеры расчетов............................ 291
Литература. . . . ................................... 295
Николай Федорович Уткин
„Приспособления
для механической
обработки"
Редактор М. С» Червова
Технический редактор В. И. Демьяненко
Корректоры Т. В. Мельникова и В. М. Альфимова
Сдано в набор 24/111 1969 г.
Подписано к печатц 17/VII 1969 г.
Формат бумаги в^ХЮЗ1/*#*
Бум. тип. № 3. Усл. печ. л. 15,96. Уч.-изд. л, 14,46
Тираж 50 000 экз. Заказ № 167. М-34653.
Лениздат. Ленинград, Фонтанка, 59
Типография им. Володарского Лениздата
Фонтанка, 57
Цена 66 коп.
ЛЕНИЗДАТ
В 1969 году
выходят из печати
Балашов М. Е., Логинова В. П,
ЗНАК КАЧЕСТВА
Бляхман Л. С.
ШАГИ РЕФОРМЫ
Захаров В. Г. и др.
РАЗВИТИЕ ЛЕНИНСКИХ ПРИНЦИПОВ
РУКОВОДСТВА ХОЗЯЙСТВОМ
В СОВРЕМЕННЫХ УСЛОВИЯХ
Космаче в И. Г.
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
(Серия „Книги для молодых рабочих")
Лебедовский М. С. и Федотов А. И.
АВТОМАТИЗАЦИЯ СВАРОЧНЫХ РАБОТ
Недорезов В. Е. и др.
СИЛА СТИМУЛА
Сборник
„НОВАТОРЫ ЛЕНИНГРАДА ПРЕДЛАГАЮТ"
Павлов П. М. а др.
ОБОРОТ СРЕДСТВ,
ФОНДООТДАЧА, РЕНТАБЕЛЬНОСТЬ
(Из опыта работы в условиях новой экономической
реформы)
Сборник
„РЕФОРМА И ЖИЗНЬ"
Старовойтов В. К.
ОСНОВЫ РАСЧЕТА
ДЕТАЛЕЙ МАШИН
(Серия „Библиотечка изобретателя и рационализа-
тора")
Сборник
„УПРАВЛЕНИЕ СОЦИАЛЬНЫМИ ПРОЦЕССАМИ
НА ПРОМЫШЛЕННОМ ПРЕДПРИЯТИИ"
Форасенков С. А.
ЗАМЕТКИ ХОЗЯЙСТВЕННИКА
Шишов А. Н-, Бухаринов Н. Г.
МЕТОДЫ ОПРЕДЕЛЕНИЯ
ОПТИМАЛЬНОГО КАЧЕСТВА ПРОДУКЦИИ
СПРАВОЧНИКИ и ПОСОБИЯ
Андерег Г. Ф. и Панфилов Н. Д.
СПРАВОЧНАЯ КНИГА КИНОЛЮБИТЕЛЯ
Блюмберг В. А.
СПРАВОЧНИК ТОКАРЯ
Издание 2-е, исправленное и дополненное
Боровский Б. Е., Попов М. Д.
ПОСОБИЕ ПО БЕЗОПАСНОСТИ
ДВИЖЕНИЯ ДЛЯ ВОДИТЕЛЕЙ
Попов М. Д- и др.
ШОФЕРУ 2-го и 1-го КЛАССА
(Справочное пособие)
Уважаемый товарищ!
В случае отсутствия этих книг в мест-
ных книжных магазинах просим присылать
Ваши заявки по адресу:
Ленинград, Д-80, Невский пр., 28
Дом книги, отдел „Книга — почтой"
Книги будут Вам высланы наложенным
платежом