/














































































































































































































































Текст
ТЕХНОЛОГИЯ АВИАДВИ1 лш tc irucnn
В. П. ФИРАГО
ОСНОВЫ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
И ПРИСПОСОБЛЕНИЙ
МЕТОДЫ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ
ИЗДАНИЕ ВТОРОЕ, ИСПРАВЛЕННОЕ И ДОПОЛНЕННОЕ
\
Допущено
Министерством высшего и среднего специального образования СССР
в качестве учебника для студентов
специальности «Авиационные двигатели»
высших учебных заведений
Москва
«МАШИНОСТРОЕНИЕ»
rI J- 4 1973
УДК 629.7.036 : 658.512(075.6)
Основы проектирования технологических процессов и при-
способлений. Методы обработки поверхностей. В. П. ФИ-
РАГО. М., «Машиностроение», 1973, стр. 468.
В двух первых разделах книги изложены основы проекти-
рования технологических процессов механической обработки и
приспособлений. Значительное место занимают принципы расче-
та точности при разработке этих процессов и расчета при-
способлений на точность; в третьем разделе описаны методы
обработки поверхностей деталей.
Книга является учебником для авиационных вузов. Посколь-
ку она охватывает общую часть курса «Технология авиадвига-
телестроения», материалы, содержащиеся в ней, могут быть по-
лезны технологам разных отраслей машиностроения.
Табл. 12, иллюстр. 416, библ. 12 назв.
Рецензент—Кафедра «Производство двигателей летательных аппаратов»
Куйбышевского авиационного института
3-18-6
000-73
ИЗ ПРЕДИСЛОВИЯ К ПЕРВОМУ ИЗДАНИЮ
Учебный курс «Технология авиадвигателестроения» состоит
из пяти примерно одинаковых по объему разделов:
1. Основы проектирования технологических процессов меха-
нической обработки.
2. Основы проектирования приспособлений.
3. -Методы обработки поверхностей.
4. Изготовление деталей авиадвигателей.
5. Сборка авиадвигателей.
Такая структура курса складывалась на протяжении трех
десятилетий —со времени начала работы Московского ордена
Ленина авиационного института имени Серго Орджоникидзе.
Настоящая книга охватывает три первых раздела, представля-
ющих собой наиболее стабильную часть курса., общую для раз-
ных специальностей.
По, своему характеру эти разделы неоднородны: первые два
строятся в значительной мере на- материалах аналитического
характера, третий — в основном описательный и поэтому пред-
ставлен по программе-минимум.
Имея в виду назначение курса, автор полагал, что внимание
читателя должно быть сосредоточено на принципиальной сто-
роне и практическом применении изучаемого материала, а рас-
считывая на использование книги в качестве учебника — ставил
перед собой задачу изложить предмет в объеме программы наи-
более экономно.
Этих целей автор стремился достичь строгим' отбором и обоб-
щением материала,, а также чисто методическими средствами —
путем такой последовательности и формы изложения тем, при
которых наиболее четко ощутима их взаимная связь как частей
единого курса. При этом автор все время придерживался той
позиции, что главное в технологии — качество, производитель-
ность и экономичность — должно быть главным и в учебном
курсе.
В книге использован опыт преподавания курса в Московском
авиационном институте, результаты опубликованных научных
исследований, материалы промышленности, а также предшеству-
ющие работы самого автора.
Для удобства пользования книгой материал, имеющий харак-
тер доказательств или иллюстраций приводимых общих поло-
жений, а также сведения сравнительно менее важные напеча-
таны мелким шрифтом.
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ
Изменения и дополнения, внесенные во -второе издание учеб-
ника, не затрагивают главного направления курса, которым,
как и ранее, остается проектирование технологических про-
цессов.
В новом издании резко сокращен раздел «Основы проекти-
рования приспособлений». Кроме того, в связи с выходом в свет
учебника «Резание конструкционных материалов, режущие ин-
струменты и станки», представилось возможным в должной
мере исключить дублирование этого базового курса в третьем
разделе книги — «Методы обработки поверхностей». Это позво-
лило существенно развить первый раздел курса «Основы проек-
тирования технологических процессов механической обработки».
Выделена в отдельную главу тема о качестве поверхности.
При общем сокращении объема книги .дополнена и также
выделена в отдельную главу тема о базировании деталей.
Переработана и развита тема о механизации и автоматиза-
ции технологических процессов. Включена новая тема о расчете
технологических процессов с помощью графов, дается понятие
об автоматизации проектирования технологических процессов,
приводятся и другие новые материалы.
За прошедшие годы отводимое на курс время не увеличилось,
а количество учебного материала возросло. Поэтому в учебник
включен лишь такой ’материал, который уже в должной мере
обобщен.
Во втором издании учтены многочисленные замечания и по-
желания, за которые автор особенно признателен доценту
Б. Д. Толпегину, доценту Б. С. Мордвинову, коллективу кафедры
МАИ и рецензенту второго издания — коллективу кафедры «Про-
изводство двигателей летательных аппаратов» Куйбышевского
авиационного института.
ВВЕДЕНИЕ
V Учебный курс технологии машиностроения, изучаемый при-
менительно к производству двигателей летательных аппаратов,
носит название «Технология авиадвигателестроения».
Изготовление машины начинается с момента, когда исход-
ным материалам начинают придавать геометрические парамет-
ры и физико-механические свойства, требуемые для данной
машины, иначе говоря — с изготовления заготовок ее деталей,
и завершается испытанием машины. В столь широкой области
находит применение много разных по физической сущности
и необходимому оборудованию процессов переработки, обра-
ботки и соединения материалов и полуфабрикатов: различные
виды литья, обработки давлением, резанием, электрообработки,
термической обработки, сборки, сварки, пайки, поверхностных
покрытий и т. д. Все эти процессы изучаются в учебных курсах,
которые по отношению к технологии машиностроения являются
базовыми.
Опираясь на базовые дисциплины, но не дублируя их, в курсе
технологии машиностроения изучают уже не сами упомянутые
выше процессы, а лишь методы их использования для достиже-
ния заданных параметров (заданного качества) изготовляемых
предметов. Таким предметом может быть заготовка детали, де-
таль, узел машины, машина в целом.
Совокупность методов, обеспечивающая все заданные пара-
метры предмета, цредставляет собой технологический процесс
его изготовления. Отсюда — наиболее общее определение дис-
циплины: «технология машиностроения» является учением
о технологических процессах изготовления машин.
Проектирование технологического процесса ведется в жест-
ких рамках двух требований:
1) безусловно обязательное соблюдение заданных парамет-
ров изготовляемого предмета;
2) достижение этой конечной цели с наименьшими затрата-
ми общественного труда, т. е. наиболее экономично.
Изучение взаимных связей между этими требованиями,
с одной стороны, и производственными условиями, с другой,
5
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ
Изменения и дополнения, внесенные во второе издание учеб-
ника, не затрагивают главного направления курса, которым,
как и ранее, остается проектирование технологических про-
цессов.
В новом издании резко сокращен раздел «Основы проекти-
рования приспособлений». Кроме того, в связи с выходом в свет
учебника «Резание конструкционных материалов, режущие ин-
струменты и станки», представилось возможным в должной
мере исключить дублирование этого базового курса в третьем
разделе книги — «Методы обработки поверхностей». Это позво-
лило существенно развить первый раздел курса «Основы проек-
тирования технологических процессов механической обработки».
Выделена в отдельную главу тема о качестве поверхности.
При общем сокращении объема книги .дополнена и также
выделена в отдельную главу тема о базировании деталей.
Переработана и развита тема о механизации и автоматиза-
ции технологических процессов. Включена новая тема о расчете
технологических процессов с помощью графов, дается понятие
об автоматизации проектирования технологических процессов,
приводятся и другие новые материалы.
За прошедшие годы отводимое на курс время не увеличилось,
а количество учебного материала возросло. Поэтому в учебник
включен лишь такой материал, который уже в должной мере
обобщен.
Во втором издании учтены многочисленные замечания и по-
желания, за которые автор особенно признателен доценту
Б. Д. Толпегину, доценту Б. С. Мордвинову, коллективу кафедры
МАИ и рецензенту второго издания — коллективу кафедры «Про-
изводство двигателей летательных аппаратов» Куйбышевского
авиационного института.
ВВЕДЕНИЕ
V Учебный курс технологии машиностроения, изучаемый при-
менительно к производству двигателей летательных аппаратов,
носит название «Технология авиадвигателестроения».
Изготовление машины начинается с момента, когда исход-
ным материалам начинают придавать геометрические парамет-
ры и физико-механические свойства, требуемые для данной
машины, иначе говоря — с изготовления заготовок ее деталей,
и завершается испытанием машины. В столь широкой области
находит применение много разных по физической сущности
и необходимому оборудованию процессов переработки, обра-
ботки и соединения материалов и полуфабрикатов: различные
виды литья, обработки давлением, резанием, электрообработки,
термической обработки, оборки, сварки, пайки, поверхностных
покрытий и т. д. Все эти процессы изучаются в учебных курсах,
которые по отношению к технологии машиностроения являются
базовыми.
Опираясь на базовые дисциплины, но не дублируя их, в курсе
технологии машиностроения изучают уже не сами упомянутые
выше процессы, а лишь методы их использования для достиже-
ния заданных параметров (заданного качества) изготовляемых
предметов. Таким предметом может быть заготовка детали, де-
таль, узел машины, машина в целом.
Совокупность методов, обеспечивающая все заданные пара-
метры предмета, цредставляет собой технологический процесс
его изготовления. Отсюда — наиболее общее определение дис-
циплины: «технология машиностроения» является учением
о технологических процессах изготовления машин.
Проектирование технологического процесса ведется в жест-
ких рамках двух требований:
1) безусловно обязательное соблюдение заданных парамет-
ров изготовляемого предмета;
2) достижение этой конечной цели с наименьшими затрата-
ми общественного труда, т. е. наиболее экономично.
Изучение взаимных связей между этими требованиями,
с одной стороны, и производственными условиями, с другой,
5
является основной задачей технологии машиностроения, глав-
ным признаком, отличающим ее от других технологических
дисциплин.
Обыкновенно даже для изготовления простого предмета тре-
буются процессы переработки, обработки или соединения раз-
ные по своей .природе. Например, для превращения исходного
пруткового материала в заготовку детали (технологический про-
цесс изготовления заготовки из прутка) может потребоваться
ковка (достижение заданных геометрических параметров), тер-
мическая обработка (достижение заданных физических пара-
метров), химическая обработка (очистка поверхности заго-
товки) .
Разной природой процессов и изменяемых параметров обу-
словлены различия в потребном оборудовании, методах его
использования и возникающих перед технологом задачах. По-
этому в практической работе к технологическому процессу
изготовления предмета подходят как к некоторому комплексу
технологических процессов. Каждый из них (например, техно-
логический процесс ковки заготовки, затем — термической обра-
ботки заготовки и т. д.) представляет собой некоторую стадию
изготовления предмета, отличающуюся родственностью разре-
шаемых задач.
Существование стадий в технологических процессах изготов-
ления заготовок деталей, самих деталей и узлов машины нахо-
дит свое отражение в цеховой структуре машиностроительного
завода и специализации его работников. Все это сказывается
ина учении о технологии машиностроения.
Начало формирования учебного курса Технология машино-
строения в самостоятельную дисциплину относится к периоду
ЗО-х годов, когда в машиностроении преобладала механическая
обработка. Подавляюще большая доля трудоемкости изготовле-
ния машины приходилась на процессы резания, используемые
при изготовлении деталей машины. На втором месте стояли сбо-
рочные процессы. Появившиеся в то время отраслевые учебные
курсы содержали описания технологических процессов изготов-
ления главнейших деталей и описания процессов сборки изделий.
Быстрый рост отечественного машиностроения и развитие
науки меняли лицо этих курсов. Развивалась теория, появлялось
все больше материалов, общих для разных отраслей машино-
строения.
Описания конкретных технологических процессов механиче-
ской обработки деталей и сборки постепенно утрачивали значе-
ние главного материала курсов, стали служить лишь средством
для иллюстрации общих положений возникшего учения о тех-
нологических процессах механической обработки деталей
и сборки машин.
Соответственно этому уже в 40-е годы в учебных курсах до-
статочно определенно сложились две части: общая и специаль-
6
ная (отраслевая). В дальнейшем деление обозначилось еще
более резко, причем за общей частью стало утверждаться (назва-
ние «технология машиностроения» *.
В этот большой период становления новой дисциплины
и формирования ее научных основ имели особенное значение
труды профессоров А. П. Соколовского, А. И. Каширина,
В. М. Кована, А. Б. Яхина, Б. С. Балакшина и других авторов
капитальных работ в этой области. В последующие годы появ-
ляются большие работы, в которых развиваются некоторые из
важных общих тем: «Научные основы групповой технологии»
(проф. С. П. Митрофанов), «Технологические основы поточного
производства» (проф. Ф. С. Демьянюк) и др.
Таким образом, в области механической обработки и сбор-
ки новая дисциплина уже в 40-е годы достаточно четко отмеже-
валась от базовых дисциплин и столь же определенно раздели-
лась на две части: общую и специальную.
По ряду причин (относительно меньшая трудоемкость и зна-
чимость процессов, чисто методические трудности и т. д.)
в других областях (литье, обработка давлением, сварка и т. д.)
этого до сих пор не произошло. В этих областях относящиеся
к технологии машиностроения материалы, общие для разных
отраслей, рассредоточены в базовых учебных курсах. На долю
курса технолоции машиностроения остаются в основном только
примеры, которые и рассматривают в его специальной части,
избегая, насколько это возможно, дублирования базовых курсов.
Специальный (отраслевой) характер этой части курса (или все-
го курса) подчеркивают ее названием: технология автотракто-
ростроения, станкостроения, авиадвигателестроения и т. п.
Очевидно, что чем более важное место сохраняет за собой
в данной отрасли механическая обработка и сборка, тем более
фундаментальной предусматривают первую (общую) часть кур-
са и тем меньше самостоятельная роль второй части — специаль-
ной**. В этом отношении курс «Тёхнология авйадвигателестрое-
ния» претерпевает в последние десятилетия существенные изме-
нения.
Авиационное двигателестроение относится к среднему точ-
ному машиностроению. Его основными особенностями явля-
ются: 1) средние по величине габаритные размеры выпускае-
мых изделий; 2) высокая точность деталей и изделий в целом;
3) сложность формы и тонкостенность деталей; 4) широкое при-
менение труднообрабатываемых и дорогих материалов; 5) боль-
* Такое широкое название придавало новой дисциплине больший вес.
** Отказаться от названия «Технология машиностроения» для общей ча-
сти курса на том основании, что она охватывает только механическую обра-
ботку и сборку, было бы вполне уместно, по крайней мере до тех лор, пока
этой частью не будут охвачены технологические процессы литья, обработки
давлением, сварки и другие технологические процессы, важные для многих
•отраслей машиностроения.
7
шое разнообразие используемых процессов переработки, обра-
ботки и соединения материалов и полуфабрикатов; 6) тщатель-
ная разработка’ технической документации и жесткий контроль
качества; 7) сравнительно частая смена объектов производства.
Механическая обработка большой сложности и высокой точ-
ности, 'сложная и точная сборка еще и сейчас занимают и авиа-
двигателестроении в общем доминирующее положение. Однако
с развитием реактивной техники растет доля предметов, в тех-
нологических процессах изготовления которых доминируют тех-
нологические процессы литья, холодной штамповки, сварки,
электрообработки и др. Расширяется применение материалов
с особыми свойствами, в том числе — неметаллических, а вме-
сте с-этим и новых процессов их переработки и обработки.
В соответствии с этими изменениями трансформируется
и учебный курс технологии ав|иадви1гателестроения. К настоя-
щему времени относительное значение его первой (общей) ча-
сти снизилось, а самостоятельная роль второй (специальной) —
сильно выросла.
Предусмотренный учебной программой состав настоящего
курса и распределение материалов по его разделам учитывают
не только изложенное выше, но вместе с тем и некоторые иные
обстоятельства.
Курс начинается разделом «Основы проектирования техно-
логических процессов механической обработки».
Как процесс формообразования детали технологический
процесс механической обработки отличается прежде всего сво-
ей прерывистостью. Необходимость использовать различные ин-
струменты для образования разных участков детали и другие
важные причины вынуждают многократно прерывать процесс —
разделять его на так называемые «операции».
Для сложных деталей потребное количество операций мо-
жет достигать нескольких десятков, причем перерывы бывают
необходимы и внутри операций. Содержание и последователь-
ность операций определяют необходимое оборудование, при-
способления, инструменты, сложность работы, загрузку обору-
дования и т. д. Возникает большой комплекс задач о точности,
производительности и экономичности, специфичных тем, что они
почти (или вовсе) не связаны с физической сущностью процес-
сов резания, но обусловлены чрезвычайным разнообразием воз-
можного применения этих процессов для формообразования
одной и той же детали.
Постановка и решение таких задач в общем виде составляют
основное содержание учения о технологических процессах меха-
нической обработки деталей машин. Как указывалось, эти про-
цессы и в современном авиадвигателестроении не утратили
своего доминирующего положения.
Вторым идет раздел «Основы проектирования специальных
станочных приспособлений».
8
Проектирование приспособлений не является частью проек-
тирования технологического процесса. Включение такого разде-
ла в .курс о технологических процессах (а не иной) оправды-
вается особенно важной ролью, которую играют приспособле-
ния для детали в задачах о точности, производительности
и экономичности, разрешаемых при проектировании технологи-
ческого процесса.
Процессы резания, используемые в технологических процес-
сах обработки деталей, способны обеспечивать определенную
форму обработанной поверхности, но при этом ни один из них
не позволяет воздействовать одновременно на все участки об-
щей поверхности детали (если, конечно, деталь — не шар).
Между тем, каждый из участков обязан отвечать не только за-
данной форме, но и заданному положению в совокупности дру-
гих участков. В достижении последнего играет решающую роль
уже не сам процесс резания (образования участка), а положе-
ние, которое при этом занимает деталь (другие участки) в рабо-
чей зоне станка.. Необходимое положение создается с помощью
приспособления для детали — отсюда его особенная роль ,в тех-
нологическом процессе.
Оказывается, что при проектировании технологического про-
цесса наиболее сложные задачи возникают не в связи с тре-
бованиями, предъявляемыми к обработанным поверхностям
детали, а в связи с требованиями к их взаимному положению.
Объясняется это тем, что процессы резания, обеспечивающие
получение нужных обработанных поверхностей детали, выбира-
ют из числа процессов уже известных, имеющих повсеместное
применение.
Кроме того, количество возможных сочетаний обработанных
поверхностей (количество разных форм деталей) неизмеримо
больше количества самих поверхностей. По этим двум причинам
задачи, возникающие при выборе процессов резания, не столь
многообразны, сложны и специальны, как задачи, вытекающие
из требований к взаимному положению поверхностей детали,
решение которых непосредственно связано с использованием
приспособлений для детали. .
Таким образом, ,в условиях, не предусматривающих изучение
проектирования специальных приспособлений в качестве само-
стоятельного курса, заменяющий его раздел лучше всего вклю-
чать в курс о технологических процессах.
В третьем разделе — «Методы обработки поверхностей» опи-
сываются технологические возможности процессов резания.
При проектировании технологического процесса технолога
" интересуют прежде всего допускаемая процессом резания вели-
чина припуска на обработку, точностные возможности и произ-
водительность. В этом отношении третий раздел дополняет ба-
зовый курс «Резание, инструмент, станки», в котором главное
внимание уделяется физическим особенностям процессов реза-
9
ния, геометрии инструментов и конструкции станков, а техноло-
гические возможности специально не освещаются.
Например, при разработке технологического процесса прин-
ципиально важно знать, что бесцентровым наружным шлифова-
нием кольца концентричность его поверхностей нельзя улуч-
шить, а при бесцентровом внутреннем она получается наивыс-
шей, что нарезание резьбы метчиком связано с задачами о его
самоустанавливании по отверстию и т. д. и т. п. Между тем в ба-
зовом курсе подобные особенности традиционно опускаются.
Надо полагать, что в будущем совершенствование учебных
программ приведет к тому, что материалы третьего раздела на-
стоящего курса будут распределены по темам базового курса.
Отметим попутно, что то же самое можно сказать о значитель-
ной части материалов о качестве поверхности, которым отводит-
ся глава в первом разделе курса.
Четвертый раздел курса «Изготовление основных деталей
авиадвигателей» и пятый раздел «Сборка» авиадвигателей» из-
даются отдельными книгами.
Раздел первый
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Глава I
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
(ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ)
V § 1. ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ
Производственным процессом завода (производ-
ственного участка — цеха, группы и т. п.) называют весь комп-
лекс процессов организации, планирования, снабжения, изготов-
ления, контроля, учета и т. д., необходимых для превращения
поступающих на завод (на участок) материалов и полуфабрика-
тов в готовую продукцию завода (участка).
Качество готовой продукции обязано соответствовать уста-
новленным требованиям. Поэтому в любом производственном
процессе наиболее важное место занимают процессы, непосред-
ственно связанные с достижением заданных параметров продук-
ции. В отличие от других такие процессы называют технологи-
ческими.
Для изменения параметров материалов и полуфабрикатов,
завершающегося достижением заданных параметров (превра-
щение материалов и полуфабрикатов в готовую продукцию), ис-
пользуют различные процессы переработки, обработки и соеди-
нения— литье, обработку давлением, резанием, термическую
обработку, сборку, сварку и т. д. В соответствии с этим техно-
логические процессы различают по виду такого процесса и виду
продукции: технологический процесс отливки корпуса насоса,
технологический процесс термической обработки вала турбины,
технологический процесс сварки камеры сгорания, технологиче-
ский процесс сборки ротора турбины и т. д.
Под технологическим процессом механической обра-
ботки детали понимают последовательное превращение за-
готовки в готовую деталь путем механической обработки по-
верхностей заготовки.
11
I
§ 2. СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Основным элементом технологического процесса механиче-
ской обработки является операция.
Операция — это часть технологического процесса, выпол-
няемая на одном рабочем месте до перехода к обработке сле-
дующей детали.
1
Рис. 1. Схемы, поясняющие структуру технологического процесса
Для существования операции достаточно хотя бы одного из
двух указанных условий.
Если, например, процесс состоит из точения детали на то-
карном станке и шлифования ее на шлифовальном, то незави-
симо от количества деталей (хотя бы нужна была только одна
деталь) в процессе будет две операции (меняется рабочее ме-
сто). Обработка на одном рабочем месте также может состоять
из нескольких операций. Если, например, сверление и развер-
тывание отверстий 1 в партии деталей (рис. 1,а) выполнять на
одном сверлильном станке последовательно сначала у одной де-
тали, затем у второй, третьей и т. д., пока не будет закончена
обработка всей партии, то процесс будет осуществляться в одну
19
операцию «сверление и развертывание» (следующая деталь обра-
батывается после сверления и (развертывания предыдущей); но
если всю партию сначала просверлить (следующая деталь обра-
батывается после сверления предыдущей), а затем развернуть
(следующая деталь обрабатывается после развертывания пре-
дыдущей), то получится две операции: первая — «сверление»,
вторая •— «развертывание».
Проектирование технологического процесса состоит в уста-
новлении содержания и последовательности его операций. Опе-
рация является неделимой в планово-организационном отноше-
нии частью технологического процесса, основной единицей
производственного планирования. Трудоемкость процесса, его
материально-техническое обеспечение (оборудование, приспособ-
ления, инструменты), потребное количество и квалификацию
производственных рабочих определяют по операциям технологи-
ческого процесса. По операциям ведут учет производительности,
контроль и планирование технологического процесса в цехе.
Документируя технологический процесс, содержание каждой
операции (цель операции и средства для достижения этой це-
ли) описывают на отдельном листе, называемом операционной
картой.
Операция может состоять из нескольких переходов.
Переход — это часть операции, в течение которой обраба-
тывается одна и та же поверхность детали, одним и тем же ин-
струментом, при неизменном режиме работы станка (число обо-
ротов и подача).
На рис. 1, б показана операция обработки центрального от-
верстия в детали, изображенной на рис. 1,а, состоящая из трех
переходов: первого—сверления отверстия 2, второго — раста-
чивания этого отверстия и третьего—растачивания выемки 3.
Для повышения производительности' часто объединяют не-
сколько переходов в один сложный переход (совмещение
переходов), характеризующийся одновременной обработкой не-
скольких поверхностей (см. рис. 1, в).
Переход операции может содержать несколько проходов.
Проход — это часть перехода, во время которой снимается
один слой металла. Деление на проходы необходимо в тех слу-
чаях, когда с одного раза нельзя снять весь слой металла, под-
лежащий удалению в данном переходе.
Все действия, из которых состоит операция, принято делить
на основные (резание) и вспомогательные (рабочие приемы),
необходимые для подготовки и завершения основных (напри-
мер, пуск и остановка станка, подвод и отвод режущего инстру-
мента и т. п.). Такое деление удобно при определении времени,
необходимого для выполнения операции (при нормировании опе-
рации).
Среди вспомогательных действий особое место занимают
установка и закрепление обрабатываемой детали, так как они
13
необходимы почти в каждой станочной операции. В результате
установки создают нужную определенность положения детали
в рабочей зоне станка; закреплением — фиксируют положение
детали, достигнутое установкой.
Если операция содержит одну установку и закрепление дета-
ли •—говорят, что она выполняется за одну установку или в одну
установку, имея в виду, что положение детали в течение опера-
ции, точнее ее связь со станком, не изменяется. Таковы, напри-
мер, операции, показанные на рис. 1, б и в. Но в операции может
быть и более одной установки и закрепления детали. Если, на-
пример, плоскости 4 и 5 у детали (см. рис. 1,а) фрезеровать не
двумя фрезами одновременно (см. рис. 1,в), а только одной,
как на рис. 1,е, то после обработки плоскостей 4 пришлось бы
деталь снять, перевернуть, а затем снова установить и закре-
пить для обработки плоскостей 5. Операция выполнялась бы
в две установки детали.
Выполнение второй (может быть и третьей и т. д.) установки
делит всю операцию на соответственные части. В таких случаях
термином «установка» .пользуются для краткого обозначений
части операции, выполняемой в одну установку и закрепление
детали.
Таким образом, термин «установка» (детали) имеет два зна-
чения:
а) установка — создание нужного положения детали
(«установить деталь» — означает придать ей определенное по-
ложение) ;
б) установка — часть операции, выполняемая при одном
положении детали (т. е. при одной установке в предыдущем
значении этого понятия).
Новая установка детали отнимает время. Иногда возможно
применять такие приспособления для установки и закрепления,
которые позволяют изменять положение детали без ее открепле-
ния. Каждое положение детали на станке при одном ее закреп-
лении называют позицией детали.
На рис. 1,г показано фрезерование плоскостей 4 и 5 детали
в двух позициях с помощью приспособления. Обработав одну
сторону, деталь, не открепляя, поворачивают на' 180°, так что
место стороны II занимает сторона I; иначе говоря, деталь из
одной позиции переводят в другую. Для этого верхняя часть
приспособления, несущая деталь, сделана поворотной, и может
изменять свое угловое положение относительно нижней части —
основания, закрепленного на станке.
Как и термин «установка», термин «позиция» иногда исполь-
зуют для обозначения части операции. В таких случаях позиция
(детали) —это часть установки (во втором значении этого тер-
мина,, см. выше п. б), выполняемая при одном из разных поло-
жений детали.
14
|/ § 3. ВИДЫ ОПЕРАЦИЙ И ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Для превращения заготовки в готовую деталь с каждой ее
поверхности, подлежащей обработке, снимают некоторый слой
металла, называемый общим припуском (на обработку поверх-
ности), или припуском заготовки. В отличие от этого слой, сни-
маемый в одной операции, называют операционным припуском.
Общий припуск может быть снят в одной операции или же
за несколько операций. В первом случае говорят, что поверх-
ность обрабатывается сразу начисто, или сразу оконча-
тельно. Во втором случае каждая последующая операция от-
личается от предшествующей меньшим операционным припуском
и большей точностью. В связи с этим различают следующие
виды операций: обдирочные, черновые, чистовые, окончательные
и отделочные.
Обдирочной (обдиркой) называют первую операцию об-
работки поверхности, когда эта операция очень грубая. В такой
операции снимают большую часть общего припуска. Точность
обработки при этом низкая, но выше, чем была точность заго-
товки.
Черновой называют любую операцию, если за ней следует
аналогичная по методу обработки, но более точная операция,
называемая в таких случаях чистовой (например, «шлифование
черновое» и «шлифование чистовое»).
Чистовой называют операцию, следующую за черновой.
Целью ее может быть завершение обработки данной поверхно-
ности (тогда она является одновременно и окончательной) или
же подготовка поверхности к еще более точной обработке.
Окончательной называют последнюю операцию обра-
ботки поверхности, обеспечивающую точность, требуемую рабо-
чим чертежом детали.
Отделочной (отделкой) часто называют окончательную
операцию, если она выполняется со снятием очень малого при-
пуска; такую окончательную обработку предусматривают, когда
к точности поверхности предъявлены особенно высокие требо-
вания.
Приведенные названия не являются обязательными (напри-
мер, вместо термина «черновая» часто употребляют термин
«предварительная», «получистовая» и др.), но широко исполь-
зуются, так как с их помощью можно кратко отметить относи-
тельное положение операций, которые проходит поверхность, и.
в какой-то мере, характер операций. Например, название «об-
дирка» определенно указывает на то, что для данной поверхно-
сти эта операция — не единственная, 'грубее любой из последую-
щих, причем последующих не менее двух (иначе ее назвали бы
не обдирочной, а черновой); название «чистовая» определенно
указывает на то, что предшествующая была аналогичной по
способу выполнения, но более грубой и т. п..
15
Количество операций обработки поверхности назначают
в зависимости от многих частных условий. К ним относятся раз-
меры и форма поверхности, требуемая чертёжом точность обра-
ботки, размеры ;и форма детали, вид и место требуемой терми-
ческой обработки и др. Обыкновенно количество операций тем
больше, чем сложнее эти условия. Например, в технологических
процессах обработки некоторых валов количество операций для
шеек вала может доходить до семи (обдирка, обтачивание чер-
новое, обтачивание чистовое, шлифование под цементацию, шли-
фование после цементации и закалки черновое, шлифование чи-
стовое, суперфиниш), а торцы вала обрабатывают только два-
три раза.
Естественно, что обрабатывая поверхность, например, два
раза, вначале делают это грубо, а затем более тонко, но не
наоборот. Такого же порядка стараются придерживаться, на-
значая последовательность операций обработки всей детали.
Вследствие этого получается, что операции одинаково грубые
(одинаково тонкие), коротко — о дно р оды е, следуют в про-
цессе непосредственно одна за'другой. Отсюда возникает поня-
тие об этапах процесса.
Под этапом технологического процесса понимают группу
однородных операций, выполняемых непосредственно одна
за другой *.
На рис. 2 показана схема, иллюстрирующая формирование
этапов обработки некой условной детали, имеющей четыре об-
рабатываемых поверхности (Л, Б, В, Г), отличающиеся допу-
стимой шероховатостью (\7h V3, ХД)-
Поскольку для поверхностей предусмотрено разное количест-
во операций, то однородными могут оказаться операции разного
вида; в один этап могут попасть операции, являющиеся оконча-
тельными для одних поверхностей детали (менее точных), чи-
стовыми— для других (более точных), черновыми — для треть-
их (еще более точных) и т. д. (см. на схеме этапы I, II, III и IV).
Вместе с длинными этапами в процессе могут быть и короткие,
состоящие лишь из одной операции (у других поверхностей по-
добных операций не оказалось—см. на схеме этапы V и VI).
У поверхности, обрабатываемой наибольшее число раз, опе-
рации представлены наиболее разнообразно. Поэтому от видов
(количества) этих операций зависят в основном и виды (коли-
чество) этапов в процессе.
В технологической документации границы между этапами не
проводят. В этом нет необходимости, так как операции нумеру-
ют по порядку их выполнения (см. схему7); к тому же эти гра-
ницы не всегда четкие. Тем не менее, имея в виду деталь в це-
* Целесообразная последовательность их выполнения (последовательность
операций внутри этапа) устанавливается на основании иных соображений (см.
далее гл. IV, § 2).
лом, упрощенно принято говорить о ее черновой, чистовой
и окончательной обработках. Поскольку в один этап попадают
операции различного вида, то название этапу дают по виду
операций, которые в нем преобладают (см., например, схему).
—3. фрезерование
— 4. Фрезерование черновое
— 7. Фрезерование чистовое
11. Шлифование
1. Обдирка
12. Шлифование чистовое
13. Притирание
черновое
чистовое
Этапы:
I Обдирка (от 1,2,3,6) 1
П Фрезерование черновое (от 5,6,7) J>
Ш Фрезерование чистовое (от 8,9)
Д7 Шлифование черновое (от 10,11)
Г Шлифование чистовое (от 12)
И Притирание ( оп. 13)
обработка
I Чистовая
| обработка
} Отделка
Рис. 2. Схема образования этапов технологического процесса
При количестве этапов, большем трех, названия «черновая»
«чистовая» и «окончательная» обработки могут охватывать ча-
сти процесса по несколько этапов (см., например, на схеме на-
звания справа).
Благодаря поэтапной обработке детали, поверхность приоб-
ретает окончательные форму и размеры обыкновенно тем поз-
же, чем больше операций предусмотрено для ее обработки.
17
Обрабатывать одну поверхность в несколько операций
и группировать операции в этапы необходимо по двум главным
причинам:
Во-первых, это нужно, чтобы обеспечить заданную точ-
ность детали.
Если деталь не обладает большой жесткостью, то обработка
одной части неизбежно вызывает деформацию других ее ча-
стей. Деформации появляются в результате перераспределения
внутренних напряжений в детали *, которое вызывается сняти-
ем припусков. Не исключены деформации и при закреплении де-
тали на станке.
Если пренебречь этим и обработать точную поверхность
окончательно в то время, когда другие поверхности еще имеют
значительные припуски, то к концу процесса она может поте-
рять полученную точность. Иное дело, если такая поверхность
проходит обработку в нескольких этапах процесса. Тогда в ходе
процесса ее уточнение происходит параллельно с уточнением
других поверхностей. К концу процесса остаются малые припу-
ски, снятие которых не вызывает существенных деформаций
детали.
Во-вторых, это нужно для того, чтобы лучше использовать
оборудование.
Грубые операции могут выполняться на мощных станках,
позволяющих снимать большой слой металла в один проход.
Необходимые при этом для закрепления детали большие силы
не опасны, так как у детали еще нет точных поверхностей. Для
промежуточных операций можно использовать менее мощные,
но более точные станки, а для точных окончательных опера-
ций — другие станки, лучше отвечающие целям таких операций.
Правильное использование оборудования ведет к уменьшению
затрат труда.
Независимо от изложенных соображений разделение процес-
са на этапы часто нужно потому, что получить с помощью тер-
мической обработки заданные свойства материала детали воз-
вожно лишь после снятия с заготовки значительной части
припусков (см. гл. VI, § 4). Случаи, когда в этапах нет необходи-
мости, встречаются иногда при обработке некрупных деталей
из отливок и штамповок (особенно из цветных сплавов), но ча-
ще всего при изготовлении мелких деталей из пруткового мате-
риала.
§ 4. ОПЕРАЦИОННЫЕ ПРИПУСКИ
Как указывалось выше„ операционным припуском (на обра-
ботку поверхности) называют слой металла, снимаемый с по-
верхности во время операции. Выдерживаемый при этом размер
* Особенно велики внутренние напряжения, возникающие в процессе из-
готовления заготовки (литье, ковка). Но они появляются и при самой меха-
нической обработке.
18
(размеры) детали называют операционным размером
(размерами).
Допуск на операционный размер принято назначать «в те-
ло» детали, т. е. для охватываемых поверхностей (валов) при-
нимают в качестве номинального размера наибольший предель-
ный размер, а для охватывающих (отверстий) — наименьший,
и соответственно в других случаях (рис. 3). В связи с допуска-
ми различают операционные припуски номинальный, максималь-
ный н минимальный.
Величина номинального припуска z0 на данную операцию по
какому-либо размеру Ао представляет собой разность номиналь-
ных значений этого размера, заданных на предшествующей А^
и данной Ао операциях: г0=Д’ —До. Для первой операции об-
работки поверхности «номинальным размером предшествующей
операции» является номинальный размер заготовки. При обра-
ботке поверхности сразу окончательно (в одну операцию) опе-
рационный припуск равнозначен припуску заготовки. Операци-
онный припуск должен быть по возможности меньшим, чтобы
экономить металл и облегчать обработку.
Естественно, что единственной причиной, вынуждающей при-
бегать к механической обработке поверхности и, следовательно,
предусматривать для этого какой-то припуск, являются недо-
статки процесса формообразования этой поверхности у заготов-
ки (недостаточная точность, недопустимые дефекты в поверхно-
стном слое материала). По аналогии можно считать, что каж-
дая данная операция внутри технологического процесса
механической обработки служит для исправления недостатков
предшествующей операции обработки той же поверхности *.
Этим объясняется, почему в любом случае необходимую величи-
ну операционного припуска определяют прежде всего в зависи-
мости от факторов, связанных с предшествующей обработкой.
Необходимый номинальный припуск определяют, учиты-
вая прежде всего три фактора, зависящие от предшествующей
операции: высоту неровностей поверхности R'z (шероховатость),
глубину дефектного поверхностного слоя Т' и допуск на опера-
ционный размер а' (рис. 4). Кроме того, могут быть весьма су-
щественными еще некоторые из трех дополнительных факторов:
N или U и F', которые будут описаны ниже. При этом необхо-
димый номинальный припуск на данную операцию определяется
по следующим формулам: !
— при обработке поверхности вращения (симметричное,
двустороннее расположение припуска — припуск на диаметр по-
верхности)
z0=2(/?;+r)+a'+(W или U)+F';
* Причины, вынуждающие обрабатывать одну и ту же поверхность в не-
сколько операций, изложены выше (см. § 3).
19
— при обработке плоской поверхности (односторонняя обра-
ботка — припуск на сторону) .
г0=/?;+7’'+a'+F'.
Значения Rz, Тиа зависят от процесса, применяемого для
формообразования поверхности (литье, ковка, точение, фрезе-
рование и т. д). Зная процесс или задав его, можно определить
эти значения. Получающиеся при разДых
процессах (методах) обработки класс
шероховатости по ГОСТу 2789—59 (7?г),
дефектный слой материала (Т) и точ-
ность размера (а) приводятся в табли-
цах, составленных на основании опыта
промышленности и специальных иссле-
дований (см., например, табл. 1, 2 и 3) *.
В методе предшествующей обработки
объединены факторы + Т'+а'), влия-
ющие на необходимый припуск во всех
Номинальный раз-
мер В предшествую-
щей операции
Номинальный опера-
ционный размер
го
z тих
Рис. 4. Составляющие
операционного при-
пуска
Рис. 3. Допуск задается «в тело» детали
случаях без исключения. В этом смысле он (метод) является
одним и общим фактором. Другие факторы (хотя они могут
быть даже более существенными, чем метод обработки, но
влияют не всегда) удобно учитывать как дополнительные, в виде
поправок (см. выше N или U и F').
• Такими дополнительными факторами являются:
I. Допуски на координаты оси поверхности вращения в пред-
шествующей и данной операциях — поправка Д';
2. Неточность положения детали на станке (погрешность
установки детали) на данной операции—-поправка [/;
3. Термическая обработка между данной и предшествующей
операциями — поправка F'.
Первые два фактора требуется учитывать только при обра-
ботке поверхностей вращения. В зависимости от условий дейст-
вует один из них — либо первый (требуется поправка N), либо
второй (требуется поправка U).
1. Поправка N. Обрабатывая поверхность вращения, вы-
держивают не только размер (диаметр) самой этой поверхности,
* См, также данные о методах обработки в третьем разделе книги.
20
Таблица 1
Глубина дефектного слоя*
Процесс обработки Т в мкм Процесс обработки Т в мкм
Притирание механичес- 3—о Фрезерование чистовое 30—50
кое Фрезерование черновое 40—50
Шлифование тонкое 5—10 Прокат 300—1000
Шлифование 15—30 Ковка в штампах 500—1500
Шлифование грубое 40—50 Ковка свободная 1500—3500
Точение чистовое 30—40 Литье 1000—5000
Точение черновое 40—60
* По данным проф. В. М.
Машгиз, 1944.
Кована. Технология машиностроения'
но и координаты ее оси, т. е. -размеры, определяющие положе-
ние этой поверхности относительно других поверхностей детали.
Если бы при обработке на данной операции получающееся поло-
Рис. 5. Несовпадение осей бывшей (жирная линия)
и новой поверхностей (а) и поправка А'=2х на не-
совпадение осей (б)
/
жение оси поверхности в точности совпадало с положением оси
до обработки, то припуск снимался бы равномерно в виде коль-
цевого слоя одинаковой толщины. Однако этого не бывает.
Вследствие того, что в обеих операциях (в данной и предшест-
вующей) координаты оси выдерживают не абсолютно точно
(абсолютная точность, естественно, невозможна), а в пределах
допусков, ось новой поверхности не совпадает с осью бывшей,
т. е. припуск не снимается равномерно по всей окружности. Из
рис. 5, а видно, что несовпадение осей, коротко — разноосность
21
(эксцентриситет поверхностей) величиной х требует увеличения
диаметрального припуска на величину 2х (численно равную вза-
имному биению поверхностей).
В силу того, что допуск па координату оси располагают сим-
метрично, разноосность в направлении этой координаты не может
превысить величину, равную полусумме допусков на предшест-
вующей и данной операциях. То же самое относится ко второй
координате. На рис. 5, б показана схема, иллюстрирующая не-
обходимость внесения поправки N в величину припуска. Разме-
ры С±с и В±Ь — две координаты оси поверхности. На пред-
шествующей операции (более грубой) эти координаты выдер-
живались с пропорционально большими допусками (+с'>±с
и ±b'>±b). В центре рисунка восемь точек изображают край-
ние из возможных положений осей. Наибольшая возможная ре-
зультирующая разноосность определится (сплошная линия —
одна из четырех, которые можно показать) как геометрическая
сумма разнооспостей в направлениях заданных координат оси:
х=]/(с'--|-с)г-Н6' + 6)2.
При равных допусках (2У=26=2с' = 2с) она будет равна диа-
гонали квадрата со стороной 2с:
х=уЛ8с2=2,8 с.
Как видно, поправка N=2х=5,5с весьма существенна *.
2. Поправка U. В некоторых случаях необходимость вы-
держивать определенное положение обрабатываемой поверхно-
сти вращения относительно других поверхностей детали отсут-
ствует, так как таких других поверхностей у детали просто нет,
в связи с чем отсутствуют и размеры-координаты оси поверхно-
сти. В таких случаях величина необходимого припуска стано-
вится зависимой от положения детали в рабочей зоне станка (от
погрешности установки детали) и требуется поправка U.
Основную массу этих случаев составляют первые операции
обработки деталей из пруткового материала. Естественно, что
после отрезания детали от прутка всякая связь ее с прутком
теряется. Кроме обработанных, у детали не оказывается других
поверхностей, относительно которых было бы нужно и возмож-
но задать, выдержать и, после обработки, проверить положение
обработанных поверхностей. Вместе с тем, смещение оси прутка
в патроне поведет к тому, что припуск (Кг + Е'+а') будет сни-
маться неравномерно и с одной стороны детали будет недоста-
точным. Для компенсации нужна поправка U.
* В частном случае, при обработке поверхности, номинально соосной
другой поверхности вращения (номинальная величина координаты равна
нулю), допуски задают непосредственно в виде эксцентриситетов или бие-
ний. В этом случае разноосность х равна сумме эксцентриситетов.
22
Подобная поправка требуется и при обработке всей поверх-
ности неполого вала, устанавливаемого в центрах станка. Цент-
ровые гнезда определяют положение обработанной поверхности
относительно поверхности заготовки, которая после обработки
исчезает. Вместе с тем, смещение гнезд с оси заготовки ведет
к неравномерному снятию
его увеличения.
Величина необходимой
поправки U равна удвоен-
ному смещению оси заго-
товки с оси шпинделя
станка, допускаемому при
установке заготовки
(,рис. 6):
Ц=2бу.
ись вращения
шпинделя станка
С)
Рис. 6. Примеры неточностей установки
детали (нужна поправка N=2dy):
а—вследствие неточностей приспособления;
б—вследствие неточностей самой детали
В качестве общего за-
ключения о поправке U
можно отметить, что эта
поправка вводится вместо
поправки N в таких опе-
рациях, где задача обес-
печения определенного по-
ложения обработанной
поверхности отсутствует и поэтому заменяется задачей обеспече-
ния равномерного снятия припуска.
Поправка F'. Эта поправка может оказаться необходимой
в случаях, когда данная и предшествующая операции обработки
поверхности следуют в технологическом процессе не непосредст-
венно одна за другой. Выполнение в промежутке между ними
других операций, например, обработка других поверхностей,
может вызвать искажения формы детали. В результате этого
неточности деталей, поступающих на данную операцию, могут
превысить принятые в расчет допуски предшествующей опера-
ции и припуск окажется недостаточным.
Чем сложнее форма детали, тем более подвержена деталь
всяким деформациям. Однако обыкновенно поправка F' бывает
нужна, если в промежутке между данной и предшествующей
операциями выполняется термическая обработка. Искажения
формы в результате термообработки могут быть очень значи-
тельными. Например, после термической обработки требуется
значительно больший припуск на обтачивание шеек коленчатого
вала, чем на обтачивание прямоосного (вал турбины и т. п.).
В сложных случаях, когда искажения формы детали явля-
ются доминирующим фактором, влияющим на необходимый при-
пуск, последний назначают, руководствуясь имеющимся опытом
обработки аналогичных деталей.
23
В повседневной практике, избегая расчета припуска, поль-
зуются нормативами припусков (в авиапромышленности нор-
маль РТМ588) *. Как и всякие опытно-статистические нормы,
величины припусков, рекомендуемые нормативами, могут в от-
дельных случаях нуждаться
в серьезных поправках.
Назначение припусков на
обработку поверхности начи-
нают с последней (оконча-
тельной) операции обработ-
ки этой поверхности, так как
при этом проще определять
операционные размеры. На
рис. 7 показана схема для
определения операционных
размеров при обработке на-
ружной поверхности. Из
схемы видно, что на каждой данной операции операционный
размер получается в виде суммы окончательного (чертежного)
размера и припусков всех последующих операций:
Ll=L+z; L2=Ll+zl = L+z+zl и т. д.
. Допуск на операционный размер назначают в соответствии
с возможностями избранного метода обработки поверхности
и видом операции (черновая, чистовая и т. д.). Нормативы при-
пусков рекомендуют одновременно и значения операционных до-
пусков.
§ 5. ТЕХНОЛОГИЧЕСКАЯ КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ
Одним из признаков для классификации станков служит сте-
пень их универсальности. Она характеризует разнообразие дета-
лей и операций, для которых пригоден станок. Чем больше это
разнообразие, тем шире технологические возможности станка.
С этой точки зрения все станки разделяются на четыре группы:
1. Станки общего назначения (широко универсаль-
ные). В эту .группу входят токарно-винторезные, вертикально-
и горизонтально-фрезерные, вертикально- и раднально-сверлиль-
ные, круглошлифовальные станкй и т. п.
2. Станки общего назначения с повышенной
производительностью. Эти станки менее универсальны,
обладают меныпим диапазоном чисел оборотов и подач, но рас-
считаны на большую производительность. К ним относятся стан-
ки токарно-револьверные, токарные автоматы и полуавтоматы,
продольно- и карусельно-фрезерные, бесцентрово-шлифовальные
и т. п.
См. таблицы в третьем разделе книги.
24
3. Станки определенного назначения. В эту группу
входят станкд, предназначенные для операций одного наимено-
вания у определенного вида деталей, например, станки зуборез-
ные, резьбофрезерные, копировально-токарные и т. п.
4. Станки специальные. Эту группу составляют станки,
каждый из которых предназначен для выполнения только какой-
либо одной операции в одном технологическом процессе.
.Специальные станки разделяются на два вида: обыкновенные
и агрегатные.
Специальный станок изготовляют только в нескольких экзем-
плярах, поэтому стоимость обыкновенных специальных
станков получается высокой. Применение их на заводах с ча-
стой сменой объекта производства ограничено. Чтобы сделать
специальные станки более доступными (снизить стоимость
и уменьшить время изготовления), широко используют их агре-
гатирование.
Специальный агрегатный станок собирают из стандарт-
ных (нормализованных) узлов-агрегатов в сочетании с неболь-
шим количеством специальных элементов. Благодаря примене-
нию стандартных узлов резко уменьшается стоимость станка, но,
кроме того, после прекращения производства детали, для кото-
рой агрегатный станок был предназначен, можно использовать
его нормализованные узлы для изготовления другого агрегат-
ного станка.
Наиболее широко агрегатирование применяют для станков
сверлильной и расточной групп.
В некоторых случаях специальный станок создают посредст-
вом переделки какого-либо станка другой группы. Например,
превращают револьверный станок в фасонно-расточной, токар-
ный — в копировально-фрезерный (обработка пера лопатки
ГТД) и т. п. Подобные станки иногда называют специализиро-
ванными.
Технологические процессы разрабатывают как при проекти-
ровании новых цехов и заводов, так и в действующих цехах.
В первом случае ориентируются на станки новейших моделей,
выпускаемых отечественной промышленностью. Во втором слу-
чае разрабатывают процесс с учетом использования оборудо-
вания, имеющегося в цехе.
\У § 6. ВИДЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Для того чтобы кратко характеризовать количество изделий,
выпускаемых промышленностью или предприятием (масштаб
производства изделий), пользуются терминами массовое, серий-
ное и единичное производство.
По отношению к изделиям разной сложности (например, са-
молет и двигатель, коленчатый вал и гайка) эти понятия неоп-
ределенны. Однако если иметь в виду одно и то же изделие
25
(деталь) или разные, но примерно одинаковой сложности, то
окажется, что масштаб производства и целесообразный харак-
тер организации производства взаимосвязаны. Поэтому в техно-
логии эти же термины (массовое, серийное и единичное) исполь-
зуют для обозначения характера организации производства
в рамках одного предприятия на разных его участках. В этом
случае термины обозначают виды производства.
Таким образом, по характеру организации работы произ-
водственного участка различают три основных вида
производства: массовое, серийное и единичное. Кроме основных
видов, различают еще два промежуточных вида: крупносерийное
и мелкосерийное. Первое по своим особенностям приближается
к 'Массовому, второе — к единичному.
Вид производства на участке определяет номенклатура дета-
лей в производственной программе, на которую рассчитан уча-
сток. Эта номенклатура тем .уже, чем 'больше трудоемкость де-
талей или же их потребное количество.
Массовое производство. Первая и главная особенность мас-
сового производства состоит в том, что каждый станок на уча-
стке выполняет только одну закрепленную за ним операцию
и для других операций не используется. Таким образом, участок
массового производства какой-либо детали целиком занят об-
работкой только этой детали.
Вторая важная особенность — это расстановка оборудования
на участке по ходу технологического процесса, т. е. в таком же
порядке, в каком следуют одна за другой операции процесса.
Этим обеспечивают кратчайший путь деталей при передаче их
от одного рабочего места к другому, упорядочивают движение
детален на участке. Имея в виду эту особенность, массовое про-
изводство называют также поточным методом производства
(массово-поточным производством, а иногда — обработкой на
поточной линии).
Массовое производство допускает широкое применение спе-
циальных приспособлений, инструментов, а также станков с це-
лью повышения выпускной способности (производительности)
участка, применение транспортирующих устройств, механизиру-
ющих передачу деталей от одного рабочего места к другому,
а также расположение в общей линии станков, оборудования
для немеханических операций (термообработка., контрольные
испытания, промывка, окраска и т. п.).
Занять обработкой только одной детали такое количество
станков, чтобы о них можно было говорить как об участке или
линии, возможно лишь тогда, когда производственная програм-
ма по этой детали достаточно велика. Объективно о такой воз-
можности судят по заданному такту выпуска деталей, сопостав-
ляя его с длительностью операций разрабатываемого техноло-
гического процесса.
26
Тактом т называют частное от деления какого-либо про-
межутка рабочего времени Т на количество деталей п, выпу-
скаемых за это время: т= Т: п.
Закрепление за станком только одной операции оправдывает-
ся, если ее продолжительность близка к такту или больше так-
та. При меньшей продолжительности станок окажется недогру-
женным. Например, если задана программа 5000 деталей в год,
а годовой фонд времени работы станка будет равен 4000 ч, то
такт получится равным 48 мин. Если при таком такте продол-
жительность операции составляет, например, 10 мин, то станок
окажется загруженным примерно на 20%!.
Малая загрузка всех станков участка недопустима. Поэтому
принципы массово-поточного производства возможно использо-
вать в тем большей мере, чем меньше заданный такт выпуска
и сложнее деталь.
Однако для полного использования этих принципов боль-
шая производственная программа по детали является не един-
ственным условием. Нужно еще, чтобы программа была устой-
чивой, т. е. не отменялась в течение длительного времени. Это
объясняется тем, что затраты на мероприятия, необходимые для
обеспечения поточности, относятся к категории специальных,
т. е. они раскладываются на то количество деталей, которое бу-
дет обработано за время использования данной поточной линии.
Поэтому чем устойчивее производственная программа, тем боль-
шие специальные затраты допустимы, тем лучше может быть
поставлено производство на участке.
Наиболее совершенной формой массово-поточного производ-
ства является так называемый непрерывный поток. В этом слу-
чае продолжительность операций на всех рабочих местах пото-
ка сделана почти одинаковой и равной заданному такту выпу-
ска деталей. Благодаря этому при непрерывной передаче деталей
с одного рабочего места на другое ни один станок не простаи-
вает. Однако такая синхронизация операций на всей линии явля-
ется задачей сложной. Обыкновенно некоторые станки остаются
недогруженными. Нередко поточную линию организуют не для
всего технологического процесса, а только для части операций.
Вследствие .значительной механизации операций и недогру-
женное™ некоторых станков, поточная линия иногда может об-
служиваться меньшим числом рабочих, чем число станков
в линии. Поэтому при расчетах линий различают два понятия:
трудоемкость детали и станкоемкость. Трудоемкостью характе-
ризуется потребность в рабочей силе (измеряется в человеко-
часах), а станкоемкостью — занятость оборудования (в станко-
часах).
На заводах авиадвигателестроения поточное производство
можно наблюдать на участках, обрабатывающих лопатки тур-
бин и компрессоров, а также некоторые крупные детали типа
корпусов и валов.
27
Серийное производство. Серийное производство характерно
тем, что за каждым станком участка закреплено больше одной
операции*—участок занят обработкой не одной, а нескольких
или многих деталей.
Такой участок создают для деталей, по. каждой из которых
производственная программа слишком мала для того, чтобы
выполнять ее методом поточного производства. Подбирая номен-
клатуру деталей для участка, стараются, насколько это возмож-
но, составить ее из деталей примерно одинаковых по габарит-
ным размерам (крупные, средние, мелкие), по конфигурации
(валы, корпусы, зубчатые колеса и т. д.), по материалу (сталь,
алюминиевые сплавы, магниевые сплавы). Однородность дета-
лей по размерам и конфигурации, а следовательно, сходство их
технологических процессов, позволяет уменьшить разнообразие
станков на участке и лучше их загрузить.
Закрепление за станком нескольких операций требует перена-
лаживать его с операции на операцию. Поэтому в серийном
производстве детали обрабатывают партиями.
Партией называют количество деталей одного наименова-
ния, запускаемых в обработку одновременно. Станок, закончив-
ший обработку одной партии, переналаживают на другую опе-
рацию. Следовательно, продолжительность работы станка между
переналадками зависит от размера партии и продолжительно-
сти операции.
Необходимость переналадки вынуждает использовать в се-
рийном производстве главным образом станки общего назна-
чения, оснащая их в необходимых случаях специальными при-
способлениями для повышения производительности. Однако во
многих случаях (крупносерийное производство) оправдывается
использование не только специальных приспособлений и инстру-
ментов, но и специальных станков, особенно агрегатных.
Чем разнообразнее технологические процессы, выполняемые
на участке, тем труднее расположить станки на участке в наи-
более выгодном порядке. Подобно тому как в поточном произ-
водстве располагают станки по порядку операций процесса, на
серийном участке стараются расположить станки в большем
соответствии с последовательностью этапов процессов (черновые
операции, чистовые, окончательные). Это особенно важно на уча-
стках, обрабатывающих крупные детали, и в значительной мере
удается в крупносерийном производстве таких деталей.
В серийном производстве заняты рабочие главным образом
средней квалификации.
Серийное производство отличается от массово-поточного
большим объемом незавершенного производства и во много раз
более длительным производственным циклом вследствие проле-
живания партий деталей между операциями. Планирование
и учет его несравнимо более сложны. Частые переналадки обо-
рудования, ограниченная возможность использования высоко-
28
производительных специальных приспособлений и станков обу-
словливают значительно большую себестоимость деталей в се-
рийном производстве по сравнению с массово-поточным. Этим
объясняется большое значение всех мероприятий, направленных
на использование принципов поточности в серийном производ-
стве. Такие мероприятия охватывают весь процесс создания из-
делий, начиная с унификации и нормализации их деталей
и узлов.
Единичное производство. Участок единичного производства
характерен тем, что он рассчитан на чрезвычайно широкую но-
менклатуру самых разнообразных деталей, каждая из которых
выпускается единицами экземпляров.
Для этого вида производства характерно применение стан-
ков, приспособлений и инструментов общего назначения, из чис-
ла наиболее универсальных, и использование рабочей силы вы-
сокой квалификации. По принципу единичного производства
организованы опытные заводы и цехи.
Из всего изложенного выше ясно, что проектировать техно-
логический процесс обработки детали, не зная заданной произ-
водственной программы, невозможно. Производственная про-
грамма позволяет ориентироваться на такой вид производства,
который будет наиболее целесообразным при данной программе.
§ 7. КОНЦЕНТРАЦИЯ И ДИФФЕРЕНЦИАЦИЯ ОПЕРАЦИЙ
Концентрация (укрупнение) операций означает объединение
нескольких операций в одну более сложную, а дифференциация
(разукрупнение) —расчленение операций-на более простые.
Критерием для оценки степени концентрации (дифферен-
циации) операции служит количество предусмотренных в ней
простых переходов. Пределом концентрации является сосредото-
чение всей обработки детали в одной операции, пределом диф-
ференциации — разделение процесса на такие операции, каж-
дая из которых будет состоять из одного простого перехода.
В зависимости от способа выполнения переходов различают
два основных вида концентрации: последовательную, если пере-
ходы следуют один за другим, и параллельную, если они совме-
щены в один сложный переход, т. е. выполняются одновременно.
При наличии в операции нескольких сложных переходов, выпол-
няемых последовательно, концентрация будет параллельно-по-
следовательной, а в самом общем случае, когда имеются пере-
ходы и простые, и 'сложные —- смешанной.
И повышение и уменьшение степени концентрации операций
имеют свои достоинства.
С повышением степени концентрации операций в про-
цессе:
1) уменьшается число установок детали, что очень сущест-
венно при обработке крупных деталей;
29
2) появляется возможность использовать .станки повышенной
производительности (револьверные, многошпиндельные и т. п.)
и агрегатные специальные станки, что важно при большой про-
изводственной программе;
3) сокращается длительность производственного цикла, так
как с уменьшением числа операций уменьшается время проле-
живания детали между операциями;
4) упрощается планирование и учет производства, так как их
ведут по операциям.
С уменьшением степени концентрации:
1) упрощается наладка оборудования на каждой операции;
2) снижается квалификация работы;
3) создаются лучшие возможности для использования интен-
сивных режимов резания в каждом переходе.
Задача о наивыгоднейшей степени концентрации, сложная
в общем виде, резко упрощается в конкретных условиях, так
как они накладывают много ограничений. Почти все ограниче-
ния так или иначе связаны с оборудованием.
Например, рассчитывая на оборудование общего назначения,
нельзя объединять в одной операции точение и фрезерование,
сверление и шлифование и т. п. Универсальность станков опре-
деленного назначения еще меньше — на зуборезном станке нель-
зя в одной операции обработать два разных зубчатых венца
детали, на резьбофрезерном—в одной операции разные резьбы
и т. д. В этом смысле повышение степени концентрации опера-
ций имеет определенные пределы независимо от перечисленных
выше его достоинств. С другой стороны, и уменьшение степени
концентрации не всегда возможно по соображениям точности
обработки, из-за необходимости разделения процесса на этапы
и по другим причинам. Очевидно также, что по всем этим при-
чинам один процесс может содержать операции резко различ-
ные по степени концентрации —сложная револьверная операция
может соседствовать с однопереходной операцией шлифования
• и т. п.
Между последовательной и параллельной концентрациями
имеются существенные различия. Изменением степени последо-
вательной концентрации достигается в основном только перерас-
пределение общей трудоемкости детали между операциями про-
цесса. Параллельная концентрация, кроме того, выступает
в качестве одного из методов резкого повышения производитель-
ности обработки. Она требует использования многоместных при-
способлений для инструментов или многошпиндельных станков
(см. далее, гл. II, § 2). Поэтому высокая степень последователь-
ной концентрации характерна для участков единичного произ-
водства, а высокая степень параллельной — для участков мас-
сового производства.
Возможность посредством изменения степени концентрации
изменять длительность операций становится важным фактором
30
при организации поточного производства. Этой возможностью
пользуются для того, чтобы согласовать время, потребное на
операцию, с заданным тактом выпуска деталей.
§ 8. ТЕХНИЧЕСКАЯ НОРМА ВРЕМЕНИ
Под технической нормой времени понимают продолжитель-
ность времени, необходимого для выполнения операции в усло-
виях для нее предусмотренных.
Норма времени на обработку одной детали, если станок не
переналаживается для других операций (массовое производст-
во), называется штучным временем. Штучное время 7шТ скла-
дывается из нескольких частей:
Л11Т
= /о + ^в + ^об + ^ п?
где to—основное (машинное) время;
tB — вспомогательное-время;
/Об — время обслуживания рабочего места;
/п-—время перерывов на отдых и личные надобности.
Основное время to— это время, в течение которого не-
посредственно достигается цель операции. При станочной обра-
ботке’ его определяют расчетом для каждого перехода операции
по формулам типа
, _ ^рг
Г°- С Z, ’
° мин а
где Lp—расчетная длина обработки в мм (длина хода инст-
румента в направлении подачи);
i — число проходов в переходе;
SMn„ — минутная подача инструмента в мм/мин;
а—число одновременно обрабатываемых деталей.
Суммируя время переходов, находят to на всю операцию.
Вспомогательное время 4 представляет собой время,
затрачиваемое рабочим на действия, сопровождающие выполне-
ние основной работы. В состав вспомогательного времени вхо-
дит время на установку, закрепление и снятие детали, управле-
ние станком, измерение детали и т. п. Для определения элемен-
тов вспомогательного времени служат нормативы заводов
и организаций, составленные на основании опыта.
Основное и вспомогательное время в сумме составляют вре-
мя оперативной работы, или оперативное время. Оно ха-
рактерно тем, что учитывает все действия, повторяющиеся
при выполнении операции над каждой следующей деталью.
Время обслуживания рабочего места /Об — это приходящееся
ла одну деталь время, затрачиваемое станочником для ухода за
31
рабочим местом. Действия, учитываемые этим временем, не по-
вторяются при обработке каждой детали.
Время обслуживания рабочего места подразделяют на время
технического обслуживания и время организационного обслужи-
вания. Первое включает время на смену затупившегося инстру-
мента, на регулирование и подналадку станка в процессе рабо-
ты, на сметание стружки и другие действия, связанные с основ-
ной работой. Второе включает время на подготовку рабочего
места к началу работы, уборку его в конце смены, смазку и чи-
стку станка и другие действия, связанные со сменой.
Время технического обслуживания исчисляют в процентах от
основного времени, а время организационного обслуживания —
в процентах от оперативного.
Время на отдых /п предусматривают только для утомитель-
ных работ.
В серийном и единичном производствах необходимо учиты-
вать еще подготовительно-заключительное время Тп. 3. Так на-
зывают время, затрачиваемое рабочим на ознакомление с пред-
стоящей работой, подготовку и наладку станка, приспособлений
и инструментов, а также на снятие инструментов и приспособле-
ний по окончании обработки партии деталей. Величину Тп. 3 за-
дают на всю партию деталей. Норму времени в условиях пар-
тионной работы (серийное и единичное производство) называют
калькуляционной нормой времени:
Г =Т 4-^2- ,
2 К 2 шт I ’
П
где п — число деталей в партии.
Вместе с технической нормой времени устанавливают и ква-
лификацию (разряд) работы. Для этой цели служат квалифика-
ционные справочники.
Иногда, наряду с нормой времени, указывают норму выра-
ботки деталей, которой более удобно пользоваться при учете
фактической производительности на рабочем месте. Норма
выработки (в штуках деталей) за какой-либо промежуток
времени (час, рабочую смену) определяется как частное от де-
ления этого промежутка на норму времени.
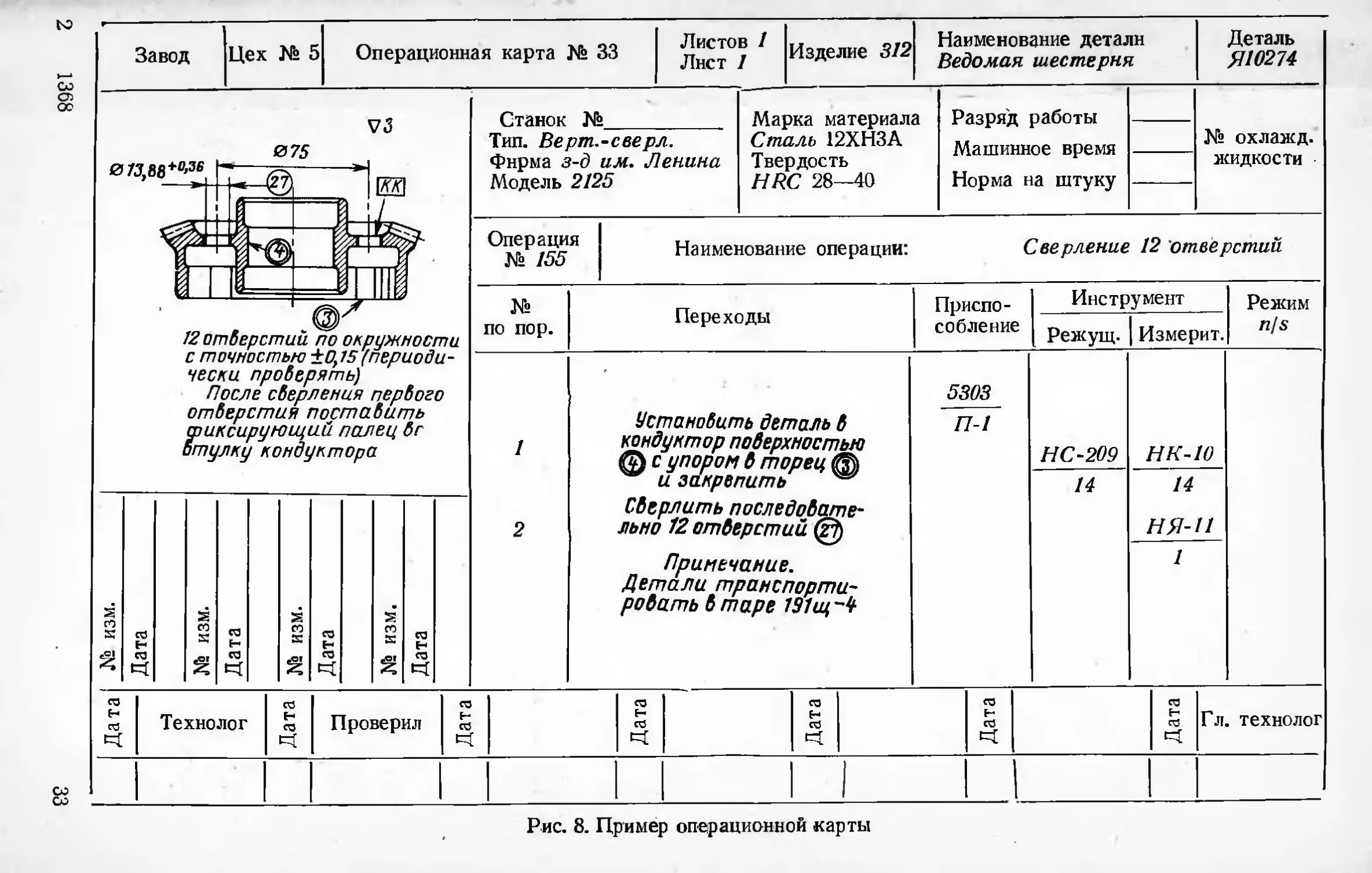
§ 9. ДОКУМЕНТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Разработанный .технологический процесс описывают в доку-
ментах, называемых технологическими картами.
В авиадвигателестроении приняты операционные карты, со-
ставляемые на каждую операцию в отдельности. Образец такой
карты показан на рис. 8.
32
ьэ
Завод
Цех № 5
Операционная карта № 33
1368
Листов 1
Лист 1
Изделие 312
Наименование детали
Ведомая шестерня
Деталь
Я 1021 4
0 75,88+0>зе,
075
12 отверстий по окружности
с точностью ±0, is (пер ио В и -
чески проверять)
После сверления первого
отверстия поставить
фиксирующий палец вг
втулку кондуктора
Станок №____________
Тип. Верт.-сверл.
Фирма з-д им. Ленина
Модель 2125
Марка материала
Сталь 12ХНЗА
Твердость
HRC 28—40
Разряд работы
Машинное время
Норма на штуку
№ охлажд.
жидкости
s
сО
S
е<=!
со
S
g
К
g
S
со
S
g
е(
Сверление 12 отверстий
Наименование операции:
Операция
№ 155
№ по пор. Переходы Приспо- собление Инструмент Режим n/s
Режущ. Измерит.
1 2 Установить деталь в кондуктор поверхностью ) с упорот в торец й и закрепить Сверлить последовате- льно 12 отверстий (г^) Принечание. Детали транспорти- ровать в таре 191щ-У 5303 П-1 НС-209 НК-10
14 14 НЯ-11
1
El
Технолог
Проверил
El
ct
Гл. технолог
Рис. 8. Пример операционной карты
Основой операционной карты является эскиз обработки де-
тали. Деталь вычерчивают в том виде, какой она получает после
данной операции. Обрабатываемые поверхности выделяют жир-
ными линиями. На эскизе же проставляют все операционные
размеры. Указание допусков на операционные размеры и допу-
стимой шероховатости считается обязательным.
Все другие сведения об операции указывают в соответству-
ющих графах карты. Исключение допускают для режимов обра-
ботки и нормы времени, если ожидают, что по мере освоения
работы их придется .изменять. В таких случаях режимы и норму
времени рассчитывают в отдельных документах, называемых
нормировочными картами.
В некоторых случаях операционный эскиз обработки исполь-
зуют, чтобы показать в карте принципиальную схему установки
и закрепления детали. Такой эскиз называют эскизом обработ-
ки и установки.
Иногда схему установки и закрепления детали, а также рас-
положение режущего инструмента показывают отдельно, рядом
с эскизом обработки. Такой эскиз называют эскизом наладки
операции.
На предусмотренные в процессе операции немеханической
обработки (термообработка, промывка, покрытия и т. п.) раз-
рабатывают соответствующие карты и размещают их в тех ме-
стах процесса, где эти операции предусмотрены под очередным
порядковым номером. На основании этих карт разрабатывают
технологические процессы в соответствующих цехах. Значение
операционных карт придается также так называемым картам
контроля. Их помещают в тех местах процесса, где группа ранее
выполненных операций должна подвергаться контролю (обычно
после каждого этапа обработки). В картах контроля помещают
эскиз детали в таком виде, какой она приобретает к моменту
контроля. На эскизе указывают размеры и другие параметры,
подлежащие контролю. Порядок контроля и предусмотренные
для контроля измерительные инструменты указывают в соответ-
ствующих графах карты.
Чем больше масштаб производства и чем ответственнее де-
таль, тем более подробно разрабатывают и тщательнее доку-
ментируют технологический процесс. От простого перечня опе-
раций на обороте рабочего чертежа (которым часто ограничи-
ваются в единичном производстве несложных деталей) до
подробнейших операционных карт (с указанием даже исполни-
тельных размеров режущих и измерительных инструментов
и назначенных пределов их износа) —таково разнообразие
встречающейся в машиностроении документации технологиче-
ского процесса.
Глава II
МЕТОДЫ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ
ТРУДА (МЕТОДЫ МЕХАНИЗАЦИИ ОПЕРАЦИИ)
о) ff)
Рис. 9. Принцип
повышения
производитель-
ности труда:
а—до механиза-
ции; б—после
механизации
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ
Задача повышения производительности общественного труда
является всенародной. Применительно к конкретному изделию
с ней начинают считаться уже при проектировании изделия —
его конструкция должна быть наиболее современной и
технологичной. Ниже эта задача рассматривается лишь
в узком плане — применительно к технологическому процессу —
прежде всего как пути уменьшения технической
нормы времени, связанные с разработкой опера-
ций процесса (технологические методы повыше-
ния производительности).
Как известно, главным методом повышения
производительности труда является его механи-
зация и автоматизация. Общий принцип повы-
шения производительности труда заключается
в том, что, применяя более -совершенное обору-
дование, т. е. увеличивая затраты труда овеще-
ствленного (ОТ), получают большую, чем это
увеличение, экономию труда живого (ЖТ), изме-
ряемого технической нормой времени на выпол-
нение операции и квалификацией труда (рис. 9).
Таким образом, в рамках этого принципа
всякое уменьшение технической нормы времени
(а также квалификации работы) означает повы-
шение производительности труда.
Подготовительно-заключительное время Тп,3
включается в норму только в условиях партионной работы. Это
время хотя и зависит от характера операции, но. мало связано
с ее разработкой. Главные пути уменьшения доли этого време-
ни, приходящейся на одну деталь — это улучшение организации
производства и увеличение количества деталей в партии.
В штучной норме времени Лит наибольшей частью всегда
является оперативное время (/Оп=^о+4), так как оно учитывает
действия, повторяющиеся при обработке каждой де-
тали. Сопоставление величин основного t0 и вспомогательного
tB времени в каждом частном случае дает ответ на вопрос, ка-
кие действия из числа оперативных наиболее трудоемки. Руко-
водствуясь этим, выбирают наиболее эффективные методы по-
вышения производительности. Если, например, основное время
составляет в норме 10%, а вспомогательное 80%, то ясно, что
в первую очередь надо использовать те методы, которые сокра-
щают вспомогательное время.
2*
35
Вообще, возможные методы повышения производительности
зависят от существующего уровня механизации операции.
В этом отношении для механической обработки характерен
очень широкий диапазон—от чисто ручной операции через ма-
шинно-ручную, обыкновенную станочную, станочную полуавто-
матическую до операции полностью автоматизированной. Во
всем этом диапазоне станок выступает в качестве главного сред-
ства механизации.
Естественно, что чем выше уровень механизации операции,
предусмотренный в конструкции станка, тем меньше возможно-
стей его повышения у завода-пот|ребителя станка. Однако даже
при самом высоком уровне механизации станка всегда остается
открытой задача о том, как использовать станок для данной
детали и операции. Объясняется это тем, что станкостроитель-
ные заводы, рассчитывая на широкий сбыт своей продукции,
вынуждены делать станок достаточно универсальным, т. е. при-
годным для разных деталей и операций, при условии, что каж-
дый раз он будет оборудован соответствующими приспособле-
ниями. Таким образом, специальная механизация операции
(механизация, рассчитанная только на эту операцию) всегда
остается на долю завода, эксплуатирующего станок.
Методы механизации и, соответственно, повышения произво-
дительности труда, предусматриваемые при проектировании тех-
нологического процесса, можно условно назвать «технологиче-
скими». Основная часть их связана с применением различных
приспособлений для деталей и инструментов; выбор таких при-
способлений является обязательным элементом проектирования
процесса. Другие методы, которые можно назвать «организаци-
онно-техническими», не имеют прямого отношения к проектиро-
ванию процесса (например, модернизация станков, автоматиза-
ция транспортировки и загрузки деталей и т. п.).
§ 2. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ
Ручные операции
Характерными ручными операциями в технологических про-
цессах механической обработки являются снятие заусенцев, опи-
ливание кромок по радиусу, нарезание резьбы, точное разверты-
вание отверстий, полирование, притирание, шабрение и др. Мно-
гие из них часто выполняются как машинно-ручные — основное
движение механическое, но деталь или инструмент удерживается
в руках.
Крупным и часто достаточным шагом на пути механизации
ручной или машинно-ручной операции является превращение ее
в станочную. Однако на этом пути может быть много препятст-
вий, так как станкостроительная промышленность хотя и выпу-
скает оборудование для механизации ручных операций, но толь-
36
ко достаточно универсальное. Например, станки для закругле-
ния зубьев зубчатых колес (заменяют ручное опиливание),
резьбонарезные патроны и т. п. Специальные средства механиза-
ции вынужден создавать сам завод, которому они необходимы.
При этом, заменяя малопроизводительный ручной труд машин-
ным, нельзя выходить из рамок общего принципа (см. ранее,
рис. 9), в связи с чем возможность (целесообразность) механи-
зации сильно зависит от конкретных условий. Главными из них
являются:
1) особенности операции;
2) особенности детали;
3) производственная программа.
Покажем влияние этих условий на нескольких примерах.
Особенности операции. Влияние этого 'фактора мож-
но показать на примере двух операций: нарезания резьбы и шаб-
рения.
Для превращения слесарной операции нарезания резьбы мет-
чиком в станочную операцию нужно лишь воспользоваться од-
ним из универсальных резьбонарезных патронов и наладить вы-
полнение операции на сверлильном станке. Если это не сделано,
то причиной является либо неблагоприятные особенности дета-
ли, либо малая производственная программа. Иное—с опера-
цией шабрения. Средства ее механизации еще не .созданы.
Имеются лишь инструменты (механические шаберы), превраща-
ющие операцию в машинно-ручную.
Особенности дет а л и. Влияние этого фактора хорошо
видно на опыте выполнения самой распространенной ручной
операции — зачистки заусенцев. Такая операция у мелких де-
талей давно уже механизирована—ее выполняют в виде так
называемой галтовки, а также с помощью электрохимической
или химической обработки. Однако у крупных деталей подобные
операции до сих пор выполняют обычно вручную. Механизация
их встречает серьезные технические трудности, усугубляемые
тем, что ввиду малой трудоемкости таких операций (у каждой
детали) специальные механизирующие средства не могут быть
сложными (дорогими).
Производственная программа. Этот фактор опре-
деляет допустимые затраты на механизацию, а следовательно,
и возможность механизации. Большой объем ручной работы мо-
жет оправдать изготовление специального станка, особенно агре-
гатного или специализированного.
Радикальным и в технологическом отношении
наиболее совершенным способом механизации труд-
но поддающихся этому ручных и машинно-ручных операций яв-
ляется замена таких операций другими, но станочными (вооб-
ще — неручными.). Например, замена шабрения — шлифованием,
точного развертывания — хонингованием или тонким точением,
37
механического полирования — электрохимическим и т. и. По
этому главному пути, в такой мере, в какой это возможно,
и идут при проектировании технологического процесса.
Станочные операции
Основными технологическими методами повышения произво-
дительности станочных операций являются следующие.
1. Простая установка детали.
2. Автоматическое получение заданных операционных раз-
меров.
3. Совмещение переходов (и проходов).
4. Одновременная обработка деталей.
5. Перекрытие вспомогательного времени.
6. Повышение режимов резания.
7. Применение специального станка.
Все эти методы в какой-то мере взаимосвязаны, причем неко-
торые настолько тесно, что применять один без другого имеет
мало смысла; например, совмещать переходы без автоматиче-
ского получения размеров, заказывать специальный станок, но
не предусматривать простую установку детали и т. д. В зависи-
мости от конкретных условий — особенностей детали и опера-
ции— и желаемой степени уменьшения технической нормы вре-
мени предусматривают тот или иной комплекс методов.
Простая установка детали. Иногда обрабатываемую деталь
помещают на станок непосредственно, но обычно ее связывают
со станком при помощи приспособления для детали. Приспо-
собление служит промежуточным звеном между деталью и стан-
ком.
Обработанная поверхность появляется в результате обеспе-
чиваемого станком движения режущей кромки инструмента
в материале детали. Траектория этого движения определяет фор-
му .и размеры поверхности, но не влияет на положение поверх-
ности в детали. Последнее определяется положением детали
в рабочей зоне станка. Поэтому требуемое положение обрабо-
танной поверхности достигается установкой и закреплением де-
тали в приспособлении, которые предшествуют обработке.
При установке — детали придают н ео б х о д и м ое поло-
жение относительно корпуса приспособления, соединяемого со
станком; закреплением фиксируют это положение*.
По способу выполнения различают два вида установки:
простую установку и установку с выверкой.
Простой установкой называют такую, при которой
необходимое положение детали создается сразу же при контак-
* В некоторых случаях эти две стадии связывания детали с приспособ-
лением невозможно разделить во времени (например, при установке и за-
креплении валика в самоцентрирующем патроне). В таких случаях, говоря
об установке детали, называют связь детали с приспособлением «самоуста-
навливающейся», а говоря о закреплении детали — «самозакрепляющейся».
38
те (соприкосновении) детали с соответствующими поверхностя-
ми приспособления (или станка) .Установкой с выверкой
называют такую, при которой для достижения этой цели прихо-
дится регулировать (выверять) положение детали.
Установка с выверкой всегда требует большего времени, чем
простая установка, причем значительно большего — в десят-
ки и. со т н и ip аз. К тому же во многих случаях для возможно-
сти выверки приходится вводить в технологический процесс до-
полнительную операцию — разметку детали.
Простая установка непосредственно на станке встречается
как редкое исключение. Вообще же она осуществима только при
помощи приспособления, предусматривающего возможность та-
кой установки. Намечая ее в операции, одновременно решают
задачу о том, как ее обеспечить и, в частности, удастся ли обой-
тись для этого одним из приспособлений общего назначения или
придется изготовлять специальное. В основе решения всех подоб-
ных задач лежат расчеты точности обработки.
Простая установка детали является наиболее общим
и широко применяемым методом существенного повы-
шения производительности.
Автоматическое получение заданных размеров. Вообще под
автоматическим получением операционного размера понимают
получение заданной его величины без какого-либо ручного
регулирования размеров инструмента и относительного положе-
ния детали и инструмента в течение операции.
Некоторые размеры получаются автоматически благодаря
применяемому режущему инструменту — например, диаметр от-
верстия при обработке сверлом, зенкером, протяжкой или дру-
гим мерным инструментом. Другие размеры достигаются авто-
матически благодаря простой установке детали (ненадобность
выверки положения детали), обеспечиваемой приспособлени-
ем, — например, координаты оси поверхности вращения, обтачи-
ваемой на токарном станке (рис. 10) и т. п.
Однако говоря об автоматическом получении размеров, осо-
бенно выделяют один частный .случай, называемый также «об-
работкой инструментом, установленным на размер». В этом слу-
чае имеют в виду такие размеры, величина которых зависит от
взаимного положения органов станка, несущих деталь и режу-
щий инструмент, — например, получение заданного диаметра по-
верхности, обтачиваемой резцом (размер d на рис. 10), коорди-
наты пуюской поверхности — при фрезеровании и другие подоб-
ные размеры, характерные тем, что для их получения требуется
установка инструмента на размер.
Установкой инструмента на размер называют
придание ему такого положения относительно детали, при кото-
ром получится заданная величина этого размера. Если не пре-
дусмотрены специальные меры для упрощения этой установки
(эталон детали, эталон размера в виде так называемого «уста-
39
нова для инструмента» и т. п., то ее осуществляют методом
пробных проходов и промеров. Обработав небольшой участок
поверхности (рис. 11), измеряют полученный размер. Руковод-
ствуясь результатом измерения и пользуясь имеющимся на стан-
ке лимбом для отсчета перемещений, поправляют положение
инструмента и делают второй проход, измеряют и т. д., посте-
пенно приближаясь к заданной величине размера. Количество
таких попыток (обычно две-три) зависит от квалификации рабо-
чего и требуемой точности размера (величины допуска на раз-
мер).
Рис. 10. Автомати-
ческое получение
координаты А
обеспечивается
приспособлением
размер
Рис. 1Г. Схема пробных проходов
Если пробные проходы и промеры приходится повторять при
обработке каждой следующей детали—'говорят, что операция
выполняется (по отношению к этому размеру) «методом
пробных проходов и промеров».
Если при обработке следующих деталей устанавливают ин-
струмент с помощью лимба (запомнив показание его шкалы,
при котором была получена первая деталь) — пользуются тер-
мином «обработка по лимб у».
Если вместо лимба применяют упор, ограничивающий пере-
мещение органа станка (закрепленный после получения первой
детали) — говорят: «обработка п о упору».
Если же .следующие детали обрабатывают не нарушая перво-
начальной установки инструмента, то говорят, что операция вы-
полняется «методом автоматического получения
размера» («инструментом, установленным на размер»). Таким
образом, при автоматическом получении размера установку ин-
струмента на этот размер выполняют только один раз при на-
ладке станка на операцию и повторяют после некоторого износа
инструмента (подналадка) или замены совсем затупившегося
инструмента новым.
Нарушать положение инструмента, достигнутое при установ-
ке, приходится в двух случаях: во-первых, когда без этого (не
отодвинув инструмент) нельзя снять со станка обработанную
деталь; во-вторых, когда одним инструментом надо выполнять
несколько переходов (или проходов) операции. В первом случае
40
автоматическое получение размеров невозможно, однако во вто-
ром— к нему можно перейти путем совмещения переходов (или
проходов — см. ниже).
Значение автоматического получения размеров как средства
повышения производительности тем больше, чем сложнее уста-
новка инструмента и чем больше переходов (а значит и разме-
ров) в операции. Например, оно особенно велико для операций
сверления отверстий. Диаметр отверстия получается автомати-
чески, однако координаты оси отверстия нельзя обеспечить даже
таким трудоемким методом как пробные проходы и промеры
(будет брак). Автоматическое получение этих координат с по-
мощью приспособления для детали, снабженного элементами,
определяющими положение сверла (кондукторными втулками)
служит для таких операций главнейшим средством резкого по-
вышения производительности.
Это значение достаточно велико и для всех других операций,
в том числе и выполняемых на таких сравнительно легких в от-
ношении установки инструмента на размер станках, как токар-
ные общего назначения. Весьма важно, что автоматизация
получения размеров сопровождается снижени-
ем квалификации (разряда) работы.
Совмещение переходов. Совмещение всех переходов опера-
ции в один сложный переход очень сильно повышает производи-
тельность. Благодаря одновременной обработке поверхностей
резко сокращается основное время to\ кроме того, в операции
уменьшается количество действий по управлению станком, чем
сокращается вспомогательное время А, а автоматическое полу-
чение размеров снижает квалификацию (разряд) работы. Соот-
ветственно меньший, но достаточно большой эффект получают,
совмещая, не все переходы операции, а только часть из них.
Для совмещения переходов используют комбинирован-
ные режущие инструменты и многоместные приспособ-
ления для инструментов.
Комбинированные инструменты изготовляют:
а) для одновременной обработки нескольких поверхностей
(совмещение переходов); это различные ступенчатые зенкеры
и расточные головки для обработки отверстий, наборы фрез для
операций фрезерования (рис. 112) и т. п.;
б) для обработки одной и той же поверхности (совмещение
проходов) при значительном операционном припуске; в этом
случае инструменты делают так, чтобы припуск снимался не-
сколькими лезвиями, расположенными последовательно друг за •
другом (рис. 13).
Многоместные приспособления для инструмента — это преж-
де всего многорезцовые державки к станкам токарного типа
(рис. 14) и многошпиндельные головки к сверлильным станкам.
На совмещение переходов рассчитаны многие станки с по-
вышенной производительностью: токарно-револьверные, и много-
41
резцовые, многошпиндельные — фрезерные, сверлильные и др.
Совмещение переходов осуществляют и на токарных станках
общего назначения, изготовляя для этого специальные многоме-
стные резцедержатели.
Одновременная обработка деталей. Этот способ применяют
главным образом для однопереходных операций. На станках
общего назначения одновременную обработку осуществляют.
Рис. 12. Комбинированные инструменты для совмещения переходов:
а—ступенчатые зенкеры; б—расточная головка; в—наборы фрез
с помощью многоместных приспособлений для деталей. Основны-
ми видами одновременной обработки являются последователь-
ная, параллельная и непрерывная обработка (рис. 15).
Для последовательной обработки детали располагают-
ся в ряд по направлению подачи: если можно, то вплотную друг
к другу (рис. 16), .в противном случае—с наименьшими проме-
жутками.
При таком способе основное время t0 сокращается лишь
в случаях, когда благодаря близости деталей друг к другу,
уменьшается приходящаяся на одну деталь доля пути врезания
и выхода инструмента (Zi и /2 на рис. 16); однако и это может
быть существенным, например, на операциях зубофрезерования
(сравнительно большая величина врезания и малая подача).
Время на управление станком (пуск, подвод и отвод инструмен-
та), а также на закрепление деталей (если все они закрепляют-
ся одним зажимом) раскладывается на все одновременно обра-
батываемые детали. Соответственно в норме времени уменьша-
ется вспомогательное время учитывающее эти действия.
42
43
Рис. 17. Параллельно-после-
довательное фрезерование
При параллельной обработке детали расположены
в ряд, перпендикулярный подаче (см. рис. 15,6). Благодаря это-
му, кроме тех же выгод, что и при последовательной обработ-
ке (сокращение 4) получается резкое сокращение основного
времени t0.
Комбинация последовательной и параллельной обработки
дает обработку параллельно-последовательную
(рис. 15, в и 17), которой свойственны особенности двух первых
способов. При таком расположении
деталей сокращение основного време-
ни to находится в зависимости от ко-
личества параллельных рядов деталей,
а сокращение вспомогательного tB —
в зависимости от всего количества де-
талей.
При каждом из описанных видов
одновременной обработки вспомога-
тельное время на закрепление (и от-
крепление) детали уменьшается про-
порционально числу одновременно
обрабатываемых деталей только
в случае, если все они закрепляются
одним зажимом. Вспомогательное время на установку (и сня-
тие) детали во всех случаях не изменяется. В связи с этим даль-
нейшее повышение производительности может быть достигнуто,
если все эти четыре действия (установку, закрепление, откреп-
ление и снятие детали) выполнять во время автоматической
работы станка. Такой прием называют перекрытием вспомога-
тельного времени машинным временем (см. ниже). В частности,
он осуществляется при непрерывной (круговой) обработке де-
талей.
Непрерывная (круговая) обработка (см. рис. 15,г)
представляет собой разновидность последовательной обработки
(если детали располагают в один круговой ряд) или параллель-
но-последовательной (если рядов более одного). При заданной
минутной подаче выбирают такое количество деталей в ряду
(диаметр кругового ряда), чтобы можно было заменять обра-
ботанные детали новыми без остановки станка. При условии, что
детали в круговом ряду расположены вплотную, достигается
полное перекрытие вспомогательного времени основным. Про-
изводительность будет зависеть только от величины t0 основно-
го времени.
Перекрытие вспомогательного времени. Непрерывная обра-
ботка— способ, мало универсальный. Ее практикуют для неко-
торых операций фрезерования на вертикально-фрезерных стан-
ках, снабженных круглым поворотным столом, или на станках,
специально рассчитанных на такую обработку (карусельно-
и барабанно-фрезррные).
44
Рис. 18. Параллельно-последовательная
обработка (фрезерование шлицев о гай-
ках) при помощи кассетного приспособ-
ления
Во многих случаях перекрыть значительную часть вспомога-
тельного времени на установку и закрепление детали (в том
числе и в случаях обработки по одной детали) возможно одним
из следующих способов:
а) применением комплекта из двух одинаковых приспособ-
лений — если приспособление снимается со станка;
б) применением кассетного приспособления — если приспо-
собление нельзя снимать со
станка;
в) применением сдвоен-
ного двухпозиционного при-
способления — если кассет-
ное неудобно- в эксплуата-
ции.
В принципе эти три спо-
соба одинаковы: главное
в каждом из них -— дубли-
рование приспособления.
Если, например, опера-
цию, показанную ранее на
рис. 16, выполнять, поль-
зуясь двумя приспособле-
ниями, то заменять обрабо-
танные детали в одном из
них можно будет в то время,
когда другое находится на
станке. Таким образом, вспо-
могательное время на уста-
новку (и снятие) и закрепление (и открепление) детали будет
полностью перекрыто основным временем и исчезнет из нормы
времени на операцию.
Если приспособление нельзя снимать со станка, то вместо
двух приспособлений применяют кассетную конструкцию. Кас-
сетное приспособление состоит из двух частей: основания 2, свя-
зываемого со станком, и отъемной от него части —кассеты 1,
в которой размещают обрабатываемые детали (рис. 18). Кас-
сету изготовляют в двух экземплярах; пока в одной кассете де-
тали обрабатываются, во второй заменяют обработанные детали
новыми.
При пользовании кассетным приспособлением вспомогатель-
ное время на установку и закрепление tB.R перекрывается ма-
шинным не полностью. Хотя это время исчезает из нормы, но
вместо него появляется вспомогательное время на установку
и закрепление кассеты:
J. _ 'Л<.К
вк~ k ’
где 7”в к —длительность установки и закрепления кассеты;
k — число деталей в кассете.
45
Очевидно, что норма времени уменьшится лишь при усло-
вии tB.K<tB,n. Для этого время замены кассеты Тв, к должно
быть малым, а количество деталей в кассете k достаточно боль-
шим. Поскольку кассета с деталями не должна быть тяжелой,
такие приспособления удобны для мелких деталей.
Для операций фрезерования (и других, но при условии, что
главное движение получает инструмент), когда нельзя применить
схему, показанную на рис. 19, а (комплект из двух приспособ-
Рис. 19. Схема операций фрезерования:
а—использование комплекта из двух приспособлений; б—ис-
пользование поворотного двухпозиционного приспособления
лений) или кассетную конструкцию, используют сдвоенное двух-
позиционное приспособление (рис. 19,6). В принципе это два
одинаковых приспособления, имеющих общее поворотное (или
передвижное) основание. Вместо вспомогательного времени на
установку и закрепление детали tB.д в норме появляется время
на изменение позиции приспособления:
т
i ___1 в.п
4В.П , ’
k
где Тв. п — время, затрачиваемое на перемену позиций;
k — число деталей в позиции.
Норма времени уменьшится при условии /в. п<7в. д- Посколь-
ку сделать конструкцию с малым Тв. п не трудно, не исключена
возможность применения таких приспособлений и при малых k,
в частности, иногда и при обработке по одной детали (/г=1).
Повышение режимов резания. Каждый процесс обработки
имеет некоторые границы, в которых лежат характерные для
него режимы. Значительный выход из этих границ означает но-
вый процесс или, по меньшей мере, новую разновидность про-
цесса. Таковы, например, «тонкое» точение, «глубинное» шлифо-
вание, «силовое» резание, «скоростное» резание и т. д. Под по-
вышением режимов резания понимают увеличение их в грани-
цах, характерных для данного процесса.
Возможность увеличения глубины резания встречается
обыкновенно на черновых операциях (значительные припуски).
46
Для этого используют соответственно мощный станок и приспо-
собление, обеспечивающее особенно надежное и жесткое .закреп-
ление детали. При этом немалое значение имеет и прочность
(жесткость) самой детали.
Величину подачи ограничивает увеличение шероховатости
обработанной поверхности. Поэтому на чистовых и окончатель-
ных операциях повышать режимы резания возможно главным
образом путем увеличения скорости резания. С этой целью ши-
роко применяют оснащение инструментов твердыми сплавами
и минерало-керамикой, а также другие методы повышения их
износостойкости (хромирование, сульфидирование и т. п.).
Иногда повышению скорости резания препятствует возник-
новение вибраций детали. В таких случаях принимают особые
меры для гашения этих вибраций — повышают жесткость за-
крепления детали, применяют специальные устройства — вибро-
гасители.
Применение специального станка. Станок, предназначенный
только для одной определенной операции, конечно, может быть
сконструирован с максимальным учетом всех особенностей опе-
рации. Естественно, что он оказывается более производитель-
ным, чем станок общего назначения, снабженный даже самым
совершенным приспособлением.
§ 3. ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ МЕТОДЫ
Общие положения
Как указывалось выше, эти методы не имеют прямого отно-
шения к проектированию технологического процесса *. Они пред-
ставляют собой технические и организационно-технические меро-
приятия, направленные к той же конечной цели — экономии об-
щественного труда, но позволяющие черпать эту экономию из
других, дополнительных, источников.
В технологических методах главным источником повышения
производительности труда служит уменьшение технической нор-
мы времени — повышение выпускной способности станка. При
этом задача о целесообразном использовании живого труда
и, тем более, О' его облегчении или изменении характера,, остает-
ся на втором плане или вовсе не ставится.
Например, повышение уровня механизации многопереходной
операции в результате использования револьверного станка
вместо токарного уменьшает норму времени и снижает квалифи-
кацию работы, но может не только не облегчить труд, но наобо-
рот, сделать его более тяжелым. Применение круговой непре-
рывной обработки превращает выполнение операции в монотон-
* Полностью они рассматриваются в курсах организации производства,
автоматизации производства и др. Здесь дается только общее представление
об этих методах.
47
ный утомительный процесс замены обработанных деталей
новыми и т. д. Наряду с этим столь же нередко получается про-
тивоположное. Например, одновременная последовательная об-
работка деталей увеличивает продолжительность работы станка
без участия рабочего. При этом занятость исполнителя опера-
ции, как и в операциях с большим машинным временем, может
оказаться недопустимо малой. К этому же могут приводить тех-
нологические методы, уменьшающие вспомогательное время при
неизменном и сравнительно большом машинном. Все эти обстоя-
тельства при проектировании технологического процесса оста-
ются на втором плане.
В противоположность этому, в организационно-технических
методах на первом плане находится живой труд. Повышение
производительности общественного труда достигается посредст-
вом целесообразного использования ручного труда, дальнейше-
го уменьшения его доли в выполнении операции. В необходимых
случаях эти методы применяют и независимо от производитель-
ности — только для облегчения труда.
Организационно-технические методы уже технологических
в том смысле, что они охватывают лишь вспомогательные дей-
ствия в операции (управление станком, установка и закрепле-
ние детали). Однако в этой области они значительно шире, так
как учитывают не только продолжительность действий, но и ха-
рактер их и не только внутри нормы времени, но и вне ее.
Например, при той же упомянутой выше одновременной круго-
вой обработке деталей вспомогательное время полностью пере-
крывается машинным и исчезает из нормы. С чисто технологиче-
ской точки зрения станок используется наилучшим образом.
Однако ручной труд по замене деталей, причем утомительный,
из операции не исчезает.
Таким образом, организационно-технические методы как бы
дополняют технологические, выступают на сцену тогда, когда
возможности последних недостаточны или уже исчерпаны. Ра-
зумеется, провести какую-то постоянную и строгую границу
между теми и другими методами невозможно. Иногда их при-
меняют параллельно', а иногда они сливаются в единый путь, кон-
цом которого является полная автоматизация операций, как это
имеет место, например, при эксплуатации автоматических ста-
ночных линий.
Как всегда, ведущую роль в этом деле играют заводы, вы-
пускающие главные средства механизации операций — станки,
и предприятия, изготовляющие универсальное оборудование для
механизации ручной работы при обслуживании станков (сред-
ства автоматизации управления, загрузочные и транспортирую-
щие устройства для деталей и т. п.). Однако изготовление спе-
циальных средств, как и надлежащая организация работы, явля-
ются собственными задачами для каждого машиностроительного
завода.
48
Модернизация станков
Обычно станочный парк завода обновляется медленно, поэто-
му доля станков новейших моделей в нем невелика. К модерни-
зации прибегают, чтобы сделать станок более современным во-
обще или лучше отвечающим условиям каких-либо определен-
ных операций.
Крупные изменения конструкции, например, с целью повы-
сить быстроходность станка и т. п., предпринимаются в исклю-
чительных случаях. Обыкновенно модернизация сводится к из-
менениям и дополнениям более доступным в условиях работаю-
щего завода и направлена главным образом на экономию
времени управления станком.
Например, у токарного станка заменяют винт поперечной
подачи суппорта новым, с большим шагом, что убыстряет руч-
ные перемещения суппорта; устанавливают на задней части суп-
порта второй резцедержатель, удобный при выполнении много-
переходных операций; снабжают пиноль задней бабки механизи-
рованным приводом; оснащают суппорт многоместной
поворотной державкой для инструментов (револьверизация то-
. карного станка) и т. п.
Автоматическое получение операционного размера (см. вы-
ше § 2) резко упрощает управление станком. Поэтому в 'Случа-
ях, когда предусмотренные технологическим процессом опера-
ция и станок не допускают такого способа получения размеров,
задачу избежания, по крайней мере, самого худшего — метода
пробных проходов и промеров, решают непосредственно в цехе
путем соответствующего дооборудования станка. В этом отноше-
нии (невозможность автоматического получения размеров) наи-
более характерны многопереходные операции, выполняемые на
токарных станках.
При токарной обработке предусматривают средства, упро-
щающие установку инструмента на размер. Например, если
снабдить станок лимбом повышенной точности (большего диа-
метра или специальной конструкции), то это может позволить
уменьшить число пробных проходов или вовсе от них отказать-
ся, т. е. перейти к обработке по лимбу. Более часто пробные
проходы и промеры избегают, снабжая станок упорами, ограни-
чивающими перемещения суппорта. Если жесткие упоры не
могут обеспечить нужную точность положения суппорта, преду-
сматривают упоры индикаторные. Упорами, как средством избе-
жания пробных проходов, широко пользуются и на других стан-
ках — карусельных, расточных и т. д. (с той же целью часто
применяют электромеханические и другие, так называемые, пу-
тевые выключатели, автоматически выключающие подачу).
В однопереходных операциях шлифования обычным путем
перехода'к автоматическому получению размера 'Служит снаб-
жение станка каким-либо устройством для измерения детали на
49
ходу станка. Такое устройство (одно из них показано на рис. 20)
позволяет непрерывно .следить за изменением размера в процес-
се обработки и своевременно выключить станок. Часто такой
прибор соединяют с механизмом выключения станка, и тогда
операция прекращается автоматически.
Многое из того, к чему стремятся при модернизации устарев-
шего станка, осуществлено в конструкциях более поздних выпу-
сков. Однако разнообразие операций велико, поэтому и сравни-
Рис. 20. Рабочая часть
устройства для из-
мерения размера на
ходу станка
тельно новый станок может нуждаться
в том или ином усовершенствовании; но чем
он новее, тем в большей мере усовершенст-
вование носит характер дополнений конст-
рукции (увеличение оснащенности), а не
конструктивных изменений.
В связи с общим ростом уровня механи-
зации современных станков (бесступенчатое
регулирование режима работы, безрукоя-
точное управление, повышение точности
отсчетных устройств, широкое оснащение
дополнительными принадлежностями и т. п.)
необходимо остановиться на одной новой
идее повышения их производительности, вы-
двинутой в станкостроении * и осуществляе-
мой пока в порядке модернизации станков.
В кратком изложении она представляется
следующей.
Станок не обладает абсолютной жесткостью, поэтому силы,
возникающие в процессе резания, вызывают взаимное упругое
перемещение (отжатие) детали и инструмента. При неизменной
установке инструмента на размер разная величина перемещения
означает разное взаимное положение детали и инструмента;
соответственно различными будут и размеры у деталей, прохо-
дящих операцию.
Первопричинами колебания величины упругого перемещения
являются неодинаковая жесткость станка по координате пере-
мещения инструмента (например, у центровых станков жест-
кость вблизи задней бабки меньше, чем у передней), неоднород-
ность материала деталей, колебания припуска на обработку
(глубины резания), износ инструмента. Сущность нового пред-
ложения заключается в оборудовании станка устройствами, по-
зволяющими управлять величиной упругого перемещения с тем,
чтобы сделать ее некоторой оптимальной постоянной, независи-
мой от указанных выше факторов. Трудности, связанные с непо-
средственным измерением текущей величины перемещения
и внесением соответствующих поправок в установку инструмен-
та, исключаются, если .принять в качестве регулируемого пара-
Станкоинструментальный институт, проф. Б. С. Балакшин.
50
метра величину.силы резания и изменять ее путем изменения
величины подачи.
Первым и непосредственным результатом такого регулирова-
ния процесса резания при обработке инструментом, установлен-
ным на размер, является уменьшение колебаний величины раз-
меров деталей (повышение точности обработки). Вторым — по-
вышение производительности, благодаря возможности вести об-
работку с подачей большей, нежели допустимая постоянная
подача; последнюю назначают, ориентируясь на худшие усло-
вия, следовательно, для большинства деталей она оказывается
заниженной. Кроме того, повышение точности позволяет допу-
скать больший износ инструмента, т. е. экономить время, связан-
ное с его подналадкой и заменой.
Повышение производительности особенно заметно и являет-
ся основной целью управления упругими перемещениями на опе-
рациях многопроходного шлифования. При таком шлифовании
постоянная подача не обеспечивает одинаковой глубины реза-
ния в каждом проходе. Вследствие нарастания натяга между
кругом и деталью глубина резания с каждым проходом увели-
чивается и, во избежание нарушения процесса, подачу прихо-
дится выбирать достаточной малой. Постоянная величина натя-
га позволяет обеспечить в каждом проходе глубину резания,
выбранную исходя из максимальной возможности шлифоваль-
ного круга.
Автоматическая загрузка станка
Автоматизация процесса переноса детали в рабочую зону
станка, установки и закрепления ее в приспособлении и снятия
после обработки (коротко — загрузки станка) требует сравни-
тельно сложных устройств, конструкция которых тесно связана
с формой и размерами детали, т. е. мало универсальна.
Эти два обстоятельства (сложность и малая универсаль-
ность) определяют возможную область применения таких
устройств. С одной стороны, автоматизация загрузки станка, тре-
бующего ручного управления, явно не имеет смысла. С другой
стороны, в станках-автоматах эта задача уже решена заводом,
выпустившим станок. Таким образом, основной областью воз-
можного применения автоматизации загрузки оказывается эк-
сплуатация станков-полуавтоматов * и, независимо от типа стан-
ка, все случаи непрерывной обработки деталей.
Оставление станкостроительными заводами на долю заводов
потребителей станков столь обширной области механизации опе-
рации) объясняется причинами, на которые уже указывалось
(см. § 1) — необходимостью обеспечивать сбыт своей продукции.
* Конечно, не только промышленного .изготовления, ио и любых, кото-
рые сам завод методами модернизации превращает в полуавтоматы.
51
В противоположность прутковым автоматам, универсальность
автомата с поштучной загрузкой деталей резко ограничивается
малой универсальностью загрузочного устройства. Конструкция
последнего в лучшем случае может быть рассчитана лишь на
определенный тип детали с возможностью регулировать ее (пере-
налаживать) в некотором интервале размеров. Из универсаль-
Рис. 21. Схемы загрузочных устройств:
а—магазинное: б—магазинио-бункерное; в—бун-
керное
ного полуавтомата станок
превращается в автомат
определенного назначе-
ния, для сбыта которого
нужен более точный адрес
в виде определенной от-
расли промышленности,
нуждающейся в больших
количествах деталей дан-
ного типа. Естественно,
что подавляюще большая
часть высокомеханизиро-
ванных станков строится
без загрузочных уст-
ройств, т. е. выпускается
в виде полуавтоматов об-
щего назначения. Выбор
способа загрузки остает-
ся за заводом, эксплуати-
рующим станок.
В магазинном загру-
зочном устройстве (схе-
ма а на рис. 21) запас де-
талей содержится в мага-
зине М, выполненном в
виде направляющего лот-
ка, трубы и т. п. Магазин
делается таким, чтобы детали помещались в нем и перемеща-
лись (под действием собственного веса или принудительно) в од-
ном и том же нужном положении. Для увеличения запаса дета-
лей (если это возможно и нужно) емкость входной части мага-
зина увеличивают (схема б).
В бункерном загрузочном устройстве (схема в) магазину
предшествует бункер (бункерное ориентирующее устройство —
Б), принимающий детали в любом положении (навалом) и пере-
дающий далее эти детали в магазин соответственно ориентиро-
ванными.
Конечным элементом загрузочного устройства является пи-
татель П, действующий в рабочей зоне станка. Рабочий орган
этого механизма переносит деталь из магазина в положение,
позволяющее вступить в работу приспособлению, устанавлива-
ющему и закрепляющему деталь на станке. Он же, когда это
52
предусмотрено, выносит обработанную деталь из рабочей зоны
станка.
Элементы загрузочного устройства монтируются на станке
и около станка — в зависимости от их размеров и конструкции.
Автоматизация загрузки станка, как и другие методы замены
ручного труда машинным, обязана вести к экономии общих за-
трат труда на выполнение операции. В данном .случае своеобра-
зие заключается в том, что автоматическое выполнение установ-
ки, закрепления и снятия детали само по себе выгод не прино-
сит. Например, установить деталь в приспособление не труднее,
чем поместить ее в магазин загрузочного устройства, к тому же
если питатель срабатывает не быстрее, чем это можно сделать
вручную, то время на загрузку детали даже увеличивается. По-
этому экономия труда может быть получена только вне дан-
ной операции, благодаря запасу деталей, который содержит
загрузочное устройство.
При ручном обслуживании полуавтомата периоды его рабо-
ты (машинное время) являются для рабочего периодами про-
стоя. Автоматическая загрузка позволяет во время работы стан-
ка создать запас деталей в загрузочном устройстве и осво-
бодить рабочего для выполнения другой работы в течение всего
времени, пока этот запас не будет нуждаться в пополнении.
Таким образом, область целесообразного применения
загрузочных устройств определяют два главных фактора:
1. Вид производства, или продолжительность непре-
рывной эксплуатации загрузочного устройства. В этом отноше-
нии (имея в виду сложность устройства и его монтажа) наибо-
лее благоприятны условия, допускающие не использовать ста-
нок для других операций (устойчивое массовое производство).
2. Запас деталей в загрузочном устройстве.
Величина запаса, выраженная временем, в течение которо-
го станок не нуждается в обслуживании, равна произведению
Моп, где N — запас деталей в штуках, a Ап — длительность опе-
рации. Для создания этого запаса нужно время Nta, где t3 —
время, потребное для того, чтобы поместить деталь в загрузоч-
ное устройство. Разность Ntoa — NtB представляет собой эконо-
мию рабочего времени на N деталей, а отношение Nt3 к ЛАои
(т. е. А: Ап). которое можно назвать относительной потерей за-
паса, определяет величину т] относительной экономии рабочего
времени:
Л=(1- —) 100%,
\ Ап/
Однако для оценки эффективности загрузочного устройства
важна не только относительная экономия рабочего времени, но
и абсолютная длительность периодов (ЛА0П— Nt3), из которых
она складывается, т. е. соотношение между величинами JV,
ton И t3.
53
Крупные детали (например, размером 300 мм в направлении
движения в магазине) помещают в магазин в небольшом коли-
честве (например, при М='1О длина магазина более 3 м). Если
Zon=2 мин и ^з=0,3 мин (деталь тяжелая), то
100=85%.
При N= 10 деталей величина запаса Nton—2'0 .мин, потери
-Nt3=3 мин. Экономия времени складывается из периодов по
17 мин. Это означает, что примерно через такие периоды за-'
пас нуждается в пополнении.
При прочих равных условиях, с уменьшением размеров де-
талей, появляется возможность увеличить N—-их количество
в магазине, однако с уменьшением размеров уменьшается и вре-
мя операции ton. Например, при М=50, £оп—0,Ги /3=0,05, эко-
номия времени составит ц = (1 —0,5) =50%, однако она будет
накопляться из периодов по 50 (0,1 —0,05) ='2,5 мин, которые
практически не всегда возможно использовать.
Таким образом оказывается, что для некрупных деталей ма-
газинные устройства в общем мало пригодны. Их применяют,
если детали возможно помещать в магазин не по одной штуке,
а пачками, стопками и т. п., в общем достаточно большими пор-
циями (уменьшается t3) или же, если операция имеет сравни-
тельно большую длительность (/Оп), обусловленную применяе-
мым процессом’ обработки (центровое шлифование, резьбофре-
зерование и т. п.).
Для небоящихся ударов небольших и особенно мелких дета-
лей наиболее эффективны бункерные загрузочные устройства.
Мелкие детали засыпают в бункер большими порциями, поэто-
му t3 получается очень малым, величина т] соответственно боль-
шой и, благодаря большому запасу деталей N в бункере, оказы-
ваются достаточно длительными периоды NtOTl—Nts. При
небольших размерах устройства и соответствующей его конст-
рукции не исключается и возможность замены одного устройства
другим, т. е. использование станка для разных деталей.
Таким образом, главную область целесообразного примене-
ния автоматизации загрузки составляют операции обработки
мелких и некрупных деталей, изготовляемых в больших количе-
ствах. Расширению этой области способствует выпуск соответ-
ствующими предприятиями наиболее употребительных элементов
загрузочных устройств, что дает возможность заводу приобре-
тать их готовыми.
Многостаночное обслуживание. Автоматические линии
Многостаночное обслуживание, т. е. одновременная работа
на нескольких станках, организуется при выполнении операций
с достаточно большой долей непрерывного машинного времени
54
в норме. Для работы станков без простоев необходимо, чтобы
непрерывное машинное время на одном станке tol перекрывало
(превышало) вспомогательное время tB2 на другом станке, а так-
же время /Пер на переходы от станка к станку:
/о1>^вг+ /пер и /о2>^в1 + 4тер-
Вспомогательное время уменьшают, повышая уровень меха-
низации операций, а также надлежащей организацией рабочего
места. Время на переходы от станка к станку уменьшают проду-
манным расположением станков.
1-й станок
2-й станок
3-й станок
3ра^чеКгао^
М Ручное бремя
@ Маш.и.нное бремя S3 Загрузка рабочего
ШШ Простой станков □ Наблюдение
Рис. 22. Циклограмма многостаночного обслуживания
Организация многостаночного обслуживания наиболее про-
ста, когда станки загружены одинаковыми операциями (группа
зуборезных, группа токарных полуавтоматов и т. п.). Более
сложно—если операции различны (в одной группе токарные,
шлифовальные и т. п.). Для оценки многостаночного обслужива-
ния составляют так называемую циклограмму (рис. 22). Такой
график наглядно показывает, как протекает работа, и позволяет
легко определить, что нужно сделать для ее улучшения.
Многостаночное обслуживание, естественно, не изменяет
производительность (выпускную способность) станков, но оно
резко увеличивает выработку на одного рабочего — производи-
тельность труда повышается.
Совместное использование технологических и организацион-
но-технических методов повышения производительности труда
широко представлено в автоматических станочных (поточных)
линиях. Такая линия представляет собой труппу полностью ав-
томатизированных станков, выполняющих несколько операций
технологического процесса. Характерным признаком всякой
автоматической линии станков является автоматическая, без
участия рабочего, транспортировка деталей от станка к станку
и автоматическая установка и закрепление детали на каждой
операции. Главным в обслуживании линии становится ее налад-
ка и поддержание работоспособности. Ручная работа сводится
лишь к загрузке деталей в начале линии и принятию их в конце.
55
Вначале автоматические линии создавались на базе действу-
ющего оборудования. На рис. 23 показана схема такой линии
конструкции И. П. Иночкина, построенной в 1940 г. на Волго-
градском тракторном заводе. Эта линия была составлена из
имевшихся на заводе станков, подвергнутых небольшим изме-
Яегпаль
Рис. 23. Автоматическая линия И. П. Иночкина
нениям. В настоящее время станкостроительные заводы изготов-
ляют (по особым заказам) наряду с отдельными специальными
станками и автоматические линии. При этом, как и при созда-
нии отдельных станков, широко используют принципы агрега-
тирования, что резко уменьшает и стоимость линии и время ее
изготовления.
§ 4. ЭКОНОМИЧЕСКАЯ ОЦЕНКА ОПЕРАЦИИ
Большой выбор разнообразных средств механизации позво-
ляет намечать много вариантов выполнения операции, равно-
ценных в чисто техническом отношении. Однако, будучи различ-
ными по степени механизации, эти варианты не будут равноцен-
ными по производительности пруда. Предположительно' лучшие
варианты намечают, руководствуясь общим положением о том,
что каждый шаг по пути сокращения длительности операции
(технической нормы времени), означающий уменьшение прямого
труда, требует более совершенной механизации операции, т. е.
увеличения труда прошлого.
Выбор варианта наиболее прост в условиях единичного про-
изводства. Здесь заведомо ясно, что вследствие малого количе-
ства деталей (малых затрат прямого труда на обработку всех
деталей) специальные средства механизации могут окупить се-
бя лишь в исключительных случаях и всегда должны быть мак-
симально простыми. По мере увеличения объема производства
возрастают и возможности применения все более совершенных
(но и более дорогих) специальных средств механизации. Выбор
наилучшего варианта усложняется, а последствия ошибочного
выбора становятся все более существенными.
Для объективной оценки намечаемых вариантов в необходи-
мых случаях прибегают к расчетам. При этом затраты труда по
56
каждому варианту исчисляют в денежном выражении, принимая
в качестве общего критерия для оценки вариантов величину
себестоимости выполнения операции.
В числе расходов, из которых складывается себестоимость
операции, имеется много категорий таких, которые не зависят
от способа выполнения операции: расходы на содержание зда-
ния цеха, освещение, содержание инженерно-технического пер-
сонала цеха и т. п. Чтобы упростить расчеты, эти одинаковые
для разных вариантов расходы не учитывают. Для сопоставле-
ния вариантов определяют только расходы, зависящие от спо-
соба выполнения операции, и называют их технологической себе-
стоимостью.
Технологическую себестоимость определяют на весь объем
производства (например, на годовую или месячную производ-
ственную программу) или же на одну обработанную деталь. Во
избежание ошибок расчет ведут по определенной методике,
к которой, в качестве приложения, разрабатывают нормативы
для расчета расходов по отдельным статьям себестоимости.
Общим в разных методиках расчета является то, что техно-
логическую себестоимость выражают в виде функции от пере-
менного объема производства. С этой целью пользуются тем, что
одна часть себестоимости Е всего объема производства П при
увеличении объема от /7=1 (одна деталь) до некоторого преде-
ла 77=/7пр возрастает прямо пропорционально объему П, а вто-
рая остается постоянной.
Расходы по первой части (связанные с заработной платой
рабочего, использованием универсального оборудования и т. п.)
называют текущими, или переменными, расходы по второй (свя-
занные с применением специального оборудования и др.) —еди-
новременными, или постоянными. При этом себестоимость Е
представляют (рис. 24) в виде
Е=УП+С,
где V — текущие (переменные) расходы, отнесенные к одной
обработанной детали;
С — единовременные (постоянные) расходы на весь объем
производства П.
При П>Ппр требуются новые единовременные расходы (по-
казаны штриховой линией на рис. 24).
Если отнести все расходы к одной детали, то ее технологиче-
ская себестоимость (рис. 25) будет
График этой зависимости (гипербола) показывает, что чем
больше объем производства П, тем меньше сказывается на се-
57
бестоимости детали увеличение этого объема. Участок А кривой
соответствует единичному производству, участок Б — серийному
и участок В — .массовому.
Рис. 24. Зависимость се-
бестоимости всего объе-
ма производства от ве-
личины объема
Рис. 25 Зависимость себестои-
мости одной детали от объема
производства
При сопоставлении двух вариантов операции преимущество
первого, с себестоимостью Е', перед .вторым, с себестоимостью
£", будет в том, что Е'<Е" или
У'П+С'<У"П + С",
откуда
п<
С" — с
V — V"
Этой формулой определяется объем производства (количест-
во деталей), при котором первый вариант будет выгоднее вто-
Qff_Q’
рого. Значение /7К= ——— называют критическим. При объ-
V — V"
еме производства П=ПК
Рис. 26. При /7=/7к се-
бестоимости Е' и Е" оди-
наковы
себестоимости двух сравниваемых ва-
риантов одинаковы (рис. 26).
Оценка вариантов, сделанная по
технологической себестоимости, пред-
отвращает грубые ошибки, но может
нуждаться в серьезных поправках (на-
личное оборудование и его загрузка,
согласование производительности с за-
данным тактом выпуска деталей
ит. д.). Кроме рассматриваемой опе-
рации, в цехе выполняется множество
других. Каждая из операций является
частичкой единого производственного
процесса, экономичная
щего согласования всех его частей.
организация которого требует надлежа-
Глава III
ТОЧНОСТЬ ОБРАБОТКИ
V § 1. ОСНОВНЫЕ понятия
Точность обработки детали. Каждая деталь машины харак-
теризуется геометрическими и другими параметрами (определя-
ющими химический состав и физико-механические свойства ма-
териала, вес, внешний вид детали и т. д.), которые конструктор
посчитает необходимым задать в чертеже и технических усло-
виях. Под точностью детали понимают степень соответствия ее
действительных параметров заданным параметрам. Сопоставляя
каждый из действительных параметров с заданным, получают
точность детали по этому параметру. Совокупность результатов
сопоставления по всем параметрам детали представляет собой
точность детали.
Обработкой на металлорежущих станках изменяют геомет-
рические параметры —соответственно и понятие «точность обра-
ботки» относится только к этим параметрам. Таким образом
точность обработки (детали)—это степень соответ-
ствия действительных геометрических параметров (детали) за-
данным параметрам.
Характеристики и категории точности обработки. При анали-
зе точности обработки удобно рассматривать форму детали,
иначе говоря — всю ее поверхность, как совокупность взаимо-
связанных простых поверхностей. Тогда все геометрические па-
раметры детали нетрудно разделить на две группы *:
а) параметры поверхностей, образующих форму детали;
б) параметры, определяющие взаимное положение этих по-
верхностей.
Последовательно рассматривая поверхности, для каждой из
них получим две характеристики точности обработки:
Первая характеристика — точность самой поверхности (по
размеру, по форме, по шероховатости).
Вторая характеристика — точность положения этой поверх-
ности относительно других поверхностей детали (по координи-
рующему размеру, по параллельности, перпендикулярности или
другим соотношениям).
Существуют три категории точности: а) заданная (требуе-
мая); 2) действительная; 3) ожидаемая (расчетная).
Если говорится о соответствии действительных параметров
заданным, которое требуется получить после обработки,—
значит речь идет о заданной, или требуемой точности.
Если говорится о соответствии, уже полученном после
обработки, — значит имеют в виду действительную точность.
* Исключение составляют некоторые сложнофасонные детали.
59
Если же подразумевается соответствие, которое предполо-
жительно или на основании расчетов можно ожидать после об-
работки,— значит имеют в виду ожидаемую, или расчет-
ную точность.
Точность обработки по размеру. Заданный размер. Большую
часть геометрических параметров детали задают в виде линей-
ных размеров. Кроме того, при анализе точности по параметрам,
заданным иначе, во многих случаях удобно заменять их линей-
ными размерами. Например, цилиндричность поверхности рас-
сматривают как условие одинаковости диаметров поверхности
(т. е. линейных размеров) во всех ее сечениях. Подобным обра-
зом часто поступают и в отношении угловых размеров, парал-
лельности и т. п. По этой причине методы количественной оцен-
ки точности и все вообще основные положения, относящиеся
к точности обработки, рассматривают прежде всего примени-
тельно к линейным размерам.
Из общего определения точности обработки вытекает, что
точность обработки по размеру — это степень соот-
ветствия действительного размера заданному.
Возникает вопрос, что такое «заданный размер»?
Размер, заданный однозначно, например, 20 мм, нельзя вы-
держать при обработке; возможно лишь в какой-то степени
(с какой-то точностью) приблизиться к нему. Поэтому каждый
размер задают не однозначно, а двумя его допустимыми пре-
дельными значениями: £згаах и Дэппп- Разность а между ними
называют допуском размера:
a=La max — L3 min.
Записывая размеры, руководствуются системами допусков,
другими условностями или особыми соображениями. Например,
запись предельных значений 19,8 и 19,9 может встретиться в ви-
де: 19,8+°л, 19,9_о,1, 19,85+0,05, 2OZo’,’ и т. д. Поскольку суще-
ствуют различные способы написания размеров, нельзя судить
по одной лишь записи о том, какое именно из значений размера
(одно из предельных, среднее или какое-либо иное) выполняет
роль заданного размера. Приходится оба заданных предельных
значения считать равно важными. Из этого ясно, что в совре-
менных условиях, когда размеры не задают однозначно, поня-
тие «заданный размер» стало условным. Это — краткое назва-
ние двух допустимых предельных значений действительного раз-
мера, которые задают в виде какого-либо номинального разме-
ра и его отклонений.
Действительный размер, полностью соответствующий (рав-
ный) одному из двух заданных предельных значений, будет со-
ответствовать второму предельному значению с точностью, рав-
ной интервалу между значениями. Оба предельных значения —
равноправны. Таким образом заданная точность размера («за-
данного размера») численно равна величине интервала между
во
заданными предельными значениями, т. е. допуску на «заданный
размер», как бы последний ни был записан в чертеже:
Та=а.
Очевидно, что в таких условиях выражения: «выдержать за-
данный размер»; «выдержать размер с заданной точностью» или
«выдержать заданную точность размера» означают одно и то
же, а именно: «сделать так, чтобы величина действительного
размера оказалась внутри интервала между заданными предель-
ными значениями — внутри поля допуска на «заданный размер».
Место внутри заданного интервала (или вне его), на кото-
ром оказалось действительное значение размера, не всегда без-
различно. Представление об этом месте должна давать величи-
на действительной точности. Кроме того, при проектирова-
нии технологических процессов и оснастки необходимо
предугадывать вероятное место, т. е. определять ожидаемую
(расчетную) точность.
Числовое выражение действительной н ожидаемой точности
обработки по размеру. Сопоставляя действительный размер £д,
определенный измерением (после обработки детали), с каждым
из двух предельных значений заданного размера, получим дей-
ствительную точность обработки Тх этой детали:
^л1 = ^"д max’ Tl£=LIl ^3mW
Эти два результата являются полным и исчерпывающим чис-
ловым выражением действительной точности обработки одной
детали. Вместе с тем нетрудно убедиться, что такое сопоставле-
ние лишено необходимой наглядности, так как геометрический
смысл двух получаемых чисел (например, 7'*1==___0,1; 712=0,2)
становится ясным не сразу.
В некоторых случаях, например, при наладке станка и до-
вольно часто при контроле детали, нужно знать оба или, по
крайней мере, одно из этих чисел. Для других, более общих це-
лей, удобнее сопоставлять LR со средним значением заданного
размера L3. ср, получая результат (рис. 27) в виде одного чис-
ла ц:
= ^-д ^з ср — Р* •
Правомерность такого сопоставления объективно подтверж-
дается тем, что этот результат является средним арифметиче-
ским из значений и Т\ъ- В самом деле:
I Т"^
Д1 ' д2 __(Lr L3 щах) 4~ Ид — min) __
2 2
__/ ^-з max L3 min / г
— ЬД ~ L3 ср — И-
61
Рис. 27,- К понятию о
действительной точно-
сти обработки одной де-
тали:
заданный размер 60Х8 (~о’б):
LH — номинальное значение
размера
Получение наглядного числового выражения действительной
точности партии деталей 7^ сопряжено с рядом трудностей. По-
следние обусловлены тем, что вследствие нестабильности усло-
вий операции размеры обработанных деталей получаются неоди-
наковыми: возникает так называемое рассеивание размеров.
Величину v этого .рассеивания представляет разность между
наибольшим Адтах и наименьшим
Lrшт размерами деталей в партии:
О = Ад щах Ад mln*
Для определения А" необходимо со-
поставлять с предельными значениями
заданного размера все действительные
размеры, получившиеся в партии. Что-
бы избежать связанных с этим труд-
ностей пользуются различными упро-
щающими приемами и условностями.
Наиболее характерными из них яв-
ляются следующие.
1. Графическое изображение дейст-
вительной точности — построение так
называемых кривых, распределения, то-
чечных диаграмм и т. п. Этот трудоем-
кий прием носит характер исследова-
ния и оправдывается, когда о точности
партии требуется получить наиболее
полное и наглядное представление (см. далее § 3).
2. Оценка точности партии только по точности ее крайних
размеров Адтах и Адт1п. При таком упрощении действительную
точность партии можно выразить только четырьмя числами:
А"1= Д шах ^3 max
Дд2 = ^Д min L3 max
1 дЗ = ^д max ^3 min
гутП 1 д4 = ^Д min ^3 min.
по
по
max’
^3 min'
Существование такого упрощения оправдывается тем, что во
многих случаях первоочередной интерес представляют именно
крайние значения размеров. Из четырех чисел чаще необходимы
первое и последнее (результаты сопоставления Адтах с Азтах
и Ад min с Аз mln) -
3. Прибегают к условности, называя действительной точно-
стью обработки партии деталей величину v рассеивания разме-
ров, т. е. считают
K=v.
62
Основанием для такой условности служит аналогия с задан-
ной точностью обработки. Интервал L3max— Лзт1п=а (допуск),
в котором должны лежать действительные размеры, представля-
ет собой заданную точность размера. По аналогии интервал
^дтах—Ьдтт называют действительной точностью. Благодаря
однозначности величин а и и их легко сопоставлять друг с дру-
гом. Поэтому такая условность широко принята и в практике,
и в технической литературе.
Однако рассеивание размеров V, являясь как бы мерой ста-
бильности условий операции, не является действительной точ-
ностью обработки деталей. На-
пример, получив о=0,2 мм, мы
еще не знаем действительной
точности деталей. Величину v
можно было бы назвать точ-
ностью . действитель-
ных размеров деталей
в партии (результат сопостав-
ления действительных разме-
ров между собой), но это не
действительная точность дета-
лей по заданному раз-
меру, так как последний
в сопоставлении не участ-
Рис. 08. К понятию о действитель-
ной точности обработки партии
деталей
вует.
Сказанное выше подтверждается и тем, что в результате об-
работки требуется выдержать заданную точность, не только со-
блюдая условие но кроме того, обеспечивая для каждой
детали партии выполнение условия Сзтах^г£д^£зга1п. Поэтому,
кроме величины V, в качестве дополнительного критерия дейст-
вительной точности в необходимых случаях нужно учитывать
еще и положение поля v относительно поля а, например, в виде
величины ц смещения середины поля рассеивания относительно
середины поля допуска а (рис. 28).
Таким образом, действительная точность обра-
ботки партии деталей у'" численно выражается в е л и-
чиной поля о рассеивания действительных размеров и ве-
личиной ц смещения этого поля относительно среднего значе-
ния заданного размера.
Если «партия» состоит из одной детали, то о=0 и TnR=T\=^
(см. выше о Ед).
Выбирая средства для достижения заданной точности обра-
ботки, необходимо с достаточной достоверностью предуга-
дывать величину действительной точности, которую обеспе-
чат эти средства. Отсюда неизбежно возникает понятие об ожи-
даемой (расчетной) точности обработки.
Вследствие невозможности предвидеть, какое именно сочета-
ние переменных факторов сложится при обработке каждой от-
63
дельной детали, метод определения ожидаемой точности для
одной детали и для партии деталей — один и тот же. Расчет
сводится к нахождению вероятной величины бг поля рассеива-
ния действительных размеров. Найденное поле 6s можно свя-
зать с любым значением размера, в том числе' и со средним зна-
чением L3. сР заданного размера. Поэтому степень соответствия
ожидаемого действительного размера (или размеров) заданному
размеру может непосредственно выражать сама величина б в-
Если забыть о действительной точности обработки Г’ одной
детали (значит и о том, что каждая деталь из партии имеет
свою точность) и о втором критерии р. действительной точности
партии деталей (т. е. вместо действительной точности обработки
по заданному размеру иметь в виду точность действительных
размеров — см. выше), то получается простое и потому обще-
принятое соотношение между различными категориями точности
обработки:
Заданная точность равна допуску на заданный размер
Т3=а.
Действительная точность равна действительному рассеиванию
размеров
Расчетная точность равна ожидаемому (расчетному) рассеи-
ванию
Не только линейные размеры, но и все вообще параметры
и показатели качества детали (угловые размеры, вес, твердость
материала и т. д., отсутствие овальности, биения, непараллель-
ности и т. п.) защищают допусками. Поэтому изложенный вы-
ше подход к оценке точности обработки по линейному размеру
нетрудно распространить и на другие геометрические парамет-
ры, а с некоторыми несущественными дополнениями — и на по-
казатели качества.
Погрешность обработки. Имея в виду числовое выражение
точности, не всегда удобно называть его точностью, ибо нужно
помнить: число больше — точность меньше (хуже). Употребляя
термин «неточность» или «погрешность», избегают этого: число
больше — погрешность (неточность) тоже больше. В то же вре-
мя нельзя избежать и термина «точность», так как слова «по-
грешность» и «неточность» имеют негативный смысл, вследствие
чего плохо звучат выражения типа «заданная неточность», «до-
стигнута заданная погрешность» и т. п.
Таким образом, термины «точность обработки» и «погреш-
ность обработки» употребляются параллельно. Можно считать,
64
что «погрешность обработки» является названием числового
выражения точности обработки. Все изложенное выше о точно-
сти можно перефразировать по отношению к погрешности.
§ 2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ДЕЙСТВИТЕЛЬНУЮ
ПОГРЕШНОСТЬ ОБРАБОТКИ .
Общий обзор
В отличие от погрешности обработки, факторы, под не-
посредственным влиянием которых она возникает, называются
производственными погрешностями. _
Факторов, влияющих на погрешность обработки, можно
назвать и много, и мало — это зависит от уровня их детализа-
ции. Если, например, назвать «овальность шейки шпинделя
станка», то при таком уровне детализации всех факторов общее
их количество окажется чрезвычайно большим. Если назвать
«неточности станка», то другие факторы придется назвать столь
же укрупненно и общее количество их будет меньшим, а если
«качество станка», то еще меньшим.
Производственные погрешности весьма разнообразны по сво-
ей природе (геометрические, силовые, кинематические и т. д.),
месту, занимаемому в процессе выполнения операции, и другим
признакам. К тому же в одних операциях наиболее существен-
ными оказываются одни факторы, а в других—иные. По всем
этим причинам установить соподчиненность производственных
погрешностей невозможно, и какой-либо общей классификации
их не существует *. Перечисляя эти погрешности применительно
ко всем встречающимся операциям или же к определенной груп-
пе операций, или даже рассматривая одну операцию, в каждом
случае производственные погрешности группируют так, как это
лучше отвечает решаемой задаче. Нижеследующий обзор име-
ет целью дать общее представление о факторах, влияющих на
погрешность обработки.
Неточности станка. На погрешность обработки могут влиять:
а) биение шпинделя; б) непрямолинейность направляющих -ста-
нины, суппорта, рабочего стола; в) неперпендикулярность оси
шпинделя и направляющих; г) зазоры в сопряжениях деталей
и узлов станка и т. п.
Допустимые неточности новых станков регламентируются
нормами точности (ГОСТами), на основании которых произво-
дится их приемка. Для станков, выходящих из ремонта, уста-
новлено три класса точности. Основной класс Н соответствует
точности новых станков. Класс П охватывает станки понижен-
ной точности. В третий гласе Г входят станки низкой точности,
предназначенные для грубых операций.
* Подробно — см. В. -П. Фираго. Основы расчета точности обработки при
проектировании станочных приспособлений. Оборонгиз, 1969.
3 1368 65
Неточности приспособления. Приспособление, связывающее
обрабатываемую деталь со станком, имеет свои неточности, до-
пущенные при его изготовлении; многие из них могут увеличи-
ваться вследствие износа. Особое значение имеют: а) неточности
элементов, устанавливающих обрабатываемую деталь; б) неточ-
ности поверхностей корпуса, которыми приспособление устанав-
ливается на станке; в) неточности элементов, определяющих
положение инструмента.
Допустимые неточности рассчитывают при проектировании
приспособления и ограничивают на рабочих чертежах его дета-
лей соответствующими допусками.
Неточности режущего инструмента. Особенно существенны не-
точности мерного инструмента (зенкеры, развертки, метчики,
протяжки и т. п.) и профильного (фасонные резцы, фрезы, шли-
фовальные круги и т. п.). От диаметра мерного инструмента
непосредственно зависит диаметр обработанной поверхности,
а от неточностей профильного— погрешности размеров обрабо-
танного профиля.
Допустимые неточности изготовления инструментов регламен-
тированы ГОСТами. В необходимых случаях их рассчитывают
(встречается при проектировании специального инструмента
и специальных приспособлений для инструментов).
Для всех инструментов очень существенным фактором явля-
ется износ режущей части в направлении выдерживаемого при
обработке размера детали, так называемый размерный износ
инструмента.
Неточности детали. Деталь (полуфабрикат), поступающая на
данную операцию, имеет погрешности обработки, возникшие при
выполнении предшествующих операций. В данной операции эти
допущенные ранее погрешности обработки выступают уже в роли
производственных погрешностей и могут влиять на погрешность
обработки, получающуюся в этой операции.
Вследствие неодинаковой действительной точности поступаю-
щих на операцию деталей, поверхности каждой из них будут
занимать в рабочей зоне станка свое положение, отличающееся
от положения, которое займут одноименные поверхности других
деталей. Поэтому положение обработанной поверхности относи-
тельно необработанных у каждой детали будет своим.
Таким образом, неточности детали непосредственно влияют
на вторую характеристику точности обработки (точность по раз-
меру, координирующему обрабатываемую поверхность, по парал-
лельности и другим соотношениям).
Допустимые неточности детали в каждой операции техноло-
гического процесса устанавливают при разработке процесса.
Деформации станка, приспособления и инструмента. Под
влиянием сил резания в станке возникают упругие деформации
двух видов:
66
а) деформации деталей и узлов станка в местах их соеди-
нений — деформации стыков (отжатие шпинделя, стола, суппор-
та и т. п.);
б) деформации тела деталей (прогиб станины, шпинделя
и т. п.).
Подобные же упругие деформации испытывает приспособле-
ние, на которое, кроме сил резания, действуют силы, появляю-
щиеся при закреплении ;в нем детали.
Деформации, изменяющие взаимное положение детали и ре-
жущих кромок инструмента, приводят к возникновению погреш-
ности обработки.
Известно, что жесткость станка является одним из главных
факторов, влияющих на первую характеристику точности обра-
ботки (точность обработанной поверхности). Зависит она преж-
де всего от конструкции станка и затем от качества его изго-
товления. Однако для станков, находящихся в эксплуатации,
норм жесткости не существует.
Отдельный от других факторов учет влияния деформаций
станка на погрешность обработки представляет собой чрезвы-
чайно сложную и громоздкую экспериментально-расчетную за-
дачу. Деформации'станка учитывают совместно с другими фак-
торами (см. далее о статистических методах).
Иногда значительная погрешность обработки бывает следст-
вием деформаций инструмента. Например, при сверлении длин-
ных (глубоких) отверстий наблюдается искривление (увод)
сверла, что приводит к искривлению оси отверстия.
С недостаточной жесткостью станка, приспособления и инст-
румента связано возникновение вибраций при обработке и увели-
чение шероховатости обработанной поверхности.
Деформации детали. Этот фактор приобретает особое значе-
ние для нежестких деталей: длинных валов, тонкостенных цилин-
дров,, колец и т. п. Деформации детали вызываются силами за-
жатия при ее закреплении и силами резания в процессе обра-
ботки.
На рис. 29 и 30 показаны примеры влияния этих сил на по-
грешность обработки цилиндрической поверхности.
V Температурные деформации. Изменение температуры станка,
приспособления, инструмента и детали Может быть весьма су-
щественным фактором. Разогревание станка после начала рабо-
ты приводит к изменению взаимного положения его органов,
несущих деталь и режущий инструмент, и, .следовательно, может
быть причиной погрешности обработки. Обычно перед выполне-
нием точной операции станку дают некоторое время прогреться
на холостом ходу.
Нагревание детали в процессе обработки сказывается на по-
грешности обработки тем больше, чем больше выдерживаемый
размер и коэффициент линейного расширения материала дета-
ли. Для уменьшения погрешности деталь охлаждают. При ре-
3*
67
зании без смазочно-охлаждающей жидкости в необходимых
случаях (например, при обработке крупных деталей из алюми-
ниевых сплавов) деталь охлаждают, обдувая ее сжатым воз-
духом.
Нагревание детали может ска-
зываться на погрешности обра-
ботки не только непосредственно,
но и косвенно. На рис. 31 пока-
Рис. 30. Бочкообразность вала
в результате прогиба при об-
тачивании
Рис. 29. Влияние деформаций,
вызванных силами зажатия при
закреплении, на точность обра-
ботанного отверстия втулки
вают напряжения, существующие в
Рис. 31. Вогнутость гильзы в резуль-
тате деформаций от нагревания при
шлифовании
зана схема шлифования тонкостенной гильзы. Удлинение детали
в процессе обработки, которому препятствует зажим, может
вызвать выпучивание ее, и после охлаждения гильза получит
так называемую корсетность.
\) Деформации от внутренних напряжений. Внутренними назы-
материале детали при отсут-
ствии каких-либо внешних
нагрузок. Эти напряжения
возникают в процессе из-
готовления заготовок и
при механической обработ-
ке. Внешне они ничем
себя не проявляют, так как
взаимно уравновешиваются.
Однако снятие слоев метал-
ла при обработке нарушает
это равновесие. Происходит
перераспределение напря-
жений до нового их уравно-
вешивания, вследствие чего
форма обработанной поверх-
ности и детали в целом мо-
жет исказиться.
Уменьшают внутренние
напряжения соответствую-
щей термообработкой, а их
влияние — правильным разделением технологического процесса
на этапы.
Неточности установки инструмента на размер. Устанавливая
инструмент, невозможно придать ему ни одно однозначно задан-
68
ное положение, а заменяя затупившийся инструмент, нельзя при-
дать новому точно такое же положение, какое занимал преж-
ний. Неточность установки инструмента на размер непосредст-
венно влияет на величину размера.
Неточности измерения размера. Эти неточности являются
следствием неточностей измерительного инструмента или прибо-
ра и неточностей, сопутствующих процессу измерения (ошибки
в настройке прибора, отсчете показаний инструмента и т. п.).
Поскольку об истинной величине размера судят по результату
измерения, ошибка в этом результате выступает в роли произ-
водственной погрешности-—‘.всегда является одним из факторов,
влияющих на погрешность обработки.
\/ Методы исследования
Существуют два принципиально различных метода исследо-
вания рассмотренных выше факторов — статистический и экспе-
риментально-аналитический.
Статистический метод отличается прежде всего тем, что
позволяет оценивать влияние сразу '.всей совокупно-
сти факторов, действующих в условиях исследуемой опера-
ции. В основе метода лежит измерение действительных разме-
ров деталей после обработки. Результаты измерения системати-
зируют, чтобы представить их в виде графика. График наглядно
показывает действительную погрешность обработки деталей
и позволяет делать некоторые .выводы о том, какого рода факто-
ры ее вызвали.
В противоположность этому экспериментально-ана-
литический метод характерен прежде всего тем, что позво-
ляет оценивать влияние каждого фактора в отдельно-
сти. В его основе лежит анализ операции с тем, чтобы выявить
эти'факторы и найти математическую зависимость между .значе-
нием фактора и вызываемой им долей погрешности обработки.
Для получения некоторых данных могут быть необходимы и спе-
циально поставленные эксперименты.
Оба метода существуют одновременно, и в принципе приме-
нимы к любой операции. Однако если целью исследования явля-
ется накопление материалов, необходимых, для того, ч.тобы
в практической работе правильно определять ожидаемую точ-
ность при автоматическом получении размеров, то окажется, что
целесообразность применения того или иного метода зависит от
условий операции и что каждый из методов имеет свою основную
область применения.
Например, использовать статистический метод для исследо-
вания операции, схема которой показана на рис. 32, а (размер
Л) совсем не имеет смысла. Здесь в совокупность факторов,
влияющих на размер А, будет входить Погрешность диаметра
валика, зависящая от допуска а, выдерживавшегося в предшест-
69
вующей обработке. Как и другие производственные погрешности,
допуск а будет вносить в погрешность размера А свою долю
(условно показанную полем Р), которую статистический метод
не позволяет выделить. Следовательно, результаты исследования
будут лишены главного—они не получат достаточно широкого
использования при проектировании других операций, так как
допуски на валики (цилиндрические поверхности) бывают самы-
ми различными.
Рис. 32. К применению методов исследования:
а, б—односторонняя обработка; в, г—круговая и двусторонняя обра-
ботка
Нецелесообразность применения статистического метода к
исследованию показанной операции подчеркивается и тем, что
несложный анализ позволяет легко найти математическую зави-
симость . между допуском а и долей, которую он может
внести в погрешность размера А:
Р=0,5 а.
Иное дело-—внешне похожая операция, показанная на
рис. .32, б. В этой операции, как и для размеров d и В в схемах
в и а на рис. 32, вообще отсутствуют факторы, легко поддаю-
щиеся анализу. В совокупности факторов главное место зани-
мают неточности станка, неточности инструмента, его износ
и ошибки в установке на размер, деформации и другие факторы,
непосредственно связанные с применяемым процессом резания
(методом обработки). Раздельное изучение этих факторов в рам-
ках одной конкретной операции (определенный станок, инстру-
мент, деталь.и т. д.), разумеется, нецелесообразно. Распростра-
нение же исследований на широкую область требует громадной
экспериментальной работы. Такая работа начата несколько де-
сятилетий тому назад, но еще и сейчас нет надежды на то; что
она принесет заметные результаты. Надо считать, что для подоб-
ных операций безусловно предпочтителен статистический метод
исследования.
Понятно, что отказ от аналитического метода, позволяющего
вскрывать механизм действия факторов и ясно видеть возмож-
ные пути управления ими, является вынужденным. Однако об-
ласть, в которой аналитическое исследование невозможно или
наталкивается на значительные трудности, велика — вся она
остается на долю метода статистического.
70
Делая общие выводы, надо заключить:
1. Основная область применения статистического метода—•
исследование факторов, связанных с методом обработки поверх-
ности, в условиях, когда эти факторы являются практически
единственными, влияющими на операционный размер (схемы
б, в, г на рис. 32 и т. п.).
2. Основная область применения аналитического метода —
исследование производственных погрешностей, связанных с са-
мой обрабатываемой деталью и приспособлением для ее уста-
новки на станке. Здесь нет надобности в экспериментах (метод
йз экспериментально-аналитического превращается в просто ана-
литический), так как величины производственных погрешностей
(допуски на размеры детали, выдерживавшиеся в предществу-
ющ?й обработке, и допуски на элементы приспособления) всегда
известны.
3. Метод обработки служит главным средством, обеспечива-
ющим первую характеристику точности обработки поверхности
(точность самой поверхности), а приспособление для детали —
главным средством, обеспечивающим вторую (точность положе-
ния поверхности). В связи с этим можно заключить: статисти-
ческий метод является главным методом исследования пер-
вой характеристики точности, а аналитический — главным
методом исследования второй.
J §3. СТАТИСТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
ДЕЙСТВИТЕЛЬНОЙ ПОГРЕШНОСТИ ОБРАБОТКИ
Распределение размеров в поле рассеивания
Статистический метод дает возможность не ставить специаль-
ные эксперименты, заменяя их наблюдениями непосредственно
на производстве. При этом нужно лишь регламентировать усло-
вия операции и считаться с законом больших чисел, на основе
которого делают выводы при всяких статистических исследова-
ниях. Согласно этому закону при увеличении числа наблюдений
над однородными явлениями частость появления какого-либо
события в прошлом приближается к вероятности появления его
в будущем *.
Сказанное означает, что не всякое измерение размеров мож-
но положить в основу выводов о погрешности обработки. Напри-
мер, величина рассеивания у=0,1 мм, полученная после обра-
ботки партии из 30 деталей, является критерием погрешности
обработки, безусловно достоверным для данной партии.
Но эта величина будет неправильной (мало достоверной), если
* Частостью (относительной частотой) называют отношение числа
случаев т, когда событие наблюдалось, к общему числу п сделанных на-
блюдений: вероятностью — отношение числа случаев благоприятствую-
щих данному событию, ко всему числу возможных случаев. Вероятность до-
стоверного события равна единице (100%), невозможного — нулю.
71
принять ее в качестве норматива, так как число обработанных
деталей (число наблюдений) слишком малое *.
Применяя статистический метод к оценке погрешности обра-
ботки партии деталей, выявляют не только величину v поля рас-
Рис. 33. Различные распределе-
ния 17 размеров в поле рас-
сеивания
сеивания, но и характер распре-
деления размеров в этом поле.
На рис. 33 изображены четыре
погрешности обработки (четырех
партий по 17 деталей), одинако-
вые по величине поля рассеива-
ния v, но с различным распреде-
лением размеров внутри поля.
Ясно, что эти погрешности не
равноценны и влияние вызвав-
ших их факторов было различ-
ным.
Знание характера распределе-
ния дает полное представление
о получившейся погрешности обработки. Учитывая характер рас-
пределения, возможно правильнее решать многие задачи, тре-
бующие определения ожидаемой точности обработки.
Метод кривых распределения
Построение кривой распределения. Большое число размеров,
среди которых всегда получается много практически одинако-
вых, затруднительно изображать так, как это сделано на рис. 33.
Кроме того, такое изображение ограничивает возможности ма-
тематического анализа распределения. Лучшее представление
дает кривая распределения размеров (рис. 34).
Получившееся поле рассеивания v разделяют на некоторое
число k равных интервалов -и в выбранном масштабе изобра-
жают на оси абсцисс (х—х). Подсчитывают называемое часто-
той количество m размеров (деталей), попавших в каждый из
интервалов (mb m2,..., m/,). Выбирают масштаб по оси ординат
(У — У) и из середины каждого интервала откладывают соответ-
ственную частоту в виде отрезка. Соединяя концы отрезков, по-
лучают ломаную линию, называемую практической кривой
распределения.
Если бы количество обработанных деталей было безгранично
велико, то соответственно безграничным могло быть и число ин-
тервалов. Тогда ломаная линия превратилась бы в плавную кри-
вую и изображала бы -за кон распределения размеров.
Площадь под кривой распределения представляет в соответ-
ствующем масштабе все число п измеренных размеров, т. е. все
количество деталей в партии (m} +т2+... . + mh=n). Часть этой
* В теории такую величину, в отличие от -истинного поля рассеивания,
называют размахом распределения.
72
площади, соответствующая какому-либо интервалу между дву-
мя размерами, выражает количество размеров (деталей) в этом
интервале (см. заштрихованные прямоугольники на рис. 34).
Рис. 34. Кривая распределения размеров
Показанная кривая построена по результатам измерения
диаметров у партии (/г=200 шт.) валиков, прошедших опера-
цию бесцентрового шлифования. Исследование имело целью
выявить действительную
точность обработки этой
партии по заданному раз-
меру ф 80_0j02. Построение
выполнено ' так, что непо-
средственно видно не толь-
ко распределение размеров
(деталей) в поле рассеива-
ния, но и их распределение
в поле допуска на заданный
размер (6 деталей оказа-
лись браком).
При выбранном масшта-
бе построения форма кривой
распределения зависит толь-
ко от разности значений
размеров. Поэтому кривую
можно строить, приняв за
начало координат любое
произвольно взятое значение
Рис. 35. К 'построению кривой рас-
пределения
размера. В исследованиях, связан-
ных с определенным заданным размером, принимают за начало
координат среднее значение Lsxv этого размера — таким обра-
зом достигается наибольшая наглядность (см. рис. 34). В дру-
73
гих случаях начало может быть иным. На рис. 35 показана кри-
вая с началом координат в середине поля рассеивания.
Параметры кривой. Кривая нормального распределения. Кри-
вую распределения характеризуют следующие главные пара-
метры (рис. 35).
Поле рассеивания размеров. Величина его
О = Лд щах — min-
Центр группирования отклонений. Положение
его в поле рассеивания соответствует среднему значению дейст-
вительных размеров:
т + Lnim-i + • • + Ад птк
п
Заметим, что, не зная характера распределения, мы вынуж-
дены считать
J ___Lg max + Ад min
^д.ср— 2
что правильно только при совпадении центра группирования
с серединой поля рассеивания, т. е. для симметричных кривых.
Абсолютная не симметрия. Этот параметр характе-
ризует несимметричность кривой. Величина его е представляет
собой смещение центра группирования с середины
поля рассеивания:
_ , т max "Ь Ад min
дср 2
Среднеквадратическое отклонение размеров
от центра группирования (от £д. Ср)
а -|//~(Ад1 — Ад.ср)2 4- (Ад2 — Ад-ср)2 m2 -1- • • + (Ад к — Ад.ср)2 тк
В статистических исследованиях этот параметр играет особо
важную роль.
* Во-первых, величина а правильнее, чем величина поля v, ха-
рактеризует интенсивность рассеивания. Например, поле v у кри-
вой 1 на рис. 36 больше, чем у кривой 2. Однако считать это
признаком меньшей стабильности условий первой- операции бу-
дет не совсем правильным. Хотя vi>v2, но количество размеров,
лежащих вблизи центра группирования, в первом случае больше,
чем во втором (с^Сстг).
Во-вторых, параметром ст широко пользуются при переходе
от практических кривых к законам распределения и сопоставле-
нии законов. Практические кривые получаются в виде ломаных
линий, имеющих не вполне правильную форму. Использовать их
для вывода общих закономерностей затруднительно. Поэтому их
заменяют подходящими «теоретическими» кривыми, изображаю-
4
щими вполне определенные законы распределения, задаваемые
математическими уравнениями y=f(x). Для удобства сопостав-
ления практической кривой с теоретической обе кривые строят
в одинаковом масштабе. При этом вся площадь под кривой чис-
ленно равна единице (100% деталей). Часть этой площади, соот-
ветствующая некоторому интервалу отклонений, измеряет час-
тость (а при переходе от практической кривой к закону распре-
деления — вероятность) попадания отклонений в этот интервал.
Рис. 37. Кривая нормального рас-
пределения
Рис. 36. Крагвые распределения
С Vi>V2 И О.,<02
В-тр ет ьих, величина о является единственным параметром,
определяющим форму так называемой кривой нормального
распределения (закона Гаусса), имеющей особенное значение,
так как к ней иногда очень близко подходят практические кри-
вые (рис. 37).
Уравнение этой кривой в координатах с началом в центре
группирования имеет вид
1 2о1 2
//-—= е ,
w с /2л
где е — основание натуральных логарифмов (е=2,718 ...).
Кривая асимптотически приближается к оси абсцисс. Она
имеет две точки перегиба — на расстоянии +о и —а от центра
группирования. При таком законе распределения 25% всех дета-
лей партии находится в интервале х=±О,Зсг; 50% —в интерва-
ле х=±0,7 ст; 75% — в интервале х=±1,1 о; 99,73% —!в интер-
вале ±3о. В связи с этим считают, что практически все поле
рассеивания находится в интервале ±3 о (ошибка составляет
лишь 0,27%), т. е. принимают
О = Гд тах — Лд mtn = 6cF.
Чтобы избежать интегрирования, необходимого при подсчетах
площади отдельных участков, составлены таблицы заранее вы-
численных значений интегралов.
75
Виды погрешностей обработки партии деталей. Каждый закон
распределения возможно рассматривать как закон распреде-
ления размеров и как закон распределения погрешно-
стей (рис. 38).
Если поместить кривую в систему координат, началом кото-
рой (О) служит действительный нуль (схема а) —она будет
кривой распределения размеров. Но если за начало принять лю-
бое иное значение размера (некое L), то можно находить все
°)
Д ТПУП
дтп ах
Рис. 38. Кривые .распределе-
ния:
а—размеров; б—погрешностей АД;
в—п огр ешностей обработки
другие размеры через их отклонения
от этого размера.
Во втором случае (схема' б)
каждое такое отклонение ДА пред-
ставит собой величину несоответст-
вия отвечающего ему размера
(А+ДЛ) размеру L, принятому за
нулевой, т. е. явится погрешностью
размера L. Значит кривая будет
представлять собой закон распреде-
ления погрешностей размера L. Ес-
ли же в качестве нулевого принять
среднее значение L3.cp заданного
размера (схема в), то каждое зна-
чение абсциссы представит собой
значение погрешности обработки детали — кривая станет за-
коном распределения погрешностей обработки
деталей, входящих в партию.
Применяя метод кривых распределения к изучению погрешно-
сти обработки партии деталей, различают три «чистых» (теоре-
тических) вида этих погрешностей: а) постоянные; б) закономер-
но-изменяющиеся; в) случайные.
Погрешность партии деталей называют постоянной, если
погрешности деталей, входящих в партию, одинаковы. Такая по-
грешность получилась бы под действием факторов, неизменных
(постоянных) в течение обработки всей партии. У постоянной
погрешности поле рассеивания равно нулю (рассеивание отсут-
ствует, рис. 39, а).
Погрешность партии деталей называют закономерно-
изменяющейся, если по ходу обработки партии можно ви-
деть закономерность в изменении погрешностей деталей. У такой
погрешности партии форма кривой распределения зависит от
закона изменения общего действия факторов, вызывающих по-
грешность.
На рис. 39, б, в, г показаны формы «кривых» распределения
(теоретические законы), получающиеся при закономерном изме-
нении (во времени обработки партии) общего действия факто-
ров: б — при равномерно возрастающем действии факторов (за-
кон равной вероятности); в — при замедленно возрастающем —
по параболе второй степени (закон равномерно возрастающей
76
вероятности); г — при замедленно возрастающем в течение пер-
вой половины времени и ускоренно возрастающем в течение
второй — по параболам второй степени (распределение по треу-
гольнику — закон Симпсона).
Постоянные и закономерно изменяющиеся погрешности но-
сят общее название систематических погрешностей.
Погрешность обработки партии называют случайной, если
в ходе обработки партии видимая закономерность изменения
погрешностей деталей отсутствует. При этом ни величину, ни
Рис. 39. Виды погрешностей обработки партии
деталей:
а—постоянная погрешность; б, в, г—закономерно-изменя-
ющнеся погрешности; д—случайные погрешности с раз-
личной величиной ст
направление погрешности какой-либо из деталей нельзя заранее
определить. Такая погрешность получилась бы под действием
одного или нескольких случайных факторов, т. е. таких, которые
сами изменяются случайно, или же под влиянием большого чис-
ла однородных (примерно одинаковых по влиянию) переменных^
факторов, хотя бы каждый из них и был не случайным. Кривая*
распределения случайной погрешности является кривой нор-
мального распределения (см. рис. 39, б).
На практике ни одна из этих «чистых» погрешностей партии
получиться не может. Постоянная или закономерно-изменяю-
щаяся не могут получиться потому, что на действие крупного
постоянного или закономерно-изменяющегося фактора обяза-
тельно накладывается действие множества мелких переменных
факторов (колебания величины припуска, свойств материала де-
77
тали, температурных условий, условий смазки, различия во
влиянии неточностей станка, приспособления и состоянии лезвия
инструмента, различия в силе закрепления деталей и т. д.), вы-
зывающих погрешность, приближающуюся к случайной. Слу-
чайная же не может получиться в чистом виде ввиду неизбеж-
ности какого-либо относительно крупного постоянного фактора
или переменного, не носящего случайный характер. Поэтому
действительная погрешность обработки партии деталей всегда
является более сложной. В числе ее особенностей могут быть
одновременно все, свойственные каждому виду «чистых» по-
грешностей.
Рис. 40. Композиции законов рас- Рис. 41. Распределение погрешностей
пр еде лени я: партии:
а—законы нормального распределения н а -распределение, указывающее на высо-
равной вероятности; б—закон нормального кий технический уровень операции; б—
распределения и равномерно-возрастаю- влияние доминирующей постоянной по-
щеЙ вероятности грешности
Имея уравнения кривых распределения простейших законо-
мерно-изменяющихся погрешностей (типа показанных на
рис. 39, б, в, г и т. п.), получают более сложные математические
кривые как определенные композиции кривой нормального рас-
пределения и той или иной из простейших кривых (рис. 40).
Этим значительно увеличивается количество теоретических кри-
вых, с которыми можно сопоставлять.практические кривые и со-
ответственно расширяются возможности анализа погрешности
обработки *.
Исходные положения для анализа кривых. При анализе ру-
ководствуются следующими основными положениями.
1. Ввиду большого числа различных производственных по-
грешностей, влияющих на выдерживаемый при обработке раз-
мер L3. ср, погрешность обработки партии деталей в наилучшем
случае должна быть случайной величиной, подчиняющейся за-
кону Гаусса. Это означает, что распределение погрешностей
деталей, входящих в партию, должно следовать кривой нормаль-
ного распределения с центром группирования О (LR_cp), совпа-
дающим с L3. Ср (рис. 41, с). Получив такое распределение, мож-
но заключить, что среди производственных погрешностей не
* См. Н. А. Бородачев. Анализ качества и точности производства. Маш-
гиз, 1946.
78
было крупных, доминировавших над остальными. Следователь-
но, крупные были выявлены и устранены при разработке, на-
ладке и выполнении операции. Осталось лишь множество мел-
ких производственных погрешностей, в отдельности мало суще-
ственных. Устранение одной или нескольких из них уже
не может повести к заметному уменьшению погрешности об-
работки. Точностные возможности метода обработки практиче-
ски уже исчерпаны. Существенное уменьшение погрешности
обработки, если оно необходимо, требует перехода к иному мето- •
ду обработки, более точному в целом, чем рассматриваемый,
например перехода от точения к шлифованию, от зенкерования
к развертыванию и т. п.
При таком распределении величина поля рассеивания v — бег.
Наибольшая из погрешностей деталей имеет величину, равную
Зст. Таким образом, и в отношении использования поля допуска
такое распределение является наиболее выгодным.
2. Всякое отступление от такого распределения указывает
на то, что производственные погрешности, вызвавшие погреш-
ность обработки, были не однородны. Среди них были одна
или несколько доминировавших над совокупностью остальных.
3. Влияние доминирующей постоянной производственной
погрешности выражается в том, что центр группирования
О (£д. ср), оставаясь в середине поля рассеивания (е=0), сме-
щается от значения £3. Ср на величину р, представляющую со-
бой постоянную погрешность обработки (см. рис. 41,6). У такой
погрешности партии величина поля рассеивания о = 6сг, но наи-
большая из погрешностей деталей имеет величину, равную
Зсг+р.
Погрешность р обусловлена неточностью установки инстру-
мента на размер L3. Ср и является неизбежной. Хотя, проверяя
установку инструмента, нетрудно измерить первую обработан-
ную деталь и определить ее погрешность (ЛД1 —L3 Ср), но нель-
зя предвидеть, какими будут погрешности других деталей, т. е.
где окажется центр группирования. Значительная по сравнению
с полем рассеивания постоянная погрешность р указывает на
несовершенство метода, которым устанавливали инструмент.
Отличными считают методы, обеспечивающие р^0,5сг. При об-
работке мерным инструментом роль неточности установки инст-
румента на размер играет неточность диаметра инструмента.
По отношению к партиям, обработанным при разных
установках инструмента, неточность установки инстру-
мента и соответственно погрешность р является величиной слу-
чайной.
4. Влияние доминирующей переменной производственной
погрешности внешне выражается в том, что форма кривой от-
личается от формы кривой нормального распределения.
Новая форма зависит от закона изменения доминирующей
производственной погрешности и от того, как велика последняя
79 •
по сравнению с совокупностью остальных (см., например,
рис. 40). В зависимости от этого закона центр группирования
О (Lr. ср) может остаться в середине поля рассеивания
(рис. 42, а), т. е. кривая будет симметричной (е=0) или же он
может сместиться с середины поля (см. рис. 42,6), т. е. кривая
будет несимметричной (е=#0) .
5. Наиболее часто в роли доминирующей за кон омерно-
изменяющейся производственной погрешности выступает
износ режущего инструмента, в роли доминирующей
Рис. 42 Влияние доминирую
щей переменной производст-
венной погрешности:
72345678 0.
L3.cp,
Рис. 43. Изменение постоянной
погрешности |л под влиянием
единственной ' равномерно-воз-
растающей производственной
погрешности
а—центр группирования остается в
середине поля рассеивания; б—
центр группирования смещен
случайной — неточность установки инструмен-
т а, вызывающая погрешность р (обработка при разных установ-
ках инструмента).
6. Доминирующая закономерно-изменяющаяся производст-
венная погрешность вызывает в ходе обработки закономерное
увеличение поля рассеивания и закономерно изменяет величину
постоянной погрешности ц. В пояснение приведем пример.
Предположим, что единственной производственной погреш-
ностью является равномерно возрастающая погрешность типа
показанной ранее на рис. 39, б вверху (допустим, что это рав-
номерный износ инструмента). Будем считать далее, что уста-
новка инструмента обеспечила у первой обработанной детали
размер, точно равный L3, ср. Тогда при том же положении инст-
румента погрешности других деталей будут постепенно возра-
стать (рис. 43), а положение центра группирования и, следова-
тельно, постоянная погрешность ц будут зависеть от числа обра-
ботанных деталей (количества их в партии). Величину такого
рассеивания можно заранее подсчитать (для данной партии)
и компенсировать встречным смещением инструмента при уста-
новке его на размер L3. ср по первой детали. В результате, если
бы износ был единственным фактором, то можно было бы полу-
чать погрешности обработки партии типа показанных ранее на
рис. 39,6 и в (ц=0, ц=е) и любое другое необходимое поло-
жение поля относительно L3. ср.
Однако закономерно-изменяющаяся производственная по-
грешность не является единственной. Она лишь доминирует сре-
ди других, совместно вызывающих рассеивание не закономер-
ное, а случайное. Поэтому даже зная закон ее изменения и учи-
80
тывая его при установке инструмента, все же нельзя обеспечить
р=0 (при симметричном распределении — рис. 44, а) или р=е
(при несимметричном — рис. 44,6). Постоянная погрешность
обработки р является неизбежной (рис. 44, виг) и, как всегда,
характеризует качество установки инструмента на размер La, ср.
8. Влияние доминирующей случайной производственной
погрешности, в роли которой выступает неточность установки
инструмента на размер, многообразно. Каждая часть партии,
обработанная при одной установке инструмента, имеет свой
центр группирования и соответственно свое значение погрешно-
сти обработки ц (см. например, рис. 41, б).
*Д.сР°-^ L3.cP 37
з.ср
ср
Рис. 45. Кривые распределения партий
из нескольких частей, обработанных при
разных установках инструмента:
о—при уц>2сг; б—при оц<2а; в — при рассеи-
вании рц по закону Гаусса
Р-ис. 44. Распределение погрешностей
обработки под влиянием множества
производственных погрешностей:
а—симметричное распределение при ц.=0;
б—несимметричное распределение при
|А=е; в н г—действительные распределе-
ния
Форма кривой распределения партии, составленной из по-
добных частей, будет зависеть от количества частей (числа уста-
новок инструмента), от количества деталей в каждой части и от
величины и характера рассеивания центров группирования ча-
стей. На рис. 45, а показаны кривые распределения партий, со-
ставленных из двух и трех разных по объему частей. Многовер-
шинные кривые получаются при большом рассеивании оц центров
группирования частей (оц>2о). При меньшем рассеивании
(оц<2о) получаются одновершинные кривые с вершиной более
тупой (см. рис. 45,6), нежели у кривой Гаусса.
При большом количестве частей и рассеивании центров груп-
пирования относительно L3. ср по закону Гаусса кривая распре-
деления погрешности обработки партии (см. рис. 45, в) также
соответствует закону Гаусса со среднеквадратическим отклоне-
нием
ап=К°д+ац>
где Од—среднеквадратическое отклонение погрешностей обра-
ботки от своего центра группирования в каждой части
81 •
партии (одинаковое для всех частей и равное о — от-
клонению, получаемому при обработке деталей без из-
менения положения инструмента);
оц —среднеквадратическое отклонение от £3. Ср центров
группирования частей партии
+ Р-2 + • + v-n
N ’
где N — число частей партии (число установок инструмента).
Применение метода. Построение кривой распределения с на-
чалом в L3, ср дает исчерпывающее представление о действитель-
ной погрешности обработки партии деталей, наглядно показы-
вает распределение размеров в поле допуска, т. е. как исполь-
зуется последний при выполнении операции (см., например,
рис. 34). По соотношению величины поля рассеивания (о) и ве-
личины поля допуска (а) можно судить о том, в какой мере усло-
вия операции (метод обработки поверхности) отвечает заданной
точности обработки.
При наличии доминирующего фактора положение и форма
кривой распределения помогают отыскать этот фактор и при-
нять меры к улучшению условий операции, если это необходимо.
По положению в поле допуска центра группирования
(£д. ср) симметричной-кривой (постоянная погрешность р.) или
центра группирования и середины поля рассеивания (р, и в) не-
симметричной кривой, можно судить о качестве установки инст-
румента на размер (правильность размера эталона детали или
установочного шаблона, положения установа для инструмента
в приспособлении или размера, полученного у пробной детали,
если инструмент устанавливался методом пробных проходов
и промеров), а при обработке мерным инструментом (разверт-
ка, зенкер, пазовая фреза, протяжка и т. п.) —судить, в какой
мере правильно выбран размер инструмента.
По форме кривой (отступлению от кривой нормального
распределения) можно судить о доминирующем переменном
факторе. Обыкновенно в роли такого фактора выступает износ
инструмента, но могут быть и другие, например, разогревание
станка и инструмента в ходе обработки деталей.
Получение двухвершинной кривой, хотя партия обрабатыва-
лась при одной установке инструмента, указывает на то, что
в какой-то момент обработки в действие включился непредвиден-
ный крупный постоянный фактор — сбилось положение инстру-
мента, выкрошилось лезвие (резца) и т. п.
Область применения метода значительно расширяется, если
заранее известно, что ожидаемая кривая должна получаться
близкой к закону нормального' распределения. 'Многочисленными
исследованиями различных методов обработки установлено, что
автоматическое получение размера, во многих случаях (прежде
82
всего при отсутствии доминирующего износа инструмента) обес-
печивает куполообразную кривую, которую в первом приближе-
нии можно считать совпадающей с кривой Гаусса. Именно
с такими случаями и связано наиболее широкое применение ме-
тода кривых распределения.
Прежде всего, зная, что распределение должно носить такой
характер, возможно упростить само исследование операций, огра-
ничившись меньшим числом наблюдений (обработанных дета-
лей). Подсчитав для обработанных деталей (50—100 шт.) полу-
чившуюся величину ст, можно, минуя построение практической
кривой, сразу же определить поле рассеивания (о=6о).
Наряду с этим упрощается 'использование результатов иссле-
дований для решения различных задач, связанных с ожидаемой
точностью обработки: задач о возможности применения данного
метода обработки при той или иной величине допуска на задан-
ный размер; задач о том, какая доля допуска на заданный раз-
мер может быть использована в качестве допуска на постоян-
ную погрешность (ц), т. е. в качестве допуска на неточность
установки инструмента на размер при наладке станка или в ка-
честве допуска на изготовление и износ мерного инструмента.
Наличие здранее подсчитанных значений интегралов (пло-
щадей) для участков под кривой нормального распределения
упрощает решение задач, связанных с вероятным выходом поля
рассеивания из границ поля допуска на заданный размер (опре-
деление вероятного процента брака деталей, когда метод обра-
ботки не гарантирует заданную точность).
Наиболее важное общее значение исследований действитель-
ной погрешности обработки с помощью кривых распределения
состоит в том, что они позволяют составить обоснованные нор-
мативы точности (величина поля рассеивания о=6 о), которую
можно ожидать от различных методов обработки. Именно с ме-
тодом (процессом) обработки (станок, инструмент, режим) свя-
зана большая часть производственных погрешностей, аналити-
ческое исследование которых невозможно или очень трудно.
Метод точечных диаграмм
Кривую распределения строят независимо от того, в какой
последовательности обрабатывались детали партии. Все детали
как бы перемешиваются. ,В отличие от этого точечную диаграм-
му строят по ходу обработки партии в координатах номер
детали (или моменты обработки) —размер детали (рис. 46).
В условиях, когда под влиянием производственных погреш-
ностей возникает нормальное распределение размеров, построе-
ние точечной диаграммы никаких новых выводов сделать не по-
зволяет. В этом случае точки диаграммы располагаются прямой
полосой (рис. 47), ширина которой (при достаточно большом
числе обработанных деталей) будет приблизительно равна
83
f = 6cf, густота расположения точек по ширине полосы будет
убывать к ее краям. Если точки спроектировать на ось размеров
и число точек, попавших в одно место, изобразить пропорцио-
нальными отрезками, то концы этих отрезков расположатся на
Рис. 46. Точечные диаграммы
кривой нормального распределе-
ния.
Однако в присутствии домини-
рующей закономерно-изменяю-
Рис. 47. Точечная диаграмма при
нормальном распределении размеров
изменение размера
Рис. 48. Распределе-
ние отдельных разме-
ров (Л) и средних
груповых разме-
ров (Б)
щейся производственной погрешности (в такой роли выступает
обычно износ режущего инструмента) точечная диаграмма по-
зволяет, хотя и очень приблизительно, непосредственно судить
о влиянии этой погрешности. В противоположность действию
случайных факторов, которое вызывает резко скачкообразное
от детали к детали, действие закономерно-
изменяющегося фактора вызывает плавное
изменение размера. На точечной диаграмме
это отражается отступлением полосы точек
от параллельности по отношению к оси
абсцисс (оси времени): наклоном полосы
(если изменение закономерно-изменяюще-
гося фактора равномерное) или искривле-
нием полосы (если изменение его неравно-
мерное). Благодаря этому и появляется
возможность оценивать влияние доминиру-
ющего фактора.
При значительных скачках размера от
детали к детали направление всей полосы
точек выявляется нечетко. Оно становится
более отчетливым, если на диаграмме от-
кладывать не размер каждой детали (см.
рис. 46,а), а средний размер группы (4—
10 шт.) деталей (см. рис. 46,6). Рассеивание средних групповых
размеров меньше, чем рассеивание размеров отдельных деталей.
Если, например, первое следует закону нормального распределе- .
ния со среднеквадратическим отклонением о, то второе подчи-
84
няется тому же закону, но со среднеквадратическим отклоне-
нием, равным только - ° , где т — число деталей в группе
. У т
(рис. 48). Ломаная линия диаграммы получается более плавной.
Построение точечных диаграмм типа, показанных на рис. 46, б,
практикуется при статистическом методе контроля хода опера-
ций *. Выход точки за определенную границу служит при этом
сигналом о возможности появления брака деталей и указывает
на необходимость подналадки станка (внесения поправки в по-
ложение инструмента или замены его новым).
§ 4. ПРИНЦИПЫ ОПРЕДЕЛЕНИЯ ОЖИДАЕМОЙ ТОЧНОСТИ
ПРИ АВТОМАТИЧЕСКОМ ПОЛУЧЕНИИ КООРДИНИРУЮЩЕГО
РАЗМЕРА
Исходный размер
Операционный размер, координирующий о б р а б а т ы в а е-
мую часть детали относительно необрабатываемой ча-
сти, называем для краткости исходным размером.
На рис. 49 представлено несколько операционных эскизов
обработки. Как видно, «обрабатываемая часть детали» может
Рис. 49. Операционные размеры:
А—исходные размеры; d и В—размеры поверхностей и внутрн-
комплексные координаты
быть одной поверхностью (схемы а, б) или комплексом взаимо-
связанных поверхностей (схемы в, г, д), получаемым одним или
несколькими инструментами. Показанные на схемах операцион-
ные размеры представляют собой размеры (диаметры) обра-
батываемых поверхностей **. Размеры В, связывающие обраба-
тываемые поверхности между собой, являются внут|рикомплекс-
ными размерами-координатами. Координирующие размеры А
* При таком контроле измеряют не все детали партии, а только заранее
предусмотренную часть их. Эту часть разделяют на группы-пробы, которые
берут периодически в ходе операции. Например, см. ГОСТ 15893—7'0—Ста-
тистическое регулирование технологических процессов.
** Плоская поверхность собственного размера не имеет. Ее протяжен-
ность (как и протяженность других поверхностей) при обработке не изме-
няется, поэтому, с позиций точности, размером не является.
85
отвечают данному выше определению исходного размера: они
связывают обрабатываемую часть детали с необрабатываемой
частью.
Взаимное расположение двух любых обработанных участ-
ков не зависит от положения, которое займет деталь в рабочей
зоне станка, так как последнее остается одним и тем же при
образовании всех участков. Это означает, что расстояние между
такими участками, принадлежат ли они одной поверхности
(размер d) или разным поверхностям (внутрикомплексная ко-
ордината В), не зависит ни от неточностей необрабатываемой
части детали, ни от неточностей приспособления, устанавливаю-
щего деталь в рабочей зоне станка. Оно зависит от факторов,
связанных с методом обработки, поэтому для его оценки, (точ-
ность размера d или В) более уместно прибегать к методам
статистическим, а не расчетным (см. также выше § 2).
Отличительной особенностью исходного размера (Л) являет-
ся то, что он отсчитывается от необрабатываемой части детали,
вследствие чего его величина зависит прежде всего от положе-
ния детали в рабочей зоне станка. По отношению к такому
размеру факторы, связанные с методом обработки, теряют свое
доминирующее значение. Их место занимают погрешности самой
детали и устанавливающего ее приспособления. Значения тех
и других всегда точно известны *. Поэтому при оценке их 'влия-
ния (точность исходного размера) на первый план выдвигается
метод расчетно-аналитический.
Поскольку сказанное об исходном размере справедливо не-
зависимо от того, является ли «обрабатываемая часть детали»
одной поверхностью или комплексом поверхностей в дальней-
шем, для удобства, будем говорить просто о координации обра-
батываемой поверхности.
Необрабатываемая часть детали, по отношению к которой
координируется обрабатываемая поверхность, также может
представлять собой либо одну поверхность, либо комплекс по-
верхностей. Независимо от этого взаимное расположение одно-
именных участков этой части у разных экземпляров детали будет
не одинаковым, а различным в пределах допусков, которые
соблюдались в предшествующей обработке. Естественно, что
вследствие этих допусков и неточностей приспособления одно-
именные участки разных экземпляров детали не будут занимать
постоянного положения в рабочей зоне станка. Поскольку при
этом положение инструмента не регулируется (автоматическое
получение исходного размера), рассеивание положений участков
в рабочей зоне станка означает изменение их расстояний от ин-
струмента. Поэтому на точность исходного размера оказывают
решающее влияние два обстоятельства:
* Допуски на размеры детали задают в предшествующих операционных
картах, а на элементы приспособления — в чертежах приспособления.
86
Рис. 50. Исходные базы
и исходные размеры
1) от какого из необрабатываемых (обработанных в пред-
шествующих операциях) участков детали (как именно) коорди-
нируется обрабатываемая поверхность;
2) какой участок (или участки) детали используется для ее
установки в приспособлении.
В связи с этим возникают понятия об исходной и установоч-
ной базах, детали.
В дальнейшем, в связи с задачами о целесообразном построе-
нии технологического процесса, нам понадобятся еще два важ-
нейших определения, относящихся к понятию «база»: база изме-
рительная и база конструкторская. Для удобства дадим все
четыре определения в одном месте.
Определения баз
Базами называют поверхности линии или точки самой де-
тали и связанные с деталью, по отношению к которым рассмат-
ривают положение других поверхностей линий или точек.
Например, базой может служить цилиндрическая поверх-
ность (поверхность самой детали) или только одна образующая
этой поверхности (линия самой дета-
ли) или ось этой поверхности (линия,
связанная с деталью). Базой может
быть и точка: например, точка сфери-
ческой поверхности, центр сферы,
вершина конуса, пересечение осей
поверхностей и т. д. Если имеется
в виду отсчет какого-либо размера,
координирующего рассматриваемую
поверхность, линию или точку, то ба-
за выполняет роль начала отсчета.
Ниже приводятся четыре наиболее важных определения, от-
носящихся к понятию «база». Подчеркнем, что поскольку это
понятие используется не только в описательных целях, но и в
количественных расчетах, важно, чтобы приводимые определе-
ния понимались буквально—так, как они написаны. Например,
если база определяется как поверхность, но не указывается, что
это поверхности детали, следует понимать любую поверхность,
причем не только материальную («реальная» база), но и чисто
геометрическую.
1. Исходная база —это поверхность, линия или точка,
относительно которой в операционной карте (или другом тех-
нологическом документе) координировано положение обрабаты-
ваемой поверхности детали. Размер, с помощью которого это
сделано, назван выше исходным размером.
На рис. 50 показаны два операционных эскиза с различно
выбранными исходными базами ИБ\ исходные размеры Дь Лг
и А3 и А4.
87
Поскольку исходная база выполняет свою функцию в опера-
ционном эскизе (на. бумаге), то в ее роли может выступать не
только изображенная на эскизе поверхность (линия или точка) 1
детали, возникающая в процессе изготовления детали в виде
материальной поверхности (ее образующей или точки), но и гео-
метрическая поверхность, линия или точка. Например, на
рис. 60 все исходные базы — «реальные» — это плоские поверх-
ности детали; на рис. 49, б исходной базой служит ось цилин-
дрической поверхности — геометрическая линия, связанная с де-
талью.
Установочная
Установочная база Установлю* база
в) г>
Рис. 61. Установочные базы и упорные
поверхности при одном и том же спо-
собе закрепления детали
Установочная база — это поверхность детали (только
поверхность, не линия и не точка), которая при установке дета-
ли в приспособлении (или непосредственно на станок) создает
определенность положения детали в направлении исходного раз-
мера.
На рис. 51 показаны четыре эскиза установки'-детали в ти-
сках. По схеме а нельзя сказать, какая поверхность детали слу-
жит установочной базой (не указаны исходные размеры). Ясно
лишь, что ею не является поверхность, примыкающая к подвиж-
ной губке тисков, так как последняя, будучи подвижной, сама не
занимает определенного положения в тисках. На схемах б, в
и г обозначены установочные базы и упорные поверхности де-
тали.
Установочная база выполняет свою функцию посредством
контакта с соответствующей (установочной) поверхностью при-
способления. Естественно, что для такой роли пригодна лишь
реально существующая поверхность детали.
3. Измерительная база — это поверхность, образую-
щая поверхности или точка поверхности, относительно которой
измерением контролируют положение обработанной поверхно-
сти, т. е. проверяют исходный размер.
88
. Чертеж детали Эскиз обработки
Исходная
С база . С
б)1—7-----------
способы контроля
измеритет.
\база
Рис. 52. Исходная база и возможные
'измерительные базы
(обработанных ранее), рабочий
Возможные
а)
измерительная
а
Контроль исходного размера наиболее прост, при возможно-
сти измерять его непосредственно от исходной базы. Однако это
исключено, если последняя является элементом чисто геомет-
рическим. На рис. 52 схема а — чертеж детали; схема б — опе-
рационный эскиз обработки одного отверстия; схемы виг пока-
зывают два из возможных способов контроля положения обра-
ботанного отверстия.
Исходная, установочная и измерительная базы использу-
ются в технологическом процессе, поэтому их называют базами
технологическими. В отли-
чие от этого базы в рабо-
чем чертеже детали назы-
ваются конструкторскими.
Конструкторская
база — это поверхность,
линия . или точка, относи-
тельно которой на рабочем
чертеже детали координи-
ровано положение другой
поверхности, линии ил'и
точки.
В отличие от операцион-
ного эскиза, на котором
поверх-
ность изображается ,в сово-
купности необрабатываемых
чертеж изображает деталь в готовом виде и все ее поверхности
в этом отношении равноправны.
Исходный размер, конечно, возможно рассматривать как раз-
мер, определяющий взаимное положение исходной базы
и обрабатываемой поверхности (его, как и другие, проставляют
со стрелками на обоих концах), но по своей функции он явля-
ется размером «направленным», определяющим положение об-
рабатываемой поверхности относительно базы, но не наобо-
рот. Именно поэтому не допускают по одному направлению
координации поверхности более одной исходной базы (более
одного исходного размера), иначе выполнение операций стано-
вится невозможным.
В рабочих чертежах подобная направленность некоторых
размеров встречается — присутствие базы специально оговари-
вают, если это может иметь серьезное значение при измерении
погрешностей готовой детали. Например, при измерении непа-
раллельности двух номинально параллельных поверхностей,
имеющих разную протяженность, величина «непараллельности
на длине поверхности» окажется зависимой от того, какая из них
будет принята за базу (рис. 53); задать на чертеже, например,
«взаимное биение поверхностей А, В и С не более...» совершен-
но не то же самое, что «биение В и С относительно А не бо-
89
лее... » и т. п. Однако для большинства чертежных размеров
подобная направленность координации отсутствует — она возни-
кает лишь тогда, когда поверхность выделяется как «рассмат-
рис. 53. Влияние направленности коор-
динации на величину «непараллельно-
сти на длине поверхности»
риваемая». При этом, по
отношению к поверхности
может оказываться несколь-
ко баз по одному и тому же
направлению координации.
В связи с этим для исклю-
чения различного толкова
ния баз при анализе построе
ния технологических про-
цессов, особенно важно по-
нимать приведенное выше определение конструкторской базы
совершенно формально, как условный рабочий прием, без по-
правок на различную важность разных поверхностей детали, их
точность и т. д.
— Главные составляющие ожидаемойдюгрешности
Рассчитывая ожидаемую погрешность для исходного разме-
ра, целесообразно разделять все производственные погрешности
на три группы: 1) связанные с установкой детали в приспособ-
лении; 2) связанные с установкой самого приспособления на
станке; 3) связанные с методом обработки.
Рис. 54. Возникновение погрешности дЕ
Соответственно этому ожидаемая погрешность 8л будет оп-
ределяться в виде суммы трех своих главных составляющих:
8з=Р+8п+т.
Сформулируем характерные признаки этих составляющих.
Погрешностью обработки Р, связанной с установ-
кой детали в приспособлении, следует считать погрешность в ис-
ходном размере, ожидаемую вследствие того, что исходная база
может занять различное положение относительно корпуса при-
способления.
Например, в операции, фрезерования плоскости у втулки
(рис. 54) исходная база К может занять любое положение в пре-
90
делах поля Р (условно показано вертикальной штриховкой).
Причиной этого будут погрешность размера d (допуск на на-
ружный диаметр втулки), зазор между установочной поверхно-
стью У оправки и установочной базой и разностенность втулки.
Погрешностью обработки бп, связанной с установ-
кой приспособления на станке, следует считать погрешность
вчисходном размере, ожидаемую вследствие того, что само при-
способление может занять различное положение на станке.
В приведенном примере (см. рис. 54) неточности центровых
гнезд корпуса оправки и неточность положения гнезд относи-
тельно установочной поверхности У будут влиять на положение
поверхности У, следовательно — на положение детали, а значит
и исходной базы К.
Погрешностью обработки т, связанной с методом
обработки, следует считать погрешность в исходном размере,
ожидаемую вследствие всех производственных погрешностей,
влияние которых не учитывается в составляющих Р и 6П.
Номенклатура производственных погрешностей, вызывающих
погрешность т, в общем совпадает с той, которую пришлось бы
учитывать, если бы определять расчетом ожидаемую погреш-
ность для размера поверхности. Так в приводимом примере (см.
рис. 54) положение плоскости относительно неизменного' поло-
жения исходной базы К будет зависеть от точности центров
станка, поддерживающих оправку (точности станка), износа
фрезы, ее отжима и т. д.
Определение ожидаемой погрешности 6s , если известны ее
главные составляющие Р, 6П и т, сводится к простому суммиро-
ванию этих составляющих. Далее последовательно рассматри-
ваются основные особенности определения погрешностей 6П,
т и Р.
Определение главной составляющей,
связанной с установкой приспособления на станке
Величина этой составляющей зависит от точности установоч-
ного места корпуса приспособления (точности поверхностей, ко-
торыми корпус устанавливается на станок) и от точности поло-
жения этого места относительно рабочей (установочной) поверх-
ности установочного элемента.
Форма установочного места корпуса отвечает форме сопря-
женной с ним части станка. Чаще всего установочное место
представляет собой:
а) одну плоскую поверхность (связь со столом станка),
а если приспособление связывают со шпинделем, то:
б) два центровых гнезда;
в) одну конусную поверхность;
г) комбинацию плоской и цилиндрической поверхностей (ино-
гда с участием резьбы),
91
Величина погрешности 6П предопределяется при разработке
чертежей приспособления, так как именно тогда назначают до-
пуски на неточность изготовления его элементов. Покажем ме-
Рис. 55. Главное назначение приспособ-
лений токарного типа с точки зрения
обеспечения точности обработки
тодику определения вели-
чины 6П для основных
групп приспособлений.
Приспособления токар-
ного типа. В эту группу
входят приспособления
для различных токарных,
круглошлифовальных и
других подобных станков.
Связываемые со шпинде-
лем и вращающиеся вме-
сте с ним, эти приспособления предназначаются прежде всего
для обеспечения исходных размеров, направление которых пер-
пендикулярны оси вращения шпинделя станка (рис. 55). При
этом исходные размеры, параллельные оси вращения, обычно
обеспечивают путем ограничения подачи инструмента (с по-
мощью упоров) или просто установкой инструмента на размер
(см., например, далее рис. 131).
В соответствии с этим во многих случаях задаваемые допу-
стимые неточности установочного места корпуса, как и неточ-
ности его положения относительно установочных элементов, да-
же не приходится пересчитывать на величину 6П; они сами непо-
средственно представляют эту величину.
биение поверхности У относительно
Рис. 56. Ограничение величины дп у оправок
Биение поверхности У после уста-
новки, оправки, на станон не более О, ОБ
Для центровых оправок (рис. 56, а) величина бп не-
посредственно представляется задаваемой величиной биения
установочной поверхности (поверхность У) относительно цент-
ровых гнезд. На величине биения сказывается и неточность са-
мих гнезд и неточность их положения относительно поверхности
У. Назначив допустимую величину этого биения, тем самым сра-
зу же определяют и величину бп.
Для хвостовых оправок, устанавливаемых в шпин-
деле станка, величину бп назначают таким же образом (см.
рис. 56,6). Вследствие погрешностей конусных поверхностей оп-
равки и шпинделя, а также по случайным причинам, биение уста-
92
ковочной поверхности У после установки оправки в шпиндель
может быть значительно большим, чем выдержанное при изго-
товлении ее биение относительно хвостовика. Поэтому часто ве-
личину бп задают в виде биения, допустимого после установки
оправки в шпиндель (см. рис. 56, б).
Для приспособлений, связываемых со шпинделем поцредством
переходной планшайбы, величину бп определяют (назначают)
так же, как и для оправок. Разница лишь в том, что установоч-
Рис. 67. Ограничение величины дп
ное место корпуса таких приспособлений представляет собой
цилиндрическую выточку (или бурт) с прилегающей к ней пер-
пендикулярной плоскостью.
На рис. 57, а показано приспособление, в котором величина
бп ограничена как допустимое биение установочной поверхности
относительно бурта А. Ограничено и торцовое биение плюской
части установочного места, хотя влияние его много меньше, чем
влияние радиального биения установочной поверхности.
Другой пример показан на рис. 57, б. Здесь величину бп
представляет допуск на размер, связывающий ось цент-
рирующего бурта (показан пунктиром) с плоской установочной
поверхностью У. Как задано на чертеже, бп= ±0,01 =0,02 мм.
Если цилиндрические поверхности установочного места кор-
пуса и переходной планшайбы не пригоняют плотно друг к дру-
гу, а допускают между ними зазор, то последний входит в вели-
чину бп как одна, из составляющих.
При установке и закреплении приспособления без помо-
щи переходной планшайбы, а непосредственно на
шпиндель, снабженный разьбой (при навертывании приспособ-
ления на шпиндель), заранее рассчитать величину бп невозмож-
но. В таких случаях размеры гладких сопряженных поверхно-
93
стей небольшие, а резьба центрирует плохо. Может возникнуть
очень большая неточность положения приспособления, а с нею
и большая погрешность обработки 6П- Для ответственных опера-
ций такой способ установки приспособлений не практикуют.
Опыт показывает, что от такого способа нужно ожидать вели-
чину 6л не менее 0,1 мм.
Приспособления типа фрезерных. В эту группу входят при-
способления для различных фрезерных, расточных, плоскошли-
фовальных и других станков. Они характерны тем, что связы-
ваются со столом станка, и соответственно корпус их имеет пло-
ское установочное мес^о.
Рис. 58. К определению для приспособлений фрезер-
ного типа:
а—в плоскости стола станка; б—в перпендикулярной плоскости
Для исходных размеров, лежащих в плоскостях, параллель-
ных плоскости стола станка, величина 6П будет зависеть от точ-
ности ориентировки корпуса приспособления на столе станка и от
длины обработки L (рис. 58, а). Обычно приспособления ориен-
тируют на столе при помощи шпонок, связанных с корпусом
и пригоняемых к пазу стола. Зная точность положения шпонок
относительно установочных элементов и длину обработки L, рас-
считывают величину бп.
Для исходных размеров, направленных перпендикулярно
к плоскости стола станка, ориентировка приспособления на пло-
скости стола безразлична (см. рис. 58,6). Определяя ожидае-
мую погрешность для таких размеров, считают 6п=0.
Кондукторы. Эти приспособления для обработки отверстий ха-
рактерны наличием элементов для определения положения ин-
струмента относительно детали (кондукторных втулок). Для
возможности обработки необходимо, чтобы инструмент вошел
в кондукторную втулку. При этом координаты обработанного
отверстия не зависят от положения корпуса кондуктора на столе
станка. Поэтому, определяя 6П для этих координат, считают
б„=0.
Другие приспособления. Приспособления для станков, имею-
щих вращающиеся (поворачивающиеся) столы (например, для
зубофрезерных зубодолбежных, карусельно-фрезерных и т. п.)
могут иметь плоское установочное место и связываться с пло-
скостью стола (с центровкой по центру стола) или же связывать-
94
ся с отверстием в центральной части стола. Поскольку в таких
случаях обработанная поверхность является результатом вра-
щения (поворота) детали (например, зубья шестерен, шлицы,
резьба, нарезаемая фрезерованием, и т. п.), то при определении
погрешности бп имеется полная аналогия с приспособлениями
токарного .типа, независимо от того, как связывают приспособ-
ления со станком.
Приемы уменьшения погрешности 6П. При проектировании
учитывают, что единичный характер производства приспособле-
ний допускает возможность широко применять в процессах из-
готовления и наладки приспособлений особые приемы для умень-
шения погрешности бп, связанной с установкой приспособления
на станке. Такими приемами являются: обработка рабочих по-
верхностей установочных элементов после сборки этих эле-
ментов с корпусом; выверка положения приспособления на
станке; обработка рабочих поверхностей установочных элемен-
тов .после установки приспособления на станке.
Определение главной составляющей,
связанной с методом обработки
При определении этой составляющей следует различать два
характерных случая. Первый — определение ее для исходного
размера, координирующего пл ос ку ю обрабатываемую поверх-
ность (рис. 59, а)—погрешность т первого рода. Второй — оп-
Рис. 59. К определению погрешности т, связанной
с методом обработки
ределение ее для размера, координирующего ось обрабаты-
ваемой поверхности вращения — погрешность т второго рода
(см. рис. 59, б).
Первый случай-. Погрешность т первого рода определить рас-
четом чрезвычайно трудно. На нее влияют те же производст-
венные погрешности, что и на первую характеристику точности,
например, на точность диаметра поверхности вращения. Досто-
верные сведения о каждой из них в отдельности получать в ус-
ловиях практической работы невозможно. Поэтому единственный
доступный способ определения т первого рода — это исполь-
зование каких-либо нормативов, составленных ,в результате ис-
95
следования этой погрешности опытным путем (статистический
метод). Разные нормативы не всегда совпадают друг с другом,
но они дают представление о порядке величины т, чего для прак-
тических расчетов вполне достаточно (табл. В).
Таблица 2
Точность методов обработки плоскостей*
Метод обработки плоскости В мкм при ширине плоскости В=3-е-50 мм
длина L плоскости
Л<ЗВ ЗВ<Л< <6В 6В</.< <12В г>12В
Притирание механическое 5—11 6—15 8—15 9—15
Шлифование тонкое 9—18 10—20 11—20 12—25
Фрезерование тонкое 15—20 15—20 18-25 20—30
Протягивание 15—30 15—30 15—40 25—50
Шлифование торцом круга 13—27 15—30 18—40 25—50
Шлифование периферией круга 15—30 18—35 20—45 25—50
Строгание тонкое 18—35 20—40 23—50 30—60
Фрезерование чистовое торцовой фрезой 35—50 40—60 45—70 50—80
Фрезерование чистовое цилиндри- ческой фрезой 30—50 35—60 40—70 45—80
Долбление чистовое 50—70 50—80 60—100 70—120
Шлифование обдирочное 100 100—120 120 —
Фрезерование черновое торцовой фрезой 70—100 80—120 80—150 100—200
Фрезерование черновое цилиндри- ческой фрезой 90—140 100—160 110—180 130—200
Примечание. Значения т даны для исходных размеров величиной до
10 мм; для размеров от 10 до 50 мм табличные данные умножить на 1,2.
* Извлечение из классификации методов обработки поверхностей, состав-
ленной проф. В. М. Кованом (см. .Технология машиностроения", Машгиз,
1944).
Если по условиям операции надо ожидать особенно сильно-
го влияния на величину т какого-либо одного (доминирующего)
фактора (например, особенно больших деформаций, особенно
большого износа инструмента), т. е. когда ясно, что величина т,
взятая из нормативов, будет заниженной — придется прибегнуть
к расчету, или иным образом внести поправку в нормативную
величину т.
96
Второй случай. В этом случае (см. рис. 59, б) нормативами
точности обработки воспользоваться нельзя. Они дают значения
для диаметра обрабатываемой поверхности, но в них нет и не
может быть сведений о погрешностях положения осп поверхно-
сти *.
На величину погрешности т второго рода могут влиять те же
производственные погрешности, что и на величину т первого ро-
да. Однако это только в принципе, номинально. Практически же
влиянием большинства из них возможно пренебрегать, благо-
даря чему аналитический метод определения т становится до-
ступным.
При расчете целесообразно определять т как сумму следу-
ющих четырех составляющих:
т=бс+би+бн+ бд,
где бс — погрешность обработки, связанная со станком;
би — погрешность обработки, связанная с инструментом;
бн — погрешность обработки, связанная с наладкой (уста-
новкой инструмента на размер);
бд — погрешность обработки, связанная с деформациями.
Разделение т именно на такие составляющие удобно тем, что
это позволяет пренебрегать при расчете не только некоторыми
частями каждой составляющей, но также и целиком той или
иной из них, в зависимости от условий операции.
Например, если поверхность образуется посредством вра-
щения детали относительно инструмента (точение на то-
карных и им подобных станках, шлифование на круглошлифо-
вальных, если приспособление связано со шпинделем, и т. п.),
то можно целиком пренебрегать составляющими бп, бн и бд. Это
возможно потому, что погрешности и износ, инструмента, ошиб-
ки в его установке на размер и деформации в процессе обработ-
ки почти не влияют на положение оси обработанной поверхности
(рнс. 60, а). Они сильно влияют на диаметр поверхности (d),
но мало — на размер, координирующий ее ось (в показанном
случае — на соосность поверхностей Б и- Л). Таким образом, для
подобных случаев в первом приближении т=бс- Сама же вели-
чина бс будет определяться прежде всего биением шпинделя
станка, узнать которое можно из паспорта станка или измерив
его непосредственно в цехе.
В случае если поверхность вращения образуется при непо-
движной детали и вращающемся инструменте, оказывает-
ся возможным пренебрегать другими составляющими т.
Характерным примером этого служит сверление отверстий по
кондуктору (см. рис. 60,6). Здесь сразу же возможно прене-
* Нормативы т второго рода принесли бы мало пользы, так как погреш-
ность координаты оси зависит не столько от метода обработки (т), сколько
от положения детали на станке (Р, бп).
4, 1368
87
брегать составляющими 6С и бд. Расположение отверстия не
будет зависеть от станка (ввиду наличия кондукторной втул-
ки) . Оно не будет зависеть и от деформаций, так как среди, них
нет таких, которые заметно влияли бы на координаты отверстия
(исключение — глубокое сверление, при котором .возможен зна-
чительный «увод» — искривление оси отверстия). Таким обра-
зом, остается учесть лишь две из четырех составляющих
т=6и+бк.
Производственные погрешности, от которых зависят эти две
составляющие, всегда известны: погрешность сверла (допуск на
Рис. 60. К определению погрешности т:
а—деталь вращается; б—деталь не вращается
его диаметр) из ГОСТа, а погрешности приспособления, вызыва-
ющие неточность положения втулки, направляющей сверло,
и вследствие этого погрешность 6Н — из чертежей приспособ-
ления.
Не всегда и не во всех случаях можно пренебрегать именно
теми составляющими и именно так, как это было показано вы-
ше. Главное в том, что в подавляющем большинстве из них рас-
чет т второго рода достаточно прост. Это является следствием,
того, что факторы, обычно доминирующие для погрешности раз-
мера (диаметра) поверхности, теряют это свое значение для раз-
мера, координирующего ее ось.
Определение главной составляющей,
связанной с установкой детали в приспособлении
Производственными погрешностями, под влиянием которых
возникает эта составляющая погрешности обработки, являются
погрешности самой обрабатываемой детали и погрешности уста-
новочных элементов приспособления. Зная погрешности детали
(из операционных карт предшествующих операций) и установоч-
ных элементов (из чертежей приспособления), можно рассчитать
величину погрешности Р для каждого исходного размера, выдер-
98
живаемого на данной операции. Расчет сводится к решению
вполне определенной геометрической задачи.
Например *, исходной базой для операционного размера Л
при обработке лыски у валика, имеющего диаметр D-a и уста-
новленного на призму, служит образующая В валика (рис. 61, а).
На схеме видно, что А = ОВ— ОМ. Поскольку ОМ=const, то
Рис. 61. К расчету погрешности Р
погрешность размера А (ДЛ), возникающая от смещения исход-
ной базы, будет равна погрешности расстояния ОВ (ЛОВ), т. е.
ЛА=ЛОВ.
Рассматривая схему, можно видеть, что
05=0С +—=
1 2
D , О __ D
2 sin 7 ' 2 — 2
следовательно,
дЛ=дО£= — (—— + Л ,
2 \ sin 7 )
а погрешность РА (будучи предельным-значением ДЛ) опреде-
лится как
Эту же задачу можно решить, изобразив два крайних (пре-
дельных) положения детали и выяснив размерную цепь, в кото-
рой замыкающим звеном будет величина РА (см. рис. 61, б):
РА=ВВ'.
-* Подобные примеры см. Л. Б. Яхин. Проектирование технологических
процессов механической обработки, Оборонгиз, 1946; В. М. Кован, Техноло-
гия машиностроения, Машгиз, 1959 и во многих других книгах.
4*
99
Н)-
Из уравнения цепи РА+-Л41—М3 — Л12 = 0 находится
Ра — М3 + — М ];
но Л13 = ~—у—; /И =-£-; 7И1= ——поэтому
2 sin 7 2 2 J
р с I D D — а а , а al 1
А 2 sin 7 2 2 2 sin 7 2 2 \ sin 7
Нельзя сказать, что подобные задачи сложны, но при .инди-
видуальном .подходе к ним общее их количество получается
чрезвычайно большим. Например, предусматривая для той же
операции любое иное положение призмы (детали на призме),
будем каждый раз получать новую задачу (рис. 62). Поэтому
Рис. 62. Различные схемы установки три обработке од-
ной и той же поверхности
в таких условиях выбор лучшей схемы путем сопоставления
схем по удобству установки детали, простоте закрепления и в то
же время по величине погрешности Р, связанной с установкой
детали, осуществим лишь посредством ряда попыток. Подобно
этому только путем ряда попыток возможно решение и обрат-
ной задачи, а именно — определение необходимой схемы установ-
ки детали по известной допустимой величине погрешности Р,
что часто требуется при проектировании приспособлений.
Однако, кроме индивидуального подхода к каждой задаче,
возможно найти для больших групп подобных задач одно общее
решение в виде общей расчетной формулы *. В таких формулах
связанная с установкой детали погрешность обработки Р будет
функцией двух переменных: погрешности установки детали
в приспособлении и направления исходного размера.
Погрешность (точность) установки детали в приспособлении.
Погрешность (точность) установки детали в приспособлении
является критерием качества установочных элементов. Чем мень-
ше эта погрешность, тем совершеннее (точнее) установочные
элементы.
Погрешностью установки детали называют наи-
большее возможное смещение (разницу положений) установоч-
ной базы детали, вследствие погрешностей самой этой базы
и погрешностей установочных элементов. Если установочных баз
* Подробно — см. В. П. Фираго. Проектирование станочных приспособ-
лений. Оборонгиз, 1948.
100
несколько, то погрешность установки детали будет численно ха-
рактеризоваться погрешностями установки этих баз.
В качестве установочных баз используют преимущественно
плоские и цилиндрические поверхности детали. Числовые значе-
ния погрешности установки находят, рассматривая возможные
крайние положения установочной базы в нужной плоскости.
А. Уст а но во ч н ая база—плоская поверхность.
Сечение такой базы любой плоскостью представляется отрезком
прямой АБ (рис. 63,а). Определение погрешности установки
„ 7////////////////////////7р
а}
/1
6)
п^///////////////) '/////////&{,
6V
До-----------------—-------Об'
Д'о__
дЪ—~Га’"°* 6'
г) 1аР
т
-iztZTp ,
Л — —об
д) f
Коробление (неплоскостность)
\ Шероховатость
Ли LL
Рис. 63. Характер встречающихся погрешностей установки плоской
поверхности и схема погрешностей самой поверхности
сводится к определению смещения (возможных крайних поло-
жений) этого отрезка АБ в плоскости. Численно смещение вы-
ражают так, как это более удобно. Например (см. рис. 63), 'в слу-
чае б его можно выразить величиной 6У, в 'случае в—углом
пр, в случае г — углом ±ар и т. п.
Прямая АБ представляет сечение правильной геометрической
плоскости. В действительности установочная база всегда имеет
погрешности (см. рис. 63, е), поэтому линией АБ надо считать
среднюю линию профиля. Однако и самый профиль можно при-
нимать за прямую, если погрешности базы достаточно малы.
Установочная база — цилиндрическая поверх-
н ость. Диаметральное сечение базы —окружность с центром О,
изображающим ось базы. На рис. 64 можно видеть, что вслед-
ствие допуска на диаметр базы смещения разных точек ее сече-
ния могут быть неодинаковыми как по величине, так и по направ-
лению. Поэтому положением базы считают положение ее
<оси, в соответствии с чем величину погрешности установки оп-
ределяют как смещение (разницу положений) оси базы. В диа-
метральной плоскости погрешность установки можно изобра-
жать одним вектором 6У. Погрешность установки в осевой пло-
скости (перекос оси) легко определяется, если найдены
101
погрешности установки в двух параллельных плоскостях, пер-
пендикулярных оси.
Погрешность формы базы (у годных деталей она не может
быть более допуска на диаметр) и шероховатость (рис. 65)
практического значения при расчете не имеют.
Рис. 64. Примеры изменения положения установочной базы
Рис. ©5. Погрешность фор-
мы и шероховатость базы
Средняя линия
профиля
Погрешности
формы
Шорохова- '
тость
Поскольку погрешность установки базы имеет не только ве-
личину, но и направление, важно единообразие в способах ее
отсчета. В этом отношении руководствуются следующим.
1. Началом отсчета считают номинальное положение
базы (номинальное положение средней линии профиля, если ба-
за — плоская поверхность, или номинальное положение оси,
если база — поверхность вращения).
2. Номинальным положением базы считают ее
положение, соответствующее номинальному размеру базы и от-
сутствию погрешностей установочных
элементов.
3. Номинальным размером
цилиндрической базы считают наи-
больший ее диаметр, если она наруж-
ная поверхность, и , наименьший —
если она внутренняя поверхность.
Например, при диаметре базы
50±0,1 мм ее размеры записывают:
£)_а=50,1_о,2, если база — вал;
£)+а=49,9+0-2, если база — отвер-
стие.
4. Погрешность установки, выражающуюся одним числом,
обозначают бу.
Виды координации обрабатываемой поверхности. На рис. 66
показаны схемы, иллюстрирующие возможности использования
различных поверхностей в качестве исходных баз.
Плоская поверхность является единственной поверхностью,
допускающей координацию, которую можно не только условно, но
и буквально назвать координацией «от поверхности» (схема а).
Другие поверхности допускают лишь координацию относительно
своей образующей или точки (схемы биг). Все способы коорди-
нации обязаны удовлетворять следующему общему требованию:
102
исходный размер, проставляемый от точки поверхности, обязан
быть направлен по нормали к поверхности в этой точке; про-
ставляемый от линии — должен быть перпендикулярен к этой
линии, а от плоскости—перпендикулярен к плоскости. В соот-
ветствии с этим плоская поверхность допускает единственное
направление координации, цилиндрическая—множество на-
правлений, но только радиальных, и т. п.
Рис. 66. Некоторые способы координации:
<2—от плоской поверхности; б—от образующей прямолинейно-фа-
сонной поверхности; в—от оси поверхности вращения; г—от обра-
зующей цилиндрической поверхности от точки сечения фасонной
поверхности вращения, от точки шаровой поверхности
Поверхности вращения .и другие, .имеющие прямую ось, от-
носительно которой они построены (резьба, зубья колес, шлицы
и др.), допускают еще .координацию от своей оси (схема в).
Координации от осей таких поверхностей господствует в рабо-
чих чертежах деталей, благодаря простоте, которую она создает
при расчетах 'взаимной связи поверхностей. Естественно, что
и в технологии к ней прибегают чаще, чем к координации от
образующей или точки, но реже, чем в рабочих чертежах, так
как ось непригодна служить измерительной базой.
Для расчета погрешности обработки Р, связанной с установ-
кой детали, множество различных способов координации обра-
батываемых поверхностей можно свести к трем разным видам.
Мы рассмотрим их применительно к координации от плоских
и цилиндрических поверхностей. Особенности координации от
цилиндрической поверхности распространяются на многие слу-
чаи координации от других поверхностей вращения (см. схему г
на рис. 66).
1. Случай несовмещения исходной и установочной баз, отли-
чающийся тем, что в качестве исходной базы используется по-
верхность, не являющаяся установочной базой, или линия, или
103
точка, не принадлежащая установочной базе. Упрощенно — это
случай, когда <в качестве этих двух баз используются разные
элементы детали (рис. 67, а).
2. Случай совмещения исходной и установочной баз, отлича-
ющийся тем, что исходной базой служит сама установочная
база, когда она — плоская поверхность, или ось установочной
базы, когда база — цилиндрическая поверхность (см.
рис. 67, б).
Рис. 67. Виды координации обрабатываемой поверх-
ности:
а—несовмещения баз (ИБ=*=УБ),б—совмещение баз (ИБ=УБ);
в — неполное совмещение баз (ИБ^УБ)
3. Случай неполного совмещения исходной и установочной
баз, отличающийся тем, что исходной базой служит какая-либо
одна из образующих цилиндрической установочной базы (см.
рис. 67, в).
На всех показанных схемах установочная база обозначена
буквой У. Погрешность установки 6У показана совпадающей по>
направлению с направлением исходного размера для простоты
схем, вообще же она может иметь любое направление. Исход-
ная база показана в виде точки п, также для ясности схем. Эта
точка может, например, принадлежать плоской поверхности,
служащей исходной базой, может изображать ось или одну из
образующих цилиндрической поверхности и т. д. Обрабатывае-
мая поверхность М изображена плоской по тем же соображе-
ниям, вообще же она может иметь любую форму.
Общие формулы для расчета погрешности Р. 1. Случай
несовмещения баз. На рис. 68 показана упрощенная схе-
ма такого случая. Чтобы не затемнять чертеж, установочная
база и установочные элементы на схеме не показаны. Их пред-
ставляет погрешность установки 6У, которую они создают.
На схеме видно, что смещение исходной базы (точка п).
в результате которого возникает погрешность обработки Р,
складывается из двух смещений. Первое смещение происходит
вследствие погрешности взаимного положения установочной
(точка О) и исходной (точка п) баз. Его наибольшая величина
104
может быть равна допуску на размер (или размеры), связыва-
ющий базы (на схеме — размер S). Второе смещение обуслов-
лено погрешностью установки бу.
Предположив, что погрешность установки отсутствует (6У=
—0), получим величину погрешности Р, как проекцию допуска s
(его мыслят отрезком) на направление исходного размера:
P = A=scos ф,
где яр -— острый угол между направ-
лением размера, связываю-
щего базы, и направлением
исходного размера.
Предположив абсолютно точным
взаимное положение баз (s=0), ана-
логично получим
P=6p=6ycos р,
где р — острый угол между направле-
ниями погрешности установки
и исходного размера.
Таким образом, ,в действительно-
сти, т. е. в присутствии и s, и бу, вели-
чина погрешности Р определится вы-
ражением
P = X+6p=scosip + 6ycos р.
Рис. ®8. Погрешность Р при
.несовмещении баз
Составляющая X называется погрешностью ют несовмещения
установочной и исходной баз. Как можно видеть, она совер-
шенно не зависит ют приспособления
Составляющая бр называется расчетной погрешностью уста-
новки. Будучи функцией погрешности установки и угла р, она
может регулироваться при проектировании установочных эле-
ментов приспособления.
Вследствие взаимной независимости факторов, вызывающих
возникновение составляющих X и бр, эти две .составляющие не
могут компенсировать одна другую, т. е. независимо от направ-
ления и знака допуска s надо считать *
Р=|Х| + |бр|.
2. Случай совмещения баз. Принципиальная схема
этого случая координации обрабатываемой поверхности показа-
на на рис. 69. При совмещении баз погрешность А (от несовме-
щения баз) исчезает и
Р = бр=бу cos р.
* Имеется редкое несущественное исключение; оно отмечается в специ-
альной литературе по расчету приспособлений.
105
3. Случай не пол ното совмещения баз. В этом
случае (рис. 70) погрешность Р можно представить как резуль-
тат двух смещений исходной базы.
Первое смещение — это изменение положения образующей п
относительно оси базы О, вследствие допуска на диаметр базы.
оси базы О, вследствие допуска на диаметр базы.
Рис. 70. Непол-
ное совмещение
баз
Величина его равна половине допуска на базу (0,5 а), а направ-
ление всегда радиальное (к оси базы, если база — вал, и от оси,
если она—отверстие, см. рис. 71, в соответствии с условием
о номинальных размерах баз*). Второе смещение вызывается
погрешностью установки.
Поскольку от цилиндрической поверхности исходный размер
проставляют в радиальном направлении, то первое смещение
Рис. 72. Степень влияния
допуска на базу и погреш-
ности установки
Рис. 71. Влияние допуска на базу
(0,5 а) целиком влияет на исходный размер. Влияние же по-
грешности установки бу будет, как и при других способах коор-
динации обрабатываемой поверхности, зависеть от угла р и вы-
разится величиной 6p=6ycos р (рис. 72).
* См. выше о погрешности установки.
106
Особенностью неполного совмещения баз является возмож-
ность взаимной компенсации этих двух смещений. Можно при-
способление для детали сделать так, что смещения бр и 0,5 а
будут складываться: Р=бр+0,5а или вычитаться: Р—др— 0,5 а
(или Р=0,5а— бр, если положительным считать направление
0,5а, что безразлично). На рис. 73,а видно, что смещения бр
и 0,5 а направлены одинаково; в данном случае они складыва-
ются. На рис. 73, б направления их противоположны, так как
изменено направление погрешности установки (изменено приспо-
Рис. 73. К определению знака погрешности 0,5 а
собление для установки детали) и они вычитаются одно из
другого. Таким образом, при неполном совмещении баз величи-
на погрешности Р может целиком регулироваться при проекти-
ровании приспособления.
Приняв направление бр за положительное, получим, что при
неполном совмещении баз
Р = бр+0,5 а = бу cos р+0,5 а.
Пользуясь этой общей формулой, знак погрешности 0,5 а
(плюс или минус) выбирают по следующим правилам.
1. Погрешность 0,5 а положительна ( + ), если ее направление
совпадает с направлением бр, и отрицательна (—), если оно про-
тивоположно (см. рис. 73, а и б).
2. Если погрешность установки бу и соответственно бр имеет
два взаимно противоположных направления, то погрешность
0,5а положительна ( + ), когда ее направление совпадает с ча-
стью бр, направленной в сторону контакта базы с установочным
элементом (т. е. на установочный элемент). Так на рис. 73, в
для размера А или 5 (исходная база п) Рл=Р£ = бр+0,ба. Для
размера же В и Г (исходная база К) Рв=Рг = 6р — 0,5 а.
3. Если установочное устройство предусматривает обеспечен-
ный контакт базы с установочным элементом во всех направле-
ниях, то направление погрешности установки предвидеть невоз-
107
можно (рис. 74,а). Рассчитывая на худшее, следует принимать
Р=0 (т. е. cosp=l) и соответственно бр=6у, а погрешность
0,5 а брать со знаком плюс, т. е. считать Р = 6у+0,5а.
4. Если установочное устройство не предусматривает обеспе-
ченного контакта базы с элементом ни в одном из направлений
(база может касаться эле-
мента любой своей образую-
щей или вовсе не касаться
его), то, как и выше, бр=6у
(т. е. cosp = l), но погреш-
ность 0,5 а учитывать не сле-
дует. В этом случае (см.
рис. 74,6) Р = 6У.
Таким образом:
в случае несовмещения
. баз
Р=6У cos p+s cos ф = 6Р + X;
Рис. 74. К определению знака погрешно-
сти 0,6 а в случае совмещения баз
Р = бу cos р=6р;
в случае неполного совмещения баз
Р=бу cos р±0,5а=6р±0,5 а.
Как можно видеть, в каждом из этих выражений главным
членом является погрешность установки 6У. Поскольку принци-
пиально'разных установочных элементов существует очень не-
много, определение величины 6У затруднений не представляет.
На рис. 75 представлена1 таблица теоретических значений бу для
характерных способов установки плоской и цилиндрических по-
верхностей.
§ 5. СУММИРОВАНИЕ СОСТАВЛЯЮЩИХ ОЖИДАЕМОЙ
ПОГРЕШНОСТИ
Расчетный метод определения ожидаемой погрешности обра-
ботки связан с необходимостью суммировать ее составляющие.
Суммировать приходится не только немногие крупные составля-
ющие, но, что более важно, многочисленные мелкие, ив которых
складывается каждая крупная. ’
Давно уже доказано *, что простое арифметическое сложение
большого числа составляющих приводит к результату за-
вышенному, явно неправильному. Фактически производственные
погрешности, будучи различными по направлению и действуя
совместно, в значительной мере компенсируют друг друга. По-
этому и составляющие погрешности обработки, ожидаемые от
их действия, нельзя складывать арифметически.
* См., например, Н. А. Бородачев. Анализ качества, и точности произ-
водства, Машгиз, 1946.
108
База Установочный, элемент Схема установка Погрешность установка
Г/////А, Ш ву = О
iA=0y~Z7 by=a+b+ay
я - Д y Zstn'y
П-а 5v=^y- y 2
Sy = O
6y=0,5a
S') ч- i A=Z7-Z?y
8у=би-Д+Су
I—> e—)- Sy=0
A— j-t —-Jy 5y=0
Рис. 75. Теоретические значения погрешностей установки
бу для некоторых способов установки
109
Существуют следующие основные правила сложения погреш-
ностей *:
1. Систематические погрешности суммируются алгебра и-
ч е с к и, т. е. с учетом их знака (направления).
2. Систематическая погрешность со случайной суммируются
арифметически, так как знак (направление) случайной
нельзя предвидеть и нужно считаться с худшей возможностью.
3. Случайные погрешности суммируются по формуле
=/(W+(W+..-+(W.
где k\, k2,..kn — коэффициент, зависящий от формы кривой
распределения составляющей погрешности.
При одинаковых законах распределения (£]=£2= ... =kn)
Коэффициент k принимают в зависимости от закона распре-
деления суммируемых погрешностей. Для закона Гаусса (нор-
мальное распределение, рис.
76, слева) £ = 1. Для закона
Симпсона (распределение по
треугольнику, см. рис. 76, в
центре) £=1,22. Для закона
равной вероятности (см. рис.
76, справа /г=1,73.
Рис. 76. К сложению погрешностей
Таковы правила, которым необходимо следовать. Однако
в производственной обстановке, при решении практических за-
дач, законы распределения суммируемых погрешностей обычно
неизвестны—их можно лишь приблизительно предполагать.
В связи с этим существует естественная рекомендация — ориен-
тируясь на худшую возможность, принимать неизвестное распре-
деление за равновероятное. Эта общая рекомендация нуждает-
ся в некотором уточнении. Последнее необходимо в связи с тем,
что коэффициенты k правильны лишь тогда, когда распределе-
ние суммарной погрешности подчиняется закону Гаусса, а это
получается только при достаточно большом количестве равных
по величине слагаемых **.
На рис. 77 приводится схема, иллюстрирующая влияние ме-
тода суммирования на результат. В качестве примера взято
определение величины погрешности установки 6y=a+A+ay
(см. также схему на рис. 75). Для большей наглядности вели-
* См., например, А. П. Соколовский. Курс технологии машиностроения,
Машгиз, 1947.
** Для любого числа любых по величине слагаемых правильна теоретиче-
ская формула 8В = — У(^1602 _|_ ... -р (fc„Bn)2. Однако коэффициент
учитывающий несоответствие распределения суммарной погрешности закону
Гаусса, в практических расчетах знать невозможно.
ПО
чина гарантированного зазора А (постоянная погрешность)
и допуски а и ау на базу и гнездо (переменные составляющие)
приняты равными каждый по единице.
Известно, что сложение двух равновероятных погрешностей
дает распределение суммарной по треугольнику (закон Симпсо-
на— см. рис. 39,г), т. е. явно отличающееся от нормального.
В соответствии с этим (см. строку 4 на рис. 77) результат сум-
мирования 1,73 /12 + I2 =2,4 явно неправильный, а общий ре-
зультат (14-2,4=3,4) соответственно явно ошибочен.
3 - «drtfflK. .-dflUD----. fy=74-7,22/Й7=2^
llllllllllllUllllllllll!
8у=7,75/7+7+7'=5
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Рис. 77. К сложению погрешностей
TiiHHliiiT
g ../Жь.—
Сложение трех равновероятных (строка 5) дает треугольник
с искривленными сторонами, ближе подходящий ik кривой Гаус-
са, но все еще далекий от нее. Результат совпадает с результа-
том арифметического 'сложения составляющих.
При увеличении количества слагаемых распределение сум-
марной погрешности довольно быстро подходит к нормальному,
но все же не так быстро, как хотелось бы. Поэтому, складывая
погрешности, обязательно учитывают следующие обстоятель-
ства.
1. Цель расчета — важность возможных последствий,
если результат будет завышенным или заниженным.
2. Количество суммируемых погрешностей:
а) коэффициент k= 1,73 практически достаточно правилен при
количестве не менее четырех-пяти слагаемых (коэффициент
6=1,22 хорош уже при трех 'Слагаемых с распределением по
треугольнику);
111
б) чем больше слагаемых, тем менее возможно, что каждое
из них действительно будет иметь равновероятное распределе-
ние, а не более благоприятное. Поэтому чем больше слагаемых,
тем ближе к единице можно принимать коэффициент k (в пре-
делах от 1,73 до 1),
в) при трех слагаемых, в предположении наихудшей воз-
можности, практически всегда оправдано арифметическое сум-
мирование (результаты ,в строках 1 и 5 одинаковы).
3. Величины слагаемых. Сл ага емые должны быть при -
мерно одинаковыми по величине. Ясно, например, что совмест-
ное суммирование 10 равновероятных погрешностей, из которых
одна равна 1, а остальные — каждая по 0,01, будет неправиль-
ным (§s= 1,73 ]/124-9(0,01)2= 1,75 —явно неправильно). Меж-
ду тем в практике разновеликость слагаемых встречается как
обычное явление.
Таковы основные обстоятельства. Кроме них, могут быть
различные иные, связанные с конкретными условиями. Напри-
мер, в приведенном случае определения погрешности установки
бу можно было бы учесть еще следующие обстоятельства.
А. Устанавливаемая база принадлежит детали. Если деталь
изготовляют .в больших количествах, то очень возможно, что при
обработке базы будет использовано автоматическое получение
ее диаметра (определенно судить об этом можно только зная
процесс). Следовательно, можно надеяться, что распределение
погрешности а будет не равновероятным, а более благоприят-
ным. Если к тому же деталь из цветного сплава (износ инстру-
мента очень мал), то приближение к нормальному распределе-
нию будет еще большим. Тогда будет еще больше оснований
посчитать неизвестное распределение а за нормальное (строка 6
на рис. 77).
Б. Установочное гнездо принадлежит приспособлению Поэто-
му, и тем более, что оно обрабатывается шлифованием, его диа-
метр обязательно будет получаться методом пробных проходов
и промеров. При таком методе обработки отверстия рабочий,
избегая брака, старается держаться ближе к .меньшему разме-
ру. В результате, если бы гнезд было много, можно ожидать
распределение погрешности ау, близкое к несимметричному тре-
угольнику (строка 6).
Таким образом, в конкретных условиях могут быть причины
не принимать неизвестное распределение за равновероятное.
Продолжая анализ приведенного примера, далее надо было
бы учесть, что условия сопряжения базы и гнезда принципиаль-
но отличаются от обычных условий оборки деталей. В данном
случае деталей (баз) много, но гнездо одно (одно и то же для’
всех деталей). Поэтому в совокупности погрешностей а и ау
последнюю нельзя рассматривать как обыкновенную перемен-
ную. Ее неизвестное действительное значение (в пределах вели-
112
чины Оу) будет одним и тем же (постоянным) при установке
всех деталей.
Таким образом, правильное суммирование погрешностей свя-
зано с учетом многих обстоятельств, в разных случаях 'различ-
ных. При этом отказ от арифметического суммирования требует
особенной осторожности при числе погрешностей, меньшем четы-
рех, и тем большей, чем важнее цель расчета.
Глава IV
ТЕОРИЯ БАЗИРОВАНИЯ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Теорией базирования называется часть учения о точности,
занимающаяся взаимными связями поверхностей.
Как установлено в предшествующей главе, обрабатывая по-
верхность, .в общем случае выдерживают две характеристики
точности и, соответственно, два вида размеров: размер самой
поверхности и исходный размер. Первый связывает между со-
Рис. 78. Координация поверхностей:
а—недопустимая в операционной карте; б—обыкновенная
в чертеже; в— одна из возможных в операционной
карте
бой точки обрабатываемой поверхности, обеспечивается избран-
ным методом обработки и к задачам о базировании отношения
не имеет. Второй связывает обрабатываемую поверхность с ис-
ходной базой, принадлежащей необрабатываемой (обработан-
ной ранее) части детали, и обеспечивается благодаря установке
детали в приспособлении. В установке участвуют: со стороны
детали —установочная база, со стороны приспособления — уста-
новочная поверхность.
Было указано также, что в операционной карте не допускают
более одного исходного размера (одной исходной базы) по од-
ному направлению координации поверхности (рис. 78, а), так
как иначе выполнение операции становится невозможным. В ра-
бочем чертеже, поскольку он изображает деталь в готовом виде,
ограничение количества конструкторских баз по отношению
113
к одной поверхности, естественно, не существует (см. рис. 78, б—
см. также в гл. III, § 4).
Из сказанного следует, что, обрабатывая поверхность, свя-
занную в чертеже с несколькими базами, лишь одну из них воз-
можно использовать в качестве исходной базы (например,
рис. 78, в). При этом в операции должны быть обеспечены такие
условия, чтобы необходимое положение поверхности относитель-
но других баз (на схеме — размер, показанный пунктиром) полу-
чалось «само собой». Задачи, возникающие при сопоставлении
разных условий и обеспечении наилучших условий путем целе-
сообразного выбора последовательности операций в технологи-
ческом процессе, относятся к теории базирования.
Рис. 79. Пример невоз-
можности обработки '
двух поверхностей в од-
ной операции (С помо-
щью одного приспособ-
ления)
В предшествующей главе подчеркивалось также, что устано-
вочная и измерительная базы обязаны быть «реальными» (см.
в гл. III § 4 определения баз), тогда как к конструкторским
и исходным базам такое требование не предъявляется. Это озна-
чает, что не всякую конструкторскую базу возможно использо-
вать в качестве базы установочной или измерительной. Задачи
о взаимосвязях баз, о целесообразном выборе их, также отно-
сятся к теории базирования.
Повышение степени концентрации операций в технологиче-
ском цроцессе с целью уменьшения количества потребных при-
способлений, использование высокопроизводительных много-
шпиндельных станков и автоматических линий, также бывает свя-
зано с задачами, относящимися к теории базирования. Напри-
мер, (рис. 79) обработать в одной операции поверхности 1 и 2,
и тем самым избежать необходимости в двух приспособлениях,
невозможно, так как деталь невозможно установить с нужной
для этого точностью. Получение такой возможности связано
с определением величины необходимого повышения точности
взаимного расположения баз (поверхности 3 и 4) и с выбором
целесообразного способа установки детали (см. например,
в гл. VIII, §5).
К теории базирования относятся также все задачи о так на-
зываемом распределении (в частности—рас пол о ви-
н ива ни и) погрешностей, к которому часто прибегают при
установке деталей. Вообще, под распределением погрешности во
взаимном расположении двух элементов А и В понимают созда-
ние таких условий, в которых влияние этой погрешности на по-
ложение А и В относительно третьего элемента С делится
114
в каком-либо необходимом отношении, в частности — поровну
(располовинивание). Распределение погрешностей, с которыми
деталь поступает на операцию, бывает благоприятно не только
для упрощения достижения заданной точности обработки, но
и для уменьшения неравномерности припусков, снимаемых при
обработке. Например (рис. 80), допуск а на взаимное располо-
жение поверхностей А и В будет целиком влиять на колебания
величины действительного припуска на операции 1 и вовсе не
Рис. 80. Влияние располовинивания допуска а
(схема 3) на величину действительного при-
пуска
будет сказываться в операции 2. При распбловинивании (схе-
ма 3) его влияние распределится на обе операции, поэтому
в каждой из них оно будет меньшим, чем в операции 1.
Общее значение задач, относящихся к теории базирования,
состоит в том, что правильное их решение ведет к повышению
экономичности технологического процесса. Большинство этих
задач группируется вокруг выбора баз, способов установки де-
талей и способов взаимной координации элементов приспособ-
лений, поэтому все они в какой-то мере взаимосвязаны.
К- настоящему времени теория базирования вследствие ее
сложности разработана слабо — в ней еще очень мало обобще-
ний. В практической работе она выступает в виде некоторых
рекомендаций и общих (до некоторой степени) правил, руковод-
ствуясь которыми, упрощают достижение заданной точности
взаимного расположения поверхностей детали при автоматиче-
ском получении этой точности. Из таких правил наиболее об-
щим и важным является так называемый принцип совмещения
баз.
§2. ПРИНЦИП СОВМЕЩЕНИЯ БАЗ
Общее понятие о совмещении баз
Принципом совмещения баз руководствуются при построении
каждой отдельной операции и при назначении последовательно-
сти операций в этапе процесса. Соблюдение его при обработке,
115
выполняемой без выверки детали и пробных проходов и про-
меров упрощает достижение требуемой точности положения
поверхности, а при контроле положения обработанной поверх-
ности — измерение деталей.
В общем случае поверхности детали проходят несколько эта-
пов обработки ‘(см. гл. I, § 3). Принцип совмещения баз спра-
ведлив по отношению к любому этапу технологического процес-
са, но, естественно, более важен для операций точных, а не гру-
бых. Поэтому покажем его применительно к окончательному
этапу процесса. Это позволит также, описывая принцип, сопо-
ставлять операционный эскиз с- рабочим чертежом детали, а не
операционные эскизы друг с другом, что менее удобно в чисто
терминологическом отношении (см. сноску на стр. 119).
Рассмотрим сущность этого принципа.
Описанные ранее четыре вида баз (см. гл. III, § 4) соответ-
ствуют четырем положениям одной и той же поверхности, фик-
сируемым (или могущим быть зафиксированными — это зави-
сит от того, как подробно- разрабатывают операции процесса)
в документах, по которым изготовляют деталь:-
конструкторская база — чертеж детали — положение
поверхности, заданное в чертеже;
исходная база — эскиз обработки (операционная кар-
та) — положение поверхности, выдерживаемое при ее обработке;
установочная база — эскиз установки (операционная
карта) —положение детали, при котором выдерживается поло-
жение поверхности, заданное в эскизе обработки;
измерительная база — эскиз -контроля (карта конт-
роля) — положение поверхности, контролируемое после обра-
ботки.
В самом общем виде принцип совмещения баз по отношению
к какой-либо поверхности состоит в том, чтобы использовать
в качестве конструкторской, исходной, установочной и измери-
тельной баз, по отношению к этой поверхности, один и тот же
элемент детали.
Если рассматривать всю работу по созданию детали, начиная
от составления чертежа и до окончательного контроля готовой
детали, то принцип совмещения баз на разных стадиях этой ра-
боты предстает в разной форме, тйк как решения, принятые
на предшествующих стадиях, предопределяют последующие ре-
шения.
Первым на пути создания детали появляется рабочий чертеж
детали и, следовательно, все конструкторские базы детали. От
того, каким образом будут взаимно координированы поверхно-
сти детали на чертеже-—какими будут конструкторские базы —
зависит возможность использования их в качестве баз техноло-
гических. Поэтому для конструктора детали принцип совмещения
баз предстает-в своей самой о бщей и полной форме.
116
Для технолога конструкторская база всегда является задан-
ной, так как он работает по чертежу детали. Для него этот же
принцип состоит в том, чтобы использовать в качестве
технологических баз (исходной, установочной и измери-
тельной) конструкторскую базу.
Назначая в операционной карт^ установочную базу, технолог
затрагивает область работы конструктора приспособлений. Для
конструктора приспособления этот же принцип состоит в том,
чтобы не по л ьз о в а т ь в качестве установочной ба-
зы исходную базу.
С позиций конструктора специального измерительного прибо-
ра и с позиций контролера, проверяющего положение обрабо-
танной поверхности, этот же принцип заключается в том, чтобы
использовать в качестве измерительной базы:
а) исходную базу, если контролируется положение по-
верхности, заданное исходным размером, т. е. контроль проме-
жуточный;
б) конструкторскую базу, если контроль окончатель-
ный и производится по чертежу детали. ।
Принцип совмещения баз при построении операции
На рис. 81 показаны примеры совмещения (вверху) и несов-
мещения (внизу) всех четырех баз по отношению к поверхно-
сти П детали, чертеж которой (схема) показан слева (предпола-
гается, что операция окончательная и последняя в процессе).
Конструкторской базой по отношению к поверхности П слу-
жит поверхность К, так как именно относительно нее координи-
нировано в. рабочем чертеже положение поверхности П (раз-
мер А).
Построение операции, показанное вверху, полностью от-
вечает принципу совмещения баз и является наилучшим из
возможных. Оно характерно тем, что конструкторская база К
использована в качестве исходной базы для координации обра-
батываемой поверхности, в качестве установочной базы — при
установке детали и в качестве измерительной базы — для конт-
роля положения поверхности П после обработки.
Построение, показанное внизу, иллюстрирует полное на-
рушение принципа совмещения баз и является наихудшим
из возможных. Оно характерно тем, что ни одна из баз не сов-
мещена с другой.
Использование в качестве баз по отношению к одной и той
же поверхности разных элементов детали заставляет считаться
с погрешностями взаимного расположения этих элементов —
баз. Так, сопоставляя чертеж и схемы, показанные внизу (см.
рис. 81), можно видеть, что сделанным выбором технологических
баз предопределены следующие величины погрешностей взаим-
ного расположения баз:
117
1) выбором исходной базы:
ИБ и КБ — погрешность 5и.к=бс = 0,1 мм;
2) выбором установочной базы:
УБ и КБ — погрешность «у.к=6в=0,1 мм;
УБ и ИБ — погрешность х = 6в+6с = 0,2 мм;
3) выбором измерительной базы:
Из Б и КБ — погрешность sH3.K=6D+6B=0,2 мм;
Из Б и ИБ — погрешность -8Из.и=6о+бв + бс = 0,3 мм.
Зскиз
обработки
ИБ = КБ
Зскиз
обработки Зеки з
и установки контроля
к
Допуски размеров: |
бд=бв=бс=5в=/47 у-*
Аг
УБ*ИБ*КБ ИЗБ*ИБ*УБ*КБ
ИБ+КБ
Рис. 81. Совмещение (вверху) и несовмещение (внизу) всех
четырех баз.
Обозначения баз: КБ—конструкторская; ИБ — исходная;
УБ — установочная; ИзБ — измерительная
Погрешности взаимного расположения баз являются произ-
водственными погрешностями и обусловливают возникновение
погрешностей от несо вмещения баз, выступающих в роли
составляющих погрешности обработки (при обработке) или по-
грешности измерения (при контроле).
Весьма важно, что появление погрешностей от несовмещения
бае обусловлено' не самим процессом обработки, установки или
измерения, а исключительно выбором баз. В этом со-
стоит их принципиальное отличие от всех других погрешностей.
После выбора баз, не исключившего такую погрешность, изме-
нить ее величину на данной операции уже невозможно. Это обя-
зывает компенсировать такую погрешность повышением точно-
сти самого процесса. В этом смысле погрешности от несовмеще-
118
ния баз всегда являются вредными, как бы п а р аз итвч ее к и-
м и, и потому особенно нежелательными.
Рассмотрим последствия разных видов несовмещения баз при
обработке поверхности и при контроле.
Несовмещение баз при обработке. Автоматическое получение
операционных размеров исключает необходимость измерения их
при выполнении операции. Поэтому при обработке имеют зна-
чение базы конструкторская, исходная и установочная.
Конструкторская база и чертежный размер * служат основа-
нием, на котором строится операция. Ни ту, ни другой .в опера-
ционной карте не указывают, но технолог руководствуется ими.
Для него чертежный размер играет роль предписания, которое
он обязан выполнить. Выполняя это «предписание», технолог
проставляет в карте исходный размер, т. е. указывает исходную
базу и величину размера. Это указание, в свою очередь, являет-
ся обязательным предписанием для исполнителя операции.
Для автоматического получения исходного размера необхо-
дима установочная база. Указывая ее в операционной карте, тех-
нолог тем самым предопределяет положение, которое займет
исходная база в рабочей зоне станка. Результат несовмещения
баз по отношению к какой-либо обрабатываемой поверхности
(например, П на рис. 81) всегда один и тот же: ужесточение
допуска на исходный размер по сравнению с тем, каким он мо-
жет быть при совмещении этих баз. К этому могут быть две
разные причины, в зависимости от вида несовмещения баз:
1) необходимость избежать брак по- чертежному -разме-
ру А, если ис х од н а я база не совмещена с конструктор-
ской базой (рис. 82, а);
2) необходимость избежать брак по ис х о дно му размеру
А', если исходная база не совмещена с установочной
(рис. 82, б).
Несовмещение всех трех баз (рис. 82, в) представляет собой
одновременно два указанных выше основных вида несовмеще-
ния баз.
Несовмещение исходной базы с к о н с т /р у к т о р с к ой —
первый основной вид несовмещения баз (см. рис. -82, а) —вызы-
вает в чертежном размере (А) погрешность йи.к от несовме-
щения этих баз. Поэтому во избежание брака по чертежно-
му размеру (А) допуск бд' на исходный размер (А') должен
* Если бы ранее мы не оговорили, что рассматриваем в качестве -при-
мера последнюю операцию окончательного этапа процесса, то -сейчас при-
шлось бы сказать не «чертежный размер», а «чертежный размер с учетом
припусков по этому размеру, предусмотренных на дальнейшую обработку как
самой базы, так -и .поверхности, обрабатываемой в данной операции». Много
подобных оговорок понадобилось бы и далее. Если бы взять пример не с
плоскими поверхностями, а с цилиндрическими, то, при -размерах связываю-
щих осн, можно было о припусках не упоминать, но схемы 'были бы менее
наглядны.
119
быть меньше допуска 6а на величину Ли.к, т. е. нужно назначать
6а ' ^6а— Ли. к-
Для детали, схема1 которой показана на рис. 81, допуск 6а =
=0,1 мм. При исходной базе согласно рис. 82, а величина Ли. к=
=£и. к=6с=0,1 мм. В результате получается 6а1 =С6а — Ли. к=С
^0,1—0,1 ^0, т. е. в данном случае требуется абсолютно точное
соблюдение исходного размера А'. Поскольку это невозможно, то
невозможно и соблюдение чертежного размера А.
Для того чтобы уменьшить Ли. к, нужно уменьшить допуск на
размер детали С, выдерживаемый в предшествующих операци-
ях. Например, если уменьшить 6С с 0,1 до 0,05 мм, то можно бу-
дет назначить на исходный размер допуск 6А' — 0,05^
^0,05 мм.
Несовмещение исходной базы с установочной ба-
зой —второй основной вид неоовмещения баз (см. рис. 82, б) —
вызывает в исходном размере (Д') погрешность Л от несов-
мещения этих баз. Поэтому во избежание брака деталей по
исходному размеру (Д') допуск 6а на этот размер должен
быть уменьшен на величину Л по сравнению с тем, каким он мог
быть при совмещении этих баз (т. е. при Л='0).
В данном случае (операция последняя в процессе) он мог бы
быть равным чертежному допуску 6а =0,1 мм. Однако Л=5=
=бв=0,1 мм, и получается, что из условия 6аг £^6а — Л он не
может быть больше, чем =6а — Л=0,1—0,1=0. (Результат
получился численно равным предыдущему — см. выше несовме-
щение исходной базы с .конструкторской — случайно, только по-
тому, что на чертеже детали бс = 6в=6д) -
Для того чтобы уменьшить величину Z, нужно уменьшить до-
пуск на размер В детали, выдерживаемый в предшествующих
операциях. Например, если снизить 6В с 0,1 до 0,05 мм, то мож-
но будет назначить на исходный размер допуск 6 а cJ6a —
— 0,05^0,05 мм. ;
Несовмещение всех'трех баз (см. рис. 82, в) вызывает
в чертежном размере (Д) погрешность Ли. к и одновременно
в исходном размере (Д') погрешность Л. В таком случае допуск
6а' на исходный размер приходится уменьшать по сравнению
120
с чертежным допуском 6а на величину, всегда большую,
чем величина Ли. к или Л взятые в отдельности.
При условии, Что Ли.к и Л зависят от разных размеров,
выдерживавшихся в предшествующей обработке детали, допуск
6а’ требуется уменьшить по сравнению с 6а дважды: сначала
на величину Ли.к> а затем еще на величину Л, т. е. 6а ' ^&а —
—' (Ли. к+Л).
В данном случае (см. рис. 81 и 82, в) взаимное расположение
трех баз таково, что Ли. к=6с, а Л=6в+бс, т. е. погрешность раз-
мера С входит и в Ли. к и в Л. В силу того, что каждая производ-
ственная погрешность по отношению к одному и тому же разме-
ру не должна учитываться дважды, допуск 6а' должен быть
меньше допуска бА только на величину 6B+i6c- 'Однако и эта ве-
личина (6в+6с = 0,1+0,1 =0,2 мм) вдвое превышает допуск
6а=0,1 мм.
Для того чтобы получить 6а '>0, нужно соответственно умень-
шить допуски 6В и 6с- Например, если назначить их 6В—6С =
=0,0i3 мм, то на исходный размер можно будет назначить допуск
6а' ^£6а — (6в + 6с) ^£0,1 — (0,03+0,03) 0,04 мм.
Таким образом, несовмещение исходной базы с конструктор-
ской или с установочной (и тем более несовмещение всех трех
баз) требует ужесточения допуска на • исходный размер по
сравнению с возможным в случае совмещения этих баз.
Кроме того, оно может требовать также ужесточения допусков
и в предшествующих операциях (см. выше уменьшение 6В и 6С),
что не менее важно, так как почти всегда неизбежно.
Последнее станет очевидным, если учесть, что этап процесса
формируют из операций однородных, имеющих приблизительно
одинаковые операционные допуски (в приведенном выше при-
мере это упрощенно представлено равенством 6а =бв = 6С = 6В) •
Вследствие этого погрешность от несовмещения баз получается
одного порядка с величиной операционного допуска (или даже
больше его). Поэтому не уменьшать ее (т. е. не ужесточать до-
пуски в предшествующих операциях) можно лишь тогда, когда
какую-либо грубую операцию (большой операционный допуск)
помещают в точный этап процесса (малые Ли. к или Л).
Уменьшение допуска на исходный размер усложняет опера-
цию, переводит ее в разряд более точных со всеми вытекающи-
ми из этого последствиями. Естественно, что имея в виду сни-
жение стоимости изготовления детали, разрабатывая каждую
операцию процесса, стремятся прежде всего к совмещению баз.
Несовмещение баз при контроле. Аналогичную отрицательную
роль, но не в процессе обработки, а в процессе контроля поло-
жения обработанной поверхности, играет несовмещение измери-
тельной базы с той базой (конструкторской — при окончатель-
ном контроле, или с исходной — при промежуточном контроле),
относительно которой задано (и должно быть проверено) это
положение. Возникающая от несовмещения этих баз погреш-
121
ность входит в .качестве одной из составляющих в погрешность
измерения.
Например, при контроле положения поверхности П (см.
рис. 81) согласно схеме, показанной внизу справа (размер А")
погрешность измерения от несовмещения баз будет:
а) при контроле по чертежному размеру А погрешность
^из.к=5из.к=6с+6в=0,2 мм;
б) при контроле по исходному размеру А' погрешность
Лиз. и = ®Из. и = бс+бв + бс = 0,3 мм. |
Очевидно, что в данном случае заменить непосредственное
измерение, например, размера А' (или Л) непосредственным из-’
мерением размера А" невозможно. Выбранная в качестве изме-
рительной базы поверхность не может выполнять такую роль
при контроле размера А' (или Д) в силу очень большой погреш-
ности ОТ неСОВМещеНИЯ баз Лиз. и (или Лиз. к) •
Контроль размера А' (или Д) измерением размера А" был
бы возможен при условии, что ХИз.и (или Лиз.к) существенно
меньше допуска 6а» (или 6А)- Однако и в этом случае он нуж-
дается в особом подходе. Детали, забракованные по размеру
А' (или А), нельзя браковать окончательно. Все они должны
быть вновь проверены по размеру А' (или А) другим методом,
исключающим погрешность измерения от несовмещения баз
Лиз. и (или Лиз. к) (см. далее в § 4).
Принцип совмещения баз и последовательность операций -
В основе решения задач о целесообразной последовательно-
сти операций внутри этапа технологического процесса также ле-
жит принцип совмещения баз. Оказывается, что для избежания
погрешности от .несовмещения баз последовательность операций
должна быть согласована с взаимной координацией поверхностей
на чертеже детали. Это вытекает из следующих рассуждений.
1. Каждая из двух поверхностей, связанных на чертеже де-
тали одним размером, является конструкторской базой по отно-
шению к другой. Следовательно, при обработке одной из них
роль установочной и исходной базы должна выполнять другая
(принципсовмещения баз).
2. Поверхность уже обработанная (в данном этапе) имеет
точность большую, чем любая из еще не обрабатывавшихся.
Следовательно, именно она должна служить установочной и ис-
ходной базами на следующей операции. Но согласно положе-
нию 1 в этой последующей операции обязана быть обработана
не любая поверхность, а та, с которой обработанная поверхность
непосредственно связана.
3. На основании изложенных выше положений 1 и 2, третьей
по счету может обрабатываться лишь поверхность, связанная
с одной из двух уже обработанных. Четвертой по счету нужно
122
обрабатывать поверхность, связанную с третьей или с одной из
двух ранее обработанных, и т. д. для всех поверхностей детали.
Таким образом, порядок обработки поверхно-
стей (последовательность операций в этапе процесса) не мо-
жет быть произвольным, а должен соответствовать ко-
ординации поверхностей на чертеже детали. На
рис. 83 показан один из возможных способов взаимной координа-
ции пяти поверхностей детали и несколько соответствующих ему
порядков обработки этих поверхностей (начиная с поверхно-
сти 1).
Рис. 83. Координация по-
верхностей на чертеже и
необходимая последова-
тельность их обработки
Рис. 184. Поверхность А должна
быть обработана раньше, чем по-
верхности а,!, а2 и а3, а поверх-
ность Б — раньше, чем б,!; б2 и бэ
В случаях когда одна поверхность детали связана не с одной,
а с несколькими другими (например, поверхность А или Б на
рис. 84), из положения 1 вытекает, что базами при ее обработке
должны служить одновременно все эти другие поверхности (аь
«2, а3 при обработке А и бь б2, б3— при обработке Б). Однако
это невозможно. Установочной и исходной базами может слу-
жить лишр какая-либо одна из них. При этом неизбежно нару-
шается принцип совмещения баз (положение 1) по отношению
к остальным. Последствия этого тем менее существенны, чем
большие припуски имеют упомянутые остальные поверхности.
Отсюда вытекает одно .из главных правил построения процесса:
в совокупности взаимосвязанных поверхностей должна быть
обработана в первую очередь та поверхность, с которой связа-
но наибольшее число других.
После обработки такой поверхности (например А или Б на
рис. 84) все другие с ней связанные (alt а2, az после А или б,,
б2, б3 — после Б) могут обрабатываться в произвольном поряд-
ке. При этом установочной и исходной базами для каждой из
них должна служить поверхность, обработанная в первую оче-
редь (Л —для alt а2, а3 и Б — для бь б2, б3).
Из изложенного следует, что изменение координации поверх-
ностей на чертеже детали требует иной последовательности опе-
раций в процессе. Например, для координации А поверхностей
условной детали, показанной на рис. 85, наилучшей последова-
тельностью операций будет вариант а, в то время как для коор-
123
ошибочным) для координации
Рис. 85. Вариант процесса а соот-
ветствует координации А, но яв-
ляется грубо ошибочным для ко-
ординации Б. Вариант процесса
б — соответствует координации
Б, но ошибочен для координа-
ции А
динации Б лучшим будет вариант б. Сопоставляя схемы, мож-
но видеть, что вариант обработки а не пригоден (будет грубо
Б из-за несовмещения устано-
новочной и исходной баз на
операциях №1,2 и 4; вариант
обработки б не пригоден для
координации А, так как такое
же нарушение принципа сов-
мещения баз будет иметь ме-
сто на операциях № 3 и 4.
§3. ВЫБОР УСТАНОВОЧНОЙ БАЗЫ
Общие условия
Установочная база — самая
важная из технологических
баз в том смысле, что требо-
вания к ней самые сложные.
Поэтому ее выбирают раньше
других — самой первой.
В общем виде можно так
сформулировать условия, ко-
торыми руководствуются при
выборе установочной базы:
1. Установочной базой дол-
жна служить та поверхность
детали, относительно которой
в чертеже детали координиро-
вана обрабатываемая поверхность (совмещение установочной
базы с базой конструкторской).
2. Точность, форма и размеры установочной базы должны
обеспечивать хорошую устойчивость детали на установочных
элементах приспособления и простоту закрепления детали (про-
стота необходимого приспособления).
Таким образом, выбирая установочную базу,) прежде всего
выясняют, пригодна ли для такой роли конструкторская база.
Положительный ответ означает, что задача решена — установоч-
ная база выбрана. Остается указать эту базу в операционной
карте и проставить от нее исходный размер, т. е. совместить
с ней базу исходную.
Однако такое наилучшее и простое решение возможно не
всегда, так как конструкторская база не всегда пригодна для
выполнения функций установочной базы. Один из таких приме-
ров показан на рис. 86 вверху. На чертеже детали (схема а)
координата дна паза задана так (размер А), что для операции
фрезерования пава нужно устанавливать деталь по схеме б.
Однако торец К мало пригоден для роли установочной базы —
его использование в этой роли серьезно усложнит необходимое
124
приспособление (деталь «висит»). Этого можно избежать, если
устанавливать деталь по схеме в, т. е. отказаться от совмещения
баз. Аналогичный случай представлен на том же рисунке внизу.
Базы будут совмещены при установке детали по схеме б.
Однако осуществить такую установку трудно (устойчивость де-
тали получается очень плохой). Отказ от совмещения баз (схе-
ма в) позволит применить приспособление значительно более
простое.
Рве. 86. Прим-еры «плохой» конструкторской базы:
«а—чертеж детали; б—установочная база совмещена с
конструкторской базой; в—установочная база не совме-
щена с конструкторской базой
Подобных явно неблагоприятных и сомнительных случаев по
сравнению с такими, когда целесообразность совмещения баз
очевидна — не очень много, но они встречаются, и тогда у тех-
нолога могут оказаться веские причины для отказа от совмеще-
ния баз. Приняв такое решение, он тем самым ставит перед со-
бой новую задачу: выбрать установочную базу из числа других
поверхностей детали.
Выбор в условиях отказа от совмещения баз
В таких условиях погрешность от несовмещения баз стано-
вится неизбежной. Выбирая базу, всегда руководствуются одной
и той же целью: уменьшить вредные последствия несовмещения
баз. Пути к такой цели зависят от конкретных условий, а воз-
никающие задачи не всегда просты. Ниже приводятся некоторые
правила и общие положения, относящиеся к решению таких за-
дач (пп. 1, 2, 3 и 4).
1. Правило первоочередности обработки лучшей из двух уста-
новочных баз. Оно заключается в том, что из двух взаимно свя-
занных поверхностей детали должна быть в первую очередь
125
обработана та, которая более пригодна для роли установочной
базы. Правило основано на том, что из двух операций обработ-
ки двух взаимно связанных поверхностей последующая опера-
ция всегда ответственнее (точнее) предшествующей; следова-
тельно, она более нуждается в лучшей установочной базе.
Иллюстрируя это правило (как и другие, описываемые ниже), будем
иметь в виду обработку каждой поверхности сразу начисто.
У детали, .показанной на рис. 87, .плоскость — база хорошая, а связанное
с ней отверстие — очень плохая. Правило требует, чтобы в первую очередь
была обработана плоскость.
В варианте а правило нарушено, вследствие чего вторая (более точная)
операция выполняется на плохой базе. (Предположим, что это недопустимо;
тогда улучшение условий надо искать не в отказе от совмещения баз на этой
Рис. '87. Два варианта последовательности операций;
а—плохой вариант; б—лучший вариант
операции, а в соблюдении правила. Если выполнить его без нарушения прин-
ципа совмещения баз невозможно (например, потому, что отверстие, не будучи
обработанным, вообще не может служить базой), то возникает вариант б.
В этом варианте размер А получается не только в условиях совмещения баз,
но 'и на хорошей установочной базе. Погрешность от несовмещения баз (на
операции 1) будет сказываться не на точности размера А, а на колебании
величины припуска на обработку отверстия, что менее существенно.
Описанное правило имеет в виду только одну из двух
взаимно связанных поверхностей детали. Поэтому если не одна,
а несколько поверхностей имеют общую конструкторскую базу,
не пригодную для использования в роли установочной ба-
зы, то правило позволяет выдержать в условиях совмещения баз
лишь какой-либо один из чертежных размеров.
Например, из трех поверхностей детали, связанных размерами А и &
(рис. 88), требованию к установочной базе (устойчивость детали, простота
закрепления) лучше всех отвечает плоская поверхность (по отношению к раз-
меру Л), хуже —торец бобышки (по отношению к размеру Б) и еще хуже —
отверстие в горизонтальной бобышке (как по отношению к размеру А, так
и к размеру Б). Однако именно с этой последней поверхностью связаны две
другие.
Предположим, что это отверстие вовсе не может служить установочной
базой. Тогда, в соответствии с правилом первоочередности обработки лучшей
из двух баз, можно вначале обработать плоскую поверхность, а затем — от-
верстие, выдержав чертежный размер А в условиях совмещения баз. Но п о-
сле этого такой же прием по отношению к размеру Б становится невоз-
можным (отверстие уже обработано).
Вместо плоской поверхности можно сначала обработать торец бобышки,
затем—.отверстие, выдержав в условиях совмещения баз размер Б; но тогда
этот прием станет невозможным по отношению к размеру А.
Таким образом, лишь один из двух чертежных размеров (Д или Б) мож-
но выдержать в условиях совмещения баз. Другой (или остальные — если бы.
126
с отверстием было связано более двух поверхностей) неизбежно придется
выдерживать в условиях несовмещения баз. Установочную базу для обеспе-
чения этого размера требуется выбирать из числа других поверхностей де-
тали.
Естественно, что правило первоочередности обработки луч-
шей из двух баз не может помочь и в тех случаях, когда
ни одна из двух взаимно связанных поверхностей не может
служить установочной базой.
Даже приведенные простейшие примеры показывают, что
после отказа от совмещения баз в данной операции, выбор уста-
новочной базы усложняется необходимостью делать его в тес-
ной связи с выбором баз для других операций.
Рис. 88,. Две поверхности
связаны с одной, не
пригодной для роли
установочной базы
Рис. 89. 'Поверхность К не-
пригодна для использования
в качестве установочной
базы; поверхность М 'будет
лучшей установочной базой,
чем поверхность N
2. Условие наименьшей погрешности от несовмещения баз.
Это самое общее (наиболее широкое) условие, которым руко-
водствуются, выбирая установочную базу, при невозможности
совместить ее с конструкторской. В случае совмещения баз по-
грешность от несовмещения баз отсутствует (равна нулю). Есте-
ственно, что после отказа ют совмещения баз нужно использо-
вать в качестве установочной базы ту из поверхностей детали,
которая наиболее точно расположена относительно конструк-
торской базы.
Например, отказываясь использовать в качестве установоч-
ной базы в операции обработки отверстия (рис. 89) конструк-
торскую базу (поверхность К), нужно воспользоваться для этой
цели поверхностью М (к=0,2 мм), но- не поверхностью N (Z =
=0,4 мм).
Этим общим условием удобно руководствоваться, выбирая
установочную базу по чертежу детали или на границах
этапов технологического процесса. Однако, ориентируясь на не-
го при разработке операций в середине этапов процесса, легко
допустить просмотр — ошибку.
Последнее обусловлено тем, что в каждый момент процесса
точность положения разных поверхностей детали не одина-
ково близка к точности, заданной в чертеже. Есть поверх-
127
ности, уже прошедшие тот этап, которого еще ждут другие, уже-
сточение допусков (например, из-за несовмещения баз) кос-
нулось одних параметров, но не затронуло других и т. д.
Вследствие этого поверхность,, отвечающая условию 2 (наиболее
точно расположенная относительно конструкторской базы) н а
чертеже (т. е. у готовой детали), может не быть таковой
у полуфабриката, поступающего на данную операцию.
Это обстоятельство может ускользнуть от внимания техноло-
га, так как параметры полуфабриката разбросаны по многим
операционным картам предшествующих операций.
По этой причине, ориентируясь на условие 2 и пользуясь им
для самоконтроля, выполняют прежде всего менее универсаль-
ное, но более простое правило. Для краткости можно назвать
его правилом единой установочной базы.
3. Правило единой установочной базы. Правило состоит в том,
что две поверхности — данную и поверхность, являющуюся по
отношению к ней конструкторской базой— обрабатывают, поль-
зуясь единой (одной и той же) установочной базой.
Правило учитывает одну из общих закономерностей образо-
вания погрешностей в условиях несовмещения баз. Она состоит
в том, что в случае обработки двух любых поверхностей дета-
ли на разных установочных базах, погрешность взаимного
положения обработанных поверхностей получается большей,
чем после обработки их на одной базе, на величину по-
грешности взаимного р а с положения уст <а н о веч-
ных баз. Отсюда следует, что для получения наименьшей по-
грешности от несовмещения баз в размере, связывающем
поверхности, необходимо обе их обрабатывать относительно
единой базы.
Соблюдение такого правила «автоматически» обеспечивает
общее условие 2.
В качестве примера обратимся к рис. 90, на котором вверху изображена
схема (чертеж) той же детали, что и на рнс. ®9,
Предположив, что поверхности М и N уже обработаны, рассмотрим три
варианта '(а, б и в) обработки отверстия (операция № 2) и плоской поверх-
ности К, служащей по отношению к отверстию конструкторской базой (опе-
рация № 1). Для простоты на обеих операциях во всех трех вариантах по-
казана одна и та же выдерживаемая точность обработки (±0,05 мм). Каче-
ство выбора установочной базы в операции № 2 (обработка отверстия)
будем оценивать по величине ожидаемой погрешности обработки для разме-
ра А, координирующего отверстие на чертеже.
Вариант а. Установочной базой при обработке отверстия служит поверх-
ность М (соблюдено условие 2). Поверхность К обрабатывается также от-
носительно М '(соблюдено правило 3—поверхность М служит единой уста-
новочной базой). Ожидаемая погрешность обработки для размера А полу-
чается равной ±0,1 мм (эскиз аЗ).
Предположим, что в операции № 1 поверхность М не может служить
установочной базой (например, потому, что для обработки поверхности К
такое положение детали на станке неприемлемо). Допустим, что поэтому по-
верхность М заменили поверхностью N (эскиз 61), но в операции № 2 такую
замену не сделали (эскиз 62). Тогда получится вариант 6.
128
Вариант б. Установочной базой при обработке отверстия служит по-
верхность М. Поверхность К обрабатывается относительно поверхности N.
Ожидаемая погрешность обработки для .размера А возрастает с ±0,1 до
±0,2 мм (эскиз 63)..
Проверка варианта на правило единой установочной базы (правило 3)
легко1 обнаруживает допущенную ошибку. Сопоставив эскизы 61 и 62, легко
видеть, что отверстие и поверхность (конструкторская база по отношению
к нему) обрабатываются относительно' разных установочных баз. Правило
Рис. 90'. Выбор установочной базы:
а—обработка двух поверхностей относительно одной установочной
базы (М); б—обработка относительно двух разных баз (М и N);
в—обработка относительно одной базы (N)
нарушено, а вместе с ним нарушено и условие о наименьшей погрешности от
несовмещения баз (условие 2). Этим объясняется возрастание ожидаемой по-
грешности для размера А.
Проверка операции 62 непосредственно по условию 2 требует большей
внимательности, но приводит к тому же выводу. В самом деле, поверхность
М, назначенная установочной базой при обработке отверстия, наиболее точно
расположена относительно конструкторской базы К на чертеже. Но рассмот-
рев эскизы, можно видеть, что после операции 61 наиболее точно располо-
женной относительно К оказывается не эта поверхность, а поверхность N.
Вариант в. Ошибка, допущенная в операции 62, исправлена. Обе поверх-
ности (отверстие м поверхность К) обрабатываются относительно единой
установочной базы N. Правило 3 выполнено. Ожидаемая погрешность для
размера А получается равной ±0,1 мм ('эскиз вЗ), т. е. такой же, как по ва-
рианту а.
Можно видеть, что выполнение правила обеспечивает наименьшую по-
грешность от несовмещения баз независимо от того, какая из поверхностей
5 1368 129
Рис. 91. Схема поршня
детали будет выбрана в качестве единой базы. Несмотря на то, что в вари-
анте а такой базой служила поверхность М, а в варианте в — поверхность
N, — результаты одинаковы. Однако можно также видеть, что варианты а
и в равноценны только по отношению к операции № й (по отношению к раз-
меру Л). 'По отношению же к операции № 1 (размер Б) они неодинаковы.
В варианте в ожидаемая погрешность (±0,15 мм) для размера Б больше,, чем
погрешность (±0,05 мм) в варианте а. Это случилось потому, что в опера-
ции el поверхность К оказалась обрабатываемой в условиях несовмещения
баз, тогда как в операции al базы совмещены.
Таким образом, правило единой базы охватывает только две
взаимно связанные поверхности: одна из них—данная рассмат-
риваемая, а вторая — конструкторская база по отношению к ней.
Однако это не исключает
возможные трудности в со-
блюдении других размеров
(например, размер Б на
рис. 90). Подобных трудно-
стей возникает в технологи-
ческом процессе тем больше,
чем больше в нем операций,
не допускающих совмеще-
ния баз. Если число таких
операций значительно, то
правило единой установоч-
ной базы расширяют. Оно
превращается в так назы-
ваемый принцип постоянст-
ства установочной базы.
4. Принцип постоянства установочной базы. В наиболее пол-
ной форме принцип состоит ,в том, что обработку всех поверхно-
стей детали выполняют, пользуясь на всех операциях одной
и той же (постоянной) установочной базой.
Практически этот принцип применяют только для большой
или меньшей группы поверхностей, в зависимости от конкретных
условий.
Например, в рабочих чертежах поршней (рис. 91 —схема детали и часть
размеров) боковая поверхность и отверстие под палец всегда связаны усло-
вием пересечения их осей. Всегда связаны между собой днище и отверстие под
палец (размер Д).
С этими тремя главными поверхностями (каждая из которых мало при-
годна для использования в качестве установочной базы) связано большинство
других поверхностей детали (например, размеры Б, В, Г, Д, овал на боковой
поверхности и др.). Среди прочих поверхностей имеется много пар таких, ко-
торые также невозможно или затруднительно обработать в условиях совме-
щения баз (например, пары, связанные размерами Е, Ж. 3 и др.). В конечном
счете оказывается, что в технологическом процессе будет очень много опера-
ций, для которых совмещение баз невозможно или нерационально. Главное
же, что в число таких операций попадают не только второстепенные (по точ-
ности и трудоемкости), но и серьезные операции, определяющие характер
процесса.
В подобных случаях, признав неизбежность нарушения принципа совме-
щения баз на многих операциях, применяют к ним принцип постоянства уста-
новочной базы.
130
двух поверхно-
Рис. 92. Обработка
стей в условиях несовмещения баз:
а—обработка при постоянной установоч-
ной базе; б—обработка относительно раз-
ных установочных баз
В частности, почти все операции обработки поршня выполняют, пользу-
ясь в качестве установочных баз торцом юбки (установка в направлении оси
боковой поверхности) ;и цилиндрической выточкой в юбке (установка в пер-
пендикулярном направлении).
Принцип постоянства установочной базы эффективен
лишь при соблюдении о с о б ы х т р е б о в а н и й к точ-
ности установки базы, так как выполнение его уменьшает
лишь погрешность X от несовмещения баз, т. е. только одну из
составляющих погрешности Р,
связанной с установкой де-
тали. Величина второй состав-
ляющей бр, являющейся функ-
цией погрешности установки бу
(см. гл. III, § 4), как и всегда,
будет зависеть от качества са-
мой базы и установочных эле-
ментов. Это иллюстрируют
схемы на рис. 92.
На эскизах внизу показаны
величины погрешностей взаим-
ного положения двух обрабо-
танных поверхностей, которые
нужно ожидать при одинако-
вых методах обработки (т)
и одинаковой точности связи
приспособления со станком
(бп) (для ясности принято,
будто бы т+6п=0). Можно ви-
деть, что вариант а (постоян-
ство установочной базы) обес-
печивает худшую точность раз-
мера А, чем вариант б (обра-
ботка относительно разных
баз). Такой результат обусловлен тем, что в данном случае точ-
ность установки постоянной базы слишком низкая. Пере-
менная по направлению .погрешность установки детали (бу=
= ±0,1 мм) влияет на размер А более сильно, чем смена устано-
вочной базы в случае б. Нужно же, чтобы было наоборот.
Очевидно, что принцип постоянства установочной базы оправ-
дает себя, если выполнять одно из двух условий:
1) обеспечивать на каждой операции погрешность установки
постоянной базы, близкую к нулю (бу=0);
2) допускать погрешность установки бу как угодно большую,
но одинаковую по величине и направлению при каждой новой
установке детали.
В таких условиях, независимо от числа установок детали (от
числа операций) для всех обрабатываемых поверхностей детали
создаются такие же условия, как если бы все они обрабатыва-
лись при одной установке детали (как если бы все исходные раз •
5*
131
меры стали внутрикомплексными координатами—см. гл. III,
§4).
Вспомогательные установочные базы. Вспомогательной
установочной базой называют поверхность детали (установоч-
ную базу), создаваемую специально и только для целей уста-
новки детали.
Необходимость в такой установочной базе может возникнуть
в двух случаях:
а) при осуществлении принципа постоянства установочной
базы;1
б) при отсутствии у заготовки детали удовлетворительной
первичной установочной базы (о первичных базах — см. далее).
Постоянной установочной базой пользуются на многих (или
нескольких) операциях процесса, и на каждой из них она долж-
на достаточно хорошо отвечать
™ главному требованию к устано-
, — -------------------войной базе. Но эти операции
' различны по условиям выполне-
ния (станок, метод обработки,
Рис. 93. Вспомогательные устало- положение детали на станке, ве-
вочные базы для обработки вала личина сил резания и Т. д. И т. п.).
Поэтому не у каждой детали,
в процессе изготовления которой приходится прибегать к прин-
ципу постоянства установочной базы, можно найти поверхность,
пригодную для роли постоянной базы. Бывает, что такую по-
верхность нужно создать специально, т. е. создавать вспомога-
тельную установочную базу.
Например, из двух постоянных баз у поршня (см. рис. 91)
цилиндрическая выточка в юбке является базой вспомогатель-
ной. Обработка этой выточки (при том очень точная) предусмат-
ривается только для целей установки детали.
Характернейшим примером вспомогательных установочных баз являются
центровые гнезда, к которым прибегают при обработке наружных поверхно-
стей деталей типа валов (рнс. 93).
Широкое применение центровых гнезд обусловлено тем, что наивысшая
взаимная концентричность (соосность) группы поверхностей вращения полу-
чается после обработки их в одну установку (все поверхности образуются
при вращений детали относительно одной и той же оси). Если чертеж тре-
бует соблюсти соосность, то такая обработка равноценна выполнению прин-
ципа совмещения баз, да к тому же еще — прн абсолютно точной установке
детали.
Благодаря отсутствию заметных зазоров между центровыми гнездами •
•и центрами станка, гнезда обеспечивают высокую точность установки (бу«0).
Поэтому даже при перестановках детали (гнезда в роли постоянных устано-
вочных баз) создаются условия, очень близкие к условиям обработки в одну
установку.
Первичные установочные базы. Установочную базу, исполь-
зуемую на первой операции процесса (устанавливается за-
готовка детали), называют, в отличие от других, первичной уста-
новочной базой.
132
Первичной базой из-за ее малой точности пользуются толь-
ко один раз. Поэтому выбор ее —это решение задачи о том,
с какой поверхности начать обработку детали.
Принцип совмещения баз требует, чтобы в первую очередь
была обработана поверхность, относительно которой в чертеже
детали координировано1 большее число других поверхностей.
Таким образом, первичная база должна позволить осуществить
обработку той поверхности, которая является наиболее важной
установочной базой в последующей обработке других поверхно-
стей детали.
В достаточной мере отвечая главному требоваиию к устано-
вочной базе (простота необходимого приспособления), первич-
ная база, кроме того, должна:
а) быть одной из необрабатываемых поверхностей детали,
если деталь не подвергается обработке кругом;
б) быть поверхностью, имеющей наименьший (по сравнению
с другими поверхностями) припуск на обработку, если деталь
подвергается обработке кругом;
в) быть достаточно точной по форме.
На всех последующих (после первой) операциях деталь уста-
навливают поверхностями, прошедшими механическую обра-
ботку.
Установочные базы соответственно этапам технологического
процесса, на которых ими пользуются, иногда называют черно-
выми и чистовыми. Однако деление это целиком условно: точ
ность базы в черновом этапе часто требуется не меньшей, чем
в чистовом.
§ 4. ВЫБОР ИСХОДНОЙ БАЗЫ
Общие положения
Если установочная база совмещена с базой конструкторской,
то решение совместить с ними исходную базу является единст-
венно правильным.
Задача о выборе исходной базы возникает лишь в условиях,
когда установочная и конструкторская базы не совмещены. Она
заключается в том, чтобы решить, совместить ли исходную базу
с конструкторской базой или с базой установочной. Например,
применительно к операции, показанной ранее на рис. 86 вверху,
для случая установки детали по схеме в (рис. 86,в), задача со-
стоит в том, чтобы выбрать, координировать ли дно паза по
схеме а (рис. 94) или по схеме б.
Такой выбор делают в зависимости от того, какая из двух
баз (конструкторская или установочная) будет служить лучшей
измерительной базой.
Принятое решение не влияет на величину погрешности от не-
совмещения баз: можно видеть, что величина X, если будет при-
нята схема а (ИБ=КБ#=УБ), получается такой же, как вели-
133
ц) 1 -(Г) 1
Рис. 94. Выбор исходной
базы?
а—-исходная база совмещена с
базой конструкторской; б—ис-
ходная база совмещена с ус-
тановочной базой
чина Ли.к для схемы б (ИБ=УБ=И=КБ). Разница лишь в том, что
в первом случае эту величину (Л) придется подсчитывать конст-
руктору приспособления (и соответственно повышать точность
конструкции), а во втором случае (Ли.к) это делает сам техно-
лог, который компенсирует ее ужесточением допуска на исход-
ный размер.
Оценивая качества исходной базы как будущей измеритель-
ной базы, учитывают, что всегда имеются два важных сообра-
жения в пользу совмещения ее с ба-
зой конструкторской (схема а).
Во-первых, при такой простановке
исходного размера он отличается от
чертежного размера только на вели-
чину припусков по этому размеру,
оставленных на последующую обра-
ботку. Благодаря этому связь
между операционным и чер-
тежным размерами получается
ясной, ее легко прослеживать при раз-
работке процесса, анализе величин
припусков, вообще — при любой ра-
боте с размерами.
Во-вторых, иная простановка ис-
ходного размера влечет за собой уве-
личение объема послеоперационного контроля деталей. Причины
этого можно показать нагляднее всего на примере окончатель-
ной операции, в которой выдерживается чертежный размер.
В таком случае исходный размер на схеме а будет равен чер-
тежному размеру; естественно, что детали, оказавшиеся браком
по исходному размеру, будут браком и по размеру чертежному.
Эта простота исчезнет при простановке размера по схеме б.
Здесь исходный размер будет получен технологом в результате
пересчета размеров, а допуск на него будет ужесточен по срав-
нению с чертежным на величину погрешности от несовмещения
баз к- Между тем эта погрешность подчиняется тем же зако-
нам рассеивания, что и другие: ее расчетное значение Ли. к явля-
ется предельным, которого достигают лишь некоторые дета-
ли партии. Поэтому выход детали в брак по исходному размеру
не всегда означает брак и по размеру чертежному. Это можно
видеть из схемы, показанной на рис. 96, сделанной применитель-
но к схеме б (см. рис. 94).
На рис. 95 размер А±0,3 — чертежный размер. Погрешность
Ли. к равна допуску на размер S и составляет 0,2 мм. Соответст-
венно, допуск на исходный размер А' принят технологом равным
0,6—0,2=0,4 мм. Можно видеть, что все детали, вышедшие
в брак в сторону «минус», не более, чем на величину Ли. к> ока-
жутся годными по чертежному размеру Л ±0,3, если их действи-
тельные размеры S будут наименьшими. Точно так же будут год-
134
ними детали, вышедшие в брак в сторону «плюс», если их дей-
ствительные размеры S будут наибольшими.
Таким образом, при измерении исходного размера А' погреш-
ность Ли. к выступает в роли переменной погрешности измерения
по отношению к чертежному размеру А (см. о погрешности Лиз. к
в § 2). Вследствие этого детали с размером А', вышедшим из
допуска не более, чем на величину Ли. к (косая штриховка на
рис. 95) должны быть вновь проверены по чертежному размеру
А методом, исключающим Ли. к- Объем контроля увеличивается.
Такой же дополнительный контроль потребуется и на проме-
жуточной операции, только здесь.он имеет целью выявить дейст-
вительные припуски по чертеж-
ному размеру, оставшиеся у за-
бракованной детали, так как ино-
гда даже грубый брак возможно
исправить, перераспределив эти
припуски. Для этого при даль-
нейшей обработке, обеспечиваю-
щей чертежный размер, простую
установку детали заменяют уста-
новкой с выверкой, рассчитанной
на нужное для «спасения» де-
тали перераспределение припу-
сков.
Описанные два соображения,
из которых особенно веско пер-
вое, превращают выбор исходной
базы в анализ условий контроля
операции с целью выяснить, нет
ли такой еще более веской
дует все же совместить исходную
зой, а с установочной.
Рис. 95. Детали, вышедшие
в брак по исходному размеру
А', подлежат новому контро-
лю методом, исключающим по-
грешность Ли. к
причины, по которой сле-
базу не с конструкторской ба-
Таких более веских причин бывает две:
1) необходимость контроля исходного размера в процессе
наладки станка на операцию;
2) непригодность конструкторской базы для роли измеритель-
ной базы.
Первая причина является более веской всегда. Важность вто-
рой— зависит от объема послеоперационного контроля деталей.
Рассмотрим эти две причины.
Контроль исходного размера в процессе наладки необходим,
если автоматическое получение этого размера обеспечивается не
только приспособлением (и установочной базой детали), но и ус-
тановкой инструмента на размер. В таких операциях исходная
база должна быть совмещена с установочной базой, а не с кон-
структорской.
Например, если операция, показанная ранее на рис. 86 вни-
зу, будет выполняться на станке типа расточного (деталь не
135
вращается), то исходная база должна быть совмещена с уста-
новочной базой (рис. 96, а). Если же она будет выполняться
на станке типа токарного (деталь вращается), то установка ин-
струмента на исходный размер не нужна и исходную базу лучше
совместить с конструкторской базой (рис. 96,6). Операция фре-
зерования паза, показанная ранее (см. рис. 94), требует уста-
новки инструмента на исходный размер, следовательно, проста-
новка размера по схеме б (ИБ = УБ) будет правильной, а по схе-
ме а (ИБ = КБ) —ошибочной.
Рис. 96. Выбор исходной базы:
а—выполнение операции, требующее установки инструмента
на исходный размер; б—выполнение операции, при котором
исходный размер обеспечивается только приспособлением
В основе таких заключений лежит требование к технологу —
дать возможность наладчику или рабочему контролировать
положение устанавливаемого инструмента измерением только
одного размера детали, без измерения других и пересчетов раз-
меров. В этом отношении лучшей является простановка исход-
ного размера, при которой 1=0 (схема б на рис. 94 и схема а
на рис. 96). В противном случае, т. е. при 1^0, потребуются рас-
четы и дополнительные измерения для того, чтобы учесть влия-
ние этой погрешности на исходный размер. Технолог не должен
загружать такой работой наладчика и, тем более, рабочего — ис-
полнителя операции. Это соображение (требование) является
решающим.
Вторая причина, по которой исходную базу совмещают
с установочной (даже, если первая причина отсутствует) —не-
пригодность конструкторской базы служить базой измеритель-
ной— связана с предусмотренным объемом послеоперационного
контроля (100% деталей, выборочный и т. п.) и с его сложно-
стью. Объективная оценка этих факторов затруднительна, по-
этому в одних и тех же условиях от разных технологов можно
ожидать разные решения. (
Например (рис. 97), геометрическая образующая Л, 'Служа-
щая конструкторской базой по отношению к плоской поверхно-
сти дна паза, не может выполнять функцию измерительной базы.
В связи с этим технолог может проставить исходный размер по
схеме б или в, или же сохранить координацию, принятую в чер-
136
теже— схема г. Последнее будет означать, что решение задачи
о послеоперационном контроле деталей он оставляет на долю
отк*.
Редко, но все же встречаются случаи, когда ни конструктор-
»скую, ни установочную базу не признают пригодной для роли
Измерительной базы и поэтому выбирают в качестве исходной
базы какой-либо третий элемент детали. Примером этого явля-
ется координация обрабатываемой поверхности, показанная на
рис. 98, г. В качестве обзора всех возможных видов координации
обрабатываемой поверхности (выбора исходной базы) в усло-
Рис. 97. Выбор исходной базы в условиях, когда конструктор-
ская база -не может служить базой измерительной
виях, когда установочная база не совмещена с конструкторской
базой, рассмотрим подробнее схемы, представленные на рис. 98.
Схема а — исходная база совмещена с базой конструкторской
(несовмещение с установочной —второй основной вид неоовме-
щения баз). При этом Хи.к=0; Х=0,1 мм. Допуск на исходный
размер равен чертежному допуску. Погрешность Х=0,1 .мм
учтет конструктор приспособления (при расчете величины по-
грешности обработки Р, связанной с установкой детали в при-
способлении) .
Схема б — исходная база совмещена с базой установочной
(несовмещение с конструкторской — первый основной вид несов-
мещения баз). При этом Хи.к=0,1 мм; Х='О. Допуск на исход-
ный размер ужесточен (технологом) по сравнению с чертежным
на величину Хи. к='0,1 мм. Конструктор приспособления посчита-
ет Х=0.
Схема в — неполное совмещение исходной базы с установоч-
ной базой. При этом Хи. к—0,13 мм; Х=0. Допуск на исходный
размер ужесточен (технологом) на величину Хи. к=0,13 мм.
Отдел технического контроля.
137
Заметим, что при отсутствии на операционном эскизе'второго
исходного размера (/?24+°>3 «для сведения») конструктор приспо-
собления обязан считать Л=0. Вследствие этого, входящая в ве-
личину Аи. к половина допуска на установочную базу (0,03 мм)
окажется учтенной дважды. При наличии размера R 24+0-3 «для
сведения» конструктор обязан принять его за исходный (свести
схему в к схеме а).
Схема г — исходная база совмещена с третьим элементом де-
тали (несовмещение и с конструкторской и с установочной —
Рис. 98. Выбор исходной базы (общий обзор):
а—исходная база совмещена с базой конструкторской; б—исходная ба-
за совмещена с базой установочной; в—неполное совмещение исходной
базы с установочной; г—исходная база не совмещена ни с конструк-
торской, ии с установочной
худший вид несовмещения баз). При этом Ли. к=0,01 мм; Л=
=0,11 мм. Допуск на исходный размер ужесточен (технологом)
на величину Ли. к+Л=0,12 мм, за вычетом погрешности радиуса
отверстия 0 30+0’02 (0,01 мм), входящей одновременно и в ве-
личину Ли. к и в величину Л, т. е. в общем на 0,11 мм (см. об этом
в гл. IV, § 2 — несовмещение трех баз).
Если бы ма этом эскизе отсутствовал размер/?24+0-3 «для све-
дения» (и размер R 50,95_о>2 «для наладки»), то конструктор при-
способления не знал бы, что именно 'служит конструкторской
базой по отношению к обрабатываемой поверхности. Поэтому
он был бы обязан посчитать 2^=0,11 мм, т. е. по вине технолога
погрешность от несовмещения баз оказалась бы учтенной дваж-
ды (технологом — как Ли.к=0,11 мм и конструктором — как Л=
=0,11 мм).
При наличии размера Д5О,95-о,2 «для наладки» конструкто-
ру приспособления проще руководствоваться этим размером;
в этом случае он правильно посчитает Л=0 (см. схему б). Без
138
этого размера он обязан исходить из размера Д 24+°-3 «для све-
дения»; при этом он правильно посчитает Х=0,1 мм (см. схе-
му а).
Пересчет размеров при выборе исходной базы
Рис. 99. Чертеж
втулки и .размер-
ная цепь
Пересчеты размеров, необходимые в случаях нарушения
принципа совмещения баз, основываются на существовании вза-
имной связи между размерами обрабатываемой детали.
Связь между размерами представляют так называемыми
размерными цепями, понимая под ними размеры, располо-
женные по замкнутому контуру. В каждой размерной цепи раз-
личают замыкающий (результирующий) раз-
мер и составляющие размеры. Замыкаю-
щим называют размер, который непосредст-
венно не выдерживают, а получают в резуль-
тате соблюдения всех других размеров — со-
ставляющих. При пересчете размеров
пользуются общими положениями теории раз-
мерных цепей.
О сущности размерных цепей дает пред-
ставление рис. 99. В данном случае цепь со-
держит два составляющих размера: Hi и Н2
и не проставленный на чертеже (получаю-
щийся «сам собой») размер h, являющийся
замыкающим.
Замыкающий размер h можно найти из
уравнения размерной цепи:
h=H2 — Hi.
Составляющие размеры, при увеличении которых замыкаю-
щий размер увеличивается («увеличивающие» размеры), пишут
в уравнении со знаком плюс и, наоборот, размеры при увеличе-
нии которых замыкающий размер уменьшается —со знаком ми-
нус («уменьшающие» размеры).
Чтобы найти предельные значения замыкающего размера,
пользуются предельными значениями составляющих размеров.
В нашем случае
^max ~ Н2 max Н। min;
hmin— Н2т'т — Hi max-
Допуск A/z замыкающего размера, равный разности предель-
ных значений его Лтах и Лтш. всегда равен сумме допусков со-
ставляющих размеров:
Дй=ДН1+ДН2.
В отличие от размерной цейи на чертеже детали (ее назы-
вают конструкторской цепью) размерную цепь, выражаю-
139
щую связь операционных .размеров, называют операцион-
ной, или технологической размерной цепью.
В конструкторской размерной цепи детали замыкающий раз-
мер является наименее важным. На рабочих чертежах де-
талей замыкающие размеры обычно не проставляют. В техноло-
гических размерных цепях замыкающими могут быть различные
размеры, но обычно ими бывают размеры, заданные в чертеже.
Таким образом, размеры, являющиеся составляющими в конст-
рукторской цепи, становятся замыкающими
в технологической цепи.
Расчет цепи наиболее прост, когда ста-
вится задача найти значения замыкающего
размера по заданным значениям составляю-
щих размеров. При расчете технологических
размерных цепей задачи приходится решать
почти всегда в обратной постановке, а именно:
по заданным значениям замыкающего раз-
мера определить значения составляющих раз-
меров. При такой постановке определению
значений размеров обязательно должен пред-
шествовать подбор величины допусков на со-
ставляющие размеры с тем, чтобы их сумма
не превысила допуск на замыкающий размер.
Однако и при этом условии решения не полу-
чаются очень громоздкими, так^как технологи-
Ъиюжюжю.
Рис. 100. Операци-
онный эскиз и тех-
нологическая раз-
мерная цепь
ческие размерные цепи — это, как правило,
короткие цепи. Последнее объясняется тем, что в технологиче-
ской размерной цепи замыкающим служит размер, являющийся
в конструкторской цепи одним из составляющих, так что его
допуск сравнительно невелик; если в технологической цепи будет
много составляющих размеров, то допуски на них окажутся
слишком малыми.
Одна из характерных задач по пересчету размеров приводится
ниже.
Предположим, что в операции обработки той же втулки (см.
рис. 99) в качестве исходной базы при координации поверхно-
стей 2 и 3 будет использован торец 1, служащий установочной
базой (рис. 100).
При этом по отношению к поверхности 3 (размер Яг) прин-
цип совмещения баз будет выдержан и, если операция оконча-
тельная, то исходный размер Н2 может 1быть взят прямо из чер-
тежа детали.
Однако по отношению к поверхности 2 (исходный (размер /г)
этот принцип нарушается. Из чертежа детали (см. рис. 99) мож-
но видеть, что конструкторской базой по отношению к поверх-
ности 2 служит торец 3, между тем исходной базой назначен
торец 1 (установочная база), что соответствует первому основ-
ному виду несовмещения баз (Хи. К=ДЯ2).
140
Вследствие этого, во избежание брака по чертежному раз-
меру Hi допуск Ah на исходный размер h не может быть при-
нят равным чертежному допуску AHi. Его нужно уменьшить на
величину Ли. к:
Ah=AHi — Ли. к~АН 1 — АН2,
и соответственно рассчитать предельные значения исходных раз-
меров h и 772 на операционном эскизе.
Таким образом, сущность возникшей задачи состоит в том,
чтобы заменить чертежный размер Hi таким исходным разме-
ром /?, при котором будет исключен брак по размеру Н\. Этот
размер Hi, будучи составляющим в конструкторской цепи (см.
рис. 99), становится замыкающим в технологической размерной
цепи (см. рис. 100), так как при обработке именно он получится
«сам собой» в результате соблюдения составляющих размеров
Н2 и fl.
Если в конструкторской размерной цепи размер h был замы-
кающим и уравнение размерной цепи, написанное относитель-
но замыкающего размера, имело вид
h=H2 — Hi
и, следовательно, было
Ah = АН г+АН 1,
то в технологической размерной цепи замыкающим стал размер
Hi и, соответственно этому, уравнение цепи, написанное относи-
тельно замыкающего размера, будет иметь вид
Hi=H2 — h
и, следовательно, должно быть
АН 1 = AH2+Ah,
откуда находится, что допуск на исходный размер h необходи-
мо назначить равным (но не более)
Ah=AHi — АН2.
Проверив, получается ли величина Ah достаточной для вы-
бранного метода обработки, и если, нет, то увеличив ее за счет
ужесточения АН2 (уменьшения величины Ли. к), можно после
этого найти предельные значения исходного размера h. Для
этого в уравнение технологической цепи нужно подставить из-
вестные предельные значения размеров Ht и Н2:
Hi max = ^2max Amlni mln = ^2min ^rriax-
Отсюда найдутся
Лт1п~^2тах ^imaxj ^inax = ^2min ^Iniin*
141
Встречающиеся в практике задачи по пересчету размеров
разнообразны, но изложенный метод применим для решения
любой из них.
Приведем еще пример.
Показанный на схеме шатуна размер 3±0,15 толщины ребра тавра (см.
рис. 101, вверху) должен быть выдержан при последовательной обработке
двух сторон ребра вслед за обработкой торцов головок, как .показано на
эскизах 1, 2 и 3.
3±0,15
сведения) сведения)
о
Рис. 101. К расчету операционных размеров
На каждой из двух операций обработки сторон ребра — и на операции
№ 2, и на операции № 3 — установочная база не совмещена с базой конст-
рукторской.
Как видно из простановки размеров на схеме шатуна (вверху), по отно-
шению к каждой стороне ребра имеется две конструкторские базы. Первой
базой для каждой стороны является противоположная сторона ребра (сто-
роны связаны между собой размером 3±0,15, значит, каждая из них служит
конструкторской базой .по отношению к другой). Второй базой служат смеж-
ные торцы головок, иа что указывает размер 21 мм. Хотя «а чертеже этот
размер указан лишь с одной стороны, ясно, что он выражает требование сим-
метричности ребра относительно торцов головок.
Таким образом, на 'операции № 2, где обрабатывается одна сторона ребра,
для совмещения установочной базы с конструкторской этой установочной ба-
зой должна была бы служить другая сторона ребра (что невозможно, так
как она еще не обработана, тогда как торцы головок уже обработаны в опе-
142
.рации № 1) или же торцы головок, но не те, что .показаны на эскизе 2,
а связанные с обрабатываемой стороной ребра размером 21 мм, т. е. про-
тивоположные (что сильно усложнило бы конструкцию приспособления).
На операции Ns 3 можно использовать .в качестве установочной базы
противоположную, уже обработанную в операции № 2 сторону ребра, и тем
совместить установочную базу с конструкторской, но тогда для операции Ns 3
нельзя будет воспользоваться приспособлением с операции Ns й и придется
делать другое приспособление.
Как и всегда, при несовмещении установочной базы с базой конструктор-
ской исходную базу можно выбрать различно. На операциях Ns 2 и 3 опе-
рационные размеры проставлены так, что исходные базы совмещены с уста-
новочными, а на операциях № 2' и 3' — с одной из двух конструкторских баз.
Но и в том и другом случае операционные размеры придется определять ис-
ходя ив того, что размер й=3±0,15 (эскизы 3 и 3f) должен получиться «сам
собой» как замыкающий размер какой-то технологической размерной цепи.
Решим последовательно эти две задачи.
Прежде всего нужно выявить цепь, в которой замыкающим размером: бу-
дет размер /г=3±О,1б. Для первого случая (операции Ns 1, 2 и 3) техноло-
гическая размерная цепь, соответствующая сделанной на этих операциях про-
становке размеров, показана на рис. 101, внизу. Из нее видно, что размер h
зависит от размеров Hi, Н2 и Из-
При составлении уравнения размерной цепи удобно взять за начало ка-
кой-нибудь из ее стыков или последовательно записывать размеры цепи, при-
писывая им знаки плюс и минус в зависимости от направления их.
В нашем случае, взяв за начало точку О и считая направление вверх
плюс, а вниз — минус, получим уравнение
Н3 — h+H2 — Ht=0,
или относительно замыкающего размера
h=H2+Hi—Hi.
Имея в виду общее положение о том, что допуск замыкающего размера
равен сумме допусков на составляющие размеры, и учитывая, что в нашем
случае его величина является заданной (АЛ=±О,16=0,3), нужно прежде всего
проверить, возможно ли его соблюсти, т. е. какие допуски придется проста-
вить на составляющие размеры. Может оказаться, что при заданной величи-
не допуска на замыкающий размер составляющих размеров слишком много,
допуски на них придется назначить очень жесткие и выполнение операций при
выбранных базах и методах обработки окажется просто невозможным. В на-
шем случае должно быть:
AA=A//2+'AN3+A//(1
или
0,3=(Д//2+ ДДз+ДДь
Уже видно, что ЛНл нельзя принять равным чертежному допуску на вы-
соту головок (0,3 мм), так как ЛН2 и ЛН2 не могут быть равны нулю; его
надо ужесточать. Предположим для простоты, что будет правильно назна-
чить одинаковые допуски на все составляющие размеры, т. е. АН2=АН2=
=Л//(1=0,1 мм и что такую точность (0,1 мм) можно будет выдержать в на-
меченных операциях. Таким образом, операционные допуски для намеченных
операций Ns 1, 2 и 3 определены.
Для определения предельных значений операционных размеров нужно
воспользоваться уравнением размерной цепи и известными значениями раз-
меров.
Уравнение размерной цепи (см. выше)
h=H2±H3—Hi
Соответственно
^max “ max “Ь Н3 max mini ^т!д ~ ^2 mln “Ь НS mln 1 max
143
Нам известно, что
1) йтах=3+0,15=3,15 мм; Лщ1П=3 — 0,15=2,85 мм;
2) номинальное значение размера Н\ можно взять из чертежа детали
(45 мм); допуск Л//,( определен ранее (A//i=0,l мм), значит ==45-0,1 и
W.i max=45 мм *, a Hi шт=44,9 мм;
8) операционные размеры и /У~Л//з равны друг другу, так как
операции № 2 и 3 подобны и уже назначено ДД2=ЛД3=0,1 мм.
Подставляя известные предельные значения размеров, получим:
3,15 = Н2 max + Нз max — 44,9; 2,85 = /Д mln + ^3 mln — 45.
Учитывая, что H^L!'2 = , найдем
2Н2> з max^44,9 +3,16 =48,05 мм; 2/72, з min ==45+2,85=4'7,85 мм;
или
7^2 тах=/7з тах = 24,02б MMJ /72 mln =77з mln==23,925 мм.
Таким образом, найдено, что для соблюдения толщины ребра тавра
3±0,15 при высоте головок 45_o,i мм операционные размеры на операциях
№ 2 и 3 должны быть = Н^^Нг = 24,025—0,1 мм.
Для второго случая простановки операционных размеров (операции № Г,
2' и 3') решение аналогично.
Уравнение размерной цепи (она показана на рис. 101, внизу оправа) бу-
дет [идем от точки О вверх (+), вниз (—)]:
Дз+^+^з — Hi=0
или
h=Hi
Как и раньше, должно быть
Л/i = А/7([+Д//2+А/Д=0,3 мм.
Если подобно предыдущему назначить:
1) ДД1=АД2=ДЯз=0,1 мм;
2) H~LH' = 45~0,1 мм;
3) H~LH* = Н~^н*
то предельные значения размеров Н2 и Н2 получаются из уравнений
^max = T/j max — Н2 mln А/3 mini ^min ~ I mln ^2 max ^3 max •
Подставляя известные значения, найдем
3,15 = 45 Н2 mln А/3 min> 2,85 = 44,9 Н2 max Нз maxi
или
2Д2. зт1п=45—3,16=41,85 мм; 2Я2, 3 Шах=44,9—2,85=42,05 мм,
т. е.
^2 mln = ^3 min = 20,925 ММ, Н2 max = ^3 max — 21,025 ММ.
Таким образом, операционные размеры должны быть:
на операции № 1' размер
на операции Ns 2' размер
на операции № 3' размер
=45—0,1 мм;
= 20,925+°’1 мм;
7/+ДНз =20,925+°’1 мм.
* Здесь и ниже для удобства написания и чтения минусовые допуски; на-
браны на месте верхнего предельного отклонения.
144
Изложенная общая методика не является единственной. При
расчете технологических размерных цепей бывает удобно не
пользоваться уравнениями с предельными значениями размеров
для того, чтобы не сосредоточивать внимание на правильности
написания у размеров индексов «тах» и «min», упростить ра-
боту, делая большую ее часть в уме.
Для этого можно воспользоваться тем обстоятельством, что
в правильной размерной цепи среднее значение любого разме-
ра равно алгебраической сум-
ме средних значений всех дру-
гих размеров. Переписывая
размеры цепи так, чтобы номи-
нальным значением каждого
из них служило среднее значе-
ние (ЯСр), вначале находят
среднее значение искомого раз-
мера, а затем определяют до-
3*0,15,
, 44,85*0,15
Н3 3*0,15 Нг
с J >|< >|<—6,
,44,85*0,15^
Рис. 102. К расчету цепей по средним
значениям размеров
пуск на него.
Например, применительно к рассмотренным выше операциям № 1, 2 и 3
размерную цепь (см. рис. 101, внизу слева) можно записать, как показано
иа рис. 102, слева. Из нее сразу находится:
2//2, з ср=44,85+3=47,85 мм; 772 ср—ср — 23,925 мм.
Зная, что размер 3±0,15 получается как замыкающий, распределяют его
допуск между всеми составляющими размерами. Если распределить его по-
ровну (из тех же соображений, что были изложены выше, т. е. принять
Д/71=Д//2=ДЯ3=0,1 = ±0,05 мм), то сразу найдутся:
бЧср ± -^— = 44,85 ± 0,05 мм.
ДЛ/о Д/У3
Н2ср ± ' g = Нзср ± -— — 23,925 ±0,05 мм.
Найденные таким образом размеры записывают в операционных картах
в соответствии с общими правилами (допуск должен быть направлен «в те-
ло» детали):
на операции № 1 размер 44,85±0,05= 44,9_o,i мм;
на операциях № 2 и 3 размер 23,925±0,05=23,975_o,i мм.
Аналогично решается цепь для операций № 1', 2' и 3' (см. рис. 102, спра-
ва). Сразу видно:
2Н2, з ср=44,85 — 3= 41,85 мм; /72Ср=/7зСр=20,925 мм.
При Д/Л=Д//2=Л/7з='0'11 = ±|0,05 мм, получатся размеры:
на операции № Г размер 44,85±0,05=44,9_o,i мм;
на операциях № 2' и 3' размер 20,925±0,05 = 20,875чол мм.
Результаты отличаются от предшествующих лишь потому, что ранее вы-
сота головок была принята 45_o,i мм (среднее значение 44,95), а здесь она
44,9_од мм (среднее значение 44,85).
Предположим, что нужно найти предельные значения замы-
кающего размера h по заданным составляющим размерам в це-
ли, показанной и а рис. 103, вверху. Если эту цепь переписать,
145
(
как показано на рис. 103, внизу, то при такой записи сразу на-
ходится:
йср = 109,7—30—40,15—29,9 = 9,65 мм; *
АЛ=0,6+0,2 + 0,3+0,2 = 1,3 = ±0,65 мм;
Л_дл = 10,3_11з; Л+д/1=9+1’3 мм.
30 ±0,1
1Ю-о,Ь
29,9±0,1 h 40,15±0,15^30±0,1
W3,7±0,3
Рис. 103. Первоначальная (вверху) и новая
(внизу) записи размеров цепи
Поскольку технологические цепи короткие, то при круглых
размерах они решаются почти в уме (с минимумом записей).
' § 5. ПОНЯТИЕ О РАСПРЕДЕЛЕНИИ
(РАСПОЛОВИНИВАНИИ) ПОГРЕШНОСТЕЙ
Распределение погрешности взаимного положения двух уста-
новочных баз. Одной установочной базы не всегда достаточно
для того, чтобы обеспечить заданный исходный размер или раз-
меры. В таких случаях на операции приходится использовать
в качестве установочных баз одновременно несколько поверх-
ностей детали.
Более двух баз для придания детали определенного положе-
ния в какой-либо нужной плоскости обычно не требуется. Поэто-
му даже самый общий случай, когда деталь нужно установить
во всех направлениях в пространстве (т. е. в трех взаимно пере-
секающихся плоскостях), характерен теми же особенностями,
что и установка двух поверхностей в одной плоскости («прост-
ранственная» задача сводится к ряду «плоских» задач).
Установка в одной плоскости двух установочных баз требует
особого подхода, обусловленного тем, что во взаимном располо-
жении баз всегда имеется погрешность. Допустим, что устано-
вочными базами детали служат две цилиндрические поверхно-
сти Z>i и £>2 с параллельными осями, расстояние между кото-
рыми С±с (рис. 104). В этом случае погрешность взаимного
положения баз будет представлена допуском 2с, который выдер-
живался ранее при обработке самих ба.з.
Присутствие погрешности взаимного положения баз делает
очевидным тот факт, что не только практически, но и теоретиче-
ски абсолютно точная установка обеих баз (т. е. получение
6у1=С и бУ2=0) невозможна. В связи с этим возникает задача
о том, каким образом распределить влияние этой погрешности
146
на точность установки баз. При этом возможны два принципи-
ально разных решения и, соответственно, два варианта теорети-
чески наилучшей установки баз.
Первый из этих вариантов (рис. 105, вверху) характерен тем,
что одна из двух баз (например, первая) установлена абсолют-
но точно (бУ1=0) и, соответственно, погрешность взаимного по-
ложения баз (2 с) отнесена целиком
второй базы (6У2=2с).
Второй вариант отличается тем,
что влияние погрешности взаимного
положения баз (2с) распределяется
между базами в каком-либо опре-
деленном отношении. В практике
наиболее известен частный случай
распределения — «располовинива-
в погрешность установки
5у7~0 ^VZ‘
“у2‘
Рис. 105. Крайние положения
баз при наилучшей установке
по первому варианту (вверху)
и по второму варианту (внизу)
Рис. 104. Установочные базы —
две цилиндрические поверхности
ние», при котором влияние делится поровну между обеими ба-
зами (т. е. 6У1 = с и бУ2=с, рис. 105, внизу).
Задача о распределении (о целесообразности применения
второго варианта установки) возникает во всех случаях, когда
подлежащие соблюдению исходные размеры, совпадающие по
направлению с направлением размера, связывающего базы
(х— х), обеспечиваются не одной базой, а обеими (рис. 106).
Например, показанная на схеме (см. рис. 106) операция не мо-
жет быть выполнена при установке детали по первому варианту
(вследствие брака либо по размеру либо по размеру Л2, в за-
висимости от того, какая из двух баз будет принята в качестве
«первой»), но она становится возможной, если осуществить вто-
рой вариант установки и обеспечить располовинивание погрешно-
сти размера С.
Показанная операция станет возможной и без располовини-
вания погрешности размера С, если в предшествующей обработ-
ке самих баз выдерживать этот размер с более высокой точно-
стью (например, вместо ±0,3 мм ±0,15 мм). Однако компенса-
цией за это усложнение предшествующей обработки будет лишь
сама возможность выполнить операцию. Неблагоприятные по-
147
следствия принципиального несоответствия способа установки
детали заданной координации обрабатываемых поверхностей
останутся в неприкосновенности — влияние погрешности разме-
ра С по-прежнему не будет пропорциональным заданной точно-
сти исходных размеров Ai и А2.
Описанный принцип вы-
бора варианта установки дета-
ли сохраняет силу и в условиях
несовмещения исходных баз
с установочными базами. Если
исходные базы связаны в на-
правлении размера С (связы-
вающего установочные базы)
только с одной установочной
базой (рис. 107,а), то обяза-
телен первый вариант. Если же
часть их связана с одной уста-
новочной базой, а часть с дру-
гой (рис. 107, б), то необходимо
рассматривать целесообразность второго варианта—распределе-
ния погрешности взаимного положения установочных баз. При
прочих равных условиях во всех случаях наилучшим будет рас-
пределение, пропорциональное заданной точности исходных раз-
меров, обеспечиваемых первой и второй установочными базами.
Если каждая из этих баз обеспечивает несколько исходных раз-
меров, то при распределении ориентируются на размеры, имею-
щие наивысшую точность.
Обрабатываемая
Рис. 108. Располовинива-
ние погрешности Р
Рис. 107. К выбору варианта установки
для случая .несовмещения исходных баз
с базами установочными:
а—исходные базы связаны с одной из уста-
новочных баз; б—исходные базы связаны с
обеими установочными базами
Располовинивание погрешности Р, связанной с установкой
детали. Определенная расчетом величина погрешности Р (Р —
=Z + 6P, см. гл. III, § 4) представляет собой величину ожидаемо-
гого поля рассеивания положений исходной базы в направлении
исходного, размера. Необходимость располовинивания обуслов-
лена тем, что это рассеивание является следствием рассеивания
148
размеров деталей и неточностей работы приспособления, следо-
вательно, надо ожидать какого-то «холмообразного» распреде-
ления погрешности в ее поле; вероятнее всего оно будет близким
к закону Гаусса (см. в гл. III, §5 о суммировании погрешностей).
Задача располовинивания заключается в том, чтобы связать
серед.ину поля погрешности Р (центр группирования)
со средним значением Дср заданного исходного размера
Рис. 109. Два примера располовинивания погрешности Р.
Неправильная (а) и правильная (б) величина координаты
отверстия под направляющую втулку (вверху) и устано-
вочной плоскости (внизу)
(рис. 108). Поскольку положение поля Р (исходной базы) в ра-
бочей зоне станка зависит от размеров детали и приспособле-
ния, но последнее проектируется после разработки процесса, то
располовинивание достигается выбором величин соответствую-
щих размеров приспособления.
Два примера показаны на рис. 109.
Вверху изображена схема сверления вала, а под ней — часть
деталировки элементов приспособления. Установка базы
ф 100 0’4 с помощью призмы дает погрешность установки 6У =
= 0,7 а=0,7-0,4=0,28 мм. От операции требуется соосность от-
верстия и наружной поверхности .вала (совмещение баз; ДСр=
= 0), поэтому Р = бу=0,28. Величина координаты отверстия под
направляющую втулку, показанная на схеме б, обеспечивает рас-
половинивание погрешности Р (размер на схеме а — ошибочен).
Внизу рисунка, слева, показана схема установки детали на
операции обработки отверстия в бобышке. Установка обеспечи-
вает Р=бу=0,5а=0,5-0,7=0,35 мм. Погрешность Р будет распо-
149
ловинена при величине координаты установочной плоскости рав-
ной 0,5 D — 0,5 Р=24,82 мм. ,
Кроме более рационального использования точностных воз-
можностей приспособлений, с помощью которых достигается
простая установка деталей и автоматическое получение задан-
ных исходных размеров, распределение (располовинивание) по-
грешностей способствует уменьшению неравномерности припу-
сков (см. например, показанную ранее схему на рис. 80).
Глава V
КАЧЕСТВО ПОВЕРХНОСТИ
§ 1. ОСНОВНЫЕ понятия
С развитием методов конструирования и изготовления машин,
а также измерительной техники, представление о качестве по-
верхности непрерывно изменяется, а круг показателей, которыми
его оценивают —расширяется.
Еще сравнительно недавно (в период становления технологии
машиностроения как научной дисциплины) качество поверхности
отождествлялось с шероховатостью поверхности, с ее микрогео-
метрией. В настоящее время под качеством поверхно-
сти понимают так называемую расширенную геомет-
рическую характеристику поверхности и физиче-
ское состояние поверхностного слоя материала
детали.
В расширенную геометрическую характеристику включают,
кроме показателей, оценивающих микрогеометрию (шерохова-
тость) поверхности, еще показатели волнистости. При этом под
волнистостью понимают периодически повторяющиеся неровно-
сти поверхности, величина которых (шаг, высота) занимает
промежуточное положение между шероховатостью (микрогео-
метрией) и погрешностью формы (макрогеометрией).
Под поверхностным 1слоем понимают прилежащий к поверх-
ности слой материала, физическое состояние которого (струк-
тура, твердость и другие показатели) отличается от состояния
нижележащего основного материала.
§ 2. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Наряду с точностью размера и точностью формы шерохова-
тость (чистота обработки) всегда являлась важнейшим пока-
зателем точности обработки поверхности, подлежащим указа-
нию в рабочих чертежах деталей.
Важное влияние шероховатости на эксплуатационные свойст-
ва деталей, в одних случаях очевидное (износ), в других — пред-
150
положительное, послужило причиной того, что с появлением
приборов для измерения шероховатости (различные профило-
графы, профилометры, микроскопы и т. п.) начался период мно-
гочисленных ее исследований.
Можно усмотреть, что эти исследования велись по двум основным направ-
лениям: метрологическому и технологическому.
Метрологическое направление имело целью изучение самой шеро-
ховатости, получение наиболее полного представления о микрогеометрии по-
верхности, с тем, чтобы найти целесообразные критерии для ее оценки. Появи-
лись понятия о продольной (в направлении главного движения) и поперечной
(в направлении подачи) шероховатости, а затем и о рельефе поверхности;
понятие о заполнении профиля и другие, связанные с формой отдельных не-
ровностей, из которых состоит шероховатость, и т. д. Были предложены воз
можные критерии для оценки высоты неровностей: максимальная высота
(fAnax), среднеквадратическая (Нск) и среднеарифметическая (/7а); для оцен-
ки формы профиля (коэффициент заполнения) и т. д.
Технологическое направление имело целью изучение условий,
в которых возникает шероховатость, для того, чтобы выяснить количествен-
ную сторону взаимосвязей между этими условиями и шероховатостью, на-
учиться определять ожидаемую шероховатость или, наоборот, зная заданную
шероховатость, определять условия, необходимые для ее получения.
Начались многочисленные исследования влияния на шероховатость раз-
личных факторов—режимов резания, геометрии инструмента, свойств обра-
батываемого материала, применения смазывающе-охлаждающей жидкости, >
вибраций и т. д. Эти исследования в основном подтверждали качественные
зависимости, уже известные из практики (благоприятное влияние уменьшения
подачи, увеличения скорости, применения смазки и охлаждения, неблагоприят-
ное влияние вибраций и т. д.). Однако в количественном отношении зависи-
мости не были точными, ввиду чрезвычайно CoJibHioro количества влияющих
факторов.
Шероховатость поверхности возникает как геометрический след режущей
кромки инструмента в материале детали, искаженный пластическими и упру-
гими деформациями, сопутствующими процессу резания. Эти искажения могут
быть весьма существенными. Поэтому попытки вывести формулы для расчета
шероховатости, исходя из чисто геометрических соображений (копирование
формы лезвия инструмента на поверхности детали), не приводят к успеху.
Результаты вычислений по таким формулам могут быть грубо ошибочными
(в б и более раз). С другой стороны, попытки учесть искажения приводят
к формулам, громоздкость которых исключает возможность вычислений по
ним в практической работе.
Разумеется, аналитические исследования шероховатости помогают лучше
понять процесс ее образования и увереннее управлять этим процессом. Одна-
ко факторов, влияющих на шероховатость, все же слишком много. Поэтому,
если иметь в виду создание методов определения ожидаемой шероховато-
сти — надо признать, что здесь, как и для погрешности поверхности по раз-
меру (см. гл. III, § 2), более плодотворным является метод не аналитический,
а статистический.
В ^результате исследований был накоплен большой материал
о получающейся микрогеометрии поверхностей и методах ее
оценки. Изучение этого материала позволило разрабатывать
нормы на чистоту обработки вплоть до стандартов. Как извест-
но, в настоящее время действует стандарт (ГОСТ 2789—59),
в котором критериями для оценки шероховатости приняты вы-
сота неровностей (Т?2) и среднеарифметическая высота (Ra).
Указание в рабочих чертежах деталей требуемого класса точно-
сти по этому стандарту является обязательным.
151
Таблица 3
Классы шероховатости и классы точности
по размеру после обработки *
Процесс обработки Класс шероховатости 4 5 6 7 8 9 10 11 12 13 74 Класс точности
J?z 6 мкм W 20 10 6,3 3,2 1,6 0,8 ОД 0,2 0,1 0P5 Эконо- мичес- кий Дос- тижи- мый
Сверление до 0 15 свыше 0 15 4-7 4-7 доЗ
Зенкерование чистовое 3-7 до2а
§ 8- fT цилиндрическое черновое чистовое тонкое • 5-7 4-7 3 2а
торцовое черновое чистовое тонкое м Т777Т 5-7 4-7 3 2а
Обтачивание получистовое чистовое тонкое м 777771 5-7 2-5 2 до1
Растачивание получистовое чистовое тонкое м '//// 5-7 г-5 г до 1
Развертывание получистовое чистовое тонкое 3 2-2а 2 до1
Протягивание чистовое отделочное 2-3 2 до 1
Круглое шлисрование чистовое тонкое г7777. За-ц 2-3 до1
Плоское шлисрование чистовое тонкое 7ZZL 2-3 2
Калибрование шариком после сверления после растачивай, после развертывай.
Полирование обычное тонкое I 2 1
Хонингование среднее тонкое 2 1
1 Е механическое чистовое 2
ручное чистовое отделочное зеркальное 2 1 1
Суперфиниши- рование чистовое тонкое двукратное 1 и точ- нее
Экономические классы шероховатости
ша Достижимые классы шероховатости
* Извлечение из Справочника технолога машиностроителя, Машгиз, 1957,
табл. 19
152
В табл. 3 приводятся опытные данные о точностных возмож-
ностях различных процессов обработки поверхностей (по шеро-
ховатости и по размеру).
§3. СОСТОЯНИЕ ПОВЕРХНОСТНОГО слоя
Общие сведения
Уже первые наблюдения за влиянием методов обработки на
эксплуатационные свойства деталей позволили обнаружить, что
эти свойства связаны не только с микрогеометрией, но> и с физи-
ко-механическим состоянием поверхностного слоя материала
деталей. Оказалось, что при одной и той же микрогеометрии по-
верхности эксплуатационные свойства деталей могут быть суще-
ственно различными. Поэтому получаемые результаты нужно
относить не только к микрогеометрии, но и к состоянию поверх-
ностного слоя или в целом — к качеству поверхности. ,
Начиная с 50-х годов, в изучении качества поверхности про-
исходило перемещение центра тяжести исследований с геомет-
рической характеристики поверхности на состояние поверхност-
ного слоя материала деталей. Современное направление изуче-
ния качества поверхности отличается многочисленными
исследованиями физико-механического состояния поверхностного
слоя и попытками раскрыть закономерности, связывающие со-
стояние 'Слоя с эксплуатационными свойствами деталей.
Параметры состояния поверхностного слоя
Пластическая деформация и нагревание поверхностного слоя,
сопутствующие отделению стружки, изменяют состояние метал-
ла у поверхности детали по сравнению с состоянием нижележа-
щего основного материала. Наибольшую глубину, на которой
заметно различие этих состояний, называют глубиной поверхно-
стного- (слоя, или глубиной наклепа. Обыкновенно поверхностный
слой отличается большей твердостью и прочностью, поэтому на-
ряду с термином наклеп поверхности часто пользуются терми-
ном деформационное упрочнение.
Показатели, используемые для оценки поверхностного слоя,
называют параметрами состояния поверхностного слоя. Основ-
ными параметрами служат: структура слоя, глубина наклепа,
степень наклепа (степень деформации) и остаточные напря-
жения.
Структура. Структуру слоя изучают обычными металлографи-
ческими методами. Хотя поверхностный слой не имеет резко вы-
раженной границы, отделяющей его от основного металла, его
состояние изменяется по глубине слоя не равномерно. Обычно
наблюдаются три особые зоны (рис. 110):
а) зона резко выраженной деформации; она характерна
большими искажениями кристаллической решетки металла,
дроблением зерен, повышенной твердостью;
153
б) зона деформации; в этой зоне слоя наблюдается вытяги-
вание зерен, наволакивание одних зерен на другие, снижение
твердости по сравнению с верхней зоной;
в) переходная зона; в этой зоне состояние слоя постепенно
приближается к состоянию основного материала.
В тонких исследованиях особо рассматривают еще так назы-
ваемый граничный слой, (зону) —самую верхнюю, весьма ма-
лую часть 'слоя, в которой металл взаимодействует с внешней
средой.
Глубина и степень наклепа. Наиболее простым способом оп-
ределения глубины наклепа является измерение твердости на
поверхности косого среза исследуемого образца.
Рис. 110. Примерная картина изменения
характеристик слоя ino его глубине
Рис. Г11. Схема косого
среза
Часть обработанной .поверхности образца срезается (прити-
ранием на плите) под небольшим углом а (рис. 111), обеспечи-
вающим достаточную точность измерений. Расстояние I от нача-
ла среза (точка Л) до точки, после которой твердость перестает
изменяться (точка Б), позволяет определить глубину наклепа:
hH=1 sin а. Вместо косого среза иногда производят послойное
электрохимическое стравливание слоя.
Глубина поверхностного слоя зависит от метода и режима
обработки. Она бывает от 1—2 мкм при очень тонкой обработ-
ке, до сотен -микрон— при грубой.
Степень наклепа (t/B) характеризует величину отклонения
твердости поверхностного слоя Нп от твердости основного мате-
риала Но (обычно в %):
ия=Нн-=Но- 100 [%].
по
Обыкновенно степень наклепа лежит в пределах 120—
160%.
Для определения глубины и степени наклепа широко приме-
няют также рентгеновские методы.
Остаточные напряжения. Уровень остаточных напряжений
в поверхностном слое может приближаться к пределу текучести
материалов, а глубина их проникновения может превышать глу-
бину наклепа. Показанная на рис. ПО (справа) картина рас-
154
пределения напряжений по глубине .слоя, хотя и характерна, но
она лишь одна из многих, весьма разных.
Остаточные напряжения высчитывают по величине деформа-
ции образца, .происходящей после снятия с него (химическим
или электрохимическим способом) напряженного слоя. Рентге-
новский метод (основанный на измерении межатомных расстоя-
ний в напряженном и ненапряженном металле) позволяет иссле-
довать тонкий слой, глубиной в несколько микрон.
Образование поверхностного слоя
<ри.сталлическои. решетки
Рис. 112. Схема изменения
прочности
Деформационное упрочнение и разупрочнение металлов. В современном
металловедении причины деформационного упрочнения металла связываются
с дефектами кристаллической .решетки металла и объясняются в теории ди-
слокаций. Очень упрощенно эти объяснения сводятся к следующему.
В идеальном монокристалле все атомы решетки занимают свои строго
определенные места. Теоретическая прочность (.рассчитываемая из условий,
что действию .внешней нагрузки противостоят межатомные связи) такого кри-
сталла—наибольшая. Ее можно пред-
ставить как (напряжение, необходимое
для разъединения образца на две части
одновременно по всему его поперечному
сечению.
В отличие от этого реальная кристал-
лическая .решетка имеет множество де-
фектов — «несовершенств». Некоторые
узлы решетки пустуют, в других разме-
щены атомы другой природы (примеси),
некоторые атомы находятся в междуузли-
ях решетки н т. д.
Кроме этих (точечных) дефектов, в
кристаллической .решетке имеются дисло-
кации— линейные дефекты, более устой-
чивые и имеющие заметную протяжен-
ность (до тысяч и десятков тысяч перио-
дов решетки). В реальном металле всегда
имеются неоднородности, связанные с
границами, зерен, инородные включения,
микротрещины и т. д. Вследствие всех
этих дефектов, в реальном образце разрушение межатомных связей идет не
одновременно, а избирательно, по «слабым» направлениям, и прочность решет-
ки в целом не используется.
Например, теоретическая прочность железа составляет 1200—1500 кГ/мм2,
а действительная —лишь 15—20 кГ/мм2.
Деформационное упрочнение металла объясняют своеобразным поведением
несовершенств кристаллической решетки в процессе деформации.
Пластическая деформация означает сдвиговые взаимоперемещения эле-
ментов структуры металла по «слабым» направлениям. Она сопровождается
увеличением количества несовершенств и должна была бы вести к снижению
прочности. Однако с увеличением количества несовершенств (растет плот-
ность дислокаций) начинается своего рода интерференция сдвиговых пере-
мещений, ведущая к их затуханию. Сопротивление металла деформации воз-
растает, происходит его упрочнение. Это объяснение укладывается в общую
схему изменения прочности металла в зависимости от количества несовер-
шенств (рис. 1112). На этой схеме точка а соответствует теоретической проч-
ности; участок а— Ь—разупрочнение; Ь — с — упрочнение; с — d— насыще-
155
ние дефектами и разрушение. Заштрихованный участок отвечает пределам
практически реализуемой прочности.
В процессе деформации металл поглощает часть энергии, становится тер-
мически неустойчивым и в нем самопроизвольно возникают процессы «отды-
ха»—'разупрочнения, частично восстанавливающие его первоначальные свой-
ства. Скорость отдыха зависит от рода материала, степени деформации и’ от
температуры. В определенном интервале температур (минимум—около 0,4 tQ
плавления) происходит рекристаллизация — скачкообразное возникновение
новой структуры металла и восстановление его первоначальных свойств.
Таким образом, в общем случае пластическая деформация сопровожда-
ется упрочнением и .разупрочнением, соотношение которых зависит от усло-
вий деформации и определяет конечный результат. Из условий деформации
первостепенное значение имеют температура деформации tR (по отношению
к температуре рекристаллизации tp) и скорость деформации. В связи с этим
различают четыре вида деформации:
а) с полным разупрочнением '(горячая) —когда tR>tp, а скорость де-
формации достаточно мала для того, чтобы рекристаллизация полностью за-
вершилась;
б) с неполным разупрочнением (горячая) — при ta близкой к tp, но при
высокой скорости,
в) с неполным разупрочнением (холодная) —при tR «иже tp,
г) с полным упрочнением (холодная) — tR значительно ниже tp.
При повышении скорости деформации или понижении температуры со-
противление пластической деформации возрастает, тогда как сопротивление
отрыву не меняется. В таких условиях наступает хрупкое разрушение метал-
ла, так как предельное сопротивление отрыву достигается раньше предела
текучести. ,
Образование слоя. Поверхностный слой возникает в сложных
условиях одновременного воздействия очень больших давлений,
высоких температур и интенсивного охлаждения, обусловленно-
го хорошей теплопроводностью металла.
При движении инструмента деформации подвергается не только срезае-
мый слой, но и вся впереди лежащая масса металла. Металл, входящий
в соприкосновение с режущей кромкой, уже деформирован. Режущая кром-
ка сжимает поверхностный слой в направлении нормали к поверхности и рас-
тягивает его силой трения, действующей по линии среза. Выделяющееся теп-
ло, повышая пластичность металла, способствует углублению деформации,
но в то же время оно ускоряет процесс разупрочнения; оно же может вызы-
вать фазовые превращения в металле поверхностного слоя и закалку его.
В результате контакта с внешней средой в поверхностном слое могут возни-
кать химические и иные соединения металла с проникающими извне вещест-
вами и т. д.
Понятно, что возможность аналитического .расчета столь
сложного взаимодействия многих факторов с целью предсказа-
ния свойств поверхностного слоя — практически исключена. От-
веты на интересующие практику вопросы получают эксперимен-
тальным путем. К настоящему времени многочисленные иссле-
дования позволили определенно установить два основных факта:
, 1) при любом методе обработки, требующем контакта ин-
струмента с обрабатываемой поверхностью, поверхностный слой
получается упрочненным, твердость его выше твердости ос-
новного материала;
2) после обработки ,в поверхностном слое возникают оста-
точные напряжения, уровень и знак которых зависит от условий
обработки.
156
Возникновение остаточных напряжений. Установлено, что воз-
никновение остаточных напряжений обусловлено совместным
действием двух факторов — силового (пластические деформа-
ции), вызывающего только сжимающие напряжения, и теп-
лового (нагревание поверхностного слоя), вызывающего только
растягивающие напряжения.
Такое действие факторов -объясняется следующим.
Силовой фактор. Вследствие трения по задней грани инструмента
поверхностный слой подвергается растяжению. При этом деформация его
верхней части, до какой-то глубины, будет пластической, а ниже—только
упругой. После прохода инструмента упруго растянутая (нижняя) часть слоя,
стремясь сжаться, сожмет пластически деформированную (верхнюю) часть
слоя. В результате верхняя часть слоя будет сжата, а нижняя останется ча-
стично растянутой.
Тепловой фактор. Быстро нагреваясь, верхняя часть слоя стремится уд-
линиться, но этому мешает нижняя, более холодная часть, поэтому в верхней
части возникают напряжения сжатия, а в нижней — растяжения. При даль-
нейшем нагревании напряжения в верхней части превысят предел текучести,
что вызовет в ней дополнительную пластическую деформацию сжатия. -При
последующем охлаждении верхняя часть стремится укоротиться, однако не
до первоначальной длины, а больше (на величину пластической деформации),
так как она стала как бы более короткой по сравнению с нижней частью,
не претерпевшей пластической деформации. В результате в верхней части
возникнут растягивающие напряжения, а в нижней — напряжения сжатия
(см. рис. 110, справа).
Таким образом, возникновение в поверхностном слое оста-
точных напряжений сжатия объясняется доминирующим дейст-
вием силового фактора, а напряжений растяжения — доминиру-
ющим действием теплового. Эта простая схема существенно на-
рушается, если в (процессе образования поверхностного слоя
участвуют фазовые превращения металла. По1следние могут
быть более значимым источником остаточных напряжений, чем
силовой и тепловой факторы.
§ 4. ВЛИЯНИЕ ПРОЦЕССОВ ОБРАБОТКИ НА СОСТОЯНИЕ
ПОВЕРХНОСТНОГО СЛОЯ
Описанная выше картина образования поверхностного слоя
объясняет, почему широко применяемые .в авиадвигателестрое-
нии 'Высококачественные стали и сплавы, обладающие большой
прочностью, но в то же время пластичные, особенно склонны
к наклепу.
К настоящему времени накопленный экспериментальный
материал уже позволяет сделать некоторые выводы общего
характера.
Наиболее общий из них состоит в том, что при обработке ре-
занием всякое усиление силового и теплового взаимодействий
между обрабатываемой деталью и инструментом в зоне реза-
ния ведет к увеличению глубины наклепа.
157
Например, глубина наклепа возрастает с увеличением подачи, глубины
резания, .радиуса округления режущей кромки, угла заострения инструмента
(уменьшения переднего и заднего углов), наростообразованмя, износа инстру-
мента и т. д. Применение смазывающе-охлаждающей жидкости облегчает реза-
ние и соответственно уменьшает глубину наклепа. Влияние скорости резания
различно, так как в разных интервалах она по-разному влияет на силы реза-
ния и с ее увеличением растет температура и уменьшаются силы трения, но
в общем при больших скоростях наклеп получается меньшим.
Факторы, способствующие увеличению глубины и степени на-
клепа, способствуют также повышению уровня и увеличению
глубины залегания остаточных напряжений.
(V5);
2-Sn=
мм/дв.х
1—Sn=0,08 мм/дв.х
=0,5 мм/дв.х (V7);
(V9a); 4—Sn=0,005 мм/дв.х (VlOa)
Максимум напряжений обыкновенно находится не на самой поверхности,
а на некоторой глубине от нее, иногда значительной. Однако картины рас-
пределения напряжений по глубине слоя весьма разнообразны, так как взаи-
модействие силового и теплового факторов и фазовые превращения тесно
связаны со свойствами обрабатываемого материала. Многочисленные экспе-
риментальные данные относятся к самым .разнообразным материалам и усло-
виям обработки, но закономерности
общего характера выявлены мало. На
основании уже имеющихся данных
можно утверждать, например, что пос-
ле фрезерования в поверхностном слое
чаще появляются напряжения растя-
жения, «о после фрезерования титано-
вых сплавов чаще бывают напряже-
ния сжатия. Понятно, что ценность
подобных «общих» заключений (чаще}
невелика.
Наибольший интерес имеют,
конечно, процессы, применяе-
мые в окончательных операци-
ях технологических процессов,
так как эти операции определя-
ют качество поверхности у го-
товой детали. В этой области получены результаты более общего
характера, относящиеся к шлифованию и отделке.
Можно считать установленным, что в .процессах шлифования
доминирует тепловой фактор. После прохода круга быстрое ох-
лаждение нагретой почти до температуры плавления .поверхно-
сти детали сопровождается .резкими термопластическими дефор-
мациями, в результате которых уровень возникших остаточных
напряжений может быть очень высок (при неудачно выбранном
режиме могут образоваться даже поверхностные трещины), при-
чем эти напряжения при отсутствии фазовых превращений
почти всегда — растягивающие. В качестве примера влияния ре-
жима шлифования на рис. 113 показано распределение напря-
жений после шлифования жаропрочного сплава, употребляемого
для лопаток ГТД.
Исследования более тонких процессов абразивной обработки
(хонингование, притирание, полирование и др.) указывают на
то, что такие процессы создают в поверхностном слое главным
образом сжимающие напряжения.
158
§5. ВЛИЯНИЕ КАЧЕСТВА ПОВЕРХНОСТИ
НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ДЕТАЛЕЙ
Как указывалось ранее (см. '§ 3) важное влияние микрогео-
метрии (шероховатости) поверхности на работоспособность де-
талей известно давно, однако накопленный в этой области опыт
нужно относить не только к микрогеометрии, но и к свойствам
поверхностного слоя материала деталей. Развернувшиеся в по-
следние два десятилетия исследования свойств поверхностного
слоя направлены на отыскание новых резервов повышения эк-
сплуатационных свойств деталей.
Износостойкость. Протекание износа поверхности в различных условиях
(давление, скорость, смазка) в принципе одинаково (рис. 114).
За первоначальным износом (приработка деталей), который характерен
•сравнительно 'быстрым увеличением зазора, обеспеченного при сборке (так
как износ идет по 'вершинам неровностей —
малая несущая 'поверхность), наступает период о а
нормальной работы, за которым следует разру- о J
шение трущейся шары (вследствие заедания и --—
т. п.), называемое иногда катастрофическим из- * V""'
носом. Однако в каждых конкретных условиях I
первоначальный 'износ и время нормальной pa- q --------1----------1---»
боты (оно ограничивается допустимым увели-
чением зазора) сильно зависят от шероховатос-
ти поверхности. При этом имеет значение не
только величина шероховатости, но в направле-
ние. 114. Принципиаль-
ная схема 'протекания
износа
н-ие обработочных рисок относительно направ-
ления скольжения поверхностей.
Оказывается также, что уменьшение шероховатости с целью повысить
износостойкость поверхностей оправдывается не всегда. В некоторых случаях
наилучшие условия для смазки деталей, а вместе с тем и меньший износ, по-
лучаются при определенной, оптимальной шероховатости поверхности. В та-
ких случаях требуется устанавливать не только предел наибольшей шерохо-
ватости, как это практикуется обычно, но и допустимый предел наименьшей.
Наступление периода нормальной работы (прямой участок на рис. 1'14)
означает, что шероховатость приобрела некие оптимальные параметры. Если
обеспечивать близкие к этим параметры шероховатости при обработке дета-
ли, то период приработки и соответствующее ему изменение зазора в сопря-
жении можно сократить.
Опыты показывают, что для повышения износостойкости нужно уменьшать
неоднородность структуры поверхностного слоя и создавать в поверхностном
слое растягивающие напряжения. Последнее объясняется тем, что в процессе
износа происходит суммирование напряжений, возникающих в процессе де-
формации слоя при износе (сжимающих), с напряжениями, приобретенными
в процессе обработки детали. Это подтверждается и тем, что детали, рабо-
тающие в условиях растягивающих внешних нагрузок, изнашиваются -боль-
ше, нежели при сжимающей нагрузке.
Стабильность посадок. Шероховатость поверхности имеет прямое отноше-
ние к стабильности посадок деталей. В случае подвижной посадки характер
ее изменяется в связи с износом 'поверхности, ведущим к увеличению зазора.
При выполнении неподвижной посадки от шероховатости зависит получаю-
щийся натяг, а- вместе с этим и прочность соединения деталей. •
Коррозионная стойкость. Коррозия протекает наиболее интенсивно на дне
впадин, «а поверхности мелких надрезов, трещин и т. п. Распространяясь
в глубь металла, юна приводит к разрушению поверхности детали. Уменьше-
ние шероховатости поверхности замедляет течение этого процесса. Этому же
159
способствует уменьшение наклепа поверхности я снижение остаточных на-
пряжений в (поверхностном слое.
Усталостная прочность. Давно известно, что уменьшение шероховатости
поверхности значительно повышает сопротивление материала усталости при
переменных нагрузках. Это заметно тем более, чем чувствительнее материал
к концентрации напряжений. Для легированных сталей падение усталостной
прочности при переходе от тонкополированного образца к грубо обточенному
может достигать 30—40%.
Снижение усталостной прочности объясняется концентрацией напряже-
ний во впадинах неровностей поверхности. Концентрация напряжений тем
больше, чем глубже и острее впадины. Мелкие надрезы поверхности, риски
и т. л. могут вызвать появление микротрещин, которые, развиваясь, приведут
к поломке детали.
С усталостной прочностью было и остается связанным (большинство ис-
следований наклепа и остаточных напряжений в поверхностном слое. В этой
же области имеется наибольший производственный опыт. Практика показы-
вает, что в большинстве случаев (не всегда) упрочнение поверхностного слоя
и создание в нем напряжений сжатия повышают усталостную прочность.
§ 6. ДОСТИЖЕНИЕ ЗАДАННОГО КАЧЕСТВА ПОВЕРХНОСТИ
Заданную микрогеометрию (шероховатость) обработанной
поверхности обеспечивают выбором соответствующего метода
и режима обработки (см. табл. 3).
Устанавливая в рабочем чертеже детали этот показатель точ-
ности обработки поверхности, (руководствуются назначением де-
тали и вытекающими из него наиболее важными эксплуатаци-
онными свойствами. Решение задачи очень упрощается тем об-
стоятельством, что за (исключением совершенно особых случаев,
изменение шероховатости одинаково (положительно или отрица-
тельно) влияет на все основные эксплуатационные свойства
детали. Например, задавая меньшую шероховатость с целью
уменьшить износ, можно быть уверенным, что ни стабильность
посадки, ни коррозионная стойкость, ни усталостная прочность
от этого не потеряют, а также выиграют.
Уже теперь ясно, что подобных .простых связей между пара-
метрами поверхностного слоя и эксплуатационными свойства-
ми — нет. Более того, эти связи усложнены влиянием на них
свойств основного материала детали и зависимостью от среды
и температурных условий работы детали. Поэтому установление
оптимальных параметров поверхностного слоя деталей — зада-
ча несравнимо более сложная, чем установление оптимальной
микрогеометрии.
В технологическом отношении получение заданных свойств
поверхностного слоя также существенно сложнее достижения за-
данной микрогеометрии. Оно требует соблюдения установленно-
го режима обработки на протяжении всего процесса снятия
припуска, тогда как для достижения заданной шероховатости
важна лишь заключительная стадия, в которой формируется
окончательная шероховатость (шлифование, протягивание и все
другие процессы, выполняемые с послойным снятием припуска).
160
Тем не менее для некоторых ответственных деталей (напри-
мер, лопаток ГТД) исследовательский труд, необходимый для
выяснения оптимальных параметров поверхностного слоя и нуж-
ных режимов обработки, является оправданным. Главным пре-
пятствием к появлению таких параметров в рабочих чертежах
деталей служит отсутствие производственных методов их кон-
троля.
В современном машиностроении регламентация свойств по-
верхностного слоя материала деталей, получающихся после ме-
ханической обработки, предпринимается Лишь в качестве исклю-
чения для некоторых особенно напряженных деталей (прежде
всего с целью повышения усталостной .прочности), но делается
это не непосредственно (ввиду отсутствия методов' контроля),
а через методы обработки. Методы, предусматриваемые специ-
ально для упрочнения поверхности (или разупрочнения), для
получения остаточных напряжений определенного уровня и зна-
ка (или снятия их), в общем — все методы достижения желае-
мого состояния слоя входят в область так называемой «упроч-
няющей технологии».
§ 7. УПРОЧНЯЮЩАЯ ТЕХНОЛОГИЯ
Исследователи качества поверхности не придерживаются приведенного
выше определения понятия «упрочняющая технология», как не придержива-
ются и какого-либо другого. Большинство из них ищут резервы 'повышения
эксплуатационных свойств деталей (прежде всего усталостной прочности
и износостойкости) на пути упрочнения поверхностного слоя — повышения
глубины и степени наклепа по сравнению с получающимися после окончатель-
ных операций механической обработки (видимо, отсюда и термин «упрочняю-
щая» технология).
При таком подходе в область упрочняющей технологии сразу же попа-
дают все процессы обработки поверхностей давлением без снятия стружки —
обкатывание и раскатывание роликами, выглаживание, калибровка отверстий
шариком и другие — даже тогда, когда эти процессы применяют вместо об-
работки резанием, т. е. прежде всего с целью достижения заданной геомет-
рической точности (точности обработки), а упрочнение поверхностного слоя,
хотя и большее, чем после механической обработки, является фактором сопут-
ствующим.
Такой подход в курсе технологии машиностроения не является прием-
лемым. Физические особенности процесса могут и должны лежать в основе
классификации процессов, но не методов обработки. Метод обработки (об-
ласть технологии машиностроения)—это способ применения процес-
са с пелью достижения заданных параметров предмета обработки —в дан-
ном случае—обрабатываемой детали (см. «Введение»). Следовательно,
в область упрочняющей технологии можно (и нужно) отнести, любой про,
цесс или метод (даже и процесс резания), но лишь при том обязатель-
н о м условии, что целью его использования является повышение эксплуата-
ционных свойств путем изменения физико-механического состояния поверхно-
стного слоя материала, детали. При этом в область упрочняющей технологии
попадут не только методы, основанные на упрочнении поверхностного слоя
(увеличения наклепа), но и методы разупрочнения (снятия наклепа), не толь-
ко методы создания наиболее благоприятных напряжений в слое, но и сня-
тия неблагоприятных, вообще — все методы «регулирования» структуры, на-
клепа и напряжений поверхностного слоя. Соответственно этому термин
6 1368
161
«упрочняющая» (технология) лучше толковать не в смысле «упрочняющая
слон», а в более широком плане — «упрочняющая деталь».
Методы упрочнения поверхностного слоя. Методы повышения твердости
слоя (по сравнению с получающейся после механической обработки) разде-
ляют «а механические (холодные) и термические (горячие).
Наиболее характерным из механических методов является дробеструйная
обработка. Сущность процесса заключается в том, что поверхность подвер-
WZ
8П -
6U-
40
20
0 -
наклеп
остаточные
напряжения
шерохобатость
птптп
тают многочисленным ударам твердых (сталь, чугун,
стекло и др ) дробинок диаметром 0,5—1,5 мм Регу-
лируя время обработки, получают желаемую глубину
и степень наклепа при напряжениях сжатия, благо-
приятных для повышения усталостной прочности.
Обыкновенно дробеструйную обработку применяют
для сравнительно меточных деталей, работающих при
переменных нагрузках (пружины, рессоры и т. п.).
Для точных деталей этой же цели служит удар-
ное выглаживание поверхности м, вместе с целью до-
стижения заданной точности обработки, могут слу-
жить все другие методы выглаживания (см. далее
разд. III, гл. XII, § 5).
В качестве термических методов используют по-
верхностную закалку с отпуском, обеспечивающим
желаемое упрочнение. К этой же группе обыкновенно
относят различные виды химико-термичеокон обра-
ботки поверхностей (цементация, азотирование, циа-
нирование и др ). Эти виды обработки давно приме-
няются для повышения износостойкости рабочих по
верхностей деталей. Новое заключается в том, что их
стали применять и для свободных поверхностей с
целью повышения усталостной прочности деталей.
Методы разупрочнения поверхностного слоя. В
случаях когда наклеп является вредным — его сни-
мают.
На рис. 115 представлены результаты исследова-
ния влияния качества поверхности после шлифования
Рис. 115. Сниже-
ние усталостной
прочности вслед-
ствие шероховато-
сти, наклепа и
остаточных напря-
жений
ватостью поверхности
на усталостную прочность жаропрочных сплавов,
употребляемых для изготовления лопаток турбин. Они
интересны тем, что являются первой попыткой раз-
дельно оценить влияние шероховатости, деформацион-
ного упрочнения н остаточных макронапряжений
В столбиках верхней диаграммы показано снижение
усталостной прочности в результате шлифования,
обеспечивающего различную шероховатость (проч-
ность образца без наклепа и напряжений, с шерохо-
14-го класса — принята за 1О0₽/о). В круглой диаграмме
показаны доли влияния каждого фактора в отдельности.
Можно видеть, что соотношение между этими долями сохраняется прак-
тически постоянным с 5 по 10-й класс шероховатости й что влияние послед-
ней примерно вдвое более сильное, чем влияние наклепа и напряжений вместе
взятых.
Полное снятие наклепа и напряжений достигается с помощью соответст-
вующей термической обработки (см. выше в § 3, о рекристаллизации).
Регулирование остаточных напряжений. Под регулированием напряжений
понимают все методы, направленные на получение желаемого уровня и знака
остаточных напряжений в поверхностном слое изготовленной детали.
К таким методам относят термическую обработку, снимающую напряже-
ния перед окончательной операцией обработки поверхности (но оставляющую
* Работу выполнил А. М. Сулима. Испытания проводились при темпера-
туре, соответствующей условиям работы детали.
162
наклеп, если он нужен), но главное—избежание неблагоприятных напряже-
ний выбором соответствующих режимов при окончательной обработке или
перед отделкой поверхности
Наиболее чувствительными к состоянию поверхностного слоя являются
сильно нагруженные поверхности деталей. Обыкновенно — это рабочие по-
верхности, требующие высокой точности, поэтому они часто обрабатываются
шлифованием. Характерные для шлифования неблагоприятные растягивающие
напряжения можно уменьшить или избежать, если применять режимы, смяг-
чающие резкое действие теплового фактора. Таким образом, основная область
регулирования остаточных напряжений связана с операциями шлифования.
Радикальным средством для избежания неблагоприятных изменений
свойств материала у поверхности детали при ее ббработке является замена
механической обработки процессами, исключающими такие изменения — элек-
трохимической обработкой, химической (травление) и т. п., 'если это эконо-
мически оправдано. На примере изготовления лопаток ГТД можно видеть,
что такая' замена (см. далее, гл. XIV) не только .приводит к этой цели, но
может вести и к значительному повышению производительности особенно,
если материал трудно поддается обработке резанием.
Показанные ранее (см. рис. 115) диаграммы, хотя они относятся лишь
к одному частному случаю, все же позволяют судить, что вследствие неудов-
летворительного состояния поверхностного слоя потеря прочности может до-
стигать 5—10i%; не исключено1, что в других условиях она большая. Для дета-
лей с малыми запасами прочности такая потеря может быть существенной.
Однако проблема использования имеющегося резерва в целом еще не вышла
из стадии лабораторных исследований поведения разных материалов при раз-
личных методах обработки.
Г л а в а V I
ОБЩИЕ ПРИНЦИПЫ И МЕТОДИКА РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
§ 1. ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАЗРАБОТКИ ПРОЦЕССА
Работа над проектированием процесса начинается с изуче-
ния рабочего чертежа детали и технических условий, в ко-
торых сформулированы требования к детали, не обозначенные
непосредственно на поле чертежа.
Рабочий чертеж детали и заданная производственная
программа позволяют выбрать способ получения заготовки
детали. На этом основании разрабатывают чертеж заготов-
к и, который при необходимости может быть уточнен после раз-
работки процесса, когда будут определены операционные припу-
ски. Содержание операций процесса устанавливают в соответ-
ствии с оборудованием, которое может быть использовано
для их выполнения. Таким образом, основными исходными дан-
ными для проектирования процесса являются:
1) рабочий чертеж детали;
2) производственная программа;
3) чертеж заготовки;
4) оборудование, которым возможно располагать.
*6
163
Чертеж детали. Рабочий чертеж и технические условия явля-
ются единственным документом, определяющим требования
к детали — единственным основанием для контроля и приемки
деталей после изготовления. Поэтому главнейшее требование
к чертежу состоит в том, что он должен быть полностью
проработан конструктором детали.
Естественно, что технологический процесс должен обеспечи-
вать лишь заданные требования, и только конструктор дета-
ли вправе их устанавливать и изменять. При этом ни одно тре-
бование к параметрам детали, могущим в процессе ее изготовле-
ния получать действительные значения, не приемлемые для кон-
структора, не должно быть задано одно з н а ч н о. Все
они должны быть «защищены» допусками.
Это необходимо особенно твердо знать, так как еще до сих
пор встречаются рекомендации, обязывающие технолога начи-
нать проектирование технологического процесса с изучения де-
тали, ее назначения и условий работы в узле или машине, что-
бы обеспечить лучшее качество. Такие рекомендации для
условий современного производства следует признать неправиль-
ными. Их ошибочность вытекает из того, что практически тех-
нолог не может и не обязан быть более компетентным в вопро-
сах конструкции, чем сам конструктор детали. Ошибочные
рекомендации умаляют значение чертежа, ориентируют на не-
полную его проработку, подразумевают возможность как бы
доработки конструкции детали уже в процессе производ-
ств а, т. е. ориентируют на внесение в производство элементов
кустарщины. Между тем высокая «культура чертежа» является
необходимым условием кооперирования разных за-
водов для выпуска одного изделия и соответственной специали-
зации предприятий, т. е. одним из самых первых условий для
развития современного производства.
Совсем иное дело, когда говорят, что чертеж должен учиты-
вать условия изготовления детали. Здесь помощь технолога
конструктору необходима, так как повышение технологич-
ности конструкций является важным источником уменьшения
стоимости изготовления.
Под технологичностью конструкции понимают качества, за-
ложенные в конструкции детали при ее проектировании с целью
уменьшения, стоимости ее изготовления, но без ущерба для вы-
полнения ею своих функций в машине.
Например, разрабатывая форму детали, необходимо прида-
вать ей качества, благодаря которым станут возможными про-
стые приемы и методы обработки. Нужно обеспечивать хорошую
доступность поверхностей для обработки и измерения, возмож-
ность применять простой (стандартный) инструмент, обработку
на проход и т. п.
Чрезвычайно важна взаимная координация поверхностей на
чертеже и наличие поверхностей, способных 'служить хорошими
164
установочными базами (см. гл. IV, '§ 2). В этом отношении иде-
альной была бы координация всех поверхностей относительно
какой-нибудь одной поверхности, но способной служить одинако-
во хорошей установочной базой на всех операциях технологиче-
ского процесса (за исключением, разумеется, обработки ее са-
мой).
Много технологических требований конструктору известны,
но большинство из них — это требования общего характера, не
зависящие или мало зависящие от условий производства. На-
пример, форму дна глухого отверстия делают конусной, отве-
чающей конусу сверла (если это не вредит прочности детали),
а не плоской, требующей дополнительной операции зенкерова-
ния; учитывая необходимость обработки, детали-вала в центрах,
предусматривают в конструкции детали центровые гнезда; всег-
да стремятся к унификации размеров деталей, и т. д. и т. п.
Однако технологический процесс и соответственно многие из
технологических требований к детали зависят от необходимой
производительности (заданного выпуска деталей). В области
требований, зависящих от условий производства, понятие тех-
нологичность конструкции становится относительным: конструк-
ция, технологичная в одних условиях, может быть неприемлемой
для других. Прежде всего в связи с этим и бывает необходи-
мой помощь технолога конструктору. Организационные формы
ее могут быть различными (например, работа квалифицирован-
ных технологов в конструкторском отделе, консультации и т. п.),
но она должна предшествовать выпуску чертежа
в производство.
В условиях авиадвигателестроения чертеж — закон для про-
изводства. Технолог не вправе отступать от этого закона или до-
полнять его на основании своей оценки условий работы детали.
Производственная программа. Количество деталей, которое
должно быть выпущено в определенное календарное время (за-
данная производственная программа), позволяет ориентировать-
ся при проектировании процесса на такой вид организации про-
изводства (массовое, серийное, единичное — см. гл. I, § 6),
который будет более целесообразным при такой программе.'
Производственная программа необходима для уточнения
способа получения заготовки (например, свободная ковка или
штамповка), для выбора степени концентрации операций (при
большой программе—согласование технической нормы време-
ни с тактом выпуска деталей — см. гл. I, 6), для выбора всех
средств механизации операций (станков, приспособлений, инст-
рументов— см. гл. II), т. е. для решения всех задач, связанных
с производительностью труда. Поэтому, не зная производствен-
ной программы, проектировать технологический процесс невоз-
можно.
Чертеж заготовки. Заготовки деталей получают различными
видами литья (заготовки-отливки), горячей обработки давлени-
165
ем (заготовки-поковки) и из сортового материала (прутки, ли-
сты).
Чертеж заготовки разрабатывают по рабочему чертежу де-
тали, предусматривая необходимые общие припуски на обра-
ботку и оформляя конфигурацию заготовки в соответствии с тех-
нологическими возможностями избранного способа ее получения
(литейные или штамповочные уклоны, напуски и т. п.). В слож-
ных 'случаях для разработки чертежа заготовки привлекают тех-
нолога заготовительного цеха (литейного, кузнечного).
Нередко способ получения заготовки бывает предопределен
конструкцией (рабочим чертежом) детали. В этом отношении
все заготовки можно разделить на две группы:
а) заготовки деталей, обрабатываемых /другом;
б) заготовки деталей, не обрабатываемых кругом.
В первом случае у технолога имеется сравнительно большая
свобода выбора способа получения заготовки. Ограничения на-
кладываются лишь заданным в чертеже материалом детали (не
из всех материалов можно изготавливать отливки и поковки)
и требуемыми механическими свойствами (у отливок они хуже,
чем у поковок). Во втором случае способ получения заготовки
обычно уже выбран конструктором детали. Конфигурация необ-
рабатываемых частей детали и их точность заданы чертежом
в соответствии с этим способом (например, головка цилиндра —
литье в кокиль; лопатка соплового аппарата — прецизионное
литье— и т. п.).
Различные виды литья и горячей обработки давлением обес-
печивают разную точность заготовок *, характерны разной про-
изводительностью и затратами на оборудование.
Заготовки-отливки. Литье широко применяют для де-
талей сложной конфигурации, не обрабатываемых кругом.
В авиадвигателестроении основную массу заготовок-отливок со-
ставляют отливки из алюминиевых сплавов, реже — из магние-
вых сплавов и стали; из специальных сплавов отливают глав-
ным образом лопатки ГТД и некоторые детали ТНА.
Заготовки-поковки. Ковка значительно улучшает меха-
нические свойства материала. Кроме того, она позволяет полу-
чать наиболее выгодную для прочности детали макроструктуру
(расположение волокон материала в детали). Поэтому в авиа-
двигателестроении заготовки-поковки широко используют даже
для деталей /сложной формы, хотя это резко увеличивает объем
необходимой механической обработки (по сравнению с заготов-
кой-отливкой) .
Заготовки из сортового материала. Прутковый
материал применяют в качестве заготовок неответственных дета-
лей и нормалей. Листовой материал используют для изготовле-
* В авиадвигателестроении она регламентируется нормалями АН1026 для
разных видов литья и АН 1032 для штамповок.
166
ния сварных деталей (патрубки, камеры сгорания и т. д.) и раз-
ных прокладок.
В авиадвигателестроении, в зависимости от степени ответст-
венности деталей, стальные заготовки разделяют по методу их
приемки на три группы (группы контроля):
первая группа (I группа контроля) —заготовки, из ко-
торых каждая требует испытания механических свойств; разме-
ры такой заготовки увеличивают и за этот счет изготовляют
образцы для испытаний;
вторая группа (II группа контроля)—заготовки, для
которых испытание механических свойств достаточно проводить
на одной или нескольких поковках от партии (плавки) при
100-процентном контроле твердости;
третья группа (III группа контроля) —заготовки, у ко-
торых проверяют только твердость в состоянии поставки, не ис-
пытывая прочих механических свойств.
Группа контроля указывается в рабочем чертеже детали.
Оборудование. Свобода выбора оборудования имеется лишь
в условиях проектирования' процессов для новых цехов и заво-
дов. На действующем заводе технологические процессы разра-
батывают с учетом наилучшего использования имеющегося обо-
рудования. От наличного оборудования зависит возможность
использования тех или иных методов обработки, оснастка тех-
нологического процесса (приспособления, инструмент), техниче-
ские нормы времени и т. д.
§2 . СТАДИИ ПРОЕКТИРОВАНИЯ
Все операции технологического процесса взаимосвязаны. На-
пример, изменяя количество поверхностей, обрабатываемых
в данной операции, надо соответственно изменять его в другой
или других операциях; изменяя операционный размер поверхно-
сти, надо помнить, что это изменяет припуск на ее обработку
в последующей операции, и т. д.
Вследствие такой взаимозависимости операций, задачи, ре-
шаемые как в масштабе всего процесса, так и внутри его опе-
раций, всегда являются задачами комплексными. Такой комп-
лекс состоит из многих взаимосвязанных технико-экономиче-
ских задач (технических задач, возможное решение которых
надо оценивать с позиций целесообразности — экономичности
в данных производственных условиях), требующих параллель-
ного разрешения. Вследствие сложности комплексной’ задачи
приблизиться к правильному ее разрешению можно лишь .посте-
пенно, посредством ряда попыток.
В качестве примера обратимся к началу проектирования тех-
нологического процесса.
Намечая даже самую приблизительную схему процесса, ни-
когда нельзя избежать принятия одного безусловно обязатель-
167
ного решения — какие именно поверхности детали должны обра-
батываться в каждой операции. Без этого нет границ между
операциями и, следовательно, нет никакого, даже самого схема-
тичного П|роцесса. Однако наметить поверхности, подлежащие
обработке в каждой операции (т. е. установить степень концен-
трации операций), — это значит сразу достичь одну из главных
целей разработки технологического процесса и во многом пред-
определить (решения других важных задач (о методах обработ-
ки, оборудовании и т. д.). Ясно, что сделать это сразу пра-
вильно возможно. только для простейшей детали. Более об-
стоятельная оценка предопределенных решений задач об этапах
процесса, методах обработки, оборудовании м т. д. обяза-
тельно потребует изменения намеченных ранее границ
операций, введения в процесс иных операций и т. д. Таким обра-
зом» окончательные решения для всех задач находят параллель-
но, методом встречных приближений, уточняя- решения одних
после разрешения других.
Для уменьшения объема различных исправлений, особенно-
трудоемких, когда они связаны с цифровым материалом (опера-
ционные размеры, режимы обработки и нормирование), проек-
тирование процесса разделяют на две стадии:
1) составление плана процесса;
2) разработка операций процесса.
На обеих стадиях принимают во внимание одни и те же фак-
торы, влияющие на технологический процесс, но с разными це-
лями, что придает каждой стадии свой характер.
На первой стадии решают лишь, из каких основных этапов
должен состоять процесс и каким образом разделить всю по-
требную обработку детали на операции. Определение целесооб-
разных границ между операциями является главной целью со-
ставления плана обработки. Решения на этой стадии работы
принимают главным образом на основании общих соображений.
Основной задачей второй стадии является подробная разра-
ботка каждой операции; одновременно корректируется план про-
цесса.
§ 3. СВЯЗИ МЕЖДУ ЧЕРТЕЖОМ
И ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
Первоосновой для разработки технологического процесса
служит рабочий чертеж детали. Между рабочим чертежом и не-
обходимым технологическим процессом существуют тесные свя-
зи. Можно усмотреть, что главные из них идут по следующим
трем направлениям:
1) точность поверхностей в чертеже — необходимые процес-
сы (методы) обработки в технологическом процессе;
2) взаимная координация поверхностей в чертеже —базы,
способы установки, последовательность операций в технологи-
ческом процессе;
168
3) термическая (химико-термическая) обработка в чертеже—
этапы в технологическом процессе.
Уже первое, даже не очень подробное ознакомление с рабо-
чим чертежом детали (конечно, с учетом заданной производст-
венной программы) позволяет получить общее, но достаточно
отчетливое представление о необходимом технологическом про-
цессе:
1) материал, общие размеры и конфигурация детали позво-
ляют судить о необходимом или возможном способе получения
заготовки детали;
2) вместе с этим становится ясным примерный объем необ-
ходимой механической обработки, а также основной типаж по-
требных станков (по виду детали: вал, диск, плоскостная деталь,
корпус и т. п.);
3) присутствие сложных поверхностей указывает на необхо-
димость использования тех или иных станков определенного на-
значения (зубообрабатывающих, копировальных и т. п.);
4) заданная в чертеже термическая или химико-термическая
обработка позволяет судить о месте этой обработки в техноло-
гическом процессе и соответственно о том, требует ли она раз-
деления процесса на этапы.
При подготовке производства на основании подобных сужде-
ний делают «расцеховку» деталей — распределяют подлежащие
изготовлению детали по производственным участкам (цехам).
По мере дальнейшего более обстоятельного изучения чертежа,
его влияние на технологический процесс обнаруживается в об-
стоятельствах более конкретных, полнее и разностороннее.
Термическая (химико-термическая) обработка, если ее нель-
зя выполнять до или после механической обработки, вызывает
необходимость еще до составления плана процесса определять
размеры и форму детали к моменту термообработки. В отличие
от обыкновенных довольно расплывчатых границ между этапа-
ми (см. гл. I, 3) в процессе появляется граница настолько рез-
кая, что части до и после нее рассматривают как почти само-
стоятельные процессы (о месте термообработки см. далее в § 4).
Изучение чертежа легко обнаруживает непосредственную
связь между заданной точностью поверхностей детали и необ-
ходимыми в технологическом процессе процессами (методами)
их обработки. Связь обусловлена тем, что каждому процессу
• (методу) обработки свойственны свои допустимые для него ре-
жимы и соответственно некоторая оптимальная величина припу-
ска. На рис. 116 и 117 представлены примерные схемы достиже-
ния различной точности цилиндрических поверхностей. Можно
видеть, например, что наружную поверхность 1-го класса точно-
сти возможно получить процессом тонкого шлифования, но этому
должно предшествовать шлифование черновое, которое в свою
очередь требует выполнить перед ним чистовое обтачивание по-
верхности, и т. д.
169
Таким образом, рабочий чертеж непосредственно подсказы-
вает нужный метод окончательной обработки поверхности, а по-
скольку общий припуск (припуск заготовки) превышает вели-
чину, допустимую для этого метода, — то определяются и методы
предшествующей обработки. Если бы каждую из обработок,
необходимых для каждой поверхности детали, выполнять как
Черновое обтачивание 5кл. V1-V3
4 1 4
Чистовое обтачивание окончательное З-Ькл. V5-V6 Чистовое обтачивание под шлифование 4-кл. V4-V5 Чистовое обта- чивание под тонкое точение Чкл. V4-V5
4 1
Шлифование средней точности 3~2кл. V7-V8 Шлифование черновое Зкл. V6-V7 Тонкое обтачи- вание черновое Зкл. V6-V7
1 4 1
Шлисрование чистовое Зкл. V8-V3 Шлифование тонкое 1кл. V9-V10 Тонкое обтачи- вание чистовое 1-2кл. V7-V10
1 —U
Притирание 1-2кл. V10-W Сверхтонкая отделка 1-2кл. V10-V14
Рис. 116. Примерная схема получения различной точ-
ности наружных цилиндрических поверхностей
отдельную операцию (максимальная дифференциация процес-
са), то оказалось бы, что рабочий чертеж полностью предопре-
делил все операции технологического процесса. В действитель-
ности, для лучшего использования станков, по соображениям,
связанным с точностью обработки (учитывая, что наилучшая
взаимная концентричность, перпендикулярность и параллель-
ность поверхностей получается при обработке их в одной опе-
рации— при одной установке) и другим причинам, во многих
операциях обрабатывают по несколько поверхностей; вследст-
вие этого в разработанном процессе влияние чертежа становит-
ся видимым менее отчетливо, но оно полностью сохраняется.
Столь же тесными, только более сложными и поэтому внеш-
не менее заметными, являются связи принятой на чертеже вза-
имной координации поверхностей детали с технологическими
базами, способами установки детали и последовательностью
170
операций в этапах процесса. Большинство этих связей заложено
в принципе совмещения баз, соблюдение которого существенно
упрощает достижение заданной точности взаимного положения
поверхностей детали (см. .гл. IV). Многообразием этих связей
Рис. 117. Примерная схема получения различной точности отверстий
обусловлен тот факт, что сложность проектирования технологи-
ческого процесса зависит прежде всего от сложности задач, 'воз-
никающих на пути достижения требуемой точности взаимного
положения поверхностей детали. Достижение заданной точности
самих поверхностей связано лишь с выбором методов обработки.
§4. СОСТАВЛЕНИЕ ПЛАНА ПРОЦЕССА
Методика работы я
План технологического процесса в виде операционных эски-
зов составляют по рабочему чертежу детали. Такой план явля-
ется результатом решения всех основных технологических за-
дач. Им устанавливаются границы между операциями и после-
довательность операций в процессе, степень концентрации
операций, установочные базы, места закрепления детали и т. д.
Поэтому к составлению плана приступают только после весьма
обстоятельного изучения чертежа детали, когда появляется до-
171
Зубья и торцы цементировать
Материал: сталь 12Х2НЧЯ
Заготовка — поковка Гриппа конт-
роля П
1. \Ц-
Револьвер- _ _.
ный
о.
13.
Внутришли^^—^Г Внутри-
^овальный шлисроваль-
Ш ный
7. К
Омеднение (кругом)
3.
Термообработка
(нормализация')
Ч.
Револьвер-
ный
2.
Револьвер-
ный
16,17.
11.
Револьвер^—-X Зубодолбеж-
ныи ГИГ^ ный
15.
Плоек0UU1U-
10. а'
Зубодолбеж- | I
ный
ный
18.
Зубопри-
р тирочный
Ё2
*
19.
Окончательный
контроль
А
12.
Термообра ботка
(цементация, за-
калка, отпуск)
Рис. 118. План обработки двойного зубчатого колеса:
операции зачистки заусенцев, промывки и т. п_; К — контрольные
172
статочно полное представление о необходимом технологическом
процессе.
На рис. 118 в качестве примера показан план технологиче-
ского процесса, составленный на двойное зубчатое колесо с точ-
ными цементируемыми зубьями.
В плане процесса операционные эскизы делают от руки, вы-
деляя обрабатываемые поверхности жирными линиями. Кроме
этого, указывают только установочные базы и необходимый
станок.
Операционные припуски, а вместе с этим и величины опера-
ционных размеров не рассчитывают, предвидя, что не только
при окончательной разработке операций, но и по мере разработ-
ки самого плана, могут потребоваться многие изменения. На
несложных эскизах проставляют «немые» размеры (без указа-
ния .величин размеров). Делая это в отношении исходных разме-
ров, совмещают исходную базу с установочной, оставляя уточ-
нение выбора исходной базы на время более подробной разра-
ботки операций.
Разрабатывая план, часто опускают такие операции как за-
чистка заусенцев, промывка и т. п. (на рис. 118 места этих опе-
раций отмечены звездочкой). Так же поступают с операциями
контроля (выбор контрольных «точек» — Л). В самих операциях
опускают мелкие подробности (снятие фасок, радиусов и т. п.).
Все это делают для того, чтобы, разрабатывая план, не отвле-
каться от главного.
Сказанное не означает, что при составлении плана имеют
в виду лишь эскиз обработки, установочные базы и станок.
В таком случае было бы невозможно наметить ни одну из опе-
раций, в том числе сделать и сам эскиз, тац как все задачи, ре-
шаемые в проектировании процесса, взаимосвязаны. Речь идет
лишь о том, что на этой первой стадии проектирования ограни-
чиваются минимумом записей и расчетов, т. е. не доводят до
конкретных решений многие из задач.
Например, намечая поверхности, подлежащие обработке
в данной операции (переходы), не устанавливают последова-
тельность переходов, не решают в подробностях задач о совме-
щении переходов и т. д. Учитывая необходимую в операции точ-
ность обработки, не устанавливают ее числовые значения; учи-
тывая время, потребное на операцию, не рассчитывают норму
времени и т. д. и т. п.
Таким образом при составлении плана процесса руководст-
вуются главным образом общими соображениями и принимают
лишь решения, без которых нельзя установить границы между
операциями и последовательность операций. Методическую сто-
рону этой-работы можно описать следующей примерной схемой.
1. Выявляют наиболее ответственные (точные) поверхности
детали и другие, требующие многократной обработки. Намеча-
ют виды операций, которые должна пройти каждая из поверхно-
173
стей (см. § 3 и схемы, показанные ранее на рис. 116 и 117),
а вместе с этим и основные этапы процесса. В этом отношении
особую роль играет поверхность, требующая наибольшего коли-
чества операций, так как виды и количество этих операций опре-
деляют виды и количество этапов процесса (см. гл. I, § 3). Все
эти поверхности разделяют на две группы:
а) поверхности, •которые лучше (или возможно, но не в лю-
бом случае необходимо) обрабатывать совместно (в одной опе-
рации) с другими — обыкновенно это соосные поверхности вра-
щения, прилегающие к ним торцы и др.
б) поверхности или комплексы поверхностей, явно требую-
щие, обработки в отдельной операции; например, зубья зубчато-
го венца, шлицы и т. п., или комплексы — группа отверстий, паз,
группа пазов, труппа канавок и т. п.
2. Выявляют поверхности, допускающие обработку сразу
окончательно. Эти поверхности разделяют на такие же две
группы:
а) поверхности, допускающие совместную обработку с дру-
гими;
б) поверхности или комплексы, явно требующие отдельной
операции.
3. Рассматривают поверхности по п. 1 «а» и предусмотренные
для них операции. Оценивают однородность этих операций, на-
чиная с самых грубых и последовательно переходя к оконча-
тельным. Ориентируясь на желательную степень концентрации
операций в процессе, учитывая возможности тут же избирае-
мого станка и предполагаемого приспособления (а для чисто-
вых и окончательных операций — кроме того ,и точностные осо-
бенности обработки в одну установку), объединяют в одну опе-
рацию несколько однородных операций, предусмотренных для
отдельных поверхностей. При этом в операции черновые вклю-
чают также однородные с ними операции поверхностей по
п. 2 «а».
С этого момента работу начинают фиксировать операционны-
ми эскизами.
4. В появившийся в виде первого наброска план процесса
помещают (в соответствующие этапы) операции для поверхно-
стей по п. 1 «б».
' 5. Размещают в плане операции, необходимые для поверхно-
стей по п. 2 «б».
6. Окончательно оценивают все принятые решения, вносят
необходимые исправления.
7. Включают в план опущенные слесарные операции (зачист-
ка заусенцев, округление кромок и т. п.), а также операции не-
механические (контроль, промывка, предусмотренная чертежом
антикоррозионная обработка и т. п.).
Описанная общая схема не охватывает подробностей, всего
многообразия конкретных условий, но она достаточно характер-
174
на. Из дополнительных обстоятельств, существенно влияющих
на эту схему, нужно отметить два.
1. Точность установочных баз часто требуется более высокой,
чем точность поверхностей, обрабатываемых на этих базах. Это
нужно не только для упрощения конструкций приспособлений, но
и для получения большей равномерности небольших припусков,
которыми отличаются операции чистового и окончательного
этапов. В связи с этим операцию подготовки баз в начале этапа
приходится либо вводить специально, либо, если это возможно,
переносить на ее место одну из операций последующего этапа.
В результате получается как бы явное нарушение общей после-
довательности операций: точная операция предшествует ряду
более грубых.
2. Специфические особенности в построение процесса вносит
химико-термическая обработка, предусмотренная в чертеже для
части поверхностей детали.
Место термической обработки
Целью термической обработки может быть:
1) ликвидация внутренних напряжений в материале детали;
2) улучшение обрабатываемости материала резанием;
3) повышение механических свойств материала до значений,
требуемых техническими условиями на изготовление детали.
Любую немеханическую обработку, требующую оборудова-
ния, которое не размещено в механическом цехе, всегда выгодно
выполнять до механической обработки или же после нее. В та-
ком случае процесс механической обработки не прерывается,
уменьшается объем незавершенного производства деталей, от-
падает надобность транспортировать детали в. другой цех и об-
ратно. Это в полной мере относится и к операциям термической
(или химико-термической) обработки деталей.
Как общее правило, заготовки-поковки и заготовки-отливки
подвергают термической обработке (нормализации, отжигу, ста-
рению) с целью снять внутренние напряжения. Вместе с этим
выравнивается неоднородность структуры материала (это важ-
но, если требуется последующая закалка) и улучшается обраба-
тываемость материала. Таким образом, первые две цели всегда
можно достичь до начала механической обработки.
Однако избежать разрыва процесса механической обработки,
если требуется повышение механических свойств (твердости,
прочности) материала, тем труднее, чем более ответственна де-
таль по своему материалу и заданной точности обработки.
Выполнению закалки и отпуска после окончательной механиче-
ской обработки препятствует то, что деталь в процессе термо-
обработки потеряет полученную точность. С другой стороны, осу-
ществить закалку и отпуск до механической обработки можно
лишь при двух условиях: а) материал должен приобрести задан-
175
ные свойства; б) при этих свойствах обрабатываемость его оста-
нется удовлетворительной. Обычно это возможно только при
изготовлении не очень ответственных деталей (III группа конт-
роля, см. § 1).
Пределом твердости материала, до которого обработку инст-
рументом с металлическими лезвиями (не только резцами, но
и сложнофасонными, например, протяжками и т. п.) не считают
особенно затруднительной, является твердость HRC 40 (НВ 390
или d 10/3000=3,1 мм). Это обычная твердость деталей, изготов-
ляемых из легированных сталей и принимаемых по I и II группе
контроля. Таким образом, по ус л о в и ю обрабатываемо-
сти, закалку и отпуск всех деталей, от материала которых не
требуется твердость большая HRC 40 (т. е. практически всех
термически обрабатываемых деталей двигателя и в том числе,
конечно, всех деталей из цветных сплавов) можно было бы вы-
полнять до механической обработки. Главным препятствием
к этому является массивность сечений заготовки и связанная
с этим опасность «непрокаливания» при закалке.
Опасность непрокаливания совершенно недопустима для от-
ветственных деталей (принимаемых по I и II группе контроля).
Поэтому закалку и отпуск таких деталей предусматривают
между операциями механической обработки. В плане обработ-
ки им отводят место перед чистовым, а если можно, то лучше —
перед окончательным этапом, но, так или иначе, всегда после
черновой обработки. Исключения из.этого правила допускают,
когда припуски на обработку не велики (отливки с малой пло-
щадью обрабатываемых поверхностей) и когда детали мелкие
(силовые болты, шпильки и т. п.). Для деталей менее ответст-
венных (III группа контроля) такое исключение делают и тогда,
когда они более крупные.
Сквозная закалка деталей двигателя на твердость большую
HRC 40 не практикуется. Но в технических условиях на сталь-
ные детали очень часто встречается требование повысить твер-
дость поверхностей детали посредством цементации и закалки
(чаще всего до HRC&5—60 при глубине зоны 0,8—1,2 мм). При
таком требовании разрыв процесса механической обработки
становится неизбежным. Более того, иногда приходится вводить
в процесс термическую операцию для снятия внутренних напря-
жений, возникающих при. самой механической обработке, пред-
шествующей цементации и закалке (см., например, операцию
№ 3 на рис. 118).
Если требование цементации распространено на все поверх-
ности детали (цементация «кругом»), то термические операции
(цементацию, закалку, отпуск) предусматривают перед оконча-
тельным этапом обработки. В таком случае окончательный этап
должен целиком состоять из операций, выполняемых абразивны-
ми инструментами.. Поэтому припуски на этот этап оставляют
минимально возможными, а поверхности неточные, для которых
176
потеря точности в результате цементации ,и закалки допустима,
обрабатывают окончательно в чистовом этапе.
Однако значительно чаще встречается требование цементи-
ровать только некоторые поверхности детали (местная цемента-
ция). В этом случае место термических операций определяется
в основном способом защиты от цементации тех поверхностей,
которые не должны ей подвергаться.
Для защиты применяют следующие способы:
1) омеднение поверхностей, не подлежащих цементации;
2) оставление повышенного (на величину глубины цемента-
ции) припуска на поверхностях, не подлежащих цементации,
который снимают после цементации, но до закалки;
3) комбинацию первого и второго способов — омеднение для
одних поверхностей, но оставление повышенного припуска
и омеднение (двойная защита) —для других.
Первый способ — самый простой. Он позволяет выполнить
цементацию и закалку одну за другой, притом в наиболее удоб-
ном месте — перед окончательным этапом механической обра-
ботки.
Этот способ особенно выгоден, если заданная точность дета-
ли позволяет выполнить до цементации и закалки (в чистовом
этапе) все операции, требующие инструментов с металлическими
лезвиями. В этом случае после цементации и закалки остается
минимум механической обработки — шлифование особо точных
поверхностей. Именно такой способ защиты применен в плане
обработки, показанном на рис. 118.
Второй способ — исключает омеднение. Он более надежен,
но требует увеличения припусков. Кроме того, цементацию при-
ходится делать в одном этапе обработки, а закалку и отпуск —
в другом.
При большой площади защищаемых поверхностей по срав-
нению с площадью цементируемых получается, что деталь нуж-
не направлять на цементацию в сущности после чернового этапа,
но с малыми припусками на цементируемых поверхностях. По-
этому процесс серьезно усложняется, если эти поверхности мало
пригодны для роли установочных баз (они должны .служить
базами, так как имеют минимальные припуски). К тому же пос-
ле чистовой обработки деталь нужно еще раз направлять в тер-
мический цех (для закалки). Поэтому второй способ защиты по
возможности избегают.
Третий способ — обладает достоинствами первых двух, но
лишен их недостатков. ,
Случайные дефекты омеднения (первый способ защиты) ма-
ло' существенны, если окончательный этап процесса состоит из
операций шлифования; однако они недопустимы для поверхно-
стей под нецементируемые шлицы, резьбу и другие, обрабаты-
ваемые металлическими инструментами. Поэтому такие поверх-
ности защищают повышенным припуском (второй способ защи-
177
ты). Омедняя наряду с другими нецементируемыми поверхно-
стями также и поверхности с повышенным припуском (двойная
защита), получают возможность выполнить цементацию и закал-
ку в одно время.
При третьем способе защиты характер части процесса, вы-
полняемой после цементации и закалки, зависит от того, каков
удельный вес обработки поверхностей с повышенными припу-
сками. По мере увеличения этого веса все больше стираются
черты, характерные для первого способа защиты (омеднение)
и усиливаются особенности, свойственные второму (повышен-
ный припуск).
Прибегая к омеднению, обеспечивают отсутствие защитного
слоя на поверхностях, подлежащих цементации, одним из двух
способов:
а) омедняют только защищаемые поверхности, предохраняя
* от омеднения поверхности, подлежащие цементации (покрывая
их диэлектриками — чаще всего специальными лаками *);
б) омедняют деталь кругом, но до обработки цементируемых
поверхностей под цементацию.
Во втором случае получается два разрыва в процессе меха-
нической обработки. Из цеха покрытий деталь попадает не в тер-
мический цех, а возвращается в механический. При обработке
под цементацию снимается вместе с припуском и защитный
слой. Именно такой способ применен в плане процесса, пока-
занном на рис. 118.
Омеднение коротких отверстий незатруднительно, если они
имеют большой диаметр. В других случаях (отверстия в валах,
стеблях зубчатых колес и т. п.) их перед цементацией заполня-
ют изолирующими веществами — огнеупорной глиной, окали-
ной, специальной пастой (задача термического цеха). Иногда
их начинают обрабатывать только после цементации, но до за-
калки (второй способ защиты) или после закалки, если терцы
детали, на которые выходит отверстие, были защищены от це-
ментации.
План процесса на цементируемую деталь всегда стремятся
построить так, чтобы окончательный этап (обработка после це-
ментации и закалки) содержал минимум операций. Такое стрем-
ление обусловлено тем, что погрешности установки детали и по-
грешности от несовмещения баз компенсируются припусками,
предусмотренными на последующую обработку, вследствие чего
изменяются величины этих припусков, а главное — нарушается
их равномерность. Это малосущественно для грубых операций,
но нежелательно для точных. Между тем цементируемые поверх-
ности — это, как правило, точные поверхности, а их окончатель-
ная обработка часто требует малопроизводительных методов
шлифования (зубья, шлицы, профили и т. п.). При такой обра-
Задача цеха покрытий.
178
Сотке всегда желательны наименьшие припуски и наибольшая
равномерность их распределения. Поэтому уже перед цемента-
цией обеспечивают хорошие установочные базы для последую-
щего этапа и достаточно малые припуски. Чем меньше будет
операций после цементации и закалки, тем меньше будет уста-
новок детали, погрешностей от несовмещения баз и связанных
с ними изменений предусмотренных припусков.
Уменьшению припусков препятствуют искажения формы де-
тали в процессе цементации и закалки. Для уменьшения иска-
жений предусматривают снятие внутренних напряжений, возни-
кающих после черновой обработки. Применяемая для этого
термообработка особенно необходима, если деталь имеет цемен-
тируемую поверхность, размеры которой нельзя изменить после
цементации и закалки. Она еще более необходима, если такая
поверхность не может служить установочной базой для обра-
ботки других. Именно подобный случай представлен в плане,
показанном на рис. 118. Термообработка (операция № 3) осо-
бенно необходима ввиду невозможности шлифования зубьев
малого венца колеса.
План обработки детали, имеющей точные азотируемые по-
верхности (обычно задают глубину слоя 0,3—0,5 мм, твердость
не менее HRC&7), строят, руководствуясь теми же соображения-
ми, что и в случае цементации. Для защиты неазотируемых по-
верхностей применяют лужение.
Твердость азотированного слоя резко подает по глубине (зо-
на максимальной твердости распространяется на глубину около
0,1 мм). Поэтому соображения о минимальном числе операций
в окончательном этапе, о подготовке хороших установочных баз
для этого этапа, уменьшении припусков путем точной чистовой
обработки перед азотированием и т. д. имеют здесь такую же
силу, как и в случае цементации поверхностей, с которых нельзя
снимать значительные пропуски в окончательном этапе.
§ 5. РАЗРАБОТКА ОПЕРАЦИЙ ПРОЦЕССА
На этой, второй, стадии проектирования процесса решения,
принятые при составлении плана процесса, оцениваются еще раз,
при необходимости корректируются и доводятся до конца. Ре-
зультатом этой стадии работы являются операционные карты
технологического процесса (см., например, показанную ранее на
рис. 8).
Выбор станков. Наиболее краткую характеристику станка да-
ет его паспорт. Выбирая станок, руководствуются .следующими
основными соображениями.
Соответствие рабочей зоны станка габаритным размерам де-
тали. Деталь должна свободно размещаться на станке, но ис-
пользовать более крупный станок, чем это необходимо, нецеле-
сообразно.
179
1
Например, токарную обработку деталей, имеющих большой
диаметр, но малую длину, выгодно предусматривать на лобовом
или карусельном станке, а не на обычном токарном. Сверлить
отверстия в крупных деталях лучше на радиально-сверлильном
станке, а не на вертикально-сверлильном. Растачивать отверстия
в крупных деталях, имеющих форму, плохо вписывающуюся в
воображаемый цилиндр, лучше не на станках, требующих враще-
ния детали, а на станках типа расточных, и т. д. и т. п.
Возможность обеспечить нужную точность обработки. Это
соображение приобретает особое значение при выборе станков
Рис. 119. Зависимость
стоимости обработки от
точности
для чистовых и окончательных опера-
ций. При этом, зная нужную точность,
ориентируются на величину так назы-
ваемой экономической точности ме-
тода обработки, характерную для дан-
ного станка.
Понятие об экономической точно-
сти связано с тем, что для каждого
станка (более укрупненно — для каж-
дого процесса или метода обработки)
существует некоторый интервал точ-
ности обработки Б (рис. 119), харак-
терный тем, что при выходе из него
в сторону высших точностей (уча-
сток Л) стоимость обработки начинает
быстро возрастать, а при выходе
в сторону низших (участок В) она уменьшается очень медленно.
Этот средний интервал Б определяет границы, в которых лежит
некая средняя «нормальная» для данного станка (экономиче-
ская) точность обработки. В основе (нормативов этой точности,
которыми пользуются при выборе станков, лежат исследования
действительной точности обработки статистическим методом
(см. гл. III, § 3).
При выборе станков учитывают, что экономическая точность
зависит не только от процесса обработки, на который рассчитан
станок (точение, шлифование и т. д.), но и от припуска на обра-
ботку и от материала детали. Например, при точении легких
сплавов легко достигается такая же точность, какую при обра-
ботке сталей можно экономично получить только шлифованием.
При выборе станка учитывают также допустимую шерохова-
тость (чистоту обработки) поверхности. В пределах каждого
процесса (метода) обработки шероховатость зависит от режима
обработки, но прежде всего она определяется самим процессом
(см. ранее приведенную табл. 3 в гл. V).
Соответствие мощности, жесткости и кинематических возмож-
ностей станка наивыгоднейшим режимам обработки. Станок
должен быть достаточно мощным и жестким, чтобы он не огра-
ничивал сечение снимаемой стружки (это особенно важно для
180
черновых операций), и достаточно жестким и быстроходным, что-
бы не пришлось снижать скорость резания (это особенно важно
для чистовых операций).
Соответствие производительности станка заданной программе
выпуска деталей. В случае малой производительности для опе-
рации может потребоваться несколько станков. Соответственно
увеличивается число необходимых приспособлений и инструмен-
тов, количество рабочих, станки занимают большую площадь
и т. д. В подобных случаях возникает задача о возможности
применения особенно высокопроизводительных приспособлений
или специальных станков.
С другой стороны, станок чрезмерно производительный не
будет загружен. Применение станка повышенной производитель-
ности (многошпиндельного вместо одношпиндельного, полуавто-
мата и т. п.) всегда должно быть достаточно обосновано." На-
пример, при более тщательной оценке можно обнаружить, что
не менее экономично требуемая производительность достигается
и на простом станке, если его снабдить соответствующим .при-
способлением. В условиях серийного производства учитывают
также, что станки с повышенной производительностью менее
универсальны, чем станки общего назначения; их труднее до-
гружать.
Выбор приспособлений. Первый шаг к выбору приспособления
всегда состоит в том, что выясняют возможность обойтись без
специального приспособления. Во многих случаях это возмож-
но, так как номенклатура приспособлений общего назначения
велика. Однако и форма детали, и требуемая точность обработ-
ки по второй характеристике точности, и нужная производитель-
ность .могут требовать специального приспособления.
Технолог не разрабатывает конструкцию приспособления, но
он должен представлять себе ее целесообразную схему, так как
без этого нельзя правильно выбрать установочные базы. Он дол-
жен также предвидеть возможные пути повышения производи-
тельности при помощи приспособлений, так как без этого можно
сделать ошибку при выборе станка. Чем больше масштаб про-
изводства, тем шире пользуются специальными приспособления-
ми. При этом имеют в виду, что с их помощью можно не только
повышать производительность станков, но и расширять техноло-
гические возможности последних. Например, фасонные поверх-
ности можно обрабатывать на станках, не предназначенных для
такой обработки, или снабдить их копировальными приспособ-
лениями.
Таким образом, выбор станков и приспособлений, как и мно-
гие элементы, из которых складывается проектирование процес-
са, это не изолированные друг от друга этапы работы, а лишь
разные стороны решения одной и той же задачи, подчиненные
одной цели—экономичному построению операций.
Выбор инструментов. Выбирая режущие инструменты, ориен-
181
тируются прежде всего на ГОСТы и заводские нормали. В необ-
ходимых случаях предусматривают специальный инструмент.
Заботясь о полном использовании режущих свойств инструмен-
тов, марки материалов для них подбирают в соответствии со
свойствами обрабатываемого материала и условиями операции.
Выбирая измерительные инструменты, учитывают прежде
всего соответствие точности инструмента контролируемому до-
пуску и время, требующееся на измерение.
При небольшом масштабе производства главным средством
измерения служат универсальные инструменты: штангенцирку-
ли, микрометры, универсальные индикаторные приборы (скобы,
нутромеры, глубиномеры и т. п.). При повышении масштаба про-
изводства все в большей мере начинает оправдываться исполь-
зование специальных средств: предельных калибров, специаль-
ных индикаторных приборов и контрольно-измерительных
приспособлений.
Чем больше масштаб производства и сложнее измерение па-
раметра, тем выгоднее переносить центр тяжести контроля этого
параметра на работу оборудования. Вместе с этим растет зна-
чение методов автоматического получения размеров и статисти-
ческого контроля (см. гл. III, § 3).
Шероховатость поверхностей контролируют обычно сравнени-
ем на глаз обработанной поверхности с эталоном, обработанным
согласно классу стандарта (ГОСТ 2789—и проверенным
прибором. Непосредственно приборами пользуются для контро-
ля особо ответственных окончательных операций.
Выбор режима обработки. Режим устанавливают на основа-
нии нормативов режимов, но учитывая также требуемую точ-
ность обработки поверхности. Поправки в нормативные режимы
вносят в связи с факторами, не учитываемыми нормативами.
Например, при обработке на станках, требующих вращения де-
тали, считаются с весом детали, возможной неуравновешенно-
стью при вращении и т. п. Иногда применение нормативных
режимов ограничивается прочностью детали, надежностью ее
закрепления, трудностями управления станком и т. д.
Вместе с режимом обработки выбирают смазочно-охлажда-
ющую жидкость. Эта задача особенно важна, когда от операции
требуется высокая чистота обработки. Для выбора жидкости
пользуются оформленными в виде справочных таблиц опытными
данными.
Нормирование операций. Норму времени определяют, как из-
ложено в гл. 1, § 8. Иногда вместо нормы времени (или вместе
с ней) указывают норму выработки, которой более удобно поль-
зоваться при учете фактической производительности. Одновре-
менно устанавливают разряд (квалификацию) работы.
Порядок разработки операций. Приступая к разработке опе-
раций процесса, прежде всего, еще раз просматривают план
процесса, уже более основательно. При этом обращают особен-
282
ное внимание на сомнительные места, убеждаясь в правильно-
сти ранее принятых решений также и с помощью некоторых
предварительных расчетов.
Например, при первоначальном составлении плана, показан-
ного на рис. 118, могла быть недооценена важность снятия внут-
ренних напряжений после обтачивания заготовки (операция
№ 3). Вместе с этим могла быть недооценена и необходимость
разделения обтачивания на два этапа: черновой (операции
№ 1 и 2) и чистовой (операции № 4 и 5). Это могло быть заме-
чено только после сформирования окончательного этапа и при-
мерной оценки величин припусков.
Таким же образом поступают и по отношению к каждой опе-
рации. Прежде чем разрабатывать ее в подробностях, еще раз
оценивают принятые для нее решения в плане процесса. А имен-
но: не будут ли неоправданно сложными наладка выбранного
станка и выполнение операции, при намеченном в ней числе пере-
ходов? Или наоборот — операция слишком мала, и не будет ли
лучше объединить ее с однородной смежной, или по иному ском-
поновать операции?
Например, в показанном плане (см. рис. 118),намечено свер-
лить отверстие в операции № 1, но растачивать его в операции
№ 2. В данном случае это правильно. Во-первых, револьверный
станок позволяёт не выносить сверление в отдельную операцию
на сверлильный станок (что пришлось бы сделать, если бы был
намечен токарный). Во-вторых, в операции № 1 деталь закреп-
ляется более надежно, чем в операции № 2 (по поверхности
большего диаметра) и именно здесь лучше выполнить сверление.
В-третьих, с вынесением растачивания из операции № 1 в опе-
рацию № 2 трудоемкости операций будут меньше отличаться
одна от другой. Это последнее обстоятельство, мало существен-
ное в условиях серийного производства, может быть важным
при необходимости согласования величины штучного времени
с заданным тактом (см. в гл. I, § 6 и 7).
Вместе с проверкой сделанного в плане выбора установоч-
ных баз уточняют и вид приспособления, потребного для опе-
рации. Например, черновое обтачивание двух сторон детали
(операции № 1 и 2) правильно начинается с малой ступени. При
таком порядке обработки сторон используется в качестве пер-
вичной установочной базы для центрирования детали внешняя
поверхность большой ступени, а не малой, имеющей конусность.
Благодаря этому, можно на первой операции надежно закре-
пить деталь с помощью трехкулачкового патрона общего на-
значения.
Убедившись, что для данной операции в плане правильно
намечены поверхности, подлежащие обработке, станок и уста-
новочные базы, приступают к подробной ее разработке и офор-
млению операционной карты. Обычно при этом придерживаются
следующего порядка работы.
183
1. Если план процесса составлен не на картах, а на общем
листе (подобно рис. 118), чертят .в карте эскиз обработки,, за-
писывают номер и название операции, станок и приспособление
(шифр приспособления проставляют позже).
2. Проставляют на эскизе операционные размеры (пока «не-
мые»). Пользуясь размерами, уточняют и записывают содержа-
ние и последовательность переходов. Например, «подрезать
торец на размер ...», «проточить шейку ..., шириной ..выдер-
жав размер...» и т. п. Одновременно решают задачу о совме-
щении переходов (параллельная концентрация). С установлени-
ем переходов становится известным режущий инструмент,
необходимый для каждого перехода, а также приспособления
для инструмента (державки и т. п.).
3. Далее следует большая работа по определению величины
операционного припуска для каждой поверхности и величин
операционных размеров.
Зная из плана процесса, какие операции проходит данная
поверхность, забегают вперед до окончательной операции ее об-
работки и, начиная с нее, устанавливают припуск на каждую
из операций (см. гл. I, § 4). Если в данной разрабатываемой
операции поверхность обрабатывается не в первый раз, то эта
работа по отношению к этой поверхности оказывается уже про-
деланной (при разработке предшествующей операции, в кото-
рой поверхность обрабатывалась впервые). Тогда припуск уже
известен. Параллельно с назначением припусков (также начиная
с конца процесса) определяют операционные размеры. Зная
окончательный (чертежный) размер и назначив припуск, опре-
деляют операционный размер для операции, предшествующей
окончательной обработке данной поверхности, и так далее —
к началу процесса, вплоть до размера заготовки. Допуск на опе-
рационный размер берут из тех же нормативов, по которым
назначают припуск (РТМ-588), или из других норм на экономи-
ческую точность, но тогда значение допуска согласовывают с
величиной припуска на последующую обработку. Координаты
(исходные размеры) проставляют в соответствии с изложенным
в гл. IV, § 4 о выборе исходных баз. После определения опера-
ционных (размеров становится возможным выбор измерительных
средств.
Если процесс разрывается на этапы термическими операция-
ми, иногда бывает удобно определить сначала все операционные
размеры, с которыми деталь должна поступить на термическую
операцию и сделать 'Соответствующий эскиз детали. Тогда, при
расчете операционных .размеров предшествующего термообра-
ботке этапа, можно будет пользоваться этим эскизом как про-
межуточным чертежом. Такой прием упрощает работу при раз-
работке сложных (длинных) процессов.
Расчет операционных размеров сравнительно несложен для
поверхностей вращения (размеры — диаметры). Однако для раз-
184
меров — координат (связывающих поверхности) он усложняется
необходимостью следить за равномерностью распределения при-
пусков между взаимосвязанными поверхностями. Именно здесь
чаще всего .возможны ошибки. Далее (см. § 6) описывается об-
щая методика определения таких размеров, основанная на при-
менении графов.
4. Заключительной стадией разработки операций является
установление режимов обработки и нормирование операций.
В условиях серийного производства, когда нет надобности син-
хронизировать операции ,в процессе, выбор режимов и нормиро-
вание делают сразу по всему процессу. Эту работу выполняет
технолог-нормировщик, составляющий к технологическому про-
цессу нормировочные карты (см. гл. I, § 9).
Количество изменений в плане процесса и в уже разработан-
ных операциях в связи с разработкой последующих, так же как
и качество законченного проектированием процесса, зависит,
конечно, не только от .сложности детали, но и от квалификации
технолога. В связи с этим очень большое значение имеет исполь-
зование предшествующего опыта. Одной из форм такого исполь-
зования является применение так называемых типовых техноло-
гических процессов (см. далее § 7).
Незатронутые выше особенности проектирования групповых
технологических процессов, процессов для автоматических по-
точных линий, а также попытки автоматизации разработки про-
цессов рассматриваются далее (см. § 8, 9 и 10).
§ 6. РАСЧЕТ ОПЕРАЦИОННЫХ РАЗМЕРОВ С ПОМОЩЬЮ ГРАФОВ *
Общие положения. Расчет операционных размеров элементар-
но прост, если поверхности детали обрабатываются каждая
только по одному разу (сразу окончательно). В таком техноло-
гическом процессе каждый операционный размер-диаметр по-
верхности равен чертежному размеру. Размер-координата, свя-
зывающий две плоские поверхности, отличается от чертежного
только при обработке первой поверхности (на величину припу-
ска, оставляемого для обработки второй), а при обработке вто-
рой поверхности он также равен чертежному. Надо проследить
лишь, чтобы вследствие назначаемых допусков не оказалось
слишком большой неравномерности припусков, в частности, что-
бы припуск на обработку второй поверхности не оказался мень-
ше необходимого минимума. Соответственно несложны расчеты
размеров-координат, связывающих плоскую поверхность с осью
поверхности вращения и т. п.
Если в таком процессе на какой-то операции допускается
нарушение принципа совмещения баз, то возникает необходи-
мость в пересчете размеров. Пересчет выполняют, пользуясь
* Написано. по материалам общей методики, разработанной' доц.
Б. С. Мордвиновым, Омский политехнический институт.
185
общей теорией размерных цепей (ем. выше гл. IV, § 4). Посколь-
ку операционная технологическая цепь, как правило, короткая
(см. там же), то расчет усложняется несущественно.
В технологических процессах сложных, предусматривающих
многократную обработку многих поверхностей детали, операци-
онные размеры-диаметры каждой поверхности рассчитывают по
схеме, показанной ранее на рис. 7 (см. гл. I, § 4). Можно видеть,
что усложнение носит в основном количественный характер (для
одной и той же поверхности детали приходится определять не-
сколько операционных размеров). Однако расчет операционных
размеров-координат в таких процессах усложняется существен-
но, так как следить за равномерностью и достаточностью при-
пусков по взаимосвязанным поверхностям становится труднее.
Эти трудности еще более возрастают в связи с операциями, вы-
полняемыми в условиях несовмещения баз, так как на проме-
жуточных (неокончательных) операциях .погрешность от несов-
мещения баз редко компенсируют ужесточением допусков (см.
гл. IV, § 3), вследствие чего эта погрешность также изменяет
распределение припусков на взаимосвязанные поверхности де-
тали.
Анализ координирующих размеров по операционным картам
технологического процесса позволяет установить, что все такие
размеры (имеющие одно направление—-параллельные) можно
представить (от начала и до конца процесса) в виде единой
системы взаимосвязанных размерных цепей.
Как известно, взаимосвязанными называют размерные цепи,
имеющие общие звенья. Расчет таких цепей является сложной
задачей, так как каждый общий размер обязан удовлетворять
требованиям сразу нескольких цепей. В связи с этим для рас-
четов недостаточно знания основных положений теории размер-
ных цепей, расчеты требуют индивидуального подхода в каждом
случае.
Использование графов делает взаимосвязи размеров более
наглядными, но главное -— позволяет применить общую методи-
ку расчета и, в конечном счете, упрощает работу.
При изображении взаимосвязанных цепей в виде графа каж-
дой поверхности заготовки и каждой поверхности, возникающей
при обработке, вплоть до поверхностей готовой детали (возника-
ющих после окончательных операций), присваивается свой но-
мер *. Чертежные размеры и заранее назначенные величины ми-
нимально необходимых припусков (zmin) выступают в роли
заданных замыкающих звеньев цепей, а все операционные раз-
меры, включая размеры заготовки, — в роли искомых состав-
ляющих звеньев.
* Для краткости, далее все эти поверхности, кроме поверхностей заго-
товки, будем называть поверхностями детали.
186
Рис. 120. Граф про-
стейшей детали:
а—деталь; б—граф; в,
д—граф с условными
обозначениями
Построение графа цепей. Понятие «граф» проще всего опре-
делить через его символическую запись: — граф — это точки, сое-
диненные линиями. Точки (вершины графа) соответствуют по-
верхностям детали, линии (ребра графа) — размерам или допу-
скам. Например, двум поверхностям (1 и 2) детали на
рис. 120, а соответствует граф, показанный на рис. 120, б (h —
размер, Д/г—допуск). Ребра графа можно рисовать произволь-
ными по длине, форме и положению, поэтому, в отличие от раз-
мерных цепей, граф не отображает фактическое соотношение раз-
меров. Это не имеет значения для расчета
допусков (так как допуски складываются
арифметически), но существенно для рас-
чета размеров (размеры складываются
алгебраически — с - учетом направлений).
Исходя из последнего, все поверхности де-
тали необходимо в строго определенной
последовательности (слева направо по по-
рядку) пронумеровать, эти номера при-
своить вершинам графа (см. рис. 120,а и в),
ребра ориентировать односторонними стрел-
ками к произвольно выбранным вершинам
и после этого, рядом с индексом размера,
указать знак «плюс», если стрелка под-
ходит к вершине с большим номером
(рис. 120, а) или знак «минус», если
стрелка подходит к вершине с меньшим
номером (рис. 120, д).
Для построения графа размерных цепей нужно предваритель-
но нарисовать «схему обработки», на которой изображаются
размеры заготовки, операционные размеры, взятые из операци-
онных эскизов технологического процесса, и чертежные размеры
детали. На рис. 121 показан технологический процесс обработки
втулки и данные, необходимые для составления схемы обработ-
ки. Схема строится следующим образом (рис. 122). Сначала
в произвольном масштабе рисуется контур заготовки. На этом
эскизе, начиная с любой поверхности (которая после этого
будет называться корневой — см. поверхность 4), проводятся
односторонние стрелки размеров заготовки (см. стрелки НОл, 0.2)
так, чтобы к каждой поверхности заготовки подходила только
одна стрелка (к корневой поверхности — ни одной). Затем в по-
следовательности операций и переходов технологического про-
цесса на эскиз наносятся также односторонними стрелками опе-
рационные размеры —с направлением каждой стрелки к поверх-
ности, обрабатываемой в данном переходе (см. рис. 121 и 122).
Одновременно с этим на эскизе заготовки отмечаются припуски
(они штрихуются и индексируются). После этого над схемой
указываются чертежные размеры (см. жирные линии) и все по-
верхности нумеруются (см. 1—6).
187
Построенную схему нужно проверить: а) количество опера-
ционных размеров (включая размеры заготовки) должно быть
равным количеству чертежных размеров и припусков, вместе
взятым; б) к каждой поверхности (кроме корневой) должна под-
Рис. 121. Технологический процесс
обработки втулки:
HlJ —операционные размеры и разме-
ры заготовки (I—номер операции; /—
номер перехода); hi—чертежные раз-
меры; 1, 2, .. . 6—номера поверхностей
ходить одна и только одна
стрелка.
По схеме обработки строит-
ся граф составляющих (иско-
мых операционных) размеров
(рис. 123,а). Вначале рисуется
вершина с номером корневой
поверхности. От этой вершины
в произвольном направлении
проводятся стрелки — ребра
Рис. 122. Схема обработки
втулки
графа, изображающие размеры. На концах стрелок рисуются
вершины поверхностей, непосредственно связанных с корневой
поверхностью; от этих новых вершин снова проводятся стрелки
к следующим связанным с ними вершинам и т. д., пока все по-
верхности не будут представлены на графе. Аналогично (начи-
ная с любой поверхности, без стрелок) можно построить граф
замыкающих размеров (заданных чертежных размеров и при-
пусков— см. рис. 123,6).
Если в схеме обработки не было допущено ошибки, то граф
операционных размеров (как и замыкающих) не будет .иметь ни
разрывов, ни замкнутых контуров. Такой праф называется дере-
вом. Таким образом, все составляющие размеры (искомые
операционные размеры) описываются графом типа «дерево». Все
188
замыкающие размеры (заданные чертежные размеры и задан
ные припуски) также описываются графом типа «дерево».
Между вершинами графа существуют пути. Путь определи
ется перечислением ребер, связывающих пару вершин. Напри
мер, в графе, показанном
на рис. 120, путь между
вершинами 1 и 2 состоит
из одного ребра, а между
вершинами 4 и 5 графа, гу
показанного на рис. /уГ
123, а—из двух ребер''-'
(Нi t и Н2.2)
Граф размерных цепей
образуется наложением
дерева замыкающих раз-
меров на дерево состав-
ляющих размеров. Одна-
ко для этого рисовать
дерево замыкающих раз-
меров (рис. 123, б) не обя-
зательно: достаточно лишь
Рис. 123. Деревья продольных размеров
втулки:
а—дерево составляющих размеров; б—дерево за-
мыкающих размеров
соединить соответствую-
щие пары вершин дерева составляющих размеров ребрами за-
мыкающих размеров (рис. 124). На этих ребрах надо указать
индексы размеров, припусков и величины заданных допусков *
(см. жирные цифры). Затем эти ребра надо произвольно ориенти-
ровать стрелками и поста-
вить знаки (плюс, если стрел-
ка оказалась идущей к вер-
шине с большим номером,
и минус — если наоборот —
см. рис. 120 и 124).
Можно видеть, что в ре-
зультате наложения деревь-
ев в получающемся новом
графе образуются замкну-
тые контуры. Пять контуров
(по числу ребер дерева за-
мыкающих размеров), полу-
чившиеся на рис. 124, изо-
бражают пять размерных
цепей. Каждая из них есть
Рис. 124. Граф размерных цепей втулки
(с назначенными величинами операцион-
ных допусков)
Путь по составляющим раз-
мерам, ограниченный реб-
ром замыкающего размера.
* Допуск на припуск назначают лишь в тех случаях, когда необходимо
ограничить не только zmin, но и zmax, например, при обработке азотирован-
ных или цементированных поверхностей, чтобы не снять слишком большой
слой, и т. п.
189
Чем короче этот путь, тем большими могут быть допуски состав-
ляющих размеров, обеспечивающие получение заданного допуска
замыкающего размера. Например, для замыкающего размера hx
путь по составляющим размерам равен одному ребру (Н2.2), для
размера h2 он равен двум ребрам (Н2д и Н22), а для размера
Z2.2— трем (//од, A/| |, Н2.2) и т. п.
На графе хорошо видна взаимосвязанность размерных цепей
(см. выше). Например, легко видеть, что ребро (составляющий
размер) Я2.2 является общим в цепях замыкающих размеров h\,
й2 и Z2.2. В цепях zL1, z2.i и z22 имеется общее ребро Н1Л; ребро
Н2Л является общим в цепях /г2 и z2.i- Общий размер, как ука-
зывалось выше, должен удовлетворять сразу всем цепям, в ко-
торые он входит. Благодаря наглядности изображения цепей
в виде графа, их анализ и расчет существенно упрощается. Вы-
полняют его в две стадии: а) расчет операционных допусков;
б) расчет операционных размеров.
Расчет допусков. В соответствии с общим положением теории
размерных цепей (допуск замыкающего размера равен сумме
допусков составляющих размеров) расчет заключается в том,
чтобы распределить заданные допуски замыкающих размеров
между размерами составляющими, удовлетворив требованиям
всех цепей, представленных графом.
В роли замыкающих выступают чертежные размеры и при-
пуски. Последние участвуют в расчете допусков лишь в тех слу-
чаях, когда они заданы с допусками. Однако это не исключает
возможности после расчета проверить получающийся zmax и при
необходимости внести поправки. .
Перед расчетом допусков, рассматривая граф (см., например,,
рис. 124), полезно' убедиться в обоснованности намеченной
в операционных картах координации обрабатываемых поверхно-
стей детали.
Например, можно видеть, что чертежный размер hA будет по-
лучаться непосредственно как операционный размер Н2.2, в соот-
ветствии с чем можно было бы принять \Н2.2—ДЙ!=О,46. Одна-
ко видно также, что этот же операционный размер Н2.2 входит
и в цепь чертежного размера h2, поэтому (будучи общим) он обя-
зан удовлетворять требованию и этой цепи, т. е. условию ЛЯ2.1 +
+|ДЯ2.2=ДЛ2=0,4. Распределяя Д/г2=О,4 по этому условию,-на-
пример, приняв ДЯ2.1=0,16 и ДЯ2.2—0,24 (как написано на
рис. 124), убеждаемся, что эти допуски жестче соответственных
чертежных допусков: ЛЯ2.1<<Д^2 и ДЯ2.2<ДЛ1 (погрешность раз-
мера Н2,2 выступает в роли погрешности от несовмещения баз
Kt. к=Л#2.2 по отношению к размеру h2, вследствие этого обя-
зано быть Д/72.1 = ДЛ2—Хи.к=0,4—0,24=0,16 — см. гл. IV, § 2).
Если бы поверхность 3 координировать от поверхности 5 (совме-
щение исходной базы с базой конструкторской), а не 2 (поменяв
при этом порядок переходов в операции), то оба операционные
размера стали бы взаимонезависимыми и могло бы быть Д//2.1 =
190
= 0,46 и Д/72.2=0,4 — ужесточение допусков по сравнению с чер-
тежными можно было бы избежать.
В отношении приемлемости назначаемых величин операцион-
ных допусков использование графа ничего нового не вносит. Как
и обыкновенно, допуск назначают, руководствуясь прежде всего
точностными возможностями избранного метода обработки
(пользуясь таблицами экономической точности методов и дру-
гими нормативными материалами). Например, на показанном
графе (см. рис. 124) допуски ЛНол=ЛН0.2=0,9 (на размеры за-
готовки) проставлены с учетом возможностей горячей штам-
повки.
Для того чтобы отличать на графе размеры-внутрикомплекс-
ные координаты (связывающие обрабатываемые в данной опе-
рации поверхности между собой и поэтому не зависящие от по-
грешности бу установки детали — см., гл. IV, § 1) от исходных
размеров (связывающих обрабатываемую поверхность с необра-
батываемой и поэтому зависящих от погрешности установки —
см. гл. IV, §1) индексы последних полезно заключить в рамку
(см. рис. 124). При назначении допуска рамка напомнит, что
для этого размера надо в допуске учесть не только метод обра-
ботки (ожидаемую погрешность т), но и способ установки дета-
ли (ожидаемую погрешность бр, возможную вследствие погреш-
ности бу). Например (см. рис. 121 и 124), допуск на размер HiA
принят равным Д/Д.i=0,7 (т. е. явно большим, если учитывать
лишь точностные возможности метода обработки — точения),
так как этот исходный размер проставлен от грубой установоч-
ной базы (поверхность поковки), погрешностями формы и пере-
косом которой (а следовательно, и погрешностью бу ее установ-
ки) нельзя пренебрегать. Исходные размеры Н2Л и Н2.2 простав-
лены от «чистой» базы, позволяющей считать бу~0.
С такой же целью (чтобы не забыть и для наглядности)
удобно отметить на графе все окончательные исходные размеры,
получаемые в условиях несовмещения баз (к=/=0 или Хик¥=0 —
см. гл. IV, § 2). Под ребром, изображающим такой размер (см.
размер H2.i на рис. 124), можно поместить рамку с номерами
поверхностей, между которыми находится путь, определяющий
л ил и Аи. к* .*
Оформленный таким образом граф позволяет легко обозре-
вать взаимосвязи размеров (допусков) по всей охваченной им
части технологического процесса.
После назначения всех допусков правильность их должна
быть проверена. Для этого нужно в каждой цепи арифметиче-
ски сложить назначенные допуски составляющих размеров (по
дереву) и сравнить сумму с заданным допуском замыкающего
размера этой цепи (сумма не должна превышать величины до-
пуска).
Расчет размеров. В качестве расчетных значений размеров,
при пользовании графами принимаются средние значения (сред-
191
ние размеры). Средний размер равен минимальному размеру
плюс половина допуска. Например (см. рис. 122),
hi ср=79,54+0,46 : 2 = 79,77.
Для припуска, заданного только величиной Zmin (т. е. без ог-
раничения Zmax, без допуска) .вместо половины допуска прибав-
ляется половина его ожидаемой погрешности, определенной по
дереву составляющих размеров. Например (см. рис. 122 и 124),
£2.1=0,35+(0,7+0,16) : 2=0,78.
Вычисления размеров удобно оформлять в таблице (см. таб-
лицу на стр. 193). Ее левая часть отводится заданным разме-
рам, а правая — искомым операционным. Столбцы 10, 11, 12 и 6
начинают заполнять после того, как будут полностью заполнены
все другие. Заполняя таблицу, удобно придерживаться следу-
ющего порядка (см. первую строку таблицы и рис. 122 и 124).
Столбцы 1 и 2 — индекс заданного размера (hi) и размер
(80-о,4б). Записывать удобно в порядке возрастания номеров:
вначале размеры, затем — припуски.
Столбец 3-—расчетная погрешность заданного размера
(0,24). Записывается ожидаемая погрешность, обеспечиваемая
установленными на графе допусками операционных размеров.
Столбец 4 — среднее значение заданного размера (79,77).
Столбец 5 — величина допустимой корректировки (±0,11).
Под корректировкой понимается «округление» окончаний опера-
ционных размеров с тем, чтобы они соответствовали предпочти-
тельному ряду чисел. Корректировка будет .возможна за счет
изменения тех из чертежных размеров (и припусков), у кото-
рых допуск превышает ожидаемую погрешность. Округление
в ту или другую сторону (+) будет возможно в пределах лолу-
разности допуска и погрешности. За счет размера h, будет воз-
можна корректировка в пределах +0,5(0,46 — 0,24) =±0,11. За
счет припусков без допусков округление операционных размеров
возможно только в сторону увеличения ( + <*>)—см. также да-
лее столбец 11.
Столбец 6-—заполняется вместе со столбцом 12 (см. далее).
Столбец 7 — индекс искомого операционного размера (Нг.г)-
Индексы искомых размеров удобно записывать в порядке,
обратном ходу технологического процесса.
Столбец 8 — допуск искомого размера (—0,24). Записы-
вается величина, назначенная в графе при расчете допусков,
но с указанием знака (для механической обработки — «в тело»
детали, для заготовки — по ГОСТу или нормали).
Столбец 9 — уравнение контура для определения среднего
значения искомого размера (+Й2.2—Ai=0). При размерах, за-
данных однозначно, любой замкнутый контур на графе пред-
ставляет собой размерную цепь из входящих в контур ребер.
192
Поэтому после того, как
записаны средние значе-
ния всех заданных разме-
ров (столбец 4), для на-
хождения среднего значе-
ния любого операционно-
го размера достаточно на-
писать уравнение любого
контура (желательно, ко-
нечно, наиболее коротко-
го), в котором этот размер
был бы единственным не-
известным.
Записывать уравнения
можно начиная с любого
ребра контура, но всегда
придерживаясь правила
знаков: если направление
движения по контуру сов-
падает с направлением
стрелки ребра, то ребро
записывается с присвоен-
ным ему знаком, в про-
тивном случае — знак ме-
няется на обратный.
При составлении каж-
дого следующего уравне-
ния искомые размеры из
уравнений, составленных
ранее, считаются извест-
ными.
Полностью закончив
заполнение указанных
выше столбцов, переходят
к столбцам 10, 11, 12 и 6.
Столбец 10 — средний
размер (79,77) — среднее
значение операционного
размера, найденное из
уравнения контура. Полу-
чив среднее значение и
зная допуск (см. стол-
бец 8) остается лишь пе-
реписать их в соответст-
вии с избранным номи-
налом (см.знаки в столб-
це 8) и, при необходимо-
сти и возможности, скор-
ректировать последний.
7
1368
193
Столбец 11—операционный размер (86-0,24) • Это оконча-
тельное решение получается 'следующим образом. Сначала раз-
мер записывается (вне таблицы) от среднего значения как от
номинала (допуск симметричен), а затем переписывается с тре-
буемым .в столбце 8 знаком допуска (79,77±0,12 = 79,89_0,24)-
Если окончание получившегося номинала не отвечает норме,
то при возможности его надо округлить. Такая возможность
есть, если в уравнение контура входит хотя бы один заданный
размер (чертежный размер или при-
пуск), имеющий расчетную погреш-
ность (столбец 3) меньшую допуска
(столбец 2). Например, окончание
номинала //2.2=79,89 явно плохое.
Однако вошедший в уравнение кон-
тура ( + //2.2—/и=0) чертежный
размер hi допускает корректировку
размера //2.2 в пределах ±0,11 (см.
столбец 5) уВоспользовавшись этим,
можно округлить номинал до
79,89+0,01=79,9 или даже до
79,89 + 0,11=80, как записано в
столбце 11 таблицы. Это поясняет
также схема на рис. 125. Замыкаю-
щий размер hi обеспечивается непо-
средственно соблюдением размера
//2.2 (в контуре +//2.2—/ii=0 только
два этих размера), поэтому по рас-
чету //2.2 ср=Л1 ср=79,77. Однако до-
пуск A/zi = 0,46 больше чем допуск Д//2.2=0,24, поэтому предель-
ные значения размера hi будут соблюдены при любом положении
поля А//2.2 внутри поля ДЙ1 (см. нижнюю часть схемы). Допу-
стимый сдвиг равен ±0,11; в этих же пределах возможно
и округление номинала размера //2.2-
Столбец 12—средний скорректированный размер (79,88).
Записывается среднее значение установленного операционного
размера (80_0,24 = 79,88±0,12). Одновременно в столбце 6 табли-
цы записывается новое (скорректированное) среднее значение
размера, за счет которого сделана корректировка (новое ср =
=79,77+0,11=79,88).
В последующие уравнения контуров подставляются скоррек-
тированные средние значения (из столбцов би 12), при этом
корректировка получаемых результатов за счет размеров уже
использованных для этой цели — не допускается.
Найденные в результате расчета операционные размеры
(столбец 11) переносятся в операционные карты.
При необходимости результаты расчета можно проверить.
Проверка производится по уравнениям размерных цепей, но в
уравнения подставляются не средние размеры, а номинальные
а)
I
|Ahf=0,4g |
Нг.2ср=79,77
T/z.2cp~ 75,66 г
/7?, z ср=75,88
80
ЬН2.2=0,2Ь [
Рис, 125. Корректирование раз-
меров:
а—размер расчетный; б—размер
корректированный
<9
194
вместе с их отклонениями (по столбцу 11). Как размеры, так
и отклонения при проверке складываются алгебраически, но при
этом, «.в уме», у членов уравнения, перед которыми стоит знак
«минус», меняют место и знак верхнего и нижнего отклонений.
В качестве примера (см. вторую строку таблицы) проверим,
обеспечивается ли размер втулки h2 (50_о,4):
h2=H22—^2.1 = 80—0,24—30,16-о, io=49,84io'24-
Результат не выходит за верхний и нижний пределы размера,
заданного в чертеже.
Для иллюстрации методики проверки приведем еще -пример.
На рис. 1126 показана некая размерная цепь, рассчитанная на
обеспечение замыкающего размера h=9,6-1,2, и граф этой цепи
(о правилах знаков при построении графа цепей и составлении
уравнений контуров — см. выше). Проверим эту цепь. Из урав-
нения цепи (обходим контур против хода часовой стрелки)
A=-31z°:’ + 33_o,2 +42да + 35+о;}-ЗО+0.2-40+0.3 =9+«f .
Результат укладывается в требуемые пределы. Для большей
ясности ниже приводится схема суммирования отклонений:
ВО=0,2+0+0,15+0,1 +0,1+0= +0,55;
НО=0,1 —0,2+0,1 —0,1 —0,2 — 0,3=—0,6.
(размеров с использованием
/
Таким образом, план расчета
графов выглядит следующим образом.
1. Нарисовать схему обра-
ботки.
2. По схеме обработки соста-
вить дерево составляющих раз-
меров.
3. Нанести на дерево ребра
замыкающих размеров и в полу-
чившемся графе размерных це-
пей проверить рациональность
намеченных баз; при необходи-
мости — изменить базы.
4. Изучить взаимосвязи раз-
мерных цепей и по результатам
этого анализа задать на ребрах
дерева операционные допуски и
допуски.на заготовку.
5. Рассчитать операционные
размеры и размеры заготовки,
оформляя расчет в таблице.
9,6-1>г(Ь)
Рис. ’126. 'Проверочный расчет раз-
меров:
а—размерная цепь; б—граф размерной
цепи
Полностью 'Оформленный расчет включает два рисунка (схе-
му обработки и граф размерных цепей) и одну таблицу — таб-
лицу расчета размеров.
В зависимости от условий и необходимости расчет может
7*
195
охватывать лишь часть технологического 'процесса. Например,
если расчет делается лишь для этапа после термообработки де-
тали, то роль размеров заготовки играют размеры, с которыми
деталь приходит к этому этапу, и т. п.
Описанная методика является частным случаем использова-
ния графов для расчета размерных цепей (расчет операционных
размеров). Однако эти же принципы замены размерных цепей
(или цепи — см. рис. 126) графом применимы для всех задач,
решение которых сводится к решению размерных цепей. Основ-
ные достоинства графа — наглядность взаимосвязей размеров,
строгость и сравнительная простота правил расчета —особенно
существенны при решении сложных задач * (взаимосвязанные
цепи). Вообще же обращение к теории графов позволяет создать
четкий математический аппарат для расчетов, делает возможным
применение строгих алгоритмов при расчетах, открывает пер-
спективу для их автоматизации в будущем.
§ 7. ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Трудности проектирования технологического процесса обус-
ловлены прежде всего большим числом возможных решений
каждой технологической задачи. Чрезвычайно большое разнооб-
разие деталей означает соответственно большое разнообразие
встречающихся задач.
При сравнительно малом времени, отводимом на разработку
процесса, возможность подкрепления принимаемых решений
объективными технико-экономическими расчетами весьма огра-
ничена. «Расчет операций, длительность выполнения которых
измеряется минутами и часами, не может продолжаться дни
и месяцы», —-справедливо замечал по этому поводу один из ос-
новоположников современного учения о технологии машино-
строения ныне покойный проф. А. П. Соколовский. Поэтому,
разрабатывая процесс, технолог вынужден в значительной мере
руководствоваться своим опытом. При проектировании техноло-
гического процесса изготовления детали перед технологом вста-
ют определенные трудности, если с подобными деталями он ра-
нее не встречался. Следует, кроме того, иметь в виду, что про-
цессы на одну и ту же деталь, разработанные разными
технологами, могут получаться существенно различными и что
среди этих процессов может отсутствовать наиболее целесооб-
разный.
Идея типизации технологических процессов была выдвинута
в конце тридцатых годов проф. А. П. Соколовским, давшим сле-
дующее общее определение термина «типизация».
«Типизацией технологических процессов называем такое на-
правление в деле изучения и построения технологии, которое
заключается в классификации технологических процессов дета-
* Кроме механической обработки, таких задач много возникает при кон-
струировании машин (сборочные размерные цепи).
196
лей машин и их элементов и затем в комплексном решении всех
задач, возникающих при осуществлении процессов каждой клас-
сификационной группы *.
В основе этой идеи лежит общее соображение о том, что за-
траты на проектирование процесса могут быть тем большими,
чем больше количество деталей, изготовляемых по этому процес-
су. Например, методы и приемы расчета (вообще—более осно-
вательная проработка процесса) непригодные, если деталь изго-
товляют в нескольких экземплярах, могут оправдать себя при
увеличении масштаба производства той же детали. Отсюда
мысль о разделении всех деталей на такие группы-типы, чтобы
процессы для каждого типа были достаточно общими для всех
деталей, 'входящих в такую группу-тип. Тогда для всех деталей
каждой из таких групп-типов может быть разработан процесс,
единый в своих основных чертах (типовой технологический про-
цесс) и в то же время наиболее совершенный, так как на его
проектирование можно затратить достаточное время и средства.
Разработка типовых технологических процессов — задача
отраслевых НИИ и крупных заводов. Технологу, пользующему-
ся типовым технологическим процессом при разработке процес-
са на заданную деталь, остается лишь :в такой мере изменить
типовой, в какой это требуют несущественные особенности де-
тали и конкретные условия, если они отличаются от предусмот-
ренных в типовом процессе. Процесс на заданную деталь будет
разработан быстро, но окажется на столь же высоком уровне,
как и всесторонне обоснованный типовой процесс.
Такова в общих чертах идея типизации процессов. Однако
при всей ее простоте она очень сложна в осуществлении. Систе-
матизация и обобщение опыта заводов в форме типовых техно-
логических процессов, даже в пределах какой-нибудь одной от-
расли машиностроения (например, в авиадвигателестроении)
требует громадного высококвалифицированного труда ввиду
колоссального разнообразия деталей по конфигурации, разме-
рам, точности и материалу, не говоря даже о том, что надо учи-
тывать еще и различные производственные условия (масштаб
производства). Чтобы такая работа оправдалась, для нее нуж-
ны прежде всего правильные исходные позиции. Между тем со-
временное состояние учения о технологии машиностроения и, в
частности, состояние научной разработки самой проблемы типи-
зации, таких позиций пока не дают.
Предпринимаемая некоторыми заводами типизация процессов
в пределах своей номенклатуры деталей для собственных нужд
должного эффекта не приносит. При охвате типизацией широкой
номенклатуры деталей типовых процессов получается слишком
много по сравнению с возможной областью их использования.
* А. П. Соколовский, Курс технологии машиностроения, Машгиз,
1947, стр. 33.
197
С другой стороны, охват типизацией только небольшого числа
наиболее ходовых деталей не приносит должного эффекта имен-
но потому, что процессы на такие детали заводом хорошо освое-
ны и отработаны при их выполнении. Для данного завода они
уже стали своего рода типовыми, о которых все главное и без
того известно.
Очевидно, что широкая типизация процессов в машинострое-
нии станет более возможной, если ей будет предшествовать «ти-
пизация» конструкций машин, начало которой должно быть по-
ложено широкой унификацией деталей и узлов — уменьшением
неоправданного разнообразия их конструкций.
Технологическая документация каждого завода, заключаю-
щая в себе многолетний опыт большого числа работников, пред-
ставляет собой большую государственную ценность. Известно,
как существенно сокращаются сроки и затраты на постановку
и освоение производства нового изделия, если вместе с задани-
ем на его изготовление завод получает и необходимую техноло-
гическую документацию. Поэтому можно думать, что идея типи-
зации процессов, предполагающая обобщение всего наиболее
совершенного накопленного разными заводами, окажется наибо-
лее плодотворной, когда типизация процессов будет осуществле-
на очень широко и будут созданы условия для того, чтобы про-
ектирование по типовым процессам стало господствующим.
§8. ГРУППОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Серийное производство нетрудоемких деталей не позволяет
применять станки повышенной производительности, так как они
.мало универсальны, трудоемки в переналадке с операции на опе-
рацию и их трудно достаточно загрузить. Не оправдывается
и применение высокопроизводительных (значит дорогих) специ-
альных приспособлений, поскольку число обработанных деталей,
на которые раскладывается их стоимость, невелико. Групповые
технологические процессы позволяют использовать методы
и средства крупносерийного и массового производства в серий-
ном производстве нетрудоемких деталей.
Групповой технологический процесс представляет собой еди-
ный технологический процесс, разработанный на некоторую груп-
пу специально подобранных разных деталей. Для создания та-
кого процесса группу деталей заменяют одной «комплексной»
деталью, содержащей все поверхности каждой из деталей, вошед-
ших в группу. Поэтому процесс, разработанный на комплекс-
ную деталь, пригоден для любой детали группы, но только при
его выполнении (с целью получить эту деталь), нужно пропу-
скать (не делать) те операции или переходы, которые не тре-
буются для этой детали.
Роль комплексной детали иллюстрирует схема (рис. 127), со-
ставленная в предположении, что каждая из 11 изображенных
198
деталей может быть изготовлена из .прутка в одну операцию на
револьверном станке.
Показанная слева комплексная деталь сложнее любой из
10 остальных, изображенных справа. Вся группа характерна
сходством поверхностей. В связи с этим открываются следующие
возможности.
1. Если заданная точность всех поверхностей, помеченных
одинаковыми .цифрами, одинакова, то план обработки (последо-
Рис. 127. Схема, поясняющая роль комплексной
детали
вательность переходов) комплексной детали может служить пла-
ном обработки для любой из остальных 10 деталей (с пропуском
ненужных переходов).
2. Если помеченные одинаковыми цифрами поверхности оди-
наковы по своим размерам, то для любой из 10 деталей не тре-
буется иных мерных инструментов (сверл, зенкеров и т. л.) или
иной установки инструментов на диаметральные размеры (рез-
цов), кроме тех, что необходимы для комплексной детали. Ина-
че говоря, любую из 11 деталей можно изготовить без перена-
ладки станка на диаметральные размеры.
3. Если помеченные одинаковыми цифрами поверхности у де-
талей от А до И одинаковы по протяженности (имеют одинако-
вые координаты ограничивающих их торцовых поверхностей), то
любую из 9 деталей (от А до И) можно изготовить без перена-
ладки станка на продольные размеры.
В таком наивыгоднейшем случае все 9 деталей (от А до И)
можно было бы изготовлять вовсе без какой-либо переналадки
станка. В производственном отношении это равноценно увели-
чению серийности выпуска комплексной детали. Если в силу
малого заданного выпуска по каждой отдельной детали станок
не мог быть загружен только одной деталью, то теперь загрузка
его увеличится. Если, идя по пути такого повышения загрузки
станка (по пути увеличения количества «разных деталей в груп-
199
пе), приблизиться в достаточной мере к условию, соответствую-
щему полной загрузке станка по времени,
Т1 Т2 тл
где Ть Т2,..., Тп — трудоемкости (штучное время) деталей;
и, т2,..., тп — заданные такты выпуска деталей,
то за станком можно будет закрепить обработку одной этой
группы из п деталей, используя его без переналадки. Условия
его эксплуатации станут такими же, как в массовом производ-
стве, с той лишь разницей, что он будет занят не одной дета-
лью, а группой деталей.
В описанном выше идеальном (для деталей от А до И) слу-
чае входящие в группу детали отличаются одна от другой толь-
ко количеством размеров, но сами одноименные (I, й, 3,...
и т. д.) размеры одинаковы. Понятно, что чем меньше заданный
выпуск деталей, тем большее их число п должно быть в груп-
пе, тем труднее составить группу из деталей с минимумом раз-
ных размеров, и тем менее вероятно, что из числа деталей, под-
лежащих изготовлению, найдется пригодная для роли комплекс-
ной детали. Однако не обязательно, чтобы комплексная деталь
была одной из реальных деталей, подлежащих изготовлению.
Технолог, подобрав группу деталей, может создать из поверхно-
стей этих деталей некую искусственную комплексную де-
таль (не могущую существовать в действительности) ,и при не-
обходимости сделать для себя ее рабочий чертеж (путем нало-
жения изображений деталей одного на другое).
Возможность значительного увеличения периода использова-
ния станка без переналадки, описана выше для простоты в пред-
положении, что процесс комплексной детали (рис. 127) макси-
мально концентрирован (одна операция). Но этот же принцип
осуществим и при необходимости разделения процесса на не-
сколько операций. При этом, обеспечив для всех потребных
станков столь высокую загрузку, чтобы не было надобности
догружать их другими операциями, можно получить поточную
линию. Разница по сравнению с условиями массового производ-
ства будет лишь в том, что эта линия будет многопредметной,
групповой.
Возможности использования групповой поточной линии
очень широки. Если синхронизировать выполнение комплекс-
ных операций, линия станет непрерывно-поточной. Такая линия
может использоваться и как однопредметная (двухпредметная
и т. д.) по отношению к любой из входящих в группу деталей,
если время обработки этой детали на каждом из станков будет
примерно одинаковым. Тогда, некоторый период (смена, сутки
и т. д., в зависимости от заданной программы и условий плани-
рования выпуска деталей) линия может быть занята обработ-
кой только одной этой детали, следующий период — обработкой
200
другой и т. д. Линии, эксплуатирующиеся подобным образом,
называются переменно-поточными.
Нетрудно заметить, что главным в идее групповых техноло-
гических процессов является преодоление технологическими
средствами трудностей в организации экономичного производ-
ства, обусловленных разнообразием деталей при малом задан-
ном выпуске каждой из них. Замена группы деталей одной ком-
плексной деталью как бы увеличивает серийность (объем выпу-
ска деталей) за счет уменьшения номенклатуры деталей.
Однако детали, 'изготовляемые по групповому технологическо-
му процессу, это хотя и сходные, но все же разные детали. По-
этому вовсе исключить какую-либо переналадку станков при
выполнении группового процесса удается только в некоторых
особенно благоприятных случаях. Высокая степень концентра-
ции операций в любом процессе, и тем более в групповом, оп-
равдывается прежде всего при условии автоматического полу-
чения размеров. Для этого необходимы определенное приспособ-
ление для детали и постоянная или быстровосстанавливаемая
установка инструментов на размер. Проще всего переналадка
исключается на станках, конструкция которых специально рас-
считана на многопереходные операции (револьверные, многорез-
цовые, автоматы и т. п.). В других случаях, когда необходимы
разные приспособления для деталей, входящих в группу, или
невозможно связать со станком нужное количество инструмен-
тов, применяют для уменьшения времени на переналадку осо-
бые средства. К ним относятся быстро переналаживаемые с де-
тали на деталь (групповые) приспособления, многоместные при-
способления для инструментов, специализация станков и т. п.
Элементы групповой технологии известны очень давно. Ши-
роко применялась (и применяется) так называемая двойная
(на две разных детали) наладка револьверных и многорезцовых
станков. То же самое практикуется при использовании много-
шпиндельных токарных автоматов. Известен своеобразный опыт
получения в одной операции из одного прутка одновременно двух
деталей — одной из внешней, а другой — из срединной части
прутка, с целью экономии материала. Известен также опыт
эксплуатации групповых поточных линий для сравнительно
сложных деталей типа корпусов, организованных на основе при-
менения многоместных приспособлений для деталей. При выпол-
нении однотипных операций у сходных деталей (например, ра-
нее— шатуны, теперь— лопатки ГТД) находят применение
и легко переналаживаемые специальные приспособления, харак-
терные для групповых процессов.
Однако все это относилось либо к отдельным операциям раз-
ных процессов, либо к группам из небольшого числа деталей
и имело значение частных случаев. О групповых технологических
процессах, как о вполне определенном направлении в технологии
машиностроения, стало возможным говорить только с конца пя-
201
тидесятых годов, после установления основных принципов проек-
тирования таких процессов на группы, состоящие .из десятков де-
талей, и обобщения накопленного в этом деле опыта *.
§9. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ПРОЦЕССОВ
ДЛЯ АВТОМАТИЧЕСКИХ ПОТОЧНЫХ ЛИНИЙ
Необходимость синхронизации выполнения операций явля-
ется первой, но общей для всех поточных линий (как автомати-
ческих, так и неавтоматических) особенностью проектирования
технологического процесса. Согласование продолжительности
операций с заданным тактом выпуска деталей (см. гл. I, § 6)
создает условия для лучшей загрузки по времени всех станков
линии, уменьшает их простои. Главным .средством синхронизации
служит регулирование степени .концентрации операций (см. гл. I,
§ 7).
В автоматической поточной линии рабочие зоны смежных
станков связаны между собой транспортирующими устройствами
и в каждой зоне работает загрузочное устройство (см. гл. II, §3)
или иной механизм, обеспечивающий установку и снятие обраба-
тываемой детали. Необходимость заботиться о простоте всех
этих вспомогательных устройств выдвигает некоторые дополни-
тельные требования к операциям технологического процесса.
1 .Каждая операция должна быть рассчитана
на выполнение только в одну установку детали
(см. гл. I, § 2). Автоматическое выполнение второй установки
требует сложного механизма и, можно сказать, не практикуется.
Изменение положения детали в рабочей зоне станка с целью об-
работки ее с разных сторон осуществимо лишь как изменение
позиций детали. Иногда это оправдывается в операциях, выпол-
няемых путем вращения инструмента при неподвижной детали
(станки сверлильные, расточные, фрезерные головки с подвиж-
ным инструментом на агрегатных станках и т. л.), но исключено
для операций, выполняемых с вращением детали (станки типа
токарных, круглошлифовальных и т. п.).
Получение разных позиций детали требует .автоматической
работы поворотного делительного стола у станка или заменяю-
щего его специального приспособления для детали. Избегая свя-
занных с этим усложнений и одновременно повышая производи-
тельность на операции, применяют двусторонние (вообще — мно-
госторонние) станки.
2 . Все переходы операции должны быть од-
нопроходным и. Это требование связано с необходимостью
автоматического получения всех операционных размеров, выдер-
живаемых на операции (см. гл. II, § 2). Выполнение второго
* См. С. П. Митрофанов. Научные основы технологической подготовки
группового производства. Машиностроение, 1965.
202
прохода требует изменения положения (позиции) инструмента
относительно детали. Это не только усложняет потребное обору-
дование, но и отрицательно сказывается на точности обработки.
Разумеется, это требование не относится к операциям, выпол-
няемым процессами с послойным снятием припуска немирным
инструментом (шлифование, хонингование и т. п.). В таких опе-
рациях автоматическое получение заданной точности обеспечи-
вают (не только в условиях поточных линии) либо применением
средств активного контроля размера (например, при шлифова-
нии и хонинговании), либо ограничением самого количества про-
ходов или времени обработки (хонингование, шевингованне
и т. п.).
Необходимость обработки в один проход делает особенно
важной задачу уменьшения общих припусков на .механическую
обработку, т. е. повышения точности заготовки и уменьшения
у нее глубины дефектного поверхностного слоя. Связанная с этим
возможность уменьшения количества потребных станков в линии,
оправдывает самый тщательный (расчетный) метод определения
необходимых припусков заготовки (см. гл. I, § 4).
Описанные два требования, направленные на уменьшение
количества действий, необходимых в рабочей зоне станка, и упро-
щение «механики» этих действий, являются общими для всех ав-
томатических линий. Другие требования (и соответственно —
особенности проектирования процесса) имеют менее общий ха-
рактер, в том смысле, что важность их в значительной мере за-
висит от вида обрабатываемой детали и особенностей намечаемой
автоматической линии.
Особенности детали предопределяют возможные способы ее
транспортировки между станками и могут выдвигать специфи-
ческие требования к технологическому процессу.
Наиболее простыми в этом отношении являются мелкие дета-
ли, загрузка которых возможна с помощью бункерных ориенти-
рующих устройств (см. гл. И, § 3) и небольшие детали, допус-
кающие применение магазинных загрузочных устройств. Неболь-
шой вес таких деталей не накладывает особенных ограничений
на способ их транспортировки между станками (загрузочными
устройствами) и соответственно — на технологический процесс.
Такие линии составляют большую часть автоматических линий,
создаваемых самим заводом на базе имеющегося у него оборудо-
вания или на базе уже действующей поточной, но не автомати-
зированной линии станков. В основном, это линии деталей, в
технологических процессах которых доминируют операции,
требующие вращения детали (детали типа тел вращения и со-
ответствующие станки).
С увеличением веса деталей автоматизация их загрузки
и транспортировки усложняется. Загрузочное устройство превра-
щается в крупную и сложную специальную конструкцию — ма-
нипулятор. Транспортировка деталей с помощью подъемников
203
и последующих желобов или склизов, по которым детали могут
перемещаться под действием собственного веса, все более услож-
няется. Возникает необходимость транспортировать детали не
только в одном определенном положении .(ориентированная
транспортировка), но и делать ©то, не допуская вредных взаим-
ных ударов деталей. Все эти обстоятельства приводят к приме-
нению в качестве транспортного средства единого для всех стан-
ков горизонтального конвейера, на котором каждой детали от-
ведено свое место.
В компоновках таких линий имеются особенности, важные
для проектирования технологического процесса. В этом отноше-
нии компоновки можно разделить на два вида:
1) транспортирующее устройство проходит около линии
станков и детали передаются в рабочие зоны с помощью мани-
пуляторов;
2) транспортирующее устройство проходит через рабочие
зоны станков.
Первая компоновка более характерна для линий таких де-
талей, которые требуют вращения при обработке. Прежде все-
го — это детали типа валов । (установочные базы — центровые
гнезда). При такой компоновке конструкция транспортирующего
и загрузочных устройств мало связана с конструкцией основного
оборудования, что допускает Широкое использование в линии
серийно выпускаемых станков (автоматизированных токарных
общего назначения, многорезцовых и т. п.). При этом влияние
компоновки линии на проектирование технологического процесса
почти отсутствует.
Вторая компоновка характерна для линий таких деталей, об-
работка .которых возможна без вращения детали. Прежде все-
го — это детали типа корпусов. Такие детали требуют обработ-
ки с нескольких сторон и отличаются многочисленностью различ-
но расположенных обрабатываемых поверхностей, что оправды-
вает широкое использование в линии специальных агрегатных
станков. Это обстоятельство тесно связывает проектирование ли-
нии с проектированием технологического процесса. Крайним
выражением этой связи является передача проектирования тех-
нологического процесса предприятию, выполняющему заказ на
постройку линии.
В таких условиях указанные ранее два общих требования
к технологическому процессу (в каждой операции не более одной
установки, в каждом переходе не более .одного прохода) приобре-
тают более конкретный характер и к ним добавляются новые
требования особенно важные в этих условиях.
В связи с трудностями перекладывания детали приходится
придерживаться принципа .постоянства установочных баз детали.
Обыкновенно в качестве таких баз у корпусной детали 'исполь-
зуют одну из плоскостей и два отверстия из числа выходящих
на эту плоскость.
204
Соблюдение принципа постоянства установочной базы озна-
чает, что все поверхности детали, которые на рабочем чертеже
детали координированы не от этой базы, будут обрабатываться
в условиях несовмещения баз. Для .избежания брака вследствие
возникающих три этом погрешностей от несовмещения баз
(Хи. к) может требоваться ужесточение допусков (по сравнению
с чертежными) для многих координат (см. гл. IV). Поэтому луч-
ше всего, если необходимость в постоянных базах будет учтена
уже при разработке рабочего чертежа детали.
При отсутствии у детали поверхностей, могущих служить
хорошими постоянными базами, такие поверхности создают спе-
циально (вспомогательные установочные базы — см. гл. IV, § 3).
В связи с этим надо упомянуть также, что в некоторых случаях
(это характерно не для крупных корпусных деталей, а для не-
больших деталей сложной формы) оказывается целесообразным
транспортировать детали вместе с приспособлениями, в которых
они установлены и закреплены (такназываемые приспособления-
спутники, корпус которых играет роль искусственных установоч-
ных баз — ом. далее гл. VIII, § 5).
Возможность использования специальных станков дает соот-
ветственную свободу технологу (не операция проектируется для
станка, а станок для операции). В частности, в процессах обра-
ботки корпусных деталей появляется возможность большой па-
раллельной концентрации операций (многосторонние и много-
шпиндельные станки). Однако прежде .всего для этой цели нужно
в должной мере использовать возможности комбинированного
инструмента (ступенчатые сверла, зенкеры и т. п.) и многомест-
ных приспособлений для инструментов (державки, м^ногошпин-
дельные головки). Это поможет использованию в линии более
простых станков для .многопереходных операций и может умень-
шить количество потребных операций (станков).
На всех автоматических линиях режимы резания должны
быть менее напряженными, чем на линиях неавтоматизирован-
ных, чтобы они обеспечивали достаточно высокую стойкость ре-
жущих инструментов.
§ 10. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Попытки автоматизации проектирования технологических
процессов связаны с применением различных средств элек-
тронно-вычислительной техники. Можно усмотреть, что эти по-
пытки предпринимаются по двум основным направлениям. Пер-
вое характерно тем, что проектирование процесса рассматри-
вается от начала до конца как решение некоего комплекса
взаимосвязанных задач. Условно это направление можно на-
звать «комплексным». Второе — отличается тем, что в проекти-
ровании процесса усматриваются некие этапы — стадии и в ка-
205
честве объекта автоматизации избираются лишь стадии, в кото-
рых доминируют более простые, прежде всего вычислительные
задачи. Условно это направление автоматизации можно назвать
«избирательным». Остановимся на этих двух направлениях бо-
лее подробно.
Первое направление. Любую деталь можно рассматривать
как совокупность взаимосвязанных поверхностей. При этом
окажется, что каждая из поверхностей характеризуется сравни-
тельно небольшим числом параметров (см. например, ,в гл. III,
§ 1). Для каждой из таких поверхностей существует ограничен-
ное число возможных процессов и методов обработки, причем
количество обработок (проходов, переходов, операций), которые
должна пройти поверхность, также невелико и связано с задан-
ной точностью поверхности (см. например, схемы, показанные
ранее на рис. 116 и 117). В обеспечении заданного взаимного
положения поверхностей (выбор баз, последовательность обра-
ботки) также существуют определенные закономерности, обу-
словленные необходимостью простейшего достижения заданной
точности (см. например, гл. IV). Целесообразная степень и вид
концентрации операций зависит—в узком плане — от приме-
няемого оборудования, а в более широком—от вида производ-
ства деталей (см. например, гл. I, § 6, 7). В общем, между
рабочим чертежом детали и производственными условиями,
с одной .стороны, и необходимым технологическим процессом,
с другой, безусловно, существуют определенные связи (см. на-
пример, гл. VI, § 3). В методике разработки процесса имеются
свои внутренние связи, вытекающие из требования целесообраз-
ности (см. например, гл. VI, § 5), которые можно развить и пре-
вратить в правила.
Комплексное направление опирается на общее соображение
о том, что если все эти связи достаточно полно выявить, фор-
мализовать, придать им математическую форму, удобную для
анализа с помощью машины, то последняя, на основании вве-
денной в нее информации, характеризующей деталь, должна
перебрать возможные варианты процесса и выбрать из них оп-
тимальный.
По поводу такого подхода к автоматизации проектирования
существуют различные мнения. Видимо, будет правильным при-
знать, что при таком подходе общее количество признаков,
с которыми надо оперировать, если иметь в виду любые встре-
чающиеся детали, будет чрезмерно велико.. Поэтому трудно ожи-
дать, что в обозримом будущем такой метод проектирования
займет заметное место в практике. Сказанное не исключает,
конечно, возможности такой автоматизации применительно к не-
которым простым деталям. Однако не только само такое огра-
ничение («избирательность») области применения, но и тот
факт, что в проектировании процессов на простые детали глав-
ная доля труда падает на вычислительные работы и оформле-
206
ние процесса, сделают практически мало существенным разли-
чие между этим направлением автоматизации («комплексным»)
и .вторым («избирательным»).
Второе направление. Значительно ближе к осуществлению на-
ходятся попытки автоматизации лишь некоторых частей проек-
тирования, например, расчета режимов резания, нормирования
операций и т. п. На этом втором направлении самым широким
и поэтому наиболее интересным является предложение, преду-
сматривающее автоматизацию всей расчетной части разработки
операций и оформления процесса (вплоть до выдачи машиной
операционных карт). Вся эта работа должна выполняться ма-
шиной на основе некоего «универсального» для группы деталей
(десяток и более наименований) технологического процесса, раз-
работанного «вручную». Предложение рассчитано на условия
крупного мелкосерийного производства несложных деталей
(в номенклатуре сотни и тысячи наименований) и охват авто-
матизацией проектирования процессов на все детали. При этом
предусматривается самая подробная разработка каждой опера-
ции *. В общих чертах предложение выглядит следующим обра-
зом,.
Все детали разделяются на группы по совокупности призна-
ков, наиболее существенных для технологического процесса: по
материалу — в зависимости от обрабатываемости (сталь, ла-
тунь и т. п.), по виду заготовки (пруток, штамповка и т. л.), по
наибольшему размеру—в соответствии с установленными ин-
тервалами, по точности — например, по наивысшему из задан-
ных в чертеже классов точности и т. п. Все это делается с таким
расчетом, чтобы детали, попавшие в одну группу, требовали
сходных технологических процессов. Для .возможности машин-
ной сортировки чертежей деталей каждому чертежу, группе
и признаку присваивается условный цифровой код. Машинная
сортировка позволяет предусматривать достаточно большое ко-
личество разных признаков и получать группы с небольшим ко-
личеством деталей.
Каждая группа деталей заменяется одной «универсальной»
деталью («типовым» представителем), содержащей элементы
конфигурации всех деталей группы (как для группового техно-
логического процесса — см. выше § 8). На чертеже этой детали
все обрабатываемые поверхности нумеруются и всем интервалам
размерных параметров присваиваются условные обозначения.
На каждую из «универсальных» деталей составляется не-
сколько вариантов технологического процесса, отличающихся
видами используемых станков и технологической оснастки. Вы-
бор оптимального варианта для каждой детали группы будет
делать машина по алгоритму, разработанному на основе фор-
* См. Ф. И. Парамонов. Механизация и автоматизация управления се-
рийным производством. Машиностроение, 1908.
207
мулы технологической себестоимости. Входящая в эту формулу
величина нормы времени будет определяться по своей формуле,
используемой машиной для нормирования операций. В каждом
варианте процесса для каждой операции устанавливаются на-
звания и последовательность переходов с указанием потребного
режущего и измерительного инструментов. При описании содер-
жания переходов используются условные обозначения, принятые
на чертеже «универсальной» детали. Предполагается, что у де-
талей, входящих в группу, может быть разное .количество потреб-
ных переходов, но последовательность их не нарушается. Ника-
ких расчетов при составлении вариантов процесса не делается.
После этого 'Следует главная часть работы, заключающаяся
в подготовке исходной информации для машины. Специфичным
для рассматриваемого метода автоматизации является разделе-
ние всей этой информации на три вида: постоянную (для всей
номенклатуры деталей), групповую (постоянную для каждой
группы деталей), переменную (информацию о каждой детали).
Постоянная информация содержит все сведения об обо-
рудовании, технологической оснастке и переходах операций,
используемых для всей номенклатуры деталей *, и информацию,
необходимую для расчета режимов резания и нормирования
операций.
Подготовка этой информации ведется безотносительно к ка-
кому-либо технологическому процессу — процессы, предусмот-
ренные для «универсальных» деталей, служат лишь для опреде-
ления состава информации, ее границ. Информация системати-
зируется и оформляется с учетом возможностей ЭЦВМ.
С целью сокращения ее объема материал, используемый обык-
новенно в виде таблиц, заменяется соответственными математи-
ческими формулами. Например, вместо всех паспортных значе-
ний чисел оборотов станка берутся лишь крайние значения,
а промежуточные определяются через коэффициент ряда оборо-
тов фСр. Вместо таблиц операционных припусков используются
формулы типа z=aDh, в которых значения а и k находятся пос-
ле изображения таблицы в виде графика z=f(D) и т. п.
Групповая информация содержит сведения о данной
«универсальной» детали — предусмотренное для нее оборудова-
ние, технологическую оснастку и состав переходов в операциях.
Переменная информация представляет собой сведения
* Для общего представления о предусматриваемой степени детализации
расчетов укажем, что в эту 'Информацию входят: тип и модель станка, стои-
мость его эксплуатации, допускаемые им числа оборотов и подачи, режимы
работы, при которых станок обеспечивает разную точность — в пределах эко-
номической точности и т. д.; вид приспособления, его стоимость, время, по-
требное на установку детали с его помощью; вид режущего инструмента и его
материал, в зависимости от обрабатываемости материала детали; вид изме-
рительного инструмента с временем, необходимым для измерения; методы
обработки и «х последовательность, необходимая для достижения разных
классов точности, и т. д. и т. п.
208
о каждой детали группы: номер чертежа и наименование дета-
ли, марку материала .и группу обрабатываемости, числовые зна-
чения чертежных размеров и их класс точности, число проходов
по каждому переходу.
В соответствии с подготовленной информацией формирова-
ние технологического процесса разделяется на стадии, для каж-
дой из которых разрабатывают соответствующий алгоритм. На-
пример, алгоритм для выявления плана обработки детали пре-
дусматривает сопоставление переменной информации с
групповой. В алгоритме для определения состава переходов
в операции предусматривается анализ операционных карт на
«универсальную» деталь и данных переменной информации
и т. д. Кроме того, разрабатывается алгоритм, предусматриваю-
щий последовательность решения всей задачи в целом, сопостав-
ление уже полученных результатов и исходной информации,
уточнение решений, и после этого, расчет режимов обработки,
нормирование и выдачу машиной окончательных результатов
в виде отпечатанных по установленной форме операционных
карт технологического процесса.
Условия, на которые рассчитана описанная методика, не яв-
ляются самыми характерными для цехов машиностроительных
заводов. Проектировать процессы сразу на очень большую но-
менклатуру деталей приходится не так уж часто. Кроме того,
большая номенклатура новых несложных деталей (ниппель,
штуцер, переходник и т. п.) наводит на мысль о недостаточно
хорошей унификации таких деталей. Однако с другой стороны,
труд, потраченный на подготовку исходной информации, про-
падает лишь в такой мере, в .какой новая номенклатура не впи-
сывается в номенклатуру «универсальных» деталей уже обеспе-
ченную постоянной и групповой информацией. Поэтому не толь-
ко для своих условий но и вообще как одно из возможных
направлений автоматизации проектирования описанная методи-
ка представляет несомненный интерес.
Раздел второй
ОСНОВЫ ПРОЕКТИРОВАНИЯ СПЕЦИАЛЬНЫХ СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
Глава VII
ОБЩИЕ СВЕДЕНИЯ О СПЕЦИАЛЬНЫХ
ПРИСПОСОБЛЕНИЯХ
§ 1. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Приспособления общего назначения и специальные. Станочны-
ми приспособлениями называют дополнительное оборудование
к металлорежущим станкам, предназначенное для связывания
со станком обрабатываемых деталей и режущих инструментов.
Все они разделяются на две основные группы: приспособления
общего назначения и приспособления специальные.
Главным признаком приспособлений общего назначе-
ния является широкая универсальность; они рассчитаны
на использование при обработке разных деталей. Это позволяет
выпускать их значительными сериями. Проектированием таких
приспособлений заняты станкостроительные заводы, которые
прилагают их в качестве принадлежностей к своим станкам, или
другие заводы, выпускающие их как свою основную продукцию.
В эту группу приспособлений входят, например, патроны, цент-
ры, поводковые устройства, люнеты (к токарным и круглошли-
фовальным станкам), одноместные и многоместные державки
для инструментов (к револьверным станкам и автоматам), ти-
ски, делительные головки, поворотные столы (к фрезерным стан-
кам) и т. д. и т. п.
Главным признаком специального приспособления яв-
ляется пригодность его только для какой-либо одной опера-
ции определенного технологического процесса. Потребность
в каждом таком приспособлении измеряется единицами (один,
реже — два и более экземпляров). Поэтому эти приспособления
проектирует и изготовляет (в своем инструментальном цехе)
сам завод, которому они необходимы.
210
Каждая из названных групп приспособлений состоит из при-
способлений, связывающих со станком обрабатываемую де-
таль — приспособлений для деталей — и связывающих со стан-
ком режущий инструмент — приспособлений для инструмента.
Особенности проектирования. Первой и основной особенно-
стью проектирования специального приспособления является
необходимость учитывать конкретные производственные условия
(точность операции, программа выпуска деталей) и примени-
тельно .к ним решать задачи о точности и производительности
конструкции.
Вторая особенность — это сравнительно малое время, отво-
димое на проектирование, так как издержки проектирования
падают на конструкцию, изготовляемую в одном или несколь-
ких экземплярах. Следствием этого является значительно мень-
шее, чем при разработке серийных конструкций, обоснование
расчетами (прочность, жесткость, износ, экономичность) прини-
маемых конструктивных решений.
Третья особенность состоит в том, что при разработке черте-
жей ориентируются на широкое применение в процессе изготов-
ления приспособления различных методов пригонки деталей
и узлов (совместная обработка деталей, обработка после сборки
и т. п.), характерных для единичного производства.
Облегчению работы конструктора, сокращению времени про-
ектирования и сроков изготовления приспособлений способству-
ет широко практикуемая нормализация деталей и узлов приспо-
соблений.
§ 2. ПОНЯТИЕ О СВЯЗЯХ В СИСТЕМЕ ОБРАБОТКИ
Конечная и промежуточные связи. В замкнутой системе ста-
нок-приспособление для детали — обрабатываемая деталь —
Рис. 128. Схема системы обработки
режущий инструмент—приспособление для инструмента—ста-
нок, коротко—в системе обработки* (рис. 128), конечными
* Мы не пользуемся термином «СПИД», так как в нем опущено одно
звено — приспособление, а термины СПИДП или СПДИП не удобны.
211
звеньями являются деталь и инструмент, приспособления слу-
жат промежуточными звеньями, а станок объединяет все зве-
нья в единую систему.
Термин «связь» означает рассчитанную на получение требуе-
мой точности обработки детали геометрическую определенность
взаимного положения смежных звеньев. Создание этой опреде-
ленности называют установкой (детали, инструмента и т. д.).
За установкой следует закрепление связи, без которого не может
существовать ни одна связь (рис. 129). Связь может поддержи-
ваться закрепляющим устройством (схема а), силой тяжести
(б), силой резания (в), самоторможением (а).
S'*
Рис. 129. Примеры закрепления связей:
а н г—неподвижные связи; б и в—подвижные связи
В некоторых случаях две стадии выполнения связи — уста-
новку и закрепление — невозможно разделить во времени (см.
рис. 129,6, в, г). В таких случаях, имея в виду установку, назы-
вают связь «са1моустанавл.ивающейся», а говоря о закреплении —
«самозакрепляющейся».
Связь конечных звеньев (детали и инструмента) друг с дру-
ге— конечная связь — непосредственно влияет на геометриче-
ские параметры детали, эта связь является главной. Все дру-
гие связи — промежуточные — служат для того, чтобы создать
необходимую конечную связь, и строятся исходя из этого.
Промежуточные связи выполняются всегда при посредстве
контактов (соприкосновения) поверхностей смежных звеньев.
В отличие от этого конечная связь бывает и контактной и бес-
контактной, чисто геометрической.
Самоустанавливающиеся и устанавливаемые конечные связи.
Различие между этими видами конечной связи является прин-
ципиальным. 'С а м о уст а н а в л ив а ю щ а яс я конечная связь
обеспечивает только одну первую характеристику точности об-
работки (см гл. III, § 1).
На рис. 130 показано протягивание отверстия —пример само-
устанавливающейся конечной связи. Такую же конечную связь
предусматривают при хонинговании отверстий, очень часто при
развертывании, нарезании резьбы метчиком и в некоторых дру-
гих случаях. Установка в такой связи возникает .сама собой
в результате контакта детали и инструмента в процессе обра-
ботки.
212
Системы обработки с самоустанавливающейся конечной свя-
зью сравнительно малочисленны. Согласование промежуточных
связей с требуемой точностью обработки сводится в таких систе-
мах к решению простой конструктивной задачи — сделать по-
движной одну из связей. Далее будем -иметь в виду только
системы с устанавливаемой конеч-
ной связью.
Системы обработки с уста-
навливаемой конечной свя-
зью обеспечивают обе характери-
стики точности, т. е. и точность
самой обработанной 1поверхности,
и точность ее положения относи-
тельно других поверхностей дета-
ли. Такая связь является связью
Рис. 130. Пример самоустанавливаю- Рис. 131. Пример использова-
щейся конечной связи (протягивание ния специальных приспособле-
отверстия) ний
чисто геометрической, существующей только благодаря
промежуточным связям и станку.
На рис. 131 показана схема обработки детали на токарно-
многорезцовом полуавтомате — типичный пример системы
с устанавливаемыми конечными связями. Схема представляет
один из наиболее общих примеров использования специальных
приспособлений. В этой системе связь детали с каждым инстру-
ментом— устанавливаемая, чисто геометрическая. Все проме-
жуточные связи звеньев согласованы с выдерживаемыми при
обработке параметрами детали. В каждой из них отчетливо вы-
ражены и установка, и закрепление, выполняемые как две после-
довательные стадии осуществления связи.
Различия между приспособлениями для деталей и для инст-
рументов. Эти различия обусловлены разными условиями экс-
213
плуатации связей приспособление-деталь и приспособление-
инструмент.
Связь приспособление-деталь всегда кратковременная. Она
возобновляется перед обработкой каждой следующей детали,
вследствие чего время ее выполнения целиком падает на каж-
дую обработанную деталь. Эту связь строят с расчетом на самый
быстрый способ установки — простую установку, а для закреп-
ления широко применяют быстродействующие зажимные
устройства. В отличие от этого связь приспособление-инстру-
мент, как общее правило, долговременная. За период стойкости
инструмента обрабатываются десятки и сотни деталей; соответ-
ственно более низки и требования к этой связи.
Таким образом, по отношению к детали, приспособление —
это устройство прежде всего установочное; затем — это устрой-
ство для быстрого закрепления. Но по отношению к инструмен-
ту приспособление таким устройством не является.
Надо заметить также, что большая сложность проектирова-
ния приспособлений для деталей и большее разнообразие конст-
рукций объясняется и тем, что обрабатываемые детали несрав-
ненно многообразнее режущих инструментов—предметов в сво-
ем большинстве стандартных и нормализованных.
Наконец, и общая потребность в специальных приспособле-
ниях для деталей во1 много раз больше, так как очень часто для
инструмента вовсе не нужно какого-либо приспособления (опе-
рации шлифования, многие токарные и др.) или же можно обой-
тись приспособлениями общего назначения.
Далее рассматриваются основные задачи проектирования
специальных приспособлений для деталей.
§ 3. ЭКОНОМИЧЕСКИЕ ОСНОВЫ
ПРИМЕНЕНИЯ ПРИСПОСОБЛЕНИЙ
Специальные приспособления, как и другие средства механи-
зации операций, применяют с целью облегчить труд и повысить
его производительность. Для достижения этой цели необходимо
(см. гл. II, § 1), чтобы получаемая благодаря приспособлению
экономия прямого труда (измеряемая технической нормой вре-
мени и квалификацией) была больше затрат труда на изготовле-
ние приспособления. Выполнение этого необходимого условия —
условия рентабельности зависит от производственных условий
(экономия прямого труда) и сложности конструкции приспособ-
ления (затраты труда на изготовление приспособления).
Оценивая труд в денежном выражении и обозначив себестои-
мость выполнения операции без приспособления — С, ас при-
способлением — Сп, получим условие рентабельности в виде
СП<С. Если из себестоимости С выделить заработную плату 3
(прочие расходы Н), а в себестоимости Си выполнения ее с при-
способлением (стоимость которого W) отдельно учесть, кроме
214
заработной платы Зп, также и величину W: т—стоимость при-
способления, падающую на одну деталь (прочие расходы Нп), то
условие рентабельности получится в виде
з„+н„+^<з+н,
отсюда
Г<М(3-Зп) + (Н-Нп)].
Легко видеть, что в условиях единичного производства (ма-
лое т) изготовление приспособления с целью уменьшить норму
времени (повысить производительность станка) окажется нерен-
табельным, так как экономия заработной платы на одну де-
таль — это копейки, иногда — десятки копеек, и величина
т(3— Зп) будет слишком малой. Очевидно, что в таких усло-
виях приспособление может применяться лишь с целью (расшире-
ния технологических возможностей станка, т. е. в том случае,
если без него станок вообще не позволяет выполнить операцию;
при этом оно должно быть самым простым (дешевым). Таким
образом, в условиях производства малого масштаба основным
назначением приспособления является расширение техноло-
гических возможностей станка. Путь к наибольшей экономии
пруда — максимальная простота приспособления.
По мере увеличения масштаба производства (увеличения т)
появляется возможность использовать приспособление не только
для расширения технологических возможностей, но и для повы-
шения производительности станка [величина т(3 — Зп) растет].
Постепенно первая цель отходит на второй план и основным
назначением приспособления, как средства экономии труда,
становится повышение производительности станка. Возникает
сложная конструкторско-экономическая задача об определении
наивыгоднейшей производительности приспособления.
Повышение производительности приспособления (станка
с приспособлением) вызывает противоположные изменения двух
главных факторов, от которых зависит себестоимость операции:
прямой труд (техническая норма времени) уменьшается, но
труд на изготовление приспособления (сложность конструкции)
растет. Это обстоятельство делает очевидным существование ка-
кой-то оптимальной производительности приспособления,
при которой себестоимость операции, будет наименьшей, а рен-
табельность приспособления наибольшей. Сложность задачи со-
стоит в том, что аналитическое нахождение оптимальной произ-
водительности невозможно.
Единственным способом объективно приблизиться к конст-
рукции с оптимальной производительностью является сопостав-
ление предварительно намечаемых конструкций по обеспечивае-
мой ими себестоимости операции. Необходмость такого подхода
превращает сопоставление конструкций в сопоставление вариан-
215
то,б выполнения операции, общие принципы которого были изло-
жены ранее (см. гл. II, § 4).
Оптимальная производительность, даже если бы была воз-
можность рассчитать ее совершенно точно, не всегда является
н а и в ы го д н е й ш е й, так как она определяется в рамках од-
ной операции. Между тем эта операция является частичкой боль-
шого производственного процесса, связанного определенной про-
изводственной программой, требующей наилучшего использова-
ния всех наличных ресурсов производственного участка. Наивы-
годнейшей производительности будет отвечать конструкция
приспособления, которая принесет наибольшую экономию труда
одновременно из двух возможных источников: один ,из них —
повышение степени механизации операции, другой — рациональ-
ное включение этой операции в производственный процесс.
§ 4. ОБЩИЕ ТРЕБОВАНИЯ К ПРИСПОСОБЛЕНИЯМ.
ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
Требования к приспособлениям. Каждое требование к приспо-
соблению должно быть выполнено простейшими средствами. По-
этому предъявляемые требования определяют круг задач, разре-
шаемых при проектировании. Из общих требований к приспособ-
лениям учитывают прежде всего следующие три:
1. Конструкция должна отвечать своему назначению — обес-
печивать наибольшую производительность труда. Это требова-
ние выдвигает задачи технико-экономического характера
(см. § 3).
2. Конструкция должна обеспечивать заданную точность об-
работки детали на операции Это требование выдвигает задачи
об ожидаемой точности, которую способно обеспечить приспо-
собление, и о точности самого приспособления.
3. Конструкция должна быть удобной в эксплуатации. Это
широкое требование охватывает ряд более узких: а) безопас-
ность в работе; б) удобство установки и снятия детали; в) про-
стота очистки от стружки; г) отсутствие отъемных частей, мо-
гущих теряться, и другие, выполняемые главным образом при
разработке конструкции, после разрешения принципиальных
задач.
Элементы приспособлений. Чрезвычайное разнообразие кон-
струкций приспособлений в значительной мере обусловлено
субъективным подходом каждого конструктора к решению одной
и той же задачи. Многообразие обрабатываемых деталей и оби-
лие непринципиальных особенностей конструкций приспособле-
ний приводят к тому, что классификация приспособлений полу-
чается либо очень громоздкой и сложной, либо недостаточно
полной и правильной. Лучшие основы для изучения конструкций
и методики их проектирования дает классификация элементов
приспособлений по выполняемым ими функциям.
216
Элементом называют деталь или простейший узел при-
способления, предназначенные для выполнения определенной
функции.
Характерных функций немного, соответственно немногочис-
ленны и элементы приспособлений. В рамках учебного курса
рассматривают следующие группы элементов: 1) установочные;
2) зажимные; 3) самоцентрирующиеся зажимные устройства;
4) элементы, направляющие инструмент; 5) корпусы и другие
элементы; 6) делительные устройства; 7) копировальные устрой-
ства.
Проектирование элемента базируется на удовлетворении тре-
бований к нему, вытекающих из выполняемой им функции.
Общность функций обусловливает общность требований,
а общность требований—общую методику проектирования эле-
ментов одной группы. Поэтому для выяснения общих принципов
проектирования нет нужды рассматривать множество конструк-
тивных вариантов элементов или конструкций приспособлений.
Расширение тематики в этом направлении означает увеличение
количества частных примеров.
§5. УСЛОВИЕ СОБЛЮДЕНИЯ ЗАДАННОЙ ТОЧНОСТИ
ОБРАБОТКИ (РАСЧЕТНОЕ НЕРАВЕНСТВО)
Естественно, что любой операционный размер, будь это раз-
мер поверхности, размер-внутрикомплексная координата или
исходный размер (см. гл. III, § 4), равно как и всякий другой
заданный в операционной карте параметр обрабатываемой де-
тали (форма поверхности, величина шероховатости и т. д.) дол-
жен быть выдержан при выполнении операции. Иначе говоря,
действительная погрешность размера (параметра) не должна
превышать заданного на этот размер (параметр) допуска.
При разработке операции технологического процесса и про-
ектировании приспособления это общее условие обеспечивают,
привлекая либо статистический метод, либо расчетный, в зави-
симости от вида параметра.
Так, все действительные параметры самой поверхности
(и размеры-внутрикомплексные координаты) весьма сильно за-
висят от трудно поддающихся расчету факторов, связанных
с методом обработки. Поэтому для оценки ожидаемых погреш-
ностей этих параметров при разработке операции приходится
отказываться от расчетов (см. гл. III, § 2), прибегая к данным
о точности методов обработки, накопленным (в виде нормати-
вов, таблиц и т. п.) из прошлого опыта (статистический метод).
В противоположность этому на исходный размер влияет
прежде всего положение детали в рабочей зоне станка. Это по-
ложение определяется применяемым на операции приспособле-
нием для детали. Вследствие этого по отношению к исходному
размеру доминирующими являются не факторы, связанные с ме-
217
тодом обработки, а иные-—это погрешности самой детали, с ко-
торыми она поступает на операцию, и погрешности приспособ-
ления. Первые — всегда известны, так как их величина находит-
ся в пределах допусков, назначенных на предшествующих
операциях, а вторые неизбежно приходится ограничивать, на-
значая допуски на элементы приспособления при его проекти-
ровании.
Таким образом, по отношению к исходному размеру условие
соблюдения заданного допуска может и должно обеспечиваться
расчетным методом при, проектировании приспособления для
детали *. Очевидно, что во избежание брака деталей по исход-
ному размеру, возникающая при использовании данного приспо-
собления погрешность 6s в этом размере не должна превышать
допуска аи, заданного на этот размер в операционной карте:
8s < ак.
Для краткости будем называть это неравенство расчетным. Если
приспособление должно обеспечить не один, а несколько исход-
ных размеров — для каждого из них должно быть соблюдено
свое расчетное неравенство.
Ожидаемая погрешность обработки 8S определяется в виде
су^мы трех ее главных составляющих (8£! = /3-|-8п+^,см. гл. III,
§ 4), в связи с чем неравенство получается в форме
/’НА+*<«.,. .
Каждая из главных составляющих в свою очередь является
результирующей более мелких составляющих. Это можно рас-
крывать в различной степени, в зависимости от необходимости.
Например, пользуясь общей методикой расчета величин Рит
(ом. гл. III, § 4), неравенство можно1 записать в виде
^р + 8п“Ь8с “F »и + + aH-
Р Т
В частных случаях некоторые из этих составляющих целиком
исчезают, другие бывает удобно раскрывать еще более подроб-
но и т. д.
Числовые значения некоторых членов неравенства выступают
для конструктора в роли непосредственно заданных. Таковым,
например, всегда является подлежащий соблюдению допуск а„
на исходный размер — его. можно видеть на эскизе обработки
в операционной карте.
Другие члены бывают заданы не прямо, а косвенно — кон-
структор не в состоянии влиять на их величины, но определять
* Разрабатывая операции технологического процесса, эти расчеты не де-
лают, так как приспособления проектируются позже. Поэтому условие со-
блюдения допуска рассматривается здесь, а не в первом разделе курса, по-
скольку само условие (без расчетов) является очевидным.
218
эти величины вынужден сам. Например, заданный в операцион-
ной карте станок и метод обработки предопределяют полностью
или частично (см. гл. III, § 4) величину главной составляющей
т, связанной с методом обработки. Подобно этому, в случае не-
совмещения исходной базы с базой установочной, предопределе-
на величина А, — погрешности от несовмещения этих бае.
Таким образом, только те члены-составляющие, которые за-
висят от приспособления, -конструктор вправе назначать по
своему усмотрению, но с тем обязательным условием, чтобы их
сумма не превысила величину, допустимую по неравенству
8s<IaH- В достижении этой цели заключается сущность расчета
приспособления на точность.
Подсчитать не зависящую от приспособления часть 8s
можно на любой стадии проектирования. Но подсчитать часть,
зависящую от приспособления, возможно лишь после того,
как будут назначены допуски на изготовление элементов при-
способления, т. е. только после разработки конструкции. Поэто-
му, в начале проектирования неравенством пользуются для
определения допустимых величин тех его членов-составляющих
8s, которые связаны с элементами, сильно влияющими на конст-
рукцию приспособления (установочные элементы и элементы,
направляющие инструмент). Для этого предварительно назнача-
ют (или рассчитывают) величины других членов, сравнительно
малых по величине (правильнее сказать — могущих быть малы-
ми без ущерба для простоты изготовления приспособления).
После назначения допусков на все элементы приспособления
становится возможным определить величину любой составляю-
щей ожидаемой погрешности обработки 6s, найти величину 8Е
и сравнить ее с величиной допуска аи, т. е. проверить все приня-
тые решения.
Принципиально важно подчеркнуть, что в расчете приспособ-
ления на точность нет необходимости стремиться к скрупулезно
тщательному учету всех мелких факторов. Это вытекает из сле-
дующих соображений.
В любом случае любой метод расчета ожидаемой погрешно-
сти обработки 8s дает результат сугубо приблизительный.
Объясняется это неизбежностью ошибок при определении ве-
личины составляющей т, связанной с методом обработки и ошиб-
ками методов суммирования составляющих. Вследствие этого
нет смысла усложнять расчет мельчайшими факторами. Это об-
щее соображение имеет силу всегда, независимо от того, с ка-
кой целью рассчитывают ожидаемую погрешность. Однако при
расчете приспособления на точность имеются еще дополнитель-
ные причины к тому, чтобы не тратить время на скрупулезно
тщательный учет мелких факторов:
1. Приспособление почти всегда должно иметь некоторый
«запас точности» (аи—8S) на износ, от которого зависит срок
его эксплуатации (количество деталей т, которое может быть
219
обработано с его помощью — см. выше в § 3 об условии рента-
бельности). Ясно, что лишь приспособление для (расширения
технологических возможностей станка (заведомо малое т) мо-
жет не иметь запаса. Между тем наивыгоднейший запас точно-
сти рассчитывать пока невозможно. Принимая 8Е<«И, т. е.
допуская или специально назначая запас точности, делают это
сугубо приблизительно, что делает приблизительным :и весь рас-
чет. К этой общей причине примыкают еще две.
2. В начале расчета (например, подсчитывая величины бп
и т, чтобы определить допустимую величину Р (из условия
(т+бп)—см. выше) учитывать мелкие факторы неце-
лесообразно, так как нередко первая же попытка расчета эле-
ментов обнаруживает, что неравенство возможно соблюсти да-
же с большим запасом точности (&s получается существенно
меньшим аи). Такие случаи объясняются тем, что в технологи-
ческом процессе одни и те же поверхности детали используют
в качестве установочных баз на многих операциях. Естественно,
что на некоторых из операций с большими допусками базы мо-
гут оказаться как бы излишне точными.
3. В последующем стремиться к точнейшему расчету 8Е—
тоже нецелесообразно, так как предпочтительна некоторая
«нормальная» (не очень низкая, но и не чрезмерно высокая)
точность элементов, от которых зависит величина 8а. Хотя и по
разным причинам, но такая точность равно желательна как при
возможности соблюсти неравенство с большим запасом, так и в
противоположном крайнем случае.
Объясняется это тем, что обычно элементы, от которых за-
висит величина 8S, шлифуют, так как предусматривают их тер-
мообработку на высокую твердость. Расширять допуски на та-
кие элементы больше, чем требует экономическая точность шли-
фования, не имеет смысла, так как это означает уменьшать
запас точности, ничего не получая .взамен. С другой стороны,
обнаружив, что даже для соблюдения равенства 8а—ак (отсут-
ствие запаса точности) требуется весьма высокая точность изго-
товления элементов, назначать ее тоже нецелесообразно. Такое
приспособление окажется мало надежным. Лучше сразу избрать
другую схему, как это приходится делать, если неравенство не
соблюдается.
Изложенное выше показывает, что методику расчета приспо-
соблений на точность нельзя свести к набору готовых формул
и рецептов. Между тем расчет каждого отдельно взятого
приспособления — задача очень несложная. Поэтому для
быстрого выполнения расчетов при проектировании самое важ-
ное— это не запоминание так называемых «типовых» примеров
расчета или расчета «типовых» операций, а усвоение принци-
пов расчета, общего подхода к нему, дополненное знанием ос-
новных точностных особенностей элементов приспособлений.
220
На заводах проектируют тысячи приспособлений. Экономи-
ческое значение расчетов на точность состоит не просто в избе-
жании брака деталей, а в том,, что благодаря им эту цель мож-
но достигать без ненужного усложнения приспособления.
Глава VIII
УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ
Геометрическая определенность положения (установка) де-
тали в направлении размера, координирующего обрабатываемую
поверхность (исходного размера), достигается в результате
придания некоторым из ее поверхностей (установочным базам)
определенного положения относительно корпуса приспособления.
Поэтому для обобщения многочисленных частных задач, отно-
сящихся к установке, далее будем рассматривать не установку
каких-либо различных деталей, а установку различных поверхно-
стей — различных установочных баз.
Напомним также, что геометрическая определенность поло-
жения установочной базы относительно корпуса приспособления
получается при соприкосновении ее с установочной поверхно-
стью приспособления. Последняя может быть предусмотрена не
только на установочных элементах, но иногда и непосредственно
на корпусе, выполняющем в таких случаях также и 'роль уста-
новочного элемента.
Объективным критерием для оценки качества установочных
элементов служит величина погрешности установки ду. Она
представляет собой наибольшее смещение установочной
базы с ее номинального положения, возможное вследствие по-
грешностей самой базы и устанавливающих ее установочных
элементов (см. гл. III, § 4).
Очень важно, что в каждом (Случае расчета приспособления
на точность требуется, в конечном счете, знать собственно не
ожидаемую погрешность установки детали (критерий качест-
ва установочных элементов), а ожидаемую в исходном
размере погрешность обработки Р, связанную с установкой де-
тали (критерий качества у с т а н о в к и детали на данной
операции).
Величина Р представляет собой наибольшую ожидаемую
разницу положений (смещение) исходной базы в направле-
нии исходного размера. Следовательно, для подсчета этой вели-
чины нужно знать: а) исходную базу, б) направление исходного
размера.
При рассмотрении способов установки поверхностей (устано-
вочных баз), вместо способов установки деталей на определен-
221
ных операциях, открывается возможность определять величину
погрешности Р одной формулой, пригодной для всех частных
случаев применения рассматриваемого установочного средства.
Такая возможность обусловлена следующим.
Во-первых, в любом случае координации обрабатывае-
мой поверхности относительно установочной базы (совмещение
исходной базы с установочной или неполное совмещение этих
баз) размер всегда задают в направлении нормали к устано-
вочной базе. Например, от плоских поверхностей размеры про-
ставляют только в перпендикулярном направлении, от цилин-
дрических и сферических—только в радиальном и т. п. Следо-
вательно, зная форму устанавливаемой поверхности (устано-
вочной базы), мы знаем направления всех исходных размеров,
которые могут быть от нее проставлены, а зная ее размеры (на-
пример, диаметр цилиндрической поверхности), знаем все воз-
можные исходные базы. Задача заключается лишь в том, чтобы
формула, определяющая величину погрешности Р была пригод-
ной для всех этих .исходных баз и соответственных направлений
исходных размеров.
В общем виде такие формулы были получены ранее (см.
гл. III, §4):
1. Совмещение исходной базы с установочной базой
P = dp=6ycos р.
2. Неполное совмещение этих баз
/>=бр±0,5 a=6ycos р±0,5 а.
Во-вторых, в любом случае координации обрабатываемой
поверхности не относительно установочной базы, а относитель-
но другого элемента детали (несовмещение исходной базы
с установочной), зависящая от приспособления часть погрешно-
сти Р (величина бр — расчетная погрешность установки), полу-
чается точно такой же, как при совмещении баз:
P=Z,+idp=scos4> + dyCOs р.
Поэтому определять в отдельности для каждой операции при-
дется лишь величину 7, — погрешность от несовмещения баз.
Однако поскольку К не зависит от приспособления, ее расчет не
имеет непосредственного отношения к анализу установочных
средств.
В соответствии с изложенным, точностные характеристики
рассматриваемых ниже простейших установочных средств (свод-
ный перечень six см. в гл. III, § 4, рис. 75) будут даваться ,в об-
щем виде.
222
§ 2. ЭЛЕМЕНТЫ ДЛЯ УСТАНОВКИ
ПЛОСКОЙ ПОВЕРХНОСТИ
Жесткие опоры. Плоскую поверхность детали (базу) устанав-
ливают при помощи участков плоской же установочной поверх-
ности, выполняемых непосредственно на корпусе приспособле-
ния или на элементах-опорах, жестко связываемых с корпусом.
При этом решающим фактором является
точность базы, в связи с чем различают
два случая: база грубая (поверхность от-,
ливки, поковки) и база чистая (поверх-
ность, подвергнутая механической обра-
ботке).
Грубая база, имеющая большие по-
грешности формы (см. рис. 63), будет со-
прикасаться со сплошной установочной
поверхностью только в трех местах (точ-
ках). Образующийся при этом так назы-
ваемый опорный треугольник (рис. 132)
Рис. 132. Грубая ба-
за находится в кон-
такте с установочной
плоскостью только в
трех точках (местах)
зависит от случайных причин. Он может
оказаться малым, узким, вообще — неблагоприятным. Поэтому
места контакта базы с приспособлением выбирают заранее. Для
этого установочную плоскость заменяют тремя малыми участ-
ками (точками), располагая их так, чтобы опорный треугольник
был наиболее благоприятным (например, самым большим).
Для простоты изготовления корпуса участки непосредствен-
но на нем не выполняют, а закрепляют в нужных местах три
отдельно изготовленные опоры. В зависимости от размеров
(протяженности) базы опоры изготовляют в виде штифтов или
сухарей (рис. 133).
Рис. 133. Опоры:
а—опорный штифт; б—опорный сухарь; в—варианты опор
Чистая база (подвергнутая механической обработке) до-
пускает использование значительных участков установочной
плоскости (рис. 134). Обычно плоскости прерывают только с це-
лью исключить из контакта среднюю часть базы, неровности
которой особенно неблагоприятны для устойчивости детали,
а также облегчить очистку плоскостей от стружки (схема а).
Намечая промежутки между участками, считаются с жестко-
стью детали (схема б). Для весьма точной базы установочную
223
6)
Рис. 134. Устаиовка чи-
стой плоскости
поверхность иногда прерывают лишь канавками для удобства
очистки от стружки (схема в).
Установочная поверхность должна быть износоустойчива. По-
этому в крупных приспособлениях ее предпочитают делать не
непосредственно на корпусе, а на термически обработанных су-
харях, связывая их с корпусом винтами.
Во избежание неравномерного износа
(корытообразной выработки) установоч-
ной поверхности, ее конфигурация в пла-
не должна быть такой, чтобы база везде
несколько перекрывала установоч-
ную поверхность. Поэтому применение
сухарей особенно целесообразно для пре-
рывистой установочной базы, имеющей
большую протяженность и сложные очер-
тания. Применяя сухари, легче создать
конфигурацию установочной плоскости,
соответствующую очертаниям базы
(рис. 135).
Плавающие опоры. Самоустанавливающимися или «плаваю-
щими» называют опоры, имеющие несколько взаимоподвижных
рабочих точек (рис. 136).
Основная область применения таких установочных элемен-
тов определяется тем, что плавающая опора ведет себя так же,
как одна жесткая, но поддерживает базу не в одной точке, а в
двух (или трех). Их используют, когда базу требуется уста-
навливать при помощи трех опор, но жесткие опоры не удается
расположить благоприятным треугольником, или же большее
число точек необходимо для уменьшения деформаций детали.
Рис. 135. Прерывистая база и примеры сухарей для подобных баз
Двухточечные опоры часто необходимы, если, в качестве ба-
зы используют сплошную плоскую поверхность с прямоуголь-
ным очертанием, или номинально лежащие в одной плоскости
участки детали (приливы, бобышки, лапки и т. п.), расположен-
ные четырехугольником. Заменяя одну из трех жестких опор
плавающей опорой (рис. 137), получают обеспеченный контакт
базы с установочными элементами в четырех точках.
Точность установки. После установки детали средняя линия
А—Б профиля базы (см. рис. 63) может занять любое поло-
жение между двумя крайними (наихудшими), утрированно по-
224
казанными на рис. 138. Соответственно, в рассматриваемой пло-
скости погрешность установки детали (базы) представится
углом ±ctp наибольшего возможного перекоса базы вследствие
Рис. 136. Самоустанавливающиеся
(плавающие) опоры:
а—двухточечная малая; б — схемы двухто-
чечных прн близком расстоянии между
точками; в—трехточечная
ее собственных погрешностей
и непараллельности установоч-
ной поверхности У по отноше-
нию к некоей заданной плоско-
сти * М:
Рис. 137.
Замена од-
ной жесткой
опоры двух-
точечной
плавающей
При таком характере погрешности установки (перекос базы)
вызываемая ею погрешность обработки Р, связанная с установ-
кой детали, не будет одинаковой для точек 1,2, Зк т. д. **. На-
Рис. 138. Погрешность установки плоской поверхности и ее влияние на по-
грешность обработки Р, связанную с установкой детали
* Например, по отношению к плоскому установочному месту корпуса
приспособления или условной плоскости, связанной с установочным местом,
если последнее имеет иную форму.
** Точки 1, 2, 3 и т. д. могут принадлежать не только плоской поверх-
ности, как для простоты изображено на схеме. Например, они могут пред-
ставлить оси цилиндрических, обрабатываемых поверхностей и т. п вообще —
точки любой обрабатываемой поверхности.
8 1368
225
пример, на схеме видно, что погрешность Pt—Ai— для точ-
ки 1 будет больше погрешности Р2 = А2 — Az для точки 2.
Можно считать, что погрешность обработки Рх для точки, на-
ходящейся на расстоянии 1Х от середины установочной поверх-
ности (точка П), будет приблизительно
Рх = 6р х = 2lx tg Ctp.
В практике такие или подобные расчеты точности обычно не
выполняют из-за ненадежности исходных данных. При высокой
параллельности плоскостей У и М (обычно она достигается без
особых трудностей) погрешность установки бу (перекос базы)
зависит прежде всего от точности самой базы. Между тем по-
грешности грубых плоских поверхностей регламентируют
(и контролируют) не строго. Поэтому вместо сугубо прибли-
женного расчета предпочитают просто несколько завысить при-
пуск на последующую обработку базы с тем, чтобы на ней за-
ведомо не осталось «черноты». В случае же если база уже под-
вергнута механической обработке, влияние ее погрешностей на
точность установки столь мало, что им можно пренебрегать *,
считая 6у = 0.
Вместе с тем в практике всегда учитывают некоторые общие
положения, вытекающие из анализа схемы, изображенной на
рис. 133.
1. Чем выше точность базы, тем выше получается точность
установки.
2. Для повышения точности установки выгодно увеличивать
разрыв (Lmin) между участками установочной поверхности.
3. Более выгодно, если обрабатываемая поверхность распола-
гается непосредственно над базой, а не удалена от нее в сто-
рону.
4. Невыгодно обрабатывать большие плоские поверхности на
малой базе.
Чтобы в дальнейшем не повторяться, особо подчеркнем то
из изложенного выше, что имеет силу общих положений, т. е.
справедливо не только применительно к установке плоских по-
верхностей, но и к установке любых других:
1) решающее значение точности базы при выборе способа
установки; требование устойчивости детали в связи с необходи-
мостью последующего закрепления детали на установочных
элементах;
* В некоторых случаях говорят о необходимости учитывать влияние! на
погрешность установки базы упругой (и неупругой) осадки базы под дейст-
вием сил, прикладываемых в процессе последующего закрепления детали.
Естественно, что, хотя и очень небольшая, такая осадка всегда имеет место.
Однако следует иметь в виду, что на погрешность установки влияет не вели-
чина осадки, а колебания (рассеивание) этой величины—фактор, которым
практически почти всегда возможно пренебрегать (см. также гл. VII, § 5
о точности расчетов).
226
2) использование установочных участков вместо сплошной
установочной поверхности; необходимость уменьшать площадь
участка (вплоть до точечного контакта) в случае низкой точно-
сти формы базы;
3) защита 'сложного корпуса приспособления от износа
(а иногда и упрощение его изготовления) .и, одновременно, по-
вышение износостойкости установочной поверхности путем при-
менения термически обработанных установочных элементов;
4) перекрытие базой участков установочной поверхности
с целью избежать неравномерного износа участков;
5) по возможности более прямая связь (минимум связываю-
щих размеров) между установочной поверхностью и установоч-
ным местом корпуса приспособления;
6) создание возможности обработать все участки установоч-
ной поверхности как одну сплошную поверхность.
§ 3. ЭЛЕМЕНТЫ ДЛЯ УСТАНОВКИ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Элементы с цилиндрической установочной поверхностью
(гнезда и пальцы). Схемы установки базы-вала (диаметр D_a) и
базы-отверстия (диаметр D+a)
показаны на рис. 139.
Установочные отверстия, а
вместе с ними и элементы, в ко-
торых они выполнены, можно
для краткости условно назы-
вать «гнездами». Подобного
общего названия для элемен-
тов-валов нет. В зависимости
от конструкции их называют
пальцами, штырями, штифта-
ми, оправками и т. д. Для крат-
кости будем все их условно
называть «пальцами».
Показанные схемы уста-
новки совершенно одинаковы
как по методике расчета, так
и по своим точностным харак-
теристикам. Разница лишь
Рис. 139. Схемы установки цилин-
дрических баз при помощи цилин-
дрических установочных поверх-
ностей:
а—база-наружная поверхность; б—ба-
за-отверстие
в установке торцовой плоской
оси базы (см. далее об упорно-
в том, что «вал» и «отверстие»
меняются ролями: в схеме а
(вад^ выступает в роли базы,
а в схеме б — он представляет
установочную поверхность. В
обоих случаях перекосы оси
базы предотвращаются участием
поверхности, перпендикулярной к
8*
227
установочных поверхностях деталей — § 4). Необходимую связь
между размерами базы и размерами установочной поверхности
можно видеть на схемах установки, показанных внизу.
В обоих случаях для возможности свободной (без запрессов-
ки) установки базы обязателен некоторый гарантированный за-
зор А между базой и установочной поверхностью. Поэтому но-
минальный диаметр установочной поверхности Dy должен быть:
для гнезда Z)y=D+A;
для пальца Dy = D — А.
Учитывая необходимость допуска ау на обработку установоч-
ной поверхности, получим исполнительные размеры:
для гнезда £)? ay=(D -f- Д)+йу = £)+д(а+йу) ;
для пальца D~ay = (D — Д)_Оу = £Д(Д+ау).
Можно видеть, что при таких размерах погрешность уста-
новки бу (наибольшая возможная разница положений оси ба-
зы— см. гл. III, § 4) равна наибольшему зазору между базой
и установочной поверхностью:
8У=±
а А Н~ .
-------------= а + Д + ау,
причем, ввиду отсутствия обеспеченного контакта базы с уста-
новочной поверхностью, она не имеет одного определенного на-
правления: база может смещаться в любом радиальном направ-
лении.
Можно видеть, что схемы одинаковы и по величине ожидае-
мой погрешности обработки Р, связанной с установкой детали.
Для обеих схем величина этой погрешности равна величине по-
грешности установки бу как цри совмещении баз, так и при не-
полном совмещении.
Таким образом, для обеих схем:
точность установки детали бу=а+А+ау;
погрешность Р, связанная с установкой детали:
а) в случае'совмещения баз Д = а+Л+ау;
б) в случае неполного совмещения Р=а+Л + ау.
Для определения размеров гнезда (D±ay) или пальца (Dy “у),
при которых не будет брака деталей, необходимо привлечь рас-
четное неравенство (Р+бп+т^аи—см. гл. VII, § 5). Перепи-
сав неравенство относительно Р, получим
— (т+бп),
и подставив в него найденное выше значение этой погрешности,
найдем, что брака не будет при условии
а + А+ау^п:и— (т+бп),
т. е. если, <
А-рОу^Си'— (т “Ь бп) —и.
228
Остается лишь (см. рис. 139) расчленить найденную сумму
(Д + Оу) на Д .и ау, т. е. назначить гарантированный зазор Д.
Чем большим будет назначен этот зазор, тем меньший остаток
суммы придется на допуск ау, ,и наоборот.
Таким образом, во избежание брака деталей, установочная
поверхность должна иметь размеры:
для гнезда £>+cy = £>+;i+ey) = Z?+J%-(т+8п)-“];
для пальца £)у °у = £>_(д+ау) = £)_Лри_^+8^_^
Рис. 140. Пример установки
наружной цилиндрической
поверхности при 'помощи от-
верстия
Примеры расчета.
I. В операции, схема которой показана на рис. 140, в переходе «подре-
зать торец требуется выдержать координату 55+0,1 (Д_аи=55,1_0,2), простав-
ленную от оси бурта 0 lOOZo/ifs (D—a = 99,96_n ), который служит уста-
новочной базой (совмещение баз), обеспечивающей этот размер*. Ранее опре-
делено, что погрешность т, связанная с методом обработки, может достигать
величины 0,05 мм, а погрешностью бп, связанной с установкой приспособле-
ния на станке, можно в первом приближении пренебречь. Требуется опреде-
+ а
лить размеры установочного гнезда у в корпусе приспособления.
Решение. Имея перед глазами схему, решение выполняют почти в уме:
D^ay = О++^+аУ} = 0 99,9б+Л(Д+ау);
Д + ду < ди — (т + Вп) — а;
Д + ау 0,2 — (0,05 + 0) — 0,035;
Д + Ду. < 0,115.
Не пользуясь таблицами посадок ГОСТа, можно, например, принять
(округляя полученное значение Л+ау в меньшую сторону и принимая
Л=0,05 мм)
С+ЯУ = 0 99,96^;J5 = 0 100,01+ °’°5.
* Операционные размеры задают так, чтобы допуск на них был односто-
ронним и направленным «в тело:» детали. Отступление от этого правила здесь
сделано умышленно, так как иногда оно встречается (обычно при небрежной
разработке операционных карт технологического процесса).
229
Округляя далее (учитывая, что принято бп=0), можно принять
D*ay = 0 1ОО+°'05.
Проверка. L = D? — £>= 100 — 90,99 — 0,04
яу = 0,05 Р=0.125^
а- — 0,035 I В„=0,175
V=0 J
т = 0,05)
Так как ои=0,2, а 0,175 <0,2, то неравенство 8S < av соблюдено. Некоторый
запас точности остается на компенсацию неучтенных мелких факторов
(бп и др.).
2. Для обтачивания поверхности Б втулки предусмотрена центровая
оправка (рис. 141). Рассчитать оправку. Ранее определено т=бс=0,02 мм
(см. гл. III, § 4 об определении т).
Рис. 141. К расчету центровой оправки
Решение. Координация обрабатываемой поверхности Б соответствует сов-
мещению баз (требуется соосность ее с поверхностью Л, служащей установоч-
ной базой). Следовательно, сразу же можно записать:
п;пу = ^дд+Оу=0зо=д(Д+ау),
где
А + Лу -С йи — (т- + 8П) — а.
Подставив известные значения: ци=0,1 (в данном случае исходный раз-
мер <4=0, а допуск на него ап представляет допустимое биение поверхности Б
относительно 4), т=0,02 и а=0,023, получим
Д+Оу < 0,1—(0,02+ бп)—0,023
отсюда
Д+Оу <0,057—бп.
В данном случае погрешность бп, связанная с установкой приспособления
на станке, равна величине биения установочной поверхности оправки относи-
тельно центровых отверстий (см. об определении бп в гл. III, § 4). Эту вели-
чину должен выбирать сам конструктор. Назначив ее равной 0,015 мм (как
написано на эскизе оправки — см. рис. 141), получим
А+ау0,057—0,015; Д+ау <0,042.
Округляя, можно принять Д+ау=О,О4. Тогда
D~a? =0 3OZAOiO4.
230
Принимая, например, Д=0,02, окончательно получим
У = 0 30_0f04 = № 29>9&_о,о2"
Проверка. L = D— Dy = 30—29,98 = 0,02
ау = 0,02 Р = 0,063'
а =0,023) Бп = 0,015
Бу =0,098,
т = 0,02
Так как аи=0,1, но 0,098<0,1, то расчетное неравенство gj < ак соблюдено.
3. Определить размеры Dy аУ установочного пальца для приспособления
(рис. 142), предназначенного для фрезерования канавки ?на втулке. Ранее
определено, что погрешность т можно принять равной 0,05 мм для каждого
из двух исходных размеров, выдерживаемых при обработке канавки, а вели-
чиной бп можно пренебречь, т. е. бп=0 для каждого из двух размеров.
« 6+0’1 .
<23D+o,O2l
By ^Т^Снещение паза,
с оси отверстия
не/Лол ее 0,2 пн
Рис. 142. К примеру расчета пальца
Решение. На операции выдерживается два исходных размера. Величина
первого из них, координирующего канавку относительно оси отверстия втулки,
равна нулю, а допуск на него задан в виде допустимого смещения канавки:
/j 1П=0±0,2. Координация канавки в этом направлении соответствует сов-
мещению исходной базы с установочной. Второй исходный размер А 2 и =
0,3
=10 проставлен от образующей установочной базы, что соответствует
неполному совмещению исходной базы с установочной.
При данном способе установки величина погрешности обработки Р, свя-
занной с установкой детали, получается при совмещении баз такой же, как
при неполном совмещении. Следовательно, расчет нужно вести по исходному
размеру, имеющему более жесткий допуск, т. е. по размеру А2 = Ю ,3 ,
так как величины т и бп для обоих, размеров одинаковы (см. условие):
П-“у = 0 3О2Л(Д+Ду);
— (т+бп)— с;
Л+ау С 0,3— (0,05+0) —С,023;
* Д-|-ау ^0,227.
Соответственно
D^Oy = 030-0,2,7»
Допустимое значение Д+ау, получилось очень большим. Ни чрезмерно
большой гарантированный зазор Д, нн чрезмерно широкий допуск ау —
231
не нужны. Принимая вполне достаточные здесь величины Д=0,05 и ау=0,05,.
получим
D~ay = 0 ЗС°;°5 = 0 29,95_0(05.
Пример подтверждает, что скрупулезно тщательный учет всех производ-
ственных погрешностей, влияющих на ожидаемую погрешность обработки 8г»
не всегда необходим (о целесообразной точности расчетов см. в гл. VII, § 5).
Рассмотренные способы установки цилиндрических поверх-
ностей применяют очень часто. Однако они не всегда возможны.
Рис. 143. Конструкции элементов для установки цилиндрических поверхностей:
а—база-вал; б—б аз а-отверстие
Оценивая целесообразность их использования, учитывают сле-
дующее.
1. Точность базы (допуск а на базу) сильно влияет на точ-
ность установки (6у=о+Л + ау).
2. Базу-вал большой длины не всегда удобно устанавливать
(продвигать) в отверстие, особенно если деталь тяжелая.
3. Предотвращение перекоса оси базы и закрепление детали
прижатием базы к установочной поверхности 'возможны лишь
в редких, исключительных случаях.
Указанные способы наиболее пригодны, если база: а) под-
вергнута механической обработке; б) не очень длинная (если
она «вал»); в) имеет прилежащую к ней перпендикулярную
плоскость, которую можно использовать для закрепления дета-
ли и одновременно для предотвращения перекоса базы. Типич-
ными в этом отношении являются схемы, показанные на рис. 139.
На .рис. 143 представлены конструктивные разновидности
установочных элементов, применяемых для установки базы-ва-
ла (а) и базы-отверстия (б).
232
Установочные призмы. Призмой называют элемент, имеющий
две (рабочие плоскости (грани), расположенные под углом 2у,
называемым углом призмы (рис. 144, а).
Положение призмы представляют положением оси цилиндра,
касающегося граней призмы. Этот цилиндр изображает эталон-
ный валик, необходимый при контроле взаимного' положения
призмы и других элементов в процессе изготовления приспособ-
ления. Для простоты расчетов диамерр цилиндра (валика) при-
нимают равным номинальному диаметру базы (Д). При этом
Рис. 144. Схема призмы (а) и возник-
новение погрешности установки (б)
Рис. Г45. Схема совмещения (а) и не-
полного совмещения (б) исходной ба-
зы с установочной
►Ле.
ось цилиндра изображает номинальное положение базы (о но-
минальном положении базы см. гл. III, § 4); следовательно,
погрешности координат С] и С2 учитываются не в величине по-
грешности установки детали (6У), а в качестве факторов, влияю-
щих на величину 6П и т.
На рис. 144, б видно, что при диаметре базы D-a погрешность
установки
8 =——
у 2 sin 7
и направлена по линии симметрии призмы.
Применяя изложенное о получении общих формул для опре-
деления погрешности Р (см. гл. III, § 4, рис. 69—73) или сами
эти формулы (см. в этой главе § 1), найдем:
а) при совмещении исходной базы с установочной
(рис. 145, с)
P = dyCOS0, I
где р — острый угол между направлением бу и направлением ис-
ходного размера;
б) при неполном совмещении баз (см. рис. 145, б)
— для любой образующей верхней части базы (лежащей вы-
ше линии I—I)
Р—б7 cos р+0,5 а;
233
— для любой образующей нижней части базы
Р=бу cos р — 0,5 а.
При расчетах можно пользоваться непосредственно этими
формулами. Однако удобнее, если две последние объединить
(и соответственно изменить первую). Если учесть, что погреш-
ность установки бу направлена по линии симметрии призмы, то
Рис. 146. Схема отсчета угла <р при совме-
щении (а) и неполном совмещении (б) баз
определять величину ее
проекции на направление
исходного размера можно
не обязательно через ост-
рый угол р (см. рис. 145).
Воспользовавшись тем,
что косинус меняет свой
знак при изменении угла
от 0 до 360°, можно вели-
чину 0,5 а считать всегда
положительной, а знаки
плюс или минус отнести
к величине проекции по-
грешности установки.
Если <р — центральный угол между линией симметрии приз-
мы и положением исходной базы, отсчитываемый от 0 до 360°,
как показано на рис. 146, б, то
| бу | cos Р±0,5 а=0,5 а+ | бу | cos <р;
вместе с этим (см. рис. 145, а я 146, а)
| бу COS Р| = |6yCOS<p|.
Таким образом, применение призмы с углом 2у для установ-
ки базы, имеющей диаметр D-a, обеспечивает точность установ-
ки
у 2 sin 7
и погрешность обработки, связанную с установкой детали,
а) при совмещении баз
Р—cos ср=—-— cos <р:
у т 2 sin 7 т
б) при неполном совмещении баз
Р=0,5а - 8V cos со=0,5а -I--------cos со.
1 у ‘ 1 2 sin 7
Вычисленная по этим формулам величина Р может полу-
читься положительной или отрицательной. По знаку можно су-
дить о направлении смещения исходной базы с ее номинального
234
положения. Он имеет только геометрическое значение, подобное,
например, знаку, проставляемому у допуска. Такие знаки без-
различны при расчете дг (вообще — при сложении независи-
мых друг от друга погрешностей), но их требуется знать при
взаимной координации элементов приспособления *.
'/ Примеры расчета.
I. Определить погрешности Р, связанные с установкой детали, для разме-
ров R на операции одновременного сверления трех отверстий во фланце вала
{рис. 147) при установке вала по схемам а и б.
Рис. 147. Два варианта установки вала
Рис. 148. Два варианта сверления
отверстия
Решение. Погрешность установки
а а
Bv =----------=-------------
у 2 sin у 2 sin 45°
0,7а = 0,7-0,08 = 0,056.
Координация обрабатываемых поверхностей соответствует совмещению
баз, следовательно P=6ycos<p. Так как угол между отверстиями равен 120°, то
по схеме a: <pi=60°; <р2=180°; <р3=ЗОО°;
по схеме б: q>i=90°; <р2=21О°; <р3=ЗЗО°.
Соответственно
по схеме а:
Pi=6y cos 60°=0,056 0,5=0,028; Pi=0,028;
Р2=бу cos 180^=0,056 (—1) =—0,056; Р2=0,056;
Р3=бу cos 300°=0,066-0,5= 0,028; Р3 = 0,028;
по схеме б:
Pi = бу cos 90р=0,056-0=0; Pi=0;
Р2=бу cos 210°=0,056 (—0,87)=—0,48; Р2=0,48;
Р3=бу cos 330°=0,056 -0,87 =0,48; Р3=0,48.
Очевидно, что схема б лучше схемы а, так как наибольшее значение Р
в ней меньше. \.
2. Определить погрешность Р в исходном размере А, возможную при
сверлении отверстия в детали (рис. 148, а) в случаях выполнения операции
по схеме б и схеме в.
Решение. Координация обрабатываемой поверхности соответствует непол-
ному совмещению баз. Следовательно,
Р=0,5 а+бу cos)<p.
* Для располовинивания погрешности Р при координации (см. гл. IV, §5).
235
Отсюда
по схеме б:
Р = 0,5а +--------—cos 180° = 0,5а 4- 0,7а(—1) = — 0,2а; Р = 0,2а;
2 sin 45°
по схеме в;
а
Р = 0,5а + --------cos 0° = 0,5а + 0,7а-1 = 1,2а; Р = 1,2а.
2 sin -f
Схема б лучше схемы в, так как для нее Р=0,2-0,2 = 0 04 в то время как
для схемы в величина Р= 1,2-0,2=0,24, т. е. в шесть раз больше.
Конструкции призм разнообразны. Призму, выполняющую
роль главного установочного элемента, т. е. несущую нагрузки
Рис. 149. Варианты крепления призмы
к корпусу
(воспринимающую вес де-
тали, силу зажатия дета-
ли, давления резания
и т. д.)* делают в долж-
ной мере жесткой и на-
дежно скрепляют с кор-
пусом приспособления при
помощи винтов, обяза-
тельно фиксируя ее поло-
жение еще и контроль-
ными штифтами (рис.
149). Иногда (если раз-
меры призмы одного по-
рядка с размерами кор-
пуса) призму выполняют
зацело с корпусом.
Оформление рабочих
поверхностей (граней)
призмы подчинено прин-
ципам, общим для всех установочных элементов (см. в § 2).
Нормальным углом призмы считают 2у=90°, хотя иногда
применяют призмы с углами 120° и 60°. Увеличивая угол 2у,
можно несколько уменьшить габаритные размеры (ширину)
призмы, а также погрешность установки. Однако при этом ухуд-
шается устойчивость базы на призме.
Сравнительно небольшая погрешность установки (при 2у =
= 90°, бу=0,7 а) позволяет применять призму и при малой точ-
ности базы (установка грубых, необработанных поверхностей).
Очень большое применение призма находит также в связи
с тем, что с ее помощью можно устанавливать небольшие цилин-
дрические участки. Благодаря этому призму широко используют
в качестве ориентирующего установочного элемента. В этих слу-
чаях главными элементами (воспринимающими нагрузки) слу-
жат другие элементы, устанавливающие другие базы, а на долю
Особенно характерно при установке деталей типа валов.
236
призмы остается лишь установить участок в направлении, пер-
пендикулярном к линии симметрии (рис. 150).
Основным недостатком призмы, как главного установочного
элемента, является малая площадь контакта с базой. По этой
причине на операциях, требующих сильного закрепления детали,
призмы избегают применять как для установки особо точных баз
(повреждение которых недопустимо), так и для установки не-
жестких деталей (например, пустотелых валов). В таких случаях
вместо призмы применяют установочные полуотверстия.
Рис. 150. Ориентирующие призмы:
а—сухарь; б—ползушка
Полуцилиндрические гнезда. Схема применения таких элемен-
тов для установки базы, имеющей диаметр D-a, показана на
рис. 151. Полуотверстия обрабатывают совместно как одну уста-
новочную поверхность с диаметром D^ ау.
Установочные функции выполняет только гнездо—нижнее
полуотверстие (жесткое). Съемную пли откидную крышку отно-
сительно корпуса строго не фиксируют, заботясь лишь о том,
чтобы при закреплении она не смещала базу и возможно равно-
мернее передавала давление зажатия на базу.
Благодаря крышке базу можно укладывать в нижнее полу-
отверстие так же, как при установке на призму. Поэтому, выби-
рая размеры Dy ау полуотверстий, гарантированный зазор не
предусматривают, принимая Dy=D, т. е. делают
D+ay = D+ay.
у
При таких размерах полуотверстий погрешность установки
составит величину
6у=0,5(а + «у)
и будет направлена в сторону гнезда по его линии симметрии.
Погрешность Р, связанная с установкой детали, найдется
в общем виде на основании тех же соображений, что были из-
237
ложены .выше применительно к установке с помощью призмы:
при совмещении исходной базы с установочной
P = 6ycos(p=0,5(a + o:y) cos<p;
при неполном совмещении баз.
Р=0,5 а + бу cos ф=0,5 a+iO,5(a + tzy) cos<p.
Угол <р отсчитывается от 0 до 360° от линии симметрии гнез-
да точно так же, как в случае призмы.
Рис. 151. Схема уста-
новки при помощи
полуцилиндрического
гнезда
Рис. 152. Малая площадь кон-
такта (с) и деформация ба-
зы (О)
Применяя рассмотренный способ установки, имеют в 'виду со-
здать условия для возможности сильного и надежного закреп-
ления базы при минимальных деформациях. Идеальными эти
условия будут, если действительный диаметр базы и действи-
тельный диаметр полуотверстий в точности равны друг другу.
Практически же неизбежна картина, утрированно показанная на
рис. 1.52. Поэтому полуотверстия применяют только, если база
достаточно точна (обычно при точности не ниже 3-го класса).
Рис. 153. Условия установки
в случае несоосности гнезд
Для установки деталей типа валов, когда этот способ находит наиболь-
шее применение, обычно приходится пользоваться не одной базой, а двумя
соосными базами и, соответственно, двумя па-
рами полуотверстий. В силу невозможности
равенства друг другу действительных смещений
баз в своих полуотверстиях всегда неизбежен
некоторый перекос баз и неплотный контакт их
с нижними полуотверстиями. Чтобы не усугуб-
лять этот дефект, обеспечивают высокую соос-
ность обеих пар полуотверстий. Для этого обе
пары обрабатывают совместно или выдержи-
вают с высокой точностью те размеры деталей
приспособления, от которых зависит соосность.
В противном случае (рис. 153) элементы работают краями. Чем большим ожи-
дается такой дефект, тем меньшей делают длину полуотверстий, тем хуже
условия закрепления детали.
На рис. 154 показаны две конструктивные схемы рассмот-
ренных элементов. Для упрощения изготовления и ремонта при-
способления установочные поверхности выполняют во вклады-
238
шах. Вкладыши делают как мягкими (незакаленная сталь, медь
и т. д.), так и твердыми (цементированная и закаленная сталь).
Конусные установочные элементы. Цилиндрическая база вхо-
дит в контакт с конусной установочной поверхностью своей кром-
кой. Вследствие этого нужны особые меры предотвращения пере-
коса базы. Существует два способа предотвращения перекосов и,
соответственно, два варианта использования конусной поверхно-
сти для установки цилиндрической базы-отверстия.
По первому варианту конусность К. установочной поверхно-
сти делают настолько малой, чтобы база могла заклиниться на
установочной поверхности. При этом надеются, что благодаря
Рис. 154. Установочные гнезда со съемной (а) и откид-
ной (б) крышкой и конструкции вкладышей (в)
некоторой упругой деформации базы создастся контакт, доста-
точный для надежного направления базы (рис. 155). Деталь дол-
жна удерживаться при обработке только силой трения без каких-
либо зажимных устройств (самозакрепляющая связь — см.
гл. VII, §2).
Употребительные значения конусности установочной поверх-
ности лежат в пределах 1 /5000ч-1/1000. После выбора ко-
нусности размеры поверхности определяют из условия, чтобы
установка была возможной при любом действительном значе-
нии диаметра базы (в пределах допуска на нее а).
Вариант применяют исключительно для приспособлений-оп-
равок (что и показано на рис. 155). Но и в этой области для
его использования необходимы:
а) высокая точность базы (обычно не ниже 2-го класса);
б) благоприятное соотношение размеров базы и габаритных
размеров детали.
При низкой точности базы получается слишком большая раз-
ница положений детали в осевом направлении. Например, при
допуске а на базу, равном 0,1 мм, и конусности /<=1/3000 (сред-
нее значение) разница положения I может быть
, 0,1-3000 опп
1 = -------=300 мм.
1
Это затрудняет управление станком при обработке деталей.
Кроме того, в случае малого диаметра базы длинная оправка
будет нежесткой.
239
Примеры неблагоприятного соотношения размеров базы и де-
тали показаны на рис. 156. I
Характерной особенностью варианта является исключитель- i
но высокая точность установки (ёу=0). Это наиболее точный
способ из всех существующих способов установки цилиндриче-
ской базы — отверстия.
Рис. 155. Конусная оправка (база
0 86,2+°'°25)
Рис. 156. Слишком длинная (а)
и слишком малая (б) базы
По второму варианту конусность берут большой (угол 6 =
= 15—45°), а перекосы базы предотвращают, используя имею-
щуюся у детали плоскую поверхность, перпендикулярную к оси
базы (рис. 157); она же позволяет закрепить деталь. Для полу-
чения обеспеченного контакта детали одновременно с конусной
Рис. 157. Примене-
ние элемента с
большой конусно-
стью
установочной и плоской упорной поверхностя-
ми в конструкции обеспечивают взаимную по-
движность этих поверхностей в направлении
оси базы.
В этом варианте контактирует с установоч-
ной поверхностью только самая кромка базы.
Погрешность установки будет зависеть преж-
де всего от состояния этой кромки (забоины,
заусенцы и т. п.).
Главная область применения варианта —
установка грубых баз-отверстий (полученных
при литье, прошитых при штамповке и т. п.).
Благодаря тому, что величина допуска а на
базу здесь не влияет на точность установки,
более высокой,
последняя при больших а получается намного
чем если бы использовать для такой базы ци-
линдрическую установочную поверхность.
§4. ОПОРНО-УСТАНОВОЧНЫЕ ПОВЕРХНОСТИ ДЕТАЛИ
При установке цилиндрической поверхности может играть
особую роль прилегающая к ней перпендикулярная плоскость
(см. рис. 139, 140, 141, 142, 157).
Как всякая плоскость, она не может служить какой-либо ба-
зой, в том числе и установочной, для размеров, направляемых
параллельно ей По отношению к радиальным размерам, обеспе-
240
чиваемым цилиндрической установочной базой, плоскость оказы-
вается параллельной и с очевидностью является не второй уста-
новочной базой, а опорной (упорной) поверхностью. Однако
очевидно, 1И то, что при установке базы плоскость может влиять
на перекос оси базы, а вместе с этим на обеспечиваемые базой
размеры, т. е. может выполнять и установочные функции. Для
того, чтобы выделить подобные поверхности из категории чисто
опорных, будет называть их опорно-установочными.
Рис. 158. Влияние опорно-устаиовоч-
ной поверхности на качество уста-
новки:
а—ничтожно малое; б—большое
Рис. 159. Превращение опорно-уста-
новочной поверхности (а) в опорную
поверхность (б и в)
Степень влияния опорно-установочной поверхности на каче-
ство установки зависит от соотношения размеров соприкасаю-
щихся поверхностей детали и приспособления (рис. 158). Устра-
нить влияние опорно-установочной поверхности на качество уста-
новки (если в этом возникает надобность) возможно, обеспечив
ее контакт с приспособлением в одной точке, или обеспечив соот-
ветствующую подвижность (качание) контактирующему с ней
элементу приспособления (рис. 159).
§ 5. УСТАНОВКА ДВУХ ПОВЕРХНОСТЕЙ ДЕТАЛИ
Любые разнонаправленные в пространстве исходные размеры
могут быть обеспечены установкой детали в трех взаимно пере-
секающихся плоскостях, причем в одной плоскости более двух
баз обычно не требуется. Поэтому особенности проектирования
элементов для установки двух баз являются общими особенно-
стями проектирования установочных элементов приспособлений.
Ранее было выяснено, что установка двух баз осуществляется
в присутствии погрешности (2с) взаимного положения баз,
в связи с чем возможны два теоретически наилучших варианта
установки: первый обеспечивает 6yi =0, но бу2=2с, второй харак-
терен располовиниванием погрешности 2с, т. е. обеспечивает
бУ1 = бу2 = С (см. гл. IV, §5).
В основе проектирования элементов по первому варианту ле-
жит принцип разделения установочных функций между элемен-
тами. Он состоит в том, что каждый установочный элемент дол-
жен быть освобожден от функций, выполняемых другими элемен-
ту
тами. Нарушение этого принципа .ведет к снижению точности
установки.
Основную массу приспособлений рассчитывают на первый ва-
риант установки, в связи с чем названный выше принцип можно
назвать общим принципом компоновки установочных элементов
приспособления.
В отличие от этого второй вариант установки достигается
благодаря тому, что одну функцию выполняют несколько эле-
ментов.
Установка по первому варианту
Условимся приписывать индекс «2» (вторая база) той из двух
баз, в погрешность установки которой (буг) должна быть от-
Рис. 160. Неправильный выбор эле-
мента для установки второй базы
несена погрешность взаимного
расположения баз (2с).
Осуществляя вариант, эле-
менты для установки первой
базы выбирают точно так же,
как если бы нужно было уста-
новить только одну первую
базу, т. е. так же как если бы
второй базы вовсе не было..
При этом, как обычно, руко-
водствуются лишь формой и
точностью базы и необходимой
точностью ее установки. На
рис. 160 в левой части пока-
зано несколько разных «пер-
вых» баз и способов их уста-
новки (из числа рассмотрен-
ных ранее в § 2 и 3).
Предположим, что второй
базой служит наружная ци-
линдрическая поверхность с
диаметром DTa‘, а установку
ее намечено осуществить при
помощи цилиндрического гнез-
да (правая часть рис. 160).
Очевидно, что выбирая раз-
меры ^у2°у2 этого гнезда, нуж-
но позаботиться о том, чтобы
база могла войти в гнездо при
любых действительных значениях размера С±с (расстояние
между базами) и размера С±су (расстояние между элементами).
Для этого номинальный (наименьший) диаметр £>у2 гнезда
нужно увеличить по сравнению с номинальным (наибольшим)
242
диаметром D2 второй базы не только на величину гарантирован-
ного зазора As, но еще на величину 2с+2су, т. е. принять
£)+=(Г>2+Д2 + 2с + 2су)+°У2.
Таким образом, наибольший зазор, возможный между второй
базой и гнездом, получается на величину 2с+2су большим, чем
был бы при установке только одной этой базы.
Увеличение зазора не отражается на точности установки вто-
рой базы в направлении х — х. В этом направлении она может
смещаться только вместе с первой базой, т. е. на величину бу1 х,
и, кроме того, только на величину ±с:
бУ2х = 6У1 х + 2с.
Как это требуется первым вариантом, погрешность 2с оказыва-
ется целиком отнесенной в погрешность установки второй базы.
Однако увеличение зазора непосредственно сказывается на
точности установки базы в направлении z— z (перпендикуляр-
ном направлению размера С, связывающего базы). В этом на-
правлении она оказывается равной
бу2 z=^2+Аг+2с+2су + ctyz-
Оценивая этот факт, нужно учесть, что допуски на взаимное
расположение поверхностей, как общее правило, значительно
больше допусков на размеры самих поверхностей: допуск 2с зна-
чительно больше допуска а2 и допуск 2су больше допуска ауг-
Поэтому погрешность бУ2? будет особенно' большой.
Величина бУ2г безразлична для исходных размеров, направ-
ленных по х — х. Однако она будет влиять на другие размеры,
которые в той или иной мере обеспечиваются второй базой. Ясно,
что такие размеры (направленные по z — z) всегда имеются,
так как иначе не оказалось бы надобности во второй установоч-
ной базе.
Рассмотренный пример использования цилиндрического
гнезда для установки второй базы является одной из иллюстра-
ций нарушения принципа разделения установочных функций
между элементами. В данном случае уже при установке первой
базы вторая база также получает определенность положения
(устанавливается) в направлении связывающего базы размера
С (в направлении х — х). Поэтому элемент, устанавливающий
вторую базу, должен быть освобожден от этой функ-
ции. На его долю остается установить эту базу лишь в направ-
лении z — z. Между тем, .в н а р у ше н и е этого, для установки
второй базы использовано цилиндрическое гнездо — поверхность,
способная устанавливать базу во всех радиальных направлени-
ях, в том числе и по направлению х — х. Такое нарушение прин-
ципа является в данном случае (установка по первому вариан-
243
ту) трубой ошибкой, так как вызванное этим возрастание 6У2г
на величину 2с+2су ничем не оправдано.
На рис. 161 показаны три другие из возможных способов
установки второй базы. Применение их не изменяет величины
погрешности установки базы в направлении х—х. Можно ви-
деть, что,как и ранее
Йу2 х — бу! х + 2с.
Однако ни при одном из трех способов вторая база не устанав-
ливается по направлению х — х, в котором ее положение уже
Рис. 161. Правильный выбор элемента
для установки второй базы
Рис. 162. Неправильный (о) и
правильный (6) способ уста-
новки второй базы-отверстия
определено элементами, устанавливающими первую базу. Спо-
собы не одинаковы по точности. Но в обеспечиваемую каждым
из них величину 6y2Z не входит уже ни погрешность взаимного
расположения баз 2с, ни погрешность 2су, исчезающая вместе
с размером С±су у приспособления.
В 'случае применения двух параллельных установочных пло-
скостей (см. рис. 161, схема в середине) расстояние между ни-
ми В +су2 можно сделать таким же, как диаметр цилиндрическо-
го гнезда для установки одной базы (см. § 3), т. е.
В+а?2= (D2+A2)+ay2.
244
Соответственно получится
6у2 z = а2 + А2 + Су2-
С применением одной установочной плоскости (схема ввер-
ху) исчезает Д2 и
6y2z = 0,5(<22 + йуг) •
Если же использовать подвижную призму (схема внизу), то
исчезает и а2. Вместо ау2 'будет некая суммарная неточность
работы призмы, зависящая прежде всего от зазора в направ-
ляющих призмы (одна из конструкций такой призмы показана
ранее на рис. 150,6). При малом зазоре будет соответственно
малой и величина бу2г (теоретически же она становится равной
нулю).
Ромбические пальцы. Рассмотренный принцип выбора элемен-
тов для установки второй базы является общим в том смысле»
что он не зависит ни от формы установочных баз, ни от спосо-
ба установки первой базы. Выполнение его в случае, когда вто-
рой базой служит цилиндрическое отверстие, приводит к исполь-
зованию для установки этой базы так называемого ромбическо-
го пальца.
На рис. 162, а показана схема установки второй базы-отвер-
стия, имеющей диаметр D-l°2 с помощью цилиндрического уста-
новочного пальца. Форма и способ установки первой базы не по-
казаны, так как для расчета размеров пальца они безразличны.
Важно лишь, что базы связаны между собой размером С±с
(установочные элементы — размером С±су) и что первая база
уже установлена с некоей точностью 6yi х. Для наглядности мож-
но, например, представить себе, что первой базой служит любая
из изображенных в левой части рис. 160.
Можно видеть, что в показанной схеме (см. рис. 162, а) вы-
бор элемента для установки второй базы (цилиндрический па-
лец) сделан неправильно. Схема во всех отношениях подобна
показанной ранее на рис. 160. Вторая база нуждается в уста-
новке лишь по направлению z — z, между тем цилиндрический
палец обладает способностью устанавливать ее во всех радиаль-
ных направлениях, в том числе и в направлении х— х. Поэтому
необходимый диаметр пальца оказывается зависимым от допу-
сков +си ±су:
Д>-°у2=(^2-да - 2с - 2су)-СУ2.
Характерная для первого варианта установки двух баз осо-
бенность сохраняется:
6у2х=бу1 х + 2с,
однако в направлении z—z база будет установлена очень не-
точно:
бу2 г — ^2 4“ Аг -{-2с -|- 2су+
245
В данном случае, для того чтобы выполнить принцип разде-
ления функций между элементами, необходимо применить для
установки второй базы не цилиндрический палец, а такой эле-
мент, который не обладал бы способностью устанавливать ее
в направлении х— х.
Элементом, отвечающим этому требованию, могла бы слу-
жить, например, тонкая пластина, изображенная жирной лини-
ей на рис. 162,6. Тогда при условии, что зазор-хорда (2S), по-
лучающийся при гарантированном зазоре-стрелке (0,5 Аг), будет
больше суммы 2с+2су, пластинка не будет влиять на положение
второй базы в направлении х—х. Она будет
вести себя по отношению к базе-отверстию
так же, как две параллельные плоскости по
отношению к базе-валу (см. рис. 161). На-
значив ширину пластины •
£);2Оу2=(£)2-д2ГОу2,
получим погрешность установки второй
базы в направлении z—z:
бу2 Z = Й2 + Аг + CLy2-
Эффект — такой же, как при замене ци-
линдрического гнезда двумя параллель-
ными плоскостями в случае установки вто-
рой базы-вала. По чисто практическим со-
ображениям вместо нежесткой пластинки
применяют прочный палец, но его цилинд-
Рис. 163. К расчету
допустимой ширины
ленточки ромбическо-
го пальца
рическую установочную поверхность срезают, оставляя от нее
лишь две образующих, как показано на рис. 162,6. Отсюда на-
звание пальца — «ромбический».
Оказывается, что при обычно принимаемых зазорах Аг хорда
2 S получается намного (в несколько раз) большей суммы до-
пусков 2 с+2 су, встречающихся и назначаемых в практике. Учи-
тывая это, делают ромбический палец не с острыми (быстро из-
нашивающимися) рабочими кромками, а с цилиндрическими
ленточками шириной е. Наибольшую допустимую ширину е лен-
точки пальца (рис. 163) находят из условия e^~2S—-2(с+су).
Обозначив для краткости с + су через с', найдем из треугольни-
ков Оъ13 и 0^23-.
.2
Д2
4с'
е<_^2--(с')2
2с'
Величинами д|/4с' и (с')2 можно пренебречь ввиду их ма-
лости. Подставляя вместо с' его значение с + су, окончательно
получим
е < -РгА2
2 (с + су)
246
Из изложенного вытекает следующая методика расчета ром-
бического пальца.
1. Выбирают диаметр пальца так же, как при установке од-
ного отверстия, т. е. как будто первой базы вовсе нет:
П-ву2=(А-Д2Г^2.
2. Находят допустимую ширину ленточки.
Например, при £>2=30 мм, 2с = ±0,15 мм, 2су=±0,05 мм
и Л2=0,03 мм, ленточка должна быть не шире
£>.Л2 30-0,03
2(с 4-су)~ 2 (0,15 + 0,05)
0,9
0,4
2,2^2 мм.
Ромбический палец является единственным простым устано-
вочным средством, позволяющим выполнить принцип разделения
установочных функций в 'случае, когда вторая база — отверстие.
Этим объясняется чрезвычайно широкое применение таких паль-
цев. Ввиду простоты конструкции ромбического пальца отказ от
него в пользу цилиндрического (при установке баз по первому
варианту) всегда расценивают как грубую ошибку.
Установка по второму варианту
Располовинивание погрешности 2 с во взаимном расположе-
нии баз сглаживает резкую разницу в точности установки баз,
характерную для первого варианта установки. В условиях, когда
операционные исходные размеры, имеющие направление разме-
ра С (связывающего базы), обеспечиваются обеими базами
(см., например, ранее рис. 106), располовинивание позволяет:
а) концентрировать обработку без ужесточения самой вели-
чины 2 с — уменьшать количество потребных приспособлений;
б) при данной величине 2 с — уменьшать точность изготовле-
ния приспособления.
Располовинивание с помощью самоцентрирующего устройства.
Эти устройства рассматриваются далее (см. гл. IX, § 5). Здесь
отметим лишь, что установочно-зажимные элементы (кулачки)
такого устройства подвижны, но их перемещения не свободны,
а взаимосвязаны. Кулачки могут одновременно и с равной ско-
ростью сближаться или удаляться друг от друга. Благодаря
этому устройство располовинивает погрешность взаимного поло-
жения тех участков детали, которые соприкасаются с кулачка-
ми. Этим свойством широко пользуются для располовинивания
погрешности 2 с взаимного положения баз.
На рис. 164 показаны две схемы установки детали на опера-
ции обработки отверстий (комплекс из Двух поверхностей) в го-
ловках. Вверху показаны размеры детали до операции и опера-
ционный эскиз (диаметры отверстий не показаны, так как они
обеспечиваются не приспособлением, а методом обработки).
247
Рис. 164. Замена первого варианта уста-
новки вторым вариантом
Рис. 165. Ра ополовинивание погрешностей 2с и 2су при
установке двух отверстий
248
При выполнении операции на двухшпиндельном станке или
при помощи кондуктора размер С±0,2 (расстояние между от-
верстиями), будучи внутрикомплексной координатой (см. гл. III,
§ 4), не зависит от установки детали. Однако от установки зави-
сит положение отверстий относительно головок. На операцион-
ном эскизе допустимая разностенность головок ограничена вели-
чиной 2 мм (допуск на исходный размер, связывающий ось
отверстия с осью головки, задан в виде разностенности; сам
исходный размер равен нулю, т. е. требуется равностенность
головки — см. также, например, рис. 59 и 141).
Схема а — представляет установку детали по первому ва-
рианту. При этом
8 .=—2—= -^-=0,56 мм;
у1 2 sin к 2-0,7
8у2=8у1 + 2с = 0,564-2 = 2,56 мм
Поскольку координация каждого отверстия относительно
своей головки соответствует совмещению исходной базы с уста-
новочной базой (требуется равностенность), то
/’i = 6yi=0,56; Р2=бу2=2,56.
Как видно, вариант неприемлем из-за возможности брака по
разностенности .второй головки. Должно быть Р^2— (т+'6п),
между тем величина Р2 уже составляет 2,56 мм.
Схема б — представляет установку по второму варианту.
Благодаря само центрирующемуся устройству погрешность 2с
располовинивается:
а
2—7— 4- 2с
8—8^=—--------------= _£—Б с=0,56 4-1 = 1,56 мм.
у 3 2 2 sin 7
Величина Р\ повысилась с 0,56 до 1,56 (на с=1 мм), но зато
на столько же уменьшилась погрешность Р%. Из неравенства
1,56^2 — (т+бп)1
видно, что для получения годных деталей достаточно, чтобы
другие элементы приспособления и метод обработки обеспечили
— 1,56«0,4 мм.
Как средство располовинивания погрешности 2с самоцент-
рирующиеся устройства широко применяют, когда установочные
базы представляют собой две наружные поверхности детали,
особенно, если они одинаковы по форме: например, две цилин-
дрические (см. рис. 164) или две плоские. Однако для установки
двух внутренних поверхностей (отверстий) такие устройства ма-
ло пригодны из-за трудностей обеспечить надежный контакт
249
у
кулачка с поверхностью в определенных точках .и смятия 'базо-
вой поверхности (использование в качестве баз двух необрабо-
танных отверстий — редкое исключение).
Двуромбические (крестовидные) пальцы. Эти пальцы позво-
ляют располовинивать погрешность 2с взаимного положения
двух баз-отверстий. Каждый из двух пальцев (рис. 165) имеет
по две ветви. Диаметры ветвей, направленных по линии центров
баз (х— х), назначают с расчетом на располовинивание погреш-
ности 2с (и 2су). Перпендикулярные ветви (направление z— z)
рассчитывают как обычные ромбические пальцы, но с иной ши-
риной рабочей ленточки.
Располовинивание погрешности 2с будет достигнуто, если
вопреки принципу разделения функций между элементами
(первый вариант) каждая из двух баз будет устанавливаться
в направлении размера С (х—х) не одним из двух пальцев,
а обоими. Если при установке по первому варианту диаметр ДУ2
второго пальца требуется уменьшить по сравнению с диаметром
базы П2 на величину 2с+2су (см. рис. 162), то для располови-
нивания погрешности 2с нужно уменьшить оба пальца (первый
и второй) на величину вдвое меньшую, т. е. на с-J- су:
£)-“yi=(А - Д1 - с - суГйу1; D~y=(А - Д2 - с - су)~ау\
При таких размерах пальцев погрешности установки баз
в направлении линии центров баз (х — х) будут всегда оди-
наковыми (бУ1 х=бУ2х) и равными меньшему из двух зазо-
ров по базам (либо aI+A1 + c+cy+cyi либо а2+Дг+с+су+аУ2,
в зависимости от числовых значений этих сумм).
Для установки баз в направлении z — z служат вторые ветви
пальцев. Если при установке по первому варианту (см.
рис. 162,6) ширина ленточки е ромбического пальца определи- «
лась из условия е^25 —2(с+су), то теперь соответственное ус-
ловие будет eA2S(—(с+су) и e2^2S2—(с-]-су) и ширина
ленточки пальцев определится
и е2<^2.,
с -4- Су с Су
т. е. она может быть допущена вдвое большей, чем у одного
пальца, употребляемого в первом варианте установки. Благода-
ря «ромбичности» этих ветвей пальцев погрешности 2с и 2су не
влияют на точность установки баз в направлении z— z\
Syl Z = <^1+А(+ tzyi И 6У2 z = й2 + А2 + Оу2.
Учитывая малую вероятность совпадения крайних значений
всех погрешностей, можно гарантированные зазоры Aj и Аг по
направлению х — х не предусматривать. Ширина ленточек Ьх и
6г особого значения не имеет, ее можно принимать до 1/3 диа-
метра базы. I
250
На рис. 166 .показаны типы крестовидных пальцев. В конст-
рукции а ветви пальца лежат на одном уровне. Вместо такого
плоского пальца возможна
ступенчатая конструкция
типа б, упрощающая шлифование
ветви меньшего диаметра.
Рис. 166.
бических
Конструкции двуром-
(крестовидных) паль-
цев:
«—плоский палец; б—ступенчатый
палец
А . Конусность У 8
777ZZZZ.
Рис. 167. Установка
конусной поверхности
§ 6. ОСОБЫЕ СЛУЧАИ УСТАНОВКИ
Установка конусной поверхности. В качестве базы используют
поверхности со сравнительно малой конусностью, устанавливая
ее с помощью конусной же установочной поверхности (рис. 167).
В результате обеспечивается определенность положения базы
не только в радиальном направлении, но ;и в осевом. При доста-
точно малой конусности возможно заклинивание базы на уста-
новочной поверхности, благодаря чему может отпасть надоб-
ность в зажимах для закрепления детали.
Если конусность базы в точности совпала бы с конусностью
установочной поверхности, то погрешность установки базы в ра-
диальном направлении получалась бы равной нулю. Практиче-
ски же будет .перекос базы, тем больший, чем меньше ее длина.
При небольшой конусности величина погрешности установки
базы в осевом направлении получается настолько большой, что
для исходных размеров, имеющих осевое направление, конусная
поверхность не может выполнять функцию установочной базы.
В присутствии таких размеров конусную поверхность освобож-
дают от этой функции, передавая ее второй установочной базе
(рис. 168).
Установка резьбовой поверхности. Для установки винтовой
резьбы рабочую часть установочного элемента снабжают резь-
бой, отвечающей базовой. В ответственных случаях эту резьбу
изготовляют по размерам проходного калибра, несколько зани-
жая высоту профиля, чтобы облегчить свинчивание с базой. Точ-
ность установки резьбы сравнительно невысокая, вследствие
251
больших (сравнительно с цилиндрическими поверхностями) до-
пусков на диаметр резьбы.
Свинчивание детали с резьбовым элементом при установке
и развинчивание их при снятии детали, выполняемые вручную,
утомительны и отнимают много времени. Этого стараются избе-
Рис. 168. Освобождение конусной поверхности от выполнения устано-
вочной функции в осевом направлении
гать. Закрепление и открепление детали можно осуществить
по-разному (рис. 169).
Иногда при выполнении операции на станке токарного типа
можно для установки и снятия детали безопасно пользоваться
прямым и обратным вращением шпинделя станка и не преду-
сматривать зажимов для закрепления детали (схема а). При
Рис. 169. Примеры использования резьбы в каче-
стве установочной базы
такой возможности эксплуатационные качества связи деталь-
приспособление резко улучшаются.
Если резьба должна быть единственной поверхностью, участ-
вующей в установке детали, то- установочный элемент делают
разжимным (схема б). К такому способу прибегают при отсут-
252
ствии у детали хорошей опорно-установочной поверхности. Для
тяжелых работ он не пригоден.
При возможности использовать, кроме резьбы, перпендику-
лярную к ней торцовую плоскость (в качестве упорной поверх-
ности, опорно-установочной или второй установочной базы) резь-
бовую установочную часть иногда делают подвижной относи-
тельно торцовой (схема в). Это позволяет закреплять деталь
при помощи обычного зажимного устройства и не пользоваться
ключом для открепления ее (что нужно, например, в схеме а).
В некоторых случаях элементы для установки крупной резьбы
выполняют в виде двух резьбовых полуотверстий (схема г).
Рис. 170. Установка контура (профиля):
а —« сведенная к установке цилиндрической поверхности; б — сведения к установке
двух баз
Такая конструкция позволяет не вращать деталь при ее уста-
новке и снятии. Подобные же элементы используют иногда для
установки винтовых пружин (например, на операции обработки
торцов — см. далее рис. 281).
Установка фасонного контура (профиля). Под фасонным кон-
туром (профилем) понимают сложное очертание детали или ее
части в какой-либо плоскости. Для контура характерна ма-
лая точность ограничивающих его поверхностей и низкая точ-
ность их взаимного расположения. Обычно контур совсем не
подвергают механической обработке или обрабатывают с малой
точностью. Точно обработанные контуры называют профи-
лями*. Использовать контур (профиль) в качестве установоч-
ной базы можно различным образом.
Во-первых, его можно устанавливать, предусматривая уча-
стие в установке не всех поверхностей контура (профиля),
а только части из них с целью свести установку контура (про-
филя) или к установке одной цилиндрической поверхности
(рис. 170, а), или к установке двух баз (рис. 170,6). Обычной
общей особенностью таких способов установки является обес-
печенный контакт устанавливаемого контура (профиля)
с установочными элементами.
* Например, профиль кулачка, профиль зуба и т. п., но контур крышки,
контур фланца и т. д. Профили — это рабочие поверхности детали, а конту-
ры — свободные.
253
Во-вторых, его можно устанавливать как одну фасонную
установочную базу. Для этого форму установочной по-
верхности делают подобной форме базы и изготовляют с необ-
ходимым гарантированным зазором. При этом поверхность для
установки внутреннего контура (база-«отверстие») представляет
собой как бы фасонный «палец», а для наружного контура
(база-«вал») —фасонное гнездо. Таким образом, общей особен-
ностью этих способов является отсутствие обеспеченного контак-
та контура (профиля) с установочной поверхностью.
Один из примеров элемента для такой установки профиля
(шлицевого отверстия) показан па рис. 171. Во втором примере
(рис. 172) сплошная установочная певерхность фасонного паль-
Рис. 172. Примеры расположения
штифтов для установки контура
Рис. 171. Шлицевая оправка
ца заменена ее участками (об оформлении установочных поверх-
ностей см. в § 2), роль которых выполняют боковые поверхно-
сти' штифтов.
Способ установки контура (профиля) выбирают в зависимо-
сти от требований операции (что служит исходной базой или
базами, какова заданная точность исходных размеров) и от точ-
ности самого контура.
Установка сложной объемно-фасонной поверхности. Иногда
в качестве первичной установочной базы (установка заготовки
детали на первой операции процесса) используют значительную
часть поверхности сложной детали (совокупность многих сопря-
женных простых поверхностей, помещая ее в установочное гнез-
до, форма которого отвечает форме этой базы (рис. 173). Эле-
мент с такой объемной установочной поверхностью называют
«ложементом».
Ложементы отливают из отходов цветных металлов и из пласт-
масс, используя в роли модели для гнезда заготовку детали.
Простота изготовления ложемента особенно существенна,
если без него потребуется сложное приспособление (нет удоб-
ной первичной базы), или создание у детали (заготовки) вспо-
могательной базы в виде какой-либо бобышки и т. п., отрезае-
мой после ее использования в роли базы.
Искусственные установочные базы. Иногда элемент приспо-
собления заставляют выполнять также и функцию установочной
базы детали. Например, в приспособлении, показанном на
рис. 174, чашка 1 является по отношению к детали установоч-
254
ным элементом, однако, вместе с тем, по отношению к приспо-
соблению, предусмотренное в чашке центровое гнездо выполня-
ет роль установочной базы детали. Сходную роль выполняют
Рис. 173. Схема ложе-
мента
искусственная установочная база
съемные или, как их часто называют, «ложные» пальцы
(рис. 175), используемые при необходимости обработки отвер-
стия, служащего установочной базой. После установки и закреп-
ления детали палец вынимают.
Развитие принципов использования искусственных установоч-
ных баз приводит к созданию так называемых кассетных при-
способлений и приспособлений «спутников».
Рис. 175. «Лож-
ный» палец
б)
Рис. 176. Иллюстрация к общему
принципу компоновки элементов:
а—установочные функции разделены меж-
ду элементами; б—функции не разделены
§ 7. ПРИМЕРЫ КОМПОНОВКИ ЭЛЕМЕНТОВ
Покажем применение общего принципа разделения устано-
вочных функций между элементами приспособления и рассмот-
ренных методов расчета к более сложным компоновкам.
В установке детали (рис. 176, а) участвуют три установочные
базы: плоскость, отверстие .и центровое гнездо. Плоскость 1 —
база, обеспечивающая исходный размер Alf установлена при
помощи штыря, контактирующего с ней только в одной точке.
Такой элемент, определяя положение плоскости в осевом направ-
255
Рис. 177. К примеру
расчета установки
поршня
лении, не влияет на ее перпендикулярность к оси станка. Штырь
освобожден от выполнения этой функции, так как она и без
него уже выполняется двумя другими элементами. В свою оче-
редь, конусная пробка, устанавливающая базу 2, сделана по-
движной, т. е. освобождена от установки детали в осевом на-
правлении, поскольку эту функцию выполняет штырь.
Если в нарушение принципа (см. рис. 176,6) устанавливать
базу 1 так же, как если бы она была единственной, т. е. при
помощи плоской поверхности, то вследствие погрешности поло-
жения базы 1 относительно баз 2 и 3 (не-
перпендикулярность базы 1 к общей оси
баз 2 и 3) условия установки ухудшатся.
Аналогично, если пренебрегая принципом,
сделать конусную пробку неподвижной.
Тогда ее придется закрепить на таком рас-
стоянии от . конца штыря, чтобы контакт
последнего с базой 1 был возможен и при
наибольшем значении размера С±с. Соответ-
ственно при всех других значениях этого
размера будет получаться зазор между
пробкой и базой 2. Погрешность установки
базы 2 резко возрастет.
В приведенном примере (см. рис. 176, а)
каждый из трех элементов оформлен так,
что он не может служить установочным
средством для своей базы при отсутствии
других, между тем все вместе они дают
наилучший результат. Ясно, что подобные
решения возможны лишь при комплексной
разработке конструкций элементов на основании принципа раз-
деления установочных функций приспособления между ними.
На рис. 177 показана установка поршня на операции обра-
ботки карманов. В установке детали участвуют три базы: то-
рец юбки, выточка в юбке и отверстие под палец. Установочных
элементов два: палец 1 — главный элемент и палец 2 — ориен-
тирующий.
Установка торца юбки при помощи торцовой поверхно-
сти пальца 1 обеспечивает исходный размер Аь Опа представ-
ляет собой установку плоской поверхности при помощи устано-
вочной плоскости, рассмотренную в § 2.
Установка выточки в юбке цилиндрической частью того
же пальца обеспечивает исходный размер Л2 и симметричность
карманов относительно оси поршня. Эта одна из иллюстраций
установки отверстия с помощью наружной цилиндрической по-
верхности, рассмотренной в § 3.
Установка отверстия под п а л е ц поршня, выполняемая
с помощью ориентирующего пальца 2, обеспечивает равенство
размеров А3 друг другу, т. е. симметричность карманов относи-
256
тельно оси этого отверстия. В соответствии с общим принципом
палец 2 не должен дублировать работу других установочных
элементов (работу пальца 1). Проследим подробнее соображе-
ния, приводящие к рациональной конструкции этого пальца.
1. Если бы отверстие под поршневой палец было единствен-
ной установочной базой, то палец 2 нужно было бы сделать
круглым с диаметром Dy—D — Д.
2. Однако контактом торца юбки с буртом пальца 1 положе-
ние этого отверстия по вертикали уже полностью определено
с точностью ±с, равной допуску па взаимное расположение от-
верстия и торца юбки. Поэтому палец 2 нужно сделать ромби-
ческим (см. рис. 177), чтобы он не обладал способностью
устанавливать отверстие по вертикали. Ширину е рабочей лен-
точки пальца нужно определить из условия нейтрализации по-
грешности ±с:
(погрешностью ±су .во взаимном положении самих пальцев 1
и2 для простоты пренебрегаем).
3. Далее надо учесть, что положение отверстия частично свя-
зано также и в горизонтальной плоскости, так как его ось номи-
нально пересекает ось выточки в юбке, а эта выточка уже уста-
новлена цилиндрической частью пальца 1. На долю пальца 2
остается лишь угловая ориентировка отверстия. Эту функцию он
должен выполнять в присутствии смещения оси отверстия с оси
выточки в юбке, происходящего в пределах какого-то допуска
±s на это смещение.
Во избежание влияния погрешности ±s на точность угловой
ориентировки палец 2 нужно лишить возможности устанавли-
вать отверстие в направлении этой погрешности. Для достиже-
ния этого втулку Н, направляющую палец 2, требуется связать
с корпусом приспособления не жестко, а сделать ее плавающей
параллельно самой себе в направлении погрешности ±s.
Если, избегая усложнения конструкции приспособления, от-
казаться от плавающей втулки, т. е. нарушить принцип разделе-
ния функций, то диаметр пальца 2 придется уменьшить на вели-
чину 2s:
Dy=D — А — 2s,
что поведет к соответственному снижению точности угловой
установки, отверстия.
4. Допуская такое снижение точности установки (это воз-
можно благодаря малой заданной точности размеров Д3), ши-
рину е рабочей ленточки пальца становится возможным увели-
чить до.
с Р(Д + 2з)
"" 2с
9 1368
257
5. Однако можно видеть, что при Д+2х=2с значение е ста-
новится равным D, т. е. ленточка не получается. Смысл ее те-
ряется— палец может остаться круглым. Поскольку практиче-
ски Д намного меньше 2с и 2s, это означает, что при 2s^2c (как
это обычно бывает у поршней) палец должен быть круглым
с диаметром Dy= (D—Д—2s).
Таким образом, при условии непо-
движности втулки Н (см. рис.' 177) ром-
бичность» пальца 2 (показанная на ри-
сунке) — не нужна.
Рис. 179. Схема уста-
новки коленчатого вала
Рис. 178. Схема установки
ступенчатого вала
Общим в методике расчета сложных схем установки являет-
ся то, что такая схема сводится к ряду плоских схем, каждая
из которых легко рассчитывается. Например, установка ступен-
чатого вала по рис. 178 вначале может быть рассмотрена после-
довательно в сечениях А — А и Б — Б как установка на призму
(см. § 3, рис. 144). Получив погрешности установки в этих сече-
ниях, можно найти крайние возможные положения оси вала
в вертикальной плоскости. Установка коленчатого вала по
рис. 179 в сечениях Б — Б и В — В представляет собой установ-
ку при помощи лолуцилиндрического гнезда (см. § 3, рис. 151 —
Г53). Определив погрешности установки в этих плоскостях, мож-
но найти возможный перекос оси вала. Представив сечения,
А — А и Б — Б помещенными в одну плоскость, получим в этой
плоскости установку двух наружных цилиндрических поверхно-
стей с параллельными осями — при помощи полуцилиндриче-
ского гнезда и двух параллельных плоскостей (см. §5, рис. 161
в центре).
Г л а в а IX
ЭЛЕМЕНТЫ ЗАЖИМНЫХ УСТРОЙСТВ
§ 1. ПРИНЦИПЫ ЗАКРЕПЛЕНИЯ ДЕТАЛИ
Общие требования к закреплению детали. Контакт с устано-
вочными элементами ставит деталь в предусмотренное положе-
ние относительно корпуса приспособления. Назначение зажим-
ного устройства — обеспечить этот контакт к концу установки
258
и поддерживать его во время обработки детали. Отсюда — два
общих, безусловно обязательных, требования к закреплению (за-
жатию) детали и соответственно-—к любому зажимному
устройству.
1. Зажатие не должно нарушать положение детали, достиг-
нутое при установке.
2. Сила зажатия должна обеспечивать неизменность поло-
жения детали во время обработки.
Кроме этих обязательных, имеется еще много других требо-
ваний, важность которых зависит от частных условий. Форму-
Рис. 180. Выбор направления зажатия детали:
а—относительно детали; б—в рабочей зоне станка
лировать эти требования можно по-разному, но все они направ-
лены на достижение следующих трех целей: а) уменьшить воз-
можные деформации детали; б) уменьшить потребную силу
зажатия; в) улучшить эксплуатационные качества приспособле-
ния. Пути к этим целям покажем для краткости с помощью про-
стейших схем и отметим в виде некоторых общих правил.
Выбор направления зажатия. Различают направление зажа-
тия относительно детали и направление зажатия в рабочей зоне
станка.
Выбирать первое можно и нужно, если установочные эле-
менты имеют поверхности, различные по форме, размерам и по-
ложению, а также при .возможности применения в приспособле-
нии упоров (см. далее). На рис. 180,а стрелками W показаны
разные направления зажатия относительно детали, установлен-
ной на палец. Очевидно, что наилучшим (!) является направле-
ние на плоскую поверхность, так как в этом случае давление на
поверхности контакта будет меньшим. ^Отсюда правило: силу
зажатия направляют туда, где она вызовет меньшее смятие по-
верхностей детали.
9*
259
Направление зажатия в рабочей зоне станка влияет на
удобство установки детали и на величину необходимой силы за-
жатия. Поскольку сила направлена на установочный элемент,
выбор ее направления в зоне станка представляет собой выбор
положения установочных элементов.
На рис. 180, б показаны три положения детали в рабочей зоне
станка. Очевидно, что наилучшим (!) является положение, при
котором вес детали «помогает» зажимному устройству. Тогда
пет надобности поддерживать деталь перед закреплением, ру-
Рис. 181. Расположение установочного
элемента в рабочей зоне станка
ки работающего остаются
свободными для управле-
ния зажимным устройст-
вом и органами станка.
Отсюда правило: устано-
вочные элементы нужно
располагать так, чтобы
установка детали была
возможной в направлении
сверху вниз. При боль-
шом весе детали правило
становится обязательным.
Схемы, показанные на рис. 181, иллюстрируют влияние на-
правления зажатия на величину необходимой силы зажатия. При
одной и той же по величине и направлению силе резания Р$, не
учитывая веса детали, получим:
в случае а — Ц7п=0 (зажимное устройство не требуется);
в случае б — ТГн=Рр;
р
в случае в — (где ц— коэффициент трения).
р-
Ясно, что наилучшим является случай а, хуже его —случай б
а самый плохой—случай в, так как р. .всегда меньше единицы.
Практически сила резания, разумеется, не остается постоян-
ной— схемы иллюстрируют лишь принципиальную сторону во-
проса. Из них ясно, что Нажимать деталь надо в направлении
силы резания. Вместе с тем,-если принять во внимание всесдета-
ли G, но не считаться с силой резания, то окажется, что для
уменьшения необходимой силы зажатия надо зажимать деталь
в направлении действия силы тяжести. -
Эти два вывода объединяются в одно общее правило: для
уменьшения необходимой силы зажатия нужно в большей мере
использовать для закрепления детали ее собственный вес и си-
лы резания. Поскольку сила резания только в частных случаях
совпадает с направлением силы тяжести (схема г на рис. 181),
то при обработке мелких (легких) деталей решающее значение
имеет сила резания, а при обработке крупных (тяжелых) —вес
детали. В случае же, когда ни силами резания, ни весом детали
пренебрегать нельзя, наилучшие условия для закрепления дета-
ли создают, применяя в приспособлении упоры для детали.
260
. Применение упоров. В отличие от установочных элементов
упоры предназначены ‘только для несения нагрузок. Упоры уча-
ствуют в процессе закрепления детали совместно .с установоч-
ными элементами, поэтому .их применение подчинено всем тре-
бованиям к закреплению детали.
Предусматривая в приспособлении упор или упоры, полу-
чают возможность выбрать хорошую комбинацию направлений
сил, действующих на деталь, без ущерба для удобства установ-
ки. В качестве примера на рис. 182 показана операция, в кото-
рой без применения упора закрепление детали вообще невоз-
можно. Предусмотрев упор, получают большую свободу выбора
направления зажатия (см. пунктир).
Рис. 182. Применение упора Рис. 183. Плохо выбранные точки прило-
жения силы зажатия
Важным следствием применения упоров является также раз-
грузка установочных баз и установочных элементов.
Конструктивно упоры оформляют не только в виде самостоя-
тельных элементов. Часто бывает проще использовать в этой
роли какую-либо поверхность непосредственно на корпусе при-
способления или на установочном элементе.
i Выбор места зажатия. Под точкой (местом) приложения
силы зажатия понимают площадь достаточно малую по сравне-
нию с размерами детали.
Положение этой точки выбирают, руководствуясь прежде все-
го первым обязательным требованием к закреплению детали.
Например, в показанных на рис. 183 схемах а и б это требова-
ние явно не соблюдено: зажатие будет нарушать положение
установленной детали (в схеме а — опрокидывать деталь, а в
схеме б—сдвигать). Кроме того, силу зажатия надо приклады-
вать там, где она вызовет меньшие деформации детали.t Нару-
шение этого правила иллюстрирует схема в на том же рисунке.
Вследствие нежесткости детали и по некоторым другим при-
чинам сила зажатия распределяется по площади соприкоснове-
ния детали с приспособлением не вполне равномерно. При ма-
лой жесткости может даже случиться, что некоторые участки
, детали вообще не будут прижаты к поверхности приспособления
(рис. 184). Отсюда еще одно правило: место зажатия следует
выбирать возможно ближе к месту обработки детали. Закрепле-
ние вблизи места обработки будет лучше противостоять каса-
261
тельным (сдвигающим деталь) силам и возникновению дрожа-
ния (вибрации) плохо прижатой части детали (рис. 1'85).
Очевидно, что если обработке .подвергаются участки детали,
удаленные друг от друга, то при наличии только одной точки
приложения силы зажатия правило о приближении места зажа-
Рис. 184. Схема
распределения дав-
ления зажатия при
малой жесткости
детали
Рис. 185. Точку приложения
силы зажатия выгодно распо-
лагать ближе к месту обра-
ботки
тия к месту обработки невыполнимо. Распределить силу зажатия
на две или три точки возможно путем увеличения размеров эле-
мента, которым зажимное устройство воздействует на деталь.
Такой элемент (башмак) позволяет передать силу зажатия в за-
ранее намеченные две или три точки (рис. 186, а) или же, если
он должен соприкасаться с точной плоскостью детали, рассре-
доточить эту силу на большом участке плоскости (см.
рис. 186,6).
Рис. 186. Передача детали силы зажатия при помощи баш-
маков
Для зажатия детали в большем числе наперед выбранных
точек (мест) необходим сложный зажим («многократный») или
несколько самостоятельных зажимных устройств.
Определение величины необходимой силы зажатия. За выбо-
ром направления и точки приложения силы зажатия следует
определение ее необходимой величины IFH. Эти величину нужно
262
знать, чтобы наметить конструктивную схему и размеры (мощ-
ность) зажимного устройства.
Если принять процесс резания установившимся, а систему
обработки — абсолютно жесткой, то силы резания можно под-
считать по формулам, даваемым теорией резания, а силу —
найти в результате решения простой в таком случае задачи на
статическое равновесие детали в наиболее тяжелый момент вре-
мени ее обработки. Такая схематизация условий резко упрощает
расчет и делает его доступным в повседневной работе. Однако
иногда она может весьма сильно исказить действительную кар-
тину по следующим главным причинам.
Во-первых, вводимые в расчет величины сил резания долж-
ны учитывать, что:
а) наиболее тяжелый момент времени обработки часто сов-
ладает с началом или концом обработки, когда установившееся
резание места не имеет;
б) материал детали может быть неоднороден, если снимается
его первый слой (корка).
Во-вторых, при расчете самой величины надо учитывать:
а) смятие поверхностей детали, в местах контакта с приспо-
соблением;
б) состояние соприкасающихся поверхностей — гладкие
и грубые, сухие и смазанные;
в) упругие деформации в системе 'обработки.
По этим причинам величина 1ЕН, полученная в результате
упрощенного расчета, может нуждаться в серьезной поправке.
Для проектирования зажимных устройств, приводимых в дей-
ствие силой руки (ручных зажимов) упрощенный расчет явля-
ется достаточным. В таких случаях при легких работах разме-
ры силовых элементов устройства диктуются эксплуатационными
удобствами (элементы не должны быть 'слишком малыми). При
тяжелых работах некоторое завышение мощности зажима так-
же несущественно: зажимом будет легче пользоваться, чем
предполагалось при расчете. Более важно знать истинную вели-
чину необходимой силы зажатия при механизированном зажа-
тии. Поправку па специфичность условий операции вносят на
основании имеющегося опыта работы.
Виды зажатия и зажимов. Зажимное устройство (зажим) при-
водят в действие некоторой исходной силой Q. По источнику
этой силы различают два вида зажатия: ручное и механизирован-
ное. По числу деталей, закрепляемых зажимным устройством
(зажимом), различают зажатие обыкновенное (закрепляется
одна деталь) и многократное (закрепляется более одной де-
тали).
Система закрепления детали (или деталей, если приспособ-
ление многоместное) может представлять собой одно или не-
сколько зажимных устройств (зажимов). Признаком, определя-
ющим одно зажимное устройство (зажим), является наличие
263
в системе только одного элемента, получающего исходную
силу (рукоятка — при ручном зажатии, головка зажима —при
механизированном).
Зажимы разделяются на следующие основные виды:
По виду зажатия — на ручные и механизированные;
По механизму, трансформирующему исходную силу Q
в силу зажатия W, приложенную к закрепляемой детали, — на
простые и комбинированные.
К простым относятся:
а) зажимы, механизм которых не расчленяется на более про-
стые; в названии зажима употребляют название механизма;
винтовой, клиновый и т. п.
б) зажимы, не имеющие механизма (W=Q), объединяемые
общим названием «зажимы прямого действия»; таковы пружин-
ные зажимы и простейшие конструкции, возможные в случае ме-
ханизированного зажатия.
К комбинированным относятся зажимы с механизмами,
представляющими собой комбинацию простых механизмов: на-
пример, винто-клиновые, винто-клино-рычажные и т. п.
По чис лу элементов (башмаков), находящихся в кон-
такте с точками приложения силы зажатия—на обыкновенные
(один элемент) и многократные (несколько взаимоподвижных
элементов).
Основными показателями, которыми характеризуются эк-
сплуатационные качества зажима, служат: 1) быстрота дейст-
вия зажима; 2) кратность зажима—число башмаков; 3) вели-
чина потребной исходной силы; 4) удобство установки и снятия
детали. Безусловно обязательным качеством является безопас-
ность в работе. Элементы зажима, управляемые ручными прие-
мами, должны быть удободоступны, располагаться достаточно
далеко от движущегося инструмента, частей станка и приспо-
собления, могущих мешать при закреплении.
§ 2. ПРИВОДЫ ЗАЖИМОВ
При ручном зажатии роль привода выполняет рукоятка за-
жима, а исходной силой служит давление руки. Достижимый
максимум исходной силы такого происхождения считают рав-
ный 15 кгс (—150 Н). Желая гарантировать в эксплуатации
меньший максимум, применяют соответствующую рукоятку.
Главное достоинство ручного привода —простота, возмож-
ность применения в любых условиях. Вместе с тем такой при-
вод является основной причиной малой быстроты действия за-
жима. Во-первых, исходная сила н евел и к а; во-вторых, ее нель-
зя поддерживать непрерывно, вследствие чего механизм
устройства обязан быть самотормозящимся. Эти два об-
стоятельства (если не первое из них, то второе неизбежно) выну-
ждают применять механизмы с большим передаточным отно-
264
шением от рукоятки к башмаку. Поскольку ход зажима (пере-
мещение башмака) требуется достаточно большим (для
свободной установки и снятия детали), длительность закрепле-
ния и открепления детали получается значительной.
Механизированный привод представляет собой
быстродействующее силовое устройство, управляемое простым
и легким движением руки и развивающее значительную ис-
ходную силу Q за счет энергии сжатого воздуха (пневматиче-
ские приводы), нагнетаемого насосом масла (гидравлические
приводы), электрической энергии (электромеханические приво-
ды) и т. п.
Рис. 187. Пневматические приводы:
а—поршневой; б—мембранный
Наиболее широкое и разностороннее применение имеют пнев-
матические приводы, конструируемые в виде пневмоцилиндров
и пневмокамер (рис. 187). В первом случае поступающий в при-
вод сжатый воздух давлением 4—6 кгс/см2 (0,4—0,6 МН/м2)
воздействует на поршень, а ВО' втором — на упругую (из много-
слойной ткани и резины) мембрану. Возможный ход штока при-
вода в первом случае зависит от длины цилиндра, а во втором —
от диаметра мембраны (примерно до 0,2 величины диаметра).
Показанные конструкции — типичные представители норма-
лизованных приводов, рассчитанных на универсальное примене-
ние. Конструкции специальные требуются, если привод «встраи-
вают» в приспособление с целью большей компактности
(рис. 188, а).
Пневматические приводы просту по конструкции и уходу за
ними в эксплуатации (утечки воздуха не загрязняют рабочее
место), но главное — по снабжению их энергией: количество
приспособлений, подключаемых к общей сети сжатого воздуха,
ограничивается лишь производительностью компрессорной
станции.
265
В гидравлическом приводе-цилиндре вместо воздуха работа -
ет масло. Это позволяет безопасно' применять большие давления
60—100 кгс/см2 (6—10 МН/м2), и размеры цилиндра соответст-
венно уменьшаются. Компактность особенно важна, если тре-
буется большая исходная сила (мощное или многократное за-
жатие), и при большом числе зажимов в приспособлении (см.
рис. 188,6). Однако для питания привода нужна более слож-
ная система. Таких систем имеется две: гидравлическая и пнев-
' могидравлическая.
Рис. 188. Специальные приводы:
а—пневматический; б—гидравлические в многоместном приспособлении
В гидравлической системе питания масло высокого
давления получают от насосной установки. Вместе с другими
элементами (резервуар, трубопроводы, контрольно-регулирую-
щая аппаратура) такая система получается сложной и дорогой.
Поэтому основная область применения гидроприводов с этой
• системой питания — это зажимы приспособлений для гидрофи-
цированных станков: привод питают от гидросистемы станка.
Специальные питающие системы, в том числе общие, способные
обслуживать группу приспособлений на станках, размещаемых
поблизости друг от друга, оправдывают себя в особых условиях
и встречаются как исключение.
В пневмогидравлической системе питания масло
высокого давления получают от агрегата, обычно называемого
пневмогидравлическим «усилителем». Эта система значительно
проще гидравлической и допускает более разностороннее приме-
нение гидропривода. Агрегат представляет собой выделенную
в самостоятельный узел главную часть пневмогидравлического
привода.
В этом приводе объединяются основные достоинства приво-
дов пневматического — простота питания и гидравлического —
компактность. Сжатый воздух, поступающий в цилиндр, исполь-
зуется не непосредственно для приведения в действие зажима,
а для повышения давления во втором цилиндре —гидравличе-
266
ском (рис. 189). Для того чтобы оно оказалось достаточно
большим, величину отношения (коэффициент «усиления»)
принимают (равной 15—20. Получаемая от привода исходная си-
ла Q пропорциональна площади гидропоршня: Q=p2r\nD2/4, где
t] — к. п. д. привода, достигающий 0,8—0,85.
Ход привода (ход поршня в гидроцилиндре) получается
<в (Д2/с?1)2 раз меньшим хода поршня в пневмоцилиндре, т. е.
сравнительно малым. Увеличение его достигают путем некото-
рого усложнения гидравлической части, разделяя работу приво-
да на два этапа. В первом этапе,
при выключенном пневмоцилиндре,
воздух используется для простого
вытеснения масла из предусмотрен-
ной дополнительной полости-ре-
зервуара в полость гидроци-
линдра до тех Пор, пока башмак
зажима войдет в контакт с деталью.
После этого (второй этап) вклю-
чается пневмоцилиндр и происхо-
дит собственно зажатие детали (при
ручном зажатии этому этапу соот-
ветствует «затягивание» зажима).
На показанном выше рис. 189
Рис. 189. Схема пневмогидрав-
лического привода
часть схемы, заключенная
в сплошную рамку, представляет собой схему пневмогидравли-
ческого «усилителя» (питающая система), часть в пунктирной
рамке — схему гидравлического привода, а часть вне (рамок —
изображает маслопровод. Поскольку количество маслопрово-
дов, их длину и форму можно' выбирать, один усилитель может
питать несколько гидроприводов; например, к нему могут быть
подсоединены приводы зажимов приспособления, показанного
на рис. 188, б. В подобных случаях пневмогидравлический уси-
литель вместе с питаемыми им гидроприводами называют для
краткости групповым пневмогидравлическим приводом.
Кроме описанных наиболее употребительных приводов, име-
ются многие другие. Электромеханический привод в принципе
представляет собой электродвигатель, скомпонованный с редук-
тором числа оборотов и механизмом (винтовой парой) для полу-
чения поступательного перемещения штока. Такие приводы
изготовляют в виде самостоятельных агрегатов, рассчитанных
на универсальное применение. Существуют приводы, которые
можно назвать пневмомеханическими, гидромеханическими
и т. д. Однако широкого распространения они не имеют. Иногда
роль механизированного привода можно передать какому-либо
из подвижных органов станка (шпинделю, столу), предусмотрев
для этого соответствующую связь его с зажимом приспособ-
ления.
Замена ручного зажатия механизированным сопровождается
изменением требований к зажиму. Поэтому для ручного и ме-
267
хинизированного зажатия характерны свои наиболее употреби-
тельные разновидности зажимов.
При ручном зажатии, вследствие малой исходной силы
и необходимости самоторможения, наиболее употребительными
из простых зажимов являются винтовые и эксцентриковые,
а клиновые и рычажные почти совершенно не применяются. При
механизированном зажатии положение прямо противо-
- положное. То же относится к комбинированным зажимам: вин-
товая пара или эсцентрик— непременные элементы почти каж-
дого комбинированного ручного зажима — не употребляются
в зажимах механизированных.
§ 3. ПРОСТЫЕ ЗАЖИМЫ
^Винтовые зажимы. В простейшем зажиме под ключ (рис. 190)
винт отличается от обычного крепежного винта буртиком на го-
ловке (для удобства наложения ключа) и формой ножки. Каж-
дую из частей этого простейшего зажима (головка, ножка, вин-
Рис. 190. Про-
стейший винто-
вой зажим под
ключ
товая пара) можно изменять (совершенство-
вать) независимо от других. Поэтому конст-
рукции зажимов очень разнообразны!)
Различные рукоятки (рис. 191, слева) по-
зволяют ограничивать возможный максимум
исходной силы. Плохие условия зажатия при
контакте поворачивающейся ножки с закреп-
ляемой деталью улучшают, применяя башма-
ки (см. рис. 191, справа). Одни из них (типа),
небольшие по сравнению с закрепляемой де-
талью, рассчитаны только на то, чтобы защи-
тить поверхность детали; другие (типы б, в
и т. п.) служат, кроме того, для распростра-
нения силы зажатия на большую площадь;
третьи (см., например, рис. 186) применяют,
чтобы передать силу зажатия в два-три удаленных друг от друга
места и т. д. Сочленение башмака с винтом всегда делают
подвижным, чтобы башмак мог самоустанавливаться на де-
тали и винт был нагружен только осевой силой.
Зажимы с подвижной гайкой (рис. 192) широко применяют
для закрепления деталей, имеющих отверстие. Гайка отличается
от крепежной увеличенной высотой (для замедления износа
резьбы). Роль башмака выполняет подкладываемая под гайку
шайба. Для того чтобы не свинчивать гайку при снятии детали,
внешний диаметр гайки делают меньше диаметра отверстия,
а шайбу выполняют «разрезной» — быстросъемной. При этих
условиях для закрепления и открепления детали достаточно по-
ворачивать гайку на один-два оборота. Почти все зажимы это-
го типа делают с гайками под ключ как по указанной выше при-
268
чине, так и потому, что рукоятка может мешать подходу инст-
румента.
Шайбы небольшого диаметра делают достаточно высокими
с накаткой по периферии для удобства снятия. На рис. 192
в центре показана крупная составная шайба, а справа — при-
способление с большой шайбой, передающая силу зажатия в три
точки, значительно удаленные друг от друга (но близкие к месту
обработки). Рабочий торец гайки сделан сферическим,
а место под него в шайбе — ко н у с н ы м. Это предусматривают
во всех случаях, когда из-за неровностей поверхности детали
возможен перекос шайбы.
Рис. 192.
Винтовые зажимы с подвижной гайкой
Наиболее употребительной резьбой служит нормальная мет-
рическая. К мелкой резьбе прибегают в случае большого диа-
метра (винты и гайки в виде втулок, колец и т. п., см., например,
рис. 57,а); к трапецеидальной — при мощном зажатии.
Обеспечиваемая зажимом трансформация исходной силы на-
ходится из теории винта. Для ориентировочных расчетов удоб-
269
но помнить соотношение Q и W, определенное для каких-либо
типичных условий. Например, для нормальной треугольной резь-
бы при пользовании стандартным ключом, имеющим длину
1=14 d2 (с?2 — средний диаметр резьбы) получается
W=75,Q.t
Как указывалось выше (см. § 2), предельный максимум ис-
ходной силы при ручном зажатии считают равным 150 Н
(~15 кгс). Следовательно, от винтового зажима с нормальным
ключом можно получать силы зажатия в пределах до
U7=75 Q = 75-15=12,5 кН (1250 кгс).
Благодаря, простоте, компактности (при отъемной рукоятке)
и большой трансформации исходной силы, винтовые зажимы
находят самое широкое и разностороннее применение при руч-
ном зажатии.
Клиновые зажимы. Клиновые зажимы широко применяют для
механизированного зажатия деталей. Величина трансформации
исходной силы клиновым механизмом зависит от угла клина а
и сил трения на поверхностях клина (к. п. д. клина).
На рис. 193 показана одна из схем применения клина и си-
лы, действующие на клин в процессе зажатия. Изображенные
пунктиром силы WF и Rf являются равнодействующими нор-
мальных сил W и Я и соответственных, вызываемых ими, сил
трения и F2. Углы qi и отклонений, равнодействующих от
нормалей, являются углами трения (g=arctg|A). Построенный
рядом график сил наглядно показывает, насколько силы трения
увеличивают исходную силу Q, потребную для получения силы
зажатия W. Из него видно, что
без учета сил трения сила Q = IFtga;
с учетом только F} сила Q = IFtg(a+Qi);
с учетом только F2 сила Q= U^(tga+tgQ2);
с учетом Ft и F2 сила <3 = W7[tg(a + pi)+tgQ2]-
Для несколько иной схемы (рис. 194), отличающейся от рас-
смотренной наличием промежуточного звена — ползушки (плун-
жера) при одинаковом значении коэффициента трения ц для
всех пар сопряженных поверхностей
<3 = H7tg(a+2Q).
Этой простой зависимостью можно пользоваться даже если
ползушка отсутствует; .в пределах значений а^ЗО9 и р.^0,15
ошибка не превысит 10%- Выше влияние сил трения показано
раздельно только потому, что коэффициенты трения могут быть
не одинаковыми для обеих поверхностей клина. Например, по-
верхность, прилегающая к детали, может иметь насечку; прение
скольжения на косой поверхности может быть заменено трением'
качения (путем применения ролика) и т. п.
270
Значение а= 15° — наиболее употребительно. Границу само-
торможения (сталь — по стали всухую pi « 0,15, т. е. а=е = 8°)
не переступают, чтобы не было заклинивания зажима; кроме то-
го, малые а требуют большего хода привода и уменьшают к. п. д.
клина. Если принять а= 15°и pi=0,1 (q —6°), то
Q= №tg(a+2e) = IFtg(15°+12°) = IFtg27°«0,5 W.
Таким образом, некий «средний» клиновый зажим дает
U7«2Q.
Применение роликовых опор уменьшает силы трения, позво-
ляет уменьшить угол клина а (если это допускает ход привода).
Рис. 193. Силовая характеристика клина
Рис. 194. Схема
с ползушкой
(плунжером)
Таким усложнением зажима силовая характеристика зажима
может быть улучшена (при а=5°, в лучшем случае, до Wtv5Q),
но все же остается низкой.
Существует много установочно-зажимных (самоцентрирую-
щихся) устройств (см. далее § 5), в которых деталь зажимает-
ся не м,ежду неподвижной опорой и клином, а между подвижны-
ми клиновыми элементами — кулачками (рис. Г95). В этих слу-
чаях, определяя необходимую силу зажатия WH, учитывают, что
сила трения Г, удерживающая деталь между кулачками, число
которых равно п, будет
Т—— pn=|4F,
п
т. е. не зависит от числа кулачков, и что по величине она в два
раза меньше силы трения, которая удерживает деталь между
неподвижной опорой и кулачком; например, по схеме, показан-
ной на рис. 193, эта сила равна 2р1Га*2Г.
Эксцентриковые зажимы. В приспособлениях обычно приме-
няют круговые эксцентрики (рис. 196). Приращение радиуса по
углу поворота р называют ходом эксцентрика. Наибольший ход,
равный 2е, соответствует углу поворота р= 180° от точки 1 —
271
ближайшей к оси поворота до точки 2 — наиболее удаленной от
оси. Линия, соединяющая эти две точки, совпадает с линией
эксцентриситета и делит профиль эксцентрика на две симмет-
ричные части. В связи с этим возможны двойные эксцентрики
(см. далее рис. 199, г).
Эксцентриковые зажимы применяют для ручного зажатия,
поэтому самоторможение обязательно. Показанное на рис. 196
положение эксцентрика (<р=90°) для самоторможения самое
Рис. 195. Зажатие детали между клиновыми эле-
ментами (кулачками)
неблагоприятное. Соотношение между е и D находят из условия
равновесия эксцентрика в этом .положении:
eW=G,b{FxD+F2d),
где Fi = pilF — сила трения на профиле эксцентрика;
F2=p2W — сила трения на поверхности отверстия.
Подставляя значения 771 и F2 и сокращая на W, получим ос-
новное условие для определения эксцентриситета:
е^0,5 (р1^ +
Если пренебречь благоприятным для самоторможения трени-
ем на поверхности отверстия и принять pi=0,15 (сталь — по
стали без смазки), то получим е^0,075£>. Обычно для вполне
надежной работы принимают е=0,05 D.
Схема на рис. 197 показывает метод определения положе-
ния оси поворота эксцентрика относительно места зажатия
(размер С) и границ А и Б рабочего участка профиля. Как
видно
С=0,5 D — е+Д,
где Д— гарантированный зазор (желательно возможно боль-
ший) для свободной установки и снятия детали.
Зазору Д соответствует холостой угол поворота <рд , опреде-
ляющий первую рабочую точку А профиля. Место второй точки
Б зависит от величины « — разницы положений места зажатия,
возникающей вследствие погрешностей детали; величина а со-
ответствует угол поворота tpo. Положение точек А и Б можно
найти графически, как показано на схеме, или подсчетом. Так
272
как ходу эксцентрика 2е соответствует угол поворота <р =180°,
то, считая ход пропорциональным углу поворота, найдем
<рд = Д180/2е; <ра=а 180/2е.
Нерабочую часть профиля иногда срезают (как показано
пунктиром), чтобы облегчить установку детали. Некоторый «за-
Рис. 196. Силы, дейст-
вующие на эксцентрик
Рис. 197. К определению
рабочего участка про-
филя
пас» профиля оставляют для компенсации допусков на диаметр
эксцентрика, размер С и других неточностей. Положение руко-
ятки выбирают, руководствуясь эксплуатационными требова-
ниями.
Основное достоинство эксцентриковых зажимов—быстрота
действия (благодаря малому потребному углу поворота рукоят-
ки). Вместе с тем они позволяют получать значительные силы
Рис. 198. к силовой характеристике эксцентрика
зажатия. Силовую характеристику эксцентрика можно выяс-
нить, рассматривая его действие как действие дугообразного
клинш)
"На рис. 198 штриховкой показан этот клин, а рядом —его
развертка (масштаб развертки по высоте взят большим для
ясности чертежа). Заменим кривой клин прямым, как показано
на развертке. Тогда значение а определится из условия
. 2е-2 4е
tga =-----------=-----------.
n(D — 2е) it(D— 2е)
Обозначив окружную силу, действующую при зажатии на
периферии эксцентрика, Q&, можно найти соотношение между
этой силой и вызываемой ею силой зажатия так, как это выяс-
нено уже для клиновых зажимов:
Qd= IFtg(a+2Q).
Ввиду малости углов аир можно считать: tg(a+2p) =
=tga+2tgp. Подставив значение tga и приняв для работы без
смазки tgp=p,=O,15, получим
QD = W(-------------(-2-0,15') .
D \ л(£> — 2е) /
Подставляя обычно принимаемое значение e=0,05D и со-
кращая, получим
Qo=0,37 W.
По этому соотношению, зная необходимую силу зажатия V7Hr
можно выбрать длину I рукоятки эксцентрика:
/=0,37Ы7н — s=0,2D^.
“ 2Q Q
Эксцентрик и рукоятки нормализованы; при этом для обыч-
ных конструкций рекомендуется отношение I к D примерно 24-3.
Если принять среднее значение, то округленно ему будет соот-
ветствовать —
W=12Q.
Таким образом, по возможной силе зажатия обычный эк-
сцентриковый зажим всего в шесть раз слабее обычного винто-
вого (117=75 Q). Это качество и быстрота действия позволяют
ему успешно конкурировать с винтовым в приспособлениях, не
вращающихся при обработке детали. На рис. 199 представлено
несколько типов эксцентриков, а на рис. 200 — пример исполь-
зования эксцентрикового зажима в приспособлении для фрезе-
рования.
Рычажные зажимы. Механизмом рычажного зажима служит
неравноплечий рычаг 1-го или 2-го рода. Силовая характеристи-
ка определяется отношением плеч рычага.
Ручные рычажные зажимы находят довольно широкое при-
менение, но только в одной узкой области — в невращающихся
приспособлениях для мелких деталей при условии ручной пода-
чи инструмента, небольшой необходимой силы зажатия и мало-
j
274
го машинного времени обработки (пример на рис. 201). Эти
ограничения накладываются соображениями безопасности рабо-
ты и недопустимостью физической перегрузки исполнителя one-
Рис. 199. Типы эксцентриков:
а—дисковый; б —с удлиненной рукояткой; в — вильчатый; г —
.двойной
рации, так как рычажный зажим не может быть самотормозя-
щимся.
^Механизированный привод дает возможность разносторон-
него применения рычажного зажима. Остается считаться лишь
Рис. 200. Приспособление с эксцентриковым зажимом
с малой трансформацией исходной силы, так как по соображе-
ниям компактности зажимы с большим отношением плеч рыча-
га не всегда применимы.
275
Пружинные зажимы. В пружинном зажиме механизм, транс-
формирующий исходную силу, заменен пружиной, вследствие
чего для получения необходимой силы зажатия №н нужна рав-
ная ей исходная сила Q, приложенная к пружине.
Пружину (обычно цилиндрическую — рис. 202) выбирают по
величине Wn из числа нормализованных. Прибегая к специаль-
ной пружине, проверяют ее диаметр и диаметр проволоки по
условию прочности.'
Силу зажатия Ц7Н обеспечивают путем ограничения осадки
пружины, не, допуская ее больше величины fH, соответствующей
Рис. 201. Приспособление
для зенкования фаски
Рис. 202. Схема пружинного
зажима
WB. Это позволяет не требовать от привода силы, равной IFH,
а пользоваться любой, лишь бы она была заведомо большей
(Q+P>U7h)- При этом избыток р исходной силы воспринимает-
ся каким-либо упором, предусматриваемым в конструкции зажи-
ма или привода (см. рис. 202). Осадку пружины /н всегда нуж-
но знать и по конструктивным соображениям.
Шаг витков выбирают таким, чтобы при осадке пружины fH
между витками оставался некоторый зазор (0,2—0,3 5). Для
уменьшения хода зажима предусматривают предварительную
осадку пружины при сборке зажима, почти равную fR, а для
компенсации всякого рода погрешностей — возможность регули-
рования предварительной осадки.
Характерные особенности пружинных зажимов покажем на
трех примерах.
На рис. 203 показан пружинный зажим, оформленный в виде
автономного узла, и один из способов его использования при
ручном зажатии. В данном случае такой зажим может быть за-
менен любым жестким зажимом. Преимущества пружинного —
в компактности и большей быстроте действия, так как для уп-
равления им не требуется особых приемов.
Другой весьма употребительный способ применения пружин-
ного зажима показан на рис. 204. Небольшой ход зажима нужен
276
лишь для освобождения • быстросъемной шайбы 1. Зажимы та-
кого типа можно строить на значительную силу зажатия, по-
скольку освобождающий шайбу толкатель 2 может работать от
Рнс. 203. Пружинный зажим, оформлен-
ный в виде самостоятельного узла, и
одна из схем его применения
Рис. 204. Другой спо-
соб зажатия
винтового механизма или от любого механизированного приво-
да, способного обеспечить Q—W'h- Быстрота действия зажима
зависит здесь от способа управления толкателем. Основное до-
стоинство зажима — практически постоянная величина силы за-
жатия, что важно при закреплении нежестких деталей, и не обес-
печивается при ручном зажатии дру-
гими зажимами.
Очень распространенный прием пол-
ной автоматизации закрепления и от-
крепления детали при обработке отвер-
стий на сверлильном станке иллюстри-
рует рис. 205. Роль механизированного
привода зажима выполняет шпиндель
станка. В момент, показанный на схеме,
пружины имеют осадку (предваритель-
ная осадка), соответствующую WH. Для
того чтобы в процессе опускания (по-
дачи) шпинделя возрастание силы за- -
жатия не было чрезмерным, применяют
пружины с соответственно пологой ха-
рактеристикой, т. е. с достаточно боль-
шим числом витков.
Рис. 205. Автоматически
работающий пружинный
зажнм
§ 4. КОМБИНИРОВАННЫЕ И МНОГОКРАТНЫЕ ЗАЖИМЫ
Комбинированные зажимы
^иловая характеристика комбинированного зажима опреде-
ляется характеристиками механизмов, входящих в комбинацию.
Если, например, один из них дает W= 10 Q, а второй — W—2Q,
то вместе они обеспечат W= 10 2 • Q = 20 Q.
Комбинированный зажим вместо простого бывает необходим
по одной или двум следующим причинам:
277
1) для того, чтобы осуществить зажатие в наиболее выгод-
ном месте и направлении;
2) для того, чтобы увеличить трансформацию исходной
силы.
Первая причина является главной и характерной как для
ручного зажатия, так и для механизированного. Напомним, что
одно из основных правил закрепления детали требует прибли-
жать место зажатия к месту обработки (см. выше § 1). В то же
время нужно, чтобы зажим не мешал подходу инструмента к де-
тали, не препятствовал быстрой установке и снятию детали,
а рукоятка управления была удободоступна. Применить простой
зажим и выполнить в компоновке приспособления все эти тре-
бования не всегда возможно при ручном зажатии и еще труд-
нее — при механизированном (нужно найти место связанному
с зажимом приводу).
Вторая причина — увеличение трансформации исходной си-
лы редко выступает в качестве решающей. Однако она бывает
веской дополнительной причиной при механизированном зажа-
тии, так как применяемые для такого зажатия простые зажимы
(клиновые и рычажные) сравнительно маломощны.
Ручные зажимы проектируют, учитывая, что:
1) для получения самоторможения зажима достаточно, что-
бы только один из механизмов был самотормозящимся;
2) конструкция получается проще, если самотормозящийся
механизм расположен первым к рукоятке зажима.
Из простых механизмов винтовые и эксцентриковые удобно
применять, делая их самотормозящимися; клиновые удобнее,
когда они несамотормозящиеся, а рычажные самотормозящими-
ся быть не могут. Поэтому наиболее употребительными комби-
нациями служат: винтовая пара—клин; эксцентрик — клин;
винтовая пара — рычаг; эксцентрик — рычаг.
Винто-клиновые и эксцентрико-клиновые зажимы в принци-
пе представляют собой клиновые зажимы, работающие от вин-
та или эксцентрика. Характерным для такой конструктивной
схемы является возможность удалять винтовую пару или эк-
сцентрик (следовательно, рукоятку зажима) на произвольно
большое расстояние от клина (следовательно, от места зажа-
тия), связывая их толкателем или тягой нужной длины. Конст-
рукции таких зажимов сильно зависят от конкретных условий
и поэтому весьма разнообразны. В качестве примера на рис. 206
показан эксцентрико-клиновой зажим ,в приспособлении для лег-
кой фрезерной операции. Нетрудно представить себе зажатие
этим же клином не от эксцентрика, а от винтовой пары (винто-
клиновой зажим).
Комбинации винтовой пары или эксцентрика с рычагом сло-
жились в настолько характерные конструкции — прихваты, что
наиболее употребительные типы их нормализуют.
278
На рис. 207 показан простейший винтовой прихват и его кон-
структивное оформление в специальном приспособлении. Изме-
нения, вносимые в простейшую конструкцию, обусловлены двумя
Рис. 206. Приспособление с эксцентрико-клиновым
зажимом
причинами: малой точностью положения места зажатия относи-
тельно корпуса приспособления и необходимостью улучшить
эксплуатационные качества зажима. Эти изменения иллюстри-
руют важные общие особенности конструктивного оформле-
ния всех зажимов, поэтому остановимся на них подробнее.
Рис. 207. Йростейший прихват (а) и изменения
его конструкции (б)
Малая точность положения места зажатия требует:
1) находящуюся в контакте с деталью часть планки прихва-
та выполнить по радиусу, иначе она будет работать своей кром-
кой или по кромке детали;
279
2) предусмотреть под гайкой сферическую шайбу с подклад-
кой, иначе шпилька согнется (при отсутствии шайбы перекос
планки повышает напряжения в шпильке примерно в 10 раз).
Подобные изменения, имеющие целью: а) обеспечить опре-
деленность положения точки приложения силы зажатия
и б) предотвратить перегрузку элементов зажима, являются
обязательными при разработке конструкции любого зажима.
В значительной мере общим является и характер изменений,
направленных на улучшение эксплуатационных качеств зажима.
В данном случае нужно:
- 1) предусмотреть пружину, поддерживающую планку, когда
деталь снята (обеспечить «раскрытие» зажима при снятии де-
тали) ;
Рис. 208. Эксцентри-
ковый прихват
Рис. 209. Схемы прихватов
2) предотвратить заскакивание конца пружины в овальный
вырез планки (предотвратить «заедание» зажима по случайным
причинам), для чего подложить под вырез шайбу;
3) ограничить свободу перемещений планки (канавки
в планке).
Общая цель всех подобных изменений — уменьшить число
рабочих приемов, необходимых в эксплуатации зажима.
Рассмотренный винто-рычажный зажим сложнее винтового,
но, как можно видеть, обеспечивает силу зажатия вдвое мень-
шую, чем простой винтовой. Эксцентрико-рычажный зажим,
оформленный по рис. 208, равноценен по силе зажатия простому
эксцентриковому. Очевидно, что и здесь усложнение зажима не
имеет в виду увеличить трансформацию исходной силы. При-
хваты широко применяют благодаря тому, что они позволяют
закрепить деталь за край, фланец, бурт небольшой ширины
и т. п.; при этом рукоятку можно отнести в сторону от места за-
жатия. На рис. 209 представлено еще несколько схем прихватов.
Механизированные зажимы не содержат ни винтовых
пар, ни эксцентриков. В них используют комбинации рычагов
и несамотормозящихся клиньев: клин — рычаг, рычаг — клин,
рычаг — рычаг и т. п. Передаточное отношение стремятся сде-
лать большим, насколько это допускают условия компактности
280
зажима. Хотя от механизированного привода можно получать
значительную исходную силу, но увеличение ее трансформации
в зажиме уменьшает потребную мощность (размеры) привода.
Это особенно важно, если привод представляет собой специаль-
ную конструкцию, встраиваемую в приспособление.
Рис. 210. Клино-клиновый ме-
ханизированный зажим
Рис. 211. Шарнирно-рычаж-
ный механизированный за-
жим
Одна из конструкций механизированного клино-рычажного
зажима была показана- ранее (см. рис. 188, а). 'Сравнительно
редко встречающаяся комбинация клин — -клин показана на
рис. 210. Это клиновое (цанговое) самоцентрирующее устрой-
ство (см. далее § 5), зажатие в котором осуществляется клином,
связанным -с гидроцилиндром. На рис. 211 показана схема ком-
Рис. 212. Нормализованный пневмопривод
с рычажным «усилителем»
бинированного шарнирно-рычажного зажима в приспособлении
для тяжелой фрезерной операции (обработка торцов головок
детали).
Нормализованные приводы, рассчитанные на универсальное
применение, часто снабжают механизмом «усилителем»
(рис. 212). Такое повышение мощности привода расширяет об-
281
ласть применения простых зажимов — позволяет не прибегать
к комбинированным с целью увеличить трансформацию исход-
ной силы.
Многократные зажимы
Условным термином «многократный» (см. в § 1 о видах за-
жатия и зажимов) обозначают всякий зажим, имеющий не один
элемент для контакта с местами зажатия, а более одного. Чис-
ло этих элементов определяет величину «кратности» зажима:
двукратный, шестикратный и т. д. Многократные зажимы широ-
ко используют как для закрепления одной детали в нескольких
местах, так и для одновременного закрепления нескольких дета-
лей, т. е. для осуществления многократного зажатия.
6а. ш. мак
Рис. 213. Погрешности взаимного
расположения мест зажатия
Рис. 214. Последователь-
ный многократный зажим
в приспособлении для
фрезерования
Определяющая многократный зажим .особенность (несколь-
ко взаимоподвижных башмаков) обусловлена погрешностями
взаимного расположения мест зажатия, вследствие которых один
башмак не может передать силу более чем в два места на одной
прямой, или в три места — на плоскости. Например (рис. 213),
независимо от того, принадлежат ли места зажатия А, Б, В, Г, Д
одной или нескольким деталям, один башмак способен передать
силу лишь в два из них.
(Основными разновидностями многократных зажимов являют-
ся зажимы последовательные, параллельные и плавающие. Мно-
гочисленные другие конструкции обладают 'особенностями, свой-
ственными основным разновидностям.
Последовательные зажимы осуществляют последова-
тельное многократное зажатие. Эта разновидность многократно-
го зажатия характерна тем, что сила зажатия W, создаваемая
механизмом зажима, передается поел е до в а т ел ь но от дета-
ли к детали в одном направлении, так что на каждом башмаке
(о = Ц7., Пример такого зажатия обыкновенным зажимом (про-'
стым винтовым) можно видеть на помещенном ранее рис. 16,
а одну из распространенных конструкций многократного зажи-
ма— в приспособлении для фрезерования, показанном на
рис. 214.
282
В этом приспособлении неподвижный сухарь 1 является
элементом только установочным (установка наружной цилин-
дрической поверхности с помощью полуцилиндрического гнез-
да— см. гл. VIII, § 3, рис. 151). Следующий сухарь, будучи
установочным для второй детали, служит зажимным элементом
(башмаком) по отношению к первой детали и т. д. до послед-
него сухаря 77, который является элементом только зажимным.
Таким образом, в последовательном зажиме погрешности вза-
имного расположения мест зажатия компенсируются подвиж-
ностью элементов, выполняющих установочные функции.
Такая особенность компенсации приводит к прогрессивному
снижению точности установки деталей в направлении, противо-
положном направлению зажатия (от элемента 1 к элементу 77).
Она характерна для последовательного зажатия независимо от
способа его осуществления, и р е з ко о гр а н ичи в а е т количе-
ство одновременно закрепляемых деталей на операциях с исход-
ными размерами, лежащими в направлении зажа-
тия.
Параллельные зажимы осуществляют параллельное за-
жатие, характерное тем, что сила зажатия, создаваемая меха-
низмом зажима, распределяется (делится) в параллельных на-
правлениях, так что на каждом башмаке <о = ТГ/п, где п — число
башмаков.
Необходимое для компенсации погрешностей взаимного рас-
положения мест зажатия взаимодействие башмаков обеспечи-
вают, связывая их с помощью шарниров в общую шарнирно-
рычажную систему (механическая система компенсации). В ка-
честве примера на рис. 215 показан ручной четырехкратный
зажим в .приспособлении для растачивания (на расточном стан-
ке). Для возможности установки и снятия детали зажим разме-
щен в откидной крышке. Широко применяемая в приспособле-
ниях токарного типа система трехкратного зажима представ-
лена на рис. 216. Раскрытие зажима обеспечивают пальцы,
запрессованные в башмаки и помещенные своими концами в ко-
сые вырезы корпуса.
С увеличением числа мест зажатия механическая система
компенсации становится все более громоздкой. Поэтому, если
возможно, ее заменяют какой-либо другой — немеханической.
На рис. 217 показан многократный (двадцатикратный) парал-
лельный зажим, в котором компенсатором ^служит гидропласт.
Последний, будучи желеобразной массой, передает давление
подобно жидкости, но, будучи менее текучим, требует менее тща-
тельного уплотнения соединений. Иногда в качестве компенса-
тора используют резиновую подушку.
Число п параллельно закрепляемых деталей ограничивается
предъявляемым к зажиму требованием IFH—юн.
Плавающие зажимы представляют собой двукратные за-
жимы, характерные взаимным уравновешиванием сил, обеспечи-
283
Рис. 216. Трехкратный па-
раллельный зажим
Рис. 215. Приспособление с четырех-
кратным параллельным зажимом
Рис. 217. Параллельный зажим с гидро-
пластом
Рис. 218. Простейшие пла-
вающие зажимы
284
вающим на каждом из двух башмаков ш = зажим отличает-
ся еще и тем, что может иметь две рукоятки и работать от
любой из них. Примеры плавающих зажимов с встречным на-
правлением сил co = IF и с пересекающимися направлениями
показаны на рис. 218.
Другие зажимы более сложные по конструкции еще более
разнообразны, но в той или иной мере обладают особенностями
основных разновидностей, рассмотренных выше.
Рис. 219. Приспособление с тремя
параллельно-последовательными за-
жимами
Рис. 220. Сложный многократ-
ный зажим в приспособлении
для фрезерования
Например, приспособление для фрезерования двух сторон
подшипника (на продольно-фрезерном станке), показанное на
рис. 219, снабжено тремя многократными зажимами. Каждый
из них, осуществляя параллельно-последовательное зажатие
четырех деталей, обладает особенностями зажимов параллель-
ного и последовательного. Показанный на рис. 220 четырехкрат-
ный зажим обеспечивает одновременное закрепление (много-
кратное зажатие) восьми деталей и обладает особенностями
параллельного и плавающего. Иной по конструкции трехкратный
зажим, закрепляющий две детали (двукратное зажатие), как
показано на рис. 221, обладает точно такими же особенностями;
он также может быть назван параллельно-плавающим и т. д.
и т. п.
Особую группу многократных зажимов составляют зажи-
мы с гидропластом, в которых сила W, создаваемая механиз-
мом зажима, передается непосредственно на гидропласт
(рис. 222). Возникающие в связи с этим особенности иллюстри-
руют схемы, приведенные на рис. 223.
В схеме а гидропласт используется только в роли компен-
сатора погрешностей взаимного расположения .мест зажатия,
как это было показано, например, на рис. 217. По схеме б он
играет такую же роль, как жидкость в гидропрессе. Зажимы
с таким использованием гидропласта являются гидромеханиче-
скими многократными зажимами. При прочих равных условиях
285
286
распределение (величины) сил в местах зажатия будет подчи-
няться законам гидростатики. Отличие такого зажима от груп-
пы зажимов с гидроприводами (например, рис. 188,6) не прин-
ципиальное. Оно состоит лишь в том, что в данном случае гидро-
статическое давление создается вручную, поэтому зажим, как
конструкция имеет четкую границу со стороны привода (руко-
ятка) .
§ 5. САМОЦЕНТРИРУКМЦИЕСЯ ЗАЖИМНЫЕ УСТРОЙСТВА
Основные свойства и область применения
Установочно-зажимные элементы. Башмаку любого зажима
можно придать способность устанавливать неплоскую поверх-
ность в направлении, перпендикулярном зажатию. Для этого
рабочую поверхность .башмака нужно оформить как установоч-
ную поверхность, а движение башмака направить, лишив баш-
мак возможности самоустанавли-
ваться по месту зажатия. Напро-
тив, любой подвижный устано-
вочный элемент можно использо-
вать также и в качестве зажим-
ного, если связать его с механиз-
мом, способным создавать нуж-
ную силу. Элементы, используе-
мые в такой двойной роли, назы-
ваются установочно-зажимными.
В схеме а на рис. 224 призма-
тическая губка тисков является
Рис. 224. К понятию об устано-
вочно-зажимном элементе
элементом установочным, а плос-
кая — зажимным. В схеме б плоская губка — элемент установоч-
ный, а призматическая — установочно-зажимной.
Иногда с помощью установочно-зажимного элемента можно
несколько повысить точность установки. Например, в схеме а
погрешность установки базы бу=0,7 дав схеме б она меньше:
6У=0,5 а (плюс люфт губки в направляющих). Однако широкое
использование установочно-зажимных элементов обусловлено
прежде всего тем, что в приспособлении уменьшается число де-
талей, а пространство около обрабатываемой детали становится
более свободным.
Установочно-зажимной элемент (как всякий подвижный эле-
мент) не способен устанавливать деталь в направлении своего
движения. Он устанавливает только в перпендикулярном
направлении и только благодаря неплоской форме своей
рабочей поверхности.
Самоцентрирующиеся устройства. Самоцентрирующимся по
точке (центру) О называется устройство из установочно-зажим-
ных элементов (кулачков), связанных, так, что в любой мо-
мент они равно близки к этой точке.
287
Такая связь элементов придает их совокупности (т. е.
устройству) способность устанавливать деталь в направлениях
движений элементов. Если смонтировать устройство в корпусе
приспособления таким образом, чтобы точка О совпадала с ка-
кой-либо заранее выбранной точкой .корпуса, то деталь, получая
определенное положение относительно точки О, будет занимать
определенное положение и относительно корпуса.
Основное свойство правильного самоцентрирующегося
устройства иллюстрирует схема действия двухкулачкового
устройства с плоскими кулачками, по-
казанная на рис. 225. Это свойство
заключается в том, что устройство
располовинивает погрешность
взаимного расположения участков де-
тали, соприкасающихся с кулачками
Рис. 225. Основное свой-
ство самоцентрирующего-
ся устройства
самоцентрирующееся уст-
ройство
устройства. Можно видеть, что ожидаемая погрешность уста-
новки обоих участков одинакова и равна ±0,5с—половине до-
пуска на расстояние между участками.
«Н еправильным» называется устройство, если по какой-
либо причине (особенности детали, неодинаковая форма кулач-
ков) оно располовинивает подлежащую этому погрешность не
вполне симметрично относительно среднего значения размера.
Например, устройство по схеме, показанной на рис. 226, распо-
ловинивает погрешность размера С, непосредственно на чертеже
не регламентируемую. По отношению к погрешности размера М
или R или M+R оно является неправильным.
Область применения. Основным свойством определяется круг
операций, для которых по условиям точности обработки (усло-
вия рентабельности опускаем) целесообразно испол-ьэовать са-
моцентрирующееся устройство.
Во-первых, в этот круг попадают все операции, в кото-
рых необходимо располовинивать погрешность взаимного распо-
ложения двух установочных баз. Условия, вызывающие такую
необходимость, подробно рассмотрены ранее (см. в гл. IV, § 5
и гл. VIII, § 5 — об установке двух баз по второму варианту).
Во-вторых, в этот круг попадает любая операция, для ко-
торой окажется справедливым «следующее общее условие: дей-
288
Рис. .227. Точки с равновеликими дей-
ствительными погрешностями отно-
сительно оси поворота О
ствительные погрешности (расположения участков (точек), на-
ходящихся в контакте с кулачками устройства, равновелики
относительно исходной базы. При этом условии исходная база
будет занимать одно и то же положение (погрешность Р, свя-
занная с установкой детали, окажется равной нулю) независи-
мо от величины погрешности взаимного расположения участков.
В других случаях этого не происходит и применение устройства
нерационально.
Приведенное условие имеет в виду конструктора приспособления, кото-
рому исходная база задана. Технолог, выбирающий базы, охватывает задачу
шире. Он учитывает, что на любой
поверхности, обработанной в один
переход поворотом (вращением) де-
тали вокруг одной оси, всегда най-
дутся участки (точки) с равновели-
кими действительными погрешностя-
ми расположения относительно этой
оси (рис. 227). Однако на последую-
щих операциях использовать такие
участки (точки) для установки детали
е помощью самоцентрирующегося
устройства целесообразно лишь в та-
кой мере, в какой целесообразно
использовать упомянутую ось в каче-
стве исходной базы. Положительное
решение может быть принято лишь
для такой операции, в которой эта
ось является конструкторской базой по отношению к обрабатываемой поверх-
ности (принцип совмещения баз — см. гл. IV). Иначе при Р=0 будет иметь
место Хи.к^О, т. е. самоцентрирующееся устройство пользы не принесет.
Наиболее широко самоцент)рирующиеся устройства применя-
ют для установки цилиндрических поверхностей. Это объясняет-
ся тем, что на чертежах положение цилиндрической поверхности
задают положением ее оси (конструкторской базы) и ось же
используют в качестве конструкторской базы по отношению
к другим поверхностям. Поэтому операций, в которых ось ци-
линдрической поверхности служит исходной базой, чрезвычайно
много.
Для установки цилиндрической поверхности применяют толь-
ко правильные самоцентрирующиеся устройства. По отношению
к такой поверхности эти устройства являются самоцентрирую-
щими:—-теоретически обеспечивающими бу=0.
Чем выше ожидаемая точность работы самоцентрирующего
устройства, тем в меньшей мере она поддается расчету, посколь-
ку все большей становится роль мелких факторов, которые не-
возможно регламентировать при проектировании и контролиро-
вать при изготовлении устройства. Поэтому числовые данные
о точности работы устройств извлекают из опыта (статистиче-
ский метод). Однако это не исключает возможности качествен-
ного анализа. Ниже рассматриваются характерные особенности
конструкций таких устройств и отмечаются основные факторы,
влияющие на действительную точность их работы.
10 1368
289
Если цилиндрическая поверхность — единствен ная уста-
новочная база, то устройство с корпусом, в котором оно смонти-
ровано, называют самоцентрирующим приспособле-
нием. В таких случаях устройство проектируют с расчетом на
то, чтобы точка О, по которой центрируются элементы, лежала
на оси установочного места корпуса приспо-
собления. В других случаях самоцентрирующее устрой-
ство — узел, значимость которого в приспособлении зави-
сит от конкретных условий. Точкой О служит центр окруж-
ности, представляющий номинальное положе-
ние устанавливаемой базы.
Особенности устройства — это особенности его рабочих эле-
ментов и управления элементами. Поэтому устройства различа-
ют по виду элементов (кулачковые, цанговые, мембранные
и т. д.), по виду механизма, управляющего элементами (винто-
вые, клиновые и т. д.), по числу кулачков и т. д. Ниже для удоб-
ства все они разделены на две условные группы: устройства
обыкновенные и устройства прецизионные, отличающиеся от
обыкновенных значительно более высокой точностью работы.
Обыкновенные устройства
Основная масса устройств, которые можно отнести к этой
условной группе, характерна наличием какого-либо механизма,
управляющего движением
элементов.
Винтовые устройства. Все
винтовые устройства — двух-
кулачковые, поэтому для
установки базы в направле-
нии, перпендикулярном цен-
трированию, кулачки дела-
ют призматическими или
полукруглыми (это бывает
возможно при высокой точ-
ности базы). Кулачки пере-
Рис. 228. Винтовое самоцентрирую- мещаются двумя винтовыми
шее устройство парами (резьба правая и
левая) с общим винтом
(рис. 228).
Для винтовых устройств характерны: возможность большого
хода кулачков, возможность большой силы зажатия, малая точ-
ность работы. Малая точность обусловлена зазорами в много-
численных сопряжениях деталей устройства и погрешностями
сборки устройства с корпусом. Для уменьшения последних обя-
зательно предусматривают возможность выверять положение
устройства в направлении центрирования кулачков. С этой це-
290
лью обеспечивают возможность регулировать при сборке поло-
жение элемента (С — на рис. 228), стопорящего заплечика вин-
та. После выверки элемент фиксируют штифтами (один не
попал в разрез, второй показан пунктиром). В самоцентриру-
ющих приспособлениях иногда допустимо устранять погрешно-
сти сборки обработкой рабочих поверхностей кулачков (чуть
тронуть шлифовальным кругом) после сборки.
Рис. 229. Клиновое кулачковое двухпоясное самоцентрирую-
щее устройство
Применение само центрирующих приспособлений (см.
выше) с винтовым устройством объективно не оправдано. По
всем своим показателям они примерно одинаковы с трехкулач-
ковыми ручными патронами общего назначения.
Клиновые устройства. Эти устройства бывают кулачковыми
(чаще всего трехкулачковыми) и цанговыми.
На рис. 229 показано двухпоясное кул ачковое устройство
(устройства с одним поясом кулачков получаются приемлемыми
при малой длине базы). Возможность совместной работы двух
поясов обеспечена тем, что управляющие кулачками втулки 1
и 2 действуют так же, как башмаки плавающего двукратного
зажима.
Конструкция работает от пневмопривода, поршень и цилиндр
которого подвижны относительно шпинделя станка. Поршень
связан с тягой 3, а цилиндр — с толкателем 4. Движение вту-
лок 1 и 2 не прекращается до тех пор, пока все шесть кулачков
войдут в'контакт с базой и система уравновесится. Возврат вту-
лок осуществляется пружиной 5, а кулачков — плоскими пружи-
нами) 6.
Клиновые кулачковые устройства несколько точнее винтовых,
благодаря меньшему числу сопряжений с зазорами. Однако кро-
ме зазоров, на точность работы устройства влияет несимметрич-
ность положений трех косых плоскостей и разная высота кулач-
ков. Поэтому для заметного повышения точности такого устрой-
ства по сравнению с точностью винтового нужна совместная
обработка рабочих поверхностей кулачков после сборки.
10*
291
Ход кулачков ограничивается только конструктивными сооб-
ражениями (размеры клиновых пар и корпуса). Поэтому база
может иметь большой допуск на диаметр (быть мало точной),
и для свободной установки де-
тали можно предусматривать
большой гарантированный за-
зор.
'Основной частью цанго-
вого устройства служит пру-
жинящая втулка — цанга (рис.
230). Для нормальной работы
устройства лепестки цанги дол-
жны быть тем более эластич-
ны, чем больше допуск на
базу. В то же время они всегда
должны быть настолько упру-
ги, чтобы не возникало остаточ-
ных деформаций. Эти качества
обеспечивают правильным выбором площади сечения лепестка
(толщина стенки цанги и число прорезей), длины лепестка и тер-
мической обработкой.
При эксплуатации устройства цилиндрическая установочная
поверхность головки цанпи не может иметь одинаково плотный
контакт с базой по всей окружности ввиду допуска на базу
(разные диаметры). Неплотный контакт имеют и конусные со-
пряженные поверхности, так
как из-за осевого смещения
кривизна их в одном попе-
речном сечении не одинако-
ва. От длины поверхностей
и эластичности лепестков за-
висит характер контактов
поверхностей в осевой пло-
скости. Учитывая все это,
размеры элементов выби-
рают с расчетом получить
достаточно хорошие кон-
такты.
На рис. 231 показана
одна из конструкций цанго-
вого самоцентрирующего
устройства. Ввиду малой
длины рабочей поверхности г
сравнительно легкие. Условия
матично представлены на рис. 232.
Рис. 231. Цанговое самоцентрируюшее
устройство
анги условия работы устройства
работы двусторонней цанги схе-
В противоположность клиновым кулачковым устройствам
с плоскими наклонными поверхностями в цанговых устройствах
поверхности кулачков представляют собой участки двух соосных
292
поверхностей: цилиндрической установочной и конусной. Обеспе-
чивая соосность этих поверхностей, тем самым обеспечивают как
бы одинаковую высоту кулачков. Взаимодействуют кулачки не
с разными поверхностями, а с участками одной конусной поверх-
Рис. 232. Схема действия двусторон-
ней цанги
Рис. 233. Схемы эксцентриковых са-
моцентрирующих устройств
ности. Все это делает цанговое устройство намного более точ-
ным по сравнению с кулачковым (если кулачки последнего не
обработаны совместно после сборки).
Если несоосность поверхностей деталей цангового устройства
нейтрализовать обработкой установочной поверхности цанги
после сборки устройства, то при малом допуске на базу (малое
влияние неплотных контактов) устройство становится наиболее
точным из всех обыкновенных самоцентрирующих устройств.
Эксцентриковые устройства. Две схемы Таких устройств пред-
ставлены на рис. 233. Кулачки устройства перемещаются цент-
Рис. 234. Рычажное двухкулачко-
вое самоцентрирующее устройство
ральным кулаком — трехсто-
ронним эксцентриком, или
пальцами — поводками, входя-
щими в эксцентричные пазы
поворотного диска. t
От других устройств с руч-
ным приводом эксцентриковые
отличаются значительно боль-
шей быстротой действия при
ходе кулачков примерно таком
же, как у клиновых кулачко-
вых. Однако точность их ра-
боты невысокая. Из-за малой
жесткости и быстрого износа
эти устройства (особенно с па-
зами) пригодны только для легкого зажатия. Применяют их
сравнительно редко.
Рычажные устройства. Представление о рычажных устройст-
вах дает конструкция, показанная на ,рис. £34. Удовлетворитель-
ную точность работы рычажного устройства достигают совмест-
ной обработкой рабочих поверхностей кулачков после сборки,
иначе точность получается очень низкой. Из-за многочисленных
293
зазоров точность рычажных устройств примерно такая же, как
точность 'ВИНТОВЫХ.
В конструктивном отношении рычажный механизм удобнее
других, если устройство должно работать от механизированного
привода, а кулачки должны иметь значительный ход. В этом
отношении рычажное устройство подобно клиновому кулачко-
вому.
Прецизионные устройства
Общей причиной сравнительно малой точности обыкновенных
самоцентрирующих устройств является большое число деталей
в устройстве. Соответственно велико число погрешностей и за-
зоров, влияющих на точность работы устройства. Именно бла-
годаря меньшему числу деталей и зазоров цанговые устройства
оказываются точнее других.
Для точности работы устройства важно не соответствие раз-
меров его деталей каким-то наперед заданным значениям, а оди-
наковость кулачков и одинаковость одноименных деталей, свя-
занных с каждым кулачком, т. е. важна симметричность
устройства относительно точки О, по которой оно должно цент-
рироваться. Это обстоятельство позволяет упрощать изготовле-
ние деталей, прибегая для получения одинаковых размеров
у одноименных деталей к совместной обработке. Однако совме-
стная обработка деталей не всегда возможна, так как для нее
может требоваться специальное приспособление. Кроме того,
даже в лучшем случае при эксплуатации устройства остаются
неизбежными погрешности, обусловленные неодинаковым рас-
пределением зазоров.
В зависимости от тщательности изготовления и условий ра-
боты — прежде всего от величины хода —даже винтовое устрой-
ство может оказаться точнее, чем цанговое. Однако ясно, что при
равной тщательности изготовления общим путем повышения
точности работы, на которую способно устройство, явля-
ется уменьшение числа деталей и устранение зазоров в его кон-
струкции. Устройства с повышенной точностью работы (преци-
зионные) характерны двумя общими особенностями.
Во-первых, рабочая (установочная) поверхность устройства
не составляется из поверхностей нескольких одноименных по-
движных деталей (кулачков), а представляет собой одну ци-
линдрическую установочную (сплошную или прерывистую)
поверхность, выполненную на одном элементе. Таким образом,
все эти устройства бескулачковые, или имеют части, которые
только условно (подобно лепесткам цанги) можно назвать ку-
лачками.
Во-вторых, ход устройства — изменение диаметра установоч-
ной поверхности (то же, что ход кулачков) достигается путем
деформации элемента, на котором выполнена установочная по-
верхность.
294
Устройства с неразрезной цангой. В качестве примера на
рис. 235 показана часть центровой оправки для крупного вала,
представляющая собой самоцентрирующее устройство с так на-
зываемой «неразрезной» цангой.
Достаточно тонкостенная сплошная (без разрезов) втулка
с цилиндрической установочной поверхностью расклинивается
конусом. «Ход» устройства (изменение диаметра установочной
поверхности) составляет несколько сотых миллиметра. Работо-
способность устройства при столь малом возможном ходе обес-
печивается соответственно малым
гарантированным зазором между
установочной поверхностью и базой
и жестким допуском на базу.
Рис. 236. Мембранное само-
центрнрующее устройство
Рис. 235. Неразрезиая цанга.
Часть центровой оправки
Высокая точность установки базы достигается благодаря
равностенности втулки, равностенности конуса (условия для
равномерной деформации втулки) и обработке установочной по-
верхности после сборки. Зазор между отверстием конуса и кор-
пусом оправки — малый и уменьшается вследствие деформации
конуса.
Устройство обладает хорошей жесткостью и способно нести
значительные нагрузки, но не является совершенным из-за тре-
ния (конусные поверхности) и необходимости большой исходной
силы.
Устройства мембранные. Главным элементом такого устрой-
ства служит упругий диск-мембрана с торцовыми выступами, на
которых выполнена установочная поверхность (рис. t236). Про-
гиб диска под действием центральной силы (в показанной кон-
струкции кольцо служит ограничителем прогиба) вызывает сим-
метричное изменение взаимного положения его выступов (ход
устройства). В конструкциях для установки базы-отверстия
установочную поверхность делают на внешней части выступов
и соответственно меняют направление прогиба диска.
Высокая точность работы устройства обусловлена тем, что
возможные источники погрешности этой работы заключены толь-
ко в одном элементе — мембране. Неравномерность деформации
нужно ожидать тем большую, чем больше прогиб диска, т. е.
295
чем больше гарантированный зазор, допуск на базу и потребная
сила зажатия. Однако то же самое (снижение точности работы
с увеличением зазора, допуска, силы) наблюдается, хотя и в раз-
ной .мере, у всех самоцентрирующихся устройств.
Диаметр установочной поверхности можно делать таким, что-
бы в свободном состоянии получался не гарантированный зазор,
а гарантированный натяг, достаточный для закрепления детали.
Силовой привод будет нужным только для создания зазора во
время установки и снятия детали. В таких условиях мембранное
устройство дает наилучшую точность.
096Д
Рис. 237. Устройство с гидропластом: конструкция н схема действия тонко-
стенной втулки
Для увеличения хода устройства или для уменьшения дли-
ны выступов при том же ходе, повышают эластичность (допу-
стимый прогиб) диска .мембраны, делая в нем радиальные про-
рези; точность работы при этом снижается.
Возможность получать равномерное распределение силы за-
жатия по окружности базы сближает эти устройства с лучшими
односторонними цанговыми. Возможность придавать выступам
мембраны разную форму, оснащать их губками и т. п. позволяет
использовать их подобно однопоясным кулачковым устройствам.
Благодаря этим качествам, хорошей точности и простоте изготов-
ления самоцентрирующие приспособления с мембранным устрой-
ством широко применяют для легких токарных и шлифовальных
операций обработки деталей типа колец и дисков.
Устройства с гидропластом. Это бескулачковые устройства со
сплошной установочной поверхностью, роль которой выполняет
внутренняя (если база—вал) или наружная (если база — от-
верстие) поверхность тонкостенной упругой втулки с жесткими
закраинами (поясками). Основные элементы устройства можно
видеть на рис. 237. Ход устройства получается в результате де-
формации втулки 3 при повышении давления в полости, запол-
ненной гидропластом 4. Давление повышается с помощью вин-
та/, нажимающего на плунжер 2.
296
Работоспособность устройства обеспечивают расчетом, для
упрощения которого пользуются обобщенными результатами
исследований (работы таких устройств, оформленными в виде
удобных в 'повседневной работе таблиц, графиков и простых
формул.
Применяемые давления гидропласта достигают 250 —
500 кгс/см2 (25—50 МН/м2). Поэтому принимают особые меры
против утечки гидропласта через зазоры. По пояскам втулки
предусматривают натяг, а по плунжеру—'возможно меньший
Рис. 238. Цилиндрический и ромбический пальцы в конструкции кон-
дуктора
зазор. В благоприятных условиях (точная база, достаточная
длина втулки) устройства способны обеспечивать точность уста-
новки в пределах 0,01 мм.
Использование устройства не только в качестве установочно-
го, но и зажимного, не исключает возможности применять в при-
способлении другие зажимы. Эти зажимы могут быть самостоя-
тельными, но иногда их удобно объединять с устройством в еди-
ный многократный зажим, как это было пеказано ранее на
рис. 222.
По внешнему оформлению в конструкции приспособления
устройства с гидропластом подобны жестким установочным ци-
линдрическим пальцам и гнездам. Необходимость находить ме-
сто для зажимного винта не ухудшает заметно компактность
установочного узла. Это допускает самое разностороннее приме-
нение устройств — их используют в приспособлениях всех типов.
На рис. 238 показаны два само центрирующихся устройства,
использованные в роли двух пальцев (цилиндрического и ром-
бического— см. в гл. VIII, § 5 об установке двух баз по первому
297
варианту) для установки двух отверстий. В данном случае ха-
рактер операции, конечно, не оправдывает выбранную конструк-
цию установочных элементов. Усложнение приспособления,
к тому же в ущерб эксплуатационным качествам, предпринято
без нужды, т. е. ошибочно' *. Однако пример хорошо иллюстри-
рует, насколько широкой может быть область применения само-
центрирующих устройств с гидропЛастом.
Другие устройства
Рассмотренные выше виды устройств не охватывают все раз-
нообразие возможных конструкций.
Из других видов некоторое распространение имеют устрой-
ства с тарельчатыми пружинами. Конструкция с двумя пакета-
Рис. 239. Двухпоясное устройство с пакетами
тарельчатых пружин
ми пружин (двухпоясное устройство) показана на рис. 239. Ря-
дом показана пружина-заготовка. Заготовки (размеры их нор-
мализуют) пол\чают штамповкой. Пакет обрабатывают
совместно.
Рис. 240. Оправка для замка клапана
Кроме того, в отдельных случаях возможны многие иные кон-
струкции. В качестве одного из примеров на рис. 240 показана
простейшая конструкция самоцентрирующего приспособления,
состоящая всего из двух деталей.
* Эффект от замены жестких пальцев (уменьшение погрешности Р) мал
ввиду доминирующего характера других погрешностей (т), влияющих на .
Кроме того, обрабатываемые отверстия связаны не с одной базой, поэтому
требуется установка по второму варианту, а не по первому.
298
Глава X
ДРУГИЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
§ 1. ЭЛЕМЕНТЫ, НАПРАВЛЯЮЩИЕ ИНСТРУМЕНТ
В приспособлениях для деталей к элементам, направляющим
инструмент, относят такие, с помощью которых влияют на
положение инструмента относительно детали.
По выполняемым функциям эти элементы разделяются на три
группы: а) элементы, препятствующие уводу (отжиму) инстру-
мента (направляющие втулки); б) элементы, определяющие по-
ложение инструмента при установке его на размер (установы
для инструмента); в) элементы, выполняющие обе названные
функции (кондукторные втулки).
Рнс. 241. Направляющие втулки:
а—направление державки на револьверном станке; б—на-
ружное зенкерование головки
Элементы просты по конструкции. Важность их обусловлена
тем, что от них зависит конечная связь, получаемая ;в системе
обработки (см. гл. VII, § 2) и, следовательно, точность обработ-
ки детали.
Направляющие втулки. Втулки, препятствующие уводу (от-
жиму) инструмента, применяют в приспособлениях для обработ-
ки поверхностей вращения. Одновременно 'предусматривают
гладкую (направляемую часть у державки инструмента или
у самого инструмента (рис. 241).
Недостаточная жесткость инструмента или несущего его
узла станка вынуждает отступать от нормального режима обра-
ботки для того, чтобы уменьшить погрешность обработки, .возни-
кающую вследствие отжима (увода) инструмента. Иногда опе-
рация вообще невозможна из-за возникновения вибраций.
Дополнительная опора создает более благоприятные условия
для работы инструмента.
По отношению к направляемой части инструмента или дер-
жавки втулка играет роль подшипника. При длительной, но спо-
299
койной работе ее делают из бронзы. В случае опасности накле-
па от вибраций и для кратковременных операций ее делают из
закаленной стали. Для длительной тяжелой работы втулку де-
лают вращающейся, т. е. неподвижной (не вращающейся) отно-
сительно инструмента.
Устиновы для инструмента. Эти элементы предусматривают
с целью сделать ненужными пробные проходы и промеры при
установке инструмента на размер. Элемент представляет собой
надежно закрепленный на корпусе приспособления сухарь (пла-
стинку, штифт) с точной плоской рабочей поверхностью. Пло-
скость сухаря располагают на
Рис. '242. Двусторонний устано-
вочный сухарь
таком расстоянии от установочных
элементов, на каком должна на-
ходиться режущая кромка ин-
струмента после правильной уста-
новки инструмента на размер.
Благодаря этому последняя сво-
дится к тому, что инструмент
осторожно подводят до соприкос-
новения с сухарем.
В приспособлениях токарного
типа установы для инструментов
(резцов) почти не применяют.
Станок и характер выполняемых
операций выдвигают здесь на первое место установку с помощью
пробных проходов и промеров. Главная область применения
установов — приспособления для фрезерования.
На рис. 242 показана схема сухаря для установки пазовой
фрезы на два исходных размера. Рассчитанное положение пло-
скостей сухаря изменено на величину толщины плоского калиб-
ра— щупа (3 мм). Это делают потому, что уловить момент за-
щемления в зазоре легкого, поддерживаемого рукой щупа
намного проще, чем заметить момент соприкосновения фрезы
непосредственно с сухарем (большая масса стола станка). Уве-
личение чувствительности повышает точность установки фрезы.
Установ для фрезы тем нужнее, чем труднее промеры после
пробных проходов. Например (см. рис. 242), измерить глубину
паза можно без затруднений, но измерить смещение паза с оси
вала намного сложнее. Кроме того, такой элемент особенно
нужен, если для установки методом пробных проходов и проме-
ров нельзя использовать кондиционную деталь. Например (тот
же рис. 242), после неудачного по смещению паза пробного про-
хода деталь уже невозможно исправить — она окажется браком.
Установ для фрезы помещают в таком месте, где он не ме-
шает выполнению операции. Примеры можно видеть в конст-
рукциях приспособлений, показанных ранее на рис. 200 и 206.
Кондукторные втулки. С помощью таких втулок направляют
самые разнообразные мерные инструменты для обработки отвер-
стий: зенкеры, центровые сверла, развертки и т. п., но прежде
300
всего—обыкновенные спиральные сверла в приспособлениях
для сверления — кондукторах.
При сверлении (вообще—при обработке мерным инструмен-
том) устанавливать инструмент на заданные координаты оси от-
верстия методом пробных проходов и промеров невозможно:
любой неудачный проход выводит деталь в брак. Кроме того,
конструкция сверлильных станков
(с помощью лимба и т. п.) измене-
ния координат, а допускает только
Выверку взаимного положения при-
способления и инструмента в плос-
кости стола станка (рис. 243,а).
не позволяет отсчитывать
Рис. 244. Использование кон
дукторных втулок при выпол-
нении многопереходной опе-
рации:'
4ср, Ьср, Вср—-средние значения
заданных координат
Рис. 243. Установка сверла на коор-
динаты оси отверстия:
а — с помощью выверки; б — с помощью
втулки
Процесс выверки (она возможна особыми приемами или
пробной обработкой некондиционных деталей) — длителен. По-
этому к ней прибегают лишь в тех случаях, когда для установки
и закрепления детали пользуются каким-либо приспособлением
общего назначения. Например, трехкулачковым самоцентрирую-
щим патроном (для сверления отверстия в торце валика), ти-
сками и т. п. Поэтому же в каждом специальном приспособ-
лении для сверления обязательно предусматривают кондуктор-
ную втулку (см. рис. 243,6). Втулка не только определяет
положение сверла, но и препятствует смещению конца сверла
в момент врезания. Без втулки такое смещение (увод) может
быть значительным из-за перемычки между режущими кром-
ками и биения сверла в патроне (шпинделе).
Таким образом, кондукторная втулка позволяет просто и на-
дежно получать точность координат отверстия, трудно достижи-
мую иными средствами. Погрешность исходного размера будет
зависеть только от точности расположения отверстия втулки
относительно исходной базы и от величины зазора, предусмот-
ренного между сверлом и втулкой.
301
Однако этим не исчерпывается важное значение кондукторной
втулки. Такие втулки являются наиболее простым средством рез-
кого повышения производительности многопереходных
операций сверления, требующих разных позиций приспособле-
ния (рис. 244). Они делают ненужными операции разметки от-
верстий перед сверлением (в случаях, когда заданную точность
координат возможно достичь по разметке) или использование
координатно-расточного станка (в случаях большей заданной
точности). Таким образом, для операций многопереходных втул-
Рис. 245. Кондукторные втулки:
а—постоянные; б—сменная
Рис. 246. Быстросменные
кондукторные втулки
(комплект из двух вту-
лок)
ки выступают в роли средства, обеспечивающего автоматическое
получение заданных размеров (координат отверстий). Это ста-
вит их по важности в один ряд с установочными элементами
приспособлений.
Наиболее употребительные кондукторные втулки разделяют-
ся на три группы: постоянные, сменные и быстросменные.
Постоянные втулки (рис. '245, а) делают с буртом или без
бурта (бурт обязателен, если торец втулки служит упором, огра-
ничивающим ход инструмента'— глубину сверления несквозного
отверстия) и запрессовывают в корпус или крышку приспособле-
ния. Диаметр отверстия втулки (d) назначают по сверлу, обес-
печивая посадку X или Д (в системе вала). Высоту Н втулки
принимают около (1-е-2)гД но при малых d эта высота больше:
до Н= (4—6)d и даже более. Между нижним торцом втулки
и деталью оставляют зазор (около 0,5 d) для мелкой стружки.
В приспособлениях, срок службы которых больше срока служ-
бы втулок, для упрощения замены изношенных втулок приме-
няют сменные втулки. Такую втулку ставят без гарантиро-
ванного натяга и стопорят винтом (см. рис. 245, б).
Быстросменные втулки (рис. 246) применяют, если от-
верстие обрабатывается более чем в один переход. При необхо-
димости направлять инструмент в каждом переходе предусмат-
-302
ривают комплект быстросменных втулок с соответственно раз-
ными диаметрами отверстий.
Основные размеры описанных обыкновенных втулок норма-
лизованы. Конструкции, отличающиеся от обыкновенных, отно-
сятся к категории специальных. Например, крупные быстро-
Рис. 247. Специальные кондукторные втулки
сменные втулки снабжают рукоятками; при большой окружной
скорости инструмента, во избежание перегревания, втулки дела-
ют вращающимися и т. п. На рис. 247 показано несколько при-
меров специальных втулок.
В присутствии элементов для определения положения инст-
румента (установ для фрезы, кондукторная втулка) центр тя-
жести расчета приспособления на точность перемещается с уста-
новочных элементов на эти элементы. /
Для автоматического получения исходного размера с помо-
щью кондукторной втулки (например, размера А на рис. 244)
Рис. 248. Определение координаты R оси отверстия втулки
R—Rc^+0,5P
необходимо рассчитать (и обеспечить в конструкции кондукто-
ра) три параметра: 1) координату Д оси отверстия втулки
относительно номинального положения исходной базы; 2) допу-
стимую погрешность 2 этой координаты; 3) допустимый зазор z
между сверлом и втулкой.
Величина координаты 7? должна быть назначена с таким рас-
четом, чтобы происходило располовинивание погрешно-
сти Р, связанной с установкой детали (см. также в гл. IV, § 5).
Это поясняют схемы, .приведенные на рис. 248 (жирные точки
303
изображают номинальное положение исходной базы). На схемах
видно, что если установочные элементы обеспечивают Р = 0
(схема а) или симметричное расположение поля Р (схема б),
то величина 7? должна быть взята равной среднему значению
/1Ср заданного исходного размера. Например, (см. рис. 244),
для размера Лср величина Р=0, поэтому координата оси отвер-
стия втулки 7?=Лк=Лср. Если же поле погрешности Р располо-
жено односторонне (схемы в и г), то координата Р должна быть
на величину 0,5 Р больше или меньше Лср, как показано на схе-
мах (см. также пример, показанный ранее на рис. 109, вверху).
Для расчета величин 2 и z привлекается расчетное неравен-
ство (Р+бп+т^аи — см. гл. VII, § 5). Из этого неравенства,
переписанного относительно т в виде
т^аи — (Р + бп)
находится величина т, допустимая при заданном допуске на
координату оси обрабатываемого отверстия (аи), выбранном
способе установки детали (Р) и способе установки приспособ-
ления на станке (6П).
Ранее было показано (см. гл. III, § 4), что из ожидаемой
величины погрешности т, связанной с методом обработки, пред-
ставленной в виде суммы четырех составляющих
Т = бс + би + бн + бд
выпадают при расчете кондукторов составляющие бс (погреш-
ность, связанная со станком) и 6Д (погрешность, связанная с де-
формациями). Поскольку, кроме того, и 6n=0 (см. в гл. III, § 4
об определении величины бп) — неравенство получается в виде
би + ба^°и — Р •
Ожидаемая погрешность 6Н, связанная с установкой инстру-
мента на размер, будет зависеть от погрешности координаты Р
отверстия втулки и диаметра этого отверстия (от диаметра за-
висит зазор между отверстием и сверлом). Ожидаемая погреш-
ность би, связанная с инструментом, будет зависеть от допуска
на диаметр сверла (чем больше допуск, тем больше возможный
зазор между сверлом и втулкой). Таким образом, сумма би+йи
равна сумме 2 + z, и для отсутствия брака деталей нужно соблю-
сти условие
2 + zsgaH —А
Выбрав посадку сверла во втулке (X или Д, см. выше), опре-
деляют наибольший зазор z при этой посадке. Вычитая величи-
ну z из допустимой по неравенству суммы 2+z, находят величи-
ну 2 — допустимую погрешность координаты Р оси отверстия
кондукторной втулки.
Предположим, например (см. рис. 244), что исходный размер
ЛСр=80 мм, допуск на него аи= ±0,1 мм, диаметр сверла d=
304
= 10 мм. Учитывая, что в данном случае Р=0, нужно принять
/?=Дср=80 мм. Выбрав посадку Х(СВ], получим между сверлом
и втулкой наибольший зазор г=0,01+0,03 = 0,04 мм. Подставив
в неравенство известные значения аи, Р и z, получим 2 + 0,04^
^0,2 и найдем: 2^0,16 мм, т. е. погрешность координаты R не
должна превышать величину ±0,08 мм.
Координата R является составной. Она представляет собой
замыкающий размер в цепи размеров, связывающих ось отвер-
стия в кондукторной втулке с номинальным положением исход-
ной базы. При разработке чертежей на детали кондуктора по-
грешность 2 должна быть распределена (в виде допусков)
между всеми элементами, влияющими на величину координаты
R (допуск на координату оси отверстия под втулку; разностен-
ность втулки; зазор между втулкой и стаканчиком — если втул-
ка быстросменная; зазоры в соединениях детали, несущей втул-
ку, с корпусом кондуктора — если эта деталь выполняется в виде
съемной или откидной крышки, и т. д.). Если таких элементов
много, то, распределяя между ними величину 2 (или назначив
на них допуски и проверяя, уложится ли сумма допусков в ве-
личину 2), необходимо' руководствоваться общими правилами
сложения погрешностей (см. гл. III, § 5). Соображения о целесо-
образной точности расчета изложены ранее (см. гл. VII, § 5).
Описанное выше относится к,и сходному размеру, обеспе-
чиваемому кондукторной втулкой и установочным элементом
совместно (исходные размеры А} и А2 на рис. 243, ЛСр и Бср на
рис. 244 и т. л.). Погрешность размера, обеспечиваемого двумя
втулками (размеры-внутрикомплексные координаты типа бср
на рис. 244 и т. п.) не зависит от точности установ-
ки детали. Она складывается из погрешности межцентрового
расстояния отверстий кондукторных втулок и зазоров и z2
(при di = d2 зазоры одинаковы).
§ 2. КОРПУСА ПРИСПОСОБЛЕНИЙ
Общие сведения. Корпус несет на себе все другие элементы
приспособления и имеет установочное место, с помощью которо-
го приспособление устанавливают на станке. При данных раз-
мерах и форме установочного места (см. в гл. III, § 4 иллюстра-
ции к определению погрешности дп, связанной с установкой при-
способления на станке) форма корпуса зависит от необходимого
взаимного расположения элементов приспособления, которые он
объединяет в единую конструкцию (рис. 249).
Корпус воспринимает все силы, действующие на деталь при-
способления. Он должен быть не только прочным, но и жестким,
чтобы не было вибраций при обработке. Это часто вынуждает
делать корпус массивным или усложнять его форму ребрами
жесткости.
305
Основные требования к корпусу — достаточная жесткость
и простота изготовления.
Конструкцию корпуса разрабатывают, ориентируясь на вы-
бранный способ изготовления заготовки корпуса. Последнюю по-
лучают одним из следующих способов: а) отрезают от сортового
материала; б) изготовляют ковкой; в) отливают; г) сваривают
из отдельных частей; д) собирают из отдельных частей на вин-
тах и контрольных штифтах.
Сортовой материал (толстые листы, прутки и т. п.)
идет обычно на открытые корпуса-плиты или корпуса неболь-
ших размеров. Из него делают также части сварных заготовок.
Ковкой придают начерно заготовке, отрезанной от сорто-
а) б) в)
Рис. 249. Схемы формы корпусов:
а—открытые; б—закрытые; в—полузакрытые
вого материала, конфигурацию корпуса, чтобы уменьшить объ-
ем последующей механической обработки. Ковкой пользуются
для оттяжки лапок, хвостовиков, изгибания, осадки, для получе-
ния полой заготовки (закрытый корпус) и т. п.
Отливкой получают корпус или его части крупных разме-
ров и сложной конфигурации. Так как технологические возмож-
ности этого процесса весьма широкие, то отливкой возможно
получать заготовки, обладающие большой жесткостью при ма-
лом весе и требующие минимума механической обработки.
Сваркой из отдельных частей простой формы возможно
получать заготовки, способные во всех отношениях конкуриро-
вать с литыми заготовками.
Из отдельных ч а с т е й собирают на винтах корпуса за-
крытого и полузакрытого типа, с целью упростить обработку
поверхностей трудно доступных, если корпус сделать целым.
Кроме того, этот способ применяют для получения корпуса из
нескольких более простых по форме нормализованных элемен-
тов.
Материал для корпуса выбирают в зависимости от способа
получения заготовки: для литых —чугун и иногда—отходы
цветных сплавов, для сварных — сталь,- а также чугунные за-
готовки из числа нормализованных. Если корпус сборный, то
части его могут быть изготовлены из разных материалов и раз-
ными способами.
Литые и сварные заготовки подвергают термической обра-
ботке, чтобы снять внутренние напряжения, могущие со време-
нем лишить приспособление первоначальной точности.
306
\ Конструктивное оформление корпуса. Простота изготовле-
\ ния — требование, предъявляемое к любой детали. Примени-
\ тельно к корпусу оно тем важнее, чем сложнее корпус и особен-
' но потому, что его нужно изготовлять без применения специ-
альных приспособлений (единичное производство).
Корпус оформляют так, чтобы было возможно наиболее про-
сто .(в условиях инструментального цеха) обработать три груп-
пы его важнейших поверхностей: поверхности, представляющие
собой установочное место корпуса, поверхности под установоч-
ные элементы и поверхности под элементы для направления
инструментов.
Рис. 250. Влияние способа получения заготовки на кон-
структивное оформление корпуса
Желательно, например, чтобы поверхности установочного ме-
ста корпуса можно было использовать как удобные установоч-
ные базы при обработке других поверхностей, чтобы участки по-
верхностей корпуса, которые должны лежать в одной плоскости,
на одной поверхности вращения и т. п., не прерывались высту-
пами, мешающими обработать их в один переход, чтобы обра-
ботка отверстий, от которых требуется высокая соосность, была
возможной с одного установа, и т. д. и т. п. При решении этих
задач часто выясняется необходимость сделать какую-либо
часть корпуса отъемной.
Конструктивное оформление прочих элементов корпуса под-
чинено обычным технологическим требованиям, предъявляемым
к любой детали. Представление о влиянии способа получения
заготовки корпуса на конструктивное оформление дает рис. 250
(плоскость 1 — установочное место, плоскость 2 и отверстие 3 —
места под установочные элементы, отверстие' 4 — место под кон-
дукторную втулку).
Эксплуатационные требования к корпусу. Многие эксплуата-
ционные качества приспособления зависят от его корпуса.
307
Вес корпуса — от него зависит вес приспособления —
имеет второстепенное значение. Однако его желательно умень-
шать, если- приспособление связывается со шпинделем станка.
Еще более желательно уменьшать его, если приспособление тре-
буется в процессе эксплуатации поднимать, переворачивать
и т. п., вообще как-либо вручную перемещать.
Устойчивость приспособления должна быть доста-
точной. Это особенно существенно для приспособлений, не за-
крепляемых на станке (многие кондукторы). Для этого устано-
вочное место корпуса должно быть достаточно большим.
Удобство очистки от стружки.— всегда существен-
но, но особенно, если корпус закрытого типа. Очистка произво-
дится обдувкой сжатым воздухом, поэтому окна, вырезы и т. п.
должны быть расположены таким образом, чтобы обдувка была
безопасной.
Удобство установки и снятия детали также силь-
но зависит от конструкции корпуса. При обработке мелких де-
талей неудобства влекут только потерю времени, но в случае
крупных и тяжелых деталей они могут быть опасны.
Внешний вид. Отделку поверхностей корпуса, не подверг-
нутых механической обработке, выполняют в соответствии с при-
нятыми на заводе условиями. Лучше, если эти поверхности бу-
дут гладкими, покрашены и т. и. — тогда приспособление легче
протирать и содержать в чистоте.
Нормализация заготовок корпусов. Нормализация заготовок
корпусов имеет целью сократить срок изготовления приспособ-
ления, снизить стоимость корпуса. Чем шире поставлена на за-
воде нормализация приспособлений, тем большая номенклатура
нормализованных элементов, в том числе и заготовок корпусов,
имеется в распоряжении конструктора.
Первой ступенью нормализации корпусов является нормали-
зация литых чугунных заготовок простейшей формы: плит, уголь-
ников, планшайб и т. п., не усложненных ребрами жесткости,
приливами специального назначения и т. п. Даже при таком
состоянии нормализации существенно экономится время изго-
товления корпуса.- Простейшую заготовку .превращают в более
сложную, добавляя к ней одну-две привариваемые или привер-
тываемые части, отрезая лишние участки, и т. п.
На последующих этапах нормализацией охватывают уже бо-
лее сложные конструкции: оребренные плиты, плиты с лапками,
оребренные угольники и т. д. Одновременно с увеличением но-
менклатуры нормализованных заготовок снижается объем обра-
ботки для превращения заготовки в корпус.
В дальнейшем объектом нормализации служат заготовки
корпусов еще более узкого назначения: например, корпусов фре-
зерных приспособлений для одновременной обработки мелких
деталей (типа, показанного на рис. 214), полузакрытых корпу-
сов П-образного типа для кондукторов и т. п. В таких случаях
398
заготовки могут быть заранее подвергнуты механической обра-
ботке независимо от конкретной детали, для которой будет
использован этот полуфабрикат корпуса.
Существуют также системы нормализации, предусматриваю-
щие большое число простых элементов, пригодных для сборки
из них различных корпусов без какой-либо обработки по поверх-
ностям разъемов (см. XI, § 2).
§ 3. РАЗНЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
Вспомогательные элементы
Подводимые опоры. Подводимую опору применяют с целью
дополнительно поддержать установленную и закрепленную де-
таль в том месте, где она может прогнуться от сил резания. Кро-
ме того, оказавшуюся на весу часть даже массивной детали
бывает нужно поддержать для того, чтобы разгрузить зажимы,
или даже дополнительно закрепить во избежание дрожания (ви-
браций) при обработке.
Рис. 251. Подводимые опоры:
а—винтовые; б—пружинная; в—клиновая;
Подводимая опора н е должна участвовать в уста-
новке д е т а л и. Ее подводят только после окончания установ-
ки и отводят после снятия детали, перед установкой следующей.
На рис. 251, а показаны две конструкции винтовых подводимых
опор. Если опору располагают в труднодоступном месте, то ру-
коятку управления опорой выводят в более удобное место
(рис. 251,6 и в).
Выталкиватели. Выталкиватели (выбрасыватели, съемники)
предусматривают с целью ускорить снятие (.выемку) детали
после обработки.
Удобство снятия детали, так же как и удобство ее установки,
предусматривают при разработке установочных элементов, кон-
струкции зажимов и корпуса приспособления. Однако иногда
приходится прибегать к вспомогательному элементу специально
для этой цели. На рис. 252 показан выталкиватель в кондукторе
для сверления шести отверстий в головке детали. Он предусмот-
309
рен потому, что кондукторные втулки и зажим мешают сделать
в корпусе вырезы, которые позволяли бы захватывать деталь за
головку. Уменьшить же длину корпуса, чтобы стала доступной
задняя часть детали, значит ухудшить устойчивость приспособ-
ления на столе станка.
Рис. 252. Выталкиватель в кондукторе для сверления шести
отверстий
Элементы для установки приспособлений на станках
Переходные планшайбы. Переходной планшайбой называ-
ют промежуточную деталь между корпусом приспособления
и шпинделем станка, применяемую при установке приспособле-
ний токарного типа (рис. 253). Эта простая деталь выполняет
очень важную роль.
Во-первых, она позволяет получать высокую точность уста-
новки приспособления на станке (малую погрешность бп, связан-
ную с установкой приспособления). Это достигается тем, что
центрирующий бурт, (или выточку) и плоскость планшайбы об-
рабатывают после установки и закрепления планшайбы на
Рис. 253. Переход-
ная планшайба
шпинделе.
Во-вторых, форма установочного места
корпуса приспособления становится независи-
мой от формы шпинделя станка. Простую
форму легче обработать с высокой точностью.
Кроме того, корпус приобретает поверхности,
которые могут служить хорошими установоч-
ными базами при его изготовлении.
В-третьих, в условиях серийного производ-
ства (за станком закреплено несколько опера-
ций) можно быстро заменять одно приспособ-
ление другим, каждый раз получая хорошую
точность их установки. Для этого нужно лишь
сделать одинаковыми установочные места корпусов приспособ-
лений для операций, закрепленных за данным станком.
Шпонки. Установочными шпонками (рис. 254) снабжают кор-
пус приспособления, устанавливаемого на столе станка (приспо-
собления фрезерного типа), с целью упростить ориентировку при-
способления на столе.
310
Две шпонки (см., например, рис. 200 и 206 и схему на
рис. 58, а), по возможности дальше удаленные друг от друга,
входят в паз стола. Положение шпонок связывают с положени-
ем установочных элементов, исходя из допустимой величины дп
(необходимой точности ориентировки приспособления по пазу).
П или н
Рис. 254. Установочные шпонки
Канавка или уступ на боковой поверхности шпонки упрощает
пригонку шпонки по пазу стола. Пригонка необходима, так как
ширина пазов у станков бывает самой различной, а пазы под
шпонки в корпусах нормализуют. Иногда, чтобы исключить при-
гонку, используют шпонки с шириной, заведомо меньшей шири-
ны паза. Их вводят в контакт с одной стороной паза, аккуратно
придвигая к ней приспособление перед тем как закрепить
его на столе станка.
Подкладки для кондукторов. Корпус кондуктора для сверле-
ния отверстий с непараллельными осями должен иметь столько
Рис. 255. Применение подкладки для установки
кондуктора
установочных мест, сколько нужно разных позиций кондуктора.
Например, кондуктор, показанный на рис. 252, имеет шесть уста-
новочных мест. Подкладка позволяет получать две позиции при
одном установочном месте (рис. 255).
Если в показанном случае предусмотреть у корпуса два уста-
новочных места (см. справа), то ни на одном из них кондуктор
не будет устойчив.
311
Крепежные детали
Большинство этих деталей на заводах нормализовано на ба-
зе ГОСТов — важно лишь правильно их применять.
На рис. 256 показаны употребительные крепежные винты
и несколько примеров использования стопорных винтов. Отвер-
стия под резьбу крепежных винтов делают сквозными (не счи-
таясь даже со значительным увеличением глубины сверления),
если только они не выходят
Рис. 256. Типы крепежных винтов
и примеры применения стопорных
винтов
на установочную поверхность
(рис. 257). Это упрощает
и сверление, и нарезание резь-
бы (контроль глубины несквоз-
ного отверстия, очистка от
стружки).
Рис. 257. Выполнение места под винт:
а—неправильно; б—правильно
Очень важное место занимает в конструкциях приспособле-
ний простейшая деталь — так называемый контрольный
штифт. Крепежные винты могут ослабнуть, но и без этого вза-
имное положение элементов может быть нарушено случайными
толчками при эксплуатации или транспортировке приспособле-
ния. Поэтому фиксация взаимного положения элементов конт-
рольными штифтами обязательна во .всех случаях, когда от
этого положения зависит точность работы приспособления (см.
например, рис. 200 и 206).
Отверстия под контрольные штифты сверлят и развертывают
совместно в обеих соединяемых деталях после того как вы-
веркой или другим способом достигнуто нужное взаимное поло-
жение деталей и винты затянуты. В связи с этим детали, фикси-
руемые штифтами, никогда не крепят винтами с конусными
головками.
Иногда контрольные штифты ставят только для разгрузки
винтов, закрепляющих сильно нагруженную деталь.
312
§ 4. ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
Общие сведения
Делительные устройства применяют для получения разных
позиций детали относительно корпуса приспособления. Устройст-
ва для деления линейных перемещений требуются очень редко,
поэтому основные особенности конструкций рассмотрим приме-
нительно к устройствам поворотным, служащим для деле-
ния угловых перемещений.
Главными элементами устройства являются делительная пли-
та и фиксатор угловых положений плиты. Компоновка этих
Делительная ДЕт^ь ДЕта^
J плита / —|—
Рис. 259. Дели-
тельная плита
с гнездами-па-
зами
Фиксау
I тор
Фиксатор
Делительная
плати
Рис. 258. Схемы размещения делитель-
ного устройства в приспособлении:
а—устройство I группы; б—устройство
II группы
элементов в приспособлении бывает различной, в связи с чем
устройства можно разделить на две группы (рис. 258):
1) устройства, представляющие собой узел, мало зависящий
от конструкции всего приспособления (схема а);
2) устройства, конструктивно тесно связанные с приспособ-
лением (схема б).
Точность работы устройства зависит от точности расположе-
ния в плите мест (гнезд) под фиксатор и от зазоров по фикса-
-тору (люфт плиты). Во избежание быстрого износа сопряжен-
ные поверхности элементов устройства должны иметь высокую
твердость (НЕС 55—60). По этим причинам особенности компо-
новки устройства в значительной мере предопределяют целесо-
образный способ фиксации делительной плиты — форму мест
(гнезд) под фиксатор и положение последнего относительно
плиты.
Устройства I группы. В таких устройствах делительная плита
выполняет только свое основное назначение. Она не несет на
себе никаких деталей приспособления и поэтому может иметь
высокую твердость «кругом»., Однако для возможности шлифо-
вания гнезд под фиксатор последние должны быть выполнены
•в виде расположенных по периферии плиты пазов (рис. 259), что
313
в свою очередь требует расположения фиксатора ,в плоскости
поворота плиты (схема а на рис. 258).
* Оформление делительного устройства ,в виде самостоятель-
ного узла позволяет относить устройство далеко от обрабаты-
ваемой детали.'Необходимость в этом возникает при обработке
мелких деталей (рис. 260, а), когда близко расположенное
устройство может мешать подходу инструмента к детали, за-
труднить обзор места обработки и т. п. Подобные устройства
удобны также в некоторых из тех случаев, когда по характеру
Рис. 261. Приз-
матический фик-
сатор
операции делительная плита располагается горизонтально (см.
рис. 260, б). Можно видеть, что присутствие делительного
устройства почти не ухудшает компактности приспособления,
причем само устройство надежно защищено от загрязнения (это
особенно важно ввиду конической формы гнезд). Иногда, при
большом числе позиций, вместо пазов-гнезд делительную плиту
снабжают цилиндрическими штифтами, а фиксатор делают в ви-
де призмы (рис. 261).
Устройства II группы. В устройствах этой группы на дели-
тельной плите размещают установочные элементы, зажимы
и другие элементы, тем самым передавая ей часть функций, вы-
полняемых обычно корпусом приспособления. Гнезда под фик-
сатор выполняют в закаленных втулках, которые запрессовыва-
ют в цилиндрические отверстия плиты. Необходимую (высокую)
точность расположения отверстий в плите обеспечивают раста-
чиванием их на презиционном координатно-расточном станке.
Как общее правило фиксатор располагают перпендикулярно
к плоскости поворота плиты (схема б на рис. 259). Такая ком-
поновка обеспечивает хорошую компактность приспособления
и в большинстве случаев — некоторое упрощение его конструк-
ции.* Поэтому устройства II группы составляют подавляюще
большую часть применяемых делительных устройств.
Тесная связь делительного устройства с конструкцией и ком-
поновкой других элементов приспособления мало ограничивает
свободу выбора конструкции фиксатора, но сильно сказывается
314
на конструктивном оформлении делительной плиты. Последнее
бывает самым разнообразным. В качестве примера на рис. 262
показан кондуктор с двухпозиционным делительным устрой-
ством.
Фиксатор не должен нести больших нагрузок, иначе устрой-
ство быстро потеряет точность, поэтому в каждой позиции пли-
ту необходимо закреплять. В показанной конструкции для этой
Рис. 262. Кондуктор с двухпозиционным делительным
устройством
цели предусмотрен винтовой зажим. Заметим, кстати, что в дан-
ном случае применение зажима под ключ плохо согласуется
с идеей экономии вспомогательного времени, которой руковод-
ствовался конструктор, применяя эксцентрики для закрепления
детали и для управления фиксатором. Общей задачей является
также предохранение гнезд в плите и фиксатора от загрязнения.
В показанной конструкции гнезда закрыты заглушками (отвер-
стие во избежание появления в гнезде воздушной подушки луч-
ше было бы сделать не в заглушке, а в фиксаторе).
Способ фиксации плиты и точность работы устройства
Точность работы устройства (точность деления) • зависит от
величины допуска, назначаемого на угол между гнездами дели-
тельной плиты, и от зазоров по фиксатору. Величина последних
зависит от способа фиксации плиты — формы рабочей части
фиксатора и гнезда. Фиксаторы разделяются на цилиндрические,
конусные, ромбические и шаровые (рис. 263). Для сравнитель-
315
ной оценки способов фиксации рассмотрим вначале условия ра-
боты цилиндрического фиксатора.
Схема, показанная на рис. 264, позволяет видеть, что фикса-
тор сможет войти в гнездо не приподнимая (не сдвигая) дели-
тельную плиту и без перекоса только в том случае, если сумма
зазоров по фиксатору (zi+z2) будет не меньше, чем зазор по
цапфе делительной плиты (z3). Однако это справедливо лишь
в предположении, что действительные величины координат 7?
у корпуса и у плиты в точности одина-
ковы. Поскольку же каждая из этих коор-
динат выдерживается в пределах назна-
чаемого на нее допуска г (±0,5г), то
очевидно, что для нормальной работы
фиксатора необходимо условие
Zi+z2>z3+r.
Рис. 263. Способы фиксации положе-
ния делительной плиты
Рис. 264. Смещение
плиты за счет зазо-
ров
Для уменьшения возможного перекоса фиксатора зазор z2
выгодно принимать минимальным, обеспечивающим сколь-
жение фиксатора (посадка типа С). Остальная часть суммы
Zi+z2 представит необходимую величину зазора z{ (zi=z3 +
+r~z2).
Таким образом, в случае фиксирования положения плиты
цилиндрическим фиксатором зазоры по фиксатору (zt + г2)
требуются всегда большими, чем это необходимо только для то-
го, чтобы фиксатор был подвижным *. Вместе с увеличением
зазоров по фиксатору увеличивается угловой люфт делительной
плиты, т. е. падает точность работы устройства.
По этим же причинам (зазор z3 и допуски г) конусный
фиксатор допустимо применять лишь в таких • случаях, когда
делительная плита вместе с обрабатываемой деталью настолько
не тяжелые, что плита легко сдвигается от нажатия руки на
фиксатор. Преимуществом конусного фиксатора по сравнению
с цилиндрическим будет уничтожение зазора Однако боль-
шая сложность изготовления конусных гнезд и фиксатора, бы-
* В нормалях на фиксаторы встречается характерная ошибка. Рекомен-
дуя посадки фиксатора (обычно посадку движения как в корпусе, так и в
гнезде), нормаль не оговаривает необходимые при этих посадках величи-
ны z3 и г.
316
стрый износ вследствие перекосов, опасность брака деталей при
случайном загрязнении гнезд делают конусный фиксатор неже-
лательным даже в этих случаях. В других случаях (тяжелая де-
таль) применять его вообще недопустимо.
Наилучшим является фиксатор ромбиче-
ский. Его действие по отношению- к гнезду делительной плиты
такое же, как действие ромбического установочного пальца по
отношению ко второй базе-отверстию устанавливаемой детали
(см. гл. VIII, § 5). При тех же зазорах z\ и z2 ромбический фик-
сатор позволяет намного увеличивать допуски г на координа-
ты /? или, наоборот, при тех же величинах г — значительно
уменьшить зазоры (зазор zi) и тем самым повысить точность
работы устройства. Угловое положение самого фиксатора долж-
но быть определенным (большая ось «ромба» направлена пер-
пендикулярно координате /?, однако в большинстве случаев для
этого не требуется никакого усложнения конструкции узла
фиксатора (см. например, -рис. 265, в и 266).
Конструкции фиксаторов
На рис. 265, а и б показаны простейший фиксатор-палец и так
называемый вытяжной фиксатор, более удобный в эксплуатации.
Применяя подобные гладкие (не ступенчатые) фиксаторы, вы-
полняют сопряжения фиксатора с втулками в системе вала. При
этом зазор по направляющей части, как всегда, надо принимать
минимальным, обеспечивающим подвижность фиксатора (посад-
ка С или Д), а зазор Zi по рабочей части — из условия
^•z3+r. Если вытяжной фиксатор неудобно удерживать рукой
в момент начала поворота плиты, то фиксатор снабжают замком,
удерживающим его в вытянутом положении (см. рис. 265, в).
Поскольку замок ориентирует угловое положение фиксатора,
последний может иметь ромбическую рабочую часть.
На рис. 266 показаны нормализованные элементы Делитель-
ного устройства с так называемым реечным фиксатором. Кон-
струкция характерна тем, что позволяет с помощью одной руко-
ятки управлять фиксатором и закреплением делительной плиты.
При повороте рукоятки вытягивается фиксатор и одновременно
поворачивается винт, освобождающий конусный хомут, затяги-
вающий через конусное кольцо делительную плиту. При обрат-
ном повороте рукоятки фиксатор вводится в гнездо и одновре-
менно затягивается плита. Соответственно экономится время на
изменение позиций детали. Фиксатор устройства надо было сде-
лать не цилиндрическим, а ромбическим.
На рис. 267 показана одна из конструкций шарового фикса-
тора (вместо шарика от подшипника может быть применен
стержневой фиксатор с полушаровой головкой). Угол конуса
гнезда делают таким (90°—120е), чтобы при повороте плиты
шарик входил во втулку. После этого плита свободно повора-
317
чивается до следующей позиции, когда шарик попадает в оче-
редное гнездо, и усилие, потребное для поворота плиты, вновь
возрастает. Таким образом, шаровым фиксатором не нужно.
Рнс. 265. Фиксаторы
управлять — он работает «автоматически». Такая фиксация осо-
бенна удобна при большом числе позиций, если ее сравнительно'
низкая точность оказывается достаточной (см., например, далее
рис. 290, а).
Рис. 267. Шариковый
фиксатор
Рис. 268. Шариковый предвари-
тельный фиксатор
Иногда шаровой фиксатор применяют в качестве предвари-
тельного фиксатора в делительном устройстве, снабженном
обычным цилиндрическим (ромбическим) фиксатором (рис. 268).
318
Это делают считаясь с тем, что при большом весе плиты с дета-
лью (крупное приспособление) очень трудно уловить момент
совпадения гнезда плиты с фиксатором. Поворачивать плиту
приходится осторожно, иначе фиксатор, попав в гнездо под дей-
ствием пружины, если и не сломается, то будет недопустимо
перегружаться. Шаровой фиксатор нельзя перегрузить, поэтому
плиту можно поворачивать при вытянутом основном фиксаторе
как угодно быстро. После срабатывания шарового фиксатора
включают основной фиксатор, корректирующий положение пли-
ты с нужной точностью.
§ 5. КОПИРОВАЛЬНЫЕ УСТРОЙСТВА
Общие сведения
Копировальные устройства применяют для обработки фасон-
ных поверхностей на станках общего назначения. Иногда такое
устройство составляет органическую часть приспособления, но
иногда оно непосредственно не связывается ни с приспособле-
нием, ни с инструментом, взаимо-
действуя с ними только через ча-
сти станка.
При помощи копировального
устройства движение подачи стан-
ка (основная подача) изменяют
добавлением к нему второго дви-
жения (дополнительная подача),
которым управляет копироваль-
ное устройство. Складываясь, эти
два движения образуют новое,
сложное движение подачи, отве-
чающее заданному профилю фа-
сонной поверхности. Изменение
направления подачи осущест-
вляется копиром устройства, вы-
полненным в виде фасонной ли-
нейки, шайбы, барабана и т. д.,
в зависимости от способа копиро-
вания.
В качестве примера на
рис. 269 показана компоновка
Рис. 269. Компоновка копиро-
вального устройства на токар-
ном станке
копировального устройства на токарном станке, применяемая
для обтачивания фасонной поверхности вращения с продольной
подачей в качестве основной (жирная стрелка) и дополнитель-
ной поперечной подачей (тонкая стрелка). Для возможности
работы устройства винт поперечной подачи суппорта снимается
со станка (или отключается). Тогда поперечные (нижние) са-
лазки I вместе с поворотной плитой II, верхними салазками III
и резцедержателем IV с закрепленным в нем резцом могут сво-
319
бодно перемещаться в поперечном направлении по направляю-
щим продольных салазок V. К поперечным салазкам надежно
крепится так называемое «водило» 1, несущее ролик 2, находя-
щийся в контакте с копиром-линейкой <3 (и 3'). При включении
продольной подачи, ролик, следуя профилю копира, сообщает
резцу дополнительную подачу в поперечном направлении.
Некоторые детали устройства приходится размещать на ча-
стях станка, не предназначенных для этого. Например, в пока-
занной системе обработки постель 4, несущая копир, уложена
на плите 5, закрепленной на кронштейнах, привернутых к ста-
нине станка. Поперечные салазки также не рассчитаны на за-
крепление на них деталей устройства. Подобное использование
станка является уже как бы некоторой его специализацией.
Поэтому конструктору надо иметь более полные, нежели обычно,
сведения о станке.
Применение копировального устройства не исключает воз-
можность использования станка для других операций, однако
этого тем более избегают, чем сложнее наладка устройства.
Специфичными задачами, разрешаемыми при проектировании
копировального устройства, являются: а) профилирование копи-
ра; б) выбор способа замыкания ролика; в) учет особенностей
монтажа и наладки устройства.
Профилирование копира
Профилирование копира заключается в нахождении его про-
филя по заданному профилю детали и выполняется обычно гео-
метрическим построением. Для построения должны быть извест-
ны деталь, инструмент, диаметр ролика и система, обеспечива-
ющая подвижность элементов в направлении дополнительной
подачи (система копирования). При построении исходят из той
основной дредпосылки, что в любой .момент обработки инстру-
мент находится в контакте с профилем детали, а .ролик—с про-
филем копира.
Большинство способов копирования характерно тем, что
в процессе обработки положение копира относительно детали
остается неизменным *. Поэтому построение сводится к тому,
чтобы найти положение ролика относительно детали в каждый
момент обработки.
На рис. 270 показано построение профиля копира к устрой-
ству, приведенному на рис. 269. Порядок построения во всех слу-
чаях остается одним и тем же:
1) в удобном масштабе (не малом, но и не чрезмерно боль-
шом) аккуратно вычерчивают профиль детали;
* Исключением являются, например, устройства с так называемыми «рас-
тянутыми» копирами, допускающие обработку при отношении величины до-
полнительной подачи к основной большем единицы.
320
2) выбирают моменты обработки, для которых нужно выпол-
нить построение — линии I, II, III и т. д.;
3) учитывая, что инструмент касается профиля, находят тра-
екторию движения инструмента относительно детали — точки 1,
2,3 ит. д., представляющие
положения центра закругле-
ния резца;
4) зная характер связи
инструмента с роликом (си-
стему копирования), нахо-
дят траекторию движения
ролика относительно дета-
ли — точки Г, 2', 3' и т. д.,
представляющие положения
оси ролика;
5) учитывая, что ролик
касается копира, при выб-
ранном диаметре ролика на-
ходят профиль копира как
огибающую окружностей,
изображающих ролик — оги-
бающая' А—А или Б—Б.
V ШШ Л I
Рис. 270. Построение профиля копира
для устройства на рис. 269
Показанная на рис. 269 система копирования характерна
тем, что взаимное положение инструмента и ролика (размеры
а и Ь) сохраняется постоянным. Поскольку величины a=const
и fe=const в данном случае не влияют на форму копира, то для
упрощения построения (см. рис. 270) принято а=0, b=S, где S—
произвольная постоянная величина (обычно берут S=0). Най-
Рис. 271. Схема обтачивания поверхности, фасон-
ной в поперечном сеченни (а), и образование
профиля копира (б)
денную построением рабочую часть профиля продолжают в обе
стороны в соответствии с намеченной формой пути врезания
и выхода резца.
На рис. 271, а показана схема обтачивания поверхности, фа-
сонной в поперечном сечении. В этой схеме ось .ролика отстоит
11
1368
321
от кромки резца на величину радиуса ролика. С увеличением
размеров копира (в этом бывает необходимость, если обраба-
тываемая деталь небольшая) это расстояние увеличивается. На
рис. 271,6 показано построение, выполненное при условии,- что
ось ролика отстоит от кромки резца на величину т. Разные
моменты обработки представлены линиями-лучами. Порядок по-
строения тот же, что описан выше.
На рис. 272 показана схема устройства с рычажной связью
резца с роликом. Такое устройство, скомпонованное в виде го-
Рис. 272. Схема устройства с рычажной связью ролика
с резцом и образование профиля копира
ловки, устанавливаемой на суппорте, освобождает станок от
участия в дополнительной подаче. Это важно, так как возврат-
но-поступательные движения резца и ролика, происходящие при
каждом повороте детали, требуют уменьшения массы подвиж-
ных частей, чтобы в большей мере приблизиться к нормальной
скорости резания. Рядом показано построение профиля копира
для такого устройства с равноплечим рычагом. Порядок построе-
ния — тот же самый. Выбранное по конструктивным соображе-
ниям расстояние т между резцом и роликом в одном из край-
них положений, определяющее размеры копира, делится попо-
лам (рычаг равноплечий) точкой К, изображающей ось качания
рычага. Окружность радиуса ОК, пересекаясь с лучами, дает
эти точки для каждого момента обработки. Точка профиля де-
тали и ось ролика должны быть в любой момент равно удалены
от этой окружности в противоположные стороны: !/(=/(Г
ит. д.
Системы копирования, показанные на рис. 271 и 272, пригод-
ны, для обработки поверхностей, фасонных не только в попереч-
ном сечении, .но и в осевом. Для определения формы объемного
223
копира находят его профили в достаточно большом числе попе-
речных сечений.
Графическое построение профиля копира дает точность, до-
статочную лишь для грубых (черновых) операций. Вообще же
при изготовлении первого копира профиль его приходится дово-
дить в процессе наладки устройства, прибегая к пробной обра-
ботке деталей Для изготовления других экземпляров копира
пользуются шаблонами, исправленными по доведенному профи-
лю первого копира.
Замыкание ролика
Средства, необходимые для поддержания контакта ролика
с копиром (замыкания кинематической пары ролик-копир), зави-
сят от системы копирования и от того, какая из двух огибающих
(Л—А или Б — Б) используется в качестве профиля копира
(рис. 273, а и б). Бывает также, что используют обе огибающих
Рис. 273. Схемы замыкания ролика
(см. рис. 273, в) Схемы а, б и в изображены применительно
к конструкции по рис. 269, но те же особенности имеют анало-
гичные компоновки и при других способах копирования.
В схеме а взаимное положение элементов устройства та-
ково, что сила Ру, отталкивающая инструмент от детали, оття-
гивает ролик от копира. Поэтому для сохранения контакта ро-
лика с копиром нужна сила G>Py, приложенная к ролику. Эту
силу создают с помощью груза, подвешиваемого на тросике,
другой конец которого перекидывают через блок и прикрепляют
к водилу, или же с помощью пружины (пружин).
Такой способ замыкания ролика пригоден только для легких
работ, например, для чистовой обработки деталей из цветных
сплавов. Для грубых операций (черновая обработка) нужен
чрезмерно большой груз G пли очень мощные пружины. К до-
стоинствам способа относится возможность обрабатывать пре-
рывистую поверхность (детали с канавками на фасонной по-
верхности и т. п.). Иногда имеет значение то обстоятельство,
что при таком способе профиль копира меньше отличается от
профиля детали. Например, для устройства по схеме, показан-
11*
323
ной на рис. 274, слева (замыкание по схеме а) требуется копир,
профиль которого изображен рядом. Если принять диаметр ро-
лика равным диаметру фрезы, то при соосности фрезы и роли-
ка профилем копира станет профиль детали. При замыкании по
схеме б (построение справа) зтого достичь нельзя. То же самое
можно видеть, сравнивая показанные ранее рис. 271 (замыкание
по схеме а) и рис. 272 (замыкание по схеме б).
При замыкании по схеме а обязательны самые надежные
средства (упоры, ограничители) для предотвращения случайного
Рис. 274. Схема устройства для фрезерования с основной круго-
вой подачей и влияние расположения ролика и фрезы, на про-
филь копира
(по небрежности) сбега ролика с копира. Соскакивание ролика
с копира небезопасно и может нанести серьезный ущерб станку
и устройству.
В с х е м е б сила Pv прижимает ролик к копиру. Благодаря
этому сравнительно небольшая сила G нужна лишь для созда-
ния некоторого натяжения в системе и для сохранения контак-
та при холостом пробеге инструмента (врезание, выход, возвра-
щение инструмента в исходное положение (после снятия обра-
ботанной детали).
Такое замыкание является наилучшим во всех случаях, за
исключением только особенно тонкой или особенно грубой об-
работки. Небольшую потребную силу G легко обеспечить с по-
мощью пружин. Отсутствие тяжелого груза соответственно ,
уменьшает нагрузку на направляющие салазок и станины стан-
ка. Устройство получается компактным и удобным в эксплуата-
ции. В качестве примера на рис. 275 показана конструкция
с пружинами, обеспечивающая замыкание ролика по схеме б
в устройстве, другие элементы которого такие же, как показан-
ные на рис. 269 (обозначения те же). К водилу 1 приварена
поперечная планка. Давление на нее двух пружин, надетых на
стержни 6, закрепленные в стойках 7, может регулироваться
гайками 8.
В схеме в используются обе огибающие—.ролик работает
в канавке, образованной двумя эквидистантными профилями.
Сила G — не требуется вовсе.
324
Обеспечить эквидистантность профилей с большой точностью
трудно даже тогда, когда конструкция предусматривает обра-
ботку их по отдельности (линейки 3 и 3' на рис. \269) с последу-
ющей выверкой взаимного положения. Однако в операциях с по-
стоянным направлением Ру рабочим профилем служит лишь
один из двух профилей (например, на рис. 269, профиль А—Л).
Рис. 275. Замыкание ролика по схеме б
Второй может изготовляться менее точно. При неточных рабо-
тах (черновая обработка) требования к точности вообще невы-
соки и изготовление линейки 3' может быть выгоднее, чем созда-
ние какой-либо системы, обеспечивающей силу G. jljin грубых
операций с резкими колебаниями величины силы Ру такое за-
мыкание является наилучшим еще и благодаря большей надеж-
ности. В операциях с переменным направлением силы Ру (напри-
мер, фрезерование криволинейных канавок) рабочими являются
оба профиля. В таких условиях точность обработанной фасон-
ной поверхности становится зависимой от величины зазора меж-
ду роликом и профилями копира.
Монтаж и наладка устройства
Особенности наладки копировального устройства связаны
с тем, что от взаимного положения копира и обрабатываемой
детали может зависеть не только положение обработанной по-
верхности относительно других поверхностей детали (вторая ха-
рактеристика точности), но и форма этой поверхности (первая
характеристика точности). Поэтому в общем случае (имея в ви-
ду также доводку профиля копира в процессе наладки) говорят
о наладке копировального устройства «на профиль» (или форму)
и на «положение».
325
Рис. 276. Приспособление для
фрезерования по копиру-шаб-
лону
Например, в устройстве по рис. 269 для получения заданного'
профиля детали (предусмотренного чертежом изменения диа-
мецро-в поперечных сечений детали) необходимо, чтобы тыльная
сторона Т линейки 3 (относительно стороны Т построен профиль
линейки) была параллельна направлению основной подачи. До-
стижение этого будет наладкой «на
профиль». В том же устройстве для
того, чтобы выдержать заданный
исходный размер, определяющий
положение поверхности в осевом
направлении, надо расположить то-
рец t линейки 3 на определенном
расстоянии от исходной базы (от
установочных элементов приспособ-
ления). Достижение этого будет на-
ладкой «на положение».
Взаимное положение обрабаты-
ваемой детали, инструмента и эле-
ментов копировального устройства,
выбранное при проектировании,
фиксируют на компоновочном чер-
теже соответствующими размерами,
чтобы руководствоваться ими при
изготовлении и монтаже устройства.
Однако выдержать эти размеры
с точностью, достаточной для дости-
жения заданной точности обработки
детали не представляется возмож-
ным. Неизбежность наладки уст-
ройства на точность обязательно
учитывают в конструкции его эле-
ментов. Примером может служить
конструкция, показанная ранее на
рис. 275.
Постель 4 для копира состоит
из двух частей. Самую грубую на-
ладку на положение осуществляют перемещением верхней части,
несущей копир, относительно нижней. Овальные отверстия в ко-
пире допускают дальнейшую, более точную выверку путем пе-
ремещения самого копира по постели. Окончательную выверку
производят путем регулирования положения резца (регулирова-
ния координаты а). Сразу же после окончания наладки изготов-
ляют шаблон для установки резца относительно резцедержателя,
чтобы не приходилось повторять регулирование пробной обра-
боткой, когда затупившийся резец заменяют новым. Проверку
параллельности грани Т копира направлению основной подачи
(наладка на профиль) производят непосредственно по этой грани
с помощью индикатора, закрепляемого на продольных салазках.
326
Для упрощения регулирования положения копира предусмот-
рены винты 9.
К процессу наладки относится также обеспечение параллель-
ности образующих ролика и копира с тем, чтобы ролик работал
всей длиной, а не краем. При наладке же проверяют легкость
вращения ролика, а также его биение при вращении. Биение
ролика равноценно погрешности в профиле копира — оно дол-
жно быть достаточно малым.
В заключение отметим принципиальное различие между об-
работкой с помощью копировального устройства и одной из раз-
новидностей обработки по шаблону, часто называемой обработ-
кой «по копиру». В отношении сложности конструкции особенно
неблагоприятны устройства для фрезерования с основной круго-
вой подачей (см. схему на рис. 274). Здесь копир и деталь долж-
ны поворачиваться (основная подача) вокруг оси, подвиж-
ной в радиальном направлении (дополнительная подача).
Очень часто, отказываясь от такого устройства даже в условиях
серийного производства, поверхность обрабатывают по копиру-
шаблону (рис. 276). В противоположность автоматическим
подачам (основной и дополнительной) в операции с копироваль-
ным устройством, здесь обе подачи ручные. Выполнение опе-
рации является очень тяжелой и утомительной (надо все время
следить за контактом ролика с шаблоном) работой. Отождест-
влять ее с обработкой при помощи копировального устройства
никак нельзя, хотя в литературе это встречается.
Глава XI
КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
§ 1. РАЗНОВИДНОСТИ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Сходство функций, выполняемых -одноименными элементами
приспособлений (установочными, зажимными и т. д.) и обуслов-
ленное этим сходство особых требований к элементам одной
группы, допускает общий подход к их проектированию, но не
исключает возможность разного оформления конструкций. Кон-
структивное оформление подчинено не этим особым требовани-
ям, а главным образом общим — таким, например, kqk простота
изготовления, компактность, удобство в эксплуатации и т. п.,
предъявляемым не только к любому элементу, но и к любой ком-
бинации их, т. е. к любому приспособлению.
Несмотря на общий характер подобных требований, значи-
мость их в разных условиях неодинакова. Например, уменьшать
вес всегда желательно, но это более важно, если приспособле-
ние приходится перемещать вручную. Отсюда некоторое сходст-
во в конструктивном оформлении приспособлений, применяемых
327
в сходных условиях. Для того чтобы отметить эти общие конст-
руктивные черты, удобно выделить из всех приспособлений
прежде всего три основные разновидности, сходные по условиям
применения.
1. Приспособления токарного типа — для станков токарных,
револьверных, круглошлифовальных и т. п. Общее в их исполь-
зовании: а) связывают деталь со шпинделем станка; б) враща-
ются при обработке детали (главное движение).
2. Приспособления фрезерного типа — для станков фрезер-
ных, расточных, плоскошлифовальных. Общее в их применении:
а) связывают деталь со столом станка; б) перемещаются с ма-
лой скоростью (подача) или неподвижны.
3 Приспособления — кондукторы — для сверлильных станков.
Общее в их применении: а) связывают деталь со столом станка;
б) снабжены кондукторными втулками.
Трудность оценки общих требований и большое влияние
субъективных факторов приводят к тому, что и в совершенно
одинаковых условиях оформление деталей конструкций бывает
различным. Однако некоторые более общие особенности оформ-
ления все же сохраняются.
Приспособления токарного типа
Вращение приспособления при обработке детали выдвигает
на первый план условие безопасности работы. Безопасность тре-
бует цилиндрической формы корпуса приспособления и вооб-
ще — отсутствия в конструкции выступающих частей. Это осо-
бенно важно, если, выполняя операцию, надо наблюдать место
обработки. В частности, по этой причине избегают в приспособ-
лениях с ручным зажатием применять зажимы с рукоятками,
хотя зажим под ключ отнимает больше времени. Кроме повы-
шения безопасности такое оформление конструкции уменьшает
неудобства, которые может вызывать стружка (разбрасывание,
наматывание сливной стружки) и охлаждающе-смазывающая
жидкость (разбрызгивание). Специфичным является также тре-
бование уравновешенности приспособления с деталью.
Выполнить эти требования в полной мере не всегда удается,
так как возможная компоновка элементов приспособления силь-
но зависит от конфигурации детали. Ниже отметим четыре наи-
более характерные группы конструкций с условными названия-
ми: оправки, патроны, угольники и планшайбы.
Оправки. Оправками называют конструкции, устанавли-
ваемые в центрах станка (центровые оправки) или в конусном
отверстии шпинделя (хвостовые оправки), применяемые для
установки детали базой-отверстием. Имея в виду форму уста-
новочной поверхности, различают оправки цилиндрические, ко-
нусные, резьбовые, шлицевые и т. д. Если установочная часть
выполнена как самоцентрирующее устройство — оправку назы-
328
вают разжимной, в противоположность другим, называемым
жесткими.
Представление о конструктивном оформлении оправок дают
показанные ранее рис. 16, 31, 56, 155, 239, 240 и др. Центровые
гнезда обязательно защищают предохранительными выточками
или фасками. Со стороны шпинделя корпус центровой оправки
оформляют под поводковое устройство, передающее ему враще-
ние шпинделя.
Главные достоинства
центровых оправок за-
ключаются в простоте до-
стижения малой погрешно-
сти бп (см. гл. III, § 4),
жесткости при малом сече-
нии, поскольку оправка под-
держивается с двух сторон,
и возможности использовать
оправку на любом центро-
вом станке. Основной недо-
статок — необходимость
снимать со станка для за-
мены деталей. Хвосто-
вые оправки пригодны для
коротких или мелких дета-
лей. Оправку не нужно сни-
мать со станка для замены
обработанной детали, но
повторная установка самой
оправки требует выверки ее
Рис. 277. Приспособление для обтачи-
вания корпуса подшипника
положения в шпинделе.
Вплотную к оправкам примыкает обширная группа конст-
рукций, отличающихся от оправок тем, что их связывают со
шпинделем посредством переходной планшайбы (рис. 277). Это
повышает надежность и жесткость связи конструкции со шпин-
делем станка и не исключает возможности поддержать приспо-
собление центром задней бабки, если нужна еще большая жест-
кость.
Патроны. Патронами называют с-амоцентрирующие приспо-
собления (см. гл. IX, § 5) для установки детали базой-валом.
К ним относятся, например, конструкции, показанные ранее на
рис. 231, 236 и др. Как правило, патрон связывают со шпинде-
лем через переходную планшайбу» Выполнение самоцентрирую-
щим устройством зажимных функций .позволяет придать конст-
рукции патрона необходимую компактность.
К патронам примыкает многочисленная группа приспособле-
ний, также служащих для установки базы-вала, но имеющих не
самоцентрирующие, а жесткие установочные элементы (см., на-
пример, рис. 57, а и 168). Иногда, несмотря на присутствие за-
329
жимов, конструкцию удается сделать столь же компактной как
патрон (см. рис. 57, а).
Оправку, патрон и примыкающие к ним группы .приспособ-
лений всегда нетрудно оформить так, чтобы конструкция доста-
точно плотно вписывалась в контуры некоего цилиндрического
тела, как того требует условие безопасности. Однако если фор-
ма внешней поверхности детали резко отличается от цилиндри-
ческой, то избежать вызываемые этим неудобства очень трудно
или даже невозможно.
Отверстия'
сверлить при. балансировке
приспособления
Рис. 278. Приспособление для растачивания штока
гидропоршня
Угольники. Это краткое условное название конструкций с кор-
пусом, имеющим угловую форму. Одна из конструкций этой
группы представлена на рис. 278. В данном случае установка
детали с помощью полуцилиндрического гнезда (см. гл. VIII,
§ 3) избрана потому, что большой диаметр головки не позво-
ляет использовать самоцентрирующее устройство .(требуется
большой ход). В результате корпус получился угловым.
Вообще такая форма корпуса почти неизбежна, если устано-
вочные элементы оказываются по одну сторону от оси враще-
ния шпинделя (см. также рис. 57,6). Она наименее благоприят-
на для вращающегося приспособления. Несимметричное относи-
тельно оси вращения распределение массы приспособления
и детали выдвигает дополнительную задрчу — достижение урав-
новешенности. В конструкции на рис. 278 предусмотрены отвер-
стия, облегчающие одну сторону корпуса, а на рис. 57,6 — про-
тивовес.
Планшайбы. Это приспособления с открытым корпусом в ви-
де круглой плиты (рис. 279). В соответствии с общим требова-
нием к оформлению вращающихся приспособлений корпус де-
лают круглым, даже если остается свободной значительная часть
его площади. Связь со шпинделем обычно осуществляют с по-
мощью переходной планшайбы, отступая от этого (как напри-
330
мер, в приведенной конструкции) в случае малой точности ис-
ходного размера. Уравновешивают конструкцию (вместе с де-
талью) при помощи противовесов.
Попутно обратим внимание, что в показанной конструкции
можно видеть один из примеров установки базы-отверстия с по-
мощью «ложного» пальца (см. об искусственных установочных
Рис. 279. Приспособление для растачивания головки
шатуна
базах в гл. VIII, § 6 и рис. 175), один из примеров применения
самоцентрирующего устройства (цангового) вместе с другими
установочными элементами (см. гл. IX, § 5) и пример исполь-
зования винтовой подводимой опоры (см. гл. X, § 3). Ввиду от-
каза от переходной планшайбы корпус не имеет плоской поверх-
ности, удобной в качестве установочной базы при еро изготов-
лении (см. в гл. X, § 3 о роли переходной планшайбы). В связи
с этим предусмотрена обработка торца Т корпуса.
Четыре основные группы приспособлений вместе с примыка-
ющими к ним конструкциями не исчерпывают всего разнообра-
331
зия приспособлений токарного типа. Часто конструкцию даже
затруднительно отнести к какой-либо определенной группе, при-
мером чего может служить приспособление, показанное на
Рпс. 280. Приспособление для растачивания
отверстия в стержне гидропоршня
рис. 280. Обзор конструкций можно продолжать как угодно дол-
го. Выше были отмечены лишь самые общие моменты, с кото-
рыми приходится считаться в той или иной мере при оформле-
нии любой конструкции.
Приспособления фрезерного типа
Самыми многочисленными в этой группе являются приспо-
собления для фрезерования. Конструкции для фрезерования бы-
ли показаны на рис. 18, 200, 206, 219, 276 и др.; на рис. 215 была
показана конструкция для растачивания.
Конструкции этой группы имеют корпус с плоским устано-
вочным местом, которое делают достаточно большим для хоро-
шей устойчивости приспособления на столе станка и для раз-
грузки болтов, крепящих корпус к столу станка. Для ориенти-
ровки приспособления по направлению паза стола установочное
место снабжают шпонками (см. гл. X, § 3), а для установки по
центру стола (обработка с круговой подачей) — центрирующей
пробкой. В местах корпуса, совпадающих с пазами стола, де-
лают вырезы под болты крепления — у небольших приспособле-
ний — два (см. рис. 200), у крупных — четыре (см. рис. 219)-. Как
общую черту приспособлений для фрезерования и грубого рас-
тачивания можно отметить значительную массивность элемен-
тов конструкции, предусматриваемую для получения достаточ-
ной жесткости и поглощения вибраций.
В остальном конструкции чрезвычайно разнообразны. Это
обусловлено тем, что вес и габаритные размеры приспособле-
ния имеют второстепенное значение, так же как конфигурация
.установочного места в плане и конфигурация конструкции в це-
лом. Сильно влияющие на оформление приспособления токарно-
го типа требования, связанные с быстрым вращением приспо-
собления, здесь отсутствуют. В компоновке приспособлений этого
.типа затруднительно усмотреть какие-либо общие направления.
332
Характерным общим моментом, относящимся однако не к кон-
структивному оформлению, а к использованию приспособлений,
Рис. 281. Приспособление кассетного типа для шлифования
торцов пружин
и прежде всего приспособлений для фрезерования, является воз-
можность широко применять многоместные конструкции (см.
рис. 18, 219, 220 и др.). Такая возможность имеется при обра-
ботке некрупных деталей.
Она обусловлена прежде
всего сравнительно боль-
шими площадью и ходом
стола станка, но также и
тем, что фрезерованием об-
рабатывают в ^большинстве
случаев открытые плоские
поверхности. Вернувшись к
описанным ранее методам
одновременной обработки
(см. гл. II, § 2, рис. 15 и др.),
нетрудно заметить, что по-
верхности всех одновремен-
но обрабатываемых деталей
образуются в результате од-
ного простого (прямолиней-
ного или кругового) движе-
ния подачи. Подобные же
Рис. 282. Приспособление для обра-
ботки торца стебля
возможности имеются при плоском шлифовании. Показанная на
рис. 281 конструкция — пример кассетного приспособления (см.
333
также .рис. IS) интересна своими установочными элементами
(полуцилиндрические винтовые гнезда) и зажимами (затвор
у скользящей гайки зажима). Многоместную конструкцию для
обработки торцов деталей, показанную на рис. 282, возможно
использовать как на фрезерном станке, так и на плоскошлифо-
вальном.
Кондукторы
Вначале особенности конструкций кондукторов удобно про-
следить, обратив внимание на черту, характерную для всякого
кондуктора. В силу перпендикулярности шпинделя станка к сто-
лу деталь всегда помещается между кондукторной втулкой,
(расположенной над ней, и установочным местом, прилегающим
к столу. Следовательно, верхняя часть кондуктора, несущая
втулку, должна быть соединена с нижней какими-то вертикаль-
fl-Л
Рис. 283. Накладной кондуктор
ными стенками, стойками и т. п. В зависимости от особенностей
детали и операции бывает удобен тот или иной способ соедине-
ния и конструкция приобретает некоторые характерные особен-
ности. По этим особенностям различают кондукторы: а) наклад-
ные; б) крышечные; в) ящичные; г) прочие.
Накладной кондуктор представляет собой простейшую
конструкцию для обработки отверстий с параллельными осями
(рис. 283). Подобные конструкции называют «накладными» по-
тому, что кондуктор устанавливается на детали, а не деталь
в кондукторе, как это имеет место в других случаях. Корпус
накладного кондуктора несет установочные элементы, зажимы,
кондукторные втулки, но он не имеет установочного места.
Функцию установочного места должна выполнять плоская по-
верхность самой обрабатываемой детали, а при отсутствии та-
кой плоскости (рис. 284) — какая-либо подставка для детали,
обеспечивающая нужное положение детали вместе с кондук-
тором.
Простота накладной конструкции по сравнению с другими
особенно выгодна при обработке отверстий в крупных деталях.
331
Часто даже нет надобности закреплять деталь на столе или
подставке.
Крышечным называют кондуктор, у которого верхняя
часть, несущая втулки, связана с нижней не наглухо, а выпол-
нена в виде съемной или откидной крышки.
На рис. 285 показана конструкция промежуточная между на-
кладным кондуктором и кондуктором со съемной крышкой. При-
способление состоит из двух по-
чти самостоятельных частей:
верхняя — оформлена как на-
кладной кондуктор, нижняя —
подставка. В единую конструк-
цию их объединяет лишь общее
закрепление кондуктора на де-
тали и детали на под-
ставке.
R-R
Рис. 285. Конструкция промежу-
точная между накладным кондук-
тором и крышечным
Рис. 284. Накладной кондуктор, тре-
бующий подставки для детали
Расположение обработанных отверстий совершенно не зави-
сит от подставки. Деталь центрируется на подставке втулкой 1
лишь потому, что подставка сделана поворотной с целью облег-
чить перемещения кондуктора с деталью, так как деталь круп-
ная, а для операции намечен вертикально-сверлильный станок.
Если использовать станок .радиально-сверлильный, то надоб-
ность в поворотной подставке, а вместе с этим и в центрирова-
нии детали на подставке, отпадет.
На рис. 286 показана принципиально иная конструкция —
кондуктор со съемной крышкой. Установочная поверхность У,
отвечающая базе-отверстию в обрабатываемой детали, выполне-
на на нижней части. Крышка с кондукторными втулками и от-
кидной шайбой-крючком играет роль составной шайбы (см.
рис. 192) винтового зажима (гайка Г), закрепляющего деталь
на основании — нижней части кондуктора. Такую схему широ-
335
ко применяют для деталей, имеющих достаточно большое цент-
ральное отверстие. Подставка П в данном случае предусмотрена
по тем же соображениям, что и в предшествующей конструкции.
Взаимное положение крышки и основания определяют по-
верхности 1 и 2. Зазор в этом сопряжении вносит дополнитель-
ную погрешность в расположение каждого обработанного отвер-
стия относительно оси центрального отверстия детали (в коор-
Рис. 286. Кондуктор со съемной крышкой
динату —см. гл. X, § 1). В накладных конструкциях такая по-
грешность отсутствует. Фиксатор-палец (то же на рис. 285)
вставляют в первое же обработанное отверстие с целью преду-
предить. брак при обработке последующих отверстий, возмож-
ный в результате небрежного закрепления детали (см. также
текст на рис. 8).
Характерное оформление конструкции не съемной, а откид-
ной крышки можно видеть в приспособлении, показанном далее
(см. рис. 289).
Ящичным называют кондуктор с закрытым корпусом, име-
ющим в одном из вертикальных сечений форму прямоугольной
рамки (рис. 287). Подобная схема возможна только при усло-
вии, что не будет больших неудобств при установке и вынима-
нии детали. В противном случае крышку все же приходится
делать откидной, а при больших размерах — съемной. К этой
же группе (деталь охватывается глухим корпусом кондуктора)
336
' относятся менее характерные конструкции типа показанной ра-
нее на рис. 252.
Достоинство ящичного кондуктора состоит в том, что с ис-
чезновением крышки уменьшается количество производственных
погрешностей, влияющих на точность обработки (зазоры в со-
пряжениях крышки с основанием) и экономится вспомогатель-
ное время (отпадают манипуляции с крышкой).
П р ой.и е кондукторы— это прежде всего многочисленные
конструкции, имеющие корпус полузакрытого типа (рис. 288).
По сравнению с коышечными они имеют то же преимущество,
fl
Рис. 288. Кондуктор с полузакрытым кор-
пусом
Рис. 289. Крышечный переклад-
ной кондуктор
Отмеченные выше особенности конструкций обусловлены
прежде всего конфигурацией обрабатываемой детали. Дополни-
тельные особенности возникают при необходимости обработать
с помощью одного кондуктора отверстия, расположенные с раз-
ных сторон детали. В таких 'Случаях необходимы разные пози-
ции детали в пространстве. Среди конструкций, для таких опе-
раций, различают две основные группы: перекладные и пово-
ротные.
Перекладной кондуктор отличается тем, что корпус его
имеет не одно установочное место, а столько—сколько пози-
ций в пространстве должна иметь обрабатываемая деталь. На-
пример, кондуктор, показанный на рис. 288,—двухпозиционный;
корпус его имеет два установочных места. Выполняя операцию,
нужно переворачивать (перекладывать) кондуктор с одно-
го установочного места на другое. На рис. 289 показан крышеч-
ный перекладной кондуктор. Перекладной можно сделать кон-
струкцию ящичного типа (см. например, ,рис. 252) и вообще
любую конструкцию, кроме накладной.
Поворотный кондуктор отличается от перекладного тем,
что корпус его имеет только одно установочное место, а разные
338
позиции детали получаются благодаря тому, что часть кондук-
тора, несущую деталь, делают поворачивающейся.
Поворотный кондуктор проектируют по одной из двух прин-
ципиально различных схем.
Первая схема отличается тем, что для фиксирования пози-
ций детали в конструкции предусматривают делительное устрой-
ство (рис. 290, а). Точность взаимного положения (углового)
обработанных отверстий становится зависимой от точности ра-
боты делительного устройства. По второй схеме (рис. 290,6)
Рис. 290. Поворотные кондукторы:
а—с делительным устройством; б—с подставкой
позиция детали фиксируется кондукторной втулкой и сверлом.
Точность углового положения отверстий зависит от точности по-
ложения втулок. Основание играет лишь роль подставки для
собственно кондуктора.
О сравнительных достоинствах двух схем можно говорить
лишь применительно к конкретным условиям. 'Сравнивая их по
сложности изготовления, учитывают, что первая схема требует
делительного устройства, а вторая — большего количества кон-
дукторных втулок. В эксплуатационном отношении первая схе-
ма становится равноценной второй, только три условии «авто-
матически» работающего делительного устройства (как, напри-
мер, в показанной конструкции).
Причиной отказа от перекладного кондуктора в пользу по-
воротного чаще всего служит большое число необходимых по-
зиций. Например, перекладной кондуктор для операции, изобра-
женной на рис. 290, а (сверление 23 радиальных отверстий) дол-
жен был бы иметь 23 установочных места. Его корпус приобрел
бы форму многоугольника с очень малой длиной стороны. Устой-
чивость кондуктора на столе станка оказалась бы плохой,
а перекладывание из позиции в позицию очень неудобным. Не-
зависимо от числа позиций отказываются от перекладного кон-
дуктора и в тех случаях, когда кондуктор с деталью получаются
настолько тяжелыми, что их трудно перекладывать из позиции
в позицию.
339
§2. ПУТИ ПОВЫШЕНИЯ РЕНТАБЕЛЬНОСТИ КОНСТРУКЦИИ
(ОСНОВЫ НОРМАЛИЗАЦИИ)
Пути повышения рентабельности рассматривают в узком
плане — применительно к одной (каждой) операции и в широ-
ком плане — применительно к производственному процессу за-
вода.
В первом случае приходят к задаче о выборе наилучшего
варианта конструкции. Она заключается в том, чтобы, находясь
в рамках принятой на заводе системы технологиче-
ской подготовки производства выбрать наивыгоднейшую конст-
рукцию. Эта задача возникает каждый раз при проектировании
каждого нового приспособления. Возможный подход к ее реше-
нию был описан ранее (см. гл. VII, § 3).
Во втором случае затрагивается сама система подготовки
производства — те рамки, в которых работает конструктор. Речь
идет о путях совершенствования создания и использования спе-
циальных приспособлений в масштабе всего предприя-
тия. Таких путей немного. Самый главный и широкий из них,
по которому идет большинство предприятий, — это нормализа-
ция приспособлений.
Нормализация элементов конструкций
Нормализацией называют стандартизацию, проводимую
в масштабе завода, ведомства и т. п. Непосредственной целью
нормализации является уменьшение количества типо-размеров
(номенклатуры) деталей приспособлений. Установленные при
нормализации ограничения (нормы) оформляют в документах,
называемых нормалями. Заготовки деталей, детали, полуфабри-
каты узлов и узлы, соответствующие нормалям, называет
нормализованными (нормальными, нормалями) в отличие от
других, называемых специальными. <
Нормализация приносит следующие основные выгоды.
А. На этапе проектирования приспособлений.
‘Нормализованные детали не требуется конструировать и нет
надобности делать на них рабочие чертежи. Поэтому:
1) уменьшается стоимость проектирования;
2) сокращается время проектирования.
Б. На этапе изготовления приспособлений.
В' числе изготовляемых деталей приспособлений увеличивает-
ся количество одинаковых. Это открывает возможность:
1) изготовлять детали не единицами, а партиями;
2).часть партии хранить в запасе, пользуясь которым, сокра-
щать срок изготовления конструкций.
В. На этапе ликвидации приспособлений.
Перед отправкой приспособлений в металлолом (ввиду изно-
са или минования надобности в них вследствие изменения объ-
екта производства) возможно изъятие неизношенных нормали-
340
зованных элементов для того, чтобы использовать их при изго-
товлении новых конструкций.
Таким образом, нормализация способна открывать два ис-
точника повышения рентабельности приспособления. Первый —
уменьшение стоимости (U?) приспособления (этапы А и Б) и вто-
рой — увеличение для части элементов (еще не изношенных)
срока службы (числа т обрабатываемых с их помощью дета-
лей), если организовать повторное использование элементов
(этап В). Наряду с этим сокращаются календарные сроки изго-
товления приспособлений.
Виды нормалей. Нормализованная деталь должна в достаточ-
ной мере обладать двумя основными качествами:
1) универсальностью (широтой) возможного применения —
в противном случае нормаль окажется малоупотребительной,
«неходовой», нормализация не достигнет своей цели;
2) простотой в изготовлении — иначе нормаль окажется не-
экономичной и нормализация также не достигнет цели.
Для повышения универсальности требуется
усложнять конструкцию, но это увеличивает ее стои-
мость. В этом состоит главное противоречие нормализации. Его
разрешают, когда устанавливают типаж нормализованных дета-
лей и узлов. Здесь встречается тем меньше трудностей, чем
в меньшей мере конструкция и параметры элемента диктуются
другими элементами приспособления и обрабатываемой дета-
лью, т. е. чем более автономен элемент.
Автономность элемента является' признаком принципиаль-
ным, так как от нее зависит возможная полнота нормали,
а вместе с этим и эффективность нормализации. Нормали в за-
висимости от их полноты можно разделить на два основных ви-
да: полные и неполные.
Нормаль является полной, если элемент нормализован по
всем параметрам, т. е. для каждого из параметров установлено
одно определенное числовое значение. Такая нормаль позволя-
ет извлекать из нормализации все выгоды, указанные выше (см.
п. А, Б, В).
Все другие нормали являются неполными.
Неполную нормаль составляют на элемент, некоторые пара-
метры которого невозможно нормализовать потому,
что они непосредственно зависят от обрабатываемой детали,
станка или инструмента и должны быть специальными. К таким
элементам относятся установочные пальцы и гнезда, цанги, мем-
браны (диаметр рабочей поверхности зависит от установочной
базы детали), переходные планшайбы (установочное место за-
висит от шпинделя станка), кондукторные втулки (диаметр от-
верстия зависит от сверла) и многие другие, в том числе, конеч-
но, корпуса приспособлений. В нормалях на такие элементы
специальный параметр или вовсе не задают — тогда получается
341
нормаль на полуфабрикат элемента, или задают в некотором
интервале — получается конструкторская нормаль.
Если, например, на нормализованном корпусе приспособле-
ния не заданы параметры отверстий для закрепления на нем
других элементов приспособления, то такая нормаль является
лишь нормалью на полуфабрикат корпуса. Если же пара-
метр задан в некотором интервале, например, при наружном диа-
метре кондукторной втулки (ОСТ—4922) равном 28 мм, задан
диаметр отверстия 15—20 мм, то такой документ только в сфере
проектирования является нормалью на деталь (конструк-
торская нормаль), но в технологическом отношении столь же
неполноценен, как и нормаль на полуфабрикат.
Неполнота нормали очень существенно сказывается на ко-
нечных результатах нормализации.
На этапе А (см. выше) неполная нормаль упрощает конст-
руирование, но не всегда исключает надобность в рабочем чер-
теже.
На этапе Б изготовляются в запас (партиями) не элементы,
а их полуфабрикаты. При этом по технологическим причинам
не всегда возможно доводить нормализованные параметры до
значений, заданных нормалью. Если объем необходимой в после-
дующем «доработки» полуфабриката будет велик, то обработка
«в запас» принесет мало пользы.
На этапе В элемент, изготовленный по неполной нормали,
предстает в качестве специального и, как правило, не может
быть использован повторно. '
Последнее обстоятельство служит основной причиной разно-
го подхода к нормализации в разных производственных усло-
виях. В условиях, позволяющих эксплуатировать приспособле-
ния до полного износа (устойчивое производство) главное место
занимают нормали конструкторские и нормали на полуфабрика-
ты (неполные нормали). В условиях, вынуждающих отказывать-
ся от приспособлений задолго до их износа (малые т), глав-
ным источником повышения рентабельности становится
повторное использование элементов (увеличение т). Преду-
сматривая повторное использование нормализуемой детали, воз-
можно повышать ее универсальность (усложнять деталь), даже
если это значительно увеличит ее стоимость. Например, если
W возрастет в 5 раз, но при этом срок службы детали т увели-
чится в 10 раз, то относительная стоимость детали все же сни-
зится в два раза. Поэтому в таких условиях имеется возмож-
ность значительно увеличивать долю полных нормалей. Норма-
ли конструкторские и нормали на полуфабрикаты отойдут на
второй план.
Производственные условия бывают разными, причем даже
в пределах одного предприятия. Поэтому нормализация являет-
ся сложной задачей, требующей большого квалифицированного
342
труда. Чем больше потребляет предприятие приспособлений, тем
более велико значение нормализации.
Сборно-разборные приспособления. Системы сборно-разбор-
ных приспособлений (СРП) применяют в условиях, допускаю-
щих многократное использование деталей и узлов приспособле-
ний. Сборно-разборным называют приспособление, имеющее эле-
менты, подлежащие повторному использованию, и поэтому
разбираемое на этапе В.
Номенклатуру (назначение, конструкция, размеры) элемен-
тов, подлежащих повторному использованию, устанавливают
при нормализации. Система СРП представляет собой совокуп-
ность всех приспособлений, в которых -могут найти применение
эти элементы.
Система может охватывать узкий или широкий круг при-
способлений (один тип, несколько или много типов) в зависи-
мости от того, как велико разнообразие обрабатываемых дета-
лей и выполняемых операций, на которые ориентировались при
нормализации. Однако главная цель всегда одна и та же: резко
поднять в приспособлениях долю универсальных деталей и по-
высить рентабельность путем многократного их исполь-
зования. Долю таких деталей увеличивают главным образом
за -счет большей универсализации двух элементов, имеющихся
в любом приспособлении: зажима (элемент сравнительно авто-
номный) и корпуса (элемент почти всегда наиболее трудо-
емкий).
Многократное использование позволяет значительно расши-
рять номенклатуру зажимов, оформленных в виде не подлежа-
щего разборке автономного узла или комплекта деталей целиком
переходящего из одного приспособления в другое. Однако нор-
мализация корпуса — задача более сложная. Вследствие малой
автономности корпуса (зависимость от размеров и требуемого
взаимного положения закрепляемых на корпусе элементов, спо-
соба связи со станком, характера операции и т. д.) широкоуни-
версальную конструкцию такого элемента разработать невоз-
можно. Это неблагоприятное обстоятельство смягчают путем
нормализации заготовок корпусов. Однако многократное исполь-
зование требует не универсальности заготовки, а универсально-
сти самого корпуса. Из этого положения имеются два выхода —
два разных принципа универсализации корпусов, что позволяет
различать две характерные группы системы СРП:
1. Нормализовать совместно с корпусом завися-
щие от н е г о э л е м ен ты приспособления, как один узел —
с таким расчетом, чтобы этот узел обладал достаточной универ-
сальностью.
Например, для превращения узла, показанного на рис. 291,
в кондуктор достаточно разместить на поверхности 1 корпуса
установочные элементы, а в крышке 2 — кондукторные втулки.
343
Повторное использование узла требует лишь замены установоч-
ных элементов и крышки.
2. Предопределить, что корпуса в системе должны
быть сборными. Тогда разнообразные сложные корпуса бу-
дет возможно собирать из-ограниченного числа геометрически
простых нормализованных частей: плит, угольников, стоек, ла-
пок и т. п. На этапе В корпус подлежит разборке, а его части —
направлению на повторное использование.
Рис. 291. Нормализованный полуфабрикат
кондуктора с пружинным зажимом
Таким образом, в первом случае в основе системы СРП ле-
жит универсальный узел, содержащий корпус приспособления.
Такой узел имеет право (в отличие от других, не содержащих
корпуса и менее трудоемких) называться полуфабрикатом
приспособления, а все приспособления, в которых он спосо-
бен служить основой (базой),—системой СРП с базовым полу-
фабрикатом. Каждая из таких систем способна охватить срав-
нительно узкий круг приспособлений.
Во втором случае повторно используется не корпус, а его
части — детали. В отличие от первого случая приспособления,
в конструкциях которых способен обращаться заранее наме-
ченный комплект деталей, можно назвать детальной системой
СРП. Детальная система может быть рассчитана на широкий
круг приспособлений разных типов.
Универсально-сборные приспособления. Системы универсаль-
но-сборных приспособлений (УСП) применяют в условиях, допу-
скающих весьма малый срок службы (т) каждого приспособ-
ления.
344
Универсально-сборным называют сборно-разборное приспо-
собление, целиком состоящее из деталей и узлов,
нормализованных по всем п а р а м ет р а м. Доля пол-
ных нормалей в конструкциях приспособлений повышается до
100%.
В связи с малым сроком службы (т) .каждого приспособле-
ния основные детали'УСП делают чрезвычайно универсальны-
ми (рис. 292). Таким путем сокращают число нормалей (номен-
клатуру элементов) в системе и обеспечивают каждому элемен-
ту широкое применение — высокую обратимость в системе.
Рис. 292. Образцы деталей из УСП:
а — корпус-плита; б — угольник; в — опора
В системы обширные вводят неразборные узлы (поворотные
столы, центровые бабки, узлы тисочного типа и т. п.). Они слу-
жат базовыми полуфабрикатами для соответствующих неболь-
ших систем, органически входящих в общую систему.
Полная нормализация всех элементов означает, что все они
конструируются в процессе нормализации. Это значит также,
что все они могут быть изготовлены заранее — сразу или посте-
пенно (по мере внедрения системы), т. е. сроки их изготовления
не имеют прямого отношения к срокам сборки из них приспо-
соблений. Поэтому применение УСП вносит коренные изменения
в процесс оснащения технологического процесса приспособле-
ниями.
Проектирование (этап А) сводится к разработке компоновоч-
ной схемы приспособления; надобность в рабочих чертежах отпа-
дает. Изготовление (этап Б) сводится к сборке с выверкой и на-
ладке. По миновании надобности в приспособлении (этап 'В)
его разбирают, и все элементы направляют на повторное исполь-
зование.
Во избежание в процессе сборки какой-либо пригонки все
детали, входящие в состав корпусов, установочные элементы
345
и т. п. изготовляют с высокой точностью. С целью сохранить эту
точность в течение длительного времени, детали изготовляют из
сталей с повышенными качествами (12ХНЗА под цементацию
и закалку, 38ХА, У8А, У12А — под закалку).
При всей своей универсальности система УСП не может ох-
ватить все разнообразие деталей и операций, встречающихся
в производствах с частой сменой объектов. Однако она не ис-
ключает возможность, если это нужно, дополнить конструкцию
каким-либо специальным элементом.
Групповые приспособления
Такие приспособления применяют главным образом в усло-
виях мелкосерийного производства. В частности, они составляют
основную массу приспособлений, обслуживающих групповые
технологические процессы (см. гл. VI, § 8).
Групповым приспособлением называют систему сборно-раз-
борных приспособлений с базовым полуфабрикатом, предназна-
ченную для вполне определенной, заранее заданной группы об-
рабатываемых деталей и соответственно — операций. Группа —
любое количество деталей более одной.
Такая система отличается от систем СРП, получаемых на
основе нормализации, тем., что все ее элементы закреплены за
определенными обрабатываемыми деталями. Все эти элементы
проектируют и изготовляют совместно и единовременно, точно
так же, как если бы это было'одно приспособление — отсюда
название «групповое» (применяют также термин — «приспособ-
ление со сменными наладками» и др.).
По отношению к заданной группе обрабатываемых деталей
базовый полуфабрикат является универсальным, а элементы,
добавляемые к нему с целью получить приспособление для од-
ной из деталей, — специальными. Основной причиной большей
рентабельности группового приспособления является универ-
сальность .полуфабриката — его участие в обработке каждой де-
тали, входящей в группу. В связи с этим требуется, чтобы воз-
можно большая часть системы была сосредоточена в универсаль-
ном полуфабрикате, количество специальных элементов было
минимальным, а специализация системы с одной обрабатывае-
мой детали на другую носила в возможно большей мере харак-
тер переналадки, а не разборки и сборки.
Для достижения этой цели подбирают в одну группу детали,
близкие по конфигурации к размерам, а операции — сходные по
методу выполнения. Поэтому количество деталей в группе и са-
ма возможность (целесообразность) применения групповых при-
способлений целиком зависят от производственных условий.
В качестве примера на рис. 293 показана конструкция груп-
пового кондуктора со сменными вкладышами, часть которых
346
изображена рядом. Специализация полуфабриката на опреде-
ленную деталь сведена к смене вкладыша и регулированию за-
жимного устройства по высоте детали.
Рис. 293. Групповой кондуктор и сменные вкладыши к нему
§ 3. ОСОБЕННОСТИ ПРИСПОСОБЛЕНИЙ ДЛЯ СВАРКИ
Общие положения
В геометрическом отношении операции электродуговой и га-
зовой сварки имеют много общего с операциями механической
обработки.
Сварочный шов — «обработанная поверхность» образуется
благодаря вполне определенному взаимному перемещению «ин-
струмента» (электрода, горелки) и «обрабатываемой детали»
(свариваемой детали или узла). Независимость процесса этого
перемещения от рабочего-сварщика характеризует автоматиче-
скую сварку, чему при обработке резанием соответствует авто-
матическая подача. Предусмотренное технологией вмешатель-
ство рабочего в этот процесс определяет операцию машинно-
ручной или ручной сварки и соответственно — обработки
резанием.
Приспособление на станке — это устройство, участвующее
в образовании наперед заданной траектории движения режущей
кромки инструмента относительно обрабатываемой детали. Тра-
ектория движения источника тепла (электрода, горелки) относи-
тельно свариваемого объекта заранее задана и представляет
347
собой линию сварного шва. Для образования этой линии также
могут требоваться приспособления. С позиции такой геометриче-
ской аналогии самые существенные различия между операциями
сварки и обработки резанием обусловлены различиями в при-
меняемом оборудовании и объектах обработки.
Во-первых, в противоположность металлорежущим станкам
основное сварочное оборудование общего назначения обеспечи-
вает лишь сам процесс обработки—сварки, но оно лишено ор-
ганов и устройств, способных автоматически создавать какую-
либо наперед заданную геометрию линии сварного шва. Такие
органы и устройства имеют лишь сварочные агрегаты определен-
ного назначения и агрегаты специальные, изготовляемые для
одного заданного объекта. (Для применения подобных агрега-
тов нужна совокупность многих благоприятных условий (подхо-
дящий объект и вцд сварки, достаточно большая производствен-
ная программа, простая форма линии шва и т. д.). Поэтому
подавляюще большая часть сварочных операций — операции
ручные.
Во-вторых, поступающий на операцию механической обработ-
ки полуфабрикат детали обладает значительной жесткостью
(как физическое тело) благодаря которой он имеет соответст-
венно «жесткие» геометрические параметры (как тело геометри-
ческое). В противоположность этому полуфабрикат, поступающий
на операцию сварки, .как правило «нежесткий». Если это полу-
фабрикат детали, то очень часто он изготовлен из листового
материала и до наложения сварочного шва его геометрические
параметры очень «нежесткие»; если же это совокупность (на-
бор) жестких деталей для будущего узла, то в такой совокуп-
ности вовсе отсутствуют геометрические параметры, характери-
зующие взаимное положение деталей.
По этим двум причинам (ручное выполнение операций и «не-
жесткость» геометрических параметров полуфабриката) основ-
ная масса приспособлений для сварочных операций—это при-
способления-сгапели.
Главная функция приспособления-стапеля заключается в том,
чтобы придать полуфабрикату геометрическую
жесткость по тем параметрам, фиксирование
которых является целью сварочной операции.
Очевидно, что элементы стапеля, непосредственно выполняю-
щие эту функцию, являются элементами установочными, так как
благодаря им из сварочной операции устраняется выверка вза-
имного положения частей полуфабриката. Поэтому проектирова-
ние приспособления-стапеля и проектирование станочного при-
способления имеют много общего.
Для установочных элементов общее обусловлено тем, что
в обоих случаях они определяют положение полуфабриката от-
носительно корпуса приспособления. Разница состоит в том, что
в станочном приспособлении это является конечной целью
548
установки, а в стапеле — только средством получить
определенные геометрические параметры са-
мого устанавливаемого полуфабриката. Поэтому
в станочном, приспособлении расчету подлежит не только точ-
ность взаимного положения установочных элементов, но и номи-
нальное положение их относительно корпуса, а в приспособле-
нии-стапеле важно только первое, т. е. точность взаимного поло-
жения элементов. Положение совокупности элементов относи-
тельно корпуса может не нормироваться.
Поскольку геометрические параметры полуфабриката, подле-
жащие фиксированию сваркой, должны быть приданы ему до
наложения сварочных швов — в стапеле применяют зажимы,
обычно ручные.
Таким образом, номенклатура основных элементов приспо-
собления-стапеля и станочного приспособления одинакова: уста-
новочные элементы, зажимы, корпус.
Удобство выполнения сварочной операции и качество шва за-
висят от способа наложения шва. В этом отношении наилучшим
является способ, при котором зеркало сварочной ванны все вре-
мя обращено вверх — так называемая нижняя сварка. Создать
такие условия, не поворачивая полуфабрикат, возможно лишь
в некоторых частных случаях. Между тем усложнять стапель
введением в его конструкцию поворотного устройства или пово-
рачивать полуфабрикат вместе со всем стапелем (хотя бы и при
помощи какого-либо поворотного устройства общего назначе-
ния—см. далее) не всегда целесообразно. Бывает также, что
элементы стапеля затрудняют подход «инструмента» (электрод,
горелка, присадочный материал) к месту сварки, ухудшают об-
зор этого места, не позволяют получить непрерывный шов.
И наконец, в случае нескольких разнорасположенных в простран-
стве швов бывает нужен поворот полуфабриката в разных пло-
скостях. По этим причинам весьма часто стапелем пользуются
только для прихватки. После прихватки полуфабрикат
освобождают от стапеля и остальную часть операции выполня-
ют без его помощи.
В конструкциях сварных узлов, имеющих жесткие цилиндри-
ческие детали, часто бывает предусмотрено взаимное центриро-
вание деталей. Это упрощает конструкцию стапеля или даже
(в зависимости от конструкции и числа деталей в узле) позво-
ляет заменить это установочно-зажимное приспособление каким-
либо зажимным. Из последних широко применяют конструкции
типа обыкновенных винтовых струбцин.
Как и станочные приспособления, приспособления для сва-
рочных операций можно разделить на две группы: приспособле-
ния общего назначения (универсальные) и специальные. Одна-
ко в машиностроении сварка по сравнению с обработкой реза-
нием — процесс не только молодой, но и значительно реже при-
меняемый. Поэтому пока еще самому заводу — потребителю сва-
349
речного оборудования приходится изготовлять для себя не толь-
ко специальные приспособления, но обычно и приспособления
общего назначения.
Конструкции приспособлений
На рис. 294 показана конструкция стапеля для прихватки
фланца к стеблю вала. Пример очень наглядно иллюстрирует,
как много общего может быть в конструктивном оформлении
элементов приспособления-стапеля и станочного приспособления.
Столь же отчетливо можно видеть основные особенности приспо-
собления-стапеля.
Л-fl
Рис. 294. Стапель для прихватки фланца к валу
Свою функцию — определение взаимного положения двух ча-
стей полуфабриката—стапель выполняет благодаря тому, что
два узла его, несущие эти части, сделаны установочно-зажимны-
ми и связаны между собой (установлены и закреплены) с помо-
щью единого корпуса. Фланец вала устанавливается в стапеле
цилиндрической поверхностью своего выступа и плоскостью со
стороны этого выступа. Роль таких поверхностей подобна роли
установочных баз, каковыми их и можно называть. Разница
лишь в том, что при обработке резанием установочная база —
это поверхность детали (полуфабриката), определяющая поло-
жение последней относительно корпуса приспособления в н а-
правлении исходного размера, а здесь—это поверх-
ность части полуфабриката, определяющая положение этой ча-
сти в направлении того размера полуфабриката, кото-
рый достигается при помощи стапеля. Двум
350
установочным базам фланца (строго говоря, плоскость фланца
является не установочной базой, а опорно-установочной поверх-
ностью— см. гл. VIII, § 4) в стапеле соответственно отвечают
две установочные поверхности: цилиндрическое гнездо (поверх-
ность Ц — 0 ЗОХо’оз) в детали 1 и плоскость плиты 2. Закрепле-
ние осуществляется тремя винтовыми прихватами. Для возмож-
ности нижней сварки плита 2 сделана поворотной. Установочной
базой для второй части вала — стебля—служит имеющееся
в стебле отверстие. Оно устанавливается при помощи цилиндри-
ческого установочного пальца 3. От рабочей поверхности паль-
ца оставлено лишь по три небольших участка в двух поясах, что-
бы облегчить установку, а также снятие полуфабриката.
Для возможности установки частей полуфабриката и выемки
его из стапеля установочный палец 3 выполнен съемным. При-
сутствие съемных (или подвижных) установочных элементов —
одна из характерных особенностей конструкций стапелей.
Приведенная выше конструкция приспособления по выпол-
няемой ею функции представляет собой типичный стапель. Как
и любое установочно-зажимное станочное приспособление, ста-
пель подлежит расчету на точность. Роль исходного размера
играет размер (параметр) полуфабриката, обеспечиваемый ста-
пелем. В приведенном примере таким параметром является со-
осность фланца и стебля свариваемого вала (величина исход-
ного размера равна нулю).
По заданному допуску на исходный размер выбирают спосо-
бы установки частей узла и находят допустимую погрешность
взаимного расположения установочных элементов, т. е. все не-
обходимое для разработки конструкции стапеля и рабочих чер-
тежей на его детали. Например, допустимая после сварки вели-
чина аи несоосности фланца и стебдя вала позволяет выбрать
диаметр установочного гнезда (т. е. задать погрешность установ-
ки фланца — бУ1), диаметр установочного пальца 3 (т. е. задать
погрешность установки стебля — 6уг) и найти допустимую в кон-
струкции стапеля несоосность гнезда и пальца. Величина послед-
ней [а„ — (6yi + dy2)] позволяет задать допуски на все параметры
стапеля, от которых зависит соосность гнезда и пальца (разме-
ры и положение деталей, зазоры в подвижных соединениях
и т. д.).
В противоположность станочному приспособлению, которое
всегда является либо установочно-зажимным, либо зажимным,
приспособление для сварочной операции может быть смешан-
ным. Это обусловлено тем, что объект сварочной операции мо-
жет представлять собой (и в большинстве случаев представляет)
не одну деталь, а несколько деталей, соединяемых
в узел. Поэтому одно и то же приспособление по отношению
к одним деталям узла может выполнять одну функцию, а по от-
ношению к другим — другую. В качестве иллюстрации на
351
рис. 295 показано приспособление для сварки (прихватки) узла
из трех деталей.
Благодаря простоте узла и приспособления этот пример осо-
бенно нагляден. Легко видеть, что по отношению к деталям 1
и 2 приспособление является уста новочн о-з а ж и м н ы м, так
как только благодаря ему создается определенность взаимного
положения этих
Рис. 295. Приспособ-
ление смешанного ти-
па: стапель по отноше- '
нию к деталям / и 2,
но только зажимное —
по отношению к дета-
лям 2 и 3
деталей. Между тем по отношению к деталям
2 и 3 оно никаких установочных функций не
выполняет, т. е. является чисто зажим-
н ы м. Таким образом, для деталей 1 и 2 кон-
струкция является типичным стапелем, а
для деталей 2 и 3 она же предстает как ти-
пичное зажимное приспособление. <
Выполнение приспособлением установоч-
ных функций по отношению к части деталей,
а не ко всем деталям узла, не лишает его
права называться стапелем. Однако дело,
конечно, не в названии. Главное состоит в
гом, что не всегда все детали свариваемого
узла нуждаются в установочных элементах,
так как сами соединяемые поверхности дета-
лей бывают способными удовлетворительно
определять взаимное положение этих де-
талей.
Оценить эту способность и тем самым ре-
шить, нужны ли в приспособлении устано-
вочные элементы и какими они должны
быть — не всегда легко. В этом отношении
приведенные выше примеры операций пред-
ставляют собой два простейших крайних
случая. В первом из них (рис. 294)’ совер-
шенно ясно, что всякое влияние соединяемых поверхностей
(торцов фланца и стебля) на выдерживаемый при сварке пара-
метр узла (соосность) должно быть пол ностью исключено.
Во втором случае (рис. 295) столь же очевидно, что сами сое-
диняемые поверхности деталей 2 и 3 вполне надежно обес-
печивают т р е б у е м о е в з а и,м н о е положение этих де-
талей.
Однако наряду с такими простейшими крайними случаями,
бывает много промежуточных, для которых сделать объективное
заключение затруднительно. Трудности такого рода особенно
характерны для случаев, когда детали свариваемого узла обла-
дают малой жесткостью, вследствие чего до сварки форма их
в какой-то мере искажена и тем более, если к тому же эти де-
тали фасонные. Представление об этом дает пример операции
прихватки узла из двух деталей, показанный на рис. 296.
Если предположить, что жесткость этих деталей, а вме-
сте с тем и правильность их геометрической формы в свободном
352
Л? МЛ"
состоянии велики, то, имея в виду предусмотренное в конструк-
ции узла сопряжение деталей по поверхности кругового конуса,
которое способно само по себе обеспечивать определенность вза-
имного положения деталей, нужно сделать вывод о ненадобно-
сти установочных элементов и возможно даже зажима, т. е. во-
обще какого-либо специального приспособления для этой опе-
рации.
Если же признать жесткость недостаточной, то нужен
стапель, что в данном случае и предусмотрено. Палец п и че-
тыре штифта Ш (заменяющие цилиндрическое гнездо) рассчи-
Рис. 296. Стапель для прихватки нежестких деталей
таны на получение определенной концентричности отверстия
детали 1 и внешней кромки детали 2, т. е. являются элементами
установочными. Плотность контакта сопряженных поверхностей
деталей узла достигается за счет некоторой деформации де-
талей под действием зажима.
Этот пример показывает, что надежность (удовлетворитель-
ность) взаимного центрирования (вообще — установки) деталей
может зависеть не только от формы соединяемых поверхностей
деталей (см. рис. 294 и 295), но и от жесткости деталей. По-
добных случаев встречается очень много.
В оценке жесткости деталей, величины искажения их формы,
t сил, необходимых для восстановления травильной формы дета-
Члей перед прихваткой, бывает много субъективного. Поэтому
выбор приспособления для сварочной операции субъективен
в еще большей мере, чем выбор станочного приспособления.
Малая жесткость свариваемых деталей, необходимость при-
давать им с помощью приспособления правильную форму, т. е.
в какой-то мере деформировать детали, заставляют отказы-
ваться от принципа разделения функций между установочными
элементами стапеля. Отказ от этого принципа — наиболее обще-
го и обязательного для большинства станочных приспособлений
(см. гл. VIII, § 5) является одной из самых характерных осо-
12 1368 353
бенностей проектирования сварочных приспособлений (для уз-
лов из нежестких деталей).
Напомним, что в станочном приспособлении прибегают
к установке двух баз детали по второму варианту (располовини-
вание .погрешности взаимного расположения баз) вместо пер-
вого варианта (разделение функций между установочными эле-
ментами) в том случае, если обрабатываемые поверхности свя-
заны с обеими установочными базами. Располовинивание тем
более необходимо, чем больше погрешность взаимного располо-
жения баз. При сварке также обеспечивается сразу нескол ь-
к о наперед заданных параметров
узла. Между тем детали его, изготов-
ленные из листового материала мето-
дами холодной штамповки, сравни-
тельно неточные. Следовательно,
при соединении их в узел с помощью
стапеля потребность в располовинива-
нии погрешностей должна встречаться
Рис. 297. Установка с по-
мошыр, двух пальцев
жесткой (а) и нежесткой
(б) детали
несравненно чаще, чем при механи-
ческой обработке. Однако, кроме того,
в отличие от станочного приспособле-
ния, в котором ни форма, ни размеры,
ни взаимное положение установочных
элементов не влияют, не могут и не
должны влиять на параметры детали в процессе установки, эле-
менты стапеля обязаны восстанавливать параметры нежесткой
детали, приданные ей в процессе изготовления, но утраченные
под влиянием внутренних напряжений.
Например (|рис. 297) элементы для установки двух баз-от-
верстий жесткой детали (схема а) не могут (и не должны) вли-
ять на параметры детали, а в случае нежесткой детали (схе-
ма б) они обязаны (вместе с зажимами) восстанавливать ее
параметры, т. е. деформировать деталь, так как в свободном со-
стоянии форма ее искажена.
Для выполнения такой функции рабочая поверхность эле-
мента должна иметь форму, подобную форме устано-
вочной базы даже в том случае, если, кроме данной базы,
имеется вторая, устанавливающая деталь в тех же направлениях.
Например (см. рис. 297) для жесткой детали (схема а) установ-
ка с помощью цилиндрического и ромбического пальца (разде-
ление установочных функций) будет приемлемой (если не тре-
буется располовинивать погрешность во взаимном расположении
отверстий), а для нежесткой детали (схема б) она совершенно
непригодна.
В этом втором случае (схема б) оба пальца обязаны быть
цилиндрическими. Нежесткость детали .позволяет (и требует)
рассчитать диаметр каждого пальца так, как если бы он был
единственным, т. е. уменьшить номинальный диаметр пальца по
354
сравнению с номинальным диаметром отверстия только на ве-
личину необходимого гарантированного зазора Д. При этом точ-
ность фиксируемого пальцами расстояния между отверстиями
будет зависеть лишь от точности расстояния между пальцами
и от зазоров между пальцами и отверстиями.
Таким образом, отказ от принципа разделения функций меж-
ду элементами стапеля, устанавливающими одну деталь узла,
бывает обусловлен: в одних случаях (жесткая, но неточная де-
Рис. 298. Стапель для прихватки, в котором установочные функции не раз-
делены между элементами, ввиду малой жесткости деталей
таль) — необходимостью располовинивать ее погреш-
ность, в других (нежесткая деталь)—необходимостью вос-
станавливать параметры детали, в третьих (одни
участки детали жесткие, другие — нежесткие) — необходимо-
стью того и другого.
В качестве примера на рис. 298 показан стапель для сварки
(прихватки) корпусной детали (основания) и накладки (штам-
пованной детали), имеющей два овальных отверстия и образую-
щей круговую полость с внешней стороны основания.
Основание изготовлено механической обработкой из заготов-
ки-поковки. Оно обладает хорошей жесткостью, точностью и име-
ет поверхности, специально предусмотренные для центрирования
накладки. Несмотря на это в стапеле предусмотрен не один фик-
сатор для накладки, а два, причем рабочей поверхности каж-
дого из них придана форма устанавливаемого отверстия. Между
12* 355
тем, если бы признать точность .и жесткость накладки доста-
точными, то для ее установки относительно корпуса потребо-
вался бы лишь один фиксатор типа ромбического пальца.
Для восстановления параметров детали, утраченных ею под
влиянием внутренних напряжений, а также для некоторой де-
формации деталей с целью обеспечить необходимую их стыков-
Сварка
Eilbhilb поверхностей. 0502,0519 и
0390 относительно устаноВоч
нога места корпуса (конус Мор-
зе №5) не Золве 0,3мм
Рис. 299. Стапель для сварки, восстанавливающий размеры нежесткой
оболочки, утраченные ею под влиянием внутренних напряжений
Конус Морзе №5
ку, могут требоваться значительные силы. Представление об
этом дает конструкция стапеля для автоматической сварки обе-
чайки с фланцем, показанная на рис. 299.
Установочными базами фланца служат его плоский торец
и цилиндрическое отверстие. Эти базы устанавливаются с по-
мощью плоской .и наружной цилиндрической (0 5О2_о,’У) устано-
вочных поверхностей, выполненных непосредственно на корпусе
стапеля. Установочной базой обечайки служит ее внутренняя
фасонная поверхность. Форма обечайки до сварки — искажена.
356
Предусмотренное в конструкции стапеля солидное винто-клино-
вое, двухпоясное, семикулачковое (четыре кулачка в левом
поясе и "при— в правом) самоцснтрирующее устройство и осевой
зажим узла обеспечивают восстановление формы обечайки
и надежную стыковку ее с фланцем.
В конструкции этого стапеля представлен еще один пример
отказа от принципа разделения функций между установочными
элементами. Можно ви-
деть, что левый пояс ку-
лачков взаимодействует
не только с обечайкой, но
и с козырьком фланца.
Между тем фланец уже
установлен и уста-
навливать его этими ку-
лачками — значит явно
нарушать упомянутый
принцип. Диаметры дета-
лей в стыке никогда не
могут быть в точности
одинаковыми. Следова-
тельно, для взаимодейст-
вия кулачков с обеими
деталями нужна дефор-
мация той из них, диа-
метр которой окажется
меньшим. В данном слу-
чае некоторая деформа-
ция деталей допустима,
благодаря чему обеспечи-
вается хорошее сов-
Рис. 300. Стапель для прихватки, в котором
один установочный элемент обслуживает
две части полуфабриката
падение стыкуе-
мых поверхностей.
Как в станочном приспособлении, так и в стапеле, для умень-
шения влияния погрешностей установки двух баз на перекос
устанавливаемой детали выгодно, чтобы (расстояние между ба-
зами было по возможности большим. Это значит, что базы
нужно выбирать из числа участков детали, лежащих поблизо-
сти от ее краев. Поэтому при стыковом соединении двух дета-
лей часто оказывается, что две из установочных баз этих дета-
лей располагаются в непосредственной близости друг от друга.
Естественно, что при возможности применяют для установки та-
ких баз не два, а один установочный элемент (рис. 300).
Замена двух установочных элементов одним элементом не
только упрощает конструкцию стапеля. При необходимости или
допустимости некоторой деформации деталей одна установоч-
ная поверхность для двух деталей обеспечивает наиболее точ-
ное совпадение стыкуемых поверхностей. Последнее бывает
357
настолько важным, что может служить единственной причиной
(см рис. 299) для установки двух деталей-одним установочным
элементом.
Приведенный на рис. 300 пример показывает, что даже при
сравнительно малых размерах одной из двух деталей узла, мо-
жет требоваться крупный стапель, ввиду больших размеров дру-
гой детали. Встречаясь с подобными операциями, пользуются
каждой возможностью отказаться от «стационарного» стапеля
в пользу стапеля «накладного». Один из представителей конст-
рукций этого типа показан на рис. 301.
Рис. 301. Накладной стапель для прихватки па-
трубка
Среди сварочных приспособлений такие конструкции занима-
ют по приемам пользования ими и области применения такое же
место, как, например, накладные кондукторы (см. рис. 284) сре-
ди других приспособлений для сверления.
Предусмотренное в конструкции сварного узла взаимное
центрирование деталей ведет к упрощению функций, вы-
полнение которых требуется от приспособления. Нередко в при-
способлении вовсе не требуется установочных элементов. Такое
чисто зажимное приспособление, как правило, намного проще
стапеля. Во многих случаях вместо специального приспособле-
ния удается обойтись какими-либо универсальными зажимами
типа прихватов, стяжных болтов, струбцин и т. п.
В качестве примера простейшего специального зажимного
приспособления на рис. 302 показана струбцина для связыва-
ния фланца с обечайкой. Несколько таких струбцин, располо-
женных по окружности, надежно заменяют сложный стапель,
который потребовался бы при стыковом соединении деталей
узла.
Необходимость перемещать (поворачивать, перекладывать)
свариваемый узел является одной из характерных особенностей
выполнения сварочных операций. Как уже отмечалось, вызывае-
мые этой необходимостью трудности, а также то обстоятель-
358
ство, что элементы стапеля могут закрывать доступ к месту
сварки, во многих случаях заставляют пользоваться стапелем
только для прихватки узла. Однако и прихватка не всегда вы-
полнима без изменения позиций узла на сварочном столе.
Рис. 302. Зажимное приспособление — струбцина для
сварки фланца с обечайкой .
Небольшой стапель (см., например, рис. 295) перемещать
вручную сравнительно нетрудно. Но с увеличением размеров
приспособления трудности возрастают. Между тем .предусмат-
ривать в стапеле поворотное устройство (см., например,
рис. 294) —значит существенно усложнять его конструкцию.
Кроме того, поворот может требоваться не в одной, а в разных
плоскостях. Учитывая это, на сварочных участках применяют
Рис. 303. Манипулятор для сварочных операций
устройства (приспособления) для установки и закрепления ста-
пелей, позволяющие придавать последним разное положение
и легко поворачивать.
Одно из таких устройств (их называют манипуляторами) по-
казано на рис. 303. Его шпиндель может получать вращение от
электродвигателя через редуктор. Возможность изменять рас-
359
стояние между бабками придает устройству универсальность.
Возможность .изменять угловое положение оси шпинделя расши-
ряет универсальность в случаях, когда допустимо консольное
закрепление стапеля.
Очевидно, что если время выполнения сварочной операции
намного меньше заданного такта выпуска узла, то одно такое
универсальное устройство может обслуживать группу разных
операций. Это главное обстоятельство, с которым связана рен-
табельность применения подобных устройств. Нужно лишь, что-
бы конструкция стапеля была согласована с конструкцией опре-
деленного устройства подобно тому, например, как это сделано
в стапеле, показанном ранее из рис. 299.
Раздел третий
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
ВВЕДЕНИЕ
В терминологическом отношении процесс обработки по-
верхности, используемый в технологическом процессе изго-
товления детали, удобно называть «методом» обработки *. Кро-
ме того, термин «метод» вместо «процесс» полезен как
условность, указывающая на специфичность цели, с которой
осуществляется обработка.
Процесс обработки поверхности может осуществляться с це-
лью исследования той или иной стороны самого процесса — про-
изводительности, возникающих сил, поведения станка или инст-
румента, обеспечиваемой точности обработки, 'качества поверх-
ности и т. д. и т. п. В отличие от этого процесс обработки, выпол-
няемый в рамках технологического процесса изготовления де-
тали, всегда и исключительно имеет целью получить поверх-
ность с заранее заданными параметрами. Здесь на пер-
вом месте стоит не сам процесс со своими физическими особен-
ностями, а цель его применения и соответственно — возможные
способы (методы) его применения для достижения
этой цели. Термин «метод» обработки вместо «процесс» обра-
ботки подчеркивает эту особенность.
Указанное различие в целях, с которыми осуществляется
(и рассматривается) процесс обработки, является признаком
принципиальным. Руководствуясь им, надо проводить границу
между задачами, подлежащими изучению в учебном курсе
о технологических процессах (технология машиностроения), и
задачами, относящимися к базовым дисциплинам, чтобы исклю-
чить взаимное дублирование. Последнее особенно важно в свя-
зи с ограничениями учебного времени и делается при составле-
нии и согласовании учебных программ курсов.
* Подобно тому как деталь используемого 'Приспособления удобно назы-
вать элементом, чтобы не смешивать ее с обрабатываемой деталью.
361
Раздел «Методы обработки поверхностей» весьма тесно свя-
зан с курсами о процессах обработки и оборудовании для их
выполнения. Размежевание по принципу «процесс» — «примене-
ние процесса» («метод») сложилось здесь очень приблизительно
даже в такой «старой» области как механическая обработка.
В таких условиях недопустимость дублирования ставит раздел
«Методы обработки» в прямую зависимость от предшествующих
ему курсов о процессах обработки, делает его дополнением
к ним. В данном случае таким предшественником является курс
«Резание конструкционных материалов, режущие инструменты
и станки». /
Метод механической обработки поверхности характеризуют
обрабатывающий инструмент и «механика» процесса — движе-
ния детали и инструмента, осуществляемые в процессе обработ-
ки. Последние (движения) зависят от станка, следовательно,
общее представление о методе обработки дают приме-
няемые для обр аботки с т а н о к и инструмент.
При проектировании технологических процессов интересуют
прежде всего возможность разных методов обработки в следу-
ющих трех направлениях:
1) допускаемая методом величина припуска на обра-
ботку— так как разрабатывая операцию технологического про-
цесса, нужно назначать операционный припуск;
2) точность обработки поверхности (точность метода
обработки) —так как операция должна обеспечивать определен-
ную точность обработки;
3) время обработки поверхности (производитель-
ность) — так как операция должна быть рассчитана на опреде-
ленную производительность *.
На этом основании возможности, даваемые методом в на-
званных направлениях (допустимый припуск, точность, время
обработки) называют технологическими возможностями метода
обработки.
Выбирая метод обработки, ориентируются прежде всего на
его технологические возможности. Необходимые для об-
работки станок и инструмент позволяют судить об э к о н о м и ч-
ности метода — целесообразности применения его в данных
производственных условиях.
ч* Формулы основного времени (см. гл. I, § 8), позволяющие количест-
венно оценивать производительность методов, в этом разделе не приводятся,
так как они даются в курсе «Резание конструкционных материалов» (см. спи-
сок литературы).
! Глава XII
ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ
И ПЛОСКИХ ПОВЕРХНОСТЕЙ
§ 1. ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ
НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Обтачивание на токарных станках. На рис. 304 показаны ха-
рактерные способы установки и закрепления деталей на опера-
циях обтачивания: схема а — в центрах; б — в самоцентрирую-
щем патроне (общего назначения или специальном); в —
в .патроне с поддержкой конца детали задним центром; г — в че-
тырехкуйачковом патроне общего назначения; д — в каком-либо
специальном приспособлении-
Рис. 304. Способы установки
деталей на операциях обра-
ботки наружных поверхностей
Технологические возможности метода характеризуются сле-
дующими примерными данными.
Припуск на обработку. Остро заточенный качествен-
ный резец в состоянии снимать припуск в пределах около сотой
доли миллиметра. Наибольшую величину припуска ограничива-
ет лишь прочность резца и мощность станка (иногда — жест-
кость или прочность самой обрабатываемой детали). Таким об-
разом, в отношении допустимого припуска на обработку метод
чрезвычайно универсален. В случае (надобности эта универсаль-
ность может быть еще более повышена путем отказа от автома-
тического получения диаметра поверхности, так как тогда появ-
ляется возможность снимать припуск в несколько проходов.
Величина необходимого операционного припуска зависит от
качества предшествующей обработки (см. гл. I, § 4). Поэтому
самый большой припуск приходится снимать на первой опера-
ции, непосредственно следующей за ковкой или отливкой заго-
товки. В дальнейшем самый малый припуск снимают на оконча-
тельной операции. По широте диапазона допустимого припуска
обтачивание пригодно для всех этих операций.
В табл. 4 приведены рекомендуемые величины операционно-
го припуска для разных видов обтачивания в предположении,
что поверхность проходит три этапа обработки: обдирку, черно-
363
Таблица 4
Операционные припуски и допуски на обтачивание (по РТМ-588)
мм
Черновое обтачивание термически Чистовое обтачивание Все длины
термически термически О о ГЗ О S со
Интервалы диаметров необработан- ных и обра- ботанных материалов необрабо- танных материалов обработан- ных мате- риалов грубом (7-й кл. О е? о X 3» Си » <D »О ЕГ '
длина S к n, S -г. , S К си = _
до 20С св. 200 до 400 до 200 св. 200 до 40С до 200 св. 200 до 400 опусК X •тачивй'1 1ЧНОСТИ опус К п тачиваг юности
припуск а на диаметр R. о н
От 3 дс 6 — — 0,5 — 0,8 — —0,30 —0,16
Свыше 6 до 10 1,5 1,7 0,8 1,0 1,0 1,3 —0,36 —0,20
1» 10 я 18 1,5 1,7 1,0 1,3 1,3 1,5 —0,43 —0,24
я 18 я 30 2,0 2,2 1,3 1,3 1,3 1,5 —0,52 —0,28
я 30 • 50 2,0 2,2 1,4 1,5 1,5 1,9 —0,62 —0,34
1» 50 я 80 2,3 2,5 1,5 1,8 1,8 2,0 —0,74 —0,40
• 80 * 120 2,5 2,8 1,5 1,8 1,8 2,0 —0,87 —0,46
* 120 я 180 2,5 2,8 1,8 2,0 2,0 2,3 —1,0 —0,53
V 180 я 260 2,8 3,0 2,0 2,3 2,3 2,5 —1,15 —0,60
я 260 я 360 3,0 3,3 2,0 2,3 2,3 2,5 —1,35 —0,68
Приме чание. При обтачивании деталей с уступами припуск назнача-
тся в зависимости от общей длины детали и наибольшего диаметра.
вое обтачивание и чистовое (окончательное). Припуск на обдир-
ку в таблице не указан, так как его величина зависит от способа
получения заготовки; рекомендуется лишь точность обдирки
(7-й класс точности). Точность чистового обтачивания отсутст-
вует, так как эта операция предполагается окончательной *
(точность должна отвечать заданной в чертеже).
Точность обработки. По первой характеристике эко-
номически целесообразные значения точности обработки (точ-
ность собственно метода) лежат в следующих примерных преде-
лах:
1) точность по диаметру — не выше 3-го класса точности;
2) шероховатость — не лучше 6-го класса (по ГОСТу 2789—
59);
3) точность по форме — овальность до 0,03 мм, конусность —
до 0,08 на длине 300 мм. '
* Точность обтачивания под шлифование — см. далее табл. 5.
364
Указанные высшие значения получаются при обыкновенном
чистовом обтачивании с достаточно малым припуском (см.
табл. 4). Достижение большей точности возможно, но экономи-
чески не всегда оправдывается. Иногда, особенно при обработке
короткого участка, можно устойчиво получать точность по диа-
метру до 2-го класса, однако подобные исключения возможны
главным образом при обработке деталей из цветных сплавов.
Вторая характеристика точности, как всегда, зависит не
столько от метода обработки, сколько от точности установки
детали. Например, при установке в центрах (схема а на рис. 304)
соосность обработанного и необработанного участков валика бу-
дет зависеть от качества предшествующей зацентровки валика.
При установке по схеме б или в она же будет зависеть от точ-
ности патрона и т. п. Взаимная соосность труппы поверхностей,
обработанных при одной установке (ступенчатый
валик) получается наивысшей.
' Ступенчатые поверхности с малой разницей диаметров ступе-
ней (малая высота уступов) обтачивают резцом с главным углом
в плане <р = 90°. При высоких уступах, когда возможен сильный
отжим резца, торец уступа обрабатывают в отдельном переходе.
Длинные валы при обтачивании в центрах прогибаются и по-
лучаются бочкообразными. Некоторое уменьшение прогиба (при-
мерно в 2,5 раза) получается, если вместо установки в центрах
применить установку в патроне с поддержкой конца детали
задним центром (см. рис. 304,в). Однако этого может оказаться
недостаточно. Кроме того, при последующей обработке, поверх-
ности, занятой патроном, соосность ее с поверхностью, обрабо-
танной ранее, будет худшей (другие установочные базы). В свя-
зи с этим применяют люнеты
Люнет должен лишь поддерживать деталь, но не устанавли-
вать ее (она уже установлена центрами станка), поэтому его
кулачки устанавливают по поверхности детали. Эта поверхность
должна быть соосна центровым гнездам, иначе деталь будет
искривляться при вращении, а люнет перегружаться. Обеспечи-
вая нормальную работу подвижного люнета (закрепляемого на
суппорте станка), располагают его кулачки позади резца
(рис. 305, с). Для кулачков неподвижного люнета, (закрепляе-
мого на станине станка) протачивают (а иногда еще и шлифуют
«шейку под люнет» (рис. 305, б).
На грубых черновых операциях основным путем повыше-
ния производ’ительности служит увеличение глубины резания
(уменьшение числа проходов), а затем — подачи. На чисто-
вых— увеличение скорости резания. С этой целью широко при-
меняют высококачественные резцы, оснащенные пластинками из
твердого сплава и керамики.
Обтачивание на многорезцовых станках. ТоКарно-многорезцо-
вые полуавтоматы рассчитаны на повышение производительно-
сти путем совмещения переходов операции и автомати-
365
ческого получения всех операционных размеров при соответст-
венном снижении квалификации работы. I
Такой станок имеет передний и задний (иногда также верх-
ний) суппорты, каждый из которых может нести несколько рез-
цов. Передний суппорт имеет продольную подачу, задний — по-
Рис. 305. Применение люнетов:
а—подвижный люнет; б—неподвижный
перечную. Задним суппорт предназначается для подрезания тор-
цов, прорезания канавок или обтачивания цилиндрических
участков широкими резцами. Его работу обычно совмещают
с работой переднего суппорта (рис. 306).
Наладка многорезцового станка отнимает много времени,
поэтому применение его оправдывается в серийном и массовом
производствах. Разрабатывая
операцию, решают прежде все-
го задачу о размещении рез-
цов. Каждый цилиндрический
Рис. 307. Два варианта наладки:
е—наладка по наибольшей ступени; б—
наладка по наименьшей ступени
Рис. 306. Рабочая зона много-
резцового станка
участок детали можно обрабатывать одним или несколькими
резцами. В зависимости от этого потребуются разный ход перед-
него суппорта и будет получаться разная производительность.
При расположении резцов по схеме а, показанной на
рис. 307,а (наладка по наибольшей ступени), ход суппорта оп-
ределяется длиной наибольшей ступени /ь Как видно на с^еме,
резцы 2 и 3 будут иметь холостой пробег.
366
По схеме, показанной на рис. 307, б (наладка по наимень-
шей ступени), потребный ход суппорта определяется длиной наи-
меныпей ступени /3. Для обтачивания ступеней Ц и /2 поставлено
по два резца (число резцов зависит от соотношений 1\: /3 и /2: 4) -
Поперечное врезание на глубину припуска обеспечивается
одновременно с продольной подачей («косое врезание»).
На заднем суппорте в обеих схемах показаны подрезной, ка-
навочный и фасонный резцы.
Обтачивание одной ступени несколькими резцами дает на по-'
верхности уступы из-за погрешностей установки резцов на раз-
мер и разного протекания их износа. Поэтому более производи-
тельный способ — наладку по наименьшей ступени — применяют
при обтачивании под Шлифование. В случае если наименьшая
ступень очень мала, прибегают к комбинации первого и второго
способов.
Установку резцов производят по эталону детали, в .качестве
которого часто используют одну из ранее обработанных деталей.
Практикуют также установку взаимного положения резцов
в державке вне станка (съемные блоки резцов). По результа-
там обработки первых деталей вносят необходимые поправки
в положение резцов.
Для уменьшения числа переналадок (замена затупившегося
инструмента) выбирают скорость резания, принимая стойкость
равной 3—4 часам, а иногда и большей, в зависимости от слож-
ности наладки. Число оборотов устанавливают по резцу, рабо-
тающему в наиболее тяжелых условиях. При большом количест-
ве резцов проверяют соответствие намеченного режима мощно-
сти станка. Режим обработки может ограничиваться также
жесткостью детали и надежностью ее закрепления.
Для многорезцового обтачивания в центрах обычные повод-
ковые устройства не пригодны. На риСг-308 показан поводковый
патрон с эксцентриковыми кулачками, способный передавать
большие крутящие моменты. Подкулачковая плита патрона сде-
лана плавающей, благодаря чему она вместе с кулачками само-
устанавливается по поверхности детали, и центр станка не на-
гружается. С целью предотвратить разрабатывание центрового
гнезда, поддерживаемого задним центром станка, применяют
вращающийся центр.
_ Оценивая возможность применения многорезцового обтачи-
ваАия в качестве окончательной обработки, считают, что эконо-
мически целесообразная точность этого метода не превышает
4-й_класс (для диаметров поверхностей).
! Осевые размеры-координаты, связывающие торцовые поверх-
ности, разделяются на две группы: размеры типа /2 на рис. 307, в,
связывающие обрабатываемые поверхности друг с другом
(внутрикомплексные координаты—-см. гл. III, § 4) и размеры
типа А и /3, связывающие обрабатываемую поверхность с н е о б-
рабатываемой (исходные размеры). Точность первых неза-
367
висит от точности установки детали и определяется точностью
взаимного положения резцов. Точность вторых зависит прежде
всего от величины погрешности Р, связанной с установкой детали
в осевом направлении 1(Р—Л-Тбр, см. гл. III, § 4); для размера
величина X равна допуску размера S, а для размера /3— до-
пуску на общую длину детали.
В осевом направлении положение детали определяется цент-
ровым гнездом со стороны передней бабки (6у=бр=0,5 J:tg30°,
где d-—допуск на диаметр гнезда). В случае недостаточной
точности гнезда, получаемой на операции зацентровки, функцию
установочной базы передают торцу детали, применяя плаваю-
щий центр (рис. 309). *
Рис. 308. Поводко-
вый патрон
Рис. 309. Плавающий центр
Шлифование. Широкое применение различных методов шли-
фования обусловлено их высокой точностью. Кроме того, это
единственный процесс, способный заменять чистовое точение
в случаях, когда поверхность имеет высокую твердость.
Припуск на обработку. Производительность шлифова-
ния очень зависит от величины припуска, поэтому обычно шли-
фование предусматривают только после обтачивания поверхно-
сти. Величина необходимого припуска, как и всегда, зависит от
качества предшествующей обработки, т. е. в данном случае —
от обтачивания под шлифование. Если за обтачиванием следует
термообработка, в результате которой ожидают заметное иска-
жение формы детали, припуск соответственно увеличивают.
В табл. 5 приводятся нормативы припусков для различных опе-
раций шлифования на круглошлифовальных станках. Допуски
на чистовое шлифование в таблице отсутствуют, поскольку оно
предполагается окончательным (его точность должна отвечать
чертежу детали).
Точность обработки. При чистовом шлифовании пер-
вую характеристику точности обычно выдерживают в пределах:
1) точность по диаметру— 1—2-й класс точности;
2) шероховатость — 10—-8-й класс;
3) точность по форме — 0,003 и хуже; чаще всего — в преде-
лах половины допуска на диаметр.
Вторая характеристика точности (положение обработанной
поверхности относительно необрабатываемых) зависит от точ-
368 4
Таблица 5
Операционные припуски и допуски на наружное шлифование
(по РТМ-588)
мм
Вариант I Вариант II Вариант III Допуски
Интервалы диаметров Оконча- тельное шлифова- ние тер- мически обрабо- танных деталей Шлифование после термо- обработки j шлифова- ермообра- ! шлифова- е термооб- К S S СО S D* СО ельние шлп- од черновое >аботки точности) шлифования ^обработки точности)
черно- вое чисто- вое Черновое ние до т ботки Чистовое ние поел, работки о о ё о )д окончат звание и и ) термообр й класс • ернового 1 >сле терм< :-й класс ’
Припуск 2 на диаметр ст
От 3 до 6’ 0,2 0,15 0,05 — — -0,08 —0,025
Свыше 6 до 10 0,3 0,2 0,1 0,2 0,3 -0,10 —0,030
» ю » 18 0,3 0,2 0,1 0,2 0,3 -0,12 —0,035
18 . 30 0,3 0,2 0,1 0,3 0,4 -0,14 —0,045
. 30 . 50 0,4 0,3 0,1 0,3 0,4 —0,17 —0,05
„ 50 , 80 0,5 0,3 0,2 0,3 0,5 -0,20 —0,06
» 80 „ 120 0,5 0,3 0,2 0,3 0,5 -0,23 —0,07
. 120 , 180 0,8 0,5 0,3 0,5 0,8 -0,26 —0,08
. 180 . 260 0,8 0,5 0,3 0,5 0,8 -0,30 —0,09
. 260 . 360 0,8 0,5 0,3 0,5 0,8 -0,34 —0,10
ности установки, детали. При установке непосредственно в цент-
рах станка особенно следят за состоянием центровых гнезд. Пос-
ле термообработки деталей гнезда тщательно зачищают. Наи-
лучшая-соосность обработанных поверхностей получается при
шлифовании их в одну установку.
Время обработки. Как известно, скорость круга при
шлифовании (скорость резания) всегда выгодно'иметь большей,
но она ограничивается прочностью круга. Обыкновенно ее не до-
пускают более 30—35 м/с. Шлифование особо прочными круга-
ми с большими скоростями (до 75 м/с) называют «скорост-
ным».
Скорость вращения детали, при прочих равных условиях,
определяет объем металла, снимаемый в единицу времени. Од-
нако чрезмерно большая скорость приводит к быстрому засали-
ванию круга и .шлифование становится невозможным. Опти-
мальную скорость (обычно в пределах 15—60 м/мин) выбирают
после назначения глубины резания и подачи.
369
Общей особенностью всех методов шлифования является не-
соответствие расчетного времени шлифования фактически необ-
ходимому, обусловленное взаимным отжатием чруга и детали.
Поэтому все формулы для определения основного времени шли-
фования содержат так называемый «коэффициент доводки»
(«коэффициент точности»), на который умножается расчетное
время. Коэффициент (обыкновенно 1,2—1,6) учитывает время
шлифования без подачи на глубину.
Рис. 310. Шлифование с про-
дольной подачей
Рис. 311. Формы заправки
круга при глубинном шли-
фовании
Метод шлифования выбирают с расчетом на наилучшую
производительность (наименьшее время) применительно к обра-
батываемой детали (протяженность шлифуемой поверхности,
жесткость детали) и станку (ширина круга В, мощность).
Шлифование методом продольной подачи (рис. 310) ве-
дут с малой глубиной резания (/=0,005-—0,02 мм), вследствие
чего даже сравнительно небольшой припуск на сторону прихо-
дится снимать в несколько проходов. Малая глубина t позво-
ляет применять большие подачи на оборот детали (s0 = aB =
=0,34-0,8 5).
Шлифование глубинное является разновидностью метода
продольной подачи. Оно отличается тем, что допускают большую
глубину резания (/=0,1—0,3 мм)
с тем, чтобы снять припуск в один
про. од, а подачу уменьшают (s0 =
= «5 = 0,14-0,15 В). При этом спо-
собе кромка круга быстро осыпает-
ся, поэтому ей сразу придают фор-
му, "замедляющую износ (рис. 311).
Шлифование методом вреза-
ния требует, чтобы ширина круга
была несколько больше протяжен-
ности шлифуемой поверхности (рис. 312). Вследствие большой
ширины шлифования допускают очень малую подачу на оборот
детали ($0 = 0,0014-0,005 мм). Однако путь круга в металле
(расчетная длина обработки) становится равным лишь величине
припуска на сторону. Метод врезания оказывается более произ-
водительным, чем метод продольной подачи.
Рис. 312. Шлифование вреза-
нием
370
Шлифование уступами представляет собой комбинацию
метода врезания и метода продольной подачи. К нему прибе-
гают, если ширина круга меньше длины шлифования.- Вначале
методом врезания шлифуют уступы, оставляя 0,01—0,02 мм на
«зачистку», затем продольным шлифованием получают задан-
ную точность.
Прилегающую к цилиндрической поверхности плоскую по-
верхность (терец ступени, бурт, фланец и т. п.) шлифуют бо-
ковой поверхностью круга. Для уменьшения площади контакта
и достижения лучшей плоскостности поверхности применяют
круг с конической боковой поверхностью
или заправляют на конус («поднутряют»)
плоский круг (см. рис. 312).
На бесцентрово-шлифовальных стан-
ках применяют два основных метода
шлифования.
Методом сквозной (продольной)
подачи шлифуют детали без уступов —
гладкие валики, пальцы и т. п. Работа
ведется непрерывно — детали заклады-
ваются с одной стороны и принимаются
с другой. Число таких проходов (2—6)
зависит от величины припуска и требуе-
мой точности поверхности.
Методом врезания (с поперечной
подачей) шлифуют детали с уступами
(рис. 313). При этом ось подающего круга устанавливают почти
параллельно оси режущего круга (под углом до 0,5°), а осевое
перемещение детали не допускают с помощью упора.
Шлифование на бесцентровом станке представляет собой си-
стему обработки с самоустанавливающейся конечной связью —
взаимное положение детали и инструмента (режущего круга)
определяется здесь самой обрабатываемой поверхностью. Подоб-
ные системы не позволяют влиять на вторую характеристику
точности обработки (см. гл. VII, § 2). Таким образом, этот про-
цесс пригоден только для операций, в которых требуется улуч-
шить лишь первую характеристику — точность самой поверх-
ности.
Поскольку процесс не влияет на вторую характеристику точ-
ности, последняя в свою очередь не влияет на -величину необ-
ходимого припуска. Поправка N на несовпадение осей (см. гл. I,
§ 4) не нужна. Нормативные припуски для бесцентрового шли-
фования на 20—30% меньше, чем для центрового. Уменьшение
припуска и большая ширина шлифовального круга — основные
причины большей производительности бесцентрово-шлифоваль-
ных станков.
В условиях крупносерийного и массового производств основ-
ным путем повышения производительности многопереходных
371
1
операций шлифования является применение так называемого
«совмещенного» шлифования. Совмещение переходов достигает-'
ся с помощью соответственно заправленного широкого круга или
комплекта из нескольких кругов (рис. 314, а). Применение по-
добных методов требует кругов повышенного качества по всем
Рис. 314. Шлифование «совмещенное»
параметрам (геометрия, уравновешенность, однородность твердо-
сти и т. д.) и соответствующих станков. Аналогичные методы
доступны на обыкновенных бесцентрово-шлифовальных станках
(рис. 314,6), так как их конструкция рассчитана на обработку
небольших деталей сравнительно широкими кругами.
Фрезерование, зенкерование, протягивание. Фрезеровани-
ем обрабатывают незамкнутые поверхности, которые нельзя
получить обтачиванием. В большинстве случаев обработку удоб-
но выполнять на вертикально-фрезерном станке с поворотным
столом. Одна из операций
такого рода показана на
рис. 315.
Зенкерование на-
ружной цилиндрической,по-
верхности — процесс срав-
нительно редкий. К нему
прибегают для обработки
невысоких цилиндрических
выступов, бобышек и т. и.
(см., например, приведен-
ный ранее рис. 241) с целью
выполнить операцию не на
токарном станке, а на свер-
лильном. Тем самым избе-
Рис. 316. Фрезерование цилиндрической
поверхности головки шатуна
гают необходимости вращать громоздкую деталь, упрощают
приспособление и т. п.
Протягивание наружных цилиндрических поверхностей
практикуется в массовом производстве и выполняется на стан-
ках определенного назначения. Таковы, например, станки для
372
протягивания шеек коленчатого вала автомобильных двигателей.
Процесс ведут при вращении детали и прямолинейном дви-
жении плоской протяжки, ширина которой соответствует длине
обрабатываемой поверхности. При этом каждый Зуб протяжки
работает как тангенциальный резец.
По величине допустимого припуска на обработку и возмож-
ной точности одна операция протягивания способна заменить
черновое и чистовое обтачивание, и даже черновое шлифование,
вместе взятые.
§ 2. обработка цилиндрических отверстий
Сверление. Сверлением получают отверстия в сплошном ма-
териале. Короткие (неглубокие) отверстия сверлят обыкновен-
нымр спиральными сверлами, получая точность 5 и 4-го классов,
а при малых диаметрах даже более высокую.
Различают два метода сверления: 1) враще-
нием сверла (станки сверлильной группы) и
2) вращением детали (станки токарной
группы).
Второй метод специально (из-за его особен-
ностей) используют при глубоком сверлении (см.
далее), а также при кольцевом сверлении («тре-
панации») крупных отверстий, требующем от
станка большей мощности и жесткости, чем мо-
жет обеспечить сверлильный станок. В осталь-
ных случаях этот метод является простым след-
ствием включения сверления в состав токарной
операции (револьверные станки, токарные авто-
маты и др.). Для уменьшения бокового отжима
сверла в момент врезания предусматривают
в предшествующем переходе засверлив а-
ние отверстия коротким жестким сверлом Рис. 316. Быст-
с меньшим углом при вершине. Из операций для росменный па-
токарных станков сверление всегда стремятся трон
исключать, так как передвижения задней бабки
станка и ручная подача утомительны и отнимают много
времени.
На сверлильных станках операции сверления выполняют
с помощью кондукторов. Кондуктор позволяет обрабатывать
в одной операции много отверстий одного диаметра, а с при-
менением для закрепления инструмента быстросменного^патро-
на (рис. 316)—и разных диаметров. Целесообразную меру
использования этих возможностей определяют применительно
к конкретной детали (конфигурация и размеры, число, размеры
и расположение отверстий—см. гл. X, § 1). Для повышения
производительности, если в этом есть необходимость, применяют
373
Таблица 6
Операционные припуски и допуски на зенкерование, растачивание
и развертывание отверстий (по РТМ-588)
I. Припуски на диаметр в мм
Интервалы После сверления После зенкерова- ния или раста- чивания Чистовое развер- тывание
диаметров ф S Ф я Й ГЗ X со Ф о со сх Раста- чивание Чистовое растачи- вание Развер- I тывание' Развер- тывание Ч ерновое развер- тывание после черно- вого
От 3 до 6 Свыше 6 до 10 — — — 0,15 0,2 0,2 0,15 0,2 0,Об- од
. ю . 18 0,8 0,8 0,5 0,3 0,2 0,2 0,1
. 18 » 30 1,2 1,2 0,8 0,3 0,3 0,2 0,1
. 30 . 50 1,5 1,5 1,0 — — — —
. 50 » 80 — 2,0 1,0 — — — —
. 80 . 120 — 2,0 1,3 — — —
. 120 . 180 — 2,0 1,5 — — —
II. Допуски на диаметр в мм
Интервалы диаметров Сверле- ние (5-й класс) точности) Сверле- ние по кондук- тору Зенкеро- вание Черновое растачи- вание Чистовое растачи- вание (За класс точности) Черновое развер- тывание (3-й класс ТОЧНОСТИ)
(4-й класс точ1 юсти)
От 3 до 6 +0,16 +0,08 — —- +0,025
Свыше 6 до 10 +0,20 +0,10 — +0,10 — +0,030
. ю » 18 +0,24 +0,12 +0,12 +0,12 +0,070 +0,035
. 18 , 30 +0,28 +0,14 +0,14 +0,14 +0,084 +0,045
. 30 , 50 +0,34 +0,17 +0,17 +0,17 +0,10 +9,05
. 50 , 80 +0,40 — — +0,20 +0,12 —
. 80 . 120 — ' — — +0,20 +0,14 —
. 120 , 180 — — — +0,26 +0Д6 —
374
Рис. 317. Переднее
направление зен-
кера
многошпиндельные головки или специальные (обычно агрегат-
ные) станки.
- Для отверстий более точных, чем получаются после сверле-
ния, последнее выступает в роли первой операции (или перехо-
да), подготавливающей отверстие к последующей более точной
обработке. В табл. 6 приводятся данные, которыми пользуются
цри назначении припусков для разных видов последующей обра-
ботки (зенкерование, растачивание, разверты-
вание). Эта таблица дает также общее пред-
ставление об области применения этих видов
обработки: пропуск в таблице означает, что
в указанном интервале диаметров данный вид
обработки не рекомендуется.
Возможность выполнения на сверлильном
станке в одной операции со сверлением после-
дующей обработки (зенкерование, разверты-
вание) обеспечивают, предусматривая кондук-
тор с быстросменными втулками и
быстросменный патрон для закрепле-
ния инструментов в шпинделе станка.
Зенкерование. Зенкеры применяют для об-
работки отверстий сравнительно небольшого
диаметра (примерно до 100 мм). Цельные зен-
керы имеют 3—4 режущих зуба и спиральные
канавки, меньшей, чем у сверл, глубины. Бла-
годаря этому они обладают большей жест-
костью, чем сверла, и менее склонны к уводу.
Крупные зенкеры делают насадными, со встав-
ными зубьями.
Зенкерование часто называют «растачи-
ванием зенкером». По величине допусти-
мого припуска этот процесс столь же универсален, как и обра-
ботка резцом. Наибольшая величина припуска ограничивается
лишь прочностью зенкера. Геометрия зуба зенкера близка к гео-
метрии резца, но поскольку у зенкера несколько зубьев, подача
его на один оборот может быть большей, а вместе с этим —
больше и производительность обработки.
Черновое (обдирочное) зенке|рование применяют для обра-
ботки отверстий, полученных при отливке или ковке заготовки.
Для предотвращения вибраций и увода зенкеру дают направле-
ние (обычно переднее) с помощью направляющей втулки
(рис. 317). Это необходимо не из-за малой жесткости самого
зенкера, а вследствие недостаточной жесткости станка, особенно
если станок сверлильный. Точность отверстия после обдирки
зенкером примерно соответствует 5-му классу.
Особенно часто зенкерование применяют после сверле-
ния с целью повысить точность отверстия и точность положе-
ния его оси. Улучшение первой характеристики обусловлено луч-
375
шей по сравнению со сверлом геометрией зенкера, а улучшение
второй — большей жесткостью. При этом легко обеспечивается
4-й класс точности отверстия по диаметру, а в благоприятных
условиях (малый диаметр, небольшой и равномерный припуск)
и более высокая, с шероховатостью до 6-го класса.
На револьверных станках и автоматах зенкерование выпол-
няют в одной операции со сверлением. Поскольку в этих слу-
чаях направление свер-
ла с помощью втулки
отсутствует, зенкерова-
ние (инструмент более
жесткий) улучшает обе
характеристики точно-
сти обработки отвер-
стия. На сверлильных
станках положение
зенкера определяется
кондукторной втулкой
примерно с той же точ-
Рис. 318. Плоский
зенкер (расточная
пластина)
Рис. 319. Раззенковывание отверстия (а), зен-
кование фаски (б) и подрезание торца (в)
костью, что и сверла. Однако если увод сверла (он возра-
стает с увеличением глубины отверстия) становится причиной
заметного дефекта отверстия (перекос или искривление оси), I
зенкерование позволяет исправить отверстие, т. е. улучшить так-
же и вторую характеристику точности обработки отверстия.
Диаметр зенкера, как и всякого «мерного» инструмента, дол-
жен отвечать заданному диаметру отверстия. В связи с этим
вместо нестандартного по диаметру зенкера часто изготовляют
более простой инструмент, называемый плоским зенкером или
расточной пластиной (рис. 318). Такими пластинами широко
пользуются при обработке деталей из цветных сплавов, особен-
но если отверстие не сквозное.
Зенкерованием снимают фаски у отверстий, делают углубле-
ния, а также площадки (торцовка), необходимые для крепеж- ,
ных деталей и т. п. Для того чтобы указать на такую особенность
процесса, его часто называют зенкованием, а применяемые
зенкеры — зенковками (рис. 319). Подрезание торцов
в труднодоступных местах производят съемными зенковками ,
376
(рис. 320), укрепляемыми на державке так называемым штыко-
вым затвором.
В операциях, выполняемых на револьверных станках, нахо-
дят применение, кроме сверл, зенкеров и зенковок, комбиниро-
ванные инструменты (см. ранее рис. 12, а), позволяющие совме-
щать переходы.
Развертывание. Развертыванием обрабатывают отверстия
в том же диапазоне диаметров, что и зенкерованием. Небольшие
развертки делают цельными, а крупные — насадными.
Развертки рассчитаны на снятие малого припуска. Они отли-
чаются от зенкеров большим числом зубьев и прямым направ-
лением зубьев, меньшими углами
в плане; Снятие разверткой боль-
шого припуска дает результаты по
точности и производительности да-
же худшие, чем зенкерование.
Для того чтобы оставить на раз-
вертывание малый припуск, пред-
шествующая обработка должна
быть соответственно точной — обыч-
Рис. 320. Съёмные зенковки
но ею служит зенкерование или ра-
стачивание резцом (см. табл. 6).
Однако точность этих методов такова, что соответствующие ей
колебания величины оставляемого припуска оказываются все же
слишком ощутимыми для процесса развертывания. В результате
точность отверстия повышается примерно на один класс, т. е.
получается вблизи 3-го класса.
Для достижения точности выше 3-го класса необходим более
точный метод предшествующей обработки. Таким методом мо-
жет служить само развертывание после зепкерования или
растачивания резцом. По отношению к последующему более точ-
ному (чистовому) развертыванию оно будет черновым. Чисто-
вым развертыванием возможно получать отверстия с точностью
до 2-го класса при шероховатости до 8-го класса.
По методу выполнения различают развертывание машинное
(на станке) и машинно-ручное (деталь или развертка удержи-
вается руками), а также — ручное (слесарная операция).
Как процесс более тонкий, чем зенкерование, развертывание
более чувствительно не только ,к колебаниям величины припуска,
но и к другим факторам, могущим влиять на точность обработ-
ки. В частности, помимо высокой точности и тщательной заточ-
ки самой развертки, обязательным условием для получения вы-
сокой точности отверстия является строгое совпадение оси раз-
вертки с осью отверстия, подлежащего развертыванию.
Несовпадение осей приводит к разбиванию отверстия. Поэто-
му при машинном развертывании развертку связывают со
станком не жестко, а с помощью державки (качающейся или
плавающей—рис. 321), позволяющей развертке самоустанавли-
377
ваться по отверстию. Исключения из этого правила допускают
иногда лишь в тех 'случаях, когда развертывание производится
в одной установке с предшествующей ему обработкой (револь-
верные станки, автоматы), а требования к точности сравнитель-
но невелики.
Таким образом, развертывание принадлежит к процессам,
позволяющим улучшать только первую характеристику точ-
ности обработки — точность диаметра и чистоту обработки, по-
ложение оси отверстия остается
практически прежним.
М а ш и н н о-p у ч н о е разверты-
вание производят ручными разверт-
ками. Они отличаются от машинных
меньшим углом заборного конуса
и более длинной направляющей
частью, благодаря чему облегчается
самоустанавливание конечной свя-
зи. Предшествующей обработкой
служит обычно машинное разверты-
вание. Припуск оставляют с учетом
возможности безопасно удерживать
деталь (или развертку) в руках,
т. е. он должен быть тем меньше,
чем больше диаметр отверстия.
В таком процессе не может возни-
кать больших сил и создаются наи-
лучшие условия для того, чтобы не
разбивать отверстие. После черно-
вого и чистового машинного развер-
тывания развертывание вручную (машинно-ручное или ручное)
позволяет получать отверстия 1-го класса точности с шерохова-
тостью поверхности до 9-го класса.
В некоторых случаях бывает целесообразно, а иногда и необ-
ходимо, давать развертке принудительное направление с помо-
щью втулок. Это нужно при малой длине отверстия, при малой
длине приемного конуса (развертывание глухого отверстия поч-
ти на всю его длину) с целью предотвратить перекос развертки
(рис. 322).
Для развертывания крупных отверстий применяют также
плавающие развертки — двузубые .плоские ножи, точно при-
гнанные к пазу державки. Наиболее часто ими пользуются
в операциях, выполняемых на расточных станках.
Характерным дефектом развертывания являются риски на
обработанной поверхности, возникающие вследствие случайного
налипания материала на зуб развертки, а также пятна —следы
предшествующей обработки, особенно вероятные при малом при-
пуске. Поэтому развертывание отверстий, в которых подобные
дефекты не допускаются, и тем более в дорогих деталях, заме-
ll
♦
378
Рис.
322. Направление
разверток:
а—заднее; б—переднее;
двойное
няют при возможности другими процессами — хонингованием
(для стальных деталей) или тонким растачиванием (детали из
цветных сплавов).
Растачивание. Существует два основных способа растачива-
ния: 1) растачивание, при котором вращается деталь
(станки токарной группы), и 2) растачи-
вание, при котором вращается ин-
струмент (расточные станки).
Растачивание резцом на токарном
станке общего назначения является во
всех отношениях наиболее универсаль-
ным методом обработки отверстий. На
токарных станках можно обрабатывать
отверстия самых различных размеров
с различной точностью, в самых разно-
образных по форме и размерах деталях.
Обрабатываемые детали связывают
со шпинделем станка при помощи патро-
нов общего назначения и специальных
приспособлений (см. гл. XI, §1). При ра-
стачивании выемок, выточек и т. п. в .цен-
тральном отверстии длинных деталей
(пустотелые валы) конец детали можно
поддерживать люнетом. Применение
смонтированного на планшайбе поворот-
ного приспособления с делительным
устройством дает возможность растачи-
вать в одной операции несколько отвер-
стий с параллельными осями и т. д.
В отношении величины допустимого
(и необходимого — см. табл. 6) припу-
ска на обработку, экономически целе-
сообразной (и достижимой) точности
обработки, времени обработки и т. д.,
растачивание—-подобно обтачиванию
(см. выше §1). В операциях, выполняе-
мых на револьверных станках, растачи-
вание резцом при возможности заменяют
зенкерованием.
Расточные станки применяют, как
правило, для обработки отверстий в круп-
ных деталях, таких, которые трудно или невозможно разместить
и вращать на станке токарного типа. На рис. 323 показан гори-
зонтально-расточной (сверлильно-фрезерно-расточной) станок
общего назначения. Подачу при растачивании может получать
деталь (стол станка) или инструмент (шпиндель станка).
Инструментами служат резцы, закрепленные в державках (длин-
379
иые державки с передним (направлением называют борштан-
гами), расточные пластины и блоки.
Типичными для расточных станков операциями являются:
1) растачивание одиночного отверстия; 2) растачивание соосных
Рис. 323. Горизонтально-расточной ста-
нок общего назначения
отверстий; 3) растачива-
ние отверстий с парал-
лельными осями.
Применение резцов
оправдывается прежде
всего простотой этого ин-
струмента, особенно за-
метной (по сравнению
с пластинами и блоками)
в случае большого диа-
метра отверстий. Кроме
того, резцы лучше ведут
себя при грубом растачи-
вании литого или проши-
того отверстия, если имеет место очень неравномерное распре-
деление припуска по диаметру отверстия. Закрепление резца
в державке может быть радиальным или осевым (рис. 324).
Расточная пластина (см. ранее рис. 318) является инстру-
ментом мерным и, как правило, специальным. В противополож-
ность этому расточной блок (рис. 325) представляет собой кор-
пус со вставными резцами, положение которых можно регули-
ровать, т. е. устанавливать резцы на требуемый диаметр поверх-
ности. Блок закрепляют в борштанге при помощи конического
штифта или клина, допускающего быстрое снятие блока (напри-
Рис. 324. Закрепление резца в державке:
а — радиальное: б — осевое
мер, для замены чернового блока чистовым, для установки бло-
ка в борштайгу, уже введенную в отверстие, и т. д.). Для чисто-
вого растачивания применяют также плавающие блоки.
При необходимости (невозможность применить другой метод
обработки) чистовым растачиванием получают точность до
2-го класса. Точность расположения отверстия зависит от точно-
сти установки детали в приспособлении и от точности установки
шпинделя станка относительно детали.
380
Характерным приемом повышения производительности при
обработке группы соосных отверстий является совмещение пере-
ходов— обработка набором инструментов, закрепленных в од-
ной борштанге (рис. 326).
Координаты группы от-
верстий с параллельными
осями соблюдают путем
установки взаимного поло-
жения детали и инструмента
в каждом переходе. Необхо-
димый для этого комплекс
перемещений стола (деталь)
и шпинделя (инструмент)
приходится повторять при
обработке каждой следую-
щей детали. Поэтому с це-
лью экономии времени и по-
вышения-точности установки
Рис. 325. Расточные блоки:
—черновой; б—чистовой
пользуются постоянными или сменными жесткими или индика-
торными упорами. С этой же целью промышленность увеличи-
вает выпуск прецизионных расточных станков, допускающих
точный отсчет перемещений. Однако значительное повышение
производительности на подобных операциях возможно лишь
с помощью многошпиндельных станков.
Для обработки отверстий ю разнорасположенными осями
в массовом производстве широко используют специальные
(обычно агрегатные) многошпиндельные станки. Совмещение
переходов обеспечивается одновременной работой шпинделей
Рис. 326. Примеры совмещения переходов при растачивании
(инструмент — зенкеры, резцы), а автоматическое получение ко-
ординат осей отверстий — соответственно точным взаимным рас-
положением шпинделей (внутрикомплексные координаты) и со-
ответственной точностью установки детали в приспособлении
(исходные размеры).
Шлифование отверстий. К шлифованию отверстий прибегают
реже, чем к шлифованию наружных цилиндрических поверхно-
стей, так как для получения точного отверстия удается во мно-
381
гих случаях использовать другие процессы (развертывание, хо-
нингование и др.).
Внутришлифовальные станки менее производительны, чем
станки для наружного шлифования, и обладают меньшими тех-
нологическими возможностями. Малый абразивный круг быстро
изнашивается, требует частой правки и замены. Шпиндель стан-
ка имеет значительный вылет —жесткость его меньше, а склон-
ность к вибрациям больше. В операции шлифования соосных
отверстий разного диаметра размеры круга ограничивает мень-
шее отверстие, причем оно должно лежать за большим, а не на-
оборот.
Вместе с тем, для деталей с твердостью, не допускающей
обработку лезвийным инструментом, шлифование является един-
ственным методом, позволяющим повышать не только точность
самого отверстия, но и точность координат его оси. Кроме того,,
шлифование бывает необходимым для обработки глухих корот-
ких отверстий, отверстий большого диаметра, отверстий с тон-
кими стенками, с канавками и во многих других случаях. Веро-
ятность брака при шлифовании всегда меньше, чем при развер-
тывании. В производствах небольшого масштаба использование
шлифования позволяет не изготовлять развертки (нестандартные
диаметры).
Таблица 7
Операционные пропуска и допуски на внутреннее шлифование
(по РТМ-588)
мм
Вариант I Вариант II Вариант III Допуски
Интервалы диаметров юе шлифование обработанных анных деталей Шлифова- ние после термооб- работки ; шлифование обработки ; шлифование рмообработки эастачивания ельное шлифо- черновое до пки (За класс плифования обработки точности)
£ = ° 5 Ив 2 cj rt Е <а о. 2 й S о » 2 ш g £ = черно- вое чисто- вое Черновое до термо Чистовое после те rd о 'S р в-< м rd Е Ci X о о X 'О н « X О Z Я о <и g о Г S S Е У к О- з; гр но во го I еле термо> -й класс
О И S Припуск на диаметр у g g g g
От 6 до Ю 0,2 — — — — — —
Свыше 10 до 18 0,3 0,2 0,1 0,2 0,3 +0,07 +0,035
. 18 . 30 0,3 0,2 0,1 0,2 0,3 +0,084 +0,045
. 30 , 50 0,3 0,2 0,1 0,3 0,4 +0,10 +0,05
, 50 . 80 0,4 0,3 0,1 0,3 0,4 +0,12 +0,06
. 80 , 120 0,5 0,3 0,2 0,3 0,5 +0,14 +0,07
, 120 . 180 0,5 0,3 0,2 0,5 0,5 +0,16 +0,08
382
Рекомендуемые значения припусков для различных видов
операций внутреннего шлифования приведены в табл. 7.
В производствах большого масштаба чистовое шлифование
сквозных отверстий часто заменяют хонингованием, выдерживая
необходимые координаты оси на операции шлифования.
Сквозные отверстия шлифуют методом продольной подачи,
а короткие — методом врезания (рис. 327).
Выпуск моделей внутришлифовальных станков с автоматизи-
рованным циклом работы увеличивается. На таких станках по-
дача круга, контроль диаметра отверстия, правка круга перед
чистовыми проходами и выключение станка по окончании обра-
ботки, производятся без участия рабочего.
Рис. 327. Схемы шлифо-
вания на внутришлифо-
вальном станке
Рис. 328. Схема
внутреннего бес-
центрового шлифо-
вания
Для шлифования отверстий в крупных деталях применяют
планетарно-шлифовальные станки, позволяющие не вращать де-
таль в процессе шлифования.
Бесцентровое внутреннее шлифование очень широко при-
меняют в массовом производстве деталей типа колец (рис. 328).
Кольцо поддерживается опорным роликом 1 и прижимается
к ведущему кругу 2 нажимным роликом 3. Можно видеть, что
такая схема шлифования обеспечивает наилучшую равно-
стенность кольца.
Протягивание отверстий. Для возможности протягивания
нужна достаточно большая жесткость детали в направлении оси
отверстия. В процессе протягивания связь протяжки с деталью
(конечная связь) —самоустанавливающаяся (рис. 329), поэто-
му протягивание, подобно развертыванию, позволяет влиять
только на первую характеристику точности обработки — точность
самого отверстия.
Протягивание отличается высокой производительностью при
больших допустимых припусках на обработку и высокой точно-
стью получаемой поверхности. По широте диапазона допустимо-
го припуска оно сравнимо со всеми видами растачивания, а по
точности —с развертыванием.
383
Подготовка отверстия под протягивание производится свер-
лением или растачиванием. В случае неперпендикулярности от-
верстия и опорного’ торца детали применяют сферическую опору
(см. рис. 329, б). Припуск на протягивание оставляют в среднем
величиной 0,5—0,8 мм. Подачу на зуб предусматривают в пре-
делах 0,02—0,1 мм в зависимости от конкретных условий. Обыч-
ная точность отверстия после протягивания —2-й класс, с шеро-
ховатостью поверхности до
8-го класса.
С целью повысить точ-
ность до 1-го класса при
обработке деталей из цвет-
ных сплавов часто приме-
няют калибрующие про-
тяжки. Зубья такой протяж-
ки не режут, а скоблят ме-
талл (шабрующие зубья)
или только сглаживают
стенки отверстия (выглажи-
вающие зубья).
При обработке вязких
сталей находят применение
протяжки с чередующимися
секциями уплотняющих и ре-
жущих зубьев. Уплотнение
материала перед режущими
зубьями оказывают благо-
приятное влияние на про-
цесс, особенно в отношении
S)
Рис. 329. Протягивание отверстия:
а—опора жесткая; б—опора плавающая
чистоты обработки, уменьшая возможность надиров.
В|следствие необходимости хорошей загрузки протяжного
станка и сравнительно высокой стоимости инструмента, протя-
гивание оправдывается в производстве с достаточно большим
выпуском деталей.
Особенности обработки глубоких отверстий. Глубокими назы-
вают отверстия, у которых длина намного (в 10 и более раз)
превышает диаметр. Большая длина отверстия требует особых
мер для уменьшения увода инструмента (искривления оси отвер-
стия), возрастающего вместе с увеличением длины. Особенно
важно уменьшить увод при сверлении, так как существенно
улучшить прямолинейность оси отверстия последующей обработ-
кой очень трудно, а часто и невозможно.
Метод сверления выбирают в зависимости от глубины
отверстия применительно к конкретным производственным усло-
виям и особенностям детали (общие размеры, форма). Наихуд-
шие результаты по точности и производительности дает первый
метод (сверление вращением сверла—станки сверлильные,
расточные), лучшие — второй метод (сверление вращением де-
384
Рис. 330. Схе-
ма влияния сме-
щения оси аб-
солютно жест-
кого сверла на
точность обра-
ботки
тали—станки револьверные) и самые хорошие — особые ме-
тоды, специально рассчитанные на глубокое сверление.
На сверлильном станке уменьшению увода способ-
ствует тщательная заточка (симметричность) кромок сверла,
устранение биения сверла в патроне, осторожный (без давления
на сверло) ввод сверла в кондукторную втулку, удаление втулки
после врезания сверла на достаточную глубину (втулка уже не
помогает, но выход стружки затрудняет). Во избежание заеда-
ния и поломки сверло надо часто выводить из отверстия (каж-
дый раз после углубления его на величину при-
мерно равную диаметру) для охлаждения и
очистки от стружки. При -значительной глубине
отверстия подобные операции (например, свер-
ление длинных масляных каналов в корпусной
детали) являются очень трудными, с большой
вероятностью брака.
На револьверном станке уменьшению
увода способствует сам метод обработки (враще-
ние детали). В таких условиях отклонение режу-
щей части сверла сопровождается некоторым
увеличением диаметра отверстия, что способст-
вует уменьшению увода. Очевидно, что если бы
сверло было абсолютно жестким, то при его сме- '
щении с оси вращения детали у него работала бы лишь одна
из двух кромок, а ось отверстия совпала бы с осью вращения
детали (рис. 330). С целью направить сверло в момент врезания
предусматривают засверливание отверстия или растачивание
его резцом на небольшую глубину. Иногда отверстие сверлят
несколькими сверлами разной длины — вначале самым корот-
ким (жестким). Иногда его сверлят с двух сторон, но тогда
в середине получается уступ.
Указанными выше мерами удается предотвратить сильный
увод отверстия при средней глубине сверления (l:d примерно
до 15). Методы, специально рассчитанные на глубокое
сверление, характерны следующими общими особенностями:
1) применяется станок определенного назначения (для глу-
бокого сверления), на котором операция ведется обязательно
при вращении детали;
2) в начале обработки с в е р л о обязательно направ-
ляется втулкой или предварительно расточенной (иногда еще
и прошлифованной) частью самого обрабатываемого отверстия;
3) применяются сверла специальных конструк-
ций с повышенной жесткостью и точностью;
4) предусматривается вымывание стружки из зоны ре-
зания смазочно-охлаждающей жидкостью, подаваемой под вы-
соким давлением до 40 кгс/см2 (~ 4 МН/м2) и более, благода-
ря чему отпадает надобность в выводах сверла в процессе свер-
ления.
13 1368
385
В качестве инструментов применяют пластинчатые сверла-
перки (для сравнительно неглубоких отверстий большого диа-
метра—рис. 331), сверла одностороннего резания и другие кон-
струкции под общим названием «сверла для глубокого сверле-
ния». Лучшие из таких
сверл уводятся очень не-
значительно (десятые до-
ли миллиметра при d =
=30 мм и 1: J=30-r-40).
Повышение точности
диаметра и уменьшение
шероховатости, если в
этом есть необходимость,
достигают с помощью зен-
керования, развертыва-
ния или протягивания
отверстия. Для зенкерова-
ния и развертывания глу-
боких отверстий харак-
терно применение так на-
зываемой обратной подачи. Инструмент не проталкивается в от-
верстие, а протягивается через него, чтобы тонкая державка
работала на растяжение. Улучшить прямолинейность или изме-
нить положение оси отверстия путем растачивания возможно
лишь в том случае, если диаметр отверстия достаточно велик
для применения каких-либо средств, препятствующих отжиму
резца.
§ 3. ОСОБЕННОСТИ ОБРАБОТКИ НА РЕВОЛЬВЕРНЫХ
И КАРУСЕЛЬНЫХ СТАНКАХ, АВТОМАТАХ
И КАРУСЕЛЬНЫХ ПОЛУАВТОМАТАХ
Обработка на револьверных станках. Токарно-револьверные
станки предназначены для выполнения многопереходных опера-
ций методом автоматического получения размеров.
Револьверные станки обладают очень широкими технологи-
ческими возможностями. Их применяют для деталей, изготов-
ляемых как из прутков, так и из штучных заготовок. При одной
установке детали на станке возможно обтачивание наружных
поверхностей, сверление, зенкерование, растачивание, разверты-
вание отверстий, подрезание торцовых плоскостей, вытачивание
канавок, нарезание наружной и внутренней резьб и т. д, При-
чем, благодаря автоматическому получению размеров, даже
сложная операция не требует высокой квалификации исполни-
теля. На рис. 332 показан пример наладки станка с вертикаль-
ной осью поворота револьверной головки (станки типа 136),
а на рис. 333 — примеры наладки станка с горизонтальной осью
поворота револьверной головки (станки типа 1336).
386
i
Рис. 332. Пример наладки стайка
типа 136
Рис. 333. Примеры наладки станДа типа 1336
13*
387
Полное использование возможностей револьверного станка
требует довольно сложной инструментальной оснастки. Поэтому
для револьверных станков разработаны нормализованные кон-
струкции державок, переходных втулок и многих других приспо-
соблений для закрепления инструментов. Размеры резцов так-
же нормализуют, ориентируясь на сокращение их номенклатуры
и использование нормализованных державок.
Рис. 334. Внешний вид и примеры Рис. 335. Многоместная державка и ма-
использования нормальных дер- лые державки к ней
жавок на станке типа 136
На рис. 334 показан внешний вид нормализованных державок
нескольких типов для станков с вертикальной осью поворо-
та револьверной головки (типа 136) и примеры использования
таких державок.
На гранях головки станка можно также закреплять большие
многоместные державки, позволяющие совмещать большое чис-
ло переходов (рис. 335). Для повышения жесткости системы та-
кую державку снабжают направляющей скалкой, которая во
время работы входит во втулку, предусмотренную на верхней
части передней бабки станка.
В 'Случае обтачивания длинной детали с суппорта конец ее
может поддерживаться центром, закрепленным в револьверной
388
головке. Предшествующая этому зацентровка конца детали мо-
жет быть выполнена с помощью центровочного сверла и конце-
вого люнета. Для обтачивания такой детали с револьверной
головки предусмотрены роликовые державки-люнеты. Неболь-
шой ручной суппорт, закрепленный на револьверной головке,
позволяет-выполнить с револьверной головки переход, требую-
щий непродолжительной поперечной подачи (подрезание неболь-
шого торца, прорезание канавки и т. п.) и т. д.
Рис. 336. Образцы нормализованной оснастки к станку 1336
Столь же многообразна нормализованная инструментальная
оснастка к станкам с горизонтальной осью поворота ре-
вольверной головки (типа 1336). Образцы ее показаны на
рис. 336.
На таких станках поперечная подача выполняется поворотом
револьверной головки. Гнездами головки (рис. 337) пользуются
не только для закрепления инструментов, но и для того, чтобы
применить укороченную (более жесткую) державку. С этой це-
лью делают так, чтобы конец детали проходил через отверстие
головки, а инструмент располагают в соседних гнездах
(рис. 338, а). Имеющееся в головке овальное отверстие позво-
ляет укорачивать державку в переходе, требующем поперечной
подачи (рис. 338, б).
389
Производительность револьверного станка превосходит про-
изводительность станка токарного прежде всего благодаря:
1) совмещению переходов операции (сокращается основное
время);
2) автоматическому получению размеров (отсутствие вспо-
могательного времени на установку инструментов при помощи
лимбов или пробных проходов и промеров);
3) убыстрению смены позиций инструментов (сокращение
вспомогательного времени на управление станком).
Рис. 337. Расположе-
ние гнезд в головке
станка типа 1336
Рис. 338. Примеры примене-
ния укороченных державок
Рассматривая конфигурацию детали с целью выделить обра-
ботку тех. или иных ее поверхностей в револьверную операцию,
учитывают прежде всего, в какой мере будет возможно исполь-
зовать указанные выше преимущества револьверного станка.
На револьверном станке особенно целесообразно обрабаты-
вать концентричные отверстия и наружные поверхности, причем
тем в большей мере, чем больше у детали этих поверхностей. Та-
кая комбинация поверхностей дает возможность совмещать
переходы операции при помощи несложных средств. Концентрич-
ность всех поверхностей будет наивысшей, так как они будут
образованы при одной установке детали.
Веским доводом в пользу револьверного станка служит необ-
ходимость начинать обработку внутренних поверхностей детали
со сверления отверстия. На токарном станке сверление (как
и другая работа, требующая инструмента в задней бабке стан-
ка) не должно допускаться, а выделять сверление в самостоя-
тельную операцию не всегда допустимо (исключается использо-
вание заготовки-прутка, необходимость кондуктора и по другим
причинам).
Для последующей (после сверления) обработки гладких или
ступенчатых отверстий револьверный станок позволяет исполь-
зовать зенкеры и расточные пластины, а также их комбинации
(для совмещения переходов). По сравнению с резцами, такие
инструменты, как многолезвийные, производительнее, а явля-
390
ясь мерными — не требуют установки на размер (диаметр) по-
верхности, что упрощает наладку станка.
Возможности револьверного станка часто не удается исполь-
зовать полностью не только из-за малых партий деталей, но
и просто потому, что в программе цеха нет подходящих слож-
ных деталей. В связи с этим практикуют особые типы наладок
станка — так называемые дублированную, двойную и постоян-
ную. Последние две объединяются общим названием «группо-
вые».
Дублированная наладка заключается в том, что свобод-
ные гнезда револьверной головки заправляют вторым комплектом
инструментов. Благодаря этому исчезают холостые повороты
(позиции) головки, но главное «вдвое увеличивается длитель-
ность работы инструментов до переточки.
Двойная наладка означает наладку станка на две раз-
ные детали; в одних гнездах головки размещают инструмент для
одной детали; а в других гнездах — для второй. Такая наладка
целесообразна при обработке деталей малыми партиями.
Постоянная наладка также применяется в мелкосерий-
ном производстве. При такой наладке закрепляют за станком
несколько операций (деталей), требующих примерно одного
и того же расположения инструментов. Державки для инстру-
ментов размещают так, чтобы при переходе от обработки одной
детали к обработке другой нужно было менять не державки,
а только минимум инструментов. Державки, ненужные для дан-
ной операции, остаются на станке. Принцип постоянной наладки
служит основой для разработки револьверных операций группо-
вых технологических процессов (см. гл. V, § 8).
Точность обработки на револьверном станке при сверлении,
зенкеровании и развертывании отверстий, по первой характери-
стике не отличается от точности вообще свойственной этим про-
цессам обработки (см. § 2). Для обтачивания и растачивания
резцом она ниже, чем получаемая на токарных станках —в сред-
нем 4—5-й класс. По второй характеристике точность соответ-
ствует закону, общему для всех случаев обработки поверхно-
стей с одной установки при вращении детали, а именно:
1) исходные размеры — положение всех обработанных
поверхностей (и каждой из них) относительно необработан-
ных (концентричность, осевые размеры)—зависят от положения
детали в рабочей зоне станка (от точности установки детали);
2) внутрикомплексные координаты:
а) взаимная концентричность (соосность) обработанных
поверхностей-— получается наилучшей возможной.
б) взаимное положение двух плоских (торцовых) обрабо-
танных поверхностей (осевой размер) — зависит от суммы по-
грешностей (Ti+тг) положения каждой из них относительно
среднего положения любой из них.
391
В данном случае величина Т1+Т2 зависит прежде всего от точ-
ности и последовательности настройки упоров, определя-
ющих положения инструментов в осевом направлении. При пра-
вильной последовательности настройки и прочих равных услови-
ях (ti=t2=t) она получается равной 2 т, т. е. вдвое большей,
чем получилась бы после обработки, хотя и в разных операциях,
но при возможности использовать один торец в качестве устано-
вочной базы при обработке второго. Иначе говоря, в отношении
точности осевых размеров обработка поверхностей ib одну уста-
новку приносит не выгоды, а ущерб *.
Рис. 339. Последо-
вательность наст-
ройки упоров
Настраивая упоры, придерживаются по-
следовательности, согласующейся с прин-
ципом совмещения баз. Упор, определяющий
положение данной поверхности, настраи-
вают от поверхности, с которой данная не-
посредственно связана на операционном
эскизе обработки. Например (рис. 339),
после настройки упора, определяющего по-
ложение торца Т (величину выдвижения
прутка), настраивают упоры резцов / и 2
(размеры Н и h). Упор резца 3 настраи-
вают после упора резца 1 (размер а),
а упор резца 4 после упора резца 3 (размер Ь).
Таким образом, принцип совмещения баз распространяется
и на внутрикомплексные координаты: измерительной базой для
контроля положения упора данной поверхности должна служить
«исходная» база этой поверхности. Отступление от этого усло-
вия ведет к возникновению дополнительной погрешности (как
при несовмещении баз). Например, если упор резца 2 настраи-
вать не от торца Т, а от резца 1 (противоположный торец дета-
ли), то в размере h будет возникать дополнительная погреш-
ность, равная погрешности настройки резца 1 на размер Н.
Обработка на карусельных станках. Токарно-карусельные
станки применяют для обработки крупных и тяжелых деталей
типа дисков и колец (диски .роторов, корпуса, крупные зубчатые
колеса и т. п.). Горизонтальное положение планшайбы станка
сильно упрощает установку и закрепление таких деталей. На
рис. 340 показана рабочая зона одностоечного карусельного
станка (более крупные станки делают двухстоечными).
На карусельном станке выполняют операции такого же ха-
рактера как на токарном или крупном револьверном. Хорошая
жесткость станка допускает обработку с большими сечениями
стружки. Наличие двух-трех суппортов, из которых один имеет
* Это приходится подчеркивать, так как во многих учебниках обработка
в одну установку, как и обработка на одной .постоянной базе, рекомендуются
в качестве способов, обеспечивающих наилучшую точность взаимного распо-
ложения поверхностей детали.
392
Рис. 340. Рабочая зона кару-
сельного станка
револьверную головку, позволяет выполнять на станке много-
переходные операции, что особенно важно ивиду нежелательно-
сти перестановок тяжелых деталей.
По точности обработки карусельные станки равноценны то-
карным станкам соответствующих размеров.
Обработка на автоматах. Токарные автоматы разделяются на
прутковые и магазинные. Устройства для автоматической за-
грузки станка штучными заготовками обычно являются конст-
рукциями специальными и часто сложными (см. гл. II, § 3).
В связи с этим большее распро-
странение имеют прутковые авто-
маты, которые в свою очередь
разделяются на одношпиндель-
ные и многошпиндельные. Из
одношпиндельных автома-
тов чаще используют револьвер-
ные, которые строят для прутков
диаметром до 40 мм (тип 1140
и меньшие).
Револьверный автомат
имеет револьверную головку с го-
ризонтальной осью поворота, пер-
пендикулярной оси шпинделя,
и два суппорта: передний и зад-
ний (иногда еще и третий — верх-
ний). Головка получает только
продольную подачу, суппорты —
только поперечную. Разрабаты-
вая операцию для такого станка,
исходят в общем из тех же прин-
ципов повышения производитель-
ности, какими руководствуются при разработке операции для
револьверного станка.
На рис. 341 представлена последовательность обработки де-
тали на автомате. В первой позиции револьверной головки про-
изводится подача прутка до упора и зажим прутка. Во второй
позиции осуществляется черновое обтачивание конца, совмещен-
ное с фасонным обтачиванием места под резьбу (передний суп-
порт) и началом фасонирования головки (задний суппорт).
В третьей позиции совмещено засверливание конца и снятие
фаски, одновременно фасонной частью резца, продолжающего
работать, заднего суппорта обтачивается по радиусу головка
детали. В четвертой позиции выполняется чистовое обтачивание,
в пятой-—нарезание резьбы, в шестой—сверление отверстия,
совмещенное с началом отрезания (верхний суппорт).
При совмещении работы инструментов, как обычно, избега-
ют совмещать черновые переходы с чистовыми. Точение широ-
кими фасонными резцами, очень часто применяемыми для рабо-
393
ты с суппортов, намечают возможно раньше, пока сечение детали
еще не ослаблено. При необходимости поддержать деталь при-
меняют державки с люнетами. К револьверным автоматам, как
и к револьверным станкам, имеется много нормализованных
приспособлений для инструментов.
Рис. 341. Последовательность обработки де-
тали на автомате
Разработка автоматной операции связана с расчетом положе-
ний инструментов и соответственно положений револьверной
головки и суппортов относительно шпинделя станка в различные
моменты операции. На основании этих расчетов и выбранных ре-
жимов обработки профилируют кулачки, управляющие движе-
ниями головки и суппортов.
Многошпиндельные прутковые автоматы имеют четы-
ре, шесть (бывает и восемь) шпинделей. Шпиндели несут прутки
и помещены в одном поворотном барабане — шпиндельном бло-
ке. Число позиций блока равно числу шпинделей. Суппорты
ведут обработку одновременно во всех позициях.
В каждой позиции выполняется определенная группа пере-
ходов операции. По окончании обработки во всех позициях
(в числе переходов последней позиции имеется отрезание дета-
394
ли от прутка) блок поворачивается. При этом шпиндель с прут-
ком, находившийся в первой позиции, занимает вторую, зани-
мавший вторую — переходит в третью и т. д. Затем суппорты
вновь вступают в работу и цикл повторяется. Таким образом, на
многошпиндельном автомате меняются не позиции инструментов,
а позиции детали. Штучное время операции равно проме-
жутку времени, через который производится изменение пози-
ций — поворот блока.
Поскольку поворот блока возможен лишь по окончании обра-
ботки во всех позициях, главной особенностью, отличающей раз-
работку операции для многошпиндельного автомата, является
необходимость обеспечивать одинаковую продолжитель-
ность обработки во всех позициях, чтобы избежать простоев
инструментов. К этому условию приближаются путем рациональ-
ного распределения переходов операции между позициями.
В трудоемких позициях время сокращают применением более
стойкого или комбинированного инструмента.
Чаще других используют автоматы четырехшпиндельные.
Большее число шпинделей позволяет обрабатывать более слож-
ные детали или применять более простой инструмент. В качест-
ве примера на рис. 342 показана наладка на одну и ту же де-
таль автоматов четырех- и шестишпиндельного. Для лучшего
использования станка при обработке несложных деталей при-
меняют дублированную наладку. На рис. 343 показаны схемы
обработки одной и той же детали на четырехшпиндельном авто-
мате и шестишпиндельном с дублированной наладкой.
По точности обработки многошпиндельные автоматы не-
сколько уступают одношпиндельным, но производительность их,
естественно, намного больше. Для аналогичной обработки дета-
лей более крупных, получаемых из штучных заготовок, поль-
зуются многошпиндельными карусельными полуавтоматами.
Обработка на карусельных полуавтоматах. Эти полуавтоматы
принадлежат к станкам вертикального типа. Вертикальное по-
ложение шпинделей упрощает обслуживание станка — установ-
ку и закрепление тяжелых деталей.
По принципам разработки операций эти станки подобны мно-
гошпиндельным прутковым автоматам. Разница лишь в том, что
в одной из позиций деталь не обрабатывается; в этрй позиции
шпиндель останавливается, чтобы можно было заменить обрабо-
танную деталь новой. На рис. 344 показан внешний вид шести-
шпиндельного полуавтомата и пример его наладки. Первая по-
зиция— загрузочная, а остальные пять—рабочие.
Такие станки, как и автоматы, допускают применение дубли-
рованной или двойной наладки, если сдвоить смежные позиции
и превратить станок из шестипозиционного в трехпозиционный
с двумя шпинделями в позиции. В такой сдвоенной позиции оба
шпинделя можно использовать одинаково (дублирование) или
по-разному. Во втором случае (двойная наладка) три шпинделя
395 -
(один загрузочный, два рабочие) заняты обработкой одной
стороны детали, а три — обработкой другой стороны или обра-
боткой другой детали.
Рис. 344. Внешний вид и пример наладки карусельного полуавтомата
§ 4. ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
I
Обтачивание плоскостей. Необходимость выделять обтачива-
ние плоскости в отдельную операцию встречается редко (напри-
мер, при изготовлении тонких дисков). Обычно же обтачивание
плоскости выполняется как один из переходов операции, в кото-
рой обрабатывается также примыкающая к плоскости поверх-
ность вращения. При таком построении операции (обработка
в одну установку) соблюдается сама собой (без участия приспо-
собления) перпендикулярность плоскости к оси поверхности вра-
щения.
Значимость обтачивания плоскости как перехода операции
зависит от размеров и формы детали. Для одних деталей
397
(рис. 345, а) этот переход может быть в операции основным,
а для других (см. рис. 345, б) — второстепенным. Часто пло-
скость образуется в том же переходе, что и цилиндрическая по-
верхность (вытачивание канавки, обтачивание ступени валика
резцом с углом в плане <р = 90° и т. п.).
Рис. 346. Обтачивание с прямой (а)
и обратной (б) подачей
Рис. 345. Типы пло-
ских поверхностей
к ней по первой
Рис. 347. Дефекты
плоской поверхно-
сти
Для обтачивания плоскости берут проходной или подрезной
резец. Выбрав резец, пригодный не только для обтачивания пло-
скости, но и для других переходов операции, уменьшают разно-
образие резцов, необходимых для операции. Обтачивание выпол-
няют с прямой или обратной подачей (рис. 346). Второй метод
дает несколько лучшую точность, но менее удобен для контроля
координаты плоскости, если нужны пробные проходы и про-
меры.
С позиций точности обработки плоская поверхность не име-
ет собственного размера (подобного, например, диа-
метру у цилиндрической поверхности). Поэтому требования
характеристике состоят лишь из требований
к форме и шероховатости (чистоте обра-
ботки) .
Точность по форме зависит прежде
всего от точности станка. Характерным дефек-
том формы является неплоскостность типа
показанной на рис. 347. Такой дефект не обна-
руживается при контроле торцового биения,
поэтому в необходимых 'Случаях предусматри-
вают контроль плоскостности с помощью ле-
кальной линейки, по краске и т. п., в зависи-
мости от местоположения плоскости и требуе-
мой точности формы. Точность плоскости по
чистоте обработки получается такой же,
как при обтачивании цилиндрических поверхностей.
Точность обработки по второй характеристике (точность ко-
ординаты плоскости), как и всегда, зависит не только от метода
обработки (т), но прежде всего от положения детали на станке
(6s =Р + бл+т). В отличие от координаты оси поверхности вра-
щения, на которую (координату) большинство факторов, связан-
398
ных с методом обработки, практически не влияют, координата
плоскости всегда чувствительна ко всем этим факторам (см.
в гл. III, § 4 о величинах т первого рода). Величину т .первого
рода ожидают примерно такой же, как погрешность в диаметре
поверхности, получающейся в таких же условиях (станок, ре-
жим, метод достижения размера).
Строгание и фрезерование плоскостей. Строгание плоскостей
на шепингах и продольно-строгальных станках почти совершен-
но вытеснено более производительным фрезерованием. Оно со-
храняется, главным образом, в условиях единичного производ-
ства благодаря тому, что строгальные станки выгодно отлича-
ются от фрезерных простотой необходимого инструмента (рез-
цы) и наладки.
Операция фрезерования требует особенно надежного закреп-
ления детали и по возможности ближе к месту обработки во
избежание вибраций. В зависимости от размеров и формы де-
таль закрепляют непосредственно на столе станка, в тисках,
в патроне, но чаще всего (исключая •единичное производство)
в специальном приспособлении.
По величине допустимого припуска на обработку фрезерова-
ние относится к самым универсальным процессам обработки.
Наибольшую величину припуска, который возможно снять в один
проход, ограничивает лишь надежность закрепления детали,
прочность детали и мощность станка. Данные о необходимых
припусках и допусках приведены в табл. 8.
Сравнивая эту таблицу с таблицей припусков и допусков на
обтачивание цилиндрических поверхностей (см. табл. 4), можно
видеть, что интервалы координат h плоскости играют ту же
роль, что интервалы диаметров, а рекомендуемые допуски в обе-
их таблицах одинаковы, грубая обработка 7-й класс, черновая —
5-й). Однако фрезерование плоскости—обработка односторон-
няя. Следовательно, рекомендация одинаковой точности означа-
ет, что фрезерование как процесс (метод) обработки, считают
вдвое менее точным, чем обтачивание.
Как известно, различают фрезерование цилиндрическое (осе-
вое) и торцовое.
Для ц ил ин др ического фрезерования желательно (а при
большой ширине обработки— обязательно) горизонтальное по-
ложение плоскости с тем, чтобы использовать для операции го-
ризонтально-фрезерный станок, допускающий двустороннее
закрепление инструмента. Горизонтальное положение плоскости
благоприятно также для приспособления, несущего деталь (бла-
гоприятное направление действующих сил).
Торцовое фрезерование в большинстве случаев оказыва-
ется производительнее и несколько точнее; область его приме-
нения значительно шире.
Для фрезерования широких плоскостей применяют крупные
торцовые фрезы со вставными ножами или резцами — фрезер-
399
Таблица 8
Операционные припуски и допуски на фрезерование плоскостей
(по РТМ-588)
мм
Толщина h Черновое фрезерование после грубого Чистовое фрезерование после чернового
Ширина b до 200 мм Ширина Ь св. 200 до 400 мм Ширина b до 200 Ширина Ь св. 200 до 400
Припуск на толщину при длине
До 100 св. 100 До 260 св. 260 ДО 400 ДО 100 св. 100 ДО 250 св. 250 ДО 400 ДО 100 св. 100 ДО 250 св. 250 ДО 400 до 100 св. 100 ДО 250 св. 250 ДО 400
Свыше 6 до 30 „ 30 „ 50 » 50 , - 1,0 1,0 1,5 1,2 1,5 1,7 1,5 1,7 2,0 1,2 1,5 1,7 1,5 1,5 2,0 1,7 2,0 2,5 1,7 1,0 1,0 1,0 1,0 1,3 1,0 1,2 1,5 1,0 1,0 1,3 1,0 1,2 1,5 1,0 1,2 1,5
Примечание. Допуски на толщину Л: грубое фрезерование—7-й класс
точности, черновое фрезерование—5-й класс точности.
ные головки (стандартные головки изготовляют с диаметрами
до 600 мм). Для деталей из цветных сплавов часто пользуются
однозубыми торцовыми фрезами (так называемыми летучими
резцами), (работающими на режимах, близких к тонкому точе-
нию. Такая обработка заменяет трудно выполнимое шлифование
(т до 0,0’2 мм при шероховатости до 7-го класса).
Как общее правило, фрезерную операцию, требующую спе-
циального приспособления для детали, рассчитывают на выпол-
нение в один проход, чтобы дать '.возможность выдерживать ко-
ординату плоскости без пробных проходов, и промеров.
Операции фрезерования плоскости особенно характерны .воз-
можностью очень значительно повышать производительность
путем одновременной обработки деталей. Для небольших дета-
лей эта возможность обусловлена сравнительно большой площа-
дью стола станка и большим ходом стола, позволяющими при-
менять крупные многоместные приспособления (см. гл. II, § 2).
400
Для деталей более крупных одновременная обработка возмож-
на на карусельно-фрезерном станке, причем станок двухшпин-
дельный позволяет в одной операции сделать и черновую, и чи-
стовую обработку.
Станки продольно-фрезерные рассчитаны на обработку пло-
скостей с двух или трех (в зависимости от количества шпинде-
лей) сторон детали (пример приспособления для двусторонней
обработки деталей на небольшом продольно-фрезерном станке
был показан на рис. 219). Высокопроизводительная непрерыв-
ная двусторонняя обработка деталей является основным назна-
чением барабанно-фрезерных станков.
Рис. 348. Схемы шлифования плоских поверхностей:
а — на станке для наружного шлифования цилиндрических по-
верхностей; б—на внутришлнфовальном станке
Шлифование плоскостей. Предшествующей обработкой для
операций плоского шлифования служит чистовое обтачивание
или фрезерование плоскости. В табл. 9 приводятся данные, кото-
рыми руководствуются, назначая припуск на шлифование пло-
скости.
Плоскость и примыкающую к ней цилиндрическую поверх-
ность, обточенные в одной операции, шлифуют также в одной
операции на станке, требующемся для цилиндрической поверх-
ности (рис. 348). В других случаях плоскость шлифуют на пло-
скошлифовальном станке.
Плоскошлифовальные станки разделяются на две группы:
станки, работающие торцом круга, и станки, работающие пери-
ферией круга. Столы станков либо круглые вращающиеся, либо
прямоугольные с прямолинейным возвратно-поступательным
движением. На рис. 349 показаны схемы шлифования плоско-
стей на разных станках. Большая площадь стола допускает
одновременную обработку деталей, что соответственно повыша-
ет производительность на операции.
Для установки и закрепления деталей, имеющих две парал-
лельные плоскости, пользуются магнитными столами. Эти столы
особенно упрощают закрепление небольших тонких деталей, од-
нако если подобная деталь нежесткая и имеет коробление, кото-
рое должно быть устранено, то плоскости приходится обраба-
тывать несколько раз, попеременно шлифуя то одну, то другую
сторону.
13* 1368
401
Операционные припуски и допуски на шлифование плоскостей (по РТМ-588)
2-й вариант Шлифование после термообработки а с а с 3 3 IT, Ширина св. 200 Ширина до 200 400
а с а с 3 < Ширина до 200
1-й вариант | Окончательное шлифование термически обработанных И 11РпГ|ПЛППТ.'1ИН1>1 V ПРТЙПРЙ ч i 1. Ширина до 200 | Шир™а400
Припуск а на толщину h при длине 1 OOP otf OSS '0Э
OSS otf 001 •нэ
001 otf
OOP otf OSS 03
OSS otf 001 '0Э
001 otf
OOP otf OSS ’0Э
OSS otf 001 ’0Э
001 otf
OOP °tf OSS ’0Э
OSS otf 001 ’0Э
001 Otf
OOP otf OSS ,03
OSS otf 001 -03
001 °tf
OOP otf OSS ’0Э
OSS otf 001 ’0э
001 °tf
Примечание. Допуски на толщину h: чистовое фрезерование — 4-й класс точности; черновое шлифование
класс точности.
402
Станки, работающие торцом круга, более производительны,
так как круг может перекрывать всю ширину плоскости. Но они
менее точны, чем станки, работающие периферией круга.
Чистовым шлифованием легко обеспечивают величины т от
0,02 мм и большие (в зависимости от протяженности плоскости)
и шероховатость до 8-го класса.
Протягивание плоскостей. Как и протягивание отверстий, про-
тягивание плоскостей отличается прежде всего высокой произ-
водительностью при снятии значительного припуска на обработ-
Рис 349. Примеры шлифования на плоскошлифо-
вальных станках
ку и большой точностью обработки. В большинстве случаев про-
тягивание производят без какой-либо подготовительной обра-
ботки плоскости, снимая припуск в 2—6 мм.
Для наружного протягивания выпускают протяжные станки
вертикального типа одинарного или двойного действия. Вторые
имеют две плиты с протяжками, работающими попеременно,
с целью перекрытия вспомогательного времени на установку
и закрепление детали машинным временем.
Обрабатываемую деталь устанавливают и закрепляют в при-
способлении, рассчитанном на получение заданной координаты
плоскости. Погрешность, вносимая в координату (в исходный
размер) методом обработки, колеблется в пределах т=0,02—
0,06 мм, при шероховатости поверхности до 7-го класса. Таким
образом, одна операция протягивания в состоянии заменить не
только черновое и чистовое фрезерование, но и шлифование
плоскости, вместе взятые.
Протягиванием обрабатывают как открытые плоскости, так
и сочетания плоскостей. Длину цельных протяжек допускают до
400—500 мм, а более длинные делают составными.
26*
403
При протягивании широких плоскостей зубья протяжки по-
лучаются соответственно широкими, и для уменьшения нагрузки
на протяжку (а также на деталь) подача на зуб должна быть
Рис. 350. Схемы прогрес-
сивного протягивания
очень малой. Встречаясь с гру-
бой поверхностью заготовки, зу-
бья протяжки быстро тупятся и легко
выкрашиваются. В связи с этим при-
меняют прогрессивное протягивание.
Особенностью этого метода является
то, что зубья протяжки снимают не
тонкие стружки в направлении при-
пуска на обработку, а толстые струж-
ки в направлении ширины плоскости,
подобно тому, как это делал бы резец
на строгальном станке (рис. 350,а).
Вариантов этого способа существует
много. Например, для уменьшения
длины протяжки (и уравновешивания
боковых нагрузок) предусматривают
не один, а два ряда режущих зубьев
(см. рис. 350,6) и т. п.
§ 5. МЕТОДЫ ОТДЕЛКИ ПОВЕРХНОСТЕЙ
Общие сведения. Отделочными называют методы обработки,
рассчитанные на получение особенно высокой точности поверх-
ности. К таким методам относятся тонкое точение, хонингова-
ние, притирание, полирование, суперфиниширование, выглажива-
ние. Операции отделки отличаются снятием весьма малых припу-
сков, так как с увеличением припуска нужно использовать более
грубый инструмент и режим обработки (для достижения прием-
лемой производительности) и соответственно терять в точности.
Малый припуск не позволяет существенно изменять положе-
ние поверхности, занимаемое ею до отделки *. Поэтому за исклю-
чением тонкого точения, все методы отделки характерны само-
устанавливающейся конечной связью, т. е. рассчитаны на улуч-
шение лишь первой характеристики точности обработки. Более
того, и в этих рамках, отделку используют чаще всего для повы-
шения точности поверхности только по форме и по шероховато-
сти, и даже только по шероховатости, так как заданная точность
по размеру редко требует (в машиностроении) отделочных мето-
дов. Необходимый малый припуск обеспечивают за счет допуска
на окончательный размер поверхности. Например, отверстие
с окончательным размером 160+0’05 шлифуют под отделку, вы-
держивая размер 159,99+0’03 (гарантированный припуск 0,03 мм).
* Не только из-за своей малости, но и ввиду неизбежной при этом очень
большой его неравномерности, крайне нежелательной при отделке.
404
Использование части допуска на окончательный размер по-
верхности в качестве доли (или целого) припуска на отделоч-
ную обработку («перекрытие» допусков) является особенностью
(расчета всех отделочных операций, которые столь тонки, что
допустимый для них припуск меньше допуска на
окончательный размер. В таких случаях под припуском
понимают не разность операционных размеров, назначаемых на
отделочной и предшествующей операциях, а слой металла, сни-
маемый при отделке. Гарантированная величина этого слоя
(zrap) рассчитывается как A„in— Лп11п при обработке охваты-
ваемой поверхности или Лтах — Лпах, если обрабатывается ох-
ватывающая. В приведенном примере обработки отверстия
ггар=Дтах - Д’,ах= 160,05— 160,02=0,03 мм.
Для повышения производительности при значительном при-
пуске на отделку *, последнюю разделяют на. две (черновую
и чистовую) и даже на большее число операций.
Перечисленные выше основные виды методов отделки
можно назвать принципиально различными, так как они отли-
чаются по многим параметрам, характеризующим сам процесс
обработки, необходимое оборудование, инструмент и получаемые
результаты. Последующие разновидности этих методов ча-
сто не столь различны. Например, так называемое виброхонин-
гование имеет сходство (по кинематике) с суперфиниширова-
нием; суперфиниширование, исправляющее форму поверхности,
сходно (по получаемым результатам) с хонингованием и т. п.
В связи с этим полезно иметь в виду, что появляющиеся раз-
новидности методов получают свои названия, обыкновенно по
признаку внешне более заметному, но не главному **, и что тех-
нические названия—это в большой мере условность. Например,
с течением времени «алмазное точение» даже потеряло собствен-
ное название, слившись с разновидностью появившегося позже
«скоростного» точения в общем термине «тонкое точение». Вме-
сте с тем, в последующий период резкого расширения использо-.
вания алмазов в качестве инструментального материала, прила-
гательное «алмазный» стало использоваться даже тогда, когда
применение такого материала не вносит в метод существенно
нового.
Ниже описываются особенности основных методов отделоч-
ной обработки.
Тонкое точение. Процесс тонкого точения характеризуется не-
значительной глубиной резания, малой подачей и высокой ско-
* Это часто получается, когда точность метода предшест-
вующей обработки ниже требуемой точности окончатель-
ного размера.
** Признак, главный в одном отношении, второстепенен в другом, т. е.
«главных» признаков всегда не один, а несколько'.
14 1368 405
ростью резания. Обработку ведут алмазным или твердосплав-
ным резцом. Представление о режимах тонкого точения дает
табл. 10.
Таблица 10
Режимы тонкого обтачивания
Обрабатывае- мый материал Инструмент из алмаза Инструмент из сплава
V м/мин* мм/об t мм V м/мин ММ/об t ММ
Силумин 330—500 0,02—0,08 0,06—0,30 200—400 0,02—0,08 0,05—0,45
Баббит 380—600 0,02—0,0 0,18—0,25 250—600 0,02—0,10 0,05—0,35
Бронза 330—500 0,02—0,05 0,10—0,25 250—500 0,02—0,10 0,05—0,25
Чугун серый — — — 100—200** 0,03—0,18 0,10—0,35
Сталь углеро- дистая — — — 150—300** 0,03—0,14 0,10—0,35
* Скорость резания обычно ограничивается числом оборотов шпинделя,
допускаемым станком, и требованием спокойной работы станка.
** Ограничиваются стойкостью резцов.
Тонкое точение применяют главным образом при обработке
деталей из цветных сплавов, так как эти сплавы легко обраба-
тываются резцом, но плохо ведут себя при обработке абразив-
ным инструментом.
Точение алмазным резцом дает возможность при автомати-
ческом получении размеров устойчиво обеспечивать точность по-
верхности:
1) по диаметру — до 1-го класса точности;
2) по форме — овальность и конусность, не превышающие
0,003—0,005 мм; •
3) по шероховатости — до 10-го класса.
Столь высокая точность получается благодаря малому изно-
су тщательно доведенного лезвия резца (стойкость алмазного
резца 200—400 ч), небольшим силам в процессе резания и вы-
сокой точности оборудования. Большая скорость резания не
только компенсирует уменьшение производительности в связи
с малой подачей, но и способствует уменьшению шероховатости
обработанной поверхности.
Для операций тонкого точения используют станки определен-
ного назначения, но наряду с ними и токарные станки, обладаю-
щие необходимыми кинематическими данными и точностью. Рез-
цы из твердых сплавов используют для обработки сталей и чугу-
на, а также для чернового точения цветных сплавов, когда
операцию тонкого точения разделяют на два перехода — черно-
вой и чистовой.
406
Наиболее широко тонкое точение используют для обработки
точных отверстий в деталях из цветных сплавов. Трудности шли-
фования (засаливание круга) здесь особенно возрастают (ма-
лый диаметр круга); развертывание также малопроизводительно
и к тому же не позволяет влиять на координаты оси отверстия.
Тонкое растачивание позволяет влиять на обе характеристики
точности, обеспечивает высокую стабильность качества обработ-
Таблица 11
Припуски на тонкое растачивание (по РТМ-588)
мм
Оконча - тельный диаметр обработки Припуск на диаметр при растачивании Допуск пре- дыдущей операции на диаметр
алюминия баббита бронзы и чугуна стали
ыше ДО я о ж Л CJ ё О ГС сс г <и я Л Ч о ГС ЕГ Я о едварительном ончательном S о X J3 О) X CU ГС CQ К <и ончательном едварительном ончательном дготовительнбе раста- вание перед тонким а класс точности) едварительное раста- вание (3-й класс чности)
CQ CJ с с < о U-1 В о Он к * о CU с ьг о О SCO К ST ' ex s о К Р* н
— 30 0,2 0,1 0,3 0,1 0,2 0,1 0,2 о,1 +0,084 +0,04
30 50 0,3 0,1 0,4 0,1 0,3 0,1 0,2 0,1 +0,10 +0,05
50 80 0,4 0,1 0,5 0,1 0,3 0,1 0,2 0,1 +0,12 +0,06
80 120 0,4 0,1 0,5 0,1 0,3 0,1 0,3 0,1 +0,14 +0,07
120 180 0,5 0,1 0,6 0,1 0,4 0,1 0,3 0,1 +0,15 +0,08
ки и хорошую производительность. Для этой цели выпускают
расточные станки, у которых вращается не деталь, а резец
(ввиду быстроходности важно, чтобы нагрузки на шпиндель
были меньшими). Для небольших деталей станки делают гори-
зонтально-расточными, а для крупных — вертикальными.
Самый малый и равномерно распределенный по окружности
отверстия припуск позволяют обеспечивать горизонтально-рас-
точные двусторонние станки. На таком станке при одной
установке детали производят черновое растачивание с одной
стороны, а чистовое — с другой. В табл. 11 приводятся рекомен-
дуемые величины припусков для разных случаев тонкого раста-
чивания.
Для операций растачивания отверстий с параллельными ося-
ми используют многошпиндельные станки, допускающие уста-
14*
407
навливать нужное (расстояние между осями шпинделей (станки
определенного назначения), а также специальные станки, изго-
товляемые как агрегатные.
Хонингование. Хонингование находит очень широкое примене-
ние для обработки отверстий.
Обрабатывающим инструментом служит разжимная головка-
хон, несущая по
окружности
ifl
Рис. 351. Хон
абразивные (или алмазные) бру-
ски (рис. 351). Бруски закреп-
лены в металлических колодках
и с помощью механизма голов-
ки могут разжиматься в ради-
альных направлениях. Головку
связывают со шпинделем хо-
нинговального станка не жест-
ко, а шарнирно, чтобы она мог-
ла самоустанавливаться по об-
рабатываемому-отверстию де-
тали, закрепленной на столе
станка.
Головке, введенной в отвер-
стие, сообщается вращение
(о = 30 4-60 м/мин) и возврат-
но-поступательное движение
и = Юн-15 м/мин). Разжатие
брусков в процессе обработки
осуществляется автоматически
или вручную (головка — инст-
румент специальный, поэтому
конструкции их чрезвычайно
разнообразны). Давление брус-
ков на поверхность — неболь-
шое (4—8 кге/см2). Во время
обработки применяют обильное
охлаждение керосином, часто с .
примесью минерального масла.
Обычная длительность хонинго-
вания 1—5 мин.
Припуск (слой металла),
снимаемый в одной операции
хонингования, бывает очень ма-
лым (до 0,01 мм) и сравнитель-
но большим (до 0,2 мм). Он
определяется точностью предшествующей обработки и показате-
лями точности поверхности, требуемыми после хонингования.
Малые припуски характерны для весьма точных операций,
выполняемых после соответственно точной предшествующей об-
работки и для операций, предусматриваемых лишь с целью
улучшить точность поверхности пр форме и шероховатости (воз-
408
можно «перекрытие» допусков — см. выше). Большие припуски
получаются в операциях, выполняемых сразу после растачива-
ния (шлифование затруднительно вследствие большого веса или
неудобной формы детали).
Поскольку повышение производительности требует брусков
более грубых, а повышение точности — более тонких, то часто
оказывается целесообразным разделять хонингование на две
операции. Обычно при хонинговании в одну операцию исполь-
зуют бруски с зернистостью не более № 6. При двух операциях
берут для черновой бруски грубее (№ 12—№ 6). Бруски изго-
товляются из лучших сортов шлифующих материалов (экстра-
карборунд и экстр а-корунд). Алмазные бруски дают несколько
лучшие результаты, однако главное — это их высокая стойкость,
в десятки раз превышающая стойкость абразивных брусков.
Как всякий процесс с самоустанавливающейся конечной свя-
зью хонингование нейтрально по отношению ко второй харак-
теристике точности. Поэтому заданная точность положения от-
верстия всегда должна быть достигнута уже до хонингования.
Однако по первой характеристике точности процесс, выполняе-
мый после соответствующей предшествующей обработки, позво-
ляет получать очень высокие показатели. Хонингованием-полу-
чают отверстия 1-го класса точности и еще более точные, при
шероховатости до 13-го класса.
Процесс, называемый вибрационным хонингованием, отлича-
ется тем, что скорость возвратно-поступательного движения рез-
ко уменьшена/настолько, что практически на скорость резания
она уже не влияет. Вместе с тем, головке сообщают быстрые
осевые колебания (200 и более дв. ход./мин) с небольшой ам-
плитудой (от 2 мм и больше). Процесс резания идет более
интенсивно, но проигрывает в точности и, конечно, более сло-
жен в осуществлении.
Хонинговать отверстие малой (по сравнению с диаметром)
длины затруднительно, так как головка плохо самоустанавли-
вается по отверстию. В связи с этим применяют вместо шарнир-
ного жесткое закрепление головки, а самоустанавливание ко-
нечной связи обеспечивают закреплением детали на столе, пла-
вающем в радиальных направлениях.
Притирание. Притирание-—тонкая абразивная обработка,
применяемая для получения весьма точных поверхностей. Опе-
рации притирания выполняют с помощью ручных притиров или
на притирочных станках.
Ручной притир для наружной цилиндрической поверхности
изготовляют в виде колодок, охватывающих поверхность
(|рис. 352), для отверстия притир делают разжимным, а для
плоской поверхности пользуются точной плитой.
Притирание цилиндрических поверхностей ручными притира-
ми выполняют как машинно-ручную операцию (вращение дета-
ли или притира — механическое), а плоскйх — или как машин-
409
но-ручную (плита в форме диска вращается, деталь прижима-
ют к плите и перемещают по ней вручную) или же как
полностью ручную (плита неподвижна). На притирочных стан-
ках необходимые движения осуществляются без участия рабо-
чего.
Ручные притиры делают из чугуна (меди, свинца)'и других
материалов, более мягких, чем материал обрабатываемой дета-
ли. Благодаря этому абразивные зерна, наносимые в среде смаз-
ки на поверхность притира, вдавливаются и удерживаются
в ней. Вдавливание (шаржирование) либо производится заранее
(стальным роликом), либо
088115+O,O3S происходит в процессе обра-
t. ботки.
Производительность и
точность притирания зависит
' от зернистости и рода абра-
зива, смазки и режима обра-
ботки. Из абразивов приме-
Рис. 352. Ручной притир няют корундовые и карбо-
рундовые микропорошки,
окись хрома, крокус (окись железа), и др., а также пасты ГОИ.
В качестве смазки используют керосин, бензин, минеральные
масла и др. Скорость вращения при ручном притирании берут в
пределах 10—30 м/мин, но часто меньше, так как при точной об-
работке приходится опасаться нагревания детали и тщательно
следить за ходом процесса.
Притирание позволяет получать поверхности, весьма точные
по фо|рме (погрешность в .пределах 0,001 мм) и по шероховато-
сти (вплоть до 14-го класса), но при этом припуск (снимаемый
слой металла) также должен быть очень малым (в пределах до
0,01 мм), иначе процесс становится непроизводительным. В свя-
зи с этим, к заданной высокой точности по диаметру приходится
подходить достаточно близко уже в предшествующей обработке
(в том числе и с помощью более грубого — чернового притира-
ния) или отказываться от взаимозаменяемости деталей, прибе-
гая к сортировке их по размерам.
Из притирочных станков наибольшее применение находят
станки по типу 3187, предназначенные для небольших цилиндри-
ческих и плоских деталей. На таком станке детали помещаются
между плоскостями двух притирочных чугунных дисков
(рис. 353). Нижний диск связан со своим шпинделем жестко,
а верхний — шарнирно, чтобы он самоустанавливался по дета-
лям. Последние удерживаются между дисками обоймо-сепарато-
ром (деталедержателем). В результате вращения дисков (в одну
сторону, но с разным числом оборотов) и перемещения детале-
держателя, деталь получает сложное движение проскальзывания
между дисками, что обеспечивает высокую точность формы. Для
410
уменьшения длительности притирания прибегают к сортировке
деталей по размерам перед притиранием.
Обработкой на таких станках достигают чистоту поверхно-
сти в пределах до 10—13-го- класса и разность размеров деталей
обработанных одновременно, в пределах до 0,002 мм.
Применение на таких станках вместо чугунных дисков и сме-
шанного со смазкой абразивного материала точных мелкозер-
нистых (№ 6 — № 5) абразивных кругов позволяет снимать
Рис. 353. Притирание:
а—схема расположения деталей; б—схема движения ци-
линдрической детали; в—сетка, получающаяся на по-
верхности детали
больший припуск и получать большую (в 4—6 раз) производи-
тельность. Однако качество обработки получается худшим.
Притиранием называют также обработку, уступающую по
точности только особенно тонкому притиранию, выполняемую на
станках, полностью воспроизводящих процесс бесцентрового
шлифования, но работающих очень мелкозернистыми кругами
(№ 4 и менее) при малой скорости резания (2—5 м/с). Этот
отделочный процесс требует столь же точной предшествующей
обработки как и притирание, а также сортировки деталей по
размерам для ограничения колебания величины припуска при
одной настройке станка.
Полирование. Полированием называют обработку поверхно-
сти с помощью эластичного круга (войлок, ткань, кожа и т. п.),
покрытого полировальной пастой (абразивы и пасты — те же,
что для притирания) или обработку тонкой абразивной шкур-
кой.
Полирование мягким кругом не является процессом, в ходе
которого легко контролировать равномерность снятия металла
с обрабатываемой поверхности. В то же время сам процесс сня-
тия металла может быть весьма интенсивным. Поэтому полиро-
411
вание избегают применять, если к поверхности предъявляются
высокие требования по точности размера и формы.
Обычно полирование предусматривают с целью уничтожить
следы предшествующей (иногда весьма грубой — фрезерование,
точение и т. п.) обработки и получить блестящую поверхность.
В одних случаях это нужно для уничтожения рисок и повыше-
ния тем самым прочности детали, в других—для улучшения
внешнего вида детали, подготовки поверхности под декоратив-
ное или антикоррозионное покрытие и т. д.
Припуск на полирование предусматривают лишь для ответ-
ственных деталей. В таких случаях производят контроль разме-
ров как в процессе полирования, так и после него.
Полирование, выполняемое как машино-ручная операция, яв-
ляется работой тяжелой по условиям труда, поэтому при каждой
возможности его механизируют.
Иногда с помощью абразивной шкурки улучшают чистоту
цилиндрических рабочих поверхностей крупных деталей после
шлифования — обыкновенно в этой же операции (не снимая де-
таль со станка).
В некоторых случаях полирование с помощью кругов и шку-
рок удается заменять так называемой абразивно-жидкостной об-
работкой (полированием). Сущность ее состоит в том, что на
поверхность детали воздействуют ударами абразивных частиц,,
взвешенных в жидкости (в пропорции примерно 1 : 4 по объему).
Жидкость подается из специальной насадки (сопла) сжатым
воздухом под давлением 4-—5 кгс/см2 (0,4—0,5 МН/м2) или осо-
бым насосным устройством. Абразивные частицы срывают гре-
бешки неровностей поверхности и чистота поверхности улучшает-
ся. Наряду с этим поверхность получает некоторый наклеп,
ведущий к упрочнению детали.
Продолжительность обработки участка детали, на который
воздействуют рабочей-жидкостью, не превышает нескольких ми-
нут. Результаты зависят от концентрации абразива в жидкости,
зернистости абразива и шероховатости поверхности до обработ-
ки. В соответствующих условиях получают шероховатость 8—
9-го класса и еще меньшую.
' Преимущества абразивно-жидкостной обработки особенно за-
метны при сложной конфигурации детали. Однако здесь же име-
ются и наибольшие трудности, так как при сложной конфигу-
рации трудно обеспечить одинаковость параметров процесса
для всех участков детали.
Суперфиниширование. Суперфиниширование возникло как
процесс отделочной обработки, (рассчитанной исключительно на
уменьшение и без того малой шероховатости поверхности
(«сверхдоводка»), получаемой после тщательного шлифования.
Отделка производится брусками (рис. 354) или кругом из мик-
ропорошка при небольшой скорости резания (до 2,5 м/с) и не-
412
значительных (0,05—2 кгс/см2) давлениях брусков на поверхно-
сти детали.
Характерным для этого процесса является большое число ра-
бочих движений, подбираемых так, чтобы зерна абразива не
проходили дважды по одному пути. Однако в простейших слу-
чаях осуществляют лишь три движения:
1) вращение детали (скорость от 0,05 до 2,5 м/с);
2) продольные колебания инструмента (ход 2—6 мм, число
двойных ходов от 200 до 1000 и более в минуту);
3) перемещение инструмента вдоль поверхности.
Рис. 354. Суперфинишированные:
а—схема обработки; б—схема изменения профиля поверхности в про-
цессе обработки
Обработку ведут в присутствии смазки (смесь керосина
с маслом). Несмотря на малое давление брусков, слой смазки
легко прорывается остриями неровностей поверхности, вследст-
вие чего обработка идет вначале особенно интенсивно, но вскоре
прекращается (см. рис. 354, б). В процессе отделки снимается
слой металла толщиной 0,005—0,0075 мм, следовательно, при-
пуск на отделку возможно обеспечивать лишь за счет некото-
рого ужесточения допуска на шлифование перед отделкой. Ве-
личина получаемой шероховатости сильно зависит от шерохова-
тости до отделки. В соответствующих условиях ее получают
очень малой, вплоть до 14-го .класса.
Операцию суперфиниширования выполняют на станках опре-
деленного назначения (больше всего выпускают станков для от-
делки шеек валов) или на станке общего назначения (например,
токарном), с помощью отделочной головки.
В последние годы выпущены станки, называемые суперфи-
нишными (например, 3871 и т. п.), однако нес эластичным (пру-
жинным) закреплением брусков (следовательно, с практически
одинаковым их давлением на поверхность), а с более жесткой (от
гидропривода) их подачей (прижатием) в радиальном направ-
лении. Вследствие большей жесткости, давление брусков на по-
верхность в течение одного оборота детали становится зависимым
от точности формы поверхности. Это позволяет не только умень-
шать шероховатость, но и несколько улучшать точность формы
413
поверхности. Последнее обстоятельство придает процессу сход-
ство с процессом тонкого вибрационного хонингования.
Выглаживание. Выглаживанием называются многочисленные
разновидности процесса обработки поверхности давлением без
снятия стружки. Деформация производится твердой, чисто обра-
ботанной рабочей поверхностью инструмента, геометрия которой
исключает резание (рис. 355).
Процесс .выглаживания выполняется в условиях трения сколь-
жения (схемы а — собственно выглаживание) или качения (схе-
ма б и т. п.). Во втором случае его часто называют «обкатыва-
Рис. 355. Схемы выглаживания:
а—жесткое; б—жесткое обкатывание; в—упругое обкатывание
нием» (наружные поверхности) или «раскатыванием» (отвер-
стия). Инструмент может быть жестким (схемы а и б) или
упругим (схема в). Имеется опыт упругого обкатывания шари-
ком с сообщением последнему дополнительного колебательного
движения (свыше 1000 двойных ходов в минуту с амплитудой от
2 мм) в направлении оси обрабатываемой поверхности. Такую
разновидность процесса называют вибрационным выглаживани-
ем (обкатыванием). Наконец, обработку ударами шариков, сво-
бодно размещенных в гнездах по периферии быстровращающей-
ся головки-инструмента (головки инерционного действия) назы-
вают ударным выглаживанием (обкатыванием).
В процессе выглаживания происходит в той или иной мере
изменение геометрических параметров поверхности и показате-
лей физико-механического состояния поверхностного слоя дета-
ли. В связи с этим, по технологическому назначению, выглажи-
вание разделяют на три вида. Выглаживание, основной целью
которого является повышение точности размера поверхности
и уменьшение шероховатости, называют калибровкой. Выглажи-
вание для уменьшения шероховатости — отделкой (отделочное
выглаживание), а для достижения упрочнения поверхностного
слоя материала — упрочнением (упрочняющее выглаживание).
Жесткое выглаживание-калибровка выглаживающими про-
шивками и протяжками (см. выше о протягивании отверстий),
продавливанием через отверстие шарика, раскатывание многоро-
ликовыми головками (ролики работают «в распор»), а для на-
ружных поверхностей — обкатыванием роликом или роликами
(головкой) —применяется сравнительно давно. Оно характерно
значительными давлениями на поверхность (натяги 0,05—
414
Рис. 356. Схема выглаживания-
отделки
(обкатывание, раскатывание).
0,15 мм) и соответственно большими нагрузками на деталь в це-
лом (один из факторов, ограничивающих область возможного
применения). Калибровка ведется в присутствии обильной смаз-
ан, подбираемой в зависимости от материала детали.
По получаемой точности поверхности калибровка примерно
соответствует шлифованию (именно поэтому она чаще приме-
няется для отверстий небольшого диаметра и реже для наруж-
ных поверхностей). При соответствующей точности предшеству-
ющей обработки (малые натяги) калибровка .выглаживающей
протяжкой (прошивкой) пли шариком может давать точность
отверстия по диаметру до 1-го класса и шероховатость до
10-го класса. Кроме того, она
значительно производительнее гтттттТТтт'тУТТТттТТТТТЛ
шлифования; к тому же опера- >
ция калибровки шариком орав- W V
нительно легко поддается ме-
ханизации.
Калибровке сопутствует
значительное упрочнение •по-
верхностного слоя материала
детали.
Выглаживание - упрочне-
ние производится обыкновен-
но в условиях трения качения
С этой же основной целью проектируют головки сударным дейст-
вием шариков. Характерным для этого вида (выглаживания яв-
ляется проникновение деформации материала на значительную
(нужную) глубину, превышающую высоту неровностей поверх-
ности. Происходящее уменьшение шероховатости выступает в
роли сопутствующего фактора. Задача достижения заданной
точности размера поверхности непосредственно не ставится, хотя
эта точность, конечно должна быть обеспечена.
Выглаживание-отделка (собственно выглаживание) отли-
чается тем, что процесс охватывает в основном лишь область не-
ровностей поверхности (рис. 356). Сопутствующее этому упрочне-
ние- повеохности распространяется на небольшую глубину, соот-
ветствующую сравнительно небольшому давлению инструмента
на поверхность детали. Изменение размера (диаметра) поверх-
ности происходит в пределах величины, несколько превышающей
(на 10—30%) высоту неровностей (7?г) поверхности до выгла-
живания.
Обыкновенно выглаживание-отделку выполняют в условиях
трения скольжения. Рабочей поверхности инструмента придают
сферическую форму (выглаживание шариком) или цилиндриче-
скую, с образующей перекрещивающейся с осью вращения де-
тали (а не параллельной, как прн обкатывании роликом). Опа-
саясь больших колебаний установленной величины давления
415
выглаживания, применяют пружинные державки (упругое вы-
глаживание).
Диапазон шероховатостей поверхностей, подвергаемых вы-
глаживанию-отделке, очень широк. К отделке прибегают как
после чистового точения (шероховатость около V6), так и пос-
ле точного шлифования. В первом случае выглаживание заме-
няет менее производительное шлифование, если последнее тре-
буется не столько для повышения точности размера и формы
поверхности, сколько для уменьшения шероховатости. В благо-
приятных условиях шероховатость удается уменьшать на 3—
4 класса (например, с V 6 до V 10). Во втором —выглаживание
заменяет другие менее производительные процессы (еще более
точное шлифование, полирование и т. и.).
Особенно хорошие результаты дает упругое выглаживание
алмазом («алмазное» выглаживание). Алмаз отличается незна-
чительным коэффициентом трения при скольжении по различным
металлам (что весьма важно при выглаживании), высокой твер-
достью и износостойкостью, шероховатость его поверхности мож-
но сделать самой малой (до 14-го класса). Его использование
позволяет обрабатывать поверхности, закаленные на высокую
твердость (НДС 60), дает хорошие результаты при выглажива-
нии вязких жаропрочных и нержавеющих сталей и сплавов.
Рабочей части алмаза придают сферическую (Д = 1,5—4 мм)
форму или цилиндрическую (ось несколько отклоняют от пер-
пендикуляра к образующей обрабатываемой поверхности). Не-
большая сила прижатия инструмента к детали (5—20 кгс, в зави-
симости от материала детали) не требует от последней особенно
большой прочности. Применяемые режимы обработки находятся
в следующих примерных пределах: подача s=0,04—0,1 мм/об,
скорость у=40—150 м/мин.
Испытываемое упругое вибрационное выглаживание изменяет
получаемый микрорельеф поверхности (на винтовые канавки на-
кладываются следы от колебаний инструмента). В результате
ожидается улучшение несущей способности поверхности.
Глава XIII
ОБРАБОТКА СЛОЖНЫХ ПОВЕРХНОСТЕЙ
§ 1. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
Общие сведения
Сложной, или фасонной, называется поверхность, отличаю-
щаяся по форме от цилиндрической или плоской поверхности.
Некоторые сложные поверхности, которые используются очень
широко, имеют собственные названия (резьба, шлицы и др.) —
416
б—пря-
поверхность;
поверхность
а—'Поверхность вращения;
молииейно-фасониая
в—объемно-фасонная
остальные называются фасонными. Из последних чаще других
встречаются две группы: 1) фасонные поверхности вращения
и 2) прямолинейно-фасонные поверхности. Более сложные по-
верхности —- объемно-фасонные—встречаются реже (рис. 357).
Все методы обработки фасонных поверхностей можно свести
к следующим основным: 1) обработка фасонным инструментом;
2) обработка по разметке; 3) обработка с помощью копироваль-
ного устройства; 4) обработка на копировальном станке.
‘Главными факторами, от которых зависит точность и произ-
водительность обработки каждым из этих методов, являются:
при обработке фасонным инструментом — инструмент;
при обработке по разметке —
квалификация рабочего;
при использовании копиро-
вального устройства — система и
точность устройства;
при обработке на копироваль-
ном станке — станок.
Наиболее производительна и
проста по выполнению обработка
(точение, фрезерование, протяги-
вание, шлифование и т. д.) ф а-
сонным инструментом. К
другим методам прибегают в слу-
чаях, когда применению фасонно-
го инструмента препятствует фор-
ма и размеры поверхности или
экономические соображения.
Обработка по разметке —
ный — бывает рациональной в единичном производстве.
Копировальные устройства оправдываются в се-
рийном производстве и конкурируют с копировальными станка-
ми в массовом производстве.
Копировальные станки определенного назначения до-
ступны производствам крупного масштаба и используются, ког-
да копировальное устройство не в состоянии обеспечить необхо-
димую производительность на Операции.w
Как правило, обработка фасонной поверхности в большей
мере, чем обработка простой, нуждается в разделении на чер-
новую и чистовую. В черновой обработке не обязательно полу-
чать поверхность эквидистантную окончательной, однако резкую
разницу припуска желательно устранить, чтобы облегчить усло-
вия работы чистового инструмента.
примитив-
способ наиболее
< Обработка фасонных поверхностей вращения
Фасонные поверхности вращения обрабатывают преимущест-
венно на станках токарного типа.
417
Точение фасонным инструментом. Фасонными резцами, круг-
лыми или призматическими, реже — тангенциальными, обтачи-
вают (методом врезания) фасонные участки небольшой длины.
При обработке надо выдерживать не только диаметральные
размеры (поверхности), но и осевой исходный размер (осевое
Рис. 358. Обтачи-
вание фасонной по-
верхности как пе-
реход операции
положение фасонной поверхности), вслед-
ствие чего пробные проходы затрудни-
тельны м не всегда возможны. В связи с
этим на токарном станке обтачивание фа-
сонной поверхности обычно выполняют
как самостоятельную операцию. На стан-
ках, приспособленных для автоматическо-
го получения размеров (револьверные,
автоматы), оно выполняется в качестве
перехода операции (рис.
358).
Возникновение вибраций
(дрожание инструмента) оп-
ределяет допустимую при
этом методе длину поверх-
ности (ширину резца). Обыч-
но резцы шириной более 40—
50 мм не применяют. В неко-
торых случаях спокойной ра-
боте способствует закрепле-
ние резца в пружинящей
державке. Хотя обработку
ведут с пониженной ско-
ростью резания и малой по-
дачей, производительность
метода все же получается
высокой, благодаря малому
пути резца. Аналогичным
методом получают неширо-
кие фасонные выемки в от-
Рис. 359. Фа-
сонный зенкер-
пластина
верстиях.
Фасонные отверстия с диаметрами сечения, убывающими по
глубине отверстия, обрабатывают фасонными зенкерами и рас-
точными пластинами (рис. 359). Для этого особенно удобны ре-
вольверные станки, в частности, потому, что на них легко
пользоваться комплектом из чернового и чистового ин-
струмента. Небольшие отверстия обрабатывают на сверлильных
станках.
Черновая обработка тем более необходима, чем больше пере-
пад диаметров фасонной поверхности. Представление об этом
дает показанный на рис. 360 комплект инструментов, обычно при-
меняемых для получения простейшего фасонного отверстия —
конусного, если оно должно быть, хотя и небольшое, но точное.
418
Обтачивание по разметке. Этот метод отличается от обыкно-
венной обработки по разметке тем, что разметка делается не на
обрабатываемой детали (рис. 361).
Профиль детали размечают (вычерчивают) на металлической
пластинке или просто на листе бумаги. Пластинку (или фанер-
ку с наложенной на нее бумагой) закрепляют с тыльной сторо-
Рис. 360. Последовательность получения
конусного отверстия
ны станка. На суппорте закрепляют чертилку — отрезок прово-
локи с заостренным концом, который в начале обработки совме-
щают .(подгибая его от руки) с началом профиля, размеченного
на пластинке. Манипулируя рукоятками продольной и попереч-
ной подач (или только поперечной, если не опасаются включить
механическую продольную), следят за тем, чтобы конец чертилки
следовал по размеченному на пластинке профилю.
Точность этого метода низкая. После обтачивания поверхность
здесь же (не снимая детали со станка) зачищают напильником,
и, если нужно, шкуркой, проверяя
по шаблону.
Точение с помощью копироваль-
ных устройств. С применением копи-
ровальных устройств обрабатывают
поверхности значительной протя-
женности. При этом производитель-
ность получается такой же, как при
обыкновенном точении.
Копировальных устройств очень
много, но все они работают по одно-
му принципу: к подаче станка (ос-
новная подача) добавляется подача
от копировального устройства (до-
полнительная подача), имеющая на-
правление, перпендикулярное (нор-
Рис. 361. Обтачивание по раз-
метке
мальное) к направлению основной; складываясь, эти подачи
дают сложное движение подачи, требуемое профилем обраба-
тываемой поверхности (см. гл. X, § 5).
На токарном станке удлиненную фасонную поверхность об-
тачивают с основной продольной подачей, а поверхность корот-
кую, но большого диаметра—с поперечной (рис. 362). Это обу-
419
словлено тем, что для нормальной работы копировального
устройства необходимо, чтобы отношение величины дополнитель-
ной подачи к основной не превышало единицы (т. е. подъем про-
филя копира не должен превышать 45°).
Линейка
Рис. 36'2. Обтачивание с помощью копировального
устройства:
а—основная подача — продольная; б—основная подача —
поперечная; в—поверхность с профилем по дуге окруж-
ности, дуга охватывает большой угол
Весьма часто профиль поверхности представляет собой дугу
окружности. В случаях когда дуга охватывает большой централь-
ный угол, выдержать в пределах единицы отношение подач
невозможно, какую бы из них (продольную или поперечную) ни
использовать в. качестве основной (см. рис. 362, в). Поверхности
такого типа обрабатывают с помощью поворотного устройства,
сообщающего кромке резца круго-
Рис. 363. Схема фасонного ра-
стачивания на револьверном
станке
вую подачу.
Для длинных фасонных отвер-
стий вместо токарного станка более
удобно пользоваться револьверным
(рис. 363).
Встречаются и особенно слож-
ные случаи, когда обработка по-
верхности требует преодоления
многих трудностей. В качестве при-
мера на рис. 364 показано устрой-
ство для растачивания (на расточном станке) глубокой сфериче-
ской полости в труднодоступном месте (в отверстии средней
шейки коленчатого вала).
Точение на копировальных станках. Большинство станков для
обработки фасонных поверхностей вращения имеют гидравличе-
скую систему копирования.
420
Схема обработки (растачивание) на одном из гидростанков
показана на рис. 365, Деталь (вал) установлена в патроне 1
и люнете 2. Основная подача резца — продольная, механическая
(горизонтальное движение суппорта 3 от электродвигателя 5).
Дополнительная подача — поперечная, гидравлическая (верти-
Рис. 364. Устройство для растачивания с круговой подачей
кальное перемещение траверсы 4). Эта подача осуществляется
изменением объема масла в полости 6 под поршнем, куда оно
нагнетается насосом 7 из резервуара 8. Объем масла изменя-
ется посредством клапана 9, которым управляет щуп 10, сколь-
зящий по копиру, закрепленному на суппорте.
Многие копировальные станки создаются на базе станков
общего назначения (токарных, револьверных), путем специали-
зации их встраиванием в конструкцию копировальных узлов.
Рис. 366. Схема гидравлической
копировальной системы на токар-
ном станке
Рис. 366. Схема растачивания
на гидрокопировальном станке
На рис. 366 представлена одна из схем гидрокопировального
суппорта на токарном станке. Необходимая дополнительная
(поперечная) подача обеспечивается перепуском нагнетаемого
насосом масла из одной полости цилиндра в другую (пцршень
неподвижен). Золотник, перепускающий масло, управляется ко-
пиром. Если подобный суппорт смонтировать под углом к оси
детали (к направлению основной подачи), то станет возможным
421
обтачивание поверхности с большими углами подъема, вплоть
до 90° (обтачиваниеступенчатой поверхности).
В электроконтактной системе копирования винты подач суп-
порта включаются электромагнитными муфтами. Скользящий по
копиру щуп смонтирован в электроконтактной головке, управля-
ющей включением муфты дополнительной подачи (см. также
далее рис. 376).
Обработка прямолинейно-фасонных поверхностей
Способы обработки прямолинейно-фасонных поверхностей
более разнообразны. Целесообразный способ в значительной
мере зависит от формы профиля, размеров поверхности и конфи-
гурации детали.
Обработка фасонным инструментом. Фасонным инструмен-
том—фрезами на фрезерных станках и протяжками на протяж-
ных станках — обрабатывают незамкнутые поверхности. Образ-
Рис. 367. Фасонные фрезы и протяжка
цы фасонных фрез и фасонной протяжки показаны на рис. 367.
Протяжки обычно делают из нескольких секций, чем упрощают
их изготовление.
Фрезерование и протягивание конкурируют между собой
главным образом в экономическом отношении: фрезерование на-
много менее производительно, но и стоимость фрезы несравни-
мо ниже.
Обработка по разметке. Этот метод отличается малой точно-
стью, небольшой производительностью и требует высокой ква-
лификации рабочего. Обработку выполняют строганием или фре-
зерованием.
К строганию прибегают в случае большой ширины поверх-
ности; неширокие поверхности фрезеруют (хвостовой фрезой) на
вертикально-фрезерном станке. В том и другом случае профиль
размечают на торцовой поверхности заготовки (рис. 368).
В благоприятном случае одна из двух подач может быть меха-
нической, однако все же операция остается сложной и утоми-
тельной.
После фрезерования, как правило, требуется опиливание по-
верхности либо для повышения точности профиля, либо для
улучшения чистоты.
422
Обработка с помощью копировальных устройств. Поверхность
с профилем однозначной кривизны, не сильно отличающимся от
окружности, обычно обтачивают, если этому не препятствует
конфигурация детали (рис. 369,а и б). В противном случае (см.
рис. 369, виг) поверхность фрезеруют.
При обтачивании на токарном станке переменная кривизна
поверхности в поперечном сечении требует изменять направле-
ние дополнительной (поперечной) подачи в течение каждого обо-
рота детали. Во избежание больших инерционных сил в копиро-
вальном устройстве приходится не только максимально облег-
' Рис. 368. Разметка прямо-
линейно-фасонной поверх-
ности:
а—под строгание; б—под фре-
зерование
Рис. 369. Прямолинейно-фасон-
ные- поверхности
чать подвижную часть устройства, но уменьшать и ускорения,
т. е. снижать скорость резания (см. гл. X, § 5). Поэтому про-
изводительность обтачивания прямолинейно-фасонной поверхно-
сти всегда существенно ниже, чем при цилиндрическом точении
или точении фасонной поверхности вращения.
В случае знакопеременной кривизны профиля (как, напри-
мер, на рис. 369, в) направление дополнительной подачи дол-
жно изменяться на протяжении одного оборота детали не один,
а несколько раз. Поэтому такие поверхности, при возможности,
обрабатывают фрезерованием. Однако необходимые для этого
копировальные устройства с основной круговой подачей
(рис. 370) получаются сложными, так как ось поворота должна
«плавать» (дополнительная подача). Нередко вместо такого
устройства пользуются копиром-шаблоном (рис. 371) и выпол-
няют операцию с ручными подачами (см. также гл. X, § 5).
Фрезерование поверхности с профилем, приближающимся
более к прямой, чем к окружности (см. рис. 369, г) выполняют
с прямолинейной основной подачей. Одна из лучших схем обра-
ботки такой поверхности показана на рис. 372. Она отличается
тем, что дополнительная подача осуществляется круговым дви-
жением — качанием плиты, несущей деталь и копир.
Обработка на копировальных станках. Токарно-копировальные
станки для прямолинейно-фасонных поверхностей встречаются
как станки узкого назначения и имеют механическую систему
423
Рис. 370. Фрезерование с круговой
основной подачей и радиальной
дополнительной
Рис. 371, Фрезерование по ко-
пиру-шаблону (обе подачи руч-
ные)
Рис. 372. Схема фрезерования
с круговой дополнительной по-
дачей на горизонтально-фрезер-
ном станке
Рис. 373. Копировальная система станка
для обтачивания профиля кулачков
Рис. 374. Механический копи-
ровальный станок
копирования. На рис. 373 показана характерная схема копирова-
ния, осуществляемая (в конструктивном отношении-—по-разно-
му) в станках для обтачивания кулачков распределительных
валиков. Вследствие переменной кривизны профиля, в схеме
предусмотрен, кроме копира 1, кулачок 2, изменяющий угловое
положение резца с целью сохранения постоянным угла резания.
При фрезеровании скорость детали малая, а надобность
в коррекции угла резания отсутствует. Поэтому копировально-
фрезерные станки с механической системой копирования
(рис. 374), работающие по схеме, показанной на рис. 370, вытес-
няются станками с гидравлической или электромеханической
следящей системой.
Обработка объемно-фасонных поверхностей
Объемно-фасонные поверхности, приближающиеся по форме
к цилиндрической, большей частью обтачивают, остальные же
фрезеруют.
Иногда обтачивание объемно-фасонной поверхности может
быть выполнено на токарном станке общего назначения. Напри-
мер, если применить схему, показанную ранее на рис. 271, но*
сделать копир фасонным не только -в поперечном сечении, но
и в осевом, то соответственно и деталь получит форму, фасонную
в обоих сечениях. Эта же схема позволяет получить объемно-
фасонную поверхность, если вести обработку только с попереч-
ной подачей (врезанием) а для образования фасона в осевом
сечении применить фасонный резец. Подобно этому, используя
фасонную фрезу в схеме, показанной ранее на рис. 370, можно
получить объемно-фасонную поверхность фрезерованием. Одна-
ко сложность такой обработки, а также то обстоятельство, что
поверхности, подходящие для нее, встречаются редко, делают
эти методы исключением. Обыкновенно для обработки объемно-
фасонных поверхностей, применяют копировальные станки.
Копировально-токарные станки большей частью имеют меха-
ническую систему подачи. По принципу работы они подобны
станкам для прямолинейно-фасонных поверхностей. Отличие
лишь в том, что копир дел ают объемным.
Поверхности, форма которых сильно отличается от цилиндра,
обрабатывают фрезерованием на станках с гидравлической или
электромеханической следящей системой. На рис. 375 показана
схема гидравлической головки копировально-фрезерного станка
для обработки объемно-фасонной поверхности. По этой схеме,
как и по всем ранее показанным, форма поверхности образуется
сложением двух движений подач: основной — прямолинейной
и дополнительной, управляемой копиром.
Особую группу составляют копировально-фрезерные станки
широкого назначения (универсальные), работающие концевой
фрезой, могущей перемещаться в трех взаимно перпендикуляр-
425
ных направлениях. Особенно широко такие станки используют
для обработки сложных объемно-фасонных поверхностей.
На рис. 376 показана схема управления поперечной (допол-
нительной) подачей на одном из таких станков. В момент, когда
рычаг 1 не .касается ни одного из двух (2 и 3) контактов, вклю-
чена основная подача (горизонтальная или 'Вертикальная). При
замыкании контакта 2 или 3 включается посредством якоря 4
Рис. 375. Схема фрезерования
объемно-фасонной поверхности уз-
кой дисковой фрезой
Рис. 376. Схема поперечной пода-
чи электроконтактного копироваль-
ного станка
левая 5 или правая 6 электромагнитные вращающиеся муфты,
которые притягивают подвижное зубчатое колесо 7, передаю-
'щее винту поперечной подачи 8 соответственно прямое или об-
ратное вращение. В результате получается ступенчатый (внизу
справа) обход профиля поверхности в одном ее сечении («строч-
ка»), Включением третьей (вертикальной или горизонтальной)
подачи осуществляется переход на другое сечение — строчку.
Высота ступени мала — профиль копира воспроизводится на
детали с точностью, измеряемой сотыми долями миллиметра.
В более совершенных станках (например, модель 6441Б завода
имени Свердлова) электромагнитные муфты и реле отсутствуют.
Электрическая система станка обеспечивает плавное бесступен-
чатое изменение подач.
. Во многих случаях для получения объемно-фасонных поверх-
ностей используют также электрические методы обработки (см.
далее гл. XIV, § 1).
§ 2. ОБРАБОТКА РЕЗЬБЫ
Общие сведения. По назначению различают резьбы крепеж-
ные и ходовые. К крепежным резьбам относятся метрические
(нормальные, тугие, плотные), дюймовые, конические и др.
426
Ходовые резьбы различают прежде всего по форме профиля:
треугольные, прямоугольные, трапецеидальные, упорные и др.
Методов обработки резьбы очень много. Из станков общего
назначения используют токарные (нарезание резцами ,и гребен-
ками), револьверные и автоматы, на которых резьбу цолучают
в одном из переходов операции (нарезание метчиками, плашка-
ми, резьбонарезными головками) и сверлильные (обычно 'для
нарезания метчиками). Кроме того, имеется много станков опре-
деленного назначения: резьбофрезерные, резьбошлифовальные,
резьбонакатные и другие различных типов.
Метод получения резьбы выбирают, учитывая прежде всего
размеры детали, резьбы, требуемую точность обработки и объ-
ем выпуска деталей.
Размеры детали позволяют судить о возможности примене-
ния методов, требующих вращения детали, размеры резьбы важ-
ны для выбора инструмента, а заданную точность и объем выпу-
ска надо знать, так как методы различны по точности .и про-
.изводительности.
Резьбу 1-го класса точности возможно получать нарезанием
резцом, шлифованием, накатыванием. Резьбу 2-го класса точно-
сти нарезают резцом, метчиком, головкой, фрезеруют; накаты-
вают. Нарезание круглыми плашками дает резьбу 2-го, чаще
3-го класса.
При небольшом выпуске деталей применяют нарезание рез-
цом на токарном станке, нарезание вручную метчиками и плаш-
ками. С увеличением выпуска деталей нарезание резцом заме-
няют фрезерованием, механизируют нарезание метчиками
и плашками, применяют резьбошлифование и накатывание.
В массовом производстве крепежных деталей широко применяют
высокопроизводительные болторезные, гайкорезные и накатные
станки.
Подготовку поверхности под наружную резьбу производят
обтачиванием и иногда (ответственная резьба) шлифованием.
Отверстия под резьбу сверлят и при необходимости зенкеруют
или растачивают резцом. Определяя диаметр поверхности под
резьбу, учитывают, что при ее нарезании, особенно в вязких ста-
лях и цветных сплавах, происходит подъем резьбы по высоте.
В авиапромышленности диаметры поверхностей под резьбу рег-
ламентированы нормалями.
Нарезание резцами и гребенками. Нарезание резьбы резцом
на токарном станке — процесс малопроизводительный (нарезать
приходится в несколько проходов), требующий к тому же высо-
кой квалификации. Достоинства метода заключаются в универ-
сальности оборудования и инструмента и возможности получать
резьбу высокой точности. Эти достоинства особенно существен-
ны при малом выпуске деталей. На токарном станке нарезают
нестандартные резьбы, резьбы большого диаметра, точные резь-
бы на ответственных деталях.
427
По характеру работы резьбовые резцы являются фасонным
инструментом: профиль резца должен отвечать профилю наре-
заемой винтовой канавки. Наружную резьбу нарезают резцами
стержневыми, призматическими и дисковыми. Для повышения
чистоты резьбы часто применяют пружинящие державки. Внут-
реннюю резьбу нарезают стержневыми резцами с отогнутой го-
ловкой, закрепляя резец непосредственно в суппорте.
Вследствие наклона винтовой канавки кромки резца работа-
ют в разных условиях. В связи с этим черновые проходы выпол-
няют не с прямой, а с косой подачей резца на глубину (рис. 377),
чтобы работала кромка, находящаяся в лучших условиях.
а) 5)
Рис. 377. Подача рез-
ца иа глубину:
а—косая; б—прямая
Рис. 378. Круглые
резьбовые гре-
бенки
Для повышения производительности применяют вместо рез-
ца- резьбовую гребенку — призматическую или круглую. Круг-
лые гребенки как более простые в изготовлении и долговечные,
находят большее применение. Для резьбы с малым шагом при-
меняют гребенки с кольцевыми канавками, а при большом угле
подъема резьбы—-с винтовой канавкой (рис. 378).
У гребенки зубья срезаны на конус, поэтому работа распре-
деляется между несколькими зубьями и число проходов может
быть уменьшено вплоть до одного. Однако для точной резьбы
гребенка пригодна лишь в качестве чернового инструмента.
Кроме того, гребенкой нельзя воспользоваться, если вблизи резь-
бы имеется буртик или иное препятствие для сквозного прохода
инструмента.
Нарезание метчиками, плашками и резьбонарезными головка-
ми. Нарезание метчиками, плашками и резьбонарезными голов-
ками — наиболее распространенные методы получения резьбы
небольшого диаметра.
Метчиками получают резьбу в отверстии, применяя один из
следующих способов:
1) нарезание вручную комплектом ручных метчиков;
2) нарезание на станке машинным метчиком;
3) нарезание на станке с последующей калибровкой ручным
метчиком.
Нарезание вручную допускают при небольшом выпуске де-
талей. Число метчиков в комплекте (два-три) зависит от раз-
мера резьбы (диаметр, шаг), характера отверстия (сквозное или
428
глухое) и от материала детали. Обычно при диаметре резьбы
в .глухом отверстии свыше 10 мм и в сквозном —свыше 14 мм,
предусматривают нарезание в три прохода (три метчика).
С увеличением выпуска деталей нарезание переводят на ста-
нок. Машинные метчики отличаются от ручных в основном не-
сколько большей длиной заборной части и формой хвостовика.
Поэтому иногда и на станках пользуются ручными метчиками.
В один проход (одним метчиком) нарезают резьбу диаметром
до 24 мм при При больших размерах или в .случае глу-
хого отверстия, число метчиков увеличивают до двух, а иногда
и до трех.
Кроме обыкновенных стандартных метчиков, применяют мет-
чики особой конструкции. Для нарезания сквозных отверстий
небольшого диаметра в вязких материалах применяют беска-
навочные метчики; у этих метчиков канавки (одну-три) делают
только на рабочей части. Для резьбы большого диаметра (свы-
ше 30 мм) применяют раздвижные метчики — головки. Такой
метчик выводят из отверстия не вывинчивая — его резьбовые
части (плашки) могут быть вдвинуты в корпус (утопают в кор-
пусе) .
Нарезание на станке требует прежде .всего обеспечивать
условия для совпадения оси метчика с осью отверстия (во из-
бежание разбивания резьбы) и величину подачи, равную шагу
резьбы.
Для закрепления метчиков пользуются различными держав-
ками и патронами, которые в зависимости от конструкции вы-
полняют те или иные необходимые функции, а именно:
1) только закрепляют метчик (жесткие и плавающие патро-
ны) ;
2) компенсируют, кроме того, несоответствие между подачей
станка и шагом резьбы (компенсирующие державки и патроны);
3) предохраняют закрепленный в них метчик от поломки при
перегрузке или при нарезании резьбы в глухих отверстиях (са-
мовыключающиеся патроны);
4) позволяют вывинчивать метчик без изменения направления
вращения шпинделя станка (реверсивные патроны).
Жесткое закрепление метчика допускают на автоматах и ре-
вольверных станках (отверстие под резьбу и резьба получаются
в одной операции при одной установке детали) и на сверлиль-
ных станках при аналогичных условиях или если деталь на-
столько легкая, что может самоустанавливаться на плоскости
стола станка по жестко закрепленному метчику (деталь удер-
живают рукой, следовательно, это допустимо только при наре-
зании малых отверстий).
В случае существенного ожидаемого несовпадения осей при-
меняют какой-либо плавающий патрон, способный допускать
самоустанавливание метчика по отверстию (рис. 379).
429
Для того чтобы не согласовывать подачу станка (подачу ре-
вольверной головки, шпинделя) с шагом резьбы, применяют,
компенсирующие державки и патроны, допускающие самозатя-
гивание метчика в отверстие, несмотря на неравномерную (руч-
ную) подачу станка (рис. 380).
На сверлильных станках при нарезании глухих отверстий
пользуются патронами, выключающимися, когда метчик достиг-
нет дна отверстия и величина крутящего момента становится
больше той, на которую отрегулирован патрон (рис. 381).
Рис. 381. Само-
выключающий-
ся патрон
Рис. 379. Плавающий патрон
Рис. 380.
Компенси-
рующий па-
трон
Вывинчивать метчик из отверстия, не изменяя направления
вращения шпинделя станка, позволяют патроны реверсивные.
В корпусе патрона заключен механизм, переключающий направ-
ление вращения головной части патрона при ее осевом переме-
щении относительно корпуса, дошедшего до упора.
Обыкновенно нарезание метчиком дает резьбу не выше
2-го класса точности. Получение большей точности требует осо-
бых мер. Отличающиеся высокой точностью (1-й класс и выше)
тугие и плотные резьбы нарезают шлифованными метчиками,
изготовленными по более жестким нормам. Отверстия под резь-
бу зенкеруют или развертывают.
Для уменьшения растягивания шага резьбы облегчают ход
шпинделя станка путем уменьшения веса уравновешивающих
шпиндель грузов (сверлильные станки), пользуются компенси-
рующим патроном или отказываются от самозатягивания мет-
430
чика, применяя устройства для принудительной подачи метчика
(на токарных станках).
Надежным средством получения стабильного качества резь-
бы является калибровка после нарезания. В качестве калибро-
вочного обычно берут новый метчик, а нарезание ведут метчи-
ками, изношенными на калибровке (этим обеспечивается малый
припуск на калибровку). В ответственных случаях калибровку
выполняют как машинно-ручную или ручную операцию. Высо-
кую чистоту резьбы обеспечивают не только тщательной заточ-
кой инструмента, но и подбором смазки.
Наружную резьбу нарезают плашкой или резьбонарезной
головкой. Круглыми плашками нарезают наружную резьбу как
вручную, так и на станках. Поскольку нарезание ведут в один
проход, плашки мало пригодны для резьбы с крупным шагом.
Как и метчики, плашки закрепляют в державках или патро-
нах'либо простых жестких (в случае принудительной подачи),
либо компенсирующих. Сверлильные станки не применяют.
Обыкновенно нарезание плашкой дает резьбу 3-го класса точ-
ности, иногда 2-го.
В серийных и массовых производствах вместо' плашек поль-
зуются самораскрывающимися резьбонарезными головками. Это
основной инструмент, применяемый в операциях, выполняемых
на револьверных станках и автоматах.
По виду режущих частей (плашек) головки делятся на три
группы: с круглыми плашками, радиальными и тангенциальны-
ми. Головки с круглыми плашками (рис. 382) как более эконо-
мичные вытеснили головки с плоскими радиальными плашками.
Головки с тангенциальными плашками обладают большей
жесткостью и применяются на болторезных станках.
В процессе резьбонарезания головка перемещается самоза-
тягиванием вдоль оси, раскрывается по окончании нарезания
и обратным ходом возвращается в исходное положение. Реже
применяют принудительную подачу головки.
Нарезание головкой дает резьбу 2-го класса точности при
удовлетворительной чистоте, а производительность в 2-—4 раза
большую, чем при нарезании круглой плашкой.
Фрезерование резьбы. Крепежную резьбу 2 и 3-го классов точ-
ности, которую при малом выпуске деталей приходится наре-
зать резцом на токарном станке (резьба большого диаметра,
нестандартная и т. п.) в серийном и массовом производстве, по-
лучают фрезерованием гребенчатой фрезой на резьбофрезерном
станке (рис. 383).
Ширина фрезы на 2—3 шага больше длины нарезки. Обра-
ботку ведут сразу начисто, т. е. в один проход. Скорость реза-
ния для сталей допускают до 60 м/мин, а круговую подачу (по-
ворот детали) берут в пределах 0,02—0,06 мм на зуб фрезы. Вся
резьба образуется примерно-за 1,3 оборота детали (треть обо-
рота уходит на радиальное врезание фрезы, осуществляемое
431
вместе с круговой подачей детали). Производительность оказы-
вается намного большей, чем при нарезании резцом, а качество
более стабильное, так как резьбофрезерные станки работают
как полуавтоматы.
Шлифование резьбы. Шлифованием обрабатывают резьбу,
нарезанную до термической обработки детали, резьбу на ответ-
ственных деталях и в других случаях, если к точности резьбы
предъявляются высокие требования. Операцию выполняют на
резьбошлифовальном станке однониточным шлифовальным кру-
гом или (более производительно, но менее точно) гребенчатым,
групповым (рис. 384).
Рис. 382. Резьбонарезная головка
Рис. 383. Схема фрезеро-
вания резьбы
Резьбу с небольшим шагом (до 1,5 мм) часто нарезают непо-
средственно шлифовальным кругом, обычно групповым.
Накатывание резьбы. Процесс формирования резьбы при на-
катывании происходит без снятия стружки. Резьба образуется
путем пластической деформации заготовки, диаметр которой
выбирают с расчетом получить заданный диаметр резьбы.
Отличительная особенность накатывания — высокая произво-
дительность. Кроме того, процесс накатывания имеет преимуще-
ства перед процессами нарезания —волокна материала не пере-
резаются, что увеличивает прочность ниток резьбы; чистота
поверхности резьбы получается лучшей. Однако применение на-
катывания возможно лишь при определенных размерах и кон-
фигурации детали и при достаточной пластичности материала.
В зависимости от конструкции накатного инструмента разли-
чают два основных способа накатывания: накатывание плоски-
ми плашками и накатывание роликами.
На станке, работающем плоскими плашками (рис. 385),
резьба получается за один ход подвижной плашки. Метод широ-
ко применяют для резьбы диаметром от 3 до '24 мм, на обыкно-
венных крепежных деталях, изготовленных из углеродистых
сталей. Метод обладает очень высокой производительностью
и к .тому же легко поддается автоматизации. К основным его
недостаткам относятся: трудности получения точной резьбы
432
вследствие сложности наладки станка, низкая стойкость плашек
цри накатывании высококачественных сталей и большие давле-
ния, исключающие возможность накатывания пустотелых дета-
лей.
На станке, работающем (роликами (рис. 386), резьба полу-
чается постепенным сдавливанием заготовки между двумя вра-
щающимися роликами. Метод уступает по производительности
накатыванию плоскими плашками, но позволяет накатывать де-
тали с твердостью до НЕС 40 и получать резьбу высокой точ-
ности — вплоть до 1 -го
класса и выше при шеро-
ховатости поверхности до
9-го класса, что соответ-
ствует шлифованной резь-
бе. Благодаря этому на-
Рис. 384. Шлифование резьбы:
<2—однониточным кругом; б—групповым кру-
гом
Рис. 385. Схема накатыва-
ния резьбы плоскими плаш-
ками
катывание на таких станках служит основным методом получе-
ния резьбы на ответственных крепежных деталях. Производи-
тельность составляет от 80 до 500 деталей в час, в зависимости
от размеров резьбы и материала детали. Возможность вести про-
цесс с малыми давлениями позволяет накатывать и пустотелые
детали.
Накатывание резьбы роликами применяют также в операци-
ях, выполняемых на револьверных станках и автоматах. В та-
ких операциях роликовый накатной инструмент заменяет резь-
бонарезной и во многих случаях оказывается более эконо-
мичным.
В используемых для этой цели инструментах ролики не име-
ют принудительного вращения. На рис. 387 показана схема при-
менения однороликовой державки в переходе автоматной опе-
рации (из-за буртика у детали применить резьбонарезной инст-
румент невозможно) и схема работы двухроликовой.
Обработка конической резьбы, ленточной резьбы и червяков
Обработка конической резьбы. Из конических резьб, служа-
щих для получения герметичных резьбовых соединений, чаще
применяется (резьба с профилем симметричным относительно
433
Рис. 387. Схема накатывания резьбы
роликовыми державками
Рис. 386. Цикл работы
резьбонакатного станка
Рис. 388. Державка для накатывания конической резьбы
Рис. 389. Установка резцов при наре-
зании прямоугольной резьбы:
а—черновая обработка; б—чистовая
нормали к оси конуса (ГОСТ 6111—52). Ее получают теми же
методами, что и цилиндрическую крепежную резьбу.
Под наружную резьбу заготовку протачивают на конус.
При нарезании резцом на токарном станке конусность обеспечи-
вают с помощью копирной линейки. В револьверных операциях
пользуются коническими плашками и резьбонарезными головка-
ми. На резьбофрезерных станках применяют конические гребен-
чатые фрезы.
Наиболее производительным методом является накатывание
на накатных станках коническими роликами. Заменяя накаты-
ванием нарезание плашками и головками, применяют ролико-
вые державки. На рис. 388 показана двухроликовая державка,
отличающаяся тем, что в конструкции предусмотрена взаимная
связь роликов с помощью трех зубчатых колес, гарантирующая
синхронное вращение роликов.
Внутреннюю резьбу нарезают коническими метчиками.
Отверстие под резьбу после сверления зенкеруют, а для ответ-
ственной резьбы, кроме того, развертывают на конус.
Обработка ленточной резьбы. Наружную ленточную резьбу
чаще всего нарезают резцами на токарных станках. Как общее
правило нарезание выполняют в два приема: начерно и начисто.
Наиболее сложна в обработке многозаходная резьба, вслед-
ствие большого угла подъема витков, и особенно прямоуголь-
ная. Облегчая работу резца, его при черновой обработке уста-
навливают так, чтобы передняя грань была нормальна к виткам
(рис. 389). Возникающие при этом искажения профиля устра-
няются в чистовой обработке. Последнюю, в случае точной резь-
бы, выполняют отдельно для каждой стороны витка с помощью
одностороннего резца (обычно в две установки детали, т. е.
перевернув деталь после обработки одной стороны, если этому
не препятствует форма детали).
Трапецеидальные резьбы более просты в обработке. Некруп-
ные однозах'одные резьбы нарезают одним профильным резцом
в несколько проходов. Однако крупные резьбы, и тем более
многозаходные, приходится нарезать так же, как прямоуголь-
ные: боковые стороны обтачивают по отдельности.
В отверстиях ленточную резьбу нарезают резцами на токар-
ном станке или метчиками.
Обработка червяков. Наиболее просты в изготовлении архи-
медовы червяки (профиль прямолинеен в осевом сечении). Их
обрабатывают так же, как крупную трапецеидальную резьбу.
При необходимости профиль шлифуют дисковым кругом, обра-
батывая по отдельности каждую сторону нитки.
Окончательная обработка эвольвентных червяков—сложнее.
Профиль этих червяков допускает применение односторонних
инструментов с прямой режущей кромкой, но требуется особая
установка инструмента относительно детали. Шлифование воз-
можно только на станке определенного назначения.
435
При большом выпуске небольших деталей типа червяков
(завихрители, шнеки и т. и.-) нарезание заменяют накатыванием
роликами на резьбонакатном станке.
§ 3. ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС И ШЛИЦЕВ
Общие сведения
Основными элементами зубчатого эвольвентного колеса,
точность которых определяет качество зацепления, являются:
1) толщина зуба;
2) шаг зубьев;
3) профиль зубьев;
4) концентричность зубьев и посадочного места колеса (от-
верстия—-для колес с отверстием, стебля — для стеблевых ко-
лес) ;
5) параллельность зубьев и оси посадочного места — для
цилиндрических прямозубых колес, угол спирали — для косозу-
бых, угол делительного конуса и расстояние от вершины конуса
до опорного торца — для конических колес.
Представление о точности, с которой обрабатывают зубчатые
колеса, дают следующие предельные величины погрешностей,
характерные для колес средней точности (7-я степень точности)
при модуле 2—4 мм: толщина зуба 0,06 мм, шаг 0,03 мм, про-
филь 0,015 мм, концентричность зубьев и посадочного места
0,06 мм.
Измерение (контроль) всех основных элементов колеса —
процесс чрезвычайно трудоемкий. Кроме того, даже измерив по-
грешности элементов, невозможно в нужной мере достоверно
судить о с о вокуп но м влиянии этих погрешностей на качество
зацепления. Представление об этом дают лишь комплексные
методы контроля, основанные на оценке результатов зацепления
проверяемого колеса с эталонным колесом измерительного при-
бора. Поэтому стандартами (ГОСТ 1643—56 и др.) нормируются
не допуски на элементы колеса, а допуски на разные показа-
тели комплексной проверки (кинематическая погрешность
циклическая погрешность бр, пятно контакта при контроле по
краске и боковой зазор) по 12 степеням точности (1-я степень
высшая).
Обработку зубьев колес средней точности, как общее прави-
ло, разделяют на черновую и чистовую и выполняют на зубо-
резных станках. Для колес более точных, кроме того, предусмат-
ривают отделку. В табл. 12 приводятся припуски, рекомендуе-
мые для разных операций обработки зубьев.
Как известно, методы обработки зубьев разделяются на две
группы: методы копирования и методы обкатки. При обработке
методом копирования профиль инструмента должен быть
таким же, как профиль впадины между зубьями колеса. Метод
обкатки допускает применение инструмента с прямолинейны-
436
Таблица 12
Припуски на обработку зубьев (по РТМ-58₽)
Модуль Припуск а на толщину зуба в мм
под чистовое наре- зание после чернового под шлифование под шевингование
наимень- ший наиболь- ший наимень- ший наиболь- ший наимень- ший наиболь- ший
До 2 — — 0,2 0,3 0,03 0,05
Свыше 2 до 3 0,4 0,5 0,25 0,35 0,05 0,08
» 3 „ о 0,5 0,6 0,3 0,4 0,08 0,12
5 , 7 0,6 0,7 0,3 0,4 0,10 0,20
7 , 10 0,7 0,8 0,4 0,4 0,15 0,25
ми режущими кромками или с эвольвентными, но не обязательно
такой же кривизны, как профиль зуба.
По 'Сравнению с методом копирования метод обкатки отли-
чается большей точностью, возможностью использовать один
и тот же инструмент для обработки колес с разным числом зубь-
ев и колес с корригированными зубьями. Метод копирования
находит применение в некоторых случаях — они будут отмече-
ны далее.
Нарезание зубьев цилиндрических колес
Нарезание зуборезными фрезами. Это один из методов копи-
рования, отличающийся тем, что он допускает выполнение опе-
рации без зуборезного станка. Зубья нарезают на обыкновенном
фрезерном станке общего назначения фасонной дисковой (ино-
гда — концевой) фрезой (рис. 390) с помощью универсальной
делительной головки. После прорезания одной впадины произ-
водят деление и фрезеруют следующую.
Метод дает низкую точность и малую производительность.
Низкая точность по толщине зуба и шагу объясняется неточ-
ностями деления. Головки обычной точности дают угловую ошиб-
ку 4—7'. Для уменьшения накопленной погрешности, впадины
прорезают не подряд, а через несколько зубьев.
Низкая точность профиля зубьев обусловлена несоответстви-
ем профиля фрезы требуемому профилю зуба. Профиль зуба
данного модуля зависит не только от угла зацепления, но и от
числа зубьев колеса (т. е. от диаметра его). Следовательно,
нужно иметь отдельную фрезу не только для каждого модуля,
но и для каждого числа зубьев. Располагать столь большим на-
15 1368 437
бором фрез невозможно. На практике для колес одного модуля
пользуются набором из 8—15 фрез. Отсюда ошибки профиля.
Метод применяют в условиях единичного производства для
получения колес 9—10-й степеней точности.
Нарезание червячными фрезами. Зубофрезерование методом
обкатки служит одним из двух (второй —зубодолбление круглы-
ми долбяками) наиболее употребительных способов нарезания
цилиндрических колес наруж-
ного зацепления с прямыми и
косыми зубьями (рис. 391).
Операцию выполняют на зубо-
фрезерном станке (типа 532
и т. п.) червячной фрезой. На
этих же станках нарезают чер-
вячные колеса.
Рис. 391. Рабочая зона зуборез-
ного станка
Рис. 390. Зуборезные фрезы:
а—дисковая; б—концевая
В процессе нарезания главным рабочим движением является
вращение фрезы; движение подачи при нарезании цилиндриче-
ского колеса осуществляется перемещением фрезы вдоль оси за-
готовки; движением обкатки является вращение заготовки, со-
гласованное с вращением фрезы.
Зубья с модулем т<2 мм фрезеруют сразу начисто, а более
крупные в два прохода (при т>6 мм — в три прохода). При
этом получают колеса 8—9-й степеней точности при шерохова-
тости поверхности 4—6-го классов. Более совершенные методы
профилирования режущих кромок фрез в сочетании с повышен-
ной точностью изготовления фрез (шлифование) позволяют по-
лучать колеса 7-й степени точности.
Колеса с корригированными зубьями нарезаются нормальны-
ми фрезами. Корригированными (смещением профиля) называ-
ют зубья, для профиля которых используются участки эвольвен-
ты, более удаленные от основной окружности колеса или более
близкие к ней, чем используемые для нормальных колес. По-
этому для получения корригированных зубьев лишь изменяют
расстояние между осями заготовки и фрезы: увеличивают его
(положительный сдвиг)- или уменьшают (отрицательный сдвиг).
438
Зубофрезерование червячной фрезой — основной метод наре-
зания колес с косыми зубьями. Он проще, чем другие, например,
долбление. Косые зубья нарезают фрезой с таким же направле-
нием винтовой' линии, как у нарезаемого колеса. Этим умень-
шается угол скрещивания осей и повышается точность обра-
ботки.
Зубофрезерование отличается высокой производительностью,
благодаря непрерывности процесса резания и хорошей жестко-
сти станков, допускающей обработку с высокими режимами.
Обычно в черновых операциях принимают для сталей средней
твердости скорость резания около 25 м/мин, а в чистовых —
около 35 м/мин. Подачу фрезы 1,5—2 мм на один оборот за-
готовки при черновом нарезании и 0,5—2,0 мм — при чистовом.
Фрезы, оснащенные твердым сплавом, позволяют получать про-
изводительность в 2—4 раза большую.
Заводы-изготовители снабжают выпускаемые ими станки
нормализованными оправками для фрез, а. также оправками,
подкладками и другими элементами для закрепления обрабаты-
ваемой заготовки. Примеры использования нормализованных
элементов для закрепления заготовок показаны на рис. 392.
В необходимых случаях предусматривают специальные приспо-
собления для деталей. От точности установки заготовки (совпа-
дение оси посадочного места с осью вращения стола станка}
зависит один из основных точностных параметров колеса —
«биение по впадинам зубьев» (концентричность зубчатого вен-
ца и посадочного места — кинематическая погрешность ДуЕ).
При нарезании колес, у которых обод шире ступицы, часто
предусматривают одновременную обработку нескольких загото-
вок. Для этого требуется, чтобы в предшествующей обработке
была достаточно точно выдержана параллельность торцов заго-
товки (и перпендикулярность их к о,Си отверстия).
Червячные колеса нарезают двумя методами: с ради ал ь-.
ной . подачей...колеса и. с..тангенциальной подачей инструмента.
В том и другом 'Случае фреза должна по размерам строго соот-
ветствовать червяку, с которым будет работать нарезаемое
колесо.
Нарезание с радиальной подачей более производительно, но
хуже по точности. Для тангенциальной подачи фрезу снабжают
заборным конусом (рис. 393).
Нарезание долбяками. Из методов долбления (строгания) са-
мым употребительным является долбление круглым долбяком.
Операцию выполняют на зубодолбежном станке, работающем
методом обкатки (типа 512 и т. п.). Инструмент-долбяк представ-
ляет со5ои~рёжущее колесо с эвольвентными .зубьями. По конст-
руктивному оформлению корпуса различают долбяки дисковые,
чашечные, втулочные и хвостовые.
В процессе нарезания главным рабочим движением являются
возвратно-поступательные ходы долбяка, а движением обкатки
15*
439
Рис. 392. Примеры установки заготовок на
зубофрезерном станке
Рис. 393. Схема нарезания чер-
вячного колеса методом танген-
циальной подачи
Рис. 394. Долбление:
с—внутренних зубьев; б—зубьев блочного колеса; в—косых зубьев
440
(оно же движение подачи) —вращение (поворачивание) заго-
товки, согласованное с вращением (поворачиванием) долбяка
(имитация зацепления пары колес).
Долбление круглым долбяком — единственный способ наре-
зания колес с внутренним зубом (рис. 394,а). Кроме того, этот
метод позволяет нарезать зубья вблизи буртика или зубья блоч-
ного колеса (рис. 394,6), фрезерование которых невозможно
из-за отсутствия места для выхода фрезы. Для нарезания косо-
зубого колеса требуется косозубый долбяк (рис. 394, в) и устрой-
ство в станке для сообщения долбяку винтового движения. Од-
вок на зубодолбежном станке
нако это усложнение оправ-
дывается возможностью на-
резать зубья при малом вы-
ходе инструмента.
Примеры установки и
закрепления заготовок на
зубодолбежном станке по-
казаны на рис. 395.
Мелкие зубья (т<
<1,5 мм) нарезают в один
проход, т. е. зубчатый венец
образуется за один оборот
заготовки. Более крупные
зубья нарезают в два-три
прохода. Для автоматиче-
ского врезания станки снаб-
жают специальными ку-
лачками (двух и трехпро-
ходными) .
Режимы резания выбирают в пределах приблизительно: для
черновой обработки о=12—18 м/мин и sKp=iO,25—0,5 мм/дв. ход;
для чистовой—о=20—30 м/мин и $кр=0,1—0,3 мм/дв. ход. По-
перечную подачу при врезании принимают sn=(0,l—0,3) sKP-
Долбление обеспечивает в общем несколько большую точ-
ность, чем фрезерование обыкновенной (не шлифованной) чер-
вячной фрезой. По производительности эти два метода часто
оказываются равноценными.
Долбление (строгание) зуборезными гребенками произ-
водится на зубострогальных станках, работающих методом об-
катки. Этот метод позволяет получать колеса с точностью до
7-й степени, но имеет ограниченное распространение.
Гребенка представляет собой режущую рейку с прямобочным
профилем зубьев, что позволяет изготовлять ее с высокой точно-
стью. Гребенкой можно нарезать прямые зубья, косые (косозу-
бой гребенкой), а также блочные колеса (рис. 396). Однако
процесс обкатки здесь не непрерывный; после обкатки одного
зуба гребенка должна вернуться в исходное положение. Этим
обусловлена сложность конструкции станков и малая произво-
441
дительность обработки. В общем машиностроении этот метод
находит применение для нарезания колес крупного модуля (до
т=60 мм). Кроме того, таким методом получают колеса с шев-
ронными зубьями. Станки для таких зубьев (например, мод. 515
«Комсомолец») работают двумя косозубыми гребенками.
Рис. 396. Долбление
зубьев гребенкой
Рис. 397. Нарезание зубьев долб-
лением многорезцовой головкой
Метод копирования представлен >в зубодолблении станком
(мод. 5120), предназначенным для нарезания колес специальны-
ми многорезцовыми головками (рис. 397). В процессе обработки
главное движение (возвратно-поступательные ходы) совершает
заготовка. Подачу (радиальную) получают резцы (профиль
резца имеет форму впадины между зубьями колеса). Метод от-
личается высокой производительностью, но точность обработ-
ки — низкая (вблизи 10-й степени).
Отделка зубьев цилиндрических колес
Шевингование. Шевингование — процесс тонкой обработки
зубьев колес с твердостью не более HRC 40, осуществляемый
особым инструментом — шевером. Последний представляет со-
бой колесо с косыми зубьями, в которых прорезаны поперечные
канарки (рис. 398, а). Края этих канавок служат режущими
кромками — в процессе обработки они соскабливают с поверх-
ности зубьев колеса очень тонкую стружку (толщиной 0,05—•
0,01 мм).
Шевингованием обрабатывают колеса с прямым и косым
зубом, многовенцовые блоки колес и иногда — колеса с внут-
ренним зубом. Для обработки зубья колеса вводят в зацепле-
442
ние с зубьями шевера. Условия зацепления должны быть таки-
ми, чтобы существовало взаимное давление и относительное
продольное скольжение зубьев. Принцип шевингования (на стан-
ках типа 571 и т. п.) поясняется на рис. 398, б).
Шевер 1 с косыми зубьями (угол наклона зубьев 10°—15°),
установленный под углом к оси колеса 2, получает принудитель-
ное вращение (п=250 об/мин) и вращает колесо, свободно уста-
новленное в центрах станка на оправке. Скрещивание осей обу-
словливает продольное относительное скольжение зубьев шеве-
ра и детали. Чтобы распространить действие шевера на всю
поверхность зуба, столу 3 сообщается продольная подача (0,1—
Рис. 398. Шевингование:
а—шевер; б—схема обработки; в—бочкообразный зуб
0,3 мм на один оборот детали). В конце хода стол получает
поперечную (вертикальную) подачу (0,02—0,04 мм) и начинает
двигаться в обратном направлении. Число ходов, необходимое
для снятия всего припуска, зависит от величины последнего.
Покачиванием обрабатываемого колеса при шевинговании
получают зубья бочкообразной формы (см. рис. 398,в). Этой
цели служит качающаяся плита 4 с кронштейном 5, несущим
палец 6, который входит в паз копира 7, укрепленного на кон-
соли станка.
Большие ошибки колеса исправить шевингованием трудно.
Считают, что шевингование повышает точность колеса пример-
но на одну степень точности. Обычно обработкой, предшествую-
щей шевингованию, служит точное зубоф резеро в ание или долб-
ление (припуски см. в табл. 12). В таких случаях получают коле-
са 6-й степени точности, а иногда и более точные.
Шевингование отличается от процессов шлифования зубьев
своей большой экономичностью. Шевер допускает 8—10 перето-
чек, а число колес, обрабатываемых между двумя переточками,
443
может достигать 1000 шт. и более. Время обработки одного зуба
в среднем всего 2—3 с. Однако процесс неприменим для колес,
зубьям которых придана высокая поверхностная твердость.
Шлифование. Обыкновенно шлифованием обрабатывают от-
ветственные колеса с цементированными или азотированными
зубьями. При этом достигают точность зубьев по толщине
0,03 мм, по шагу 0,005—0,00'6 мм, по профилю 0,002—0,005 мм,
по концентричности 0,01—0,02, характерную для колес 6-й сте-
пени точности.
Процесс шлифования допускает снятие значительных припу-
сков, однако в силу малой его производительности всегда забо-
тятся об уменьшении необходимого припуска (обычные величи-
Рис. 399. Рабочая зона станка
для шлифования методом ко-
пирования
ны— см. табл. 12).
На станках, работающих по
методу копирования, шлифова-
ние ведут дисковым кругом с про-
филем, соответствующим профи-
лю впадины между зубьями ко-
леса (рис. 399 и 400, а). После
каждого двойного хода колесо
поворачивается на один (или не-
сколько) зубьев и шлифуется
следующая впадина. Общее чи-
сло проходов зависит от вели-
чины припуска на шлифование
и числа зубьев колеса. Круг
правят алмазами с помощью
копировального приспособления
(пантографа) со сменными шаб-
лонами— разными для разных
колес. Метод пригоден только для колес с прямым зубом.
Из многочисленных моделей станков, работающих по методу
обкатки, наибольшее распространение имеют станки типа МААГ.
На этих станках шлифование ведется двумя небольшими тарель-
чатыми кругами, рабочие поверхности которых расположены
под углом друг к другу, как боковые стороны зуба прямобочной
рейки (см. рис. 400, б).
Обрабатываемое колесо, установленное на оправке в цент-
рах подвижного стола станка, получает медленную подачу в на-
правлении длины зуба — вперед и назад. Движение обкатки
складывается из двух согласованных движений колеса: прямо-
линейного движения оси колеса параллельно самой себе и вра-
щательного движения (покачивания) вокруг этой оси также
в прямом и обратном направлении.
После обработки пары боковых сторон зубьев производится
деление и обрабатывается следующая пара. Правка и компен-
сация износа кругов производится автоматически в процессе
работы станка.
444
Производительность шлифования методом копирования быва-
ет в 2—4 и более раз выше производительности шлифования
методом обкатки, но точность его значительно ниже. Большей
частью к нему прибегают для обработки колес с внутренним зу-
Рис. 400. Схема шлифования зубьев:
а—методом копирования: б—методом обкатки
методом об-
(абразивным
Рис. 401. Схема
шлифования
зубьев червяч-
ным кругом
бом, так как иных методов шлифования таких зубьев не суще-
ствует.
Сравнительно новым и весьма перспективным
катки является шлифование червячным кругом
червяком), применяемое пока что для некрупных
колес (рис. 401). Обкатывание осуществляется
подобно тому, как это делается в процессе фре-
зерования зубьев червячной фрезой, но скорости
движений соответствуют требуемым для шлифо-
вания (на станке мод. 5832 для колес с диамет-
ром до 200 мм, круг диаметром 450 мм имеет
окружную скорость 35 м/с).
Осевое движение подачи сообщается заго-
товке. При движении салазок вверх зубья шли-
фуются, при обратном ускоренном ходе вниз —
круг автоматически отводится от заготовки и
в конце хода вновь подводится для следующего
прохода. Из всех методов шлифования этот ме-
тод обеспечивает наибольшую производитель-
ность и позволяет получать колеса 6-й степени
точности.
Притирание. Притирание, как и шлифование,
служит для отделки зубьев, имеющих высокую
поверхностную твердость. ‘Однако в отличие от шлифования при-
тиранием возможно снимать лишь очень небольшой слой ме-
талла. Поэтому припуск на притирание (0,01—0,04 мм на тол-
445
щину зуба) обеспечивают за счет некоторой части допуска на
окончательную толщину зуба.
Наилучшей операцией, предшествующей притиранию, являет-
ся шевингование зубьев (до термообработки), сочетающее высо-
кую точность с большой производительностью. Такой комплекс
операций во многих случаях позволяет отказаться от шлифова-
ния— и тем резко повысить производительность в окончатель-
ном этапе обработки детали.
В качестве притиров используют точные чугунные колеса
с прямыми или косыми зубьями. Существуют станки, работаю-
щие тремя притирами (один прямозубый и два косозубых с раз-
ным направлением спирали) и одним притиром (косозубым или
прямозубым), как, например, станок мод. 5725.
Скрещивание осей притира и колеса (обычно под углом 10°—
15°) вызывает при вращении их (п=150—300 об/мин) относи-
тельное продольное скольжение зубьев. Кроме того, предусмат-
ривают осевые перемещения (50—80 ходов в минуту). В слу-
чаях когда притир нельзя повернуть (например, из-за буртика
вблизи венца колеса), применяют прямозубый притир и обра-
ботку ведут без скрещивания осей; то же самое — при обработке
колесе внутренним зубом.
Производительность притирания в нормальных условиях
очень большая (в среднем 3—6 с на один зуб колеса). Как и при
всяком притирании она сильно зависит от зернистости и хими-
ческой активности применяемого притирочного состава. В слу-
чае повышенного припуска производительность резко падает.
Значительно большие припуски (до 0,2 мм) позволяет сни-
мать сходный по кинематике с притиранием процесс обработки
не чугунным, а абразивным зубчатым колесом, называемый зу-
бохонингованием и применяемый для сравнительно неточных
колес.
Обработка зубьев конических колес
Конические прямозубые колеса нарезают методом обкатки
на зубострогальных станках (типа 526 и т. п.), работающих дву-
мя профилированными резцами (рис. 402).
Зубья малого модуля (т<2 мм) нарезают сразу начисто.
Обработку более крупных зубьев разделяют на черновую (про-
резание) и чистовую и выполняют, как правило, в виде двух
самостоятельных операций. На чистовую обработку оставляют
припуск 0,8—1,2 мм по толщине зуба, следовательно, от черно-
вой обработки не требуется высокая точность. Это позволяет
выполнять операцию не на зубострогальном станке (дорогом
и точном), а каким-либо другим способом, более простым, а если
нужно, то и более производительным.
Примитивным способом прорезания является фрезерование
впадин на горизонтально-фрезерном станке с помощью универ-
446
сальной делительной головки или делительного приспособления.
Большую производительность получают с помощью многомест-
ного приспособления по схеме, показанной на рис. 403, или стан-
ков-полуавтоматов (типа ЕЗ-1 и т. п.), работающих по такой же
схеме. Прорезание выполняют зуборез-
ной фрезой, утоненной с расчетом оста-
вить более равномерный припуск на чи-
стовую обработку. Для этой же опера-
ции (прорезания) служат полуавтома-
тические станки, работающие резцовой
головкой большого диаметра.
Последующей чистовой обработкой
на зубострогальном станке формируется
требуемый профиль зуба. На рис. 404
показаны примеры установки и закрепле-
ния деталей на станке.
Шлифование прямозубых кониче-
Рис. 402. Строгание
зубьев конического ко-
леса
ских колес применяется редко. Станки
для этой операции делаются на базе зубо-
строгальных станков: резцы заменяются шлифовальными кру-
гами. Для упрощения предусматривают только один круг для
шлифования только одной (рабочей) стороны зуба.
Конические колеса с криволинейными (дуговыми)
зубьями нарезают методом обкатки на станках, работающих
круглой резцовой головкой (рис. 405). Радиус головки опреде-
ляет кривизну нарезанных зубьев.
Головки применяют односторонние и двусторонние. У пер-
вых резцы имеют режущие кромки только с одной стороны (на-
Рис. 403. Схема параллельной обработки на. операции прорезания
зубьев
ружной или внутренней), а у вторых — попеременно с обеих
сторон. Таким образом, односторонняя головка может обраба-
тывать только одну сторону зуба (выпуклую или вогнутую),
а двусторонняя — сразу обе стороны.
Расчет головок и наладка станков — сложны; выбор спосо-
ба нарезания делается совместно для пары сопряженных колес.
447
Прорезание зубьев (черновую обработку) делают двусторонни-
ми головками. При чистовой обработке применение односторон-
Рис. 404. Примеры установки заготовок на зубострогальном
станке
них головок для обоих колес (односторонний способ) позволяет
получать наилучшую точность сопряжения, но производитель-
Рис. 405. Нарезание кониче-
ского колеса с дуговым зу-
бом
ность получается малой. Обыкно-
венно односторонними головками
обрабатывают только меныпее из
пары колес (простой двусторонний
способ). Обработка обоих колес дву-
сторонними головками (двойной
двусторонний способ) практикуется
редко ввиду недостаточной точ-
ности.
Для шлифования дуговых зубьев
имеются станки, работающие мето-
дом обкатки. Инструментом служит
чашечный круг с боковой стороной,
которой в осевом сечении придан
профиль рейки. Обычно шлифуют
только рабочую сторону зуба.
Обработка шлицев
Точность шлицевого венца определяется:
1) точностью диаметра центрирующей поверхности;
2) точностью профиля и равномерностью шага шлицев;
3) точностью расположения шлицев относительно какой-ли-
бо заданной оси-(возможны смещения шлицевого венца и непа-
раллельность боковых сторон шлицев этой оси).
Требования к точности элементов шлицевого соединения за-
висят от способа взаимного центрирования деталей. В случае
прямоугольных шлицев чаще встречается центрирование по на-
448
ружном^ диаметру. Эвольвентные шлицы и треугольные центри-
руются по профилю (рис. 406).
Обработка наружных шлицев. Наружную цилиндрическую по-
верхность шлицевого венца (поверхность под шлицы) всегда
обрабатывают в операции отдельной от обработки впадин (об-
работка собственно шлицев). Необходимую точность взаимного
положения этой поверхности и впадин обеспечивают соответст-
венным выбором установочных баз и установочных средств.
Одним из возможных способов нарезания прямоугольных
шлицев является фрезерование на горизонтально-фрезерном
Рис. 406. Виды
взаимного центри-
рования деталей в
шлицевом соеди-
нении
Рис. 407. Способы фрезерования шлицев
на горизонталыюм-фрезерном станке
станке с помощью какого-либо делительного устройства. Два
варианта такой обработки показаны на рис. 407. По первому
из них нарезание выполняют в две операции: сначала двумя
парными фрезами получают боковые поверхности (схема а),
а затем радиусной фрезой —дно впадины (схема б). По вто-
рому варианту фрезеруют сразу всю впадину (схема в).
Первый вариант дает лучшую точность, но второй обеспечи-
вает большую производительность. Второй вариант применяют
главным образом при большом числе шлицев и особенно если
' в дальнейшем предусмотрено шлифование шлицев.
Более совершенным способом нарезания шлицев является
фрезерование их методом обкатки червячной шлицевой фрезой.
Для этой операции используют зубофрезерный станок, если это-
му не препятствует длина детали, или шлицефрезерный
(рис. 408). Шлицы, которые нельзя фрезеровать из-за отсутст-
вия выхода для фрезы, приходится нарезать шлицевым долбя-
ком на зубодолбежном'станке.
Шлицы, от которых требуется высокая точность, шлифуют:
наружную поверхность — на круглошлифовальном станке, а впа-
дины — на шлицешлифовальном. Шлифование всей впадины,
т. е. не только боковых сторон, но и дна (это бывает необходимо
в случае центрирования соединения по внутреннему диаметру
449"
шлицев) выполняют либо по схеме а, либо по схеме б, показан-
ным на |рис. 409. Первый способ, как более производительный,
применяют чаще второго.
Многошлицевые соединения часто делают эвольвентными, что
позволяет использовать для их обработки зуборезное оборудова-
ние для зубчатых колес.
Рис. 408. Примеры установки заготовок на шлицефрезерном станке
Треугольные, трапецеидальные и другие шлицы встречаются
редко. Их обрабатывают фрезерованием методом копирования
или на зубообрабатывающих станках по методу обкатки, при-
меняя соответственно спрофилированный инструмент.
Обработка внутренних шлицев. Наилучшйм и наиболее часто
применяемым способом получения шлицев в отверстиях являет-
ся протягивание. Применяемые для этого протяжки бывают двух
типов: обрабатывающие только пазы (отверстие должно быть
обработано ранее) и формирующие сразу весь профиль отвер-
стия. Протяжки первого типа проще, но требуют точной обра-
ботки отверстия под шлицы, чего не нужно, если формируется
сразу весь профиль. Обычно протягивание второго типа приме-
Рис. 409. Способы шлифования шлицев
няют в случаях, когда процесс обработки детали строят так,
чтобы отверстие получалось в одной из первых операций и слу-
жило установочной базой на последующих.
В несквозных отверстиях шлицы приходится нарезать долбле-
нием. При такой конструкции детали обычно предпочитают
эвольвентные шлицы, обработка которых возможна на зубодол-
бежном станке (методом обкатки) с помощью стандартного
зуборезного долбяка.
Обработка шлицевых отверстий в деталях с твердостью бо-
ле HRC 40 усложняется из-за необходимости исправлять шли-
450
цы послехтермообработки. В некоторых случаях бывает доста-
точно специальных мер, уменьшающих коробление при термо-
обработке (Закалка на оправках, в штампах и т. п.), в других
случаях послов термообработки все же оказывается нужной ме-
ханическая обработка. В связи с этим прибегают к притиранию
шлицев. Иногда проектируют специальные малогабаритные го-
ловки для шлифования шлицев.
Изготовление шлицевого соединения деталей, имеющих твер-
дость более HRC'W, не допускающую обработку лезвийными
инструментами, проще, если предусмотрено центрирование по
внутреннему диаметру (шлифовать дно впадины у наружных
шлицев проще, чем дно впадины в отверстии).
Глава XIV
ЭЛЕКТРИЧЕСКИЕ И ДРУГИЕ МЕТОДЫ ОБРАБОТКИ
§ I. ЭЛЕКТРООБРАБОТКА ПОВЕРХНОСТЕЙ
Специалисты электротехнологи разделяют многочисленные
процессы электрообработки поверхностей (называемые метода-
ми размерной электрообработки) на электроэрозионные, элек-
трохимические, электромеханические и комбинированные, в за-
висимости от физических особенностей процесса. Даже эта
укрупненная классификация не лишена противоречий (электро-
механическая обработка — например, точение резцом детали,
нагреваемой электротоком — это уже комбинация процессов).
Различные более подробные классификации имеют много взаим-
ных противоречий, так как электрообработка стала широко при-
меняться и изучаться сравнительно недавно и среди специали-
стов еще имеются расхождения во взглядах на физическую сущ-
ность различных процессов.
Заметим, однако, что с позиций технолога-машиностроителя,
являющегося «потребителем» процессов, использующим их для
формообразования заданных поверхностей деталей, главным
является отнюдь не физическая сущность процесса (подобно то-
му, как не является главным сущность процесса резания при
механической обработке). Его интересует не сам процесс, а пре-
жде всего необходимое и возможное поведение детали
в этом процессе *. Поскольку единственная цель обработки —
образование заданной поверхности, его интересуют прежде
всего факторы геометрического и механического характеров,
т. е. метод использования процесса—потребный ин-
* Например, сверление (процесс) — есть всегда сверление. Однако в од-
ном случае для этого нужен один станок, в другом — другой, а в третьем —
станок не нужен; в одном случае нужно вращать деталь, а в другом—нет;
в одном случае оно обеспечивает одну точность, в другом — другую, и т. д.
451
струмент, оборудование, «механика» метода (движения, которые
требуется сообщать детали и инструменту), силы, рабочая зона
оборудования и т. п. Разумеется он не может не считаться с фи-
зическими особенностями, но он относит их к методу обработки
только через процесс обработки. Для него процесс обработки
и метод обработки — понятия не равнозначные, как это пока
имеет место в электротехнологии (и не только в ней).
Например, с таких позиций процессы электроискровой
и электроимпульсной обработок в их основной области приме-
нения (прошивание отверстий и полостей) выглядят методами
совершенно одинаковыми. Разница между ними примерно такая
же, как между точным точением резцом и грубым. Между тем,
относимая в ту же группу (электроэрозионных процессов) анод-
но-механическая обработка в ее основной области применения
(инструмент — вращающийся диск) выглядит методом резко от-
личным от первых двух.
В принципе почти каждый процесс электрообработки может
быть осуществлен весьма разнообразными методами (общее ко-
личество испытанных методов исчисляется десятками), однако
для каждого из процессов имеется своя основная область приме-
нения, значительно более узкая, в которой Он заменяет механи-
ческую обработку или конкурирует с ней. В таком узком плане
далее приводятся лишь краткие сведения о процессах и методах,
поэтому они изложены в основном так, как принято в электро-
технологии. Это не относится лишь к распределению процессов
по указанным четырем видам, поскольку общепринятой класси-
фикации пока нет.
Электроэрозионная обработка
Электроискровая обработка. Электроискровой процесс обра-
ботки, предложенный Н. И. и Б. Р. Лазаренко в 1943 г., основан
на электрической эрозии металлов. В момент сближения элек-
тродов, находящихся под электрическим напряжением, происхо-
дит искровой пробой межэлектродного пространства, разрушаю-
щий электроды, но преимущественно — анод.
Электродами служат обрабатываемая деталь (анод) и инст-
румент (катод). Межэлектродное пространство находится
в жидкой среде (низковязкие масла, керосин, иногда вода), бла-
годаря чему в зоне разряда возникает ударная волна, распыля-
ющая частицы расплавленного металла. Разрушение идет в де-
сятки раз быстрее, чем на воздухе, когда микрованны расплав-
ленного металла успевают вновь затвердеть и лишь небольшая
часть металла удаляется испарением. Место разряда ограничено
торцовой поверхностью инструмента, поэтому, меняя форму
сечения электрода-инструмента, можно изменять форму той пло-
щади детали, на которую действуют разряды.
452
Электрическая схема установки содержит источник тока, ог-
раничивающее сопротивление и конденсатор (рис. 4J8). Важным
узлом в станках электроискрового действия является также авто-
матический регулятор подачи инструмента,
поддерживающий необходимое расстояние
между инструментом и деталью в процессе
обработки.
Основная область применения электро-
искровой обработки — прошивание отвер-
стий и полостей. Характерной особенностью
процесса является возможность обработки
металлов и сплавов любой твердости, лишь
бы они обладали электропроводностью,
а также отсутствие силового взаимодейст-
вия инструмента и детали. Технологические
возможности электроискровой обработки
хорошо иллюстрирует пример, показанный
на рис.
Электрод-инструмент для образования
отверстия представляет собой стержень
с профилем, соответствующим профилю
отверстия. Для получения больших отверстий
Рис. 4J4 Схема
электроискровой
обработки
применяют пусто-
телые стержни и операция приобретает характер вырезания. Ма-
териалом для электродов-инструментов служит латунь, медь,
меднографитовые массы и другие материалы.
Производительность обработки, измеряемая количеством ме-
талла, удаляемого из детали в единицу времени, зависит прежде
всего от электрического режима обработки. Она изменяется от
1 до 10 мм3 в минуту, при мягких режимах, до 1000 мм3 — при
жестких *.
Рис. 4)1. Спи-
ральное отвер-
стие в шарике
от подшипника
Точность отверстий, получаемых электро-
искровой обработкой, приблизительно соответст-
вует 3—4-му классу — по диаметру и 1—6-му
классам по шероховатости, однако в благоприят-
ных условиях получают и лучшую чистоту по-
верхности -— до 8-го класса.
Точность сильно зависит от режима обра-
ботки, поэтому для повышения производитель-
ности точные отверстия обрабатывают в два пе-
рехода: первый выполняют на жестком режиме,
а второй на более мягком, применяя либо один комбинирован-
ный (ступенчатый) электрод, либо последовательно два с раз-
ными размерами. Размеры инструмента выбирают с учетом бо-
кового зазора, возникающего между инструментом и стенкой
* На жестких режимах износ латунных электродов доходит до 60—100%
объема металла, удаляемого из детали (на мягких он составляет 10—30%);
износ медных электродов, приготовленных из порошка [прессованием и спе-
канием, меньше в два с лишним раза, а алюминиевых — в два .раза больше.
453
отверстия (зазор зависит от режима и может составлять
0,01—0,8 мм).
Характерным недостатком процесса является неравномерный
износ электрода-инструмента, особенно заметный у .электродов-
пластинок (прошивание щелей).
Кроме метода прошивания, важное место в электроискровой
обработке занимает метод вырезания боковой поверхностью тон-
кого проволочного электрода. Электродом служит тонкая
(0,03—0,05 мм) вольфрамовая или медная проволока непрерыв-
но перематывающаяся с катушки на катушку. Операция разре-
зания или прорезания выполняется так же, как если бы она
выполнялась на ленточной пиле, однако круглое сечение элек-
трода делает возможной фасонную траекторию прорезания. Бла-
годаря весьма мягкому режиму работы (С=0,01—0,3 мкф; / =
= 0,1—1 А; V=0,5—12 В), достигается очень высокая точность
ширины разреза (в пределах до 0,05 мм) три шероховатости
\77—V8. Поскольку режим работы станка регулируется элект-
рическими параметрами, становятся возможными сравнительно
простые системы программного управления ходом операций
(установки типа ЭКУП).
Кроме описанных методов, электроискровой процесс допуска-
ет операции с инструментом в виде вращающегося диска, кото-
рые по методу выполнения аналогичны механическим операци-
ям типа разрезания, шлифования и другим. Однако в этом на-
правлении он применения не получил. Обобщая, можно сказать,
что главнейшие достоинства электроискровой обработки обна-
руживаются там, где возможности механической обработки на-
ходятся на пределе или уже исчерпаны.
В настоящее время электроискровой процесс применяется
в основном для тонких операций, требующих мягких режимов.
Ограничение области его применения было вызвано появлением
процесса электроимпульсной обработки, более выгодного при
грубой обработке.
Электроимпульсная обработка. Этот процесс начали осваи-
вать с 1950 г. По сравнению с электроискровой обработкой его
производительность на жестких режимах в несколько раз боль-
ше при меньшем износе инструмента и меньшей энергоемкости
процесса.
Резкое повышение эффективности процесса в общем схожего
с электроискровым, было обусловлено изменением качества раз-
рядов (импульсов), благодаря новому способу получения их —
с помощью генераторов импульсов.
В установке искрового действия электрический заряд накап-
ливается в конденсаторе. Получающийся знакопеременный им-
пульс (искровой разряд) зависит от межэлектродного простран-
ства, но главное —он отличается очень малой длительностью
(1СН с), по сравнению с которой период между импульсами
(время восстановления заряда в конденсаторе) — велик (пре-
454
вышает более чем в 10 раз длительность импульса). В отличие
от этого при электроимпульсной обработке применяют генератор
(обычно машинный), который вырабатывает униполярные (од-
ного направления), независимые (от межэлектродного простран-
ства) импульсы большой длительности (в десятки раз большей,
чем длительность разрядов при электроискровой обработке)
и постоянной частоты (например, генераторы МГИ-2 и т. п.
дают 400 импульсов в секунду). Полярность при такой обра-
ботке обратная (по отношению к электроискровой), т. е. деталь
служит катодом, а инструмент — анодом.
В результате такого изменения характера импульсов тока
(увеличение продолжительности импульсов и уменьшения пауз
между ними) процесс теряет характер искрового — получается
процесс обработки как бы прерывистой электрической дугой.
Причины разрушения материала остаются прежними, но эффек-
тивность обработки на жестких и средних режимах значитель-
но возрастает (на мягких режимах она падает и становится
меньшей, чем при электроискровом процессе). Благодаря мень-
шей температуре дугового разряда и использования электродов-
инструментов из меднографита (температура плавления 3700°С)
удалось уменьшить износ инструмента до 1 %.
В необходимых случаях (обработка больших полостей, глу-
боких отверстий и т. п.) предусматривают особые меры для
устранения продуктов эрозии из .зоны обработки (прокачивание
жидкости через отверстия в электроде, вибрации электрода).
Появившиеся высокочастотные ламповые генераторы импуль-
сов (например, генератор ВГ-ЗВ дает 8000 и 22000 импульсов
в секунду) допускают выполнение не только грубых, но и чисто-
вых сравнительно точных операций, приближая точностные воз-
можности процесса к возможностям электроискрового процесса.
Электроконтактная обработка. Этот процесс конкурирует
с грубым обдирочным точением и фрезерованием. Инструментом
служит быстро вращающийся (скорость до 80 м/с) металличе-
ский диск. Зона обработки находится на воздухе, но к ней под-
водится очень большая электрическая мощность (50—200 кВт).
Снимаемый в один проход слой металла может быть очень боль-
шим (20—30 мм по толщине и 30—40 мм по ширине) при про-
изводительности, достигающей до 500 кг снятого металла в час.
Основная область применения процесса — обдирка крупных
слитков и поковок. Глубина оплавленного поверхностного слоя
при обработке обычных сталей достигает 1—1,5 мм, однако
у жаропрочных сталей и сплавов она снижается до 0,3—0,2 мм.
Электрохимическая обработка
Электрохимическое полирование. Этот давно известный
(с 1911 г.) процесс широко применяется для отделки деталей
«кругом» после механической обработки и холодной штамповки.
455
Деталь подвешивают в электролитной ванне в качестве анода.
Протекание тока вызывает анодное растворение металла. Обра-
зующаяся на детали вязкая пленка солей защищает от действия
тока микровпадины поверхности, но не препятствует растворе-
нию гребешков, в результате чего поверхность сглаживается
и приобретает блеск.
Шероховатость поверхности, получаемой после полирования,
зависит от шероховатости до полирования. Например, для полу-
чения шероховатости 7—8-го класса необходимо иметь до поли-
рования шероховатость не ниже 4-го класса. Полирование гру-
бых поверхностей придает блеск,
Рис. 412. Схема обработки пера
лопатки
но крупные гребешки уменьшают-
ся незначительно.
Обладающий высокой произ-
водительностью благодаря воз-
можности помещать в ванну боль-
шое количество деталей и техно-
логически простой процесс элек-
трополирования заменяет трудо-
емкое и тяжелое ручное полиро-
вание. Однако при этом затруд-
нительно обеспечивать равномер-
ность снятия металла с разных
участков детали (углубления,
впадины, острые кромки и т. п., вследствие чего этот процесс
в общем отличается малой точностью.
Электрохимическая обработка в проточном электролите. Этот
процесс (сокращенное название ЭХО) имеет ту же природу, что
электрохимическое полирование, но отличается от него чрезвы-
чайно большой интенсивностью съема металла. Интенсификация
достигается путем увеличения в несколько сот раз плотности то-
ка (до 100—300 А/см2) и энергичным смыванием с обрабаты-
ваемой поверхности образующейся окисной пленки. Последнее
обеспечивается тем, что катоду-инструменту придается форма
обрабатываемой поверхности детали-анода и в малый зазор
между ними (0,25—0,06 мм) с большой скоростью (25—40 м/с)
с помощью насоса прокачивается электролит.
Предложенный в 1928 г. В. Н. Гусевым и Л. А. Рожковым
этот процесс был усовершенствован в шестидесятые годы преж-
де всего применительно к обработке пера лопатки турбины
(рис. 412) в связи с тем, что механическая обработка этих дета-
лей, потребных в больших количествах, имела особенно большую
трудоемкость. ЭХО допускает снятие припуска величиной 2—
3 мм на сторону (обработка сразу после штамповки) и позво-
ляет выдерживать точность по размеру (по толщине) до 0,1 мм
при шероховатости 7—8-го класса, заменяя целую серию опера-
ций механической обработки. Благодаря резкому повышению
456
производительности (в 4—10 раз) и экономичности, ЭХО вытес-
нила в этой области механическую обработку.
В настоящее время ЭХО широко исследуется с целью оты-
скания новых методов ее использования и разработки нового
оборудования для ее выполнения.
Комбинированная обработка
или другом
МП Л
Рис. 413. Схема анодно-механического раз-
резания
(15-
помощи
Анодно-механическая обработка. Этот процесс, предложенный
в 1943 г. В. Н. Гусевым, применяют для разрезания металлов,
трудно поддающихся резанию, а также для затачивания инст-
рументов из твердых сплавов. При обработке деталь служит ано-
дом в цепи постоянного тока (Г= 15—30 В), а инструмент —
катодом.
На рис. 413 показана принципиальная схема операции разре-
зания. Разрезаемый материал 1 закреплен в тисках
зажимном устройстве. Ин-
струментом служит тон-
кий (0,8—2 мм) из мало-
углеродистой стали диск 2
(в станках типа ленточ-
ных пил используют лен-
ту), вращающийся с боль-
шой скоростью ' ‘
20 м/с). К месту резания
подается при
сопла 3 рабочая жидкость, выполняющая роль электролита
(разбавленное водой жидкое стекло).
Сущность процесса заключается в следующем. При протека-
нии тока через электролит на аноде-детали образуется пленка
продуктов растворения металла, обладающая высоким электри-
ческим сопротивлением и поэтому прекращающая течение тока,
однако постоянным нажатием диска-инструмента часть пленки
срывается. Главным в процессе является то, что вследствие ше-
роховатости обрабатываемой поверхности и сравнительно высо-
кой механической прочности пленки, последняя срывается толь-
ко с вершин гребешков и остается во впадинах. Соответственно
и ток течет лишь через вершины гребешков.
Если в таких условиях плотность тока велика, то вершины
неровностей расплавляются и выбрасываются вращающимся
диском. Получается процесс, используемый для разрезания ме-
таллов и чернового затачивания инструментов. Производитель-
ность его может быть достаточно большой. Например, для раз-
резания стальных прутков диаметром от 20 до 100 мм требует-
ся не более 0,5—6 мин. Если же плотность тока мала, то снятие
металла происходит только вследствие электрохимического
(анодного) растворения гребешков поверхности. Получается
процесс, который используется для точной доводки инструмен-
457
тов. В этом случае интенсивность съема металла небольшая —
в одну минуту снимается слой толщины 0,03—0,05 мм, но полу-
чается малая шероховатость поверхности ('8—9-й класс).
Затачивание инструментов ведут на торцовой точно обрабо-
танной и снабженной спиральными канавками для рабочей жид-
кости поверхности чугунного или стального диска (рис. 414).
Шпиндель станка 1, несущий диск 2, сделан плавающим в осе-
вом направлении. Давление на место обработки обеспечивает
пружина 3.
При разрезании получае-
мая шероховатость поверх-
ности не имеет значения,
поэтому деталь и инструмент
можно непосредственно при-
соединять к источнику тока
(см. рис. 413). В случае на-
добности режим можно ре-
гулировать изменением на-
пряжения генератора. В це-
пи заточного станка преду-
сматривают возможность ре-
гулирования режима соот-
Рис. 414. Схема станка для анодно-
механического затачивания
ветственно этапам затачивания: черновому, чистовому и доводке.
Недостатком анодно-механической обработки является необ-
ходимость смывать с предмета обработки остатки жидкого стек-
ла и сильное .загрязнение рабочего места. Однако производитель-
ность процесса при разрезании специальных сплавов в 2—3 раза
выше механического, а применение процесса для затачивания
позволяет отказаться от высококачественных абразивных кругов.
Электрохимическое шлифование. Под таким названием в не-
давние годы появился процесс обработки, в котором анодное
растворение поверхности совмещено со шлифованием ее токо-
проводящим кругом (алмазным на металлической связке).
Обработка ведется в один проход (глубина «резания» может
составлять несколько миллиметров) на режимах, исключающих
возникновение электроискрового процесса, ведущего к быстро-
му износу круга и ухудшению качества обработанной поверх-
ности. Главную роль в процессе играет анодное растворение
(шлифовальный круг уносит продукты реакции и поддерживает
необходимый для ЭХО зазор). Доля резания меньше, так как
увеличение подачи (давления) круга способствует возникнове-
нию искрообразования. Режим подбирают таким, чтобы сочета-
ние ЭХО и резания обеспечивало наилучшую экономичность.
Электрическая интенсификация механической обработки
Имеется некоторый опыт повышения эффективности механи-
ческой обработки трудно обрабатывающихся материалов путем
нагревания зоны резания электрическим током.
458
На рис. 415 показана одна из схем так называемого электро-
механического точения (имеются схемы с электроконтактным
нагреванием — ток идет через ролики, прижимаемые к детали
вблизи места обработки и перемещающиеся вместе с суппортом).
Нагревание материала пе-
ред резцом облегчает ре-
зание и может благо-
приятно сказываться на
чистоте обработанной по-
верхности. То же самое
возможно при выглажи-
вании поверхностей, при
разрезании материала пи-
лой трения и т. п.
Рис. 415. Схема электромеханического
точения:
1 — охлаждение резца; 2 — изоляция
§ 2. УЛЬТРАЗВУКОВАЯ ОБРАБОТКА
Обработка поверхностей
Ультразвуковой обработкой называют процесс обработки по-
верхности с помощью суспензии из жидкости и абразивных ча-
стиц, на которую воздействуют ультразвуковым вибратором.
Наиболее широко процесс используется в качестве метода про-
шивания отверстий и полостей в твердых и хрупких материалах,
не обладающих электропроводностью (электро-
эрозионная обработка невозможна): стекло,
J кварц, керамика, драгоценные камни и другие
неметаллические материалы *.
Принципиальная схема прошивания пока-
зана на рис. 416. К стальному стержню-
инструменту приложена небольшая сила Р,
создающая давление его торца на поверх-
ность детали. Зона обработки находится
в воде с частицами абразива. В резуль-
тате продольных колебаний стержня он
углубляется в материал детали. Форма
получаемого отверстия отвечает форме сечения
Рис. 416. Схема
ультразвуко-
вой обработки
стержня-инструмента.
Оптимальным диапазоном частот считают 16'—30 кГц. Ко-
лебания такой частоты, получаемые от лампового генератора,
превращают в механические колебания с помощью магнито-
стрикционного преобразователя. Последний состоит из пакета
пластин, материал которых никель, более дешевый — пермаллой
(никель-железо) и др. обладает магнитострикционным эффектом
(способностью изменять свой объем в переменном магнитном
* Производительность обработки закаленных сталей и твердых сплавов
в 20—100 раз меньшая; а мягкие материалы — вообще не поддаются обра-
ботке. •
459
тюле), .и обмотки. Инструмент присоединяют к преобразователю
не непосредственно, а через так называемый концентратор —
промежуточный стержень, с помощью которого в несколько раз
увеличивают амплитуду колебаний торца инструмента по срав-
нению с амплитудой торца преобразователя. Увеличение ампли-
туды (с 0,003—0,005 до 0,02—0,06 мм) достигается благодаря
тому, что стержень-концентратор делают с площадью сечений,
убывающей к концу, несущему инструмент, а длину его согласо-
вывают с частотой колебаний преобразователя.
Описанный процесс является первой разновидностью ультра-
звуковой обработки (обработка «направляемым» абразивом),
отличающейся тем, что в ней участвует инструмент, подача ко-
торого придает ходу процесса определенное направление. Кроме
прошивания (подача инструмента— продольная, т. е. совпадаю-
щая с направлением колебаний) возможны другие методы, если
инструменту сообщать дополнительную поперечную подачу.
Однако важного места эти методы не занимают.
Вторую разновидность процесса называют обработкой «не-
яаправляемым» абразивом — инструмент, придающий ходу про-
цесса определенное направление, отсутствует. Эта разновидность
находит применение в качестве процесса, заменяющего полиро-
вание «кругом», зачистку заусенцев и т. п. для небольших и мел-
ких деталей. Детали помещают в ванну с суспензией из абра-
зива, взвешенного в жидкости. В этой суспензии возбуждают
ультразвуковые колебания, в результате которых происходит
обработка.
Ультразвуковая интенсификация процессов
Применительно к среднему машиностроению большее значе-
ние, чем ультразвуковая обработка, имеет ультразвуковая интен-
сификация процессов. Передача в зону обработки ультразвуко-
вых колебаний повышает эффективность многих процессов.
«Озвучивание» уже широко применяется при очистке и промыв-
ке деталей в ваннах. Опыты обнаруживают благоприятное влия-
ние высокочастотных колебаний на производительность и точ-
ность процессов точения и шлифования вязких и хрупких мате-
риалов.
Еще большее значение имеет ультразвуковая интенсификация
процессов сварки, пайки и др., часто являющаяся решающим
средством, позволяющим осуществлять соединение материалов
с неблагоприятными для этого свойствами.
ЛИТЕРАТУРА
I. Балакшин Б. С. Основы технологии машиностроения. М., «Машино-
строение», 1966.
2. Бородачев Н. А. Анализ качества и точности производства. М.,
Машгиз, 1946.
3. Соколовский А. П. Научные основы технологии машиностроения.
М., Машгиз, 1955.
4. Соколовский А. П. Курс технологии машиностроения. Ч. I и IL
М., Машгиз, 1947 и 1949.
5. Ф и р а г о В. П. Проектирование станочных приспособлений. М., Обо-
ронгиз, 1948.
6. Ф и р а г о В. П. Основы расчета точности обработки при проектирова-
нии станочных приспособлений. М., Оборонгиз, 1958
7. Кривоухов В. А. и др. Резание конструкционных материалов. Режу-
щие инструменты и станки. М., «Машиностроение», 1967.
8. Митрофанов С. П. Научные основы технологической подготовки
группового производства. М., «Машиностроение», 1965.
9. Пар а м о н о в Ф. И. Механизация и автоматизация управления серий-
ным производством. М„ «Машиностроение», 1968.
10. Демьянюк Ф. С. Технологические основы поточно-автоматизиро-
ванного производства. М., «Высшая школа», 1969.
11. Чарнко Д. В. Основы выбора технологического процесса механиче-
ской обработки. М., Машгиз, 1963.
12. Кован В. М. Основы технологии машиностроения. М., Машгиз, 1959.
ОГЛАВЛЕНИЕ
Стр.
Из предисловия к первому изданию.................................... 3
Предисловие ко второму изданию...................................... 4
Введение............................................................ 5
Раздел первый
Основы проектирования технологических процессов механической обработки
Глава I. Технологический процесс (основные понятия и определения) 11
§ 1. Производственный и технологический процессы............. 11
§ 2. Структура технологического процесса..................... 12
§ 3. Виды операций и этапы технологического процесса .... 15
§ 4. Операционные припуски................................... 18
§ 5. Технологическая классификация оборудования................ 24
§ 6. Виды машиностроительного производства..................... 25
§ 7. Концентрация и дифференциация операций.................. 29
§ 8. Техническая норма времени............................... 31
§ 9. Документирование технологического процесса.............. 32
Глава If. Методы повышения производительности труда (методы ме-
ханизации операций)................................................ 35
§ 1. Общие положения......................................... 35
§ 2. Технологические методы.................................. 36
Ручные операции.............................................. 36
Станочные операции........................................... 38
Простая установка детали (38). Автоматическое получение за-
данных размеров (39). Совмещение переходов (41). Одновре-
менная обработка деталей (42). Перекрытие вспомогательного
времени (44). Повышение режимов резания (46). Применение
специального станка (47)
§ 3. Организационно-технические методы...................... 47
Общие положения.............................................. 47
Модернизация станков......................................... 49
Автоматическая загрузка станка............................... 51
Многостаночное обслуживание. Автоматические линии .... 54
§ 4. Экономическая оценка операций........................... 56
Глава III. Точность обработки...................................... 59
§ 1. Основные понятия........................................ 59
Точность обработки детали (59). Характеристики и категории
точности обработки (59). Точность обработки по размеру. За-
данный размер (60). Числовое выражение действительной и
ожидаемой точности обработки по размеру (61). Погрешность
обработки (64)
§ 2. Факторы, влияющие на действительную погрешность обработки 65
462
I Стр.
Общий обзор.................................................. 65
Неточности станка (61). Неточности приспособления (66). Не-
точности режущего инструмента (66). Неточности детали (66).
Деформации детали (67). Температурные деформации (67). Де-
формации от внутренних напряжений (68). Неточности уста-
новки инструмента на размер (68). Неточности измерения раз-
мера (69).
Методы исследования.......................................... о»
§ 3. Статистический метод исследования действительной погрешно-
сти обработки.............................................. 71
Распределение размеров в поле рассеивания.................. 71
Метод кривых распределения................................... 72
Построение кривой распределения (72). Параметры кривой.
Кривая нормального распределения (74). Виды погрешностей
обработки партии деталей (76). Исходные положения для ана-
лиза кривых (78)- Применение метода (82).
Метод точечных диаграмм..................................... 83
§ 4. Принципы определения ожидаемой точности при автоматиче-
ском получении координирующего размера................. 85
Исходный размер.............................................. 85
Определения баз.............................................. 87
Главные составляющие ожидаемой погрешности................... 90
Определение главной составляющей, связанной с установкой при-
способления на станке........................................ 91
Приспособления токарного типа (92). Приспособления типа
фрезерных (94). Кондукторы (94). Другие приспособления
(94). Приемы уменьшения погрешности 6П (95).
Определение главной составляющей, связанной с методом обра-
ботки ....................................................... 95
Первый случай (95). Второй случай (97).
Определение главной составляющей, связанной с установкой де-
тали в приспособлении........................................ 98
Погрешность (точность) установки детали в приспособлении
(100). Виды координации обрабатываемой поверхности (102).
Общие формулы для расчета погрешности (104).
§ 5. Суммирование составляющих ожидаемой погрешности . . . 108
Глава IV. Теория базирования..................................... 113
§ 1. Общие сведения.......................................... 113
§ 2. Принцип совмещения баз.................................. 115
Общее понятие о совмещении баз.............................. 115
Принцип совмещения баз при построении операции...............117
Несовмещение баз при обработке (119). Несовмещение баз при
контроле (121).
Принцип совмещения баз и последовательность операций ... 122
§ 3. Выбор установочной базы................................. 124
Общие условия............................................... 124
Выбор в условиях отказа от совмещения баз....................125
Правило первоочередности обработки лучшей из двух устано-
вочных баз (125). Условие наименьшей погрешности от несов-
мешения баз (127). Правило единой установочной базы (128).
Принцип постоянства установочной базы (130). Вспомогатель-
ные установочные базы (132). Первичные установочные базы
(132).
§ 4. Выбор исходной базы..................................... 133
Общие положения............................................. 133
Пересчет размеров при выборе исходной базы...................139
463
Стр.
§ 5. Понятие о распределении (располовинивании) погрешностей 146
Распределение погрешности взаимного положения двух устано-
вочных баз (146). Располовинивание погрешности Р, связанной с уста-
новкой детали (148).
Г лава V. Качество поверхности..................................... 150
§ 1. Основные понятия.......................................... 150
§ 2. Шероховатость поверхности................................ 150
§ 3. Состояние поверхностного слоя............................. 153
Общие сведения............................................... 153
Параметры состояния поверхностного слоя.......................153
Структура (153). Глубина и степень наклепа (154) Остаточные
напряжения (154).
Образование поверхностного слоя.............................. 155
Деформационное упрочнение и разупрочнение металлов (155).
Образование слоя (156). Возникновение остаточных напряже-
ний (157).
§ 4. Влияние процессов обработки на состояние поверхностного
слоя........................................................... 157
§ 5. Влияние качества поверхности на эксплуатационные свойства
деталей........................................................ 159
Износостойкость (159). Стабильность посадок (159). Коррози-
онная стойкость (159). Усталостная прочность (160).
§ 6. Достижение заданного качества поверхности..................160
§ 7. Упрочняющая технология................................ . 161
Методы упрочнения поверхностного слоя (162). Методы раз-
упрочнения поверхностного слоя (162). Регулирование остатой-
ных напряжений (162).
Глава VI. Общие принципы и методика разработки технологического
процесса........................................................... 163
§ 1. Исходные данные для разработки процесса................। . 163
Чертеж детали (164). Производственная программа (165). Чер-
теж заготовки (165). Оборудование (167)
§ 2. Стадии проектирования..................................... 167
§ 3. Связи между чертежом и технологическим процессом . . . 168
§ 4. Составление плана процесса................................ 171
Методика работы.............................................. 171
Место термической обработки.................................. 175
§ 5. Разработка операций процесса...............................179
Выбор станков (179). Выбор приспособлений (181). Выбор ин-
струментов (182). Выбор режима обработки (182). Нормирова-
ние операций (182). Порядок разработки операций (182).
§ 6. Расчет операционных размеров с помощью графов .... 185
Общие положения (185). Построение графа цепей (187). Расчет
допусков (190). Расчет размеров (191).
§ 7. Типизация технологических процессов..................... 196
§ 8. Групповые технологические процессы......................198
§ 9. Особенности проектирования процессов для автоматических
поточных линий................................................. 202
§ 10. Автоматизация проектирования технологических процессов . 205
Первое направление (206). Второе направление (207).
464
Стр.
Раздел второй
Основы проектирования специальных станочных приспособлений
Глава VII. Общие сведения о специальных приспособлениях .... 210
§ 1. Особенности проектирования специальных приспособлений . . 210
Приспособления общего назначения и специальные (210). Осо-
бенности проектирования (211).
§ 2. Понятие о связях в системе обработки......................211
Конечная и промежуточные связи (211). Самоустанавливаю-
щиеся и устанавливаемые конечные связи (212). Различия меж-
ду приспособлениями для деталей и для инструментов (213).
§ 3. Экономические основы применения приспособлений .... 214
§ 4. Общие требования к приспособлениям. Элементы приспособле-
ний ......................................................... 216
Требования к приспособлениям (216). Элементы приспособле-
ний (216).
§ 5. Условие соблюдения заданной точности обработки (расчетное
неравенство) ................................................ 217
Глава УШ. Установочные элементы....................................221
§ 1. Общие положения.......................................... 221
V § 2. Элементы для установки плоской поверхности..............223
Жесткие опоры (223). Плавающие опоры (224). Точность уста-
новки (224).
V § 3. Элементы для установки цилиндрических поверхностей . . . 227
Элементы с цилиндрической установочной поверхностью (227).
V Установочные призмы (233). Полуцилиндрические гнезда (237).
V Конусные установочные элементы (239).
§ 4. Опорно-установочные поверхности детали....................240
§ 5. Установка двух поверхностей детали........................241
Установка по первому варианту................................242
Ромбические пальцы (245).
Установка по второму варианту................................247
Располовинивание с помощью самоцентрирующегося устрой-
ства (247). Двуромбические (крестовидные) пальцы (250).
§ 6. Особые случаи установки.................................. 251
Установка конусной поверхности (251). Установка резьбовой
поверхности (251). Установка фасонного контура (253). Уста-
новка сложной объемно-фасонной поверхности (254). Искус-
ственные установочные базы (254).
§ 7. Примеры компоновки элементов..............................255
Глава IX. Элементы зажимных устройств............................. 258
§ 1. Принципы закрепления детали...............................258
Общие требования к закреплению детали (258). Выбор на-
правления зажатия (259). Применение упоров (261). Выбор ме-
ста зажатия (261). Определение величины необходимой силы
зажатия (262). Виды зажатия и зажимов (263).
§ 2. Приводы зажимов.......................................... 264
/ § 3. Простые зажимы.......................................... 268
Винтовые зажимы (268). Клиновые зажимы (270). Эксцентри-
ковые зажимы (271). Рычажные зажимы (274). Пружинные за-
жимы (276).
§ 4. Комбинированные и многократные зажимы..................277
Комбинированные зажимы...................................... 277
Многократные зажимы..........................................282
§ 5. Самоцентрирующиеся зажимные устройства....................287
465
Стр.
v Основные свойства и область применения.......................287
Установочно-зажимные элементы (287). Самоцентрирующиеся
устройства (287). Область применения (288).
' Обыкновенные устройства.................................... . 290
Винтовые устройства (290). Клиновые устройства (291). Экс-
центриковые устройства (293). Рычажные устройства (293).
V Прецизионные устройства.................................... 294-
Устройства с неразрезной цангой (295). Устройства мембран-
ные (295). Устройства с гидропластом (296).
Другие устройства.......................................... 298
Г лава X. Другие элементы приспособлений.........................
§ 1. Элементы, направл.яющие инструмент......................
Направляющие втулки (299). Установы для инструмента (300).
Кондукторные втулки (300).
V § 2. Корпуса приспособлений....................................
Общие сведения (305). Конструктивное оформление корпуса
(307). Эксплуатационные требования к корпусу (307). Норма-
лизация заготовок корпусов (308).
§ 3. Разные элементы приспособлений..........................
Вспомогательные элементы................................) .
Подводимые опоры (309). Выталкиватели (309).
Элементы для установки приспособлений на станках ..........
Переходные планшайбы (310). Шпонки (310). Подкладки для
кондукторов (311).
Крепежные детали...........................................
§ 4. Делительные устройства...............................
Общие сведения.............................................
-< Устройства I группы (313). Устройства II группы (314).
Способ фиксации плиты и точность работы устройства . . .
v Конструкции фиксаторов......................................
\ § 5. Копировальные устройства..................................
Общие сведения..............................................
Профилирование копира......................................
Замыкание ролика...........................................
Монтаж и наладка устройства................................
299
299
305
309
309
310
312
313
313
315
317
319
319
320
323
325
Глава XI. Конструкции приспособлений...............................327
§ 1. Разновидности станочных приспособлений....................327
Приспособления токарного типа............................... 328
Оправки (328). Патроны (329). Угольники (330). Планшайбы
(330).
Приспособления фрезерного типа.......................... . 332
Кондукторы.................................................. 334
§ 2. Пути повышения рентабельности конструкций (основы фор-
мализации) .................................................. 340'
Нормализация элементов конструкций......................... 340
Виды нормалей (341). Сборно-разборные приспособления (343).
Универсально-сборные приспособления (344).
Групповые приспособления.....................................346
§ 3. Особенности приспособлений для сварки.....................347
Общие положения............................................. 347
Конструкции приспособлений ................................. 350
466
Стр.
Раздел третий
Методы обработки поверхностей
Введение.......................................................... 361
Г лава XII. Обработка цилиндрических и плоских поверхностей . . . 363
§ 1. Обработка цилиндрических наружных поверхностей .... 363
Обтачивание на токарных станках (363). Обтачивание на мно-
горезцовых стайках (365). Шлифование (368). Фрезерование,
зенкерование, протягивание (372).
§ 2. Обработка цилиндрических отверстий........................373
Сверление (373). Зенкерование (375). Развертывание (377).
Растачивание (379). Шлифование отверстий (381). Протягива-
ние отверстий (383). Особенности обработки глубоких отвер-
стий (384).
§ 3. Особенности обработки на револьверных и карусельных стан-
ках, автоматах и карусельных полуавтоматах.....................386
Обработка на револьверных станках (386). Обработка на кару-
сельных станках (392). Обработка на автоматах (393). Обра-
ботка на карусельных полуавтоматах (395).
§ 4. Обработка плоских поверхностей............................397
Обтачивание плоскостей (397). Строгание и фрезерование пло-
скостей (399). Шлифование плоскостей (401). Протягивание
плоскостей (403).
§ 5. Методы отделки поверхностей...............................404
Общие сведения (404). Тонкое точение (405). Хонингование
(408). Притирание (409). Полирование (411). Суперфиниши-
рование (412). Выглаживание (414).
Глава XJII. Обработка сложных поверхностей.........................416
§ 1. Обработка фасонных поверхностей...........................416
Общие сведения.............................................. 416
Обработка фасонных поверхностей вращения.....................417
Точение фасонным инструментом (418). Обтачивание по размет-
ке (419). Точение с помощью копировальных устройств (419).
Точение на копировальных станках (420).
Обработка прямолинейно-фасонных поверхностей.................422
Обработка фасонным инструментом (422). Обработка по раз-
метке (422). Обработка с помощью копировальных устройств
(423). Обработка на копировальных станках (423).
Обработка объемно-фасонных поверхностей ........ 425
§ 2. ^Обработка резьбы................................ . . . 426
Общие сведения (426). Нарезание резцами и гребенками (427).
Нарезание метчиками, плашками и резьбонарезными головка-
ми (428). Фрезерование резьбы (431). Шлифование резьбы
(432). Накатывание резьбы (432).
Обработка конической резьбы, ленточной резьбы и червяков . . 433
Обработка конической резьбы (433). Обработка ленточной резь-
бы (435). Обработка червяков (435).
§ 3. Обработка зубчатых колес и шлицев.........................436
Общие сведения.............................................. 436
• Нарезание зубьев цилиндрических колес............................437
Нарезание зуборезными фрезами (437). Нарезание червячны-
ми фрезами (438). Нарезание долбяками (439).
Отделка зубьев цилиндрических колес..........................442
Шевингование (442). Шлифование (444). Притирание (445).
Обработка зубьев конических колес .......................... 446
Обработка шлицев............................................ 448
Обработка наружных шлицев (449). Обработка внутренних
467
Глава XIV. Электрические и другие методы обработки...............^51
§ 1. Электрообработка поверхностей............................451
Электроэрозионная обработка.................................452
Электроискровая обработка (452). Электроимпульсная обра-
ботка (454). Электроконтактная обработка (455).
Электрохимическая обработка.................................455
Электрохимическое полирование (455). Электрохимическая об-
работка в проточном электролите (456).
Комбинированная обработка ................................. 457
Анодно-механическая обработка (457). Электрохимическое шли-
фование (458).
Электрическая интенсификация механической обработки . . . |458
§ 2. Ультразвуковая обработка.................................459
Обработка поверхностей....................................459
Ультразвуковая интенсификация процессов.................. 460
Литература................................... . . . 461
Валентин Петрович Фираго
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
И ПРИСПОСОБЛЕНИЙ. МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
Редактор С. И. Бумштейн Художник В. Б. Торгашов
Техн, редактор В. И. Орешкина Корректор А. И. Карамышкина
Т-18451 Сдано в набор 27/VI 1972 г. Подписано в печать 25/XII 1972 г.
Формат бОХЭО'/ле Печ. л. 29,25 Уч.-изд. л. 30,45
Бум. л. 14,63 Бумага № 2 Тираж 8500 экз. Изд. з. 348,1
Цена 1 р. 31 к.Тем, план 1973 г. № 211
Издательство «Машиностроение», Москва, Б-78, 1-й Басманный пер., 3.
Московская типография № 8 «Союзполиграфпрома»
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли.
Хохловский пер., 7. Тип. зак. 1368
Глава XIV. Электрические и другие методы обработки...............^51
§ 1. Электрообработка поверхностей............................451
Электроэрозионная обработка.................................452
Электроискровая обработка (452). Электроимпульсная обра-
ботка (454). Электроконтактная обработка (455).
Электрохимическая обработка.................................455
Электрохимическое полирование (455). Электрохимическая об-
работка в проточном электролите (456).
Комбинированная обработка ................................. 457
Анодно-механическая обработка (457). Электрохимическое шли-
фование (458).
Электрическая интенсификация механической обработки . . . |458
§ 2. Ультразвуковая обработка.................................459
Обработка поверхностей....................................459
Ультразвуковая интенсификация процессов.................. 460
Литература................................... . . . 461
Валентин Петрович Фираго
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
И ПРИСПОСОБЛЕНИЙ. МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
Редактор С. И. Бумштейн Художник В. Б. Торгашов
Техн, редактор В. И. Орешкина Корректор А. И. Карамышкина
Т-18451 Сдано в набор 27/VI 1972 г. Подписано в печать 25/XII 1972 г.
Формат бОХЭО'/ле Печ. л. 29,25 Уч.-изд. л. 30,45
Бум. л. 14,63 Бумага № 2 Тираж 8500 экз. Изд. з. 348,1
Цена 1 р. 31 к.Тем, план 1973 г. № 211
Издательство «Машиностроение», Москва, Б-78, 1-й Басманный пер., 3.
Московская типография № 8 «Союзполиграфпрома»
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли.
Хохловский пер., 7. Тип. зак. 1368