/















































































































































































Текст
Qrisposoblenta
6Iy mecfyobraboflu
Qrisposoblenta
6Iy mecfyobraboflu
Qrisposoblenta
6Iy mecfyobraboflu
ким развитием в последние годы унификации и стандартизации
деталей и узлов приспособлений, разработкой комплекса- стандар-
тов иа переналаживаемые приспособления, а также введением
большого числа новых государственных и международных стандар-
тов материал книги по сравнению с первым изданием подвергся
существенной переработке. Так, введение новых ГОСТов, касаю-
щихся базирования заготовок, обусловило, переработку первой и
второй глав. Третья глава дополнена справочными данными для
расчета силовых механизмов и приводив, в ней приведен также
порядок расчета ряда современных, самоцентрирующих устройств.
Наибольшей переработке подверглась глава о конструкциях при-
способлений. Теперь в ней рассматриваются в основном конструк-
ции широко применяемых переналаживаемых приспособлений. Книга
дополнена материалом о порядке проектирования приспособления
и оформлении его сборочного чертежа.
Автор надеется, что в представленном виде книга будет по-
лезна молодым рабочим в практической работе — при эксплуатации
приспособлений на производстве и их конструировании в процессе
рационализаторской и изобретательской деятельности, а также при
обучении на курсах повышения квалификации, в средних и высших
технических учебных заведениях.
ОБЩИЕ СВЕДЕНИЯ
О ПРИСПОСОБЛЕНИЯХ
ГЛАВА
1
1.1. ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕОРИИ БАЗИРОВАНИЯ
Основные термины и определения, относящиеся к базированию
и базам, установлены ГОСТ 21495—76. Ниже приводятся лишь те
из них, которые ‘необходимы при изложении основ проектирования <
приспособлений.
Базирование— придание заготовке или изделию требуе-
мого положения относительно выбранной системы координат *.
Закрепление — приложение сил и пар сил к заготовке или
изделию для обеспечения постоянства их положения, достигнутого
при базировании.
Установка — процесс базирования и закрепления заготовки
или изделия.
Погрешность базирования — отклонение - фактически
достигнутого положения заготовки или изделия при базировании
от требуемого. ' -
Погрешность установки — отклонение фактически до-
стигнутого положения заготовки нли изделия прн установке от
требуемого.
База — поверхность или выполняющее ту же функцию сочета-
ние поверхностей, ось, точка заготовки или изделия, используемые
дли базирования.
Действнтельиаи база — база, фактически используемая
в конструкции, при изготовлении, эксплуатации или ремонте
изделия.
Опо'рная точка — точка, символизирующая одну из связей
заготовки или изделия с избранной системой координат.
Для обеспечения неподвижности заготовки или изделия в из-
бранной системе координат на них необходимо наложить шесть
двусторонних геометрических связей. Если на заготовку наложено
менее шести двусторонних связей, то она имеет степени свободы, .
число которых соответствует .отсутствующим связям.
Схема базирования — схема расположения опорных то-
чек на базах заготовки или изделии.
Технологическая база — база, используемая для опре-
деления положения заготовки или изделия в процессе изготовления
или ремонта.
1 Наряду с термином «базирование» в дальнейшем будет ис-
пользоваться синоним этого слова — ориентирование.
5
Явная база — база заготовки или изделия в виде реальной
поверхности, разметочной риски или точки пересечения рисок.
Установочная база — база, лишающая заготовку или из-
делие трех степеней свободы — перемещения вдоль одной коорди-
натной оси и поворотов вокруг двух других осей.
Направляющая база — база, лишающая заготовку или
изделие двух степеней свободы — перемещения вдоль одной коорди-
натной оси и поворота вокруг другой оси.
Опорная база — база, лишающая заготовку или изделие
одной степени свободы — перемещения вдоль одной координатной
оси или поворота вокруг осй.
Двойная иаправляющая база — база, лишающая за-
готовку нли изделие четырех степеней свободы — перемещений вдоль
двух координатных осей и поворотов вокруг этих осей.
Двойная опорная база — база, лишающая заготовку
или изделие двух степеней свободы — перемещения вдоль. двух
координатных осей.
В литературе по приспособлениям кроме приведенных выше
основных понятий используются и дополнительные, не противоре-
чащие прийятым в ГОСТ 21495—76. Несколько расширяется поня-
тие конструкторской базы.
Конструкторская -база — это база для определения
положения детали или сборочной единицы в изделии, а также база,
относительно которой на чертеже детали (сборочной единицы)
координируется положение другой поверхности, линии или точки
той же детали (сборочной единицы).
Конструкторский размер — размер, связывающий рас-
сматриваемый элемент детали (поверхность, линию или точку) с его
конструкторской базой.
Исходная база — поверхность, линия или точ'ка, относи-
тельно которой на операционном эскизе координируется положение
обрабатываемой поверхности.
Исходный размер.— размер, связывающий обрабатывае-
мую поверхность с исходной базой.
Для базирования заготовок в приспособлениях используются
только явные базы, и для этого выбираются лишь поверхности,
а не разметочные риски или точки их пересечения. Причем, как пра-
вило, используются плоские и цилиндрические поверхности (внут-
ренние ,и наружные) и лишь иногда — конические, сферические и
резьбовые.
В зависимости от конфигурации детали, формы баз и выпол-
няемой операции базирование заготовки может осуществляться
с йомощью трех, двух или только одной базы.
Группа баз — это совокупность из трех или Двух баз,
используемых для базироваиия заготовки в приспособлении. Значи-
мость баз, входящих в группу баз, неодинакова. Во всех случаях
имеется главная база, с которой начинается базирование заготовки.
Этой базой заготовка ставится на приспособление либо надевается
на его элемент и получает достаточно устойчивое положение и по-
чти полную ориентировку.
Главная база — это база, при использовании которой за-
готовка лишается трех или четырех степеней свободы. Следователь-
но, главной может служить установочная нли двойная направляю-
щая база. Если базирование заготовки в приспособлении
осуществляется только одной базой, то она и будет главной.
Дополнительная база — каждая из группы баз, кроме
6
главной. В зависимости от конкретных условий дополнительной
базой может служить направляющая, опорная либо двойная опор-
ная база.
1.2. ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ ПРИСПОСОБЛЕНИЙ
Приспособления необходимы для закрепления заготовки на
станке н обеспечения при этом требуемого иа данной операции
взаимного расположения стайка, заготовки и режущего инстру-
мента. Например, и заготовке *, показанной иа рис. 1.1, а, требуется
просверлить с одной установки на вертикально-сверлильном станке
шесть отверстий Б, равномерно расположенных по окружности.
Для обеспечения заданных требований необходимо:
придать заготовке относительно горизонтальной плоскости стола
Рнс. 1.1. Заготовка, для обработки шести отверстий в которой
требуется приспособление.
положение (рис. 1.1,6), при котором в процессе обработки отвер-
стия Б будет получен требуемый угол (30°) между осью отверстия Б
и торцом А;
расположить заготовку иа стайке относительно оси шпинделя
(сверла) таким образом, чтобы при сверлении отверстия Б его ось
пересекала ось отверстия В на заданном расстоянии (10±0,1) от
торца А;
закрепить заготовку;
поворачивать ее относительно оси отверстия В, чтобы иметь
возможность сверлить поочередно при одном установе все шесть
отверстий Б, расположенных на заданном угловом шаге относительно
ДРУГ друга.
Все эти требовании могут быть обеспечены с помощью приспо-
собления, предназначенного дли данной операции (рис. 1.2). Заго-
товка 8 базируется главной базой — отверстием — иа центрирующий
палец 10 и фиксируетси от поворота иа ием шпонкой 11. Необхо-
димый угол 30° между осью отверстия и торцом заготовки обеспе-
чивается наклоном оси пальца относительно основания корпуса 5.
Закрепляется заготовка поворотом рукоятки-звездочки 1, при этом
тяга 3 перемещается в осевом направлеини и своим буртом через
1 Заготовкой условно будем называть и детали, прошедшие
ряд операций механической обработки.
Т
быстросменную шайбу 12 закрепляет заготовку. При вращении
звездочки 1 в обратном направлении пружина 4 освобождает шай-
бу и заготовку. На пальце 10 жестко закреплен делительный диск 7
с шестью пазами, в которые заходит храповик-фнксатор 13, смонти-
рованный в корпусе 5. Делительный механизм храпового типа обес-
печивает при повороте заготовки вместе с валом н делительным
диском требуемый угловой шаг между отверстиями Б, позволяя
просверлить все шесть отверстий Б при одном установе заготовки.
Поворот для деления осуществляется с помощью штурвала 2.
В верхней части корпуса в планке 6 запрессована кондукторная
втулка 9, которая координирует и направляет сверло при сверлении;
Рис. 1.2. Приспособление с делительным устройством для свер-
ления шести отверстий.
она расположена так, чтобы получить заданный размер- заготовки
Итак, данное приспособление обеспечивает: базирование заго-
-- товЩ», ее закрепление, координацию и направление режущего ин-
струмента, поворот (деление) заготовки иа заданный угловой шаг.
Не всегда, однаКо, приспособление должно одновременно выполнять
все перечисленные функции. Так, поворот заготовки (деление) при-
ходился производить сравнительно редко, так как редко встре-
чаются операции, когда у' заголовки поочередно обрабатываются
одинаковые поверхности, расположенные , иа определенном шаге
друг от друга. В ряде случаев от приспособления не требуется,
чтобы оно обеспечивало координацию и направление инструмента.
Например, при обточке наружной поверхности заготовки, установ-
ленной иа оправке, настройка резца на требуемый диаметр обра-
ботки осуществляется отнюдь ие с помощью приспособления.
Таким образом, в зависимости от конкретных условий, опреде-
ляемых требованиями чертежа и технологического процесса, с по-
мощью приспособления можно одновременно решать несколько
8
различных задач. Для этого в нем предусмотрены детали и узлы,
с соответствующим целевым назначением. В самом общем случае
приспособление может иметь следующие детали и узлы: корпус,
опорные элементы, зажимные устройства, элементы для координа-
ции и направления инструмента, элементы, обеспечивающие точное
расположение приспособления на станке, делительное устройство.
Рассмотрим эти детали и узлы более подробно.
Корпус. Каждое приспособление имеет корпус, на котором мон-
тируются все остальные элементы. Конструктивное оформление
корпусов весьма разнообразно. Корпус имеет поверхности, с по-
мощью которых приспособление устанавливается на станок.
Опорные элементы. Своими базами заготовка соприкасается
с поверхностями приспособления, которые называют опорными.
Чаще всего они выполняются не на корпусе, а на отдельных эле-
ментах, закрепляемых на корпусе. Такие элементы также назы-
ваются опорными. Их делают сменными (для удобства замены при
износе) н размещают на корпусе прнснособлення в фиксированном
положении. От. точности расположения их на корпусе зависит точ-
ность обработки.
Опорные поверхности элементов должны обладать большой
износостойкостью, поэтому Их обычно изготовляют Из стали марок
15, 20 и 20Х с цементацией на глубину 0,8...1,2 мм н последующей
закалкой до твердости HRC 50...55. Большинство опорных элемен-
тов стандартизовано.
Зажимвые устройства. Закрепление заготовки в приспособле-
нии осуществляют с помощью зажимных устройств, которые при-
водятся в действие либо вручную, либо от привода — пневматиче-
ского, гидравлического и др. Многолетняя нрактнка проектирования
и эксплуатации приспособлений обусловила создание хорошо заре-
комендовавших себя разнообразных конструкций зажимных уст-
ройств, многие из которых нормализованы.
Элементы для координации н направления инструмента. Необ-
ходимое взаимное расположение режущего инструмента и заготовки
достигается с помощью элементов, предназначенных для координа-
ции и направления инструмента. В качестве таких элементов ис-
пользуются кондукторные и направляющие втулки, установы для
фрез и копиры.
Элементы, обеспечивающие точное расположение приспособления
на стайке. Такими элементами могут быть либо специально преду-
смотренные детали, либо соответствующей формы поверхности на
корпусе приспособления. Так, дли .точного расположения приспо-
соблений на столе фрезерного станка обычно применяют две шпонки,
закрепляемые в пазу на корпусе снизу. При установке приспособ-
ления на стол стдцка эти шпонки входят в Т-образный паз стола.
На токарном станке точное расположение оправок по оси шпинделя
Достигается Путем образования на корпусе оправок 'соответствую-
щих поверхностей — центровых отверстий или конических хвостови-
ков с конусом Морзе, размер которого соответствует отверстию
в шпинделе.
.„ Делительное устройство. Это устройство применяют в тех слу-
чаях, когда при одном установе заготовки требуется поочередно
обработать несколько одинаковых поверхностей, расположенных на •
определенном расстоянии друг от друга. После каждого деления
оно обеспечивает необходимое взаимное расположение заготовки и
инструмента. Устройство состоит нз делительного диска 7 (см.
рис. 1.2), фиксатора 13 и механизма для скрепления подвижной
части с неподвижной.
9
IJ. КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ
Наиболее часто приспособления классифицируют по двум при-
знакам; по группам станков и степени специализации. i
Классификация ио группам станков. Имеется некоторая общ-
ность в конструктивных элементах пряспособлеиий, применяемых
иа стайках одной и той же группы или родственных групп. На этой
основе н проводится их классификация. Наиболее характерными и
распространенными являются приспособления для следующих групп
станков: токарных, револьверных и круглошлифрвальиых, сверлиль-
ных, расточных, фрезерных, протяжных, зубообрабатывающмх.
Классификация по степени специализации. По этому принципу
приспособления можно разделить иа следующие пять групп: уии-
версально-безналадочные (УБП); универсально-наладочные (УНП);
универсально-сборные (УСП) и сборно-разборные (СРП); специа-
лизированные наладочные (СНП) и иеразборные специальные
• Рис. 1.3. Схема универсально-безиаладочиого приспособления (а)
и его использование прн фрезеровании: лыски на валике (б);
уступа (в); плоскости (г).
(НСП). Эти наименования соответствуют наименованиям систем
технологической. оснастки-по ГОСТ 14.305—73. Приспособления по-
следней, пятой, группы (НСП) часто называют специальными при-
способлениями. ' ’
В методическом отношении вначале удобнее рассмотреть при-
способления первой и пятой групп, как наиболее отличающиеся по
специализации.
Уинверсальио-безиаладочные приспособления
(рис. 1.3). К этой, группе относятся универсальные приспособления
, общего назначения (тиски, трехкулачковые самоцентрирующие пат-
роны и т. п.). Они изготовляются как принадлежность к станку
заводом-изготовителем станков или специализированными пред-
приятиями.
Схема УБП показана на рис. 1.3, а. Приспособление состоит,
как правило, из корпуса 1 и зажимного устройства 2 с приводом.
Опорные поверхности А остаются неизменными при базировании
различных заготовок. Это, естественно, вызывает определенные
трудности при базировании и часто требует предварительной раз-
метки и выверки заготовки. Преимуществом таких приспособлений
является возможность их использования для установки различных
» деталей иа различных операциях (рис. 1.3,6, в и г). К сожалению,
эти возможности невелики, и в ряде случаев либо вообще не
удается установить заготовку и произвести обработку, либо невоз-
можно достигнуть требуемой точности. УБП применяют, как пра-
вило, в единичном и мелкосерийном производстве.
Неразборные специальные приспособления.
Каждое приспособление этой группы служит для обработки только
.«
определенной детали на одной конкретной операции {см., напри*
мер, рнс. 1.2). Специальные приспособления обладают большим^
преимуществами — позволяют без выверки придать заготовке тре-
буемое положение относительно станка и режущего инструмента И
благодаря этому при одной настройке обработать всю партию за-
готовок. Это дает возможность повысить производительность труда и
снизить разряд работы. К недостаткам приспособлений относится то,
что их надо проектировать и изготовлять для каждой новой детали,
что удлиняет сроки подготовки производства и повышает себестои-
мость изготовляемой детали. Кроме того, при изменении чертежа
детали или снятии изделия с производства приспособление подле-
жит ликвидации, что также увеличивает расходы. При крупносе-
рийном и массовом производстве указанные недостатки мало отра-
жаются на себестоимости продукции. В условиях же единичного и
мелкосерийного производства расходы на проектирование и изго-
Рнс. 1.4.. Схема универсалыю-иаладочиого приспособления (а) и
его наладка для фрезерования: паза и плоскости у рычага (б);
уступа в корпусе (в); уступа в рычаге (г).
товление приспособлений часто ие окупаются получаемой в резуль-
тате повышения производительности экономией, поэтому здесь они
применяются сравнительно редко.
На протяжении последнего десятилетии проводятся работы,
направленные на повышение оснащенности единичного и мелкосе-
рийного производства путем создания новых типов приспособлений,
обладающих преимуществами специальных, но ие имеющих их
недостатков. Эти исследования ведутся в двух направлениях:
создаются агрегатные приспособления с унификацией и стандарти-
зацией отдельных элементов, и максимальной их обратимостью; по-
вышается универсальность специальных приспособлений. В резуль-
тате появились системы налаживаемых приспособлений,
Универсально-наладочные приспособления
(рис. 1.4). К этой группе относятся приспособления, состоящие из
постоянной части 1 и сменных наладок 2 (рис. 1.4, а). Примеры
использования УНП схематично показаны на рис. 1.4,6, вив. По-
стоянная часть 1 во всех случаях остается неизменной, а сменная
наладка 2 заменяется в зависимости от конкретной обрабатываемой
детали 3. Постоянная часть включает в себя корпус и зажимное
устройство с приводом (чаще пневматическим). Иногда в нее
встраивают делительное устройство и другие элементы, кроме опор-
ных и направляющих. Постоянная часть может изготовляться зара-
нее и применяться многократно. Перед очередным использованием
УНП требуется произвести лишь смену наладки и иногда некото-
рую дополнительную обработку,
41
Наладка представляет собой сменные опорные и "Направляющие 1
элементы. Каждый комплект наладки предназначен только для I
данной детали и для конкретной операции ее обработки и в этом -J
смысле является специальным. С помощью УНП заготовка уста- |
навливается с такой же точностью и быстротой, как и при исполь- |
зовании дорогостоящего специального приспособления. Следова- -1
тельно, УНП выполняет функции специального приспособления при 1
\ меньших удельных .затратах. Универсальность УНП несколько огра- 4
ничена определенными размерами постоянной. части. Последняя 'э
обычно нормализуется в пределах предприятия или отрасли. К УНП 1
относятся скалбчатые кондукторы, переналаживаемые пиевматиче- J
ские тиски и т. д. . 1
У.и и в е р с а л ь и о -с б о р и ы е и с б о р и о - р а з б о р иы е |
приспособления. К этой группе относятся приспособления, |
2
Рис. 1.5. Группа нормализованных деталей и узлов (а), исполь-
зуемых для компоновки приспособлений: для сверления отвер-
стий в рычаге (б); для фрезерования паза в корпусе (в).
компонуемые из нормализованных обратимых деталей и узлов. 2
Здесь рассмотрим лишь одну разновидность приспособлений — УСП ;
(рис. 1.5). Каждая компоновка УСП обладает всеми основными
свойствами специального приспособления: она предназначается для
обработки конкретной детали иа определенной операции, обеспечи- -
вает базирование заготовки без выверки н требуемую точность. По <
истечении надобности в таком' приспособлении оно разбирается на
составные детали и узлы, которые могут быть многократно исполь-
зованы для компоновки других приспособлений.
На рнс. 1.5, а схематично показана группа нормализованных
деталей 1, 2, 3 и узел. 4, из которых скомпонованы два различных 1
приспособления (рис. 1.5, б и в). При наличии соответствующего "
комплекта нормализованных обратимых деталей и узлов можно -
довольно быстро и без больших затрат времени скомпоновать боль-
шее число разнообразных приспособлений, что способствует сокра-
щению сроков подготовки производства и повышению коэффициента
оснащенности единичного н мелкосерийного производства.
Недостатком УСП является высокая стоимость и сложность
изготовления комплекта: Наибольшее распространение в нашей
стране получила система УСП, разработанная советскими инжене-
рами В. С. Кузнецовым и В. А. Пойомаревым. Соединение любых
деталей комплекта друг с другом с необходимой точностью взаим-
ного расположения здесь достигается с помощью соответствующих
пазов высокой точности, обеспечивающих полную взаимозаменяе-
мость деталей.
«
Специализированные наладочные приспособ*
леиия (рис. 1.6). К этой группе отиосятся'специальиыеприспособ-
ления, обладающие определенной универсальностью вследствие вве-
дения “в их конструкцию элементов, допускающих наладку приспо-
собления путем регулировки. Благодаря этому одно и то же приспо-
собление можно применять для обработки ряда деталей одной тех-
нологическо-конструкторской группы. На рис. 1,6, а и б схематично
показано, как с помощью одного и того же специализированного
приспособления 1 обрабатываются разные по размерам однотипные
детали 2. Достигается это путем регулировки положения кондук-
торной планки 3 с втулкой, а также плуижеров 5 с помощью
винтов 4. •
В заключение еще раз отметим, что приспособления всех групп,
кроме уииверсальио-безиаладочиых, используются как специальные,
Рис. 1.6. Схема специализироваииого наладочного приспособле-
ния для обработки однотипных деталей: а — при радиусе г, б—-
при радиусе R.
потому что каждое из них создано заново, налажено или скомпо-
новано для выполнения одной операция обработки какой-то кон-
кретной детали. Каждое из этих приспособлений имеет детали и
узлы, проектирование которых осиовано иа общих закономерностях,
свойственных специальным приспособлениям, поэтому в дальней-
шем все осиовиые вопросы будут рассматриваться применительно
к специальным, приспособлениям.
14. НАЗНАЧЕНИЕ СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Основным назначением большинства приспособлений является
повышение производительности и точности обработки. Лишь в от-
дельных случаях приспособление предназначается для расширения
технологических возможностей станка. ’
Повышение производительности обработки. Особое значение по-
вышение производительности приобретает в крупносерийном, и мас-
совом производстве. Достигается оно в результате сокращения вре-
мени выполнения операции, определяемого по формуле:
Т’ш = 2"о + 7"в4" Т’обс + Т’отд.
где Тт — штучное время, мни; То— основное технологическое (ма-
шинное) время, мин; Гв — вспомогательное время, мин; ТОбс — вре-
мя обслуживании рабочего места, мни; Гот» — время перерывов иа
отдых и естественные надобности, мни.
<3
- Так как 7'0б» и Гот» определяются процентах от. оператиВ'
ного времени, равного (70+7в)> то можно записать»
Тш = (Го + Тв) (1 + g°6<=^g<>«
где аОбс и вотд — соответственно время на обслуживание рабочего
места н отдых, в процентах от оперативного времени (Т0 + Тя).
Из этой формулы видно, что сокращение Тш возможно путем
уменьшения как Та или Т*, так и одновременно То и Тя. Сокраще- '
ние Тв достигается главным образом в результате применения
многоместных приспособлений и многоннструментных наладок, со-
вершенствования инструментов, интенсификации режимов резания.
Многоместными назыаают. приспособления, в которых
одновременно устанавливают несколько заготовок. Расположение
Рис. 1.7. Расположение заготовок в многоместном приспособ-
лении:
а — заготовки обрабатываются параллельно; б — заготовки обрабаты-
ваются последовательно; £>ф — диаметр инструмента (фрезы): 1 — длина
заготовки; В — расстояние между заготовками; I » — длина пере-
мещения стола соответственно яри параллельном н последовательном
расположении заготовок.
заготовок 1, 2 в многоместном приспособлении (рис. 1.7) может
быть различное: параллельное (рис. 1.7, а), последовательное
(рис. 1.7,6) и смешанное, Прн параллельном размещении заготовки
обрабатываются одновременно, благодаря чему Тс сокращается по
сравнению со временем обработки в одноместном приспособлении
а п раз, где и — число устанавливаемых заготовок. При последо-
аательном размещении заготовок То сокращается меньше, так как
экономия здесь достигается лишь на времени, затрачиваемом иа
врезание н выход инструмента 3. Причем эта экономия будет по-
лучена лишь в том случае, если заготовки установлены вплотную
(В=0).
При использовании многоместных приспособлений сокращается
не только То, но и Тв, так как время, затрачиваемое ла управление
станком, подвод заготовки к инструменту и ее отвод, относится
к п заготовкам, а не к одной. Однако сокращение главным образом
вспомогательного времени при использовании приспособлений до-
стигается благодаря возможности базирования заготовки без раз-
метки и выверки, а также в результате применения быстродейству-
ющих зажимных устройств и создания эксплуатационных удобств
(устаиоаки и снятия заготовки и др.).
Таким образом, степень сокращения Тя и Та при применении
приспособления во многом определяется квалификацией создающего
его конструктора.
U
Расширение технологических возможностей станка. В условиях
единичного и мелкосерийного производства иногда возникают бй-
туации, при которых появляется необходимость проектировать и
изготовить специальное приспособление. Например, для обработки
в кронштейне ступенчатого отверстия с осью, параллельной основа-
нию кронштейна, при высокой точности расстояния между основа-
нием и осью отверстия требуется расточной станок, Которого в цехе
иет. Эту операцию можно выполнить и иа токарном станке, приме-
нив специальное приспособление. В подобных случаях решение
о целесообразности изготовления специального приерр&блеиия при-
нимают путем сравнения затрат на тот илн иной вВДант выполяе-
ния операции: при передаче работы в другой цех илн даже иа
другое предприятие с соответствующей оплатой и при изготовлении
специального приспособления, расширяющего технологические воз-
можности имеющегося станка. Обычно принимают второй вариайт,
при условии, что специальное приспособление будет простым и
дешевым.
I.S. ТРЕБОВАНИЯ К ПРИСПОСОБЛЕНИЯМ
К приспособлению предъявляют три основных требования: от-
вечать своему назначению, обеспечивать заданную точность обра-
ботки, быть удобным и безопасным в эксплуатации.
Соответствие назначению. Если основным назначением приспо-
собления является расширение технологических возможностей стай-
ка, то оио должно быть максимально дешевым. Этим в основном
и определяется выбор варианта его конструкции, которая должна
быть иаипростейшей. Если же приспособление предназначается глав-
ным образом для повышения производительности обработки, то при
его проектировании должны быть попользованы все возможности
ее повышения. Во всех случаях основным критерием правильности
выбора варианта конструкции приспособления является его эконо-
мическая эффективность.
Обеспечение точности обработки. В процессе обработки деталей
неизбежно возникают погрешности. Если онн находятся в пределах
допускаемых отклонений, заданных чертежом или техническими,
условиями, то точность обработки будет обеспечена.
Погрешности можно разделить на две группы: погрешности
размера и формы самой обрабатываемой поверхности и погрешно-
сти расположения обрабатываемой поверхности относительно других
поверхностей детали.
Допустимые погрешности первой группы оговариваются: допу-
ском на размер (при обработке замкнутых цилиндрических,- кони-
ческих н других поверхностей) и особыми условиями в виде обо-
значений и надписей, определяющими величину отклонения формы
(овальность, конусообразность, неплоскостность и т. д.).
Погрешности второй группы оговариваются допуском на исход-
ный размер, связывающий обрабатываемую поверхность с ее исход-
ной базой, и особыми условиями в виде обозначений или надписей,
определяющими величину отклонения обрабатываемой поверхности
(неперпеидикулярность, несоосность и т. п.). Предельные отклоне-
ния формы и расположения поверхностей обозначаются в соответ- -
ствии с ГОСТ 2.308—79.
Погрешность обработки является результатом совокупного
влияния ряда ее независимых составляющих, средн которых имеются
и такие, которые связаны с приспособлением. Однако последние
часто ие влияют на общую погрешность обработки. Так, указанные
выше погрешности первой группы практически почти ие завися*
от приспособления. Погрешности же второй группы в значительно!
степени зависят от него;
Поясним сказанное иа примере обработки заготовки, показав
иой иа рис. 1.1. Здесь к первой группе погрешностей относят®
только погрешности самого отверстия 5.-. овальность, огранка, кону
сообразность, а также погрешность его диаметра (4 мм). Все он:
зависят в основном от принятого метода обработки. Ко второ
группе погрешностей, зависящих от приспособления, относятся
погрешность угла между плоскостью А и осью обрабатываемое
отверстия Б (угол 30°) и погрешность размера между плоскость,
А и точкой пересечения осей отверстий Б и В (размер 10±0,1|
Таким образом, предъявляемое к приспособлениям требовани!
обеспечить-заданную точность обработки распространяется лишь и!
размеры, связывающие обрабатываемую поверхность с ее-исходно!
базой, и на отклонения ее расположения.
Наименования составляющих погрешностей и методика опреде
леиия их величины приводятся на с. 150.
Эксплуатационные удобства и безопасность в работе. Конструк-
тор должен предусмотреть эксплуатационные удобства приспособ
леиия, оказывающие большое влияние на производительность труда^
удобные установку и снятие заготовки, а также расположен,
рукояток зажимных устройств, легкость очистки приспособления <
стружки, простоту установки его иа стайке. .Необходимо обеспечить'
также безопасность приспособлений в работе, особенно используе-
мых иа токарных, револьверных, карусельных и круглошлифоваль-^
иых станках, где приспособление вращается вместе со шпинделем.
Такие приспособления не должны иметь выступающих частей; как
правило, они требуют специального ограждения.
СПОСОБЫ БАЗИРОВАНИЯ
ЗАГОТОВОК И ОПОРНЫЕ
ЭЛЕМЕНТЫ
ГЛАВА
2
2.1. ОБЩИЕ СВЕДЕНИЯ О БАЗИРОВАНИИ ЗАГОТОВОК
В ПРИСПОСОБЛЕНИИ. ПРАВИЛО ШЕСТИ ТОЧЕК
Каждое приспособление должно обеспечивать выполнение всех
функций, обусловленных операцией. Среди. иих главной является
базирование заготовки, т. е. придание ей требуемого положения
в приспособлении. Для удобства описания ориентации заготовки
относительно приспособления будем пользоваться системой трех
взаимно перпендикулярных осей координат X, У и Z (рис.2.1).-
Любое твердое тело (в том числе и заготовка) имеет шесть
степеней свободы (рис. 2.1, а): перемещение х, у и г в направлении
координатных осей X, У и Z и поворот wx, <ов и относительно
тех же осей. Согласно теоретической механике требуемое положение
твердого тела (заготовки) относительно выбранной системы коор-
динат достигается наложением геометрических связей. Для лишения
заготовки всех шести степеней свободы необходимо наложить на
нее шесть связей в виде точек контакта баз с опорными эле-
ментами (рис. 2.1,6).
Отметим, что здесь и далее в этой главе рассматривается
только базирование заготовок, т. е. придание им определенного
положения в приспособлении. После базирования заготовку необ-
ходимо закрепить, чтобы она сохранила при обработке неподвиж-
ность относительно приспособления. Базирование и закрепление —
это два разных элемента установки заготовки. Они выполняются,
как правило, последовательно, причем базирование достигается
наложением на заготовку односторонних связей, а базирование
совместно с закреплением — двусторонних, лишающих заготовку
подвижности в обе стороны по рассматриваемой оси (по рассматри-
ваемому повороту).
Базирование нельзя заменить закреплением. Если из шести
опорных точек отсутствует одна, или несколько точек, то у заго-
товки остается соответственно одна или несколько степеней сво- -
боды. Это значит, что в направлении отсутствующих опорных точек
положение заготовки не определено и заменить отсутствующие
опорные точки закреплением с целью базирования нельзя.
Поясним сказанное примером установки заготовки плоскостью
на магнитную плиту (см. рис. 2.5, а). В рассматриваемом случае
заготовка при базировании плоскостью на плоскость плиты (три
опорные точки) лишается трех степеней свободы. У нее остаются
три степени свободы: она может быть поставлена на плите и не-
определенном положении в направлении осей X и У и повернута
относительно оси Z. Закрепление ие изменит неопределенности по-
17
ложеиия заготовки в плоскости плиты, а только придаст ей вело* J
движность. ' 1
На основании сказанного формулируется так называемое пр а- 1
вило шести точек: чтобы придать заготовке ?
вполне определенное положение в приспособ- '
лени и, необходимо и достаточно иметь шесть':
опорных точек, лишающих ее" всех шести сте- '
пеней свободы (рис. 2.1, б).
Опорные точки реализуются различными конструкциями опор- i
иых элементов. В простейшем случае — это опора со сферидеской
головкой, контактирующаяся с базой заготовки в одной точке
(рис. 2.1, в). Группа опор /, 2 и 3, расположенных в плоскости ХОУ.
выполняет трн функции: ограничивает перемещение заготовки по
оси Z и вращение относительно осей X ц У. Группа из двух опор
Рис. 2.1. Эскизы, иллюстрирующие правило шести точек.
4 и 5 осуществляет две функции: ограничивает перемещение заго-
товки по оси X и поворот относительно оси Z. Опора 6 огравичи-
вает перемещение оси У.
В большинстве случаев опорный элемент не так прост по кон-
струкции, как опора со сферической головкой, и порой бывает
трудно определить, сколько опорных точек реализует (заменяет) тот
или иной опорный элемент. - Например, если базирование заготовки,
показанной на рис. 2,1, в тонкой линией, осуществить с помощью
опорных пластин 1, 3 и 4 (рис. 2.1, г), то для обнаружения указан-
ных в правиле шести опорных точек потребуются некоторые допол-
нительные рассуждения.
При изготовлении приспособления добиваются, чтобы опорные
поверхности У пластин 3 и 4 лежали в одной плоскости (см.
рис. 2.1, г). Ставя на иих заготовку, полагают, что ее обработанная
плоскость будет соприкасаться с опорными поверхностями У обеих
пластин. А так как положение любой плоскости определяется тремя
точками, тО считают, что опорные пластины 3 и 4 заменяют собой
три опорные точки. Таким образом, две опорные пластины 3 и 4
выполняют те же функции, что и группа опор 1, 2 и 3 на рис. 2.1, в.
Опорная пластина 1 (см. рис. 2.1, г) ориентирует лишь одну
линию заготовки, расположенную в плоскости базы (боковой пло-
скости, выполняющей роль, направляющей базы). Это объясняется
следующим. Во-первых, вследствие погрешности угла а у заготовки
последняя будет соприкасаться с пластиной только по линии.
Во-вторых, часто заготовка имеет большую ширину h, ио сравне-
нию с которой ширина / пластины представляется узкой полоской,
условно принимаемой за линию. А так как ноложеиие любой линии
определяется двумя точками, то считают, что спорная пластина 1
18
а опора о — перемещению по оси
Рис. 2.2. Базирование рычага по
правилу шести точек.
точек использовать недопустимо. Из-за
заменяет две опорные точки. Следовательно, она выполняет те же
функции, что и группа опор 4 и 5 (см. рис. 2.1, в). Опора 2 играет
роль шестой опорной точки.
Рассмотрим еще один пример. На рис. 2.2, а показано базиро-
вание заготовки типа рычага иа шесть опор со сферической голов-
кой, из которых четыре (/, 2, 3, 4\ используются для базирования
цилиндрической поверхности заготовки. При этом группа опор 1 и 2
лишает заготовку двух степеней свободы — перемещения по оси Z
и вращения относительно оси X. Вторая группа опор (3 и 4) ли-
шает заготовку также двух степеней свободы — перемещения по
оси X и вращения относительно оси Z. Опора 5 препятствует вра-
щению относительно оси У,
Базирование данной за-
готовки можно выполнить
и другим способом (рис.
2.2,6). Цилиндрическую ба-
зу заготовки расположить
не на четыре штыря, а на
призму 1. Легко увидеть,
что эта призма контакти-
рует с цилиндрической по-
верхностью заготовки по
двум линиям и лишает ее
тех же четырех степеней сво-
боды, которых в предыду-
щем случае (см. рис. 2.2, а)
лишали опоры /, 2, 3, 4.
Назначение опор 2 и 3 та-
кое же, как и опор 5 и 6
на рис. 2.2, а.
Можно ли на практике
применять для базирования
заготовки больше или мень-
ше шести опорных точек?
Больше щести опорных
лишних опорных точек заготовку вообще не удастся поставить
в приспособление, а если и удастся, то при. закреплении нарушится
положение, приданное ей при базировании.
Поясним это иа примере. Допустим, у заготовки требуется об-
работать верхнюю плоскость В (рис. 2.3) в размер Н, заданный
от плоскости Б„ и обеспечить' параллельность плоскостей Ви Б
и требуемых пределах. По недосмотру базирование проведено с ис-
пользованием семи точек (рис. 2.3, а и б): три обеспечиваются
пластинами 3 и 4, еще три — пластинами / и 2 и седьмая — опорой
(на рисунке ие показана), ограничивающей перемещение заготовки
вдоль пластин. Если угол между базами А и Б у заготовки (90°)
будет в точности равен углу между опорными поверхностями пла-
стин 1 н 2 и пластин 3 н 4, то заготовка, поставленная базой Б на
пластины '3 и 4, будет базой А соприкасаться с опорной поверхно-
стью пластин 1 и 2 (этот случай на рис. 2.3, а и б не показан).
Однако это маловероятно. Вследствие погрешностей обработки угол
90° у заготовки будет иметь отклонения в пределах ±уа и поэтому
он хотя бы на незначительную величину будет отличаться от угла
в приспособлении между опорными поверхностями пластин. В связи
с этим у заготовки, поставленной базой Б иа пластины 3 и 4.
база А не будет соприкасаться с обеими пластинами 1 й 2 (такое
положение заготовки на рис. 2.3, а и б ие показано)’. При закреп-
1»
леиии заготовки с усилием Q произойдет ее поворот, при этом она
всегда будет контактировать базой А с опорной поверхностью пла-
стин 1 и 2, а база Б изменит положение, достигнутое при базиро-
вании, и встанет с перекосом по отношению к опорной поверхно-
сти пластин 3 и 4. Так как настройка фрезы на размер Н (см.
рис. 2.3, а) производится относительно опорной поверхности пластин
г
з я
База А заготов-
ки с углом
(90°+J°)
База, А
Заготовка
С углом
г
База. А заготовки с
углом 90 ~
2
В 3
(90^°)-
в
в
Рис. 2.3. Базирование заготовки в приспособлении - после
ее закрепления:
а — на семь точек при угле между базами (90° + т°); б — на семь
точек при угле между базами (90° — т°); а — иа шесть точек при углах
90°, (90° - у0) и (90° + у”).
3 н 4, всякое изменение положения базы Б заготовки приведет
к погрешности в размере Н и к непараллельное™ обработанной
плоскости В и плоскости Б.
Чтобы базирование заготовки удовлетворяло правилу шести то-
чек, вместо двух пластин 1 и 2 в вертикальной плоскости следует
Рис. 2.4. Операционные эски-
зы, иллюстрирующие выбор
минимально необходимого ко-
личества баз.
расположить только одну пластину 1 (рис. 2.3, в). Тогда при за-
креплении заготовки ее положение, достигнутое при базировании,
нарушаться не будет. Это хорошо видно из рис. 2.3, в, где показаны
три заготовки с разными углами между базами- А и Б: 90°, (90°+
'+у°) и (90° — у°). При данном базировании (на шестью точек) н
после закрепления положение всех трех заготовок остается неиз-
менным, а база В совмещенной с поверхностью пластин 2 и 3.
20
Теперь рассмотрим, можно ли осуществлять базирование заго-
товки с использованием только пяти, четырех или даже трех опор-
ных точек. На практике довольно часто встречаются такие случаи,
и они вполне правомерны с точкв зрения обеспечения точности.
Количество опорных точек определяется операцией и в первую
очередь числом выдерживаемых на ней исходных размеров и схе-
мой их расположения по отношению к осям координат. От этого,
зависит количество баз, необходимых для базирования заготовки»
а следовательно, и число опорных точек. Кроме того, на число по-
следних оказывает влияние и форма выбранных баз.
Во всех случаях, когда для базирования заготовки исполь-
зуется меньше шести точек, т. е, ие три базы, а меньше, положение
заготовки в приспособлении •>
полностью не ориентировано.
При базировании заготовки
двумя базами (на пять опор-
ных точек) у нее остается од-
на степень свободы, а одной
базой — две степени свободы,
если базирование выполняется
по цилиндрической поверхно-
сти (на четыре опорные точ-
ки), и три степени свободы,
если базирование осуществ-
ляется плоскостью (на три
опорные точки). »
Рассмотрим примеры. На
рнс. 2.4 приведено несколько
операционных эскизов обра-
ботки призматической и цилин-
дрической заготовок. Эскизы
отличаются формой обрабаты-
ваемой поверхности (изобра-
жена' утолщенной линией) и
числом, исходных размеров.
Рис. 2.5. Схема базирования приз-
Исходя из обеспечения тре- матических заготовок.
буемой точности, на каждой
операции выбрано минималь-
ное количество баз для базирования заготовки: по рис. 2.4, а, где
выдерживается один исходный размер N, одна база Б, по рис. 2.4, б
и в, где выдерживаются два исходных размера М и N, две базы
А и Б; по рис. 2.4, г, где выдерживаются три исходных размера
М, N, Н — три базы А, Б и В.
Возможные способы базирования заготовок на этих операциях
показаны на рнс. 2,5 и 2.6:
на рис. 2.5, а — одной базой на плоскость магнитной плиты 1.
Здесь заготовка лишается трех степеней свободы — перемещения
по Z и поворота относительно X и У" и во время обработки удер-
живается силами q. Такой способ базирования может быть исполь-
зован на операции по рис. 2.4, а;
• на рис. 2.5, б — двумя базами А и Б иа опорные пластины /, .?
и 3. Заготовка при этом лишается пяти степеней свободы.' Этот
способ может быть применен на операциях по рнс.-2.4, а и б;
на рис. 2.5,в — тремя базами А, Б и В на опорные пластины
1, 2, 3 и опорный штырь 4, при этом заготовка лишается всех шести
степеней свободы. Такой вид базирования может использоваться иа
операциях по рис. 2.4, а, б и г;
21
ий рис. 2.6 — цилиндрической базой иа призму 2, а торцом»-на.
опорный штырь /. Заготовка (валин) при этом лишается пяти сте-
пеней свободы. У нее остается лишь возможность поворота относи-
тельно оси X (осн валина). Этот способ может быть применен на
операции по рис. 2.4, в. .<
Рассмотренные примеры показывают, что базирование заготовки
можно производить несколькими способами —с использованием "
как минимально необходимого, так н большего чиела баз, ие ухуд- ‘
шая условий обеспечения точности заданных исходных размеров. -
При базировании с числом баз менее трех приспособление полу-
чается проще, одиако у заготовки остаются степени свободы, и
ограничить ее возможные перемещения под действием сил резаиия
можно только закреплением с повышенным усилием, а это приводит
к увеличению габаритов зажимных устройств. На практике такие
заготовки чаще всего базируются тремя базами, таи каи в этом
Рис. 2.6. Схема базирования валика двумя .
базами.
случае оии получают полную Ориентировку, что очень важно при
обработке иа настроенных стайках, где все заготовки партии
должны занимать одно и то же положение.
Вместе с тем следует иметь в виду, что не всегда удается вы-
брать три базы. В ряде случаев у заготовки ие находится поверх-
ности, которую можно было бы принять за третью базу. Такой слу-
чай приведен на рис. 2.6. Заготовка базируется здесь двумя базами,
и у нее остается одна степень свободы (поворот вокруг оси вали-
ка). С точки зрения возможности обеспечения точности исходных
размеров М и N, это допустимо, ио чтобы валик не повернулся под
действием снл резаиия, его необходимо закреплять с' повышенным
усилием, так как он будет удерживаться от поворота только силами
трения.
2Д. .ОПОРНЫЕ ЭЛЕМЕНТЫ
И ИХ УСЛОВНОЕ ГРАФИЧЕСКОЕ ОБОЗНАЧЕНИЕ
Опорные элементы имеют разнообразную конструкцию, которая
зависит от формы базы и числа лишаемых степеней свободы. Их
можно разделить на основные и дополнительные.
Основные опорные элементы характеризуются тем,
что каждый нз них реализует одну или несколько опорных точек
для базирования заготовки. Будучи соответствующим образом раз-
мещенными в приспособлении, оин образуют необходимую при вы-
бранном способе базирования совокупность опорных точек (до ше-
сти включительно), К этим элементам относятся: опорные штыри и
23
Т а б л и ц a 2.1 Условные обозначении опорных элементов
(ГОСТ 3.1107-73)
Наименование Обозначение
вид спереди вид сверху
А. Основные опоры Штыри, пальцы, пластины _д..
Опоры призма- тические (призмы) неподвижные Р~| *"Р"|
подвижные В—0
Опоры плавающие
Опоры сблокированные
Опоры съемные
Центры гладкие . 1
рифленые 'ЛУЛ 1 V
вращающиеся
плавающие
Б. Дополнительные опоры Опоры регулируемые само- устанавливающиеся
Люнеты неподвижные
пластины, пальцы, центры, плавающие и сблокированные опо-Щ
ры и др. ЯН
Дополнительные опорные элементы отличаются-^Н
тем, что они подводятся к заготовке после того, как она получила яН
необходимое базирование с помощью основных элементов. При под- лН
ведении дополнительных. опор необходимо следить, чтобы не нару- Я
шилось уже достигнутое базирование заготовки. Такне опоры Я
используются для увеличения числа точек контакта заготовки '-Я
с приспособлением с целью повышения жесткости системы. Это 'Я
позволяет уменьшить или совершенно предотвратить возможные
деформации заготовки под влиянием усилий резания и закрепления.
К дополнительным элементам относятся подводимые и самоустанав-^яИ
ливающиеся одиночные опоры, люнеты и т. п. -чЯ
Условное графическое обозначение опорных элементов установ-- лИ
лено ГОСТ 3.1107—73. Для упрощения любые опорные элементы
разрешено обозначать знаком “V* н применять его в сочетании как Я
с упрощенным, так и со специализированным обозначением зажи-
мов. Наряду с этим ГОСТ устанавливает и специализированные Я
обозначения опорных элементов, приведенные в табл. 2,1. JM
Иногда опорные элементы сочетаются с зажимами, в результате 3
образуются опорно-зажимиые элементы. К ним относятся, в част-
вости, Так называемые самоцентрнрующие устройства, которые од-
новременно с базированием выполняют и функции закрепления:
патроны /цзух- и трехкулачковые, патроны и оправки цанговые,
роликовые оправкн и т. п. 1 ' .
В обозначениях этих опорных элементов (также установленных —
ГОСТ 3.1107—73) сочетаются обозначения опор и зажимов, при . .
этом наряду со специализированным обозначением зажимов разре- "
шено пользоватьси упрощенным знаком ° и применять его как i
с упрощенным, так и со специализированным обозначением опор; *]
Специализированные обозначения некоторых опорно-зажимных 1
элементов по ГОСТ 3.1107—73 приведены в табл. 2.2. . |
Т а б л и ц а 2.2. Условные обозначения опорно-зажимных 4
элементов (ГОСТ 3.1107—73) •
Наименование Обозначение
вид спереди вид сверху
Патроны двух-, трех-, н че- тырехкулачковые и цанго- вые, оправки разжимные (цанговые и т. п.) Патроны н оправки шарико- вое, роликовые V (?)
2.3. ВЫБОР БАЗ. ПОГРЕШНОСТИ,
СВЯЗАННЫЕ С ВЫБОРОМ. БАЗ
Конструкторские базы назначаются конструктором изделия при
простановке размеров на рабочем чертеже. На выбор той или иной-
схемы их простановки влияют как конструкторские, так и техноло-
34 '
гические требования. Выбранная схема в значительной степени
предопределяет последовательность обработки, выбор баз, конструк-
цию приспособления й т. д.
Выбирая схему простановки размеров, конструктор должен ис-
ходить из обеспечения принципа технологичности конструкции. Бо-
лее технологичной является та конструкция, на изготовление кото-
рой- затрачивается меньше времени, требуется более простое при-
способление, а заданная точность достигается просто и надежно.
При разработке технологического процесса для каждой опера-
ции выбираются исходные базы и проставляются исходные раз-
меры, а также базы для ориентирования заготовки. Это наиболее
ответственный этап разработки технологического процесса и проек-
тирования приспособлений. При неправильном выборе баз заметно
увеличивается вспомогательное время на установку и снятие заго-
товки, усложняется конструкция приспособления, возможен брак.
При выборе баз необходимо руководствоваться следующими
правилами.
Во-первых, в качестве исходных следует принимать только кон-
структорские размеры, т. е. задавать положение обрабатываемой
поверхности по возможности теми же размерами, которые простав-
лены на чертеже детали, .и относительно тех же ее элементов.
В этом случае исходная база будет совпадать с конструкторской.
Во-вторых, в качестве базы для ориентирования заготовки сле-
дует выбирать исходную базу, если- она является поверхностью.
Если же исходная база представляет собой линию или точку, то
базой для ориентированяя заготовки надо выбирать поверхность, на
которой расположена исходная база.
Отступление от первого правила приводит к ужесточению до-
пусков на исходные размеры, так как вместо конструкторсквх при-
ходится вводить так называемые технологические размеры, на ко-
торые назначаются меньшие допуски. Это удорожает обработку
детали. Методика расчетов допусков и отклонений на вводимые
технологические размеры приводится в учебниках по технологии
машиностроения и в некоторых книгах по приспособлениям.
При отступлении от второго правила увеличивается погрешность
исходного размера из-за несовмещения баз. Это связано с тем,-что
увеличивается погрешность базироиании исходной базы.
2.4. ПОГРЕШНОСТИ БАЗИРОВАНИЯ.
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТЕЙ
БАЗИРОВАНИЯ ИСХОДНОЙ БАЗЫ
Любая .схема базирования может обеспечить одинаковое поло-
жение всех заготовок партии только в том случае, если у них ие
будет погрешностей и размерах и во взаимном расположении баз.
В действительности же погрешности всегда Имеют место и влияют
на положение заготовки в приспособлении.
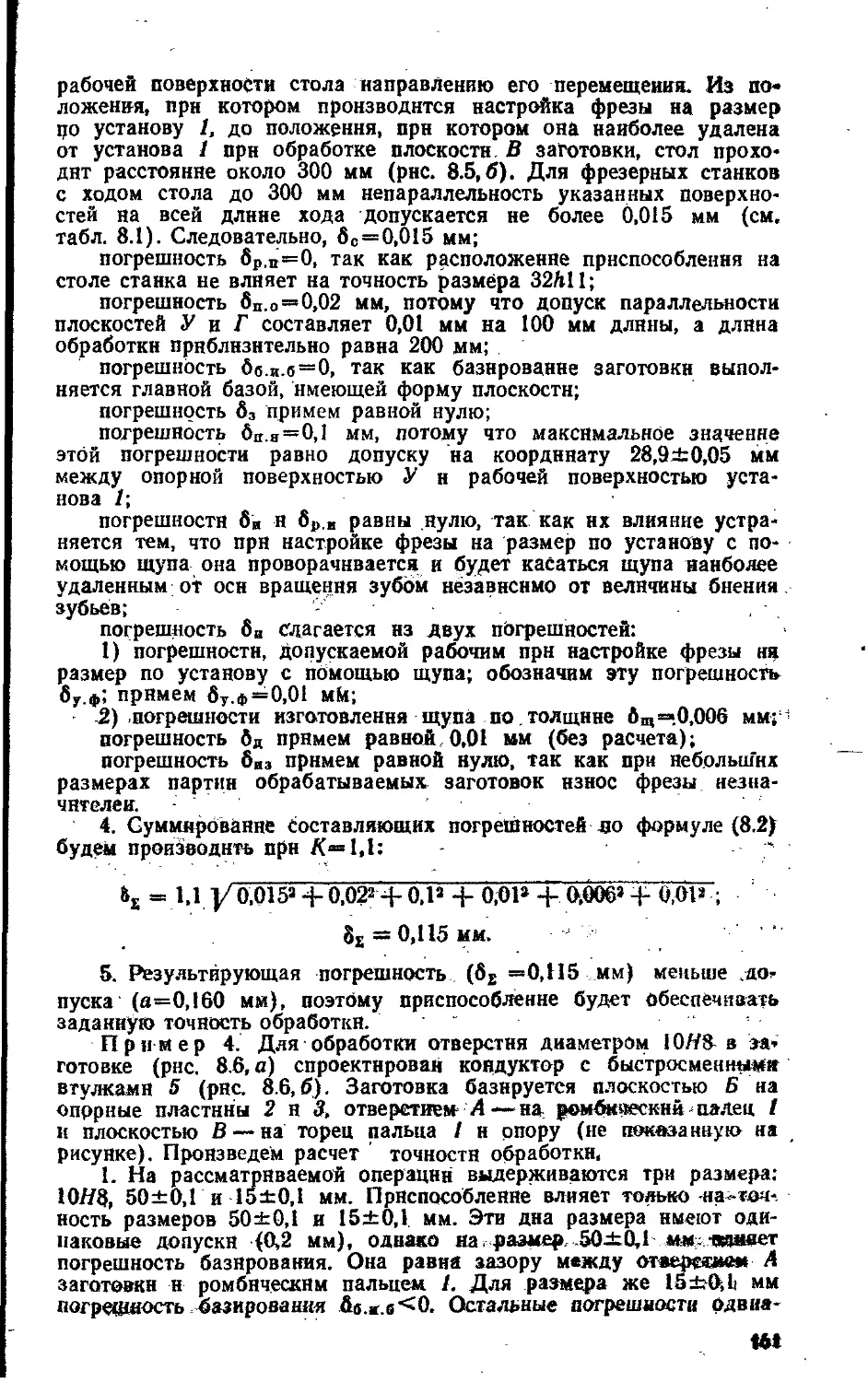
Практически каждая заготовка из партии занимает свое поло-
жение в приспособлении, несколько отличающееся от положения
других. Например, при базировании цилиндрического валика иа
призме 1 (рис. 2.7, а) ось валика с наибольшим диаметром D будет
находиться в точке' О, а с наименьшим ДО — а) — в точке Oi. Be-,
личина смещения оси валика (вследствие погрешности его диамет-
ра) в направлении плоскости симметрии призмы равна отрезкуOOt.
Легко увидеть, что в направлении, перпендикулярном плоскости
симметрии призмы, ось - иалика никогда не смещается. Кроме того,
25
различные поверхности и точки заготовки при ее базирован
в приспособлений смещаются иа разные величины. Так, у того ;
валика ось смещается иа величину т (см. рйс. 2.7, в), точка А
иа п, а точка В — на L
Отклонение положения заготовки при базировании от требуе*
мого, и в первую очередь отклонение ее исходной базы, влияет hi
точность выдерживаемых иа операции исходных размеров. Поэтом’
в каждом случае базирования необходимо определять смещеиш
исходной базы заготовки в направлении исходного размера. Эк
смещение будем называть погрешиос,гью базирования исходно!
базы и обозначим бвл.в.
Погрешность базирования исходной базы-
это расстояние между крайними положениями^
которые может занимать и с х о д и а и база у разных
Рис. 2,7. Погрешности базирования валика иа призме.
заготовок партии при их базировании в присно-
соблении, измереииое в направлении исходного
размера.
Смещение исходной базы при базировании заготовки порож-
дается погрешностями изготовления ие только базы, ио и опорного
элемента, а также его износом. В дальнейшем, при определении
бв.и.в влиянием износа элементов будем пренебрегать, полагая, что
он не выходит за пределы допуска на изготовление.
Определение погрешности бо.в.в сводится к решению чисто гео-
метрических задач. Рассмотрим несколько примеров.
Пример 1. Рассчитаем величину погрешности базирования
оси валика в направлении осн симметрии призмы (рис. 2.7,6).
В прямоугольном треугольнике ООгОр
ОО3 ~ — T^tnln. OOi = &б>
где-бе —погрешность базировании оси валика в направлении пло-
скости симметрии призмы в мм;
тогда
= (2Д)
Если на призму устанавливаются валики диаметром то
р _ О , n 7>min _ Е> — а
«ши — —~в Amin *~т — •
М
Подставим значения Ршах и Pm:n в выражение (2,1); после пре*
образования получим:
В6= -----1—, (2,2)
2 sin J
где а —допуск на диаметр валика, в мм; у — угол между опорными
плоскостями призмы, в град.
На практике обычно применяют призмы с углом у=904. Под-
ставив значение у в формулу (2.2), будем иметь:
8б « 0,71а. (2.3)
Пример 2. На рис. 2.7, в показана схема базнроваиня валика
на призме на операции фрезерования уступа. Определим величину
погрешности базирования исходных баз в направлении исходных
размеров (3±0,1 и 8±0,1). Исходной базой для обоих размеров
является ось валика. Так как она никогда не смещается с оси сим-
метрии призмы, для размера 3±0,1 погрешность бв.«.в=О. В на-
правлении размера 8±0,1 бв.и.в можно определить по формуле
(2.3). Имея в виду, что в данном случае а=0,16 мм и бв.«.в=бв,
получим:
8б „ б = 0,71а « 0,71.0,16 « 0,11 мм.
Пример 3. Рассмотрим случай, когда исходный размер за-
дан не от осн валика, а от образующей (рнс. 2.7, г). У валиков
обрабатывается лыска в размер, заданный от образующей А. На
призму 1 установлены два валика: одни диаметром />п>ах=£),
а второй диаметром £>min = Z)— а. Точки А и At соответствуют
крайним положениям исходной базы (образующей Я) при базиро-
вании партии валиков. Ось валика не смещается относительно оси
симметрии призмы, поэтому смещение образующей Л в направле-
нии размера М вызывается только изменением диаметра валика.
Величина смещения исходной базы (образующей А) в направлении
размера М равна отрезку АС-ОА-О^. Так как ОА = ~2<
Л , D a D [D а\ а
а О1Л1= • то ДС== 2 —(~2 —2 ) ~ "2 ' Следовательно, по
грешность базирования исходной базы в направлении размера М
равна
56.и.6 = ЛС = -^-.
Пример 4. На рис. 2.8, а и б показана схема базирования
заготовки при обработке уступа В с размерами N и М, заданными
соответственно от исходных баз Л и Б. В данном случае обе ис-
ходные базы совпадают с базами, используемыми для базирования
заготовки. Погрешность базирования исходной базы Б в направле-
нии размера М равна нулю, т. е. бв.и.в=0, так как у всех заготовок
партии база Б всегда совмещается с опорной плоскостью пластин
2 и 3 и, следовательно, занимает неизменное положение.
Иначе обстоит дело с базой А. Вследствие погрешности угла а
между базами А и Б, равной ±у, база А при базирований загото-
вок партии может занимать различные положения. Возможные
крайние положения базы А на рис. 2.8, а обозначены I и //. Раз-
личные точки базы смещаются в направлении размера У на разную
27
величину. Лишь точка, контактируюшаяся с пластиной 1, ие имей
смещения. На точность выполнения размера N влияет смещеии
точки С, равное т. Таким образом, погрешность базирования ал
размера N
5б.н.й =m = 2Ztg7.
Для уменыпёння бв.я.в' пластину / необходимо располагать п
высоте, как можно ближе к точке С. Если ее поставить иепосред
i заготовк
верхней плоскости за;
базы Л. В рассматрн-
ствеино у точки С (рис. 2.8, б), то погрешность базирования это
точки практически будет равна нулю.
Пример 5. Рассмотрим пример, когда исходная база не с(1
вмещена с базой, принятой для ориентирования “
(рис, 2.8, в). Это имеет место при обработке
готовки в размер N, заданной от исходной
а)
В
8)
В
2 a
Рис. 2.8. Эскизы к определению погрешности базирования.
ваемом случае погрешность базирования исходной базы А в на<
правлении размера N будет равна ’
®б. и. б = а<
где а — допуск иа размер В между исходной базой и базой, исполь-
зуемой для базирования заготовки. Действительно, смещение базы
А в направлении размера N вызывается только погрешностью вы?
полнения размера В у заготовки на предыдущих операциях.
2Л. ВЫБОР ГЛАВНОЯ-БАЗЫ
Выше было показано, что базирование заготовки в приспособ-
лении производится, как правило, двумя илн тремя базами, причем
оно сводится, по существу, к базированию ее отдельных баз. Обна-
ружено, что в группе баз значимость каждой нз ннх для данной
операции неодинакова. Среди них выделяется главная база. Заго-
трвка, поставленная этой базой в приспособление, получает почти
полную ориентировку, лишаясь трех илн четырех степеней свободы.
Для лишения заготовки остальных степеней свободы используются
другие, дополнительные базы. Главную базу необходимо выделять
из группы баз еще й потому, что способ ее базирования принци-
пиально отличается от способа базирования остальных, дополни-
тельных баз.. Например, если в качестве баз на операции исполь-
зуются два отверстия, причем одна из ннх принято за главную базу,
то метод его базирования принципиально отличается от метода
базирования второго отверстия, играющего роль дополнительной
базы. -
Вместе с тем обнаружено, что для разных заготовок может
быть использован один и тот же способ базирования главной базы,
если в качестве нее приняты одинаковые по форме поверхности.
Таким образом, способ базирования главной базы определяется
в основном ее формой. Например, если у совершенно разных заго-
товок в качестве главной базы принята нижняя обработанная пло-
скость, то при проектировании приспособлений Для всех заготовок
может быть предусмотрен один и тот же способ ее базирования —
на две опорные пластины (см. рис. 2.5,6 и в). '
В связи с этим представляется возможным рассматривать типо-
вые способы базирования главной базы определенной формы безот-
носительно к форме и размерам заготовки, тем более что круг
поверхностей, используемых в качестве главной базы, ограничен, ПО
существу, тремя видами — плоскостью, цилиндрическим отверстием
и цилиндрической наружной поверхностью.
Главную базу из группы баз выбирает конструктор приспособ-
ления. Иногда это делает технолог при разработке технологического
процесса, проставляя на операционном эскизе значками тип опор-
ного элемента и число опорных точек.‘За главную базу предпочти-
тельно брать поверхность, которая обеспечивает заготовке устойчи-
вое положение в приспособлении даже при базировании только
одной этой базой. Наиболее полно такому требованию отвечает
плоская поверхность заготовки, располагающаяся снизу и обладаю-
щая достаточной протяженностью. Еслн у заготовки такой поверх-
ности нет, выбирают другую достаточной протижеиности — боковую
плоскость, цилиндрическое отверстие либо цилиндрическую наруж-
ную поверхность.
На выбор главной базы влияет также точность исходных раз-
меров н допускаемых отклонений расположения обрабатываемой
поверхности. За главную следует принимать базу, от которой за-
даны наиболее точные исходные размеры (или наименьшие откло-
нения расположения). На первой операции, когда, у заготовки еще
нет ни одной обработанной поверхности, за главную базу прихо-
дится принимать необработанную поверхность. На последующих
операциях за главную базу стремятся принимать поверхности, об-
работанные точно и с наименьшей шероховатостью.
Примеры, иллюстрирующие выбор главной базы, приведены на
рис. 2.9, где главная база обозначается ГБ, дополнительные базы —
А и В, а обработанная поверхность изображена утолщенной линией.
' 2*
На рис. 2.9, а из двух баз за главную принята иижняя плоскост
На рис.' 2.9,6 из трех баз за главную принята иижняя плоскост
имеющая два участка, один из которых устанавливается на да
опорных штыря, а другой —на сблокированную опору1. Н<
рис. 2.9, в главной базой является обработанная наружная цилинд
рическая поверхность, которой заготовка устанавливается на призма
(см. рис. 2.2,6), а на рис. 2.9, г —точно обработанное цилиидрнч*
ское отверстие, которым заготовка надевается на цилиндрнческу
оправку, закрепленную на корпусе приспособления.
Несмотря на то что для каждой формы главной базы разр;
ботано несколько типовых способов ее базирования, в конкретны
условиях используется какой-то одни, обусловленный располож
нием заготовки на операции, точностью исходных размеров и т.
2.6. СПОСОБЫ БАЗИРОВАНИЯ ЗАГОТОВКИ С ГЛАВНОЙ БАЗО1
ИМЕЮЩЕЙ ФОРМУ ПЛОСКОСТИ
Осуществить базирование плоской главной базы — значит сов»
местить ее с какой-то заданной плоскостью приспособления. Так кая
положение любой плоскости определяется тремя точками, для вы-
полнения базирования необходимо иметь в приспособлении три
опорные точки, расположенные в одной заданной плоскости, но не
Рис. 2.10, Опорные штыри.
на одной прямой. Это достигается с помощью различных сочетаний
основных опорных элементов, которые и определяют способы бази-
рования плоской главной базы: на три опорных штыря; иа опорные
штыри в сочетании с плавающими н сблокированными опорами; иа
две опорные пластины; на плоскость опорного элемента.
Базирование с помощью трех опорных штырей (см. рис. 2.1, в),
применяется в основном в случаях, когда плоская главная база
заготовки не обработана. При использовании его для ориентирова-
ния обработанных баз опорные штыри (рис. 2.10) должны иметь
плоскую головку (рис. 2.10, а), причем их диаметр должен* выби-
1 Такие опоры реализуют собой одну опорную точку, хотя в
имеют контакт в двух точках. Подробно см. на с, 31.
М
раться сообразно с площадью базы (чтобы в сравнении с размером
базы поверхность опоры можно было принять за точку). Размещать
опорные штыри следует как можно дальше один от другого —это
повышает точность базирования.
Конструкция опорных штырей стандартизирована. По ГОСТу
они называются опоры постоянные. Выполняются штыри с плоской
(ГОСТ 13440—68), сферической (ГОСТ 13441—68) н насеченной
(ГОСТ 13442—68) головками. На корпусе приспособления в местах
установки штырей предусматриваются площадки (обычно на возвы-
шениях), которые обрабатываются одновременно. Прн точности вы-
полнения размера Н высоты головки штырей с отклонениями по Л5
или Л6 системы СТ СЭВ (по Q нли С системы ГОСТ) это обеспе-
чивает размещение опорных поверхностей штырей в одной заданной
плоскости. Иногда по размеру Н у штырей оставляют припуск для
обработки их опорных поверхностей после запрессовки штырей
в корпус.
Штырн, показанные по рис. 2.10,6 и в, служат только для
ориентирования необработанных баз.
Рнс. 2.11, Примеры установки заготовок на регулируемые вин-
товые опоры.
Иногда для базирования заготовок с необработанной плоской
главной базой вместо указанных опорных штырей используют регу-
лируемые опоры (рис. 2.11), чтобы можно было изменять высоту
опор в соответствии с величиной припуска у заготовок разных пар-
тий. Регулировку производят перед обработкой каждой партии за-
готовок с новым припуском. После регулировки положение опор
фиксируется и сохраняется неизменным на протяжении обработки
всех заготовок партии.
Конструкция регулируемых опор регламентирована ГОСТ
4084—68, 4085—68 и 4086—68. Пример их применения приведен иа
рнс. 2.11. Естественно, что для одной плоской базы требуются три
регулируемые опоры.
Базирование с помощью опорных штырей в сочетании с плава-
ющими или сблокированными опорами. При установке в приспособ-
лении нежестких заготовок возможна их деформация под влиянием
усилий закрепления, а при обработке — под влиянием сил резания.
Для повышения жесткости стремятся создать большее число точек
контакта заготовки с приспособлением, не нарушая прн этом тре-
бований теоретической механики — для определения положении
плоскости необходимо и достаточно трех точек. Достигается это
путем применения плавающих или сблокированных опор (рис. 2.12),
каждая из которых заменяет собой один опорный штырь, хотя я
контактирует с базой в двух или трех точках. Конструкция таких
опор обеспечивает согласованное перемещение опорных поверхно-
И
стен, при котором сохраняется практически неизменным' положен!
опорной точки (она остается в заданной плоскости приспособлении
Естественно, что общее количество опорных штырей совместа
с плавающими или сблокированными опорами должно быть ран:
трем при любом их сочетании.
. Данный способ базирования применяется и тогда, когда ко
фигурация заготовки ие позволяет разместить соответствукмщ
образом три опорных штыря (рис 2.12, г).
Основные плавающие и сблокированные опоры имеют разнос
разные конструкции. Некоторые из иих схематично показаны ;
рис 2,12, а, б, в. Работа опор ясна из
рисунков. На рис. 2.12, а
Рис. 2.12. Сблокированные и плавающие опоры.
б приведены двухточечные' сблокированные опоры (с точками А и
и плавающим элементом 1, а иа рис. 2.12, в — трехточечная плаваю»
щая (с точками А, Б и В и плавающим элементом 1). Пример при-
менения двухточечной сблокированной опоры показан иа рис. 2.12, г.
Здесь заготовка базируется на два опорных штыря 1 и 2 и сблоки-
рованную опору 3. Использоваине ее в данном случае объясняется
тем, что базирование иа три штыря невозможно из-за наличия
у заготовки ребра, которое не позволяет установить один из шты-
рей в требуемом месте. Путем замены одного из штырей двухто-
чечной опорой задача базирования успешно решается, при этом
увеличивается чясло точек контакта заготовки с приспособлением.
Рассмотренный способ базирования рекомендуется применять
при ориентировании необработанных баз, так как сблокированные
и плавающие опоры дают возможность в значительной степени
устранить отрицательное влияние неровностей поверхности иа точ-
ность ее базировании,
32
Базирование с помощью двух опорных пластин — наиболее рас-
пространенный способ ориентирования обработанных баз (см.
рис. 2.5, б и в). Опорные пластины (рис. 2.13 изготовляются в со-
ответствии с ГОСТ 4743—68 двух типов: плоские (рис. 2.13, а) й
с косыми пазами (рис. 2.13,6). У последних опорные поверхности
легче очищаются от стружки, поэтому их следует применять для
установки в горизонтальной плоскости, а плоские—на боковых
поверхностях. Выше,, иа с. 18, было показано, что две опорные пла-
стины реализуют три опорные точки, поэтому базирование на две
пластины полностью отвечает требованиям теоретической механики.
Длину пластин L выбирают в зависимости от протяженности базы.
На корпусе приспособления опорные пластины размещают
обычно на возвышающихся площадках (рис. 2.13, в). При изготов-
лении приспособления площадки обрабатывают одновременно, вы-
соту Н пластин выдерживают с отклонениями по hd системы СТ
СЭВ (по С системы ГОСТ). При необходимости опорные поверхно-
сти пластин подгоняют по краске, прн этом добиваются нх распо-
ложения в одной плоскости.
Иногда не удается применить стандартные пластины, и тогда
приходится проектировать опорные элементы специальной конструк-
ции. На рис. 2.14, а показано базироваяие заготовки / обработан-
ной плоскостью с помощью одной опорной пластины 2 с двумя
опорными участками, реализующими две опорные пластины. Подоб-
ное базирование приходитси осуществлять в тех случаях, когда
база имеет малые размеры и не представляется возможным разме-
стить две стандартные пластины.
Базирование ’ на плоскость опорного элемента используется
только для ориентирования чисто н точно (с малой неплоскостно-
стью) обработанных баз. Примером такого базирования является
установка заготовок на плоскость магнитных плит.
Часто базирование' заготовок, имеющих обработанную коль-
цевую плоскую поверхность фланца, производится иа .плоскость
опорного элемента. На рис. 2.14,6 показано базирование заготов-
ки / кольцевой'поверхностью фланца на кольцевую же плоскость У
бурта пальца 2 (плоскость иа плоскость). Цилиндрическая поверх;
ность пальца 2 используется для базирования второй базы.
Дополнительные опоры. Если при базировании рассмотренными
выше способами 'заготовка не получает достаточной устойчивости
2 Н. Ф. Уисив 33
или жесткости при обработке (закреплении), то к основным опор-
ным элементам разрешается добавлять люоое количество дополни-
тельных. Последние подводятся к поверхности базы после того, как’
осуществлено базирование заготовки с помощью основных опорных
элементов. При подведении дополнительных опор достигнутое
ориентирование базы ие должно нарушатьсй.
Рнс. 2.14. Основные опоры специальной
конструкции.
Дополнительные опоры имеют разнообразные конструкции. Одни
из ннх подводятся к базе вручную, а другие под действием пружин
(самоустанавливаютсн) и после подведения фиксируются. Конструк-
ции двух дополнительных опор приведены на рис. 2.15.
Клиновая дополнительная опора (рис. 2.15, а) приводится в дей-
ствие вручную. Для выдвижения вверх штыря 3 до контакта Сба-
зой необходимо переместить влево клин 1 вместе с винтом 5 за
звездочку 6, зафиксированную на винте штифтом 7. Когда- штыри 3
подведен к базе, его положение фиксируют вращением винта 5, прн
этом шарик 10, перемещаясь влево, выдвигает два кулачка 3 до
соприкосновения со стенками отверстия, благодаря чему клин сто-
порится относительно корпуса приспособления, Колпак 2 предохра-
34
няет опору от попадания стружки, а втулка 4 — корпус от износа.
Пружинное кольцо 9 сдвигает кулачки 8 при отвинчивании виита 5.
Упор 12, прикрепленный винтом 11, ограничивает перемещение
клииа 1. Для предотвращения поворота штыря 3 служит стопорный
виит 13
Дополнительная опора, показанная на рис. 2.15г б, приводится
в действие пружиной. Эта опора стандартизована (ГОСТ 13159—67).
Здесь штырь 1 вместе с защитным колпаком 2 поднимается, вверх
(до соприкосновения с базой) с помощью пружины 8. В этом поло-
жении штырь 1 фиксируется поворотом звездочки 7 с винтом 6,
вследствие чего опора 5 вместе с клином 4 перемещается влево и
стопорит штырь 1, Клин 4 не только стопорит штырь 1, но и, входя
в паз штыря 1, препятствует его повороту. Для предохранения кор-
пуса приспособления от износа предусмотрена втулка 3.
При всех рассмотренных способах базирования плоской главной
базы погрешность должна определяться в направлении, перпенди-
кулярном плоскости. Величина погрешности базирования зависит от
состояния базы (обработана, не обработана). Для обработанных
баз ее можно принимать равной нулю. Это допустимо, если обра-
ботанная 'база имеет малую неплоскостность, так как в этом случае
плоскость базы всех заготовок будет совмещаться практически без
погрешности с заданной плоскостью приспособления. Прн базирова-
нии необработанных баз. возможна погрешность, возникающая
вследствие того, что плоскость базы по отношению к заданной пло-
скости приспособления будет устанавливаться с перекосом из-за
неровностей базы. Величина этого перекоса (угла отклонения пло-
скости базы от’ заданной плоскости приспособления) будет зависеть
от высоты неровностей и расстояния между опорными точками.
Зная величину неровности базы и расстояние между опорами, мож-
но для любой точки базы определить погрешность ее базирования.
2.7, СПОСОБЫ БАЗИРОВАНИЯ ЗАГОТОВКИ С ГЛАВНОЙ БАЗОЙ,
ИМЕЮЩЕЙ ФОРМУ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ
ПОВЕРХНОСТИ
Наружная цилиндрическая поверхность широко используется
в качестве главной базы и наиболее часто — у заготовок типа ва-
лов, втулок и т. п. Осуществить базирование цилиндрической
поверхности — значит совместить ее ось с какой-то заданной линией
в приспособлении.
Применяются следующие способы базирования, различающиеся
по точности, эксплуатационным удобствам и областям применения:
в отверстие; с помощью двух полуотверстий; на призму; с помощью
самоцентрирующего устройства.
Базирование с помощью отверстия (рис. 2.16). В качестве опор-
ного элемента при данцом способе базирования чаще всего исполь-
зуется втулка 1, в отверстие которой заготовка 2 вставляется своей
главной базой ГБ. Ось отверстия втулки располагается в приспо-
соблении в требуемом положении. Чтобы заготовку главной базой
можно было вставить в отверстие втулки, необходимо предусматри-
вать гарантированный зазор в соедииенин заготовка — втулка.
Примем следующие обозначения (рис. 2.16, в):
Дони — наименьший диаметр отверстия во втулке, в мм;
ап — допуск иа диаметр отверстия во втулке, в мм;
dmax — наибольший диаметр базы, в мм;
а—-допуск на диаметр базы, в мм,
V
При этих обозначениях диаметры базы и отверстия будут связаны
зависимостью - -
D - = d 4- Д,
пип шах 1 ’
где Д — гарантированный зазор, в мм.
С учетом гарантированного зазора, а также погрешностей изго-
товления базы и отверстия во втулке максимальный диаметральный
зазор в соединении заготовка — втулка будет составлять:
S = а -4- Д + а .
max
В пределах этого зазора (рис. 2.16, а) возможно смещение оси базы
относительно оси отверстия, во втулке в любую сторону на вели-
чину, равную половине зазора (5Шах/2). Наибольшее расстояние
Рис. 2.16. Схема базирования заготовки с главной
базой, имеющей форму цилиндрической наружной
поверхности, в отверстие.
между крайними смещенными положениями оси базы — погрешность
базирования оси базы (бе) будет равна Smai, т. е. бб = 5тах. Та-
ким образом, погрешность базирования оси базы при данном спо-
собе базирования будет равна:
5б = а + ап+Л- (2.4)
Кроме того, в пределах зазора Smaz возможен-перекос оси базы
(рис. 2.16,6). Угол поворота осй базы а будет определяться по
формуле:
а = arctg —, (2.5)
где Smax — максимальный зазор в соединении заготовка — втулка,
в мм; I — длина Контакта базы со- втулкой, в мм.
Этот способ базирования используется для заготовок с базами,
обработанными ие грубее 9-го квалитета по СТ СЭВ (не грубее
3-го класса по ГОСТ). Прн базах( обработанных грубее, будут
большие зазоры Smax, а следовательно, н значительные погрешно-
сти базирования осн базы (бе). Отверстие во втулке выполняется,
как. правило, по 7—9-му квалнтетам по СТ СЭВ (по 1—3-му клас-
сам точности по ГОСТ).
Для обеспечения легкости установки базы в отверстие втулки
гарантированный зазор следует выбирать в пределах одной из по-
движных посадок 7-го нлн 9-го квалитетов по СТ СЭВ (2-го или
3-го классов точности по ГОСТ). _
На практике диаметр базы может быть выполнен с отклоне-
ниями основного вала илн в системе отверстия с любыми отклоне-
ниями— от а до zc по СТ СЭВ (от прессовой до широкоходовой
посадки по ГОСТ), В каждом конкретном случае следует подобрать
такую комбинированную посадку для соединения заготовка — отвер-
стие, прн которой за счет отклонений отверстия обеспечивался бы
гарантированный зазор Д в рекомендуемых выше пределах.
На рис. 2.16,г приведен пример базирования заготовки 2 с ба-
зой 04О«8=0 40 • мм. В данном случае принята комбиииро-
~ ’ СИ
ванная посадка 0 40-^д", прн которой отклонения отверстия со-
ставляют 0 40+Х мм, а зазоры в посадке:
Д = 0,120 — 0,099 = 0,021 мм;
Smax = 0.280 — 0,060 = 0,220 мм.
На сборочном чертеже (рнс. 2.16, з) диаметр отверстия во втулке
должен быть указан 0 40С11 или 0 4О^о’2®о-
Погрешность базирования осн базы будет равна:
8g = Smax = 0,220 мм.
Способ базирования с помощью отверстия находит широкое
применение для заготовок с обработанными базами, имеющими
точность не ниже указанной выше. Этот способ базирования не
рекомендуется использовать для заготовок с протяженными базами,
так как их трудно и долго вставлять в отверстие. Прн конструиро-
вании приспособления длину I втулки 1 (рнс. 2.16,6) принимают
не менее 1,5- диаметра базы, в противном случае мбжет появиться
значительный перекос оси базы а. -
Базирование с помощью двух полуотверстий (рнс. 2.17). В ка-
честве опорного элемента прн данном способе используются две
полувтулки 1 и 2, из которых одна (1) жестко закрепляется на
корпусе приспособления в требуемом положении, а вторая (2) по- -
движна и служит одновременно для базнроваиня и закрепления
заготовки. '
.На рнс. 213, а схематично показано базирование заготовки
р базой лиаметром rfmax-a с помощью полувтулок 1 н 2, имеющих от-
верстия диаметром D . Отверстия в них растачиваются в при-
способлении в сборе прн зазоре i между полувтулкамн, который
необходим для того, чтобы можно было закреплять заготовку, сбли-
жая подвижную полувтулку 2 с неподвижной 1. Благодаря тому,
что полувтулки раскрываются, создаются удобства для установки
заготовок с длинными базами н нет необходимости предусматривать
гарантированный зазор между базой и отверстиями в полувтулках,
поэтому при данном способе базирования Dmin=rfmax. Отверстия
37
обычно растачиваются в полувтулках с отклонениями по Н7 илая
Н9 по СТ СЭВ (по С или Сз по ГОСТ).
При базировании ось базы совпадает с осью отверстия в полу-fl
втулке 1 только в том случае, когда действительный размер отвер-л
стня равен Дщш, а базы — dmax (рнс. 2,17,6). В остальных случаях
вследствие погрешностей изготовления базы и отверстия в пределах -
допусков (а в ап) ось базы смещается относительно оси отверстия.
Наибольшее смещение имеет место тогда (рис. 2.17,в), когда н от- •
верстне и база нзготовлёны с предельными отклонениями (ап и а).
_ а+Оп
В этом случае смещение осн равно —я— н ось базы занимает
Рнс. 2.17. Схема базирования заготовки с главной базой, имеющей
вид цилиндрической наружной поверхности, с помощью двух полу-
отверстии.
положение О;. Максимальное смещение осн базы н будет представ-
лять собой погрешность базирования осн базы. Следовательно,
5б = 2-^±П- (2.6) Ж
Из сопоставления формул (2.6) и (2.4) видно, что прн рассмат- Я
рнваемом способе погрешность базирования осн базы примерно Я
в два раза меньше, чем прн базировании в отверстие. В связи 5
с этим, несмотря на некоторую сложность конструкции приспособ-
ления, данный способ базирования применяется достаточно часто. 5
Полувтулкн не стандартизованы; нх конструкция соответствует t
конкретным условиям. Длина полувтулок выбирается равной' ;
(1,0...1,5) D, где D — номинальный диаметр базы, в мм. Прн такой
длине полувтулок базирование осн базы выполняется без перекоса.
Перемещение полувтулкн 2 (рнс. 2.17,а) часто производится путем j
поворота ее относительно оси, расположенной сбоку от полувтулкн.
в плоскости разъема.
Базирование иа призму (рнс. 2.18). Призма 1 представляет ,
собой деталь с двумя опорными поверхностями, расположенными
под углом у, равным 60, 90 и 120°. Чаще у=90°. Заготовка 2 ба-
зой D-a кладется на призму 1. Как было показано выше (см. ;
с. 25), погрешность базирования осн базы зависит от управления:
в направлении, перпендикулярном плоскости симметрии призмы,
6б = 0; по осн симметрии призмы погрешность определяется форму- <
лой (2.2). Учитывая, что погрешность в направлении, перпендику-
лярном плоскости, симметрии призмы, равна нулю, заготовке н ;
38
призме стремятся придать такое взаимное расположение, прн кото»
ром-исходный размер А ±а, заданный от оси базы, был бы направ-
лен перпендикулярно плоскости симметрии призмы (рис. 2.18, а).
Если же на операции выдерживаются два исходных • размера (на-
пример, 10±0,05 и 20±0,2 на рис. 2.18,6), заданных от осн базы
под углом 90° друг к другу, то заготовку располагают на призме
так, чтобы перпендикулярно, плоскости симметрии призмы бы*
направлен более точный размер (10±0,05).
Рис. 2.18. Схема базирования заготовки с главной ба-
зой, имеющей вид цилиндрической наружной поверх-
ности, на призму.
Данный способ отличается простотой выполнения базирования
и универсальностью. Он может быть использован для базирования
как обработанных, так и необработанных баз; иет ограничений ж
по их длине. Его. можно применять и для баз с неполной цилинд-
рической поверхностью (рис. 2.18, в).
Рис. 2.19. Конструкции призм.
Конструкции призм разнообразны (рнс. 2.19). Некоторые из них
(рис. 2.19, а) стандартизованы (ГОСТ 12195—66).
При большой длине базы на корпусе приспособления прихо-
дится устанавливать две стандартные призмы, располагая нх на
некотором расстояннн друг от друга (рис. 2.19,6) таким образом,
чтобы база ложилась на призмы концами. Иногда применяют одну
призму с двумя призматическими участками (рис. 2,19, в). Для ба-
Ю
зирования заготовок необработанной базой применяют призмы'
с узкими участками установочных поверхностей (рис. 2.19, г).
При сборке приспособлений призму необходимо устанавливать
точно в заданном положении, для этого кроме крепежных винтов 1
предусматриваются два штифта 2 (рис. 2.19, а). Размер Н между
основанием призмы н центром устанавливаемой базы с номиналь-
ным диаметром D используется для ориентации положения призмы
иа корпусе относительно остальных элементов приспособления.
Благодаря указанным выше преимуществам этот способ бази-
рования получил наиболее широкое распространение.
Базирование с помощью самоцентрирующего устройства. С а •
моцентрнрующим называется устройство, опор-
ине поверхности которого (кулачки) подвижны
и связаны между собой так, что м о гут одновре-
менно и с равным перемещением сближаться
Рис. 2.20. Схема самоцентрирующих устройств:
а — с тремя кулачками; б — с двумя призматическими кулач-
ками; в — с тонкостенной упруго деформируемой втулкой.
к оси устройства или удаляться от нее, при этом
кулачки надежно центрируют закрепляемую заготовку. Опорные
поверхности самоцентрирующих устройств могут быть выполнены
либо на кулачках (рис. 2.20, а н б), либо в виде сплошной цилин-
дрической поверхности тонкостенной втулки, упруго деформируемой
при действии сил зажима (рис. 2.20, в).
Для - перемещения опорных поверхностей в радиальном направ-
лении служат различные механизмы, среди которых наибольшее
распространение получили спирально-реечные, рычажные, клиновые,
винтовые и механизмы с гндропластом. На основе этих механизмов
созданы различные варианты самоцентрирующих патронов: трехку-
лачковые, двухкулачковые, цанговые и гидропластнЫе. Конструкции
указанных патронов часто нормализуются в пределах отрасли.
Основное преимущество самоцентрирующих устройств состоит
в том,; что при установке в них заготовки погрешность базирования
оси базы равна нулю. Эти устройства, кроме гидропластных и цан-
говых, могут быть использованы для базирования заготовок как
с обработанной, так и с необработанной базой. При необработан-
ной базе может иметь место погрешность базирования из-за по-
_грешности формы базы, (овальности). Устройства с гидропластом
применяют только для установки заготовок с базовыми поверхно-
стями, обработанными по 6—9-му квалитетам по СТ СЭВ (по 1—
3-му классам точности по ГОСТ).
В заключение отметим, что при любом из рассмотренных спо-
собов базирования заготовки наружной цилиндрической поверхно-
40
стью она лишается четырех степеней свободы. У нее остаются две
степени свободы: возможность перемещения вдоль осн и вращения
относительно оси базы.
2.8. СПОСОБЫ БАЗИРОВАНИЯ ЗАГОТОВКИ С ГЛАВНОЙ БАЗОЙ,
ИМЕЮЩЕЙ ФОРМУ ЦИЛИНДРИЧЕСКОГО ОТВЕРСТИЯ
Цилиндрическое отверстие весьма часто принимается за глав-
ную базу. Осуществить базирование заготовки отверстием — это
значит совместить его ось с какой-то заданной линией в приспособ-
лении. Применяется несколько способов базирования. Наибольшее
распространение получили: с помощью наружной цилиндрической
поверхности; конической поверхности с малой конусностью и само-
центрирующего устройства.
Базирование с помощью иаружной цилиндрической поверхности
(рис. 2.21). При этом способе заготовка надевается отверстием ГБ
Рис. 2.21. Схема базирования заготовки с 'главной базой,
имеющей форму цилиндрического отверстия, на цилиндри-
ческую оправку (палец).'
на цилиндрическую оправку (палец), выполненную с такими откло-
неннями, чтобы в соединении заготовка — оправка обеспечивалаеь
подвижная посадка 7—9-го квалитетов по СТ СЭВ (2—3-го клас-
сов точности по ГОСТ).
На схеме базирования (рнс. 2.21, а) обозначено:
гаШ — Диаметр базы; dmax-an— диаметр оправки (пальца),
где Dmin — наименьший диаметр базы, в мм; а — допуск на диа-
метр базы, в мм; dmax — наибольший диаметр оправки (пальца),
в мм; ап — допуск на диаметр оправки (пальца), в мм.
Так как база надевается на оправку по подвижной посадке,
где А — гарантированный зазор, в мм.
Максимальный зазор (5шах) в соединении, заготовка — оправка
будет составлять;
5та^ = а.+ Д + ап-
При данном способе погрешность базирования оси базы будет
равна максимальному зазору (рнс. 2.21,6):
( 8g = а -)- Д -)- ап,
а перекос оси базы (рнс. 2.21, в) определяем нз геометрических
построений по формуле
' a = arctg^p-,
где а — угол поворота осн базы, в град; I — длина оправки (паль-
ца), в мм.
Рис. 2.22. Схема базирования заготовки с главной
базой, имеющей вид цилиндрического отверстия, иа
наружную коническую поверхность.
Чтобы перекоп оси базы не превышал допустимых пределов,
длину I оправки (пальца) принимают примерно 1,5 D, где D — но-
минальный диаметр базы, в мм.
Рассматриваемый способ базирования применяется только для
заготовок с базами, обработанными по 6—9-му квалнтетам по
СТ СЭВ (по 1—3-му классам точности по ГОСТ), ниаче получаются
большие погрешности и перекос оси базы. Методика определения
диаметра оправки аналогична рассмотренной выше (см. § 2.7),
Цйбгда в целях повышения точности заготовку надевают на оправ-
ку не по подвижной посадке, а по переходной нлн даже по непо-
движной посадке (напрессовывают). В этом случае погрешность
базирования осн базы равна нулю. Такой способ используется обыч-
нф при обработке заготовок на оправках, устанавливаемых в цент-
рах станка.
Базирование с помощью конической .поверхности с малой конус-
ностью. При этом способе заготовка главной базой — отверстием —
надевается на оправку с малой конусностью 1;А (рнс, 2.22, а).
В зависимости от действительного диаметра базы заготовка зани-
мает соответствующее положение по длине оправки, при этом
у каждой заготовки кромка отверстия всегда контактирует с по-
верхностью оправки, благодаря чему одна из точек оси базы совме-
щается с осью оправки. Чтобы полностью определить положение
оси базы, заготовку, надевают иа оправку с натягом (ударами по
торцу оправки или под прессом). В результате обеспечивается кон-
такт базы с оправкой (риф 2.22, б) на длине /к, достаточной для
предотвращения перекоса оси базы. Таким образом, при данном
способе ось базы совмещается с осью оправки без погрешности,
т. е. бб = О.
Величина конусности 1:А принимается в пределах 1:3000...
1 : 1000. С уменьшением 1 : k в указанных пределах увеличивается
/к, однако одновременно возрастает и /см и общая длина оправки
L, что. нежелательно.
Рис. 2:23. Схема базирования заготовки с глав-
ной базой, имеющей вид цилиндрического отвер-,
стия, иа самоцеитрирующее устройство:
в —с тремя кулачками; б — с тонкостенной втулкой,
разжимаемой гидропластом, роликами и т. д.
Данный способ базирования применяется только для заготовок
с базами, обработанными не грубее 7-го квалитета по СТ СЭВ
(2-го класса точности по ГОСТ), иначе оправки получаются недо-
пустимо длинными. Благодаря простоте конструкции опорного эле-
мента и высокой точности базирования оси базы (бс = О) он исполь-
зуется в инструментальном производстве при шлифовании наруж-
ной поверхности червяков, червячных фрез, долбяков и т, Д.
(рис. 2.22, в). Из-за разницы в положениях заготовок по длине
оправки этот способ базирования не применяют при обработке на
настроенных станках.
Базирование с помощью самоцентрирующего устройства. Этот
способ аналогичен рассмотренному методу базирования загот^йж
наружной цилиндрической поверхностью в самоцеитрирующее уст-
ройство (см. с. 40). Разница заключается лишь в том, что при бази-
ровании заготовки отверстием (рис. 2.23) опорные ,поверхиб9ти
удаляются от оси.
Для базирования заготовок отверстием могут быть использова-
ны самоцентрирующие устройства тех же конструктивных тшор,
что и при установке заготовок цилиндрической наружной пойеру-
иостью. Кроме изображенных иа рис. 2.23, а и б применяются также
самоцентрирующие устройства с тарельчатыми пружинами и с мем-
' 43
бранамн. При данном способе погрешность базирования осн баз!
равна нулю (6с = 0).
В заключение отметим, что при любом нз рассмотренных спо-'
собов базирования заготовки отверстием она лишается четырех'
степеней свободы. нее остаются две степени свободы: возмож-
ность перемещения вдоль осн и вращения относительно осн базы,-
2.9. ПРАВИЛО БАЗИРОВАНИЯ ЗАГОТОВОК ГРУППОЙ БАЗ
Рассмотренные выше способы можно применять-для базирова-
ния заготовок только главными базами и без корректировки нельзя
использовать,для базирования дополнительными базами. Примене-
ние их в последнем случае без корректировки будет сопровождать-
ся возникновением больших погрешностей базирования, а в ряде :
случаев может привести к тому, что'отдельные заготовки из партии
вообще не удастся поставить в приспособление. Поясним сказанное
двумя примерами.
Пример 1. В заготовке (рис. 2.24, а) требуется расточить
отверстие диаметром d, обеспечив перпендикулярность оси отверстия
к торцу Б в пределах 0,05:100 мм. На рис. 2.24,6 показан случай,
когда базирование каждой базы заготовки осуществляется спосо-
бом, рекомендованным для главной базы соответствующей формы:
торец Б — на кольцевую поверхность У бурта пальца 1, а отвер-
стие А — на цилиндрическую поверхность П того же пальца дли-
ной, равной примерно двум диаметрам базы А.
Если бы обрабатываемые заготовки не имели погрешностей во
взаимном расположении баз А н Б, т. е. если бы у всех заготовок
партии ось отверстия А была строго перпендикулярна торцу Б, то
подобное базирование заготовки было бы допустимо. Практически
же почти каждая заготовка из партии будет иметь какое-то откло-
нение _рт перпендикулярности, и при ее базировании отверстием А
на поверхность П пальца 1 торец Б будет устанавливаться с пере-
косом относительно опорной поверхности У (рис. 2.24, в). В резуль-
тате появится погрешность базирования торца Б заготовки, из-за
которой при обработке отверстия диаметром d может быть не обес-
печена требуемая перпендикулярность его оси торцу Б.
4 1 •
Пример 2. В кронштейне обрабатывается отверстие диамет*
ром d, заданное размерами М и N (рис. 2.25, а). Для каждой базы
кронштейна выбран способ базирования, рекомендуемый для глав-
ной базы соответствующей формы: плоскость Б — на две опорные
пластины 1 и 2, а отверстие А — на палец 3 длиной около двух его
диаметров (рнс; 2.25, б).
Вследствие того что расстояние Н между базами у кронштейна
может быть выполнено с отклонениями в пределах ±0,1 мм (см.
рис. 2.25, а), а зазор s (см. рис. 2.25,6) между стенками отвер-
стия А и пальца 3 мал, ряд кронштейнов из партии с размером Ht
в пределах допуска, но больше чем (Д+з), не удастся поставить
в приспособление с рассматриваемым способом базирования
(рис. 2.25, в). Заготовки же, имеющие расстояние между базами
Рис. 2.25. Неправильное базирование кронштейна двумя
базами.
меньше, чем (Н — з), будучи надеты отверстием А на палец 3, мо-
гут занять в приспособлении такое положение, при котором пло-
скость Б кронштейна встанет с перекосом относительно опорной
плоскости У пластин 1 и 2 (рис. 2.25, г). При этом возникнет по-
грешность базирования плоскости Б кронштейна, из-за которой
могут быть не выдержаны исходные размеры М и N.
Таким образом, при базировании заготовок группой баз необ-
ходимо учитывать не только погрешности размера и формы каждой
базы в отдельности, но и главным образом погрешности взаимного
расположения баз: отклонение от перпендикулярности (см.
рис. 2.24, а) и параллельности (см. рис. 2.25, а), отклонение разме-
ров между базами (см. рис. 2.25, а) и т. д.
Погрешности взаимного расположения баз мож!Щ не учитывать
только при выборе способа базирования главной базы, так как ее
ориентирование осуществляется первой из группы баз. Способ же
базирования дополнительных баз должен выбираться с учетом по-
грешностей взаимного расположения баз, при этом необходимо
рукрводствоваться следующим правилом: при базировании
заготовки группой баз ни один опорный элемент
45
нё должен лишать ее тех степеней свободы, ко-|
торых она уже лишена с помощью других опор-|
иых элементов. j
Пользуясь этим правилом, разработку способа базирования ;
заготовки группой баз необходимо вести в следующей последова-
тельиости: |
1) из группы баз выбрать главную (см. с. 28); 1
2) определить способ базирования главной базы данной формы j
(см. с. 30—43); |
3) установить, каких степеней свободы будет лишена заготовка 1
с ромощью опорного элемента для базирования главной базы и ]
какие степени свободы у нее останутся; |
в). I
Рис. 2.26. Базирование
заготовки в соответствии
с правилом базирования
группой баз.
’ 4) выбрать способ базирования дополнительной базы, прн этом
согласно правилу нельзя допускать, чтобы опорный элемент для
базирования дополнительной базы дублировал функции, выполняе-
мые элементом для базирования главной базы;
5) при базировании заготовок тремя базами определить способ
базирования второй дополнительной базы, руководствуясь тем же
правилом. Элемент для базирования второй дополнительной базы
не должен дублировать функций, выполняемых элементами для
базирования главной и первой дополнительной баз.
Часто удобен способ сЬвместного базирования второй и третьей
баз при рациональном распределении функций между базирующими
их элементами.
Поясним применение правила базирования заготовок группой
баз на примере базирования заготовки, показанной на рис. 2.26, а.
Разработку способа базирования будем вести в соответствии с ука-
занной выше последовательностью,
1. Выберем главную базу. Из двух баз (плоскость Б и отвер-
стие А) за главную примем плоскость Б, потому что требуется
обеспечить перпендикулярность оси обрабатываемого отверстия
диаметром d к этой плоскости и при базировании на плоскость Б
заготовка будет занимать устойчивое положение.
2. Определим способ базирования главной базы — плоскости Б.
Используем способ базирования на плоскость (см. рис. 2.14,6). Так
как база Б имеет форму кольца, опорный элемент также должен
46
иметь опорную поверхность в виде кольца. Базирование главной
базы показано на рнс. 2.26,6.
3. Установим оставшиеся у заготовки степени свободы. В ре-
зультате базирования главной базой заготовка лишается трех степе-
ней свободы: перемещения по оси Z н вращения относительно осей
X и У. Следовательно, у нее'остаются еще три степени свободы:
перемещение по осям X и У и вращение относительно Оси Z.
4. Выберем способ базнронання остальных баз. На рассматри-
ваемой операции заготовка базируется двумя базами. Третья база
ие требуется, да н ие представляется возможным ее выбрать, так
как у заготовки нет поверхности, которую можно было бы принять
за третью базу. При базировании двумя базами у заготовки всегда
остается одна степень свободы. Поэтому опорный элемент для вто-
Рис. 2.27. Базнронанне заготовки иа пальцы различной длины.
рой, дополнительной, базы (отверстия А) может н должен лишать
заготовку только двух степеней свободы — ограничить перемещение
по осям X и У. Таким опорным элементом может быть цилиндри-
ческий палец 2 с короткой опорной поверхностью П (рис. 2.26, в).
Конструктивно вместо двух опорных элементов — кольца 1 и паль-
ца 2 — можно выбрать один элемент — палец с буртом с теми же
опорными поверхностями У и П.
Для отверстия А, являющегося дополнительной базой, длинный
палец (см. рис. 2.14,6) использовать нельзя, так как он лишает
заготовку четырех степеней свободы, вследствие чего будет иметь
место недопустимое дублирование функций (лишение поворота от-
носительно осей X и У).
Поясним, какой палец нужно считать коротким, а какой длин-
ным. Предположим, что заготовка (рнс. 2.27, а) имеет две базы:
плоскость Б и отверстие А диаметром D . Допустимое отклоне-
ние от перпендикулярности осн отверстия. А к торцу Б не более
п ; 100 мм. За главную базу примем торец Б, и базирование произве-
дем на палец с буртом (рнс. 2.27,6). Допустим, что палец изготов-
лен с максимальным диаметром dmax, а отверстие А — с минималь-
ным диаметром Dmia. В этом случае диаметральный зазор s в со-
единении заготовка — палец будет минимальным н равен гаранти-
рованному зазору А (см. с. 41).
Если при указанных условиях на палец надеть заготовку, име-
ющую еще и наибольшее отклонение от перпендикулярности оси
отверстия А к торцу Б (п: 100 мм), то при некоторой длине палец
будет касаться стенок отверстия заготовки в двух сечениях I—I
и II—II (рис. 2.27,6), но при этом не будет изменять ее положе-
ние, достигнутое прн базировании плоскостью на торец пальца.
47
Длину пальца /г будем называть граничной длиной, разделяюще^
пальцы на длинные и короткие. |
При длине более /г палец по-прежнему будет касаться стенок-
отверстия заготовки в двух сечениях, но при этом уже будет воз-
действовать на нее, поворачивая ее и придавая осн отверстия соот-
ветствующее положение (рис. 2.27, г). Палец длиной более 1Г будем
называть длинным. Он базирует ось отверстия в двух точках Oi и
О2, лишая заготовку четырех степеней свободы.
Палец длиной менее /г будем называть коротким. Он базирует
ось отверстия лишь в одной точке О] (рис. 2.27, в) и лишает заго-
товку двух степеней свободы (перемещений по X и У), так как
контактирует с поверхностью отверстия лишь в одном сечении /—I.
В каждом конкретном случае всегда можно определить гранич-
ную длину пальца /г из геометрических построений, пользуясь тре-
угольником MNP (см. рис. 2.27,6), в котором MN=&, a MP=lt.
Зная отклонение от перпендикулярности оси отверстия к торцу
заготовки . (п : 100), можно написать MN : МР—п ; 100, откуда
/г = А.Ю0.
п
2.10. СПОСОБЫ БАЗИРОВАНИЯ ЗАГОТОВОК
ДОПОЛНИТЕЛЬНЫМИ БАЗАМИ
При базировании заготовок группой баз в качестве дополни-
тельных баз используются те. же (по форме) поверхности: плоскость,
цилиндрическое отверстие и наружная цилиндрическая поверхность.
Разработано несколько способов базирования заготовок этими
базами.
Базироваиие заготовки дополнительной базой в виде плоскости.
Способ- базирования определяется главным образом тем, скольких
степеней свободы следует лишить заготовку при базировании дан-
ной базой. Если заготовку требуется лишить одной степени сво-
боды, То базирование плоскости выполняется на одни опорный
штырь (см. базирование плоскости В по рис. 2.5, в). В данном слу-
чае плоская дополнительная база по терминологии, установленной
ГОСТ 21495—76, называется опорной. Если заготовку необходимо
лишить двух степеней свободы, то базирование производится либо
иа два опорных штыря (см. базирование плоскости на штыри 4 и 5
иа рис. 2.1, в), либо на опорную пластину (см. базироваиие пло-
скости А иа рис. 2.5,в). В этом случае база называется направля-
ющей. Естественно, что базирование на опорную пластину до-
пускается лишь для обработанной плоскости.
Следует отметить, что при любом из указанных способов каж-
дый из опорных штырей может быть заменен одной сблокированной-
или одной плавающей опорой.
Базироваиие заготовки дополнительной базой в виде цилиндри-
ческого отверстия. Способ базирования определяется расположением
оси отверстия по отношению к другим базам, уже получившим
базирование. При этом форма, других баз не имеет значения и мо-
жет быть любой (плоскость, отверстие и т. д.). На практике наибо-
лее часто встречаются три варианта, расположения отверстия по
отношению к другим базам.
Вариант 1. Ось отверстия перпендикулярна
базе, уже получившей базирование. В качестве прн-
' мера рассмотрим базирование заготовки двумя базами — плоско-
41
стью Б и отверстием А, ось которого перпендикулярна плоскости Б
(см. рис. 2.26). Такое сочетание баз весьма часто используется на
практике для базирования заготовок не только двумя, но н тремя
базами. Если в качестве главной базы принять плоскость, то отвер-
стие будет дополнительной базой. Естественно, что главная база
(плоскость) будет базироваться первой. Следовательно, при выборе
способа базирования отверстия оно должно рассматриваться как
отверстие, ось которого перпендикулярна к базе, уже4 получившей
базирование. Как было показано выше, для базирования отверстия
б)
а)
А
mln
в этом случае должен применяться короткий цилиндрический палец
(палец 2 на рис. 2.26, в).
Вариант. 2. "
у ж е
товки, приведенной на рис.
верстие А, ось которого
параллельна плоскости Б и
расположена от нее на рас-
стоянии Н±z. Такое соче-
тание баз применяется обыч-
но при базировании загото-
вок тремя базами, прн этом
базы Б и А должны быть
предварительно обработаны,
У рассматриваемой заготов-
ки третьей базой может
служить задняя плоскость,
перпендикулярная базе Б и
оси отверстия Л. Прн рас-
смотрении способа базиро-
ОсЬ отверстия параллельна базе,
получившей базирование. Для базирования заго-
2.28, а, используется плоскость Б и от-
вания для отверстия можно
ве учитывать третью базу, рис 2.28. Базирование заготовки пло-
если она еще не получила скостью и отверстием, ось которого
ориентирования. параллельна плоскости.
Допустим, что за глав- г
ную базу принята пло-
скость Б, которой заготовка базируется на две опорные пластины
2 и 3 (рис. 2.28,6). Тогда отверстие А будет дополнительной базой,,
и его базирование будет производиться после того, как первая
(главная) база уже получила базирование.
Выше было показано (см. с. 44), что из-за погрешностей во
.взаимном расположении баз нельзя базировать заготовку отвер-
стием, выполняющим роль дополнительной базы, на цилиндриче-
ский палец (см. рис. 2.25). Чтобы было соблюдено правило бази-
рования заготовок группой баз, необходимо вместо цилиндрического
использовать срезанный палец 1 (рис. 2.28,6). Он устанавливается
в корпусе приспособления по посадке с иатягом или по переходной
посадке на • расстоянии H±zn от опорных пластНн 2 и 3. Палец
имеет ленточки шириной Ь, образованные цилиндрической поверх-
ностью диаметром d max—ап. Этими ленточками он базирует ось
отверстия заготовки в направлении оси X.
Диаметр rfmax и его отклонение ап выбираются такими, чтобы
между отверстием заготовки диаметром и пальцем 1 обес-
печивалась подвижная посадка Д или Х3 в системе ГОСТ (посадка
gS или f9 в системе СТ СЭВ). В зависимости от конкретных усло-
вий базирования заготовки срезанный палец может быть длинным
(Z>1,5D) илн коротким (/<£>). Длинный палец лишает заготовку
49
двух степеней свободы — перемещения по оси X и вращения отно-
сительно Z. Короткий палец лишает заготовку только одной степени
свободы — перемещения по оси X.
Благодаря тому, что срезанный палец Г (рис. 2.29,6) контак-
тирует с отверстием только узкими ленточками, между пальцем и
стенками отверстия в направлении размера И образуется значитель-
ное расстояние п, допускающее установку заготовок с погрешностя-
ми (±z) во взаимном расположении баз А и Б (см. рис. 2.28,а).
Величина расстояния п зависит от ширины леиточки Ь. В этом легко
убедиться, если- проследить за изменением величины расстояния
(зазора) между цилиндрическим пальцем 1 (рис. 2.29, а) и отвер-
стием 2 заготовки в направлении размера Н в зависимости от по-
%
Рис. 2.29. Величина зазора в разных точках цилиндриче-
ского пальца (а) и схема к расчету ширины ленточки
срезанного пальца (б).
ложения места измерения зазора на пальце. В точке А, расположен-
ной в диаметральном сечении II—II, это расстояние будет равно пг.
При приближении точки к диаметру I—I расстояние будет увели-
чиваться, и в точке В оно будет равно п. Легко видеть, что п>т.
Величину п, а следовательно, ширину ленточки b у срезанного паль-
ца 1 выбирают сообразно с величиной погрешности размера И
у заготовки (±z) и приспособления (;fczn).
Для обеспечения возможности надевания заготовки на палец
при максимальных значениях указанных погрешностей необходимо
соблюдать условие
n>z + zn, (2.7)
Для определения величины b можно воспользоваться неравенством •
(2.7) н геометрнческимй построениями, приведенными на рнс. 2.29,6:
Из Д О АВ О А2 = О В2—АВ2}
Из Д ОАЕ ОА2 = О& — АЕ2.
Решая эти уравнения, получим:
ОВ2 — АВ2 -ОЕ2 — АЕ?.
SO
Согласно принятым обозначениям (см. рис. 2.29,6):
= АВ = —; = Л£= —4-л,
2 ’ 2 ’ 2 ’ 2
где dmax — наибольший диаметр срезанного пальца 1 (по цилиндри-
ческим ленточкам); £>min — наименьший диаметр базы (отверстия 2
заготовки).
После подстановки этих значений в уравнение, соответствующих
преобразований и пренебрежения величинами второго порядка ма-
лости (п2) получим:
j _ (^min ~Ь ^tnax) (Omln —. ^тах) (2.8)
4га
С достаточной ТОЧНОСТЬЮ МОЖНО принять (Dmin + dmax) =2Dmln.
Рис. 2.30, Базирование заготовки двумя отверстиями
с параллельными осями.
В свою очередь, £>Ш1П— dmax=A, где Д — гарантированный
диаметральный зазор в соединении заготовка — срезанный палец
(по ленточкам). Подставив этн значения в уравнение (2.8), будем
иметь: . '
t _ Пт In А _ Пщ|п А
“ 2га ~ 2 (z + га) ’
где b— ширина ленточки срезанного пальца при базировании заго-
товки на плоскость и отверстие, в мм.
Рассмотренный способ базирования отверстия применим лишь
при малых отклонениях ±z размера Н у заготовки, так как при
больших отклонениях ширина ленточки получается настолько незна-
чительной, что использовать срезанный палец с такой ленточкой
нельзя из-за ее быстрого износа.
Рассмотрим еще один пример — базирование заготовки 2 двумя
отверстиями Д и Б с параллельными осями (рис. 2.30). Сочетание
двух отверстий с параллельными осями чрезвычайно часто приме-
няется в качестве баз при базировании заготовки тремя базами.
Третьей базой чаще всего служит плоскость, перпендикулярная осям
отверстий А и Б. При этом главной базой может быть либо пло-
скость, либо одно из отверстий.
И
Рассмотрим случай, когда за главную базу принято одно из -
отверстий — отверстие А. Допустим, Заготовка 2 базируется этим
отверстием на длинный цилиндрический палец 1. Тогда отверстие Б
будет дополнительной базой и его ось будет параллельна другой
базе (отверстию Б), уже получившей базирование. Следовательно,
для базирования отверстия Б необходимо использовать срезанный
палец 3.
Условие возможности надевания заготовки 2 на пальцы 1 и 3
будет определяться неравенством:
Дц *
п>г + гп— —, (2.10)
где п — зазор между Отверстием Б и срезанным пальцем 3 в на-
правлении размера L, в мм; 2— наибольшее отклонение расстояния
L между осями отверстий А и Б у заготовки, в мм; гп — наиболь-
шее отклонение расстояния L между осями пальцев 1 и 3 в при-
способлении, в мм; Дц — гарантированный зазор (диаметральный)
между отверстием А и цилиндрическим пальцем, в мм.
Подставив эти значения в формулу (2.9), получим
' Л — ^2mln Д
2(* + *n) — Дц ’
где Ь — ширина ленточки срезанного пальца при базировании заго-
товки иа два отверстия с параллельными осями, в мМ; Огши — диа-
метр отверстия, -надеваемого на срезанный палец, в мм; Д —.диа-
метральный зазор между отверстием заготовки и срезанным паль-
цем, в мм.
Данный способ базирования также применим только при малых-
погрешностях (±z) размера L у'заготовки.
Вариан-т 3. Ос'ь отверстия перпендикулярна
одной базе, получившей базирование, и одновре-
менно параллельна другой базе, также получив-
шей базирование. Такой случай имеет место прн установке
заготовок тремя базами при следующих сочетаниях баз: две пло-
скости и отверстие; плоскость и два отверстия. .
В качестве примера рассмотрим базирование заготовки 2 (см.
рис. 2.30), имеющей три базы — плоскость и два отверстия А я Б
с параллельными осями. Допустим, что плоскость (задняя, перпен-
дикуляр'ная - осям отверстий А и Б) принята за главную базу и
установлена на две опорные пластины (на рисунке не показаны).
Тогда базирование первой дополнительной базы — отверстия А —
следует производить по варианту 1 — на короткий цилиндрический
палец, так как ось этого отверстия перпендикулярна плоскости, уже
получившей базирование (иа две пластины). А вторую дополни-
тельную базу — отверстие Б — надо базировать одновременно по
вариантам 1 и 2.При варианте 1 палец 3 должен быть коротким
цилиндрическим, а при варианте 2 он должен быть еще и срезан-
ным, так как ось этого отверстия Б одновременно перпендикулярна
плоскости и параллельна оси первого отверстия А. Причем обе базы
уже получили базирование к моменту выбора способа базирования
для отверстия Б.
В заключение можно сформулировать правила базирования за-
готовки дополнительной базой, имеющей форму отверстия. Заготовку
следует базировать:
1) на короткий цилиндрический палец, если ось отверстия пер-
пендикулярна базе, уже получившей базирование;
51
2) на срезанный палец, если ось отверстия параллельна базе,
получившей базирование;
3) на короткий срезанный палец, если ось отверстия одновре-
менно перпендикулярна одной и параллельна другой базе, уже по-
лучившим базирование.
Прн этом по пункту 2 срезанный палец может быть либо длищ~
ным, либо коротким. Длина . его выбирается, с учетом конкретных
условий базирования (см. вариант 2).
al ' (
Исполнение I Исполнение Л Исполнение Ш
Для О =10... 16мм
ИспомениеШ
ПляДЛОмм
(Г
Установочные пальцы, применяющиеся для базирования в рас-
смотренных случаях, стандартизированы (рнс. 2.31). Конструкция
коротких цилиндрических пальцев определена ГОСТ 12209—66,
а коротких срезанных — ГОСТ .12210—66. Следует иметь в виду,
что последним ГОСТом установлена также ширина ленточки Ь. Она
зависит от диаметра D цилиндрического пальца и принята для диа-
метров от 4 до 6 мм — 1 мм, свыше 6 до 8 мм — 2 мм, свыше 8 до
12 мм — 3 мм, свыше 12 до 32 мм —4 мм н т. д. Поэтому ширину
ленточки, полученную путем расчета по формуле (2.9) или (2.11),
необходимо сопоставить с ее шириной, установленной ГОСТом для
срезанного пальца данного диаметра. Определенная расчетом шири-
на должна быть большей, чем установлено ГОСТом. Если она по-
лучилась меньше (даже при посадке f9, т. е. при наибольшем зазо-
ре Д), то данный способ базирования Либо нельзя применять, либо
S3
следует уменьшить отклонения ±z и ±zn. При этом необходимо
помнить, что уменьшение отклонений ±z ведет к удорожанию об-
работки заготовки на операции, где выдерживается размер Н иля
L, а уменьшение отклонений ±гп — к удорожанию изготовления
приспособления. Возможно также увеличение зазоров Д и Дц, од-
нако это связано с повышением погрешности базирования, так как
увеличиваются перемещения и угол поворота при базировании.
Базироваиие заголовки дополнительной базой в виде наружной
цилиндрической поверхности. Этот способ определяется расположе-
Рис. 2.32. Способы базирования заготовки
дополнительной базой в виде наружной
цилиндрической поверхности, ось которой
параллельна базе, уже получившей базиро-
вание.
иием оси наружной поверхности по отношению к другим базам лю-
бой формы, уже получившим базирование. На практике встречаются
три варианта расположения оси цилиндрической поверхности по от-
ношению к другим базам.
Вариант 1. Ось наружной цилиндрической по-
верхности параллельна базе, уже получив ш е й
базирование. В качестве примера рассмотрим базирование за-
готовки 2 двумя базами — плоскостью Б и наружной цилиндриче-
ской поверхностью Д, ось * которой параллельна плоскости Б
(рис. 2.32). Если в качестве главной базы принять плоскость, то
наружная цилиндрическая поверхность А будет дополнительной
54
базой. Главная база базируется первой. Следовательно, прн выборе
способа базирования наружной цилиндрической поверхности она
должна рассматриваться как дополнительная база, ось которой па-
раллельна базе, уже получившей базирование. На практике встре-
чаются два способа базирования такой базы: с помощью паза
(рис. 2.32, а) и с помощью подвижной призмы (рнс. 2.32,6). При
каждом из этих способов учитывается наличие у заготовки погреш-
ности ±z во взаимном расположения баз (погрешность размера W),
а используемый для базировании опорный элемент 1 не дублирует
функций, выполняемых опорными пластинами 3 (не устраняет пере-
мещение по оси Z н ие лишает поворота относительно осей X и г).
Чтобы не лишать заготовку 2 перемещения по оси Z, опорный эле-
Рис. 2.33. Способы базирования заготовки дополнительной базой
в виде наружной цилиндрической поверхности, ось которой перпен-
дикулярна базе, уже получившей базирование.
мент 1 по рнс. 2.32, а имеет паз, направленный по оси Z, а эле-
мент 1 по рнс. 2.32, б подвижен по осн Z.
Длина I опорного элемента 1 в направлении осн базы выби-
рается в зависимости от конкретных условий. Если при базировании
наружной цилиндрической поверхностью заготовку необходимо ли-
шить двух степеней свободы (перемещения по X и поворота отно-
сительно Z), то длина I должна быть принята не менее 1,5 D, где
£>—номинальный диаметр базы. Опорный элемент с такой длиной/
в дальнейшем будем называть длинным. Если при базировании
рассматриваемой базой заготовку нужно лишить только одной сте-
пени свободы (перемещения по оси X), то I должна быть значи-
тельна меньше D — в пределах 3...10'мм. Опорный элемент с такой
длиной будем называть коротким. Выбирая длину / короткого эле-
мента, следует иметь в виду, что с уменьшением / увеличивается
износ опорных поверхностей.
Области применения рассмотренных способов базирования
определяются состоянием поверхности базы (наружной цилиндриче-
И
ской поверхности). С помощью подвижной призмы (см. рис. 2.32, б)
можно осуществлять базирование как обработанных, так и необ-
работанных баз. В последнем случае следует только убрать из кон-
такта с базой среднюю часть поверхности опорного элемента подоб-
но тому, как это сделано на рис. 2.19, в, и г. С помощью паза можно
базировать только обработанные базы, причем не грубее 9-го ква-
литета по СТ СЭВ (3-го класса по ГОСТ), иначе будут получаться
большие погрешности в направлении оси X (см. рнс. 2.32, а).
Рис. 2.34. Способы базирования заготовки допол-
нительной базой в виде наружной цилиндриче-
ской поверхности, ось которой параллельна одной
и перпендикулярна другой базе, уже получившей
базирование.
Посадка в соединении паз — заготовка выбирается с гаранти-
рованным зазором. Методика выбора посадки такая же, как и прн
базировании главной базы в виде наружной цилиндрической поверхг
ностн в отверстие (см. с. 35).
Вариант 2. Ось наружной цилиндрической по-
верхности перпендикулярна базе, уже получив-
шей базирование. Заготовка 2,' показанная на рнс. 2.33,
имеет две базы: плоскость Б и наружную цилиндрическую поверх-
ность А, ось которой перпендикулярна плоскости 5. Допустим, что
за главную базу принята плоскость Б, базирование которой выпол-
56
няется на две опорные пластины 3. Тогда наружная цилиндриче-
ская поверхность А будет дополнительной базой, ось которой пер-
пендикулярна к базе, уже получившей базирование. На практике
встречается три способа базирования такой базы: в короткое от-
верстие (рис. 2.33, а), на короткую призму (рис. 2.33,6) и с по-
мощью короткого паза (рис. 2.33, в). Приведенные иллюстрации
этих способов базирования дают представление о них и не нуж-
даются в пояснениях. Отметим лишь, что прн базировании в отвер-
стие 1 (рис. 2.33, а) и с помощью призмы 1 (рис. 2.33, б) заготовка
лишается двух степеней свободы — перемещений по осям X' и Y,
а при базировании с помощью паза 1 (рис. 2.32, в) — одной степени
свободы — перемещения' по оси X. С помощью призмы 1 (рис. 2.33, б)
можно базировать как обработанные, так и необработанные базы.
В отверстие 1 (рис. 2.32, а) и с помощью паза 1 (рис. 2.33 в) сле-
дует базировать только обработанные базы, причем обработанные
не грубее 9-го квалнтета по СТ СЭВ (3-го класса по ГОСТ).
Вариант 3. Ось наружной цилиндрической поверхности па-
раллельна одной базе, уже получившей базирование, и перпенди-
кулярна другой базе, также получившей базирование. Этот вариант
применяется при базировании заготовки тремя базами. В качестве
примера рассмотрим заготовку 4 (рнс. 2.34), у которой базами
служат две плоскости Б и В н наружная цилиндрическая поверх-
ность Д. Допустим, что обе плоскости уже получили базирование:
плоскость В как главная база — иа две опорные пластины 3, а пло-
скость Б — на пластину 2. Тогда наружная цилиндрическая поверх- •
ность Д. оказывается перпендикулярной к одной и параллельна
к другой базе, уже получившей базирование.
На практике в подобном случае применяют два способа бази-
рования: с помощью короткого паза 1 (рис. 2.34, а) и с помощью
короткой подвижной призмы 1 (рнс. 2.34, б). При том н другом
способе базирования заготовка -с помощью опорного элемента 1
лишается одной (последней) степени свободы — перемещения по
оси X. С использованием паза базируются только обработанные
базы, а с помощью подвижной призмы — как обработанные, так и
необработанные.
2.11. ПРИМЕРЫ БАЗИРОВАНИЯ ЗАГОТОВОК ГРУППОЙ БАЗ
Базирование заготовки двумя базами. В этом случае заготовка,
как правило, лишается только пяти степеней свободы. Опорный
элемент, который должен базировать вторую базу, может лишать
заготовку только (5 — т) степеней свободы, где т — количество
степеней свободы, которых лишается заготовка при базировании
главно^ базой. Например, если при базировании главной базой заго-
товка оказалась лишенной четырех степеней свободы, то опорный
элемент для второй (дополнительной) базы может н должен ли-
шать заготовку только одной степени свободы.
- Рассмотрим несколько конкретных примеров.
Пример 1. Для о б р а бо тки отв ер стн й днамет-.
ром d з_аготовка базируется плоскостью и отвер-
стием, перпендикулярным плоскости; обе базы
обработаны (рис. 2.35,а). Если требования параллельности'
осей отверстий диаметрами £>г и d специально не оговорены, то
прн l:Di<\ и достаточном диаметре Dy за главную базу предпо-
чтительнее принять плоскость Б, а прн —отверстие Д.
Если за главную базу принимается плоскость Б, то заготовка
ставится этой плоскостью на кольцевую поверхность бурта пальца 1
S
'(рис. 2.35,6), а отверстием А как дополнительной базой — на ко-
роткий палец 1. Эта схема базирования заготовки рассматривалась
выше (см. рис. 2.26, в].
Если за главную базу принимается отверстие А, то для бази-
рования заготовки этим отверстием может быть выбран одни из
способов, рекомендованных для главной базы в виде отверстия.
В данном случае базирование заготовки отверстием А можно осу-
ществить с помощью цилиндрического пальца 1 (рис. 2.35, в), дли-
ной 1,5 диаметра отверстия, при этом заготовка лишается четырех
степеней свободы (перемещение по X и У и поворот н (о»).
Еще одной, пятой степени свободы оиа должна быть лишена прн
базировании второй, дополнительной, базой — плоскостью 5. В ка-
Рис 2.35. Варианты базирования заготовки плоскостью и от»
верстием, ось которого перпендикулярна плоскости.
честве опорного элемента в этом случае можно использовать бурт
наименьшего диаметра того же пальца, так как он предназначается
для лишения заготовки только одной степени свободы — ограниче-
ния перемещения по оси Z (вдоль оси детали).
Оба метода базирования обеспечивают выполнение заданных
размеров Di и угол 45s.
Пример 2. Дли обработки отверстий диамет»
ром d базирование заготовки выполняется пло»
скостью и наружной цилиндрической поверхно-
стью,. перпендикулярной плоскости; обе базы
обработаны (рис. 2.36,а).
Как и в предыдущем примере, за главную базу здесь может
быть принята поверхность А или Б. Одиако прн Z;D>1 за глав-
ную базу предпочтительнее принять цилиндрическую поверхность А,
а при I; £)< 1 и достаточном диаметре D — плоскость Б.
На рнс. 2.36,6 показано базирование заготовки 3 с /:О>1 на
призму 1, когда за главную базу принята цилиндрическая поверх-
ность, прн этом заготовка лишается четырех степеней свободы. Еще
одной, пятой, степени свободы она должна быть лишена прн уста-
новке второй, дополнительной, базой — плоскостью 5 на опорный
штырь 2 с плоской головкой.
На рис. 2.36, в представлено базирование заготовки с I :D<1,
когда за главную базу принита плоскость Б, устаиовлеииая иа две
опорные пластины 2 и 3, при этом заготовка лишается трех степе-
ней свободы. Еще двух степеней свободы оиа должна быть лишена
при базировании второй, дополнительной, базой — цилиндрической
поверхностью А с помощью короткой призмы 1 в соответствии со
способом, приведенным на рис. 2.33, б. Эта призма, центрируя лишь
одну точку О оси (в сечении /—I), лишает заготовку перемещения
по осям X и Y, а опорные пластины — перемещения по оси Z и
вращения относительно осей X н У.
Рис. 2.36. Варианты базирования заготовки плоскостью и наружной
цилиндрической поверхностью, ось которой перпендикулярна пло-
скости.
При обоих способах установки обрабатываемую заготовку необ-
ходимо располагать по отношению к призме 1 таким,образом, что-
бы линии размеров т и 2т (см. рис. 2.36, а) были направлены пер-
пендикулярно оси симметрии призмы, при этом погрешность бази-
рования оси заготовки, от которой заданы размеры, равна нулю.
Базирование заготовки тремя базами. На большинстве опера-
ций заготовку требуется лишить всех шести степеней свободы, для
чего при ее базировании необходимо использовать три базы. Рас-
смотрим несколько примеров.
Пример 1. Для обработки отверстия диамет-
ром 8И11 базироваиие заготовки осуществляется
двумя плоскостями и отверстием; все базы об-
работаны. На рассматриваемой операции (рис. 2.37, а) главной
базой может быть отверстие А или иижняя плоскость В. Приняв за
главную базу отверстие А, базирование заготовки можно осущест-
влять следующим образом (рнс. 2.37,6); отверстием А на длинный ;
палец 7 (лишается четырех степеней свободы), плоскостью В иа
бурт того же пальца (лишается одной степени свободы) и плоско-
стью В на торец втулки 2 (лишается еще одной степени свободы).
Если же за главную базу принять иижиюю плоскость В
(рис. 2.37,в), то заготовку можно базировать: плоскостью В иа две
59
опорные пластины 2 и 3 (лишается трех степеней свободы), отвер-
стием А с осью, параллельной плоскости В, на длинный срезаииый
палец / (лишается двух степеней Свободы) и плоскостью Б на то-
рец бурта того же пальца (лишается еще одной степеия свободы).
Оба способа базирования заготовки могут быть реализованы на
практике. Они надежно обеспечивают выполнение заданных разме-
Рнс. 2,37. Варианты базирования заготовки двумя плоскостями
и одним отверстием.
ров (50±0,1 и 30±0,1). Перпендикулярность оси отверстия диамет-
ром 87711 к плоскости В второй способ (см. рис. 2.37, в) обеспечи-
ром 307/9 заготовка базируется
Рис. 2.38. Пример базирования заготов-
ки двумя плоскостями и наружной
цилиндрической поверхностью.
вает лучше.
Пример 2. Для обработки отве'рстня диамет-
двумя плоскостя-
ми и иаружйой ци-
линдрической по-
верхностью; ба-
за А не обработа-
на (рис. 2.38, а). На
рассматриваемой опера-
ции из трех баз за глав-
ную можно выбрать
только нижнюю пло-
скость Б, которой заго-
товка ставится иа опор-
ную пластину 5 (рис.
2.38,6), при этом она
лишается трех, степеней
свободы; Еще двух сте-
пеней свободы ее можно
лишить при базировании
плоскостью В на одну
опорную пластину 4. Наконец, неполной наружной цилиндрической
поверхностью А заголовку можно базировать способом, показанным
иа рис. 2.34, б, — с помощью короткой подвижней призмы 3, пере-
мещающейся под воздействием пружины 1 в пазу планки 2. Приз-
ма 3 подвижна в направлении оси Z, чтобы не лишать заготовку
возможности перемещения по этой осн, так как эта функция уже
м
выполнена опорной пластиной 5. Короткая подвижная призма 3
лишает заготовку только одной, шестой, степени свободы — пере»
мешения по оси X.
Пример 3. Заготовка базируется плоскостью
и двумя отверстиями с параллельными осями;
все базы обработаны. При фрезеровании проушины 'в' зато»
товке типа коробки (рис. 2.39, а) за главную базу принято отвер-
стие А. Этим отверстием
заготовка надета на
длинный палец 1 до упо-
ра плоскостью В в торец
бурта того. же пальца,
при этом она лишается
пяти степеней свободы.
При базировании третьей
базой — отверстием Б —
опорный элемент должен
лишить ее только одной
степени свободы — вра-
щения относительно оси
отверстия А. Таким эле-
ментом может быть ко-
роткий срезанный пд-
лец 2, при этом ленточ-
ки на нем должны быть
расположены иа диамет-
ре, перпендикулярном ли-
нии, проходящей через
оси О и Ci отверстий.
Между плоскостью В и
торцом бурта у срезан-
ного пальца 2 должён
оставаться зазор s, не-
обходимый Для того, что-
Рис 2.39. Примеры базирования заго-
- товки плоскостью и двумя отверстиями.
бы базирование плоско-
сти В выполнялось только буртом пальца 1.
' На операции сверления отверстий диаметром d, заданных раз-
мерами N и М (рис. 2.39, б),, за главную базу принята плоскость В,
которая базируется на две опорные пластины 1 и 3. Из четырех от-
верстий заготовки диаметром D два, расположенные на большом
расстоянии друг от друга (по диагонали прямоугольника, прове-
денного через оси отверстий), приняты в качестве дополнительных
баз — отверстия Л и Б на рис. 2.39, б. Так как оси этих отверстий
перпендикулярны уже получившей базирование плоскости В, для их
базирования могут быть использованы только короткие пальцы; Для
отверстия А — цилиндрический 2, а для отверстия Б — срезанный 4
с соответствующим расположением ленточек (на перпендикуляре
к линии 001). *
ЗАЖИМНЫЕ УСТРОЙСТВА
ПРИСПОСОБЛЕНИЙ.
РАСЧЕТ НАДЕЖНОСТИ
ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
ГЛАВА
3.1. ПРАВИЛА ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
При обработке заготовки на нее действуют силы резания. Их
величина, направление и место приложения могут изменяться в про*
цессе обработки одной поверхности. Направление и точка прило-
жения силы резания изменяются вследствие перемещения инстру-
мента вдоль обрабатываемой поверхности и изменения условий
обработки. Силы резания н моменты, создаваемые ими, стремятся
переместить и повернуть заготовку. Несмотря иа это, заготовка
должна сохранять в процессе обработки неизменное положение
относительно опорных элементов. Для этого ее необходимо надеж-
но закреплять.
При закреплении заготовки в приспособлении должны соблю-
даться следующие основные правила:
не. должно нарушаться положение заготовки, достигнутое при
ее базировании;
закрепление должно быть надежным, чтобы во время обработки
положение заготовки сохранялось неизменным;
возникающие при закреплении смятие поверхностей заготовки,
а также ее деформации должны быть минимальными и находиться
в допустимых пределах.
Несоблюдение любого из этих правил может привести к возник-
новению погрешностей обработки, а изменение положения заготовки
в процессе резаиия — и к поломке режущего инструмента.
Выполнение указанных правил закрепления достигается благо-
даря рациональному выбору схемы закрепления и величины зажим-
ного усилия Q. Выбор схемы закрепления заготовки производят
одновременно с разработкой способа ее базирования, добиваясь
определенного относительного расположения опорных элементов,
заготовки, точки приложения и направления зажимного усилия. При
этом необходимо руководствоваться следующими соображениями:
для уменьшения величины зажимного усилия 1 при закреплении
заготовки необходимо выбирать такой способ ее базирования, при
котором сила резания была бы направлена на какой-либо из опор-
ных элементов, расположенных на линии действия этой силы или
вблизи нее; ,
1 Уменьшать зажимное усилие следует потому, что при этом
уменьшаются смятие поверхностей и деформация заготовки при
закреплении, а также появляется возможность применить более
компактные зажимные устройства.
а
для обеспечения контакта заготовки с опорным элементом и
устранения возможного ее сдвига при закреплении зажимное усилие
следует направлять перпендикулярно к поверхности опорного эле-
мента. В отдельных случаях зажимное усилие можно направлять
так, чтобы заготовка одновременно прижималась к поверхностям
двух опорных элементов;
в целях устранения деформации заготовки при закреплении
точку приложения зажимного усилия надо выбирать так, чтобы ли-
ния его действия пересекала опорную поверхность опорного эле-
мента. Лишь при закреплении особо жестких заготовок можно
допускать, чтобы линия действия зажимного усилия проходила
между опорными элементами;
для уменьшения смятия поверхностей заготовки при закрепле-
нии необходимо уменьшать удельное давление в местах контакта
зажимного устройства с заготовкой путем рассредоточения зажим-
ного усилия. Это достигается применением в зажимных устройствах
контактных элементов соответствующей конструкции, которые поз-
воляют распределить зажимное усилие порбвну между двумя или
тремя точками, а иногда даже рассредоточить по некоторой про-
тяженной поверхности;
для уменьшения вибраций и деформаций заготовки под дей-
ствием силы резания следует повышать жесткость системы заготов-
ка— приспособление путем увеличения числа мест зажатия заго-
товки и приближения их к обрабатываемой поверхности.
3.2. КЛАССИФИКАЦИЯ ЗАЖИМНЫХ УСТРОЙСТВ
И ОСНОВНЫЕ ЭТАПЫ ИХ РАСЧЕТА
Закрепление заготовки производится с помощью зажимных
устройств различной конструкции. Принцип действия и конструк-
цию зажимного устройства конструктор выбирает исходя из кон-
кретных условий выполнения операции: типа производства; величии
сил резания, действующих на заготовку при выполнении операции;
конструктивных особенностей заготовки; типа станка и т. д. На-
дежность закрепления проверяется расчетами, выполняемыми на
стадий проектирования приспособления.
Методика расчетов в некоторой степени определяется приме-
няемым зажимным устройством. В связи с этим зажимные устрой-
ства целесообразно разделить на три группы (рис. 3.1).
К первой группе (рис. 3.1,а) относятся зажимные уст-
ройства, имеющие в своем составе силовой механизм (СМ) и при-
вод (77), который обеспечивает перемещение контактного элемента
(К) и создает исходное усилие Ря, преобразуемое силовым меха-
низмом в зажимное усилие Q. Используемые в этих, устройствах
приводы достаточно разнообразны: пневматические, гидравлические,
пневмогидравлические, мехаиогидравлические и' т. д.
Во вторую группу (рис. 3.1,6) входят зажимные устрой-
ства, состоящие лишь из силового механизма, который приводится
в действие непосредственно рабочим, прилагающим исходное усилие
Ря на плече I. Эти устройства иногда называют зажимными устрой-
ствами с ручным приводом.
К третьей группе (рис. 3.1, в) относятся зажимные уст-
ройства, которые в своем составе не имеют силового механизма,
а используемые приводы лишь условно можно называть приводами,
так как они не вызывают перемещений элементов зажимного уст-
ройства и только создают зажимное усилие Q.
W
Усилие Q в этих устройствах является равнодействующей рав-
номерно распределенной нагрузки q, непосредственно действующей
на заготовку и создаваемой либо в результате атмосферного давле-
ния (при наличии вакуума с противоположной стороны заготовки),
либо посредством магнитного силового потока. К этой группе отно-
сятся вакуумные и магнитные устройства.
. Несмотря на некоторое различие в методике расчетов зажим-
ных устройств каждой из указанных групп, основная их часть
остается общей и включает в себя следующие этапы:
определение сил н моментов резания;
выбор коэффициента трения f;
составление расчетной схемы , и исходного уравнения Для рас-
чета зажимного усилия Q; •
выбор коэффициента надежности закрепления К.
Этим ограничивается общность в расчете зажимных устройств
указанных групп. Дальнейший ход расчетов рассмотрим примени-
тельно к каждой из них в отдельности.
Расчет зажимных устройств первой группы.
Исходя из требующегося зажимного усилия Q и условий выполне-
ния операции выбирают тип силового механизма и тип привода.
Основной характеристикой силового механизма является передаточ-
ное отношение, которое в этом случае называют коэффициентом
усиления i=Q/Pa. Выбирая силовой механизм, следует иметь
в виду, что с увеличением I будут уменьшаться габаритные раз-
меры привода, что, естественно,-при прочих равных условиях яв-
ляется большим преимуществом. По величине I, пользуясь кинема-
тикой силового механизма Пли табличными данными для I, опре-
деляют исходное усилие Ря и по нему выбирают и рассчитывают
привод.
Расчет зажимных устройств второй группы.
По зажимному усилию Q выбирают силовой механизм, имея в виду,
что рабочий может приложить лишь вполне определенное уси-
лие Ри.
Расчет зажимных устройств третьей группы.
По зажимному усилию Q и площади заготовки, на которой распре-
деляется удельное - усилие q, определяют требующееся усилие Ра, по
м
которому рассчитывают необходимые вакуум для вакуумных уст-
ройств и силовой магнитный поток для магнитных устройств.
В практике встречаются приспособления 1 (рис. 3.2), в кото-
рых заготовка 2 закрепляется одновременно с нескольких сторон
(рис. 3.2, а) или с одной стороны в нескольких местах (рис. 3.2, б, в).
При этом возможны два варианта: закрепление производится по-
средством одного зажимного устройства многократного действия;
для закрепления заготовки в каждом месте используется свое, авто-
номно работающее зажймное устройство. В последнем случае после
определения зажимных усилий Qi и Qi осуществляется поочеред-
ный расчет зажимных устройств, создающих эти усилия. При ис-
пользовании многократного зажимного устройстиа его расчет про-
Рис. 3.2. Схемы закрепления заготовки в приспособ-
лении.
изводят исходя из усилия, равного nQ, где п — кратность зажимного
устройства. Так, двукратное устройство (рис. 3.2, в) следует рассчи-
тывать иа усилие 2Q.
3.3. ОПРЕДЕЛЕНИЕ СИЛ И МОМЕНТОВ РЕЗАНИЯ
Действующие иа заготовку силы и моменты резания можно
рассчитать по формулам, приводимым в справочниках [16] и в нор-
мативах по режимам резания [13, 14] применительно к определен-
ному виду обработки (точению, сверлению и т. п).
При токарной обработке резцами силу резания, действующую
на заготовку, принято представлять тремя составляющими: Рг, Pt
и Рх (рис. 3.3). Величины Pt, Pt и Р* для точения и растачивания
можно определить по формуле:
lOCpfVPv’ptfp,
где Pt, Pt и Р* — составляющие силы резаиия, в Н; i — глубина
резаиия, в мм; s —подача, в мм/об; v — скорость резания в м/мии.
Значения Ср, хр, уР и пР для каждой из составляющих силы реза-
иия приведены на с. 429 в табл. 20 [16]. Значения коэффициента
Ка — Км К-, К- К. Кг даиы на с. 430...431 в табл. 21...24 [16].
р тр. 'р р р
Н. Ф. Уткин W
При обработке иа сверлильных и других станках сверлами и
зенкерами действие инструмента иа заготовку принято заменять
осевой силой Ро и крутящим моментом М. Величины Ра и М при
сверлении рассчитывать по формулам: ____,
Рис. 3.3. Составляющие силы
резаиня, действующей на заго-
товку при точении.
Ро^КьС^й^К^
М = 10Смп’млУмА-р,
а при рассверливании —> по формулам: -1
Ро = lOCpl/pfWp «₽;
At = 10Сл£>’м tX1A syM K9,
где Po — осевая сила резаиия, в Н; М — крутящий момент, в Н • м;
t — глубина резания, в мм; s—- подача, в мм/об.
При этом принимают: при
сверлении /=0,5'Д а при рас-
сверливании Z=0,5 (D—-d), где d
и D— диаметры отверстия до и
после обработки, в мм. ‘
Значения постоянных Ся и Ср
и показателей степени приведены
в табл. 31 иа с. 436 [16]. Коэффи-
циентом Кр = Кд] , учитываются
отличные от табличных механиче-
ские свойства обрабатываемого
материала; значения его приведе-
иы на с. 430...431 в табл.
21...24 [16].
При зеикеровании из-за от-
сутствия расчетных формул осе-
вую силу Ро и крутящий момент М
можно определять приближенно, рассматривая каждый зуб зенкера
как расточной резец, обрабатывающий поверхность диаметром D.
В частности, крутящий момент при зенкерований можно рассчитать
по формуле:
М =
10
2-1000
где М — крутящий момент при зенкерованин, в Н • м; Ср, хр, ур,
Кр — коэффициенты и показатели степени для тангенциальной со-
ставляющей Рг при точении; г — число зубьев зенкера; s2 —подача
на один зуб зенкера, равная s/z, в мм/зуб; s— подача, в мм/об.-
Значения постоянной Ср и показателей степени в формуле для кру-
тящего момента приведены иа с. 429 в табл. 20, а значения коэф-
фициента = Км -нас. 430...431 в табл. 21...24 [16].
При фрезеровании действие фрезы иа заготовку можно заме-
нить силами Яг и Ро (рис. 3.4). Сила Я1 действует в плоскости,
перпендикулярной оси фрезы, а сила Ро— в осевом направлении.
Последняя имеет место лишь при работе фрезами с винтовыми
зубьями.
Силу Я: можно разложить иа окружную силу Pt, касательную
к траектории движения режущей кромки, и радиальную Рг, направ-
ленную по радиусу. Силу Я: можно также разложись иа горизои-
66
тальную Ря и вертикальную Р» составляющие. В справочнике [16]
и вормативах [13, 14| приводится формула лишь для определения
окружной силы Pt.
Величину окружной силы резания Рг рассчитывают по формуле;
Cptx?s*?BttVz
Р = 10 —----------
г dV>
где р, — окружная сила резания, в Н; г — число зубьев фрезы;
п— частота вращения, в об/мии; D— диаметр фрезы,' в мм; t и В —
глубина и ширина фрезерования, в мм. Направление измерения t
и В зависит от вида фрезерования (рнс. 3.5),
Рис. 3.4. Составляющие силы резания, возникаю?
щей при работе цилиндрической фрезой.
Значения постоянной Ср и показателей степени приведены
в табл. 39 справочника [16]. Коэффициент в данном случае опре-
деляется только коэффициентом Км , т. е. Кр=Км • Значения
приведены иа с. 430...431 в табл. 21...24 [16]. Для остальных состав-
ляющих силы резания приводятся зависимости, выражающие их
величину через окружную силу Рг.
При расчете приспособлений можно пользоваться следующими
зависимостями, составленными для различных условий фрезеро-
вания.
Фрезерование цилиндрическим к, концевыми
к дисковыми фрезами. Радиальная составляющая:
Рг = (0.6 ... 0.8) Рг.
Горизонтальная составляющая Ря, действующая, в направлении
подачи, и вертикальная Р„, перпендикулярная направлению подачи: •
Р„ = (Ь,0 ... 1,2) Р* н
Ро = (0,2 ... 0,3) Pz—при встречном фрезеровании;
Рн = (0,3 ... 0.9) Рг и
р = (0,75 .. • 0,8) Р — прн попутном фрезеровании.
а
Фрезерование торцевыми фрезами. Горизонталь-
ная составляющая, действующая в направлении подачи:
Рн=(0,6 ... 0,9)Р2.
Осеваясоставляющая:
Ро= (0,35 ... 0,55) Рг.
Фрезы цилинОрические Фрезы торцевые
Фрезы шпоночные
на станках
с маятника-^
вой, пода- I
чей. t
при, pafome:
па вертакально -
фрезерных станках
(в овин прохоО)
I
Рис. 3.5. Схемы для определения t и В. при различных видах
фрезерования.
34. СОСТАВЛЕНИЕ РАСЧЕТНОЙ СХЕМЫ И ИСХОДНОГО
УРАВНЕНИЯ ДЛЯ РАСЧЕТА ЗАЖИМНОГО .УСИЛИЯ
Величину необходимого зажимного усилия определяют на ос-
нове решения задачи статики, рассматривай равновесие заготовки
под действием приложенных к ней сил. Для этого необходимо со-
В8
ставить расчетную схему, т. е. изобразить на схеме базирования
заготовки все действующие иа нее силы: силы и момент резания,
зажимные усилий, реакции опор и силы трения в местах контакта
заготовки с опорными элементами и зажимными устройствами
Расчетную схему следует составлять для наиболее неблагоприятного
местоположения режущего инструмента по длине обрабатываемой
поверхности.
По расчетной схеме необходимо установить направления воз-
можного перемещения или поворота заготовки под действием сил и
моментов резания, определить величину проекций всех сил иа на-
правление перемещения и составить уравнения снл и моментов.
Так как в производственных условиях могут иметь место от-
ступления от тех условий, применительно к которым рассчитывались
к
Рис. 3.6. Схемы к определению величины зажимного усилия, удер-
живающего заготовку:
в —при фрезеровании; б — при сверлении иа токарном станке.
по нормативам силы и моменты* резания, возможное увеличение их
следует учесть путем введения коэффициента надежности закрепле-
ния К. и умножения на него сил и моментов 'резания, входящих
в составленные уравнении статики.
Нд Основании решения уравнений статики получают формулы
для расчета зажимного усилия Q, обеспечивающего надежное за-
крепление заготовки. Сказанное проиллюстрируем двумя простей-
шими примерами.
Пример 1. На операции фрезерования плоскости (рнс. 3.6, а)
при принятых способе базирования и схеме закрепления заготовки
под действием сил резания она может только поворачиваться отно-
сительно точки О. Из условия равновесия заготовки (см. рнс. 3.6, в)
уравнение моментов будет иметь вид:
Qa+Tl = P2b + Prl,
где Г — сила трения; T*°fQ.
После подстановки значения T=*fQ и введения коэффициента на-
дежности К уравнение примет вид;
0а + Т1~К(РгЬЦ-Рг1),
* Здесь и далее массой заготовки пренебрегаем.
откуда
л - + 1
Q-------1
i
где f — коэффициент треиия между заготовкой и зажимными уст» ;
ройствами. Обозначения остальных величии даиы иа рис. 3.6, а.
Пример 2. При сверлении отверстия в заготовке, закреплен-
ной в трехкулачковом патроне (рис. 3.6,6), оиа может переме-
щаться вдоль кулачков под действием силы резаиия Ро (усилие '
подачи) и провертываться в кулачках под действием момента реза- ,
иия Af. Необходимо приложить такое зажимное усилие, чтобы ие
было ии перемещения, ии провертывания заготовки относительно
кулачков. В зависимости от формы иасечки иа кулачках сопротив-
ление перемещению и провертыванию может быть различным, таи
как при атом могут быть разными коэффициенты трепня.
Допустим, что при перемещении заготовки в кулачках вдоль
ее оси коэффициент трения будет fi, а при провертывании — fo.
Тогда силы треиия между кулачком и заготовкой будут составлять:
при перемещении
а при провертывании
Tt = AQ.
Определим величину зажимного усилия при условии недопустимо-
сти перемещения заготовки в кулачках, пользуя^ принятыми обо-
зйаченНми (См. риб. 3.6,0) и имей в виду, что у патрона трн
кулачка, Составим уравнение сил:
ЗЛ = Ро.
После подстановки значения 7\ и введения коэффициента К урав-
нение прийет вид:
З/iQ = КР9„
откуда
п = !<Р°
Теперь определим величину зажимного усилия прн условии
недопустимости провертывания заготовки в кулачках. Так как за-
готовка Нажата в трех кулачках, уравнение моментов будет иметь
следующий вид:
37”jr *яМ,
где М — момент сил резания, в Н • м; Г» — сила трення между ку-
лачком и заготовкой при провертывании последней, в Н; г —радиус
наружной Йилнйдрической поверхности заготовки иа участке за-
крепления ее в кулачках, в м.
После подстановки значения Tj и введения коэффициента К
уравнение примет вид:
откуда
О- Ж-
Q" "37F*
п
Выбор величины коэффициента трения f. В приспособлениях
силы трения возникают на поверхностям контакта заготовки с опор*
ными элементами, а также в местах контакта зажимных устройств
с поверхностью заготовки. Величина коэффициента трения зависит
от многих факторов. При использовании приспособлений его опре*
деление связано с дополнительными трудностями. В приспособле-
ниях в ряде случаев имеются трущиеся поверхности, на которых
преднамеренно выполнена насечка различной формы и направлен-
ности. При закреплении зубцы насечки вдавливаются в тело обра-
батываемой заготовки, причем величина вдавливания зависит от
величины нормальной реакции в местах контакта. Возникающие на
таких поверхностях силы, препятствующие повороту или перемеще-
нию заготовки, строго говоря, нельзя называть силами трения.
Более правильно их называть силами сопротивления перемещению.
Однако для простоты и краткости в дальнейшем будем применять
термин «коэффициент тревня» и обозначать его f.
Таблица 3.1. Значения коэффициента трения /
Характеристики контактируемых поверхностей Значения /
Обработанная поверхность заготовки контактиру- ет с плоскостью опорных элементов (пластин, магнитной плиты и т. п.) или плоскостью кон- тактных элементов зажимных устройств 0,10... 0,15
Обработанная поверхность заготовки контактиру- ет с опорным элементом по линии (базирование на призму) или сфере (базирование на опорный штырь со сферической головкой) 0,18... 0,3
Необработанная поверхность заготовки контакти- рует с закаленным насеченным элементом (ба- зирование на опорные штырн с насеченной го- ловкой) 0,5.,.0,8
Контактный элемент прн закреплении соприкаса- ется с цилиндрической поверхностью заготовки (при установке в кулачках, в цанге и т. п.) и имеет: гладкую поверхность кольцевые канавки крестообразные канавкн 0,25 0$ 0,45
Контактный элемент соприкасается с необрабо- танной поверхностью и имеет: кольцевые канавки насечку 0,4... 0,5 0,5... 0,5
71
В приспособлениях встречается много различных сочетаний
контактных поверхностей, различающихся по форме, состоянию по-
верхности, твердости и т. д. Значения коэффициента трения для
некоторых сочетаний контактных поверхностей приведены в табл. 3.1.
Выбор величины коэффициента надежности К. Значение коэф-
фициента надежности закрепления К следует выбирать дифферен-
цированно в зависимости от конкретных условий выполнения опе-
рации и способа закрепления заготовки. Его величину можно пред-
Таблнца 3.2 Значения коэффициента К2
Способ обработки Компонента сил резания Значения Обрабатываемый материал
Сверление Крутящий мо- мент М 1,15 Чугун
Осевая сила Ро , 1,10
Предварительное (по корке) зен^ керование Крутящий мо- мент М 1,3 Чугун при из- носе по задней поверхности 1,5 мм
Осевая сила Ро 1,2
Предварительное точение Тангенциальная сила Рг 1,0 Сталь и чугуи
Радиальная сила Ру - 1,4 .Сталь
1,2 Чугун
Сила подачи Рх 1,6 Сталь
1,25 Чугун
Цилиндрическое предваритель- ное и чистовое фрезерование Окружная сила 1,75—1,90 Вязкие стали
1,2—1,4 Твердые стали й чугун
Торцевое пред- варительное и чистовое фре- зерование Окружная сила Рг 1,75—1,90 Вязкие стали
1,2—1,4 Твердые, стали и чугун
Шлифование Тангенциальная сила Pz 1,15—1,20 Сталь
Протягивание Сила резания Рх 1,55 Сталь
П
ставить как пронзведенне-частных коэффициентов, каждый из кото»
рых отражает влияние определенного фактора. Следовательно:
К = (3.1)
Коэффициент Ко, представляющий собой гарантированный ко»
эффициеит запаса надежности закрепления, для всех случаев сле-
дует брать равным 1,5. Коэффициент Ki учитывает увеличение силы
резания из-за случайных неровностей на заготовках. Для черновой
обработки Ki=l,2; для чистовой К|=>1,0. Коэффициент Кз учиты-
вает увеличение силы резания вследствие затупления инструмента.
Значения Кз приведены в табл. 3.2, в остальных коэффициентов —
в табл. 3.3.
Таблица 33^ Значения коэффициентов К3, К4, К5 и Кв
Обозначе- ние коэф- фициента Фактор, учитываемый коэффициентом Значение коэффициента
Ко Увеличение силы резания при прерывистом резании 1,2—при точении
Ко Непостоянство зажимного усилия 1,3 — дли ручных за- жимных устройств; 1,0 — для пневматиче- ских и гидравличе- ских устройств
К& Степень удобства располо- жения рукояток в ручных зажимных устройствах 1,0 — при удобном рас- положении и малой длине рукоятки; 1,2—при . диапазоне угла отклонений ру- коятки 90“
Ко Неопределенность из-за не- ровностей. места контакта заготовки с опорными эле- ментами, имеющими боль- шую опорную поверхность (учитывается только прн наличии крутящего момен- та, стремящегося повер- нуть заготовку) 1,0 — для опорного элемента, имеющего ограниченную по- верхность контакта с заготовкой; 1,5 — для опорного элемента с большой площадью контакта
При приведенных значениях коэффициентов Ко—Ко величина К.
рассчитанная по формуле (3.1), может колебаться и значительных
пределах (1,5...8,0)< Если в результате расчета по формуле (3.1)
величина К окажетси менее 2,5, то прн расчете надежности закреп-
ления ее следует принять равной 2,5. Этот запас надежности
закрепления оговорен ГОСТ 12.2,029—77,
73
3.J. ВЫБОР ТИПА ЗАЖИМНОГО УСТРОЙСТВА И СИЛОВОГО
МЕХАНИЗМА. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО
ИСХОДНОГО УСИЛИЯ
Выбор типа зажимного устройства. После определения вели*
чины усилия Q конструктор выбирает тип зажимного устройства
(см. рнс. 3.1]. Исходными данными для выбора служат: Величина
зажимного усилия Q; тип производства (единичное, серийное, мас-
совое); размеры и конфигурация заготовки; характер выполняемой
операции.
.Выбор типа зажимного устройства рекомендуется производить
с учетом следующих общих соображении. При больших усилиях Q
следует выбирать зажимные устройства первой (см. рис. 3.1, а) кли
второй (см. рнс. 3.1,6) группы. При этом нужно иметь в виду, что
зажимные устройства второй группы — ручные, требующие больших
затрат.вспомогательного времени на закрепление заготовки, и при-
менять их в условиях крупносерийного и массового производства
нецелесообразно. Их используют в единичном и мелкосерийном про-
изводстве. Ручные устройства с эксцентриковыми механизмами не
следует применять в приспособлениях, предназначенных для стан-
ков, где приспособление с заготовкой вращается (токарных, револь-
верных и т. п.), так как под действием инерционных сил, прило-
женных к рукоятке эксцеитрика;~зажнмиое устройство может рас-
крепиться.
Для крупносерийного и массового производства предназначены
зажимные устройства первой группы с быстродействующими при-
водами (пневматическими, гидравлическими и т. п).
Прн малых усилиях Q и в особенности для закрепления не-
жестких тонкостенных заготовок с чисто обработанной плоской
базой целесообразно применить зажимные устройства третьей группы
(см. рнс. 3.1,6). В силу их универсальности они могут использо-
ваться в любом' типе производства. Особое распространение они
получили в приспособлениях, предназначенных для выполнения
работ иа плоскошлифовальных станках.
Выбор типа силового механизма. Силовые механизмы обычно
выполняют роль усилителя. Его основной характеристикой является
.коэффициент усиления i — передаточное отношение сил. Наряду
с изменением величины исходного усилия силовой механизм может
также изменять его направление, разлагать иа составляющие и со-
вместно с контактными элементами обеспечивать приложение зажим-
ного усилия в заданной точке. Иногда силовые механизмы выпол-
няют также роль самотормозящего элемента, препятствуя раскреп-
лению заготовки при внезапном выходе из строя привода.
Силовые механизмы делятся иа простые и комбинированные.
Простые состоят из одного элементарного механизма — винтового,
эксцентрикового, клинового или рычажного. Комбинированные пред-
ставляют собой комбинацию нескольких (обычно двух) простых:
рычажного и винтового, рычажного и эксцентрикового, рычажного
и клинового и т. д.
Силовые механизмы используются в приспособлениях с зажим-
ными устройствами кая первой, так и второй группы. Для приспо-
соблений с зажимными устройствами первой группы силовой меха-
низм следует выбирать совместно с приводом, Чтобы можно было
рационально согласовать силовые возможности механизма (коэффи-
циент усилении 1] с силовыми данными привода (создаваемым ис-
ходным усилием Р«) для получения минимальных габаритных раз-
74
меров зажимного устройства. Необходвмо иметь в виду, что при
равных исходных усилиих Ра гидравлические приводы имеют мень-
шие габариты, чем пневматические. Это позволяет' путем увеличения
Ря гидравлического привода использовать силовой механизм с мень-
шим коэффициентом усиления I, ио простой конструкции и с более
высоким коэффициентом полезного действия. Ввиду сложности гид-
равлической системы гидропривода его целесообразно применять
только иа гидрофицированиых станках или если в цехе имеется
гидросистема для обслуживания группы станков. Иногда гидропри-
вод приводят в действие от пневмогидроусилитела. Это позволяет
использовать, с одной стороны, преимущества гидропривода для
уменьшения габаритов приспособлении, в с другой — положитель-
ные свойства сжатого воздуха как энергоносителя, подведенного
в настоящее время практически к каждому станку.
Выбор силового механизма для приспособлений с ручными
зажимными устройствами производится с учетом принятого способа
приведения их в действие. Используются два способа. При первом
зажимное устройство приводится в действие поворотом рукоятки
нли гаечного ключа. В этом случае, считают, что рабочий прила-
гает к рукоятке или ключу исходное усилие Ря”100 Н. При втором
способе зажимное устройство приводится в действие поворотом
звездочки, барашка и т. п. В этом случае считают, что рабочий
прилагает исходное усилие Ря“30 Н. Согласно ГОСТ 12.2.029—77
этот способ можно применять при. усилии зажима Q ие более 100 Н
(10 кгс). Конструктор должен выбрать силовой механизм с таким
коэффициентом усиления 4 чтобы при принятом способе приведе-
ния в действие зажимного устройства последнее обеспечивало со-
здание требуемого зажимного усилия Q.
Выбор конструктивной схемы силового механизма производится
также с учетом койкретиых условий компоновки приспособления.
Выбор ее облегчается тем, что в настоящее время отработано и
опробовано иа практике большое количество кинематических схем
и конструкций силовых механизмов. Эти конструкции приводятся
в справочниках и литературе по приспособлениям. Многие из них
нормализованы и включены в отраслевые нормали, поэтому кон-
структор имеет возможность выбрать ту конструктивную схему, ко-
торая наиболее полно удовлетворяет конкретным условиям работы
проектируемого приспособления.
Для выбранного силового механизма необходимо определить
коэффициент усилении I и исходное усилие Ря, которое должно
быть приложено К силовому механизму приводом или рабочим.
Расчетная формула для нахождения Ря может быть получена иа
основе решения задачи статики — рассмотрения равновесия сило-
вого механизма под действием приложенных к нему сил.
Для облегчения расчетов в табл. 3.4 и 3.5 приводятся формулы
для определения Рл, i и Q наиболее часто применяемых простых
и комбинированных свловых механизмов.
Рассмотрим несколько силовых механизмов, расчеты которых
специфичны — отличаются от приведенных. ,
Механизмы с гидроиластом. Применяются две разновидности
механизмов с гидропластом: многозвенные (рис. 3.7, а) и с тонко-
стенной упруго деформируемой втулкой 1 (рис. 3.7,6). В этих си-
ловых механизмах рабочей средой, с помощью которой создается
гидростатическое давление в закрытой полости, является гидро-
пласт 3.
П
Таблица 3.4 Расчетные формулы для определения
Ра, I и Q для простых силовых механизмов
Винтовые механизмы
1. Винт-со сферическим тор-
цом (вариант а):
Гер tg (« + ?пр)
“и ““ j V>
/В * 1
'ср tg (а + <рПр) '
П -
niptgfo-Hiip)
Приближенно для винтов с
резьбой М8 .. М52:
2. Винт с плоским торцом (вз
рианТ бу
Гср <g(“+<?np) + y Л>н
I
'-----------------—j-------
гср tg (а + 'Рпр) + у fDa
0 =----------M-------------
rcp tg (a 4* ?пр) + у fDB
Приближенно для винтов с
резьбой М8 М52
рв e 0.1rf+0,05DH Q
76
Продолжение табл. 3.4
Винтовые механизмы
3. Винт с кольцевой поверхностью
опорного торца (вариант в):
1 D3 — D3
rcptg(<x + <?np) + y/^l—
Р„ ----------------------~ Qi
I
I
1 ЛЗ_____________ ЛЗ |
rcp tg (“ + <f>np) + У f -р2 "£)2'
РИ1
Q = ——————- _
re₽tg(a + ?np) + {/^-g
Приближенно для винтов с резьбой
М8 ... М52.
РИ «
ЛЗ-^_ ЛЗ
о,id+о,о5
----~z " " Q
4. Винт с башмаком (вариант г)
<Ь
- г ср tg (° + <f>np) + fP etg -y
Pu =------------------j-------------Qi
'°=----------------—------;----V-;
Гер tg (a + ?np) + fP c,g ~2
V--------------------------ПЕ-*
rcp tg (a + ?np) + fR Ctg .
Приближенно для винтов с резьбой
М8 ...М52
0,Id + 0,Ш? ctg
Ри ~ - Q
Продолжение табл. 3.4
Винтовые механизмы
5. При использовании гайки (вари-
ант д) и гайки-звездочки (вари-
ант ер
и
Приближенно для винтов с резьбой
М8. ..М52:
D3 — 43
о,и 4-0,05
Ри« ----!----J---------Q
Принятые обозначения! Q —зажимное усилие, в Н; Ря — исход-
ное усилие, в Н; I — плечо, на .котором прилагается усилие Ря, в мм;
i — коэффициент усиления силового механизма; 2гер — средний диа-
метр резьбы винтов, в мм; а т угол подъема резьбы винта, в град
(для метрической резьбы с крупным шагом а=2°30'); <рИр —приве-
денный угол треиня в резьбе, в град (<₽Ор= 10’30'); d — диаметр
резьбы винта, в мм; f — коэффициент треиня между опорным торцом
и заготовкой, f=0,1...0,15; Da — наружный диаметр опорного торца
внита иля гайки, в мм; Dt — внутренний диаметр опорного торца
винта или гайки, в мм.
П
Продолжение табл. 3.4
Эксцентриковые механизмы
P„ ^^H + sin (а'4;?)1 Ql
0 [1Sin(a'4-y)] !
е [14* sin (®л 4~ у)]
Приближенно прн ? я 8' (/ =
= 0,12... 0,15) н а' = 82“
Ри«-у-<2
Принятые обозначения! Ря -» исходное усилие, в Н; Q — зажим»
ное усилие, в Н; i—коэффициент усиления} I — плечо, на котором
прилагается усилие Ря, в мм; е — эксцентриситет эксцентрика, в mmj
a'=(180°—а), где a •—угол-воворота эксцентрика от начального
положения, в град; <р — угол трения в месте приложении зажимного
усилия, в град; tg <p=f«=0,12,..0,15.
Рычажные механизмы
(«1 4" 1а) I
И
19
Продолжение табл. ЗА.
Рычажные механизмы
6- ~"|5 П a.®
'ф'
• - 1 « T «a
£ , П O'
Принятые обозначения) Ри— исходное усилие, в Н; Q— зажим
ное усилие, в Н; i — коэффициент усиления; /( и /j — плечн рыча-
гов, в мм; г; — КПД, учитывающий потерн иа трение в опоре (на
оси) рычага, л «=0,85,
Клиновые и клнноплунжерные механизмы
' Ри — [tg (»+?) + <g <pd Q;
___________i ,
tg (a + ?) + <g «pi
$ *g (° + ?) + tg
Ph = [tg (a + ?) + tg<f>l npl Q
tg (» + ?) + *g ft np’
Q _ _____________1 p
V tg (« + <f>) + tg ?i np “
M
Продолжение табл. 3.4
Клиновые и клиноплунжерные механизмы
> tg(a+?)+tg?t о.
“ 1 —tg?2tg(a + ?)
I = 1 — *g Та tg (« ЧН ф) .
tg(®+?) + tg ?! ’
) e 1 — tg Ф2 tg (д Ч- Ф) р
tg (« Ч- ф) + tg ф! “
_ tg (Я + <р) + tg _
=------oj-------------у»
1--tg (я 4* ?) tg ?»
1 —^T'tg(a4-?)‘g?ii
r 3- _ a_____________•
tg (a + ?) + tg ¥1 •
i —-^-tg(a + ?) tg?»
_ a______________ p
tg (a 4- ?) 4- tg ?i , “
> - tg(a +УпР) + tg(pi o-
** “ 1— tg(a + ?np) tg?»
= tg(a+?np) + tg?l ! -
I _ 1 — tg (“ + ?np) tg фа
~ tg (я + ¥пр) 4- tg “
Принятые обозначения: Ря — исходное усилие, в Н; Q — зажим-
ное усилие, в Н; i — коэффициент усиления; а — угол клина в град;
Ф — угол трения между плунжером I н клином 2, ’в rpafl . (tg<p=
=4= 0,1...0,15); Ф1 — угол трения между клином 2 и корпусом 3,
в град (tg cpi=fi=0,1...0,15); <рПр— приведенный угол треиия между
. ' d\
клином 2 и роликом, в град tg q>np=fpj ; <р»—угол трення между
плунжером 1 и корпусом 3, в град (tg <p2=f2=0,1...0,15); <pinp—при-
веденный угол трения между клином 2 н роликом, в град (tgcpiBp=
e fi а и 1о — размеры механизма, в мм.
н. ф. Уткни '81
Продолжение табл. 3.4
Цанговые (многоклиновые) механизмы
Рн = tg (а -|- <р) Q;
t__________
tg (а 4- <р)’
Q “ tg(« + ?> Р"
РЯ = [tg (« + ?) + tg?i] Q;
. ____________1
‘ tg(« + ?) + ‘g<Pi ’
Г) _. ___________L_____________ p
tg (a + <p) 4- tg ?!
Принятые обозначения: Pa— исходное усилие, в Н; Q — зажим-
ное усилие, в Н; i — коэффициент усиления; a — угол конуса цаиги
2 в град; <р — угол трения между цангой 2 и корпусом 3 в град
(tg<P=f=0.l-0,15); <pi —угол трения между заготовкой 1 и цан-
гой 2, в град.
Многозвенные механизмы (см. рис. 3.7,а). Сила за-
жима Q рабочим плунжером 1 определяется по формуле: >
/ D \2
о= 0г)
где Q — зажимиое усилие, в Н; D — диаметр рабочего плунжера 1,
в мм; d — диаметр нажимного плунжера 2, в мм; Ря— исходное
усилие, в Н; q — КПД, равный 0,90...0,95; q—усилие возвратной
нружииы, в И.
»3
Таблица 3.5. Расчетные формулы для определения Ря, I я Q
комбинированных силовых механизмов
т-н =
1 ЛЗ___________из
г ср <g (я + ?пр) + у / £)2_rf2
X
I
> у Л + h Q,
z = ; 1 да____di X
Гер tg (а + ?пр) 4- -g f £2 _(р
х——ч;
Zi + 1з
п_________I____________________
' 1 , £)3 —rf3 X
' гср tg (а + ?пр) + з J £>2_*
х_2р_ри
Zi 4~ 1ч
_ fcptg(“ + ?np) h
н“ I У:
I = ---i—7~i------Г ' ~7~ 71’
> гср tg (“ + ?пр) ^2
О = _____ Г
V Гер tg (« + ?Пр) h "
X
т-и =
1 лз________rfS
Г ср tg (® + ?пр) + -g f £)2 (Р
= __
X(G + za)31Q:
/= “тт^—;г,.......i~
Гср tg (« + ?пр). + у / -дз _ d2
X ll +11 -п-
Х h
Q =
= ———j ____ х
Г ср tg (а + ¥пр) + у f £)2_дз
у(1±£2 р
рз — (Р Х
83
Продолжение табл. 3.5
rcp tg (а 4~ Упр) Z3
I * ZjT) cos в
I__________. Zi cos 9
Гер tg (я + Упр) h
Q =
I Zi cos 9 - n
Гер tg (a + ?np) ’ b 71 “
> ~ #-[l + Sin (a' +?)]
и ~ ------J-------- A
xA^O;
(№ ..J....: x
e [1 + sin (a' 4- T)] A
X Z2 cos e n‘
? +sin(a'4-<f>)] X
У АП p .
л Z^cosS "
84
Продолзкение табл. 3.5
Г.
> , cos9 1 п-
и /1 cos в] ’ к)
, h cos 9t
, Z2 cos s’1’
x l3 cos 6 ‘
Ph = AMjHL+MIiLq
Z1V]
,________isi
h [tg + 3) + *g ?tl ’
a _________________p
Q~ h [tg (в + 0) + tg ?1] и
*»
Продолжение тадл ЗЛ
Р — пр .1з qJ
Ч J
, _ ________Ч h_. I
tg (9 + W + tg ft пр ’ 1з' "=
А?
О = * .!ip-
v tg(в + ₽) + tg ¥1 пр z,
ри „ 2tg(B+p) 1г
и ’I А4
i- *1 li
2tg(0 + P)'/8’
Q — _____3____ . p
4- 2tg(9 + ₽) Z2
PH = 2tg(9 + ₽)A._Lq;
Zi »!
i - * A-
2tg(9.+ |) ’ Z2’
Л — _____'*1 , n
w~ 2tg(0 + ₽) Z2 *
2tg(9 + p) Q
!—^tg(9 + ₽)tg?2
l-^o tg{9 + Wtg?z
2tg(fl-M) 5
~-tg (® + ₽)‘g?2
2tg(9+₽): p>
84
Продолжение табл. 3.5
. Tg (а + y)4-tg?i х
1 — tg(a+?) tg'Pa
X-^-Q;
1—-^о tg(a + ¥)tg ?2
tg(a + ?) + tg?i Х
’ll
*2
1 —-^‘g(a+ ?) ‘g ?2
. а 1____________ V
tg (« + т) + tg Т1
X л
‘2
> _ ^(а + ?пР) +<g?i
Я 1 — *g (а + ?пр)
1—tg(a + ?np) . Jj_ .
tg (а + Тпр) + tg ¥1 lb
Q =
1 - tg(a ~Ь ?пр) Il р
tg (а +?пр) 4- tg <pl li
Принятые обозначения: 0 и 0t — углы между плечами рычага
и направлением действия силы, в град; 0 — дополнительный угол
к углу 0, которым учитываются потери на трение скольжения
d
в шарнирах (p=arcsin = В табл. 3.5 сохранены обозначения,
принятые ранее (в табл. 3.4) для соответствующих простых меха-
низмов, входящих в рассматриваемый комбинированный.
87
Исходное усилие рассчитывается по формуле:
/ d \2- 1
Ри = «? + 9)(-5-)
Механизмы с тонкостенной упругодеформн-
руемой вту лк о ft (см. рис. 3.7, б). Зажимное усилие Q, макси-
мальный передаваемый момент (момент треиия) Лаь исходное
усилие Ри на плунжере 2 и основные размеры втулок для этих
механизмов можно определить, пользуясь методикой, изложенной
на с. 56.,.65 в [2]. Порядок расчета следующий:
Рис. 3.7. Силовые механизмы с гидропластом: .
а — многозвенные; б — с тонкостенной упруго деформируе-
мой втулкой.
I) выбирают посадку для соединения заготовка — опорный эле-
мент. Посадка заготовки на опорный элемент (на втулку 1 иа
рис. 3.7,6) по диаметру D должна быть подвижной с гарантиро-
ванным зазором. Если диаметр базы заготовки выполнен с откло-
нениями основного отверстия, то для диаметра D втулки 1 следует
назначать отклонения по f7...f9 (по Х...Х3);
2) определяют длину-тонкостенной части втулки /= (1...I.3) 1Я,
где 1Л — длина заготовки, в мм;
3) по табл. 20 в книге [2] назначают толщину тонкостенной Д
части втулки h, в мм; • , 1
88 1
a
4) рассчитывают максимальный зазор Smax между заготовкой
и втулкой в. свободном состоянии, в мм;
5) по формуле 2/о=2,6£>УЛ/й, где D — диаметр втулки, в мм,
находят характеристический показатель 2/о и устанавливают, яв-
ляется ли втулка длинной (Z>2 Zp) или короткой (/<2 /о); '
6) определяют допускаемую упругую деформацию втулки ДО,
в мм. Принимают:
для длинных втулок: '
из хромистых сталей: ДО «0,0030;
из-конструкционных сталей: Д0«0,002$,-
для коротких втулок:
из хромистых сталей: ДО«0,003 [1 — <р(х)];
из конструкционных сталей: Д0»0,002[1 — <р(х)].
Величины <р(х) даны в табл. 3.6; х=0,9 ;
7) рассчитывают зажимной натяг, в мм:
8 = ДО — 5шах;
8) определяют гидростатическое давление:
2ДООЛ
р = ——---------для втулок с I > О.з/У;
1,25 ДО Eh
р =-----——— — для втулок с I < 0,30,
где р и Е — в МПа, а ДО и ft— в мм;
9) находят зажимное усилие Q:
Q=5-10»-g- ]/^-8D,
где Q — в Н; ft, О и 6 — в мм;
: 10) определяют силу F, удерживающую заготовку от осевого
перемещения и поворота:
' F = fQ = 5-105— IDf,
где f.—коэффициент треийя; Р—в Н; ft, D в 6 — в мм;
11) рассчитывают максимальный передаваемый крутящий мо-
мент: х
Mm ах = Р ~2~ ’
2ft 1 / 2Л
М.пах = 2,5-103 — у -р-юу,
где Мшах — в Н'М; Л, О и 8-в мм;
12) находят исходное усилие Р^ которое необходимо прило-
жить к плунжеру 2 (см. рис. 3.7,6), чтобы создать зажимное уси-
лие Q:
’tdo
Ри = — Р.
>9
где Рж—исходное усилие, действующее иа плунжер 2, в Н; do —
диаметр плунжера z, в мм; р— гидростатическое давление, в МПа
(формула для его определения указана выше).
Таблица 3.6. Числовые значения <р(х)
X X X
0,0 1,0 0,8 0,64 1,6 0,20
0,1 0,99 0,9 0,57 1,7 0,16
0,2 0,97 1,0 0,51 1,8 0,12
0,3 0,93 1,1 0,45 1,9 0,09
0,4 0,88 1,2 0,39 2.0 0,07
0,5 0,82 1,3 0,34 2,1 0,04
0,6 0,76 1,4 0,28 2,2 0,02
0,7 0,70 1,5 0,24 2,3 0,01
Рис. 3.8. Силовые механизмы с пластинчатыми пружинами:
в — пружина; б — закрепление заготовка из оправке с пластинча-
тыми пружинами.
Полученные данные для ЛТШах следует сопоставить с моментом
Вт сил резания Мрез- Заготовка не будет проворачиваться, если
удовлетворяется условие:
^Wmax > /СИрез>
где К — коэффициент надежности закрепления.
Механизмы с пластинчатыми пружинами. Пластинчатые (та-
рельчатые) пружины (рис. 3.8, а) применяются в приспособлениях
для базирования и закрепления заготовок с цилиндрическими ба-
зами (рис.' 3.8,6). Пластинчатая пружина представляет собой
вогнутую шайбу в форме усеченного конуса с несквозиыми проре-
зями. При приложении осевой силы Ри происходит приращение
наружного (посадочного) диаметра пружины. ' В зависимости от
размера пружины приращение ее диаметра может составлять
0,1...0,4 мм.
Расчетные формулы для определения Ря я Q для одной пру-
жины имеют следующий вид: ;____
PHiT=i33»g(₽-2°)<?x;
Ql = ------,
1,33 tg (р —• 2°)
где РЯ1 — исходное усилие (осевая сила), необходимое для сжатия
одной- пружины, в Н; Qi — зажимное усилие, создаваемое одной
пружиной, в Н; р — угол прогиба пружины в свободном состоянии,
в град (Р=10...12°).
Количество пружин для передачи всего крутящего момента, '
равного КЛ1реэ> определяется по формуле '
TfAfpea
п^~мГ‘
где п —число пружин, установленных в механизме; Afpe3 — момент
резания, в Н-м; К.—коэффициент надежности закрепления; Мк —
крутящий момент трения, создаваемый одной пружиной при при»
ложении осевой силы РИ1 и передаваемый заготовке, в Н • м.
Величину момента трения Мк, передаваемого одной пружиной,
для конкретной выбранной пружины можно найти в табл. 24 иа
с. 70..,72 справочника [2].
Исходное усилие Р* и зажимное усилие Q для комплекта пру-
жин, установленных в зажимном механизме, определяются по фор-
мулам: '
Ги = Ри1п = 1,33 tg (0-2°) Q^n;
Q = Qin=------?ып—,
4 l,33tg(| —2°)
где Ря — исходное усилие, в Н; Q — зажимное усилие, в Н. Обо-
значения Остальных величии приведены выше.
Механизмы с мембранами. В приспособлениях применяются
чашечные Хрнс. 3.9, а) и рожковые (рнс. 3.9, б) мембраны. Зажим
заготовки в мембране может осуществляться как силой упругости,
так и усилием, создаваемым приводом. В первом случае мембрану
перед установкой заготовки деформируют -усилием Ри, чтобы мож-
но было создать зазор и вставить заготовку, а затем после ее уста-
новки усилие Рж снимают, и мембрана силами упругости закрепляет
заготовку.
Расчет рождовой мембраны, закрепляющей заготовку силами
упругости, рекомендуется производить в следующей последователь-
ности. , J '
1. Определяем зажимное усилие Q яа одном кулачке (рожке]»
Q
= №—
nfr
где Q — зажимное усилие, в Н; Afpe3 — момент от сил резания,
в Н-м; п — число кулачков у мембраны (rt=6...12); f — коэффи-
циент трения между заготовкой и кулачком (f=0,15.„0,18); г — pa-
D
диус базы заготовки мм; К — коэффициент надежности
закрепления.
Я
2. Находим величину момента, вызывающего изгиб диска мем-
браны:
Л1изг —
Qnl
2w
где Мязг— распределенный по окружности радиусом г момент,
вызывающий изгиб диска мембраны, в Н; / — расстояние от сере-
дины кулачков до средней плоскости мембраны, в мм; Q, л иг —
то же, что в п. 1.
. 3. Выбираем наружный диаметр мембраны D. Принимаем D=
== (1.3...3) Z)1, где D1 — диаметр базы заготовки, в мм,
Рис, 3.9. Мембраны: а — чашечная; б — рожковая.
, 4. Рассчитываем толщину диска мембраны Ъ, в мм, по соотно-
шению 6=0,025£>.
D
5. Определяем отношение , а по нему — величину момента
заделки Мзая, в Н • м, в долях от Мизг, пользуясь табл. 3.7.
Таблица 3/7. Значения Мзад в зависимости от
D 2г 1,25 1,50 1,75 2,00 2,25 2,50 2,75 3,00
Мзад 0,825 0,675 0,590 0,565 0,555 0,565 0,575 0,585
6. Рассчитываем цилиндрическую жесткость изгиба мембраны В:
° ~ 103.12(1—р) ’
где В — цилиндрическая жесткость изгиба мембраны единичной ши-
рины, в H-м; Е — модуль упругости,, в МПа (£=2,1 -105 МПа);
Ь — толщина мембраны, в мм; ц=0,3.
7, Находим угол (р разжима кулачков (рожков) при закрепле-
П
нии заготовки с наименьшим предельным размером установочной
базы (P'mtn).'
> •‘Мзад''
¥ = юзв (14. (л) ’’
где <р — угол разжима кулачков, в рад.
8. Определяем угол <р! максимального разжима кулачков:
у «’p + ir+ir»
где 6—.допуск на диаметр D' базы заготовки, в мм» Д=
—0,01...0,03 мм — зазор между базой заготовки и кулачками перед
установкой заготовки с наибольшим диаметром базы £>тах-
9. Рассчитываем исходное усилие Ри, необходимое для разжима
кулачков перед закреплением заготовки:
р _ АЛФпВу'
3.6. РАСЧЕТ ПРИВОДОВ ЗАЖИМНЫХ УСТРОЙСТВ
Как. указывалось выше, приводы используются -в приспособле-
ниях с зажимными устройствами первой (см. рис. 3.1, а) н третьей
(см. рис. 3.1гв) групп. В зажимных устройствах первой группы
применяются пневматические, гидравлические, пневмогидравличе-
ские, механогидравлнческие, центробежно-инерционные и другие
приводы, а третьей группы — вакуумные и магнитные приводы. '
Рассмотрим расчет наиболее часто используемых приводов.
Пневматический привод состоит из пневмодвигателя, воздухо-
проводов н пневматической аппаратуры различного назначения.
Энергоносителем в пневмоприводе является сжатый воздух с дав-
лением Р=>0,4...0,6 МПа. Расчет на прочность элементов пневмо-
привода производят при давлении р=0,6 МПа, а величину развй-
ваемого нм исходного усилия Рж определяют при давлении р=
=0,4 МПа.
Пневмодвигатели выполняются в виде поршневых цилиндров и
диафрагменных пневмокамер. Обе разновидности имеют по две
схемы действия. При одной схеме перемещение штока пневмодви-
гателя иа зажнм заготовки производится под действием сжатого’
воздуха, а в обратном направлении — под действием возвратной
пружнНы. По такой схеме работают пиевмодвигатели односторон-
него действия. При другой схеме перемещение штока в обе стороны
осуществляется под действием сжатого воздуха. Так работают
пневмодвигатели двустороннего действия.
Поршневые двигатели — пиевмоцилиндры; они подраз-
деляются на одинарные н сдвоенные. В одинарных имеетея один
поршень, а в сдвоенных — два. Развиваемое поршневым двигателем
усилие Р„ сохраняется постоянным иа всей длине хода и опреде-
ляется по формулам, приведенным в табл. 3.8.
Диафрагменные пневмокамеры в силовом отноше-
нии отличаются от поршневых двигателей тем, что развиваемое, нмн
усилие Ри изменяется по' мере движения штока. - Чтобы избежать
резкого изменения величины усилия Рж при удалении штока от
»3
Таблица 3.8. Расчетные формулы для определения исходного
усилии Ри. развиваемого пиевмоцилиндрами
Эскиз
Расчетная формула
Пневмоцилиндры одностороннего действия
0 = 2
Пневмоцилнндры двустороннего действия
Одинарное
Сдвоенные
Толкающая сила
Тянущая сила
Ра=-^(О2-^)Р^; -
D = +
Г !
Толкающая сила
Ря =±-(202-^)/^
Тянущая сила
Ри = ^-(О2-^)рч;
о = 1/ -н*
г пру 1
Принятые обозначения: Ря — исходное усилие, в Н; D — диа-
метр цилиндра (поршня), в мм; р — давление сжатого воздуха,
в МПа, (р=0,4МПа=4 кгс/см2); г) — коэффициент полезного дей-
ствия (т]=0,85); q— сопротивление возвратной пружины в крайнем
рабочем положении поршня, в Н; d — диаметр штока, в мм.
М
Тиблицд 3.9. Расчетные формулы для определения исходного
усилия Ря, развиваемого пневмокамерами
'Эскиз пневмокамеры
Расчетные формулы
Пневмокамеры одностороннего действия
Тарельчатые диафрагмы
Плоские диафрагмы
Для тарельчатых
резинотканевых диафрагм:
в Исходном положении штока:
P„=-?-(D+dpp-9;
в положении после перемеще-
ния штока на расстояние
0,31?:
ри = -^0> + <03д-?;
. D = 4/A±SL_d
т 0,75яр
Для плоских
резинотканевых диафрагм:
в исходном положении штока:
Ри=-^-(П + ^д-<7;
в положении после перемеще-
ния штока- на расстояние
0,072?:
Ри = -^(^ + ^)2д-у; ’
r = 4l/_^+^_d
г 0,75яр
Для плоских
резиновых диафрагм:
в исходном положении штока:
р» =J~ d2p~
в положении после перемеще- ,
иия штока на расстояние
0,22£>:
Рв = ^<Рр~<Г,
К-2
Я
Продолжение табл. 3.9
Эскиз пневмокамеры
Расчетные формулы
Тарельчатые диафрагмы
Пневмокамеры двустороннего действия
Для тарельчатых
резинотканевых диафрагм:
в исходном положении штока:
ри = -^-(г + <02/>
в положении после перемеще-
ния штока на расстояние
0.3£>:
Плоские диафрагмы
Для плоских
резинотканевых диафрагм:
в исходном положении штока:
в положении после перемеще-
ния штока на расстояние
0,070:
D=41/^---------d
г 0,7 5~р
Для плоских
резиновых диафрагм:
в исходном положении штока:
в положении после перемеще-
.' ння штока на расстояние
O.22D:
d = 2 1/
г 0,9л р
Принятые обозначения: Рх — исходное усилие, развиваемое
пневмокамерой, в Н; D — диаметр пневмокамеры, в мм; а — диаметр
диска, в мм; р — давление воздуха, в МПа (р=0,4 МПа=4 кгс/смг);
—сопротивление возвратной пружины, в Н.
исходного положения, выбирают рациональную длину его хода.
Рекомендуемые длины хода штока и отклонения его от исходного
положения для различных пневмокамер приведены на рис. 3,10,
а формулы для определения величины развиваемого при этом
исходного усилия Рк даны в табл. 3.9. s
Рнс. 3.10. Рациональные длины ходов штока пневмокамер с дна'
фрагмами: 1
а — тарельчатыми резинотканевыми; б —плоскими резинотканевыми;
плоскими резиновыми.
Рекомендуемые конструктивные параметры пневмоцйлнидров
представлены в табл. 3.10, а пневмокамер — в табл. 3.11. -
Таблица 3.10. Рекомендуемые параметры пневмоцилиядров
в им ,
Параметры
Толщина . стенки ци-
линдра:
для чугуна . . , .
для стали . . . . .
Диаметр резьбы ‘шпи-
лек ................
Количество шпилек, в
шт................
Диаметр штока . . . .
Диаметр резьбы иа
штоке. .............
Диаметр цилиндра D, в мм
50 60 75 100 125 150 200 '250 304
6 8 8 10 12 12 14 16 16
4 4 5 6 6,5 7 7.5 9 10
М8 М8 М10 М10 М12 М16 М.20 М20 М24
4 4 4 4 4 4 4 4 4
16 16 20 25 30 30 40 50 55
М10 М10 М12 М16 М20 М20 М24 МЗО М36
Таблица 3.11. Рекомендуемые параметры диафрагменных
пневмокамер
Расчетный диаметр диафрагмы D, в мм Толщина диафрагмы f, в мм Диаметр опорной шайбы Д, в мм
Аля резиио-тка- невых диафрагм (d-0,7D) для резиновых диафрагм (d~D- -2Г-(2-4)
125 3—4 88 115
160 3 4 115 150
200 4—5 140 186
250 5—6 175 235
320 6—8 225 . 300
400 8—10. 280 375
Гидравлический привод состоит из силового гидравлического
цилиндра, насоса, бака, трубопроводов, аппаратуры управления в
регулирования. Гидроцилиндры бывают одностороннего и двусто-
роннего действия. Благодаря использованию более высокого давле-
ния жидкости но сравнению с пневмоприводом гидропривод прв
тех же развиваемых усилиях имеет меньшне габаритные размеры.
Формулы для расчета гндроцилнндрои приведены в табл. 3.12.
Таблица 3.12. Расчетные формулы для определения исходного
усилия Рх, развиваемого гидроцилиндрами
Схема гидроцилнндра
Расчетные формулы
Гидроцилиндры одностороннего действия
Г = 2 +Л
Г крть
Гидроцнлнндры
двустороннего действия
Тянущая сила:
Ри
Толкающая сила
Ри = -J Ц*рч
D = 2 ~\f
Г
Принятые обозначения: Ри — исходное усилие, развиваемое гид-
роцилиндром, в Н; D — диаметр поршня, в мм; р — давление масла
в гндроцнлиндре, в_МПа; d— диаметр штока, в мм; г)—коэффи-
циент полезного действия (т]«0,9 — при уплотнении манжетами я
Ч»0,97 — при уплотнении кольцами).
98
Рн= 4 (D-dppB
ч. \.“г /
Пйевмепщрвпривод состоит на силового гидравлического ци-
линдра И пневмогидравлического усилителя давления. Усилители
давления бывают двух тииовг прямого (рис. 3.11) и последователь-
ного действии. Принцип действия усилителя прямого действия осно-
ван на непосредственном преобразовании сжатого воздуха низкого
/Ов\.
давления дв в высокое давление жидкости р. Отношение (-gp-1 > где
DB — диаметр поршня воздушного цилиндра усилителя, a dr — диа-
метр штока уевлителя, называется коэффициентом-усиления и при
проектировании обычно принимается равным 15...20.
- Исходное усилие, развиваемое на штоке рабочего гидроцилии-
дра, определяется по формулам:
„ яД2 / Ов \2
ри — ~4~ Рв \~g~ I —? — для цилиндра односторон-
него действия;
'Чо13м'’1« — толкающая сила для ци-
линдра двустороннего дей-
ствия;
! 7)о'*1м71м — тя“Ущая сила для цилинд*
ра двустороннего дейст-
вия.
формулах приняты следующие обозначения: Рв—исходное
усилие, развиваемое штоком рабочего гндроцнлнндра, в Н; О —
диаметр поршня рабочего гид-
роцилнидра, В мм; d — диаметр
штока рабочего гидроцилиндра,
в мм; рв—давление воздуха
в усилителе, в МПа; £)в— диа-
метр поршня воздушного ци-
линдра усилителя, в мм; dr —
диаметр штока усилителя, в мм;
По — объемный КПД привода
(По =0,95); Цм — механический
КПД усилителя (цм=0,95);
ц'м — механический КПД гид-
роцилнндра (tj'm =0,90); q —•
сопротивление возвратной пру-
жины гидроцнлиндра, в Н.
Принцип действия усилите-
лей последовательного дей-
ствия. основан на сочетании
двух циклов н выполнении их
последовательно. При первом
цикле штоц рабочего гндроци-
Рнс. 3.11. Схема пневмогндроуси»
лителя прямого действия.
линдра н все зажимные уст-
ройству перемещаются под влиянием низкого давления, равного
давлению воздуха рв. После подвода зажимных устройств к заго-
товке усилитель переключается на второй цикл, прн котором штов
рабочего гидроцнлиндра перемещается под действием высокого дав-
ления масла, создаваемого усилителем. Таким образом, расчет
исходного усилия Рл прн зажиме производится по тем же форму-
лам, что и при усилителе прямого действия.
Механогндравлический привод состоит нз рабочего гидравличе-
ского цилиндра и механог’идравлнческого усилителя давления, ко-
торый, как и пневмогидравлический, может быть прямого или
последовательного дейстння. В механогидравлнческбм усилителе
прямого действия (рве. 3.12) используется один винт 1, при враще-
нии которого вручную перемещается плунжер 2 и создается вы-
сокое давление жидкости, приводящее в действие рабочий цилиндр.
В усилителях последовательного действия применяются два винта
разного диаметра, расположенные телескопически. При нращеннн
обоих нинтон происхОдит’подвод зажимного устройства к заготовке,
так как при этом создается низкое данленне жидкости. Когда под-
вод осуществлен, данленне повышается, прн этом автоматически
срабатывает устройство в усилителе и нращенне нннта большого
Рис. 3.12. Схема механогидранлического
привода с усилителем прямого дейстния.
диаметра выключается. Тогда при вращении ннита меньшего диа-
метра создается высокое давление жидкости, которое • используется
для зажима заготонки.
Таким образом,--исходное усилие Ри> развиваемое механогид-
равлическнм приводом, определяется по одной и той же формуле
независимо от того, используется усилитель прямого или последо-
вательного действия. В последнем случае в формулу следует. вво-
дить параметры винта с малым диаметром.
Расчет величины Ри, создаваемой гидроцнлнндром односторон-
него действия, можно производить по формуле:
—(X)S-,. •
T’cptg (« + <р) ' “п /
где Ри — исходное усилие, развиваемое' гидроцнлнндром односто-
роннего действия, приводимого от механогидравлнческого усилите-
ля, в Н; Рр — усилие, прилагаемое рабочим к рукоятке, в Н; I —
плечо, на котором, рабочий прилагает, усилие к рукоятке, в мм;
Гер — средний радиус резьбы f винта / усилителя, и мм; а — угол
подъема резьбы винта усилителя, в град; q> г-угол трения в резьбо-
вом соединении, н град; D — диаметр поршня рабочего гидроци-
линдра, в мм; dn — Диаметр плунжера 2 усилителя, в мм; т] — КПД,
учитывающий потерн в уплотнениях (т]«0,9); q-~ Сопротивление
возвратной пружины, нН.
100
Вакуумяыб привод (рис. 3.13). Принцип действия вакуумного
привода основан иа непосредственной передаче атмосферного дав-
ления закрепляемой заготовке 1. Для . создания избыточного атмо-
сферного давления между опорной поверхностью заготовки н
приспособлением образуют полость Б с вакуумом. Для лучшей
герметизация соедниення заготовки 1 с опорной поверхностью Л
приспособления обычно предусматривают уплотнения различной
конструкции: резиновые кольца 2 круглого сечения (рис. 3.13, а),
резиновую полосу 2 (рнс. 3.13,6) и т. п. Эти уплотнения позволяют
получить в полости Б вакуум, порядка 0,01...0,015 МПа. Для. созда-
ния вакуума применяют различные насосы. Поршневой одноступен-
чатый насос создает вакуум 0,005 МПа, ротационный (марки
ВМ-1) — 0.015 МПа, а центробежный многоступенчатый — 0,03 МПа.
К вакуумному
насосу
Рнс. 3.13. Схема вакуумного привода.
Величину исходного усилия Ря (величину зажимного усилия Q),
развиваемого вакуумным приводом, определяют по формуле:
Ри = Q — БаРнК
где Рв —исходное усилие, развиваемое вакуумным приводом, в Hj
Гя — полезная площадь заготовки, ограниченная уплотнением,
а ммг; ри — избыточное давление, равное разности между атмо-
сферным давлением и вакуумом в полости Б (см. рис. 3.13), в МПа,
т. е. Ри=1—р», где рв —вакуум в полости, в МПа (₽»=•
=0,01 ...0,015 МПа); Л — коэффициент герметичности вакуумной
системы (Х=0,8...0,85).
Вакуумные приводы весьма эффективны для крепления рагото-
вокЧипа пластин на операциях шлифования.
Электромагнитные и магнитные приводы. Принцип действия
этих приводов основан иа том, что магнитный поток, проходящий
через закрепляемую заготовку, создает силу, препятствующую от-
рыву ее ч>т приспособления (в электромагнитных приспособлениях
эта сила создается вмонтированными электромагнитами, а в маг-
нитных приспособлениях—постоянными магнитами). Удерживаю-
щая удельная сила, развиваемая как электромагнитами, так и маг-
нитными приспособлениями, достигает р»= 1,0 МПа.
Расчет исходного усилия Ря привода, равного зажимному уси-
лию Q, можно производить по формуле: '
Ря — Q—FаРиК
tot
где Рв— исходное усилие, развиваемое электромагнитным приво-
дом, в Н; Fu — полезная площадь соприкосновения заготовки
с поверхностью приспособления, в мм1*, р„ — удельная сила, раз-
виваемая электромагнитным или магнитным приводом, в МПа
(следует принимать рм=0,35 МПа); А, — коэффициент, учитываю-
щий потери из-за неплотности прилегании заготовки к приспособле-
нию (А.=0,9).
3.7. ПОГРЕШНОСТИ, ВЫЗЫВАЕМЫЕ ЗАКРЕПЛЕНИЕМ
ЗАГОТОВКИ В ПРИСПОСОБЛЕНИИ
Возникновение этих погрешностей связано с тем, что под дей-
ствием зажимного усилия Q возможны деформации заготовки и
приспособления, а также смятие их контактных поверхностей.
На рнс. 3.14, а показана схема закрепления тонкостенной заго-
товки и трехкулачконом патроне на токарном станке. Под дей-
ствием зажимных усилий Q заготовка деформируется, и после
обработки и раскрепления она яе „будет иметь требуемой цилиндри-
ческой формы. ’
Рнс. 3-14. Деформации заготовки (а) и приспособ-
ления (б) при закреплении.
На рис. 3.14,6 представлена схема закрепления заготовки
в приспособлении на операции фрезеровании уступа в размер А.
Прн настройке фреза устанавливается на расстоянии А от упора 2.
Под влиянием „усилия закрепления стенка 1 приспособления дефор-
мируется, прн этом перемещается и опорный элемент—упор 2. Та-
ким образом, положение базы изменяется прн Неизменившемся
положении фрезы. Естественно, что прн этом возникает погреш-
ность, и вместо размера А получается размер А(=А+б3. Погреш-
ность б3 и является погрешностью, вызванной закреплением заго-
товки в приспособлении. Ее величину можно рассчитать, зная
усилие закрепления Q и конструктивные размеры приспособления,
по методике, излагаемой в курсах сопротивления материалов.
Для уменьшения погрешности б3 необходимо выбирать такие
конструкции корпуса приспособления и опорных элементов, чтобы
их деформации от зажимных усилий Q быля минимальными. Для
этого следует предусматривать ребра жесткости и другие средства,
повышающие жесткость приспособления,
ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
ДЛЯ НАПРАВЛЕНИЯ
И КООРДИНАЦИИ ИНСТРУМЕНТА
ГЛАВА
4.1. ОБЩИЕ СВЕДЕНИЯ О. НАПРАВЛЯЮЩИХ ЭЛЕМЕНТАХ
В зависимости от конкретных условий обработки элементы,
применяемые в приспособлениях для направления н координации
инструмента, могут выполнять различный функции. В одних случаях
онн только предотвращают
увод инструмента-во время
работы. Такое назначение
имеют, найрймер, направ-
ляющие втулки, используе-
мые для поддержки перед-
ней части консольных опра-
вок на револьверном станке
(рнс. 4.1, а). Здесь положе-
ние осн оправки 2 с резцом
определяется фикснрован-
ным положением револьвер-
ной головки, а втулка 1,
устанавливаемая в приспо-
соблении, предотвращает
увод (отжим) оправки 2
под действием сил резания.
В других случаях рассмат-
риваемые элементы выпол-
няют одновременно две
функции: предотвращают
увод инструмента н при-
дают ему требуемое рас-
положение относительно
приспособления. К таким
элементам относятся кон-
Рнс. 4.1. Приспособления с элемен-
тами для направления инструмента:
а — с направляющей втулкой; б — с кон-
дукторной втулкой; в — с установок для
фрезы; г — с накладным копиром
дукторные втулки в свер-
лильных и направляющие в
расточных приспособлениях.
На рнс. 4.1,6 показана схе-
ма приспособления с кон-
дукторной втулкой /, обес-
печивающей получение размера А. Для уменьшения увбда сверла
следует уменьшать расстояние .1 между втулкой в заготовкой.
Рассматриваемые элементы, наконец, могут предназначаться
только для придания инструменту точного положения относительно
103
приспособления. К таким элементам относятся установи для фреам
и копиры во фрезерных приспособлениях. В процессе настройкнЯ
станка на размер с помощью установа 2 (рнс. 4.1, в) приспособЛё-Я
нне располагают относительно фрезы в положение, при котором оа|
располагается под фрезой, а затем поднимают стол станка до каса-я
няя фрезы со щупом 1, помещенным на рабочей поверхности уста-1
нова. Благодаря этому обеспечивается требуемое взаимное распо-1
ложение фрезы относнтельйо установа и опорных элементов 3|
приспособления, и, станок оказывается настроенным на заданный]
размер А. Настройка станков с помощью установов занимает мень-1
ше времени, чем путем пробных проходов, и повышает точность,!
поэтому она широко применяется при обработке заготовок в серий*!
ном производстве. Копиры используются, например, для точного!
расположения фрезы относительно приспособления прн обработке»
криволинейных поверхностей. В. приспособлениях с накладным ко-3
пиром 1 (рнс. 4.1, а) направляющая часть А фрезы 3 имеет непре«Я
рывный контакт с копиром, а ее режущая часть Б образует при*»
этом поверхность требуемого профиля на заготовке 2.
4.2. КОНДУКТОРНЫЕ И НАПРАВЛЯЮЩИЕ ВТУЛКИ
Втулки, в которых режущий инструмент направляется рабочей ЦВ
частью, называют кондукторными. Они применяются при sM
обработке отверстий стандартными сверлами, зенкерами и разверт- J
камн. Поэтому отверстия в кондукторных втулках изготовляют по хД
системе вала, т. е. необходимая посадка инструмента в отверстии W
втулки обеспечивается путем выбора соответствующих отклонений Я
диаметра отверстия. Оснащенные кондукторными втулками приспо- Я
соблення для обработки отверстий на станках сверлильной группы
принято называть ковдукторамн. Зд-
Направляющне втулки отличаются от .кондукторных 'Я
тем, что в них режущий инструмент направляется своей специально Я
предусмотренной направляющей частью. Инструмент может иметь Ж
либо одну, либо две Направляющие части (переднюю и заднюю). Д
Режущая и направляющая части могут выполняться как одно W
целое. Так оформляются специальные зенкеры и развертки. Вместе
с тем часто применяются насадные стандартные инструменты, ,
а также специальные блоки, которые устанавливаются на оправку,
снабженную направляющими участками. Необходимая посадка ни-
струмента в отверстии направляющей втулки обеспечивается путем
выбора соответствующих отклонений диаметра .направляющи!-- 5
участков. 4
Кондукторные втулки. Наиболее употребительные конструкции
кондукторных втулок стандартизованы. Различают три вида стан-
дартных втулок: постоянные, сменные и быстросменные.
Постоянные втулки выполняются без бурта по ГОСТ
18429—73 (рнс. 4.2, а) и с буртом по ГОСТ 18430—73 (рис. 4.2,6).
Оня применяются тогда, когда отверстие на операции обрабаты-
вается лишь одним Инструментом (сверлом или зенкером). При ,
установке в кондукторную плнту они запрессовываются по посадке
-g-no СТ СЭВ (jr по ГОСТ).
Сменные в т у л к и изготовляются по ГОСТ 18431—73
(рнс. 4.2, в).. Как и постоянные, они используются прн обработке
отверстий одним инструментом, ио в тех случаях, когда необхо- Ч
днма сравнительно частая их замена вследствие износа. Это обычай I
«4 I
бывает в условиях крупносерийного производства. Кондукторные
втулки выдерживают около 10 000...20 ООО сверлений. _
Сменные втулки 2 устанавливаются в основные втульЯ 3 по
117 “ А» “
посадке нли-Jg по СТ СЭВ ( д^или"дпо ГОСТ) и во избежание
проворачивания и подъема прн обработке закрепляются винтами 1,
Основные втулки 3 запрессовываются в кондукторную плнту по
Н7 А
посадке-^gno СТ СЭВ (-рпоГОСТ).
Рнс. 4.2. Стандартные кондукторные втулки:
в —- постоянная, без бурта; б — постоянна^ с буртом; в — сменная;
а — быстросменная.
Быстросменные втулки выполняются по ГОСТ
18432—73 (рнс. 4.2, г). Как и сменные, они устанавливаются в ос-
Н6 Н7 , _ „ . Ai А
новные втулки по посадке нли по СТ СЭВ (д“нлнд по
ГОСТ). Применяются онн в тех случаях, когда в процессе опера-
ции отверстие обрабатывается последовательно несколькими ин-
струментами, например сверлом, зенкером и разверткой. Для
направления каждого нз ннх предусматривается своя быстросмен-
ная втулка (для развертки она иногда не предусматривается).
Буртнк у втулок делается высоким и с накаткой для удобства
удержания их прн снятии и установке. На буртике имеется сквоз-
ной продольный паз, позволяющий .легко вынимать н вставлять
втулку прн замене, а также боковой уступ для головки винта,
удерживающего ее от выталкивания стружкой. Прн снятии втулку
повертывают против часовой стрелки до совпадения паза с голов-
кой винта и поднимают вверх.
Режущий инструмент (сверла, зенкеры и развертки) направ-
ляется в отверстия всех кондукторных втулок по подвижной по-
садке с гарантированным зазором. Прн этом инструмент принимают
за основной вал, а отверстие во втулках выполняется в системе
вала, и необходимая посадка обеспечивается за счет соответству-
ющих отклонений диаметра отверстия. Для направления сверл н
Зенкеров используются посадки G7 нли F8 по СТ СЭВ (Д нли X
по ГОСТ), а для разверток—G7 (Д).
105
Как известно, диаметр нового , аистового зенкера и новых раз»
верток больше номинального. Например, развертка для обработки _
.отверстия диаметром 8Л имеет исполнительные размеры 8 to$05MM '•
и, следовательно, ее наибольший диаметр может составлять
8,010 мм. Чтобы развертка и наибольшего диаметра входила в от*
верстие кондукторной втулки с гарантвровапным зазором, откло*
иения отверстия, взятые из таблицы допусков для номинального
диаметра инструмента, принято отсчитывать от его наибольшего
диаметра. Так, для отверстия, диаметром 8G7 отклонения будут
составлять , 8 Jo’oos мм> а для' направления рассматриваемой раз-
вертки диаметром 8А с исполнительными размерами 8 Jq’qos откло-
нения отверстия кондукторной втулки следует принять 8,010 £одо5 =
= 8 На сборочном чертеже кондуктора для отверстия кон-
дукторной втулки следует проставить диаметр 8 J^oi5 и добавить
указание: «для развертки 8А>.
Высоту постоянных и сменных втулок Н (см. рнс. 4.2, а, б и в)
выбирают по ГОСТу. Она составляет от 1,5 до 2 диаметров отвер-
стия втулки под , инструмент. Высота быстросменных втулок
несколько больше, но в ннх предусмотрена выточка глубиной t
(см. рнс. 4.2, г), благодаря которой длина контакта инструмента
с втулкой остается такой же, как и в постоянных втулках. При
H>2d возрастает нагревание втулок, а прн H<2d возникает воз-
можность увода инструмента. Расстояние I (см. рнс. 4.1,6) между
торцом втулки и заготовкой принимают равным (0Д..1) d.
Если требуется обеспечить точное расположение осн обрабаты-
ваемого отверстия, то расстояние I следует принимать не более 0,5 d.
Однако менее 0,3 d расстояние I брать нежелательво, так как при
втом уголок Б сверла будет активно истирать втулку в начале
сверления, вызывая надиры на ее поверхности; кроме того, будет
более интенсивно затупляться сверло.
Кондукторные втулки изготовляют из стали марки У10А с за-
калкой до твердости HRC 58...63. Для втулок с d>25 мм материа-
лом обычно служит. сталь 20 с цементацией и закалкой до твердо-
сти HRC 6Q...65. -*
Специальные втулки имеют конструкцию, соответству-
ющую особенностям заготовки и операции. Однако общие сообра-
жения о выборе посадки инструмента во втулке, ее высоты, рас-
стояния между втулкой н заготовкой остаются теми jge, что и для
стандартных втулок.
На рнс. 4.3, а Показана специальная втулка удлиненной формы
для приближения ее к заготовке, имеющей уступ, н на рис. 4.3, б —
специальная втулка для сверления отверстия на криволинейной по-
верхности заготовки. Прн обработке отверстий, расположенных
близко друг к другу, иногда не представляется возможным раз-
местить рядом две втулки. В этих случаях применяют одну спе-
циальную втулку* 1 с двумя отверстиями, фиксируя ее положение
штифтом 2 (рнс. 4.3, в).
Направляющие втулки. Обычно эти втулки выполняются вра-
щающимися. Встречаются, впрочем, ц неподвижные, т. е. не вра-
щающиеся относительно корпуса приспособления втулки (см., на-
пример, рис. 4.1, а). По конструкции она проще вращающихся,
1 См. таблицу в справочнике А. К. Горошкнна «Приспособле-
ния для металлорежущих станков» (М., Машиностроение. 1971У.
106
однако быстрее нагреваются. Прн больших скоростях резания все-
гда следует применять вращающиеся втулки на подшипниках
скольжения илн качения.
2
Рнс. 4.3. Специальные кондук-
торные втулки для сверления:
а — на уступе; б — на криволиней-
ной поверхности; в — двух близко
расположенных отверстий.
Штифт
наказан
условна
На рнс. 4.4, а показана вращающаяся втулка, установленная
в подшипнике скольжения. В этом случае в корпус приспособления
запрессовывается основная втулка 2, в которой ио подвижной по-
садке располагается вращающаяся втулка /. удерживаемая от осе-
вого перемещения в одну сторону буртом,' а в другую — шайбой
с гайкой. Втулка 1 вращается вместе с инструментом. Трущиеся
поверхности защищены от попадания стружки козырьком 3. Ии-
Рнс. 4.4. Направляющие вращающиеся втулки на подшипнике;
а — скольжения; б — качения.
струмент своей гладкой цилиндрической частью направляется отвер-
стием втулки /. Диаметр этого отверстия выполняется с отклоне-
ниями по Н7 по СТ СЭВ (А по ГОСТ), а диаметр инструмента —
с отклонениями по #6 по СТ СЭВ (Д по ГОСТ).
На рис. 4.4,6 изображена вращающаяся втулка нормализован- %
ной конструкции, смонтированная в игольчатом роликовом подшип-
нике. Втулка / запрессовывается в корпус приспособления по и<>
Садке по СТ СЭВ по ГОСТ) , Вращающаяся втулка 2
устанавливается во втулку / на иглах 6, а по торцу — на шарииах 4,
заключенных в сепаратор 3. От осевого перемещения втулка удер-
живается шайбой 7 и стопорным кольцом 8. Для защиты от струж-
ки используется кольцо 5. Отверстие во вращающейся' втулке изго-
товляется с отклонениями по Н7 по СТ СЭВ (А по ГОСТ).,
1W
А.З. ПРОСТАНОВКА РАЗМЕРОВ И ДОПУСКОВ,
ОПРЕДЕЛЯЮЩИХ ПОЛОЖЕНИЕ ОСИ
КОНДУКТОРНОЙ ВТУЛКИ В ПРИСПОСОБЛЕНИИ
На сборочном чертеже кондуктора размерами от опорных зле*
ментов задается положение оси неподвижной кондукторной втулки,
поэтому прн контроле, указанных размеров в процессе изготовления
илн эксплуатации кондуктора сменные и бастросменные втулки из
него вынимаются. Численно эти размеры равны размерам заготовки,
проставленным на операционном эскизе от соответствующих баз до
оси обрабатываемого отверстия. Если в кондукторе несколько кон-
Рис.- 4.5. Схема простановки размеров и допусков на сбороч-
ном чертеже кондуктора’.
дукторных втулок (обрабатывается несколько отверстий), то коор-
динаты нх осей могут задаваться как от опорных элементов, так и
от осей других втулок. Например,- если в заготовке (рис. 4.5, а)
требуется обработать два отверстия днаМетрамн d и di, заданные
размерами А, В н I, то на сборочном чертеже кондуктора
(рнс. 4.5, б) должны быть проставлены те же размеры, прн этом
размеры А н В проставляются от соответствующих опорных эле-
ментов 1 и 2 до осн кондукторной втулки 3, а размер I — между
осями кондукторных втулок 3 и ,4. - ' •
Допуски ±у на размеры, проставляемые на сборочном чертеже
кондуктора, выбираются в зависимости от допусков ±а на соответ-
ствующие размеры заготовки. Обычно допуски на размеры кондук-
тора принимают меньше допусков на размеры заготовки (у<0,5в).
На практике при простановке допусков на размеры кондукторов
часто пользуются некоторыми округленными значениями (например,
±0,02, ±0,05 н ±0,1 мм) и нз ннх выбирают то значение, которое
находится в пределах от 0,25 до 0,5 допуска на размер заготовки,
т е. ±0,25а<±у<±0,5а.
1М
4.4. УСТА НОВЫ ДЛЯ ФРЕЗ, КОПИРЫ
Установи для фрез бывают как стандартные, так и специаль-
ные. На рис. 4.6, а показаны стандартные высотные установы
(тип I — ГОСТ 13443—68; тип II—-ГОСТ 13444—68), а на
рис. 4.6,6 — стандартные угловые установы (тнп I—ГОСТ 13445—68;
тип II — ГОСТ 13446—68). Для установке фасонных фрез исполь-
зуются специальные установы (рнс. 4.7, в и а).
Рнс. 4.6. Стандартные установы для
фрез:
а — высотный; б — угловой.
Координация фрез по установам производится с помощью стан-
дартных щупов 2 (см. рнс. 4.7.Л выполняемых плоскими (ГОСТ
8925—68) н цилиндрическими (ГОСТ 8926—68). Плоские щупы из-
готовляют толщиной 1, 3 и 5 мм, а цилиндрические — диаметром 3
и 5 мм. Толщина и диаметр щупов выдерживаются с отклонениями
по посадке йб по СТ СЭВ (С по ГОСТ).
Установы (кроме высотного типа 1) фиксируются на корпусе
приспособления двумя штифтами н закрепляются вннтамн. Распо-
лагаются они на корпусе в стороне от обрабатываемой поверхности
заготовки (см. рнс. 4.1, в).
Примеры орнентацнв фрез 3 по установам 1 С помощью щу-
пов >2 приведены на рнс. 4.7. Показанный на рнс. 4.7, а высотный .
уставов ориентирует фрезу в одном направлении—по высоте,
а остальные установы (рнс. 4.7,6, в и г) "по двум направлениям.
Изготовляются установы из сталей 15 н 20 с цементацией по-
верхностей -на глубину 0,8...1,2 мм и закалкой до твердости HRC
55...60.
189 ‘
Копиры применяются для фрезерованаяфасонных поверхносп
яа вертикально-фрезерных и копировально-фрезерных станка
а также лра обработке их на токарных, револьверных я карусел
ных станках. При работе на вертикально-фрезерных станках и
Рнс. 4.7. Примеры .координации фрез по
установам с помощью щупа;
в — дисковое фрезы по высотному установу;
б — то же, по угловому; в — фасонной фрезы
с выпуклым профилем; г — то же, с вогнутым;
i — уставе»; 1 — щуп; 9 — фреза.
пользуются так называемые накладные копиры (см. рнс. 4.1, г}.
Фрезерование в этом случае производится при одновременно осу-
ществляемых продольной н поперечной подачах.
Рис. 4.8. Схема фрезерования
иа копировально-фрезерном
станке.
На рис. 4.8 представлена схема механического копировального
устройства, применяемого на копировально-фрезерном станке. Ста-
нок нмет два шпинделя, расположенных друг от друга на постоян-
ном расстоянии К. В одном шпинделе устанавливается фреза,
а в другом — копирный палец с конической рабочей частью. На
столе станка закрепляется приспособление с заготовкой, а рядом
не
на корпусе приспособления или ни отдельном' корпусе — копир.
Еели диаметры фрезы и копирного пальца в сечении а—а равны
между собой, то профиль коиира должен в точиости совпадать
с профилем заготовки и располагаться от него иа расстоянии К-
На верхнем участке рабочей части копира имеется уклеи иод
углом 10... 15®, что позволяет путем вертикального перемещения
копирного пальца компенсировать погрешность, связанную с умень-
шением диаметра фрезы прн переточках, н сохранять яри этом рас-
стояние К. Сечение а—а располагается на переходе вертикально
расположенной поверхности профиля копира в скошенную.
Фрезерование профиля заготовпи производится прн одновре-
менном осуществлении продольной подачи стола от механизма
подач и поперечной подачи каретки под действием пружкны или
груза.
4.5. ПРОСТАНОВКА РАЗМЕРОВ И ДОПУСКОВ,
ОПРЕДЕЛЯЮЩИХ ПОЛОЖЕНИЕ УСТАНОВА
В ПРИСПОСОБЛЕНИИ
На сборочном чертеже приспособления с установом размеры
проставляются от опорных элементов приспособления до рабочих
поверхностей устаиовз, по которым ориентируется фреза. Величина
Рнс. 4.9. Схема простановки размеров и допусков
на сборочнем чертеже приспособления с уста-
иовом. '
Зтих размеров зависит от размеров, выдерживаемых на данной
операции, и толщины выбранного для настройки щупа:
Л1=Л + Л (4.1)
или
At = A-h, (4^
где А\ — размер, проставляемый на чертеже общего вида приспо-
собления от опорного элемента до рабочей поверхности установа,
в мм; А — размер заготовки от соответствующей базы до обраба-
тываемой поверхности, в мм; h— толщина применяемого щупа, в мм.
•И
Формулой (4.1) пользуются в тех случаях,. когда обрабатый
ваемая поверхность располагается между опорным элементом 1
рабочей поверхностью установа, а формулой (4.2) — когда обраба-
тываемая поверхность располагается от опорного элемента дальше^
нем рабочая поверхность установа.
Поясним порядок определения и простановки размеров на сб
рочном чертеже приспособления с установом.
У заготовки (рнс. 4.9, а) фрезеруется уступ (поверхности 1 и 2)
в размеры А±ал и В±ав. Первый задан от плоскости Г, а размер)
второй — от осн отверстия Б.
На сборочном чертеже приспособления (рнс. 4.9,6) < простав-
ляются размеры: Ai — от опоры 3 до рабочей поверхности Р уста-
нова 2 и В\ — от оси пальца 1 яо рабочей поверхности Т установа 2.
В данном случае размер А определяется по формуле (4.2),
а размер В —по формуле (4.1):
A1 = A — h; Bt=B + h.
Допуски на размеры А и В принимаются в 2...4 раза меньшими,
чем на соответствующие размеры заготовки, т. е. у— (О,25...О,5) а.
На сборочном чертеже приспособления дается также указание
о толщине щупа, принятого при расчете размеров А и В. - '
этом
трех
нецо-
4.6. ПОГРЕШНОСТИ РАСПОЛОЖЕНИЯ ИНСТРУМЕНТА
ОТНОСИТЕЛЬНО ПРИСПОСОБЛЕНИЯ
Режущий инструмент необходимо располагать точно относи-
тельно опорных элементов приспособления. Однако на точность’
настройки неизбежно влияют погрешности расположения направ-
ляющих элементов относительно опорных элементов бп.я и погрет
ностн настройки, связанные с погрешностью расположения инстру-
мента относительно направляющих элементов бн.
Рассмотрим этн погрешности применительно к кондукторам и
приспособлениям с установами.
Погрешности расположения инструмента в кондукторах. По-
грешность бп.в в кондукторе будет зависеть от имеющейся
погрешности расположения рабочей кондукторной втулки относи- i
тельно опорных элементов приспособления. Рассмотрим общий слу-
чай,' когда кондуктор имеет быстросменную втулку. При
погрешность 6ЯВ будет результатом совокупного влияния
погрешностей: х ~
бк — погрешности размера от опорного элемента до оси
движной втулки;
бат — погрешности, связанной с эксцентриситетом (е»т)
чей (быстросменной) втулки, при этом бцт^вцт!
Од — погрешности, возникающей вследствие зазора между
неподвижной и быстросменной втулками? прн этом 6s=Smal.
Если кондуктор имеет только постоянные (неподвижные) втул-
ки, то погрешность бя)в будет выражаться лишь величиной погреш-
ности бк, т. е. бп.н=6к.
Погрешность настройки 6В в кондукторе равна
максимальному зазору между инструментом н втулкой. В новом
кондукторе этот зазор определяется принятой посадкой инструмента
во втулку G7 или F8 по СТ СЭВ (Д нли X по ГОСТ). В процессе
эксплуатации кондуктора под воздействием инструмента и стружки
кондукторные втулки изнашиваются. Отверстие под инструмент
в них увеличивается по диаметру, а иногда приобретает овальную
112
рабо-
форму. Вследствие этого возрастают зазор между инструментом и
втулкой и погрешность настройки бн. -Изношенные втулки необхо-
димо своевременно заменять новыми.
Допустимые пределы износа кондукторных втулок определяют
по формуле:
^изн — ^нб 4* Л^ВТ1
где ^изн — предельный диаметр отверстия изношенной втулки, в мм;
с1и6 — наибольший предельный диаметр отверстия новой втулки,
в мм; аВт—допуск на диаметр отверстия втулки, в мм; К—коэф-
фициент, зависящий от величины отклонений на размер от базы до
оси обрабатываемого отверстия заготовки; следует принимать А'=1
при отклонениях до ±0,1 мм и К=2 прн отклонениях от ±0,1 до
±0,3 мм.
Например, прн обработке заготовки с размером 100±0,075 мм
новая втулка под сверло диаметром 8 мм имеет1 размер 8F8=
= 8 Jq'ji| мм, а ее износ допустим до размера 8,060 мм.
Погрешности расположения фрез в приспособлении с устано-
вок. Погрешность бп.в выражается погрешностью ±у раз-
мера от опорного элемента до рабочей поверхности установа. Макси-
мальное 'значение ее состарляет бн.н=2у.
Погрешность наСтройкн о? в данном случае является
результатом совокупного влияния двух ’погрешностей: изготовления
щупа по толщине (по диаметру) бщ и установки фрезы по
щупу буф.
Погрешность бщ определяется максимальной погрешно-
стью изготовления щупа, равной допуску на его толщину (диа-
метр), которая выдерживается с отклонениями по Л 6 по СТ СЭВ
(С по ГОСТ). Для щупов'толщиной (диаметром) 1...3 мм абсолют-
ная величина отклонения будет составлять 0,006 мм, а толщиной
5 мм — 0,008 мм.
Погрешность установки фрезы бу.ф по щупу зави-
сит От квалификации рабочего. Рассчитать ее невозможно. Она
может составлять примерно 0,01...0,02 мм.
О Н. ф, Уткин
СПОСОБЫ УСТАНОВКИ
И ТОЧНОГО РАСПОЛОЖЕНИЯ
ПРИСПОСОБЛЕНИЯ НА СТАНКЕ
ГЛАВА
5.1. ПОСАДОЧНЫЕ МЕСТА СТАНКОВ
В зависимости от вида станка приспособление может устанавл:
ваться на его шпинделе, столе либо на другом рабочем орган _
имеющем посадочное место — совокупность точно и чисто обрабо?
тайных Поверхностен (иногда одну поверхности). Форма, размер#
и допуски на изготовление посадочных мест большинства станко*
стандартизованы. Сведения о иих приводятся в каталогах стайкой'
и в справочниках.
На< станках токарио-револьверной группы приспособлении уста*
иавлнваются на шпинделе. Для этого иа нем предусматривается
посадочное место — центрирующий поясок я резьба, либо наружна*
коническаи поверхность для центрирования и фланец с отверстиям*
под'болты для крепления приспособления, либо коническое отвер*
стие. Иногда коническое отверстие сочетается с посадочным местом,
другой формы. "
На фрезерных, горизонтально-расточных, сверлильных, строгаль^,
ных, плоскошлифовальных станках приспособления устанавливаются,
на столе, имеющем продольные Т-образные пазы (по ГОСТ
1574—75). Чтобы быстро и точно закрепить на станке приспособь
ление, иа нем выполняются специальные поверхности, согласую*,
щиеся с посадочным местом станка. Это так называемые пост*
дочные поверхности приспособления.
Конструктор, проектирующий приспособление, должен знать,
для какого станка оно предназначается, и иметь все необходимые
данные о его посадочном месте. Толька после этого он выбирает
способ установки приспособления иа станке и оформляет соответ*
,ствующне посадочные поверхности.
5.2. УСТАНОВКА ПРИСПОСОБЛЕНИЙ НА ТОКАРНЫХ,
РЕВОЛЬВЕРНЫХ И КРУГЛОШЛИФОВАЛЬНЫХ СТАНКАХ
Установка приспособлений иа токарных станках (рис. 5.1). На
практике используются четыре способа установки приспособлений
иа этих станках: в центрах, в отверстие шпинделя, на шпиндель1
и иа переходный фланец.
Установка в центрах. При установке приспособления 3'
в центрах (рис. 5.1, а) станок оснащается передним 2 н задним/# :
центрами. При обработке с большими скоростями резания или при •
значительных усилиях резания в заднюю бабку 5 устанавливается ;
вращающийся центр. Посадочными поверхностями приспособления
114
служат два центровочных отверстия Б. Вращение его осуществляет-
ся с помощью переходной планшайбы,, навинчиваемой на шпин-
дель 1, н -хомутика, закрепляемого иа лыске А приспособления. Этот
способ дает возможность использовать одно и то же приспособле-
ние на любом токарном станке, оснащенном центрами. Кроме того,
сравнительно легко обеспечивается высокая точность расположения
приспособления относительно оси шпинделя. Недостатком способа
является необходимость снимать приспособление 3 со станка при
замене обработанной заготовки новой.
Установка в отверстие шпнйделя. Прн такой уста-
новке на корпусе приспособления должна быть выполнена посадоч-
ная поверхность в виде хвостовика Б с конусом Морзе, соответ-
Рнс. 5,1. Способы установки приспособлений на
токарных станках:
а — в центрах; б — в отверстии шпинделя; в — на шпин-
деле.
ствующим по размеру конусу отверстия А шпинделя 2 (рис. 5.1,6).
После установки приспособления — оправки 3 в шпинделе 2 — оно
закрепляется с помощью тягн 1, для чего в хвостовике оправки
предусмотрено резьбовое отверстие. Этот способ достаточно универ-
сален, так как коническое отверстие в различных станках часто
имеет один и тот же размер конуса Морзе. Смена заготовки после
обработки здесь более удобна, чем при установке приспособления
в центрах, однако точность совмещения его с осью шпинделя мень-
шая нз-за возможной грязи и забоин на сопрягаемых поверхностях.
Так как приспособление располагается иа шпинделе консольно,
жесткость его невысокая.
Установка на шпиндель. Прн установке на шпиндель
(рис. 5.1, в.) в -приспособлении обрабатываются посадочные поверх-
ности, соответствующие наружным поверхностям посадочного места
шпинделя. Данный способ обеспечивает высокую жесткость и поз-
воляет устанавливать в нем заготовки больших габаритов. К недо-
статкам его относятся: малая универсальность — из-за различия
формы и размерив посадочного места станков приспособление не
115
я
удается использовать на разных станках;, сложность изготовлена
посадочных поверхностей приспособления; большая погрепшосД
расположения приспособления относительно осн шпинделя / вслед^З
ствие зазора между приспособлением 2 и шнинделем по центрируй
ющему пояску П с диаметром D. 3
Установка на переходный ф л а и е ц. Для установим!
приспособлений переходные фланцы (рнс, 5.2, а и б) имеют елевая
посадочные поверхности А, выполненные по форме посадочногеЙ
места шпинделя, ,а справа — центрирующий буртик Б диаметром Dj
и высотой ft=2...4 мм. Диаметр D рекомендуется выполнять с от-]
клоненнями-тто k5 ипи йб по СТ СЭВ (по Н! нлн С по ГОСТО
В приспособлении предусмотрена центрирующая выточка В по диа»|
метру буртнка Б фланца. Диаметр D (рис. 5.2, в) выточкн -------3
Б
а)
Т?3в".
h
D
5)
Б
----л
рекомен-1
1
6)
fl
г) 3
А
Ж
Рнс. 5.2. Установка приспособлений на переходный фланец на Я
токарном станке. _ - . Я
дуется выполнять с отклонениями по Н7 илн Н6 по СТ СЭВ (по
нлн А] по ГОСТ). Пример установки приспособления 4 иа пере-Я
сходный фланец 2 показан на рнс. 5.2, г. Приспособление крепится.!
к нему винтами 3. Во избежание самоотвннчнвання фланца он стен!
порнтся на шпинделе 1. . ‘ ‘ ia
Рассмотренный способ универсален, так как позволяет одно ЯД
то же приспособление использовать на любом станке, оснащенном
аналогичным фланцем. В остальном он соответствует предыдущему Ч
способу установки, однако дает несколько большую погрешность!
центрирования нз-за дополнительного зазора по пояску Б фланцам
(см. рис. 5.2, а и б). я
Установка приспособлений на револьверных станках осущест-ji
вляется теми' же способами, что и на токарных, за исключением*»
установки в центрах, которая не производится. . ‘Я
Установка приспособлений на круглошлифовальных станках»
осуществляется главным образом в центрах тем же способом, какя
и на токарных, хотя имеются некоторые различия в устройстве^
шпинделей круглошлнфовальных и токарных станков. Современные»
круглошлнфовальиые станки (кроме универсальных) имеют невра-Я
щающнйся шпиндель, что дает возможность избежать влияния нам
точность обработки таких погрешностей, "как биение шпинделя, я
Вращение установленному в неподвижных центрах приспособлению Я
с заготовкой передается через хомутик от планшайбы, на которой*»
укрепляется поводковый палец. При этом планшайба со шпинделем, а
не связана. Она устанавливается на одной из вращающихся'вокруг Я
шпинделя деталей передней бабкн, <я
116 1
На универсальных круглошлифовальных станках шпиндель мо-
жет получать вращение. В этих случаях приспособление может
устанавливаться в коническое, отверстие шпинделя, а также на
планшайбу.- Последним способом устанавливают самоцентрирующие
трехкулачковые патроны.
S.3. УСТАНОВКА ПРИСПОСОБЛЕНИЙ НА ФРЕЗЕРНЫХ СТАНКАХ
Посадочным местом для установки приспособления на фрезер-
ном станке является его стол. На корпусе, приспособления снизу
предусматриваются посадочные поверхности, которыми оно ориен-
тируется на плоскости стола (рис. 5.3). В небольших приспособле-
ниях посадочная поверхность имеет вид сплошной плоскости А
(рис. 5.3, а). В приспособлениях значительных размеров в средней
части посадочной плоскости А делают неглубокую выемку В
(рис. 5.3,6) или полость Г (рис. 5.3, в). Благодаря таким выемкам
средняя часть корпуса приспособления не соприкасается с плоско-
стью стола и оно устанавливается достаточно устойчиво.
Рис. 5.3. Посадочные поверхности фрезерных приспособлений, -
Для закрепления приспособления в основаинн его корпуса 1
(см. рис. 5.3, а) предусматриваются проушины Б, в которые заво-
дятся крепежные болты 2. Головки болтов удерживаются в Т-об-
разных пазах стола. Количество болтов, а следовательно, и про-
ушин, выбирается в зависимости от действующих усилий резания.
В большинстве случаев удается обходиться двумя проушинами и
лишь при больших усилиях резания приходится предусматривать
четыре — по две с каждой стороны. При четырех проушинах шаг t
(см. рис. 5.3,6) между ними согласуется с шагом Т-образных пазов
стола станка.
Часто требуется придать приспособлению вполне определенное
положение иа столе станка по отношению к направлению продоль-
ной подачи стола. В этом случае ориентацию приспособления про-
изводят с помощью шпонок по Т-образным пазам стола, направле-
ние которых точно совпадает с направлением его продольной
подачи. Наиболее широко используются стандартные (ГОСТ
14737—69) призматические прнвертные шпонки (рис. 5.4, а). Основ-
ным размером шпонки является ширина В, которая должна быть
равна ширине Т-образного паза стола. Размер В выполняется по Й8
по СТ СЭВ (С3 по ГОСТ). В шпонках с канавкой размер Bj (у ос-
нования) принимается на 0,5...1,0 мм больше ширины В, что необ-
ходимо для пригонки шпонки по Т-образиому пазу стола.
117
На каждое приспособление ставят, по две шпонки. Шпонка
устанавливается иа корпусе 1 приспособления снизу в специаль.
предусмотренном пазу Б и закрепляется винтом 3 (рнс. 5,4,
Шпонки располагают таким образом, чтобы обе они входили;
в одни и тот же Т-образный паз стола — обычно средний, как бблее,
точный (рис. 5.4,в). Проушины для крепежных болтов размещают:'
прн двух проушинах — на оси шпонок, прн четырех — слева и спра-,
ва от осн так, чтобы для крепления можно было использовать-'
боковые пазы стола. •!'
Вследствие износа н последующих ремонтов ширина пазов иа!
столах станков часто выходит за пределы допусков, что приводи**'
К увеличению зазоров между шпоикой приспособления н пазом;
Рнс. 5.4. Установка приспособлений с помощью шпонок на
фрезерных станках:
а — конструкция стандартных шпонок; б — способ крепления
шпонок на приспособлении; в — схема установки.
стола. В этих случаях для предотвращения возможного поворота ’
приспособления на столе прн установке его прижимают шпоикамн
к одной стороне паза стола и тем самым уменьшают погрешность
расположения на станке.
Ориентация приспособлений на столе с помощью шпонок по-
Т-образиым пазам осуществляется также на плоскошлнфовальных,
строгальных и расточных- станках.
5.4. ПОГРЕШНОСТЬ РАСПОЛОЖЕНИЯ ПРИСПОСОБЛЕНИЯ -
НА СТАНКЕ. ВЫВЕРКА ПРИСПОСОБЛЕНИЙ ПРИ УСТАНОВКЕ ;
Установка приспособлений иа станке без выверки. Рассмотрен- "
ные выше способы установки приспособлений позволяют придать
им требуемое положение без выверки путем совмещения посадоч-
ных поверхностей приспособления с посадочным местом ставка.
Однако в отдельных случаях установка приспособления будет осу-
ществляться с некоторой погрешностью, вызываемой той нли иной
причиной. Приспособление может сместиться в пределах зазора нли 3
установиться с перекосом относительно посадочного места станка. ?
Например, ось центрирующей выточки В приспособления, уставов-' ?
118
ленного на шпинделе 1 токарного станка (см. рнс. 5.1,в), может
сместиться относительно осн шпинделя. Максимально возможное
смещение осн приспособления может достигать в данном случае
половины зазора между .выточкой В и пояском П шпинделя 1. При
установке приспособления со шпонками на столе фрезерного станка
из-за зазора между шпонками и пазом стола оно может развер-
нуться на некоторый угол по отношению к направлению Т-образных
пазов.
Как прн смещении, так н прн перекосе приспособлении относи-
тельно посадочного места станка вместе с ннм сместятся н опор-
ные элементы. Смещение их в направлении исходного размера вне-
сет при обработке дополнительную погрешность, равную величине
этого смещения. Поэтому прн расчете на точность эту погрешность
необходимо учитывать. Обозначим ее бр.п.
бр.п — это погрешность расположения прэсп'о-
соблення иа станке, т. е. погрешность располо-
жения посадочных поверхностей п р и с п о с о.б л е«
ння относительно посадочного места станка,
возникающая при установке приспособления; без
выверки.
При расчете на точность погрешность бр.п учитывается' лишь
тогда, когда смещение посадочных поверхностей относительно поса-
дочного места стайка совпадает с исходным размером или имеет
составляющую в *его направлении. Погрешность бр.п определяется
как расстояние между возможными крайними положениями поса-
дочных поверхностей прн установке приспособления, измеренное
в направлении исходного размера.
Необходимо иметь в виду, что прн установке приспособления
в коиечйом счете решается задача придания его опорным элементам
соответствующего положения относительно станка. На точность нх
расположения будет оказывать влияние не только погрешность бр ц>
но еще И бп.о — погрешность взаимного расположения в приспо-
соблении его опорных элементов н Посадочных поверхностен. Эта
погрешность рассматривается на с. 120.
Установка приспособлений на стайке с выверкой. В ряде слу-
чаев погрешность расположения опорных элементов относительно
станка оказывается настолько значительной, что из-за нее на кон-
кретной операции не может быть получена требуемая точность
обработки. Уменьшить эту погрешность можно путем уменьшения
составляющих бр.п и бп.о. Однако это сопряжено с повышением
точности изготовления приспособления — точности посадочных по-
верхностей н взаимного расположения опорных элементов относи-
тельно ннх, что иногда ограничивается возможностями производ-
ства. В связи с этим прн использовании рассмотренных выше спо-
собов установки приспособлений на,станке-прибегают к их выверке
в пределах зазоров , между сопрягаемыми поверхностями приспо-
собления н посадочного места станка.
Выверку производят по опорным поверхностям опорных эле-
ментов приспособления. Прн ее осуществлении появляется возмож-
ность учитывать прн расчете точности обработки не ряд составляю-'
Щих погрешностей (таких как бр.н, бп.о). а лишь одну — погреш-
ность выверкн бв. Допустимое значение погрешности бв должно
быть указано в виде технических условий на сборочном чертеже
приспособления и в технологической карте изготовления детали.
Выверка приспособлений по опорным поверхностям широко
применяется на зубообрабатывающих станках, а также иа токар-
ных, револьверных, шлифовальных н фрезерных.
119
$3. ПРОСТАНОВКА РАЗМЕРОВ И ДОПУСКОВ, ОПРЕДЕЛЯЮЩИХ
ВЗАИМНОЕ РАСПОЛОЖЕНИЕ ПОСАДОЧНЫХ
И ОПОРНЫХ ПОВЕРХНОСТЕЙ В ПРИСПОСОБЛЕНИИ
Чтобы опорные поверхности приспособления при установке его
на станке заняли требуемое положение, необходима по возможности
точно расположить их относительно посадочных поверхностен.
У большинства приспособлений, предназначаемых для токарных,
револьверных и круглошлифовальных станков, а также у всех при-
способлений к зубообрабатывающнм станкам требуется обеспечить
соосность расположения опорных элементов и посадочных поверх-
ностей. Например, в оправке 1, устанавливаемой в коническое от-
Ч)
Вид А
А 1 У
6
б
положение посадоч- [
Рис. 5.5. Схема простановки
размеров и допусков, опреде-
ляющих
ных' поверхностен приспособле-
ния относительно опорных эле-
ментов.
Непаралпельность подери- •
мости У и оси 00 не допее
,п 100 мм
6)
2 1 ь
•|//|0,05/W
верстне шпинделя станка (рнс. 5.5, а), необходимо обеспечить
соосность опорной поверхности У н конической поверхности А хво-
стовика. На чертеже общего вида должен быть указан допуск
соосности е.
В некоторых случаях в приспособлениях для токарных, револь-*
верных и круглошлифовальных станков опорные элементы должны
быть расположены на расстоянии Н от осн шпинделя (рнС. 5.5, б).
Тогда на чертеже общего вида приспособления проставляется раз-
мер Н от осн центрирующей выточки В (нли бурта) до поверхно-
сти У опорного элемента 1. .
При фрезеровании протяженных поверхностей часто оказывается.,
важным обеспечить параллельность опорных поверхностен прнспо-1
соблення и осн, определяющей положение шпонок. На чертеже*
общего вида приспособления в этом случае оговаривается допуск,
параллельности (см. п : 100 мм на рнс. 5.5, в).
Прн изготовлении приспособлений величина допусков соосности,,
погрешности размера, перпендикулярности илн параллельности вы-
бнрается в зависимости от соответствующего допуска заготовки.’
Для приспособлений допуск обычно в 2...4 раза меньше, чем на
соответствующий размер заготовки. Например, если у шлифуемой
заготовки 2 (см. рнс. 5.5, а) допуск соосности наружной поверхно-'
стн Б н отверстия В равен 0,05 мм, то для опраркн е=0,01...0,025 мм.
120
Если при растачивании отверстия диаметром d в заготовке 2
(см. рис. 5.5,6) размер Н от основания Б до оси отверстия должен
быть выдержан с отклонениями ±0,02 ЯМ, то- в приспособлении
допускаемые иа размер Н отклонения ±ун могут быть не более
±0,01 мм. Если при фрезеровании уступа в заготовке (см.
рис. 5.5, в) допуск параллельности плоскостей Б и Д равен
0,05: 100 мм, то в приспособлении допуск параллельности
(п: 100 мм) опорной поверхности У пластины 1 и осн ОО, опреде-
ляющей положение шпонок, может быть принят в пределах
0,01...0,025 мм на 100 мм длины.
Проставляемые на сборочном чертеже приспособления допуски
расположения (соосности, параллельности, перпендикулярности)!
опорных и посадочных поверхностей или допуски на размеры меж-
ду ними характеризуют собой величину максимальной погрешности
бп.о —погрешности расположения опорных по*
верхиостей относительно посадочных поверхно4
стей приспособления. В целях уменьшения этой погреш*.
кости необходимо уменьшать допуск расположения. Однако здесь
имеется известный предел: величина допуска расположения должна
учитывать возможности производства.
ДЛИТЕЛЬНЫЕ УСТРОЙСТВА.
КОРПУСА ПРИСПОСОБЛЕНИЙ
ГЛАВА ’
- -^2
6.1. ОСНОВНЫЕ ДЕТАЛИ И УЗЛЫ ДЕЛИТЕЛЬНОГО УСТРОЙСТВА
М
1
Делительные устройства предназначены Для того, чтобы при
рдном установе заготовки иметь возможность придать ей иеско-лй>ко
позицйй с целью обработки ряда поверхностей, расположенных на
ваданцОм шаге относительно друг друга. Прн многопозицноннойз»
обработке заготовки чаще приходится иметь дело с поворотом eej
на угловой шаг, чем с перемещением на линейный шаг, поЭтомуЦ
в дальнейшем будут рассматриваться только поворотные делитель* Я
Ные устройства. Л
Делительное устройство может выполняться в виде отдельной»
самостоятельного агрегата, используемого для закрепления различая
ных приспособлений с целью их поворота на угловой шаг вместеЦ
с обрабатываемой заготовкой. К таким агрегатам относятся уннЛ
нереальные делительные головки, поворотные делительные столы йД
Стойки.' Конструкции их весьма разнообразны, некоторые из ннхЯ
нормализованы. Делительное устройство может входить такжеЦ
в состав самого приспособления, обычно специального. И в том'и я
в другом случае оно имеет следующие основные детали и узлыЯ
Неподвижную и поворотную части, делительный диск, фиксатор и |
механизм для скрепления поворотной части с неподвижной последа
деления. я
Неподвижной частью в делительном" устройстве яв-л
ляется его корпус. В специальных приспособлениях с дедительным |
устройством неподвижной частью является корпус- самого приспо-3
собления (см. рис. 1.2, поз. 5). I
•Поворотная часть обычно монтируется на валу, уста-д
навливаемом в центрирующие элементы неподвижной части. В за-J
видимости от массы поворотной части вместе с обрабатываемой^
заготовкой она может монтироваться на подшипниках скольженняя
или качения. Прн вертикальной осн вращении поворотные частДЯ
большой массы опираются на подшипники качения. В некоторым
конструкциях поворотная часть с вертикальной осью опирается наЯ
подшипник качения лишь в момент поворота (деления). Для этого?!
перед поворотом она несколько приподнимается с гладких кольце*!
вых направляющих с помощью специального подъемного устрой»?
ства, а после поворота — опускается. ' i
На поворотной части размещаются опорные элементы и зажима
иые устройства для обрабатываемой заготовки (например, палец /Я
иа рнс, 1.2), В делительных головках, столах и стойках на повой
122
ротной части предусматриваются посадочные, места для установки
приспособлений. ' ' ........ . . г г
Делительный диск является’ основной деталью'делй»
тельного устройства. Обычно он монтируется на поворотной части
и вместе с ней поворачивается в момент деления. Диск имеет гйез»
да, в которые входит, фиксатор (например, фиксатор Л? «а
рис. 1.2)., Гнезда располагаются по окружности иа таком угловом
шаге друг от друга, который требуется выдержать у обрабатывав»
мой заготовки. В универсальных делительных агрегатах гнезда раз»
мешают таким образом, чтобы одним диском обеспечить деление
окружности на несколько равных частей.
По форме гнезд делительные диски разделяют на две группы,
с отверстиями и с пазами. На риеГ 6.1, а показаны делительные
диски с отверстиями. Диски 1 изготовляются сырыми. Для умеиь»
Рнс. 6.1. Делительные диски:
а — с отверстиями; 6 —с пазами.
шения износа стенок отверстий в mix запрессовываютси термически
обработанные до высокой твердости и точно отшлифованные втул-
ки 2. Отверстие в них под фиксатор 3 выполняется цилиндрическим
(тип I) илн коническим (тнп II). Коническое отверстие обеспечи-
вает более высокую точность, деления. Отверстия под фиксирующие
втулки 2 растачивают на прецизионных станках, что позволяет по»
лучить линейные размеры с точностью до 0,005 мм.
Величины диаметров d и D диска выбираются конструктивно
при компоновке всего делительного устройства.
На рис. 6.1, б представлены делительные диски с пазами. Диски
с асимметричными пазами (тип I) более эффективны, чем с симмет-
ричными (тнп II), так как загрязнение симметричного паза по
любой плоскости неизбежно вызовет погрешность деления. При за*
грязневши же асимметричного паза фиксатор удалит грязь с его
рабочей поверхности, расположенной по радиусу, а загрязнение
наклонной поверхности не сказывается на точности деления.
При равной точности угловых шагов (а±у) диски с пазами
обеспечивают более высокую точность деления, чем диски с отвер-.
стиями. Необходимо, однако, иметь в виду; что диски с пазами
сложнее в изготовлении — окончательную отделку нх выполняет
рабочий высокой квалификации.
Фиксаторы предназначены для точного фиксирования по-
ложения делительного диска. Рабочий профиль фиксатора опреде*
ляется профилем гнезда делительного диска. Фиксаторы разли-
чаются конструкцией механизмов, применяемых для их перемещё-
123
ния. Некоторые из типовых конструкций фиксаторов приведены!
на рнс. 6.2. ' |
На рнс. 6.2, а представлен вытяжной цилиндрический фиксатор
для диска с цилиндрическими отверстиями. Прн оттягивании за
кнопку 3 штифт 2 скользит по пазу втулки 1 н после поворот^
фиксатора на 90° удерживает его в вытянутом положении. Фикса!
тор выполняется по ГОСТ 13160—67. i
На рнс. 6.2, б показан рычажный фиксатор для диска с пазами!
Прн повороте рукоятки, 1 фиксатор выводится из паза диска 4»
В паз диска он вводится под действием пружины 3 посредство^
штифта 2. '
Рис 6.2. Фиксаторы:
а — для делительного диска с отверстиями; б — Для диска с па-
' зами.
Механизмы для скрепления поворотной части
с неподвижной. Для повышения жесткости системы и пред-1
отвращения вибраций, а также износа и поломки фиксатора под^
действием усилий резаиия после выполнения деления поворотную^
часть делительного устройства скрепляют с неподвижной. Особенно^
важно это делать при фрезерных работах, где' имеют место боль- fl
шие и переменные по величине усилия резаиия. Ц
Конструкции механизмов для скрепления разнообразны. На 1
рнс. 6.3, а показан^ тангенциальный зажим. При вращении рукоят-J
кн 5 головка винта 1 и сухарь 4 сближаются, скрепляя вал 3 пово- J
ротной части с неподвижной частью 2. На рис. 6:3,6 представлен]!
эксцентриковый механизм, Используемый для подъема поворотной.!
части при повороте и для закрепления, после деления. В положении, а
показанном на рисунке, эксцентриковый валик 4 через винтовую!
1 опору 7, ось 1 и винт 2 скрепляет поворотную часть 5 с неподвиж-Ц
ной 6. Прн повороте валика 4 иа 180° он, воздействуя на конецЦ
винта 2, будет поднимать ось 1, подшипник 3 и поворотную часть 51
для облегчения ее- поворота. 1
На рнс. 6.3, в изображен сблокированный механизм привода Я
.фиксатора и закрепления поворотной части. Лри вращении руко- 1
ятки 5 винт 7 через штифт 6 будет вращать шестерню 8, которая 1
вдвинет фиксатор 4 во втулку делительного диска. Одновременно fl
винт 7 будет сжимать хомут 2, при этом он своими коническими 1
поверхностями надавит на конические поверхности кольца 3 и че-Я
рез него прижмет подвижную-часть 1 к неподвижной. |
124 I
ь
Рис. 6.3, Механизмы для закрепления
подвижной части делительных устройств:
а — тангенциальный: б — эксцентриковый:
в — реечный.
6.2. ОБЩИЕ СВЕДЕНИЯ О КОРПУСАХ
Все элементы н узлы приспособления размещаются и закреп-
лЯются на его корпусе, объединяющем их в единую конструкцию.
На корпусе, предусматриваются посадочные поверхности, которыми
приспособление ориентируется на станке, а также чисто й точно
обработанные поверхности для размещения опорных и направляю-
щих элементов.
/ . ^Корпус приспособления воспринимает все усилия, действующие
йа заготовку в процессе его закрепления и обработки, я поэтому
должен обладать достаточной прочностью; жесткостью и вибро-
устойчивостью. Эти качества обеспечиваются выбором рациональной
конструкции корпуса и в первую очередь введением ребер жест-
КОСТЯ. •
Рнс. 6.4. Варианты конструкции корпуса кондуктора при
различных способах его изготовления.
‘' Форма и размеры корпуса зависят от конфигурации и размеров
заготовок, а также чет того, какое число их одновременно устанав-
ливается в приспособление, для какого типа станка (токарного,
сверлильного, фрезерного и т. д.) оно предназначается. На кон-
структивное оформление корпуса оказывает влияние и способ его
выполнения. Корпусы нзготоаляют: литьем по индивидуальным
моделям; путем сварки из элементов, вырезанных нз листовой
стали; сборкой на отдельных частей, получаемых отливкой яли
вырезкой из листовой стали и нз стандартных литых заготовок
с последующей их обработкой.
В качестве примера рассмотрим влияние способа изготовления
на конструктивное оформление корпуса кондуктора (рис. 6.4). Пло-
скость 1 корпуса служит посадочной поверхностью, поверхности 2
и 3 предназначаются йод опорные элементы, .а. отверстие 4 — под
кондукторную втулку.
На рнс. 6.4, а показан вариант корпуса, получаемого отливкой.
Прн разработке его конструкции учтены все требования, предъяв-
ляемые к отливкам. Для уменьшения объема обработки чисто н
точно обрабатываемые поверхности возвышаются над примыкающи-
ми к ним черными поверхностями. Предусмотрены ребра жестко-
сти, повышающие прочность н жесткость корпуса.
На рнс. 6.4, б представлен вариант корпуса, изготовляемого
путем сварки нз отдельных частей. Здесь также предусмотрены
ребра жесткости, Чисто н точно обрабатываемые поверхности рас-
426
полагаются на разных уровнях с прилегающими к яви черными
или грубо обработанными поверхностями.
На рис. 6.4, в изображен сборный корпус, состоящий из двух
частей — стандартной Т-образной литой заготовки и специальной
планки. Соединяемые друг С другом части фиксируются .двумя
штифтами и скрепляются винтами (или Склеиваются). Сборные
корпусы проектируют в тех случаях, когда хотят использовнть нор-
мализованные или стандартные заготовки или когда затруднительно
обработать отдельные труднодоступные поверхности корпуса, если
он иеразборный.
На рнс. 6.4^а показан корпус, выполненный целиком из стан-
дартной литой заготовки.
Применение того или иного способа изготовления корпуса опре-
деляется конкретными условиями предприятия: степенью загружен-
ности заказами литейного и сварочного цехов, себестоимостью кор-
пуса при различных способах его выполнения и т.д. На праитике
наибольшее распространение получили литые и сборные корпусы.
Необходимо, однако, иметь в виду, что жесткость сборных корпусов
несколько ниже, чем цельных литых.
Литые корпусы и части сборных корпусов обычно отливаются
из чугуна марок СЧ12-28 и СЧ16-32. Реже применяется стальное
литье. Для сварных корпусов используется листовая сталь.
При проектировании корпуса независимо от способа его изго-
товления конструктор должен предусмотреть: обеспечение требова-
ний прочности, жесткости и виброустойчивости; достаточные зазоры
между заготовкой и стенками корпуса, позволяющие свободно
ставить и снимать заготовку; возможность легкого удаления
стружки. ____
6.3. ПУТИ СОКРАЩЕНИЯ СРОКОВ и стоимости
ИЗГОТОВЛЕНИЯ КОРПУСОВ
Корпусы являются наиболее трудоемкими деталями приспособ-
лений. Цикл их изготовления длителен, так как заготовки корпусов
после предварительной механической обработки должны подвер-
гаться старению. На практике используется несколько путей сокра-
щения сроков изготовления и стоимости приспособлений.
Стандартизация заготовок корпусов. На основе анализа кон-
струкций корпусов и частоты применения их отдельных типов раз-
работаны стандарты на заготовки корпусов. Заблаговременно изго-
товленные по,этим стандартам заготовки хранятся иа складе. Затем
путем той нлн иной дополнительной обработки их удается сравни-
тельно быстро получить готовый корпус, при этом отпадает необ-
ходимость изготовления индивидуальных моделей и самой отлнвкн.
Из отдельных простых стандартных заготовок можно собрать более
сложный корпус. На рис 6.5, а показана одна''из стандартных заго-
товок корпуса, а на рис. 6.5, б — пример ее использования.
Стандартные заготовки корпусов отливаются яз чугуна марою
СЧ12-28 и СЧ15-32 и после предварительной механической обработ-'
ки подвергаются старению.
Стандартизация элементов корпусов. В результате разработки-
и введения стандартов иа заготовки корпусов были созданы пред-
посылки для снижения стоимости, сроков проектирования и изго-
товления приспособлений. Однако корпус по-прежнему оставался
деталью одноразового использования, и когда отпадала необходи-
мость в приспособлении, он направлялся на переплавку.
«7
Дальнейшим шагом вйеред явилась стандартизация элементов
корпусов, что позволило без дополнительной-обработки или с ми*
нимальной обработкой собирать их из отдельных стандартных эле-
ментов. Стандартизовано (ГОСТ 12947—67... 12961—67) 18 типов
Рнс, 6.5. Пример изготовления корпуса 'приспособления
из стандартной заготовки:
а — заготовка; б — компоновка приспособления.
Рис. 6.6. Типы стандартных элементов корпусов:
а — плиты стальные; б, в — плиты чугунные без ребер
• и с ребрами; г, д — коробки; е — швеллеры; ж — трех-
гранники; з — четырехгранники; и — угольники; к, л —
угольники с ребрами; м, н, о — ребра; п — лапки.
(260 типоразмеров) элементов, из которых можно собирать наибо-
лее типичные корпусы приспособлений для установки заготовок
с габаритными размерами не более 40О-Х 400X700 мм на фрезерных
и сверлильных станках.
На рнс. 6.6 показаны некоторые типы стандартных элементов.
Все элементы корпусов отливаются из чугуна СЧ12-28, кроме плит,
12В
приведенных на рис. 6.6, а, которые изготовляются из .стали марки
Ст. 3. Рабочие поверхности элементов обработаны с шероховато-
стью Ra 2,5 мкм; допуск параллельности и перпендикулярности всех
обработанных поверхностей—не более .0,03 мм иа длине 100 мм.
Плиты (рис. 6.6, а, б и в) являются основным элементом кор-
пуса, иа них монтируются остальные элементы. Для крепления при-
способления на столе плиты имеют проушины.
Коробки (рис. 6.6, гид) могут устанавливаться любой из ше-
сти граней на плиты и непосредственно на стол станка после при-
соединениях к ним лапок (рис. 6.6, л), а также соединяться друг
с другом.
Остальные элементы — швеллеры, угольники и т. п. (рис. 6.6,
е—п) — используются для компоновки корпусов и в качестве эле-
ментов жесткости. При сборке корпусов нз элементов последние
соединяются штифтами и винтами или склеиваются. Стандартные
элементы корпусов можно использовать многократно — в ряде их
компоновок. —
КОНСТРУКЦИИ
ПЕРЕНАЛАЖИВАЕМЫХ
ПРИСПОСОБЛЕНИИ
ГЛАВА
7.1. ОБЩАЯ ХАРАКТЕРИСТИКА КОНСТРУКЦИЙ
ПРИСПОСОБЛЕНИЙ
В современных условиях конструкции приспособлений создают*
ся путем агрегатирования с обеспечением возможности' их переиа*
лаживания.
Агрегатирование — это метод создания приспособлений,
основанный иа компоновке их из стандартных и унифицированных
деталей и узлов (агрегатов) соответствующего назначения. С по-
мощью этого метода разработано и внедрено в практику несколько '
систем переналаживаемых приспособлений (УНП,
УСП, СРП и СНП), схемы которых были рассмотрены нас. 11—13.
Путём регулирования отдельных элементов или смены наладки та* ~
кие приспособления допускают возможность. их переналаживании
па обработку различных деталей, при этом каждый раз. они сохра*
пяют основные свойства специального приспособления. Поясним ска-
занное несколькими примерами.
На рис. 7.1 показан пример создания приспособлений с исполь* .
зованием метода агрегатирования. В качестве сменного агрегата
используется пневмопривод, выполненный в виде универсальной
приставной пневмокамеры (рнс. 7.1, а). Она имеет две резиновые
диафрагмы 3, между которыми установлен шток 4, связанный с од*
иим из концов рычага 2 иа оси 5. На втором конце рычага 2 имеет-
ся два Отростка, в проушины которых для уменьшения треиия
вставлены на осях ролики 8. Воздух подводится через распредели-
тельный кран 6, смонтированный иа корпусе 1 и управляемый ру-
кояткой 7. Пневмопривод развевает усилие 30 кН (3000 кгс) при
давлении.0,4 МПа (4 кгс/см2) и имеет рабочий ход 15 мм.
Варианты применения пневмокамеры 1 в различных приспособ-
лениях показаны иа рис. 7.1,6, в, г и д. Выделение-пневмопривода
из состава приспособления существенно упрощает его конструкцию,
а замена встроенного привода универсальным приставным допускает
возможность многократного использования его.
На рнс. 7.2 представлен переналаживаемый кондуктор. Пере-
наладка его осуществляется путем замены наладочного элемента.-
Конструкция данного кондуктора стандартизована (ГОСТ 13140—67)..
В корпус 5 кондуктора устанавливается сменный вкладыш 1 и за-
крепляется виитамн. Наружный диаметр вкладыша 1 может изме-
няться от 32 до 80 мм. Помимо кондукторных втулок 3, располо-
женных иа верхней поверхности вкладыша 1, могут предусматри-
ваться кондукторные втулки 9, размещаемые на боковой стороне
вкладыша, для сверления отверстий на бокоиых сторонах заготов*
130 J
ки 6, которая базируется отверстием иа цилиндрический палец2.
Ддя закрепления заготовки в этих кондукторах предусмотрены
стандартные зажимные регулируемые узлы. Закрепление заготовки
Рис. 7.1. Универсальная пневмокамера (я) и примеры
ее применения (б — <?).
с нх помощью осуществляется вращением винта с барашком 4, ври
этом рычаг 8 с опорным башмаком 7 поворачивается в прижимает
заготовку к вкладышу /.
Корпуса этих кондукторов устанавливаются на ножках, что
дает возможность обрабатывать сравнительно высокие заготовки.
♦31
На рнс. 7.3 показан универсально-наладочный стол, применя-
емый на Ленинградском заводе полиграфических машин. Этот стол
является основным агрегатом, на базе которого с помощью комп-
лекта унифицированных узлов н специальных наладок создаются
разнообразные переналаживаемые приспособления для фрезерных
работ. Стол имеет высоту около 100 мм н рабочую поверхность
430X180 мм. В его корпус 1 вмонтировано пятнадцать гндроцилнн-
Рис. 7.2. Кондуктор со сменными вкладышами.
J
дров 2. Гндроцнлиндры расположены на пересечениях Т-образных !
пазов в определенном порядке и пронумерованы, чтобы в соответ-
ствнн с этими номерами размещать наладки на рабочей поверхно- d
сти стола. Подвод масла под давлением к цилиндрам осуществляет-
ся через штуцера 4 н 5 н каналы в корпусе 1. Питание стола про-
изводился от .пиевмогндроуснлнтеля, обеспечивающего давление ,
масла до 15 МПа. Воздух из системы выпускается через штуцера З.Ч
Конструкция гидроцнлнндра показана на рнс. 7.4. Масло в него j
подводится через кольцевые проточки 4 на наружной поверхности ,
его корпуса 7 и затем через отверстия — в верхнюю или нижнюю
полость. Корпус закрепляется на столе с помощью крышкн 1, кото- ,
рая одновременно служит заглушкой нижней полости гидроцнлнн-]
дра. Уплотнение создается кольцами 3, 5 и 6, Плунжер 9 (поршень;
18Н7
I
со штоком, гидроцнлиндра имеет шейку прямоугольного сучения,
которая при рабочем положении плунжера и его ходе вверх может
входить в отверстие прямоугольного сечения в корпусе 7. В выклю-
ченном положении плунжер (повернут иа 90° относительно положе-
ния, показанного на рис. 7.4) не может подняться вверх, так кая
торец шейки прямоугольного сечения на нем упрется в торец кор-
пуса 7. Фиксирование рабочего и выключенного положений плун-
жера 9 осуществляется посредством штифта 2, запрессованного j
в плунжер и входящего в паз крышки /. Паз выполнен по радиусу
с величиной дуги, допускающей поворот плунжера на 90°. В том . г
случае, когда гидроцилнндр данного номера используется и иалад- .
ке, в резьбовое отверстие его плунжера ввертывается тяга от унн- )
фнцированного зажимного узла, а когда гидроцилнндр выключен—» •
завертывается заглушка 8. з
Некоторые из унифицированных узлов, применяемых для созда- |
ния переналаживаемых приспособлений, показаны на рнс, 7,5, Ji
13< 1
Нарис. 7J5>a—-d даны разновидностиприхватов, плавка 5ко-
торыходиям ионном опирается на регулируемую по высоте опору 2,
а вторым концо» прижимает заготовку ври ходе вниз тяги 7, ввер-
нутой в плунжер рабочего гидроцилиндра. Иа рис. 7.5,в показан
ручной врижим, используемый как вспомогательное зажимное уст-
ройство для досылки заготовки и опоре. На рис. 7.5, же—и изобра-
жены элементы, выполняющие роль неподвижных боковых опор
тисочного типа, а иа рис 7.5, к—ж — опоры различного назначения.
Рис. 7.5. Унифицированные
узлы, применяемые при на-
ладке -стола, показанного иа
рис. 7.3.
Совместно с унифицированными узлами, приведенными ин
рис. 7Дж-и, обычно используется недвижная губка, показанная
на рж. 7.6.. Основание 9 подвижной губки с помощью болта® кре-
пится и соответствии со схемой наладки в определенном месте иа
столе, а тяга 8 ври этом ввертывается в цлуижер соответствующего
гидроцилиндра. На основании 9г снизу имеется три поперечных ваза,
в которые могут устанавливаться шпонки для фиксирования губки
на столе. Ползун 3 подвижной губки перемещается по вазу осно-
вании Я Для регулирования положения ползуна оегяосигелмо осно-
вания ио горизонтали служит винт с гайкой 4. К, торцу валзуяа 3
крепится винтами № планка 7 или иная наладка, положение кото-
рых относительно ползуна по вертикала фиксируется ишаекаЛ 2.
При ходе плунжера гидроциляидра тига 8 перемещается и повора
чнвает связанный с ней рычаг 7 на оси б, закрепленной в основа
нии Я При повороте рычага 7 происходит перемещение гайки i
с винтом 5 и ползуна 3. Максимальное настроечное перемещен»
ползуна при настройке губки с помощью винта 6 составляет 75 мм
Каждому из унифицированных элементов наладок (см. рис. 7.5
присвоен соответствующий индекс, и все они имеются иа каждоь
рабочем месте. Прн получении нового задания рабочий одиовремен
но получает схему наладки и, пользуясь маркировкой, находиг
необходимые элементы и самостоятельно устанавливает их в" ука-
занные места на унифицированном столе. На снятие и установку,
наладки с выверкой расходуется 15.,.20 мин.
Рис.’ 7.6. Подвижная губка — унифицированный узел на-
ладки тисочного типа к столу, показанному иа рис. 7.3.
В качестве примера на рис. 7.7 приведены две наладки, ’вы»
венные иа унифицированном столе.
На рис. 7.7, а показана наладка для фрезерования паза кор-,
цевой фрезой 2 в заготовке 8, которая устанавливается непосред-
ственно на поверхность унифицированного стола 6. На столе заго-.
товка ориентируется по одной координатной осн с помощью двух
планок /, а по другой оси — планкой 9. Все планки устанавливаются
своими выступами в Т-образные пазы стола 6. Заготовка закреп*
ляетси двумя прихватами 1 и 5, приводимыми в действие от гидро-
цилиндров через тяги-болты 3. Высота прихвата регулируется регу«
лвровкой опоры 4.
На рнс. 7.7, б представлена наладка для обработки плоское
бобышки фрезой 5 на заготовке в виде рычага 8. В этом случ
используется наладка тисочного типа, состоящаи из неподвижной
и подвижной 6 губок. Заготовка 8 отверстием надевается на
лец 2, запрессованный в планке 3, опирается на опору в bi
136
штифта 9 и зажимается между планками 3 и 4 с помощью гидро-
цилиндра стола 7. •
Применение переналаживаемых -приспособлений дает возмож-
ность сократить сроки подготовки производства и затраты иа про-
ектирование и изготовление приспособлений, снизить долю этих
затрат в себестоимости изделии, а также уменьшить удельный рас-
ход металла.
Рнс. 7.7. Примеры переналаживаемых приспособлений,
созданных на базе универсально-наладочного стола, '
с установкой заготовки:
а — непосредственно на поверхность стола; 6 — в наладку
тисочного типа.
Благодаря указанным преимуществам переналаживаемые при-
способления в ряде случаев эффективно применять н в условиях
единичного, мелко- и среднесерийного производства.
Рассмотрим конструкции наиболее распространенных перенала-
живаемых приспособлений.
7.2. УНИВЕРСАЛЬНО-НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Приспособления этой группы находят применение на токарных,
фрезерных н сверлильных станках. Для фрезерных работ наиболее
широко используются тиски со сменными наладками, а для свер-
лильных—скальчатые кондукторы.
Тиски переналаживаемые. На рнс. 7.8 показаны универсальные
наладочные поворотные тиски с пневматическим приводом, имеющие
137
посадочные поверхности для размещения сменных наладок. Эти по*
верхности в виде плоскости с-Т-образными пазами выполнены
неподвижной 6 и подвижной 2 губках, а также на корпусе 1. Пе£-
движная губка 2 получает перемещение от короткого плеча рычага 8'
на осн, укрепленной в корпусе I. Длинное плечо рычага 3 входит
в паз штока 4 поршня 5 пневмоцнлнндра 11. Корпус 1 вместе-
с пневмоцнли ядром 11 может поворачиваться относительно основа-,
ния 10, на котором нанесена круговая шкала для отсчета угла по- -
Рис. 7.8. Универсальные наладочные поворотные
тиски с пневмоприводом.
поворота поворотная часть закрепляется на основа-
болтамн, головкн которых вставлены в круговые
ворота. После
нии четырьмя
Т-образные пазы основания. Наладка неподвижной губки 6 на габа-
риты закрепляемой заготовки осуществляется при грубой установке ;
путем перестановки губки совместно с прокладкой 7 на корпусе 1 ;
с фиксацией их положения шпонкой по одному из поперечных
Т-образных пазов, а при точной установке—путем перемещения
губки 6 относительно прокладки 7. Закрепляется губка 6 иа кор- ;
пусе болтами 9- Сжатый воздух нз сети подводится в пневмоцн- :
линдр через воздушный кран 8. '
Примеры иаладок тисков для обработки различных заготовок
показаны на рнс. 7.9 и 7.10.
На рис. 7.9 приведена наладка для закрепления рычага 4 на
операции фрезерования плоскостей бобышек на вертнкально-фре-
138 ' - ’
зерном станке. Наладка состоит издвух призм £ и б> ва«ревлейым
соответственно на неподвижной I и подвижной 5 губках тисков. •
Нижней плоскостью рычаг 4 базируется на подставке & уставов»
ленной на корпусе тисков.
Рис. 7.9. Наладка' универсальных наладоч»
ных тисков для закреплевия рычага.
На рис. 7.10 показана наладка тисков для закрепления более
сложной заготовки 4 на операции фрезерования ее боковых сторон.
Наладка выполнена в виде двух специальных губок 2 я 5, учиты-
вающих конфигурацию заготовки. На подвижной губке 6 закрепяе»
на наладка с опорными элемен-
тами 5, а на неподвижной/ / —
с зажимным башмаком.3.
Скальчатые кондукторы. Лю-
бой скальчатый кондуктор со-
стоит нз стандартной илн норма-
лизованной .постоянной части
(рис. 7.11 и 7.12) н сменной на-
ладки. В постоянную часть вхо-
дят корпус 1, две нлн три скал-
ки 3, несущие кондукторную пли-
ту 4, н-привод 2 для перемеще-
ния скалок при закреплении об-
рабатываемой заготовки.
Сменные наладки проекти-
руются специально для каждой
отдельной операции н состоят нз
двух частей. Одна часть, устанав-
ливаемая на корпусе, выполняет
обычно роль опорного элемента
для базирований заготовки, а дру-.
гая служит дДя размещения кон-
дукторных втулок и укрепляется
на кондукторной плнте. Иногда
вся кондукторная плнта выпол-
няется сменной.
Рнс. 7.10. Наладка универсаль-
ных наладочных тисков для
закрепления детали сложной
конфигурации.
U»
Сменные иаладкн иа корпусе и на плнте фиксируются двум
штифтами. Установочные штифты (пальцы 5. и 6 на рис. 7.12) дй
координации сменных наладок могут ставиться по месту в завис(
мости от конкретной иаладкн либо запрессовываться в неизменно'
полбженин на постоянной части.
Перемещение кондукторной плиты1 и закрепление обрабатывав- \
мой заготовки могут осуществляться с помощью ручного или пнев-
матического привода. При ручном приводе силовой механизм дол-1!
жен выполняться самотормозящим (используется один нз типов >
самотормозящих силовых механизмов: реечно-конусный, реечно-ро-
ликовый, пружннно-кривошипный и т. д.).
На рнс. 7.П показаны кондукторы с реечно-конусным механиз-
мом. Здесь вал-шестерия 5 и скалки-рейкн 3 имеют косые зубцы:
140
с углом наклона зуба 45®. На'правом конце вала-шестерни образо-
ваны два конусных участка с углом конуса меньше угла трения
(угол принимается в 5—6°). При повороте вала-шестерни 5 с по-
мощью рукоятки 8 скалки 3 с кондукторной плитой 4 опускаются
до. соприкосновения с обрабатываемой заготовкой. При дальнейшем
нажатин на рукоятку 8 под действием сил иа рейке и шестерне вал-
шестерня 5 будет перемещаться влево, вследствие чего его конус
заклинится во втулке 6 и застопорит механизм. Для освобождения
заготовки и подъема плиты рукоятку 8 вращают в обратную сто-
рону, при этом вначале зубцы скалки отодвинут вал-шестервю
вправо, расклинив конусный механизм, а затем начнется подъем
плиты. В конце хода плиты косыми зубцами скалки вал-щестерия
еще больше сместится вправо, что приведет к заклинивавню его
правого конического участка в коническом отверстии крышки 7.
Благодаря этому кондукторная плита будет удерживаться в верх-
нем положении.
Скальчатые кондукторы выполняются консольными (рис. 7.11, о)
и портальными (рис. 7.il,£). Консольные применяются для обра-
ботки мелких деталей. Некоторые конструкции скальчатых кондук-
торов стандартизованы: ГОСТ 16888—71 (взамен МН 3230—62 и
«41
MH 3231—62) — консольные кондукторы с конусным зажимом; ГОСТ^
16889—71 ' (йзамеи МН 3226—62 и МН 3227—62) — консольные’
кондукторы с пневматическим зажимом; ГОСТ 16891—71 — порталь-
ные с конусным зажимом и ГОСТ'16892—71 — портальные с пнев-'4
магическим Зажимом.
Т
а '
W8
б-Б
К
2
кондуктора для сверления .
отверстия и рычаге.
Рис. 7.13. Наладка скальчато-
го
200
Рассмотрим два примера наладки скальчатых кондукторов.
На рис. 7.13 приведена иаладка коисольвого скальчатого кон-
дуктора. Она состоит из стойки 3, смонтированной на корпусе «Гов-
дуктора, и запрессованвых на ией двух пальцев: цилиндрического 2
и ромбического 4. Обрабатываемая заготовка надевается на эти
вальцы отверстиями Р2 и Di. На кондукторной плите размещаются
кондукторная втулка для сверления отверстия диаметром d и упор 1,
который при опускании плиты своим скосом прижимает заготовку
{горцом Т к бурту цилиндрического пальца 2, закрепляя ее. Чтобы
142
даусенцы,. образующиеся при выходе сверла из отверстая заготовалу
ие мешали. ее снятию с пальца 2, иа нём сделана канавка К. ...
На рис. 7.14 показана наладка кондуктора, изображенного на
рис. 7.12. На установочных пальцах-штифтах. 1 корпуса смовтиро-
вана подставка 2, на которую своим прямоугольным фланцем ста*
вится обрабатываемая заготовка. Цилиндрический хвостовик заготов-
ки помещается в выемке подставки 2. На кондукторной плите 4
, А-А
Рис. 7.14. Наладка скальчатого кондук-
тора для сверления четырех отверстий
во фланце кронштейна.
на пальцах-штифтах 3 смонтирована сменная кондукторная плита 8
с четырьмя кондукторными втулками и двумя призмами 6 со ско-
шенными опорными, поверхностями. Прн опускании основной пли-
ты 4 обрабатываемая заготовка с помощью призм 6 будет базиро-
ваться по контуру и одновременно закрепляться.
7.3. ПРИСПОСОБЛЕНИЯ, КОМПОНУЕМЫЕ
ИЗ НОРМАЛИЗОВАННЫХ ОБРАТИМЫХ ДЕТАЛЕЙ И УЗЛОВ
К данной группе относятся сборно-разборные приспособления
(СРП) и универсально-сборные приспособления (УСП).
Сборно-разборные приспособления. Эти приспособления на 80—
90% состоят нз нормализованных илн стандартизованных деталей
143
случаях, когда станок
определенную деталеоперацню,
совом производстве.
Рис. 7.15. Сборно-разборное
приспособление для обработки
заготовки1 типа- кронштейна на
: : токарном станке.
и узлов нормальной точности и прочности. Корпусы СРП собирают»1!
ся также нз нормализованных элементов (см., например, рис.''6.6)2
По истечении надобности компоновки СРП разбираются. Таким
образом, применяемые в них 'стандартные элементы используются
многократно.
Сборно-разборныё приспособления целесообразно применять
1 длительное время настроен иа
шример в крупносерийном и мас-
СРП отличаются от УНП тем,
что в последних используется не-
изменный постоянный узел, со-
ставляющий значительную часть
приспособления.^ СРП же почти
полностью компонуются заново из
имеющихся стандартных нли нор*
мализованных элементов.
На рнс. 7.7 показаны компо-
новки СРП. Эти приспособления
собраны на базе нормализованно-
го - универсального наладочного
стола. На рнс. 7.15 представлено
СРП для обработки заготовок 5
типа кронштейнов на • токарном
станке. Оно собрано на базе
стандартной планшайбы 2 (ГОСТ
21686—76) с использованием
стандартных элементов: переход-
ного фланца 1, угольника 7 и от*
кидного зажима 4. Специальными
элементами наладки являются
планка 6 с установочными стан-
дартными пальцами для базиро-
вания заготовки и противовес 3.
Универсально-сборные приспособления составляются, как пра-
вило, полностью нз стандартных деталей и узлов, изготовленных
с повышенной точностью и обладающих повышенными прочностью и
износостойкостью. Набор стандартных элементов образует так на-
зываемый комплект УСП, который содержит примерно 200 типов и
2000 типоразмеров стандартных деталей и узлов. В комплект вхо-
дят детали и узлы пяти групп: базовые, корпусные, установочно-
направляющие, крепежно-прижимные и разные, а также неразбор-
ные узлы универсального назначения.- Располагая комплектом
элементов УСП, можно собирать одновременно несколько сот ком-
поновок приспособлений.
Представление об элементах, входящих и комплект УСП, мо-
жет дать рнс. 7.16.
Основными элементами являются базовые детали, на которых
монтируются все остальные элементы. Базовые детали выполняются
в виде круглых, квадратных и прямоугольных плит, а также в виде
угольников. Они имеют шпоночные, а также Т-образные пазы шири-
ной 8, 12 и 16 мм, выполненные по Н7. Ширина пазов и шаг между
ними определяются размером н назначением базовой детали. До-
пуск параллельности и перпендикулярности пазов не превышает
0,01 мм на 100—200 мм длины.
К корпусным деталям, наиболее многочисленным по типам и
типоразмерам, относятся: подкладки, опоры, угольники,’ призмы.
144
планки, накладки и т. д. Они предназначены для образования кор»
пусов и Отдельных узлов. Корпусные детали также имеют шпоноч-
ные и Т-образные пазы, выполненные с такими же параметрами,
как и у базовых деталей.
Установочно-направляющие детали — шпонки, пальцы, кондук-
торные втулки, центры, валнкя, колонки и т. д. — выполняют важ-
ную роль при компоновке УСП. Шпонки служат для фиксаций эле-
ментов относительно друг друга; пальцы, диски, штыри — для бази-
рования обрабатываемых заготовок.
Рнс. 7.16. Примеры элементов, входящих в комп-
лект УСП. ’
Крепежио-прижимные детали в значительной степени соответ-
ствуют обычным деталям подобного назначения.
К равным деталям относятся все те элементы, которые по
функциональному назначению нельзя отнести ни к .одной из пре-
дыдущих групп. Это — пружины, ушки и вилкн, колпачки, планки
откидные и др.
• Комплекты УСП создаются как. на предприятиях, так и на го-
родских и региональных прокатных базах, которые по заказу пред-
6 Н. Ф. Уткин 14S
приятии готовят соответствующие компоновки. Применяются они
в единичном и мелкосерийном производстве.
УСП — наиболее распространенная система переналаживаемых
приспособлений. Входящие в них элементы стандартизованы н из-
готовляются централизованно из высокосортной стали, после чего
подвергаются термической обработке и шлифуются. Этим объяс-
няется высокая трудоемкость и себестоимость комплекта УСП.
Рис. 7.17. Схема компоновок кондуктора и строгального приспо-
собления из элементов УСП.
♦46
A-A
повернуто
13 12
h
Рис. 7.18, Специализированный наладочный
кондуктор для сверления отверстий в ва-
ликах диаметром 6... 12 мм.
Срок его службы — около 20 лет. На ежегодное восстановление
элементов комплекта расходуется примерно 3,2% его стоимости.
Примеры компоновок УСП приведены на рис. 7.17. Кондуктор
(рис. 7.17, а) собирается на базовой детали 1, где размещаются
опора 2, натравляющая опора 3 и установочные планки 4 и 6. Для
направления сверла служат кондукторные втулки 5, а для закреп-
ления заготовки — быстросменная шайба 7 с гайкой. Общий вид
компоновки УСП для строгания заготовок в пакете по 10 шт. при-
веден на рнс. 7.17,6.
7.4. СПЕЦИАЛЬНЫЕ НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Приспособления этой группы предназначены для обработки од-
нотипных заготовок. Чтобы в одном приспособлении можно было
обработать ряд однотипных заготовок, необходимо предусмотреть
возможность его переналадки путем регулировки положения отдель-
ных элементов либо нх замены.
Рис. 7.19. Оправки с упругими втулками для закрепления втулок:
а — центровая с ручным зажимом; б — фланцевая с пневматиче-
ским зажимом.
Примером такого приспособления может служить кондуктор
для сверления одного или двух расположенных на расстоянии
30...150 мм друг от друга отверстий в гладких валиках диаметром
6...12 мм (рнс. 7.18). На верхней части корпуса 1 выполнена опор-
ная поверхность в виде призмы. Положение заготовок в осевом
направлении определяется регулируемой опорой 4, ввернутой в план-
ку 2 н фиксируемой контргайкой 3. На боковых сторонах корпуса ,
имеются продольные Т-образные пазы, в которые входят болты 12*
148
для закрепления двух кронштейнов 13 с кондукторными плитами 5.
Болтами И крепятся два кронштейна 10 с винтовыми прихватами.
При вращении винта 7,. упирающегося в горизонтальную полку
кронштейна’ 10, планка 8 поворачивается на осн 9 и закрепляет
заготовку. Положение прихватов -на корпусе может изменяться
в зависимости от длины валиков. Кронштейны 13 вместе с кондук-
торными плитами 5 и быстросменными втулками 6 устанавливаются
на корпусе относительно опоры 4 в зависимости от расположения
отверстий в валике по отношению к его торцу.
Во ВПТИэнергомаш (Ленинград) созданы унифицированные
ряды стандартных деталей и оправок с упругими шайбами, позво-
ляющие обрабатывать практически любые заготовки типа втулок
на токарных н круглошлифовальных станках прн сравнительно ма-
лых затратах времени и средств на проектирование и изготовление
оправок.
На рнс. 7.19, а показана центровая оправка для закрепления
заготовок с базой диаметром от 25 до 200 мм. Она состоит нз кор-
пуса 1, упорной шайбы 2, двух сменных комплектов 5 устройств
с упругими шайбами, набора дистанционных колец 3 и гайки 4,
закрепляющей заготовку.
На рис. 7.19, б изображена фланцевая оправка с пневматиче-
ским зажимом заготовки. Фланец 1 оправки крепится к переход-
ному фланцу на шпинделе станка, а ее корпус 2 — к фланцу 1 вин-
тами. Оправка комплектуется упорной шайбой 3, двумя комплек-
тами 9 устройств для закрепления заготовок диаметром от 40 до
200 мм набором Дистанционных колец 4, тягой 8 с шайбой 5, гай-
кой 6 и контргайкой 7. Тяга 8 соединяется со штоком пневмопри-
вода и при его срабатывании закрепляет заготовку.
С помощью оправок с зажимными устройствами с упругими
втулками закрепляются заготовки с базами, обработанными не гру-
бее Н7 прн диаметрах до , 35 мм и не грубее 779 при диаметрах
свыше 35 мм.
Переналадка оправок осуществляется путем замены комплек-
тов устройств для закрепления заготовок и набора дистанционных
колец. Лишь в'отдельных случаях приходится делать специальный
корпус опрарки.
РАСЧЕТЫ ПО ОБЕСПЕЧЕНИЮ
ГЛАВА
ТОЧНОСТИ ОБРАБОТКИ
И ЕЕ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
8.1. МЕТОДИКА И ПРИМЕРЫ РАСЧЕТОВ ТОЧНОСТИ ОБРАБОТКИ
ПРИ ПРОЕКТИРОВАНИИ ПРИСПОСОБЛЕНИЙ
Общие положения. Основное требование, предъявляемое к при-
способлению, — обеспечить заданную точность обработки на на-
строенном станке. Поэтому еще иа стадии проектирования приспо-
собления следует производить расчеты заданной точности обработ-
ки. Обычно их осуществляют после того, как уже назначены до-
пуски иа изготовление и износ элементов приспособления. Таким
образом, по существу, эти расчеты являются проверочными.
Заданная точность будет обеспечена, если получающаяся мак-
симальная погрешность обработки будет меньше допуска. Это зна-
чит, что для каждого выдерживаемого на операции размера (откло-
нения расположения каждой обрабатываемой поверхности) должно
соблюдаться следующее условие:
< а,
(8-1)
где а — допуск иа размер, на отклонение (от собсности, параллель-
ности и т. д.) расположения обрабатываемой поверхности, в мм;
Sj — максимальная результирующая погрешность обработки, в мм.
Составляющие погрешности. Результирующая погрешность об-
работки 6S является следствием совокупного влияния различных-
факторов, порождающих погрешности обработки. К их числу отно-
сятся: погрешности изготовления и износа элементов станка, при-
способления и инструмента; погрешности деформации приспособле-
ния и заготовки под действием снл резания и т. д. Каждый из фак-
торов порождает свою составляющую погрешность обработки.
При обработке заготовок в приспособлениях на настроенных
станках можно выделить следующие основные независимые состав-
ляющие погрешности:
бс — погрешность станка в ненагруженном состоянии, вызы-
ваемая погрешностями изготовления и сборки его деталей и узлов
и их износом;
бр.п — погрешность расположения приспособления иа станке—
расположения посадочных поверхностей приспособления относи-
тельно посадочного места станка;
бп.о — погрешность расположения опорных поверхностей отно-
сительно посадочных поверхностей приспособления;
бе.и.о — погрешность базирования исходной базы заготовки
в приспособлении;
150
б3— погрешность, вызываемая закреплением заготовки в при-
способлении;
би.н — погрешность расположения направляющих элементов от-
носительно опорных элементов приспособления;
бн — погрешность настройки, связанная с погрешностью распо-
ложения инструмента относительно, направляющих элементов при-
способления;
би — погрешность инструмента, порождаемая погрешностью его
изготовления;
бр.и — погрешность расположения инструмента на станке;
ВидА 51
Рис. 8.1. Обработка отверстия в заготовке на
токарном станке в специальном приспособлении.
бд — погрешность, возникающая вследствие деформации техно-
логической системы станок — заготовка — приспособление — инстру-
мент под влиянием сил резания;
биз — погрешность, вызываемая износом режущего инструмента.
Указанные погрешности не всегда наблюдаются все одновре-
менно. Чаще приходится иметь дело с их частью, так как значения
остальных настолько малы, что их влиянием можно пренебречь.
Так, при обработке отверстия на токарном станке (рнс. 8.1, в) будут
иметь место только составляющие погрешности,- вызывающие иска-
жение размера Я±0,05 заготовки (рнс. 8.1, а):
бс — погрешность станка — биение т центрирующего пояска П
шпинделя, на который приспособление устанавливается центрирую-
щей выточкой В (рис. 8.1,6 ив);
бр.п — погрешность расположения приспособления на станке —
смещение оси I—I приспособления относительно оси пояска П шпин-
деля из-за зазоров в соединении приспособления (по пояску П)
со шпинделем;
151
бл .о — погрешность расположения опорных поверхностей У при? я
способления относительно осн I—I выточки В, служащей посадоч- 1
иой поверхностью; вызываются погрешностью изготовления приспо- 1
собления по размеру Я±0,02 и износом поверхности У (рис. 8.1, в); 1
бз — погрешность, возникающая при закреплении заготовки, ко- |
гда происходит деформация контактных поверхностей заготовки ' й i
приспособления, а также кронштейна, на котором размещены опор- J
ные пластины; вследствие этого плоскость основания заготовки
смещается относительно оси I—I приспособления. ' |
Совершенно другие погрешности будут наблюдаться прн обра- ]
ботке на вертикально-сверлильном станке (рйс. 8.2, б), отверстия i
диаметром d в заготовке, показанной на рис. 8.2, а. Здесь погреш-
ность размера £±0,1 будет зависеть от следующих составляющих: ;
Li 0,05
Рис; 8.2. Обработка отверстия в заготовке иа сверлиль-
ном станке в специальном приспособлении.
бв.и.6 — погрешности базирования исходной базы заготоики ,
в приспособлении, выражающейся в смещении ее и направлении
размера £ вследстиие зазора между отверстием А заготовки
(см. рнс. 8.2, а) н-поверхностью Б пальца 1 (см. рис. 8.2,6);
бп.н — погрешности в расположении оси кондукторной втулки 2
относительно осн пальца 1, возникающей из-за отклонения ±0,05
размера £ в приспособлении;
бн — погрешности настройки, выражающейся в неточной уста-
новке осн сверла относительно оси кондукторной втулки 2 в пре-
делах зазора между сверлом и втулкой.
Как уже говорилось, расчет заданной точности обработки осу- i
ществляется на стадии проектирования приспособления, поэтому
определить действительные значения составляющих погрешностей
практически невозможно. Можно лишь оценить их максимальные
значения, которые определяются величиной допустимых отклонений
и износом элементов станка, приспособления н инструмента, а так-
же допусками на размеры базы заготовки.
Выше была приведена методика определения максимальной
величины следующих погрешностей: бр.п (с. 118); бп.о (с. 120);
йб'и.б (с. 25); бп.н (с. 112); бн (с. 112) и б3 (с. 102). Рассмотрим
остальные погрешности.
Погрешность бс можно определить, пользуясь ГОСТами на
нормы точности металлообрабатывающих станков. В табл. 8.1 при-
ведены некоторые данные о точности новых или прошедших капи- 4
ля I
Таблица 8 1. Некоторые характеристики точности
металлорежущих станков общего назначения (новых нлн
прошедших капитальный ремонт)
Тип станка Проверяемый элемент Допуск, в мм
Токарный Радиальное биение центрирующего пояска шпинделя (для установки приспособления) для станков с наи- ~ большим диаметром обрабатывае- мого изделия, в мм: свыше 250 до 800 , 800 , 1600 0,010 0,016 (ГОСТ 18097—72)
- Радиальное биение - конического от- верстия шпинделя для станков с наибольшим диаметром обрабатыва- емого изделия, в мм: ' до 400: у торца шпинделя на расстоянии 300 мм от, него — до 800: у торца шпинделя на расстоянии 300 мм от него 0,010 / 0,016 ' 0,012 0,020 (ГОСТ 18097—72)
ToKapw-pe- , вольверный Радиальное биение пояска шпинделя, центрирующего патрон, и посадоч- ного отверстия в шпинделе под за- жимные цаиги для станков с наи- большим диаметром изделия, обра- батываемого над станиной, в мм: до 200 свыше 200 до 320 . 320 . 500 0,007 0,010 0,012 (ГОСТ 17—70)
Фрезерный консольный Параллельность рабочей поверхности стола направлению его продольного перемещения на длине хода, в мм: до 400 . 630 . 1000 свыше 1000 0,020 0,025 0,030 0,040 (ГОСТ 17734—72)
Продолжение табл. 8.1\
Тип станка Проверяемый элемент Допуск, в мм а
Фрезерный консольный Параллельность боковых сторон сред- него паза стола направлению его продольного перемещения на длине хода, мм: до 400 . 630 , 1000 свыше 1000 0,020 . 0,025 0,030 0,040 ,• (ГОСТ 17734—72)
Радиальное биение конического от- верстия шпинделя уторца шпинделя 0,010
Перпендикулярность оси вращения шпинделя и рабочей поверхности стола для станков с шириной стола: до 160 мм на диаметре 150 мм свыше 160 мм иа диаметре 300 мм 0,012 0,025
Зубодолбеж- иый Радиальное биение шпинделя (центри- рующего пояска для установки дол- бяка) для станков с наибольшим ди- аметром обрабатываемого изделия, мм: до 80 , 200 . 500 У торца шпинделя долбяка: 0,005 0,006 0,008 (ГОСТ 658—78Е)
Зубофре- зерный Радиальное биение контрольной оп- равки, установленной в отверстии стола, для станков с наибольшим диаметром обрабатываемого изде- лия, В ММ' до 125 320 . 800 У поверх- ности стола: 0,004 0,006 0,010 (ГОСТ 659—78Е)
Круглошли- фовальный Радиальное биение контрольной оп- равки, установленной в коническое отверстие шпинделя передней баб- ки, для станков с наибольшим диа- метром устанавливаемого изделия, в мм: до 200 . 400 У торца шпинделя: 0,005 0,006 (ГОСТ 11654—72)
154
тальный ремонт станков в соответствии с нормами точности по
ГОСТу.
В процессе эксплуатации станки изнашиваются, и их погрешно-
сти становятся большими. Величину погрешности 6С следует опре-
делять с учетом состояния станка. При ее выявлении нз большого
числа погрешностей данного станка необходимо выбрать ту, кото-
рая влияет на точность рассматриваемого исходного размера. Это
будут в первую очередь погрешности расположения посадочного
места станка (биение шпинделя токарного станка, непараллельность
направления Т-образных пазов стола направлению его продольной
подачи и т. п.). Погрешность станка, взятую нз ГОСТа, следует
откорректировать с учетом места расположения обрабатываемой
поверхности относительно посадочного места, ее длины. Пример
корректировки рассматривается на с. 160 (пример 3).
Погрешность 6Д, как и б3, может быть рассчитана по форму-
лам сопротивления материалов. Однако расчет их сложен, поэтому
в приводимых на с. 156—163 примерах эти погрешности будут вы-
бираться без расчета.
Погрешности 6И и бр.и лишь в отдельных случаях влияют на
точность исходного размера (например, при обработке зуба долбя-
ком на зубодолбежиом станке). Их влияние устраняется обычно
настройкой станка иа размер.
Погрешность бяз во многих случаях оказывает влияние на точ-
ность исходных размеров обрабатываемой заготовки. Для опреде-
ления величины этой погрешности можно пользоваться эксперимен-
тальными данными, характеризующими износ инструмента в зави-
симости от времени его работы.
Суммирование составляющих погрешностей. Чтобы определить
ожидаемую величину результирующей погрешностей б2 выдержи-
ваемого на операции размера, необходимо суммировать все ее
составляющие, влияющие на точность данного размера. Выберем
метод суммирования.
Суммировать составляющие погрешности алгебраически не пред-
ставляется возможным, так как на стадии проектирования приспо-
собления еще неизвестно, какой знак и какое действительное зна-
чение будет иметь каждая из составляющих. Можно лишь оценить
их максима ль вое значение.
Суммирование составляющих погрешностей путем арифметиче-
ского сложения их максимальных значений нельзя признать пра-
вильным, так как маловероятно, чтобы все они одновременно имели
максимальное значение и один и тот же знак (были одинаково
направлены).
На стадии проектирования приспособления составляющие по-
грешности следует отнести к разряду случайных. При суммирова-
нии таких погрешностей можно пользоваться следующей формулой:
1 Г Sc + 8р. п + 81 о + 8б. и. б + S3 + 8„. н +
' + 8„ + 8Я + 8р. и + 8д + 8ЯЭ
где К—коэффициент, учитывающий закон распределения составля-
ющих погрешностей.
В формулу (8.2) должны подставляться максимальные значе-
ния составляющих погрешностей. Значение К можно принимать
в пределах от 1 до 1,2 в зависимости от числа слагаемых (состав-
ляющих погрешностей) в рассматриваемой операции. Чем больше
155
слагаемых, тем ближе к единице следует принимать значения ко
фициеита К.
Последовательность расчета. Расчет точности обработки рек
мендуется вести в следующей последовательности:
1) нз размеров, выдерживаемых на операции, выделить те, н
точность которых влияет приспособление;
2) из ннх выбрать для проверки размер с минимальным дс
пуском;
3) выявить все составляющие погрешности, которые влияют н
точность проверяемого размера; прн этом на стадии выявлена
погрешности недопустимо производить суммирование некоторы
из них;
Рнс. 8.3. К расчету на точность токарной оправки.
4) определить максимальное значение каждой из составляю-
щих погрешностей;
5) по формуле (8.2) вычислить результирующую погреш-
ность йЕ;
6) сопоставить погрешность бЕ с допуском а на проверяемый
размер; если бЕ>а, то точность не обеспечивается и необходимо
путем уменьшения каких-либо составляющих погрешностей умень-
,шить бЕ; если дЕ <а, то точность обеспечивается.
Пользуясь указанной методикой, следует расчетным путем про-
верить точность каждого выдерживаемого на данной операции раз-
мера. При этом необходимо иметь в виду, что приведенная мето-
дика расчетов является приближенной. Ею можно пользоваться
только для прнкндочных расчетов на стадии проектирования при-
способления.
Примеры расчетов. Рассмотрим несколько примеров расчета
точности обработки.
Пример 1. Для чистового'обтачивания на токарном станке
поверхности А заготовки (рис. 8.3, а) спроектирована центровая
оправка (рис. 8.3, б) с опорной поверхностью У, на которую наде-
вается заготовка отверстием диаметром 30Я7. На диаметр цилин-
дрической поверхности У оправки конструктор назначил отклонения
по посадке 30Л6 и принял допустимое биение поверхности У отно-
сительно оси центровых отверстий В, равное 0,01 мм. Кроме того,
он указал (в карте технологического процесса), что перед установ-
кой оиравкн на станок необходимо проверить биение центров,
которое ие должно превышать 0,01 мм.
Произведем поверочный расчет точности обработки в указан-
ной выше последовательности.
1. Из размеров, выдерживаемых на операции, выделим' те, точ-
ность которых зависит от приспособления. На операции выдержи-
ваются диаметр 55е8 н допуск иа биение 0,05 мм. Приспособление
*54
практически не влияет на точность диаметра 55<?8, а на биение
оказывает существенное влияние. Поэтому будем проверять только
допуск на биение, который обозначим а. Следовательно, проверке
подлежит а—0,05 мм.
2. Выявим составляющие погрешности обработки, порождаю-
щие биение поверхности А заготовки относительно отверстия Б
. (рис. 8.3, а);
погрешность б0. Из погрешностей станка выберем те, которые
порождают биение поверхности А заготовки. Такой погрешностью
будет биение- конического отверстия шпинделя для установки цент-
ров. Но так как .последние при' установке в шпиндель выверяются
с точностью 0,01 мм, нет необходимости отдельно учитывать по-
грешность бс, которая совместно с погрешностями установки цент-
ров в шпиндель и иесоосности их конических поверхностей приво-
дит к их биению. Вместо всех этих составляющих погрешностей
будем учитывать только одну, совокупную—биение центров после
их выверки-бв.ц,-которая, составляет 0,01мм;
погрешность йр.п=0, так как оправка в центрах устанавли-
вается без погрешности: ось центровых отверстий оправки не сме-
щается относительно оси конической поверхности центров;
погрешность. дп.о=0,01 мм, так как допустимое биение опор-
ной поверхности У оправки относительно посадочных поверхно-
стей— центровых отверстий — принято ,0,0L мм (рис. 8.3,6);
погрешность бв.ж.в. При базировании заготовки ось ее отвер-
стия Б может смещаться в пределах зазора относительно оси по-
верхности У оправки. Максимальное смещение е равно.Smax/2, где
Smax — максимальный диаметральный зазор между отверстием Б
заготовки и поверхностью У оправки. В результате смещения в
будет возникать бненне поверхности А заготовки иа величину 2в.
Таким образом, fio;.».es“28=Smax. Определим smax. По таблицам
допусков находим: отверстие 0 30Н7=30+0-021; . поверхность У
0 ЗОЛ6=ЗО-о,013, откуда $шах = 0,021+0,013= 0,034 мм;
погрешность б3 можно принять равной нулю, полагая, что уси-
лие закрепления практически не будет вызывать дополнительного
смещения осн отверстия Б заготовки относительно осн поверхности Л*
оправки сверх того, которое получается в пределах зазоров и
учтено как погрешность бв.ж.в;
погрешность вн.п.^О, так как у оправки нет направляющих
элементов для инструмента; '
погрешность бя=0, потому что погрешность изготовления рез-
’ на ие порождает биения поверхности А заготовки;
погрешность бр.ж=О по тем же причинам, что и погреш-
ность бя;
погрешность би= 0, так как погрешность расположения резца
относительно приспособления (настройка на размер) влияет лишь
на диаметр 55е8 и не порождает биения поверхности А относи-
тельно оси отверстия Б;
погрешность бд можно принять равной нулю, полагая, что при
чистовой обработке припуск мал и почти одинаков по окружности,
поэтому отжим заготовки с оправкой и резца также будет почти,
одинаковым по окружности; _
погрешность бяз=0, потому что износ инструмента влияет на
диаметр 55е8, 'но не вызывает биения поверхности А относительно
оси отверстия Б. -
Таким образом, при выполнении рассматриваемой операции
будут, иметь место, следующие составляющие погрешности обра-
ботки: 6в.ц=0,01мм; бп.о=0,01 мм и бо.я.в = О,О34 мм.
Ш
3. Суммирование погрешностей по формуле (8.2) будем про-
изводить при коэффициенте К==1,2, так как слагаемых только три:
8s = 1,2 "/о,ОI2 4- 0,012 4- 0,034®;
= 1,2 001 356 = 0,045 мм.
4. Сопоставим результирующую погрешность (бЕ «=0,045 мм)
с допуском (д=0,05 мм). Так как 0,045<0,05, то б£ <а. Следо-
вательно, спроектированная оправка будет обеспечивать -заданную
точность обработки.
Пример 2. Для обработки на револьверном стайке ступен-
чатого отверстия t заготовки (рис. 8.4, а) спроектировано специ-
альное приспособление (рис. 8.4, г). Заготовка базируется главной
Рис. 8.4. К расчету на точность приспособления для
револьверного станка.
базой — плоскостью Е на две опорные пластины 1 и 2, плоско-
стью Ж — на опорную пластину 4 и плоскостью И — на торец
втулки б. Пластины Д 2 и 4 размещаются на угольнике 3, прива-
ренном к планшайбе 5. Для балансировки (уравновешивания)
приспособления на планшайбе 5 закрепляется противовес 7.
Приспособление устанавливается на шпиндель револьверного
станка (рис, 8.4,6) с помощью переходного фланца (рис. 8.4, в),
который выточкой А центрируется по коническому пояску П шпин-
деля. Центрирование приспособления на фланце производится вы-
точкой В диаметром 165Я7 по буртику Б фланца диаметром 165Л6,
На сборочном чертеже приспособления конструктор проставил раз-
меры 50 ±0,02 мм и 75±0,05 мм (рис. 8.4, г).
.Произведем поверочный расчет точности обработки.
1. При обработке отверстия Т в заготовке (рис. 8.4, а) выдер-
живается несколько размеров: D; D^, D2; I; lt; l2; l3; 50±0,05 мм и
(fJ8
75±0,1 мм. Однако приспособление влияет только на точность
размеров 50±0,05 мм и 75±0,1 мм. Так как первый размер имеет
меньший допуск, чем второй, проверку начнем с него. Допуск на
этот размер а=0,1 мм.
2. Выявим составляющие погрешности, влияющие на точность
размера 50±0,05 мм (положим, что ни фланец, ни приспособление
при установке не выверяются):
погрешность бс. В рассматриваемом случае jto будет биение
конического пояска П шпинделя. Допустим, что используется но-
вый револьверный станок, позволяющий обрабатывать над стани-
ной заготовки диаметром до 500 мм. По табл. 8.1 допуск на бие-
ние пояска П составляет 0,015 мм. Следовательно, бо = 0,015 мм;
погрешность 6Р.П в данном случае будет следствием двух по-
грешностей
1) биения буртика Б фланца относительно конической выточ-
ки А; обозначим ее бф; бф = 0,05 мм (рис. 8.4, в);
2) смещения оси приспособления относительно оси фланца
в пределах зазора между выточкой В приспособления и бурти-
, Smix
ком Б фланца; максимальное смещение е составляет ——, где
Smai — максимальный зазор в указанном соединении. Обозначим
погрешность, вызываемую смещением оси приспособления относи-
тельно оси фланца, бОм; бем = 2е=зтах. Определим «шах. По таб-
лице допусков диаметр 165^7= 165+в-М0, а диаметр 165Л6=
= 165_о,о25. Таким образом, зшах=0,040 + 0,025 = 0,065 мм. Следова-
тельно, бс и=0,065 мм;
погрешность бц.о=0,04 мм, так как на размер 50 мм от опор-
ной поверхности У пластин 1 и 2 (рис. 8.4, г) до осн выточки кон-
структором заданы отклонения ±0,02 мм;
погрешность б®.н.б=0, потому что базирование заготовки глав-
ной базой, имеющей вид плоскости, производится без погрешности
в направлении размера 50±0,05;
погрешность б3. Ввиду сложности рассчитывать величину б3
не будем. Примем ориентировочно, что 63=0,01 мм, т, е. будем
считать, что смещение поверхности У опорных пластин 1 и 2 отно-
сительно оси выточки В вследствие. деформации угольника 3 под
действием Q составит 0,01 мм;
погрешности бв.а, бн, бр.н, ба, бд и бнз равны нулю (см. выше,
пример 1).
3. Суммирование составляющих погрешностей по формуле (8.2)
будем производить при 1,2:
8s = 1,2 j/o,O152 + 0,052 4- 0,0652 + 0,042 + 0,(Н2;
8S « 0,11 мм.
4. Сопоставим результирующую погрешность б2 =0,11 мм
с допуском а=0,1 мм. Так как 0,11>0,1, то б2>а. Следовательно,
приспособление не будет обеспечивать заданную точность обра-
ботки и изготовлять его нельзя.
Рассмотрим возможности уменьшения б2. При установке на
фланец приспособление можно выверять па отверстию Г во втул-
ке 6 (см. рис. 8.4, г), прн этом будет устранено влияние погрешно-
1 Принимаем, что фланец устанавливается на шпинделе без
погрешности благодаря центрированию по коническому пояску.
159
стен 6С, бф и бем и вместо них останется одна погрешность бв.п—•
выверки приспособления по отверстию - (биение отверстия Г).
Допустим, что при выверке биение допускается не более 0,02 мм,
т. е. бв.п=0,02 мм. В этом случае будут иметь место следующие
составляющие погрешности обработки: 6a n'=0,02 мм; би.о=0,04 мм
и б3=0,01 мм, суммируя которые получим:
8s = 1,2}/о,022 4-0,042 + 0,012;
8S ю 0,055 мм.
Теперь 6S =0,055 мм, что меньше допуска я=0,1 мм, и при-
способление будет обеспечивать заданную точность обработки.
Размер 75±0,1 мм проверять*- расчетом на точность нет необ-
ходимости, так как допуск иа него в два раза больше, Лем иа
размер 50±0,05 мм, а погрешности бв.п и ба.о будут такими же.
Пример 3. Для фрезерования плоскости В заготовки типа
шатуна (рнс. 8.5, а) спроектировано приспособление (рис. 8.5, б)
Рис, 8.5. К расчету иа точность приспособления с установом для
фрезерного станка. -
с установом 1 иа стойке 2, приваренной к плите 5. Заготовка ба-
зируется плоскостью Б иа опорную пластину 4, а базой Д — иа
призму 3 и закрепляется с некоторым усилием подвижной. приз-
мой, ие показанной иа схеме. Допуск параллельности поверхно-
стей У пластины 4 и нижней плоскости. Г приспособления состав-
ляет 0,01 мм на 100 длины. На операции выдерживается один
размер 32611. Произведем расчет точности обработки.
1. Проверке подлежит соблюдение единственного исходного
размера 32611 = 32_о,(во; а=0,160 мм.
г2. Определим координату до рабочей поверхности устаноаа
относительно поверхности У. Среднее значение этой координаты
будет равно разности средних значений исходного размера н тол-
щины щупа.. При толщине щупа 3 мм
' ^п = «Исх.ср-А= (32-J^®-)-3 = .
' = 31,92 — 3 к 28,9 мм,
где Ня — координата в приспособлении до установа; Яисх.ср. —•
среднее значение исходного размера; h — толщина щупа.
На координату до установа примем симметричные отклонения
tt0,05 мм.
3: Выявим н определим величины составляющих погрешностей:
погрешность Sc в данном случае вызвана непараллельностью
1Ы
рабочей поверхности стола направлению его перемещения. Из по-
ложения, прн котором производится настройка фрезы на размер
по установу 1, до положения, прн котором она наиболее удалена
от установи 1 прн обработке плоскости В заготовки, стол прохо-
дят расстояние около 300 мм (рнс. 8.5,6). Для фрезерных станков
с ходом стола до 300 мм непараллельное™ указанных поверхно-
стей на всей длине хода допускается не более 0,015 мм (см.
табл. 8.1). Следовательно, бо = 0,015 мм;
погрешность бр.п=0, так как расположение приспособления на
столе станка не влияет на точность размера 32Л11;
погрешность бп.о=0,02 мм, потому что допуск параллельности
плоскостей У и Г составляет 0,01 мм на 100 мм длины, а длнна
обработки приблизительно равна 200 мм;
погрешность бб.и.б=0, так как базирование заготовки выпол-
няется главной базой, имеющей форму плоскости;
погрешность 63 примем равной нулю;
погрешность бп.я=0,1 мм, потому что максимальное значение
этой погрешности равно допуску на координату 28,9 ±0,05 мм
между опорной поверхностью У и рабочей поверхностью уста-
нова 1;
погрешности бя и бр и равны нулю, так как нх влияние устра-
няется тем, что прн настройке фрезы на размер по установу с по-
мощью щупа она проворачивается и будет касаться щупа наиболее
удаленным от осн вращения зубом независимо от величины биения,
зубьев;
погрешность бв слагается нз двух погрешностей:
1) погрешности, допускаемой рабочим прн настройке фрезы ня
размер по установу с помощью щупа; обозначим эту погрешность
бу.ф; примем бу.ф=0,01 мМ;
2) погрешности изготовления щупа по . толщине бщ=0,006 мм;1
погрешность бд примем равной, 0,01 мм (без расчета);
погрешность 6ЯЗ примем равной нулю, так как при небольших
размерах партии обрабатываемых заготовок износ фрезы незна-
чителен.
4. Суммирование Составляющих погрешностей по формуле (8.2)
будем производить прн К=1,1: *
ЬЕ = 1,1 у 0,0153 4- 0,022 + о,р 4- одр + 0.006’ 4- 0,ОН ;
8е = 0,115 мм. J
5. Результирующая погрешность (бЕ =0,115 мм) меньше .до-
пуска (в=0,160 мм), поэтому приспособление будет обеспечивать
заданную точность обработки. ' '
Пример 4. Для обработки отверстия диаметром 10/78 в за-
готовке (рнс. 8.6, а) спроектирован кондуктор с быстросменными
втулками 5 (рнс. 8.6,6). Заготовка базируется плоскостью Б на
опорные пластины 2 и 3, отверстием 4 — на ромбический'палец /
и плоскостью В— на торец пальца 1 и опору (не показанную на
рисунке). Произведем расчет точности обработки.
1. На рассматриваемой операции выдерживаются три размера:
10//8, 50±0,Г и 15±0,1 мм. Приспособление влияет только на -точ-
ность размеров 50±0,1 и 15±0,1. мм. Эти дна размера имеют оди-
наковые допуски (0,2 мм), однако на размер 50±0,1 мм? -ояаяет
погрешность базирования. Она равна зазору между отвережием А
заготовки и ромбическим пальцем. 1. Для размера же 15 ±0,1» мм
погрешность базирования бв.я.б<0. Остальные погрешности Одвиа-
44»
ковы. Таким образом, следует проверять только размер 50±0,1 мм,
допуск на который о=0,2 мм.
2. Выявим составляющие погрешности обработки, влияющие
на размер 50±0,1 мм:
погрешность 6с = 0, так как ею можно пренебречь;
погрешности др.п н 6П определяются одной н той же величи-
ной — зазором между втулкой 5 и сверлом, так как положение на
столе станка кондуктору придается при настройке путем совмеще-
ния осн сверла с осью кондукторной втулки 5. При расчете следует
учитывать какую-то одну из этих погрешностей, например погреш-
ность 6И. Определим smaJt между втулкой 5 и сверлом. Для полу-
чения отверстия диаметром 10//8 (рис. 8.6, о) осуществляют свер-
ление до диаметра 9.8Я11 и развертывание разверткой 10//8. Свер-
ление производят сверлом дна,метром 9,8_»,озв мм *. Предположим,
Рис. 8.6. К расчету на точность кондуктора.
что для диаметра отверстия в быстросменной. втулке 5 принято
отклонение по F7. Тогда диаметр будет равен 9,8 F7=9,8 ^o’oit-
Отсюда максимальный зазор между отверстием во втулке 5 и
сверлом будет составлять:
Sm»x=0,028 + 0,036= 0,064 мм.
Следовательно, бв=0,064 мм;
погрешность бп.о = 0, так как погрешность расположения оси
пальца 1 относительно поверхности Г приспособления не влияет на
размер 50±0,1 мм;
погрешность бе.и.б равна максимальному зазору $ша1 между
отверстием А заготовки и пальцем 1. Положим, что отверстие А
заготовки имеет диаметр 12Я8=12+0-02’, а диаметр пальца 1' при-
нят 12£б=127одо- Тогда «тах=0,027 + 0,017= 0,044 мм. Следова-
тельно, бе.и.6=0,044 мм;
погрешность б3=0,01 мм (принята без расчета);
погрешность бп.в для кондуктора с быстросменными втулками
является результатом совокупного влияния трех погрешностей
(см. с. 112): Ск, бвт и б,. Определим их величину;
1) погрешность 6к=0,1 мм, так как на размер 50 мм на чер-'
теже кондуктора заданы отклонения ±0,05 мм;
2) погрешность бвт=2евт, где евт=0,005...0,01 мм — эксцентри-
ситет втулки. Примем евт=0,01 мм. Тогда бВт=0,02 мм;
1 Отклонение на диаметр сверла принято по справочнику
А. К. Горошкнна «Приспособления для металлорежущих станков»
(М., Машиностроение, 1971, с. 78).
3) погрешность б,—smal. Быстросменные втулки устанавли-
ваются в неподвижные (основные) по посадке //6/g5 или 7/7/g6,.
Примем посадку Для сверла диаметром 9,8 мм быстро-
сменная втулка имеет наружный диаметр 15 мм. Тогда для сопря-
жения быстросменной втулки 5 с основной 4 (рнс. 8.6,6) нужно
проставить размер 15H7/g&. По таблице допусков находим: диа-
метр 15Я7= 15+0’018, а 15g6—1 бродит Отсюда максимальный зазор
яшах-0,018 + 0,017-0,035 мм;
погрешности б», бря и бия равны нулю, так как они влияют
на точность диаметра 107/8, но практически почти не влияют на
размер 50±0,1 мм;
погрешностью бд пренебрегаем. Ввиду различия величин сил
резания на режущих кромках сверла (из-за. неточности заточки и
других причин) возможен изгиб (увод) сверла, что приводит
к смешению оси обрабатываемого отверстия. Однако при последу-
ющей обработке зенкером ось выправляется, поэтому влиянием од
можно пренебречь.
3. Суммирование составляющих погрешности по формуле (8.2)
будем производить при К—1, так как суммируется шесть сла-
гаемых:
= у 0,0642 + 0,0442 0,01s + 0,1s + 0,02s 0,035s;
Sj = 0,13 мм.
4. Результирующая погрешность (6S —0,13 мм) меньше до-
пуска (я—0,2 мм), поэтому кондуктор будет обеспечивать задан-
ную точность обработки.
8. 2. МЕТОДИКА РАСЧЕТА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ПРИМЕНЕНИЯ ПРИСПОСОБЛЕНИЯ
Общие положения. Выбор технологической оснастки следует,
производить, руководствуясь ГОСТ 14.305—73. «Правила выбора
технологической оснастки». Этим ГОСТом установлены и технико-
экономические показатели, и методика их расчета (см. приложе-
ние 2 к ГОСТу).
При технико-экономическом обосновании выбора технологиче-
ской оснастки (в том числе и приспособлений) ГОСТ 14.305—73
рекомендует использовать два показателя.
коэффициент загрузки единицы технологической оснастки;
затраты иа оснащение технологических операций изготовления
изделий.
Расчетные формулы для определения технико-экономических
показателей (ГОСТ 14.305—73, приложение 2).
Коэффициент загрузки единицы технологи-
ческой оснастки (7С3) вычисляют по формуле:
К =J-sdL (8.3)
где Тт — штучно-калькуляционное время выполнения технологиче-
ской операции; N — планируемая месячная программа на единицу
оснастки (количество повторов операций); Fo — месячный фонд
времени работы оснастки (станка).-
Затраты (Р) на оснащение технологической
операции на анализируемый период производства изделия
рассчитываются в зависимости от типа приспособления:
163
для неразборных специальных приспособлений
рнсп,= ^нсп,
(НСП)
(&
приспособлен]
приспособлена
(УНП)
(8.
приспособлен]
где Рнсп — затраты на неразборное специальное
на анализируемый период; Снсп— себестоимость
для универсальио-наладочных приспособлений
рунп = Сн + СуПу +
где Рунп—затраты иа универсально-наладочное
на анализируемый период; Ся — себестоимость изготовления налад
ки (сменной части); Су — затраты на установку наладки; /7Г —
количество установок иаладкн в анализируемый период (количе*.
ство допусков); АуНП—амортизационные отчисления за ' постояв,'
ную часть; По — количество наладок, закрепленных за постоянной
частью (количество оснащаемых операций); '
для универсально-сборных приспособлений (УСП) '
русп = Сусп^А; + Ся, Is-6)
где Руси — затраты на ункверсальио-сборное приспособление на
анализируемый период; СусП — себестоимость сборки компоновки
УСП; По — количество сборок в анализируемый период, (количе-
стно запусков); Св — затраты за время эксплуатации при нспольм
зованин оснастки, полученной с баз проката;
для универсальных
безналадочиых приспособлений (УБП)
п - ЛуБП
₽™-—.
универсальное безналадочное прнспособле*
период; ЛУБП— амортизационные отчисле-.
(8.7)
|;где РуБП — затраты на
яйе на анализируемый
'ния н анализируемый период; Па—количество оснащаемых one-
раций.
При расчете затрат по формулам (8.4)...(8.7) необходимо иметь
5 данные о себестоимости изготовления специальных приспособив-,
Ний, сменных наладок УНП, постоянных частей УНП и себестои-
мости сборки компоновок УСП. Этими данными обычно распола-'
farof отдельные предприятия и отрасли, которые разрабатывают ]
для себя специальные нормативы, содержащие:
классификацию приспособлений по группам сложности приме*;
нителыю к каждому виду (НСП, УНП; УСП и т. д.); '
.-.укрупненные нормативы себестоимости изготовления спецналь-
. ных. приспособлений, сборки компоновок УСП и т. д. в зависимо- j
! сти от группы сложности приспособления.
Отдельные нормативы приводятся и в литературе, они могут
быть использованы при расчетах.
... Эффективность применения технологической оснастки (приспо-
соблений) может оцениваться двумя методами:
. согласно ГОСТ 14.305—73 путем сопоставления фактических
.затрат (по. результатам внедрения) с плановыми; i
путем сопоставления экономии от применения приспособления 1
с затратами на его изготовление и эксплуатацию. В этом случае .
164 ’
условие эффективного использования приспособления выражается
формулой:
Э > Р, (8.8)
где Э — ожидаемая экономия от применения приспособления
в анализируемый период; Р — затраты на приспособление в тот же
период, которые рассчитываются по формулам (8.4)...(8.7). Ожи-
даемая экономия может быть определена по формуле:
э = (Ли- гпш)«м^ (8-9>
где Тш — штучно-калькуляционное время выполнения операции без
приспособления илн в существующем приспособлении, в мин;
— ожидаемое штучно-калькуляцнониое время на операции пос-
ле внедрения проектируемого приспособления, в мин; а„ — себе-
стоимость одной станко-мннуты, в руб./мин; N — планируемая ме-
сячная программа (количество повторов операций); q — число меся-
цев в анализируемом периоде.
Себестоимость одной станко-минуты аа рассчитывается по
формуле:
«м = «пер +«п.п + «пост, (8.10)
где аПер — переменные затраты, пропорциональные изменению вре-
мени обработки (они включают в себя заработную плату пронзвод-
Таблица 8.2. Себестоимость одной станко-мннуты,
в руб./мин
Вилы работ Составлю* ющяе себе- стоимости стчжко- мяйуты Разряды работ
1 11 III IV V
Токар- ные апер йя.п «м 0,007 7 0,0030 0.0020 0,013.0 0,008 7 0,0030 0,002 3 0,014 0 0,0100 0,0030 0,0026 0.0160 0,0115 0,003 0 0,003 0 0,0170 0,0133 0,0030 0,0035 0.0200
Фрезер- ные лиер йп.п ^пост Дм 0,007 7 0,003 4 0,002 0 0,013 0 0,008 7 0,0034 0,0023 0,014 0 0,010 0 0,003 4 0,0026 0,016 0 0,001 г 0,003 4 0,003 0 0,018 0 0,0133 0,0034 0,0035 0,0200
Свер- лильные «пер «п.п апост «м 0,007 7 0,0013 0,002 0 0,0110 0,008 7 0,0013 0,002 3 0,012 0 0,0100 0,0013 0,0026 0,013 0 0,0115 0,0013 0,003 0 0,015 0 0,0133 0,0013 0,0035 0.0180
Шлифо- вальные #пер йп.п ^пост 0,007 7 0,003 2 0,0020 0,013 0 0,008 7 0,003 2 0,002 3 0,014 0 0,0100 0,003 2 0.002 6 0,016 0 0,0115 0,003 2 0,003 0 0,0180 0,013 3 0,003 2 0,003 5 0,0200
4М
ственных рабочих с начислениями иа нее); ав.а — перемеиио-по-
стоянные затраты, которые также изменяются пропорциональис
времени обработки (сюда входят затраты на амортизацию и экс-
плуатацию станка и на эксплуатацию закрепляемых за ним уни-
версальных приспособлений); аПост—прочие (косвенные) постояв*
иые цеховые расходы, которые при данном объеме выпуска валовой
продукции остаются постоянными независимо от изменения вре-
мени обработки. Это означает, что если в результате применения^
приспособления высвобожденный фонд времени работы станка,
не будет использован для выпуска дополнительной продукции, то ?
слагаемое учитывать не следует. Во всех других случаях надо
учитывать полную себестоимость одной станко-минуты.
Значение слагаемых формулы (8.10) и стоимости одной стан- 1
ко-минуты аи, которыми можно пользоваться при расчетах по ;
формуле (8.9), приведены в табл. 8.2. 5
Расчеты экономической эффективности на основе сопоставле-
ния ожидаемой экономии с затратами по формуле (8.8) целесооб- J
разно и удобно проводить при переоснащении действующего тех- 1
нологического процесса, когда важно оценить с экономической
точки зрения новое приспособление, предлагаемое взамен суще- ;
ствующего. ‘ J
ПРОЕКТИРОВАНИЕ
ПРИСПОСОБЛЕНИЯ
ГЛАВА
9
9.1. РАЗРАБОТКА ТЕХНИЧЕСКОГО ПРОЕКТА
Проектирование любого изделия включает разработку комп-
лексной технической документации, содержащей чертежи, расчеты,
технико-экономические обоснования, пояснительную записку и
другие материалы, необходимые для производства изделия.
Проектирование осуществляется по стадиям и завершается
созданием конструкторской рабочей документации, по которой и
изготовляется изделие. ГОСТ 2.103—68 (СТ СЭВ 208—75) уста-
новлены следующие стадии разработки конструкторской докумен-
тации: техническое предложение, эскизный проект, технический
проект, рабочая документация. Таким путем могут разрабаты-
ваться и приспособления. Однако на практике прн проектировании
приспособлений, как правило, ограничиваются разработкой техни-
ческого проекта и конструкторской рабочей документации.
Задание на проектирование приспособления разрабатывает
технолог. Перед началом конструирования приспособления задание
рассматривается совместно технологом н конструктором, после
чего оно выдается либо в виде оперативного эскиза с технологи-
ческой картой, либо в виде чертежа детали с необходимыми ука-
заниями. В том и в другом случае конструктор получает информа-
цию об уже обработанных н обрабатываемых на данной операции
поверхностях заготовки, а также о типе станка н режимах реза-
ния. Часто в задании указываются базы для базирования заготовки
в приспособлении на данной операции, а также схемы ее закреп-
ления. Если эти указания конструктору не даны, он должен
выбрать нх самостоятельно.
Рассмотрим последовательность проектирования приспособле-
ния и содержание его отдельных этапов.
Выбор группы приспособления в зависимости от
типа производства осуществляется перед началом его конструиро-
вания. В условиях массового и крупносерийного производства ис-
пользуются специальные приспособления, в средне- н мелкосерий-'
ном, а также в единичном — переналаживаемые — УСП, УНП,
СРП, СНП. Выбор наиболее экономически целесообразной группы
должен производиться иа основе- соответствующих экономических
расчетов (см. с. 163).
Выбор способа установки приспособления
иа станке также должен предшествовать началу его конструи-
рования, так как от этого в некоторой степени зависят схема :а-
167
I
крепления заготовки и конструкция зажимных умройств, а также
общая компоновка приспособления (см. с. 114). J
Выбор баз и способа базирования за готовки. %
Базы могут быть указаны технологом^ например, на операционном '
эскизе или выбираются конструктором. Для выбранных баз кон- >
структор разрабатывает способ базирования заготовки, руковод- '
ствуясь правилом ориентирования заготовок группой баз
(см. с. 44).
Выбор толки приложения и направления за-
жимного усилия производится обычно одновременно с выбо-
ром способа базирования. Необходимость согласования схемы за:
крепления и способа базирования заготовки обусловлена, стремле-
нием учесть многие факторы, влияющие на точность обработки,
надежность закрепления, компактность приспособления, удобство
снятия н установки заготовки н т. д. (см. с. 62).
Выбор конструкции опорных элементов осу-
ществляется с учетом выбранного способа базирования по реко-
мендациям, приведенным в справочниках по приспособлениям,
ГОСТах и отраслевых нормалях. Как правило, следует использо-
вать стандартные и нормализованные опорные элементы.
Выбор контактного элемента, силового механизма
н привода производится с учетом конкретных условий выполнения
данной операции по рекомендациям, приведенным иа с. 74. Кроме
того, необходимо учитывать и правила техники безопасности, пре-
дусмотренные ГОСТ 12.2.029—77. В частности, суммарные расчет- •.
ные усилия зажимных элементов приспособлений должны превы-
шать максимальные силы резания ие менее чем в 2,5 раза; само-
тормозящиеся эксцентриковые быстродействующие устройства до-
пускается применять при развиваемом расчетном усилии зажима,
не превышающем 220 Н (220 кгс), а гайки-барашки н гайки-звез?
дочки — при усилии зажима не более 100 Н (10 хгс). '
При выборе конструктивной схемы силового механизма и всего
зажимного устройства рекомендуется пользоваться справочниками
и другой литературой по приспособлениям, где'вj иведено большое
количество апробированных- конструкций, обладающих надежно-
стью, высокой производительностью и удобством эксплуатации.
Многие из них нормализованы и включены в отраслевые нормали.
Использование нормализованной конструкции зажимного устрой-
ства даст возможность сократить сроки проектирования приспособ-
ления, повысить его надежность и производительность.
Выбор направляющих элементов для инстру-
мента производится в зависимости от конкретных условий вы-
полнения операции по рекомендациям, приведенным иа с. 103—113.
Разработка компоновки приспособления осу- ;
ществляется на уровне технического проекта. Ff большинстве слу-
чаев выполненная Опытным конструктором компоьовка после соот-
ветствующих согласований и некоторой корректировки оформляется
как сборочный чертеж приспособления. В связи с этим прн ее
разработке учитываются требования ГОСТ 2.109—73 «Правила ;
выполнения чертежей деталей сборочных, общих видов, габарит- ?
вых и монтажных» и рекомендации по оформлению сборочных j
чертежей приспособлений. Приведем некоторые из этих рекомеи- 3
даций. J
Сборочные чертежи приспособлений следует выполнять в мае-
штабе 1 : 1, Обрабатываемую-заготовку необходимо изображать иа s
инх во всех проекциях (а в ряде случаев — и режущий иистру- |
мент). Эти рекомендации продиктованы стремлением предотвратить 1
468 1
возможные ошибки при конструировании приспособления из-за
выбора несоразмерных элементов конструкции, недоучета требова-
ний удобства н снятия заготовки и др..
Чертеж компоновки должен содержать необходимое число
проекций и разрезов, благодаря которым можно было бы получить
полное представление об устройстве и принципе - действия приспо-
собления.
Чтобы можно было осуществить поверочный расчет точности
обработки, на чертеже должны быть проставлены все используемые
при расчете размеры элементов приспособления с допусками,
а также указаны предельные отклонения формы и расположения
его поверхностей (опорных элементов относительно посадочных
поверхностей, направляющих элементов относительно опорных
и т. д.) в соответствии с ГОСТ 2.308—79.
Чертеж рекомендуется начинать с изображения обрабатывае-
мой заготовки, а затем дополнить его изображением опорных эле-
ментов и зажимных устройств в соответствующих положениях от-
носительно заготовки, направляющих, элементов для режущего
инструмента н оформлением корпуса приспособления. Обрабаты-
ваемую заготовку удобно изображать тонкими линиями красным
карандашом с разрезами для выявления способа ее базирования
и закрепления. Необходимо помнить, что на чертеже за главный
принимается вид приспособлении, установленного на столе станка
и наблюдаемого со стороны рабочего места.
При компоновке приспособления следует учитывать также пра-
вила техники безопасности, предусмотренные ГОСТ 12.2.029—77:
конструкция приспособления должна обеспечивать свободный
выход стружки, сток смазочно-охлаждающей жидкости, а прн не-
обходимости иметь устройства для-их удаления;
' она должна также обеспечивать безопасность установки й сня-
тия обрабатываемых заготовок, предотвращать возможность их
самопроизвольного спадания при установке;
в приспособлениях, предназначенных для обработки заготовок
массой свыше 12 кг, должйа предусматриваться возможность сво-
бодной закладки и съема стропов, клещей н Других захватных
устройств дЛя перемещении заготовок с помощью грузоподъёмных
механизмов;
масса кантуемого вручную приспособления вместе с закреплён-
ной заготовкой ие должна превышать 16 кг;
приспособления массой до 16 кг, устанавливаемые на обору-
дование без применении средств механизации, должны иметь уст-
ройства и поверхности, обеспечивающие безопасность и удобство
их установки и снятия;
приспособления массой свыше 16 кг должны иметь устройства
(рым-болты, цапфы и т. п.), обеспечивающие сохранение устойчи-
вости приспособлений прн перемещении ях грузоподъемными меха-
низмами;
рым-болты для транспортировки станочных приспособлений
должны выбираться в зависимости от их массы и схемы строповки
(по ГОСТ 4751-73);
у приспособлений с механизированным (пневматическим, гид-
равлическим н т. д.) зажимом зазор между контактным элементом
н заготовкой не должен превышать 5 мм или должны быть преду-
смотрены другие меры, обеспечивающие безопасность работ.
После разработки конструкции приспособления приступают
к расчетам.
«И
Расчет зажимных устройств для обеспечения
дежиого закрепления заготовки производится по методике, нздИ
женной на с. 65—102.
Расчет' точности сконструированного пряЯ
способления осуществляется по методике, приведенной
с. 150—163.
Расчеты порочности деталей и узлов присп«В
собления. Кинематические расчеты. Эти расчеМ
необходимы прн обработке заготовок со значительными усилиями
резания, прн разработке механизированных и автоматизированный
быстродействующих приспособлений и в некоторых других случаям
Все они выполняются по методикам, изложенным в учебниках иЯ
таким общеинженерным дисциплинам, как сопротивление матерная
лов, теория машин и механизмов, детали машин и др. Я
Расчеты экономической целесообразности
применения сконструированного прнспособл е«
н н я производятся по методике, изложенной на с. 163. Этими рас-3
четами практически заканчивается разработка технического проекта]
приспособления. Если они подтвердили правильность принятии
конструкторских решений, то технический проект передается иа со.3
гласованне руководителю и -технологу. После его согласования Я
утверждения приступают к разработке рабочей документации —Я
оформлению сборочного чертежа и рабочих чертежей деталей. Я
9.2. ОФОРМЛЕНИЕ СБОРОЧНОГО ЧЕРТЕЖА ]
Как уже указывалось выше, выполненный квалифицированным!
конструктором чертеж компоновки приспособления часто оформЗ
ляется в сборочный чертеж. В связи с этим рассмотрим те добав-Я
ления, которые нужно- сделать иа чертеже компоновки, чтобы он5
был оформлен как сборочный чертеж. 1
Во-первых, следует проставить позиции и составить спецнфи-1
кацию. |
Во-вторых, — выбрать н проставить основные размеры. При!
выборе габаритных размеров приспособления, его отдельных узлов;
и деталей необходимо руководствоваться ГОСТ 6636—69 «Нормаль-]
ные линейные размеры», разработанным иа основе предпочтнтель-|
ных чисел и их рядов по ГОСТ 8032—56. Нормальные линейные
размеры по ГОСТ 6636—69 приведены в табл. 9.1. Согласно этому1
ГОСТу при выборе линейных размеров предпочтение следует отда-^
вать числам из рядов с более крупной градацией чисел: ;
1?а5—1-я степень предпочтительности для размеров любых]
видов, линейных радиусов, радиусов выхода инструмента; ’
— 2-я степень предпочтительности для размеров любых;
видов, радиусов, получаемых .фрезерованием шлицевыми н радиус-!
ными фрезами, ширины канавок, пазов н буртиков, расстояний:
между отверстиями; i,
— для линейных размеров любых классов точности, дна-;
метров окружностей, на которых расположены центры отверстий;
Ra40 — для диаметров и длин 3-го и более грубых классов
точности; расстояний между отверстиями, расположенными иа пря-
мых линиях; размеров уступов и глубин.
Отступление от ГОСТ 6636—69 при назначении линейных раз-
меров допускается только в тех случаях, когда они определены
методом расчета и выбор данного расчетного размера по табл. 9.1
исключает возможность выбора по той же таблице другого, свя-
занного с ним, размера.
170
ri аблица 9.1. Нормальные линейные размеры, в мм,
по ГОСТ 6635-69
Ряды размеров Ряды размеров
«а 5 “а 10 «а40 КГ /?а40
1,0 1,0 1,0 1,0 1,05 2,5 3,2 3,2 3,2 3,4
1,1 1,1 1,15 3,6 3,6 3,8
1,2 1,2 1,2 1.3 4,0 4,0 4,0 4,0 4,2-
1,4 1,4 1,5 4,5 4,5 4,8
1,6 1,6 1,6 1,6 1,7 5,0 5,0 5,0 5,3
1.8 1,8 1,9 5,6 5,6 6,0
2,0 2,0 2,0 2,1 6,3 6,3 6,3 6,3 6,7
2,2 2,2 2,4 7,1 7,1 7,5
2,5 2,5 2,5 2,5 2,6 8,0 8,0 8,0 8,5
9,0 9,0 9,5
2,8 2,8 3,0
10,0 | 10,0 | 10,0 | 10,0
П римеч ание. ГОСТ 6636—69 регламентирует нормальные линейные
размеры от 0,01 до 20 000 мм, которые могут быть получены умножением при-
веденных величин соответственно иа 10 а, 10~“1, 10, 103 и 103 с незначитель-
ным округлением.
После выбора линейных размеров на сборочном чертеже долж-
ны быть проставлены: габаритные размеры; размеры посадочных
поверхностей приспособления с отклонениями; размеры опорных
поверхностей опорных элементов, на которые базируется заготовка,
с отклонениями (см. с. 17); размеры, определяющие положение
опорных элементов относительно посадочных поверхностей приспо-
собления, с отклонениями (см. с. 120); размеры, определяющие рас-
положение рабочих поверхностей направляющих элементов относи-
тельно опорных элементов, с отклонениями (см. с. 108—111); диа-
171
метр отверстия в кондукторных втулках с отклонениям
(см. с. 104). Если используются быстросменные кондукторные втулк
то для каждой из иих должны быть' указаны своя позиция и ди;
метр отверстия с соответствующими отклонениями и указаниям;
В-третьнх, необходимо составить технические условия, которь
должны включать указания: о выверке и пригонке (если они тре-'
буютея) отдельных элементов приспособления при его сборке; о не
показанных на чертеже предельных отклонениях формы и распо-
ложения поверхностей; маркировке приспособления; смазке по-
движных механизмов; окраске поверхностей; методе транспорти-
ровки и хранения приспособления; допустимом износе кондуктор-
ных втулок и других элементов; периодичности контроля тех или
иных размеров, проставленных на сборочном чертеже; об особых
условиях, обеспечивающих безопасное выполнение операций с ис-
пользованием приспособления.
ЛИТЕРАТУРА
1. Ансеров М. А. Приспособления для металлорежущих стан-
ков. Л., Машиностроение, 1975.
2. Антонюк В. Е., Королев В. А., Баше в С. М. Справочник кон-
структора по расчету и проектированию станочных приспособлений.
Минск, Беларусь, 1969.
3. Блюмберг В. А., Близнюк В. П. Переналаживаемые станоч-
ные приспособления. Л., Машиностроение, 1978.
4. Болотин X. Л., Костромин Ф. П. Станочные приспособления.
5-е изд., М., Машиностроение, 1975.
5. Горбунов Б. И. Обработка металлов резанием, металлорежу-
щий инструмент и станки. М., Машиностроение, 1981.
6. Горошкин А. К. Приспособления для металлорежущих стан-
ков. Справочник. 6-е изд. М., Машиностроение, 1971.
7. Константинов О. Я. Магнитная технологическая оснастка. Л.,
Машиностроение, 1974.
8. Копаневич Е. Г. Установочно-зажимные станочные приспо-
собления в приборостроении. М., Машиностроение, 1971.
9. Корсаков В. С. Основы конструирования приспособлений
в машиностроении. М., Машиностроение, 1971.
10. Косов Н. П. Станочные приспособления дли деталей слож-
ной формы. М„ Машиностроение, 1973.
11. Кузнецов В. С., Пономарев В. А. Универсально-сборные
приспособлении. Альбом монтажных чертежей. М., Машинострое-
ние, 1974.
12. Мурашев А. М. Типовые конструктивные схемы агрегатиро-
вания и унификации приспособлений.—. Стандарты и качество,
1966, № 9.
13: Общемашийостроительиые нормативы режимов резания дли
технического нормирования работ иа металлорежущих стайках. 2-е
взд. Ч. 1. М., Машиностроение, 1974.
14. Общемашииостроительные нормативы режимов резания н
времени для технического нормирования работ иа фрезерных стай-
ках. М„ Машиностроение, 1959.
15. Резание конструкционных материалов, режущие инструмен-
тами станки. Под ред. П. Г. Петрухи. 2-е изд. М., Машиностроение,
16. Справочник технолога-машиностроителя. Под ред. А. Н. Ма-
лова. 3-е изд. Т. 2. М., Машиностроение, 1972.
17. Уткин Н. Ф. Приспособления для механической обработки.
Леииздат, 1969.
18. Уткин Н. Ф., Титковичев А. Д. Расчет зажимных устройств
приспособлений. Ленинградский -механический институт, 1976.
19. Фираго В. П. Основы проектировании технологических про-
цессов и приспособлений. Методы обработки поверхностей. 2-е изд.
М., Машиностроение, 1973.
ПЭ
ОГЛАВЛЕНИЕ
Предисловие, »»»»»«• «,*«»,,«» 3
Глава 1. Общие сведения о приспособлениях .... * 5J
1.1. Основные сведения из теории базирования ...» 5 j
1.2. Основные узлы и детали приспособлений ..... 7 ;
1.3. Классификация приспособлений ......... 10
1.4. Назначение специальных приспособлений ..... 13
1.5. Требования к приспособлениям ......... 15
Глава 2. Способы базирования заготовок н опорные эле*
менты ...................... 17
2.1. Общие сведения о базировании заготовок в приспо-
соблении. Правило шести точек.................... 17 :
2.2. Опорные элементы и их условное графическое обозна-
чение .......................................... 22
2.3. Выбор баз. Погрешности, связанные с выбором баз . 24
2.4. Погрешности базирования. Определение погрешностей
базирования исходной базы ...................... 25
2.5. Выбор главной базы............................23
2.6. Способы базирования заготовки с главной базой,
имеющей форму плоскости ..........................30
2.7, Способы базирования заготовки с главной базой,
имеющей форму наружной цилиндрической поверхности 35
2.3. Способы базирования заготовки с главной базой,
имеющей форму цилиндрического отверстия .... 41
2.9. Правило базирования заготовок группой баз ... 44
2.10. Способы базирования заготовок дополнительными ба-
зами .............................................48
2.11. Примеры базирования заготовок группой баз ... 57
Глава 3. Зажимные устройства приспособлений. Расчет на-
дежности закрепления заготовок...................... 62
3.1. Правила закрепления заготоаок.................62
3.2. Классификация зажимных устройств и основные эта-
пы их расчета , ................................ 63
3.3. Определение сил и моментов резания............65
3.4. Составление расчетной схемы и исходного уравнения
для расчета зажимного усилии 68
174
3.5. Выбор типа зажимного устройства и силового меха-
низма. Определение необходимого исходного усилия . 74
3.6. Расчет приводов зажимных устройств................93
3.7. Погрешности, вызываемые закреплением заготовки
в приспособлении .................................... 102
Глава 4. Элементы приспособлений для направления и ко-
ординации инструмента.....................................103
4.1. Общие сведения о направляющих элементах .... 103
4.2. Кондукторные н направляющие втулки ..............104
4.3. Простановка размеров и допусков, определяющих по-
ложение оси кондукторной втулки в приспособлении . 108
4.4. Установи для фрез. Копиры........................109
4.5. Простановка размеров и допусков, определяющих по-
ложение-установа в приспособлении ................... 111
4.6. Погрешности расположения инструмента относительно
приспособления ...................................... 112
Глава 5.' Способы установки н точного расположения при-
способления на станке ......... ......................... 114
5.1. Посадочные места станков..................... . 114
5.2. Установка приспособлений иа токарных, револьверных
и круглошлифовальных станках . .......................114
5.3. Установка приспособлений на фрезерных станках . . 117
5.4. Погрешность расположения приспособления на станке.
Выверка приспособлений при установке...............118
5.5. Простановка размеров и допусков, определяющих
взаимное расположение посадочных н опорных поверх-
ностен в приспособлении . . ..........................120
Глава 6. Делительные устройства. Корпуса приспособлений 122
6.1. Основные детали и узлы делительного устройства . 122
6.2. Общие сведения о корпусах .......................126
6.3. Пути сокращения сроков и стоимости изготовления
корпусов............................................ 127
Глава 7. Конструкции переналаживаемых приспособлений 130
7.1. Общая характеристика конструкций приспособлений , 130
7.2. Универсально-наладочные приспособления...........137
7.3. Приспособления, компонуемые из нормализованных
обратимых деталей и узлов.............................143
7.4. Специальные наладочные приспособления............148
Глава 8. Расчеты по обеспечению точности обработки и ее
экономической эффективности...............................150
8.1. Методика и примеры расчетов точности обработки при
проектировании приспособлений ................... 150
8.2. Методика расчета экономической эффективности при-
менения приспособления ................ ...... 163
Глава 9. Проектирование приспособлений ....... 167
9.1. Разработка технического проекта 167
9.2. Оформление сборочного чертежа 170
Литература.,. ....... ........ 173